









































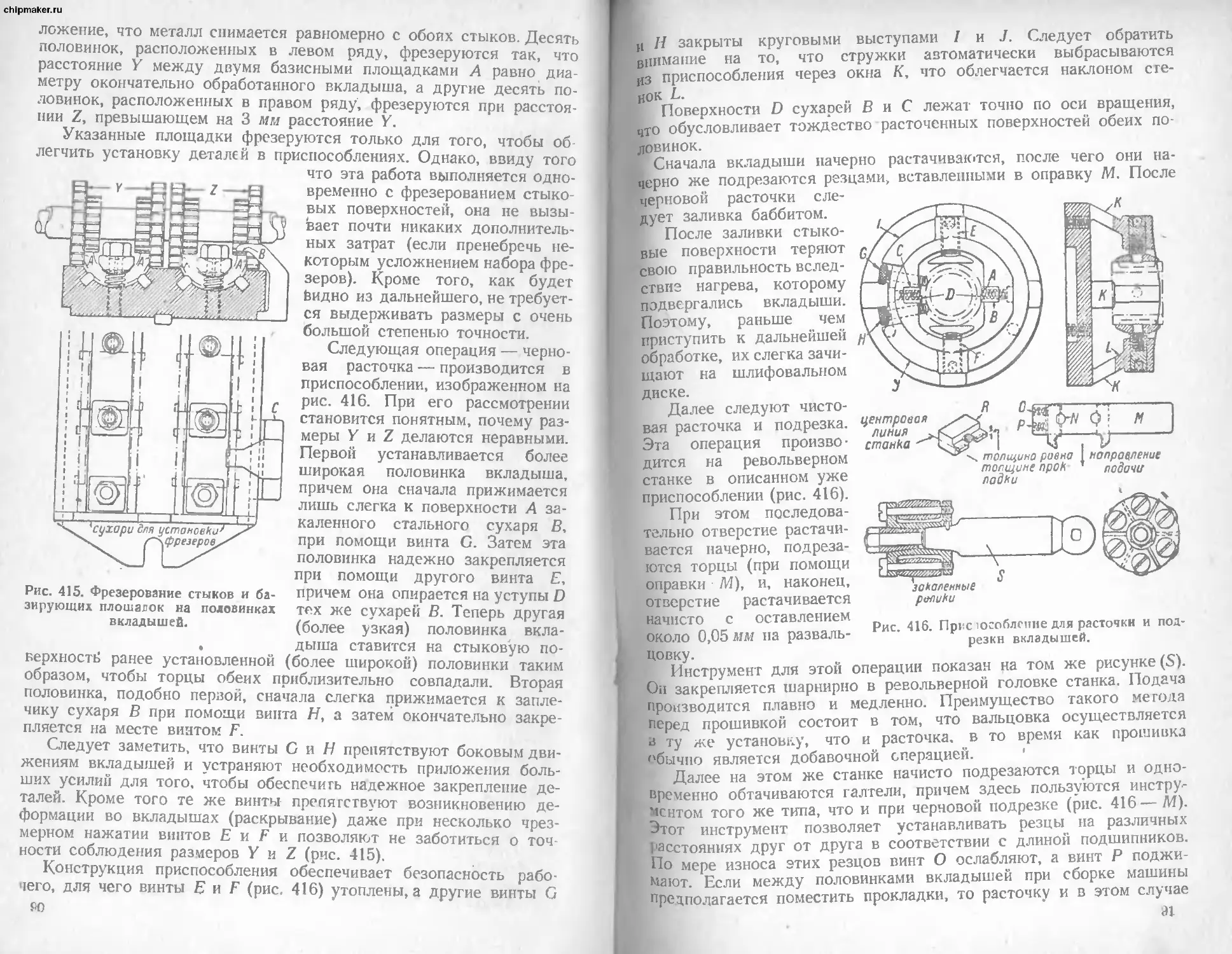









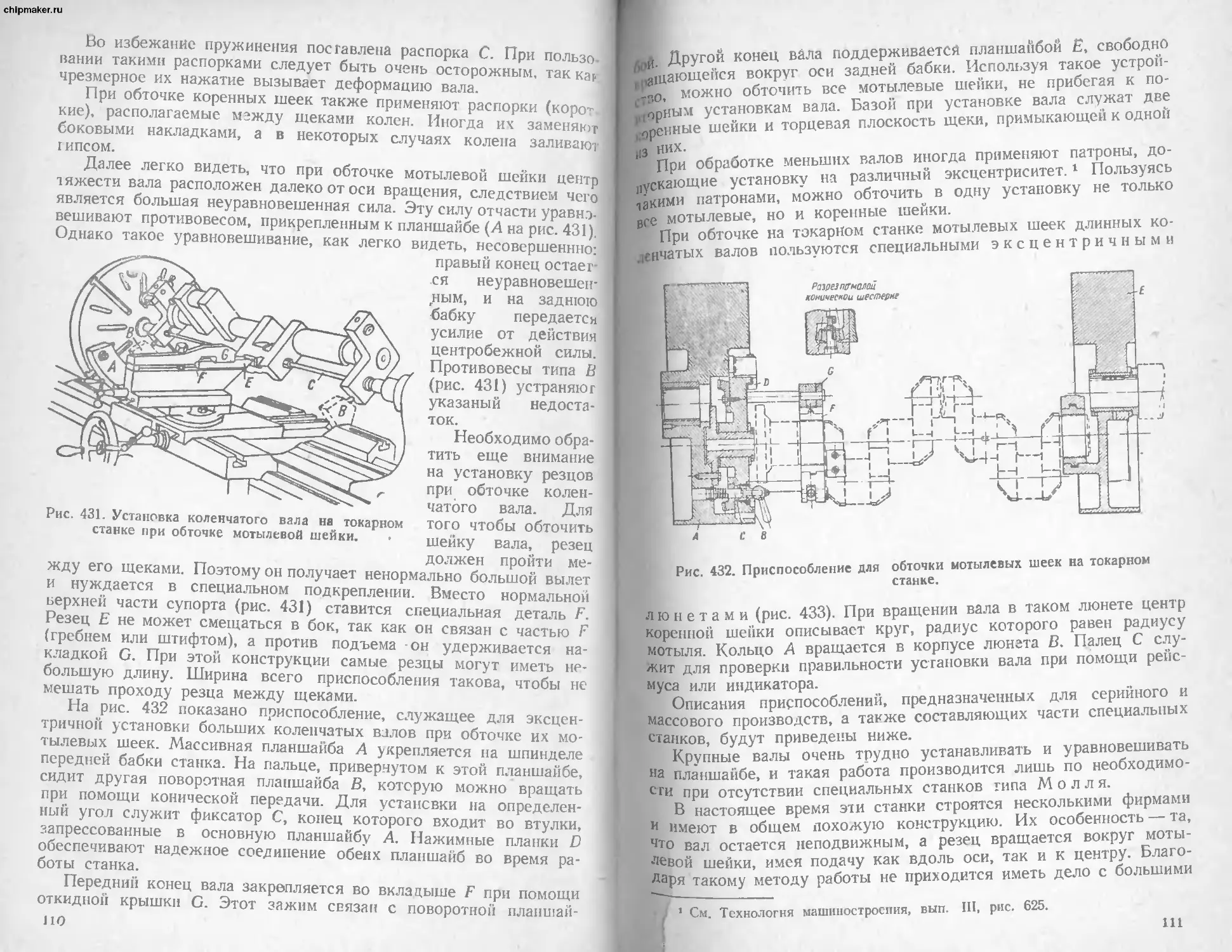






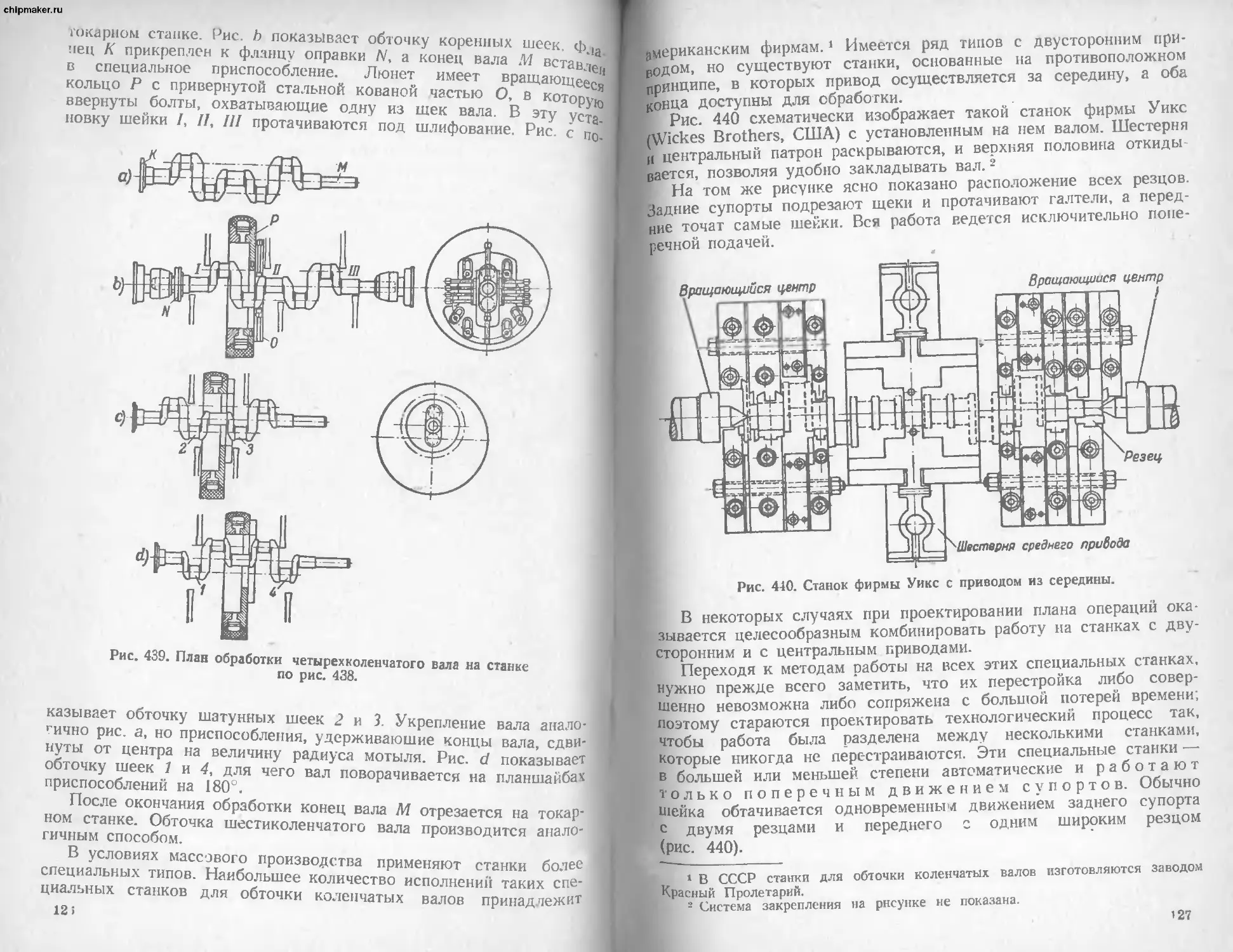


























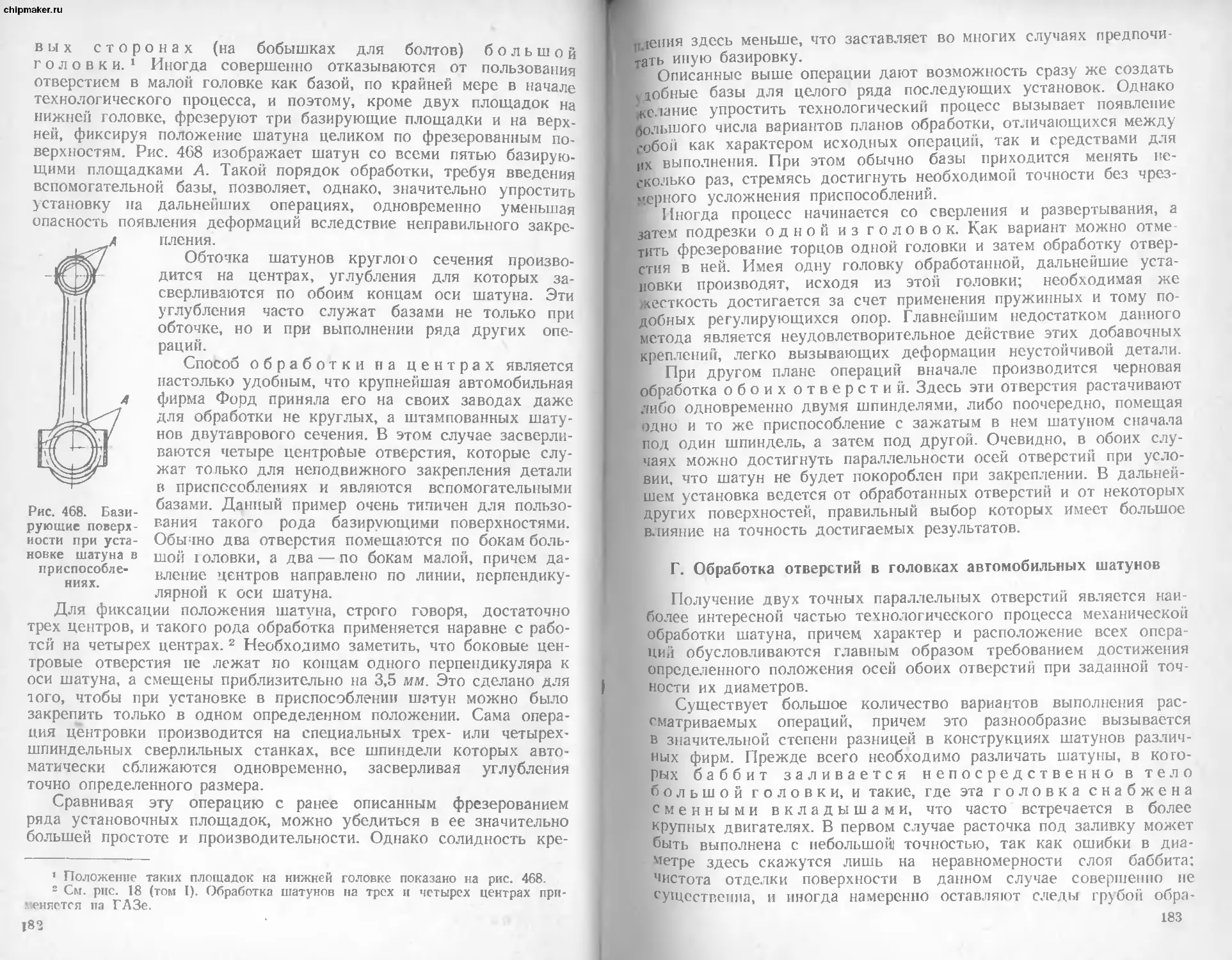


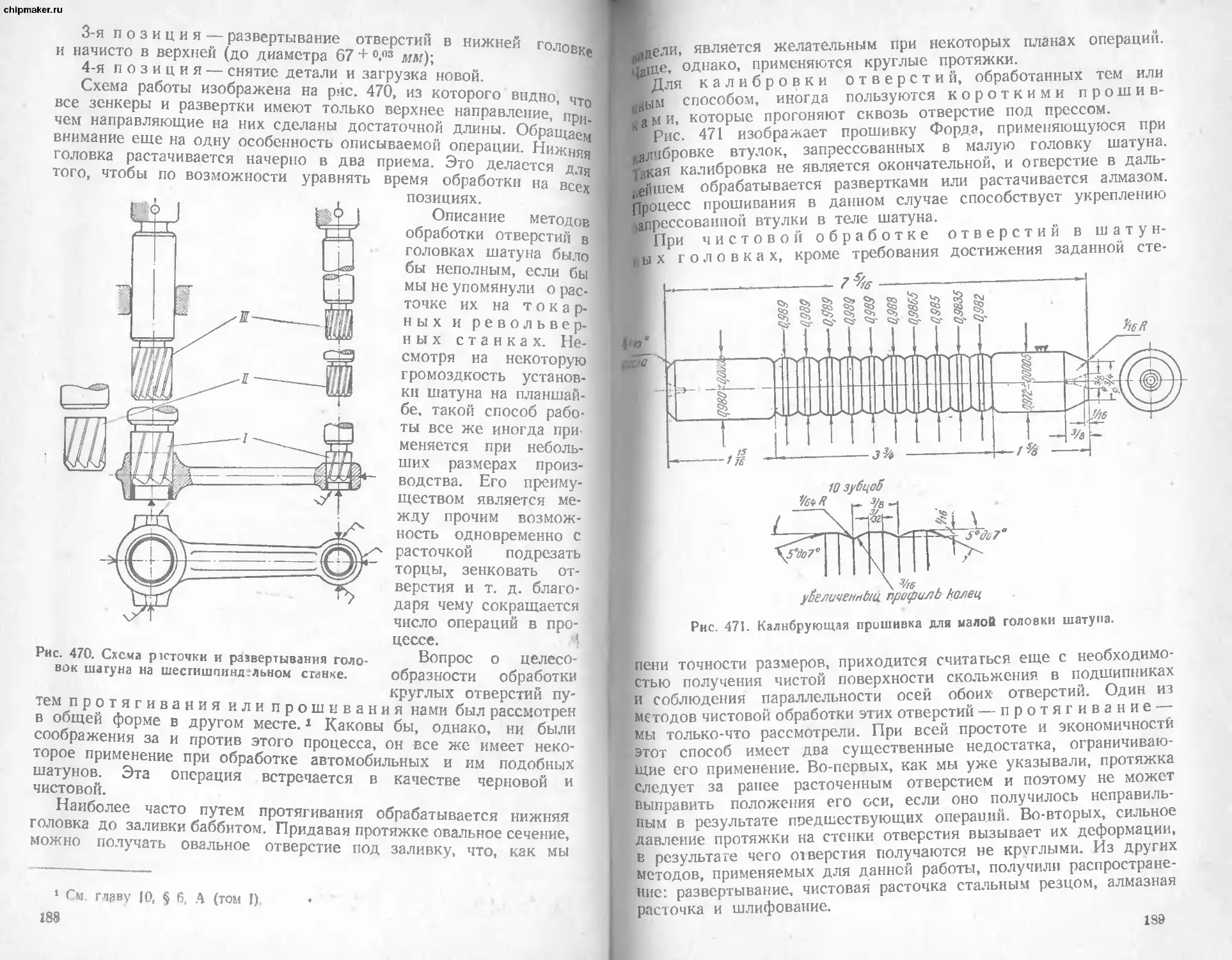










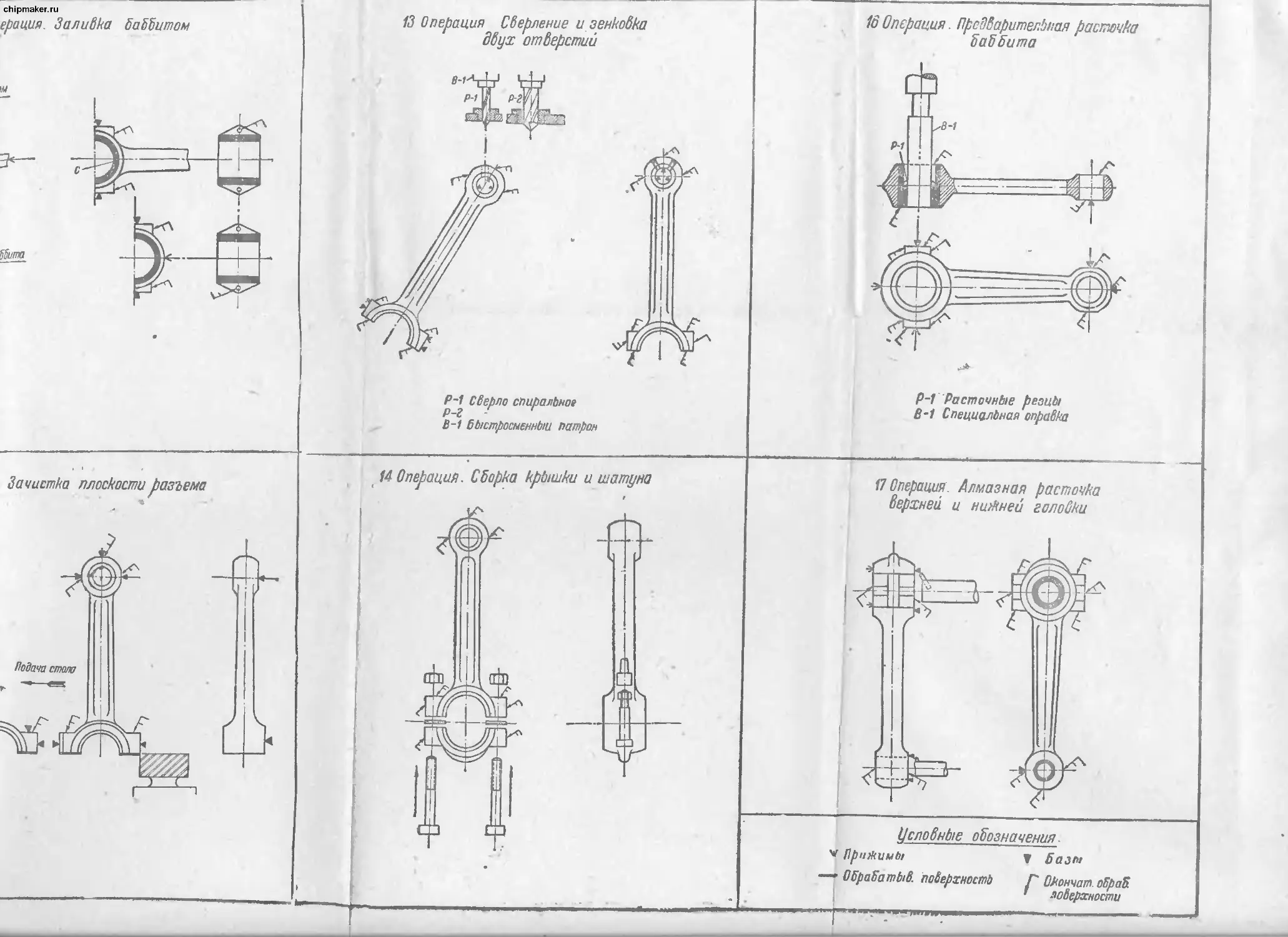










































































































































































































Текст
chipmaker.ru
Chipmaker.ru
chipmaker.ru
Проф. А. ГКСОКОЛОВСКИЙ
Chipmaker.ru
ОСНОВЫ ТЕХНОЛОГИИ
МАШИНОСТРОЕНИЯ
Том II
Утверждено Всесоюзным Комитетом по
делам высшей шчилы при СНК СССР
в качестве учебника для машинострои-
тельных втузов
НКТМ СССР
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ
ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
ЛЕНИНГРАД 1939 МОСКВА
chipmaker.ru
Рецензенты: проф. В. М. Кован и
инж. М. И. Московский
Предлагаемое издание является коренной переработкой труда автора «Тех/
нология машиностроения», причем весь материал обновлен и приведен в строй!
ную систему. Курс выходит в 2 томах. 1
Том 2, заменяющий выпуски 4-й н 5-й книги «Технология машиностроения»)
заключает в себе материал, относящийся к обработке:
1) деталей вращения (втулок, дисков, подшипников и т. п.);
2) многоосных деталей (эксцентриков, коленчатых валов, крестовин, арма-х
туры, поршней, рычагов, шатунов и т. п.); :
3) плоскостных деталей (плит, рам, станин, угольников); '
4) плоскостных деталей, содержащих точные отверстия (бабок, блоков,
цилиндров и т. п.);
5) деталей фасонных форм.
Том I, вышедший в 1938 г. и заменивший выпуски 2-й и 3-й, включает
в себя, кроме того, большой раздел, посвященный общим вопросам построения
технологических процессов. Он состоит из следующих разделов:
1) общая часть;
2) обработка валов;
3) обработка отверстий.
Курс предназначен для студентов машиностроительных втузов, причем он
должен служить учебным пособием как прн прохождении одноименной дисци-
плины, так и при курсовом и дипломном проектировании.
Инженерно-технический персонал заводов и проектных организаций может
по этому курсу ознакомиться с методами работ, применяемыми на различных
заводах, и систематизировать свой и чужой производственный опыт.
Chipmaker.ru
ПРЕДИСЛОВИЕ
«Производительность труда, это, в последнем
счете, самое важное, самое главное для победы
нового общественного строя»... «Капитализм
может быть окончательно побежден и будет
окончательно побежден тем, что социализм со-
здает новую, гораздо более • высокую произво-
дительность труда». (В. И. Лени н, т. XXIV,
3-е изд., стр. 342.)
Для того чтобы достичь высокой производительности труда,
необходимо использовать все возможности, предоставляемые
современной техникой. Инженер должен уметь правильно оценить
состояние производства на заводе и наметить пути, по которым
должно итти его развитие. При этом обязательно использование
методов новейшей технологии, причем задача заключается, конечно,
не только в применении последних «новинок», но прежде всего
в общем прогрессивном направлении всего
построения технологического процесса.
В богатом .арсенале современной техники имеется много очень
производительных методов обработки деталей машин, которые
известны уже давно, но внедрение которых происходит далеко
не с той быстротой, какой они заслуживают. Необходимо правильно
наметить те участки производства, где эти методы должны приме-
няться, и затем со всей настойчивостью вводить их в жизнь. Стаха-
новец Киевского завода станков-автоматов т. Швиненко, применив
известный инструмент — прошивку — там, где его ранее не при-
меняли, повысил производительность труда в 500 раз.
Ряд методов передовой технологии, подлежащих широкому вне-
дрению в нашу промышленность, перечислен в резолюции Ленин-
градской сессии по типизации технологических процессов и освое-
нию новой технологии машиностроения, состоявшейся в мае 1938 г.,1
признавшей одновременно в типизации «одно из основных средств
дальнейшего улучшения технологического планирования и организа-
ции технологических процессов в машиностроении».
При изложении материала, помещенного во втором томе нашего
труда, мы придерживались той же системы, которая была принята
при написании первого тома и которая разъяснена в предисловии
к этому тому. Мы последовательно рассматриваем методы обра-
ботки деталей различных классов, стремясь формулировать и решать
встречающиеся при этом технологические задачи. Нами использо-
1 Резолюция сессии была издана ЛОНИТОМАШ. Основная ее часть на-
печатана в журнале «Станки и инструмент», № 8, 1938.
3
chipmaker.ru
ван опыт различных отраслей машиностроительной промышлен-
ности и, прежде всего, наиболее передовых — станкостроительной
и автотракторной. Последняя дает особенно много ценного, мате-
риала.
На каждом этапе развития автотракторостроения технологиче-
ские процессы основных деталей прорабатывались с большой тща-
тельностью, и результаты такой проработки проверялись в течение
значительного промежутка времени. Заметим, что даже пройденные
этой отраслью промышленности этапы представляют большой инте-
рес для многих заводов, занятых изготовлением другой, менее изу-
ченной продукции. Для них прошлое автотракторной промышленно-
сти часто является настоящим и даже будущим. В силу сказанного,
изучая методы обработки автомобильных и тракторных деталей, мы
здесь, как и в других местах, не ограничивались практикой наиболее
крупных современных заводов, но одновременно знакомились и
с технологическими процессами, принятыми на более мелких пред-
приятиях — и не только в настоящее время, но и в более ранние
периоды их развития. Для возможности сопоставлений приведены
также технологические процессы соответственных деталей из обла-
сти крупного машиностроения.
Мы стремились возможно шире использовать производственный
опыт как советских, так и иностранных заводов. Наша промышлен-
ность дает много примеров прекрасных решений трудных техноло-
гических задач. Укажем, например, на опыт ленинградского завода
Электросила в период освоения производства гидрогенераторов для
Днепростроя и Свирьстроя. Процесс обработки этих громоздких
и сложных машин был разработан совершенно оригинально, причем
труднейшие технологические задачи были решены таким обра-
зом, чтобы, резко сократив импортные вложения, в то же время
достичь истинной «экономичности», которая в наших условиях
сводится к возможно полному удовлетворению потребностей
страны при наименьшем напряжении средств народного хозяй-
ства.
Стахановцы машиностроительной промышленности ежедневно
дают примеры образцовых операций, и, например, «гудовская тех-
нология» по праву получила общее признание в цехах наших заво-
дов.
Многие машиностроительные заводы СССР в настоящее время
оборудованы новейшими станками, и темпы освоения передовой
технологии в основном определяются уже не оборудованием,
а постановкой производства. В особенности это относится к заво-
дам серийного машиностроения, на которых степень применения
новых технологических методов в большинстве случаев зависит
целиком от возможности использовать более совершенные приспо-
собления и производить сложные настройки и перестройки станков
с уверенностью и в короткое время. Между тем создание правиль-
ной и гибкой организации зависит прежде всего от людей, которые
занимаются этим делом.
В эпоху, когда «кадры решают все» (Сталин), «ускоренное
выращивание кадров по технике и быстрое освоение новой тех-
4
ники в целях дальнейшего подъема производительности труда —
стало первостепенной задачей».1
Передовые люди нашей страны своим примером показывают, как
быстро могут формироваться у нас новые квалифицированные
кадры. Стахановец-орденоносец депутат Верховного совета СССР
И. И. Гудов только в 1934 г. поступил на станкостроительный
завод им. Орджоникидзе в качестве подсобного рабочего и менее
чем через четыре года поставил свой знаменитый рекорд — 9050%
нормы. Заметим, что этот рекорд был установлен ко дню пятилетия
завода им. Орджоникидзе (23 декабря 1937 г.). Теперь этот завод,
развившийся в такой короткий срок, уже имеет кадры квалифици-
рованных фрезеровщиков, освоивших методы И. И. Гудова и про-
шедших его школу.
Школу передовой технологии должны пройти все работники
нашей машиностроительной промышленности, и задача втузов —
дать стране инженеров, способных активно руководить внедрением
новейших стахановских методов.
В заключение мы считаем своим долгом выразить глубокую
благодарность обоим рецензентам: проф. В. М. Кован и
инж. М И. Московскому, редактору этой книги доц. А. Н. Оглоб-
лину и редактору ранее вышедшего нашего курса «Технология ма-
шиностроения» проф. Н. С. Ачеркан за ценные указания, которые
в большой степени помогли нам довести до конца наш труд.
Автор
1 Кра/кий курс испорти ВКП(б), огр. 323
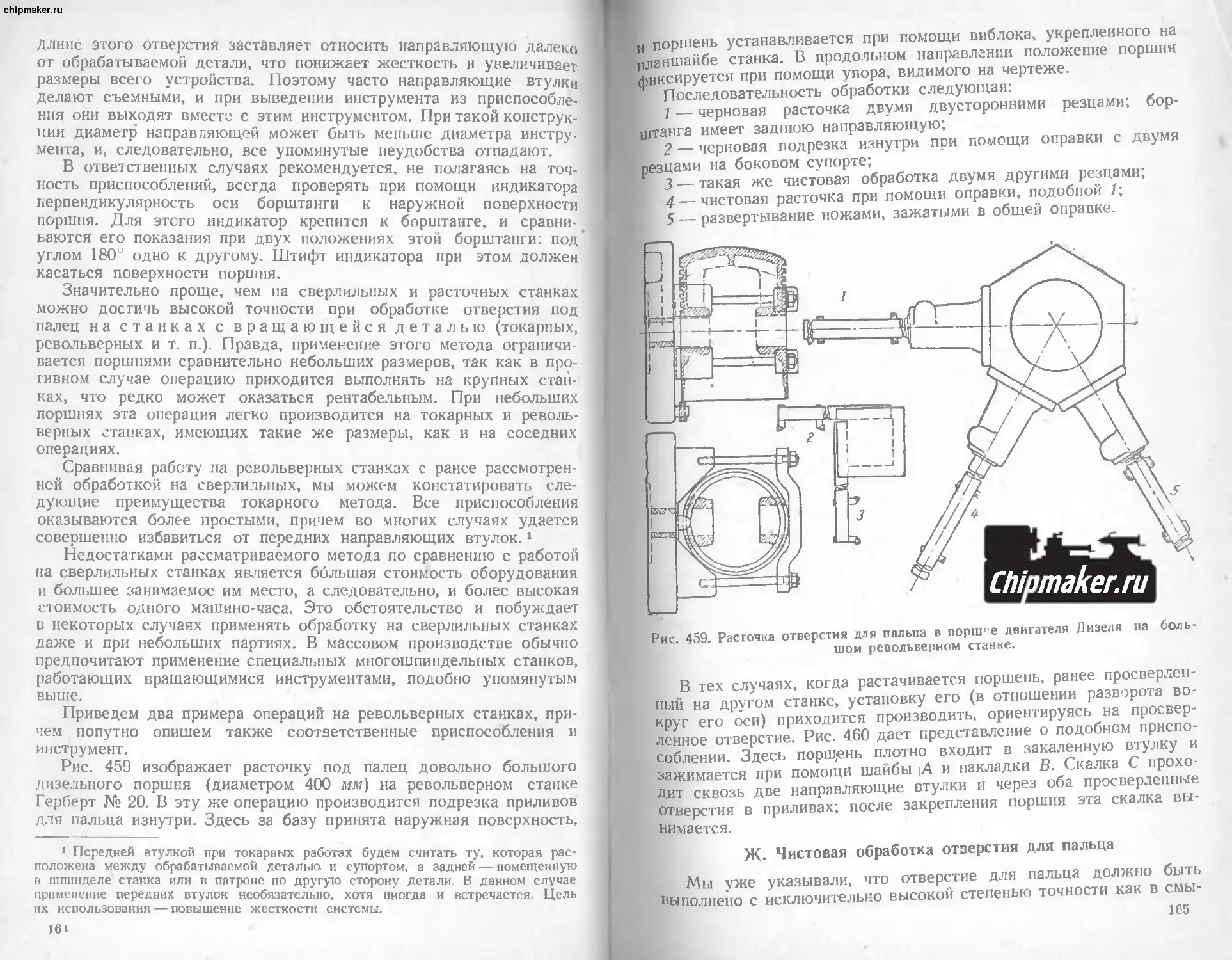
chipmaker.ru
ГЛАВА ОДИННАДЦАТАЯ
ОБРАБОТКА ОХВАТЫВАЮЩИХ ДЕТАЛЕЙ ВРАЩЕНИЯ
1. КЛАССИФИКАЦИЯ „ОХВАТЫВАЮЩИХ ДЕТАЛЕЙ ВРАЩЕНИЯ"
Среди огромного разнообразия деталей, применяемых в машино-
строении, выделяется обширная их совокупность, которой мы дали
общее наименование «деталей вращения».1 Эти детали чаще всего
образуют вращающиеся элементы машин: роторы турбин и электро-
моторов, шпиндели станков с насаженными на них шестернями
и т. д. Аналогичные же в технологическом отношении узлы пред-
ставляют собой: шток паровой машины вместе с поршнем и мно-
гие другие. В последнем случае хотя и отсутствует элемент враще-
ния во время работы машины, но самая форма деталей позволяет
их объединить с деталями рассматриваемой группы. Наконец, неко-
торые неподвижные детали, окружающие в машине детали, подоб-
ные рассмотренным, получают аналогичную форму и поэтому при-
мыкают к тем же классам. Укажем на цилиндры авиационных
и мотоциклетных моторов, подшипниковые щиты электрических
машин, вкладыши подшипников и т. п. Все детали вращения можно
разделить на «охватывающие детали» и на «валы».
«Охватывающие детали вращения» являются внеш-
ними элементами узлов, надеваемыми на «валы», представляющие
внутренние элементы.2 Легко видеть, что на один «вал» обычно
надевается несколько охватывающих деталей. Например, ротор
электромотора, кроме вала, состоит из шкива, роторной буксы
и коллектора. Последний в свою очередь состоит из нескольких
«охватывающих деталей вращения». Сюда необходимо прибавить
еще два подшипниковых щита и два вкладыша. В станках, различ-
ных двигателях и т. д. мы везде встречаем много шестерен, махо-
вичков, шкивов и тому подобных деталей, различных по конфигура-
ции, но сходных по общему направлению их обработки.
Всю совокупность «охватывающих деталей вращения» удобно
разбить на два класса: класс втулок (А — рис. 359) и класс
дисков (Д — рис. 360).
Детали класса «втулок» носят различные наименования: втулки,
буксы, вкладыши, гильзы и т. д. Детали класса «дисков» назы-
ваются: дисками, кольцами, колесами, шкивами, венцами, ободами,
маховиками, фланцами, круглыми крышками и т. д.
1 См. главу I, § 2, В (том I).
1 Обработка деталей класса «валов» рассмотрена в томе I нашего труда
(главы 5—8). Классификация валов показана на рнс. 72.
6
Рис. 359. Детали класса „втулок
7
r.ru
Лист 4 °Q <§ । s
печалей зния о ‘ОТ,. , ж п-р. г
° л g ] v^jT' 2
1 F
VJ- Oj
» ° IVZ 1 <*□' ' '" «o' ' \3
• Классификации машиностр £ <о °0 СД i о пс=э - 0£=) t>*'* И J3 Cs 1 1 1 If sa
Г '1 ife=nz i
«/йа— 05 [ X "
•*- «с (ХрИ1,-т\г~> 1*&ЛТ ~ 4
*- «о <2 co *4
Класс ДИСКИ, КОЛЬЦА, КОЛЕСА 1 Кольца 5 f jftx кругом круга» 1
V> VCJ >v> 3 И—1 '' 1 Г1 T——1 1 <e.,3 C> u-j
5^ ~ ГГ1—1 П—1 1 FA -i 1 Uj~ — 1 Q) rr-—j 1 ff' ' | I <^Г"~
4> --J... | 1 1 gL-TL4 ' , =□ м - н 1 а ”
C\J tx Oj Ox g*:l cm
“=t=j f=4 i Й 11 ) 1 fsrf. 1 1 ! ta I 1
** to NJ 4 <o *4
д 1 Ленингр. индустриальный институт. 1 ** 1 Кафедра технологии машиностроения
1 Диски Д1 V-круга» 't » 'I ‘t '1 1 ’H » <• 1 oo .—-—. a f rp 1 __, glBw.Jgj" 2 о •j 7 iiii—д t> *o
I> «о сэ Е-шЖ ,.й L. —.
s?
i'1 j 1 CO co
Csj CX CM
•4- <O
N Г) s
QQ>jU8'fl enHgadj BiqnuM)i
Рис, ЗэО. Детали класса «дисков
Рассмотрение рис. 359 и 360 вместе со всем ранее сказанным
дает представление о том, сколь велик удельный вес деталей рас-
сматриваемых классов в машиностроении.
В основном все «охватывающие детали вращения» (классы А и Д)
обрабатываются на различных станках типа токарных и круглошли-
фовальных, причем наиболее характерными операциями здесь явля-
ются: обработка наружных поверхностей вращения, обработка отвер-
стия и подрезка торцов. Поэтому первые три основные технологи
ческие задачи, возникающие при обработке этих деталей, заклю-
чаются в получении правильных поверхностей вращения наружных,
внутренних и торцевых.
Четвертая основная технологическая задача — обеспечение кон-
центричности наружной и внутренней поверхностей вращения и до-
стижение перпендикулярности торцов к общей оси этих поверх-
ностей. Заметим, что последнее условие является частным случаем
концентричности. Это становится понятным, если учесть, что торце-
вую поверхность можно рассматривать.как коническую с углом при
вершине конуса, равным 180°. Правильность этого замечания под-
тверждается еще тем, что решения обеих задач (о достижении
концентричности и об обеспечении перпендикулярности торцов) в
основном одинаковы.
Требование концентричности является наиболее характерным для
всех деталей рассматриваемых классов. «Охватывающие детали
вращения» можно было бы характеризовать как «концентрич-
ные детали», если бы в их число не входили такие, у которых
обрабатывается только внутренняя поверхность (см. рис. 359,
группы А7, А8, А9). К числу технологических задач, присущих клас-
сам втулок и дисков, относится также образование шпоночных ка-
навок и шлицов на внутренних поверхностях.
Что касается различия между классами «втулок» и «дисков»,
то оно заключается в соотношении размеров — диаметра и длины.
У «втулок» эти размеры одного, порядка, у «дисков» диаметр
больше длины. Обратный случай, когда длина больше диаметра,
приводит нас к рассмотренной выше группе «пустотелых валов»
(группы В7, В8 и В9).1 Разбивка всей совокупности «охватывающих
деталей вращения» на два класса, имеющие общие технолы ические
задачи, оправдывается тем, что этй задачи решаются в условиях
различной конфигурации. Так, например, при рассмотрении дефор-
маций деталей при закреплении на станке для «втулок» наибольшее
значение приобретает возможность искажения их формы в радиаль-
ном направлении (получение овалов), а для дисков — отступление
торцевых поверхностей от плоской формы (коробление).
2. ОБЕСПЕЧЕНИЕ КОНЦЕНТРИЧНОСТИ
А Различные факторы, влияющие на концентричность
Мы указали, что основное требование, предъявляемое к деталям
классов «втулок» и «дисков», — это обеспечение концентричности
1 Рис. 72 (том I).
О
chipmaker.ru
различных поверхностей вращения, ограничивающих эти детали
(включая в понятие «концентричности» также условие перпендику-
лярности торцов к оси).
В таких случаях, когда несколько поверхностей
обрабатываются в одну установку, достижимая сте-
пень концентричности зависит прежде всего от счедующих факто-
ров: правильности вращения шпинделя станка, хорошей баланси-
ровки патрона вместе с закрепленной в нем деталью, равномер-
ности распределения по окружности припусков на обработку, рав-
номерной твердости материала и, наконец, правильности закрепле-
ния детали, которое не должно допускать ее смещении и вместе
с тем не должно вызывать ее деформаций.
Необходимо особо подчеркнуть значение жесткости детали и
борштанг, так как при малой их устойчивости влияние неравномер-
ности припусков и твердости материала может оказаться весьма
большим и притом различным при обработке различных поверхно-
стей. Отклонения детали и инструмента под влиянием усилия реза-
ния влекут за собой эксцентричное расположение различных обра-
батываемых поверхностей вращения, которые таким образом оказы-
ваются неконцентричными.
Если различные поверхности обрабатываются
в ра зные установки, то к перечисленным выше погрешностям
прибавляются погрешности, связанные с ошибками при установке,
которые, в свою очередь, складываются из погрешностей базировки
и из ошибок, вызываемых деформациями при закреплении.1
Необходимо различать установку детали по черновой базе1 2 и
по обработанным поверхностям. В первом случае требования предъ-
являются главным образом к надежности закрепления и к тому,
чтобы зажимные устройства не деформировали деталь. Во втором
случае, кроме этих требований, большое значение приобретает точ-
ность базировки.
Все случаи крепления деталей рассматриваемых классов ‘можно
разбить на две основные группы: крепление за наружную и крепла
ние за внутреннюю поверхность.
Б. Закрепление деталей
Крепление за наружную поверхность произво-
дится в патронах различных типов. Наиболее известными являются
кулачковые патроны (рис. 361), которые по числу кулачков разде-
ляются на двухкулачные (а), трехкулачные (Ь) и четырехкулач-
ные (с).
Четырехкулачные патроны обычно имеют независимое переме-
щение отдельных кулачков («четырехкулачная планшайба»).3 Заме-
1 Погрешности базировки в большой степени зависят от точности патронов.
Следует заметить, что даже безукоризненно точный патрон может сообщить
детали неправильное центрирование, если он неправильно укреплен на шпин-
деле. Вообще замечено, что патрон, свернутый со шпинделя и вновь .наверну-
тый на него, обычно не дает одинакового центрирования.
« О Газах см. главу 2 (том I).
3 Самоцентрирующие четырехкулачные патроны применяются редко.
10
тиМ, что четырехкулачная планшайба применяется для закрепления
деталей двояким образом: с базировкой по опорной базе и с ба-
зировкой по проверочной базе.
В первом случае выверка детали становится излишней, и уста-
новку ведут следующим образом: два кулачка (например, L и М)
закрепляют неподвижно, закрепление же детали А производится
при помощи двух других кулачков (/2 и N). Легко видеть, что ку-
лачки L и М образуют виблок, который центрирует деталь (О).
Установка этих кулачков производится путем тщательной выверки
первой детали из партии.
Такой метод установки предполагает известную степень одно-
родности заготовок и, как легко заметить, пригоден лишь в усло-
виях серийного производства. При обработке единичных деталей
или при неоднородных заготовках установку ведут по провероч-
ным базам, используя для этой цели наружные или внутренние по-
вепхности детали.
Рис. 361. Кулачковые патроны.
Трех- и двухкулачные патроны исполняются самоцентрирую-
щими. Более широкое применение имеют тре^кулачные патроны,
так как их число кулачков — три — лучше всего соответствует
условиям центрирования деталей.1 Двухкулачные патроны широко
используются для закрепления мелких деталей, причем часто при-
меняются сменные кулачки (Е и F) различных форм.
Обычный трехкулачный («американский») патрон является наи-
более удобным зажимным устройством для большинства токарных
работ. Кулачки сближаются одновременно, для чего используется
известный механизм, основанный на действии спирали, нарезан-
ной на диске и находящейся в зацеплении со спиральными зубцами,
нарезанными на кулачках. Спираль является наиболее слабым ме-
стом всех подобных патронов, так как очевидно, что ее радиус
кривизны увеличивается от центра к периферии, в то время как
кривизна зубцов кулачков постоянна. Вследствие этого соприкосно-
вение зубцов со спиралью получается теоретически в одной точке,
а практически ,по весьма малой площадке. Указанное обстоятель-
ство
влечет за
собой быстрый
износ трущихся поверхностей и вы-
зываемую им потерю точности патрона. Другой недостаток амери-
1 Для работы по проверочным базам трехкулачные патроны неудобны, так
как выверка в них деталей затруднительна.
11
chipmaker.ru
кулачках необра-
Рис. 362. Закрепление
ботанной
в
детали.
канских патронов обычной конструкции — невозможность получе-
ния больших передаточных отношений, необходимых для обеспече-
ния сильного зажатия деталей.
Для устранения этих недостатков было сделано много различ-
ных предложений. У нас некоторое распространение получили па-
троны Форкардта, в механизм которых спираль не входит. Патроны
этой конструкции обеспечивают лучшие результаты в отношении
как точности центрирования, так и силы зажатия. Их недостаток—
необходимость перестановки кулачков при закреплении деталей
различных диаметров.
При закреплении деталей в трехкулачном патроне необходимо
иметь в виду ряд соображений.
Рассмотрим сначала условия установки необработанных
деталей. В этом слу-
чае необходимо иметь в
виду различие в размерах
заготовок одной и той же
партии, а также отсту-
пления от правильных
геометрических форм, не-
избежные при поверхно-
стях, полученных в отлив-
ке или в результате куз-
нечной обработки.
На рис. 362 изображе-
на втулка К, закрепленная
в трехкулачном патроне.
Принимая условно, что
каждый кулачок соприка-
сается с поверхностью де-
тали по прямой, мы убе-
димся, что в результате
действия трех кулачков деталь будет лишена всех степеней сво-
боды, кроме двух: вращения вокруг своей оси и продольного сме-
щения. Возможность последнего легко устраняется постановкой
упора (С), проворачивание же детали устраняется либо силами тре-
ния либо использованием какого-либо поводкового устройства (не
показанного на рисунке).
Касание кулачка по линии далеко не всегда обеспечивается. При
неправильной форме заготовки это касание может происходить
лишь в одной какой-либо точке, в результате чего деталь может
быть легко вырвана из патрона. Если бы мы в целях лучшей под-
держки свисающего конца детали выполнили кулачки таким обра-
зом, чтобы касание происходило в двух точках (L и М) и деталь
закреплялась как в сечении А—В, так и в сечении G—Н, то в
результате могли бы возникнуть обстоятельства, подобные показан-
ным на рисунке. Кулачок может иметь касание в >L и не иметь в М.
или обратно. Возможны также такие случаи, когда касание одних
кулачков происходит в точках L, а других — в М. В результате
под давлением резания деталь вибрирует и даже может сместиться.
12
Заметим, что наличие только одной опоры (подобной точке С) не
обязательно. Такие опоры (О) могут быть расположены на всех
кулачках, так как фактически только одна из них будет,работать,
две же другие не будут касаться поверхности детали. Опорные
точки могут быть расположены и на внешних концах кулачков. На-
пример, при закреплении втулки Р за поверхность Q соответствен-
ной базисной поверхностью может служить внутренняя поверхность
фланца (/?). Работа при отсутствии продольного упора, вообще го-
воря, ненадежна, исключая тех случаев, когда деталь закреплена в
кулачках на участке большой длины.
На рис. 363а показано такое закрепление. Здесь отношение плеч
L/B достаточно велико при небольшом диаметре D
зан случай, когда отно-
шение плеч L/B небла-
гоприятно и диаметр D
велик по сравнению с В.
Однако закрепление
получается достаточно
надежным, так как де-
таль опирается в кулач-
ки своим торцом. На
На рис. b пока-
рис. с показан другой
случай. Здесь, несмотря
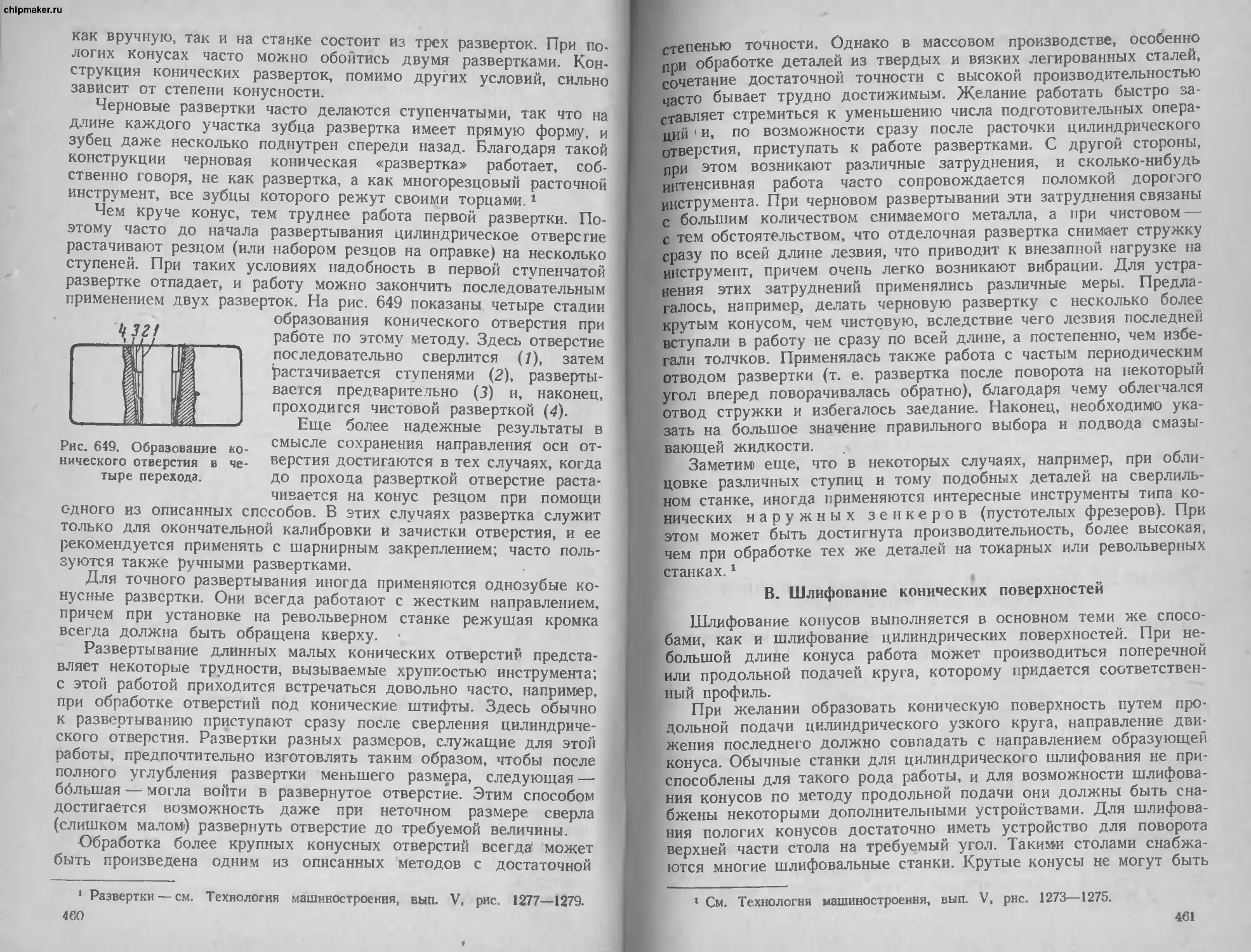
на малое плечо (L), за-
крепление явно недо-
статочно, и кроме того
возможен перекос де-
тали. Правильное за
крепление показано на
рис. d.
При желании обес-
печить вполне надежное
закрепление деталей,
имеющих значительную
Рис. 363. Надежное и ненадежное закрепление
детали в кулачках патрона.
длину, приходится прибегать к патронам,
снабженным специальными самоустанавливаюшимися кулачками.
Закрепление деталей некруглой формы часто произво-
дится в кулачках соответственной формы, причем для этой цели
широко применяются двухкулачные патроны.
Для более крупны?: деталей, а также для деталей, имеющих
сложную форму или малую жесткость, приходится конструировать
специальные зажимные приспособления, которые в некоторых слу-
чаях получаются довольно сложными. Необходимо обращать серьез-
ное внимание на балансировку всех таких приспособлений, а также
на безопасность пользования ими (отсутствие выступающих частей).
При креплении за необработанную поверхность кулачки патро-
нов обычно снабжаются насечкой и закаливаются. Крепление в та-
ких кулачках при повторных установках при зажиме за обрабо-
танную поверхность нецелесообразно. С одной стороны,
насечка кулачков может повредить обработанную поверхность, а с
Другой — обычные самоцентрирующие патроны не дают точности
13
установки, требуемой в таких случаях. При работе на токарных
станках и малых партиях обрабатываемых деталей в таких случаях
охотно прибегают к пользованию разрезными втулками, растачи-
ваемыми на месте.
При больших партиях при работе на револьверных станках охот-
нее пользуются сырыми привертными кулачками, также растачивае-
мыми на месте по диаметру обрабатываемой детали. При. такой
расточке кулачки должны быть зажаты достаточно сильно, для
чего в патрон закладывается кольцо в таком месте по длине этих
кулачков, которое можно оставить нерасточенным.. Если этого не
сделать, то влияние мертвых ходов механизма патрона сведет ка-
нет все выгоды применения сырых кулачков. Точно так же после
расточки кулачков патрон нельзя снимать со станка и вообще
Рис. 364. Закрепление деталей в сырых кулачках.
нельзя изменять его положения относительно шпинделя. Изгото-
вляются сырые кулачки из стали или чугуна.
На рис. 364а показано закрепление в сырых кулачках детали,
достаточно жесткой в месте зажима. Кулачки расточены по форме
детали. На рис. b изображено закрепление тонкостенной втулки,
у которой наружная поверхность и левый торец уже обработаны
и требуется обработать поверхности Q, R и S. Во избежание дефор-
маций использованы приставные кулачки К, имеющие очень боль-
шую ширину и охватывающие деталь почти кругом. Такие кулачки
должны быть тщательно расточены на месте. Рис. с показывает
конструкцию распорного кольца, которым можно пользоваться при
расточке кулачков на разные диаметры.
Трехкулачный патрон даже при пользовании сырыми расточен-
ными на месте кулачками не представляет собой идеального цен-
трирующего приспособления вследствие склонности таких патронов
к разрегулированию и возможности попадания грязи в механизм
патрона. В некоторых случаях стремятся улучшить центрирование,
применяя метод установки детали по точно выполненной
выточке.
14
На рис. 365а показано крепление детали А в сырых кулачках с
дополнительным прижимом планками L, а на рис. b — крепление
той же детали с центрированием при помощи стального закаленного
кольца О с прижимом тремя болтами Р. Последнее устройство просто
и надежно, кольцо О легко очищать от грязи и заменить в слу-
чае износа. Недостатком всех подобных устройств является то, что
точность центрирования здесь всецело зависит от величины до-
пуска на диаметр базирующей цилиндрической поверхности.
Если этот допуск велик, то, очевидно, точность установки бу-
дет низкой, так как выточку (в данном случае отверстие в кольце О)
придется делать по верхнему предельному диаметру детали. По-
этому, естественно, возникает мысль сделать эти центрирующие
отверстия расширяющимися, что приводит
гового патрона.
Цанговые па-
троны широко приме-
няются на револьвер-
ных станках и автома-
тах для закрепления
прутков и отдельных
деталей. Цанга (пру-
жинящая втулка) плот-
но охватывает пруток
11ли деталь и хорошо
их центрирует при ус-
нас к конструкции цан
ловии, что диаметры от-
дельных деталей мало Рис- 365. Два метода установки детали по обра-
различаются между 6отанн0й наружной поверхности.
собой (допуск на диа-
метр не превышает 5-го класса ОСТ). Если прутки сильно
колеблются в размерах, то зажим в цанге становится ненадеж-
ным, а сами цанги быстро изнашиваются и приходят в негод-
ность. Поэтому цанговые патроны оказываются наиболее подхо-
дящими при обработке чистотянутого материала, а также при
зажатии за ранее обточенную поверхность. При зажиме чер-
ного материала обыкновенная пружинная цанга оказывается мало-
пригодной, и в этих случаях рекомендуется пользоваться патро-
нами другой конструкции, где зажимная втулка сделана из несколь-
ких частей, которые сближаются под действием механизма того
или иного типа.
Цанговые патроны для зажима прутков обычно применяются при
сравнительно небольших диаметрах (приблизительно до 90 мм).
Для зажимания коротких обточенных заготовок цанговые па-
троны применяются и для больших диаметров, причем закре-
пление получается правильное и требует малой затраты времени.
Заметим еще, что многие конструкции цанговых патронов
не обеспечивают определенного положения детали по длине (в
сеевом направлении), что необходимо иметь в виду при выборе
этих конструкций в тех случаях, когда такая определенность
обязательна.
15
chipmaker.ru
Кроме обычных кулачковых и цанговых патронов, иногда
применяются различные другие их конструкции. В таких патро-
нах часто используется центрирующее действие конуса (подобно
цанговым патронам), но кулачки делаются отдельными, вращаю-
щимися на цапфах
Рис 366. Приспособление для центрирования
по внутренней поверхности с закреплением за
фланец.
или укрепленными в
патроне иными мето-
дами.
При закреплении
детали в патроне од-
ной из перечисленных
конструкций поверх-
ность, на которую давят
кулачки, служит одно-
временно как базирую-
щей, так и опорной по-
верхностью (опорная
база). На практике
встречаются случаи,
когда центрирование
должно производиться
по одной поверхности,
а закрепление — по другой. В индивидуальном производстве, как
мы упоминали, в таких случаях охотно пользуются обычными че-
1 ырехкулачными планшайбами, прибегая к выверке детали на станке.
Б серийном же и массовом производствах изготовляют специаль-
ные патроны, решающие задачу такой установки автоматически.
Рис. 367. Патрон с „плавающими кулачками".
На рис. 366 показано простое приспособление такого рода.
Здесь центрирование производится по внутренней поверхности при
помощи короткой оправки L, закрепляется же деталь А кулач-
ками М обыкновенной планшайбы Р, имеющими независимое пере-
мещение. Этот метод дает хорошее закрепление, но он довольно
медленный.
Более быстрым является закрепление при помощи патрона с
«плавающими кулачками».
16
О)
Рис. 368. Жесткие оправки.
На рис. 367 показан один из таких случаев. Здесь обрабатывае-
мая деталь А центрируется при помощи оправки В и зажимается
в кулачках патрона за поверхность 'D, причем положение детали в
продольном направлении определяется ее поверхностью С. Таким
образом здесь база состоит из поверхностей В и С, поверхность
же D является опорной. Ввиду возможности наличия эксцентриси-
тета между поверхностями В и D кулачки обыкновенного патрона
не будут равномерно прилегать к детали. Для того же чтобы до-
стичь такого прилегания, спиральный диск патрона G стачивается
в местах Н и К так, что он как бы «плавает» в корпусе патрона.
При такой конструкции патрона возможно солидное закрепление.
Заметим, что после указанной переделки патрон сам по себе (без
помощи оправки В) теряет способ-
ность самоцентрирования. Величина
возможного смещения диска зави-
сит от ожидаемой эксцентричности.
Во многих случаях достаточно сме-
щения в + 1 мм. «Плавающие
кулачки» могут изготовляться раз-
личной конструкции в зависимости
от формы детали.
Установка детали по отверстию
чаще всего производится при помо-
щи оправок. Если отверстие точно
обработано, то во многих случаях
пользуются жесткими центро-
выми оправками (р'ис. 368а).
Такая оправка изготовляется слегка
конической и запрессовывается в
отверстие с некоторым усилием,
благодаря чему деталь А на ней
удерживается силой трения. Конус-
ность обычно берется около (вообще же в пределах Viooo —
’^ооо). причем чем точнее обработано отверстие, тем меньше может
быть эта конусность. Заметим, что точные размеры оправки уста-
навливаются в соответствии с допусками на отверстие. В зависи-
мости от колебания диаметра отверстия (в границах допуска) и ог
силы запрессовки деталь может занимать различные положения по
Длине оправки, такие, как показано на рисунке пунктиром. Последнее
свойство конусных оправок делает их малопригодными для исполь-
зования при работе на настроенных станках, в условиях серийного
и массового производств, так как в таких случаях требование
определенности продольного расположения детали обычно является
обязательным.
Шпиндельная цилиндрическая оправка (рис. 3686)
А на ней занимает
так как торец детали
деталь обычно гайкой
оправки — неточность
допуска в отверстии.
17
имеет то ценное свойство, что деталь
вполне определенное положение по длине,
Упирается в заплечик оправки. Закрепляется
с подкладной шайбой. Недостаток такой
Центрирования, обусловливаемая влиянием
о
< ОКОЛОВСМ1Й, т. II. 188ft.
chipmaker.ru
Далее, при пользовании такими оправками необходимо, чтобы
торцы были подрезаны строго перпендикулярно к оси отверстия.
Если последнее требование не выполнено, то следует применять
сферические шайбы между торцами детали и опорными поверхно-
стями оправки (заплечиком и гайкой).
Требование обеспечения плотной посадки детали на оправку
при различных (в границах допуска) размерах отверстия привело к
конструированию расширяющихся оправок, аналогичных
цанговым патронам при наружном креплении. Конструкций таких
оправок существует очень много.
При работе на оправках, где возможно, рекомендуется приме
пять поводковые устройства, так как это в большой степени позво
ляет уменьшить силу зажатия и связанные с нею деформации.
При центрировании детали по отверстиюс резьбой тре
буется соблюдение трех основных условий:
1) обеспечение определенного положения детали по длине;
2) применение специального устройства для облегчения свин-
чивания детали с оправки;
3) конструирование оправки таким образом, чтобы была устра-
нена опасность ее пружинения под действием осевого усилия, вы-
зываемого давлением резания, стремящимся навинтить деталь на
оправку.
Где возможно, резьбу следует использовать только для закре-
пления детали, центрирование же производить отдельно. Вообще
следует заметить, что резьба не является надежной базой, так как
обычно выполняется со сравнительно грубыми допусками по диа-
метру. 1 Это замечание относится не только к резьбовым оправкам,
по и ко всем другим случаям центрирования по нарезанной вну-
тренней или наружной поверхности.
Обыкновенные самоцентрирующие патроны и разжимные
оправки обычно приводятся в действие от ключа. Необходимость
прибегать к ключу в значительной степени замедляет процесс уста-
новки детали.
Поэтому наряду с обычными патронами существуют конструк-
ции быстродействующих (эксцентриковых) патронов, при которых
закрепление детали производится от рукоятки, постоянно остаю-
щейся на месте. При этом надобность в пользовании ключом отпа-
дает. Принцип действия таких патронов основан на применении ку-
лачков (эксцентриков), имеющих две ступени подъема. При пово-
роте рукоятки кулачки сначала сближаются быстро, а затем ме-
дленно, производя зажим. Применение таких патронов не только
сокращает время установки, но и уменьшает утомляемость рабо-
чего. Обстоятельством, ограничивающим применение быстродей-
ствующих патронов, является малая их универсальность. Обычно
полное перемещение каждого кулачка не превышает 25 мм, а пе-
ремещение, соответствующее периоду закрепления, не достигает
(на один кулачок) даже 5 мм. Поэтому грубые поковки не могут
1 2-й и 3-й классы допусков на крепежные резьбы ОСТ приблизительно
соответствуют 4-му и 5-му классам точности для гладких валиков.
18
закрепляться в таких патронах, и последние более подходят для
зажима частично обработанных деталей («вторые операции») или
заготовок, полученных путем точной отливки или штамповки.
Более универсальный характер носят пневматические
патроны, действующие от сжатого воздуха, подаваемого под
давлением 4—7 ат. Такие патроны работают весьма быстро и полу-
чили очень большое распространение в массовом производстве. Для
закрепления детали рабочему не приходится затрачивать никаких
усилий. Однако величина перемещения кулачков и здесь обычно
весьма ограничена (например, 10 мм), хотя, в отличие от эксцентри-
ковых патронов, все это перемещение может быть использовано
для закрепления детали, благодаря чему такие патроны могут
применяться и в тех случаях, когда отливки или поковки одной пар-
тии значительно колеблются в размерах. Пневматический патрон
держит надежнее, чем эксцентриковый, и здесь меньше шансов
проворачивания детали при работе на больших скоростях и с уда-
рами.
Кроме ограничений, налагаемых формой детали (требующей
очень больших перемещений кулачков для закладки детали в па-
трон), возможность применения пневматических патронов лимити-
руется их относительно высокой стоимостью, некоторой сложно-
стью устройства, а главное необходимостью располагать проводкой
сжатого воздуха. Последнее обстоятельство обычно делает неэко-
номичным применение таких патронов на отдельных станках, а тре-
бует перевода на пневматику значительной группы оборудования.
Кроме пневматических, в последнее время стали входить в упо-
требление патроны гидравлические. Их преимущество — возмож-
ность применения на отдельных станках, а также большая ком-
пактность и плавность действия. Недостаток — сложность, обусло-
вленная между прочим необходимостью иметь обратный трубопро-
вод, чего не требуется при пневматических устройствах, так как
отработанный воздух свободно уходит в атмосферу.
Следует указать еще, что пневматические и гидравлические
зажимы, поддерживающие усилие закрепления постоянным и
вполне определенным, меньше деформируют деталь, чем винтовые,
эксцентриковые и т. д. Кроме того закрепление получается более
надежным, так как усилие зажима не может уменьшаться во время
работы под влиянием смятия материала в местах прижима или
вследствие отхода кулачков под действием вибраций при работе
станка.
Кроме патронов и оправок, для закрепления деталей на стан-
ках типа токарных применяются различные специальные при-
способления. Ниже, при разборе различных револьверных опе-
раций, мы рассмотрим несколько типичных конструкций такого
Рода.
Дополнением к собственно зажимным патронам служат з а-
г ру з о ч н ы е приспособления. Эти приспособления помо-
гают удерживать деталь в правильном положении в процессе ее
закрепления, после чего они обычно отводятся. Чаще всего загру-
зочные приспособления закрепляются в револьверной головке.
* ш
chipmaker.ru
На рис. 369 а и b изображены два такие приспособления, дей-
ствие которых понятно без объяснений. Оба приспособления имеют
универсальный характер и служат для деталей различных диаме-
тров и длин. При солидных размерах револьверной головки пропу-
скать оправку сквозь отверстие в шпинделе не обязательно, и все
приспособление может находиться навесу.
Существуют загрузочные приспособления, служащие только
для поддержки тяжелых деталей. Иногда деталь закладывается в
Рис. 269. Загрузочные приспособления.
приспособление при револьверной головке, повернутой таким обра-
зом, чтобы загрузка могла производиться спереди станка. Затем
головка поворачивается в рабочее положение, и деталь заводится
в патрон.
В. Три метода обеспечения концентричности
Обработка деталей классов «втулок» и «дисков» может произво-
диться при различной последовательности операций. Интересуясь
сейчас главным образом вопросами, связанными с точностью обра-
ботки, мы можем свести эти планы к трем типичным в соответствии
с последовательностью чистовой обработки тех поверхно-
стей, концентричность которых должна быть обеспечена.
1. Обработка концентричных поверхностей в одну установку.
20
2. Обработка сначала наружной, потом внутренней поверхно-
сти, причем обработанная наружная поверхность принимается за
базу (работа от наружной поверхности).
3. Обработка сначала внутренней, а затем наружной поверхно-
сти с установкой на оправке («работа от отверстия»).
При обработке в одну установку жестких деталей концентрич-
ность зависит только от точности работы станка и инструмента.
Поэтому жесткие детали, имеющие строго концентрические по-
верхности, лучше всего обтачивать в одну установку, если для
принятия иного плана обработки не имеется достаточно веских со-
ображений. Отказываться от такого метода работы чаще всего
приходится из-за конфигурации детали, не допускающей осуще-
ствления установки, при которой все ее поверхности оказываются
Рис. 370. Обработка шкива в одну установку.
доступными для обработки. В других случаях сложность приспо-
соблений, необходимых для осуществления такой работы, также
может служить причиной отказа от нее. Это особенно часто имеет
место при обработке деталей малой жесткости. К перемене устано-
вок прибегают также из желания упростить оборудование или ди-
ференцировать процесс обработки.
В целях иллюстрации сказанного рассмотрим различные обсто-
ятельства, возникающие при обработке шкивов и маховиков.
На рис. 370 изображены шкив и порядок его обработки на ре-
вольверном станке. Вся обработка производится в одну уста-
новку, причем обтачиваются поверхности: А (отверстие), В, С, D
(торцы ступицы и обода) и Е (наружная поверхность обода);
остается необработанным второй торец ступицы. Если бы такая
обработка потребовалась, то для этого пришлось бы ввести вторую
установку.1 Закрепляется деталь в американском патроне, снабжен-
ном специальными кулачками, работающими на разжим.
Самая обработка производится в следующем порядке: 1) надсвер-
1 В тех случаях, когда торцевая поверхность ступицы, обращенная
к патрону, имеет небольшую ширину при значительном диаметре отверстия,
21,
chipmaker.ru
ливание ступицы коротким сверлом; 2) сверление спиральным свер-
лом F и подрезка ступицы резцом G при одновременной черновой
обточке поверхности Е обода резцом Н (при этом все инструменты
закреплены на стороне III револьверной головки); 3) расточка от-
верстия резцом, укрепленным в револьверной головке на стороне IV-.
4) развертывание отверстия при помощи качающейся развертки
(сторона VI револьверной головки). Что касается торцов обода
(С и £)), то они подрезаются при помощи резцов, закрепленных
в резцедержателе М бокового супорта. Обод Е обтачивается при
помощи копирного приспособления резцом J, также закрепленным
в боковом супорте. При чистовой обработке в две установки даже
жестких деталей приходится считаться с неточностями базировки.
Поэтому, где это возможно, желательно те поверхности, концен-
тричность которых имеет особенно большое значение, обрабаты-
вать в одну установку.
Рассмотрим пример применения второго метода работы «о 1
наружной поверхности».
Рис. 371 дает представление об обработке автомобильного ма-
ховика в четыре операции, на четырех полуавтоматах, обслужива-
емых двумя рабочими. Очевидно, такой маховик не может быть
обработан в одну установку, и его обязательно приходится пово-
рачивать. Кроме того черновые операции здесь отделены от чи-
стовых, что и привело к четырем установкам. За базу при первой
установке принимается необработанная поверхность К, причем ку-
лачки патрона работают на разжим. Во ъгорую установку маховик
закрепляется уже за грубо обточенную поверхность А, также в
американском патроне. Третья установка вновь производится по по-
верхности К, но теперь она уже ободрана и является не черновой,
а промежуточной базой. Наконец, четвертая установка произво-
дится от чисто обточенной поверхности А, которая теперь является
основной базой. Таким образом все уступы с каждой стороны
обрабатываются в одну установку, что и обеспечивает их концент-
ричность. Взаимная концентричность уступов, расположенных с
разных сторон, определяется четвертой установкой, при которой
требуется, чтобы патрон был в безукоризненном состоянии. Всякий
бой патрона неминуемо отразится на концентричности.1 В остальном
заметим, что на операционных эскизах резцы обозначены малыми
буквами, одноименными большим буквам, обозначающим соответ-
ственные обрабатываемые поверхности, указанные на чертеже
маховика. Направления движения супортов показаны стрелками.
Крепление в американском патроне за наружную поверхность
осуществляется надежно и быстро. Кроме того кулачки, удержи-
оказывается возможным ее обточить поперечным движением супорта, пропуская
сквозь отверстие крючкообразный резец (либо оправку с далеко выдвинутым
из нее резцом). При большой ширине кольцевой обрабатываемой поверхности
и при малом диаметре отверстия такая работа оказывается невозможной, так
как резец (или оправка) попучается неустойчивым. Существуют, также неко-
торые специальные устройства для обточки таких торцов.
1 Влияние указанной погрешности несколько ослабляется тем обстоятель-
ством, что наибольший диаметр А и центрирующая выточка Е обтачиваются
начисто в одну (третью) установку.
22
вающие деталь по окружности большого диаметра, могут переда-
вать большой крутящий момент без применения каких-либо по-
водков. Однако, несмотря на такие преимущества крепления за
Рис. 371. Обработка автомобильного маховика в четыре операции.
наружную поверхность, при точной обработке к этому методу охотно
прибегают лишь в тех случаях, когда все те поверхности, от кото-
23
r.ru
рых требуется строгая концентричность, могут быть обработаны к
одну установку, при второй же обтачиваются менее точные в отно-
шении концентричности поверхности. При невозможности обеспе-
чить такую работу более надежной считается работа «от от ве р-
с т и я», причем деталь насаживается на оправку.
Метод работы «от отверстия» имеет следующие преимущества,
облегчающие достижение точной концентричности. Во-первых,
отверстие обычно обрабатывается с большей точностью, чем на-
ружная поверхность. Даже при одном и том же классе точности
допуск на диаметр (а следовательно, и на овальность) на больших
размерах получается больше, чем на малых. Поэтому, базируя по-
ложение детали по поверхности большого диаметра, мы допускаем
ббльшую ошибку, чем при базировке ее по отверстию, в то время
как для соблюдения малого допуска на отверстие требуется как-
раз наиболее точная установка. Приведенное соображение получает
особое значение благодаря тому, что при обработке на токарных,
револьверных и тому подобных станках наружная поверхность
обычно обтачивается резцом, в то время как внутренняя может
быть легко обработана разверткой. Поэтому, в то время как отвер-
стие легко получить по 2-му классу точности, наружная поверх-
ность чаще обрабатывается по 3-му, 4-му и даже грубее. Более
высокая точность обработки этой поверхности условиями работы
механизма обычно не требуется, и, при желании ее повысить для
использования наружной поверхности в качестве базирующей, со-
общение этой добавочной точности (например, путем шлифования)
в большинстве случаев вызвало бы добавочные издержки.
Второе соображение также в пользу работы «от отверстия» ка-
сается конструирования зажимных устройств. Оправка, в особен-
ности жесткая, является простейшим зажимным устройством, на-
дежным и легко контролируемым на концентричность (при помощи
индикатора). Если же наружная (рабочая) поверхность оправки не
бьет, то и прилегающая к ней поверхность отверстия также будет
концентричной с осью центров станка. Благодаря этому наружная
поверхность, полученная путем обточки на центрах, будет иметь
ту же ось, и, следовательно, она окажется концентричной поверх-
ности отверстия. Шпиндельные оправки несколько менее надежны,
чем центровые, но при некотором внимании и они обеспечивают до-
статочно точные результаты. При установке по наружной поверх-
ности приходится пользоваться различными самоцентрирующими
патронами. Эти патроны, как мы видели, по конструкции значи-
тельно сложнее оправок. Применение простых выточек, в которых
обрабатываемые детали центрируются при помощи сделанных на
них заточек, также дает значительно меньшую точность, чем
жесткие оправки.1 Самоцентрирующие патроны легко теряют свою
точность, причем их проверка сложнее, чем контроль оправок. За-
1 Выточка должна иметь диаметр, исполненный по верхнему предельному
размеру заточки. При значительных допусках деталь, обточенная по нижнему
пределу, будет входить в заточку со значительным зазором. Дело еще ослож-
няется наличием овалов
24
метим, что при точных работах кулачки патронов, как мы уже
указывали, должны быть расточены или расшлифованы на месте.
В пользу метода работы «от отверстия» говорит еще то обстоя-
тельство, что закрепление резцов при наружной обработке обычно
производится значительно жестче и надежнее, чем при внутренней.
Благодаря этому отклонения оси обработанной поверхности от оси
вращения, вызываемые отжимом оправок вследствие неравномер-
ных припусков и твердости материала, при наружной обработке,
как правило, будут меньше, чем при внутренней. Растачивая длин-
ное отверстие в первую установку и проходя его качающейся раз-
герткой, мы можем не опасаться возможности некоторого увода
этого отверстия, при расточке же во вторую установку такой увод
недопустим.
Встречаются случаи, когда обеспечение концентричности воз-
можно только при том условии, что работа ведется от отверстия.
Например, при обработке отверстия протяжками положение его оси
заранее не может быть точно установлено,л наружную поверхность
приходится обрабатывать обязательно после обработки отверстия.
В других случаях, обратно, несмотря па перечисленные выше пре-
имущества метода работы «от отверстия», от него все же приходится
отказываться. Иногда к работе от наружного диаметра приходится
прибегать даже там, где требуется достижение весьма высокой
степени концентричности, причем в таких случаях часто необхо-
димо конструировать специальные патроны и особенно внимательно
следить за их исправностью. В качестве примера приводим обра-
ботку закаленных шестерен. После закалки отверстие
в таких шестернях обычно деформируется и без дополнительной
обработки не может быть использовано для насадки детали на вал.
Поэтому оказывается необходимым это отверстие расшлифовать.
Между тем зубчатый обод после закалки часто не обрабатывается.
Таким образом установку шестерни на станке для внутреннего шли-
фования приходится производить по наружной поверхности. Жела-
ние исключить ошибку от неконцентричности начальной окружно-
сти по отношению к наружной цилиндрической поверхности
которая по условиям работы шестерни может быть обработана сра-
внительно грубо, приводит к тому, что установку ведут непосред-
ственно по поверхности зубцов, принимая эти поверхности за
(основную) базу- 1
Если деталь не устойчива, то ее расположение относи-
тельно станка не вполне определяется условиями закрепления. Под
Давлением инструмента обрабатываемая деталь отходит от него,
причем это «пружинение» может оказаться различным на разных
Участках и при разных угловых положениях детали, что легко при-
водит к возникновению эксцентричности. Поэтому конструирование
приспособлений для закрепления неустойчивых деталей предста-
вляет значительные трудности.
1 Для достижения указанной базировки между зубцами закладывают мер-
ные ролики, на которые и давят кулачки патрона. Описание нескольких кон-
струкций таких патронов см.: X. Л. Болотин и Ф. П. Костромин, Кон-
струирование приспособлений, ОНТИ, 1938, стр. 170—181.
25
chipmaker.ru
Несмотря на желательность обрабатывать все концентричные
поверхности в одну установку, при неустойчивых деталях от этого
часто приходится отказываться даже тогда, когда конфигурация де-
тали и наличное оборудование предоставляют к тему полную воз-
можность. Точно так же выбор между методами работы от на-
ружной поверхности к отверстию и обратным от отверстия к на-
ружной поверхности здесь часто диктуется главным образом со-
ображениями удобства закрепления неустойчивой детали.
В качестве примера такого рода рассмотрим обработку подшип-
никовых щитов электродвигателей.
3. ПРИМЕРЫ ОБРАБОТКИ ДЕТАЛЕЙ КЛАССОВ .ВТУЛОК" И „ДИСКОВ
А. Обработка подшипниковых щитов электродвигателей
Основное требование к обработке подшипниковых щитов
стоит в обеспечении строгой концентричности «замка», т. е.
точки (или выточки) на фланце, и
Подшипниковые щиты сильно
CO-
за-
Рис. 372. Закрепление подшипникового
щита электромотора при обточке.
центрального отверстия.1
различаются между собой
соотношениями различных раз-
меров, так и общей жесткостью.
Наиболее естественным ме-
тодом обработки подобных
деталей кажется обточка замка
в одну установку с расточкой
отверстия (рис. 372). Закре-
пление при этом производится
за выступающую часть сту-
пицы (рис. а) или за фланец
(рис. Ь). При первом методе
закрепления массивной сту-
пицы, малом размере щита
вдоль оси и достаточно солид-
ной обшей его конструкции
такая работа дает хорошие
результаты, так как ступица не
деформируется, а обод после
снятия черновой стружки имеет
возможность принять новое
равновесное положение. Деформации обода под действием зажи-
мов также исключаются. При зажатии за фланец (рис. Ь) обстоя-
тельства меняются. Здесь давление кулачков легко деформирует
фланец, и кроме того после обдирки последний не может сво-
бодно принимать форму, соответствующую новому распределению
внутренних напряжений. Поэтому такая обработка может быть
успешной лишь при щитах плоской формы и очень массивной кон
струкции.
Желая избежать влияния деформаций фланца, прибегают к дру-
гому методу обработки. В первую установку начисто обрабаты-
вается отверстие и начерно замок. Обточка же замка начисто про
1 Этой заточкой подшипник входит в выточку корпуса. В отверстие вста-
вляется вкладыш, через который проходит вал.
21
как
Рис, 373. Первая операция при обточке подшипникового щита
электромотора на револьверном станке.
Рис. 374. Вторая операция при обточке подшипникового щита на
револьверном станке.
chipmaker.ru
изводится на оправке. Заметим, что на оправке же можно произво
дить и черновую обточку фланца, однако это менее удобно, так как
при такой установке закрепление получается менее жестким, чем при
зажатии в патроне за фланец. На рис. 373 показана первая опе-
рация, причем подшипник зажат в специальном патроне, сконструц.
рованном таким образом, чтобы по возможности уменьшить де.
Рис. 375. Первая операция при обточке подшипнико-
вого шита нежесткой конструкции.
формации фланца. Однако практика показала, что и при использо-
вании такого патрона при обработке в одну установку часто полу-
чаются овалы. Поэтому было решено ввести вторую операцию —
расточку замка на оправке.
Эта операция изображена на рис. 374. Оправка жесткая шпин-
дельная. Деталь вращается при помощи поводка Р. Самая обра-
ботка производится в три перехода. Сначала поверхности А и В
обтачиваются с незначительным припуском (1-й переход), затем
начисто производится расточка по диаметру (2-й переход) и, нако-
нец, начисто подрезается торец уступа (3-й переход). Такое разде-
28
пение чистовой обработки на два перехода облегчает установку
резцов, из которых каждый должен давать лишь один точный
размер.
Chipmaker.ru
Закрепить сночало одну пару
болтов. с/попиуик друг пустив
друзе г затем другу1) пору
Скема закрепления
Эта оправка употребляется ори
необработанном диаметре подшипника < 90мм
Ряперекод
А Оправка для установки
1 резцов ।
24.91
Направляющая
втулка 1
<3 Эстанобкона
t о оправке
3$ перекод
Нерегулирушцаяся
^пазвешпка рЗО
2 V переход
Стрелка А - направление not арата револьверной
головка
В ~ ” подачи
Рис. 376. Вторая операция при обточке подшипникового щита
нежесткой конструкции.
Описанный метод работы давал отличные результаты при под-
шипниковых щитах данного типа. Однако попытки его применения
при щитах, менееустойчивых и имевших большой
Размер вдоль оси, не увенчались успехом. При обточке на
°иравке деталь отгибалась под давлением резца, что делало ра-
б°ту невозможной.
Подшипниковые щиты такого типа приходится обрабатывать
29
chipmaker.ru
в обратном порядке. Сначала обтачивается замок, а уже после
этого обрабатывается отверстие.1 При второй установке заточка на
фланце (замок) входит в выточку в диске, укрепляемом на план-
шайбе. Такая центрировка, конечно далека от совершенства, но
имеет то преимущество, что здесь щит при расточке отверстия
устанавливается таким же образом, как и при сборке с корпусом
электромотора. При некоторой овальности он все же ориентируется
в выточке некоторым определенным образом, благодаря чему по-
грешность в концентричности уменьшается. Это одно из преиму-
ществ использования в качестве установочных баз тех же поверх-
ностей, которые служат базами при сборке
Рассмотрим пример обработки такого щита.
Первая операция (обточка замка) производится на карусельном
станке в кулачках патрона (рис. 375). Зажим происходит в шести
точках, для чего кулачки снабжены поворотными губками. Заметим,
что при зажатии в таком приспособлении необходимо соблюдать
крайнюю осторожность. Для удобства установки один из кулачков
сделан откидным. В противном случае пришлось бы поднимать су-
порт настолько высоко, чтобы было возможно заложить щит
сверху.
Вторая операция производится на револьверном станке.1 2 Бор-
штанги направляются во втулках, закрепленных в шпинделе
(рис. 376). Обычно расточка производится в два перехода, но в тех
случаях, когда отверстие в щите отлито столь малым, что черновая
оправка в него не проходит, его предварительно растачивали оправ-
кой без направления, укрепленной на свободной стороне револь-
верной головки. Щит своей заточкой центрируется в выточке план-
шайбы и притягивается к ней в осевом направлении при помощи
четырех крючкообразных болтов.
В последнее время обработку отверстия в подшипниковых щи-
тах иногда производят по методу «тонкой расточки» на специаль-
ных станках. Щит устанавливается на угольник в выточку при са-
мом легком закреплении.3
Б. Обработка тонкостенных втулок
Следуя обычному порядку обработки концентричных деталей,
тонкостенные втулки сначала растачивают, а затем обтачивают на
оправке.
При внутренней обработке втулок небольших и средних раз-
меров их часто устанавливают в кулачках патрона, который должен
1 Очень неустойчивые щиты представляют исключительно большие труд-
ности для обработки. Это один из примеров, когда конструкторы, увлекаясь
экономией веса, забывают о требованиях технолога. Часто достаточно неболь-
шого усиления конструкции, чтобы сделать обработку значительно более
легкой.
1 При обработке крупных щитов эта операция также выполняется па ка-
русельном станке.
3 Описание приспособления фирмы Хилд см. Die We>rkzeugmaschine,
Н. 7/6, 1934, стр. 109.
30
иметь устройство, уменьшающее опасность деформирования этих
тонкостенных деталей.
На рис. 377 показана обработка тонкостенной втулки на револь-
верном станке. Установка при первой операции (рис. а) осуще-
ствляется таким образом, что сначала деталь центрируется легким
нажатием кулачков D трехкулачного патрона, а затем затягиваются
болты С. Расточка производится солидной борштангой Е. Особен-
ность рассмотренного метода закрепления заключается в том, что
здесь центрирование отделено от зажатия. При зажиме болтов
тонкие стенки детали имеют хорошую опору в кулачках. На рис. b
изображена вторая операция.
Рис. 377. Закрепление тонкостей- Рис. 378. Закрепление тонкостен-
ной втулки в кулачках с нажим- ной втулки при помощи вспомога-
иыми болтами. тельного прилива.
при помощи заточки J на планшайбе, а крепление производится
тремя планками К.
Рис. 378 показывает обточку тонкостенного барабана на кару-
сельном станке.1 Здесь деталь закрепляется в кулачках при
помощи отлитого специально для этой цели конического прилива D
н нижней ее части. Одновременно дно барабана усилено круговым
ребром С. Кулачки В специальной конструкции имеют наклон, соот-
ветствующий конусности прилива. Обточка и расточка произво-
дятся одновременно, что целесообразно, так как давления резцов
Отчасти уравновешиваются, благодаря чему уменьшаются дефор-
мации детали под давлением резания. Резцедержатель L несет три
резца К, которые отрезают кольца от барабана после обточки по-
следнего. Следует отметить, что режущие кромки резцов К сдви-
нуты друг относительно друга, благодаря чему кольца отрезаются
1 Из таких барабанов вырезаются заготовки для поршневых колец.
31
r.ru
не все сразу, а поодиночке, что позволяет избежать заусенцев
и обламывания кромок.
Возвращаясь к методу закрепления детали, следует отметить.
Что при обработке тонкостенных втулок часто прибегают к подоб-
ным изменениям формы модели для того, чтобы обеспечить удоб-
ство закрепления. По окончании обработки такие вспомогательные
приливы отрезаются. В других случаях ограничиваются тем, что
снабжают отливку приливом, служащим поводком, благодаря чему
устраняется необходимость в сильном зажатии детали. Тоге
же достигают, просверливая в торце заготовки отверстия, кото-
рыми заготовка надевается на штыри, ввернутые в патрон.
При обработке тонких втулок имеет большое значение не только
отсутствие деформаций при зажиме, но также их надежное
закрепление, так как при слабом закреплении детали легко
возникают вибрации.
Обработка по верху уже расточенной втулки обычно произво-
дится при установке ее на оправке. Эги оправки чаще всего дела-
ются разжимными различных конструкций.
При закреплении втулок с очень тонкими стенками иногда поль-
зуются специальными патронами. Очень распространены конструк-
ции, в которых зажим производится в направлении
оси детали. Менее известны приспособления, в которых за-
крепление осуществляется при помощи стальной ленты. На-
конец, следует упомянуть об устройствах с гидравлическим
зажимом.
Что касается выбора станков для обработки втулок,
то в серийном производстве мелкие втулки чаще всего обтачи-
ваются и растачиваются на револьверных станках, а более крупные,
но короткие — на карусельных. Втулки, имеющие значительные раз-
меры, в особенности по длине, чаще всего обтачиваются на цен-
трах, расточка же их переносится на расточные станки различных
типов.1
В. Особенности обработки деталей класса «дисков»
Различные кольца и диски небольших размеров в большинстве
случаев удобно обрабатываются на револьверных и карусельных
станках, причем они зажимаются в кулачках обыкновенных трех-
кулачных патронов. В некоторых случаях приходится применять
специальные кулачки для того, чтобы дать возможность обработать
большее число поверхностей детали в одну установку.
Значительные затруднения возникают при обработке тонких
дисков, которые легко деформируются под влиянием зажимов
и усилия резания. В таких случаях оказывается необходимым под-
водить добавочные опоры во избежание их прогибов под влия-
нием давления резания.
* Обработка цилиндровых втулок двигателей Дизеля см. Технология ма-
шиностроения, вып. 11, глава 14.
32
Обработка крупных маховиков и шкивов чаще всею
производится на карусельных станках, причем они закре-
пляются в кулачках или при помощи накладок. При этом необхо-
димо следить за тем, чтобы обод был хорошо подперт по всей
окружности, для чего под него подводятся подкладки достаточной
толщины для схода резца. Обточка производится в две операции.
В первую обтачивается обод по верху и с одного торца, а также
растачивается ступица и облицовывается ее торец. Во вторую опе-
рацию маховик укладывается на обточенный торец обода и точатся
другой его торец и вторая сторона ступицы.
Расточка отверстия в ступице должна производиться с боль-
шой тщательностью, в противном случае при наличии слабины воз-
можны перекос маховика на валу и ослабление его посадки при
работе машины. Где возможно (при малых и средних маховниках),
окончательный размер отверстию придается развертками, в осталь-
ных случаях приходится ограничиваться очень чистой расточкой.
Обыкновенные карусельные станки часто не могут обеспечить
получения достаточно большого числа оборотов планшайбы для
достижения подходящей скорости резания на внутреннем диаметре.
Кроме того быстрое вращение тяжелого маховика само по себе
крайне нежелательно. Если точить обод и растачивать ступицу
одновременно двумя супортами, то вследствие разницы в подачах
обод будет обточен начерно и начисто значительно скорее, чем
ступица. В тех случаях, когда обработка маховиков является для
мастерской обычной работой, желательно приобретение специаль-
ного карусельного станка, снабженного вращающейся бор-
штангой (т. е. работающего отчасти как вертикальный расточ-
ный станок).
Такой карусельный станок фирмы Ричардс (Англия) имеет план-
шайбу диаметром 2800 мм. На поперечине его укреплены два су-
пе рта с ходом резца 800 мм и кроме того бабка с вращающейся
борштангой и приспособление для обточки ступиц. Последнее
устроено так, что зажатый в нем резец может вплотную подходить
к борштанге расточного приспособления.
Диаметр этой борштанги равен 100 мм при вертикальном ходе
ее 460 мм. Подача может сообщаться борштанге и в том случае,
когда последняя не вращается; этим можно пользоваться, напри-
мер, во время чистового прохода резца, который при желании про-
изводится при вращении одного лишь стола. Обычно же ступица
растачивается при одновременном вращении стола и борштанги,
благодаря чему обеспечиваются надлежащая скорость резания и
правильное положение оси отверстия. На правой стойке станка
Укреплен боковой супорт, позволяющий обтачивать прямые или
выпуклые ободы шириной до 460 мм.
При обточке более легких маховиков и шкивов большого диа-
метра карусельные станки иногда с выгодой заменяются л об о-
в ы м и. Заметим здесь, что область применения последних очень
сУзилась: они в значительной мере вытеснены карусельными.
Однако значительно более низкая цена лобовых станков и простота
Конструкции заставляют иногда устанавливать их и в настоящее
В “ Соколовский, т. И. 1889 33
r.ru
Ьремя, когда они обеспечены подходящей работой. Такой работой
является обточка легких деталей большого диаметра, в особен,
пости в тех случаях, когда главная обработка производится около
центра детали. При работе на лобовом станке наблюдение за рас-
точкой центрального отверстия производится легче, чем на кару,
сольном.
В прежние годы, до появления карусельных станков (в Европе -.
в самом конце XIX века), лобовые станки применялись всегда, ко-
гда требовалось обработать детали плоской формы большого диа-
метра. Однако неудобство установки тяжелых деталей на верти-
кальной планшайбе, с одной стороны, и трудность обеспечения
спокойной работы станка при нагрузке шпинделя силой, располо-
женной вне опор, — с другой, быстро обеспечили карусельному
станку преимущественное положение в мастерских. Однако лобо-
вые станки продолжают строиться многими фирмами, и в их кон-
струкцию внесено много усовершенствований, позволяющих поста-
вить их в один ряд с другими станками современных типов.
Фирма Батлер (Англия) строит лобовые станки, специально
предназначенные для обточки шкивов и маховиков. На этих стан-
ках вся обработка маховика производится в одну установку, благо-
даря чему отпадают необходимость его переворачивания и связан-
ная с этим потеря времени. Маховик крепится на планшайбе в спе-
циальном приспособлении так, что его обод и ступица могут быть
проточены и расточены как по цилиндрической поверхности, так н
с обоих торцов. В действии одновременно находятся пять резцов,
из них три закреплены в супортах, установленных на плите, в то
время как остальные два помещены в специальном приспособле-
нии, проходящем сквозь пустотелый шпиндель станка.
Два супорта, расположенные с обеих сторон станка, служат для
обточки наружной поверхности и обоих торцов обода. Помещен-
ный против ступицы третий супорт обтачивает наружный ее торец
и служит для поддержки конца борштанги, которая проходит че-
рез шпиндель.
Этот шпиндель выполнен в виде массивной чугунной трубы,
внутри которой расположена неподвижная втулка, несущая на
конце специальный передвижной резцедержатель, служащий для
обточки внутреннего торца ступицы маховика. Борштанга проходит
сквозь эту втулку и имеет самостоятельное вращение и подачу,
независимые от вращения главного шпинделя.
Фирма строит такие станки двух размеров, причем больший
предназначен для обточки шкивов диаметром до 2,4 м при диа-
метре планшайбы 2,3 м. Вес этого станка равняется 17,75 т. Заме-
тим, что вес карусельного станка с планшайбой диаметром 2—3 Ы
достигает 26 т.
Описанный выше план обработки в две операции на планшайбе
карусельного или лобового станка обеспечивает достаточную про-
изводительность, так как маховик в этом случае хорошо закреплен
при обработке: установка его производится быстро и удобно (осо-
бенно на карусельном). Недостатком этого метода является воз-
можность, даже при вполне жесткой конструкции маховика, полу-
34
цения неполной параллельности обоих торцов обода вследствие не-
правильной установки для второй операции. При тонкостенных
щкивах кроме того легко получается «бой» вследствие их дефор-
мации во время закрепления на планшайбе (изгиб от давления кре-
пительных планок на спицы, выпучивание обода при разжимании
сГо кулаками изнутри и т. д.).
Другой метод обточки маховиков и шкивов состоит в том, что
в первую операцию окончательно растачивается ступица, причем
у нее также обтачиваются оба или, по крайней мере, один торец.
Далее маховик насаживается на оправку, и его обод протачивается
ио верху и с обоих торцов. Такой порядок обработки позволяет
при обточке обода обрабатывать маховик в том же положении,
в котором он будет находиться при работе его на машине, устра-
няя все напряжения, вызванные неправильным закреплением. Пово-
док, передающий крутящий момент, обычно помещается между
спицами маховика и крепится к планшайбе станка. Что касается
выбора станков при таком методе обработки, то здесь открывается
широкое поле для всевозможных вариантов, зависящих от налич-
ного оборудования, а также от размеров и конструкции маховиков.
Первая операция может выполняться на карусельном или на лобо-
вом станке, но в случае надобности ступицу можно расточить и
обточить также и на «колонке», устанавливая маховик вертикально
на угольнике. При составных маховиках в первую же операцию
производится обточка ступицы под стяжные кольца.
Вторая операция при маховиках малых и средних размеров мо-
жет выполняться на токарных станках. Для крупных же махови-
ков приходится пользоваться лобовым станком, опирая другой ко-
нец оправки на подшипник, установленный отдельно на линии оси
вращения шпинделя. Что касается оправки, то она обыкновенно
выполняется в виде толстого вала, на который надеты две конус-
ные втулки. Маховик устанавливается на станке лишь после того,
как в него вставлена оправка. На той же оправке он балансируется
после обработки.
Маховики и большие шкивы часто выполняются состоящими из
Двух половин. В таких случаях обработка их начинается со стро-
гания или фрезерования стыковых поверхностей, после чего свер-
лятся отверстия для стяжных болтов. При выполнении этих опе-
раций необходимо следить за тем, чтобы отлитые на ободе зубцы
Для валоповоротного механизма были правильно расположены
также и в месте стыка. Затем обе половинки маховика сверты-
ваются, и их взаимное положение фиксируется контрольными бол-
тами. Дальнейшая обработка половинчатых маховиков произво-
дится так же, как и цельных, причем при установке их на плаш
Шайбе карусельного или лобового станка необходимо, чтобы пло-
скость стыка проходила через ось вращения шпинделя.
Готовые маховики обычно балансируются статически.
Из других деталей класса «дисков» упомянем колесные центры
и бандажи паровозов и вагонов, которые производятся в боль-
ших количествах в специальных цехах, а также диски паровых
тУрбин.
35
chipmaker.ru
4. КОНЦЕНТРАЦИЯ И ДИфЕРЕНЦИАЦИЯ ОПЕРАЦИЙ ПРИ
ОБРАБОТКЕ „ВТУЛОК" И .ДИСКОВ"
А. Обработка на токарных станках
Детали рассматриваемых классов часто обрабатываются 11а
обыкновенных токарных центровых станках. Необходимо, однако
заметить, что эти станки, по крайней мере в условиях серийного
производства, являются наименее подходящими для такой работы.
На токарных станках удобно производить наружную обточку
или внутреннюю расточку резцом, но такие переходы, как свер-
ление, зенкерование и развертывание на этих станках выполняются
в крайне невыгодных условиях. Например, сверление приходится
производить, закрепляя сверло в задней бабке, с ручной подачей.1
Если тем не менее к такого рода обработке все же прибегают, то
это прежде всего объясняется наличием на заводах большого ко-
личества установленных токарных станков и отчасти недостаточ-
ным использованием расточного инструмента других типов, кроме
обычных резцов.
В соответствии со сказанным осуществление диференцирован-
ных планов обработки на токарных станках, при многократных
установках обрабатываемой детали, для деталей рассматриваемых
классов также оказывается целесообразным лишь в исключитель-
ных случаях.
Обработка «втулок» и «дисков» на токарных станках может
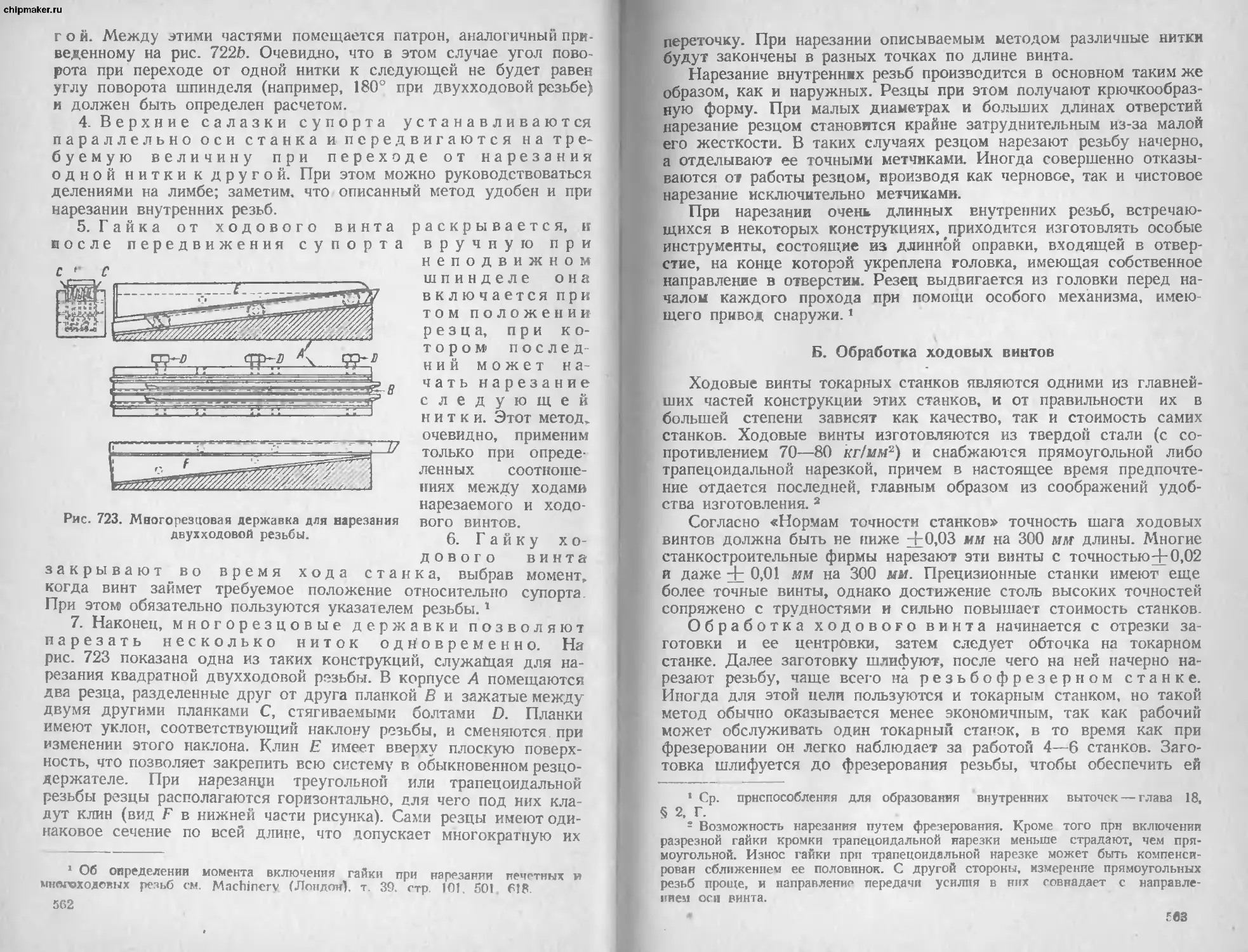
Сыть оправдана только в условиях производства индивидуального
типа и ограниченного объема (ремонтные цехи и т. п.), когда на
первое место выступают требования упрощения планирования и
обеспечения полной загрузки немногочисленных станков.
Б. Использование мощных сверлильных станков
Станком, специально приспособленным для внутренней обра-
ботки, является вертикальный сверлильный станок. Однако ввиду
значительных диаметров центральных отверстий в деталях рас-
сматриваемых классов, а также ввиду требования высокой точно-
сти для такой работйт оказываются пригодными лишь массивные
сверлильные станки современных типов.12
Еще и в настоящее время не все представляют себе большие
возможности современного сверлильного станка тяжелого типа.
Многие операции, обычно выполняемые на токарных и револьвер-
ных станках, могут быть с выгодой перенесены на сверлильные
станки. Кроме обработки отверстий, на этих станках можно обта-
чивать торцы и даже наружные поверхности. Во всех таких слу-
чаях очевидны следующие преимущества сверлильных станков.
Во-первых, сверлильный станок стоит дешевле токарного или
револьверного, что, уменьшая амортизационные начисления, сни-
1 Известно, что, соединяя заднюю бабку с супортом при помощи планки
и заставляя ее скользить по станине под действием продольного самохода,
некоторые рабочие значительно ускоряют работу. Успех такого искусственного
приема только подтверждает сказанное.
1 Например, более тяжелые типы из числа изготовляемых заводом
нм. Ленина (Одесса).
30
т^ает стоимость машино часа его работы. В том же направлении
(ействует и уменьшение занимаемой им площади мастерской.
Во-вторых, несколько сверлильных станков удобно устанавли-
вается в ряд и может обслуживаться одним рабочим. Согласован-
ная работа такой группы очень эффективна при выполнении как
обычных сверлильных, так и различных других работ.1
В качестве примера приводим интересный метод обработки за-
;стовок для конических шестеренок с начала и до конца на свер-
Рис. 379. Обработка конической шестерни на сверлильном станке.
лильных станках, который применялся станкостроительным заво-
дом Бекер (США), причем работа велась на станках того же типа,
для которых предназначались сами шестерни.
Поковка обрабатывалась в четыре операции: первая — сверле-
ние центрального отверстия; вторая — протягивание шпоночной ка-
навки; третья — обточка одной стороны, причем заготовка наса-
живается на оправку; четвертая — обточка таким же образом дру-
гой стороны.
Третья операция изображена на рис. 379. Обточка конической
части производится резцом А, резец В вытачивает впадину, а ре-
зец С производит обработку наружного диаметра. Резцовая го-
ловка имеет втулку Е, которая находит на направляющую D, бла-
годаря чему увеличивается жесткость всего устройства.
Обработка отверстий на сверлильных станках в большинстве
случаев сопровождается диференциацией операций. Получение
точного цилиндрического отверстия обычно требует не менее трех
установок (сверление, зенкерование, развертывание) под тремя
1 Ср. с примером, приведенным в главе 4, § 3, В, табл. 13 и 14 (том I).
37
chipmaker.ru
шпинделями. Принцип револьверизации не нашел применения на
станках с вращающимся инструментом, так как получающиеся кон-
струкции оказываются слишком сложными и плохо использован-
ными (одновременно работает лишь небольшая часть всего слож-
ного механизма). Поэтому часто на сверлильном станке полу-
чают только грубое отверстие, дальнейшую же его обработку ве-
дут на протяжном станке, причем одновременно можно обрабо-
тать шлицы или шпоночные канавки.
Однако такой метод работы далеко не универсален. Прежде
всего для возможности обработки отверстия путем протягивания
деталь должна иметь подходящую конфигурацию. Далее таким
образом можно обрабатывать только цилиндрические отверстия по-
стоянного диаметра. При наличии в них уступов приходится воз-
вращаться к обработке вращающимся инструментом. Наконец, не-
обходимость изготовлять протяжки ограничивает применение та-
кого метода случаями обработки деталей значительными партиями
Возможности концентрации операции при обработке отверстий
на сверлильных станках лежат в использовании комбинированного
инструмента и в применении многошпиндельных станков.
В. Комбинированная обработка на сверлильных и многорезцовых
токарных станках
Примеры выполнения тяжелых операций на сверлильных стан-
ках, подобные приведенному выше, далеко не исчерпывают воз-
можностей последних. Одна из весьма удачных комбинаций — это
спаривание мощного сверлильного станка с мно-
горезцовым токарным.1 При обработке различных дета-
лей, имеющих центральное отверстие, во многих случаях оказы-
вается целесообразным это отверстие обработать на сверлильном
станке, с тем чтобы в дальнейшем обточить наружную поверхность
на многорезцовом токарном, установив деталь на оправку.
Многие детали классов «втулок» и «дисков» обрабатываются
с успехом целиком на револьверных станках, которые выполняют
как расточные операции, так и наружную обточку. Однако разде-
ление обработки таким образом, как было только-что указано, во
многих случаях позвэтяет упростить настройку операций, а также
самое оборудование и инструмент. Невозможность совмещения
сверлильных и токарных переходов во времени окупается широким
использованием метода множественной обработки нескольких де-
талей. Все сказанное лучше всего разъясняется на приводимых
ниже примерах.
Цилиндрическая шестерня обычного типа, предназначенная для.
посадки на шестишпоночный валик, может быть обработана сле-
дующим образом.
Сначала в штампованной заготовке сверлится отверстие и под-
резается один из торцов (первая операция). Эта работа осуще-
1 Для по пучения точного отверстия, как мы уже указывали, между свер-
лильной и токарной часто вводится еще протяжная операция.
38
ствляется на мощном сверлильном станке, и при аккуратном вы-
полнении операции заготовка со сверлильного непосредственно по-
ступает на протяжный станок. Иногда после чернового сверления
до протяжки выполняется еще получистовая операция по обра-
ботке отверстия и торца, которая может выполняться также на
сверлильном станке, но может производиться и на станках других
типов.
Рис. 380 изображает вы-
полнение рассматриваемой
(второй) операции на двух-
шпиндельном токарном стан-
ке фирмы Джонс и Ламсон
(США). Здесь оба шпинделя
выполняют одну и ту же
работу, и заготовки сначала
растачиваются грубо лопат-
ками В, а далее резцами С;
вслед за тем подрезаются
торцы резцами D. Инстру-
менты В, С и D закреплены
в оправках А, имеющих на-
правление во втулках. По
окончании перечисленных
переходов инструмент отво-
дится, и затем супорт пере-
мещается в поперечном на-
правлении до тех пор, пока
оси разверток Е не совпадут
с осями шпинделей. Вслед за
тем производятся разверты-
вание и чистовая подрезка
ступиц резцами F.
Третьей и четвертой опе-
рациями являются черновое торцов шестерен,
и чистовое протягивание от-
верстия. Необходимо следить, чтобы обрабатываемая деталь имела
надежное касание с опорной плитой станка и чтобы направление
хода протяжки составляло прямой угол с этой плитой. Во всяком
случае, при посадке на оправку после протяжки и проверке инди-
катором ранее обработанный торец ступицы ни в коем случае не
должен бить более чем на 0,05 мм (максимум 0,10 мм). Если бой
превышает эту величину, то это указывает либо на неудовлетво-
рительность выполнения протяжной операции, либо на недоста-
точно точную обработку отверстия и торца до протягивания.
Пятая операция — подрезка второго торца — производится на
двухшпиндельном сверлильном станке, причем под одним шпинде-
лем происходит черновая обработка, а под вторым — чистовая. Де-
таль надевается на закаленную и шлифованную оправку В с шестью
шлицами, закрепленную в корпусе А, перемещаемом от шпинделя
к шпинделю (рис. 381). Внизу же деталь опирается на закаленную
39
chipmaker.ru
шайбу С на каждом из двух шпинделей. Подрезка (зенковка) D
насаживается на конец оправки Е и удерживается при помощи
гайки F, снабженной левой и правой резьбой. Левая резьба наре-
зана на оправке Е, а правая — на конце втулки инструмента D. Эта
часть инструмента прорезана, и в прорезь входит поводок G, про-
ходящий сквозь отверстие в оправке Е. Наличие резьбы позволяет
регулировать положение подрезки по высоте и благодаря этому
точно определить толщину снимаемого ею слоя металла. Заметим,
что ход шпинделя станка ограничивается упором закругленного
нижнего торца оправки Е в верхний торец оправки D. Такой ме-
тод работы лучше обеспечивает получение
длины ступицы, чем
Рис. 381. Подрезка второго
торца шестерни на сверлиль-
ном станке.
точно определенной
обычно применяемый упор на шпинделе.
Между тем в данном случае достижение
высокой точности очень существенно,
так как в дальнейшем при одновременной
обработке нескольких шестерен на оп-
равке их положение на станке опреде-
ляется именно торцами ступиц, которые
являются базами.
Шестая операция производится на
полуавтоматическом многорезцовом стан-
ке Фэй и заключается в черновой обточке
и подрезке нескольких поверхностей, в
черновой прорезке кольцевой канавки и
в чистовой подрезке одного из торцов
обода (рис. 382а). В данном случае три
шестерни насаживаются на оправку и
обрабатываются одновременно. Два ди-
станционные кольца А помещаются ме-
жду шестернями и точно фиксируют их
положение на оправке. Для того чтобы
избежать изгибания оправки, вызывае-
мого не вполне правильной подрезкой
кольца А делаются так, как показано на
с каждой шестерней происходит по двум
торцов, дистанционные
рис. с. Касание колец
узким площадкам, расположенным на концах одного диаметра,
причем эти диаметры для обеих прилегающих шестерен располо-
жены друг относительно друга под углом 90 . Благодаря такому
устройству, а также тому обстоятельству, что между кольцом и
оправкой предусмотрен зазор, обеспечивается вполне центральная
передача усилия зажима даже при слегка неправильных торцах.
Если бы такого устройства не было, то могла бы потребоваться
дополнительная операция — подрезка торцов на оправке.
Задний резцодержатель (рис. а) несет резцы С, которые подре-
зают начерно поверхности Н. и резцы D, которые также начерно
подрезают поверхности I и начерно же прорезают канавки J. Пе-
редний супорт перемещается в двух направлениях; сначала в на-
правлении к передней бабке, а затем в поперечном направлении,
удаляясь от оси станка. При первом перемещении при помощи рез-
цов Е и G обтачиваются начерно повепхности К и L, при втором
40
же — поверхности I обтачиваются начисто резцами F. Заметим, что
оба супорта работают одновременно.
Седьмая операция (рис. Ь) выполняется также на станке Фэй
и заключается в чистовой обработке всех поверхностей, обрабо-
танных начерно во
время предыдущей
операции. Задний
резцедержатель бы-
стро придвигается к
обрабатываемой де-
тали до тех пор, пока
резцы D не дойдут
до канавок J, кото-
рые затем начисто
протачиваются этими
резцами. В то же
время поверхности Н
начисто подрезаются
резцами С, поверх-
ности К также на-
чисто обтачиваются
резцами Е, а поверх-
ности L и М начи-
сто же обрабаты-
ваются резцами F.
Во избежание повре-
ждения обточенных
начисто поверхно-
стей передний су-
порт до начала от-
хода вправо не-
много отодвигается
назад (в радиальном
направлении). Таким
образом и здесь ра-
бота обоих супортов
происходит одно-
временно.
Заметим, что оба
станка, занятые на
шестой и седьмой
операциях, обслу-
живаются одним
рабочим. При этом
в работе постоянно
Рис. 382. Одновременная обточка трех шестерен га
станке Фэй.
находятся три оп-
равки, из которых две — на станках, а третья — на руках
У рабочего. Рабочий снимает с оправки обработанные детали
и надевает новые. Такая организация работы, обеспечивающая
хорошую загрузку как станков, так и рабочего, возможна бла-
41
chipmaker.ru
годаря тому, что станки Фэй работают как полуавтоматы и уча-
стие рабочего сводится к установке на них деталей и пуску их
в ход. Перечислим вкратце остальные операции.
Восьмая операция заключается в нарезании зубцов на станке
Феллоу. При этом одновременно обрабатываются две шестерни.
Девятая операция состоит в скруглении углов зубцов на спе-
циальном станке, десятая — в снятии заусенцев, одиннадцатая —
термическая обработка и удаление окалины. Последняя (двенадца-
тая) операция заключается в шлифовании отверстия на внутришли-
фовальном станке; шестерня при этом удерживается в патроне за
зубцы.
Из приведенного разбора видно, что обработка заготовки в дан-
ном случае сводится к обработке отверстия и отдельно к обточке
на оправке. Эта работа (кроме операций протягивания) требует
пчти операций (1-я, 2-я, 5-я, 6-я и 7-я). Если даже устранить опе-
рацию вторую, то все же останутся четыре операции. При работе
на револьверных станках всю эту обработку можно свести к двум
операциям. Следовательно, револьверная обработка является более
концентрированной. Однако приведенный план операций имеет
также ряд преимуществ. Во-первых, во время самых продолжи-
тельных операций (6-я и 7-я) в работе находится одновременно не-
сколько (в данном случае три) деталей. Далее, если рассчитать ко-
личество оборудования и его стоимость для обоих вариантов в
предположении одинакового выпуска, то преимущество меньших
первоначальных вложений почти всегда окажется на стороне
только-что рассмотренного плана операций. Наконец, оборудо-
вание здесь проще, в особенности если при меньших выпусках
заменить полуавтоматы обыкновенными многорезцовыми
станками.
Чтобы закончить разбор приведенного плана операций, оста-
новимся еще несколько подробнее на наиболее интересных опе-
рациях — на многорезцовой обточке. На рис. 382 показана одно-
временная обработка трех деталей. Чаще ограничиваются двумя,
но иногда приходится обрабатывать и по одной детали, отказы-
ваясь частично от выгод, представляемых рассматриваемым мето-
дом. Число одновременно обрабатываемых на оправке деталей за-
висит главным образом от следующих обстоятельств. Прежде
всего необходимо принять во внимание диаметр отверстия, кото-
рый определяет толщину, а следовательно, и степень жесткости
оправки. Этот диаметр имеет значение не только сам по себе, но
также в связи с общими размерами шестерни и количеством ме-
талла, подлежащего снятию.
Второе обстоятельство, которое следует учитывать, — это точ-
ность, с какой на предыдущих операциях выдерживается длина
ступицы. Если допуски на длину ступицы велики, то при посадке
большого числа заготовок на оправку их расположение окажется
неопределенным, и в результате на различных шестернях прото-
ченный обод будет занимать различное положение относительно
ступицы. Косина торцов ступицы также влияет тем больше, чем
больше шестерен одновременно насаживается на оправку.
42
На рис. 383 изображена установка двух шестерен на станке
Фэй. Эта настройка несколько совершеннее ранее нами рассмотрен-
ной (рис. 382) и прежде всего отличается от нее применением спе-
циальной оправки, которая своей конической частью входит в ко-
ническое же углубление, сделанное в каленой и шлифованной
втулке, вставленной в шпиндель. Вместо хомутика применено спе-
циальное устройство, передающее крутящий момент, но не нагру-
жающее оправку изгибающими усилиями. Такое устройство значи-
тельно солиднее, чем обычная установка на центрах.
о
О
о
О
о
О
о
о
О
О
В
Рис. 383. Одновременная обточка двух шестерен на станке
Фэй.
Что касается порядка переходов, то при черновой обра-
ботке резцы А сначала подаются в радиальном направлении, под-
резая левые торцы, а затем подача происходит влево, причем те же
резцы обтачивают ступицу. В то же время вступают в работу дру-
гие резцы В, обтачивая верх обода. Одновременно с передним су-
портом работает и задний. При поперечной подаче подрезаются
правые торцы и затем резцами С прорезаются канавки. Однако эти
резцы начинают работу только после того, как резцы А сняли
корку.
Настройка второго станка, занятого чистовой обработ-
кой, подобна только-что описанной. Отличие в основном заклю-
чается в добавлении нескольких резцов для снятия фасок.
Г. Использование револьверных станков и токарных автоматов
Рассмотренные выше различные методы обработки деталей
Классов «втулок» и «дисков» в отдельных случаях оказываются
43
chipmaker.ru
весьма эффективными. Однако при внимательном анализе всех
этих методов легко заметить, что каждый из них не является уни-
версальным, пригодным для всех случаев практики. Значительно
более универсальными при такой работе оказываются револьвер-
ные станки, легко настраиваемые на самые различные операции,
многие из которых являются весьма интересными примерами осу-
ществления концентрированных планов обработки при использо-
вании сравнительно простых технических средств.
Рассмотрение всевозможных настроек, применяемых на револь-
верных станках и тем более на автоматах различных типов,
уместно только в специальных трудах по этому вопросу. Мы же
ограничимся тем, что в отдельной главе рассмотрим несколько
типичных настроек на револьверных станках наиболее распростра-
ненных типов.
5. ОБРАБОТКА ВНУТРЕННИХ ШПОНОЧНЫХ КАНАВОК
Данная операция является очень характерной для деталей клас-
сов «.втулок» и «дисков». В индивидуальном и серийном производ-
ствах она чаще всего выполняется на обычных долбежных стан-
ках, во многих случаях составляя главную их загрузку. Ввиду срав-
нительно малой трудоемкости этой операции, позволяющей обой-
тись одним-двумя станками, к тому же обычно не полностью за-
груженными, на ее совершенствование редко обращается должное
внимание. Недостаточная точность работы восполняется слесарной
работой — пригонкой шпонок при сборке.
При большем объеме производства иногда устанавливают спе-
циальные шпоночно-долбежные станки, открытые
сверху, позволяющие при сравнительно небольших размерах дол-
бить канавки в деталях большого диаметра. ®
При отсутствии долбежных станков подходящих размеров шпо-
ночные канавки могут выстрагиваться на шепингах, причем ось
отверстия располагается горизонтально. Канавки в очень крупных
деталях целесообразно долбить при помощи переносных станков. 3
В крупносерийном и массовом производствах шпоночные ка-
навки в настоящее время почти всегда получаются на протяж-
ных станках. Таким же образом обрабатываются шлицевые
отверстия в шестернях и тому подобных деталях.4 Протягивание
канавок не только значительно производительнее долбления, но
кроме того оно обеспечивает достижение высокой точности при
использовании рабочей силы низкой квалификации.
1 См. главу 12 — «Револьверизация токарных работ».
‘Описание такого станка см: проф. Г. Шлезингер. Металлорежущие
станки, Машгиз, 1938, стр. 616—617.
’ См. главу 21, рис. 748.
* См. главу 19, § 9, Б.
ГЛАВА ДВЕНАДЦАТАЯ
РЕВОЛЬВЕРИЗАЦИЯ ТОКАРНЫХ РАБОТ
1. СОВРЕМЕННОЕ СОСТОЯНИЕ ВОПРОСА О РЕВОЛЬВЕРИЗАЦИИ
ТОКАРНЫХ РАБОТ
А. Револьверные станки и область их применения
Револьверный станок в течение долгого времени использовался
исключительно для производства значительных партий мелких де-
талей из прутка. Таким образом изготовлялись: винты, гайки,
шайбы и т. д. Более же крупные и точные токарные работы вы-
полнялись на обычных токарных станках. Взгляд на револьверный
станок как на орудие крупносерийного производства, специально
предназначенное для работ только-что указанного характера, не
вполне изжит до настоящего времени, и многие работники про-
мышленности еще далеко не отдают себе отчета в больших воз-
можностях, связанных с широким использованием идеи револьве-
ризации токарных работ.
Однако необходимость повышения производительности процес-
сов механической обработки заставила в первую очередь обратить
серьезное внимание на токарную группу работ, которая почти во
всякой механической мастерской является главнейшей. Вскоре
было замечено, что при надлежащей настройке револьверные
станки могут с выгодой выполнять работы, значительно более
сложные, чем вытачивание винтиков и шайбочек. В соответствии
с этим появились новые виды револьверных станков, резко отличаю-
щихся как по размерам, так и по конструкции от своего прототипа.
Заметим, что конструкций револьверных станков в настоящее
время имеется очень много, причем они прежде всего различаются
расположением револьверной головки. Однако наибольшим распро-
странением пользуются револьверные станки с горизонтальной ре-
вольверной головкой, вращающейся вокруг вертикальной оси. Та-
кие станки изготовляются различными заводами. У нас их построй-
кой занят завод им. Орджоникидзе в Москве.1
Что касается их размеров, то горизонтальные револьверные
станки иногда строятся очень крупными. Станок фирмы Вард
(Англия) № 15 допускает обточку над станиной деталей диаме-
тром до 800 мм и над супортом — до 500 мм. При еще ббльших
1 В силу сказанного, а также ввиду ограниченности объема книги мы рас-
сматриваем здесь только работу неавтоматических станков этого типа. На-
стройка револьверных станков других типов и настройка автоматов предста-
вляют ряд особенностей. Желающих ознакомиться с этими особенностями
отсылаем к специальным курсам.
45
r.ru
размерах обточки охотно пользуются вертикальными (револьверно-
карусельными) станками.
Замена токарных станков револьверными является одним из
наиболее простых и ярких примеров концентрации опера-
ций на базе использования более совершенного
оборудования.1 Действительно, помещая ряд инструментов
в револьверной головке и в боковом супорте, можно в одну
установку обрабатываемой детали, не меняя настройки,
выполнить целый ряд переходов. При этом отдельные детали
обычно получают требуемые размеры автоматически без промеров
и установки резцов на стружку.
Совмещение многих переходов в одной установке, помимо об-
щих организационных преимуществ концентрированного метода,
позволяет во многих случаях значительно повысить производитель-
ность, во-первых, за счет сокращения времени, затрачиваемого на
многократные установки и перестановки детали, и, во-вторых, за
счет перекрытия отдельных элементов времени.2 Конструкция ре-
вольверной головки обычно допускает одновременную установку
в каждом ее гнезде нескольких инструментов. Использование бо-
кового супорта еще расширяет эти возможности. В результате при
замене токарных станков револьверными время обработки часто
сокращается в несколько раз.
Револьверные станки применяются: 1) для работы из прутка,
2) для патронной работы.
Из прутка чаще всего вытачиваются сравнительно мелкие и ко-
роткие детали, хотя иногда таким образом изготовляют и более
крупные детали: валики, болты больших диаметров и т. п.
В тех случаях, когда эти детали получают значительную длину,
их обработка несколько видоизменяется, требуя применения люне-
тов или поддержки центром. Такие случаи, вообще говоря, менее
типичны. Здесь револьверный станок часто уступает место цен-
тровому токарному, в особенности многорезцовому станку. 3
Целесообразность применения револьверных станков для прут-
ковой работы можно считать общепризнанной. Реже они исполь-
зуются для патронной работы, и здесь для многих заводов в на-
стоящее время скрыты большие неиспользованные резервы повы-
шения производительности.
Обычный универсальный токарный станок пригоден как для
центровой, так и для патронной работы, т. е. для обработки как
«валов», так и «охватывающих деталей вращения». Однако легко
видеть, что для работы патронной он менее приспособлен, чем для
работы центровой.
Длина токарных станков часто является излишней, наличные
винторезные приспособления не используются. С другой стороны,
такие станки, как мы уже указывали, плохо приспособлены для рас-
точки, в особенности если, кроме обработки резцом, требуется пройти
отверстие другими инструментами: зенкерами, развертками и т. д.
1 См. главу 4, § 3 (том I). f
1 См. главу 3, § 6 (том 1). , -,
J См. главу 6, § 1 (том 1).
Сказанное заставляет применять другие станки, позволяющие
производить обработку деталей классов «вгулок» и «дисков»
с большими удобствами. Такими станками и являются револьверные
и небольшие карусельные, снабженные револьверными головками.
Перечисленные выгоды револьверизации токарных работ,
а также большое количество деталей, относящихся к классам «вту-
лок» и «дисков», заставляют уделить этому вопросу большое вни-
мание. В будущем следует ожидать, что значительная часть то-
карных центровых станков будет заменена револьверными. Если
исходить из соотношения количеств в различных машинах «охва-
тывающих деталей вращения» и «валов», то можно было бы рас-
считывать, что общее количество револьверных станков в цехах
со временем превысит число токарных центровых. Такая замена
действительно и происходит, но постепенно. Сейчас мы выясним
причины, задерживающие развитие процесса револьверизации.
Б. Револьверизация в серийном производстве
Главными обстоятельствами, ограничивающими возможность за-
мены токарных станков револьверными, являются необходимость
затраты времени на настройку последних и высокая стоимость ин-
струмента для них (державок, оправок и т. д.).
В массовом производстве эти соображения не имеют решаю-
щего значения, а поэтому крупные револьверные станки вначале
получили применение именно в соответственных областях промыш-
ленности. Однако необходимость искать путей повышения произ-
водительности и в серийном машиностроении заставила изыскивать
способы сокращения затраты времени на настройку револьверных
станков и снижения расходов на обзаведение инструментарием.
В результате большой работы, проделанной рядом передовых
станкостроительных заводов в этих направлениях, вопрос о ре-
вольверизации токарных операций в серийном машиностроении был
решен. Приведенные ниже примеры показывают, какие здесь име-
ются возможности и, следовательно, насколько необосновано мне-
ние о нецелесообразности применения револьверных станков в усло-
виях производств малой серийности.
Тем временем на заводах массового производства шла дальней-
шая эволюция: замена станков, требующих непрерывного обслужи-
ьания со стороны рабочего, автоматами и полуавтоматами. В ре-
зультате такого развития револьверный станок с
Ручным обслуживанием для типично массового
производства (например, автомобильного) не
является уже характерным, и мы полагаем, что не оши-
бемся, если скажем, что его будущее лежит именно
в области серийного машиностроения, где пока го-
сподствует обычный универсальный токарный станок.
Переходя к рассмотрению методов, позволяющих с выгодой
применять револьверные станки в серийном производстве, мы
прежде всего укажем, что как время настройки, так и стоимость
инструментария в большой степени зависят от сложности этой на-
стройки. Упрощая настройку, хотя бы ценой некоторого снижения
47
chipmaker.ru
производительности, можно достичь больших результатов в обоих
указанных направлениях. Поэтому наивыгоднейшая степень слож-
ности настройки теснейшим образом связана с размерами обраба-
тываемых партий. Очень часто револьверные станки могут быть
с выгодой использованы и для партий в 5—10 штук, при условии
применения упрощенных настроек
В качестве примера приводим сравнение трех типичных на-
строек, относящихся к обработке одной и той же детали при раз-
личных размерах партий.1 Требуется обточить клапан из прутка.
Материал — очень вязкая сталь.
Рис. 384. Обточка клапанов на токарном станке.
Первый метод (рис. 384) состоит в обработке на токар-
ном станке, причем пруток зажимается в трехкулачном патроне.
Наружная обточка производится при помощи трех резцов, закре-
пленных в супорте, сверление же осуществляется четырьмя свер-
лами, устанавливаемыми в задней бабке. Размеры получаются пу-
тем установки резцов на стружку как при обточке по наружным
диаметрам, так и при подрезке длин. Вся обработка ведется после-
довательно. Точный наружный диаметр сообщается в одной из
дальнейших операций, причем эта работа производится в центрах.
(На данной операции задняя бабка занята сверлами.)
Время обработки по первому методу оказалось равным 60 мин.
на штуку. Сюда включено, кроме машинного времени, все вспомо-
гательное (смена резцов, установка на стружку и т. д.). 1 2 При пар-
тии в 10 штук потребуется затрата 600 мин.
1 Пример заимствован из статьи W. J. Burger (Warner & Swasey Со),
см. Machinery (Лондон), т. 30, стр. 673. Приводимые цифры производитель-
ности отнюдь не являются образцом лучшего, что может быть достигнуто;
они взяты автором статьи непосредственно из практики одного завода. Вре-
мена настройки могли бы быть значительно уменьшены.
2 В данном случае клапан вытачивается из прутка. Возможен другой «по-
операционный» метод обточки на токарном станке из нарезанных заготовок
в несколько установок. При этом затрата времени на смену резцов и уста-
новку на стружку была бы сведена к минимуму, и результаты могли бы по-
лучиться более благоприятные.
48
Второй меtод (рис. 385). В данном случае работа произ-
водится на револьверном станке при простейшей настройке. Здесь
мы имеем те же переходы, как и в случае первом, но резцы уста-
новлены в револьверной головке бокового супорта, а сверла —
в главной револьверной головке. Продольные размеры как при
сверлении, так и при обточке определяются упорами, положение
которых регулируется при обточке первой детали из партии. Диа-
метры получаются при по-
мощи отсчетов по лимбу.
При обработке по этому
методу штучное время умень-
шалось до 25,5 мин. Время
Поперечная
обточка
/ 23
Ш V
VI ш
а
ши
Отрезка
Черновая
обточка Рис. 385. Настройка револьверного
7 Ч станка при обточке клапанов пар-
тиями в 10 штук.
настройки равнялось 45 мин., причем оно слагалось из следующих
элементов:
Смена переходных втулок и установка инструментов . . . 15 (мин.
Регулировка положения резцов.........................И »
Регулировка упоров ................................. 13 „
Итого 45 мин.
Обработка партии в 10 штук занимала 25,5 10-]- 45 = 300 мин.,
г. е. в 2 раза меньше, чем при работе на *гокарном станке. Если бы
пришлось обработать только две штуки деталей, то легко было бы
убедиться, что полное время обработки (25,5 • 2-|- 45 = 96 мин.)
и в этом случае получилось бы меньше, чем при работе по первому
методу (60 • 2 = 120 мин.). Таким образом в данном примере поль-
зование токарным станком оправдывается только при обработке
Деталей по одной штуке.
Уменьшение штучного времени с 60 до 25,5 мин. при переходе
на работу на револьверном станке получается за счет действия
следующих факторов. Наиболее продолжительный переход по об-
работке отверстия — черновое сверление — производится одновре-
менно с обработкой наружного диаметра, что оказывается возмож-
ным благодаря наличию самохода револьверной головки. Тот же
самоход позволяет значительно увеличить подачи при работе всеми
сверлами. Обильное охлаждение дает возможность повысить ре-
жимы резания. Далее отпадает время на установку резцов на
4 Соколовский, т. П. 1889. 4^
chipmaker.ru
стружку, так как правильные размеры по длине, как мы указывали,
обеспечиваются настройкой, а диаметры отсчитываются по лимбу.
Третий метод (рис. 386) использовался при работе боль-
шими партиями. В данном случае работа выполнялась на том же
револьверном станке, как и при обработке по методу второму.
Однако настройка несколько усложнена, а именно: 1) обточка
диаметру 7 производилась при помощи резцов, закрепленных в
вольверной головке (положения головки III и V); 2) диаметр 1
лучался при помощи широкого резца, закрепленного в головке
нового супорта (положение головки IX). Заметим, что здесь
ружный диаметр обтачивался начисто и не требовалось введения
добавочной чистовой операции,
что было необходимо при рабо-
те по методам 1-му и 2-му. При
обточке начисто по диаметру 4
свободный конец обрабатывае-
мой детали поддерживается
по
ре-
по-
бо-
на-
Попучистооая
обточка®
канавка @[
Поперечная
обточка ®
Упор
Поввер^иСою
щии центр
Рассверливание
{отрезка
Ш
г
л
Сверление®
Сверление®
Чистовая об-
Центровка®
f
JU
Чистовая об-
точка®
„ чисгпоиин .
-AjJ точка®
I Поперечная
обточка®
Рис. 386. Настройка револьверного станка при
в 100 штук.
Черновая
обточка ©
обточке клапанов партиями
центром, закрепленным в револьверной головке (положение V/).
I Сравним время обработки по методам 2-му и 3-му, не учиты-
I вая экономии от устранения добавочной операции. При работе по
! последнему методу штучное время уменьшилось до 19 мин., но
время настройки повысилось до 180 мин. Такое удлинение было
вызвано увеличением числа действующих инструментов и некото-
I рой сложностью регулировки резцов для обточки диаметра 7, за-
। крепленных в револьверной головке.
. При обработке 100 штук деталей полное время, затрачиваемое
। при работе по третьему методу, равнялось: 194~гп — 20,8 мин.,
45
а при работе по второму методу 25,5 4- =125,95 мин., откуда
| видно, что сравнительно небольшое усовершенствование настройки
। дает экономию в 5,18 мин. на штуке т. е. около 20%.
Легко подсчитать, что при всякой партии, превышающей 21
штуку, третий метод оказывается предпочтительным.
I 50
Обстоятельства, подобные рассмотренным, имеют Местб и йо
многих других случаях. Применяя простейшие настройки, можно
работать на револьверных станках даже при очень ограниченных
партиях.1
Из сказанного ясно, что вопрос о целесообразности использо-
вания револьверных станков в серийном производстве в большой
степени решается значением времени, затрачиваемого на настройку.
Однако одна и та же настройка может требовать различного вре-
мени в зависимости от организации этой работы. Главнейшими ме-
тодами для ускорения настройки в мелкосерийном произ-
водстве являются: во-первых, отказ от штата специальных на-
стройщиков с поручением этой работы самому рабочему и, во-вто-
рых, использование нормальных наборов державок, оправок и про-
чего инструментария.
Поручение настройки револьверных станков специальным рабо-
чим высокой квалификации (настройщикам) является общеприня-
тым в массовом производстве, так как, с одной стороны, лучше
обеспечивает высокое качество настройки, а главным образом, по-
зволяет ставить на станки малоквалифицированных рабочих. При
частой смене партий для обеспечения бесперебойной работы стан-
ков пришлось бы держать очень большой штат настройщиков, при-
чем все же трудно было бы избежать простоев. Кроме того рабо-
чий-станочник во время настройки не всегда может быть полностью
использован. Наконец, квалификация станочника здесь не можег
быть очень низкой, так как ему приходится быстро приноравли-
ваться к различной работе.
Поручая настрочку самим токарям (при наличии хорошего ин-
структажа) и снабжая каждый станок полным нормальным набо-
ром инструмента для прутковой или патронной работы,2 можно
так организовать работу настройки, что она как бы сольется с ра-
ботой непосредственно над обработкой детали. Многие части на-
бора инструмента при этом все время остаются на станке, и во
избежание их перестановки рабочий иногда вращает головку взад
и вперед в соответствии с планом обработки той или иной детали.
Такие настройки, конечно, не могут претендовать на совершенство
наладок, применяемых в массовом производстве специальными на-
стройщиками, но во многих случаях достигаемые при их помощи
результаты все же оказываются вполне удовлетворительными.
Иногда револьверные станки с выгодой используются даже при
обработке 1—2 одинаковых деталей. В таких случаях применяют
Простейшие наборы инструмента, причем часто совершенно отка-
зываются от настройки станка в' обычном смысле этого слова.
Главнейшие источники экономии по сравнению с работой на обыч-
ных токарных станках в этих случаях заключаются в использова-
1 Делая сравнения, аналогичные приведенному, для 91 различных деталей,
обрабатываемых малыми партиями, W. J. Burger пришел к выводу, что
п среднем экономия во времени от замены токарных станков револьверными
Получилась равной 47%. См. упомянутую выше статью.
w 2 Или, по крайней мере, давая один полный набор на два станка и глав-
нейшие его части — на каждый станок.
51
chipmaker.ru
нии солидности конструкций современных револьверных станков,
обильном охлаждении резцов, удобном закреплении сверл и расточ-
ного инструмента в револьверной головке и, наконец, в возможно-
сти одновременной обработки отверстия и наружной поверхности.
При этом револьверная головка обычно используется только для
сверления и расточных работ, всю же наружную обработку ведут
боковым супортом. Конечно, как только размер партии превосхо-
дит две детали (а иногда и при обработке двух деталей), оказы-
вается целесообразным настраивать станок, т. е., получив точные
размеры при обработке первой детали, переносить их на все осталь-
ные при помощи упоров и отсчетов пс лимбу.
В. Нормальные наборы инструментов и «постоянные настройки»
Заводы, строящие револьверные с ганки, снабжают их держав-
ками и другими инструментами. Эти инструменты поставляются
пс рознь или специальными наборами, причем различают наборы
для прутковой и для патронной работы
Такие «нормальные наборы» позволяют выполнять самые раз-
нообразные настройки, причем стоимость нормального инструмента
обычно значительно ниже стоимости изготовляемого в своих ма-
стерских. Во многих случаях пользование нормальными инструмен-
тами оказывается целесообразным даже в крупносерийном и мас-
совом производствах. В мелкосерийном же производ-
стве наличие «нормальных наборов» является
обязательным условием возможности проведе-
ния в жизнь метода револьверизации токарных
работ.
Заметим, что кроме «нормальных наборов», станкостроитель-
ные заводы изготовляют и некоторые реже встречающиеся инстру-
менты, которые, в отличие от специальных, можно назвать спе-
циализированными.
Состав «нормальных наборов» различен для станков разных
заводов и разных конструкций. Ниже, при рассмотрении примеров
обработки, читатель сможет составить себе представление о поль-
зовании различными инструментами, входящими в такие наборы.
Заметим еще, что полный набор инструмента для револьверного
станка обходится довольно дорого. Стоимость «нормального на-
бора» либо для прутковой либо для патронной работы составляет
около 20% стоимости самого станка.
Пользуясь нормальными наборами, можно во многих случаях
установить в револьверной головке такой комплект державок, что
он оказывается пригодным для обработки целой группы деталей.
При переходе ст одной детали к другой приходится только пере-
ставлять отдельные резцы. В тех случаях, когда порядок перехо-
дов не соответствует порядку расположения инструмента, при ма-
лых размерах партий предпочитают вращать револьверную головку
в разные стороны, лишь бы избежать затраты времени на переста-
новку державок.
На рис. 387 изображена схема «постоянной настройки»
прутковой работы к станку типа Варнер Свэзей.1
Универсальный нормальный набор состоит из следующих
жавок" 1) комбинированный . конвиниров
упор для прутка и центр ' упорицентр
С фланцем; 2) однорезцовая
державка; 3) многорезцовая
V
1иШ
а
Винторезное
голобна
для
дер-
OdnopfiuolaA
деряавна | |—1 t
Ннморезцовая
державна
Подрезной резец
Центровочное
сверло
Рис. 387. Схема постоянной настройки.
державка; 4) державка для подрезного резца; 5) державка для
центровочного сверла; 6) самораскрываюшаяся винторезная головка
для плашек.
Рис. 388. Постоянная настройка для обработки деталей из прутка.
. J
Рис. 388 изображает «постоянную настройку» револьверного
станка, служащую для обработки шпинделя, изображенного вверху.
1 Станки такого типа изготовляются в СССР заводом им. Орджоникидзе
Москва).
53
chipmaker.ru
Здесь также показаны инструменты, которые приходится менять
при переходе от одной детали к другой. Такая смена инструмен-
тов занимает сравнительно немного времени. Для настройки, по-
добной показанной на рис. 388, это время в одном случае соста-
вило 37 мин. (не считая заточки резцов). Перестройка начинается
со смены цанги (5 мин.), затем следует установка резцов в дер-
жавках (19 мин.). Регулировка упоров для револьверной головки
и бокового супорта производится при помощи специального ключа
(13 мин.).1
Применение «постоянных настроек» позволяет значительно со-
кратить время, затрачиваемое на перестройку станков. Другое
средство сокращения этого времени состоит в применении шабло-
нов для установки резцов и других инструментов. Затачивая резцы
одним строго определенным образом и пользуясь шаблонами,
можно значительно ускорить их установку в державке.
На станках некоторых типов применяют «сменные револьвер-
ные головки». Такие головки настраиваются вне станка и ставятся
на него вместе со всеми державками и инструментом. Если иметь
несколько сменных головок, то, естественно, время перестроек
резко сокращается, так как оно сводится к смене головок и к не-
которой регулировке резцов. Заметим, однако, что сменные ре-
вольверные головки должны быть изготовлены очень точно.
2. ИНСТРУМЕНТ ДЛЯ ПАТРОННОЙ РАБОТЫ
А. Державки для патронной работы
Выше, при рассмотрении методов обработки валов на револь-
верных станках, мы ознакомились с основными типами державок,
применяемых при работах из прутка.8
Для патронной работы часто применяются те же простейшие
державки, как и для работы из прутка 3 Однако стремление к боль-
шей универсальности привело к разработке ряда конструкций дер-
жавок, пригодных для обточки детален, значительно различаю-
щихся по диаметру и по длине.
На рис. 389 показана одна из таких державок. Для регулиро-
вания диаметра обработки оправка с резцами устанавливается
в одно из двух отверстий (.4 или В), удаленных от оси на различ-
ные расстояния. Кроме того вся державка может подниматься или
опускаться, для чего отверстия для болтов, крепящих ее к револь-
верной головке, сделаны овальными. Такие же державки применя-
ются и с ббльшим числом отверстий.
Стремление повысить производительность и точность обра-
ботки заставляет искать средств для увеличения жесткости ин-
струментов. В револьверных станках этого достигают путем при-
менения направляющих, которые бывают двух родов.
’ Примеры различных операций, для выполнения которых была применена
рассмотренная «постоянная настройка», см. на рис. 157, 159—164 (том I). На
операционных эскизах пунктиром показаны державки, оставшиеся иа данной
операции неиспользованными.
1 См. рис. 143—149, 153—155 (том I).
3 Рис. 143 (том 1).
54
Центральная направляющая показана на рис. 390.
Передний конец борштанги входит в отверстие втулки, закреплен-
ной либо в патроне либо непосредственно в шпинделе станка. При-
менение центральной направляющей сильно повышает жесткость
как борштанги, так и всей головки и кроме того гарантирует от
возможности работы при неправильном положении последней. Та-
Рис. 38Л Державка, пригодная для обточки разных диаметров и длгн.
кое неправильное положение револьверной головки может явиться
следствием некоторой разработки замыкаюшего механизма (фик-
сатора).
Направляющие проходят сквозь втулку, расположенную
либо в патроне либо в самом шпинделе, для чего в от-
верстии последнего
растачивается корот-
кий участок. Первое
расположение умень-
шает длину борштан-
ги и позволяет рас-
полагать ббльшим
местом для размеще-
ния втулки, но зато
при каждом сверты-
вании патрона со
Шпинделя концен- рис 39О Центральная направляющая для борштанги,
тричность втулки с
осью вращения может быть нарушена. Последний недостаток устра-
нен во второй конструкции.
Заметим, что возможность попадания стружек между напра-
вляющей и втулкой является крупным недостатком всех конструк-
ций с центральным направлением. Во время работы необходимо
следить за направляющей и обтирать ее время от времени. Для
Уменьшения возможности затягивания стружек приемный конус,
облегчающий заведение борштанги, следует делать только на са-
мой борштанге, а не на втулке.
56
Встречаются также конструкции, в которых опасность заедания
устранена радикальным образом благодаря тому, что между бор.
штангой и втулкой не существует относительного вращения. Втулка
сама вращается в подшипнике скользящего трения или в шарико-
вом подшипнике, играя роль его внутреннего кольца. Однако не-
достатком такой конструкции является громоздкость, не позволяю-
щая разместить все устройство внутри шпинделя и заставляющая
выносить его в патрон, что, как мы только-что говорили, имеет
свои недостатки.
Несколько компактнее конструкции, подобные изображенным
на рис. 391. Здесь на концах борштанг, входящих в направляющие
втулки, насажены вращающиеся втулки. Хороший подвод смазки
Масленка
Рис. 391. Концы борштанг, несущие вращающиеся втулки.
обеспечивает надежную работу подшипников. На данном рисунке
тип а основан на использовании подшипника скользящего трения,
а тип b — игольчатого подшипника. Применение шарикоподшипни-
ков в таких устройствах затруднительно, так как приводит к гро-
моздким конструкциям.
Верхняя направляющая отчасти заменяет централь-
ную, увеличивая общую жесткость и гарантируя правильность по-
ложения головки. Она с удобством применяется и в тех случаях,
когда обрабатываемая деталь не имеет центрального отверстия или
когда диаметр этого отверстия мал для пропуска достаточно мас-
сивной центральной направляющей Кроме того при деталях боль-
шой длины применение центральной направляющей требует нали-
чия значительного хода револьверной головки, которого данный
станок может и не иметь. Наконец, в условиях мелкосерийного
производства применение центральных направляющих вообще за-
труднительно, так как по существу своему они являются специ-
альным инструментом. Верхнее направление, обратно, носит уни-
версальный характер. Конечно, для тяжелых расточных работ верх-
ние направляющие не могут вполне заменить центральных, и в та-
ких случаях, если позволяет размер партий, последним приходится
отдавать предпочтение.
Общее представление о расположении инструментов при верх-
ов
fleM направлении дает рис. 392. Направляющая скалка закреплена
с массивной державке, привернутой к револьверной головке. Та-
кая державка отдельно показана на рис. 393. Она в основном вы-
полнена подобно рассмотренной выше державке по рис. 389, но
имеет значительно большие размеры и с удобством применяется
для сложных многорезцовых настроек. В различные ее отверстия
вставляются оправки с резцами или другие инструменты. Втулка
Рис. 393. Державка ci верхней направляющей.
помещена в кронштейне, привернутом к передней бабке станка
(сверху) На некоторых станках применяется обратная конструк-
ция: скалка крепится к бабке станка, а направляющие втулки вста-
вляются в корпуса державок.
Заметим, что при пользовании центральными направляющими
совпадения осей чаще всего добиваются, растачивая отверстие
57
в револьверной головке и расшлифовывая втулку в шпинделе ца
месте.
Вопрос о целесообразности применения направляющих должен
быть обсужден для каждого конкретного случая. Вообще напра-
вляющие приносят пользу — и иногда очень большую — в тех слу-
чаях, когда сами обрабатываемые детали имеют достаточную жест-
кость, чтобы противостоять давлению резания при увеличенных
подачах. При обработке слабых деталей применение направляющих
часто не помогает повысить режим резания, и здесь выгода от них
сводится главным образом к повышению точности обработки. Да-
лее, применение напра-
вляющих обычно ока-
зывается малоэффек-
тивным при коротких
длинах проточки и при
обработке мягких ма-
териалов (алюминий,
латунь и т. д.), оказы-
вающих малое сопро-
тивление резанию.
Стоимость нормаль-
ного набора, предусма-
тривающего примене-
ние верхних направляю-
щих, несколько выше,
чем набора без напра-
вления (по данным
фирмы Варнер Свэзей
приблизительно на %).
Однако даже в тех слу-
чаях, когда только
всей работы на данном
Рис. 394. Различные применения вспомогатель-
них супортов. станке может с выго-
дой производиться с на-
правлением, обычно имеет смысл применять именно такой набор
державок.
Вспомогательный супорт привертывается к револь-
верной головке и позволяет сообщать резцу подачу от-руки, пер-
пендикулярную к оси станка. Такие супорты устанавливаются как
в вертикальном, так и в горизонтальном положении. Эти устрой-
ства оказываются очень удобными во многих случаях, как, напри-
мер, при вытачивании внутренних канавок, подрезке торцов и т. д.
Примеры использования вспомогательных супортов показаны на
рис. 394. Существуют подобные же-супорты для более легких ра-
бот, в которых движение заимствуется не от винта, а от реечной
или рычажной передачи.
Резцовые оправки, закрепляемые в державках, имеют различ-
ные формы в зависимости от количества закрепляемых в них рез-
цов. Рис. 395 дает представление о многорезцовой оправке про-
стой конструкции.
58
При точных работах предпочитают пользоваться оправками,
снабженными винтом для установки резцов Одно деление лимба
имеет значение 0,025 мм.
В некоторых случаях оказываются полезными универсальные
оправки, допускающие установку резца под разными углами.
Что касается ин-
струмента для обра-
ботки отверстий, то
здесь револьверные
станки не предста-
вляют особенностей
по сравнению со стан-
ками других типов.
Некоторые конструк-
ции борштанг, опра-
вок для разверток
(жестких и качаю-
щихся), винторезных
головок, патронов
для метчиков и т. д.
нами рассматривают-
ся в разных местах
курса. Применение этих инструментов будет показано
операционных эскизах, приводимых ниже.
Упомянем еще о поворотной державке, служащей для
одновременного закрепления в ней двух инструментов (рис. 396).
в
также на
Рис 395.
Многорезцо-
вые опрнвки.
г Ьт-
в ней двух инструментов (рис. 396).
Применяя такие державки, мож
но в револьверной головке закре-
пить большее количество инстру-
ментов, чем она имеет граней. На-
пример, при одной поворотной
державке можно в случае шести-
гранной головки работать после-
довательно
семью наборами ин-
струментов. Чаще
всего комбинируют
работу сверлом и
метчиком, зенкером и
метчиком и т. д. Вре-
: мя, требуемое для
поворота такой дер-
жавки, даже меньше,
г> „ „ чем дня поворота
‘'не. 396. Поворотная Д( ржавка для двух инструментов. всей револьверной
головки.
Кроме державок, подобных рассмотренным, на револьверных
банках применяются различные державки более специального ха-
рактера, а также приспособления для обточки конусов, сфер и т. д.
Заметим еще, что приспособления для прутковой и для патронной
Работы во многих случаях могут заменять друг друга.
59
chipmaker.ru
Б. Постоянные настройки для патронной работы
Для иллюстрации применения описанных инструментов рассмо.
трим одну «постоянную настройку» для патронной работы. Набор
простого инструмента показан на рис. 397. Вместо простых дер.
жавок могут быть применены и державки как с центральным, так
и с верхним направлением.
Рис. 398 дает представление о разнообразии применения только-
что рассмотренной постоянной настройки. Черным показаны ин-
струменты, подлежащие замене при переходе от одной детали
к другой. Все четыре примера относятся к обработке сравнительно
небольших партий (100 штук и меньше).
Сейчас мы перейдем к рассмотрению различных настроек ре-
вольверных станков, причем отдельно изучим настройки для прут-
Рис. 397. Набор простого инструмента для патронной работы.
ковой и для патронной работы. В большинстве этих настроек
использованы три пути повышения производительности, которые
должен иметь в виду каждый наладчик револьверного станка. Эти
пути следующие:
1) одновременная работа револьверной головки и бокового су-
порта;
2) работа несколькими инструментами, закрепленными на одной
стороне головки;
3) максимально возможнее увеличение жесткости настройки.1
В заключение напомним еще раз. что задачей настройщика
является не только обеспечение высокой производительности, но
и одновременно достижение ее при возможно малом расходе
времени на самую настройку и при небольших затратах на инстру-
мент.
1 Широкое использование резцов из твердых сплавов также является
мощным средством повышения производительности револьверных станков. При
этом особое значение приобретает жесткость всех державок. В последнее
время появились конструкции этих державок, специально предназначенные для
работы твердыми спланамн.
60
V—-1
chipmaker.ru
3. ТИПИЧНЫЕ ПРИМЕРЫ РАБОТЫ ИЗ ПРУТКА 1
Как мы только-что указали, одновременная работа инструмен-
тами, закрепленными в револьверной головке и в боковом супорте,
позволяет значительно сократить время операции. Однако при этом
необходимо избежать возможности столкновения между обоими
Рис. 399. Обработка конической шпильки.
наборами инструментов. Если деталь имеет небольшую длину, то
при расположении инструментов moivt возникнуть затруднения
в указанном смысле.
Рис. 399а изображает коническую шпильку, имеющую неболь-
шую длину. Возможность столкновения обеих головок здесь устра-
нена применением двух приемов: во-первых, пруток выдвинут из
’ Обработку валов см. в главе 6, § 2 (том 1).
патрона на значительное расстояние,1 и, во-вторых, резцы закре-
плены с правой стороны головки бокового супорта, а не с левой,
Калибр для второй
канавки Нановки1,г
Подрезка торца
И отрезка
Р
Упор и
зацентровка
Сверление
Ш -Поперечная
обточка
и снятие
tpacku
Развертывание
Растопка
части отверстия
Росточка уширен-
Рис. 400. Обработка заготовки для червяка.
ип 1 Допустимая длина выдвижения прутка из патрона в значительной мере
ЗУДеляется возможностью работы отрезного резца. Например, пруток диа-
Ром 25 мм из чистотянутой стали с содержанием углерода 0,1% может
63
chipmaker.ru
как обычно (рис. Ь). Рис. с дает план операций, причем следует
отметить применение копирной конусной линейки на боковом су
порте.
На рис. 400 представлен другой пример револьверной обработки
из прутка: рис. а изображает самую деталь, а рис. b — настройку,
предназначенную для обработки малых партий этих деталей. Резцы
обычные кованые. Наружная обработка производится при помощи
комплекта резцов, зажатых в державке поперечного супорта, при
чем вместо одного широкого резца установлены два обычных.
Одновременно с наружной обточкой производятся сверление
отверстия, расточка внутреннего уширения, расточка под развертку
и, наконец, развертывание. Вспомогательный супорт IV служит для
расточки уширенной части отверстия, а второй такой же су-
порт VII — для вытачивания канавок I и 2, а также для подрезки
торца. Расстояние между канавками устанавливается при помощи
шаблона.
Если размер партии велик, то приведенная настройка должна
быть изменена согласно рис. с. На задней стороне поперечного су-
порта устанавливается тангенциальный фасонный резец, который
производит обточку средней части, прорезку канавок и снятие фа-
сок. На передней стороне поперечного супорта установлены два
резца, из которых один производит отрезку, а второй — подрезку
1ирца. В соответствии с этим вспомогательный супорт VII снимает
фаску у заднего торца 3 вместо проточки канавок 1 и 2. При за-
мене метода по рис. b методом по рис. с время операции снижается
с 15,1 мин. до 13,2 мин. Усложненная насгройка, требующая изго-
товления специального резца, окупается при партиях в 500 штук
и выше.
4. ТИПИЧНЫЕ ПРИМЕРЫ ПАТРОННОЙ РАБОТЫ
На рис. 401 показана обработка бронзовой втулки. Расточка
производится резцами, закрепленными во вспомогательных супор-
тах. При точной обработке пользуются разверткой. Наружная об-
работка ведется при помощи бокового супорта. Втулка удержи-
вается в патроне за фланец, который нарочно отливается утолщен-
ным. По окончании обработки втулка отрезается.
При той же настройке можно обрабатывать разнообразные де-
зали (рис. 402). Втулки типа № 2 отливаются попарно, причем от-
ливка обрабатывается в две установки. В конце обработки отливки
разрезаются пополам. Втулка № 3 закрепляется за фланец, и в пер-
вую установку обтачиваются верх, отверстие, фланец с одной сто-
роны и наружный торец. При второй установке втулка зажимается
за обточенную наружную поверхность в мягких кулачках, и у нее
подрезается вторая сторона фланца. При желании получить обе
стороны фланца точно параллельными, следует во вторую уста-
новку обточить начисто и другую его сторону. Кольца типа № 4
быть отрезан при помощи резца шириной 3 мм на расстоянии 160 мм от
патрона. При этом предполагается, что резец может быть значительно за-
туплен. Если длина чрезмерна, то отрезной резец защемляется и ломается.
64
Проще всего получаются из заготовки в форме трубы, которая
после обточки и расточки разрезается на части.
Рис. 403 изображает обработку чугунного шкива. Здесь отвер-
стие, уже имеющееся в отливке, раззенковывается спиральным зен-
кером. Во избежание увода зенкера при неправильном расположе-
нии литого отверстия последнее сначала растачивается резцом на
глубину 6 мм. Заметим, что для уменьшения наклонности к уводу
зенкер заточен таким образом, что его режущие кромки располо-
жены перпендикулярно
к оси. Тот же вспомо-
гательный супорт, ко-
торым пользовались
для расточки под зен-
кер, используется и для
чистовой расточки. Ус-
тановка на стружку
производится по лимбу
на вспомогательном су-
порте. Проточка торцов
(черновая и чистовая)
производится одновре-
менно с расточкой от-
верстия.
На рис. 404 показа-
на обработка чугунного
диска значительного
диаметра. Здесь глав- .
пая часть операции —
обточка торцов. Эта
работа производится
при помощи бокового
супорта, причем при
черновом проходе ра-
ботают одновременно
два резца, что позво-
ляет значительно сократить время операции. Заметим, однако, что
такой прием оправдывается лишь при партиях не менее 40 штук.
При чистовом проходе пользуются одним резцом во избежание
получения уступа в месте стыка поверхностей, обработанных тем
и другим инструментом. При второй установке работа выполняется
точно таким же образом, как и при первой, только зажим произво-
дится в патроне с мягкими кулачками.
Рис. 405а изображает клиновидную муфту и настройки для об-
работки ее в две установки. Заготовка — стальная поковка.
В первую установку (рис. Ь) при помощи многорезцо-
вой державки / производятся черновая обточка и расточка. В то же
время резцы бокового супорта начерно обтачивают торец и про-
резают канавку. Закрепление поковки производится в обыкновен-
ном американском патроне с упорными планками.
Во вторую установку (рис. с) выполняется обточка дру-
В ® Соколовский, т. II. 1889. 65
chipmaker.ru
того конца. Здесь уступы 7 и 3 начерно обтачиваются при помощи
державки I, причем одновременно производится получистовая
расточка. Уступы 2 и 4 также начерно обтачиваются другой дер.
жавкой /7, а чистовая расточка производится при помощи вспомо-
гательного супорта III. Установка резца во вспомогательном су-
порте облегчает точную регулировку размера и в данном случае
вполне уместна, так как развертывание отверстия не предусматри-
вается.
Чистовая обработка всех четырех уступов производится одно-
временно при помощи фасонного резца. Пользование таким резцом
заставляет озаботиться особенно солидным закреплением обраба-
тываемой детали, для чего в дополнение к мягким кулачкам па-
Рис. 402. Различные детали, обрабатываемые при по-
мощи настройки по рис. 4Л.
2дстанМЛ! tywww‘Ау
№2 Бронзовая Втулка
N*4 Бронзовое кольцо
трона она удерживается тремя планками. Если постановка таких
планок почему-либо невозможна или нежелательна, то во время
фасонной обточки свешивающийся конец детали поддерживаегся
при помощи втулки, насаженной на оправку, закрепленную в ре-
вольверной головке. Такая оправка показана пунктиром (между
сторонами / и ///).
При обработке данной детали снимается значительное количе-
ство материала, поэтому необходимо использовать солидный ста-
нок и озаботиться сообщением всей настройке жесткости. Приме-
нение центральных направляющих требует удлинения хода револь-
верной головки, почему в обеих установках применено верхнее на-
правление.
Стальное седло клапана (рис. 406а) вытачивается из штампо-
ванной заготовки в две установки.
В первую установку (рис. Ь) отверстие растачивается
начерно и окончательно обрабатывается поверху правая сторо! 14-
Резьба нарезается при помощи винторезной головки. Ввиду необ-
66
хОдим°сти снять значительное количество материала применено
верхнее направление.
Вторая.установка (рис. с) включает точную расточку
гтвеРстия» его развертывание и обработку места посадки клапана
роД углом 45°. Эта коническая фаска должна быть строго концен-
трцчнг с отверстием, чго и достигается обработкой в одну уста-
новку. Расточка конуса
l—35
а)
рроизводится начерно
. опаткой (//) и затем
начисто резцом в пово-
ротной державке с ре-
ечной подачей (///). За-
метим, что развертыва-
ние отверстия выпол-
няется после расточки
конуса, благодаря чему
устраняется заусенец.
Рис. 407 изображает
обработку стакана же-
-езнодорожного буфе-
ра, выполненного в
виде стальной поков-
ки. Вес его вчерне —
37 кг. Обработка при
первой операции
ведется на станке
Вард № 13. Заготовка
закрепляется в амери-
канском патроне со
ступенчатыми кулачка-
ми (рис. а). При загруз-
Кео пользуются проб-
кой М, закрепленной в
револьверной головке.
Стакан надевается на
Chipmaker.ru
Зепкер&шша
I Росточка на
мудбмм
е. С7 Чистобая расточка^ 0 >
Г^ШЧистоЗая подрезка 'J
Рис. 403. Обработка шкива на револьверном
станке.
Ш
з1У пробку в то время,
Л°гДа револьверная головка повернута таким образом, что пробка
Ращена к рабочему. Далее головку поворачивают1 и заготовку
^одят в кулачки патрона. После закрепления головка вместе с
Робкой отводится назад. Заметим, что на пробке М имеется запле-
№• благодаря которому заготовку можно прижать к кулачкам.
12(.^бработка начинается с расточки диаметра 180 мм на глубину
Л Мл? и одновременной обточки (боковым супортом) фланца диа-
1Чм?°м 300 мм. Расточная головка насажена на борштанге, имею-
Е Центральное направление. На этой же головке имеется резец
я снятия фаски.
При дальнейшей обработке стакан поддерживается вращаю-
»г,г' крупных револьверных станках имеется механизм для автоматиче-
0 Поворота головки.
67
chipmaker.ru
щимся центром N. Наружная обточка производится резцами
бокового супорта, так же как и подрезца торца. Для снятия
детали пользуются той же пробкой М. Время первой опера-
ции — 15 мин.
Вторая операция (рис. Ь) состоит в обточке фланца по
верху и расточке центрирующего пояска, одновременно, при по-
мощи инструментов, закрепленных
в револьверной головке, для
чего используются борштанга
с резцовой головкой и спе-
циальная длинная державка-
кронштейн, укрепленная
на соседней стороне
головки. В то же время
протачивается фланец при по-
мощи резца, закрепленного в
боковом супорте.
Весьма интересной особен-
ностью этой операции является
способ установки и закрепле-
ния обрабатываемой детали.
Стакан зажимается за обрабо-
танную его часть при помощи
Рис. 404. Обработка чугунного диска.
кулачков патрона и в
то же время поддер-
живается специальной
направляющей втулкой.
Обрабатываемая де-
таль заводится в это
приспособление при
помощи пробки М, ук-
репленной на револь-
верной головке. Дей-
ствие этого устройства
аналогично действию
такого же приспосо-
бления в настройке по
рис. а. Отличие заклю-
чается в необходимости
обеспечить вывод де-
тали из патрона при
разгрузке. Для этого предусматривается захват Р, накидываемый
па фланец. Время выполнения операции — 6 мин. Если учесть, что
каждую деталь приходится поднимать дважды, общий грузооборот
станка равняется 6 т в смену.
Очевидно, что здесь загрузочные и подъемные приспособления
имеют исключительно большое значение; их усовершенствование
может резко повысить производительность. При обработке лишь
нескольких детален, когда не сказывалась утомляемость, время
выполнения операции снижалось почти вдвое.
68
5. РАБОТА НА СТАНКАХ С ПОПЕРЕЧНЫМ ПЕРЕМЕЩЕНИЕМ
РЕВОЛЬВЕРНОЙ ГОЛОВКИ
Сообщая револьверной головке поперечное перемещение, можно
избавиться от необходимости иметь боковой супорт и благодаря
Рис. 405. Обработка клиновидной муфты.
этому значительно сократить длину станка. Конечно, такое упро-
щение исключает возможность одновременной работы двумя
69
chipmaker.ru
наборами инструмента, но, с другой стороны, наличие поперечного
движения револьверной головки позволяет выполнять многие ра.|
боты с использованием более простого инструмента, чем это имее-j
место при работе на обычных револьверных станках. Станки рас.
Рис. 406. Обработка седла клапана.
сматриваемого типа приобретают вид «полулобовых» токарных
станков и оказываются особенно полезными при обработке в па-
троне сравнительно крупных деталей при небольших партиях. Стои-
мость таких станков ниже, чем револьверных обычных типов, имею-
щих ту же высоту центров. Фирма Д. Ланг (Англия) строит эти
70
Рис. 407. Обработка стакана железнодорожного бу-
фера.
когда станок используется главным образом
станки (surfacing and boring lathes), используя отдельные узлы
своих токарных станков. Высота центров таких станков выше, чем
центровых токарных, имеющих передние бабки того же размера,
причем фирма Ланг придерживается следующих соотношений. Диа-
метр обточки над станиной такого токарно-револьверного станка
в 3 раза больше высоты центров обычного токарного.1 Далее, наи-
большее расстояние
от патрона до сала-
зок револьверной го-
ловки равняется вы-
численному таким об-
разом максимально-
му диаметру обточ-
ки. Благодаря этой
особенности рассма-
триваемые станки де-
лают ненужной вы-
емку («гап»), часто
применяемую на
обычных токарных
станках.
На салазках стан-
ков рассматриваемо-
го типа обычно уста-
навливается шести-
гранная револьвер-
ная головка, однако
в I
более удобным
зывается установить
поворотные салазки
с квадратной револь-
верной головкой или
с массивным резце-
держателем типа,
обычно применяемо-
го на крупных то-
карных станках. По-
следнее расположе-
ние оказывается осо-
бенно целесообраз-
ным в тех случаях,
Для расточки крупных отверстий, если закрепление массивной бор-
штанги в револьверной головке не достаточно надежно.
Станки рассматриваемого типа могут быть снабжены приспо-
соблениями для обточки и расточки конусов (копирные линейки
или поворотные супорты с автоматической подачей), для обра-
1 Для получения увеличенной высоты центров станина рассматриваемых
станков имеет ступенчатую форму: часть ее под бабкой возвышается над напра-
вляющими.
некоторых случаях Hi
>лее удобным ока-сЗ-’-
^zi
71
chipmaker.™ gOyKH сферических поверхностей и для различных других более
специальных оабът ................- - ___> перемещения резцов весьма
» многих таких приспособлений. Фирма
Ланг строит эти станки пяти
размеров для обточки (над
станиной) деталей диаме-
трами до 460 мм для
самого малого станка и до
ч . 1200 мм для самого боль-
SsT того. Еще более крупные
г станки принимают форму
типичных «полулобовых» и I
также строятся в различных I
исполнениях. I
Рис. 408 изображает об-
работку маховика. В пер-
вую установку (рис. а)
заготовка закрепляется на
планшайбе с четырьмя не-
зависимыми кулачками. ]
1. Поперечной подачей I
обтачивается самый диск и
подрезается торец обода.
2. Заканчивается обточ- I
ка диска, и подрезается
торец ступицы.
3. Начерно
растрачивается
4. Обод
начерно.
5. Обод <
начисто.
6. Начисто
торец обода.
7. Начисто
— ступицы.
8. Снимается
обода.
9. Снимается
ступице.
10. Отверстие
вается.
производится также
_________________ оиисрхиостей и д
специальных работ. Наличие бокового
упрощает конструирование
3
'5.
A
a)
t
2
6
ю'
7
а
9
и начисто
отверстие,
обтачивается
обтачивается
подрезается
торец
нутри
подрезается
фаска из-
Рис. 408.
Вторая
фаска на
Обработка маховика.
г установка (рис.
шайбе с четырьмя независимыми
рующим приспособлением.
1. Поперечной подачей начерно обмачивается
диска и подрезается торец обода.
2. Заканчивается обточка диска, и подрезается торец ступицы.
3. Обтачивается начисто торец обода.
4. Обтачивается начисто торец ступицы.
72
разверты-
Ь) производится также на план-
кулачками, снабженной центри-
другая сторона
5. Снимается фаска изнутри обода.
6. Снимается фаска на ступице.
В рассмотренных планах обработки наибольший интерес пред-
ставляет пользование многорезцовыми державками (переходы 1 и
2, 6, 7, 8 и 9 установки первой, а также переходы 1 и 2, 3, 4, 5 и
6 установки второй).
Комбинируя поперечную подачу с продольным перемещением
головки, достигают обработки ряда поверхностей, не прибегая к
повороту револьверной головки.
Мы привели пример операции, выполняемой на горизонтальном
токарно-револьверном станке, имеющем поперечное движение ре-
вольверной головки. Для подоб-
ных работ с успехом применяются
и карусельно-револьверные станки.
Заметим, что настройки стан-
ков обоих типов принципиально не
различаются между собой, и все,
сказанное выше, относится также
и к работе карусельно-револьвер-
ных станков.
Укажем еще, что, несмотря на
болбе высокую стоимость, кару-
сельно-револьверные станки име-
ют значительно большее распро-
странение, чем станки с горизон-
тальным шпинделем.
При работе на карусельных
станках, равно как и на рассмо-
тренных выше токарно-револьвер-
ных, очень широко используют
кованые резцы, причем многие из
них могут без перестановки рабо-
тать в различных направлениях.1
На рис. 409 показано несколько
таких резцов, закрепляемых в простейшем резцедержателе, также
изображенном на рисунке. Здесь резец А служит для черновой
обточки как цилиндрических, так и торцевых поверхностей, а ре-
зец В — для обработки тех же поверхностей начисто. Заметим, что
такие резцы изготовляются как правыми, так и левыми. Резец С
еще более универсален; он позволяет производить черновую обра-
ботку не только цилиндрических и торцевых поверхностей, но также
и канавок. Резец D служит для обработки этих поверхностей на-
чисто.
Рис. 409. Универсальные резцы
для карусельного станка.
1 Ср. рис 40 (том I).
chipmaker.ru
ГЛАВА ТРИНАДЦАТАЯ
ОБРАБОТКА ПОДШИПНИКОВ1
1. ЗАЛИВКА ПОДШИПНИКОВ
А. Общие замечания о материалах для подшипников и о процессе
заливки
По признакам технологической классификации вкладыши под-
шипников относятся к классу «втулок», технологические процессы
обработки которых нами были рассмотрены ранее. Поэтому здесь
мы коснемся главным образом особенностей технологии подшипни-
ков. В частности, нам придется подробно рассмотреть обработку
половинчатых вкладышей. На примере подшипниковых вкладышей
мы ознакомимся с принципами обработки половинчатых де-
талей вообще, которые встречаются в различных исполнениях
и в других местах (половинчатые кольца, шайбы и т. п.).
Для подшипников чаще всего применяются следующие мате-
риалы: чугун, различные бронзы и баббит. В некоторых специаль-
ных случаях закаленные стальные шейки работают в закаленных же
стальных втулках. Применяются также вкладыши из некоторых
неметаллических материалов (сделанных из древесины, текстолита,
резины). Однако наибольшее значение имеют различные марки
бронз и баббитов. Мелкие вкладыши часто вытачиваются целиком
из бронзы, более же крупные обычно изготовляются из чугуна или
стали и заливаются баббитом. В последние годы начали применять
также стальные вкладыши, залитые свинцовистой бронзой, кото-
рые отличаются большей прочностью, чем баббитовые. В настоя-
щее время баббит (белый металл) все же является основным ме-
таллом для ответственных подшипников.
Заливочная мастерская на многих заводах помещается в каком-
нибудь углу кузницы, литейной или жестяничной мастерской и
является одним из наименее привлекающих к себе внимание мест
завода. Действительно, по количеству рабочих и по своим разме-
рам эти мастерские всегда занимают очень скромное место среди
других, но по влиянию, которое имеет их работа на качество
всей машины, они заслуживают специального внимания.
Заливка подшипников является одной из отраслей литейного
дела, и с этой точки зрения ее изучение не должно входить в наш
курс, но, с другой стороны, процессы заливки так тесно перепле-
таются с процессами механической обработки, что без краткого
1 В этой главе мы будем говорить только о подшипниках скольжения.
Производство подшипников качения в настоящее время сосредоточено на не-
скольких специальных заводах и составляет особую отрасль технологии.
74
ознакомления с ними раздел об обработке подшипников полу-
чился бы неполным.
Устройство «заливочной» и самые методы заливки в значитель-
ной степени зависят от размеров подшипников и от степени серий-
ности выпуска: крупные подшипники больших машин заливаются
иначе, чем вкладыши подшипников автомобильных двигателей.
Однако каждая заливочная должна иметь: печи для плавки баб-
бита, печи для подогрева форм, самые формы (приспособления) и,
наконец, подъемно-транспортное оборудование.
Плавка баббита часто производится в тигле на горне. Однако
со значительно большим удобством и уверенностью эта работа вы-
полняется в специальных печах, отапливаемых нефтью, газом или
электричеством. Для подогрева форм служат другие печи. Важным
требованием к тем и другим является возможность удобной регу-
лировки температуры, которую необходимо строго сообразовать с
сортом баббита. Отступление от правильных температур оказывает
крайне вредное влияние на весь ход процесса и на достигаемые
результаты. Согласно ОСТ 88 для баббита Б83 (83. % олова) темпе-
ратура сплава должна равняться 400°, а температура вкладыша
250°. Для свинцового баббита БС те же температуры соответ-
ственно равны 470° и 200°.1
Печь для плавки должна действовать таким образом, чтобы
в ней было минимальное количество угара баббита. Далее необхо-
димо обеспечить хорошее перемешивание сплава перед заливкой
во избежание его ликвации, и, наконец, конструкция печи должна
позволять вести процесс заливки быстро и удобно.
Вкладыши перед заливкой обыкновенно лудятся, что обеспечи-
вает лучшее соединение баббита со стенкой детали. Однако чугун-
ные вкладыши плохо принимают полуду, и при их заливке прихо-
дится полагаться целиком на действие продольных и круговых
канавок, продолбленных и выточенных в этих вкладышах.
Б. Формы для заливки вкладышей2
Наиболее обыкновенный способ заливки состоит в том, что
вкладыш устанавливается на плите, причем в центре помещается
труба, слегка обточенная на конус (для удобства выколачивания).
Если вкладыш состоит из двух половинок, то они стягиваются
струбцинками или хомутами. Все щели замазываются огнеупорной
глиной либо заполняются асбестом. Между двумя половинками
помещаются прокладки, доходящие до самого сердечника и пре-
пятствующие спаиванию этих половинок. Вместо точеной трубы
иногда (при ремонтных работах) применяют сердечник, свернутый
из листового железа или же, что не может быть рекомендовано,
изготовленный из дерева. Прогрев формы производится либо в пе-
чах либо, при малых размерах производства, непосредственно
паяльными лампами. Баббит наливается сверху в щель, образую-
1 ОСТ 88 (ред. 1932 г.) содержит указания о температурах заливки и
подогрева вкладышей для всех марок баббита.
1 См. также: Технология машиностроения, вып. IV, глава 32, § 2, Б, где
приведен ряд конструкций форм для заливки вкладышей баббитом.
"5
щуюся между стенками вкладыша и сердечником. В других еду.
чаях вкладыши заливаются по половинкам.
Сравнивая оба метода, мы заметим, что при заливке одновре
менно обеих половинок вкладыша работа идет, вообще говоря,
быстрее, но зато при заливке по половинкам получаются следую,
щие выгоды.
1. В данный момент требуется меньшее количество баббита, что
имеет большое значение при заливке очень крупных вкладышей,
когда плавку приходится вести в нескольких тиглях одновременно.
2. Для верхней и нижней половинок можно применять баббит
разного качества, что очень важно, например, для рамовых под-
шипников двухтактных двигателей Дизеля, в которых нижние
вкладыши сильно нагружены, а верхние почти не работают.
3. При необходимости перезаливку можно производить только
для той половинки, для которой она требуется. Это оказывается
полезным при замене брака и при ремонтных работах.
Примитивные приспособления для заливки оказываются умест-
ными в индивидуальном производстве и при ремонтах.
При увеличении серийности стремятся усовершенствовать за-
ливочные формы, для того чтобы обеспечить лучшую центрировку
шишки, а следовательно, равномерный слой баббита, облегчить
заливку и вообще ускорить процесс.
В. Специальные методы заливки подшипников
Улучшенные конструкции приспособлений упрощают и совер-
шенствуют процесс заливки, не внося в него ничего принципиально
Рис. 410. Схема центробежной заливки.
нового по сравнению с обычными методами производства данной
операции. Однако в настоящее время в этой отрасли технологии
нашли применение некоторые методы, существенно улучшающие
рассматриваемый процесс.
Первым по порядку упомянем метод центробежной за-
ливки. На рис. 410 схематически изображено приспособление,
76
сдужащее для этой цели. В данном случае показана заливка боль-
шою подшипника (весом около 170 кг), укрепленного в кулачках
иа вращающейся планшайбе. Между половинками вкладышей по-
мещены прокладки А, служащие для их разъединения и для уплот-
нения. Обе половинки крепко стянуты между собой, а у внешнего
горца помещен диск, образующий внутри буртик, препятствующий
вытеканию баббита. Все соединения уплотнены асбестом настолько,
чтобы баббит, находящийся под значительным давлением, вызван-
ным действием центробежной силы, не мог вытекать из образую-
щейся при вращении подшипников котьцевой ванны. Необходимо
обратить внимание на точное центрирование вкладыша на планшайбе.
Перед заливкой подшипник прогревается, для чего к приспо-
соблению подведен газ. Баббит заливается по жолобу, входящему
при помощи мешков
Рис. 411. Приспособление для центробеж-
ной заливки мелких вкладышей.
частично внутрь вращающегося вкладыша,
i или специальной ложкой с длинным
носиком. Для ускорения охлаждения по
окончании заливки на вкладыш снаружи
направляется тонкая струя воды, обра-
щающаяся почти целиком в пар. Все
устройство заключено в кожух, который
в данном случае удерживается на месте
с песком. При проектировании всех подобных
приспособлений необходимо обращать внимание на надежное укре-
пление вкладыша на планшайбе, так как срыв с места может при-
чинить большие повреждения.
При центробежной заливке расплавленный баббит автоматиче-
ски равномерно распределяется по окружности, и в то же время
в его слое возникает определенное давление, способствующее его
уплотнению. Выход газов при этом методе заливки обеспечивается
лучше, чем при всех других, так как ввиду отсутствия сердечника
путь их сокращается во много раз.
Рис. 411 изображает приспособление, предназначенное для за-
ливки мелких вкладышей. Обе половинки вкладыша закладываются
внутрь разрезной втулки, половинки которой обозначены Ег и £...
Между этими половинками заложены прокладки Z из закаленной
77
r.ru
и шлифованной стали, устанавливаемые на штифтах О. Зажимное
приспособление состоит из обычного двухкулачного патрона F
с губками В, расточенными по диаметру зажимной втулки. Вкла-
дыши устанавливаются в эту втулку вне патрона, причем ее поло-
винки удерживаются вместе с помощью вспомогательного приспо-
собления, состоящего из стальной ленты, концы которой заделаны
в деревянные рукоятки. Такое приспособление очень облегчает ра-
боту, в особенности если учесть, что вкладыши нагреты до высо-
кой температуры.
В продольном положении вкладыш устанавливается при по-
мощи нажимной штанги С, которая выдвигается при вращении ма-
ховичка Н. Вращение (со скоростью 800 об./мин.) осуществляется
от ремня, работающего на шкиве R; другой шкив S служит для
торможения. Колодочный тормоз Т, управляемый рукояткой G,
вращается на штыре J, укрепленном на корпусе подшипника при-
способления. Наличие такого тормоза позволяет значительно со-
кратить время операции. Самая заливка производится ложкой L.
Кожух К предохраняет рабочего от брызг расплавленного металла.
Большое значение имеет правильный выбор числа оборотов.
Чем больше это число, тем плотнее получается заливка, но одно-
временно затрудняются конструирование и обслуживание всего
устройства. Кроме того при очень большом числе оборотов созда-
ются условия, облегчающие ликвацию. Анализируя некоторые опу-
бликованные данные, можно вывести следующую формулу, опре-
деляющую скорость при заливке на внутреннем диаметре D:
v = 20 V~D,
где D — в миллиметрах, v — в м/мин.
Приводим также следующие практические данные о числах обо-
ротов для различных внутренних диаметров вкладышей.1
Диаме1р вкладышей мм Число оборотов
30— 100 1100-600
100- 400 600—300
400—1000 300—190
Наиболее совершенные результаты получаются при заливке
подшипников под давлением. Всякая установка для этой
цели состоит из:
1) котла, в котором расплавляется металл; под действием
поршня, давящего на поверхность металла, создается давление;
2) специальной формы для заливки;
3) механизма для управления этой формой и выбрасывания го-
товых отливок.
Вся установка обычно монтируется на одной общей станине.
Заливка подшипников под давлением получила широкое приме-
нение в автотракторной промышленности. Однако, пользуясь этим
1 Данные завода Электросила. См.: Антифрикционные сплавы, Сборник
статей. Труды I Всесоюзной конференции по антифрикционным сплавам, ОНТИ,
1936, стр. 153.
Необходимо, однако, заметить, что во многих случаях практики от этих
значений отступают в ту или другую сторону.
78
методом, можно заливать также и крупные подшипники с содер-
жанием баббита 18 яг и более.
Описываемый способ дает очень хорошие результаты в отно-
шении как качества заливки, так и экономии баббита. Точность
получается очень высокая, благодаря чему обработка залитого
вкладыша сводится к минимуму, а это, в евсю очередь, резко со-
кращает расход металла по сравнению с обыкновенными спосо-
бами заливки. Необходимость изготовления специальных форм и
некоторая трудность общей наладки процесса делают описывае-
мый метод более пригодным для массового и крупносерийного
производств, чем для мелкосерийного. Тем не менее требование
улучшения качества подшипников заставляет иногда применять за-
ливку под давлением и в этом случае.1
При заливке получаются готовыми не только смазочные ка-
навки, отверстия и т. д., но даже резьба, в которую ввертываются
масленки.
До сих пор мы говорили только о заливке подшипников бабби-
том. Заливка их свинцовистой бронзой производится в основном
теми же методами, но ввиду значительно более высокой темпера-
туры расплавленного металла эта операция представляет ряд осо-
бенностей. 2
Г. Припуски при заливке
Заливка выполняется с большей или меньшей тщатель-
ностью, и в соответствии с этим припуски на баббите, оста-
вляемые на последующую обработку, колеблются в широких
пределах. ।
При заливке в примитивных формах из опасения смещения
сердечников иногда оставляют очень большие припуски на рас-
точку (10 мм и более на сторону при больших подшипниках).
Однако такую практику следует признать безусловно непра-
вильной, так как расход баббита при этом получается излишне
большим и кроме того при расточке снимается весь наружный
слой металла, наиболее ценный с точки зрения сопротивления
износу.
При некотором упорядочении заливочных форм легко удается
достигнуть строго центрального положения сердечника и вме-
сте с тем довести размеры припусков до нормы. Нормаль-
ными следует считать припуски, не превышающие 3—4 мм на
сторону даже для крупных подшипников (диаметр шейки вала —
До 400 мм). . Для более мелких и припуски следует брать
меньше.
Иногда заливают подшипники так, что на последующую обра-
ботку остается совсем малый припуск (несколько десятых милли-
метра). В этих случаях после заливки требуется лишь пройти под-
шипник прошивкой (дорном) или разверткой.
1 И ере де ль с кий, Литье под давлением, Цветметиздат, 1932, стр. 33.
п„’См. R. И. Зубович и А. И. Комаров, Заливка подшипников,
°НТИ, 1936.
79
chipmaker.ru
2. ОБЩИЕ ДАННЫЕ ОЬ ОБРАБОТКЕ ПОДШИПНИКОВ
А. Обработка цельных втулок
Втулки, не подлежащие заливке баббитом, чаще всего выпол-
няются бронзовыми. Заготовки отливают либо отдельно на каждую
втулку либо на две сразу.
Для массового изготовления мелких втулок применяют машин-
ное литье, причем одновременно их формуют большое количество.
Фирма The Glacier Metal Со (Англия)1 отливала втулки рядами
по шести штук; одновременно формовались три такие ряда. Для
каждой втулки ставился отдельный сердечник, вместо одного
длинного общего для целого ряда. Хотя такой метод несколько
более кропотлив, но затраченное время окупается получением бо-
лее правильных отверстий и устранением опасности поломки сер-
дечников. После заливки в рядах вгулки, соединенные литниками,
разъединяются гильотинными ножницами (производительность —
40 штук в 1 мин.). Рабочий держит в руках ряд втулок и подает
его вперед после каждого нажима ножа. Отрезанные втулки по
наклонной плоскости ссыпаются в ящик. После этого на шлифо-
вальном круге зачищаются небольшие оставшиеся на заготовке
заусенцы. Наконец, заготовки очищаются в барабанах от пристав-
шей к ним формовочной земли. При этом в тэт же барабан кладут
мелкие обрезки литников, что способствует очистке втулок также
и изнутри.
Заготовка для одной из втулок, применяемых в автомобиле
Моррис, имеет наружный диаметр 24 мм и длину 35 мм при раз-
мерах готовой втулки 22 X 32,5 мм. Внутренние диаметры равны
соответственно 14,5 и 17 мм. •
Обработка таких втулок организована по поточному принципу,
причем времена всех пяти операций между собой строго согласо-
ваны и равняются для всех операций, кроме третьей, 1 мин. Так
как третья операция требует затраты 2 мин., то на ней заняты два
станка, работающие параллельно. При этом через каждую минуту
получается одна готовая втулка. Приводим план операций
(табл. 42).
Первая операция производится на сверлильном станке (рис 412).
На столе этого станка укреплен плашмя американский патрон, при-
чем его кулачки расточены со ступенькой так, что втулка в них
устанавливается всегда на определенной глубине.
Инструмент — трехзубый зенкер диаметром 16 мм с коническим
хвостом — укреплен в шпинделе станка, причем рядом с ним за-
креплен резец В в оправке, насаженной на конец шпинделя. Зен-
кер работает при скорости резания 100 м/мин. и подаче 0,25 мм/об.
Правильная глубина подрезки обеспечивается упором. Резец сни-
мает фаску.
После рассверливания и подрезки втулка поступает на эксцен-
триковый пресс, где через нее пропускается прошивка, причем диа-
1 Эта фирма поставляет баббит, а также изготовляет разного рода под-
шипниковые втулки для целого ряда автомобильных и других заводов Англии
80
Габлица 42
План операций при обработке бронзовой втулки
Наименование операций
Станок
Зснкерование и подрезка одного торца
3
Прошивание отверстия, запрессовка оправки
(включая удаление ее после шлифования)
Обточка верха и снятие фаски
Шлифование верха
Подрезка второго торца и снятие грата
Сверлильный одношпин-
дельный Герберт
Эксцентриковый пресс
Токарный (2 станка
параллельно)
Шлифовальный Черчилль
Токарный
v.c-тр отверстия получается равным 17,025 мм. На столе пресса
укреплены три закаленные стальные втулки, имеющие выточки глу-
биной 20 лш для помещения обрабатываемых деталей и отверстия
в центре для пропускания прошивки и оправок. Первое полученное
Рис. 412. Зснкерование бронзовой втулки.
таким образом гнездо служит для прошивания, второе и третье —
Для запрессовывания и выпрессовывания оправок. К ползуну пресса
чривернут специальный держатель, в котором могут быть закре-
плены три толкача, расположенные точно над соответственными
пНездами стола- Работа пресса происходит следующим образом.
1абочий сначала ставит втулку в первое гнездо подрезанной сто-
® Соколовсккб, Т. И. tSKS. S1
chipmaker.ru
роной книзу. Другая, только-что прошитая втулка ставится В сред,
нее гнездо в таком же положении, причем оправка в нее вводится
вручную на небольшую глубину. В третье гнездо устанавливается
втулка, поступившая со шлифовального станка вместе с запрессо-
ванной в нее оправкой. Продавленные насквозь прошивки и оправки
надают на наклонную площадку, расположенную под прессом, и по
ней скатываются вперед, откуда их легко брать при обработке сле-
дующих втулок.
Прошивка сделана из быстрорежущей стали и имеет десять
зубцов. Первые семь зубцов имеют большие задние углы, и на них
прошлифованы три канавки для дробления стружек. Эти канавки
размещены таким образом, что их положение совпадает у 1-го,
4-го и т. д. зубцов; 8-й, 9-й и 10-й зубцы не имеют канавок, и их
задние углы сделаны равными нулю, причем два последние зубца
одинакового диаметра. Все остальные зубцы имеют диаметры, уве-
личивающиеся на 0,075 ш/ при переходе о г каждого из них к сле-
дующему.
Операции третья и пятая производятся па специальных легких
и быстроходных токарных станках с высотой центров 180 мм.1
Такие станки широко применялись фирмой Моррис для различных
работ. В настоящем случае установлены два станка: на третьей и
на пятой операциях. Станки эти имеют только одну скорость вра-
щения шпинделя, но снабжены тормозом для мгновенной его оста-
новки, поперечными упорами, продольными остановами и меха-
низмом для управления разжимными патронами и оправками (по
добным имеющемуся у револьверных станков). Пуск и остановка
производятся от педали. Задняя бабка имеет шпиндель, нажимае-
мый пружиной, с рычажным управлением. Перечисленные особен-
ности описываемых станков позволяют выполнять на них целый
ряд несложных операций значительно успешнее, чем на токарных
нормального типа.
Операция пятая производится на разжимной оправке примитив-
ной конструкции, управляемой тягой, проходящей сквозь шпин-
дель. Тяга передвигает конус, раздающий прошлифованный конец
оправки. Смена деталей производится на ходу станка.
На третьей операции оправка с насаженной на нее втулкой
устанавливается между центрами. В этом случае опытные рабочие
также редко прибегают к остановке станка. На конце оправки име-
ются две сфрезерованные грани, которыми она входит в прорезь
патрона, навинченного на конец шпинделя. Такое устройство заме-
няет обычные хомутик и поводок. Для того чтобы нажатый пру-
жиной задний центп не мешал введению оправки, его удерживают
в отведенном положении при помощи особого упора, укрепленного
на супорте. Отодвигая супорт назад левой рукой, тем самым одно-
временно отводят центр, что позволяет снять оправку, беря ее
большим и указательным пальцами свободной правой руки. После
1 Рисунок — см. Технология машиностроения, вып. IV, рис. 969. Там же
пппредены эскизы разжимной оправки, специального резца и описанной выше
прошивки. \ .
ь2
«ягого устанавливают новую втулку, надетую на другую такую же
оправку, для чего последнюю приводят в положение, параллельное
линии центров. Придвигая супорт вперед, освобождают задний
центр, который ставит оправку на место.1
Втулка шлифуется на той же оправке, на которой производи-
(ась ее обточка. На конце шпинделя шлифовального станка навер-
тывается такой же патрон с прорезью для введения в него граней
оправки.
Описанный порядок обработки втулок является очень хорошим
примером диференцированного технологического процесса, выпол-
няемого на простейшем оборудовании при одновременном исполь-
зовании новейших технологических методов.
Б. Обработка смазочных канавок
Смазочные канавки на поверхности вкладышей бывают самых
разнообразных форм. В некоторых случаях они получаются непо-
средственно при заливке,2 но чаще их либо вырубают зубилом,
либо выстрагивают или выфрезеровывают на соответственных
станках.
Спиральные канавки фрезеруются полукруглым концевым фре-
зером по разметке или при помощи специального приспособления.3
Простое приспособление для вытачивания (или выстрагивания)
канавок показано на рис. 413 (оно пристроено к токарному станку).
Массивный вал F, могущий скользить вдоль своей оси в подшип-
никах, укрепленных на задней стороне станины, несет на себе на-
кидной супорт G и рычаг D. По первому перемещаются салазки И
с резцом К, а на втором укреплен штифт Е, входящий в паз ко-
пира А. Вращение передается копиру о г шпинделя при помощи
шестерен С и В с передаточным числом 1 : 2, благодаря чему этот
копир дечает 1 оборот в то время, когда шпиндель поворачивается
2 раза. Накидывая рычаг G при помощи рукоятки L, ложащейся
при этом на упор М, одновременно вводят штифт Е в канавку ко-
пира и подводят резец к детали; по окончании нарезания канавки
резец отводят тем же способом. Обрабатываемая деталь N — ва-
лик с нарезанной па нем крестообразной канавкой. То же приспо-
собление после смены держателя резца может служить и для про-
точки канавок во втулках.
В серийном производстве вместо приспособлений, подобных
только-что описанным, для прорезки смазочных канавок иногда
устанавливаются специальные станки. Такой станок имеет общую
конструкцию обыкновенного токарного станка, супорт которого
совершает прямолинейно-возвратные движения от кривошипа с пе-
1 Описываемые приемы смены деталей на ходу станка в таком примитив-
ном виде не могут быть рекомендованы, так как представляют опасность для
рабочего.
г Для получения канавок непосредственно в отливке на поверхности
сердечника укрепляются куски проволоки, согнутой по форме канавок.
а Некоторые примеры таких операций см. Технология машиностроения,
вып. IV, стр. 288, 304—305.
*
83
chlpmaker.ru
пеставным пальцем, вследствие чего длина хода может регулири
ваться.
В массовом производстве для прорезки канавок часто приме-
няются специальные станки, в которых все движения автоматизи-
рованы и рабочему остается только устанавливать детали на ста-
нок и снимать их в готовом виде.
Сверление различных отверстий во вкладышах в серийном и
Рис. 413. Приспособление для прорезки
смазочных канавок и обрабатываемые
при его помощи детали.
массовом производствах произ-
водится по кондукторам. Места
выхода смазочных отверстий на
поверхность вкладыша, а также
края смазочных канавок должны
быть тщательно скруглены. Эту
операцию следует выполнять по-
следней, так как после снятия
слоя металла тем или иным спо-
собом в этих местах легко обра-
зуются острые кромки, нару-
шающие целость масляной плен-
ки при работе подшипника и
часто являющиеся причиной неудовлетворительной его работы.
В. Обзор методов чистовой обработки вкладышей
Обратимся к рассмотрению методов, которыми достигается по-
лучение хорошей трущейся поверхности подшипников.
Крупные подшипники обрабатываются расточкой и шабровкой.
На шабровку следует оставлять 0,1—0,2 лш (на диаметр) при круп-
ных вкладышах и еще меньше — при мелких. Иногда оставляют
чрезмерно большой припуск, вследствие чего без нужды увеличи-
вают работу по пришабриванию. Следует помнить, что величина
(-4
зазора вверху подшипника устанавливается независимо от задан-
ного припуска при помощи прокладок, а с боков баббит всегда
унимается. Однако при укладке длинных валов (например, колен-
чатых), опирающихся на несколько подшипников, при неточной
расточке рамы приходится регулировать положение опор путем
сшабривания баббита, для чего расточку иногда производят с уве-
личенным поипуском.
На качество работы по расточке баббита сильно влияет пра-
вильная форма резца. Угол резания должен быть очень острый,
при переднем угле 25—40' и заднем 8—10°. Не менее важно на-
блюдать за остротой режущих кромок. Тупой резец оставляет не-
ровную поверхность и оказывает увеличенное давление на поверх-
ность детали при обработке.
Более мелкие вкладыши, особенно в крупносерийном и массо-
вом производствах, стремятся ставить на место без шабровки. В та-
ких случаях прибегают к одному из нижеперечисленных методов
с гделки их, после расточки или непосредственно после заливки
в точную форму:
1) развертывание специальными развертками;
2) протягивание или прошивание;
3) развальцовка;
4) тонкая расточка, которую приходится признать наиболее со-
вершенным методом обработки вкладышей.
Наружная поверхность вкладышей, соприкасающаяся с рамой,
предпочтительно отделывается шлифованием.
Необходимо еще упомянуть о применяемом иногда уплотнении
внутреннего слоя баббита посредством ударов молотка или валь-
цовки роликом. Получающийся при этом наклеп, по мнению защит-
ников этого метода, способствует увеличению срока службы под-
шипников Однако применение подобных приемов все же довольно
ограничено, и многие лучшие заводы, имеющие большой опыт по
обработке подшипников, совершенно от них отказались, как от
приносящих мало пользы и создающих опасность нарушения связи
между баббитом и телом вкладыша.
В заключение скажем несколько слов о так называемом «п р и-
ж и г е» подшипников. Эта операция производится в сборочной и
заключается в том, что вал, зажатый в подшипниках, вращается
при слабой смазке. При таких условиях в течение нескольких ми-
нут вкладыши прирабатываются к валу, причем получается совер-
шенно гладкая поверхность. После этого устанавливают необходи-
мый зазор при помощи прокладок. Тдкой метод окончательной
пригонки вкладышей широко применяется в автотракторной про-
мышленности.
3. ОБРАБОТКА ПОЛОВИНЧАТЫХ ВКЛАДЫШЕЙ
А. Методы индивидуального и мелкосерийного производств
В индивидуальном и мелкосерийном производствах половинча-
тые вкладыши обычно обрабатываются следующим образом. Сна-
чала стыки (поверхности разъема) обеих половинок строгаются или
85
фрезеруются, а при тщательной работе кроме того припиливаются
и пришабриваются; иногда их также шлифуют на плоскошлифо-
вальном станке.
Затем обе половинки спаивают и далее обрабатывают вкла-
дыш, как цельный. Чаще всего его закрепляют на планшайбе то-
карного станка и выверяют в кулачках. В первую установку раста-
чиваются внутренняя поверхность и ббльшая часть наружной,
кроме одного буртика, за который вкладыш удерживается кулач-
ками. Этот буртик протачивается во вторую установку. При этом
обработка может сразу вестись начерно и начисто.
Однако такой метод, вполне приемлемый при черновой обра-
ботке, при чистовой не обеспечивает достижения строгой парал-
лельности обоих торцов и их перпендикулярности к оси подшип-
ника. Кроме того производство чистовой обточки верха в патроне
менее удобно, чем в том случае, когда сначала начисто отделы-
вается внутренняя поверхность, а наружная обрабатывается на
оправке. Обточенные вкладыши распаивают, чем и заканчивается
весь процесс их обработки.
В данном случае спаивание служит только для того, чтобы при
обработке удерживать обе половинки вместе, и является по суще-
ству дела излишней операцией. Кроме того оно вносит небольшую
неточность из-за толщины слоя припоя. Заметим к тому же, что
некоторые металлы паяются с трудом. Наконец, нагревание, необ-
ходимое для разъединения вкладышей, часто крайне нежелательно
или совершенно недопустимо (например, при подшипниках, зали-
тых баббитом).
Вместо спайки прибегают к стягиванию половинок
хомутами, В большинстве случаев при обточке верха эти хо-
муты приходится переставлять, так как они не позволяют прото-
чить всю поверхность вкладыша сразу. Если на вкладыше обтачи-
ваются только отдельные кольцевые участки, то надобность в та-
ких перестановках, естественно, отпадает.
Между половинками вкладышей обыкновенно помещаются про-
кладки для возможности подтягивания подшипника при ремонте
без перезаливки. Те же прокладки позволяют регулировать зазор,
что имеет большое значение, особенно в крупных машинах. В слу-
чае отсутствия прокладок при ремонте приходится опиливать са-
мые вкладыши в месте их стыка. Эти прокладки, естественно, не-
обходимо помещать между половинками вкладыша еще до их
обработки (расточки и обточки), в противном случае вкладыш по-
сле сборки получится овальным.
Вкладыши, залитые баббитом, растачиваются и обтачиваются
2 раза: раз — до заливки и второй — после нее.
Обе половинки вкладыша могут быть отлиты отдельно или вме-
сте в виде цилиндрической втулки. В последнем случае обработка
иногда начинается с разрезки этой втулки, но обыкновенно обдирке
(изнутри и снаружи) предпочитают подвергать неразрезанную
втулку, причем отпадает надобность в хомутах. После разрезки
дисковым фрезером (пилой или на долбежном станке) обрабаты-
ваются стыки (с учетом толщины прокладок) и долбятся канавки
1,пя удержания баббита. ’ Далее производится заливка. Чистовая
обработка начинается с отделки стыков и производится так, как
был0 указано выше для незалитых вкладышей. Заливаются вкла-
jbimii обыкновенно после их разрезки, так как при нагреве во
9ремя заливки деталь деформируется и эта деформация при нераз-
резанном вкладыше не может происходить свободно. В результате
{горле разрезки половинки меняют свою форму, что может небла-
кэприятно отозваться на прочности заливки. Что касается чисто-
вой обработки, то она, из опасения упомянутых деформаций, обык-
новенно также целиком производится после разрезки и заливки
(хотя имеются примеры и противоположной практики).
Если в мелкосерийном производстве ставится требование
взаимозаменяемости вкладышей, то это обычно вно-
сит ряд осложнений в технологический процесс.
Если вкладыш обточить и прошлифовать на оправке, то сна-
ружи он будет иметь правильные форму и размеры и может быть
установлен в раме без какой-либо пригонки.2 Иначе обстоит дело
с внутренней поверхностью вкладыша. Из-под резца нельзя полу-
чить хорошей трущейся поверхности, и ответственные вкладыши
в индивидуальном производстве всегда пришабриваются к валу.
При такой шабровке центр отверстия может несколько сместиться
по отношению к оси наружной поверхности, в результате чего на-
рушится взаимозаменяемость. Если желательно добиться в этом
отношении лучших результатов, то придется до чистовой обра-
ботки наружной.поверхности все вкладыши пришабрить по мерной
скалке, имеющей диаметр, равный диаметру шейки вала.0 После
этого они окончательно обтачиваются и шлифуются на оправке по
калибру.
Б. Методы обработки, обеспечивающие взаимозаменяемость
половинок 4
Половинчатые вкладыши входят в состав многих машин, произ-
водимых массовым путем, и прежде всего — автомобильных и по-
добных им двигателей. Поэтому было предложено и испытано на
практике много различных методов для получения вполне взаимо-
заменяемой продукции, притом наиболее экономичным путем. За-
’ Долбление канавок под баббит не обязательно; иногда их получают
прямо в литье, сообщая им соответственную форму. В некоторых случаях при
точном литье вообще отказываются от обработки внутренней поверхности, за-
ливая баббит прямо в черную чугунную отливку. Вместо продолбленных
Канавок иногда нарезают на внутренней поверхности грубую резьбу.
2 Предполагается, что гнезда для вкладышей в фундаментной раме
также расточены с правильными допусками.
3 Если сделать такую скалку несколько тоньше вала, то можно оставпть
небольшой припуск на окончательную пришабровку к валу по месту. Прп этом
Предполагается, что зазор в подшипнике устанавливается при помощи прокла-
док. При желании обойтись без прокладок скалку приходится делать толще
нала на величину зазора.
4 Детальный разбор различных планов обработки, обеспечивающих взаимо-
заменяемость половинок, и конструкции приспособлений — см. Технология
''ашиностроения, вып. IV, глава 33,
‘7
chlpmaket.ru
метим, что при пользовании описанными ранее обычными приемами
обе половинки вкладыша нс получаются взаимозаменяемыми, так
как плоскость разъема может не совпасть с диаметральной пло-
скостью, причем одна половинка подучается несколько выше дру,
юй. Как бы тщательно ни велась установка подшипника на станке
при расточке, все же разъем может не оказаться точно против
центра, в результате чего, как было только-что указано, взаимо-
заменяемость половинок вкладышей нарушится. Желая сделать все
половинки действительно совершенно одинаковыми, необходимо
разработать план операций таким образом, чтобы плоскость
Рис. 414. Набор приспособлений для обработки поло-
винок вкладышей.
разъема обеих половинок вкладышей проходила
точно через центр вращения шпинделя.
Обработка во всех случаях начинается с фрезерования или шли-
фования стыков. В дальнейшем работа может вестись различным
образом. Начнем с описания простейшего метода, обеспечивающего
взаимозаменяемость отдельных половинок.
После обработки стыков половинки по одной надеваются на
оправку и закрепляются на ней планками (рис. 414а). Плоскость,
к которой прижимается вкладыш, точно проходит через ось
оправки. В продольном направлении положение этого вкладыша
определяется упорным штифтом. Оправка'обточена на диаметр, не
сколько меньший, чем вкладыш, для возможности прохода резца-
Дальнейшая обработка ведется в патроне (рис. 4146), причем
вкладыш растачивается внутри и обтачиваются фланцы. При этом
центрирование производится по наружной поверхности, так как
патрон точно расточен по наружному диаметру вкладыша.
При тщательном выполнении всех приспособлений от рассма-
8*
триваемого метода можно ожидать обеспечения требуемой взаимо-
заменяемости отдельных половинок. Однако при более вниматель-
ном рассмотрении двух последних приспособлений против них
можно привести несколько серьезных возражений.
1. При неравномерном затягивании гаек шпилек приспособле-
ния (рис. 414а) один конец вкладыша может слегка приподняться,
и затем, при подтягивании второй гайки, вкладыш легко может
быть поврежден, так как усилие прилагается на большом плече
рычага, образуемого самим вкладышем.
2. При этом вкладыш удерживается на месте исключительно
силой трения, вследствие чего требуется сильное затягивание гаек.
Такой нажим легко вызывает упругие деформации (раскрывание)
вкладыша, в результате чего после снятия с приспособления он
получается не круглым.
3. Установка вкладыша в направлении, перпендикулярном к оси,
ничем не определяется, и таким образом его необходимо выверять
на станке, что требует много времени.
4. Время увеличивается в большой степени вследствие того, что
половинки снаружи обтачиваются поодиночке, и таким образом
резец половину времени «режет воздух». Кроме того спокойное
резание заменяется прерывистым.
5. Для обточки второго фланца вкчадыши необходимо перево-
рачивать в приспособлении (рис. 414ft). При изображенной кон-
струкции каждая установка или перестановка требует отвинчива-
ния двух гаек и снятия крышки зажима. Кроме того обмер тол-
щины буртиков подшипника очень затруднен.
6. Принципиальный недостаток приведенного порядка операций
тот, что при нем наружная обточка предшествует расточке. Мы
\же упоминали выше, что обратный метод, вообще говоря, лучше
обеспечивает достижение взаимозаменяемости.
7. Наконец, заметим, что оба приспособления не уравновешены
относительно оси вращения, что также затрудняет достижение хо-
роших результатов.
В. Обработка половинчатых вкладышей с полным использованием
опорных баз
Опишем процесс, в котором в значительной мере устранены не-
достатки, указанные в приведенном выше примере.
План операций в том виде, как он описан ниже, имеет в виду
обработку вкладышей, залитых баббитом. При обработке незали-
тых вкладышей ряд операций отпадает, и их число можно свести
к трем.
Обработка начинается с фрезерования поверхностей стыков,
в это же время сфрезеровываются небольшие площадки А
(рис. 415). Одновременно устанавливаются в два ряда 20 полови-
нок. Они подводятся под нажимные планки до соприкосновения
с губкой В съемного калибра С. Последний устанавливается в лю-
бом месте по длине приспособления в специальной выфрезерован
ной продольной каназке. При этом деталь становится в такое по
84
r.ru
Рис. 415. Фрезерование стыков и ба-
зирующих плошалок на половинках
вкладышей.
ложение, что металл снимается равномерно с обоих стыков. Десять
половинок, расположенных в левом ряду, фрезеруются так, что
расстояние У между двумя базисными площадками А равно диа-
метру окончательно обработанного вкладыша, а другие десять по-
ловинок, расположенных в правом ряду, фрезеруются при расстоя-
нии Z, превышающем на 3 мм расстояние У.
Указанные площадки фрезеруются только для того, чтобы об
легчить установку деталей в приспособлениях. Однако, ввиду того
что эта работа выполняется одно-
временно с фрезерованием стыко-
вых поверхностей, она не вызы-
вает почти никаких дополнитель-
ных затрат (если пренебречь не-
которым усложнением набора фре-
зеров). Кроме того, как будет
Ьидно из дальнейшего, не требует-
ся выдерживать размеры с очень
большой степенью точности.
Следующая операция — черно-
вая расточка — производится в
приспособлении, изображенном на
рис. 416. При его рассмотрении
становится понятным, почему раз-
меры У и Z делаются неравными.
Первой устанавливается более
широкая половинка вкладыша,
причем она сначала прижимается
лишь слегка к поверхности А за-
каленного стального сухаря В,
при помощи винта G. Затем эта
половинка надежно закрепляется
при помощи другого винта Е,
причем она опирается на уступы D
тех же сухарей В. Теперь другая
(более узкая) половинка вкла-
дыша ставится на стыковую по-
(более широкой) половинки таким
, I I
сухари для установки^
верхностй ранее установленной
образом, чтобы торцы обеих приблизительно совпадали. Вторая
половинка, подобно первой, сначала слегка прижимается к запле-
чику сухаря В при помощи винта Н, а затем окончательно закре-
пляется на месте винтом F.
Следует заметить, что винты G и Н препятствуют боковым дви-
жениям вкладышей и устраняют необходимость приложения боль-
ших усилий для того, чтобы обеспечить надежное закрепление де-
талей. Кроме того те же винты препятствуют возникновению де-
формации во вкладышах (раскрывание) даже при несколько чрез-
мерном нажатии винтов Е и F и позволяют не заботиться о точ
ности соблюдения размеров У и Z (рис. 415).
Конструкция приспособления обеспечивает безопасность рабо-
чего, для чего винты Е и F (рис. 416) утоплены, а другие винты G
90
растачиваются, после чего они на-
вставленными в оправку М. После
\ ши/ицино ровни I пипраеленис
толщине прок ’ подачи
падки
и И закрыты круговыми выступами / и J. Следует обратить
внимание на то, что стружки автоматически выбрасываются
из приспособления через окна К, что облегчается наклоном сте-
нок L.
Поверхности D сухарей В и С лежат точно по оси вращения,
что обусловливает тождество расточенных поверхностей обеих по-
ловинок.
Сначала вкладыши паче
черно же подрезаются рез
черновой расточки сле-
дует заливка баббитом.
После заливки стыко-
вые поверхности теряют
свою правильность вслед-
ствие нагрева, которому
подвергались вкладыши.
Поэтому, раньше чем
приступить к дальнейшей
обработке, их слегка зачи-
щают на шлифовальном
диске.
Далее следуют чисто-
вая расточка и подрезка.
Эта операция произво
дится на револьверном
станке в описанном уже
приспособлении (рис. 416).
При этом последова-
тельно отверстие растачи-
вается начерно, подреза-
ются торцы (при помощи
оправки М), и, наконец,
отверстие растачивается
начисто с оставлением
около 0,05 мм на разваль-
цовку.
Инструмент для этой операции показан на том же рисунке (S).
Oii закрепляется шарнирно в револьверной головке станка. Подача
производится плавно и медленно. Преимущество такого метода
перед прошивкой состоит в том, что вальцовка осуществляется
ту же установку, что и расточка, в то время как прошивка
обычно является добавочной операцией.
Далее на этом же станке начисто подрезаются торцы и одно-
временно обтачиваются галтели, причем здесь пользуются инстру-
ментом того же типа, что и при черновой подрезке (рис. 416 — М).
Этот инструмент позволяет устанавливать резцы па различных
расстояниях друг от друга в соответствии с длиной подшипников.
По мере износа этих резцов винт О ослабляют, а винт Р поджи-
мают. Если между половинками вкладышей при сборке машины
предполагается поместить прокладки, то расточку и в этом случае
31
рмики
Рис. 416. Прис юсоблспне для расточки и под-
можно производить в приспособлении, изображенном на рис. 416,
применяя сухари типа R (вместо В и С).
Следующая операция — обточка вкладыша на оправке
(рис. 417). Обе половинки стягиваются хомугом А, после чего,
ввинчивая втулку В, выравнивают положение их торцов. Далее
буртики обтачиваются в меру, но соблюдения строгих допусков
при этом не требуется. Затем подрезается заплечик С таким обра-
зом, чтобы левый буртик получился требуемой толщины, причем
при желании в оправке могут быть предусмотрены прорези S, по-
зволяющие измерить эту толщину.1 По окончании обточки бурти-
ков на них навинчиваются втулки D — D (окончательное положе-
ние их показано пунктиром), после чего хомут А может быть снят.
Далее следует обточка диаметра Е и правого заплечика F, при-
чем соблюдается точное расстояние его от заплечика С. Для про-
мера здесь пользуются предельным калибром G.
Рис. 417. Оправка для обточки вкладышей.
Этой операцией обработка вкладыша в основном и заканчи-
вается. Далее следуют сверление отверстий для смазки, для штиф-
тов, препятствующих вращению вкладыша, и другие мелкие
операции.
При малых количествах для сверления смазочных отверстии
может служить простой кондуктор. Для больших выпусков пред-
лагается конструкция по рис. 418. Как видно из этого рисунка,
вкладыш автоматически становится в центральное положение и за-
крепляется на месте при помощи виблока, прижимаемого пружи-
нами. В том же виблоке помещена кондукторная втулка. Жолоб,
будучи немного шире, чем вкладыш, служит только для предвари-
тельного направления. Вкладыши последовательно закладываются
в жолоб и один за другим проталкиваются под сверло. Просвер
ленные вкладыши соскальзывают по лотку в ящик, перевозимый
подъемной тележкой. Этот лоток в рабочем положении доходит до
дна ящика, благодаря чему скользящие по нему вкладыши избе-
1 При работе по упорам эти прорези не обязательны, так как положение
вкладышей по длине строго определено благодаря наличию втулки В.
92
гаю г повреждении. Для удаления ящика лоток, подвешенный па
шарнире, приходится приподнимать. Захваты В препятствуют
подъему вкладышей при вытаскивании сверла из кондуктора, и их
действие таким образом подобно работе сбрасывателя в штампах.
Жолоб помещен на небольшом расстоянии от стола. Пространство
под ним достаточно для того, чтобы служить вместилищем для
стружки, которая удаляется через видимые на рисунке боковые
окна. Благодаря такому устройству устраняется потеря времени на
постоянную очистку жолоба при помощи щетки.
Вместо зенковки отверстия с внутренней стороны (для устране-
ния грата от сверла) можно выполнить баббитовую заливку таким
образом, чтобы против смазочного отверстия получилось углубле-
ние несколько большего диаметра, чем это отверстие (рис. 418,
отверстие А).
Рис. 418. Специальное приспособление для сверления смазочных
отверстий во вкладышах.
Приводим план операций при обработке этих вкладышей
(табл. 43).
Перечислим преимущества рассмотренного метода перед ранее
описанным.
Возможность приподнимания одного конца вкладыша и после-
дующего защемления устраняется тем, что прижимы на рис. 416
выполнены качающимися, передающими давление равномерно на
оба конца (ср. с п. 1 при описании первого метода).
Возможность скольжения вкладыша устраняется благодаря спо-
собу укрепления его между упором D и винтами G и Н. Такое
устройство кроме того позволяет уменьшить силу зажима по срав-
нению с теми методами, где вкладыши удерживаются лишь силой
Греция.
Та же установка устраняет необходимость выверки вкладышей
на станке и связанную с ней потерю времени. Расточка до заливки
и после нее получается из одного центра, что обеспечивает равно-
мерность слоя баббита со всех сторон.
03
chipmaker.ru
Таблица 43
План обработки автомобильных вкладышей
№ опера- ций Наименование операций Приспособле- ния по рисунку
I Фрезерование стыков и базисных площадок 415
2 Расточка и подрезка начерно 416
3 Заливка баббитом —
4 Зачистка стыков на шлифовальном диске —
5 Расточка и подрезка начисто, включая галтели и валь-
цовку . . . . 416
6 Обточка буртиков и верха вкладыша 417
7 Сверление смазочного отверстия 418
Переворачивание вкладыша в приспособлении для подрезки
второго конца устраняется благодаря применению инструмента по
рис. 416 — М.
Последней операцией здесь является обточка на центрах, а не
расточка, что, как известно, лучше обеспечивает достижение
концентричности.
Обтачиваются или растачиваются всегда одновременно два
вкладыша, что дает большое сбережение времени. Заметим еще,
что правильная установка по длине на оправке обеспечена приме-
нением специальной втулки (рис. 417 — В). Одновременно отпадает
необходимость точной обточки буртиков.
Опасность, что вкладыш, буртик которого обточен на меньший
диаметр, при зажиме конусами на оправке не будет1 прочно дер-
жаться, устранена благодаря тому, что обе половинки обтачиваются
совместно.
Время на обработку базисных площадок отпадает, так как эта
операция производится здесь одновременно с фрезерованием сты-
ков. Также отпадает необходимость выполнения каких-либо опера-
ций с точностью большей, чем того требует назначение детали.
Г. Некоторые новейшие течения в области массового производства
половинчатых вкладышей
Все описанные выше методы основаны на выполнении целого
ряда токарных операций. Кроме длительности этих операций, при-
ходится считаться с большими потерями дорогих цветных метал-
лов. Поэтому при очень больших объемах производства приходится
искать путей для замены точеных втулок какими-либо другими.
Укажем на удачное разрешение этого вопроса в автомобилях Форда
в отношении верхних головок шатунов. Здесь втулки свертываются
из полосы и затем впрессовываются в головку шатуна. После
продавливания сквозь такую запрессованную втулку калибрующей
оправки втулка плотно прижимается к стенкам отверстия в шатуне
94
И раздаётся таким образом, чю место стыка перестает быть замет-
ным. В дальнейшем отверстие отделывается прямо разверткой или
путем алмазной расточки.
Половинчатые вкладыши, залитые баббитом или свинцовистой
бронзой, могут быть изготовлены из листовой стали. Опишем
вкратце новый процесс такого рода, применяемый фирмой The Gla-
cier Metal Со1 при изготовлении подшипников для автомо-
билей.
Стальная лента режется на куски, которые загибаются в штампе
на прессе по форме вкладыша. После травления и лужения эти
половинки заливаются под давлением, причем в форму они закла-
дываются сразу по четыре штуки.
Далее следует обработка прошивками плоскости разъема, после
чего половинки обрабатываются по методу тонкой расточки резцом
из твердого сплава Wimet (подача — 0,15 лш/об.). Следующие опе-
рации: обработка торцов на токарном станке, пробивка смазочных
отверстий, прорезка канавок, шлифование наружной поверхности.
Шлифовальные операции — черновая и чистовая — производятся
для четырех половинок сразу на оправке.
Далее половинки вновь поступают на протяжной станок, где
поверхности разъема отделываются начисто, причем за базу при-
нимается шлифованная наружная поверхность.
После нескольких второстепенных операций обработка заканчи-
вается алмазной расточкой (подача — 0,04 лш/об.). Во время рас-
точки стружка все время сдувается струей сжатого воздуха.
Еще более оригинальный метод применен некоторыми амери-
канскими заводами (в том числе Фордом). Стальная лента толщи-
ной около 1 мм очищается, травится и лудится на специальной
машине, после чего она сматывается в рулон, который устанавли-
вается на заливочную машину. Здесь лента нагревается и автомати-
чески покрывается тонким слоем баббита (около 1 мм). После этого
она выправляется системой валков, и с нее специальными фрезе-
рами снимается лишний слой баббита.
Далее лента разрезается на куски, соответствующие размерам
половинок вкладыша. Эти куски загибаются на прессе в подогре-
том состоянии (приблизительно до 100°). Следующие операции за-
ключаются в обработке стыков и внутренней поверхности.
1 См Machinery (Лондон), октябрь 22, 1936. В статье подробно описан
весь процесс и приведены рисунки применяемых приспособлений.
chipmaker.ru
ГЛАВА ЧЕТЫРНАДЦАТАЯ
ОБРАБОТКА ЭКСЦЕНТРИЧНЫХ ДЕТАЛЕЙ
1. ОБРАБОТКА ЭКСЦЕНТРИКОВ
А. Основные характеристики класса эксцентричных деталей
К рассматриваемому классу относятся: эксцентрики, эксцентри-
ковые оси, коленчатые валы и тому подобные детали (рис. 419).
Детали данного класса характеризуются наличием нескольких
обработанных поверхностей вращения, имеющих строго параллель-
ные оси при общей конфигурации тел вращения. Эксцентричные
детали, естественно, распадаются на следующие группы: «колен-
чатые валы», у которых в основном обрабатываются наружные по-
верхности вращения, «детали со смещенными отверстиями», где
отверстия расположены эксцентрично и, наконец, «детали со сме-
щенными наружными поверхностями и отверстиями»
Особенности, отличающие технологию эксцентричных деталей,
обусловливаются необходимостью обеспечения:
1) параллельности осей обрабатываемых поверхностей вращения;
2) расположения этих осей на определенном друг от друга рас-
стоянии (эксцентриситет).
Заметим, что при обработке рассматриваемых деталей основ-
ными обычно оказываются токарные операции, хотя в некоторых
случаях (в особенности для деталей групп Э4, Э5, Э6) они могут
заменяться сверлильными или расточными операциями. Однако по-
следний метод работы менее характерен для данного класса в це-
лом, и операции тако1 о рода в основном производятся методами,
которые мы рассмотрим ниже.1
Б. Различные схемы обработки эксцентриков
При обработке эксцентриков обычно • требуется получить две
группы цилиндрических поверхностей, оси которых параллельны и
расположены на определенном расстоянии друг от друга. Эти по-
верхности могут быть все наружные, все внутренние, либо часть
из них может быть наружной, а вторая часть — внутренней.
Различных методов обработки эксцентриков существует бесчислен-
ное множество. Однако все они могут быть сведены к трем
основным.
Первый метод заключается в обработке эксцентриков
в две установки.
При изготовлении одиночных деталей работа иногда произво-
1 См. главу 18.
96
ится так как показано на рис. 420. Здесь наружный диаметр кон-
.рнтцичен с отверстием Р, но внешняя поверхность ступицы
имеет другую ось, смещенную относительно первой на 10 мм. Вся
в кулачках четырехкулачной шайбы, при-
Рис. 419. Эксцентричные детали.
обработка производится в кулачках четырехкулачпмн
чем в первую установку деталь крепится за ступицу, р
обрабатываются обод и отверстие (кулачки планшайбы устанавли-
ваются на различном расстоянии от центра).
7 Сиколоиский, т. II. 1889.
r.ru
Во вторую установку крепление производится за обод так, как
доказано на рисунке. При этом, регулируя положение кулач-
ков L — L, можно установить правильную величину эксцентриси-
тета, руководствуясь оправкой, вставленной в обработанное отвер-
стие Р. В эту установку обтачивается поверхность ступицы.
Легко заметить, чго при таком плане обработки мы идем от на-
ружной поверхности к отверстию и кроме того пользуемся прове-
рочными базами. 1
Можно вести обработку иначе: обработав, как было указано,
обод и отверстие, деталь сажают на эксцентричную оправку (цен-
тровую или шпиндельную)1 2 и обтачивают ступицу. Здесь во
вторую установку мы пользуемся опорной
Рис. 420. Обточка эксцентрика в две установки.
базой, что удобнее
Однако требуется из-
готовление специаль-
ной эксцентричной
оправки.
Случай работы на
оправке показан на
рис. 421. Обработка
детали Е произво-
дится на карусель-
ном станке, причем
эксцентриситет ра-
вен 90 мм. Здесь
малая ступица А и
обод В концентрич-
,ны, ступица же С
эксцентрична. После
того как деталь об-
точена по наружной
поверхности, причем
одновременно расто-
чено и развернуто отверстие в ступице А, эту деталь устанавли-
вают эксцентрично при помощи штыря J, закрепленного во вспомо-
гательной планшайбе Н, в свою очередь центрируемой на столе
сганка другим штырем К. Крепление планшайбы Н к столу осуще-
ствляется при помощи болтов L. Сама деталь крепится тремя бол-
тами М и планками N, другими концами опирающимися на выступы
планшайбы О. Правильное угловое положение детали обеспечи-
вается штифтом R (см. нижний чертеж), касающимся ступицы С и
служащим одновременно поводком.
Второй метод обработки эксцентриков состоит в за-
мене двух установок одной при дйух позициях
1 При повторных установках следующих деталей той же партии и
сравнительно невысоких требованиях к точности размера эксцентриситета
можно устанавливать деталь таким образом, что два кулачка, расположенные
под прямым углом, все время остаются на месте, а закрепление производится
двумя другими кулачками. В таком случае мы имеем установку по опорной
базе.
2 Центровая эксцентричная оправка имеет две пары центровых отверстий,
причем одна пара этих отверстий, смещенных с оси оправки на величину
98
Обрабатываемой детали. Возможность избавиться от
двукратного закрепления, часто связанного с выверкой и с опасно-
стями деформирования детали, во многих случаях позволяет зна-
чительно упростить и ускорить обработку. Рассмотренное приспо-
собление (рис. 421) можно было бы переделать в указанном напра-
влении, если перемещать его по планшайбе с фиксацией при по-
лощи штыря К в двух положениях, для чего в плите должны быть
преДУсмотРены Два отверстия с запрессованными в них закален-
ными втулками. Конечно, крепление детали должно быть также
изменено, для того чтобы обод В мог быть обточен.
Существует также много приспособлений других типов. Рис. 422
из таких приспосоолении, предназна-
ченном для обточки на револьвер-
ном станке чугунных барабанов,
1'1.с. 421. Эксцентричная обточка на
карусельном стайке в две установки.
с. 422. Приспособление со скользящей
частью для обточки эксценфиксв.
из которых впоследствии нарезаются поршневые кольца. Наружная
и внутренняя поверхности этого барабана эксцентричны. Торец ба-
рабана С вместе с прилитыми к нему тремя лапками предвари-
тельно проточен и при установке на станке плотно притягивается
к плите (вспомогательной планшайбе) L. Для обеспечения надеж-
ного закрепления в лапках просверлены по кондуктору три отвер-
стия, которыми барабан находит на три штифта D, укрепленные
•кгцентриептета, служит для установки детали на станке, а вторая пара
' '“-рстий, лежащих на оси оправки, — только для ее проверки. Об эксцен-
тричной центровке см. ниже § 1, В.
09
в упомянутой планшайбе. Самое крепление производится при по-
мощи трех прижимов Е, расположенных соответственным образом.
Плита L может скользить в пазу G основной планшайбы М, для
чего опа имеет соответственный выступ. Обработка барабана про-
изводится на двух его позициях. На первой растачивается отвер-
стие, которое расположено на плите L концентрично, причем бор-
штанга имеет направление во втулке F. После этого ослабляются
четыре гайки И, притягивающие плиту L к планшайбе /И; первая
перемещается по второй на величину эксцентриситета. По оконча-
нии перемещения гайки Н вновь затягиваются. Точная фиксация
двух положений плиты L достигается штифтом, который в одном
в отверстие J, а в другом — в отверстие К
положении вводится
Рис. 423. Поворотное приспособле-
ние для ।асгочки трех отверстий
на револь, ерном станке.
(отверстия проходят сквозь обе со-
единяемые части). Использование
для этой цели одного отверстия в
плите L при двух в планшайбе М
в данном случае невозможно из-за
Рис. 424. Эксцентричная обточка при одной
установке и одной позиции обрабатывае-
мой детали.
малости величины эксцентриситета, равного только 1,5 мм. Такие
приспособления с передвижной частью применяются при различных
значениях эксцентриситета и при желании могут быть еще более
усовершенствованы. Некоторым недостатком их является относи-
тельная сложность, вызываемая необходимостью точной пригонки
направляющих и скользящей в них части.
На рис. 423 изображено приспособление, служащее для рас-
точки в детали А трех отверстий, расположенных на одинаковом
расстоянии вокруг центра. Предварительно основание детали было
но
обработано на фрезерном станке, после чего были просверлены (по
кондуктору) три отверстия для установочных штифтов Е, которые
одновременно служат и поводками. Поворотная часть приспосо-
бления С вращается на стальном закаленном и шлифованном
штыре D, причем три ее позиции определяются фиксатором Н, вхо-
дящим во втулки G. Планки К, крепящие поворотную часть при-
способления, при перемене позиции несколько ослабляются. Дру-
гие же планки F, крепящие деталь, все время остаются затяну-
тыми- Противовес Q служит для уравновешивания вращающихся
частей (включая и обрабатываемую деталь). Следует отметить, что
при конструировании вращающихся приспособлений, имеющих по-
воротные и передвижные части, задача балансирсвки на всех пози-
циях иногда оказывается трудно разрешимой, нс в данном случае,
как легко заметить, при повороте детали положение центра тяже-
сти системы изменяется незначительно.
Третий метод обработки эксцентриков — способ не-
круглой обточки.1 Здесь обработка концентричной и экс-
центричной частей производится в одну установку и на
одной позиции обрабатываемой детали.
Рис. 424 дает представление об обработке на карусельном
станке детали А, имеющей обод С, эксцентричный по отношению
к отверстию В (эксцентриситет — 30 .».«) Деталь А закрепляется
в кулачках D четырехкулачного патрона, причем эти кулачки сдви-
гаются с центра таким образом, чтобы отверстие расположилось
центрально. Расточка производится при помощи оправки Е, закре-
пленной в левом супорте, обточка же эксцентричного обода вы-
полняется правым супортом при помощи специального приспосо-
бления.
Кулачок G в форме кольца укрепляется на столе станка. По
этому кулачку катится ролик Н, насаженный на оси К, закреплен-
ной в особой державке, которая в свою очередь вставлена в паз
резцедержателя N и зажата болтами L, одновременно укрепляю-
щими вильчатый резцедержатель. Шайба J служит подпятником
для ролика. В тем же резцедержателе укреплен резец М, зажа-
тый двумя другими болтами. Весь резцедержатель сделан по-
движным, причем его верхняя грань исполнена в виде ласточкина
хвоста, входящего в такой же формы паз, простроганный в кор-
пусе приспособления Р. Этот корпус укреплен в правом супорте
своим хвостовиком U. Резцедержатель N имеет выступ О, входя-
щий в углубление Т. Пружина R, натяжение которой регулируется
винтом S, все время стремится переместить резцедержатель N
влево, поддерживая ролик И в соприкосновении с кулачком G.
Благодаря такому устройству при вращении станка резец М
непрерывно перемещается в радиальном направлении таким обра-
зом, что в результате получается эксцентрик. Заметим еще, что
расточка отверстия и обточка обода производятся не одновре-
менно, так как при выполнении этих переходов шпиндель должен
вращаться с различным числом оборотов, Обточка обода совме-
» Ср главу 19, S б,
WI
chipmaker.ru
щается с обточкой торца, для чего в оправку Е вместо расточного
резца F вставляется другой резец.
В. Обработка эксцентричных валиков
На рис. 425 показана обработка эксцентричного валика в две
установки. Эта обработка производится на центрах, причем часть
валика А обтачивается на центровых отверстиях В — В, а вторая
часть J — на другой паре отверстий С — С. Расстояние между
осями двух пар центровых отверстий равняется эксцентриситету.
Как видно, здесь используются опорные базы и точность работы
зависит от точности
Рис. 425. Обточка эксцентричного валика.
этих баз, т. е. от
правильности цен-
тровки. Последняя
производится либо
при помощи кондук-
тора либо по раз-
метке.
При работе по
разметке концентрич-
но обточенный валик
устанавливается в
центрах, и на его
поверхности наносят-
ся риски /, 2 (рис.
426). Далее наносят-
ся радиальные риски
на обоих торцах (£>), и на них отмечаются точки Е, где должны
быть расположены эксцентричные центровые отверстия.
В тех случаях, когда точность центровки по кондуктору или
по разметке не достаточна, прибегают к подшабриванию центро-
вых отверстий. Шабер, применяемый для такой работы, показан па
рис. 426. Валик ставится на эксцентричные центра, промеряется
расстояние между концом Л f
резца и повёрхностью <~п ______
валика при различных его (г 7 410 | )
угловых положениях, и У J
таким образом опреде-
ляется действительная ве- Рис. 426. Разметка эксцентричных центровых
личина эксцентриситета. отверстий.
При помощи индикатора
легко установить, чго этот эксцентриситет имеет точно одинако-
вое значение на обоих концах валика.
2. СБЩИЕ ЗАМЕЧАНИЯ О ПРОИЗВОДСТВЕ КОЛЕНЧАТЫХ ВАЛОВ ’
А. Характер производства и различные конструкции коленчатых валов
Коленчатый вал — это одна из главных составных частей
каждой поршневой машины. Кроме того коленчатые валы можно
1 О производстве коленчатых валов более подробно см.: Л. С. Бу р-
штейн, Производство коленчатых валов, ОНТИ, 1936; Д. Д. Гаплев-
'02
встретить и в машинах орудиях: прессах, сельскохозяйственных
машинах и многих других. < ,
Небольшой коленчатый вал тихоходной машины является де-
талью относительно простой, и изготовление таких валов может
быть легко налажено на любом механическом заводе. Другое
дело — производство валов машин крупных или очень легких и
быстроходных (автомобили). Здесь требуются специальное обору-
дование и тщательная проработка всего технологического про-
цесса.
Прежде всего коленчатый вал является сложной поковкой. При
изготовлении крупных валов для судовых и других крупных ма-
шин требуется наиболее мощное металлургическое оборудование,
и-гидравлические пресса 3000—6000 т являются необходимой его
частью. Самые методы ковки и термической обработки здесь та-
ковы, что от завода требуется наличие большого производственного
зпыта. Механическое оборудование заводов, изготовляющих круп-
ные коленчатые валы, также получается исключительно мощным.
При массовом изготовлении мелких коленчатых валов на пер-
вое место выступают экономические соображения. Здесь мы ви-
дим применение всех новейших достижений машиностроительной
техники; при этом производство коленчатых валов на автомобиль-
ных заводах часто организуется по принципу непрерывного потока
не только в механических цехах, но и в кузнице.
Что касается станочного оборудования, то производство колен-
чатых валов в большой степени основано на применении специа-
лизированных и специальных станков, из которых некоторые имеют
совершенно оригинальную конструкцию.
Обработка многоколенчатых валов, по справедливости, счи-
тается одной из наиболее трудных операций в механических цехах.
Это объясняется как сложностью формы вала, так и труд-
ностью достижения требуемой высокой степени точности. Работа
осложняется, во-первых, малой доступностью мотылевых шеек,
во-вторых, тем, что длинный вал легко деформируется при обра-
оотке, что заставляет очень продуманно конструировать и приме-
нять все зажимные приспособления.
Конструкции коленчатых валов весьма различны. Прежде всего
валы разделяются на цельные, щеки и шейки которых отко-
ваны из одного куска, и составные, собранные из отдельных
частей.
Цельные валы также различаются по способу ковки. В одних
конструкциях вал получается путем механической обработки по-
ковки, которой лишь грубо приближенно придается форма колен-
чатого вала; колена в этом случае вырезаются из сплошного мате-
риала. В других случаях ковка заменяется штамповкой, причем
колена вала получаются путем выгибания прямой заготовки по
контуру ломаной оси вала.
ск ий. Обработка крупных коленчатых валов двигателей. Гос. научно-техн изд
Украины, 1935; также Технология машиностроения, вып. III, главы 23 и 24.
в этих же книгах приведены полные планы обработки некоторых коленчатых
валов.
ИЛ
Нужно сказать, что во втором случае (рис. 4275) получается
более благоприятное положение волокон материала, чем в первом
(рис. 427а),1 но изготовление штампованных валов требует сне
п.иального оборудования, и этот тип применяется обычно лишь при
массовом производстве небольших валов. 1 2
Относительно конструкции составных валов будет сказано
ниже.
Б. Точность размеров коленчатых валот
От точности обработки коленчатого вала зависит правильность
работы всей машины. Кроме обычных требований соблюдения раз-
меров всех шеек, отсутствия овала и
конуса в них, здесь добавляются усло-
вия, связанные со взаимным располо
жением различных шееек.
После требования совпадения осей
всех коренных.шеек наиболее важным
из этих условий является достижение
параллельности осей всех мотылевых
Рис. 427. Распределение воло-
кон в материале коленчатого
вала.
шеек по отношению к оси вала (т. е.
общей оси коренных шеек). В случае
нарушения этого требования при
плотно затянутом мотылевом подшип-
нике шатуна стержень последнего
будет иметь при вращении вала как
качательное, так и вращательное дви-
жения.3 При наличии зазора в под-
шипниках такие колебания все же бу-
дут иметь место и в зависимости от
степени неправильности либо совер-
шенно не допустят спокойной работы машины либо будут
постоянно сказываться во время эксплоатации нагревом подшипни-
ков шатуна и преждевременным их износом.
Равенство радиусов всех мотылей и правильное угловое их
расположение важны для уравновешивания машины и для удоб
ства ее регулировки.
Приводим некоторые цифровые данные, относящиеся к допу-
стимым погрешностям при изготовлении крупных коленчатых ва
лов двигателей Дизеля. Величины допусков увеличиваются вместе
с диаметрами шеек (диаметры— 100—500 мм).
Овальность и конусность коренных и мотылевых шеек —
0,02—0,05 мм.
Эксцентричность коренных шеек, т. е бой, вызываемый не
1 Конечно, при условии, что при изгибании не получается разрывов во-
локон в углах.
8 В последнее время достигнуты благоприятные результаты со штамповкой
даже очень больших валов.
3 Качательное движение в вертикальной плоскости, проходящей через ось
шейки и направленной вдоль машины Вращение вокруг продольной оси
стержня шатуна. Оба движения, очевидно, совершенно не соответствуют нор
мяльной работе механизма
104
(□впадением их осей с общей осью вала (взаимная эксцентричность
,-аеек) — 0,02— 0,05 лг.и (желательно меньше, 0,01—0,03 мм).
Проверка на концентричность коренных шеек производится ин-
дикатором на станке или на плите на специальных опорах.
Непараллельность шеек мотыля оси вал? задается до + 0,2 мм
,.а 1 м длины (желательно иметь меньшее отклонение, не свыше
.-0,1 мм на 1 м длины вала).
Проверка параллельности этих шеек производится на станке
|,„пи над валом, уложенным точно по ватерпасу коренными шей-
ь,.ми в подшипниках фундаментной рамы, либо на специальных
„порах, расположенных на плите. Ватерпас кладется на каждую
мотылевую шейку при четырех положениях вала, причем заме-
чется отклонение пузырька от среднего положения. Зная вели-
чину отклонения от горизонтальности, соответствующего одному
делению,1 можно также подсчитать величину неправильности в по-
ложении шейки, выраженную в миллиметрах.
Радиусы мотылей выдерживаются с точностью от+ 0,3 до
+ 0,5 мм.
Угловое положение шеек мотылей выдерживается с точностью
+ 0,25 ’.
Допуск в длинах отдельных шеек — по 4-му классу ОСТ (до
0,5 мм).
Допуск на общую длину вала — до+ 2 мм.
Что касается абсолютных размеров диаметров шеек, то на чер-
тежах часто проставляются допуски на эти размеры. Практически
еще достижимыми можно считать допуски 3-го класса, имеющие
при размерах шеек 100—500 мм величину 0,07 —0,12 мм. Однако
такие допуски часто не выдерживаются, что не представляет осо-
бых неудобств, так как вкладыши всегда пришабриваются по
шейкам.
При изготовлении мелких (автомобильных и т. п.) коленчатых
валов работа ведется по предельным калибрам. Допустимые от-
к гонения здесь соответственно меньше, чем в более крупных
"алах.
з. ОБРАБОТКА КОВАНЫХ КОЛЕНЧАТЫХ ВАЛОВ В ИНДИВИДУАЛЬНОМ
И МЕЛКОСЕРИЙНОМ ПРОИЗВОДСТВАХ
А. Заготовки для коленчатых валов и общий план обработки
Самые мелкие валы иногда вытачиваются прямо из поковки,
имеющей цилиндрическое или призматическое сечение, но обык-
новенно уже при отковке стремятся заготовке придать форму,
•Меньшающую последующую механическую обработку.
С другой стороны, очень часто для облегчения работы кузнецы
Делят кузнечную обработку на две очереди, между которыми
вставляются некоторые механические операции. Например, ковка
1 Здесь применяются ватерпасы, в которых одно де |ение соответствует
Уклонению 0,1 мм Hfl I М,
106
r.ru
вала с коленами, расположенными под углами 120 , часто прои?
водится следующим образом.
Заготовка куется прямоугольного сечения по размерам щек, Р.
с большими припусками со всех сторон. Только концы ее закату,
ваются на цилиндр для образования концевых шеек. В таком вид.
поковка направляется в механический цех, где производятся ра3.
метка и центровка ее на плите, причем на плоской стороне также
намечается положение всех колен. Далее промежутки между ко-
ленами высверливаются, после чего материал между щеками вы.
давливается гидравлическим прессом или выбивается клином. ДЛя
того чтобы придать заготовке в местах рамовых шеек круглую
форму, эти места обтачиваются на токарном станке, после чего
вал возвращается в кузницу. Здесь шейки нагреваются и колена
разворачиваются под 120°, для чего один конец вала зажимается
между бойком парового молота и наковальней, а на другом укре-
пляется рычаг, за который и производится самый разворот (вруч-
ную или при помощи крана). После разворота и правки вал вновь
поступает в механическую мастерскую для дальнейшей обработки.
Иногда обточка шеек не производится, и круглая форма при-
дается им уже в кузнице.
Впрочем, описанный порядок операций не является обязатель-
ным; иногда вал куется сразу с коленами, разделенными круглыми
шейками, причем мотыли получают требуемое положение. Такой
способ следует признать наиболее совершенным.
Заметим, что при всех вариантах производства кузнечных опе-
раций сами колена обычно остаются сплошными и вырезать мате-
риал для образования могылевых шеек приходится средствами ме-
ханических цехов.1
В механической мастерской над коленчатым валом произво-
дятся следующие главнейшие операции;
1) разметка и центровка;
2) вырезка колен;
3) обдирка коренных шеек;
4) строгание щек;
5) обдирка мотылевых шеек;
6) отделка коренных шеек;
7) отделка мотылевых шеек.
Остальные операции, как то: фрезерование шпоночных кана-
вок, сверление отверстий и т. д., располагаются между перечислен-
ными главнейшими операциями.
Обработка плоскостей щек, перпендикулярных к оси вала, и их
концов включается в операции 3, 5, 6, 7.
Приведенный порядок операций не обязателен, часто их пере-
ставляют. Например, сначала обдирают коренные шейки (3), а уже
потом вырезают колена (2). Иногда сначала отделывают начисто
мотылевые шейки, а потом коренные; щеки часто строгаются д°
вырезки колен.
* В последнее время получены благоприятные результаты с отковкой круп-
ных валов в штампах сразу со всеми шейками.
106
Цто касается разметки и центровки, то они производятся теми
е способами, которые применяются для прямых валов. Заметим,
очень часто после грубой обточки торцы валов заново подре-
«дются и перецентровываются.
Разберем теперь последовательно главнейшие операции.
Б. Вырезка колен
t Вал после отковки имеет форму по рис. 428, причем припуски
9Яесь оставляются очень большие (для крупных валов — 30—40 мм
iia диаметр шеек). Переходы шеек к коленам должны быть вы-
полнены плавными кривыми.
Иногда. вырезают колена автогенным способом (газовая резка).
Зтот способ быстрый и дешевый, но считается нежелательным,
ик как опасаются понижения механических свойств металла,
выданного сильным местным нагревом. После газовой вырезки.
но всяком случае, дол-
жен следовать отжиг.1
; Более обычный спо-
соб — вырезка в хо-
лодном виде. Для этого
прежде всего сверлит-
ся ряд отверстий по
рис. 428, после чего Рис. ^8. Поковка коленчатого вала.
щека долбится по ли-
ниям, отмеченным штриховым пунктиром. Окончательно вырезан-
ная часть удаляется при помощи клиньев.
Иногда вместо долбления вырез обсверливают по всему кон-
,уру, однако такой способ менее производителен, и кроме того
поверхность после вырезки остается неровной и требует большей
обработки. Иногда после вырезки весь контур обдалбливается на-
чисто.
Более быстрый способ — это вырезка колен дисковой пилой.
Пилы, применяющиеся для этой цели, достигают очень больших
размеров. Фирма Геллер строит пилы диаметром до 2000 мм.
В тех мастерских, где обработка коленчатых валов является
постоянной работой, целесообразно применение двойных диско-
вых пил, которые производят оба прореза в щеке одновременно.
Для малых валов иногда колена прямо вытачивают на токар-
ном станке.
В. Обточка коренных шеек
Эта операция производится на токарных станках, причем в хо-
рошо оборудованных мастерских имеются специальные станки для
этой цели. Очень существенным вопросом при обточке коленчатых
Чалов является постановка люнетов. Только самые короткие валы
Можно точить в центрах без поддержки люнетами, при более же
длинных приходится считаться не только с прогибом вала от дей-
’ Следует, однако, заметить, что вопрос о допустимости автогенной вырезки
колея в настоящее время еще нельзя считать решенным.
1U7
chipmaker.ru
ствия собственного веса и давления резца, но и с деформациями
от давления центров. Последнее обстоятельство настолько важно
что обыкновенно обточку длинных валов ведут в люнетах, совер.’
шенно отпустив задний центр, либо
пользуясь им только для удержания
вала от продольного смещения.
При черновой обточке установка
.люнетов не представляет особых
затруднений, но при чистовой необ-
ходимо соблюдение целого ряда
предосторожностей. Если шейка,
которая вращается в люнете, имеет
овал, то последний передается и
обтачиваемым шейкам. Поэтому при
Рис. 429. Заточка шейки коленча- ’’истовой обточке люнет можно ста-
юго вала. вить только на совершенно круглую
шейку. Для того чтобы вывести
свал на одной из средних шеек, применяют следующий прием: под
вал ставится опорный вкладыш, а резец устанавливается над валом
и немного не доходит до линии центров. Подавая его, можно по-
степенно вывести овал и получить круглую шейку (рис. 429).
17-
Рис. 430. Прибор Веббера.
После этого кулачки люнета устанавливаются по расточке на его
корпусе.1
В некоторых случаях обточенную под люнет шейку дополни-
тельно отделывают при помоши специального приспособления, при-
бора Веббера, действие которого основано на принципе бесцентро-
вой обточки (рис. 430). 2 Этим методом можно вывести овал, из-
* Иногда описанный способ видоизменяют. Нижняя опора делается
подъемной при помощи винта, а резец, установленный попрежнему над валом,
не имеет подачи. В этом случае овал выбирают, постепенно поднимая сам вал.
» Рис. 430, 432, 433 и 444 заимствованы из упомянутой выше книги
Л. С. Ьурштейнр
Ю8
^гая необходимости опиливания шейки. Прибор имеет форму ша-
уна. При вращении вала свободный конец этого шатуна катается
„о ролику, укрепленному на супорте. На рисунке А и В — две за-
каленные планки, воспринимающие давление резания. Супорт С
подается винтом D. Рычаг Е прижимает шейку к опорным план-
кам. причем нажим регулируется болтом F. Ширина резца Н не-
сколько больше ширины кулачков люнета станка.
Во время обточки левый конец вала удерживается в патроне,
причем во избежание передачи изгибающих моментов под кулачки
одкладываются круглые стержни.
Обычно вал отковывается с большим припуском по длине, для
того чтобы имелась возможность обработать все шейки без пово-
рота его в центрах. После обточки конец, зажатый в кулачках,
отрезается.
Относительно обточки щек нужно сделать следующее замеча-
ние. Наружные плоскости их точатся всегда одновременно с ко-
ренными шейками, а внутренние — с мотылевыми. Что касается
концов щек, то порядок их обработки определяется конструкцией
вала. Чаще всего они очерчиваются по дугам круга, описанным
для одного конца из центра вала, а для другого — из центра мо-
тылевой шейки. При такой конструкции концы также точатся
в одну установку с шейками.
Иногда концы щек ограничены окружностью, описанной из
центра, лежащего по середине длины щеки. В этом случае для
обточки их требуется особая установка вала. Встречаются также
конструкции, при которых концы щек приходится строгать или
фрезеровать.
Что касается самих станков, то для обточки коренных шеек
в индивидуальном и мелкосерийном производствах чаще всего
пользуются обычными токарными станками, причем на них же об-
тачивают и мотылевые шейки. Некоторые особенности предста-
вляют лишь станки для обработки крупных коленчатых валов. При
обработке таких валов токарные станки применяются обычно лишь
для обточки коренных шеек. Эти станки отличаются от нормаль-
ных токарных, применяемых при обточке больших прямых валов,
только специальными резцедержателями и люнетами.
Г. Обточка мотылевых шеек
Обточка этих шеек является очень характерной операцией, тре-
бующей применения особых приемов и специального оборудо-
вания.
При постановке этой операции на обыкновенном токар
ном станке приходится вал устанавливать эксцентрично так,
чтобы ось обтачиваемой шейки совпадала с осью станка.
Рис. 431 показывает обточку в центрах могылевых шеек двух-
коленчатого вала. Здесь ясно видны имеющие угловую форму
контркривошипы на концах вала, а также способ установки вала
в центрах. Обратим внимание еще на несколько особенностей рас-
сматриваемой операции.
10'
chipmaker.ru
Во избежание пружинения поставлена распорка С. При пользо-
вании такими распорками следует быть очень осторожным, так кар
чрезмерное их нажатие вызывает деформацию вала.
При обточке коренных шеек также применяют распорки (корот]
кие), располагаемые между щеками колен. Иногда их заменяют
боковыми накладками, а в некоторых случаях колена заливают
Iипсом.
Далее легко видеть, что при обточке мотылевой шейки центр
тяжести вала расположен далеко от оси вращения, следствием чего
является большая неуравновешенная сила. Эту силу отчасти уравнэ-
вешивают противовесом, прикрепленным к планшайбе (А на рис. 431),
Однако такое уравновешивание, как легко видеть, несовершеннно:
правый конец остает-
ся неуравновешен-
ным, и на заднюю
бабку передается
усилие от действия
центробежной силы.
Противовесы типа В
(рис. 431) устраняют
указаный недоста-
ток.
Необходимо обра-
тить еще внимание
на установку резцов
при обточке колен-
чатого вала. Для
Рис. 431. Установка коленчатого вала на токарном того чтобы обточить
станке при обточке мотылевой шейки. • шейку вала, резец
должен пройти ме-
жду его щеками. Поэтому он получает ненормально большой вылет
и нуждается в специальном подкреплении. Вместо нормальной
верхней части супорта (рис. 431) ставится специальная деталь F.
Резец Е не может смещаться в бок, так как он связан с частью Г
(гребнем или штифтом), а против подъема -он удерживается на-
кладкой G. При этой конструкции самые резцы могут иметь не-
большую длину. Ширина всего приспособления такова, чтобы не
мешать проходу резца между щеками.
На рис. 432 показано приспособление, служащее для эксцен-
тричной установки больших коленчатых валов при обточке их мо-
тылевых шеек. Массивная планшайба А укрепляется на шпинделе
передней бабки станка. На пальце, привернутом к этой планшайбе,
сидит другая поворотная планшайба В, которую можно вращать
при помощи конической передачи. Для установки на определен-
ный угол служит фиксатор С, конец которого входит во втулки,
запрессованные в основную планшайбу А. Нажимные планки D
обеспечивают надежное соединение обеих планшайб во время ра-
боты станка.
Передний конец вала закрепляется во вклацыше F при помощи
откидной крышки G. Этот зажим связан с поворотной планшай-
110
л,й. Другой конец вала поддерживается планшайбой Е, свободно
Задающейся вокруг оси задней бабки. Используя такое устрой-
-?0, можно обточить все мотылевые шейки, не прибегая к по-
зорным установкам вала. Базой при установке вала служат две
' оренные шейки и торцевая плоскость щеки, примыкающей к одной
них.
При обработке меньших валов иногда применяют патроны, до-
пускающие установку на различный эксцентриситет.1 Пользуясь
такими патронами, можно обточить в одну установку не только
все мотылевые, но и коренные шейки.
При обточке на токарном станке мотылевых шеек длинных ко-
ленчатых валов пользуются специальными эксцентричными
Рис. 432. Приспособление для обточки мотылевых шеек на токарном
станке.
люнетами (рис. 433). При вращении вала в таком люнете центр
коренной шейки описывает круг, радиус которого равен радиусу
мотыля. Кольцо А вращается в корпусе люнета В. Палец С слу-
жит для проверки правильности установки вала при помощи рейс-
муса или индикатора.
Описания приспособлений, предназначенных для серийного и
массового производств, а также составляющих части специальных
станков, будут приведены ниже.
Крупные валы очень трудно устанавливать и уравновешивать
иа планшайбе, и такая работа производится лишь по необходимо-
сти при отсутствии специальных станков типа Молля.
В настоящее время эти станки строятся несколькими фирмами
и имеют в общем похожую конструкцию. Их особенность — та,
что вал остается неподвижным, а резец вращается вокруг моты-
лсвой шейки, имея подачу как вдоль оси, так и к центру. Благо-
даря такому методу работы не приходится иметь дело с большими
1 См. Технология машиностроения, вып. III, рис. 625.
Ш
chipmaker.ru
неуравновешенными массами. Кроме того наблюдение за работой
резцов много удобнее, обслуживание станка проще и все устрой,
ство компактнее, чем при обточке мотылей на высоких токарны,
станках обычного типа.
При обработке валов средних размеров преимущества станков
Молля становятся менее заметными, а недостатки выступают рель-
ефнее. Главнейшими из них надо считать: трудность правильной
установки вала в смысле достижения параллельности всех шеек
мотыля по отношению к оси вала и необходимость перестановок
вала и проверок его положения после обточки каждой шейки. По-
этому станками Молля в этом случае иногда пользуются при ин-
дивидуальном и мелкосерийном производствах; при более крупны).
сериях обычно предпочитают специально приспособленные станки
типа токарных.
Рис. 434 дает представление о сравнительно крупной модели
станка типа .Молля фирмы Шисс-Дефрис (диаметр кольца в
свету — 2100 мм). Такой станок может обтачивать мотылевые
шейки диаметром до 600 мм при расстоянии от центра шейки до
наиболее удаленной от нее точки щеки не свыше 1025 мм. Мощ-
ность главного мотора — 28—30 ЛС.
Как видно из рисунка, станок состоит из массивного литого
кольца А, передвигающегося вдоль направляющих В. Внутри этого
кольца находится другое вращающееся кольцо С. К последнему
прикреплены узкие направляющие D, по которым в свою очередь
скользят резцедержатели Е.
Вал просовывается сквозь кольцо и укрепляется своими ко-
ренными шейками в люнетах G, расположенных по обе стороны
с ганка и исполненных в виде виблоков.
Наружное кольцо, кроме продольного движения, имеет уста-
новку и в поперечном направлении, так что горизонтальное рас-
112
Веяние Между цен 1 рамп люнетов и кольца может быть сделано
‘сочно равным радиусу мотыля (для этого на станке имеется спе-
циальная масштабная линейка с нониусом).
Обточка может производиться вдоль оси шейки, — тогда дви-
жение подачи имеет все кольцо по своим направляющим, а также
рутем подачи резца по направлению к центру, — тогда пользуются
.втоматическим движением резцедержателей по их направляю-
щим. Такое движение необходимо при обточке боковой поверхно-
сти щек, а также при подрезке галтелей в месте примыкания шейки
к щекам.
Рис. 434. Станок типа Молль.
Верхняя часть переднего люнета отводится в сторону для об-
легчения заведения вала в кольцо. Резцодержатели при этом,
естественно, разводятся в крайние внешние положения.
Интересна конструкция резцедержателей и их направляющих.
Последние сделаны из стали, и вся конструкция выполнена очень
1 омпактной по ширине, для того чтобы резцодержатели с резцами
могли входить в пространство между щеками вала.
Особые трудности представляет устройство смазки направляю-
щих кольца. Точность работы зависит от величины зазора в них.
Поэтому последний должен быть сделан малым. Между тем диа-
метр кольца велик, из чего видно, что, если нагрев внутреннего
кольца больше, чем нагрев наружного, очень легко получается зае-
дание. Циркуляционная система смазки позволяет поддерживать
невысокую и равную температуру обоих колец.
Кроме того в этом месте применена автоматическая ламповая
сигнализация. Нормально горит зеленая лампа, но при отказе на-
соса тотчас же загорается красная, что служит сигналом для оста-
новки станка.
i ® Соколовский, т. II. 1889. 113
r.ru
Фирма Шисс-Дефрис сгроит эти станки десяти различных ра.,
мерой с диаметрами внутренних колец (в свету) от 500 до 3250
и мощностью главных моторов от 8 до 50 ЛС. Наибольшая д0
пустимая величина стружки при подаче по направлению к центру]
(работа широким резцом) колеблется от 0,4 X 40 до 0,6 X 100 л.Д
Описанный тип станка имеет неразъемное вращающееся кольц0’|
Существуют станки, в которых часть как неподвижного, так 1
вращающегося колец может сниматься. При этом вал можно
с удобством закладывать сверху, и кроме того, если ограничиться
обточкой шеек (не точить щек), то размер колец можно взять зна-
чительно меньше, чем при станках нормального исполнения. Та-
кие станки рекомендуются для чистовой обточки шеек составных
коленчатых валов.
Иногда на одних и тех же продольных направляющих устана-
вливаются два кольца. Такие двойные станки могут обрабатывать
одновременно две мотылевые шейки, имеющие общую ось.
Громоздкость крупных коленчатых валов и их неудобная форма
заставляют искать таких методов обработки, которые бы требо-
вали наименьшего числа станков, а следовательно, и наименьшего
числа перестановок и выверок.
Фирма Фрорип разработала оригинальные типы специальны:;
станков для рассматриваемых нами операций. Станки работают не
резцами, а фрезерами, благодаря чему детали сообщается только
медленное движение подачи.
Вертикальный станок этого типа состоит из двух очень мас-
сивных фрезерных колонок со шпинделями диаметром 260 мн.
Между ними установлен круглый стол, на который коленчатый
вал ставится вертикально. Нижняя часть вала при этом опускается
в яму, расположенную под столом.1
На этих станках выфрезеровываются щеки, без предваритель-
ного сверления и долбления, а также обдираются самые шейки,
для чего стол имеет круговое движение. По данным фирмы, щеки
удается обработать со всех сторон начисто, и поэтому вал сходит
со станка в таком виде, что далее требуется только чистовая об-
работка шеек, которая и производится на токарных станках и стан-
ках Молля.
Кроме обработки коленчатых валов, станки описываемого типа
могут быть использованы и для некоторых других работ над тя-
желыми поковками.
Д. Строгание и фрезерование щек
Строгание щек в некоторых случаях производится в самом на
чале, для того чтобы облегчить разметку под сверление и долбле-
ние. Обычно, однако, его производят после обдирки коренных
шеек, а иногда относят еще дальше.
Положение этой операции зависит прежде всего от степени
точности поковки вала: чем она точнее, тем дальше можно отне-
1 См. Технология машиностроения, вып. III, рис. 678.
114
Сги строжку щек; в некоторых (редких) случаях, при очень чистой
роковке, эту операцию совершенно опускают, оставляя боковые
^тороны щек черными.
При щеках, расположенных в одной плоскости, их можно про-
строгать на продольнострогальном станке, мирясь с тем, что резец
проходит значительные длины (между щеками) вхолостую. Вал
при этом устанавливается вдоль стола станка. При коленах, раз-
вернутых под 90° или 120', такая работа становится исключи-
тельно неудобной, так как строгать приходится, пользуясь малыми
ходами стола.
Наиболее удобным станком для этой цели является двойной
шепинг такой конструкции, при которой обрабатываемая деталь
остается неподвижной, а резцы имеют как рабочее движение, так
и движение подачи. Такие шепинги достигают исключительно боль-
ших размеров (ход ползунов — 1500 мм). Скорость прямого и об-
ратного ходов регулируется независимо при помощи изменения
числа оборотов моторов.
При работе на таком станке можно сразу строгать щеки двух
одинаково направленных мотылей, причем можно пропустить ту
часть поковки колена, которая лежит против шейки и впослед-
ствии будет вырезана. При переходе к следующей паре щек необ-
ходимо вал повернуть на строго определенный угол (90и, 120 \
180 ), для чего иногда к этим станкам пристраивают делительные
приспособления.1
Фрезерование щек применяется реже. Объяснение этому сле-
дует искать прежде всего в крайней неправильности поковок ва-
лов, почему припуски на обработку получаются очень неравномер-
ные и, вообще говоря, большие. Продольнофрезерный станок не-
удобен по тем же причинам, как и продолыюстрогальный; что же
касается колонок и вертикальнофрезерных станков, то эту работу
на них вести можно, но, вообще говоря, менее удобно, чем на
двойном шепинге. Эти станки при достаточной мощности будут
стоить дороже, и кроме того стоимость инструмента для них также
окажется значительно выше.
Строгание производится в несколько проходов, так как при-
пуски обычно очень велики. Последний проход иногда заканчи-
вают широким резцом с большой подачей (10—15 мм), снимая ма-
лую стружку (до 0,2 мм). Е.
Е. Отделка коленчатых валов и мелкие операции
Шейки коленчатых валов отделываются теми же методами, как
и шейки прямых валов. Нужно только заметить, что при обработке
крупных валов применение шлифования здесь еще более ограни-
чено, так как для этого пришлось бы строить совершенно специ-
альные очень тяжелые шлифовальные станки. Меньшие валы шли-
фуются. Применяемые для таких работ станки являются специ-
ально приспособленными обычными шлифовальными станками тех же
1 См. Технология машиностроения, вып. III, рис. 626.
| chipmaker.ru
фирм. Здесь вводятся некоторые особенности: двусторонним цри.
вод, увеличенный диаметр круга и т. д. При шлифовании мо-
тылевых шеек вал устанавливается эксцентрично, для чего ца
обеих бабках имеются соответственные устройства. Станки эти
строятся фирмой Наксос У пион для диаметра шлифования до
900 мм. Круги имеют разцрр 1000 X 62 мм и работают продоль-
ной подачей (или уступами с последующей зачисткой).
Для шлифования мотылевых шеек фирма Шмальц строит
станки, действие которых основано на том же принципе, как и из-
вестных станков Молля, применяемых для обточки этих шеек.
Вместо вращающихся резцодержателей станка Молля здесь име-
ются два диаметрально установленные шлифовальные приспособ-
ления, также укрепленные на вращающемся кольце. Моторы по
1 JI С приводят в движение шлифовальные круги или, при жела-
। нии, полировальные шайбы. Управление моторами — дистанцион-
ное кнопочное. При станке имеется приспособление для отсасыва-
ния пыли. Однако пока эти станки большого распространения не
получили.
Валы средних размеров обычно обрабатываются так, что их ко-
1 пенные шейки шлифуются, а мотылевые — чисто обтачиваются,
j После обточки, а во многих случаях и после шлифования шейки
подвергаются дополнительной обработке шлифующим порошком
(притирка), для того чтобы сообщить им совершенно гладкую бле-
стящую рабочую поверхность.
Опыт показывает, что далеко не всегда крупные коленчатые
валы удается обработать с точностью, удовлетворяющей современ-
1 ным требованиям к качеству сборки машины. Коренные шейки по-
лучаются со станка достаточно правильными, что же касается мо-
тылевых, то условие их строгой параллельности оси вала с доста-
точной строгостью во многих случаях не выполняется.
Поэтому шейки мотылей иногда подвергают дополнительной
ручной обработке либо на заводе, поставщике коленчатых валов.
1 либо при сборке машин. В последнем случае вал укладывают в под-
шипники фундаментной рамы строго горизонтально, а шейки опи-
ливают, следуя указанию ватерпаса. Сначала на них вдоль обра-
зующих запиливают узенькие лыски по всей окружности, для чего
вал ставят в различные угловые положения; далее граненую по-
верхность шейки опиливают на круг по краске, пользуясь калиб-
1 ром, имеющим форму половинки вкладыша. Окончательно шейку
j полируют (притирают) с наждаком.
При обработке коленчатых валов фрезерные и сверлильные опе-
рации производятся таким же образом, как и при обработке пря
мых валов. Отметим только некоторые особенности.
При сверлении центральных каналов в коренных и мотылевых
шейках не приходится высверливать очень глубоких отверстий,
зато расположение их исключительно неудобное. Работу можно
производить на горизонтальнорасточном станке, пользуясь напра-
вляющими для сверла, расположенными около соответственных
шеек.
Имеются конструкции станков, в которых вращение имеют как
Ив
‘Вал. так и сверло. Такой станок позволяет вращать вал вокруг оси
лотылевой шейки медленно и в то же время поддерживать доста-
точную скорость резания. Эти станки подобны применяемым при
сверлении орудий, но имеют ббльшую высоту центров. Иногда
сверлильная бабка имеет еще боковое смещение.
При серийном и массовом производствах для этого применя-
ются специальные станки.
Сверление поперечных и наклонных каналов в больших валах
аще всего производится, как и в случае прямых валов, на ради-
льносверлильных станках с поворотной головкой. Иногда приме-
няются для этой цели специальные переносные станки.
4. ПРОИЗВОДСТВО СОСТАВНЫХ КОЛЕНЧАТЫХ ВАЛОВ
А. Основные конструкции и соответствующие им планы обработки
Коленчатые валы самых крупных машин часто выполняются
составными из частей, собранных в горячем состоянии. Суще-
ствуют две конструкции таких валов.
В первой конструкции каждое колено куется целиком и со-
стоит из двух щек, соединенных мотылевой шейкой. Несколько
таких колен образует составной или «полусоставпой» вал, будучи
соединены отдельно выточенными коренными шейками. При сборке
колена прогреваются, а коренные шейки оставляются холодными.
Вторая конструкция — целиком составная. Здесь все шейки и
щеки обрабатываются отдельно и затем соединяются, образуя вал
с требуемым числом колен.
Более распространенной является первая конструкция, так как
отковка и обработка отдельного колена не представляют особых
щтруднений, а количество соединений здесь вдвое меньше, чем
в валах второго типа.
Самые крупные валы (например, больших газовых двигателей)
чаще исполняют по второму способу.
Порядок изготовления полууставного вала в основном сле-
дующий. Поковка колена выполняется прямоугольного сечения;
материал между щеками высверливается, выдалбливается или вы-
пиливается таким же образом, как и в цельных валах. Далее мо-
тылевая шейка обтачивается, а щеки кругом обстрагиваются или
обдалбливаются; затем в них растачиваются отверстия для шеек.
Последняя операция выполняется начерно и начисто, причем ма-
териал сначала вырезается трубчатым сверлом, после чего отвер-
стие тщательно растачивается. Иногда применяют»другие способы
получения больших отверстий: обсверливание по периметру, уда-
ление материала путем снятия ряда слоев резцом или, наконец,
вырезку автогеном. Последний способ здесь встречает те же воз-
ражения, как и при вырезке материала между щеками. При обра-
ботке колена обыкновенно только отверстия для коренных шеек
вделываются начисто. Мотылевые шейки точатся с припуском
б—10 мм и более по диаметру, на поверхностях шек также оста-
вляют небольшой припуск, хотя последнее не обязательно.
117
:hipmaker.ru
Коренные шейки и концевые части вала точатся начисто в ме.
стах соединения со щеками; на остальной длине и здесь оста-
вляется припуск.
После сборки вал имеет вид грубообточенного. В дальнейшем
он обтачивается начисто, так же как это делается с целыми ва-
лами.
Шпонка
f)
Рис. 435. Обработка составного коленчатого вала.
Что касается обточки колен, то она производится либо на то-
карных станках с эксцентричной установкой колена и уравновеши-
ванием его противовесами либо на станке Молля. Иногда пользу-
ются карусельными станками.
Отверстия в щеках для коренных шеек растачиваются обык-
новенно на горизонтальнорасточных станках (так называемые ко-
лонки и столики), но иногда пользуются для этой цели и карусе-
лями.
Интересную особенность имеет конструкция вала одной гер
118
Г1(аНской фирмы, в которой колено образуется сгибанием плоской
^оковки в виде скобы с последующей проковкой средней части
по форме шейки. При этом не только устраняется необходимость
досверливания и выдалбливания середины поковки, но одновре-
сНно направление волокон оказывается более выгодным.
В некоторых случаях обработка келена и коренных шеек ве-
дется сразу начисто. При таком плане операций обработка этих
деталей и сборка вала должны вестись с исключительной тщатель-
ностью, так как всякие неправильности в собранном вале окажется
возможным исправить только путем выпиливания вручную.
При обработке валов, целиком составных, щеки и все шейки
обрабатываются порознь.
На рис. 435 показаны последовательные стадии обработки и
сборки составного вала для судовой паровой машины.
Поковки щек размечаются и строгаются (или фрезеруются) по
обеим плоскостям. Далее отверстия для шеек вырезаются автоге
ном с припуском около 50 мм по диаметру (рис. а) и после уда
.гения заусенцев вновь тщательно размечаются и соединяются по-
парно (рис. Ь). Далее их растачивают на карусельном станке и, не
меняя их взаимного расположения (перемещая крепительные планки
согласно рис. с), продалбливают шпоночные канавки.
Щеки разъединяют и приступают к сборке вала. Щека прогре-
вается газом в железном ящике (рис. d). Расположение горелок
показано на рис. е и f. В нагретую щеку вставляется одна шейка,
и она получает вид по рис. g. При присоединении второй щеки
важно соблюсти правильное взаимное расположение обеих щек,
для чего служит особое приспособление (рис. h). Нужно заметить,
«го при сборке следят за совпадением шпоночных канавок, для
чего служит особый калибр. Теперь колено получает вид по рис. Л
Шпонки, предварительно тщательно пригнанные, загоняются при
помощи домкратика (рис. к и /).
После такой сборки шейки вала не должны бить более чем
на 0,4 мм. Окончательно вал тщательно центруется, причем учи-
тывается направление осей мотылевых шеек, между щеками ста-
вятся распорки (рис. пт), и весь вал ставится в центра токарного
станка, где протачиваются все коренные шейки.
Положение мотылевых шеек исправляется в этом случае вы-
пиливанием вручную. Можно, конечно, точить все шейки и щеки
с припуском и окончательно обработать вал в собранном виде.1
Б. Сборка составных валов
Соединение частей вала всегда производится в горячем виде,
причем нагрев доводится до 300 (предпочтительно несколько
ниже). Важно иметь равномерный нагрев, для чего устраиваются
специальные печи, часто в виде ям, выложенных кирпичом. Нагрев
производится газом или нефтью.
Что касается самой сборки, то она может производиться как
1 Как мы указали, такой способ является более распространенным.
ПР
chipmaker.ru
в вертикальном, так и в горизонтальном положении. В последнем
случае, кроме крана, необходимо иметь специальные приспособле-
ния для удержания частей вала в правильном положении друг от-
носительно друга
Перед тем как вводить конец вала в отверстие щек, убежда-
ются в том, что щека достаточно расширилась, для чего отверстие
промеряют штихмассом с длинной рукояткой.
Вместо того чтобы части вала подвешивать к кранам, их иногда
устанавливают на тележки.1
В некоторых конструкциях судовых коленчатых валов йо пра-
вилам классификационных обществ требовалось после сборки в го-
рячем состоянии еще запрессовать круглые шпонки так, чтобы
они входили наполовину в вал, а наполовину в щеку. Отверстия
для них сверлились специальными угловыми пневматическими или
электрическими (с червячной передачей) переносными сверлилками,
после чего шпонки запрессовывались винтовыми или гидравличе-
скими домкратами. Эти последние опираются в противолежащую
! щеку и по необходимости имеют малый ход. Поэтому запрессовку
производят в несколько приемов, подкладывая каждый раз под
домкрат прокладки.
В. Коленчатые валы, сваренные из отдельных частей
Мы видели, что производство коленчатых валов из поковок
является сложной и дорогой работой. Поэтому валы малых разме
ров часто изготовляются штампованными, причем у них обраба-
тываются только шейки. Такие валы очень широко применяются
в автомобилестроении, и соответственные промеры будут приве-
дены ниже.
Сейчас мы коснемся еще одного вида этих деталей — сравни
тельно слабонагруженных и тихоходных коленчатых валов сель-
скохозяйственных машин и прочих грубых механизмов.
Если такие валы имеют одно колено, то они гнутся на бульдо-
। зере и штампуются в простом штампе, — операция не представляет
затруднений. Но с увеличением числа колен стоимость изготовле-
ния вала быстро возрастает —быстрее, чем растет число этих ко-
лен. При этом стоимость самих штампов является крупной слагаю-
щей в общей сумме затрат. Кроме того для штамповки длинных
валов требуются бульдозеры и молота большой мощности. Что ка-
сается до механической обработки, то, как мы видели, она также
очень осложняется с увеличением длины вала. Между тем к валам
упомянутого класса машин не предъявляется очень высоких тре
бований точности.
Рис. 436а изображает такой вал. Из рисунка видно, что шейки
при диаметре 32 мм имеют допуск 0,18 мм,1 2 причем требования
к параллельности осей соответственно также понижены.
1 См. Технология машиностроения, вып. III, стр. 256 Значения натягов
определяются опытными данными и проверяются расчетом.
2 Допуск, близкий к допускам ОСТ 4-го класса.
1?0
Для удешевления изготовления вал сварен из шести частей;
двух концевых, одной короткой средней части (С) и трех более
длинных (D). Эти части не только штампуются, но и обрабатыва-
ются порознь до сварки, почему требуется иметь почти то же обо-
рудование, которое необходимо и для изготовления одноколенча-
тых валов. Процесс состоит в основном в следующем.
Прутковый материал нарезается на куски требуемой длины на
ножницах.
Далее идут сначала загибка на бульдозере в чугунных штампах
при нагреве в нефтяной печи и затем ковка на 350 кг фрикционном
молоте в стальных закаленных штампах и при нагреве в той же
печи.
А В с
Рис. 436. Коленчатый вал, сваренный из шести частей.
Мотылевые шейки штампованных частей вала обтачиваются на
обыкновенном токарном станке, причем контркривошип устанавли-
вается не на центре задней бабки, а вращается на специальном
пальце, вставленном в ее шпиндель вместо этого центра. Благо-
даря такому устройству устраняется действие распора центров.
Станок имеет револьверную головку на супорте, и обточка
шейки производится последовательно несколькими резцами
• рис. 4366). А показывает обдирку шейки сразу двумя резцами, так
Что каждый резец обтачивает приблизительно половину длины,
«следствие чего машинное время уменьшается почти вдвое. В изо-
бражает чистовую обточку одним резцом с малой подачей при сра-
внительно большой скорости резания. С показывает подрезку и
• Сточку галтелей сразу двумя фасонными резцами. Далее следуют
опиловка и зачистка наждачной бумагой. Полное время обточки
Шейки одного колена — 6 мин.
Следующей операцией является обрезка концов в меру по
-• шне, что производится на двух приводных ножовках. При этом
холено зажимается в специальное приспособление, которое служит
'•повременно и для определения мест пропита, благодаря чему
121
chipmaker.ru
устраняется необходимость измерения. Далее оба конца частей
вала С и D, а также короткие концы частей А и В скругляются
для облегчения сварки. Для этого колено закрепляется в приспо-
соблении, установленном на токарном станке, а фасонный резец
зажимается в супорте.
Длинные концы частей А и В отрезаются по длине на токар-
ном станке, для чего пользуются люнетом и промежуточной втул-
кой; одновременно концы затачиваются на диаметр 32 мм.
Сварка производится встык, причем свариваемые части жестко
закрепляются в специальном приспособлении, установленном на
столе сварочного аппарата. По мере нагрева губки аппарата сбли-
жаются до упора, благодаря чему сохраняется правильное расстоя-
ние между центрами колеи.
Сначала свариваются стыки DD и CD, потом крайние — AD
и DB и, наконец, средний DC.
Сразу после сварки сваренное место слегка проковывается на
наковальне, а затем правится на прессе, причем вал вращают,
устраняя изгиб. Наконец, все еще в горячем виде, стык зачищается
на камне так, что диаметр его лишь немного превышает диаметр
шейки.
Коренные шейки обтачиваются после сварки, для чего токар-
ный станок снабжен специальным чашкообразным патроном длиной
около 1,5 .if, один конец которого закреплен на шпинделе, а дру-
гой вращается в залитом баббитом подшипнике люнета.
При обточке концевых шеек вал закрепляется в патроне за
крайнюю ранее обточенную мотылевую шейку зажимами с латун-
ными губками, причем его противоположный конец входит в ка-
леную стальную втулку, укрепленную в шпинделе. Резец зажи-
мается в державке, укрепленной на супорге и имеющей два опор-
ных ролика для вала. Средние шейки обтачиваются в патроне, по-
добном описанному, но с двумя зажимами вместо одного. Вал при
обточке выставляется из патрона настолько, чтобы обтачиваемая
шейка находилась около самого патрона. Правый конец вала под-
держивается во втулке, вращающейся на шариках в корпусе, при-
крепленном к шпинделю задней бабки. Резцы укреплены в револь-
верной головке и подобны изображенным на рис. 436Ь.
После обточки вал окончательно правится и испытывается.
Описанный метод может служить примером постановки произ-
водства в цехах грубого машиностроения при требовании наимень-
ших затрат на оборудование. Для производства точных сильнона-
I ружейных или быстроходных валов подобные методы, конечно, не
। применимы.
5. ОБРАБОТКА АВТОТРАКТОРНЫХ КОЛЕНЧАТЫХ ВАЛОВ
А. Общие данные о производстве автотракторных коленчатых
валов
Развитие автомобильной, тракторной и авиационной промыш-
ленности потребовало разработки методов крупносерийного и мас-
12?
( ,,ного производств коленчатых валов. Эта деталь, после блока
цилиндров, является наиболее сложной и дорогой из всех входя-
щих в состав двигателя.
Такие валы либо выполняются штампованными со всеми коле-
нами, и тогда у них часто обрабатываются только шейки, либо
,нп вытачиваются из заготовки (также обыкновенно получаемой
од штампом), имеющей круглое, прямоугольное или треугольное
учение. Во втором случае механическая обработка получается
рачительно более сложной.
Первой операцией обыкновенно является очистка штампован-
ной заготовки пескоструйным аппаратом, и иногда травление, после
чего следует тщательный осмотр заготовки и испытание твердо-
сти по Бринеллю. Далее вал правится на прессе. Заметим, что опе-
I ации правки повторяются несколько раз и в дальнейшем, в раз-
ных стадиях обработки вала.
F Собственно механическая обработка начинается с подрезки кон-
цов по длине и центровки. Первая операция производится либо на
фрезерном станке либо иногда на токарном: в последнем случае
дновременно протачивают и некоторые места по длине вала.
Иногда предварительную подрезку торцов производят на специ-
альном центровочном станке.
В некоторых случаях фрезерование обоих концов вала произ-
водится одновременно на двустороннем станке При этом конструк-
ция приспособлений всегда разрабатывается так, чтобы было га-
рантировано положение вала по длине, обеспечивающее в дальней-
шем возможность обработки всех шеек. При неточной штамповке
неизбежна предварительная разметка, во время которой в одной
точке (например, в середине вала) ставится метка керном, которая
и служит для установки вала (в приспособлении имеется соответ-
ственный указатель).
Центровка коленчатых валов производится в общем таким же
образом, как и прямых. При центровке необходимо считаться
" удобством дальнейшей обработки, с требованием равномерности
припусков на всех шейках и со всех сторон. Иногда центровка
производится последовательно — сначала одного конца, а потом
Другого, но чаще применяются двусторонние станки. При уверен-
ности в правильности штамповки применяются самоцентрирующие
приспособления; в противном случае положение центра опреде-
яется необходимыми обмерами, облегчающимися самой конструк-
цией приспособления.
Если вал штампованный с малыми припусками на обработку,
р после центровки его необходимо проверить в отношении пря-
мизны оси и в случае надобности подвергнуть дополнительной
правке.
В некоторых случаях приспособления для закрепления вала на
токарных станках выполнены таким образом, что зажим необхо-
димо производить, ориентируясь на заранее обработанные пло-
’йадки на щеках. При таком плане операций фрезерование этих
Ц-Ющадок входит в число предварительных операций.
После перечисленных подготовительных операций следуют
123
chipmaker.ru
основные операции, связанные с обработкой коренных и шатун-
ных 1 шеек. Обычно шейки сначала обтачиваются, а затем шлифу,
ются. Окончательная их отделка достигается при помощи притирки
и полировки. В большинстве случаев щеки не обрабатываются, но
иногда в целях облегчения и лучшего уравновешивания вала обра-
батывают и их. Фрезерные и сверлильные операции размещаются
в различных пунктах технологического процесса. Заметим, что как
число операций, так и их расположение на различных заводах су-
щественно различаются между собой.'* 2 3
Завод Форда применяет для своих восьмицилиндровых автомо-
билей, кроме штампованных, также литые коленчатые валы
(рис. 437). Это нововведение преследует прежде всего две цели,
уменьшение веса вала благодаря тому, что здесь как шейки, так и
щеки сделаны пустотелыми, причем щеки одновременно служат
Рис. 437. Литой коленчатый вал для восьмицилиндрового автомо-
биля Форда.
коренными шейками, и сокращение обработки благодаря меньшим
припускам.
Число операций значительно сокращено по сравнению с обра-
боткой кованого вала (29 вместо 62). Интересной особенностью
является предварительное шлифование коренных шеек на бесцен-
тровом станке.®
Б. Токарная обработка автотракторных коленчатых валов
Обточка автотракторных и им подобных валов в крупносерий-
ном и массовом производствах производится на станках, спе-
циально предназначенных для такой работы. В условиях крупно-
серийного производства, когда станки все же приходится время от
времени перестраивать, применяют такие их типы, которые
* В автотракторной промышленности мотылевые шейки принято называть
шатунными.
2 Несколько планов операций, относящихся к обработке коленчатых валов
автомобилей и тракторов, приведены в упомянутой выше книге Л. С. Бур
штейна. См. также: проф. В. М. Кован, Технология автотракторостроеиия
и. наконец, книгу: Технология машиностроения, вып. III, глава 24.
3 О производстве литых коленчатых валов см. Machinery (Лондон), л •
кабрь 5. 1935, стр. 269—272.
124
qtJ якнся до некотором степени универсальными. На рис. 438 по
мзан станок (фирмы Шисс-Дефрис), который может быть легко
приспособлен для обточки валов с любым числом колен, как
угодно расположенных. Этот станок обтачивает как коренные, так
I шатунные шейки.
Станок приводится в движение от шкива, который через ва
;ики передает вращение двум бабкам. Таким образом коленчатый
вал приводится в движение с обоих концов, благодаря чему умень-
шаются вдвое передаваемый крутящий момент, а следовательно, и
вызываемые им напряжения и деформации Концы вала, ранее про-
точенные на токарных станках, зажимаются в специальные па-
троны, которые могут быть установлены как центрально при про-
Р ic. 438. Станок для обточки коленчатых валов, предназначенный для серий-
ного производства.
точке коренных шеек, так и эксцентрично при проточке мотыле-
вых. Кроме того они устроены так, что вал может быть повернут
на 120J или на 180 .
Шека вала укрепляется нажимными болтами в специальном
люнете.
Станок имеет четыре супорта, действующие независимо один
от другого. Из них два установлены непосредственно па станине,
а два другие подвешены к солидной балке, идущей вдоль всего
станка.
Станок приспособлен как для продольной, так и для попереч-
ной обточки. Заметим еще, что все управление станком централи-
зовано, для чего маховички и рукоятки, управляющие отдельными
движениями, все собраны в одном месте.
Эти станки (тип SKD) строятся грех размеров с высотой центра
от 400 до 650 мм для валов наибольшей длины от 1650 до 3000 л/лл
Приводим план операций при обработке четырехколенчатого
вала на этом станке (рис. 439). Рис. а изображает готовый вал.
Фланец К и шейка М должны быть предварительно обточены на
125
chipmaker.ru
токарном станке. Рис. b показывает обточку коренных шеек. ф11а
нец К прикреплен к фланцу оправки N, а конец вала М вставке,"
в специальное приспособление. Люнет имеет вращающееся
кольцо Р с привернутой стальной кованой частью О, в которую
1 ввернуты болты, охватывающие одну из щек вала. В эту уста-
новку шейки I, II, III протачиваются под шлифование. Рис. с по-
Рис. 439. Плав обработки четырехколенчатого вала на станке
по рис. 438.
называет обточку шатунных шеек 2 и 3. Укрепление вала анало-
гично рис. а, но приспособления, удерживающие концы вала, сдви-
нуты от центра на величину радиуса мотыля. Рис. d показывает
обточку шеек 1 и 4, для чего вал поворачивается на планшайбах
приспособлений на 180°.
После окончания обработки конец вала М отрезается на токар-
ном станке. Обточка шестиколенчатого вала производится анало-
гичным способом.
В условиях массового производства применяют станки более
специальных типов. Наибольшее количество исполнений таких спе-
циальных станков для обточки коленчатых валов принадлежит
американским фирмам.1 Имеется ряд типов с двусторонним при-
водом, но существуют станки, основанные на противоположном
принципе, в которых привод осуществляется за середину, а оба
конца доступны для обработки.
Рис. 440 схематически изображает такой станок фирмы Уикс
(Wickes Brothers, США) с установленным на нем валом. Шестерня
и центральный патрон раскрываются, и верхняя половина откиды-
вается, позволяя удобно закладывать вал.1 2
На том же рисунке ясно показано расположение всех резцов.
Задние супорты подрезают щеки и протачивают галтели, а перед-
ние точат самые шейки. Вся работа ведется исключительно попе-
речной подачей.
Рис. 440. Станок фирмы Уикс с приводом из середины.
В некоторых случаях при проектировании плана операций ока-
зывается целесообразным комбинировать работу на станках с дву-
сторонним и с центральным приводами.
Переходя к методам работы на всех этих специальных станках,
нужно прежде всего заметить, что их перестройка либо совер-
шенно невозможна либо сопряжена с большой потерей времени;
поэтому стараются проектировать технологический процесс так,
чтобы работа была разделена между несколькими станками,
которые никогда не перестраиваются. Эти специальные станки —
в большей или меньшей степени автоматические и работают
только поперечным движением с у порто в. Обычно
шейка обтачивается одновременным движением заднего супорта
с двумя резцами и переднего с одним широким резцом
(рис. 440).
1 В СССР станки для обточки коленчатых валов изготовляются заводом
Красный Пролетарий.
2 Система закрепления на рисунке не показана.
127
chipmaker.ru
I
I
I
I
I
I
I
Резцы применяются тангенциальные; расположение их цОКз.
зано на рис. 441.1
Что касается закрепления самого вала, то оно производится
'всегда в специальных длинных очень массивных патронах. При
этом положение вала определяется при обточке коренных шеек
центрами,в а при обточке мотылевых — ранее проточенными ко-
ренными шейками, для чего в патронах устраиваются специальные
эксцентрично расположенные зажимы, охватывающие шейку и
имеющие откидную крышку.
Крутящий момент передается через щеку, для чего последняя
закрепляется в патроне либо болтами либо особым зажимом.
Рис. 441. Тангенциальные резцы станка Уикс.
Зажим щеки устраивается таким образом, чтобы, передавая
крутящий момент, он не влиял на положение оси вала, т. е. не
передавал боковых давлений.
Все описанные выше станки по самому принципу их устройства
могут одновременно обтачивать только шейки, имеющие общую
ось, т. е. не более двух шатунных шеек сразу. Для обточки второй
пары шеек необходимо ставить вал на другой станок либо па тот
же самый, но в другие зажимные приспособления.
Такой метод — по необходимости довольно мешкотный, и по-
тому в автомобильной промышленности имеется стремление приме-
нить станки, способные обрабатывать все шатунные шейки одно-
временно. Устройстве этих станков основано на совершенно иных
принципах, чем обычных токарных.
Рис. 442 изображает схему станка типа Мсллинг фирмы
Crankshaft Machine Со (США), из которой видно, что резцедержа-
тель направляется в своем движении двумя кривошипами, имею-
щими радиус и расположение в точности такие, как и у o6Ta4HBQc-
мого колена вала. Подачу в поперечном направлении получает вег 1 2
1 Для обслуживания ремонтных мастерских и для заводов с малыми ра*
мерами производства некоторые фирмы (например, Уикс) строят также боле’
уннверсачьные станки, которые имеют и продольную подачу супортов.
2 Здесь часто применяются роликовые центра.
128
Ьи^сема, т. e. оба кривошипа и резцедержатель (в направлении 5).
Управляющие кривошипы и патроны, в которых укреплены концы
утачиваемого вала, связаны между собой зубчатками.1
рис. b показывает положение резца относительно детали при
-3?ных угловых положениях последней. Таким образом вращения
Срабатываемого вала и двух ведущих валов находятся в строгом
'-^ответствии. Все три вала, естественно, имеют равное число оди-
мково расположенных колен. Резцодержатели, закрепленные на
шатунных шейках ведущих валов, обрабатывают шейки, подлежа-
щие обточке.
F Станки другой аме-
риканской фирмы (Ле-
блэнд), служащие для
сой же цели, работают
по схеме, отличающей-
ся от только-что опи-
санной расположением
направляющих криво-
шипов, которые здесь
находятся один над
другим, а также систе-
мой подачи резцов, ко-
торая осуществляется
передвижением неболь-
ших резцодержателей,
связанных со спарника-
ми. Центры обоих кри-
вошипов остаются при
этом на месте. Обтачи-
ваемый вал помещает-
• я между направляю-
Рис. 442. Схема станка Меллинг для одно-
временной обточки всех ыотылевых шеек.
Щими кривошипами.
В обеих описанных конструкциях вращение вала происходит
только вокруг его оси, шейки же обтачиваются (начерно или на-
чисто) все одновременно, каждая своим резцедержателем.
Производительность этих станков огромна. По данным фирмы
Леблонд, станок при обработке валов со штампованными коленами
обтачивает их 25—30 штук в час с припуском на шлифовку на ще-
ках около 0,1 мм на сторону и на шейках — около 0,5 мм на диа-
метр. Благодаря такой точности обдирочной работы имеется воз-
можность совершенно отказаться от чернового шлифования шеек
и колен.
Принцип, положенный в основу только-что описанных станков,
применяется также в специальных станках для обточки контура
*Цек коленчатых валов (конструкция Меллинг). Такие станки при-
меняются некоторыми автомобильными заводами (в том числе ГАЗ).
Сравнивая идею устройства описанных станков с обычными, мы
Должны признать ее несомненное превосходство. Поэтому является
9
1 Такую схему работы иногда называют «схемой трех валов».
Соколовский, т. II. 1889.
129
chipmaker.ru
вопрос, нельзя ли распространить применение подобных же метл
дов и на более крупные валы. Основным препятствием являюТе'
здесь, несомненно, сравнительно малые масштабы производства эт/
валов, не позволяющие приобретать чрезмерно сложного и спецц?!
лизированного оборудования. Во всяком случае, попытки такогй
рода были сделаны. Такой станок был построен фирмой гц°
Crankshaft Со в 1917 г. для покрытия внезапно возникшей в связи
с войной большой потребности в коленчатых валах довольно круп.
ных размеров. Он предназначен для обточки мотылевых! шеек и
внутренности щек четырехколенчатого вала длиной 5,2 м с ра.
диусом могылей 280 мм при диаметре шеек 230 мм. Вес вала-,
около 7000 кг.1
В последнее время введено еще одно радикальное усовершен-
ствование в отношении обработки коренных шеек автомобильных
коленчатых валов. Вместо их обточки некоторые заводы начали
применять «круглое протягивание» этих шеек. При обра-
ботке коренных шеек коленчатого вала автомобиля новый метод
во многих случаях заменяет не только обточку, но даже черновое,
а иногда и чистовое шлифование. От такого метода можно ожидать
высокой производительности и всех преимуществ, вытекающих из
высокой стойкости протяжек по сравнению с другими инструмен-
тами. Заметим, что в данном случае протяжками обрабатываются
не только цилиндрические участки шеек, но и фасонные, как, на-
пример, маслосбрасывающее кольцо и галтели.
В. Шлифование автотракторных коленчатых валов и их отделка
Шлифовальные операции обычно следуют за токарными. В более
редких случаях шатунные шейки шлифуются без предварительной
обточки, что обусловливается желанием упростить технологиче-
ский процесс.
Шлифование коренных шеек разделяется на предварительное
и окончательное. Иногда вводятся три шлифовальные операции —
черновая до термической обработки и две чистовые после нее. При
обработке шатунных шеек стремятся по возможности концентриро-
вать шлифовальные операции и в некоторых случаях при тщатель-
ной обточке ограничиваются одним шлифованием после термиче-
ской обработки. Если шлифование шатунных шеек посизводится
без предварительной обточки, то такая возможность отпадает,
вследствие чего упрощение процесса в одном месте вводит его
усложнение в другом.
Шлифование как коренных, так и шатунных шеек почти всегда
производится поперечной подачей круга, имеющего ширину, равную
ширине шейки. 1 2 Только в случае более длинных шеек (авиацион-
ные и другие более крупные двигатели) иногда прибегают к ме-
тоду шлифования уступами. 3 ч
1 См. Технология машиностроения, вып. III, стр. 675.
2 Шлифование шеек коленчатых валов было одной из первых операции,
на которых начали применять метод поперечного шлифования.
ч См. рис. 203 е (том I).
130
Заметим, что при шлифовании поперечной подачей круг прихо-
ся править не только по цилиндрической поверхности, но и по
"рцам. Учитывая, однако, значительно больший допуск на длину
1 jiKH по сравнению с допуском на ее диаметр, правку торцов
производят значительно реже, чем правку по цилиндрической по-
‘.рхности. При правке торцов расстояние между ними берется рав-
ным наибольшему предельному размеру на длину шейки. В целях
' рлучения правильных скруглений (галтелей) кромки круга должны
управляться по радиусу при помощи специального приспособления.
Следует, однако, заметить, что иногда этого не делают, полагаясь
на то, что кромка круга быстро скругляется сама собой. При таком
методе работы радиусы галтелей для первых валов, шлифуемых
росле правки круга, получаются меньше, чем требуется по чер-
тежу- По мере срабатывания кромок круга эти радиусы постепенно
величиваются.
При шлифовании автотракторных валов обычно пользуются
станками, имеющими привод с обеих сторон. Станки, предназна-
ченные для шлифования шатунных шеек, имеют приспособление для
эксцентричной установки вала. Диаметры кругов получаются очень
большими (750—1000 мм), для того чтобы круг мог беспрепят-
ственно проходить между щеками колен.
Некоторые конструкции таких станков имеют два круга, что
позволяет шлифовать сразу две одинаково расположенные шейки.
Этим путем достигается значительное сбережение времени. При шли-
фовании почти всегда пользуются приборами для измерения на ходу.
После шлифования валы подвергаются дополнительной отделке
по методу «хонинг» 1 или при помощи абразивной бумаги. Часто
вводят две операции — сначала хонинг, а потом полировку бумагой.
Эти операции механизированы и выполняются на специальных станках.
Мы остановились на наиболее характерных операциях обработки
коленчатых валов автомобилей и тракторов. Кроме этих операций,
имеется ряд других, главным образом сверлильных и фрезерных.
Главнейшие отверстия, которые приходится сверлить в колен-
чатых валах, следующие: центральные осевые каналы в шейках,
отверстия во фланце для болтов, крепящих маховик, и смазочные
каналы.
Что касается сверления центральных каналов, то оно может
производиться различными методами. При массовом производстве
Для этой цели служат специальные двусторонние станки с несколь-
кими шпинделями с каждой стороны. Сверла направляются втул-
ками, укрепленными в приспособлении для зажима вала.
После окончания обработки вала производятся его зачистка и
снятие фасок на острых углах. Далее следует балансировка.
Вал, имеющий значительную длину и представляющий собой
Упругую систему, не может быть окончательно выбалансирован ста-
тИчески. Поэтому валы автомобилей всегда балансируют на спе-
циальных станках для динамической балансировки (Нортона, Ги-
щ°льта или других фирм).
См. рис. 236 (том I).
131
chipmaker.ru
После балансировки вал окончательно промывается, прИче
особенное внимание обращается на чистоту всех отверстий д?
смазки.
Г. Контроль автотракторных коленчатых вале в
Контролю подлежат как качество материалов, так и размеру
детали. Не ограничиваясь проверкой поковок, производят контрол? ।
твердости отдельных уже обработанных шеек вала.
Относительно проверки размеров следует указать, что здесь
контролируются те же элементы, как и при обмере крупных валов
но применяемые методы отличаются весьма существенно. Прежде
всего ватерпас, играющий столь большую роль при проверке парад,
дельности шеек крупных валов, здесь не применяется; вместо этого
вал устанавливается в специальные приспособления, смонтирован-
— г - " - ные на точных пли-
тах, и контролирует-
ся при помощи инди.
каторов и калибров,
Измерение диа-
метров шеек произ- |
Рис. 443. Приспособление для проверки
ради} сов колен.
водится скобами, ми-
крометрами или ин-
дикаторными прибо-
рами.
Длины чаще всего проверяются шаблонами. Таким же образом
контролируются правильность профиля различных заплечиков и вы-
точек на валу, толщина фланца и т. д. При пользовании шаблонами
большое значение имеет хорошее освещение. При всех промерах
удобнее всего, если вал покоится на двух подставках так, что его
легко поворачивать вокруг его оси.
Такие же подставки, но исполненные с большой точностью,
применяются и при производстве наиболее ответственных измере-
ний: круглоты шеек, их взаимной параллельности, а также радиус!
мотылей и взаимного расположения последних. |
Рис. 443 изображает приспособление для проверки радиусов мо-
тылей. Вал устанавливается в центрах В и С на плите А, а угло-
вое положение его фиксируется пробкой D, входящей в отверстие
во фланце; этим определяется расположение вала относительно
верхней плоскости плиты. На этой же плите установлены индика-
торы Е, G, Н и К, отрегулированные таким образом, что отсчет
«нуль» соответствует правильному положению шеек; отклонения
от нуля сразу показывают ошибки в размерах R (предполагается,
что диаметры всех шеек проверены предварительно). Вращая вал
на центрах и располагая индикаторы против шеек L, М, N, можно
проверить концентричность и круглоту последних.
Если плита имеет тщательно отделанную поверхность и линия
центров строго параллельна по отношению к ней, то, передвигая
подставку с индикатором по плите вдоль шеек, можно проверить
параллельность их между собой. Для шатунных шеек это следуй
елать по крайней мере в двух положениях вала под углом 90°.
Поворачивая вал в разные положения (перемещая пробку в дру-
отверстия фланца), можно проверить угловое расположение мо-
Гь1лей- Т°го же можно достигнуть, не ориентируясь на отверстия
о фланце, а опирая шейки поочередно на одну и ту же мерную
®одставку и наблюдая показания индикатора, штифт которого ка-
'•ается шейки, расположенной по другую сторону линии центров.
Такие отсчеты при разных положениях вала должны дать одина-
ковый результат; в противном случае необходимо будет признать,
чТо шейки расположены неправильно.
На рис. 444 показан прибор, позволяющий произвести несколько
проверок за одну установку вала. Вал кладется на две пары роли-
ков, укрепленных в стойках К и L, которые в свою очередь укре-
Рис. 444. Схема прибора для проверки коленчатого вала.
плены на плите А На той же плите смонтированы стойки В, С, D,
Ь. G, /, в пазах которых скользят калибры в форме ползунков.
При правильной установке вала по длине, которая определяется
планками М и N, закрепленными на стойке К и опирающимися с
одной стороны в заплечик у щеки, а с другой — во фланец, пол-
зунки должны свободно проходить между заплечиками всех дру-
гих шеек. Если какой-либо из этих ползунков не войдет на свое
Место, то это укажет на неправильное положение данной шейки.
Само собой разумеется, что до постановки в приспособление длина
Шеек (расстояние между заплечиками вала у щек) проверяется
обыкновенными предельными шаблонами.
На других стойках (F, Н, J) укреплены индикаторы. При их по-
мощи, вращая вал на роликах, можно убедиться в концентричности
Фланца (по диаметру и по торцу), а также в отсутствии боя на ко-
ронных шейках. Пользуясь индикатором, укрепленным на штативе,
перемещаемом по основной плите А, легко убедиться в правильно-
Сти положения осей и шатунных шеек (отсутствие перекоса по
отношению к оси вала). При помощи того же штатива с индика-
тором можно! вымолвить и некоторые другие проверки.
133
132
chipmaker.ru
ГЛАВА ПЯТНАДЦАТАЯ
ОБРАБОТКА ДЕТАЛЕЙ КЛАССОВ «КРЕСТОВИН» И
«РЫЧАГОВ»
1. КЛАССИФИКАЦИЯ „МНОГООСНЫХ ДЕТАЛЕЙ“
«Многоосными» мы назвали такиё детали,1 у которых основ-
ные операции заключаются в обработке нескольких поверхностей
вращения, определенным образом друг относительно друга распо-
ложенных и не лежащих на одной оси. К этой совокупности дета-
лей относятся следующие их классы: класс «эксцентричных дета-
лей», 1 2 класс «крестовин» (рис. 445) и класс «рычагов» (рис. 44G).
Первый из этих классов мы рассмотрели в предыдущей главе,
здесь же остановимся на деталях двух других классов, а также на
некоторых положениях, относящихся к обработке всех «многоос-
ных деталей». Прежде всего необходимо отметить, что многим де-
талям рассматриваемых классов свойственны некоторые элементы
обработки, присущие также и классам плоскостных деталей: «пли-
там», «бабкам» и т. д. Однако имеется признак, позволяющий отде-
лить оба рода деталей друг от друга. «Плоскостные детали» имеют
большие плоскости, являющиеся поверхностями прямолинейной
обработки, 3 которые служат сборочными базами и в большинстве
случаев также используются в качестве основных баз при установке
деталей на станках. При обработке «многоосных деталей» обычнс
используются другие базирующие поверхности: центровые углубле-
ния, цилиндрические и конические шейки, отверстия и т. д. Если
в качестве базирующих поверхностей используются плоскости, то
эти плоскости чаще всего являются обработанными торцами втулок,
бобышек и т. д. Иногда несколько бобышек, лежащих в одной пло-
скости, обрабатывается в один проход на фрезерном или плоско-
шлифовальном станке, но в большинстве случаев параллельно мо-
гут применяться и другие методы обработки. Пользование плоскими
обработанными участками в качестве вспомогательных баз, обратно,
очень характерно для деталей рассматриваемых классов (особенно
класса «рычагов»).
Ввиду большого разнообразия форм «многоосных деталей» мы
последовательно рассмотрим методы обработки наиболее характер-
1 См. главу 1, § 2, В.
2 См. рис. 419.
3 Обрабатываемые на строгальных, фрезерных или плоскошлифовальных
станках.
134
Рис. 445. Детали класса .крестовин».
Рис. 446. Детали клягга
Ленингр. индустриальный институт. Кафедра к р рычаги Классификация деталей Лист
________технологии машиностроения njiacv ronai и машиностроения 7
tfbix из них, стараясь на ряде примеров иллюстрировать соответ-
ственные планы обработки, а также наиболее интересные операции.
Наше рассмотрение мы начнем с класса «крестовин»; сюда отно-
сятся собственно крестовины, тройники, корпуса клапанов и кранов,
тронковые поршни и т. д. Детали этого класса характеризуются на-
речием нескольких поверхностей вращения, имеющих оси, перпен-
дикулярные или, в общем случае, расположенные под разными
углами, причем сами детали имеют конфигурацию, удобную для
обработки на станках типа токарных (револьверных, карусельных
и т. д.). Детали класса «крестовин» можно разбить на следующие
группы (вертикальные столбцы на рис. 445).
I Первую группу образуют «крестовины», у которых обра-
батываются наружные поверхности вращения либо наружные и вну-
тренние, причем эти поверхности не пересекаются (хотя бы оси их
и пересекались), а разделяются промежуточной частью.
Вторая группа — арматура и т. п. Здесь обрабатываются
в основном отверстия.
Наконец, третья группа — дезали в форме тронковых порш-
ней, у которых обрабатываются наружная поверхность вращения
и пересекающееся с ней отверстие.
Технология этих деталей состоит в основном в обработке на-
ружных, внутренних и торцевых поверхностей вращения при усло-
вии обеспечения взаимной перпендикулярности (или, в общем слу-
чае определенного углового расположения) этих поверхностей.
2. ОБРАБОТКА ДЕТАЛЕЙ КЛАССА „КРЕСТОВИН"
А. Обзор методов обработки крестовин диференциала1
Детали автотракторной промышленности: «крестовина диферен-
циала» и «поворотный кулак» являются весьма характерными пред-
ставителями класса «крестовин».
При обработке первой из этих деталей основной задачей
I является обеспечение перпендикулярности осей при сохранении
одноосности противолежащих пальцев. При этом оси всех пальцев
должны лежать в одной плоскости.
Другой интересной особенностью технологии крестовины дифе-
[ ренциала является влияние деформаций при ее термической обра-
I ботке на весь технологический процесс.
При закалке все детали более или менее изменяют свои размеры,
причем часто одновременно искажается и форма детали (коробле-
ние). 2 Обычно такое изменение формы легко исправляется при
шлифовании, и соответственные деформации приходится учитывать
главным образом повышением припуска под шлифование. Однако
в некоторых случаях повышение припуска не решает задачи, и при-
> При написании этого раздела нами использован материал, собранный
аспирантом ЛИИ И. М. Кабельскнм.
£ Правильным ведением процесса закалки и применением специальных
приемов можно значительно уменьшить коробление детали. Однако устранить
его вполне ббгчно не j дается.
бления для которых были засверлены
ходится принимать другие меры для того, чтобы парализовать
влияние коробления. Рассматриваемая нами деталь является очень
характерным примером такого рода.
На рис. 447 изображена крестовина диференциала. Четыре
пальца расположены радиально под углом 90" один к другому.
Ввиду того что на них насаживаются конические шестерни, нахо-
дящиеся в сцеплении друг с другом, строгое соблюдение перпен-
дикулярности совершенно обязательно.
Особенностью рассматриваемого технологического процесса
является то обстоятельство, что крестовина после черновой обработки
закаливается, в результате чего правильное взаимное расположение
пальцев нарушается. Если обточка производилась на центрах, углу-
I в торцах пальцев, причем
оси двух пар пальцев бы-
ли даже строго перпенди-
кулярны, то эта перпенди-
кулярность после закал-
ки может нарушиться.
Если шлифование выпол-
няется на тех же базах —
центровых углублениях, —
то очевидно, что пальцы
попарно будут иметь об-
щие оси, но эти оси не
будут перпендикулярны
друг к другу.
Наиболее прямой вы-
ход заключается, очевид-
но, в том, чтобы найти
методы термической об-
коробление детали. У Форда
Рис. 447. Крестовина диференииала.
работки, обеспечивающие наименьшее
(и у нас на ГАЗе), где крестовины делаются из хромистой стали,
применяют метод цианирования, при котором деформации получа-
ются незначительными и поверхность детали остается чистой. По-
этому механическая обработка (включая и шлифование) заканчи-
вается до термической обработки. В результате наличие такой тер-
мической обработки не влияет на ход обработки в механическом
цехе, и последняя производится таким образом, как будто терми-
ческая обработка совершенно не предусматривается.
При таких условиях план обработки штампованной и очищенной
(травление) заготовки получается следующим:
1) фрезерование концов пальцев;
2) центровка четырех пальцев, причем перпендикулярность осей
обеспечивается действием приспособления или расположением
шпинделей станка;
3) предварительное шлифование пальцев;
4) окончательное шлифование пальцев;
5) термическая обработка.
Возможны различные варианты этого плана. Например, опера-
ция первая может отпасть, операции вторая и третья могут соеди-
138
литься в одну, причем центровка и обточка производятся на одном
специальном станке. Шлифование, в особенности черновое, может
выполняться на бесцентровом станке. При некоторых конструкциях
крестовин необходимо обрабатывать центральное отверстие. В та-
ких случаях добавляются соответственные операции как до, так и
после термической обработки.
При других методах термической обработки и, в частности, при
обычно применяемой в тракторостроении цементации деформации
оказываются столь значительными, что пренебрегать ими оказы-
вается невозможным. Поэтому в таких случаях цементацию произ-
водят после обточки и до шлифования. Для создания же пра-
вильной базы обычно применяется вторичная центровка. Ввиду
того что цементированный слой не позволяет производить этой
поправки, места, где помещаются центровые углубления, оставляют
сырыми. Этого можно достичь, либо предохраняя их от цемента-
ции (например, покрывая слоем меди), либо срубая после термиче-
ской обработки специально оставленные для этого участки на кон-
цах пальцев (отделенные от самих пальцев глубокими выточками),
зачищая их торцы и центрируя их заново. В некоторых случаях
прибегают к правке после термической обработки.1
Другая автотракторная деталь — поворотный кулак — предста-
вляется не менее интересной. Однако недостаток места лишает нас
возможности привести анализ методов ее обработки.1 2
Б. Обработка корпусов клапанов и кранов3
В производстве арматуры приходится встречаться с большим
числом деталей, относящихся к классу «крестовин». В большин-
стве случаев эти детали имеют невысокую точность, но их формы
бывают довольно сложными, и они требуют применения некоторых
особых приемов для правильной постановки операций.
Прежде всего необходимо отметить то обстоятельство, что лишь
в сравнительно редких случаях все поверхности корпуса, имеющие
общую ось, удается обработать в один проход. Обычно различные
ступени отверстий, канавки, резьбу и т. д. приходится последова-
тельно обрабатывать несколькими инструментами. Отсюда широкое
использование в арматурном производстве револьверных и
револьверно-кар’усельных станков.
На таких станках корпуса клапанов могут закрепляться различ-
ным образом. При простых формах и небольших размерах во многих
1 Соответственные планы обработки см.: проф. В. М. Кован, Технология
автотракторостроения, Машгиз, 1938, стр. 332, 333; также: И. Я- Борисов,
Альбом технологических карт обработки тракторных деталей СТЗ и ХТЗ,
Главная редакция автотракторной литературы, 1935, стр. 185—189.
1 См.: И. Я. Борисов Альбом технологических карт обработки трактор-
ных деталей СТЗ и ХТЗ, Главная редакция автотракторной литературы, 1935,
стр. 164—169.
3 Об обработке клапанов см. также Machinery (Лондой), дек. 4, 1924,
стР- 301; янв. 30, 1936, стр. 521; февр. 6, 1936, стр. 549; февр. 13, 1936, стр. 581
° этих статьях приведен ряд примеров револьверных, расточных и других
операций.
13»
chipmaker.ru
случаях крепление осуществляется в кулачках американского па-
трона непосредственно за фланец. Обработав одну сторону, деталь
поворачивают на 180° и обтачивают другую сторону.
При второй установке корпуса, имеющие резьбу, иногда закре-
пляются на резьбо-
вых оправках (рис
448а).
Обработка отвер-
стий и фланцев,
расположенных под
углом 90° к ранее
обработанным, про-
изводится на угольни-'
ках. Соответственная
установка схемати-
чески показана на
рис. 448b. При кон-
Рис. 448. Две схемы установки корпусов клапанов, струировании Таких
приспособлений не-
обходимо обращать внимание, во-первых, на их уравновешивание
(балансировку), а во-вторых, на защиту рабочего от возможности
повреждения рук быстро вращающимся угольником и деталью.
Закрепление корпусов, имеющих несколько взаимно-перпенди-
кулярных отверстий, с большим удобством выполняется в спе-
циальных поворотных приспособле-
ниях. Одно из таких приспособлений, пред-
назначенное для крепления небольших кла-
панов простой формы, показано на рис. 449.
Оно представляет собой сильный двухкулач-
ный патрон, укрепляемый на планшайбе
(адаптере) токарного или револьверного стан-
ка при помощи фланца А. Обрабатываемая
деталь устанавливается между фланцами В
и С и закрепляется в любом из четырех ра-
бочих положений при помощи делительного
диска D.
При обработке более крупных кор-
пусов подобные приспособления получают
более сложную конструкцию. Рис. 450 по-
казывает разрез одного из таких корпусов и
соответственное приспособление. Обращаем
внимание и здесь на необходимость установки
Рис. 449. Поворотный
патрон для крепления
корпусов клапанов
простой формы.
предохранительного
кругового кожуха или какого-либо другого устройства, уменьшаю-
щего вероятность несчастных случаев во время работы. При
длинных корпусах свисающие их части приходится поддерживать
люнетами.
Методы установки корпусов клапанов на карусельных станках—
в общем те же, как и на револьверных. Более крупные корпуса ча-
сто обрабатываются на расточных станках, причем с успе-
хом используются поворотные столы. При обработке корпусов эна-
140
цительными партиями в некоторых случаях используют специальные
двух- и трехсторонние расточные станки.
На этих станках вся обработка может быть произведена
в одну установку и на одной позиции, что оченЬ заманчиво в тех
случаях, когда можно обойтись без смены инструмента. Если же,
как обычно, инструмент приходится сменять, то такие станки могут
оказаться даже менее производительными, чем револьверные и ка-
русельные, снабженные соответственными приспособлениями. По-
этому, прежде чем приобретать подобные станки, необходимо де-
тально спроектировать и
пронормировать техноло-
гический процесс.
При обработке более
мелких арматурных и им
подобных деталей с успе-
хом применяются обыкно-
венные достаточно жест-
кие и мощные верти-
кальные сверлиль-
ные станки,* 1 причем
на них выполняется не
только сверление, но так-
же расточка, наружная
обточка, облицовка тор-
цов, зенковка, нарезание
резьбы и различные дру-
гие операции. Ввиду низ-
кой стоимости сверлиль-
ного оборудования, а так-
же небольших размеров
занимаемого им места та-
кие процессы иногда ока- рис. 4jq_ Корпус клапана и приспособление
зываются очень рента- для gro обточки.
бельными, в особенности
при работах более грубого характера, подобных арматурной.
При такой обработке сверлильные станки обычно объединяются
в группы, причем для удобства передачи деталей со станка на ста-
нок столы последних соединяются стальными листами. 2 Обработка
ведется сначала на одном станке, потом на следующем и т. д.;
при этом очень важно обеспечить загрузку всех станков.
Сравнивая такую обработку на нескольких сверлильных стан-
ках с работой револьверного станка, можно заметить между ними
некоторую аналогию. Здесь повороты револьверной головки заме-
няются перемещениями детали от шпинделя к шпинделю. В одном
1 Ср. главу 11, § 4, Б. В некоторых случаях в арматурном производстве
применяются также различные специальные станки типа сверлильных (вертикаль-
ные и горизонтальные).
1 Ряд общих замечаний об организации таких технологических процессов
см. главу 4, § 3, В (том I, стр. 237—249).
141
chipmaker.ru
случае мы имеем концентрированный,
ванный план операций.
Во многих случаях оказывается
многошпиндельные f о л о в й
а в другом — диференциро-
целесообразным применять
и, причем иногда произво*
него отверстия, расточку и облицовку и даже наружную и вну-
треннюю обработку.
' Приводим вескотыко типичных примеров технологических про-
цессов рассматриваемого типа (габл 44 и рис. 451). Времена ука-
заны для инструментов из быстрорежущей стали.
Просматривая эту таблицу, можно убедиться, что во всех
случаях работа выполняется на четырех станках, соединенных
в группу, причем технологический процесс разбивается на четыре
Таблица 44
Обработка некоторых типичных деталей, выполняемая целиком на
сверлильных станках
дительность резко
П О Л тг л -Ч_
повышают, обрабатывая
сразу несколько
Другой метод повы-
i выполнении
заключается в применении раз-
инструментов, позволяю-
_________________; ступеней од-
детале й, помещенных в одном кондукторе, другой
шения производительности, широко используемый при
операций рассматриваемого типа, -
личных комбинированных v н j м снто
щих в один переход производить расточку нескольких
И2
Эскиз по рис. 451 № операций Наименование операций Специальные приспосо- бления и инструмент Материал, полное время обра- ботки
а 1 2 3 4 Сверление отверстия А Нарезание . А Сверление „ В Нарезание , В Ковкий чугун 1 мин.
ь 1 Сверление , Д Для операций 2-й—5-й Чугун Р/4 мин.
2 3 4 5 6 » . в Нарезание . В Сверление » С Нарезание „ С . А применяется угловое нриспособле 1иес уста- новкой детали по от- верстию А. Операции .’-я и 4-я, а также 3-я и 5-я совмещаются на одних и тех же станках
с d 1 2 3 4 1 Расточка и разбуровка от- верстия А расточка отвер- стия В, облицовка С, обточка поверхности О и облицовка Е, расточка отверстия F Нарезание диаметра D „ отверстия А . . F Расточка отверстия А Трехпозиционное по- воротное приспособле- ние и многошпиндель- ная головка; ступенча- тый зенкер для ра- сточки и облицовки, комбинированный ин- струмент для наружной обточки и облицовки Ковкий чугун 2 мин.
2 3 4 Обточка поверхности В Нарезание отверстия А Нарезание поверхности В Наружный зенкер с на- правлением Винторезная головка Чугун !’/< мин.
143
Продолжение
Эскиз по рис. 451 \° операций Наименование операций Специальные приспо- собления и инструмент Материал, полное ’ время обра. ботки
е 1 2 3 Облицовка фланца А и ра- сточка отверстия В Сверление отверстия С Зснкерование шести литых отверстий D в два перехода с поворотом детали Комбинированный ин- струмент для расточки и облицовки На операции 1-й рабо- тают параллельно два станка. Отверстие С сверлится при помощи переносной машинки. На операции 3-й при- меняется трехшпин- дельная головка Чугун 3 мин.
f 1 2 3 4 Расточка отверстия А Вытачивание канавки В в от- верстии А Нарезание отверстия А Сверление отверстия С и двух отверстий D Специальный инстру- мент с приводом от кулачка Угловой кондуктор и двухшпиндельная сверлильная головка Ковкий чугун 2 мин.
g 1 2 3 4 5 6 7 8 Расточка отверстий А и В Нарезание отверстий А и В Расточка отверстий С и D Развертывание отверстия С Сверление отверстия Е Нарезание . Е Сверление , F Нарезание „ F Угловой кондуктор Ст}пенчатый зенкер Чугун 2*/г мин.
h 1 2 3 Расточка отверстий А и В с поворачиванием приспособле- ния 5 раз Облицовка фланцев С и D и разбуровка(цилиндрическое зенкерование) отверстий А Нарезание пяти отверстий А Поворотное приспосо- бление и ступенчатый зенкер Комбинированный ин- струмент для разбу- ровки и облицовки, обеспечивающий со- блюдение определен- ного расстояния между поверхностями С и D Поворотное приспосо- Чугун 15 мин.
4 5 6 7 8 Зенкерование отверстий В Расточка отверстия В и об- лицовка фланца Н Расточка двух отверстий F Нарезание двух отверстий F Зенкерование семи литых отверстий G Поворотное приспосо- бление Комбинированный ин- струмент для расточки и облицовки Передвижное приспо- собление
144
ерании. В примере b четыре операции выполняются попарно на
станках, что возможно, так как на них используются одина-
SJebie инструменты (в одном случае сверло, в другом — метчик).
Таким образом и здесь используются только четыре станка. 06-
,аТно, в случае е на одной и той же операции (первой) заняты
параллельно два станка. В примерах g и Л обработка производится
Жгиями с перестройкой станков, причем деталь пропускается
через станки дважды. На такую перестройку обычно требуется
15 30 мин.
3. ОБРАБОТКА ТРОНКОВЫХ ПОРШНЕЙ 1
А. Общие данные о производстве тронковых поршней2
Поршни тронкового типа предназначаются для тех машин, ко
горне работают без крейцкопфа, причем шатун соединяется непо-
ср. дственно с поршнем. Главнейшие типы таких машин — это дви-
?тсли Дизеля, автомобильные моторы и различные другие двига-
тели внутреннего горения. Размеры тронковых поршней опреде-
ляются главным образом их диаметром и колеблются обычно в пре-
делах 60—600 мм, причем меньшие относятся к быстроходным
двигателям автомобильного типа, а ббльшие — к крупным дизелям.
Для обеспечения правильной работы поршня при его обработке
должны выдерживаться довольно жесткие . допуски. Рассмотрим
главнейшие из них сначала в применении к автомобильной и трак-
торной практике, т. е. для диаметров 70— 130 мм. Наружная
поверхность обрабатывается ступенчатой, причем ввиду боль-
шего нагрева поршня в верхней части диаметр здесь делается
меньше, чем в нижней. Поверхностью скольжения является нижняя
часть, прилегающая к поршневому пальцу, поэтому зазор между
цилиндром и поршнем определяется диаметром последнего именно
в 1той части. Сравнивая допуски различных заводов, можно заме-
тить, что при их выборе в указанных границах диаметров (70 —
1.10 мм) характер постановки производства и требуемая степень
гзаимозаменяемости играют значительно ббльшую роль, чем но-
минальный размер соединения. В среднем при обработке нижней
части принимают допуск 0,025 мм (0,001"), а в верхней, не касаю-
ьтейся стенки цилиндра, — значительно больший, до 0,075 мм
(0.003"). Если сравнить эти допуски с допусками для валов системы
ОСТ, то можно заметить, что первый практически совпадает с допу-
ском 2-го класса (0,02 — 0,027 мм) для диаметров 70 — 130 мм,
а второй — с допуском 3-го класса точности (0,06—0,08 мм). При
менее совершенной постановке производства часто не удается вы-
держивать достаточно узких допусков, и их значительно увеличи-
вают, широко используя подбор поршней по цилиндрам. При таких
1 Некоторые дополнительные данные об обработке тронковых поршней
Технология машиностроения, вып. V, главы 34 и 35. Там же приведены
►которые типичные планы операций (стр. 88).
5 Дисковые поршни паровозов, морских и стационарных паровых машин
11 т. п. относятся к классу «дисков»; см. главу 11.
1 ' <’<>к 'ювгг.ии. т. 11. ’ькч ld-5
chipmaker.ru
условиях в указанных границах диаметров допуск в нижней части
поршней иногда доводят до 0,05 мм (0,002") и более.
Поверхность рубашки часто выполняется конусной, причем ко-
нусность обычно принимается в пределах 0,013—0,04 мм (0,0005-.
0,0015") на диаметр.
Вторая посадка высокой точности — место соединения
поршня с пальцем. Сидит ли палец в поршне неподвижно
(имея движение в верхней головке шатуна) или, обратно, он вра-
щается, посадка здесь требуется исключительно высокой степени
точности. В противном случае все соединение быстро разрабаты-
вается. Обычный допуск в отверстии поршня — 0,01 л(м, а иногда
даже меньше (0,0003—0,0005"), что для диаметров 20—40 мм при-
близительно соответствует отверстию 1-го класса точности. Если
такой допуск выдержать не удается, точность понижают до
0,025 мм (0,001"), что приблизительно соответствует 2-му классу
ОСТ, прибегая к выборочной сборке. В некоторых (более редких)
случаях точность обработки еще понижают, что, конечно, затруд-
няет сборку.
Допуски на ширину канавок поршневых колец
выбираются около 0,025 мм (0,001"), что соответствует при данных
размерах приблизительно 3-му классу точности, хотя практика раз
ных заводов в этом отношении очень различна. Заметим, что раз-
личные канавки на одном и том же поршне часто выполняются
различных размеров.
Допуски на длины принимаются более грубые.- Обычно
выбираются допуски порядка 0,25, мм (0,01"), что соответствует
4-му классу ОСТ, хотя здесь встречаются частые отклонения как
в сторону сужения, так и в сторону расширения. Расстояние между
торцами приливов для пальца выполняется приблизительно с той
же степенью точности. В тех случаях, когда в поршень запрессовы-
ваются втулки, требуется еще меньшая точность в величине этого
расстояния.
Что касается операционных припусков и допусков, то некоторые
данные о них будут приведены ниже, при описании соответствен-
ных операций.
Обработка крупных поршней (например, для дизелей) произво
дится по допускам приблизительно тех же классов точности, как и
поршней более мелких. Здесь практика различных заводов разнится
еще больше. Выполнение точной посадки пальца при больших раз-
мерах затруднено более, чем при малых, и в этих случаях иногда
намеренно вводят посадку'пальца на конус, допускающую некото-
рую ручную подгонку.
Кроме допусков на диаметры и длины, в поршне должны быть
соблюдены некоторые допуски на углы. Главнейшим из них яв-
ляется допуск на перпендикулярность оси пальца
к оси поршня. Мы не будем останавливаться на вопросе о
связи между этими допусками и работой шатунного механизма.
Заметим только, что соблюдение перпендикулярности указанных
осей является одним из основных требований, предъявляемых к
технологическому процессу механической обработки поршня.
146
Относительно числовых значений допустимых отклонений от
перпендикулярности приводим данные автомобильной практики.
Различные заводы указывают эти отклонения в пределах 0,1—
а 5 ММ на Длину в 1 м’ чт0 соответствует показаниям приборов, на
которых проверяется перпендикулярность пальца к оси поршня,
0 02-—0,05 мм (измерение производится на значительно более корот-
ких плечах, чем 1000 мм).
Рис. 452 показывает типичную конструкцию тронкового поршня.
Его внутренняя поверхность в большинстве случаев не обрабаты-
вается, но снаружи он обтачивается со всех сторон. Обработке
подлежат: нижний торец А, поясок В, наружная цилиндрическая
поверхность С, донышко D, канавки для поршневых колец Е, от-
верстие под палец F и внутренние торцы приливов для пальца G.
Кроме того сверлятся различные отверстия, и некоторых кон-
струкциях вводится еще ряд дополнительных
обработок.
Механическая обработка чаще всего начи-
нается с подрезки нижнего торца А и расточ-
ки пояска В. В дальнейшем эти поверхности
принимаются за базы, и от них производятся
все установки. Иногда в первую очередь обра-
батывают другие поверхности.
Общее число операций, на которое раз-
бивается обработка поршня, очень различно
и зависит от конструкции поршня, налич-
ного оборудования и, наконец, от организа-
ции технологического процесса, принятой на
заводе.
Рис. 452. Тронковый
поршень.
Б. Базы и исходные операции при обработке тронковых Норшней
Поршень тронкового типа представляет собой тонкостенную и
неустойчивую отливку, к качеству обработки которой тем не менее
предъявляются высокие требования. При таких условиях устано-
вление плана операций и выбор баз становятся очень ответствен-
ными задачами, в значительной степени предопределяющими успех
или неуспех дела, причем неудивительно, что в разное время раз-
ными лицами эти задачи решались» по разному. Приведем главней-
шие варианты основных операций, так как именно на такой обще-
известной детали, как поршень, особенно полезно произвести их
сравнение и детальный разбор.
Наиболее значительной обрабатываемой поверхностью в данном
случае является наружная. Получить ее достаточно точной с одной
Установки, очевидно, невозможно, так как после грубой обточки ее
необходимо еще точить начисто, шлифовать и т. д., что не может
быть выполнено на одном станке. Кроме того, как мы уже упоми-
нали, после обдирки часто производится отжиг. Зажим за наруж-
на поверхность, по крайней мере при чистовой обработке, оче-
видно, невозможен, так как эту поверхность необходимо обраба-
тывать за один проход. Крепление же за внутреннюю необработан-
* 147
chipmaker.ru
ную поверхность не обеспечивает возможности точной повторно^
установки на разных станках. Поэтому при обработке поршця
обычно вводятся вспомогательные базы, позволяющие производить
все установки с наибольшим удобством. Чаще всего за них прини-
маются (рис. 452): нижний торец поршня А совместно с расто-
ченной на небольшой длине внутренней поверхностью рубашки в
(поясок) и центровое углубление Н, засверленное в донышке
поршня.
Необходимо заметить, однако, что эти три поверхности не могут
быть обработаны одна независимо от другой. Для правильной ори-
ентировки поршня в приспособлениях достаточно первых двух по-
верхностей (А и В), центровое же углубление является дополни-
тельной базирующей поверхностью и должно быть обработано в
точном согласии с двумя первыми базирующими поверхностями.
В противном случае нажим центра деформирует поршень, и полу-
чение точных результатов станет невозможным. При обработке
поршней небольшой длины обходятся совершенно без центровки,
обеспечивая прижим детали к заточке приспособления другими
средствами. При таком методе работы избавляются от необходимо-
сти производить центровку и от указанных неприятностей, связан-
ных с неправильным положением центра.
Необходимо оговориться, что встречаются планы операций, при
которых упомянутыми поверхностями как вспомогательными базами
не пользуются, но все же редко обходятся, не используя их так
или иначе для крепления детали при ее обработке.
При составлении плана операций следует помнить, что оконча-
тельно отделанные поверхности должны быть правильно располо-
жены относительно черных поверхностей, остающихся необработан-
ными. Внутренняя поверхность поршня обычно не подвергается
обработке, и предыдущее общее требование сводится к двум сле-
дующим:
1) наружная цилиндрическая поверхность рубашки должна
быть концентрична с внутренней;
2) толщина дна поршня должна иметь"*определенную величину.
План операций и установление баз в значительной степени
определяются первой .операцией. Перечислим некоторые типичные
исходные операции при различных планах операций.
1. Обточка поршней в четырехкулачном па-
троне с независимыми кулачками. Поршень зажи-
мается открытым концом наружу и выверяется в кулачках по вну-
тренней поверхности, причем шпиндель вращают от-руки. После
установки протачиваются торец и поясок. Описанный метод приме-
няется при индивидуальном произведшее небольших поршней и
требует известной квалификации токаря. Положение обрабатывае-
мой детали вдоль оси обычно не проверяется, и толщина дна уста
навливается путем промеров во время обработки. Если поршень
имеет большую длину, то его свисающий конец необходимо под-
держивать дополнительно.
2. Крепление в универсальном двух- или трех-
кулачном патроне. Самым естественным способом крепления
14В
пршней небольших размеров (например, автомобильных) при про-
' чке пояска представляется установка их в кулачки американского
Г трОна до упора поверхностью дна в планшайбу. Такой метод дей-
ствительно применялся и применяется рядом заводов, но хорошие
| Результаты он может дать только при очень точном литье, при
определенной толщине дна поршня в отливке и при полной кон-
центричности черных наружной и внутренней поверхностей.
Иногда, стремясь несколько уменьшить влияние ошибок в литье и
одновременно облегчить поршень, растачивают его рубашку из-
нутри. Конечно, такая расточка возможна на сравнительно неболь-
шой длине (не далее приливов для пальца).
3. Автоматическая установка по внутренней
поверхности. Желая без выверки обеспечить одинаковую тол-
щину стенок готового поршня при неточной отливке, прибегают к
различным средствам. Самое простое заключается в том, что, взяв
поршень со стороны днища в кулачки самоцентрирующего патрона,
открытый его конец центрируют при помощи конуса, укрепленного
на револьверной головке. Такой метод, очевидно, гарантирует до-
стижение равностенности у свободного конца поршня; что же ка-
сается части его, занятой кольцами, то здесь центрирование произ-
водится от наружной поверхности, а следовательно, постоянство
толщины стенок ничем не обеспечивается. При описанном методе
установки за исходную операцию, очевидно, принимаются расточка
пояска и подрезка торца.
При желании обеспечить постоянство толщины стенок по всей
длине поршня, приходится прибегать к различным разжимным
оправкам, центрирующим поршень по его вну-
тренней поверхности.
Наиболее распространенным методом закрепления поршня при
первой операции является пользование оправками с шестью паль-
цами. При этом пальцы, ближайшие к планшайбе, располагаются
под углами 120° один к другому, а более удаленные — так, как
позволяют приливы на внутренней поверхности поршня. Положе-
ние поршня вдоль оси определяется упором на торце оправки, бла-
годаря чему обеспечивается определенная толщина донышка.
При работе на оправке, закрепленной в шпинделе, кажется
естественным в первую операцию производить обточку наружной
поверхности и проточку дна, расточку же пояска относить во вто-
рую операцию, где за базу можно принять обточенную наружную
поверхность. Однако в действительности такими оправками поль-
зуются во всех случаях, когда в первую операцию обтачивается
наружная поверхность, когда обтачивается поясок и подрезается
торец и, наконец, когда эти операции полностью или частично со-
вмещаются. Для возможности расточки пояска оправку приходится
Удлинять, относя поршень дальше от планшайбы, чтобы подвести
разцы с внутренней стороны. Иллюстрируем все сказанное приме-
рами. 1
1 Некоторые конструкции разжимных оправок для поршней см. Технология
«ашипостроения, вып. V. рис. 1020—1025.
149
r.ru
На рис. 453 изображена операция наружной обточки, совмещен-
ной с расточкой пояска и выполняемой на полуавтоматическом
многорезцовом станке фирмы Гейнеман (Heinemann). Высота цен.
тров этого станка равна 250 мм, расстояние между центрами —.
1160 мм. На нем можно обтачивать детали диаметром до 480
Мощность мотора — 20—25 ЛС. В данном случае обрабатывается
чугунный поршень двигателя Дизеля. Для закрепления порщНя
служит разжимная оправка, приводимая в действие от пневматиче-
ского цилиндра, расположенного сзади в линию со шпинделем
Рис. 453. Обточка поршня двигателя Дизеля на разжимной оправке.
станка. Ввиду того что при закладке поршня заднюю бабку прихо
дится передвигать приблизительно на 400 мм, это передвижение и
закрепление бабки выполняются также от пневматического при-
вода. Все управление зажимными устройствами сводится к мани-
пулированию тремя воздушными клапанами.
Для засверливания центрового отверстия в этом случае служит
специальное электрическое сверлильное приспособление, которое
устанавливается на место' заднего центра. После замены этого при-
способления центром можно приступать к обточке.
Резцы на переднем супорте протачивают наружный диаметр Р,
и в то же время другой резец, закрепленный в специальном копир-
ном приспособлении, протачивает коническую поверхность дна
150
пщня. По окончании работы передних резцов вступают в дей-
n2Le задние канавочные резцы, а также растачивается поясок при
с1мощи дополнительного супорта, помещенного на передней сто-
п не станка слева. Этот супорт приводится в действие от-руки
Р сле того как излишек металла снят другими резцами. Головка
начисто при помощи фасонного резца. В следующую
Грацию поршень помещается между центрами, для чего в его
«крытый конец вставляется донышко. Поводок захватывает
поршень за выступы для пальца. Так как дно поршня уже обто-
чено, то здесь остается отделать только наружную его поверхность
и канавки для колец. Все резцы, применяемые при этих операциях,
изготовлены из твердого сплава.
Снятие больших стружек требует солидного закрепления
поршня. При установке его на пояске и при значительной длине
поршня предпочитают поддерживать его свисающий конец при по-
мощи центра. Для этого поршень необходимо процентровать.
Центровое углубление обычно засверливается в специальном при-
ливе, который впоследствии удаляется. Иногда приходится произ-
водить центровку только для возможности установки поршня в
центрах шлифовального станка. В таких случаях поршень центри-
руется после обточки.
Центровка может производиться на токарном (револьверном)
или на сверлильном станке. При этом поршень либо закрепляется
на оправке, и центровка совмещается с первой операцией, либо он
останавливается на ранее проточенном пояске;
закрепляют в американском или пружинном
б проточенную наружную поверхность.
При расточке пояска в первую операцию, в случае закрепления
иногда, однако, его
патроне, приняв за
поршня в кулачках, когда он повернут донышком в сторону шпин-
деля (см. выше), центровка должна производиться в следующую
перацию (с установкой по пояску). Иногда приходится прибегать
к центровке сквозь шпиндель, для чего внутри пустотелого шпин-
Леля станка помещается специальный сверлильный шпиндель.1
В. Обточка наружной поверхности и донышка
Поименованные поверхности иногда обтачивают на разжимных
оправках в первую операцию, но чаще применяют другой метод
обработки: в первую операцию подреза‘ют торец и растачивают
поясок, а обточку верха и донышка производят позднее. При этом
Рачительно упрощаются все приспособления.2 Здесь возможно
применение нескольких вариантов закрепления поршня. Наиболее
обычный вариант, позволяющий при желании обходиться совер-
'‘енно без центровки, заключается в том, что сквозь шпиндель
1 См. Технология машиностроения, вып. V, рис. 1028.
1 Из предыдущего ясно, что в большинстве случаев без разжимной
правки обойтись нельзя ни при каком плайе операций. В числе преимуществ
We йе дне го метода работы следует считать возможность некоторого облегчения
’ОЧ:труКции этой оправки и лучшее ее использование, так как, очевидно, опе-
^чия расточки пояска занимает значительно меньше времени, чем основная
151
chipmaker.ru
станка пропускается тяга с проушиной на конце. Поршень своим
пояском устанавливается на кольцевую заточку на планшайбе |
притягивается упомянутой тягой за специальный штырь, пропуще1г
ный сквозь проушину и отверстие для поршневого пальца. Тяги
приводится в действие от маховичка па заднем конце станка либо
от пневматического поршня.
На рис. 454 приведен пример обточки довольно крупного
поршня двигателя Дизеля (диаметром 400 мм). Обработка начи-
нается с центровки 1, после Чего подводится центр, зажатый в ре-
вольверной головке '2. Далее обтачивается цилиндрический прилив
вокруг центра, для чего пользуются резцом, зажатым в квадратной
головке бокового супорта 3. Затем поворачивают револьверную го-
ловку и надвигают опору 4 на только-что обточенную шейку. Как
162
!_оказано на рисунке, поддерживающая оправка срезана с /одной
фороны, благодаря чему резцы могуг подходиЬэ ближе к оси вра-
щения. Имея такую опору, обтачивают наружный диаметр при по-
лоши того же резца 5. Фасонная обточка дна производится также
роковым супоргом, для чего на нем имеются специальные салазки 6
I роликом, скользящим по копиру, прикрепленному к револьвер-
ной головке. Черновая прорезка канавок для колец и снятие фаски
производятся при помощи специальной оправки 7, закрепленной в
роковом супорте. Как видно из описания, центром пользуются
щлько для того, чтобы проточить цилиндрический выступ на
конце поршня, после чего устойчивость сообщается при помощи
этого выступа, вращающегося в люнете.
Чистовая обточка производится при подобной же настройке.
Здесь поддержка достигается при помощи люнета 8, в котором
вращается все тот же выступ. Резец при этом применяется такой
ке, как 3. Чистовая обточка канавок производится при помощи
.ругой державки, но того же типа 7. В конце обработки выступ
срезается при помощи отрезного резца 9.
В тех случаях, когда поршень зацентрован, можно обойтись
иез специального крепления его к планшайбе, так как давление
центра обычно оказывается достаточным для удержания его на
-аточке и обеспечения равномерного нажатия. Однако это требует,
чтобы центровка была строго согласована с положением заточки
и в то же время производилась предварительно. Если предполо-
жено центровать на том же станке, на котором производится
обточка, и лишь после этого подводить центр, то крепление при
помощи поперечного штыря приходится сохранять.
Мы привели ряд примеров обработки поршней. Встречаются
шкже попытки выполнять эти операции вполне автоматически,
। ристроив к полуавтоматам магазинную подачу. Однако такая
практика пока не нашла широкого применения, и при больших вы-
пусках обычно предпочитают переходить к обработке на много-
шпиндельных полуавтоматах
Для обточки автомобильных поршней в массовом производ-
тве широко применяются горизонтальные шестишпиндельные по-
луавтоматы Бэрд (Baird США). Такими станками пользуются
также и на ГАЗе при обработке поршней типа Форда. На различ
। ых заводах применяются различные настройки; мы приводим
Десь лишь одну из них, обеспечивающую весьма высокую произ-
водительность. 1
Поршни были отлиты из алюминиевого сплава следующего
состава: алюминий — 87,00/?; медь — 9,25—10,75%; железо — до
*': (максимум); марганец — 0,15—0,35'Ll кремний — до 0,50”?.
•вердость по Бринеллю Н в =95—126.
1-я позиция — загрузка. Поршень доставляется к станку
с расточенным пояском и грубо расточенным или отлитым отвер-
гнем для пальца. Крепление производится обычным способом при
• 1 American Machinist, т. 74, стр. 903, т. 76, стр. 264 (статьи А. Гвяздов
С1гого).
153
.ru
помощи сквозной тяги и поперечного штыря. Центровка здесь пол
ностью устранена.
2-я позиция (рис. 455):
а) черновая обточка наружного диаметра от дна до центра
отверстия для пальца; *| i
б) черновая обточка донышка;
Рис. 455. План обработки автомобильного поршня на станке Бэ:
в) черновая прорезка канавок для колец.
Для оброчки применены резцы из карбида вольфрама, для
прорезки канавок — стеллитовые.
3-я позиция:
а) окончание черновой обточки наружной поверхности;
б) вторичная проточка участка между канавками.
Оба перехода производятся продольной подачей резцами из
карбида вольфрама.
154
4-я позиция:
а) чистовая обточка донышка;
б) снятие фасок у верхнего и нижнего гребней.
После того как резец дойдет до центра,/он отходит от поршня
а 1,5 мм и возвращается назад, не касаясь дна поршня. Резцы--
стеллитовые. Работают поперечные салазки.
5-я позиция:
а) чистовая обточка наружной поверхности;
б) чистовая обточка промежутков между кольцами.
Обточка производится продольным движением резцов. Резцы —
Стеллитовые.
6-я позиция:
а) обточка рубашки поршня на конус;
б) чистовая проточка канавок и выступов между ними.
Для продольной обточки применены стеллитовые резцы, а для
канавок — резцы из быстрорежущей стали. В конце хода резец
отходит от поверхности поршня на 1,5 мм и возвращается в исход-
ное положение.
Полное время обработки поршня — 26 сек. Первоначально ста-
нок был настроен на бблыпие скорости подачи, поэтому время
обработки сводилось к 13 сек. Однако после испытания в работе
режим пришлось понизить, что повлекло за собой увеличение вре-
мени до указанного значения.
На ГАЗе при обработке поршней типа Форд А на данной опе-
рации работают два шестищпиндельные станка фирмы Бэрд. Все
резцы, кроме черновых канавочных, — из победита; канавочные —
из быстрорежущей стали.
Кроме многошпиндельных горизонтальных полуавтоматов для
обточки поршней иногда используются и вертикальные, хотя глав-
ной областью применения станков последнего типа являются более
крупные детали.
Г. Чистовая обработка поршней
Первой чистовой операцией является повторная обточка откры-
того конца поршня, причем ей подвергаются как торец, так и поя-
сок. Точность первого важнее, чем точность второго, так как
именно правильность торца обеспечивает правильность положения
оси отверстия для пальца. Поэтому иногда ограничиваются по-
правкой торца поршня, производя ее на плоскошлифовальном
станке.
Необходимо, однако, оговориться, что хотя повторная обра-
ботка нижнего конца поршня очень повышает вероятность дости-
жения хороших результатов при чистовой обработке и к ней при-
бегают во многих случаях, все же эту операцию нельзя считать
безусловно необходимой, так как часто обходятся без нее, обеспе-
чивая получение надлежащей точности другими средствами.
Крупные поршни (например, двигателей Дизеля) и в настоя-
щее время, при отсутствии в мастерской больших шлифовальных
Станков, отделываются на токарных. Такая практика была распро-
155
странена и в автомобильной промышленности в первые годы ее
существования, причем некоторые заводы упорно держались ме-
тода чистовой обточки, считая его лучшим по сравнению со шли-
фованием. Применяя резцы хорошего качества, удавалось работать
со значительными скоростями при малых глубинах резания и по-
дачах, обеспечивая этим достижение удовлетворительных резуль-
татов как в смысле точности, так и в отношении экономичности.’
Метод чистовой обточци поршней хотя и давал в отдельных
случаях удовлетворительные результаты, но в общем постепенно
вытеснялся шлифованием. Введение тонкой обточки вновь
создало благоприятные условия для использования токарного
резца при чистовых работах. В настоящее время этот метод полу-
чил широкое применение, в особенности при обработке алюминие-
вых поршней.
Шлифование порш-
н е й является наиболее ча
сто применяемым методом
для чистовой отделки их
наружной поверхности. При
этом шлифование произво-
дят как на центровых, так и
на бесцентровых станках.
Крупные поршни шлифу-
ются только по первому из
этих способов. Установка
Рис. 456. Приспособление для шлифования
поршней двигателя Дизеля.
обычно производится при помощи специального зацентрованного
донышка, входящего в заточку открытого конца поршня (поясок),
и центрового углубления, засверленного в приливе на днище
поршня. При этом поводковое устройство выполняется таким обра-
зом, чтобы всю боковую поверхность поршня можно было про-
шлифовать в одну установку.
Рис. 456 изображает приспособление для установки на станке
поршня двигателя Дизеля диаметром 500 ин при его шлифовании.
Здесь применена специальная оправка В, проходящая с зазором
сквозь донышко А, вставленное в открытый конец поршня, при-
чем она вращается на поршневом пальце С. Поршень со’ вставлен-
ным в него приспособлением ставится в центра станка и выве-
ряется при помощи индикатора по чисто обточенной наружной
цилиндрической поверхности. Это достигается при помощи четы-
рех болтиков D, позволяющих сдвигать поршень относительно
оправки, для чего между оправкой и донышком предусмотрен
зазор 0,8 мм; после выверки эти болтики закрепляются. Подобные
оправки применялись для поршней диаметром 300—600 мм.
Выверка, по ранее обточенной наружной поверхности нена-
* В прежнее время у Форда поршни отделывались таким образом, причем
на некоторых его заводах эта практика держалась долгое врсм. См. American
Machinist, т. 52, стр. 679; Machinery (Лондон), 6 окт. 1927, стр. 4. Оригиналь-
ный способ отделки алюминиевых поршней мотоциклов при помощи специаль-
ных широких резцов, поставленных наклонно к направлению подачи, приме
нялся фирмой BSA; см. Технология машиностроения, вып. V, стр. 41.
156
дежна,1 вследствие чего на некоторых заводах такая практика за-
менена следующим методом работы (рис. 457). Поршень устанавли-
вается в центрах, причем гнездо переднего центра сделано пере-
движным. Здесь А — донышко, центрирующееся по расточенному
пояску (в данном случае расточка коническая). Ползун В, в вы-
ступе которого засверлено центровое углубление, передвигается
ври помощи установочных винтов С. Все устройство удерживается
на месте при помощи крючкообразных болтов D, притягиваемых
гайками F.
Рис. 457. Установка поршня двигателя Дизеля на шлифовальном станке,
при чем за базу принято отверстие для пальца.
Другой частью устройства является скалка Е, плотно входящая
ь отверстие пальца. Для пропускания головок болтов D в ней сде-
лан паз К, препятствующий одновременно их вращению при за-
винчивании гаек. Сама установка производится при помощи инди-
катора. Если ось поршня точно перпендикулярна к оси пальца, то
очевидно, что при повороте его на 180е индикатор в момент сопри-
косновения с другим концом скалки покажет тот же самый
отсчет, как и в первом положении. В противном случае ось вра-
щения перемещают относительно поршня, регулируя положение
переднего центра при помощи винтов С. По окончании выверки
ползун закрепляется па месте при помощи болтов G, а скалка Е
1 При только-что рассмотренном плане операций перпендикулярность оси
поршневого пальца к оси поршня обеспечивается трлько тщательностью пред-
варительной обработки Шлифование не только не повышает точности в этом
отношении, но даже понижает ее, внося дополнительную погрешность, обусло-
вливаемую несовершенством выверки поршня на шлифовальном станке. Удо-
влетворительные peзvльтaты, достигаемые при пользовании таким методом,
объясняются лишь тем, что базирующая наружная цилиндрическая поверхность
имеет большую длину. Заметим, что здесь наружная поверхность исполь-
зуется как проверочная база.
157
r.ru
вынимается, после чего оказывается возможным приступить
к шлифованию.
Шлифование алюминиевых поршней представляет известные
затруднения, так как при этом на поверхности часто остаются ца-
рапины. Во избежание этого, помимо выбора кругов надлежащей
твердости и зернистости, необходимо следить за тем, чтобы
в охлаждающей жидкости не содержалось свободного шлифую-
щего вещества. Для этого ее необходимо тщательно фильтровать
и время от времени заменять новой.
Шлифование иногда производится на одном и том же станке
начерно и начисто, но чаще его разделяют, оставляя на чистовой
проход около 0,05 мм.
Увеличение производственных заданий заставило искать путей
для повышения производительности также и шлифовального про-
цесса. Кроме подбора, надлежащего качества кругов и выбора пра-
вильного режима резания, большое внимание обращают и на сокра-
щение ручного времени. Здесь имеют значение конструкция при-
способлений для установки и прочее оборудование станка.
Следующее средство для повышения производительности —
это автоматизация процесса установки деталей на станок. Имеется
несколько приспособлений этого рода, являющихся различными
вариантами одного и того же принципа магазинной подачи.
Необходимо заметить, однако, что все только-что упомянутые
устройства, предназначенные для повышения производительности,
не получили большого распространения, и радикальное преобразо-
вание процесса шлифования автомобильных поршней было до-
стигнуто лишь путем применения бесцентровых шлифо-
вальных станков.
Как известно, при бесцентровом шлифовании положение оси
детали не может быть исправлено, если эта ось при обточке при-
няла неправильное направление. Сохраняется то положение оси,
которое она получила при токарной обработке. С этим обстоятель-
ством необходимо считаться при составлении плана операций.
Иногда, желая наверняка получить определенное положение оси,
черновое шлифование производят в центрах, передавая на бесцен-
тровый станок лишь окончательную отделку. Другой путь для до-
стижения той же цели — это применение на бесцентровом станке
специального приспособления.
Бесцентровое шлифование поршней производится чаще с попе-
речной подачей круга. Поршень вводится между кругами, затем
эти круги сближаются, и происходит шлифование. После того как
подвижной круг дошел до упора, поршень должен еще вращаться
в течение определенного промежутка времени, отсчитываемого
по специальному секундомеру; затем круг отводится, и поршень
выталкивается под действием выбрасывателя. В некоторых случаях
все движения круга происходят автоматически, и роль рабочего
сводится к закладыванию и выниманию поршней. Ширина кругов при-
близительно равна длине шлифуемой части поршня, причем для полу-
чения различных диаметров по этой длине круги правятся уступами,
для чего станки снабжаются специальными приспособлениями.
153
Во избежание деформаций рубашки поршня при бесцентровом
шлифовании внутрь поршня иногда вставляют пружинную вилку,
касающуюся поверхности рубашки в трех точках, благодаря чему
жесткость последней сильно увеличивается. Имеются две такие
пружины: одна находится внутри шлифуемого поршня, а вторая
в это время вставляется в следующий по порядку.
Как мы уже говорили, шлифуется обыкновенно боковая поверх-
ность поршня, причем иногда целиком (на несколько ступеней),
иногда же лишь в нижней трущейся своей части. В последнем
случае верхняя часть отделывается путем обточки.
В некоторых случаях шлифуют также и дно поршня.1 Эту опе-
рацию можно производить на плоскошлифовальных станках разных
типов. Иногда для этого пользуются шлифовальными дисками.1 2
В тех случаях, когда на донышке имеется прилив для центра,
его в конце процесса обработки, но до зачистки дна, необходимо
удалить. Для этого чаще всего пользуются револьверными стан
ками, зажимая поршень за наружную поверхность в патроне той
или иной конструкции. Иногда предпочитают этот прилив снять на
сверлильном станке при помощи подрезки (облицовочной зен-
ковки). Последняя направляется кондукторной втулкой, в то время
как поршень устанавливается в правильное положение в специаль-
ном зажиме.
Д. Обработка канавок для поршневых колец и снятие выемок
около пальца («холодильников»)
Прорезка канавок обыкновенно производится одновременно
с обработкой наружной поверхности поршця. Часто эта операция,
как и наружная обточка, разбивается на черновую и чистовую.
F> некоторых случаях прорезку канавок (особенно чистовую) вы-
деляют в' отдельную операцию, выполняемую после чистовой
обточки. При прорезке канавок очень важно устранение всякой
продольной игры, для чего иногда эту операцию переносят на то-
карный центровой станок даже в тех случаях, когда обточка ве-
лась на револьверном. Обычно все канавки прорезаются одновре-
менно набором резцов. Чаще всего эти резцы выбираются типа,
применяемого на многорезцовых токарных станках, имеют точную
толщину и отделяются друг от друга мерными прокладками.
При обработке более крупных (дизельных) поршней для чи-
стовой отделки канавок часто применяют резцы с прорезью, ре-
гулирующиеся по ширине.
Относительно размеров чистовых канавочных резцов необхо-
димо заметить, что при назначении их ширины приходится счи-
1 Чистота поверхности дна поршня имеет значение для предохранения его
от нагара при эксплоатации двигателя. Замечено, что нагар легче образуется
на неровной, чем на гладкой поверхности.
Кроме шлифования, для отделки донышка алюминиевых поршней приме-
нялся также метод вальцовки роликами. Прн этом одновременно металл уплот-
нялся и устранялись неплотности, вызывавшие просачивание газа.
2 См. главу 16, § 5, Д.
159
chipmaker.ru
таться, с одной стороны, с возможностью разбивания канавки,
а с другой — с износом резца. Например, изготовляя резец раз-
мером б + °’01 мм и допуская на разбивание и на износ по 0,01 мм,
можно гарантировать ширину канавок в пределах 6,02 и 5,99 мм',
т. е. изготовлять их размером 6 too? мм.
При обработке автомобильных поршней довольно широко при-
меняется вальцовка канавок (burnishing). После чистовой отделки
резцом с припуском по ширине 0,02—0,03 мм в канавки вводятся
стальные ролики, свободно насаженные на своих осях, ю ~орые
при вращении детали уплотняют металл на обеих сторонах этих
канавок.
На некоторой длине наружной поверхности поршня, с двух его
противоположных сторон, в местах, прилегающих к пальцу, сни-
мается небольшой слой металла в форме лунок. Эти выемки
(«холодильники») делаются для того, чтобы избежать опасности
защемления поршня, имеющего склонность несколько раздаваться
при работе в направлении осн пальца. В алюминиевых поршнях,
отливаемых под давлением, эти выемки обычно получаются уже
в литье, при поршнях же, отлитых из чугуна (а иногда и при алю-
миниевых), их приходится получать путем механической обработки,
снимая с каждой стороны 0,25—0,40 мм.1
Е. Обработка отверстия для поршневого пальца
Основное требование к данной части технологического про-
цесса механической обработки тронкового поршня — это достиже-
ние перпендикулярности оси отверстия для пальца к оси поршня.
Рассматриваемая обработка всегда разбивается на несколько опе-
раций, размещаемых в различных пунктах по ходу технологиче-
ского процесса. Первые из них являются черновыми, причем чер-
ные отверстия обычно получаются уже в литье, но часто их
сверлят и в целом металле. При последних чистовых операциях
отверстию сообщаются окончательный размер и точное напра-
вление.
Существуют два принципиально различные метода обработки
отверстия для пальца: на станках с вращающимся инструментом
и на станках типа токарных, в которых вращается обрабатываемая
деталь.
Наиболее простым методом работы в первом случае является
выполнение всех операций на обычных вертикальн о-с в е р-
лильных станках в соответственных кондукторах, причем ,
здесь точность обеспечивается исключительно
этими кондукторами. За базу принимается чаще всего поя-
сок, но иногда предпочитают устанавливать деталь по наружной
поверхности, избегая введения вспомогательной базы и связанных
с этим дополнительных погрешностей. Однако при таком способе
закрепления следует больше опасаться деформаций детали, так как
1 См. Технология машиностроения, вып. V, стр. 50—53, там же приведены
рисунки приспособлений.
160
жесткость поршня в направлении, перпендикулярном к его оси,
значительно меньше, чем в продольном.
Рис. 458 изображает кондуктор, служащий для сверления отвер-
стия под палец в алюминиевом поршне. Здесь кольцо G центри-
рует поршень по пояску, и в то же время виблок /, отжимаемый
пружиной Н, служит для того, чтобы поршень занял правильное
'угловое положение в отношении приливов для пальца. Сам виблок
не может повернуться благодаря шпонке К и не может выпасть
благодаря штифту J, упирающемуся в прилив
Поршень крепится при помощи поперечины В и уравновешиваю-
щего рычага А. Болт С удерживает поперечину на месте.
Кондукторная втулка Е сделана съемной, входящей в другую
втулку D. Это позволяет работать последовательно несколькими
Рис. 458. Кондуктор для сверления отверстия под палец в автомобильном
поршне.
инструментами. При пользовании задними направляющими (при
расточке) в нижнее отверстие также запрессовывается втулка.
В некоторых случаях поршень поддерживается центром.
В приведенном случае сверление и расточка отверстий в обоих
приливах производились насквозь с одной стороны. Для
обеспечения правильного положения оси ввиду большой длины
берштанги при расточке необходимо пользоваться нижней напра-
вляющей, вверху же направление может осуществляться также
либо кондукторной втулкой либо, при тшательной установке при-
способления на станке и высокой точности последнего, непосред-
ственно подшипниками шпинделя.- Такое двойное направление,
очевидно, может быть осуществлено* только при расточке уже
имеющегося отверстия. При сверлении же в целом металле прихо-
дится пользоваться лишь верхней направляющей, вследствие чего
при сверлении нижнего прилива длинное сверло оказывается
лишенным надежного направления, что замедляет работу и увели-
Соколовский, Т. II. 1иъе 161
r.ru
чивает опасность увода как этого сверла, так и всех последу к ицщ
инструментов в сторону.1
Простейшее средство для устранения указанного недостатка —
это сверление с двух сторон с переворотом
поршня в приспособлении на 180 . Такой способ работы,
действительно, иногда применялся, по он несколько кропотлив',
<ак как обеспечение совпадения осей обоих отверстий требует, при-
менения некоторых специальных приемов. Кроме того он хорошо
применим только для сверления, расточка же и развертывание
обычно производятся с одной стороны на сверлильном или токар-
ном станке.
В целях повышения производительности сверление иногда про-
изводилось на многошпиндельных станках. При этом приспособле-
ния помещались на передвигающемся столе, и в то время, как один
комплект поршней устанавливался, другой сверлился, благодаря
чему уменьшалось вспомогательное время.
Другой метод повышения производительности, в то же время
устраняющий упомянутые выше затруднения, связанные с односто-
ронним направлением длинного сверла, — это одновременное
сверление поршня с двух сторон на двухшпин-
дельном станке. Здесь чаще применяются горизонтальные
типы станков, но встречаются и вертикальные. Часто таким мето-
дом производится не только сверление, но также расточка и раз-
вертывание. Одновременная работа двух инструментов при боль-
шой жесткости их закрепления сильно повышает производитель-
ность и делает описываемый метод наиболее удобным для мас-
сового производства. Для сокращения вспомогательного времени
и здесь применяются различные передвижные и поворотные при-
способления, позволяющие производить установку одного ком-
плекта деталей, в то время как другой обрабатывается. 1 2 * * s
Крупные автомобильные заводы чаще всего применяют именно
такой метод работы, причем сверление (или черновая обработка
зенкером — при литых дырах), затем чистовая расточка и, наконец,
развертывание производятся на одном и том же станке, в котором
одновременно работает несколько пар шпинделей. Поршни кре-
пятся к барабану, вращающемуся вокруг горизонтальной (иногда
вертикальной) оси, и последовательно занимают положения,
соответствующие: загрузке, сверлению (обработке зенкером),
чистовой расточке и, наконец, развертыванию. Крепление поршней
производится в специальных быстродействующих приспособлениях,
причем за базу чаще всего принимается поясок. Заметим, что такие
станки работают как полуавтоматы, т. е. в них все движения авто-
матизированы, и рабочему приходится только заменять расточен-
ные поршни новыми.
1 Последнее обстоятельство Объясняется тем, что при уводе сверла в сто-
рону припуск на последующую расточку получается с разных сторон не оди-
наковым, вследствие чего нагрузка на резцы и вызываемые ею деформации бор-
штанги также будут не одинаковыми.
s Описание станка Натко см. сборник «Современные американские станки
в автотракторном производстве», ч, 4, Госмашметиздат, 1932, стр. 11.
162
На ГАЗе рассматриваемая операция выполняется на таком
станке фирмы Натко (Natco) (поршни алюминиевые типа Форд А).1
Обработка производится на трех позициях (четвертая — загрузка):
1-я позиция — раззенковка литого отверстия спиральным
тикером до диаметра :
2-я п оз и ц и я — расточка двумя последовательно работающими
, „ . о,уе2(/'
резцами (с каждой стороны) до диаметра
3-я позиция — развертывание до диаметра 0,997".
В дальнейшем отверстие подлежит расточке алмазом до
О,у995,/
диаметра
Одновременная обработка отверстия с двух сторон имеет,
однако, и некоторые недостатки. Точность здесь всецело зависит,
во-первых, от точности довольно сложного приспособления и, во-
вторых, от диаметра разверток. При несколько различных диаме-
трах обеих одновременно действующих разверток легко получается
перекос, т. е. ось пальца оказывается не перпендикулярной к оси
поршня. Поэтому за состоянием станка и инструмента в данном
случае необходимо иметь самое бдительное наблюдение, проверяя
поршни на специальном приспособлении.
Стремление избавиться от затруднений, связанных с указанным
обстоятельством, заставило конструировать станки, в которых бы
сверление и расточка производились с двух сторон, а развертыва-
ние — с одной насквозь.
При расточке отверстия для пальца в крупных поршнях (напри-
мер, дизельных) чаще всего пользуются горизонтальными
расточными станками (так называемыми «столиками»). При
этом чисто обточенный, но не шлифованный поршень либо кладут
горизонтально в виблоки либо устанавливают вертикально на
своем торце с центровкой по пояску. В первом случае необходимо
соблюдать большую осторожность, чтобы избегнуть деформаций
при затяжке крепительных планок, во втором крепление произво-
дится с двух сторон длинными болтами и планками за днище или
за канавки для колец. При хорошем состоянии станка можно обой-
тись без всяких кондукторных втулок, направляя борштангу
с одной стороны в шпинделе, а с другой — в обычном люнете.
Если станок неточен, то необходимо применять двустороннее
направление борштанги, а связь между нею и шпинделем осуще-
ствлять при помощи шарнира Гука.
Укажем на одну конструктивную особенность кондукторов для
расточных станков. Для возможности вынимания зенкера или раз-
вертки сквозь переднюю направляющую втулку2 диаметр послед-
ней должен быть сделан больше диаметра инструмента, вследствие
чего направляющая часть борштанги не может войти в обрабаты-
ваемое отверстие. Последнее обстоятельство при значительной
1 Описание подобного же станка фирмы Хофер см. упомянутый сборник
’Современные американские станки в автотракторном производстве», ч. 4. стр. 17.
4 Передней здесь названа втулка, ближайшая к шпинделю станка
163
chipmaker.ru
Длине этого отверстия заставляет относить направляющую далеко
ог обрабатываемой детали, что понижает жесткость и увеличивает
размеры всего устройства. Поэтому часто направляющие втулки
делают съемными, и при выведении инструмента из приспособле-
ния они выходят вместе с этим инструментом. При такой конструк-
ции диаметр направляющей может быть меньше диаметра инстру.
мента, и, следовательно, все упомянутые неудобства отпадают.
В ответственных случаях рекомендуется, не полагаясь на точ-
ность приспособлений, всегда проверять при помощи индикатора
перпендикулярность оси борштанги к наружной поверхности
поршня. Для этого индикатор крепится к борштанге, и сравни-
ваются его показания при двух положениях этой борштанги: под
углом 180° одно к другому. Штифт индикатора при этом должен
касаться поверхности поршня.
Значительно проще, чем на сверлильных и расточных станках
можно достичь высокой точности при обработке отверстия под
палец на станках с вращающейся деталью (токарных,
револьверных и т. п.). Правда, применение этого метода ограничи-
вается поршнями сравнительно небольших размеров, так как в про-
тивном случае операцию приходится выполнять на крупных стан-
ках, что редко может оказаться рентабельным. При небольших
поршнях эта операция легко производится на токарных и револь-
верных станках, имеющих такие же размеры, как и на соседних
операциях.
Сравнивая работу на револьверных станках с ранее рассмотрен-
ной обработкой на сверти тьных, мы .можем констатировать сле-
дующие преимущества токарного метода. Все приспособления
оказываются более простыми, причем во многих случаях удается
совершенно избавиться от передних направляющих втулок.1
Недостатками рассматриваемого метода по сравнению с работой
на сверлильных станках является большая стоимость оборудования
и большее занимаемое им место, а следовательно, и более высокая
стоимость одного машино-часа. Это обстоятельство и побуждает
в некоторых случаях применять обработку на сверлильных станках
даже и при небольших партиях. В массовом производстве обычно
предпочитают применение специальных многошпиндельных станков,
работающих вращающимися инструментами, подобно упомянутым
выше.
Приведем два примера операций на револьверных станках, при-
чем попутно опишем также соответственные приспособления и
инструмент.
Рис. 459 изображает расточку под палец довольно большого
дизельного поршня (диаметром 400 мм) на револьверном станке
Герберт № 20. В эту же операцию производится подрезка приливов
для пальца изнутри. Здесь за базу принята наружная поверхность,
1 Передней втулкой при токарных работах будем считать ту, которая рас-
положена между обрабатываемой деталью и супортом, а задней — помещенную
в шпинделе станка или в патроне по другую сторону детали. В данном случае
применение передних втулок необязательно, хотя иногда и встречается. Цель
их использования — повышение жесткости системы.
161
(1 поршень устанавливается при помощи виблока, укрепленного на
планшайбе станка. В продольном направлении положение поршня
фиксируется при помощи упора, видимого на чертеже.
Последовательность обработки следующая:
1 — черновая расточка двумя двусторонними резцами; бор-
штанга имеет заднюю направляющую;
2 —черновая подрезка изнутри при помощи оправки с двумя
резцами на боковом супорте;
3 — такая же чистовая обработка двумя другими резцами;
4 — чистовая расточка при помощи оправки, подобной /;
5 — развертывание ножами, зажатыми в общей оправке.
Рис. 459. Расгочка отверстия для пальца в порш' е двигателя Дизеля на боль
шом револьверном станке.
В тех случаях, когда растачивается поршень, ранее просверлен-
ный на другом станке, установку его (в отношении разворота во-
круг его оси) приходится производить, ориентируясь на просвер-
ленное отверстие. Рис. 460 дает представление о подобном приспо-
соблении. Здесь порш/ень плотно входит в закаленную втулку и
зажимается при помощи шайбы (А и накладки В. Скалка С прохо-
дит сквозь две направляющие втулки и через оба просверленные
отверстия в приливах; после закрепления поршня эта скалка вы-
нимается.
Ж. Чистовая обработка отверстия для пальца
Мы уже указывали, что отверстие для пальца должно быть
выполнено с исключительно высокой степенью точности как в смы-
165
еле соблюдения допусков на величину диаметра, так и в отноше-
нии перпендикулярности оси отверстия к оси поршня. Соблюдение
этого соотношения зависит главным образом от последней расточ-
ной или шлифовальной операции, что же касается допуска на
диаметр, то он сравнительно легко может быть соблюден при вве-
дении дополнительных обработок в виде ручного развертывания,
протягивания или хонинг-процесса.
Рассмотрим наиболее характерные отделочные операции.
Машинное развертывание после чистовой расточки
само по себе редко обеспечивает достижение требуемой точности.
Ручное развертывание часто вводится как одна из
последних операций. Обычно развертка вращается от механиче-
ского привода, а поршень наса-
живается на нее вручную, при-
чем от вращения он удержи-
вается соответственными на-
правляющими. Часто при ма-
лых выпусках развертку про-
сто закрепляют в вертикальном
положении, а поршень вращают
и подают вручную, поместив
его в соответственный держа-
тель (например, деревянная
рамка с рукоятками).
Иногда в целях лучшего
обеспечения перпендикулярно-
сти оси отверстия к оси порш-
ня производят ручное развер-
тывание с направлением. Ко-
нечно, это в значительной сте-
пени понижает значение опе-
Рис. 469. Оправка для установки поршня рации как калибровочной.
по ранее просверленному О1верстию. Протягивание или
прошивание, как известно,
являются простыми и дешевыми методами калибровки отверстий.
Главнейшим препятствием для широкого их применения в данном
случае является недостаточная жесткость обрабатываемой детали.
Стенки поршня легко деформируются под давлением инструмента,
в результате чего получается неточное отверстие. Деформации де-
тали могут быть значительно уменьшены, если применить зажим-
ное приспособление специальной конструкции, при которой обра-
батываемый поршень плотно входит в отверстие массивной разрез-
ной пружинящей втулки и зажимается в ней под действием
эксцентрика; эта втулка не дает ему возможности раздаваться под
действием прошивки.
Что касается самого инструмента, то обычно он имеет форму
сравнительно коротких прошивок, проталкиваемых при помощи
пресса, или более длинных, протягиваемых на протяжном станке.
В некоторых случаях пользуются прошивками совсем без зубцов,
и вся операция принимает характер «прогладки» отверстия,
166
Отделка отверстий в автомобильных поршнях при помощи х о-
н и н г-п р о ц ее с а применялась несколькими фирмами, по не по-
дучила распространения, невидимому, главным образом из-за боль-
шого расхода брусков, обусловливаемого их быстрым износом
вследствие малых размеров инструмента. С другой стороны, раз-
витие метода тонкой расточки в последнее время направило мысль
технологов по иному пути и замедлило экспериментальную работу
в других направлениях.
Внутреннее шлифование довольно широко применяется
при' обработке крупных поршней, так как позволяет легче достиг-
нуть правильного положения оси пальца, чем какой бы то ни было
другой метод (кроме тонкой расточки). Станки обычно применя-
ются планетарного типа, причем поршень чаще всего ставится вер-
тикально на тщательно обработанный торец и расточенный поясок
и притягивается болтами, пропущенными через плитку, опираю-
щуюся на его днище.1
Шлифование отверстий в мелких поршнях (автомобильных
и т. п.) распространения не получило.
Тонкая расточка в настоящее время имеет наибольшее
«цело сторонников1 2. Очень существенное ее преимущество перед
большинством других методов — это ничтожная величина давле-
ния, оказываемого резцом на обрабатываемую деталь. Последнее
обстоятельство позволяет закреплять поршень при расточке очень
слабо, что избавляет от каких-либо затруднений, связанных с де-
формациями детали. В силу сказанного тонкая расточка всегда
вводится как одна из последних операций, и при этом не прихо-
дится опасаться, что после нее какие-либо другие размеры ока-
жутся искаженными.
При тонкой расточке целесообразно за базу принимать не поя-
сок, а боковую поверхность поршня, так как благодаря этому
устраняется ошибка, вызванная введением вспомогательной базы.
При обработке крупных поршней тонкая расточка пока приме-
нения не получила.
Операция тонкой расточки иногда разбивается на два пере-
хода — черновой и чистовой. В одном случае при расточке алю-
миниевого автомобильного поршня алмазом на станке Эксцелло
(Ех — Cell — О) снималось 1,5 мм по диаметру, причем на чисто-
вой проход оставалось 0,15—0,20 мм. Число оборотов шпинделей
равнялось 3600 об./мип. Подача при черновом проходе принима-
лась равной 0,1 мм, а при чистовом — 0,05 мм. 3
3. Различные операции
Приливы для пальца тщательно облицовываются с внутренней
стороны, причем они должны быть подрезаны перпендикулярно
к его оси. Расстояние между обработанными таким образом тор-
1 Т. е. так же, как и на расточном станке.
2 О тонкой расточке см. главу 10, § 2 (том. I).
3 Краткое описание специального шестишпиндельного станка для тонкой
расточки отверстий в поршнях см. Технология машиностроения, вып. V. стр. 70.
Рис. 461. Приспособление для подрезания приливов
поршня на сверлильном станке.
цами этих приливов должно иметь определенное значение, и кроме
того необходимо сохранить их симметричное расположение отно-
сительно оси поршня. При расточке на токарном станке эта опера-
ция выполняется без особого труда путем введения оправки
с двумя резцами в пространство между приливами и затем под-
резки последних при помощи поперечного движения супорта или
вспомогательных салазок на револьверной головке.
При работе на сверлильных станках такой метод применен быть
не может, и здесь предпочитают производить облицовку много-
зубцовыми «обли- •
цовками» (торцевые
зенковки), подавае-
мыми в направлении
оси. При этом оправ-
ка свободно вводит-
ся в отверстие порш-
ня, проходя также
сквозь, зенковку. По-
следняя тем или
иным способом за-
крепляется на оправ-
ке, и работа заканчи-
вается после подачи
шпинделя на требуе-
мую глубину. Оправ-
ка при этом работает
в направляющих.
Для того чтобы
снять поршень, зен-
ковку приходится
отъединить от оправки и, вынув последнюю, удалить из поршня.
Эта необходимость вкладывания и вынимания инструмента избе-
гается при конструкции приспособления по рис. 461. Здесь зен-
ковка А помещена в половинчатом подшипнике В и приводится
во вращение при помощи оправки С. Шпиндель станка подается
до упора, после чего оправка вынимается, и поршень переворачи-
вается для подрезки второго прилива.
При некоторых конструкциях поршней оказывается возможным
фрезеровать приливы концевым цилиндрическим фре-
зером небольшого диаметра, расположенным параллельно оси
поршня и подаваемым в направлении, перпендикулярном к этой
оси. При установке поршня на столе фрезерного станка необхо-
димо предусмотреть устройство, ориентирующее его относительно
оси пальца.
Все описанные методы пригодны доя производств небольшого
объема, при больших же выпусках они оказываются малопроизво-
дительными, и тогда чаще всего рассматриваемую операцию про-
изводят также на фрезерных станках, но не концевыми, а диско-
выми фрезерами, закрепляя их в особом. выносном приспо
соблении.
1€8
Одно из таких приспэсоблений показано на рис. 462. Оно уста-
новлено на небольшом горизонтальнофрезерном станке и состоит
из виблока А для удержания обрабатываемой детали, пробки В,
входящей в отверстие пальца и устанавливающей поршень в пра-
вильном угловом положении, прижима С, действующего от ку-
лачка D, и специального выносного привода к фрезерам. Послед-
ний связан со шпинделем станка, причем передача движения к фре-
Рис. 462. Приспособление для фрезерования приливов внутри поршня.
зерам Е производится через шестерни F и G. Весь привод заклю-
чен в кожух, надеваемый па хобот станка. Фрезерование произво-
дится при горизонтальной подаче стола. В данном случае за базу
была принята наружная поверхность поршня. Если принять за базу
поясок, то приспособление получает несколько иное расположение.
Иногда вместо зубчаток фрезер приводится в движение при по-
мощи цепной передачи.
В некоторых конструкциях автомобильных поршней в отверстия
Для пальца впрессовываются бронзовые втулки. Трудность этой
169
r.ru
операции заключается в легкой деформируемости поршня и в
необходимости обеспечения надежного направления самих вт,
лок.1
При выполнении поршней из алюминия приходится считаться
с его большим коэфициентом расширения от теплоты. Для того
чтобы избежать опасности от заедания, не увеличивая в. то же
время чрезмерно зазора между цилиндром и поршнем, в последнем
прорезается косой шлиц (около 1,5 мм ширины), позволяющий ему
несколько сжиматься при нагревании. Такая операция может вы-
полняться на обыкновенном фрезерном станке.
При массовом производстве для этой операции применяются
специально приспособленные вертика чыюфрезерные станки, рабо-
тающие по методу непрерывного фрезерования. Здесь дисковая
пила диаметром 130—200 мм при толщине около 1,2 мм быстро
вращается в горизонтальном положении, а поршни, размещенные
также горизонтально на круглом столе, при вращении последнего
последовательно проходят мимо этой пилы. 1 2
Расположение и количество отверстий, которые требуется про-
сверлить в поршне, всецело зависят от его конструкции.
При выполнении сверлильных операций применяются различные
остроумные приспособления, описывать которые мы, однако, ли-
шены возможности по недостатку места.3
И. Контрольные операции
Для контроля размеров автомобильных, тракторных и им по-
добных поршней сконструировано много остроумных приспособле-
ний, из которых мы опишем лишь некоторые, представляющие бо-
лее общий интерес.
Главнейшие размеры и соотношения, которые приходится кон-
тролировать, следующие: наружный диаметр (в нескольких, обычно
трех, местах по высоте поршня), длина поршня, толщина донышка,
расстояние осн отверстия для пальца до верхней поверхности до-
нышка, 4 расстояние между торцами приливов для пальца и распо-
ложение этих приливов относительно оси поршня, ширина, глубина
и расположение канавок для колец, диаметр отверстия для пальца,
перпендикулярность оси этого отверстия к оси поршня и перпен-
дикулярность канавок для колец к топ же оси. Кроме того часто
проверяется толщина стенок в разных точках по окружности, хотя
применение раздвижных оправок, базирующих поршень по вну-
тренней поверхности, казалось бы, обеспечивает достижение равно-
стенности. Измерение диаметра пояска производится с большой
1 Приспособление для запрессовки втулок см. Технология машиностроения,
вып. V, рис. 1075.
2 См. Технология машиностроения, вып. V, рис. 1076 и 1077.
3 Описание некоторых сверлильных операций см. Технология машинострое-
ния, вып. V, стр. 78.
4 Этот размер определяет высоту компрессии при работе двигателя п пол-
жен быть выдержан с определенной степенью точности
170
тщательностью, хотя этот размер в готовом поршне не играет ни-
какой роли.1
Вес поршней тщательно проверяется, так как даже небольшая
;1азница в их весах вызывает резкое ухудшение уравновешивания
быстроходного двигателя и вследствие этого неспокойную его ра-
боту. В некоторых случаях (например, у поршней авиационных дви-
гателей) проверяется плотность донышка, что производится путем
гидравлического испытания.
Наружный диаметр измеряется несколькими методами.
Для этой цели служат: калиберные кольца, предельные скобы,
обыкновенные и снабженные индикатором микрометры, а также
различные индикаторные приборы. Применение последних является
особенно типичным для данной операции, и в настоящее время они
приняты на большинстве заводов, изготовляющих легкие двигатели
массовым порядком. Ценность этого метода состоит в том, что он,
во-первых, позволяет получать очень точные отсчеты при мини-
мальной затрате времени и, во-вторых, дает не пределы, в кото-
рых заключается определяемый размер, а абсолютное значение по-
следнего, что в данном случае имеет большое значение (для целей
сортировки). Кроме того, пользуясь индикаторным прибором, можно
одновременно проверить степень овальности поршня, что при бо-
лее грубых промерах скобами оказывается очень затруднительным.
Простейшие индикаторные приборы позволяют одновременно
промерять лишь один диаметр. При этом поршень кладут на сто-
лик прибора, а штифт индикатора располагают сверху. Для изме-
рения одновременно нескольких диаметров применяют подобные
же приборы, но снабженные несколькими индикаторами.
Для достижения лучших условий работы поршня в цилиндре
часто прибегают к сортировке поршней. Наиболее обычна разбивка
па 5 (до 7) групп.
Диаметр отверстия для пальца контролируется предель-
ными пробками. Здесь также применяется метод подбора пальцев
к поршням, причем достигают высокой степени точности посадки.
Значительно большие трудности представляет контроль пер-
пендикулярности оси пальца к оси поршня. Здесь
применяют два принципиально различные метода, из которых пер-
вый состоит в том, что поршень устанавливается на те же (вспо-
могательные) базы, которыми пользовались при его обработке,
пцичем отдельно проверяется положение как пальца, так и наруж-
ной поверхности относительно этих баз. Второй метод заклю-
чается в непосредственной проверке положения отверстия относи-
тельно наружной поверхности поршня. Совершенно очевидно, что
второй способ проверки обеспечивает достижение большей точно-
сти, так как при нем приходится считаться с ошибкой одного
промера, в то время как в первом случае погрешность измерения
равняется сумме неточностей двух отсчетов.
Рис. 463 дает представление о простейшем способе проверки
1 Правильность диаметра пояска очень существенна, так как последний
служит базой для целого ряда операций, и ортибки в этом размере отразятся
па точности других соотношений, важных для правильной работы детали.
171
параллельности оси отверстия и плоскости торца. Очень часто эта
контрольная операция принимается за
перпендикулярности осей отверстия
равнозпачущую с проверкой
и самого поршня, но такое
предположение является обо-
снованным только в том слу-
чае, если метод обработки
поршня безусловно гаранти-
рует достижение перпендику-
лярности наружной поверх-
ности и торца. В противном
случае необходимо введение
еще одной проверки для
установления существования
этой перпендикулярности.
Сущность рассматриваемой
операции состоит в том, что
в отверстие для пальца
Рис. 463. Проверка параллельности оси от- вставляется плотно пригнан-
верстия в поршне и его нижнего торца, ная к нему оправка С, при-
чем сам поршень А своим
торцом В устанавливается на плите. Пользуясь штативом с ин-
дикатором (см. рис. а), измеряют расстояния точек D и Е от
плиты и по разности отсчетов определяют наклон оси. Оче-
видно, что точность промера увеличивается при увеличении длины
оправки. Вариант этого метода показан на рис. Ь. Здесь расстоя-
ние о г оправки до плиты про-
меряется при помощи предель-
ного калибра К. При проверке
крупных (дизельных) поршней
ю же расстояние может быть
промерено штихмассом. При
всех этих промерах необхо-
димо следить, чтобы поршень
плотно прилегал к плите, для
чего его придерживают рукой
или прижимают специальной
планкой, касающейся поршня
в точке L.
Конструкции других при-
способлений, служащих для не-
посредственного контроля па-
раллельности осей, основаны
на применении индикаторов.
Индикатор закрепляется на
Рис. 464. Индикаторное приспособление
для проверки перпендикулярности оси
отверстия под палец к оси поршня.
конце штыря, входящего до
vnopa в отверстие для пальца в поршне таким "образом, что его
штифт касается поверхности поршня (рис. 464). Вводя штырь
с другой стороны, наблюдают разницу показаний индикатора. При
перпендикулярных осях эта разница должна равняться нулю. При
установке индикатора по эталонному поршню можно ограничиться
172
одним отсчетом. Существуют и еще более совершенные приспо-
собления. 1
Кроме контроля размеров, в механическом цехе всегда произ-
водится взвешивание поршней. При этом поршни при-
близительно одинакового веса собираются вместе, образуя не-
сколько различных групп. При сборке все поршни одного мотор.э
должны принадлежать к одной группе. Во избежание путаницы
поршни маркируются знаком весовой группы, причем часто здесь
>ке производится и сортировка по диаметрам; другое клеймо обо-
значает номер размерной группы. Таким образом поршни сорти-
руются по двум признакам, и в конечном счете подбор их при
сборке представляет известные затруднения.
Вследствие сказанного было бы очень желательно иметь все
поршни одинакового веса (в пределах допуска). Этого можно
достигнуть только путем введения специальной операции — при-
ведения всех поршней к одинаковому весу. На ГАЗе для этой
цели применяется специальный станок, работа которого состоит
в следующем. Поршень сначала взвешивается на обыкновенных
весах, причем определяется избыток веса по сравнению с задан-
ным. Затем поршень закрепляется на станке, который растачи-
вает его изнутри, снимая металл со специально оставленных для
этой цели приливов. Получающаяся при этом стружка падает на
чашку особых весов, гирька которых устанавливается в соответ-
ствии с определенным, как было только-что указано, избытком
веса. Лишь только вес снятой стружки достигнет требуемой вели-
чины, чашка весов опускается, и работа станка автоматически
прекращается. При таком методе все поршни получаются практи-
чески одинакового веса.
Другой характерной операцией, с которой приходится иногда
встречаться при обработке ответственных поршней авиационных
и других моторов, является гидравлическое их испы-
тан и е. Обычно поршень устанавливается на стол приспособле-
ния открытым концом книзу, под который подкладывается рези-
новая шайба, причем прижим осуществляется винтом, нажимаю-
щим на дно поршня через посредство особой перекладины. От-
верстие для пальца заглушается плотно входящей в него оправ-
кой. Вода подается из-под низу внутрь поршня под давлением
10 ат и выше. Иногда таким же образом производят и воздуш-
ную пробу, причем наружная поверхность поршня смазывается
маслом, и о неплотности судят по пузырькам, образующимся на
ней. 2
4. ОБРАБОТКА РЫЧАГОВ И ШАТУНОВ
А. Замечания об обработке деталей класса «рычагов»
К рассматриваемому классу относятся собственно рычаги,
шатуны, тяги, серьги, балансиры и т. д.
1 Прибор фирмы Уэйн см. Технология машиностроения, рып. V, рис. 1091.
г Описание некоторых приспособлений для гидравлического испытания
поршней см. Технология машиностроения, вып. V, рис. 1093 и 1094.
173
r.ru
Детали класса «рычагов» представляют собой совокупность
нескольких втулок, соединенных стержнями, не обработанными
вовсе (например, штампованные шатуны автомобилей), либо обра-
ботанными с низкой степенью точности. «Рычаги» (рис. 426)
можно разбить на рычаги простые, имеющие обработан-
ные параллельные отверстия (или вообще поверхности вращения),
и иа рычаги сложные, в которых отверстия располагаются
под различными углами. Шатуны образуют особую группу дан-
ного класса.
Главной трудностью при обработке «рычагов» обычно является
обеспечение определенного взаимного расположения обрабатывае-
мых поверхностей вращения (главным образом отверстий) в
условиях значительного удаления осей друг от друга и недоста-
точной устойчивости соединительных стержней.
Если рычаг имеет жесткую конструкцию, причем отверстие в
его ступице значительно превосходит по размерам отверстие в
головке, то обработку рычага чаще всего производят сначала,
как «втулки» (принимая за таковую его ступицу), на станке типа
токарного, а затем, используя обработанное отверстие и торец
этой ступицы как базу, переходят к обработке головки. Послед-
нюю обработку можно производить также на токарном станке,
сажая рычаг обработанным отверстием на палец, эксцентрично
укрепленный на планшайбе, либо передавать на сверлильный,
расточный или фрезерный станок, где деталь остается неподвиж-
ной, а вращение сообщается инструменту.
По мере того как увеличивается расстояние между осями от-
верстий, обработка рычага на токарном станке становится все
более и более затруднительной. Длинные рычаги чаще обрабаты-
вают целиком на сверлильных, расточных или фрезерных станках,
используя в случае надобности кондукторы. За одну из базирую-
щих поверхностей при этом часто принимают торцы обеих голо-
вок, которые предварительно обрабатываются. Заметим, что такой
метод обработки сближает класс «рычагов» с классом «плит».
Изучение методов обработки деталей класса «рычагов» удобно
произвести, рассматривая обработку одной из наиболее распро-
страненных деталей — автомобильного шатуна.
Анализируя выполнение различных операций в отношении этой
детали, можно ознакомиться с рядом особенностей технологии,
свойственных большинству деталей рассматриваемого класса.
Б. Общие данные о производстве шатунов легких двигателей 1
Шатун является необходимой частью обычного кривошипного
механизма и встречается в машинах самого разнообразного назна-
чения. В соответствии с этим меняются и конструктивные формы
шатунов, а следовательно, и методы их обработки.
1 Некоторые дополнительные сведения, относящиеся к обработке автомо-
бильных шатунов, см. Технология машиностроения, вып. V, глава 36. Там же
помещен материал по обработке больших шатунов (двигателей Дизеля, паровых
машин, паровозов и т. д.).
174
[ Наиболее распространенной разновидностью шатунов является
щдтун автомобильною тина, применяемый в большинстве конструк-
ций легких двигателей: автомобильных, тракторных, лодочных,
авиационных и т. д. Он состоит из стержня и двух головок: малой
[верхней) и большой (нижней), причем последняя почти всегда де-
Ьется разрезной для возможности ее сборки с коленчатым валом
К?. 465).
Г Все шатуны рассматриваемой i руппы в основном имеют сход-
ную конструкцию и различаются главным образом формой стержня.
Обычно этот стержень выштамповывается двутаврового сечения и
в этом случае чаще всего совершенно не обрабатывается, хотя
в более дорогих двигателях встречаются и фрезерованные шатуны.
Другая конструкция шатунов со стержнем круглого сечения в на-
стоящее время применяется значительно реже, чем только-что рас-
смотренная и не является типичной для данного класса двигателей.
Круглые стержни обычно
обтачиваются и иногда (в
легких авиационных двига-
телях) просверливаются на-
сквозь вдоль оси.
Верхняя головка — глу-
хая, и в нее впрессовывает-
ся бронзовая втулка. Ниж-
няя, как было уже указано,
нелается разрезной, причем
крышка притягивается к
верхней части, сделанной
Рис. 465. Авюмобильный шатун.
нацело со стержнем, двумя
пли четыоьмя болтами. В некоторых конструкциях (Форд) вместо
болтов применены шпильки, составляющие одно целое с верхней
частью головки. В авиационных двигателях с V-образным и зве-
.'Дообразным расположением цилиндров большие головки шатунов
имеют своеобразную конструкцию в виде вилок, дисков с отвер-
стиями и т. д.
Что касается материалов, из которых изготовляются шатуны,
то обычно здесь применяют сталь разных марок (углеродистую и
легированную), но в некоторых легких конструкциях пользуются и
алюминиевыми сплавами.
В ближайших параграфах мы займемся рассмотрением методов
обработки шатунов обычного типа с двутавровым штампованным
стержнем и разрезцой нижней головкой.
Главнейшие размеры, которые должны быть точно выдержаны
при обработке шатуна, следующие.
Диаметр отверстия в верхней головке. В это
отверстие садится вкладыш либо непосредственно поршневой па-
лец, причем последняя конструкция обычно применяется в тех слу-
чаях, когда палец неподвижно закрепляется в шатуне и вращается
в поршне. Рассматриваемый размер во всех случаях является
исключительно точным и выполняется с допусками не ниже 2-го,
а часто даже выше 1-го класса точности.
175
Диаметр отверстия в нижней головке, залитой
баббитом, исполняется с такими же допусками, как и диаметры
других быстроходных подшипников, подверженных действию пе-
ременных сил. Обычно стремятся повысить степень точности обра-
ботки и, при пользовании методом тонкой расточки, сравнительно
легко достигают точности 1-го класса ОСТ. Заметим, что на амери-
канских чертежах часто проставляются допуски 0,0005" и 0,001"
(0,013—0,025 мм) для диаметров 40—90 мм. В некоторых случаях
допуски расширяют до значений 2-го класса ОСТ и еше дальше
(например, до 0,05 .им), полагаясь на действие процесса обкатки
(прижига) и регулировку прокладками.
Расстояние между осями отверстий в верхней и нижней голов-
ках выдерживается с точностью 0,10—0,25 мм (считая полный до-
пуск, т. е. разность между наибольшим и наименьшим предельными
размерами), что соответствует по числовому значению допускам,
средним между допусками 3-го и 4-го классов ОСТ. При этом
обычно держатся ближе к последним.
Параллельность осей отверстий обеих головок
имеет особенно большое значение. Требование соблюдения строгих
допусков на отклонения от параллельности в значительной мере
определяет все построение технологического процесса обработки
шатуна. Рассматриваемые допуски на различных заводах коле-
блются в довольно широких пределах, но обычно они укладыва-
ются в значения 0,1—0,5 мм на 1 м длины.
Рассматривая приведенный выше чертеж шатуна автомобильного
двигателя обычного типа (рис. 465), мы замечаем, что над этиЦ
шатуном необходимо произвести следующие работы: чисто обра-
ботать отверстия в верхней и нижней головках, подрезать торцы
той и другой, разрезать нижнюю головку,1 отделать плоскости
разъема как у нижней головки, так и у крышки, просверлить) и
развернуть отверстия для болтов в нижней головке н крышке, про-
сверлить смазочные отверстия. Если (как обычно) баббит зали-
вается прямо в нижнюю головку шатуна, то она сначала растачи-
вается начерно, затем производится заливка баббитом, и, наконец,
отверстие в этой головке обрабатывается начисто. Если в верхнюю
головку запрессовывается втулка, то за этой операцией следует
чистовая расточка втулки. Что касается последовательности всех
этих операций и выбора станков для их выполнения, то здесь мы
встречаемся с еще ббльшим разнообразием методов, чем при обра-
ботке поршней. Объяснение сказанному можно найти между про-
чим в свойствах самой обрабатываемой детали. Штампованный ша-
тун имеет очень малую жесткость, крайне легко гнется и перекру-
чивается, поэтому при составлении плана операций стремятся пре-
жде всего к тому, чтобы путем надлежащего выбора баз и мето-
дов обработки свести до минимума возможность появления только-
что упомянутых деформаций. С другой стороны, экономические
соображения требуют упрощения технологического процесса и, в
частности, применения менее сложных приспособлений, что, вообще
1 Предполагая, что нижняя головка штампуется глухой, вместе с крышкой.
176
говоря, идет в разрез с требованием повышения точности обра-
ботки. При желании достигнуть параллельности осей обеих- голо-
вок без правки в конце обработки, приходится проектировать весь
технологический процесс значительно продуманнее, не останавли-
ваясь в случае надобности перед введением некоторых добавочных
и специальных операций.
Заметим, что правка заготовки перед механической об-
работкой производится почти всегда, причем она выполняется вруч-
ную. Часто вводятся промежуточные операции правки в различных
пунктах процесса.
Кроме перечисленных основных операций, каждый шатун про-
ходит еще через ряд других, выбор которых зависит отчасти от
конструкции детали, а отчасти и от самого технологического про-
цесса. Желание иметь шатун обработанным кругом, вводит целый
ряд добавочных, главным образом фрезерных операций.
В. Базы и исходные операции
Мы уже указывали, что одними из главных обстоятельств, со-
здающих трудности при обработке легкого шатуна автомобиль-
ного типа, являются его чрезвычайная гибкость и связанная с ней
способность деформироваться под давлением зажимов приспосо-
блений. Между тем даже небольшой изгиб стержня шатуна при
значительной его длине влечет заметное смещение осей отверстий
в обеих головках, вследствие чего, расточенные в деформирован-
ном состоянии, эти отверстия после освобождения зажимов оказы-
ваются не параллельными. В силу сказанного назначение правиль-
ной последовательности операций и выбор баз здесь приобретают
большое значение, в особенности если учесть относительную слож-
ность обработки, значительное число операций и их разнохарактер-
ность.
Основными базами здесь являются, очевидно: отверстия голо-
вок (рис. 465) А и В и их торцы С и D. Однако все эти поверх-
ности оказываются начисто обработанными лишь в самом конце
технологического процесса, и поэтому Приходится за базы прини-
мать лишь некоторые из них, дополняя недостающее число основ-
ных баз вспомогательными базами. Иногда, как мы увидим ниже,
предпочитают пользоваться почти исключительно вспомогатель-
ными базами, ведя от них всю обработку. Вообще говоря, во время
обработки шатуна базы несколько раз меняются, но общий харак-
тер процесса зависит прежде всего от выбора баз для основных
операций, который производится в начале обработки. Рассмотрим
несколько типичных исходных операций, после чего все сказанное
выше станет более ясным.
Из всех баз главнейшей, очевидно, является та, которая опре-
деляет взаимное расположение осей обеих головок. За такую базу
проще всего принять торцы этих головок, расположенные
с каждой стороны в одной или в двух параллельных плоскостях.
Наиболее часто встречающийся метод обработки торцов голо-
вок — это фрезерование их. Возможны разные варианты
12 Соколовский, т. И. 1889. 177
chipmaker.ru
выполнения этой операции, различающиеся между собой спосо-
бами закрепления штампованной заготовки, а также характером
применяемого оборудования.
Простейший метод выполнения рассматриваемой операции за
ключается в следующем: шатуны укладываются поперек стола го-
ризонтальнофрезерного станка, и их головки фрезеруются сначала
с одной, а затем, после пере-
ворота обрабатываемых де-
талей, в с другой стороны.
Фрезеры применяются ци-
линдрические, двух разных
диаметров. При всей своей
простоте этот метод имеет
существенные недостатки,
так как детали вследствие
давления цилиндрических
фрезеров деформируются, и
самое закрепление оставляет
желать лучшего.
Другой метод выполне-
ния той же операции на обы-
кновенном фрезерном станке
показан на рис. 466.1 В при-
способлении одновременно
закрепляются два шатуна Д
и В, но так, что они обра-
щены к фрезерам разноимен-
ными головками. Сначала
фрезеруется большая голов-
ка у первого и малая у вто-
рого шатуна, а затем, после
поворота приспособления на
180°, обратно, — малая го-
ловка у первого и большая
у второго. На оправке за-
креплены четыре дисковые
фрезера таким образом, что
Рис. 466. Фрезерование торцев головок расстояние между двумя
шатунов. первыми равно ширине боль-
шой головки, а между двумя
вторыми — малой. С — поворотная часть приспособления; фикса-
ция на месте достигается при помощи штифта О, отжимаемого при
давлении на рукоятку. Полный цикл обработки заключает в себе
два прохода с поворотом приспособления между ними. Само кре
ьление здесь производится за стерженр.
В рассмотренном случае шатуны помещались на станке в гори-
зонтальном положении; приспособление приходилось поворачивать
1 Рис. 466 и 467 иллюстрируют интересные примеры позиционной обра-
ботки на фрезерных станках.
178
и закрепление деталей производить вручную. Опишем теперь пнев-
матическое приспособление, служащее для той же цели. Несмотря
на некоторую их сложность, такие приспособления при более зна-
чительных выпусках все же окупаются Здесь станок имеет четыре
шпинделя, причем они попарно расположены одни над другими.
Работа производится четырьмя торцевыми фрезерами. Шатуны
устанавливаются вертикально в двух приспособлениях, располо-
женных по концам стола станка; при этом одно приспособление
работает в то время, как в другом производится смена деталей.
Рис. 467 показывает одно из таких приспособлений. А — пнев-
матический цилиндр, имеющий диаметр 150 мм, при ходе поршня
Рис. 467. Пневматическзе приспособление для фрезерования
головок шатунов.
38 мм. На штоке этого поршня укреплена муфта В, которая пово-
рачивает рычаги С и G. Первый, вращаясь вокруг оси D, передви-
гает тягу Е, на которой укреплен прижим для малой головки ша-
туна. Второй вращается вокруг оси Н, передвигая' аналогичную
тягу К. Таким образом закрепление обеих головок производится
одновременно при одном ходе поршня. Что касается -самих зажи-
мов, то они выполнены качающимися, благодаря чему хорошо при-
спосабливаются к неровностям поковки, не вызывая появления
скручивающих и изгибающих усилий в детали,- Так, прижим L
сделан поворотным вокруг оси нижней тяги, а упор М кроме того
вращается вокруг поперечной оси. Очевидно, что при таком
устройстве зажимов давления прижима и упора всегда уравнове-
шиваются. Несколько иное устройство зажима верхней головки
показано в X. Ввиду того что такое закрепление не обеспечивает
определенности поперечного положения головки (вследствие поло-
гих очертаний поковки в этом месте), центрирование вверху дости-
• 179
------1
chipmaker.ru
гается специальным пружинным фиксатором Р, который также
исполнен поворотным. I
Кроме рассмотренных приспособлений для фрезерования тор-
цов головок автомобильных шатунов, существует целый ряд дру.
гих, начиная с простейших и кончая сложными установками для
непрерывного фрезерования. В одном случае шатуны укладыва-
лись в радиальном направлении на круглом столе вертикальнофре- ’
зерного станка, имевшего два шпинделя. Выступающие из зажи-
мов головки фрезеровались с обеих сторон четырьмя фрезерами,
укрепленными попарно на обоих шпинделях. При этом один из 1
шпинделей работал у наружной окружности стола, а второй нахо-
дился около центра. Установка и снятие деталей производились
на ходу станка.
Мы более подробно остановились на описании приспособлений
для фрезерования головок шатунов не только потому, что рас-
смотренный метод обработки является очень распространенным,
но и потому, что сами эти приспособления представляют значи-
тельный интерес, иллюстрируя несколько приемов, имеющих об-
щее применение.
Наиболее быстрым способом отделки торцов головок является
их обжим в холодном состоянии - под прессом между
двумя плоскими штампами.1 причем толщина головок в заготовке
берется на 0,5—1,0 мм больше окончательного размера. Точная
величина припуска зависит как от размеров головок; так и от
рода материала. Для выполнения этой операции, требуются мощ-
ные пресса (обычно 600—1200 т). Что касается достижимой точ-
ности, то она зависит от многих причин. Ход пресса обычно
удается отрегулировать с большой степенью точности, но во
время выполнения операции металл течет во все стороны, и в
случае, если обе головки обжимаются одновременно, они не могут
смещаться в направлении оси шатуна, следствием чего являются
деформации его стержня. Чтобы избежать этого, иногда шатун
обжимается целиком в штампах соответственной формы. Во вся-
ком случае, при данной операции удается выдержать допуск
0,1 мм ( 0,002"). Производительность описываемого процесса
очень велика, причем она еще повышается при применении меха-
нической подачи заготовок под пресс. В тех случаях, когда жела-
тельно получить очень высокую точность, иногда после обжима,
произведенного как только-что было указано, торцы головок еще
дополнительно обрабатываются на плоскошлифовальном станке.
Плоское шлифование применяется для отделки торцов
головок, а также как самостоятельная операция сразу после горя-
чей штамповки и предварительной правки. Очень часто эта опера-
ция выполняется на станке с круглым с голом, причем на столе
обычно укладывают 15—20 шатунов. Сначала шлифуется одна
сторона, а затем вторая. Закрепление обеспечивается магнитным
столом, причем в помощь магнитам применяются также различные
упоры. В целях размещения возможно большего количества шату-
’ По американской терминологии такая операция иосит название «coining»- I
180 I
|10в на небольшом столе, их помещают наклонно по отношению
к радиусу; такое расположение при данной операции следует счи-
тать общепринятым. Если обе головки имеют одинаковую высоту,
то они шлифуются без перестановки круга по высоте; в против-
ном случае, закончив обработку головок одного рода, до начала
шлифования других головок одновременно с перемещением стола
в горизонтальном направлении приходится поднимать или опускать
и круг (по упорам).
При небольших выпусках шлифование обеих сторон стремятся
производить на одном станке. Обе операции можно совместить
в одну, чередуя при укладке необработанные шатуны с уже про-
шлифованными с одной стороны (например, шлифуется 10 с одной
и 10 с другой стороны). При этом под обработанные шатуны необ-
ходимо помещать подкладки, по толщине равные одностороннему
припуску на шлифование. Что касается величины этих припусков,
то при шлифовании ранее обжатых шатунов их принимают мини-
мальными — 0,4—0,5 мм на сторону, при шлифовании же прямо
из-под горячей штамповки они повышаются до 1,5 мм.
Следующий метод, которым пользуются при обработке торцов
головок, — это подрезка их на сверлильных станках.
Данная обработка иногда производится сразу после черновой
расточки (или сверления) обеих головок, и точность ее зависит
прежде всего от точности упоров станка.
Необходимо заметить однако, что в тех случаях, когда обра-
ботка торцов принимается за исходную операцию, к рассматри-
ваемому методу прибегают сравнительно редко. Подрезка торцов
головок шатунов на сверлильном станке чаще применяется в виде
чистовой операции в конце технологического процесса.
Иногда для удобства обработки (например, шлифования на
магнитном столе), а также для упрощения всех приспособлений,
достигаемого при устройстве опорных .площадок для обеих голо-
вок на одной высоте, эти головки первоначально делаются одина-
ковой ширины, и лишь в конце процесса более короткая из них
подрезается в меру, причем для этой операции чаще всего поль-
зуются сверлильными станками. Описание способов производства
такой подрезки мы дадим ниже.
Укажем еще, что при пользовании торцами головок в качестве
баз целесообразно после их обработки клеймить шатун таким обра-
зом, чтобы в дальнейшем, при его установке во все приспособле-
ния, можно было быть уверенным, что в качестве базирующей
поверхности будут пользоваться всегда одной и той же стороной.
Точное положение шатуна в приспособлениях не определяется
полностью обработанными торцами головок. Необходимо еще
создать базирующие поверхности, фиксирующие его положение
в плоскости этих торцов. Очень часто за одну из таких
поверхностей принимается развернутое отверстие малой головки,
и в подобных случаях соответственная операция над этой головкой
производится вслед за обработкой торцов. За другую базирующую
поверхность принимаются либо одна из черных поверхностей либо
специально фрезерованные площадки на боко-
181
r.ru
вых сторонах (на бобышках для болтов) большой
головки. 1 Иногда совершенно отказываются от пользования
отверстием в малой головке как базой, по крайней мере в начале
технологического процесса, и поэтому, кроме двух площадок на
нижней головке, фрезеруют три базирующие площадки и на верх-
ней, фиксируя положение шатуна целиком по фрезерованным по-
верхностям. Рис. 4G8 изображает шатун со всеми пятью базирую-
щими площадками А. Такой порядок обработки, требуя введения
вспомогательной базы, позволяет, однако, значительно упростить
установку па дальнейших операциях, одновременно уменьшая
опасность появления деформаций вследствие неправильного закре-
Рис. 468. Бази-
рующие поверх-
ности при уста-
новке шатуна в
приспособле-
ниях.
пления.
Обточка шатунов кругло! о сечения произво-
дится на центрах, углубления для которых за-
сверливаются по обоим концам оси шатуна. Эти
углубления часто служат базами не только при
обточке, но и при выполнении ряда других опе-
раций.
Способ обработки на центрах является
настолько удобным, что крупнейшая автомобильная
фирма Форд приняла его на своих заводах даже
для обработки не круглых, а штампованных шату-
нов двутаврового сечения. В этом случае засверли-
ваются четыре центровые отверстия, которые слу-
жат только для неподвижного закрепления детали
в приспособлениях и являются вспомогательными
базами. Данный пример очень типичен для пользо-
вания такого рода базирующими поверхностями.
Обычно два отверстия помешаются по бокам боль-
шой 1оловки, а два — по бокам малой, причем да-
вление центров направлено по линии, перпендику-
лярной к оси шатуна.
Для фиксации положения шатуна, строго говоря, достаточно
трех центров, и такого рода обработка применяется наравне с рабо-
той на четырех центрах. 2 Необходимо заметить, что боковые цен-
тровые отверстия пе лежат по концам одного перпендикуляра к
оси шатуна, а смещены приблизительно на 3,5 мм. Это сделано для
того, чтобы при установке в приспособлении шатун можно было
закрепить только в одном определенном положении. Сама опера-
ция центровки производится на специальных трех- или четырех-
шпиндельных сверлильных станках, все шпиндели которых авто-
матически сближаются одновременно, засверливая углубления
точно определенного размера.
Сравнивая эту операцию с ранее описанным фрезерованием
ряда установочных площадок, можно убедиться в ее значительно
большей простоте и производительности. Однако солидность кре-
1 Положение таких площадок на нижней головке показано на рис. 468.
2 См. рис. 18 (том I). Обработка шатунов на трех и четырех центрах при-
меняется па ГАЗе.
182
рдения здесь меньше, что заставляет во многих случаях предпочи-
тать иную базировку.
Описанные выше операции дают возможность сразу же создать
зобные базы для целого ряда последующих установок. Однако
делание упростить технологический процесс вызывает появление
большого числа вариантов планов обработки, отличающихся между
собон как характером исходных операций, так и средствами для
их выполнения. При этом обычно базы приходится менять не-
сколько раз, стремясь достигнуть необходимой точности без чрез-
мерного усложнения приспособлений.
Иногда процесс начинается со сверления и развертывания, а
затем подрезки одной из головок. Как вариант можно отме
тить фрезерование торцов одной головки и затем обработку отвер-
стия в ней. Имея одну головку обработанной, дальнейшие уста-
новки производят, исходя из этой головки; необходимая же
жесткость достигается за счет применения пружинных и тому по-
добных регулирующихся опор. Главнейшим недостатком данного
метода является неудовлетворительное действие этих добавочных
креплений, легко вызывающих деформации неустойчивой детали.
При другом плане операций вначале производится черновая
обработка обоих отверстий. Здесь эти отверстия растачивают
либо одновременно двумя шпинделями, либо поочередно, помещая
одно и то же приспособление с зажатым в нем шатуном сначала
под один шпиндель, а затем под другой. Очевидно, в обоих слу-
чаях можно достигнуть параллельности осей отверстий при усло-
вии, что шатун не будет покороблен при закреплении. В дальней-
шем установка ведется от обработанных отверстий и от некоторых
других поверхностей, правильный выбор которых имеет большое
влияние на точность достигаемых результатов.
Г. Обработка отверстий в головках автомобильных шатунов
Получение двух точных параллельных отверстий является наи-
более интересной частью технологического процесса механической
обработки шатуна, причем, характер и расположение всех опера-
ций обусловливаются главным образом требованием достижения
определенного положения осей обоих отверстий при заданной точ-
ности их диаметров.
Существует большое количество вариантов выполнения рас-
сматриваемых операций, причем это разнообразие вызывается
в значительной степени разницей в конструкциях шатунов различ-
ных фирм. Прежде всего необходимо различать шатуны, в кото-
рых баббит заливается непосредственно в тело
большой головки, и такие, где эта головка снабжена
сменными вкладышами, что часто встречается в более
крупных двигателях. В первом случае расточка под заливку может
быть выполнена с небольшой точностью, так как ошибки в диа-
метре здесь скажутся лишь на неравномерности слоя баббита;
Чистота отделки поверхности в данном случае совершенно не
существенна, и иногда намеренно оставляют следы грубой обра-
183
chipmaker.ru
ботки резцом, так как получаемая при этом винтовая канавка спо-
собствует лучшему удержанию баббита. Во втором случае поверх-
ность гнезда для вкладыша должна быть отделана с весьма боль- I
шоп тщательностью, так как, помимо требования точной посадки,
здесь играет роль плотность соприкосновения вкладыша с голов-
кой, потому что при плохом касании их поверхностей затрудняется
теплопередача от вкладыша к телу шатуна.
Далее имеет значение наличие или отсутствие прокладок между
крышкой и стержнем в готовом шатуне. Дело в том, что обычно
крышка, как мы уже указывали, штампуется вместе со стержнем,
а потом они отделяются друг от друга. Если отверстие в большой |
головке было расточено до ее отделения, то после распиловки, 1
зачистки стыков и затем сборки шатуна с крышкой без прокладок ]
оно окажется овальным, и потребуется его вторичная расточка.1
Наличие прокладок может компенсировать ширину пропила, и не-
обходимость вторичной расточки головки отпадает. Другими мето-
дами устранения необходимости во вторичной расточке являются:
расточка головки после сборки крышки со стержнем или образо-
вание до разрезания не круглого, а овального отверстия сг болыией
осью, направленной вдоль оси шатуна и превышающей меньшую
на ширину пропила.
При выполнении рассматриваемой операции возможно примене- '
ние еще одного приема. Обе головки растачивают, не принимая во
внимание ширины пропила, причем распиловка ведется таким обра-
зом, что сторона пилы, обращенная к телу шатуна, проходит почти
через центр отверстия с учетом припуска на зачистку.1 2 Таким
образом при распиловке металл снимается только с крышек, и для I
восстановления правильного размера последние растачиваются по-
парно. Очевидно, это проще, чем вторично растачивать каждую
крышку вместе с ее шатуном.
В тех случаях, когда крышка штампуется отдельно от стержня,
большую головку обычно растачивают после сборки, хотя приме-
няются и другие методы обработки.
Конструкция верхней головки также сильно влияет
на технологический процесс. В некоторых случаях в эту головку |
запрессовывается втулка, в то время как в других палец вста- 1
вляется непосредственно в отверстие головки. •
Очень серьезный и спорный вопрос, с которым приходится
встречаться при обработке автомобильных шатунов, — это допу-
стимость холодной правки деталей. При крайней его не-
устойчивости стержень шатуна очень легко деформируется, и
достижение строгой параллельности осей обоих отверстий (в двух
плоскостях) оказывается нелегкой задачей. Если же допустить не-
которую непараллельность этих осей, то весь технологический
1 Если этой расточки ие произвести, то при толщине пропила около 3 мм
слой залитого баббита после его расточки окажется столь разной толщины
в различных точках по окружности, что такая заливка будет явно недоброка-
чественной.
2 При обычном методе работы через центр отверстия проходит середина
дилы, в не край, как в рассматриваемом счучае4
процесс сильно упрощается, открывается значительно ббльшая
свобода в выборе баз, облегчается конструирование приспособле-
ний. и в результате оказывается возможным весь процесс сделать
более простым и экономичным. Получив готовый шатун, его пра-
вят на специальном приспособлении с проверкой по индикаторам,
причем, как показал опыт, рабочий сравнительно легко приобретает
сноровку быстро добиваться требуемой параллельности осей обеих
головок, и операция правки не вызывает никаких особенных за-
труднений. Иногда, кроме окончательной, вводят еще промежуточ-
ную правку в середине процесса, что позволяет еще более его
упростить, так как оказывается возможным путем правки испра-
вить дефекты механической обработки, вызванные несовер-
шенством приспособлений или какими-либо другими причинами.
Правка шатунов широко практиковалась раньше, практикуется
многими заводами и сейчас. Большинство автомобилей, находя-
щихся в эксплоатации, имеет правленые шатуны, и это, как будто,
оправдывает законность применения рассматриваемого процесса.
С другой стороны, известно, что детали, выправленные в холодном
виде, с течением времени, особенно под влиянием сотрясений при
работе мотора, изменяют свою форму, что может отозваться на
надежности и сроке службы подшипников. В силу сказанного, а
также нежелания иметь в! общем плане технологического про-
цесса операций, целиком основанных на искусстве рабочего и по-
этому плохо увязывающихся с общим стилем современного массо-
вого производства, всегда стремились избавиться от правки шату-
нов, и некоторые заводы успешно справлялись с этой задачей.
В особенности упростилось достижение параллельности осей под-
шипников шатунов с тех пор, как в практику автомобильных заво-
дов была введена тонкая расточка, причем именно при обработке
шатунов этот метод получил наибольшее применение.
В остальном различия в технологических процессах обработки
шатунов на различных заводах вызываются главным образом
объемом производства, бдльшим или меньшим применением спе-
циального оборудования и, наконец, взглядами лиц, организовы-
вавших данное производство.
Автомобильные шатуны обычно штампуются с прошитой дырой
в большой головке и со сплошной малой головкой. Иногда,
однако, обе головки куются сплошными, в то время как при боль-
ших размерах шатунов (например, для тракторов) отверстие про-
шивается и в малой головке. В соответствии с этим черновая обра-
ботка сводится либо к сверлению либо к расточке, которая произ-
водится чаще всего зенкерами.
Оба отверстия могут обрабатываться поодиночке или одновре-
менно. В первом случае обычно после обработки одной из головок
шатун перекладывается в другое приспособление, где его уста-
новка производится от ранее расточенной и развернутой головки.
Что касается последовательности обработки головок, то она бывает
Различной, хотя более правильным, казалось бы, обработать сна-
чала малую головку, так как здесь вокруг отверстия имеется зна-
чительно меньше металла, чем в большой, и следовательно, всякие
18Д
Рис. 469. Кондуктор для сверления и развертывания
малой головки шатуна.
™ неправильности штамповки при такой последовательности операций
меньше скажутся на точности окончательного результата.1 Иногда
обе головки обрабатываются без вынимания из кондуктора. В этих
случаях кондуктор передвигается от одного шпинделя к другому
Такое устройство оказывается целесообразным, если до обработки
отверстий не было
получено достаточно
надежной базы, обес-
печивающей возмож-
ность закрепления
детали в приспосо-
блениях во вполне
определенном поло-
жении.
При выполнении
всех операций над
отверстиями в голов-
ках шатунов в ред-
ких случаях обходят-
ся без кондукторных
втулок, обычно же
сверление, расточку
(раззенковывание) и
развертывание про-
изводят только в
кондукторах. 1 2
Рис. 469 изобра-
жает кондуктор, в
котором малая голов
ка сверлится и раз-
вертывается, в то
время как большая
еще не обработана.
Заметим, что торцы
обеих головок про-
шлифованы и служа’
одной из базирующих поверхностей при установке. Другой бази-
рующей поверхностью является наружная поверхность верхней
части головки, на которую навинчивается специальная втулка*. В,
имеющая конусную расточку на нижнем конце. В эту втулку вста-
вляется та или иная кондукторная втулка С, предохраняемая от
1 Например, если при обжиме головок длина шатуна несколько измени
лась, то, просверлив отверстие в одной головке центрально, мы неизбежно по-
лучим отверстие во второй несколько смещенным относительно ее наружного
контура. Очевидно, одно и то же смещение будет тем менее заметно, чем
больше отношение наружного диаметра головки к внутреннему.
2 Иногда при черновом сверлении малой головки исходят из конического
углубления, получаемого в ней при штамповке, выполняя эту операцию без
кондуктора. Развертывание без кондукторных втулок можно в некоторых слу-
чаях встретить при чистовой обработке отверстий в головках.
186
поворачивания винтом D. Шатун опирается на свои торцы Е и J,
свободный его конец удерживается на месте планкой G, положе-
1‘е которой после поворота вокруг прижимного болта опреде-
ляется упорным штифтом Н; F обозначает опорную поверхность
помянутой планки, а К — место, куда проваливаются стружки,
улучаемые при сверлении. Сверло и развертка вставлены в
ыстросменный патрон, причем заметим, что развертка применена
тральная, с шестью зубцами. Работа производится с охлажден-
ием.
В тех случаях, когда расточка большой головки выполняется
после ее разрезания, эту операцию обычно производят над
стержнем совместно с крышкой.
В рассмотренных случаях главными базирующими поверхностями
являлись обработанные торцы (или в одном случае профрезеро-
ванные площадки на концах стержня у самых головок), направляю-
щими же — либо одно из ранее обработанных отверстий либо один
из участков черной поверхности. Если направляющие поверхности
были ранее образованы искусственно (см., например, рис. 468), то
ими же пользуются и при установке в приспособлении при сверле-
нии головок. При обработке на трех или четырех центрах рассма-
триваемые операции обычно выполняют, пользуясь теми же цен-
трами.
Переходим теперь к рассмотрению операций, при которых обе
головки обрабатываются в одном кондукторе.
При пользовании этим методом обычно работу производят на
станках с несколькими шпинделями. При работе на четырехшпин-
дельном станке оба отверстия сначала одновременно растачи-
ваются (раззенковываются) под двумя левыми шпинделями, а затем
развертываются под двумя правыми. При этом кондуктор с зажа-
тым в нем шатуном скользит по направляющим, благодаря чему
устраняется необходимость затраты времени на установку обеих
втулок точно под соответствующими инструментами.
В только-что рассмотренном примере из четырех шпинделей
в работе одновременно находились лишь два; кроме того по окон-
чании операции кондуктор каждый раз приходилось возвращать
в исходное (левое) положение. Это наводит на мысль изменить
операцию таким образом, чтобы, во-первых, все четыре шпинделя
постоянно находились в работе и, во-вторых, движение кондуктора,
как и детали, происходило все время в одном направлении, что
приводит к работе по методу «позиционного сверления».1
Существует несколько конструкций специальных станков для
выполнения таких операций. В одном случае на станке [фирмы
Барнес (Barnes)], имеющем шесть шпинделей, обрабатывались
тракторные шатуны следующим образом:
1-я позиция — расточка отверстий начерно в верхней головке
До диаметра 66 + °.5 мм и в нижней — до половины длины;
2-я позиция — расточка нижней головки до конца и черно-
вое развертывание верхней (до диаметра 66,7 д/л/);
1 См. главу 3, § 6, Б (том I).
/87
chipmaker.ru
3-я позиция — развертывание отверстий в нижней головки
и начисто в верхней (до диаметра 67 + °.,)3 лш);
4-я позиция — снятие детали и загрузка новой. 1
Схема работы изображена на рис. 470, из которого видно, ЧТо
все зенкеры и развертки имеют только верхнее направление,' при.
чем направляющие на них сделаны достаточной длины. Обращаем
внимание еще на одну особенность описываемой операции. Нижняя
головка растачивается начерно в два приема. Это делается для
того, чтобы по возможности уравнять -------- " '
земя оораоотки на всех
позициях.
Описание методов
обработки отверстий в
головках шатуна было
бы неполным, если бы
мы не упомянули о рас-
точке их на токар-
ных и револьвер-
ных станках. Не-
смотря на некоторую
громоздкость установ-
ки шатуна на планшай-
бе, такой способ рабо-
ты все же иногда при-
меняется при неболь-
ших размерах произ-
водства. Его преиму-
ществом является ме-
жду прочим возмож-
ность одновременно с
расточкой подрезать
торцы, зенковать от-
верстия и т. д. благо- j
даря чему сокращается
число операций в про-
цессе.
Вопрос о целесо-
образности обработки
круглых отверстий пу-
Рис. 470. Схема р (сточки и развертывания голо-
вок шатуна на шесгишпиндельном станке.
тем протягивания или прошивания нами был рассмотрен
в общей форме в другом месте.1 Каковы бы, однако, ни были
соображения за и против этого процесса, он все же имеет неко-
торое применение при обработке автомобильных и им подобных
шатунов. Эта операция встречается в качестве черновой и
чистовой.
Наиболее часто путем протягивания обрабатывается нижняя
головка до заливки баббитом. Придавая протяжке овальное сечение,
можно получать овальное отверстие под заливку, что, как мы
1 См. гчрву |0, § б, А (том I)
188
„дели, является желательным при некоторых планах операции.
цв1це, однако, применяются круглые протяжки.
Для калибровки отверстий, обработанных тем или
ИЬ1М способом, иногда пользуются короткими прошив-
лми, которые прогоняют сквозь отверстие под прессом.
Рис. 471 изображает прошивку Форда, применяющуюся при
калчбровке втулок, запрессованных в малую головку шатуна.
тякая калибровка не является окончательной, и отверстие в даль-
нейшем обрабатывается развертками или растачивается алмазом.
Процесс прошивания в данном случае способствует укреплению
^прессованной втулки в теле шатуна.
При чистовой обработке отверстий в шатун-
, ы х головках, кроме требования достижения заданной сте-
Рис. 471. Калибрующая прошивка для малой головки шатуна.
пени точности размеров, приходится считаться еще с необходимо-
стью получения чистой поверхности скольжения в подшипниках
и соблюдения параллельности осей обоих- отверстий. Один из
методов чистовой обработки этих отверстий — протягивание —
мы только-что рассмотрели. При всей простоте и экономичностй
этот способ имеет два существенные недостатка, ограничиваю-
щие его применение. Во-первых, как мы уже указывали, протяжка
следует за ранее расточенным отверстием и поэтому не может
выправить положения его оси, если оно получилось неправиль-
ным в результате пцедшествующих операций. Во-вторых, сильное
давление протяжки на стенки отверстия вызывает их деформации,
результате чего отверстия получаются не круглыми. Из других
методов, применяемых для данной работы, получили распростране-
ние: развертывание, чистовая расточка стальным резцом, алмазная
расточка и шлифование.
189
r.ru
Развертывание применяется прежде всего как получ ]
стовая операция посте рас точки и до отделки каким-либо друГиИ'
из перечисленных методов. При развертывании через кондуктор
ьые втулки и осуществлении хорошего направления можно имет
некоторую уверенность в том, что эта операция не только не цаЬ
рушит правильного взаимного расположения осей отверстий, 110
даже несколько выправит его, если оно было получено неправиль-
ным при расточке. С другой стороны, известно, что всякое измене-
ние положения осей при развертывании сопровождается возник-
новением значительных поперечных усилий, которые, в свою оче-
редь, вызывают возникновение упругих деформаций в приспосо-
блении и в самой детали. Указанное обстоятельство заставляет
достаточно сильно крепить шатун при развертывании через втулки
и уменьшает уверенность в получении хороших результатов.
Далее, сильное трение разверток в направляющих и неправильная
работа их зубцов при одностороннем действии понижают наиболее
ценное свойство разверток — сообщать отверстию правильный диа-
метр и чистую поверхность. Поэтому при развертывании через
втулки получение вполне хороших результатов как в смысле точно-
сти, так и в отношении параллельности отверстий трудно достижимо
Иногда стремились увеличить точность обработки за счет за-
мены машинного развертывания р у ч н ы м, также сквозь напра-
вляющие в гулки. Конечно, в этом случае имеются большие шансы
получения точных результатов, так как величина прилагаемого
усилия ограничена силой рабочего, но, по существу дела, и такое
усложнение и удорожание обработки не дает полной гарантии до-
стижения всех желаемых результатов. Поэтому до последнего
времени чаще всего, выполнив машинное развертывание с наи-
большей возможной точностью, обработку заканчивали либо про-
тяжкой (прошивкой) либо свободно устанавливающейся раз-
верткой, причем в дачьнейшем все неправильности в отношении
параллельности осей отверстий устранялись только путем ручной
правки. Необходимо заметить, что такой способ работы имеет
широкое применение и теперь.
При желании получить точный диаметр и чистую поверхность,
не заботясь о направлении отверстия, прибегают к развертыванию
свободно устанавливающимися развертками.
Такое развертывание является типичной чистовой операцией и
дает возможность получить точные диаметры и гладкую поверх-
ность. Ввиду малых размеров и удобной формы обрабатываемой
детали в данном случае применение качающихся разверток не
оправдывается, и если размеры производства не позволяют при-
бегать к ручному развертыванию,1 то последнее заменяется м а-
ш и н н о-p у ч н ы м, выполняемым следующим образом. На вер-
стаке установлена бабка с вращающимся шпинделем, в который
зажимается длинная развертка. Рабочий, держа шатун в руках,
постепенно надвигает его на эту развертку.
На рис. 472 показано выполнение этой операции в том виде,
* При этом целесообразно развертку неподвижно крепить к верстаку, а ша
тун навертывать на нее, держа в руках.
190
Рис. 472. Развертывание малой го-
ловки шатуна без закрепления дега ти.
котором она осуществляется на ГАЗе. Здесь: А — шатун:
К- опора, мешающая ему вращаться; С — утоненный конец раз-
f Литки, облегчающий надевание на нее обрабатываемой детали.
Гцгун удерживается и подается рукой.
^Заметим, что только что описанным способом чаще всего раз-
^ртываются малые головки, большие же в таких случаях обычно
уделываются протяжкой.
Следующим методом чистовой отделки отверстий в головках
Лляется тонкая расточка.
I Фирма Франклин (Franclin) в свое время применяла оригиналь-
Iijuii метод чистовой расточки большой головки, залитой баббитом,
•бальным резцом. За базу
принималось чисто отделанное
Отверстие в верхней головке. Ша-
тун подвешивался за верхнюю
головку (через которую пропу-
скалась мерная оправка) и затем
слегка зажимался за нижнюю г.о-
.ювку при помощи особого за-
жима, устроенного таким обра-
зом, что при закреплении головка
совершенно не изменяла своего
положения.1 При чистовой рао
ючке большое значение имеет
своевременное удаление стружек.
Л тя этого часто применяется об-
дувка сж’атым воздухом.
Необходимо указать, однако,
что пользование стальными рез-
цами для расточки точных отверстий в массовом производстве
I очень ограничено.
Замена стальных резцов алмазными или резцами из
твердых сплавов совершенно меняет весь характер опера-
ции: последняя становится очень устойчивой и производительной.
Повышая скорость резания и уменьшая подачу, удается достигнуть
высокой степени чистоты поверхности и одновременно свести уси-
лие резания до ничтожной величины, благодаря чему отпадает не-
обходимость в солидном закреплении детали и устраняются свя-
занные с последним деформации.
По методу тонкой расточки можно обработать одну из голо-
зок, обе поочередно либо, наконец, обе головки одновременно. По-
Счедний случай является наиболее типичным.
Возможность производить расточку при самом легком закре-
плении дает гарантию, чго, при выполнении этой операции в самом
конце технологического процесса будет достигнута требуемая парал-
лельность осей, если, конечно, оба шпинделя станка параллельны.
В тех случаях, когда имеются удобные вспомогательные базы, ими
пользуются и при закреплении детали во время тонкой расточки.
1 Описание всего устройства см. Machinery (Лондон), т. 18, стр. 65—69.
101
r.ru
Применяя метод одновременной расточки обеих головок, часто
можно обойтись без точных вспомогательных баз и меньше зави-
сеть от правильности положения осей отверстий относительно ка-
ких-либо других поверхностей, чем при расточке их поодиночке
Для использования этого обстоятельства в некоторых специаль-
ных станках, предназначенных для тонкой расточки шатунов
имеется приспособление для установки последних, исходя из поло-
жения обоих отверстий. 1
Относительно режима резания при тонкой расточке заметим,
что число оборотов при расточке малой головки получается при-
близительно вдвое большим, чем при расточке большой, что ком-
пенсируется вдвое меньшей подачей в первом случае. Благодаря
этому время расточки обеих головок получается приблизительно
одним и тем же. Уменьшение подачи для малой головки желательно,
так как допуск здесь обычно меньше, чем в большой. Относи-
тельно точности расточки заметим, что для большой головки она
достигает 0,01 мм, а для малой — даже 0,005 мм. Расстояние
между центрами выдерживается с точностью 0,05 мм, причем мо-
жет быть достигнута параллельность осей в обеих плоскостях
0,2 мм на 1 м длины.
Заметим, что отверстия получаются цилиндрическими по всей
длине, в то время как при обработке развертками они часто ока-
зываются уширенными по концам. Далее, поверхность, получен-
ная после тонкой расточки, оказывается очень пригодной в каче-
стве трущейся для подшипников. Это обстоятельство было не по-
следним среди оснований, обусловивших распространение рассмо-
тренного метода. Наконец, укажем, что применение тонкой расточки
позволило избежать правки готовых шатунов, что было трудно
достижимо при других методах чистовой обработки отверстий в их
головках.
В силу всех указанных преимуществ тонкая расточка
в настоя щ ее время является основным методом
чистовой обработки отверстий в автомобильных
шатунах.
X о н и н г-п р о ц е с с иногда применяется для отделки отвер-
стия в нижней головке, если в нее вставляется отдельный вкла-
дыш. Благодаря малой длине отверстия операция производится над
несколькими шатунами одновременно.1 2
Последний метод обработки отверстий в шатунах — это их
внутреннее шлифование,’ причем иногда шлифуются
как большая, так и малая головки. Большие головки шлифуются
лишь в тех случаях, когда они снабжаются отдельными вклады-
шами. Применение этого метода очень ограничено.
1 См. рис. 314 (том 1).
2 См. главу 10, § 5 (том I).
s Шлифование при обработке шатунов имеет вообще очень ограниченное
применение. Кроме рассмотренного здесь внутреннего шлифования головок,
иногда^ шлифуются их торцы, а также поверхности разъема шатуна н крышки
нижней головки. Однако и в этих случаях шлифовальный процесс чаще заме-
няется другими.
192
Д. Различные операции
I Выше мы рассмотрели ряд фрезерных операций, свя-
лниых с обработкой базирующих поверхностей. Однако примене-
Ьние фрезерования при обработке шатунов автомобильного типа
jj.tcko не ограничивается этими операциями. При обработке
дйычного штампованного шатуна, стержень которого остается чер-
(,ым, главнейшими фрезерными операциями, кроме уже описанных,
являются следующие: разрезание большой головки, облицовка пло-
цадок под головки болтов, фрезерование поверхностей разъема
Ьльшой головки и крышки, фрезерование выступов (бобышек) на
боковых сторонах большой головки, шлицовка малой головки и
,)бтицовка площадки под винт, стягивающий эту головку. Кроме
то; о при некоторых конструкциях приходится иметь дело с рядом
операций, связанных с обработкой стержня шатуна.1
Подрезка торцов головок является либо исходной
операцией и в таком случае заменяет обычно применяемое фрезеро-
вание этих торцов, либо чистовой, служащей для придания голов-
кам точного размера по ширине. Если отверстия в головках рас-
тачиваются на токарном (или револьверном) станке, то подрезка
горцов, естественно, является частью этой операции.
При обработке на сверлильных станках подрезка обоих торцов
одной головки выполняется либо поочередно, с переворачиванием
шатуна, либо в одну установку. В некоторых случаях подрезка
обеих головок производится также в одну установку, причем при-
меняются устройства для одновременного фрезерования всех четы-
рех торцов.
Автомобильный шатун проходит через большое число свер-
лильных операций, из которых наиболее типичными сле-
дует считать: сверление и развертывание отверстий в большой
головке для стяжных болтов и сверление длинного осевого ка-
нала в стержне, служащего для подачи смазки. Остальные свер-
лильные операции в значительной степени зависят от конструкции
детали: выполнение их обычно не представляет больших затрудне-
ний. При этом просверленные отверстия служат либо для подвода
смазки, либо для укрепления баббита при заливке, либо, наконец,
для ввинчивания стопорного винта.
Начнем с рассмотрения операции сверления и развер-
тывания отверстий под стяжные болты в нижней
головке. Требуется просверлить и развернуть два или четыре
точных отверстия как в самом шатуне, так и в крышке. Очевидно,
что в обеих деталях эти отверстия должны точно совпадать, по-
этому рассматриваемая операция требует тщательности выполнения
как приспособлений, так и инструмента. Иногда сверление и раз-
вертывание производятся и до разрезания большой головки, но
возможность деформации вследствие освобождающихся после раз-
резания напряжений не дает уверенности в получении точных ре-
1 Обзор различных фрезерных операций, встречающихся при обработке
автомобильных шатунов, см. Технология машиностроения, вып. V, стр. 116—126.
*3 Ct КО.ЮВСКиП. Т. II. 188?. 193
chipmaker.ru
зулыатов при таком методе работы. Поэтому обычно до р;
ния производят только сверление (выполняя развертывание
разрезания головки), либо шатун и крышку
и развертывают поодиночке, хотя часто
станке.
Операция эта обычно выполняется па „и;лш1ишдщшиых
ках, причем за сверлением следует развертывание. Для того
обеспечить требуемую высокую производительность,
рации очень часто применяют станки,
шпинделей, к которым деталь
сматриваемая работа является
столЬноя
Рис. 473. Приспособление для запрес-
совки втулок в верхнюю головку
шатуна.
до разреза.
после
как сверлят, Так
на одном и том же
на двухшпиндельных стан-
л — --;j чтобы
на этой опе-
имеющие несколько пар
и подводится последовательно. Рас-
одним из типичных примеров опера-
ций «позиционного сверления».
Второй типичной сверлильной
операцией является сверле-
ние продольного канала
в стержне шатуна. В неко-
торых двигателях для подачи
масла сквозь стержень шатуна
последний просверливается вдоль
оси. Отверстие имеет небольшой
диаметр (например, 5—6 мм) при
значительной длине. В данном
случае мы встречаемся с опера-
цией глубокого сверления. Здесь
применяются те же методы, ко-
торые нами рассмот рены при изу-
чении этой операции.
На остальных сверлильных
операциях мы останавливаться не
будем: их перечисление и поло-
жение в числе прочих операций
для одного типичного случая
обработки будет приведено
ниже.1
Кроме рассмотренных опера-
ций, технологический процес:
обработки шатуна включает еще ряд других, из которых вкратце
остановимся на наиболее характерных. Заливка баббитом
производится теми же методами, как и заливка других подшипни-
ков. Здесь находят широкое применение как центробежная за-
ливка, так и заливка под давлением.
Запрессовка бронзовых втулок в малые головки
производится на прессе (ручном, эксцентриковом или пневматиче-
ском). Рис. 473 изображает приспособление, служащее для этой
цели. Шатуны надеваются на шейку оправки, имеющую больший
диаметр, а втулка — на верхнюю шейку той же оправки. Под да-
влением пресса втулка запрессовывается на место, причем оправка,
сжимая пружину, опускается вниз.
1 См. § 4, Ж.
194
пробок применяют одну длинную,
Рис. 474. Схема проверки параллельности
осей головок шатуна.
жду отверстиями для бол-
----------------------------nnnrfruflPTk
И На ГАЗе эти втулки свертываются из листа и запрессовыва-
I кся на эксцентриковом прессе. После прог ладки их, пропуска-
Кем каленой оправки они раздаются так, что место стыка пере-
дает быть заметным.
I Из остальных операций упомянем прорезку смазочных кана-
дки. зачистку заусенцев, промывку и т. д.
Е. Контрольные операции
I Диаметры отверстий в верхней и нижней го-
товках шатуна проверяются обычным способом при помощи
предельных пробок. При пользовании методом выборочной сборки
иногда вместо нескольких г-^— ----------плинную.
имеющую ряд ступеней, ко-
торые отличаются друг от
друга на величину, соответ-
ствующую градации разме-
ров между различными груп-
пами.
Ширина головок
проверяется также предель-
нчми скобами. Расстоя-
ние между обеими
головками контроли -
руется при помощи особого
приспособления, состоящего
из плиты с двумя параллель-
ными штырями, на которые
надевается шатун. Удобно,
I если один из этих штырей
сделан подвижным; тогда
при помощи индикатора
можно с легкостью устано-
вить величину отклонения
от заданного размера. Пра-
вильность расстояния м е... „ 7 _
то в в самом шатуне и в крышке, а также их параллельность
иногда проверяются при помощи калибра, состоящего из двух па-
раллельных штырей, связанных между собой поперечиной. Сами
отверстия предварительно проверяются предельными пробками.
Наиболее характерной контрольной операцией является про-
верка параллельности осей верхней и нижней г о-
л о в о к в двух плоскостях. Рис. 474 изображает шатун А с двумя
Длинными скалками X и У, плотно входящими в отверстия его го-
ловок В и С (ранее проверенных при помощи предельных пробок).
Размер D легко контролируется путем измерения расстояния между
пробками. Что же касается параллельности осей, то в одной пло-
скости ее легко проверить, определяя разность размеров F и G,
а в другой плоскости (соответствующей скручиванию стержня ша-
тУиа), наблюдая уклон одной из скалок, в то время как другая
1Э5
chipmaker.ru
роны, благодаря чему
Рис. 475. Индикаторное при-
способление для проверки
паралчельности осей голо-
вок шатуна.
уложена iоризонтально (размер L). Этот промер можно произвести
например, на разметочной плите.
В массовом производстве все измерения должны выполняться
просто и быстро. Поэтому и для данной проверки конструируются
специальные индикаторные приспособления. Рис. 475 показывает
одно из таких приспособлений. Шатун W удерживаемся на месте
при помощи скалки С, проходящей сквозь отверстие в его нижней
головке и отверстия в приливах В. Другая скалка D пропущена
сквозь верхнюю головку. При пользовании приспособлением эта
скалка слегка прижимается к упору, расположенному с левой сто-
ложение шатуна точно фиксируется. Ин-
дикаторы Mj и М_. позволяют опреде-
лять отклонение от параллельности в об-
щей плоскости осей головок, а индика-
тор М:1 — в другой плоскости (скручива-
ние стержня). Все части приспособления
смонтированы на угольнике А.
Заметим еще, что во многих случаях
не ограничиваются раздельной проверкой
параллельности осей головок шатуна и
перпендикулярности пальца к оси порш-
ня, а проверяют обе эти детали в со-
бранном виде, для чего служат специаль-
ные приспособления.
Кроме описанных приспособлений,
при контроле шатунов применяется мно-
го других, из которых следует особо
упомянуть специальные весы, по-
зволяющие определять распределение
общего веса шатуна между его малой и большой головками.
Ж. План операций при обработке шатуна трактора 1
Рассматриваемый процесс рассчитан на выпуск 42 шатунов
в час. Характерной особенностью принятого плана операций яв-
ляется четкий выбор баз, для чего в самом начале обработки
(третья операция) фрезеруются пять площадок, по которым впо-
следствии и производится установка во всех приспособлениях.
Приводим подробный план операций (табл. 45) с соответствен-
ными операционными эскизами (рис. 476), на которых указаны ме-
ста обработки, базы и места прижима. Эскиз заготовки с допусками
показан на том же рисунке. Материал — сталь, твердость по Бри-
неллю— 180—220 Обращаем внимание на то, что при рассматри-
ваемом плане операций шатун и крышка нижней головки обраба
тываются одновременно на одних и тех же станках.
1 Описываемый процесс соответствует одному из вариантов плана операций,
принятых Челябинским тракторным заводом. Материал был собран во время
практики студентом ЛИИ т. Кабановым.
Некоторые планы оораооткн, относящиеся к автомобильным шатунам,
см. Технология машиностроения, вып. V, стр. 156—165.
195
Т аблица 45
План операций при обработке шатуна трактора
(Рис. 476)
Наименование и описание операций
Станок
i
Правка в холодном состоянии
I
Фрезерование торцов головок
Фрезеровать 2 плоскости А и В на верхней
головке до окончательного размера и 2 пло-
скости С и D на иижней головке в размер
103 + 0,5 мм
Маркировка
Фрезерование 5 базисных площадок
Фрезеровать 2 плоскости Г и 3 плоскости Р
до окончательного размера
Расточка, раззенковка и развертывание от-
верстий в обеих головках
I. Расточить начерно отверстие в верхней
головке насквозь до диаметра 66 мм и в ниж-
ней—до половины глубины
II. Развернуть начерно отверстие в верхней
гол вке до диаметра 66,7 мм, пройти до конца
нижнюю головку
III. Развернуть начисто отверстие в верх-
ней головке и разверну ть отверстие в нижней
головке
Примечание. Позиции 1, II и III вы-
полняются одновременно
Разрезка и подрезка нижней головки
Разрезать нижнюю головку и одновременно
подрезать 4 поверхности Е до окончательного
размера
Сверление и развертывание двух отверстий
для болтов в шатунах и крышках
I. Сверлить 2 отверстия в крышке и 2 от-
верстия в шатуне сверлом диаметром 19 мм
П. Развернуть те же отверстия начерно диа-
метром 19,75 мм
। III. Развернуть те же отверстия начисто до
' окончательного размера
Горизонтальнофрезер-
ный четырехшпиндель-
ный станок Цинциннати
Ручная опепация
Г оризонтальнофрезер-
ный пятишпиндельный
станок Цинциннати
Специальный шести-
шпиндельный сверлиль-
ный станок (фирмы Бар-
нес) с 4 позициями, из
которых одна является
загрузочной
Г оризонтал ьноф г езер-
ный станок Цинциннати
12 шпиндельный вер-
тикальносверлильный
станок с 4 позициями, из
которых одна является
загрузочной (фирмы Ка-
тко)
r.ru
Продолжение
№ операций
8
9
10
11
12
13
14
15
16
17
Наименование и описание операций
На каждой из трех рабочих позиций одно-
временно обрабатываются один шатун и одна
крышка (4 шпинделями)
Сверление анкерных гнезд под баббит
I. Сверлить 2 анкерные гнезда в нижней
головке шатуна и 2 в крышке
II. Повернуть шатун и крышку на 180° и
сверлить остальные гнезда
Зенковка отверстий для болтов
I. Зенковать 2 отверстия в шатуне
II. Зенковать 2 отверстия в крышке
Заливка баббитом
I. Залить баббитом нижнюю головку шатуна
II. Залить баббитом крышку шатуна
Зачистка плоскости рчзъема
Фрезеровать кромки баббитовой заливки и
зачистить плоскости разъема шатуна и крышки
до окончательного размера
Запрессовка втулки
Запрессовать втулку в верхнюю головку
шатуна
Сверление и зенковка двух отверстий
I. Сверлить 2 отверстия
II. Зенковать те же отверстия
Сборка шатуна с крышкой
Подрезка и зенковка нижней головкн
Подрезать плоскость С с двух сторон н
одновременно зенковать баббитовую заливку
Предварительная расточка баббита
Расточить баббитовую заливку в нижней го-
ловке до диаметра 86,75 4-0,1 мм
Тонкая расточка верхней и нижней головок
Расточить заливку в нижней головке и брон-
зовую втулку в верхней до окончательного
размера
Станок
Четырехшпиндельный
вертикальносверлильный
станок Арчдейль
Двухшпиндельный
вертик •льносверлильнын
станок Арчдейль
Заливочная машина
Чадвиг
Г оризонтальнофрезер-
ный станок Вандерер
Пневматический пресс
Вертикальносверлиль-
ный одношпиндельный
станок Герберт
Ручная операция
Сверлильный станок
Кольб
Вертикальносверлиль-
ный станок Кольб
Двухшпиндельный го-
ризонтальнорасточный
специальный станок
Эксцелло
Chlpmaker.ru
ГЛАВА ШЕСТНАДЦАТАЯ
ПОЛУЧЕНИЕ ПОВЕРХНОСТЕЙ ПРЯМОЛИНЕЙНОЙ
ОБРАБОТКИ 1
1. ПОЛУЧЕНИЕ ТОЧНОЙ ПЛОСКОСТИ И ЕЕ ПРОВЕРКА
А. Образование точной плоскости
Рассматривая работу токарных станков, служащих для об-
разования круглых форм, мы замечаем, что действие их основано
на следующем элементарном принципе: конец неподвижного резца,
расположенный на определенном расстоянии от неподвижной оси,
отмечает на поверхности вращающегося вокруг этой оси тела
точки, лежащие на одной окружности. Правильность этой окруж-
ности будет зависеть от двух факторов: во-первых, от постоян-
ства положения оси вращения, во-вторых, от неизменности рас-
стояния конца резца от этой оси. Поэтому при токарной работе
прежде всего необходимо обеспечить отсутствие овалов на шейках
шпинделя и его подшипниках, а при обточке в центрах — правиль-
ную центровку. Далее нужно следить за износом резца. При со-
блюдении известных предосторожностей можно получить точность
круглой формы, достаточную в большинстве случаев практики.
Проверка правильности круглой формы (отсутствие оваль-
ности и т. п.) обычно основано на том же принципе.
Деталь приводят во вращение и проверяют правильность обра-
ботанной поверхности, отсчитывая бой при помощи иглы рейсмуса
или цри более точных проверках — при посредстве индикатора.
Измерение диаметров круглых тел также производится при помощи
простейших инструментов общеизвестными методами.
Соединяя обе проверки, т. е. промеряя диаметры и отступления
от круглой формы в разных точках по длине детали, можно
убедиться в ее цилиндричности или в общем случае — в соответ-
ствии профиля образующей чертежу.
Таким образом трудности, возникающие как при образовании,
так и при проверке окружностей, являются следствием возникно-
вения ряда обстоятельств, не позволяющих со всей строгостью
1 Такие поверхности чаще всего являются системами плоскостей (напри-
мер, направляющие токарного станка), но могут включать в себя и криво•
Линейные участки.
1Г0
chipmaker.ru
—------------------------
даготоВка
3 Операция Маркировка
Е 6 Операция Разрезка и подрезке
ниркнеи головки
фии®
Маркируется See шатупй! I
с оЗной сторон)! относительно фре-
зеровки ItbiSepikauHlue и отношении размера.г)
Р-1 0pope зной фрезер--------
Р-2 Ооносторонний правый Фрезер
Р-3 ОВносторошй левый фрезер
В-1 фрезерная оправка
10перация. Правка в холодном
состоянии
Производить правку В мыМст
XX’ иду’
4 Операция Фрезеровка
5 Базирующих площадок
Р-1 Ториевом фрезер правый #6"
Р-2 к&й
Р-з " - правый
Р-4 • - левый
Р-5 Ториевой фрезерправый
В-t Оправка иля фрезеров
В-2
1 Операция Сверление и разверни
двух отверстий
Р-1 Сверло спиральное
P-Z Развертка черновая
Р-3 • чистовая
В-1 Регулируемая втулка
chipmaker.ru
3 Операция Маркировка
Маркируются Псе шам/ыв
с одной сторон)! относительно Ж
зероВки (tbidepikaoHliie В отношении Размера..х~)
4 Операция Фрезеровка
5 Базирующих площадок
₽-/ Ториевом фрезер правый ^5
Р~2 ' - квач
Р J • правый
• - твый
Р-Р Торцевой фрезер правый
В-1 Оправка для фрезеров
В-2 * •
‘ 6 Операция Разрезка и подрезка
ншкней головки
Р-1 Прорезной фрезер —
Р-2 Односторонний праРьР Мезер
Р-3 Односторонняя леЫ фрезер
В-1 фрезерная оправка
9 Операция Зенковка четвфех отверстий
р-1 фасоннЬ/й зенкер
В'Й Втулки регулируемое
Вл2 Оправка для зенкера
10 Операция. Заливка баввитом
1 7 Операция Сверление и развертЬ/бание
двух отверстии
Р-1 Сверло спиральное
Р-г Развертка черновая
Р-3 • чистовая
В-1 Регулируемая втулка
6 Операция Разрезка и подрезка
ни^неи головки
Р-1 Прорезной фрезер_________
Р-2 Од <о™0рони,к правый Мезер
Р-3 Односторонней левый фрезер
В-1 фрезерная оправка г
? 7 Операция Сверление и развертЬ/вание
двух отверстии
Р-1 Сверло спиральное
Р-г Развертка черновая
Р-3 • чистовая
В-1 Регулируемая Стулка
I
9 Операция Зенковка четв/рех отверстий
р-1 фасонной зенкер
В-Й Втулки регулируемые
В-2 Оправка для зенкера
10 Операция Заливка развитом
t г- 13 Операция.. Запрессовка втулки
13 Операция Сверление и генкоика
двух отверстий
Р-1 Сверло спиральное
В-1 быстросменный патрон
9 Операция Зенковка четЬ/рех отверстии
» ь 13 Операция Запрессовка втулки
15Операция, фрезеровка и зенковка
р-1 фасоннЬщ зенкер
В Я Втулки регулируемое
В?2 Оправка для зенкера
Р-1 Специален. комбиниров зенкер
10 Операция Заливка бавбитом
13 Операция Сверление и зенковка
двух отверстии
16 Операция. Предварительная расточка
баббита
Р-1 Сверло спиралЬное
В-1 ВЬ/тросненнЫи патрон
Р-1 Расточное peaubi
В-1 Специальная оправка
cFifpmaker.ru
7 Операция Зенковка uembipex отверстий
12 Операция . Запрессовка втулки
15 Операция, фрезеровка и зенковка
р-1 фасоннЬ/й зенкер
О-Я Втулки регулируемЬ/е
В ~2 Опра Ska Оля зенкера
Р-1 СпециалЬн. комби миров. зенкер
10 Операция. Заливка баббитом
13 Операция Сверление и зенковка
двух отверстий
13 Операция. Предварительная расточка
баббита
Р-1 Сверло спиральное
В-1 BbicmpocMEHHbiu патрон
chipmaker.ru
ерация. Заливка бавбитом
13 Операция Сверление и зенковка
двух отверстий
Р-1 Сверло спиральное
В-1 ObicmpocHCHHbiu патрон
Зачистка плоскости разъема
14 Операция. Сборка крвники и шатуна
16 Операция. Предварительная расточка
5аббата
Р-1 PacmovHtie peoubi
В-1 Специальная оправка
П Операция. Алмазная расточка
верхней и ншкней головки
Условнее обозначения
v Прикинь/ f Saaru
•— OEpaSambiB. поверхность Г Окончат. oSpaS
' поверхности
cFiipmaker.ru
ия Сверление и развертывание
двух отверстий
10 Операция. Заливка ваввитом
Р-1 Сверло спиральное
Р-3 Развертка черновая
Р-3 « чистовая
В-1 Регулируемая втулка
ия Сверление анкернЫх е.чевд
под вавоит
1 СпиралЬное сверло
/ Регулируемая втулка
13 Операция Сверление и зенковка
двух отверстий
Р-1 Сверло спиралЬное
В-1 BbianfiomeHHbiu патрон
14 Операция. Сборка крошки и шатуна
вон Грезер праве и Р-0 Торцевой ррезерпронь/г
- «&/.'/ В-1 Вправка ом фрессроо
- правый В-В " •
- левый
«' 7 Операция Сверление и развертывание
двух отверстий
10 Операция. Заливка Бадди том
Р-1 Сверло спиральное
Р-В Развертка черновая
Р-3 • чистовая
В-1 Регулируемая втулка
Операции Расточка,разве/, Ш/на
и развертывание отверстии
I
Р-1 Раипочнйш зенкер
о-г
Р-3 Развертка черновая
Р-4
р -5 чистовая
В-1 Направляющая
оправка
в-в
В Операция Сверление анкернЬ/х еневи
под БаБЬит
Р-1 СпиралЬное сверло
В-1 Регу юруемая втулка
Dua 422А П Mir лХпаАптги >«
4 Операция Фрезеровка
5 Базирующих площадок
Р-1 Ториевом фрезер правая #6 Р-5 Торцевой сррсзерправых
Р-g - - кбыя В-1 Оправка оля фрезеров
Р-3 - - правый В-2
Р-4 • - левый
чпей
по стр.А
1
iw Ф-ВЛ
юв Ф-б'
W
5 Операция Рас&оика.раззеикоЬха
и развЕртЫвание отберапий
Р-1 Pacmo^Htnii зенкер
P-Z
Р -3 Развертка черновая
Р-4
р-5 vистовая
В-1 Направляющий
оправка
В-2
‘ 7 Операция Сверление и развертЬ/вание
двух отверстий
10 Операция. Заливка За
Р-1 Сверло спиральное
Р-г Развертка черновая
Р-3 • чистовая
В-1 Регулируемая втулка
8 Операция Сверление анкерных гнезд
под ОавЬит
11 Операция Зачистка плоскости
Р-1 СпиралЬное сверло
В-1 Регулируемая втулка
chipmaker.ru
10перация. Правка 6 холодном
состоянии
4 Операция Фрезеровка
5 Базирующих пл o ut а до ft
’-ф=1д=ф-’
(IpouMumb правку В смскест
xf и.уу'
<7 Операция Сверление и разбертЬф
двух отверстий
Р-l Сверло спиральное
P-В Развертка черневая
Р-3 • чистовая
В-1 Рееулцрутал Втулка
2 Операция фрезеровка mopueObix поверхностей
Р~1 Ториевой, фрезер фовый Ф-в' Р 1 Торцевой фрезер левый
" левый Ф-5\ В-1 Справка аля фрезеров 0О'
Р-3 - - пр1Выйф=3 В-В р5-
5 Операция Рятоика,раззгькоОха
и развсртЬ/вание отверстий
р -5 чистовая
В-1 Направляющан
оправка
В-?
S Операция Сверление анкерных енм
под бавЬит
Р-1 РасточнЬш зенкер
Р-2
Р-3 Развертка черновая
Р-4
Р-1 СпиралЬное сверло
В-1 Регулируемая втулка
r.ru
осуществить теоретическую схему. Поэтому путь для получения
круглых форм высокой точности, естественно, лежит в устранении
этих привходящих, понижающих точность, обстоятельств. Во вся
ком случае, для получения окружности не требуется иметь другой
ранее осуществленной окружности того же диаметра.
Если мы остановимся на образовании точной плоскости то
увидим, что все станки, на которых такие плоскости обрабаты-
ваются, работают по методу копирования другой, ранее уже осу-
ществленной плоскости. Точность результатов зависит от правиль-
ности направляющих станины строгального станка;, поперечины
карусельного и т. д. Точность формы детали будет зависеть
прежде всего от степени прямизны этих направляющих.
При проверке плоскостей чаще всего пользуются линейками,
шабровочными плитами, угольниками и тому подобными инстру-
ментами. Их обыкновенно проверяют по другим точным линейкам.
Таким образом здесг
опять-таки необходимо
сначала создать какую-то
плоскость, которой мож-
но в дальнейшем пользо-
ваться при образовании
и измерении других пло-
скостей.
На практике большие
точные плоскости часто
окончательно отделыва-
ются путем ручной ша-
бровки. В этом случае точ-
ность их целиком находится в зависимости от правильности шабро-
вочных плит и линеек. Направляющие станкор, от прямолинейности
которых зависит правильность обрабатываемых на них деталей, по
вторяют неточности этих инструментов. Таким образом задача обра-
зования точной плоскости в конечном счете сводится к изготовле-
нию точной линейки. Имея такие линейки, можно хотя бы вручную
правильно обработать направляющие станков, шабровочные плиты
и т. п. и, пользуясь ими, переносить правильные плоскости на обра-
батываемые детали.
Остановимся вкратце на методах проверки линеек в тех’слу-*
чаях, когда не имеется другой эталонной линейки, в правильности^
которой есть безусловная уверенность. С такой задачей приходится'
встречаться очень часто, так как длинные точные линейки легко,
деформируются и теряют правильную ферму.
Наиболее известный метод изготовления этих инструментов
состоит во взаимном прншабривании трех линеек. Этот метод
основан на том, что три линейки при совмещении их попарно,
в какой угодно последовательности, могут совпадать друг с дру-
гом лишь в том случае, если их рабочие плоскости строго прямо-
линейны. Прострогав три линейки со всей доступной точностью,
отбирают ту из них, которая представляется наиболее правильной,
и нумеруют ее № I. остальные получают № 2 и 3. Затем пришабри-
200
|c1jot к линейке № 1 другие две (рис. 477 а). Очевидно, они полу
,аются одинаковыми, по не обязательно плоскими. Далее наклады-
вают линейку № 2 на линейку № 3 (рис. 6) и сразу обнаруживают
ошибку (которая при этом «удваивается»). Очень важно тщательно
вь1яснить характер касания линеек путем постановки их на краску
а проверки щупами. Далее пришабривают эти линейки (№ 2 и 3)
ipyr по другу, снимая с обеих по возможности одинаковый слой
металла. Если бы действительно удалось сшабрить с них поровну,
7о, очевидно, сразу же получились бы правитьные плоскости; и
хотя, вообще говоря, этого достигнуть полностью не удается, но
в результате такого пришабривания мы получаем две линейки,
более точные, чем первоначальные. Приняв одну из них (напри-
чер, № 2) за основную (подобно линейке № 1 в начале процесса/,
пришабривают к ней линейку № 1, получая опять-таки две линейки
(№ 1 и № 3) одинаковыми. Накла-
дывая их одну на другую, про-
веряют правильность этих линеек,
как и раньше. Дальше следует их
взаимное пришабривание и т. д.
Повторяя две описанные опе-
рации (рис. 477 а и Ь) несколько
раз, можно добиться того, что в
обоих случаях линейки совпадут
с требуемой степенью точности.
Тогда, как легко убедиться, при
наложении линеек друг на друга
в любой последовательности бу-
fl) b)
Рис. 478. Метод двух линеек.
дет достигнута желаемая степень касания. На практике очень
часто эта работа производится без определенного плана, вслед-
ствие чего она отнимает непомерно много времени. Совершенно
таким же способом проверяются друг по другу шабровочные
плиты, клинья и т. п. При небольших размерах плит (например.
300 X 300 мм) иногда оказывается целесообразным вместо при
шабривания применять взаимную их притирку-, производя враща-
тельные движения одной плиты по другой. Описанный способ трех
линеек известен давно, но он является довольно мешкотным.
Существует другой метод, позволяющий обойтись лишь двумя
линейкам и (рис. 478 а). Выстрогав возможно точнее две
линейки, помещают их рядом на опору и верхние плоскости покры-
вают слоем синей краски. Проводя небольшим стальным бруском
вдоль линеек, снимают с них лишнюю краску, причем обнаружи-
ваются выступающие точки, которые и сшабриваются. Далее одну
из линеек переворачивают и кладут на другую (рис. 4786). Определив
чо краске степень касания линеек, их пришабривают одну по дру-
гой, снимая материал по возможности поровну. Затем вновь ставят
линейки в положении а, и т. д. Метод основан на том, что линейки.
расположенные рядом и положенные одна на другую, совпадают
в обоих положениях лишь в том случае, если их ребра строго
прямолинейны.
Оба приведенные метода (трех и двух линеек) не требуют ника-
201
chipmaker.ru
ких точных вспомогательных приспособлений и инструментов, но
являются прецизионными сами по себе, давая возможность, по
крайней мере теоретически, достигнуть любой степени точности.
По этой причине они являются «первичными», позволяя получать
точную работу как бы «из ничего», основываясь исключительно на
принципиально правильном методе.1
Б. Проверка правильности плоских поверхностей
Рассмотрим главнейшие методы проверки правильности плоско-
стей. Одновременно коснемся также вопроса о проверке располо-
жения этих поверхностей относительно горизонтального и верти-
кального направлений, так как обе проверки часто
производятся одновременно.
1. Линейка и ватерпас. Имея точную ли-
нейку, можно легко проверить плоскость, наклады-
вая на нее -эту линейку в разных положениях и из-
меряя просвет при помощи щупа, либо оценивая
его на-глаз.* 2 3 Очень часто при проверке правиль-
ности плоскости одновременно проверяется и ее
горизонтальность. В этих случаях на линейку кла-
дут точный ватерпас и наблюдают его показания.
Если линейка правильна и ватерпас точен, то этот
метод очень быстро приводит к цели и дает воз-
можность проверить плоскость, а в случае надоб-
ности и исправить ее шабровкой. Однако при изме-
рении плоскостей сколько-нибудь значительных раз-
меров приходится встречаться с затруднениями, вы-
зываемыми гибкостью линейки.
Действительно, легко убедиться, например, что
иие монтажной стальная линейка длиной 5,5 м, имеющая двутав-
линейки. ровое сечение 170 X 33 мм и облегченная 39 выре-
зами в стенке (рис. 479), ° лежащая на двух опорах,
расположенных по ее концам, при изгибе на ребро дает прогиб
в середине, равный 1,2 мм.4 * * * Это такая величина, которой нельзя
пренебречь даже при грубых монтажных работах. Чугунная ли-
нейка дает еще худшие результаты. Увеличение высоты линейки
* Описание методов изготовления угольников, основанных на аналогичных
соображениях, см. Д. П. Чех мота ев, Технология контрольно-измеритель-
ного инструмента, ОНТИ, 1938, стр. 47—56.
Наиболее тонкие щупы обычно имеют толщину 0,04 мм. Зажимая между
линейкой и испытуемой плоскостью несколько полосок папиросной бумаги и
пробуя плотность их зажатия, можно оценить правильность поверхности
с точностью 0,02 >мм и даже выше. Толщина световой щели, улавливаемая
глазом, очень мала, но точность такого отсчета в большой степени зависит от
толщины полки угольника и от состояния испытуемой поверхности.
3 Такая линейка применялась в сборочном цехе завода Русский Дизель
(Ленинград).
4 Вес такой линейки Q = 103 кг. Момент инерции при изгибе на ре-
бре J = 950 см4. Прогиб от равномерно распределенной нагрузки:
103-5503 5
2 10000Э-950-384 —°’12 си— ’’2
302
13
несколько уменьшает величину прогиба, но при практически выпол-
нимых размерах все же никогда не уцается достигнуть такой сте-
пени жесткости, чтобы прогибами длинной линейки можно было
пренебрегать .при сколько-нибудь точных работах. Во всех таких
случаях приходится прибегать к некоторым специальным приемам,
позволяющим производить точные отсчеты при недостаточно
жестких линейках. .
Первый метод состоит в том, что линейку кладут не прямо на
проверяемую плоскость, профиль которой неизвестен, а на две
опоры, расположенные на расстоянии V8 полной ее длины от кон-
цов линейки. При таком их расположении прогибы по концам и по
середине будут приблизительно одинаковы и для приведенных
выше длины и сечения окажутся равными только 0,024 мм.1
Кроме того при вполне определенном расположении опор вели-
чину прогиба для каждой линейки можно определить расчетом или
специальным измерением щупами при установке линейки на предва-
рительно тщательно проверенную плиту.
Другой метод, требующий, однако, строгой параллель-
ности обеих сторон линейки, основан на применении
ватерпаса. Положив линейку на проверяемую плоскость, наблю-
дают при помощи ватерпаса, помещаемого в разных точках по ее
длине, направление прогиба. Прокладывая в разных местах полоски
папиросной бумаги (а при больших отклонениях от горизонтали и
металлические подкладки), приводят во всех точках показания
ватерпаса к нулю. Это дает уверенность, что линейка строго прямо-
линейна и лежит горизонтально. Измеряя толщину прокладок,
определяют как общий угол уклона детали по отношению к гори-
зонту, так и ее отклонения от идеальной плоскости во всех точках
по длине линейки.
Линейки длиннее 6 м применяются крайне редко: они оказы-
ваются настолько гибкими, что пользование ими становится не-
удобным. Обычно пользуются линейками не длиннее 4 м.
При необходимости проверить раму большей длины, чем длина
линейки, поступают следующим образом. Сначала устанавливают
линейку у одного конца рамы на бумажных прокладках, как было
только-что описано; толщину этих прокладок и места их располо-
жения наносят на схематический чертеж. Далее перемещают
линейку вдоль ее длины на величину, несколько меньшую этой
длины, и вновь выверяют таким образом. Так проверяют всю длину
рамы. Для оценки полученных результатов обращаются к записям.
Необходимо отметить, что верхняя плоскость линейки все время
остается строго горизонтальной и перемещается параллельно самой
себе. Вводя поправки па разность толщин прокладок, у концов
1 При таком расположении опор прогиб по середине равен прогибам у кон-
цов и сводится приблизительно к ’/щ части прогиба той же балки, лежащей
на опорах, расположенных у ее концов. Точнее: наименьший прогиб полу-
чается при расположении опор на расстоянии 0,223 (2/в) длины линейки от ее
концов, причем он оказывается равным ,в/юоо того прогиба, который имеет
Та же линейка при положении ее на двух опорах, расположенных по концам.
2Q3
chipmaker.ru
линейки в различных ее положениях можно привести все отсчеты
к одной горизонтальной плоскости, и тогда полученные записи
дадут возможность изобразить графически (в увеличенном мас-
штабе ординат) профиль рамы по ее длине.
Такой метод позволяет проверять при сравнительно короткой
линейке (например, 4 м) длинные рамы (например, 12 м). Точность
здесь зависит от степени параллельности обеих сторон линейки,
чувствительности ватерпаса и опытности монтера.
Выше мы уже говорили о применении ватерпаса в качестве
вспомогательного средства при проверке плоскостей. Часто им
пользуются и для непосредственного определения положения
детали относительно горизонтальной плоскости. Применяются
ватерпасы различной формы и степени чувствительности. Последняя
чаще всего измеряется величиной отклонения плоскости от гори-
зонтального положения, выраженного в миллиметрах и отнесен-
ного к 1 .и длины, при котором воздушный пузырек смещается
на 1 деление шкалы. Если, поместив ватерпас на линейку длиной
в 1 л/ и подкладывая под один из концов линейки щуп толщиной
0,1 лш, мы заметим, что пузырек сместился на 1 деление, то мы
можем сказать, что чувствительность ватерпаса равняется 0,1 м.ц
на I м длины. /
В машиностроительный практике пользуются ватерпасами
чувствительностью от 0,02 до 0,8 мм на I w длины.
При проверке на станде длинных рам в сборочной (например,
двигателей Дизеля) рекомендуются ватерпасы чувствительностью
0,1 мм и даже 0,05 мм. При проверке точных станков применяются
ватерпасы чувствительностью 0,04—0,06 мм.
Более грубые ватерпасы ^до 0,8 мм на 1 м длины и даже 1 ру-
бее) применяются при обычных монтажных работах.
2. Водяное зеркало. Вместо ватерпасов в некоторых
случаях пользуются методом проверки плоскостей при помощи
отсчетов от уровня жидкости, налитой в открытый сверху
сосуд.
На направляющие станины ставится подставка с микрометриче-
ской головкой, имеющей конический никелированный или оцинко-
ванный наконечник. Вдоль станины с двух сторон располагаются
сообщающиеся желоба, заполненные водой. Замеры по микрометру
производятся в момент касания конического острия наконечника
и поверхности воды. Некоторые трудности представляет улавлива
ние момента соприкасания острия с водой, а также то обстоятель-
ство, что применение этого метода возможно лишь при отсутствии
каких-либо вибраций. Поэтому такую проверку обычно производят
гсгда, когда мастерская не работает.1
3. Н а т я н у т а я нить. Свойство натянутой нити принимать
форму прямой линии во многих случаях используется для воспро
изведения последней. Можно различать три случая использования
натянутой нити.
1 См. «Нормы точности и методы испытаний станков» ОСТ/НКГП
8589/1703, проверка 1.
204
Первый случай — проверка при помощи отвеса (вертикально
натянутая нить).
Для проверки вертикальности можно пользоваться ватерпасом
и угольником (или специальным квадратным ватерпасом), но при
геталях большой высоты чаще пользуются отвесом (струной).
Отвес состоит из топкой (около 0,5 мм) шелковой нити, натянутой
грузом на конце. Для успокоения колебаний этот груз помещается
обыкновенно в ведре с маслом. Проверка производится при помощи
штихмасса или шаблона, один конец которого упирается в про-
веряемую плоскость, а другой подводится вплотную к нити,
однако не касаясь ее. Величину зазора между нитью и концом
штихмасса оценивают иа-глаз, помещая сзади лист чистой белой
бумаги
Иногда вместо шелковой нити пользуются стальной струной
диаметром около 0,2 мм.1 При этом штихмасс раздвигают не-
сколько больше и приводят струну в легкое колебательное движе-
ние, задевая ее при покачивании штихмасса. На некоторых заводах
(например, Русский Дизель в Ленинграде) последний способ счи-
тается более точным, хотя чаще пользуются шелковой нитью.
К недостаткам стальной струны между прочим относится возмож-
ность неправильных отсчетов, обусловпенных отклонениями ее от
прямолинейности, вызванными небрежным с нею обращением. Если
струну согнуть под крутым углом, то опа выправляется с большим
прудом, и даже при натягивании тяжелым грузом на ней заметен
перелом, вследствие чего ее ось теряет строгую прямолинейность
по всей длине.
Второй случай — проверка при помощи горизонтально
натянутой струны прямолинейности како й-л ибо
вертикальной плоскости или параллельности последней
некоторой определенной оси. Расстояния плоскости от струны в
разных точках промеряют шгихмассом.
При помощи струны можно проверить прямолинейность напра-
вляющих станка в горизонтальной плоскости.2 Струну натягивают
вдоль станины, а концы ее устанавливают по микроскопу, поме-
шенному на специальном ползуне, хорошо пригнанном к напра-
вляющим. Передвигая этот ползун вдоль направляющей, можно
видеть в микроскоп величину отклонения.
Третий случай — проверка правильности горизонтальной
плоскости при помощи горизонтально натянут ой
струны.
Нужно заметить, что вследствие провеса струны этот метод
дает удовлетворительные результаты только при довольно грубых
промерах, и вместо него охотнее пользуются описанным выше
методом проверки при помощи линейки и ватерпаса. Однако в не-
которых случаях, например, тогда, когда установка линейки не-
’ При очень точных проверках пользуются струнами еще меньших диа-
метров (0,1 мм и тоньше).
= См. «Нормы точности и методы испытаний станков» ОСТ/НКТП -
8589'1703, проверка 2.
205
chipmaker.ru
удобна, такой метод все же находит применение. Иногда иМ ноль-
зуются, например, при установке длинных трансмиссий.1
Необходимо, однако, заметить, что и при установке трансмис-
сий струной чаще пользуются лишь для отсчетов в горизонтальной
плоскости, а для промеров в вертикальной плоскости предпочитают
использовать ватерпасы разного рода и, в частности, приборы,
основанные на принципе сообщающихся сосудов (уровень Леневе)’
4. Оптические методы проверки. Все описанные спо-
собы проверки при больших размерах плоскостей оказываются
довольно громоздкими. Поэтому уже давно делались попытки
замены их оптическими методами. Таким методом пользуются на
судостроительных заводах при проверке линии подшипников греб-
ного вала; в последнее время он находит применение также в
станкостроении при проверке прямолинейности станин станков.2
В. Проверка взаимного расположения плоскостей и осей
Пользуясь отвесом и ватерпасом, можно проверять взаимное
расположение вертикальных и горизонтальных плоскостей, т. е. их
перпендикулярность. Точно так же, устанавливая отвес по штих-
массу в центре цилиндра вертикального двигателя и проверяя
вверху и внизу расстояние от струны до стенок, можно проверить
перпендикулярность оси последнего к плоскости основания (ци-
линдр при этом установлен на верхнюю плоскость станины, тща-
тельно проверенную по ватерпасу); это обычно применяемый
в крупном машиностроении косвенный метод проверки взаимного
положения осей и плоскостей. Таким способом это взаиморасполо-
жение проверяется не непосредственно (например, при помощи
угольника и индикатора), а косвенно — путем определения положе-
ния плоскостей и осей в изделии по отношению к горизонтальной
и вертикальной плоскостям. Преимущество такого метода заклю-
чается в крайней простоте измерительных приспособлений.
Кроме того ватерпас очень легко проверить, поворачивая его
на 180’, а отвес в проверке вовсе не нуждается. Поэтому в пра-
вильности таких измерительных приборов всегда имеется полная
уверенность, что очень важно при исполнении ответственных мон-
тажных работ в крупном машиностроении.
Можно, конечно, сконструировать приспособления для непо-
средственной проверки взаимоотношений между ответственными
осями и плоскостями, но в крупном машиностроении такие приборы
получаются очень громоздкими и дорогими.
В массовом и крупносерийном производствах пользование
ватерпасом и струной почти исключается. Здесь совершенно обяза-
—
1 См. Технология машиностроения, вып. IV, рис. 770. Самое трудное при
таких проверках — учесть стрелу провеса струны. Для этого необходимо,
чтобы проволока имела по всей длине определенную толщину и была натя-
нута с определенным усилием. Последнее достигается благодаря тому, что
концы струны перекидываются через блоки и нагружаются грузами. Провес
определяется по формулам, известным из курсов сопротивления материалов.
г Описание оптических методов проверки прямолинейности плоскостей
см. Werkstattstechnik, № 5, 1935, стр. 102.
206
тельно обеспечить точность взаимного расположения всех поверх-
ностей уже в самом процессе механической обработки. Проверки
рри сборке немногочисленны и носят характер либо вторичного
контроля правильности механической обработки либо регулировки.
Для производства этих операций почти всегда предусматриваются
специальные приспособления.
Методы непосредственных проверок получили широкое приме-
нение в станкостроении. Многие приемы до некоторой степени
стандартизованы, и их применение предписывается при приемке
станков.
2. СТРОГАНИЕ ПОВЕРХНОСТЕЙ ПРЯМОЛИНЕЙНОЙ ОБРАБОТКИ
Л. Обзор методов обработки плоскостей
Обработка плоских поверхностей может выполняться несколь-
кими существенно различными методами. Выше мы встречались
с торцевой плоскостью, рассматриваемой как частный случай по-
верхности круговой обработки. Торцевые поверхности уступов на
валах, втулках, дисках обычно являются участками плоскостей,
перпендикулярных к оси детали. Именно зта связанность плоских
горцов с осью вращения обыкновенно заставляет предпочитать их
обработку путем обточки на станках типа токарных.
При обработке плоскостных деталей в некоторых случаях
также прибегают к об г о чке плоскостей, но эти случаи не
характерны для таких деталей. Если отбросить случаи наличия на
обрабатываемых плоскостях круговых площадок, выточек и напра-
вляющих, то к обточке прибегают чаще всего тогда, когда стро-
гальное и фрезерное оборудование оказывается перегруженным,
а токарное — свободным.1
Обычные методы обработки плоскостей следующие:
1) строгание на продольнострогальных станках и на шепингах;
2) фрезерование цилиндрическими и торцевыми фрезерами;
3) протягивание;
4) плоское шлифование;
5) притирка;
6) шабровка.
Рассмотрим все эти методы последовательно и дадим их срав-
нения.
Б. Строгальное оборудование и его работа
Наиболее старым методом обработки плоскостей является
строгание их на продольнострогальных станках при больших
размерах и на шепингах — при "малых.
1 Следует, однако, заметить, что при устарелом парке строгальных стан-
ков, работающих иа весьма низких скоростях резания, перенос обработки,
например, на карусельные станки иногда сопровождается уменьшением затраты
времени. Последнее становится особенно заметным, если обрабатываемая
прямоугольная площадка близка к квадрату и при обточке имеется возмож-
ность использовать резцы из твердых сплавов.
Г 07
chipmaker.ru
П р о д о л ь н о с г р о г а л ь н ы е сгаикь cipohich различных
размеров до самых крупных включительно например, с шириной
строгания до 6 м и ходом до 20 м. Такой станок поднимает детали
весом до 125 т и развивает силу резания до 25 000 иг.
Появление крупных продольнофрезерных станков, выполняю-
щих в общем те же работы, как и прсдольнострогальные, создало
одно время впечатление, что век строгачьного станка миновал.
Казалось невозможным, чтобы продольнострогальный станок, рабо-
тающий инструментом с одним режущим лезвием и притом так, что
значительная часть рабочего времени расходуется непроизводи-
тельно на обратные ходы стола, мог успешно конкурировать с
мощной фрезерной машиной, в которой стружка снимается непре-
рывно и сразу многими резцами. В подтверждение сказанному при-
ведем выдержку из известной в свое время книги проф. Кнаббе, ’
изданной в 1892 г В предисловии говорится: «Повсеместное введе-
ние фрезы, как инструмента универсального взамен резцов стро-
гального и долбежного, а отчасти даже и токарного, есть лишь
вопрос времени».
Однако, несмотря на то, что с тех пор прошло почти 50 лет,
развитие строгальною станка не только не приостановилось, но
непрерывно продолжается, и современные его типы восприняли все
нововведения, связанные с прогрессом станкостроения. При этом
развитие было направлено главным образом в сторону улучшения
конструкции — и в особенности реверсивного механизма, что
в свою очередь позволило снимать большие стружки и притом
с большими скоростями. Одновременно значительно повышена и
скорость обратного хода (достигнуты скорости 60—100 м/мин.).
Использование регулировки числа оборотов электродвигателя
позволяет внести одно усовершенствование, иногда имеющее суще-
ственное значение. Очень часто приходится строгать детали такой
формы, что резание происходит не непрерывно, а так, что резец на
значительной длине хода проходит «по воздуху». На этих участках
скорость дзижения стола могла бы быть повышена без вреда для
стойкости резца. В момент врезания резца в металл в начале хода
стола и в момент выхода его в конце иногда бывает целесообразно
несколько понижать скорость стола. Ценой некоторого усложне-
ния схемы управления при индивидуальном электроприводе такое
изменение скорости движения стола во время его рабочего хода
достигается сравнительно просто.
В крупном машиностроении иногда применяются некоторые осо-
бые типы продольнострогальных станков. Ограничимся здесь тем.
что упомянем станки «ямные строгальные» и «вертикальностро-
гальные». 1 2
Шепинги обычно строятся с длиной хода до 800 мм, хотя
в специальных исполнениях встречаются модели с ходом 1500 мм-
В большинстве случаев подача сообщается обрабатываемой детали.
1 Проф. Кнаббе, Фреза и ее роль в современном машиностроении,
Харьков 1892; см. предисловие, стр. V
2 Описание этих станков см. Технология машиностроения, вып. IV,
стр. 13—18.
208
Существует, однако, особый тип шепингов, у которых подачу
имеют салазки, на которых укреплены направляющие ползуна. Об-
рабатываемая деталь в таких случаях остается неподвижной, что
очень удобно при обработке громоздких предметов.
Долбежные станки составляют особую группу станков
с прямолинейным рабочим движением. Их применение в настоящее
время ограничивается обработкой шпоночных канавок, в шкивах
и тому подобных деталях и вообще теми случаями, когда более
производительные фрезерные станки не могут быть использованы
вследствие особенностей конфигурации обрабатываемых поверхно-
стей. Однако в массовом производстве такие поверхности обычно
обрабатываются на протяжных станках. Поэтому в настоящее
время долбежный станок сохранился лишь в цехах индивидуаль-
ного и отчасти серийного производств, где он во многих случаях
оказывается незаменимым. Существуют различные специальные
типы долбежных станков.
Отличительной особенностью строгальной работы является на-
личие холостого обратного хода, так как станки с ре-
занием в обе стороны практического значения пока не имеют. Для
уменьшения потери времени скорость обратного хода делается
больше, чем скорость рабочего хода. Очевидно, что время обра-
ботки зависит от скоростей как прямого, так и обратного ходов.
Обозначая через v рабочую скорость и полагая, что скорость обрат-
ного хода в а раз больше скорости прямого, находим длину, обра-
батываемую в 1 мин.:
При а = 2............./ = -g-v
3
, а = 3...............l—~^v
4
• 0 = 4.............../= S' v
При отсутствии обратного хода, очевидно, l~v, и, следова-
тельно, обратный ход вызывает потерю производительности
Lp-100%; например при а = 3 получаем 25%, а при а — 4 — 20%.
Если бы даже возможно было сделать обратный ход в 8 раз более
быстрым, чем рабочий, то получилось бы 1 — в/а v, и потеря произ-
водительности все же составляла бы 11,1%. Следовательно, увели-
чивая скорость обратного хода вдвое, мы снижаем потерю произво-
дительности лишь на 9,9%; такого же эффекта можно было бы
достигнуть, повышая скорость резания v на эти 9,9%. Отсюда
видно, что очень значительное увеличение скорости обратного хода
дает тот же эффект, как и небольшое увеличение скорости рабо-
чего хода. Заметим еще, что, как мы уже указывали, скорости
резания при работе на продольнострогальных станках зависят не
'4 СовпловсклЛ, т. И, 1888, 209
chipmaker.ru
Только от стойкости резцов, но и от инерционного эффекта ревер.
сируемых масс, т. е. от конструкции станка и мотора.
Потеря времени, вызываемая наличием обратного холостого хода
настолько очевидна, что одновременно с возникновением строгаль’
кого станка стали делать попытки ее устранения или, по крайней
мере, уменьшения. Конкуренция со стороны фрезерного станка за-
ставила заводы, строящие строгальные станки, обратить особое
внимание на повышение их производительности, так как именно в
этом отношении, как известно, фрезерный станок имеет наибольшие
преимущества перед строгальным. Однако единственное усовершен-
ствование, прочно вошедшее в жизнь, — это ускоренный обратный
ход стола.
Радикальным способом избавления от указанной потери была бы
постройка станка, строгающего в обе стороны. Попытки
постройки таких станков начались уже давно и непрерывно про-
должаются. Одной из наиболее простых по идее конструкций
является постановка двух пар стоек и двух поперечин,
обращенных в разные стороны. Такие станки строились
разными фирмами и находили некоторое применение.
Очевидно, что работа подобного станка принципиально ничем не
отличается от работы обыкновенного продольнострогального, и
здесь при благоприятных условиях может быть достигнуто ожи-
даемое повышение производительности. Однако не следует забы-
вать, что, во-первых, ход стола у такого станка должен быть зна-
чительно увеличен по сравнению с обычным, а это при небольшой
длине деталей может поглотить всю экономию, и, во-вторых, на-
блюдение за работой резцов очень затруднено. Если учесть, что
при чистовой обработке возможность использования двух комплек-
тов резцов затруднена из-за крайней сложности их одинаковой
установки, то приходится признать, что указанное расположение
может принести некоторую пользу только при черновой обра-
ботке деталей большой длины и простой формы. Между тем
усложнение станка резко отражается на его стоимости. Все ска-
занное привело к тому, что описанная конструкция распространения
не получила.
Иногда супорты размещали по обе стороны одного портала, но
и в этом случае не достигали значительного их сближения, хотя
доступ к ним и облегчался. Такая конструкция применялась с успе-
хом для ямных станков, строгающих броневые плиты и другие гро-
моздкие и тяжелые детали. Недостатки этой конструкции — в
остальном те же, что и предыдущей.
Другое направление, по которому шла мысль изобретателей, —
это конструирование различного рода поворотных резце-
держателей. Таких конструкций предложено довольно много,
но в основном они распадаются на два класса: резцедержатели,
работающие одним резцом и поворачивающиеся вокруг вертикаль-
ной оси на 180° при каждой перемене хода, и резцедержатели, ка-
чающиеся вокруг горизонтальной оси, причем попеременно дей-
ствуют два резца, обращенные в разные стороны, или один с двумя
режущими кромками. Первая конструкция была предложена еще
210
gHTBOpTOM, а вторая многократного выполнялась разными заво-
дами. 1
Специальные резцедержатели обоих упомянутых типов устана-
вдивались в супортах обыкновенных строгальных станков, причем
откидная часть последних закреплялась неподвижно. Однако легко
ьидеть, что вся конструкция строгального станка приспособлена
для работы в одну сторону; как самый супорт к поперечине, так и
эта поперечина к стойкам крепятся очень слабо, чтобы без ущерба
для точности и сохранности станка работать на отрыв. Если бы за-
даться целью действительно развить и использовать одну из таких
конструкций резцедержателей, то пришлось бы одновременно пере-
конструировать весь станок. При этом он стал бы тяжелее, слож-
нее и, конечно, дороже.
Право на существование строгальный станок имеет именно
вследствие его большей простоты, универсальности и точности, а
также меньшей первоначальной стоимости по сравнению с фрезер-
ным для обработки деталей тех же размеров.
Станок, работающий в две стороны, очевидно, не только стал
бы сложнее и дороже, но кроме того потерял бы до некоторой сте-
пени ценное свойство универсальности. Наконец, точность работы,
которой строгальный станок обязан главным образом своей про-
стоте, также резко уменьшилась бы, так как наличие всякого по-
воротного или качающегося резцедержателя вносит в работу этого
станка некоторые дополнительные ошибки. Установка двух резцов
на одинаковую высоту оказывается очень затруднительной.
Поэтому, по крайней мере в настоящее время, строгальный ста-
нок, работающий в обе стороны, следует рассматривать как спе-
циальную машину. Можно ожидать наибольшего успеха в его при-
менении при обработке очень длинных и узких площадок. Действи-
тельно, мы видим, что в станках для строгания кромок котельных
листов часто применяются устройства для строгания в обе стороны.
Далее, как мы уже упоминали, строгание в обе стороны приме-
няется при обработке броневых плит на станках ямного типа.
Имеются сведения об успешном применении поворотных резцодер
жателей на вертикальнострогальных станках при обработке рам су-
довых машин и корпусов турбин, где приходится строгать большие
площади на станках, не приспособленных для быстрой работы. При-
менение таких устройств на станках общего назначения ограничено.
Резцы строгальных станков в общем имеют те же
формы, как и резцы токарные.
Чистовое строгание производится либо с малой подачей, —
и тогда чистовые резцы сходны с черновыми (часто применяются
одни и те же резцы), — либо с большой, — и резцы в этом случае
Делаются с плоским широким лезвием (несколько шире величины
подачи), а углы скругляются, так как даже при снятии самой малой
стружки резание боковой кромкой все же имеет место, и острый
угол быстро тупится.
1 См., например, Хю л ле, Металлорежущие станки, ОНТИ, 1932, стр. 390,
Рис. 670 и 671.
211
r.ru
Широкие резцы находят значительно большее применение на
продольнострогальных станках, чем на токарных. Объяснение
этому нужно искать прежде всего в характере деталей, обрабаты-
ваемых на тех и других станках. На первых строгаются чаще всего
массивные чугунные детали (рамы, плиты и т. д.), в то время как
ббльшую часть загрузки токарных станков составляют детали, не
обладающие той же степенью жесткости. Кроме того закрепление
на столе строгального станка, вообще говоря, солиднее, чем
в центрах токарного. Эта жесткость самих деталей и их закрепле-
ния создает очень благоприятные условия для работы с большой
подачей. Настоящие пружинные резцы также находят применение
на строгальных станках, хотя несколько реже, чем на токарных.
Их до некоторой степени заменяют резцы с отогнутым назад
стержнем. Резцы с широким лезвием обыкновенно выполняются
последней формы.
Укажем еще на большое значение правильной заточки и уста-
новки широкого резца. Если его лезвие не параллельно обрабаты-
ваемой поверхности, то последняя
получает вид, утрированно по-
казанный на рис. 480. Во избе-
жание этого заточку широких
резцов рекомендуется произво-
дить на плоскошлифовальных
станках, а не на точилах (что-
бы само лезвие получалось
прямым) и устанавливать резец
по закаленным плиткам, поло-
женным на стол станка, а не
Рис. 480. Вид поверхности, обработан-
ной широким резцом при непра-
вильной его установке.
по грубо обработанной поверхности детали. Подача при чисто-
вых проходах широким резцом по чугуну берется для более сла-
бых станков и деталей до 10 мм, а для жестких — даже до 25 мм
и выше х. В случае необходимости иметь очень точную и чистую
поверхность работу приходится вести не менее чем в три прохода,
оставляя на предпоследний (получистовой) 0,5—0,8 мм, а на по-
следний— не’свыше 0,1 ми. Иногда при обработке чугуна вводят
еще один проход и тогда снимают последние 0,1 мм в два приема:
сначала 0,075 мм и затем 0,025 мм.
Особый вид широких резцов представляют резцы с широким лез-
вием, повернутым на некоторый угол к направле-
нию движения. Наличие такого поворота создает совершенно
особенные условия работы резца.2
Применение охлаждения резца при строгальных работах очень
ограничено. Обыкновенно довольствуются тем, что резец сам по
себе несколько охлаждается при обратном ходе, тем более что ско-
рость резания при строгании обычно несколько ниже, чем при об-
точке, в силу особенностей работы самого станка.
* В исключительных случаях доходят до ширины 100 мм.
1 Описание резцов с повернутым лезвием, а также расчет действительного
угла резания см. Технология машиностроения, вып. IV, стр. 53—54.
В. Пути повышения производительности строгального
оборудования 1
Как мы уже указывали, скорость резания при строгании лими-
тируется не ^только стойкостью резца, но также действием инерции
вращающихся и прямолинейно-движущихся масс. Только в самое
последнее время скорости при строгании доводятся до значений
40-—60 лг/мин., соответствующих нормальным скоростям при ра-
боте твердыми сплавами; установленное же на заводах оборудо-
вание далеко не всегда может обеспечить достаточные скорости
даже для быстрорежущих резцов. В силу сказанного обычно стре-
мятся при строгании увеличивать глубины резания и подачи при
одновременном использовании
, всех других путей повышения
производительности.
В целях обеспечения на-
дежного крепления обрабаты-
ваемых деталей и экономии
вспомогательного и подготови-
тельно-заключительного вре-
мени очень важно иметь боль-
шой набор нормальных кре-
пежных приспособлений (под-
кладок, планок, скоб, прихва-
ток, болтов) при каждом стро-
гальном станке. Отсутствие их
до крайности тормозит работу,
заставляя строгальщика терять
время на разыскивание этих
деталей и на приспособление
их к своему станку. Во многих
случаях оказываются полез-
ными угольники, виблоки, цен-
тровые бабки и различные спе-
циальные приспособления.
Время, затрачиваемое на установку резцов на стружку, может
быть сокращено при использовании шаблонов (рис. 481). Такой ша-
блон устанавливается на столе станка и имеет форму, точно соот-
ветствующую очертанию станины. Для установки резцов между
вершиной резца и шаблоном помещают полоску папиросной бумаги,
которой пользуются как щупом. 2 Зная толщину бумаги, можно со-
вершенно точно установить резец. Таким образом контур шаблона
Должен быть расположен внутри контура обстроганной станины на
расстоянии от этого контура, равном толщине бумаги. При жела-
нии воспользоваться тем же шаблоном для установки резцов при
черновых и получистовых проходах следует брать вместо папирос-
ной бумаги более толстые щупы. Заметим, что пользование этими
1 О путях повышения производительности см. главу 3 (том I).
1 Таким приемом можно обеспечить точность установки резца 0,02 мм и
яаже выше.
213
. chipmaker.ru
шаблонами все же требует известной квалификации и внимания
со стороны рабочего, иначе возможны задевание резцов за шаблон
и вследствие этого порча последнего.
При работе на продольнострогальных станках широко исполь-
зуются методы многорезцовой и множественной
обработки.
Рис. 482. Одновременное строгание двух площадок двумя супортами.
Где возможно, ведут одновременную обработку несколькими
супортами. При обработке таким образом двух поверхностей, лежа-
щих строго в одной плоскости, черновое строгание может успешно
производиться сразу двумя супортами (рис. 482). В данном случае
сначала вступает в работу
левый супорт. При близком
расположении супортов обя-
зательно, чтобы супорт, иду-
щий впереди, вступал в ра-
боту первым, во избежание
столкновения супортов. Чи-
стовая обработка в случаях,
подобных рассматриваемому,
чаще всего производится
одним супортом, так как
трудно обеспечить установку
двух резцов гочпо на одной
высоте. При этом в целях
ускорения работы и умень-
шения влияния износа резца
работу ведут широким рез-
цом с большой подачей. Рас-
Рис. 483. Строгание отливки коробчатого
сечения при помощи четырехрезцовой дер-
жавки.
стояние АВ проходят самоходом, от В до С супорт передвигают
быстро от-руки (или при помощи соответственного механизма),
214
в точке С вновь включают самоход. В некоторых случаях прибе-
гают к одновременной работе тремя и четырьмя супортами.
В каждом супорте строгального станка чаще всего зажимается
•щшь один резец, но иногда и несколько одновременно. В этих
случаях, однако, каждый резец обычно обрабатывает отдельную
поверхность (рис. 483). Иногда прибегают к работе несколькими
резцами и при строгании одной плоскости. В таком случае много-
резцовая державка позволяет ввести в работу сразу несколько рез-
Рис. 484. Многорезцовая державка для строгального резца.
цов, разделяя между ними стружку. Рис. 484 изображает одну из
таких конструкций.
Очень часто в условиях серийного производства на столе про-
дольнострогального станка устанавливается сразу целая партия
Деталей, которая обрабатывается одним или несколькими резцами.
Детали могут быть расположены в один, два или в несколько ря-
дов. i
1 В некоторых случаях, при установке в несколько рядов, в различных
Рядах детали занимают различные положения относительно станка (например,
в одном ряду строгается верх детали, а в другом — низ). Иногда в различных
Рядах устанавливаются совершенно различные детали.
>15
Рассматривая различные примеры таких множественных опера-
ций, осуществленных на заводах, легко заметить, что часто дЛя
обработки даже мелких деталей применяют станки с ходом в Ю
и более. Конечно, иногда такая практика вызывается необходи-
мостью использования крупных станков, установка которых была
обусловлена другими соображениями, но в основном одновремен-
ное строгание больших партий применяется потому, что этим мето-
дом достигается значительная экономия времени обработки
а также простейшим образом все детали (одного продольного ряда)
получаются строго одинаковыми. Рассмотрим главнейшие факторы,
обусловливающие повышение производительности при замене стро-
гания одиночных деталей одновременным строганием целых пар-
тий.
Во-первых, каждое изменение направления движения стола вле-
чет за собой потерю времени, которая приблизительно одинакова
как для длинного, так и для короткого ходов; поэтому эта потеря,
отнесенная к одной детали, уменьшается при строгании их пар-
тиями. Также и перебеги стола в концах рабочего и обратного хо-
дов, отнесенные к одной детали, получаются меньшими.
Во-вторых, при обработке без специальных приспособлений по-
следовательно устанавливаемые детали оказываются расположен-
ными в разных местах по отношению к столу станка как по высоте,
так и по длине. При установке же их в ряд, очевидно, легко до-
биться того, чтобы все обработанные поверхности были располо-
жены в этом ряду строго одна за другой. В первом случае при-
дется для каждой новой детали устанавливать заново резцы и ре-
гулировать упоры, ограничивающие движение стола, во втором же
это требуется проделать один раз для всей партии, причем сокра-
щается также время, затрачиваемое на промеры.
В-третьих, выгода получается от того, что времена установки
и снятия деталей, разбитые на малые промежутки, следующие друг
за другом после обработки каждой детали, при строгании одновре-
менно целой партии соединяются в один общий, более значитель-
ный промежуток времени. При этом очевидно, что если для уста-
новки одной детали требуется 0,2 часа, то для установки 20 дета-
лей потребуется меньше, чем 20>• 0,2 = 4 часа.
Объяснение сказанному следует искать в том, что, приступая
к исполнению какой-либо группы рабочих приемов (в данном слу-
чае связанных с установкой деталей), рабочий затрачивает извест-
ное время на то, чтобы остановить и вновь пустить станок, взять
ключи, болты и т. д. При крупных деталях сюда присоединяется
еще и время на вызов крана. Последнее соображение имеет столь
большое значение, что иногда прибегают к установке деталей пар-
тиями даже в тех случаях, когда в силу особенности конфигура-
ции деталей строгать приходится по одной детали, переставляя
упоры на столе при переходе к следующей.
Фактором, ограничивающим целесообразность пользования рас-
сматриваемым методом, является необходимость иметь большое ко-
личество одинаковых приспособлений для установки деталей. В том
случае, когда обработке подлежит очень большое количество оди-
лаковых деталей, обыкновенно оказывается целесообразным обору-
довать длинный станок полным комплектом таких приспособлений.
0ри меньших же количествах возникает вопрос, что целесообраз-
нее: устанавливать ли детали целыми партиями, обходясь без спе-
циальных приспособлений, или обрабатывать их поодиночке, но зато
в специальном приспособлении, ускоряющем установку и точно
фиксирующем положение детали, благодаря чему не приходится
переставлять ни резцов ни упоров. При проектировании технологи-
ческого процесса для нового завода при выборе того или иного
метода необходимо также учитывать бблыпую стоимость крупного
станка и большее занимаемое им место.
Однако встречаются случаи, когда, применяя одновременно стро-
гание полного комплекта и обеспечивая совершенную идентичность
всех входящих в него деталей, можно значительно облегчить по-
следующую сборку.1
Метод позиционной обработки, когда установка одной де-
тали производится во время обработки другой, довольно часто ис-
пользуется при работе на шепингах. Применение этого метода в от-
ношении продольнострогальных станков встречает затруднения, так
как во время быстрого движения стола крепление на нем деталей
невозможно. Однако, применяя некоторые особые приемы, и здесь
возможно организовать операции подобного же характера.
В некоторых случаях продольнострогальные станки снабжаются
двойными столами. На станине помещается не один стол,
как обычно, а два. В то время когда первый из них находится в
работе, второй сдвинут в крайнее положение, и на нем с удобством
производится установка следующей детали или партии деталей.
По окончании строгания оба стола сцепляют и таким образом
рейку второго стола вводят в зацепление с ведущей шестерней.
Далее первый стол перегоняют в другое крайнее положение и за-
тем столы расцепляют. Теперь детали, установленные на втором
столе, могут обрабатываться, а на первом производится снятие
обработанных и установка новой партии деталей.
Описанный метод требует применения станка, имеющего станину
двойной длины, и поэтому вряд ли когда-либо получит большое
распространение.
Другое, более универсальное решение заключается в том, что
детали устанавливаются не непосредственно на стол станка, а на
так называемый сменный стол, который представляет собой
плиту, накладываемую на стол станка.
В некоторых случаях вместо одного длинного сменного стола
пользуются несколькими более короткими, одновременно снимае-
мыми со станка и устанавливаемыми на нем.
Имея два комплекта таких столов, можно один из них загру-
жать в то время, когда другой находится в работе. Непроизводи-
тельно затраченным оказывается лишь время, необходимое для
смены столов, которая производится при помощи крана. Во время
1 См. рис. 29 (том I).
317
r.ru
загрузки сменные столы лежат на солидных опорах, расположен-
ных рядом со станком.
При широком использовании сменных столов удается резко
повысить среднюю загрузку строгального станка по времени (до
85% и выше).1 Заметим, что применение сменных столов вводит
некоторую добавочную погрешность. Поэтому при очень точном
строгании от пользования ими обычно воздерживаются.
Крупным преимуществом применения двойных и сменных столов
является возможность использования этого метода
в условиях мелкосерийногои даже индивидуаль-
ного производства, так как совершенно не обязательно,
чтобы на станке все время выполнялась одна и та же операция.
Располагая большим временем для установки деталей (равным вре-
мени обработки) последнюю во многих случаях можно произво-
дить без применения каких бы то ни было специальных приспосо-
блений. Очень часто сочетают пользование сменными столами
с методом множественной обработки деталей.
При работе на долбежных станках часто прибегают к долбле-
нию деталей пачками.
3. ФРЕЗЕРОВАНИЕ ПОВЕРХНОСТЕЙ ПРЯМОЛИНЕЙНОЙ ОБРАБОТКИ
А. Фрезерное оборудование и его работа
Каждый фрезерный станок может выполнять операции стро-
гального характера и, в частности, обработку плоскостей. Однако
недостаточная мощность и жесткость большинства стандартных
типов этих станков, а также сравнительно малый ход стола позво-
ляют загружать их скорее работой шепингов, чем продольностро-
гальных станков.
Существуют фрезерные станки, специально приспособленные
для выполнения работы типа крупнострогальной, которые во многих
случаях позволяют производить обработку больших плоскостей
экономичнее, чем продольнострогальные станки.
Наиболее обычное выполнение этих станков — так называемые
продольнофрезерные станки, иногда также называемые
«фрезерными станками строгального ^-типа». Эти станки, несомненно,
развились из обыкновенных продольнострогальных путем приспосо-
бления последних для производства фрезерных работ. Действи-
тельно, заменяя строгальные супорты фрезерными бабками и при-
страивая к столу коробку подач, позволяющую сообщать ему ме-
дленное движение вместо быстрого, необходимого при строгании,
можно превратить продольнострогальный станок в продольнофре-
зерный.
Станки, специально построенные для такой работы, отличаются
от обычных фрезерных станков прежде всего тем, что их стол имеет
1 См. American Machinist, т. 62, стр. 523. Нагрузка регистрировалась при
помощи самопишущего амперметра. Строгались различные детали. В СССР
смеииые столы с успехом применяются на Горьковском заводе фрезерных
станков.
818
f только продольную подачу, все же остальные движения (поперечная
и вертикальная подачи) переданы инструменту. Далее, их характе-
ризуют значительные размеры, общая солидность конструкции и
обыкновенно наличие нескольких одновременно работающих шпин-
делей. 1
Все или некоторые супорты продольнофрезерных станков часто
изготовляются поворотными, что позволяет, например, одновременно
обрабатывать две или больше плоскостей под углом, отличным
от 90°.
Продольнофрезерные станки строятся с весьма различными про-
порциями, что необходимо иметь в виду при их заказе. Наряду
с очень массивными станками встречаются и более легкие типы,
которые при умеренной мощности бабок имеют столы большой
ширины. Некоторые станки приспособлены главным образом для
работы цилиндрическими фрезерами, и тогда во многих случаях
они, совершенно не имеют подъемной поперечины.
В тех случаях, когда продольнофрезерные станки предназнача-
ются специально для обработки легких (алюминиевых и других
подобных) сплавов, их шпиндели получают повышенные числа обо-
ротов. Вообще нужно заметить, что продольнофрезерные станки
очень часто строятся специально приспособленными к специфич-
ности операций, для которых они предназначаются. -
Продолыюфрезерные станки могут достигать столь же больших
размеров, как и продольнострогальные. Однако такие большие
станки строятся редко. Причиной этого является прежде всего
малая универсальность этих станков, заставляющая опасаться, что
! столь крупная машина окажется мало загруженной. Желание исполь-
зовать все выгоды фрезерования; не отказываясь от возможности
производить на станке и строгальную работу, побудило некоторые
фирмы строить комбинированные продольнофрезерные и строгаль-
ные станки. Такой станок гигантских размеров построен фирмой
Шисс-Дефрис. Его портал имеет в свету размеры 5000X5000 мл/
ври длине станины 22 м. Вес станка — 350 т. Необходимо однако,
указать, что универсальность здесь, как и во многих других
случаях, покупается дорогой ценой осложнения станка и высокой
стоимостью его.
Значительно чаще можно встретить пристроенные к строгальным
станкам фрезерные приспособления в виде отдельных бабок на
поперечинах либо шпинделей, вделанных в отливки строгальных
супортов. Такие приспособления обыкновенно не предназначаются
для очень тяжелой работы и имеют целью либо расширить область
применения строгального станка, либо сделать его особенно пригод-
ным для какой-либо специальной операции. Так, например, если
на обстрагиваемой тяжелой отливке имеются небольшие приливы,
Которые могут быть простроганы только поперечным движением
резца, то для их обработки приходится вводить отдельную операцию,
устанавливая деталь заново на том же или на каком-либо другом
~~i В СССРпро дольнофрезерные станки строятся Горьковским заводом фре-
зерных станков.
1 См. рис. 61 (том I). _. •
219
chipmaker.ru
станке. Фрезером эти приливы можно обрабатывать, не прибегая
к перестановке детали (поперечным движением бабки при не-
подвижном столе).
В условиях мелкосерийного и индивидуального производств
часто предпочитают выполнять фрезерные операции не на фрезер,
ных, а на более универсальных сверлильно-фрезерно-расточных
станках («столиках»),1 В тяжелом машиностроении «столики» за-
меняются «колонками».
Характер фрезерной операции в большой степени зависит от
рода применяемого инструмента. Обработка плоскостей произво-
дится либо цилиндрическими либо торцевыми фрезерами. При
сколько-нибудь значительных размерах (диаметр—60 мм) торцевые
направление
фрезерная головка цилиндрический фрезер
вид сверху вид сбоку
Рис. 485. Сравнение работы торцевого и цилиндрического фрезеров.
фрезеры легко изготовляются со вставными зубцами как из быстро-
режущей стали, так и напаянными твердыми сплавами, в то время
как изготовление длинных спиральных цилиндрических фрезеров
со вставными ножами представляет некоторые трудности. Это
является одной из причин (хотя и не главной) того, что в настоя-
щее время обработку сколько-нибудь значительных
плоскостей охотнее производят торцевыми, а не
цилиндрическими фрезерами. 2 Большее значение имеет
различие в действии фрезеров того и другого типа, благодаря кото-
рому работа станка при торцевом фрезеровании, вообще говоря, про-
текает значительно спокойнее, чем при пользовании цилиндриче-
скими фрезерами. ,
1 См. рис. 251 (том I).
* Такая тенденция особенно заметна в автотракторной промышленности,
где фрезерная обработка цилиндровых блоков и других более крупных отли-
вок почти всегда производится фрезерными головками.
220
Последнее обстоятельство объясняется рядом соображений.
Обращаясь к рис. 485, мы можем сравнить работу торцевого и ци-
линдрического фрезеров. На рис. а показан торцевой фрезер, причем
стрелками обозначены усилия, передаваемые обрабатываемой детали
отдельными зубцами. Разлагая эти усилия на две составляющие, из
которых одна действует в направлении подачи, а другая — в перпен-
дикулярном к ней, мы видим, что первые составляющие давлений
от отдельных зубцов отчасти уравновешивают друг друга, благо-
даря чему суммарное усилие подачи, а следовательно, и нагрузка
соответствующего механизма станка получаются небольшими. Все
другие составляющие складываются, образуя результирующую силу,
которая, однако, непосредственно воспринимается направляющими
стола станка. При работе цилиндрического фрезера (рис. Ь), произ-
водя такое же разложение сил, можно видеть, что все давления в
направлении подачи складываются и кроме того появляется некото-
рое усилие, стремящееся отделить деталь от стола. Большое усилие,
направленное вдоль винта подачи, является силой переменной, а
следовательно, при неблагоприятных условиях влечет за собой воз-
никновение колебаний.
Далее, сравнивая работу торцевого и цилиндрического фрезеров,
мы видим, что в первом случае одновременно в работе находится
значительно большее число зубцов, чем во втором. Следовательно,
усилие на зубец получается меньшим, а вместе с его уменьшением
становятся менее заметными и колебания величины этого усилия
в период времени, протекающий с момента врезания резца в металл
и до момента его выхода. Форма стружки при работе цилиндриче-
ского фрезера неблагоприятна. В начале резания и при обычном на-
правлении подачи (против вращения фрезера) резец сразу не в со-
стоянии углубиться в металл, поэтому он производит смятие мате-
риала, что является причиной возникновения больших и опять-таки
переменных усилий. При обратном направлении подачи (в напра-
влении вращения) длинный зубец цилиндрического фрезера вру-
бается в металл, и кроме того в этом случае особенно неблаго-
приятно сказываются все слабины в механизме подачи, что опять-
таки не способствует спокойной работе.
Наконец, прогибы оправок меньше влияют на работу торцевых
фрезеров, чем цилиндрических. Это обстоятельство позволяет во
многих случаях значительно повысить производительность и до-
стичь более точной работы.
Конструкций торцевых фрезеров со вставными зубцами суще-
ствует очень много, и они отличаются друг от друга как формой,
так и способами закрепления зубцов в корпусе. По форме сечения
зубцов фрезеры разбиваются на два класса: I) фрезеры с зубцами,
имеющими сечение, близкое к квадрату (в виде резцов), и 2) фре-
зеры, имеющие зубцы в виде пластин (ножей). Оба типа пользуются
самым широким распространением, причем при наиболее тяжелых
работах и больших размерах фрезеров первому следует отдать пред-
почтение, так как замена резцов выполняется проще и дешевле, чем
замена ножей. Торцевые фрезеры со вставными зубцами (фрезер-
ные головки), крепящиеся непосредственно к шпинделю с центри-
221
r.ru
рованием по цилиндрическому или коническому отверстиям, обычно
изготовляются диаметрами ПО—600 мм.1
Меньшие фрезеры, диаметрами 60—90 мм, крепятся при помощи
конического хвоста.
При выборе размера фрезерной головки необходимо принимать
во внимание следующие соображения. Диаметр фрезера, очевидно,
непосредственно не влияет па работу отдельных его зубцов. 1 2 С уве-
личением этого диаметра увеличивается (приблизительно пропорцио-
нально ему) число зубцов фрезера, а следовательно, при одинако-
вой подаче на зубец подача на оборот также возрастает. С другой
стороны, число оборотов изменяется обратно пропорционально диа-
метру (предполагая скорость резания постоянной), что приводит к
одинаковой подаче в минуту, независимо от диаметра фрезера.
Крутящий момент от каждого зубца получается, очевидно, тем
больше, чем дальше этот зубец отстоит от оси вращения. Поэтому
даже при одной и тей же ширине фрезерования (одном и том же
числе зубцов, одновременно находящихся в действии) фрезер боль-
шого диаметра больше нагружает шпиндель станка, чем фрезер ма-
лого диаметра. Отсюда общее правило: при тяжелых обдирочных
работах следует пользоваться головками по возможности неболь-
ших размеров, строго соразмеряя их с мощностью и жесткостью
станка. Часто при более слабых станках оказывается целесообраз-
ным обработать широкую площадку в два прохода, вместо того
чтобы .делать это фрезером большого диаметра в один проход.
Конечно, при наличии достаточной мощности можно сразу обра-
батывать и широкие площадки, пользуясь фрезерами большого диа-
метра. При чистовой обработке часто применяют более крупные
фрезеры, для того чтобы, обрабатывая всю поверхность сразу, по-
лучить лучшие в отношении точности результаты.
Несмотря на перечисленные выше его преимущества, торцевое
фрезерование не может совершенно вытеснить обработки цилиндри-
ческими, а также дисковыми, пазовыми и тому подобными фрезе-
рами. Самая конфигурация деталей часто обусловливает такую обра-
ботку. Фасонные профили во многих случаях могут быть получены
только таким образом.
Здесь уместно сказать несколько слов о сравнении методов фре-
зерования с подачей в направлении, противоположном направлению
резания («в стречное фрезеровани е»), и с подачей в
направлении резания («п опутное фрезеровани е»). В на-
стоящее время при работе цилиндрическими, дисковыми и тому
подобными фрезерами обычно пользуются первым из этих методов,
хотя многочисленные опыты, произведенные в последние годы, по-
казали ряд преимуществ второго метода работы. Среди преиму-
ществ главнейшими являются: выгодное направление усилия резания
(вниз на горизонтальном станке), прижимающее обрабатываемую де-
1 В отдельных случаях применялись очень крупные фрезерные головки до
2000 мм диаметром; см. ниже рис. 738.
2 С изменением диаметра меняется только кривизна пути резца в металле.
При значительных диаметрах фрезерных головок это обстоятельство вряд ли
может сильно отозваться на условиях резания.
232
Цдь к столу, что особенно важно при фрезеровании тонких,
неустойчивых деталей, и отсутствие скольжения зубцов фрезера по
поверхности металла в начале периода врезания. При малой тол-
щине стружки зубец не может врезаться в металл. Следствием
такого скольжения являются преждевременное затупление инстру-
мента и излишний расход мощности.
С другой стороны, при «попутном фрезеровании» зубец фрезера
сразу нагружается стружкой наибольшего сечения (работа происхо-
дит как бы с ударом), что особенно невыгодно при обработке отли-
вок, имеющих твердую корку. При «встречном» методе работы
такая корка отделяется легко, так как зубец ее надламывает, ра-
ботая из-под низа.
Если исключить случаи обработки деталей с твердой коркой, то
придется признать, что метод работы с подачей в направлении резания
должен получить значительно большее распространение, чем он
имеет в настоящее время. Его распространению препятствует глав-
ным образом то обстоятельство, что для такой работы станки должны
иметь особое устройство, позволяющее устранить влияние мертвых
ходов в механизмах подачи. При наличии мертвых ходов усилие ре-
зания затягивает деталь под фрезер, следствием чего являются удары
и даже поломки. При работе на станках, специально приспособлен-
ных для «попутного фрезерования», таких явлений не наблюдается.
В некоторых случаях оба метода работы выгодно совмещаются.
Например, производя обдирку попутным методом, можно чистовую
обработку произвести при обычном направлении подачи, при ходе
стола назад. Иногда целесообразно работать и в обратном порядке.
Устанавливая на конце стола фрезерного станка два приспособле-
ния, можно фрезеровать детали поочередно (позиционное фрезе-
рование). При этом, очевидно, на одном конце стола детали фрезе-
руются «встречным» методом, а на другом — «попутным».
При работе торцевым фрезером, ось которого приходится
против середины обрабатываемой площадки, фрезерование не бу-
дет ни «встречным», ни «попутным». Здесь, как мы видели, полу-
чаются наилучшие условия работы, когда усилие резания непосред-
ственно не передается на механизм подачи. Если торцевой фрезер
сместить с середины площадки к одному ее краю, то возникают
обстоятельства, аналогичные тем, с которыми мы встретились при
рассмотрении работы цилиндрического фрезера.
При фрезеровании большое значение имеют правильная заточка
и установка фрезера на станке, так как все его зубцы будут рабо-
тать одинаково лишь в том случае, если они все заточены как один
и отстоят от оси вращения на одинаковом расстоянии. При несоблю-
дении этих условий выступающие зубцы окажутся нагруженными
более других, что поведет к быстрому их затуплению и кроме того
Может быть причиной неспокойной работы станка.
Для заточки фрезеров строятся специальные станки, причем в
настоящее время существуют модели, действующие вполне автома-
тически. При установке фрезера на таком станке для заточки должны
соблюдаться те же предосторожности, как и при установке его на
Фрезерном станке для работы.
22S
Б. Пути повышения производительности фрезерного оборудования i
Производительность фрезерного станка зависит прежде всего
от выбранного режима резания. Если провести аналогию между
работой вставного зубца торцевой фрезерной головки и токарного
резца при торцевой обточке, то можно заметить значительную бли-
зость условий их работы. Между тем толщина стружки, опреде-
ляемая подачей на зубец, при работе даже крупных фрезеров обычно
равняется нескольким десятым миллиметра, в то время как на токар-
ных станках эти подачи очень часто берутся большими 1 мм. Если
бы подача на зубец фрезера была доведена до значения подач, при-
меняемых при токарной работе, то производительность процесса
фрезерования получилась бы весьма высокой, так как были бы ис-
пользованы преимущества многорезцовой обработки. На самом же
деле, как мы уже указали, эти возможности в настоящее время
в полной мере почти ни-
когда не используются.
Конструкции фрезеров и,
в особенности, самих стан-
ков в большинстве слу-
чаев оказываются для
этого слишком слабыми.
Иногда же еще и теперь
работа ведется даже на
более низких подачах, чем
позволяет имеющееся обо-
Рис. 486. Влияние жесткости крепления детали РУДОвание.
и фрезера на работу последнего. Применение твердых
сплавов дает возможность
повысить производительность фрезерования еще больше. В настоя-
щее время существуют вполне надежные конструкции такого
инструмента. Наконец, появление новейших типов фрезеров (Ингер-
солль и другие) указывает дальнейшие возможности в том же на-
правлении.
Большое значение имеет жесткость крепления детали и фре-
зера. Необходимо стремиться к тому, чтобы фрезеруемая площадка
располагалась возможно ближе к поверхности стола и к станине.
На рис. 486а показано слабое крепление, а на рис. b — сильное,
обеспечивающее достижение более высокой производительности.
В некоторых случаях повышенной жесткости крепления при одно-
временном упрощении приспособлений удается достичь, перенося
операцию с вертикального станка на горизонтальный или обратно.
Метод одновременной обработки несколькими инстру-
ментами при фрезеровании используется весьма широко, при-
чем это использование получает несколько различных направлений.
Во-первых, следует указать на работу наборами фрезе-
1 Ниже мы приводим различные примеры фрезерных операций, причем,
однако, почти полностью опускаем обширную область инструментального дела.
Такие операции детально рассматриваются в специальной литературе по фре-
зерованию н по производству инструмента.
221
р 0 в, насаженных на общую оправку. На рис. 487а Показан про»
сТейший случай, когда требуется на партии деталей обработать
рВе параллельные площадки, расположенные одна от другой на
точно определенном расстоянии. Это расстояние определяется раз-
мером дистанционных колец между фрезерами. На рис. Ь показан
более сложный набор: здесь одновременно фрезеруются пять пло-
щадок А, В, С, D, Е.
Фасонные фрезеры во многих случаях можно рассматривать
как особый случай применения того же метода. Здесь несколько
режущих кромок как бы соединено в одну режущую кромку
сложного фасонного профиля. На рис. 487с показан такой случай;
здесь W — обрабатываемая деталь, С — фрезер.
Во-вторых, в массовом и частично в серийном производстве
широкое применение получили многошпиндельные фре-
зерные станки, позволяющие производить обработку даже
крупных и сложных деталей. В некоторых случаях одновременно
производится как черновая, так и чистовая обработка, для чего
Рис. 487. Фрезерование наборами фрезеров и фасонное фрезерование.
продольнофрезерный станок имеет на одной стороне портала го-
ловки с черновыми фрезерами, а на другой — с чистовыми.1 Пер-
вые берутся возможно малого диаметра, и при широкой обрабаты-
ваемой площади их иногда располагают таким образом, что они
фрезеруют на ней две параллельные полосы, перекрывая друг
Друга. Ввиду трудности установки двух фрезеров точно на одина-
ковой высоте чистовую обработку таким образом не производят,
применяя фрезер диаметра, большего ширины площадки.)1 2 На
рис. 488 изображен продольнофрезерный станок, работающий один-
надцатью фрезерами, из которых шесть расположены с передней
и пять — с задней его стороны. На рисунке показан вид станка
сзади, где производится чистовая обработка. Видны большой верх-
ний фрезер и два фрезера на горизонтальных осях. Два такие же
Фрезера, расположенные с другой стороны, не видны, так как они
заслонены отливками. С передней стороны станок имеет такой же
вид, но вместо одного большого фрезера на вертикальных шпин-
делях, расположены два меньшие. За один проход фрезеров обра-
1 Чистовая обработка начинается лишь после того, как черновые фрезеры
сошли с детали.
2 При чистовой обработке фрезером малого диаметра во избежание полу-
чения уступа на обрабатываемой поверхности фрезерование пришлось бы вести
в Два прохода, что нарушило бы всю настройку операции.
15 СоколовсвиЛ, т. П. 1888. 225
chipmaker.ru
батываются начерно и начисто 16 блоков. Обращено большое виц.
мание на устройство зажимных приспособлений. Заметим, что спе-
циализированные продольнофрезерные станки, подобные только-чтц
описанному, обычно получаются путем внесения изменений в кон-
струкции стандартных продольнофрезерных станков.1
Во многих случаях машинное время при фрезеровании можег
быть резко сокращено. Поэтому здесь особенно большое значение
приобретает сокращение вспомогательного времени, которое иногда
может составлять весьма большой процент от общего времени
Рис. 488. Фрезерование партии цилиндровых блоков на многошпиндельном
станке.
обработки. Отсюда — ряд конструкций весьма совершенных фрезер-
ных зажимных приспособлений, во многих случаях пневматических
и гидравлических, применяемых в современном массовом произ-
водстве.
При установке фрезера на стружку широко используют лимбы нЗ
винтах подач. Во многих случаях оказывается целесообразным
устанавливать фрезер по закаленным плиткам. На рис. 489а пока-
зан случаи, когда на детали А требуется профрезеровать поверх-
ность В. Здесь для облегчения установки фрезера относительно де-
тали по высоте используются стальная закаленная мерная плитка С
и щуп D. На рис. b показан более сложный случай, когда деталь
обрабатывается по двум взаимно перпендикулярным площадкам F
и G. Для установки дискового фрезера пользуются плитками Н и.К
совместно со щупом L.
--------------ч
1 См. также рис 61 (том I).
220
более сложные универсальные приспособлений, служащие ДЛЯ
установки фрезеров, показаны на рис. 490. Здесь а изображает при-
способление для вертикальной, а b — для горизонтальной уста-
новки. В целях достижения определенного мерительного давления
Рис. 489. Установка фрезера по плиткам.
наконечники сделаны пружинными. Стрелки индикаторов при от-
счетах должны становиться на нуль.
При фрезеровании получил большое применение метод уста-
новки обрабатываемых деталей во время работы станка. Разберем
несколько типичных рабочих схем такого рода.
Рис. 490. Универсальные приспособления для установки фрезеров.
Фрезерование рядами. Наиболее простой прием состоит
в том, что одинаковые детали устанавливаются на столе горизон-
тального или продольнофрезерного станка в ряд в направлении
хода. При этом применяются приспособления, состоящие из не-
* 227
chipmaker.ru
скольких одинаковых зажимов.1 Детали проходят под фрезерами
последовательно одна за другой. При этом, используя относитель-
ную медленность перемещения фрезерного стола, рабочий мо-
жет снимать и закреплять эти детали на ходу. Порядок загрузки
и разгрузки приспособлений несколько изменяется в зависимости
от соотношения времен машинного и вспомогательного. Наиболее
благоприятным является следующий метод работы. В тех случаях,
когда рабочий успевает установить или снять одну деталь в тече-
ние промежутка времени, пока фрезеруется другая, он разгружает
приспособления на задней стороне станка тотчас же, как только
детали выходят из-под фрезера. После того как стол будет совер-
шенно освобожден, его возвращают в начальное положение, уста-
навливают первую деталь и включают самоход. В дальнейшем
J установку деталей продолжают в том порядке, в каком они фре-
зеруются. В этом случае теряется только время, необходимое для
снятия последней детали, возврата стола и установки первой де-
тали. Если подача очень велика или время установки значительно,
то приходится до начала рабочего хода загружать не одно, а не-
сколько приспособлений, и относительная потеря времени оказы-
вается большей. Однако даже в тех случаях, когда стол загру-
жается полностью в неподвижном состоянии, применение метода
множественной обработки дает сбережение рабочего времени на
сокращении числа остановок станка, на времени возврата стола,
на промерах и благодаря тому, что однородные рабочие приемы
группируются вместе. 2
Необходимо, однако, оговориться, что «фрезерование рядами»
дает хорошие результаты только в тех случаях, когда обрабаты-
ваемые площадки располагаются близко одна к другой. Если в про-
межутках между деталями фрезер проходит большие участки пути
«по воздуху», то целесообразность рассматриваемых устройств
сомнительна.
Мы видели, что при фрезеровании рядами время, затрачиваемое
на установку, может быть сведено к минимуму. В некоторых слу-
чаях даже возврат стола является излишним, — фрезеруют при по-
даче в обе стороны.
При «фрезеровании рядами» на продольнофрезерном станке
чаще всего одновременно обрабатываются одинаковые детали.
Однако при ограниченных масштабах производства при установке
деталей в несколько параллельных рядов в этих рядах могут распо
лагаться различные детали или же одни и те же детали в различ-
ных положениях.
Заметим еще, что при работе на фрезерных станках можно
пользоваться «сменными столами» или, вернее, сменными плитами.3
Здесь такие приспособления оказываются удобными, например, при
обработке мелких деталей партиями. Пока одна партия фрезе-
। 1 См. выше рис. 488.
1 В таком случае условия использования станка приближаются к усло-
виям работы продольнострогального станка при строгании партиями.
• Ср. выше применение «сменных столов» на продольнострогальных
станках.
! 228
руется в первом приспособлении, другая закладывается вне станка
во второе. При малом весе смена этих приспособлений происходит
без больших затруднений.
Непрерывное фрезерование. При прямолинейном
движении стола вполне избавиться от затраты времени на уста-
новку деталей все же не удается. Для достижения этой цели не-
обходимо столу сообщать круговую подачу.1
Метод непрерывного фрезерования на вертикальнофрезерных
станках с кру1лым столом довольно широко применяется в массо-
вом производстве. По окружности большого круглого стола раз-
мещены приспособления для закрепления деталей. Центр стола
сдвинут относительно оси шпинделя так, что фрезер при своем
вращении обрабатывает поверхность одной из этих деталей. Сооб-
щая столу медленное вращение, мы одновременно сообщаем дета-
лям круговую подачу. В результате полного поворота стола все
детали, на нем закрепленные, оказываются обработанными. Ввиду
того что стол вращается медленно, у рабочего остается достаточно
времени для того, чтобы на ходу снимать обработанные детали и
ставить новые. Часто это даже не занимает у него всего времени,
и рабочий может совмещать данную работу с какой-либо другой.
Станок не останавливается, и при надлежащем расположении де-
талей (без пропусков) резание происходит непрерывно. Поэтому
операция называется «непрерывным фрезерованием». При таком
методе работы часто получается наилучшее использование станка,
и процент машинного времени к полному времени операции может
доходить до 100. Единственные остановки, которые неизбежны
здесь, вызываются сменой инструмента, необходимостью осмотра
и чистки станка, перешивкой ремней и т. д. При надлежащем
уходе за станком и умеренных скоростях резания все перечислен-
ные остановки занимают ничтожное время в течение рабочего дня,
и создается впечатление действительно совершенно непрерывного
резания.
Операция может производиться на любом вертикальнофрезер-
ном станке, имеющем круглый стол с самоходным вращением.
Однако малые диаметры таких столов позволяют устанавливать на
них только малые детали. Поэтому для непрерывного фрезерова-
ния нормальные станки снабжаются круглыми столами увеличен-
ного диаметра, причем эти столы ставятся прямо на поперечные
салазки. Станок не имеет никаких самоходов, кроме кругового.
Центр стола может вручную устанавливаться на разные расстоя-
ния относительно оси шпинделя.
В условиях массового производства применяются специальные
станки для непрерывного фрезерования. Эти станки часто имеют
Два шпинделя, причем поверхности могут обрабатываться сначала
начерно, а затем начисто.
Рис. 491 показывает эскиз, служащий для определения произ-
водительности станка. Для получения такой схемы сначала распо-
лагают детали по кругу, учитывая место для помещения крепи-
1 Схему непрерывного фрезерования см. рис. 44 (том I).
229
r.ru
тельных планок и приспособлений. Этим определяется диаметр
стола. Затем вычерчивается круг, изображающий схематически
Рис. 491. Определение производительности при непре-
рывном фрезеровании.
фрезер, и определяется диаметр последнего так, чтобы все детали
оказались обработанными. Зная положение центра шпинделя, опре-
Рис. 492. Непрерывное фрезерование набором
дисковых фрезеров.
деляют диаметр приложе-
ния усилия и по нему на
основании практических
данных — величину пода-
чи. Последняя кроме того,
естественно, зависит от
рода фрезеруемого мате-
риала, от толщины сте-
нок отливок и солид-
ности закрепления дета-
лей. Теперь можно опре-
делить время, которым мы
располагаем для уста-
новки и снятия детали.
Если оно окажется слиш-
ком малым, то придется
увеличить диаметр стола
и соответственно число
одновременно устанавли-
ваемых деталей.
При столах очень
больших диаметров и не-
скольких рабочих фрезе-
230
f х иногда удается сделать несколько загрузочных и разгрузочных
Данини. В таких случаях часто станок обслуживается несколь-
кими рабочими.
Таким же образом можно фрезеровать детали при помощи на-
бора дисковых фрезеров (рис. 492). Приспособление представляет
собой чугунное кольцо Н, закрепленное на круглом столе. Детали
(вилки) своими хвостами F входят в отверстия в этом кольце, и
каждая пара их зажимается при помощи болта D, затягиваемого
гайкой Е.
По методу непрерывного фрезерования работают многие станки,
служащие для шлицевания головок болтов и тому подобных
операций.
Тот же принцип непрерывного фрезерования осуществляется
в станках другого типа, называемых барабанными. Рис. 493
показывает сдвоенный станок этого типа, занятый фрезерованием
автомобильных блоков. Тяжелый барабан медленно вращается на
горизонтальной оси, и закрепляемые на нем детали проходят между
фрезерами. Таких фрезеров может быть несколько; часть их про-
изводит обдирку, а остальные — зачистку.
Такие станки заменили на заводе Форда (Детройт, США) при-
менявшиеся до 1927 г. продольнофрезерные. В настоящее время
Рис. 493. Обработка цилиндровых блоков на барабанных фрезерных станках,
они широко распространены в автомобильной промышленности. На
Горьковском автозаводе им. Молотова работает несколько подоб-
ных станков.
Приспособления для закрепления на барабанных станках сравни-
тельно просты, в частности, показанные на рис. 493. Блок ставится
На ранее профрезерованное основание на штифты, для которых
в нем просверлены отверстия (между фрезерными операциями).
231
r.ru
Два штыря, ввернутые в приспособление, входят в отверстие
цилиндров, и нй них накладывается планка, прижимаемая гайками
Планка надевается сбоку, так как она имеет не круглые, а открц
тые с одной стороны отверстия для болтов. Описанный станок-,
двухбарабанный и обслуживается двумя рабочими.
При установке барабанных станков обращается внимание ц;
удобное расположение их относительно транспортеров. Сама one
рация закрепления детали в приспособлении часто занимает не
- сколько секунд, но, дд.
того чтобы передвинуть
блок с конвейера на! станок
требуются известные усилия
и время. При неудачном рас
положении загрузочных пло
щадок работа может ока
заться крайне утомительной
и полная производитель
ность станка не будет ис
пользована.
Нужно заметить, что ба
рабанные станки примени
ются в самых различных
комбинациях с другими ти
нами фрезерных станков.
Непрерывное фрезерова
ние (так же как и рассмо
тренное выше фрезерование
рядами на продольнофрезер
ных станках) экономично
лишь в том случае, когда
детали можно разместить
близко одна к другой. Если
этого сделать нельзя, напри
мер, при фрезеровании не
больших площадок на боль
ших деталях, то целесооб
Рис. 494. Сравнение непрерывного и пози- Разность применения прин
иконного фрезерования. ципа непрерывности стано
вится сомнительной.
Вообще непрерывное фрезерование, очень привлекательное на
первый взгляд, далеко не всегда оказывается наиболее производи
тельным методом. В таких случаях часто более целесообразным
оказывается применение метода позиционного фрезерования.
Рис. 494 а изображает схему непрерывного фрезерования головок
болтов, имеющих диаметр 50 мм, на станке фирмы Oesterlein
«Ohio». 38 болтов устанавливаются по периферии в таком расстоя
нии друг от друга, чтобы зазор между головками равнялся 12,5 мм
Рис. b дает представление о другом методе обработки тех же
деталей на том же станке методом позиционного фрезерования
Здесь болты закреплены в специальных приспособлениях четырьмя
232
250
Рис. 495. Применение поворотного стола.
группами, по четыре болта в каждой. Во время фрезерования фре-
,еры подаются в направлении радиуса на величину, лишь немного
превышающую диаметр головки.1
Сравним производительность обоих методов. При работе по
схеме а рис. 494 круговой путь фрезера, соответствующий части
окружности, занимаемой четырьмя болтами, равен (50+12,5)4 =
==250 мм. При подаче 150 мм/мин. время фрезерования че-
тырех болтов равняется!. 1 мин. 40 сек. При пользовании схемой Ь
при той же подаче время рабочего прохода фрезера в соответствии
с длиной пути 70 мм равно лишь 28 сек. К этому времени необ-
ходимо прибавить время возврата фрезера в исходное положение
(3 сек.) и время поворота стола в следующее рабочее положение
(4 сек.). Полное время фрезерования четырех болтов по второму
методу равняется таким образом 35 сек. Сравнивая этот результат
с предыдущим, мы
замечаем, что здесь
достигается экономия
1 мин. 5 сек.
Позиционное
фрезерование, 2
как мы только-что ука-
зали, заключается в
том, что на столе стан-
ка закрепляются два
или большее число ком-
плектов деталей. Эти
комплекты обрабатыва-
ются последовательно,
для чего стол или укре-
пленное на нем приспо-
собление периодически
перемещаются из одной
позиции в другую. За-
грузка одного комплекта деталей производится в то же время,
когда другой комплект фрезеруется. Рассмотрим несколько типич-
ных схем таких устройств.
На рис. 494 b было показано поворотное приспособление с че-
тырьмя «позициями». Обычно ограничиваются лишь двумя, пово-
рачивая стол на 180°. Рис. 495 дает представление о другом кон-
структивном выполнении той же схемы. Здесь применен поворот-
ный стол прямоугольного сечения, на обоих концах которого
закреплены приспособления, служащие каждое для одновременной
установки нескольких обрабатываемых детален. Таким образом
здесь поворот совмещен с обработкой деталей «рядами». Заметим,
что подобные поворотные столы поставляются станкостроитель-
ными фирмами в виде принадлежностей к станкам. 3
1 Фрезерный шпиндель станка Ohio закреплен на ползуне, подобном пол-
зуну шепинга, и может получать подачу в направлении к центру стола.
2 Схему позиционного фрезерования см. рис. 45 (том I).
3 Пример применения метода позиционного фрезерования см. также
233
chipmaker.ru
Рис. 496. Позиционное фрезерование без приме-
нения поворогного приспособления.
Довольно распространенный прием работы, во многих случаях
заменяющий поворотные приспособления, иллюстрируется рис. 496.
Здесь на концах стола станка установлены два приспособления,
в которых зажаты одинаковые детали. Стол сначала подается
в одном направлении, причем фрезеруется первая деталь, затем он
быстро перемещается в обратном направлении до тех пор, пока
фрезер не подойдет к другой детали, после чего включается авто-
матическая подача в
том же направлении.
Такие перемены напра-
вления хода стола про-
исходят все время, пря-
чем во время фрезеро-
вания у одного конца
стола рабочий успе-
вает заменить обрабо-
танную деталь на дру-
гом конце — черной.
Быстрые перемещения
совершаются иногда
от-руки, но чаще меха-
нически. Во многих
случаях перемена ско-
ростей и направления движения происходит также автоматически.
Необходимо заметить, что обслуживание станка при этом
методе фрезерования менее удобно, чем при пользовании ранее
описанными поворотными устройствами. Кроме того при неосто-
рожной работе возможны несчастные случаи. Во избежание их
рекомендуется приспособления ставить друг от друга подальше.
Заметим еще, что при работе по схеме рис. 496 при подаче в ту
или другую сторону фрезеры работают не одинаково. Если в
одном случае резание происходило снизу вверх, то в другом оно
будет происходить сверху вниз. При легких работах это часто не
имеет значения, но при более тяжелых может вызвать большие
осложнения. Исключение составляет фрезерование торцевым фре-
зером, который работает одинаково в обе стороны.
При фрезеровании цилиндрическим фрезером и (требовании,
чтобы подача обязательно происходила против направления реза-
ния, приходится на оправку насаживать два фрезера (левый и пра-
вый) и кроме того менять направление вращения шпинделя
(рис. 497). Если станок приспособлен для работы «попутным мето-
дом», то такое осложнение устройства излишне, и фрезерование
может производиться в обе стороны одним и тем же фрезером.
Позиционное фрезерование позволяет выполнять некоторые
операции, недоступные станкам, работающим по методу «непре-
рывного фрезерования». Здесь, например, можно фрезеровать впа-
дины, дно которых очерчено дугой круга радиуса, равного радиусу
дискового фрезера, в то время как при непрерывном фрезеровании
это дно будет очерчено дугой, имеющей центр в центре вращения
стола.
234
ПРИ переходе от непрерывного фрезерования к позиционному
Игда приходится снижать 1
Единить машинное время
Кд такого значения, при
| втором рабочий успе-
ет снять обработанные
[^установить новые де-
1ди. На первый взгляд
?1о кажется крупным не-
.остатком метода, но ча-
ио повышение стойкости
инструмента и улучшение
Ечества отделки (благо-
оря уменьшенной подаче)
' полностью компенсируют
потерю, вызванную сни-
жением режима. Время
обработки при этом во
многих случаях все же
сокращается благодаря
резкому уменьшению дли-
ны прохода фрезера.
J Для того чтобы закончить раздел о позиционном фрезеровании,
остается указать, что соответственные станки часто работают как
величину подачи, для того чтобы
Деталь IJ Деталь И J
—— Ускоренный ход |—- Рабочий ход
__ Фрезер стоит непод^й гу~
Фрезер Б
Деталь П :
Деталь!,
I__________J
Рабочий xol
(ьы-)
Рис. 497.
с двумя
— Быстрый возврат
---- Подача
—<- Быстрое движение вперео
□ Реверс
© Стоп
Л© г . , ~ —————-1
В 7.~Т~Т)
С© * -------------
Д --------
1 ' г....гз
F&*----- --ГТГ®
Со
Рис. 498. Различные схемы работы фрезерного полуавтомата.
Фрезер!
'Ускоренный xoff' —— I
Фрезер стоит неподвижно,
Схема позиционного фрезерования
цилиндрическими фрезерами, рабо-
тающими поочередно.
полуавтоматы. Все перемещения и повороты столов совер-
шаются автоматически, причем скорости этих перемещений авто-
матически же переключаются с быстрых на медленные и обратно.
Рабочий только устанавливает и снимает детали. Подобные же
автоматизирующие устройства используются и при обычной фре-
зерной работе. В частности, следует отметить, что при фрезерова-
225
r.ru
нии нескольких деталей, установленных в ряд со значительными
промежутками между ними, эти промежутки можно проходить
с большой скоростью.
На рис. 498 показаны различные циклы, применяемые при
работе на фрезерных полуавтоматах фирмы Браун Шарп. Чаще
всего пользуются циклами, подобными А, С, Е
Станки для «непрерывного фрезерования» по самой сущности
этого метода являются полуавтоматами.
В. Методы работы И. И. Гудова 1
Стахановец-орденоносец депутат Верховного совета СССР
И. И. Гудов, работая на станкостроительном заводе им. Орджо-
никидзе, при выполнении фрезерных операций установил ряд за-
мечательных рекордов производительности. Начав в 1935 г.
с использования простейших и в то же время эффективных при-
емов, И. И. Гудов в течение последующего времени разработал
целую систему мероприятий, позволивших достичь исключительно
высоких результатов.
И. И. Гудов прежде всего правильно организовал свое рабочее
место, установил порядок у станка, заботливо ухаживал за стан-
ком. Много внимания он уделял организации обслуживания своего
рабочего места, своевременно подготовлял все нужное для работы.
В первый период И. И. Гудов достигал повышения производитель-
ности главным образом за счет повышения режимов резания, часто
в 4—5 раз. В дальнейшем, когда запроектированные режимы были
ожесточены, главная доля успеха была обусловлена изменениями,
вносимыми в самый технологиче-
Рис. 499. Фрезерование чугунных гаек по методу И. И. Гудова.
Рассмотрим несколько примеров операций, выполненных
И. И. Гудовым. На рис. 499а показана чугунная гайка (де-
1 При составлении данного раздела мы пользовались главным образом
книгой: И. И. Гудов и И. Ф. Шабанов, Стахановские методы работы
при фрезеровании, ОНТИ, 1938. В этой книге описаны многие другие опера-
ции, выполненные И. И. Гудовым.
См. также издание ВНИТОМАШ: Три замечательных рекорда стахановца-
орденоносца депутата Верховного Совета СССР тов, И. И. Гудова,
Москва 1938.
?36
револьверного станка), на цилиндрической поверхности кото-
Joii необходимо профрезеровать 24 канавки. По старому способу
Каботы такие гайки фрезеровались на трехшпиндельной делитель-
рой головке, в два гнезда которой ставились две оправки, причем
ра каждой оправке закреплялись по две детали. Таким образом
одновременно обрабатывались всего четыре детали. Использование
всех трех шпинделей фрезерной головки было невозможно, так как
расстояние между соседними центрами головки было недостаточ-
ным для пропуска гаек.
Г И. И. Гудов использовал головку ббльших размеров, причем
оправки были удлинены, что позволило устанавливать на каждой
из них по три гайки. Теперь в работе находились одновременно
девять гаек (рис. 499 Ь). Далее был резко повышен режим фрезе-
рования. Скорость резания была увеличена с 41 до 66 м/мин., по-
дача же — с 60 до 2100 лш/мин. Ввиду того что таких больших
подач станок не имел, И. И. Гудов использовал механизм ускорен-
ного хода стола для сообщения движения подачи. Фрезерование
производилось в обе стороны, благодаря чему устранялась потеря
времени на обратный ход стола. В результате вместо установлен-
ной нормы 70 штук в смену И. И. Гудов дал выработку 700 гаек
в смену. Время по элементам изменилось следующим образом
(мин.):1
Метод Машинное Вспомога- тельное Прибавоч- ное Штучное
Старый 3,73 1,50 0,77 6,00
Новый 0,40 0,20 — 0,60
Еще более замечательные результаты были получены при обра-
ботке бронзовых пробок для кранов (рис. 500 а).
Раньше эти пробки обрабатывались при помощи вертикальной де-
лительной головки по одной штуке на двух позициях (поворот
шпинделя головки на 90° — рис. Ь). Крепление пробок производи-
лось в зажимной втулке, которая в свою очередь крепилась в ку-
лачках патрона.
И. И. Гудов первоначально использовал работу семью фрезе-
рами, обрабатывая одновременно 27 пробок; но, не довольствуясь
Достигнутыми результатами, он впоследствии ввел в работу 13 фре-
зеров, обрабатывая сразу 72 пробки. При этом была достигнута
выработка 2300% от нормы.2 Необходимо заметить, что установле-
нию такого рекорда предшествовала тщательная подготовка. Ста-
нок был проверен расчетом- на мощность, были опробованы фре-
зеры, испытано электрооборудование, построено остроумное при-
способление.
Это приспособление (рис. 500 с) имеет следующее устройство.
1 Рекорд 8 марта 1937 г.
1 Рекорд 3 ноября 1937 г.
2’7
r.ru
В направляющем пазу основания А устанавливаются Две сменные
плиты В, из которых каждая имеет 36 конических отверстий, пред,
назначенных для закладывания пробок. Сменные плиты крепятся к
столу станка прижимными планками С с помощью шпилек D. Смен-
ных плит было изготовлено два комплекта (всего четыре плиты),
Рис. 500. Фрезерование бронзовых пробок по методу И. И. Гудова.
причем две плиты заряжались плитками в то время, когда произво-
дилось фрезерование на двух других плитах.
На рис. 500d показана схема фрезерования 13 дисковыми фрезе-
рами (6 односторонних диаметром 74 мм и 7 трехсторонних диаме-
тром 108 мм). После того как две грани, верхний торец и две пло-
щадки основания большого конуса у каждой пробки были про-
фрезерованы, плиты откреплялись, поворачивались на 90° и вновь
устанавливались в пазах основания приспособления. Далее обра-
батывались остальные грани квадратов до конца основания боль-
ших конусов. Наличие сменных плит позволило значительно сокра-
тить вспомогательное время, не перекрывающееся машинным.
Закрепление пробок в отверстиях плит осуществлялось легкими
ударами молотка. Выколотка пробок производилась с помощью ме-
таллической плиты: при ударе по концам пробок последние сразу
выскакивали из гнезд.
Рабочее место было организовано очень продуманно (рис. 501).
Место, которое занимал сам т. Гудов, было выбрано так, чтобы
обеспечить минимум движений, необходимых для управления стан-
ком, поворачивания плит на 90е, их зарядки и выколотки.
238
В табл. 46 приведены результаты хронометражного обследова-
ния операции.
Сравнивая время по старому процессу и по процессу И. И. Гу-
дова, получаем следующие результаты (время фрезерования
в минутах):
Метод Машинное Вспомога- тельное Прибавоч- ное Штучное
Старый 0,700 1,30 о,1 2,100
Новый 0,045 0,13 — 0,178
Кроме того при старом процессе торец пробки и основание
большого конуса обрабатывались отдельно на токарном станке, на
что затрачивалось еще 2 мин. Всего по старому процессу — 4,1 мин.
Сравнивая полную затрату времени в обоих случаях, видим, что
4 1
эти затраты сократились в р ’7 = 23 раза. Следовательно, новая
норма составляет от старой 2300%.
Режим при ста-
ром методе работы
был следующий: ско-
рость резания —
30 м/мин., подача —
88 мм/мин. И. И. Гу-
дов использовал ре-
жим резания: число
оборотов шпинде-
ля 134 об /мин.; по-
дача 170 мм/мин.
Станок — продольно-
фрезерный.
Следующий
корд И. И. Гудова
относится к фрезеро-
приспособление
станок
Инструмен-
тальный
Ящик
направление
движения стола
Приспособление
Тунба для зарядки
плит
Тумба для
выколотки,
пробок из
плит
ре-
Вспомоеательная тумба
для плит /Вовремя по-
вертывания их на 00°)
Место т Гудова
Во Время работы
Рис. 501. Рабочее место И. И. Гудова.
ванию кулачков
специального патрона1 (рис. 502а). Эти кулачки выфре-
зеровываются из заготовок А, имеющих форму колец, причем из
одного кольца получаются четыре кулачка. Раньше фрезерная об-
работка производилась в три операции (рис. Ь) с помощью одно-
Щпиндельной делительной головки, в конце которой была закре-
плена оправка В для зажатия одного кольца.
И. И. Гудов совместил три операции в одну и применил трех-
шпиндельную головку, на трех оправках которой были насажены
24 кольца (по 8 на каждой оправке). Фрезерование производилось
тремя фассонными фрезерами (рис. cud) Оправка имеет рацио-
нальную конструкцию; зажимная шайба под гайкой снимается
1 Рекорд 7 декабря 1937 г.
239
chipmaker.ru
Таблица 46
Хронометраж работы И. И. Гудова
• пор. Элементы работы Запись времени гз X О) н О) п- О
№ по 1 2 3 4 5 S S о Сред| ариф) ческо
1 Поставить крепитель- ные плиты с деталями и направляющие по 2 шт 0'25" 0'30" 0'70" 0'20" 0'20" 2'45" 0'33"
2 Закрепить крепитель- ные плиты 8 болтами . 0'60" 0'45" .0'50" 0'56" 0'40" 4'11" 0'50"
3 Подвести стол и пу- стить шпиндель . . . 0'10" 0'11" 0'7" 0'9" 0'11" 0'48" 0'96"
4 Фрезеровать 2 сто- роны и 2 плоскости одновременно .... 8'26" 4'44" 3'33" 3'15" 3'59" 22'57" 4'30"
5 Остановить шпин- дель, отвести стол ав- томатически, откре- пить крепительные плиты, перевернуть крепительные плиты, установить приспосо- бление и закрепить 8 болтами 2'5’ 2'15" 1'45" 1'45" 1'42" » 9'32’ 1'54"
6 Подвести стол авто- матически и пустить шпиндель . 0'8" 0'10" 0'11" 0'9" 0'10" 0'48" 0'9,6"
7 Фрезеровать 2 дру- гие стороны одновре- менно 6'25" 3'42" 3'34" 3'31" 3'25" 20'37" 3'36"
8 Остановить шпин- дель и отвести стол автоматически .... 0'20’ 0'13" 0'12" 0'15" 0'15" 0'75" 0'15"
9 Открепить крепи- тельные плиты, снять из приспособления 2 плиты (по 38 деталей) и поставить на под- ставку - . 0'40" 0'37" 0'33" 0'20" 0'40" 2'50" 0'34"
10 Счистить с приспосо- бления стружку щет- кой в корыто станка . 0'20" 0'23" 0'15" 0'15" 0'15" 0'88" 0'17,5"
Всего . . . 12'48"
11Т время в минутах Штучное время =—- - - количество штук 12'48" 72 ‘ = 0,178 мин.
240
t операция
2 операция 3 операция
Vpesep
Фрезер^
с оправки через прорезь в ней, благодаря чему не требуется свин-
чивать гайку. Эта шайба становится относительно оправки всегда
в определенное угловое положение; ее наружная поверхность имеет
очертание по профилю фрезера, благодаря чему последний ее не заде-
вает. Такое же очер-
тание имеет упорный
буртик на другой сто-
роне оправки. Уста-
новка фасонных фре-
зеров производится
по шаблону. Имея
заранее подготовлен-
ный запасный набор
фрезеров на оправке,
можно быстро про-
изводить смену зату-
пившихся фрезеров
(такая смена заняла
8 мин.). Была ра-
ционализирована си-
стема охлаждения
инструмента, специ-
альным образом ор-
ганизовано рабочее
место. Операция бы-
ла тщательно подго-
товлена, произведен
отжиг материала
(крепкая сталь Нв
= 196—207).
Режим», применен-
ный И. И. Гудовым,
был следующий: ско-
рость резания —
14,6 м/мин, подача-
36 мм/мин. Время
обработки, падаю-
щее на один кула-
чок, — 0,4 мин. По
старому процессу это
время равнялось
17,5 мин. Таким обра-
зом производитель-
ность увеличилась
почти в 46 раз (точ-
нее. она составляла
4582^ нормы).
Приводим табл. 47, составленную на основании хронометраж-
ного обследования операции.
Из этой таблицы видно, что машинное время составляет 70,7%,
вспомогательное очень невелико. Процент же потерь ничтожен.
16 Сохоловскг!, Т. П. 1888,
*)
“ f--------------------------------------------------------------------П
2?u
кулачок
Рис. 502. Фрезерование кулачков по старому спо-
собу и по методу И. И. Гудова.
I'M
кулачок
Кольцо»
Рдетам
chipmaker.ru
Таблица tJ
Баланс времени выполнения операции И. И. Гудовым
Элементы времени Элементы работы Расход рабочего времени
Фактиче- ский, мин. Процент к рабочему дню
Основное время Вспомогатель- Машинная работа Время, связанное: 297,4 70,7
ное время . 1) с установкой деталей .... 60,5 14,2
2) со снятием деталей 28 9 6,7
Подготови- 3) с управлением станком . . . 17,2 4,7
тельное время Технические Смена фрезеров 12,0 2,8
потери . • . Надевание ремня 4,0 0,9
Итого . . . 420 100%
Подсчет, произведенный на заводе им. Орджоникидзе, показал,
что при выполнении годовой программы 1937 г., учитывая стои-
мость оправок, шаблонов и восьми фрезеров, от внедрения нового
процесса получается экономия 1400 руб. в год.
Рассмотрим, наконец, операцию, организованную И. И. Гудовым
ко дню пятилетия станкозавода им. Орджоникидзе.1 Обрабатыва-
лись кулачки для специального патрона (рис. 503 а), причем старый
технологический процесс состоял из пяти операций, не считая раз-
метки, сверления и слесарных работ (снятие заусенцев). Этот про-
цесс изображен на рис. Ь. Работа начиналась со строгания боковых
плоскостей заготовки в две установки (1—2-я операции), после
чего следовало фрезерование скругления головки на вертикальном
станке (3-я операция). Далее на вертикальном же станке фрезеро-
валась спираль (4-я операция) и, наконец, на горизонтальнофрезер-
ном обрабатывались зубцы (5-я операция). На всех операциях де-
тали обрабатывались по одной.
И. И. Гудов перенес всю обработку на два продольнофрезерные
станка. На первом станке работа выполнялась в две уста-
новки, причем одновременно фрезеровались: десять деталей в пер-
вую установку и десять — во вторую. Всего в приспособлении
помещалось 20 заготовок, которые обрабатывались набором из
четырех фасонных фрезеров (рис. 504 а. Ь).
На втором станке производилась обработка всех осталь-.
ных поверхностей (скругление головки, спираль и зубцы, рис. с).
Фрезерование велось в три установки, причем три партии деталей,
по 10 штук в партии, обрабатывались однов.ременно. Всего в при-
1 Рекорд 23 декабря 1937 г.
242
способление закладывались 30 деталей. В работе одновременно
находились три фасонные фрезера.
При таком плане обработки после каждого рабочего хода на
обоих станках оказывались полностью профрезерованными десять
деталей.
На рис. 504 d показано приспособление для первой операции.
Оно состоит из корпуса А, в котором имеются два гнезда, рассчи-
танные на десять деталей в каждом. Зажатие деталей производится
прихватом В, закрепление — при помощи гайки С. Прихват В опи
рается своим вырезом на упор D. В начале работы станка
Рис. 503. Старый метод обработки кулачков для специального патрона.
в гнездо Е приспособления закладываются только десять загото-
вок, причем второе гнездо F остается свободным. Перед следую-
щим рабочим ходом эти десять деталей перемещаются из гнезда Е
в гнездо F, а в гнездо Е закладываются десять новых заготовок;
таким образом в дальнейшем все время фрезеруются 20 деталей
одновременно.
Приспособление для второй операции изображено на рис. 504 е.
Ддесь корпус А имеет три гнезда, причем в каждое гнездо ставится
но десять деталей. Прихватом В зажимаются 20 деталей, а прихва-
том С — десять. Прихваты D зажимают детали с торцов. Детали
сначала закладываются в гнездо Е, потом перекладываются
в гнездо F, и, наконец, обработка заканчивается в гнезде G. При
нервом после начала работы рабочем ходе стола станка в приспо-
соблении загружен^ только |0 деталей, при втором — 20, при
третьем и дальнейших проходах — по 30.
• 243
| chipmaker.ru
Каждая деталь обрабатывается в пять установок, из которых
две выполняются на первом и три — на втором станке. Оба станка
работают согласованно.
Материал кулачков — твердая сталь. Скорость резания —
17,3 Ai/мин., подача 36 аш/мин. Применялось обильное охлаждение
эмульсией.
Рис. 504. Новый метод обработки кулачков для специального патрона.
1
Работая описанным образом, И. И. Гудов полностью отфрезеро-
вал 238 кулачков в течение 3 час. 58 мин., что составило 9050%
установленной нормы. «
Рассматривая последний пример, мы должны отметить концен-
трацию нескольких операций на двух станках. Такой прием позво-
лил использовать преимущества совершенных настроек при сравни-
тельно небольшом объеме производства. Вообще, проектируя свои
операции, И. И. Гудов приспосабливался к условиям производства.
?44
В некоторых случаях он в течение одной смены обрабатывал
несколько различных деталей, перестраивая станок соответствен-
ным образом. При этом все же достигалось большое повышение
производительности. Например, однажды им были обработаны
четыре партии различных деталей: фрикционный конус, кольцо,
упорное кольцо и затяжное кольцо,* 1 причем дневная норма была
выполнена на 650%. За смену пришлось произвести три пере-
стройки станка, на что пошло 41,5 мин. (по норме такие пере-
стройки должны были занимать 75 мин.). Достижение подобных
результатов возможно при хорошей подготовке к работе и подборе
однотипных деталей. В данном случае все четыре операции выпол-
нялись при помощи трехшпиндельной делительной головки. Детали
крепились на оправках, которые приходилось сменять.
Рассматривая приведенные (а также и другие, здесь не описан-
ные) операции, организованные И. И. Гудовым, можно убедиться,
что главнейшие усовершенствования, внесенные им в технологиче-
ские процессы фрезерования, следующие:
1) одновременное фрезерование нескольких деталей;
2) совмещение нескольких операций в одну;
3) применение фасонных фрезеров;
4) использование прямого и обратного ходов при фрезеровании
(«встречное» и «попутное» фрезерование).
Кроме того И. И. Гудов применял и ряд других остроумных
приемов, способствующих повышению производительности.
Возможности использования метода работы И. И. Гудова очень
обширны. Его операции относятся к типам деталей, имеющих
широчайшее применение в различных отраслях машиностроения.
Перенося этот опыт на другие заводы, можно везде достигать
высоких результатов. Следует отметить, что И. И. Гудов практи-
чески показал возможность полного использования станков при
обработке даже самых мелких деталей. Обычно при фрезеровании
таких цеталей поодиночке станки остаются совершенно незагру-
женными. В настоящее время «гудовская технология» получила
всеобщее признание в нашей промышленности, и по методу
И. И. Гудова организован ряд операций как на заводе им. Орджо-
никидзе, где работают многие его ученики, так и на других заво-
дах. В заключение заметим, что возможности применения этого
метода не ограничиваются фрезерованием. Теми же путями можно
повысить производительность многих строгальных, плоскошлифо-
вальных и других операций.
4. СРАВНЕНИЕ СТРОГАНИЯ И ФРЕЗЕРОВАНИЯ ®
А. Производительность строгального и фрезерного оборудования
Большинство работ, исполняемых на строгальных станках, мо-
жет быть выполнено на фрезерных, и обратно. Приводим глав-
1 Рекорд 22 июля 1936 г.
1 Сравнение строгания и фрезерования послужило темой дискуссии, орга-
низованной Американским обществом инженеров-механиков 4—8 декабря
1933 г.; см. Mechanical Engineering:, ноябрь 1933 и апрель 1934.
245
r.ru
нейшие соображения, которыми следует руководствоваться при
решении поставленной задачи.
Производительность фрезерного станка в
большинстве случаев оказывается выше, чем
строгального. (Одновременное действие нескольких режу-
щих кромок и отсутствие потери времени на обратный ход доста-
точно объясняют сказанное. Однако в некоторых случаях это
общее замечание оказывается неверным.
Первым исключением является случай обработки длинных
узких площадок. Очевидно, что как в случае торцевого, так и в
случае цилиндрического фрезерования при достаточной мощности
станка1 минутная подача, а следовательно, и производительность
почти не завися^ от ширины детали, так как нагрузка на зубец
при одинаковой подаче получается также одинаковой.
Между тем время строгания, очевидно, изменяется пропорци-
онально ширине обрабатываемой площадки. Отсюда следует, что
всегда существует такая ширина площадки В, ниже которой фре-
зерование становится невыгодным." Если обрабатываемая деталь
уже этой величины, то ее целесообразнее строгать. Поэтому
узкие длинные площадки выгоднее обрабаты-
вать на строгальном станке, чем на фрезерном.
При всяком виде фрезерования, если известны допускаемая по-
дача фрезера в минуту т, с одной стороны, скорость резания v,
отношение скоростей при обратном и прямом ходе а и подача при
строгании s — с другой, то можно подсчитать эту минимальную
ширину В. При этом предполагаем, что длина цилиндрического
фрезера или диаметр торцевого больше ширины детали, так что
обработка производится в один проход.
Время фрезерования равно:
m МИН-
где Ьф — длина фрезерования.
Длина строгания в минуту:
»
Полная длина строгания равна:
где L с — длина хода стола.
Время строгания:
С sat»-1000 ‘
1 Если мощность станка является лимитирующим фактором, то выводы
могут измениться. Однако при обработке узких площадок режим резания
обычно лимитируется стойкостью инструмента.
* См. выше § 2. , ।
246 •
Приравниваем t$ = tz и находим:
Тогда:
£ф = В £с(аЧ-1).
tn = sav-1000 ’
В =1000- —
т
а
а+-1
И
Lc ’
Пусть в частном случае: s = 1,6 мм дв. ход; v = 20 лг/мин.; а = 2;
tn— 150 мм мин.; Лф^£с. Тогда:
п <лпп 1,6-20 2 . . „
В = 1000 —тех— -=- = 140 мм.
15U 3
В последнем примере мы приняли длину фрезерования равной
длине строгания. Очевидно, длина хода стола как при фрезеро-
вании, так и при строгании больше, чем длина детали, и они, во-
обще говоря, не равны между собой. При желании произвести вы-
числения более точно эту разность ходов необходимо принять во
внимание. При коротких деталях и больших диаметрах торцевых
фрезеров добавка на вход и выход фрезера имеет столь большое
влияние, что может изменить весь расчет и притом не в пользу
фрезерования.
Как видно, решение о целесообразности применения строгания
или фрезерования является сложной задачей даже в том случае,
если не учитывать никаких других соображений, кроме производи-
тельности самого процесса резания. Для решения этой задачи тре-
буется в каждом данном случае знать допустимый режим резания
как при фрезеровании, так и при строгании. При этом необходимо
учитывать свойства как станка, так и инструмента и обрабатывае-
мой детали.
В приведенных расчетах предполагалось, что ширина фрезеро-
вания меньше диаметра торцевого фрезера или длины цилиндриче-
ского. При большой ширине детали приходится либо проходить
плоскость в несколько проходов по ширине, либо применять очень
крупные фрезеры. В первом случае время фрезерования увеличи-
вается пропорционально числу проходов, и если расчетная ши-
рина В окажется больше ширины одного прохода фрезера, то и
вообще строгание окажется выгоднее фрезерования.1 Далее сле-
дует иметь в виду, что при чистовом фрезеровании в местах стыка
между отдельными проходами остается след, вследствие чего точ-
ная обработка очень широких плоскостей на фрезерных станках
также затруднительна. 2
При чистовой обработке строгать можно широкими проходами
резца. Столь большие подачи на зубец не достижимы при обычном
фрезеровании, поэтому здесь граница экономичности обработки
строганием повышается.
Другой случай, при котором строгание оказывается производи-
тельнее фрезерования, относится к обработке крупных от ли-
1 Это может получиться во многих случаях, например, при чистовой обра-
ботке чугуна широкими резцами.
1 Так как для отделки их в один проход потребовались бы фрезеры
огромных размеров.
247
chipmaker.ru
вок и поковок, имеющих большие припуски. Обдирку таких
деталей на строгальных станках часто удается произвести в один
проход, работая с большой глубиной резания. При фрезеровании
на станках обычных типов ту же обработку приходится про-
изводить в 2—3 прохода, почему затрачиваемое время резко уве-
личивается. Заметим, что такое положение вытекает не из самого
принципа фрезерной обработки, а является следствием слабости
фрезерных станков и фрезеров, которыми располагает большинство
заводов. Применяя специальные фрезерные станки,1 можно и в та-
ких случаях получить высокую производительность.
Однако применение фрезеров очень больших размеров требует
исключительно мощных станков. Кроме того такие фрезеры стоят
дорого, и обращение с ними затруднительно (снятие, постановка,
заточка и т. д.). Если имеющийся фрезерный станок слаб и не
может фрезеровать ширину, большую полученной вышеприведен-
ным расчетом (В), то, очевидно, преимущества в этом случае ока-
зываются на стороне строгального станка.
До сих пор мы рассматривали только машинное время, т. е.
время резания (включая обратные ходы стола строгального станка).
Если в расчет ввести вспомогательное и подготовительно-заключи-
тельное времена, то результаты расчетов могут резко изме-
ниться.
Вспомогательное время, вообще говоря, при фрезе-
ровании получается меньше, чем при строгании, так как умень-
шается число промеров при обработке, и кроме того многие рабо-
чие приемы могут здесь выполняться на ходу станка, что невоз-
можно при строгании.
Вспомогательное время резко сокращается, если установка де-
талей производится на ходу. При этом часто можно достигнуть
непрерывного или почти непрерывного фрезерования. Это оказы-
вается возможным только вследствие малой скорости движения
стола фрезерного станка. Установка деталей на быстро движу-
щемся столе строгального станка на ходу невозможна.
Подготовительно-заключительное время (время
настройки) для фрезерного станка выше, чем для строгального.
Это объясняется как необходимостью более солидного крепления
детали, так, в особенности, тщательностью, с которой приходится
устанавливать фрезеры и регулировать их положение. Но, раз
фрезерный станок настроен, он может обрабатывать детали с ма
лой затратой ручного времени.
Производительность станка может быть очень повышена при
одновременной работе несколькими инструментами. Такая работа
производится как на строгальных, так и на фрезерных станках,
причем в том и в другом случае доходят до четырех супортов и
больше, действующих одновременно. Однако наблюдение за не-
сколькими резцами, действующими одновременно, значительно
труднее, чек® за несколькими работающими фрезерами. Поэтому
строгальщик редко использует все возможности своего станка,
—
1 См. ниже главу 21, рис. 738.
248
в то время как при работе на настроенном фрезерном станке мы
постоянно видим применение многих фрезеров.
Сказанное обусловливается самым характером фрезерной и
строгальной обработки. При настройке фрезерного станка сначала
надлежащим образом размещают шпиндели, затем приводят в тре-
буемое положение стол станка (в направлениях, перпендикулярных
к направлению подачи). Во время рабочего хода оси шпинделей
обычно остаются неподвижными, стол также не смещается. Все
движения сводятся к вращению фрезеров и подаче стола. Детали
проходят между фрезерами, и вся операция получает
характер прямоточной. При таких условиях благодаря
медленному движению стола наблюдение за работой оказывается
простым.
На строгальном станке супорты имеют подачу, причем напра
вления и длины их перемещений обычно не совпадают между собой.
Выключение подач различных супортов должно производиться в
разное время, стол станка движется быстро. Эти обстоятельства
в большей степени затрудняют обслуживание станка.
Наконец, стойкость резцов (время работы от заточки до заточки)
обычно значительно ниже стойкости фрезеров. Поэтому их чаще
приходится менять, что вызывает перерывы в работе.
Преимущества фрезерного станка перед строгальным в отноше-
нии большей производительности, вообще говоря, тем заметнее,
чем сложнее обрабатываемый профиль. Обращаясь,
например, вновь к рис. 487, мы видим, что во всех приведенных
па нем случаях профили целиком обрабатываются в один проход
без каких-либо промеров. При строгании тех же профилей потре-
буются перестановка резцов, повторная установка их на стружку
и многократные промеры. Применение фасонных фрезеров, кроме
того, во многих случаях позволяет обойтись без копиров и других
подобных устройств. Заметим, что именно обработка сложных про-
филей была первоначально основной работой фрезерных станков
(производство деталей огнестрельного оружия, зубчатых шестерен
и т. д.), и только с течением времени фрезерный станок начал
успешно конкурировать со строгальным и при обработке пло-
скостей. 1
Обратим внимание еще на одно обстоятельство, которое во
многих случаях заставляет предпочесть фрезерование строганию.
Поверхность детали часто имеет такой вид, что приходится обра-
батывать только отдельные участки. Между тем резец при
строгании проходит такой же путь, который он проходил бы и в
том случае, если бы вся эта поверхность подлежала обработке.
Такое положение вызывает излишнюю потерю времени «на строга-
ние воздуха», чего при фрезеровании легко избежать, быстро пере-
двигая деталь мимо фрезера на тех участках, которые обработке не
подлежат.
Необходимо, однако, оговориться, что современные строгальные
станки иногда снабжаются приспособлением для периодического
1 Об обработке сложных профилей станин станков см. ниже главу 17, § 4.
17П
chipmaker.ru
ускорения хода стола на отдельных участках. Польза от таких
устройств может получиться лишь при значительных расстояниях
между отдельными обрабатываемыми площадками.
Б. Точность обработки
Вопрос о сравнительной точности строгальной
и фрезерной работы является наиболее спорным, причем
имеются сторонники как той, так и другой. Несомненно, что при
обработке деталей малых и средних размеров точность фрезерной
работы в большинстве случаев оказывается совершенно достаточ-
ной. 1 В массовом производстве при необходимости повысить точ-
ность обработки плоскости охотнее идут на применение плоского
шлифования, чем на возврат к строгальной работе. Строгальные
станки малых размеров можно встретить в цехах индивидуального
и мелкосерийною производств, где их применяют, однако, не по-
тому, что они дают большую точность, чем фрезерные, а по ряду
других соображений, о которых мы будем говорить ниже. То же
самое можно сказать и о применении шепингов.
Вопрос о преимуществе строгальных станков в смысле дости-
жения на них большей точности возникает только в крупном и от-
части среднем машиностроении при обработке длинных деталей
(рам, станин и т. п.). Господствующим среди широких кругов тех-
ников, работающих в данной области, можно считать мнение, от-
дающее в смысле точности предпочтение большому продольно-
строгальному с ганку перед продольнофрезерным. Основанием для
этого служат следующие соображения.
Конструкция строгального станка проще, чем фрезерного, так
как, кроме общих деталей, как то: станины, стола и стоек с попе-
речиной, здесь имеется целое устройство фрезерной бабки, кото-
рое, конечно, много сложнее супорта строгального станка. Непра-
вильности в работе этого устройства (бой шпинделя, мертвый
ход вдоль оси и т. д.) являются причинами появления ошибок, от
которых свободен строгальный станок.
Неправильные установка и заточка фрезера также могут явиться
причинами неточности обработки. Если хоть один зубец несколько
выдается над остальными, работа получится неточной. В начале
прохода этот зубец, воспринимая большую нагрузку, будет сни-
мать некоторый слой материала, далее он износится, и нагрузка
перейдет на другие зубцы, причем одновременно изменится глуби-
на резания, а следовательно, и размеры обрабатываемой детали.
Крепление деталей при фрезеровании должно производиться
сильнее, чем при строгании, так как давление фрезера больше, чем
давление резца. Помимо прогибов, вызываемых усиленным крепле-
нием, большое давление фрезера (особенно — длинных цилиндриче-
ских фрезеров в момент постепенного врезания зубца в металл)
является причиной появления добавочных деформаций.
1 Примером сказанному может служить вся современная автомобильная
промышленность, не пользующаяся вовсе строгальными станками в производ-
ственных цехах
250
Обильное выделение тепла, являющееся следствием энергич-
ного снятия стружки при фрезеровании на небольшом участке по
верхности детали, вызывает нагревание ее в этом месте, а следова-
тельно, и деформации. Строгальный резец, снимающий тонкую
стружку и по всей длине детали, очевидно, не оказывает того же
действия.
Необходимо, однако, оговориться, что вредное влияние дефор-
маций и нагрева может быть очень уменьшено, если после черно-
вого фрезерования производить чистовое с очень малой глубиной
резания, причем между этими операциями дать детали полностью
охладиться. При чистовом фрезеровании крепление следует произ-
водить очень осторожно.
С другой стороны, имеются примеры, когда при работе даже
очень крупных фрезерных станков достигались вполне4 удовлетво-
рительные результаты в смысле точности.
Резюмируя все сказанное и сопоставляя' известные нам случаи
точной крупной фрезерной и строгальной работы, мы полагаем, что
не ошибемся, если дадим следующее объяснение противоречивых
мнений, с которыми приходится считаться в этом вопросе. Большой
фрезерный станок — это сложная машина, крайне чувствительная
к уходу. Новая и при наилучшей постановке инструментального
хозяйства на заводе она может давать вполне удовлетворительные
результаты, не уступающие заметно в смысле точности строганию.
При этом, однако, чистовое фрезерование должно быть обязательно
отделено от чернового и производиться при малой глубине
резания.
По мере износа фрезерного станка, а также при невнимательном
отношении к инструменту точность обработки на нем резко падает
и становится ниже точности строгального станка, который значи-
тельно менее подвержен износу и работает крайне простым инстру-
ментом, мало влияющим на точность работы станка. Так как ука-
занные выше идеальные условия редко имеют место в цехах, та
приходится признать, что мнение о большей точности работы
крупных строгальных станков имеет свои основания.1
В. Общие выводы
Окончательное суждение о преимуществах того или иного метода
обработки можно сделать только при анализе всех факторов, влияю-
щих на экономичность технологического процесса. Кроме прямых
затрат на заработную плату, приходится считаться с накладными
расходами. Просматривая ряд главнейших их статей, как то: содер-
жание и ремонт станка, содержание и ремонт инструмента, содер-
жание штата настройщиков и т. д., мы убеждаемся, что накладные
Расходы при фрезеровании выше, чем при строгании. Результаты
сравнения станут еще разительнее, если учесть разницу в стоимо
1 Пример сказанного дает станкостроительная промышленность. Переход
Фрезерованию при обработке станин, столов и других крупных точных де-
алей здесь происходит крайне медленно. См. главу 17, § 4.
251
chipmaker.ru
сти строгального и фрезерного станков. Последний при тех же ос-
новных размерах стоит значительно дороже. Это вызывает увели-
ченные амортизационные отчисления.
Как мы видели, во многих случаях фрезерный станок дает воз-
можность ускорить обработку и в значительной степени автомати-
зировать ее. Последнее обстоятельство часто позволяет пользо-
ваться при фрезерных работах рабочей силой более низкой квали-
фикации, чем при строгальных. Все это вместе, как правило, при
значительных размерах партий, оправдывающих более сложную
настройку, позволяет при замене строгания фрезерованием столь
значительно выиграть во времени обработки и на прямой зарплате,
что полученная экономия вполне оправдывает повышенный процент
накладных расходов.
Из всего сказанного видно, что фрезерный станок по-
лучает преимущество перед строгальным в мас-
совом и серийном производствах при значитель-
ных партиях. В этих случаях сложность настройки не имеет
большого значения, а однообразие загрузки позволяет обойтись не-
большим набором фрезеров и организовать правильное обслужива-
ние станка инструментом. Работа на настроенном фрезерном станке,
как мы видели, дает большие экономические преимущества.
При малых партиях и единичном исполнении возможность ра-
ботать на настроенных станках отпадает. Затрачивать много времени
на наладку операций невозможно, и требование уменьшения под-
готовительного времени становится основным. Между тем для ряда
операций приходится пользоваться различными фрезерами, для
которых нужны оправки, промежуточные кольца и т. д. Недоста-
точно иметь. эти| фрезеры в наличии, необходимо поддерживать их
все время в порядке. Если какой-либо размер инструмента окажется
в единственном числе, то снятие такого фрезера для заточки пове-
дет к простою станка. При работе на строгальном станке все эти
затруднения отпадают, так как при отсутствии какого-либо резца
его всегда можно быстро изготовить, заточка же его занимает
несколько минут, включая сюда время на снятие и вторичную его
постановку. Таким образом крупным преимуществом
строгального станка является его универсаль-
ность, и это свойство оказывается весьма ценным везде, где на
станках производится разнообразная работа.1
Кроме соображений серийности, при выборе гипз станка имеют
значение его абсолютные размеры. Стоимость крупных фрезерных
станков в среднем на 50% выше стоимости строгальных для дета-
лей тех же размеров. Такая разница в цене объясняется усложне-
нием фрезерного станка (замена супортов фрезерными бабкамц) и
общим его утяжелением. Разница в первоначальных затратах
скажется еще более заметной, если учесть стоимость большого
набора фрезеров, оправок и оборудования для заточки этих фре-
зеров.
' Строгальные станки крупные и мелкие незаменимы в ремонтных, инстру-
ментальных и тому подобных цехах. Этим свойством универсальности объяс-
няется столь широкое распространение шепингов.
Расчет амортизации для крупных станков значительно труднее,
чем для мелких. Дело в том, что, кроме физического износа, при-
ходится считаться с износом «моральным».1 Типы крупных изделий
редко являются стабильными. В течение срока службы большого
станка все изделия завода могут несколько раз принципиально из-
менить свою конструкцию. Поэтому рассчитывать всегда на опре-
деленный характер его загрузки не приходится. Чем крупнее обору-
дование, тем, как правило, оно должно быть универсальнее.
Желание нести наименьший риск при приобретении крупных
станков, путем уменьшения первоначальных вложений и повышения
универсальности оборудования, заставляет во многих случаях прио-
бретать строгальные станки вместо фрезерных, жертвуя даже в
некоторых случаях производительностью. Иногда, однако, идут по
другому пути, придавая главное значение универсальности станка,
в результате чего, как мы уже упоминали, появляются комбини-
рованные фрезерно-строгальные станки.
Наконец, точность работы тесно связана с экономичностью.
Погрешности строгания или фрезерования приходится устранять в
сборочном цехе путем длительного припиливания или пришабривания.
Чем больше обрабатываемые поверхности, тем труднее и дороже
эта работа. Экономия, достигаемая в механическом цехе при пони-
жении требований к точности обработки, обычно оказывается ни-
чтожной по сравнению с добавочными затратами в сборочном цехе.
Здесь, кроме прямых денежных затрат, приходится считаться с
удлинением сроков сборки, а следовательно, и с увеличением не-
завершенного производства. 2
Поэтому чем крупнее деталь, тем важнее иметь уверенность в
соблюдении предписанной точности. Как мы видели, строгальные
станки имеют в этом отношении преимущество перед фрезерными.
Резюмируя все сказанное, мы приходим к следующим выводам.
Крупные продольнофрезерные станки находят применение главным
образом в серийном производстве при значительных размерах партий.
При обработке крупных точных деталей, а также при сложных
обработках в индивидуальном производстве продольнострогальные
станки имеют преимущество перед продольнофрезерными, тем
более что приобретение их связано с меньшим риском и организа-
ция правильной работы на них проще.
Заметим, однако, что только-что сделанный вывод распростра-
няется не на все фрезерные операции. Во многих случаях фрезерный
станок дает возможность выполнять работу значительно легче, чем
строгальный, а иногда вообще фрезерование не может быть заме-
нено строганием. Сюда относится, например, обработка некоторых
фасонных профилей (зубчатые шестерни и т. п.), различных канавок
(шпоночных и т. д.), которая обычно выполняется на фрезерных
станках даже в условиях индивидуального производства. Далее, во
многих случаях установка детали на строгальном станке оказы-
• 1 См. главу 4, § 2, Б (том I, стр. 208, примечание).
б г Удлинение сроков сборки, когда все главные части машины уже обра-
°таны, влияет на размеры незавершенного производства значительно больше,
ем увеличение времени механической обработки отдельных деталей.
253
ch рта вается неудОбной или даже невозможной (например, при обработке
торцов длинных рам и станин). Для таких работ часто незаменимы
фрезерные «колонки», которые являются весьма универсальными
станками и широко распространены именно в цехах тяжелого
машиностроения.
Материал детали в некоторых случаях оказывает влияние на
выбор метода обработки плоских поверхностей. Детали из легких
сплавов почти всегда фрезеруются, так как обеспечение очень вы-
I соких скоростей резания на строгальных станках оказывается за-
труднительным.
Обратно, при обработке грубых отливок и поковок, на поверх-
। ности которых имеются неровности, твердые места и т. д., иногда
I оз называются от фрезерования из опасения поломок дорогого
I инструмента.
В заключение укажем, что хотя общая тенденция клонится,
несомненно, к постепенному вытеснению строгаль-
ных станков фрезерными, причем такая замена в массо-
вом производстве уже почти осуществилась, но для обработки
I крупных деталей, а также для многих работ в индивидуальном
машиностроении строгальные станки по-сейчас полностью сохраняют
свое значение.
| 5 ШЛИФОВАНИЕ ПЛОСКОСТЕЙ
। А. Общие замечания о применении плоского шлифования
I
| Сравнивая наружное и внутреннее шлифование цилиндрических
I поверхностей, мы указывали на сравнительно малое применение
последнего по сравнению с первым 1 и постарались дать объясне-
ние такому положению. Переходя к рассмотрению третьего из
। основных видов шлифовальных работ — плоского шлифования, —
Е мы прежде всего в нескольких словах коснемся вопроса об области
I • его применения.
Анализируя состав оборудования современных производственных
1 механических цехов, приходится признать, что плоскошлифоваль-
। ные станки в них встречаются значительно реже, чем круглошлифо-
| вальные. Это, однако, ни в коем случае нельзя объяснить особенно-
I стями, вытекающими из сущности процесса плоского шлифования,
I подобно тому, как мы объясняли малое применение внутришлифо-
вальных станков. Обратно, из всех видов шлифовального оборудо-
। вания именно станки для плоского шлифования являются наиболее
| простыми, надежными в работе и производительными. Меньшее
t их распространение объясняется другими причинами.
1 Рассматривая большинство существующих машин, мы заметим,
1 что плоские поверхности деталей обычно обработаны путем стро-
( гания или фрезерования, причем точность, достигаемая этими мето-
। дами, в большинстве случаев оказывается вполне достаточной. Дело
| в том, что при обработке плоскостей чаще всего преследуется
I * См. главу 10, § 3, А (том I).
I 254
главным образом цель обеспечения точности формы, т. е.
соответствия данной поверхности идеальной плоскости.
С таким положением мы встречаемся, например, тогда, когда
обработанная плоскость является единственной точно обработанной
поверхностью детали, либо когда она обрабатывается первой и за-
тем служит базой при обработке всех последующих поверхностей
(точных отверстий и т. д.). Даже в тех случаях, когда необходимо
соблюсти определенный зазор между двумя деталями, из которых
одна скользит в пазу другой (ползуны, салазки супортов и т. д.),
плотность чаще всего достигается применением клиньев и других
подвижных компенсаторов.
Обратно, при обработке цилиндрических шеек обычно одина-
ково важно соблюдение как точности формы, так и точности раз-
меров, что дает круглошлифовальному станку крупные преимуще-
ства перед токарным.
Между тем фрезерный и в особенности строгальный процессы
при тщательном выполнении операций обеспечивают соблюдение
точности формы и углового расположения плоскостей, достаточ-
ных для большинства случаев практики. Введение процесса пло
ского шлифования в таких случаях может быть оправдано лишь
возможностью получения очень чистых, гладких поверхностей без
дополнительной ручной обработки, или какими-либо другими осо-
быми соображениями. Среди таких соображений на первом месте
стоит возможность обработки путем шлифования твердых мате-
риалов, и как-раз закаленные детали составляют основную
часть загрузки плоскошлифовальных станков.1 Если при обработке
плоскостей все же требуется соблюдать точные линейные размеры
либо достигать чистоты поверхности, которой нельзя обеспечить
работой резца или фрезера, эти поверхности приходится дополни-
тельно шлифовать, припиливать или шабрить.
Хотя ручная пригонка плоских поверхностей производится зна-
чительно проще, чем деталей круглой формы, тем не менее внесе-
ние элемента ручной работы во многих случаях оказывается нежела-
тельным, и преимущества шлифовального процесса, по крайней мере
при обработке деталей малых и средних размеров, несомненны;
однако относительная простота слесарной обработки плоскостей
все же является одной из причин, задерживающих развитие пло-
ского шлифования.
Однако главнейшим препятствием для распространения плоско-
шлифовальных станков является трудность обеспечения их полной
загрузки. Этим объясняется, что плоскошлифовальные станки в на-
стоящее время применяются чаще всего для обработки сравни-
тельно небольших деталей, и использование их для крупных работ
пока очень ограничено. Заметим еще, что в массовом производ-
стве многие работы с успехом передаются на протяжные
станки.
1 Первоначально плоскошлифовальные станки применялись почти исклю-
чительно для такой работы.
255
Б. Шлифовальное оборудование и его работа1
Плоскошлифовальные станки по своему действию
похожи на фрезерные, в которых фрезер заменен шлифовальным
кругом.
Подобно фрезерным, плоскошлифовальные станки делятся на
вертикальные (ось шпинделя вертикальна) и горизон-
тальные (эта ось рас-
Рис. 505. Различные методы плоского шлифо-
вания.
обрабатывается вся поверхность пр
ния деталей от нагрева необходимо
положена горизонтально).
По методу работы
плоскошлифовальные стан-
ки делятся на станки, ра-
ботающие либо цилиндри -
ческой поверхностью пло-
ского круга (подобно ци-
линдрическому фрезеру)
либо кольцевой поверх-
ностью торца круга (по-
добно торцевому фре-
зеру). 2
Наконец, продольное
движение подачи может
сообщаться либо обраба-
тываемой детали '(обыч-
ный 'тип станков) либ(о
кругу — в некоторых спе-
циальных исполнениях.
По форме стола пло-
скошлифовальные станки
делятся на станки с пря-
моугольным и круглым
столами.
Рис. 505 дает предста-
вление о различных мето-
дах плоского шлифова-
ния. Рис. а показывает
шлифование плоскости А
плоским кругом В. Круг
подается перпендикулярно
к движению детали в на-
чале каждого хода стола,
так что последовательно
а. Во избежание коробле-
гиться о равномерном рас-
1 В СССР станки для плоского шлифования строятся Московским станко-
строительным заводом.
8 В некоторых случаях работают боковой (торцевой) поверхностью диско-
вого круга на станках, предназначенных для работы его цилиндрической по-
верхностью. Такие операции часто встречаются при легких работах. Также
часто в аналогичных случаях пользуются небольшими чашечными кругами. См.
ниже главу 17, § 4 (шлифование станин станков).
250
пределении теплоты, для чего рекомендуется боковую подачу брать
большей (лишь немного менгшей ширины круга), а толщину снимае-
мого слоя металла малой, в особенности при шлифовании тонких
деталей. Описанный метод часто применяется в инструментальных.
Рис. b иллюстрирует другой метод шлифования. Здесь круг В
несколько шире детали А и перекрывает сразу всю ее поверхность.
Б этом случае шлифование должно всегда производиться с охла-
ждением, иначе неизбежно коробление детали вследствие сильного
нагрева. При таком методе работы правильность обработанной
плоскости целиком зависит от правильности поверхности круга, и
тщательная правка последнего приобретает особое значение.
Рис. с изображает работу кольцевым кругом В. При этом шли-
фуется сразу вся ширина детали С. Этот метод оказывается более
производительным, чем предыдущие и обычно применяется в про-
изводственных мастерских при обработке более крупных деталей.
Ббльшая производительность такого шлифования объясняется от-
части теми же соображениями, как и ббльшая производительность
торцевого фрезера перед цилиндрическим. Кроме того при износе
диаметр кольцевого круга не меняется, что имеет очень большое
значение. Наконец, точность поверхности, обработанной таким кру-
гом, не зависит от правильности его рабочей поверхности, благо-
даря чему очень упрощаются уход за ним и его правка. Последняя
в большинстве случаев сводится к очистке его в целях восста-
новления режущей способности. Производится она при помощи
звездочки или карборундового бруска. Во многих случаях правка
вообще оказывается излишней.
Рис. d иллюстрирует тот же метод работы, но на станке верти-
кального типа. Круг В имеет форму кольца и вращается вокруг
вертикальной оси. Деталь А удерживается на столе станка, имею-
щем! прямолинейно-возвратное движение. Подача круга происхо-
дит вниз, в конце каждого хода. Шлифование на этих станках
производится всегда с охлаждением.
Рис. е дает представление о работе вертикального станка
с круглым столом. Деталь получает вместе со столом круговую
подачу, а круг В — питание книзу. Такие станки применяются, на-
пример, при шлифовании поршневых колец. Кроме приведенных
наиболее обычных случаев шлифования встречаются и другие
комбинации.1
Заметим, что все плоскошлифовальные станки с прямолинейно-
возвратным движением стола шлифуют при ходе этого стола в обе
стороны и имеют одинаковые скорости прямого и обратного ходов,
отличаясь в этом отношении от строгальных и фрезерных станков.
Подобно круглошлифовальным, станки для плоского шлифова-
ния иногда снабжаются индикаторным приспособлением для про
мера толщины обрабатываемой детали на ходу. Индикатор кре-
пится к стойке и устанавливается по мерной плитке или по отшли-
фованной начисто детали. Опорная поверхность штифта индика-
тора имеет вид очень пологого конуса, поэтому штифт легко
1 Фотографии нескольких типичных плоскошлифовальных станков см.
Технология машиностроения, вып. IV, рис. 922—928.
1 1? СоколовсвиП, т. II. 1ЯЯ'| 257
chipmaker.ru
скользш даже ио прерывистой поверхности, опускаясь в промель-
ках и вновь поднимаясь при прохождении по шлифуемым площад-
кам. Шлифование ведут до тех пор, пока показание индикатора не
достигнет нуля.
Плоскошлифовальные станки строятся нормально с шириной
стола до 1500 мм и ходом до 6000 мм при диаметре сегментного
круга до 800 мм.1 Однако станки таких предельных размеров
встречаются редко. Еще ббльшие станки строились для специаль-
ных целей. Они выполняются в общем тех же типов, как и нор-
мальные, но здесь встречаются самые различные особенности
устройства и специальные исполнения. 1 2
Рассматривая принципы шлифования, мы высказали общие сооб-
ражения, которыми приходится руководствоваться при выборе
шлифовального круга. 3 Отметим здесь только, что в соот-
ветствии с большой поверхностью соприкосновения круга и детали
круг должен выбираться, вообще говоря, более мягким, чем для
цилиндрического шлифования. Обычно для шлифования чугуна
круги выбираются карборундовые, твердостью М2— СД1,,4 а для
мягкой стали — корундовые, той же твердости. При выборе кругов
для плоского шлифования особенно необходимо считаться с вели-
чиной поверхности соприкосновения. Так, при шлифовании цилин-
дрической поверхностью круг может быть Взят тверже,_ чем при
шлифовании торцом кольцевого круга. В последнем случае твер-
дость круга уменьшается при увеличении ширины обрабатываемых
площадок. При очень большой поверхности соприкосновения при-
ходится брать круги еще более мягкие, доходя до значений ВМ12 и
даже ВМХ.5
Заметим, что значение имеет главным образом величина отдель-
ных участков, не пересеченных не шлифуемыми промежутками,
а не величина всей плоскости соприкосновения. Рис. 506 изобра-
жает различные конфигурации шлифуемых поверхностей при работе
кольцевым кругом на станке с круглым столом. Рис. а показывает
случай узких шлифуемых поверхностей, рис b — средних и
рис. с — широких. Здесь заштрихованными показаны шлифуемые
площадки; они могут принадлежать либо одной детали (например,
кольцевые площадки, показанные в левой части рисунка) либо не-
скольким шлифуемым одновременно (два правые рисунка в каждом
ряду). При выборе кругов необходимо в случаях, подобных а,
брать их более твердыми, а в случае с — наиболее мягкими.
Правильный выбор твердости круга имеет исключительно боль-
шое значение для всего хода процесса плоского шлифования.
Слишком твердый круг быстро засаливается, нагревает деталь,
перегружает мотор и делает всю работу неустойчивой. Обратно,
1 Фирма Naxos-Union. Горизонтальные станки имеют круги до 1,5 м диа-
метром и более (диаметр 2.0 м у станков фирмы Disktis-Werke).
1 Некоторые примеры см. Технология машиностроения, вып. IV, рис. 929
и 930.
3 Общие данные о процессе шлифования см. главу 8, § 2, А (том I).
4 По Нортону — I — К; см. табл. 30 (том I).
5 G и F по Нортону.
258
ьыбор излишне мягкого круга также резко снижает производи-
тельность. В этом отношении очень показателен опыт стахановца
завода им. Макса Тельца, И. В. Стройлова. Обрабатывая большие
партии мелких деталей одновременно и получая таким образом
очень пересеченную поверхность,, т. Стройлов убедился, что только
применение наиболее твердых кругов (твердостью по QCT — Т,)
обеспечивает достижение наилучших результатов.
Плоское шлифование производится либо боковой цилиндриче-
Рис. 506. Влияние конфигурации шлгфуемой поверх-
ности на выбор твердости круга.
екой поверхностью круга либо его торцом. В последнем случае
кРУг делается кольцевым. Более крупные круги последнего типа
обычно выполняются в виде стальной обоймы со вставленными
сегментами из шлифующего материала. Такие круги выполняются
иногда очень больших размеров (имеются примеры изготовленных
кругов диаметром до 2000 мм). Кроме кругов, имеющих сегменты
прямоугольного сечения, в последнее время стали применять круги
со вставными шлифующими брусками самых разнообразных форм;
так же разнообразны методы закрепления этих брусков в обойме.
Назначая режим резания при плоском шлифовании, необ-
• 259
r.ru
ходимо считаться с большой площадью соприкосновения и выби-
рать его таким, чтобы по возможности уменьшить вероятность
засаливания круга и нагревания обрабатываемой детали. В осталь-
ном выбор скоростей и подач определяется теми же соображе-
ниями, как и при цилиндрическом шлифовании.
Окружная скорость здесь обычно выбирается меньшей, чем при
цилиндрическом шлифовании; ее часто принимают в пределах 20—
26 м/сек. Скорость перемещения детали относительно круга (по-
дачи) также выбирается несколько меньшей, чем соответствующая
ей скорость вращения детали при наружном цилиндрическом шли-
фовании. Обычно она колеблется в пределах 7—20 м/мин., но при
мощных станках, работающих кругами со вставными сегментами,
величина подачи стола часто значительно повышается. Глубина
шлифования (т. е. толщина снимаемого слоя металла или подача
круга в направлении углубления в металл) при черновом шлифова-
нии определяется главным образом мощностью станка и степенью
жесткости обрабатываемой детали. Обычно глубина шлифования
колеблется в пределах 0,01—0,1 мм. При работе цилиндрической
поверхностью круга последнему необходимо сообщать еще боко-
вую подачу в направлении его оси. Выбор этой подачи опреде-
ляется теми же соображениями, как и при цилиндрическом
шлифовании.
Все сказанное относилось к сравнительно небольшим станкам
обычных типов. При работе сегментными кругами на очень мощных
станках глубина шлифования иногда резко повышается, особенно
при обдирке чугунных отливок. Ее доводят до весьма больших
значений, соответственно уменьшая продольную подачу. Вообще
вопрос о выборе правильного режима шлифования при работе на
таких станках в настоящее время еще нельзя считать окончательнс
выясненным.1
При шлифовании торцом круга обыкновенно диаметр его выби-
рается такой, что он захватывает всю ширину детали, и необходи-
мость в боковой подаче круга отпадает.
Одна и та же производительность может быть достигнута при
большой глубине шлифования и медленной подаче, и наоборот:
с этой точки зрения важны не значения рассматриваемых величин
порознь, а их произведение. Однако для правильной работы круга
соотношение между глубиной шлифования и подачей детали имеет
большое значение. Если круг засаливается и производит впечатле-
ние слишком твердого, то после его очистки следует попытаться
шлифовать с меньшей подачей, снимая большую стружку. Обратно,
если круг осыпается и кажется чрезмерно мягким, рекомендуется
уменьшить глубину шлифования, увеличивая в то же время
подачу.
Плоское шлифование, где только возможно, производят прп
обильном охлаждении содовой водой или жидкой эмульсией.2
Наличие охлаждения уменьшает коробление детали от нагревания
1 См. ниже § 5, В. 1
г При шлифовании мягкой стали рекомендуется пользоваться эмульсией.
“’60
L кроме того, улучшает условия работы самого круга. При сухом
шлифовании приходится снижать глубину и подачу, резко понижая
производительность процесса резания.
Точность чистового плоского шлифования
может быть достигнута не ниже, чем при других видах обработки
шлифовальным кругом. В производственных цехах при обработке
небольших деталей сравнительно легко соблюдаются допуски
0,02—0,03 мм. При особо точной работе (например, в инструмен-
тальном деле) удастся обеспечить допуски до 2,5 у.
В, Пути повышения производительности при плоском шлифовании
Пути повышения производительности при плоском шлифова-
нии — в основном те же, с которыми мы познакомились, говоря
о выполнении фрезерных операций. Однако здесь приходится счи-
таться с некоторыми особенностями, вытекающими из работы
самого шлифовального круга.
При плоском шлифовании очень широкое применение получили
магнитные патроны (плиты), на которых может быть одно-
временно установлена целая партия деталей и притом с минималь-
ной затратой времени. Такие патроны чаще применяются на стан-
ках с вертикальными шпинделями, причем в соответствии с формой
стола они исполняются либо прямоугольными либо круглыми. За-
метим, что выбор станка с прямоугольным столом или с круглым
обусловливается многими соображениями и прежде всего формой
обрабатываемых деталей. При обработке длинных планок, брусьев
и т. д. применение стола, имеющего прямолинейно-возвратное дви-
жение, является вполне естественным, по если форма обрабаты-
ваемой поверхности приближается к кольцевой, то применение
круглого стола позволяет с выгодой использовать станок значи-
тельно меньших размеров. При обработке большого количества
мелких деталей, покрывающих почти всю поверхность стола,
возможна экономичная работа обоими методами. Однако круглый
стол здесь в большинстве случаев оказывается заслуживающим
предпочтения, так как шпиндель нагружается равномернее и устра-
няются потери времени, связанные с реверсированием стола.
Рис. 507 иллюстрирует сказанное.1
Применение метода непрерывной обработки при
шлифовании встречает то затруднение, что шлифовальная опера-
ция обычно выполняется в несколько проходов. Только при малых
припусках удается закончить обработку в один проход, и тогда
оказывается возможным осуществление непрерывного шлифова-
ния. Для того чтобы работать таким образом при больших при-
пусках, строятся станки с несколькими шпинделями, причем де
тали проходят под ними последовательно.
На рис. 508 изображен такой станок фирмы Hanchett (США)2
—--------------
1 Сравнение шлифования на станках с круглым и с прямоугольным сто-
лами см. Maschinenbau, 18 апреля 1929, стр. 254; 5 июля 1928, стр. 635.
1 В СССР подобные станки строятся Московским станкостроительным за-
Гюдом (Мод. 371-ЛЗ).
261
chipmaker.ru
с круглым вращающимся столом. Он имеет три шпинделя, и об-
работка шлифуемой площадки заканчивается в течение одного
й
ивперед^
Р*2^назад-\Л~3- Вперед” й
1 & J?
; /VAVAVAW. * ММАЛЛЛАМЛ 'Й
10 20 30 СО 50 60 70 80 90 100 НО 120 130 150 150 160 Время
Станок с круглом столом
-1^назад —L Н?* Вперед—
Л
to 20 30 СО 50 60 70 80 SO 100 НО 120 130 НО 150 160 время
Станок с прямоуголЬнб/м столом
Рис. 507. Сравнение работы станков с круглым и прямоугольным
столами.
оборота стола. Детали последовательно проходят сначала под
одним шпинделем, затем под вторым и, наконец, под третьим, при-
чем производится соответственно черновое, получистовое и чисто-
вое шлифование. При
этом снимается значи-
тельный слой металла
(до 2 мм), и достигает-
ся точность до 0,025 мм.
Участие рабочего сво-
дится к установке и
снятию деталей во
время движения стола,
подобно тому как это
делается на станках для
непрерывного фрезеро-
вания. “
чается
для чего
циальное
Диаметр стола
ка — 1825
ность — 50—75 ЛС.
На рис. 509 изобра-
Рис. 508. Станок для «непрерывного плоского жены детали, обрабо-
шлифования*. тайные на станке Нап-
Размер полу-
автоматически,
имеется спе-
устройство.
стан-
Мощ-
мм.
62
cliett. Производительность этого станка колеблется от 300 до 4000
шлифованных поверхностей в час. Наиболее крупные детали (№1)
обрабатываются по 300 штук в час, причем снимается 2 мм. Длина
шлифуемой поверхности — 740 мм, ширина (наибольшая) — 95 мм.
При шлифовании торцов клапанов (деталь № 10) с них снима-
ются припуски 0,5 и 0,9 мм, причем достигается производитель-
ность 2200 штук в час. Длина клапана выдерживается с точностью
0,025 мм. Станок обслуживается двумя рабочими, из которых один
загружает приспособление, а второй перекладывает клапаны в со-
седние гнезда, переворачивая их.
Л4етод позиционной обработки при плоском шли-
фовании также нашел себе применение. Рассмотрим один весьма
удачный пример выполнения такой операции.1
Рис. 50). Детали, обработанные на станке по рис. 508.
Стахановец завода им. Макса Тельца (Ленинград) И. В. Строй-
лов, обрабатывая детали линотипа «ползунки шпационного клина»,
использовал гудовские методы и достиг выполнения нормы на
11 400%,. В течение 2 час. он выполнил работу, на которую раньше
затрачивалось 229 час. В данном, случае требуется обработать по-
верхности А, В, С, Г), Е, F, G, Н, после того как поверхности М и N
уже обработаны (эскиз детали дан на рис. 510а).
При шлифовании по старому методу детали закреплялись в
приспособлении по две (рис. 5105), причем профиль обрабатывался
в три установки: в первую — поверхности .4, В, С, во вторую — F,
G, Н и в третью — D, Е; в последнем случае корпус приспособле-
ния закреплялся на специальном угольнике, установленном на
магнитном столе станка.
И. В. Стройлов укладывает в приспособление одновременно
215 деталей, причем обработка производится в одну установку
На трех позициях, т. е. детали остаются закрепленными в
приспособлении (рис. 510с), а меняется лишь расположение самого
1 См. статьи инж. В. Блюмберг: Машиностроитель, № 11. 1938; Станки
и Инструмент, К» 9, 1938.
263
chipmaker.ru
приспособления относительно шлифовального круга.1 При обра-
ботке поверхностей детали А, В, С приспособление устанавли-
вается своей поверхностью S, при шлифовании Е, F, G — поверх-
ностью 7' и, наконец, при обработке остальных двух поверхностен
(D, Е) — поверхностью U. Установка приспособления на магнитном
столе производится при помощи упорной линейки (рис. 511а).
Промер деталей т. Стройлов производил от поверхностей ли-
нейки К и L при помощи скоб I и шаблона J (раньше пользовались
микрометром и плитками Иогансона), причем время, затрачиваемое
на промер, резко уменьшалось, так как приходилось промерять не
Рис. 510. Шлифование по методу
стахановца т. Стройлова.
все детали, а лишь первую, последнюю и среднюю детали в ряду.
Оригинальной особенностью операции является «кассетная зарядка
приспособления» (рис. 5115). Детали поступают на станок уложен-
ными в «кассету», причем такая укладка производится работни-
ками ОТК после предшествующей операции. Кассета вместе с де-
талями вставляется в приспособление, после чего детали при по-
мощи деревянного толкателя продвигаются в паз приспособления;
кассета вытягивается.
Применение методов множественной и позиционной обработки
в связи с «кассетной зарядкой» позволило резко сократить вспомо-
гательное время. Машинное время также было уменьшено благо-
1 Это приспособление показано на рисунке в том виде, как оно было
изготовлено при установлении т. Стройловым его предварительного рекорда,
когда он обрабатывал не 215, а 160 деталей одновременно. Впоследствии была
увеличена лишь длина корпуса,
201
я тому, что т. Стройлов использовал твердый круг (Т,) вместо
анее применявшихся кругов СМХ. При сильно пересеченной по-
Р ______ замена позволила повысить режим резания. По-
глубину) равнялась 0,07—0,10 мм при скорости
и
верхности такая
дача круга (на
круга 25 м/сек.
продольной подаче 8 м/мин.
Г. Обдирочное плоское шлифование
Проводя аналогию между работой шлифовального круга и фре-
зера, мы должны признать, что в отношении расхода энергии на
снятие определенного количества стружки первый находится в
значительно менее выгодных условиях, чем второй. Поэтому шли-
фовальный круг жпри снятии больших количеств металла никогда
не сможет сравняться с режущими инструментами, выполненными
из металла.
Круглое шлифование как наружное, так и внутреннее приме-
няется обыкновенно в качестве чистовой операции, заменяя отделку
на токарном станке. Шлифование без предварительной обдирки
резцом хотя и применяется в некоторых случаях, но все же очень
ограниченно. Объяснение сказанному следует искать в том, что
обработка круглых деталей обычно преследует цель придания им
точной цилиндрической поверхности, независимо от вида заго-
товки. Обойтись без предварительной обточки в этих случаях
можно лишь тогда, когда сама заготовка имеет достаточно пра-
вильную цилиндрическую поверхность, что может иметь место
только при обработке прутков постоянного диаметра из хорошего
проката с небольшим припуском, либо деталей, откованных в
штампах.
В отношении плоского шлифования дело обстоит иначе. Эта
операция получила значительное распространение не только как
чистовая, но и как черновая; причина такого различия лежит в са-
мом характере операций по обработке плоских поверхностей.
При обработке деталей, имеющих опорные плоскости (напри-
мер, разные кронштейны и т. д.), очень часто эти плоскости при-
265
chipmaker.ru
нимаются за базы, и с них начинается обработка. От них же про-
изводятся вся разметка и установка на последующих операциях.
Здесь толщина снимаемого слоя металла часто может быть при-
нята минимальной и определяется лишь требованием получения
чистой поверхности. В других случаях плоскость является един-
ственной обрабатываемой поверхностью, а тогда и подавно совер-
шенно несущественно ее точное положение относительно других
(необработанных) поверхностей детали. Следовательно, и здесь
припуски на обработку могут быть даны минимальные.
Во всех подобных случаях при обработке плоскостей на фре-
зерных и строгальных станках во избежание порчи резцов при ра-
боте nd корке приходится искусственно увеличивать припуски, в
то время как при обдирке кругом можно совершенно не счи-
таться с литейной коркой.
Иногда черновое шлифование является одной из последующих
операций, и тогда припуски могут оказаться большими. Но эги
случаи не типичны, и с ними приходится встречаться значительно
реже.
Поверхности, предназначенные для обработки шлифовальным
кругом, должны проектироваться иначе, чем подлежащие строга-
нию или фрезерованию. Пусть требуется привернуть кронштейн к
поверхности станины. Обыкновенно в этом месте на станине де-,
лается прилив, который строгается или фрезеруется. Основание
кронштейна также подвергается обработке, благодаря чему обес-
печивается надежное взаимное соприкосновение обеих деталей.
В тех случаях, когда размеры кронштейна и прилива на станине
не столь велики, чтобы требовалась постановка шишек, опорные
поверхности выполняются гладкими (рис. 512а) и обстрагиваются
(или фрезеруются) целиком. Если такую же конструкцию принятг
и при обработке на шлифовальном станке, то выгода от примене-
ния шлифования окажется очень сомнительной. Большое количе-
ство снимаемого металла ведет к быстрому износу круга, боль-
шому расходу энергии, и кроме того условия работы этого круга
оказываются очень неблагоприятными.
Последнее объясняется тем, что поверхность соприкосновения
между кругом и обрабатываемой деталью велика, и каждое зерно
находится в работе продолжительное время, в течение которого
оно тащит перед собой стружку. В результате этого получается
сильный нагрев. Кроме того плотное соприкосновение круга с де-
талью по большой поверхности затрудняет доступ охлаждающей
жидкости к месту снятия стружки.
Для достижения хороших результатов необходимо опорные
поверхности проектировать так, как показано на рис. 512b. Здесь
соприкосновение происходит только вдоль узкой кромки по пери-
метру опоры, вся же средняя часть несколько углублена. Легко
видеть, что при одном и том же припуске количество снимаемого
металла в случае b значительно меньше, чем в случае а, и кроме
того устраняются другие перечисленные обстоятельства, неблаго
приятные для применения шлифования. Поэтому в тех случаях,
когда плоскости предполагается шлифовать, всегда должны при-
266
|еняться подобные конструкции. Чем меньше обрабатываемая по-
верхность, тем успешнее протекает процесс шлифования.
Заметим, что устойчивость крепления кронштейна в собран-
ной машине при таком изменении конструкции нисколько не стра-
дает. При строгании или фрезеровании поверхность вида, показан-
ного на рис. 5125, очевидно, не представляет никаких преиму-
ществ. В этом случае инструмент будет «резать воздух», и для
Рис. 512. Конфигурация поверхностей, подлежащих обработке па плоскошли-
фовальных станках.
обработки одной и гой же плоскости при конструкции b потре-
буется столько же времени, сколько и при конструкции а. В дей-
ствительности условия резания в случае b будут даже хуже, чем
в случае а, так как резец работает с ударами и больший путь про-
ходит по корке. Здесь получается выигрыш в расходуемой энер-
гии, но не во времени обработки.
Рис. 512с изображает конструкцию стыковой поверхности вкла-
дыша подшипника, специально приспособленную для обработки
путем плоского шлифования. Здесь шлифуются только узкий бур-
тик по периметру и небольшие площадки вокруг отверстий для
болтов.
Рис. 512d дает два исполнения одной и той же детали: (слева
показан вид опорной поверхности, подлежащей строганию, а
справа — предназначенной для обработки шлифовальным кругом.
Наконец, рис. 513 показывает, как приходится менять коп-
струкцшо детали при переходе к плоскому шлифованию. Для кор-
пуса электромотора все изменение выразилось в разделении опор-
ных площадок лап на две меньшие. Что касается нижней детали,
267
chipmaker.ru
то здесь пришлось при отказе от обточки, укоротить центральную
втулку, иначе шлифование было бы неприменимо.
Резюмируя все сказанное, мы должны ограничить область
применения плоского обдирочного шлифования
теми случаями, когда с поверхности удаляется
сравнительно небольшое количество металла,
причем сокращение этого количества происхо-
дит как за счет припуска, так и за счет уменьше-
ния поверхности шлифования путем придания ей
соответственно пересеченной, форм>ы. При таких
условиях уменьшение абсолютного количества снимаемого металла
с избытком компенсирует худшие режущие свойства круга по
сравнению с резцом или фрезером.
Рис. 513. Изменения
конструкции, вызываемые переходом
на шлифование.
Что касается числовых величин припусков, снимаемых при
плоском обдирочном' шлифовании, то они колеблются от несколь-
ких десятых миллиметра до 3—4 мм и иногда даже больше. При
очень больших припусках этот метод, однако, оказывается не эко-
номичным. 1 Точность шлифования, производящегося без предвари-
тельной обработки резцом, может быть очень велика (0,02 мм и
даже выше), если только эта работа ведется на достаточно мас-
сивном и точном станке. Что касается материалов, шлифуемых
таким образом, то чаще всего здесь приходится иметь дело с чу-
гунными отливками, но при известных условиях таким же спосо-
бом могут обрабатываться стальные отливки, поковки, сварные
конструкции и некоторые детали из цветных металлов. Заметим,
что, в отличие от резца, шлифовальный круг мало чувствителен
к изменению твердости материала и хорошо обрабатывает всякие
твердые места, попадающиеся на деталях.
Что касается станков, то при работах, требующих снятия
сравнительно больших количеств металла и одновременно дости-
1 При обработке закаленных деталей или деталей, изготовленных из
особо твердых металлов, иногда приходится снимать путем шлифования и
большие количества металла, так как это является единственным возможным
способом работы.
268
.нения большой точности, наиболее подходящими являются раз
личные типы мощных шюскошлифовальных станков, подобные ра-
нее описанным. Детали при! этом закрепляются на. столе станка.
Фирма Diskus-Werke строит массивные обдирочно-шлифоваль-
ные станки с горизонтальной осью круга. Наибольшие модели ра-
ботают кругами диаметром до 2000 мм, причем они могут шлифо-
Бать площади шириной до 1700 мм и длиной до 4000 мм.1
Особенностью этих станков является работа кругами специаль-
ной формы (рис. 514а), на которых вместо обычных сегментов за-
креплены цилиндрики из шлифующего материала. Эти камни вма-
зываются в особые оправы, вставляемые в отверстия, располо-
женные ио окружности диска. Форму самих камней можно видеть
на том же рисунке, b — камень с большой полостью; такие камни
Рис. 514. Шл. фовальные круги Дискус.
применяются для шлифования широких плоскостей с малым чи-
слом выемок. Камни сиг/ служат для шлифования более узких
плоскостей, а камень е — без центрального отверстия—для обра-
ботки очень узких площадок. Обыкновенные сегменты f фирма
рекомендует только для обработки горных пород и для других
специальных работ. Несколько иная конструкция кругов той же
фирмы, но основанная на тех же принципах, показана на рис. g.
Применение пустотелых камней отчасти преследует ту же цель,
что и пересечение шлифуемой поверхности выемками (рис. 512).
Этим уменьшается поверхность соприкосновения круга с деталью
и облегчается доступ охлаждающей жидкости.
1 Для станка, имеющего круг диаметром 1600 мм и шлифующего плоско-
сти высотой до 1250 мм и длиной до 3500 мм, полная подача круга равняется
75 мм, а автоматическая (на ход) может устанавливаться в предзлах 0,01—
0,20 мм. Мощность мотора — 70 ЛС. Вес станка нетто — 9000 кг. Меньший
стаиок той же фирмы (диаметр круга—900 мм) имеет подачу, устанавливаю-
щуюся в пределах 0,01—0,10 мм при мощности мотора 25 ЛС и весе
стайка 4500 кг.
2R9
chipmaker.ru
Описываемые круги шлифуют чугун и сталь, причем в первом
случае в качестве шлифующего материала берется карборунд, а во
втором — искусственный корунд.
Фирма рекомендует следующие режимы резания.
Окружная скорость круга при шлифовании чугуна при-
нимается равной 25 м/сек., а при шлифовании стали — 35 м/сек *
Припуски на обработку берутся возможно малыми,
так как преимущества шлифования выступают тем рельефнее, чем
тоньше слой снимаемого материала.
Экономически целесообразны значения припусков, приведенные
в табл. 48.
Таблица 48
Припуски при черновом шлифовании
Длина детали (мм) .... 0-100 100—200 200-500 500—1000 1000—1500 1500-2000
Припуск для чугуна (.м м) 0,5 1,0 1,5 2,0 2,5 3,0
Припуск для стали (мм) . 0,3 0,5 0,8 0,8 1,0 1,0
Наибольшие припуски, при которых шлифование может быть
еще экономически целесообразным, имеют для разных материалов
следующие значения:
Чугун при пересеченных поверхностях^ . . . 5,0 мм
. . сплошных поверхностях 2......3,0 „
Стальное литье.........................3,0 ,
Сталь с сопротивлением до 90 кг'нм2 . ... . 1,5 ,
, , » свыше 90 кг] мм" ... 1,0 „
Глубина шлифования (толщина снимаемого слоя), по
данным фирмы Diskus, может приниматься большой: при шлифова-
нии чугуна — до 1,5 мм и при шлифовании стали — до 0,5 мм.
Подача стола при такой большой глубине шлифования
принимается малая: для чугуна — не свыше 1 м/мин., а для стали —
не свыше 6 м/мин.
В заключение приводим в табл. 49 примеры различных плоско-
шлифовальных операций, выполненных на станках фирмы Diskus-
Werke (по данным фирмы).
При всех приведенных работах детали крепятся на столе станка
или к угольникам, установленным' ьа этом столе. Широко приме-
няются магнитные патроны, установленные либо на столе либо
на упомянутых угольниках. Иногда пользуются и другими мето-
дами закрепления (в том числе и гидравлическими зажимами).
1 Т е значительно выше, чем обычно при плоском шлифовании.
г Очень широкие непересеченные поверхности (шире 350 мм) необходимо
ободрать резцом, применяя шлифование лишь в качестве чистовой операции.
270
I
Род производства: АВТОМОБИЛЕСТРОЕНИЕ
Таблица 49
Типичные детали, обрабатываемые путем плоского шлифования
Г* Изделие Чи« тое время шлифова- нии Припуск, Точность мм мм
I Наименовш Эскиз
Блок цилиндров Шлифование без предварительного фрезерования V» —КО 1 7 мин. 2.0 0,02
2Ю 7 мин. 2,0 0,02
Блок цилиндров Шлифование после фрезерования 2 мин. 0,3 0,02
«SKB МО— - 3 мин. 0,3 0,02
Выхлопной трубопровод 50 1 РГ - '~7цо —J А . —\so 1> 13/4 мин. 2,5 0,03
25 сек. 2,5 0,03
Детали автомобиля Л / а 25 сек. 2,0 0,02
9050 D гг«1 1Д6о г Г* ь 20 сек. 2.0 0,02
т— 75 — С 20 сек. 2.0 0,02
271
chipmaker.ru
Прод мженщ
Род производства: ЖЕЛЕЗНОДОРОЖНОЕ * 1
Изделие Чисюе время ПРИПУСК ГОЧНОСТ|| м и I
Н «именование Эскиз шлифов а- мм
Параллель Закалена н——1600— । i а 12 мин. 0,7-1,0 0,02-O.fcj
♦ Го ;— । * где" т ь 4 мин. 0,7—1,0 Парал- лель
Башмак ползуна Бронзовое литье Lr/-—t b 240 а 70 сек. 1,5 0,03
ь 15 сек. 1,5 0,03
Букса / а 35 сек. 1.0 0,02-0.03
Чугун • 1 з L
ъ 35 сек. 1,0 0,02-0,03
Клин Мартеновская сталь -> 155-^ а 25 сек. 0,3-0,5 0,02
272
Продолжение
I Род производства: ТЕКСТИЛЬНОЕ МАШИНОСТРОЕНИЕ
| Изделие Чистое гремя шлифова- ния Припуск мм Точность мм
Наименование Эскиз
a 50 сек. 1,5 0,03
5С - Cl
Г*
Стенка станины Чугун ГС] Ая-Д b 3 мин. 1,5 0,05
т==Щ^Я? с — 1* ’ wo С 30 сек. 1.5 0,03
Кронштейн Чугун IS' о WS а 15 сек. 1-2 0,03
ь 10 сек. 1—2 0,03
Сухарь Чугун L « a а 15 сек. 1.5 0,02
J 1 ZL/* ь 10 сек. 1,5 0,02
Плитки Чугун —-— ,a а 60 сек. 1,5 ‘ 0,02
100
Ь 20 сек. 1,5 0,02
150 >
Соколовсввй, т. II. 188».
273
chipmaker.ru
Продолжение
Род производства: ЭЛЕКТРОМОТОРОСТРОЕНИЕ
Изделие Чистое время шлифова- ния Припуск мч Точности мм
Наименование Эскиз
а
• _£2
Корпус мотора Чугун Г 200 J 20 сек. 1.5 0,02
j
—360—j *
Корпус мотора Стальное литье /5 а
200 i - 30 сек. 1,0 0,02
Салазки Чугун Чр 1 а 3 мин. 2,0 0,03
— И75—- Я 4 К
Коробка борнов Чугун а 1 мин. 1,5 0,03
J •*2 VL30 JUf р 71^^20
ъ 40 сек. 1.5 0,03
274
Продолжение
Род производства: ЭЛЕКТРОТЕХНИЧЕСКОЕ
"Т^именование Изделие Эскиз Чистое гремя шлифова- ния Припуск мм Точность мм
Сердечник якоря Ковкий чугун 3,5 сек. 0,3 0,03
Магнит Железо 7 сек. 0,5 0,02
п 40 -—110—-
Магнит Сталь 3 сек. 1,0 0,01
л 25 - !
125 —
Полюсный башмак
Железо ^14 2 сек. 0,5 0,01
► Я 4V
ChlpmaKer.ru
I
chipmaker.ru
Продолжен^
Род производства: ТРАНСМИССИИ
Изделие Чистое Время Н'Л1 фовв- НИЯ Припуск мм Точность мм
Наименование Эскиз
Основание под- шипника • Чугун /55 135 -4 ред^Д b,,J« f а 45 сек. 1,5 0,03
У 4 1 f—2<5Z?-- 3 . ь 50 сек. 1,5 0,03
Вкладыш Чугун - 192 1 ~ Г а 55 сек. 1,0 0,03
Вкладыш Чугун _ 1Л0 г а 55 сек. 1,0 0,03
Вкладыш Чугун — U5 |— l со ° । а 20 сек. 1,5 0,03
276
Продолжение
I Род производства: СТАНКОСТРОЕНИЕ
1 Изделие Чистое время шлифова- ния Припуск М И Точность мм
(^Наименование Эскиз
Шпиндельная бабка Чугун 0-1 -— Я £47 а 7 мин. 2 0,03
1647 ъ 12 мин. 2 0,03
Корпус коробки Нортона Чугун 11 -—7вг--~4 (ь а Г 463 t /45 а 6 мин. 2 0,03
ь 6 мин. 2 0,03
Сверлильная бабка Чугун — L *2 г-™-. о» а 1 735 _С а 9 мин. 2 0,03
277
Кроме работ, при которых деталь жестко закреплена, широкое
распространение имеют шлифовальные операции, производи,
мне вовсе без закрепления обрабатываемой д е.
тали на станке. В простейшем виде такие работы выполня-
ются на обыкновенном точильном круге, причем деталь
держат в руках или опирают на подручник станка. При более круп-
ных деталях иногда пользуются переносными шлифо-
вальными приборами или станками с шарнирным (маятни-
ковым) подвесом. Этими способами можно обрабатывать не только
плоскости, но и различные криволинейные поверхности. Необхо-
димо, однако, оговориться, что такими методами нельзя достичь
сколько-нибудь удовлетворительной точности, и подобные опера-
ции обычно преследуют лишь цель
Рис. 515. Сравнение обработки
плоскостей при помощи строгания,
фрезерования и шлифования.
удаления неровностей от грата, за-
чистки сварочных швов и т. д.
Выше мы сравнили обработку
плоскостей путем строгания и фре-
зерования. Здесь уместно сопо-
ставить все три основные
метода обработки пло-
ских поверхностей, приба-
вив к двум выше названным еще
метод плоского шлифования.
Плоское шлифование в качестве
чистовой операции дает возмож-
ность достичь результатов в отно-
шении как чистоты поверхности,
так и точности размеров, которые
почти невозможно обеспечить
путем обработки резцом или фре-
зером. Поэтому чистовое пло-
ское шлифование обычно является операцией, целесообраз-
ность введения которой обусловливается требованиями, предъяв-
ляемыми к обрабатываемой детали.
Иначе обстоит дело с обдирочным шлифованием.
Здесь целесообразность замены резца или фрезера кругом
диктуется в конечном счете экономическими соображениями. Чем
мельче детали и чем меньше снимаемые припуски, тем больше
оснований имеет применение плоского шлифования.
На рис. 515 приведена диаграмма,1 иллюстрирующая только-
что сказанное в связи со сделанным ранее сопоставлением стро-
гания и фрезерования. Из того же сопоставления очевидно, что
такая диаграмма далеко не учитывает всех факторов, которые при-
ходится принимать во внимание, и прежде всего — влияния формы
самой детали. Абсолютные значения величин, отложенных по коор-
динатам (размеры детали и припуски), также зависят от особен-
ностей каждого конкретного случая.
1 Эта диаграмма приводится W. R е i с h е 1, см. Maschinenbau, декабрь
1934, стр. 628.
278
Д. Шлифование дисками 1
Особый вид плоского шлифования представляет шлифование
лисками. 2 Этот процесс чаще всего осуществляется на станках,
работающих при помощи абразивного полотна или тонких абразив-
ны? дисков, наклеиваемых на стальные быстровращающиеся диски.
Если к такому диску прижать обрабатываемую плоскость, то она
скоро окажется гладкошлифованной, причем толщина снятого слоя
металла зависит не только от свойств этого металла, но также от
свойств шлифующего диска, от силы нажатия и от величины поверх-
ности соприкосновения.
Здесь особенно важно изготовлять модели так, чтобы насколько
возможно уменьшить площадь обработки (рис 512). При равномер-
ном нажатии рукой на деталь ее обработанная поверхность получится
плоской, если самый диск имеет правильную поверхность. Кроме
того тот факт, что деталь не закреплена ни в каком приспособлении,
дает ей возможность как бы самой приспосабливаться к поверхно-
сти диска, что обеспечивает получение правильной
плоскости при наименьшей затрате времени и
механической работы. Часто даже не требуется, чтобы вся
плоскость получалась гладкой и блестящей: иногда шлифование
можно считать оконченным, как только будут сглажены неровности
и данная плоскость сможет служить в качестве опорной (положен-
ная на плиту, она не будет на ней качаться, и между нею и плитой
пе будет проходить щуп), хотя бы в некоторых местах и оставались
черновины. Достижение такого результата часто требует удаления
ничтожного слоя металла, вследствие чего вся операция занимает
очень малое время.
Осуществлять нажим рукой при более значительных деталях
или при больших припусках оказывается затруднительным, поэтому
станки часто снабжаются качающимся столом, для установки на
нем детали, и рычажным прижимом. Однако и при таком устройстве
чаще всего оставляют возможность для детали свободно устана-
вливаться, приноравливаясь к поверхности диска.
Таким образом рассматриваемый процесс имеет следующие
основные отличия от обычного плоского шлифования.
1. Вся поверхность детали шлифуется с р а з у, в противополож-
ность обработке обычным методом, когда деталь подводится под
круг постепенно, начиная с одного края. Такой метод работы устра-
няет необходимость солидного закрепления детали, позволяя до
крайности упростить зажимные приспособления и даже обойтись
вовсе без них. Поверхность диска сама служит опорой для детали.
2. Деталь чаще всего закрепляется таким образом, что она
может устанавливаться сама по поверхности диска
Жесткое закрепление детали хотя и применяется при работе на рас-
сматриваемых станках, но оно для них не характерно.
1 По американской терминологии такой процесс носит название Disc
Grinding. В СССР станки для шлифования дисками строятся заводом Крас-
ный Металлист им. Кирова (Витебск).
'О шлифовании дисками см. также Machinery (Лондон), октябрь 31
*935, стр. 129; май 14, 1931, стр. 201.
279
3. Инструментом служат специальные диски.
Станки для шлифования дисками делятся на три основные группы:
станки с горизонтальным шпинделем, двойные станки и станки с
вертикальным шпинделем.
Рис. 516 изображает станок фирмы Гарднер (США) обычной кон-
струкции с горизонтальным шпинделем и двумя ди-
сками. На этом станке могут одновременно работать двое рабочих,
по одному с каждой стороны. Заметим, что показанный на рисунке
станок имеет «диск» только на левом конце шпинделя, а на правом
насажен обыкновенный шлифовальный круг кольцевой формы.
Такая замена практикуется довольно широко во всех случаях, когда
Рис. 516. Станок обычной конструкции для шлифования дисками.
требуется снимать более или менее значительный слой металла.
Однако работа таких кругов в данном случае во всем похожа на
работу дисков, и так как опа производится на тех же станках, то
оказывается целесообразным рассматривать оба метода совместно.
При шлифовании дисками часто деталь держат просто в руках,
опирая ее на подручник и прижимая к кругу. Более крупные детали
устанавливаются на одном из столов, показанных на рисунке, при-
чем они крепятся к приспособлению (угольнику), установленному
на этом столе. Стол вместе с укрепленной на нем деталью качается
вокруг горизонтальной оси, причем верхняя его плита придвигается
к кругу при помощи рукоятки, также показанной на рисунке.1 За-
1 Такое специальное устройство механизма подачи обеспечивает быстроту
маневрирования и применяется наиболее известными фирмами, строящими эти
станки, Гарднер н Беслн (США). Иногда шлифование дисками производится
на станках типа обычных плоскошлифовальных с горизонтальным шпинделем.
В этом случае деталь устанавливается, как обычно, на столе, имеющем прямо-
линейно-возвратное движение (фирма Diskus-Werke).
метим, что крепление детали к угольнику обычно осуществляется
таким образом, что она может слегка покачиваться, благодаря чему
сама устанавливается относительно круга так, чтобы количестве
снимаемого металла до «зачистки» поверхности получилось наймет,-
[Щ1м. Если требуется достигнуть определенного расположения шли-
фуемой плоскости относительно каких-либо других поверхностей,1
то приходится закреплять деталь жестко, по при этом количество
снимаемого металла получается ббльшим, чем при обычном свобод-
ном укреплении.
Перемещение детали вдоль круга при шлифовании на станках,
подобных описываемому, происходит, как было уже указано выше,
путем покачивания всего
стола вокруг горизонталь-
ной оси. Это движение, обе-
спечивающее более равно-
мерный износ диска, чаще
всего производится вручную,
но на более крупных станках
также и механически. По-
дача в направлении, перпен-
дикулярном к кругу, обычно
производится вручную при
посредстве рычага, но мо-
жет быть также автомати-
зирована. В последнем слу-
чае она осуществляется при
посредстве давления пру-
жины, которое можно регу-
Рис. 517 Обработка партии пружин на двой-
ном станке для дискового шлифования.
лировать в зависимости от
величины шлифуемой по-
верхности. При смене детали
механизм подачи выключается
стол может быть откинут в
путем нажима на педаль, после чего
положение, удобное для установки
новой детали. Если на обеих сторонах станка имеются столы с ме-
ханическим приводом, то во многих случаях один рабочий может
обслуживать оба стола, закладывая деталь с одной стороны в то
время, когда с другой шлифуется ранее установленная.
Кроме одношпиндельных, существуют двухшпиндельные
станки с двумя дисками, обращенными рабочими поверхностями
Друг к другу. Детали закладываются в специальные металлические
или деревянные клещи и пропускаются вручную несколько раз взад
и вперед, причем диски постепенно сближаются. Описанный метод
очень производителен при обработке деталей, шлифуемых с обеих
сторон, причем обрабатываемые площадки на этих сторонах должны
быть приблизительно одинаковы.
Вместо ручных клещей применяются специальные качающиеся
столы, а также непрерывная подача деталей между направляющими
1 Иными словами, тогда, когда за базу обработки берется не данная
плоскость, а какие-либо другие поверхности.
281
r.ru
(магазинная подача). При этих условиях производительность может
быть очень высокой.
При шлифовании дисками может быть использован принцип
множественной обработки. Например, закладывая в дер.
жатель партию клапанных пружин в 15—26 штук диаметром 25 хи
удавалось шлифовать оба их конца сразу на двойном станке, причем
производительность достигала 600 штук в час (рис. 517). В данном
случае как качание держателя для деталей, так и подача дисков
производились механически.
Рис. 518 изображает станок вертикального типа той
же фирмы Гарднер. Здесь диск расположен в горизонтальной пло-
скости и приводится во вращение мотором с вертикальной осью.
Обрабатываемые детали укладываются непосредственно на диск и
прижимаются к нему действием собственного веса, иногда увеличен
него дополнительной
нагрузкой. Благодаря
наличию двух взаимно
перпендикулярных пла-
нок детали не могут
увлекаться во вращение
вместе с кругом, сбра-
сыванию же их в сто-
роны препятствует вы-
ступающий буртик кор-
пуса станка. При работе
на подобных станках
обыкновенно пресле-
дуют лишь цель зачи-
стки поверхности, т. е.
снятия минимального
слоя металла, не забо-
Рис. 518. Вертикальный станок со шлифовальным
диском.
тясь о расположении данной поверхности относительно других по-
верхностей детали. Ввиду меньшего удельного давления на еди-
ницу шлифуемой поверхности процесс шлифования на вертикаль-
ных станках описываемого типа протекает несколько медленнее,
чем на горизонтальных, где это давление осуществляется давле-
нием от рычага через передачу. Однако пользование вертикальным
станком во многих случаях оказывается более удобным, и хорошая
производительность достигается путем одновременной укладки на
столе большого количества деталей. В более редких случаях к вер-
тикальным станкам пристраивается стол, качающийся вокруг вер-
тикальной оси, и тогда их действие ничем не отличается от дей-
ствия обычных горизонтальных станков.
Необходимо заметить, что станки, работающие дисками, иногда
исполняются полуавтоматическими и даже вполне автоматическими,
хотя в основном — это машины, рассчитанные на выполнение эле-
ментарных операций прцстейшим способом, при использовании труда
низкой квалификации.
Размеры станков рассматриваемых типов определяются диаме-
тром диска. Фирма Гарднер строит нормальные горизонтальные
282
гТанки с дисками диаметром 300—1000 мм и вертикальные — с ди
сками диаметром 400—1800 мм. При замене стальных дисков
кольцевыми шлифовальными кругами обычно ограничиваются
уеньшими размерами последних (200—600 мм).
Первые станки рассматриваемых типов работали «дисками»,
сделанными из бумаги. Однако скоро такие диски были заменены
более прочными, сделанными из специального абразивного полотна.
Они наклеиваются при помощи особого состава на стальные диски,
укрепленные на шпинделе станка.
В настоящее время обычно применяются более толстые диски,
представляющие собой род тонких шлифовальных кругов (толщи-
ной 6—12 мм и даже 25 мм) специального состава, также укре-
пляемых на стальных дисках. Поверхность шлифовальных дисков
Рис. 519. Шлифовальные диски фирмы Гарднер.
всех типов обычно делается пересеченной, что, как мы уже упоми-
нали, облегчает процесс шлифования, оказывая отчасти то же
действие, как и углубления на шлифуемой поверхности. Чем тяже-
лее условия шлифования, тем шире и глубже должны быть углу-
бления на диске. Форма этих углублений различна. Иногда они
делаются в виде спиральных или зигзагообразных канавок, иногда
в форме шашек. Наличие углублений увеличивает удельное давление,
приходящееся на единицу действующей абразивной поверхности.
Рис. 519 изображает диски фирмы Гарднер. Рис. а — диск для
самых тяжелых условий работы, когда шлифуемая поверхность очень
велика или требуется минимальное выделение теплоты при шлифо-
вании (тонкие, легко деформирующиеся детали). Рис. b — вид по-
верхности диска, наиболее подходящего для обычных условий ра-
боты. Совершенно гладкие диски применяются в исключительных
случаях для легкой работы там, где требуется получение особо
чистой поверхности.
Подобно шлифовальным кругам, диски различаются между собой
по роду шлифуемого вещества и по размеру зерен. Зернистость
здесь также обозначается номерами и выбирается различной, в зави-
283
chipmaker.ru
симости от рода шлифуемого материала и степени желаемой отделки
поверхности. Большие диски составляются из нескольких секторов.
Как мы уже упоминали, абразивные диски прикрепляются к
стальным дискам при помощи особого состава. После наклейки они
опрессовываются на специальных приспособлениях — прессах — и
затем высушиваются. Сработанные диски очищаются при помощи
холодной или, лучше, горячей воды. Правка затупившихся дисков
производится при помощи звездочек, укрепляемых в державках.
Такая державка в свою' очередь либо крепится к столу станка либо
передвигается по специальной направляющей, положенной поперек
станка вертикального типа.
Шлифованию дисками могут подвергаться почти все металлы
и кроме того различные неметаллические материалы. Чаще всего
этим методом обрабатываются чугунные отливки. Если поверхность
их невелика и пересечена углублениями, то такая работа идет обычно
успешно. Сталь мягкая и закаленная также шлифуется удовлетво-
рительно. Здесь, однако, как и при обработке отливок, необходимо
иметь в виду форму шлифуемой поверхности. Из цветных металлов
хорошо шлифуются: латунь, бронза и алюминий. Вязкие мягкие
металлы, такие, как красная медь и баббит, быстро засоряют диски
и вообще трудно поддаются шлифованию. В случае необходимости
в выполнении подобной работы диск смазывают особым воско-
образным составом, который предохраняет круг от въедания в него
частиц мягкого металла. Время от времени (через 2—3 мин.) слой
этого состава счищается с диска при помощи проволочной щетки,
и на его место наносится новый слой.
Шлифование дисками чаще производится всухую, так как обыч-
ные диски портятся от воды. При необходимости шлифовать с охла
ждением, приходится либо переходить к шлифованию кольцевыми
кругами (см. выше), либо применять специальные диски, предназна-
ченные для мокрого шлифования. Охлаждение обычно применяют в
тех случаях, когда можно опасаться коробления деталей при нагре-
вании их во время шлифования. Некоторые металлы (например,
алюминий) лучше шлифуются с охлаждением.
Метод шлифования дисками является одним из наиболее про-
изводительных методов обработки. Этим способом с успехом шли-
фуются различные кожухи, крышки и тому подобные детали. Здесь
во многих случаях можно обойтись без приспособлений, которые
оказываются иногда довольно сложными ввиду неудобной формы
деталей и их малой жесткости. Учитывая малое подготовительно-
заключительное время, детали можно пропускать даже малыми
партиями.
При шлифовании небольших деталей достигается производитель-
ность 100—200 штук в час, при более крупных — 20—30 штук в час
(припуски — 0,8—1,5 мм). В одном случае шлифовались поверхно-
сти разъема вкладышей подшипников (подобных изображенным на
рис. 512 с), причем снимался слой металла 0,8—1,2 мм с площади,
равной приблизительно 75 с№. Детали поддерживались шпильками,
закрепленными в угольнике. Производительность равнялась 100 штук
в час.
284
Диски современной конструкции служат очень долго (иногда
несколько месяцев), требуя правки один раз в смену и даже раз в
несколько смен.
Величины припусков при шлифовании дисками берутся мини-
мальные. Только при таком условии этот процесс
оказывается рентабельным. По данным фирмы Весли
(США), можно считать нормальными следующие значения припу-
сков: штампованные гаечные ключи — 0,2—0,4 мм; латунные шести-
гранные гайки: диаметром до 50 мм—0,4 мм, ббльшие размеры
до 0,75 мм; стальные штампованные вырубки —0,1—0,4 мм; чугун-
ные машинные детали—0,8—1,6 мл/;-латунное литье —0,4—2,4 мм.
Если отливки имеют очень твердую корку, то перед направлением
на дисковое шлифование их следует слегка ободрать на точиле или
обработать пескоструйным аппаратом. Применяется также травле-
ние в кислоте.
Скорость вращения диска определяет собой скорость
резания. Очевидно, что при одном и том же числе оборотов эта
скорость получается различной в различных точках, расположен-
ных вдоль радиуса диска. Поэтому фирмы обычно сами рекомен-
дуют наивыгоднейшие числа оборотов для различных диаметров
кругов и материалов. Фирма Весли дает следующую таблицу чисел
оборотов для своих станков (табл. 50).
Таблица 50
Числа оборотов шлифовальных дисков
Диаметр диска мм Число оборотов диска
Чугун и сталь Латунь и чисто- вое шлифова- ние разных металлов Алюминиевые сплавы Дерево
300 2000 2600 3000 1600
460 1400 1800 2100 1100
510 1250 1600 1900 1000
580 1100 1300 1650 850
660 1000 1250 1500 800
760 900 1150 1350 750
Фирма Гарднер рекомендует следующие скорости, считая их
в точках, лежащих на расстоянии % радиуса от
Центра диска: для чугуна и стали — 20—23 м/сек. и как мак-
симум — 25 м/сек.; для латуни — 25—28 м/сек. Если предположено
шлифовать чугун и латунь при одном и том же числе оборотов,
ТО рекомендуется придерживаться меньших скоростей (20—
23 м/сек.).1 11
1 Завод Красный Металлист указывает для дисков диаметрами 750, 500
11 400 мм числа оборотов 880, 1200 и 1330 в минуту, что соответствует ско-
рости (на расстоянии % радиуса) 21—26 м/сек.
285
chipmaker.ru
Давление, с которым деталь прижимается к диску, не должно
быть слишком велико во избежание порчи дисков. Фирма Бесли
рекомендует следующие цифры: для чугуна — 4,2—5,6 кг/см* 2, для
мягкого ковкого чугуна — 1,4—2,8 кг/см2, для латунных отливок —
1,4—2,2 кг/см2, для стали—1,7—3,5 кг/см2. В исключительных
случаях давление без повреждения шлифовальных дисков может
быть доведено до 7 кг/с и2.1
При шлифовании на вертикальных станках часто довольству-
ются давлением 0,2—0,3 кг/см2, хотя и здесь желательно его уве-
личение (путем приложения добавочной нагрузки). Слишком малое
давление сильно понижает производительность и иногда не только
не способствует лучшей работе диска, но, наоборот, приводит к
быстрому его затуплению.
Точность шлифования дисками во многих случаях получается
очень высокой, приближаясь к точности других видов плоского
шлифования. Однако при работе всухую всегда следует считаться
с возможностью коробления деталей. Рекомендуется в тех слу-
чаях, когда требуется достижение высокой степени точности, шли-
фовать деталь дважды — начерно и начисто, — давая ей возмож-
ность полностью охладиться после чернового шлифования.
6. ОБРАБОТКА ПЛОСКОСТЕЙ ПРОТЯЖКАМИ
А. Наружное протягивание и область его применения
Сравнивая применение строгания и фрезерования в условиях
массового и крупносерийного производств, когда работа выпол-
няется исключительно на «настроенных станках», мы пришли к вы-
воду о крупных преимуществах, предоставляемых процессом фре-
зерования. В числе этих преимуществ одним из главнейших
является приближение процесса к «прямоточному». Фрезеры оста-
ются на месте — детали проходят между ними. При обычном стро-
гании такая организация работы не осуществима, так как резец
не может снять за один проход весь требуемый слой металла. От-
сюда необходимость сообщения резцам подачи в поперечном на-
правлении, причем обработка производится в течение ряда ходов.
Если бы вести строгание не одним, а несколькими резцами, сле-
дующими друг за другом и установленными на разной высоте, то
в ряде случаев можно было бы обработать всю поверхность и за
один проход. Идя по этому пути и конструируя станки, развиваю-
щие очень большое усилие резания, мы приходим к новому методу
обработки — наружному протягиванию. 2
Этот метод развился в последние годы и в массовом производ-
стве сейчас успешно конкурирует с методом фрезерования. Таким
образом могут обрабатываться как простые, так и сложные кон-
туры. Главнейшие преимущества протягивания перед фрезерова-
нием следующие.
• Фирма Гарднер указывает несколько пониженные значения: в среднем
1,4—2,1 кг/см* и не свыше 2,8 кг/смг. С другой стороны, давления, меньшие
0,7 кг/смг, также не целесообразны.
2 Внутреннее протягивание в настоящее время хорошо изучено. Оно за-
меняет долбление.
286
1. Высокая производительность, обусловливаемая малой длиной
рабочего хода.
* 2. Высокая точность, достигаемая благодаря простоте схемы
обработки, а также выгодному распределению припуска между
различными зубцами протяжки, — калибрующие зубцы снимают
ничтожный припуск и хорошо сохраняют свою форму и размеры.
3. Высокая стойкость инструмента, являющаяся следствием
преимуществ, перечисленных выше.
Ограничением для применения метода наружного протягивания
являются прежде всего высокая стоимость и специальный харак-
тер инструмента (протяжек), вследствие чего этот метод пока
используется лишь в условиях массового и отчасти крупносерий-
ного производств. Далее, большие усилия, развиваемые при про-
тягивании, не позволяют обрабатывать таким образом неустойчи-
вые, легко деформирующиеся детали.
Наружное протягивание может применяться для черновой и
чистовой или только для чистовой обработки. В последнем случае
поверхности предварительно обрабатываются фрезером. При исполь-
зовании протяжек только для зачистки и калибровки их длины
значительно сокращаются. В таких случаях протяжки могут быть
заменены прошивками, причем вся операция выполняется на прессе.
Иногда применение такого метода дает исключительно благопри-
ятные результаты.
Стахановец Киевского завода станков-автоматов Н. Я. Швиненко
применил калибрование при помощи прошивок пазов в патронах.
Фрезерованный паз прошивается на ручном прессе сначала начерно,
затем начисто. Раньше те же пазы приготовлялись путем шабровки,
что являлось исключительно трудоемкой работой, так как, помимо
соблюдения размеров по 2-му классу точности, было необходимо
обеспечить параллельность и правильное взаимное расположение
обрабатываемых площадок. Норма на шабровку одного патрона
была установлена 26 час. 30 мин. Тов. Швиненко при помощи про-
шивок обработал пазы в 39 патронах в течение 2 час. 4 мин., вы-
полнив норму на 50 000%.* *
Б. Обработка автомобильных цилиндровых блоков протяжками
Плоские поверхности цилиндровых блоков до последнего вре-
мени обрабатывались почти исключительно фрезерованием, причем
развитие соответственных фрезерных операций достигло высокой
степени совершенства. 2 Тем не менее в последние годы некоторые
передовые заводы перешли к обработке блоков методом протяги-
вания.
Рис. 520 схематически изображает такую операцию. Про-
тяжка А обрабатывает верх блока сразу начерно и начисто. Таким
'Кс образом могут обрабатываться поверхности X с низу и с боков
блока.
Фирма Chevrolet Motor Со (США) применяет специальный про-
тяжной станок завода Cincinnati Milling Со, на котором совме-
1 См. Машиностроитель, № 10, 1938, и Станки и инструмент, № 10, 1938.
2 См. выше рис. 488, 491 и 493.
?87
щена обработка верхней и нижней поверхностей блока.1 Станок
работает в обе стороны, причем операция протекает следующим
образом: деталь загружается, затем следует ход протяжки справа
налево, деталь переворачивается и вновь закрепляется, следует
ход слева направо, деталь снимается. В первую установку блок
обрабатывается снизу (плоскость разъема с поддоном), а во вто-
рую — сверху. Все движения станка, а также управление зажим-
Рис. 520. Наружное протягивание поверхностей автомобильного блока,
ными устройствами — гидравлические. Общий вид станка показан
на рис. 521. Производительность такого станка — 60 блоков в час.
Снимаемый с каждой стороны припуск — 4—5 мм. Точность обра-
ботки 0,08 мм.
Сами протяжки — составные (рис. 522), с зубцами из быстро-
режущей стали. Последний калибрующий зубец — из твердого
Рис. 521. Протяжный станок для обработки цилиндровых блоков.
сплава (карбид вольфрама). Конструкция допускает регулировку
износа. Для компенсации уменьшения высоты протяжек после
переточки зубцов приспособление для закреп пения блока устроено
так, что блок может сдвигаться на величину до 3 мм. При боль-
шем износе под зубцы кладутся подкладки толщиной 3 мм. Та-
ким образом можно компенсировать износ до 25 мм. Считая в сред-
нем, что стойкость протяжки от заточки до заточки составляет
1 См. Machinery (Нью-Йорк), апрель 1938, стр. 516—519.
288
00 блоков и что при каждой заточке снимается 0,25 мм, полу-
чаем полную стойкость одного комплекта зубцов протяжки
950 000 блоков. Если имеются запасные державки со вставленными
с них зубцами, то смена их занимает не более 1 часа. Стружки
очищаются автоматически и сбрасываются на конвейер. Ста-
нок имеет стальные закаленные направляющие. Смазка — под
давлением.
Другие фирмы применяют менее сложные станки, на которых
обрабатывается либо один верх либо низ блока. Таким образом
для обработки той и другой поверхности необходимо иметь два
станка. Загрузка производится во время обратного хода. Произ-
водительность каждого станка — 50—55 блоков в час.1
Рис. 522. Протяжка для обработки цилиндрового блока.
7. ОПИЛИВАНИЕ, ШАБРОВКА И ПРИТИРКА ПЛОСКОСТЕЙ
А. Опиливание и пришабривание
Строганая или фрезерованная поверхность без дополнительной
обработки мало пригодна для того, чтобы служить поверхностью
скольжения. Для удаления следов резца ее необходимо зачистить,
что чаще всего производится путем шабровки. В результате ша-
бровки увеличивается число точек соприкосновения между тру-
щимися поверхностями, и последние приобретают стойкость про-
тив износа.
Если данная поверхность служит для скрепления двух деталей,
то при точном строгании можно обойтись без какой-либо дальней-
шей обработки, либо свести ее к зачистке заусенцев.
Однако такие благоприятные обстоятельства имеют место да-
леко не всегда. Часто при неточной обработке плоскостей на стро-
гальных или фрезерных станках приходится выпиливать или вы-
шабривать их не только в целях придания им определенной сте-
пени гладкости, нс и для исправления погрешностей механической
обработки. В этих случаях целью выпиливания и шабровки явля-
1 Станки, построенные фирмой Cincinnati Milling Со для автомобильного
завода Packard, см. Machinery (Нью-Йорк), сентябрь 1936, стр. 76—77.
Практика автомобильной фирмы Nash см. The Machinist, 1935,
стр. 609—611. Здесь протяжка работает со скоростью резания 7,5 м/мин. Про-
изводительность — 45 блоков в час.
•В СССР подобные станки освоены заводом им. Свердлова (Ленинград).
Ю С'осошовскяЯ, т. II. 1В88. 2СУ
Таблица 51
О — Слесарная пригонка поверхностей в дизелестроении
Род обра- ботки Условное об< значение Степень обработки по внешнему виду и образцы обработки Способ приемки Класс по- верхностей Характер поверх- ностей Примеры
Притирка пт Притерто Подготовка — пятна произвольны от слабо накрашенной плиты, расположенные равно- мерно по всей поверх- ности; следы личной пилы и отделочного резца Осмотр — равномерно матовая поверхность Плотное соединение Соединение под давле- нием; сильно нагружен- ные Соединения деталей, выдерживающие большое давление воздуха или газа без прокладок и без - шеллака
Шабровка Ш1 5 пятен на квад 25 X 25 мм эат По слабо накрашен- ной плите Плотное соединение Соединение под давле- нием;сильно нагружен- ные Соединительные фланцы без прокладок, воздуш- ная арматура, шарнирное охлаждение; водяная коробка S Ь8, эксцентрики, вкладыши верхних головок шатунов, шестерни из двух половин
Шабровка Ш2 3 пятна на квадрат 25 X 25 мм 1 По слабо накрашен- ной плите Опорное соединение Сильно на- груженные Пяты шатунов; опорные поверхности головок шатунов; вкладыши по постели
Плотное соединение Соединение под малое давление Соединительные торцевые плоскости масляных корыт; торцевые плоскости корыт распредели- тельного вала; кольца центробежной смазкн
Трущиеся юверхности Движу- щиеся Подшипники цапф; золотники; ползуны крейц- I копфов; рамовые, шатунные подшипники; зер- / кало параллелей н щеки их; подшипники рас- / пределительных и вертикальных валов; упор- /
' _L - 1 ные подшипники /
chipmaker.ru
/ / • । 1 1
Опиловка П1 Пятна произвольны от слабо накрашенной пли- ты, расположенные рав- номерно по всей по- верхности; следы лич- ной пилы и отделоч- ного резца По плите и щупу; щель между при- гнанными плоскостями менее 0,05 мм Опорное соединение Жесткое 1 соединение Плоскости соединения рубашек со станиной; \ торцевые плоскости фундаментных рам; плоско- 1 сти соединения параллелей со стапнной; плоско- сти соединения корпусов подпятников регуля- торов; упорные кронштейны; кронштейны про- дувочною насоса и компрессоров Плоскости соединения с фудаментной рамой валоповорогного устройства, поста управл ния станин, картеров н стоек, водяных насосов, нефтяных насосов; опорные соединения корыт и кронштейнов распределительного вала. Все детали, соединяемые без прокл-док
П2 Следы личной пилы и отделочного резца По щупу; щель между плоскостя- ми 0,10 мм Плотное соединение С мягкой прокладкой: Крышки: люков, лазов, маслособирательных ко- рыт, ресиверов, вентиляционных коробок, вы- хлопных труб
ПЗ Незначительные следы личной пилы и зачи- стки наждачной бумагой По наруж- ному осмотру Наружные Лицевые Отделка: рычагов, ручек, поручней н т. д.
П4 Следы драчевой пилы и резца По наруж- ному осмотру Опорное соединение Не ответ- ственные, грубые Площадки, кронштейны и лестницы
Рубка Р1 Следы зубила и драче- вой пилы Осмотр Наружные Грубые Обрубка наружных поверхностей
Р2 Следы зубила Осмотр Наружные Грубые
Примечания: 1. Пятна при проверке по плите должны быть расположены равномерно по всем поверхности. 2. Количество пятен определяется квадратным шаблоном, накладываемым в 5—6 местах шабреной поверхности. з' Щели измеряются щупом между пригнанными поверхностями или линейк >й, и общая их длина не должна оыть в сумме более 1/в длины линии соприкосновения каждой стороны по любому направлению. 4. Измерение щупом при горизонтально расположенных плоскостях производится без затяжки болтов.
ются как придание поверхности правильной формы, так и приве-
дение ее в требуемое положение относительно других поверхно-
стей.
При неподвижном соединении двух деталей такая обработка
поверхностей стыков обеспечивает плотное взаимное прилегание
деталей. При недостаточной поверхности соприкосновения пере-
дача усилий получается неправильной, и тяжело нагруженные де-
тали при плохой их пригонке могут быть даже повреждены. Плот-
ность соприкосновения обыкновенно проверяется по краске, с до-
полнительной проверкой щупами.
Повышенные требования предъявляются к отделке неподвиж-
ных поверхностей в том случае, когда стык двух деталей должен
быть плотным против утечки воды, масла, сжатого воздуха и т. д.
Необходимо, однако, помнить, что шабровка — очень трудоем-
кая и дорогая операция. Поэтому в тех случаях, где возможно,
рекомендуется строгать под шабровку с наибольшей
возможной тщательностью, оставляя припуск
0,05—0,1 мм.1
В тех случаях, когда припуск получается большим, часто ока-
зывается целесообразным прибегнуть к предварительной опиловке
поверхностей.
Иногда при пригонке по краске не требуется мелкой разбивки
пятен, и необходимо лишь добиться их равномерного распределе-
ния по всей поверхности, обеспечивая равномерную передачу уси-
лия от одной детали к другой; в таких случаях можно совершенно
избегнуть шабровки, ограничиваясь припиловкой по краске.
Табл. 51 показывает несколько типичных случаев пригонки по-
верхностей в дизелестроении.1 2
Дороговизна ручной шабровки заставляет искать методов м е-
ханизации этого процесса. В настоящее время уже осуще-
ствлено несколько приспособлений, служащих для этой цели. Из
них наибольшей известностью пользуется машина Андерсона.3 На
рис. 523 изображены три такие машины в работе во время ша-
бровки станины большого продольнофрезериого станка, имеющей!
следующие размеры: длина параллелей—17,4 м, ширина — 360 мм,
число — 3. По рекламным данным фирмы, такая станина была вы-
шабрена в течение 2 дней — время, не сравнимое со временем руч-
ной шабровки.
Сама машина состоит из станины круглой формы, на которой
укреплена шабровочная штанга. Последняя может устанавливаться
по высоте и принимать различные наклоны к горизонту. Верхняя
часть станины вращается по отношению к нижней. Штанга совер-
шает прямолинейно-возвратные движения, причем привод ее осу-
1 Считая, что за один ход шабера обычно снимается 0,005—0,01 мм, отме-
чаем, что для удаления такого припуска все же потребуется до 10 ходов ша-
бера. На практике постоянно встречаются припуски на шабровку до 0,25 мм
и даже больше.
* Из практики завода Русский Дизель. Относительно отделки станочных
деталей см. ниже главу 17, § 4.
3 Фирма Anderson Bros (США). •
шествляется при помощи укрепленной на ней рейки от мотора
в 14 ЛС. Мотор включается в осветительную сеть. На случай пе-
регрузки имеется чувствительный автоматический выключатель
тока. На переднем конце штанги укреплен шабер, получающий та-
ким образом рабочее движение; направляется он рукой рабочего,
который все время придерживает штангу за рукоятку на ее перед-
нем конце.
Особенностью конструкции является автоматическое управле-
ние. Рабочий совершает те же движения, как и при ручной ша-
Рис. 523. Механическая шабровка станины продольнофрезерного станка.
бровке, причем включение штанги на ход вперед происходит при
давлении на рукоятку. Достаточно сдвинуть рукоятку на 1,5 мм
вперед, и штанга начинает двигаться также вперед со скоростью
20 м/мин. Прекращение давления на рукоятку влечет за собой воз-
врат штанги со скоростью 30 л//мин. Это устройство фирма назы-
вает «естественным управлением», так как рабочий может всю опе-
рацию шабровки выполнять так, как будто он шабрит вручную.
Длина хода таким образом переменная, от нескольких миллиметров
До 1,2 м.
Вся машина легко переносится с места на место краном или,
при желании, перекатывается по полу вручную. Для последней
дели имеются спрятанные в станине колеса, на которые машина
может опираться при подъеме ее специальным механизмом, дей-
293
chipmaker.ru
ствующим от рукоятки, укрепленной на той же станине. Шаберы
легко сменяются, причем для их точки на станине станка уста-
новлено малое точило.
Более мелкие детали при шабровке укладывают на поворотный
стол, очень ускоряющий работу. Для наведения «мороза» имеется
специальное приспособление.
Описанная машина, а также и другие приспособления для ме-
ханической шабровки, несомненно, могут быть с пользой применены
во многих случаях, однако считать эту задачу вполне решенной
в настоящее время еще нельзя. Одним из главных препятствий для
использования всех таких устройств является недостаточная их
универсальность.
Трудность механизации процесса ручной шабровки заставляет
искать способов устранения этой работы или, по крайней мере, со-
кращения ее объема.
Прогресс развития технологии машиностроения заключался
между прочим в том, что объем ручных работ все время сокра-
щался, и они заменялись станочными. Шабровка — это одна из по-
следних серьезных ручных операций, выполняющихся в современ-
ных механических и сборочных цехах. Поэтому следует ожидать,
что при обработке плоскостей, по крайней мере небольших разме-
ров, шлифование в конечном счете вытеснит как шабровку, так и
опиловку. Практика показывает, что такое вытеснение действи-
тельно имеет место и область применения плоскошлифовальных
станков все время возрастает. В настоящее время наиболее серь-
езные шабровочные работы производятся на станкостроительных
заводах, однако и там наметилась тенденция к переходу на плоское
шлифование.1
Б. Притирка плоскостей
Этот процесс имеет в производственных цехах ограниченное
применение. Притираются друг к другу главным образом детали
арматуры и плоскости разъема некоторых частей в тех случаях,
когда требуется достижение плотности. В инструментальном деле
притирка является наиболее обычной и распространенной опера-
цией. Производится притирка чаще всего вручную, хотя иногда
для этой работы применяются специальные станки и приспосо-
бления. 1 2
В некоторых случаях, когда требуется достижение особой точ-
ности и чистоты поверхности, плоская притирка применяется при
обработке направляющих. Таким образом некоторые заводы обра-
батывают, например, станины шлифовальных станков.3
1 См. ниже главу 17, § 4.
1 Относительно притирки (доводки) точных плоскостей см.: Д. П. Ч е х м о-
таев, Технология контрольно-измерительного инструмента н измерительных
приборов, ОНТИ. 1938, стр. 34—44 и др.
3 См. главу 17, § 4.
ГЛАВА СЕМНАДЦАТАЯ
ОБРАБОТКА ПЛОСКОСТНЫХ ДЕТАЛЕЙ
I. Плоскостные детали и их свойства * 1
«Плоскостные детали» характеризуются наличием больших по-
верхностей прямолинейной обработки,2 которые обычно играют
большую роль при работе данной детали в собранном изделии и
могут быть приняты за основные базы при выполнении различных
операций.
В соответствии с конфигурацией все «плоскостные детали»
можно разбить на несколько классов:
П — плиты, станины, рамы и т. п. (рис. 524);
Ш — шпонки, планки (рис. 525);
С — стойки (рис. 526);
У — угольники, угловые станины (рис. 527);
Б — бабки, блоки, цилиндры (рис. 528).
При обработке этих деталей приходится решать различные
технологические задачи, относящиеся к обработке как отдельных
плоскостей, так и их систем.
Необходимо еще заметить, что многие плоскостные детали
содержат точно обработанные отверстия, служащие опорами для
валов и т. д. В некоторых случаях на этих же деталях обрабаты-
ваются наружные и торцевые поверхности вращения. Наличие
точно обработанных поверхностей вращения, как видно из
рис. 524—528, послужило одним из признаков, по которому детали
разбиты на группы внутри классов. По этому же признаку отчасти
оформлен и класс Б (бабки, блоки, цилиндры).
В настоящей главе мы рассматриваем обработку плоскостных
деталей, не принимая во внимание отверстий в них. Вопросы же,
связанные с обработкой систем точных отверстий, будут нами
изучены в дальнейшем. 3
Такое разделение всей совокупности технологических задач на
две группы оправдывается для деталей рассматриваемых классов
между прочим тем, что для них в большинстве случаев техноло-
* См. также главу I, § 2, Б (том I).
1 Плоскости круговой обработки (торцы) не характерны для рассматри-
ваемых классов.
8 См. главу 18.
295
chipmaker.ru
Рис. 525. Детали класса „шпонки и планки*.
maker.ru
I chipmaker.ru
Ленингр. индустриальный институт. I Класс БАБКИ, БЛОКИ, Классификация деталей Лист
Кафедра технологии машиностроения ЦИЛИНДРЫ машиностроения (2
гический процесс строится таким образом, что сначала обрабаты-
вают плоскости, а потом, пользуясь ими как базами, — отверстия.1
Плоскостные детали чаще всего представляют собой отливки —
чугунные, стальные или из цветных металлов. В более редких слу-
чаях они получаются путем ковки или штамповки. В настоящее
время все чаще и чаще находят применение сварные конструкции,
позволяющие значительно уменьшить вес по сравнению с весом
отливок. 1 2 Упомянем еще о специальных конструкциях, применяе-
мых в паровозостроении, где рамы получаются вырезанием их из
толстых стальных листов. Такое вырезание производится долбле-
нием или фрезерованием на специальных станках, а также путем
автогенной резки.3
2 АНАЛИЗ ПОГРЕШНОСТЕЙ. ВОЗНИКАЮЩИХ ПРИ ОБРАБОТКЕ
ПЛОСКОСТНЫХ ДЕТАЛЕЙ
А. Причины погрешностей и достижимая точность4
Точность, достижимая при строгальных работах, зависит от
целого ряда факторов. Прежде всего здесь имеет значение точ-
ность самого станка. Согласно нормам точности станков возвыше-
ние различных точек направляющих станины продольнострогаль-
ного станка над горизонтальной плоскостью не должно отличаться
в разных местах по ее длине более чем на 0,05 мм. Иными сло-
вами, в самом неблагоприятном случае стрела прогиба станины
в вертикальной плоскости не должна превышать указанной вели-
чины. Так как стол станка имеет известную жесткость, то линия
его прогиба при движении вдоль станины не будет вполне соот-
ветствовать прогибу последней, а окажется, вообще говоря, более
плавной. Из этого следует, что неправильности станка при про-
верке простроганной на нем горизонтальной плоскости в продоль-
ном направлении могут вызвать появление неточностей, выражаю-
щихся в нескольких сотых миллиметра (меньше 0,05 мм).
По тем же нормам при проверке станка индикатором, зажатым
в супорте, по стальной линейке, установленной вдоль его стола,
неточность допускается 0,01 мм на 1 м длины.5 При этом стол
перемещается по своим направляющим.
Правильность горизонтальной плоскости в поперечном напра-
влении и точность вертикальных плоскостей зависят от прямо-
линейности поперечины и стоек. При сравнительно небольшой
длине их направляющих здесь может быть достигнута ббльшая
абсолютная точность, чем при измерении в продольном напра-
влении.
1 Обратный порядок операций встречается значительно реже. См. главу 18 1, А.
* См. главу 21, § 4, А.
1 Тм. Технология машиностроения, вып. IV, глава 9, § 2. На рис. 851 и 852
изображены специальный фрезерный станок и фрезер, позволяющий прои sbo-
Дить вырезку в целом металле.
4 Точность угловых соотношений см. ниже § 3, А.
6 Очевидно, линейка должна быть свободно уложена на столе, так как
при прижиме ее к поверхности стола, простроганного на месте, характер по-
казаний индикатора изменится и ошибки стайка ие будут обнаружены.
chipmaker.ru
Кроме точности самого Станка, на правильность строгания
влияют многие обстоятельства: погрешности при установке и за-
креплении деталей на столе станка, освобождающиеся при стро-
гании внутренние напряжения в металле, теплота резания, износ
резца, трудность установки на стружку и т. д. Все эти факторы
оказывают столь сильное влияние, что очень часто обусловленная
ими ошибка значительно превышает погрешность, вызываемую
самим станком.
Тем не менее при очень тщательной строгальной работе, сле-
дует считать достижимым получение больших плоскостей, пра-
вильных в обоих направлениях в пределах 0,02 мм на 1 м длины,
при общей ошибке на всей длине не свыше 0,05 мм.1 В обычных
случаях практики приходится, однако, довольствоваться значи-
тельно меньшей точностью; в большинстве случаев большие рамы
считаются хорошо простроганными, если их поверхности отли-
чаются от идеальных плоскостей не более чем на 0,1—0,2 мм.
Точность соблюдения размеров зависит в значительной степени
от внимания и опытности рабочего. Здесь можно повторить все,
что говорилось выше в разных местах о точности обточки. Как и
там, разница между «экономической» и предельно достижимой
точностью обработки очень велика. При чистовом строгании рас-
стояния между различными поверхностями* 2 по ширине и высоте
сравнительно легко выдерживаются с точностью 0,1—0,2 мм, в за-
висимости от величины деталей. Однако в некоторых случаях, где
это является необходимым, удается на хороших станках, при уча-
стии опытных рабочих, достигать очень высоких точностей —
0,02—0,03 мм.
При плоском шлифовании могут достигаться еще ббльшие
точности.
Б. Некоторые замечания об установке больших станков
Требование соответствия обрабатываемой поверхности точной
плоскости приводит к необходимости выполнения ряда условий,
относящихся как к станку, так и к инструменту и самой обрабаты-
ваемой детали. Мы не будем останавливаться на перечислении всех
факторов, влияющих на точность формы плоскости, так как дей
ствие многих из них очевидно и не нуждается в детальном раз-
боре. Так, например, очевидно влияние износа строгального резца,
обусловливающего появление некоторого подъема плоскости в на-
правлении подачи супорта. Так же очевидно влияние погрешностей
в установке стоек и поперечины станка и неправильности их напра-
вляющих. Поэтому ниже мы рассмотрим лишь некоторые погреш-
ности, особенно характерные для условий прямолинейной обра-
ботки.
Прежде всего укажем на влияние неправильностей установки
* Иногда при исключительно тщательной работе (направляющие станков
некоторых фирм) достигается точность, еще высшая.
2 Например, расстояния между направляющими станин токарных станков.
станин длинных станков (продольнострогальных, фрезерных,
плоскошлифовальных).
Станины и столы крупных станков обычно являются сравни
тельно легко деформирующимися деталями. Между тем точность
обработки плоскостей зависит от работы этих станков, и все их
неточности передаются непосредственно деталям.
Прямолинейность простроганной детали в продольном напра-
влении зависит прежде всего от правильности изготовления и уста-
новки станины станка. Очень часто в этом не отдают себе отчета
Резец Деталь
Кривая станина станка
Рис. 529. Строгание гибкой планки
иа станке с неправильной стаиииой.
принимает его форму. Строгая
приблизительно
линию изгиба
и стремятся помочь делу многократным прострагиванием стола
станка. Иногда это средство помогает, иногда нет. Объяснение
такому противоречию можно найти в следующем. При строгании
стола, уложенного на непра-
вильной станине, его поверх-
ность получает форму некото-
рой кривой,
повторяющей
этой станины. Если обрабаты-
ваемая деталь обладает малой
жесткостью (длинная планка),
то, будучи прижата к столу, она
такую планку, мы, очевидно, придадим ее верхней поверхности
ту? же форму, которую имеет поверхность стола (рис. 529). При
этом толщина планки по всей ее длине получается одинаковой и
после снятия со станка; когда планка выпрямится, она окажется
простроганной правильно.
Совершенно иначе будет обстоять дело в том случае, если
деталь обладает большой жесткостью по сравнению со столом
станка. Притягивая ее к этому столу, мы. очевидно, не в состоянии
изогнуть жесткую деталь, и после снятия ее со станка она сохра-
нит ту же форму, которую имела при обработке; следовательно,
простроганная поверхность остается неправильной, несмотря на то,
что стол был только-что тщательно простроган. Прижимая такую
деталь сильнее, мы можем деформировать самый стол станка,
который теперь будет касаться станины в отдельных точках,
в результате чего обработанная поверхность получит иную, но
опять-таки отличную от правильной форму.
Действующие нормы точности приемки станков предписывают
соблюдение прямолинейности направляющих станины продольно-
строгального станка 0,02 мм на 1 м длины, причем превышение
самой высокой точки станины над самой низкой не должно быть
больше 0,05 мм.1
Между тем трудно ожидать, чтобы станины длинных станков,
однажды выверенные, всегда оставались совершенно правильными.
При неизбежных изменениях положения фундамента, а также
вследствие деформации самой станины ее направляющие с тече-
1 Металлорежущие станки. Нормы точности и методы испытаний, Ката-
логиздат НКТП, 1937. В этом же сборнике приведены различные методы про-
верки станков.
3'3
r.ru
ниём времени теряю г свою правильность, и для ее восстановления
приходится эти станины время от времени проверять и вновь регу-
лировать. 1
Поэтому в настоящее время часто отказываются от за
ливки станин крупных станков и устанавливают их на клиньях,
позволяющих производить регулировку без особых затруднений
с промежутками в 2—4 месяца, в зависимости от устойчивости
фундаментов и требуемой точности.
Конструкция клина показала на рис. 530. Она состоит из трех
частей: опоры, покоящейся на фундаменте, самого клина и регу-
лирующего винта, ввернутого в этот клин. Самый клин имеет над-
лежащую устойчивость, так как давление станка передается на
Рис. 530. Клин для установки станков.
его среднюю выступающую часть, а реакция опоры восприни-
мается внешними нижпими кромками. Такие клинья распола-
гаются на расстоянии около 1 1м. один от другого. Фундаментные
болты, которыми станок закрепляется окончательно, должны быть
во избежание возникновения изгибающих моментов расположены
в непосредственной близости от опорных клиньев. При установке
односторонних строгальных станков необходимо предусмотреть
надежное их закрепление во избежание опрокидывания свисаю-
щими деталями.
В. Крепление неустойчивых деталей на столе станка
Во многих случаях все ошибки, искажающие правильную
форму обработанной плоскости, приписывают неточности станка.
На самом деле имеется ряд других не менее важных факторов,
действующих таким же образом. Прежде всего необходимо ука-
зать на влияние деформаций детали, обусловливаемых действием
внешних сил: давления прижимов, усилия резания и собствен-
ного веса детали.
Возможность деформаций тонких планок очевидна, длинные
же тяжелые рамы кажутся, на первый взгляд, настолько
жесткими, что принимать во внимание их прогибы при обработке
и установке не представляется необходимым. Однако простой
подсчет подтверждает известный из каждодневной заводской прак-
тики факт, что даже самые массивные из этих дета-
304
О)
аа единицу принята нагрузна одного пролета
Рис. 531. Распределение нагрузок между
опорами.
это еще не значит, что после пере-
лей легко деформируются при неправильном
распределении опор или при чрезмерном затяги-
вании крепительных болтов. Недостаточная жесткость
и связанные с нею деформации являются обстоятельством, кото-
рое необходимо иметь в виду при производстве всех операций над
длинными рамами и станинами.1
Длинная рама сравнительно слабого сечения, положенная на не-
ровную поверхность, под действием собственного веса принимает
форму, соответствующую этой поверхности. Достаточно поместить
тонкую прокладку под
середину этой детали,
чтобы она приняла но-
вую форму, слегка вы-
пуклую кверху, без ка-
кой-либо добавочной об-
работки. Этим часто поль-
зуются при установке рам
.на фундаменте, выверяя
их по линейке и ватер-
пасу путем надлежащего
размещения прокладок.
Указанное обстоятель-
ство делает самое поня-
тие «правильно обрабо-
танная рама» до некото-
рой степени неопределен-
ным. Действительно, если
рама при установке на
столе строгального станка
была вполне прямой, то
носа ее на фундамент она останется такой же, — все будет за-
висеть от правильности установки. К чему же нужно стремиться
при обработке такой рамы и что считать «правильной ее фор-
мой»?
На этот вопрос мы даем следующий ответ: деталь
Должна иметь заданные чертежом форму и раз-
меры в ненапряженном состоянии. В этом состоянии
она должна обрабатываться и устанавливаться на фундаменте. До-
пуская при установке возникновение небольших напряжений
изгиба, можно исправить дефекты строгания, но злоупотреблять
этим нельзя без вреда для прочности и устойчивости формы
Детали.
Таким образом основное требование, предъявляемое к правиль-
ной установке длинной рамы на столе строгального (или фрезер-
ного) станка, — это такое ее закрепление, при котором в ней не
возникают напряжения изгиба. Если представить себе раму в виде
балки постоянного сечения, то это условие сводится к равномер-
ному распределению реакций опор вдоль длины рамы (рис. 531 а).
1 Ср. приведенный выше расчет прогиба линейки (глава 16, рис. 479).
2о Соколовский, Т. II. IfiBB 305
chipmaker.ru
Тем не менее, как мы сейчас увидим, для получения хороших
результатов при строгании приходится устанавливать станину на
ряд опор. Если бы одна сторона обрабатываемой детали была
идеально плоской (в условиях ненапряженной станины), то, прижимая
ее к гладко простроганному столу, мы, очевидно, не вызовем по-
явления никаких добавочных напряжений и можем с уверенностью
строгать противолежащую сторону. В действительности же при
длинных деталях поверхность, полученная при черновой обработке,
ни в коем случае не может считаться правильной плоскостью, и,
укладывая деталь этой поверхностью на стол, мы никогда не имеем
уверенности в отсутствии напряжений. При установке на черную
поверхность условия еще ухудшаются. Заменяя непрерывную опор-
ную поверхность несколькими отдельными опорами, мы отступаем
от идеальных условий закрепления, но напряжения от собственного
веса и от усилий резания будут тем меньше, чем ближе друг
к другу расположены опоры.
Очевидно, наиболее выгодным распределением давления между
опорами будет такое, какое соответствует распределению нагрузки
от неразрезной балки, так как именно в этом случае точки, лежа-
щие над опорами, оказываются расположенными на одном уровне,
т. е. балка получает прогибы только между опорами (рис. 531 Ь).
Практически при балке постоянной толщины в большинстве слу-
чаев можно считать, что на все опоры, кроме крайних, приходятся
равные нагрх зки, а на крайние — значительно меньшие (около 50 \
от средних). Если распределение нагрузок существенно отличается
ст приведенной схемы, то балка прогибается не только между опо-
рами, но и в местах, соответствующих этим опорам.
Спрашивается: каким же образом следует производить установку
длинной тяжелой рамы или станины для того, чтобы не вызвать
в ней появления напряжений от действия собственного веса и от
затяжки болтов?
Очевидно, что идеальной была бы такая установка, при которой
бы реакции опор равнялись расчетным (рис. 5315). Такие условия
можно создать, например, применяя в качестве опор гидравлические
домкраты с приводом от одного общего масляного насоса или над-
лежащим образом рассчитанные пружинные опоры. При обычной
установке на жестких подкладках, на винтовых домкратах ити
регулирующихся клиньях можно лишь приблизиться к такому
идеальному распределению нагрузки между опорами, оценивая так
или иначе величину давления, приходящегося на каждую из них
(например, по усилию на ключе при регулировке клиньев). При
раме постоянной толщины обычно стремятся создать одинаковые
давления на все опоры (кроме крайних). Если давление на кото-
рую-нибудь опору получается значительно меньшим, чем на сосед-
ние, то это доказывает, что она почти не работает и ее необхо-
димо поднять. Обратно, если опора перегружена, то ее следует
отпустить (например, уменьшить толщину прокладок).
Опишем один из методов установки длинной станины, позволяю-
щий довольно быстро получить надежные результаты
Грубо обработанная станина устанавливается нижней (уже обо-
дранной) поверхностью на три подкладки А,1 расположенные так,
как показано на рис. 532. Две опоры расположены с одного конца
по краям отливки, а третья — с другого в середине. Расстояния от
опор до концов отливки равны: а —0,2 /, где 1— полная длина ста-
нины. а
При ребристых отливках опоры помещаются под ближайшими
ребрами. Короткие и массивные отливки могут обрабатываться опер-
тыми только на эти три точки,1 2 3 но более длинные нуждаются в до-
полнительных опорах. Однако, раньше чем подводить эти опоры,
станину выверяют на станке так, чтобы ее продольная ось располо-
жилась точно вдоль станка, в чем убеждаются, либо проверяя поло-
Рис. 532. Расположение опор при установке на три точки.
жение нанесенных при разметке рисок, либо ориентируясь непо-
средственно по краю отливки. Добавочные опоры подводят в до-
статочном количестве, после чего приступают к выверке отливки,
подкладывая под нее кусочки бумаги.4 При подведении добавоч-
ных опор и бумажных прокладок отливку в соответствующих
местах приподнимают ломиком.
Специально приспособленный ломик с заостренным концом слу-
жит для проверки степени нажатия на отдельные опоры. Для этого
он опирается на башмак, устанавливаемый на столе, причем точка
1 Размеры этих подкладок, как и промежуточных (см. ниже), могут быть
небольшие. Во многих случаях достаточны, например, подкладки
6Х25ХЮ0 мм.
2 См. главу 16, § 1.
3 Принцип «трех опор» широко используется при установке деталей на
станках. Это является следствием известного правила геометрии, что три
точки определяют положение плоскости. При наличии трех опор деталь стоит
устойчиво даже1 иа не вполне гладкой поверхности и ие деформируется при
нажиме планками, положенными против этих опор. При четырех опорах де-
таль может качаться, а прн закреплении получить прогибы. См. также
главу 2, § 3, Б (том I).
4 Бумага определенной толщины должна быть нарезана, а не оторвана.
При установке очень тяжелых деталей для прокладок под необработанные
поверхности применяют жесть или листовую латунь. Для легких деталей
лучше брать бумагу, так как жестяные прокладки часто несколько пружинят.
• ЯЛ7
r.ru
опоры, а следовательно, и соотношение плеч являются вполне опре-
деленными. 1 Нажимая правой рукой на конец этого рычага, стро-
гальщик левой пробует, насколько плотно зажаты бумажки. В этом
случае, если на данную ‘опору приходится чрезмерное давление, одна
или несколько бумажек снимаются; если же опора не несет доста
точной нагрузки, под нее подводят дополнительные подкладки.
Сравнение степени нажима ломика и зажатия бумажек здесь
основано целиком на мускульном ощущении рабочего. При изве-
стном навыке, пользуясь этим приемом, можно распределить на-
грузку между опорами так, как это требуется для устранения про-
веса и вызываемых им напряжений.
При расстановке опор необходимо следить за тем, чтобы они
располагались в таких местах, где данная рама имеет достаточную
жесткость (т. е. укреплена ребрами, поперечными стенками и т. д.).
Давление же прижимных планок должно прилагаться по возмож-
ности непосредственно над опорами.
Рис. 533. Укрепление на станке тонкой планки при строгании.
Необходимо еще указать, что давление прижимов не должно
быть чрезмерным. Для восприятия усилия резания следует ставить
торцевые упоры, так как надежное удержание детали на месте
действием только прижимов требует очень сильной затяжки бол-
тов. Сказанное становится очевидным, если учесть, что давлению
резания и силам инерции при реверсировании стола в таком случае
противодействует только сила трения. Для создания большой
силы трения приходится прилагать весьма большое нормальное
давление, так как коэфициент трения имеет значение меньше
единицы.
При снятии чистовых стружек требуется только самое легкое за-
крепление тяжелых деталей. Обыкновенно бывает достаточно уста-
новить на столе упоры против торцов рамы и кроме того прихва-
тить раму несколькими планками, помещая последние против опор.
Из всего сказанного видно, что установка большой рамы для
чистовой строжки является очень тонкой работой, которая требует
1 Отношение плеч рычага должно быть достаточным для того, чтобы им
можно было без труда приподнимать раму.
30 S
Рис. 534. Вариант крепления по рис. 533.
уложены на столе станка в два ряда, по
высокой квалификации строгальщика. Более мелкие детали не тре-
буют таких предосторожностей при установке на строгальных и
фрезерных станках, и в серийном и массовом производствах, при
наличии приспособлений, имеется возможность поручать эту работу
даже низкоквалифицированным рабочим.
Рассмотрим еще один вид строгальных работ, при производстве
которых приходится особенно считаться с возможностью возникно-
вения деформаций, вызываемых неправильным закреплением.
Рис. 533 изображает укрепление на столе строгального станка
тонкой легко деформирующейся планки. Прижим
производится при помощи стержней (упорок) типа А или В, причем
первые имеют на конце плоское лезвие, а вторые — просто острие.
Рис. С показывает способ пользования ими. Упоры (колодки) S сво-
бодно входят в пазы, а стержни, в слегка наклонном положении,
передают нажим болтов обрабатываемой детали. Наклон стержней
должен быть не велик, во избежание подъема наружного их конца
вместо передачи уси-
лия. Торцевые упоры Р
непосредственно вос-
принимают усилие ре-
зания.
Рис. 534 показывает
аналогичный случай.
Здесь строгаются тон-
кие и узкие, но не
длинные планки. Они
три в ряд, причем каждая планка зажимается в двух местах
по концам следующим образом. В пазы станка свободно вло-
жены упоры А, так как при заколачивании их стол мог бы деформи-
роваться. Прижим планок производится при помощи закаленных
башмаков В, которые в свою очередь нажимаются стержнями С.
Усилие ключа должно быть соразмерено, для чего он имеет опре-
деленную длину. При чрезмерном зажиме стол станка может пру-
жинить. Заметим еще, что при чистовых стружках зажим осла-
бляют. Усилие резания и здесь воспринимается торцевым
упором.
Первый проход—черновой на одной из широких сторон планки,
причем снимается около 2,5 мм при подаче 0,8 мм. При чрезмерно
большой подаче стружка в конце хода может надломить кромку
и тем испортить деталь. Затем планка переворачивается для стро-
гания с противоположной стороны, но до этого ее немного выги-
бают, слегка ударяя о кусок баббита так, чтобы она получила
легкую выпуклость в сторону уже обработанной поверхности
(рис. 535). Вращая планку на плите за один конец, легко убедиться
в том, что она правильно согнулась. Если планка вращается около
середины (рис. а), то изгиб произошел правильно, и концы ее
лежат выше середины; в противном случае (рис. Ь) она либо пря-
мая, либо изогнутая в противоположном направлении. Если изогну-
тую таким образом планку положить на стол станка и затем при-
жать ее концы, то можно быть вподне уверенным, что ее середина
зов
chipmaker.ru
также надежно прижата к столу. Если не принять этой меры пре-
досторожности, то может оказаться, что середина планки будет
отставать от стола, как бы сильно ни нажимать на ее концы, что
приведет к неправильной строжке. Вслед затем строгаются начерно
ребра.
Переходя к чистовой обработке, прежде всего отмечают ту из
широких сторон, которая оказалась чище обработанной, и с нее
начинают строгание. Вследствие этого избегают необходимости по-
лучистового прохода на данной стороне, а проходят начисто, сни-
мая сразу 0,15— 0,20 мм. Теперь планку вновь переворачивают,
придав ей предварительно требуемую кривизну. С этой стороны сни-
мается сначала получистовая, а затем и чистовая стружка. На по-
следнюю оставляют около 0.1 мм. Перед последним проходом все
Рис. 535. Выгибание планки перед строгание/и второй
стороны.
крепления ослабляют, чтобы планка могла принять новую форму,
явившуюся результатом освобождения внутренних напряжений.
Узкие стороны строгаются таким же образом, причем и здесь
с той стороны, которая строгается первой, снимается одна стружка;
а со второй — две. Получистовое и чистовое строгание произво-
дится плоским резцом с подачей при получистовом проходе 2,5 мм,
а при чистовом — 6 мм. Такой план операций обеспечивает дости-
жение очень точных результатов, т. е. строго определенной тол-
щины и ширины планки при гладкой и чистой поверхности. Это
позволяет избежать ее дальнейшей обработки путем шаб-
ровки.
Общая кривизна планки в случае надобности уничтожается пу-
тем правки на том же куске баббита.1
1 Применение плоскошлифовальиого стайка с магнитным столом во многих
случаях очень упрощает обработку подобных деталей. Однако и здесь при-
ходится считаться с деформациями планок, обусловленными сильным прижим-
ным действием магнитов. С деформациями успешно борются, переворачивая
планку несколько раз и шлифуя попеременно одну и другую ее стороны.
810
Г. Внутренние напряжения
При отливке крупных деталей различные их части охлаждаются
неравномерно. Например, при заливке длинной станины токарного
станка (направляющими вниз) нижняя поверхность (основание)
этОй станины, находящаяся при формовке вверху, охлаждается
быстрее, чем направляющие, расположенные внизу и имеющие к
тому же более массивное сечение. При охлаждении отливки сна-
чала отвердевает основание станины, а затем направляющие. За
время, пока температура последних достигнет точки отвердевания,
основание успеет охладиться до температуры, значительно более
низкой. Таким образом в момент, когда станина окончательно
отвердевает, ее направляющие оказываются горячее, чем основа-
ние. При охлаждении станины до температуры мастерской напра-
вляющие укоротятся на большую величину, чем основание, и вся
станина после поворота се в нормальное положение окажется изо-
гнутой!, причем вогнутость дуги будет обращена кверху.1
Если бы падение температуры по высоте отливки в момент
конца отвердевания было равномерным, то при охлаждении и свя-
занных с ним деформациях в ней не возникало бы никаких вну-
тренних напряжений. В действительности же ребра, соединяющие
основание с направляющими, обычно имеют более тонкое сечение,
чем упомянутые части отливки, поэтому они отвердевают очень
скоро, препятствуя свободному сокращению отливки при охлажде-
нии. В результате в ней возникают растягивающие или сжимающие
напряжения, меняющие степень кривизны оси по сравнению с той,
которая получилась бы при отсутствии влияния этих ребер.
Заметим, что эти напряжения не обусловлены действием каких
бы то ни было внешних сил, поэтому они, в отличие от напряже-
ний изгиба, рассмотренных выше, называются внутренними
напряжениями. 2
Таким образом из литейной в механическую мастерскую отливка
приходит в напряженном состоянии. При снятии с ее поверхности
части металла в виде стружки внутренние напряжения перераспре-
деляются, и отливка меняет свою форму, получая заметные дефор-
мации. Каждая дополнительная обработка может, строго говоря,
повлечь за собой деформации детали. Однако наибольшее влияние
оказывают, конечно, обдирочные проходы по верхней и нижней по-
верхностям. После снятия литейной корки при черновом строгании
сразу освобождается наибольшая часть напряжений и в дальней-
шем отливку «ведет» уже значительно меньше.
В силу сказанного совершенно необходимым требованием яв-
ляется ослабление всех креплений отливки к столу
после обдирки й до чистовой обработки, с тем чтобы
1 Придавая модели соответственную форму, т. е. сообщая ей некоторую
выпуклость, можнц получить отливку после коробления достаточно прямой.
Этот прием часто используется, например, при изготовлении моделей для ста-
нин станков.
! В отношении отливок внутренние напряжения часто называются литей-
ными напряжениями,
311
r.ru
произвести ее крепление для последней заново. Если же не принять
этой меры предосторожности, то отливка будет строгаться начисто
в напряженном состоянии, так как крепления не позволят ей при-
нять после обдирки форму, соответствующую новому распределе-
нию напряжений. По снятии со станка отливка сразу же окажется
покоробленной.
Применяя указанную предосторожность, можно устранить влия-
ние деформаций, возникающих сразу после обдирки. Значительно
труднее борьба с изменениями формы детали, происходящими в
дальнейшем.
Практика показывает, что даже ободранная отливка
не остается неизменной с течением времени.
Перераспределение внутренних сил не прекращается, и изменение
формы хотя и более медленно, но продолжается еще долгое время.
С этим явлением коробления отливок приходится
очень считаться при изготовлении крупных и в
то же время точных машин.
Прежде всего следует указать на настоятельную необходимость
отделения черновых операций от чистовых при обработке крупных,
легко деформирующихся отливок. Если при обработке массивных
поковок и отливок часто отступают от этого правила и заканчи-
вают обработку в одну установку, то при строгании длинной ста-
нины такой метод не приводит к желаемым результатам, т. е. к до-
стижению высокой точности. Легко видеть, что обдирка, например,
плоскости основания отразится на форме направляющих, и обратно.
Замечено, что в некоторых случаях изменения формы детали про-
должаются в течение ряда месяцев и даже лет Правда, интенсив-
ность деформаций с течением времени быстро ослабевает, но при
требовании высокой точности с ними все же приходится считатьсч.
Наиболее обычным средством борьбы с влиянием внутренних
напряжений является вылеживание деталей между обдир-
кой и чистовой обработкой. Время, потребное для того, чтобы
внутренние напряжения успокоились, зависит от многих причин:
от тщательности производства литья, от формы отливки, характера
обработки и т. д. В отдельных случаях достаточно того проме-
жутка времени, который нормально пролеживают детали между
операциями. Желательно удлинять это время путем такого плани-
рования технологического процесса, чтобы между обдиркой и
окончательной отделкой было размещено по возможности больше
второстепенных операций.1
При точной обработке тонких и длинных деталей (длинные1
станины станков, разные линейки, клинья и т. д.) часто приходится
удлинять этот срок. Обыкновенно и здесь ограничиваются выле-
живанием в течение приблизительно 20 суток, но иногда прихо-
дится этот срок увеличить во много раз. -
1 Сверление, нарезание резьбы, пригонка добавочных частей к станинам
и т. д.
! В таких случаях ободранные отливки обычно вывозят из мастерской на
двор. Колебания температуры способствуют ускорению процесса. Такое выле-
живание на открытом воздухе иногда длится несколько месяцев и даже лет.
312
Однако на практике к увеличению сроков вылеживания отли-
вок прибегают крайне неохотно, так как это ведет к омертвлению
оборотных средств, к загромождению складов и к необходимости,
по крайней мере временного, увеличения выпуска литейных цехов.
Практика показывает, что требуемое время вылеживания в боль-
шой степени зависит от конструкции отливок и методов ведения
литейного процесса (равномерное охлаждение отливок и пр.).
В благоприятных случаях даже кратковременное вылеживание ока-
зывается достаточным, если же детали спроектированы и отлиты
неправильно, то даже нахождение их на дворе в течение многих
месяцев приносит мало пользы.
Вылеживание, как мы уже указали, обычно производится после
обдирки. Если оставить лежать неободранные отливки, то внутрен-
ние напряжения в них хотя и успокаиваются, но крайне медленно.
Игнорирование внутренних напряжений приводит к неправильно
обработанным деталям, что в свою очередь удорожает сборку.
Нужно указать, что при изготовлении очень точных деталей вопрос
об освобождении от внутренних напряжений часто является до
крайности серьезным, и достижение хороших результатов в этом
отношении требует большой опытности.
Поэтому вылеживание отливок следует считать вполне законо-
мерной технологической операцией, которую при разработке про-
цесса необходимо включать в план. Ей часто присваивается харак-
терное название естественное старение, в отличие от опе-
раций искусственного старения, также преследующих
цель освобождения деталей от внутренних напряжений, но при ис-
пользовании других средств.
В настоящее время предложено несколько методов искусствен-
ного старения.
Наиболее распространенным является старение путем терми-
ческой обработки. Обычно температура, при которой произ-
водится такая обработка чугунных отливок, устанавливается в ин-
тервале 400 — 600 . Чем выше эта температура, тем быстрее идет
процесс, но тем заметнее уменьшение твердости отливок после
термической обработки. Большое значение имеют также время
выдержки при высокой температуре и скорость охлаждения от-
ливки. Наивыгоднейший режим термической обработки зависит от
состава чугуна (содержание кремния и марганца), а также от
ряда других условий.
Согласно исследованиям Э. Д. Спивак (ЭНИМС)1 для станин
токарных станков из чугуна с содержанием кремния до 2% наивы-
годнейшая температура равна 500°, а для отливок, содержащих
кремния больше 2/й, —450°. Нагрев должен в обоих случаях;
продолжаться 3 — 4 часа, а выдержка в первом случае — 4 —
6 час., а во втором —8—12 час. Охлаждение отливок должно
вестись вместе с печью до 200° при скорости охлаждения 20"
в час. Дальнейшее охлаждение может производиться на воздухе.
Если некоторое понижение твердости отливок не имеет большого
* Си. Станки в инструмент, № 9, 1938.
313
r.ru
значения, то температуру можно поднять до 550° с выдержкой
в течение 4 час.
При обработке некоторых деталей, подвергающихся во время
эксплоатации машины нагреву, применяют термическую обработку
при более высоких температурах (отжиг).1
Другой метод — механическое воздействие. В про-
стейшем виде оно осуществляется путем обкатки мелких отливок
в барабанах. Сотрясения способствуют успокоению внутренних на-
пряжений. Для более крупных отливок этот метод, очевидно, не-
применим. На некоторых заводах такие отливки, свободно подве-
шенные на кране, приводят в сотрясение путем обстукивания
молотками. Известны попытки конструирования специальных
устройств для встряхивания отливок.
Производились также опыты освобождения отливок от вну-
тренних напряжений путем пропускания через них переменного
электрического тока.
Вопросы старения имеют большое значение в инструментальном
деле при изготовлении точных калибров, которые не должны ме-
нять своих форм и размеров во время службы. Здесь обычно тер-
мическая обработка закаленной стали производится при невысокой
температуре (120—150°). 1 2
До сих пор мы говорили о внутренних напряжениях в отлив-
ках. Напряжения аналогичного характера могут возникнуть в по-
ковках и в прокате, хотя их влияние в этих случаях обычно меньше,
чем в отливках. Большее значение приобретают внутренние напря-
жения, возникающие в крупных сварных деталях в процессе сварки.
Далее необходимо упомянуть о внутренних напряжениях в зака-
ленных деталях, с которыми приходится считаться, например, в ин
струментальном деле. Во всех этих случаях происхождение вну-
тренних напряжений объясняется либо разницей температур в раз-
личных местах, детали в момент перехода материала из пластиче-
ского состояния в твердое либо структурными изменениями в ме-
талле.
Особый вид внутренних напряжений (наклеп) возникает при
холодной обработке металлов давлением (волочение, вальцовка,
накатка и т. д.), а также, как показывают новейшие исследования,
и при обработке резанием.
Все такие напряжения могут сказаться при снятии слоя металла
с детали, а также во время ее дальнейшей службы.
Во всех случаях борьба с внутренними напряжениями ведется
главным образом в направлении улучшения конструкций и методов
ведения процессов горячей обработки (сварки, закалки и т. д.). Тем
не менее и здесь широко используются методы естественного и
искусственного старения, хотя сроки вылеживания и режимы тер-
мической обработки в различных случаях существенно меняются.
1 Например, в двигателях Дизеля отжигают поршни (сильно нагревающиеся
при работе тонкостенные отливки), ио иногда этой операции подвергаются и
некоторые другие детали (например, цилиндровые втулки).
2 О старении стали для калибров см.: Д. П. Ч е х м о т а е в, Технология
контрольно-измерительного инструмента и измерительных приборов, ОНТИ, 1938.
314
Д. Температурные деформации
До сих пор мы говорили о деформациях, деталей, обусловливае-
мых их гибкостью и внутренними напряжениями. Часто детали
коробятся во время обработки и от других причин, причем возни-
кающие деформации неправильно приписываются внутренним на-
пряжениям.
Большое влияние имеет температура. При снятии резцом значи-
тельного количества металла с одной стороны детали эта сторона
прогревается, и деталь деформируется. Если, не дожидаясь ее охла-
ждения, начать обрабатывать противоположную сторону, то, как
легко себе представить, после
полного охлаждения она получит
не ту форму, которую рассчиты-
вали, а другую, обусловленную
температурными деформациями.
Поэтому, детали должна быть
дана возможность полного охла-
ждения между операциями.
Неравномерный нагрев дета-
лей от падающих на них лучей
солнца и от излучения паровых
батарей вследствие быстрого на-
грева воздуха мастерской (по
утрам) вызывает прогревание их
наружных частей, в то время
как внутренние остаются холод-
ными. Это вызывает коробление
деталей, а следовательно, пони-
жает точность обработки.
Величину прогиба при нера-
вномерном нагревании детали
можно определить на основании
расчета.
Введем обозначения (рис. 536а):
х — величина прогиба по сере-
Рис. 536. Темпера!урине деформации.
дине длины детали (лш); / — длина детали 1(шт); s — толщина
детали (лш); Д = Б — t. — разность температур верхней и нижней
поверхностей; а—коэфициент линейного расширения материала де-
тали при повышении ее температуры на 1 (для чугуна i ~ ^)()).
При нагревании ее (предполагаем распределение температур ли-
нейным по ее высоте) эта деталь получит форму выпуклой кверху
Ki > Ч), такую, как в преувеличенном виде показано на рис. 536ft.
По известной формуле стрелка прогиба х выражается через
ХОРДУ, длина которой ввиду малости центрального угла <р может
быть принята равной длине дуги :/, следующим образом:
I , ч>
•*=2^4’
• 315
r.ru
а, учитывая малость <?, приближенно:
Угол а можно определить из рассмотрения фигуры АВЕ, где
АЕ проведена параллельно CD. Эту фигуру (ввиду малости ©)
можно принять за сектор круга, дуга которого BE = BD — АС •=
= аМ, Теперь:
аД/
© =----,
• S ’
откуда:
л12
х = а^-
Последняя формула и дает ответ на поставленный вопрос.
Из этого выражения видно, что деформации быстро растут с
увеличением длины детали. Полагая для чугунной станины станка
s = 600 мм, / = 2000 мм, находим х = 1/130 Д, или, обратно, Д =
= 120 х. Отсюда видно, что при х = 0,02 мм, т. е. при прогибе
в 0,01 мм на 1 м длины станины, Д=2,4°. При х = 0,005 мм
(т. е. 0,0025 мм на 1 м длины) Д = 0,6°.
При толщине детали (плиты) 100 мм и прежней длине 2000 мм
мы таким же образом придем к выводу, что прогиб в 0,005 мм
обусловливается разностью температур верхней и нижней поверх-
ностей этой плиты всего лишь на 0,1 .
Этот вывод предполагает, что верхняя поверхность равномерно
нагрета до более высокой температуры, чем нижняя. Обыкновенно
нагревание получается неравномерным и часто носит местный ха-
рактер, но, во всяком случае, приведенные подсчеты показывают,
что при длине детали в 2 м гарантировать точность в 0,01 мм на
1 м длины уже не легко; более же высокие точности в условиях
мастерской являются почти недостижимыми в силу невозможности
получить равномерную температуру во всей детали. Такие колеба-
ния температуры детали, как 0,1 \ происходят непрерывно, так как
температура воздуха в мастерской не остается постоянной, а ме-
няется как при переходе от одной точки к другой, так и в одной
и той же точке, влияя и на температуру находящихся в ней пред-
метов.
Современное машиностроение стремится всемерно освободиться
от применения ручного труда в сборочной, причем к обработке рам
и станин точных станков и машин предъявляются исключительно
высокие требования, и никакие предосторожности не являются
здесь излишними. При разработке технологического процесса на
крупные детали необходимо серьезно считаться с возможностью
возникновения различных деформаций и проектировать его так,
чтобы их вредное влияние было по возможности ослаблено.
В заключение заметим, что мы рассмотрели влияние внутренних
напряжений и температурных деформаций по отношению к плоско-
316
сТным деталям. Необходимо, однако, оговориться, что с таким
влиянием приходится встречаться и при обработке деталей других
классов, хотя именно при обработке крупных длинных отливок
(рам, станин, брусков и т. п.) влияние указанных факторов обычно
сказывается наиболее ярко.
3. ОБРАБОТКА СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ '
А. Угловые допуски
В предыдущих параграфах мы говорили об обработке плоско-
стей, не останавливаясь специально на вопросе об обеспечении их
точного взаимного расположения. Во многих случаях практики этот
вопрос приобретает особое значение, и необходимость выдержать
строгие угловые допуски заставляет соответственным обра-
зом строить весь технологический процесс. 1 2
«Угловые допуски» включают в себя допуски на параллель-
ность, на перпендикулярность плоскостей и вообще на отклоне-
ния от какого-либо определенно заданного направления.
Допуск на параллельность — это допуск на отклоне-
ние от угла 0° или 180 ’. Необходимо отметить, что отклонение от
параллельности легко вычисляется, если известно отклонение а
расстоянии между параллельными плоскостями. Однако, если на
чертеже задан допуск на расстояние между плоскостями, то этим
определена только верхняя граница допуска на их параллельность.
Во многих случаях требования к параллельности
оказываются значительно более высокими, чем
определяется допуском на расстояние между
плоскостями. Очень часто точное соблюдение расстояния
между плоскостями вообще несущественно (например, тогда,
когда плотность движения ползуна регулируется клиньями), до-
пуски же на параллельность оказываются очень строгими. С такими
же случаями мы постоянно встречаемся в индивидуальном маши-
ностроении, где широко используется система компенсаторов и
пригонок по месту. 3
Допуски на перпендикулярность и вообще на от-
клонения от заданного угла с допусками на расстояния не связы-
ваются.
Заметим, что все угловые допуски (включая и допуски на па-
раллельность, когда они задаются самостоятельно) принято выра-
1 «Сопряженными» поверхностями мы называем такие поверхности, взаим-
ное расположение которых обусловлено определенными допусками.
* Вопросы, связайные с установлением «угловых допусков», до сего вре-
мени мало разработаны. На чертежах эти допуски обычно не проставляются
вовсе, и о требуемой точности угловых соотношений технологу приходится
Догадываться.
3 Здесь можно провести аналогию с допусками иа диаметры круглых де-
талей, которые обусловливают также максимальные значения допусков на
овальность и на конусность. Однако, как известно, во многих случаях и тут
требования к точности формы (круглота, цилиндричность) оказываются значи-
тельно более высокими, чем требования к точности размеров.
317
r.ru
жать в виде отклонения (в миллиметрах), отнесенного к какой-либо
определенной длине (чаще всего 100 мм, 300 мм, 500 мм или 1 м).
Выбор этой длины зависит от размеров детали, и отклонение, от-
несенное к одной длине, легко пересчитать на другую. Например, до-
пуск 0,02 лш на 100 мм равняется допуску 0,2 мм на 1 м длины, i
Приводим некоторые примеры численных значений угловых допу,
сков, относящихся к положению плоскостей, позволяющие ориен-
тироваться в этом вопросе.
Согласно действующим «Нормам точности металлорежущих
станков» наиболее строгие допуски на угловые соотношения в
станках общего назначения устанавливаются в 0,01 мм на 1 м
длины. Этот допуск и можно считать наименьшим из встречаю-
щихся в производственных мастерских.
Правильность взаимного углового расположения одновременно
обрабатываемых на продольнострогальных станках горизонтальных
и вертикальных плоскостей определяется правильностью установки
стоек и поперечины. Согласно упомянутым нормам отступления
параллельности и перпендикулярности здесь в среднем опреде-
ляются величиной 0,03 мм на 1 м длины. Предполагая, что эти
отклонения будут суммироваться, получаем наибольшую возмож-
ную ошибку в величинах углов 0,06 шм на 1 м длины.
Анализируя те же нормы, можно убедиться, что точность ра-
боты шепингов, долбежных и обычных фрезерных станков обеспе-
чивает соблюдение допусков на параллельность и перпендикуляр-
ность не строже 0,1—0,2 мм на 1 м длины.
При работе на несколько изношенных станках и при учете по-
грешностей, вызываемых неточностями базировки, гибкостью де-
тали, а также влиянием внутренних напряжений, температурных
деформаций и ряда других факторов, даже такие допуски прихо-
дится признать строгими. Практически сравнительно легко обеспе-
чивается точность соблюдения параллельности и перпендикуляр-
ности при тщательной работе на продольнострогальных станках до
0,1 мм на 1 м длины, а при работе на шепингах и обычных фре-
зерных станках — до 0,5 мм на 1 м длины.
При неточных работах допуски приходится назначать еще гру-
бее (часто в 2 раза и более).
Б. Обзор методов обработки сопряженных плоскостей
1. Обработка в одну установку и на одной пози-
ц и и. Обработка может производиться в один (сложный) переход
набором резцов или фрезеров,1 2 и тогда точность расположения
отдельных поверхностей определяется главным образом точностью
1 Легко видеть, что такой способ выражения угловых допусков является
не чем иным, как методом измерения углов их тангенсами. Допуск = 1000 раз
^взятому тангенсу угла отклонения. Приводим еще сравнение допусков, обо-
значенных указанным способом, с их значениями в минутах и секундах. До-
пуск 1 мм на 1 м длины равен 3'26". Допуск 0,1 мм па 1 *( равен 21". На-
конец. допуск 0,01 мм на 1 м длийы равен 2".
2 См. выше рис. 487.
31Ь
расположения резцов и фрезеров в этих наборах и правильностью
самих инструментов. Применение фасонного инструмента можно
рассматривать как частный случай использования того же ме-
тода
При работе мпогосупортных и многошпиндельных станков точ-
ность зависит от расположения и направления перемещений отдель-
ных супоротов и шпинделей. Здесь обработка также заканчивается
в один (сложный) переход.
Несколько иные обстоятельства возникают в тех случаях,
когда обработка различных поверхностей производится в различ-
ные переходы. Меняя установку инструмента, а также и самый ин
струмент, мы достигаем той или иной точности в размерах в зави-
симости от правильности установки инструмента на стружку при
замене одного перехода другим, т. е. в большей степени от опыт-
ности и внимания рабочего.
Особый интерес представляет развитие метода работы, полу-
чившее наименование строгания и фрезерования по ко-
ординатной системе.1 Этот метод дает значительную эко-
номию времени, затрачиваемого на установку на стружку и про-
меры, и во многих случаях позволяет избежать разметки.
Интересно отметить, что при работе в одну установку и hi
одной позиции точность угловых соотношений между отдель-
ными поверхностями определяется работой станка и инструмента.
Индивидуальные ошибки рабочего могут повлиять на угловые со-
отношения лишь при установке фасонного инструмента относи-
тельно станка. Если работа ведется обычными (не фасонными)
резцами, и эта возможность ошибок исключается.
2. Обработка в одну установку на нескольких
позициях. Пример фрезерной обработки такого рода мы при-
водили в самом начале нашего курса.1 2 Во всех таких случаях
правильность взаимного расположения плоскостей зависит от
точности механизма, переводящего детали из одной позиции в
другую.
Примеров фрезерной и строгальной обработки на нескольких
позициях особенно много в инструментальном деле. Достаточно
вспомнить все работы с делительной головкой.3 При обработке
больших плоскостей многопозиционная работа рассматриваемого
типа применяется реже, главным образом, из-за нежелания строить
соответственные крупный приспособления.
3. Обработка в несколько установок. В таких слу-
чаях точность расположения плоскостей, обрабатываемых в раз-
личные установки, зависит от правильности выполнения этих уста-
новок и прежде всего от правильности базировки.
Ниже мы рассмотрим некоторые наиболее характерные случаи
работ такого рода.
1 Подробнее о координатной обработке см. ниже главу 18, § 4, А.
2 См. рис. 2 (том I).
4 См. также рнс. 500 (пример работы, выполненной стахановцем И. И. Гу-
довым).
319
chipmaker.ru
В. Характерные случаи установки и выверки деталей при обра-'
ботке сопряженных плоскостей
Рассмотрим несколько характерных случаев установки плоско-
стных деталей.
В качестве установочной поверхности чаще всего используется
стол станка, который должен быть предварительно проверен и в
случае надобности простроган. Заметим, что детали часто опира-
ются своими главны-
ми базирующими по-
верхностями на стол
станка.1 Направляю-
щие поверхности при-
легают к продоль-
ной планке, входя-
щей в паз стола своим
зубцом (рис. 537). Для
прижима используют-
ся болты. Если такая
планка проверена по
индикатору, то легко
обеспечить параллель-
ность обрабатываемых
поверхностей базирую-
зависит от правильности
Рис. 537. Направляющая планка, укрепленная
на столе строгального станка.
щим. Перпендикулярность поверхностей
направления вертикальных салазок супорта. Ввиду того что вер-
тикальными ходами супортов строгаются невысокие плоскости, точ-
ность последнего соотношения обычно имеет меньшее значение.
Устанавливая такую же планку поперек стола станка,
можно обеспечить перпендикулярность обрабатываемых плоскостей
к базирующей плоскости.
Рис. 538. Закрепление обстрагиваемой
детали на угольнике, установленном
вдоль стола.
Рис. 539. Закрепление детали на по-
перечном угольнике.
Во многих случаях пользуются угольниками (рис. 538)
Прижимая деталь W й угольнику А, поставленному вдоль стола
строгального станка, можно прострогать ее поверхность F таким
образом, что она получится перпендикулярной к вертикальной пло-
скости угольника. С — опора для свисающей части детали.
На рис. 539 показан случай, когда угольник А установлен п о-
1 См. главу 2, § 3, Б (том I).
320
перек стола. Свисающая часть детали крепится к опоре В.
Заметим, что во всех случаях, подобных двум) только-что рассмо-
тренным, необходимо следить, чтобы деталь была плотно прижата
к установочным поверхностям приспособлений (угольников); доба-
вОчные крепления не должны деформировать деталь, для чего не-
обходимо использовать подкладки. При очень точных работах ре-
комендуется пользоваться индикатором, прижимая его к поверхно-
сти противолежащей опорной поверхности детали (например, уча-
сток обрабатываемой поверхности, противолежащий опоре В, на
рис. 539). Если стрелка индикатора при затяжке болтов не будет
перемещается, то де-
таль можно считать за-
крепленной правильно.
Установка угольни-
ков проверяется по ин-
дикатору, причем в слу-
чае отсутствия уверен-
ности в правильности
самого станка одно-
временно пользуются
специально проверен-
ными монтажными
угольниками.
На строгальных стан-
ках, а в особенности
на шепингах и фрезер-
ных станках находят
частое применение м а-
шинные тиски
(рис. 540а). При поль-
зовании тисками сле-
дует иметь в виду, что
их подвижная губка Л
может принимать не
вполне правильное по- рис 540 Установка детали в машинных тисках,
ложение. Поэтому ту
поверхность детали, которую желают использовать в качестве ба
зирующей, следует опирать на неподвижную губку J. Ввиду не-
правильности формы обрабатываемой детали ее закрепление в тис-
ках может оказаться неустойчивым. Вместо положения по рис. b
Деталь может занять положение по рис с, причем базировка будет
нарушена (образуется зазор х).
Неправильность базировки в свою очередь приведет к тому, что
обрабатываемые стороны бруска не будут взаимно перпендику-
лярны. Подкладывая под подвижную губку кусок проволоки W
(рис. d) либо прокладку из металла или бумаги (при малых по-
грешностях в форме детали), можно устранить указанное затруд-
нение. Еще лучше снабжать подвижную губку закругленной на-
кладкой Р (рис. е).
При зажиме детали в тисках ее главной базирующей поверх-
Соколовски П, -г. II. 1888
’21
йостью является поверхность А (рис. а), направляющей же — ниж
няя поверхность D, которая, очевидно, должна плотно прилегать к
поверхности тисков. Плотность такого прилегания можно оценить,
помещая с обеих сторон полоски тонкой бумаги между поверх
ностью D детали и тисками. Пробуя силу зажатия бумажек, убе
ждаются в правильности установки детали.
При пользовании тисками, а также различными направляющими
планками и угольниками большое значение приобретает правильная
их установка на столе станка.
В виде примера рассмотрим некоторые методы выполнения
таких проверок применительно к установке машинных тисков. За-
метим однако, что большинство этих
Рис. 541. Проверка установки тисков на
шепинге с губкой, перпендикулярной к
ходу резца.
приемов почти без изменения
может быть использовано и
при установке направляю-
щих планок, угольников и
тому подобных приспособ-
лений.
При пользовании тисками
их приходится устанавли
вать таким образом, чтобы
неподвижная губка была
либо параллельна либо пер-
пендикулярна к направле-
нию хода резца.
При более грубых рабо-
тах установка может про-
изводиться по делениям, на-
несенным на поворотной ча-
сти тисков (рис. 540), но
в случаях, требующих вы-
сокой точности, приходится
прибегать к специальным
проверкам.
При установке тисков
параллельно ходу резца про-
верка обычно производится
при помоши индикатора, закрепленного в супорте,1 при установке
же перпендикулярно к ходу приходится использовать некоторые
дополнительные приемы.
На рис. 541а показан чаще всего применяемый способ такой
проверки. В тисках зажимается точный угольник, и установка про-
веряется при помощи индикатора, штифт которого скользит по
свободной стороне угольника, направленной по ходу резца. На
1 Вместо индикатора при подобных проверках можно пользоваться по-
лосками папиросной бумаги, зажимаемыми между поверхностями губки и кон-
ном стального стержня, укрепленного на месте резца. Оценивая на-ошупь силу
зажатия бумажки у концов хода, можно убедиться в правильности положе-
ния губки. Точность такого метода лишь немногим ниже, чем точность, до-
стигаемая при помощи обычного индикатора (до 0,01 мм). Однако при поль-
зовании бумажками требуются больший навык и ббльшая затрата времени.
параллельны
между собой
сторон В. Далее
Рис. 542. Два варианта использова-
ния меюда пробных стружек.
рис. 541 b показан другой метод проверки. В тиски зажимается чи-
сто обработанная плитка, и при помоги индикатора проверяется
параллельность выступающей части ребра (CD) этой плитки, причем
стол перемещают, используя винт подачи. Заметим, что пра-
рильность последнего метода зависит от правильности сборки
станка.
Интересный метод проверки правильности установки тисков
основан на промерах обработанной с их помощью детали («метод
пробных стружек»). Располагая, например, неподвижную губку
тисков перпендикулярно к направлению хода резца, зажимаем в
тиски в горизонтальном положении плоскую плитку, у которой две
стороны (прилегающая к неподвижной губке и ей противолежа-
щая) уже обработаны и строго
(рис. 542а), и строгаем одну из перп
переворачиваем плитку таким обра-
зом, чтобы сторона А, ранее обра-
щенная к неподвижной губке, бы-
ла теперь обращена к подвижной.
Проводим индикатор вдоль обра-
ботанной стороны. Разность отсче-
тов индикатора у обоих концов хо-
да, очевидно, равна удвоенной не-
точности установки тисков. Повора-
чивая их на половину этой величи-
ны (в угловых единицах), приводим
тиски в требуемое положение.
Можно обойтись и плиткой,
имеющей лишь одну обработанную
сторону (рис. 5426), строгая ее сна-
чала по одной грани В (перпенди-
кулярной к губке), а затем после
поворота вокруг продольной оси —
по другой гоани D, параллельной
первой. В общем случае получается
трапеция, разность длин сторон которой (А и С) равна двой-
ной ошибке установки тисков. Наконец, в последнем случае
можно после поворота плитки и не трогать сторону О, передвигая
стол станка таким образом, чтобы резец расположился с правой
стороны плитки. Перемещая этот резец или установленный на его
место индикатор вдоль грани В (в ее новом положении), можно
сразу же заметить ошибку установки тисков, которая и здесь
представится в удвоенном виде.1
При установке тисков на фрезерном станке их приходится
ориентировать относительно шпинделя. Для этого в настоящее
время чаще всего пользуются индикатором. Заметим, что во всех
случаях проверку следует повторить после окончательного закре-
пления тисков на столе станка.
1 Ср. ниже рис. 544 Ь-
323
chipmaker.ru
Г. Обработка прямоугольного бруса 1
Возвращаясь к рис. 540, мы видим, что в тисках закреплена де-
таль в форме бруса прямоугольного сечения. Располагая устано-
вочную поверхность неподвижной губки по направлению хода
резца и в случае надобности прострагивая эту губку и нижнюю
поверхность тисков на месте, можно обеспечить такую установку
детали, при которой две ее поверхности будут параллельны напра-
влению хода резца. При этом вертикальная поверхность А, приле-
гающая к неподвижной губке, будет главной базирующей, а ниж
няя горизонтальная D — направляющей.
Предположим, что) черновая обработка' бруса закончена и мы
приступаем! к его чистовой обработке.
Строгание отдельных поверхностей часто ведут в последова-
тельности их обозначений Д, В, С, D. При обработке поверхности В
к губке тисков прижата поверхность А 2 После того как поверх-
ности А и В простроганы, приступают к строганию поверхности С.
Здесь необходимо следить, чтобы поверхность А касалась нижней
установочной поверхности тисков. При этом к губке тисков при-
жата поверхность В. Наконец, при обработке поверхности D к
губке обращена поверхность С.
Если неподвижная губка тисков не перпендикулярна к плоско-
сти стола станка, причем отклонение от прямого угла равно а
(например, в сторону уменьшения прямого угла), то при принятом
плане обработки ошибка в перпендикулярности сторон D и А ока-
жется равной За (рис. 540 f). Отклонение от параллельности сто-
рон А и С, а также В и D равно 2а.
В некоторых случаях установки ведут в другом порядке. После
обработки стороны А, прижимая ее к губке тисков, как и раньше,
обрабатывают сторону В. Далее, переворачивая брусок вокруг по-
перечной оси, обрабатывают сторону D, причем деталь прижи-
мается к губке тисков попрежнему стороной А. Теперь остается
обработать сторону С, прижимая брусок к тискам стороной В. Рас-
пределение ошибок при таком плане обработки показано на
рис. 540 g. Легко видеть, что измененный порядок обработки при-
вел к тем же результатам, как и ранее рассмотренный.
Существенно иные результаты можно получить, если поменять
расположение главной и направляющей базирующих поверхностей,
а именно прижимать деталь не к вертикальной, а к горизонтальной
установочной плоскости. Этого можно достичь, отказываясь от
использования тисков, а применяя, с одной стороны, направляю-
щую планку, а с другой — угольник.
1 Разбор методов обработки, сделанный в § 3, Г и Д, приводится нами
не только ввиду практического значения такого рода операций, но кроме того
как пример одной из технологических задач, решение которой тесно связано
с вопросами базировки.
Обширный материал, относящийся к обработке деталей в форме брусьев
п плиток, был собран инж. В. А. Блюмбергом. Этот материал помог автору
осветить некоторые вопросы, изложенные в данном разделе.
* При обработке первой поверхности Д базировка имеет меньшее значение.
3’4
На рис. 543 показаны три плана такой обработки из нескольких
возможных. На всех схемах отклонения от перпендикулярности
при работе на угольнике обозначены а, а отклонения от параллель-
ности по отношению к поверхности стола (при работе прямо на
столе) — р (обычно р < а). Принятые знаки при а и Р соответ-
Рис. 543. Строгание прямоугольного бруска без помощи
тисков.
ствуют определенному направлению отклонений, но значения оши-
бок в углах можно пересчитать и для других знаков. Рассматри-
вая приводимые схемы, легко видеть, что первая установка не
определяет угловых соотношений. В случаях (а и Ь) она выпол
няется на угольнике в целях сокращения времени на переналадку
станка, так как следующий переход производится на том же
825
chipmaker.ru
угольнике. В случае с первая установка производится на столе
станка. Схемы а и b различаются третьей установкой. Сравнивая
их можно заметить, что в отношении отклонения от перпендику-
лярности обе схемы равноценны, так как наибольший угол откло-
нения равен а + р. Они дают в этом отношении лучшие резуль-
таты, чем схемы работы только на угольнике или в тисках1
(см. рис. 540 f и g), так как там отклонение доходило до За.
В отношении параллельности схема рис. 543 а лучше схемы
рис. 543 5; здесь ошибка равна только величине ₽.
Наконец, схема по рис. 543 с по достигаемой точности анало- >
гична схеме Ь; она удобна для обработки брусков, имеющих сече-
ния, сильно отличающиеся от квадрата. Подобным же образом
можно сравнивать и другие возможные схемы обработки.
Заметим, что приведенные рассуждения показывают, что даже
небольшие изменения схем установок приведут при чистовой обра-
ботке к существенно различным результатам.
При черновой обработке указанные различия не имеют суще-
ственного значения, и выбор порядка установок может опреде-
ляться практическими соображениями. Например, можно всю чер-
новую обработку вести в тисках даже тогда, когда в целях повы-
шения точности чистовую обработку производят при помощи
планки и Угольника. ,
Заметим еще, что без помощи угольника, пользуясь только
столом и направляющей планкой, при работе одного верхнего
супорта горизонтальным самоходом нельзя обеспечить перпендику-
лярности. Обрабатывая, например, поверхность А относительно С,
С относительно А, В относительно D и, наконец, D относительно В
с установкой непосредственно на столе станка, мы получим поверх-
ности попарно параллельными, перпендикулярность же их после
обработки будет не выше, чем была в заготовке.
При конструировании различных зажимных приспособлений
необходимо иметь в виду все приведенные соображения.
Д. Обработка прямоугольной плитки2
Мы только-что рассмотрели случай обработки бруса прямо-
угольного сечения, длина которого равна или больше размеров по-
перечного сечения. При обработке верхним супортом прямоуголь-
ный контур в этом случае располагался вертикально, а направление
строгания перпендикулярно к плоскости этого контура.
Ниже мы рассмотрим другой случай — обработку плитки
прямоугольного сечения, причем ее размер в направлении, перпен-
дикулярном к плоскости прямоугольного контура, предполагается
малым. В этом случае нас интересует правильность угловых соот-
ношений в плоскости плитки. Строгание таких плиток обычно про-
изводится не в направлении, перпендикулярном, а в направлении,
1 Работа на угольнике аналогична работе в тисках.
* При разборе методов обработки прямоугольной плитки нами использован
материал, помещенный в журнале American Machinist, т. 73, стр. 972 н 1012.
326
параплельном их плоскости (исключая случаи строгания пачками).
Первыми, естественно, строгаются стороны М и N (рис. 544),
причем деталь базируется сначала по одной из них, а потом по
второй. При точной работе эти плоскости можно прошлифовать.
Дальнейшая обработка может производиться различными мето-
дами, причем плитки располагаются горизонтально или верти-
[ кально.
Простейшая схема обработки в
ном расположении плитки
подвижная губка тисков распо-
лагается перпендикулярно к ходу
рэзца, и все четыре грани А, В,
С и D обрабатываются последо-
вательно. Точность обработки в
К большей степени зависит от пра-
вильности установки тисков и
косвенно проверяется при обра-
ботке последней стороны (О), ко-
торая производится при базировке
по стороне С. Если резец по всей
длине хода снимает одинаковую
стружку, то это дает основание
считать установку тисков пра-
._ вильной. Относительно угловых
ошибок, возникающих при работе
по рассмотренному методу, можно
сказать то же, что нами было
сказано в связи с рис. 540.
Заметим, что обработка двух
противолежащих граней (А и С,
В и D) с одной установки пу-
тем размещения резца сначала
слева (Е). а потом справа (G)
(рис. 5445) при недостаточно
. жестком станке сопровождается
ошибкой, обусловленной отжи-
тисках при горизонталь-
изображена на рис. 544 а. Не-
Рис. 544. Строгание прямоугольной
плитки в тисках в горизонтальном
положении.
мом резца. При изменении направления давления резания отжим
произойдет в разные стороны (F и Н), вследствие чего деталь по-
лучит форму, показанную на том же рисунке (W).
Обработку плитки в тисках можно производить ив верти-
кальном положении. Губку тисков при этом необходимо
установить вдоль хода резца. Закрепив плитку вертикально (на
ребро\ строгают одну узкую грань, а затем другую, ей парал. юль-
нУю. При обработке следующей стороны пользуются одной из
только-что обработанных сторон в качестве проверочной базы,
Прижимая к ней полку угольника (рис. 545 а) и перемещая инди-
катор вдоль другой стороны угольника. Эта сторона не должна
касаться детали, т. е. между угольником и верхней гранью детали
Должен оставаться просчет. Сняв угочьник. обрабатывают третью
гРань, а повернув деталь на 180°, последнюю, четвертую.
Комбинируя строгание в вертикальном и в горизон-
тальном положении, можно получить еще несколько пла-
нов обработки. Простой и удобный план — следующий. Сначала
тиски устанавливаются таким образом, чтобы их неподвижная
губка была направлена вдоль хода резца. Плитка строгается в вер-
тикальном положении по двум противоположным граням. Теперь
тиски поворачиваются на 90° и точно выверяются в таком
положении. Зажимая плитку в горизонтальном положении, стро-
гают две остальные грани.
Используя метод строгания пачками, можно получить еще не-
сколько планов обработки. Напри-
мер, прострогав плитки с обеих
широких сторон и с одной узкой
грани в горизонтальном положе-
Рис. 545. Строгание плиток в ти-
сках в вертикальном положении.
Рис. 546. Строгание плиток с закрепле-
нием непосредственно на столе станка.
нии поодиночке,1 зажимают несколько штук пачкой (рис. 545 Ь).
Неподвижная губка тисков при этом располагается перцендику-
лярно к ходу резца. Обработанные узкие грани плиток опираются
на нижнюю установочную поверхность тисков. В таком положении
можно прострогать только верхние грани либо также и одну из
1 При этом работу можно выполнить всего в две установки, прострогав
сначала одну широкую сторону, а во вторую установку, после переворота
плитки, — вторую широкую сторону и одну узкую. В последнем случае при-
ходится пользоваться вертикальной подачей.
,428
боковых, расположенную вертикально. В последнем случае точ-
ность работы будет зависеть от правильности направления верти-
кальной подачи. Обработку последней грани или двух оставшихся
граней ведут также пачками. Можно произвести всю обработку
при одном положении тисков, если, прострогав обе широкие сто-
роны и две противолежащие узкие грани обычным способом, закре-
пляя плитки по одной, строгать две другие грани, зажимая плитки
пачками так, чтобы к губкам тисков прилегали обработанные
узкие грани. Учитывая возможность колебаний в расстояниях
между этими гранями у различных плиток, необходимо подклады-
вать картон под подвижную губку тисков.
До сих пор мы говорили о строгании плиток при зажиме их в
тисках. При обработке более крупных деталей той же формы, а
также при точных работах от использования тисков приходится
отказываться, обращаясь к применению установочных планок и
угольников.
Рис. 546а показывает метод обработки плитки непосредственно
на столе станка. Закрепляя на этом столе две направляющие
планки (низкие угольники), одну параллельно, а вторую перпенди-
кулярно к ходу резца, можно в дальнейшем обрабатывать грани
плиток в различной последовательности. Например, обработав сна-
чала грань А с направлением по продольной планке, можно затем
последовательно строгать грани В, С, D, прижимая плитку к попе-
речной планке. Ошибка в угловом расположении четырех граней
будет определяться правильностью установки поперечного уголь-
ника. Легко видеть, что при таком плане работ используется,
строго говоря, лишь поперечный угольник.
На рис. 5466 показан еще более простой метод обработки.
Здесь использована одна поперечная планка, которая сделана ко-
роче детали. Плитка строгается без перестановки вдоль левой и
затем вдоль правой грани.1
Обработка тех же плиток возможна и в вертикальном положе-
нии на угольнике. Такой метод во многих случаях оказывается
более удобным, чем предыдущий, так как не приходится пользо-
ваться вертикальной подачей. Угольник крепится к столу станка
и устанавливается при помощи индикатора точно в направлении
хода резца. Не полагаясь на правильность этого угольника, его
выверяют в вертиканьном направлении при помощи подкладок
так, как показано на рис. 547 а. К угольнику прикреплены две
планки К и L (рис. 547 6), одна горизонтальная, а вторая верти-
кальная. Проверка установки этих планок показана на рисунке.
Планка К проверяется непосредственно по индикатору, закреплен-
ному в супорте, а планка L — при помощи точного угольника.
Обработка граней плитки может производиться в различной
последовательности, например, таким образом: сначала Д, затем С,
причем плитка прижимается обработанной гранью А к горизонталь-
ной планке К. Далее плитку прижимают одной из обработанных
граней (А или С) к вертикальной планке L и обрабатывают одну из
* Ср. рис. 544 Ь
839
chipmaker.ru fpaHe- g и д Переворачивая деталь, можно обработать последнюю
грань.
Мы рассмотрели ряд решений одной и той же задачи стро-
гания прямоугольной плитки. Возможны и другие решения, причем
выбор наивыгоднейшего плана обработки зависит от соотношения
сторон плитки, от требуемой точности, от серийности и от ряда
других факторов. При конструировании специальных зажимных
Рис. 547. Строгание плитки в вертикальном положении на угольнике,
приспособлений также следует учитывать все сказанное. Опреде-
ление точности угловых соотношений при работе по каждому из
методов может быть выполнено путем рассуждений, аналогичных
примененным нами выше в связи с рис. 540 и 543.
В некоторых случаях при обработке деталей типов брусьев и
плиток все размеры оказываются одного порядка, и требуется вы-
держать параллель-
ность и перпендикуляр-
ность граней такого
параллелепипеда. В по-
добных случаях план
обработки является
комбинацией ранее рас-
смотренных, причем
подсчет погрешностей
производится так, как
было указано, но, есте-
ственно, оказывается
более сложным. За-
метим однако, что при
обработке таких дета-
лей лишь в редких слу-
Рис. 548. Обработка прямоугольных брусков на
плоскошлифовальном станке.
чаях требуется обеспечение одинаково строгой параллельности и
перпендикулярности всех граней. Обычно только часть из них
должна находиться в строгих угловых взаимоотношениях.
Хотя мы рассматривали все задачи применительно к работе на
строгальных станках, но большинство выводов относится и к ра-
боте на станках фрезерных и плоскошлифовальных.
здо
j4a рис. 548a показана установка бруска W при обработке его
широких сторон на магнитном столе плоско шлифовал ь-
J 0 г о станка. При шлифовании узких граней тот же брусок
сТавится вертикально (рис. Ь). При обеих установках ориентировка
бруска в плоскости стола производится при помощи направляющих
пдапок. Рис. с показывает установку на магнитном столе одно-
временно нескольких брусков. Для обеспечения лучшего закре
пления между брусками помещены планки S из немагнитного мате-
риала.
Наконец, рис. d изображает метод обработки детали, грани кото-
рой должны быть взаимно перпендикулярными. Сначала шлифу-
ются две противолежащие грани (Д и С) с установкой непосред-
ственно на магнитном столе. Далее шлифуется сторона D, причем
деталь притягивается к тщательно обработанному бруску Е. При
этом направление детали обеспечивается благодаря тому, что она
опирается на мерный пруток, помещенный между ее нижней сто-
роной В и поверхностью стола. Наличие зазора между магнитным
столом и деталью обеспечивает более сильное ее притяжение к
бруску Е, чем к столу, что и необходимо для получения перпен-
дикулярности. Брусок с правой стороны способствует надежному
удержанию детали. Здесь притяжение передается также только
через прокладку круглого сечения.
4. ОБРАБОТКА СТАНИН СТАНКОВ1
Л. Общие замечания о выполнении строгальных и фрезерных
работ, встречающихся при обработке станин
Выше нами был рассмотрен ряд примеров, относящихся к вы-
полнению строгальных, фрезерных, протяжных и плоскошлифоваль-
ных операций. Ниже мы рассмотрим несколько примеров, относя-
щихся к обработке более крупных деталей: станин и столов метал-
лорежущих станков.
В конструкцию металлорежущих станков входит ряд деталей,
точность которых зависит от прямолинейности обработанных на
них плоскостей. Наиболее крупными из них являются станины и
столы. Развитие крупной строгальной работы тесно связано с про-
изводством этих деталей.
У станин станков обрабатываются нижнее основание, непосред-
ственно ложащееся на фундамент, или нижние площадки, к кото-
рым привертываются ножки; далее обрабатываются площадки с
боков и вся верхняя поверхность, образующая направляющие для
стола или супорта. Последовательность обработки этих поверхно-
стей имеет целью обеспечить в конечном счете наибольшую пра-
вильность всех направляющих, которые должны быть прямо-
линейны с точностью 0,02 мм на 1 м*длины, причем наибольшее
повышение по всей длине не должно превышать 0,05 мм. Эти
1 Об обработке станин станков см.: инж. И. М. Левандо и
•I. Э. Шмидт (под редакцией инж: Б. С. Балакшина), Типовой техно
Логический процесс обработки станин, ЭНИМС, 1938.
331
chipmaker.ru
цифры относятся к станинам продольнострогальных станков; дДя
других типов станков придерживаются точностей того же поряди
(подробнее см. «Нормы точности металлорежущих станков»), Обра.
ботка нижнего основания (ножек) части шо преследует цели удоб-
ства установки станины при выполнении чистовых операций, ча-
стично же способствует скорейшему освобождению отливки от
внутренних напряжений.
Наиболее простым планом операций является, очевидно, сле-
дующий: сначала обрабатывается начерно и начисто низ станины,
далее также начерно и начисто — ее верх; боковые плоскости мо-
гут обрабатываться одновременно с обработкой верха или низа.
После обдирки перед чистовым проходом болты, крепящие отливку
к столу, ослабляют и затем вновь слегка подтягивают.
Однако такой упрощенный план обработки обычно не дает на-
дежных результатов. После снятия со станка наблюдаются дефор-
мации станины, являющиеся следствием влияния внутренних на-
пряжений. Поэтому чистовую обработку направляющих отделяю!
от черновой, помещая между ними операцию старения (вылежи-
вания). 1
Рекомендуется, где только возможно, отделять черновые опе-
рации от чистовых, производя последние на специально предна-
значенных для них станках, на которых воспрещается снимать
сколько-нибудь значительные стружки (например, с глубиной реза-
ния больше 1 мм).
С точки зрения обеспечения высокой точности наиболее целе-
сообразным будет сначала ободрать станину со всех сторон, а
затем после вылеживания вновь обработать сначала низ, а потом
верх. При таком плане операций низ приходится обрабатывать
дважды, но зато имеется ббльшая уверенность в том, что отливка
полностью освободится от литейных напряжений еще до начала
чистовой обработки направляющих.
Особенное внимание необходимо обращать на правильную уста-
новку деталей на столе станка. Здесь трудности быстро растут
с увеличением их длины. Короткие станины, устанавливаемые при
строгании их направляющих на две ножки, естественно, опираются
на стол станка площадками, служащими впоследствии для привер-
тывания этих ножек. При известной осторожности в этом случае
легко избежать деформаций, вызываемых неправильной установ-
кой, так как передача усилий от собственного веса здесь вполне
определенная и условия закрепления соответствуют условиям
работы станка. Проф. И. М. Беспрозванный 2 приводит схему уста-
новки станин токарных станков, применяемую на одном герман-
ском заводе. Рис. 549 изображает установку, преследующую цель
сообщения станине легкой выпуклости (требуется соблюдение
допуска от 0 до + 0,02 мм на 1000 мм длины т. е. только в сто-
рону выпуклости). При установке на столе строгального станка
под ножки станины подкладываются бумажки, причем под переД-
1 См. выше § 2, Г.
г И. М. Беспрозванный, Методы обработки и проверки деталей Ме"
таллорежущ”х станков на германских заводах, Госмашметиздат, 1933.
332
нюю ножку в местах Р кладут две бумажки. Во время предвари-
тельного строгания станина, притянутая к столу, слегка выгибается,
й когда перед чистовым проходом болты ослабляют и бумажки
рЬ1нимают, то станина получает слегка выпуклую форму, которую
сна сохраняет и после чистового строгания. ’
Длинные станины и столы приходится опирать на несколько
точек, соблюдая при этом все предосторожности, о которых упо-
миналось выше. 2
Остановимся вкратце на двух специфических операциях, свя-
занных с обработкой станин и столов станков. Первая из них —
строгание V-образных направляю-
щих — выполняется чаще всего про-
ходом резца, зажатого в наклонно ___________________________
поставленный супорт. Установка та- (---------------
кого супорта должна производить- £
ся с большой тщательностью по
индикатору И угломеру. Рис. 549. Схема установки станины
При снятии чистовых стружек токарного станка при строгании
иногда применяют резцы такой ши- направляющих.
рнны, что они сразу перекрывают
одну из сторон направляющих. Пользуются также фасонными рез-
цами, имеющими форму V, для строжки как входящих углов (жо-
лобов), так и выступающих углов (гребней). В последнем случае
сам резец получает форму входящего угла.
Другая специально станкостроительная работа — это обра-
ботка Т-образных пазов в столах станков. Она может произво-
диться как на строгаль-
ном, так и на фрезерном
станках. На рис. 550а по
казан круглый резец, слу-
жащий для калибровки
узкой части канавки;3
его диаметр D равен ши-
рине этой канавки. Рис. b
изображает другой резец,
служащий для той же
цели. Здесь винт S г ко-
нической головкой позво-
ляет точно регулировать
ширину канавки.
Рис. end дают пред-
ставление об устройстве
простейшего приспособ-
1 Иногда такую установку применяют при чистовом строгании станины,
Оолучая требуемую выпуклость иа этой операции непосредственно. В других
ГлУчаях станину по середине притягивают к столу строгального станка длин-
ам болтом, чем достигается тот же результат, как и при подкладывании
сУмажек по ее концам.
1 См. § 2, В.
8 На заводе фрезерных станков (Горький) три такие резца, укрепленные
® одной державке, сразу калибруют три паза стола.
?33
chipmaker.ru
. ления, служащего для отвода резца при обратном ходе. Этот ре.
зец обрабатывает уширенную часть канавки, углубляясь в ме-
талл в боковом направлении. Очевидно, обычная откидная
доска супорта в данном случае сама по себе не может способство-
вать отводу резца, и при отсутствии специального устройства при-
шлось бы эту доску закреплять наглухо, причем резец затуплялся
бы ненормально быстро вследствие трения об обработанную по-
верность при обратном ходе. Здесь планка L при прямом ходе стола
находится в откинутом положении (рис. с), при обратном же,
после того как она сошла с детали (во время обычного перебега
стола), эта планка заставляет доску супорта откинуться на такой
угол, что резец выходит из канавки (рис. d). При наличии на станке
специального приспособления для отвода резца такое устройство,
разумеется, излишне.
Рис. 551 изображает обработку тех же канавок путем фрезеро-
вания. Рис. а показывает узкий паз, имеющий полную глубину ка-
навки, полученный путем прохода дисковым фрезером. Специаль-
ный фрезер для уширен-
ной части канавки пока-
зан на рис. Ь, а готовая
канавка — на рис. с. Иног-
да предварительно про-
фрезерованные канавки
затем калибруют на стро-
гальном станке.
Проверка правильности
строгания обычно произ-
водится на станке при
отпущенных крепительных болтах, причем пользуются: линейками,
ватерпасами, специальными шаблонами, струной, а иногда опти-
ческими приборами. Те же методы служат и для проверки окон-
чательно отделанных (шлифованных или вышабренных) станин
в сборочной.
При проверке профиля обработанной станины можно пользо-
ваться общим шаблоном на весь профиль. В процессе выполнения
операции приходится применять несколько шаблонов, из которых
каждый контролирует только часть профиля. Проверка произво-
дится путем промера щупом или бумажкой зазора между шаблоном
и деталью. При точных работах этот зазор должен быть не больше
0,04—0,05 мм.
Во многих случаях правильность окончательно обработанных
направляющих проверяют при помощи шабровочной плиты, про-
филь которой является негативом профиля станка.
Производство продольнострогальных станков требует наиболее
точной строгальной работы. В этом случае совершенство производ-
ственных методов на заводе зависит от качества выпускаемой им
самим продукции, так как естественно, чтобы строгальная работа
на этих заводах велась на станках, ими же самими построенных.
Отличительной особенностью конструкций продольнострогальных
станков является большая поверхность направляющих как самой
334
Рис. 551. Фрезерование Т-образных пазов.
станины, так и стола. Шабровка их всегда является длительной
сложной операцией, поэтому при строгании этих деталей прила
гаются все усилия к получению максимально точной работы, чтобы
свести эту шабровку к минимуму.
Действительно, хорошие заводы производят строгание так,
чтобы роль шабровки сводилась к удалению штриха от резца, но
Ие влияла на правильность направляющих. При этих условиях
иногда удается достигнуть того, чтобы стол, изготовленный на за-
воде, подошел к установленной уже станине у заказчика без
взаимного пришабривания. Стол также можно перевернуть на 180 ,
и он будет попрежнему правильно лежать в V-образных напра
вляющих. При такой точности работы не приходится пришабривать
стол к направляющим по краске, и их взаимная посадка предопре-
деляется операцией строгания.1 Строгальный станок дает также
возможность достигнуть
правильного углового рас-
положения плоскостей,
что имеет большое зна-
чение при сборке. При
пригонке станины, стоек,
поперечины и других де-
талей быстрота работы
будет всецело зависеть
от точности строгания.
Точность строгания
проверяется калибром в
форме плиты (рис. 552).
Па рисунке показана про-
верка расстояния между
правыми сторонами на-
правляющих (А и В);
переворачивая калибр
на 180°, можно также
Рис. 552. Проверка точности строгания напра-
вляющих строгального станка.
проверить и другие их стороны. Калибр накладывается в разных
местах по длине, и строжка признается точной лишь в том случае,
если при всех проверках все четыре бумажки плотно удержи-
ваются между поверхностями калибра и станины. Точность такого
метода — 0,02 —0,03 мм.
Длинные станины строгальных станков выполняются состав-
ными из отдельных частей. При желании обрабатывать торцы этих
отливок также на продольнострогальных станках приходится поль-
зоваться односторонними станками или специальными устрой-
ствами, так как обычные станки при нормальном способе работы
на них пришлось бы иметь чрезвычайно широкими.
Что касается выбора метода обработки — строгания или фре-
зерования — заметим, что в станкостроении большинство заводов
отдает решительное предпочтение первому из них как более точ-
ному, причем для установки резцов широко пользуются шабло-
1 Практика фирмы Грей (США)
335
chipmaker.ru
нами.1 При индивидуальном и мелкосерийном» производствах это
является вполне естественным, но при значительном объеме про-
изводства недостатки строгальных станков, требующих для своего
обслуживания рабочей силы высокой квалификации, выступают бо-
лее рельефно. По мере увеличения серийности преимущества фре-
зерного процесса становятся все более и более заметными, и в по-
следнее время некоторые заводы переходят на обработку станин
этим методом.
Б. Примеры строгания и фрезерования станин
Рассмотрим процесс строгания станины токарного станка с вы-
сотой центров 225—250 мм на заводе Бр. Берингер. Длина ста-
нины — 4,5 м. Станина отлита из сталистого чугуна, причем ее
направляющие имеют твердость по Бринеллю 225. В зависимости
Рис. 553. План чернового строгания станины токарного станка.
от длины одновременно строгаются две или три станины. Черно-
вая и чистовая операции строго разделены и производятся на раз-
личных станках, причем отливка вылеживается между этими опе-
рациями. Установка резцов производится при помощи шаблонов,
укрепленных на столе станка. До начала строгания направляющих
основание станины строгается начерно и начисто на отдельном
станке. Рис. 553 изображает последовательность чернового стро-
гания направляющих, а рис. 554 — то же в отношении чистовой
обработки. Заметим, что поверхности на переходах 7 обрабаты-
ваются на отдельных станинах последовательно, так как имею-
щиеся на них выступы не позволяют пройти все установленные на
столе станины за один ход.
Отметим еще, что изображенные на рисунках операции явпя
ючся интересными примерами многорезцового строгания. Число
резцов на некоторых переходах доходит до восьми.
* См. выше рис. 481.
336
Простроганные станины тщательно проверяются при помощи
шаблонов и специальных плит. После освобождения креплений
производится также проверка уровнем. Далее станины шабрятся и
поступают на общую сборку.
Приводим выдержки из статьи О. Рикгофа,1 в которой произ-
Рис. 554. План чистового строгания станины токарного станка.
ведено сравнение экономичности строгания и фрезерования при
обработке сложных профилей некоторых станочных деталей.
Рис. 555 изображает разрез станины токарного станка, подлежа-
щей обработке. Длина ее — 4100 мм. При строгании на эту ра-
боту требуется 2169 мин., из коих 1627 мин. составляет машинное,
а 542 мин. вспомогательное время (т. е. около 25% от машинного).
Заметим, что при строгании пользовались тремя супортами.
Машинное время (1627 мин.) в
свою очередь состоит из собствен-
но машинного времени (1162 мин.) и
времени обратных ходов (465 мин.).
Таким образом из полного времени
работы 2169 мин. снятие стружки
производится только в течение
1162 мин., а остальные 542 + 465 =>
= 1007 мин. являются по смыслу
вспомогательным временем. Это со-
ставляет 80% накладного времени
Рис. 555. Разрез станины токар-
ного станка.
на собственно машинное.
Обработка на строгальном станке может быть несколько уско-
рена путем применения многорезцовых державок. Устанавливая
*О. Rieckhoff, Maschinenbau, 7 августа 1930.
22 Соколовский, Т. II. 18 «9
337
В каждый супорт по два резца (всего шесть резцов), можно значи-
тельно сократить время обработки, увеличивая подачу.1 * * Необхо
димо, однако, заметить, что применение двух резцов в одной дер"
жавке возможно далеко не во всех случаях, так как часто этому
препятствуют вид обрабатываемой поверхности и характер обраУ
ботки, а иногда и мощность станка оказывается недостаточной.
Табл. 52 дает представление об экономии времени, достигаемой
применением многорезцовых державок с учетом всех указанных
обстоятельств.
Таким образом общая экономия получается только в 15%. Это
как было уже указано, объясняется тем, что все шесть резцов ра.’
бота ют одновремец-
Рис. 556. Обработка станины токарного станка на
продольнофрезерном станке.
но не все время. Так,
например, все чисто-
вые проходы произ-
водятся одним рез-
цом.
Переходим к об-
работке той же ста-
нины на продольно-
фрезерном станке.
.На рис. 556 приве-
дены операционные
эскизы, иллюстри-
рующие порядок об-
работки и типы при-
меняемых фрезеров.
Отмечаем, что пер-
вая выгода замены
строгания фрезерова-
нием получается от
устранения потерь,
связанных с обрат-
ными ходами стола.
Далее работа прини-
мает более спокой-
ный характер, так
как многие быстрые
хода строгального
стола заменяются
здесь несколькими медленными проходами. Применение твердых
сплавов открывает дальнейшие возможности ускорения процесса.
Следует заметить, что благодаря рациональной настройке станка, —-
с одной стороны, удобному расположению всех рукояток и бы-
строму механическому перемещению стола и супортов — с дру-
гой, — достигается значительная экономия и на вспомогательных
временах.
1 Необходимо иметь в виду, что при очень большой подаче происходит
выламывание кромки в месте выхода резца. Это предупреждают скашиванием
кромки.
338
Обработка начинав!СЯ с фрезерования основания (рис. а). Фре-
зерные головки, с напайкой пластинок карбидвольфрамового
сплава, работают здесь при скорости резания 80 м7мин. и подаче
200 мм/мин. После этого станина переворачивается и обрабаты-
ваются сначала начерно, а затем начисто направляющие (рис. Ь).
фрезеры имеют зубцы из быстрорежущей стали и работают при
скорости резания 20 м/мин. и подачах 80 и 60 мм/мин.
Далее направляющие фрезеруются из-под низа (рис. с), причем
скорость резания принимается 20 м/мин. при подачах 100 и
80 лш/мин.
При обработке площадки для крепления коробки Нортона
(рис. d) применяются опять головки с резцами твердых сплавов
при скорости резания 80 м/мин. и подаче 100 дш/мин.
Полное время обработки на фрезерном станке получается рав-
ным 684 мин., из коих 275 мин. падает на вспомогательные вре-
мена. В табл. 53 сопоставлены времена строгания и фрезерования.
Таблица 52
Сравнение времени строгания станины токарного станка с применением
и без применения многорезцовых державок
Время в мин. Без много- резцовой державки С много- резцовой державкой Экономия
МИН. %
Машинное время полное 1627 1326 301 18,5
Время резания . ... ^ 1162 947 215 18,5
Время обратных ходов 465 379 86 18.5
Вспомогательное время 542 522 20 4,0
Полное время Вспомогательное время в % от 2169 1848 321 15,0
полного времени . . Вспомогательное время в % от ма- 25 28 —• —
. шинного времени Время обратных ходов в % от пол- 33 39 — —
ного времени Время обратных ходов в % от ма- 21,5 20,5 — —
шинного времени 28.5 28,5
Как видно из табл. 53, при общей экономии 63%,
экономия на вспомогательных временах получается лишь 47,5%.
Это обстоятельство повышает процент вспомогательного времени
в общем (40% вместо 28%). Необходимо заметить, что при повы-
шении режима резания, например, при замене инструмента из
быстрорежущей стали инструментом из твердых сплавов, сокра-
щение машинных времен всегда значительно больше, чем вспомо-
г«тельных. Поэтому высокое процентное отношение вспомогатель-
ного времени к общему само по себе отнюдь не является показа-
телем несовершенства технологического процесса.
339
chipmaker.ru
Таблица S3
Сравнение времени обработки станины токарного стайка путем строгания
и фрезерования
Время в мин. Строга- ние Фрезеро- вание Экономия
мин. %
Машинное время 1326 409 917 69,0
Вспомогательное время 522 275 247 47,5
Полное время Вспомогательное время в о/о от пол- 1848 684 1164 63,0
ного времени Вспомогательное время в % от ма- 28 40 —
шинного времени 39 67 — —
Обратимся теперь к подсчету денежной экономии от замены
строгания фрезерованием. О. Рикгоф приводит следующие данные,
относящиеся к условиям работы одного германского завода:
Часовая зарплата..................................1,0 герм, марка
Накладные расходы в час для строгального станка . 2,3 „ »
Накладные расходы в час для фрезерного станка . 3,2 1 » .
Исходя из этих данных, получим:
1. При обработке путем строгания:
Зарплата 1848 мин: = 30,8 час. по 1 марке .... 30,80 мар.
Накладные расходы 30,8 час. по 2,3 марки .... 70,84 .
Всего...........101,64 мар.
2. При обработке фрезерованием
Зарплата 684 мин. = 11,4 час. по 1 марке...11,40 мар.
Накладные расходы 11,4 час. по 3,2 марки . . . . 36,48 „
Всего........... 47,88 мар.
Таким образом, несмотря на повышенные накладные расходы,
обработка фрезерованием оказывается в данном случае более
экономичной.
Автор статьи не приводит данных о сравнительной точности,
достигаемой обоими методами. Кроме того в данном случае срав-
нивается работа вполне современного фрезерного станка со стро-
гальным, повидимому, более старого типа. Поэтому полученным
результатам отнюдь нельзя придавать общего значения, но весь
расчет представляет известный интерес, так как иллюстрирует
выгодность процесса фрезерования при обработке сложных профи-
лей крупных деталей.
> Накладные расходы для фрезерного станка на 40% выше, чем для стро-
гального. См. главу 4, § 2 (том I).
340
В только-что рассмотренном примере широкое применение полу-
чили не только торцевые, но и цилиндрические фрезеры. Большие
преимущества первых заставляют стремиться при обработке круп-
ных деталей по возможности пользоваться только ими.
Распределение
шпинделей
I
на девятишпиндельном станке.
такой операции, разработанной
применительно к станине токарного станка типа «26» на заводе
Красный Пролетарий. Станок — специальный, имеет девять шпин-
делей. Их расположение видно в нижней части того же рисунка.
341
Рис. 557. Фрезерование станины
Приводим на рис. 557 пример
Осетии спасла '
§5
-t
it
1
I
I
। chipmaKer.ru
Все поверхности, кроме одной, обрабатываются торцевыми фрезе-
рами. 1 Необходимо, однако, заметить, что здесь многие из этих
I фрезеров работают лишь одной стороной, почему часть выгод тор-
I цевого фрезерования теряется.
В. Чистовая обработка направляющих
Поверхность, обработанная строгальным! резцом или фрезером,
не является вполне удовлетворительней поверхностью трения.
После такой обработки станины
шлифовать.
Шабровка производится
с большой тщательностью.
Обычно допускается для
рабочих плоскостей 10—
12 пятен на квадрате 25 У
X 25 мм2 (1 кв. дюйм), а
.для нерабочих — 4—6 пя-
тен. 2 Объем шабровочной
работы зависит главным об-
разом от качества предвари-
ее приходится шабрить или
Рис. 558. Станок для шлифования станин.
тельной обработки. Практика некоторых первоклассных заводов
показала, что при тщательном строгании можно достичь такого
совершенства, что на долю шабровки останется только снятие
мелких гребешков и придание поверхности требуемого внешнего
вида («наведение мороза»). Однако в обычных условиях операция
шабровки оказывается трудоемкой, что привело к развитию про-
цесса шлифования станин. 3
Шлифование станин (взамен шабровки) начало входить в прак-
тику станкостроительных заводов. Фирма Биллетер и Клунц строит
станки типа Schoenherr, специально предназначенные для этой
к
4
* См. упомянутую книгу И. М. Левандо и Л. Э. Шмидт (ЭНИМС).
2 При очень тщательной шабровке направляющих иногда доходят до 25
даже 50 и больше пятен. Обратно, при грубой шабровке берут и меньше
пятен. См. табл. 51.
’ В настоящее время именно станины станков являются теми деталями,
при обработке которых крупные шлифовальные станки получили наибольшее
применение.
342
цели. Рис. 558 дает общее представление о таком станке. Легко
видеть, что в данной конструкции шлифовальная бабка имеет по-
дачу вдоль станины, а обрабатываемая деталь устанавливается не-
подвижно на плите, расположенной вдоль станины станка.
Рис. 559 показывает расположение шпинделей этого станка, а
рис. 560 иллюстрирует различные выполняемые на нем операции,
длина Шлифуемых станин доходит до 10 м.
Станок имеет три шлифовальные бабки А, В и С (рис. 559); из
них первые две работают чашечными кругами, а на шпинделе
третьей укреплен большой сегментный круг (пример работы —
см. эскиз в левом верхнем углу рис. 560). Бабки укреплены на
обеих сторонах массивного рукава F, который вращается вокруг
вертикальной оси, причем в рабочее положение ставят либо
Рис. 559. Бабки шлифовального станка по рис. 558.
бабки А и В либо бабку С. Рукав закрепляется на месте в одном
из двух этих положений при помощи стопора, расположенного
внизу у основания колонны. Бабки А и В могут устанавливаться
точно под заданными углами. Для облегчения такой установки
служат чувствительные ватерпасы, укрепленные на поворотной
части бабок, по восемь ватерпасов на каждой (D и Е). Эти ватер-
пасы снабжены приспособлением для точной установки. Например,
если требуется установить бабку под углом 45°, то первый раз
такая установка производится при помощи синусной линейки, после
чего регулируют положение одного из ватерпасов. При последую-
щих установках можно целиком основываться на показаниях этого
ватерпаса.
Кроме описанного типа, существуют также станки, у которых
движение подачи сообщается столу, а бабки во время работы
343
| chipmaker.ru
остаются неподвижными. В остальном конструкция этих станков
мало отличается от описанной.
1 Кроме таких станков, предназначенных специально для обра- I
ботки станин, шлифование станин в некоторых случаях с успехом
выполняется и на станках других типов. Применяя, например,
обычные дисковые круги, работающие своей наружной цилиндри-
ческой поверхностью, можно получить даже более высокую произ-
водительность, чем та, которая достигается при работе малыми
чашечными кругами, хотя она ниже, чем производительность
сегментных кругов, работающих торцом.
Большое значение имеет правильная установка больших шли-
фовальных станков. Они должны располагаться на солидных фун-
даментах вдали от машин, вызывающих сотрясение грунта, в уда-
Рис. 560. Различные работы, выполняемые на станке дла
шлифования станин.
лении от наружных дверей и так, чтобы на них не падали прямые
солнечные лучи.
Станки, применяемые специально для шлифования станин, пред-
назначаются для чистового шлифования (заменяющего шабровку),
поэтому все внимание при их конструировании обращено на дости-
жение высокой точности работы, а не производительности в отно-
шении снятия больших количеств металла.
Если станина выстрогана так же тщательно, как это делается
на хороших заводах под шабровку, то на долю шлифовального
станка остается только удаление рисок, оставшихся от резца. При
менее точном строгании работа этого станка увеличивается. Во вся-
ком случае, при работе на таких станках рекомендуется оставлять
припуск под шлифование не больше 0,2—0,3 мм.
При шлифовании большое значение имеет выверка длинной
станины на станке. В данном случае задача существенно отли-
чается от той, с которой мы встречаемся при первоначальной уста-
новке этой станины на столе строгального станка. Там мы не имели
никакой исходной плоскости при установке, и основной задачей
являлось создание таких условий закрепления,, при которых бы в
станине не возникало напряжений изгиба. Здесь требуется устано-
вить на столе шлифовального станка станину точно в таком поло-
жении, в каком она была установлена при чистовом строгании на
столе строгального станка. Поэтому обычно сама простроганная
плоскость служит базирующей при установке. Такая разница в
предъявляемых требованиях приводит и к иным методам проверки
правильности установки. Если на строгальном станке мы прежде
всего1 заботились о равномерном распределении давления от ста-
нины на стол станка, то здесь наиболее целесообразной является
непосредственная выверка станины при помощи индикатора, закре-
пляемого в специальном приспособлении, имеющемся на шлифо-
вальной бабке, причем бабка перемещается вдоль станины. Сама
выверка производится в обеих плоскостях при помощи домкрати-
ков и бумажных прокладок (рис. 559).
Шлифование чаще всего' ведется всухую, так как при малом
снимаемом слое металла выгода от применения охлаждения обычно
не оправдывает осложнения всего устройства, вызываемого необ-
ходимостью обеспечить подвод, собирание и фильтрацию охла-
ждающей жидкости, смешанной со стружкой.
Кроме того при шлифовании с водой обрабатываемая деталь
сильно загрязняется. Однако, желая избежать нагревания станины
в процессе шлифования и связанных с ним температурных дефор-
маций, в некоторых случаях охлаждение все же применяют, мирясь
с указанными затруднениями.
Кроме станин, на тех же станках можно шлифовать салазки
супортов, разные планки и другие подобные детали. Во многих
случаях оказывается целесообразным устанавливать эти детали в
ряд на столе станка и шлифовать их одновременно. Заметим, что
такой метод вполне совпадает с практикой соответственной работы
на строгальных и фрезерных станках.
При обработке очень точных станин иногда прибегают к при-
тирке направляющих после их шабровки. Фирма Лэндис при-
меняет этот метод при обработке станин для своих шлифовальных
станков. После шабровки направляющие станины сначала доводят
при помощи карборундовых брусков, выполняя эту работу так же,
как шабровку, но пользуясь вместо шаберов абразивными брусками.
Во время работы бруски часто промываются в керосине. По окон-
чании доводки станина промывается керосином и обдувается сжа-
тым воздухом. После промывки приступают к притирке направляю-
щих, пользуясь для этого столом станка, который нагружается
грузом. Привод от электромотора пристраивается к столу с таким
расчетом, чтобы его возвратно-поступательное движение по ста-
нине происходило со скоростью 5—7 м/мин. Притирка ведется при
обильной смазке керосином в течение 2—4 час. В других случаях
при притирке применяют специальную пасту, что позволяет зна-
чительно ускорить процесс.1
1 См. Станки и инструмент, № 20, 1937, стр. 33—34. Здесь же приведены
эскизе различных устройств.
345
chipmaker.ru
Г. Сравнение шабровки и шлифования направляющих
Вопрос о выборе метода окончательной обработки направляю-
щих неоднократно подвергался оживленному обсуждению на стра-
ницах советских и иностранных журналов, но до сего времени не
получил общепризнанного разрешения.
Прежде всего дискуссируется вопрос о качестве поверхностей,
получаемых при применении обоих методов.
Шлифованная поверхность оказывается значительно более глад-
кой, чем шабреная. Это подтверждается целым рядом исследова-
ний, указывающих, что в среднем для крупных деталей действи-
тельная несущая поверхность при шлифовании получается в 3—
4 раза большей, чем при шабровке, что позволяет ожидать от
шлифованной поверхности лучшей сопротивляемости износу, чем
от шабреной.
Противники применения шлифования, соглашаясь с указанным
обстоятельством, считают его, однако, не преимуществом, а недо-
статком) метода. По их мнению, шабреная поверхность предста-
вляет лучшие условия для удержания смазки, чем шлифованная.
Углубления, остающиеся от шабера, служат резервуарами для
масла. Этот довод в пользу шабровки приводился неоднократно,
он часто приводится и теперь. Интересно, однако, то, что сторон-
ники шлифования обращают подобные соображения в свою пользу,
указывая, что очень мелкие кольцевые канавки, полученные в ре-
зультате шлифования, удерживают масло! лучше, чем углубления
после шабровки (рис. 561). Расположение этих канавок зависит от
того, установлен ли шлифовальный круг прямо (расположение по
рис. Ь) либо под небольшим углом к обрабатываемой поверхности
(расположение по рис. а). Соответственные установки шпинделя
показаны на рис. с.1 Заметим еще, что в большинстве случаев пра-
ктики детали, скользящие по станине (салазки супортов и т. д.),
пришабриваются к ней, благодаря чему трение имеет место между
шлифованной и пришабренной поверхностями и удержание смазки,
во всяком случае, достаточно обеспечивается углублениями на ша-
бреной поверхности.
Другой довод против шлифования — возможность загрязнения
трущейся поверхности абразивом, который «въедается в поры ме-
талла». Это обычное возражение, приводимое противниками шли-
фования во всех случаях, 2 что не помешало, однако, шлифоваль-
ному процессу получить широчайшее распространение. Некоторые
специальные! исследования, произведенные для выяснения этого
обстоятельства именно в отношении станин, также показали, что
опасения такого рода, во всяком случае, преувеличены. Действи-
тельно, на поверхности детали после ее шлифования остаются грязь
1 Установка шлифовального круга под небольшим углом применяется
очень часто при плоском топцевом шлифовании. Круг режет легче, и нагре-
вание детали уменьшается. Кроме того при такой установке во многих слу-
наях может быть сокращена длина прохода.
« Ср. сопоставление отделки шеек вагонных осей путем шлифования и
вальцовки — глава 8, § 6 (том 1). Тот хе довод иногда приводится и против
применения хонинг-пронессс при обработке отверстий.
346
и пыль, содержащие абразив, но они легко удаляются промыванием.
В некоторых случаях к шабровке приходится прибегать тогда,
когда точность шлифовального станка недостаточна (при изгото-
влении прецизионных станков и т. д.). Тем не менее следует ука-
зать, что при работе на современных специальных шлифовальных
станках достижимая точ-
ность очень высока.
Во всяком случае, можно
без всякой дополнительной
ручной отделки удовлетво-
рить требованиям «Норм
точности станков» и в неко-
торых случаях их значитель-
но превзойти.
Другие возражения про-
тив применения шлифования
не носят принципиального
характера и обычно осно-
вываются на неправильном
выполнении шлифовального
процесса. В общем при-
Рис. 561. Ьанавки, осгающиеся на поверхности детали
после шлифования.
ходится признать, что высокое качество станин может быть обеспе-
чено как шлифованием, так и при помощи шабровки, и все приве-
денные выше соображения не играют решающей роли при выборе
Метода обработки.
В действительности целесообразность применения того или
иного из этих методов обусловливается главным образом эконо-
мическими соображениями. При обычном качестве вы-
полнения строгальных операций время,' шлифования оказывается
значительно меньшим (часто в 3—4 раза) времени шабровки. При
Жестких станинах, установка которых на станке не отнимает много
зг
chipmaker.ru
времени, вспомогательное время при выполнении шлифовальной
операции также не получается чрезмерно большим. В общем при
обработке станин малых и средних размеров в серийном произвол-
стве шлифование обычно оказывается экономически рентабельным,,
несмотря на повышенные накладные расходы, падающие на шли-
фовальный станок.
При обработке более крупных станин, имеющих недостаточную
жесткость, введение шлифовальной операции вызывает необходи-
мость еще одной их установки (на шлифовальном станке), которая
оказывается довольно сложной. Однако главнейшей причиной, за-
держивающей развитие очень крупных плоскошлифовальных стан-
ков, является в большинстве случаев отсутствие уверенности в
возможности достаточной загрузки таких станков, оправдывающей
их приобретение.
Заметим далее, что вопрос о сопоставлении шлифования и ша-
бровки в большой степени сводится к вопросу о сравнении эконо-
мичности шлифовальной и очень точной строгальной работы. Как
мы уже упоминали, можно считать доказанной возможность полу-
чения точных станин прямо со строгального станка почти без ша-
бровки. Если бы такая работа оказалась экономичной, то техноло-
гический процесс значительно упростился бы. Мы полагаем, что,
по крайней мере при обработке крупных станин, обрабатываемых
малыми партиями, внимание должно быть обращено прежде всего
на получение максимально точной строгальной работы, тогда их
шлифование само по себе отпадает. При обработке станин меньших
размеров большими партиями следует ожидать в будущем широ-
кого применения фрезерования вместо строгания. При таких усло-
виях получение столь же высоких точностей, как при строгании,
окажется затруднительным, и шлифование станет необходимостью
для экономичного завершения процесса.
Укажем еще, что закаленные стальные напра-
вляющие, применяемые на современных станках некоторых
фирм, могут} обрабатываться только шлифованием и вообще ша-
бровка при твердости выше 200 по Бринеллю становится затруд-
нительной. С другой стороны, имеются случаи, когда направляю-
щие расположены таким образом, что шлифование их невозможно
в силу самой конфигурации детали.
В настоящее время различные станкостроительные заводы в
СССР и за границей применяют как шлифование, так и шабровку
направляющих, и если большинство технологов все же склоняется
в пользу шлифования, то имеется серьезное течение и в сторону
повышения точности чистовых строгальных работ с использова-1
нием широких резцов. В последнем случае после строгания напра-
вляющие зачищаются путем шабровки.
ГЛАВА ВОСЕМНАДЦАТАЯ
ОБРАБОТКА ПЛОСКОСТНЫХ ДЕТАЛЕЙ, СОДЕРЖАЩИХ
ТОЧНЫЕ ОТВЕРСТИЯ
1. ОБЩИЕ ВОПРОСЫ, ОТНОСЯЩИЕСЯ К ОБРАБОТКЕ СИСТЕМ
СОПРЯЖЕННЫХ ОТВЕРСТИЙ И ПЛОСКОСТЕЙ
А. Последовательность операций
Как мы упоминали, плоскостные детали (классы, П, С, У и Б)
очень часто содержат точные отверстия, а в некоторых случаях
также участки точно обработанных наружных и торцевых поверх-
ностей вращения. Поэтому при обработке таких деталей мы по-
стоянно встречаемся с расточными операциями, из которых неко-
торые оказываются весьма сложными и ответственными.
Заметим, что наличие отверстий обычно не отражается замет-
ным образом на обработке плоскостей, и последняя производится
в соответствии со всем выше сказанным,1 зато весьма существен-
ным является вопрос о порядке операций.
Существуют два принципиально различные плана обработки
рассматриваемых деталей. В одних случаях вначале обрабатывают
плоскости и в дальнейшем, приняв их за базу, ведут обработку
всех отверстий. В других случаях сначала растачиваются отвер-
_стия, и от них ведут обработку плоскостей.
Работа «от плоскости» является наиболее обычным и универ-
сальным методом. При таком плане обработки установочные базы
совпадают со сборочными, почему он представляется как бы наи-
более естественным».
В некоторых случаях метод работы «от плоскости» является
единственно приемлемым. Сюда относится, например, обработка
всех громоздких деталей, отверстия в которых имеют сравнительно
небольшие размеры, не допускающие применения достаточно
жестких оправок.
Если черновая обработка плоскости производится на плоско-
шлифовальном станке, то возможности работы «от отверстия»
очень сокращаются, потому что, как известно,2 обязательным
условием экономичности чернового шлифования является снятие
малых припусков. Последнее условие требует установления такого
плана операций, при котором бы неточности отливки в смысле рас
1 См. главы 16 и 17.
1 См. главу 16, § 5, Г.
349
1 chipmaker.ru
I
I
I
I
I
I
I
i
I
I
I
I
I
I I
I
I
(
(
I
I
I
I
I
I
I
I
I
I
I
I
I
1
I
I
I
положения отверстий относительно плоскости1 компенсировались
снятием большего припуска в отверстии, припуск же на плоскости
определялся бы лишь требованием получения чистой поверхности.
Очевидно, такие условия создаются только при работе «от пло-
скости».
Простейший кронштейн (рис. 562а) может обрабаты-
ваться обоими методами. Если итти «от плоскости», то обработка
начинается со строгания, фрезерования или шлифования этой пло-
скости. Точный же размер Н обеспечивается при выполнении рас
точной операции, причем установка детали на станке должна быть
таким образом, чтобы
оси вращения бор-
самой обрабатываемой
плоскости равнялось
Такая установка обес-
произведена
расстояние
штанги или
детали от
величине Н.
печивается либо непосредственными
промерами либо применяемыми при-
способлениями.
«Работа от отверстия» чаще
всего применяется в тех случаях,
когда деталь имеет лишь одно точ-
ное отверстие, но значительного
диаметра. При работе по этому
методу после расточки отверстия
деталь
оправку,
строго
t»
Рис. 562. Кронштейн и корпус
электромотора, подлежащие обра-
ботке.
обычно насаживают на
которую устанавливают
параллельно ходу стола
строгального, фрезерного или плоско-
шлифовального станка. Размер Н
обеспечивается на этой операции,
причем руководствуются либо непосредственными промерами («уста-
новка на стружку») при обработке каждой детали либо «настраи-
вают» станок и затем обрабатывают ряд деталей без промеров.
Последний способ работы обычно применяется при фрезеровании.
Если деталь имеет небольшой размер вдоль оси при большом
диаметре отверстия, то во многих случаях обработку этого отвер-
стия удобно производить не на расточном, а на токарном, револь-
верном или карусельном станке. При этом естественно вести ра-
боту «от отверстия», так как в противном случае деталь при рас-
точке придется устанавливать на угольнике.
Из других соображений в пользу работы «от отверстия» при-
водим следующие. При таком плане операций легче обеспечивается
одинаковая толщина стенки, окружающей отверстие; далее, устра-
няется необходимость точной установки борштанг по высоте либо
обрабатываемой детали — на| угольнике токарного станка. Снимая
последовательные слои резцом и промеряя деталь, сравнительно
легко обеспечивают определенный размер по высоте. Работая та-
ким образом на плоскошлифовальном станке, можно достичь весьма
высокой точности.
* Размер H на рис. 562 a.
350
Заметим, что получение размера Н на расточном станке принци-
пиально сложнее, чем' на станке, служащем для обработки плоско-
стей. При расточке необходимо одновременно соблюсти
два размера: диаметр отверстия и высоту его центра Н.
Только форма отверстия обеспечивается работой самого станка.
При обработке плоскости необходимо соблюсти лишь один раз-
мер — высоту Н, так как правильная форма плоскости обеспечи-
вается станком. Точно так же исправление размера И путем руч-
ной пригонки (даже при наличии припуска на диаметр отверстия)
производится гораздо проще путем шабрения основания, чем пу-
тем разделки отверстия.* 1
На рис. 562b корпус электромотора имеет конфигу-
рацию, сходную с кронштейном (рис. а), но отличается от послед-
него соотношением диаметра отверстия и размеров основания.
У корпуса должны быть обработаны «замки» А, отверстие В и
плоскость основания С. 2
Обычно обработку начинают с обточки замков и расточки от-
верстия В, выполняя эту работу в две установки на револьверном
или на карусельном станке. При этом в первую установку обта-
чивается один замок, а во вторую — второй, причем первый замок
служит для базировки. При установке заточка замка входит в
выточку на планшайбе (или, обратно, при другой конструкции вы-
точка замка надевается на заточку планшайбы). Такой метод ра-
боты обеспечивает концентричность обоих замков и внутренней
поверхности.
Что касается первой установки, то она производится либо по
разметке либо непосредственно по естественным базирующим по-
верхностям детали. За черновую базу может быть принята на-
ружная поверхность D или сама обрабатываемая поверхность В.
В обоих случаях этими базами можно пользоваться либо как про-
верочными либо как опорными. При пользовании поверхностями D
или В как опорной базой зажим и центровку можно производить
в трехкулачном американском патроне, схватывая деталь в первом
случае снаружи, а во втором — изнутри. При работе по провероч-
ным базам необходимо производить установку в четырехкулачной
планшайбе с независимыми кулачками. Заметим, что при уста-
новке по поверхности D толщина корпуса получается везде оди-
наковой, но зато припуск на обработку при расточке может ока-
заться с разных сторон различным. При установке по внутренней
1 Сравнивая соображения, приводимые здесь в пользу обоих планов обра-
ботки, с теми, которые мы приводили при сравнении методов работы «от
отверстия» и «от наружной поверхности».в отношении концентричных деталей
(глава 11, § 1), видим, что проведение' аналогии между обоими случаями
было бы несколько искусственным. Соображения, связанные с возможностью
Увода оси отверстия, остаются в силе и здесь.
1 Описание специального станка фирмы Гншольт, предназначенного для
обточки «замков» корпусов электромоторов, см. The Machinist, т. 76, стр. 575.
Время обточки обоих замков — 3—4,8 мин. для диаметров 380—480 им.
Резцы — из твердых сплавов.
Некоторые схемы обработки корпусов приведены также в Machinery
(Лондон), май 31, 1928, стр. 277; июль 19, 1928.
351
chipmaker.ru
поверхности В, обратно, обеспечивается постоянство припуска, но
зато толщина кольца может оказаться неодинаковой. Часто при
установке по одной из этих поверхностей все же производят про-
верку и по другой, разбивая в случае надобности погрешность
пополам.
Закончив обработку на токарном (или карусельном) станке,
корпус передают на строгальный, фрезерный или плоскошлифо-
вальный станок для обработки лап (С). При этом за (основную)
базу обычно принимается один из замков А, причем расстояние Н
выдерживается автоматически, если приспособление правильно вы-
верено на станке и резец или фрезер установлен по шаблону от
этого же приспособления. Необходимо заметить, что при работе
без разметки толщина самих лап получается различной в зависи-
мости от колебаний в размерах отливки.
Рис. аоб. Обработка паровозных цилиндров „от отверстия*.
Значительно реже те же корпуса обрабатывают в обратном по-
рядке: сначала лапы, а затем замки А и отверстие В. При уста-
новке на строгальном станке по поверхностям! Е—Е толщина лап
получается вполне определенной, но зато толщина стенок вокруг
отверстия и величина припуска на этом отверстии могут коле-
баться в довольно широких пределах. Принимая при обработке
лап за базы поверхности D и В, можно, конечно, избавиться от
этого затруднения, хотя и ценой введения разметки или извест-
ного осложнения приспособлений. Некоторым преимуществом та-
кого плана операций, в особенности при обработке крупных кор-
пусов, является удобство расточки в одну установку (на расточ-
ном станке). Применяя специальный двусторонний станок, можно
ускорить эту работу.
Приводим еще несколько примеров «обработки от отверстия»,
причем заметим, что те же детали часто обрабатываются в обрат-
ном! порядке.1 На рис. 563 показана установка паровозных
цилиндров на столе продольнострогального станка. Цилиндры
устанавливаются по три в ряд и строгаются совместно. Приспо-
собление состоит из кронштейнов В, укрепленных на столе стро-
гального станка. Конические диски С входят в расточки каждого
цилиндра и стягиваются центральным болтом. На торцах дисков С
1 См. также обработку станины револьверного станка § 6, А.
362
Рис. 564. Совместное строгание двух бабок
(токарного станка.
гнезд подшипников плоскости ниж-
имеются цилиндрические выступы А, строго концентричные кони-
ческим поверхностям дисков. Цилиндр со вставленной в него сбор-
ной оправкой опускается краном, причем выступы А входят в
прорези D, сделанные в кронштейнах, после чего крепятся на-
кладками Е, передающими давление выступам А. Окончательно
после удаления временных болтов вся система стягивается одним
сквозным центральным бол-
том.
Рис. 564 изображает со-
вместное строгание обеих
(передней и з а д н е й)
б а б о к токарного станка,
установленных при помощи
общей оправки на виблоках.
При этом обеспечиваются
не только параллельность осей
него основания, но и одинаковая высота центров обеих бабок.
При работе «от плоскости» соблюдение последнего соотношения
потребовало бы особого внимания при выполнении расточной опе-
рации.
Рис. 565. Совместная обработка крейцкопфа со штоком.
11а рис. 565 представлена операция строгания крейцкопфа,
причем этот крейцкопф насажен на шток при помощи конической
посадки. Используя такой метод обработки, можно простыми сред-
ствами обеспечить параллельность оси штока и подошвы крейц-
копфа, что было бы значительно труднее при раздельной их обра-
ботке. 1
* Метод совместной обработки деталей часто применяется в серийном и
индивидуальном машиностроении. При этом взаимозаменяемость деталей не
предусматривается. Иногда там, где соблюдение взаимозаменяемости заведомо
не требуется, прибегают к использованию того же приема и в массовом про-
23 Соколовски», т. II 1888 3 53
chipmaker.ru
Приведенные примеры дают представление о нескольких щ.
пичных случаях «работы от отверстия», или, общее, «от поверх-
ности вращения» к плоскости. Примеров применения обратного
метода работы мы здесь не приводим, так как они в большом
числе будут рассмотрены в дальнейшем.
Во многих случаях обработка как плоскостей, так и отверстий
разбивается на ряд черновых и чистовых операций. Последователь-
ность их определяется общими соображениями.1 Иногда возни-
кает вопрос о том,, следует ли вначале обработать все плоскости
начерно и начисто, а затем отверстия также начерно и начисто2
или же сначала выполнить все черновые операции (над плоско-
стями и отверстиями), а затем все чистовые.
Обычно предпочитают первый порядок обработки, причем руко-
водствуются прежде всего соображениями организационного ха-
рактера: желанием закончить обработку в одном отделении цеха,
прежде чем отправлять деталь в другое отделение, удобством кон-
троля и т. д.
Кроме того в пользу окончательной обработки плоскостей до
приступа к расточке отверстий можно привести и ряд соображений
технологического характера. При таком плане операций во многих
случаях удается обойтись одними и теми же приспособлениями как
для черновой, так и для чистовой обработки, ввиду того что базы
в обоих случаях остаются одними и теми же. Далее, операционные
припуски уменьшаются, так как отпадают ошибки, связанные с пе-
реходом от одних баз к другим; устраняется необходимость вве-
дения вспомогательных баз, неизбежных при обработке некоторых
деталей в другом порядке. Вообще технологический процесс ока-
зывается более простым.
Например, при обработке обычного кронштейна желание отде-
лить все черновые операции от чистовых привело бы к следую-
щему. После строгания основания начерно отверстие растачи- '
вается начерно же. Теперь, переходя к строганию основания на- I
чисто, нельзя устанавливать деталь по черновой базе или по грубо
обстроганной поверхности, а приходится исходить из уже расто-
ченного отверстия, что усложняет операции. Если пренебречь этим
соображением, то припуск на чистовую расточку пришлось бы
оставить ненормально большим. Выйти из положения можно, обра-
ботав предварительно какие-либо базирующие площадки (вспомо- I
гательная база) и пользуясь ими при дальнейших установках, но
такое решение опять-таки приводит к осложнению технологиче-
ского процесса.
Необходимость отделять все черновые операции от чистовых,
чередуя обработку плоскостей и отверстий, возникает чаще всего
тогда, когда со стенок отверстий приходится снимать большое ко-
личество металла, благодаря чему деформации, возникающие при
изводстве. Например, в целях обеспечения концентричности «замков» статора
электромотора и внутренней поверхности активного железа иногда вводят
операцию обточки замков уже после того, как железо запрессовано в корпусе.
1 См. главу 2, § 3, Г (том I).
* При работе «от отверстия» порядок операций, естественно, меняется на
обратный.
354
черновой расточке (вследствие освобождения внутренних напря-
жений, больших усилий резания и сильного закрепления), могут по-
влиять на правильность ранее начисто обработанных плоскостей.
Обработка плоскостей и сопряженных с ними точных отверстий
в основном определяет технологический процесс деталей рассма-
триваемых классов. Остальные операции — такие, как сверление
отверстий для болтов и шпилек, нарезание этих отверстий и т. д.,—
обычно размещаются так, как это диктуется производственными
соображениями. Часто их относят па самый конец процесса, хотя
во многих случаях целесообразнее, хотя бы частично, выполнять
эти операции между черновой и чистовой обработками, для того
чтобы дать время успокоиться внутренним напряжениям, не вводя
специальной операции «вылеживания» и не удлиняя этим произ-
водственного цикла.
Б. Точность обработки систем сопряженных отверстий 1
При рассмотрении технологических процессов, связанных с об-
работкой системы сопряженных отверстий, возникает ряд вопро-
сов, с которыми не приходится встречаться при изучении методов
обработки отверстий, рассматриваемых отдельно.
Прежде всего оси этих отверстий должны занимать определен-
ное угловое положение друг относительно друга и по отношению
к базирующим плоскостям; например, мы постоянно встречаемся
с требованиями параллельности и перпендикулярности осей. Де-
тали рассматриваемых групп чаще всего являются:
1) опорами для валов, несущих зубчатые шестерни (корпуса ба-
бок, коробок скоростей и подач, редукторов и т. п.);
2) опорами для валов, которые должны занимать определенное по-
ложение относительно плоскости, направляющей движение ползунов,
супортов и других подобных частей механизмов или же служащей
сборочной базой при креплении данных деталей к другим деталям
той же машины (кронштейны, бабки станков, несущие шпиндели,
фундаментные рамы двигателей Дизеля и паровых машин и т. п.);
3) блоками отлитых совместно цилиндров поршневых двигате-
лей, насосов компрессоров и тому подобных машин.
Во всех перечисленных случаях допуски на параллельность и
перпендикулярность в конечном счете обусловливаются требова-
ниями правильности работы зубчатых передач и подшипников.
Не вдаваясь здесь в рассмотрение специального вопроса об
угловых допусках, укажем лишь, что обычно ставится требование
параллельности (проверка в двух плоскостях)2
и перпендикулярности при обработке всех подобных де-
талей в границах 0,1—2,0 мм на 1 м длины,3 причем значения
1 Под «сопряженными» 'отверстиями мы подразумеваем такие отверстия,
которые занимают определенное положение друг относительно друга нли от-
носительно других поверхностей, принимаемых за базы.
2 Различают «непараллельность» осей в их общей плоскости и «перекос»
в плоскости перпендикулярной.
8 Согласно «Нормам точности металлорежущих станков» правильность на-
правления просверленных отверстий должна соблюдаться с допуском
0,2—0,3 мм на длине 300 мм (соответственно для вертикальных и радиально-
* ' 355
r.ru
0,1—0,5 мм на 1 м длины соответствуют условиям работы точных
механизмов. При работе зубчатых передач допустимый уклон, оче-
видно, зависит от длины зубца шестерни: чем она больше, тем точ-
нее необходимо соблюсти условие параллельности (или перпенди-
кулярности). * 1
Допуски на параллельность не следует смешивать с допусками
на расстояния. Первые из них являются допусками угловыми, а
вторые — линейными. Однако легко видеть, что между теми и дру-
гими допусками во многих случаях существует тесная связь. Если,
например, две пары цилиндрических шестерен расположены на
обоих концах двух ‘длинных валов, то допустимая степень непа-
раллельности является прямым следствием допуска на расстояния
между осями. Последний, очевидно, зависит от требования соблю-
дения определенного расстояния между центрами шестерен, и его
обычно приходится брать довольно жестким, откуда получается и
жесткий допуск на параллельность. Например, при допуске на
межосевое расстояние 0,1 мм и длине валов 1200 мм получается
допуск на параллельность, отнесенный к 1 м длины, в 0,08 мм.
Для того же зацепления допуск на параллельность, определенный
из условий работы зубца, может быть принят значительно грубее.
Допуски на расстояния осей между собой и от
этих осей до базирующих плоскостей зависят от
рода механизма. В тех случаях, когда расстояния между осями
определяются из условий работы шестерен, допуски, в зависимо-
сти от точности номинального расстояния между осями и модуля
шестерен, колеблются в границах 0,03—1,0 мм. При обычной точ-
ной работе допуск для модулей 2—10 мм составляет 0,05—0,15 мм.
Относительно направления, в котором откладывается этот до-
пуск, на заводах по-сейчас не существует единой практики. Чаще
всего одно предельное значение межосевого расстояния соответ-
ствует номинальному, подсчитанному по числу зубцов и модулю.
От этого номинального расстояния допуск откладывается в плюс
для шестерен с наружным и в минус для шестерен с внутренним заце-
плением. При таком расположнии допусков минимальный зазор, необ-
ходимый для бесшумной работы зацепления, обеспечивается утоне-
нием зубца. В других случаях зубец не утоняют, и допуски откла-
дывают в два плюса (при внутреннем зацеплении — в два минуса).
Наконец, встречается система симметричного расположения
допусков (зЬ^Д), ПРИ которой несколько облегчаются расчеты,
связанные с выполнением расточки по координатному методу.
Еще более строгие допуски приходится соблюдать при изго-
товлении кондукторов, предназначенных для выполнения расточ-
ных работ. Эти допуски обычно берутся равными У3—14 допусков
сверлильных станков), т. е. ошибка получается не свыше 1 мм на 1 м длины.
Таким образом при работе в однородном металле, даже при высоком режиме
резания, такая точность должна считаться обеспеченной сразу после сверле-
ния. Суммируя погрешности направления двух отверстий, получаем ошибку
в параллельности их осей до 2 мм на 1 м длины.
1 См. Б. А. Т а й ц, Допуски на цилиндрические зубчатые колеса, ОНТИ,
1938, стр. 209.
356
в самой обрабатываемой детали и, следовательно, при конструиро-
вании приспособлений, предназначенных для обработки различных
коробок точных передач, получаются равными 0,02—0,05 мм.
В тех случаях, когда параллельные отверстия не служат опо-
рами для валов, несущих зубчатые шестерни, расстояние между
осями часто берется со сравнительно большим допуском, причем
допуски на параллельность могут оказаться более строгими, чем
допуски на расстояния.
Отметим существенное различие между двумя, как будто бы,
близкими технологическими задачами: обеспечением параллельно-
сти и перпендикулярности, с одной стороны, и соблюдением точ-
ных расстояний — с другой. Решение первой задачи почти всегда
основано на использовании точности станка и правильной бази-
ровке детали.
Точность межосевых расстояний, обратно, далеко не всегда
обеспечивается станком и базировкой. Обычно для достижения
этой точности приходится прибегать к использованию приспосо-
блений или, при отсутствии их, к специальным методам установки
детали относительно шпинделя (или обратно). В силу сказанного
обеспечение угловых соотношений обычно более автоматизировано,
чем обеспечение межосевых расстояний, почему решение второй
задачи, как правило, требует большего внимания, нежели решение
первой.
Для проверки параллельности осей и правильности межосевых
расстояний пользуются различными методами. Чаще всего в отвер-
стия вставляют мерные валики и измеряют расстояния между
этими валиками или от валиков до плоскостей.1 При расточке по
кондукторам большое значение имеет регулярное наблюдение за
состоянием этих кондукторов. Если имеется полная уверенность в
правильности кондуктора, то проверку деталей можно произво-
дить, пользуясь тем же кондуктором, при помощи валиков, про-
пускаемых сквозь втулки кондуктора и обработанные отверстия.
В. Систематизация методов обработки сопряженных отверстий
Переходя к рассмотрению технологии получения сопряженных
отверстий, мы все применяемые при этом технологические про-
цессы разбиваем прежде всего на три группы: работа в несколько
установок, в одну установку на нескольких позициях и, наконец,
в одну установку и на одной позиции.
Обработка в несколько установок, т. е. такая, когда
каждое отверстие обрабатывается в отдельную установку, позво-
ляет ограничиться использованием наиболее простых технических
средств.
Заметим, что при работе по этому методу стремятся использо-
вать опорные базы для того, чтобы обеспечить соблюдение пра-
вильных угловых соотношений (параллельности и перпендикуляр-
ности); что же касается до соблюдения межосевых расстояний, то
1 См. С. В. Г р v м-Г р ж и м а й л о. Основы взаимозаменяемости в машино-
строении, ОНТИ, 1937, стр. 167 и далее.
357
r.ru
здесь одинаково часто прибегают к пользованию как опорными,
так и проверочными базами.
Степень использования опорных баз в значительной мере опре-
деляет требуемую квалификацию рабочего.
В индивидуальном и мелкосерийном машиностроении работа
часто производится по разметке. При этом точность межосевых
расстояний целиком зависит от качества этой разметки и внимания
рабочего-расточника.1
В крупносерийном и массовом производствах при работе в не-
сколько установок обычно пользуются исключительно опорными
базами, предварительно обрабатывая соответственные поверхности
детали настолько чисго, чтобы они могли фиксировать ее положе-
ние на станке с требуемой степенью точности. Опишем простой
прием, часто применяемый в серийном машиностроении и позво-
ляющий получить точное положение отверстия относительно пло
скости без помощи специальных приспособлений. Этот прием за-
ключается в том, что деталь (например, кронштейн по рис. 562а)
устанавливается на столе расточного станка своей базирующей по-
верхностью, а шпиндель поднимается на такую высоту над столом,
чтобы его ось была от последнего на требуемом расстоянии Н. Рас-
точив пробную деталь, вставляют в отверстие шлифовальный ва-
лик и при его помощи точно промеряют расстояние оси отверстия
от базы, после чего в случае надобности корректируют положение
шпинделя. Настроив таким образом станок, все остальные детали
растачивают при неизменном положении шпинделя.
Ориентировка детали в плоскости стола производится при по-
мощи каких-либо других базирующих поверхностей, например,
простроганных боковых кромок, прижимаемых к линейке и штифту,
х крепленным на столе станка, или двух просверленных и развер-
нутых в основании детали отверстий, которыми она надевается на
два мерные штифта, закрепленные в столе на требуемом друг от
друга расстоянии.
Мы говорили о работе па расточном станке. Таким же образом
операция может выполняться на фрезерном или на вертикально-
сверлильном станке при условии, что шпиндели всех этих стан-
ков имеют надежное направление в своих подшипниках.
При отсутствии такой уверенности (обычный случай при работе
на сверлильных станках) инструменту приходится сообщать допол-
нительное направление в кондукторной втулке. Таким образом мы
приходим к простым кондукторам, служащим для сверления лишь
одного отверстия.2 Такие кондукторы имеют широкое применение при
обработке мелких деталей при диференцированном плане операций.
Необходимость многократных закреплений детали на станке де-
лает работу в несколько установок во многих случаях нежелатель-
ной. Используя передвижения и повороты столов, а также шпин-
1 Иногда при работе в несколько установок используются более совер-
шенные методы фиксации положения детали, аналогичные рассмотренным
ниже в § 3.
® Их можно назвать соднопозицноннымн» кондукторами, в отлнчие от
<многопозиционных». служащих для обработки нескольких отверстий.
358
дельных бабок, можно избежать необходимости производить по-
вторные установки
Таким образом мы приходим к работе в одну установку
на нескольких позициях или в несколько переходов.1
Особенно часто приходится обрабатывать несколько строго па-
раллельных отверстий, расположенных друг относительно друга на
определенных расстояниях. Подобную работу можно выполнять на
расточных или фрезерных станках, стол которых передвигается
на достаточно большую величину. Закрепляя на таком столе де-
таль, растачивают все отверстия, переходя от одной позиции к дру-
гой путем перемещения стола. Борштанга на всех позициях оказы-
вается установленной одинаково, и отверстия получаются парал-
лельными с той степенью точности, с какой это допускается пра-
вильностью изготовления станка.
Таким образом могут, например, растачиваться и шлифоваться
цилиндры, отлитые в блоке. На рис. 566 показан расточной ста-
нок, пригодный для такой работы. Если бы блок цилиндров был
неподвижным, а переставлялся бы шпиндель станка вместе с зад-
ней стойкой (например, при расточке больших блоков на «колон-
ках»), то при несовпадении оси шпинделя с осью задней стойки
борштанга в разных положениях могла бы оказаться непараллель-
ной самой себе и работа получалась бы неточной. В этих случаях
необходимо обеспечить строго одинаковые перемещения колонки
и стойки, что, вообще говоря, осуществить довольно трудно. 1 2 3
Если отверстия параллельны,, но расположены не на одной пря-
мой, то приходится пользоваться двумя движениями стола (про-
дольным и поперечным или горизонтальным и вертикальным) либо
комбинировать горизонтальное перемещение стола с вертикальным
перемещением шпиндельной бабки.
Фиксация позиций стола или шпиндельной бабки может произ-
водиться при помощи шкал, упоров и т. д. Развивая конструкции
сменных индикаторных упоров, мы приходим к методу коорди-
натной расточки по штихмассам.8 В индивидуальном про-
изводстве и вообще во всех случаях, когда не имеется специаль-
ных устройств для точного отсчета межосевых расстояний, такой
отсчет производится более примитивными способами. 4
К методам позиционной расточки относится также обработка
отверстий в многопозиционных кондукторах. Ввиду
того что этот метод является в настоящее время основным в про-
изводствах средней серийности, мы и его ниже рассмотрим с боль-
шими подробностями.5
1 При работе в одну установку встречаются случаи обработки на несколь-
ких позициях и на одной позиции в несколько переходов. Мы все подобные
случаи объединяем и рассматриваем совместно, независимо от того, участвуют
ли в перемене положения детали устройства, связанные с самим станком, илн
специальные приспособления.
* Этого можно достичь при помощи установки по штихмассам как ко-
лонки, так и стойки. См. ниже § 4 — «Координатная расточка».
3 Ввиду большого значения, которое в настоящее время получила коордп-.
ватная расточка, этот метод будет подробно рассмотрен ниже в § 4.
4 См. § 3.
« См. § 5.
359
chipmaker.ru
Особый случай «позиционной расточки»
когда одна позиция является рабочей, а на
мы получаем тогда
другой производится
Ср. с позиционным сверлением — рис. 43 (том I)
360
преследует цели по-
Обработку нескольких отверстий можно осуществить в одну
установку и на одной позиции в том случае, если
станок имеет несколько шпинделей, установленных на строго опре-
деленном расстоянии друг от друга и по отношению к базисным
плоскостям. Такой метод работы на многошпиндельных
станках получил весьма широкое применение в массовом про-
изводстве, так как он одновременно обеспечивает как высокую
производительность, так и точность обработки. Последнее объ-
ясняется тем, что направление и расположение отверстий в дан-
ном случае определяются главным образом направлением и распо-
ложением шпинделей, которые могут быть сравнительно легко
проверены.
При работе в одну установку, но на нескольких позициях по-
грешности определяются прежде всего действием механизма, пере-
мещающего деталь с одной позиции на другую. Однако как в этом
случае, так и при работе на многошпнндельных станках неточности
установки влияют не на взаимное расположение отверстий, а лишь
на расположение всей системы отверстий относительно базы. При
работе в несколько установок точность расположения отверстий
зависит от состояния базирующих поверхностей и действия зажим-
ных приспособлений.
Остановимся еще на обработке одного и того же от-
верстия последовательно несколькими инстру-
ментами, например, сверлом, зенкером и разверткой. Такую об-
работку можно выполнить, сменяя инструменты в шпинделе станка.
Применяя быстросменные патроны, замену инструментов
можно производить на ходу, не останавливая станка, благодаря
чему этот метод получил широкое применение в серийном произ-
водстве, при работе на сверлильных станках.1
В других случаях часто предпочитают каждый переход выпол-
нять под отдельным шпинделем, причем приходится прибегать
либо к нескольким установкам детали либо к работе на несколь-
ких позициях. 2
В массовом производстве при использовании многошпиндель-
пых станков поступают таким же образом, выполняя работу либо
на нескольких станках последовательно либо на одном станке на
нескольких позициях.
Е последнем случае смена позиций автоматизируется, и мы по-
лучаем многошпиндельный многопозиционный автомат. При этом
обычно одна позиция делается «загрузочной», благодаря чему ста-
нок не простаивает во время смены деталей.
При обработке одного и того же отверстия в несколько уста-
новок большое значение приобретает точная базировка детали.
Если оси предварительно обработанных отверстий не совпадут
1 Применение «револьверных сверлильных станков» не получило распро-
странения. Устрой< тва такого рода оказались сложными, причем механизмы,
приводящие во вращение отдельные шпиндели и работающие лишь периоди-
чески, плохо использованы.
! См. пример обработки чугунного кронштейна рис. 70, табл. 13 и 14;
также рис. 69 (том I).
381
chipmaker.ru
с осями шпинделей на последующих установках, то оставленные
операционные припуски могут оказаться недостаточными. Кроме
того работа инструмента (в особенности разверток) при неравно-
мерном припуске по окружности, как известно, происходит крайне
неправильно.
Переходя к обзору оборудования, используемого при
обработке систем сопряженных отверстий в плоскостных деталях,
заметим, что здесь наибольшее применение, получили станки, у ко-
торых вращается инструмент: расточные различных типов и свер-
лильные, а иногда фрезерные. Из этих станков расточные спел
циально приспособлены для выполнения рассматриваемых опера-
ций. Сверлильные станки в условиях точной обработки применя-
ются лишь тогда, когда направление инструменту сообщается кон-
дукторными втулками. При работе без кондукторных втулок эти
станки обычно дают недостаточную точность. При необходимости
достичь более высокой точности без применения кондукторов, ино-
гда используют фрезерные станки; такой метод работы шиооко
применяется, например, в инструментальных цехах при изготовле-
нии приспособлений и штампов. Ниже мы приводим ряд примеров
работ, выполняемых на этих станках.
Применение токарных, револьверных и карусельных станков
ограничивается деталями, которые могут быть удобно установлены
на вращающихся планшайбах. Однако в таких случаях схема обра-
ботки при вращающейся детали иногда оказывается весьма удоб-
ной, в особенности если, кроме отверстий, приходится обтачивать
наружные и торцевые поверхности вращения. Применение револь-
верной головки просто разрешает вопрос о смене инструмента при
обработке поверхностей, лежащих на одной оси. Приводим пример
обработки сравнительно крупной детали на карусельном станке в
одну установку на двух позициях.
Рис. 567 изображает приспособление, служащее для расточки
двойного цилиндра Д, у которого основание было предварительно
обработано, причем отверстия в нем просверлены по кондуктору.
Отливка устанавливается на передвижной плите F, и ее положе-
ние фиксируется двумя штифтами, расположенными по диагонали. ’
Крепление производится четырьмя планками. Выточки L позво-
ляют расточному резцу проходить насквозь, а каналы О служат
для очистки этих выточек от стружек. Плита F перемещается ио
направляющей в форме ласточкина хвоста, причем предусмотрен
нажимной клин G для регулирования плотности хода (см. раз-
рез X— У). Основание приспособления В притянуто к столу бол-
тами С и центрируется на нем при помощи штыря М. Передвижная
плита вместе с установленной на ней деталью может занимать тве
рабочие позиции, при которых оси одного или другого цилиндра
совпадают с осью станка. Эти позиции фиксируются клином Р,
входящим в одно из углублений Q или Р. Окончательное закре-
пление плиты F на месте производится путем прижима накладок И,
для чего достаточно повернуть рукоятки J.
1 Ср. базировку цилиндровых блоков автомобилей. См. ниже § 6.
?В2
Рис. 567. Приспособление к карусельному станку для
расточки двух параллельных отверстий.
Подобные приспособления применяются также на токарных и
револьверных станках. При больших числах оборотов необходимо
Предусмотреть уравновешивание центробежной силы во всех рабо-
чих положениях (противовесы).
Заканчивая этим систематизацию методов обработки систем
тОчных отверстий, переходим к более детальному изучению от-
дельных вопросов,
связанных с их обра-
боткой. Рассмотрев
особенности обра-
ботки одноосных от
•верстий, мы перей-
дем к изучению раз-
личных методов рас-
точки систем парал-
лельных и как угод-
но расположенных
отверстий. Здесь мы
сначала рассмотрим
приемы, применяе-
мые при отсутствии
специальных ус-
тройств и станков.
Далее мы перейдем
к изучению «коорди-
натной расточки» —
метода, который, по-
видимому, должен
стать основным в
условиях индивиду-
ального и мелкосе-
рийного производств.
Следующие разделы
данной главы посвя-
щены вопросам об-
работки систем от-
верстий в кондукто-
рах и на многошпин-
дельных станках.
Первый Из этих ме-
тодов является го-
сподствующим в ус-
ловиях средней и
крупной серийности, а второй — в массовом и отчасти в крупно-
серийном производстве. Изучение вопроса об обработке -плоско-
стных деталей мы закончим приведением некоторых примеров.
Необходимо оговориться, что мы* везде будем иметь в виду си-
стемы сопряженных отверстий, т. е. точных отверстий, опре-
деленным образом расположенных. При обработке отверстий под
болты и т. п. с допусками 4—5-го классов и грубее, расположение
F63
clnipmaker.ru
которых задается лишь приближенно, также приходится учиты-
вать многие соображения, подобные тем, которые нами будут рас-
смотрены. Однако при такой работе на первый план обычно высту.
пают требования, относящиеся не к обеспечению высокой точно-
сти, а к повышению производительности. Приходится уделять вни-
мание прежде всего правильному выбору режимов резания, а затем
сокращению вспомогательного времени путем применения рацио-
нально сконструированных кондукторов, быстросменных патронов
и т. д.
2. ОБРАБОТКА ОДНООСНЫХ ОТВЕРСТИЙ
А. Систематика одноосных отверстий
Одноосными
одной
мы называем отверстия, расположенные на
общей оси. Основным условием правильности обработки та-
о) -
С)._.
А
h) -
к.—
0 -
Рис. 568. Одноосные отверстия.
кой системы отверстий яв-
ляется их концентричность,
т. е. совпадение осей всех
отверстий.
На рис. 568 показаны раз-
личные виды одноосных от-
верстий: а — простое отвер-
стие в одной стенке; b—
ступенчатое отверстие в од-
ной стенке; с — отверстие,
разделенное на две части
полостью, полученной в от-
ливке. Заметим, что отвер-
стия по рис. b и с при не-
большой общей длине дета-
ли в основном обрабатыва-
ются теми же методами, как
и одиночные отверстия (а).
Простейшим типичным слу-
чаем системы одноосных'от-
верстий является показан-
ный на рис. d. Случаи е и f
отличаются от случая с/тем,
что торцы у отверстий под-
резаются, причем в случае е
диаметр подрезки невелик
(например, D — d < 20 мм),
а в случае f— более значи-
телен (например, D — <? >
>20 мм). Рис. g изобра-
жает отверстие с внутрен-
ней выточкой, точно распо-
ложенной по длине относительно обработанных торцов. Рис. h и к
показывают два примера «глухих отверстий». Рис. / иллюстрирует
384
случай, когда приходится прибегать к «слепой расточке», т. е. к об-
работке внутренней полости при невозможности непосредственного
наблюдения за работой резцов. Такие случаи встречаются, напри-
мер, при обработке деталей, разъемных в диаметральной плоскости
(корпуса турбин, центробежных насосов и т. д.). Случай т —
расточка неполного отверстия.
На перечисленных эскизах показаны простейшие системы ци-
линдрических отверстий в одной и в двух стенках. Часто ветре
чаются отверстия, расположенные в трех и более стенках (рис. п,
о, р, q), а также отверстия конических и различных фасонных
форм.
Технология обработки одноосных отверстий
определяется прежде всего их расположением (рис. а — q) и вы-
бранным оборудованием, но кроме того она зависит от значения
диаметров этих отверстий, требуемой точности, материала детали
и, наконец, от того, является ли данная система одноосных отвер-
стий независимой или она должна быть определенным образом
расположена относительно других отверстий или плоскостей.
Задача обработки системы одноосных отверстий часто связы-
вается с задачей получения определенным образом обработанных
торцов. Подрезка внутренних торцов всегда сопряжена с некото-
рыми затруднениями, так как в этом случае подрезные резцы и
пластины приходится вставлять в борштангу после того, как она
просунута в отверстие. При подрезке наружных торцов этого
можно избежать, если сделать диаметр кондукторной втулки
больше диаметра подрезки.
Вообще вопрос о вводе борштанг в отверстия имеет большое
значение. Если диаметры одноосных отверстий уменьшаются сна-
ружи внутрь, то борщтангу со всеми резцами можно ввести в от-
верстие без затруднений (рис. п). Случай о аналогичен предыду-
щему, если расточку вести с двух сторон.
При расточке системы одноосных отверстий одинакового диа-
метра (рис. р) приходится либо вставлять резцы в борштангу
после ее введения в отверстие, либо прибегать к использованию
некоторых специальных приемов.1 Для пропуска резцов в кондук-
торных втулках часто имеются прорези. Расположение по q пред-
ставляет наибольшие трудности для обработки.
Проверка системы одноосных отверстий основывается, во-
первых, на проверке каждого из этих отверстий порознь (предель-
ными пробками или другими инструментами) и затем на контроле
одноосности. Последняя проверка чаще всего выполняется при
помощи мерного валика, пропускаемого сквозь все отверстия. Если
размеры каждого из этих отверстий лежат в определенных преде-
лах, то очевидно, что при наличии смещения какого-либо отвер-
стия с общей оси больше допускаемого валик не пройдет сквозь
все отверстия. Диаметр валика делается не больше нижних пре-
дельных размеров диаметров отверстий (т. е. их номинальных диа-
метров при работе по системе отверстия ОСТ). Делая валик на
* См. ниже § 6, В и рис. 632.
365
chipmaker.ru
определенную величину меньше размеров отверстий, мы этим Опре,
деляем величину допуска на эксцентричность. В некоторых случаях
валики пропускаются не непосредственно сквозь отверстия, а
сквозь заложенные в них точно изготовленные втулки (например,
тогда, когда среднее отверстие больше крайних).
Б. Методы обработки одноосных отверстий 1
Система одноосных отверстий может обрабатываться либо
с одной либо с двух сторон. В первом случае работа производится
при помощи длинных борштанг с насаженными на них инструмен-
тами, имеющими одностороннее или двустороннее направление.
Направление со стороны шпинделя может сообщаться либо
подшипниками последнего либо кондукторной втулкой. Заднее на-
Рис. 569. Обработка одноосных отверстий при помощи втулок,
вставленных в ранее расточенные отверстия.
правление сообщается другой кондукторной втулкой либо под-
шипником задней стойки (люнета) расточного станка. При большой
длине борштанг иногда применяют промежуточные направляющие
втулки, причем борштанга лежит на нескольких опорах. При на-
правлении длинных сверл прибегают к такому же приему. Необхо-
димо, однако, заметить, что постановка промежуточных втулок
оказывается возможной лишь в тех случаях, когда деталь открыта
хотя бы с одной стороны. Эти втулки крепятся в кронштейнах,
соединенных с корпусом кондуктора, либо базирующихся на самой
детали.
Особый метод направления инструмента состоит в пропуске
его через втулку, помещенную в другое, ранее расточенное отвер-
1 Типовые планы обработки одноосных отверстий, разработанные на Горь-
ковском заводе фрезерных станков, см. статью: Н. Т. Кузнецов и
С; И. Игнатов, Станки и инструмент, Ns 16 и 17/18, 1937.
Конструкции борштанг и направляющих устройств см. ниже § 5.
366
стие, лежащее на той же оси. Такой метод позволяет значительно
сократить длину борштанги. При обработке глухих отверстий и не-
возможности использовать промежуточные втулки это иногда един-
ственный способ сообщения инструмешу дополнительного напра-
вления.
Рис. 569 дает представление о порядке обработки двух отвер-
стий, лежащих на одной оси, по такому методу.
Работа с двух сторон может выполняться либо на одно-
шпиндельном станке с поворотом детали на 180° либо на двух-
шпиндельном со шпинделями, расположенными с обеих сторон.
В последнем случае надобность в повороте детали отпадает.
Сверление в целом металле отверстий, располо-
женных друг о г друга на большом расстоянии, возможно только
Рис. 570. Обработка двух одноосных отвертий с поворотом
детали.
с двух сторон, но во многих случаях к такому методу работы при-
бегают также при выполнении расточки и развертывания.
При малых отверстиях и больших между ними расстояниях
диаметры борштанг при работе с одной стороны становятся очень
малыми, вследствие чего эти борштанги легко прогибаются, что
вынуждает снижать режимы резания и увеличивать число прохо-
дов. Применяя расточку с двух сторон, можно избавиться от мно-
гих затруднений. Вообще следует отметить, что при работе с двух
сторон резко сокращается длина борштанг, и упрощается обеспе-
чение им хорошего направления.
Рассмотрим несколько примеров обработки одноосных отвер-
стий с двух сторон.
Обработка в две установки на вертикальном станке показана
на рис. 570. На стол станка кладут выверенную плиту с центри-
рующей цапфой, которую проверяют при помощи индикатора
(рис. 570 а). Перпендикулярность плиты по отношению к оси шпин-
деля проверяется таким же образом (рис. 570 Ь). После того как
одно отверстие расточено, деталь переворачивают, центрируя по
цапфе, и растачивают другое отверстие (рис. 570 с). Во избежание
перекоса торцевая плоскость детали, опирающаяся на плиту,
должна быть обработана точно перпендикулярно к оси первого
367
chipmaker.ru
отверстия. Рассматриваемый пример относится к работе на свер-
лильном (или вертикальнорасточном) станке. Подобным же обра-
зом (пользуясь угольником) можно работать и на горизонтально-
расточных станках. При расточке на станках типа токарных рас-
сматриваемый метод работы применяется очень часто.1
При работе на расточных станках широкое применение находят
поворотные столы, позволяющие заменить две установки детали
двумя позициями. После обработки одного отверстия стол вместе
с закрепленной на нем деталью поворачивают на 180° и обрабаты-
вают второе отверстие. Угол поворота отсчитывают при помощи
делений, нанесенных на боковой поверхности стола, либо пола-
Рис. 571. Проверка правильности установки поворотного стола.
гаются на фиксаторы (защелки). Необходимым условием при такой
работе является пересечение оси шпинделя станка с осью враще-
ния стола. Если такого пересечения нет, то отверстия получатся
не одноосные, а только параллельные.
Рис. 571 2 дает представление о методе проверки правильности
установки круглого стола. Стол поворачивается таким образом,
чтобы его пазы были расположены точно в направлении оси шпин-
деля, в чем можно убедиться при помощи индикатора. В один из
этих пазов закладывают две шлифованные плитки Ах и
(рис. 571 а), к первой из них прижимается массивный угольник В.
В шпиндель станка С вставляют валик D с гладкой цилиндриче-
ской частью Е. Определяют размер К между валиком и угольни-
ком (в данном случае показано измерение при помощи калибра G).
Повернув стол на 1801 (рис. 571 Ь) и вновь проверив параллель-
ность пазов оси шпинделя, переставляют угольник к плитке А.
Если размер К получился прежним, то можно считать пересечение
осей обеспеченным.
1 Например, обработка «замков» корпусов электромоторов.
1 Рис. 571 нами взят из работы студента ЛИИ (ныне инженера)
Т. П. Б у х а н о в а.
368
Если по характеру выполняемой операции стол станка прихо-
дится сдвигать, то описанный метод проверки может быть исполь-
зован для приведения его в правильнее положение. Например, на
рассматриваемом рисунке показана обработка с двух сторон длин-
ного отверстия в ступице рычага И, закрепленного на виблоке F.
В одном случае работа начиналась с фрезерования торца М„
после чего вместо фрезера в шпиндель станка вставлялся валик D.
Пользуясь поперечным движением стола, его приводят в такое
положение, чтобы расстояние от угольника до валика равнялось К.
Далее производилась расточка первого отверстия После поворота
стола на 180° фрезеровали другой торец Л12, затем вновь устана-
вливали стол по размеру К и растачивали второе отверстие.
Если деталь имеет две обработанные плоскости, из которых
одна прилегает к столу, а вторая может быть использована как
проверочная базирующая поверхность при установке этой детали
вдоль направления шпинделя, то можно обойтись без упомянутых
шлифованных плиток и угольника. Ценой некоторой дополнитель-
ной затраты времени па повторную установку можно обойтись
даже без помощи поворотного стола.
При расточке одноосных отверстий борштангами с задним на-
правлением иногда, после поворота детали на 180°, конец бор-
штанги поддерживается втулкой, плотно вставленной в отверстие,
расточенное с другой стороны. Такой способ применяется, напри-
мер, при обработке без кондукторов по методу координатной рас-
течки нескольких параллельных отверстий. При этом оказывается
возможным работать значительно более короткими борштангами,
чем при пользовании задней стойкой станка. Кроме того устра-
няется необходимость перестановок подшипника этой стойки по
высоте при переходе от одного отверстия к другому.
Заметим, что при пользовании тщательно установленным пово-
ротным столом при обработке двух одинаковых одноосных отвер-
стий во многих случаях оказывается целесообразным выполнять
одинаковые переходы один за другим, каждый раз поворачивая
стол на 180°. Например, сначала оба отверстия сверлятся, затем
растачиваются и, наконец, развертываются. При таком методе
работы экономится время на смену инструмента, которое часто
оказывается большим, чем время, затрачиваемое на повороты
стола.
При работе на многошпиндельных станках со шпинделями, рас-
положенными с противоположных сторон детали, одноосные отвер-
стия могут быть обработаны в одну установку и па одной позиции
(т. е. без поворота стола).
Рис. 572 изображает корпус коробки передач трактора
СТЗ-НАТИ и схему расточного приспособления (на схеме все
шпиндели показаны расположенными в одной плоскости).1 Всего
растачивается шесть отверстий, по три с каждой стороны. Диа-
метры их — от 160 до НО лги; точность — 2-й класс. Расточной
1 См. статью инж. Е. Е. Фирсова, Станки и инструмент, № 4, 1938,
стр. 51.
21 Соколокскпй. Т. И. ЗНЯО 69
chipmaker.ru
Операций предшествует фрезерная, на которой обрабатывается
базирующая поверхность.
Расточка производится на двустороннем расточном станке
фирмы Ингерсолль, снабженном специальным приспособлением,
состоящим из плиты с тремя установленными на ней стойками’
Деталь своей базирующей поверхностью опирается на планки А и
Рис. 572. Расточка корпуса коробки передач трактора СТЗ.
прижимается к упору В. В поперечном направлении она ориенти-
руется по заплечику (обработанному на предшествующих опера-
циях) при помощи откидной плитки С. Крепление происходит, как
указано стрелками Р— Р. Расточка производится сначала правой
головкой. Направляющие борштанг входят во втулки средней
стойки, а головка станка продолжает двигаться до тех пор, пока
отверстия не будут расточены последовательно тремя наборами
резцов (черновым, получистовым и чистовым). Затем правая
головка начинает отходить, и таким же образом работает левая
головка.
В табл. 54 указан порядок отдельных переходов, а также
•70
Таблица 54
План расточки корпуса коробки передач трактора СТЗ
№ по пор.\ Порядок обработки п об./мин. V) ж/м ин. Подача s жж/об. Подача 5 мм мин. Припуск (считая от номиналь- ного раз- мера) мм Глубина ре- зания мм
1 Установка детали — — — —
2 Подход правой расточной го-
ЛОВКИ — — — —
3 Черновая расточка отверстия
диам. 160 мм 90/45 0,78 70 6,5 2,5
4 Черновая расточка двух от-
верстий диам. НО мм . . 130/45 0,54 70 6.5 2,о
5 Получнстовая расточка от-
верстия диам. 160лл . . . 90/45 0,78 70 1,5 0,6
6 Получнстовая расточка двух
отверстий диам. ПО мм . 130/45 0,54 70 1.5 0,6
7 Чистовая расточка отверстия
диам. 160 мм до диам.
160 + 0,04 мм 90/45 0,78 70 0,3 0,15
8 Чистовая расточка двух от-
верстий диам. 110 мм до
диам. НО + ад12 мм • • • 130/45 0,54 70 0,3 0,15
9 Отход правой головки . . . — — — — —
10 Подход левой головки . . . — — — — —
И Черновая расточка отверстия
диам. 136 мм 100/43 0,70 70 6,5 2,50
12 Черновая расточка отверстия
диам. 120 мм 120/44 0,58 70 6,5 2,50
13 Черновая расточка отверстия
диам. ПО мм 130/45 0,54 70 6,5 2,50
14 Получнстовая расточка отвер-
стия диам. 136 мм .... 100/43 0,70 70 1,5 0,60
15 Получнстовая расточка от-
верстия диам. 110 мм . . 120/44 0,58 70 1,5 0,60
16 Получнстовая расточка от- •
верстия диам. ПО мм . . 130/45 0,54 70 1.5 0,60
17 Чистовая расточка отверстия
диам. 136 мм до диам.
136 + 0,04 мм 100/43 0,70 70 0,3 0,15
18 Чистовая расточка отверстия
диам. 120 мм до диам.
120±Жжж 120/44 0,58 70 0,3 0,15
19 Чистовая расточка отверстия
диам. ПО мм до диам.
ПО + ^жл 130/45 0,54 70 0,3 0,15
20 Отход левой головки .... — — — •— —
21 Снятие детали — — — —
371
chipmaker.ru
режимы резания. Все резцы победитовые. Припуск на обработку
всех отверстий — 6,5 мм (на диаметр).
Заточка резцов производится без вынимания борштанг, благо-
даря чему сокращаются габариты и размеры приспособления. Этого
достигли, применяя блоки системы Келли (рис. 573).1 На рисунке:
Д — блок Келли с четырьмя резцами для черновой и получистовой
расточки. Он центрируется в пазу борштанги В по сухарю С и кре-
пится винтом D. Сухарь С устанавливается относительно оси бор-
штанги винтами В. При заточке резцов винт D вывертывают, после
чего блок А может быть вынут из паза. Для уменьшения нагрузки
на резец при черновой и получистовой расточке применено по два
резца. Регулирование чистового резца производится при помощи
Рис 573. Инструмент, использованный при выполнении операции
по рис. 572.
винта F с мелкой нарезкой. Настройка чистовых резцов произво-
дится по детали путем последующей проверки диаметра калибром.
Совпадение осей отверстий, обработанных с разных сторон,
зависит от тщательности, с которой выполняется операция, в част-
ности от точности поворота столов при работе на двух позициях
и от совпадения осей подшипников противолежащих шпинделей
яри расточке на многошпиндельных станках. В общем следует за-
метить, что при большом расстоянии между отверстиями точность
такой работы не ниже, а часто даже выше, чем при расточке
с одной стороны. Иногда эту точность стремятся еще повысить,
развертывая расточенные отверстия набором разверток, насажен-
ных на общую оправку, причем во многих случаях такое разверты-
вание производится вручную. 2
1 Ср. блоки Дэвиса, рис. 269 (том I).
® По американской терминологии такая операция называется «line reaming»;
см. ниже рис. 622.
372
При большом удалении двух одноосных отверстии друг от
друга польза от введения такой операции весьма сомнительна, так
как длинная оправка легко гнется и ее жесткость вряд ли доста-
точна для выправления положения осей путем развертывания.
Иначе обстоит дело, если имеется целый ряд отверстий
(рис. 568 л, р), причем расстояние между соседними отверстиями
невелико. В таких случаях, проходя их одной оправкой с раз-
вертками, можно значительно повысить одноосность.
Рис. 574. Отверстия, обработанные по методу тонкой расточки на
станках Хилд.
До сих пор мы говорили лишь о сверлении, расточке и развер-
тывании одноосных отверстий. С такой же задачей приходится
встречаться и при «тонкой расточке», а также при шлифовании
таких отверстий. В обоих случаях возможна обработка как с одной,
так и с двух сторон (рис. 574).
Рис. 575. Двухшпиндельный внутришлифовальвый станок.
На рис. 575 показан двухшпиндельный внутришлифовальный
станок фирмы Хилд. Деталь закрепляется в специальном приспо-
соблении, расположенном в средней части станка, и приводится во
вращение особым приводом. Шлифовальные бабки, установленные
на салазках, совершают прямолинейно-возвратные движения вдоль
станины станка. При необходимости иметь деталь неподвижной,
кругам пришлось бы придать планетарное движение.1
1 См, рис. 316—320 (том I).
S78
В. Подрезка торцов 1
Операция расточки одноосных отверстий очень часто включает
в себя обработку торцов бобышек, расположенных вокруг этих
отверстий. При работе на станках, на которых деталь приводится
во вращение, обработка торнов выполняется весьма удобно путем
сообщения резцу поперечной подачи (рис. 576 а). На станках
с вращающимся инструментом для выполнения такой работы при-
ходится пользоваться «летучими супортами» или аналогичными им
устройствами, что оказывается удобным далеко не во всех слу-
чаях.
К подрезке торцов продольной подачей
тов, режущие кромки которых
при помощи инструмен-
захватывают целиком всю обраба-
тываемую поверхность, часто
прибегают при работе на револь-
верных станках, если инструмент
закреплен в головке, не имеющей
поперечного движения. Одновре-
менно это обычный способ обра-
ботки торцов одноосных отвер-
стий на расточных станках.
На рис. 576 b показано дей-
ствие широкого резца, подавае-
мого в осевом направлении; более
целесообразно, где возможно,
устанавливать такой резец выше
центра (рис. с и d), так как реза-
Рис. 576. Различные методы полрезки
торцов.
ние происходит легче и стружка
свободно отходит в сторону. Инструменты такого рода могут быть
односторонними (рис. е) или двусторонними (рис. 7). В последнем
случае давления на режущие кромки уравновешиваются, и работа
протекает спокойнее. Стружколомательные канавки (Д и В) также
способствуют более спокойной работе. Вообще необходимо заме-
тить, что при торцевой подрезке легко возникают вибрации, при-
чины которых часто нелегко выяснить (имеют значение слабины
в подшипниках шпинделя и в направляющих супорта, зазоры в зуб-
чатых шестернях и многие другие обстоятельства). Чем шире обра-
батываемый торец, тем труднее избежать вибраций. В таких слу-
чаях, в особенности при обработке стали, приходится прибегать
к работе поперечной подачей, применяя, где это неизбежно, спе-
циальные приспособления. 2
Вместо только-что рассмотренных простых инструментов с од-
ной и двумя режущими кромками часто применяются «облицовки»
(торцевые зенковки) и торцевые резцовые головки, имеющие не-
1 Данный раздел, так же как н следующий (Г), в большой степени отно-
сится также к обработке деталей различных ранее рассмотренных классов,
если они содержат точные отверстия.
* Например, при обточке торцов на револьверных стайках — вспомогатель-
ные супорты (рис. 394).
874
Рис. 577. Различные фирмы инструментов,
применяемых для обработки торцов.
сколько режущих кромок. Во всех таких случаях не следует чрез-
мерно увеличивать числа зубцов, гак как это вызывает необходи-
мость приложения весьма большого усилия подачи. Обычно огра-
ничиваются 2—4 зубцами. 4
Рис. 577 дает представление о различных инструментах, исполь-
зуемых для обработки торцов, в применении их к револьверным
станкам. Те же типы инструментов применяются и на расточных
и сверлильных станках, причем изменяется главным образом метод
их закрепления. На рисунке: а — торцевая пластина; b — торцевая
зенковка с четырьмя режущими кромками; с — фасонная зенковка;
d—пластина для подрезки ступенчатого отверстия. При заточке
такого инструмента необходимо следить за соблюдением правиль-
ного расстояния между режущими кромками L и М. Инструмент
типа е при заточке автоматически сохраняет правильное расстояние
между обеими режу-
щими кромками (Р и
Q). Наконец, f — тор-
цевая резцовая го-
ловка. Инструменты
для обработки тор-
цов могут получать
свое направление ис-
ключительно от су-
порта станка или так-
же в направляющих
втулках, укреплен-
ных в корпусе кон-
дуктора или люнета.
Рис. 578 дает
представление об
^обработке системы
одноосных отверстий
на расточном станке,
•причем ряд перехо-
дов относится к под-
резке торцов. Борштанга
соединение со шпинделем обеспечивается при помощи «штыко-
вого» («байонетного») затвора.
При работе на сверлильных станках торцевые пластины и зен-
ковки часто получают ^дополнительное направление в ранее про-
сверленном отверстии (рис. 579). На первых трех рисунках (а, Ь, с)
показаны случаи обычной подрезки до упора, причем этот упор
происходит в стенку приспособления при помоши гаек, регулируе-
мых по высоте. Рис. d дает представление о более сложном случае
подрезки, когда при движении вниз одновременно обрабатываются
торцы А и В, а при подаче вверх — торец С. Рис. е показывает
случай подрезки изнутри. Для того чтобы стенки точного отвер-
стия не были попорчены, в них предварительно вставлены втулки.
Случаи, показанные на рис. f и g, относятся к подрезке в тесных
местах. Наконец, рис. й показывает зенковку с наклонными режу-
375
направляется во втулках кондуктора, и ее
r.ru
щими кромками, иногда применяемую при черновых работах. Заме-
тим, что все рассмотренные случаи расположения возможны и при
подрезке двусторонними пластинами, а также двусторонними и
односторонними резцами (рис. 580).
?76
Если при подрезке требуется соблюсти точный размер по длине,
то иногда пользуются индикаторными упорами.
Рис. 581 показывает индикаторный упор, поставленный для точ-
ного ограничения хода сверлильного станка. Деталь А — из спе-
циальной бронзы — предварительно обработана со стороны Р.
Рис. 581. Индикаторный упор
на сверл ыьном станк*.
Отверстие D просверлено, но не подрезано. Размер С должен быть
выдержан с допуском — 0,02 мм, причем эта деталь проходит через
очень строгий контроль.
Деталь закрепляется в приспособлении В, опираясь на обрабо-
танную поверхность Р. Индикатор Н укреплен на подставке. Крон-
штейн К расточен по размеру втулки
шпинделя и разрезан так, что он мо-
жет быть легко закреплен на этой
втулке подвертыванием болтов L и М.
Закаленный стержень N может быть
установлен на разной высоте и закре-
пляется болтом О.
Сначала устанавливают возможно
точно по высоте жесткий упор на
шпинделе (это достигается тщатель-
ным измерением) так, чтобы облицов-
ка F обрабатывала торец детали £
почти в меру. Далее, нажимая рычаг
подачи станка сильнее, получают точ-
ный размер, после чего индикатор
устанавливают на нуль и закрепляют
все болты. В дальнейшем рабочий сна-
чала работает до упора, а потом, уве-
личивая нажим, следит, чтобы указа-
тель индикатора становился на нулевое деление. Этот метод дает
хорошие результаты даже при рабочей силе низкой квалификации.
Г. Обработка кольцевых выточек 1
На рис. 582 изображены детали с отверстиями, содержащими
кольцевые выточки. Подобные же отверстия с выточками могут
обрабатываться и в более сложных деталях.
Назначение вы точек различно. Чаще всего они служат как ка-
навки для выхода инструмента (резьбовых резцов, шлифоваль-
* По американской терминологии — «recessing».
377
chipmaker.ru
ных кругов и т. д.) или для схода каких-либо движущихся в от-
верстии поршней, ползунов и т. п В других случаях эти выточки
заполняются набивкой, и тогда им приходится придавать форму
трапеции или ласточкина хвоега. Иногда отверстие в средней
части грубо растачивается на большой диаметр только для того,
чтобы сократить длину, обрабатываемую начисто. Во всех таких
случаях при обработке кольцевых выточек высокой точности не
требуется, что в большой степени упрощает эти, по существу
дела, довольно сложные работы. Реже требуется изготовление точ-
Рис. 582. Различные формы коль-
цевых выточек.
ных выточек, например, таких, в ко-
торые вкладываются внутренние
пружинящие уплотняющие кольца
(подобно наружным поршневым
кольцам). Встречаются случаи, когда
несколько выточек должно распола-
гаться на определенном друг от
друга расстоянии. Такие выточки
обрабатываются либо по одиночке,
причем резец каждый раз устана-
вливается по лимбу или по упорам,
либо о1дновременно несколькими рез-
цами, закрепленными в одной оправке.
Иногда, когда выточки распола-
гаются на большой глубине и тре-
буется высокая ' точность работы,
для выполнения таких операций
приходится конструировать доволь-
но сложные приспособления.
При работе на станках, на ко-
торых вращается деталь (токар-
ных, револьверных, карусельных),
выточки легко получаются, если
резцу сообщить поперечную по-
дачу.
Однако на большинстве револьверных станков головка не имеет
поперечного перемещения, и либо приходится обрабатывать вы-
точки боковым супортом, что не всегда удобно, либо прибегать
к использованию некоторых дополнительных устройств. Вспомога-
тельные супорты во многих случаях решают задачу.1
При работе на станках с вращающимся инструментом (сверлиль-
ных, расточных и т. п.) образование выточек возможно только
с помощью специальных приспособлений, так как здесь поперечное
смещение борштанги или самой обрабатываемой детали приводит
лишь к смещению оси отверстия, а не к изменению его диаметра.
Сущность всех таких устройств состоит в том, что основная
оправка, являющаяся вместе с тем и корпусом приспособления,
вводится в отверстие, а резцедержатель получает поперечное пе-
ремещение от-руки или автоматически. Механизмы, служащие для
1 См. выше рис. 394.
378
осуществления таких перемещений, весьма разнообразны и осно-
ваны на действии клиньев, эксцентриков, реек, винтов и других
подобных устройств. Ограничимся приведением лишь нескольких
примеров.
Рис. 583 дает представление об одном из простых приспособле-
ний такого рода. Резцедержатель F входит в корпус приспособле-
ния таким образом, что он может поворачиваться вокруг
оси V — W, расположенной эксцентрично по отношению к оси
шпинделя станка. Вращая этот резцедержатель при помощи ру-
Рис. 584. Приспособление для выта-
чивания канавок, расположенных под
углом.
Рис. 583. Приспособление для выта-
чивания канавок для выхода резьбы
на револьверном станке.
коятки G на некоторый угол, определяемый положением упоров Н
и J, мы сообщаем резцу поперечную подачу, что и требуется для
вытачивания канавки.
На рис. 584 показано другое устройство также для револьвер-
ного станка. Здесь требуется выточить канавку, расположенную
под углом и служащую для выхода резца или шлифовального
круга при обработке внутренней конической поверхности. В кор-
пусе приспособления простроган наклонный паз, в котором сколь-
зит резцедержатель М. Для осуществления подачи служит винт Р,
снабженный правой трапецеидальной резьбой, сцепляющейся с рей-
кой, нарезанной на нижней поверхности детали М. Надлежащая
устойчивость всего устройства обеспечивается применением цен-
тральной направляющей.
Существуют подобные же и более сложные приспособления,
осуществляющие автоматическую подачу. Подача сообщается от
37)
chipmaker.ru
бокового супорта на револьверных станках или же путем трансфор.
мирсвания продольной подачи в поперечную.
При работе на расточном станке для образования кольцевых
выточек может быть использован имеющийся на нем «вращаю-
щийся супорт» — планшайба, снабженная устройством для попе-
речной подачи оправки, закрепленной в держателе, который сколь-
зит в пазу этой планшайбы.1 В других случаях можно использо-
вать приспособление, показанное на рис. 585. Здесь резец подается
в пс-перечном направлении при помощи клина А, винта В и махо-
вичка С.
Заметим еще, что инструменты, основанные на тех же принци-
пах, как только-что описанные, иногда применяются и для образо-
вания наружных кольцевых выточек, а также для подрезки недо
Рис. 585. Приспособление для образования кольцевых выто-
чек на расючных станках.
ступных торцов, например, обращенных к планшайбе, при обточке
деталей классов втулок и дисков на револьверных станках.2
3. ОБРАБОТКА СИСТЕМ СОПРЯЖЕННЫХ ОТВЕРСТИЙ БЕЗ ПРИМЕНЕНИЯ
СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЙ И СТАНКОВ
А. Работа по разметке
Выше мы уже указывали, что правильное направление
отверстий обычно обеспечивается либо самим станком (при
работе в одну установку) либо правильным выбором баз (при
работе в несколько установок). Что касается соблюдения
точных размеров, то оно требует использования некоторых
устройств или специальных приемов. Чаще всего приходится
обеспечивать определенную точность межосевых расстояний при
обработке ряда параллельных от.верстий.
Ниже мы рассмотрим некоторые приемы, часто применяемые
при обработке систем отверстий, главным образом в условиях
индивидуального и мелкосерийного производств. Эти приемы
позволяют достичь высокой точности с применением лишь про-
стейших приспособлений. Заметим, что некоторые из ниже рассма-
триваемых методов в течение ряда лет использовались в качестве
основных в ряде отраслей машиностроительной промышленности.
В настоящее время введение в практику цехов метода коорди-
натной расточки, с одной стороны, и широкое внедрение приспо-
1 Ср. ниже рис. 605 ft.
1 Описание нескольких простейших и притом автоматически действующих
устройств для вытачивания кольцевых канавок на сверлильных станках,
см. The Machinist, т. 79, стр. 290—292.
380
соблений и специальных станков — с другой, сузило область при-
менения многих из этих методов работы, но в ряде случаев и
теперь некоторые из них используются с большим успехом.
Наиболее элементарным является метод работы по разметке.
Применение обычной разметки, даже при тщательной работе, не
дает высокой точности. Здесь складываются ошибки при отсчете
по линейке, при нанесении рисок, при кернении и, наконец, при
самом сверлении вследствие несовпадения центра отверстия с кер-
ном. Можно считать, что при обычной разметке достижима точ-
ность расположения центров отверстий (т. e.v отклонение в любую
сторону от заданного положения) от + 0,2 до + 0,5 мм в зависи-
мости от диаметра отверстия (от 5 до 50 мм). Обычно, однако, не
обеспечивается и такая точность.
При пользовании для разметки штангенрейсмусом, при керне-
нии при помощи специального приспособления, при пользовании
лупой для проверки положения керна (сначала наносится самый
легкий удар, положение керна в случае надобности исправляется,
И лишь затем производится кернение более сильным ударом) и, на-
конец, при правильном выполнении самого сверления1 удается
достичь точности в расположении отверстий + 0,1 мм и даже
более высокой, в особенности когда работа выполняется на токар-
ном станке.1 2
Если такая точность оказывается недостаточной (а также в тех
случаях, когда не удается достичь и этой точности разметки), при-
бегают к последовательной корректировке распо-
ложения отверстий путем их распиливания. Все
отверстия сверлятся (по разметке) и развертываются на диаметры,
меньшие их окончательных размеров. Расстояния между ними
тщательно промеряются при помощи штангенциркуля или микро-
метра, и отверстия распиливаются круглыми пилами так, чтобы их
центра сместились в требуемых направлениях. После распиловки
отверстия развертываются (или сначала рассверливаются и затем
развертываются) на несколько больший размер. Далее расстояния
между ними вновь измеряются и корректируются. Повторяя такую
работу несколько раз, можно достичь высокой точности в располо-
жении отверстий.
Однако этот прием очень кропотлив, требует наличия боль-
шого набора разверток и пробок 3 и, наконец, не всегда позволяет
получить в окончательно обработанной детали отверстия точно
определенного размера.4 Поэтому применение его, вообще говоря,
не может быть рекомендовано.
1 Сначала сверлится очень малое отверстие (диаметром 2—4 мм), диаметр
которого лишь немного больше толщины перемычки следующего за ним сверла,
И лишь затем производятся самые сверление и развертывание.
1 Описание некоторых приемов такой работы см. The Machinist, т. 81,
стр. 994. Применение микроскопа при установке размеченной детали на то-
карном станке см. American Machinist, т. 73, стр. 931.
8 При точных промерах расстояний в развернутые отверстия приходится
вставлять пробки (валики).
4 При изготовлении по такому методу кондукторов их втулки часто при-
ходится шлифозать по месту.
381
chipmaker.ru
Более совершенным приемом является расточка параллельных
отверстий с корректировкой расстояний между
ними на станке. Во многих случаях, в особенности в усло-
виях индивидуального производства, при обработке более круп-
ных деталей пользуются следующим простым методом обработки
системы параллельных отверстий (рис. 586). Сначала по разметке
окончательно обрабатывают одно отверстие (DJ, а затем таким
же образом растачивают второе с некоторым припуском на даль-
нейшую обработку (D2). После этого полученное расстояние
между отверстиями тщательно промеряют. Пусть оно равняется L.
Далее смещают деталь относительно борштанги таким образом,
чтобы она сдвинулась на величину Lo — L, где Lo — заданное рас-
стояние между отверстиями. Затем отверстие растачивают до
более точной работе тот же
прием может быть повторен
еще раз. Смещение детали
можно производить, руковод-
ствуясь отсчетами от какой-
окончательного размера Do. При
Рис. 586. Корректировка расстояния
между отверстиями при расточке.
либо точки на столе (или при
токарной обработке — на план-
шайбе) станка. При точной ра-
боте для отсчетов можно
пользоваться индикатором. За-
метим, что при первоначаль-
ной расточке второго отвер-
стия необходимо оставлять
такой припуск, чтобы кругом
имелось достаточно металла,
так как при очень малом припуске резец может скользить по по-
верхности отверстия.1
Рассмотренный метод часто используют при работе как на то-
карных, так и на расточных, фрезерных и других станках. 1 2 При
особо точных работах этот метод можно использовать й на стан-
ках для внутреннего шлифования. Если задача заключается в по-
лучении отверстия, отстоящего на определенном расстоянии от ба-
зирующей плоскости, то может быть применен тот же метод
с той разницей, что все отсчеты производятся от этой плоскости.
Б. Расточка с непосредственной установкой шпинделя по оправкам
и плиткам (или штихмассам) 3
Стремление избавиться от точной разметки и последующей
корректировки межосевых расстояний привело к развитию метода
работы с непосредственной установкой шпинделя по оправкам и
плиткам.
1 См. г тазу 9, § I, Б (том I).
1 При работе на расточных и фрезерных станках для смещения детали
обычно пользуются передвижением стола.
3 Этот метод называют также методом работы «по валикам» или «по
пробкам».
382
Рис. 587 дает представление о порядке выполнения такой ра-
боты на расточном станке. В шпиндель вставляется мерная, строго
концентричная оправка А («ловитель»), причем в дальнейшем все
отсчеты производятся от этой оправки. Рис. а показывает уста-
новку шпинделя на определенном расстоянии от поверхности
стола, а рис. b — такую же установку от ранее расточенного от-
верстия, в которое вставлена другая мерная оправка В.
Расстояния в обоих случаях промеряются набором мерных пли-
ток С, причем учитываются диаметры оправок. При больших рас-
стояниях вместо плиток пользуются штихмассами. При проверке
межосевых расстояний можно пользоваться также микрометрами
для наружных измерений или штангенциркулями, причем в таком
случае замер получается больше расстояния между осями на ве-
личину полусуммы диаметров оправок А и В.
Рис. 587. Непосредственная установка
шпинделя по оправкам и плиткам.
Очевидно, что таким же образом установка может произво-
диться от любой поверхности (принадлежащей станку, угольнику,
установленному на столе, и т. д.).
Описанный метод работы широко применяется в станкострое-
нии при обработке корпусов коробки скоростей подач и тому по-
добных деталей в условиях индивидуального и мелкосерийного
производств. Обычно первое отверстие растачивается при уста-
новке шпинделя от каких-либо базирующих плоскостей (напри-
мер, плоскости основания). В дальнейшем отверстия обрабатыва-
ются одно за другим, последовательно, в порядке кинематической
схемы сцепления шестерен. При этом шпиндель может переме-
щаться относительно детали как в вертикальном или горизонталь-
ном, так и в любых других направлениях. При таком плане обра-
ботки рассматриваемый метод получает крупное преимущество на-
глядности и возможности непосредственно, в про-
цессе обработки, контролировать именно те
размеры, от которых, в сущности говоря, и зави-
сит качество работы шестерен, насаженных на валики,
проходящие через обрабатываемые отверстия. Благодаря таким
«прямым» отсчетам межосевых расстояний может быть достигнута
высокая точность обработки (+0,02 мм и выше), если этому не
препятствует бой шпинделя.
383
r.ru
При необходимости вести расточку одноосных отверстий с двух
сторон, применение данного метода осложняется. Дело в том,
что, идя по кинематической схеме, мы следим лишь за межосе-
выми расстояниями, а не за положением центров отверстий отно-
сительно баз. Легко видеть, что, производя таким образом рас-
точку с двух сторон, мы, вообще говоря, не сможем обеспечить
параллельности осей всех одноосных отверстий, почему работа
шестерен может ухудшаться. Если же при установке шпинделя
на каждое отверстие проверять его положение не только от от-
верстия, расточенного перед этим, но и от баз, то работа стано-
вится значительно сложнее. Кроме того возникают вопросы со-
гласования допусков в размерах, отсчитываемых по наклонному
направлению и по координатам.
Другим недостатком рассматриваемого метода, больше всего
препятствующим его общему применению, является его кропотли-
вость. На установку шпинделя по плиткам или штихмассам затра-
чивается очень много времени. При такой работе необходима ра-
бочая сила высокой квалификации. В настоящее время этот метод
заменяется методом координатной расточки.1
В. Установка детали по плиткам
В некоторых случаях, в особенности при обработке деталей
кондукторов и штампов, применяется метод расточки, на первый
взгляд похожий на только-что рассмотренный, но по существу от
него отличный. Этот метод состоит в том, что обрабатываемую
деталь устанавливают в требуемое положение относительно станка,
пользуясь набором мерных плиток. При этом кромки детали
должны быть предварительно тщательно обработаны.
На рис. 588 показана такая работа, выполняемая на токарном
станке. Сначала растачивается отверстие А, причем обрабатывае-
мая деталь прижимается к двум взаимно перпендикулярным план-
кам, прикрепленным к планшайбе. При расточке второго отвер-
стия В деталь смещается по планшайбе при помощи плиток тол-
щиной а и Ь, причем эти размеры соответствуют расстоянию между
1 См. ниже § 4.
381
отверстиями. При расточке отверстия С кладутся другие плитки,
соответствующие расстоянию между этим и исходным отвер-
стием А. Установка планок на планшайбе может быть выполнена
при помощи точного угольника1 и полосок папиросной бумаги,
которыми пользуются в качестве щупов. Точность такого метода
5ри небольших размерах деталей (например, до 200 X 250 мм)
I 0,02 мм и даже выше.
При более крупных деталях работу переносят на расточной или
фрезерный станок. На рис. 589 показано, как такая работа может
быть выполнена, например, на горизонтальнофрезерном станке. На
столе станка В крепится точный угольник А, к которому прижи-
мается плита С с укрепленной на ней обрабатываемой деталью D.
Рис. 589. Расточка отверстий по штихмассам на фрезерном станке.
В данном случае перемещения детали (вместе с плитой) произ-
водятся независимо от самого станка; его стол крепится на месте.
К угольнику А привертываются точно обработанные взаимно пер-
пендикулярные планки Е и F. Такие же планки G и Н крепятся и
к плите С. При переходе от одного отверстия к другому поме-
щают штихмассы (подобные /) между каждой парой планок
(И и F и G и Е). Вес плиты уравновешен при помощи троса, пере-
кинутого через блок и натянутого грузом. Неуравновешенная часть
веса плиты поддерживается двумя домкратиками.
В данном случае плита С играет роль «приставной базы».2 Оче-
видно, такой же плитой можно воспользоваться и при работе на
токарном станке. С другой стороны, при наличии у детали обра-
ботанных кромок расточку на расточном или фрезерном станке
1 Иногда планки крепят после расточки первого отверстия А непосред-
ственно по обрабатываемой детали.
1 «Приставная база» является одной из разновидностей вспомогательных
баз. См. главу 2, § 2, Г (том I). Применение «приставной базы» позволяет
обойтись без точной обработки кромок детали.
25 Соколовский, г. II. 1Ь89 885
можно производить и без помощи Плиты. Вместо ШТихмассов /
можно пользоваться мерными плитками или набором этих плиток.
В некоторых случаях установку плиты С удобнее производить при
помощи внутренних микрометров.
Г. Кнопочный и дисковый методы
Кнопочный метод расточки до введения в практику ин-
струментальных мастерских разметочно-сверлильных станков
(SIP и др.) пользовался там большой известностью. Здесь работа
производится от приставных проверочных баз, в качестве которых
используются так называемые «к н о п к и».
На тщательно обработанной поверхности детали (например,
кондукторной плиты) размечаются центры всех отверстий, после
Рис. 590. Работа по кнопочнему метолу ня токарном станке.
чего в этих точках сверлятся и нарезаются небольшие отверстия.
«Кнопки», представляющие собой точно шлифованные полые ци-
линдрики со строго перпендикулярными к их осям торцами, при-
вертываются к обрабатываемой детали винтами, для чего пользу-
ются ранее просверленными и нарезанными отверстиями.1 При
этом против каждого отверстия устанавливается своя кнопка. Да-
лее следует точная расстановка кнопок, что производится при по-
мощи мерных плиток, микрометра или штангенциркуля. Перед рас-
становкой кнопок с поверхности детали следует снять все зау-
сенцы, оставшиеся после сверления или нарезания резьбы. Уста-
новив кнопки, затягивают туго все винты, после чего вновь про-
веряется правильность расположения кнопок. Далее следует рас-
точка отверстий, которая может производиться как на токарном,
так и на фрезерном или расточном станках.
Рис. 590 дает представление об установке детали А на токар-
ном станке. Выверка производится при помощи индикатора, закре-
пленного на супорте. Убедившись, что ось кнопки В совпадает
* При обработке небольших деталей удобные размеры кнопок следующие:
наружный диаметр—13 мм, отверстие — 8 мм, высота—10 мм, винты диа-
метром 5 мм.
380
не всегда
вместе со
Рис. 591. Работа по кнопочному
методу на фрезерном станке.
с осью вращения шпинделя С, эту кнопку снимают и отверстие
растачивают до требуемого размера.
н После того как одно отверстие расточено, деталь устанавли-
вают по другой кнопке и растачивают второе отверстие, и т. д.
Очевидно, что расстояния между центрами расточенных отверстий
будут соответствовать заданным.
Более крупные детали обрабатываются по кнопочному методу
на станках с вращающимся инструментом (рис. 591). Выверка по-
ложения шпинделя по кнопке может производиться при помощи
индикатора, укрепленного на шпинделе, хотя это и
удобно, так как шкала этого индикатора вращается
шпинделем. На рис. 591 показан
другой метод выверки. В шпиндель
вставлятся жесткая и правильная
оправка А, на которую -надета втул-
ка В, плотно скользящая по оправ-
ке. Отверстие во втулке шлифуется
на 0,005—0,01 мм больше диа-
метра кнопки С, и установка произ-
водится таким образом, чтобы втул-
ка свободно находила на кнопку.
Достижимая точность при тща-
тельной работе по кнопочному ме-
тоду + 0,02 мм, предполагая, что
кнопки расставлены с точностью
+ 0,01 мм. При работе на токарных
станках и малых размерах деталей
эта точность может быть еще по-
вышена.
При обработке более крупных
деталей на фрезерных и расточных
станках кнопочный метод
иногда применяется в не-
сколько измененном виде.
Кнопки изготовляются в форме кондукторных втулок, которые кре-
пятся к обрабатываемой детали тем или иным способом, причем
в случае надобности прибегают к сверлению и нарезанию вспомо-
гательных отверстий (рис. 592).
На рис. 593 показана работа по такому методу. Здесь Е и F —
угольники, от которых можно производить как установку детали А,
так и расстановку кнопок. Сама кнопка обозначена D; она кре-
пится к детали двумя болтиками. После расстановки такие кнопки
не снимаются, и сверление, расточка — развертывание произ-
водятся сквозь них, причем применяются сменные втулки. При от-
верстиях различного диаметра можно использовать одни и те же
кнопки, меняя только сменные втулки.
Дисковый метод расточки параллельных от-
верстий несколько похож на кнопочный. Однако в этом случае
Диаметры дисков выбираются не произвольные, а точно опреде-
ленные расчетом. При установке на обрабатываемой детали диски
• !}87
r.ru
касаются друг друга и некоторых поверхностей самой детали, от
которых производятся отсчеты. Таким образом центры дисков за-
нимают свои правильные положения автоматически. Диски тща-
тельно обрабатываются, причем обращается особое внимание па
достижение перпендикулярности торцов к оси диска. Установив
Рис. 593. Видоизмененный кнопочный
метод.
Рис. 592. Крепление кнопки,
выполненной в виде кон-
дукторной втулки.
Рис. 594. Дисковый метод.
все диски, деталь выверяют на станке поочередно по каждому
диску. После выверки детали диск снимается, и отверстие раста-
чивается. Выверка производится по круговому выступу на диске
или при помощи центрового индика-
тора, для чего в центре диска за-
сверливается точное центровое углу-
бление. В других случаях применяют
иные методы выверки.
Дисковый метод охотно приме-
няется при изготовлении мелких кон-
дукторов, а также при обработке
ряда отверстий, расположенных по
окружности (кондукторы для флан-
цев и т. д., рис. 594). В этом случае
диаметр заточки на детали делают
по расчету, исходя из диаметра ди-
сков, которые должны быть строго
одинаковыми.
Д. Расточка при помощи установоч-
ных шаблонов 1
Рассматриваемый метод заключает-
ся в перенесении отверстий с ша-
блона на обрабатываемую деталь- Для этого деталь А и
шаблон В, имеющий форму плитки, сболчиваются (с применением
1 По американской терминологии — «master plates*.
388
контрольных шпилек) и устанавливаются на планшайбе токарного
станка таким образом, чтобы шаблон был прижат к планшайбе,
обрабатываемая деталь была обращена к супорту (рис. 595).
, конец которой обрабо-
Рис. 595. Расточка парал-
лельных отверстий при по-
мощи установочного ша-
блона.
а < - ,
5 конус шпинделя вставляется пробка,
тан точно по диаметру отверстий в ша-
блоне. Благодаря этой пробке шаблон
без всякой выверки становится всегда
таким образом, что ось одного из отвер-
стий совпадает с осью шпинделя станка.
Устанавливая шаблон поочередно по
всем отверстиям, в нем имеющимся,
можно обработать все отверстия в де-
тали. Само собой разумеется, что от-
верстия в шаблоне делаются одного диа-
метра.
Вместо токарного станка работу по
такому методу можно поставить и на
фрезерных или расточных станках, укре-
пляя на столе или на угольнике центри-
рующий штырь и подкладывая под де-
таль скрепленный с ней шаблон. Вместо
специально изготовленного шаблона в некоторых случаях можно
использовать готовый кондуктор и даже одну из ранее обработан-
ных деталей.
Применение установочных шаблонов оказывается весьма це-
лесообразным при изготовлении
шабло-
596. Сверление отверстий при помощи
нов.
Рис.
одинаковых кондукторов и штам-
пов сериями, с чем в инструмен-
тальных цехах заводов массово-
го производства приходится
встречаться нередко- Вследствие
малого размера серий и высокой
требуемой точности работы из-
готовление расточных кондукто-
ров оказывается нецелесообраз-
ным, и такие детали
в настоящее время
чаще всего обраба-
тываются на разме-
точно - сверлильных
станках. Применение
установочных ша-
блонов позволяет
сильно разгрузить
парк этих станков,
самый шаблон.
так
как на них приходится изготовлять лишь
Упомянем еще об одном интересном примере использования
аналогичного метода в другой области. При необходимости свер-
лить большое количество разнообразных деталей, идущих сравни-
тельно малыми партиями, приходится изготовлять много кондук-
торов, что связано со значительными затратами. На одном аиглий-
З'-О
chipmaker.ru
ском заводе1 был применен следующий метод работы. Сверли-
лись разнообразные детали электрических распределительных
устройств. Работа производилась на восьми вертикальносверлиль-
ных станках, снабженных специальными столами. Такой стол, имею-
щий два взаимно перпендикулярные движения, установленный на
роликах, легко, от-руки, перемещается во все стороны (рис. 596).
На столе рядом расположены: обрабатываемая деталь D, закре-
пленная тем или иным способом (в данном случае зажатая в
патроне), и шаблон С. В шаблоне просверлены отверстия, располо-
женные таким же образом, как они расположены на обрабатывае-
мой детали. Кронштейн В неподвижно прикреплен к станку,
причем в нем скользит фиксатор А, входящий в то или другое отвер-
стие шаблона. Перемещая стол от отверстия к отверстию и закре-
пляя его при помощи фиксатора А, можно последовательно про-
сверлить все отверстия в обрабатываемой детали. Заметим еще,
что на поверхности шаблона сделаны неглубокие канавки, соеди-
няющие отверстия в той последовательности, в которой произво-
дится сверление. Конец фиксатора входит в эти канавки, благо-
даря чему облегчается установка стола.
Сверла при обработке всех отверстий направляются сменными
кондукторными втулками, укрепленными в другом кронштейне F,
причем таким образом обрабатывались отверстия до диаметра 28 леи
включительно. Замена обычных кондукторов шаблонами рассма-
триваемого типа, изготовленными из листовой стали и незакален-
ными, в данном случае оказалась настолько экономически целесо-
образной, что стоимость сверлильных станков окупилась в тече-
ние 2 лет, несмотря на то, что эти станки были заказаны специ-
ально с увеличенным на 380 лш вылетом по сравнению с обычной
моделью.
Е. Обработка отверстий, взаимно перпендикулярных
и расположенных под углом
При обработке отверстий, взаимно перпендикулярных или рас-
положенных под определенным углом, обычно наибольшее внима-
ние приходится уделять именно соблюдению заданных угловых
соотношений. Приводим несколько примеров выполнения таких
операций.
Рис. 597 дает представление об обработке детали (рис. а —
корпус кондуктора), у которой отверстие А должно быть перпен-
дикулярно к плоскости В, а другое отверстие С параллельно этой
плоскости и перпендикулярно к первому отверстию. Оси обоих от-
верстий лежат в одной плоскости. Рис. b и с иллюстрируют спо-
соб выполнения проверок: параллельности шпинделя станка отно-
сительно рабочей плоскости стола и перпендикулярности оси этого
шпинделя к упорной планке. Рис. d и е показывают самую обра-
ботку. Ввиду того что при обеих установках детали пользуются
одной и той же базой, точность обработки зависит главным обра-
1 Практика завода в Willesden В. Т.-Н. Со, см. Machinery (Лондон),
5 дек. 1935, стр. 285. I
Я90
Рис. 597. Расточка двух перпендикулярных отверстий в две установки.
На рис. 598 изображен другой метод работы: расточка двух
отверстий на угольнике; этот угольник образует «приставную
Рис. 598. Расточка двух взаимно перпендикулярных
отверстий на угольнике.
базу». Его прижимают к точно проверенной линейке, сначала
одной, а потом другой стороной. Достижение перпендикулярности
здесь зависит от правильности
изготовления угольника, а
расположение осей относитель-
но основания детали опреде-
ляется точностью установки
линейки, которая должна быть
расположена строго перпенди-
кулярно к оси шпинделя.
При обработке отверстий,
перпендикулярных и располо-
женных под различными углами,
Рис. 59J. Проверка поворотного стола,
широко используется метод рас-
точки на нескольких позициях, причем во многих случаях деталь за-
крепляется на поворотном столе. Проверка такого стола может
391
chipmaker.ru
быть произведена так, как показано на рис. 599, причем при жела-
нии повысить точность отсчетов следует применять индикатор.
Существуют поворотные столы с нанесенными на них деле-
ниями для отсчета углов. Универсальные поворотные столы по-
зволяют вращать деталь вокруг двух взаимно перпендикулярных
осей.
В массовом производстве в некоторых случаях находят при-
менение расточные станки со шпинделями, расположенными под
требуемыми углами. На таких станках обработка всех отверстий
производится в одну установку и на одной позиции.
4. КООРДИНАТНАЯ РАСТОЧКА
А. Принцип координатной обработки
При рассмотрении различных способов обработки параллель-
ных отверстий мы уже встретились с таким методом, при кото-
ром, пользуясь набором плиток или штихмассами, определяют по-
ложение отверстия относительно двух взаимно перпендикулярных
координатных плоскостей.* 1 Однако, обычно, понятие «координат-
ная расточка» понимают в более узком смысле, определяя его как
метод обеспечения требуемого взаимного расположения отверстий
при одной установке обрабатываемой детали путем перемещения
этой детали (или инструмента) в двух (или трех) взаимно перпен-
дикулярных направлениях, причем величины перемещений отсчи-
тываются с помощью измерительных устройств, регистрирующих
перемещения частей станка (столов, бабок и т. п.), а не непосред-
ственно самой обрабатываемой детали.
В более редких случаях метод координатной расточки видоиз-
меняется таким образом, что работа производится на вращаю-
щемся столе с отсчетами в полярных координатах.
Понятие координатной обработки может быть рас-
пространено и на другие виды работ, кроме расточных. В сущно-
сти говоря, всякая работа по упорам или с отсчетами по лимбам
и шкалам является частным случаев такой обработки.2
Этот метод может с успехом применяться на различных стан-
ках: токарных, фрезерных, строгальных и т. д. В некоторых слу-
чаях по координатному методу обрабатываются и фасонные по-
верхности. Однако чаще всего он все же применяется при
обработке отверстий. Объяснение этому следует искать прежде
всего в том, что достижение точного расположения отверстий
иными методами во многих случаях затруднительно, так как тре-
бует либо большой затраты времени либо применения специаль-
ных приспособлений. С другой стороны, применение координат-
ного метода к расточным работам имеет то преимущество, что
износ инструмента не влияет на точность расположения отвер-
1 См. метод «установки деталей по плиткам», § 3, В.
1 См., например, рис. 109, ПО, 177 (том I).
392
CTiiii, в то время как при подобной же работе на токарных, фре-
зерных и других станках с указанным обстоятельством прихо-
дится считаться в большой степени.1
Б. Оборудование для координатной расточки
В настоящее время существует много различных типов стан-
ков, предназначенных для работы по координатному методу.
Однако первоначально этот метод использовался главным обра-
зом в инструментальных мастерских при обработке деталей кон-
дукторов, штампов и тому подобных изделий, успешно конкури-
руя с работой по разметке и по «кнопочному методу». Коорди-
натная расточка при этом обычно выполнялась на фрезерных
станках. Сверлильные станки для такой работы использовались
Рис. 609. Приспособление к фрезерному
станку для координ.ин >й расточки отвер-
стий.
реже вследствие меньшей их точности и жесткости, а также ввиду
отсутствия на большинстве таких станков стола, имеющего два
или три взаимно перпендикулярные перемещения.2
Приводим описание двух устройств к горизонтальнофрезер-
ным станкам, приспособленным для координатной расточки. Для
большего удобства установки деталей на столе станка был укре-
плен другой стол А (рис. 600 а). Этот стол изготовлен очень
точно, и простроганные в нем Т-образные канавки должны иметь
вполне определенную ширину (в узкой своей части) и быть строго
параллельными кромкам стола и перпендикулярными друг
к другу. Вспомогательный стол устанавливается на станке по
индикатору, для того чтобы направления канавок совпадали с на-
правлением продольной и поперечной подач. Пользование вспо-
могательным столом в большой степени облегчает и ускоряет
установку обрабатываемых деталей.
Так как обычные подающие винты не достаточно точны
и в них всегда имеется мертвый ход, к столу станка прикре-
* Ср. рис. 177 н 178 (том I),
г Если сверлильный станок выполнен достаточно солидно и точно, причем
к нему пристроен специальный стол, то координатная расточка может выпол-
няться и на таком станке.
393
chipmaker.ru
пляется длинная точная линейка М с делениями, а к станине —
нониус N (рис. Ь)- Такие же линейка и нониус приспосабливаются
и для контроля вертикального перемещения стола (рис. с), Для
облегчения отсчетов против нониуса можно укрепить лупу А,
помещенную в коробку (рис. 601). Лампочка В освещает нониус
при нажатии на кнопку С.
Работа при помощи описанного приспособления производится
следующим образом. Обрабатываемая деталь устанавливается на
угольнике так. чтобы ее стороны занимали соответственно гори-
зонтальное и вертикальное положения (точнее, чтобы их напра-
вления совпадали с направлениями продольной и вертикальной
подач). Работу начинают с того, что, действуя обеими подачами
и пользуясь разметкой, деталь устанавливают таким образом,
чтобы ось шпинделя совпадала с осью первого отверстия, после
чего это отверстие сверлят и развертывают. Замечают отсчеты по
обоим нониусам. Окон-
чив обработку псрвого
отверстия, перемещают
стол на требуемое
расстояние в горизон-
тальном и вертикаль-
ном направлениях и
обрабатывают второе
отверстие. Таким же
образом растачивают
третье, четвертое и т. д.
отверстия.
Другой способ про-
изводства отсчетов при
работе по координат-
ной системе показан
на рис. 602, опять-
таки в применении к обычному горизонтальнофрезерному станку.
Здесь к столу прикреплен упор .4, а к станине — другой упор В
(эти упоры закрепляются в Т-образных пазах и могут пере-
ставляться по длине). Первый снабжен микрометрической го-
товкой, второй же — упорным винтом (см. детали в нижней части
рисунка). При перемещениях стола на длину до 25 мм все
отсчеты можно производить при помощи этой микрометрической
головки. При больших длинах приходится пользоваться штанген-
циркулем, причем промеры берутся по закаленным кнопкам С,
прикрепленным к деталям А и В. При отсчетах при помощи опи-
санного устройства необходимо тщательно следить, чтобы давле
ние на упор не было значительным. Еще лучше определять
положение стола таким образом, чтобы эти упоры не касались
между собой, промеряя зазор между ними тонким щупом или
полоской папиросной бумаги.
Помещая между упорами наборы плиток или мерные штих-
массы и используя индикатор для обеспечения постоянства уси-
лия зажима, можно сделать работу по такому методу значи
?&4 _ .
Рис. 601. Лупа с лампочкой для облегчения от-
счетов по нониусу.
тельно более удобной и точной. Упоры могут быть установлены
п на вертикальных салазках.1
При работе на вертикальнофрезерных станках точно градуи-
рованные шкалы или упоры контролируют продольное и попереч-
ное перемещения стола, самое же сверление производится при по-
мощи вертикальной его подачи (если сам шпиндель не имеет вер-
тикального самохода).
Рис. 602. Упоры к фрезерному станку для работы по коор-
динатному методу.
В настоящее время координатную расточку осуществляют
чаще всего на расточных станках, приспособленных для
такой работы. Фирмы, строящие расточные станки, снабжают их
точными шкалами и индикаторными упорами для отсчета по
штихмассам. Отсчет по шкалам, снабженным нониусами, произ-
1 В рассматриваемом случае отсчеты по координатному методу произво-
дились лишь в горизонтальном направлении. Размеры по высоте брались при
помощи штангенрейсмуса от поверхности стола до сырого кольца F, надетого
на закаленную пробку D, вставленную на место инструмента в шпиндель. По-
верхность кольца F до начала работы чисто протачивалась при помощи резца,
укрепленного в тисках, установленных на столе станка. Инструмент закре-
плялся в гильзе Е, показанной на рисунке. Эта гильза затягивалась сквозь
шпиндель тягой, нарезанной на конце.
chipmaker.ru
водится при помощи лупы, причем легко достигается точность
+ 0,1 мм, а в лучших конструкциях даже + 0,025 мм ( + 0,001").
Иногда, в дополнение к шкалам, пользуются лимбами на подаю-
щих винтах. Такие лимбы обычно позволяют производить отсчеты
с точностью не выше Jh 0,025 мм. )
При необходимости обеспечить высокую точность межосевых
расстояний и других размеров охотнее пользуются индикатор-
ными упорами и штихмассами. При помощи этих устройств на
расточных станках обычных типов можно отсчитывать длины
с точностью от + 0,01 до +0,02 мм,1 достигая точности в раз-
мерах детали.
На рис. 603 показано расположение штихмассов и индикаторов
на расточном станке, приспособленном для координатной обра-
ботки. Здесь один штихмасс определяет поперечное перемещение
стола, второй — установку бабки по высоте над поверхностью
этого стола, а третий — такую же установку подшипника задней
стойки. 2
В тех случаях, когда требуется соблюдать определенную глу-
бину расточки или заданное расположение торцов в направлении
оси отверстия, используется еще четвертый штихмасс с индика-
тором, по которым можно устанавливать либо стол либо бор-
штангу в продольном направлении. В последнем случае такое
устройство помещается рядом с механизмом подачи борштанги.3
Рис. 604 изображает устройство, служащее для отсчета попе-
речных перемещений стола при работе по методу координатной
расточки.4 Здесь к столу привернута упорная планка, а к части
станка, по которой этот стол перемещаете^, прикреплен крон-
штейн с установленным на нем индикатором. Микрометрическая
головка свободно проходит через отверстие в стойке для инди-
катора и прижимается одним концом к штихмассу, а вторым —
к рычагу индикатора. Прижим рычага к микрометру обеспечи-
вается действием пружины.
1 Точность отсчетов, вообще говоря, выше, чем точность соответственных
размеров обработанной детали. Такая разница обусловливается наличием раз
личных других погрешностей. Необходимо заметить, что на обычных расточ-
ных станках точность межосевых расстояний 0,02 мм достигается лишь при
лучшем их состоянии.
г Вместо индикатора и штихмасса задняя стойка иногда снабжается верти-
кальной шкалой с нониусом. Пользуясь одновременно этой шкалой и таким же
устройством на колонне, можно обеспечить параллельное перемещение бор-
штанги. Однако установка при помощи штихмассов и индикаторов точнее.
3 Приспособления для отсчета продольных перемещений стола или бор-
штанги используются также при установке- фрезеров на стружку.
Резюмируя все сказанное, замечаем, что на расточном станке («столике»)
может одновременно находиться до пяти индикаторных приспособлений. При
работе па расточных станках с движущейся колонной («колонках») индикаторы
и штихмассы могут устанавливаться таким образом, что при их помощи отсчи-
тываются горизонтальные перемещения колонны и задней стойки по их напра-
вляющим. Установка шпинделя по высоте производится так же, как было
указано выше.
4 Рассматриваемое устройство относится к специальному станку фирмы
Kendall & Gent (Англия), предназначенному для выполнения точных расточных
работ по координатной системе. Отсчеты по индикатору производятся с точ-
ностью + 0,0025 мм (0,0001").
3"6
Рис. 603. Расположение 1нди<аторов и штихмассов на расточном станке.
chipmaker.ru
В данном случае вместо одного штихмасса применен набор
штихмассов, причем отдельные штихмассы в таком наборе сде-
ланы кратными длине 1" (25 ,мм).1 В процессе работы, после того
как первое отверстие расточено, между упорной планкой и микро-
метрической головкой помещают требуемое количество штихмас-
сов. Далее устанавливают головку таким образом, чтобы стрелка
индикатора остановилась на определенном делении (например,
на 0). При переходе к обработке следующего отверстия меняют
набор штихмассов и регулируют длину головки так, чтобы раз-
ница длин обоих наборов (вместе с головкой) получилась равной
разности расстояний между отверстиями. Устанавливая теперь
стол станка таким образом, чтобы индикатор показывал прежнее
деление, приводят шпиндель в положение, требуемое для
расточки второго отверстия.
Рис. 604. Индикаторное устройство для работы по штихмассам.
В условиях серийного производства вместо набора штихмас-
сов и микрометрической головки применяют цельные штихмассы,
изготовленные специально для обработки данной детали. В таких
случаях при переходе от одного отверстия к другому приходится
только сменять эти штихмассы. В некоторых случаях приме-
няются микрометрические регулируемые штихмассы, длина ко-
торых может регулироваться в известных границах.
На рис. 605 приведены два примера работ, при которых прихо-
дится пользоваться продольной установкой инструмента. На рис. а
показана подрезка двух трудно доступных торцов. После обра-
ботки торца А нониус устанавливают на нуль. Затем передвигают
стол на длину 230 мм (размер 280 мм за вычетом ширины пла-
стины 50 мм), руководствуясь отсчетами по шкале. Рис. b изо-
бражает случай сложной обработки при помощи вращающегося
супорта (планшайбы). Используя линейки с делениями на самом
супорте и на станине, можно обрабатывать без промеров как на-
ружные, так и внутренние диаметры, причем длина уступов и вы-
точек получается требуемого размера.
Точность, достигаемая на обыкновенных расточных станках,
во многих случаях оказывается недостаточной при обработке де-
1 В наборе имеются штихмассы 1", 2", 3", 6" и 12".
398
талей, приспособлений, штампов и тому подобных изделий. Для
таких работ строятся специальные прецизионные «разметочно-
сверлильные» станки,1 которые являются не чем иным как
расточными станками особо высокой точности.
Методы производства отсчетов, применяемые на этих стан-
ках, — в основном те же, как и на ранее рассмотренных. Чаще
всего применяется установ-
ка по штихмассам и по точ-
ным шкалам. Эти методы
имеют то крупное преиму-
щество, что точность уста-
новки не зависит от действия
механизмов, перемещающих
стол или бабку станка. При-
меняются также устройства,
действие которых основано
на использовании точных хо-
довых винтов и лимбов. В та-
ких случаях приходится при-
менять особые меры для
уменьшения износа этих вин-
тов, так как он непосред-
ственно отзывается на точ-
ности отсчетов.
Установка по штихмас-
сам применена в известных
станках, фирмы Пратт Вит-
ией, имеющих общий вид
и конструкцию вертикаль-
нофрезерных. Стол имеет
продольное и поперечное
перемещения, при помощи
которых и производится
установка детали на дан-
ные размеры между центра-
ми отверстий. Аналогично
устроены станки многих дру-
гих фирм.
Из прецизионных стан-
Рис. 605. Установка размеров вдоль оси по
шкалам.
ков, использующих непо-
средственную установку по точным шкалам, упомянем станок
«Гидроптик» («Hydroptic», SIP).2
Ряд интересных особенностей имеют станки фирмы Линднер,
соединяющие в себе свойства «разметочно-расточных» станков и
станков для тонкой расточки. Эти станки также имеют общие
очертания вертикальнофрезерных (рис. 606). Два стола, которым
сообщаются взаимно перпендикулярные перемещения, перекаты-
’ По американской терминологии — «Jig boring machines».
! Станки SIP описаны ниже.
chipmaker.ru
ваются по роликам, благодаря чему нагрузка на подающие винты,
а следовательно, и их износ оказываются очень незначительными.
Сами винты выполнены с исключительной точностью (погреш-
ность в шкале + 0,005 мм на 1000 мм), поэтому оказываются
излишними всякие коррекционные устройства. Отсчет перемещений
производится с точностью + 0,001 мм по этим винтам. Имеется
специальное приспособление для закрепления стола на месте,
устроенное таким образом, что избегается малейшее его смеще-
ние. Шпиндель делает от 90 до 1900 об./мин. Подача может
Рис. 606. Прецизионный расточной станок
фирмы Линднер.
•устанавливаться в пределах
0,03—0,18 дш/об. Благодаря
такой быстроходности на
этом станке оказывается
’возможным обрабатывать от-
верстия по методу «тонкой
расточки», не прибегая к раз-
верз ыванию.
Та же фирма строит
станки и другого типа,
допускающие установку
шпинделя под различными
углами.1
В. Разметочно-сверлильный
станок SIP и работа на нем 1 2
Из числа прецизионных
станков, специально пред-
назначенных для работы по
системе координат, наиболь-
шей известностью пользу-
ются станки швейцарской
фирмы SIP (Soci6t£ Gene-
voise d’Instruments de Phi-
sique, Женева), которые позволяют вести работу с исключительно
высокой степенью точности. Такие станки строятся нескольких
размеров и кроме того различаются между собой расположением
шпинделей. На рис. 607 показан один из самых крупных стан-
ков этой фирмы (№ 7) с ходом стола 1000 мм при его размерах
1300 X 700 мл#2. Ставок сверлит отверстия в мягкой стали диа-
метрами до 32 мм, в чугуне до 45 мм и растачивает отверстия
до 150 мм.
Как видно из рисунка, станок имеет общую конструкцию,
сходную с продольнофрезерными станками, хотя он и предна
значен для сверлильных и расточных, а не для фрезерных работ.
1 Описание такого станка см. Die Werkzeugmaschine, 15 августа 1934,
стр. 253.
2 См. П Кожин и С. С а м н и к, Работа на разметочно-сверлильном
станке SIP. Л’ашметиздат, 1934; также; М. А. Ягудин, Станки и инстру-
мент, № 14, 1937.
190
/г1ри фрезеровании неизбежен быстрый износ подающих винтов).
Такая конструкция сводит к минимуму влияние деформаций всех
деталей станка.
Рис. 607. Общий вид трехшпиндельного разметочно-сверлильного
станка SIP.
Обрабатываемая деталь закрепляется на столе, имеющем лишь
продольное перемещение, поперечная же установка шпинделя
производится путем передвижения шпиндельной бабки по попе-
речине. Стол и шпиндельные бабки перемещаются при помощи
26 Соколовский, т. II. 1889 4O1
r.ru
точных винтов, снабженных коррекционными линейками t
Отсчеты ведутся по шкалам и по лимбам на винтах. Одно деле-
ние лимба соответствует 0,01 мм, но благодаря нониусам можно
производить отсчеты и между этими делениями с точностью до
0,001 мм.
Однако точность в расстояниях между отверстиями, которая
зависит от целого ряда причин, оказывается более низкой.
Фирма гарантирует ее в границах от + 0,005 до + 0,02 мм в за-
висимости от размеров станка (чем больше станок, тем точность
ниже).
Точность работы 0,02 мм гарантируется для самых больших и
сложных станков этого типа (№ 7). При этом сами перемещения
Непрабилш Правильно Оноич установм
Рис. 608. Пользование визирным микроскопом.
стола и салазок точны до 0,01 мм, и отверстия при тщательной
работе имеют овальность и конусность также не выше 0,01 мм.
Отклонения поверхности стола от идеальной плоскости не пре-
вышают 0,01 мм. Также и направления Т-образных канавок и бо-
ковых кромок стола совпадают с направлением его перемещений
в пределах 0,01 мм. Столь высокая точность канавок в большей
мере облегчает установку обрабатываемых деталей. Для станков
меньших размеров все погрешности соответственно меньше.
Крепление деталей на столе производится при помощи при-
жимных планок. Необходимо иметь также набор мерных плиток,
которыми у лобио пользоваться в качестве подкладок. Если тре-
буется просверлить несколько отверстий, расположенных вполне
определенным образом относительно края детали, и в других ана-
* Принцип устройства коррекционных линеек см. главу 20, § 3, рис. 726.
102
логичных случаях необходимо пользоваться прилагаемыми
к станку визирным микроскопом и визирным
игольником (рис. 608). Микроскоп вставляется в шпиндель
станка, а угольник накладывается на деталь так, как показано на
рисунке (плоскости А и В угольника совмещаются с одноимен-
ными плоскостями детали). На верхней стороне угольника
имеется кнопка С, на торцовой хромированной плоскости которой
нанесена очень тонкая риска, точно совпадающая с пло-
скостью В. Смотря в окуляр D, мы увидим сетку, состоящую из
двух пар взаимно перпендикулярных нитей. Для освещения поля
зрения служит рефлектор Е, устанавливаемый при помощи
шпильки F. Стол станка перемещают до тех пор, пока риска
угольника не совпадет с одной из нитей. Так как расстояние
между нитями равно точно 0,04 мм, достаточно переместить стол
на 0,02 мм, чтобы быть уверенным в том, что центр шпинделя
Рис. 609. Установка шпинделя по
центру отверстия.
Рис. 610. Определение взаимного распо-
ложения двух плоскостей.
совпадает с краем детали (т. е. с плоскостью В). Теперь, переме-
щая стол на 90 мм, приводят станок в рабочее положение для
сверления первого отверстия; далее таким же образом смещают
стол еще на 100 м^г и сверлят второе отверстие.
Для установки шпинделя по отверстию служит индика-
тор А (рис. 609). Вращая шпиндель, следят за отклонениями
стрелки индикатора, которые при правильной установке шпинделя
должны равняться нулю. При больших диаметрах индикатор вво-
дится в отверстие и касается его стенки штифтом В, при ма-
лых же для этого пользуются рычажком С.
Вообще индикаторные устройства при работе на станках SIP
применяются очень широко. При их помощи можно, например,
промерять расстояния между различными плоскостями. Индика-
тор при этом крепится в шпинделе станка, а отсчеты произво-
дятся по шкалам и лимбу. При промерах пользуются мерными
плитками (рис. 610).
Станки SIP нормально работают по прямоугольной системе
координат. Однако в некоторых случаях оказывается более целе-
сообразным перейти к полярной системе. Для такой работы эти
станки снабжаются специальными поворотными столами, снабжен-
ными приспособлениями для весьма точного отсчета углов по-
ворота (одно деление шкалы равно 10", деление нониуса—1").
На таких столах удобно, например, сверлить несколько отверстий,
• 403
r.ru
расположенных на равном расстоянии по окружности, и т. д.
Существуют также универсальные поворотные столы, позволяю-
щие обрабатывать отверстия, расположенные наклонно по отно-
шению к столу станка.
Для центральной установки стола пользуются индикатором,
вставляя в отверстие стола пробку. Имеется кроме того специаль-
ное приспособление,
Рис. 611. Станок Гидроптик фирмы SIP.
основанное на примене-
нии ватерпаса.
Возможности ис-
пользования станков
SIP очень разнообраз-
ны. Кроме обработки
отверстий, они могут
быть применены для
точной разметки и для
различных проверок,
заменяя в некоторых
случаях мерительные
машины.
В последнее время
фирма SIP начала вы-
пускать станки изме-
ненной конструкции.
Эти станки, типа «Гид-
роптик» («Hydroptic»),
по внешнему виду по-
чти не отличаются от
только-что рассмотрен-
ных (рис. 611). Глав-
нейшие отличия их за-
ключаются в конструк-
ции привода для пере-
мещения стола, кото-
рый здесь гидравличе-
ский, и в методе производства отсчетов. Для отсчетов перемеще-
ний стола и шпиндельной бабки не пользуются точными винтами,
а производят эти отсчеты непосредственно по очень точной
шкале при помощи специального оптического устройства (микро-
скоп). Это обстоятельство имеет большое значение, так как де-
лает точность отсчетов независимой от точности механизмов, осу-
ществляющих перемещения. Благодаря такому усовершенствова-
нию, а также благодаря общему усилению конструкции станок
Гидроптик может применяться не только для сверления и
расточки, но и для фрезерования, причем последнее производится
с весьма высокой степенью точности (таким образом, кроме опе-
рации координатной расточки, на нем можно производить опера-
цию «координатного фрезерования»).
На рис. 612 показан пример точной работы, выполненной на
станке 1 идроптик А. Здесь в двух деталях просверлено и развер-
404
нуто по пяти отверстий диаметром 25 мм и профрезеровано по
четыре канавки шириной 25 мм. Работа над каждой де-
талью произво-
дилась незави-
симо, после чего
обе части были сое-
динены и в них были
вставлены пять круг-
лых калибров и че-
тыре шпонки, шли-
фованные по номи-
нальному размеру.
Эти валики и шпонки
вошли без всякой
пригонки, причем по-
садка имела харак-
тер скользящей.
Рис. 612. Пример точной обработки на станке
Гидроптик.
Г. Некоторые замечания о выполнении операций координатной
расточки
338
ь
80400
7-1
Ш
т
i
Й
7.8
ЕД— 358 -
различные резцо-
Рис. 613. Простановка газмвчов при работе по
координатам.
При работе по координатной системе пользуются теми же
инструментами, как и при работе другими методами. Применяются
резцы в борштангах, раз-
личные пластины (блоки
Дэвиса, Келли и т. п.),
а также
вые головки и развертки.
.Следует заметить, одна-
ко, что при координатном
методе работы, где воз-
*можно, избегают приме-
нения длинных борштанг,
снабженных задним на-
правлением, и расточку
одноосных отверстий ча-
ще всего производят с
двух сторон, поворачивая
деталь на 180°. На разме-
дочно-стверлильных стан-
ках SIP применяются
главным образом следую-
щие инструменты: корот-
кое спиральное сверло,
эксцентричный резцедержатель1 и специальные зенкеры. 3
Важным вопросом является простановка размеров на чертежах
(операционных эскизах) для координатной расточки. Размеры
должны проставляться исключительно в двух взаимно перпенди-
i для поперечны/отсчетов
1 См. рис. 241 (том I).
» См. рис 279 (том I).
405
r.ru
кулярных направлениях при обычной работе и в системе поляр-
ных координат — при работе на круглом столе. В тех случаях,
когда конструктор поставил размеры иначе, например, непосред-
ственно между осями отверстий, не расположенных в направле-
нии одной какой-либо координаты, их приходится пересчитывать.
Рис. 613 иллюстрирует метод простановки размеров на черте-
жах, предназначенных для координатной расточки.
Д. Значение метода координатной расточки и область его
применения
В настоящее время метод координатной расточки наиболее ши-
роко используется в инструментальных цехах в связи с примене-
нием прецизионных разметочно-сверлильных станков (Пр^атт Вит-
ией, S1P и др.). При обработке деталей кондукторов, штампов
и тому подобных изделий этот метод работы в хорошо оборудо-
ванных мастерских почти полностью вытеснил все другие методы
обработки систем точных сопряженных отверстий. Высокая до-
стигаемая точность (от + 0,005 до + 0,02 мм) и быстрота ра-
боты оправдывают приобретение этих довольно дорогих и слож-
ных станков. При сравнении с работой по кнопочному методу
станок дает сбережение времени в 4 раза и более.
Однако область применения разметочно-сверлильных станков
все время расширяется. Находится все больше и больше случаев,
когда оказывается целесообразным использовать станки даже для
выполнения чисто производственных операций. Сюда относятся
прежде всего работы индивидуального характера, как, например,
расточка деталей для различных экспериментальных конструкций,
где затраты на изготовление приспособлений не окупаются. При
этом сокращение срока изготовления часто
имеет не меньшее з на че н ие, чем устранение непро-
изводительных затрат. На вопрос, заданный одному заве-
дывающему цехом, для чего у него на станках SIP выполняется про-
изводственная работа, он ответил: «пока я стал бы изготовлять кон-
дуктор на том. же станке SIP, я выполню на нем самый заказ».
Другой тип производственной работы, часто выполняемой
на SIPax и тому подобных станках, относится к случаям, когда
требуемая точность превышает достижимую при помощи приме
нения кондукторов. Очевидно, что, пользуясь кондукто-
ром, мы получаем точность работы ниже, чем та,
с которой исполнен сам кондуктор. Если требования
столь высоки, что производственная деталь выполняется с до-
пусками на расстояния между отверстиями того же порядка, ко-
торый обычно принят при точной инструментальной работе (на-
пример. + 0,02 мм), то работа по кондуктору становится ненадеж-
ной. Применяя разметочно-сверлильные станки, можно ту же ра-
боту выполнить вполне уверенно, причем она обходится в конеч-
ном счете настолько дешевле, что высокая стоимость специальных
станков окупается в короткое время.
Введение станков типа Гидроптик SIP, вероятно, еще более
расширит возможность применения метода координатной обра-
406
Котки в производственных мастерских. В одном случае литой
корпус был закреплен на универсальном поворотном столе. Он
фрезеровался и растачивался со всех сторон, причем точные ли-
гейные и угловые соотношения получались иск чючительно по
отсчетам и не приходилось прибегать ни к каким промерам или
к пользованию специальными приспособлениями (кондукторами
и т. Д-). Не требуется затраты большого времени для того, чтобы
оценить все преимущество такого метода обработки, в особенно-
сти при точных работах индивидуального характера.
При менее строгих допусках (например, от 4~ 0,И2 Д° + 0,05 мм}
вместо специальных станков координатную расточку целесооб-
разно производить на обычных расточных станках, снабженных
точными шкалами или индикаторными упорами и штихмассами.
Однако такое использование этих станков в производственных
цехах по-сейчас сравнительно мало распространено, если не счи-
тать отдельных случаев работы по шкалам и нониусам, главным
образом тогда, когда требуется сравнительно невысокая точность
(+ 0,1 мм и грубее) и все размеры отложены по одной прямой.
Главнейшими причинами такого положения дел, несомненно,
являются: малое знакомство с методами координатной расточки,
с одной стороны, и необходимость изготовления для такой работы
специальных операционных чертежей — с другой. Известно, что
в первые годы применения станков SIP даже в инструментальных
мастерских необходимость пересчета размеров представляла боль-
шие затруднения.
Между тем крупные преимущества метода
координатной расточки позволяют считать
этот метод основным в условиях индивидуаль-
ного и мелкосерийного производств. Только при-
менение этого метода позволяет получить простое решение
вопроса об обработке систем точных отверстий в условиях серий-
ного производства. Другие простые решения возможны лишь
в условиях массового производства при использовании много-
шпиндельных станков.
По методу координатной расточки обрабатываются многие де-
тали, например: бабки, корпуса коробок скоростей и подач, фар-
туки супортов станков, корпуса редукторов и т. п.
На заводе им. Свердлова (в Ленинграде) координатная расточка
применяется с успехом при обработке деталей расточных станков.
Работа ведется на расточных же станках при помощи индикатор-
ных упоров и штихмассов. На станкостроительном заводе
им. Орджоникидзе также испытан метод координатной расточки
различных станочных деталей. Работа и здесь ведется на обычных
расточных станках, соответственным образом оборудованных.
Практика показывает, что дачный метод значительно произво-
дительнее ранее применявшегося (и сейчас широко распростра-
ненного) в станкостроении метода работы с непосредственной
установкой шпинделя по оправкам и плиткам.1 Кроме того при
‘ См. рыще § 3, Б,
407
r.ru
обработке длинных одноосных отверстий он позволяет удобно
нести работу с двух сторон. При этом оказывается возможным
обойтись без кондукторов.
Сравнивая метод координатной обработки с расточкой в кон-
дукторах, следует отметить прежде всего крупные сбережения,
связанные с устранением необходимости изготовлять и ремонти-
ровать эти кондукторы. Чем меньше партии и чем круп
нее детали, тем заметнее становятся преимуще-
ства координатного метода.
Растачивая деталь с двух сторон, можно обойтись короткими
легкими борштангами. При работе же в кондукторах борштанги
обычно получаются гораздо длиннее и тяжелее. Надобность
в применении универсальных шарниров отпадает. Далее, возмож-
ность установить на столе станка непосредственно деталь,
вместо охватывающего ее со всех сторон громоздкого кондук-
тора, во многих случаях позволяет выполнить работу на
станке меньшего размера. Надобность в подручном ра-
бочем, помогающем снимать и ставить длинные борштанги, также
обычно отпадает. В результате, несмотря на необходимость
использования рабочей силы более высокой квалификации, в про-
изводствах, по крайней мере, индивидуального и мелкосерийного
характера координатная система расточки обычно оказывается
более экономичной, чем работа по кондукторам.
Укажем еще на одно крупное преимущество метода коорди-
натной расточки, пока мало учитываемое, но которое, несомненно,
получит большое значение в будущем. Дело в том, что при ра-
боте по этому методу мы можем сообщить шпинделю высокие
числа оборотов (пример — прецизионный станок Линднер). Сооб-
щение таких же чисел оборотов при работе в кондукторах
затруднительно, и для этого придется внести значительные ослож-
нения в конструкции кондукторных втулок. Указанное обстоятель-
ство позволяет при обработке систем точных отверстий по коорди-
натной системе применять метод тонкой расточки без больших
затруднений, что представит ряд трудностей при расточке в кон-
дукторах.
В последнее время начали появляться расточные станки
повышенной точности, занимающие как бы среднее место
между обычными типами этих станков и прецизионными станками
для координатной обработки. Некоторые из расточных станков
имеют к тому же повышенные числа оборотов. Использование
таких станков представляет ряд новых возможностей применения
координатного метода как в производственных, так и в инстру-
ментальных цехах.
5. РАБОТА В ПРИСПОСОБЛЕНИЯХ И НА СПЕЦИАЛЬНЫХ СТАНКАХ
А. Приспособления для расточных станков
Применение метода координатной расгсчки во многих случаях
позволяет достичь весьма хороших результатов. Однако обязатель-
ным условием при такой работе являются; наилучшее состоя-
403
пие станка и достаточная квалификация рабочего. Применение
приспособлений позволят достичь не менее высокой точности
даже на изношенных станках, так как здесь направление инстру-
менту можно целиком обеспечить со стороны кондуктора, а не
станка. Далее, точность работы при работе по кондуктору почти
не зависит от квалификации рабочего, если для черновой и чи-
стовой обработки имеются отдельные борштанги со вставлен-
ными в них резцами.
. Наконец, применяя приспособления, можно обеспечить боль-
шую жесткость даже при работе длинными борштангами, с не-
сколькими резцами. Все сказанное в достаточной степени
объясняет широкое распространение расточных приспособлений
в серийном машиностроении.
При обработке систем неточных отверстий обычно ограничи-
ваются сверлением, и сверлильные кондукторы являются одним
из наиболее распространенных видов приспособлений, применяв
мых в механических цехах.
При работе на сверлильных станках в кондукторах
достигается точность расположения отверстий (отклонения в любую
сторону) от + 0,05 до + 0,1 мм, в зависимости от значения
диаметром от 5 до 50 мм. Сравнивая последние допуски с теми,
которые получаются при работе по обычной разметке,1 следует
констатировать большие преимущества в отношении точности рас-
положения, достигаемые в результате пользования кондукторами.
Заметим однако, чго при неточном изготовлении кондукторов,
а также при большом износе втулок возможны значительно боль-
шие неточности. Примененче кондукторных втулок благоприятно
отражается также и на точности диаметров, так как уменьшает
разбивку отверстий и до некоторой степени парализует влияние
неточности заточки сверл. При сверлении по кондукторам можно
получать отверстия 4-го класса точности, а при небольших
диаметрах и тщательной работе удается достигать даже
3-го класса.
Если после сверления по кондуктору отверстия развернуть без
кондуктора (сняв кондуктор или вынув направляющие втулки), то
диаметры этих отверстий можно получить по 3-му и 2-му клас-
сам, но допуски на расстояния останутся такими же, как и при
работе только сверлами.
Отклонения от заданного направления при работе в сверлиль-
ных кондукторах можно ориентировочно принимать 0,5—1,0 мм
на 1 м длины (для диаметров 5—50 мм). Заметим, что такая же
точность достигается и при работе без кондукторов, так как
легко убедиться, что при существующих допусках на кондуктор-
ные втулки и сверла направление при сверлении определяется
почти исключительно самим станком. Роль кондукторных втулок
сводится к обеспечению определенного расположения отверстий. 2
' См. § 3, А.
s Выше мы указывали (см. § 1, Б), что на сверлильных станках без по
моши втулок достигается правильность направления 1 мм на I м длины и точ-
409
r.ru
Систем сверлильных кондукторов существует очень много, ц
они подробно изучаются в курсах приспособлений, что дает нам
возможность непосредственно перейти к рассмотрению приспосо-
блений, предназначенных для достижения более высокой точно-
сти, чем было указано выше.
Применение расточных приспособлений может пре-
следовать двоякие цели: во-первых, обеспечение определенного
расположения отверстий * 1 и, во-вторых, придание им заданного
направления. Если при конструировании приспособления пресле
дуют лишь первую цель, то направление инструменту сообщается
только самим станком. Применение таких приспособлений при
точных работах допустимо лишь на станках, имеющих солидные
шпиндели и общую жесткую конструкцию (например, на расточ-
ных станках). Если желают, чтобы приспособление сообщало
инструменту также и направление, то, как мы увидим ниже, его
конструкция значительно осложняется. Такое требование прихо-
дится часто ставить при обработке длинных (одноосных) отвер-
стий, а также при выполнении точных работ на недостаточно
точных станках, например, при расточке на станках типа верти-
кально- и радиальносверлильных. При таких работах часто совер-
шенно отказываются от направления, сообщаемого станком,
соединяя шпиндель с борштангой шарниром.
Применение вращающихся кондукторов на станках типа токар-
ных для плоскостных деталей не характерно, и здесь мы на них
останавливаться не будем. 2
Мы уже указывали, 3 что расточку с любой требуемой практи-
кой точностью в большинстве случаев можно выполнить без спе-
циальных приспособлений. * Введение последних является сред-
ством повышения производительности при одновременном пони-
жении требований к квалификации рабочей силы. Поэтому при
конструировании всяких расточных приспособлений последние
соображения необходимо всегда иметь в виду. Очень часто эти
приспособления получаются столь громоздкими и неудобными
в обращении, что эффект от их применения резко снижается.
В таких случаях приходится либо итти довольно далеко в напра-
влении механизации обслуживания этих приспособлений, либо со-
нее (при меньшей нагрузке станка). Так как втулки исполняются с допусками
ходовой посадки, т. е., например, для диаметров 18—30 мм + мм, а сверла
имеют допуск в минус, то мы видим, что, даже не учитывая допуска сверла
и принимая средний допуск во втулке, мы в данном случае получаем возмож-
ный перекос 6,035 мм, что при длине втулки 35 мм даст как-раз 1 мм на 1 м
длины. Таким образом если принять во внимание допуск сверла и износ вту-
лок, то очевидно, что рассчитывать на добавочное с их стороны направление
не приходится.
1 Точность расположения отверстий, достигаемая при работе в расточных
кондукторах, зависит от многих факторов, прежде всего — от точности изго-
товления кондуктора и величины зазоров между борштангами и втулками.
В благоприятных случаях можно обеспечить допуски от +0.02 ми до + 0,05 м^
в зависимости от размеров кондуктора и диаметров отверстий.
® Ср. главу 15.
’ См. выше § 3 и 4.
410
рершенно отказываться от их применения, переходя, например,
к работе по методу координатной расточки.
На рис. 614 схематически изображен кондуктор, предназначен-
ный для обработки сравнительно небольшой детали на расточном
станке. Здесь: А — обрабатываемая деталь, закрепляемая хомутами
нли планками; В — зазор между торцами детали и стенкой при-
способления, выбранной с учетом колебаний в размерах отливок.
а также места, требуемого для очистки от стружек и для уста-
новки расточных инструментов, которые не могут быть пропущены
t.epe3 направляющие втулки. Это же пространство используется
для закрепления на борштанге инструментов, служащих для под-
резки торцов около отверстии.
Расточные приспо
струироваться очень
солидно. На многих заво-
дах осуществлялись приспо-
собления столь слабой кон-
струкции, что они деформиро-
вались под давлением как за-
жимных устройств, так и уси-
лий резания. От таких при-
способлений нельзя ожидать
’очной работы. Одновременно
необходимо заботиться, чтобы
приспособления не получались
излишне тяжелыми. Рассматри-
ваемый кондуктор облегчен
тем, что все его стенки имеют
ребристую конструкцию. В случае необходимости можно добавить
ребро С, если, конечно, оно не мешает установке детали. Тщательно
обработанные приливы D служат для облегчения изготовления при-
способления и его установки на станке. Часто приспособления
снабжаются специальными приливами, служащими для взятия от
них промеров до тех или иных поверхностей деталей, подлежащих
обработке. В этих случаях, очевидно, обработанные поверхности
таких приливов должны быть определенным образом расположены
относительно установочных поверхностей приспособления. На
рис. 614 приливы Е служат для отсчета размеров В до поверхно-
стей детали G. Сам кондуктор устанавливается на столе станка на
три прилива Н.
В рассматриваемом случае стойки корпуса приспособления К
отлиты заодно с основной плитой. При больших размерах кондук-
торов их часто отливают отдельно, надежно стягивая болтами
и фиксируя на месте контрольными штифтами. Солидность таких
соединений имеет весьма большое значение; во многих случаях
в помощь болтам целесообразно использовать гребни, входящие
в соответственные пазы, шпонки и т. д. При исполнении основной
плиты в виде отдельной детали ее более удобно строгать, в осо-
бенности в тех случаях, когда на ней имеются обработанные пло-
щадки для установки и т. д. Отверстия для втулок обычно раста-
411
chipmaker.ru
чиваются уже после того, как стоики окончательно укреплены на
плите, хотя в некоторых случаях предпочитают обратный порядок
обработки, при котором положение осей отверстия относительно
плиты можно корректировать путем слесарной пригонки оснований
стоек.
Рассмотренная конструкция кондуктора типична и в разных
вариантах широко используется при работе на расточных станках
(столиках). При большом расстоянии между двумя стойками в тех
случаях, когда это позволяет форма детали, между ними часто
Гис. 615. Расточной кондуктор с передвижными
стойками.
•помещают еще третью
стойку, поддерживаю-
щую борштангу в се-
редине.
Иногда применяют
кондукторы, при п о-
мощи которых
можно растачи-
вать детали не-
скольких разме-
ров. Например, в тех случаях, когда детали различаются длиной,
стойки делают передвижными (рис. 615). Здесь две стойки А
укрепляются на плите, снабженной Т-образными пазами; В —
обрабатываемая деталь. В других случаях под стойки помещают
мерные подкладки или пользуются сменными стойками, укрепляе-
мыми на одной и той же плите. Во всех таких случаях стойки
часто направляются в пазах
Рис. 616 дает предста-
вление о расточном кондук-
торе, укрепляемом непосред-
ственно на обрабатываемой
детали.1 В детали А (ста-
нина машины) требуется ра-
плиты при помощи гребней.
Рис. 616. Расточной кондуктор, закрепляв’
мый на самой обрабатываемой детали.
сточить два отверстия, распо-
ложенные в стенках В и С.
Направляющие втулки укре-
плены в кронштейнах D и Е,
отлитых в данном случае заодно с плитой F. Иногда вместо одного
общего кондуктора пользуются двумя отдельными, из которых
каждый несет только одну втулку.
На рис. 617 изображены кондукторы, сообщающие бор
штанге лишь одностороннее направление, причем инструмент закре-
пляется на конце борштанги. Такие кондукторы приходится при-
менять в тех случаях, когда оказывается невозможным пропустить
борштангу насквозь. Например, на рис. а этому препятствует
’ В данном случае те поверхности детали, к которым крепится кондуктор,
образуют опорную установочную базу, так как здесь именно кондуктор является
«устройством, служащим для сообщения инструменту определенного пути по
отношению к обрабатываемой детали». При этом мы предполагаем, что напра-
вление инструмента обеспечивается исключительно кондуктором. См. главу 2.
§ 2, Б (определение установочной базы) и § 2, В (определение опорной, базы)
412
.духая стенка В, расположенная за стенкой С, в которой растачи-
вается отверстие. Направляющие втулки кондукторов рассматри-
ваемого типа исполняются очень длинными (А на рис. а), или же
устанавливаются две втулки (рис. Ь). В последнем случае крон-
штейн Е при изготовлении кондуктора растачивается одновре-
менно с его корпусом. Пространство D служит для выхода
стружки, а в некоторых
мента в борштанге. В
тех случаях, когда ин-
струмент может про-
ходить сквозь втулку,
кондуктор иногда при-
жимают непосредствен-
но к детали (D — 0).
случаях также для установки инстру-
Рис. 617. Расточные кондукторы с односторонним
направлением.
Если в детали не-
обходимо расточить fie-
сколько параллельных
отверстий, то применяют кондукторы с несколькими парами на-
правляющих втулок (рис. 615). Окончив обработку одного отвер-
стия, кондуктор передвигают и растачивают следующее. При ра-
боте на расточных станках для таких передвижек обычно поль-
зуются движениями стола, комбинируя их с перемещениями
расточной бабки по колонне. Не-
большие расточные кондукторы
Рис. 618. Ра. То мной кондуктор
для обработки системы .заилно
перпендикулярных отверстий.
Рис 619. Кондуктор для расточки
двух отверст, й, расположенных под
углом.
Рис. 620. Расточное многошпиндель-
ное приспособление.
при работе на сверлильном станке передвигаются по столу станка
вручную.1 При обработке в кондукторе перпендикулярных и
вообще расположенных под углом отверстий большое удобство
представляют поворотные столы, позволяющие избежать переме-
щения от-руки тяжелых кондукторов и их выверки относительно
шпинделя.
Рис. 618 схематически изображает кондуктор для обработки
системы взаимно перпендикулярных отверстий.
1 Относительно некоторых приемов, облегчающих правильную установку
кондукторов относительно шпинделя, см. Ф. Г р ю н г а г е н, Приспособления
в производстве, ОНТИ, 1935, стр. 185—189.
413
chipmaker.ru
На рис. 619 показан кондуктор, предназначенный для расточки 1
двух непараллельных отверстий. Прилив С обработан таким обра-
зом, что, прижимая его к планке, укрепленной на столе станка 1
легко обеспечить правильное положение кондуктора при расточке I
отверстия В — В.
Рис. 620 дает представление о кондукторе, который одновре- 1
менно является и многошпиндельной головкой. Здесь А — кор- I
пус коробки передач. В ней на валике В укреплена ведущая ше- I
стерня, приводимая во вращение от шпинделя станка. Ведомые
шестерни насажены на валиках С, D, Е, F, G и Н. Размеры ше- I
сзерен выбираются различные в зависимости от числа оборотов, I
которые желательно сообщить той или иной борштанге. Кор- I
пус А может перемещаться по направляющим основной плиты К. I
Деталь при установке ее в расточное приспособление бази-1
цуется относительно этого приспособления. В различных случаях
пользуются разными методами базировки. Простейшие кондук-
торы в мелкосерийном производстве часто выполняются таким
образом, что ориентировка в них деталей в горизонтальной
плоскости производится по разметочным рискам и только поло-
жение по высоте определяется опорной базой. Для укрепления
деталей пользуются простейшими зажимными устройствами (бол-
тами, планками и т. д.).
В крупносерийном и массовом производствах установка во
всех направлениях производится по опорным базам, и приме-
няются более сложные и совершенные зажимы.
Во всех случаях необходимо обращать большое внимание на
хорошее состояние установочных поверхностей приспособлений.
В качестве таковых следует пользоваться стальными закаленными
и шлифованными планками, привернутыми к корпусу приспособле-
ния. Эти планки — плоские, если базирующая поверхность пло-
ская, или они имеют другую форму, соответствующую форме ба-
зирующей поверхности. Например, при расточке бабок токарных
станков, предназначенных для установки на станину, имеющую
призматические направляющие, опоры получают форму последних.
При конструировании зажимов необходимо иметь в виду воз-
можность деформирования детали. Желательно, где это возможно,
не связывать зажимные устройства с кондукторными плитами.
В некоторых случаях при пользовании базирующими поверхно-
стями, являющимися одновременно и сборочными базами, осу-
ществляют крепление детали в кондукторе таким же образом, как
и в изделии, например, при помощи болтоз, пропущенных в те же
отверстия, через которые проходят крепительные болты при
сборке.
Представляют интерес устройства, позволяющие наблюдать за
деформациями детали как во время ее закрепления, так и во
время работы (под давлением сил резания). Идея подобных
устройств заключается в применении индикаторов, штифты кото-
рых касаются некоторых точек детали, выбранных таким образом,
чтобы при возникновении деформаций стрелки индикаторов сей-
час же показали величину этих деформаций.
414
В целях повышения производительности за счет перекрытия
^шинного и вспомогательного времен применяются двухпози-
ц и о н н ы е п р и-
способления, ко-
торые дают возмож-
ность устанавливать
одну деталь в то
время, когда другая
растачивается. Та-
кие приспособления
обычно устанавлива-
ются на поворотных
[столах. На рис. 621
показано приспособ-
Рис. 621. Двухпозиционное расточное приспособление
леиие, служащее для
расточки корпусов подшипников. Сначала растачивается один кор-
пус борштангой А, а затем после поворота приспособления во-
Рис. 622. Кондуктор для раз-
вертывания вручную.
круг вертикальной оси на
180° — второй корпус бор-
штангой В.
Нам остается еще упомя-
нуть о приспособлениях,
применяемых при развер-
тывании вручную.
Обычно такое развертывание
производится без каких-либо
направляющих устройств.
Если несколько отверстий
расположено на одной оси,
развертками, насаженными на
с последней.
415
то они проходятся несколькими
одной борштанге и исполненными как одно целое
chipmaker.ru
Однако в тех случаях, когда путем ручного развертывания же-
лают не только прокалибровать отверстия, но и одновременно
повысить точность межосевых расстояний, применяют кондукторы,
напоминающие обычные расточные приспособления. На рис. 622 по-
казан такой кондуктор, служащий для развертывания в корпусе
коробки скоростей отверстий, расположенных на двух осях. Деталь
устанавливается по ранее окончательно обработанным отверстиям
(«основная база») на две пробки А и В, причем последняя служит
и для зажима в продольном направлении. Две двойные разверткч
входят в обрабатываемые отверстия и направляются втулками, рас-
положенными по обе стороны детали. Вращение разверток про-
изводится одновременно при помощи редуктора С с передаточным
отношением 2:1.
Б. Конструкции направляющих устройств и борштанг 1
Наиболее обычным направляющим устройством является глад-
кая кондукторная втулка, через которую пропускается инструмент.
Неподвижные втулки сажаются в корпус приспособления по глу-
хой посадке (Г) в системе отверстия (ОСТ 4922). Иногда, однако,
от этой посадки отступают, применяя тугую (Т) и даже напряжен-
ную посадку (Н). Внутренний диаметр втулок, предназначенных
для направления спиральных сверл, выполняют с допусками ходо-
вой посадки (X) в системе вала (ОСТ 4922). Если же неподвижная
втулка предназначена для направления сменных втулок, то это от-
верстие, согласно ОСТ 2924, исполняется с допусками 2-го класса
в системе отверстия (А), допуск же наружного диаметра сменной
втулки соответствует посадке движения (О).
Допуски на внутренний диаметр сменной втулки завися-,
от того, для какого инструмента она назначается — для напра-
вления сверл, зенкеров и черновых разверток, — и здесь приме-
няется ходовая посадка по системе вала (X). Посадки по ОСТ
вполне пригодны для работ низкой и средней точности. При тре-
бовании высокой точности допуски необходимо уменьшить. Так
как при таких работах обычно пользуются сменными втулками, то
интерес представляют именно они. Внутренний диаметр сменных
втулок, служащих для направления чистовых разверток, при тре-
бовании соблюдения точных расстояний между центрами развер-
тываемых отверстий следует брать не свободнее посадки движе-
ния в системе вала (D). Наружный же диаметр сменной втулки
иногда берут с допусками скользящей посадки 2-го класса (С).
Следует, однако, заметить, что скользящая посадка не гарантирует
свободного вынимания втулки, в особенности если учесть нагрева-
ние последней во время работы.
Величина зазоров во втулках сильно отражается на точности
работы, причем большие зазоры как понижают точность самих от-
* Бблыпая часть помещаемых ниже указаний о конструкции направляющих
устройств относится также и к направляющим, применяемым на станках дру-
гих типов: сверлильных, токарных, револьверных, карусельных и т. д.
416
Рис. 623. Расположение кондукторных
втулок относительно детали.
верстий (разбивка, конусность и т. д.), так и в особенности вызы-
вают увеличение погрешностей в межосевых расстояниях.
В автотракторостроении обычно пользуются различными спе-
циальными посадками типа подвижных посадок 1-го
класса. Точность посадки сменных втулок по наружному диа-
метру также повышается.1
Диаметры борштанг в местах прохода через втулки, отверстия
в которых выполнены с допусками 2-го класса системы отвер-
стия (А), исполняются с допусками ходовой посадки в системе
отверстия (X), а при более точной работе — по посадке движе-
ния (О). В более редких слу-
чаях берут скользящую посад-
ку (С). Заметим, что и здесь
желательно повышение точно-
сти посадок до точности 1-го
класса.
Расположение на-
правляющих втулок
относительно обраба-
тываемой детали может
быть троякое.
1. Втулки помещены спере-
ди детали (переднее направле-
ние, рис. 623а). При сверлении
в сплошном металле это един-
ственное возможное располо-
жение.
2. Втулки расположены сза-
ди (заднее направление, рис.
6236). Такое расположение воз-
можно лишь при последующей
обработке уже имеющихся от-
верстий (просверленных или
полученных в отливке).
3. Втулки расположены по
I правление, рис. 614, 615, 616, 621 и др.).
Заметим, что при расположении втулок по рис. 6236 (заднее
направление) инструмент фактически направляется также и спе-
реди, так как он поддерживается непосредственно шпинделем
станка. Поэтому заднее направление, вообще говоря, сообщает ин-
струменту большую устойчивость, чем переднее.
Двойное направление, очевидно, дает наибольшую устойчи-
вость, так как обычно кондукторные втулки выполняются с мень-
шими зазорами, чем подшипники шпинделя и кроме того они рас-
полагаются к детали ближе, чем последние.
Во всех случаях для правильности работы
щественно, чтобы их оси совпадали с осью
обе стороны детали (двойное на-
втулок весьма су-
шпинделя станка.
1 О допусках на втулки см.: X. Л. Болотин и Ф. П. Костромин,
Конструирование приспособлений, ОНТИ, 1938, стр. 98.
27 Соколовский, т. II. 1889 417
Только легкие сверлильные кондукторы, которые не связываются
со станком, устанавливаются по шпинделю автоматически
скользя по столу, но более тяжелые, в особенности расточные’
приспособления приходится надежно закреплять на столе, при-
чем требуется специальная выверка положения шпинделя относи-
тельно оси кондукторных
‘втулок. ('
Часто применяемый ме-
тод выверки состоит в
том, что в шпиндель вста-
вляют специальный цен-
троловитель (рис. 624)со
скользящей по нему втул-
кой, конец которой при
Рис. 624, Ценгроловитель.
правильном расположении
приспособления должен свободно входить в его кондукторную
втулку. Очень важно, чтобы оправка ловителя не била в шпинделе
(проверка индикатором). Другой метод — выверка по индикатору,
укрепляемому в шпинделе.1
Заметим, что та-
кая выверка, если
она производится точ-
но, всегда требует
затраты значитель-
ного времени. 1 2 Осо-
бенно сложной ока-
зывается выверка в
тех случаях, когда
инструмент получает
в приспособлении
•двойное направление.
Возможны как не-
совпадение осей по
направлению, так и
а)
шпиндель
nepehoo
шпиндель
смешение
их смещение друг
относительно друга
(рис. 625а), и легко
видеть, что при
жестком соединении
борштанги со шпин-
Рис. 625. Несовпадение оси борштанги с осью
шпинделя.
делем несовпадение
их осей неминуемо
приведет к прогибу
борштанги (рис. 6256). Выходом из положения является установле-
1 При этом удобно пользоваться специальным индикатором, показанным на
рис. 609. При проверке при помощи обычного индикатора в кондукторные
втулки приходится вставлять мерную оправку.
2 Для ускорения повторных установок в таких случаях можно воспользо-
ваться устройствами, аналогичными тем, которые используются при коордииат-
4Н
дне шарнирной связи между шпинделем и борштангой (рис. 625с).1
ц]арнир должен допускать качание в двух плоскостях и парал-
лельное смещение. * 1 2
Соединение борштанги со шпинделем чаще всего производится
при помощи «штыкового» («байонетного») затвора, позволяющего
быстро соединять и разъединять борштанги от шпинделя и одно-
временно до некоторой степени заменяющего специальный шарнир.
Длины и диаметры направляющих втулок для сверл оптиро-
ваны, что же касается до втулок, через которые пропускаются
зенкеры, развертки и борштанги, то они в большой мере зависят
от конструкции последних. Если инструмент (зенкеры, развертки)
направляется непосредственно своей частью, снабженной зубцами,
то расположение втулок аналогично тому, которое принято при
сверлении. Однако такое устройство имеет тот крупный недоста-
ток, что точный инструмент трется по закаленной поверхности
втулки, изнашиваясь сам и быстро изнашивая эту втулку. 3 Кроме
того наличие допуска в диаметре направляющей части инструмен-
тов создает возможность возникновения повышенных зазоров, если
диаметры инструментов окажутся близкими к нижнему пределу.
Поэтому, где возможно, инструмент снабжают специальными напра-
вляющими (рис. 623).4 *
Диаметры передних направляющих8 должны быть больше
диаметров инструментов, так как в противном случае инструмент
нельзя вывести из отверстия. Если соблюдение этого правила
приводит к большому утяжелению всего устройства, то иногда
применяются выдвижные втулки, которые остаются все время на
оправке инструмента и при его выводе из отверстия выходят
вместе с ним из своих гнезд в кондукторной плите (рис. 626).6
Само собой разумеется, что наружный диаметр такой втулки
делается большим наружного диаметра инструмента, а внутренний
соответствует диаметру оправки. 7
Втулки, которые направляют закаленный инструмент, испол-
няются из закаленной стали и шлифуются внутри и снаружи. Для
нои обработке, но это усложняет станок и сводит на-нет ряд преимуществ,
вытекающих нз применения кондукторов.
1 При сверлении в целом металла обычными спиральными сверлами
использование шарнирных устройств оказывается невозможным, и приспосо-
бления приходится устанавливать по шпинделю при помощи центроловителей.
1 Ср. качающиеся развертки, рис. 267 (том I).
3 С этой точки зрения желательно, чтобы развертки и зенкеры, работаю-
щие во втулках, имели ленточки (фаскн) возможно более широкими.
* Устройство специальных направляющих имеет еще одно крупное
преимущество. При необходимости обрабатывать одно и то же отверстие по-
следовательно несколькими инструментами (зенкер, черновая и чистовая раз-
вертки) оказывается возможным избежать сменных втулок, благодаря чему
повышается точность расположения отверстий. Диаметры всех направляющих
прн этом берутся одинаковыми.
° Рис. 623 а.
’ Данный кондуктор предназначен для расточки глухого отверстия на ре-
вольверном станке.
’ К таким же выдвижным втулкам иногда прибегают 'р тех случаях,
когда на борштанге насаживается торцевая зенковка, служащая для подрезки
торца отверстия, ближайшего ко втулке.
419
chipmaker.ru
увеличения их долговечности все втулки рекомендуется отделы-
вать притирами внутри, а сменные втулки также и снаружи.
Борштанги часто получают направление во втулках, сделанных
из чугуна, причем во многих случаях оказывается возможным эти
борштанги не закаливать.
Для того чтобы иметь возможность компенсировать износ бор-
штанг, в местах, направляемых втулками, их часто снабжают на-
правляющими — стальными закаленными сухарями, — под которые
можно помещать подкладки, компенсирующие износ этих сухарей.
В других случаях на борштангу надевается предохранительная
рубашка, сменяемая время от времени. Иногда, особенно при боль-
ших диаметрах, чугунные направляющие втулки делают регули-
рующимися, подобно аналогичным конструкциям подшипниковых
втулок (рис. 627).
Рис. 626. Выдвижная втулка Рис. 627. Регулирующаяся кондук-
коидуктора. торная втулка.
Заметим, что износ как кондукторных втулок, так и самих
борштанг оказывает исключительно большое
влияние на точность работы. Поэтому необходимо
периодически контролировать состояние всех таких устройств.
Кроме того необходимо следить за чистотой направляющих
втулок и входящих в них частей борштанг. В особенности сле-
дует опасаться попадания стружек. Чтобы уменьшить вредное
влияние попадающей грязи, направляющие снабжаются продоль-
ными или спиральными канавками, где эта грязь может соби
раться. Эти же канавки служат для удержания смазки.
Быстрый износ втулок и неприятности, связанные с попада-
нием стружек, вызвали появление ряда конструкций с вращаю-
щимися втулками (рис. 628).1 Рис. а изображает устройство, при
котором стальная закаленная втулка вращается в бронзовой
^втулке, служащей подшипником. Поверхности втулок сделаны
коническими для возможности регулировки зазора. В других слу-
чаях применяют цилиндрические втулки, причем иногда наружную
втулку делают разрезной. При большом числе оборотов (напри-
мер, при тонкой расточке) втулки должны смазываться под да-
влением.
1 Во всех таких конструкциях скольжение при вращении и при подаче
происходит между разными парами поверхностей.
4?«
Рис. 6286 показывает устройство, обратное изображенному на
рис- а, при котором вращающаяся втулка помещена на самой бор-
штанге. Наконец, существуют конструкции с шариковыми опо-
рами. В некоторых случаях применялись также втулки, вращаю-
щиеся на конических роликоподшипниках, допускающих регули-
ровку зазора. Упомянем еще о конструкциях борштанг, в которых
применены игольчатые подшипники, позволяющие значительно со-
кратить габариты.
При пользовании вращающимися втулками, во избежание вра-
щения этих втулок вокруг борштанги, применяют пружинные
Рис. 628. Вращающиеся направляющие втулки.
шпонки, не препятствующие вводу борштанги во втулку при лю-
бом ее угловом положении. Недостатком всех устройств с вра-
щающимися втулками, помимо некоторой громоздкости, является
увеличение числа зазоров, влияющих на точность направления.
Поэтому особое значение приобретает хорошая пригонка втулок
друг к другу, обусловливающая большую точность изготовления.
Заметим, что вообще применение специальных направляющих,
вместо того, чтобы направлять во втулках сам инструмент, приво-
дит к значительному удлинению борштанг, а использование вра-
щающихся втулок — к увеличению их диаметров. Поэтому все та-
кие устройства получаются довольно громоздкими, и при кон-
струировании необходимо всячески стремиться к увеличению их
компактности.
Конструкции направляющих устройств тесно
связаны с конструкциями расточных инстру-
ментов, которые оказываются весьма разнообразными. Бор-
штанги с закрепленными в них одним или несколькими одиноч-
ными резцами применяются чаще всего. Помимо простоты и деше-
<21
визны, они имеют и ряд других преимуществ. Не повторяя здесь
всего ранее сказанного о расточке одним резцом,1 укажем лишь
что борштанга, в которой несколько резцов расположены все’
с одной стороны (по одной образующей), может быть пропущена
сквозь несколько одноосных отверстий одинакового диаметра,
если ее ось сдвинуть с оси этих отверстий.
При работе инструментами с несколькими режущими кромками
в случае отверстий значительных диаметров чаще всего поль-
зуются насадными зенкерами, резцовыми головками и развертками
или же двухрезцовыми блоками (типа Дэвис, Келли и т. п.). 2
Рис. 629. Борштанга с насадными инструментами и расточными
блоками.
Насадной расточной инструмент имеет тот недостаток, что в
месте насадки толщину борштанги приходится значительно умень-
шать, что при малых диаметрах делает невозможным устройство
заднего направления. С другой стороны, очень крупные резцовые
головки и развертки оказываются громоздкими и тяжелыми.
Вследствие сказанного при расточке с двусторонним на-
правлением инструмент этого типа чаще всего применяется
в интервалах диаметров от 50 до 150 мм.
При диаметрах свыше 150 мм следует пользоваться расточ-
ными блоками, хотя последние хорошо себя оправдывают на про-
тяжении всего интервала диаметров от 32 до 260 мм и даже
1 См. главу 9, § 1, Б (том 1).
s О блоках см. главу 9, § 3, Г (том I), а также выше рис. 573.
до 460 мм. При расточке одноосных отверстий блоки позволяют
удобное заведение борштанги с последующим быстрым закрепле-
нием блоков в ее пазах. Те же блоки или аналогичные им инстру-
менты могут с успехом заменять развертки, работая в качестве
«плавающих ножей». Рис. 629 дает представление о некоторых
типах борштанг в исполнении фирмы Дэвис.
При малых диаметрах использование подобных конструкций
становится нецелесообразным, а часто даже невозможным. При
таких условиях зенкеры и развертки приходится делать из одного
куска или сварными, состоящими из нескольких частей по длине,
фрезеруя зубцы непосредственно в теле инструмента. При боль-
ших длинах нецелесообразность таких инструментов очевидна,
поэтому во многих случаях перешли к конструкциям с ножами,
укрепленными непосредственно в пазах, профрезерованных в са-
мих борштангах. Су-
ществует несколько ти-
пов таких инструмен-
тов. Перечислим неко-
торые из них.
В известной кон-
струкции Гишольта но-
жи присоединяются
винтами. Регулировка
Рис. 630. Борштанга с ножами, эакреплеиными
непосредственно в ее корпусе.
размера производится
путем подкладывания
под зубцы листовой ла-
туни, фольги или бу-
маги. Рис. 630 изображает тип борштанг, с успехом применяемый
на ГЗФС, начиная с диаметров 25 мм.1 В корпусе борштанги фре-
зеруются пазы с наклоном к оси борштанги в 3°. Эти пазы в по-
перечном сечении имеют форму ласточкина хвоста; в них плотно
входят ножи, после чего производится зачеканка их на месте. Пе-
ремещая ножи вдоль паза, можно регулировать размер развертки.
Очень хорошая современная конструкция борштанг со встав-
ными ножами основана на использовании рифленых ножей и пазов
(аналогично фрезерам со вставными зубцами). Иногда применяют
также пластины, впаянные в борштанги. Заметим, что во всех слу-
чаях заточку разверток производят после регу-
лировки положения ножей в собранном виде.
В. Расточка на специальных станках2
Расточка в кондукторах на одношпиндельных расточных стан-
ках является обычным методом работы в производствах средней
серийности. По мере увеличения размеров партий недостатки та-
кого метода чувствуются все сильнее и сильнее. Во-первых, за-
грузка станка по мощности обычно оказывается далеко не пол-
1 Инструмент, применяемый на ГЗФС, описан в статье: М. Г. Кузне-
цова и С. И. Игнатова, Станки и инструмент, № 17—18, 1937, стр. 18.
’ См. также выше рис. 672.
423
chipmaker.ru
ной и, как следствие, машинное время — большим. Во-вторых, не-
обходимо затрачивать время на перемещение детали вместе со
столом при переходе от одного отверстия к следующему, причем
необходимо заботиться хотя бы о приблизительной ориентировке
по шпинделю (точная установка оказывается ненужной, если
шпиндель с борштангой соединен шарнирно). В-третьих, смена
длинных борштанг занимает много времени и часто требует содей-
ствия вспомогательного рабочего. Наконец, в то время, когда де-
таль устанавливается на станок, последний не работает.
Растачивая всю систему отверстий одновременно на
многошпиндельном станке, можно обработать деталь
в одну установку и на одной позиции, резко со-
кращая как машинное, так и вспомогательное время. Точность
расположения отверстий при такой работе определяется точностью
размещения шпинделей станка, которая может быть проверена
заранее. Применение приспособлений для позиционной обработки
позволяет почти полностью перекрыть вспомогательное время ма-
шинным.
Все сказанное объясняет, почему в современном массовом про-
изводстве (например, в автотракторной промышленности) ббльшая
часть расточных работ выполняется на многошпиндельных станках.
В последнее время замечается тенденция использования таких
станков и в крупносерийном производстве. В целях обспечения
возможности перестройки с одних деталей на другие здесь охот-
нее всего применяют станки агрегатного типа,1 и нужно полагать,
что именно умелое использование принципа агрегатирования
является наиболее правильным направлением организации расточ-
ных работ в таких производствах. В этом отношении интересен
опыт завода Красный Пролетарий (Москва), где на таких основа-
ниях запроектирована и осуществляется постановка производства
токарных станков типа «26».
Рис. 631 дает представление об одном из агрегатных станков,
построенных на этом заводе, предназначенном для одновременной
расточки 10 отверстий, расположенных на четырех осях.12 Диа-
метры отверстий — от 65 до 160 м.м; точность —2-й класс ОСТ.
Отверстия на каждой оси расположены таким образом, что диа-
метры их убывают снаружи внутрь, благодаря чему борштанги
вместе с насаженными на них инструментами могут заводиться
с одного конца. Внутренних торцевых подрезок не имеется.
Станок состоит из стандартной агрегатной гидравлической го-
ловки А, изготовленной заводом Станкоконструкция. Перемеще-
ние головки по станине осуществляется гидравлически, причем
цикл движений автоматизирован. К головке присоединен спе-
циальный редуктор В с четырьмя шпинделями, расположенными
в соответствии с расположением отверстий в обрабатываемой де-
* См. главу 4, § 3, Б (том I).
2 Этот рисунок, а также рис. 632—634 и соответственные описания заим-
ствованы из статьи инж. Б. Щукарева, Станки и инструмент, № 7 и 9,
1938. В этой же статье приведено описание других специальных расточных
станков.
424
ли Числа оборотов шпинделей различны и согласованы с диа-
метрами отверстий. На конце каждого шпинделя имеются па-
троны с, при помощи которых шпиндели быстро соединяются
с борштангами. Это соединение допускает некоторые смещения
борштанг относительно шпинделей. Все патроны управляются от
одной рукоятки D.
425
chipmaker.ru
Тумба Е соединена со станиной головки при помощи болтов и
контрольных шпилек. На ней расположен круглый поворотный
стол F, на котором укреплены два одинаковые приспособле-
ния G — G, служащие для закрепления обрабатываемых деталей.
Внутри стола помещен механизм, при помощи которого при на-
жиме ноги на педаль Н одновременно выводится фиксатор и про-
изводится небольшой подъем стола, необходимый для облегчения
поворота. После поворота на 180° стол опускается на место, и его
положение точно определяется фиксатором. Окончательное закре-
пление стола производится при помощи рукоятки J.
Зарядный механизм К состоит из станины L, по которой пере-
мещаются салазки М с укрепленным на них барабаном N. Этот
барабан вращается вокруг горизонтальной оси на двух роликах О
спереди и на стойке Р — сзади. В соответствии с тремя ступенями
обработки (черновой, получистовой и чистовой) в барабане име-
ются три подвижные сектора Q, перемещение которых по их на-
правляющим производится при помощи маховичка R, что воз-
можно лишь при нижнем положении сектора. Маховичок S слу-
жит для перемещения салазок М по станине.
В каждый из секторов барабана закладывается полный ком-
плект борштанг. Вращая маховичок S, подводят салазки к при-
способлению, после чего, действуя маховичком R, передвигают
нижний сектор, вытаскивая инструменты из барабана, причем все
борштанги входят в соответственные кондукторные втулки. Далее
откатывают салазки назад, чтобы не мешать повороту стола. Пе-
ред накатом автоматически отпирается замок, который закрепляет
все концы оправок в секторе. При помощи того же устройства все
борштанги одновременно выводятся из приспособления. Заметим,
что загрузка и разгрузка приспособления происходят в то время,
когда оно находится на загрузочной позиции, благодаря чему
вспомогательное время почти полностью перекрывается машинным.
Относительно применяемого инструмента заметим следующее.
Черновая расточка производится резцами, квадратного сечения,
получистовая и чистовая — блоками. Инструмент — из победита
РЭ-8.
Само приспособление (G) показано отдельно на рис. 632. Отме-
тим, что в направляющих втулках имеются прорези для пропуска-
ния расточных блоков. Для возможности введения борштанг
с установленными в них резцами применено следующее устрой-
ство. При вводе борштанги обрабатываемая деталь находится
в приподнятом па 10 мм положении, т. е борштанга вводится не
по оси отверстия, а эксцентрично несколько ниже его (на вели-
чину одностороннего припуска 6 мм с запасом 4 мм). Затем деталь
вновь опускается на установочные поверхности приспособления.
Для осуществления подъема детали имеются два мостика Т, под-
нимаемые поворотом рукоятки V.
Применение описанного станка позволяет резко повысить про-
изводительность. Время расточки на нем всех 10 отверстий равно
21 мин. По произведенным на заводе подсчетам время обработки
на обычном расточном станке равнялось бы 160 мин. При годо-
429
сСм выпуске 5000 станков один агрегатный станок заменяет во-
семь обычных.
В большинстве случаев в условиях серийного производства
станков отверстия меньше 50 мм в чугунных деталях не отли-
ваются, и их сверлят в целом металле, что значительно осложняет
расточные операции. При ступенчатых отверстиях их приходится
сверлить раздельно, меняя сверла и зачастую поворачивая деталь
на 180°. С такими условиями работы на заводе Красный Проле-
тарий встречаются, например, при расточке фартука токарного
Рис. 632. Кондуктор к агрегатному станку по рис. 63J.
станка. Эта деталь имеет отверстия, расположенные на трех про-
дольных и семи поперечных параллельных осях.
В условиях крупносерийного производства обработку фартука
предположено производить на двух агрегатных расточных стан-
ках: горизонтальном (для продольных отверстий) и вертикальном
(для поперечных). Горизонтальный станок в обшем напоминает
только-что описанный, причем три линии отверстий обрабаты-
ваются тремя шпинделями, расположенными в одной вертикальной
плоскости. При сверлении отверстий во внутренней стенке в бли-
жайший кронштейн вставляется дополнительная втулка для на-
правления сверла, которую затем вынимают, не снимая детали.
Инструмент для этой операции применен комбинированный:
1) сверла, 2) сверла — зенкеры, 3) зенкеры — развертки. Сверла —
с пластинами РЭ-8, что в данном случае преследует цель главным
образом удлинения сроков работы между переточками, так как
427
*wl_If»,
Рис. 633. Последовательность переходов при обработке про-
дольных отверстий в фартуке токарного станка.
комбинированном инструменте очень существенно не изменять
расстояния между режущими кромками спаренных сверла и зен-
кера- Рис. 633 дает представление о порядке расточки.
При обработке отверстий небольшой длины вертикальные рас-
точные станки во многих случаях оказываются более удобными,
чем горизонтальные. Например, в автомобильной промышленности
расточка цилиндровых блоков обычно производится на таких
станках.1
На заводе Красный Пролетарий построен семишпиндельный вер-
тикальный станок для расточки поперечных отверстий в фартуке.
Этот станок имеет вращающийся двухпозиционный стол (одна по-
зиция рабочая, вторая — загрузочная). Смена инструментов произ-
водится на загрузочной позиции. Для быстрого соединения и разъ-
единения шпинделей и борштанг применены быстросменные па-
троны, причем все они управляются от одной рукоятки.
Приспособление имеет по две направляющие втулки на каждую
ось: верхнюю — не вращающуюся и нижнюю — вращающуюся.
Расточной инструмент применен со вставными ножами, исключая
малых диаметров (18 и 20 мм), для которых он выполнен цельным.
Для компенсации изменения длин при заточке применены патроны
с регулированием. I
Схемы выполнения отдельных переходов приведены на рис. 634.
Все отверстия обрабатываются по 2-му классу точности. Станок
имеет гидравлический привод, причем все управление электрифи-
цировано.
Рассматривая три только-что приведенные примера, мы видим,
41 о на одной и той же рабочей позиции последо-
вательно производятся черновая, получнстовая
и чистовая обработки, для чего приходится сменять ин-
струмент в шпинделях. Такая смена может быть механизирована
при помощи загрузочных устройств, одно из которых было опи-
сано выше.
В крупносерийном производстве такое реше-
ние в большинстве случаев является наиболее
правильным и позволяет использовать выгоды
многошпиндельной обработки при ограниченных
размерах выпуска.
В массовом производстве (например, автотракторном) обычно от
смены борштанг отказываются, диференцируя процесс таким обра-
зом, чтобы на каждом стайке работа выполнялась одним набором
инструмента, постоянно закрепленного в шпинделях.
Если обеспечена правильная базировка на всех операциях, то
такой метод работы приводит к простым настройкам и хорошей
производительности. Транспорт от станка к станку обеспечивается
соответственными устройствами (рольгангами и т. п.).
Еще более совершенная организация расточных операций дости-
гается тогда, когда диференцированный процесс заменяется кон-
центрированным, построенным на базе автоматизма. «Установки»
* См. рис. 254 (том I).
420
r.ru
1
^меняются рабочими позициями, причем добавляется одна загру-
зочная позиция. Таким образом мы приходим к работе на много-
шпиндельном, многопозиционном полуавтомате. Роль рабочего сво-
дится к смене деталей и наблюдению за работой станка. Деталь
спачала растачивается начерно одним комплектом шпинделей, по-
том начисто — вторым; вводя третью рабочую позицию (всего вме-
сте с загрузочной получится четыре позиции), обеспечивают также
получистовой проход. ,
Г. Приспосабливание станков общего назначения для выполнения
отдельных расточных операций
Приобретение специальных расточных станков оправдывается
в условиях массового и отчасти крупносерийного производства.
При средней серийности обеспечение их полной загрузкой оказы-
вается невозможным. Между тем выгоды многошпиндельной обра-
ботки столь очевидны, что на ряде заводов делались попытки
приспосабливания обычных расточных станков для такой работы.
Растачивая одновременно несколько отверстий, удается полностью
загрузить станок по мощности и ъ тех случаях, когда при обра-
ботке этих отверстий одного за другим он оказывается почти не
использованным. ।
Такой метод работы, называемый иногда редукторной
расточкой, оказывается очень эффективным. На рис. 635 пред-
ставлена подобная операция. Три отверстия в двух одновременно
:чных отверстий фартуке на вертикальном станке.
431
chipmaker.ru
обрабатываемых стоиках W растачиваются тремя борштангами.
Движение этим борштангам сообщается от шпинделя станка через
редуктор А. Свободные концы борштанг поддерживаются специаль'
ным люнетом В. Редуктор (а) и люнет (Ь) изображены отдельно на
рис. 636. Особенностью конструкций этих приспособлений является
их универсальность. Отдельные шпиндели могут устанавливаться
на различных расстояниях один относительно другого; кроме того
как редуктор, так и люнет могут закрепляться на различной вы-
соте. Подача при работе с помощью таких устройств сообщается
столу станка.
При большей серийности можно применить редукторы, предназ-
наченные для расточки одной определенной детали. На рис. 637
Рис. 635. Многошпиндельная расточка на обычном расточном
станке.
показаны обрабатываемая деталь и все устройство для расточки в
ней системы отверстий, расположенных на пяти осях. В некото-
рых случаях оказывается целесообразным одновременно растачи-
вать две или большее число деталей, применяя соответственный ре-
дуктор (множественная обработка).
При обработке деталей менее крупных габаритов вместо расточ-
ных станков с успехом используются обычные токарные,
причем обрабатываемая деталь устанавливается на нижних салаз-
ках супорта. Верхняя часть супорта при этом снимается. Борштанга
закрепляется в шпинделе, причем ее свободный конец вращается
в специальном люнете, установленном на станке.1 Главным пре-
имуществом таких операций является то, что стоимость токарных
станков значительно ниже стоимости расточных, благодаря чему
сокращаются первоначальные затраты на оборудование и амортиза-
ционные отчисления. На заводе Красный Пролетарий задние бабки
станков ДиП-200 растачиваются таким образом, причем в смену
1 Конструкция приспособления для расточки иа токарном станке приве-
дена в книге инж. X. Л. Болотина и Ф. П. Костромина, Конструи-
рование приспособлений, ОНТИ, 1938, стр. 189.
432
28 Соколовский, i. II.
188Й.
chipmaker.ru
обрабатывается 7 штук о
ниеНкенемуИ1?00МрубКавН“Й вр™ РУб^и^ристо0^011
вля" 27000
ДЛЯ такой Операции агрегат.
Масленки
ДОГиСштук.СТОИМОстью 45000
Небольшие ~~—
Сильных станках^
НВД °^н'^С^ке"^“чПа^«ь-
Детали с успехом В П°ДНИмаетс«
’ Со г?тью ин«- л Т НОСвеРлильных
Ч>- главу 15 § л R • Штерн, Станки и „
434 ’ » 4 В. анки и инструмент, № 9> |дз&
та11ках. Следует заметить, что возможности применения сверлйЛЬ-
сыХ станков для выполнения расточных работ часто недооцени-
яа10Тся. Между тем такая работа во многих случаях оказывается
веСьма эффективной, причем, применяя кондукторы, на радиально-
срерлильных станках можно обеспечить такую же точность, как
л на расточных. Можно указать на следующие преимущества ра-
диальносверлильных станков по сравнению с расточными. Уста-
новка шпинделя по оси отверстий производится значительно быстрее,
потому что как вращение хобота, так и скольжение по нему
каретки происходят настолько легко, что инструмент сам центри-
руется по кондукторной втулке. По той же причине применение
шарниров здесь является необязательным, а часто совершенно из-
лишним. Возможность быстрого, от-руки, отвода хобота в сто-
рону, причем все пространство над обрабатываемой деталью оказы-
вается свободным, в большей степени облегчает смену борштанг.
При работе на обычных расточных станках для возможности смены
борштанги приходится либо далеко сдвигать стол станка, либо
поворачивать его на 90’. Благодаря указанным преимуществам
время сверления на радиальном станке во многих случаях оказы-
вается на 20 — 25% меньшим времени выполнения той же операции
на расточном станке.
Заметим еще, что при отверстиях, расположенных на различной
высоте, целесообразно, где возможно, избегать перестановки хобота
по колонке, вместо чего борштанги можно делать различной длины.
Установка детали при откинутом хоботе производится очень
удобно. При работе на радиальносверлильных станках находят ши-
рокое применение поворотные приспособления.1 Инструменты за-
крепляются в быстросменных патронах. В целях перекрытия вспо-
могательного времени машинным и здесь часто устанавливают два
приспособления. В то время как одна деталь закладывается в пер-
вое приспособление, другая обрабатывается во втором. При пере-
ходе от одного приспособления к другому достаточно повернуть
хобот станка. Приводим эскиз детали, обрабатываемой на радиаль-
носверлильном станке, и план выполнения переходов (рис. 638).
В некоторых случаях на радиальносверлильных станках растачи-
ваются и крупные детали. Поворотные кондукторы при этом полу-
цаются довольно громоздкими, и их иногда устанавливают над
ямами, для того чтобы рабочий, стоя на полу, мог свободно обслу-
живать как самый кондуктор, так и борштанги. Поворот таких кон-
дукторов производится от электромоторов через передачу.
При работе на сверлильных станках иногда применяют приспо-
собления, облегчающие смену борштанг. На рис 639 изображено
одно из таких устройств, предназначенное для последовательной
Установки трех многорезцовых борштанг (двух черновых и одной
чистовой).
Борштанги своими нижними концами входят в гнезда круглого
откидного столика, установленного на такой высоте, чтобы
сто поворота при поднятии шпинделя можно было закрепить
после
в по-
* Ср. с поворотным сверлильным кондуктором рис. 37 (том I).
435
hipmaker.ru
lo 1b
a vu
fc
VU
Idle tf <g /h
VU vid v n II
Рис. 638. Расточка коробки
№ пере- ходов № отвер- стий Наименование переходов № пере- ходов № отвер- СТ ИЙ Наименование переходов
la lb 1c Id le 1/ 1A U Im In 10 IX VI! VII V! VIII V X! II III 1 IV IV IV IV Сверлить 0 27 мм . 0 27 . Облицовать 0 75 . Сверлить 0 22 „ 022 , 0 22 , 0 11.75 мм , 0 39 мм „ » 047 • Зенкеровать 0 65 , . 0 79,7 мм w 0 *-6,7 . Облицовать 0 139 „ Облицовать начисто 0 141 мм За 35 Зс 3d Зе з/ 3g 3h 31 3* 31 Зт Зп XIV IX V VI VIII VI! II 11 И! III IV IV I Сверлить 0 24 мм , 0 32 • - 0 <2 . : Р: в 0 36 . Зенкеровать 0 51,7 мм Расточить 0 49 и 59 „ Зенкеровать 0 61.7 . Расто >ить 0 60 II 69 „ Зенкеровать 0 79,7 , „ - 0 86,7 „ Расточить предварительно 0 136/147 и 73/Ь4 мм
436
леднем борштангу. После работы освободившаяся борштанга та-
ким же образом заводится в свое гнездо.
6 ПРИМЕРЫ ОБРАБОТКИ ПЛОСКОСТНЫХ ДЕТАЛЕЙ, СОДЕРЖАЩИХ
ТОЧНЫЕ ОТВЕРСТИЯ
д. Обработка бабок, коробок и других подобных деталей станков
Станки в настоящее время чаще всего производятся серийным
порядком, с разной степенью серийности. Индивидуальным поряд
ком строятся лишь крупные станки и некоторые специальные,
однако в последнем случае стремятся отдельные их узлы произво-
дить хотя бы малыми сериями.
радиальносверлильиом станке.
№ пере- | ходов М отвер- стий Наименование переходов № пере- ходов № отвер- стий (Наименование переходов
Зо I Расточить начисто 0 149,6 6Z VII Развернуть 0 ЗОА и 40Д
и 89,7 мн 6m II Расточить 0 41.7; 51,7; 61,7
6о XIV Зенкеровать 0 34,1 и Я2,1 мм и 65 мн
6* IX Расточить 0 29.7; 31,7 6л п Развернуть 0 42А; 52А и 62А
и 34,7 мн 6о 111 Расточить 0 49,7; 61,7; 71,7
6с IX Развернуть 0 ЗОД; 32А и 35А и 75 им
6d V Расточить 0 24,7; 31,7 6р II Развернуть 0 50А; 62Д и 7’Л
и 34.7 мм 6 О' IV Расточить 0 89. ; ‘>4,7 и 10Пмм
бе V Развернуть 0 25Л; 32 А и 3S I 6г IV Развернуть 09ОА и 95 А
1 6/ VI Расточить 0 24,7 и 29,7 мм 6s 1 Развернуть предварительно
&Г VI Развернуть 0 25 А и ЗОЛ 0 89,9 и 149.9 мм
6h VIII Расточить 0 24.7 и 29,7 чн 6/ I Развернуть начисто 0 90А и
1 6г VIII Развернуть 0 25А и ЗОА 150А
6Л VII Расточить 0 29 7 и 39,7 мм
137
chipmaker.ru
бок к станине чаще
Рис. 639. Приспособление
быстрой смены борштанг
сверлильном станке.
Главнейшие операции, с которыми приходится встречаться при
обработке рассматриваемых станочных деталей, связаны с обра-
боткой плоскостей и с расточкой систем точных отверстий >.
В остальном обработка сводится главным образом к сверлению.
Технологический процесс обычно начинается со строгания или фре-
зерования плоскостей, из которых некоторые принимаются за бази-
рующие при расточке. В противоположность обработке станин,
здесь необходимо отметить довольно широкое использование фре-
зерных станков, хотя плоскости прилегания передней и задней ба-
рогаются, чем фрезеруются. На других пло-
скостях, используя метод торцевого фрезе-
рования, достигают значительного повыше-
ния производительности по сравнению со
строганием. Некоторые плоскости обраба-
тывают также начерно и начисто на пло-
скошлифовальных станках.
Установку на строгальных и плоско-
шлифовальных операциях производят, либо
исходя из черновых баз и разметочных ри-
сок, либо располагая предварительно обра-
ботанными оперативными базами. Напри-
мер, при обработке корпуса передней бабки
сначала фрезеруют (или шлифуют)
верхнюю плоскость, а затем, перево-
рачивая бабку, обрабатывают пло-
скость основания, уже располагая на-
дежной базой.
При расточке в бабках отверстий
для подшипников шпинделей за базу
принимают поверхность прилегания к
для станине. Эта поверхность до начала
иа расточки должна быть отделана окон-
чательно, т. е. пришабрена по плите
либо обработана на плоскошлифоваль-
ном станке. Ьсли черновая и чистовая расточные операции выпол-
няются на разных станках, то шабровка основания может произ-
водиться между этими операциями.
Расточные операции, являющиеся обычно в этих деталях наи-
более сложными и трудоемкими, рассмотрены нами ранее. Резю-
мируя все сказанное, заметим, что в настоящее время наметились
следующие тенденции при выборе методов ' выполнения этих опе-
раций. В мелкосерийном производстве — координатная расточка на
обычных расточных станках. В условиях средней серийности —
расточка в приспособлениях на расточных и радиальносверлильных
станках. Здесь же с успехом могут быть использованы многошпин-
дельные редукторы и приспособленные токарные станки. При пере-
ходе к производству станков крупными сериями наиболее целесо-
1 Обработку бабок токарного станка на заводе Бр. Берингер см. Техно-
логия машиностроения, вып. IV, стр. 129. Разбор расточных операций над
этими деталями дан выше, см. § 2—5.
438
образной является обработка на специальных расточных станках
агрегатного типа.
Упомянем еще об оригинальном методе окончательной расточки
отверстия для подшипника шпинделя, применяемом фирмой Варнер
и Свэзей.1 На расточном станке это отверстие обрабатывается с
припуском 0,8 мм, окончательная же расточка производится при по-
мощи переносного аппарата, который устанавливается на оконча-
тельно пришабренные направляющие станины. Сначала растачи-
вается гнездо под передний роликовый подшипник, после чего
этот подшипник ставится на место. При расточке заднего подшип-
ника борштанга получает направление в переднем подшипнике.
Обыкновенные методы расточки и развертывания обеспечивают
точность 2-го класса ОСТ. Между тем в целом ряде случаев
в станкостроении требуется достижение более высокой точности
или повышенной чистоты поверхности. Сюда относятся: посадоч-
ные места для подшипников шпинделя передней бабки и для шпин-
деля задней бабки токарных станков, отверстие в кронштейне стола
вертикальносверлильного станка в месте сопряжения с круглой ко-
лонкой и т. д. В последнее время при обработке таких отверстий
начинают использовать методы тонкой расточки и хонинг-процесс.
Этими методами можно обеспечить точность 1-го класса при высо-
кой степени отделки поверхности. Планы операций, при которых
сначала растачивают отверстия, а потом, принимая эти отверстия за
базы, обрабатывают плоскости, применяются сравнительно редко.
Станины револьверного станка фирмы Гишольт составляют одно
целое с передними бабками. При шлифовании направляющих этой
станины установка ее производится с выверкой (при помощи инди-
катора) по длинной оправке, вставленной в окончательно обрабо-
танные подшипники шпинделя. Если применяются роликовые под-
шипники, то их наружные кольца должны быть предварительно
поставлены на место.
В некоторых случаях затруднения, связанные с назначением
очень строгих допусков, обходят, применяя совместную обработку
нескольких собранных деталей. В качестве примера приводим рас-
точку гнезд для инструмента в револьверной
головке и обточку торцов этой головки. Требуется
строгое совпадение осей отверстий в головке с осью шпинделя
станка. Одновременно необходимо, чтобы грани головки были
строго перпендикулярны к оси шпинделя. При несоблюдении этих
условий правильная установка инструмента становится крайне за-
труднительной.
Если бы окончательно обработанная револьверная головка была
поставлена на станок, то при тех точностях, с которыми обычно
обрабатываются детали станков, рассчитывать на строгое соблю-
дение упомянутых двух соотношений было бы невозможно. При
небольших погрешностях в расположении оси шпинделя относи-
тельно станины, с одной стороны, и в изготовлении салазок самой
револьверной головки и механизма, фиксирующего ее положе-
1 Ср. ниже рис. 749.
439
chipmaker.ru
Рис. 640. Поперечное сечение рамы вертикального
двигателя Дизеля.
ние, — с другой, суммарная погрешность размерной цепи оказы-
вается значительной.
Е- силу сказанного, отказываясь от взаимозаменяемости, рас-
точку гнезд, а иногда и обточку граней головки обычно произво-
дят после того, как станок собран и головка установлена на место
Гнезда растачивают при помощи борштанги, укрепленной в шпин-
деле станка, а для обточки граней используют механизм типа
«летучего супорта».1
Б. Обработка рам двигателей
Обыкновенный метод обработки рам судовых верти-
кальных машин состоит в следующем (рис. 640). Сначала
строгается нижняя плоскость рамы А, что отчасти преследует
цель более удобного монтажа ее на судовом фундаменте, а от-
части производится из соображений облегчения установки и вы-
верки на станках при
последующей обработ-
ке. 2 После этого рама
'переворачивается, и
у нее обстрагиваются
(верхняя плоскость В
и «замки» С крышек
подшипников. В кон-
струкциях с призмати-
ческими вкладышами
одновременно строга-
ются и гнезда для них,
при цилиндрических же
вкладышах гнезда D
растачиваются длинной
борштангой в' отдель-
ную операцию, причем
предварительно пригоняются крышки подшипников.
Далее следует обсверливание рацы, хотя обыкновенно часть
сверлильных операций производится раньше расточки, так как для
возможности крепления крышек необходимо иметь отверстия для
их шпилек уже просверленными.
Рамы, состоящие по длине из нескольких ча-
стей, обрабатываются следующим образом. Сначала строгаются
отдельные части начерно, причем торцы, служащие для свертыва-
ния этих частей, обрабатываются начисто и рбсверливаются. Эти
торцы проверяются на плите на краску и в случае надобности
припиливаются или пришабриваются. Правильность пригонки про-
веряется либо взаимным сболчиванием частей, либо накладыванием
их одна на другую. В последнем случае рамы часто ставят верти-
кально, причем нижняя опускается в яму. а верхняя подвешивается
к крану.
1 См. рис. 248 (том I).
2 Иногда нижнюю часть оставляют черной. Такая практика довольно’
обычна прн изготовлении рам стационарных двигателей, устанавливаемых
прямо ва бетонный фундамент.
440
I Пригонка частей рамы между собой признается хорошей, если
между ними нигде не проходит щуп в 0,04 мм; при этом крепи-
I тельные болты должны быть затянуты не туго, либо части рамы
должны быть прижаты своим весом (при пригонке в вертикальном
I положении).
Заметим, что во всех случаях, где требуется соединить части
машины так, чтобы было обеспечено их вполне неизменное взаим-
I ное положение при наличии передачи ими больших усилий, часто
I переменной величины и направления, плотность пригонки имеет
большое значение. К этим случаям относятся, например, все кре-
пления частей рамы и картера между собой, крепление картера
к раме, цилиндров — к картеру и т. д. как в двигателях Дизеля,
так и в других машинах. Перед сболчиванием таких соеди-
I нений необходимо убедиться, что имеется хорошее соприкосно-
। вение по всей поверхности, а не только в отдельных, далеко
одна от другой расположенных точках. Если механическая об-
работка не обеспечивает достаточной точности, то приходится
прибегать к, добавочной ручной опиловке или шабровке. Обы-
кновенно признается достаточной опиловка, которая при точ-
ной механической обработке сводится к зачистке заусенцев.
Соединение признается хорошим, если при наложении частей
одна на другую, без сболчивания, между ними не проходит щуп
0,04—0,05 мм.
Исключения составляют соединения, которые должны быть
плотными против пропуска масла, пара, сжатого воздуха
и т. д. При необходимости вполне неизменного взаимного
положения частей установка каких-либо прокладок признается
недопустимой, и в таких случаях приходится детали чисто
припиливать по краске или пришабривать. Получение уплот-
нения упрощается, если стык перед свертыванием промазать
уплотняющей замазкой (шеллак, вареное масло с графитом
и т. д.).
Возвращаемся к обработке составной рамы. Следующей опе-
рацией является сболчивание ее частей, которое производится на
плите. При этом пригоняются и ставится на место детали, обес-
печивающие взаимную неподвижность частей рамы: шпонки,
контрольные шпильки, болты под развертку и т. д. Сболчен-
ная рама вновь ставится на стол строгального станка, и ее
верхняя плоскость, а также и замки подшипников простраги-
ваются все вместе, после чего она в собранном виде растачи-
вается.
В том случае, когда не имеется достаточно длинного станка
для строгания всей рамы в собранном виде, приходится либо
обрабатывать начисто ее отдельные части с такой точностью,
чтобы дальнейшая совместная обработка была Излишней, либо
строгать части попарно. Например, рама, состоящая из трех ча-
стей, строгается следующим образом. Первая часть сболчивается
со второй, и они совместно прострагиваются. Далее их разъеди-
няют и сболчивают вторую часть i с третьей. При установке на
станке выверка производится по уже начисто обработанной второй
441
chipmaker.ru
части, которая служит шаблоном при строгании третьей.1 В осталь-
ном обработка составных рам производится так же, как и цельных.
Выше мы говорили о строгании рам. Часто вместо строгания
применяется фрезерование. Сравнение этих методов было дано
выше.
Остановимся более подробно на основных требованиях, предъ-
являемых к правильно обработанной фундаментной раме.
Строгание рамы должно быть произведено так, чтобы ее
верхняя поверхность была правильной плоскостью, к которой
бы тщательно обработанный картер прилегал плотно по всей
длине. Кроме того «замки» всех подшипников (С на рис. 640)
должны иметь общую ось. которая и определит продольную
плоскость симметрии машины. Ширина этих замков должна быть
вполне определенной, для того чтобы крышки входили в них
плотно.
Расточка гнезд подшипников должна быть выпол-
нена так, чтобы они все имели общую ось, лежащую в плоскости
симметрии машины и параллельную верхней плоскости.
Из сказанного ясно, что установка борштанги должна произ-
водиться:
1) в вертикальном направлении—от верхней плоскости рамы;
2) в горизонтальном направлении — от стенок «замка».
Таким образом точность расточки всецело зависит от точности
строгания, что указывает на первенствующее значение строгальной
операции при обработке рам. В случае нарушения условия парал-
лельности оси расточки и верхней плоскости рамы нарушится пра-
вильность сборки всей машины, так как положение коленчатого
вала определяется осью расточки, а положение цилиндров — поло-
жением картера, следовательно, положением верхней плоскости
рамы. При нарушении упомянутого условия, даже при идеально
правильном выполнении других деталей, оси цилиндров будут не
перпендикулярны к оси коленчатого вала, и машина не сможет пра-
вильно работать. Неправильную обработку рамы можно компенси-
ровать лишь за счет большой ручной пригонки, ио это сильно по-
вышает стоимость сборки и, конечно, исключает возможность ра-
боты на основе взаимозаменяемости частей (например, вкладышей
подшипников).
В большинстве случаев вкладыши имеют круглую наружную
поверхность, и гнезда для них получаются путем расточки. Для
выполнения этой операции рама устанавливается на солидном осно-
вании, и работа производится длинной борштангой, приводимой
в движение от колонки. При этом борштанга поддерживается не
только у концов, но и в нескольких точках по длине. Эти точки
расположены между каждыми двумя подшипниками или несколько
реже. Подача производится от шпинделя станка.
Люнет, ближайший к колонке, иногда не ставится, и борштанга
жестко связывается со шпинделем; однако чаще предпочитают
1 Описываемый способ применялся на заводе Русский Дизель в Ленин-
граде до тех пор, пока не был получен достаточно длинный строгальный
станок.
4'2
устанавливать борштангу совершенно независимо, а связь со шпин-
делем осуществлять шарнирно.
Заметим далее, что длинная борштанга1 имеет очень малую
жесткость, и ее положение всецело определяется положением лю-
нетов. Из сказанного ясно, что люнеты должны опираться обяза-
тельно на верхнюю чисто обработанную плоскость рамы, которая
служит базой для расточки, и кроме того закрепляться в таком по-
ложении, чтобы борштанга была расположена точно по середине
замка.
Рис. 641 схематически изображает установку борштанги и лю-
нетов. ।
“ После черновой расточки, до начала чистовой, рекомендуется
проверить установку борштанги, которая могла разрегулироваться
под влиянием больших усилий резания при обдирке.
Здесь часто ставят люнет и производится
/соединение борштанги со шпинделем пни помощи шарнира супа Ж
люнет резец
В rfk. т Ъ. Д _Agi-A R . А. Я р
°®-
Рис. 641. Расположение борштанги
при расточке гнезд рамы.
Борштанга может заводиться либо с торца, и тогда муфты с
резцами должны на ней закрепляться впоследствии, либо ее ставят
сверху при снятых крышках подшипников. В последнем случае все
резцы на ней могут быть установлены заранее. При расточке круп
ных рам обычно пользуются одним из указанных способов уста-
новки борштанги, но в массовом производстве прибегают к целому
ряду приемов, облегчающих эту работу.
Если проанализировать способ установки борштанги, то легко
убедиться в том, что точность работы здесь совершенно не зависит
от точности станка. При связи с помощью шарнира Гука роль
станка сводится к передаче борштанге крутящего момента и подаче
ее вдоль оси. Точность работы зависит исключи-
тельно от точности исполнения самой бор-
штанги, а также правильности расстановки лю-
нетов. Поэтому для расточки рам может служить любая колонка
или расточной станок достаточной мощности.
Заметим далее, что весьма важным условием правильного вы-
полнения расточки является такая установка рамы, при которой
верхняя ее поверхность была бы правильной плоскостью. Выше
> .Длина этих борштанг доходит до 15 м и более.
443
r.ru
мы указывали, что установка длинных рам на столе строгального
станка требует больших предосторожностей. При установке рамы
на плите для расточки ее нужно вновь тщательно выверить.
Правда, здесь надежным способом является ее установка по ли-
нейке и ватерпасу, 1 11 но и она требует при длинной раме затраты
значительного количества времени.
Иногда операцию расточки гнезд подшипников переносят в сбо
рочную, где раму все равно приходится тшательно выверять на
станде. Уложив борштангу в люнеты, устанавливают с торца рамы
переносную колонку и производят расточку. Правда, это несколько
увеличивает время нахождения машины на станде, что, невиди-
мому, и является главной причиной ограниченности распростране-
ния этого метода.
।
Рис. 642. Пришабривание гнезд подшипников рамы по оправке.
Кроме собственно расточки, в ту же операцию входит подрезка
торцов гнезд, которая производится инструментами, укрепленными
на борштанге. '
Расточной инструмент применяется такой же, как и при других
расточных работах: один резец, резцовые головки с двумя и более
резцами и различные подрезки.
Припоминая все, сказанное о расточке, можно сделать заклю-
чение, что расточить точно в одну линию ряд отверстий, лежащих
друг от друга на большом расстоянии, — что и имеет место при
расточке рам многоцилиндровых двигателей, — является далеко
не легкой задачей. Поэтому, желая добиться взаимозаменяемости
и в этом случае, приходится вводить специальную операцию кон-
троля произведенной расточки и, если нужно, исправлять дефекты
ее путем ручного припиливанйя и пришабривания гнезд подшипни-
ков.
Для этой цели иногда прибегают к пришабриванию
гнезд по специальной оправке (рис 642). После уста-
1 Задача здесь проще, чем при установке на строгальном станке. Там
требовалось установить раму так, чтобы в ней не возникло напряжений or
изгиба, а здесь необходимо лишь восстановить ранее полученную правиль-
ную плоскость.
444
ловки на место вкладышей пришабривание белого металла можно
производить также по другой оправке (меньшего диаметра). При-
менение оправки вместо самого коленчатого вала оправдывается
ее большей легкостью и одновременно жесткостью.
Если отказаться от пригонки гнезд по калибру и пригонять
(припиливать или пришабривать) к ним вкладыши индивидуально
(как это часто и делается), а полученное несовпадание осей ком-
пенсировать при шабровке подшипников по валу, то при необходи-
мости замены вкладыша неизбежна некоторая пригонка его как к
раме, так и к валу. Величина этой пригонки зависит от допущенных
неточностей обработки.
При пользовании оправками указанного типа можно не только
проверить по краске их посадку в гнездах (или в подшипниках), но
и проконтролировать параллельность оси расточки относительно
верхней плоскости рамы. Для этого основание индикатора пере-
двигают по плоскости рамы, а штифт его заставляют касаться
оправки. В некоторых случаях оправку для проверки вкладышей
снабжают заплечиками, по которым пригоняют торцы этих вдла-
дышей.
В. Обработка цилиндровых блоков автомобилей 1
В настоящее время громадное большинство автомобильных и
подобных машин (авиационные и мотоциклетные иногда соста-
вляют исключение) имеет цилиндры, отлитые вместе в блоке. Авто-
мобильные моторы имеют обычно четыре, шесть или восемь цилин-
дров, причем наибольшее признание получил, повидимому, шести-
цилиндровый двигатель.
После отливки блок подвергается очистке пескоструйными ап-
паратами. При массовом производстве операция очистки вклю-
чается в поток, причем, конечно, она проводится в специально вы-
гороженном помещении с хорошей вентиляцией.
Далее следует протравка блока в кислоте с последующей его
промывкой в воде и нейтрализующей щелочи.
После травления и нейтрализации часто блок грунтуется. Эта
операция производится путем пульверизации, причем блок может
оставаться на транспортере. Вентилятор уносит пары. Загрунтован-
ная отливка не только чище и опрятнее в обращении, но и не ржа-
веет при соприкосновении с охлаждающей жидкостью.
К числу подготовительных операций можно отнести испытание
отливок на твердость. Оно производится либо по методу Бринелля
либо по Роквеллу. Это испытание часто также включается в поток
и осуществляется без снятия отливок с конвейера.
Кроме упомянутого контроля твердости, преследующего глав-
ным образом цель защиты настроенной линии станков от по-
падания особо твердых отливок, производится контроль размеров
отливки.
1 Некоторые дополнительные подробности, касающиеся обработки цилин-
дровых блоков, см. Технология машиностроения, вып. П, главы 15 и 16.
445
chlpmaker.ru
Обычные методы разметки, применяемые в индивидуальном и
I мелкосерийном производствах, здесь неприменимы. Для массовой
проверки служат специальные приспособления.
I Цилиндровый блок представляет собой довольно сложную тон-
костенную деталь, отливаемую к тому же с малыми припусками.
' Поэтому для получения полной уверенности, что со всех сторон
(имеется достаточный запас на обработку, необходимо произвести
довольно значительное количество обмеров. Контроль отливок в
приспособлениях производится либо в механической до обработки,
либо еще в литейной мастерской.1
Существенным вопросом является установка на первом
станке. Здесь необходимо считаться с тем, что первая обработан-
। ная плоскость послужит для установки на следующих станках, и
поэтому неверно произведенная первая операция повлечет за со-
бой брак на одной из дальнейших. В целях получения более на-
1 дежных результатов иногда вводится дополнительная операция —
1 фрезерование опорных площадок,— имеющая целью
1 дать надлежащую плоскость для установки на первой операции.
Эта предварительная обработка не требует сильного зажима блока
। (так как снимается мало металла и можно работать с малой пода-
1 чей и глубиной резания), и ее можно выполнить, не деформируя
1 отливки. При последующем фрезеровании, устанавливая на обра-
ботанные площадки, легко хорошо укрепить блок, не опасаясь его
перетянуть при затяжке крепления. Положение опорных площадок
зависит от плана операций: иногда они фрезеруются на верхних
поверхностях лап, иногда на боковой стороне блока, а в некоторых
случаях на нижней поверхности отливки (место стыка с кар-
тером).
1 Блок фрезеруется снизу, в месте стыка с картером,
1 сверху под крышку, с боков для присоединения выхлопного
1 трубопровода и разных вспомогательных деталей исобоихтор-
1 ц о в. Таким образом обработке подлежат шесть сторон.
Кроме того обрабатываются замки гнезд подшипников
1 коленчатого вала.
1 Перечисленные операции, кроме последней, могут производиться
। как на фрезерных, так и на шлифовальных станках. Применяются
1 оба метода. Припуски на обработку как при фрезеровании, так и
1 при шлифовании берутся в пределах 3—6 мм в зависимости от раз-
1 мера блока и качества работы литейной. Можно было бы ожидать
при работе на шлифовальных станках значительно меньших при-
пусков, чем при работе на фрезерных, но на самом деле этого не
! наблюдается. Сложная форма отливки не позволяет итти в сторону
их большего снижения из опасения повышения количества брака
1 вследствие недостатка материала в местах обработки.
1 Между тем выгоды от применения шлифования растут по мере
! уменьшения припуска, так как шлифовальный круг не боится ра-
боты по корке. При припусках 3—6 мм, как показывает опыт
! ряда заводов, шлифование не дает выигрыша во времени по срав-
1 Описание нескольких приспособлений для проверки отливок см. Тех-
нология машиностроения, вып. II, рис. 302—304 и вып. IV, рис. 859—861.
! 446
вению с фрезерованием. Однако применение этого метода все же
имеет некоторое распространение (особенно в Англии) на произ-
водствах среднего масштаба, уступая место фрезерованию дри|
больших выпусках. Малые времена обработки, достигнутые на
больших заводах, объясняются применением специальных станков,
которые исполняются пока лишь в виде фрезерных. В дальнейшем,
если явится возможность лить с еще меньшими припусками, поло-
жение может измениться в сторону, благоприятную для шлифо-
вальных станков. 1
В последнее время получает распространение обработка пло-
скостей блока протягиванием.1 2
В зависимости от масштаба производства применяются следую-
щие методы обработки упомянутых выше поверхностей.
1. При самых малых выпусках (случайные партии) — фрезерова-
ние на солидном одношпиндельном вертикальном или горизонталь-
ном станке стандартного типа. Все поверхности обрабатываются
последовательно одна за другой. На столе станка достаточной длины
иожно поставить вдоль два блока и тем сократить время на уста-
новку.
2. При больших выпусках, (Оправдывающих постановку спе-
циального оборудования, — продольнофрезерные станки с несколь-
кими шпинделями, 3 фрезерные станки с большим круглым столом
для непрерывного фрезерования или мощные плоскошлифовальные
с прямолинейно движущимся или круглым столом.
3. При массовом производстве — специальные многошпиндель-
ные станки барабанного типа 4 или протяжные станки.
Во многих случаях черновое фрезерование производится одно-
временно с чистовым на станках, имеющих для этого два ком-
плекта шпинделей. Однако при этом нет гарантии в том, что от-
ливку не поведет при дальнейшей обработке, и часто в конце про-
цесса вводятся дополнительные операции по отделке основных
плоскостей. Некоторые заводы строго разграничивают черновую
обработку от чистовой, производя первую в начале процесса, а
вторую — в конце.
Фрезерные операции почти всегда являются первыми по по-
рядку механическими операциями. Наиболее часто встречающийся
план состоит в том, что прежде всего обрабатывают нижнюю пло-
скость (место стыка с картером или поддоном для масла), причем
одновременно могут обрабатываться и другие плоскости. Эта ниж-
няя плоскость служит базой для всех дальнейших операций.
Далее сверлятся и развертываются два отверстия А на
противоположных сторонах нижнего фланца,
которые, будучи надеты на установочные шпильки, ввернутые
1 Заметим здесь, что введение в обиход мастерских новых режущих
сплавов из карбида вольфрама лишает шлифовальный процесс монополии при
работе по корке. Эти резцы обрабатывают весьма твердые поверхности. Та-
ким образом и при малых припусках работа фрезером не исключается.
2 См. главу 16, § 6, Б.
3 См. рис. 61 (том 1).
* См. главу 16, § 3, Д. Там же дан общий разбор фрезерных операций.
447
chipmaker.ru
в опорные плоскости приспособлений, совершенно точно опреде-
ляют положение блока в этих приспособлениях (рис. 643).1
Вслед за обработкой упомянутых двух отверстий идут операции
- по фрезерованию остальных плоскостей блока, расточка цилиндров,
сверление всех отверстий, обработка гнезд подшипников и т. д.
Установка при расточке цилиндров обычно производится на
нижнюю плоскость блока так, что две установочные шпильки входят
в два просверленные и развернутые отверстия. Крепление осуще-
ствляется разными методами.
Станки — чаще всего вертикальные многошпиндельные, 1 2 ино-
гда встречаются и горизонтальные. Широко применяются напра-
вляющие для внешнего конца борштанги.
Обработка цилиндров блока является одним из тех про-
цессов, развитие которых в наибольшей степени связано с прогрес-
сом всей металлообработки. Следует заметить, что именно на этих
операциях в значительной мере развилась современная методика
обработки точных ^тверстий.
В первые годы развития авто-
строения (приблизительно до 1910 г.)
цилиндры автомобильных двигате-
лей растачивались резцами- теми же
методами, какими в
время
Рис. 643. Базирующие отверстия
в нижней плоскости цилиндрового
блока.
настоящее
обрабатываются цилиндры
крупных двигателей (применялась,
например, расточка широкими рез-
цами с подачей до 6 мм).
С начала текущего столетия в употребление начали входить
развертки, причем долгое время развертывание являлось последней
операцией в механическом цехе. С повышением требований к каче-
ству автомобильных цилиндров после развертывания стали приме-
нять притирку, иногда развальцовку. Внутреннее шлифование хотя
и применялось в некоторых случаях, но не получило распростране-
ния вследствие неэкономичности.
Дальнейший шаг в развитии методов обработки автомобильных ци-
линдров был сделан введением хонипг-процесса, 3 * * * * 8 и до последнего
времени типичным планом обработки цилиндров блока был следую-
щий: черновая и чистовая расточка резцовыми головками, развер
тывание и двукратное (предварительное и окончательное) хонинго-
вание. Часто вводили вторую операцию расточки. Реже ограничива-
1 Базировка по двум развернутым отверстиям применяется и ирн обра-
ботке некоторых других деталей. Крупным преимуществом этого метода
является независимость базировки от чистоты базирующих поверхностей н от
действия прижимов. Если установочные шпильки вошлн в развернутые отвер-
стия, то возможность смещенной отливки ограничивается малым посадочным
зазором этих шпилек.
Для удобства установки блока шпильки иногда делают выдвижными. Они
могут быть убраны вниз, что позволяет с удобством поставить блок на станок,
сдвигая его по параллелям, после чего, действуя на особую рукоятку, вводят
шпильки в отверстия.
1 См. рис. 254 (том I).
8 См. рис. 349 (том I) и вообще главу 10, § 4 и 5 (том I).
448
дись однократным хонингованием. Таким образом цилиндры обраба-
тывались в 5—6 переходов.
В настоящее время многие заводы перешли на другой процесс
После двукратной расточки следуют «тонкая расточка» и затем
однократное хонингование («зеркальный хонинг»). Обработка сво-
дится к четырем переходам, причем результат получается лучше,
чем раньше.1 Кроме того упрощается инструментарий, так как
устраняются сложные регулирующиеся развертки. Заметим однако,
что многие заводы посейчас придерживаются других планов обра-
ботки. В частности, операция развальцовки применяется в ряде
случаев, иногда даже после тонкой расточки или хонинг-процесса. 2
"Из других расточных операций следует упомянуть обработку
линии подшипников коленчатого и распредели-
тельного валов, а также отверстий для толкателей клапанов.
Расточка гнезд подшипников коленчатого вала обычно произ-
водится после того, как крышки всех подшипников привернуты на
место. Это создает известные трудности в производстве операции:
коленчатый вал опирается не менее чем на три опоры, и часто
число их увеличивается, доходя до девяти. Длинная борштанга,
проходящая сквозь все подшипники, должна направляться не-
сколькими люнетами. Необходимость при установке блока на станок
провести борштангу через все растачиваемые подшипники, имею-
щие одинаковые диаметры, и все люнеты приводит к затрате значи-
тельного времени.
Обычный метод, применяемый при расточке рам крупных ма-
шин (например, дизелей), состоит в том, что борштанга вставляется
без резцов, а резцы ставятся потом, причем их точная установка
проверяется снятием пробной стружки. Применение расточных бло-
ков позволяет значительно ускорить работу, но все же в условиях
массового производства такой метод является недостаточно произ-
водительным, и здесь обыкновенно прибегают к различным прие-
мам, чтобы сократить время установки.
Радикальным способом является введение метода обра-
ботки гнезд отдельно от крышек. Черновая обработка
гнезд подшипников коленчатого вала часто производится путем их
фрезерования полукруглыми фрезерами.
На заводах Форда, а также у нас на ГАЗе эта операция выпол-
няется на специальных многошпиндельных станках.
Т орцы гнезд подшипников чаще всего обрабатываются
набором фрезеров, причем подача блока производится перпенди-
кулярно к оси вала.
Иногда вместо фрезерования производят о б) лицовку но-
жами или специальными подрезками, которые укре-
пляются на борштангах.
При расточке с привернутыми крышками (этот метод почти
‘ См. главу 10, § 2, В (том I).
2 Обзор методов отделки цилиндров автомобильных блоков по состоянию
на 1925—1930 гг. см. Технология машиностроения, вып. II, стр. 89. Более но-
вые данные см. статью F. Colvin, The Machinist, т. 77, стр. 6—8, и статью
К. В г о d z у n a, Machinery (Лондон), т. 47, январь 2, 1936, стр. 414.
29 Союловсьай, ч. II. 188В. ^49
chipmaker.ru
всегда применяется при чистовой расточке и часто также при чер.
новой) для сбережения времени на установку борштанги применя-
ются различные характерные приемы.1
В последнее время общее признание получает тонкая расточка
подшипников коленчатого вала. На рис. 644 показано устройство,
позволяющее вставить борштангу, не вынимая резцов. В приспо-
соблении имеются четыре люнета, из коих у двух средних нижние
половинки .4 — В — откидные. Вынимая вгулки из подшипни-
ков С—D и откидывая указанные половинки люнетов, мы опускаем
борштангу настолько, что резцы легко проходят сквозь нерасточен-
ные подшипники картера. Борштанга присоединяется к шпинделю
шарнирно. Давление подачи передается через центрально располо-
женный стальной шарик. Вместо того чтобы опускать борштангу,
можно приподнять весь блок, для пропуска же резцов сквозь
втулки — предусмотреть в них соответственные прорези.
Рис. 644. Тонкая расточка подшипников коленчатого вала.
Тонкую расточку можно производить и иначе — так, что бор-
штанга со вставленными в нее резцами вводится в направлении,
перпендикулярном к оси, после чего на место ставятся крышки
подшипников. Для работы по этому методу применяются весьма
совершенные станки, в которых установка производится очень бы-
стро. На ГАЗе таким образом растачивают залитые баббитом под-
шипники коленчатого вала в два прохода (в одну установку); пода-
вая борштангу вдоль оси, сначала справа налево, а потом слева
направо. Скорость резания — 260 м/мин. (2000 об.,'мин. при диа-
метре 41 мм). Работа — с охлаждением эмульсией.
Из всех известных методов расточки подшипников коленча-
того вала только-что описанный дает наилучшие результаты, обес-
печивая высокое качество обработки и избавляя от какой-либо руч-
ной пригонки при сборке.
Расточка отверстий для подшипников распределитель-
ного вала производится проще, так как они обычно имеют сту-
пенчатую форму со ступенями, убывающими снаружи внутрь.
Сверлильные операции помещаются между обработкой
на других станках. Блок цилиндра обсверливается кругбм, причем
многие отверстия нарезаются и некоторые зенкуются. Поэтому
1 Описание этих приемов и соответственных устройств см. Технология
машиностроения, вып. II, стр. 167—175.
450
деталь неизбежно проходит через длинный ряд сверлиЛьИыХ опе-
раций, требующих применения станков разных типов, снабженных
многочисленными приспособлениями.
Из отверстий разного направления нужно выделить отверстия,
имеющие направления, перпендикулярные к основным плоскостям
блока (верх, низ, оба торца, боковые поверхности). В каждом из
этих направлений сверлится целый ряд отверстий, различным обра-
зом расположенных. Такое их размещение создает очень благо-
приятные условия для применения многошпиндельных станков как
для сверления, так и для нарезания, зенковки и прочих операций
сверлильного характера.
По конструкции многошпиндельные станки разделяются на вер-
тикальные и горизонтальные, имеющие шпиндели с одной стороны
детали и с разных, станки с ручным управлением и автоматические.
Наряду со станками более или менее универсальных установив-
шихся типов имеется целый ряд узко специальных. 1
Наряду с отверстиями основных шести направлений, обычно
имеются также отверстия, иначе направленные, а также больших
диаметров, имеющие большую глубину, неудобно расположенные
и т. п. Сверлить их на многошпиндельных станках совместно
с остальными бывает неудобно и даже невозможно. Поэтому, кроме
нескольких основных многошпиндельных сверлильных станков,
выполняющих по количеству главную часть сверлильной работы,
имеется всегда много станков одпошпиндельных или также много-
шпиндельных, но с малым числом шпинделей.
Готовый блок очищается чаще всего путем промыва-
ния е г о в содовом растворе. Эта операция механизирована.
Плотность отливки проверяется при помощи гидравличе-
ского испытания.
На всем протяжении технологического процесса блок проходит
через ряд контрольных пунктов, где проверяются его раз-
личные размеры и угловые соотношения.
В целом процесс обработки блока обычно содержит от 40 до 65
операций в зависимости от конструкции блока и степени диферен-
циации этого процесса. 2
1 См. рис. 67—69 (том I).
* Несколько типичных планов обработки блоков см. Технология машино-
строения, вып. II, глава 16, также проф. В. М. Кован, Технология авто-
тракторостроения, 1938, стр. 353 (блок двигателя ГАЗ).
ГЛАВА ДЕВЯТНАДЦАТАЯ
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ1
1. КЛАССИФИКАЦИЯ МЕТОДОВ ПОЛУЧЕНИЯ ФАСОННЫХ ФОРМ
До сих пор мы рассматривали обработку деталей, ограничен-
ных по преимуществу цилиндрическими и плоскими поверхно-
стями. Кинематические схемы, на которых основано получение этих
поверхностей, общеизвестны, и интерес всех рассмотренных выше
примеров сосредоточивался не на изучении принципиальных схем,
а на способах их приложения к различным конкретным случаям
практики и главным образом на средствах, позволяющих избегнуть
появления ошибок, вызываемых непроизвольными отклонениями от
этих основных схем.
Однако, наряду с цилиндрическими и плоскими поверхностями,
в технике находят широкое применение многие формы, отличные
от цилиндра и плоскости, и теперь мы переходим к изучению
методов их получения. Основные кинематические зависимости
часто оказываются далеко не столь простыми, как в ранее рас-
смотренных случаях, приложение же соответственных схем к реаль-
ным конструкциям существующего оборудования еще сложнее.
Конечно, при более глубоком изучении того или иного процесса
обработки фасонной поверхности приходится встречаться с дей-
ствием всех факторов, влияющих на точность и производитель-
ность этого процесса, однако здесь изучение этих факторов лишь
в редких случаях удается произвести даже с тон степенью углу-
бленности, как это мы делали при рассмотрении образования про-
стейших форм.
В дальнейшем мы рассмотрим методы получения целого ряда
наиболее распространенных в машиностроении геометрических
форм, отличных от цилиндра и плоскости и объединяемых нами
под общим наименованием «фасонных поверхностей». Это рассмо-
трение мы начнем с того, что приведем краткую классификацию
различных методов и попутно рассмотрим несколько характерных
примеров.
Все методы образования фасонных поверхностей мы делим
прежде всего на такие, при которых требуемая форма получается
путем обработки обыкновенным резцом с остроконечной или за-
кругленной вершиной или же цилиндрическим фрезером, которым
1 Некоторые подробности, касающиеся обработки фасонных поверхностей,
а также ряд дополнительных рисунков см. Технология машиностроения,
вып. V, главы 37—39.
452
сообщается криволинейное движение относительно обрабатывае-
мой детали, и такие, при которых данная фасонная поверхность
образуется при помощи инструмента, имеющего профиль, соответ-
ствующий форме детали.
Первый процесс может осуществляться различным обра-
зом:
1) путем использования механизма самого станка или специаль-
ного приспособления, воспроизводящих некоторую кинематическую
схему;1
2) путем переноса требуемого профиля с ранее изготовленного
шаблона или копира. Простейшим образом такой перенос профиля
осуществляется при работе с ручной подачей и пользовании ша-
блонами для разметки и промеров. Однако при сколько-нибудь
значительном размере партий приходится обращаться к механиче-
скому воспроизведению профиля, и в таких случаях прибегают
к работе по копиру.
Второй процесс, основанный на применении фасонного
инструмента, осуществляется в нескольких формах: в виде обра-
ботки фасонным резцом', фрезером, зенковкой, шлифовальным кру-
гом и т. д. При этом предполагается, что инструменту придается
круговое или прямолинейное движение.
Очень часто встречаются случаи пользования комбинирован-
ными методами, при которых фасонному инструменту придается
движение по некоторому криволинейному профилю. 1 2 Частным слу-
чаем такого комбинированного метода является метод обкаты-
вания.
2. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
А. Обработка конусов на станках типа токарных
Конические поверхности, строго говоря, не являются «фасон-
ными», и мы рассматриваем их здесь лишь потому, что они обра-
батываются в основном теми же методами, как и «настоящие»
фасонные поверхности, ограниченные криволинейными профилями.
Конусы имеют самое широкое применение в машиностроении и
различаются между собой как размерами, так и степенью требуе-
мой точности формы. Кроме того положение конической поверх-
ности относительно других поверхностей обрабатываемой детали
бывает самое различное. Сказанное, а также целый ряд других
соображений оправдывают то многообразие методов, с которыми
приходится встречаться при обработке конусов в различных слу-
чаях практики.
При обработке конусов на токарных станках широко
используются возможности, предоставляемые кинематикой этого
станка. Короткие конические поверхности часто точат, поворачивая
верхнюю часть супорта на требуемый угол, длинные же пологие
1 Простейший пример такой работы — образование шаровых поверхностей
при помощи придания резцу вращательного движения подачи.
2 Примеры таких операций — нарезание резьб на токарном станке и на-
резание (пиралей на фрезерном.
453
chipmaker.ru
конусы столь же часто обтачивают, смещая центр задней бабки.
Копировальные («конусные») линейки также применяются весьма
широко. Наконец, более короткие наружные конические поверх-
ности охотно обтачиваются широкими («фасонными») резцами. Из
всех описанных методов, кроме фасонных резцов, только поворот
супорта дает возможность обрабатывать крутые конусы. Но поль-
зование этим' методом затруднено тем обстоятельством, что у
большинства токарных станков верхние поворотные салазки су-
порта не приспособлены для работы самоходом. Поэтому там, где
такая работа встречается, часто приходится либо приспособить
самоходное движение верхней части супорта (например, аналогично
тому, как это сделано у карусельных станков)1 либо пользоваться
поперечной копирной линейкой.1 2
На револьверных станках применяются конусные
приспособления самой различной конструкции. Наряду с такими,
которые являются видоизменением обычных устройств токарного
станка, встречаются специальные приспособления, устанавливаемые
на револьверной головке и имеющие свои собственные салазки.
Часто такие приспособления настолько мало связаны с остальной
конструкцией станка, что их установка и снятие занимают немно-
гим более времени, чем смена обычных державок для резцов.3
Методы обработки конусов на каруселях пользуются зна-
чительно меньшей известностью, чем приемы, применяемые при
аналогичных операциях на токарных станках. Поэтому мы считаем
необходимым осветить данный вопрос несколько подробнее. Чаще
всего конусы обтачиваются на карусельных станках при помощи
поворота супорта на такой угол, чтобы движение резца
было параллельно образующей конуса. В отличие от токарных
станков, работа при таком положении супорта может произ-
водиться совершенно нормально при автоматическом вертикальном
самоходе.4 При всей своей простоте этот способ имеет существен-
ное ограничение: при его помощи можно обрабатывать только по-
логие конусы, образующие которых составляют с горизонталью
угол не менее 60—45е, в зависимости от того, на какой угол на-
клоняется призма супорта (обычно 30—45°). Если требуется то-
чить более крутые конусы, то приходится прибегать к другим
приемам.
Одним из таких способов является метод одновремен-
ной обточки двумя подачами (горизонтальной и верти-
кальной). Его легче осуществить на карусельном, чем на токар-
ном станке, и здесь он находит значительно большее применение
Однако в обычном исполнении карусельные станки не приспосо-
блены для такой работы, и обе подачи не могут быть включены
одновременно. Но даже, если эго и возможно, то отношение ско-
1 См. Технология машиностроения, вып. V, рис. 1254.
2 См. Технология машиностроения, вып. V, рис. 1253.
s См. Технология машиностроения, вып. V, рис. 1255—1261.
4 У токарного станка самоход к поворотным салазкам является спе-
циальным устройством. Пример работы наклонным супортом на очень боль-
шом карусельном станке см. ниже рис. 739.
454
ростей горизонтальной и вертикальной подач оказывается постоян-
ным, и при их одновременном включении супорт получает движе-
ние под одним определенным! уклоном. Если обе подачи, как это
обыкновенно и бывает, одинаковы, то угол направления движения
супорта оказывается равным 45°. Комбинируя в этом случае рас-
сматриваемый метод с предыдущим, т. е. поворачивая супорт, можно
получить в известных пределах различные уклоны конусов. Так,
например, при повороте супорта на разные углы от 0 до 30° можно
точить конусы с уклоном образующей (от горизонтали) 60°.
Из сказанного следует,
что при обработке пологих
конусов приходится прибе-
гать к специальным приспо-
соблениям.
Одним из простейших
устройств является введение
сменных шестерен
между винтом горизонталь-
ной и валиком вертикальной
подачи. Опишем одно из
Рис. 645. Обточка конуса при одновремен-
ном включении горизонтального и верти-
кального самоходов
таких приспособлений (рис.
645). Здесь планка L имеет
(Прорезь для закрепления
в ней пальца S, на котором
вращается паразитная пере-
даточная шестерня N. Ниж-
няя шестерня О сидит на
шпонке, в то время как
верхняя шестерня Р соеди-
няется с валиком посред-
ством фрикционной муф-
ты Q, затягиваемой при вра-
щении малого маховичка с
накаткой R. При работе
механизма передача проис-
ходит, как и без него, от червяка Н к червячной шестерне J. При
выключении фрикционной муфты Q механизм двойной подачи
разобщается, и карусель работает, как обычно, причем шестерня Р
вращается вхолостую. Имея несколько сменных шестерен, можно
точить различные конусы. Область применения приспособления
еще увеличится, если для промежуточных уклонов воспользоваться
поворотом супорта. Заметим, что при комбинациях двух подач
истинная величина подачи резца обычно не равняется ее значе-
ниям, обозначенным на коробке подач, и должна быть определена
построением или расчетом.1
1 При построении треугольников скоростей необходимо считаться как
с величиной, так и с направлением всех движений супорта.
Кроме описанных, можно использовать еще один метод обработки кону-
сов путем комбинации подач. Карусели, имеющие два супорта на поперечине,
обычно снабжаются совершенно независимыми коробками подач для этих су-
chipmaker.ru
Все сказанное .относилось к супортам, расположенным на попе-
речине. Боковыми супортами для конической обточки пользуются
значительно реже. В основном, однако, все приведенные рассу-
ждения оказываются справедливыми и для этого случая, причем
здесь необходимо учитывать как иное расположение супортов, так
и особенности конструкции различных станков.
Подобно токарным станкам, карусели иногда, хотя и значи-
тельно реже, снабжаются копирными конусным!и ли-
нейками. При отсутствии такой линейки ее можно сделать
своими средствами.1
Б. Обработка конических отверстий
Все рассмотренные выше устройства годятся для наружной
обточки и расточки сравнительно неглубоких конусных отверстий.
При большой длине последних приходится пользоваться специ-
альными борштангами. Основная идея конструкции всех
таких борштанг — сообщение резцу движения, наклонного к оси
вращения, причем в этом случае как рабочее движение, так и по-
дача обыкновенно сообщаются инструменту.2 Существуют две
конструкции таких борштанг: первая, при которой вся борштанга
устанавливается наклонно к оси отверстия, и вторая, при которой
оси борштанги и отверстия совпадают, но супорт с инструментом
движется по наклонной направляющей, простроганной на самой
борштанге. Хотя обе конструкции, часто применяются для одно-
родных операций, первая из них более подходит для пологих ко-
нусов, а вторая пригодна и для более крутых.
Рис. 646 а изображает расточку большого конического отвер-
стия на расточном станке. Здесь деталь закреплена неподвижно,
а борштанга вращается на центрах от шпинделя станка (справа).
Центровое отверстие сдвинуто относительно оси борштанги, для
чего предусмотрено специальное устройство, состоящее из пол-
зунка D и установочного винта Е. Подача сообщается муфте В,
перемещаемой вдоль борштанги при помощи винта А, располо-
женного в профрезерованном вдоль нее пазу.'' Винт медленно вра-
щается относительно борштанги при помощи планетар-
ной передачи, устроенной со стороны, обращенной к неподвижному
центру. Резец М закреплен в муфте, причем его положение регу-
портов, причем горизонтальные винты и валики разрезаны по середине и
приводятся в движение с двух сторон. Если оба валика вертикальной по-
дачи соединить (устроив здесь муфту), то окажется возможным при работе
одним супортом сообщать ему горизонтальную подачу от его коробки,
а вертикальную — от коробки другого супорта. При этом, очевидно, полу-
чается весьма большое количество комбинаций подач. При таком методе
работы надо остерегаться одновременного включения вертикальных подач
обоих супортов.
1 См. Технология машиностроения, вып. V, рис. 1263—1264.
2 Обобщая методы обработки конусов как при вращении детали, так и
в случае вращения инструмента, мы можем сказать, что коническая поверх-
ность получается тогда, когда вращение происходит вокруг оси
конуса, а подача — в направлении образующей.
’ Ср. рис. 247 d (том I). ,
456
лируется при помощи конической втулки N, притягиваемой бол-
тами О.
Рис. 646 b дает представление о работе подобной же борштанги
на токарном станке. В данном случае растачивается отверстие,
имеющее форму двойного конуса. Поэтому устройство для сме-
щения центров сделано с обоих концов борштанги. При измене-
Рис. 646. Расточка конических отверстий при помощи специальных борштанг
пии расстояния между осями шестерен С и К вследствие перемеще-
ния борштанги относительно неподвижного центра, сцепление
между этими шестернями вновь устанавливается при помощи пара-
зитной шестерни J, закрепленной на конце рычага И. Такое устрой-
ство при расточке конусов, направленных в одну сторону, не обя-
зательно, но оно полезно и в этом случае, так как дает возмож-
ность изменять величину подачи путем смены шестерен. Другая
особенность, вызываемая двойной конусностью отверстия, — это
необходимость установки на муфте двух резцов L и М, причем
каждый из них работает лишь на половине длины отверстия.
Планетарная передача не всегда обязательна в механизмах дан-
ного типа. Здесь можно пользоваться прерывистой подачей от звез-
457
дочки или, при значительной величине подач, сцепить шестерню на
конце ходового винта борштанги с неподвижной шестерней, сидя-
щей на центре задней бабки. Делая первую больше второй, можно
иметь подачу, несколько меньшую шага ходового винта.
Пример применения борштанги другого типа приведен на
рис. 647. Здесь обозначены: В —подающий винт; С —направляю-
щая супорта; D — звездочка; В —упор для нее. При каждом обо-
роте борштанги винт поворачивается на V[s оборота (так как
звездочка имеет пять зубцов).1
Получение точного конического отверстия путем разверты-
вания представляет значительные трудности. Рис. 648 дает пред-
ставление о порядке образования такого отверстия на револьвер-
ном станке. Обработка начинается с получения цилиндрического
отверстия, причем здесь главное внимание обращается на то, чтобы
ось его имела правильное положение и направление. В данном
случае этого достигают путем последовательной расточки черно-
вым и чистовым резцами. Далее приступают к самому разверты-
ванию коническими развертками. На схеме показана последователь-
ная работа трех разверток: черновой (С), получистовой (£>) и чи-
стовой (Е). Все инструменты работают с задним направлением,
причем получистовая и чистовая развертки закреплены в револь-
верной головке шарнирно.
В начале работы черновая развертка имеет очень плохое напра-
вление в цилиндрическом отверстии при весьма значительном ко-
личестве снимаемого металла. Поэтому, если желательно сохране-
ние правильного положения оси отверстия, то необходимо поза-
ботиться об ее надежном внешнем направлении. Наиболее солид-
* Пример применения подобных борштанг см. Технология машинострое-
ния, вып. V, рис. 1268—1272.
458
НЬ1М является устройство задней направляющей, так как в этом
сЛучае развертка поддерживается с обеих сторон. К сожалению,
конструкция обрабатываемой детали часто заставляет отказы-
ваться от применения задних направляющих (например, при раз-
вертывании глухого отверстия). В таких случаях остается только
Рис. 648. Схема получения конического отверстия путем
развертывания.
позаботиться о хорошем переднем направлении, если не желают
вообще отказаться от получения конического отверстия путем не-
посредственного развертывания цилиндрического. Получистовая
и чистовая развертки могут работать как с направлением, так и без
него. В этих случаях часто прибегают к шарнирному закреплению
разверток (качающиеся развертки), преследующему те же цели
как и аналогичное устройство при развертывании цилиндрических
отверстий.
Полный набор инструмента для конического развертывания
450
r.ru
как вручную, так и на станке состоит из трех разверток. При по-
логих конусах часто можно обойтись двумя развертками. Кон-
струкция конических разверток, помимо других условий, сильно
зависит от степени конусности.
Черновые развертки часто делаются ступенчатыми, так что на
длине каждого участка зубца развертка имеет прямую форму, и
зубец даже несколько поднутрен спереди назад. Благодаря такой
конструкции черновая коническая «развертка» работает, соб-
ственно говоря, не как развертка, а как многорезцовый расточной
инструмент, все зубцы которого режут своими торцами.1
Чем круче конус, тем труднее работа первой развертки. По-
этому часто до начала развертывания цилиндрическое отверстие
растачивают резцом (или набором резцов на оправке) на несколько
ступеней. При таких условиях надобность в первой ступенчатой
развертке отпадает, и работу можно закончить последовательным
применением двух разверток. На рис. 649 показаны четыре стадии
образования конического отверстия при
работе по этому методу. Здесь отверстие
последовательно сверлится (7), затем
растачивается ступенями (2), разверты-
вается предварительно (3) и, наконец,
проходится чистовой разверткой (4).
Еще более надежные результаты в
Рис. 649. Образование ко-
нического отверстия в че-
тыре перехода.
смысле сохранения направления оси от-
верстия достигаются в тех случаях, когда
до прохода разверткой отверстие раста-
чивается на конус резцом при помощи
одного из описанных способов. В этих случаях развертка служит
только для окончательной калибровки и зачистки отверстия, и ее
рекомендуется применять с шарнирным закреплением; часто поль-
зуются также ручными развертками.
Для точного развертывания иногда применяются однозубые ко-
нусные развертки. Они всегда работают с жестким направлением,
причем при установке на револьверном станке режущая кромка
всегда должна быть обращена кверху.
Развертывание длинных малых конических отверстий предста-
вляет некоторые трудности, вызываемые хрупкостью инструмента;
с этой работой приходится встречаться довольно часто, например,
при обработке отверстий под конические штифты. Здесь обычно
к развертыванию приступают сразу после сверления цилиндриче-
ского отверстия. Развертки разных размеров, служащие для этой
работы, предпочтительно изготовлять таким образом, чтобы после
полного углубления развертки меньшего размера, следующая —
ббльшая — могла войти в развернутое отверстие. Этим способом
достигается возможность даже при неточном размере сверла
(слишком малом) развернуть отверстие до требуемой величины.
Обработка более крупных конусных отверстий всегда' может
быть произведена одним из описанных методов с достаточной
1 Развертки — см. Технология машиностроения, вып. V, рис. 1277—1279.
460
степенью точности. Однако в массовом производстве, особенно
при обработке деталей из твердых и вязких легированных сталей,
сочетание достаточной точности с высокой производительностью
часто бывает трудно достижимым. Желание работать быстро за
ставляет стремиться к уменьшению числа подготовительных опера-
ций 1 и, по возможности сразу после расточки цилиндрического
отверстия, приступать к работе развертками. С другой стороны,
при этом возникают различные затруднения, и сколько-нибудь
интенсивная работа часто сопровождается поломкой дорогого
инструмента. При черновом развертывании эти затруднения связаны
с большим количеством снимаемого металла, а при чистовом —
с тем обстоятельством, что отделочная развертка снимает стружку
сразу по всей длине лезвия, что приводит к внезапной нагрузке на
инструмент, причем очень легко возникают вибрации. Для устра-
нения этих затруднений применялись различные меры. Предла-
галось, например, делать черновую развертку с несколько более
крутым конусом, чем чистовую, вследствие чего лезвия последней
вступали в работу не сразу по всей длине, а постепенно, чем избе-
гали толчков. Применялась также работа с частым периодическим
отводом развертки (т. е. развертка после поворота на некоторый
угол вперед поворачивалась обратно), благодаря чему облегчался
отвод стружки и избегалось заедание. Наконец, необходимо ука-
зать на большое значение правильного выбора и подвода смазы-
вающей жидкости.
Заметим» еще, что в некоторых случаях, например, при обли-
цовке различных ступиц и тому подобных деталей на сверлиль-
ном станке, иногда применяются интересные инструменты типа ко-
нических наружных зенкеров (пустотелых фрезеров). При
этом может быть достигнута производительность, более высокая,
чем при обработке тех же деталей на токарных или револьверных
станках.1
В. Шлифование конических поверхностей
Шлифование конусов выполняется в основном теми же спосо-
бами, как и шлифование цилиндрических поверхностей. При не-
большой длине конуса работа может производиться поперечной
или продольной подачей круга, которому придается соответствен-
ный профиль.
При желании образовать коническую поверхность путем про-
дольной подачи цилиндрического узкого круга, направление дви-
жения последнего должно совпадать с направлением образующей
конуса. Обычные станки для цилиндрического шлифования не при-
способлены для такого рода работы, и Для возможности шлифова-
ния конусов по методу продольной подачи они должны быть сна-
бжены некоторыми дополнительными устройствами. Для шлифова-
ния пологих конусов достаточно иметь устройство для поворота
верхней части стола на требуемый угол. Такими столами снабжа-
ются многие шлифовальные станки. Крутые конусы не могут быть
’ См. Технология машиностроения, вып. V, рис. 1273—1275.
461
chipmaker.ru
прошлифованы таким образом, и эта работа может производиться
только на универсальных круглошлифовальных станках, имеющих
поворотные переднюю или шлифовальную бабки. В последнем слу-
чае движение подачи сообщается самому кругу. Стол устанавли-
вается на нулевое деление, так как только в таком случае деления
на поворотной части бабки будут соответствовать углу поворота
круга относительно обрабатываемой детали. Иногда, например, при
шлифовании деталей с двойной конусностью, оказывается целесо-
образным использовать как поворот стола, так и поворот шлифо-
вальной бабки.1
Применяя приспособления для внутреннего шлифования и поль-
зуясь поворотом передней бабки, на универсальношлифовальных
станках можно обрабатывать и конические отверстия. Еще удобнее
это производится на специальных станках для внутреннего шлифо-
вания. Станок должен иметь поворотную переднюю бабку.
Сделаем здесь еще одно замечание, относящееся к установке
поворотных частей шлифовальных станков (столов и бабок) по
градусным делениям. Такие установки, вообще говоря, не обеспечи-
вают высокой точности работы, и до снятия детали со станка ко-
нусность рекомендуется проверять при помощи соответственных
измерительных приборов, внося в случае надобности изменения
в установки стола или бабки.
Весьма интересной операцией является бесцентровое шлифова-
ние спиральных сверл с коническим хвостом. Трудность заклю-
чается в том, чтобы обеспечить концентричность между цилиндри-
ческой частью сверла, на которой имеются канавки, и коническим
хвостом. Задача решается путем применения специального приспо-
собления, действие которого состоит в том, что при шлифовании
конуса сверло направляется во втулке, в которую входит его ци-
линдрическая часть, ранее прошлифованная. 1 2 3
3. ОБРАБОТКА ПОВЕРХНОСТЕЙ, ОБРАЗОВАННЫХ ВРАЩЕНИЕМ ДУГИ
КРУГА (СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ) 2
А. Обточка и расточка поверхностей, образованных вращением
дуги круга
Такие поверхности встречаются в машиностроении реже, чем
конические, но все же достаточно часто для того, чтобы можно
было провести некоторую классификацию методов их получения.
Начиная с рассмотрения простейших случаев, мы должны указать,
что токарные или револьверные станки обыкновенно не снабжаются
никакими приспособлениями для обтачивания по шару, и для полу-
чения на них сферических поверхностей автоматически, без пря-
1 См. Технология машиностроения, вып. V, рис. 1285—1287.
2 Описание процесса бесцентрового шлифования конических сверл см.
Machinery (Лондон), 25 июня 1931, стр. 392.
3 Сферическая (шаровая) поверхность является частным случаем поверх-
ности, образованной вращением дуги круга, когда ось вращения проходит че-
рез центр дуги.
462
мого участия токаря,1 приходится либо пользоваться фасонными
резнями либо пристраивать к станку специальные добавочные при-
способления.
Конструкций таких устройств, предназначенных для получения
поверхностей, образованных путем вращения дуги круга вокруг
оси детали, имеется очень много, но для удобства изложения их
БСе можно разбить на три главные группы. В каждой группе эти
устройства принимают различный вид в зависимости от того,
имеет ли поверхность вогнутую или выпуклую форму, какой уча-
сток ее относительно оси вращения станка подлежит обработке
и, наконец, является ли эта поверхность наружной или внутренней.
Заметим еще, что на практике чаще всего приходится обтачивать не
полную поверхность шара, а только ее часть.
1. Обточка путем вращения супорта вокруг
неподвижной точки. Для
этой цели строятся специальные
приспособления. На станине за-
крепляют! специальную поперечи-
ну, на которой и основывают все
поворотное устройство, что поз-
воляет сообщить вращающейся
части надежное направление и
Рис. 650. Поворотное приспособление
для обточки шаровых поверхностей.
благодаря этому избежать вибра-
ций. Круговая подача получается
от специального механизма. Часто
для этой цели применяют чер-
вячную передачу с горизонтальной червячной шестерней Ось чер-
вяка располагается вдоль станка, что требует устройства специаль-
ного приводного валика (рис. 650), или поперек, с подачей от-руки.
В последнем случае также можно осуществить автоматическую по-
дачу, надевая на конец валика трещотку и сообщая ей качания от
эксцентрика, закрепленного на ходовом винте или ходовом
валике.
Понятие о приспособлениях для расточки внутренних поверх-
ностей, действие которых основано на том же принципе, как и рас-
смотренного выше, дает рис. 651. Здесь изображены два варианта
приспособления а и Ь, из которых первый применяется на револь-
верном!, а второй — на токарном станке. Останавливаясь пока на
варианте а, заметим, что основную его часть составляет специаль-
ная борштанга Е, которая поддерживается одним концом в опоре D,
привернутой к револьверной головке, а другим — во втулке С,
укрепленной в патроне. При движении револьверной головки вся
система перемещается как одно целое до тех пор, пока заплечик G
борштанги Е не упрется в торец втулки С. С этого момента начи-
нается сферическая обточка. Благодаря наличию пружины О поло-
жение борштанги в дальнейшем не меняется, и она все время удер-
живается в плотном соприкосновении со втулкой. Револьверная
1 При неточной работе сферическую, как и всякую другую фасонную по-
верхность, конечно, можно получить путем обточки с ручной подачей по
шаблону.
463
chipmaker.ru
головка в своем движении сжимает эту пружину и при помощи
шатуна перемещает ползун М, скользящий в пазу утолщенной части
борштанги. Ползун, в свою очередь, серьгой L связан с резцедер-
жателем И, вращающимся вокруг оси Р. При этом1 конец резца К
описывает окружность, что и требуется для получения сферической
поверхности.
Второй вариант того же устройства (Ь) для токарного станка
исполнен с ручной подачей. В этом случаем борштанга S закреплена
в кронштейне Р, который установлен на супорте станка. При вра-
щении маховичка, насаженного на конец винта подачи, ползун У
Рис. 651. Приспособление для расточки внутрен-
них шаровых поверхностей.
перемещается вдоль
паза борштанги, за-
ставляя резец опи-
сывать окружность,
как и в предыду-
щем случае.1
Следует указать
на одно большое
преимущество, об-
щее всем устрой-
ствам, основанным
на вращении
резца вокруг
неподвижного
центра, перед при-
способлениями дру-
гих типов. Дело в
том, что при своем
вращении резец на-
правлен все время
нормально к обраба
тываемой поверхно-
сти, вследствие чего
условия реза-
ния все время
остаются неизменными. При небольших радиусах об-
точки это свойство оказывается весьма ценным.
2. Механизмы с радиусной штангой. Переходим
теперь к следующей группе приспособлений, основанных на приме-
нении радиусной штанги. Рис. 652 изображает одно из простейших
устройств этого рода. Здесь супорт при сообщении ему попереч-
ной подачи одновременно перемещается вдоль станины станка та-
ким образом, что резец В описывает окружность. Это достигается
путем соединения супорта с неподвижной точкой на станке при по-
мощи радиусной штанги G («радиуса»), которая в данном случае
шарнирно связана одним концом с супортом, а другим'—с виль-
чатой оправкой К, вставленной в шпиндель задней бабки L. При
1 Приспособление для сферической расточки в недоступном месте см. Тех-
нология машиностроения, вып. V, рис. 1297.
464
случайных работах описанное устройство можно еще упростить,
заменяя штангу G стержнем', имеющим оттянутые и закругленные
концы. Этот стержень одним концом упирается в небольшое углу-
бление, сделанное на супорте, а другим — в углубление в какой-
нибудь точке задней бабки. Конечно, при пользовании таким при-
митивным приспособлением, токарю приходится все время придер-
живать супорт в соприкосновении с этим' стержнем.
В отличие от ранее описанных устройств с вращающимися рез-
цами, при пользовании приспособлениями, основанными на приме-
нении радиусных штанг, не-
обходимо помнить, что в
этом случае резец в раз-
личные моменты ра-
ботает разными точ-
ками своей режущей
кромки, благодаря чему
он, строго говоря, должен
быть (в плане) заточен по
правильной окружности; в
противном случае получает-
ся некоторое искажение
профиля. 1 Условия резания
во время работы будут все
время меняться; последнее
обстоятельство также за-
трудняет выбор правильного
метода заточки резца. Все
эти соображения играют тем
большую роль, чем меньшим-
радиусом очерчена обраба-
тываемая окружность. По-
добные приспособления ча-
ще применяются для обточ-
ки поверхностей со сравни-
тельно небольшой кривиз-
ной.
При необходимости обточить выпуклую поверхность, «радиус»
приходится помещать между супортом и передней бабкой, причем
один конец его попрежнему должен быть шарнирно связан с ка-
кой-либо неподвижной точкой станка. Эту неподвижную точку
можно выбрать и на нижних салазках супорта, если последние
закрепить на станине, а резцедержатель сделать скользящим
в специальных направляющих. 2
•———. __________
* Точный профиль можно получить н в том случае, если заточить резец
строго остроконечно, чтобы он касался обрабатываемой поверхности все время
в одной точке, так как остроконечный резец можно рассматривать как част-
ный случай резца, имеющего круговую режущую кромку (при радиусе закру-
гления, равном нулю). Вообще говоря, радиус обтачиваемой поверхности полу-
, чнтся равным сумме или разности длины радиусной штанги и радиуса закругле-
ния резца. При остроконечной заточке резца радиус будет равен длине штанги.
1 См. Технология машиностроения, вып. V, рис. 1299.
30 Соколовский, т. II. 1889, 465
Рис. 652. Обточка вогнутой торцевой по-
вгрхности при помощи радиусной штанги.
При необходимости расположить все устройство со стороны
задней бабки, при обточке выпуклых поверхностей приходится кон-
струировать радиусные приспособления с более сложной кинема-
тикой.
Рпс. 653. Приспособление к токарному станку для комбинированной
цилиндрической и криволинейной обточки.
При обточке поверхностей большого радиуса, расположенных
на боковой стороне деталей, радиусными устройствами пользуются
очень часто.
Рис. 654. Просюс копирное устройство для токарного станка.
На рис. 653 показано интересное устройство, служащее для та-
кой обточки. Здесь преследуется цель обточки цилиндрического
и криволинейного участков одним общим проходом резца, благо-
даря чему избегается необходимость следить за правильностью со-
пряжения двух поверхностей. Деталь А зажата в центрах, и обточка
производится на токарном станке резцом И, закрепленным в резце-
держателе К. К задней стороне продольных салазок супорта при-
466
вернут кронштейн В, причем в его V-образных направляющих сколь-
зит ползун С. Штанга D одним концом шарнирно соединена с пол-
зуном при помощи штыря Е, закрепленного в этом ползуне. Другой
ее конец G также шарнирно соединен с деталью F, приболченной
к специальным салазкам, установленным на место обычных попе-
речных салазок. Упор L привернут к ползуну С таким образом, что
его конец М приходит в соприкосновение со штангой D как-раз
в тот момент, когда она становится в положение, строго перпенди-
кулярное к оси станка. Тяга N, закрепленная в торце ползуна С,
проходит сквозь отверстие в кронштейне R, привернутом к станине
станка Благодаря действию пружины Р, упирающейся в запле-
чик Q тяги N, последняя, а вместе с ней и ползун С все время
стремятся занять такое положение, при котором конец упора М
находится в соприкосновении со штангой D и резец обтачивает
цилиндр. Однако при движении супорта по стрелке S наступает мо-
мент, когда упорное кольцо Т, заштифюванное на конце тяги N,
упрется в торец кронштейна R, заставляя ползун С перемещаться
относительно супорта влево, причем резец начинает описывать
окружность.
3. Копировальные устройства. Применение копиров
позволяет обтачивать разнообразные сферические и прочие поверх-
ности, образованные вращением дуги круга. Одно из простейших
приспособлений такого рода в применении к токарному станку по-
казано на рис. 654. Оно состоит из стальной направляющей А,
сделанной по размерам резцедержателя станка. В ней по шпонке
скользит ползун. Этот ползун все время прижат пружиной В,
упирающейся в его заплечик С, к копиру, закрепленному в задней
бабке станка. Если резцу сообщить поперечную подачу, то ролик D
начнет скользить по копиру. Для установки на стружку пользу-
ются винтом задней бабки, подавая на требуемую величину весь
копир, а вместе с ним и резец. Выбирая копир надлежащей формы,
при помощи описанного приспособления можно обтачивать вогну-
тые и выпуклые шаровые поверхности, а также и другие формы,
если кривизна их не слишком велика.
Преимущество описанного приспособления состоит в том, что
при пользовании им> не приходится даже временно вносить каких-
либо изменений в конструкцию станка. Если привернуть кронштейн
с роликом к поперечным салазкам, то можно получить более устой-
чивое расположение. При желании сделать работу приспособления
вполне надежной, потребуется иметь еще какое-либо устройство
Для того, чтобы ролик все время находился в соприкосно-
вении с копиром. В противном случае токарь должен будет
непрерывно придерживать маховичок продольной подачи, чтобы
быть уверенным в том, что ролик в своем движении следует
копиру.
При еще более солидных конструкциях копир можно закрепить
На специальной поперечине, привернутой к станине станка. При
Устройстве двустороннего копира Можно одновременно избавиться
ОТ всяких пружин и т. п. Во всех копирных устрой-
ствах форма резца влияет на профиль обрабаты-
* 467
chipmaker.ru
ваемой поверхности, что в особенности необходимо учи-
тывать при точных работах.
Для карусельных, револьверных станков и автоматов также
разработано много конструкций копирных приспособлений, слу-
жащих для обточки сферических и других поверхно-
стей. 1
Сверлильные станки также могут? быть использованы
для обработки сферических поверхностей, причем иногда такая об-
Рис. 655. Расточка
сферического отвер-
стия на сверлильном
станке.
работка оказывается наиболее удобной. При
проектировании приспособлений в этих слу-
чаях используются в общем те же идеи, как и
при обработке сфер на токарных станках, но
в отдельных случаях конструкции могут при-
нимать самые различные формы.
Рис. 655 изображает одно из таких
устройств, использованное на радиальносвер-
лильном станке в связи с тем же кондукто-
ром, который служил для сверления других
отверстий в той же детали. В данном случае
требовалось получение очень точных резуль-
татов, так как сферическое отверстие, диаме-
тром 38 мм, в детали А должно было служить
подшипником для валика, подверженного пе-
ременной нагрузке. Плохая пригонка приводила
к быстрой разработке соединения. Заметим, что
парная к рассматриваемой наружная шаровая
поверхность обрабатывалась шлифованием.
Сферической расточке предшествовала рас-
точка цилиндрического отверстия, причем бор-
штанга направлялась той же втулкой В.
Описываемое приспособление закреплялось
в быстросменном патроне при помощи втул-
ки С, в нижней части которой укреплен ва-
лик D, служащий опорой для серьги Е. Сама
борштанга F скользит во втулке С, причем она
имеет направление как внизу, так и вверху.
При движении шпинделя станка вниз втулка С
и борштанга F опускаются вместе до тех пор,
пока торец последней не упрется в заплечик
упомянутой направляющей втулки В. При
дальнейшем движении шпинделя втулка С пе-
ремещается одна, сжимая пружину Q, благо-
даря чему борштанга F все время находится в плотном соприкос-
новении с направляющей втулкой. При этом серьга Е, действуя на
одно из плеч рычага М, поворачивает его вокруг оси N; этим пере-
дается движение резцедержателю G, вращающемуся в свою оче-
редь вокруг оси Н. Цапфа Р, соединяющая рычаг М с резце-
держателем G, имеет плоские концы, входящие в прорези вилки
1 См. Технология машиностроения, вып. V, рис. 1303—1308.
468
рычага. Это; сделано для того, чтобы предоставить возможность
цапфе несколько перемещаться относительно рычага, вращаясь
в то же время в находящейся внутри вилки головке разцодержа-
теля. Сам резец J закреплен в резцедержателе при помощи
винта К, причем регулировка его положения облегчается упорным
винтом L.
Все приспособление было выполнено с большой тщательностью.
Известные трудности встретились прй изготовления корпуса бор-
штанги F, который должен быть цементован и закален; необхо-
димо избегать деформаций в том месте, где он прорезан для поме-
щения системы рычагов М и G. Далее необходимо было обра-
тить особое внимание на то, чтобы ось пальца Н находилась точно
на оси вращения оправки.
Обработка сферических поверхностей на расточных стан-
ках также возможна. После всего сказанного нетрудно наметить
Рис. 656. Специальные борштанги для сферической расточки.
схемы соответственных приспособлений. Наиболее типичной рабо-
той в этом случае будет расточка шарового отверстия, для выпол-
нения которой необходимо устройство специальной борштанги.
Рис. 656 дает представление о конструкции двух таких бор-
штанг. При этом тип а более пригоден для крупных отверстий,
а тип b предназначен специально для расточки по сфере малого
диаметра. Устройство обоих приспособлений понятно без объ-
яснений.
Сферические поверхности небольших размеров могут получаться
при помощи фасонного инструмента. Галтельные резцы являются
наиболее известными из всех инструментов, служащих для полу-
чения поверхностей, образованных вращением дуги круга.
Более крупные сферические поверхности обрабатываются фа-
сонными резцами значительно реже, но все же последние иногда
применяются. Также находят применение вогнутые и выпуклые
фрезеры, зенковки, развертки и т. д.1
1 См. Технология машиностроения, вып. V, рис. 1312—1314.
464
Б. Шлифование поверхностей, образованных вращением дуги круга
Такие работы чаще всего производятся фасонными кругами,
хотя иногда для этой цели применяются и другие методы.
Ременные шкивы часто делаются слегка выпуклыми с целью
удержания ремня в правильном положении без помощи каких-либо
реборд или направляющих. Точеные шкивы не имеют гладкой и
правильной поверхности, что вынуждает увеличивать их кри-
визну.
Прибегая к шлифованию обода, получают возможность до-
Рис. 657. Схема работы станка Грэхэм для
шлифования выпуклых шкивов.
стигнуть лучших ре-
зультатов, благодаря
чему этот процесс
получил значитель-
ное распространение.
Наиболее простым
методом шлифова-
ния шкивов является
обработка их при
помощи поперечной
подачи фасонного
круга. Ту же задачу
шлифования выпук-
лых шкивов можно ре-
шить совершенно иначе.
Рис. 657 дает представле-
ние о методе работы
станка фирмы Грэхэм
(Graham Manufacturing
Со), который позволяет
получать шкивы прямые,
выпуклые или, при жела-
нии, вогнутые. Станок
работает кольцевым кру-
гом, укрепленным на го-
ризонтальной оси. Шкив
располагается также го-
ризонтально, причем он
вращается на неподвиж-
ном вертикальном штыре, закрепленном на столе станка таким
образом, что его положение относительно круга может изме-
няться по желанию. Вращение шкиву сообщается от конического
фрикциона с вертикальной осью, на поверхности которого имеется
насечка, препятствующая проворачиванию детали. Схему установки
фрикциона см. в нижней части рисунка. Благодаря такому
устройству окружная скорость шкива не зависит от диаметра по-
следнего, причем ее можно регулировать, меняя положение фрик-
циона относительно детали. Обращаясь к приведенной схеме, мы
легко можем убедиться в том, что при положении оси детали на
470
линии, проходящей через середину сечения-круга (В), обод полу-
чается прямолинейным, при смещении же ее вправо или влево он
приобретает выпуклую или вогнутую форму. Заметим, что анало-
гичной схемой пользовались иногда при фрезеровании вы-
пуклых шкивов. Применяя торцевой фрезер со вставными зубцами и
располагая его надлежащим образом относительно обрабатывае-
мого шкива, можно ободу последнего придать требуемую вы-
глжлую форму.
Ввиду больших усилий при фрезеровании вращение детали
должно сообщаться от зубчатой передачи.
До сих пор мы рассматривали обработку отдельных участков
сферических поверхностей. Если требуется обработать целый
шар, то для этой цели приходится пользоваться специальными
приемами.1 j
4. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ
ПРОИЗВОЛЬНОГО ПРОФИЛЯ
А. Обточка по неподвижным копирам
устройства для токарного
станка.
Обработка фасонных деталей вращения путем использования
специальных кинематических схем возможна лишь в отдельных
случаях. Кроме рассмотренных выше работ по обточке конических
и сферических поверхностей, укажем на обточку эллипсов, неко-
торых форм кулачков и т. д.
В громадном большинстве слу-
чаев фасонные поверхности враще-
ния (кроме конических и сфериче-
ских) получаются путем копирования
ранее осуществленных таких же
профилей, причем при изготовлении
единичных деталей чаще всего об-
работку ведут при помощи ручных
подач по шаблону.
При малой серийности большую
пользу может оказать простей-
шее коп ирное устройство,
изображенное на рис. 658. Здесь в шпинделе задней бабки В укре-
плен дубликат обрабатываемой детали А, который должен быть
заранее точно изготовлен тем или иным способом. В супорте,
кроме резца D, закреплен «фальшивый резец С», конец которого
все время касается шаблона. Комбинируя продольную и попереч-
ную подачи, рабочий все время поддерживает «фальшивый резец» в
соприкосновении с шаблоном, благодаря чему получается уверен-
1 Описание некоторых приемов см. Технология машиностроения, вып. V,
стр. 289—291. См. также: инж. А. Ф. Доллежаль и А. В. Гильберт,
Подшипники качения и нх производство, ОНТИ, 1936.
471
ность в правильности формы, сообщаемой обрабатываемой
детали.
Такие и им подобные приспособления могут оказаться полез-
ными при изготовлении небольших партий, не оправдывающих за-
трат на более сложные устройства. При большей серийности необ-
ходимо применение приспособлений, допускающих пользование
самоходом. Все такие устройства имеют в основе копирную ли-
нейку, форма которой соот-
ветствует профилю обраба-
тываемой детали. Супорт
станка перемещается под
действием одного из само-
ходов (продольного или по-
перечного), причем в напра-
влении, перпендикулярном
к движению, положение
этого супорта определяется
жестко связанным с ним
штифтом или роликом, катя-
щимся по копирной линейке.
На рис. 659 приведены
две, схемы копирной обточ-
ки. Рис. а изображает про-
стейшую схему односторон-
него копира, причем' ролик
удерживается в постоянном
с ним соприкосновении под
действием груза или пру-
жины. Заметим, однако, что
при тяжелой работе распо-
ложение копира, показанное
на этом рисунке, не реко-
мендуется, так как резец под
давлением радиальной соста-
вляющей усилия резания стремится отойти от обрабатываемой де-
тали, вследствие чего при недостаточно тяжелых грузах теряется точ-
ность формы этой детали, и ее поверхность становится неглад-
кой.
Если применить очень тяжелые грузы или сильные пружины, то
получается другое неудобство: копир и ролик быстро изнашиваются,
и требуется повышенное усилие подачи. При обратном расположе-
нии, когда копир препятствует отходу резца и сам воспринимает
усилие резания, а ролик или пружина служат только для обеспе-
чения постоянного соприкосновения ролика с этим копиром, ука-
занных неудобств не возникает, благодаря чему такое расположе-
ние следует предпочесть, если при его осуществлении не встре-
чается больших конструктивных трудностей.
Применение двустороннего копира показано на рис. 6596. В дан-
ном случае удержание ролика в соприкосновении с копиром М
осуществляется не пружиной и не грузом, а второй копирной ли-
472
Рис. 659. Обточка по копиру на токарном
станке.
цепкой N, установленной параллельно первой. Однако такая замена
груза или пружины вторым копиром сильно увеличивает стоимость
всего устройства и оправдывается лишь в более тяжелых случаях
работы, когда требуется получение полной уверенности в том, что
ролик будет следовать форме копира. Иногда линейкой N пользу-
ются лишь как предохранительным средством, сохраняя также и
пружинный прижим к рабочей линейке копира М.
Заметим еще, что форма копира не совпадает в точ-
ности с профилем обрабатываемой детали, что не-
обходимо учитывать при его проектировании.* 1
Копирами пользуются также на карусельных и револь-
верных станках. 2
Б. Фасонная обточка с подвижными люнетами
Иногда приходится производить обточку в центрах длинных
фасонных деталей, не обладающих достаточной жесткостью. В этих
случаях оказывается необходимым применить люнет. Неподвиж-
ные люнеты, очевидно, будут мешать движению резца, что при об-
точке профилей, очерченных плавными кривыми, может создать
значительные затруднения. Применение подвижных люнетов ре-
шило бы задачу, но обычный
люнет этого типа при обточке
детали с меняющимся диа-
метром неприменим.
В некоторых случаях вый-
ти из положения можно, рас-
полагая люнет спереди резца,
а не сзади, как обычно, при-
чем резец все время работает
с ним рядом'. Однако такое
решение пригодно лишь при Рис. 660. Схема работы автомата про-
вытачивании деталей из кали- дольно-фасонного [точения,
брованного (чистотянутого или
шлифованного) прутка, и область применения этого метода ограни
«ивается главным образом обработкой мелких деталей фасонной и
ступенчатой формы (конические шпильки и т. п.).
На этом же принципе основана работа автоматов для про-
дольнофасонного точения, производимых несколькими,
главным образом швейцарскими, фирмами (Торное, Петерман, Бех-
лер). Особенностью этих автоматов является также разделение по-
дач: продольная подача сообщается всей передней бабке вместе
с зажатым в ней прутком, а поперечная — резцам, закрепленным в
супортах, не имеющих продольного перемещения (рис. 660). По-
1 Некоторые соображения о форме копиров см. Технология машинострое-
ния, вып. V, стр. 179—181.
1 Описание нескольких копнрных устройств, предназначенных для выпол-
нения одной и той же работы — вытачивания из прутка рукоятки на револь-
верном станке — см. Технология машиностроения, вып. V, рис. 1174—1177.
473
imaker.ru
гге»/
$ ,№6'1
абп'г
юггг-
об од-
Рис.
ной из
потребовалось
устройства.1 Здесь диаметры в разных
точках заданы координатами, отсчиты-
661а дает представление
деталей, для обработки которой
применение подобного
1 Деталь одного французского орудия. Пример заимствован из Machi-
nery (Лондон), т. 24, стр. 684.
474
следнее обстоятельство очень упрощает конструкцию и дает воз.
можность разместить несколько (4—5) таких супортов по окру^.
пости.
При обточке в центрах черных заго-
товок
циальные
ски подающимися кулачками
пряходится конструировать спе-
люнеты с авто матич е-
гсое'/
^,.вО£8'1
§ „шо'г
&
?________
* „вио'г
а
osic'zP
.ои£‘г
ваемыми от правого торца, причем эти диаметры должны быть вы-
держаны с большой степенью точности (допуск — 0,05 мм). По-
ковка сначала обдиралась нагрубо, а затем обработка производи-
лась на токарном станке, снабженном специальным устройством на
супорте. Сам< станок имел обычную конструкцию и высоту центров
300 мм.
Приспособление показано на рис. 6610 и состоит из основа-
ния А, трех подвижных салазок В, С и D, кронштейна Е с кулач-
ком F и копирной линейки G. При работе станка груз Н через по-
средство тяги М удерживает салазки С в соприкосновении с ко-
пирной линейкой, благодаря чему резец обтачивает требуемый про-
филь. Нижний конец рычага R, качающегося на штыре S, все время
нажимает на планку Z, укрепленную на салазках С. Это достигается
благодаря действию груза /, который поддерживает верхний конец
того же рычага в соприкосновении с выступом у, связанным с ку-
лачком люнета F. При таком устройстве кулачок перемещается в
поперечном направлении одновременно с перемещением резца и
притом на одинаковую с ним величину, благодаря чему
обеспечивается поддержка детали во всех точках по ее длине.
Конструкция салазок не представляет никаких особенностей. Ку-
лачок движется в направляющих, плотность которых регулируется
поджимом клина. Заметим, что опорные части X, У, Z, W закалены,
а губки люнета d и е сделаны из быстрорежущей стали и чисто
шлифованы. Резец с шлифован со всех сторон и удерживается на
месте планкой Q. Он устанавливается на стружку при помощи ма-
ховичка N, вращающего винт О. Лимб Р градуирован на 0,001".
Положение кулачка люнета регулируется при помощи винта V,
после чего последний закрепляется стопорным винтом U. Ру-
коятка Т служит для поднимания люпета при установке детали.
Копирная линейка, закрепленная на салазках В, может переста-
вляться в направлении, перпендикулярном к( оси станка, при по-
мощи проходящего сквозь супорт винта К с маховичком J на его
конце. Регулировка положения линейки облегчается наличием
лимба L.
Резец, применявшийся в связи с описанным' приспособлением,
имел радиус закругления 1,5 мм. Обточка велась в два или в три
прохода при охлаждении маслом. При помощи копирного устрой-
ства деталь обтачивалась с припуском, 0,03—0,05 мм (отсчитывая
от наибольшего предельного размера), окончательная же отделка
достигалась путем опиливания мелкой личной пилой и полировки
наждачной бумагой. Первоначально намеченное шлифование по ко-
пиру оказалось излишним. Время обработки равнялось в среднем
3 час. 20 мин.
Описанная конструкция является не единственной, позволяю-
щей обеспечить автоматическое перемещение кулачков подвиж-
ного люнета при движении супорта. При простых очертаниях про-
филя может оказаться более целесообразным устройство специаль-
ного копира, управляющего движением кулачков. Например, при
обточке длинных и очень пологих конических прутков возможно
снабдить станок д в у mi я копирными линейками, имею-
475
.ru
гцими одинаковый наклон, но направленный в противоположные
стороны. В то время как одна из них управляет движением резца,
вторая регулирует движение кулачков люнета таким образом, что
последние все время находятся в соприкосновении с обточенной
поверхностью.
В. Подвижные копиры
До сих пор мы говорили о копирах, остающихся неподвижными
во время работы. Подвижные копиры применяются в двух различ-
ных случаях: при обточке деталей, сечение которых резко меняется
по длине, но остающихся везде круглыми и концентричными,
и при обработке некруглых или эксцентричных деталей. Сначала
Рис. 662. Схема взаимодействия сил
при обточке по копиру.
мы займемся первым случаем,
оставляя рассмотрение второго
до следующего раздела.
Рис 662 схематически изоб-
ражает работу обычного копира.
Определим наибольший угол на-
клона а, при котором еще воз-
можно передвижение поперечных
салазок. Пренебрегая трением
ролика, мы можем считать, что
реакция копирной линейки 7? на-
правлена к ней перпендикулярно.
Эту силу можно разложить на
две: продольную F — R sin а и
поперечную B = R cos а, причем
первая, действующая вдоль оси
станка, вызывает перекос сала-
зок в направляющих. Принимая
распределение давлений по за-
кону треугольника, мы можем
считать, что реакция направляющих сводится, во-первых, к силе,
равной F, и во-вторых, к паре сил Р, действующих на плече, рав-
ном 2/а у, где у — длина салазок. Из условий равновесия находим:
2 у’
что дает нам возможность рассчитать сопротивление от трения
салазок о направляющие. Принимая коэфициент трения равным f,
находим силу трения:
е,=/(^н-2Р)=/г(1+з^.
Определим значение угла а, при котором все усилие подачи
будет расходоваться на преодоление трения в направляющих. По-
лагая B~Blt находим:
7? cos а — fRsva a ( 1 -ф- 3 у),
откуда: .
476
Из этого соотношения видно, что чем больше отношение //у, тем
меньше угол а. Следовательно, при конструировании копиров необ-
ходимо стремиться к возможному уменьшению плеча /. Полагая в
частном случае / = у и f = 0,2, находим ctg a =i 0,8, откуда
а =151 °. Если же принять во внимание трение в ролике, то в дан-
ном случае уклон копира вряд ли мог бы быть большим 45°.
Расчеты, подобные приведенному, не могут дать точных резуль-
татов, но они показывают, что обычные копиры не пригодны для
обточки деталей с резко меняющимся по длине сечением.
Если поместить копир с другой стороны ролика, то последний
будет перемещаться в поперечном направлении не под действием
реакции копира, а под действием груза или пружины. В этом случае,
очевидно, движение возможно при всяком уклоне копира, но при кру-
тых профилях соотношение сил и движений оказывается настолько
невыгодным, что спокойная работа не может быть обеспечена.
Выход из положения может быть найден, если копир сделать
не неподвижным!, а автоматически перемещающимся в направлении,
противоположном направлению движения супорта.
Рис. 663. Схема обточки при помощи спиральных вращающихся копиров.
При пользовании такими «растянутыми копи-
рами» можно обрабатывать сколь угодно крутые профили. Если,
например, продольные салазки супорта задержать на месте, то дви-
жущийся копир, действуя как клин, заставит поперечные салазки
перемещаться, в результате чего на детали получится уступ, пер-
пендикулярный к оси. Осуществление подобных кинематических
схем требует конструирования специальных приспособлений.1
Другой метод обтачивания профилей с крутыми наклонами со-
стоит в применении спиральных вращающихся копи-
ре в. Рис. 663 дает представление об одном из таких устройств.
Деталь в данном случае обтачивается одним резцом, причем в ме-
стах А, В и С супорту приходится сообщать значительные переме-
* Несколько подобных устройств рассмотрено в статье А. Никитина,
Техника и производство, № 10—11, 1929. Там же дано построение профилей
таких растянутых копиров.
477
chipmaker.ru
щения в направлении, перпендикулярном к оси, при; малом про.
дольном. Это достигается следующим образом. Поперечные са-
лазки имеют прилив D с задней стороны станка, на котором уста-
новлены два кронштейна Е, несущие два ролика. Ролики катятся
по специальным копирам F и G, которые одновременно вращаются.
Форма этих копиров спиральная (винтообразная), причем в данном
случае продольный шаг спиралей равен шагу ходового винта (s/'),
так как вращение копиров производится с той же скоростью, как
и винта, благодаря равенству шестерен, сидящих на ходовом винте
и на обоих копирах. Подбирая передаточное число от винта к ко-
пирам, можно всегда получить желаемую ширину спирали. Подача
резца на оборот детали, как и всегда, определяется передачей от
шпинделя к ходовому винту (в данном случае имеющей передаточ-
ное число 1/12, что соответствует подаче Радиальный шаг спи-
ралей зависит от профиля детали, и, выбирая его достаточно боль-
шим, можно получить очень резкое изменение диаметра. В данном
примере такие спиральные участки помещены в местах, соответ-
ствующих точкам А. В и С на детали. На остальной длине копиры
имеют цилиндрическую форму, и ролики свободно по ним катятся,
удерживая резец на определенном расстоянии от оси детали, благо-
даря чему он протачивает прямые участки. Вообще при данном ме-
тоде работы всякое изменение сечения детали потребует введения
спирального участка на копире, причем подъем спирали должен
быть согласован с профилем этой детали. В рассматриваемом при-
мере применены два вращающиеся копира. Они имеют строго со-
гласованные профили, исполненные таким образом, что когда на
одном копире сделан подъем, на другом имеется равный ему спуск.
Такое устройство предназначается для тяжелых условий работы.
При более же легких можно обойтйсь одним копиром и одним ро-
ликом, удерживая их в соприкосновении при помощи соответствую-
щего груза или пружины.
По окончании рабочего хода резец отводится, и супорт возвра-
щается в исходное положение, для чего имеется приспособление,
способствующее быстрому вращению ходового винта и связанных
с ним копиров в обратную сторону. Шестерни, связывающие винт и
копиры, при этом все время находятся в зацеплении, благодаря
чему все их движения происходят вполне согласованно; подводя
резец в любом месте, можно начинать следующий проход. Если
сделать приспособление для отвода роликов от копира (что не-
трудно выполнить при пользовании односторонним копиром), то,
очевидно, надобность во вращении винта и копиров в обратную
сторону отпадает, и супорт может быть быстро передвинут от-руки.
Станки, работающие по описываемому методу как с одинар-
ными, так и с двойными копирами, строятся фирмой Холройд (Но1-
royd, Англия) и предназначаются для различных целей.1 На
рис. 664а показана деталь, обрабатываемая на токарном станке
этой фирмы, снабженном двойным вращающимся копирным устрой-
ством. Материал детали — твердый чугун, причем крестообразная
1 Примеры взяты из Machinery (Лондон), т. 19, стр. 505.
478
|Орма сечения сильно затрудняет обработку, вызывая возникнове-
ние ударов. На супорте станка установлена квадратная револьвер-
,ая головка, в которую зажаты три резца: проходной, чистовой и
фасонный для отделки конического участка А.
Обточка производилась в два прохода, после чего следовали
фасонная обточка участка А третьим' резцом и подрезка двух Гал-
илей под шлифование двумя специальными супортами, располо-
женными на задней стороне станка.1 Полное время обработки при
указанных условиях составляет 54 мин. Если бы обрабатываемая
деталь имела круглую, а не крестообразную форму, то скорость
резания можно было бы увеличить, сократив время обработки на
14 мин.
Укажем еще, что деталь отделывали кругбм начисто, кроме
участков, подлежащих шлифованию, на которых оставляли при-
пуск по диаметру 0,3—0,5 мм.
fSO-----------------------------
папробление подачи
обточена при помощи спираленого копира
направление подачи —•-
Рис. 664. Образцы деталей, обрабатываемых при помощи
вращающихся копиров.
Рис. 664Ь изображает вагонную ось, обточенную на двусторон-
нем токарном станке фирмы Холройд, также снабженном двойным
копиром. В данном' случае при помощи вращающихся копиров обра-
батывались лишь фасонные концы оси, прилегающие же к ним ци-
линдрические участки одновременно обтачивались задними супор-
тами; середина оси на этом станке не обрабатывалась вовсе. Время
1 Очевидно, ни при каком копире рассматриваемого типа нельзя дости-
гнуть подрезки заплечика, перпендикулярного к оси, если не выключить про-
дольного самохода. Во время работы упомянутых задних супортов копирами
не пользовались.
479
I chipmaker.ru
обточки в один проход равнялось 8—9 мин., причем диаметр умень-
шался на 6—13 мм при подаче 1,6 мм/об. Полное время обработки
составляло приблизительно 20 мин. На шлифование оставляли
0,8 мм (на диаметр).
Рис. 664с показывает образец более мелкой работы, выполняе-
мой на небольшом станке с одинарным копиром! и грузовым при-
жимом. Обработка производилась в три прохода с возвратом; су-
порта вручную. В результате первого прохода прямоугольный про-
филь заготовки превращался в круглый, а во время двух других
производилась фасонная обточка, причем на среднем участке оста-
влялся припуск под шлифование. Данная деталь — образец для
испытания на разрыв — была изготовлена из сравнительно твердой
стали. Время обработки — около 10 мин.
Сопоставляя все сказанное, мы видим, что применение спираль-
ных вращающихся копиров позволяет выполнять ряд работ, кото-
рые при обточке обычным способом потребовали бы значительной
затраты времени и внимания со стороны рабочего. Здесь самые
разнообразные формы получаются при работе одним резцом, что
делает всю операцию очень простой и удобной для наблюдения.
Затупившийся резец легко заменить новым, так как, установив его
для обточки одного какого-либо диаметра, можно быть уверенным,
что он окажется установленным и для обточки всех остальных
диаметров.
Необходимо заметить, что некоторые работы, производимые на
станках описываемого типа, можно было бы выполнить и на обыч-
ных многорезцовых станках, причем производительность оказа-
лась бы, во всяком! случае, не ниже, чем при работе одним резцом
по копирам. Однако настройка этих станков была бы во многих
случаях довольно сложной, а поддержание в порядке нескольких
резцов потребовало бы большей затраты времени и внимания, чем
наблюдение за одним резцом при пользовании копирными устрой-
ствами.
Главнейшим препятствием к всеобщему применению вращаю-
щихся спиральных копиров является трудность их изготовления (в
особенности при двойных копирах). Упомянутые станки фирмы
Холройд снабжаются устройствами, позволяющими изготовлять раз-
нообразные копиры для этих же станков.
Г. Обточка фасонными резцами 1
Резцы, режущая кромка которых имеет точно очерченный про-
филь, образующий такой же профиль в обрабатываемой детали,
принято называть фасонными. 2 Простейшими примерами таких рез-
цов могут служить резцы галтельные и резьбовые.
Изготовление фасонных резцов представляет известные труд-
—
* Разбор геометрических соотношений между различными элементами фа-
сонных резцов, а также много других сведений и примеров см. статьи
О. A. Johnson в журнале American Machinist, т. 76, 893, 930, 968, 999,
1026, 1061, 1097, 1126, 1161, 1224 и т. 77, стр. 12.
г Характерной особенностью этих резцов является также их метод ра-
боты поперечной подачей.
4«О
кости, тем большие, чем сложнее профиль и чем выше требуемая
|0чность. Поэтому обычно стремятся к тому, чтобы такой резец
сдужил возможно дольше. Между тем обыкновенный плоский фа-
сонный резец при затачивании его только сверху выдерживает
лишь немного переточек, после чего его приходится затачивать с
торца, что сводится к образованию фасонного профиля заново.
Поэтому плоские фасонные резцы обычно применяются тогда,
когда размеры партий сравнительно невелики; в случаях же крупно-
серийного и массового производств чаще пользуются призматиче-
скими и дисковыми фасонными резцами, допускающими большое
число переточек без искажения профиля. Такие резцы обыкновенно
работают на специальных токарных и револьверных станках или
автоматах. Ширина плоских фасонных резцов в исключительных
Случаях превосходит 150 мм, круглые и призматические обычно не
достигают и этого размера. Широкое применение находят лишь
фасонные резцы шириной до 50 мм. Вопрос об определении про-
филя фасонного резца в настоящее время хорошо изучен и изла-
гается во всех курсах инструментального дела. Поэтому мы не бу-
дем! на нем здесь останавливаться, а ограничимся некоторыми об-
щими замечаниями и примерами.
Если резцу придать форму, соответствующую форме детали, то
последнюю можно обточить, пользуясь одной лишь поперечной
подачей, независимо от вида профиля. При этом становятся из-
лишними копирные или какие-либо иные устройства, необходимые
при обработке фасонного контура обыкновенными резцами. Таким
образом большим преимуществом^ фасонных резцов является воз-
можность пользования ими на токарных и револьверных станках
без каких-либо дополнительных к ним приспособлений. Вся слож-
ность воспроизведения фасонного профиля при
этом переносится из производственной мастер-
ской в инструментальную.
Приглядываясь к работе фасонного резца, мы скоро заметим
еще два крупные его преимущества перед резцами обычных типов.
Во-первых, путь такого резца, подаваемого в поперечном направле-
нии, оказывается значительно меньшим, чем путь обычного резца,
обтачивающего тот же профиль по методу копирования, благодаря
чему, несмотря на пониженные скорости резания и подачи, дости-
гается значительное уменьшение машинного времени. Во-вторых,
при правильно изготовленном и правильно установленном фасонном
резце токарю достаточно промерить один какой-либо диаметр, так
как остальные при этом автоматически получатся правильными.
К этому присоединяется то обстоятельство, что часто один фасон-
ный резец заменяет несколько простых, благодаря чему умень-
шается время на перестановку инструмента. В результате полу-
чается экономия и на вспомогательном времени. Упрощение на-
стройки значительно уменьшает количество брака при обработке
пробных деталей. Указанные обстоятельства настолько суще-
ственны, что заставляют иногда прибегать к обточке поперечной
подачей даже цилиндрических шеек, которые можно было бы
31 Соколовский, т. II. 18ВЙ 481
chipmaker.ru
легко обработать и обычным способом.1 Рис. 665 иллюстрируй
один из таких случаев. 2 Пусть требуется обточить втулку, откован-
ную с припусками 3 лш. При работе простыми резцами необходимо
иметь четыре резца черновых (А, В, С, D), четыре чистовых (Е, р
G, Н) и два галтельных (J и К). При обточке фасонными резцамц
Рис. 665. Сравнение обточки стальной втулки простыми
и фасонными резцами.
их потребуется только два (см. нижнюю часть рисунка): один чер-
новой, а второй чистовой.3 Примем для всех случаев одинаковое
1 Таким образом обтачиваются, например, шейки коленчатых валов авто-
мобилей. См. выше главу 14, § 5.
* Пример взят из статьи О. A. J о h s о п, основанной на практике за-
вода роликовых подшипников Tyson Roller Bearing Company, The Machinist,
t. 77, стр. 12.
3 В примере предположено, что на данном станке может быть осуще-
ствлена подача супортов под углом. Такой метод работы во многих случаях
оказывается очень удобным. ,
48 г
число оборотов шпинделя, равное 100 об./мин., что соответствует
скорости резания на наименьшем диаметре 31 м/мин. Подачи при
работе резцами А — Н принимаем также одинаковыми, равными
0,4 мм/об., а подачу резца К — равной 0,05 мм. Тогда, замечая, что
резцы А и Е работают одновременно с Е и F, резцы D и Н — с С
и G, а резец J — с резцом К, подсчитываем полное время обработки
по первому методу (простыми резцами) следующим, образом:
38
Время работы резца В.... - - = 0,95 мин.
38
” ” ’ Е-'-- 0,4-100 ='09° •
. С._____ 22 -=0,55 „
04 1и0
22
О ....----------
U,4-100
= 0,55
-—-______— 0.60
0,05-100
Вспомогательное время..............= 0,/5 »
И । о г о.......... 4,35 мин.
Заметим, что припуск, оставляемый на чистовую обточку, в этом
случае равнялся 0,25—0,4 мм.
При обточке фасонными резцами припуск на чистовую обточку
оставлялся в пределах 0,13—0,25 мм. Подачу на оборот выбираем
для чернового прохода равной 0,075 мм, а для чистового — ту же
самую в начале и только 0,013 мм при снятии последних 0,2 мм.
Заметим далее, что направление подачи составляет 45° с осью де-
тали. Теперь находимс
2__Q2
Время черповий обточк’-___________:-----= 0,40 мин.
Е н 0,975-10 j-cos 45
„ чистовой 1,6 = 0,21
0,075-100 0,36 „
0,2 . = 0,15
0,013-100
Вспомогательное время....................0,50 „
Итого......................1,26 мин.
Сравнивая полученные результаты, мы видим, что в данном
случае при замене обыкновенных резцов фасонными производи-
тельность повышается в 3,5 раза. Если бы при менее благоприят-
ных условиях работы при переходе на фасонную обточку пришлось
снизить скорости резания, то и тогда, несомненно, получился бы
известный выигрыш во времени обработки.
Далее, по данным Джонсона (О. A. Johnson), черновые фасон-
ные резцы требовали переточки после обработки каждых 800 дета-
лей, а чистовые — после 1200 штук. Время заточки и регулировки
каждого резца определяется в часа. Таким образом для изгото-
вления 2400 деталей потребуется затратить на установку: черновых
• 483
chipmaker.ru
резцов 3 '/•! 1V2 часа и чистовых резцов 2 ’/2 — 1 час, всего
21/2 часа, что составляет меньше 5'^ or машинного времени обра-
ботки. 1
Стоимость двух таких резцов, по тем же данным, составляла
260 долларов (включая проектирование), но благодаря продолжи-
тельному сроку службы она ложилась на каждую деталь лишь в
малой доле. Например, черновой резец выдержал 55 переточек
(каждый раз в среднем снималось 3 дли) и за все время службы
обработал 44 000 штук деталей. Большое увеличение производи-
тельности, достигнутое при введении фасонных резцов, делало их
применение в данном случае, благодаря массовому характеру про-
изводства, целесообразным, несмотря на высокие первоначальные
затраты. При меньших выпусках выгодность использования подоб-
ных резцов становится со-
мнительной, и в большин-
стве случаев настройки, по-
добные изображенным в
верхней части рис. 665, ока-
зываются более целесооб-
разными.
Кроме соображений эко-
номического характера, об-
стоятельством, ограничиваю-
щим применение фасонной
обточки, является боль-
шое давление, ока-
Рис. 665. Обточка шкива фасонным зываемое широким
резцом. резцом на деталь. В
результате при неблаго-
приятных условиях теряется точность размеров, а также легко воз-
никает дрожание. Поэтому, уравновешивая так или иначе это давле-
ние, можно значительно повысить производительность и расширить
область применения фасонной обточки. В некоторых случаях огра-
ничиваются хорошим закреплением детали в патроне или в центрах, в
других же прибегают к различным вспомогательным устройствам.
Рис. 666 изображает чистовую обточку шкива, ранее ободран-
ного при помощи копирного устройства. Этот шкив, кроме патрона,
поддерживается вращающимся центром А. Закаленная пробка С
имеет слегка коническую форму, благодаря чему она плотно вхо-
дит в расточенное отверстие. Далее на чертеже обозначены: В —
бронзовая втулка, Z — фасонный резец.
Та же задача уравновешивания давления от резцов очень ори-
гинально разрешена фирмой Л. Лёве (L. Loewe) в станках типа
Мулька. Последние предназначены главным' образом для работы
из прутка для диаметров до 65 мм и для длин до 270 мм, но в не-
которых случаях на них целесообразно выполнять и патронную
работу.
1 Приведенные выше режимы резания и времена приняты такими, как они
даны в оригинальной статье. Замена их цифрами, основанными на более но-
вых нормативах, не отразилась бы существенно на результатах сравнения.
484
Обточка производится поперечной подачей четырех широких рез-
цов, установленных в специальных коротких супортах, которые
подаются при помощи кулачков, закрепленных на внутренней по-
верхности круглого барабана (рис. 667) Вращение этого барабана
производит как подачу резцов, так и закрепление детали. Кроме
четырех резцов, занятых обточкой, сзади расположены еще два
отрезные резца, подаваемые таким' же образом, как и резцы глав-
ных супортов. Два из главных резцов сделаны гладкими (III и IV),
а два другие — ступенчатыми (/ и //). Ступенчатые резцы идут не-
сколько впереди гладких, разделяя стружку и делая всю работу
более устойчивой. Окончательная зачистка производится гладкими
резцами. При таком расположении резцов, давление которых
взаимно уравновешивается, уменьшается опасность возникновения
дрожаний, всегда существующая при работе широкими резцами.
Рис. 667. Резцовая головка автомата Мулька.
В результате, несмотря на общее большое сечение снимаемой
стружки, работа протекает спокойно. Необходимо, однако, иметь
в виду, что крутящий момент при этом достигает очень больших
значений, и на закрепление деталей здесь обращено особое внима-
ние, для чего станок снабжается специальным уравновешенным
патроном. Мощность мотора станка равняется 30 ЛС. Шпиндель
станка расположен наклонно, для того чтобы легче отходили
стружки и охлаждающая жидкость. Это же наклонное положение
шпинделя позволяет обходиться без специального механизма для
подачи прутка. У станка имеется приспособление, при помощи ко-
торого пруток закладывается в горизонтальном положении; после
этого он приводится в наклонное положение, причем его конец
вводится в отверстие шпинделя.
Станок снабжен револьверной головкой с четырьмя гнездами
для инструмента, которая приводится в действие ст кулачков, рас-
положенных на барабане. Обычно используются лишь два гнезда;
одно из них занято упором для ограничения подачи штанги.
1 второе — приемником для готовой детали, Другие тва гнезда
могут быть заняты, например, инструментом! для сверления и наре-
зания центрального отверстия, что значительно расширяет область
применения автомата. Иногда пользуются специальными приспо-
соблениями, приводимыми во вращение при помощи передачи от
шпинделя станка. При патронной работе для поддержания внеш-
него конца детали можно пользоваться центром, закрепленным
в револьверной головке
Однако в основном описываемый станок предназначается для
обточки деталей длиной до 180 мм и, в крайнем случае, до 270 мм,
не имеющих ни отверстий ни резьбы. Рис. 668 дает представление
об одной из таких типич-
ных операций. 1 — подача
прутка до упора, причем
самый упор сделан под-
вижным. Вначале револь-
верная головка подается
вперед к самому прутку,
благодаря чему избегает-
ся сильный удар свободно
падающего прутка об
упор. После этого упор
подается назад, причем
пруток выдвигается на
требуемое расстояние. Да-
лее (2) вступают в дей-
ствие фасонные резцы и
одновременно отрезные,
которые, однако, только
надрезают пруток. Окон-
чательная отрезка произ-
водится после отвода фа-
сонных резцов (3), при-
чем одновременно подво-
дится приемник для де-
тали, препятствующий па-
дению последней на
Рис. 668. Обработка рукоятки на станке
Мулька.
резцы. Точность фасонной обточки, достигаемая на этом станке,
равняется + 0,04 мм.
Иногда пользуются очень широкими фасонными резцами. На-
пример, при обработке чугунных цилиндровых крышек двигателей
Дизеля внутренняя их сторона, образующая верхнюю стенку ка-
меры сжатия, обычно чисто отделывается, что сопряжено с неко-
торыми трудностями вследствие вогнутой формы этой поверхности.
Поэтому после предварительной обточки проходным резцом иногда
прибегают к отделке фасонными резцами, причем работа выпол-
няется на карусельном станке. Благодаря большой жесткости за-
крепления как самой детали, так и резца здесь можно снимать
очень широкие стружки.
Фасонными резцами часто пользуются только как чистовыми.
3 таких случаях предварительно профиль начерно обрабатывается
4 Sb
Обыкновенными резцами по шаблону или по копиру, после чего точ-
ная форма ему придается фасонным резцом'.
Заметим, что для правильной работы фасонного резца очень
большое значение имеет острота его режущей кромки.
Обработка внутренних фасонных поверхностей вращения также
^ожеТ производиться фасонным инструментом, который получает
наименование фасонных зенкеров, зенковок и разверток.
Рис. 669. Шлифование сложного
профиля несколькими фасон-
ными кругами.
ИЗНОСОМ
К О Т 0-
н е п р о-
в о
фасонного
что
за собой н е п ре-
изменение его
следовательно, также и размеров и
обрабатываемой детали. Поэтому круги при-
Д. Шлифование фасонных поверхностей вращения
Точность, достигаемая при обработке резцами фасонных поверх-
ностей, обычно ниже, чем при обработке тем же методом цилин
дрических деталей, так как ко всем остальным^ ошибкам здесь при-
соединяются погрешности, связанные с неправильностью работы
азличных копирных и их заменяющих устройств. Для повнгшения
точности фасонной обработки прибегают к шлифовальному про-
цессу, хотя при этом возникает ряд
трудностей, органически связанных
с самим принципом шлифовальной
работы. Дело в том*, что работа
круга сопровождается не-
прерывным его
(самозатачивание),
р ы й, как правило,
исходит равномерно
всех точках
профиля этого круга,
влечет
р ы в н о с
формы,
формы
ходится очень часто править, и вопрос о фасонном шлифовании
оказывается тесно связанным с вопросом о правке круга.
Простейшим видом фасонного шлифования является шлифова-
ние фасонными кругами по методу поперечной подачи. Мы уже
познакомились с этим методом в применении к центровому и бес-
центровому шлифованию цилиндрических, конических и сфериче-
ских деталей.
Шлифование одним широким кругом удобно производить в тех
случаях, когда профиль имеет плавные очертания и диаметры в раз-
ных точках по длине не очень отличаются друг от друга. Если эта
разница велика (например, больше 50 мм), то обычно оказывается
трудным' подобрать такой круг и режим шлифования, чтобы они
удовлетворяли условиям работы на всех диаметрах. Точно так же
очень сложные профили затрудняют правку кругов. В таких слу-
чаях оказывается более выгодным заменять шлифование одним ши-
роким кругом последовательным шлифованием несколькими более
узкими фасонными кругами.
Рис. 669 изображает один из таких профилей (О). Здесь пред-
ставлен фасонный резец для автомата, изготовленный из быстро
«а?
chipmaker.ru
режущей стали и закаленный при высокой температуре. Последнее
обстоятельство вызывает значительные деформации при закалке,
а также появление поверхностных дефектов. Удаление наружного
слоя возможно, однако, только путем шлифования, которое в дан-
ном случае ввиду сложности профиля требует применения спе-
циальных кругов, имеющих формы А, Б и С. Если сделать один
широкий круг (Е), то его правка будет представлять серьезные за-
труднения вследствие того, что алмаз не сможет описать обе дуги
90° и 180 , так как этому препятствовали бы соседние участки
профиля.
Бесцентровое фасонное шлифование также иногда находит при-
менение в массовом производстве.
Для придания поверхностям кругов требуемых профилей поль-
зуются специальными приспособлениями, действие которых сво-
дится к фасонной обточке этих
Рис. 670. Приспособление лля правки
круга по радиусу.
кругов алмазами. Дадим описа-
ние двух устройств такого рода.
Очень точные и чистые гал-
тели, в особенности на закален-
ных деталях, обрабатываются пу-
тем шлифования, и для правки кру-
гов по радиусу существует много
различных конструкций специаль-
ных приспособлений. Обычно та-
кое приспособление представляет
робой держатель для алмаза, ко
торый закрепляется в поворотной
части и имеет ось вращения, о г
стоящую от острия алмаза точно
на величину радиуса галтели.
Одна из конструкций изображена на рис. 670. Здесь алмаз заде-
лан в державке К, в свою очередь закрепленной в поворотном
кронштейне М, который навернут на конец конической втулки,
плотно входящей в коническое же отверстие в основании. Угол
конусности должен быть невелик (З1/.—5°) во избежание качки
приспособления, которая нарушила бы точность его работы. Вели-
чина радиуса устанавливается при помощи плиток Иогансона, ко-
торые укладываются в специальную калиберную стойку О, вста-
вляемую в отверстие упомянутой конусной втулки;1 длина А
должна быть при этом достаточной для возможности помещения
требуемого набора плиток. Обращаем внимание еще на необходи-
мость достаточной высоты приспособления (возвышения точки К
над точкой В); в противном случае использование всего вылета
(при правке по большому радиусу) станет невозможным', так как
круг не сможет подойти к алмазу, потому что этому будет препят-
ствовать часть кронштейна С.
1 Вместо такого устройства можно пользоваться менее универсальным, но
зато более простым, состоящим из гладкого стержня, имеющего точный диа-
метр, устанавливаемого так же, как и стойка О.
48Ь
Кольцом L пользуются при правке кругов по вогнутым1 профи-
лям. В этих случаях алмаз должен находиться по другую сторону
оси, причем при таком его положении, очевидно, вынуть стойку О из
ее гнезда не представляете^ возможным. Чтобы этого добиться,
поступают следующим образом. Установив алмаз по плиткам, под-
водят кольцо L вплотную к кронштейну М и закрепляют его при
помощи винта. Теперь можно ослабить другой винт, удерживаю-
щий держатель алмаза в кронштейне, и отвести его назад на-
столько, чтобы оказалось возможным вынуть стойку О. Затем воз-
вращают держатель в прежней- положение, выдвигая его до тех
пор, пока кольцо L опять не упрется в кронштейн, и вновь закре-
пляют этот держатель на месте. Описанное приспособление при
тщательном выполнении поз-
воляет получать радиусы
с очень большой степенью
точности.
Рис. 671 показывает при-
способление для правки
круга по копиру, а также
несколько профилей форм
деталей, подходящих для
обработки путем фасонного
шлифования. На рисунке
обозначены: А — поперечные
салазки приспособления;
В — направляющий штифт;
С — копир; D — рукоятка.
При вращении последней
алмаз перемещается, обра-
батывая криволинейный про-
филь.
Фасонное шлифование по-
лучило большое примене-
Рис. 671. Схема копирного устройства
для правки фасонных кругов.
ние при изготовлении раз-
личных специальных инструментов: фасонных резцов, фрезеров
и т. д. В этих случаях необходимо иметь большой набор кругов
разных диаметров и форм, благодаря чему, сменяя их, можно обра-
батывать различные формы, не прибегая каждый раз к переточке
круга алмазом по другому профилю.
Вместо того чтобы придавать поверхности круга форму, соот-
ветствующую профилю обрабатываемой детали, во многих случаях
оказывается более целесообразным получать требуемый контур пу-
тем сообщения этому кругу определенного криволинейного движе-
ния относительно детади. Здесь, как и при подобной работе резцом,
движение может быть обеспечено либо Механизмом самого станка
или специального приспособления либо копиром, имеющим опреде-
ленное очертание.1
1 Приспособление для шлифования выпуклых прокатных вальцев см. Тех-
нология машиностроения, вып. V. рис, 1240.
480
chipmaker.ru
Применение копиров на станке для внутреннего шли-
фования показано на рис. 672.1
На рис. а изображена матрица штампа. Обрабатываемая
зажимается в патроне и вращается, а шлифовальный шпищ
укрепляется в специальном кронштейне, которому сообщается
чательное движение, причем величины перемещ
копиром. Для регулировки толщины снимаемой С“;—
штифт подается при помощи специального винта, управляемого
маховичком, расположенным на передней —
а) Ь)
a)
-uunucpolamb
5мм .
Рейищии
шЛирт
бинт
подачи
копир
ис. 672. Шлифование
uinutpolamb
I:—
копир
ведущий
umutpm
бинт
подо и
деталь
а шлифовальным шпиндель
* ' , ______i ка-
перемещений определяются
стружки ведущий
j
стороне станка.
Рис. Ъ показывает
шлифование фасонного
бачка. В данном слу-
чае получение точного
размера не существен-
но, и требуется лишь
сообщить стенкам де-
тали гладкую поверх-
ность, что достигается
путем внутреннего
шлифования как бо-
ков, так и дна (по-
следнее производится
торцом круга). Инте-
ресной особенностью
здесь является устрой-
ство пружинного ве-
дущего штифта. Пру-
жина все время при-
усилием, давая, однако,
?гэ перемещения. Вслед-
1 следует за пеправиль-
в результате деформаций
неровности, что и требуется
прижима обеспе-
чь ’июшая опреде
ленное нажатие
круга
внутренней поверх-
ности по копиру.
жимает круг к детали с определенным усг
кругу возможность некоторого радиального
ствие этого круг до некоторой степени
ностями стенок детали, явившимися
отливки. Сглаживаются лишь местные
в данном частном случае.
При построении копиров для шлифовальных станков можно
руководствоваться в общем теми же правилами, как и для станков
других типов. Необходимо только иметь в виду, что копирное
шлифование обычно производится фасонным кругом, выбор профиля
которого требует особого рассмотрения; от этого профиля зависит
и форма копира.
5. ОБТОЧКА НЕКРУГЛЫХ ДЕТАЛЕЙ
А. Вращающиеся копиры
Обточка некруглых деталей производится чаще всего при по-
мощи вращающихся копиров. Общеизвестный пример некруглой
обточки — это «снятие затылков» при изготовлении фрезеров с зад»
1 Станок фирмы Брайант (Brayant)
«ео
Chinmaker.ru
I нец обточкой. Однако область применения рассматриваемого ме-
тода значительно шире: при его помощи можно обрабатывать раз-
^чные эксцентрики, кулачки и многие другие детали подобной
К>мы.1
Рис. 673 дает представление о простейшем устройстве этого
I рода. Заготовка А и копир В, точно воспроизводящий профиль де-
’ Бди, насаживаются на одну и ту же оправку С, которая устана-
I уливается в центрах станка. К поперечным салазкам супорта при-
вертывается кронштейн D с роликом Е, причем, пружина все время
I прижимает этот ролик к копиру. Винт поперечной подачи выни-
гдется. При вращении оправки ролик скользит по копиру, заставляя
I резец то приближаться, то удаляться от нее, обтачивая требуе-
| «ый контур.
Рис. 673. Простейшая схема некруглой обточки.
I Интересный класс специальных станков представляют токарные
сынки. предназначенные для обработки квадратных болва-
н о к. На металлургических заводах для получения высококаче-
I етвенного проката с поверхности болванок удаляют наружную
корку, для чего эти болванки приходится кругом обрабатывать на
станке. Из ряда возможных методов обработки предпочтение
обычно отдается обточке, и, как показал опыт, на упомянутых спе-
циальных станках она может производиться вполне успешно. Такие
станки в настоящее время строятся несколькими фирмами, и их дей-
ствие основано на тех же принципах, как и рассмотренных нами ра-
нее приспособлений. .
1 Один из таких станков, фирмы Фрорип, обтачивает цилиндриче-
ские детали диаметром до 550 мм и квадратные размерами от 150
До 450 мм. Мощность мотора — 34 — 38 ЛС. Станок исключительно
1 Обработку кулачков см. ниже § 6, Б. Возможно также «некруглое шли-
фование». Пример (шлифование поршней) ем. Технология машиностроения,
№п. V, рис. 1052,
49]
r.ru
Рис. 674. Обточка квадратной болванки.
солидной конструкции, с двумя супортами, работающими одно-
временно. Поперечное прямолинейно-возвратное движение им сооб
щается от кулачков (вращающихся копиров), расположенных под
салазками, причем эти кулачки приводятся во вращение от шпо-
ночного валика, помещенного на задней стороне станка.
Особенностью этого станка является устройство для изменения
наклона резца во время работы. Рис. 674 изображает положение
резца относительно обрабатываемой детали в разные моменты.
В верхнем ряду показана обточка без упомянутого приспособления.
При этом как угол резания, так и задний угол все время меняются,
что делает достаточно интенсивную работу невозможной. Нижний
ряд соответствует ра-
боте при пользовании
приспособлением, и
здесь резец все время
занимает правильное
положение относитель-
но обрабатываемой де-
тали.
Такие станки могут
быть приспособлены
для обточки не только
квадратных болванок,
но и различных дру-
гих профилей.
Особый вид некруглой обточки представляет обточка на
части окружности. В некоторых случаях применение дета-
лей, содержащих участки точных цилиндрических поверхностей,
расположенные таким образом!, что обычная обточка этих цилин-
дрических участков оказывается невозможной, позволяет значи-
тельно упростить конструкцию изделия (машины). В настоящее
время строятся специальные станки для обработки таких поверхно-
стей. 1 Возможно также шлифование на части окружности. В та-
ких случаях конструируются приспособления, сообщающие детали
ка нательное движение вокруг ее оси.
Б. Обточка овалов
Овальные (эллиптические и т. п.) поверхности встречаются
в машиностроении не особенно часто, но все же иногда с ними
приходится иметь дело (эллиптические зубчатые колеса, некоторые
штампы и т. д.), причем! обработка подобных поверхностей без
специальных приспособлений представляет большие затруднения.
Поэтому там, где такая работа встречается более или менее часто,
применяют особые устройства, действие которых основано либо на
использовании некоторых кинематических зависимостей, опреде-
ляющих данную эллиптическую (или другого вида овальную) по-
верхность, либо на применении вращающихся копиров. При этом
1 Описание станка Л. Лёре см. Die V'erlWHTniaschine, jV> 14, 1937,
стр. 309—312.
492
и одних случаях колебательное движение сообщается резцу,
а в других — самой детали.
Рис. 675 дает представление об одном из таких приспособлений.
Корпус приспособления А (показан частично в разрезе) левым кон-
цом закреплен на шпинделе токарного станка и вращается вместе
с ним. В пазу, простроганном во фланце этого корпуса, переме-
щаются салазки В; в них укреплен нарезанный штырь //, на кото-
рый навертывается обычный токарный патрон. Ползун В болтами D
связан с направляющими Е, расположенными с другой стороны
фланца корпуса А, причем для пропуска этих болтов во фланце
сделаны прорези С. Между направляющими Е скользит бронзовый
ползун G с отверстием, в которое входит круговой выступ де-
тали F. Эта деталь в свою очередь входит в горизонтальный паз
кронштейна J, укрепляемого на передней бабке или станине станка.
Рис. 675. Патрон для овальной обточки.
Благодаря такому устройству деталь F можно перемещать в гори-
зонтальном! направлении, регулируя величину эксцентриситета, при-
чем она закрепляется двумя болтами, проходящими через боковые
приливы в ней и овальные прорези в кронштейне.
При вращении станка ползун G также вращается, заставляя на-
правляющие Е и связанные с ними салазки совершать колебатель-
ное движение, причем штырь Н попеременно приближается к центру
и удаляется от него. При закреплении детали в патроне, наверну-
том на штырь Н, она также будет иметь кроме вращательного, еще
и прямолинейно-возвратное движение в направлении, перпендикуляр-
ном к оси станка, благодаря чему резец, укрепленный в супорте,
обточит овальную поверхность. Перемещение детали F и вместе
с тем регулировка степени овальности производятся при помощи
установочных винтов, не показанных на рисунке. Все скользящие
части также снабжены приспособлениями для компенсации износа,
причем соответственные клинья сделаны двусторонними во избе-
жание смещения оси штыря Н с линии, проходящей через центр,
493
chipmaker.ru
что повлекло бы за собой искажение профиля обрабатываемой по-
верхности. Резец в этом случае также должен‘быть расположен
строго по центру.
Овальная расточка может производиться не только на токарных
станках, но и на станках с вращающимся инструментом, причем
конструкция патронов приспосабливается к особенностям каждого
конкретного случая.1
Расточка эллиптических отверстий, имеющих небольшую длину,
может производиться без применения специальных приспособлений
на универсально-фрезерных и других станках, работающих вра-
щающимся инструментом. Резец устанавливается по диаметру, рав-
ному большой оси эллипса, а направление подачи детали (поворот
стола универсально-фрезерного станка) составляет с осью враще
ния борштанги угол, определяемый соотношением:ccs а — & , где
а и b — соответственно большая и малая оси эллипса. 1 2
6. ОБРАБОТКА ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ ФАСОННЫХ
КОНТУРОВ
А. Копировальные работы на фрезерных станках
Обработка фасонных профилей на фрезерных станках встре-
чается очень часто. При индивидуальном производстве фрезерова-
ние по фасонному контуру обычно производится по разметке, но
при сколько-нибудь значительной серийности неудобства такого
метода становятся очевидными. Здесь необходимо учитывать не
только время, затрачиваемое на разметку, но главным образом ме-
дленность самого процесса фрезерования, при котором рабочему
приходится с большой осторожностью сдновременно оперировать
двумя ручными подачами, что утомительно и требует напряженного
внимания во избежание порчи детали. Поэтому применение копи-
ровальных устройств часто оказывается целесообразным даже при
таких размерах производства, при которых пользование другими
приспособлениями возможно лишь в самых ограниченных размерах.
Фрезерование по копиру может производиться на фрезерных
станках любого типа, если их снабдить соответственными приспо-
соблениями. Действие всех таких устройств в основном заклю-
чается в том, что фрезеру сообщаются относительно обрабатывае-
мой детали два движения подачи, из которых одно получается от
соответствующего самохода, а второе определяется формой ко-
пира; к последнему все время прижимается ролик или штифт,
жестко связанный с частью станка, которой сообщается подача.
Иногда на ручных копировальных станках отказываются от само-
хода, предпочитая оперировать двумя рукоятками вручную; комби-
нируя подачи в двух взаимно перпендикулярных направлениях, до-
стигают того, что ролик катится по копиру. Даже при таком ме-
1 Другие конструкции устройств для овальной обточки см. Технология
машиностроения, вып. V, рис. 1187 и 1188.
2 См. рис. 250 (том I).
494
годе работы достигается большое сбережение времени по сравне-
нию с фрезерованием по разметке, так как помимо устранения са-
мой разметки интенсивность всего процесса повышается за счет
большей уверенности движений рабочего.
Главным движением подачи при фрезеровании по копиру обычно
является либо продольная подача стола станка либо вращение
круглого стола. Второе движение сообщается поперечным салаз-
кам стола или фрезерному шпинделю. Копир в обоих вариантах
крепится к тому же столу, на котором закреплена обрабатываемая
деталь, а ролик в первом случае закрепляется неподвижно на крон-
штейне станины станка, а во втором связывается с салазками шпин-
этот ролик и шпиндель перемещаются
всегда совместно. В специальных ко-
и)
деля таким образом, что
пировальных станках обычно приме-
няется второй метод работы, так как
при этом легче осуществить равно-
мерный прижим ролика к копиру и
кроме того самые перемещаемые гру-
зом или пружиной массы обычно ока-
зываются меньшими.
Рис. 676. Две схемы фрезерных копировальных станков.
Рис. 676 а дает представление об устройстве фрезерного копи-
ровального станка. Здесь обозначены: W — обрабатываемая деталь,
aS — копир. Ролик закреплен на конце вспомогательного «веду-
щего» шпинделя, находящегося на вполне определенном расстоя-
нии от рабочего шпинделя. В некоторых случаях более удобными
оказываются копировальные станки с двумя шпинделями и двумя
ведущими роликами (или штифтами).
Рис. 676 b дает представление о такого рода станке. Здесь: М
и N — рабочие шпиндели; О, Р и Q — места для крепления веду-
щих штифтов, причем для первого шпинделя штифт может зани-
мать любое из положений О или Р, смотря по характеру обрабаты-
ваемых деталей и в зависимости от конструкции приспособления.
Двухшпиндельные станки позволяют производить обработку сна-
чала одним шпинделем! начерно, а затем вторым — начисто. Все по-
дачи на указанном станке производятся вручную.
Наряду с такими простейшими станками существуют различные
495
chipmaker.ru
специальные копировальные станки, иногда работающие как полу-
автоматы.
Конструкция копирных устройств зависит прежде всего от рода
применяемых подач и от взаимного расположения ведущего ролика
(штифта) и фрезера. Рассмотрим несколько наиболее типичных
Рис. 677. Фрезерование по копиру, расположенному
над обраоатываемой деталью.
схем.
1. Обе подачи прямолинейны и взаимно перпен-
дикулярны. Простейший случай представляется тогда, когда
копир помещен не-
посредственно над
или под обрабаты-
ваемой деталью, при-
чем фрезер и ролик
насажены на одной
оси. Такое располо-
жение возможно,
если деталь имеет
плоскую форму и
может быть закре-
плена на столе (вер
тикального) станка в
I оризонтальном положении (рис. 677а). Если обрабатывается замкну-
тый контур (рис. 677Т), то при отсутствии в детали сквозных отвер-
стий закрепить таким образом копир оказывается невозможным, и
приходится производить обработку сначала одной стороны этой де-
тали, а затем второй. Вместе с тем копир служит прижимом для за-
крепления детали, причем одновременно устанавливаются: одна не-
обработанная деталь и другая, профрезерованная с одной стороны.
При таком расположении необходимо тем или иным способом
(установочными шпильками, упорными планками и т. п.) обеспечить
правильное положение
детали относительно ко-
пира в обоих положениях.
Расположение фрезера
и ролика на двух парал-
лельных осях было уже
показано на рис. 676. Та-
кое устройство является
наиболее обычным и имеет
преимущество универ- Рис. 678. Схема качающегося копира,
сальности, так как воз-
можность пользования им меньше зависит от формы детали, чем в
других случаях. Ряд примеров подобных операций мы рассмотрим
в дальнейшем.
2. Главная подача прямолинейная, вторая — ка-
чание вокруг определенного центра. На рис. 678 по-
казано устройство, при котором деталь и копир укреплены на спе-
циальной плите (мостике), в свою очередь связанной шарнирно со
столом горизонтальнофрезерного станка Здесь обозначены: А —
угольник с шарниром; В— плита; С—другой угольник, направляю-
496
щий переднюю часть плиты; D — валик, к которому прикреплен
копирный штифт; Е и F — кронштейны для укрепления этого
штифта. Деталь закреплена на верхней плоскости плиты, а копир —
на нижней. Прижим плиты к копиру производится давлением
пружины, показанной на рисунке. После приведенного описания
действие всего устройства становится очевидным. При подаче
стола копир скользит по штифту, заставляя плиту подниматься или
опускаться, причем фрезер обрабатывает верхнюю поверхность де-
тали.
3. Главная подача — вращение детали, вторая —
ее боковое перемещение. Устройство, основанное на этой
схеме, показано на рис. 679. Весь аппарат смонтирован на столе
горизонтальнофрезерного станка и приводится в действие от меха-
низма подачи через посред-
ство шарнира Гука1. В данном
случае копир и обрабатывае-
мая деталь расположены на
Стол станка
Рис. 679. Копировальный фрезерный Рис. 680. Приспособление для фре^
аппарат с вращающимся копиром. зероваиия фасонного углубления.
одной оси, причем они вращаются при посредстве одной кониче-
ской и одной червячной передач. Одновременно с вращением копир
и деталь перемещаются в боковом (радиальном) направлении благо-
даря тому, что этот копир катится по неподвижно укрепленному
ролику, к которому он все время прижимается грузом.
Если требуется обработать лишь часть окружности детали, то
копир очерчивается таким образом, что последняя на остальной
части окружности отходит от фрезера. Если выключить подачу, не
отведя детали, то обычно в месте остановки фрезер вырабатывает
углубление.
4. Фасонное фрезерование дна углубления про-
изводится при помощи устройств, аналогичных описанным, но при
1 Такая схема особенно часто применяется при работе на вертикальных
станках, причем пользуются самоходом круглого стола. Копир помещается
под деталью.
32 Соколовский, т. II. 1889 497
chipmaker.ru
другом относительном расположении детали и инструмента. Рис. 680
иллюстрирует один из таких случаев. Здесь цилиндрический штифт
со скругленным концом скользит по фасонному дну копира, заста-
вляя фрезер одновременно с движениями в других направлениях
еще подниматься и опускаться.
Форма копира, как общее правило, в большей или меньшей сте-
пени отличается от формы детали, причем величины диаметров ро-
лика и фрезера сильно влияют при заданном профиле детали на
форму копира или, обратно, при определенном копире на форму
детали.1 После переточки фрезера его диаметр изменяется, всле. v
ствие чего при постоянном расстоянии осей шпинделя и ролика
размеры детали также изменяются, и профиль ее несколько иска-
жается. Получаемую погрешность можно компенсировать, изменяя
диаметр ролика, а именно уменьшая его после каждой переточки.
В тех случаях, когда ролик и фрезер сидят на общей оси (рис. 677),
этот ролик перешлифовывается одно-
временно с фрезером. При расположе-
нии их на двух параллельных осях
обычно предпочитают пользоваться ко-
ническим роликом. Рис. 681 показы-
вает, как производится регулировка.
Ролик несколько приподнимается та-
ким образом, что катится по копиру
своим меньшим диаметром. Конусность
копирных штифтов и роликов обычно
принимается в пределах а/8—‘/о (п0
диаметру). Очевидно, что при пользо-
вании коническими роликами копир
должен иметь наклонную поверхность.
Копировально-фрезерные станки
находят широкое применение везде,
где требуется обрабатывать фасонные контуры, в особенности на
мелких деталях, как, например, при производстве ручного огне-
стрельного оружия и т. п. При этом чаще всего применяются
копировальные станки с ручной подачей, но существует также
много типов автоматических станков, более подходящих для мас-
сового и крупносерийного производств.
При необходимости снять последовательно
черновую и чистовую стружки обычно пользуются
одним из трех следующих методов работы. Простейшим является
использование конического направляющего штифта: поднимая его,
тем самым как бы сообщают фрезеру подачу, перпендикулярную к
поверхности детали, что соответствует установке на стружку для
чистового прохода.
Другой более удобный метод показан на 'рис. 682 вверху. Здесь
использован двухшпиндельный копировальный станок, причем по-
дача в обоих направлениях производится вручную таким образом,
Рис. 681. Компенсация измене-
ния диаметра фрезера при
его переточке.
1 О построении копиров см. курсы «приспособлений» Ивашкевича,
Болотина и Костромина, Мюллера.
498
что ведущий штифт Ё обходит вокруг копира С. Сама деталь (ку-
лачок) В закреплена на штыре G и удерживается на месте при по-
мощи подковообразной шайбы Н. Фрезер D описывает путь, соот-
ветствующий форме копира С. По окончании чернового фрезерова-
ния шпиндельные салазки передвигаются, и в действие вступают
другой фрезер и другой ведущий штифт, расстояние между кото-
рыми отрегулировано таким образом, что фрезер как-раз снимает
припуск, оставленный на чистовую обработку. На рисунке соответ-
ственные положения детали и копира условно показаны пунктиром
так, как будто передвигаются не шпиндели, а стол станка. В обоих
Рис. 682. Снятие черновой и чистовой стружек
при копировании.
рассмотренных1 случаях для чернового и чистового фрезерования
используется один и тот же копир.
При желании производить черновую и чистовую обработку од-
ним и тем же шпинделем, можно также пользоваться) сменными
копирами. В нижней части рис. 682 как-раз показан такой метод
работы. Здесь при черновом' фрезеровании пользуются копиром М,
а при чистовом — другим копиром N, причем в последнем случае
копир М откидывается в положение, показанное пунктиром.1
Метод копирования может применяться для самых разнообраз-
ных операций, причем! иногда им пользуются даже в таких слу-
чаях, когда работа может быть выполнена и другими способами.
1 Примеры работ, выполняемые на копировально-фрезерных станках, см.
Технология машиностроения, вып. V, рис. 1204—1209.
*
chipmaker.ru
Л
Рис. 683. Фрезерование площадок, находя-
щихся иа различной высоте.
к дополнительной обработке
Рис. 684. Фрезерование на полуавто-
матическом копировальном станке.
Например, при обработке окружности секторов большого радиуса
часто оказывается целесообразным изготовить копир, вместо того
чтобы обтачивать эти детали на большом токарном станке, так как
при этом резец ббльшую
часть времени «резал бы
.воздух». В большинстве
случаев оказывается це-
лесообразным произво-
дить работу в два прохо-
да. При этом во время
чистового прохода сни-
мается самая легкая
стружка, благодаря чему
достигается высокая точ-
ность обработки.
При фрезеровании точ-
ных фасонных пазов ре-
комендуется диаметр
фрезера брать меньше
ширины паза, вследствие
чего обе стороны послед-
него обрабатываются от-
дельно. При таком способе
работы не требуется, чтобы фрезер имел точный диаметр. Острые
входящие углы не могут быть получены путем фрезерования, и в
таких случаях приходится прибе!
путем строгания, долбления или
протягивания.
Еще один класс работ, с успе-
хом выполняемых на копироваль-
ном станке, — это фрезерование
ряда площадок, находящихся на
разной высоте. На рис. 683 пока-
зан один из таких случаев. Здесь
ступенчатый шаблон, изображен-
ный отдельно (А), установлен на
станке так, как это показано,
причем положение шпинделя
определяется упором, касающим-
ся той или другой его ступени.
Описанные операции выпол-
нялись на копировальных станках
с ручной подачей. При массовом
производстве применяются также
полуавтоматические и
автоматические копиро-
вальные станки, на кото-
рых часто одновременно устанавливается несколько деталей. Один
из таких станков (фирмы Пратт и Витней) имеет круглый стол, ко-
торый, кроме вращения, получает поперечное движение, контроли-
509
руемое копиром, закрепленным па его цилиндрической поверхности.
Ось ролика укреплена неподвижно на станине станка, причем копир
прижимается к ролику под действием груза. Шпиндели получают
только вращательное движение; их имеется два: один служит для
чернового, а второй — для чистового фрезерования.
Размещение обрабатываемых деталей А на столе станка пока-
зано на рис. 684. Их положение определяется штифтами С, а за-
жим производится планками D. Для ясности одна из деталей по-
казана на рисунке снятой, а планка изображена в отодвинутом
положении. Самый фрезер имеет фасонный профиль, благодаря
чему обрабатываемая деталь получает закругленную кромку. Круг-
лый стол окружен бортом' В, препятствующим расплескиванию
эмульсии, которая вместе со стружками сливается в большое от-
верстие в центре этого стола.
Обработка копиров для подобных станков производится на са-
мом, станке, для чего заготовка крепится на место копира, а точно
обработанная (например, вручную) деталь закрепляется на столе.
Вместо фрезера в шпиндель вставляется валик того же диаметра,
а на место ролика ставится фрезер. Привод этого фрезера осуще-
ствляется при помощи особого механизма. Фрезерование обычно
приходится производить в несколько проходов.
Б. Обработка кулачков 1
Термином «кулачок» обозначается обширный класс деталей фа-
сонной формы, назначение которых чаще всего состоит в передаче
движения по определенному закону, заданному графически или
аналитически. Простейшей формой кулачка является плоская! ку-
лачная шайба. Обработка таких шайб может производиться путем
некруглой обточки, фрезерования по копиру или фасонного шли-
фования. Все эти методы нами были рассмотрены выше, поэтому
здесь мы ограничимся лишь несколькими дополнительными заме-
чаниями.
Обработка плоских кулачков на токарном станке
при помощи вращающегося копира осуществляется сравнительно
просто при небольшой разнице между максимальным и минималь-
ным радиусами кулачков и плавных очертаниях их профиля. В про-
тивном случае неизбежно применение качающихся резцедержате-
лей, так как при обычной установке резца условия резания оказы-
ваются все время меняющимися и временами крайне невыгодными,
что наглядно иллюстрируется рис. 685. Здесь же пунктиром пока-
заны различные положения качающихся резцов, причем видно, что
при применении последних указанных затруднений не получается.
Цилиндрические кулачки также могут обрабаты-
ваться на токарном станке. Рис. 686 дает представление off
одном из устройств, служащих для этой цели. В данном случае
копир А навинчивается непосредственно на конец шпинделя, а де-
1 Об обработке кулачков см. Machinery (Лондон), 1938, март 17, стр. 728;
май 26, стр. 221. В статье приведены схемы различных копировальных
устройств.
501,
таль В, насаженная на оправку, помещается между центрами.
К супорту Н привернута штанга С, несущая ролик F. Однако этот
ролик закреплен не непосредственно на штанге, а на ползунке D,
положение которого регулируется болтом Е. Это приспособление
позволяет удобно устанавливать ширину канавки при окончатель-
ной обработке, когда резец отделывает попеременно ее правую и
левую стороны.
Другой метод обработки кулачков — как плоских, так и цилин-
дрических — это их фрезерование. Такая работа может вы-
полняться на обыкновенных фрезерных станках при помощи ко-
пирных приспособлений.
В тех случаях, когда требуется обрабатывать большое количе-
ство кулачков, оказывается целесообразным устанавливать спе-
циальные станки. Рис. 687 схема-
Рис. 686. Приспособление для обработки
Рис. 685. Обработка Кулачка цилиндрического кулачка на токарном
на токарном станке. станке.
синхронно. На одном из этих столов закрепляется копир, а на вто-
ром — деталь. Штифт Е под действием груза G все время прижи-
мается к копиру, что заставляет шпиндель D, установленный с этим
штифтом на общих салазках Н, описывать такую же кривую. При
помощи специального приспособления на этом станке можно фре-
зеровать и цилиндрические кулачки.
Второй тип станков (рис. Ь) производится фирмой Рауботтом
(Rawbottom). Эти станки также пригодны для фрезерования кулач-
ков различных системг, на рисунке изображена обработка цилин-
дрического кулачка. В данной конструкции ролик L все время
катится по копиру! М, который вращается синхронно с деталью.
Под действием ролика салазки N, а вместе с ними и фрезер Р
получают перемещения вверх и вниз, благодаря чему и вырабаты-
вается канавка требуемого профиля. Применяя другое приспособле-
ние, на этом же станке можно фрезеровать и плоские кулачки.
502
Описанные станки отличаются большой универсальностью, и на
них можно обрабатывать самые разнообразные кулачки. Однако
иногда встречаются и такие формы последних, для которых прихо-
дится строить специальные станки.
Шлифование кулачков оказывается необходимым во
всех случаях, когда требуется получить точный профиль и глад-
кую закаленную поверхность. Такое шлифование производится по
копиру, для чего к шлифовальным станкам пристраиваются соот-
ветствующие приспособления. Описанные выше станки Рауботтом
могут быть использованы и для шлифовальных операций. В таких
случаях на место фрезера в шпинделе
закрепляется шлифовальный прибор,
имеющий самостоятельный привод. На-
конец, существуют и специальные шли-
фовальные станки для копирного шли-
фования отдельных кулачков.
Распределительный (кулач-
ковый) валик автомобиля яв-
ляется очень специфической деталью, об-
работка которой требует применения спе-
циальных приемов и оборудования. При
небольших размерах выпуска такие ва-
лики вытачиваются из круглого прутка,
при массовом же производстве заготовки
обычно штампуются таким образом, что
всем кулачкам придается форма, отли-
чающаяся от окончательной только на
величину припуска на обработку- Меха-
ническая обработка распределительного
валика начинается с подрезки концов и
центровки. Далее следует обточка на
многорезцовом станке (Лосвинг, Фэй
и др.). После такой обработки валик при-
нимает вид, близкий к окончательному,
кроме рабочих поверхностей кулачков,
которые пока остаются черными.
Наиболее характерными операциями
над данной деталью являются те, которые
связаны с приданием определенной формы
самим кулачкам. Окончательная обработка
Рис. 687. Автоматические
станки для фрезерования
кулачков.
здесь всегда произво-
дится на шлифовальных станках, причем кулачки обычно шлифуются
последовательно по одному. Существуют автоматические станки
(фирмы Лэндис), у которых круг по окончании шлифования одного
кулачка быстро отходит назад, перемещается вдоль оси вала на
определенную величину, быстро подходит к следующему кулачку,
шлифует его, опять отходит назаД и т. д. По окончании цикла
работы станка все кулачки оказываются прошлифованными. Осо-
бенность устройства станков для шлифования распределительных
валиков состоит в том, что валик устанавливается в центрах качаю-
щегося приспособления, закрепленного на столе станка. Качание
503
r.ru
этого приспособления контролируется специальным валиком, на
котором имеются отдельные гребни-копиры, сделанные в форме
кулачков и расположенные таким же образом, как и последние.
При шлифовании каждого кулачка вводится в действие свой
копир.
Что касается черновой обработки кулачков, то здесь не суще-
ствует такого единообразия. В основном, как и при обработке
отдельных кулачков, применяются два различные метода: обточка
и фрезерование. Иногда при штампованных валиках совершенно
отказываются от обработки резцом, снимая весь припуск шлифо-
вальным кругом.
В массовом производстве чаще всего применяется метод то-
карной обработки, причем для этой цели строятся специ-
альные станки, обтачивающие все кулачки одновременно.1 Дей-
ствие их основано на методе некруглой копирной обточки, причем
копиром служит эталонный кулачковый валик, аналогичный обра-
батываемому. Резцедержатели сделаны качающимися. Иногда
такие приспособления пристраивались и к обыкновенным станкам.
Фрезерование кулачков производится при помощи
торцевых фрезеров. При небольшом объеме производства эта опе-
рация выполняется на обыкновенном горизонтальном или верти-
кальном фрезерном станке. Для этого заготовка закрепляется в
приспособлении, снабженном соответствующим делительным
устройством, и все кулачки обрабатываются последовательно.
Иногда метод фрезерования применяется и в массовом произ-
водстве. На заводе Форда при обработке распределительных вали-
ков для автомобилей (V-8) применяются специальные много-
шпиндельные фрезерные автоматы конструкции самой фирмы, ра-
ботающие торцевыми фрезерами. Шпиндели при этом получают
перемещения как вдоль своей оси, так и угловые, в соответствии
с положением вращающейся детали.2
Контроль кулачков вообще и распределительных валиков авто-
мобилей, в частности, представляет много особенностей. Действие
большинства специальных приборов, служащих для этой цели,
основано на применении индикаторов, расположенных и устано-
вленных соответствующим образом. Несмотря на большое число
отсчетов при пользовании такими устройствами, контроль произво-
дится достаточно быстро.
В. Строгание фасонных поверхностей
Многие из описанных выше работ, выполняемых на фрезерных
станках, могут быть выполнены также на шепингах и долбежных
станках. Однако меньшая производительность этих станков при-
нуждает пользоваться ими лишь в тех случаях, когда настройка
фрезерного станка не оправдывается ввиду малого размера партий,
1 Такие станки фирмы Валкот (Walcott) установлены на ГАЗе и на Че-
лябинском тракторном заводе. Описание их см. сборник «Современные амери-
канские станки в автотракторном производстве», ч. I.
г См. American Machinist, т. 76, стр. 904.
504
либо тогда, когда детали не могут обрабатываться фрезерованием
в силу каких-либо особенностей операций.
Обработку поверхностей, представляющих собой часть ци-
линдра большого радиуса, часто бывает удобнее про-
изводить на строгальном!, чем на токариом или расточном станке.
Если дуга такой поверхности занимает лишь малую угловую часть
всей окружности, то токарный резец значительную часть своего
пути проходит по воздуху, почему общее время обработки значи-
тельно удлиняется. Иногда условия работы стремятся улучшить,
складывая несколько обрабатываемых деталей таким образом,, что
в совокупности обрабатываемая поверхность занимает полную
окружность. Однако такой прием оказывается применимым лишь
в некоторых случаях.
Встречаются и такие случае, когда строгание по цилиндру
становится неизбежностью. Сюда относятся, во-первых, поверх-
ности, очерченные исключительно большими радиусами, и, во-вто-
рых, некоторые детали, конфигурация которых не допускает обра-
ботки на токарном станке.
В тех случаях, когда обрабатываемая поверхность занимает ма-
лую часть всей окружности (поверхности большого радиуса),
обычно оказывается более удобным криволинейное движение со-
общать самому резцу. Ввиду сходства конструкций поперечин
строгальных и карусельных станков различные решения рассматри-
ваемой задачи вполне соответствуют различным вариантам
устройств, служащих для обточки сферических поверхностей на
карусельных станках.1
Г. Наружное протягивание
В массовом производстве в настоящее время широко приме-
няется метод наружного протягивания фасонных профилей, выте-
сняющий их фрезерование.2
Простой, но типичный случай
«наружного протягивания» пока-
зан на рис. 688. Здесь на двух
шейках валика(автомобильная де-
таль) снимаются площадки, кото-
рые должны быть строго парал-
лельны между собой. Инструмент
в сечении имеет форму, показан-
ную на рисунке внизу. В данном
случае одновременно обрабатыва-
ются две детали (восемь площа-
док), для чего в общем наборе
имеется восемь отдельных протя-
жек А. Каждая из протяжек по
Рис. 688. Образование площадок на
шейках валика при помощи наруж-
ного протягивания.
длине состоит из трех отдельных
частей по 300 мм каждая, благодаря чему изношенные протяжки пе-
1 См. Технология машиностроения, вып. V, рис. 1321—1323. Подробнее
Machinery (Лондон), 17 авг. 1933, стр. 581.
* Ср. главу 16, § 6.
505
r.ru
ретачиваются на средние, а последние — на черновые. Зубцы у всех
протяжек косые. Для быстрого зажима деталей имеется специаль-
ное приспособление. Производительность такого устройства — до
300 деталей в час.
Рис. 689. Деталь
амортизатора, обра-
батываемая при по-
мощи наружного
протягивания.
Рис. 690. Протягивание кругового контура крыль-
чатого валика.
Опишем еще ряд инструментов, применявшихся при обработке
деталей амортизатора автомобиля. Здесь мы познакомимся с до-
вольно сложными случаями наружного протягивания. На рис. 689
Рис. 691. Выталкиватель к устройству тю рис. 690.J
изображена деталь амортизатора — крыльчатый валик, полученная
путем горячей штамповки. Здесь путем протягивания обрабатываются
круговой контур Z между крыльями, а также квадрат на конце оси.
Рис. 690 дает представление о первой из упомянутых операций,
причем допуск на обработку равен 0,04 мм. Здесь крыльчатый валик
своей круглой частью закладывается в гнездо приспособления, при-
чем нижнее крыло входит в промежуток между выступами напра-
вляющей В. Протяжки А привернуты к штангам С, которые сколь-
зят в направляющих приспособления, снабженных устройством для
регулировки.
50е
Механизм для автоматического вынимания валика из Гнезда
приспособления показан на рис. 691. Он целиком укреплен на са-
мих протяжках А и состоит из двух пружинных захваток Е и F,
имеющих выступы G, которые лишь немного выдаются над осно-
ванием зубцов протяжек. В конце рабочего хода эти захваты
скользят по/ поверхности детали; при этом пружины сжимаются,
позволяя выступам G пройти, не задевая ее. Когда захваты сойдут
с детали, то под действием пружин они быстро возвращаются
в свое нормальное положение и, при обратном ходе протяжек,
своими выступами выбрасывают деталь из гнезда. Работа ппоиз-
ьодится на двойном станке, причем в час обрабатывается 600 де-
талей. Сами протяжки состоят из четырех частей каждая; длина
этих частей равняется 90 мм. Обработку аналогичной поверхности
на другой детали — крыльчатке — можно производить на том же
станке и тем же инструментом, причем придется сменить только
приспособление для закрепления деталей и выталкиватель.
7. ОБРАБОТКА ФАСОННЫХ ОТВЕРСТИЙ 1
А. Долбление, протягивание и прошивание
Внутренние фасонные профили, имеющие входящие углы без
закруглений, не могут быть обработаны фрезерованием. В индиви-
Рис. 692. Типичные фасонные внутренние контуры, по-
лучаемые путем протягивания.
дуальном и мелкосерийном производствах такие поверхности
обычно обрабатываются на долбежном станке.2 В массовом про-
изводстве применение столь непроизводительного метода, как дол-
бление, почти исключается, и в настоящее время поверхности, по-
добные изображенным на рис. 692, обычно обрабатываются путем
протягивания или прошивания.
1 Обработка отверстий с кривой осью см. Технология машиностроения,
вып. V, стр. 225—227.
2 Производительность долбежных станков (а также и протяжных) во мно-
гих случаях может быть значительно повышена путем совместной обработки
нескольких деталей (долбление пачками).
507
chipmaker.ru
Б. Сверление многогранных отверстий
Квадратные, шестиугольные и тому подобные отверстия, во-
обще говоря, можно получить различными способами. Если они
сквозные, то1 чаще всего их либо долбят, либо протягивают или
прошивают. Несквозные отверстия можно получить теми же спо-
Рис. 693. Пробки, в которых
требуется обработать квадрат-
ные отверстия.
При получении тех же
является дополнительной
собами, если дать резцу или дорну
выход, сделав кольцевую канавку
около дна отверстия. Рис. 693 изобра-
жает три формы пробок, из которых
в двух показаны упомянутые канав-
ки, причем для облегчения работы
прошивки (дорна) в медной пробке,
изображенной направо, отверстие
отлито таким образом, что снимать
приходится только материал в углах.
В подобных случаях обычно оказы-
вается достаточным пройти литое
отверстие сначала черновым, а затем
чистовым дорном.
отверстий в стали вытачивание канавок
операцией, и самое прошивание оказы-
вается более затруднительным!. Поэтому здесь и в некоторых дру-
Рис. 694. Сверление квадратного отверстия.
гих случаях более удобно сверлить фасонное отверстие, применяя
специальный процесс (метод обкатывания).
Рис. 694 дает представление об этом методе. Сначала свер-
лится круглое отверстие, диаметр которого приблизительно равен
стороне квадрата. Далее работа ведется при помощи специального
инструмента, изображенного в верхней части рисунка. Это сверло
имеет треугольную форму, подобранную таким образом*, что рас-
508
стояния между двумя любыми противолежащими точками равня-
ются стороне квадрата. Для этого в поперечном сечении сверло
очерчивается тремя дуга-
ми круга, центры которых
расположены по верши-
нам правильного треуголь-
ника и радиусы равны сто-
роне квадрата. Зубцы у
такого сверла имеются
только на торце, причем
они похожи на зубцы
торцевого фрезера.
В средней части рисун-
ка показан процесс обра-
зования квадратного от-
верстия. Как видно, ось
сверла все время переме-
щается таким образом,
что форма его сечения
Рис. 695. Кондуктор для сверления квадратных
отверстий.
вписывается в квадрат.
Это обеспечивается наличием кондукторной втулки, имеющей
квадратный вырез того
Рнс. 696. Патрон для закре-
пления фасонных сверл:
же размера, как и обрабатываемое отвер-
стие, благодаря чему стержень сверла,
проходящий сквозь эту втулку, все время
занимает требуемое положение относи-
тельно обрабатываемой детали.
Рис. 695 дает представление об
устройстве кондуктора для обработки
пробок, подобных изображенным на
рис. 693. Этот кондуктор имеет сменные
втулки, причем одна из них служит для
предварительного сверления обычным
сверлом, а вторая — для направления
описанного специального инструмента. За-
метим, что последняя втулка должна
быть особенно твердо закалена. Если
фасонное сверло жестко закрепить
в шпинделе сверлильного станка, то во
время его работы кондуктор вместе с де-
талью будет слегка перемещаться по
столу этого станка (подобно тому, как
это имеет место при обычном сверлении,
если сверло «бьет»). В большинстве слу-
чаев, особенно при обработке тяжелых де-
талей, оказывается более удобным деталь
оставлять неподвижной, а сверло закре-
плять таким образом, чтобы оно могло
устанавливаться в требуемом положении.
Конструкция патрона, допускающего такого рода перемещения,
показана на рис. 696, причем в основу ее положен известный
509
chipmaker.ru
принцип муфты Ольдгама. Здесь верхняя часть патрона Н вра-
щается вместе со шпинделем и передает крутящий момент проме-
жуточной детали D через посредство гребня Т, входящего в паз
этой детали. На нижней ее поверхности имеется другой паз, пер-
пендикулярный к первому. В нем скользит гребень нижней части
патрона В, в которой закреплено сверло А, при посредстве проме-
жуточной сменной втулки С. Осевое усилие при этом передается
шпинделю через посредство шарикового подпятника. Все устрой-
ство удерживается в собранном виде при помощи наружного ко-
жуха S, закрепляемого несколькими потайными винтами. Буквой F
обозначен кондуктор, который в данном случае накладывается не-
посредственно на деталь. Все детали патрона тщательно закалены
и хорошо пригнаны друг к другу, причем гребни должны плавно
без заметных зазоров скользить в соответственных пазах. При
пользовании рассматриваемыми сверлами на револьверных станках
их можно закреплять способами, напоминающими закрепление ка-
чающихся разверток.
В одном случае требовалось сверлить на револьверном станке
квадратные отверстия диаметром II мм, при глубине 10 мм, в тор-
цах стальных прутков диаметром 32 мм (заготовки для торцевых
ключей). Работа велась следующим образом: пруток подавался
до упора, заготовка зацентровывалась, в ней сверлилось отверстие
диаметром 8 мм и глубиной 10 мм, надевался кондуктор на конец
прутка, и, наконец, сверлилось квадратное отверстие со стороной
11 мм. Время операции равнялось 2у2 мин.
Заметим, что общее количество снимаемого металла здесь не
особенно) велико, так как фасонному сверлу приходится удалять
только слой, заключенный между периметром, квадрата и вписан-
ной в него окружностью. Большое значение при этой работе имеет
охлаждение инструмента, причем при более крупных размерах ре-
комендуется эмульсию подавать под давлением через центральный
осевой канал в сверле.
До сих пор мы говорили только о сверлении квадратных отвер-
стий. Подобным же образом можно получать отверстия в виде
правильных пятиугольников, шестиугольников и восьмиугольни-
ков. Соответственные инструменты имеют форму также правиль-
ных многоугольников с числом сторон на единицу меньшим, чем
имеет обрабатываемое отверстие.
В. Ричардс1 определил размеры инструментов, служащих для
этой цели. Так, для пятиугольного отверстия требуется
сверло квадратной формы, для сверления шестигранного
отверстия требуется сверло в форме пятиугольника.2
Работа сверлами для пятиугольных и шестиугольных отвер-
стий производится таким же образом, как и сверлами для квадрат -
* Machinery (Лондон), 21 ноября 1929, стр. 238; 21 тент. 1932, стр. 783;
27 июля 1933, стр. 495. В этих статьях даны расчеты, на которых основаны
приведенные ниже соотношения.
г Чертеж сверла для шестигранных отверстий см. Технология машино-
строения, вып. V. рис. 1227.
510
ных дыр, т. е. сверла подвижно связываются со шпинделем
станка и направляются соответственными вырезами в кондукторах.
В детали при этом сверлится отверстие диаметром, равным диа-
метру вписанного круга. На долю фасонных сверл, очевидно, па-
дет тем меньше работы, чем больше граней имеет обрабатываемое
отверстие.
Точность описанного метода достаточно высока для обычных
случаев практики, причем размеры отверстия получаются на
0,02—0,05 мм меньше тех же размеров в вырезе кондуктора (для
диаметров приблизительно 12 мм). Если сверло сделать на 0,02—
0,08 мм больше, чем получается по расчету, и снять острые кромки.
то углы в отверстии получатся слегка закругленными.
Вообще при работе всеми
ным, форма отверстий полу-
чается близкой, но не впол-
не соответствующей пра-
вильным многоугольникам.
В случаях, когда сле-
дует достичь особенно боль-
шой точности и гладкости,
отверстие необходимо до-
полнительно обработать дор-
ном или, по крайней мере,
вдавить в него мерный пуан-
сон. Последний способ уме-
инструментами, подобными описан-
стен, например, при изгото-
влении штампов для ГОЛОВОК Рис- 697. Калибровка штампа после свер-
болтов (рис. 697). Пуансону лепия в нем шестигранного отверстия.
дается конусность около 1
что облегчает работу и в особенности извлечение его из отвер-
стия. Припуск на такую калибровку оставляется возможно малым,
но и при этих условиях усилие пресса (обычно гидравлического)
получается очень большим. Пуансон должен быть тщательно по-
лирован.
8. СПЕЦИАЛЬНЫЕ МЕТОДЫ КОПИРОВАНИЯ
А. Копировальные станки, предназначенные для работы в усло-
виях индивидуального и мелкосерийного производств
Выше мы познакомились с рядом примеров использования ме-
тода копирования при воспроизведении фасонных форм. Однако
во всех рассмотренных случаях требовалось предварительное изго-
товление самого копира, что при отсутствии специального обору-
дования может быть выполнено только слесарным способом при
затрате большого количества времени. Поэтому работа по обыч-
ным копирам, вообще говоря, оказывается возможной лишь в тех
случаях, когда приходится обрабатывать партию деталей, которая
позволяет окупить затраты, связанные с изготовлением копира.
В условиях же индивидуального и мелкосерийного производств
511
chipmaker.ru
приходится искать средства, позволяющие сократить эти за-
траты. 1
Между тем потребность в деталях фасонных форм, изготовляе-
мых одновременно в количествах одной или нескольких штук,
очень велика. Сюда относятся: сами копиры, штампы, прессформы,
металлические модели, шаблоны для измерений, фасонные резцы
и прочие изделия инструментальных цехов; далее — различные
фасонные детали экспериментальных образцов машин и т. п.
Изготовление всех этих предметов вручную, слесарным спо-
собом, до крайности их удорожает и кроме того обусловливает
необходимость использования рабочей силы высокой квалифика-
ции, которой располагает далеко не каждый завод.
Рис. 698. Станок с пантографом.
Заметим далее, что назначение всех перечисленных изделий
теснейшим образом связано либо с внедрением в производство
более совершенных методов технологии либо с развитием новых
конструкций. Поэтому создание универсальнных копи-
ровальных станков является одним из средств, в большой
степени способствующих поднятию производства на высшую сту-
пень. 1 2
В настоящее время существует несколько конструкций копи-
ровальных станков, предназначенных для работы в условиях инди-
видуального и мелкосерийного производств. Их удобно разбить на
три группы: станки с механической передачей, с гидравлической
(или пневматической) и с электрической.
Фрезерные станки первой группы (механические) из-
вестны уже давно и в своем простейшем исполнении, как мы уже
1 Ср. выше рис. 658.
2 К разряду таких же «квалифицированных» станков можно отнести опи-
санные выше разметочно-сверлильные станки. См. главу 18, § 4, В.
512
поминали,1 широко применяются в различные отраслях промыш-
еиности. В настоящее время имеется много видоизменений этих
с13нков. Известны, например, станки, действие которых основано
ка принципе пантографа. С ганок фирмы Деккель показан
а рис. 698. Такие станин позволяют переносить различные про-
фили с поверхности двоякой кривизны модели на деталь, причем
саМа модель может быть выполнена из различных материалов
(чаще всего подобных цементу или гипсу). Модель имеет ббльшие
размеры, чем обрабатываемая деталь. Эти станки с успехом
применяются при изготовлении кузнечных штампов, прессформ и
тому подобных работах. На аналогичных принципах основано дей-
ствие и гравировальных станков.
Станки с гидравлической передачей менее из-
Лстны. Однако в последнее время осуществлены и такие типы.
Несколько лет назад па американском рынке появился аппарат
«Дубликатор».2 Он устанавливается на обычной «колонке», при-
чем деталь помещается внизу, а копир — вверху. Штифт прибора
перемещается по копиру, следуя за всеми его выступами
и впадинами. Под действием гидравлической передачи те же
движения сообщаются шпинделю станка, который благодаря
этому вырабатывает на детали форму, соответствующую форме
копира.
Заметим, что аппарат не мешает выполнению на станке других
операций и поэтому не должен сниматься при работах, не требую-
щих применения копира. Копиры (шаблоны) могут изготовляться
из дерева или из особой массы. Вообще можно ожидать, что гид-
равлические копировальные станки дадут хорошее решение при
обработке более крупных деталей.
Станки с механической или гидравлической передачей трудно
сделать вполне универсальными. Лишь при обработке сравнительно
простых профилей достигается вполне автоматическое действие.
Другим затруднением является наличие значительного давления
штифта (или ролика) на копир, что заставляет либо делать ко-
пиры солидными, либо прибегать к ручному копированию.
Б. Электрические копировальные станки
Перечисленных недостатков не имеют электрические фрезер-
ные копировальные автоматы, из которых наибольшей известно-
стью пользуется станок Келлера. На рис. 699 показан внеш-
ний вид такого станка (тип G). Над рабочим шпинделем располо-
жен ведущий штифт А («трейсер»), который прикасается к ша-
6тону, установленному на угольнике выше обрабатываемого изде-
₽ ия. Штифт устроен таким образом, что малейшие его отклонения
(0,025 мм) сопровождаются изменением направ пения подачи шпин-
деля или изделия. Такое действие происходит вследствие замыка-
ния и размыкания четырех контактов, расположенных на задней
1 См. выше рис. 676, 682 и 683. ,
г См. Технология машиностроения, вып. V, рис. 1211.
33 Соколовский, т, И. 1В8». 513
r.ru
стороне штифта. Сами по себе включение и выключение
подач являются следствием действия электромагнитных
муфт.
Всего имеются три подачи: вертикальная (движение шпиндельной
бабки по колонне), продольная (движение стола) и поперечная
(движение всей колонны). В других типах станков движения не-
сколько иные.
Работая, как только-что указано, ведущий штифт станка ока-
зывает на шаблон ничтожное давление, благодаря чему последний
может быть сделан
очень легкой кон-
струкции. Во многих
случаях можно огра-
ничиться применени-
ем шаблонов из тон-
кого
талла
мых
полученных
средственно
ловкой), в других —
при необходимости
получать поверхно-
сти двоякой кри-
визны — приходится
придавать шаблонам
форму модели, испол-
няемой из легко об-
рабатываемых мате-,
риалов: дерева, раз-
личных пластмасс
Рис. 699. Электрический фрезерный
копировальный автомат Келлер.
листового ме-
(выпиливае-
вручную или
непо-
штам-
и т. д.
Станки Келлера
снабжаются
остроумных
величина подачи
рядом
уст-
ройств и приспособлений. Прежде всего
автоматически связывается с нагрузкой мотора.
Во время работы фрезера количество ме галла, снимаемого им в еди-
ницу времени, вообще говоря, все время изменяется (вследствие
изменения конфигурации обрабатываемой поверхности и колеба-
ний припуска в различных ее точках), благодаря чему меняется и
нагрузка на мотор. Особое приспособление замедляет подачу, как
только нагрузка превзойдет допускаемую, что приводит работу
фрезера в соответствие с мощностью станка. Величину допускае-
мой нагрузки можно регулировать в соответствии с применяемым
инструментом.
Для обработки штампов и т. д. дЛя деталей, представляющих
зеркальное изображение одна другой, может быть использован
один шаблон, при условии применения специального приспособле-
ния. При необходимости воспроизведения одинаковых профилей
614
в значительных количествах, можно с выгодой использовать мно-
гошпиндельные станки Келлера, у которых все шпиндели рабо-
тают от одного шаблона. В последнее время станки Келлера снаб-
жаются еще одним присЛособлением, позволяющим по выпуклому
шаблону воспроизводить соответствующую ему вогнутую поверх-
ность, и обратно. Такое устройство имеет большое значение, так
как позволяет, например, обрабатывать штампы непосредственно
по образцу детали.
Укажем, наконец, что станок Келлера может быть использован
как станок для обработки отверстий, расположенных на опреде-
ленном расстоянии друг от друга, взамен обычно применяемых
станков для координатной расточки. Станок снабжается двумя
точными шкалами (для горизонтального и вертикального переме-
щений), причем установка производится при помощи точных но-
ниусов с отсчетом через сильную лупу. .Вся шкала перемещается
для первоначальной установки на нуль, что облегчает все после-
дующие отсчеты. Сразу после того как нониус установлен, шпин-
дель автоматически приводится в соответствующее этой установке
положение, для чего достаточно включить рубильник. Таким обра-
зом установление размера зависит лишь от установки изме-
рительного прибора, не связанного механиче-
ски ни с изделием ни со шпинделем. Это совершенно
оригинальный принцип для такого рода работ, и его использование
облегчает достижение высокой степени точности (по данным
фирмы, точность установки шпинделя — до 0,005 мм). Заметим
еще, что, не меняя установки детали, можно производить
как обработку отверстий, так и фрезерование различных поверх-
ностей.
Станки Келлера получили большую известность и широко при-
меняются при изготовлении штампов, прессформ, приспособлений
и при других работах инструментального характера. При их по-
мощи можно значительно сократить время обработки и уменьшить
затрату высококвалифицированного труда.
Кроме инструментальных цехов, станки Келлера оказываются
полезными и в цехах производственных, если там приходится из-
готовлять детали сложных форм в малых количествах экземпля-
ров. Таким образом можно, например, выфрезеровать в целом ме-
талле лопатки быстроходной гидравлической турбины или обрабо-
тать лопасти гребного винта.1
До последнего времени электрические копировальные станки,
подобные станкам Келлера, в СССР не изготовлялись. Сейчас
имеется разработанная конструкция фрезерно-копировального
станка, предложенная инж. Т. Н. Соколовым.2 Копировально-фре-
зерный автомат инж. Соколова предназначен, так же как и из-
1 Ряд примеров использования станков Келлера см. Machinery (Нью-
Йорк), август 1935, стр. 713.
8 Приводимое описание сделано изобретателем Т. Н. Соколовым. Станок
построен и испытан в Лаборатории технологии металлов Ленинградского
индустриального института. Его испытание показало правильность всех
расчетов и полную пригодность станка для работы.
5’5
r.ru
вестные автоматы Келлера,. ДЛЯ обработки штампов и вообще де-
талей, имеющих сложные очертания.
Основным отличием данного автомата от станков Келлера
является то, что автоматическое движение по мо-
дели получается не за счет прерывистого вклю-
чения электромагнитных муфт, управляющих
отдельными подачами, а путем плавного регули-
рования скорости самих двигателей подач. Упра-
вление двигателями подач производится по системе Лео-
нарда.
Применение этой системы позволяет регулировать скорость
подачи в широких пределах и делает излишним какие-либо коробки
скоростей.
Все изменения скорости двигателей подач в процессе копиро-
вания производятся путем изменения токов возбужде-
ния генераторов Леонарда. Для управления токами воз-
буждения генераторов Леонарда применяются тиратроны, ре-
гулируемые путем изменения сдвига фаз между
сеточным и анодным напряжением.
Для управления станком применяются специальные копироваль-
ные головки, основной частью которых являются мостики, соста-
вленные из переменных индуктивных сопротивлений. Изменение
сопротивлений получается при перемещении якорька, связанного
с копиром, движущимся по шаблону, между полюсами катушек
с железными сердечниками. Таким образом в копировальных го-
ловках данной системы отсутствуют размыкание и замыкание ка-
ких-либо контактов.
Нами рассмотрены электрические копировальные станки, пред-
назначенные для фрезерных работ. Совершенно очевидно, что те
же схемы могут быть применены и для копирования при обточке
и при работах другого рода. Такие применения имели место и на
самом деле.
В. Копирование с чертежа
Все описанные выше станки все же требуют изготовления хотя
бы простейших шаблонов. Следующим шагом вперед является со-
здание станков, позволяющих производить копирование непо-
средственно с чертежа. В простейшем виде такое копи-
рование осуществляется на копировалыю-фрезерном станке с пан-
тографом, например, типа Деккель.
Использование идеи пантографа позволяет уменьшить ошибку,
копируя профиль с чертежа, выполненного в масштабе, большем
натуральной величины. В качестве примера таких устройств при-
водим на рис. 700 схему оптического шлифовального станка фирмы
Л. Лёве. Этот станок состоит из шлифовальной бабки, несущей
обычный дисковый круг S, супорта для обрабатываемой детали В
и пантографа с микроскопом и чертежной доской. Штифт А пере-
двигается от-руки по контуру чертежа, причем автоматически пе-
ремещается и микроскоп М, механизм которого включается в ка-
честве звена в шарнирную цепь пантографа. В течение всего про-
Б16
цесса шлифования образование профиля находится под непрерыв-
ным наблюдением при помощи этого микроскопа. На рисунке
справа внизу показано изображение участка профиля, как оно
видно в окуляре микроскопа. Круг при шлифовании подается
(вручную) до тех пор. пока соответственная точка профиля не со-
впадет с центром круга в микроскопе (точка пересечения нитей).
Таким образом по мере перемещения штифта вдоль контура чер-
тежа можно последовательно образовать все точки профиля. Чер-
теж исполняется в масштабе 50 : 1 в соответствии с отношением
плеч пантографа. Таким образом
ошибка в чертеже 0,5 мм соот- "
ветствует погрешности профиля
только 0,01 мм. Не касаясь дета-
лей всего устройства,1 укажем
лишь на следующие его особен-
.ности. Прежде всего, чертежная
’доска станка позволяет устана-
вливать чертежи размерами до
500 X 500 мм, что соответствует
участку профиля 10 X 10 мм.
'При обработке больших профи-
лей приходится чертеж делать
составным.
Шлифовальная бабка имеет
направляющие, устанавливаемые рис. 700> Схема оптико.шлифоваль.
под различными углами, благода- ного станка л> Лёве.
ря чему удобно шлифовать фа-
сонные резцы, образуя у них требуемый задний угол. Что ка-
сается кругов, то они применяются керамической или раститель-
ной связки. Для чистовой обработки фирма рекомендует послед-
ние, как допускающие более острые кромки (радиусы профиля
до 0,1 мм).
• Описанный станок может применяться для самых разнообраз-
ных инструментальных работ: шлифования шаблонов, фасонных
резцов и т. д. Кроме того им можно пользоваться и для проверки
готовых профилей (в качестве компаратора).
При таких работах перемещают штифт, следуя указаниям
микроскопа. Надавливая на этот штифт, отмечают последователь-
ные его положения на листке бумаги. После соединения отдель-
ных точек кривой мы получим изображение действительного про-
филя в масштабе 50:1, которое можно сравнить с теоретическим
профилем. Расстояние между профилями укажет ошибку с увели-
чением в 50 раз.
Заметим, что описанный станок представляет двоякий интерес:
прежде всего, как пример использования принципа пантографа в
применении к весьма точным работам, а во-вторых, остроумным
решением вопроса об исключении ошибки, вызываемой износом
1 См. Loewe Notizen, № 3/5, 1931, стр. 33—43.
517
chipmaker.ru
круга. Если бы штифт пантографа был соединен непосредственно
с режущим инструментом (ср. рассмотренный выше фрезерно-
копировальный станок фирмы Деккель), то износ круга вызвал бы
искажение профиля, которое пришлось бы учитывать каким-либо
особым путем. Далее, пантограф, разгруженный от усилия по-
дачи, получает очень легкую конструкцию, что облегчает дости-
жение высокой точности.
Г. Фотоэлектрические копировальные автоматы
Описанные станки, предназначенные для копирования с чер-
тежа, однако не представляют собой автоматов в тесном смысле
этого слова. Радикальное решение вопроса дает применение
фотоэлемента, позволяющего заменить штифт, скользящий
по копиру, прибором, автоматически следящим за линиями чер-
1
Рис. 701. Различные положения световой точки относительно
линии чертежа.
тежа и направляющим при помощи специальной электрической
схемы инструмент по соответственному контуру. На этом прин-
ципе может основываться работа токарных, фрезерных и других
станков. Идея применения фотоэлемента для этой цели возникла,
повидимому, в нескольких местах почти одновременно. У нас над
созданием соответственных станков работают главным образом
два изобретателя: инж. Вихман (Станкин) и инж. Баскаков
(ЭНИМС).
Идея автомата Вихмана в основном заключается в следую-
щем. 1 Аппарат, названный изобретателем «фотовизоро м»,
представляет собою оптическую камеру, внутри которой имеется
источник света, проектирующий на край черной линии чертежа
весьма малую «световую точку». Эта точка проектируется так,
что половина ее находится в темной области, а половина в свет-
лой (рис. 701 а). Лучи света, дающие световую точку, отражаются
от чертежа (рассеянным пучком) и направляются в фото-
элемент.
Следует отметить ту особенность фотоэлектрического авто-
мата, что в нем фотоэлемент играет не вспомогательную, а основ-
ную роль. Все движения в его механизме, по существу, управля-
ются фотоэлементом.
* Описание заимствовано из статьи инж. Вихмана в журнале Автома-
тика и телемеханика, № 1, 1937.
518
Один из возможных вариантов оформления фотовизора схе-
матически представлен на рис. 702, где соответственно обозна-
чены: А — источник света (например, 12-вольтовая лампочка);
В — оптический конденсатор; С — микрсобъектив, дающий воз-
можность собрать световые лучи в «световую точку» малого
диаметра; D — параболическое зеркало, фокус которого совпа-
дает с положением световой точки (это зеркало служит в каче-
стве собирателя отраженных от бумаги световых лучей);
Е — зеркало, служащее для направления световых лучей
в фотоэлемент (в своей середине оно имеет отверстие для про-
пускания световых лучей, направляемых на чертеж); F — фото-
элемент.
Крестовый супорт, несущий на себе
жестко связан с фотовизором. Продольный
и поперечный супорты приводятся в дви-
жение соответствующими ходовыми вин-
тами.
При попытке световой точки сойти
с черной линии, что возможно там, где из-
меняется наклон линии (рис. 701 Ь), засветка
фотоэлемента возрастает, ибо возрастает
количество отраженных от чертежа свето-
вых лучей; вследствие этого возрастает
ток в его цепи. Наоборот, при попытке
световой точки надвинуться на черную ли-
нию (рис. 701 с), засветка фотоэлемента
уменьшается, отчего уменьшается и ток
в его цепи. Ток фотоэлемента управляет
величиной более мощного тока, непосред-
ственно воздействующего на механизм вра-
режущий инструмент,
Рис. 702. Схема „фото-
визера" ииж. Вихмана.
щений продольною и поперечного ходовых
винтов.
Механизм фотоэлектрического автомата
устроен так, что во время вращения продольного ходового винта
поперечный ходовой винт, вращаясь то в одном, то в другом на-
правлении, заставляет световую точку двигаться по контуру таким
образом, что половина ее постоянно находится в темной области и
половина — в светлой. При попытке же световой точки сойти
с такого положения, поперечный ходовой винт, мгновенно повер-
нувшись в соответствующем направлении, оттягивает пятно в нор-
мальное положение.
Обработка замкнутых (обратимых) кривых достигается автома-
тическим реверсом продольного винта в точках начала и конца
обратных кривых.
Станки инж. Вихмана осуществлены как токарные и как фре-
зерные автоматы.
Схема станка инж. Баскакова отличается от только-что
описанной схемы станка инж. Вихмана, во-первых, оптической
системой и, во-вторых, рядом особенностей устройства
передач.
519
9. ОБРАБОТКА ЗУБЧАТЫХ ДЕТАЛЕЙ
А. Обзор методов обработки зубчатых поверхностей 1
Зубчатые шестерни являются одними из наиболее распростра-
ненных деталей. От правильности изготовления зубчаток в боль-
шой мере зависят точность станков, бесшумность и надежность
действия автомобилей, редукторов, турбин и т. д. Такое значение
зуборезного дела уже давно привлекало к нему внимание как тех-
нологов, так и конструкторов, и в настоящее время эта отрасль
развилась в обширный обособленный раздел технологии машино-
строения. На больших заводах зуборезные станки обычно группи-
руются в особых отделениях, и их обслуживание поручается спе-
циализированному персоналу.
Приводим в табл. 55 обзор типовых методов изготовления
различных зубчатых колес.
Б. Обработка шлицевых соединений
Шлицевые (многошпоночные) соединения получили широкое
применение в автотракторостроении, в конструкциях станков,
а также в ряде других отраслей машиностроения. Число шлицов
бывает различным и колеблется от 4 до 24 (рис. 703).
Рис. 703. Шлицевые соединения^
Шлицевое отверстие во втулке почти всегда полу-
чается путем протягивания, причем часто пользуются комбини-
рованной протяжкой, обрабатывающей как цилиндриче-
1 Ограниченный объем книги не давал нам никакой возможности изло-
жить вопросы, связанные с обработкой зубчатых шестерен, хотя бы с той ми-
нимальной степенью детализации, при которой еще возможно практическое
использование приводимого материала. В этой части мы отсылаем читателя
к специальной литературе, ограничиваясь приведением таблицы, в которой
дается обзор различных методов получения зубчатых профилей. Эта таблица
заимствована нами из доклада инж. Корнилова (ЭНИМС), прочитанного
на Ленинградской сессии по зуборезному делу в 1939 г.
520
скую поверхность, так и поверхности шлицов. Предварительно
отверстие сверлится либо обрабатывается зенкером, при этом
обычно подрезается один из торцов, что в большой степени об-
легчает установку детали на протяжном станке, позволяя обой-
тись без шаровых подкладных шайб. Операция протягивания
обыкновенно предшествует другим операциям, причем в дальней-
шем обточка, нарезание зубцов и другие работы выполняются та-
ким образом, что деталь насаживается на шлицевую оправку.
Обточка при этом производится на центровых, обычно многорез-
цовых, станках.1
При пользовании комбинированными протяжками такой поря-
док операций обычно оказывается единственно возможным, так
так путем протягивания почти невозможно получить отверстие,
ось которого занимает в детали вполне определенное, заранее на-
значенное положение.
Если деталь уже обточена поверху, после чего приходится
обрабатывать шлицевое отверстие, то обычный способ выполне-
ния такой работы состоит в предварительной точной обработке
отверстия по окончательному размеру путем шлифования и затем
в протягивании шлицов протяжкой, получающей направление
в этом отверстии.
Заметим еще, что практически пригодные методы обработки
шлицов во втулках путем шлифования в настоящее время не раз-
работаны (кроме случая очень больших отверстий). Вследствие
этого не представляется возможным исправить неточности в раз-
мерах и форме шлицов, явившиеся результатом искажений в про-
цессе термической обработки, если не принять особых мер к тому,
чтобы поверхность отверстия после такой обработки осталась мяг-
кой (предохранение от науглероживания при цементации путем за-
полнения отверстия изолирующей массой с одновременной защи-
той части торцевых поверхностей, прилегающих к отверстию). 1 2
Обработка шлицевых валиков производится путем фре-
зерования. 3
В настоящее время шлицы обычно обрабатываются на стан-
ках типа зуборезных по методу обкатывания (рис. 704).
Необходимо, однако, заметить, что в некоторых случаях чер-
новую обработку предпочитают производить на обычных гори-
зонтальнофрезерных станках профильными дисковыми фрезерами,
устанавливая на столе одновременно несколько валиков (множе-
ственная обработка).
1 См. выше рис. 380—383.
2 Исправление шлицов путем калибровки протяжкой из быстрорежущей
стали возможно при твердости детали до 440 по Бринеллю. Однако при та-
кой твердости необходимо иметь протяжки (прошивки), зубцы которых циани-
рованы (Проф. А. И. Каширин, Основы проектирования технологических
процессов механических цехов, ОНТИ, 1937). Применение протяжек с зуб-
цами, напаянными твердыми сплавами, открывает дальнейшие перспективы
в этом направлении.
* В тех местах, где шпицы доходят до заплечика и вообще нс имеется
места для выхода фрезера, их обработку иногда производят на зубодолбеж-
иых станках типа Феллоу.
521
chipmaker.ru
Таб 1 Типовые методы изготовления зубчатых коЛес 1 55 ^.агть использования каждого метода
Конические колеса Цилиндрические колеса Технология изготовлен Инструмент Прямозубые. . , -j Винтовые . . . . Шевронные . . Рейки Прямозубые. . . Спиральные . . . Шевронные • . . •{ ия 0 т Серия 0 т Серия 0 тлоб Серия т Серия 0 т Серия 0 т ерия 0 т Серия резцом 50-300 (3000) 0.5-8 Мел к. 50- 300 0,5 8 Мел к (20-500) (1 8,5) Мелк. 8 -3000 0,5-18 Мелк.-крупн. 100—3000 4 — 25 Мелк. (30-.300) (1-8,5) (Мелк ) Строж режугней гребенкой (20)—'5000) (1)—(24) Мелк -крупн. (20)—(5000) (1)—(241 Мелк.-среди. 65-600-13000) 2-25 Мелк. ка зубцов ! режущим j колесом 7-1000 0,5-8,5 Мелк.-крупн. 7-750 (1°000) 0.5 7(37) Мелк.-крупн- 30-5000(12000) 1,5-34 Средн. 1-6 Мелк. 1 I »s*s . I с О (П 00 1 т X 00* . II 1 1 1 1 1 1 1 1 1 1 1 1 11 I =s£ 1 1 1 ТА* J Фрезер .„скопим фреэером О,6_8000 0,07-25(40) Медк.-кРУП«- 0,5-8000 0.7-25 Ледк.-крупн. 0.2-15 Крупн. 5-500 0,2-8 Мелк. звание зубц пальцевым фрезером 120-8000 10-75 Мелк. 50-8000 3-75 Мелк. (200-3000) (3—20) Мелк. (200—3000) (3-20) Мелк. ов червячным фрезером 0,5-8000 0,07-40 Мелк.-крупн. 0,5-8000 0.07—40 Мелк.-крупн. 50-8000 2-40 Мелк. 40-500 1-7 Мелк.-крупн. шевингова- нием 50-450 2-6 Крупн. 50—350 2-6 Крупн. Этделка зубцов шлифованием 25—750 (1200) 1,5—12(15) Мелк. 25-750 1,5-12 (15) Мелк. (20—40) (1-8) 200-450 2-12 притиркой 50—350 2-6 Крупн. 50-350 2—6 Крупн. 50-450 2-6 Крупн. (50 9000) (1-20) Мелк. Вспом ные or закруг- ление торца svtiiia 30-450 (750) 2-10 Крупн. 30 - 450 2-6 Крупн. (40-850) (1-18) згатель- ерацип контр, обк т- ные 30-450 2-10 Крупн. 30-450 2-6 Крупн. 30-450 2—6 Мелк. 10-900 0,5 18 Крупн. 10-900 0,5-18 Мелк.
С Червячные пары ** *! Глобоидаль- Цилиндриче- Конически в Hbie ские юлеса СП - - s Коронные колеса ! (круглые рейки). | Червяк Червячное колесо { Червяк Червячное колесо ые валики . • . . | 0 гл Серия 0 т Серия 0 т Серия 0 т Серия 0 т Серия 0 т Серия 2—400 0,2—40 Мелк. 30-8000 1—40 Мелк. (20-250) (2-20) Мелк. 1 । 1 111 Ilf III III Ilf 50-500 1-6 Мелк. 20—150 0,5-6 Крупн. (30-450) (1-6) Круги. (20—2г0) (2-20) Крупн. 1 1 । 1 1 III III III III I I I — 1 2-500 0,1-8 Иелк.-крупн. 20-250 0,2—20 Крупн. (100-8000) 1—40 (20-250) (2-20) Крупн. 26-125 (200) Мелк. (100—400) (4-20) Мелк. (60-250) (6-20) Мелк. 5—50 0,2 1 Крупн. (25-200) (2-8) Мелк. 10 -8000 0,2-40 Мелк.-крупн. (25-1500) (2-20) Мелк.-крупн. 26-125 (200) Мелк.-крупн. 50-750 2-8 Крупн. 20-250 1-20 Мелк. крупн. 26—125 (200) Мелк.-крупн. 20-250 1 20 Крупн. Крупн. III III III III III HI 20-250 1—20 Крупн. 50-750 1-20 Крупн. 523
chlpmaker.ru
В тех случаях, когда требуется достичь высокой точности
в ширине шлицов (размер b на рис. 703), а также по внутреннему
диаметру (размер d), приходится прибегать к шлифованию эти'х
валиков на специальных станках.1
Простейший, на первый взгляд, метод шлифования шлицов
фасонным кругом (рис. 705 а) имеет тот недостаток, что такой
круг изнашивается неравномерно и требует частой правки.
Применяя специальное — автоматически действующее — при
способление для правки тремя алмазами, при работе по этому ме
тоду можно обеспечить хорошую точность при высокой произво-
дительности. Однако сложность механизма
для правки и возможность быстрого его износа
вследствие попадания абразива заставляют
во многих случаях оказывать предпочте-
ние другим схемам обработки.
Часто работу ведут в две операции,
используя только цилиндрическую поверхность
круга. Рис. 705 b дает представление об этом
Я///'} методе, причем Д и В показывают расположе-
Рис. 704 Ооработка
мной ш "оночного ва-
лика по методу обка-
тывания.
ние кругов в первой и второй операциях. Ра-
бота ведется на специальном станке, работаю-
щем автоматически. После каждого прохода
круга! деталь поворачивается, благодаря чему
все шлицы шлифуются сразу. Если работу
вести иначе, заканчивая шлифование каждого
шлица и только после этого поворачивая вал,
то износ круга сказался бы в весьма резкой
форме.
После окончания первой операции над всей
партией необходимо станок перестроить, либс
нужно иметь два станка, по одному для ка-
ждой операции. Поавка кругов производится
специальным приспособлением.
Стремление повысить производительность
заставляет обе операции (А и В) соединять
в одну. Для шлифования по такому методу
строятся специальные станки, работающие тремя кругами, при-
чем эти круги насаживаются либо на один шпиндель (тип Чер-
чилль, рис. 705 с) либо на разные (тип Фриц Вернер). В первое
случае применяется специальное устройство для правки всех трех
кругов.
Технология шлицевых соединений в большой степени зависш
от принятой системы посадок. Различают три типа центрирования:
1) центрирование по наружному диаметру (рис. 706 а);
2) центрирование по внутреннему диаметру (рис. 706 Ь);
3) центрирование по боковым сторонам шлицов; в этом случае
’ Наоужный диаметр D шлифуется на обычных
станках.
524
,азоры яредусматриваются как по наружному, так и по внутрен-
диаметрам.
,л Третий тип центрирования иногда применяется при большом
исле шлицов, обычно же шлицевые соединения выполняются либо
по первому либо по второму типам.
Из этих двух типов технологически более простым является
первый, с центрированием по наружному диаметру. Здесь обяза-
Рис. 705. Различ-
ные методы шли-
фования шлицевых
валиков.
тельным является шлифование валика по наружному диаметру (D).
Соответственный посадочный диаметр во втулке получается при
протягивании. Если требуется обеспечение более высокого качества
соединения, то прибегают к шлифованию также боковых сторон
шлицов валика (операция А, рис. 705 Ь). Шлифование выпуклой
поверхности отпадает. Если шестерня подвергается цементации, то,
Для того чтобы обеспечить посадку по диаметру D, отверстие в ней
после термической обработки приходится калибровать протяжкой,
которая получает направление по внутреннему диаметру шестерен.
Для возможности такой обработки отверстие должно оставаться
мягким.
Тип второй, с центрированием по внутреннему диаметру, тре-
бует шлифования валика как по боковым сторонам шлицов, так и
625
О)
Рис. 706. Два основных типа пеи!рирования
при шлииевых соединениях.
по внутреннему диаметру, а также обязательного шлифования
отверстия в шестерне (по диаметру d). Таким образом в этом слу.
чае приходится вводить ряд операций, необязательных при работе
по первому методу. Если мириться с искажением шлицов во втулке
при закалке детали, то при работе по второму методу возможно
использование деталей с закаленной поверхностью отверстия.
Все сказанное заставляет признать, что для точных работ тип
второй (центрирование по внутреннему диаметру) является пред.
-----------------------------------почтительным, чем и объ-
ясняется, например, об-
щее его применение в
станкостроении.
В более грубых про-
изводствах необходимая
точность обеспечивается
и при работе по первому
методу, причем обработка
обходится дешевле.
Заметим еще, что при
повышении требований к
шлицевым соединениям,
исполняемым! по первому методу, приходится и здесь' вводить
операцию шлифования внутреннего диаметра втулок, для того
чтобы обеспечить надежное направление калибровочной про-
~ : получить правильные шлицы
операцию и при работе по
тяжке.1 С другой стороны, желание
заставляет применять калибровочную
второму методу.
* При обработке зубчатых шестерен шлифование отверстия произво-
дится при установке шестерни в специальном патроне, принимая за базу по-
верхность зубцов. Учитывая, что при термообработке не только искажаются
размеры отверстия и шлицов, но и происходит также смещение оси отвер-
стия относительно оси зубчатого обода, приходится признать, что калибровка
без предварительного шлифования отверстия не обеспечивает отсутствия боя
по начальной окружности.
Chipmaker.ru
ГЛАВА ДВАДЦАТАЯ
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
1. ТОЧНОСТЬ РЕЗЬБОВОЙ РАБОТЫ
Из всех фасонных поверхностей, с которыми приходится иметь
дело в машиностроении, винтовые резьбы являются, безусловно,
наиболее важными, причем они одинаково часто встречаются как
в небольшой слесарпо-механической мастерской, так и в сложней-
шем хозяйстве современного крупного завода массового производ-
ства. Поэтому неудивительно, что разработка винторезного про-
цесса началась уже давно, и в настоящее время мы имеем ряд хо-
рошо изученных методов выполнения этой работы.
Приступая к изучению этих методов, мы остановимся на клас-
сификации их по признаку применяемого инструмента, так как
приемы выполнения самой работы в данном случае приходится
согласовывать со свойствами инструмента, который почти всегда
является фасонным и иногда очень сложным. Внутри разделов,
посвященных обработке тем или иным инструментом, мы класси-
фицируем резьбонарезные процессы по типу станков и по степени
требуемой точности.
Относительно последнего вопроса прежде всего укажем, что
требования к точности винтов сильно различаются в отдельных
случаях. Обыкновенные болты с треугольной резьбой
являются сравнительно грубыми деталями. Действительно, обра-
щаясь, например, к таблицам ОСТ 1251 и 1252, мы видим, что до-
пуски среднего диаметра равны соответственно:
Диаметры в миллиметрах
8 36 64 130 40Э
Допуски среднего диаметра метрической резьоы 2-го класса 0,112 0.201 0,246 0,280 0,335
Допуски 4-го класса для ва- лов н .отверстий 0.100 0,170 0,200 0,260 0,380
627
В нижней графе приведены допуски 4-го класса ОСТ для глад-
ких валиков и отверстий. Сравнивая обе графы, легко убедиться,
что допуски на резьбу 2-го класса близки к допускам 4-го класса
для гладких деталей и даже в среднем несколько превышают их.
Точно так же сравним допуски на резьбу 3-го класса (ОСТ 1252
и 1253) с допусками гладких деталей 5-го класса.
Диаметры в миллиметрах
8 36 64 130 400
Допуски среднего диаметра метрической резьбы 3-го класса ... 0,187 0,335 0,410 0,460 0,550
Допуски 5-го класса для ва- лов и отверстий 0,200 0,340 0,400 0,530 0,7С0
Приведенные цифры показывают, что допуски 3-го класса для
резьбы близки к допускам 5-го класса для гладких деталей.
Из сделанных сопоставлений можно легко убедиться в том, что
по допускам диаметров резьбовая работа обычного типа
является грубой (2-й класс резьб) и очень грубой (3-й класс резьб).
Однако необходимость соблюдения ряда условий, кроме точности
среднего диаметра (угол и положение профиля, шаг), очень ослож-
няет операцию нарезания резьбы и делает ее далеко не столь
простой, как это можно было бы заключить из простого рассмо-
трения допусков на диаметры.1
Если перейти к рассмотрению других деталей, снабженных
резьбой, то здесь можно встретить и такие, которые должны
исполняться со значительно более высокой степенью точности.
Так, например, шлифованные метчики согласно ОСТ 7217 изго-
товляются с допусками по среднему диаметру 7—8-го квалите-
тов ISA, численные значения которых лежат между значениями
допусков 2-го и 3-го классов ОСТ для гладких валов тех же диа-
метров. Нешлифованные метчики имеют более грубые допуски, но
все же точнее 4-го класса гладких деталей. В некоторых случаях
шлифованные метчики имеют еще более высокую точность.
Резьбовые калибры согласно ОСТ 1270 изготовляются с допу-
сками по среднему диаметру, лежащими в границах 2-го и 1-го
классов допусков для гладких валиков. Для контрольных резьбо-
вых калибров допуски строже 1-го класса ОСТ.
1 Вследствие наличия ошибок в шаге и угле профиля, которые должны
быть компенсированы путем уменьшения среднего диаметра болта или уве-
личения среднего диаметра ганки, но так, чтобы эти диаметры не выходили
из допустимых пределов, фактический допуск, по которому приходится обра-
батывать средний диаметр, всегда значительно меньше табличного.
528
Что касаеюя точности шага, то таблицами крепежных
резьб ОСТ она отдельно не определяется.
Для шлифованных метчиков установлены допуски + Ю на
длине 25 мл/. Для нешлифованных на той же длине допускается
погрешность от + 54 до +70 Н (в зависимости от качества метчи-
ков). 1 Для резьбовых пробок допускается погрешность шага на
длине свинчивания от +4 до + 10 Р- в зависимости от точности и
размера калибра. Для контрольных калибров допуск строже:
от + 4 до + 7 И- 2
. Допуск на угол профиля для крепежных резьб согласно
ОСТ не задается. Для шлифованных метчиков он принимается
о г +30' до + 15', а для нешлифованных пониженной точности —
от +50' до + 30' (в границах диаметров от 6 до 52 мм). Ббльшие
указанные значения относятся к меньшим, а меньшие —
к большим метчикам (ОСТ 7217).
Допуск угла профиля для всех резьбовых калибров при шагах
1—4 мм и больше колеблется в границах от +14' до + 8', причем
и здесь большим шагам соответствуют меньшие допуски
(ОСТ 1270).
Точность изготовления винтов с прямоугольной и трапецеи-
дальной нарезками, передающих движение, определяется
иными требованиями, чем точность крепежных резьб. Здесь при
грубых допусках на диаметры3 часто требуется соблюдение
исключительно строгих допусков на величину шага.4
2. ОБЗОР МЕТОДОВ ОБРАЗОВАНИЯ ВИНТОВЫХ НАРЕЗОК 5
А. Нарезание резьбы резцами и гребенками
Токарный станок нарезает резьбу простейшим инструмен-
том и осуществляет кинематическую схему, непосредственно осно-
ванную на геометрическом определении винтовой линии.6 При
равномерном вращении детали резец получает равномерное же по-
ступательное движение в направлении оси, причем скорость этого
движения рассчитана таким образом, что в течение одного обо-
рота детали резец переместится на величину хода резьбы. Ввиду
того что резьба не может быть нарезана одним проходом резца,
необходимо предусмотреть возможность по окончании каждого
прохода возврата резца в исходное положение. При этом в начале
каждого нового прохода резец должен попадать в нитку, т. е.
описываемая им вторично винтовая линия должна совпадать с пер-
вой. В силу сказанного для возможности нарезания резьб на то-
ОСТ 7217.
! ОСТ 1270.
3 См. допуски на трапецеидальную резьбу ОСТ 7714. Их численные зна-
чения лежат в границах допусков 5—7-го классов для гладких валиков.
4 См. ниже § 3.
5 См. также Die Werkzeugmaschine, № 15, 1936, стр. 367—375;
Maschinenbau, Кв 11/12, 1936, стр. 309—312.
• В этом параграфе мы рассматриваем общие вопросы, связанные с наре-
занием резьб на токарном станке, и более подробно — нарезание треугольных
резьб. О нарезании резьб трапецеидальных и прямоугольных см. ниже § 3.
34 Соколовский, т. II. 1869. 329
r.ru
Карном станке последний должен иметь: во-первых, систему смен-
ных передач от шпинделя к ходовому винту, позволяющую при-
способить станок для нарезания резьбы требуемого шага, и, во-
вторых, приспособление для попадания в нитку при возврате су-
порта в исходное положение.
Процесс изготовления винта на токарном станке начинается
с чистовой обточки (иногда также шлифования) заготовки до точ-
ного наружного диаметра, после чего следует нарезание резьбы
в несколько проходов, причем глубина ее первоначально отсчиты-
вается от наружной поверхности винта, а затем еще тщательно
проверяется путем промеров среднего диаметра. Для установки
глубины можно пользоваться лимбом на винте подачи, замечая по-
ложение указателя в момент касания резца с наружной поверх-
ностью заготовки и определяя подсчетом требуемое углубление.
Вместо лимба для этой цели также применяют специально приспо-
собленные упоры в связи с мерными плитками.
Точность полученной резьбы зависит от ряда факторов; токарь
во время самого процесса нарезания контролирует лишь один эле-
мент резьбы — ее средний диаметр. Для этого он пользуется либо
предельными резьбовыми скобами либо резьбовыми кольцами. На-
резание считается законченным, когда скоба или кольцо найдут на
болт. Шаг винта всецело контролируется самим
станком и находится вне воздействия токаря. Профиль
резьбы определяется профилем фасонного резца,
который поэтому должен быть заточен со всей возможной тща-
тельностью. Не меньшее значение имеет также правильность
установки резца относительно детали. Во-первых,
ось профиля должна быть строго перпендикулярна к оси станка,
в противном случае резьба получится косой («пьяная резьба»). Во-
вторых, верхняя грань резца должна устанавливаться обязательно
горизонтально и точно на высоте центров. При косом ее положении
резьба будет нарезана с неправильным углом, так как резьбовые
резцы затачиваются таким образом, что требуемый угол профиля
(55° или 60°) резец имеет именно в плоскости верхней грани.
Установка резьбового резца выше или ниже центра также ведет
к искажению профиля. Для установки резца обычно, пользуются
резьбовым шаблоном, прикладываемым к нарезаемому винту, при
более же точных работах для этой цели приходится прибегать к
специальным приборам.
При нарезании оригинальной резьбы Витворта с закруглениями
по вершинам пользуются методом работы, несколько отличным от
только-что описанного.1 Рис. 707 показывает некоторые из приме-
няемых при этом приемов. А изображает резец с заплечиками, ко-
торый обеспечивает обработку всего профиля резьбы сразу же.
1 При нарезании оригинальной резьбы Витворта вершина резца должна
быть закруглена дугой вполне определенного радиуса. Такая резьба была
первоначально стандартизована и у нас (ОСТ 33а и 336), но затем в стандарт
были внесены изменения (ОСТ 1260), и теперь вместо закруглений вершина
и впадина нарезки ограничиваются прямыми участками. Однако точное очер-
тание профиля резца у его вершины ие является обязательным, и углы могут
5,0
1акис же резцы, но с прямыми заплечиками, параллельными оси
винта, могут служить и для нарезания метрической (и дюймовой
по ОСТ 1260) резьбы. В этом случае форма вершины резца he
столь существенна, и она может быть просто притуплена путем
срезания вершины остроугольного резца, причем часто углы слегка
закругляются. При пользовании всеми такими резцами заготовка
обтачивается с небольшим припуском» чтобы оставался слой ме-
талла, снимаемый заплечиками резца.
Изготовление резцов типа А затруднительно, поэтому резьбу
Витворта часто отделывают двумя резцами (В). Первый из них
похож на обыкновенный резьбовой резец для метрической резьбы
и отличается от него лишь тщательностью выполнения закругле-
ния по вполне определенному радиусу, в то время как для метри-
ческой (а также дюймовой резьбы по ОСТ 1260) форма вершины
приближается к прямой и
не должна выдерживаться
особенно точно. Скругления
по вершинам обрабатыва-
ются другим резцом (на
рисунке показан справа), и
при пользовании им необхо-
димо следить, чтобы он по-
пал в нитку, для чего, оче-
видно, его положение в
супорте должно отличаться
от положения первого резца.
Возможность неправильной
установки второго резца
легко создает опасность Рис. 7и7. Нарезание резьбы Витворта
брака при точных работах. оригинальной формы.
Рис. С иллюстрирует тре-
тий метод работы, отличающийся от способа В только тем, что для
обточки закруглений применена гребенка. Как мы уже указали,
профиль резьбы всецело определяется формой резца, поэтому изго-
товление последнего во всех случаях требует особенной тщатель-
ности.
Стремление избавиться от частой заточки по строго определен-
ному профилю, привело к введению в обиход мастерских фасон-
ных резьбовых резцов, которые подобно другим типам фасонных
резцов выполняются либо призматическими либо круглыми. При
пользовании этими резцами токарю приходится заботиться лишь
о правильной их установке.
При нарезании резьбы, как и при других видах фасонной
обточки, широкое применение получили пружинные резцы и дер-
жавки. Важное требование, предъявляемое к пружинной дер-
жавке,^-^возможность пружинения только в направлении резания.
быть слегка скруглены, что даже желательно в целях повышения стойкости
резьбового инструмента. Величина таких отступлений ограничивается табли-
цами допусков на резьбу. При нарезании метрической резьбы также допу-
скаются небольшие скругления профиля.
531
r.ru
деляя стружку», т. е. сообщая резцу
Рис 708. Различные способы подачи резца
при нарезании треугольной резьбы.
а отнюдь не в направлении подачи. Многие существующие пру-
жинные державки не удовлетворяют этому условию, вследствие
чего резец при работе смещается в сторону, что особенно заметно
на первой нитке, которая получается толще остальных.
Поперечная подача резца при нарезании треугольной
резьбы может осуществляться различным образом (рис. 708).
Рис. А показывает способ поперечной подачи в направлении, пер-
пендикулярном к оси винта. На рис. В изображена подача под
углом. Для этого верхние салазки супорта должны быть повер-
нуты на 30 для метрической резьбы и на 27°30' для дюймовой.
Второй способ является предпочтительным при черновой обточке,
так как сход стружки, которая снимается только одной стороной
резца, при этом получается правильнее и она не рвется. Послед-
нюю легкую стружку обычно снимают прямой подачей (по рис. А).
Иногда и при черновом нарезании пользуются1 способом А, «раз-
деляя стружку», т. е. сообщая резцу при каждом углублении,
кроме поперечного, одно-
временно и движение
вбок, благодаря чему
каждый раз режет глав-
ным образом одна его
сторона. Рис. С показы-
вает работу по тому же
способу, как и способ В,
но резец при этом уста-
новлен наклонно и имеет
заточку, отличную от
обычного резьбового
резца. Так как он режет только передней кромкой, то ему легко
придать передний угол, что очень облегчает работу, особенно
в вязких металлах. Чистовая стружка при такой работе снимается
другим резцом (фасонным).
При нарезании резьбы с начала и до конца одним и тем же
резцом его режущая кромка быстро притупляется и легко теряет
свою форму. Поэтому при более крупных шагах желательно перво-
начальное нарезание производить одним (черновым) резцом
(рис. 708 С), а окончательную — другим, фасонным, чистовым. Пер-
вый резец может быть заточен грубо, приблизительно, и иногда
ему заведомо сообщается угол профиля, несколько меньший
нарезки, чтобы даже при углублении его почти на полную
бину резьбы на ее сторонах оставалось достаточно металла
зачистки.
Существуют приспособления, позволяющие при каждом
ходе пользоваться новой режущей кромкой. Рис. 709 дает пред-
ставление о конструкции одного из них. Резец имеет круглую
форму и снабжен десятью зубцами, которые различаются между
собой: № 1 имеет сильно усеченный профиль и прорезает только
неглубокую канавку, № 2 режет глубже и т. д. Полный профиль
имеет зубец № 10, который и заканчивает нарезание. Поворот
резца производится от рукоятки, показанной на рисунке. Все при-
532
угла
глу-
для
про-
способление устанавливается в обыкновенном супорте. По подоб-
ной схеме работает, например, станок для нарезания метчиков
фирмы Вебер.1
Стремление разгрузить работу чистового резца и вместе с тем
повысить производительность процесса нарезания, привело к вве-
дению гребенок. Последние, подобно резцам, бывают плоские,
призматические и круглые и отличаются от них тем, что режут
одновременно несколькими кромками.
В настоящее время разработано много различных методов полу-
чения винтовой резьбы, из которых большинство оказывается зна-
чительно более производительным, чем нарезание ее на токарном
станке. Однако последний метод имеет ряд таких преимуществ,
которые заставляют применять его, даже не считаясь с высокой
стоимостью. Несомненно, что нарезание на токарных станках
производилось бы еще чаще, если бы
удалось этот процесс удешевить, для
чего прежде всего необходимо умень-
шить затраты на прямую зарплату. Между
тем при нарезании на обычном токарном
станке неизбежно использование высоко-
квалифицированной рабочей силы. От
токаря требуется напряженное внимание, 1А.
так как ему при каждом проходе прихо-
дится включать и выключать гайку ходе- _
вого винта, возвращать супорт вручную
и устанавливать резец на стружку. Если
бы удалось механизировать эти движе-
ния, то работа токаря сразу бы значи-
тельно упростилась.
Такие автоматические токарно-винто- п
резные станки действительно суще- рис 709 Приспособление для
ствуют и оказываются очень полезными, нарезлни- резьбы с поворот-
в особенности при серийном производ- нымр«зцом.
стве коротких точных винтов. Станки
American Machine Со имеют резцы, расположенные один на пе-
редней, а второй на задней сторонах супорта, благодаря чему
один из них может обрабатывать левую, а второй правую сторону
нарезки, что позволяет затачивать оба резца с углами резания,
меньшими 90°. Перед началом каждого прохода резцы автомати-
чески подаются на определенную глубину, а в конце его они отхо-
дят назад. Супорт возвращается в исходное положение путем
реверсирования вращения шпинделя, что также производится авто-
матически. Такие циклы повторяются до тех пор, пока нарезка не
будет прорезана до установленной глубины, после чего подача
автоматически выключается. Один токарь может обслужить не-
сколько таких станков.
Автоматические токарные станки применяются для нарезания
1 См. проф. И. И. Семенченко, Режущий инструмент, т. И, Машгиз,
1938, стр. 346.
533
r.ru
метчиков, причем они успешно конкурируют с другими видами
резьбонарезных процессов.1
Токарные станки применяйся для нарезания резьбы преимуще-
ственно в следующих случаях.
1. При нарезании *деталей, предварительно
обточенных на токарном же станке. Эта операция
часто выполняется резцом или гребенкой, благодаря чему обеспе-
чивается правильное положение резьбы относительно других по-
верхностей.
2. При нарезании очень точных длинных вин-
тов. В этом случае токарный'станок, работающий одним резцом,
имеет преимущество перед всеми другими методами, в том числе
и перед фрезерованием резьбы. Резец простой формы можно изго-
товить точнее, чем какой бы то ни было другой инструмент, бла-
годаря чему хорошо обеспечивается правильность профиля резьбы.
Точность шага здесь не зависит от правильности изготовления
инструмента, а обусловливается исключительно точностью хопо-
вого винта. Таким образом непосредственно в процессе нарезания
определяется только средний диаметр, но и этот размер можно
получить достаточно точным для всех требований практики, если
операция выполняется высококвалифицированным токарем.
3. При выполнении большей части работ, под-
ходящих для резьбофрезерного станка, в тех слу-
чаях, когда его нет или объем этих работ не допускает приобрете-
ния резьбовых фрезеров соответственного профиля.
4. При нарезании резьб большого диаметра,
нестандартного профиля или шага, а также вообще
во всех случаях, когда приобретение подходящих плашек и мет-
чиков не оправдывается объемом данной резьбовой работы.
5. При нарезании прямоугольных резьб, для ко-
торых метод фрезерования не пригоден, а применение плашек и
метчиков хотя и возможно, но встречает затруднения, особенно
при более крупных диаметрах и шагах.
Недостатками токарного станка как резьбонарезной машины
являются:
1. Низкая производительность, ^уступающая всем
другим методам резьбовой работы. Применение гребенок позволяет
ее несколько повысить, но и в этом, случае она обычно получается
ниже, чем при нарезании плашками и метчиками.
2. Зависимость 1 получаемого размера сред-
него диаметра от квалификации рабочего, почему рассматри-
ваемый метод мало пригоден для применения в массовом' и крупно-
серийном производствах. Резьбу после нарезания резцом иногда
калибруют точными плашками или метчиком. Часто такая кали-
бровка производится вручную.
Все сказанное позволяет охарактеризовать процесс нарезания
на токарном станке как метод преимущественно индивидуального
и мелкосерийного производств, применяемый в крупносерийном и
1 См. проф. И. И. Семенченко, Режущий инструмент, т. II,
стр. 342—346.
534
массовом! производствах лишь в некоторых специальных случаях,
главным образом там, где требуется нарезать длинные или очень
точные винты.1
Применение резцов и гребенок не на токарных станках, з на
станках других типов встречается сравнительно редко — в более
или менее специальных случаях.
При нарезании резьбы на револьверных станках обычно
пользуются плашками и метчиками. Однако в некоторых случаях
оказывается целесообразным нарезать резьбу резцами и гребен-
ками и на этих станках. Такие случаи встречаются, например, при
нарезании мелких резьб значительных диаметров, особенно по
бронзе (арматурная работа), или при наличии на винте заплечика,
мешающего проходу плашек. В последнем! случае, нарезая резьбу
резцом, избегают необходимости перестановки детали. Небольшие
револьверные станки часто снабжаются приспособлением, извест-
ным под названием «накидной рычаг», при помощи которого ко-
роткие резьбы могут нарезаться с большой быстротой. Такие
устройства могут иногда заменять винторезные головки, будучи
проще их.
Более крупные станки в случае надобности снабжаются корот-
кими ходовыми винтами, причем вместо пользования набором ше-
стерен здесь часто сменяют ходовые винты. Пользование этим
методом обыкновенно связывается с желанием избавиться от от-
дельной установки на токарном станке.
На карусельных станках, особенно при нарезании
небольших резьб, также предпочитают пользоваться метчиками и
плашками (особенно охотно здесь применяют раскрывающиеся
плашки и раздвижные метчики). При более крупных резьбах при-
ходится пользоваться специальными винторезными приспособле-
ниями. Подача осуществляется обычным образом в вертикальном
направлении, причем для получения всех необходимых шагов в пе-
редачу вводятся дополнительные сменные шестерни. В тех слу-
чаях, когда на каруселях приходится нарезать точную резьбу, их
необходимо снабжать отдельными ходовыми винтами. Последнее
устройство имеет специальный характер
На сверлильных и расточных станках нарезание
резцом встречает большие затруднения, так как в этих случаях
поперечная подача должна сообщаться резцу относительно его
справки, для чего в самом станке не предусмотрено никаких при-
способлений. Продольная подача шпинделю может сообщаться от
коробки подач или при помощи какого-либо другого устройства. 1 2
Относительно времени, затрачиваемого на нарезание винтовой
резьбы резцом, заметим следующее. Эго время зависит от скоро-
сти резания, подачи и числа проходов. До развития стахановского
движения при нарезании резьб применялись крайне низкие режимы
1 Например, ходовые винты, метчики и т. п.
2 Описание ряда приспособлений для нарезания резьбы на расточных
станках см. American Machinist, т. 58, стр. 40 Е, 44 Е, 106 Е, 143 Е.
Приспособление для сверлильного станка см. Технология машинострое
ния, вып. V, рис. 1378.
535
r.ru
резания, которые указывались во всех справочниках. Стахановцы
заставили пересмотреть эти устарелые нормативы, и в настоящее
время режимы при нарезании резцом почти во всех случаях резко
повышены. При обработке метчиков стахановцы Московского
инструментального завода И. Н. Аристархов, А. Н. Антонов,
П. Я. Кулишев использовали скорости резания до 120 м/мин., по-
лучая при этом резьбу с высокой чистотой поверхности.1 На за-
воде Фрезер, используя резцы с пластинками твердых сплавов,
стахановцы доводили скорости резания до 170 л»/мин.
Б. Фрезерование резьбы
Процесс фрезерования резьбы получил широкое, применение в
недавнее время, когда ме-
тоды нарезания резцами,
плашками и метчиками
уже достигли значитель-
ной степени развития.
Поэтому рассматриваемый
процесс должен был кон-
курировать с только-что
упомянутыми методами и
лишь постепенно смог
завоевать некоторую об-
ласть распространения.
Преимущества и границы
применения процесса фре-
зерования резьбы мн рас-
Рис. 710. Нарезание резьбы дисковым фрезером, смотрим ниже, причем
одновременно сопоставим
его с другими процессами: здесь же ладим краткое описание основ-
ных схем, которыми пользуются при выполнении этой работы.
Существуют четыре основные метода фрезерования резьбы, ко-
торые мы и рассмотрим последовательно.2
Первый метод — фрезерование резьбы диско-
вым фрезером — иллюстрируется схемой, изображенной на
рис. 710. Здесь профиль фрезера соответствует профилю нарезки,
причем его ось расположена перпендикулярно к направлению вин-
товой линии. Вращение фрезера является рабочим движением, вра-
щение же детали происходит медленно и осуществляет движение
подачи. Кроме вращения, фрезеру или детали должно быть сооб-
щено поступательное движение вдоль оси вин-та, причем переме-
щение за один оборот детали должно точно равняться ходу винто-
вой линии. Из приведенного описания видно, что схема работы в
данном случае — в основном та же, что и при нарезании резьбы
на токарном станке, с тем лишь отличием, что резец заменен вра-
щающимся фрезером. Последнее обстоятельство позволяет в боль-
1 Объяснение причины получения чистой поверхности при высоких скоро-
стях резания см. главу 8. § 1, А (том I).
8 Пятый метод — нарезание резьбы методом обкатывания (см. ниже п. В) -
является частным случаем процесса, имеющего более общее применение.
536
щцпстве случаев нарезать резьбу в один проход: только очень
крупные резьбы требуют двух или трех проходов. Иногда фрезе-
руют в два прохода и в тех случаях, когда необходимо получить
более чистую и точную нарезку. Сами резьбовые фрезеры являются
одной из разновидностей фасонных дисковых фрезеров. Дисковые
фрезеры обычно применяются при нарезании резьб длинных, с
большим шагом, а также и коротких, но крупных профилей. Этот
процесс конкурирует главным образом с нарезанием резьбы на то-
карном станке.
Второй метод — нарезание резьбы при по-
мощи цилиндрических гребенчатых фрезеров —
применяется для образования коротких резьб с более мелким ша-
гом. На рис. 711 показано расположение детали и инструмента при
фрезеровании наружной а и внутренней b резьб. Самый фрезер
изображен на рис. 712. Он представляет собой как бы совокуп-
Рис. 712 Цилиндрический гре-
Рис. 711. Нарезание резьбы цилиндрическим бенчатый фрезер для нарезания
гребенчатым фрезером. резьбы.
ность дисковых фрезеров, помещенных рядом, причем все его
гребни расположены перпендикулярно коси, а не
направлены по винтовой линии подобно тому, как это
делается у червячных фрезеров или метчиков. Если бы зубцы
резьбового фрезера были расположены по винтовой линии, то, оче-
видно, скорость вращения фрезера должна была бы быть строго
согласована со скоростью вращения детали. При перпендикулярном
их расположении этого не требуется, и числа оборотов фрезера и
детали могут быть установлены совершенно независимо, благо-
даря чему обеспечивается правильное значение как скорости реза-
ния, так и круговой подачи. Ширина гребенчатого фрезера делается
большей длины нарезки на величину, по крайней мере, одной нли
двух ниток. Это необходимо для возможности получения всей
длины нарезки приблизительно за один оборот детали. На самом
деле деталь приходится поворачивать несколько более, чем на
один оборот, для того чтобы обработать место, где фрезер перво-
начально врезался в металл. При работе такой фрезер сначала по-
дается в направлении радиуса детали на полную глубину нарезки,
после чего вся резьба обрабатывается путем комбинации вращения
летали и поступательного движения этой детали или фрезера на
£37
chipmaker.ru
длину хода, увеличенную на некоторую небольшую величину. При
желании получить очень чистую нарезку, детали сообщают два
оборота, причем первый соответствует обдирочному проходу, а
второй — чистовому; очевидно, что длина перемещения вдоль оси
в этом случае должна быть соответственно увеличена.
Расположение гребенчатого фрезера относительно детали отли-
чается от расположения дискового. Здесь ось фрезера параллельна
оси детали, а не расположена под углом, соответствующим наклону
резьбы? На первый взгляд может показаться, что такая установка
совершенно неправильна и что зубцы фрезера будут задевать за
резьбу и портить ее. Однако при нарезании обычных треугольных
резьб и вообще резьб, имеющих достаточно острые углы профиля
и небольшой подъем винтовой
линии, вызываемое этим об-
Рис. 713.
Гребенчатый фрезер для длин-
ных резьб.
стоятельством искажение ока-
зывается совершенно незначи-
тельным. Чем круче резьба и
чем более ее профиль прибли-
жается к прямоугольнику, тем
ее труднее нарезать гребенча-
тым фрезером,
увеличивается с
диаметра фрезера
шением диаметра
данном значении
Искажение
увеличением
и с умень-
детали при
шага. Фре-
зеры рекомендуется брать возможно малыми, особенно при нареза-
нии внутренних резьб, где рассматриваемое явление становится
более заметным. В последнем случае диаметр фрезера желательно
брать равным i.( и не более Ц диаметра резьбы.
Если ось гребенчатого фрезера установить под углом к оси
детали, то очевидно, что разные зубцы этого фрезера будут наре-
зать резьбу разных диаметров и после полного оборота детали
резьба окажется размещенной не на поверхности цилиндра, а на по-
верхности гиперболоида вращения. Для того чтобы получить пра-
вильную нарезку, придется деталь повернуть много раз таким обра-
зом, чтобы зубец, расположенный ближе всех к ее центру, прошел
всю длину этой нарезки. Но при таком методе работы отпадает
самый смысл использования гребенчатого фрезера, так как время
нарезания получится таким же, как и при работе дисковым фрезе
ром. Из всего сказанного становится ясным, что гребенчатые фре-
зеры не пригодны для нарезания длинных или крутых нарезок.1
Очень крупные резьбы также не могут нарезаться этими фрезерами,
так как давление стружки при этом получается чрезмерным.
Рис. 713 показывает конструкцию фрезера, позволяющую умень-
шить это давление. Здесь гребни через один удалены, и расстояние
между зубцами в направлении оси получается равным двойному
1 Резьбы с подъемами, соответствующими подъемам стандартных метри-
ческих резьб и резьб Витворта, хорошо нарезаются гребенчатыми фрезерами.
При более крутых нарезках ошибка быстро увеличивается с увеличением ума
подъема.
< 538
Рис. 714. Примеры работ, выполняемых
гребенчатыми фрезерами.
тагу резьбы. При этом резьба оказывается нарезанной в течение
двух оборотов детали, вместо одного при фрезерах обычного типа.
Резюмируя все, сказанное о работе гребенчатых фрезеров, мы
замечаем, что лучше всего ими обрабатываются мелкие и короткие
резьбы большого диаметра. Примеры таких работ приведены на
рис. 714. Узкие кольца насаживаются на оправку по несколько
штук сразу, причем рекомендуется все шпоночные канавки протя-
гивать предварительно.
Третий метод — нарезание резьбы червячным
фрезером. В данном случае фрезер имеет, подобно метчику,
}убны, расположенные по винтовой линии, и тем резко отличается
от обыкновенного гребенчатого резьбового фрезера. Этот метод
применяется иногда для наре-
зания многоходовых резьб,
причем операция обыкновенно
выполняется на одном из зубо-
резных станков. Скорости вра-
щения фрезера и детали дол-
жны быть при этом строго со-
гласованы. Такой метод значи-
тельно производительнее, чем
работа дисковым фрезером, так
как при этом все нитки наре-
заются одновременно. Самый
фрезер исполняется с однохо-
довой нарезкой, и зубцы его
имеют специальный профиль,
позволяющий получить резьбу
со сторонами, очерченными
приблизительно прямыми ли-
ниями. Нарезание одно- и
двухходовых винтов описанным
методом нецелесообразно, и в
этих случаях обычно пользуются дисковыми фрезерами.
• Четвертый метод — фрезерование резьбы кон-
цевым (пальцевым) фрезером, подобно тому как фрезе-
руются различные пазы, шпоночные канавки и т. п. Таким методом
можно обработать всякую резьбу, но применяется он очень редко,
гак как его производительность низка, а расход инструмента велик.
Сделаем несколько замечаний, относящихся к резьбофрезерной
работе. Прямоугольная резьба не может быть правильно нарезана
путем фрезерования обычным дисковым фрезером с прямоуголь-
ным профилем. Если рассматривать действие одного зубца диско-
вого резьбового фрезера в тот момент, когда он направлен при-
близительно по радиусу детали, то легко видеть полную аналогию
с работой токарного резца, имеющего режущую кромку, располо-
женную перпендикулярно к винтовой линии. Подобные резцы не
дают правильного профиля резьбы.1 В данном случае, однако.
« См. ниже рис. 718 (нижний ряд).
530
chipmaker.ru
имеется еще другая причина, вызывающая появление погрешно-
стей такого порядка, что пренебрегать ими не представляется воз-
можным.
Действительно, предположим сначала, что деталь не вращается,
а фрезер подается по направлению радиуса.
Очевидно, что он выфрезерует углубление в виде наклонного
прямоугольника. Если мы представим себе положение винтовой на-
резки, то увидим, что она пересечется с профрезерованной канав-
кой, а следовательно, резьба не получится полной. При работе фре-
зера его зубцы все время как бы задевают ими же нарезанную
резьбу, и в результате она оказывается нарезанной совершенно не-
правильно.
Если вместо обыкновенного дискового фрезера с прямоугольным
профилем применять специальный фрезер с криволинейным профи-
лем, полученным соответствующим построением, то ошибка может
быть значительно уменьшена. Однако такого рода инструмент рас-
пространения не получил, и прямоугольные нарезки всегда произ-
водятся на токарных станках.1
Заметим, что при помощи концевого (пальцевого) фрезера
можно нарезать как прямоугольные, так и трапецеидальные резьбы
любого шага. Однако такой способ очень кропотлив и в обычных
условиях не может конкурировать с токарным станком. Указанные
трудности фрезерования прямоугольной резьбы привели к тому, что
в настоящее время везде, где возможно, ее заменяют трапецоидаль
ной. Этому же способствовали некоторые конструктивные преиму-
щества последней.
Трапецеидальная нарезка в большинстве случаев практики обра-
зуется путем фрезерования без особенных затруднений. Здесь ка-
навка будет иметь форму не прямоугольную, а суживающуюся по
направлению к ее концам. Если учесть, что одновременно винтовая
впадина расширяется изнутри наружу, то станет понятным, что по-
грешность, вызываемая пересечением пути зубца с направлением
нарезки, быстро уменьшается по мере отхода последней от прямо-
угольного профиля. Однако некоторое искажение профиля имеет
яюсто и при фрезеровании трапецеидальных резьб, и с ним поихо-
дится считаться при нарезании крутых или очень точных винтов.
Заметим еще, что все погрешности быстро уменьшаются с умень-
шением диаметра фрезера, причем одновременно уменьшается и
1 См. Machinery (Лондон), т. 15, стр. 627 (статья Ф. В. Ш о у). Автор
разбирает различные методы корригирования профиля фрезера и приходит
к формулированным выше выводам. Помимо трудности изготовления фрезе-
ров для прямоугольной резьбы, необходимо принять во внимание, что форма
их зависит ие только от профиля нарезки, но и от угла подъема, вследствие
чего пришлось бы иметь большой ассортимент таких фрезеров. Одиако даже
при нарезании резьб определенной формы мы встретились бы с затруднениями
при заточке этих фрезеров. Точить их необходимо ие только с торпа, но и по
всему периметру, в результате чего после первой же заточки фрезер поте-
ряет свою форму. При трапецеидальном профиле обстоятельства складываются
иначе. Подавая фрезер в радиальном направлении (на глубину), можно компен-
сировать изменение размеров при переточке. Необходимо только следить за
тем, чтобы угол профиля н ширина его при вершине оставались постоянными.
См. также Machinery (Лондон), июнь 28, 1934, стр. 375.
5Ю
крутящий момент. Полому во всех случаях следует применять
фрезеры возможно малого диаметра.
При желании компенсировать влияние указанных погрешностей,
при нарезании трапецеидальных резьб прибегают к фрезерам со спе-
циально очерченным профилем. В других случаях мирятся с иска-
женным профилем нарезки винта и стремятся придать такое же
очертание и резьбе гайки. Для этого при нарезании гаек метчиками
резьба последних получается путем фрезерования таким же фрезе-
ром, как и применяемый при нарезании винтов. Если гайка должна
быть нарезана на токарном станке резцом, то последний следует
располагать перпендикулярно к направлению винтовой нитки,1
а не горизонтально.
Фрезерование имеет значительные преимущества перед дру-
гими методами образования винтовой нарезки в тех случаях, когда
требуется нарезать резьбу вплотную к какому-либо
Рис. 715 Нарезание двух коротких
резьб двойным фрезером.
Рис. 716. Нарезка, расположенная
определенным образом относительно
других поверхностей.
заплечику.1 2 Помещенный выше рис. 711 иллюстрирует два
подобные случая, а на рис. 715 приведен еще один более сложный
пример. Здесь показана оправа карманных часов, на средней
части А которой с обеих сторон нарезана короткая резьба, служа-
щая для навинчивания крышек В и С. Эта резьба имеет диаметр
46 мм при шаге приблизительно 0,5 мм, причем на каждом участке
имеется всего 1Ц нитки. Нарезание производится одновременно
двумя фрезерами D и Е, разделенными при помощи дистанцион-
ной шайбы F. Деталь при этом закреплена на разжимной оправке G,
имеющей заплечик для правильной установки по длине. Произво-
дительность—160 штук в час, причем работа выполнялась на
полуавтоматическом резьбофрезерном станке Томсон. Крышки В
и С нарезались на том же станке.
Другой специальный случай обработки, при котором преиму-
щества фрезерования выступают особенно рельефно, изображен на
1 См. ниже рис. 718 (иижний ряд).
2 Нарезание таких резьб метчиками и плашками затруднительно. Эти ин-
струменты имеют забор, почему ближайшие к заплечику нитки не получаются
нарезанными на полную глубину. При работе же без забора нагрузка на пер-
вую нитку становится чрезмерной. При нарезании иа стайках к этому приба-
вляются трудности точного ограничения хода плашек или метчика.
541
chipmaker.ru
рис. 716. 1 Здесь требуется нарезать резьбы на конце ствола вин
товкии на ствольной коробке таким образом, чтобы резьба На1
первой детали была расположена вполне определенным образом
относительно заплечика А, а на второй — относительно торца в
Когда винтовка собрана, ствол ввинчивается в коробку, и если обе |
или одна из резьб расположены неправильно, он займет неправиль- I
ное угловое положение относительно коробки, а следовательно,!
мушка, расположенная на его конце, не будет занимать вертикаль- |
ього положения и находиться вверху. На рисунке видна еще на-
резка С, которая также должна находиться в определенном поло- (
жении относительно торца В.* 2 Во всех случаях, подобных опи- 1
санному, когда «начало» нарезки должно занимать]
вполне определенное положение, обработка фрезером
производится значительно проще, чем каким-либо другим инстру
ментом.
Существует очень много различных конструкций резьбофрезер-
ных станков, из которых большинство, однако, является специаль-
ными. Наиболее известный тип универсальных резьбофрезерных
станков по внешнему виду и общему устройству похож на обыкно
венный токарно-винторезный станок. На супорте вместо токарного
резца закреплена фрезерная бабка, на шпинделе которой устана-
вливается резьбовой фрезер (дисковый или цилиндрический — гре-
бенчатый). Другое принципиальное отличие такого станка от токар-
ного это медленное вращение шпинделя, соответствующее ско-
рости подачи, а не рабочего движения. Кроме того на шпинделе
укреплен делительный механизм, позволяющий поворачивать де-
таль на требуемый угол, что необходимо при нарезании много-
ходовых резьб. 3
Подобные станки снабжаются приспособлениями для нарезания
внутренней резьбы, а также и другими устройствами, например,
таким, которое позволяет постепенно отводить фрезер от детали
в конце нарезания, благодаря чему глубина канавки постепенно
уменьшается и устраняется резкое изменение сечения в месте
перехода от нарезанной части к гладкой. Такая особенность кон
струкции резьбы является ценной при нарезании винтов, подвер-
женных ударной нагрузке.
Необходимым дополнением к этим станкам является станочек
для заточки фрезеров. На таком станочке все три стороны фре-
зера затачиваются в одну установку.
Существует несколько конструкций резьбофрезерных станков,
сходных по принципу действия с только-что описанными, но отли-
чающихся от них тем, что здесь продольное движение сообщается
не фрезеру, а самому винту. В связи с этим бабки устанавливаются
не непосредственно на станине, а на столе, движущемся по напра-
* Пример из американской практики — винтовка системы Маузера.
2 На эту нарезку навинчивается трубчатый кожух, заменяющий в данной
конструкции винтовки обычное покрытие ствола деревом.
3 В СССР резьбофрезериые станки изготовляются заводом им. ЦК Маши-
ностроения (Куйбышев). Из иностранных фирм известны Пратт и Витней,
Лис-Браднер, Вандерер.
г12
ляющим этой станины, что обусловливает изменение и внешнею
вида станка (например, станки фирмы Moline Tool Со).
у В массовом производстве часто применяются специальные кон-
струкции резьбофрезерных станков, пригодные для выполнения
одной или нескольких однородных операций. В этих случаях
станки получаются очень компактными и простыми, хотя по прин-
ципу' действия они тождественны с более сложными универсаль-
ными станками. Продольная подача и здесь может сообщаться
либо фрезеру либо детали.1
Фрезерование резьбы иногда производится и на станках, спе-
циально для этого не предназначенных. Длинные винты можно
фрезеровать на токарном станке, если на его супорте установить
фрезерную головку и пристроить передачу, позволяющую сооб-
щать шпинделю достаточно медленное вращение. Чаще эта работа
производится на фрезерных станках. Необходимо заметить, что
стол универсальнофрезерного станка поворачивается на сравни-
тельно небольшой угол, и потому фрезеровать резьбы тем же спо-
собом, как фрезеруются спирали, оказывается возможным лишь
для исключительно крутых нарезок. Поэтому стол поворачивают
на угол, равный углу подъема резьбы, а фрезер закрепляют не
прямо в шпинделе, а в поворотной головке, располагая его ось
перпендикулярно к оси шпинделя. Могут еще встретиться затруд-
нения с подбором передаточных шестерен к делительной головке.
Часто приходится изменять обычный метод работы и передавать
вращение от ходового винта непосредственно шпинделю делитель-
ной головки, разъединив его от червяка.
Подобные настройки пригодны для фрезерования резьб глав-
ным образом в тех случаях, когда такая работа является случай-
ной и детали обрабатываются небольшими партиями (преимуще-
ственно червяки и вообще короткие винты с большим шагом).
В крупносерийном или массовом производстве предпочитают
снабжать фрезерный станок специальными приспособлениями,
устанавливая их на его столе. 2
Резюмируя все сказанное, можно перечислить следующие
главнейшие виды резьбовой работы, выполняемые на резьбофре-
зерных станках.
1. Нарезание крупных, крутых — часто много-
ходовых — нарезок (ходовые винты, червяки и т. п.) при
помощи дисковых фрезеров. Здесь резьбофрезерный станок кон-
курирует с токарным и в большинстве случаев заслуживает пред-
почтения благодаря значительно более высокой производитель-
ности, обусловливаемой прежде всего непрерывностью работы
инструмента и возможностью закончить обработку в один или,
в крайнем случае, в два-три прохода. Квалификация рабочего на
1 Описание станка Хассе и Вреде для работы гребенчатыми фрезерами,
а также его настройку см.: И. Ф. Николаев, Фрезерование резьбы на спе-
циальном стайке, Госмашметиздат, 1934.
* Одно из таких приспособлений см. Технология машиностроения, вып. V,
рис. 1392.
543
chipmaker.ru
резьбофрезерпом станке может быть ниже, чем на токарном, и
возможно обслуживание нескольких станков одним рабочим.
2..Нарезание коротких резьб больших диаме
тров гребенчатыми фрезерами. Здесь фрезер конкурирует отчасти
с токарным резцом (гребенкой), но главным образом с винторез-
ными головками и раздвижными метчиками. Перед первым он имеет
крупные преимущества большей производительности, низкой квали
фикации рабочей силы и автоматичности действия. Правильный диа-
метр здесь получается не путем снятия многих последовательных
стружек, а сразу, путем соответственной настройки станка. Благо-
даря автоматичности действия несколько резьбофрезерных станков
может обслуживаться одним рабочим. Стойкость фрезера также
значительно выше, чем резьбового резца, что еще более повышает
экономичное? резьбофрезерного процесса. Перед большими
плашками и метчиками резьбовой фрезер имеет преимущество
дешевизны и простоты.
3. Нарезание резьб вплотную к заплечику
или имеющих «начало нарезки», расположен-
ное определенным образом! относительно дру-
гих поверхностей деталей. Разбор этих случаев был
сделан выше.
Сопоставляя все сказанное, мы видим, чго главное преимуще-
ство нарезания на резьбофрезерном станке перед нарезанием на
токарном — это большая производительность и экономичность
процесса. При сравнении с нарезанием плашками и метчиками
преимущество быстроты работы находится в большинстве случаев
на стороне последних. Однако точность резьбы, в особенности в
отношении шага, больше при фрезеровании, что объясняется как
меньшими напряжениями, возникающими в материале детали при
нарезании, так и гем обстоятельством, что величина шага при фре-
зеровании определяется ходовым винтом станка, сам же инстру-
мент имеет сравнительно простую форму. Чем больше диаметр и
шаг и чем крупнее резьба, тем большие преимущества предста-
вляет нарезание фрезером перед работой плашками и метчиками.
Кроме того большие плашки и метчики дороги, и это одно может
явиться доводом против их применения. Фрезерованная резьба
имеет чистый вид, и этот процесс применим для обработки самых
разнообразных материалов, иногда с трудом нарезаемых плашками
и метчиками. <
С другой стороны, рассматриваемый процесс также имеет свои
ограничения. Во-первых, всякий резьбофрезерный станок является
станком определенного назначения и поэтому может применяться
только там, где имеется достаточный объем подходящей для него
работы. Далее, получение наиболее точных резьб на ходовых вин-
тах и тому подобных деталях все же производится на токарных,
а не на резьбофрезерных станках. Даже в тех случаях, когда точ-
ная резьба фрезеруется, обычно ее отделывают начисто резцом.
Нарезание стандартных резьб малых диаметров, особенно при не-
высокой их точности, на резьбофрезерном станке также не эконо-
мично, и при всех таких работах преимущество остается на сто-
541
роне плашек и метчиков. В заключение напомним еще, что нареза
ние путем фрезерования прямоугольных резьб не производится.
В. Нарезание резьбы методом обкатывания
Нарезание резьбы червячным фрезером является одним из при-
меров использования метода обкатывания. Существует еще один
способ нарезания резьбы, где тот же метод применяется в изме-
ненном виде. Заготовка (рис. 717) быстро вра-
щается вокруг своей оси, а инструмент S, в
форме долбяка Феллоу, вращается и катится
вдоль заготовки, причем образуется резьба. Ра-
бочее движение — вращение заготовки. Этим
методом можно нарезать как однозаходные,
так и многозаходные резьбы, а также вытачи-
вать фасонные тела вращения.
Г. Шлифе ванне резьбы 1
Рис. 717. Нарезание
Шлифование резьб применяется главным резбы по методу обка-
эбразом при обработке точных«закаленных де- тывания.
талей, так как только при помощи этого про-
цесса можно полностью устранить влияние деформаций, возни-
кающих при термической обработке.2 Первоначально путем шли-
фования обрабатывались резьбовые калибры, но затем стали шли-
фовать также все метчики, от которых требуется повышенная
точность. Ходовые винты станков и точных приборов, а также
червяки в тех случаях, когда они закаливаются, должны обраба-
тываться путем шлифования.
Шлифование резьбы можно производить на любом точном
токарном станке, на супорте которого установлен специальный
шлифовальный прибор с фасонным кругом. Этот прибор имеет
самостоятельный привод. При более значительных размерах произ-
водства применяются специальные резьбошлифовальные станки,
часто работающие автоматически.3 Круги, служащие для шлифо-
вания резьбы, имеют фасонную форму, соответствующую профилю
резьбы. Эти круги применяются двух типов: дисковые и цилиндри-
1 См. также И. П. Соболев, Нарезание резьбы шлифованием, ОНТИ, 1935.
s Термическая обработка обычно является источником различных ошибок
в резьбе. Один и тот же процесс вызывает различные деформации в зависимо-
сти от свойств материала; точно учесть эти деформации заранее не предста-
вляется возможным. Поэтому, даже нарезая до закалки резьбу со всей воз-
можной тщательностью и учитывая предполагаемые расширение и усадку при
калке, все же нельзя получить закаленную резьбу, удовлетворяющую всем
современным требованиям точности. Кроме того при изготовлении метчиков из
быстрорежущей стали очень важно удалить наружный слой металла, который
обезуглероживается при закалке. Это возможно сделать только путем шлифо-
вания.
’ Описание нескольких типов резьбошлифовальных станков см. уже упо-
минавшуюся книгу проф. И. И. Семенченко, стр. 362 и далее. Необхо-
димо заметить, что все эти станки могут служить для шлифования деталей
лишь небольших размеров. О шлифовании резьбы см. также: Machinery
(Нью-Йорк), март 1935, стр. 421, н Machinery (Лондон), август 5, 1937,
стр. 565.
35 Соколовский, т. П. 645
chipmaker.ru
ческие гребенчатые. Последние обеспечивают значительно более
высокую производительность, но первые дают более точную
работу.
На первый взгляд может показаться, что правка резьбовых
кругов является исключительно сложной и продолжительной опе-
рацией. В действительности же благодаря применению ряда остро-
умных приспособлений эта операция, даже в отношении гребенча-
тых кругов, занимает сравнительно немного времени. Устройство
приспособления для правки в большинстве случаев основано на
сообщении алмазу (или нескольким алмазам) такого движения
относительно круга, при котором этот алмаз обтачивает круг по
требуемому профилю. Вместо алмазов иногда применяются спе-
циальные правильные шлифовальные круги.
Обыкновенно шлифование резьбы применяется в качестве от-
делочной операции, черновое же нарезание производится резцом
или фрезером. Однако в последнее время при обработке мелких*
метчиков стали совершенно отказываться от предварительного на-
резания резьбы, и ее вышлифовывают непосредственно из цилин-
дрической закаленной заготовки. Оказывается, что такой способ
не только упрощает технологический процесс, но и одновременно
удешевляет производство.
Специальные станки строятся также для шлифования червяков.
Они работают дисковым кругом, устанавливаемым под требуемым
углом относительно детали. При работе на таких стайках резьба
должна быть предварительно тщательно нарезана, причем припуск
на шлифование оставляется возможно малым 1
Д. Нарезание резьбы плашками
Нарезание плашками на токарном станке производится
редко. При случайных работах такого рода иногда пользуются
тем же методом, как и при сверлении на токарном станке. Плашку
прижимают к обрабатываемой детали давлением заднего центра,
которому придается особая грибовидная форма. При более регу-
лярной работе приходится пользоваться держателями, аналогич-
ными револьверным, приспособленными к супорту.
Нарезание наружной резьбы на револьверных станках
и автоматах производится чаще всего плашками. При этом
последние всегда помещаются в державках, закрепленных
в револьверной головке. Эти державки обычно обладают свой-
ством самоустанавливания в продольном напра-
влении. Они в основном состоят из двух частей, из которых
одна устанавливается в револьверной головке, а вторая, с закре-
пленной в ней плашкой, имеет продольное перемещение относи-
тельно первой. Вследствие возможности такого перемещения ско-
рость движения револьверной головки может в точности не
равняться той скорости, с которой плашка навинчивается на наре-
заемую деталь.
1 Описание станка для шлифования червяков фирмы Пратт и Витией
см. сборник «Современные американские станки в автотракторной промышлен-
ности», Госмашметтдат, 1932.
546
В начале хода нарезания головка давит на плашку и заставляет
ее первые нитки врезаться в материал детали.1 Дальше движение
плашки происходит автоматически, и если бы она была жестко
связана с револьверной головкой, то при несовпадении скоростей
движения головки и плашки последняя тащила бы или удержи-
вала эту головку, следствием чего могли бы явиться поломка пла-
шек или, в лучшем случае, попорченная резьба. Применение само-
устанавливающихся державок имеет особенно большое значение
при работе на револьверных станках с ручной подачей головки.
Револьверщик обычно подает головку несколько медленнее, чем
движется плашка; последняя ввинчивается, преодолевая лишь тре-
ние в самой державке
При существовании опасения, что ось нарезаемой детали не
совпадает в точности с осью плашек, применяются державки,
допускающие, кроме продольного движения, также и небольшое
поперечное смещение плашек (подобно «качающимся разверткам»).
Такие державки полезны, например, в тех случаях, когда деталь
обтачивается и нарезается при различных установках.
Винторезные головки очень часто применяются как на
револьверных станках, так и на автоматах. У конца хода нареза-
ния такая головка автоматически открывается, и супорт возвра-
щается обратно, благодаря чему во многих случаях сберегается
30—40% рабочего времени. При пользовании этим инструментом
следует обращать особое внимание на содержание его в чистоте.
При нарезании плашками длинных винтов, особенно имеющих
нарезку большого шага, иногда прибегают к принудитель-
ной подаче плашек. 1 2 В таком случае движение им сообщается
ст ходового винта, и работа получается аналогичной нарезанию
гребенками на токарном станке. При необходимости нарезания
резьбы в несколько проходов (раздвижными плашками) приходится
прибегать к тем же приемам «попадания в нитку», как и при обыч-
ной работе резцом.
В тех случаях, когда нарезание резьбы плашками выделяется
в специальную операцию, в особенности при большом количестве
нарезной работы, пользуются специальными болторезными
станками. Конструкций таких станков существует очень много,
но в основном все они работают вращающимися плашками, причем
деталь (болт) имеет только поступательное движение. Это движе-
ние чаще всего обеспечивается втягивающим действием самих
плашек, хотя в некоторых случаях станки снабжаются ходовыми
винтами.3 В конце хода) нарезания плашки раскрываются, осво-
бождая деталь. Иногда, при желании иметь особенно чистую
резьбу, нарезание производится в два прохода. Существуют болто-
1 Такое давление на револьверных станках оказывается рукой рабочего,
подающего вначале супорт. На автоматах движение супорта контролируется
специальными кулачками.
2 На большой длине даже малая погрешность в шаге дает очень замет-
ную общую ошибку. Такая погрешность может быть обусловлена как непра-
вильностью шага плашек, так и «растягиванием резьбы» при ее нарезании
• Применение ходовых винтов особенно рекомендуется при нарезании пря-
моугольных, трапецеидальных или особо длинных резьб.
547
chipmaker.ru
резки, работающие цельными плашками; в таких случаях по окон-
чании хода нарезания шпинделю сообщается вращение в обратную
стерону, вследствие чего болт вывинчивается из плашек.
Что касается расположения и числа шпинделей, то болторезка
чаще всего строится с одним или двумя горизонтальными шпин-
делями. При наличии двух шпинделей рабочий закладывает деталь
для нарезания левым шпинделем во время работы правого и об-
ратно, благодаря чему производительность станка значительно
увеличивается. Вертикальные болторезные станки применяются
значительно реже, главным образом как специальные типы.
Вообще необходимо заметить, что рассматриваемые станки
часто строятся специальными, среди которых имеется много
автоматов.
На болторезных станках нарезаются различные болты, шпильки,
связи и т. п. Иногда ими пользуются вместо «нарезных» станков
для нарезания гаек метчиками. В этих случаях гайка обычно уста-
навливается в патроне (на месте болта), а метчик закрепляется
в шпинделе. Нарезание производится на проход, причем гайка
сстается на стержне метчика.
При наличии реверсивного устройства метчик может быть
вывернут из детали.
Выше мы рассмотрели приемы нарезания резьбы плашками на
"ех станках, на которых оно чаще всего производится. Однако
в более редких случаях этот инструмент используется и на других
станках. Нарезание плашками на сверлильных станках
оказывается иногда очень удобным и производительным. При этом
чаще всего плашка неподвижно крепится к столу станка, а наре-
заемая деталь вращается вместе со шпинделем и подается сквозь
плашку, падая по окончании нарезания в коробку под столом
станка. Такой способ работы особенно удобен в тех случаях, когда
деталь имеет на конце квадрат или может быть иначе связана со
шпинделем таким образом, что автоматически освобождается после
прохода сквозь плашку.
В некоторых случаях применяется обратное расположение:
плашка закрепляется в специальном патроне, вставленном в шпин-
дель станка, а деталь крепится в приспособлении, установленном
на его столе. В этом случае станок должен иметь приспособление
для реверсирования, или же вместо обычных прогонок приходится
применять самораскрывающуюся винторезную головку.
Нарезание квадратной пезьбы плашками произво-
дится редко, так как заточка гребенок таких плашек требует осо-
бых предосторожностей, причем и при этих условиях вполне
надежные результаты не получаются. Для возможности работы
таких плашек на всех зубцах должны быть образованы небольшие
задние углы, что достигается путем ручной доводки. Это обстоя-
тельство ухудшает способность плашки подаваться самостоя-
тельно вдоль оси детали, и при нарезании прямоугольных резьб
рекомендуется обязательно сообщать плашкам принудительную
подачу от ходового винта.
54*
Трапецеидальные резьбы с небольшим шагом наре-
заются плашками почти так же хорошо, как и треугольные. При
нарезании крупных резьб этого профиля рекомендуется применять
принудительную подачу плашек.
Свойства обрабатываемого материала оказывают очень большое
влияние на работу плашек. Известно, что сталь с малым содержа-
нием углерода (меньше 0,2%) дает менее чистую резьбу, чем
содержащая 0,25—0,35% углерода и выше. Очень хорошо обраба-
тывается так называемая автоматная сталь, которая при малом
содержании углерода (0.08—0,16%) содержит значительное коли-
чество серы и фосфора.
При нарезании резьбы плашками особенности материала влияют
на работу сильнее, чем при большинстве других методов обработки.
Часто неудачи, приписываемые плохому качеству инструмента, на
самом деле являются следствием выбора неподходящего мате-
пиала. Одни и те же плашки дают резьбу различного размера, если
твердость материала изменяется. В некоторых случаях из-за непод-
ходящего материяпа резьба получается негладкой и даже рваной,
причем оказывается очень трудным избавиться от этого недо-
статка.
Ошибка в шаге резьбы может явиться следствием не только
неверного шага плашек, но и ряда других причин. Неправильно
образованный «забор» может оказаться причиной неверного шага.
Например, при чрезмерной длине заборной части ее зубцы будут
слишком мелки для того, чтобы врезаться в металл и сообщить
плашке и связанному с пен держателю (а иногда и супорту) по-
ступательное движение.1 В таких случаях плашка работает
подобно токарному резцу и, вместо того чтобы навинчиваться на
нарезаемый стержень, просто затачивает его конец на конус.
В результате либо резьба не будет нарезана вовсе, либо ее шаг,
по крайней мере в начале длины болта, окажется неправильным
и неравномерным.
Точно так же углы заточки зубцов влияют на правильность подачи
плашек. Если передние и задние углы очень велики, то врезание
происходит быстро. Обратно, если эти углы сделаны меньше, чем
следует, или режущие кромки затупились, то подача замедляется.
В результате шаг резьбы оказывается неправильным, и кроме того
резьба частично срезается.
Далее, шаг теряет правильность и в том случае, если плашка
должна преодолевать слишком большое сопротивление, что, на-
пример, имеет место тогда, когда опа жестко связана с тяжелой
револьверной головкой и должна увлекать ее за собой. В резуль-
тате движение плашки замедляется, и резьба оказывается непра-
вильной. 2
1 Мы имеем здесь в виду работу плашек, подача которых достигается
автоматически (без участия ходового винта) благодаря навинчиванию на наре-
заемый стержень, причем каждый следующий зубец углубляет винтовую ка
навку, прорезанную предыдущим.
* Во избежание этого явления держатели для плашек, как было указано
рыще, обычно имеют продольную игру.
54»
r.ru
При пользовании плашками, допускающими регулировку диа-
метра (например, путем сдвигания и раздвигания гребенок), шаг
резьбы несколько меняется при такой регулировке: при увеличении
диаметра он увеличивается, а при уменьшении — уменьшается. Это
явление объясняется тем, что угол подъема резьбы плашек при
изменении диаметра остается одним и тем же, в то время как
подъем резьбы на детали должен измениться. При увеличении
диаметра угол, под которым расположены зубцы, оказывается
чрезмерным, и плашка подается быстрее, чем требуется. При
уменьшении диаметра получается обратное явление.
Заметим еще, что в тех случаях, когда плашки с правильным
шагом дают неправильную резьбу, всегда происходит одновре-
менно частичное срезание этой резьбы.
Большое значение имеет правильность диаметра обточки под
резьбу. При нарезании плашками резьба «вспухает», поэтому для
облегчения работы плашек рекомендуется диаметр обточки делать
несколько меньше теоретического наружного диаметра резьбы.1
В большинстве случаев это уменьшение диаметра можно
принять равным 0,2 глубины нарезки, хотя от этого правила часто
отступают как в tv, так и в другую сторону.
Диаметр обточки, влияя на пружинение плашек, влияет и на
диаметр резьбы, а в некоторых случаях (косвенно) и на величину
шага. Таким образом мы вводим еще один фактор, влияющий на
размеры и качество нарезки.
Сказанным далеко не исчерпывается перечисление всех обстоя-
тельств, влияющих на величину шага резьбы. Так, например, род
смазки, оказывая влияние на легкость передвижения плашек, от-
ражается и на правильности резьбы. Чистота резьбы также зави-
сит от рода смазки. Влияние смазки тем больше, чем хуже режу-
щее действие плашек.
Относительно числа проходов при нарезании плашками следует
заметить, что обычно стремятся нарезать резьбу в один проход.
Однако такая практика оправдывается лишь в тех случаях, когда
требуется получить резьбу обычной точности и небольших диа-
метров. При больших диаметрах резать приходится в два или не-
сколько проходов.
Повышения точности резьбы можно достигнуть, вводя после
чернового еще чистовой проход.2
Плашки иногда применяются и для калибровки резьбы,
нарезанной каким-либо другим методом (резцом, фрезером и т. д.).
В таких случаях обычно не преследуется цель исправления шага,
так как правильность последнего определяется ходовым винтом
станка, на котором была нарезана резьба. Плашки влияют на ве-
1 Ср. со сверлением отверстий под резьбу.
1 При обработке резцами или другими инструментами мы никогда ие тре-
буем, чтобы точный размер получался из-под обдирки. Если учесть количе-
ство металла, снимаемого при нарезании резьбы, то такое требование и здесь
должно быть признано неосновательным,
550
личину среднего диаметра, подгоняя его точно по калибру. Работа
калибровки часто производится вручную подобно тому, как очень
точные отверстия проходятся ручными развертками.
Е. Нарезание резьбы метчиками
При работе на токарном станке метчиками часто поль-
зуются таким же образом, как и сверлами, т. е. опирают их сво-
бодным концом на задний центр, удерживая в то же время от
вращения при помощи воротка. Центр необходимо все время по-
давать вперед, для того чтобы он непрерывно находился в сопри-
косновении с ввинчивающимся в деталь метчиком.1 Важным усло-
вием успеха при такой работе является совпадение оси метчика
с осью станка.
На револьверных станках и автоматах болынин>
ство внутренних резьб нарезается метчиками. 2 Державки для этих
метчиков обычно делаются таким образом, что они допускают как
продольное смещение, так и поперечные отклонения метчика.
Основания для этого — те же, что и при работе плашками. Часто
при работе обоими инструментами используют одни и те же дер-
жавки.
Особенно широкое применение метчики находят при работе на
сверлильных станках. Приемы работы в этом случае су-
щественно различны в зависимости от того, требуется ли по окон-
чании хода нарезания вывинчивать метчик обратно или нет. По-
следний способ применяется главным образом в двух различных
случаях. Во-первых — когда под нарезаемым отверстием имеется
достаточно места для выхода метчика. В этом случае метчик про-
пускается насквозь и затем вновь вставляется в патрон при наре-
зании следующего отверстия. Патрон имеет простейшую конструк-
цию в виде втулки, в которую входит метчик своим хвостом,при-
чем он свободно падает, лишь только пройдет сквозь отверстие.
Во-вторых — при нарезании мелких деталей (гаек и т. п.). Эти де-
тали навинчиваются на метчик и, пройдя всю длину нарезки, оста-
ются на его хвосте. Метчики при этом применяются с удлиненными
хвостами. Для работы по этому методу существуют специаль-
ные — так называемые гайкорезные — станки различных
типов.3
Во многих случаях нарезание на проход оказывается невозмож-
ным или неудобным, и приходится прибегать к устройствам, по-
зволяющим сообщать шпинделю станка обратный ход при вывин-
чивании метчиков. Такие реверсивные устройства име-
‘ ются у многих сверлильных станков, причем скорость обратного
1 Иногда таким же образом отделывают начисто резьбу, предварительно
прорезанную резцом.
! На револьверных станках и автоматах резьба обычно нарезается в тех
случаях, когда деталь обтачивается на этих же станках, благодаря чему обес-
печивается правильное положение иарезки. При обработке мелких деталей
в целях разгрузки автоматов нарезание резьбы р рих часто рнимаетс?) $ пере
дается на специальные нарезные станки
• См. ниже 5 4, Б
бщ
chipmaker.ru
хода делается значительно выше скорости прямого. В тех случаях,
когда станок не имеет реверсивного устройства, иногда поль-
зуются специальными реверсивными патронами.
Для закрепления метчиков приходится пользоваться специаль-
ными патронами. Простейшей формой таких патронов является
втулка с внутренней шпонкой, входящей в канавку, профрезеро-
ванную вдоль хвоста метчика. При таком устройстве достигается
возможность продольного перемещения метчика независимо от
шпинделя, что необходимо во всех случаях, кроме тех, когда
шпиндель станка столь легко перемещается вдоль своей оси, что
метчик в своем движении увлекает его за собой и опасность
срыва резьбы или поломки этого метчика отпадает сама собой.
Однако даже при наличии свободного осевого перемещения опас
ность поломок полностью не устраняется. В случае перегрузки,
являющейся следствием слишком малого отверстия под резьб},
защемления стружек и, наконец, упора метчика в дно глухого от
верстия — метчик ломается, так как столь хрупкий инструмент
обычно не может задержать движения шпинделя. Часто (особенно
при нарезании глухих отверстий на более крупных станках) для
устранения таких поломок применяют различные предохранитель-
ные устройства, позволяющие метчику поворачиваться относи-
тельно шпинделя, как только крутящий момент превысит безо-
пасное для прочности этого метчика значение 1
При желании избежать неудобств, связанных с вывертыванием
метчика, прибегают к использованию раздвижных метчи-
ков, подобных самораскрывающимся плашкам (винторезным го-
ловкам) и предоставляющих те же преимущества. Однако приме-
нение таких конструкций ограничивается метчиками сравнительно
крупных диаметров.
Специальные нарезные станки2 применяются в серийном
и массовом производствах и с успехом заменяют менее удобные
для нарезной работы сверлильные станки. Такие станки строятся
как вертикальными, так и горизонтальными. Первые по общему
расположению и устройству мало отличаются от обыкновенных
сверлильных станков на колонке. Их главной особенностью
является автоматическое устройство для реверсирования шпин-
деля. После включения фрикционной муфты (рукояткой или от
педали) шпиндель движется вниз до тех пор, пока специальный
упор, регулируемый по высоте, не произведет переключения этой
муфты, после чего шпиндель получает быстрый обратный ход.
Числа оборотов таких станков, естественно, согласованы со ско-
ростями резания при работе метчиками. Вертикальные нарезные
станки строятся разных размеров — одношпиндельными и много-
шпиндельными.
1 Некоторые нпы фрикционных патронов см. Технология машиностроения,
вып. V, рис. 1401.
* Мы отличаем 'нарезные ставки» от упомянутых ранее «гайкорезных».
Первые предназначаются для разнообразной работы и имеют реверсивное
устройство, в то время как последние служат иск чючительно для нарезания
сквозных отверстий в гайках и тому подобных мелких деталях.
55?
Горизонтальные типы чаще применяются для мелкой работы.
Реверсивное устройство здесь либо такое же, как у вертикальных
станков, либо еще более упрощенное. При нарезании самых мел-
ких деталей шпиндель включается на ход вперед при нажатии де-
тали на метчик и на ход назад, если рабочий тянет эту деталь
в обратном направлении. Здесь реверс достигается благодаря осе-
вому перемещению шпинделя в своих подшипниках, причем пе-
реключается фрикционная муфта.
Привод нарезных станков часто устраивается таким образом,
что передаваемый крутящий момент как-раз достаточен для вра-
щения метчика, но недостаточен для его поломки.
При работе метчиками большое значение имеет совпадение
ссей метчика и ранее просверленного отверстия. При нарезании
мелких деталей (гайки и т. п.) последние сами устанавливаются
по метчику, но при обработке более крупных деталей установка
их для нарезания на станке требует много времени. Небольшие
перемещения метчика, допускаемые держателями, могут выправить
лишь самые небольшие несовпадения осей, при больших же от-
клонениях неизбежно появление ряда неправильностей в работе
инструмента и ошибок в самой резьбе. Поэтому здесь обычно
предпочитают как сверление, так и нарезание производить на
одном и том же вергикальносвер.аильном или горизонтальном
станке (колонке), меняя сверло на метчик. Этим обстоятель-
ством между прочим объясняется малое применение специальных
нарезных станков для более крупных работ. Заметим еще, что
при таких работах большую пользу приносят быстросменные
патроны.
В дополнение сделаем несколько общих замечаний, относя-
щихся к работе метчиков. Неправильность нарезки может быть
обусловлена как самим метчиком, так и способом пользования им.
Неправильная заборная часть, чрезмерно большой передний или
задний углы зубцов и другие дефекты конструкции сильно влияют
на работу. Если метчик искривлен при калке, то он будет наре-
зать больший диаметр, чем следует, и эта ошибка окажется тем
заметнее, чем длиннее отверстие. Диаметр отверстия под резьбу
влияет па размер нарезки. Поэтому, при необходимости получить
точные результаты, в особенности при больших диаметрах, отвер-
стия необходимо обрабатывать тщательнее, чем это получается
из-под сверла.
Совпадение осей метчика и отверстия также очень суще-
ственно, и при большом расхождении между ними даже патрон,
допускающий свободную установку метчика, не устраняет опасно-
сти получения нарезок чрезмерно больших, конических и вообще
неправильных.
Величина отверстий под резьбу определяется не только
размерами последней, но также и характером нарезаемого мате-
риала и предъявляемыми к резьбе требованиями. На первый взгляд
представляется правильным размер отверстия делать равным вну-
треннему диаметру резьбы гайки, с тем чтобы зубцы метчика вы-
работали в стенках этого отверстия полный профиль резьбы.
Г 53
chipmaker.ru
Однако практика показывает, что при таком способе работы уси-
лие нарезания в большинстве случаев получается чрезмерным; в то
же время даже при небольшом увеличении отверстия это усилие
быстро падает. В одном случае опыты показали, что для нареза-
ния гаек с резьбой Селлерса диаметром у2", при 13 нитках, по-
требовалось при глубине нарезки 90% от полной усилие в 2 раза
больше, а при глубине 100%—в 3 раза больше, чем при глу-
бине 75%. Поэтому при полной глубине нарезки, т. е. при размере
сверла под резьбу, равном ее внутреннему диаметру, метчики
очень часто ломаются. Между тем полная глубина нарезки в боль-
шинстве случаев совершенно не существенна, и резьба оказы-
вается достаточно прочней даже в том случае, если эта глубина
равна 50% от полной. К тому же действительная глубина будет
несколько больше ожидаемой, так как при нарезании материал
несколько раздается внутрь. Обычно рекомендуется увеличивать
диаметр сверла под резьбу на половину глубины одной нарезки
по сравнению с ее внутренним диаметром, что соответствует глу-
бине резьбы 75% gt полной. Чем вязче материал, тем больше сле-
дует брать сверла под резьбу. При ручном нарезании сверла можно
брать несколько меньше, чем при машинном. Согласно ОСТ
440—442 сверла под резьбу даются двух размеров; первые, соот-
ветствующие глубине резьбы 75—80%, а вторые — 85—90% от
полной (притупление 25—20% и 15—10%).
Отверстия под резьбу иногда зенкуются с торцов. Это делается
для того, чтобы при вспухании материала, вследствие выдавлива-
ния его метчиком, в местах выхода резьбы на торцах детали не
получалось неровностей.
Метчиками чаще всего нарезают треугольную резьбу; все при-
меры, рассмотренные выше, относились именно к такого рода ра-
боте. Нарезание трапецеидальной резьбы вполне воз-
можно. Шлифованные метчики со спепиальными канавками позво-
ляют производить эту работу достаточно успешно. Для улучше-
ния направления в йачале работы и для облегчения ввинчивания
такие метчики обычно снабжаются специальными направляющими
на переднем конце, причем) направляющая первого чернового мет-
чика — цилиндрическая, а у остальных имеет резьбу, входящую
в нарезку, оставшуюся от предыдущего прохода и втягивающую
метчик при его работе. Число метчиков в комплекте для нареза-
ния трапецеидальной резьбы колеблется от 2 до 5, в зависимости
от величины шага.
Метчики для прямоугольной резьбы в основном имеют
ту же конструкцию, как и для трапецеидальной. Направление спи-
рали канавок здесь, как и там, должно быть выбрано таким обра-
зом, чтобы эти канавки располагались перпендикулярно к нарезкам
резьбы.
Обычно черновые метчики для нарезания прямоугольной резьбы
исполняются трапецеидальными, и только чистовой метчик имеет
профиль, близкий к квадрату, хотя и здесь часто делается неболь-
шой наклон боковых стенок (2—4°).
Метчиками можно нарезать и многоходовые нарезки
'>54
разного профиля. Трудности, возникающие при такой работе, уве-
личиваются вместе с увеличением шага.
Все, сказанное относительно метчиков для нарезания трапецеи-
дальной резьбы, в равной мере справедливо и для конструкций та-
ких метчиков.
Величина диаметра также имеет влияние на конструкцию мет-
чиков и способ пользования ими. При работе крупными метчиками
особое значение приобретают точное совпадение осей метчика и
отверстия, а также правильность предварительной обработки этого
отверстия. В таких случаях обычно не ограничиваются сверлением,
а прибегают к расточке и даже развертыванию. Подобная предва-
рительная обработка дает гарантию, что ось отверстия точно со-
впадет с осью шпинделя, и позволяет пользоваться метчиками
с направлением, которое может быть передним и задним.
В заключение заметим, что специальные станки, известные под
названием болторезных, гайкорезных, нарезных, вместе с револь-
верными и токарными автоматами и сверлильными станками про-
изводят большую часть обычной резьбовой работы. Все эти станки
работают плашками и метчиками. Нарезание резьбы вручную про-
изводится теми же инструментами. Применение плашек и метчи-
ков при работе на станках ограничивается прежде всего достижи-
мой при их помощи степенью точности. Эти инструменты значи-
тельно труднее точно изготовить, чем резьбовые резцы и даже
фрезеры, так как в этом случае требуется получить не только точ-
ный профиль резьбы, но и правильный шаг. Необходимо, однако,
оговориться, что лучшие типы плашек и метчиков, имеющие гре-
бенки со шлифованной резьбой, во многих случаях дают работу,
мало уступающую по точности получаемой на резьбофрезерном и
даже токарном станке, чем и объясняется самое широкое их при-
менение в современном точном машиностроении. В остальном срав-
нение работы плашек и метчиков с другими методами было нами
сделано выше.
Другое обстоятельство, ограничивающее применение плашек и
метчиков, — это специальный характер данных ин-
струментов. Вообще говоря, каждая плашка или метчик мо-
жет нарезать резьбу одного вполне определенного шага и диа-
метра, поэтому они могут применяться для нарезания резьб, кроме
стандартных и притом часто встречающихся размеров, только та-
ких, которые в данном производстве применяются в больших ко-
личествах.
Для нарезания глубоких отверстий метчик является
часто единственным средством, и точность работы в этих случаях
зависит главным образом от точности его изготовления. Из всех
средств, служащих для нарезания резьб, плашки и метчики проще
всего гарантируют получение вполне определенного
диаметра резьбы без каких-либо промеров детали.1 Этим
объясняется частое пользование ими для калибровки резьб, ранее
нарезанных на токарном или резьбофрезерном станке. Однако
* В jtom отношении их работ? похожа на работу разверток
656
chipmaker.ru
главное назначение плашек и метчиков — это нарезание резьб срав-
нительно невысокой степени точности. Часто нарезание резьбы
является главной или даже единственной операцией при обработке
детали, и в таких случаях, при достаточном объеме производства,
оно почти всегда передается на станки, специально приспособлен-
ные для нарезания резьбы. Главнейшим конкурентом этих станков
в настоящее время является резьбонакатный процесс.1
3. ОБРАБОТКА ДЛИННЫХ ВИНТОВ И ЧЕРВЯКОВ
А. Нарезание прямоугольных и трапецеидальных резьб на
токарных станках
Нарезание крупных и длинных, а также точных в отношении
соблюдения шага резьб имеет много особенностей, с которыми не
приходится встречаться при обычной резьбовой работе. Заметим,
что большинство рассматриваемых резьб имеет либо прямоуголь-
ный либо трапецеидальный профиль.
Прямоугольная резьба применяется для винтов, пере-
дающих движение, и обычно исполняется со значительно боль-
шими ходами, чем треугольная. Здесь часто можно встретиться и
с многоходовыми резьбами. Большой угол наклона нитки прямо-
угольной резьбы обусловливает возникновение целого ряда труд-
ностей при ее выполнении.
Для упрощения рассмотрения условий работы резца мы при-
бегнем к схематическим чертежам, которые позволят нам быстрее
разобраться в существующих здесь довольно сложных зависи-
мостях.
Рис. 718 дает представление о форме сечения токарного резца
в различных случаях нарезания прямоугольных резьб, причем верх-
ний ряд соответствует горизонтальному положению режущей
кромки, а нижний — такому, при котором она перпендикулярна
к направлению винтовой линии. В каждом ряду приведены четыре
рисунка, соответствующие одно,- двух,- четырех- и шестиходовым
резьбам. Рассматривая четыре рисунка верхнего ряда, мы ви-
дим, что здесь ширина режущей кромки во всех случаях одина-
кова и равна ширине впадины s, измеренной в направлении оси
винта.
Далее, обращая внимание на углы резания у боковых режущих
кромок, мы легко убеждаемся, что они нс одинаковы с левой и
с правой стороны. При этом угол резания у правой кромки F по-
лучается тупой, и резец здесь, очевидно, не режет, а скоблит ме-
талл. С левой стороны условия резания более благоприятны, но
здесь режущая кромка оказывается крайне ослабленной, и резец
под действием вертикально направленной силы резания стремится
отогнуться вниз и влево, причем задняя его грань трется о стенки
канавки; возникает опасность внезапного врезания левой кромки
1 Накатывание резьб см. ниже § 4, А.
! Эти детали можно объединить в один общий класс X — «Ходовые-
винты и червяки», дополняя таблицу, помещенную выше (см. рис. 6, том В
656
резца в металл. Оба указанные недостатка — и i лавным образом
второй — имеют существенное значение, особенно при снятии чер-
новых стружек и при крутых резьбах.1 Однако такой резец по-
зволяет получить геометрически правильную прямоугольную на-
резку и поэтому очень часто применяется, особенно при не очень
крутых резьбах и при снятии чистовых стружек.
Резцы, изображенные на рис. 718 в нижнем ряду, не имеют
обоих указанных недостатков. Здесь углы резания правильные
с обеих сторон, и направление давления совпадает с плоскостью
наибольшей жесткости резца. Однако более внимательное рас-
смотрение геометрических соотношений позволяет убедиться, что
нарезание правильной резьбы таким резцом невозможно. Сравни-
вая толщины резцов w, iVi, vv„ и w3 при различных наклонах резьб,
Рис. 718. По юление резцов при нарезании прямоугольных резьб.
мы легко убеждаемся, что чем круче резьба, тем тоньше полу-
чается резец, причем даже в случае одноходовой нарезки ширина
режущей кромки w оказывается меньше, чем у резцов, изображен-
ных в верхнем ряду (s). Это становится понятным, если обратить
внимание на то, что сторона w является катетом, as — гипотену-
зой одного и того же прямоугольного треугольника. На рис. 718
все построение произведено на поверхности внутреннего цилиндра,
на котором расположено дно кзнавки. Если то же построение вы-
полнить на поверхности наружного или среднего цилиндра, то,
очевидно, углы а, а„ а2 и а, получат другие значения, тем мень-
1 Влияние неправильности углов резания у боковых кромок резца не-
сколько ослабляется тем обстоятельством, что при нарезании резьбы главная
работа падает на переднюю кромку резца, которая имеет правильный угол
резания.
557
r.ru
шие, чем больше диаметр цилиндра, на котором начерчена шипо-
вая линия.1
Сказанное иллюстрируется рис. 719, на котором показано
(условно, прямыми линиями) направление винтовой линии в трех
точках по высоте профиля. Мы уже указывали, что толщина резца
связана с углом подъема резьбы, и поэтому в различных точках
по глубине профиля она получается различной. На рис. 719 это
хорошо заметно: здесь ширина w „ меньше wM, а последняя
меньше п'г Таким образом резец с режущей кромкой, направлен-
ной перпендикулярно к винтовой линии, должен иметь не прямо-
угольный профиль, а некоторый другой, при котором конец резца
уже его основания. Из этого же рисунка видно, что при режущей
кромке, направленной горизонтально, ее ширина одинакова во всех
точках и равна ширине канавки s.
Рис. 719. Различные условия работы резца у вершины, по
середине и у дна канавки.
Однако сказанным не исчерпывается корректировка формы
резца при наклонной установке его передней режущей кромки.
Если посмотреть на эту кромку сверху, то мы увидим, что в мо-
мент конца нарезания она должна совпасть с наклонным сечением
внутреннего цилиндра, которое имеет вид эллипса (рис. 720). По-
этому, для того чтобы дно канавки резьбы получило форму пра-
вильного цилиндра, необходимо сделать переднюю режущую
кромку слегка вогнутой.
Изготовление резцов такого сложного профиля может быть
точно выполнено лишь в хорошей инструментальной. Кроме того
очевидно, что форма резца здесь зависит не только от профиля
резьбы, но и от ее подъема.
Указанные преимущества и недостатки описанных двух раз-
личных типов резцов заставляют при нарезании крутых резьб ве-
сти черновую обработку резцом с наклонной режущей кромкой,
1 Это становится понятным, если учесть, что ход Н остается одинаковым
для Всех точек профиля, а угол подъема определяется формулой: tgw =
Н
D — соответственный диаметр.
338
а чистовую — с горизонтальной.1 При таких условиях отпадает
необходимость в придании первому резцу точного профиля, а ра-
бота второго значительно облегчается. Одновременно оказывается
возможным прорезать начерно резьбы с разными углами подъема
одним и тем же резцом, если его стержень сделать круглого се-
чения и поворачивать в оправке таким образом, что резец устана-
вливается под наклоном канавки. Для большей стойкости кромки
прорезного резца можно слегка закруглить.2
Резец обычного типа с горизонтальной режущей кромкой хо-
рошо служит для чистового нарезания при небольших подъемах
и не очень крупных шагах резьбы. В противном случае ранее ука-
занные его недостат-
ки становятся очень
заметными, что за-
ставляет прибегать к
чистовой обработке
резьб не одним, а
тремя резцами по-
следовательно, при-
чем один из них от-
делывает левую, вто-
рой — правую сторо-
ну, а третий — дно
канавки. Режущие
кромки всех отдель-
ных резцов должны
лежать горизонталь-
но на высоте цен-
тров, хотя весь ре-
зец для удобства
можно повернуть та-
ким образом, что он
Рис. 720. Форма передней режущей кромки при ее
направлении, перпендикулярном к винтовой линии.
принимает направле-
ние винтовой линии
•(рис. 721).
Во всех только-что рассмотренных случаях применяются резцы
с горизонтальным стержнем. Ввиду невозможности избежать тре-
ния резца о стенки прямоугольной канавки, призматические и круг-
лые резцы для нарезания прямоугольной резьбы не применимы.
Процесс нарезания мелкой трапецоида л ьной резьбы
по своему характеру близок к нарезанию резьбы треугольной. Ре-
зец требуемого профиля ставят таким образом, что его передняя
грань расположена горизонтально на высоте центра (т. е. строго
по радиусу), благодаря чему избегают искажения профиля на-
1 Черновое нарезание на токарном станке часто с выгодой заменяется
фрезерованием резьбы.
8 Заметим, что все сказанное имеет большое значение при нарезании точ-
ных илн крупных резьб. Для более грубых одноходовых нарезок разница
между работой резцов обоих рассмотренных типов в смысле правильности по-
лучаемого профиля почти не заметна.
55»
chipmaker.ru
резки. В данном случае могут применяться как обыкновенные пло-
ские, так и призматические л круглые резцы. При нарезании кру-
тых трапецеидальных резьб приходится считаться с теми же за-
труднениями, как и при нарезании таких же прямоугольных наре-
зок. Здесь также приходится выбирать между резцом с горизон-
тальной режущей кромкой и резцом с кромкой, перпендикулярной
к винтовой линии. В последнем случае получается искажение про-
филя того же характера, как и при прямоугольных резьбах. По-
этому при нарезании крутых трапецеидальных резьб часто предпо-
читают сначала начерно прорезать прямоугольную канавку обыч-
ным прорезным резцом (как и при прямоугольной резьбе), а затем
отделывать оба бока поочереди резцами, заточенными под требуе-
мыми углами. Иногда все же окончательно стружку снимают рез-
цом с полным профилем. С подобным явлением мы не встречались
при рассмотрении треугольных резьб, так как в этом случае углы
Рис. 721. Положение режущей кромки при зачистке обеих сторсн
прямоугольной нарезки отельными резцами.
подъема резьб обычно невелики и нарезание производится резцами
с радиально направленной передней гранью, благодаря чему резьба
получает правильную форму.
Некоторые трудности представляет нарезание резьб с боль-
шим х о д о м. В этом случае передача от шпинделя к ходовому
винту должна быть ускорительной, для того чтобы обеспечить тре-
буемое быстрое перемещение супорта. Оцнако сменные шестерни
обычных токарных станков не рассчитываются на такую тяжелую
нагрузку и оказываются слабыми. Поэтому при необходимости на-
резать крутую резьбу приходится прибегать к некоторым допол-
нительным устройствам. Простейшее из них состоит в том, что на
конец ходового винта надевается ременной шкив и движение пе-
редается от винта к шпинделю, а не обратно, как обычно.
При другом способе передача к ходовому винту заимствуется
не от медленно вращающейся шестерни на шпинделе, а от более
быстро вращающейся на ступенчатом шкиве. При таких условиях
нагрузка на эту шестерню, конечно, в несколько раз уменьшается,
и вся передача может работать.
Некоторые фирмы снабжают свои токарные станки специаль-
ными устройствами для нарезания крутых резьб. В этих случаях
либо используют нормальный ходовой винт, пристраивая к нему
ускорительную передачу, либо снабжают станок вторым ходовым
винтом для крутых резьб. В токарных станках, предназначенных
специально для нарезания крупных резьб, ходовой винт иногда
560
помещают внутри станины, благодаря чему передача усилия по-
дачи супорту становится более центральной.
Нарезание многоходовых винтов обычно производится
одним из рассмотренных ниже способов.
1. После нарезания одной нитки деталь пово-
рачивается относительно шпинделя на часть
оборота в соответствии с числом ниток винта (например, при
четырехходовом винте на Ц оборота). Для установки детали в лю-
бом из этих положений иногда пользуются поводковым патроном,
имеющим столько пазов, сколько ниток имеет винт (рис. 722а).
После нарезания каждой нитки деталь снимают с центров и вновь
ставят на них так, чтобы хомутик, попал в паз, соответствующий
следующей нитке. Более совер-
шенным устройством является спе
Рис. 722. Патроны для нарезания многоходовых резьб.
циальная планшайба, устроенная таким образом, что одна ее часть
может поворачиваться относительно другой на различные углы
в зависимости от числа ходов нарезки. Рис. 7226 изображает одно
из таких приспособлений. Установка производится по делениям на
цилиндрической поверхности, после чего обе части патрона стя-
гиваются болтами. Вместо градуированного диска можно осуще-
ствить другие конструкции делительного устройства уменьшаю-
щие возможность индивидуальных ошибок рабочего, вызываемых
неправильностью отсчетов по шкале.
2. Шпиндель станка вместе с деталью повора
чивается на требуемый угол, причем для отсчетов углов
пользуются шестернями передачи к ходовому винту. На промежу-
точной шестерне и на сцепленной с ней шестерне гитары ставят
метки, после чего гитару расцепляют и поворачивают шпиндель
на требуемый угол, руководствуясь счетом зубцов на промежу-
точной шестерне. Для возможности отсчета необходимо, чтобы
число зубцов этой шестерни делилось на число ниток нарезаемого
винта. При передаче от шпинделя к промежуточной шестерне, от-
личающейся от 1:1, последнее обстоятельство должно быть
учтено. Описанный способ пригоден лишь для станков, имеющих
передачу к винту при помощи сменных шестерен.
3. Ходовой винт разрезается на две части, мо
гущие поворачиваться одна относительно дру
86 Соголовсви.Т, т. П. 561
chipmaker.ru
гон. Между этими частями помещается патрон, аналогичный при-
веденному на рис. 7226. Очевидно, что в этом случае угол пово
рота при переходе от одной нитки к следующей не будет равен
углу поворота шпинделя (например, 180° при двухходовой резьбе)
и должен быть определен расчетом.
4. Верхние салазки супорта устанавливаются
параллельно оси станка и передвигаются на тре-
буемую величину при переходе от нарезания
одной нитки к другой. При этом можно руководствоваться
делениями на лимбе; заметим, что описанный метод удобен и при
нарезании внутренних резьб.
5. Гайка от ходового винта раскрывается, и
вручную при
неподвижном
шпинделе она
включается при
том положении
резца, при ко-
тором послед
ний может на-
чать нарезание
следующей
нитки. Этот метод,
очевидно, применим
только при опреде-
ленных соотноше-
ниях между ходами
после передвижения супорта
нарезаемого и ходо-
Рис. 723. Многорезцовая державка для нарезания вого винтов.
двухходовой резьбы. g Гайку хо-
дового винта
закрывают во время хода станка, выбрав момент,
когда винт займет требуемое положение относительно супорта
При этом) обязательно пользуются указателем резьбы.1
7. Наконец, многорезцовые державки позволяют
нарезать несколько ниток одновременно. На
рис. 723 показана одна из таких конструкций, служащая для на-
резания квадратной двухходовой резьбы. В корпусе А помещаются
два резца, разделенные друг от друга планкой В и зажатые между
двумя другими планками С, стягиваемыми болтами D. Планки
имеют уклон, соответствующий наклону резьбы, и сменяются, при
изменении этого наклона. Клин Е имеет вверху плоскую поверх-
ность, что позволяет закрепить всю систему в обыкновенном резце-
держателе. При нарезанци треугольной или тоапецоидальной
резьбы резцы располагаются горизонтально, для чего под них кла-
дут клин (вид F в нижней части рисунка). Сами резцы имеют оди-
наковое сечение по всей длине, что допускает многократную их
1 Об определении момента включения гайки при нарезании нечетных и
многоходовых резьб см. Machinery (Лондон), т. 39. стр 101. 501 618.
562
переточку. При нарезании описываемым методом различные нитки
будут закончены в разных точках по длине винта.
Нарезание внутренних резьб производится в основном таким же
образом, как и наружных. Резцы при этом получают крючкообраз-
ную форму. При малых диаметрах и больших длинах отверстий
нарезание резцом становится крайне затруднительным из-за малой
его жесткости. В таких случаях резцом нарезают резьбу начерно,
а отделывают ее •’’очными метчиками. Иногда совершенно отказы-
ваются от работы резцом, производя как черновое, так и чистовое
нарезание исключительно метчиками.
При нарезании очень длинных внутренних резьб, встречаю-
щихся в некоторых конструкциях, приходится изготовлять особые
инструменты, состоящие из длинной оправки, входящей в отвер-
стие, на конце которой укреплена головка, имеющая собственное
направление в отверстии. Резец выдвигается из головки перед на-
чалом каждого прохода при помоши особого механизма, имею
шего привод снаружи.1
Б. Обработка ходовых винтов
Ходовые винты токарных станков являются одними из главней-
ших частей конструкции этих станков, и от правильности их в
большей степени зависят как качество, так и стоимость самих
станков. Ходовые винты изготовляются из твердой стали (с со-
противлением 70—80 кг/мм2) и снабжаются прямоугольной либо
трапецеидальной нарезкой, причем в настоящее время предпочте-
ние отдается последней, главным образом из соображений удоб-
ства изготовления. 3
Согласно «Нормам точности станков» точность шага ходовых
винтов должна быть не ниже +0,03 мм на 300 мм длины. Многие
станкостроительные фирмы нарезают эти винты с точностью+0,02
и даже + 0,01 мм на 300 мм. Прецизионные станки имеют еще
более точные винты, однако достижение столь высоких точностей
сопряжено с трудностями и сильно повышает стоимость станков
Обработка ходового винта начинается с отрезки за-
готовки и ее центровки, затем следует обточка на токарном
станке. Далее заготовку шлифуют, после чего на ней начерно на-
резают резьбу, чаще всего на резьбофрезерном станке.
Иногда для этой пели пользуются и токарным станком, но такой
метод обычно оказывается менее экономичным, так как рабочий
может обслуживать один токарный станок, в то время как при
фрезеровании он легко наблюдает за работой 4- 6 станков. Заго-
товка шлифуется до фрезерования резьбы, чтобы обеспечить ей
* Ср. приспособления для образования внутренних выточек — глава 18,
§ 2, Г.
2 Возможность нарезания путем фрезерования. Кроме того при включении
разрезной гайки кромки трапецеидальной нарезки меньше страдают, чем пря-
моугольной. Износ гайки прп трапецеидальной нарезке может быть компенси-
рован сближением ее половинок. С другой стороны, измерение прямоугольных
резьб проще, и направление передачи усилия в них совпадает с направле-
нием оси винта.
гвЗ
r.ru
хорошее направление в подвижных люнетах. При этом некоторые
заводы шлифуют заготовку начисто, в то время как другие чисто-
вое шлифование производят после чернового нарезания резьбы.
Последний метод вводит лишнюю операцию, но зато обеспечивает
получение более точных результатов. Дело в том, что перерезание
волокон материала и значительные усилия при фрезеровании резьбы
вызывают появление остаточных прогибов, уничтожить которые не
всегда удается даже самой тщательной правкой. Припуск па окон-
чательную обработку как на сторонах резьбы, так и у дна оста-
вляется в пределах 0,2—0,5 мм.
Чистовое нарезание является самой ответственной опе-
рацией. Оно производится на очень точных токарных станках,
снабженных тщательно проверенными ходовыми винтами. Во избе-
жание прогибов нарезаемый винт поддерживается подвижными
люнетами, расположенными по обеим сторонам резца. Эти люнеты
должны плотно охватывать винт, и зазор в них ограничивается
наименьшей величиной, обеспечивающей отсутствие заедания.
Кроме того при большой его длине нарезаемый винт в нескольких
местах по длине поддерживается неподвижными люнетами, пере-
ставляемыми время от времени по мере движения супорта.
Токарные станки для чистового нарезания точных винтов
иногда снабжаются двумя ходовыми винтами, из которых один
служит для снятия только нескольких последних, самых тонких
стружек. Такой винт оказывается очень слабо нагруженным,, и
кроме того он находится в работе весьма малый промежуток вре-
мени, вследствие чего его износ оказывается ничтожным, и ста-
нок долгое время дает точную работу.1 Если чистовое нарезание
разбить на две операции и перенести снятие последних стружек
на отдельный станок, то могут возникнуть затруднения, связан-
ные с невозможностью отрегулировать оба станка таким образом,
чтобы они давали точно цилиндрическую поверхность. При ни-
чтожных припусках на зачистку это обстоятельство может иметь
большое значение. Последовательное пользование двумя ходовыми
винтами на одном и том же ставке таких затруднений не вызы-
вает, так как в обоих случаях направление движения супорта, оче-
видно, остается одним и тем же. Кроме правильности ходового
винта станка, большое значение имеет точность направляющих,
плотность всех подшипников и в особенности правильность пере-
даточных шестерен. Последние должны иметь большое число зуб-
цов (при небольшом модуле); шестерен слишком малого диаметра
следует избегать.
Резцы должны тщательно затачиваться по шаблону и пра-
вильно устанавливаться в супорте. При нарезании применяется
охлаждение резца маслом. Большое значение имеет поддержание
одинаковой и правильной температуры детали. Для этого необхо-
1 При пользовании станком с одним ходовым винтом последний необхо-
димо часто проверять. Для этого имеется запасный очень точный винт, кото-
рый хранится в особом футляре. Для проверки ходовой винт станка выпи-
м.-ется, а на его место вставляется контрольный. Устанавливая первый винт
" центре своего же станка, его проверяют при помощи второго винта.
564
димо, во-первых, поддерживать в помещении температуру 2U°,1
во-вторых, вести чистовую обработку с очень низкими скоростями
резания, часто 2—5 м/мип. (в одном случае при очень точной ра-
боте скорость резания равнялась 0,6 лг/мин.). Толщина снимаемой
стружки выбирается около 0,04 л/м, кроме последних проходов,
когда ее еще уменьшают. Самый последний проход резца произ-
водится без предварительного его углубления. При этом частично
снимается ничтожная стружка (вследствие упругости всей си-
сгемы), частично же резец просто заглаживает резьбу. Оконча-
тельно резьба полируется (притирается) при помощи чугунной
гайки, причем шлифующим веществом служит смесь мелкого гра-
фита с маслом. Описанная операция требует высокой квалифика-
ции токаря и оказывается продолжительной.
При менее высоких требованиях, например, при нарезании вин-
тов для станков других типов (не токарных), многие из указанных
предосторожностей оказываются излишними. 1 2
Приводим описание метода нарезания трапецеидальной резьбы,
примененного стахановцем Московского завода шлифовальных
станков В. П. Гаевским. Винт для шепинга — двухзаходный с ша-
гом 6 мм. Общая длина— 1293 мм. Длина резьбы — 910 мм. Ма-
териал — Ст. 1035.
Работа производится ла токарном станке ДиП-200 без пред-
варительного фрезерования резьбы. Заготовки пред-
варительно шлифуются. Конец винта зажимается в самоцентри-
рующем патроне через разрезную чугунную втулку, как можно
ближе к нарезаемой части. Подвижной люнет имеет кулачки дли-
ной 40 мм. Охлаждение — эмульсией. Центр задней бабки напла-
влен сормайтом. Смазка центра — смесью мела с маслом. При
быстром перемещении супорта неотбалансированный маховичок
продольной подачи вызывал появление вибраций, которые были
устранены прикреплением к маховичку уравновешивающегЬ груза.
Резцы укреплены в револьверной головке (рис. 724а).
Работа производится следующим образом.
Первым прорезным резцом (рис. 7246) прорезается канавка глу-
биной 1,5 мм, несколько выше среднего диаметра (рис. 725 а). Ре-
зец — из быстрорежущей стали — имеет ширину на 0,3—0,4 мм
меньшую ширины трапеции на среднем диаметре резьбы. Нареза-
ние производится при скорости резания 45 л/мин. (480 об/мин.),
глубине резания 0,2 мм (на каждый проход) и числе проходов — 7.
Прорезается такая же канавка для второго захода, причем
верхние салазки супорта передвигаются (по лимбу) на величину
шага резьбы 6 мм.
Вторым прорезным резцом обе канавки прорезаются глубже
(2 мм), до внутреннего диаметра резьбы, причем ширина этого
1 Иногда станки для чистового нарезания ходовых виитов устанавли-
ваются в отдельном помещении.
2 Стремление удешевить производство ходовых винтов заставляет некото-
рые заводы отделывать резьбу нс на токарных, а на резьбофрезерных станках
Однако точность и качество поверхности при такой работе получаются все же
ниже, чем при отделке на токарных станках.
S65
r.ru
резца на 0,2 мм больше размера трапеции на внутреннем диаметре
(рис. 725b). Это необходимо для того, чтобы дать выход профиль-
ному резцу (рис. 725с?). Скорость резания — 40 м/мин. (480 об./мин.).
После этого перехода канавка получает ступенчатую форму.
Тем же резцом в один проход производится зачистка дна ка-
навки при глубине резания 0,1 мм и скорости резания до 3 м/мин.
При этом дно резьбы располагается ниже внутреннего диаметра
(на 0,1 мм), что необходимо для того, чтобы профильные резцы
работали только боковыми сторонами.
Резцом трапецеидального профиля производится «развалка
резьбы», причем одновременно обрабатываются обе стороны ка-
Рис. 724. Резцы стахановца В. П. Гаевского.
навки (рис. 725 с). Скорость резания — 45 м/мин. (480 об./мин.);
нарезание производится в 5 проходов. Глубина резания при 1-м
и 2-м проходах — по 0,25 мм, при последующих — 0,15 мм.
Заметим, что примененный здесь резец (рис. 724с) имеет лунку
на передней грани, благодаря чему углы резания получаются более
выгодными и поверхность чище. Закрепляется резец в пружинной
оправке (рис. 724с?).
Другим резцом, также закрепленным в пружинной оправке,
производится окончательная зачистка боковых сторон резьбы (про-
филирование). Скорость резания — 3 м/мин. Глубина резания —
0,075 мм', число проходов — 2. Профильный резец лунки на перед-
ней грани не имеет. При зачистке прн переходе от одного захода
ко второму т. Гаевский пользовался способом деления при помощи
шестерен, так как отсчеты по лимбу верхних салазок не обеспечи-
вали требуемой точности
586
Что касается установки резцов на стружку, то она производи-
лась, как обычно, по шаблонам, а глубины резания отсчитывались
по лимбу. При этом первый прорезной резец подводился к винту,
причем подвижной лимб поперечной подачи устанавливался на
пуль. При различных проходах деления по лимбу были: 4, 8, 12,
16, 20, 24, 28, после чего работа первого резца заканчивалась. Вто-
рой резец подводился к винту таким же образом, и работу им
вели по делениям лимба: 32, 36, 40, 44, 48, 52, 56, 60, 64, 67, 70.
Достигнув деления 70, прорезание канавки заканчивали без изме-
рения.
Третий- резец при развалке начи
нал работать таким же образом с де-
ления 50, прорезая канавку до деле-
ний: 55, 60, 62,5 65, 67,5.
Работа профильного резца про-
исходила до делений 68,5, 70. Сим-
метричность профиля контролиро-
валась шаблоном. Время нареза-
ния — 40 мин.
Столь длинные детали, как хо-
довые винты станков, очень легко
коробятся во время обработки. По-
этому их приходится несколько раз
править. Обычно правка точных вин-
тов производится после центровки
и до обточки, после обточки, после
чернового нарезания и после чисто-
вого нарезания. Иногда вводятся
и дополнительные правки. Правка
чаще производится на станке при
помощи скобы. Хранить винты ре-
комендуется в вертикальном поло-
жении, так как только при таких
условиях оци не подвергаются из-
гибу под действием собственного
веса. Деформации от внутренних напряжений также имеют боль-
шое значение. Поэтому перед началом механической обработки
точных винтов отрезанную заготовку следует выдержать в течение
нескольких недель, храня ее в вертикальном положении. Другая
выдержка имеет место между черновым и чистовым нарезаниями
резьбы. После нарезания резьбы производятся обточка и шлифо-
вание концов винта, нарезание резьбы для упорных гаек, фрезеро-
вание шпоночной канавки для сменных шестерен и окончательная
зачистка. При переноске ходовых винтов необходимо соблюдать
большую осторожность.
Готовый винт подвергается тщательной проверке, главным об-
разом на правильность шага. Для этого пользуются различными
интересными приемами, рассмотрение которых, однако, увело бы
нас слишком далеко от основной темы.
Мы только-что рассмотрели методы обработки ходовых вин-
507
chipmaker.ru
тов, изготовленных е той степенью точности, которая соответ-
ствует потребностям обычного станкостроения. Однако иногда
оказывается необходимым получить винты, изготовленные со зна-
чительно более строгими допусками. Прежде всего с таким слу-
чаем приходится встречаться при постройке различных специаль-
ных прецизионных станков и, в частности, тех, на которых наре-
заются ходовые винты станков обычных типов.1 Далее особо
точные ходовые винты применяются в некоторых измери-
тельных приборах, в особенности астрономических. Работа всех
станков, служащих дчя окончательной отделки таких прецизион-
ных винтов, основана на применении специальных ходовых винтов,
выполненных с исключительной точностью.2 Кроме того для
устранения влияния даже тех незначительных ошибок, которые
имеются в этих винтах, пользуются так называемыми коррек-
ционными линейками.
Рис. 726 дает две схемы устройств таких линеек. В первой (а)
ведущая гайка ходового винта сделана поворотной. Конец ры-
чага А, соединенного с этой гайкой, при движении супорта сколь-
зит по ребру линейки В, к которой он прижат действием груза С.
Если линейка сделана прямолинейной и расположена параллельно
к направляющим супорта, то при движении последнего гайка не
вращается, и действие всего устройства ничем не будет отличаться
от обычного. Если же, обратно, линейку сделать криволинейной,
то при движении супорта эта гайка будет поворачиваться в ту или
другую сторону, ускоряя или замедляя его движение. Очевидно,
что, придавая линейке соответствующий профиль, можно компен-
сировать ошибки ходового винта станка и нарезать точную резьбу
на станке с неточным ходовым винтом.
Вариант того же устройства показан на рис. 7266. В данном
случае весь ходовой винт получает небольшие перемещения вдоль
своей оси. На одном из его концов надета нарезанная втулка А,
которая ввинчивается в другую неподвижную втулку В. Ходовой
винт свободно вращается по втулке А, а его продольное (компен-
1 Винты для прецизионных токарных станков изготовляются с точностью
шага + 5 р. на длине 300 мм и выше. Специальный токарный станок Бри-
танской национальной физической лаборатории позволял обрабатывать винты
с погрешностью, меньшей 2,5 р на длине 300 мм. Фирма Драммонд получала
шлифованные закаленные винты длиной 350 мм с ошибкой в шаге меньше 2 ц
на всей длине. Разметочио-сверлильный станок фирмы Линднер имеет закалев-
ный и шлифованный винт, точность шага которого гарантируется + 5 р- на
длине 1000 мм (The Machinist, 15 сент. 1934, стр. 483 Е).
! Некоторый интерес общего характера представляет вопрос об изготовле-
нии точного винта при отсутствии другого, ранее нарезанного винта. Для этой
цели применялся следующий способ. Проволока определенной толщины
плотно наматывалась на точную оправку и удерживалась на месте при по-
мощи припаивания. Такая заготовка устанавливалась на специальном токарном
станке, не имевшем ходового винта, причем ведущей гайкой служил кусок
дерева, прижимаемый к самому нарезаемому винту. В качестве инструмента
пользовались не обычным резцом, а гребенкой с очень точно расположенными
друг относительно друга зубцами, благодаря чему при нарезании постепенно
исправлялись как прогрессивные, так и периодические ошибки. Заметим, что
эта гребенка располагалась под углом 180° отноептельно упомянутой деревян-
ной гайки.
568
сирующее) перемещение получается при вращении этой втулки.
Устройство для поворота втулки А хорошо видно на рисунке. Оно
состоит из шестерни, изготовленной заодно с этой втулкой, рас-
положенной вертикально рейки С, имеющей на нижнем конце пол-
зун, входящий в паз линейки D, и линейки, которая укреплена на
плитке Е, связанной с супортом при помощи тяги F. Придавая
пазу в линейке D ту или иную (криволинейную) форму, можно
компенсировать ошибки ходового винта."
Рис. 726. Схемы устройства коррекционных линеек.
На рисунке этот паз показан прямым, но расположенным на-
клонно относительно направления движения плитки Е. Такое рас-
положение применяется тогда, когда требуется нарезать винт, шаг
которого лишь незначительно отличается от шага ходового винта.
С таким случаем приходится встречаться, например, при обработке
винтов, подлежащих закалке. Так как во время этой операции
длина деталей меняется, для получения точного шага закаленного-
винта необходимо нарезать сырой винт с шагом, несколько отлич-
ным от заданного. Заметим, что устройство по рис. 726а также
может служить для внесения небольших изменений в величину
шага винта; для этого коррекционную линейку снабжают устрой-
ством, позволяющим придавать ей тот или другой наклон.
560
r.ru
Форма коррекционной линейки устанавливается опытным пу-
тем. Для этого перемещают супорт вдоль станины, вращая ходо-
вой винт. Повернув последний на число оборотов, соответствую-
щее перемещению супорта на некоторую определенную величину,
замечают фактическое перемещение последнего. По разности рас-
четного и фактического перемещений, зная шаг ходового винта и
длину плеча рычага, уже нетрудно подсчитать необходимое от-
клонение линейки от прямолинейной формы. Точные замеры дви
жения супорта производятся при помощи специальной шкалы,
установленной вдоль станины станка, и микроскопа или другого
соответствующего устройства.1 Заметим еще, что, ограничивая
работу на станке нарезанием винтов какого-либо одного шага и
пользуясь одним, постоянным набором передаточных шестерен от
шпинделя к ходовому винту, при помощи коррекционной линейки
можно компенсировать ошибки не только этого винта, но и всех
передаточных шестерен.
Устройства, подобные рассмотренным, применялись в разных
вариантах. Заметим, что на станках, снабженных такими приспо-
соблениями производится лишь окончательная отделка, черновая
же обработка винта выполняется на обычных точных станках.
Однако даже описанный метод, который, казалось бы, должен
дать возможность обработать винты с любой степенью точности,
имеет в этом отношении существенные ограничения. При послед-
нем проходе, когда снимается тонкий слой металла и испра-
вляются погрешности, толщина стружки в разных точках винта
по его длине резко меняется. Вместе с нею изменяется и давле-
ние резания, а следовательно, и нагрузка на ходовой винт. Благо-
даря этому напряжения в последнем меняются, что отражается на
положении супорта. По той же причине на правильность работы
неизбежно влияют имеющаяся (хотя и очень малая) продольная
слабина детали в центрах, а также зазоры, всегда существующие
между супортом и станиной и в других местах.
В остальном процессы нарезания прецизионных винтов явля-
ются дальнейшим развитием тех же методов, с которыми мы по-
знакомились при рассмотрении обработки ходовых винтов станков.
Здесь применяются еще ббльшие предосторожности. Скорости ре-
зания берутся совершенно ничтожные, и обращается особое вни-
мание на постоянство температуры в помещении.
Примером нарезной операции исключительной точности является
процесс изготовления винта длиной 1200 мм при наружном диа-
метре 45 лея и шаге 2 мм на заводе Caertner Scientific Corporation
of America.2 Резьба имела трапецеидальную фрому, причем угол
1 Вместо таких подсчетов можно повернуть рычаг компенсационного
устройства на такой угол, чтобы супорт оказался в правильном положении —
таком, при котором деление на шкале совпадает с волоском микроскопа. За-
мечая отклонение рычага, сразу получают ординату кривой, ограничивающей
коррекционную линейку.
Описание коррекционного устройства для разметочно-сверлильного станса
SIP и расчет линейки см. статью инж. М. Л. Ягудина, Станки в инстру-
мент, № 14, 1937.
1 См. Machinery (Лондон), т. 26, стр. 603.
570
между сторонами нарезки равнялся 50 . Материал — пруток леги-
рованной стали диаметром 50 мм. Винт должен был служить в ка-
честве ходового винта станка, предназначенного для нарезания
прецизионных винтов для различных специальных приборов. Точ-
ность шага этого винта была задана равной 1 J* * на всю его длину.
Вся работа нарезания, кроме окончательной корректировки, была
выполнена на специальном резьбофрезерном станке. При этом
резьба была нарезана в восемь проходов фрезера диаметром 65 мм.
вращающегося со скоростью 35 об./мип. (скорость резания —
7 м/мин.). Скорость вращения детали—10 об./час (1 оборот в
6 мин.). Станок был отгорожен, и в помещении поддерживалась
постоянная температура. Для большей уверенности в отсутствии
колебаний этой температуры вся работа выполнялась в ноябре и де-
кабре. При принятом низком режиме резания время одного прохода
равнялось 60 час., а полное время фрезерования составило 480 час.
Для устранения небольших периодических ошибок, которые
все же оставались после фрезерования, винт окончательно отде-
лывался резцом, зажатым в супорте, в котором также был закре-
плен V-образный штифт, располагаемый последовательно под
углами 180°, 90° и 45° относительно резца. Этот штифт действо-
вал как гайка, заставляя супорт двигаться вдоль постели станка,
причем резец снимал ничтожные стружки (наблюдение за работой
резца производилось при помощи микроскопа).1 По окончании на-
резания винт отделывался притиром.
Имея столь точный винт, фирма могла снабжать свои приборы
ходовыми винтами такой точности, что применение коррекцион-
ных линеек становилось излишним.
Во всех рассмотренных случаях затруднения сосредоточива-
лись на достижении равномерности и правильности шага винта.
Другие элементы получались достаточно точными без особых за-
труднений. Существует большая группа точных резьбовых дета-
лей, в которых требуется достижение правильности всех элемен-
тов, — это различные резьбовые калибры. Чистовая обработка их
производится путем шлифования и притирки. Необходимо заме-
тить однако, что требования к точности шага резьбовых калибров
значительно ниже тех, с которыми мы встречались в предыдущих
случаях. Поэтому производство этих деталей, требующее спе-
циальной организации технологического процесса, все же не со-
провождается такими трудностями, как изготовление винтов для
станков и приборов.
В. Обработка червяков 2
Червячные передачи в настоящее время находят довольно ши-
рокое применение не только для медленно работающих, но и для
* Описание метода Рейхеля, служащего для исправления периодических
ошибок в резьбе, см. Орга-Металл, «Режущий инструмент», Москва 1927,
стр. 160.
* Червяки иногда целиком нарезаются на токарных станках. Для удеше-
вления производства их целесообразно фрезеровать, оставляя на долю токар-
ного стайка лишь окончательную калибровку (ср. с нарезанием ходовых
винтов).
67J
chipmaker.ru
быстроходных и тяжело нагруженных механизмов. В последнем
случае конструирование и изготовление как червяков, так и чер-
вячных шестерен требуют самого внимательного отношения, так
как только при этих условиях червячное зацепление может конку-
рировать с другими методами передачи движения.
Приводим краткое описание методов производства червячных
передач на заводе Давид Броун и сын (Англия).1 Эта фирма изго-
товляет червяки из мягкой стали, подвергающейся цементации.
Шестерни — из специальной бронзы.
Заготовка для червяка первоначально обрабатывается на много-
резцовом токарном станке (Лосвинг или Фэй), причем со всех сто-
рон оставляется припуск на шлифование.
Фрезерование резьбы производится дисковым фрезеоом на спе-
циальном станке весьма солидной конструкции. Заготовка червяка
закреплена на столе между двумя бабками при помощи специаль-
ных зажимов. Этот стол имеет продольную подачу, во время ко-
торой заготовка одновременно вращается со скоростью, соответ-
ствующей ходу винта. Фрезерная бабка перемещается по другим
направляющим, расположенным перпендикулярно к направляющим
стола и находящимся в горизонтальной плоскости. Фрезерный
шпиндель может быть установлен под различными углами в соот-
ветствии с наклоном резьбы. По окончании нарезания одной нитки
заготовка поворачивается (вручную) на часть оборота для нареза-
ния следующей нитки, причем пользуются имеющимся точным
делительным механизмом.
Интересной особенностью данной операции является, примене-
ние дисковых фрезеров, имеющих зубцы, очерченные специальной
кривой, благодаря чему устраняется появление погрешностей, не-
избежных пои нарезании фрезером с обычным трапецеидальным
профилем. Для того чтобы определить профиль зубца, в данном
случа| поступали следующим образом. На место фрезера устана-
вливался диск того же диаметра, изготовленный из мягкого ме-
талла (свинца или баббита), а на место обрабатываемого винта —
оправка с резцом. Режущая кромка этого резца имела прямоли-
нейную форму и была установлена по отношению к оси под тем
же углом, как и сторона профиля червяка. Оправка вращалась и
подавалась с теми же скоростями, как и винт при нарезании
резьбы, благодая чему диск принимал требуемую форму фрезера.
Пользуясь этим диском как образцом!, можно было сделать ша-
блон для изготовления самого фрезера. 2
Станок для шлифования резьбы работает в основном так же,
как и резьбофрезерный, причем фрезер здесь заменяется шлифо-
вальным диском. Однако особенности шлифовального процесса
требуют внесения некоторых изменений и в работу станка. При
фрезеровании каждая канавка обычно обрабатывается в один про-
’ См. Machinery (Лондон), т. 26, стр. 708, 737. В статье приведены дан-
ные о применяемых материалах и ряд рисунков, изображающих различные
станки п приспособления.
1 Описанный метод имеет общее значение и, очевидно, может приме-
няться при изготовлении резьбовых фрезеров самого различного назначения.
Ь72
ход, и автоматический поворот червяка перед началом каждого
прохода оказывается ненужным. При шлифовании же припуск сни-
мается в несколько проходов равномерно со всех ниток, и авто-
матически действующее делительное приспособление становится
необходимостью, так как червяк приходится поворачивать после
каждого прохода. При этом все нитки сначала шлифуются с одной
стороны, а затем деталь поворачивается в зажимах бабки кругом,
и нитки шлифуются с другой стороны. Диаметр круга в станках
меньшего размера равен 300 мм, а в крупных, предназначенных
для червяков с диаметром до 600 мм при длине до 750 мм, он
доходит до 600 мм. Скорость круга при шлифовании равнялась
24 м/сек.
Оба станка — фрезерный и шлифовальный — работали с обиль-
ным охлаждением. Припуски на шлифование оставляются неболь-
шие, вследствие чего сохраняется равномерная толщина зацемен-
тованного слоя. Это оказывается возможным благодаря получе-
нию достаточно точного профиля уже в процессе фрезерования,
что достигается применением фрезеров специальной формы (каь
было указано выше).
Поверхность резьбы червяка, получающаяся в процессе шли-
фования, оказывается все же недостаточно гладкой, что ведет
к быстрому износу более мягкого бронзового червячного колеса.
Поэтому после шлифования резьба обрабатывается еще путем
вальцовки. Для этой цели служит специальное приспособление,
работающее таким же образом, как и станок для шлифования
резьбы, с той лишь разницей, что шлифовальный круг здесь заме-
нен стальным диском.
Контроль резьбы производится при помощи прибора, состоя-
щего из двух бабок и штатива для индикатора, смонтированного
на салазках, движущихся по направляющим станины. Червяк уста-
навливается между двумя неподвижными центрами. Между штиф-
том индикатора и нарезкой помещается калиброванный шарик.
Устанавливая индикатор на нуль по эталонному червяку, помощью
этого прибора можно обнаружить наличие различных ошибок
в резьбе. Средний диаметр промеряется также при помощи инди-
каторного прибора простейшего устройства, причем пользуются
методом трех проволок. Установку на нуль в этом случае произ-
водят опять-таки при помощи эталонного червяка или же по плит-
кам Иогансона, определяя требуемую толщину набора этих плиток
расчетом. Угол профиля проверяется отдельно специальным ка-
либром.
Нарезание червячных шестерен производилось на специальных
зуборезных станках, работавших по методу обкатки. Наибольший
из этих станков нарезал шестерни до 5,5 м диаметром. При этом
применялись червячные фрезеры диаметром до 600 мм. Промер
среднего диаметра червячных шестерен производился при помощи
микрометров с шаровыми губками.
573
chipmaker.ru
4 ПРОИЗВОДСТВО РЕЗЬБОВЫХ ИЗДЕЛИЙ•
А. Накатывание "резьб 1 2
Нарезание черных болтов чаще всего производится на
болторезных станках. Чистые болты и винты, вытачиваемые
на автоматах и револьверных станках, обычно нарезаются на них
же плашками (в некоторых случаях в целях разгрузки автоматов
нарезание и этих деталей осуществляется в отдельную операцию
на станках типа болторезных).
Оба процесса известны давно и повсеместно применяются и
в настоящее время. Однако при изготовлении болтов и им подоб-
ных резьбовых изделий массовым порядком метод нарезания во
многих случаях уступает свое место
Рис. 727. [Накатывание резьбы между пло-
скими плашками.'
методу накатывания.
Накатывание резьбы яв-
ляется одним из видов об-
работки металлов давле-
нием!, и поэтому его теория
базируется на совершенно
иных основаниях, чем тео-
рия других методов полу-
чения резьбы. Здесь мы
ограничимся лишь кратким
рассмотрением самого про-
цесса и возможностей его
применения.
Рис. 727 схематически изо-
бражает процесс нака-
тывания резьбы ме-
жду плоскими плаш-
ками. Одна плашка А не-
подвижна, в то время как
вторая Б имеет прямоли-
нейно-возвратное движение. На рабочей стороне каждой плашки
нарезаны параллельные зубцы, по форме и шагу соответствующие
сечению резьбы. Наклон этих зубцов равен углу подъема резьбы.
При работе станка заготовка вводится с одной стороны, ка-
тится между плашками, и готовый болт выходит с другой сто-
роны. Длина резьбы определяется положением заготовки по вы-
соте (расстоянием С на рис. 727).
Зубцы на обеих плашках нарезаны с наклоном в одну сторону,
если смотреть на рабочую поверхность. Благодаря этому при рас-
положении плашек с разных сторон болта зубцы оказываются на-
клоненными в разные стороны, т. е. таким же образом, как и на-
катываемая резьба. На рис. 728 показаны плашки для правой (А)
и левой (В) резьбы. Что касается взаимного расположения плашек.
1 См. также Л. Ф. Линдберг, Производство болтов и гаек на заводе
Акме, Машметиздат, 1932.
2 История вопроса освещена в статье Р е й х е л я, см. Die Werkzeugma-
schirie, № 20 и 21, 1931. Там же приведено много цифрового материала.
574
то они закрепляются в станке таким образом, чтобы впадинь.
в одной приходились против выступов в другой (см. линию X---X
на рис. 727). Правильное положение заготовки в момент начала
нарезания и своевременное выбрасывание готового болта обеспе-
чиваются соответственными механизмами накатных станков, име-
ющими очень простое устрой-
ство.
Диаметр заготовки
приблизительно равняется сред-
нему диаметру резьбы. При
накатывании материал, выда-
вливаемый из впадин, идет на
образование гребней. Легко
видеть, что при равенстве пло-
щадей А и В, лежащих ниже
и выше среднего диаметра, со-
ответственные объемы будут
не равны (рис. 729). Внешний
объем, соответствующий пло-
щади В, будет больше вну-
В
Рис. 728. Плашки для накатывания
резьбы.
треннего, соответствующего площади А.1 Поэтому, определяя раз-
мер заготовки из равенства объемов (или весов) этой заготовки и
накатанного болта, мы получим ее диаметр несколько большим
среднего диаметра резьбы. При необходимости получить полную и
аккуратную резьбу, диаметр заготовки берут равным среднему диа-
метру и даже большим приблизительно на 0,05 мм для болтов
6—12 мм и до 0,08 лш для болтов ббльших размеров (до 25 мм)
Однако обычно при менее точной работе, желая получить болты,
свободно ввинчивающиеся в гайки, заготовки берут с диаметрами,
несколько меньшими среднего диаметра резьбы.2 Необходимо
Рис. 729. Соотношение между средним диа-
метром резьбы и диаметром заготовки при
накатывании.
заметить, что точность
размера заготовки силь-
но влияет на качество в
диаметр резьбы, и поэто-
му, если представляется
возможность, следует до
заказа всей партии мате-
риала проверить диаметр
заготовки на пробных
образцах точно того же-
качества.
Резьбонакатные станки чаще всего строятся гори
зонтальными, причем болт прокатывается между плашками в вер-
тикальном положении; закладка заготовок производится сверху
1 Согласно правилу Гюльдена объем тела вращения равняется площади'
вращающейся фигуры, умноженной на окружность, описанную центром тяжести
этой площади. В данном случае площади А к В равны, но отстояния их
центров тяжести от оси вращения различны.
8 Это находится в соответствии с расположением допусков на средний
диаметр резьбы, которые для болтов направлены всегда «в металл».
575
chipmaker.ru
вручную. Встречаются, однако, и различные другие расположения.
Иногда при горизонтальном направлении движения плашек заго-
товки также располагаются горизонтально. Такие станки оказы-
ваются особенно удобными для нака гывания длинных болтов,
легко подверженных деформациям.
Вертикальные резьбонакатные станки также получили некото-
рое распространение (Нэйшонал Машинери Ко, США). Существует
мнение, что при вертикальном направлении движения плашек срок
службы их повышается; это объясняется лучшим удалением ока-
лины и прочих посторонних предметов потоком смазки. Наряду со
станками, в которых закладывание заготовок производится вруч-
ную, строятся различные резьбонакатные автоматы, в которых роль
рабочего сводится к загрузке соответственных магазинных
устройств. Такие станки часто имеют наклонное движение плашек,
облегчающее осуществление автоматической подачи. Наконец,
упомянем о накатных станках с вращательным движением плашек
(Акме Машинери Ко, США). Одна (вращающаяся) плашка имеет
форму цилиндра, а вторая (неподвижная), расположенная сна-
ружи, — вид сегмента круга. Заготовка катится между обеими
плашками. Станок вращается все время в одном направлении. По
данным фирмы, рассматриваемая конструкция обеспечивает более
продолжительный срок службы плашек, чем обычная. Недостат-
ком ее является трудность изготовления плашек в форме ци-
линдра.
Путем накатывания получаются главным образом различные
треугольные резьбы, диаметром 1,5-50 мм, на болтах и шпильках
из мягкой стали, латуни или меди. Необходимо заметить, что вы-
бор подходящего материала в данном случае имеет исключительно
большое значение и часто обусловливает успех дела.
Чаще всего накатка соединяется с холодной
штамповкой головок, давая в результате болты и
шпильки ‘достаточно точные и чистые для многих целей прак-
т ики.1
При накатывании резьбы на всей длине болта или шпильки
(рис. 730 А и J) полученные таким образом детали имеют тот же
вид, как и нарезанные на станке. Если же резьба занимает лишь
часть длины стержня, то накатанная часть будет иметь больший
диаметр, чем гладкая. Например, из заготовки В получается болт С.
Такой же вид имеют шпильки G и Н. Во многих случаях практики
применение подобных болтов и шпилек не встречает никаких
затруднений, однако часто требуется, чтобы болт имел хорошее
направление в отверстии. Для получения одинаковых диаметров
нарезанной и гладкой частей приходится придавать заготовке
1 В настоящее время громадное количество болтов грубой и средней точ-
ности изготовляется путем накатки. При диаметрах до 20 мм заготовки штам-
пуются в холодном виде, что позволяет получать болты с очень чистой по-
верхностью и достаточно точными размерами головок. По внешнему виду они
мало отличаются от точеных. Однако такой процесс требует наличия чисто-
тянутого материала специального качества и оказывается экономичным лишь
яри больших партиях одинаковых болтов.
Г76
форму, подобную D, чго Достигается либо обточкой при помощи
инструмента типа наружного зенкера либо оттяжкой в штампе
(в холодном состоянии). Иногда вместо этого материал осажи-
вается у головки, и заготовка получает вид Е. Готовый болт в та-
ком случае получает направляющий поясок (F). Рис. К изображает
шпильку с резьбой для дерева.
Точность накатанной резьбы, вообще говоря, несколько ниже,
чем нарезанной плашками, хотя при тщательном ведении процесса
накатывания могут быть соблюдены допуски 3-го и даже 2-го
классов. В некоторых случаях путем накатывания получают даже
точные резьбы. Так, на-
пример, в настоящее вре-
мя этим путем иногда из-
готовляются мелкие мет-
рики.
Правильно накатанная
резьба имеет очень чи-
стый вид, и при рассма-
-тривании под микроско-
пом ее поверхность ока-
зывается более гладкой,
чем нарезанная.1 Другое
преимущество процесса
накатывания — это дости-
жение выгодного напра-
вления волокон в гото-
вой детали. При нареза-
нии эти волокна перере-
заются, при накатывании
же только изгибаются.
Последнее обстоятельство
благоприятно для проч-
ности болтов, что и под-
тверждается практикой. 2
Заметим одновременно,
с
Рис. 730. Крепежный материал с накатанной
резьбой.
что при неправильном ве-
дении процесса накатки результаты могут получиться совершенно
противоположные.
Однако главным преимуществом процесса накатывания является
его высокая производительность. В среднем можно считать, что
один станок подходящего размера дает в 1 мин. болтов: диа-
метром 1,5 лш—125 штук, диаметром 6 мм — 70—80 штук, диа-
1 В одном случае высота гребешков на поверхности накатанной резьбы
равнялась 5 ц, а нарезанной — 37,4 J; см. Maschinenbau, № 11/12,1936, стр.311.
2 Сравнительные испытания накатанных и нарезанных болтов обычно по-
казывают, что первые под действием статической нагрузки оказываются
несколько прочнее вторых. Это обстоятельство, кроме уже упомянутого более
выгодного расположения волокон, объясняется также наклепом в процессе
накатывания. При динамической нагрузке преимущества накатанных болтов
пропадают, и эти болты часто оказываются даже менее прочными, чем наре-
занные.
37 СоколоьокиП, т. II. 11Ь9>
577
метром 12 мм — 45—50 штук, диаметром 20 мм — около 35 штук.
Сопоставляя эти цифры с данными о производительности болто-
резных станков, легко видеть всю выгодность применения про-
цесса накатывания.
Накатывание роликами применяется значительно реже, чем на-
катывание плоскими плашками. Рис. 731 дает представление о нем.
Деталь В зажимается в патроне револьверного станка или авто-
мата, ролик же А, закрепленный в специальной оправке, устана-
вливается на супорте. При надавливании этого ролика на по-
верхность вращающейся детали резьба накатывается. Возможно
двоякое направление подачи ролика относительно детали: по
касательной (С) или по радиусу (D). Чаще предпочитают пер-
вый способ. Супорт быстро подводится к детали до тех пор,
пока ролик не коснется
. Рис. 731.Накатывание резьбы
роликом.
поверхности последней. Путь же х
(рис. 731, С) проходится с подачей
0,05—0,10 мм за 1 оборот винта.
Вслед за накатыванием деталь долж-
на быть отрезана от стержня, в про-
тивном случае при возврате су-
порта резьба будет повреждена ро-
ликом. Отрезной резец может быть
закреплен на том же супорте, как
и ролик.
Диаметр ролика имеет большое
значение. Очевидно, что для воз-
можности согласного вращения ро-
лик и накатанная резьба должны иметь одинаковый шаг и (прибли-
зительно) одинаковый угол подъема. Отсюда следует, что они
должны иметь приблизительно одинаковые диаметры, либо (при
резьбах малого размера, например, меньше 20 мм) диаметр ролика
увеличивается в 2—3 раза, и резьба на нем нарезается соответ-
ственно двух- или трехходовая. На самом деле диаметр ролика
делается несколько меньше, чем диаметр резьбы, так как вслед-
ствие трения оси при одинаковых диаметрах этот ролик вращался
бы несколько медленнее, чем следует. В начале процесса скорость
вращения ролика также меньше, чем в конце, так как диаметр за-
готовки меньше диаметра болта. Направление нарезки на ролике —
обратное направлению резьбы детали, т. е. правая резьба накаты-
вается роликом с левой нарезкой, и обратно.
Накатывание роликом хорошо применимо при обработке мяг-
ких металлов (например, латуни) и в некоторых случаях с выгодой
заменяет другие процессы получения винтовой нарезки. Например,
резьба по рис. 731 не может быть образована путем нарезания
плашкой, так как этому препятствует имеющийся заплечик. Наре-
зание же резцом, очевидно, значительно сложнее, чем накатыва-
ние роликом. Иногда процесс накатывания резьбы роликами ис-
пользуется как чистовой, взамен шлифования. При
этом предварительно нарезанная резьба калибруется и заглажи-
вается. Такой метод применялся, например, при производстве мет-
578
чиков, червяков для граммофонов и других мелких деталей, изго-
товленных из твердого материала.1
Б. Нарезание гаек
Гайки не могут обрабатываться путем накатывания, и в массо-
вом производстве для их нарезания сконструировано много вы-
сокопроизводительных станков.
Наиболее обычным инструментом, служащим для нарезания
гаек, является «гаечный» метчик с длинным хвостом, на который
нанизываются нарезанные гайки. После того как весь стержень
метчика покроется нарезанными гайками, он вынимается из па-
трона, с него снимаются гайки, и работа возобновляется прежним
порядком. Для нарезания по этому способу часто применяются
специальные гайкорезные станки, отличающиеся от обыч-
ных вертикальносверлильных рядом деталей. Один из таких стан-
ков (фирмы Акме) имеет шесть шпинделей, которые поднимаются
при надавливании на педаЛь для возможности закладки гаек и
опускаются под действием собственного веса. Рабочий подклады-
вает гайки поочереди под все шпиндели, благодаря чему станок
работает непрерывно. После заполнения гайками всего стержня
метчика последний вынимается из станка, для чего этот станок
сконструирован таким образом, что любой его шпиндель может
быть остановлен при продолжающейся работе остальных. Ско-
рость вращения шпинделей таких станков значительно меньше, чем
сверлильных тех же размеров, а передаваемый крутящий момент
выше. Поэтому при желании переделать сверлильный станок, имею-
щий несколько шпинделей, расположенных в один ряд, на гайко-
резный, подобный только-что описанному, приходится переделы-
вать привод к этим шпинделям.
Станки, подобные описанному, иногда исполняются как полу-
автоматы, у которых шпиндели поднимаются и опускаются
автоматически, причем гайки подаются под действием собствен-
ного веса по наклонным желобам, число которых равно числу
шпинделей. Роль рабочего сводится к закладке гаек в эти жолобы
и к снятию их с метчиков, после того как последние будут полно-
стью ими покрыты. «
Встречаются гайкорезные станки и горизонтального типа, также
работающие длинными метчиками. Для такой работы в случае на-
добности можно приспособить и обычный токарный или револьвер-
ный станок небольших размеров. 1 2
На вертикальных гайкорезных станках давление на деталь
всегда направлено вниз, и поэтому достаточно нарезаемые гайки
удерживать от вращения; все приспособление при этом прини-
мает форму открытого сверху жолоба. Если метчик приходится
вывинчивать обратно, то, очевидно, необходимо предусмотреть
устройство, удерживающее деталь от подъема.
1 См. И. И. Семенченко, Конструирование и производство метчиков,
Госмашметиздат, 1934, а также Machinery (Лондон), 16 октября 1930, стр. 71.
2 См. Л. Ф. Линдберг, Производство болтов и гаек на заводе Акме,
Машметиздат, 1932, рнс. 6 и 57.
* 579
Приспособления для закрепления мелких Деталей при их наре-
зании принимают самые различные формы, но обычно их действие
основано на том, что деталь вкладывается в углубление, имеющее
соответствующую форму, и больше ничем не удерживается. Не-
большой зазор вокруг детали позволяет ей устанавливаться авто-
матически по оси метчика.1
Оригинальная идея применения изогнутого метчика
использована во многих специальных станках, служащих для на-
резания гаек в больших количествах. Такие станки работают как
полные автоматы, причем гайки засыпаются в бункер.2 Станок на-
резает вполне автоматически 30—40 гаек размером %" в минуту.
5. НАРЕЗАНИЕ СПЕЦИАЛЬНЫХ РЕЗЬБ
Ь) с)
Рис. 732. Положение резца прн нарезании
конической резьбы.
А. Нарезание конических резьб
Конические резьбы в различных нормализациях строятся раз-
личным образом. В Америке и у нас принято располагать профиль
резьбы перпендикулярно к оси винта (рис. 732а), в Англии же и
Германии он обычно нарезается перпендикулярно к образующей
(рис. Ь). По американскому и британскому стандартам шаг кони-
ческой резьбы отсчитывается так же, как и у цилиндрической,
т. е. в направлении оси, в
Германии же его измеряют
вдоль образующей. 3
Не входя в критику всех
этих систем, заметим, толь-
ко, что, приступая к наре-
занию конической резьбы,
прежде всего необходимо
выяснить, как должен быть
расположен ее профиль и
каким образом следует от-
считывать шаг. Если, напри-
рис. 732а, а винт будет наре-
зан по рис. Ь, то этот винт и предназначенная для пего гайка со-
вместно удовлетворительно работать не будут. При нарезании ко-
нической резьбы Витворга (для газовых труб) с закругленными
вершинами и впадинами резец устанавливают перпендикулярно
к образующей (рис. с), так как в этом случае можно пользоваться
тем же резцом, что и при нарезании цилиндрической резьбы. При
установке по рис. а и при работе таким резцом правильные закруг-
ления не получатся.
При нарезании конических резьб особое значение приобретает
установка резца строго по центру. В случае расположения его пе-
мер, метчик для гайки выполнен по
1 Описание ряда приспособлений для нарезания мелких деталей см. Machi-
nery (Нью-Йорк), т. 40, стр. 217 и 278.
* В СССР такие станки изготовляются заводом им. Кирова (Минск).
Схему станка фирмы Нэйшонал см. в упомянутой брошюре Л. Ф. Линд-
берга, стр. 40—41.
а См. сборник «Измерительный инструмент» (статья инж. И. Е. Горо-
децкого), Стандартизация и рационализация, 1934.
580
редней грани выше или ниже линии центров не только изменится
угол профиля (что получается и при цилиндрической резьбе), но
одновременно винт приобретет не коническое, а криволинейное
очертание. Это является следствием того, что конус И сечении
плоскостью, параллельной оси, дает не прямую, а кривую линию.
Для рассматриваемой работы следует пользоваться токарными
станками, снабженными копирной линейкой. Если вместо этого
сдвинуть центр задней бабки, то резьба получится неправильной
(рис. 733)., что является следствием неравномерности вращения
детали при равномерной подаче супорта.
Коническую резьбу можно нарезать
дисковым фрезером, перемещая
его в боковом направлении одновремен-
но с перемещением вдоль оси детали,
т. е. таким же образом, как это делает-
ся при нарезании резцом на токарном
станке в счучае пользования копирной
линейкой. Применяя копирную линейку,
Рис. 733. Вил конической
резьбы, получаемой при
нарезании со свешенным
центром задней бабьи.
состоящую из двух частей: одной — па-
раллельной оси и второй — наклонной, можно нарезать резьбу,
часть которой направлена по конусу, а другая часть цилиндриче-
ская. 1 Конические нарезки могут быть образованы также и гре-
бенчатыми фрезерами, которые в этом случае получают кониче-
скую форму. 1 2
Нарезание конической резьбы плашками может произво-
диться' различными способами. Нераздвижные плашки (прогонки)
цельные и прорезные можно применять для пологих и сравни-
тельно коротких резьб. В Америке резьба для газовых труб вы-
полняется конической, с конусностью Такие резьбы, по край-
ней мере при небольших диаметрах, обычно нарезаются плашками. 3
Чем круче конус резьбы, тем труднее ее нарезать нераздвнжными
плашками. Рис. 734 показывает, как длина прохода плашек, а сле-
довательно, и число оборотов, потребное для окончания нарезки,
уменьшаются при увеличении конусности. В случае а плашка
должна пройти длину X, а при более крутом конусе b вся работа
снятия стружки выполняется на малой длине, равной У. Очевидно,
в последнем случае нагрузка на зубец и крутящий момент будут
значительно большими, чем в первом. Из сказанного ясно, что при
нарезании более крупных и крутых резьб нагрузки на плашку
становятся недопустимо большими; далее длина резьбы не может
быть взята больше длины плашек, и, наконец, в тех местах, где
отдельные зубцы заканчивают свою работу, неизбежно остается,
след.
1 С такой работой иногда приходится встречаться при нарезании метчиков.
' О нарезании муфт для бурового оборудования см. American Machinist,
т. 69, стр. 759, 801.
3 По каталогу Greenfield Тар and Die Corporation круглые прорезные
прогонки имеются на складе для конических трубных резьб с номинальными
диаметрами 1/в"—1". Квадратные глухие плашки для клуппов изготовляются
до 3".
581
r.ru
Поэтому во всех более тяжелых случаях, а также тогда, когда
требуется нарезать плашками коническую резьбу высокой точно-
сти, приходится прибегать к использованию винторезных го-
ловок с раздвижными гребенками. Устройство их обычно осно-
Рис. 734. Нарезание конической резьбы
цельными плашками.
вано на том же принципе, как
и копирных приспособлений
для нарезания конусов на то-
карном станке. Рис. 735 изо-
бражает одну из таких кон-
струкций (Джиометрик). Ко-
пир А привернут к планке В,
скользящей в направляющих,
прикрепленных к корпусу вин-
торезной головки. Вращаю-
щееся кулачковое кольцо, упра-
вляющее движением плашек,
удерживается в определенном
угловом положении благодаря
привернутому к нему сухарю D,
все время находящемуся в со-
прикосновении с копиром. При
движении головки вперед штифт G, ввернутый в планку В, дохо-
дит до упора F, приостанавливая движение копира. После этого
сухарь D начинает скользить по копиру А, благодаря чему кулач-
ковое кольцо ме-
дленно поворачивает-
ся, заставляя плашки
расходиться в со-
ответствии с кони-
ческой формой на-
резки. Когда су-
харь D доходит до
конца копира А, он
соскакивает с по-
следнего, причем гре-
бенки быстро расхо-
дятся, освобождая
нарезанный винт.
В головках, по-
добных описанной,
гребенки устанавли-
ваются наклонно,
благодаря чему усло-
вия их работы близ-
ки к условиям ра-
боты гребенок для цилиндрической резьбы.
Коническую резьбу можно получить и при помощи обычной
винторезной головки, если пристроить к ней устройство для посте-
пенного раздвигания гребенок. Однако то обстоятельство, что эти
гребенки имеют направление, параллельное оси резьбы, а не ее об-
582
разующей, делает последний способ пригодным лишь для очень
пологих резьб; для более же крутых резьб он дает неудовлетвори-
тельные результаты.
Внутренняя коническая резьба может нарезаться метчиками.
В основном здесь действительны все те же соображения, как и при
нарезании конической резьбы плашками. В Америке для нарезания
резьбы в муфтах газовых труб конические метчики имеют широкое
применение. До нарезания метчиками отверстия проходятся кони-
ческими развертками.1
Б. Нарезание резьб с переменным шагом
Винты, шаг которых изменяется в различных точках по длине,
встречаются в некоторых машинах. Чаще всего шаг либо все время
возрастает либо убывает. Если имеется нарезанный таким образом
винт, то им можно воспользоваться в качестве ходового для наре-
зания всех других винтов с тем же законом изменения шага.
Однако изготовление хотя бы
ных приспособлений очень
затруднительно.
Осуществлявшиеся в не-
которых случаях приспособ-
ления для нарезания винтов
с переменным шагом осно-
ваны на тех же принципах,
как и коррекционные устрой-
ства прецизионных станков. 1 2
При равномерном вращении
заготовки резец подается
с переменной скоростью, что
достигается включением осо-
бого механизма, либо уско-
одного такого винта без специаль-
ряющего либо замедляюще- Рис. 736. Приспособление для нарезания
го движение супорта. винтов с переменным шагом.
На рис. 736 показана
схема одного из таких механизмов. Винт верхних салазок супорта,
установленных вдоль станка, вынимается (или с него свинчиваются
гайки), и салазки получают самостоятельное движение от копир-
ной линейки. В данном случае это движение передается через рычаг,
но может быть использовано и клиновое устройство. Возврат сала-
зок происходит под действием пружины. При движении супорта
ролик рычага катится по линейке, причем верхние салазки, а следо-
вательно, и резец получают дополнительное перемещение либо в на-
правлении подачи супорта либо в обратном. Подбирая форму ко-
пира, можно получить различные закономерности изменения шага.3
1 Фирма Greenfield Тар and Die Corporation изготовляет такие метчики
и развертки цельными для номинальных диаметров до 2". Свыше этого размера
(до 6") они имеют соответственно вставные гребенки и вставные зубцы.
i 2 См. выше рис. 726.
3 Расчет этого устройства см. Machinery (Лондон, ноябрь о, 1У36,
стр 164—165.)
583
chipmaker.ru
ГЛАВА ДВАДЦАТЬ ПЕРВАЯ
ОСОБЕННОСТИ КРУПНОГО МАШИНОСТРОЕНИЯ
1. ОБЩАЯ ХАРАКТЕРИСТИКА ЦЕХОВ КРУПНОГО МАШИНОСТРОЕНИЯ
А. Технико-экономические показатели, характеризующие цехи
крупного машиностроения
Крупное машиностроение имеет ряд особенностей, не свой-
ственных цехам, производящим продукцию мелких и средних габа-
ритов. Большие машины строятся почти всегда в индивидуальном
или мелкосерийном порядке и обычно составляют основу оборудо-
вания наиболее ответственных сооружений: электрических станций,
металлургических заводов, судов и т. д.
Требование взаимозаменяемости лишь в редких случаях предъ-
является во всей полноте. Обычно наиболее крупные детали изго-
товляются индивидуальным порядком, допуская машинную и сле-
сарную пригонки.1 С другой стороны, все такие машины являются
крайне ответственными, и точное соблюдение сроков их поставки
безусловно обязательно, так как срыв этих сроков может повлечь
за собой громадные убытки, вызванные невозможностью сдать в
эксплоатацию то сооружение, для которого строится машина (на-
пример, потеря навигации для коммерческих судов). Если еще
учесть, что изготовление заготовок для крупных деталей обычно
требует значительного времени, причем часто эти заготовки (по-
ковки, отливки) получаются с других заводов, то станет понятным
вся ответственность таких производств, в частности недопусти-
мость брака.
Особенности тяжелого машиностроения создают стремление со-
средоточивать производство крупных изделий на специальных
заводах (у нас — Уральский завод тяжелого машиностроения, Кра-
маторский завод и др.) или, по крайней мере, в обособленных
цехах и пролетах. Но необходимо заметить, что отдельные участки,
на которых хотя бы частично сказываются особенности, свойствен-
ные производству крупных деталей, встречаются на очень многих
заводах, в целом не имеющих отношения к тяжелому машино-
строению. Это отчасти объясняется тем, что в состав каждой
машины, кроме подвижных и вообще «активных» деталей, входят
многие части, назначение которых сводится к тому, чтобы связать
все рабочие органы машины воедино и обеспечить вполне опре-
1 См. главу 2, § 4, Б (том I).
5-S4
деленное взаимное положение этих активных деталей Такие не-
подвижные части, образующие как бы «скелет машины», носят
различные наименования: рамы, станины, картеры, корпуса и т. д.
При этом то или иное наименование присваивается детали либо
применительно к ее внешним очертаниям либо часто просто по
традиции, установившейся в данной отрасли машиностроения.
Однако при всем разнообразии конструктивных форм рассматри-
ваемых деталей все они имеют некоторые общие черты. В боль-
шинстве случаев они являются наиболее крупными частями данной
машины; по конструктивному выполнению это обычно сравни-
тельно тонкостенные легко деформирующиеся отливки. Обработка
именно этих деталей требует применения сравнительно крупного
оборудования, и ее обычно сосредоточивают в особых отделениях
цехов.
Величина деталей, обрабатываемых в цехе, оказывает сильней-
шее влияние как на выбор оборудования для этого цеха, так и на
всю постановку производства в нем. Особенный «стиль» крупного
машиностроения легко ощущается уже при входе в цех, который
на человека, мало знакомого с этим родом производства, произво-
дит несколько странное впечатление загроможденности крупными
деталями и большими станками, при видимом отсутствии интенсив-
ной на них работы. Такое впечатление иногда бывает правильным,
так как равномерная загрузка крупного оборудования является
наиболее трудной задачей, и оно часто простаивает. Однако во
многих случаях, приглядываясь внимательнее, можно заметить,
что все станки работают, и все сборочные площади заняты. Впе-
чатление безлюдья оказывается ошибочным. Людей в цехе
должно быть мало. Действительно, для обслуживания, напри-
мер, карусельного станка с диаметром планшайбы 6 м требуется
один рабочий, так же как и для небольшого станка диаметром 1 м.
Между тем на площади, занимаемой первым станком, можно раз-
местить несколько станков малого размера. Таким образом при
замене крупных станков мелкими количество рабочих резко увели-
чится, и цех будет иметь оживленный вид, свойственный цехам
мелкого машиностроения. Такая разница во внешнем виде цехов
крупного и мелкого машиностроения не случайна; она является
следствием действия некоторых общих факторов технико-экономи-
ческого характера.
Для того чтобы оценить это влияние «г а б а р и т н о с т и», т. е.
средней величины одной штуки продукции на технико-экономиче-
ские показатели завода, произведем ряд выкладок, которые хотя
и не приводят к формулам, непосредственно пригодным для
практических расчетов, но все же дают возможность подметить
некоторые зависимости общего характера. Поставим перед собой
задачу сравнить основные показатели при изготовлении изделий
одного характера, но различных размеров. Определим, как изме-
няются: потребное количество рабочих, занятые под производство
площади, капиталовложения и т. д. при изменении разме-
ров отдельных изделий, но при неизменном годо-
вом выпуске в весовых единицах Q.
585
Пусть линейные размеры двух геометрически подобных дета-
лей находятся между собой в отношении /, тогда поверхности
обработки будут находиться в отношении Г2, а объемы и веса —
в отношении Р. Время обработки можно принять в первом прибли-
жении пропорциональным поверхности, т. е. Р. Площади, занимае-
мые этими деталями в цехе, также находятся в отношении Р.
При весе меньшей детали, равном q, мы получим вес большей
детали, равный qP, и придем к следующему количеству этих дета-
лей в годовом выпуске:
количество деталей малого габарита ~- = п,
количество деталей большого габарита ~ •
Учитывая, что каждая большая деталь находится в обработке
в р раз больше времени, чем малая, а занимаемая ею в это время
площадь также больше в Р раз, мы видим, что площадь цеха для
изготовления одной детали потребуется в Р раз ббльшая. С другой
стороны, как мы видели, количество деталей большого габарита
в Р раз меньше, чем малого, а следовательно, при неизменном раз-
мере годового выпуска площадь цеха растет пропорционально /,
или пропорционально корню кубическому из веса изделия.1
Далее, учитывая, что время обработки одного изделия возросло
в Р раз, а их количество уменьшилось в Р раз, приходим к вы-
воду, что при увеличении размеров изделий в / раз и при неизмен-
ном годовом выпуске количество рабочих уменьшается в / раз,
т. е. изменяется обратно пропорционально корню кубическому из
веса изделия.
Обращаясь к капиталовложениям, замечаем, что площади изме-
няются пропорционально /, и, принимая пролеты геометрически
подобными, 2 мы должны признать, что их высоты растут пропор-
ционально |/7, а следовательно, кубатура и стоимость зданий
растут пропорционально IУ /.
Количество штук оборудования изменяется так же, как и коли-
чество рабочих, т. е. обратно пропорционально /. Вес одного станка
растет в первом приближении как куб линейных размеров, т. е.
как Р. Следовательно, вес всего оборудования возрастет пропор-
/3
ционально у — Р. В действительности веса оборудования растут
несколько медленнее, чем Р, и кроме того чем крупнее оборудова-
ние, тем дешевле стоит 1 кг его веса.
Учитывая это, можно считать, что стоимость оборудования
растет медленнее, чем Р; принимаем ее, как и для здания, пропор-
циональной / /7. Объединяя стоимость здания и оборудования, мы
можем сказать, что капиталовложения изменяются как/р4/, или
как корень квадратный из веса изделия.
Резюмируя сказанное, приходим к следующим выводам. 1 2
1 Так как вес деталей растет пропорционально /3.
2 Такое предположение условно, однако очевидно, что высота пролетов
растет медленнее, чем размеры изделия,
586
При неизменности общего весового выпуска:
1
1) количества рабочих пропорциональны з/—
у е;
2) площади цехов пропорциональны т/ g;
_3) кубатура здания и капиталовложения пропорциональны
V g, где S’—вес одной штуки изделия.
Если от выпуска в тоннах перейти к выпуску в рублях, то по
мере укрупнения отдельных единиц стоимость единицы веса их,
вообще говоря, будет уменьшаться. Поэтому при неизменном вы-
пуске в ценностном выражении зависимость (1) несколько
смягчится, но все же выпуск в рублях на одного рабочего в круп-
ном машиностроении, при прочих равных условиях,
будет несколько выше, чем в мелком; зависимости же (2) и (3)
при отнесении их к неизменному выпуску в рублях станут еще
более резкими.
С увеличением капиталовложений увеличатся (на 1 руб. вы-
пуска) амортизационные отчисления, а также стоимость ремонта
и содержания оборудования. С увеличением площадей и кубатуры
зданий увеличатся расходы по отоплению и освещению. Следова-
тельно, в крупном машиностроении все эти статьи накладных
расходов выше, чем в мелком. Таким образом с увеличением раз-
меров изделий общая сумма накладных расходов получает тен-
денцию к росту, но так как число рабочих, а следовательно, и
прямая зарплата при этом уменьшаются, то процент наклад-
ных расходов по отношению к прямой зарплате резко увеличи-
вается.
Незавершенное производство пропорционально стоимости про-
дукции и времени ее прохождения через все цехи (производствен-
ный цикл). Последнее, очевидно, зависит прежде всего от времени
обработки, которое, как мы видели, пропорционально g’/s. 1 Следо-
вательно, незавершенное производство растет очень быстро с уве-
личением габаритности изделий. Вместе с ним растут и оборотные
средства.
Все приведенные рассуждения предполагали, что технологиче-
ский процесс при обработке не меняется с изменением габарит-
ности изделий. В действительности же (в громадном большинстве
случаев) чем крупнее изделие, тем ниже серийность, а следова-
тельно, слабее использование приспособлений, специального обо-
рудования и инструмента. Менее совершенный технологический
процесс влечет за собой больший расход времени на обработку,
а следовательно, увеличение необходимого количества рабочих,
станков и размеров производственных площадей. Это несколько
снижает эффект, который можно ожидать согласно формуле (1),
и в крупном индивидуальном производстве больших изделий доля
прямой зарплаты в калькуляции часто получается даже выше, чем
1 Растет как поверхность обработки /'.
587
chipmaker.ru
в массовом производстве мелких машин тех же типов.1 Что
касается потребных площадей и капиталовложений, то понижение
серийности при укрупнении изделий еще более их увеличивает по
сравнению с мелким машиностроением. Все соображения, относя-
щиеся к накладным расходам и размерам незавершенного
производства, не только сохраняются в силе, но еще подтвержда-
ются в результате влияния разницы в серийности
Подводя итоги всему сказанному, мы можем сделать следую-
щие выводы.
Крупное машиностроение характеризуется:
1) большими основными капиталов дожениями;
2) большими вложениями оборотных средств;
3) большими производственными площадями при малом коли-
честве рабочих, приходящемся на единицу этих площадей;
4) большим производственным циклом.
Высокая капиталоемкость накладывает свой отпечаток на весь
технологический процесс заводов крупного машиностроения.
В связи с неустойчивостью производственных программ она заста-
вляет соблюдать исключительную осторожность в приобретении
нового оборудования. Очень часто предпочитают увеличить рас-
ходы на прямую зарплату, выполняя работы более ноимитмвными
методами, чем итти по линии установки нового оборудования, по-
лезность которого в дальнейшем оказывается сомнительной. Высо-
кая стоимость оборудования заставляет стремиться кроме того к
возможно более продолжительным срокам его использования и к
особенно бережному обращению с ним.
Заводы крупного! машиностроения обыкновенно оборудуются
универсальными станками. В целях лучшего использования обору-
дования при очень ответственной и индивидуальной продукции
применяется высококвалифицированный труд. Исключительное зна-
чение приобретают вопросы подбора оборудования, так как при-
обретение каждого станка является весьма ответственным делом,
во-первых, ( вследствие его высокой стоимости, а во-вторых, и по-
тому, что каждый большой станок требует для себя большой пло-
щади в цехе.
Б. Роль транспортных операций
Следующей особенностью, отличающей крупное машинострое-
ние от мелкого, является особая роль, которую в нем играет транс-
порт. В цехах, где обрабатываются крупные детали, без помощи
крана не может быть произведена почти ни одна операция. Здесь
кран является не только «транспортным» средством, но и необхо-
димым дополнением к производственному оборудованию. Во мно-
гих случаях транспортные операции становятся столь сложными-
* Однако в тех случаях, когда крупные и мелкие изделия обрабаты-
ваются одинаковыми методами (например, при сравнительно неболь-
шим изменении габаритов) зависимость (1) полностью подтверждается, и отно-
сительный расход рабсилы уменьшается с увеличением размеров изделий.
588
и ответственными, чго требуют не меньшей квалификации, чем
технологические и заставляют проявлять много находчивости и
изобретательности.
Стремление уменьшить во что бы то ни стало капитальные за-
траты, часто заставляет оборудовать цехи кранами меньшей грузо-
подъемности, чем это требуется для подъема наиболее крупных
грузов, встречающихся при обработке В тех же условиях нахо-
дится завод, оборудованный для определенного вида продукции,
которому приходится впоследствии изготовлять предметы более
тяжелые и громоздкие, чем предполагалось первоначально.
В таких случаях часто прибегают к подъему деталей двумя,
тремя и даже четырьмя кранами одновременно.1
В. Выбор оборудования
Типы крупных станков далеко не отличаются той устойчи-
востью, которая свойственна типам станков малых и средних раз-
меров. Станкостроительные фирмы охотно приспосабливают их для
различных специальных целей, так как они почти всегда строятся
в индивидуальном порядке. Крупное станкостроение носит вообще
специфический характер. Спрос на тяжелые станки крайне неустой-
чив, и заводы, их изготовляющие, должны проявлять большую
гибкость для того, чтобы их цехи имели равномерную и доста-
точную загрузку. В разное время требуются по преимуществу
станки то одних типов, то других. Поэтому почти все заводы
крупного станкостроения не специализированы и строят самые раз-
нообразные станки. Вместе с тем эта отрасль машиностроения от-
носится к числу наиболее сложных и требующих наличия тяже-
лого, хорошего, разнообразного оборудования и опытного персо-
нала.
Крупные станки всех типов в настоящее время строятся исклю-
чительно с индивидуальным электроприводом, причем электрифи-
цированы не только главное движение, но и движения подач и
все вспомогательные движения, что приводит к конструкциям
с большим числом моторов (до 18 штук на одном станке). Привод
предпочитают иметь на постоянном токе, так как возможность
широкой регулировки числа оборотов станка сильно упрощает кон-
струкции коробок скоростей Во многих случаях, при отсутствии
в мастерской постоянного тока, ставят специальные преобразова-
тели для питания определенных станков, так как достигаемые
этим удобства оправдывают некоторое осложнение электрической
схемы. Кроме того все современные тяжелые станки снабжаются
кнопочным управлением, часто с нескольких постов.
Мы не будет останавливаться на перечислении различных ти-
пов станков тяжелого машиностроения, тем более что некоторые
из них нами были рассмотрены выше, а многие другие отличаются
1 См. Технология машиностроения, вып. IV, стр. 174.
589
chipmaker.ru
от аналогичных станков обычных размеров главным образом раз-
мерами. 1
Для характеристики особо крупных станков опишем лишь не-
которые из них. На рис. 737 изображ ен портально-фрезер-
ный станок. Характерной особенностью этого рода фрезерных
станков является то, что деталь закрепляется неподвижно на
плите, подачу же имеет портал, а не стол, Как на обычных про-* *
дольнофрезерных станках. 2 Такое расположение имеет то основа-
ние. что разметку, установку и выверку громоздкой детали можно
с удобством производить на неподвижной плите, причем портал
в это время занят обработкой другой детали, установленной на
другой части той же плиты.
Рассматриваемый станок, являющийся одним из крупнейших
в мире станков этого типа, был построен фирмой Шисс-Дефрис
для завода Красное Сормово в г. Горьком. Станок установлен
'в дизельном цехе завода и занимает большую площадь. Он пред-
назначается для обработки крупнейших деталей дизелей и заме-
няет продольнострогальные или фрезерные станки, обыкновенно
применяемые для этой цели.
Размеры станка характеризуются следующими данными: рас-
стояние между стойками в свету — 4500 мм; расстояние от шпин-
деля до плиты в наивысшем его положении — 4500 мм; диа-
метр шпинделей — 200 мм; продольное передвижение портала —
24 000 мм.
Длина направляющих этого станка — 28 м, т. е. на 4 м больше,
чем ход портала, причем она определяет и длину всей машины.
Продольнофрезерный (или строгальный) станок с ходом 24 м
имел бы длину станины около 50 м и был бы таким образом почти
вдвое длиннее портального станка. Последнее обстоятельство
является крупным преимуществом рассматриваемой конструкции,
в особенности при очень больших ходах.
Из рис. 737 видно, что данная установка не исчерпывается пор-
тальным станком. На одной из параллелей смонтирована универ-
сальная сверлильно-фрезерная колонка с диаметром шпинделя
200 мм, а по поперечной параллели, расположенной у одного из
торцов плиты, перемещается третья колонка с диаметром шпин-
деля 220 мм. Все колонки имеют привод от моторов постоянного
тока. Станок снабжен борштангой, длиной 9000 мм при диаметре
250 ми, с комплектом необходимых люнетов и кроме того набо-
ром различных приспособлений и инструментов. Торцевые фрезеры
со вставными зубцами предусматриваются диаметром 320, 400
и 600 мм.
Описанная установка представляет собой комплектное обору-
дование для обработки рам и станин дизелей. При добавлении
сюда переносного радиальносверлильного станка упомянутые дё-
1 Токарные станки — см. главу 6, § 4, А (том I), шлифовальные станки —
см. главу 8, § 2, Б, строгальные и фрезерные — см. главу 16. Описание неко-
торых крупных станков см. также Технология машиностроения, вып. IV,
глава 25.
* Существуют также аналогичные портально-строгальные станки.
590
Рис. 737. Портатьно-фрезерный станок.
chipmaker.ru
тали могут быть полностью обработаны на плите станка и притом
так, что в то время, когда одна рама фрезеруется портальным
станком, другая может растачиваться поперечной колонкой и кроме
того фрезероваться или обсверливаться с боков другой колонкой.
Конечно, такая работа предполагает наличие исключительно чет-
кого планирования и кроме того постоянную загрузку станка под-
ходящими деталями. При отсутствии этих условий, несомненно,
вся установка не будет полностью использована, что и является
главнейшим возражением против таких сложных комбинаций.1
Описанный портальный станок подвергался при приемке по-
дробному обследованию па точность и работу. 1 2
Рис. 738. Односторонний фрезерный станок.
Односторонние фрезерные станки (рис. 738) имеют
ту общую с портальными черту, что здесь, как и там, деталь не-
подвижна, а подача сообщается фрезеру. Станки этого типа очень
просты, но зато приспособлены для совершенно определенной опе-
рации — обработки больших вертикальных плоскостей. Для таких
специальных работ эти станки по производительности превосходят
все другие. Они носят по английской терминологии характерное
название «rotary planing machines», что можно перевести так:
«строгальный станок с круговым движением». Приведенный рйсу-
1 Планирование здесь затрудняется тем, что длительность различных опе-
раций очень различна, — приходится изыскивать подходящую загрузку для
тех станков, которые заняты более короткими операциями.
2 Описание методов приемки станка и достигнутых результатов в смысле
точности см. Schiess-Defries Nachrichten, As 4, 1928.
592
нок изображает станок с диаметром фрезера 1600 мм. Существуют
станки еще больших размеров с фрезерами диаметром в 2 м и бо-
лее. Встречаются также двойные станки этого типа, у которых по
одной постели перемещаются две бабки.
В этих станках, как и у других фрезерных станков тяжелого
типа, движение фрезеру передается непосредственно, не нагружая
шпиндель крутящим моментом.
Горизонтальные сверлильно-фрезерные станки
с движущейся колонной («колонки»)1 вследствие их универсально-
сти являются наиболее излюбленными станками в крупном маши-
ностроении. Они служат не только для фрезерования, но и для
расточки, сверления и нарезания резьбы. Часто обработка детали
начинается и кончается на «колонке».
Самое появление «колонок» и их дальнейшее развитие были
вызваны потребностями тяжелого машиностроения.г Здесь тяже-
лая деталь во все время обработки лежит на массивной плите,
установленной часто в уровень с полом мастерской, и станок пе-
редвигается по параллели, расположенной вдоль одной из сторон
этой плиты.
Сверлильно-фрезерно-расточные станки имеют довольно слож-
ные механизмы главного движения и подачи, что обусловлено
главным образом их универсальностью. Сама колонка передви-
гается по постели, причем это передвижение совершается ме-
дленно (подача при фрезеровании) или быстро (перемещение при
установке). Шпиндельная бабка имеет вертикальное перемещение
вдоль колонны, также медленное и быстрое, причем подачи
должны регулироваться в широких пределах. Шпиндель переме-
щается вдоль своей оси, что необходимо при сверлении и расточке.
При обработке тяжелой детали желательно произвести воз-
можно большее количество работы за одну ее установку. Поэтому
часто предпочитают просверлить несколько мелких отверстий на
большой и мощной колонке, вместо того чтобы переносить деталь
на другой более легкий станок, даже в том случае, если такой
имеется в мастерской. С другой стороны, очевидно, та же колонка
используется и для сверления отверстий большого диаметра, на-
резания резьбы и, наконец, для расточки. Такое разнообразие ра-
бот, выполняемых на этих станках, требует регулировки числя
оборотов их шпинделей в широких пределах, что, конечно, воз-
можно осуществить лишь в известных границах. Для того чтобы
иметь возможность сверлить мелкие отверстия, часто внутри глав-
ного шпинделя помещают другой, вспомогательный, малого диа-
метра, число оборотов которого достаточно велико для указанной
цели.
Привод шпинделей современных станков обыкновенно произ-
водится от моторов, помещенных на самих шпиндельных бабках.
Все движения бабок и колонок также электрифицированы. Упра-
1 Ср. с подобными же станками, имеющими перемещающийся стол («сто-
лики»), широко распространенными в среднем машиностроении; см. рис. 251
(том I).
* Историю развития «колонки» см. Maschinenbau, 1928, стр. 713.
38 CoKoioscxst, т. II. 188». 593
chipmaker.ru
вление крупными станками этого рода производится с платформы,
откуда раоочий может с удобством наблюцать за работой инстру-
мента.
В целях достижения еще большей универсальности шпиндель-
ную бабку иногда делают поворотной, что позволяет сверлить и
растачивать отверстия, оси которых имеют наклон к горизонту.
Точно так же иногда устраивают и самую колонку поворотной
вокруг вертикальной оси, что дает возможность обрабатывать
отверстия, расположенные под разными углами в горизонтальной
плоскости.
Как мы уже указывали, колонки располагаются около массив-
ных плит, установленных на солидном фундаменте. В турбокор-
пусе завода Электросила четыре такие колонки передвигаются по
параллели вдоль длинной стороны этой плиты. Последняя имеет
размеры 35 X 7,5 м и состоит из 21 отдельных чугунных плит
(5 X 2,5 м). Эти плиты лежат на массивной бетонной плите, под
которую забиты 62 бетонные сваи на глубину 6 м. Иногда уста-
навливают колонку и вдоль поперечной стороны плиты. Установка
нескольких колонок вдоль одной плиты на обших параллелях дает
возможность хорошо использовать площадь этой плиты и в неко-
торых случаях позволяет обрабатывать длинную деталь одновре-
менно в двух местах.
При расточных работах конец борштанги укрепляется в лю-
нете, установленном на той же плите. Иногда во избежание про-
веса борштанги . устанавливаются еще дополнительные люнетные
стойки.
В некоторых случаях обрабатываемую деталь удобнее крепить
не непосредственно на плите, а на столе, установленном на этой
плите. Эти столы выполняются иногда очень больших размеров,
чаще всего круглыми, поворотными, но в некоторых случаях они
имеют и прямолинейные перемещения в том или ином направле-
нии. Такие столы являются съемными, и при желании детали
можно устанавливать прямо на плите.
Карусельные станки строятся иногда грандиозных раз-
меров и предназначаются главным образом для обточки и расточки
невысоких деталей больших диаметров. В электромашиностроении
они составляют обыкновенно важнейшую часть механического обо-
рудования, и при литых конструкциях электрических машин на
них падает очень большая работа. Кроме электромеханических за-
водов, такие станки находят применение при обработке детален
водяных турбин и во многих других случаях.
Даем краткое описание одного из наиболее крупных предста-
вителей этого типа — известного станка, поставленного фирмой
Шисс-Дефрис для завода Voith, строящего водяные турбины.
Когда выяснилось, что наибольший станок, с планшайбой 8 м,' ко-
торым располагала фирма, мал для новых типов турбин, то было
решено приобрести новый, и после основательного изучения этого
вопроса остановились на станке с диаметром стола 12 м, который
при отодвинутом портале мог протачивать детали диаметром
до 18 м.
594
Однако столь крупные станки далеко не всегда обрабатывают
детали размеров, близких к предельным. Такие большие турбины
все же являются исключением, и часто крупный станок долже'н
либо простаивать либо загружаться обработкой сравнительно мел-
ких предметов. Если отказаться от такого хотя бы частичного
использования станка, то не только окажутся ^омертвленными сред-
ства, вложенные в него, но одновременно не будет использовано
и значительное место, занимаемое большим станком в цехе. Между
тем обрабатывать детали диаметром, например, 3 м на станке
с диаметром планшайбы 12 м крайне неудобно; большая план-
шайба не может иметь требуемых при обработке малых деталей
высоких чисел оборотов, наблюдение за работой резцов с боль-
шого расстояния затруднено и т. д.
Рис. 739. Расточка ротора и долбление шпоночной канавки.
В рассматриваемой конструкции выход из положения был най-
ден в том, что стол сделан состоящим из двух частей: внутренней
и внешней — кольцеобразной. Обе части могут вращаться как одно
целое, и тогда карусель работает как 12-метровая,. Если же вра-
щается лишь внутренняя часть (диаметром 6,5 л/), то внешнее не-
подвижное кольцо играет ту же роль, как и плита, заделанная
в пол вокруг станка.
Необходимо заметить, что в этой конструкции может, обратно,
вращаться лишь внешняя часть, а внутренняя остается неподвиж-
ной; это оказывается полезным при некоторых расточных работах.
Токарь в таких случаях с удобством наблюдает за работой резцов,
находясь на неподвижной внутренней площадке.
Излишняя длина поперечины при обточке на внутренней план-
шайбе не представляет больших неудобств, так как управление
сосредоточено на самих супортах.
Заметим, что вся конструкция станка представляет много осо-
бенностей и является результатом решения ряда трудных задач.
595
chipmaker.ru
Основные размеры станка следующие:
Наибольший диаметр обточки при вполне отодвинутом портале . . 18000 мм
Наружной диаметр кольцевой планшайбы....................... 12 000 »
Наружный диаметр внутреннего стола ......................... 6500 „
Наибольшая высота обработки над планшайбой.................. 5000 .
Наибольший вес детали при оОточке на кольцевой планшайбе . . . 200 т
Наибольший вес детати при обточке на внутреннем столе ....... 100 ,
Вертикальный ход супорта.................................... 2500 м
Мощность главного мотора .................................... 250 J7C
Вес станка...................•............................... 600 т
Приводим несколько типичных обработок, производимых на
этом станке.
Рис. 739 показывает установку ротора турбины на внутренней
планшайбе для расточки центрального отверстия и для долбления
шпоночной канавки. Наружная планшайба неподвижна во все
время обработки; при долблении, естественно, неподвижна и вну-
тренняя. Долбежный аппарат укреплен на левом супорте; он позво-
ляет обходиться без специального станка и одновременно избег-
нуть лишней установки тяжелой детали.
На рис. 740 представлена обточка большого кольца (диаме-
тром 18 и), установленного на кольцевой планшайбе. Для ускоре-
ния обработки, кроме двух верхних супортов на поперечине, в ра-
боте участвует супорт вспомогательной стойки, установленной на
плите около станка.
Диаметр 18 м не является еще пределом возможностей, предо-
ставляемых этим станком. На рис. 741 показана обработка кольца
диаметром 22,5 м. Рис. а дает представление о наружной обточке.
В этом случае деталь закрепляется на кольцевой планшайбе, и
обточка ведется вспомогательной стойкой. Весь портал при этом
совершенно снимается. Рис. b показывает расточку внутренней по-
верхности того же кольца. Здесь деталь устанавливается неподвижно
на плитах, заделанных около станка (портал при этом снят). Стойка
прикрепляется к обеим планшайбам, сцепленным между собой.
Таким образом мы видим, что здесь используется лишь стол
карусели, все же остальные ее части (нормальные стойки, попере-
чины, супорты и т. д.) снимаются.
В некоторых случаях целесообразно с самого начала устано-
вить лишь вращающийся стол, поместив его в центре плиты, по-
крывающей пол мастерской. Нужно заметить однако, что на таких
утопленных каруселях можно с удобством обрабатывать
лишь детали кольцеобразной формы, а сплошные диски можно
точить только по внешней окружности. Обточка больших торцевых
поверхностей, а также расточка сравнительно малых центральных
отверстий невозможны.
Постройка столь крупных каруселей производится редко, и
каждая из них имеет свои особенности.
В заключение приводим рисунок, наглядно иллюстрирующий
гигантские размеры, которых достигают современные карусельные
станки’ (рис. 742).
Обязательным предметом оборудования механических цехов тя-
596
желого машиностроения являются установочные и разме-
точные плиты. Эти плиты укладываются на специальном фун-
даменте так, что их поверхность располагается приблизительно на
I
Рис. 740. Обточка большого кольца отдельно стоящим супортом на стойке.
уровне пола мастерской. Такие плиты часто тесно связываются
с конструкцией станка и составляют его часть. Например, работа
597
оогг
Рис. 741. Обработка деталей исключительно большого диаметра.
Рис. 742. Общий вид карусельного станка с диаметром обточки до 18 м.
фрезерных колонок без расположенной рядом плиты обычно не-
возможна. В других случаях плиты имеют самостоятельное приме-
нение. Детали на них размечаются и обрабатываются переносными
станками или вручную. Иногда на них же выполняются слесарно-
сборочные работы.
Плиты часто подвергаются действию очень больших нагру-
зок — как распределенных, так и сосредоточенных, — поэтому они
должны обладать солидной конструкцией и должны быть уста-
новлены на массивном неподатливом фундаменте. Заметим, что
расчет этих плит на прочность оказывается очень сложным и не
дает надежных результатов. Наиболее трудно учесть работу фун-
дамента в общем сопротивлении системы. Во всяком случае, чу-
гунные плиты толщиной 300—400 мм пустотелые со скрепляю-
щими ребрами обычно оказываются достаточно надежными для
самых тяжелых работ. Такие плиты имеют вес 1—1,5 т на 1 м2
поверхности пола и выполняются состоящими из отдельных сек-
ций (например, 1,5 X 2,5 л/2). Верхняя их поверхность снабжается
Т-образными канавками, расположенными в одном или в двух вза-
имно перпендикулярных направлениях; эти канавки служат для за-
ведения в них головок болтов, крепящих детали к плите.
Наличие плит, подобных описываемым, является очень харак-
терным для механосборочных цехов тяжелого машиностроения.
Ими иногда застилаются большие площади пола, на которых про-
изводятся самые разнообразные работы. Стоимость таки < плит
очень высока: помимо большого веса, а следовательно, большого
расхода чугуна (имеющего в этом отношении второстепенное зна-
чение), здесь приходится считаться со стоимостью обработки (стро-
гания), которая может производиться лишь на немногих заводах,
располагающих мощным и точным оборудованием.1
При установке плит приходится считаться с теми же затруд-
нениями, как и при установке станин больших станков. Вслед-
ствие осадки фундаментов и других причин плиты разрегулировы-
ваются, и их поверхность перестает быть правильной горизонталь-
ной плоскостью. Поэтому в некоторых случаях и здесь отказыва-
ются от заливки плит на фундаменте намертво, а предусматривают
. стройство для их последующей выверки.3
Г. Измерение крупных деталей
Методы измерения крупных деталей имеют много особенностей,
с которыми не приходится встречаться в обычны^условиях. В це-
хах среднего машиностроения довольно часто приходится прове-
рять большие плоскости (рамы, станины и т. д.), и о таких про-
верках мы выше уже говорили. 3 Обмер же круглых деталей в эти?
цехах не встречает особых затруднений и обеспечивается примене-
нием обычного измерительного инструмента. Измерение больших
’ Чертежи сварной плиты см. Технология машиностроения, вып. IV,
рис. 754.
* Об установке крупных станков см выше глав17 17, § 9, р,
• См. главу 16, § 1,
599
диаметров, доходящих до 12 м и более, требует применения осо-
бых методов.
При измерении внутренних диаметров штихмассы изгото-
вляются трубчатой формы (или иногда из дерева) со стальными
наконечниками. Часто такие штихмассы делаются регулирующи-
мися, причем один наконечник закреплен в трубе намертво, а вто-
рой сделан переставным. Установка производится в инструмен-
тальном цехе при помощи измерительных машин, концевых штих-
массов и специального приспособления.
Как известно, большие скобы всегда обладают недоста-
точной жесткостью. Согласно правилам проходная сторона скобы
должна находить на деталь под действием собственного веса.
Если установка и проверка скоб производятся таким же образом
при помощи контрольных шайб, то этот метод для скоб умерен-
ных размеров дает достаточно точные результаты.
от 100~300мн
Рис. 743. Измерение скобами различ-
ных размеров.
Рис. 744. Калибры для измерения боль-
ших диаметров и длин.
При больших размерах (свыше 300 мм) такой способ пользова-
ния скобами встречает затруднения вследствие их большого веса.
При накладывании скобы ощущение получается различным в за-
висимости от быстроты, с которой производится это накладыва-
ние. Обычно скоба или микрометр большого диаметра подводится
к детали сбоку, причем гладкую губку предельной скобы рекомен-
дуется держать снизу, прижимая левой рукой к детали, в то
время как правой придерживают скобу за рукоятку (рис. 743).
Скоба при этом оказывается уравновешенной, и достаточно лег-
кого ее покачивания для того, чтобы установить, проходят или не
проходят ее приходная и непроходная губки (совмещенные рядом
на верхней стброне скобы). При таком способе измерения соб-
ственный вес как мерило усилия при измерении исключается. При
проверке самих скоб их следует держать таким же точно спо-
собом.
Чем больше размеры подобных калибров, тем внимательнее не-
обходимо следить за правильностью пользования ими. Нужно пом-
нить, что калибр при измерении переносит на деталь тот размер,
который имел контрольный калибр при его установке. Поэтому
установку следует производить всегда точно в
таком же положении, какое калибр будет зани-
6СОл
мать при измерении детали. В частности, при малых до-
пусках скобы для промеров в вертикальном положении будут
иметь несколько иной размер, чем для промеров в горизонтальном
положении.
В том случае, когда установка не может быть произведена
в инструментальном цехе (например, при пользовании кронцирку-
лем), рабочий должен быть снабжен штихмассами, установленными
на штативах соответственным образом.
При измерении больших диаметров избегают пользоваться
С-образными скобами и, где только представляется возможным,
их заменяют калибрами типа, изображенного на рис. 744. Кон-
струкция их бывает весьма различной. В данном случае плечи ка-
либров откованы в штампах и в инструментальном цехе имеются
в запасе двух разных размеров. При необходимости изготовить ка-
либр требуемой длины, пару их надевают на круглую штангу или
трубу. Укрепление производится коническими пйтильками. Приме-
няются подобные же регулирующиеся измерительные приборы
с микрометрической головкой на одном из плеч. Установка их
производится в инструментальном цехе, после чего винт сто-
порится.
Измерение такими калибрами крупных деталей осуществляется
двояко: либо непосредственно, либо исходя из центрального от-
верстия. В последнем случае величину диаметра получают простым
вычислением, беря двойную величину замера и складывая ее с ве-
личиной диаметра отверстия.
Очень часто оказывается удобным производить обмер больших
наружных диаметров следующим образом: измерение ведется
штихмассом от некоторой неподвижной точки на станине кару-
сельного станка, причем расстояние от этой точки до центра стола
вымерено с большой точностью.
Для проверки цилиндричности обточки такие промеры необ-
ходимо производить на различной высоте.
Для обмера больших наружных диаметров иногда пользуются
стальной рулеткой. Деталь опоясывают лентой и этим спо-
собом измеряют длину окружности; диаметр получается путем
деления длины окружности на число л. Лента имеет 10 мм ширины
при толщине 0,2 мм. На толщину ленты вносят поправку. Допуск
на длину ленты для диаметров до 1200 мм — + 0,1 мм на 1 м диа-
метра. Для проверки ленты строятся специальные измеритель-
ные машины.1 Методом обмера диаметров лентой пользуются даже
в случаях, требующих очень высокой точности измерения. Напри-
мер, при изготовлении шестерен диаметром 1800 мм допускалась
общая ошибка в шаге на длине всех 288 зубцов лишь 0,075 мм,
что дает на 1 зубец приблизительно 0,00025 мм. Измерения про-
изводились лентой.
1 Описание такой машины, применяемой на заводе General Electric Со
(США), см. Machinery (Лондон), 17 февраля 1927, стр; 087.
601
r.ru
2. ПЕРЕНОСНЫЕ СТАНКИ
А. Сравнение работы стационарных и переносных станков
Большая стоимость тяжелых станков и сложность транспортных
операций выдвинули в крупном машиностроении принципы органи-
зации производственного процесса, существенно отличные от тех,
которые являются общепринятыми в мелком и среднем машино-
строении. В последнем стремятся разбить технологический процесс
на ряд операций, из которых каждая производится на отдельном
рабочем месте, наилучшим образом для этой операции приспосо-
бленном. Деталь перемещается от одного рабочего места к другому.
В крупном машиностроении часто применяется такой метод ра
боты, когда деталь от начала до конца обрабаты-
вается на одном и том же рабочем месте, причем
не она доставляется к станкам, а, обратно, станки
делают переносными и подносят к детали. Устана
вливаются станки либо на массивных плитах, которыми покрывается
часть пола мастерской, либо на самой детали, служащей в таком
случае фундаментом для станка. Конечно, не во всех случаях такой
метод применим. Наряду с переносными станками в крупном ма-
шиностроении применяются, как мы видели, и весьма крупные ста-
ционарные. Поэтому здесь является уместным сравнить работу тех
и других и выяснить области их применения.
Начнем с мощности. Было бы ошибочным думать, что боль-
шой станок всегда должен быть и очень мощным. Его размеры
определяются не столько количеством снимаемого металла, сколько
габаритами обрабатываемых на нем деталей. Часто с громоздкой
детали приходится снимать очень небольшие стружки, и станок
может быть взят умеренной мощности. С другой стороны, иногда
требуются крупные станки исключительно больших мощностей,
например, станки для обточки больших валов. Вообще говоря, боль-
шую мощность легче вложить в стационарный станок, чем в пере-
носный, и там, где требуется снимать очень много металла (об-
дирка стальных отливок и поковок), преимущества обычно оказы-
ваются на стороне стационарного станка.
Точность стационарного станка, как правило, также выше,
чем переносного, так как конструктор не стеснен его весом, и
кроме того этот станок может быть тщательно выверен на фунда-
менте, что трудно осуществимо при установке переносного станка.
Поэтому такие станки, как строгальные, для обработки длинных
точных станин изготовляют всегда стационарными, не останавли-
ваясь перед их грандиозными размерами. Кроме сказанного, самый
факт производства операций на постоянных рабочих местах позволяет
иметь больше удобств и лучшее оборудование рабочего места.
Поэтому, выполняя крупносерийные работы хотя бы и при .до-
вольно громоздких деталях, чаще останавливаются на станках ста-
ционарных, а областью применения переносных
станков является по преимуществу крупное ин-
дивидуальное машиностроение. Здесь на всех опера-
циях, не требующих особой мощности или точности станков, воз-
602
можность снижения затрат на оборудование, сокращения транс-
порта и экономии на времени установки деталей имеет столь
большое значение, что часто с избытком окупается меньшая про-
изводительность переносных станков в отношении самого процесса
резания.
Применение переносных станков часто позволяет значительно
ускорить обработку путем соединения двух и более операций в
одну. Это достигается путем обработки детали одновре-
менно несколькими станками. В этих случаях, помимо
других соображений, переносные станки дают прямую выгоду в
смысле уменьшения времени обработки, а следовательно, и произ-
водственного цикла, что
имеет в крупном машино-
строении исключительно
большое значение.
Необходимо заметить,
однако, что невозможно
дать какие-либо незыбле-
мые правила, которыми
следует руководствовать-
ся при ориентации на ста-
ционарное или переносное
оборудование. Многое
здесь зависит от особен-
ностей производства и от
общей организации тех-
нологического процесса.
Б, Главнейшие типы пере-
носных станков
сверлильный станок лег-
кого типа.
Наиболее распростра-
ненным типом переносных
станков являются свер-
лильные станки.
Рис. 745 изображает
легкий сверлильный ста-
нок фирмы Коллет и Эн-
гельгард, который свер-
лит отверстия до 40 ми и Рас. 745.
нарезает резьбу до
Шпиндель его может
устанавливаться на различной высоте над полом (в пределах 600—
2100 мм). Потребляемая станком мощность — 3 ЛС. Вес станка —
1750 кг.
Станок опирается на четыре домкрата; кроме того во избежание
опрокидывания имеются дополнительные домкраты, укрепленные
на откидных рычагах. Таким образом давление подачи целиком
воспринимается самим станком и никакого крепления его к обра-
батываемому предмету не требуется.
603
r.ru
Быстрое перемещение шпинделя вдоль колонны и возможность
передвижения всей колонны по направляющим часто позволяют
обсверливать значительное количество отверстий без перестановки
станка.
На рис. 746 показан универсальный станок, позволяющий свер-
лить в различных положениях: сверху, сбоку, снизу и т. д. Такие
станки могут иметь самое
широкое применение. Фир-
ма строит их двух моде-
лей: для сверления отвер-
Рис. 746. Универсальный пере-
носный раднальносверлильный
станок.
стий до 40 и до 60 мм (вес станков — 2200 и 4350 кг).
Переносные радиальносверлильные станки более тяжелых типов
сверлят отверстия в стали до 80 мм и нарезают резьбу до 3".
Потребляемая мощность — 8 ЛС. Вес таких станков — от 7000
до 14 000 кг в зависимости от высоты колонны и типа исполнения.
Станки этой модели пригодны даже для сравнительно тяжелых
работ. При работе они закрепляются на плите.
Переносные колонки имеют конструкцию, аналогичную
конструкции стационарных станков того же типа. Колонны их пере-
двигаются по постелям, вместе с которыми станки и переносятся
с места на место. При работе они обыкновенно закрепляются на
плите.
604
На судостроительных верфях и на некоторых других заводах
находят применение переносные вертикальнострогальные
станки.
Переносный шепинг фирмы Сельсон (Англия) изображен на
рис. 747. Эти станки строятся фирмой цвух размеров: с ходом
резца 1200 и 1500 мм.
Переносные долбежные станки, служащие для долбле-
ния шпоночных канавок, часто строятся с очень большим ходом
(например, 2 м). Они устанавливаются непосредственно на ступице
детали и имеют дол-
бяк с резцом, вхо-
дящий в отверстие.
Рис. 748 показы-
вает схему работы
переносного дол-
бежного станка (дол-
бление шпоночной
канавки во втулке
Рис. 747. Переносный шепинг.
ротора большого гидрогенератора); здесь же показана последова-
тельность обработки широкой и глубокой канавки.
Последний пример иллюстрирует один из случаев, когда замена
переносного станка стационарным крайне невыгодна. Действительно,
долбежный станок нормальной конструкции с ходом 2 м был бы
грандиозной машиной и приобретение ее вряд ли могло быть целе-
сообразным. Долбление же с переворотом детали на станке мень-
ших размеров не дает требуемой точности. Кроме того в данном
случае обрабатываемая деталь представляет такой фундамент для
станка, лучше которого ничего нельзя пожелать.
Помимо перечисленных, наиболее распространенных типов пере
носных станков, существует еще много других. Ниже будет при-
сев
r.ru
веден пример замены карусельных станков специальными «башен
ными».1 Станок для фрезерования шпоночных канавок в валах был
описан выше. * 2
Существует группа специальных переносных стан-
ков, предназначенных для вполне определенных операций. Назо-
вем, например, станки для расточки на месте цилиндров паровозов
и других машин, для обточки кривошипных шеек локомотивов, для
обточки и продороживания коллекторов электрических машин и т. д.
Отдельный класс соста-
ход долбяка
2000мм
юг
124
125
2) плита
втулка
Рис. 748. Установка переносного долбежного
станка на самой обрабатываемой детали.
вляюг станки для котель
ного производства (нож-
ницы, клепальные машины
и т. д.). Совершенно само-
стоятельное и очень боль-
шое значение имеют мел-
кие переносные станки (на-
зываемые часто инстру-
ментами), например, пнев-
матические и электриче-
ские сверлилки, шлифо-
вальные аппараты, зубила
и т. д. Некоторые из них
применяются самостоя-
тельно, другие же — в ви-
де приспособлений к ста-
ционарным станкам (на-
пример, шлифовальные
приспособления, устана-
вливаемые на супортах то-
карных, карусельных и
строгальных станков, за-
меняющие во многих слу-
чаях специальные шлифо-
вальные станки). Объем
книги, однако не позво-
ляет нам подробнее оста-
новиться на этом пред-
мете. Интересующихся мы отсылаем к соответствующей литературе. 3
3. ПРИМЕРЫ ОБРАБОТКИ ДЕТАЛЕЙ ПЕРЕНОСНЫМИ СТАНКАМИ
А. Изготовление токарного станка при помощи переносных
приспособлений
Для иллюстрации применения вполне специальных приспосо-
блений, заменяющих стационарные станки, приводим интересный при-
мер постановки производства станин токарных станков, основанный
* См. § 4.
2 См. рис. 189 (том I).
3 См. книгу Г. Файн, Инструменты и станки с электрическими двигате-
лями малой мощности и гибкими валами, Энергоиздат, 1933.
606
почти целиком (кроме строгания) на использовании переносных при-
способлений. Этот опыт был проделан в 1916— 1917 гг. во время
мировой войны на заводе The Phoenix Mfg Со (США), когда по-
требность в токарных станках возросла столь быстро, что суще-
ствующие заводы не могли ее удовлетворить и пришлось быстро
организовывать новые предприятия. Однако в условиях того вре-
мени приобрести необходимое оборудование было крайне затруд-
нительно, поэтому названная фирма пошла по совершенно новому
пути, сконструировав специальные переносные станки-приспособле-
ния для всех главнейших операций. Ввиду большого принципиаль-
ного интереса, представляемого этим опытом, приводим краткое
описание всего процесса.1
Конструкция станка такова, что его передняя бабка отлита,
вместе со станиной. Обработка начинается со строгания станины
обычным образом на продольнострогальном станке, и простроган-
ные направляющие служат в дальнейшем базой на всех операциях.
Расточка коническихгнезд подшип никовшпин-
д е л я (рис. 749а). В эту же операцию производится подрезка тор-
цов этих отверстий. Порядок обработки следующий: сначала раста-
чиваются начерно в два прохода отверстия, далее подрезаются на-
черно и начисто торцы, и, наконец, отверстия растачиваются начи-
сто. Подрезка, в свою очередь, производится в такой последова-
тельности: сначала начерно и начисто обрабатывается внутренний
торец заднего подшипника, далее подрезается внутренний торец
переднего подшипника; расстояние между этими двумя торцами
измеряется стержневым штихмассом через большое поперечное от-
верстие в отливке бабки. Внешние торцы обоих подшипников под-
резаются после внутренних, причем длина постели вкладыша изме-
ряется скобами. Как мы уже упомянули, чистовая расточка произ-
водится после подрезки торцов. Основанием этому служит кониче-
ская форма отверстий, вследствие чего положение этих конусов
по длине по отношению к торцам подшипников имеет большое
значение.
Расточной аппарат виден на рисунке. Он состоит из супорта,
укрепленного на строганой поверхности станины, в котором сколь-
зит борштанга, приводимая во вращение от мотора через червячную
передачу. Подача осуществляется при помощи винта А, проходящего
через траверзу, укрепленную на двух стержнях В. Имеются как
автоматическая, так и ручная подачи.
Расточка задней бабки производится при помощи
того же механизма, как и расточка передней, но борштанга здесь
взята меньшего диаметра (рис. 7496). Задний конец борштанги
направляется во втулке, закрепленной в ранее расточенном гнезде
подшипника передней бабки. Расточка производится в два прохода,
после чего подрезаются торцы, причем длина измеряется скобой.
При подрезке винт А выключают и пользуются поперечной пода-
чей от звездочки В.
Расточка гнезд для коробки скорос.тей. Рис.749с
1 Machinery (Лондон), июль 14, 1917.
607
chipmaker.ru
Рис. 749. Расточка при помощи переносного аппарата.
Рис. 750. Переносный радиальносверлильный станок.
иллюстрирует эту операцию. Установка специа льного приспособ ле
ния производится от скалки, проходящей через оба подшипника
передней бабки и одновременно через втулку аппарата. Такой метод
гарантирует правильное поло-
жение расточенного отверстия
по отношению к оси шпинделя
станка, а следовательно, и к
параллелям станины. Расточка
и подрезка выполняются одно-
временно, причем подача про-
изводится винтами от звездо-
чек
Сверление и подрез-
ка разных отверстий
в передней бабке про-
изводится при помощи перенос-
ного радиальносверлильного
станка, изображенного на рис.
750 а. Для его установки слу-
жит та же скалка, которой
пользуются при установке рас-
точного приспособления (рис.
749 с). Одновременно корпус
аппарата опирается на парал-
лели станины, благодаря чему
обеспечивается правильное его
положение как относительно этих параллелей, так и относительно
шпинделя. Само сверление производится через кондуктор А. Отвер-
стия на заднем конце бабки сверлятся тем же аппаратом, который
надевается на стопку В, причем сверление в этом случае произво-
дится через кондуктор С.
39 Соколовский, т. II. 1889. 009
chipmaker.ru
Сверление и подрезка приливов для коробки
подач и для кронштейнов ходового винта и валика
производятся тем же аппаратом (рис 750b). но надетым в данном
случае непосредственно на конец скалки, проходящей через под-
шипники шпинделя. Сначала все приливы подрезаются, после этого
устанавливается кондуктор А, и сквозь него отверстия сверлятся
и развертываются. Необходимо, чтобы эти отверстия были опреде-
ленным образом расположены по отношению к оси винта подачи,
что достигается соответственной установкой кондуктора. Для этого
готовый супорт устанавливают на станину и сквозь подшипники для
ходового винта пропускают специальную скалку, на конец которой
и надевается кондуктор своей втулкой. Закрепляется кондуктор
болтами В с каждой стороны бабки. После этого упомянутая
скалка удаляется, и можно приступить к сверлению.
Сверление отверстий у заднего конца станины.
Эти операции производятся при помощи все того же аппарата, кото-
рый закрепляется на специальных салазках, скользящих по станине
Салазки снабжены подшипниками для установки в них штанги,
служащей для укрепления аппарата. Кондукторы привертываются
к тем же салазкам. Сначала сверлятся отверстия для кронштейна
ходового винта и для крепления рейки. При сверлении отверстий
для винта и валика в самом кронштейне аппарат устанавливается,
в друг ом положении.
Из приведенного описания ясно, что все операции, кроме сiро-
тания направляющих, могут производиться в сборочной, без пере
мещения обрабатываемой станины с места на место. Благодаря
этому помещение механического цеха может быть очень значительно
сокращено, так как в нем обрабатываются лишь более мелкие де-
тали. Главная работа перенесена в сборочную, и станок в основном
может быть обработан и собран на одном и том же рабочем месте.
Здесь мы видим любопытную попытку, перенесения методов круп-
ного машиностроения в область изготовления -изделий средних раз-
меров.
Б. Расточка дейдвудной трубы корабчя
Гребной вал проходит вдоль судна и выходит из него через
дейдвудную трубу. Самый конец его непосредственно перед греб
ным винтом вращается в подшипнике кронштейна гребного вала.
Очевидно, дейдвудная труба и кронштейн должны быть расточены
так, чтобы оси отверстий в них строго совпадали. Эта общая ось
является продолжением оси вала машины. Работу начинают с раз-
метки положения крайних точек этой оси по чертежу, после чего
тем или иным способом фиксируется точное положение центров
всех подшипников. Здесь часто применяется метод светового луча.1
Имея точные центры всех отверстий, подлежащих расточке, на-
носят концентрические окружности на торцах кронштейна и трубы,
которыми впоследствии и руководствуются при установке бор-
штанги.
’ См. главу 16, § 1,Б.
610
Рис. 751 схематически изображает установку борштанги, причем
она имеет диаметр 125—250 мм в зависимости от размеров судна
(последний размер применяется для расточки отверстий диаметром
до 900 мм). Борштанга приводится во вращение через червячную
» 611
chipmaker.ru
передачу В от мотора в 5—10 ЛС, которая смонтирована на клепа-
ной конструкции, подвешенной к набору судна. В случае, изобра
женном на рисунке, борштанга диаметром 2и0 мм состоит из двух
частей, имеющих общую длину 22 м. У наружного конца она под-
держивается подшипниками; такие же опоры расположены в не
скольких местах по длине борштанги (D и £). Внутри дейцвудной
грубы также имеется регулируемый подшипник F. Резцы закре-
плены в муфте, скользящей вдоль борштанги с подачей от винта
и звездочки. В каждой муфте закрепляются два резца. Скорости
резания и подач зависят от толщины слоя снимаемого металла, от
жесткости закрепления и от ряда других обстоятельств. В общем
режим должен быть 'умеренным, в противном случае, в недоста-
точно жесткой системе, легко возникают вибрации. Обыкновенно
эти величины лежат в следующих пределах: скорости резания —
10—14 м/мин., подачи — 0,7—1,5 мм/об.
4 ОБРАБОТКА СТАТОРОВ И РОТОРОВ КРУПНЫХ ЭЛЕКТРИЧЕСКИХ
МАШИН
А. Влияние констоуктивных форм на технологический процесс
При рассмотрении крупных неподвижных деталей мы в очень
явной форме сталкиваемся с вопросом об относительном значении
конструкции и технологии. Еще в недалеком прошлом за техноло-
гией не признавалось самостоятельного значения, и при проектиро
вании машин почти все внимание уделялось расчетной и чисто
конструктивной стороне дела. С требованиями мастерской считались
в минимальной степени, избегая лишь конструкций либо совершенно
невыполнимых либо представляющих явные ненужные трудности
в процессе изготовления. Так, например, поневоле приходилось
заботиться о придании отливкам плавных очертаний, чтобы не со-
здавать условий для возникновения литеиных напряжений.; точно
так же нельзя было забывать о предельных размерах, которые
можно обработать на имеющихся станках, или о возможностях,
предоставляемых имеющимися в наличии подъемными средствами.
В большинстве же случаев конструктор работал совершенно неза
висимо от технолога, и последний обычно рассматривал конструк-
цию как нечто заданное, изменение чего даже в мелочах лежит
вне его компетенции. Цех постепенно привыкал не удивляться ни
каким несообразностям в конструкции и изыскивал в богатом арсе-
нале техники средства для решения подчас самых необыкновен-
ных технологических задач. Чтобы не быть голословными, при-
помним лишь некоторые старые типы легких паровых машин и дви-
гателей внутреннего горения для судов военного флота.
В таком положении дело находилось до тех пор. пока развитие
машиностроения, с одной стороны, и непрерывно усиливающаяся
конкуренция — с другой, заставили обратить большее внимание на
требования производства. Следствием этого явился быстрый про-
гресс технологии вообще и холодной обработки в частности, став-
ший особенно заметным с начала текущего столетия. Однако разрыв
между конструкцией и производством оставался попрежнему глубо-
612
ким, с той лишь разницей, что последнее во многих случаях полу-
чало право решающего голоса. Влияние производства на конструкции
в рассматриваемую эпоху часто выражалось в задержке развития
последних. После того как цех приспосабливался к выполнению
какой-либо даже трудной конструкции, он справлялся с ней более
или менее успешно; превзойденные трудности никого уже не пугали,
и часто попытки введения в производство даже заведомо более
простой, но новой конструкции встречали со стороны цеха силь-
нейшее сопротивление.
Среди цехового персонала, в особенности соприкасающегося с
массовым производством, постепенно укоренялось убеждение, что
главное) требование цеха к конструкторскому бюро — это устойчи-
вость конструкций и наименьшая их изменяемость. Даже сложная
конструкций предпочтительнее более простой, если она хорошо
изучена в мастерских и для ее выполнения имеются подходящее
оборудование, приспособления и инструмент.
Если в прежние времёна мастерская покорно выполняла все
требования бюро, и каждая новая выпускаемая конструкция часто
не была ни в чем похожа на предыдущую, то в последние годы
мы встречались скорее с обратным течением. Основным считалось
требование стабильности типов изделий при возможно далеко про-
веденной стандартизации отдельных деталей. Отсюда один шаг до
полного отрицания важности конструкторской работы.
Однако подобные взгляды, понятные как противоположение
долговременному пренебрежительному отношению к требованиям
цеха, в настоящее время следует считать безусловно устарелыми
и неверными. Сказанное можно подтвердить бесчисленным количе-
ством примеров.
Часто без применения более дорогих материалов и без усложне-
ния обработки, только за счет более продуманной конструкции,
основанной на глубокой теоретической и лабораторной проработке
вопроса, удается снизить вес, а следовательно, и расход материалов
очень значительно. Заметим, что уменьшение веса и размеров машины
часто само по себе имеет исключительно большое значение. Напри-
мер, облегчение судовою двигателя позволяет увеличить на ту же
величину вес перевозимого груза, и выгода при этом получается
не единовременная, а во все время службы судна. В то же время
столь крупный эффект достигается без каких-либо затрат на приоб-
ретение нового оборудования в цехах или долговременных усилий
в области усовершенствования технологического процесса и органи-
зации производства.
Еще больший эффект приносит конструкторская работа, если
она тесно увязана с производством. Конструктор мож^т значительно
сократить время обработки, избавить цех от изготовления ненуж
ных приспособлений и специального инстоумента и, наконец, об-
легчить сборку машины. Для этого он должен быть хорошо зна-
ком с требованиями производства вообще и с условиями работы
своего завода в частности.
Можно с уверенностью сказать, что возможности уде-
шевления продукции по линии улучшения ко н-
811
r.ru
струкции в большинстве случаев не меньше, чем
по линии усовершенствований производствен-
ных процессов.
На рассматриваемых нами деталях, составляющих «скелет ма-
шины», все сказанное иллюстрируется с особенной ясностью. Здесь
современная техника представляет много возможностей для усо-
вершенствования конструкций, причем их развитие, в свою очередь,
часто заставляет перестраивать весь технологический процесс.
Наиболее ярким примером сказанного является замена литых
конструкций сварными. 1 Введение электросварки произвело рево-
люцию в машиностроении. В настоящее время нет почти ни одной
его отрасли, где бы сварка не нашла того или иного применения.
Замена литья сварными конструкциями резко снижает их вес; это
в особенности касается неподвижных деталей: рам, станин и т. д.
Кроме того во многих случаях одновременно повышается надеж-
ность конструкции, так как никогда нет уверенности в том', что
отливки, особенно крупные, свободны от скрытых пороков и ли-
тейных напряжений, сильно понижающих их прочность. Прокатный
материал, из которого по большей части составляются сварные
конструкции, значительно надежнее в этом отношении.
Путем сварки можно изготовлять такие крупные детали, полу-
чение которых в литом исполнении почти невозможно. 2
Крупное преимущество сварных конструкций — это отсутствие
необходимости в изготовлении моделей. Детали свариваются из
листов и сортового материала, который можно держать на складе.
Брак при сварке значительно меньше, чем при литье, и кроме того
он в большинстве случаев исправим.
Первые сварные детали изготовлялись по образцу литых. В по-
следнее время выработались оригинальные формы, получившие
теперь полное признание.
Мы не будем останавливаться здесь на описании и сравнении
различных сварных конструкций, тем, более что достаточный мате-
риал по этому вопросу можно найти в специальной литературе.
Заметим только, что сварка получила широчайшее применение в
электромашиностроении, при производстве всякого рода металли-
ческих конструкций, резервуаров и т. д. Имеются также примеры
исполнения сварных станин станков, двигателей Дизеля и ряда
других машин.
Сварка находит широкое применение как в массовом производ-
стве,® так и в индивидуальном. В последнем случае, как было
* Кроме литых и сварных, в машиностроении находят некоторое примене-
ние конструкции клепаные и свертные на болтах. Однако их значение после
введения электросварки сильно упало, и, невидимому, область нх применения
будет сужаться и в дальнейшем.
1 Например, корпуса и крестовпны статоров гидрогенераторов, см. § 4, Б
8 В массовом производстве процессы сварки глубоко механизированы.
В настоящее время производство сварочных машин н аппаратов как общего
назначения, так и специальных конструкций вылилось в особую отрасль ма
шиностросння, которая по своему характеру ближе всего подходит к произ-
водству станков. В СССР это производство сосредоточено главным образом
на заводе Электрик в Ленинграде,
0’4
уже упомянуто, особое значение приобретает возможность изба-
виться от изготовления моделей, что не только понижает стои-
мость изделий, но и резко сокращает сроки поставки. В частности,
по тем же причинам при изготовлении всякого рода приспособле-
ний сварные конструкции имеют в ряде случаев преимущества
перед литыми, позволяя одновременно значительно уменьшить их
вес.
Наиболее интересной для нас особенностью сварных конструк-
ций является то влияние, которое введение их оказывает на техно-
логические процессы в механических и сборочных цехах. При эле-
ктрической сварке можно получить размеры деталей значительно
более точными, чем в отливке. Это объясняется тем, что в первом
случае почти вся масса металла остается холодной и все ответ-
ственные поверхности удерживаются в определенном' взаимном
положении, в то время как при остывании металла в форме ни-
когда нельзя быть уверенным в точности размеров, которые полу-
чит отливка после охлаждения. Указанное обстоятельство позво-
ляет во многих случаях обойтись совершенно без механической
обработки, а в других сводит ее к минимуму.
В следующих параграфах мы приводим примеры, на которых
все сказанное иллюстрируется со всей отчетливостью.
Б. Различие в методах обработки статоров в литом и в сварном
исполнениях
Статор большой электрической машины состоит из корпуса, в
который вкладывается пакет активного железа, состоящий, в свою
очередь, из тонких штампованных сегментов (части кольца), нани-
занных на клинья в форме ласточкиных хвостов, тем или иным
способом укрепленных на внутренней поверхности корпуса по обра-
зующим в равном друг от друга расстоянии.1 Этот пакет стяги-
вается болтами, и в его пазы, расположенные по внутренней окруж-
ности, впоследствии укладывается обмотка.
Большие размеры корпусов затрудняют их исполнение в виде
цельных отливок, и кроме того величина отдельных частей огра-
ничивается железнодорожным габаритом. Поэтому большие кор-
пус® изготовляются состоящими из двух, четырех и даже шести
частей.
До самого недавнего времени корпуса выполнялись исключи-
тельно в виде отливок, и обработка начиналась с фрезеро-
вания стыков отдельных частей кольца.
Фрезерование стыков половинок корпуса боль-
ших статоров производится на колонках. Обсверливание стыков
может быть произведено на тех же станках, после чего отдельные
части корпуса соединяются, образуя кольцо.
Следующей операцией являются расточка корпуса
внутри и обточка его торцов. Наиболее простым спо-
собом производится эта операция на больших карусельных станках,
не
’ Понятие об одной из конструкций статора дает рис. 753
chipmaker.ru
которыми пользуются для этой работы чаще всего. В тех случаях,
когда таких станков нет, приходится прибегать к другим методам,
на которых мы остановимся ниже.
По окончании расточки приступают к долблению или
фрезерованию пазов для клиньев на внутренней по-
верхности статора. Здесь требуются соблюдение строгой парал-
лельности этих пазов оси статора и кроме того строго определен-
ное распределение их по окружности, соответствующее пазам, вы-
штампованным на сегментах активного железа.
Внутри статора устанавливается переносная фрезерная колонка,
с помощью которой последовательно фрезеруют все пазы, повора-
чивая статор, установленный на катках, каждый раз на расстоя-
ние одного шага между ними. При повороте статора руководству-
ются точной разметкой, устанавливая его так, чтобы неподвижный
указатель каждый раз приходился против риски. Фрезерование
производится в два прохода: сначала начерно обычным конце-
вым фрезером, а потом начисто фасонным, в форме ласточкина
хвоста.
Такая работа по разметке, очевидно, мало продуктивна. Кроме
того вращение на катках большого' статора также сопряжено с
некоторыми трудностями. В некоторых случаях устраивали специ-
альные делительные приспособления, позволявшие поворачивать
саму колонку внутри статора на требуемые углы.
При обработке корпусов приходится иметь дело еще с фре-
зерованием или строганием лап, которыми эти кор-
пуса устанавливаются на фундамент. Эта операция чаще всего
производится на колонках, для чего корпус ставят на плиту тор-
цом и закрепляют в этом! положении.
Остальные операции над корпусом сводятся главным образом
к сверлению и нарезанию резьбы. Для этого пользуются преимуще-
ственно радиальносверлильными станками (стационарными и пере-
носными), но иногда работа производится и на колонках.
Введение электросварки, совершившей переворот в
деле построения крупных электрических машин, сильнейшим
образом отразилось и наметодах механической
обработки их деталей. Правда, часто встречаются свар-
ные конструкции, обработка которых принципиально ничем не
отличается от обработки отливок. Разница получается лишь в том,
что вместо обработки чугуна весь цех перестраивается на обра-
ботку стали, причем припуски обыкновенно получаются значи-
тельно меньшими. Это меняет режим резания и форму инстру-
мента, но мало отражается на выборе станков, конструкциях при-
способлений и последовательности операций. Такие конструкции
преимущественно применяются при постройке машин средних раз-
меров, в крупном же электромашиностроении введение сварных
конструкции позволяет существенно сократить самый объем меха-
нической обработки.
В качестве примера рассмотрим производство статоров крупных
гидрогенераторов. Описываемые ниже методы — в основном аме-
риканского происхождения, но в той или иной мере подобные
616
приемы получили применение и на некоторых европейских за-
водах. 1
Рис. 752 изображает корпус статора гидрогенератора для Дне-
провской станции, установленный на плитах при сборке активного
железа. Корпус имеет наружный диаметр 12 .м и состоит из шести
частей, свернутых между собой на стыковых брусьях А (заменяю-
Рис. 752. Статор гидрогенератора для Днепростроя.
щих фланцы). Технологический процесс по изготовлению такого
статора состоит в основном в следующем. Стыковые брусья
(фланцы) строгаются отдельно, сверлятся и попарно свертываются.
В сварочном цехе на плите эти стыковые брусья раскладываются
так, как они размещены в готовом корпусе, и между ними ввари-
ваются заготовленные «шестерки» корпуса статора. В результате
статор сразу получается в виде кольца, состоящего из шести свер-
нутых между собой частей. Если эти части разболтить и потом
вновь сболтить в прежней последовательности, то они подойдут
одна к другой без всякой пригонки. Таким образом при сварной
конструкции совершенно отпадает операция строгания или фрезе-
рования стыков у «шестерок» и заменяется неизмеримо более про-
стой операцией строгания стыковых брусьев отдельно от корпуса.
В литых конструкциях обработка стыков необходима, причем эта
работа требует применения больших станков и значительного вни-
мания, так как, помимо других требований, необходимо соблюсти
1 Этими методами изготовлялись генераторы для Днепровской и Свирь-
ской гидроэлектростанций на заводе Электросила. Опыт этого завода, в тече-
ние 4 лет (1929—1932 гг) поставившего у себя совершенно новое производ-
ство, представляет исключительный интерес не только для специалистов
в области постройки электрических машин, но и для всех машиностроителей.
617
условие, чтобы оба фланца каждой «шестерки» были расположены
друг относительно друга под углом 60°, иначе при свертывании от-
дельные части не сомкнутся в круг. 1 На рис. 752 корпус изобра-
жен уже в механическом цехе, т. е. части его, разобранные в сбо-
2рчной._ вновь собраны для дальнейшей обработки.
Рис. 753. Укладка активного железа в корпусе статора генератора для Днепро-
, строя.
Обработка начинается с проточки торца статора при помощи
башенной карусели,2 пцичем одновременно затачивается
один узкий буртик на внутренней цилиндрической поверхности. Те-
перь в центре статора устанавливается строго вертикально (торец
был проточен строго горизонтальным) цилиндрическая шлифован-
ная колонка, и центровка ее производится от упомянутого прото-
ченного буртика. Далее начинается укладка активного железа.
Рис. 753 изображает этот процесс. Здесь хорошо видны отдель-
ные листы (сегменты) активного железа (толщиной 0,35 мм), в
каждом из которых выштампованы два паза в форме ласточкиных
хвостов. Этими пазами сегменты надеваются на точно выстроган-
ные клинья, привариваемые к корпусу при помощи малых уголь-
ников. При укладке железа необходимо со всей строгостью сле-
1 Работу можно несколько упростить если, профрезеровав соответствен-
ные стыки, соединить шестерки сначала по три, образуя ' два полукольца,
после чего стыки, оставшиеся свободными, обработать в одну установку.
При таком методе работы требуется лишь соблюдение правильности обработки
этих стыков, образующих плоскости разъема обоих полуколец.
* См. ниже рис. 756
619
дить, чтобы внутренняя поверхность статора представляла пра-
вильный цилиндр. Так как корпус не был предвари-
тельно расточен и им нельзя руководствоваться при сборке
железа, то последнее укладывают, осуществляя все изме-
рения от упомянутой выше центральной колонки.
Измерение производится при помощи длинных штихмассов, как по-
казано (для другого гидрогенератора) на рис. 754.
Рис. 754. Измерение внутреннего диаметра статора при укладке актиеного
железа.
Таким образом, в противоположность укладке железа в литые
корпуса, здесь не железо центрируется по статору,
а, наоборот, положение клиньев, связывающих
пакет железа с корпусом, определяется положе-
нием пакета. Приварка этих клиньев к корпусу произво-
дится по мере укладки железа. После описания этого процесса
оказывается понятным, почему операция расточки корпуса стано-
вится совершенно излишней.
Сравнивая обработку литых и сварных статоров гидрогенера-
торов, мы видим, что в последних отпадают операции:
фрезерования стыков, расточки внутренней
части и долбления пазов для клиньев. Остается
лишь обточка торца, что составляет небольшую часть работы, не-
обходимой при прежних конструкциях, Эта часть оказывается еще
ею
менее значительной, если учесть малые припуски и более равно-
мерную твердость сварных деталей по сравнению с литыми.
В. Обточка и расточка деталей большого диаметра при отсутствии
на заводе крупных карусельных станков
В крупном машиностроении часто приходится обрабатывать де-
тали, выходящие по своим' размерам за пределы габаритов имею-
Рис, 755. Расточка литого корпуса статора при помощи временного
устройства.
шихся станков. Так как приобретение требуемого крупного обору-
дования оказывается целесообразным лишь в тех случаях, когда
такие крупные детали составляют постоянную часть производствен-
ной программы завода, то часто приходится либо передавать обра-
ботку этих деталей на сторону либо изыскивать какие-нибудь
специальные способы обработки их на имеющемся оборудовании.
Подчас решает вопрос применение переносных станков, в некото-
рых случаях оказывается целесообразным приспосабливать для та-
ких операций и стационарные станки.
Рис. 755 показывает расточку корпуса статора большой элек-
трической машины при помощи временного устройства. В пол
620
вокруг сюда карусельного станка были заделаны специальные
.тумбы, а весь портач этого станка демонтировался. Тумбы были
проточены сверху, и на них установлен статор, который таким
образом оставался во время работы неподвижным. На столе кару-
сели были укреплены две станины токарных станков, а на послед-
них установлены стойки с супортами. Такое временное устройство
позволило расгочи1ь статор с наружным диаметром 11,5 м, поль
зуясь столом! карусели диаметром лишь 5 м.
Легко видеть, что установка, изображенная на рис. 755, осно-
вана на том же принципе, как и устройство по рис. 741, только
размеры здесь значительно меньшие, и для работы используются
уже имеющиеся станки.
I. Обточка статоров гидрогенераторов при помощи переносных
станков
До сих пор мы говорили о карусельной работе исключительно
на стационарных станках. В некоторых случаях, однако, для опе-
раций этого рода применяются и переносные станки специальной
конструкции.
Практика завода Электросила даег примеры исключительно
удачного использования переносных станков для крупнокарусель-
ной работы1. В первый раз с обработкой очень больших деталей
заводу пришлось столкнуться в 1925 г. при постройке генераторов
для Волховстроя. Роторы этих генераторов хотя и с трудом, но
все же удалось обработать на самом большом из имевшихся кару-
сельных станков, но статоры далеко превосходили по своим раз-
мерам возможности карусельного оборудования завода. Заказ на
их обработку был передан Балтийскому судостроительному за-
воду, где она и была произведена при помощи специальных стан
ков, служивших в прежнее время для других целей и Достроен
ных еще в довоенное время заводом Герлях Пульст в Варшаве.
При получении заказа на гидрогенераторы для Днепросдроя
вновь возник вопрос об обработке деталей очень больших диа-
метров. На этот раз имеющиеся станки не позволяли обработать
ни статор ни ротор, поэтому опять пришлось изыскивать специаль-
ные методы для производства этой работы. О том, как была ре-
шена задача в отношении обработки роторов, мы скажем' ниже;
что же касается статоров, то обработка их была произведена при
помощи переносных станков, полученных с Балтийского завода.
Работа велась следующим образом. Статор был установлен на
плите в горизонтальном положении. В центре его на той же плите
была укреплена тумба, служащая основанием для станка (рис. 756).
На эту тумбу был поставлен станок, получивший на заводе назва-
ние башенной карусели. Он состоит из центральной части
вращающейся на шкворне при помощи передачи от здесь же уста-
новленного электромотора, к которой укреплены два рукава, вра-
щающиеся вместе с ней. На концах этих рукавов укреплены су-
порты, имеющие вертикальную и горизонтальную подачи. Рукава
сделаны выдвижные, так что башенная карусель может обтачивать
детали различных диаметров. В данном случае обтачивался статор
621
r.ru
(для Днепростроя) с наружным диаметром 12 м. При пользовании
переносным станком! все операции над статором производятся на
одном рабочем месте, и только после окончания обработки и на-
бора железа отдельные «шестерки» направляются в обмоточную.
Рис. 756. Обточка статора гидрогенератора переносным .башенным" станком.
Д. Обработка роторов крупных электрических машин
Роторы крупных электрических машин также представляют
весьма интересный объект для изучения методов постановки техно-
логического процесса. В отличие от статоров, роторы различных
машин очень сильно разнятся друг от друга как по общей конфи-
гурации, так и по конструкции. Исключительный интерес предста-
вляют методы обработки роторов гидрогенераторов новейшей кон-
струкции. 1
Основой ротора является звезда, насаженная на вал и собран-
ная, в свою очередь, из нескольких спиц, соединенных дисками
вверху и внизу. Вокруг этой звезды располагается обод, набран-
ный из отдельных сегментов, выштампованных из листового же-
леза, толщиной 6 мм.
Полюсы крепятся в пазах обода.
Внизу, под роторной звездой, закреплен диск, состоящий из
отдельных сегментов, служащий для торможения ротора. На него
давят колодки гидравлических тормозов. В рассматриваемой кон-
Такую конструкцию имеют генераторы для Днепростроя и Свпрьстроя.
622
Струкцйи отливка ротора заменена еварнои сболченной звездой И
наборным ободом. Это в высокой степени повышает надежность
всей системы, так как огромные усилия от центробежной силы
здесь воспринимаются ободом, представляющим собой цепную
конструкцию, а не отливку, всегда таящую в себе опасность суще-
ствования незамеченных трещин, раковин и т. п.
Рис. 757. Кянювка рогира для диеприсгрия.
Чем больше диаметр ротора, тем труднее выполнить его в виде
отливки. Постройка новейших гидрогенераторов гигантских разме-
ров стала возможной именно в связи с введением описанной кон-
струкции. Рис. 757 изображает роторною звезду гидрогенератора
для Днепростроя во время ее кантовки (на заводе Электросила).
Сравнивая ее с ростом стоящего рядом человека, можно получить
представление о размерах этой детали. Заметим!, что опыт завода
Электросила в области обработки роторов представляет не мень-
ший интерес, чем опыт в области обработки статоров.
Рассмотрим главнейшие операции по обработке ротора боль-
шого гидрогенератора (типа Днепростроя).
Сначала отдельно обрабатываются сварные спицы, литая втулка
и вырезанные из листов диски роторной звезды. Спицы строгаются
623
chipmaker.ru
на продольнострогальном станке, для чего весь комплект их уста-
навливается одновременно на столе этого станка, поперек его;
боковыми супортами прострагиваются торцы и верхние места по-
садки тормозных cei ментов. Благодаря такому методу работы все
спицы получаются одинаковыми, что очень облегчает сборку и
уменьшает обработку в собранном виде. Втулка и диски обтачи-
ваются на карусели. Рис. 758 а изображает обсверлива’ние ротора
переносным! станком, причем сверлятся и развертываются отвер-
стия, соединяющие спицы с дисками. Станок надежно установлен
на внутренней втулке ротора.
После того как роторная звезда окончательно сболчена, даль-
нейшие операции над ней производятся в собранном виде. Необхо-
димо точно обработать наружную цилиндрическую поверхность,
чтобы она представляла собой правильный цилиндр, вокруг кото-
рого можно собрать обод из листового железа. Далее требуется
проточить начисто места крепления тормозных сегментов, а после
их крепления проточить и прошлифовать самые сегменты. Наконец,
в торцах спиц необходимо профрезеровать вертикальные канавки
для шпонок, препятствующих вращению обода на роторной звезде.
Все операции, кроме последней, по характеру — токарно-кару-
сельные. Обработка таких роторов могла бы быть с удобством
выполнена на большом карусельном станке, причем сразу можно
было бы обточить как наружную поверхность, так и кольцо сег-
ментов. Однако такой метод требовал наличия очень большой
карусели, которой завод Электросила не располагал. Было выска-
зано несколько предложений о том, как произвести обработку ро-
тора для Днепростроя на имевшемся оборудовании. Наконец, раз-
работали следующий метод.
Ротор насаживался в перевернутом положении на специальный
«гриб», вращающийся на шкворне. Для уменьшения трения под
пяту нагнеталось масло под| давлением. Самое вращение предпо-
лагалось осуществить при помощи цепи Галля, обхватывающей
цепную шестерню, привернутую к нижнему торцу ротора, и ше-
стеренку специального привода, действующего через сильную за-
медлительную передачу от электромотора. Резцы устанавливались
в супортах, движущихся по колонкам, закрепленным на плите,
расположенной вокруг ротора. Однако при первой же попытке
пустить это приспособление в действие 1 обнаружился ряд недо-
статков в выполнении передачи цепью Галля. Механизм был снят
для некоторых переделов и ремонта, но ввиду срочности заказа
решено было попробовать обточить ротор той же «башенной кару-
селью», которой обтачивался и статор. Рис. 758 b доказывает
обточку места посадки тормозных сегментов, а рис. с изображает
схему обточки боковой поверхности. Здесь видны концы длинных
оправок с резцами, верхние концы которых были закреплены в
супортах. На рис. 758 с показан метод измерения диаметра, которое
производится штихмассом от неподвижно установленного уголь-
ника.
1 Оно получило па заводе название «цепной карусгли~>.
624
В то время как операция по рис. 758 b не вызывала особых
сомнений, возможность обточки боковой поверхности была очень
спорной. Дело в том, что оправки пришлось сделать очень длин-
ными (высота проточки равнялась 1700 мм), а это в связи с не-
полной жесткостью самого переносного станка могло легко вы-
звать вибрацию и потерю точности, несмотря на то, что эти
оправки были выполнены полыми, сварными, квадратного сечения.
Данная установка рассматривалась как временная, до приведения
в порядок описанного выше устройства («цепной карусели»).
Однако первый же опыт оказался настолько удачным, что все ра-
боты по доделке цепной карусели были приостановлены. Оказа-
лось, что башенный станок обработал ротор не только вполне
удовлетворительно с) точки зрения точности, но и в промежуток
времени, не выходящий за пределы допустимого. На этом же
станке производились шлифование привернутых тормозных сегмен-
тов шлифовальной машинкой, закрепленной на супорте, и затем их
полировка наждачной бумагой, нажимаемой другим супортом. Эта
работа шла также очень успешно, и кольцо сегментов получилось
вполне удовлетворительно обработанным (рис. 758 d).
Во все время обработки ротор был насажен на штырь, на кото-
ром его предполагалось первоначально вращать при обточке. Было
замечено, что при достаточном давлении масла вращение ротора
на этом штыре происходит очень легко, несмотря на большой вес
роторной звезды (103 т).
Фрезерование шпоночных канавок в торцах спиц производи-
лось при помощи переносной колонки, установленной рядом с ро-
тором, причем последний после окончания обработки каждой ка-
навки поворачивался на требуемый угол.
Описанный метод работы удовлетворительно решал поставлен-
ную задачу. Однако при взгляде на общий чертеж роторной
звезды (рис. 758 а) можно сразу же увидеть, что при обточке
длинных торцов спиц, отнимающей больше всего времени, резец
меньшую часть времени находится под стружкой, а ббльшую про-
ходит по воздуху. Поэтому при обработке следующих роторов
было решено внести дальнейшее усовершенствование в план опе-
раций. Обточка под сегменты, а также обработка самих сегментов
производились попрежнему при помощи башенной карусели
(рис. 758 b, d), но обточка боковой поверхности была заменена
фрезерованием торцов спиц, которое происходит одновременно
с фрезерованием шпоночных канавок; для этого около ротора
устанавливается вторая фрезерная колонка (рис. 758 е).
40 Соколовский, т. II. 1889»
chipmaker.ru
a)
башенная карусель
b)
Рис. 758. Обработка ротора гидрогене-
мотор д
шлифовальн.
круг —
подшипники
тормозной
ремень
спица ротора
башенная карусель сегмент
плита
ww."
приспособление для поворота
ратора при помощи переносных станков.
Chipmaker.ru
ОГЛАВЛЕНИЕ
Стр.
Предисловие............................................ 3
Глава одиннадцатая. Обработка .охватывающих деталей
вращения".
1. Классификация .охватывающих деталей враще-
ния' ......................... •....................... 6
2. Обеспечение концентричности......................... 9
А. Различные факторы, влияющие на концентричность (9). Б. За-
крепление деталей (10). В. Три метода обеспечения концентрич-
ности (20).
3. Примеры обработки деталей классов .втулок' и
.дисков*............................................ 26
А. Обработка подшипниковых щитов электродвигателей (26).
Б. Обработка тонкостенных втулок (30). В. Особенности обра-
ботки деталей класса .дисков* (32).
4. Концентрация и диференциация операций при
обработке втулокидисков .............................. 36
А. Обработка на токарных станках (36). Б. Использование мощных
сверлильных станков (36). В. Комбинированная обработка на свер-
лильных и многорезцовых токарных станках (38). Г. Использова-
ние револьверных станков и токарных автоматов (43).
5. Обраб.отка внутренних шпоночных канавок............ 44
Глава двенадцатая. Револьверизация токарных работ
1. С о в р е м е н н о е состояние вопроса о р е в о л ь в е р и з а-
ции токарных работ.................................... 45
А. Револьверные станки и область их применения (45). Б. Револь-
веризация в серийном производстве (47). В. Нормальные наборы
инструментов и .постоянные настройки' (52).
2. Инструмент для патронной работы.................... 54
А. Державки для патронной работы (54). Б. Постоянные настройки
для патронной работы (60).
3. Типичны епримеры работы изпрутка................... 62
4. Типичные примеры патронной работы.................. 64
5. Работа на станках с поперечным перемещением ре-
вольверной головки.................................. 69
Глава тринадцатая. Обработка подшипников
1. Заливка подшипников................................ 74
А. Общие замечания о материалах для подшипников и о про-
цессе заливки (74). Б. Формы для заливки вкладышей (75). В. Спе-
циальные методы заливки подшипников (76). Г. Припуски при
заливке (79).
2. Общие данные об обработкеподшипников............... 80
А. Обработка цельных втулок (80). Б. Обработка смазочных кана-
вок (й3). В. Обзор методов чистовой обработки вкладышей (84).
3. Обработка половинчатых вкладышей................... 85
А. Методы индивидуального и мелкосерийного производств (85).
Б. Методы обработки, обеспечивающие взаимозаменяемость поло-
винок (87). В. Обработка половинчатых вкладышей с полным
628
Стр.
использованием опорных баз (89). Г. Некоторые новейшие тече-
ния в области массового производства половинчатых вклады-
шей (94).
Глава четырнадцатая. Обработка эксцентричных деталей
1. Обработка эксцентриков.................................. 96
А. Основные характеристики класса эксцентричных деталей (96).
Б. Различные схемы обработки эксцентриков (96). В. Обработка
эксцентричных валиков (102).
2. Общие замечания о производстве коленчатых ва-
лов ..................................................... 102
А. Характер производства и различные констр}кции коленчатых
валов (102). Б. Точность размеров коленчатых валов (104).
3. Обработка кованых коленчатых валов в индиви-
дуальном и мелкосерийном производствах................... 105
А. Заготовки для коленчатых валов и общий план обработки (105).
Б. Вырезка колен (107). В. Обточка коренных шеек (107). Г. Об-
точка мотылевых шеек (10s). Д. Строгание и фрезерование
щек (114). Е. Отделка коленчатых валов и мелкие операции (115).
4. Производство составных коленчатых валов............... 117
А. Основные конструкции и соответствующие им планы обра-
ботки (117). Б. Сборка составных валов (119). В. Коленчатые
валы, сваренные из отдельных частей (120).
5. Обработка автотракторных коленчатых валов. . . 122
А. Обшие данные о производстве автотракторных коленчатых ва-
лов (122). Б. Токарная обработка автотракторных коленчатых ва-
лов (124). В. Шлифование автотракторных коленчатых валов и их
отделка (130). Г. Контроле автотракторных коленчатых валов (132).
Глава пятнадцатая. Обработка деталей классов .крестовин*
и .рычагов*
1. К л а с с и ф и к а ц и я .м н о г о о сн ы х деталей*. 134
2. Обработка деталей класса.крестовин*.................... 137
А. Обзор методов обработки крестовин диференциала (137). Б. Обра-
ботка корпусов клапанов и кранов (139).
3. Обработка тронковых поршней............................ 145
А. Общие данные о производстве тронковых поршней (145). Б. Базы
и исходные операции при обработке тронковых поршней (147).
В. Обточка наружной поверхности и доиышка (151). Г. Чистовая
обработка поршней (155). Д. Обработка канавок для поршневых
колец и снятие выемок около пальца („холодильников") (159).
Е. Обработка отверстия для поршневого пальца (160). Ж. Чисто-
вая обработка отверстия для пальца ( 65). 3. Различные опера-
ции (1ь7). (4. Контрольные операции (170).
4. Обработка рычагов и шатунов............................ 173
А. Замечания об обработке деталей класса .рычагов* (173).
Б. Общие данные о производстве шатунов легких двигателей (174).
В. Базы и исходные операции (177). Г. Обработка отверстий в
головках автомобильных шатунов (183). Д. Различные опера-
ции (193). Е. Контрольные операции (195). Ж. Пл; и операций при
обработке шатуна трактора (196).
Глава шестнадцатая. Получение поверхностей прямолинейнойj
обработки
1. Получение точной плоскости и ее проверка.............. 199
А. Образование точной плоскости (199). Б. Проверка правильности
плоских поверхностей (202). В. Проверка взаимного расположения
плоскостей и осей (206).
2. Строгание поверхностей прямолинейной обра-
ботки ................................................. 207
629
%Стр.
А. Обзор методов обработки плоскостей (207). Б. Строгальное
оборудование и его работа (207). В. Пути повышения производи-
тельности строгального оборудования (213).
3. Фрезерование поверхностей прямолинейной обра-
ботки .................................................. 218
А. Фрезерное оборудование и его работа (218). Б. Пути повыше-
ния производительности фрезерного оборудования (224). В. Ме-
тоды работы И. И. Гудова (236).
4. Сравнеииестрогания и фрезерования.................... 245
А. Производительность строгального и фрезерного оборудова-
ния (245). Б. Точность обработки (250). В. Общие выводы (251).
5. Шлифование плоскостей............................'. . . 254
А. Общие замечания о применении плоского шлифования (254).
Б. Шлифовальное оборудование и его работа (256). В. Пути по-
вышения производительности при плоском шлифовании (261).
Г. Обдирочное плоское шлифование (265). Д. Шлифование ди-
сками (279).
6. Обработка плоскостей протяжками...................... 286
А. Наружное протягивание и область его применения (286). Б. Обра-
ботка автомобильных цилиндровых блоков протяжками (287).
7. Опиливание, шабровка и притирка плоскостей. . . . 289
А. Опиливание и пришабривание (289). Б. Притирка плоско-
стей (294).
Глава семнадцатая. Обработка плоскостных деталей
1. П ло с к ос т н ы е детали иихсвойства........... 295
2. Анализ погрешностей, возникающих приобработке
плоскостных деталей................................. 301
А. Причины погрешностей и достижимая точность (301). Б. Неко-
торые замечания об установке больших станков (302). В. Крепле-
ние неустойчивых деталей иа столе станка (304). Г. Внутренние
напряжения (311). Д. Температурные деформации (315).
3. Обработка сопряженных плоскостей................. 317
А. Угловые допуски (317). Б. Обзор методов обработки сопряжен-
ных плоскостей (318). В. Характерные случаи установки и вы-
верки деталей при обработке сопряженных плоскостей (320).
Г. Обработка прямоугольного бруса (324). Д. Обработка прямо-
угольной плитки (326).
4. Обработкастанин станков.......................... 331
А. Общие замечания о выполнении строгальных и фрезерных ра-
бот, встречающихся при обработке станин (331). Б. Примеры стро-
гания и фрезерования станин (336). В. Чистовая обработка напра-
вляющих (342). Г. Сравнение шабровки и шлифования направляю-
щих (346).
Глава восемнадцатая. Обработка плоскостных деталей, содер-
жащих точные отверстия
1. Общие вопросы, относящиеся к обработке систем,
сопряженных отверстий и плоскостей................ 349
А. Последовательность операций (349). Б. Точность обработки си-
стем сопряженных отверстий (355). В. Систематизация методов
обработки сопряженных отверстий (357).
2. Обработкаодноосных отверстий.................... 364
А. Систематика одноосных отверстий (364). Б. Методы обработки
одноосных отверстий (366). В. Подрезка торцов (374). Г. Обра-
ботка кольцевых выточек (377).
3. Обработка систем сопряженных отверстий без при-
менения специальных приспособлений_и станков. . 380
А. Работа по разметке (380). Б. Расточка с непосредственной
установкой шпинделя по оправкам и плиткам (или„ штихмас-
630
Стр.
сам) (382). В. Установка детали по плиткам (384). Г. Кнопочный
и дисковый методы (386). Д. Расточка при помощи установочных
шаблонов (388). Е. Обработка отверстий, взаимно перпендикуляр-
ных и расположенных под углом (390).
4. Координатная расточка................................ 392
А. Принцип координатной обработки (392). Б. Оборудование для
координатной расточки (393). В. Разметочно-сверлильный ста-
нок S1P и работа иа нем (400). Г. Некоторые замечания о вы-
полнении операций координатной расточки (405). Д. Значение ме-
тода координатной расточки и область его применения (406).
5. Работа в приспособлениях и на специальных стан-
ках..................................................... 408
А. Приспособления для расточных станков (408). Б. Конструкции
направляющих устройств и борштанг (416). В. Расточка иа спе-
циальных станках (423). Г. Приспосабливание станков общего на-
значения для выполнения отдельных расточных операций (431).
6. Примеры обработки плоскостиыхдеталей, содержа-
щих точные отверстия.................................... 437
А. Обработка бабок, коробок и других подобных деталей стан-
ков (437). Б. Обработка рам двигателей (440). В. Обработка ци-
линдровых блоков автомобилей (445).
Глава девятнадцатая. Обработка фасонных поверхностей
1. Классификация методов получения фасонныхформ. 452
2. Обработка конических поверхностей.......... 453
А. Обработка конусов иа станках типа токарных (453). Б. Обра-
ботка конических отверстий (456). В. Шлифование конических
поверхностей (461).
3. Обработкаповерхностей, образован ныхвращением
дуги круга (сферических поверхностей)................ 462
А. Обточка и расточка поверхностей, образованных вращением
дуги круга (462). Б. Шлифование поверхностей, образованных
вращением дуги круга (470).
4. Обрабатка фасонных поверхностей вращения про-
извольногопрофиля.................................... 471
А. Обточка по неподвижным копирам (471). Б. Фасонная обточка
с подвижными люнетами (473). В. Подвижные копиры (476). Г. Об-
точка фасонными резцами (480). Д. Шлифование фасонных поверх-
ностей вращения (487).
5. Обточканекруглыхдеталей......................... 490
А. Вращающиеся копиры (490). Б. Обточка овалов (492).
6. Обработка плоских и пространственных фасонных
контуров.......................................... 494
А. Копировальные работы на фрезерных станках (494). Б. Обра-
ботка кулачков (501). В. Строгание фасонных поверхностей (5U4).
Г. Наружное протягивание (505).
7. Обработка фасонных отверстий................... 507
А. Долбление, протягивание и прошивание (507). Б. Сверление
многогранных отверстий (508).
8. С п е ци а л ь н ы е методы копирования........ 511
А. Копировальные станки, предназначенные для работы в усло-
виях индивидуального и мелкосерийного производств (511). Б. Элек-
трические копировальные станки (513). В. Копирование с чер-
тежа (516). Г. Фотоэлектрические копировальные автоматы (518).
9. Обработка зубчатых деталей......................... 520
А. Обзор методов обработки зубчатых поверхностей (520)- Б Обра-
ботка шлицевых соединений (520).
Глава двадцатая. Нарезание винтовой резьбы
1. Точность резьбовой работы.......................... 527
2. Обзор методов образования винтовых нарезок. . . 529
631
chipmaker.ru
Стр.
А. Нарезание резьбы резцами и гребенками (529k Б. Фрезерова-
ние резьбы (535). В. Нарезание резьбы методом обкатывания (545).
Г. Шлифование резьбы (545). Д. Нарезание резвбы плашками (516).
Е. Нарезание резьбы метчиками (551).
3. Обработка длинных винтов и червяков.................. 555
А. Нарезание прямоугольных и трапецоидальных резьб на токар-
ных станках (5551. Ь. Обработка ходовых вииюв (5ьЗ). В. Обра-
ботка червяков (571).
4. Производство резьбовых изделий....................... 574
А. Накатывание резьб (574). Б. Нарезание гаек (579).
5. Нарезание специальныхрезьб........................... 58Э
А. Нарезание конических резьб (580). Б. Нарезание резьб с пере-
менным шагом (583).
Глава двадцать первая. Особенности крупного машиностроения
1. Общая характеристика цехов крупного машино-
строения ........................................... 584
А. Технико-экономические показатели, характеризующие цехи
крупного машиностроения (584). Б. Роль транспортных опера-
ций (588). В. Выбор оборудования (589). Г. Измерение крупных
деталей (599).
2. Переносныестанки................................. 602
А. Сравнение работы стационарных и переносных станков (602).
Б. Главнейшие типы переносных станков (оОЗ).
3. Примерыобработки деталей переносиымистанками 696
А. Изготовление токарного станка при помощи переносных при-
способлений (оОб). Б. Расточка дейдвудиой трубы корабля (610).
4. Обработка статоров и роторов крупных электриче-
скихмашин........................................... 612
А. Влияние конструктивных форм на технологический процесс (612),
Б. Различие в методах обработки статоров в литом и в сварном
исполнениях (615). В. Обточка и расгочка деталей большого диа-
метра при отсутствии на заводе крупных карусельных стан-
ков (620). Г. Обточка статоров гидрогенераторов при помощи
переносных станков (621). Д. Обработка роторов крупных элек-
трических машин (622).
Chipmaker.ru
Редактор А. Н. Оглобли» Техн, редактор Р. С. Певзнер
Корректор А. Д. Воробьева
Индекс МО-Ю-5-2. Тираж 15000. Сдано в набор 15/VI 1939 г. Подписано
в печать 22/VIII 1939 г. Формат бумаги 60 X 92V]e- Авт. л. 45,7. Уч.-авг. л. 46,3.
Печ. л. 39\г. + 1 вкл. Бум. л. 19s/4 Печ. зн. в б/м. листе 101090. Заказ № 1889.
Ленобл горлит № 3455.
1-я типография Машгиза НКТМ. Ленинград, ул. Моисеенко, 10.