/




















































Автор: Сагателян Г.Р. Скороходов Е.А.
Теги: металлургия технологические задачи
ISBN: 5-7038-1217-8
Год: 1994



Текст
Московский государственный технический университет им. Н. Э. Баумана
Г. Р. Сагателян, Е, А. Скороходов
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ ПРИБОРОВ, ПОЛУЧАЕМЫХ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Пособие для решения технологических задач
'V
7
Издательство МГТУ им. Н. Э. Баумана
1994
КЕК 34.39
CI3
Рецензенты; Б.И.Белов, В.А.Куэоэдш
CI3 Сагателян Г.Р.» Скорсхспоа Е,А. Анализ технолщм«нос-ти детелей приборов, получаемых метопам чорошково^ &-&тзл-тургии. Пособив для решения технологических задач; Учеб, пособие. - Йад-ао МГТУ, 1994. - 60 с., ил.
ISBN 5~703а-Ш7-8
В учебном пособии изложена методике количественной оценки технологичности конструкции, деталей, изготовляемых матадом но-роиковэй металлургии, применяемая на уровне отраслевого стенаар-та в радиотехнической промышленности. Криме того, приведены ре-комгцаации по основным пршгцип^м проектирования пресс-форм для порошковой -•теллургии. Даны варианты иадииндуальных заданий для праделенин целесообразности применения порошковой конструкции детали.
Учебное пособие предназначено для практических занятий (семинаров^ по курсу ^Технология приборостроения* в 4-44 с-. «ветре Материал пособия может быть использован яри выполнении курсового технологического проекта, а также в технологической части дип ломкого проекта.
Ил. 32. Табл. 7. Библиогр. 7 назв.
ЕБК 34.39
Редакция заказной литературы
Гайк Рафазлович Сагателян
Евгений Александрович Скороходов
Анализ технологичности деталей приборов, получаемых методом порошковой металлургии
Заведующая редакцией Н.Г.Ковалевская
Редактор В.К.Кошелева
Корректор Л.И.Мадотима
ISBN 5-7039-I2I7-8 (с) МГТУ им.Н.Э.Баумана,1994.
1ццписеыо в печать 01=04.94. Формат 60x84/16. Бумага тип. № 2.
Печ.л.3,75« Усл.печ.л.З,48.Уч.-иад.л.4,37.Тираж 500 экз. Изд. $ 56.
Заказ * S32, С
Издательство МГТУ, типография МГТУ.
1(77005. Москва, 2-я Бауманская, 5.
введение
Единая система технологической подготовки произволctf (ЕСТПЛ) чеделий предназначена для ГЦ:
обеспечения технологичности конструкции изделия;
разработки технологических процессов;
проектирования и изготовления средств технологического оснащения .
Характерная особенность изделий приборостроения заключается в большой номенклатуре деталей и сборочных единиц (ДСЕ), При производстве столь иатериалоемких и сложных конструкций эснив-ная часть трудозатрат приходится на процессы формообразования. Порош, овая металлургия,, являясь одним из 15ерспеюямвны>. иетодов формообразования f зсе дире заменяет «. работку резанием в снижая затраты на материалы и трудоемкость, s следовательноf и себестоимость изделий,
Настоящее учебное пособие предназначено не столько для будущих инженеров-"екнологав» сколько для радиоинженеров» иижене-роз-конструнторсь- и иьч&неров-разработчикоа, поскольку технология изготовления изделий закладывается ужо на стадии разработки принципиальной электрической схемы (применение ферритов,, керамики, постоянных магнитов) и особенно на стадии ее конструктивного воплощения.
В соотвед -тяни с ГОСТ 14,205-83 под технологичностью заделий подразумевают совокупность свойств конструкции изделия, on-ределяющих минимальность затрат при произведигве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работы,
Отработка на технологичность конструкции изделий ведется в централизованном порядке на трех уровнях: государственном. отраслевом предприятия. В поеледкие годы в приборостроительные отраслях промышленности в рамках ЕСШП внедрены сте'дартизсвайные методики обеспечения технологичности конструкций [-L На ро--' сударственноы уровне применяются стандартные методики определения уровня технологичности изделий f 31
Излагаемые в настоящем _чебном пособии положения относятся только к производственной технологично.,пц т о, к совокупи' ти свойств конструкции, определяющих минимизацию затрат труда, материалов и средств исключительно яри производстве/
ГОСТом 14 2.04-73 предусмотрены два веда оценки технология-
3
мости конструкции:, качественная и количестве гая. Качественная оценке предшествует количе геенной, она связана с такими понятиями,, как "хорошо » плохо”, “допустимо » недопустимо”, "дешево -дорого” и применительно к разнообразным деталям м метод? i обработка систематизирована в специальной литературе [4J.
Количественная оценка технологичности характеризуется определением так называемых показателей технологичности и производится по усмотрениг разработчика в следующих случаях.
при относительно высокой трудоемкости (себестоимости) летали сравнитесь з с затратами на сборочную единицу а целом;
для обоснования выбора оптимального варианта конструкции детали;
для накопления статис ческих данных о технологичности конструкций различных классов деталей м последующего использования этих данных при отработке на технологичность конструкций однотипных деталей.
Обязателен количественный расчет показателей технологичности деталей, для которых в техническом задании установлены так называемые базовые (т.е. минимально допустимые) показатели технологичности .. ' -
Предлагаемая в настоящем учебном пособии номенклатура частных показателей технологичности для деталей, получаемых методом порошковой металлургии, разработана на основе отраслевого стандарта, внедренного в радиотехнической промышленности С5 1 Обобщающие сведения по номенклатурам частных показателей технологичности для различных изделий радиоэлектронной аппаратуры приведены в соответствующей литературе [61.
1. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ
На практическом занятии (семинаре) по разделу "Порошковая металлургия” курса "Технология приборостроения" студенты выполняют индивидуальные задания, включающие:
I) анализ технологичности детали, изготовляемой методом порошковой металлургии;
разработку эскиза пресс-формы, применяемой при изготовлении заготовки;
3) вьгэботку рекомендаций по повышению технологичности конструкции детали.
Варианты индивидуальных заданий приведены на рис. I - 30, 4
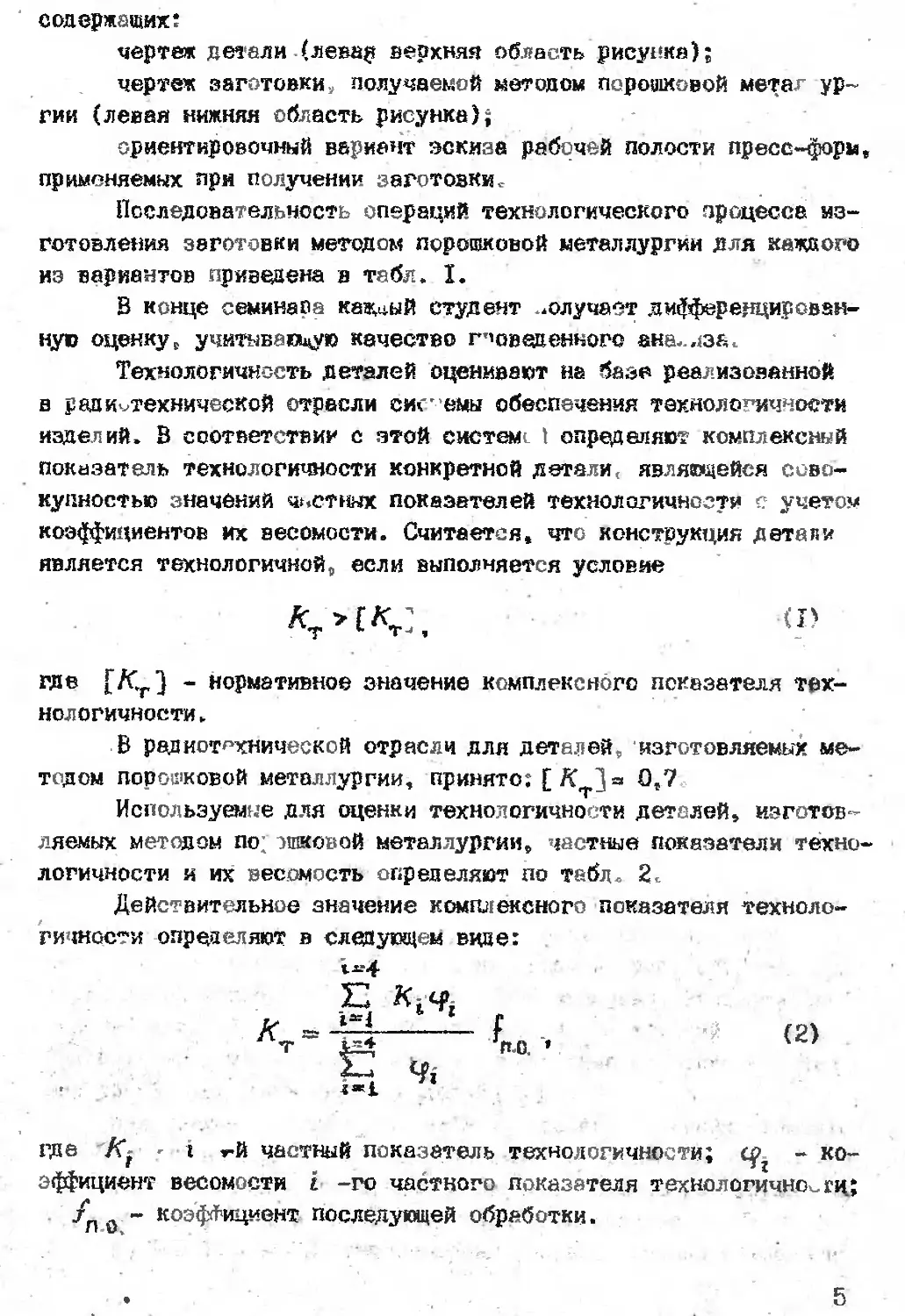
содержащих:
чертеж детали (лева# верхняя область рисунка);
чертеж заготовкиs получаемой методом порошковой метаг ур~ гии (левая нижняя область рисунка);
ориентировочный вариант эскиза рабочей полости пресс-форм, применяемых при получении заготовки.
Последовательность операций технологического процесса изготовления заготовки методом порошковой металлургии для каждого из вариантов приведена в табл. I.
В конце семинара каждый студент получает дифференцированную оценку, учитывающую качество доведенного ана.лзл.
Технологичность деталей оценивают на базе реализованной в радиотехнической отрасли системы обеспечения технологичности изделий» В соответствии с этой системе I определяют комплексный показатель технологичности конкретной детали, являющейся совокупностью значений частных показателей технологичности о учетом коэффициентов их весомости. Считается, что конструкция детали является технологичной, если выполняется условие
(I)
где [Кг] - нормативное значение комплексного показателя технологичности.
В радиотехнической отрасли для деталей, изготовляемых методом порошковой металлургии, принято: [ К] => 0,7
Используемые для оценки технологичности деталей, изготов
ляемых методом по; шко ой металлургии, частные показатели технологичности и их весомость определяют по табл. 2,.
Действительное значение комплексного показателя техноло-
гичности определяют в следующем виде: i-4
(2)
где Л** ' i г-й частный показатель технологичности; - коэффициент весомости L -го частного показателя технологичное^;
/л 0 - коэффициент последующей обработки.
5
Рис. X. ГрЧкв из стали 35
Рис. 2. Бобышка из стали UT.JJC
ft
-"St
Рис. 3» Ог'пица из стели СТ.Зле
Рис„ 4. Ступица из стали Ст.Зпс.
Рис. 6. Ступица из стали Ог.Зпе
—..... ............4 ..,tw,u
Рис о 7* Стуя ца из стали Ст.Зпс
Рис 8. Ступица из стали Ст.Зпс
Рис 9, Фланец из стали 35
Рис о Юо Ступица из стали ’? Зпс
Рис» IJ. CrjiHua аэ стели СУ.Зпс
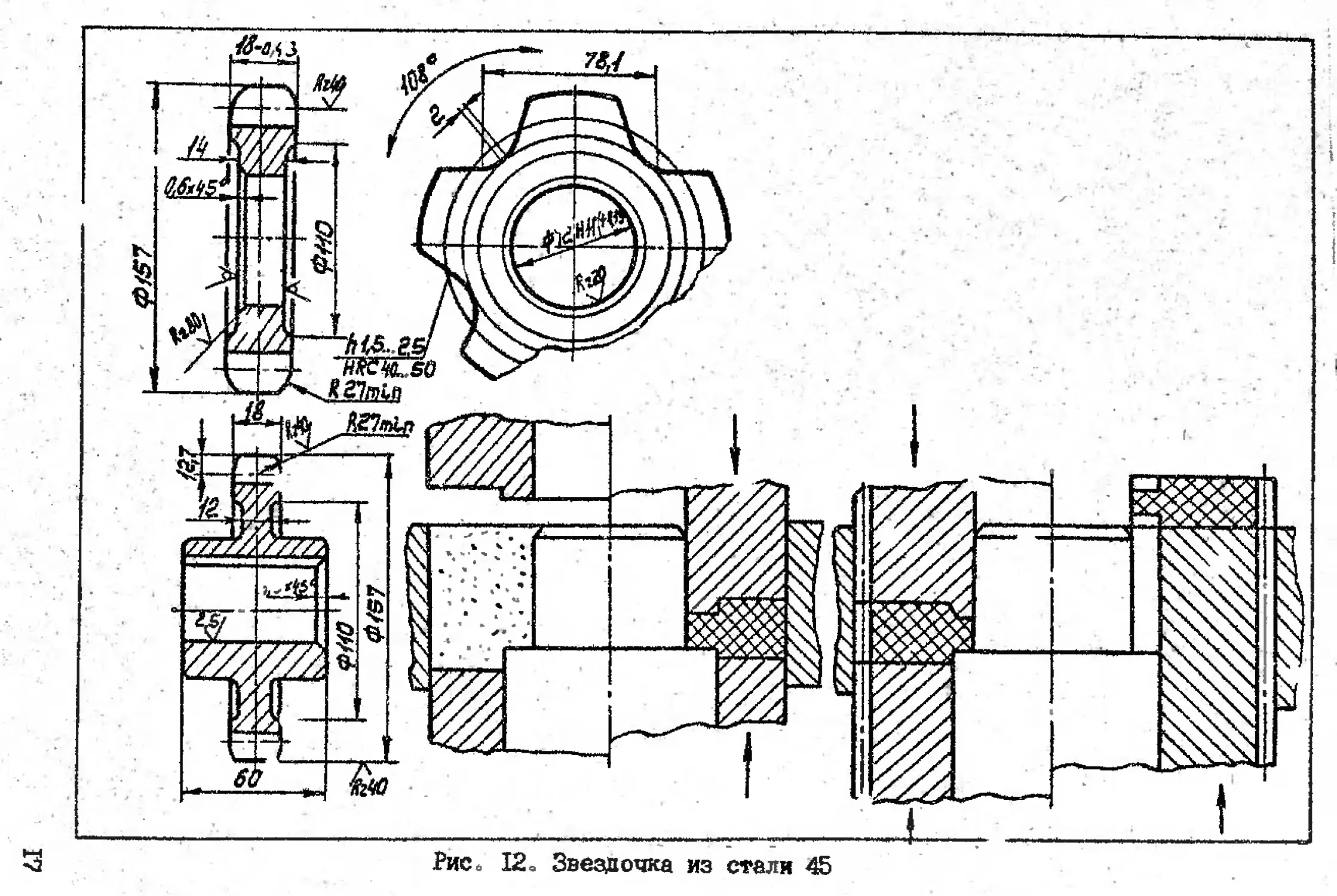
13 Рис» 12, Звездочка из стали 45
-Л -
Рис. 13. Ролик из чугуна СЧ-18
to Рис. 14. Полумуфта из стали 45
Рис. 15. Муфта из стали 20
Рис. 16. Втулка сферическая из птали 4QX
Рис. 17. Втулка из стали 35
Рис. 18. Втулка из стали 40ХН
Рис. 19. Зтупица из стали Ст.Зле
4 Site*
... "I .1,' .......Д- .-»...... II.
Рис. 20. Гайка из бронзы Бр/ЙМцТО-3-1,5
Рис- 21» Кронштейн из стали 35
рис. 22 о Втулка из чугуна СЧ-20
Рис. 23. Крр”пса из чугуна СЧ-18
Рис. 24. Стакан из чугуна 04-18
Рис, 25, В -/лка из чугуна СЧ-16
Ри >26. Стакан из стали
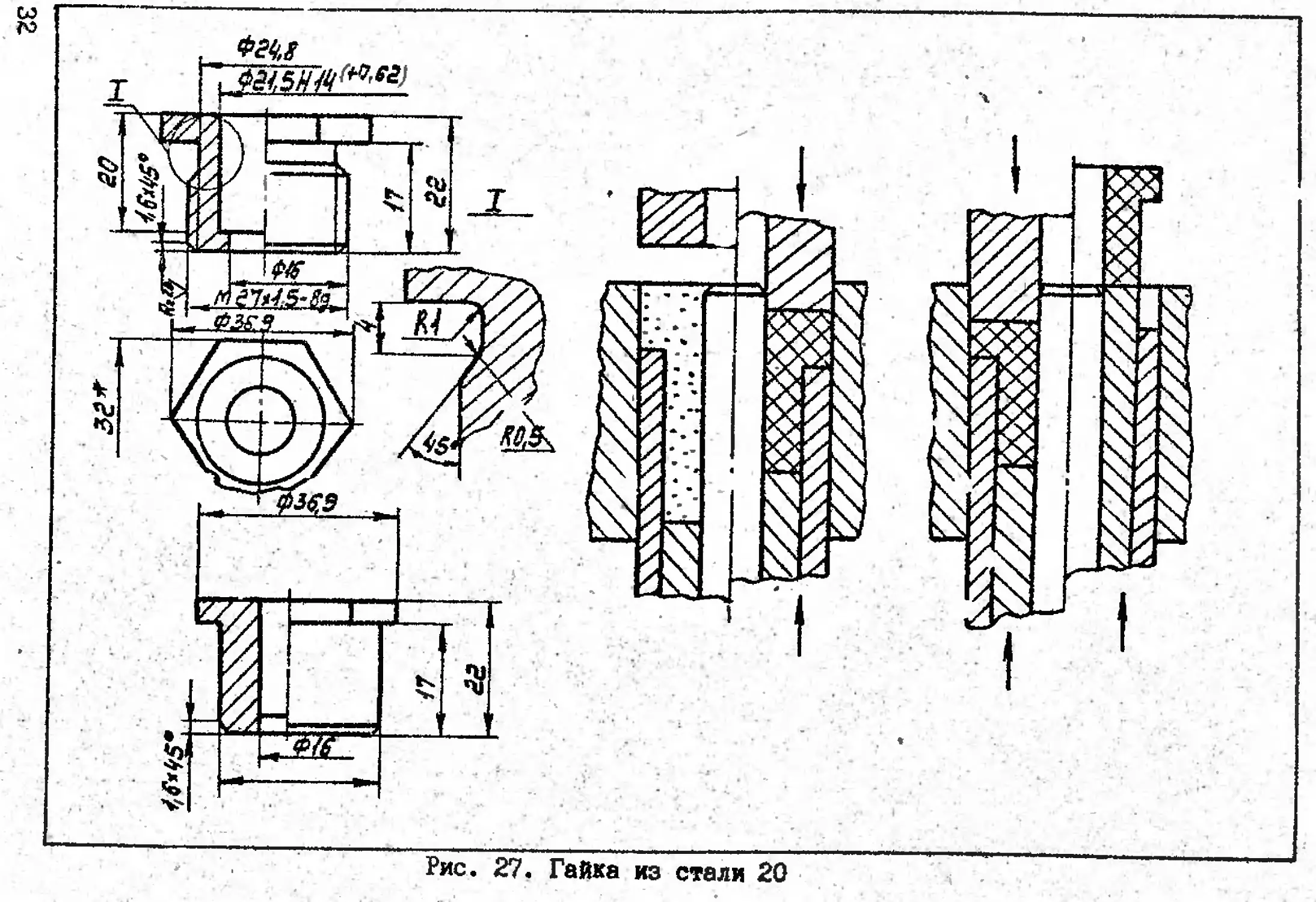
Рис. 27. Гайка из стали 20
w Рис. 28. Диск зубчаты** и стали 35
Ь——Н—=}
Рис. 29. Кольцо из стали 40Х
F c. 30. Ступица из стали 35
Схемы технологических процессов него явления деталей по вариантам
Технологическая Наличие операций в технологическом процессе для вариантов
операция I 2 3 4 5 6 7 8\9 10 П 12 Г 14 15 16 17 18 19 20 21 22 23 24 25
Перемешивание + 4 4 + 4 + 4 4- + 4 4 4 4- 4 4 4- 4- 4- 4 4 , + 4 Ч' 4 4
Прессование I 4 4 + 4 + 4 4 + 4- + 4 4- 4* 4 4- 4 4 4 4 4 4 4 4 4 4
Спекание to- 4 + •*» 4 4 • 4 4 4 4* to + to' to 4 -to . 4 4 to» 4 4 4- 4
Нагревание to + — to + 4 4 Mr 4 . 4 •* м. to 4 to 4 4- -* 4 4 4- -^4“-
Прессование П 4 to + 4 tor 4 4 tor 4 4 4 4 4- 4 4 4 4- 4 4- 4 4. 4 4
Отжиг + tor 4 4 **г 4 4 4 to 4 4 4 4- 4 + 4 4 4 + 4 4 4 + 4 +
Механическая обработка •*Г . *• 4 to" 4 4 4 4 4 .4 to to to- 4 4 to я- to 4 4
Закалка 4 4 4- — 4- +
Нанесение покрытия + + + 4 4 4 4 4- 4- 4 4 4- 4 4 4 4 4 4 4 4 4 4 4 4 +
Контроль + 4 + + 4 4- 4 4 4 * 4- to> 4 4 4- 4- 4 4 4- 4 4- 4 4 4 +
Упаковка + 4 + + 4- 4 + 4 4 4- 4- 4- 4 4 4 4 4 4 4 + 4* + 4 4* 4
'"а блица 2
Номенклатура частных показателей технологичности К-и значения их коэффициентов весомости
Честный показатель Обозначение показателя к. Значение Ъ
Показатель сложности детали 1.0
Показатель технологичности материала к А O,g
Показатель использования материала ^и.м 0,6
Показатель сложности переработки материале 0,4
Если методом порошковой металлургии формообразуется готовая деталь» то считают» что Д = I, в противном случае (наличие последующей механической обработки) принимают j » 0,^.
I.i. Коэффициент сложности летали
Применение метопа порошковой металлургии для получения заготовки предполагает минимизацию дальнейшей ее механической обработки. Поэтому технологичность, а в конечном счете и себестоимость детали, определяется в значительной степени стоимостьо подлежащих изготовлению пресс-форм. Чем сложнее пресс-форма, тем выше ее стоимость, а соответственно, и себестоимость заготовки и в конечном счете - детали. Сложность же пресс-формы г^м одинаковых прочих условиях (число одновременно прессуемых заготовок, материалы, применяемые для иэготовл чия лресс-форм, ’»абарит ые размеры) однозначно определяется сложностью прессуемой заготовки.
Понятие о сложности конфигурации заготовки с точки зрения се формообразования при прессовании из порошков основывается нь необходимости применения одностороннего или двухстороннего способа прессования, трудоемкости изготовления деталей пресс-формы.
Классификация конструктивных форм деталей, рекомецпуемая для порошковой металлургии (табл. 3), основана на том, что детали относят: I) к группам сложной или простой конфигурации; 2) к подгруппам, характеристики которых от эжены ч табл, 3.
Предложенный студенту вариант детали должен быть отнесен им к одной из указанных в табл. 3 групп и. подгрупп.
37
Таблица 3
Значения показателей сложности для деталей различной конфигурации
Характеристика конфигурации детали
Эскиз конструктивного исполнения детали
|"значе-лие
I
3
1.0
Изделия цилиндрической формы и равномерным сечениеи по направлению прессования с круглым отверстием и без него
’ Изделия прямоугольной, квадратной и простых многогранных форм с круглым отверстием и без него
Изделия цилицц. рической йоумы с отверстиями сложной конфигурации
38
Прсд< пение табл. 3
I
Изделия цилиндрической формы» имеющие переход по высоте» с круглыми отверстиями и без них
Изделия прямоуголь-ной и многогранной формы с отверстиями сложной формы, зубчатые колеса к • звездочки
Изделия, ограниченные конусами,сферическими ’Криволинейными поверхностями, формирование которых не требует специальных приемов
Изделия цилиндрической ,прямоугольной формы с одним или более переходом по высоте, зубчатые колеса с ОаЯой ступицей
3
0/7
0,6
0,4
Окончание табл. 3
1
Изделия, ограниченные конусами, сферическими и другими сложными криволинейными поверхностями, зубчатые колеса с двойной ступицей
Изделия сложной геометрической формы с большим соотношением высоты изделия h к толщине стеикд 8 ;
(Л/6 » и )
0,2
1.2. Коэффициент исподьэо^яния материала
Основным преимуществом метода порошковой металлургии является возможность получения заготовок, максимально приближенных к готовой детали. Сложность конструкции самой детали, которую пред по. агают получать из порошков, может ,быть оценена коэффициентом использования материала:
где
40
Мл К = -А , им М_ V
М, - масса готовой детали; // - масса заготовки.
3
и.м
(3)
Значение данного коэффициента в оцеь е общей технологичности конструкции детали определяется еще и тем, что при механической обработке удаляется материал, имеющий существенна добавленную стоимость вследствие продолжительности операции перемешивания исходных компонентов в процессе подготовки шихты. Следовательно, снижение fCu w свидетельствует о повышении себесто-имостн детали.
Предполагается, что плотность материалов эаготогхи и детали одинакова (не учитывается изменение плотности материала при отжиге и закалке). Кроме того, не учитывается масса нанесенного покрытия
Выполняя индивидуальное задание, каждый студент рассчитывает объемы заготовки и детали в соответствии с предложенным вариантом, используя известные формулы стереометрия. Значение м определяют как отношение объемов детали и заготовки
1.3. Коэффициент технологичности применяемого материала
Материалы, применяемые для изготовления деталей по преллс -женным вариа там индивидуальных заданий, а так о режимы операций технологического процесса получения заготовок приведены в табл. 4.
Технологичность применяемого материала оценивается двумя коэффициентами. Первый из них - показатель технологичности материала Этот показатель связан с тем, что порошки раз ичных материалов требуют различной трудоемкости н® операции спекания. Снижение технологичности вызывается склонностью материалов к образованию стойких оксидных пленок на поверхностях порошка. Поэтому низка технологичность деталей из алюминиевых и титанов тх сплавов, коррозионно-стойких тал Я, получаемых мето^м порошко-. вой металлургии. Кроме i^ro, следует учесть, что получение мели -дисперсных порошков ряде металлов затруднено. Поэтому порошки Различных материалов имеют различную исходную стоимость.
Указанные факторы способствуют повышению себестоимости деталей из-за увеличения продолжительности и усложнения технологического регламента при спекании, а также дороговизны исходных микропорошков. Конкре- ные значения показателя технологичности применяемого материала определяют по табл. 5. Для деталей из чугуна в качестве порошкового матерела следует выбирать железо-графит.
41
Таблица 4
Условий реализации Формообразующих операций по вариантам
Номер варианта Материал порошка г РМ.Ц.» ...-"11'111 Технологические режимы Головой объем выписка тыс,«ч.
X rf —.Щ ESa is ж оч й •» л>Тз**о X о -^о s> : о Чям Р4 Си о -}» О о, £?1 " Опекание (защитная . рг да - водopen). Нагревание Прессование П (калибрование) (защитная срйпа - азот)
°е t .мин
Р , ГПа Т, °C t , МИН
Г, °C t. ч
3 4 5 6 ГТТ 3 9 10 —.11-.
I $50-70 0,5 -0,6 *И W I ПОО 150 21.5
2 жто-63 0,5—0,6 Т150-1200 2 *с. * "1 " *• 103
3 $20-76 . _ 0,5-0,6 1150-1200 2 1100 15 г пор 1б4 1’ .18
4 • $20-76 С,5-0,6’ -** ибо 1 15 I поо 16 10,8
5 $50-63. 6,5-6,6 1150-1203 2 V* *» «"> ч* 36
6 $20-76 0,5-0,6 ТТ50-Х200 2 П00 15 ’ ' I поо 15 18
7 ‘ Ж50-7^ • 0,5-0,6 их - изо 15 . I поо 15' 82,2.
6 $20-76 0.5-6,6 JI5O-I2U0 2 1100 15 I поо 15 Й '
9 $50-63 0,5-0,6 JI50-I20Q 2 ' •* . ** *- 18
ТО $20-76 О,5-0,6 1150-1200 2 ' поо 1 15 I 1100 15 1b
п $20-76 0,5-0,6 1150-1200 2 ибо 15 I поо г ЛГ" 18
12 $50-76 0,5-0,6 ** «*• ЛОО Х5 I поо 15 21,6
13' $50 До-76 0.5*0,6 1150*1200 2 1100 15 1 поо 15 18
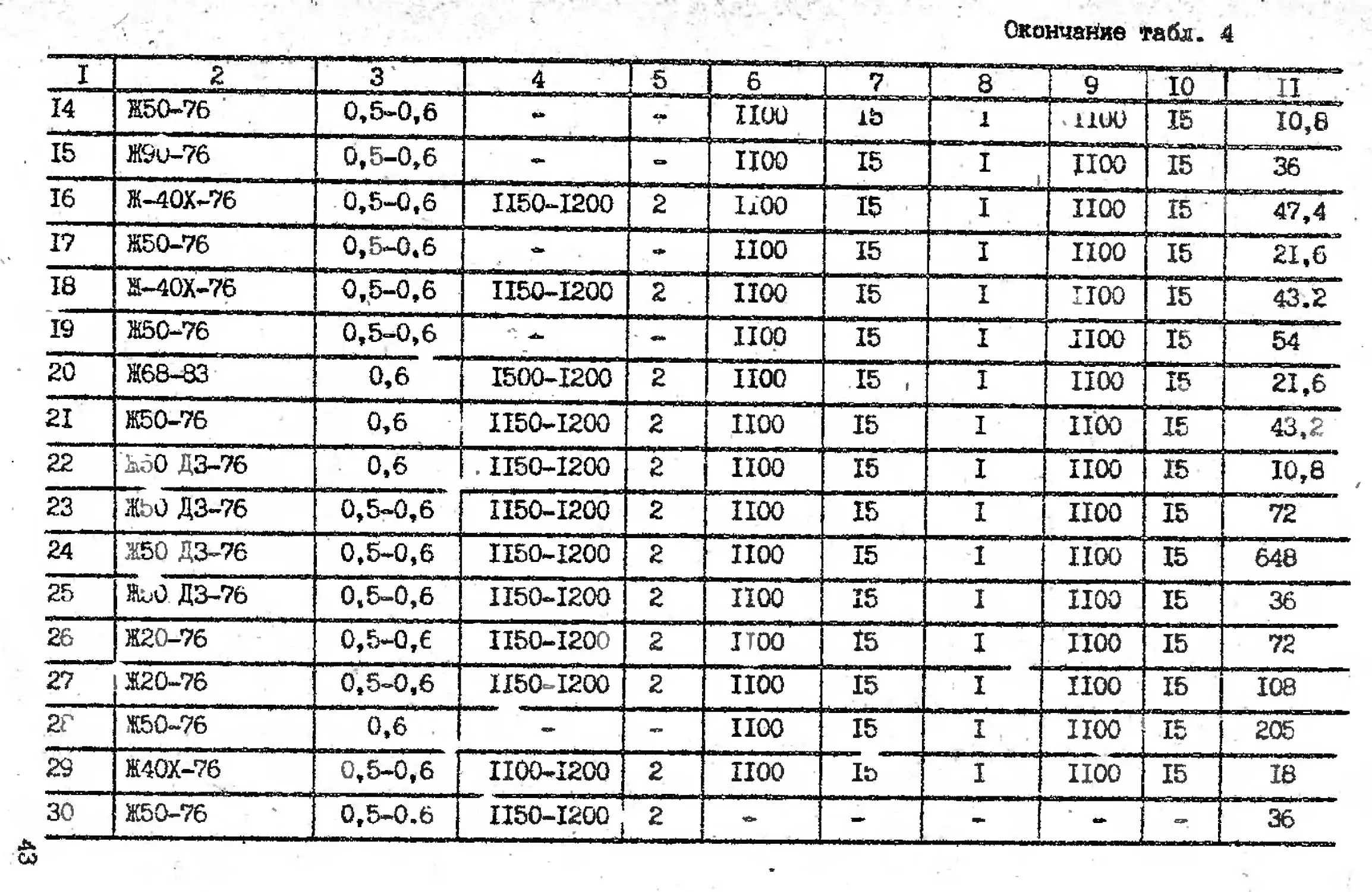
Окончание табл. 4
I £ 3 4 1,5 6 7 Г” 8 1 9 10 II
14 Ж50-76 0,5-0,6 •> ** ' ПОО ' 15 1 1100 15 10,8
15 Ж9О-76 0,5-0,6 с» 1100 15 I । ПОО 15 aaatrTqgM uw .wk1» 36
16 Ж-40Х-76 0,5-0,6 П50-1200 2 1100 15 I 1X00 15 47,4
17 Ж50-76 0,5-0.6 поо 15 I ПОО 15 21,6
18 2М0Х-76 0,5-0,6 II50-I200 2 1100 15 I поо 15 "43.2'
19 Ж50-76 0,5-0,6 1100 15 I 1100 15 54
20 Ж68-83 0,6 1500-1200 2 1X00 15 , I поо 15 21,6
21 Ж50-76 0,6 П50-1200 2 1100 15 I поо 15 43,2
22 Ж50 ДЗ-76 0,6 . 1150-1200 2 1100 15 I поо 15 10,8
23 ЖЬО ДЗ-76 0,5-0,6 П50-1200 2 1100 15 I поо 15 72
24 Ж50 ДЗ-76 0,5-0,6 1150-1200 2 1100 15 I поо 15 648
25 JfoO ДЗ-76 0,5—0,6 1150-1200 2 1100 15 I поо 15 36
26 Ж20-76 0,5-0,6 П50-Х200 2 хтоо" Х5 X поо 15 72
27 Ж20-76 0,5-0,6 1150 1200 2 ибо 15 I поо 15 108
2Г ' Ж50-76 0,6 •* *• поо 15 I поо 15 205
29 Ж40Х-76 0,5-0,6 1X00-1200 2 1X00 Хь I 1100 15 IB
30 Ж50-76 0,5-0.6 П50-1200 2 *> — *> 36
Таблица Ь
Значение показателя технологичности /С, м применяемого материала
Материал Марка материала Значение Км
I 2 3
Углеродистые стали Ж10-63 ЖЮ-66 Ж10-72 Ж10-76 ЖЮ-7" ЖжО-79 Ж50-66 Ж50-72 Ж70-66 Ж70-72 Ж70-77 0*7
Углеродистые с*"али, легированные мелью Ж7ОДЗ- 56 Ж7ОДЗ-69 0,5
Низколегированные углеродистые стали Ж10Х17 Н274 Ж40Х-75 Ж10Х13-64 ЖЮХ13-79 Ж10Х13-74 «10X17 Н2-70 Ж10Х17 Н2-76 0,5
Коррозионно-сто йк ие стали KXI8HI5-70 Ж10Х18 Ж Т-73 0,3
Легированные стали ЖХ25-73 ЖХЗО-75 ЖХ30-75 0,5
Медь Д-87 * 0,6
Бронза Пористая бронза БрСЮ-77 БрОЮ-86 БрОЮ 0*7
Латунь ♦ Л80-78 ЛСввО-1-78 Л80-84 ЛСв80-1-84 0,6
44
Окои^ание табл. 5
I 2 3
Алюминий АПД4-27 АПЦ6 ДЗ-27 0,3
Желеэографит Келезографит с добавлением меди и серы ЖГр1 ЖГр1Д2 0.6
Особенностями конфигурации заготовки в со’ ттании с применяемым материалом и требованиями по пористости детали определяются число и режимы операций обработки давлением в технологическом процессе заготовки. В табл. 4 приведены структуры технологических процессов, реализованных на конкретных деталях в промыилен-ности.
Технологичность материала при переработке повышается, если укорачивается технологическая цепочка изготовления заготовки. Технологичность при переработке характеризуется коэффициентом сложности переработки материале (табл. 6).
Таблица & Значения коэффициента сложности переработки Кп
Способ изготовления заготовки Значение Кп
Однократное прессование и спекание Х,0
Двукратное преесовани и спекание 0,75
Холоднее деформирование при втором прессовании 0,7
Горячая штамиовка вместо второго. Прессования 0,7
На основании да* аде табл., 4 студентам следует евредамть способ изготовления заготовки в терминах, иепольэуемда в Первом столбце габл-. 6. В соответствии с 'йредеденным способом иэгбтбв-ленйя заготовим выбирают значение .
Снижение технологичности материала, связанное с холодного деформирог ния, обусловлено потерями времени при охлаж*
45
Ленин промежуточной заголовки после операции нагрева, который производится, чтс*ь! снять остаточные внутренние на ряжения, Во-лее технологично производить вторую операцию обработки давлением непосредственно после нагрева заготовки.
Применение горячей штамповки вместо гор* ’его прессования, хотя и приводит к уменьшению операционного времени, но в целом снижает технологичность вследствие более высокой стоимости требуем; й технологической оснастки.
Пример расчета комплексного показателя технологичности приводен в приложении.
2. РАЗРАБОТКА Э-.СИЗА ПРЕСС-ФОРМЫ
Формирование деталей, рассматриваемых в рамках настоящего учебного пособия, производится прессованием (кроме этого возможны шликерное литье, прокатка, напыление и прочие способы). В пресс-формы для прессования порошковых материалов в качестве основных элементов входят матрицы и пуансоны для создания требуемого давления в .олще прессуемого порошка, а также стержни (вкладыши) для формирования различных полостей.
В качестве технологического оборудования для прессования применяются универсальные гидравлические пвессч, имеющие одно рабочее движение прессующего поршня (в отличие от специального оборудования для металлокерамического производства, обеспечивающего несколч<о независимых движений прессования).
Используемые универсальные прессы позволяют реализовать как одностороннюю, так и двухстороннюю схемы прессования. При этом двухсторонняя схема применяется как для прессования деталей относительно сложных конфигураций, так и в тех случаях, когда высота прессуемой детали больше е₽- поперечного размера.
При разработке пресс-формы необходимо учитывать следующее.
Объем породка в состоянии свободной насыпки примерно в три раза превышает объем спрессованного брикета. Это следует учитывать при установлений высоты пресс-формы и взаимного соответст-ви размеров ее элементов для создания достаточного объема рабочей полости.
Спрессованный брикет не обладает достаточной механической прочностью. Поэтому конструкция пресс-формы должна быть максимально разъемной, чтобы исключить приложение значительных механических усилий к брикету при его движении из рабочей "олости.
Извлечение брикета из рабочей полостр пресс формы может производиться с помощью предусматриваемых в ее конструкции выталкивателей. При этом выталкиватели могут формировать своими рабочими поверхностями некоторые элементы рабочей полости.
Разрабатываемые пресс-формы должны обеспечивать один из двух возможных способов прессования: *по давлению® или "до упора
2.1. Преес-Ф. рце длд одностороннего прессования
Рекомендуемая конструкция пресс-формы для одностороннего прессования детали, имеющей конфигурацию плоского кольца, изображена на рис. 31.
Рис. 31. Конструкция пресс-формы для одностороннего
51,30 пй—iim
прессования
В состав пресс-формы входят разрезная матрща 2, сочлененная с прессующим пуансоном 3. Цилиндрическое отверстие детали
47
формируется стержнем-вкладышем 4, а целостное состояние матрицы обеспечивается обоймой I. Для обеспечения требуемой плоскостности нижней торцевой поверхности детали применяется подкладочное кольцо 5.
Работа с данной пресс-формой заключается в следующем. В начале технологической операции производится сборка пресс-формы. Для этого устанавливают подкладочное кольцо 5 на вкледыш 4 и помещаю"’ его между двумя полуматрицами, образующими матрицу 2. Полуматрицы представляют собой две идентичные детали, геометрическая конфигурация которых образована сечением цилиндрического кольца I оск остью, проходящей чере-1 его ось Полу матрицы стягиваются обоймой и благодаря соч.енению обоймы с матрицей по конической поверхности.
В полость, образованную матрицей подкладочным кольцом 5 и вкладышем 4, засыпают дозированное количество порошка. Устанавливают пуансон 3, переносят собранную пресс-форму на стол гидравлического пресса и производят прессование,
Рассматриваемая пресс-форма реализует способ прессования "до упора". Для этого в верхней части пуансона выполнен фланец, который при сомкнутом состоянии пресс-формы упирается в верхний торец матрицы 2.
Спрессованный брикет извлекают из полает.. пресс-формы (разборка пресс-формы) в такой последовательностл. Пресс-форму устанавливают на специальное кольцо, диаметр отверстия которого больше наружного диаметра вкладыша 4 и меньше внутреннего диаметра матриц 2, и выдавливают вкладыш. Затем переворачивают пресс-форму, устанавливая ее на фланец пуанс на, и через другое специальное кольцо надавливают на обойму I, благодаря чему высвобождаются две полуматрицы, после удаления которых брикет легко снимается.
2.2. Пресс-форма для двухстороннего прессования
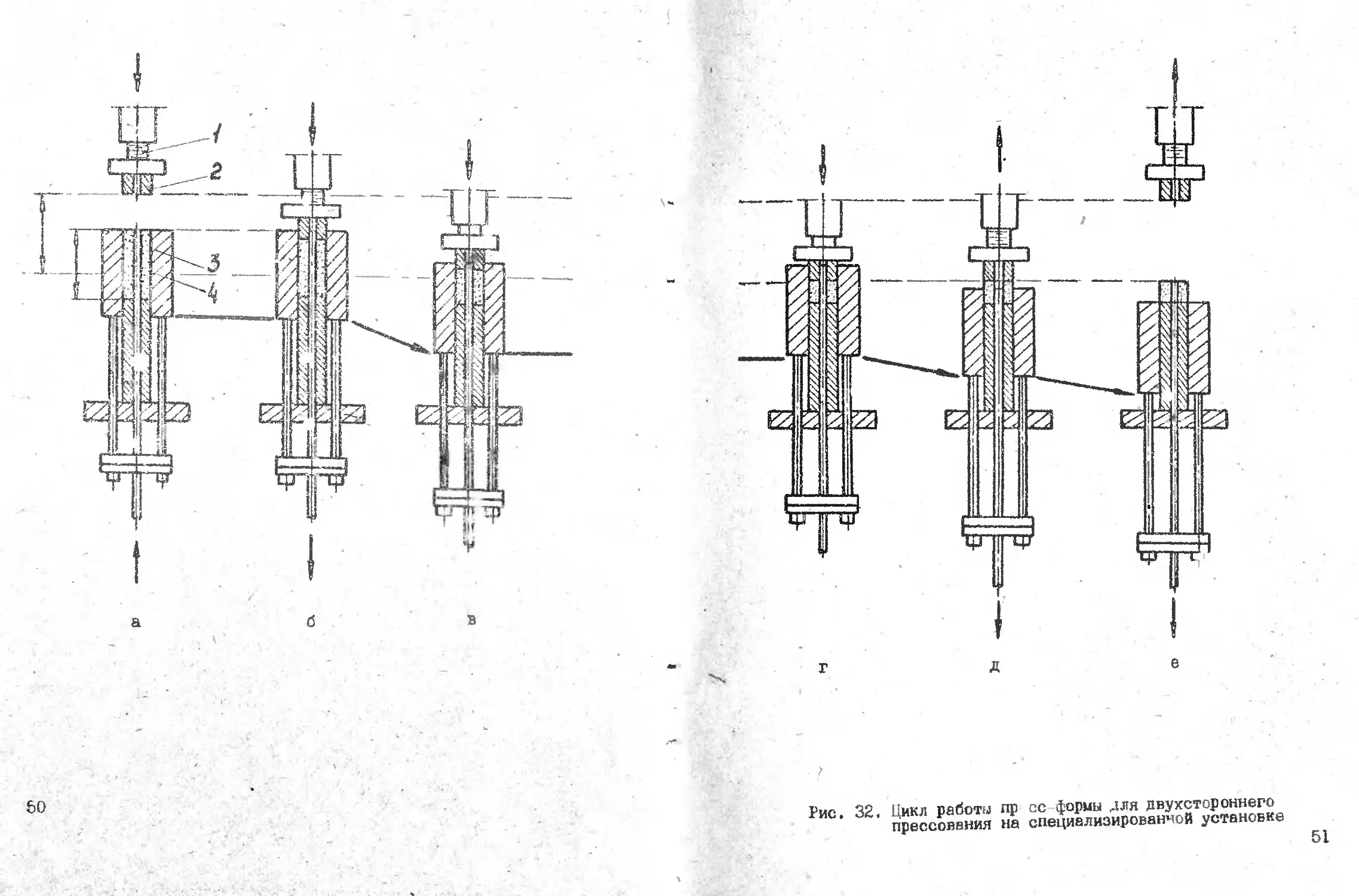
Работу пресс-формы для двухстороннего прессования детали-кольца рассмотрим на примере циклограммы специальной роторной установки (рис. 32).
Пресс-форма состоит из матрицы 3, прессующего пуансона 2, закрепляемого на верхнем штоке регулируемой длины I, и нижнего пуансона, неподвижно закрепленного на несущей плите установки. Оформляющий отверстие детали стержень, а также матрица 3 закреплены с помощью деталей на нижнем штоке. 48
В пресс-форме,предназначенной для прРгенения на универсальном оборудовании (гидравлический пресс), матрица 3 может быть просто подпружинена относительно части пресс-формы.
Цикл работы роторной установки начинается с того, что в полость, образованную матрицей 3, стержнем и нижним пуансоном, засыпается пресс-порошок 4. При этом дозирование обычно производится по объему с применением не показанного на схеме раструба (рис» 32а).
После заполнения полости пресс-формы порошком начинается опускание верхнего штока I с прессующим пуансоном 2 (рис. 326). Затем происходит собственно прессование, причем его двухсторонний характер обеспечивается одновременным движением вниз прессующего пуансона и матрицы со стержнем» При неподвижном нижнем пуансоне (рис. 32г) брикет допрессовывается.
Далее спрессованный брикет извлекается из полости пресс-формы. Для этого прессующий пуансон начинает двигаться вверх, а матрица вместе со стержнем перемещаются вниз с помощью нижнего штока (рис, 32д). Высвобождение брикета происходит в крайнем ни* жнем положения матрицы со стержнем. Брикет ост ется на неподвижном нижнем пуансоне (рис. 32е), а затем удаляется из зоны прессования.
После возвращения матрицы со стержнем в крайнее верхнее положение начинается новый цикл работы роторной установки.
3. ВЫРАБОТКА РЕКОМЕНДАЦИЙ ПО ПОВШЕНИО ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ
Анализ технологичности конструкции детали, выполнен! в соответствии с разд. I, позво: ет ыявить факторы, которые оказывают наибольшее влияние на снижение технологичности детали.
Одним из возможных направлений повышения технологичности детали является снижение сложности ее конфигурации. Под последним следует понимать такое изменение конструкции детали, которое приводит к упрощению конструкции пресс-формы, разрабатываемой в соответствии с раод. 2.
Другим возможным направлением является повышение коэффициента использования порошкового материала или полное исключение механической обработки из-за усложнения конструкции пресс-формы.
Здесь следует доказать возможность получения спрессованного брикета усложненной конфигурации, приведя конструкцию модернизированной пресс-ф^дмы.
49
50
Pur ^2 Пикл работы пр сс формы для двухстороннего
Рис. 3^. специализированной установке
50
г
д
е
Pur ^2 Пикл работы пр сс формы для двухстороннего
Рис. 3^. специализированной установке
Еще одни * направлением может служить замена материала детали на более техно’огичный с точки зрения его прим (ения в порошковой металлургии. Данную замену можно производить в том случае t если известны назначение детали и общая характеристика условий ее работы в изделии, а также режим эксая; тации издепия.
В любом случае вывод о технологичности конструкции летали следует делать на основе сравнительного расчета себестоимости ее изготовления по двум вариантам технологического процесса: I) получение заготовки методом порошковой металлургии; 2) получение той же заготовки резанием.
бебестоимость заготовки, полу зимой методом порошковой металлургии, определяют по формуле
гае а - текущие расходы (на заработную п^ату, порошковый материал, стоимость эксплуатации производственных мощностей); Ь • единовременные ра оды (стоимость изготовления пресс-формы);
- готовый объем выпуска детали (ем. табл. 4).
Прети лагая, что изготовление детали резанием не требует дополнительных единовременных расходов, себесто мость можно определить как
' (5)
где Л/ ~ Рас 'лы на материал; Э * зарплата операторов металлорежущих станков.
Расхода на материал для выражения (5) можно определить по формуле
М , (6)
где т - масса исходной заготовки, кг; q - цена I кг материала детали, руб,
Расходы на зарплату определяются из соотношения
3 ~р г, ст
где р ~ тарифная часовая ставка, руб/ч; Т - количество нормо-часов, необходимых для изготовления заготовки, идентичной получаемой метолом порошковой металлургии.
Исходные * знные для расчетов по формулам (4)-(7) приведены в табл. 7.
Ь2
Гкблица7
Исходные данные для экономического анализа
Номер вари анта Порошковая металлургия Обработка резчнием
Себестоимость заготовки, руб/шт , при годовых объемах выпуска 9, руб/кг т» мин Р, руб/мин
ЬЦ " 5000 шт. Ng ~ 30 000 шт
1 630 600 850 4,2 6,32
2 55 49 1450 3 43 6,32
3 600 770 1450 о,1г 7,36
4 960 776 1450 8,5 6 32
5 1530 1480 850 20,6 8,43
6 720 680 1450 9.34 6,32
7 730 710 1450 8,15 7 36
8 740 700 1450 10,1 6 32
9 1760 1670 850 6,61 8,43
10 652 620 1450 2,29 7,36
11 *682 1635 1400 10,4 7.36
12 2020 1960 1000 14,1 8,43
13 1073 1040 1660 5,31 6,32
14 1044 1015 1000 19,1 8.43
15 790 750 720 19,3 8,43
10 105 95 1650 12,8 7,36
17 1240 1198 850 6,63 6.32
18 3040 2962 3500 2,4 ' 8,43
19 746 672 1450 10,2 7 36
20 369 8 1660 2,67 7,36
21 1630 1590 850 13,4 8,43
22 760 725 1250 3,39 7,36
23 454 430 1660 11,2 8,43
24 275 250 1660 4,62 6,32
25 363 344 1660 12.2 6.32
26 475 455 830 13,1 6,32
27 83 75 830 12, Г 7.36
28 290 276 - 820 9,9 8,43
29 65 59 800 7,21 6,32
30 660 635 830 65 6 32
53
Постоянно ос и В , входящие в формулу (4), могут быть
определены на осног решения системы двух линейных уравнений, связывающих приведенные в табл. 7 себестоимости и С* с соответствующими объемами выпуска деталей, изготовляемых методами порошковой металлургии, и :
Из системы уравнений (8) .меем
(8)
9 1/Л, fitУЛ/г
1 i/A,
1 4/Лг
1 i/Л,
1 1/Мг
(9)
ЛИТЕРАТУРА
I, Вейцман Э.В., Венбрин В.Д. Технологическая подготовка производства радиоэлектронной аппаратуры. М.: Радио и связь, 1989. 128 с.
2. СОТ 4.091.175-81. Отраслевая система технологической
подготовки производства. Методы количественно** оценки технологич
ности конструкций изделий радиоэлектронной аппаратуры.
3. Методика отработки конструкций на технологичность и оценки уровня технологичности изделий машиностроения и приборостроения. М.: Изд-во стандартов, 197". 56 с.
4. Технологичность конструкции изделия: Справ, / Ю.Д.Амиров, Т.К.Алферове, П.Н.Волков и др.; Под общ. род. Ю.Д.Амирова. М.: Машиностроение, 1990. 768 с.
5. ОСТ 4Г 0.091.377-84. Отраслевая система обеспечения технологичности изделий (ОСОТИ). Детали, получаемые методом порошковой металлургии. Номенклатура и нормативные значения показателей технологичности.
6. Войчинский А.М., Янсон Э.Ж. Технологичность изделий в приборостроении. Л.: Машиностроение, 1988. 232 с.
7. Поляков А.А. Технология керамических радиоэлектронных материалов. М.• Радио и связь, 1989. 200 с.
54
Приложение
ПРИМЕР РАСЧЕТА КОМПЛЕКСНОГО ПОКАЗАТЕЛЯ ТЕХНОЛОГИЧНОСТИ ДЕГАЛИ К„
Пусть требуется оценить технологичность детали s изображенной на рис. П1,
Действительное значение комплексного показателя технологичности определяется в следующем виде:
h.o 1
где К* - частный показатель технологичности; qi( - оэффици-ент весомости i -го частного показателя технологичности; коэффициент последующей обработки.
Охтределим частные показатели технологичности и соответст -вующие коэффициенты весомости, предполагая, что прессованием обеспечивается требуемая конфигурация детали и последующей механической обработки нет.
? I. Показатель сложности детали Кс . Так как деталь принадлежит к классу изделий, ограниченных сложны) и криволинейными Поверхностями, из табл. 3 определяем:
Кс~ 0,3.
Из табл. 2 определяем соответствующий коэффициент в сомос-ти:
fc= 1,0.
2. Показатель использования материала
где AL - масса детали; - масса заготовки.
Считая, что плотности детали и заготовки одинаковы, можно записать
где V и V - объемы детали и заготовки. А 5
•Г. *
Pp. Р8 /пах
раз**/) £ ^Jf oc&if duJ?
рис. m
Поскольку мы предположили, что механ. леском обработки нет, то
я в этом случае
И м
Из табл. 2 определяем, что
^м.м~*0»6’
3. Показатель технологичности применяемого материала Км„ Из табл. 5 для бронзы ЕрО5С5Ц5М62О5 имеем
' Км ~ 1.
JW
По табл. 2 нахедим
<рм - 0,а.
4. Показатель сложности переработки материала Кп . Ана-лиэ технологического процесса, приведенного в табл. I и 4, показывает , что имеет место однократное прессование и спекание. Для этого сочетания операций по табл. 6 находим, что
' п * »
а по табл. 2 имеем
4>п - 0,4 .
Так как последующей обработки нет, «о
. ‘ 1 *
J п.0 ’
вычисляем К по формуле
• лт=----------------------------------------fn.o,
0,34 + 1-0,6 + 4-0,8 + 1-0,4 =- 1 +0,6 + 0 +0,4 1 *0,75.
Анализируя возможность повышения значения .сказателя технологичности , упростим деталь, получаемую методом порошковой металлургии, которая, таким образом, станет заготовкой для 57
последующей с работки резанием, и рассчитаем коэффициент технологичности такой детали (рис. П2).
табл.
.и ел ия
мулам
/Z6a}
Рис. П2
I. Показатель сложности детали 3 петель, показанная на рис. 42 простой формы без отверстий.
2 Показатель стереометрии:
К = 0,9, так как в с
, соответствует случаю иэ-
исг хпьзования материала рассчитываем по фор-
3. Показатель
м’0-5-
технологичности материала не изменяется
4 Это относится и к показателю сложности переработки материала:
л
Тек как появилась необходимость механической обработки, то
А.О ~ Q 7
(см пояснение к формуле (2)).
Для второго варианта имеем
Кс %* \ ич„ ^к^к„ <f„
г* 6 »
им
л
rd
0,9'1 *0,5-0,6 *1-0,8*А-04 - “ТТо' e *о,8*-о,4™” 0,7 " ‘
Поскольку комплексный показатель технологичности к бы-. -г
льше для первого варианте, то технологически более обоснованным слваует считать изготовление детали способом порошковой метан» лургии без последующей механической обработки.
ОГЛАВЛЕШЕ
Варение.............................................♦..... 3
I. Анализ технологичности детали ......................... 4
I.I. Коэффициент сложности детали.......... ... 37
1.2. Коэффициент использования материала ........... 40
1.3. Коэффициент технологичности применяемого матерналя .................................. ......41
2. Разработка эскиза пресс-формы ..................... 46
' 2.1. Пресс-форма для одностороннего прессования .... 47
2.2. Пресс-форма для вух стороннего прессования .... 48
3. Выработка рекомаца&ций по повыеени» технологичности детали ............................................... 49
Литература............................................ 54
Приложение, Пример расчета комплексного’показателя технологичности детячи Кт .............................. 55
;/
л