/


Текст
CHASSIS FRAME
CHAPTER C F
CHASSIS FRAME
TROUBLESHOOTING. CF-2
CLEAN THE FRAME................ CF-3
REPLACEMENT OF LOOSEND RIVETS. .CF-3
REPAIRING OF FRAME CRACKES..... CF-4
INSPECTION AND REPAIR.......... CF-7
CF-2
CHASSIS FRAME
TROUBLESHOOTING
Symptom Possible cause Remedy/Prevention
Frame distortion (Vehicle inclination) Flattening or breakage of springs on one side . . —r- Incorrect mounting (Attachment of heavy unit on one side of the vehicle) . Inspection & Replacement of springs . Improvement of mounting
Bent frame --------------------------Overloading or concentrated load on frame
rear end...................................... Improvement of the usage
. Correction by frame correction device
Cracking of frame and i—» Unappropriate method of body mounting . . . . .Improvement of mounting
breaking of rivets Overloading .. Improvement of the usage . . Reinforcement by stiffener
CHASSIS FRAME
CF-3
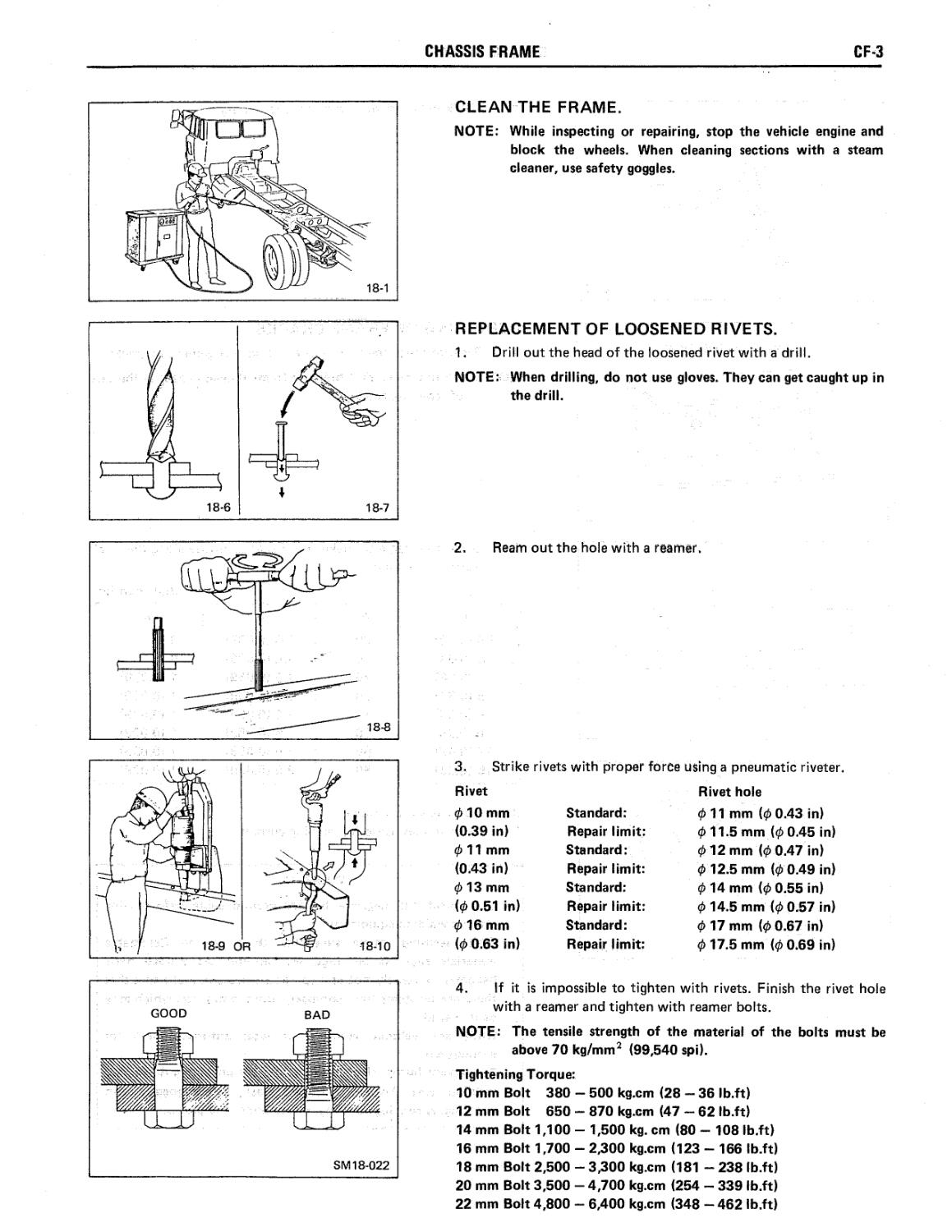
CLEAN THE FRAME.
NOTE: While inspecting or repairing, stop the vehicle engine and block the wheels. When cleaning sections with a steam cleaner, use safety goggles.
REPLACEMENT OF LOOSENED RIVETS.
1. Drill out the head of the loosened rivet with a drill.
NOTE: When drilling, do not use gloves. They can get caught up in the drill.
2. Ream out the hole with a reamer.
3. Strike rivets with proper force using a pneumatic riveter.
Rivet ф 10 mm (0.39 in) 011 mm (0.43 in) 013 mm (00.51 in) 0 16 mm (0 0.63 in)
Standard:
Repair limit:
Standard:
Repair limit:
Standard:
Repair limit:
Standard:
Repair limit:
Rivet hole
011 mm (0 0.43 in) 011.5 mm (0 0.45 in) 012 mm (0 0.47 in) 0 12.5 mm (0 0.49 in) 0 14 mm (0 0.55 in) 0 14.5 mm (0 0.57 in) 0 17 mm (0 0.67 in)
0 17.5 mm (0 0.69 in)
SM18-022
4. If it is impossible to tighten with rivets. Finish the rivet hole with a reamer and tighten with reamer bolts.
NOTE: The tensile strength of the material of the bolts must be above 70 kg/mm2 (99,540 spi).
Tightening Torque:
10 mm Bolt 380 — 500 kg.cm (28 — 36 Ib.ft)
12 mm Bolt 650 - 870 kg.cm (47 - 62 Ib.ft)
14 mm Bolt 1,100 — 1,500 kg. cm (80 — 108 Ib.ft)
16 mm Bolt 1,700 - 2,300 kg.cm (123-166 Ib.ft)
18 mm Bolt 2,500 — 3,300 kg.cm (181 — 238 Ib.ft)
20 mm Bolt 3,500 — 4,700 kg.cm (254 — 339 Ib.ft)
22 mm Bolt 4,800 - 6,400 kg.cm (348 - 462 Ib.ft)
CF-4
CHASSIS FRAME
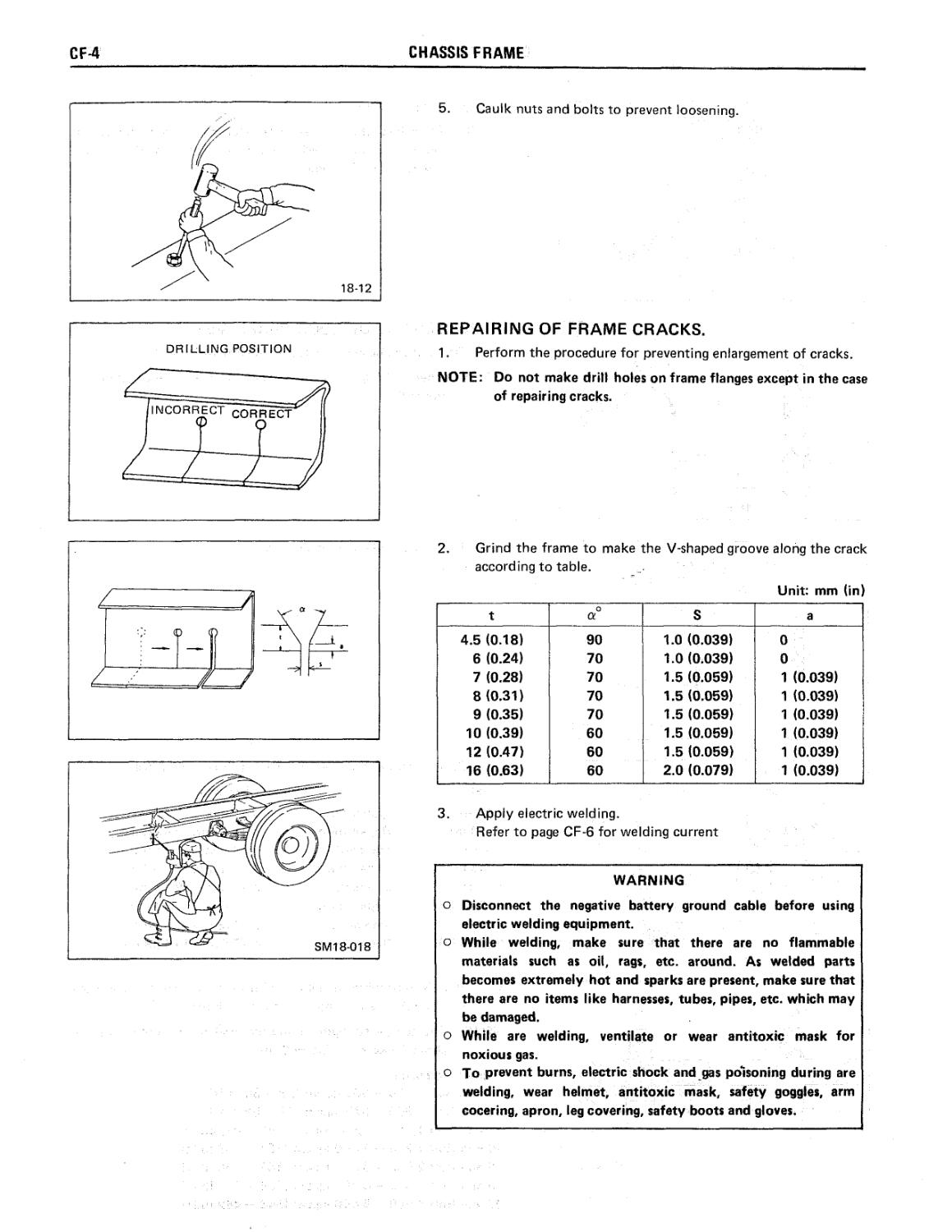
5. Caulk nuts and bolts to prevent loosening.
REPAIRING OF FRAME CRACKS.
1. Perform the procedure for preventing enlargement of cracks.
NOTE: Do not make drill holes on frame flanges except in the case of repairing cracks.
2. Grind the frame to make the V-shaped groove along the crack according to table.
Unit: mm (in)
t О a S a
4.5 (0.18) 90 1.0 (0.039) 0
6 (0.24) 70 1.0 (0.039) 0
7 (0.28) 70 1.5 (0.059) 1 (0.039)
8 (0.31) 70 1.5 (0.059) 1 (0.039)
9 (0.35) 70 1.5 (0.059) 1 (0.039)
10 (0.39) 60 1.5 (0.059) 1 (0.039)
12 (0.47) 60 1.5 (0.059) 1 (0.039)
16 (0.63) 60 2.0 (0.079) 1 (0.039)
3. Apply electric welding.
Refer to page CF-6 for welding current
WARNING
о Disconnect the negative battery ground cable before using electric welding equipment.
о While welding, make sure that there are no flammable materials such as oil, rags, etc. around. As welded parts becomes extremely hot and sparks are present, make sure that there are no items like harnesses, tubes, pipes, etc. which may be damaged.
о While are welding, ventilate or wear antitoxic mask for noxious gas.
о To prevent burns, electric shock and gas poisoning during are welding, wear helmet, antitoxic mask, safety goggles, arm cocering, apron, leg covering, safety boots and gloves.
CHASSIS FRAME
CF-5
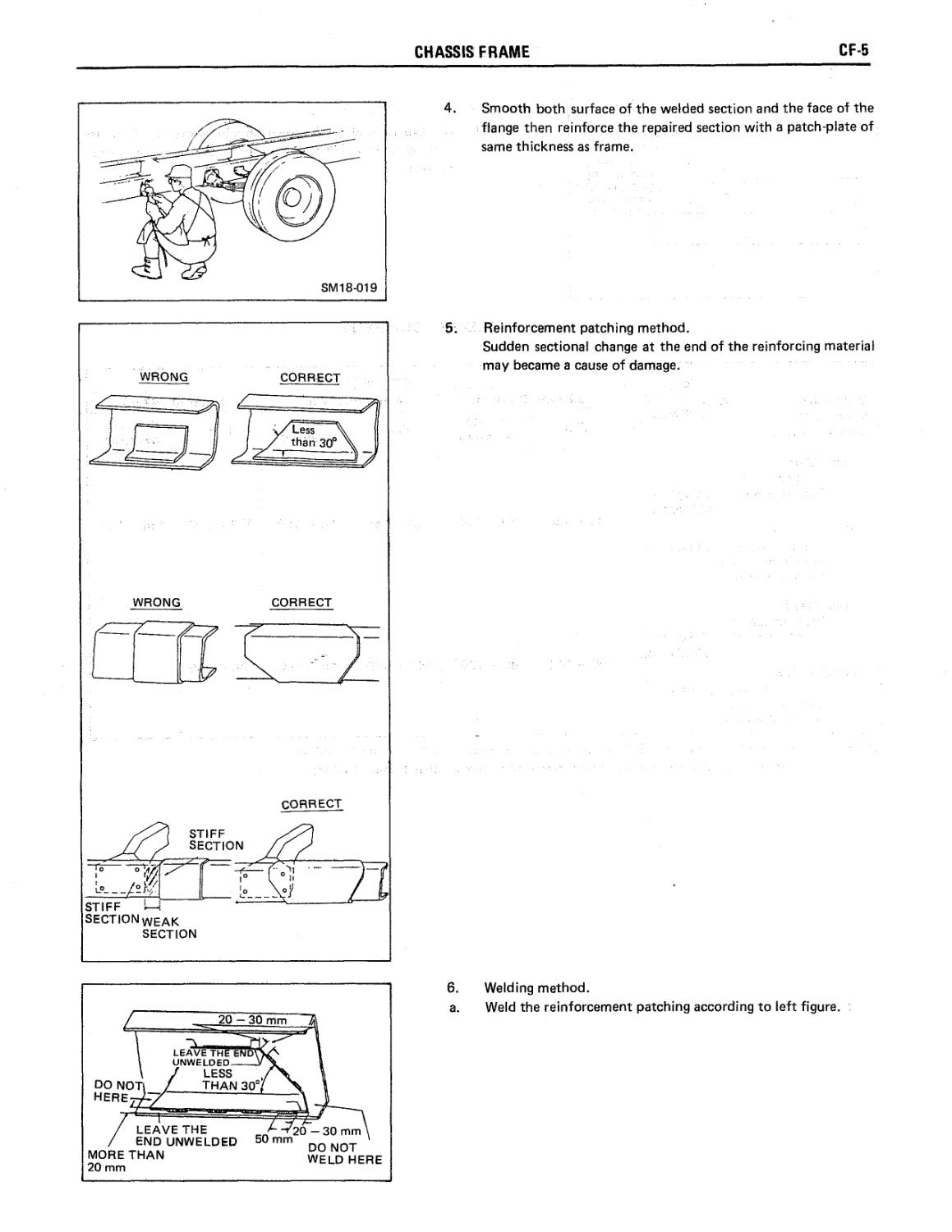
WRONG CORRECT
4. Smooth both surface of the welded section and the face of the flange then reinforce the repaired section with a patch-plate of same thickness as frame.
5. Reinforcement patching method.
Sudden sectional change at the end of the reinforcing material may became a cause of damage.
WRONG CORRECT
CORRECT
SECTION WEaK SECTION
6. Welding method.
a. Weld the reinforcement patching according to left figure.
CF-6
CHASSIS FRAME
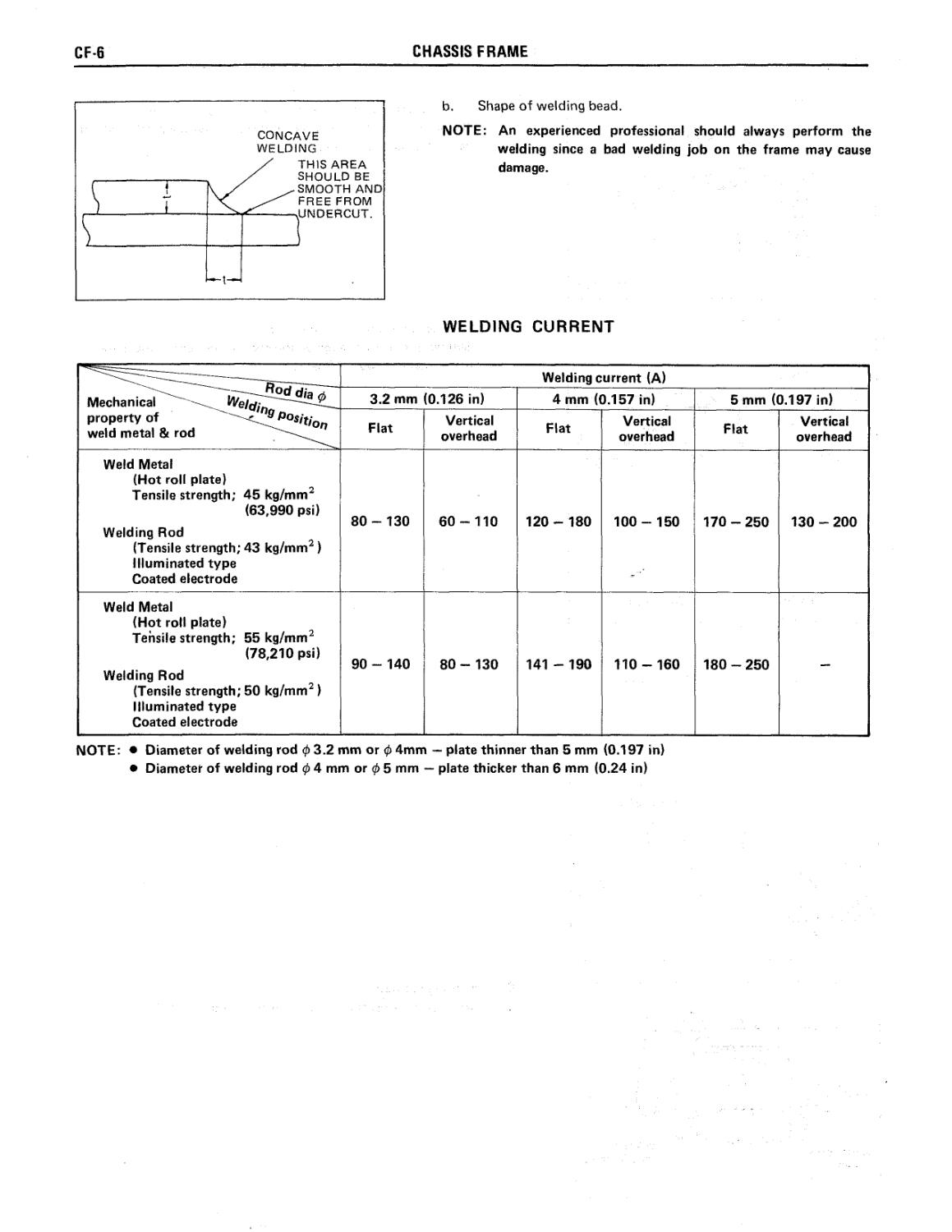
CONCAVE WELDING
THIS AREA SHOULD BE SMOOTH AND FREE FROM UNDERCUT.
b. Shape of welding bead.
NOTE: An experienced professional should always perform the welding since a bad welding job on the frame may cause damage.
WELDING CURRENT
Mecha n ical^^\^^l4fe/^~ property of weld metal & rod Welding current (A)
3.2 mm 0.126 in) 4 mm (0.157 in) 5 mm (0.197 in)
Flat Vertical overhead Flat Vertical overhead Flat Vertical overhead
Weld Metal (Hot roll plate) Tensile strength; 45 kg/mm2 (63,990 psi) Welding Rod (Tensile strength; 43 kg/mm2) Illuminated type Coated electrode 80 - 130 60-110 120 - 180 100-150 170 - 250 130 - 200
Weld Metal (Hot roll plate) Tensile strength; 55 kg/mm2 (78,210 psi) Welding Rod (Tensile strength; 50 kg/mm2) Illuminated type Coated electrode 90 - 140 80 - 130 141 - 190 110 - 160 180 - 250 —
NOTE: • Diameter of welding rod ф 3.2 mm or ф 4mm — plate thinner than 5 mm (0.197 in) • Diameter of welding rod ф 4 mm or ф 5 mm — plate thicker than 6 mm (0.24 in)
CHASSIS FRAME
CF-7
INSPECTION AND REPAIR
Inspection Item Standard Limit Remedy Inspection Procedure
Looseness of the Rivet Replace the rivet, if necessary. (Refer to page CF-3 for replace the rivet.) SM18-4
Cracking of the Frame — — Repair the frame (Refer to page CF-4 for repair the cracks.)
МЕМО
(KY)