/









































































































































































































































































































































































































































































































































































































Текст
Этот документ предназначен только для частного использования в
образовательных целях
Любая форма продажи и перепродажи этого электронного документа
запрещена
Переведен в формат DejaVui и снабжен гиперссылками by Solan
Спасибо SPA за идею и образец оформления (Анурьев)
Перейти к оглавлению
A. H. БРЮХАНОВ
А. В. РЕБЕЛЬСКИЙ
ГОРЯЧАЯ ШТАМПОВКА
КОНСТРУИРОВАНИЕ
И РАСЧЕТ ШТАМПОВ
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1952
Светлой памяти
нашего учителя
Константина Федоровича
ГРАЧЕВА
посвящается
ПРЕДИСЛОВИЕ
С развитием технологии социалистического машиностроения кузиечпо-
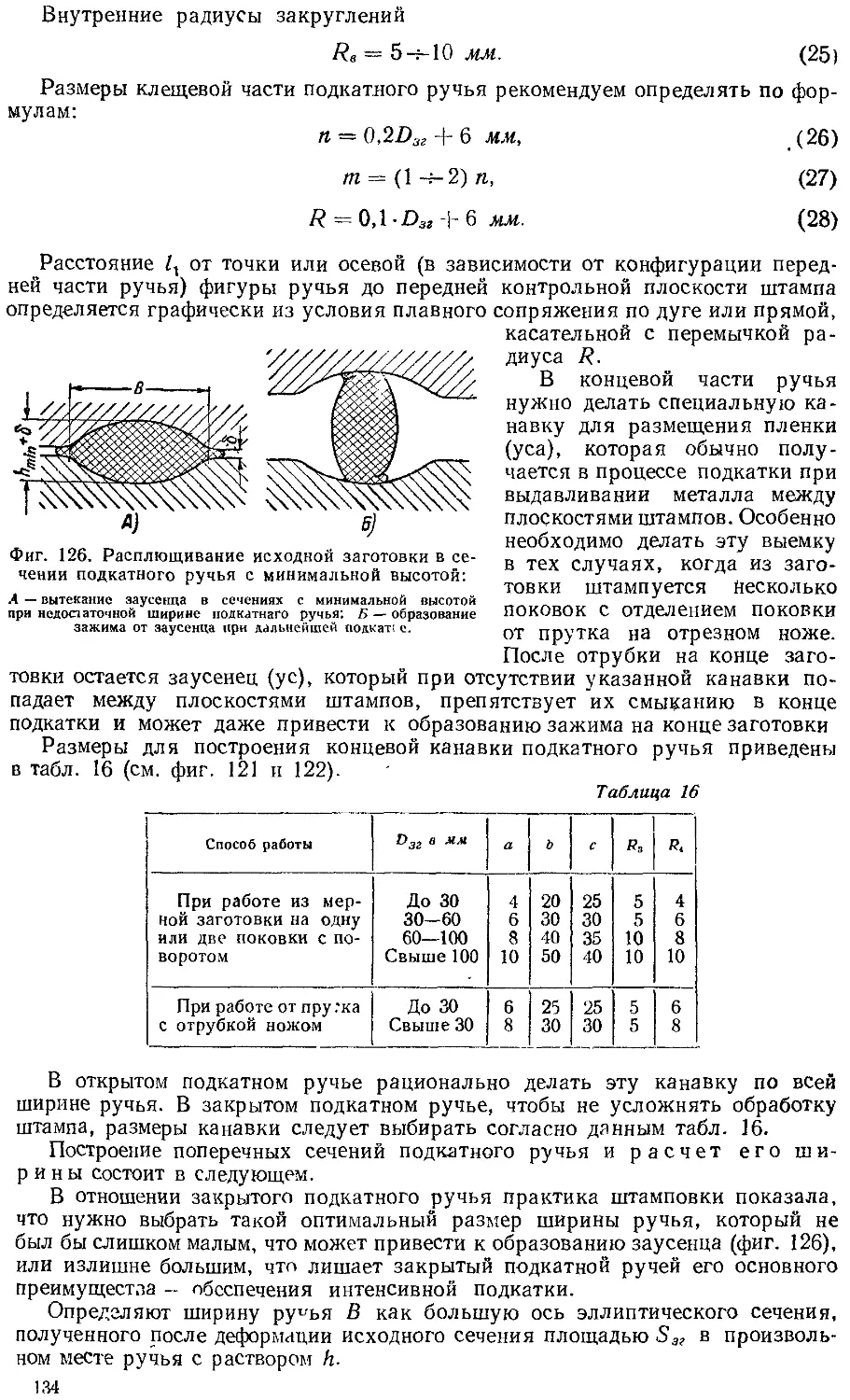
штамповочное производство приобретает все большее значение В современной
металлообрабатывающей промышленности серийное и массовое производство
немыслимо без высокого уровня развития кузнечно-штамповочного производ-
ства. В связи с этим исключительное значение приобретает усовершенствование
методики конструирования поковок, а также проектирования технологических
процессов штамповки и конструирования штампов *
Настоящий труд, так же как и ранее изданная книга авторов «Конструи-
рование и расчет штампов дтя горячей штамповки», том 1 (Машгиз, 1947)1,
является попыткой разрешить указанную задачу.
В отличие от проектирования инструмента других видов конструирование
штампов не определяется разработанным заранее технологическим процессом,
так как последний выявляется полностью только при конструировании штам-
пов, которое таким образом состоит из комплексного решения задач конструк-
торского н технологическою порядка В процессе конструирования штампов
создаются решения о конструкции поковки, переходах штамповки,^размерах
заготовки и т. д. При конструировании штампов окончательно утверждаются
потребный тип и размер оборудования для штамповки и осуществляется увязка
штамповки па основном механизме с другими кузнечными операпиями. Вот
почему конструирование и расчет штампов являются основной ступенью при
проектировании технологического процесса. Поэтому конструктор кузнечных
штампов должен быть, кроме того, хорошим технологом, способным обеспечить
освоение спроектированных им поковок и штампов, а технолог кузнечного цеха
юлжен быть хорошо знаком с конструированием штампов. Таким образом,
проектант технологического процесса горячей штамповки и кузнечных штам-
пов по существу должен быть технологом-конструктором.
Материалом для книги послужили наблюдения за штамповкой боль-
шого количества поковок и изучение особенностей технологии их изгото-
вления во многих кузнечных цехах машиностроительных заводов, а также лич-
ный опыт авторов иа заводах автотракторной, танковой и авиационной промыш-
ленности. При написании книги были использованы составленные авторами
ведомственные и заводские альбомы руководящих материалов и нормалей на
кузнечные штампы (в том числе для Министерства автомобильной и трактор-
ной промышленности), а также была использована ранее изданная литература
Материал по проектированию процессов и конструированию штампов раз-
мещен по принципу последовательности обработки поковок на отдельных
видах Штамповочного оборудования. В каждом разделе,посвященном определен-
ному виду штамповки, материал изложен в порядке последовательности работ
при проектировании технологических процессов и конструировании штампов,
н именно:
а) сущность процесса и пределы его применения;
б) составление чертежа поковки и технических условий на ее изготовление;
в) определение размера и тоннажа машины-орудия;
1 Материалы этой книги включены в настоящее издание в переработанном и сокращен-
ном объеме
* Я
г) выбор переходов штамповки;
д) определение вида и размеров исходной заготовки;
е) конструирование штампов, их узлов, элементов н деталей.
Введение посвящено общим вопросам кузнечно-штамповочного производ-
ства, уточнению основных понятий и терминологии.
В шестой части книги даны краткие сведения об изготовлении штампов и
технических условиях на их изготовление в объеме, необходимом для кон-
структоров штампов.
В последней седьмой части книги приводятся основные указания и технико-
экономические соображения о выборе рационального технологического вари-
анта изготовления поковок с учетом возможностей и характера производства.
А. Н Брюхановым написаны: введение, § 6 главы I; главы II nV первой
части; вторая часть; §4 главы I и глава II третьей части; пятая и шестая
части и глава II седьмой части.
Л, В. Ребельским написаны: гл'авы I, III, IV и VI первой части; § 6
главы I второй части, третья и четвертая части; глава I шестой части и
глава I седьмой части.
Некоторые вопросы штамповки на гидравлических прессах, касающиеся
этого специализированного производства, затронуты лишь попутно. Ввиду
специфичности такого вида штамповки, а также наличия по этому вопросу спе-
циальной литературы (50, 51], указанный способ производства поковок в книге
не освещается.
Существующее разнообразие методов проектирования технологических про-
цессов штамповки и конструирования штампов значительно усложнило труд
авторов. Согласовав различные точки зрения по отдельным вопросам, авторы
должны были найти наиболее правильные решения и на базе имеющихся ма-
териалов разработать единую методику проектирования рациональных процес-
сов штамповки.
Ввиду обширности впервые освещаемой в таком аспекте темы не исключена
возможность упущений и недостатков, за указания на которые авторы будут
весьма признательны.
Авторы считают своим приятным долгом выразить искреннюю признатель-
ность работникам заводов, проектных организаций и институтов тт. В. А. Ба-
бенко, М. Г. Борн, В. Н. Брюхановой, В. Н. Глушкову, Е. Н. Ермолаеву,
Н. С. Кунице, В А. Массену, И. Л. Милославскому, С. П. Павлову,
А. Д. Томленову, С. Н. Хржановскому и В. Г. Яковлеву, которые оказали
помощь и предоставили авторам ценные сведения в периоды совместной
работы.
Авторы выражают глубокую благодарность коллективу ВНИТО кузнецов
и штамповщиков за оказанную помощь и особую благодарность Михаилу
Васильевичу Сторожеву и Якову Михайловичу Охрименко за ряд весьма
ценных и существенных указаний.
ВВЕДЕНИЕ
§ I. РОЛЬ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА В ПРОМЫШЛЕННОСТИ
И ОСОБЕННОСТЬ ИЗДЕЛИЙ ЭТОГО ПРОИЗВОДСТВА
’ Сущность процессов обработки металлов давлением заключается прежде
всего в изменении формы исходных заготовок под действием приложенных к цим
сил и обусловливается способностью металлов ври соблюдении определенных
условий деформироваться без разрушения, т. е. подвергаться пластиче-
ской деформации.
В современной металлообрабатывающей промышленности (в том числе —
машиностроении) обработка давлением является одним из основных способов
изготовления и обработки деталей машин и других металлических изделий
Применяемые при этом методы обработки давлением весьма разнообразны.
При единичном и мелкосерийном производстве Широко применяется сво-
бодная ковка — ручная или машинная, последняя осуществляется иа
ковочном оборудовании. Продукт свободной ковки —кованая поковка.
Свободная ковка по сравнению с другими методами обработки давлением
является наименее производительной. Экономическая целесообразность ее в
современном единичном и мелкосерийном производстве обеспечивается за
счет сравнительно низких расходов иа инструмент, который При свободной
ковке является преимущественно универсальным. С помощью этого инстру-
мента можно изготовлять весьма разнообразные поковки.
Серийное, крупносерийное и массовое производство изделий иа штамповоч-
ном оборудовании осуществляется специальным инструментом, укрепляемым
на этом оборудовании и называемым штампами. По сравнению со сво-
бодной ковкой штамповка, которая отличается весьма высокой производитель-
ностью, обеспечивает получение изделий более точных размеров, с более чистой
и ровной поверхностью Как правило, штампованные п о к о в к и не
нуждаются в последующей обработке резанием со всех сторон, а листоштампо-
ванные изделия совсем не подлежат обработке.
По виду исходного материала, однотипности конструкций штампов и аналогии
в технологических приемах штамповка разделяется на листовую (горячую и
холодную) и объемную (горячую и холодную). Листовая штамповка
производится главным образом в прессовых цехах. Материалом для горячей
штамповки служит тол стол истовой прокат, а для холодной штамповки — тон-
колистовой. Объемная штамповка производится главным образом
в кузнечных и холодновысадочных цехах. Материалом для объемной штамповки
служит преимущественно сортовой прокат1.
Изделия, полученные обработкой давлением, имеют ярко выраженную
волокнистую макроструктуру. Эти изделия не равнопрочны в отношении
направления в них волокон. Так, исходный материал под горячую объемную
штамповку — сортовой прокат — уже имеет ярко выраженное волокнистое
строение с направлением волокон вдоль проката.
По направлению волокон сталь имеет наивысшие относительное удлинение,
относительное сжатие и ударную вязкость. Образцы же, вырезанные в других
1 Кроме этой классификации, известна другая, по которой штамповка разделяется прежде
всего на горяч; ю и холодную, а дальнейшее разделение связано с видом исходного материала.
5
направлениях, обладают тем меньшими значениями указанных величии, чем
больше угол, образуемый осью образца с направлением волокон. Особенно это
сказывается на характеристике ударной вязкости.
Механические свойства сортового проката, определяемые в центре и на по-
верхности поперечного сечения, неодинаковы. При прокатке наименее каче-
ственная— средняя часть слитка — остается в сердцевине катаного прутка,
а наиболее ценный столбчатый слой слитка оказывается на поверхности
проката.
При штамповке поковок из проката волокнистое строение металла сохра-
няется; волокна лишь изменяют свое расположение внутри обрабатываемой
заготовки.
Для увеличения срока службы деталей машин весьма желательно, чтобы
направление волокон в штампованных деталях, а также распределение сердце-
винного и поверхностного слоев материала соответствовали бы условиям на-
грузки каждой детали в эксплуатации. Это может быть обеспечено правильно
спроектированным технологическим процессом штамповки и умело сконструи-
рованными штампами.
Уступая литейному производству в сложности конфигурации получаемых
деталей, кузнечио-штамповочное производство имеет преимущества в прочности
выпускаемой продукции и при крупносерийном и массовом выпуске изделий
является более производительным. Лишь внедрение новых методов литья (под
давлением и центробежного) дает возможность получать отливки, близкие по
прочности к штампованным изделиям.
Поэтому наиболее ответственные детали машин делаются коваными илн штам-
пованными, и чем ответственнее сама машина, тем'больше в ней кованых или
штампованных деталей.
Уступая обработке резанием по чистоте поверхности и точности размеров
изготовляемых деталей, кузнечно-штамповочное производство отличается
высокой производительностью, а также высокой прочностью и более низкой
стоимостью продукции.
Развитие кузиечно-щтамповочного производства способствует изготовлению
прочных изделий все более сложных форм с точными размерами и чистой по-
верхностью. Обеспечивая массовый выпуск прочных и в то же время дешевых
деталей, кузнечио-штамповочное производство является одним из наиболее
прогрессивных, постепенно вытесняющим другие способы обработки металлов
и прежде всего обработку резанием. Переход к более совершенным приема’!
штамповки уменьшает трудоемкость последующей механической обработки. Ич
практики отечественной промышленности за годы сталинских пятилеток можно
привести множество примеров, когда применение методов точной штамповки,
калибровки и холодной чеканки поковок полностью заменило обработку их
резанием.
С ростом техники кузнечно-штамповочного производства кузнечно-прес-
совые цехи машиностроительных заводов начинают из разряда заготовитель-
ных, поставляющих лишь заготовки для окончательной обработки, переходит!,
в разряд цехов, выпускающих детали совсем готовые или почти готовые для сборки
машин. При этом в отдельных случаях операции обработки давлением, напри-
мер, калибровка, чеканка и нагартовка, применяются после операций обработки
резанием, т, е. становятся операциями отделочными, завершающими.
$ 2. ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ МЕТАЛЛОВ И ОСНОВНЫЕ ВОПРОСЫ
ТЕХНОЛОГИИ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
Кроме указанных выше причин улучшения качества металлических изделий,
обработка давлением повышает их механические свойства также и потому,
что процесс пластической деформации всегда сопровождается измельчением
зерен металла. При горячей обработке давлением этому измельчению противо-
стоит процесс самопроизвольного роста зерен, чего нет в холодном металле.
Росту зерен не при всех условиях одинаково противостоит процесс измельчения
зерен в процессе деформации. Во многих случаях процесс измельчения зерен
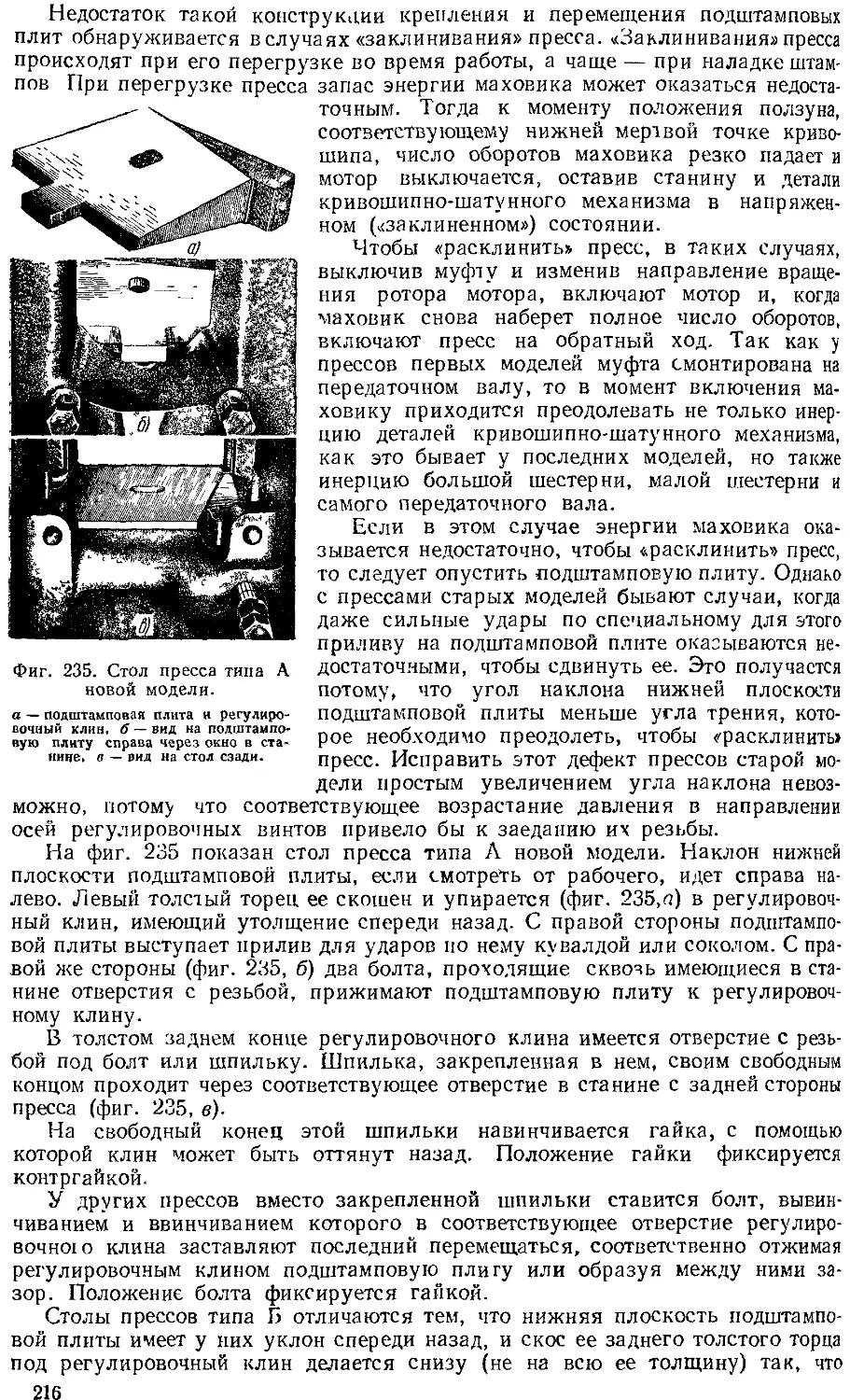
до требуемых размеров может быть завершен при последующей термической
обработке изделий.
Преимущества горячей обработки давлением перед холодной обработкой
давлением основываются прежде всего па том, что при ковочных температурах
сопротивление деформированию значительно ниже, а пластичность металла
значительно выше, чем при холодной деформации.
Пластичность зависит не только от природы деформируемого металла
(т. е. от его химического состава, фазового состояния, величины зерна и i. д.),
нои от условий деформации температуры,скорости и степени деформации, а также
схемы напряженного состояния металла. Изменяя эти условия, можно увели-
чивать или уменьшать пластичность металла Так, например, при штамповке
в закрытых штампах получается схема всестороннего неравномерного сжатия,
соответствующая весьма благоприятным условиям для высокой пластичности.
Изучение физической природы пластической деформации и аналитический
расчет, связывающий напряженное состояние металла с механическими ха-
рактеристиками, входит в задачу теории обработки металлов давлением (тео-
рии пластической деформации).
Настоящая книга посвящена наиболее существенным вопросам технологии
горячей объемной штамповки в кузнечных цехах, а также операциям холодной
обработки давлением, которым подвергаются поковки, изготовленные методом
горячей штамповки. Задача настоящего труда—осветить основной вопрос
технологии горячей объемной штамповки, как спроектировать технологический
процесс штамповки и как сконструировать для него штампы таким образом,
чтобы обеспечить получение высокопроизводительными методами высокока-
чественных и в то же время дешевых изделии.
Вопросы технологии нагрева и нагревательного оборудования, планировки
основного кузнечно-прессового оборудования и организации производства в цехе
и на отдельных его участках затронуты в книге лишь в той части, в какой они
оказывают непосредственное влияние па приемы штамповки и на конструкцию
штампов. Отсутствует также подробное исследование влияния процесса горя-
чей обработки давлением на механические свойства металла, поскольку этим
вопросам посвящен соответствующий раздел металловедения.
Теория обработки давлением до настоящего времени не является еще вполне
законченной. Поэтому авторам не удалось заимствовать из нее достаточный
исходный материал для теоретического обоснования всех практических указа-
ний. Во многих случаях, идя по пути обобщения данных производственной
практики, приходилось основываться только на логических выводах и при-
ходить к необходимости составления эмпирических формул, диаграмм и
таблиц
§ 3. ОСНОВНЫЕ ВИДЫ ДЕФОРМАЦИИ
Направление течения металла при пластической деформации определяется
законом наименьшего сопротивления: в случае возможности перемещения
точек деформируемого тела в различных направлениях каждая точка переме-
щается в направлении наименьшего сопротивления.
Рассмотрим это на простейшем примере ковки под плоскими бойками. За-
готовка в виде куба показана на фиг 1, а. Независимо оттого, будет ли заго-
товка осаживаться за один или несколько ударов, ее материал будет течь
в направлении четырех свободных сторон Металл, соприкасающийся сбойками,
в силу поверхностного грения задерживается, тормозя в свою очередь близ-
лежащие слои, и тем самым образует зоны малоподвижного металла. Это спо-
собствует более интенсивной раздаче в стороны средних слоев заготовки. Раз-
дача материала по диагоналям будет протекать менее интенсивно, чем по
направлению четырех свободных сторон, в результате большего сопротивления
деформации тела заготовки в этих направлениях. Получается поковка
бочкообразной формы (фиг, 1, б)
При растяжении бруса прямоугольного сечения стороны его становятся во-
гнутыми, а его квадратное сечение постепенно принимает форму четырехлуче-
вой звезды.
7
При расплющивании параллелепипеда (фиг. 2, г:), в силу больших поверх-
ностных сил трения и большего сопротивления деформации вдоль его большей
оси, поковка принимает форму, показанную на фиг. 2, б, т. е металл течет
поперек большей оси интенсивнее, чем вдоль нее.
Руководствуясь законом наименьшего сопротивления, направление и ин-
тенсивность течения материала можно регулировать применением вертикальных
и наклонных стенок на бойках, препятствующих свободному течению ма1ериала,
а также применением неплоских (непараллельных) бойков, что имеет место
во всех штампах с ручьями закрытого или полузакрытого типа. В этих случаях
может иметь место течение материала не только в стороны, но также и навстречу
бойкам, т. е выдавливание Даже при больших скоростях машин-орудий
следует считаться с относительно малой скоростью распространения пластиче-
Фиг. 1. Кубическая за-
готовка на плоских бой-
ках
Фиг 2. Заготовка формы прямо-
угольного параллелепипеда
на плоских бойках
а — до расплющивания, б — после расплю-
щивания.
а — до осадки, б - после
осадки
ской деформации в глубь деформируемого тела, а также с влиянием инертности
массы деформируемого металла, вследствие чего, например, при штамповке на
молоте выдавливание в верхний ручей происходит более интенсивно, чем
в нижний
При ковке и объемной штамповке могут иметь место шесть основных видов
деформации, растяжение, осаживание, выдавливание, прошивание, изгиб и кру-
чение Обычно процесс деформации является комбинацией двух или нескольких
из числа шести указанных видов.
1. Растяжение (фиг 3, а) при операциях ковки и штамповки обычно
встречается в комбинации с другими видами деформации. Например, при
гибке в некоторых гибочных ручьях, когда имеет место защемление концов
заготовки между выступающими частями ручья, растяжение заготовки на
участках между местами защемления протекает в сочетании с осаживанием
и изгибом
2. Осаживание (фиг. 3, б) характеризуется увеличением поперечных
сечений за счет уменьшения высоты деформируемого тела. Равномерному уве-
личению поперечных сечений при осаживании препятствует трение, возникаю-
щее на контактных поверхностях В близлежащих к этим поверхностям слоях
образуются зоны малоподвижного металла. В результате осаживания цилиндр
принимает бочкообразную форму. Когда осаживанию подвергается заготовка
не по всей длине, а лишь в ее средней части, или когда осаживается только ее
конец, то процесс называется высадкой
Протяжкой (вытяжкой) называют операцию по удлинению заготовки
за счет уменьшения ее поперечных сечений с помощью осаживания по частям
путем последовательных нажатий с промежуточной кантовкой.
8
Осаживание заготовок с удлиненной осью не в торец называют расплю-
щиванием (фиг. 2). Интенсивность протяжки можно повысить при-
менением фасонных бойков (фиг. 3, б-/) вместо плоских. Применяя узкие
фасонные бойки, можно производить раздачу металла вдоль или поперек
заготовки.
Непрерывное осаживание в целях удлинения деформируемого тела назы-
вается прокаткой, которая осуществляется втягиванием заготовки силами
трения в щель или в ручей между вращающимися валками (фиг. 3,6-2). Валь-
цовка является разновидностью прокатки.
3. Выдавливанием (фиг. 3, в) называется принудительное зате-
кание металла в полость, поперечные размеры которой меньше соответствую-
Фиг. 3. Виды деформации*
а — растяжение, б - осаживание; 61 — осаживание на фасонных бойках; 6 2 — про-
катка, в — выдавливание, в-1 — прямое истечение, в-2 — обратное истечение;
в-3 — волочение, г — прошивание; д — изгиб; е — кручение.
щих размеров деформируемого тела. Выдавливание из замкнутой полости
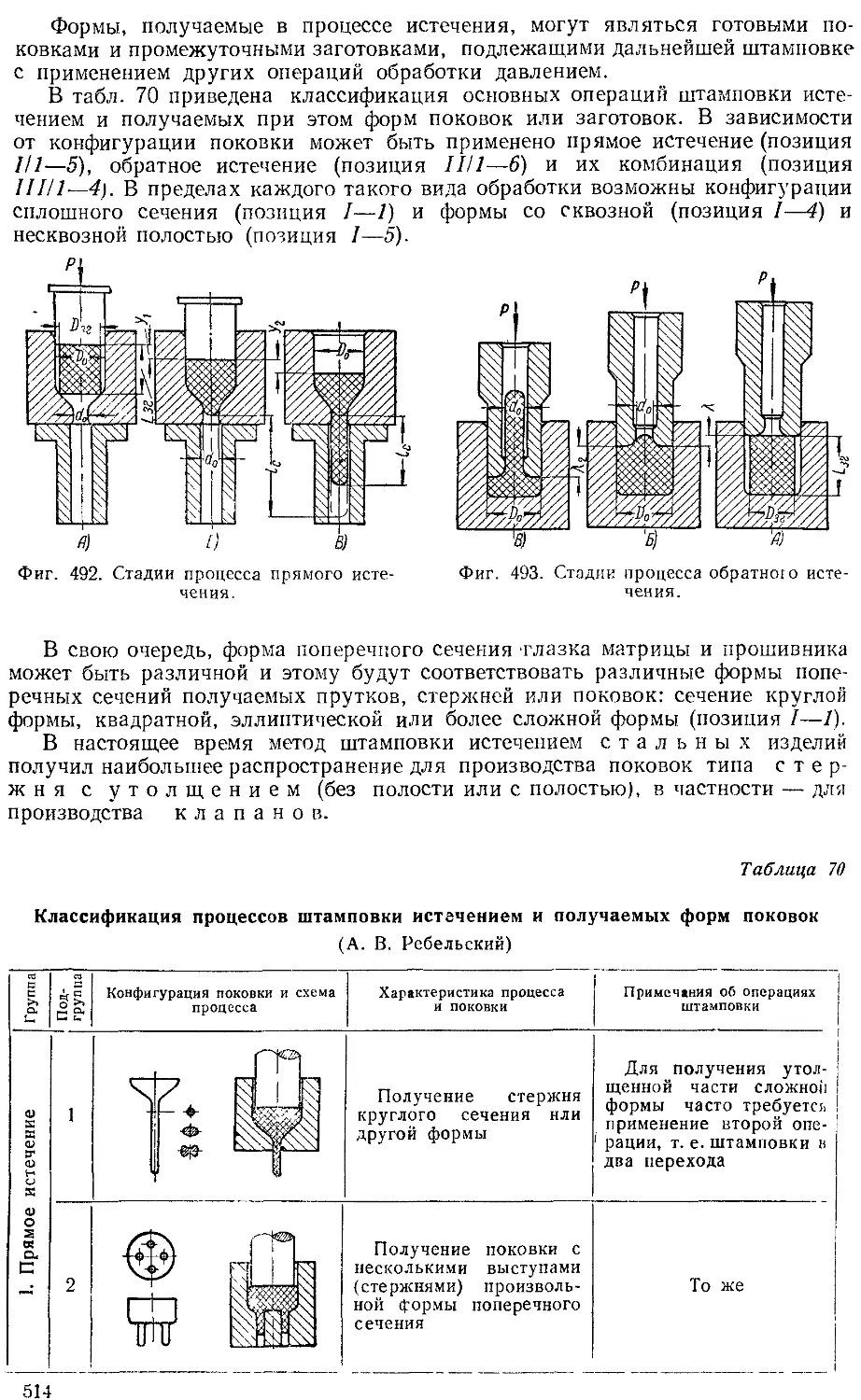
в открытую полость называется истечением. При прямом истечении
(фиг. 3, в-1) направление течения металла совпадает с направлением движущейся
и давящей на металл детали штампа. При обратном истечении
(фиг. 3, в-2) течение металла происходит навстречу давящей на металл
детали штампа. В последнем случае часто имеет место сочетание выдавлива-
ния с прошиванием
По внешним признакам, близким к процессу выдавливания, является про-
цесс волочения, заключающийся в протягивании через глазок матрицы
сплошных (фиг. 3, в-3) или полых тел.
4. Прошиванием (фиг. 3, г) называется образование полой формы
путем вдавливания соответствующего инструмента в сплошное тело. Проши-
вание в закрытой полости может осуществляться в комбинации с обратным
истечением.
5. Изгиб (фиг 3, д) характеризуется искривлением оси заготовки. Изгиб
можно наблюдать не только при гибке, но и при других операциях.
6. Кручение (фиг. 3, е), т. е поворот одной части деформируемого тела
относительно другой его части вокруг одной общей оси, в комбинации с другими
видами процессов деформации, встречается довольно редко, но в то же время
является основной формой деформации при таких случаях, как выкрутка (на-
пример, выкрутка колен коленчатых валов).
9
§ 4. ОСНОВНЫЕ МЕТОДЫ ПРОИЗВОДСТВА ПОКОВОК
В условиях действующего производства метод изготовления поковок в из-
вестной мере предопределяется наличием, планировкой и загрузкой кузнечно'-
прессового оборудования, наличием инструментальной базы и ее способностью
изготовлять в необходимом количестве штампы и другими факторами. Зна-
чительно легче решаются эти вопросы при проектировании и организации
нового производства. Однако в обоих случаях следует руководствоваться тем,
что при современном состоянии техники кузнечно-штамповочного производства
наиболее рациональными методами производства поковок являются:
При единичном производстве
'При мелкосерийном производстве
При серийном и крупносерийном
производстве
Свободная ковка
Свободная ковка с применением
штампов
Штамповка кованых заготовок
в поткладных штампах
Штамповка кованых заготовок
на штамповочных молотах
Многоручьевая штамповка
При массовом производстве
Многоручьевая штамповка с вы-
делением заготовительных или за-
вершающих операций
Комбинированная штамповка
Свободная ковка мелких поковок осуществляется ручным спо-
собом, а также на пневматических молотах с весом падающих частей от 50 кг
до 1,0 т. Свободная ковка средних поковок осуществляется на п а р о-в о з-
душных ковочных молотах с весом падающих частей от 0,5
до 5 т, тяжелых поковок — на гидравлических ковочных
прессах с усилием от 600 примерно до 10 000 т [57].
Свободная ковка с применением штампов осуще-
ствляется на том же ковочном оборудовании. Такой метод называют также (на-
Фиг. 4. Штамп для формовки коленчатого вала прн свободной ковке:
А — штамп для одного колена; Б — заготовка под формовку; в — вал после формовки.
В)
пример, на Уралмашзаводе) полуштамповкой. Применяемые здесь дешевые,
окупающие себя даже на весьма малых сериях, обычно литые штампы предна-
значены для того, чтобы придать той или иной части поковки фасонную форму,
получить которую обычным способом с помощью универсального кузнечного
инструмента довольно трудно или совсем невозможно. На фиг. 4 показан такой
штамп для формовки колен тяжелого коленчатого вала. Верхняя накладывае-
мая на поковку часть штампа показана пунктиром. Свободная ковка с помощью
таких штампов более производительна, обеспечивает более качественное распо-
ложение волокон и в отдельных случаях приводит к экономии стали [381.
Штамповка кованых заготовок в подкладных
штампах также осуществляется на том же ковочном оборудовании. Под-
кладной штамп (фиг. 5) обычно состоит из двух частей; в нижнюю из них запрес-
10
сованы два направляющих штыря; в верхней имеется пара соответствующих
отверстий под штыри. Рабочий ручей соответствует фигуре поковки. Часть
ручья выфрезерована в нижней, а другая —в верхней части штампа.
Вокруг ручья фрезеруется канавка цля заусенца. При работе нижняя часть
штампа устанавливается на плоский нижний боек молота или пресса. Кова-
ная фасонная заготовка после нагрева закладывается в нижний ручей. Затем
верхнюю часть штампа накладывают на нижнюю и ударами верхнего бойка
молота (или нажатием верхнего бойка пресса) по верхней части штампа осу-
ществляют штамповку. Фигура ручья заполняется горячим металлом, а избы-
ток его вытекает в канавку, образуя заусенец, подлежащий обрезке
Существенными недостатками штамповки в подкладных штампах являются*
1) невозможность очистки поковки от окалины во время штамповки, в резуль-
тате чего почти вся окалина
остается заштампованной в по-
верхность поковки, и 2) бойки
молота или пресса быстро изна-
шиваются и требуют частого
ремонта; штамповка же йа изно-
шенных бойках приводит к по-
ломке подкладных штампов.
Штамповка кованых
заготовок на штам-
повочных молотах про-
изводится аналогично штам-
повке в подкладных штампах
в одном окончательном ручье,
имеющем вокруг канавку для
заусенца. Штамп не имеет ника-
ких направляющих. Относи-
тельное совпадение верхней и
нижней частей ручья обеспечи-
вается направляющими бабы
молота и правильной установ-
кой (закреплением) штампа на
К Фиг. 5. Подкладной штамп:
а — внешний вид, б — разрез по направляющему штырю
молоте. Окалина, сбиваемая при ударах.
выдувается в промежутки между ударами.
Весьма рациональным видом оборудования для одноручьевой штамповки
следует считать фрикционные молоты. Наилучшими из них являются фрикцион-
ные молоты с доской с весом падающих частей от 0,5 до 2 т Для одноручьевой
штамповки тяжелых поковок можно использовать другие, в том числе паро-воз-
душные бесшаботные молоты.
Многоручьевая штамповка является таким методом, при
котором изменение формы исходной катаной заготовки в готовую поковку про-
изводится полностью водном многоручьевом штампе Для многоручьевой штам-
повки применяются главным образом1'
1) п а р о-в оздушные штамповочные молоты с весом па-
дающих частей ог 0,5 до 15 /п1 [26], [28], [30],
2) кривошипные горячештамповочные прессы с'уси-
лием от 500 до 8000 т и
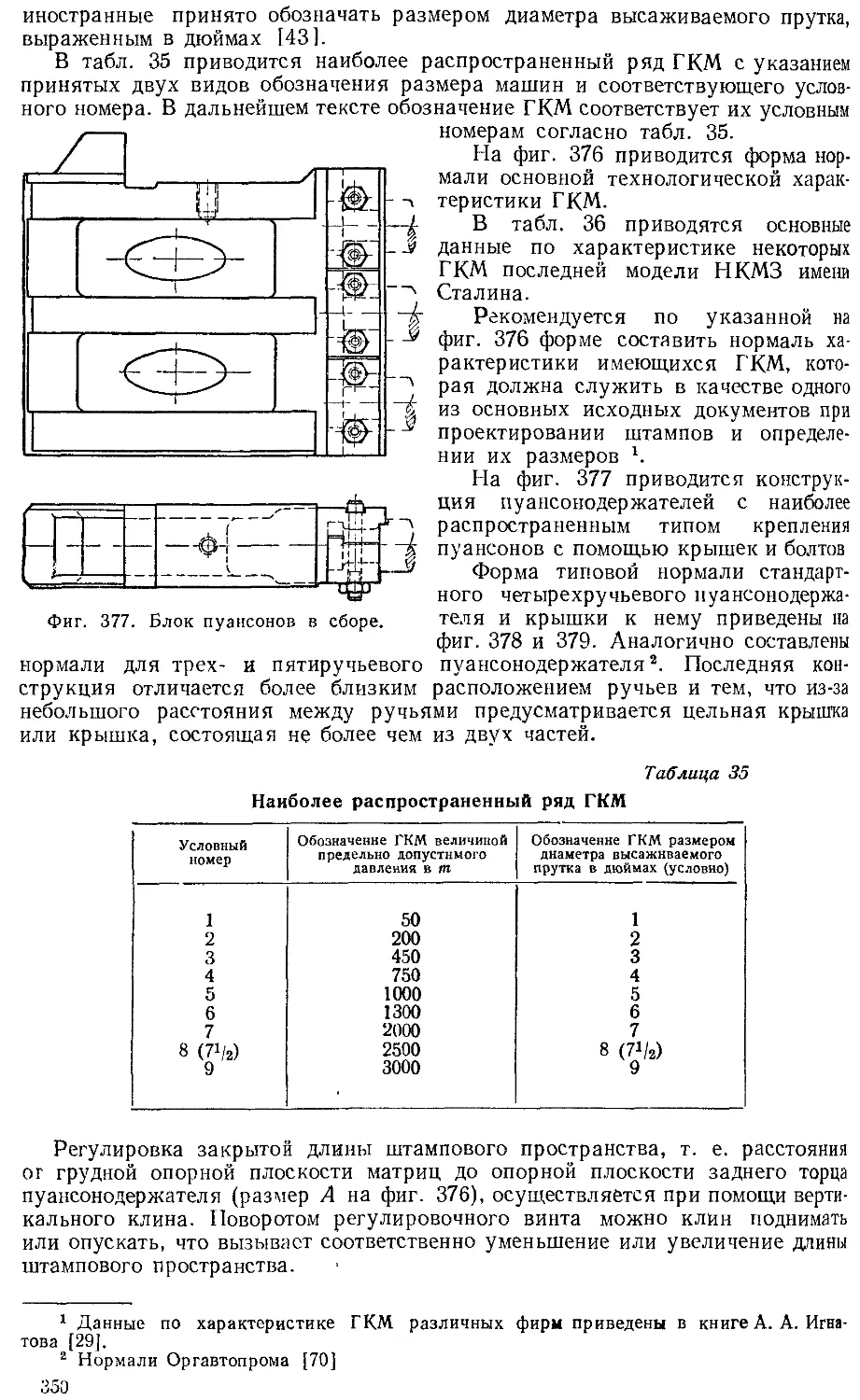
3) горизонтальн о-к овочные машины (ГКМ) с усилием
от 50 до 3000 т [29].
Пример многоручьевого молотового штампа приведен на фиг. 6. Здесь по-
казана нижняя часть штампа для шатуна автомобильного двигателя, рядом—
поковка шатуна после обрезки заусенца.
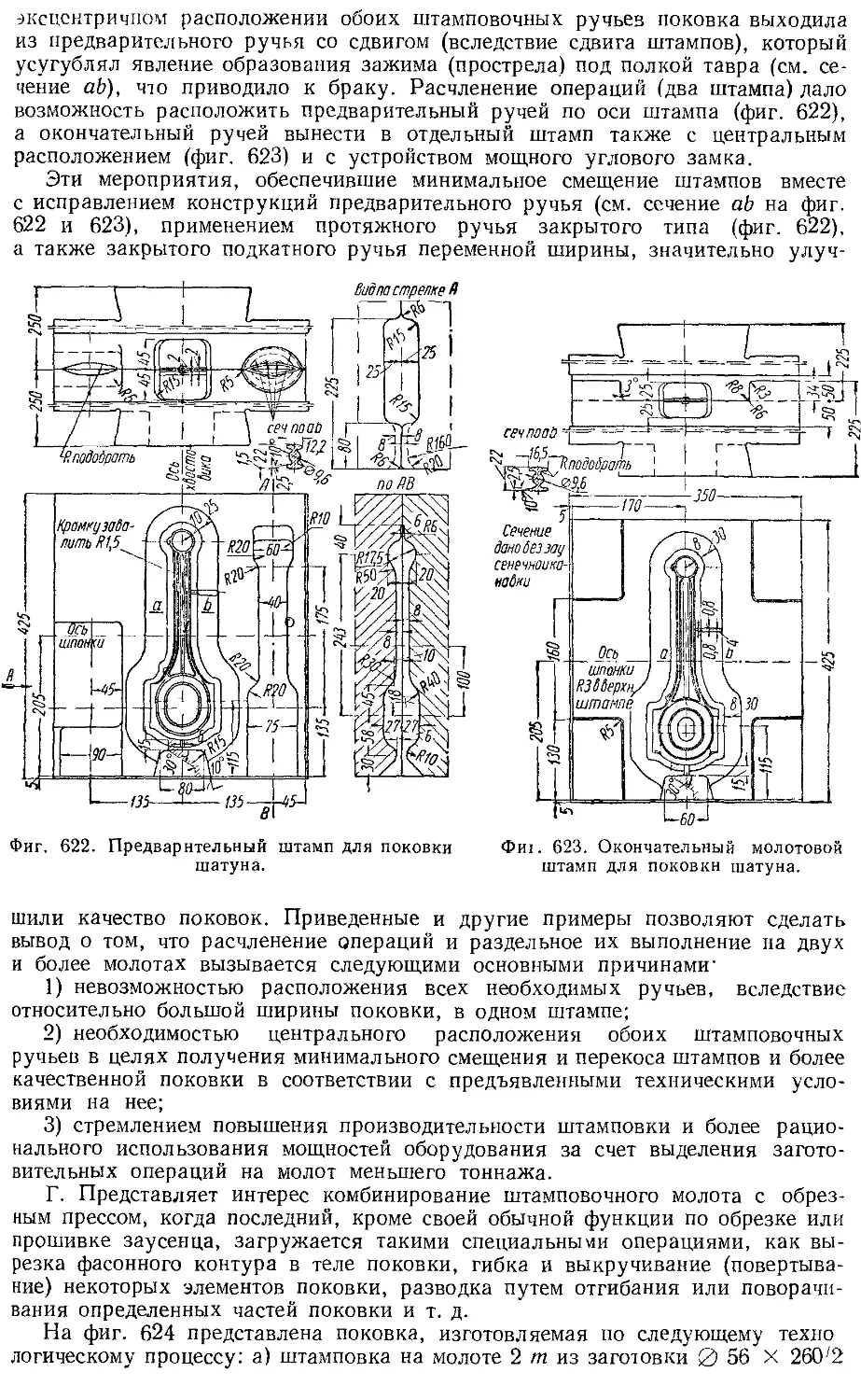
Шатун, изготовляемый на этом штампе, штампуется из катаной заготовки
диаметром 45 мм. которая подвергается обработке последовательно в протяжном,
1 Для многоручьевой штамповки фрикционные молоты не рекомендуются ввиду их тихо-
ходности, невозможности регулирования темпа и силы их ударов во время штамповки, а также
потому, что вес падающих частей этих молотов ограничен 2 т.
И
з и и к ж
Фиг. 6. Молотовый штамп
для шатуна
а — окончательный ручей с канавкой б
для заусенца; в - предварительный
ручей, заготовительные ручьи г—про-
тяжной и д — подкатной, е — опорная
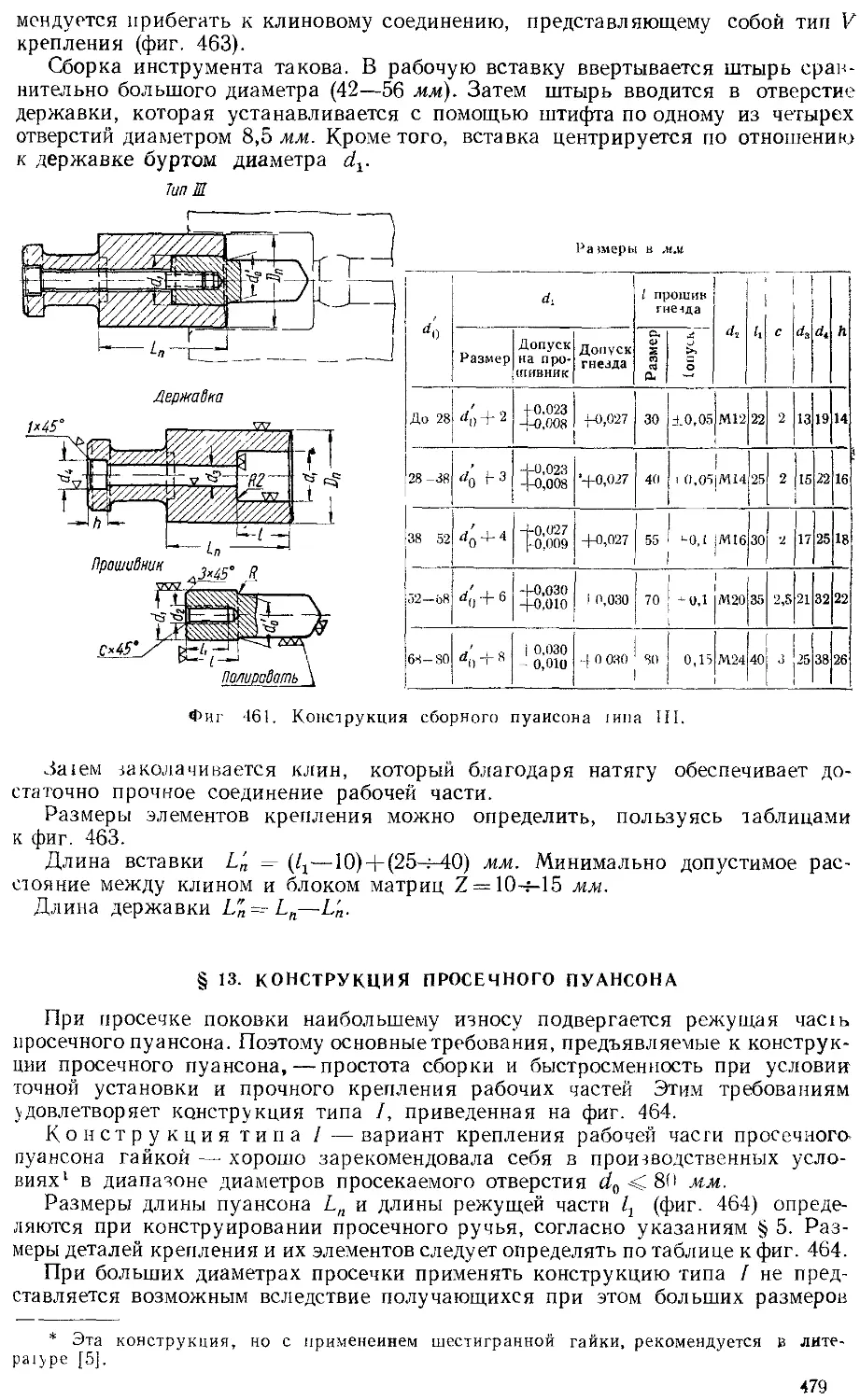
плоскость, лежащая в плоскости
разъема; ж—выемки для клещевины,
з—фронтовая грань контрольного угла,
я — необработанная плоскость штампо-
вого кубика; и — переднее подъемное
отверстие; к — хвостовик крепления
штампа на молоте
подкатном, предварительном и окончательном ручьях, после чего поковка
передается на обрезной пресс для обрезки заусенца в обрезном штампе.
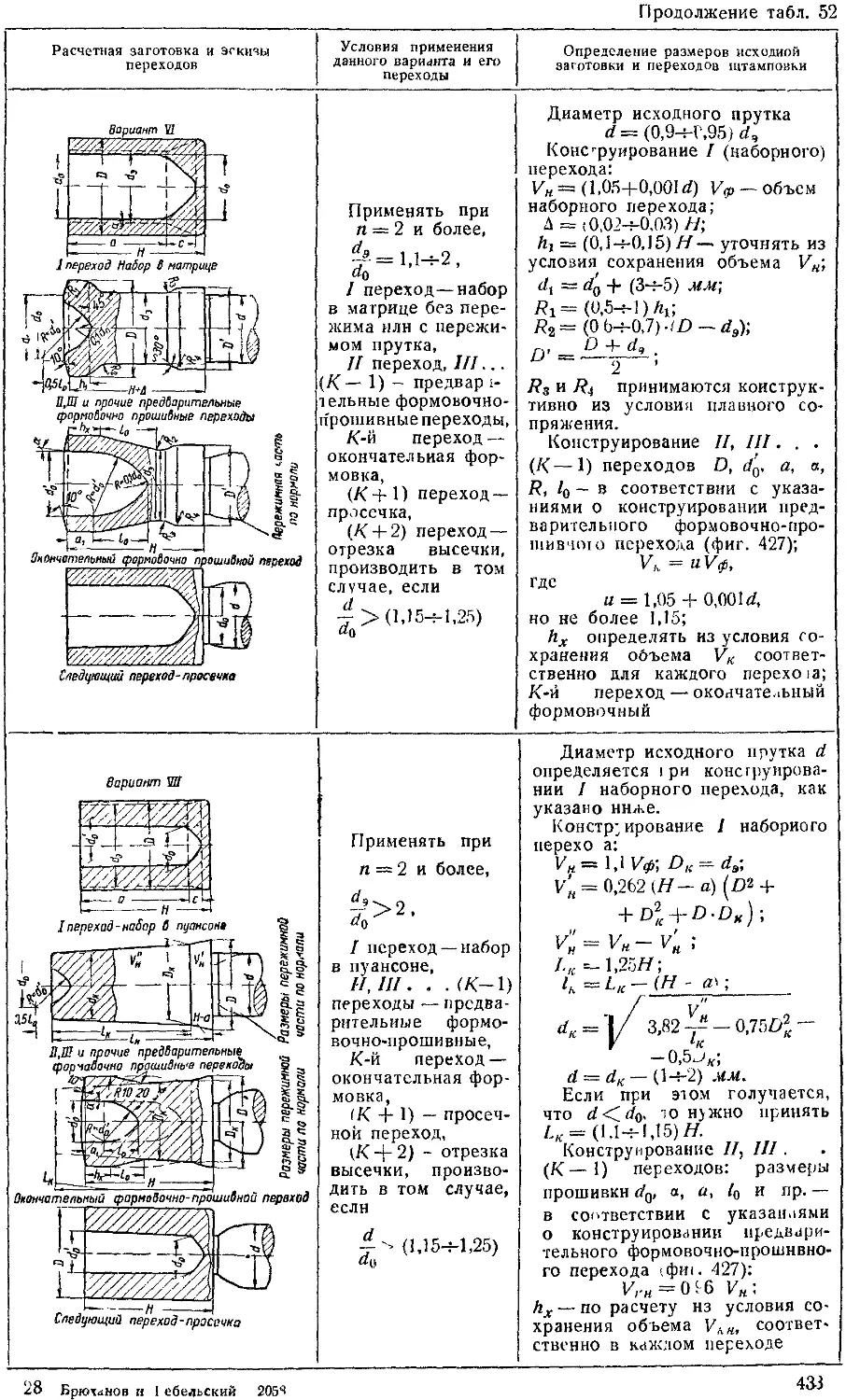
Пример многор \ чьевого штампа кривошипного горячештамповочного пресса
для штамповки распределительного вала автомобильного двигателя приведен
на фиг. 7. Справа — нижняя часть штампа, слева —
верхняя часть, а внизу — заготовки штампуемого
вала по переходам Вал, изготовляемый на этом
штампе, штампуется из заготовки диаметром 48 мм,
которая подвергается обработке последовательно
в вальцовочном, предварительном и окончатель-
ном ручьях, после чего поковка, как и после
штамповки на молоте, передается на обрезной
пресс.
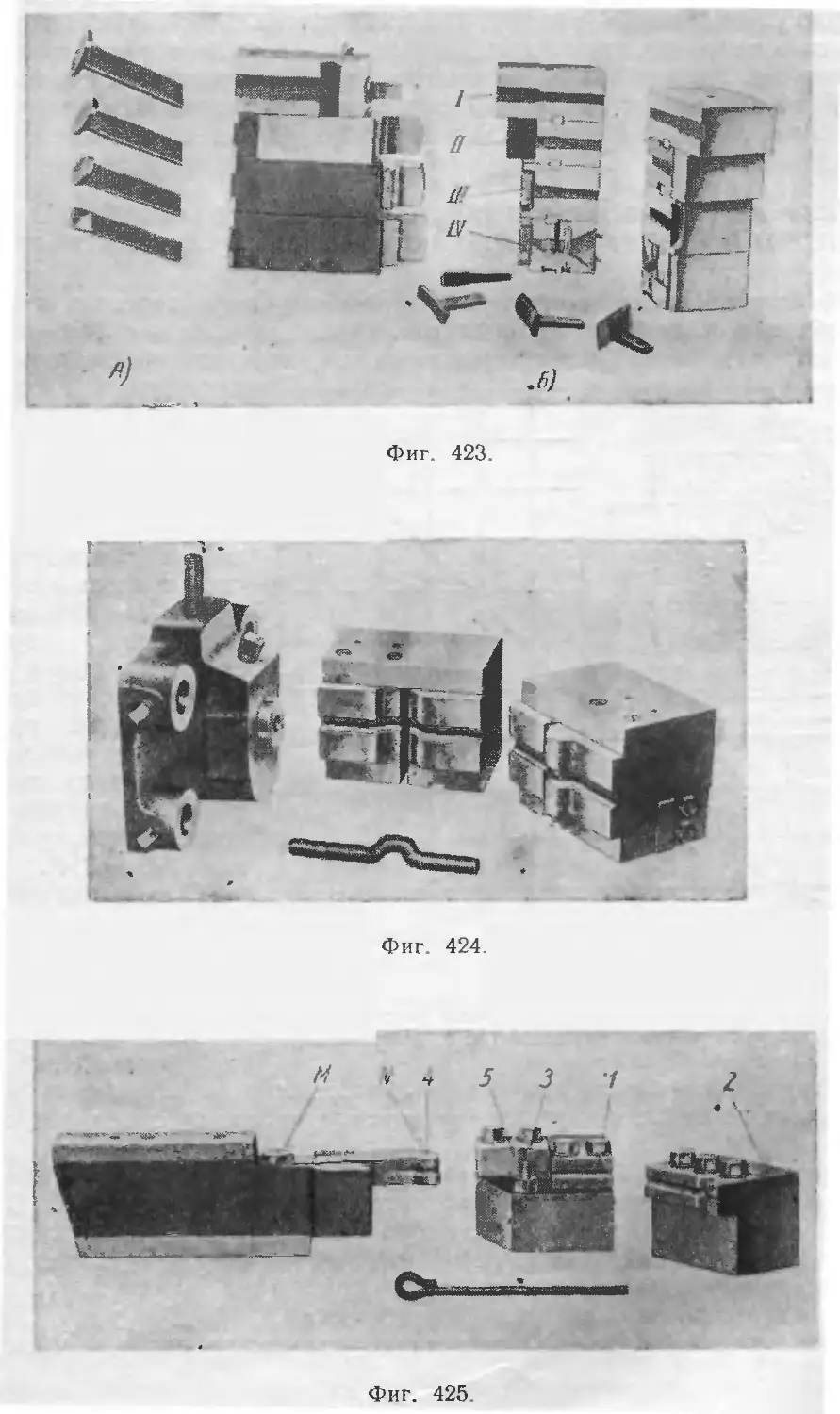
Пример многоручьевого штампа горизонталь-
но-ковочной машины приведен на фиг 8 Здесь
показан штамп для конической шестерни: слева™
составной пуансонодержатель в сборе с четырьмя
пуансонами, в середине — правая (неподвижная)
матрица, справа — левая (подвижная) матрица,
а внизу—заготовки штампуемой шестерни. Ря-
дом — готовая поковка и макрошлиф ее доле-
вого разреза. На штампе видны (сверху вниз):
наборный ручей, ручей предварительной фор-
мовки, ручей окончательной формовки и ручей
для сквозной прошивки (просечки) отверстия
с одновременным отделением поковки от прутка Заготовки по переходам
после каждого ручья показаны слева направо. Правее их виден пруток
после отделения от него поковки и отход, получаемый при прошивке.
Фиг. 7. Штамп для штамповки распределительного вала на кривошипном
горячештамповочном прессе-
а — вставной предварительный ручей; б — вставной окончательный ручей, в — детали кре-
пления вставок предварительного и окончательного ручьев, г — вальцовочный ручей; д — сек-
торы зубчатого зацепления верхних и нижних деталей вальцовочного ручья, е — пневмати-
ческий и ж — пружинный механизмы обратного хода вальцовочного ручья, з — державка
ни — башмак штампа, к — направляющие колонки, л — направляющие втулки, м — исход-
ная заготовка, н — заготовка после вальцоики, о — заготовка после предварительного
ручья; п — поковка п^сле окончательного ручья.
Многоручьевая штамповка с выделением заго-
товительных или завершающих операций является более
совершенным методом, чем обычная мноюручьевая штамповка, так какобеспечи-
1?
вает получение более совершенных поковок, более рациональную загрузку обо-
рудования, экономию металла и повышение других экономических показателей
процесса Основные операции по приданию поковке окончательной формывэтом
случае осуществляются на том же штамповочном оборудовании, на паро-воз-
душных штамповочных молотах \ кривошипных горячештамповочных прессах
или горизонтально-ковочных машинах Заготовительные операции производятся
на более приспособленном для этой цели оборудовании
Заготовительные операции могут быть устранены совсем при замене проката
обычного профиля прокатом периодического профиля Они могут
быть заменены также вальцовкой на ковочных вальцах, высадкой
заготовки на горизонтально-к овочной машине перед штам-
повкой на молоте или на кривошипном горячештамповочном прессе, штамповкой
заготовки на штамповочном молоте перед штамповкой поковки на
кривошипном горячештамповочном прессе Возможны и другие варианты
Фиг. 8. Штамп для штамповки конической шестерни на горизонтально-ковочной
машине
Завершающие операции обычно переносятся на обрезные прессы
(после обрезки заусенца), на горизонтально-гибочные машины,
ковочные вальцы, выкрути ые машины и другое обору-
дование
Таким образом, и в этих случаях основным оборудованием остаются штам-
повочные молоты, кривошипные горячештамповочные прессы и горизонтально-
корочные машины Современные модели этих трех основных видов штамповоч-
ного кузнечно прессового оборудования в состоянии обеспечить наиболее эф-
фективный выпуск всей номенклатуры штампуемых в настоящее время поковок
Однако производство штампованных поковок может быть осуществлено
также на фрикционных и гидравлических прессах и на некоторых других ви-
дах штамповочного кузнечно-прессового оборудования
Почти у каждого из этих типов оборудования наряду с недостатками есть
и свои преимущества перед молотами, кривошипными горячештамповочными
прессами и горизонтально-ковочными машинами при осуществлении неко-
торых процессов Так, например, штамповка истечением с большим успехом
производится на снарядных гидравлических штамповочных
прессах, гибка — на горизонтально-гибочных маши-
нах, правка — на фракционных прессах, вальцовка — на
ковочных вальцах, заострение концов — на ротационно-
ковочных машинах итд Поэтому это оборудование с большим успе-
хом используется в комбинации с основными видами штамповочного оборудо-
вания и как основное оборудование в специализированном производстве
Особым видом многоручьевой штамповки с расчленением операций техно-
• логического процесса является последовательная штамповка
на однотипных механизмах, когда поковка последовательно
1 При штамповке с выделением заготовительных операций для тяжелых поковок, тре-
бующих веса падающих частей выше 15 ш, рекомендуются бесшаботные паро воздушные
молоты, эквивалентные по своей мощности штамповочным молотам с шаботом весом па-
дающих частей от 15 до 40 /и и выше
13
проходит, например, два-три штамповочных молота или две-три гори-
зонтально-ковочных машины. Этот метод применяется:
1) когда нет возможности расположить в одном штампе все ручьи: при боль-
ших габаритах поковки, при большом количестве ручьев и т. п.;
2) когда предоставляется возможность в целях рациональной загрузки
оборудования выделить часть операций для того, чтобы производить их на ме-
ханизме того же типа, но меньшей мощности, и
3) когда это дает возможность сократить потери времени на отдельные руч-
ные приемы и за счет этого повысить производительность оборудования. Так,
например, при штамповке тяжелых деталей по половинам (как, например, обычно
штампуют балки передних осей автомашин и тракторов) первую половину по-
ковки штампуют в многоручьевом штампе на первом молоте, а затем с того же на-
грева штампуют вторую половину на другом таком же молоте в таком же штампе.
Или, например, при большой программе средних молотовых поковок, штампуе-
мых обычно на одном молоте последовательно по одной штуке из заготовки
на две поковки, штамповку первой поковки производят на первом молоте в мно-
горучьевом штампе, а вторую — с того же нагрева на другом таком же
молоте в таком же штампе.
В обоих вышеприведенных случаях за счет отсутствия потерь времени
на смену клещей и поворот заготовки достигается производительность не
только более высокая, чем при параллельной Штамповке на двух молотах, но и
чем при последовательной штамповке с разделением операций между первым
и вторым молотами.
Наиболее эффективными в массовом производстве являются расчлененные
процессы при комбинировании оборудования — комбинированная
штамповка При проектировании расчлененного процесса штамповки
особо тщательно прорабатывается вопрос о том, на каком оборудовании
наиболее рационально штамповать каждую часть поковки, а затем после раз-
бивки всего технологического процесса штамповки на операции и переходы
вопрос о подборе оборудования решается отдельно для каждого перехода или
группы переходов. Такой расчлененный процесс состоит йз последовательных
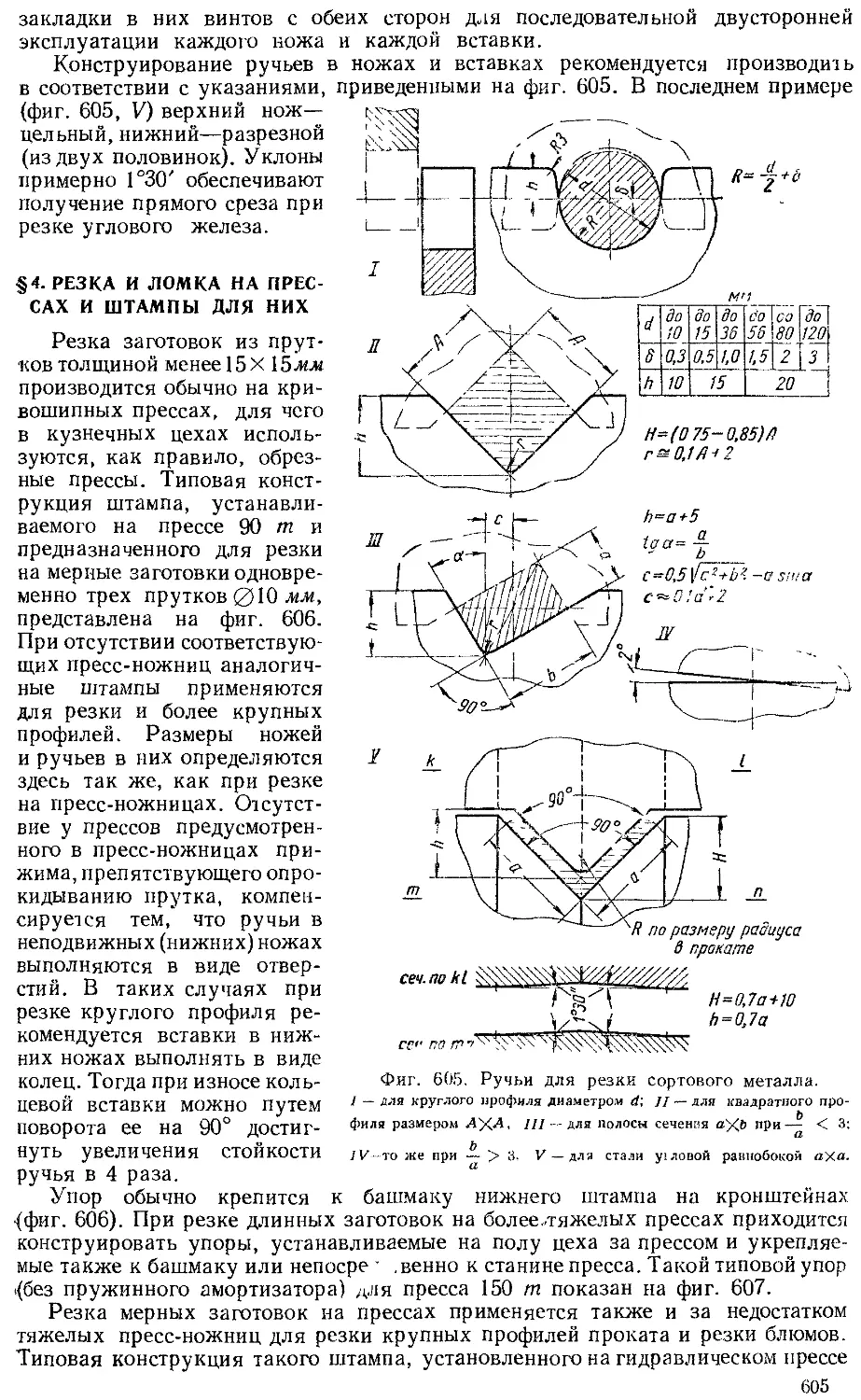
операций, как правило совершаемых на разнотипных механизмах, уста-
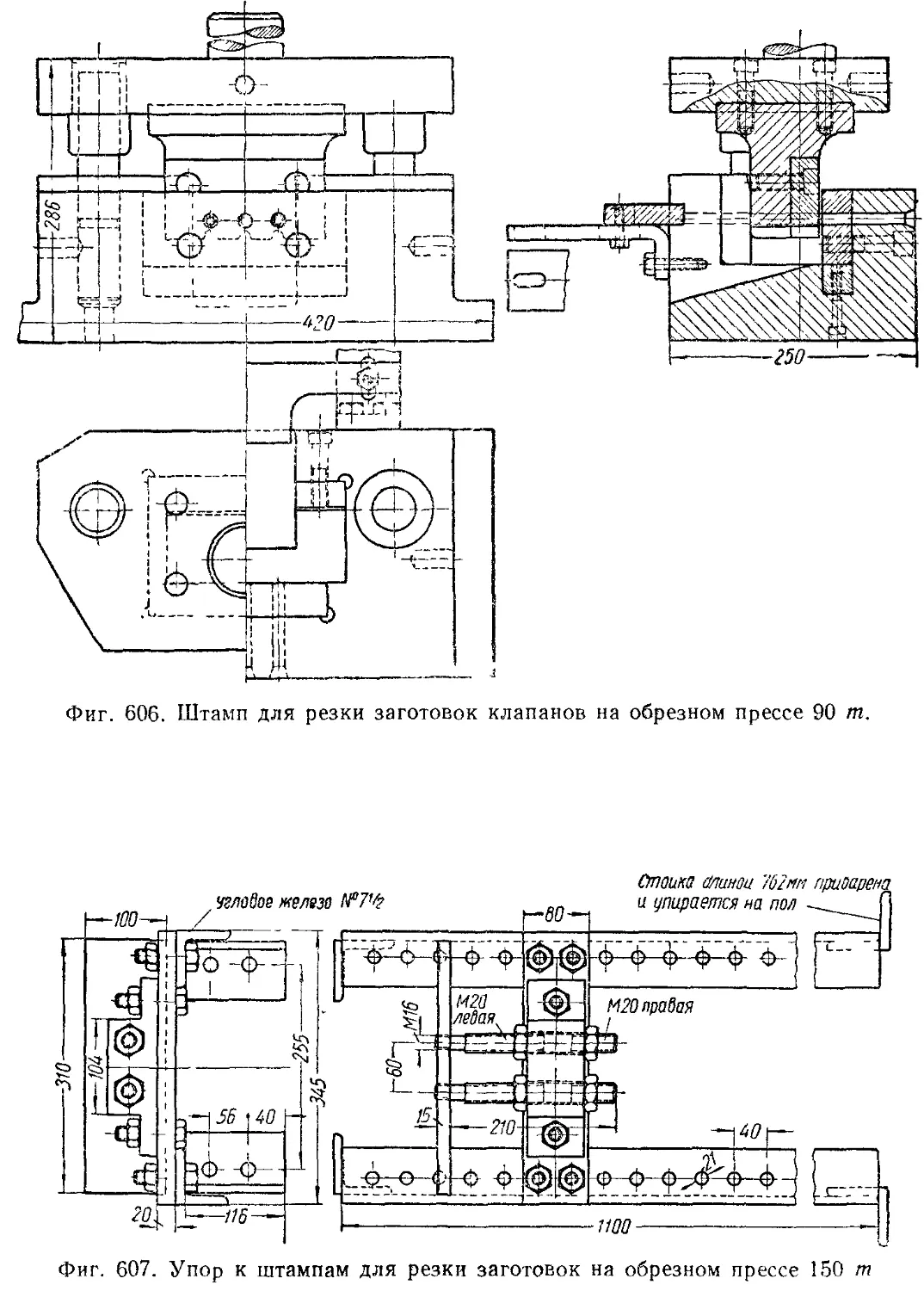
навливаемых обычно в поточную линию, и потому часто называется комбини-
рованным. В отличие от многоручьевой штамповки с выделением заготовительных
или завершающих операций при расчлененных процессах иногда трудно судить,
какой из механизмов поточной линииявляетсяосновным,а какой второстепенным
К заключительным операциям штамповки, совершаемым также в штампах,
относятся обрезка заусенца, калибровка, правка и чеканка поковок.
Для сокращения отходов металла на заусенец и упразднения обрезных опе-
раций применяется штамповка в закрытых штампах, при которой не образуется
заусенец»
Однако при штамповке на молотах штамповка в закрытых штампах
осуществима лишь в частных случаях.
В иных случаях штамповка без заусенца настолько усложняет и удоро-
жает процесс, что становится нерентабельной. Так, например, бывает
иногда при штамповке на горизонтально-ковочных машинах.
Обрезке заусенца подвергаются все поковки, штампуемые в открытых
штампах, т. е. на молотах, большинство поковок, штампуемых на кривошипных
горячештамповочных прессах, и известная часть поковок, штампуемых на го-
ризонтально-ковочных машинах. После штамповки на молотах и кривошипных
горячештамповочных прессах обрезка заусенца производится исключительно
на обрезных прессахс усилием при холодной обрезке от 30 до 200 т
и при горячей обрезке от 100 примерно до 1600 т. При штамповке на горизон-
тально-ковочных машинах с образованием заусенца последний удаляется или
в обрезном ручье того же штампа, в котором изготовляется поковка, или в от-
дельно^ обрезном штампе, устанавливаемом на горизонт а льн о-к с-
в о ч ной машине, или, как при штамповке на молоте, на обрезных прес-
сах. Обрезка заусенца на другом кузнечно-прессовом оборудовании (в частно-
сти, на кривошипных горячештамповочных прессах) не производится.
14
По мере надобности операция по обрезке заусенца совмещается с п po-
rn и в к о й и просечкой сквозных отверстий в поковках. Так как в от-
крытых штампах, применяемых на молотах и на кривошипных горячештампо-
вочных прессах, получение сквозного отверстия невозможно, то в этих случаях
производится подготовка (наметка) отверстий под прошивку. Прошивкой назы-
вается удаление пленки, оставляемой при наметке отверстия. Получение сквоз-
ного отверстия без предварительной наметки называется просечкой. Прошивка
и просечка обычно производятся на обрезных прессах, но в особых случаях
могут осуществляться и на кривошипных горячештамповочных прессах. Штам-
повка на горизонтально-ковочных машинах обеспечивает получение готовых
сквозных отверстий; поэтому поковки, штампуемые на них, не нуждаются в по-
следующей прошивке и просечке.
Калибровка применяется в целях получения поковок, особо точных
по размерам или по весу. Калибровка осуществляется сразу же после горячей
обрезки заусенца и производится на штамповочных молотах или на кривошип-
ных горячештамповочных прессах, устанавливаемых обычно в потоке с обо-
рудованием, на котором штампуют эти детали. Образуемый при калибровке вто-
ричный заусенец обрезается в холодном состоянии.
Правка применяется для выпрямления искривленных в производстве
поковок и» будучи операцией дешевой и высокопроизводительной, часто оказы-
вается более выгодной, чем осуществление мероприятий, предупреждающих
искривление поковсГк. Горячая правка производится с одного нагрева после
штамповки и обрезки заусенца и осуществляется на штамповочных молотах
в окончательном ручье основного молотового штампа, на отдельных штампо-
вочных молотах в специальных правочных штампах или на обрезных прессах.
Холодная правка производится после очистки поковок от окалины и осуще-
ствляется на фрикционных молотах и прессах, на обрезных прессах и на'гидра-
влических правочных прессах.
Чеканка (холодная калибровка) поковок производится обычно после
холодной правки в целях получения ровной поверхности и точных размеров.
Чеканке подвергаются лишь те поверхности детали, по которым эта деталь со-
прягается с другими деталями изделия в сборе. Чеканенные поверхности, как
правило, последующей обработке резанием не подвергаются. Чеканка поко-
вок осуществляется на чеканочных прессах с усилием примерно от 400
до 2000 т.
К числу кузнечных операций, совершаемых в штампах относится также
резка сортового проката на мерные заготовки под штамповку. Кроме резки
в штампах, имеют место рубка заготовок на ковочных молотах, огневая резка
автогеном, ломка на хладноломах, резка на дисковых пилах и др. Основным спо-
собом резки заготовок под штамповку для заготовок малых размеров сечения
является резка на обрезных прессах, а для средних и больших раз-
меров сечения — на пресс-ножницах (холодная и с подогревом).
§ 5. КОМПЛЕКС ОПЕРАЦИЙ В КУЗНЕЧНО-ШТАМПОВОЧНЫХ ЦЕХАХ
В кузнечных цехах основные операции производства штампованных по-
ковок делятся на три группы: 1) заготовительные, заключающиеся в подготовке
исходного металла (проката) к штамповке, совершаемые в заготовительном
отделении цеха; 2) собственно штамповочные, которые производят в штампо-
вочных отделениях цеха (перечень их дан выше), и 3) завершающие операции,
совершаемые в термическом отделении кузнечного цеха обычно после штампо-
вочных. а иногда и в промежуток между штамповочными операциями. К числу
завершающих операций относятся прежде всего термическая обработка поковок
и очистка их от окалины.
Вопросы резки заготовок и различных видов штамповки поковок освещены
в соответствующих разделах «книги.
Назначение завершающих операций в основном сводится к следующему.
Задачи термической обработки поковок: 1) ликвидация вредных термо-ме-
ханических последствий горячей обработки давлением (перегрева и наклепа),
15
2) придание материалу твердости, обеспечивающей наилучший режим при
последующей обработке резанием, и 3) создание в материале микроструктуры
и придание ему окончательной твердости, требующихся по ТУ для готовой
детали. Для этого поковки подвергаются окончательной термической обра-
ботке лишь в том случае, когда требуемая твердость и твердость, обеспечиваю-
щая наилучший режим обработки резанием, совпадают или незначительно от-
личаются друг от друга. В противном случае штампованные детали подвергаются
термической обработке вторично, но уже в термических отделениях механосбо-
рочных цехов.
К числу возможных операций термической обработки в кузнечных цехах
относятся*
1) нормализация,
2) нормализация с отпуском,
3) улучшение (т. е. закалка с высоким отпуском).
Поковки, подвергнутые нагреву и тем более неоднократному, покрываются
слоем окалины. Для очистки поверхности поковок от окалины применяются
следующие способы: 1) очистка в барабанах, 2) очистка травлением, 3) очистка
дробью и 4) очистка песком. Очистке в барабанах можно подвергать только
поковки жесткой конструкции и весом до 5—6 кг. Этот вид очистки не отли-
чается высокой производительностью, связан с риском забоя поверхности по-
ковок. Шум при очистке мешает работе на соседних участках цеха.
Наиболее универсальный способ очистки — очистка* травлением — хотя
и обеспечивает высокое качество поверхности, но также мало производителен и
является наиболее дорогим, так как требует строительства мощных вентиляцион-
ных установок, дорогостоящей канализации или кислотовосстановительных
(купоросных) станций, а также изоляции травильных помещений и применения
для них кислотостойких материалов.
Очистка дробью поковок весом До 10 кг в дробеструйных аппаратах и более
тяжелых поковок в дробеструйных камерах является наиболее совершенным,
весьма производительным и дешевым способом. Его недостатком является
забивка поверхностных дефектов и трещин и вытекающая отсюда трудность
их обнаруживания при контроле качества поковок. Это затруднение избегается
применением специальных методов контроля (магнитоскопии, рентгеноанализа
и т. д.) и выборочного травления.
Очистка песком в пескоструйных камерах является наименее производи-
тельной и в связи с большим расходом песка (50—70 кг на 1 т поковок) и воз-
духа (давлением 5—6 ат) наиболее дорогой.
Высокое качество поверхности при очистке песком показывает пре-
имущество этого метода в комбинации с другими видами очистки (после
травления или очистки дробью) как отделка поверхности, что особенно
важно при точной штамповке.
Большое значение в общем комплексе операций кузнечно-штамповочного
цеха имеет межоперационный и окончательный контроль качества про-
дукции.
Правильная организация технического контроля, применение надлежащего
контрольного инструмента и приспособлений, механизация контрольных опе-
раций и принятие профилактических мероприятий по предупреждению брака
на всех этапах производственного процесса являются существенными факто-
рами, обеспечивающими высокий уровень качества поковок [15].
Важнейшим мероприятием для обеспечения высокой производительности
и экономичности работы кузнечно-штамповочного цеха является оснащение
всех его участков соответствующей механизацией и прежде всего механизацией
транспортных работ.
Максимальное внедрение транспортеров, подъемников, рольгангов и кон-
вейеров для передачи заготовок и поковок из отделения в отделение, от
агрегата к агрегату, от штамповочных участков в термическое отделение,
далее в очистное отделение и, наконец, на склад готовой продукции является
оцнймиз решающих факторов в организации и экономике современного куз-
нечно-штамповочного цеха [42].
16
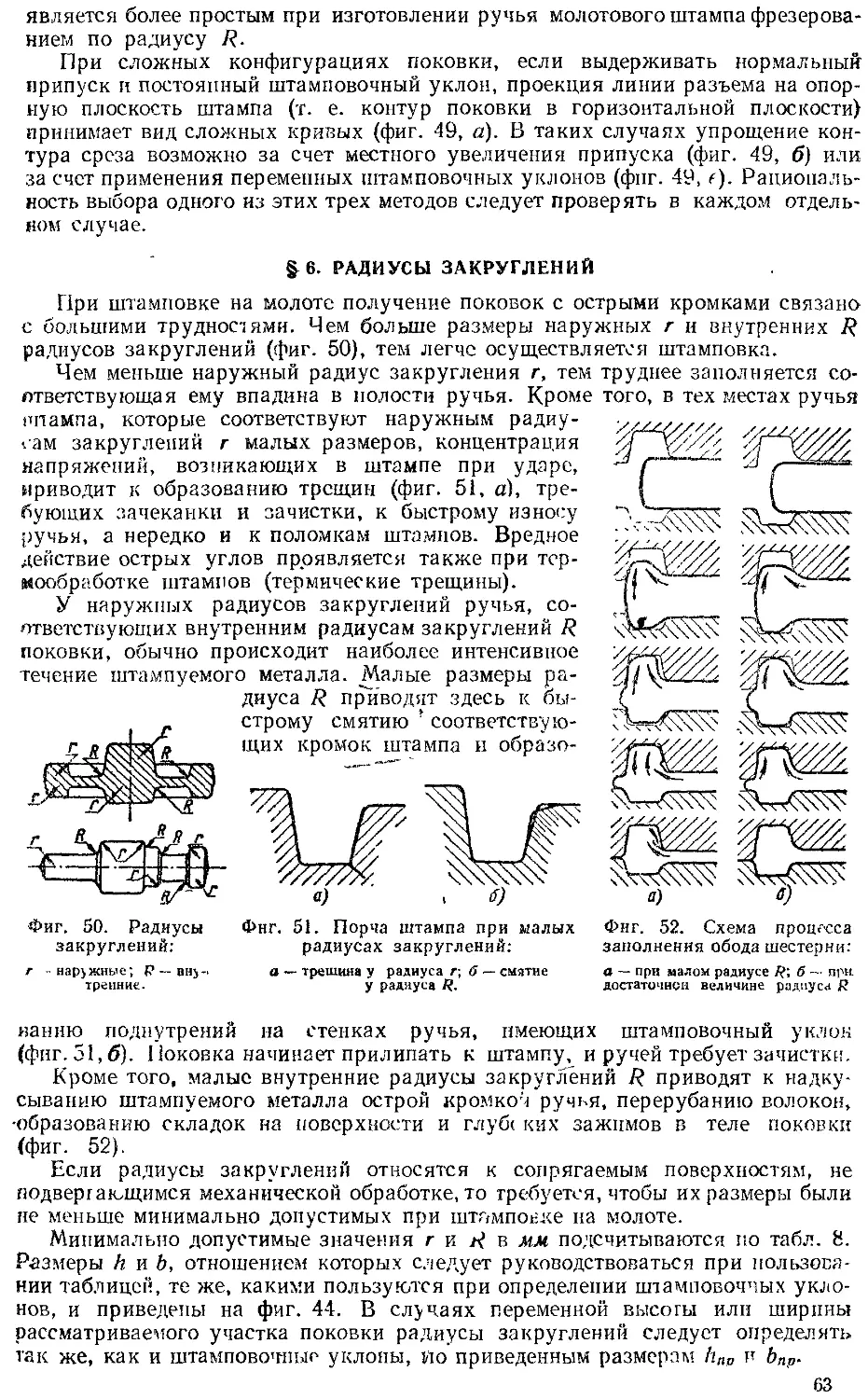
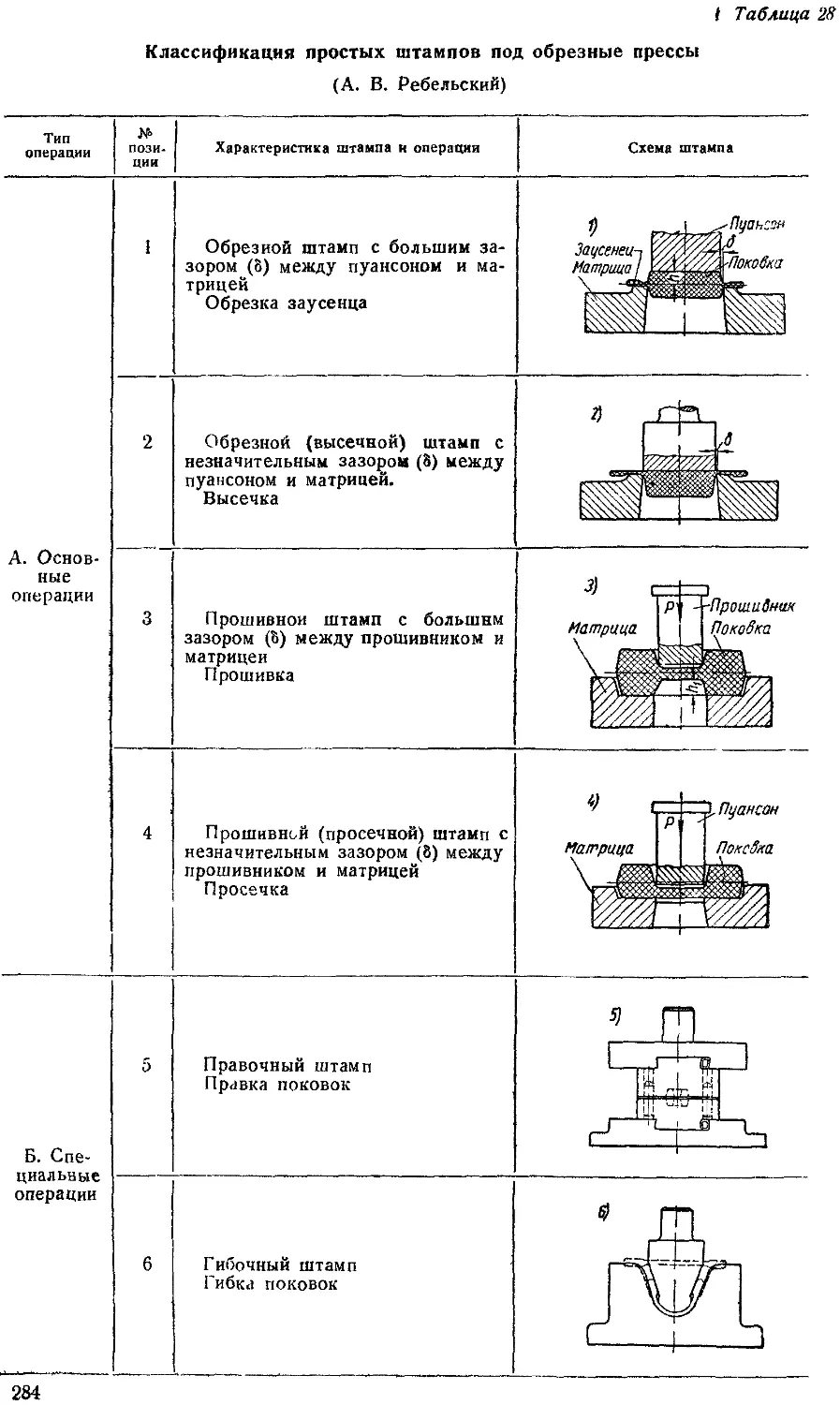
§ в. адяесиФикАция штампов
Классификация кузнечных штампов построена по двум признакам: а) обо-
рудование, на котором закреплен штамп, и б) операции, для которых штамп
предназначен.
В первом случае штампы делятся на молотовые, на штампы кривошипных
горячештамповочных прессов, горизонтально-ковочных машин, обрезных прес-
сов и т, д., во втором — на заготовительные, штамповочные, гибочные, обрез-
ные, калибровочные и т. д.
Полное наименование штампа указывает оба признака, например, «молото-
вый штамп для штамповки», или «обрезной штамп под обрезной пресс». Однако
для упрощения принято:
а) в наименовании штампов, на которых производятся основные штамповоч-
ные операции, не указывать названия операций, называя их просто молотовыми
штампами, штампами на кривошипный горячештамповочный пресс, на ГКМ,
на гидравлический пресс, на фрикционный пресс и т. д., подразумевая, что эти
штампы предназначены для штамповки;
б) в наименовании штампов под обрезные прессы, наоборот, указывать только
наименование операций;
в) гибочные штампы горизонтально-гибочных машин называть просто ги-
бочными штампами, штампы (секторы) ковочных вальцов — вальцовочными
штампами, чеканочные штампы чеканочных прессов — чеканочными штампами,
а штампы (ножи) пресс-ножниц — ножами.
Таким образом, применяемый парят кузнечных штампов можно считать
состоящим из следующих групп:
штампы под колоты — молотовый штамп *, заготовительный
молотовый штамп, гибочный молотовый штамп, правочный молотовый штамп
и мастер-штамп (для штамповки штампов);
штампы кривошипных горячештамповочных прес-
сов — штамп на кривошипный горячештамповочный пресс \ калибровочный
штамп на кривошипный горячештамповочный пресс и т. д.;
. штампы горизонталью о-к овочных машин — штамп на
ГКМ1, заготовительный штамп на ГКМ, обрезной штамп на ГКМ, гибочный
штамп на ГКМ и т. д.;
X. штампы под фрикционные прессы — штамп под фрикцион
пый пресс1» высадочный штамп под фрикционный пресс, калибровочный штамп
под фрикционный пресс, правочный штамп под фрикционный пресс и т. д.;
ч штампы под гидравлические прессы — штамп под гидрав-
лический пресс1, прошивной штамп под гидравлический пресс, протяжной
штамп под гидравлический пресс и т. д.;
штампы горизонт альн о-г ибочных машин — гибочный
штамп, растяжной штамп на ГГМ, дыропробивной штамп на ГГМ и т. д.;
штампы (секторы) ковочных вальцов — вальцовочный
штамп (для штамповки вальцовкой), заготовительный вальцовочный штамп
и т. д.;
штампы под обрезные прессы:
А — простые штампы: обрезной, прошивной, просечной, гибочный под
пресс и правочный.
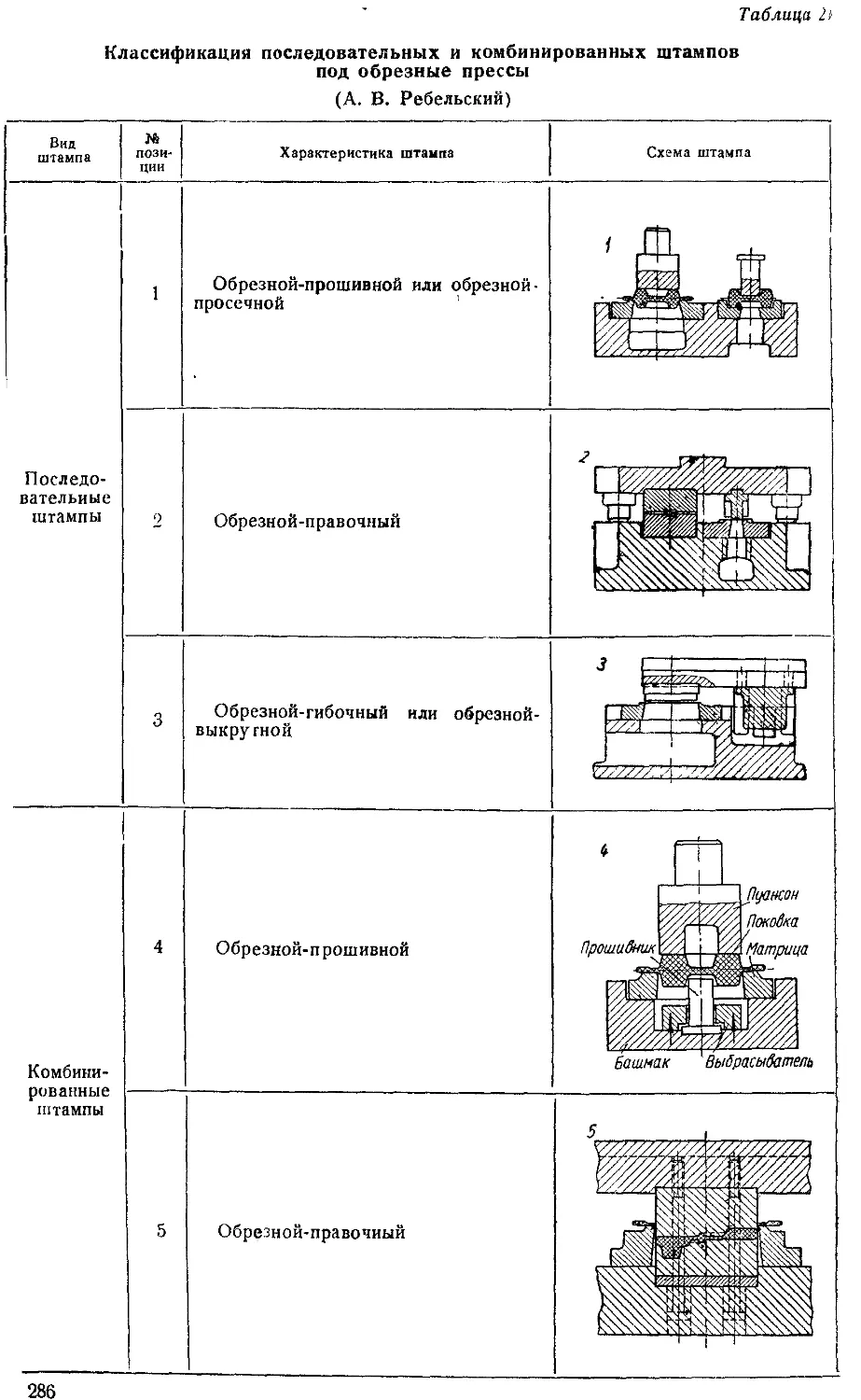
Б — последовательные штампы2: последовательный обрезной — прошив-
ной, последовательный обрезной — просечной, последовательный обрезной —
гибочный, последовательный обрезной — правочный.
В — комбинированные штампы3: комбинированный обрезною—прошив-
ной, комбинированный обрезной — правочный.
1 Для штамповки.
2 Последовательными называются обрезные штампы для последовательного осуществле-
ния двух и более операций.
3 Комбинированными называются обрезные штампы для одновременного совершения
двух операций.
2 Брюханов и Ребель?кий 2058 1 7
Г — специальные штампы: для обжимки уклонов, для отрезки клещевины,
для среза уклонов и для резки заготовок;
штампы чеканочных прессов — чеканочные штампы;
штампы (н о ж и) п р е с с-н о ж н и ц — ножи.
§ 7. СТАНДАРТЫ И НОРМАЛИ КУЗНЕЧНЫХ ШТАМПОВ
Бурный рост объема промышленного производства после Великой Отече-
ственной войны поставил перед кузнечно-штамповочным производством ряд
новых задач.
Одной из них является стандартизация и нормализация кузнечно-штампо-
вочного инструмента.
В то время как, например, в области обработки металлов резанием имеются
стандарты и соответствующие ведомственные нормали на станки, узлы и детали
станков, на режущий и измерительный инструмент и приспособления, классы
и нормы точности, качество обрабатываемых поверхностей и т. д., в кузнечно-
штамповочном производстве соответствующих стандартов не имеется. Нет
(за редким исключением) стандартов на основные параметры кузнечно-прес-
сового оборудования и стандартов на места крепления штампов.
Отсутствие стандартов на штампы исключает возможность использования
штампов одного завода на др у гом, и часто даже в одном и том же цехе переброска
штампа с одного механизма на другой становится трудноразрешимой задачей.
Отсутствие стандартов на штампы затрудняет изготовление штампов на сто-
роне и организацию централизованного производства штампов.
Отсутствие стандартов на узлы и детали штампов приводит к тому, что для
изготовления обычного типового штампа приходится ковать и перековывать
или резать кубики (заготовки), ковать подушки, державки, отливать баш-
маки, плиты и т. д. Поэтому стоимость типового штампа становится не меньшей,
чем специального.
Отсутствие стандартов на детали и элементы штампов вынуждает конструк-
торов заниматься вычерчиванием, каждый раз заново, повторяющихся де-
талей.
В результате этого создается ненужное обилие типов конструкций штампов,
растет их стоимость, в то время, как вполне возможно стандартизировать не
только отдельные детали штампов, но и отдельные элементы их конструкций.
Опыт показал необходимость стандартизации даже отдельных штампов в целом,
например, комбинированных штампов для одновременной обрезки и прошивки
поковок типа колец, штампуемых на молотах и кривошипных горячештампо-
вочных прессах.
Наиболее часто повторяемые типы штампов, их элементы, узлы и детали,
а также заготовки для штампов должны быть оформлены как стандарты и со-
ответствующие ведомственные нормали, пользуясь которыми конструктор мог
бы подобрать нужную для данного штампа стандартную деталь и вместо вы-
черчивания указал бы в чертеже лишь ее обозначение. Цех же, изготовляющий
штампы, на основании указаний в чертеже, мог бы изготовлять деталь по нор-
мали, пользуясь ею как рабочим чертежом.
Общие технические условия должны являться обязательным дополнением
к чертежам штампов и их деталей, а также к заявкам на заготовки для
штампов.
В ведомственных или заводских руководящих материалах, учитывающих
специфику данного производства, должны быть кратко изложены основные
правила и нормы конструирования штампов и их деталей. Пользуясь таким
материалом, конструктор может создавать конструкцию штампа определенного
типа, рекомендуемого в руководящих материалах.
Однотипность конструкций намного облегчает работу цеха, изготовляю-
щего штампы, открывая в свою очередь широкие возможности для нор-
мализации процессов изготовления штампов и стандартизации инструмента
для их обработки.
Кроме того, в руководящих материалах должны быть приведены: рекомен-
дуемые марки штамповой стали и нормы твердости штампов и их деталей;
типовые конструкции штампов, рекомендуемые при изготовлении изделий
данной отрасли производства, типовые чертежи как образцы для оформления
чертежей штампов; характеристики штампового пространства кузнечно-прессо-
вого оборудования и другие справочные материалы (в том числе схемы рас-
четов), необходимые при конструировании штампов.
Учитывая вышеизложенное, авторы сочли нужным включить в соответствую-
щие главы книги разработанные ими проекты стандартов, нормалей, руково-
дящих материалов и технических условий на кузнечные штампы, а вместо не-
достающих дать такой материал, который может оказать пользу заводам
и проектным организациям в их работе по стандартизации и нормализации
штампов
ЧАСТЬ ПЕРВАЯ
ШТАМПОВКА НА МОЛОТАХ
ГЛАВА I
ПРОЦЕСС ШТАМПОВКИ НА МОЛОТАХ
§ 1. СУЩНОСТЬ ПРОЦЕССА ШТАМПОВКИ НА МОЛОТАХ
Процесс штамповки на молотах заключается в заполнении деформируемым
металлом полостей штампов. Полости, в которых металл, находящийся в пла-
стичном состоянии, подвергается деформации, называются ручьями.
Ручей, представляющий собой точный оттиск изготовляемой поковки,
называется окончательным ручьем штампа.
Окончательный ручей, как и другие ручьи, располагается обычно в двух
частях молотового штампа: в пижней части штампа и верхней части штампа,
Фиг. 9. Паровой штамповочный молот.
7 — нижний штамп; 2 — верхний штамп, * — баба,
4 ~~ штамподержатель.
называемых часто нижним штампом и
верхним штампом.Нижний штамп закре
пляется через штамподержатель в непо
движной части молота — шаботе, а верх
ний штамп укреплен в возвратно-посту-
пательно движущейся бабе молота (фиг. 9)
В простейшем случае операция штам-
повки на молоте может быть произведена
за один переход, которому в штампе со-
ответствует один окончательный ручей
(фиг. 10).
Исходная заготовка, нагретая до тре-
буемой температуры, устанавливается
в ручей нижнего штампа и по ней с воз-
растающей силой наносится ряд после-
довательных ударов верхним штампом
Под воздействием внешних сил нагретый
металл, деформируясь, заполняет ручей
штампа. Обычно процесс продолжается
до момента соприкосновения штампов по
пчоскости разъема.
Для получения отчетливого заполне-
ния окончательного ручья штампа и хо-
рошо оформленной поковки объем исход-
ной заготовки должен быть несколько
больше объема готовой поковки. Избыток металла вытесняется в специальную
полость, расположенную вокруг окончательного ручья, называемую заусе-
нечной канавкой. Таким образом, после окончания процесса штамповки на
молоте и удаления поковки из окончательного ручья последняя имеет распо-
ложенный вокруг нее заусенец.
Удаление заусенца производится в обрезном штампе, устанавливаемом на
обрезном прессе. При соприкосновении штампов (фиг. 11, А и Б) части полости
окончательного ручья верхнего и нижнего штампов образуют в том месте, где
начинается выход в заусеиечную канавку по разъему штампов замкнутый кон-
тур. Этот Контур представляет собой в общем случае пространственную линию,
20
Фиг. 10. Процесс штамповки на молоте в одном окончательном ручье:
/ — нижний штамп; 2 — верхний штамп; 3 — баба молота; 4 — штамподержатель; 5 — клин
верхнего штампа; 6 — шпонка верхнего штампа; 7 — клин нижнего штампа; 8 — шпонка
нижнего штампа; 9 - клин штамподержателя; 10 — шабот; А — исходная заготовка; Б — 3 1-
готовка в процессе штамповки; В — поковка вместе с заусенцем; Г — заусенец после
обрезки; Д — готовая поковка.
1
Фиг И. Молотовый штамп для поковки с кривой линией разъема
21
называемую контуром разъема (фиг. 11, В). Форма контура разъема
зависит от конфигурации поковки и обусловливает форму поверхности
разъема, т. е. форму поверхности соприкосновения верхнего и нижнего штам-
пов (фиг. 11, В). Очевидно, что конфигурация контура разъема в значитель-
ной степени обусловливает также и форму заусенца (фиг. 10 и фиг. 11, В, Г иД).
В общем случае разъем штампов может представлять собой сложную поверх-
ность, состоящую из сопрягающихся плоскостей и кривых поверхностей
(фиг. И, В).
Проекция штампа на плоскость, перпендикулярную направлению удара,
называется планом штампа. Соответственно, проекция поковки на плане штампа
называется планом поковки. Проектируя поковку на три взаимно перпендику-
лярные плоскости (план, фасад и боковая плоскость), получаем проекцию кон-
тура разъема на три плоскости (фиг. 11, Л). Эти проекции называются линиями
разъема штампа. Линия ab, изображенная на фиг. 11, Л, и есть линия разъема.
Стенки окончательного ручья в направлении от линии разъема в глубь
полости делаются не вертикальными, а под некоторым уклоном. Углы (а)
наклона стенок ручья к направлению вертикали называются штамповоч-
ными уклонами. Наличие штамповочных уклонов вызвано необходи-
мостью легкого удаления поковки из ручья.
Отдельные плоскости и отдельные части поверхности поковки должны быть
сопряжены между собой в местах пересечений дугами, построенными радиусами
определенной величины (фиг. 10 и 11). Эти радиусы (7?, г) называются радиу-
сами закруглений. Радиусам закруглений на поковке отвечают определенные
радиусы закруглений в соответствующих местах штампа. Величина радиусов
закруглений влияет на стойкость штампов, успешность процесса штамповки
и качество изготовляемой поковки (см. главу II).
§ 2. КЛАССИФИКАЦИЯ ПОКОВОК
Технологический процесс штамповки на молотах зависит от формы и раз-
меров изготовляемой поковки.
В ряде работ [16], [6], [7], [18], [60] рассматриваются различные группы
поковок (прямые детали типа шатунов, осей и валиков; кривые детали типа кри-
волинейных рычагов и коленчатых валов; детали типа вилок; детали типа ше-
стерен и колец) и показано, что конфигурация поковки и ее принадлежность
к той или иной характерной группе в значительной мере обусловливает при-
меняемый способ штамповки. Окончательно способ штамповки выявляется
при учете технических условий для данной детали. Таким образом, для проек-
тирования поковок и штампов следует прибегать к классификации
(группировке) поковок, составленной в зависимости от их конфигурации. В ос-
нову приведенной ниже классификации поковок, изготовляемых на молотах,
положены следующие критерии: а) форма линии разъема; б) форма г л а в н ой
оси поковки: главной осью поковки называется проекция линии,
проходящей через центры тяжести поперечных сечений, на план поковки;
в) форма поковки и соотношение ее габаритных размеров в плане.
В зависимости от этих факторов поковки, изготовляемые штамповкой на
молотах, могут быть сведены к шести основным группам.
I группа — поковки с прямой удлиненной осью
Поковки с прямой линией разъема, у которых главная ось представляет со-
бой прямую линию и которые значительно удлинены в направлении этой оси,
будем называть поковками с прямой удлиненной осью. К этой группе отно-
сятся прямые оси и валы (фиг. 12,5), прямые рычаги (фиг. 12, Л), шатуны и
другие поковки (фиг. 12,В), конфигурация которых отвечает указаннымусловиям.
II группа — поковки с изогнутой осью. К данной группе
относятся поковки, у которых главная ось (фиг. 13, Л) или линия разъема
(фиг. 13, 5), или та и другая (фиг. 13, В) представляют собой кривые (ломаные)
линии. Конфигурация с резким изломом главной оси (фиг. 13, Г) может быть
при незначительной длине второго элемента отнесена и к следующей — III
группе поковок; в этом случае второй, сравнительно малый элемент поковки,
рассматривается как отросток.
22
Фиг. 12. Типовые поковки с удлиненной осью.
Линия
разъема
Ланая_
разъема
Линия ,------------------г—>
---Л----------------(--V
разъема 4-----------------—'
Главная
ОСЬ
Фиг. 13. Типовые поковки с изогнутой осью.
2-й элемент
Фиг. 14. Типовые поковки с отростками (вид в плане).
23
Ill группа — поковки с отрос ггк ами. Поковки, главная ось
которых представляет собой прямую или изогнутую линию с местными плав-
ными искривлениями (фиг. 14, Л) или резким изломом (фиг. 14, 5, В), будем
называть поковками с отростками а сами выступы — отростками.
Особо следует рассмотреть одну из разновидностей группы поковок с от-
ростками, когда последние расположены на концах поковки (фиг. 15 и 16)
Если длина отростка х настолько мала, что главная ось, построенная по общему
правилу, получит лишь незначительное
местное искривление, то это поковка
Фиг. 16. Поковка, приводимая
к группе поковок с изогнутой
осью и отростком.
Фин 15 Поковка, приводимая
к группе поковок с удлиненной осью
и отростком
с удлиненной осью (аа) и отростком х. Если же длина отростка х значительна
по сравнению с наибольшим габаритным размером L, то это поковка с изогну-
той осью aob. Отнесение поковки, схематически изображенной в плане на фиг. 16,
к Пили III группе зависит от соотношения размеров Xj и х2. Когда хг = х2,
главная ось будет представлять собой прямую аа, и поковка должна быть отне-
сена к I группе (поковка с удлиненной осью). Если х2 незначительно больше х$,
то главная ось получит незначительное искривление и поковка должна быть
отнесена к III группе (поковка с удлиненной осью и отростком). Наконец,
Фиг 17 Поковки типа развилин (4 и Б) и с развилинами
(В, Г и Д)
если Xj значительно
больше х2, то главная
ось будет иметь откло-
нение в сторону хг Та-
кая поковка должна
быть рассматриваема
как поковка с изогну-
той осью aob и отрост-
ком
Штамповка поковок
с 01 ростками значитель-
ной длины или сложной
конфигурации вызывает
в производстве ряд
серьезных затруднений
(незаполнение формы,
зажимы в местах пере-
хода и пр ) Поэтому
конструктор объекта,
а та кже констр уктор
технолог должны стре-
миться избегать таких
сложных, трудновыпол-
нимых при шта мпов ке
форм и применять в таких случаях сборную конструкцию из двух частей
или сварную конструкцию.
IV г руппа — поковки типа развилин и с развили-
нами. Конфигурации поковок этой группы и ее разновидности (фиг. 17)
весьма многочисленны. Если для поковки А построить главную ось вдоль боль-
шего размера L, то последняя выразится прямойпб. На определенном участке ахЬ
главная ось проходит не по телу поковки, а между отдельными ее элементами
24
Такое положение главной оси является характерным признаком поковки -
развилины. Если поковка А удлинена вдоль главной оси ab, то ее следует оха-
рактеризовать как поковку-развилину, приводимую к группе поковок с удли-
ненной осью.
Конфигурация Б при рассмотрении ее по отношению к направлению наи-
большего габаритного размера В может быть охарактеризована как поковка-
развилина, отнесенная к группе поковок с изогнутой осью (abed}.
Фиг. 18. Типовые поковки круглые и квадратные в плане, а также их разновидности
с отростками.
Остальные разновидности (В, Г и Д) содержат наряду с развилиной другие
элементы и поэтому могут быть охарактеризованы как поковки с развилинами.
В зависимости от длины элемента х и соотношения размеров L, В и х, а также
абсолютной величины этих размеров данная подгруппа конфигураций имеет
следующие варианты.
а) Конфигурация (В) при L>B является поковкой с развилиной, приводи-
мой к группе поковок с удлиненной* осью аа (I группа); при B>L — поковка
с развилиной, приводимая к конфигурации с изогнутой осью bode и отростками х
(III группа).
б) Поковка (Г) при соотношении размеров В, L и х, соответственно ука-
занному на чертеже, должна рассматриваться как поковка с удлиненной осью ab
и развилиной.
в) Поковка (Д) в отличиеот (Г) может быть охарактеризована как вилкообраз-
ная поковка, приводимая к группе поковок с изогнутой осью abc и отростками х
(III группа).
Наличие развилины и отростка как эле-
ментов, требующих определенных технологи-
ческих приемов, должно всегда учитываться
так как это влияет на выбор переходов штам-
повки.
V группа — поковки круглые
и квадратные в плане, или близ-
кие к этой форме. Характерная осо-
бенность поковок этой группы заключается
в том, что размеры в плане по двум взаимно-
перпендикулярным направлениям примерно
равны (фиг. 18, А и Б}. К этой группе относятся
детали типа шестерен, колец, втулок, круглых
Изогнутая ось
Отросток
Развилина
Элемент круглый в плане
Фиг. 19. Типовая поковка комби-
нированной конфигурации.
и квадратных фланцев и т. п.
Поковки типа крестовин (фиг^ 18, В и Г} можно рассматривать как разно-
видность этой группы по той причине, что основным элементом с наибольшим
объемом является внутренняя часть поковки, обычно круглая или квадратная
в плане. Отходящие в разных направлениях от внутренней части ответвления
рассматриваются как отростки основного элемента поковки.
VI группа — поковки смешанной конфигурации.
К этой группе относятся поковки, которые характеризуются совокупностью
элементов, каждый из которых выражает форму, относящуюся к одной из пре-
дыдущих групп. Поковка, изображенная на фиг. 19, могла бы быть отнесена
ко II группе (поковка с изогнутой осью), но она содержит такие элементы, как
развилина, отросток и бобышка круглая в плане. Наличие указанных эле-
ментов в соответствии с их характером влияет на выбор переходов штам-
повки.
§ 3. ОСНОВНАЯ ХАРАКТЕРИСТИКА ПОКОВКИ
Для разрешения совокупности вопросов, связанных с проектированием тех-
нологического процесса штамповки и конструированием штампов следует
исходить из основной характеристики данной поковки. Поковки могут быть
охарактеризованы следующими данными.
1. Форма поковки, т. е. ее конфигурация в плане, конфигурация других
ее проекций и сечений. Этот фактор в значительной степени выясняется, когда
поковку относят к определенной группе классификации.
2. Габаритные размеры поковки: длина в плане, т. е. максимальный габа-
ритный размер поковки в плане — Ln, максимальная ширина в плане — Вп тз1мм
(см. фиг. 11), максимальная высота, т. е. наибольший размер в направлении
удара — Нп шах мм.
3. Площадь проекции поковки на плоскость разъема, т. е. площадь плана
поковки — Fn мм2 (см2)
4. Периметр поковки в плане — Рп мм (см).
5. Объем поковки, определяемый как сумма объемов элементарных геоме-
трических фигур, на которые можно разделить данную форму — V„ мм3 (см3)
6. Вес поковки, определяемый как произведение объема поковки на удель-
ный вес ее материала — G„ кг.
7. Средняя высота поковки
Ьп. ср = мм (см). (1)
Г п
Средняя ширина поковки в плане
Вп ср = (2)
и отношение
m = (3)
Dn. ср
8. Материал (марка стали) поковки.
9. Технические условия на поковку в отношении требуемых размеров и до-
пусков, структуры (макро- и микроструктура) и механических качеств мате-
риала поковки.
10. Величина партии поковок, подлежащих изготовлению, которая обу-
словливает характер производства.
Указанные данные и условия, составляющие основную характеристику
поковки, должны служить в качестве исходных при проектировании техноло-
гического процесса штамповки.
§ 4. ЗАУСЕНЕЦ И ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАУСЕНЕЧНОЙ КАНАВКИ
1. Назначение и роль заусенца. Заусенец, образуемый вокруг полости ручья,
оказывает большое влияние на процесс штамповки, размеры исходной заготовки
и частично обусловливает тоннаж необходимого для штамповки молота.
К- Ф. Грачев [16] и И. М. Дин [18] подчеркивают три основных положения,
характеризующие роль и назначение заусенца при штамповке на молотах.
а) В конце штамповки заусенец создает вокруг поковки сопротивление (служит
как бы уплотнительным кольцом), которое предотвращает вытекание металла
между штампами на плоскость разъема и тем самым вынуждает металл отчет-
ливо заполнять фигуру ручья.
26
Заготот
1-й и 2-0 удары
3-й удар
‘t-dydap
5-й удар
М удар
Фиг. 20. Последовательное
изменение формы штампуемого
металла в разных стадиях
штамповки: Д/г— величина де-
формации при последнем ударе.
б) Вследствие отклонений размеров заготовки и размеров ручьев штампа
практически трудно соблюсти точное совпадение объемов заготовки и ручья
или точное совпадение площади их поперечных сечений. Поэтому заготовка
должна иметь несколько больший объем в сравнении с объемом ручья. Полу-
чающийся избыток металла вытесняется в заусенец.
При наличии такого избытка металла колебания в объемах заготовки и ручья
предотвращают получение брака продукции по незаполнениям и приводят лишь
к колебаниям величины заусенца.
в) Заусенец в значительной мере выполняет
роль буфера, смягчающего удар верхнего штампа
о нижний, и тем самым предохраняет их от смя-
тия и поломки.
Эти положения подтверждаются подробной ра-
ботой М. В. Афанасьева [4] о роли и разме-
рах заусенца, утверждающего, что основное на-
значение заусенца — создать в определенный
момент штамповки такое сопротивление по пери-
метру поковки, которое благоприятствовало бы
отчетливому заполнению полости окончательного
ручья и размещению неизбежного при этом из-
бытка металла.
Стадии штамповки круглой в плане поковки
(Vгруппа) иллюстрируют эти положения (фиг. 20).
Исходная заготовка (в рассматриваемом случае
предварительно осаженная) размещается в центре
ручья нижнего штампа и по ней наносится ряд
ударов с возрастающей силой. Происходящее при
этом течение металла от центра к периферии,
сопровождаемое частичным выдавливанием в те
полости, которые перекрываются увеличиваю-
щейся по ширине заготовкой, продолжается до
тех пор, пока металл не придет в соприкоснове-
ние с наружными стенками ручья. Встретив это
сопротивление, металл вынужден частично выте-
кать в зазор между плоскостями штампов, обра-
зуя толстый заусенец. Благодаря трению за-
усенца о поверхность штампа и сопротивлению со
стороны стенок ручья создается более резко выра-
женное объемное напряженное состояние, и ме-
талл в этой стадии штамповки затекает в трудно
заполняемые полости фигуры более интен-
сивно, но при этом часть металла продолжает выдавливаться в заусенец.
В конечный момент штамповки, т. е. в процессе последних одного-двух уда-
ров, должно произойти отчетливое оформление очертаний поковки, что требует
повышенного давления. Этому способствует заусенец, так как именно в этой
фазе, обладая наименьшей толщиной и наибольшей шириной, заусенец оказы-
вает наибольшее сопротивление вытеканию металла в заусеничную канавку
и тем самым обеспечивает получение поковки требуемых размеров с отчетливо
иоформленной конфигурацией.
Чем сложнее поковка, тем больше металла неизбежно вытечет в заусенец
т ем больше, следовательно, должен быть объем заусенечной канавки.
Однако объем заусенца не должен быть произвольным — его величина
должна быть такой, какая необходима для получения качественной, хорошо
оформленной поковки. Объем заусенечной канавки должен отвечать возможно-
сти размещения избытка металла вследствие отклонений размеров заготовки
и размеров ручья, а также колебаний режима работы (температура нагрева,
окалинообразование, усадка). Избыток металла за счет этих отклонений не
вызван необходимостью, и его величина тем меньше, чем выше культура
производства.
27
При современных производственных возможностях (точность исходной
заготовки, способы точной резки, совершенные методы нагрева и очистки
металла от окалины и т. д.) элемент объема заусенца за счет указанных откло-
нений должен быть минимальным.
Обычно в условиях производства удается подобрать такие размеры заусе-
нечной канавки, которые обеспечивают хорошее заполнение окончательного
ручья при минимальном отходе металла на заусенец. При этом объем требуе-
мой заготовки определяют как сумму объемов поковки и заусенца оптимальных
размеров с учетом угара. В этом случае процесс штамповки в конечный момент
протекает так, как это изображено, например, на фиг. 20, т. е. в процессе по-
следнего наиболее сильного удара окончательное оформление конфигурации
поковки будет происходить за счет выдавливаемого объема Е„Д/2, где Fn — пло-
щадь поперечного сечения поковки по плоскости разъема.
В этот момент заусенец как раз обладает наибольшим сопротивлением де-
формации и поэтому вытекание металла в заусенец за счет объема Fn\h. должно
быть при нормальных условиях весьма незначительным.
Следует отметить, что объем металла, выдавливаемого в заусенечную ка-
навку, будет колебаться в зависимости от состояния и степени износа ручьев
штампа.
Если в случае нового штампа можно ожидать полного заполнения за-
усенечной канавки, то по мере износа окончательного ручья степень запол-
нения канавки будет непрерывно уменьшаться (В. Г- Яковлев).
Если для штамповки взята заготовка со значительно большим объемом, чем
это необходимо в соответствии с оптимальными размерами заусенца, то ука-
занная схема штамповки (фиг. 20) нарушится. Благодаря большому избытку
металла полость ручья окажется заполненной в тот момент, когда между штам-
пами останется еще значительный зазор (в рассматриваемом случае, например,
после пятого удара).
В таком виде штамповка не может считаться законченной, так как поковка
обладает при этом повыщенной высотой h Д- Д/г, и процесс необходимо про-
должать до получения высоты хотя бы в пределах плюсового ^допуска. Это мо-
жет быть достигнуто только истечением избытка металла в заусенец при макси-
мальном сопротивлении деформации, что влечет за собой необходимость при-
менения молота повышенного тоннажа.
Таким образом, избыток металла на заусенец сверх оптимально необхо-
димого его объема увеличивает отход металла, время штамповки (понижает
производительность) и требует дополнительного расхода энергии молота,
а иногда даже применения молота повышенного тоннажа.
2. Форма заусенечной канавки. Форма заусенечной канавки обусловливается
технологией штамповки и обрезки заусенца [16], [4], [18]. Для увеличения
сопротивления вытеканию металла в заусенец, а следовательно, для улучшения
условий заполнения окончательного ручья, а такжес целью облегчения обрезки
заусенца нужно стремиться к минимальной его толщине h3 (фиг. 21).
Однако если сделать заусенечную канавку минимальной высоты h3 по всей
ширине (b + bj), то она может оказаться недостаточной по объему для размеще-
ния необходимого при штамповке избытка металла. Кроме того, благодаря незна-
чительной толщине по всей ширине заусенец быстро остынет и будет обладать
излишне большим сопротивлением деформации, что крайне нежелательно.
Если сделать заусенечную канавку высотой по всей ширине (b+bj),
как показано условным пунктиром на фиг. 21, то это не будет гарантировать
создание необходимого для штамповки сопротивления металла истечению
в область заусенца и затруднит обрезку получающегося при этом толстого
заусенца.
Получению наиболее благоприятных условий штамповки и обрезки заусенца
отвечает распространенная форма заусенечной канавки (фиг. 21).
Для увеличения сопротивления вытеканию металла в заусенец и с целью
облегчения обрезки заусенца внутренняя часть канавки (мостик) делается
сравнительно небольшой высоты h3.
2S
Для получения лучших условий размещения необходимого избытка металла,
а также с целью предотвращения остывания металла в местах, наиболее
отдаленных от фигуры ручья, где следует ожидать интенсивного охлаждения
заусенца, часть канавки делается большей высоты (фиг. 21). Эту внеш-
нюю часть заусенечной канавки называют магазином (выплавом).
Для удовлетворения разнообразных условий штамповки на отечественных
заводах применяются также заусенечные канавки других форм (фиг. 22).
Канавка типа I является наиболее распространенной и применяется во
всех случаях, кроме оговоренных ниже. Такая конструкция обеспечивает
большую стойкость выступа (мостика), так как верхний штамп прогревается
меньше, чем нижний.
Канавку типа II применяют в тех
случаях, когда обрезка производится
с поворотом поковки, т. е. в положе-
нии, обратном положению поковки
в окончательном ручье штампа. Это не-
обходимо потому, что предпочтительнее
укладка поковки на матрице плоской
стороны заусенца. Канавка типа II
применяется также в том случае, если
поковка целиком размещается в ниж-
нем штампе.
Канавку типа III следует применять
в тех случаях, когда покбвка не мо-
жет быть отштампована с нормальным
заусенцем. Например, для поковок
круглых в плане (V группа) заусенеч-
Фиг. 21. Форма заусенечной канавки
Фиг. 22.Типы заусенечной канавки
ная канавка типа III применяется, если по условиям производства нельзя
осуществить точную резку заготовки и последняя имеет большие колебания
по объему. Канавка этого вида применяется также в случаях сложных поко-
вок с целью увеличения объема магазина.
Для поковок с прямой удлиненной осью или поковок, приводимых к этой
группе (группы I, II, III, IV), заусенечную канавку типа III рекомендуется
применять при таких обстоятельствах, когда заготовительные ручьи не
обеспечивают распределения металла в соответствии с площадями поперечны^
сечений поковки. Поэтому допускается применение канавки типа III на отдель-
ных участках контура, где заготовительные операции не обеспечивают удале-
ния избытка металла в исходной заготовке; на основной же части контура окон-
чательного ручья делается канавка типа I.
Канавку типа IV следует применять при тех же условиях, что и канавку
типа III, но приусловии необходимости повышения стойкости мостика нижнего
штампа и для удобства укладки поковки на поясок обрезной матрицы.
Канавку типа V следует применять в тех случаях, когда необходимо резко
повысить сопротивление течению металла в некоторой части окончательного
ручья с тем, чтобы обеспечить заполнение глубоких и сложных полостей штампа.
При таких обстоятельствах на некоторой части заготовки предусматривается
увеличенный избыток металла. Канавку типа V делают обычно только на
отдельных участках контура фигуры ручья.
29
3. Размеры заусенечной канавки. С целью определения объема канавки
иногда задаются определенным процентом отходов на заусенец от объема по-
ковки и затем конструируют канавку таких размеров, чтобы в ней мог уместиться
заданный заусенец [18].
Этот метод весьма неточен, так как не учитывает конфигурацию поковки,
ее размеры и соотношение размеров отдельных ее элементов. Ошибочность
этого метода в свое время была доказана [6], [7].
До сих пор еще кое-где пользуются методом определения размеров за-
усепечной канавки в зависимости от тоннажа молота, применяемого для штам-
повки данной поковки [7 ]. Это так называемый «тоннажный» метод определения
размеров заусенечной канавки.
На основании анализа большого количества поковок различных заводов
была установлена недопустимая погрешность, а в ряде случаев и ошибочность
этого метода [4].
Так как на одном и том же молоте могут штамповаться разнообразные по
конфигурации и размерам поковки, то было бы неправильным применять для
различных поковок заусенечные канавки одинаковых размеров, потому что
для поковки более сложной конфигурации (наличие ребер, тонких стенок)
потребуется большее сопротивление течению металла в заусенец для отчетли-
вого заполнения сложной полости штампа; именно этим обстоятельством должны
обусловливаться размеры заусенечной канавки. Тоннаж молота и размеры за-
усенца зависят от конфигурации и размеров поковки, подлежащей изготовле-
нию путем горячей штамповки, что вытекает из приведенного рассмотрения
процесса заполнения полости ручья и образования заусенца (фиг. 20)Т
Приведенная схема образования заусенца и оценка его роли в отдельных
стадиях штамповки (фиг. 20) убеждают в том, что размеры заусенечной канавки
правильнее всего определять исходя из основной характеристики поковки —
ее конфигурации и размеров.
Для определения величины h3 (фиг. 22) заусенечной канавки на участке
мостика М. В. Афанасьев [4] предложил формулу
h3 = 0,07^, (4)1 2
где Fn — площадь поковки в плане в мм2',
Рп—периметр поковки в плане в мм.
Для поковок квадратных в плане со стороной А на основании формулы (4)
имеем
= 0,07-g- = 0,01754 (5)
или
h3 = 0,0175/7^. (6)
На основании проверки ряда поковок различных форм в плане и построения
соответствующих графиков автор формулы [4 ] считает возможным распро-
странить формулу (6) и на поковки других конфигураций. В производственных
условиях обычно принимается нормализованный ряд размеров заусенечных
канавок, что в свою очередь позволяет иметь стандартный инструмент для
их фрезерования и тем самым удешевляет и ускоряет изготовление штампов.
В табл. 1 приведен нормальный ряд размеров заусенечных канавок, полу-
ченный иа базе обобщения различных производственных данных. Так как после
определения расчетного h3 нами рекомендуется выбирать ближайшее боль-
шее его значение из нормального ряда (табл. 1), то формула (6) М. В. Афа-
насьева вполне приемлема при условии некоторой корректировки коэфи-
циента в меньшую сторону.
1 В настоящее время 'Даже на Автозаводе имени Сталина, где ранее применялся
«тоннажный» метод, уже им не пользуются, а предпочитают определять размеры заусенца
более точным методом (нормаль В. Г. Яковлева) с учетом группы сложности поковок.
2 В данной книге приняты другие буквенные обозначения элементов поковки и заусенца
30
р Таблица 1
Размеры заусенечной канавки типа I
Канавки h3 в мм ht в мм оэ от № Ь = № 1 № b =№ 2 № b = № 3
ь в мм bi в мм V3 я tfa сч S0 а ъ 1 в мм 1 : Ь1 i в мм 1 ^3. Ср 1 в см S3.K в см* ъ в мм МГ я W3 я | а
1 0,6 3 1 6 18 0,21 0,52 6 20 0,25 0,61 8 22 0,25 0,14
2 0,8 3 1 6 20 0,26 0,69 7 22 0,26 0,77 9 25 0,26 0,88
3 1,0 3 1 7 22 0,27 0,80 8 25 0,27 0,91 10 28 0,264 1,04
4 1,6 3,5 1 8 22 0,34 1,02 9 25 0/3 1,13 11 30 0,38 1,55
5 2 4 1,5 9 25 0,4 1,36 10 28 0,40 1,53 12 32 0,4 1,77
6 3 5 1,5 10 28 0,53 2,01 12 32 0,53 2,33 14 38 0,53 2,78
7 4 6 2 И 30 0,65 2,68 14 38 0,66 3,44 16 42 0,68 3,85
8 5 7 2 12 32 0,78 3,43 15 40 0,79 4,34 18 46 0,79 5,06
9 6 8 2,5 13 35 0,97 4,35 16 42 0,914 5,3 20 50 0,92 6,42
10 8 10 3 14 38 1,16 6,01 18 46 1,16 7,45 22 55 1,17 9,03
11 10 12 3 15 40 1,4 7,68 20 50 1,41 9,88 25 60 1,42 12,08
Таким образом, рекомендуются следующие формулы:
h3 — 0,015 У Fn — для поковок произвольной формы в плане; (7)
h3 = 0,015Л„ — для поковок квадратных в плане со стороной Ап; (8)
h3 — 0,015£>л — для поковок круглых в плане диаметром Dn (9)
Размером п3 определяется номер заусенца по вертикали согласно табл. 1
Определенному номеру по вертикали соответствуют другие размеры заусе
печной канавки по высоте
hY и R.
Параметрами Гп и Рп учи-
тывается лишь сложности формы
и размеры поковки в плане.
С возрастанием же сложно-
сти конфигурации в сечениях
поковки требуется увеличение
сил трения в заусенечной ка-
навке и одновременно увели-
чение ее объема.
Это может быть осущест-
влено [4 ] за счет увеличения
размеров канавки по ширине
(размеры b и частично Ьх по
фиг. 22). Поэтому в табл. 1 ка-
ждому номеру канавки по вер-
тикали соответствуют три ШИ- Фиг 23. Штамповка осаживанием (/1) и выдавли-
рины мостика b и мага- ванием (5 и К).
зина &J.
При штамповке осаживанием (фиг. 23, Л) рекомендуется применять первый
ряд размеров (№ 1 по горизонтали). При штамповке выдавливанием в слу-
чае сравнительно несложной конфшурации (фиг. 23, 5) можно применять
второй ряд размеров (№ 2 по горизонтали); при штамповке выдавливанием
сложных форм с труднозаполняемыми глубркими полостями (фиг. 23, В)
третий ряд размеров (№ 3 по горизонтали).
Если, например, для заданной поковки найдено расчетом, что должна быть
взята заусепечная канавка № 5/2, то размеры последней будут (см. табл. 1):
h3 — 2 мм; hr = 4 мм; R—1,5 мм; b = 10 мм; = 28 мм; ha. ср =4 ми;
Sa к= 153 мм2.
При расчете величины h3 для поковок с развилинами, приводимыми
к группе I, или для поковок, содержащих развилину как элемент общей
конфигурации, внутреннюю пленку нужно отно-^йъ к телу поковки и соответ-
ственно определять площадь проекции Fn. Например, для поковки, изображен-
ной нафиг. 17, Л Fn , определяется как площадь проекции, ограниченная
контуром acd.
4. Определение объема заусенца. Объем заусенца V3 может быть найден
исходя из его формы и размеров.
Объем металла на заусенец должен быть таким, чтобы он заполнял принятую
заусенечную канавку не полностью, иначе вследствие неравномерности вели-
чины заусенца по его периметру металл в отдельных местах будет вытекать
за пределы канавки на плоскость разъема штампов и приводить к иедоштам-
повке — увеличению размеров поковки по высоте. В расчетах можно принять,
что для поковок первых четырех групп канавка должна быть заполнена метал-
лом на 0,7 своей площади S3.K, а для поковок пятой группы — только на 0,5
площади сечения.
Более точно объем V3 заусенца нужно определять как произведение пло-
щади его сечения на длину замкнутой линии, проходящей параллельно пери-
метру поковки через центры тяжести поперечных сечений заусенца. С доста-
точной для практических целей точностью и с учетом указанных соображений
рекомендуем определять объем заусенца V3 (без учета внутренней пленки)
по следующим приближенным формулам, в зависимости от конфигурации
поковок.
Для поковки с удлиненной осью (I группа) и изогнутой осью (II группа)
при наличии кривой главной оси плайной формы
Уз = о,7S3 к [Рп + 4 (b + bj]. (10)
Для поковок II группы с кривой линией разъема или с резко изменяющейся
формой главной оси (коленообразные поковки) или для поковок с отростками
(III группа)
1Л-0,7£э.ж [Р„ + 6(& + &!)]. (И)
Для поковок IV группы типа развилин и с развилинами объем наружного
заусенца без учета внутренней пленки определяется по формуле (10) или (11).
Для поковок V группы круглых в плане (шестерни и кольца)
Уз = 1,6 [£>„ Д 0,7 (Ь + Ш (12)
где Dn — диаметр поковки в плане в мм;
S3.K— площадь сечения заусенца без внутренней пленки в мм*.
Для поковок V группы квадратных в плане со стороной Л „объем наружного
заусенца без учета внутренней прошиваемой пленки
Уз = 283.к(Ап + Ь+Ь1). (13)
Для поковок V группы типа крестовин с четырьмя отростками объем за-
усенца без учета внутренней прошиваемой пленки
Уз = 0,7S3. * [Рв + 8 (Ь + ^)]. (14)
В указанных формулах под S3JC подразумевается площадь сечения нормаль-
ной заусенечной канавки типа I (фиг. 22). В случаях, когда применяются
канавки типа III, IV и V, или когда имеет место специальной формы магазин
(карман) для размещения избытка металла на отдельных участках контура
поковки, следует при расчете объема V3 учитывать объем и этих элементов
заусенца.
§ 5. ОПРЕДЕЛЕНИЕ ВЕСА ПАДАЮЩИХ ЧАСТЕЙ ШТАМПОВОЧНОГО МОЛОТА
1. Общие соображения. Приведенные ниже упрощенные формулы для опре-
деления веса падающих частей штамповочного молота базируются-на некоторых
выводах из известных работ С. И. Губкина TV], Е. П. Унксова 1.П51 ], [63]
и М. В. Сторожева [561.
32
В последнее время получил развитие метод определения удельных давле-
ний при деформировании металла, основанный на учете линий скольжения
(А. А. Ильюшин, В. В. Соколовский). В частности, по вопросам усилий штам-
повки этот метод освещен в книге А. Д. Томленова «Теория пластических де-
формаций».
Штамповочные молоты принято характеризовать номинальным весом
падающих частей (G). К полной характеристике молота относятся следующие
данные:
1) действительный вес падающих частей (G^) как сумма весов бабы, штока
с поршнем и верхнего штампа;
2) максимальный ход поршня, т. е. максимальная высота падения бабы
(/^шах) при минимально допустимой высоте штампов;
3) среднее индикаторное давление пара над поршнем (для молотов двой-
ного действия);
4) коэфициент полезного действия удара, зависящий главным образом от
отношения веса шабота к весу падающих частей.
По этим данным представляется возможность определить полезную энергию
полного удара молота — L кем. Исходя из характеристик поковки и заусенца,
можно определить необходимую работу деформации (А кгм) за последний удар,
когда сопротивление металла дефэрмации (удельное давление) имеет наибольшее
значение.
Сравнивая необходимую работу деформации (А) с полезной работой одного
полного удара молота (L), можно решить вопрос о пригодности молота, вы-
бранного для штамповки данной поковки.
При назначении тоннажа молота не всегда известен вес штампов и другие
детали технологии штамповки, однако с достаточной для практических целей
точностью можно пользоваться средними данными по характеристикам молота
и поковки и таким образом производить расчет по упрощенным формулам.
2. Метод расчета по упрощенным формулам. Удельное давление течения или
сопротивления металла деформации в момент конца последнего удара следует
определять по известной формуле [17]
k — wzzas, (15)
где w — коэфициент, учитывающий скорость деформации;
г — коэфициент, учитывающий неравномерность напряженного состояния,
вызванную неравномерностью распределения температуры и деформа-
ции в отдельных Элементах поковки;
т — коэфициент, учитывающий влияние сил трения, формы поковки и ха-
рактера напряженного состояния металла;
а5 — предел текучести при температуре деформации, в данном случае при
температуре конца штамповки, в кг/мм2',
k — средняя величина усилия деформации, приходящаяся на единицу пло-
щади проекции поковки — Fn в кг!мм2.
Скоростной коэфициент для штамповочных молотов берется обычно в пре-
делах: w — 2,5-г-З. Если брать болъшее значение коэфициента для поковок
меньших размеров и меныпее значение для крупных поковок, то с учетом
этого корректива значение w можно выразить следующим образом:
w = 3,2 (1—0,005/) л) (16)
для размеров D„ < 60 см.
При некоторых допущениях для условий деформации металла в конце
штамповки и полагая коэфициент внешнего трения р — 0,3 значение прочих
сомножителей формулы (15) рекомендуется определять по следующим формулам
(фиг. 24):
1+.0,151(17)-
f ср
3 Брюханов и Ребельский 2058
33
или приближенно
z = 1,2,
х = 2 + 0,1
Рп
hn.cp
(18)
(19)
В указанных формулах (16)—(19)
Dn—наибольший диаметр круглой в плане поковки в сж;
hn max — максимальная высота поковки в сж;
, Vn
пп.ср= р- —средняя приведенная высота поковки в сж;
* п
У„ — объем поковки в сж3;
Fn — площадь проекции поковки на плоскость разъема штампов
(площадь в плане в сж2).
Фиг. 24. Поковка с заусенцем в стадии окончания процесса
штамповки.
Для поковок некруглых в плане рекомендуется значение т определять по той
же формуле (19), но вместо Dn подставлять значение приведенного диаметра
Dnp= 1,13 (20)
Среднее значение коэфициента т принимается при среднем для молотовых
поковок значении = 4. При этом
"п. ср
т = 2,4. (21)
Предел текучести а5 при температуре штамповки стали практически со-
впадает с пределом прочности <з„, который в дальнейшем обозначен через
<3^ <Зв = <3.
Значение а кг/мм2 возможно определять для различных марок стали по
табл. 2. Эти данные учитывают допустимую температуру конца штамповки
и тепловой эффект скорости деформации при штамповке на различном штам-
повочном оборудовании.
Поэтому приведенные значения а несколько ниже для молотов, чем для
кривошипных горячештамповочных прессов, а для последних ниже, чем для
горизонтально-ковочных машин.
Данные для о в случае горячей обрезки заусенца (табл. 2) учитывают по-
нижение температуры при переносе поковки от штамповочного агрегата к об-
резному прессу и ее укладке на обрезной штамп.
Для случаев возможных колебаний температуры конца штамповки и обрезки,
в частности, когда штамповка заканчивается при температуре, более высокой,
чем допустимый нижний предел, приводятся кривые изменения предела проч-
ности в зависимости от температуры (фиг. 25) для некоторых сталей, ха-
рактеризуемых величиной предела прочности при обычной температуре.
Значение ав и as для сталей при различной температуре и температурные
интервалы штамповки приводятся в ряде работ [10], [17], [63] и [64].
Если в формулу (15) подставить значение скоростного коэфициента w из
формулы (16), среднее значение г из формулы (18) — г = 1,2 и среднее значе-
34
Таблица 2
Предел прочности стали при*.температуре окончания штамповки
Характеристика стали ♦ а кг(ммг при штамповке Горячая обрезка заусенца
на молотах на кривошип- ных штампо- вочных прессах на ГКМ
Конструкционные углеродистые ста- ли С содержанием углерода до О,25°/о (например, сталь 10; 20; Ст. 2) . . . . 5,5 6 7 10
Конструкционные углеродистые ста- ли с содержанием углерода более 0,25°/о или конструкционные низколе- гированные стали с содержанием угле- рода до 0,25°/о (например, сталь 45; Ст. 5; 20Х) 6,0 / 6,5 8 12
Конструкционные низколегирован- ные стали с содержанием углерода более 0,25°/0 (например, сталь 40Х; 45ХН) 6,5 7,0 9 15
Высоколегированные конструкци- онные стали (например, сталь ШХ15; 45ХНМА, сильхром) 7,5 8,0 10 20
Легированные инструментальные стали (например, сталь ЗХВ8, 7X3) . . Примечание. Для поковок с t тонкие стенки) следует задаваться б< при штамповке такой поковки из ста а = 6,0 следующее значение а = 65 т 9—10 к ыстро стыну тльшим по ли 45 на мс т. д. 10—12 щими элемег 1ертикали зн >лоте надо 12 14 нами (тонкое ичением а. )рать вместо 25 полотно, Например, значения
ние т из формулы (21) — т = 2,4, то получается следующее выражение удель-
ного давления (в области поковки) для момента последнего удара штамповки г
kn = 9,2 (1 —0,005D л) а, (22>
где Dn — в см; а кг1мм2 и kn кг!мм2 при Оя<60 см.
35»
Для поковок некруглых в плане в формулу (22) вместо D„ следует подста-
влять значение приведенного диаметра Dnp, определяемого формулой (20).
Величина работы деформации поковки за период последнего удара Ап
определяется по формуле [17], [61]
Ап = (23)
Для определения средней степени деформации за последний удар автором
был произведен ряд замеров на поковках различных конфигураций, что
позволило установить следующую зависимость абсолютной величины деформа-
ции Д/г от величины Dn для круглых поковок или Dnp— для поковок некруглой
формы:
Так как относительная деформация (степень деформации)
Дй
е = -т-----------------------------------,
ср
то согласно предыдущей формуле
2,5 ( 0,75 + 0,0010^)
£= ' Dn hn_cp '•
Объем поковки
г. О?,
Vn — hn. Ср.
(25)
(26)
(27)
Подставив в выражение (23) для работы деформации значения: в — из фор-
мулы (26); kn — из формулы (22); Vn — из формулы (27), произведя соответ-
ствующие преобразования и округлив результат, получим
Ап = 18 (l-0,005D„) (0,75 + 0,00 ID2) D„e. (28)
Для получения Ап в кгм следует в формулу (28) подставлять Dn в см и а
в кг!мм2.
Формула действительна при Dn<60 см.
Общая работа, затрачиваемая на деформацию поковки и заусенца за по-
следний удар,
А = Ап + А3. . (29)
Если работу, затрачиваемую на деформацию заусенца, выразить через не-
который коэфициент С в отношении к работе, затрачиваемой в момент послед-
него удара на деформацию собственно поковки, то
Л3 = (С-1)Л„,
где С > 1.
Подставив это выражение для С в формулу (29), имеем
А=А„ + (С-1)4„
или
А = СА„. (30)
Для штампуемых на молотах круглых в плане поковок можно принять
на основании анализа размеров заусенца (см. табл. 1), что ширина заусенца
в очаге деформации
с = 1 + 0,05D„, (31)
где Dn — в см.
Эта величина будет несколько больше ширины мостика заусенца Ь,
но меньше общей его ширины, равной примерно 0,7 (6 + bj).
Указанный коэфициент С можно приближенно определить как отношение
суммарной площади поковки и заусенца в очаге деформации к площади проек-
ции собственно поковки.
36
При этом допущении для круглой в плане поковки диаметром Dn (см) по-
лучим
г _ (Р„ + 2с)2 _ / < 2с у
V + D„ I
(32)
Подставив в последнее выражение значения с из формулы (31) и сделав
соответствующие преобразования, получим
/ 9 \2
С =(1,1 + 4- . (33)
X ып /
Работа деформации заусенца примерно пропорциональна его объему, а от-
ношение объема заусенца к объему поковки будет меньше, чем отношение пло-
щадей их проекций на плоскость разъема штампов. Однако результат, полу-
чаемый по формуле (33), не будет преувеличенным, если учесть, что в области
заусенца за последний удар степень деформации будет значительно больше»
чем в области поковки.
Подставив в выражение (30) значение Ап из формулы (28) и значение С из
формулы (33), получим следующее выражение суммарной работы деформации
круглой в плане поковки и заусенца за последний удар штамповки:
А = 18 (1—0,005£>л) (1J + (0,75 + 0,0010^) Dna, (34)
где Dn в см\ а в кг!мм2\ А в кгм.
Для поковок некруглых в плане по мере возрастания отношения длины
поковки в плане к ее средней ширине, т. е. с увеличением
площадь проекции (и объем) заусенца будет возрастать относительно площади
проекции поковки Fn. Если для типа некруглых поковок ввести поправку
на относительное возрастание площади,, (и объема) заусенца, то из сравнения
площадей можно принять
С = С (1+0,1 Ут) = Z (1 + 0,1 •
С учетом этой поправки работа деформации для некруглых в плане поковок
площадью Fn составит
= Д (1 + 0,1 (35)
\ I/ ср J
причем, оиределяя величину А по формуле (34), нужно вместо Dn подста-
влять значение приведенного диаметра Dnp = 1,13
Работа полного удара паро-воздушного штамповочного молота по средним
данным определится следующим образом.
Для штамповочных молотов при отношении веса шабота к весу падающих
частей в пределах 18—25 к. п. д. удара т]^0,8.
Принимаем среднее индикаторное давление пара (воздуха) р;^2,5 кг!см2.
С учетом этих данных полезная энергия полного удара паро-воздушных
молотов двойного действия [63] J
L’— \,44СФНФ. (36)
Если фактическую высоту падения бабы Нф принять равной в среднем 1,25 м,
то за счет некоторого повышения этой величины можно в формулу (36) вместо
фактического веса падающих частей Сф подставить величину номинального
веса падающих частей G, несколько меньшую, чем Сф. Тогда
7 = 1,44-1,250 или, округляя результат,
L = \,8Gkzm. (37)
37
Приравняв значение L из последней формулы к величине А из формулы (34),
получаем выражение для определения расчетной величины но-
минального веса падающих частей паро-воздушного мо-
лота двойного действия
Go = 10 (1-0,605£>„) (1,1-+- (0,75 + 0,001Dn) (38)
где Dn—диаметр круглой в плане поковки в см‘
з кг/мм2—по табл. 2, фиг. 25 или по другим источникам.
Формула действительна в пределах £)я<60 см.
Фиг. 26. Номограмма для определения тоннажа штамповочного молота.
(А. В. Ребельский).
Для поковок некруглой формы, принимая во внимание формулу (35);
(39)
Определяя Go по формуле (38), следует вместо Dn подставлять приведенный
диаметр Dnp = 1,13]/7~-
Значение Go или Gm можно быстро определить по номограмме (фиг. 26).
Если штамповка производится на паро-воздушном молоте простого дей-
ствия или на фрикционном молоте, то его тоннаж рекомендуется определять,
пользуясь переводным коэфициентом:
Gn.м = (1,5-5-1,8) Go — для круглых в плане поковок; (40)
Gn м = (1,5 -5-1,8) Gm — для некруглых в плане поковок. (41)
Здесь Go и G,„— вес падающих частей, определенный для молота двойного
действия по формулам (38) и (39) или по номограмме фиг. 26.
Получив расчетную величину Go или Gm, следует выбрать из нормального
ряда (см. табл. 3) ближайшую величину тоннажа молота G, имея в виду,
что выбор молота по верхнему пределу обеспечивает производство поковок
с более жесткими допусками и часто с более высокой производительностью.
Предложенные формулы для определения тоннажа штамповочного молота
рассчитаны на условия крупносерийного производства и обусловленные ими
требования точности штамповки (в пределах, рекомендуемых по табл. 5 до-
пусков), высокой производительности и надлежащей стойкости штампов.
При мелкосерийном производстве за счет увеличения количества ударов при
штамповке возможно применение молотов несколько меньшего тоннажа, чем
по расчету.
38
3. Пример расчета тоннажа штамповочного молота. Дано: чертеж и материал поковки
в соответствии с фиг. 27.
Производим расчет в указываемой ниже
а) Определяем основные параметры по-
ковки:
площадь проекции поковки Fn = 162 см1-,
приведенный диаметр Dnp = 1,13 У162 =
= 14,4 см\ Р и
средняя ширина поковки Вп = ~ =
162 о
= 201 ~ 8 СМ-
Ln 20,1 „ с
Отношение т = ъ—— = cs 2,5.
Вп.ср 3
а = 6 кг/мм2— для стали марки 35 по табл. 2.
б) Определяем Go по формуле (38):
Ga= 10-0,93 • 1,54-0,956 • 14,4-6 « 1180 кг.
в) Определяем Gm по формуле (39):
1180 (1 + 0,1 /2,5) = 1370 кг-
Gm =
Go
(1 + 0,1
Такой же результат получится при пользовании номограммой по фиг. 26.
Выбираем ближайший молот с номинальным весом падающих частей 1,5 т (см.
табл. 3).
§6. ХАРАКТЕРИСТИКА ШТАМПОВОГО ПРОСТРАНСТВА И КРЕПЛЕНИЕ ШТАМПОВ
Чертеж узла деталей (фиг. 28), охватывающих штамповое пространство
нормальных паро-воздушных штамповочных молотов, дан в соответствии с про-
ектом стандарта1. Относящиеся к нему размеры сведены в табл. 3. В централь-
ной проекции на чертеже дан вид на штамповое ^пространство спереди
Таблица 3
Характеристика штампового пространства нормальных паро-воздушных
штамповочных молотов (к фиг. 28)
(А. Н. Брюханов)
Вес падающих частей в т ^шах в кг Размеры в мм Паз ласточкина хвоста в мм Шпоночный паз влм
^mln ^max 1 L 2+0,25 2 +0,25 а й- 0,5 Л-0,5 /-0,1 С
0,5 175 270 400 1000 350 600 80 115 45 76 72 121
0,75 265 320 450 1100 400 650 100 140 50 84 80 143
1 350 320 500 1200 450 700 100 140 50 84 80 143
1,5 525 360 550 1200 600 800 100 140 50 84 80 143
2 700 400 600 1250 700 900 109 140 50 84 80 143
2,5 875 430 650 1250 700 900 150 200 65 116 ПО 204
3 1050 480 700 1250 800 1000 150 200 65 116 110 204
4 1400 530 700 1250 900 1100 150 200 65 116 110 204
5 1750 530 700 1250 1000 1200 150 200 65 116 ПО 204
6 2100 530 750 1300 1000 1200 150 200 65 116 110 204
8 2800 610 900 1300 1100 1300 200 260 80 140 132 264
10 3500 610 1000 1300 1200 1400 200 260 80 140 132 264
12 4200 660 1100 1400 1400 1500 20) 260 80 140 132 264
15 5250 660 1200 1400 1500 1600 200 260 80 140 132 264
^тах ~~ ^Лпах — - наибольший дуется; - наибольший вес верхнего штампа, тяжелее которого ставить не рекомен- ход бабы при наименьшей высоте штампов /Anin-
1 Проект стандарта иа крепление штампов разработан А. Н. Брюхановым в 1940 г.
и переработан в 1950 г.
39
(от рабочего). Здесь показаны: нижняя часть бабы в ее крайне нижнем поло-
жении, правая и левая станины с направляющими и укрепленный клином в
шаботе штамподержатель; в нижней проекции — вид на штамподержатель
сверху; в верхней проекции — вид на бабу снизу.
На фиг. 29 показаны вид спереди на нормальные хвостовики верхнего и ниж-
него молотовых штампов, между ними вид на шпоночный паз со стороны хво-
стовика и относящиеся к ним размеры. Затем приведены чертежи: шпонки с ука-
занием ее размеров (фиг. 30),
клина для крепления верхнего
штампа в бабе (верхний клин)
и клина для крепления ниж-
него штампа в штамподержа-
теле (нижний клин) (фиг. 31),
прокладок под клинья и шпонки
(фиг. 32) и верхнего и нижнего
переходных штамподержателей
(фиг. 33).
Воспринимая всю энергию
удара падающих частей молота,
молотовые штампы работают
в условиях весьма высоких ди-
намических нагрузок. Вместе
с тем верхний и нижний штам-
пы должны быть установлены
по возможности точно один
относительно другого; крепле-
ние их должно обеспечивать
точную установку, простоту
перестановки при наладке и
надежность в отношении сохра-
нения положения штампов, в
каком они были закреплены
при установке. Кроме того,
крепление должно быть неслож-
ным и обеспечивать простоту
смены штампов. Поэтому кре-
пление молотовых штампов ла-
сточкиным хвостом при помощи
клина, шпонки и прокладки
является наиболее отвечающим
указанным выше требованиям
и практически единственным
приемлемым здесь способом
крепления.
Для штамповочных молотов
свесом падающих частей до 15т
достаточно иметь четыре размера крепления: 1-й—для молотов до 0,5 m включи-
тельно; 2-й—для молотов от 0,75 до 2 т; 3-й—для молотов от 2,5 до 6 т; 4-й—для
молотов от 7 до 15 m. Увеличенное количество размеров крепления снижает
оперативность в работе цеха при переброске штампов с молота на молот. Умень-
шение количества размеров крепления невозможно без ущерба для прочности
бабы молота или хвостовика штампа. Размеры деталей крепления верхнего
и нижнего штампов для упрощения их обработки приняты одинаковыми, хотя
для нижних штампов в целях снижения удельного давления на опорной пло-
скости хвостовика нижнего штампа возможно применение более широких хво-
стовиков, что и практикуют иногда на молотах с весом падающих частей свыше
10 т.
Для боковых граней хвостовиков принят наиболее оправдавший себя на
практике уклон 10°. Радиус перехода от наклонных граней хвостовика
40
В — ширина кубика
Пример обозначения хвоста для молота 1,5 т при К =
«50 мм. Хвост 1,5X50 №
№ группы Вес падающих частей в т Ъ в мм h в мм k в мм
№ 1 № 2 № 3
1 0,5 160 45,5 45 48 51
2 0.75-2 200 50,5 50 53 56
3 2,5-6 300 65,5 75 78 81
4 8—15 400 80,5 100 103 106
Примечание. При изготовлении и при возобновле-
нии шпоночного паза заваркой с последующим фрезерова-
нием ширину k брать из графы 1, при возобновлении фре-
зерованием — из графы 2 или 3 в зависимости от износа.
Фиг. 29. Хвостовики, шпоночные пазы и подъемные
отверстия молотовых штампов.
Материал — Ст. 5. Твердость Hq = 241 -г- 285
№ группы Вес па- дающих частей в т Размеры в мм А в мм
f ft I № 1 № 2 № 3
1 0,5 72 45 90 46 44,9 47,9 50,9
2 0,75-2 80 50 97 43 49,9 52,9 53,9
3 2,5-6 110 65 123 62,5 74,9 77,9 80,9
4 8-15 132 80 148 75 99,9 102,9 105,9
Примечание. Острые кромки закруглить радиусом
2 мм.
Фиг. 30. Клиновая шпонка для крепления
Материал — сталь 45, ГОСТ В-1050-41
Твердость средней части Н& = 207 -ь 255
Твердость концов Н& = 241 ч- 285
Для моло- та с весом падающих частей в т ft Верхний клин Нижний клии
k k 1
0,5 45 35,8 480 35,7 700
0,75 50 40,8 530 40,7 750
1 50 40,8 580 40,7 800
1,5 50 40,8 730 40,7 900
2 50 40,8 830 40,7 1000
2,5 65 50,8 830 50,7 1000
3 65 50.8 930 50,7 1100
4 65 50,8 1030 50,7 1200
5 65 50,8 изо 50,7 1300
6 65 50,8 ИЗО 50,7 1300
8 80 60,8 1230 60,7 1400
10 80 60,8 1330 60,7 1500
12 80 60,8 1530 60,7 1600
15 80 60,8 1630 60,7 1760
Верхний клин Нижний клин
Фиг. 31. Клинья для крепления молотовых штампов.
к заплечикам штампа рекомендуется делать равным 5 мм. При меньшем раз-
мере радиуса нередко бывают случаи поломок штампов от термических напря-
жений при закалке и вследствие концентрации напряжений в процессе работы
молота (фиг. 34, а). В целях увеличения
поверхности трения по наклонным гра-
ням хвостовика радиус перехода делается
поднутренным на 3 мм со скосом 30°
на заплечики штампа (фиг. 35). Так как
Материал — Ст. 5
Толщина листа S = 0,5; 0,75; 1; 2; 3; 5 мм
Вес падаю- щих частей в т Размеры в мм
h 1 1,
0,5 0,75-2 2,5-6 8-15 45 50 65 80 300; 350 , 400 400; 500; 600; 750 550: 700; 850; 1000; 1150 750; 950; 1150; 1350; 1550 41 43 54 64
Фиг. 32. Прокладки под клинья (а) и шпонки (б) молотовых штампов.
в бабе и штамподержателе во избежание их поломок внутренние радиусы
закругления в гнездах под хвостовики штампов также должны быть не менее
5 мм, то соответствующие наружные радиусы закруглений на хвостовиках
штампов делаются равными 8 мм. Со стороны клина
радиус закругления может быть меньше, например,
3 мм, что даст увеличение поверхности соприкос-
новения с клином.
Материал — сталь 40Х, ГОСТ-4543-48
Твердость /7^ = 321 -1-363
0,5
0,75-2
2,5
Размеры
блока в мм
Паз ласточки-
на хвоста
в мм
Шпоночный
паз в мм
я ч
•X и
X S
* 2
о ра
<у о
00 ч
370
430
590
290
480
690
210
225
270
80
100
150
76
84
116
121
143
204
139
283
655
Для молота с весом
падающих частей в т
Обозначение хвоста
по нормали (см. фиг. 29)
0,5X45 0,75X50
1,5 2 2,5
1X50 1,5X50
Паз ласточ-
кина хво-
ста в мм
e+°’2j
114,7 140,5
113,5 139,2
140,2 139,5
139 138,5
2X50 2,5X75
139 200
138 199
Фиг. 33. Переходные штамподержатели молотовых штампов:
а — верхний штамподержатель; б — нижний штамподержатель.
Если делать радиусы закругления одинаковыми (т. е. 8 мм), то это упро-
стит изготовление хвостовиков в строжке по шаблонам без чертежа, так как
в этом случае при строжке нет нужды различать, где фронт штампа и с какой
стороны будет клин.
Если штамп посадить в гнездо без зазора под его заплечиками и при наличии
просвета под хвостовиком, то при ударе произойдет поломка (фиг. 34, б). Так
42
как практически трудно обеспечить прилегание и по заплечикам и по хво-
стовику, то штамп должен быть плотно посажен только на хвостовик, для га-
рантии чего между заплечиками штампа и штамподержателем (или бабой)
должен быть зазор 0,5—1,5 мм. Эта величина соответствует упругому изгибу
заплечиков штампа в процессе работы, и, таким образом, при штамповке обычно
работают все опорные плоскости штампа.
Гнезда (см. фиг. 28), простроганные в бабе и штамподержателе спереди
Ь
назад, со стороны шпонки имеют по ширине размер , равный половине ширины
хвостовика штампа, а со стороны клина тот же размер, увеличенный на тол-
щину клина до а. Уклон боковой грани гнезда со стороны клина принят 12°
так, чтобы клин, имеющий соответственно уклоны 10 и 12°, при его затяжке
плотно прижимался к дну гнезда и чтобы тем самым во избежание поломки
штампа гарантировалось наличие
предусмотренного зазора между
клином и заплечиком штампа.
Вдоль гнезда со стороны клина
имеется уклон 0°35' (т. е. 1 : 100).
При ббльших углах заклинивания
трудность выколачивания клина
значительно возрастает. При мень-
ших чем 0°35' углах наблюдается
саморасклинивание (выползание
клиньев).
Длина верхнего клина больше
размера бабы в направлении оси
хвостовика на 130 мм. Длина ниж-
него клина больше соответствую-
щего размера штамп одер жател я
на 100 мм. Толщины клиньев под-
Фнг. 34. Поломка
штампов:
а — при малом размере ра-
диуса перехода от хвосто-
вика к заплечикам; б — при
опоре только на заплечики.
Фиг. 35. Сопряжение
хвостовика и гнезда
для него у боковой
грани хвостовика.
считаны так, что в случае изгото-
вления деталей крепления по номинальным размерам при вложении клина на
место передний конец его будет выступать на 30—35 мм больше заднего конца.
Эти 30—35 мм даны на затяжку до такого положения клина, при котором оба
его конца будут выступать на равные величины. Фактически из-за неровности
и шероховатости поверхностей деталей крепления при вложении клина перед-
ний конец его выступает не на 30—35 мм, а еще больше, причем чем
больше молот, тем больше эта разность и тем значительнее должна быть затяжка
до положения, когда оба конца будут выступать на равные величины.
Длина клина должна быть больше длины кубика штампа в направлении оси
хвостовика не менее чем на 75 мм. Поэтому для штампов, размеры которых в на-
правлении оси хвостовика больше соответствующих размеров бабы и штампо-
держателя, следует изготовлять специальные клинья длиной на 75 мм больше
длины штампа, а толщину их определять расчетом.
Концы клиньев, нормализуемых обычно на твердость Нв — 241-ь-285.
должны быть закалены и отпущены до твердости Нв =341-ь-388. Для того чтобы
расклепанный в эксплуатации торец клина не выходил за контур его рабочего
сечения и не препятствовал свободному проходу клина при забивке и выколотке
концы клиньев имеют фаски 15 лш*15°.
Наилучшим расположением клиньев является такое, при котором оба клина
устанавливаются слева с одной стороны. По сравнению с разносторонним кре-
плением недостатком здесь является то, что при одностороннем креплении
в случае необходимости поменять местами верхний и нижний штампы прихо-
дится в хвостовиках фрезеровать дополнительные шпоночные гнезда, чего не
требуется при разностороннем креплении. Однако нужда в этом возникает очень
редко. Гораздо большее значение имеет следующее.
Как бы плотно ни были затянуты клинья при установке штампа, крепление
в работе все же ослабевает в силу сотрясений, износа поверхностей по хвосто-
вику и уплотнения прокладок, вследствие чего клинья приходится периодически
43
подбивать. При затяжке клина штамп сдвигается. В случае расположения
клиньев с разных сторон затяжка их дает смещение частей штампа; поэтому
после двух-четырех затяжек клиньев необходима бывает установка дополни-
тельных прокладок с противоположной от клиньев стороны, т. е. переналадка
верхнего или нижнего штампа. При одностороннем же расположении клиньев
установка штампов значительно надежнее; подбивка клиньев, сдвигая оба штампа
в одну сторону, не приводит к необходимости переналадки.
Расположение обоих клиньев с левой стороны объясняется тем, что боль-
шинство операций при штамповке рабочий производит с небольшим поворотом
головы влево, стоя ближе к правой станине молота, так что левый клин нахо-
дится под его постоянным наблюдением. При расположении клина справа по-
следний, находясь вне поля внимания штамповщика, может привести к несчаст-
ному случаю (удар по голове концом, выступающим из бабы). Кроме того,
при медленном опускании верхнего штампа с помощью педали без перекрытия
—Z —
Фиг. 36. Шпонка с парал-
лельными гранями.
пускового вентиля, как это делают довольно
часто для проверки перекоса по контрольному
углу штампа, левый клин имеет то преимущество,
что опускающий бабу, держась за клин левой ру-
кой, может правой рукой проверять перекос.
Крепление штампов на
одних клиньях, т. е. без
шпонок (сухарей), допустимо
и даже обязательно для одно-
ручьевых штампов, изгото-
вляемых методом их штам-
повки казенником, и в иных
случаях оправдано быть не
может.
Обычно шпонки распола-
гаются сбоку хвостовика
штампа с противоположной
стороны от клина. Верхняя
Своими узкими концами они
Фиг. 37. Нижний
штамп на стропах.
и нижняя шпонки делаются одинаковыми. Своими узкими концами они
плотно (до своих заплечиков) вбиваются в соответствующие гнезда в хвостови-
ках штампов. Желательно, чтобы нижняя шпонка своим толстым концом также
плотно входила в соответствующее гнездо в штамподержателе. Шпоночный
паз в бабе изготовляется шире, чем в штамподержателе. Плотная посадка в
него верхней шпонки обеспечивается с помощью прокладок (см. фиг. 32), кото-
рыми можно регулировать положение верхнего штампа относительно нижнего
в направлении оси хвостовика.
Когда шпонка надлежащим образом посажена в гнезда, то она своими за-
плечиками плотно упирается в хвостовик штампа так, что в направлении ее
главной горизонтальной оси между шпонкой и дном гнезда в штампе, с одной
стороны, и дном гнезда в бабе или штамподержателе, с другой стороны, остаются
зазоры, что позволяет против радиусов закруглений на шпонке 8 мм и 6 мм
иметь соответствующие радиусы закруглений 10 мм и 6 мм на дне гнезд и тем
самым несколько увеличить полезную площадь соприкосновения шпонок по
их боковым относительно главной оси шпонки граням.
Наиболее совершенная клиновая шпонка (см. фиг. 30) имеет преимущество
перед шпонками с параллельными гранями (фиг. 36) в том, что прокладки в шпо-
ночном гнезде бабы и штамподержателя при клиновой шпонке забивать не
нужно; уплотнение посадки шпонок такой конструкции происходит само со-
бой при затяжке клиньев. У шпонок с параллельными гранями, гнезда под ко-
торые в бабе и штамподержателе делаются также с параллельными гранями,
прокладки приходится забивать ручником или с помощью нажима, а иногда
даже удара бабы молота.
Каждая часть штампа обычно снабжена подъемными отверстиями, предна-
значенными для строп и для крепления кубиков на станках при обработке
штампов (см. фиг. 29 и 37). Размеры подъемных отверстий 030x60 мм.
44
Расположены они по середине кубика (с фронта и с обратной стороны) на полу-
торной высоте хвостовика штампа.
Часто в чертежах штампов эти отверстия ошибочно указывают не на сере-
дине кубика, а на оси хвостовика. На нижних кубиках также ошибочно стре-
мятся указать их повыше, считая, что штамп на стропах будет более устойчив
и не опрокинется. При низких отверстиях тросы настолько сильно прижаты
к ребрам штампа (фиг. 37), что произвольное опрокидывание становится совер-
шенно невозможным. При высоком расположении подъемных отверстий этот
фактор исключается, и так как отверстия будут все же ниже центра тяжести
кубика, то штамп опрокинется. Рекомендуется располагать отверстия на полу-
торной высоте хвостовика также и потому, что при этом, во-первых, не нару-
шается прочность штампа со стороны хвостовика и, во-вторых, не лимитируется
количество возобновлений путем сострожки опорной плоскости и углубления
фигур ручьев.
Верхний штамп, как правило, крепится непосредственно в бабе молота,
а нижний—в штамподержателе, который является подушкой, предохраняющей
шабот молота от износа. Переходные штамп одер жатели (см. фиг. 33) верхнего
и нижнего штампов применяются лишь в случаях, когда общая закрытая вы-
сота штампа, т. е. сумма высот верхнего и нижнего штампов, меньше минимально
допустимой по паспорту молота. Обычно устанавливается один штамподержа-
тель, верхний или нижний, в зависимости от того, как удобнее работать штам-
повщику — с более или менее высокой от пола линией боя (линией разъема).
Верхний штамподержатель имеет преимущества перед нижним. Крепление его
более надежно потому, что за счет зазоров между бабой и направляющими,
а также за счет большей упругости всей системы (баба — направляющие —
станины) верхние клинья ослабевают значительно медленнее, чем нижние, ко-
торые работают в более жестких условиях (штамподержатель — шабот). Не-
обходимость в установке обоих переходных штамподержателей бывает сравни-
тельно редко. Переходные штамп одер жатели применяются на штамповочных
молотах с весом падающих частей до 3 т.
Фактический вес падающих частей* т. е. сумма весов поршня, штока и бабы,
отечественных штамповочных молотов составляет 90% номинального тоннажа
молота. Так как превышение расчетного тоннажа более чем на 25% приводит
к заметному понижению мощности и производительности молота, то наиболь-
ший вес Gmax (см. фиг. 28 и табл. 3) верхнего штампа, включая вес верх-
него переходного штамподержателя, принят равным 35% номинального
тоннажа.
Htnin — минимальная высота штампового пространства. Эта величина яв-
ляется минимально допустимой суммой высот верхнего штампа, нижнего штампа
и переходных штамподержателей. Установка штампа высотой меньше Нт1п
приведет к поломке молота от удара поршня о нижнюю стенку цилиндра
молота.
Максимальный ход бабы НтАХ при минимальной высоте штампового простран-
ства приведен для подсчета фактического хода, необходимого для точного опре-
деления потребного тоннажа молота.
Максимальная высота штампового пространства, так же как и минимальный
ход бабы, в характеристике не указаны. При увеличении высоты штампового
пространства уменьшается ход бабы. Это дает уменьшение мощности молота.
Одновременно увеличивается не только высота, но и вес верхнего штампа,
а следовательно, и вес падающих частей. Увеличение веса падающих частей
до —125% от номинального тоннажа молота обычно ведет к увеличению мощ-
ности. Следовательно, расчет оптимальных высот штампового пространства
не является простым. Так как легкий и вместе с тем высокий штамп практически
не осуществим, то для того, чтобы проверить по мощности возможность уста-
новки штампа на молот, достаточно убедиться в том, что вес верхнего штампа
не превышает Gmax.
Расстояние между направляющими, размер бабы и штамподержателя в на-
правлении оси хвостовика являются теми габаритами, по которым проверяют
возможность установки штампа на молот по длине и ширине штампа.
45
Если штамп своими торцами свисает со штамподержателя более чем на 1у3
высоты кубика, то это может привести к поломке нижнего штампа. Поэтому для
Фиг. 38. Длинный
верхний штамп
при ударах рабо-
тает на изгиб:
а — в тяжелых усло-
виях; в — в менее тя-
желых условиях.
массовой штамповки особо длинных деталей, например,
штамповки лопастей винта авиамотора, изготовляют спе-
циальные молоты с повышенным размером L.
Применение штампов, превышающих своей длиной раз-
мер I в бабе молота, менее опасно.
При ударах молота в силу инерции масс свисающих
концов верхнего штампа кубик верхнего штампа работает
на изгиб (фиг. 38, а).
У длинных верхних кубиков рекомендуется сделать со-
строжку концов со стороны хвостовика (фиг. 38, в) так,
чтобы незакрепленные части кубика работали примерно как
балки равнопрочных сечений.
Упругий изгиб свисающих концов штампа может дости-
гать нескольких миллиметров и поэтому в подобных слу-
чаях в размеры полостей штампа вносят соответствующую
поправку.
Характеристика штампового пространства нормальных
фрикционных штамповочных молотов с доской приведена
в табл. 4.
Таблица 4
Характеристика штампового пространства нормальных фрикционных
штамповочных молотов с доской
Вес падаю- щих частей в т ^тах в кг Размеры В мм Число ударов в минуту не менее Паз ласточкина хвоста в мм Шпоночный паз в мм
min Н б max min 1 L _&+°-25 2 а+О,25 л-0,5 /,±о,5 /-0,1 С
0,5 125 270 450 1400 900 350 600 42 80 115 45 ‘ 76 72 12
0,75 185 320 500 1450 900 400 650 40 100 140 50 84 80 ]4г
1,0 250 320 550 145') 900 450 700 40 100 140 50 84 80 143
1,5 375 360 600 1500 900 600 800 38 100 140 50 84 80 143
Нб шач и Нбт1п —наибольший и наименьший ход бабы при наименьшей высоте
штампов A/,nin;
Gmax— вес верхнего штампа, тяжелее которого ставить не рекомен-
дуется.
Рекомендованные выше нормали крепления инструмента паро-воздушных штамповочных
молотов предусматривают следующий порядок их установки:
1) поставить бабу на подпорку;
2) вложить нижнюю шпонку в шпоночный паз штамподержателя;
3) верхнюю шпонку кувалдой забить в шпоночный паз верхнего штампа;
4) штамп (обе половинки вместе) поднять на стропах и продвинуть или вкатить на место
так, чтобы шпоночный паз нижнего штампа фасками лег на нижнюю шпонку;
5) снять стропы и поставить временные прокладки у верхней шпонки;
6) поднять бабу с подпорки и нажимом бабы посадить штамп на нижнюю шпонку;
7) вставить ломики в отверстия для строп, сдвинуть штамп вправо и вложить клинья;
8) затянуть оба клина кувалдами;
9) прогреть штамп и шток молота;
10) нанося легкие удары молотом и подбивая верхний клин кувалдой, затянуть нижний
клин «соколом» и по контрольному углу штампа определить перекос;
11) выбить кувалдой верхний клин и поставить бабу на подпорку;
12) заменить прокладки у верхней шпонки;
13) поднять бабу с подпорки, опустить ее на штамп, ломиками сдвинуть верхний штамп
вправо, вложить и забить кувалдой верхний клин;
14) нанося легкие удары молотом, затянуть верхний клин «соколом»;
15) отсутствие перекосов проверить по контрольному углу и по отштампованной поковке.
Перекос, обнаруженный при штамповке, ликвидировать установкой или заменой про-
кладок только в креплении верхнего штампа.
Порядок установки штампов на фрикционных молотах аналогичен изложенному выше.
46
ГЛАВА II
СОСТАВЛЕНИЕ ЧЕРТЕЖА МОЛОТОВОЙ ПОКОВКИ
§ 1. ОБЩИЕ УКАЗАНИЯ
Чертеж поковки составляется по чертежу готовой (окончательно обрабо-
танной) детали. Форма и размеры готовой детали в значительной мере пред-
определяют технологию ее изготовления. Чем глубже при конструировании
штампуемой детали проработаны вопросы технологии ее изготовления, тем
более совершенной может быть технология ее штамповки и тем меньше задач
остается разрешить при составлении чертежа поковки.
При конструировании штампуемых изделий следует учитывать изложенные
ниже требования, предъявляемые к конфигурации и размерам молотовых по-
ковок, так как недостаточно ясное понимание специфических условий молотовой
штамповки ведет к неоправдываемому перерасходу металла, удорожанию штам-
повки и последующей обработки, а нередко и к ухудшению качества изделий,
получаемых на молотах.
При составлении чертежа молотовой поковки следует: 1) установить поло-
жение разъема, 2) назначить припуски и допуски, 3) определить штамповочные
уклоны, построить линию разъема, определить радиусы закруглений, опреде-
лить размеры пленки под прошивку и сконструировать наметки под прошивку
и 4) решить специальные вопросы конструирования поковок, связанные с рас-
положением волокон, приемами штамповки и технологией последующей обра-
ботки поковок.
Указания, как следует фешать эти задачи, были впервые наиболее широко
изложены К. ф. Грачевым [161 и впоследствии получили развитие в трудах
ряда авторов [15], [18], [35], [46].
§ 2. РАЗЪЕМ
Разъем верхней и нижней половинок молотового штампа бывает плоским
(в виде горизонтальной плоскости) или представляет собой сложную по-
верхность, состоящую из горизонтальных и наклонных плоскостей и цилин-
дрических поверхностей. Для некоторых деталей, например лопастей винтов,
разъем представляет собой еще более сложную поверхность, строящуюся по
координируемым точкам.
форма поверхности; разъема между верхним и нижним штампами опреде-
ляется конфигурацией поковки. В свою очередь, упрощение поверхности
разъема в целях удешевления штампа приводит к изменению формы поковки.
Основное требование к выбору поверхности разъема заключается в обеспе-
чении свободного удаления поковки из полости штампа в направлении удара
молота, для чего все боковые поверхности поковки должны иметь штамповоч-
ный уклон.
Это обстоятельство исключает возможность получения каких-либо подну-
трений на боковых поверхностях.
Углубления в теле молотовой поковки возможно получить только в напра-
влении удара молота, т. е. на верхней и нижней поверхностях поковки. Та-
ким образом,необходимость получить какое-либо углубление в теле поковки
уже определяет положение фигуры поковки относительно плоскости разъема.
Если конфигурация детали не предопределяет разъема, то:
1) стремясь к лучшим условиям заполнения полости ручья штампа и ру-
ководствуясь соотношением высоты h и ширины b в отдельных сечениях поковки
(фиг. 39), следует учитывать, что заполнение полости за счет осаживания ме-
талла целесообразнее, чем заполнение его выдавливанием;
2) как правило, разъем следует устанавливать в плоскости двух наиболь-
ших взаимно перпендикулярных размеров поковки а и Ь (фиг. 40, 1, 2, 3, 4).
Однако от этого правила нужно отступать, если при ином разъеме достигается
значительная экономия в весе поковки (фиг. 40, 5), экономия на отходах (за
47
счет уменьшения периметра среза заусенца), а также за счет упрощения обрез-
ного инструмента (фиг. 40, 6) и т. д. или если та или иная поверхность М
поковки не должна иметь напуска, образуемого штамповочным уклоном, т. е.
должна быть расположена с
Фиг. 39. Типовые сечения по-
ковки, которые заполняются:
а — осаживанием; б — выдавливанием.
верхней или нижней стороны поковки (фиг. 40, 7).
В некоторых случаях отступление от правила
установления разъема штампа по двум наиболь-
шим взаимно перпендикулярным размерам поко-
вок оправдывается упрощением переходов штам-
повки, например, упразднением гибочного ручья
(фиг. 40, 8). Однако целесообразность такого рода
приемов должна быть тщательно проверена в ка-
ждом отдельном случае.
На чертеже поковки разъем обозначается ли-
нией, точное положение которой может быть опре-
делено лишь после назначения припусков при
установлении штамповочных уклонов.
Для поковок, разъем которых не является плоским, наклон фигуры отно-
сительно плоскости разъема следует увязать с конструкцией замка молотового
штампа (см. гл. V, § 2).
Фиг. 40. Примеры разъема молотовых поковок.
Конструкция замка может вызвать наклон фигуры; тогда придется изменить
ось, от которой откладывают штамповочные уклоны. Поэтому конструкцию
замка молотового штампа следует разработать еще при конструировании
поковки.
§ 3. ПРИПУСКИ И ДОПУСКИ
Точность поковок может быть определена величиной отклонений от их но-
минальных размеров. Указываемая в чертежах поковок величина допустимых
отклонений от номинальных размеров называется размерным допуском.
Отклонения от номинальных размеров поковки возможны как в сторону
увеличения, так и в сторону уменьшения (фиг. 41). Величина допустимого от-
клонения от^оминального размера в большую сторону называется верхним
отклонением, или плюсовым допуском у. Величина допустимого отклонения от
номинального размера в меньшую сторону называется нижним отклонением,
или минусовым допуском х. Общий допуск на размер
д =2 (тг + Х+У-
Допуски включают в себя все отклонения от номинальных размеров, при-
чинами которых могут быть: недоштамповка по высоте; неполное заполнение
полости; износ или неточность изготовления окончательного ручья штампа;
осадка опорной плоскости штампа; колебания в усадке при остывании поковки;
48
кривизна осей и овальность сечений; все наружные дефекты: вмятины, окалина,
забоины, материальные дефекты и т. д.; заточка и запиловка наружных де-
фектов, эксцентричность при прошивке и т. п.
Если обеспечиваемые штамповкой чистота поверхности и точность размеров
поковки вполне удовлетворяют требования, предъявляемые к готовой детали,
то допуски на размеры поковки без каких-либо изменений переносятся на со-
ответствующие размеры готовой детали. Необходимость последующей механи-
ческой обработки вызывается лишь в случаях:
1) когда штамповка не может обеспечить требуемого от готовой детали ка-
чества поверхности по чистоте;
У/f
9/2-
№
Верхнее отклонение (на сторону)
Допуск (на сторону}
Нижнее отклонение (на сторон/)'^_
Общий, припуск____________
Припуск, обусловленный кузнечной обработкой___________
Дефектный слой металла, получаемый при кузнечной обработке
Межопераиионный припуск на механическую обработку
Размер детали (наибольший)
Размер поковки минимальный
Размер поковки номинальный
Размер поковки максимальный,
м
Фиг. 41. Схема припусков и (допусков иа размеры поковки.
2) когда допуск на размер готовой детали должен быть более жестким, чем
тот, который может быть обеспечен штамповкой.
В этих случаях размер поковки должен быть больше соответствующего раз-
мера готовой детали. Слой металла, который необходимо удалить с поверхности
поковки для получения детали в. ее окончательном виде, называется при-
пуском,-
Желаемую точность не всегда можно обеспечить за один проход режущего
инструмента. Технология обработки резанием требует довольно часто два-три
прохода. Тогда, учитывая допуски на неточность размеров после черновых
проходов, а также возможность коробления детали при термической обработке,
применяемой в известных случаях между отдельными операциями, приходится
припуск увеличить, включив в его состав так называемый межоперационный
припуск. Номинальный размер общего припуска (фиг. 41) может быть выражен
следующей формулой:
/7 = М4Ф 4 Л4 + Д,
где Л4—межоперационный припуск на обработку резанием, величина кото-
рого должна учитывать все требования, предъявляемые к обработан-
ной детали, и условия самой обработки;
Ф —дефектный слой, в который входят вмятины от окалины, обезуглеро-
женный слой, складки, зажимы и т. д.;
~ —половина отрицательного допуска на размер поковки или минусовый
допуск на сторону;
Д'=-Ф4у — составляющая общего припуска, величина которой должна
учитывать условия кузнечной обработки.
4 Боюханов и Ребельский 2058 49
При обработке, когда чистовой размер получается за один проход режущего
инструмента, межоперационный припуск не нужен, Л4=0, а следовательно,
общий припуск определяется величиной К, т. е. П
Определение припуска как суммы этих слагаемых сложно потому, что,
во-первых, трудно определить раздельно значение каждого слагаемого и, во-
вторых, возможность компенсации одних погрешностей обработки другими не
допускает простого суммирования, так как сумма в этом случае дает явно за-
вышенную величину припуска.
Из вышеизложенного следует, что величина припуска неразрывно связана
с величиной допуска и что уменьшение припуска невозможно без соответствую-
щего ужесточения допуска.
Штамповку на молоте можно производить с различной степенью точности,
т. е. с большими или меньшими допусками и как следствие с большими или
меньшими припусками. Следует иметь в виду, что уменьшение припуска жела-
тельно не только в целях экономии металла и экономии на обработке резанием,
но и в целях сохранения на готовой детали наиболее цепного наружного слоя
металла при условии полного удаления поверхностного обезуглероженного
слоя.
Основные мероприятия, направленные к повышению точности поковок при
штамповке на молоте, следующие.
1. Применение молота с достаточным запасом мощности и тщательная под-
готовка заготовки уменьшают недоштамповку.
2. Повышение качества пригонки бабы по направляющим, тщательная
регулировка направляющих и применение штампов с замками уменьшают
сдвиг.
3. Улучшение режима нагрева и тем более применение индукционного
электронагрева заготовок уменьшают угар и обезуглероженный слой, а сле-
довательно, и расход металла. Тщательные обивка и сдув, а также применение
гидроочистки уменьшают окалину на поковке.
4. Контроль температур окончания штамповки не только уменьшает коле-
бания в размерах поковки при усадке, но, что очень важно, повышает стой-
кость штампа, ограничивая нижний предел температур штамповки.
5. Штамповка на спаренных молотах в двух штампах приводит к повышению
точности размеров поковок.
6. Применение правки после штамповки уменьшает кривизну поковок.
Некоторые из этих мероприятий требуют дополнительных затрат. Таким
образом, ужесточение допусков и уменьшение припусков вызывают повышение
расходов на изготовление поковки и прежде всего повышение расходов га
штампы.
Получение более точной поковки с минимальными припусками и до-
пусками значительно удешевляет механическую обработку и, как правило,
обеспечивает экономию металла. В отдельных случаях рационально повысить
точность до пределов возможного, чтобы совершенно отказаться от обработки
резанием.
С этой точки зрения весьма большое значение приобретают горячая кали-
бровка и холодная чеканка молотовых поковок, которые, как правило, приме-
няются взамен обработки резанием, т. е. не в целях уменьшения припуска,
а для полного его упразднения.
Стоимости кузнечной обработки и обработки резанием являются составляю-
щими стоимости готовой детали. Обычно снижение одной из них идет за счет
повышения другой*
Для определенной серии деталей путем технико-экономического расчета
можно установить такие припуски и допуски, при которых сумма этих
составляющих стоимости будет наименьшей. Отсюда следует, что нужно
стремиться не просто к высокой точности штампованных изделий (к мини-
мальным припускам и допускам), а к так называемой экономической точности
(к оптимальным припускам и допускам). Получение точных поковок более
эффективно при массовом производстве деталей и менее эффективно при
мелкосерийном изготовлении поковок.
50
Размер припуска на молотовых поковках колеблется от 0,4 до 5 мм. Если
исходить из учета только габаритов поковки, то средний размер припуска можно
определить по формуле
77 = 0,4 + 0,015Л ф- 0,0015/,
где h — габаритный размер поковки по высоте, т. е. в направлении удара мо-
лота, а I — габаритный размер поковки (длина или диаметр) в плоскости разъема!
Практика показала, что в плоскости разъема припуск должен быть боль-
шим, чем по высоте. Это объясняется тем, что обычно габаритные размеры по-
ковки в плоскости разъема значительно больше, чем по высоте. Кроме того,
к этому обязывают получающиеся сдвиги поковки в плоскости разъема как
следствие неизбежных смещений верхнего штампа относительно нижнего.
На типовом инспекционном чертеже поковки (фиг. 65) имеется надпись
о величине допусков. Эти допуски относятся ко всем тем размерам поковки,
у которых допуск не проставлен. Допуск В (вер-
тикальный) относится ко всем размерам по вы-
соте, т. е. в направлении удара молота. Допуск Г
(горизонтальный) относится ко всем размерам
в плоскости разъема. Допуски В и Г не суммиру-
ются. Оба допуска (фиг. 42) относятся как к на-
ружным, так и к внутренним размерам поковки.
Верхние отклонения откладываются наружу от
поверхности поковки. Нижние отклонения откла-
дываются в тело поковки (в металл).
В направлении удара большое влияние оказы-
вает недоштамповка. Поэтому допуск В несим-
метричен: верхнее отклонение у должно быть
больше нижнего отклонения х (фиг. 41).
Фиг. 42. Пример простановки
верхнего отклонения у и ниж-
него отклонения х у наруж-
ного D и внутреннего d раз-
меров поковки.
В плоскости разъема большое влияние оказы-
вают износ ручья, сдвиг и неравномерность усадки в силу больших, чем по
высоте, габаритов поковки. Эти фактора уменьшают несимметричность до-
пуска Г.
Размеры допусков в долях от величины нормального припуска колеблются
в следующих пределах:
а) у размеров по высоте плюсовой допуск /1= (0,7-=-1,0) Л;
/ минусовой , В = (0,4 0,6; П;
б) у размеров в горизонтальной плоскости
плюсовой допуск Г = (0,6 0,9) П;
минусовой , Г= (0,5 -н 0,8) П
Назначение иных допусков, например, односторонних (только плюсовых,
только минусовых) или симметричных, т. е. имеющих одинаковые по абсолют-
ной величине плюсовой и минусовой допуски, не рекомендуется, так как это
приводит к тому, что ручьи штампов тогда приходится изготовлять по поминаль-
ным («холодным») размерам, отличным от номинальных размеров поковки,
что усложняет работу при конструировании штампов, затрудняет изготовление
штампов и их контроль.
Симметричный допуск рекомендуется устанавливать только па размер
длины относительно длинных, но топких поковок, неравномерная усадка ко-
торых дает ощутимые колебания по длине.
Гарантия минимально допустимого припуска па размерах в плоскости
разъема должна быть проверена по сдвигу. Сдвиг не должен превышать раз-
ности между величиной припуска на сторону и абсолютной величиной отрица-
тельного допуска на размер.
Для относительно тонких, по длинных поковок, у которых усадка дае1
весьма ощутимые колебания по длине, допуск Г повышается до 30% от вели-
чины нормальной усадки на длину поковки. В этих случаях припуск по длине
также следует увеличить с тем, чтобы его размер был не менее двойной вели-
чины отрицательного допуска на длину паковки.
*
51
Припуски
(А. Н. Брю
<?Г------4
(Гг-г)
Максимальный размер Г в им Максимальный размер В в мм Клас- сы точ- ности 1-й 2-й 3-,й До 50 18 50-120 18-50 До 18 120-260 50-120 18-50 260-500 120-260 50—120 500-800 260-500 120 -260
Классы точности г Припуски П на сторону В и допуски Д на
1-й 2-и 3-Й г, п Д П д П Д П Д П Д
<) 1,0 0,8 0,5 1,25 1,0 0,6 1,5 1,2 0,7 — — — —
до 30 До 18 До 10 2— 5 0,75 0,6 0,4 1,0 0,8 0,5 1,25 1,0 0,6 — —* — —
> 0,6 0,6 о,з 0,75 0,6 0,4 1,0 0,8 0,5 — — —
<2 1,25 1,0 0,6 1,5 1,2 0,7 1,75 1,5 0,8 2,0 1,6 1,0 2,25 1,8 1,2
30-50 18-30 10—18 2- 5 1,0 0,8 0,5 1,25 1,0 0,6 1,5 1,2 0,7 1,75 1,5 0,8 2,0 1,6 1,0
0,75 0,6 0,4 1,0 0,8 0,5 1,25 1,0 0,6 1,5 1,2 0,7 1,75 1,5 0,8
— — 1,75 1,5 0,8 2,0 1,6 1,0 2,25 1,8 1.2 2,5 2,0 ( 1,3
50-80 30—50 18—30 2— 5 — — 1,5 1,2 0,7 1,75 1,5 0,8 2,0 1,6 1,0 2,25 1,8 1,2
__ — 1,25 1,0 0,6 1,5 1,2 0,7 1,75 1,5 0,8 2.0 1,6 1,0
<2 — — 2,0 1,6 1,0 2,25 1,8 1,2 2,5 2,0 1,3 2,75 2,2 1.3
80-120 50-80 30—50 2— 5 — — 1,75 1,5 0,8 2,0 1,6 1,0 2,25 1,8 1,2 2,5 2,0 1,3
> 5 — — 1,5 1.2 0,7 1,75 1,5 0,8 2,0 1,6 1,0 2,25 1,8 1,2
<2 — — ’— — 2,5 2,0 1,3 2,75 2,2 1,3 3,0 2,4 1,4
120—180 80-120 50-80 2— 5 — — — — 2,25 1,8 1,2 2,5 2,0 1,3 2,75 2,2 1,3
>5 — — — — 2,0 1,6 1,0 2,25 1,8 1,2 2,5 2,0 1,3
<2 — *—— — — 2,75 2,2 1,3 3,0 2,4 1,4 3,25 2,6 1,5
180-260 120-180 80- 120 2— 5 — — — — 2,5 2,0 1,3 2,75 2,2 1,3 3,0 2,4 1,4
>5 — — — — 2,25 1,8 1,2 2,5 2,0 1,3 2,75 2,2 1,3
52
Таблица 5
и допуски
ханов)
800-1250 500-800 260 - 500 12,50-2000 800-1250 500-800 До 50 18 50-120 18-50 До 18 120- 260 50—120 18-50 260-500 120-260 50-120 500 -800 260-500 120-260 800-1250 500 -800 260-500 1250-2000 800-1250 500-803
размер В - Припуски П на сторону Г и допуски Д на размер Г
п Д п Д п Д П д П д П Д П а П Д П Д
— —— — — 1,25 0,9 0,7 1,5 1,0 0.8 1,75 1,2 1,0 — — — — — — —
— — 1,0 0,7 0,6 1,25 0,9 0,7 1,5 1.0 0,8 — — - — — — — —
— — — 0,75 0,5 0,4 1.0 0,7 0,6 1,25 0,9 0,7 — — — — — — — —
— — — — 115 1,0 0,8 1,75 1,2 1,0 2,0 1,4 1,2» 2,25 1,5 1,3 2,5 1,6 1,4 — — — —
— — — 1,25 0,9 0,7 1,5 1,0 0,8 1,75 1,2 1,0 2,0 1,4 1,2 2,25 1,5 1,3 — — __ —
— — - 1,0 0,7 0,6 1,25 09 0,7 1,5 1,0 0,8 1,75 1,2 1,0 2.0 1.4 1,2 — — —
2,75 2,2 1,3 3,0 2,4 1,4 — — 2,0 1,4 1,2 2,25 1,5 1.3 2,5 1,6 1,4 2,75 1,8 1,5 3,25 2,2 1,8 3,5 2,4 2,0
2,5 2.0 1,3 2,75 2,2 1,3 — 1,75 1.2 1,0 2,0 1,4 1,2 2,25 1,5 1,3 2,5 1,6 1,4 3,0 2,0 1,6 3,25 2,2 1,8
2,25 1,8 1,2 2,5 2,<» 1,3 — — 1,5 1,0 0,8 1,75 1,2 1.0 2,0 1,4 1,2 2,25 1,5 1,3 2,75 1,8 1,5 3,0 2,0 1,6
3,0 2,4 1,4 3,25 2,6 1,5 — — 2,25 1,5 1,3 2,5 1,6 1,4 2,75 1,8 1,5 3,0 2,0 1,6 3,5 2,4 2,0 3,75 2,6 2,2
,2,75 2,2 1,3 3,0 2,4 1,4 — — 2,0 1,4 1,2 2,25 1,5 1,3 2,5 1,6 1,4 2,75 1,8 1,5 3,25 2,2 1,8 3,5 2,4 2,0
2,5 2,0 1,3 2,75 2,2 1,3 — — 1,75 1,2 1,0 2,0 1,4 1,2 2,25 1,5 1,3 2,5 1,6 1,4 3,0 2,0 1,6 3,25 2.2 1,8
3,25 2,6 1,5 3,5 2,8 1,6 — — — — 2,75 1,8 1,5 3,0 2,0 1,6 3,25 2,2 1,8 3,75 2,6 2,2 4,0 2,8 2,4
3,0 2,4 14 3,25 2,6 1,5 - — — — 2,5 1,6 1,4 2,75 1,8 1,5 3,0 2,0 1,6 3,5 2,4 2,0 3,75 2,6 2,2
2,75 2,2 1.3 3,0 2,4 1,4 — — — — 2,25 1,5 1,3 2,5 1,6 1,4 2,75 1,8 1,5 3,25 2,2 1,8 3,5 2,4 2,0
3,5 2,8 1,6 3,75 3,0 1,8 — — — — 3,25 2,2 1,8 3,5 2,4 2,0 3,75 2,6 2,2 4,0 2,8 2,4 4,25 3,0 2,5
3,25 2,6 1,5 3,5 2,8 1,6 — — — — 3,0 2,0 1,6 3,25 2,2 1,8 3,5 24 2,0 3,75 2,6 2,2 4,0 2,8 2,4
3,0 2,4 1,4 3,25 2,6 1,5 —. — — — 2,75 1,8 1,5 3,0 2,0 1,6 3,25 2,2 1,8 3,5 2,4 2,0 3,75 2,6 2,2
гл
В настоящее время общесоюзного стандарта припусков и допусков еще нет,
однако имеются материалы, относящиеся к этому вопросу, в виде проектов
стандарта и нормалей отдельных заводов, главков и министерств.
Впредь до утверждения ГОСТ авторы рекомендуют руководствоваться нор-
малью припусков и допусков, построенной с учетом основных факторов,, влияю-
щих на их величину, и прежде всего материала, габаритных размеров и кон-
фигурации поковки. Нормаль должна соответствовать условиям работы
конкретного производства: учитывать конструкцию штамповочных молотов
и металлорежущих станков, характер технологии, конструкцию штампов, при-
способлений и режущего инструмента. Нормаль не должна приспосабливаться
к состоянию оборудования, штампов и инструмента и к уровню производствен-
ной культуры данного цеха или завода. Наоборот, нормаль должна базироваться
на опыте работы передовых заводов данной отрасли промышленности и способ-
ствовать улучшению производственных условий и росту технической культуры
кузнечно-штамповочных цехов. Оборудование и инструмент должны обладать
нормальной степенью точности, нормальными зазорами и подвергаться износу
до определенной степени. Это обеспечит возможность соблюдения нормального
технологического процесса.
В табл. 5 приводится типовая нормаль припусков и допусков. Она соста-
влена для поковок, штампуемых в горячем состоянии, из углеродистых и низко-
легированных сталей. Таблицы построены с учетом габаритных размеров по-
ковки В по высоте и Г в плоскости разъема. Конфигурация поковок учтена
Г
отношением — двух габаритных размеров поковки в плоскости разъема. Кроме
I I
того, произведена разбивка по характеру производства (по классам точ-
ности):
1-й класс точности — для массового производства, например, для авто-
строения;
2-й класс точности — для крупносерийного производства, например, для
танкостроения;
3-й класс точности — для серийного производства.
В графе Д верхняя цифра — верхнее отклонение, а нижняя — нижнее
отклонение, например, выражение следует понимать +J>°t
Пользуясь этой таблицей, припуски на сторону и допуски на все размеры
поковки следует определять исходя из максимальных размеров поковки В
и Г. Для вертикальных круглых сечений припуск в направлении В следует
брать равным принимаемому для размера Гг. Допуски на горизонтальные раз-
меры полостей следует брать с обратным знаком.
Табл. 5 составлена из учета последующей обработки поверхности по групп,
чистоты V- При обработке же по группам чистоты W или W7 в отдельных
случаях в связи с возможным увеличением межоперационпых припусков может
потребоваться увеличение общего припуска ориентировочно на 0,15—0,3 мм
с каждой стороны. Величина допусков при этом остается без изменений.
Это увеличение припуска против указанного в таблице следует производить
лишь по согласованию с тем цехом, где будет производиться обработка поковки
резанием.
Руководствуясь нормалью, конструктор может в отдельных случаях кор-
ректировать размеры припусков, так как в нормали нельзя учесть все специ-
фические особенности поковок различных конфигураций и различных вариан
тов их обработки.
Иногда бывает нужно увеличить припуск в местах, где, например, неизбежны
скопления окалины в окончательном ручье молотового штампа.
Назначение повышенного припуска необходимо также в тех местах поковок,
где неизбежно коробление их при термообработке. Здесь следует учесть коро-
бление поковок не только при первичной термообработке, но и при оконча
тельной термообработке изделий, производящейся обычно между операциями
обработки резанием.
При рассмотрении базовых мест и размеров на чистовом чертеже детали
нужно принимать во внимание допуски, указанные на чистовом чертеже, знаки
54
обработки и, что еще лучше, подробнее познакомиться с технологией механи-
ческой обработки детали. Для иллюстрации этого положения рассмотрим при-
мер обработки поковки типа втулки в двух вариантах;
первый вариант. 1-я операция — расточка отверстия. Поковка базируется
по наружному диаметру (фиг. 43, Л);
второй вариант. 1-я операция — проточка по наружному диаметру. По-
ковка базируется по отверстию (фиг. 43, Б).
Обрабатывая по первому варианту, при нормальном припуске в отверстии
следует установить заниженный припуск по наружному диаметру. Обрабаты-
вая по второму варианту, наоборот, при нормальном припуске по наружному
диаметру следует установить заниженный припуск в отверстии. Это учтено
в нормалях подшипникового производства, где ввиду массового изготовления
колец, указа иное обстоятельство имеет большое значение. Таким образом, в за-
водских (или отраслевых) нормалях припусков должны учитываться особенности
производства.
Существует мнение, что припуски
и допуски с достаточной точностью мо-
гут быть назначены по весу поковки без
учета ее размеров и конфигурации [14 J.
По такому принципу построена, напри-
мер, система припусков и допусков,
предиожеккая инж. В. И. Гостевым
(ЗИС), а также нормали допусков, раз-
работанные инж. В. Н. Глушковым и
применяемые в транспортйом машино-
строении. Фиг. 43. Обработка втулки:
Безусловно, С увеличением веса ПО- А — первый вариант; Б— второй вариант,
ковки обычно (по не всегда) растут и ее
габариты. Поэтому между весом поковок и припусками вместе с допусками
существует некоторая косвенная связь. Однако использование этой зависи-
мости для построения нормали припусков и допусков на поковки нельзя
признать правильным. То же относится к попыткам установить связь между
припусками с допусками и тоннажем штамповочных молотов. В обоих случаях
очевидная прямая зависимость припуска и допуска от факторов, непосредственно
влияющих на их величину, подменяется косвенной зависимостью.
Помимо размерного, известен так называемый весовой допуск.
Система весовых допусков основана на том факте, что между весом поковки
и факторами, влияющими на колебания размеров поковки (недоштамповка,
износ штампа и т. ц.), существует прямая зависимость. Поэтому путем взвеши-
вания поковок можно установить точно, при каком минимальном и максималь-
ном весе поковка получается в пределах установленных размерных допусков.
Таким образом, контроль размеров поковки можно заменить не менее точным,
но значительно более простым контролем ее по весу, а на чертеже поковки
размерные допуски — общим весовым допуском. Применение такого метода
следует рекомендовать лишь в условиях хорошо налаженного массового произ-
водства.
В некоторых случаях применение весовых допусков вызывается специ-
альными требованиями к изготовляемым деталям таким, как, например,
шатуны легковых автомобилей ЗИС и ГАЗ. Точный вес поковки шатуна облег-
чает достижение требуемой балансировки двигателя.
§ 4. ШТАМПОВОЧНЫЕ УКЛОНЫ
Заполнение полости ручья за счет осаживания целесообразнее, чем запол-
нение се выдавливанием, так как при выдавливании боковые стенки ручья
оказывают сопротивление заполнению значительно большее, чем при осаживании.
Если полость ручья сужается в глубину, то усилие, необходимое для за-
полнения полости выдавливанием, потребуется тем большее, чем больше будет
уклон боковых стенок полости.
55
Вертикальные боковые стенки оказывают минимальное сопротивление при
выдавливании металла в отверстие. Потребное усилие на заполнение такой
полости поэтому также получается минимальным и нет оснований отрицать то
предположение, что вертикальные боковые стенки ручья, испытывай нагрузку,
меньшую чем наклонные, должны быть более износоустойчивымих.
Невозможность получения вертикальных поверхностей поковки при штам-
повке на молоте и необходимость штамповочных уклонов обусловливается тем,
что уклон боковой стенки ручья значительно облегчает удаление готовой по-
ковки из полости ручья вручную. Удаление поковки из полости ручья с верти-
кальными стенками возможно лишь с помощью механических выталкивателей,
применение которых в молотовых штампах себя не оправдало по причине низ-
кой их стойкости *и ослабления подвергающихся ударному воздействию под-
штамповых деталей.
Отштампованная поковка удерживается в ручье силами трения. Наличие
штамповочных уклонов облегчает удаление поковки главным образом потому,
что уклон обеспечивает выигрыш в пути, на котором преодолеваются эти силы
трения. При этом в процессе удаления поковки указанные силы трения умень-
шаются настолько, что задача по удалению поковки практически сводится
к тому, чтобы только стронуть поковку с места. В начальный же момент силы
трения, удерживающие поковку, которые определяются коэфициентом трения
и величиной нормального давления поковки на стенки штампа, в свою очередь
зависят от многих факторов. К ним относится, например, качество отделки
поверхности ручья, качество смазки этой поверхности, количество окалины
на этой поверхности, температура окончания штамповки, скорость охлаждения
поковки, а также величина и направление усадки остывающего металла, за-
висящие от размеров и конфигурации поковки, наличие, величина и направление
упругих напряжений в материале поковки и даже характер предшествующего
заполнения ручья, так как при выдавливании металла в полость ручья нормаль-
ное давление на боковые стенки, очевидно, больше, чем при осаживании, когда
ручей заполняется, например, растеканием металла в стороны.
Если боковая поверхность поковки подлежит обработке, то напуск, обра-
зующийся от уклона, дает дополнительный объем металла, подлежащею
удалению в стружку. Проблема уменьшения штамповочных уклонов в целях
уменьшения напусков является одной из серьезнейших в технологии горячей
штамповки.
Одну и ту же деталь можно изготовить с большими и меньшими штамповоч-
ными уклонами в зависимости от ряда условий. Возможность применения
минимально допустимых штамповочных уклонов находится в прямой зави-
симости от состояния штамповочного молота и технической культуры произ-
водства .
При конструировании поковки, исходя из наличия молотов определенной
конструкции, следует рассчитывать на хорошее состояние молота и высокую
культуру штамповки.
Величина оптимального уклона для различных металлов и сплавов различна.
Например, дуралюмин по условиям заполнения полостей штампа требует
применения штамповочных уклонов почти вдвое мсныпих, чем для стали, при-
чем такая величина уклонов оказывается достаточной для свободного удаления
поковок из полостей штампа.
Внутри каждой из групп металлов колебания в размерах оптимальных
штамповочных уклонов мало ощутимы, поэтому для стальных поковок учетом
марок стали обычно пренебрегают.
В производственных условиях величину штамповочного уклона определяют
в зависимости от конфигурации и габаритов поковки. Величина его зависит
от следующих размеров и их соотношений: Ь—ширины поковки на участке
искомого уклона, h — высоты поковки на участке искомого уклона и
/ — длины поковки на участке искомого уклона.
1 В изложении этого вопроса К- Ф. Грачевым [16] была допущена повторенная авто-
ром [46] ошибка, заключающаяся в предположении того, что с увеличением уклона заполне-
ние полости выдавливанием не затрудняется, а облегчается.
56
Достаточно проверено на практике то условие, что чем шире и ниже поковка
h
и чем меньше отношение-у, тем легче происходит выдавливание материала в-
полость ручья и легче вынуть поковку из ручья, а следовательно, тем меньшая
может быть принята величина штамповочного уклона. Точно так же влияет
увеличение отношения длины к ширине.
Если для круглой или квадратной в плане поковки, т. е. при у=1, устано-
влен какой-то минимальный уклон, то для поковки при тех же размерах
h и Ь, но не квадратной, а удлиненной > 1), можно принять уклон еще меньше.
Это объясняется тем, чгов первом случае =1 на штампуемый металл оказы-
вают отрицательное влияние стенки ручья со всех четырех сторон. Во втором
слу^е влияние °Дн°й пары стенок уменьшается. 5'длинных поковок
в средних по длине поковки местах металл соприкасается только с двумя бо-
ковыми стенками ручья. Относительное уменьшение площади соприкосновения
дает относительное уменьшение сопротивления стенок при заполнении ручья,
а также при удалении из него поковки. Этим и объясняется возможность с уве-
личением отношения-^- применить меньший штамповочный уклон. Однако,
как показали наблюдения автора, этот фактор оказывает влияние только в пре-
делах до-^-^3. При отношении у>3 влияние стенок, удаленных от средних по
длине поковки слоев металла, сказываться не будет, и минимально допустимый
штамповочный уклон в этом случае будет таким же, как и при -у = 3.
Так как поковка, остывая, непрерывно уменьшается по всем размерам, то
на величину штамповочных уклонов рущественное влияние оказывает распо-
ложение ее боковых поверхностей относительно фигуры поковки в целом. На-
ружным штамповочным уклоном поковки считается тот, у которого при осты-
вании между поверхностью поковки и стенкой ручья штампа должен образо-
ваться зазор. По внутренним уклонам, наоборот, поковка при остывании при-
жимается к стенкам ручья. Это препятствует удалению ее из полости. Возможно,
что этому способствует также проявление упругих деформаций материала по-
ковки после последнего удара молота. Поэтому в целях обеспечения свобод-
ного удаления поковки из ручья внутренние штамповочные уклоны молото-
вой поковки должны быть больше наружных.
Это относится прежде всего к поковкам такой конфигурации, у которых
внутренние уклоны являются полузамкнутыми (например, с внутренней сто-
роны скобы) или замкнутыми (например, с внутренней сгоропы на ободе ше-
стерни, при наметке отверстий и т. п.). Когда же внутренние уклоны не образуют
замкнутой формы и расстояние между ними при этом невелико (например,
в двутавровом стебле шатуна), вследствие чего уменьшение расстоя-
ния между этими уклонами при остывании поковки сказывается не-
значительно, тогда внутренние уклоны принимаются равными наружным
уклонам.
Многолетняя практика работы кузнечных цехов по унификации режущего
и измерительного инструмента для изготовления штампов привела к тому,
что в ряд нормальных штамповочных уклонов включены только некоторые из
них: 3; 5; 7; 10; 12 и 15°. Предел 3—15° принят потому, что при штамповке
стали в штампах без выталкивателей применение уклонов менее 3° затрудни-
тельно, а 15° обеспечивает удаление из ручья поковки любой сложности при
любых ее габаритах.
Размеры горизонтальных отрезков, образуемых нормальными штамповоч-
ными уклонами, сведены в табл. 6, удобную в пользовании при конструи-
ровании поковок и штампов.
Га блица о
Размеры горизонтальных отрезков, образуемых нормальными
штамповочными уклонами, в мм
3° 5° 7’ Высота I фигуры | В М\1 | 10° 12° 15’
0,05 0,09 0,12 1 0,18 0,21 0,27
0,10 0,17 0,2з 2 0,35 0.42 0,54
0,16 0, 6 0,37 3 0,53 0,64 0,80
0,21 0,35 0,49 4 0,71 0,85 1,07
0,26 0,44 0*61 5 0,88 1,0о 1,34
0,31 0,52 074 6 1,06 1,28 1,61
0,37 0,61 0,86 7 1,23 1.49 1,88
0,42 0,70 0,98 8 1,41 1,70 2,14
0,47 0,79 1,11 9 1,59 1,91 2,41
0,52 0,87 1 23 10 1,76 2,13 2,88
1,05 1,75 2,46 20 3,53 4 25 5 36
1,57 2,62 3,68 30 5,29 6,38 8,04
2,10 3,50 4,91 40 7,05 8,50 10,72
2,62 4,37 6,14 50 8,82 10,63 13,40
3,14 5,25 7,37 60 10, п8 12,75 16,08
3 67 6,12 8? 0 70 12,34 14,88 18,76
4,19 7,00 9,82 80 14,11 17,00 21,41
4,72 7,87 11,05 90 15.87 19,13 24,12
5,24 8,75 12,28 100 17,63 21,26 26,79
Ограниченность ряда и малочисленность принятых нормальных уклонов
значительно упрощают задачу определения штамповочных уклонов при со-
ставлении чертежа молотовой поковки. Штамповочный уклон наружных сте-
нок стальной поковки с достаточной точностью может быть определен в граду-
сах, исходя из отношений высоты h к ширине Ь и длины I к ширине b отдельных
участков поковки по табл. 7. Размеры b, h и I, отношениями которых следует
руководствоваться при пользовании табл. 7, указаны на фиг. 44. В полученные
по таблице значения штамповочных уклонов след) ст вносить поправки в за-
висимости от следующих обстоятельств.
Таблица 7
Штамповочные уклоны в град.
h b До 1 1-3 3-4,5 4,5 6,5 6,5 8 Свыше &
До 1,5 5 7 10 12 15 15
Свыше 1,5 3 5 7 10 12 15
1. У ступенчатых поковок, а также у поковок с углублениями (например,
с наметкой отверстий) при малых размерах высотысгупени или глубины наметки
влияние последних на величину наружных уклонов практически незначительно.
Однако имсюшее место в этих случаях большое значение отношения у (например,
отношение высоты обода со стороны полотна шестерни к ширине обода шестерни)
может привести к ошибочному уменьшению величины наружного штамповоч-
ною уклона. Поэтому в таких случаях следует наружные штамповочные уклоны
определять двумя способами: 1) исходя из размеров и конфигурации поковки,
указанных в чертеже, и 2) исходя из размеров, какие имела бы эга поковка
без ступеней и наметок. Окончательный размер наружного уклона следует
устанавливать по наибольшему его значению из получаемого при этих двух
вариантах выбора отношений у
2. Во избежание прилипания поковок к стенкам штампа при остывании
в промессе штамповки для внутренних штамповочных уклонов следует при-
нимать уклон ближайший больший относительно расчетного.
58
3. Так как при малых высотах поковок экономия в металле и на обработке
резанием за счет уменьшения напуска незначительна, но увеличение уклона
весьма„облегчает удаление поковки из полости ручья, то для стенок штампа
рыготой менее 50 мм при получении расчетного уклона в 3° рекомендуется
Фиг. 44. Примеры определения штамповочных уклонов
принимать уклон 5°, а для стенок высотой менее 30 мм расчетные уклоны 3
и 5° можно заменять уклоном в 7°.
4. Для поковок или их участков, имеющих переменную высоту h или пере-
менную ширину Ь, штамповочные уклоны следует определять по приведенным
размерам hnp и Ьгр, вычисляемым с помощью следующих выражений:
hnp — hmm 4* 0,5 (Йщах /train) (1 SIH у) (фиг. 45, tl)
или, когда hmm - 0,
hnp — 0,5Amax (1 + Sin у) (фиг. 45, б);
Ьпр - bmin + (бшах sin 8 (фиг. 45, в).
59
Отсюда следует, что при малых значениях углов у и 8 можно принимать
hnp — 0,5 (/imax ^min), 2 Ьпр~Ьт1п-
Фиг. 45. Участки поковок:
а —с переменной высотой; б — при Лт*п = 0; в — с переменной
шириной; г — наклонный.
5. Для участков поковки, имеющих форму наклонных ребер (фиг. 45, г),
требуется, чтобы расчетный уклон а был не менее полусуммы принятых укло-
нов 04 и аг, т. е.
„ ~ “1 + “2
6. Имея в виду нормальный ряд уклонов, все же следует стремиться к их
унификации, округляя получающиеся размеры уклонов в большую сторону,
и различные уклоны назначать только в тех случаях, когда это не усложняет
изеотовления штампа.
§ 5. ЛИНИЯ РАЗЪЕМА
Положение линии разъема по высоте поковки определяет увязку припусков,
напусков и штамповочных уклонов верхней и нижней частей поковки.
Линия разъема находится на поверхности разъема верхней и нижней ча-
стей молотового штампа, на половине толщины заусенца (наружная линия
разъема) и у прошиваемых поковок на половине толщины пленки под прошивку
(внутренняя линия разъема). От нее идут штамповочные уклоны верхней и ниж-
ней частей поковки.
В плоскости разъема линия разъема идет по наружному контуру поковки
(по контуру среза заусенца), при наличии прошиваемых отверстий—также
по внутренним контурам поковки (по контурам прошивки).
Уровень линии разъема по высоте поковки, гарантирующий нормальный
припуск с и минимальный напуск п следует определять с помощью эскизов,
приведенных на фиг. 46. В случаях II, III и V в отличие от других доверять
60
графическому построению не следует — высота положения линии разъема
должна быть чодсчи1ана
Любое смещение линии разъема по высоте поковки, т. е. установление ее
а}
выше или ниже положения, определенного указанным способом, ведет к уве-
личению напуска. Однако во
многих случаях идут на увели-
чение веса поковки. Приведем
ряд примеров. -
На фиг. 47 слева (47, а, б,
в, г, д, е и ж) приведены при-
меры поковок, у которых поло-
жение линии разъема устано-
влено, как рекомендуется выше.
Справа на фиг. 47, .з вместо
сложного принят плоский
разъем. На фиг. 47, и вместо
фрезерованною принят разъем,
предусматривающий сквозную
строжку штампа. На фиг. 47, к
разъем обеспечивает качествен-
ный срез заусенца, тогда как
при разъеме, как показано на
фиг. 47, в, заточка заусенца
после обрезки неизбежна. На
фиг. 47, л поковка при обрезке
заусенца лучше, чем на фиг. 47, г,
центрируется в матрице. На
фиг. 47, м легче, чем па
фиг. 47, д обнаружить сдвиг
при смещении штампов. На
фиг. 47, н разъем плоский, тогда
как на фиг. 47, е разъем может
быть плоским только при усло-
вии, если бобышкх к молото-
вого штампа делать вставной.
Характерный пример пред-
ставляет штамповка корпусов
авиационных винтов, торцевые
заплечики которых работают на
срез по сечению /—I (фиг. 47. ж
и о). На Лиг. 47, ж показан
пример неправильного выбора
липни разъема, хотя в этом
случае поковка получается легче
и с меньшим напуском, чем на
Лиг. 17, о. В последнем случае
материал при истечении в за-
усенец входит в ручей перпен-
дикулярно опасному сечению
/—/, и волокна, расположен-
ные таким образом, гаранти-
руют максимально ю прочность
этого ответственного изделия.
Любое смещение линии разъе-
ма ведет к увеличению веса по-
ковки за счет образования до-
Фиг. 47. Примеры расположения линии разъема:
слева — как рекомендуется на фиг. 46; справа —
рациональные исключения яз правил.
полнительного напуска,поэтому
рациональность смещения сле-
дует проверять в каждом
61
отдельном случае. В целях упрощения конструкции замка молотового штампа и
упрощения контура среза матрицы обрезного штампа линию разъема следует
строить из отрезков прямой с переходами по радиусам.
Фиг. 48. Торцевая часть цилиндрического кочц.т поковки:
а — первый вариант; б — второй обычный) вариант.
Торцевую часть цилиндрического конца поковки с линией разъема, идущей
от главной оси цилиндра, можно представить в двух вариантах:
первый — с прямым в плане контуром среза (фиг. 48, а),
второй — со сложным контуром среза, идущим по кривой, образованной
линиями тангенса треугольников, получаемых при сечении поковки рядом вер-
тикальных плоскостей, параллельных главной оси цилиндрического конца
поковки (фиг. 48, б).
Штамповочный уклон постоянный
Увеличенный припуск
Штамповочный уклон постоянный
Припуск нормальный
Фиг. 49. Поковка сложной конфигурации:
а -при сложном контуре среза заусенца; б — при
увеличенном припуске: и — при переменном штампо-
вочном уклоне.
Несмотря па сложность контура среза, второй вариант имеет значительно
большее применение, потому что, во-первых, дает нормальный припуск по кон-
туру торца поковки, во-вторых, экономию в объеме поковки и, в-третьих,
62
является более простым при изготовлении ручья молотового штампа фрезерова-
нием по радиусу 7?.
При сложных конфигурациях поковки, если выдерживать нормальный
припуск п постоянный штамповочный уклон, проекция линии разъема на опор-
ную плоскость штампа (т. е. контур поковки в горизонтальной плоскости)
принимает вид сложных кривых (фиг. 49, а). В таких случаях упрощение кон-
тура среза возможно за счет местного увеличения припуска (фиг. 49, б) или
за счет применения переменных штамповочных уклонов (фпг. 49, г). Рациональ-
ность выбора одного из этих трех методов следует проверять в каждом отдель-
ном случае.
§6. РАДИУСЫ ЗАКРУГЛЕНИЙ
При штамповке на молоте получение поковок с острыми кромками связано
с большими трудностями. Чем больше размеры наружных г и внутренних 7?
радиусов закруглений (фиг. 50), тем легче осуществляется штамповка.
Чем меньше наружный радиус закругления г, тем труднее заполняется со-
ответствующая ему впадина в полости ручья. Кроме того, в тех местах ручья
штампа, которые соответствуют наружным радиу-
сам закруглений г малых размеров, концентрация
напряжений, возникающих в штампе при ударе,
приводит к образованию трещин (фиг. 51, а), тре-
бующих зачеканки и зачистки, к быстрому износу
ручья, а нередко и к поломкам штампов. Вредное
действие острых углов проявляется также при тер-
мообработке штампов (термические трещины).
У наружных радиусов закруглений ручья, со-
ответствующих внутренним радиусам закруглений R
поковки, обычно происходит наиболее интенсивное
течение штампуемого металла. Малые размеры ра-
диуса 7? приводят здесь к бы-
строму смятию f соответствую-
щих кромок штампа и образо-
Фиг. 52. Схема процесса
заполнения обода шестерни:
а — при малом радиусе /?; б — при.
достаточной величине радиуса R
Фиг. 50. Радиусы
закруглений:
г -наружные; Р —вну-
тренние.
«7 । 6)
Фнг. 51. Порча штампа при малых
радиусах закруглений:
а — трешина у радиуса г; б — смятие
у радиуса /?.
ванию поднутрений на стенках ручья, имеющих штамповочный уклон
(фиг. 51,6). Поковка начинает прилипать к штампу, и ручей требует зачистки.
Кроме того, малые внутренние радиусы закруглений 7? приводят к надку-
сыванию штампуемого металла острой кромкой ручья, перерубанию волокон,
•образованию складок на поверхности и глуб< ких зажимов в теле поковки
(фиг. 52).
Если радиусы закруглений относятся к сопрягаемым поверхностям, не
подвергающимся механической обработке, то требуется, чтобы их размеры были
не меньше минимально допустимых при штамповке на молоте.
Минимально допустимые значения г и R в мм подсчитываются ио табл. 8.
Размеры h и Ь, отношением которых следует руководствоваться при пользова-
нии таблицей, те же, какими пользуются при определении штамповочных укло-
нов, и приведены на фиг. 44. В случаях переменной высоты или ширины
рассматриваемого участка поковки радиусы закруглений следует определять
так же, как и штамповочные уклоны, По приведенным размерам hno и Ьпр-
63
Если данный участок полости ручья заполняется выдавливанием, то у ра-
диусов 7? происходит интенсивное течение металла и, заполнение полости
у радиусов г будет затруднено. В этих случаях, рассчитав с помощью табл. 8
искомый г (или R), принимают для него ближайший больший размер из ряда,
соответствую'цего размерам нормальных фрез, применяемых при изготовлении
штампов:
1; 1,5; 2; 2,5; 3; 4; 5; 6г 8; 10; 12,5; 15; 20; 25; 30 мм.
Кагд,а полость заполняется путем осаживания, течение металла у R менее
интенсивно, а заполнение п о л ости у г облегчено. В этих случаях за размер
искомого радиуса следует брать ближайший меньший из того же ряда.
В случаях когда интенсив-
Таблица 8 ное течение металла у внут-
реннего радиуса Rx может
привести к образованию за-
жима, размер искомого ра-
диуса рекомендуется опреде-
лять по формуле
7?1 = R 4- 0,1Л + 2 мм,
где значение R определяется
по табл. 8.
Радиусы закруглений в мм
h b г R
До 2 0,05/t + 0,5 2,5г + 0,5
2-4 0,06Л 4- 0,5 Зг 4- 0,5
Свыше 4 0 07Л + 0,5 3,5г 4- 0,5
В целях облегчения штамповки трудно выполнимых ребер и бобышек сле-
дует на их вершинах назначать радиусы закруглений возможно больших раз-
меров так, чтобы на вершине остался небольшой плоский участок (фиг. 53, а)
или получилось скругление вершины одним радиусом (фит. 53, б). В последнем
получае размер радиуса следует определить по формуле
г —-----------------.
2tg [45° -
Если радиусы закруглений являются сопряжением поверхностей поковки,
сдлежащих механической обработке, то величины их следует увязать с раз-
мером припуска.
Если величина расчетного радиуса закруглений г' (фиг. 54, а) получается
меньше суммы значений радиуса закругления обработанного изделия 7?, и на-
-Фиг. 53. Скругление ребра:
л—с оставлением плоского участка;
б — полное скруыенне.
минимальны
припуск1!
Контур поковки
.Контур изделия
, ' ‘Кининимальный
припуск
S)
Увеличенный
припуск
Фиг. 54. Увязка радиусов закруглений с припуском.
значенного припуска 77, то необходимо его увеличить до размера г, равного
указанной сумме. В противном случае (при г">7?14-77) необходимо будет уве-
личить припуск по стенкам, чтобы на закруглении угла (фиг. 54, б) остался
минимальный назначенный припуск.
Если величина расчетного радиуса закругления 7?' (фиг. 54, в) получится
меньше разности значений радиуса закругления обработанного изделия Rx
и назначенного припуска 77, то необходимо его увеличить до величины г, равной
указанной разности. В противном случае (при 7?">7?j—77) дополнительный
напуск, образуемый внутренним радиусом закругления, следует считать не-
обходимым.
64 4
§ 7. НАМЕТКА ОТВЕРСТИЙ И ПЛЕНКИ ПОД ПРОШИВКУ -
Изделия, имеющие сквозные отверстия, не могут быть получены в моло-
товом штампе с прошитым насквозь отверстием. Поэтому в молотовом штампе
делается только наметка отверстия 'с оставлением пленки (перемычки), про-
шиваемой затем при обрезке заусенца.
Излишне толстая пленка затрудняет прошивку. Слишком тонкая пленка
приводит к быстрому смятию соответствующих выступов (бобышек) в ручье
штампа, что ведет к застреванию поковок. Толщину обычной (плоской) пленки
(фиг. 55) авторы рекомендуют определять по формуле
s = 0,45 Vd — 0,25Л -5 + 0,6 У h мм.
Если диаметр плоской пленки значительно превышает ее толщину, то ра-
бота затрачиваемая на доштамповку ее ^io высоте, требует большого числа
ударов молота. В этих случаях, когда d—1,257?>26 мм (фиг. 55), рекомен-
Фиг. 55. Плоская
наметка под про-
шивку.
Фиг. 56. Наметка под про- Фиг. 57. Наметка под прошивку с ма-
шивку с раскосом. газином, если в предварительном ручье
применяется наметка с.раскосом.
дуется вместо плоской пленки делать более легко выполнимую при штамповке
пленку с раскосом (фиг. 56). При этом толщина пленки
Smln ~ 0,65s; Smax 1,35s,
где s следует подсчитывать, как для обычной плоской пленки, а диаметр гори-
зонтальной площадки в центре пленк^ определять по формуле
dx ~0,12d 3 мч.
При штамповке с предварительным ручьем, когда наметка в предваритель-
ном ручье имеет раскос (фиг. 56), в окончательном ручье можно сделать наметку
по типу, указанному на фиг. 57, причем радиус скругления Д должен быть вдвое
й3
меньше соответствующего радиуса в предварительном ручье, а размеры ~
и Ъ канавки под пленку следует определять, как для нормального заусенца
для данной поковки (часть I-я, глава I, § 4).
Для низких поковок при больших диаметрах прошиваемого отверстия
(когда j <0,07) применение плоских пленок может оказаться причиной образо-
вания зажимов в теле поковки у радиусов закругления наметок, аналогично
образованию зажимов при штамповке шестерен у перехода от полотна к ободу
(см. фиг. 52). В этих случаях назначение больших радиусов закруглений и при-
менение пленок с раскосом вместо плоских весьма затрудняет прошивку,
потому что в обоих случаях толщина пленки по контуру прошивки получается
близкой к высоте поковки. В таких случаях для получения достаточно тонкой
по контуру среза пленки и для предотвращения зажима рекомендуется не раз-
гонять металл, а, наоборот, отжимать его от контура прошивки в специальную
полость (карман); при этом для пленки рекомендуется форма, показанная на
фиг. 58. Толщина такой пленки s=0,4]/d? Глубина полости принимается рав-
ной 5s. Радиус закругления =5h. Радиус Д2 следует подобрать графически.
Для получения качественной поковки в данном случае необходимо, чтобы
высота предварительно осаженной заготовки была небольшой, с тем чтобы цен-
тральная часть заготовки диаметром, равным диаметру прошивки, имела объем
меньше, чем объем полости под пленку.
5 Брюханов и Ребельский 2058 65
При любой конструкции пленки радиусы закругления вершин наметок
определяются, как и прочие внутренние радиусы закруглений поковок. Учи-
тывая условия обтекания их металлом, чаще приходится пользоваться форму-
лой 2?1=2?+0,1/гф2 м’м, йде R устанавливается по табл. 8. При этом может
оказаться, что радиус закругления будет так велик, что на пленке не только
не останется плоского участка, но даже нельзя будет скруглить вершину на-
метки одним радиусом. Это будет являться признаком того, что соотношение
диаметра, высоты и прочих размеров отверстия
ствить в поковке наметку отверстия с по-
следующей его прошивкой. От прошивки
в таком случае следует отказаться и огра-
ничиться лишь штамповкой глухих наметок.
в изделии не позволяет осуще-
Фиг. 59. Глухая наметка.
Фиг. 58. Наметка под прошивку
с карманом.
Для глухих наметок, т. е. наметок непрошиваемых изделий, если глу-
бина наметки не ограничена глубиной выемки, указанной в чертеже готовой
детали, рекомендуется дать полное скругление наметки (фиг. 59) одним радиу-
сом 7?г Такая конструкция обеспечивает высокую стойкость штампа при наи-
большей глубине наметки1. Радиус скругления такой наметки следует опреде-
лять по формуле
2lg(43"-J) '
§ 8. ПРАВИЛА СОСТАВЛЕНИЯ ЧЕРТЕЖА ПОКОВКИ
На основании изложенного видно, что для того чтобы правильно установить
разъем, назначить оптимальные припуски, допуски, уклоны, радиусы закругле-
ний и т. д. и, в конечном итоге, составить качественный чертеж поковки, сле-
дует прежде всего подробно ознакомиться с чертежом готовой детали, ее кон-
фигурацией, размерами, допусками, механической и термической ее обра-
боткой.
Следует также выяснить, каковы пластичность и сопротивление деформа-
ции материала детали, какова величина температурного интервала ковки, обес-
печивается ли возможность получить изделие за один нагрев, и если нет, то
сколько потребуется подогревов.
Следует увязать требуемые допуски на размерах готовой детали с допусками
кузнечными и выяснить вопрос о целесообразности применения калибровки
или чеканки для данной детали.
Следует уточнить базу первой операции механической обработки, выяснить,
нет ли, например, операций сверления и расточки отверстий под базу для по-
следующей механической обработки. В отдельных случаях может оказаться,
1 Другой метод определения максимальной глубины наметки, максимальных высот
ребер и бобышек на поковке и данные о взаимосвязи этих высот со штамповочными укло-
нами и радиусами закруглений подробно изложен в книге Ребельского и Брюханова «Кон-
струирование и расчет штампов для горячей штамповки», том I, Машгиз, 1947. При исполь-
зовании этого материала следует учесть, что замеченные М. В. Сторожевым [58] ошибки
не уменьшают достоверности результатов, получаемых с помощью рекомендуемых в этой
книге номограмм. *
66
что прошивка отверстия будет не только не нужной операцией, но и лишит
возможности базировать деталь на него1.
Кроме того, нужно запросить технологов по обработке резанием, не следует
ли предусмотреть на поковке специальные базовые приливы.
Иной подход должен быть при определении элементов конфигурации по-
ковки (уклонов, радиусов и т. д.) в тех ее частях, которые не подвергаются
дальнейшей механической обработке и где увеличение уклонов и радиусов
закруглений не связано с размером припуска и напуска. В таких случаях ре-
комендуемые в таблицах 7 и 8 уклоны и радиусы должны рассматриваться
как минимальные. Увеличение их, если оно не влечет повышения веса изделия,
следует считать рациональным, так как оно ведет к облегчению заполнения ручья
или к облегчению удаления из него поковок. Так, например, вершины необра-
А
Фиг. 61. Поковка двух криво-
шипов в виде коленчатого вала:
а — толщина вырезаемого слоя.
Фиг. -60. Два варианта поковок:
а —цельная нековка; ^—деталь сварная из двух
поковок
батываемых ребер жесткости рекомендуется делать такими, как показано на
фиг. 53.
Необходимо выяснить, какая может быть степень коробления детали при
термической обработке и в каких местах следует предупредить появление за-
калочных трещин.
Следует ознакомиться с тем, какими эксплуатационными качествами должна
обладать деталь, с ответственностью ее отдельных сечений и с тем. каким должно
быть расположение в ней волокон.
При конструировании поковки следует тщательно проверить возможность
и рациональность: 1) изменения конструкции детали с фелью улучшения (упро-
щения) конструкции поковки; 2) унификации поковок для разных деталей
вместо изготовления двух и большего числа поковок; 3) разбивки детали на две
(фиг. 60) и более поковок для штамповки их порознь с последующей сваркой
или иным креплением; 4) штамповки по две и более деталей в одной поковке
с последующей разрезкой (фиг. 61); 5) штамповки деталей, подлежащих кре-
плению друг с другом, в одной поковке с последующей разрезкой (фиг. 62);
6) объединения двух подлежащих креплению одна с другой деталей в одной
поковке в целях упразднения сварки или иного крепления (фиг. 63); 7) замены
отдельных операций обработки резанием калибровкой или чеканкой; 8) полу-
чения точной детали или близкой к ней по своим размерам из проката стандарт-
ного или специального профиля, резки его на мерную заготовку с последующей
вырубкой, пробивкой отверстий, гибкой и т. д.; 9) штамповки в двух плоско-
стях разъема, когда вторичная штамповка с разъемом в другой плоскости про-
изводится после первой обрезки заусенца; 10) получения поковки методом ком-
бинирования штамповки на молоте с обработкой на других кузнечных машинах
(фиг. 64).
Следует сопоставить: а) программу производства по данной детали, б) от-
ветственность детали по ее назначению и в) стоимость изготовления штампов,
производительность штамповки и стоимость последующей обработки резанием
при различных вариантах конструкции поковки. Рентабельность конструкции
поковки и технологического варианта ее изготовления определяется главным
1 В практике известны случаи, когда глухие иаметки в молотовых поковках являлись
причиной поломки сверл.
* 67
образом этими тремя факторами, поэтому и вопросы, разрешаемые при составле-
нии чертежа поковки, могут быть правильно решены лишь с помощью технико-
экономического анализа.
Чертеж поковки является основным документом, по которому ведется при-
емка поковок, конструируются шаблоны, калибры и приспособления для кон-
троля поковок, проектируется инструмент и приспособления для последующей
обработки поковок. Этот чертеж является главным техническим документом,
увязывающим работу кузнечного и механосборочного цехов. В отличие от чер-
тежей поковок, выпускаемых для изгото-
вления штампов, этот чертеж называется
основным или инспекционным
чертежом поковки. Инспекционный чер-
теж поковки (фиг. 65) является также
основным техническим документом, на
основании которого проектируются
Фиг. 62. Поковка шатуна
вместе с крышкой:
а — толщина вырезаемого слоя.
Фиг. 63. Рыча^, состоящий
из двух объединенных деталей:
J и 2- линии, по которым производилась
сварка.
технологический процесс, штампы и приспособления кузнечного цеха.
Чертежи поковок рекомендуется составлять в масштабе 1:1. Исключения
могут быть при вычерчивании поковок простой конфигурации или поковок раз-
мером более 750 мм. Для крупных поковок при вычерчивании в масштабе 1:2
или 2:5 сложные сечения следует вычерчивать в натуральную величину.
При сложных конфигурациях поковки размером менее 50 мм нужно вычер-
чивать в масштабе 2:1, при этом для наглядности рекомендуется в сво-
бодном углу чертежа повторить без простановки размеров одну из наиболее
характерных проекций в масштабе 1:1.
Готовую деталь следует показать условным пунктиром или сплошной ли-
нией толщиной контурной, стремясь дать лишь необходимые контуры се-
чений детали, наглядно показывающие припуск на обработку резанием. Изо-
бражение готовой детали условным пунк-
тиром, как правило, следует давать лишь
в сечениях и разрезах поковки. Ука:ав изо-
бражение готовой детали для данного места
поковки в одной из проекций, не следует
повторять его в других проекциях и тем
самым нарушать ясность чертежа. Раз-
меры готовой детали не следует проста-
влять, так как инспекционный чертеж по-
ковки не должен дублировать чертеж го-
товой детали.
Определение припусков, допусков, штамповочных уклонов, радиусов пе-
реходов и закруглений, а также конструирование ребер и бобышек, наметок
и пленок под прошивку следует вести по нормалям.
Система простановки размеров должна быть построена с учетом:
а) удобства проверки величины припуска путем сравнения размеров на
чертеже поковки с соответствующими размерами на чертеже готовой детали;
б) удобства контроля размеров и
в) простоты разметки поковки при контроле.
68
Фиг. 64. Рычаг переключения
коробки скоростей:
а — сфера высаживания иа ГКМ; Z, — участок
вальцовки; — участок штамповки на молоте.
Неоговоренные радиусы-2мн
Неоговоренный штамповочный укпон-7а
Допуски
В-’ое
ПТг
6 Особые требо- вания Нет
5 Дефекты * формы Сдвиг не более 1мм Эксцентричность отверстия не более 1 мм
4 Внешние дефекты Глубиной не более половины фактического припуска
3 Очистка по- верхности в барабане
2 Заусенец Кругом не более 0,5мм
1 Термообработ- ка и твердость Нормализация, Нв =156 -217
Технические условия на поковку
Материал-сталь 95 Вес 1,7 кг
Г п-> ЛЛ ГЛ Ал мп Поковка коромысла мудзты
-
1 ОГК
Л было Стало Подл вата ОГТ
Изменения Мех цех
Отдел главного металлурга Констр
Проверил Изделие „С-60"
Н-к бюро Деталь М° 1-1719
Н-к ТО
Фиг. 65. Типовой инспекционный чертеж поковки.
Ftflin 1-11 ЛПРППИИИ
Допуски
Неоговоренные радиусы -2мн В*о'е
Неоговоренный штамповочный укпон-7* Г в''г
6 Осевые требо- вания А-место клеймения; б-образцы для механических испытаний, В-место отпечатка при испытании тбердости
5 Дефекты формы Сдвиг не долее 1мм Эксцентричность отверстия не более 1мм
4 Внешние дефекты Глубиной не более попобины фактического припуска
3 Очистка по- верхности Травление
2 Заусенец Не допускается
1 Термообработ- ка и твердость Отжиг, нв-187-229
Технические условия на поковку
Материал-сталь 40ХФЯ Вес 2,5кг
— Согласовано Поковка противовеса /
— ОГК
Л было Стало Подп Датв ОГТ
Изменения мех цех
Отдел главного металлурга Констр
Проверил Изделие Н6-12
Н-к бюро Деталь № 14-37
Н-к ТО
Фиг. 66. Типовой инспекционный чертеж поковки
в случае предъявления особых условий.
На инспекционном чертеже не следует указывать: а) размеров для построе-
ния линии разъема; б) размеров припуска и в) размеров напуска, а также
следует избегать размеров от линии разъема, если последняя не совпадает
с осевой.
В примечании к чертежу должны быть указания о неоговоренном штампо-
вочном уклоне, о неоговоренных радиусах и прочие надписи, облегчающие
чтение чертежа. На чертеже должна быть надпись о неоговоренных допусках:
«Допуски: В . . . Г . . .»
На размерах допуски проставляются лишь в случаях отклонения их от
указанных в надписи о допусках к данному чертежу, а именно: на диаметрах
прошиваемых отверстий, на размерах под чеканку, на размерах углублений
в теле поковки, получаемых быстроизнашивающимися выступами штампа,
на размерах, имеющих большие колебания при усадке, и т. п.
На инспекционном чертеже должны быть даны основные технические усло-
вия на приемку поковок, причем в числе особых требований могут быть ука-
заны допустимые кривизна или реже стрела прогиба, относящиеся к огово-
ренному участку поковки или ко всей ее длине, если не оговорен участок1.
На фиг. 66 учтены предъявленные заказчиком особые условия, а именно:
указания на чертеже поковки места отпечатка твердости, клейма и т. п. На
этот случай авторы рекомендуют: . <
1) место отпечатка твердости дать на плоской поверхности, лучше на необ-
рабатываемой; при этом следует исходить из удобства укладки поковки на стол
пресса для испытания на твердость;
2) место клеймения предпочтительнее дать на необрабатываемой поверхно-
сти; в противном случае надо предусматривать дальнейшую технологию
обработки резанием с тем, чтобы снятие клейменой поверхности производилось
после переноса клейма на ранее обработанную поверхность. В случаях клей-
мения поковок при обрезке заусенца место клейма следует увязать с конструк-
цией пуансона и клейма;
3) образцы для механических испытаний следует вычерчивать тонкими
линиями. Место и расположение образца необходимо согласовать с отделом
главного металлурга после выяснения расположения волокон материала в по-
ковке. Образцы вычерчивать в масштабе чертежа поковки по размерам, за-
данным отделом главного металлурга. Размеры образцов проставлять не
следует;
4) отметки базовых поверхностей 1-й операции обработки резанием следует
проставлять на основании технологической карты механического цеха или по
указанию технологического отдела механического цеха.
§ 9, ПРИМЕР СОСТАВЛЕНИЯ ЧЕРТЕЖА
По чертежу детали (фиг. 67) требуется составить чертеж поковки для мас-
сового производства. Никаких особых условий, кроме указанных в чертеже,
не предъявлено. Разъем предопределен наличием отверстия, требующего про-
шивки. Положение наружной линии разъема обусловлено чертежом детали.
Припуск на обработку требуется предусмотреть лишь с нижней стороны из-
делия, а также в подлежащем прошивке отверстии и на вершине верхней части
патрубка.
Исходя из габаритных размеров В ==130 мм и Г=175+80+34 = 289 мм
(при ~ = — < 2 для 1-го^класса точности), устанавливаем следующие припуски
и допуски: В = 2,75 и +2>|, Г=3,0 и +2’°
Приступив к составлению инспекционного чертежа поковки (фиг. 68) и вы-
чертив контур обработанного изделия, наносим припуски и устанавливаем
следующие размеры: 110+6=1 16 мм; 90 — 6=84 мм; 140+6=146 мм; 4+2,75 =
=6,75 мм; 30+2,75=32,75 мм; 130+5,5=135,5 мм; 108,5+5,5=114 леи. При-
бавляя значение радиуса 34 мм к размерам 175 и 92, устанавливаем
1 О допустимой кривизне см. подробнее часть 5-ю, гл. V, § 1.
71
размеры 209>и 160ло«. Затем переносим с чертежа изделия размеры 54, 18 и
2? 15 без изменений.
Ввиду наличия значительной ступени в подлежащем прошивке отверстии
внутреннюю линию разъема устанавливаем на половине размера 99 мм (фиг. 67),
т. е. 52,25 мм от верха поковки (фиг. 68)1. Для установления ориентировочных
размеров глубины наметок определяем также ориентировочно толщину про-
шиваемой пленки, исходя из размеров верхней части поковки:
s = 0,45 V84—0,25 • 52,25—5+0,6 У 52,25 =8.
Зная, что при расчете по большим размерам нижней части поковки пленка
получится несколько толще, устанавливаем ее толщину ориентировочно рав-
Неогобореиные радиусы-Змм
Неоговоренный штамповочный уклон- Т
Материал-Сталь 45
бес -15,23 кг
Фиг. 67. Кронштейн.
Фиг. 68. Инспекционный чертеж поковки]
кронштейна.
ной 8,5 мм. Тогда глубина верхней и нижней наметок получается 52,25 —
— ^ = 48 мм и 135,5— (48+8,5) = 79 мм.
Наружный штамповочный уклон на патрубке в верхней части поковки,
если исходить из размеров £=116 и h—114—32,75 = 81,25 ^т. е. при < 1 и
~=1^ , можно было бы принять 5°. Но с учетом наметки, исходя из разме-
ров Ь= 116~84=16 и А=48 (т. е. при & = 3 и > 1,5), следовало бы принять
5 или 7°, а соответствующий внутренний уклон равным 7 или 10°. Однако
при поверочном расчете легко убедиться, что размер 0134 мм (фиг. 67) соот-
ветствует уклону 7°. Учитывая нежелательность изменения этого размера, уста-
навливаем наружный штамповочный уклон равным 7°, а внутренний уклон
при этом 10°. ,
Исходя из размеров £=116 и £=81,25 (т. е. при -< 2^, устанавливаем на
наружном уклоне наружный радиус закругления г= 0,05/г + 0,5 = 4,5 мм,
что как раз соответствует сумме радиуса 1,5 мм на изделии и припуска 3 мм.
Внутренний радиус закругления 12 мм переносим без изменений с чертежа
изделия, так как по расчету 7?=2,5г+0,5=11,75 мм.
1 В связи с этим нижняя часть молотового штампа должна будет иметь вставную бобышку,
а укладка заготовки в окончательный ручей потребует наметки отверстия в предыдущем
ручье,
72
мм, что дает припуск в этом
.---203---------I
Неоговоренные радиусы Зим
Неоговоренный штамповочный уклон 7
Фиг. 69. Чертеж поковки кронштейна
для изготовления штампа.
Исходя из размеров 6=16 и 6=48 ^т. е. при ^-=3,1), определяем на вну
трением уклоне наружный радиус закругления г = 0,06Л+0,5 3 мм. Однако,
учитывая наличие фаски 3 мм, увеличиваем его до 6 мм. Внутренний радиус
закругления (т. е. радиус закругления наметки) подсчитываем по формуле
= 2?+0,1Л+2 = (Зг+0,5) 4- 0,1 • 48 + 2 = 9,5 + 4,8 + 2 = 16,3 и принимаем
его равным 20 мм (фиг. 69).
Исходя из размера 0 84 мм, уклона 10° и глубины верхней наметки 48 мм,
подсчитываем диаметр пленки, и устанавливаем его равным 67 мм. Прошивае-
мое отверстие устанавливаем диаметром 68 мм. Исходя из размера 0 67 мм,
уклона 10° и глубины нижней наметки 79 мм, подсчитываем и устанавливаем
диаметр основания нижней наметки равнь
месте около —8 у9-’8 = 6,6 мм. Однако
^уменьшить этот припуск до 3 мм за счет
усложнения формы наметки на высоте
всего лишь около 30 мм считаем в дан-
ном случае нерациональным.
Принятый ранее ориентировочно раз-
мер толщины пленки определяем по раз-
мерам нижней наметки.
s = 0,45 1 94,8 — 0,25 -79 — 5 +
+ 0,6 /79 = 9,3 мм.
Таким образом, ранее принятую толщину
пленки 8,5 мм следует как среднюю ме-
жду расчетными 8 и 9,3 мм признать
удовлетворительной и принятой оконча-
тельно; поэтому принятые ранее ориен-
тировочно глубины наметок и произве-
денные по ним расчеты считаем оконча-
тельными.
Наружный штамповочный уклон па-
трубка в нижней части поковки, исходя
из размеров b — —6~94,8=25,6 и h=135,5—114=21,5 (т. е. при-^ <1 и 1,5^,
может быть 3°, но так как h<30 мм, принимаем его 7°. Исходя из тех же раз-
меров ^т. е. при у <2^ , подсчитываем г и R и, учитывая наличие фаски 3 мм,
устанавливаем их равными 6 мм вместо г=1,07 и 7? =3,17 по расчету. Наружный
радиус закругления у основания нижней наметки, учитывая фактический при-
пуск 6,6 мм, также устанавливаем равным 6 мм.
У плоской части поковки ввиду малой ее высоты (62 =26 и /г2 =6,75) вместо 3°
по расчету также устанавливаем уклон 7°, а радиусы закруглений вместо г =
= 0,05 -26+0,5=1,78 мм устанавливаем, как требуется по чертежу (фиг. 67),
равными 3 мм.
Для определения уклонов и радиусов на ребре шириной 18 мм подсчитываем
(54 \
1~|-----=|Яе37 ММ.
209- I
Затем устанавливаем уклон ^при y=|g»2,l и >1,5^ равным 5° и радиусы
^при|>2) г=0,06-37+0,5 = 2,72^3 мм и Д = 3-2,72+0,5 = 8,66 9 мм.
Ввиду того что поверхность этого ребра дальнейшей обработке не под-
вергается, для облегчения заполнения формы ручья радиус г увеличиваем
до 5 мм, а радиус R— до 12 мм. Тогда последний будет одинаковым с радиу-
сами переходов от ребра к патрубку и от патрубка к его основанию.
5 90.68
73
Оформляя чертеж для изготовления штампов (фиг. 69), вычерчиваем
пленку, указываем все размеры по высоте от плоскости разъема и добавляем
размеры горизонтальных отрезков, образуемых штамповочными уклонами.
Вес такой поковки составляет 18,05 кг при весе готовой детали 15,23 кг
т. е. выход годного — 84,3%.
ГЛАВА III
ВЫБОР ПЕРЕХОДОВ ШТАМПОВКИ И ОПРЕДЕЛЕНИЕ РАЗМЕРОВ
ЗАГОТОВКИ
§ 1. КЛАССИФИКАЦИЯ РУЧЬЕВ МОЛОТОВОГО ШТАМПА
И ПЕРЕХОДОВ ШТАМПОВКИ
Рассмотрим случай штамповки поковки I группы, т. е. поковки с прямой
удлиненной осью (фиг. 70). Эта поковка имеет одинаковые по площади попе-
речные сечения. Кроме этого, поковка имеет прямую главную ось и
трична в плане. Такие
штамповку из исходной
только штамповочные
Фиг. 70. Штамп, имеющий
ручьи:
1 — предварительный ручей; 2 — окончательный ручей; 3 — конфигу-
рация поковки, не требуюшей применения заготовительных ручьев.
симме-
особенности конфигурации позволяют производить
заготовки равномерного сечения (прокат круглого
или квадратного профиля)
непосредственно в оконча-
тельном ручье. Для этого
достаточно подобрать исход-
ный прокат с таким расче-
том, чтобы площадь его по-
перечного сечения равнялась
сумме площадей сечений по-
ковки и заусенца, сделав,
кроме того, некоторое начи-
сление на угаф металла при
нагреве.
При штамповке, кроме
окончательного ручья, изго-
товленного по чертежу тре-
буемой поковки с учетом
температурной усадки ме-
талла, часто применяется еще
и предварительный ручей.
По определению К- Ф- Гра-
чева [16] й И. М. Дина
[18] предварительный ручей
(фиг. 70) служит для улуч-
шения условий течения ме-
таллапризаполнении полости
и для повышения стойкости
(срока службы) окончательного ручья. Достигается это тем, что значитель-
ная часть работы на придание заготовке необходимой формы, а
вождение металла от значительной части окалины совершается
тельном ручье. Поэтому предварительный ручей делается также
поковки с учетом усадки металла и отличается, как правило, от
ного лишь незначительным увеличением радиусов закруглений и
заусенечной канавки [16], [18].
Предварительный (черновой) и окончательный (чистовой) ручьи, в кото-
рых производится окончательное оформление поковки, называются штам-
повочными ручьями.
Приведенная на фиг. 70 поковка может быть изготовлена обработкой ис-
ходной заготовки в одних только штамповочных ручьях.
74
также осво-
в предвари-
ло чертежу
окончатель-
отсутствием
Иначе обстоит дело с поковкой, представляющей собой конфигурацию
с изогнутой осью, относящуюся к II группе (фиг. 71). Эта поковка имеет
резко отличающиеся друг от друга по величине площади поперечные сече-
ния (сравните сечения аа и bb) и криволинейную конфигурацию в плане.
Поэтому прежде всего необходимо перераспределить объем исходной заготовки,
представляющей собой прокат с постоянной площадью поперечного Сечения
(фиг. 71, В, позиция 0), с таким расчетом, чтобы получить промежуточную
заготовку (позиции 1 и 2), сечения которой отвечали бы требуемым сечениям
поковки с учетом заусенца. Для этой цели применяется в данном случае про-
Фиг. 71. Штамповка в многоручьевом штампе:
А — чертеж поковки; Б — развертка поковки; В — переходы (операции) штамповки;
Г — ннжинй штамп; Д — профиль подкатного ручья.
тяжка исходной заготовки (фиг. 71, ручей в штампе — позиция Г-1 и соот-
ветствующий переход — позиция В-1), т. е. увеличение ее длины за счет
уменьшения площади поперечных сечений на участке, соответствующем стерж-
невой части рычага. Затем протянутая заготовка подвергается обработке
в подкатном ручье (ручей Г-2 и соответствующий переход В-2), в котором за
счет осевого перемещения металла происходит более совершенное перерас-
пределение объема ранее протянутой заготовки в соответствии с сечениями
поковки. Кроме того, здесь происходит более точная фиксация расстояния
между наборами в соответствии с требуемым расстоянием между бобышками
развертки рычага (см. развертку рычага и размер 258 мм на фиг. 71, Б).
Применение, однако, только протяжного и подкатного ручьев для рассма-
триваемой конфигурации недостаточно, потому что после протяжки и подкатки
(фиг. 71, В, переходы 1 и 2) заготовка еще не имеет кривой в плане формы.
Отсюда вытекает необходимость применения гибочного ручья, в котором
предварительно протянутая и подкатанная заготовка приобретает форму,
близкую к форме поковки в плане (см. гибочный ручей Г-3 и соответствующий
ему переход В-3).
75
Полученная таким образом заготовка укладывается в первый штамповоч-
ный ручей (предварительный), где она приобретает форму, весьма близкую
к окончательной, и, наконец, предварительный переход (В-4) подвергается
штамповке в окончательном ручье, где поковка получает отчетливо оформлен-
ную конфигурацию в соответствии с заданным чертежом (фиг. 71, Л).
Из рассмотренного примера видно, что для некоторых типов поковок ис-
ходную заготовку необходимо подвергнуть до обработки в штамповочных
ручьях определенным операциям в заготовительных ручьях.
Фиг. 72. Штамп для поковки с отростком с заготовительно-предва-
рительным ручьем.
К- Ф- Грачев [16] называет те заготовительные ручьи, которые служат
для изменения поперечных сечений исходной заготовки в соответствии с сече-
ниями поковки, распределительными ручьями (подкатной, протяжной).
Эту группу ручьев в дальнейшем будем называть заготовитель-
ными ручьями 1-го вида в отличие от заготовитель-
ных ручьев 2-го вида (формовочный, гибочный), применяемых
главным образом для придания заготовке формы, близкой к конфигурации
поковки в плане.
В некоторых случаях заготовительные ручьи не обеспечивают такого пере-
распределения объема исходной заготовки, при котором получилось бы запол-
нение всех полостей окончательного ручья. Например, для изготовления по-
ковки с отростками (фиг. 72) применение ручьев протяжного (ручей l-ro вида)
и формовочного (ручей 2-го вида) все же не обеспечивает заполнения полости
отростка в окончательном ручье.
Это происходит потому, что для заполнения крайнего утолщения отростка,
находящегося на значительном расстоянии от оси основного стержня поковки,
металл должен пройти сравнительно большой путь по узкому каналу полости
отростка. В подобных случаях целесообразно предварительный ручей частично
использовать как заготовительный, т. е. частично возложить на него
76
функции значительного перераспределения объема заготовки. Для рассма-
триваемой поковки полость отростка в предварительном ручье сделана с
сама конфигурация этой полости
наиболее благоприятные условия
Фиг. 73. Заготовительно-предварительный
ручей с рассекателем.
/ — сечение по предварительно-заготовительному
ручью, 2 — сечение по окончательному ручью,
а — рассекатель, б — сечение заготовки
плавным переходом к полости стержня и
упрощена таким образом, чтобы получить
течения металла от центра к перифе-
рии фигуры отростка.
В другом случае (фиг. 73) для по-
лучения двутаврового сечения стержня
шатуна предварительный ручей в попе-
речном сечении сделан весьма плавной
формы, значительно отличающейся от
формы поперечного сечения оконча-
тельного ручья. Это вызвано необходи-
мостью получения стержня без зажимов
(складок) под полкой тавра. Для поко-
вок типа развилин или с развилинами
(IV группа) аналогичное устройство
предварительного ручья с рассекателем
служит для раздачи металла от оси
к полостям под развилины [18].
Штамповочный ручей, который в не-
которой своей части значительно отличается от окончательного и выполняет
в этой части функции заготовительного ручья, будем называть заготови-
те л ь н о-п редварительным ручьем. Фигура этого ручья предста-
вляет собой комбинацию предварительного и заготовительного ручьев *.
В зависимости от размеров и веса поковки для ее изготовления может быть
Применена исходная заготовка, рассчитанная по длине на одну, две или не-
сколько поковок. В последнем случае каждая отштампованная поковка от-
деляется от оставшейся заготовки в отрубном ручье1 2. Получаемые в соответ-
Фиг. 74. Переходы штамповки кривого рычага:
1 — исходная заготовка, 2— заготовка после протяжки и под-
катки, 3 — заготовка после гибки, 4 — поковка, б — заусенец.
ствующих ручьях формы, как и сами процессы их получения, называются
переходами штамповки (например, показанные на фиг. 74).
В табл. 9 дана классификация, представляющая собой дальнейшее разви-
тие предшествующих вариантов ([6], [16], [18], ]60]) и являющаяся свод-
кой ручьев молотовых штампов с краткими указаниями их назначения, осо-
бенностей и области применения.
1 О заготовительно-предварительном ручье как разновидности предварительного ручья
указывает также М. Г. Борц в предложенной им классификации ручьев молотового штампа
[6], [7], где этот ручей, например, для поковок с развилинами называется разгоночным.
2 Аналогичную классификацию ручьев молотового штампа с выделением в отдельные
группы заготовительных ручьев, штамповочных и отрубного ручьев приводит также
С. К. Умыскин [60].
77
Классификация ручьев молотовых штампов (А. В. Ребельский)
Таблица 9
Назва-
ние
Группа ручьев____________________________
Область применения’и 4 g Название
принцип конструкции_____X в* I_________
Разновидности ручьев данной группы ___________________________
Назначение ручья и способ обработки заготовки Эскиз ручья
Пережим-
ной
Служит для незначительного осевого переме-
щения металла, сопровождаемого уменьшением
площади поперечных сечений исходной заготовки
в одних местах за счет незначительного набора
в других местах. По исходной заготовке нано-
сятся один удар, и в таком положении (без кан-
товки) заготовка укладывается в штамповочный
ручей
Сечение меньшее исход- Сечение Большее
5 пережитого ручья
Заготовительные ручьи 1-го вида
Применяются для рас-
пределения объема ме-
талла исходной заготов-
ки в соответствии с пло-
щадями поперечных
сечений поковки с за-
усенцем, т. е. в соот-
ветствии с сечениями I
расчетной заготовки I
(эпюры сечений)
Подкатной
открытый
Также служит для увеличения сечений заго-
товки, т. е. для набора металла в одних местах
за счет уменьшения площади поперечного сече-
ния исходной заготовки в других местах
При работе в этом ручье по заготовке нано-
сится 2—4 удара, сопровождаемых каждый раз
ее кантовкой на 90°. Дает больший набор, чем
пережимной ручей
исходная заготовка
в минимальном сечении
Построение ручьев производится, исходя из размеров расчетной за- готовки и исходной за- готовки в Подкатной закрытый Благодаря закрытому профилю ручья в попе- речных сечениях (сечение ab) обеспечивает бо- лее значительный набор металла, т. е. более ин- тенсивное перемещение из сечений, меньших се- чения исходной заготовки, в сечения, большие сечения исходной заготовки Способ обработки такой же, как и в открытом подкатном ручье
Г Протяжной Служит для увеличения длины исходной заго- товки за счет уменьшения площади ее попереч- ных сечений в тех местах, где это необходимо в соответствии с конфигурацией поковки По заготовке наносится ряд последовательных ударов, сопровождаемых ее кантовкой и переме- щением в осевом направлении. В простейшем слу- чае выполняется в виде площадки для протяжки
Исходная заготовка
Продолжение
Группа ручьев Разновидности ручьев данной группы
№ Назва- ние Область применения и принцип конструкции Ия деке Название Назначение ручья и способ обработки заготовки | Эскиз ручья
II Заготовительные ручьи 2-го вида Применяются для при- дания заготовке формы, близкой к форме по- ковки в плане при одно- временном незначи- тельном осевом пере- мещении металла. По- строение ведется по принципу вписывания в контур плана поковки за исключением мест резкого перегиба а Формовоч- ный Служит в основном для формовки заготовки в соответствии с конфигурацией плана поковки и незначительного осевого перемещения металла При работе в формовочном ручье по заготовке наносится обычно один удар, после чего она кантуется на 90° и в таком положении уклады- вается в штамповочный ручей входная заготовка \,
—el ft „ +
—t—А Л
—! \|
L* dJ Профиль форма- • Ёочноео ручья
б Гибочный Служит для изгиба заготовки в соответствии с конфигурацией плана поковки,• весьма незна- чительного осевого перемещения металла и пе- режима заготовки в отдельных сечениях. При работе в гибочном ручье по заготовке (исход- ной или предварительно обработанной в ручьях 1-го вида) наносится!—2 удара. Затем заготовка кантуется на 90°,и в таком положении уклады- вается в штамповочный ручей 1 ~ JI Ж
1 1 ! J /
6Z Заготовительные ручьи 3-го вида Применяются дчя уве- личения размеров заго- товки в плане за счет уменьшения ее высоты (осадка) или толщины (расплющивание) Построение ведется исходя из размеров оса- женной или расплющен- ной заготовки а Площадка для осадки Служит для осадки исходной заготовки, иног- да сопровождаемой также выдавливанием или частичной прошивкой металла, и применяется главным образом для штамповки в торец поко- вок V группы. По заготовке наносится несколько ударов до достижения требуемой высоты
б Площадка для расплю- щивания Служит для расплющивания исходной заготовки, иногда сопровождаемого также местным пере- жимом металла, и применяется главным образом для штамповки поковок I группы при сравни- тельно небольшом отношении длины поковки к ее средней ширине (широкие поковки с удли- ненной осью). По заготовке наносится несколько ударов до достижения требуемой высоты
Исходная заготодка
Осаженная заготовка
Площадка для
расллющиба чия
Площадка для осадка 'Окончательный ручей
I руппа ручьев
№ Назва- ние Область применения и принцип конструкции
-го вида (совмещенные) Применяются для со- вмещения в одном ру- чье двух разнотипных
IV ручьи 4 заготовительных опера- ции. Построение ведется исходя из размеров со- вмещаемых ручьев
Разновидности ручьев данной группы
XS Название Назначение ручья и способ обработки заготовки Эскиз ручья
а Формо- вочно-под- катной ручей Служит для набора металла при необходимости его одностороннего смещения. По заготовке на- носится 2—4 удара, сопровождаемых кантовкой примерно на 90°. После последнего наиболее сильного удара заготовка еще раз кантуется на 90° и в таком положении укладывается в штам- повочный ручей ручей
б Формо- вочно-про- тяжной ручей Служит для протяжки заготовки на опреде- ленном участке и ее последующей формовки в том же ручье. После протяжки на протяжном пороге заготовка продвигается до конца ручья и подвергается деформации одним сильным уда- ром — Lnp Lnp -j
в Подкатно- протяжной ручей Служит для протяжки заготовки с последую- щей ее подкаткой в том же ручье. При этом требуется обычно предварительная оттяжка кле- щевого конца. В зависимости от конфигурации поковки протяжка может производиться либо от рабочего, либо на рабочего, как показано на эскизах Заготс Протяжной поре Подкатной ручей В) дна Загоп к / Протяжной пс / 1—г — Подкатной руче юбка юз ! 1
ые ручьи Применяются для по- Заготови- тельно- Служит для получения формы, близкой к окон- чательной, и одновременно на некоторых участ- ках выполняет роль заготовительной операции, обеспечивая значительное долевое и поперечное
X Т д лучения поковкитребуе- смещение металла
V 6 мой конфигурации и иредьари- ТР пьный Повышает стойкость окончательного ручья.
о с 2 «3 э размеров ручей По заготовке наносится 2—5 ударов, после чего она в таком же положении или после поворота вокруг оси на 180° укладывается в окончатель- ный ручей
Брюханов и Ребельский 2058
Группа ручьев Разновидности ручьев данной группы
№ Назва- ние Область применения и принцип конструкции Ин-| декс| Название Назначение ручья н способ обработки заготовки
1ые ручьи Изготовляются: а) заготовительно- предварительный — по чертежу горячей по- ковки. но с внесением в чертеж штампа спе- циальных разрезов и сечений для участков, отличающихся от окон- чательного ручья б) предварительный— по черт жу горячей по- ковки, но с соблюдением больших радиксов за- круглений, оговаривае- мых на чертеже штампа в) окон ательный—по чертежу горячей поков- ки б Предвари- тельный ручей Служит для получения формы, весьма близкой к окончательной, для уменьшения прилипания и улучшения условия течения металла, а также для повышения стойкости окончательного ручья. Способ обработки заготовки такой же
V ST о 0 О с 2 «3 а в Оконча- тельный ручей Служит для получения окончательной, отчет- ливо оформленной конфигурации поковки в соот- ветствии с требованиями приемочного чертежа и технических условий. По поковке наносится с возрастающей силой ряд ударов. Необходимое количество ударов зависит от сложности по- ковки, совершенства обработки исходной заго- товки в заготовительных н предварительном ру- чьях и тоннажа применяемого мотота е ц л 3
VI Отрубной ручей (нож) Применяется для от- деления отштампован- ной поковки от прутка в случаях, когда из вы- бранной исходной заго- товки получается не- сколько поковок а Отрубной ручей Располагается в одном из углов штампа. Раз- меры ручья определяются в зависимости от раз- меров поковки с заусенцем при переднем распо- ложении, или от размеров исходной^заготовки при расположении на одном из задних углов штампа. Поковка укладывается перешейком на нож и одним ударом отсекается от заготовки
^О'АоОка с
Верхний штаю\$.30№нцрн^
Приток /$\.
Нижниа
штамп
Эскиз ручья
§ 2. РАСЧЕТНАЯ ЗАГОТОВКА И ЕЕ ЭПЮРА СЕЧЕНИЙ
I. Штамповка поковки той или иной конфигурации может быть
осуществлена в результате применения надлежащей комбинации ручьев
штампа (табл. 9). Выбор наиболее рационального варианта переходов штам-
повки в значительной мере зависит от величины площадей поперечных сече-
ний поковки с учетом заусенца, величины отдельных элементов поковки по
длине и соотношения этих величин.
Рассматривая вопрос о том, какой должна быть заготовка до ее деформации
в штамповочном ручье, К- Ф. Грачев L16 ] поясняет, что «... металл должен
быть так распределен между отдельными частями формы, чтобы его было до-
статочно для заполнения каждой части формы и выделения соответствующего
количества металла на заусенец, но не заставлять металл в штампе (т. е. окон-
чательном ручье — Л. Р.) перетекать из одной формы в другую».
Отсюда следует, что когда поковка представляет собой форму переменного
сечения, то нужно стремиться получить в заготовительных ручьях такую за-
готовку, каждая площадь поперечного сечения которой была бы возможно
близка к суммарной площади соответствующего сечения поковки и заусенца.
Такая заготовка обеспечивает не только получение качественной поковки
с равномерным заусенцем при возможно наименьшем расходе металла, но
также меньший износ наиболее дорогих штамповочных ручьев. В указан-
ных положениях [16], следовательно, уже была заложена идея построения
расчетной заготовки и эпюры сечений, получившая дальнейшее развитие и
в других работах [6], [7].
Очевидно, что до конструирования ручьев штампа следует решить вопрос
о том, какие именно необходимы заготовительные ручьи. Некоторые размеры
заготовительных ручьев зависят непосредственно от размеров принятой
исходной заготовки. Размеры же исходной заготовки в значительной мере обу-
словливаются принятой комбинацией заготовительных ручьев [6].
Таким образом, определение размеров исходной заготовки, выбор необ-
ходимой комбинации ручьев штампа и конструкция этих ручьев составляют
комплекс взаимно связанных и взаимно обусловленных вопросов.
Этот комплекс задач может быть решен по какой-то определенной системе
в целях получения хотя бы отправного технологического
варианта.
Практика показала, что наилучшим методом, обеспечивающим наиболее
определенное и последовательное решение указанного комплекса вопросов,
является метод построения расчетной заготовки и ее эпюры
сечений.
Расчетная заготовка (эпюра диаметров) и ее эпюра сечений дает картину
изменения суммарных площадей поперечных сечений поковки и заусенца
(фиг. 75).
Из приведенных выше положений [16], [18], [6] и [7] видно, что в рас-
пределительных ручьях (ручьях 1-го вида согласно классификации — табл. 9)
нужно стремиться получить такую заготовку, площади поперечных сечений
которой возможно ближе отвечали бы площадям соответствующих сечений
расчетной заготовки, или соответствующей эпюре сечений.
Круглая форма сечений расчетной заготовки дает первое приближение
к реальной заготовке, получаемой в распределительных ручьях (заготови-
тельных ручьях 1-го вида) при штамповке на молоте, и тем более к промежу-
точной заготовке, получаемой из круглого прутка на горизонтально-ковочной
машине, или к форме проката периодического профиля.
Поскольку расчетная заготовка и ее эпюра сечений создает возможность
комплексного подхода к решению совокупности взаимно связанных задач
по выбору переходов штамповки, определению размеров заготовки и конструи-
рованию ручьев штампа — необходимость ее построения вполне оправдывается.
2. Построение расчетной заготовки и эпюры сечений для
поковки с прямой удлиненной осью производится на основе следующих вспо-
могательных расчетов.
82 .
Расчетной называется воображаемая заготовка с круглыми попереч-
ными сечениями, площади которых равняются суммарной площади соответ-
ствующих сечений поковки и заусенца.
Отсюда следует, что
S„ + Sj
— $« + 1,4Sd.K,
(1)
гдеЗп. з — площадь сечения расчетной заготовки в произвольном месте;
S„ — площадь сечения поковки в произвольном месте;
S3 — площадь сечения заусенца;
За.к — площадь сечения заусенечной канавки, определяемая из табл. 1.
в соответствии с указанной в главе I методикой.
Фиг. 75. Элементарная расчетная заготовка (эпюра диаметров) и эпюра сечений
(А. В. Ребельский).
При этом имеется в виду заполнение наружной заусенечной канавки на 0,7
ее площади с каждой стороны. Внутренний заусенец, расположенный, напри-
мер, для поковок IV группы между развилинами, должен быть отнесен к по-
ковке полностью, т. е. включаться в величину Sn.
Диаметр расчетной заготовки в произвольном месте находят из равенства
.-----------------------
~ = 1,13(2)
Рассчитав ряд значений dg для характерных сечений поковки, отложив
отрезки полученных диаметров на линиях этих сечений и соединив отрезками
прямых и плавными кривыми концевые точки, получим чертеж расчетной
заготовки (фиг. 75) или эпюру диаметров.
* 83
Если в масштабе М отложить величины характерных сечений Sn,a в виде
отрезков
^=4^’ <з>
то, соединив концы этих отрезков, получим эпюру сечений расчетной заго-
товки (фиг. 75).
Таким образом, эпюрой сечений называется такая диаграмма, каждая
высота которой в определенном масштабе (АГ) представляет собой соответ-
ствующую площадь поперечного сечения расчетной заготовки.
М. В. Сторожев [58] указал на замечательную особенность эпюры сече-
ний: площади отдельных ее элементов, будучи помножены на принятый мас-
штаб АГ. представляют собой величину объемов соответствующих элементов
расчетной заготовки
Vx = F3.x-M, (4)
где Vx — объем любого (х) элемента расчетной заготовки;
F3, х— площадь соответствующего элемента эпюры сечений. Отсюда ясно,
что объем расчетной заготовки в целом
V9 = F3-M. . (5)
Средней расчетной заготовкой называется цилиндр диа-
метром dcp, длиной, равной длине поковки (!э ~ 1п), и объемом, равным сумме
объемов поковки (V„) и заусенца (V3) (фиг. 75).
Исходя из этого определения, можно найти Vn, э следующим образом:
V„. э=- Vn 4 V3 --- V3 = F3 • AT. (6)
где V3 — объем поковки с заусенцем, равный объему расчетной заготовки;
- V V
Sep = = -У- — площадь сечения средней расчетной заготовки; (7)
•’Э ?
dCp = 1,13 У Sep — диаметр средней расчетной заготовки. (8)
Объем расчетной заготовки и ее средний диаметр можно также определить.,
пользуясь эпюрой сечений, предварительно определив тем или иным методом
ее площадь Fa: ;
V3 = Fs-M — объем расчетной заготовки;
F
hs.cp = ~r-—высота эпюры среднего сечения; (9)
Scp~ h9. ср-М — площадь сечения средней расчетной заготовки, найденная
с помощью эпюры сечений. (10)
В целях уточнения расчета рекомендуется величины Scp и dcp определять
по формулам (7), (8), а также по формулам (9), (10) и сверять результаты.
Величину площади эпюры F3 можно определить в зависимости от сложности
фигуры и конкретных возможностей как сумму площадей элементарных гео-
метрических фигур, или с помощью планиметра, а также вычерчиванием эпюр
на миллиметровой бумаге и соответствующим подсчетом. Последним методом
пользуются достаточно широко.
Часть расчетной заготовки, в пределах которой d3 > dcp (и соответствую-
щая часть эпюры), называется головкой.
Часть расчетной заготовки, в пределах которой d3 < dcp (и соответствую-
щая часть эпюры сечений), называется стержнем.
Разница между объемом головки Уг и объемом средней заготовки в преде-
лах головки называется недостающим объемом:
(И)
84
При этом Уг находят как объем тела вращения.
Значение п? иногда удобнее определять через недостающую площадь /2
головки эпюры Сечений:
(12)
Разница между объемом средней заготовки в пределах стержня и объемом
стержня Vc называется избыточным объемом:
vc^-f-lc-Vc, (13)
где Vc определяется как объем тела вращения. Значение ис иногда удобнее
определять через избыточную площадь fc стержня эпюры:
vc = fc-M. (14)
Фиг. 76. Способ приведения эпюры
с резким очертанием к плавной
форме.
Если для поковки, имеющей отверстие или выемку, форма головки полу-
чает резкие очертания (фиг. 76), то такую головку нужно привести к плавной
форме (см. пунктир на фиг. 76) из расчета со-
хранения ее объема. Эту линию легче опреде-
лить сначала на эпюре, так как удобнее при-
равнивать между собой отрезаемую и приба-
вляемую площади. Определив таким путем
приведенную наибольшую высоту эпюры /гэшах,
можем легко найти соответствующий наиболь-
ший диаметр расчетной заготовки
^тах ~~ 1,13ИХах= 1,13/Аэтах* М. (15)
В дальнейших расчетах за йшах часто при-
нимается наибольший размер приведенной
к плавному виду головки.
Уклон (конусность) стержня
у dK ^niin
Л = —-------------------
1С
(16)
причем, >если контур стержня состоит из ломаной линии, кривой линии,
или стержень имеет выступы, то,для нахождения размера перехода стержня
в головку dK нужно привести стержень расчетной заготовки к виду усеченного
конуса, пользуясь формулой
dK^ 1/3,82-^ -0,754m-0,5dmi„. (17)
r Lc
Часто величину dK удобнее определять, пользуясь эпюрой сечений, имея
в виду, что
dK = 1,13VS~K= 1,13 (18)
и что стержень эпюры можно привести к трапецоидальному виду (прибли-
женно), тогда hK можно определить по формуле
AK^^-/z,min, (19)
1С
где Р9.с — площадь приводимого стержня эпюры (фиг. 75). .
Расчетная заготовка (эпюра диаметров), содержащая только одну головку
с односторонне расположенным стержнем, называется элементарной
расчетной заготовкой. Ей будет соответствовать элементар-
ная эпюра сечений (см. фиг. 75).
Сложной является такая расчетная заготовка, которая содержит одну го-
ловку с двусторонним стержнем или две и более головок. Соответственно бу-
дет иметь место сложная эпюра сечений (фиг. 77 и 78).
3. Приведение сложной расчетной заготовки и соответственно с л о ж- ,
ной эпюры сечений к ряду элементарных.
а) Если расчетная заготовка и эпюра представляют собой головку с дву-
сторонним стержнем (фиг. 77), то следует найти такое расстояние х, на протя-
жении которого недостающая часть объема головки равнялась бы избыточному
объему прилегающего стержня (щг = vic). Положение искомой линии раз-
дела проще найти на эпюре, так как здесь должно быть соблюдено равенство
площадей: Д- = fic.
Определив таким образом линию раздела, получим две элементарные эпюры
с длинами Лэ и /2э.
б) Если расчетная заготовка и соответственно эпюра представляют собой
стержень с двумя головками при незначительном уклоне стержня /(<0.1
(фиг. 78), то следует распределить избыточный объем с таким расчетом, чтобы
недостающий объем в головке равнялся избыточному объему щ^научастк
Фиг. 79. Приведение к элементарной эпюре сложной эпюры
„две головки— стержень", когда стержень имеет значительный уклон.
искомой длины стержня, причем, определяя месторасположение линии раз-
дела (х), рекомендуется для быстроты решения пользоваться равенством пло-
щадей на эпюре: /и -= /ы-
в) При наличии двух головок и стержня с уклоном К >0,1 (фиг. 79)
следует для нахождения линии раздела отложить от минимального сечения
расчетной заготовки расстояние, равное dmin, получив таким искусственным
приемом два участка. Для полученных участков следует определить средние
сечения, исходя из объемов этих участков, или, что проще, — из площадей
этих участков на эпюре сечений.
Заметим, что к этому приему следует прибегать только в случае, когда рас-
стояние lie, полученное по общему правилу равенства недостающего и избы-
точного объемов, получается больше размера х, найденного по Дып-
Размер dmin для нахождения линии раздела выбран на основании данных
практики, которая показала, что при соответствующей конструкции загото-
вительных ручьев (преимущественно подкатного) недостающий объем головки
может быть заполнен избыточным объемом стержня с обратным направлению
течения металла уклоном только на сравнительно небольшом расстоянии.
г) Если расчетная заготовка представляет собой стержень с двумя голов-
ками (фиг. 80), но избыточный объем стержня, прилегающего к наибольшей
головке, меньше недостающего объема этой головки, то за линию раздела
нужно считать границу начала второй головки. Для второй головки нужно
выделить участок (/2с), исходя из указанного принципа равенства избыточного
и недостающего объемов, получив таким образом три участка. Затем нужно
построить средние расчетные заготовки по участкам (фиг. 80, Б), причем в
рассматриваемом случае: на 1-м участке dup = dm-a, на 2-м участке dzcp —
dcp (сохраняется общее dcp), на 3-м участке d->:CP определяется, исходя
из объема расчетной заготовки на этом участке.
Такой способ приведения обусловливается тем, что для заполнения недо-
стающего объема большой (3-й) головки металл при условии штамповки из
заготовки по среднему сечению dcp должен перетекать через вторую головку,
87
Фиг. 80.
А — приведение к элементарной эпюре сложной эпюры „две юловки —
стержень", когда избыточный обьем части стержня между двумя готов-
ками меньше недостающего объема (v?) головки; В — эпюры средних^сече-
ний по участкам.
2-й участок 12
Фиг. 81. Приведение к элементарной эпюре
сложной эпюры „две головки — стержень",
когда стержень имеет резкие уклоны в про-
тивоположных направлениях.
Фиг. 82.
А -приведение сложной эпюры, имеющей более двух головок, к элементарной
эпюре; Б — то же, но когда стержень имеет резкий уклон. 2-й участок, предста-
вляющий собой головку с двусторонним стержнем, в свою очередь приводится
к двум элементарным эпюрам.
т. е. совершать длинный путь вдоль оси ручья. Поэтому для рассматривав
мого и аналогичных случаев идеальной будет являться заготовка, построен-
ная по принципу средних сечений для каждого участка так, чтобы недостаю-
щий объем в головках компенсировался избыточными объемами прилегающих
стержней.
В случаях, когда головки расчетной заготовки достаточно близко располо-
жены друг к другу, можно методом осреднения привести их к
одной головке подобно тому, как это сделано на фиг. 76.
д) Если на расчетной заготовке есть граница, откуда идут уклоны К > 0,1
в противоположных направлениях (фиг. 81), то эту границу и нужно считать
линией раздела. Для полученных двух участков следует построить отдельные
средние расчетные заготовки, или па эпюре — отдельные эпюры средних
сечений по участкам.
е) Если расчетная заготовка и соответственно эпюра содержит три и более
головки (фиг. 82, Д), то приведение этой сложной эпюры к ряду элементарных
нужно производить, исходя из указанного основного принципа распределе-
ния избыточного объема стержня между недостающими объемами головок.
ж) Если при наличии трех и более головок некоторые участки стержня
имеют уклон К > 0,1 (фиг. 82, 5), то приведение к элементарным расчетным
заготовкам нужно производить, принимая во внимание указания п. «в».
§ 3. ДИАГРАММА ПРЕДЕЛОВ ПРИМЕНЕНИЯ ЗАГОТОВИТЕЛЬНЫХ РУЧЬЕВ
ПЕРВОГО ВИДА
Пособием для определения необходимой комбинации заготовительных
ручьев первого вида может служить рекомендуемая диаграмма (фиг. 83).
Предлагаемый метод базируется на соотношении размеров расчетной за-
готовки и, таким образом, исходит из тех же положений, которыми широко
пользуются на практике технологи, решающие эту задачу в зависимости от
величины площадей сечений поковки с заусенцем, длины поковки и отдельных
ее элементов. Эти критерии положены также в основу указаний, приводимых
по данному вопросу в трудах других авторов [16], [7], [8), [18].
Рассматривая элементарную расчетную заготовку совместно со средней
заготовкой, можно видеть, что трудность процесса по переходам в значитель-
ной мере обусловливается величиной работы деформации, необходимой на
перемещение избыточного объема из области стержня в область недостающего
объема головки.
Одновременно с учетом других факторов (схема напряженного состояния,
силы трения, температурный режим, свойства деформируемого металла) ве-
личина этой работы, очевидно, прямо зависит от следующих показателей:
а) отношения
а==_^, (20)
“ср
так как с возрастанием этого отношения увеличивается путь перемещаемого
металла при осуществлении требуемого набора;
б) отношения
так как с увеличением этой величины возрастает путь перемещения избыточ-
ного объема вдоль оси поковки;
в) уклона (конусности) стержня
(22)
*с
который характеризует форму стержня и влияет на величину горизонтальных
составляющих внешнего усилия, воздействующего на металл при его дефор-
мировании в заготовительном ручье;
89
г) веса поковки Gn, так как при незначительном ее весе абсолютная вели-
чина смещаемого объема, составляющего лишь часть объема всей поковки,
будет весьма незначительной.
В зависимости от этих факторов (а, р, К, Gn) и на основании ана-
лиза большого количества расчетных заготовок для поковок, успешно
изготовляемых в течение длительного времени на производстве, была
Фиг. 83. Диаграмма пределов применения заготовительных ручьев 1-го вида
(А. В. Ребельский).
Расположение ручьев 1-го вида в порядке возрастания трудоемкости и условные обозначения
№ в порядке возрастания трудоемкости Ручьи (переходы) и их комбинации Условные обозначения
1 Штамповка без применения за! отовителъиых ручьев БЗ
2 Пережимной ручей Иереж.
3 Подкатной открытый р\чей по
4 Подкатной закрытый ручей пз
5 Протяжной ручей Прот.
6 Протяжной — пережимной ручьи Прот — Переж
7 Протяжной — подкатной открытый ручьи Прот. — ПО
8 Протяжной — Подкатной закрытый ручьи Прот. — ПЗ
90
Основные замечания по выбору переходов штамповки
№ по пор. Замечание
1 Если расчетная заготовка элементарная (см. фиг. 75), то переходы 1-го вида опрете- ляются непосредственно по диаграмме. При наличии на расчетной заготовке выступов с d 2— > lf2 или головки сложной конфигурации рекомендуется, кроме Прот. (если по rfmtn диаграмме получается только протяжка) применять еще Переж. или ПО
2 Если получается сложная расчетная заготовка с общим дтя всех участков средним сече- нием как показано на фиг. 78, то следует определить переходы для каждой элемен- тарной расчетной заготовки и выбрать наиболее трудоемкий процесс по переходам, пользуясь таблицей расположения ручьев в порядке возрастания трудо- емкости (внизу диаграммы). Например, если для трех участков сложной эпюры соответ- ственно требуется по диаграмме: Прот. — ПО, Переж., ПЗ, то для расчетной заготовки в целом следует применить Прот. — ПЗ. Если по диаграмуе для всех участков получается только Прот., то в целях фиксации рас- стояний между головками рекомендуется применить еще Переж. или ПО
3 Если получается сложная расчетная заготовка с различными средними сечениями (dJ(?^ и т- д-) по Участкам (см. фиг. 79 и 80), то следует определить переходы для каждой элементарной расчетной заготовки, исходя из ее dmax, ^Ср н (э, выбрать наиболее тру- доемкий процесс по переходам. При условии, когда —тах • > 1,2, применить Прот., аср min сделав раствор протяжного ручья (а) в соответствии с d raiD
4 Если для расчетной заготовки в целом получается по диаграмме только Прот, то при d > 30 мм нужно применять еще Переж. или ПО для получения перешейка между поковкой и клещевиной (см. общие замечания § 6)
5 Если по условиям производства приходится применять заготовку сечением, большим, чем это необходимо по расчету (см. § 7), то в таких случаях применение протяжного ручья (или в крайнем случае площадки для протяжки) обязательно
6 Вместо протяжного ручья следует применять площадку для протяжки: а) для оттяжки конца под клещевину; б) для оттяжки короткого конца, длина которого в исходной заготовке меньше ее тол- щины; в) для грубой оттяжки равномерного по толщине или ступенчатого конца
7 Надо иметь в виду, что применение ручья 2-го вида дает возможность упростить комби- нацию ручьев 1-го вида так как формовка (Форм.) или гибка (Гиб.) компенсируют при- менение Переж. или ПО, вместо Прот — ПО (ПЗ) можно в некоторых случаях ограни- читься применением только Прот.
8 Необходимо увязать'выбор заготовительных ручьев с применяемой комбинацией штам- повочных ручьев (вместо ПО или ПЗ можно применять Переж. или Форм, и т. д.). а) Применение заготовительно-предварительного ручья упрощает процесс по заготови- тельным ручьям 1-го вида б) Наоборот, отмена предварительного ручья часто влечет за собой необходимость более тщательной обработки исходной заготовки в ручьях 1-го вида (подробнее см. § 6)
9 Надо иметь в виду, что применение высаженной иа горнзоитальио-ковочиой машине заготовки (фиг. 90) или проката (фиг. 91) периодического профиля упрощает процесс по заготовительным переходам 1-ю вида и часто позволяет производить штампьвку без этих переходов
10 Если точка с координатами а и р попадает на границу или близко к границе двух смеж- ных зон диаграммы, то окончательный выбор варианта штамповки по переходам рекомен- дуется производить с учетом настоящих замечаний и общих замечании § 6. В большинстве таких случаев следует предпочесть вариант, более трудоемкий
составлена диаграмма пределов применения заготовительных ручьев 1-го вида
(фиг. 83) Ч
Пример пользования диаграммой: при Gn = 0,8 кг, а =1,37 и р = 3,2
следует применить в качестве заготовительных ручьев 1-го вида подкат-
ной закрытый (ПЗ).
1 Приведенная здесь диаграмма представляет собой переработанный первый ее вари-
ант [46].
91
§ 4. МНОГОШТУЧНАЯ ШТАМПОВКА
Для крупных и средних поковок применяется обычно штамповка по одной
штуке, которая характеризуется тем, что в штампе делается фигура оконча-
тельного ручья только на одну поковку. При штамповке мелких поковок ре-
комендуется производить одновременно штамповку двух и более поковок
(фиг. 84 и 85). В редких случаях для мелких поковок, к которым не предъ
является жестких условий в отношении допуска на сдвиг, в окончательном
ручье можно делать до шести фигур.
Рациональность многоштучной штамповки для сравнительно небольших
поковок подтверждена многолетней практикой штамповки на отечественных
заводах и рекомендуется рядом авторов [16], [18], [60], [47].
Расположение фигур в окончательном ручье при многоштучной штамповке
делается продольным (оси поковок располагаются друг за другом на одной
Фиг. 84. Продольное расположение
фигур при многоштучной штамповке.
Фиг. 85. Поперечное расположение
фигур при многоштучной штамповке.
линии, фиг. 84) или поперечным (оси поковок располагаются параллельно,
фиг. 85).
При многоштучной штамповке можно резко повысить производительность
не только за счет одновременной штамповки нескольких поковок, но и за счет
упрощения процесса штамповки по переходам.
При удачном поперечном расположении фигур расчетная заготовка, по-
строенная для двух поковок, имеет меньшую разницу в сечениях, чем для
одной поковки, и требует поэтому упрощенного процесса по переходам. Напри-
мер, для штамповки запорного штыря (стержень с концевым асимметричным
отростком) по одной штуке потребовалось бы вследствие большой ра шицы в
сечениях применить закрытую подкатку и вследствие резкой несимметрич-
ности поковки в плане (отросток) — заготовительно-предварительный ручей.
При одновременной же штамповке спаренных поковок в качестве заго-
товительных операций требуется только расплющивание исходной заготовки
на площадке.
Многоштучная штамповка небольших поковок позволяет эффективнее ис-
пользовать штамповый кубик, так как при небольшом удлинении штампа зна-
чительно увеличивается съем поковок со штампа. Особенно большой эффект
получается при штамповке одновременно двух поковок с кривой линией разъ-
ема и таким расположением фигур, которое дает уравновешенный замок в
штампе (см. фиг. 185), так как штамповка по одной штуке при неизбежном
в этом случае контрзамке потребовала бы штампового кубика примерно такого
же размера, как и при многоштучной штамповке.
Кроме того, благодаря уменьшению общего периметра и связанному с этим
сокращению отходов на заусенец получается значительная экономия ме-
талла [35].
Итак, при выборе переходов штамповки для поковок со сравнительно не-
большими размерами необходимо решить следующие вопросы.
1. О количестве одновременно штампуемых поковок.
2. Выбрать такое взаимное расположение фигур (продольное или попереч-
ное), которое требует наименьшего количества заготовительных ручьев; об-
щая длина поковок не должна превышать 300—350 мм (согласно фиг. 84 L<
С 300 ч- 350 мм).
В одном ручье не рекомендуется делать более шести фигур, в противном
случае усложняются изготовление и наладка штампов.
02
3. Построить эпюру сечений для совокупности всех поковок, принимая
ее за одну фигуру.
При определении размеров заусенца рассматривать также общую фигуру
с учетом перемычек между поковками (см. условный пунктир на фиг. 85).
4. По построенной таким образом эпюре сечений и с помощью диаграммы.
№ 1 (см. фиг. 83) установить необходимые заготовительные ручьи; следует
учесть, что поперечное расположение фигур требует устройства рассекателя
между поковками в предварительном ручье (см. фиг. 196).
§ 5. ПРИМЕНЕНИЕ ОТРУБНОГО РУЧЬЯ (НОЖА)
Вопросы, связанные с пределами применения отрубного ручья (ножа) и
его конструкцией, обстоятельно освещены в трудах ряда советских инжене-
ров [16], [18], [7].
Выясняя необходимость применения отрубного ручья, нужно иметь в виду
три возможных варианта штамповки (фиг. 86).
Для поковок небольшого веса и длины применяется обыкновенно заготовка
на несколько поковок, штампуемых поочередно. Каждая отштампованная
поковка (вместе с заусенцем) отде-
ляется от исходного прутка на ноже
(фиг. 86, А).
Если вес и длина поковки не поз-
воляют применять заготовку, большею
чем на две поковки, то рекомендуется
не отрубать первую поковку на ноже,
а производить штамповку с поворотом
(фиг. 86, Б). При этом способе после
отштамповки первой поковки заготовка
поворачивается на 180°, штамповщик
берется клещами за отштампованную
поковку и штампует вторую поковку.,
Такой способ повышает производитель-
ность штамповки и по сравнению со
штучной заготовкой дает экономию ме-
талла на клещевину.
Штамповка с поворотом особенно
оправдала себя в тех случаях, когда
после штамповки на молоте требуется
Фиг. 86.
А — штамповка с отделением поковки на ноже от
заготовки, рассчитанной на несколько поковок;
Б — штамповка с поворотом заготовки, рассчитанной
на две поковки, В — штамповка из заготовки, рассчи-
танной на одч/ поковку; а — клешевой конец
до оттяжки, «1 — после оттяжки.
горячая обрезка заусенца, горячая
прошивка, горячая правка на прессе или какая-либо комбинация этих техно-
логических приемов. Если в таких случаях производить отделение поковки
от заготовки на ноже, то отрубленную поковку приходилось бы поднимать
и переносить к прессу, что непроизводительно и ненадежно с точки зрения
техники безопасности. Кроме того, при отрубании и переносе от молота к
прессу поковка остывает. Применение заготовки на одну поковку снижает
производите гьность штамповки и увеличивает отходы за счет клещевых концов.
Прибегать к штучной заготовке (фиг 86, В) следует только в случаях,
когда длина Ln и вес поковки Gn настолько значительны, что требуемая за-
готовка по длине и весу не представляет возможности производить штамповку
из заготовки на две поковки с поворотом.
В литературе [351 рекомендуются следующие пределы в зависимости от
веса поковки: а) до 1кг— штамповка «от прутка»; б) при весе поковки при-
мерно до 5 кг — штамповка из заготовки на две поковки с поворотом; в) более
5 кг — штамповка из штучной заготовки.
Автором на основании большого фактического материала была составлена
диаграмма пределов применения отрубного ножа и указанных вариантов
штамповки (фиг. 87).
Зоны на диаграмме позволяют, исходя из величины Бп и Gn, выбрать соот-
ветствующий вариант штамповки.
93
Исключение составляют: а) штамповка заготовок, поставленных на торец,
б) штамповка, требующая оттяжки обоих концов заготовки, в) производство
поковок весьма сложных форм, неудобных при штамповке «от прутка» и
в отрубке. При штамповке из штучной заготовки следует иметь в виду
такие приемы, как расположение утолщенного конца поковки ближе к зад-
ней грани штампа, а также
применение подкатного ручья,
открытого со стороны клеще-
вой выемки. Это расширяет
возможности в части экономии
металла за счет отмены кле-
щевых концов.
Диаграмма №2
Фиг. 8 7. Диаграмма пределов применения вариантов
штамповки из:
а — заготовки на несколько поковок с отрубкой на ноже; б — за-
готовки на две поковки с поворотом. Кривые виг дают рас-
ширенную зону штамповки с поворотом; Ln — наибольший 1аба-
ритныи размер поковки в мм; Оп - вес поковки в кг
(А. В. Ребельский).
§ 6. ВЫБОР ПЕРЕХОДОВ
ШТАМПОВКИ ДЛЯ ПОКОВОК
ПЕРВЫХ ЧЕТЫРЕХ ГРУПП
1. В отношении выбора пере-
ходов штамповки общее между
поковками первых четырех
групп заключается в следую-
щем:
а) Поковки всех конфигу-
раций, относящихся 'К этим
группам, штампуют из загото-
вок, укладываемых на штамп
плашмя, т. е. так, что ось за-
готовки параллельна плоскости
разъема штампов.
б) Определение заготови-
тельных переводов первого
вида для поковок этих четы-
рехгрупп производится, исходя
из расчетной заготовки (эпюры)
и с помощью диаграммы № 1
(см. фиг. 83).
в) Многоштучная штамповка обусловливается размерами поковки и при-
меняется независимо от принадлежности поковки к одной из четырех групп
в соответствии с методикой, освещенной в § 4 этой главы.
г) Выбор исходной заготовки по длине на одну, две или несколько поковок,
а следовательно, пределы применения отрубного ножа устанавливаются в
зависимости от одинаковых параметров (габаритный размер в плане L„ и
вес поковки Gft) для всех четырех групп и определяются по диаграмме № 2
(фиг. 87).
2. Особенности выбора необходимых переходов штамповки для каждой
группы поковок обусловливаются характерными признаками, определяю-
щими принадлежность поковки к той или иной группе.
Методика выбора переходов штамповки для поковок первых четырех групп
устанавливается с учетом характерных особенностей каждой группы.
Поковки I группы — с прямой удлиненной осью.
Необходимые ручьи штампа для поковок с удлиненной осью (I группа) опре-
деляются, исходя из расчетной заготовки, веса (GJ и габаритного размера
(Лд) поковки с помощью диаграммы № 1 (см. фиг. 83) и № 2 (фиг. 87).
Разновидности поковок этой группы и свойственные им особенности в от-
ношении выбора переходов штамповки приведены ниже, в табл. 10, составлен-
ной на базе обобщения производственных данных и с учетом ряда работ по
технологии горячей штамповки [6], [7], [16], [18], [35].
Поковки II группы — с изогнутой осью. При выборе
переходов штамповки для поковок с изогнутой осью необходимо иметь ъ виду
94
наличие в этой группе разновидностей поковок плавных и неплавных форм
с резкими перегибами, отличающихся по характеру гибочной операции.
При плавной конфигурации поковки с одним перегибом (фиг. 88) в гибоч-
ном ручье будет иметь место гибка без защемления заготовки и без значитель-
ной ее вытяжки.
При наличии у поковки резкого перегиба (фиг. 89) или нескольких пере-
гибов в гибочном ручье будет иметь место защемление заготовки и вытяжка
ее в процессе гибки.
Конфигурация поковки, степень защемления и степень вытяжки заготовки
в процессе гибки обусловливают различный подход при построении расчетной
заготовки.
Для поковок плавных форм
(фиг. 88, Д), требующих гибки
без значительной вытяжки в
гибочном ручье, расчетная за^
(7
\Рй элемент 1-й элемент
б 1
____h _____
3-й элемент
J
Расчетная заготовка
построенная на участке
перегиба б-с по сечениям t
Фиг. 88. Построение расчетной
заготовки и эпюры сечений
для поковки с изогнутой осью
плавной формы.
I
d
Расчетная заготовка построений
В) на участке перегиба о о исхоОч с.
объема этого элемента
Фиг. 89. Построение расчетной заготовки
для поковки с резким перегибом.
готовка (В, Г) развертки поковки (Ь) строится по линии, проходящей
примерно на расстоянии 1/3 ее толщины от внутреннего контура.
Если конфигурация поковки относится ко второй разновидности и поковка
на участках перегиба имеет такую форму, при которой неизбежно защемление
заготовки, ее вытяжка и формовка, то построение расчетной заготовки необ
ходимо производить следующим образом (фиг. 89).
а) Не вычерчивая развертки, нужно непосредственно построить расчетную
заготовку, исходя из характера отдельных элементов по-
ковки.
С этой целью выделяются участки, почти не подвергающиеся вытяжке в
процессе гибки (см. 1-й и 3-й элементы конфигурации на фиг. 89, А), что до-
стигается проведением лучей ОВ и ОС из центра дуги в месте перегиба. Таким
образом получаем длины 1г и ls двух не подвергающихся значительной вы-
тяжке элементов (фиг. 89, Б и В).
б) Для определения длины элемента на участке перегиба /2 на этом участке
необходимо построить главную ось, т. е. линию, проходящую через центры
тяжести поперечных сече^шй. Это достигается проведением из центра О ряда
лучей и определением точек /, // и т. д., представляющих собой проекции цент-
ров тяжести соответствующих поперечных сечений 0£, ОБ и т. д. на план поковки.
Длина кривой b — I—// — си представляет собой искомую длину /2.
В некоторых случаях, когда ожидаются значительные защемления и вы-
тяжка заготовки, за /3 можно принять длину дуги b—1—2—с, проведенное
95
из центра О радиусом г или другим радиусом. Если отсутствует выступ X и
угол поковки срезан, за /2 можно принять длину отрезка Ьс.
в) Определив длину элемента на участке перегиба, можно построить эле-
мент расчетной заготовки (или элемент эпюры сечений) на этом участке. При
этом, в зависимости от сложности конфигурации и удобства расчета, можно
этот элемент расчетной заготовки построить двумя методами.
Первый метод заключается в определении площадей поперечных сечений
поковки ОВ, ОМ, ОЕ, ОБ, OF, ОК и ОС с учетом заусенца и приведении этих
площадей к кругам искомых диаметров (фиг. 89, Б).
По второму методу определяется суммарный объем элемента, ограничен-
ного плоскостями ОВ и ОС, поковки и заусенца на этом участке — V", опре-
тЩ2 V"
деляется диаметр цилиндра из равенства — = -у-, откуда
4 <2
d= 1,13
(23)
который приводим к плавной форме (в этом случае удобнее пользоваться эпю-
рой сечений) из условия сохранения объема V" на длине /2, получив таким
образом dmm.
Другие разновидности поковок II группы и применяемые для них техноло-
гические приемы приведены в табл. 10.
Поковки III группы—с отростками, приводятся или
к поковке с удлиненной осью и отростком или к поковкам с изогнутой осью.
Особенность г> этом случае заключается в том, что, помимо необходимых пере-
ходов 1-го вида, применяются во многих случаях ручьи 2-го вида и преиму-
щественно формовочный ручей для одностороннего смещения металла в сто-
рону отростка. Вместо обычного предварительного почти всегда применяется
заготовительно-предварительный ручей с весьма плав-
ной полостью под отростки (табл. 10).
Поковки IV группы — с развилинами в зависимости от
соотношения размеров отдельных элементов приводятся к поковкам II группы
или к конфигурации с удлиненной осью (I группа). В последнем случае, по-
мимо требуемых заготовительных ручьев l-ro вида, необходимо применять
5аготовительно-предварительный ручей с рассекателем для раздачи
металла в направлении от оси к полостям под развилины (табл. 10).
3. О б щ и е замечания, а) Диаграмма № 1 (фиг. 83) составлена
из предположения, что в заготовительных ручьях получается распределение
металла в соответствии с сечениями расчетной заготовки, которое исключает
пли доводит до минимума осевое перемещение металла в штамповочных ручьях.
Получается как бы идеальная заготовка. При этом имеется в виду получение
поковки с минимальным равномерным заусенцем, обеспечение лучшего запол-
нения полости штамповочного ручья и повышение его стойкости. Однако не
всегда удается применять все заготовительные ручьи и, следовательно, полу-
чать заготовку строго в соответствии с диаграммой. Необходимость некоторых
отступлений выявляется чаще всего на тяжелых поковках при штамповке из
крупных профилей. В этих случаях вследствие трудности манипулирования
исходным металлом в заготовительных ручьях1 приходится применять менее
совершенный процесс по заготовительным переходам за счет большей загрузки
штамповочных ручьев, при этом в штамповочном ручье будет происходить
более интенсивное перераспределение металла, т. е. более значительное его
осевое перемещение. Это приводит к получению менее равномерного заусенца
и к более быстрому износу штамповочного ру зья, но часто повышает произво-
дительность и облегчает условия труда.
Для поковок средних размеров, особенно когда требуется протяжка с двух
концов при работе «от прутка», иногда бывает рациональным в целях повыше-
ния производительности штамповки, отказаться от протяжки одного из
концов.
1 При отсутствии специального манипулятора.
93
Эскизы поковки и расчетной заготовки или
эпюры. Вариант и переходы штамповки
Под-
группа
Методика построения расчетной заготовки
и выбора переходов штамповки
Таблица
Варианты переходов штамповки для основных групп молотовых поковок
(А. В. Ребельский)
2
«а
о
с
Поковка (Л) по всем признакам
относится к 1 группе
Так как получается элементарная
расчетная заготовка (А), то эпюру
сечений нет необходимости строить
Переходы определяются, исходя из
расчетной заготовки по диаграмме
№ 1
Необходимость применения ножа—
по диаграмме № 2
Поковки с нерезко выраженной
ломаной (кривой) линией разъема,
проходящей по сплошному, неискрив-
ленному телу, нужно относить к
1 группе (А)
Расчетная заготовка строится
обычно, как для поковок с вытянутой
осью, исходя из площадей сечений,
перпендикулярных главной оси (Б)
Переходы определяются по диаграм-
мам № 1 и 2
При сравнительно небольшой асим-
метричности в плане и небольшом
искривлении 1 лавкой оси поковка
должна быть отнесена к 1 группе (Л)
Расчетная заготовка (Б) и (В) и эпюра
(еслитребуется) строится по сечениям,
перпендикулярным оси основного
элемента. Переходы—по диаграммам
№ 1 и 2. При незначительных местных
искривлениях главной оси, т. е. отно-
сительно малой несимметричности
поковки в плане, можно формовоч-
ный ручей не применять, компенсируя
его соответствующей укладкой заго-
товки
Поковки типа звеньев гусеницы и
трактов ходовой части тракторов и
танков (Л), а также широкие звенья
конвейерных цепей (Б) и другие
детали, имеющие в плайе форму,
близкую к четырехугольнику, должны
быть отнесены к группе поковок с
вытянутой осью
7 Брюханов и Ребечыкий 2058
Продолжение табл. 10
Методика построения расчетной заготовки
и выбора переходов штамповки
Группа Пол- Эскизы поковки и расчетной заготовки или
поковок группа эпюры Вариант и переходы штамповки
$ Заготовка профильного
проката для трака
^Заготовка полосового про-
ката для звона гусеницы
Характерной особенностью этого
типа поковок является сравнительно
небольшое отношение длины к ши-
рине (средней), что делает рацио-
нальным применение в качестве
исходной заготовки полосового ма-
териала или профильного проката,
а не пруткового материала. Этопозво-
ляет применять упрощенный процесс
по переходам, исключает необходи-
мость применения протяжки или под-
катки и дает возможность произво-
дигьработу непосредственно в штам-
повочных ручьях:только окончатель- |
ном или предварительном и оконча-
тельном ручьях. Когда же приме-
няется прутковая заготовка, реко-
мендуется производить ее расплющи-
вание или осадку
Вычерчивается развертка по-
ковки (желательно в натуральную
величину) и составляется расчетная
заготовка и эпюра сечений для раз-
вертки
Кроме переходов 1-го вида, тре-
буемых по диаграмме № 1 для
расчетной заготовки, применяется
еще гибочный ручбй
Надо учитывать возможность упро-
щения процесса по переходам 1-го
вида за счет применения гибочного
ручья
Поковка с одним резким перетибом,
требующим гибки с пережимом ме-
талла и вытяжкой
Расчетная заготовка строится не
по развертке, а по элементам поковки,
т. е. методом разбивки поковки на
элементы, подвергающиеся и не под-
вергающиеся вытяжке в процессе
гибки, как показано на эскизе; в
остальном—аналогично предыдущему
Поковки с двумя
перегибами
При наличии в поковке с изогнутой
осью двух перегибов необходимо
учитывать величину эксцентриси-
тета е
1. Если величина е значительна и
элементы 1 и 3 не перекрываются
(см. первый вариант), то необходимо
построить расчетную заготовку и
эпюру сечений, разбив конфигурацию |
на элементы, подвер! ающиеся и не
подвергающиеся вытяжке, как ука- '
зано для предыдущей подгруппы.
Кроме ручьев, необходимых по
диаграмме № 1 для расчетной заго-
товки, применяется гибочный ручей
Продолжение табл. 10
Группа Под- Эскизы поковки и расчетной заготовки или
юковок группа эпюры. Вариант и переходы штамповки
Методика построения расчетной заготовки
и выбора перехода штамповки
Второй вариант
Третий вариант
Влечение по предварительному
Б) Расчетная заготовка
Первый вариант
Л) Поковка 1
2 3 4 5
Головка,
приведенная
к плавной
форме—
Б) Расчетная заготовка
2. При малом эксцентриситете е
и перекрытии крайних элементов по-
ковки последнюю можно отнести к
конфигурации с вытянутой осью и
построить расчетную заготовку не-
посредственно по сечениям,
не прибегая к развертке или делению
на элементы (второй вариант).
Помимо переходов, необходимых для
расчетной заготовки по диаграмме
№ 1 (с учетом возможного упрощения
процесса по переходам 1-го вида),
необходимо в подобных случаях при-
менять гибочно-формовочный ручей
плавной формы
2
о
S
3. При весьма малом эксцентри-
ситете е (третий вариант) рекомен-
дуется поковку рассматривать, как
с вытянутой осью, построив рас-
четную заготовку непосредственно
по сечениям, и, кроме необходимых
переходов 1-го вида, применять пред- •
варительный ручей с весьма плавно
закругленными кромками (см. R на
эскизе В) в целях предотвращения
закусывания металла при его дефор-
мации в штамповочных ручьях
Одноколенчатые поковки
(с четырьмя перегибами).
В зависимости от конфигурации щек,
их взаимного расположения и расстоя-
ния В между ними представляется
три варианта штамповки поковок
этого вида
1. При достаточно плавных формах
поковки, относительно большом рас-
стоянии В между щеками и относи-
тельно большом эксцентриситете р
поковка рассматривается, как с изо-
гнутой осью (первый вариант)
По элементам, как указано выше,
строится расчетная заготовка и, кроме
требуемых ручьев 1-го вида, приме-
няется гибочный ручей. Если форма
расчетной заготовки получается не
резко выраженной (rfmM незначи-
тельно больше rff/;) и согласно диа-
грамме № 1 требуется для расчетной
заготовки пережим или подкатка
открьиая то достаточно применить
только гибочный ручей. По
этому варианту — с применением ги-
бочного и окончательного ручьев —
штампуются коленчатые валы плав-
ной формы
99
Продолжение табл. 10
Эскизы поковки и расчетной заготовки или
эпюры. Вариант и переходы штамповки
Методика построения расчетной заготовки
и выбора переходов штамповки
Группа Под-
поковок группа
Второй вариант
А) Поковка
б) Расчетная заготовка
В) Контур формовочного ручья
2. При относительно небольшом
эксцентриситете е и взаимном пере-
крытии элементов поковки (средняя
шейка приближается к оси крайних)
расчетная заготовка строится н е-
посредственно по сечениям,как
для поковки с вытянутой осью
Кроме ручьев 1-го вида (если тако-
вые не устраняются допустимым
упрощением процесса) применяется
формовочный ручей (второй вариант)
г
д
о
А) Поковка.
А
6) Расчетная
заготовка
Третий вариант
ин
Гзловка, приведенная
к плавному виду
В) Продольное сечвчие.по'АА по предварит
\ заготовит ручью
Г) Поковка
Рассекатель
Л) Профит фор-
мовочного ручья.
3. При сравнительно небольшом
расстоянии между щеками В и не-
значительном эксцентриситете (тре-
тий вариант — Л) поковка приравни-
вается к конфигурации с вытянутой
осью, и расчетная заготовка строится
непосредственно по сечения м(5).
Кроме переходов 1-го вида, найден-
ных по диаграмме № 1 (преимущест-
венно подкатка), нужно применять
заготовительно-предварительный ру-
чей с плавными переходами и рас-
секателями (В) в целях перемещения
металла в полости щек
При незначительном расстоянии В
между щеками, но относительно боль-
шом эксцентриситете е (см. Г) реко-
мендуется, Кроме указанных перехо-
дов, применять еще и формовочный
ручей <Д) в целях вмещения металла
в направлении к средней шейке
Первый вариант
Расчетная заготовка
При выборе переходов штамповки
для многоколенчатых поковок не-
обходимо учитывать то основное
обстоятельство, что благодаря боль-
шому количеству перегибов заготовка
в первый же момент гибки оказы-
вается защемленной между выступа-
ми гибочного ручья. Это приводит к
гибке с различной степенью вытяж-
ки на различных участках, причем
тем больше будет вытяжка в процес-
се гибки, чем дальше участок нахо-
дится от крайних элементов поковки.
В средних участках имеет место гибка
почти только за счет вытяжки метал-
ла. Степень вытяжки зависит также
от конфигурации и соотношения раз-
меров отдельных элементов поковки
Поэтому, в зависимости от степени
вытяжки заготовки на отдельных
участках, могут иметь место три
варианта штамповки
1. При плавной конфигурации колен
(первый вариант) производим по-
строение расчетной заготовки так,
что в пределах длины Li расчет ве-
дется непосредственно по сечениям
(как для поковки с вытянутой осью),
а за пределами этого участка ведем
построение по элементам
100
Продолжение табл.
Группа Под- I Эскизы поковки и расчетной заготовки или
поковок группа эпюры. Вариант и переходы штамповки
Методика построения расчетной заготовки
и выбора переходов штамповки
S
S3
о
а
о
с
па
я
о
ьа
о
Второй вариант
Третий вариант
Покобка
2
и
о
о
S
о
S
е
е
2. Затем определяем переходы, ис-
ходя из расчетной заготовки и диа-
граммы № 1, и, кроме заготовительных
переходов 1-го вида, применяем
гибку. Пережим и подкатку открытую
не применять, так как оии компенси-
руются применением гибки. При не-
значительном расстоянии между ще-
ками (частое расположение щек),
относительно небольшой ширине
некоторых щек и особенно при на-
личии в конфигурации противовесов
рекомендуется построить расчетную
заготовку непосредственно по сече-
ниям, как для поковки с вытянутой
осью (второй вариант)
В этом случае, кроме переходов
согласно диаграммы № 1 (преиму-
щественно подкатка), применять з а-
готовительно-предварительный
ручей с плавными переходами и
рассекателем
3. При наличии конфигурации, за-
нимающей по своему характеру про-
межуточное место между формами
поковок первого и второго вариантов,
рекомендуется произвести построение
расчетной заготовки непосредственно
по сечениям, как для поковки с вы-
тянутой осью
В этом случае, помимо ручьев,
найденных по диаграмме № 1 (пре-
имущественно подкатка), рекомен-
дуется применять формовочный ручей
(плавный гибочный), предваритель-
ный и окончательный ручьи или после
заготовительных только окончатель-
ный (третий вариант)
Такая конфигурация рассматри-
вается как фигура с удлиненной
осью аа и отростком, значительно
отдаленном от концов поковки
При этом рекомендуется применять
следующие переходы:
а) переходы 1-го вида, необходи-
мые для перераспределения объема
металла исходной заготовки в соот-
ветствии с сечениями поковки и опре-
деляемые по расчетной заготовке и
диаграмме № 1
б) формовочный ручей для одно-
стороннего смещения металла в на-
правлении отростка (В) (применять
только при значительной длине от-
ростка Xi)
в) заготовительно -предварительный
ручей с максимально упрощенной и
плавной формой полости под отросток
в целях создания наиболее благо-
приятных условий затекания металла
в эту полость (Г)
г) окончательный ручей (Д)
101
Продолжение табл. 10
Эскизы поковки и расчетной заготовки или
эпюры. Вариант и переходы штаыповки
Методика построения расчетной заготовки
и выбора переходов штамповки
Гру'л
поковок
Под-
группа
Когда такого типа отросток вслед-
ствие значительной длины Хг не мо-
жет быть получен указанным спо-
собом, рекомендуется производить
штамповку в свернутом виде (/в)
с последующей разводкой в спе-
циальном приспособлении (II в)
При сравнительно небольшом рас-
стоянии от оси отростка до одного
из концов поковки (CM. /j) и при
сравнительно большой длине от-
ростка X рекомендуется:
а) рассматривать поковку, как с
изогнутой осью аоЬ
б) исходя из расчетной заготовки,
составленной, как для поковки с изо-
гнутой осью (Б), определить необхо-
димые переходы по диаграмме №1
в) применить гибочный ручей, на-
правив ось ручья по линии, близкой
к аоЬ (В)
г) в качестве штамповочных ручьев
применять предварительный и окон-
чательный
Если поковка представляет собой
конфигурацию с плавной кривизной
и отростками, то переходы штамповки
определяются следующим образом:
а) строится развертка, как для по-
ковки с плавным изгибом
б) составляется расчетная заготовка
развертки
в) кроме необходимых переходов
1-го вида, применять гибочный ручей
с формовкой отростка, заготови-
тельно-предварительный и оконча-
тельный ручьи
Если поковка предщавляет собой
конфигурацию с резкой кривизной
и отростками, то переходы штамповки
определяются следующим образом:
а) строится расчетная заготовка
по элементам, как для поковки с
резким перегибом
б) кроме переходов 1-го вида,
необходимых для расчетиойзаготовки
согласно диаграмме № 1 (с учетом
допустимого упрощения), применять
гибочный ручей и заготовительно-
предварительный ручей с плавными
формами, а также окончательный
ручей
102
Продолжение табл. 10
Группа Под- Эскизы поковки и расчетной заготовки или
поковок группа эпюры. Вариант и переходы штамповки
Методика построения расчетной заготовки
и выбора переходов штамповки
6) 1-й переход - подкатка
-предварительный
S а. переход окончательный
При выборе переходов штамповки
для поковок IV группы необходимо
учитывать следующие факторы:
а) отношение ширины развилины
/ b \
к ее длине ( у I
б) конфигурацию поперечных се-
( е \
чений развилины н отношение (у I
в) наличие отростков илн стерж-
ней и их длина х0
В зависимости от этих факторов
представляются следующие под-
группы поковок и варианты штам-
повки
1. Поковка-развилина при незна-
Ь
чительном отношении у рассмат-
ривается, как фигура с вытянутой
осью (аа)
Кроме переходов 1-го вида, как
для поковки с вытянутой осью, при-
менять заготовительно-предваритель-
ный ручей с рассекателем для раз-
гона металла от оси в полости под
развилины. Нужно иметь в виду
возможное упрощение по переходам
1-го вида за счет применения заго-
товительно-предварительного ручья
2. Поковка-развилина со значитель-
b
ным отношением у рассматривает-
ся, как фигура с изогнутой осью
abed, и выбор переходов штамповки
производится следующим образом:
а) составляется расчетная заго-
товка или по принципу развертки
(при плавных перегибах), или по
элементам (при резких перегибах),
как для поковки с изогнутой осью
б) определяются, исходя из расчет-
ной заготовки и по диаграмме № 1,
необходимые переходы 1-го вида
с учетом возможного упрощения
процесса
в) кроме переходов 1-го вида (если
таковые требуются), применяется
гибочный ручей и штамповочные
ручьи
103
Продолжение табл. 10
Методика построения расчетной заготовки
и выбора переходов штамповки
Эскизы поковки и расчетной заготовки или
эпюры. Вариант и переходы штамповки
Группа Под-
поковок группа
£
S
со
§
£
ад
со
со
сх
4' Расчетная застойна
В'вазагпобителью - предОари-
тепьньш переход
3. Поковка с развилиной н стерж-
нем значительной длины х(, приво-
дится к конфигурации с вьиянутой
осью, и переходы определяются сле-
дующим образом:
а) строится расчетная заготовка,
как для поковки с вытянутой осью
(внутренний заусенец рассчиты-
вается на полное заполнение и как бы
относится к поковке)
б) определяются переходы 1-ю
вида с учетом возможно! о упроще-
ния
в) применяется заготовительно-
предварительный ручей с рассека-
телем и окончательный ручей
При весьма узком размере Ь прак-
тикуется иногда штамповка разви-
лины в разведенном виде с после-
дующей гибкой и чеканкой в другой
плоскости (повернутом состоянии).
Наоборот, при относительно боль-
шом Ь рекомендуется производить
штамповку элемента развилины в
свернутом виде с последующей
разводкой развилины в специальном
приспособлении
При наличии стержня сравнительно
небольшой длины х() и большом
b
отношении у поковка приводится
к конфигурации с Изогнутой осью
и отростком. Соответственно этому
определяются переходы штамповки:
а) вычерчивается развертка (при
достаточно плавной форме)
б) составляется расчетная заго-
товка развертки, рассматривая раз-
вертку, как поковку с чнутой
осью; если конфигурация кит
как элементы плавных форм, так и
элементы с резкими перегибами, то
расчетная заготовка составляется
комбинированным методом—по раз-
верткам и элементам
в) кроме переходов 1-го вида,
применять гибочный ручей с эле-
ментом формовочного ручья в части
отростка
г) затем применяются штамповоч-
ные ручьи
При больших абсолютных разме-
рах h и &, неблагоприятном соотно-
шении глубины ручья к его ширине
е
у или когда требуется получить
поверхность N плоской без напуска
от штамповочных уклонов рекомен-
дуется:
а) применять (штамповку поковки
в другой плоскости полностью в раз-
вернутом виде с последующей гибкой
на прессе или в специальном при-
способлении (см. А)
104
Продолжение табл. 10
Группа Под- Эскизы пиковки и расчетной заготовки или
поковок группа эпюры. Вариант и переходы штамповки
Методика построения расчетной заготовки
и выбора переходов штамповки
s
И
о
&
о
С
X
X
S
t?
S
ад
м
05
а.
б) примени1ь штамповку поковки
в другой плоскости (см. Б) с соблю-
дением зафиксированных углов пе-
региба. Затем производить гибку
в специальном штампе на прессе.
Заметим, что этот вариант с зафикси-
рованными углами предпочтительней
предыдущего варианта (Л), так как
он в большей степени гарантирует
получение качественной поковки,
без перетяжки отдельных ветвей
В ряде случаев рационально при-
бегать к методу расчленения процесса
и комбинирования агрегатов (см.
часть седьмую)
На всех участках поковки, где заготовительными ручьями не обеспечивается
достаточное распределение металла, необходимо предусмотреть увеличенную
заусенечную канавку для размещения получающегося избытка металла.
б) Следует иметь в виду рациональность применения в ряде случаев
заготовки, высаженной на' горизонтально-ковочной машине (фиг. 90) или
проката периодического профиля
(фиг. 91).
в) При штамповке из заготовок
толщиной более 50 мм (Азг > 50)
особое значение приобретает во-
прос о клещевом конце. Если не
производить оттяжку клещевого
конца, то это приводит к боль-
шим отходам‘металла. Если про-
Фиг. 90. Типовой пример рациональной замены*
операции протяжки высадкой.
изводить оттяжку клещевого
конца, что уменьшает отходы, то снизится производительность за счет опе-
рации протяжки конца и вследствие необходимости работы с двумя кле-
щами и поворота заготовки. Чтобы не оттягивать клещевой конец и
избежать большой отход на клещевину, в некоторых случаях осуществляют
штамповку без клещевины. Это можно Д<К__^ чать в тех случаях, когда в ка-
честве заготовительных операций применяются пережим, формовка или гибка,
Фнг. 91. Штамповка шатуна из проката
периодического профиля.
не требующие кантовки
при обработке в загото-
вительном ручье.
Проектируя штамповку без кле-
щевины в целях экономии металла,
нужно обратить внимание, не являет-
ся ли поковка слишком плоской
(мелкий ручей), что может повлечь
за собой выскакивание поковки из
штамповочного ручья и необходи-
мость ее укладки обратно в полость
ручья. Кроме того, нужно учесть,
что если поковка имеет сложную
ребристую конфигурацию, то она может застревать в верхнем или нижнем
штампе и выемка ее из ручья при штамповке без клещевины будет затруд-
нительна.
Наличие подобных обстоятельств может привести к потере преимуществ
по экономии металла за счет клещевины.
105
Когда в качестве заготовительных переходов должны применяться под-
катка, протяжка или их комбинация, то штамповка без клещевины затрудни-
тельна, так как эти операции требуют кантовки. Некоторые конструкторы-
технологи для получения экономии металла на клещевине упрощают процесс
по заготовительным переходам, заменяя сложные переходы и ограничиваясь
применением лишь пережима или формовки, загружая в большей мере штам-
повочные ручьи.
В целях экономии металла на клещевину для поковок, имеющих одно
утолщение со стержнем (например, вал с шестерней), с успехом применяют
подкатной ручей, открытый со стороны клещевой выемки.
Это позволяет использовать хвостовую часть заготовки при подкатке, а в штам-
повочных ручьях производить работу без клещевины. Расположение утолщен-
ной части поковки в задней части штампа (хвостовой частью к рабочему) осво-
бождает от необходимости оттяжки клещевины и в совокупности с подкатным
ручьем, открытым со стороны клещевой выемки, позволяет осуществить штам-
повку без клещевины.
г) Для поковок сравнительно большой ширины устройство обоих штам-
повочных ручьев требует применения широкого штампового кубика и более
эксцентричного расположения этих ручьев относительно центральной оси
штампа. Это отрицательно сказывается на прочности и состоянии молота
вызывая преждевременный выход из строя штока, бабы, направляющих и
прочих деталей молота, а также повышенный брак по перекосу поковок.
Поэтому в таких случаях для крупных или широких поковок предваритель-
ный ручей применять не рекомендуется. Штамповка должна осуществляться
только в заготовительных и окончательном ручьях; при этом надо иметь
в виду возможность совмещения некоторых заготовительных ручьев.
Для круглых в сечении поковок средних и больших размеров (оси, валы)
в. результате введения закрытой подкатки (ПЗ) можно ограничиться примене-
нием только окончательного ручья, расположенного по центру штампа, что
дает определенные преимущества. (
Для поковок небольшой толщины при наличии сравни "ьно тонкого по-
лотна (толщина менее 10 мм) в ряде случаев предварительТтк '. ручей можно
не применять, производя штамповку только в заготовительных и окончатель-
ном ручьях. Особенно это относится к тонким поковкам со сложной, кривой
линией разъема, затрудняющей укладку предварительного перехода в окон-
чательный ручей.
Если поковка в дальнейшем подвергается чеканке, то неза-
висимо от сложности конфигурации рекомендуется применять предваритель-
ный ручей, содействующий лучшей очистке поковки от окалины, получению
более точных размеров и более чистой поверхности после штамповки на
молоте. Этим достигается создание более благоприятных условий для последую-
щей чеканки.
д) Выбор переходов штамповки нельзя производить без учета серийности
производства. При массовом и крупносерийном производстве нужно стре-
миться применять все ручьи, могущие обеспечить качественную поковку при
высокой производительности штамповки и экономии металла. При изготовле-
нии небольших партий поковок бывает целесообразно пойти на упрощение
процесса по переходам, т. е. на применение более простых штампов, так как
их стоимость распределяется лишь на незначительное количество продукции,
Рациональность применения упрощенного процесса по переходам должна
быть проверена в каждом отдельном случае технико-экономическим расчетом.
§ 7. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ ДЛЯ ПОКОВОК
ПЕРВЫХ ЧЕТЫРЕХ ГРУПП
1. Основные методы расчета. Впервые обоснование возможности выбора
исходной загоювки путем расчета ее размеров было дано в зависимости от:
а) требуемого объема заготовки как суммы объемов поковки и отхода на заусе-
нец и угар и б) принятого способа штамповки [61.
106
Так как объем заготовки и требуемое распределение металла в отдельных
ее частях достаточно точно учитывается расчетной заготовкой (эпюрой диа-
метров), то, развивая указанный метод, можно прийти к следующим выводам.
1) Размеры исходной заготовки определяются, исходя из основных двух
факторов: а) расчетной заготовки, б) принятой комбинации переходов штам-
повки.
2) Основным критерием выбора размеров заготовки должно служить то
обстоятельство, что объем поковки с учетом отходов на заусенец и угар (V^3)
должен равняться объему той части исходной заготовки (Узг), которая идет
на одну поковку.
3) В свою очередь, объем заготовки (Изг) равняется произведению
площади сечения заготовки (S3?) на ее длину (/зг), отнесенную к одной-
поковке, т. е.
Vn.3 = V3S = 8зг • 1зг. (24)
4) Величина же площади поперечного сечения исходной заготовки (S32)
зависит от той комбинации ручьев, которая выбрана для штамповки данной
поковки. Если, например, штамповка может быть совершена без заготовитель-
V'
ных ручьев (БЗ), то 5зг= ; при этом исходим из вероятного в данном
случае предположения, что длина заготовки равняется длине поковки.
Когда в качестве заготовительных ручьев применяется одна подкатка,
то искомая 8зг должна приближаться по своей величине к площади попереч-
ного сечения средней расчетной заготовки, так как при работе в подкатном
ручье будет иметь место перераспределение объема исходной заготовки в пре-
делах длины, равной примерно длине поковки.
В случае применения только подкатки [61
S'^-.--------------- (24а)
^подкатного ручья
В приведенной работе указывается, что в целях уменьшения количества
ударов при подкатке можно в знаменателе формулы (24а) подставлять величину
на 25—50 мм меньше длины подкатного ручья; при этом заготовка закла-
дывается не до конца ручья.
Некоторые авторы [35] рекомендуют: а) для поковок с утолщениями на
обоих корцах (типа рычагов с двумя бобышками) или для поковок с периоди-
чески меняющимся сечением (типа кулачкового вала) закладывать заготовку
до конца подкатного ручья и определять 8зг по формуле (24а);
б) для поковки с утоненным концом закладывать заготовку не до конца
подкатного ручья и, учитывая при этом некоторую вытяжку конца заготовки,
пользоваться формулой
^подкатного ручья [20 . 40) ММ
Когда в качестве заготовительных переходов применяется только протяжка,
то, очевидно, что площадь поперечного сечения исходной заготовки (5зг) должна
приближаться к площади наибольшего сечения расчетной заготовки, так
как после протяжки можно ожидать лишь весьма незначительного увеличения
наибольшего сечения за счет возможного малого осевого перемещения металла
в штамповочных ручьях.
Если же в качестве заготовительных ручьев применяется протяжка и под-
катка, то искомая величина 8зг должна, очевидно, иметь какое-то промежуточ-
ное значение — между необходимым сечением заготовки в случае применения
протяжки (Snp) и сечением заготовки при применении только под-
катки (Snd).
В некоторых литературных источниках [6] для этого случая рекомендуется
формула
С I с
S'3!=-^~^, (24в)
107
причем, если подкатка производится в закрытом подкатном ручье (более
интенсивный набор металла), то исходное сечение заготовки можно находить
как среднее арифметическое площадей согласно формуле (24в).
Если подкатка производится в ручье открытого типа, сечение заготовки
должно быть больше среднего сечения и выбранный профиль должен быть
ближе к максимальному 16].
Автор считает, что в случае применения протяжки и подкатки Ззг должно
в подавляющем большинстве случаев приближаться к Snp и что величина 5зг
будет в значительной степени зависеть от уклона стержня (/<), обусловливаю-
щего степень перемещения металла из протянутого стержня в область головки
при подкатке.
2. Метод определения площади сечения исходной заготовки на основе рас-
четной заготовки. На основании расчетных заготовок (эпюр) и принятого
процесса штамповки по переходам, а также с учетом потери металла на угар
и способа укладки заготовки в заготовительные ручьи рекомендуются приво-
димые ниже формулы по определению размеров исходной заготовки (размеры
даны в мм, мм* и mms).
19— длина расчетной заготовки;
1С — длина стержня расчетной заготовки;
1г — длина головки расчетной заготовки;
V9=Vn.3—объем расчетной заготовки, равный сумме объемов поковки и
заусенца;
— объем головки расчетной заготовки;
V с— объем стержня расчетной заготовки;
V; = V' ,= (25)
— объем поковки с учетом отхода на заусенец и угар, где 8 — угар ме-
талла в °/0 по табл. 11.
Таблица II
Угар металла в зависимости от вида нагрева
Нагрев
Угар металла 8
в “/о * В
В нефтяной камерной печи ......................................
В нефтяной методической печи.....................................
В газовой камерной печи..........................................
В газовой методической печи ...................................
В электропечи . . . ......................................
В электронагревательной установке высокочастотной и контактной . .
4—3
3—2,5
3-2,5
2,5-2
1,5—1
1-0,5
Примечание. При двукратном нагреве значение 8 увеличивается в 1Д—2 раза.
L Уг=\7г ~—объем головки с учетом отхода на угар;
т jt т и 100 4- 5
Vc = Vc—iqq--объем стержня с уч^ом отхода на угар;
Scp ~ = -р- — площадь заготовки среднего сечения;
^зг —площадь сечения исходной заготовки, расчетная;
заготовки, фактическая;
заготовки соответственно
если применяется iолько
если применяется только
S3Z — площадь сечения исходной
Азг и Азг — сторона исходной квадратной
расчетная и фактическая;
Snp—площадь сечения заготовки,
протяжка;
Snd площадь сечения заготовки,
подкатка;
/(~... _ коэфициент, учитывающий уклон стержня (см.
с фиг. 75).
108
3. Определение площади сечения исходной заготовки для поковок с эле-
ментарной расчетной заготовкой (элементарной эпюрой) производить по фор-
мулам табл. 12.
Таблица 12
Определение площади сечения исходной заготовки для поковок с элементарной
расчетной заготовкой (А. В. Ребельский)
№ форму- лы Принятые заготовительные переходы Формула Примечание
(1) Штамповка произво- дится без применения заготовительных ручьев (БЗ) Ззг = (1,02-4-1,05) Scp Меньшее значение коэффи- циента применять, когда за- готовка перекрывает штампо- вочный ручей по всей длине; большее значение применять для случаев, когда заготовка не доходит до конца ручья
(2) Штамповка произво- дится с применением пережима или формовки S^ = (1,05^1,3) Scp Меньшее значение коэффи- циент применять, когда исходная заготовка закла- дывается до конца заготови- тельного ручья
(3) Штамповка произво- дится с применением, подкатки (ПО или ПЗ) S3! = ^пд = (1,05-1,2) Sep Большее значение коэффи- циента применять, когда исходная заготовка закла- дывается не до конца заго- товительного ручья
(4) Штамповка произво- дится с применением протяжки , V S„ = S„=—L dZ Пр ! lZ Эта же формула приме- няется, если после протяжки имеет место формовка или гибка
(5) Штамповка произво- дится с применением протяжки и подкатки S'3! = Snp-K(Snp-Snd) Snd — по формуле (3) с коэффициентом 1,2 SnP — по Формуле (4) К— конусность стержня расчетной заготовки
4. Определение площади сечения исходной заготовки для поковок со слож-
ной расчетной заготовкой (сложной эпюрой) (фиг. 77—78) производится сле-
дующим образом:
а) в случаях штамповки без заготовительных ручьев (БЗ) или с примене-
нием пережима (Переж.), формовки (Форм.) или подкатки (ПО и ПЗ) нужно8зг
•определять соответственно по формулам (1), (2) и (3) табл. 12;
б) в случаях штамповки с применением протяжки (Прот.) или протяжки-
подкатки (Прот. — ПО или Прот. — ПЗ) нужно для каждого участка расчет-
ной заготовки (эпюры) определить S3g соответственно по формулам табл. 12
и выбрать наибольшее из полученных значений.
5. Выбор профиля и размера исходной заготовки, а) Получив из расчета
площадь сечения заготовки (£«), следует подобрать по стандарту заготовку
квадратного или круглого сечения с ближайшей большей к расчетной пло-
щадью, определив таким образом Азг или 1)зг.
б) Надо иметь в виду, что более выгодно применение квадратного профиля.
Круглую по сечению заготовку следует применять в случаях: наличия резкой
гибки, приводящей к зажимам при штамповке из квадратного профиля; когда
109
поковка имеет круглый по сечению участок, не подвергающийся штамповке;
если заготовка подвергается штамповке на молоте после высадки на горизон-
тально-ковочной машине; когда заготовка должна быть отличной по профилю
от равновеликой заготовки другой марки стали.
§ 8. ВЫБОР ПЕРЕХОДОВ ШТАМПОВКИ И ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ
ДЛЯ ПОКОВОК КРУГЛЫХ И КВАДРАТНЫХ В ПЛАНЕ ИЛИ ПРИБЛИЖАЮЩИХСЯ
К КРУГЛОЙ ИЛИ КВАДРАТНОЙ ФОРМЕ (V ГРУППА)
1. Общие сведения. С технологической точки зрения есть принципиальная
разница между поковками первых четырех групп и поковками последней (V)
группы. Эта разница заключается в том, что при штамповке поковок первых
четырех групп исходная
Фиг. 92. Радиальное течение
металла при штамповке круг-
лых в плане поковок.
заготовка укладывается своей осью параллельно
плоскости разъема штампов. Поковки же V группы
штампуются обыкновенно из заготовки, ось ко-
торой направлена перпендикулярно к плоскости
разъема (так называемая штамповка заготовки
в торец).
Такой способ штамповки оправдывается кон-
фигурацией поковок* для которых характерно
радиальное течение металла (фиг. 92) в процессе
штамповки.
Требуемые условия течения металла могут
быть обеспечены применением заготовки формы,
подобной в плане конфигурации поковки, т. е
заготовки круглого сечения (или близкого к кругу,
или из предварительно осаженной лепешки), по-
ставленной в центре ручья на торец, чем и
обусловливаются применяемые переходы штам-
повки.
Для данной группы поковок вопрос вы-
бор^ переходов штамповки нужно
решать совместно с вопросом
определения размеров исходной
заготовки, так как профиль и размеры
последней обусловливаются размерами и конфи-
гурацией поковки, а эти факторы, вместе взятые, и определяют необходимые
для штамповки переходы.
2. Определение размеров заготовки. Введем следующие обозначения:
Vn — объем поковки;
V3— объем заусенца, равный для данной группы 0,5 объема
заусенечной канавки;
Vn.3 = Vn + V3 —- объем поковки с учетом отхода на заусенец;
100 -4-5
Vn3~Vn3—---------объем заготовки с учетом угара,—*
1 ии
где 8 — угар в процентах (значение 3 по табл. 11);
S', и S.J2—площадь сечения заготовки, соответственно расчетная и фак-
тическая;
D' и Взг —диаметр круга исходной заготовки, соответственно расчетной
и фактической;
Л', и А сторона квадрата исходной заготовки, соответственно расчет-
ная и фактическая;
L' и ^зг—Длина (высота) исходной заготовки, соответственно расчетная
и фактическая.
При определении размеров заготовки нужно, чтобы отношение длины (вы-
соты) заготовки к диаметру (или стороне квадрата) не превосходило предела
110
2,8 во избежание искривления заготовки (продольный изгиб), которое может
привести к образованию в поковке зажима. Если указанное отношение обозна-
чить через т, то оно выразится так:
т =
^зг ___
^зг ^зг
(26)
Коэфициент т рекомендуется выбирать в пределах т —2,8 ч- 1,5 Для
облегчения резки заготовки нужно стремиться выбирать значения т ближе
к верхнему пределу (2,8); при этом получится наименьшая ее толщина1.
Задавшись коэфициентом т,
можно найти диаметр круглой
заготовки или сторону квадрат-
ной заготовки по следующим
формулам:
*' 3 / у'
D3? — 1,08 I/ (27)
' у т
(28)
Получив по этим формулам
размеры заготовки D'3? или Д3'г
и Ззг, следует подобрать по стан-
дарту или имеющейся на за-
воде номенклатуре заготовку
с размерами Озг (Дзг) и SJS,
ближайшими к расчетным. За-
тем ь /жно уточнить длину за-
готовки по формуле
Ьзг=-^. (29)
^зг
3. Выбор переходов штам-
повки. Рассматривая заданные
размеры заготовки по отноше-
нию к конфигурации поковки
и учитывая течение металла
в данном случае, можно уста-
новить необходимые переходы
штамповки. При штамповке рас-
сматриваемых поковок имеют
место явление осадки металла
Фиг 93. Различные конфигурации круглых в плайе
поковок и варианты их штамповки.
и сопряженное с ней течение
металла от центра к наружному контуру полости ручья и явление выдавли-
вания металла, т. е. заполнение тех полостей, которые перекрываются заго-
товкой.
В случае, показанном на фиг 93, .4, будет иметь место только осадка ме-
талла. В другом случае (фиг. 93, Б) будет иметь место осадка и выдавливание
металла.
В конфигурации рассматриваемой группы поковок можно выделить три
основных элемента: ступицу, диск и обод (фиг. 93, £). На практике
встречаются поковки, представляющие собой ту или иную комбинацию этих
основных элементов.
1 М. Г. Борц [6] рекомендует «из условия возможности хорошей осадки, удобства и
возможности резки на ножницах» задаваться отношением т= 1,5 ч-2
Любовный и Фалкин [35] «для обеспечения правильной осадки заготовки без зажимов»
принимают т = 2,5.
111
Когда заготовка перекрывает полость под ступицу (фиг. 93, В), то ее за.
полнение происходит выдавливанием металла; при этом, если заданные по
чертежу поковки размеры перекрываемой полости не гарантируют ее заполф
нения выдавливанием, то нужно применять специальные заготовительные-
операции (фиг. 93, или изменить размеры поковки.
Иногда в аналогичных случаях рекомендуют производить подкатку конца
заготовки [6].
Когда поковка представляет собой диск — обод (фиг. 93, Д), то при зна-
чительной глубине полости (размер h) желательно применять заготовку (ОУ
перекрывающую выступ R; в противном случае в углах могут образоваться
зажимы.
Всегда должны приниматься меры к тому, чтобы избежать попадания
окалины в окончательный ручей. Для этого нужно применить площадку для
подсадки или нанести один-два удара по заготовке, поставленной вне ручья
Если же этого осуществить нельзя, то в процессе штамповки должны быть
приняты меры по удалению окалины (например, сжатым воздухом). •
Указанные положения по штамповке круглых в плане поковок подтвер-
ждаются практикой работы кузнечно-штамповочных цехов отечественных заво-
дов, освещенной в известных трудах по горячей штамповке [16], [18].
На основании этих указаний приводим ниже основные правила выбора
переходов для поковок этого типа, которые не являются исчерпывающими,
но дают основное направление в вопросе выбора переходов штамповки для
поковок данного типа.
1) Для выбора переходов штамповки нужно прежде всего определить раз-
меры заготовки по указанным выше формулам (26)—(29). В ряде случаев сле-
дует просчитать несколько вариантов размеров заготовки, изменяя в указан-
ных пределах значение ^оэфициента т с таким расчетом, чтобы окончательно
выбранные размеры заготовки давали при данной конфигурации поковки и
производственных возможностях наибольший эффект.
2) Если поковка представляет собой гладкий диск (фиг. 93, Д), то нужно
примени 1ь только окончательный ручей, причем, как правило, рекомендуется
первый удар нанести по заготовке, поставленной на площадке вне ручья,
с целью удаления окалины.
3) При наличии выступа типа ступицы в центре поковки (фиг. 93, Б, В
и Г) могут быть следующие случаи:
а) Заготовка перекрывает центральное углубление полости, и размеры
этой полости таковы, что по условиям ее заполнения можно производить штам-
повку выдавливанием (фиг. 93, Б). В этом случае следует применять один
удар по заготовке вне ручья и затем окончатель-
ный ручей.
б) Заготовка перекрывает центральную полость (фиг. 93, В), но размеры
этой полости (hc, R, г, а°) таковы, что по условиям ее заполнения нельзя
производить штамповку выдавливанием. В таком случае рекомендуется про-
изводить предварительную осадку на площадкес кони-
ческой полостью в нижнем штампе, что позволяет получить проме-
жуточную заготовку за счет одновременного осаживания и выдавливания
исходной заготовки.
При значительной глубине hc можно производить предварительную о т -
тяжку или подкатку конца заготовки (фиг. 93, Вг) и штамповку
в окончательном ручье.
в) Заготовка помещается в центральной
чае при ~
затем
полости (фиг. 93, Г). В этом слу-
< 2 следует применять п
окончательный руче
для
4)
<фиг.
садки, затем окончат
вый удар вне ручья,
и при > 2 площадку
ьный ручей.
п о
При наличии обода, т. е. кольцевого углубления с края пвлорти ручья
93, Д), могут представиться следующие случаи.
е Р
й
е л
112
ручей;
посадки и окончательный ручей;
посадки и окончательный
Если конфигурация поковки (Л, R, г, а) позволяет производить штамповку
выдавливанием, то применять:
при < 1,3 - окончательный
при = 1,Зч-4— площадку для
пд
при > 4 и D< 350— площадку для
при ~ > 4 и Z)> 350 — заготовительно-предварительный и окончатель-
ный ручей (фиг. 93, Д, нижний рисунок).
В последнем случае при отсутствии в центральной части поковки сложной
конфигурации иногда рационально для поковок больших размеров загото-
вительно-предварительный ручей совместить с окончательным, применяя кон-
струкцию с вращающимся нижним штампом [46].
Если конфигурация поковки (Л, R, г, а.) не позволяет производить штам-
повку выдавливанием, то в таких случаях нужно применять заготовительно-
предварительный ручей и окончательный; штамповку следует производить
на двух молотах с одного нагрева.
5) При наличии в поковке диска — hd, ступицы — hc и обода — ho
(фиг. 93, Е) нужно рассматривать отдельно центральную часть фигуры (диск—
ступица) и наружную часть (диск—обод), как указано в пп. 3 и 4, и вы-
брать наиболее трудоемкий по переходам процесс. Напри-
мер, если для центральной части фигуры требуется применить только окон-
чательный ручей, а для наружной части — площадку для посадки и окончатель-
ный ручей, то для штамповки такой поковки нужно применять последний
вариант процесса,
В случаях, когда размер поковки не позволяет расположить площадку для
посадки или заготсвительно-предварцтельный ручей в одном штампе с окон-
чательным ручьем, нужно штамповку производить последовательно на двух
отдельных штампах, предпочтительно с одного нагрева. Если же по условиям
производства не имеется возможности осуществить последовательную штам-
повку на двух молотах, то необходимо изменить конструк?
цию поковки прёимущественно на счет введения более плавных пере-
ходов и закруглений, а иногда больших штамповочных уклонов с тем, чтобы
штамповку можно было произвести в одном ручье.
Необходимость штамповки на двух молотах может быть вызвана также
сложностью конфигурации поковки (высокие ребра и бобышки, тонкие стенки),
чувствительной к сдвигу и требующей поэтому центрального расположения
штамповочных ручьев в двух отдельных штампах.
6) Небольшие поковки, требующие при штамповке в торец заготовку диа-
метром D32 < (50 ~ 40 мм), можно рассматривать как изделия группы I
и применять переходы согласно диаграмме № 1, т. е. пережим, ПО или ПЗ
(фиг. 93, Ж), причем такую штамповку можно производить только в том слу-
чае, если не предъявлены особые условия в отношении расположения волокон.
Штамповка подобных поковок с" применением заготовительных ручьев
(пережим, ПО, или ПЗ) мож₽~ вызвана также наличием в конфигурации
поковок выступов с узкими--*-«греКычками между ними.
7) Поковки типа крестовин также должны быть отнесены к рассматривае-
мой группе поковок,, так как характерной особенностью их конфигурации
является наличие радиально направленных отростков, выходящих из основ-
ного тела, представляющего собой круглую форму или близкую к круглой
в плане (фиг. 94, Д). Штамповка крестовин производится обычно из цилиндри-
ческой заготовки, поставленной на торец (фиг. 94, Б), причем рекомендуется
исходную заготовку предварительно осадить на площадке для посадки или
для изделий больших размеров на отдельных плоских бойках в лепешку.
Этот переход в свою очередь нужно подвергнуть осадке в направлении диа-
метра, получив, таким образом, заготовку, близкую в плане к квадратной
8 Брюханов и Ребельский 2i58 ИЗ
форме (фиг. 94, В). Полученную заготовку следует положить в окончательный
ручей так, чтобы направление ее диагоналей совпало с направлением отростков
ручья и тем самым облегчить вытекание металла в полости под отростки
(фиг. 94, Г).
Осадка заготовки в двух взаимно перпендикулярных направлениях благо-
заготовки от окалины;
это особенно важно в
данном случае, так как
штамповка производит-
ся в одном окончатель-
ном ручье. При значи-
тельной длине отростков
с целью получения хо-
рошего заполнения не-
обходимо несколько уве-
личить объем исходной
заготовки. Это вызы-
вается тем обстоятель-
ством, что металл, за-
полняя полости штампа
поверхности
приятствует также лучшей очистке всей
Фиг. 94. Штамповка крестовины из подса-
женной заготовки в одном окончательном
ручье.
под отростки, растекается и запол-
няет также пространство между
отростками**(фиг. 94, Г). В штампе
на участках между отростками при-
ходится поэтому делать заусенечную
канавку с увеличенными против
обыкновенного размерами магазина.
Это обстоятельство должно быть
учтено при конструировании штам-
пов для данного типа поковок \
Когда крестовина‘имеет настолько
длинные отростки, что они не мо-
гут быть выполнены штамповкой из
осаженной заготовки в одном окон-
чательном ручье, то в таких слу-
чаях рекомендуется применять фор-
мовочный ручей, а также заготови-
тельно-предварительный с плавными
переходами от отростков к внутрен-
ней части фигуры. Такие сложные
поковки рекомендуется штамповать в двух штампах на двух рядом стоящих
молотах, предпочтительно с одного нагрева и с механизацией передачи
заготовки от первого молота ко второму.
ГЛАВА IV
КОНСТРУИРОВАНИЕ И РАСЧЕТ РУЧЬЕВ МОЛОТОВОГО ШТАМПА
§ 1. ОБЩИЕ СООБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ
В предыдущей главе освещен вопрос о том, какие ручьи необходимы для
осуществления технологического процесса штамповки заданной поковки.
Зная потребную комбинацию ручьев, необходимо затем установить их форму
и размеры, т. е. сконструировать ручьи штампа так, чтобы они обеспечивали
получение качественной поковки в соответствии с технологическим процессом.
1 За последнее время опробована штамповка крестовин с применением пережимного
ручья для получения наметок под отростки, что дает экономию металла.
114
Исходными данными для конструирования ручьев молотового штампа
являются:
а) чертеж поковки (приемочный или инспекционный);
б) расчетная заготовка (эпюры сечений и диаметров) для поковки первых
четырех групп, или эскизы отдельных переходов для поковок V группы;
в) исходная заготовка (профиль и размеры).
Ниже изложены методы конструирования ручьев молотового штампа,
классификация и назначение которых даны в табл. 9.
Методика расчета ручьев молотового штампа базируется на опыте работы
конструкторских бюро штамповочных цехов ряда машиностроитель! ых заво-,
дов и на предшествующих трудах в этой области [7], [161, [18].
При конструировании заготовительных ручьев иногда исходят только из
чертежа поковки, требуемых размеров заусенца и размеров исходной заго-
товки. Автор рекомендует пользоваться при этом также и расчетной заготов-
кой (эпюрой диаметров), позволяющей выполнять конструирование штампов,
более методично и правильно.
§ 2. ОКОНЧАТЕЛЬНЫЙ РУЧЕЙ
Окончательный ручей изготовляется по специальному чертежу поковки,
Указываемому «чертеж поковки для изготовления штампа». Чертеж поковки
для изготовления окончательного ручья штампа (фиг. 95) составляется на
основании инспекционного чертежа на ту же поковку (см. фиг. 65).
Ниже приводятся прав и-л а по составлению чертежа по-
ковки для изготовления штампа.
1. Чертеж поковки для изготовления окончательного ручья штампа со-
ставляется на основании инспекционного чертежа поковки.
2. Поковка должна быть вычерчена в масштабе инспекционного чертежа.
3. При условии изготовления штампа с помощью усадочного инструмента
нужно составить чертеж холодной поковки, на котором все размеры должны
быть проставлены без учета усадки. При простановке размера, по которому
предполагается ненормальная, т. е. не 1,5%, усадка, следует указывать не
размер холодной поковки, а такой, который, будучи взят усадочным метром
(1,5%), дал бы требуемый размер горячей поковки. Так, напрмер, для тонкой
быстростынущей поковки длиной 1000 мм, на которой предполагается усадка
1,2%, следует указать размер на 1,5—1,2 =0,3% меньше 1000, т. е. размер
997, который на поковке в горячем состоянии даст 997-1,015 = 1012, а в хо-
лодном состоянии ™| = 1000 х.
4. При условии изготовления штампа с помощью обычного инструмента
нужно составить чертеж горячей поковки, на котором все размеры простав-
ляются с учетом усадки. Следует иметь в виду возможность неравномерной
усадки отдельных элементов поковки.
5. Система простановки размеров должна быть установлена с учетом про-
стоты построения фигуры при разметке шаблонов и штампа, а именно:
а) должны быть полностью даны размеры для построения линии разъема;
б) размеры по высоте следует давать от линии разъема;
в) должны быть указаны размеры напуска (горизонтальные отрезки от
штамповочных уклонов) для разметки на плоскости контура разъема и соот-
ветствующей разметки элементов поковки.
6. На чертеже контуры чистовой детали наносить не следует.
7. На чертеже поковки для изготовления штампа не следует указывать
допуски на размеры поковки.
8. В примечании на чертеже могут быть даны указания о неоговоренном
штамповочном уклоне, радиусах и прочие надписи, облегчающие чтение
чертежа.
1 Точная величина усадки для любого размера и при остывании от любой температуры
высчитывается по известной формуле а ~ /(1 + «£)> гДе — интересующий размер; а—коэ-
фициент расширения металла поковки и I — температура.
* 115
'9. Чертеж должен отражать поковку в таком виде, в каком она получается
в окончательном ручье молотового штампа. Поэтому изменения формы (про-
шивка отверстий, гибка и пр.), которые могут быть произведены после штам-
повки на мо1<юте, не должны быть указаны в этом чертеже.
10. В накот&рых местах допускаются такие изменения, которые при учете
износа отдельных элементов штампа, недоштамповки и других обстоятельств,
должны обеспечивать получение поковки, удовлетворяющей требованиям
Неоговоренные радиусы^—2 мм
На участках Л1 штамповочный уклон переменный — более 7°
Неоговоренный штамповочный уклон — 7°
Оборудование Штамповоч- ный молот 1 т Поковка коромысла муфты Чертеж для изготовления штампа
Согласовано
Л Было Стало Под- пись Дата ш. м. ц.
Изменения
Конструкторское бюро по штампам Констр. Изделие „Сталинец-60“
Проверил Деталь № 1-1719
Нач. бюро
Фиг. 95. Типовой чертеж поковки для изготовления штампа при работе с усадочным
инструментом.
инспекционного чертежа. Например, глубину полости под полотно шестерни
рационально выполнить по минусовому допуску. Если по инспекционному
чертежу поковки полотно должно иметь размер по толщине 10 + 1, то в чер-
теже поковки для изготовления штампа соответствующий размер должен быть
принят примерно 9—9,5 мм. Этим компенсируется более быстрый износ
(подсадка) выступов, между которыми получается полотнХи достигается повы-
шение стойкости штампа.
Другим характерным примером может служить выполнение полостей окон-
чательного ручья под шейки коленчатого вала, особенно в случаях штамповки
116
только в окончательном ручье, без предварительного. Поперечному сечению
ручья под шейку, а следовательно, соответствующему сечению в чертеже
поковки для изготовления штампа в этом случае придается овальная форма,
причем в направлении удара сохраняется заданный номинальный размер,
а в плане размер «на минус» в пределах допуска. По мере износа штампа и
развала ручья в направлении его ширины указанное сечение будет прибли-
жаться сначала к круглой форме, а затем к допустимому эллиптическому
сечению с большей осью в плоскости разъема, чем и достигается повышение
стойкости дорогого и сложного штампа для коленчатого вала.
§ 3. ПРЕДВАРИТЕЛЬНЫЙ И ЗАГОТОВИТЕЛЬНО-ПРЕДВАРИТЕЛЬНЫЙ РУЧЬИ
Судя по назначению предварительного ручья (табл. 9) конфигурация его
должна быть весьма близкой к конфигурации окончательного ручья.
Штамповочные уклоны в предварительном ручье делаются такими же, как
и в окончательном. Исключение из этого правила составляют те случаи, когда
в штампе имеется относительно глубокая, трудно заполняемая полость. В та-
ких случаях рекомендуется штамповочные уклоны в предварительном ручье
(фиг. 96) делать несколько большими, чем в окончательном и тем самым
облегчить получение трудно заполняе-
Фиг. 97. Конструкция канавки для
торможения заусенца, устраиваемая
в предварительном ручье при нали-
чии особо трудно заполняемых форм.
Фиг. 96. Поперечное сечение по предваритель-
ному и окончательному ручьям.
предварительного ручья нужно наносить от контура фигуры в плоскости разъ-
ема за счет уменьщения объема фигуры ручья, чтобы не происходило защемле-
ния металла при штамповке в окончательном ручье [7]. Этот прием может
быть рекомендован в тех случаях, когда размер ширины полости в самом глу-
боком месте ручья (см. размер Вг на фиг. 96) не получается слишком малым,
т. е. когда > 20 -т- 25 мм, в противном случае деформация такого узкого
и высокого элемента поковки может привести при окончательной штамповке
к неваполнениям и даже зажимам.
С -'целью применения стандартных фрез в таких случаях рекомендуется
штамповочные уклоны предварительного ручья делать в зависимости от
уклонов окончательного ручья по данным табл. 13.
Канавки для заусенца в предварительном ручье обычно не применяются.
В тех случаях, когда а < 2Ь, по боковому стыку окончательного и предвари-
тельного ручьев открывают канавку, как указано условным пунктиром на
фиг. 96. Это делается с целью избежания острых, быстросминающихся кромок
на поверхности разъема (зеркале) штампов.
У кромки предварительного ручья, против особо трудно заполнимых форм,
рекомендуется делать канавки для торможения заусенца (фиг. 97).
Кромки фигуры предварительного ручья при выходе на поверхность разъ-
ема следует закруглить радиусом Rv несколько ббльшим радиуса закругле-
ния окончательного ручья R (фиг. 96). Чем глубже полость, а следовательно,
затруднительнее ее заполнение и больше вероятность прилипания штампуе-
мого металла, тем больше должен быть радиус загругления кромки фигуры
117
предварительного ручья. Для определения значения рекомендуем прове-
ренную в производственных условиях формулу
’ R1 = R + C, (1)
где Д — радиус закругления окончательного ручья, а величина С находится
по табл. 14.
При отсутствии резкой разницы по глубине полости штампа в различных
сечениях (разница менее 10—15 мм) следует по всему контуру закруглить
Таблица 13
Штамповочные уклоны оконча- тельного ручья в ° Штамповочные уклоны предварительного ручья в случае необхо- димости применения больших уклонов в °
12 15
10 12
7 10
5 7
3 5
Таблица 14
Глубина полости ручья у закругляемой кромки в мм Значение величины С в мм
До 10 2
10-25 3
25-50 4
Свыше 50 5
кромки одинаковым радиусом, найден-
ным по наибольшей глубине полости.
При наличии большой разницы по глу-
бине полости ручья в разных сечениях
(разница более 15 мм) следует кромки закруглить различными радиусами в
соответствии с глубиной отдельных сечений, причем в целях простоты обра-
ботки штампа желательно унифицировать радиусы закругления, чтобы по
кромке фигуры.предварительного ручья иметь не более 2—3 различных зна-
чений радиусов.
Если штамповка производится в предварительном ручье после гибки, то
в местах резкого изгиба следует дать закругление кромки ручья или приме-
нять снятие фаски (фиг. 98). То же следует применять на участках резких
переходов По сечению (фиг. 99). ’
При наличии в поковке выступов или
ребер высотой h > Вг (см. фиг. 96) следует
1-й вариант ДсечпоаЬ
о
Фиг. 98. Закругление кромки пред-
варительного ручья в месте резкого
изгиба.
На этом участке кромку
закруглить также, как на ipuePS
Фиг. 99. Закругление кромки
предварительного ручья
на местах резких переходов
по сечениям.
радиус перехода в предварительном ручье сделать больше соответствую-
щего радиуса /?2 окончательного ручья и определить его по формуле
Ra = 1,2/?2 + 3. (2)
Этой формулой ограничивается величина радиуса закругления фигуры
предварительного ручья, так как при слишком большом радиусе закругления
и хорошем заполнении полости под выступ в предварительном ручье может
118
получиться избыток металла, который при окончательной штамповке нередко
приводит к образованию зажимов в местах перехода выступа к основному
телу поковки.
Характерными поковками, требующими применения заготовительно-пред-
варительного ручья, являются поковки, имеющие глубокие наметки под про-
шивку, поковки, имеющие развилины, высокие ребра, двутавровые сечения
и отростки.
Поскольку заготовительно-предварительный ручей выполняет в какой-то
мере роль заготовительного ручья, то его конфигурация в некоторых сечениях
(в отличие от собственно предварительного ручья) может значительно отли-
чаться от окончатель-
ного ручья.
Круглые в плане или
близкие к этой формепо-
ковки, имеющие сквоз-
ное отверстие и тре-
бующие наметки под
прошивку, нужно стре-
миться штамповать не-
посредственно в окон-
чательном ручье, кон-
струируя наметку таким
образом, чтобы обеспе-
сеч по 1-1 сеч по 1-И
Фиг. 100. Конструкция рассекателя.
Фиг. 101. Вид зажима
под полкой тавра.
чить заполнение полости штампа без применения предварительного ручья
(см. фиг. 55—56).
Применение заготовительно-предварительного ручья для круглых поковок
в плане или близких к этому следует рекомендовать только тогда, когда
наметка со скосом (см. фиг. 56) получается настолько толстой по контуру
прошивки, что не представляется возможным осуществить прошивку на
имеющемся обрезном прессе. В таких случаях приходится вводить заготови-
тельно-предварительный ручей, расположив его в отдельном штампе. Конструи-
рование наметки при таком процессе в заготовительно-предварительном и
окончательном ручьях рекомендуется производить согласно указаниям, приве-
денным в § 7 гл. Ц.
Для поковок с развилинами нужно применять (если они приводятся к по-
ковкам с удлиненной осью) заготовительно-предварительный ручей с рассе-
кателем (фиг. 100).
При штамповке поковок с двутавровым сечением должны быть приняты
меры для избежания часто получающегося в производстве подобных поковок
опасного дефекта в виде зажимов (прострелов) ребер в углах под полкой тавра
(фиг. 101)J.
Во избежание указанного дефекта нужно применить при штамповке
поковок с двутавровым (или подобным) сечением не предварительный, а
1 Характер и происхождение этого дефекта подробно описан
качеству штампованных поковок, Я. Р. Раузина и В. И. Гостева
в книгах, посвященных
[45]. [15].
119
заготовительно-предварительный ручей, существенно отличающийся в этих
сечениях от окончательного ручья (фиг. 102, 103).
Исходя из опыта отечественных заводов, можно рекомендовать следующие
соотношения, являющиеся, однако, лишь ориентировочными:
а) если высота ребра h < 2b, следует заготовительно-предварительный
ручей делать такого сечения, как показано на фиг. 102;
б) если высота ребра h > 2b, следует применять сечение предварительно-
заготовительного ручья по форме, указанной на фиг. 103.
Построение заготовительно-предварительного ручья трапецоидального се-
чения (фиг. 102) производить следующим образом:
ширина ручья
Впр = В — (1 -з- 2) мм. (3)
В редких случаях, когда требуется получить более высокую предваритель-
ную фигуру, можно пользоваться формулой
Впр = В — (2 -ч-10) мм. (4)
Высота ручья hnp рассчитывается из условия равенства проектируемого
сечения сечению поковки Sn. При этом задаются несколько заниженной вели-
чиной, так как часть металла будет выдавлена в заусенец при штамповке в
Фиг. 102.
1 — заготовительно-предварительным ручей
прямоугольного сечения, 2—окончательный
ручей.
Заготовительно предварительный ручей с плавной
формой двутаврового сечения.
окончательном ручье. Это, однако, компенсируется тем, что мы пренебрегаем
большей недо штампов кой в предварительном ручье.
Радиус закругления кромки рекомендуется принимать, как и для предва-
рительного ручья, по формуле (1).
Построение заготовительно-предварительного ручья с сечением по типу,
изображенному на фиг. 103, рекомендуется производить следующим образом:
а) определить ширину Впр по формуле (3);
б) определить высоту hnp, предполагая, что имеет место трапецеидальное
сечение;
в) определить увеличение размера х в местах ребер по отношению к найден-
ной высоте по следующей формуле:
х = 0,25 (Н - hnpy, (5)
г) определить уменьшение размера у в средней части по отношению к hnp
из такого расчета, чтобы добавленная площадь /'равнялась отнятой площади f",
и соединить вершины плавными кривыми, как показано на фиг. 103.
При конструировании указанным методом заготовительно-предваритель-
ного ручья для поковок таврового и двутаврового сечения, при значительном
расстоянии между ребрами часто получается, что /" значительно превосхо-
дит /'. Поэтому в таких случаях рекомендуется построение заготовительно-
предварительного ручья производить в соответствии с фиг. 104 так, чтобы
соблюсти равенство площадей /ш = /IV.
Описанный метод построения заготовительно-предварительного ручья в не-
которых случаях можно практиковать и для поковок не таврового сечения,
120
но имеющих ребро, которое не может быть получено штамповкой в обычном
предварительном и окончательном ручьях.
При штамповке поковок с отростками также следует применять заготови-
тельно-предварительный ручей. Это в особенности относится к отросткам
сложной конфигурации и значительной длины, получение которых затрудни-
тельно. В заготовительно-предварительном ручье сечениям полости под от-
росток нужно придать наиболее простую форму, благоприятствующую запол-
нению металлом полости по всей ее длине.
Конфигурация этой полости в заготовительно-предварительном ручье
зависит от конфигурации отростка самой поковки, а эти формы весьма
Фиг. 104. Построение сечения
заготовительно-предваритель-
ного ручья для поковки тавро-
вого сечения с большим рас-
стоянием между ребрами.
Фиг. 105. Заготовительно-предварительный ручей
для поковок с отростками.
разнообразны. Общие указания для построе-
ния полости под отросток в заготовительно-
предварительном ручье (фиг. 105) заключаются в следующем:
а) на переходе от основной фигуры к отростку необходимо дать плавные
переходы радиусом /Ц = (2 ~ 5)
б) если отросток при выходе из основного тела поковки имеет узкое попе-
речное сечение, переходящее в утолщение на конце, то в заготовительно-пред-
варительном ручье нужно сделать полость по возможности простой и плавной
конфигурации;
в) если часть фигуры заготовительно-предварительного ручья, лежащая
на замке штампа, значительно отличается от соответствующей части фигуры
в окончательном ручье, а замок не является общим для обоих ручьев, то на
заготовительно-предварительном ручье замок делать не следует (фиг. 105).
На поковках иногда встречаются очень незначительных размеров выступы,
ребрышки или наметки (фиг. 106). Этих элементов конфигурации поковки сле-
дует в предварительном ручье не делать или
наносить в виде плавных форм, так как их
выполнение получается более отчетливым в
окончательном ручье.
Общих с окончательным ручьем размеров
на чертеже предварительного и заготовительно-
предварительного ручьев не следует проста-
влять. Необходимо нанести на чертеж штампа
Фиг. 106. Выступы незначитель-
ных размеров.
только те специальные размеры, сечения, раз-
резы и надписи, которыми предварительный ручей должен отличаться от окон-
чательного. Поэтому изготовление предварительного и заготовительно-пред-
варительного ручьев нужно производить по чертежу поковки с учетом тех
указаний, которые должны быть даны на чертеже штампа.
Вопрос о взаимном расположении штамповочных ручьев освещен ниже (гл. V).
Что же касается штамповки крупных, а иногда и средних поковок, требующих
применения заготовительно-предварительного ручья, то их рационально произ-
водить на двух штампах, установленных на двух молотах. Центральное распо-
ложение штамповочных ручьев и устройство направляющего замка во втором
(окончательном) штампе обеспечивает получение более качественных изделий.
121
§ 4. ВЫЕМКА ДЛЯ КЛЕЩЕВИНЫ
Выемкой для клещевины принято называть специальную полость, устраи-
ваемую в передней части штампа, у штамповочных ручьев — окончательного,
предварительного, заготови-
тельно-предварительного (фиг.
107, 108).
Эта полость (выемка) пред-
назначен^ для размещения
части прутка или клещей, ко-
торыми удерживается заготов-
ка, а также для облегчения
а 5
г
Фиг. 10/. Размещение клещевого конца с клещами
в выемке для клещевины:
а — литник; б — клещевина; в — клещи; г — выемка
под клещевину.
удаления поковки из ручья
при штамповке без клещевины
(V группа).
Кроме того, эта выемка ис-
пользуется во многих случаях для воспроизведения фигуры ручья из
свинца или какого-либо сплава (солей, металлов), дающего незначительную
усадку при остывании. Эта отливка используется для контроля размеров ручья.
В
№ D В А R
1 До 15 30 20 8
2^ ><16-24 40 26 10
-з 25-33 ПО 32 12,Л
4 34-42 60 37 15
5 43-50 70 43 15
6 51-59 80 48 20
7 60-68 90 55. 20
8 69-76 100- 60 20
9 77-85 110 65 25
10 86-95 120 70 25
11 96-110 140 80 25
Г
№ - ° с
1 До 0,2 5 1
2 Свыше 0.2 до 2 6 1,5
3 , 2 . 3,5 7 2
4 , 3,5 , 5 8 2,5
5 „ 5 „ 6,5 10 3
6 „ 6,5 „ 8 12 3 5
7 . 8 „ 10 14 4
А — форма выемки для клещевины; Б — форма литниковой канавки при штамповке тяжелых поковок;
В — таблица размеров выемки; Г — таблица размеров нормальной литниковой канавки.
Примечания: 1. Z) — диаметр (сторона квадрата) исходной заготовки, или толщина оттянутого
клещевого конца заготовки, или соответствующий размер перемычки и части поковки при штамповке
из заготовки на две штуки с поворотом.
2. G — вес поковки в кг.
3. При штамповке без клещевины, когда выемка служит только для заливкн,
В = (С? 30) мм.
Остальные размеры выемки — А и R — определять по таблице в соответствии с найденным значением В.
4. Глубина выемки для клещевины (размер от передней грани контрольного угла до начала литниковой
канавки) определяется согласно указаниям, приведенным в разд. „Расстояния между ручьями". При
близком расположении фшуры ручья от фронта штампа можно сократить длину выемки, ограничив ее
линией EF.
5. Для поковок весом«более 10 кг рекомендуется канавку для заливки делать круглого сечения, как
показано на фиг. 108, Б.
Если между дешевыми выемками, построенными по указанным размерам для предварительного и окон-
чательного ручьев, получается перемычка (фиг. 109) толщиной е<(Юч-15) мм, то рекомендуется сде-
лать общую клещевую выемку.
Фиг. 108. Выемка для клещевины.
122
размещение клещей. Размеры
Фиг. 109. Общая клещевая выемка
для обоих штамповочных ручьев.
При разливке расплавленного свинпа или другого материала в полость
ручья выемка для клещевины служит воронкой, соединенной с полостью ручья
специальной канавкой, называемой литником (фиг. 107 и 108).
При штамповке с клещевиной металл, заполняющий эту литниковую ка-
навку, создает утолщенную перемычку, которая делает более жестким соедине-
ние между поковкой и клещевиной.
В случаях штамповки с клещевиной выемка должна быть такой формы и
таких размеров, чтобы обеспечить свободное
клещей зависят или от размеров исходной за-
готовки (при штамповке без оттяжки клеще-
вины) или от размеров оттянутого клещевого
конца. Когда штамповка производится из заго-
товки на две поковки с поворотом, размеры
выемки должны обеспечить размещение исход-
ного металла при штамповке первой поковки
и размещение прилегающего конца поковки
при штамповке второй поковки. Поэтому в
предлагаемой таблице (фиг. 108, в) размеры
выемки и определяются в зависимости от величины D, обозначающей один из
указанных трех размеров в зависимости от способа штамповки.
Размеры литниковой канавки даны в зависимости от веса поковки (фиг. 108,г),
так как, с одной стороны, чем больше объем поковки (вес)', тем, естественно,
больше придется залить свинца при контроле, а с другой стороны, потребуется
более жесткая связь между поковкой и прутком в процессе штамповки. Если
два соседних ручья расположены достаточно близко друг к другу (е < 10---15),
то их клещевые выемки Шгут быть объединены в одну (фиг. 109).
§ 5. ФОРМОВОЧНЫЙ РУЧЕЙ
1. Типы формовочного ручья. В зависимости от конфигурации поковки,
количества одновременно штампуемых поковок (одноштучная или многоштуч-
Фиг. ПО. Формовочный ручей для поковки симметричной в плане,
прн штамповке из заготовки на одну поковку.
А — размер диаметра или стороны квадрата исходной заготовки.
аая штамповка) и заготовки (заготовка на одну поковку или на несколько) мо-
жет применяться один из трех типов формовочного ручья (фиг. 110, 111 и 112).
2. Построение формовочного ручья. Способ построения формовочного ручья
аключается в нахождении такой фигуры, которая вписывалась бы в контур
193
плана поковки. По этому принципу следует строить все типы формовочного
ручья, причем в местах набора металла, где по расчетной заготовке имеет
место головка (d3 > dcp), зазор между контуром поковки и контуром формо-
вочного ручья должен быть наименьшим — в пределах 1 — 2 мм. В местах,
откуда металл должен быть частично вытеснен, т. е. где согласно эпюре диа-
Фиг. 111. Формовочный ручей для поковки несимметричной
в плане, при штамповке из заготовки на одну поковку.
метров d3 < dcp, зазор должен быть несколько больше, а именно — в преде-
лах 3—5 мм (фиг. ПО).
Определение остальных размеров и радиусов закруглений для формовоч-
ного ручья этого типа нужно вести согласно данным фиг НО. Горизонтальные
участки по расчетной заготовке должны быть выполнены в формовочном ручье
по наклонным плоскостям с углом наклона от линии раздела в направлении
к местам набора в пределах 2—5° (фиг. ПО).
Фиг 112 Формовочный ручей при многоштучной Штамповке
Несколько сложнее построение формовочного ручья для поковок, несимме-
тричных в плане, особенно при значительных размерах поковок (фиг. 111).
Прежде всего должно быть выбрано расположение ручья по отношению
к горизонтальной оси (плоскости разъема), с тем чтобы обеспечить наиболее
благоприятные условия укладки исходной заготовки и формовки металла.
Часто приходится сначала решать вопрос о расположении формовочного ручья
и в зависимости от принятого решения располагать штамповочный ручей.
Несимметричный формовочный ручей должен обеспечивать легкость уда-
ления отформованной заготовки из ручья и иметь плавные переходы по кон-
туру. Для этого допускается перекрытие контуром формовочного ручья кон-
174
тура поковки в тех местах, где это неизбежно с точки зрения плавности пере-
ходов и легкости удаления заготовки из ручья (см. участок К на фиг. 111).
В местах перехода от меньших сечений в большие нужно делать так назы-
ваемый желоб — поперечное углубление — для получения более плавной
формовки металла без образования засечек.
Соотношения, необходимые для построения профиля формовочного ручья
во всех его деталях, приведены на фиг. 111.
\ При многоштучной штамповке (фиг. 112) расстояния между отдельными
частями формовочного ручья, из которых каждая соответствует контуру одной
поковки, должны равняться расстояниям между отдельными фигурами поковки,
причем если расстояние С < 8 ч- 12 мм, то нужно делать плавный переход
от одной фигуры к другой, как показано на фиг. 112, Л.
При С > 12 следует между отдельными фигурами делать перемычку
(фиг. 112, Б).
При штамповке с отделением поковки от прутка на ноже нужно в конце
профиля формовочного ручья делать специальную канавку (фиг. 112), которая
Фнг. 113.
А — расплющивание сечения заготовки в фор-
мовочном ручье при достаточной его ширине
В; Б — отсутствие опасности получения зажи-
мов при достаточной ширине формовочного
ручья.
Фиг. 114.
А — затекание металла за край штампа
при недостаточной ширине ручья; Б — об-
разование зажима при штамповке в пред-
варительном ручье как следствие недо-
статочной ширины формовочного ручья
(Борц М. Г.).
служит для размещения «уса» (заусенца), получающегося на конце прутка при
отрубке поковки на ноже. Отсутствие этой канавки приводит к попаданию
уса между плоскостями штампов, что препятствует их соприкосновению. При
отсутствии указанной канавки ус не дает уложить заготовку до конца ручья
и приводит к образованию зажима на конце поковки.
Ширину формовочного ручья открытого типа рекомендуется определять
по следующей формуле, в принципе предложенной М. Г. Борцем [7]:
В = + (10 ч-20) мм. (6)
"пип
Для открытого ручья в сечении с наименьшей высотой hmin расплющенная
заготовка будет иметь наибольшую ширину (фиг. 113, Л).
Если принять получаемое при расплющивании сечение заготовки за прямо4
угольное (что близко к действительности), то фактическая ширина
Учитывая трудности укладки заготовки по центру ручья и для предотвра-
щения вытекания металла за край штампа (фиг. 114, Л), ширину ручья В
нужно делать несколько больше наибольшей ширины расплющенной заго-
товки В3. Это и предусматривается формулой (6).
Значение Аш|п следует проверять по формуле
Amin
С(2,5-^3),
(7)
С
где В3 = ---фактическая ширина отформованного сечения металла
"min
(фиг. ИЗ). При отношении В3 к hmin больше указанного предела (2,5—3)
произойдет соскальзывание заготовки или продольный изгиб при ее деформа-
ции после кантовки. Это часто приводит к неравномерному заполнению по-
лости штампа и образованию складок (зажимов) в поковке. ’
125
§ 6. ГИБОЧНЫЙ РУЧЕЙ
1. Типы гибочного ручья. Различают два основных типа гибочного ручья.
а) ручей со свободной (плавной) гибкой, в котором происходит главным
образом изгиб и формовка исходной заготовки при незначительной ее вытяжке
(фиг 115),
б) гибочный ручей с защемлением исходной заготовки, в котором, помимо
искривления ее оси, происходит еще и формовка, сопровождаемая значитель-
ной вытяжкой (фиг 116).
Фиг 115 Гибочный ручей со свободной гибкой.
2. Обозначения
Лзтах—площадь сечения максимального утолщения на заготовке, если
исходная заготовка подвергалась до гибки обре^ртке в других
заготовительных ручьях (протяжка, подкатка и пр.);
f3 — площадь сечения заготовки, предварительно обработанной в
ручьях 1-го вида, в месте, соответствующем наименьшей высоте
гибочного ручья /гш1п;
hmm — наименьшая высота (раствор) гибочною ручья;
Ас — высота гибочного ручья в месте, соответствующем f3 шах.
Фиг 116 Гибочный ручей, в котором, кроме гибки, происходит
защемление заготовки и значительная ее выгяжка
3. Построение гибочного ручья Основной принцип построения гибочного
ручья заключается в нахождении такого профиля, который вписывался бы
в контур плана поковки, при этом зазоры между контуром поковки и профи-
лем гибочного ручья принимают обычно в пределах 2—10 мм с тем, чтобы обес-
печить свободную укладку изогнутой заготовки в штамповочном ручье. В тех
местах, где нужно осуществить заполнение сравнительно глубокой полости
гибочного ручья (фиг. 115), глубину этой полости h следует делать
126
поковки, то место стыка встречных потоков металла
Кошгур гибоч-
ного ручья
Фиг. 118 Удаление за-
жима в месте резкого
изгиба поковки из обла-
сти поковки в область
заусенца за счет пере-
крытия контура поков-
ки контуром гибочного
ручья (М Г Борц)
Фнг 117. Образование за-
жима в месте резкого изгиба
поковки, если в этом месте
контур гибочного ручья
вписывается в контур по-
ковки (М. Г. Борц).
искусственно больше, чтобы создать благоприятные условия для заполнения
металлом этой полости, т е в этом месте нужно давать более значительное
перекрытие контура поковки контуром гибочного ручья Обращаем внимание
на то обстоятельство, что хотя в этих местах контур гибочного ручья будет
перекрывать контур поковки, фактически же изогнутая заготовка не будет
перекрывать соответствующее место штамповочного ручья вследствие труд-
ности плотного заполнения металлом глубокой полости в гибочном ручье
Особо важное значение имеет перекрытие контура штамповочного ручья
контуром гибочного в местах резких переходов поковки, требующих соответ-
ственно и резкой гибки (фиг. 117). В процессе штамповки металл будет течь
по линиям наименьших сопротивлений в направлении, указанном на фиг. 117
стрелкой N [7]
В результате встречного течения металла образуются складки (зажимы).
Если профиль гибочного ручья в месте резкого перегиба построить по прин-
ципу вписывания в контур
будет находиться настоль-
ко близко к полости штам-
повочного ручья, что не-
избежная при этом складка
распространится и на
область поковки г. Во избе-
жание указанного дефекта
необходимо перекрыть кон-
тур штамповочного ручья
в месте резкого перегиба
контуром гибочного ручья
(фиг. 118) При штамповке
металл будет течь в на-
правлении к периферии не
только от ветвей изогну-
той заготовки, но и от
места перекрытия штам-
повочного ручья заготовкой (см. N± на фиг 118).
стыка встречных потоков будет вытеснено за пределы поковки в область зау-
сенца, чем и устранится возможность получения зажима в изделии. На про-
тивоположно» стороне от резкого перехода (М на фиг 118) следует давать
наиболее допустимый радиус закругления, обеспечивающий, однако, запол-
нение полости штампа и образование хотя бы небольшого заусенца f.
Расположение гибочного ручья относительно плоскости разьема должно
обеспечивать затекание металла во все трудно заполняемые места и удобное
удаление изогнутой заготовки из ручья Кроме того, это расположение должно
обеспечить правильное положение исходной заготовки по отношению к высту-
пам верхнего штампа (заготовка должна иметь примерно горизонтальное по-
ложение), с тем чтобы получить равномерную гибку без перетяжки заготовки
в одну сторону и складок. При проектировании молотового штампа, требую-
щего операции гибки, нужно сначала решить вопрос о профиле гибочного
ручья и его расположении относительно плоскости разъема. В соотвётстгии
с этим решением следует располагать на плоскости разъема штамповочные
ручьи исходя из удобства укладывания изогнутой заготовки и удерживания
ее в клеща'' во время штамповки
Кроме '^го, при конструировании гибочного ручья относительно плоскости
разъема нужно выбрать такое его расположение, при котором выступающие
над плоскостью разъема части ручья были бы примерно равнопрочны как
в верхнем так и в нижнем штампах (см выступы N на фиг 115) Если, напри-
мер, для случая, изображенного на фиг. 115, расположить плоскость разъема
по отношению к гибочному ручью не на уровне аа, а на уровне bb, то верхний
Благодаря этому место
1 Впервые этапы образования зажима в заготовке вследствие резкой гибки в углах
наглядно показал К. Ф Грачев [16].
197
Фиг. 119.
v — задний упор гибочного ручья; и — выемка
в верхней части гибочного ручья, предотвра-
щающая возможность защемления заднего
конца заготовки.
бенно в случаях возможности
штабудет иметь высокий выступ, не связанный по относительно большой
высоте со стенками штампа и поэтому в гораздо большей степени подвержен-
ный возможности поломки.
Кроме того, для получения высокого выступа на верхнем штампе приходится
производить строжку всей площади штампового кубика (кроме площади,
занимаемой самим гибочным ручьем) на высоту выступа, что затрудняет и
удорожает изготовление штампов. Для наиболее экономичного изготовления
штампов желательно расположить гибочный ручей относительно плоскости
разъема так, чтобы размеры выступающих над этой плоскостью частей были
примерно одинаковыми как в верхнем, так и в нижнем штампах (Zt = Z2)>
чем достигается равномерная строжка обоих
кубиков данного ко^лекта штампов.
Выступающую над плоскостью разъема
часть гибочного ручья можно делать в одном
верхнем штампе только в том случае, если
она вставная (вставной выступ).
Для укладки заготовки должны быть
предусмотрены минимум две точки опоры
в нижней части гибочного ручья (см. фиг.
115 и 116).
Для центрирования заготовки на опорах
нижнего штампа необходимо делать желоба
(дугообразная поперечная впадина), осо-
сбивания заготовки в сторону при ее гибке
(см. фиг. 116). С этой же целью рекомендуется делать желоб на выступах
верхнего штампа, особенно в случаях, когда эти выступы имеют резкие очер-
тания (см. фиг. 115).
Глубину желоба определяют из соотношения
hK = (0,1 ч-0,2) h, (8)
где h — величина соответствующего места ручья.
Точная укладка заготовки в гибочном ручье может быть осуществлена по
переднему или заднему упорам. В качестве переднего упора (фиксатора) может
иногда служить перешеек на заготовке, получаемый со стороны рабочего при
обработке ее в пережимном или подкатном ручьях.
Передний выступ гибочного ручья в этом случае нужно делать в нижнем
штампе по форме перешейка и фиксировать заготовку укладыванием ее пе-
решейком на выступ.
Если производится гибка гладкой заготовки или протянутой заготовки,
не имеющих фиксирующего перешейка, а также в случае пережатой заготовки
без отчетливо выраженного перешейка, нужно применить задний упор. Он вы-
полняется в виде выступа в крайней части гибочного ручья нижнего штампа
(V на фиг. 119). В процессе гибочных операций, подобных той, какая показана
на фиг. 119, задний конец заготовки может быть защемлен между верхним
и нижним штампами. Во избежание этого в верхнем штампе нужно делать
ручей длиннее (см. и на фиг. 119). Указанную меру особенно рекомендуется
применять в тех случаях, когда на конце заготовки имеется утолщение (выступ
или бобышка).
Когда вследствие наличия высоких выступов в нижнем штампе или колен-
чатой формы профиля гибочного ручья (см. фиг. 116) не может быть применен
передний или задний упоры, укладка заготовки производится с ориентиров-
кой по выступам гибочного ручья.
Ширину гибочного ручья рекомендуется определять по следующим фор-
мулам:
а) при гибке исходной заготовки, не подвергавшейся -предварительной
обработке в заготовительных ручьях 1-го вида, ширина В определяется по фор-
муле (6);
128
б) при гибке заготовки, подвергавшейся предварительной обработке в других заготовительных ручьях (протяжка, подкатка), , Таблица 15 = —Ь (10-ь- 20) мм, (9) Величина зазора Д
но не менее чем ф- (10 20) мм. (10) Недостаточная ширина В ручья может привести к вытеканию металла за край штампа. Зазор Д между выступами N гибочного ручья и соответствующими боковыми стенками штампа (см. фиг. 115) рекомендуется определять по табл. 15. При этом ширину ручья В нужно выдержать на всех выступающих относительно плоскости разъема Вес пад юших частей молота в т Зазор Д в мл
0,5-0,75 1-1,5 2-2,5 3-4 5-8 10—15 4 5 6 7 8 10
частях гибочного ручья, а все места против высту-
пов должны быть выполнены по ширине соответственно на Д мм больше.
Размеры клещевой выемки такие же, как и для формовочного ручья
(см. фиг. 110).
§ 7. ПЕРЕЖИМНОЙ РУЧЕЙ
Построение пережимного ручья производится в соответствии с фиг. 120,
а также с учетом следующих указаний.
а) Размеры профиля, пережимного
из размеров d3 расчетной заго-
товки, следующим образом:
для сечений, где d3 < D3i,
h' = (0fi~i-0,75)d3, (11)
причем меньшее значение коэфи-
циента следует брать, когда
D3! > 50, а большее значение ко-
эфициента, когда D33 < 50 мм;
для сечений, где d3 > D33,
А" — (l,05-s-l,l)da. (12)
б) Горизонтальные участки
стержня заменяются наклонными
в обе стороны от линии раздела
эпюры (или в одну сторону, когда
эпюра элементарная) по напра-
влению к местам набора и в пре-
делах 3—5° (фиг. 120).
в) Ширину ручья рекомен-
дуется определять по формуле (6).
г) Все переходы округляются
плавными дугами в соответствии
с указаниями, приведенными на
фиг. 120.
ручья по высоте определяются, исходя
Фиг. 120.
А — типичная конфигурация поковки, для которой требуется
пережимной ручей; Ь — профиль и построение пережимного
ручья.
§ 8. ПОДКАТНОЙ РУЧЕЙ
1. Типы подкатного ручья.
В открытом подкатном ручье по-
перечные сечения выполняются по форме прямоугольников, обычно откры-
тых с одной стороны (фиг. 121). В закрытом же ручье поперечные сечения
имеют форму овалов (фиг. 122).
Из сравнения этих форм видно, что открытый ручей проще в изготовлении,
а следовательно, удешевляет обработку штампов. Закрытый подкатной ручей
О и Ребельский 2058 129
с >ладает, однако, существенным преимуществом перед открытым ручьем —
возможностью получения большего и интенсивного набора Последнее дости-
гается овальной формой ручья в поперечных сечениях, благодаря чему, стенки
ручья оказывают большее сопротивление растеканию металла в поперечном
направлении и тем самым вынуждают металл интенсивнее течь в долевом
направлении и заполнять полость набора.
Пределы применения закрытого и открытого подкатных ручьев в зависи-
мости от конфигурации и размеров расчетной заготовки даны на диаграмме
№ 1 выбора переходов штамповки (см. фиг. 83).
Известны два типа подкатных ручьев — симметричный откры-
тый и симметричный закрытый подкатные ручьи (фиг. 121
и 122).
Несимметричный закрытый подкатной ручей (фиг. 123) рекомендуется при-
менять в тех случаях, когда вследствие несимметричности поковки в плане
Фиг. 121, Подкатной ручей открытый.
требуется, помимо подкатки, еще и формовка с целью одностороннего смеще-
ния металла заготовки.
Если эта несимметричность относительно мала — р<1,5, то с целью
упрощения штампа и применения возможно меньшего количества ручьев
желательно совместить подкатку с формовкой, получив таким образом н е -
симметричный подкатной ручей.
Закрытый подкатной ручей переменной ширины (фиг. 124)
рекомендуется только в случаях, когда до подкатки имеет место протяжка
со значительной разницей в расчетной ширине ручья на участке стержня
и головок.
Когда в подкатной ручей помещается предварительно протянутая заготовка
с тонким стержнем, то расчетные величины ширины ручья на участках набора
(Вк) и стержня (Вс), найденные по формулам (31) и (32), могут значительно
разниться между собой, и устройство ручья по большей ширину для всех се-
чений окажется нерациональным. В этом случае по причине излишней ширины
ручья не будут обеспечены достаточно интенсивная подкатка и перераспреде-
ление металла в пределах самого стержня, а также будет уменьшена рабочая
плоскость (зеркало) штампа без всякой надобности с точки зрения требований
процесса штамповки. Поэтому в тех случаях, когда
>>1,5, (13)
рекомендуется делать ручей переменной ширины (фиг. 124).
Подкатной ручей смешанного типа (фиг. 125) — это такой ручей, у кото-
рого некоторые участки (преимущественно головки) открыты, а другие части
(преимущественно на участке стержня) выполнены по типу закрытого ручья.
130
Фиг. 122 Подкатной ручей закрытый
t
Фиг 123 Подкатной ручей закрытый несимметричный.
Фиг. 124. Подкатной ручей переменной ширины.
Фиг. 125. Подкатной ручей смешанного типа.
131
При подкатке в закрытом ручье головки получают шаровидную форму,
которая не во всех случаях удобно укладывается в штамповочный ручей,
имеющий высокие наметки под прошивку. На такие наметки (выступы) лучше
укладывается своими торцами головка цилиндрической формы.
Для получения же головки по форме, близкой к цилиндрической, нужно
в Meciax набора сделать ручей открытого типа. Народу с этим требованием,
по условиям перемещения металла или необходимости получения гладкого
стержня с овальными сечениями, возникает потребность в закрытой подкатке
на участке стержня. Этим условиям удовлегворяет ручей смешанного типа.
2. Расчет и построение подкатного ручья. Расчет закрытого подкатного
ручья впервые был предложен М. Г. Борцем [7 ].
Исходя из того, что после подкатки получается заготовка с сечениями
овальной формы, которые с достаточной для практических целей точностью
могут быть рассматриваемы как эллипсы, в указанной работе предложено
следующее основное уравнение:
« 4,4==5л-3’ (14)
где В — ширина ручья в данном сечении (большая ось эллипса);
h — глубина или раствор ручья (меньшая ось);
Sn.3— площадь данного поперечного сечения поковки с заусенцем
Затем в расчет вводится основанное на практических данных отношение
осей получающегося при подкатке овального (эллиптического) сечения:
Подставив значение В из уравнения (15) в уравнение (14), находят вели-
чину h меньшей оси:
й = = 0,922^ э^0,9/ЗГэ (16) 1
В 4 *
П. П. Еднерал *[21] принимает отношение осей у = у» и на тех же осно-
ваниях получена формула
й = 0,98 уХ73. (16а)
Расчет по формуле (16) автор ее предлагает вести для сечений, площадь
которых меньше, чем площадь сечения исходной заготовки.
Для поперечных сечений, площадь которых больше площади сечения
исходной заготовки, в целях улучшения условий набора предлагается увели-
чивать полученное по формуле (16) значение h на 2—8 мм [7].
Эта рекомендация, как правильно отметил П. П. Еднерал [21], вносит в
расчет некоторую неопределенность
Задача расчета и построения подкатного ручья значительно облегчается,
если исходить из расчетной заготовки (эпюры диаметров, фиг. 75).
Сравнение эпюры диаметров (d3) со средней расчетной заготовкой (dcp)
дает наглядную картину, непосредственно выявляющую участки набора (где
d3 > dcp) и участки, откуда надлежит вытеснить металл (стержень, где d3 <
< dcp). Представляется затем возможность ввести плавные контуры в ме-
стах резких переходов методом осреднения отдельных участков из условия
постоянства объема, что значительно упрощает построение профиля подкат-
ного ручья.
Размеры da, представляющие собой диаметры кругов с требуемыми пло-
щадями Sn з, могут быть рассматриваемы как первое приближение к разме-
рам овальных сечений подкатной заготовки. Отсюда введением некоторых
коэфициентоь можно с учетом овальности в местах стержня и возможного не-
1 В соответствии с принятыми Борцем обозначениями полуось
й„ = 0,45 VFn.
132
заполнения ручья в местах набора (головки) легко установить требуемые раз-
меры глубины (высоты) подкатного ручья.
На этом основании предлагается следующий метод определения размеров
и построения профиля подкатного ручья.
Размеры длины отдельных элементов подкатного ручья определяются по
расчетной заготовке с /четом усадки
/= 1,0154. (17)
Размеры профиля подкатного ручья по высоте определяются, исходя из
размеров d3 расчетной заготовки, по следующей общей формуле:
= (18)
при этом: а) для сечений, где d3 < D3i,
h = (0,7 4-0,8) dj (19)
меньшее значение коэфициента (р = 0,7) следует принимать при условии,
когда DK > 60; большее значение коэфициента (р. = 0,8) следует принимать
при условии, когда D3! < 30 мм.
Для больших выступов на стержне расчетной заготовки (где da прибли-
жается к d )
й = (0,9ч-1)<4. (20)
Эти формулы могут быть представлены в другом виде, если подставить зна-
чение d3 1,13 В частности, формула (19) в результате такой подста-
новки преобразуется следующим образом:
Л = (0,8н-0,9)]/ЗГэ. (21)
Как видно, для сравнительно небольших по диаметру заготовок (£)зг <
< 30 мм) формула (19) в точности совпадает с формулой (16) М. Г. Борца и
по существу получена на базе предложенной им общей методики.
Что касается сравнительно крупных профилей (D32 > 60 мм), то наблю-
дения за подкаткой в процессе наладки ряда штампов показали, что в этих
случаях имеет место недоштамповка (недобой) в подкатных ручьях, которую
нужно компенсировать введением несколько меньшего коэфициента [0,7 в фор-
муле (19), равносильного коэфициенту 0,8 в формуле (21)].
Коэфициент, предлагаемый П. П. Еднералом [0,98 в формуле (16а)], счи-
таем приемлемым только для участков, представляющих собой выступы на
стержне расчетной заготовки, что предусматривается примерно равнозначным
коэфициентом в формуле (20).
Определение размеров и построение профиля открытого подкатного ручья
(см. фиг. 121) производится по тем же формулам и той же методике, что
и для закрытого ручья (см. фиг. 122).
б) Для сечений, где da > D3S, в целях улучшения условий набора
h = d3, (22)
причем, если набор (головка) обращен к клещевому концу, то, учитывая воз-
можную утечку металла в клещевину,
h = 1,05/7». (23)
в) Горизонтальные участки стержня заменяются наклонными участками,
причем уклоны делаются в обе стороны от линии раздела эпюры (или в одну
сторону, когда эпюра элементарная) в направлении к набору под углом к оси
2—5°.
Переходы и закругления контура подкатного ручья нужно делать возможно
более плавными. Внешние радиусы переходов (7?р Т?2) определяются величи-
ной ступеньки К между сопрягаемыми частями и должны быть не менее
значения, получаемого по формуле
7?! = (1,5^3)^ + 5. (24)
133
Внутренние радиусы закруглений
R« = 5-7-10 мм. (25)
Размеры клещевой части подкатного ручья рекомендуем определять по фор-
мулам:
п, — 0,2D3? + 6 мм, (26)
/n==(l-v-2)n, (27)
Я = 0,1-D3,-1-6 мм. (28)
Фиг. 126. Расплющивание исходной заготовки в се-
чении подкатного ручья с минимальной высотой:
А — вытекание заусенца в сечениях с минимальной высотой
при недостаточной ширине подкатнаго ручья; 5 — образование
зажима от заусенца при дальнейшей подкзте е.
Расстояние от точки или осевой (в зависимости от конфигурации перед-
ней части ручья) фигуры ручья до передней контрольной плоскости штампа
определяется графически из условия плавного сопряжения по дуге или прямой,
касательной с перемычкой ра-
диуса R.
В концевой части ручья
нужно делать специальную ка-
навку для размещения пленки
(уса), которая обычно полу-
чается в процессе подкатки при
выдавливании металла между
плоскостями штампов. Особенно
необходимо делать эту выемку
в тех случаях, когда из заго-
товки штампуется Несколько
поковок с отделением поковки
от прутка на отрезном ноже.
После отрубки на конце заго-
товки остается заусенец (ус), который при отсутствии указанной канавки по-
падает между плоскостями штампов, препятствует их смыканию в конце
подкатки и может даже привести к образованию зажима на конце заготовки
Размеры для построения концевой канавки подкатного ручья приведены
в табл. 16 (см. фиг. 121 и 122).
Таблица 16
Способ работы !)зг в ям а ь С /?„
При работе из мер- До 30 4 20 25 5 4
ной заготовки на одну 30-60 6 30 30 5 6
или две поковки с по- 60—100 8 40 35 10 8
воротом Свыше 100 10 50 40 10 10
При работе от пру.'ка До 30 6 25 25 5 6
с отрубкой ножом Свыше 30 8 30 30 5 8
В открытом подкатном ручье рационально делать эту канавку по всей
ширине ручья. В закрытом подкатном ручье, чтобы не усложнять обработку
штампа, размеры канавки следует выбирать согласно данным табл. 16.
Построение поперечных сечений подкатного ручья и расчет его ши-
рины состоит в следующем.
В отношении закрытого подкатного ручья практика штамповки показала,
что нужно выбрать такой оптимальный размер ширины ручья, который не
был бы слишком малым, что может привести к образованию заусенца (фиг. 126),
или излишне большим, что лишает закрытый подкатной ручей его основного
преимущества — обеспечения интенсивной подкатки.
Определяют ширину руиья В как большую ось эллиптического сечения,
полученного после деформации исходного сечения площадью S3? в произволь-
ном месте ручья с раствором h-
134
Отсюда выводится общая формула [71
= S32 или 5^1,27—-. (29)
Z 2 П 4
Исходя из предположения полного расплющивания заготовки (полное
смыкание штампов) в сечении с минимальным раствором Лю1п и пренебрегая
возможным незначительным осевым перемещением металла, получаем на осно-
вании формулы (29)
В = 1,27--. (29а)
ЛШ1П
Учитывая, однако, что при подкатке сначала наносятся легкие удары и
штампы не доводятся до полного соприкосновения, а следовательно, не полу-
чается полного расплющивания заготовки, в правую часть выражения (29а)
предлагается ввести коэфициент меньше единицы [7].
Обозначив этот коэфициент через К. [21], получим общую формулу
В = \,27К~~ (296)1 *
"min
М. Г. Борц предлагает принимать значение К = 0,9.
П. П. Еднерал, исходя из безусловно правильного предположения, что
с увеличением толщины исходной заготовки (Озг) уменьшается степень ее
расплющивания при первом ударе в подкатном ручье, предлагает принимать
К = 1 -5-0,7 — соответственно для D3Z — 40 -ь-115 мм.
Для мест набора коэфициент К. принимается равным 1 [21], так как полное
заполнение этого сечения предполагается в конце процесса, почти при пол-
ном соприкосновении штампов, что безусловно близко к действительности.
При этом получается следующая формула:
В = 1,27 S" -3?ax .. (29в)
"шах
t
Затем рекомендуется принять большее из двух значений, полученных по
формулам (296) и (29в).
Формулы (296) и (29в) рекомендованы для случаев подкатки исходной
заготовки, не подвергавшейся предварительной протяжке. Когда до под-
катки имеет место протяжка заготовки, то рекомендуется [6], [71
ввести в формулу (296) еще один дополнительный коэфициент — 0,7, по-
лучив таким образом
В = 1,27-0,9.0,7 -~~0,(30)
"mln "mln
Для случая подкатки предварительно протянутой заготовки предлагается
121] ввести в общую формулу (29а) коэфициент 1,25, что с учетом принятых
обозначений дает формулу
В = 1,6-^, (30а)
ЛШ1П
где Sn.3— площадь сечения заготовки после протяжки;
Amin — раствор протяжного ручья.
Определение требуемой ширины подкатного ручья значительно облег-
чается, если пользоваться при этом расчетной заготовкой (эпюрой диаме-
тров и сечений) и исходить из следующих основных положений.
а) Следует различать два основных случая: первый — подкатка исход-
ной, т. е. предварительно не протянутой заготовки; второй — подкатка
предварительно протянутой заготовки.
1 М. Г. Борц выражает площадь сечения исходной заготовки через ее диаметр или тол-
щину D. По мнению автора, в приведенном здесь виде формула (296) имеет 6oj ее общий харак-
тер и удобнее для расчета.
135
(a)
В свою очередь в каждом случае нужно определять ширину ручья В на
участках стержня (где d3 < dcp) и участках набора или головки (где d3 >
> dcp)-
б) Для первого случая — подкатка исходной заготовки — определяем
сначала ширину ручья В на участке стержня. При этом можно воспользоваться
формулой (296), приняв К = 0,9 (по Борцу) и учитывая тем самым лишь воз-
можное незначительное осевое перемещение металла:
с с
В = 1,27-0,9 -^- — 1,15-^-
^min ^mln
Эта формула дает, однако, завышенное значение ширины ручья В, особенно
при большой степени обжатия •
Ограничение величины В нужно осуществлять, с нашей точки зрения, не
введением произвольных коэфициентов, а исходя из сущности самого процесса
подкатки.
После кантовки заготовки (примерно на 90°) для нанесения второго удара
полученная при первом ударе ширина В должна рассматриваться как высота
деформируемого сечения с размерами В X /zmin.
Во избежание изгиба и смещения заготовки в процессе второго удара не-
обходимо соблюсти условие
-~-^2,8.
^mtn
Следовательно, ширина ручья (сечение) должна, быть такой, чтобы пред-
отвратить большее расплющивание заготовки, чем это возможно в соответствии
с условием (б).
Решение уравнения (б) совместно с уравнением (29а) дает, таким образом,
максимально допустимую ширину ручья В:
В = /1,27-2,8-S3!^ 1.9Д,,«1.7£>3,.
(б)
(в)
На участке набора может быть получено сечение максимального диаметра
d3max. Ширина ручья на этом участке во всяком случае не должна быть меньше
da max, а в целях более свободного выхода металла и для предотвращения воз-
можности его защемления можно рекомендовать
В 1,1 d3m3x . (г)
При подкатке исходной заготовки (не протянутой) рационально в целях
упрощения изготовления штампа сделать подкатной ручей одинаковой ши-
рины В, которая должна находиться в обусловленных формулами (в) и (г) пре-
делах.
в) Во втором случае, т. е. при подкатке предварительно протянутой
заготовки, наименее допустимая ширина на участке набора также устанавли-
вается указанным соотношением (в) и (г).
С другой стороны, в предположении, что исходное сечение заготовки может
очутиться не далее, чем в месте перехода головки в стержень (d« на расчетной
заготовке и соответственно hK на профиле ручья), получим согласно формуле(а):
О
В = ВК = 1,15-^- ~ (д)
пк
На участке стержня подкатке подвергается протянутая часть заготовки,
средняя площадь которой при вероятном в этом случае незначительном пере-
текании металла в область набора может быть определена как .
Воспользовавшись уравнением (296) и принимая на этом участке 1,
получим
В = 5С^1,25^-. (е)
/гт1п
136
Таким образом, на основании изложенных соображений и с учетом выра-
жений (а)—(е) рекомендуются следующие формулы для определения ширины
закрытого подкатного ручья:
а) при подкатке исходной заготовки без применения предварительной
протяжки
ЛшШ
но в пределах В = 1 ,ld3max-*-1 ,7D3Z (1,9Лзг);
б) при подкатке предварительно протянутой заготовки
В = ВК= 1,15-^,
пк
но в пределах
В= 1,1^тах^-1.7Озг(1,9Дзг)*
и не менее
В = Вс — 1,25-/^,
"mtn
(31)
(32)
В настоящее время применяются две формы поперечных сечений закрытого
подкатного ручья; а) форма, построенная по дуге окружности (фиг. 127), про-
Фиг. 127. Форма поперечного сече-
ния закрытого подкатного ручь^
построенная по дуге окружности.
Фиг. 128. Форма поперечного
сечения закрытого подкатного
ручья, построенная по дуге и ка-
сательным.
ходящей через три точки, и б) форма, построенная по дуге и касательным, как
показано на фиг. 128.
Рекомендуем следующие пределы применения этих форм: а) при подкатке
заготовки с размером D31 < 80 мм рекомендуется все поперечные сечения
закрытого подкатного ручья выполнять по дуге, как показано на фиг. 127;
б) при подкатке заготовок с размером D3l > 80 мм рекомендуется на участке
стержня (где £>зг > h) выполнять поперечные сечения по дуге и касательным
(фиг. 128), а на участке набора (где D3l < h) — только по дуге, как показано
на фиг. 127 и 128 (пунктир).
Ширина закрытого ручья для обеих форм определяется по приведенным
выше формулам.
Ширина открытого подкатного ручья может быть
найдена на основании тех же соображений. При подкатке исходной заготовки
расплющенное сечение с минимальной высотой может быть рассматриваемо
после первого удара как четырехугольник с размерами Ьф-hmm (фиг. 129).
Отсюда ясно, что
(ж)
“min
В предположении полного соприкосновения штампов при первом ударе
и в целях предупреждения возможного при этом вытекания металла за край
штампа (фиг. 129) ширина ручья может быть определена соотношением
5
В = -у----РЮ мм. (з)
Ящ1П
* Имеется в виду большее из двух предельных значений.
137
Далее следует учитывать возможный неполный первый удар и связанное
с этим предельно допустимое отношение размеров сечения при втором ударе
Ьф
^min
2,8.
(и)
В результате совместного решения уравнений (ж) и (и) получим
Ьф = V2»-S3t^\,7A3t^\,bD3t.
(к)
Фиг. 129. Расплющивание за-
готовки в открытом подкатном
ручье.
Этим характеризуется максимально допустимая ширина ручья на участке
стержня.
Для участка набора ширина ручья устанавливается, очевидно, соотношением
7? шах “1“ Ю) ММ, (л)
При подкатке в открытом ручье предвари-
тельно протянутой заготовки получаем аналогич-
ные соотношения, если в формулу (ж) подставить
в одном случае вместо Amin величину раство-
ра hK (соответствует месту перехода головки
в стержень dK), а в другом случае (для участка
стержня) вместо исходного сечения 5зг поделить
величину площади среднего сечения протянутого
с Ус
стержня ое=-Д.
‘Г
Таким образом, получаем следующие формулы для определения ширинь
открытого подкатного ручья:
а) при подкатке исходной заготовки
но в пределах
В = + Ю.
*min
№max+ Ю)-г-1,5Озг(1,7Дзг);
б) при подкатке предварительно протянутой заготовки
С
B^BK=^+\G
пк
но в пределах
(da max 4“ 10)-г-1,5/)зг (1 >7А33)*
и не менее
Sc
В = Вс ~ ь 4-Ю мм.
(34)
В литературе известна формула для определения ширины открытого под-
катного ручья, которая с учетом принятых обозначений выражается следую-
щим образом:
С
В = К~. (35)
^min
Коэфициент К устанавливается в зависимости от толщины исходной за-
готовки, как указано на стр. 135. Автор этой формулы [21] не оговаривает
для какого вида подкатки рекомендуется применять формулу.
§ 9. ПРОТЯЖНОЙ РУЧЕЙ
1. Типы протяжного ручья. По конфигурации различают два основных
типа протяжного ручья: ручей открытого типа (фиг. 130 и 131) и ручей закры-
того типа (фиг. 132). Оба типа ручья могут быть расположены параллельно
оси штампа (фиг. 130), или под некоторым углом а к оси штампа (фиг. 131).
Имеется в щ>ду большее из двух предельных значений.
138
Фиг. 130. Протяжной ручей (откры-
тый), расположенный параллельно
оси штампа.
В ряде случаев, особенно когда протяжка является единственным заго-
товительным переходом, требуется протяжка заготовки на точную длину.
Точная длина протяжки может быть осуществлена при наличии упора
(фиг. 130), который может быть сделан в
штампе только при прямом расположении
протяжного ручья. Если вследствие боль-
шой длины протяжки упор не помещается
на штампе, то длину протягиваемого конца
следует контролировать по шаблону. При
штамповке поковок, которые, кроме про-
тяжки, требуют других заготовительных
ручьев, способных компенсировать неточ-
ность протяжки (например, подкатка), можно
последнюю производить и не по упору.
Отсутствие необходимости в упоре позво-
ляет расположить протяжной ручей под не-
которым углом а к оси штампа (фиг. 131),
чем увеличивается зеркало штампа. Если
штамповка производится из штучной заго-
товки или из заготовки на две поковки
с.поворотом (см. фиг. 86, б), то лучше протяж-
ной ручей располагать параллельно оси
штампа (фиг. 130), так как в этих случаях
не требуется отрубного ножа.
Если штамповка Производится от прутка
с отрубкой поковки на ноже, то при на-
личии большого количества ручьев рекомен-
дуется с целью их размещения на рабо-
чей плоскости штампа протяжной ручей
располагать под некоторым углом а в пе-
редней части штампа, а нож зй ним — на
задней части штампа (см. примеры конструирования, фиг. 179).
При положении ручья под углом угол его поворота а — 10, 12, 15,
18 и 20° берется в зависимости от расположения остальных ручьев в штампе
сеч по аЬ
Фиг. 131. Протяжной ручей (откры-
тый), расположенный под углом
к оси штампа.
Фиг. 132. Протяжной ручей
закрытою типа.
и от длины протяжки 1пр с тем, чтобы конец протягиваемой чгсти не упирало?
в станину молота. При большом угле наклона ручья (а > £С~) и широки*
штампах конец протянутой заготовки может упереться в станину молота
СТОООНЫ ПУЧЬЯ, ЧТО И ДОЛЖНО бЫТЬ V4TeHO ПОИ ВЫбопе vrrp ~
Выбор открытого (фиг. 130 и 131) или закрытого (фиг 132) протяжного
ручья обусловливается способностью закрытого ручья давать более интен-
сивное течение металла в осевом направлении.
Закрытый протяжной ручей рекомендуется поэтому применять лишь при
необходимости выполнения длинной протяжки, а именно при условии, когда
> 15, где находят а по формуле (36)
ас
Применение закрытого протяжного ручья может быть вызвано необходи-
мостью получения протянутого стержня с плавной формой поперечных сече-
ний Необходимость в этом будет, если после протяжки не применяются д[ /-
гие заготовительные ручьи, т. е. когда протяжка является единственным ia
готовительным ручьем и должна обеспечить получение заготовки без ступенек
Фиг 133 Эпюра диаметров и ее размеры, обусловливающие
размеры протяжного ручья.
и резких переходов Так как закрытый протяжной ручей применяется преиму-
щественно при длинной протяжке, то рекомендуется располагать его парал
дельно оси штампа (фиг 132)
2. Основные обозначения.
А,г — сторона квадрата или диаметр исходной заготовки;
rfmin — минимальная высота по эпюре диаметров (фиг 133);
Vc — объем стержня расчетной заготовки;
ас — сторона квадрата протянутой заготовки рассчитывается по следую-
щей формуле '
(36)
величину ас нужно определять только в том случае, когда после протяжки
применяется подкатка;
ds и Is — толщина и длина выступа на конце протягиваемого стержня
• определяются по расчетной заготовке (см. фиг. 130 и 133);
/с— д’.ина стержня по эпюре (фиг. 133);
1'е— длина протягиваемой части без выступа (фиг 133),
1пр = 4 — l'c + Is— общая длина протягиваемой части; (37)
!а — исходная длина заготовки под протяжке,
а — высота протяжного порога (см. фиг. 130),
I —расчетная дтина протяжного nopoia;
С —фактическая длина протяжного порога (см. фиг. 130);
Вр — расчетная ширина протяжного ручья;
В— фактическая ширина протяжного ручья (см фиг 130),
е — глубина протяжного ручья (см. фиг. 130).
3. Расчет и построение протяжного ручья. При расчете элементов про-
тяжного pvu ,я исходим из расчетной заготовки (фиг 133)
Размеры элементов протяжного ручья (фиг 130, 131, 132) рекомендуем
определять по формулам (38) и (46), подтвержденным практикой штамповки.
1) Определение высоты протяжного ручья:
О в '’п', чае, когда применяется протяжка без последующей подкатки,
а = (0,7 — 0,8) rfmin; (38)
б) в случае, когда применяется протяжка с последующей подкаткой,
а = (0,84-0,9) ас. (39)
В указанных формулах меньшее значение коэфициента следует применять
для относительно длинной протяжки, при 1пр > 500 мм, а большее значение
коэфициента, — когда 1пр < 200 мм. Для промежуточных длин коэфициент
будет иметь соответственно среднее значение'.
2) Длина протяжного порога
С=1,5Дзг. (41)
В тех случаях, когда на конце стержня имеется головка (по эпюре) и раз-
мер исходной длины заготовки под протяжку меньше суммы размеров длины
головки 1г и порога С, определенной по формуле (41), т. е. когда 1ЦСХ < (1г -ф
+ С), допускается применять порог меньшей длины согласно формуле
С = (1,1 4-1,5) Азг. (42)
3) Определение ширины ручья:
а) для ручья, расположенного параллельно оси штампа,
В = (1,254- 1,5) Азг + 20, (43)
причем когда Азг < 40 мм, — брать большее значение коэфициента, когда
Азг > 80 мм, — брать меньшее значение коэфициента, для промежуточных
значений Азг — брать соответственно промежуточное значение коэфициента;
б) для ручья, расположенного под углом а к оси штампа,
В= [(1,254-1,5) —0,4tga] Д.„ + 20. (43а)
Иногда [7 ] рекомендуется формула
£
В=-^-, (436)
которая не учитывает осевого перемещения металла и характера ударов при
протяжке (первые легкие удары при отсутствии полного соприкосновения
штампов), поэтому при большой степени обжатия дает резко завышенные
значения.
4) Радиусы перехода протяжного порога [7 ]
R = 0,25(?. (44)
5) Радиусы скругления протяжного порога [71
R, - Ю/?. (45)
6) Определение глубины ручья:
а) при отсутствии головки или выступа на конце протягиваемого стержня,
т. е. для гладкого стержня
е = 2а; ' (46)
1 М. Г. Борц, исходя непосредственно кз площади сечения стержйя поковки с заусенцем,
рекомендует формулу
Л = 0,9 ]/5„Г3, (40)
(де Sn.3—площадь соответствующего сечения поковки с учетом припуска на заусенец.
П. П. Еднерал дает аналогичную формулу
а = 0,98 V~S„. 3, (40а)
но на конкретном примере оговаривает, что за Sn.a можно принимать площадь наименьшего
сечения стержня поковки с учетом заусенца.
Рекомендуемые нами формулы (38) и (39) базируются на предложенной М Г Борцем
методике расчета (это легко обнаружить если подставить значеннег/тщ--1,13 У Sn. Зт!п)и отли-
чаются от формул (38) и (39) лишь величиной коэфициентов, уточненных для различных
случаев протяжки (протяжка без последующей подкатки и с последующей подкаткой) по прак-
тическим данным
б) при наличии на конце протягиваемого стержня головки или выступа
толщиной de (см. фиг 133),
е = 1 ,2de,
(46а)
но не менее 2а.
Для определения глубины ручья рекомендуется формула [71
е = 2,6а, (466)
которая дает завышенные значения, что в свое время уже было отмечено [21].
В практике штамповки
протяжку получается
4. Площадка для протяжки
случаи, когда исходная длина под
длины порога, определяемой по
формуле (37), т. е когда 1а < С
(фиг 134, а). Такую небольшой
имеют место
меньше требуемой
Фиг.
Фиг. 134 Основные виды операций,
производимых на площадке для про-
тяжки.
135. Конструкция площадки
для протяжки. }
длины исходную заготовку трудно захватить на протяжном пороге и произ-
вести требуемую операцию протяжки. Иногда бывает необходимо получить
грубую протяжку ступенчатого конца (фиг. 134, б) или протянуть только
конец под клещевину (фиг. 134, в). В этих случаях нет необходимости,
а иногда и невозможно применять протяжной ручей. Для осуществления
операций по протяжке, подобных тем, какие показаны на фиг. 134,
достаточно выделить на плоскости разъема
штампов, в одном из углов или между
Таблица 17
Размер толщины заготовки в мм Радиус скругления в мм
До 30 10
30-60 15
60-100 20
Свыше 100 25
ручьями, необходимых размеров площадку
(фиг. 135), которая может заменить в указан-
ных случаях протяжной ручей.
Во избежание резких засечек на протя-
гиваемой части заготовки и в месте пере-
хода от протянутой части к исходному се-
чению нужно край штампа в местах рас-
положения площадки закруглить дугой
радиуса г. Такую площадку принято назы-
вать площадкой для протяжки. Конструкция площадки для протяжки при
расположении ее на углу штампа (Д) или между ручьями (Б) показана на
фиг. 135.
Минимально допустимая ширина площадки определяется по формуле
В = 1,4 4- 10 мм, (47)
а необходимая длина по формуле
By =- Iпр + Ю мм. (48)
Радиус скругления краев определяется в зависимости от толщины исход-
ной заготовки по ’абл. 17.
§ 10. ОТРУБНОЙ РУЧЕЙ (НОЖ)
Конструкция ножа (фиг. 136) получила широкое распространение и в свое
время была освещена в ряде работ 116], 118], [6]. Нож располагается на од-
ном из четырех углов штампа в зависимости от наличия других ручьев и их
взаимного расположения.
При переднем расположении ножа его размеры делаются по соображениям
свободного расположения в отрубном ручье поковки с заусенцем. ~
ручей конструируется с та-
ким расчетом, чтобы в гори-
зонтальном^направлении наи-
больший выступ поковки
(размер f) не упирался в вер-
тикальную стенку, а в вер-
тикальном направлении не
происходило смятия заусенца
горизонтальными плоско-
стями ручья (размер 2й). При
аднем расположении ножа
его размеры определяются
теми же условиями, но уже
При этом
сеч паев
(?5,зи
и его размеры в зависи-
или толщины -исходной
Фиг. 136. Конструкция отрубного ручья
мости от размеров поковки с заусенцем
заготовки.
по отношению не к размерам поковки, а исходя ]из ^толщины исходной
заготовки. ЙсП,
Угол расположения ножа относительно центральной оси штампа а = 15 ч-
ч- 30° выбирается с учетом удобства отрубки и в зависимости от располо-
жения остальных ручьев.
На фиг. 136 приведены проверенные в производственных условиях соот-
ношения и размеры, необходимые для построения отрубного ручья и завися-
щие от габаритов поковки, заусенца и исходной заготовки.
§ 11. ПЛОЩАДКИ ДЛЯ ПОДСАДКИ И РАСПЛЮЩИВАНИЯ
При штамповке поковок, круглых в плане или близких к ним, возникает
часто необходимость в подсадке исходной заготовки.
Подсадка исходной заготовки диаметром Озг и высотой Ьзг в лепешку
диаметром d и высотой h должна вестись с таким расчетом, чтобы обеспечить
получение качественной поковки без зажимов при возможно меньшем коли-
честве ударов.
Площадка для подсадки (фиг. 137) должна позволять разместиться лепешке
необходимого размера (d). Для получения штампа минимальных размеров
можно использовать часть его плошади в зоне заусенечной канавки. С этой
целью рекомендуется предусмотреть плавный переход от заусенечной канавки
на плоскость штампа.
Определение ширины а, длины Ъ и расстояний п и с от осевых линий до
граней контрольного угла штампа без замка рекомендуем производить графи-
ческим путем (фиг. 138).
Если найденное этим способом расстояние от оси хвостовика до левой бо-
ковой стороны штампа е = а—(с + 5) получается настолько большим, что
штамп не размещается на данном молоте, т. е. когда этот размер (е) больше
Фиг. 137 Конструкция площадки
для подсадки в штампе без замка
D — диаметр поковки по линии разъема
при температуре штамповки; d — диаметр
подсаженной заготовки; — общая
ширина заусенечной канавки.
расстояния от оси бабы до левой направляю-
щей молота (с учетом необходимого зазора),
то рекомендуется увеличить размер штампа
по фронту (см. пунктирные линии на фиг. 138);
размеры штампа определяются графически
Фиг. 138. Схематическое изображение штампа
в плане с площадкой для подсадки.
Определив а и b (или ах при втором ва-
рианте), нужно подобрать по нормали бли-
жайшие большие значения размеров штам-
пового кубика. Определение размеров штампа с замком и с площадкой для
прдсадки производим в приводимой ниже последовательности (фиг. 139).
1) Определяется допустимая толщина стенки / в соответствии с указаниями,
данными в главе V; при этом:
а) если (Ь + bj-}-10) > Л то следует применить конструкцию с подрезанным
выступом замка (фиг. 139, Л);
б) если же (Ь + Ьх + 10) < t, то следует применить конструкцию с нор
мальным замковым выступом верхнего штампа (139, Б).
В обоих случаях часть замка нижнего штампа вырезается в пределах одной
четверти для размещения площадки для подсадки.
2) Радиус контура замка определяется:
в случае А
= — + {b + + 10) мм, (49)
в случае Б
= ~ + (50)
3) Расстояние от оси хвостовика до боковой грани контрольного угла
С = + h. (51)
144
4) Определение размеров е и п производится графическим тгутем.
а) Для конструкции, изображенной на фиг. 139, А, построение таково:
из центра штампа проводится окружность радиусом R2— — 4~ t и касатель-
ная к ней отточки пересечения окружности радиуса Лососевой линией штампа,
определяя таким образом линию среза замкового выступа верхнего штампа
и линию начала углубления (Я — h) нижнего штампа; затем проводится из
центра штампа перпендикуляр к направлению этой линии среза. Радиусом у
Фиг. 139. Конструкция площадки для подсадки
в штампе с круговым замком.
Л — замок в верхнем штампе укорочен. Б — нормальны/ за-
мок в верхнем штампе, D — диаметр поковки по линии
разъема при температуре штамповки, d — диаметр подса-
женной заготовК', Н — высота подсаженной заготовки,
b — общая ширина заусенечной канавки; h — высота
замка, <S —- глубина ручья у стенки со стороны замка, / — тол-
щина стенки
б) Для конструкции, изображенной н
проводится окружность из центра,
лежащего на указанном перпен-
дикуляре, касательно линии среза.
Так как эта окружность будет
представлять собой контур подса-
женной заготовки, то на расстоя-
нии 15 мм от ее крайних точек
Фиг. 140. Конструкция площадки
для расплющивания.
проводятся две взаимно перпенди-
кулярные линии, которыми опре-
деляются размеры е и п, причем
последний должен быть проверен
по условию п > ф Л.
фиг. 139, Б, построение произво
дится аналогичным образом с той разницей, что окружность радиусом -1
проводится касательно к окружности радиуса = у -ф t из центра, лежа
щего на прямой, проходящей под углом а =- 45° к оси штампа.
5) Габаритные размеры штампа в плане определяются так:
а == & "Г с ~ф 5;
Ь — п 4 с -Ф 5.
(52
(53
Определив таким образом значения длины и ширины штампа, нужно вы
брать по нормали ближайшие большие размеры так, чтобы они были больш
расчетных, во всяком случае на величину возможного отрицательного допуска
Площадка для расплющивания применяется для поковг
приближающихся в плане к форме прямоугольника (фиг. 149) Принципиалг
ное отличие этой площадки от площадки для подсадки заключается в том, чт
10 Брюханов и Ребельский 20Б8 14о
здесь исходная заготовка ставится не на торец, а укладывается плашмя так,
что ее ось направлена параллельно плоскости штампа \
Назначение площадки для расплющивания — обеспечить заготовке такие
размеры, которые перекрывали бы определенные выступы или углубления
фигуры окончательного ручья; при этом предотвращается опасность получе-
ния зажимов и других дефектов в поковке. Кроме того, при расплющивании
металла происходит удаление значительной части окалины, благодаря чему
уменьшается брак при штамповке, получается более качественное и чистое
изделие, а также повышается стойкость последующих ручьев штампа.
Размеры площадки для расплющивания определяются из условия свобод-
ного размещения расплющенной заготовки шириной В3 и длиной L3 на штампе,
а именно:
е = 0,5.В„+Вз + 40; (54)
L = L3 4- 40 мм. (55)
Имея размер е, можно определить размеры штампового кубика а и b па ос-
новании общих соображений по определению габаритных размеров штампа,
т. е. исходя из допустимых толщин стенок штампа, размеров заусенечной ка-
навки, необходимой рабочей плоскости штампа и других факторов (см. гл. V).
ГЛАВА V
ЭЛЕМЕНТЫ КОНСТРУКЦИИ МОЛОТОВОГО ШТАМПА
И КОНСТРУИРОВАНИЕ ШТАМПОВ
§ 1. РАСПОЛОЖЕНИЕ РУЧЬЕВ
Вопросы рационального расположения ручьев в штампе широко освещены
в трудах советских инженеров [16], [18], [10], [69]. С тех пор в практике
штамповки накопился достаточно большой опыт, который позволил уточнить
ряд положений и изложить эти врпросы в систематизированном виде.
Центром ручья называется точка приложения равнодействующей
реакций, воспринимаемых верхним штампом в момент удара. Для ручьев,
в которых предполагается равномерное сопротивление деформации, центром
штамповочного ручья следует считать центр тяжести площади проекции ручья
(включая образуемый при этом заусенец) на горизонтальную плоскость (фиг.
141, а). В случае неравномерного сопротивления деформации центром штам-
повочного ручья является точка, смещенная в ту сторону, где предполагается
повышенное сопротивление деформации (фиг. 141, б). Определить величину
этого смещения с помощью расчета довольно трудно, поэтому рекомендуется
зе подбирать, учитывая сложность конфигурации отдельных элементов поковки
^наличие тонких ребер, бобышек и т. д.) и основываясь на опыте ранее испы-
ганных конструкций.
Если ручей расположить центрально, т. е. так, что равнодействующая
реакций, воспринимаемых верхним штампом в момент удара (Pj), будет на-
правлена по оси штока (фиг. 142, а), то баба будет работать на сжатие, а шток—
на сжатие и продольный изгиб. В этих случаях смещение верхнего штампа
относительно нижнего будет незначительным. Если ручей снести в сторону
от оси штока (фиг. 142, б), то образуется пара сил Р и Р, с плечом а, которая
создает момент М ~ Ра. Этот момент будет поворачивать бабу в вертикаль-
ной плоскости и прижимать ее к направляющим в точках N. При этом шток
будет работать на изгиб, и чем больше величина вращающего момента М,
тем больше будет износ направляющих, опасность поломки штока и станины
При нецентральном расположении ручья баба, стремясь подернуться в
вертикальной плоскости, сносит верхний штамп в сторону по стрелке К (фиг.
1 В некоторых случаях рекомендуется подвергать расплющиванию также предварительно
протянутую или подкатанную заготовку.
1-16
142, б). Поэтому нецентральное расположение штамповочного ручья весьма
чувствительно отражается на величине сдвига частей поковки.
На главной проекции чертежа молотового штампа (в плане штампа) точка,
лежащая на оси штока, совпадает с точкой пересечения оси хвоста с осью
шпонки и называется центром штампа.
Если штамповка производится без предварительного ручья, то центр окон-
чательного ручья во избежание сдвига должен совпадать с центром штампа.
Исправить сдвиг у поковок, получаемый в результате неправильного распо-
ложения ручья, возможно перестановкой верхнего и нижнего штампов отно-
Фиг. 141. Центр штамповочного
ручья.
Фиг. 142. Схема сил, дей-
ствующих в момент удара.
Фиг. 143. Положение
центра штампа с двумя
штамповочными ручьями
(предварительным
и окончательным).
сительно друг друга в направлении, противоположном смешению, и на вели-
чину этого смещения. При больших расстояниях между центром ручья и цент-
ром штампа поковка будет проштамповываться неравномерно и окажется не-
доштампованной с того края, в направлении которого смещен центр ручья.
Получится перекос частей поковок относительно друг друга. Этот дефект
возможно исправить лишь приближением центра ручья к центру штампа
путем соответствующего перенесения шпоночных гнезд и переделки хвосто-
виков у обоих штампов.
Если на штампе имеется два штамповочных ручья (предварительный и
окончательный), то центры этих ручьев рекомендуется расположить та;:, чтобы
центр штампа находился между ними на одной трети расстояния от окончатель-
ного ручья (фиг. 143). При таком расположении смещение штампов при штам-
повке в окончательном ручье будет обратное смеще-
нию штампов при штамповке в предварительном ручье.
В результате поковка получается с минимальным пере-
косом. Треть расстояния обусловлена предпола-
гаемым равенством вращающих моментов, если считать,
что в окончательном ручье будет действовать сила,
примерно вдвое большая, чем в предварительном
ручье.
При конструировании штампа следует учитывать
вероятное соотношение количества ударов и их силы
в предварительном и окончательном ручьях и в зави-
симости от этого устанавливать центр штампа на одной
трети расстояния между штамповочными ручьями или
смещать его в ту или иную сторону.
Небольшая ошибка при конструировании легко
исправима при установке и наладке штампа. В случае такой ошибки для по-
лучения поковки без сдвига и перекоса штамп будет вынуж^нно установлен
не по контрольному углу. Выявив направление и величину этого смещения,
конструктор должен будет внести в чертеж штампа 'соответствующее испра-
вление положения штамповочных ручьев относительно центра штампа, ко-
торое будет учтено при очередном возобновлении штампа и пои изготовле-
нии дублеров
<
147
Фиг. 144. Второй
вариант располо-
жения центра
штампа с двумя
штамповочными
ручьями.
Ось.промоящая через
центр ручья и центр
штампа
окончательного
Грубая ошибка, например, совмещение центра штампа с центром оконча-
тельного ручья при наличии предварительного, трудно исправима при уста-
новке штампов и может оказаться причиной брака поковок. Значительное
удаление предварительного ручья от центра штампа может привести к такому
сдвигу частей поковки, * "о в окончательном ручье край поковки будет сре-
заться верхним штампом в силу несовпадения верхней части поковки с фигу-
рой полости окончательного ручья в верхнем штампе. В результате образуется
зажим.
Второй метод расположения центра штампа в случае применения Двух
штамповочных ручьев заключается в следующем: центр окончательного ручья
(фиг. 144) следует совмещать с центром штампа, а центр предварительного ручья
в верхнем штампе должен быть смещен по отношению к центру его в нижнем
штампе на величину а предполагаемого сдвига поковки в предварительном
ручье. Благодаря смещению верхнего штампа в сторону предварительного
ручья при штамповке в нем поковка будет получаться без
сдвига.
Так как величину а определить довольно трудно (она
может быть точно определена только опытным путем), то
второй метод следует применять лишь в случаях, когда
центр окончательного ручья невозможно расположить на
расстоянии — от центра штампа. Возможно комбинирование
обоих методов расположения центра штампа.
Так как фигура ручья в верхнем молотовом штампе
заполняется легче и лучше, чем в нижнем, то полости под
ребра, бобышки и другие трудно заполняемые части формы
ручья следует располагать в верхнем штампе.
Ближе к клещевине рекомендуется располагать ту часть фигуры ручья,
в которой поковка сильнее задерживается после отштамповки, т. е. из кото-
рой вынуть поковку труднее. Однако при расположении сложных форм ближе
к клещевине может иметь место их незаполнение. Поэтому, 4если трудно запол-
няемая часть является в то же время наиболее застревающей, то следует в ка-
ждом отдельном случае решить, что легче преодолеть (незаполнение или застре-
вание), и в соответствии с этим расположить фигуру поковки так, чтобы штам-
повка ее оказалась менее трудоемкой. Этими же соображениями надо руко-
водствоваться при многоштучной штамповке. Так, при расположении фигур
в линию, если объемы на концах фигур резко отличны, то большими их
объемами, которые часто бывают труднозаполняемыми и в то же время наиболее
застревающими, следует эти фигуры расположить к клещевине, но ближай-
шую к клещевине поковку нужно повернуть, как показано на фиг. 84. Кроме
того, при таком расположении фигур удобнее производить последовательную
обрезку заусенца с поворотом поковки.
Угол положения фигуры штамповочного ручья относительно фронта штампа
следует установить так, чтобы клещи можно было держать прямо
(фиг. 145, а), а не под углом (фиг. 145,6).
Расстояние между центрами штамповочных ручьев во избежание перекоса
должно быть минимальным и соответствовать прочности стенки между ручьями.
Поэтому нужно проверить, что рациональнее: расположить ли ручьи на равных
расстояниях от фронта штампа (фиг. 146, А), сместить ли их по длине штампа
(фиг. 146, Б) или сблизить с помощью переворота (фиг. 146, В). Последний прием
предпочтительнее для тяжелых поковок потому, что он облегчает перенос
поковки из ручья в ручей кантовкой по штампу. Этот же прием рекомендуется
также для облегчения штамповки поковок, имеющих труднозаполняемые
формы в обеих половинках поковки (в верхней и нижней). Тогда одна поло-
винка поковки заполняется главным образом в предварительном, а другая
в окончательном ручье.
Вопрос о расположении заготовительных ручьев и ножа решается после
уточнения мест предварительного и окончательного ручьев. При расположе-
нии заготовительных ручьев надо руководствоваться следующим:
148
а) первый заготовительный ручей должен находиться с противоположной
стороны от сопла обдувки, чтобы окалина, сбиваемая с заготовки при первых
ударах, не попадала в штамповочные ручьи нижнего штампа;
б) р>чьи, как правило, должны быть расположены подряд в порядке тех-
нологического процесса с тем, чтобы при переносе из ручья в ручей заготовке
совершала минимальный путь, причем изменение направления более однога
раза допускается лишь в тех случаях, когда окончательный ручей оказывается
Фиг. 145. Пример расположения ручья относительно фронта
штампа:
а — правильно; 6 — неправильно.
на краю штампа и центр штампа становится смещенным с центра кубика на
величину, превышающую допустимую1;
в) расположение ручьев в штампе должно быть согласовано с положением
нагревательной печи и обрезного пресса относительно молота; это условие
обязательно.
Кроме того, при определении взаиморасположения отдельных ручьев сле-
дует учитывать их специфичность, например, гибочный ручей относительно
штамповочного должен быть расположен так, чтобы поковку можно было
свалить без разворота (фиг. 147, а). При штамповке несимметричной относи-
Фиг. 146. Примеры рационального
взаиморасположения штамповочных
ручьев.
Фиг. 147. Взаиморасположение гибоч-
ного и окончательного ручьев:
а — правильное; б — неправильное.
тельно разъема поковки, если последнюю нужно расположить точно так, как
показано на фиг. 147, б, гибочный ручей следует перенести на другую сто-
рону штампа.
Протяжку удобнее всего производить в протяжном ручье с прямым рас-
положением, помещенном на правой стороне штампа, т. е. с правой руки штам-
повщика. Расположение такого протяжного ручья слева почти всегда вынуж-
дает штамповщика для ведения протяжки переходить. все время с места на
место. Во избежание этого следует при размещении протяжного ручья на
1 См. ниже, § 5 «Габариты штампа».
149
1-йручей 2-йручвй З-иречей Фйручей в-йручей 6-йручей
00 ’’00 1 ® f ' 0 ' 00 | 0 г ?|0@2 21 g з «t 1 < < Пеощаока для подсадки Оконча-„ тельный Предвари- тельный Тоже Заготови- тельный типа Л Тоже » • п о » Заготови- тельный типа В То же а а Заготови- тельный типов То же В и 0 0 Оконча- тельный Нож Оконча- тельный Тоже л п Предвари теланый Тоже Заготови тельный Тоже 0 Я Оконча- тельный То же Предвари- тельный Тоже Заготови- тельный типа В Тоже в » Заготови- тельный типаЯ(Р$ Тоже п » 1 Нож Нож Оконча- тельный Тоже V » Предвари тельный То же Нож Оконча- тельный Ъже V » Предвари- тельный Тоже Заготови- тельный muhad Тоже V и Нож Нож Оконча- тельный Тоже Нож Нож Оконча- тельный То же а Предвари- тельный Тоже Нож Нож Нож Оконча- тельный Тоже НОЖ 0г< йа V вариант J0 д@ 0д ^вариант ’0|
Л Вариант !@@ UBapuat - л 1 1 я -ъ- —п» м Л Л0@ к |0@|? ' 0, _ Л '0^ ^0 ’ X* Л002 А -J |б М> ^00
3 3
J083
Условные обозначения
Окончательный ручей
Предварительный ручей
Заготовительный ручей типа £•'
гибочный,
длинный пережимной или
формовочный
Заготовительный ручей типа Я- tsz-
протяжной? и Отрезной (нож)
подкатной, |
короткий пережимной или формовочный ’
* Может быть как прямым, тан и расположенным
под углом
Фиг. 148. Таблица расположения ручьев (А. Н. Брюханов).
) >0
левой стороне штампа располагать его не прямо, а под углом, так чтобы можно
было вести протяжку стоя на том же месте, с которого осуществляется веде-
ние всех прочих переходов штамповки.
При расположении отрезного ручья надо учитывать, что: а) передний нож
удобнее для штамповщика и обеспечивает большую производительность;
б) задний нож исключает возможность забоин на поковке и смятия заусенца
при ударе о станину молота при отрубании; в) задний нож всегда уже, ниже
и прочнее переднего. 1
На фиг. 148 показано рекомендуемое расположение ручьев, когда: а) на-
гревательная печь находится слева; б) обрезной пресс находится справа;
в) обдувка окалины производится справа налево.
Для иных условий таблица легко может быть переработана. Так, напри-
мер, если печь справа, пресс слева, а обдувка слева, то в приведенной таблице
на месте схематического изображения штампов должно быть их зеркальное
отражение.
Таблица охватывает все возможные комбинации ручьев при молотовой
штамповке. В целях упрощения пользования таблицей все заготовительные
ручьи разбиты на два типа (тип А и тип В) — по признаку их возможного
расположения на штампе.
Приведем пример решения расположения руйьёв с помощью таблицы.
, Допустим, что согласно установленным переходам штамп должен йметь:
1) протяжной ручей; 2) подкатной ручей; 3) гибочный ручей; 4) окончатель-
ный ручей; 5) отрезной нож.
По условному обозначению 1-й и 2-й ручьи относятся к заготовительным
типа А; 3-й — к заготовительным типа В; затем следует окончательный и нож.
Находим, что эта комбинация ручьев дана в третьей строке снизу, от которой
стрелка вправо указывает на схему наилучшего расположения. Номера ручьев
даны на схеме.
§ 2. УРАВНОВЕШИВАНИЕ СДВИГАЮЩИХ УСИЛИЙ И ЗАМКИ
При штамповке некоторых деталей, линия разъема которых не лежит в
одной плоскости (фиг. 149), разъем штампа получается не плоский: на разъеме
против углублений в одной половинке штампа делаются соответствующие
выступы в другой половинке, что образует замок, препятствующий свобод-
ному смещению половинок штампа относительно друг друга в любом или
Фиг. 149. Обычный замок.
Фиг. 150. Смещение половинок
штампа.
только в одном из горизонтальных*направлений, что зависит от конструкции
самого замка.
В иных случаях (фиг. 150) при соударении штампов возникают горизон-
тальные усилия, стремящиеся сдвинуть верхнюю и нижнюю половинки штампа
относительно друг друга.
Для уравновешивания этих сдвигающих усилий рекомендуется: а) спари-
вание мелких поковок (см. фиг. 185); б) соответствующий выбор и распо-
ложение разъема путем наклона фигуры поковки (фиг. 151); в) устройство
в штампе специального уравновешивающего зуба, называемого контрзам-
ком (фиг. 152).
151
Спариванием поковок (фиг. 185) достигается тот же эффект, что при обыч-
ном замке (фиг. 149)
При уравновешивании сдвигающих усилий способом, показанным на
фиг. 151, фигуру ручья располагают так, чтобы крайние точки поковки на ли-
нии разъема находились на одной горизонтальной плоскости (на одной высоте)
Угол наклона фигуры ручья определяется из уравнения tg-у • Фрезе-
рование ручья в этих случаях производится под углом у; при этом вместо
нормального штамповочного уклона а получается переменный штамповочный
уклон. Тогда при 7 > а — 3° в местах, где уклон р получается меньше 3°,
Фиг. 151. Замок, образуемый накло-
ном фигуры поковки.
Фиг. 152. Обычный замок с контр-
замком.
центр штампа
Фиг. 153. Положение
центра штампа при на-
личии контрзамка.
следует делать его равным 3° за счет местного увеличения напуска, чтоприво
дит к увеличению веса и искажению фигуры поковки. Поэтому при 7>7° при-
менение данного способа нежелательно.
Высота контрзамка h (фиг. 152) определяется конфигурацией поковки
Усилия, воспринимаемые контрзамком, весьма значительны, и поломки контр-
замков нередки. Поэтому толщина контрзамка b должна быть не менее 1,5 h.
Кроме того, при наличии контрзамка центром штампа следует считать
точку, смещенную от точки пересечения осей хвоста и шпонки в сторону, про-
тивоположную контрзамку, на 0,2—0,4 высоты последнего (фиг. 153).
Это смещение штампа от оси штока объясняется тем, что с первых же уда-
ров при штамповке детали верхний штамп сбивается в сторону контрзамка.
Контрзамок не обладает достаточной прочностью, чтобы воспринимать первые
удары, которые пришлись бы по верхней части наклонной поверхности контр-
замка. Контрзамок должен начать работать только при последних ударах,
т. е. когда штампы почти сошлись. Смещением центра штампа с оси штока
в сторону, противоположную контрзамку, искусственно создается нецентраль-
ный удар, а следовательно, образуется пара сил, ко-
торая стремится в момент удара оттянуть верхний
штамп от контр замка.
Все же в штампах с контрзамком в случаях недо-
штамповки поковка всегда получается со сдвигом
верхней ее части в сторону контрзамка. Чтобы умень-
шить эго смещение, угол а наклонной плоскости
контрзамка (фиг. 152) следует делать минимальным:
лишь бы величина возможного смещения верхнего
штампа в сторону контрзамка была меньше проекции
наклонной поверхности контрзамка на горизонтальную
плоскость. В противном случае верхний штамп будет скалывать кочтрзамок
Исходя из предположения, что смещение верхнего штампа не будет пре-
вышать 2 мм, угол наклона а рекомендуется следующий:
При высоте h до 20 мм......... . з => 7°
» , , от 20 до 50 мм..........а=5°
, , , , 50 до 100 мм.......с = 1°
» „ » , 100 мм ........... а = 1°
Зазор 8 должен быть равен 0,2—0,4 мм, однако он не должен превышать
половину допуска на сдвиг, указанного в чертеже поковки. Радиусы закруг-
лений ко 'Трзамка рекомендуются следующие: внутренние г ^0,15 й; наруж-
ные R г + 2 мм. '
Фиг. 154. Замок комбинированной
конструкции.
Контрзамок ниже 15 мм применять не рекоменцуется. В этом случае лучше
применять замок, образуемый наклоном фигуры поковки (фиг. 151). При полу-
чающейся большой высоте контрзамка рекомендуется применять замок ком-
бинированной конструкции (фиг. 154) с наклоном фигуры не более чем на 7°.
В целях упрощения изготовления штампа
следует стремиться конструировать замок
так, чтобы изготовить его можно было сквоз-
ной строжкой (фиг. 155, а). Если нельзя
все ручьи штампа расположить так, что-
бы была возможность сквозной строжки
(фиг. 156), то часть площади штампа сле-
дует выделить под ручьи, требующие, чтобы
разъем штампа был плоским, и предусмо-
треть канавку для выхода резца при строжке
замка (фиг. 155,6). Глубина канавки для выхода резца Нг = Н + ~. Ши-
рина а канавки рекомендуется следующая:
При высоте h до 25 мм..................а = 8 мм
, , . свыше 25 мм до 35 ми ... а = 10 „
, » , , 35 мм..............а = 12 »
Фиг. 155. Замок изготовлен:
а — сквозной строжкой; б — строжкой до канавки для выхода резца;
в — фрезерованием.
Канавку для выхода резца после изготовления замка следует заварить. Од-
нако и после заварки канавка остается слабым местом кубика штампа. Поэтому
при высоте замка h > 45 мм его лучше изготовлять не строжкой, а фрезе-
рованием (фиг. 155, в).
Если на линии разъема имеется измене-
ние высоты только с одной стороны фигуры
поковки, то следует применить м е с т-
Фиг. 157. Местный замок.
Фиг. 156. Контур замка, который
вписывается в профиль заготовитель-
ного ручья открытого типа.
ный замокс контрзамком (фиг. 157). Значения а и 5, а также размеры
радиусов закруглений и других элементов местного замка следует опреде-
лять, как для нормального замка с контрзамком.
При работе на молоте правильно изготовленный штамп с замком любой
конструкции может иметь соприкосновение по всему зеркалу как по
1КЗ
горизонтальной плоскости, так и по замку. В чертежах молотовых штампов в
таких случаях зазоры указывать не принято. Зазор неизбежно получается при
изготовлении за счет допусков, специально предусмотренных в технических
условиях на изготовление молотовых штампов. Величина его незначительна,
и если размеры замка выдержаны в пределах допусков, то в течение непро-
должительного времени работы штампа поверхность, не имеющая зазора,
садится, и штамп начинает работать, опираясь на все зеркало.
-• Такая подгонка замков для штампов с контрзамками (см. фиг. 152) не реко-
мендуется для поковок, при штамповке которых возникают большие усилия,
воспринимаемые наклонной поверхностью контрзамка, так что его поломки
не исключаются даже при холостых ударах штампа о штамп. В таких случаях
следует разгрузить контрзамок изготовлением зазора величиной 2—3 мм1
на той части поверхности разъема, где возникают усилия, смещающие верх-
ний и нижний штампы относительно друг друга в сторону контрзамка. При
этом зазор 8 (см. фиг. 152) рекомендуется не предусматривать вовсе или делать
его не более 0,2 мм. В таком случае горизонтальных усилий, сдвигающих
штампы относительно друг друга, при холостых ударах не получается. Возни-
кают они только во время ударов при штамповке в ручье, расположенном па
наклонной поверхности разъема, а величина этих усилий, естественно, полу-
чается значительно меньше, чем в тех случаях, когда зазор по этой наклонной
поверхности разъема не предусмотрен. Такой метод разгрузки контрзамков,
впервые примененный лишь в последнее время в кузнице Московского
автозавода имени Сталина, показал резкое сокращение случаев поломок
контрзамков.
Поскольку замки препятствуют сдвигу поковок, их применяют также в
тех случаях, когда вся линия разъема поковки лежит в одной плоскости и,
таким образом, разъем штампа мог бы быть плоским. Чаще всего это практи-
куют при плохом состоянии молотов^ Однако изготовление замка значительно
удорожает обработку штампа и поэтому замки, применение которых не вы-
звано конфигурацией разъема поковки, рекомендуется применять лишь в
следующих случаях: Т* »
а) когда конфигурация поковки при плоском разъеме штампа приводит
к смещению его частей, например, у тонкостенных чашек, при штамповке кото-
рых нецентральное расположение заготовки и одностороннее течение мате-
риала сбивают верхний штамп в сторону;
б) когда приходится вести штамповку на молоте явно недостаточной мощ-
ности и крепление штампа разлаживается в силу перегрузки;
в) когда конструкция поковки не дает возможности контролировать сдвиг
по внешнему виду поковки, например, у конических шестерен;
г) когда к поковке предъявляются повышенные требования по сдвигу ее
частей.
' -Для поковок типа конических шестерен и колец, у которых линия разъема
установлена так, что сдвиг и его направление трудно или невозможно опре-
делить >по внешнему виду поковки, следует применить круглый замок
(фиг. 158, й).
(Штамп с выступом по замку ставится наверх, а с углублением — вниз.
Такое"расположение неудобно для удаления поковки из ручья нижнего штам-
па и для удаления окалины. Но если поменять их местами, то за счет разницы
в прогреве штампов во время работы (нижний штамп прогревается всегда
больше верхнего) возможны случаи заклинивания их в замке. Ставить нижний
штамп вверху обязательно лишь в тех редких случаях, когда верхняя часть
поковки (которая по конфигурации должна штамповаться обязательно в верх-
нем штампе) требует более прочных стенок, нем сте<ки между ручьем и кони-
ческой поверхностью замка.
Для облегчения удаления окалины рекомендуется в задней стенке замка
делать прорезь шириной от 50 до 80 мм, в зависимости от габаритов
поковки.
1 Но ие более высоты заусенечной канавки у мостика.
”4
Поперечное сечение с размерами по замку представлено на фиг. 158, б.
Для гарантии от заплывания заусенца в зазор по конической поверхности
ширина магазина канавки для заусенца делается на 8 мм больше, чем расчет-
ная.
В тех же случаях, когда применяются круглые замки, для поковок боль-
ших габаритов в целях уменьшения габарита кубика следует применять не-
полный круглый замок (фиг.
159, а), или направля-
ющее кольцо (фиг. 159, б).
При небольших сдвигающих
усилиях, действующих в одном
направлении, применяют шли-
цевые замки — долевые
(фиг. 159, в) или поперечные
(фиг. 159, г).
В случае больших сдвигаю-
щих усилий, стремящихся по-
вернуть верхний штамп отно-
i W » tfT'f я» «-«I»*- «их» _
Фиг. 159. Типы замков:
а — неполный круглый; б — направляющее кольцо; в — шлицевой
долевой; г — шлицевой поперечный; д долевой; е — боковой;
ж — крестовой; з, и и к — угловые.
поаЬ
а)
Фиг. 158. Круглый замок:
а — общий вид; б — сечение по замку.
сительно нижнего, как, например, при штамповке лопастей винта, пригодны
долевые замки (фиг. 159, д)\ против сдвига и поворота в любом
направлении — боковые (фиг 159, е) или более надежные крестовые
замки (фиг. 159, ж).
Угловые замки (фиг. 159, з, и и к) играют примерно такую же роль, как
применяемые в подкладных штампах направляющие штыри (см. фиг. 5). Од-
нако для штампов штамповочных молотов такие штыри ввиду их недостаточ-
ной прочности почти не применяются.
Существенным недостатком штампов с замками является то, что в целях
удешевления изготовления их сложного разъема, а также во избежание по-
ломки замков приходится уменьшать поверхность соударения штампов, остав-
ляя ее обычно только вокруг штамповочных ручьев и предусматривая
155
в других горизонтальных плоскостях (т. е. по бокам при боковых замках,
по углам при угловых замках и т. д.) зазор 2—3 мм. С этой же целью при
круглых замках плоскость соударения оставляют обычно снаружи, а указан-
ный зазор предусматривают только в плоскости разъема ручья. Однако и в
том, и в другом случаях уменьшение площади поверхности соударения штам-
пов повышает 'напряжения, испытываемые ими во время ударов, что повы-
шает износ этих поверхностей и приводит к более частым поломкам штампов,
чем при плоском разъеме.
Замки, показанные на фиг. 158 и 159, рекомендуется применять в тех слу-
чаях- _к°-гда окончательный ручей расположен центрально, т. е. когда штам-
повка ведется без применения предварительного ручья. Если же на штампе
имеется два штамповочных ручья (предварительный и окончательный), то
даже при надлежащем их расположении (см. стр. 147) штампы будут сбиваться
! относительно друг друга; замки будут при этом сломаны или быстро изно-
t сятся. Кроме того, есть основание предполагать, что замки этого типа в штам-
. пах с предварительным ручьем служат причиной повышенного износа окон-
чательного ручья, так как стенки ручья в этих случаях испытывают большую
нагрузку, чем у штампов без замков, когда штампы могут смещаться отно-
сительно друг друга. Поэтому рациональность применения долевых замков
в штампах с двумя штамповочными ручьями вызывает у авторов большие
сомнения*.
§ 3. ВСТАВКИ
Вставки в кубики молотовых штампов применяются в трех случаях:
1) при наличии выступов над поверхностью разъема в гибочном и штам-
повочных ручьях;
2) при чрезмерном износе частей фигуры окончательного ручья;
3) при изготовлении штампов методом штамповки.
В первом случае экономится штамповая сталь при обработке кубика
штампа, так как при цельном штампе пришлось бы удалить кругом выступа
обьем штамповой стали на высоте, равной высоте выступа. Применение встав-
ного выступа дает значительную экономию штамповой стали и в обработке
штампа, так как со стороны плоскости разъема можно дать нормальный при-
пуск на ее обработку.
Во втором случае, если в окончательном ручье имеется быстроизнашиваю-
щаяся часть (например, бобышка наметки под прошивку), то после ее износа
штамп пришлось бы полностью возобновить путем сострожки опорной пло-
скости и расположенных на ней ручьев. Износ вставной бобышки освобождает
от вынужденного возобновления всего штампа. Вместо этого производится
смена изношенной вставки на новую. Если вставки не выступают над поверх-
ностью разъема, то при изготовлении новых штампов вставок не делают,
а гнезда под них изготовляют только при первом возобновлении фигуры
ручья.
Конструктивное оформление вставной бобышки окончательного ручья
(фиг. 160 и 161) может быть различным. Диаметр D крепежной части вставки
относительно большого размера (фиг. 160, а) рекомендуется брать не меньше
60 мм. Высота крепежной части h 0,6 D, но не более 60 мм. Радиус закруг-
ления от стенок к дну гнезда под вставку равен 5 мм. Соответствующая ему
фаска на вставке 6 X 45°. Для выколотки вставки в дне гнезда для нее
имеется отверстие диаметром 22 мм. При креплении вставок более мелких раз-
меров (фиг. 160, б) диаметр крепежной части следует брать равным наружному
1 В связи с этим интересно отметить, что^да одном отечественном заводе в подобных слу-
чаях для компенсации износа по замку применяется следующий способ. Выступы на штампах
с долевыми замками делаются не на нижнем, а на верхнем штампе. Выступающая же кверху
средняя часть нижнего штампа, разогреваясь н подсаживаясь, становится шире и не только
уменьшает зазоры у наклонных плоскостей замка, но даже принуждает к периодической за-
точке этих плоскостей, чтобы избежать застревания в замках верхнего и нижиего штампов
друг в друге.
156
диаметру углубленной части ручья. На фиг. 161, а дан эскиз фрезеруемого
гнезда для прямоугольной вставки.
Горячая посадка крепежной части вставки в гнездо является достаточно
надежной и гарантирует от выпадения вставок во время работы штампа.
Фиг. 160. Вставки и гнезда
под них:
а — обычные; б — при малых размерах
окончательною ручья.
а) 6)
Фиг. 161. Вставки и гнезда под них-
а — гнездо для прямоугольной вставки; б — вставка
с креплением обратным конусом.
Допуски и посадки крепежной части вставок по ОСТ 1042 приведены в табл. 18.
Лишь в довольно редких случаях, когда частые застревания поковок на бо-
бышке неизбежны и поковки придется выколачи-
вать с бобышки при помоши молотка и зубила,
вставки (фиг. 161, б) крепят на обратном конусе
с уклоном стенок гнезда и крепежной части встав-
ки 0°15'.
В этих случаях допуски и посадки назнача-
ются те же, что и при вертикальных стенках, по
табл. 18.
Крепление вставки небольшого (йри b < 150 мм)
выступа гибочного ручья (фиг. 162, вверху) весьма
ненадежно. ,
Более надежное крепление вставных выступов
гибочного ручья (при b > 150 мм) показано на
фиг. 162 (внизу).
Данные о конструкции и креплении вставок, на
которых целиком располагаются штамповочные
ручьи, а также о способах их посадки и выколотки,
приведены в шестой части книги.
Фиг. 162. Крепление вставки
выступов гибочных ручьев-
вверху — при b < 150 мм;
внизу — при q < 150 мм.
Таблица 18
Допуски на размеры гнезд под вставки и крепежной части вставок в мм
Номинальный размер Допуск размеров гнезда Допуск размеров вставки
свыше ДО верхнее отклннеиие нижнее отклонение верхнее отклонение нижнее отклонение
50 65 0,03 0,00 0,105 0,075
65 80 0,03 0,00 0,12 0,09
80 100 0,035 0,00 0,14 0,105
100 120 0,035 0,00 0,16 0,125
120 150 0,01 0,00 0,19 0,15
150 180 0,04 0,00 0,22 0,18
180 220 0,045 0,00 0,26 0,215
220 260 0,045 0,00 0,3 0,255
260 310 0,05 0,00 0,35 0,3
310 360 0,05 0,<0 0’4 0,35
360 440 0,06 0,00 0,475 0,415
157
Фиг. 163. Размеры,’"’влияющие
на толшину стенок
Фиг. 165. Номограмма для определения Т при расчете стенок (А Н. Брюханов) Пример
k = 42 ч и, Л| «в 7е, R 5 ч,ч по ночограмче мч
Фиг 164, Различные конфигурации
ручьев в плоскости разъема, требую-
щие неодинаковой толщины стенки
штампа.
§ 4. ТОЛЩИНА СТЕНОК И РАССТОЯНИЕ МЕЖДУ РУЧЬЯМИ
Расчет молотового штампа на прочность связан с весьма большими труд-
ностями. Поэтому (фиг. 163) толщину стенок от ручья до края штампа (S{)
и между ручьями (S'() устанавливают, руководствуясь опытом эксплуатации
действующих штампов. Известно, что чем больше глубина h ручья, чем меньше
уклон а[ поверхности ручья со стороны стенки, толщину которой требуется
определить, и чем меньше радиус R' закругления от наклонной стенки к дну
ручья, тем больше должна быть толщина стенки. Кроме того, нужно учитывать
уклон аа с противоположной стороны стенки. Толщина Si стенки до соседнего
ручья, боковая поверхность которого имеет уклон а", должна быть меньше,
чем толщина Si стенки с края штампа, так как наружная поверхность стенки
в эхом случае вертикальная, т. е. а<. — 0°.
На прочность стенки влияет и конфигурация ручья в плоскости разъема.
Очевидно, что при прочих равных условиях в случае б (фиг. 164) толщина
стенки должна быть больше, чем в слу-
Фиг. 166. Примеры ручьев:
а — при 7?>Л; б — при R = Л.
чае а, и меньше, чем в случае в.
Минимально допустимая толщина сте-
нок штампа и стенок между ручьями
может быть определена при помощи вспо-
могательной величины Т, находимой по
номограмме (фиг. 165), построенной нами
на основании обработки данных опыта
эксплуатации штампов.
Расстояние от крайнего ручья до края
штампа S — Т.
Толщина стенки между ручьями S — T-cosa3. При определении толщины
стенки между ручьями величина Т находится по размерам h, R и ручья
с меньшей глубиной.
Для случаев, когда R > h (фиг. 166, а), если по расчету S < 10 мм, сле-
дует принимать S — 10 мм.
Для случаев, когда R = h (фиг. 166,’б), толщину стенки можно опреде-
лить также по формуле S — (9,3 ]/~R—1)-с.озо^.
Если у соседнего ручья R также равно h, то толщина стенки между ручьями
5=0,8 (9,3]/£—7).
Толщину стенки между фигурами штамповочного ручья при многоштуч-
яой штамповке с учетом сил двустороннего сжатия следует определять по
формуле S - = 0,6.Т-cos a2.
Расстояние от края фигуры штамповочного ручья до выемки под клеще-
вину 5 — 0,7-T-cosag.
При штамповке без клещевины расстояние от края фигуры штамповочного
ручья до выемки, которая в данном случае служит воронкой для контроль-
ной заливки, S = (1 1,4) Т-cosa2.
§ 5. ГАБАРИТЫ ШТАМПА (ШТАМПОВЫЕ КУБИКИ)
Размеры штампового кубика подбирают в соответствии с принятым коли-
чеством, размерами и расположением ручьев и расстояниями между ними.
При этом следует проверить, достаточную ли площадь будет иметь зеркало
штампа, т. е. свободная от ручьев поверхность соударения штампов. Во избе-
жание смятия минимально допустимая площадь (J опорной поверхности
(зеркала) штампа должна составлять не менее 300 ел? на 1 m веса падающих
частей молота.
При неравномерном распределении опорной поверхности минимально до-
пустимая площадь ее (фиг. 167), взятая на любом участке, отсеченном произ-
вольной прямой Р — Р', проходящей через центр штампа, должна быть не
о
менее половины всей минимально допустимой площади, т. е. не менее .
Смещение середины кубика (т. е. точки пересечения диагоналей в плоскости
раз'ьема) относительно центра штампа, положение которого определяется при
расположении штамповочных ручьев, допускается не более чем на 0,1 габа-
рита кубика в направлении смещения (фиг. 168). Нецентральное расположе-
ние кубика верхнего штампа относительно оси штока будет причиной пере-
кашивания бабы, что создает неблагоприятные условия работы штампа и мо-
Центр штампа,
\ /Р
Фиг. 167. Распре-
деление опорной
поверхности.
Фиг. 168. Предел сме-
щения центра штампа
с середины кубика.
лота, сходные с теми, какие имеют
место при нецентральном распо-
ложении штамповочных ручьев
(стр. 145).
Размеры штамповых кубиков
регламентированы ГОСТ 932-41,
в соответствии с которым соста-
влена нормаль заготовок (куби-
ков) молотовых штампов (фиг. 169).
Применяемые заготовки отмечены
указанием их веса в килограммах
в соответствующей графе таблицы.
Допуск на все размеры от (-3%
до —2%. В нормаль включены
только 61 размера наиболее ходовых кубиков в пределах от 200 х 225 X 275
до 400 X 500 X 650. Кубики меньших размеров не включены в нормаль
потому, что перековка их на другой габарит по ГОСТ не представляет
трудности на заводах, имеющих в них потребность. Кубики больших раз-
меров не нормализованы потому, что для них всякое ограничение ряда раз-
меров, предусмотренных ГОСТ, может привести лишь к ухудшению конструк-
А СХ1<~\ 275 300 325 350 375 400 425 450 475 500 525 550 575 600 650
200X2^5 97
200X275 225X250 119 109 139 132
225X2/5 134 146 158
225XqU0 159 185 212
250X275 250X300 162 175 206 202 236 255
250X350 250X375 24U 276 275 313 309 350 386
250X425 ^пох<ео 212 247 283 354 318 396 433
300X350 300X375 288 331 330 375 371 419 412 464 530
dOO%5yO 589 677 765
325X425 3'0X350 385 461 433 515 481 569 553 651
350X375 489 541 618
35(»Хг00 350X550 831 790 907 893
375X400 677 765
375X425 400X500 657 903 751 1021
А — больший размер в мм; В — средний размер в мм; С — меньший размер в мм. Применяемые
заготовки отмечены в таблице указанием их веса в кг в соответствующей графе. Допуск иа все раз-
меры от -Г 3’7О до — 2%.
Фиг. 169. Размеры кубиков молотовых штампов.
160
ции штампа и перерасходу штамповой стали. Поэтому для размеров, превы-
шающих 650 мм, следует принимать значения из ряда 700, 750, 800, 850, 900,
950, 1000 и более, но кратные 100 мм, причем допуски на размеры 700 мм и
более равны +3%.
Направление оси слитка в штамповом кубике определяется по клейму,
располагаемому на пересечении диагоналей грани кубика, перпендикулярной
к оси слитка. Направление размера А (фиг. 169), как правило, соответствует
направлению оси слитка. Случаи отклонения от этого правила поставщик ку-
биков должен оговорить. В эскизе нормали показаны возможные варианты
строжки хвоста штампа. Этими вариантами исключается возможность распо-
ложения оси слитка по направлению удара молота. В противном случае ручьи,
фрезерованные на поверхности, перпендикулярной к оси слитка, получаются
весьма низкой стойкости, а штамп оказывается недостаточно прочным в местах
перехода от хвоста к заплечикам.
Ось слитка желательно направить вдоль фигуры окончательного ручья.
Это уменьшает площадь поверхностей ручья, перпендикулярных к основному
Фиг. 170. Минимальная высота штампа /7min относительно максималь-
ной глубины ручья Лтах.
направлению волокон в кубике, и тем самым повышает стойкость штампа.
Если фигура окончательного ручья такова, что направление оси безразлично
(например, для поковок типа шестерен), то ось слитка следует направить па-
раллельно оси шпонки, что обеспечивает максимальною прочность штампа
в местах перехода от хвоста к заплечикам, так как в этом случае при работе
в ручьях, расположенных на крае штампа, волокна кубика, работая на изгиб,
обеспечивают высокую прочность штампа.
ГОСТ 934-41 предусматривает заготовки цилиндрической формы, широко
применяемые при молотовой штамповке колец в одноручьевых штампах, на-
пример, в шарикоподшипниковой промышленности. Практика показала, что
применение таких заготовок вместо кубиков дает экономию штамповой стали
до 25%.
При наличии относительно глубоких ручьев рекомендуется, чтобы приня-
тая высота кубика была не менее величину которой следует определять
по графику на фиг. 170 исходя из глубины hm№ наиболее глубокого ручья
штампа. В штампах для цилиндрических поковок, главная ось которых лежит
в плоскости разъема,
Яшы = 0,9 Dтв ах + hit
где Дшах — максимальный диаметр ручья, a — высота хвоста штамц".
Возможность установки штампа на молот проверяют по следующим усло-
виям: 1) для возможности возобновления штампов сумма высот верхнего и
нижнего штампов должна не менее чем на 25% превышать минимально допу-
стимую высоту штампового пространства по характеристике молота; 2) вес
верхнего штампа не должен превышать наибольшего веса, указанного в ха-
рактеристике молота; 3) зазор между наиболее удаленной от центра штампа
гранью кубика и направляющими молота должен быть не менее 20 мм. Если
проектируемый штамп не будет удовлетворять одному из двух последних
условий, то следует произвести разбивку ручьев для последовательной
штамповки деталей в двух штампах.
11 Брюханов и Ребельский 161
§ 6. КОНТРОЛЬНЫЙ УГОЛ, ПРОСТАНОВКА РАЗМЕРОВ
И ОФОРМЛЕНИЕ ЧЕРТЕЖА ШТАМПА
Две из четырех боковых граней кованого кубика молотового штампа
всегда оставляются необработанными. Полная обработка двух других поверх-
ностей вызывается иногда требованиями механической обработки штампов
и производится, как правило, только при наличии некруглых замков, а такх-е
при обработке кубиков весом более 800 кг. В остальных случаях на этих двух
Заготовка ~0..х . ми/... шт.
Фиг. 171. Типовой чертеж молотового штампа
боковых гранях прострагиваются лишь полоски высотой 50—60 мм от пло-
скости разъема, образуя так называемый контрольный угол.
Контрольный угол следует строгать на том переднем углу штампа, боковая
сторона которого менее изрезана ручьями открытого типа. Если на обеих
боковых сторонах штампа нет ручьев открытого типа, то боковую грань кон-
трольного угла лучше делать со стороны, более удаленной от ручьев. Когда
же фронтовая сторона штампа изрезана выемками под клещевины и загото-
вительными ручьями, так что на свободную плоскость грани контрольного
угла остается мало площади, то лучше контрольный угол сделать на одном
из задних углов штампа.
Фиг. 172. Дополни-
тельные подъемные
отверстия тяжелых
штампов.
построения ручья.
Глубину строжки контрольного угла во всех случаях следует принимать
равной 5 мм, хотя практически она зависит от ровности и перпендикулярности
боковых поверхностей кубика. Высоту строжки контрольного угла более
50—60 мм (предполагая, что его изношенная кромка будет сострагиваться при
возобновлении штампа) делать не следует, так как полное восстановление кон-
трольного угла при возобновлении штампа является, как правило, операцией,
необходимой при подгонке друг к другу верхней и нижней частей фигур
штамповочных ручьев.
Контрольный угол нужен при установке и наладке штампа. По кон-
трольному углу на ощупь проверяют смещение верхнего штампа относительно
нижнего.
В отдельных случаях, например, в штампах для круглых деталей с круг-
лым замком, смещение по контрольному углу не проверяют, но всегда кон-
трольный угол необходим как начало, от которого про-
изводится разМетка, включая разметку осей хвоста и
шпоночного паза. Поэтому система проставления разме-
ров на чертеже штампа построена с учетом разметки от
контрольного угла. Исключения составляют, во-первых,
глубина выемки под клещевину, вместо которой ставится
размер от края фигуры ручья до выемки, и. во-вторых,
ширина заготовительного ручья открытого типа, если он
находится с противоположной от контрольного угла сто-
роны. Ширина такого ручья указывается от ближайшего
края, причем следует учесть, что весь отрицательный до-
пуск на ширину кубика- скажется на уменьшении рас-
стояния от этого ручья до ближайшего соседнего ручья.
В остальном при проставлении размеров следует руко-
водствоваться типовым чертежом (фиг. 171)
На чертеже также указаны координаты штамповочных
ручьев. Однако размеры ручьев — окончательного и пред-
варительного — не даны. Вместо этого в примечании
к чертежу указано, что эти ручьи следует изготовлять по
чертежу поковки. Этот прием при конструировании
штампа освобождает от вычерчивания на чертеже штампа
фигуры поковки во всех проекциях, необходимых для
Достаточно вычертить фигуру ручья в плоскости разъема с тем, чтобы за ко-
ординировать ее от контрольного угла и указать расстояние до выемки под
клещевину.
Так как канавка для заусенца изготовляется специальными фрезами, то
в чертеже штампа можно указать лишь основные ее размеры (ширину и глу-
бину мостика и магазина) и дать примечание о номере канавки по нормали,
что равносильно указанию, какими фрезами следует изютовлять канавку; про-
чие размеры канавки можно не указывать. Если выплав находится в верхнем
штампе, то мостик вычерчивается на нижнем штампе условным пунктиром.
На предварительном ручье дано лишь указание о размере радиуса, каким
следует закруглить кромку ручья. В заготовительно-предварительном ручье
необходимо проставить все размеры, по которым он отличается от чертежа
поковки для изготовления штампа.
При работе с усадочным метром вся разметка, включая промеры расстоя-
ний от контрольного угла до осей хвоста и шпоночного паза, производится
этим метром. Поэтому, вычерчивая все размеры штампа и его ручьев в соот-
ветствии с холодным состоянием поковки (т. е. в масштабе 1 : 1,015), следует
габариты кубика вычертить в масштабе 1 : 1,015, т. е. на 1,5% меньше, чем
в натуральную величину.
На чертеже молотового штампа размеры хвоста не указываются. Вместо
них дано примечание о номере хвоста по нормали. На оси хвоста делается
надпись: «Ось хвоста». Шпоночный паз также не рекомеппуется вычерчивать.
На оси шпоночного паза делается надпись: еОсь шпонки». Хвост и шпоночный
паз обрабатываются по шаблонам, изготовленным по нормали. Подъемные
* 1Й
отверстия также не вычерчиваются. Они обрабатываются по указаниям нор-
мали на хвост и шпоночный паз. ,
На кубиках весом бблее 1500 кг следует дать две пары дополнительных
подъемных отверстий и указать их на чертеже штампа (фиг. 172).
Допуски на размеры, а также знаки обработки в чертеже штампа не про-
ставляются. Точность размеров и чистота обработки поверхностей штампа
предусмотрены техническими условиями (ТУ), обязательными при изготов-
лении всех молотовых штампов, о чем указывается в примечании к чертежу.
Кроме ссылок на ТУ, в примечании к чертежу должны быть перечислены все
отклонения от них, если таковые имеют место.
Места клейм штампа и кубика предусмотрены в ТУ и поэтому в чертеже
штампа не указываются.
На чертеже штампа должны быть указаны размеры исходной заготовки
или номер чертежа заготовки, если поковка штампуется не из сортового про-
ката.
ГЛАВА V/
ПРИМЕРЫ КОНСТРУИРОВАНИЯ И РАСЧЕТА МОЛОТОВЫХ ШТАМПОВ
§ 1. ПОКОВКИ С УДЛИНЕННОЙ ОСЬЮ (I ГРУППА)
Чертеж поковки вала привода водяного насоса грузового автомобиля ЗИС-5
(фиг. 173) предназначен для изготовления штампа с помощью усадочного ин-
струмента, так как на чертеже даны «холодные» размеры поковки.
Расчет и конструирование про-
изводим в указанной ниже после-
довательности.
I. Определение основной ха-
рактеристики поковки.
1) Площадь проекции поковки
на плоскость» разъема: Fn -=
= 13662 жж2.
2) Периметр поковки: Рп —
— 796,5 мм.
3) Объем поковки находим как
сумму объемов отдельных частей
(элементов) поковки, в данном
случае как сумму объемов цилиндров и усеченных конусов: Ул = 500000 мм3.
4) Вес поковки Gn = 0,5. 7,8 3.9 кг.
II. Определение размеров заусенечной канавки. По формуле (7—I)*
h3 = 0,015 И К = 0,015 |/ 13 662 1,6 мм\
согласно фиг. 23 находим № 6 = № 1.
4
Выбираем по табл. 1 заусенец у ; h3 — 1,6ж; b = 8 мм', Ь1 =-22 мм;
S3.K = 102 мм2.
Объем заусенца: V3 — QJ-S3.K[Pn + 4 (b + &,) 1 = 0,7.102 (796,5 + 4 X
X 30) = 65 000 мм3.
III. Определение размеров расчетной заготовки поковки производим по
табл. 19. Построение расчетной заготовки (фиг. 174) производим исходя из
длины отдельных элементов поковки и найденных значений d3.
IV. Расчет среднего сечения.
Vn,3 = Vn + v3 = 500000 + 65000 = 565000 мм3:
S' =-^ = -в2_ = 1770 мм?; dcp-~ 1,13 VX„= 1,13/1770 = 47,5 мм.
обозначает: формула 7, главы 1. Такое обозначение формул принято в этом
* Индекс
и в ех последующих примерах.
161
Таблица 19
№ сечения Sn в .ч.и' 1,4 к или 2 8ЗК в мм- а. ! У с-0 £0 11 о? d3 = 1,13 уГ о в мм
1 " 0 102 204* 204 f 16,3
2 1195 102 143 1338 41,5
3 1288 102 143 1431 42,8
4 1772 102 143 1915 49,8
5 4778 102 143 4921 79,3
6 2248 102 143 2391 55,3
7 1105 102 143 1248 39,8
8 935 102 143 1081 37,2
9 684 102 143 827 32,5
' Для конечных сечений берем 25
V. Выбор переходов штамповки. Расчетную заготовку приводим к двум
элементарным и рассматриваем каждый участок:
'Алах 79,3 . „ Ла 125 о со 1
а== ~47^Ч7^^ Ь67’ 47Д =2’63 для Ьго участка.
55,3 1 it- о 194 л 1 о
а ~ 4Г5 -- 1 >1'’> Р = = 4,1 д in 2 го участка.
По диаграмме № 1 (см. фиг. 83) следует применить ПЗ (подкатку закры-
тую). По диаграмме № 2 при весе поковки Gn = 3,9 кг и прямой конфигура-
ции, удобной для штамповки с поворотом, применяем последнее (см. пунктир
на фиг. 87).
Размеры рассматриваемой поковки позволяют удобно расположить на
штампе предварительный ручей с йротивоположной стороны подкатного.
Поэтому для повышения стойкости окончательного ручья рационально приме-
нить предварительный. Итак, для штамповки рассматриваемой поковки нужно
применить следующие переходы: ПЗ — Пред.—Окон.
VI. Определение размера заготовки (см. табл. 12).
S',, --- S„d = 1,2-SCf> - 1,2-1770 = 2120 мм2*.
При расчете размера заготовки для рассматриваемой поковки нужно ориен-
тироваться на большее значение коэфициента [см. табл. 12, формула (3) ].
* По формуле (246—III):
1,03 Узг
подкатного ручья
_ 1,03-565000
" 319-40
« 2100 мм" (угар 3%).
165
так как в подобных случаях заготовка не должна доходить по длине до кониа
подкатного ручья, где будет происходить вытяжка исходной заготовки.
= 1,131/2120 =52,5 мм.
Выбираем круглую заготовку диаметром Взг = 56 мм.
VII. Расчет и построение подкатного ручья. I) На горизонтальной оси
откладываются расстояния по длине в соответствии с расстояниями между
характерными сечениями расчетной заготовки Через полученные таким об-
разом точки проводим ряд перпендикулярных к оси линий, на которых нужно
отложить в обе стороны от
оси по половине соответ-
ствующих высот профиля
/ Л \
ручья
2) Определение размеров
профиля ручья по высоте
производим по табл. 20.
3) Построение профиля
подкатного ручья. Точки,
полученные в результате
отложения на вертикальных
осях отрезков, равных со-
h
ответственно , соединяем
отрезками прямых. Таким
Таблица 20
№ сечения Размер по эпюре da в мм Значение коэфициента Р- Высота ручья h = ?.‘da в мм
1 16,3 0,75 12,2
2 41,5 0,75 31
3 42,8 0,75 31,5
4 49,8 0,75 37,4
5 79,3 1,0 79,3
6 55,3 1,0 55,3
7 39,8 0,75 30
8 37,2 0,75 28
9 32.5 0,75 24,4
образом получим ступенчатую фигуру, подобную фигуре расчетной заго-
товки. Горизонтальные отрезки заменяем наклонными с расширением размера
высоты по направлению к наборной части, причем многоступенчатые участки
(две или несколько ступенек сравнительно небольших размеров) заменяем
сплошными наклонными отрезками. Это легко уяснить сравнением переднего
и хвостового участков расчетной заготовки (фиг. 174) с теми же участками
подкатного ручья (фиг. 175). Затем плавно округляем все резкие переходы.
Поскольку в данном ручье заготовка не должна доходить до конца, то
канавки для выхода уса можно не делать.
Построение клещевой (передней) части профиля ручья производим в соот-
ветствии с указаниями фиг. 121 и 122.
Простановка размеров производится не всегда по тем точкам, которые
получаются в результате построения фигуры, подобной расчетной загоювке
После проведения дуг переходов и закруглений иногда получается (как, на-
пример, в данном случае) настолько плавный контур профиля ручья, что про-
становку размеров оказывается более удачно (для разметки шаблонов) произ-
водить путем координации центров дуг. Такая простановка размеров и дана
в рассматриваемом случае (см. фиг. 175).
4) Определение ширины и построение поперечных сечений подкатного
ручья. Конец заготовки находится примерно на таком расстоянии от конца
ручья, где высота ручья h 30 мм, S31 (056) = 2463 мм~, ширина ручья
по формуле (31—IV): В = 1,15 ~~ = h15 94,5 мм; 1,1 =
«min
= 1,1-79,3^87; 1,7-D3J = 1,7-56 = 95 жл. Выбираем В = 95 мм. По
формуле (296—-IV) при К — 0,9 получим В -- 95 мм, что находится в преде-
лах, обусловленных формулой (31—IV).
Построение поперечных сечений производим по дугам, проходящим через
три точки (фиг. 175).
VIII. Расположение ручьев, определение расстояния между ручьями и
размеров штамповых кубиков.
1) Так как обдувка штампа производится справа, то подкатной ручей,
который в данном случае является единственным заготовительным ручьем,
располагаем в левой крайней стороне штампа.
166
Предварительный ручей располагаем справа от окончательного.
2) Толщину стенок между ручьями, отсюда и расстояние между ними,
а также габариты штампов определяем в соответствии с указаниями, приведен-
ными на стр. 159.
Расстояние от края предварительного ручья до боковой грани штампа:
Si = (9,2 —7) cosa2 = (9,3 ]Л39,5—7)»1 50 мм. Толщина стенки между
ручьями: Ss —0,7-Sj —0,7-50 = 35 мм. Толщину стенки между оконча-
тельным и подкатным ручьями принимаем также S3 = 35 мм.
Фиг. 175.
В качестве контрольного угла выбираем правый угол штампа, так как
с левой стороны близко подходит к краю подкатной ручей.
Расстояние от оси предварительного ручья до боковой грани контрольного
79
угла -будет + 50 90 мм.
Расстояние между осями штамповочных ручьев будет 79-4 35 115 мм.
Расстояние между осью окончательного ручья и осью подкатного соста-
вит T-35-J- ~ 122 мм; принимаем это расстояние равным 125 мм.
Задаемся минимально допустимой толщиной стенки между подкатным
ручьем и правой боковой гранью штампа 10 мм.
Тогда ширина штампового кубика определится как сумма найденных
величин (фиг. 175): В ~ 5 4- 90 + 115 -ф 125 + 47,5 + 10 = 392,5 мм.
167
Ось окончательного ручья располагаем слева от оси штампового кубика
на расстоянии, равном */* общего расстояния между осями штамповочных
ручьев,' -115 ^29. Принимаем этот размер в 30 мм.
Толщину стенки со стороны заднего торца ручья определяем по номограмме
(см. фиг. 165). При максимальной глубине 15 мм (горячий размер 0 30) S
^40 мм. Так же определяем размер толщины стенки с передней стороны по-
ковки S =43 мм.
Расстояние от фигуры до выемки для клещевины равняется 0,5—0,? нор-
мальной толщины стенки. В данном случае сечение ручья представляет
собой полукруг, т. е. глубина меняется от максимального значения около
20 мм (0 39,5—горячий размер) до нуля, почему принимаем меньшее значе-
ние коэфициента: 0,5-43 = 21,5 мм; принимаем этот размер равным 20 мм.
Длина кубика Ах без учета длины клещевины определяется как сумма раз-
меров толщин стенок и длины поковки: At = 40 + 325 4- 20 = 385 мм.
Если учесть клещевую выемку и возможный отрицательный допуск на раз-
мер длины кубика, то нужно выбрать кубик длиной, более расчетной А1. Бли-
жайшим большим размером является по заводской нормали А = 430 мм.
Итак, выбираем штамповый кубик с размерами ширины, длины и высоты:
400 X 430 X 265 мм.
Ось шпонки располагаем по оси кубика — па середине размера по ширине.
Расположение фигуры окончательного ручья по отношению к оси шпонки
производим с таким расч&Лм, чтобы по обе стороны от оси были примерно
одинаковые площади, включая и площадь заусенечной канавки.
Этим условием (совмещение центра ручья q центром штампа по длине) и
определяется координация фигуры штамповочных ручьев по отношению к пе-
редней грани контрольного угла (см. размер 40 в плане чертежа штампа).
IX. Определение размеров выемки для клещевины и литника (см. фиг. 108).
Так как штамповка производится с поворотом, то при выборе размеров
клещевой выемки нужно исходить только из условия размещения толщины
исходной заготовки или толщины поковки при штамповке после поворота.
Для этого вполне достаточно будет применить клещевую выемку № 5: В =
— 70 мм; А = 43 мм; R = 15 мм.
Размеры литника при весе поковки Gn — 3,9 кг: с —8 мм, f =2,5 мм.
Чертеж штампа, сконструированного в соответствии с произведенным расче-
том, изображен на фиг. 175.
На фиг. 176 приведен инспекционный чертеж, а на
фиг. 177 — чертеж для изготовления штампа поковки рычага привода
задних тормозов автомобиля.
1.0 пре деление основных параметров поковки.
1) Площадь проекции поковки на плоскость разъема Fn — 7715 мм2.
2) Периметр поковки Рп = 545 мм.
3) Объем поковки V„ = 118 000 мм3.
4) Вес поковки Gn = 0,92 кг.
II. Определение размеров заусенца. По формуле (7 - I):
h3 ~ 1,3 мм.
Принимаем по табл. 1 ближайшее большее h3 = 1,6 мм. В соответствии
с фиг. 23: №Ь = № 1. 4
Выбираем по табл. 1 заусенец с размерами: h3 = 1,6 мм; b = 9 мм;
= 25 мм; S3.K = 113 мм‘.
Объем заусенца: У3 = 53 800 мм3.
III. Расчет эпюры диаметров производим по табл. 21.
Построение эпюры (фиг. 178) производим исходя из длины отдельных
элементов поковки и найденных значений d3.
IV. Расчет среднего сечения:
V„,3 = V„ + V3 = 171 800 мм3,
Sc, = = 735 мм2; dcp = 1,13/S^ = 1,13/735 = 30,8 мм.
V. В ы б о р переходов штамповки. Расчетная заготовка - -
элементарная, ибо она состоит из головки с односторонним стержнем. Так как
контур головки имеет резкий излом вследствие наличия отверстия в бобышке
к
поковки, то приводим ее
(фиг. 178)
По формуле (20—III):
а = ^5 = -И = 1 40
аср зо,8 1ЛУ'
По формуле (21—III):
В — А. — 23 ~ =75
Р dlp 30,8 /,b-
При этих значениях аир
мы попадаем на диаграмме
№ 1 (ем. фиг. 83) в зону,
где может быть применен
один из трех вариантов штам-
повки, в зависимости от
уклона стержня, характери-
зуемого коэфипиентом /(.
Приводим стержень к виду
плавному виду из условия сохранения объема
усеченного конуса с разме-
ром меньшего основания
Aiin ==21 мм.
Размер большего основа-
ния определяется по фор-
муле (17—III).
Находим dK = 26 мм.
- dmln 26—24 ,, m
A==—=-ыГ~0’01-
Так как найденное значе-
ние К < 0,02, то следовало
бы по диаграмме № 1 при-
менить топько протяжной
ручей. Учитывая, однако, за-
мечания 1 и 4 (ем. фиг. 83),
применяем для данной поковки:
По диаграмме № 2 (см. Лиг
Прот. — ПО (прогяжка — подкатка открытая).
87) при Gn = 0,92 кг и Ln = 232 мм можно
штамповку производить из прутка с отрубкой поковки на ноже.
Предварительный ручей в данном случае рационально применить, тем бо-
лее что поковка подвергается чеканке (см. стр. 106).
Итак, для шгамповки рассматриваемой поковки нужно применить следую-
щие переходы: Прот. — ПО — Предв. — Оконч. — Нож.
16')
Таблица 21
М сечения Sn п мм в мм 1,4SSK. или 2 «ЭЯ в мм1 S3K В мм2 4Э =1-13 В мм
1 0 ИЗ 226* 226 17
2’ 496 113 158 6 Л 29
3 330 113 158 458 24
4 603 ИЗ 158 761 30,6
5 323 ИЗ 158 481 25
6 302 ИЗ 158 460 24,3
7 308 ИЗ 158 466 24,5
8 1440 113 158 1598 45
9 940 113 158 1098 37,5
10 1440 из 158 1598 45
* Для конечных сечений принимаем 2S
VI. Определение размеров заготовки производим, как
для случая, когда применяются протяжка и подкатка (см. табл. 12).
S3f = =1,2- = 1,2-735 = 880 лмЛ
Коэфициент 1,2 берем потому, что если применить одну подкатку, то за-
головка в данном случае не должна доходить до конца.
Объем головки Уг находим как сумму объемов усеченных конусов V? =
— 56 496 мм3: с учетом угара 2%: У'г = 1,02.56*496 = 57 500 льи8.
Длина головки 1г =42 (фиг. 178). Отсюда для случая применения только
протяжки
О _ С. _ К \ 57500 о7„ „ .
S3! — — 1370 л м .
Но так как в данном случае применяются протяжка и подкатка, то S'3i =
= Snp— К (S„p— Snd) = 1370—0,01 (1370—880) = 1365 мм2.
Если применить заготовку квадратного сечения, то
Азг =]/$£ = /1365^37 мм.
Выбираем загоювку Азг — 38 мм (ф 38) с площадью сечения .8'33 =
= 1444 мм2.
VII. Расчет и построение протяжного ручья
(см. стр. 140).
1) Высоту в протяжном пороге а можно в данном случае найти, определив
предварительно сторону квадрата протянутой заготовки ас.
vc = V, - V, = Уаз - V. = 171 800—56496 = 115 3^4 мм3-
по формуле (36—IV):
-./"V? 115304 с
а^*:Ут=Ч/лг=24'5 мм-
По формуле (39—IV):
а ~ 0,9-а( = 0,9-24,5^-22 мм.
По формуле (40а—IV):
а = 0,98/302^ 17
Принимаем а = 20 мм.
2) Длина протяжного порога С = 1,5-Л5Л = 1,5-38 =57 мм.
* 302 мм* - минимальное ееченне стержня по табл. 21.
170
Выбираем С — 60 мм.
3) Радиус перехода R =0,25-С =0,25-60 = 15 мм.
4) Радиус скругления Ry = 10-7? = 10-15 = 150 мм.
5) Определение ширины ручья.
Протяжной ручей располагаем под углом а = 15“ к оси пнампа (фиг. 179).
По формуле (43а—IV) В — (1,5—0,4-tag)-Азг + 20 = (1,5—0,4-0,268)х
X 38 4- 20 = 73 мм.
Фиг. 179.
По формуле (436—IV)
В = ~*- = = 72,2 мм.
Выбираем В — 70 мм.
6) Глубина ручья для случая наличия выступа на конце стержня:
е = 1,2-4, = 1,2-30,6 = 37 мм.
В данном случае протяжной ручей располагается с той же стороны, что и
нож, а поэтому глубина ручья (размер е) определяется размером h отрезного
ручья (см. фиг. 136):
е ~ 2h = D Ф 20 = 38 20 = 58 мм.
Выбираем h = у 30 мм.
Построение протяжного ручья производим по найденным размерам в соот-
ветствии с фиг. 130 и 131.
171
Фиг. 163. Размеры,’"’влияющие
на толщину стенок
Фиг. 165. Номограмма для определения Т при расчете стенок (А Н. Брюханов) Пример
k = 42 ч и, Л| «в 7е, R 5 ч,ч по ночограмче мч
Фиг 164, Различные конфигурации
ручьев в плоскости разъема, требую-
щие неодинаковой толщины стенки
штампа.
36,6
173
Фиг. 182.
§ 2. ПОКОВКИ С ИЗОГНУТОЙ ОСЬЮ (11 ГРУППА)
На фиг. 183 представлен чертеж поковки рычага тормозного вала авто-
мобиля.
Эта поковка имеет прямую главную ось в плане, но кривую линию разъема,
и поэтому должна быть отнесена к поковкам II группы. Ввиду симметрич-
ности конфигурации в плане для штамповки этой поковки не требуется приме-
нения гибочного ручья. Изгиб прямой заготовки произойдет в штамповочном
ручье (предварительном и окончательном) благодаря наличию кривой поверх-
ности разъема
Если производить штамповку по одной штуке, то штамп потребует коптр-
замок. Благодаря относительно небольшой длине поковки удобно их спарить
таким образом, чтобы по-
лучился уравновешенный
замок (см. чертеж штампа
на фиг. 185). При этом
штамп получится не на-
много длиннее, чем в слу-
чае устройства одной
фигуры с контрзамком, а
производительность штам-
повки значительно повы-
сится.
I. О с н о в н а я ха-
рактеристика по-
ковки. Рассматриваем
совместно две поковки.
С учетом принятого распо-
ложения: V„ —115200 мм3;
(jn — 900 г — 0,9 кг; Fn —
= 4555 мм2.
II. Определение
размеров за у сен-
ц а: Л3 = 0,015 /'4555 =
= 1,1 мм. Выбираем по
табл. 1 заусенец № -% ;
-Ф&
Ф36
Фиг. 183.
h3 — 1,6 мм; Ь — 9 мм; Ьх =- 25 мм; S3K — 113 мм2;
V3 = 0,7-113 (695 + 4 (9 + 25) ] =65 500 мм3.
III. Расчет и построение расчетной заготовки. Д1я
определения элементов по длине, т. е. расстояний между характерными се-
чениями. нужно прежде всего построить развертку поковки. Развертку произ-
водим по линии, проходящей на 1/3 толщины внутреннего контура, учитывая
тем самым незначительную вытяжку, могущую иметь место в процессе изгиба
заготовки.
Имея расстояние между характерными сечениями и размеры по высоте,
строим эпюру по обшим правилам (фиг. 184).
IV. Расчет среднего сечения.
Vn3 = Vn -f = 230 400 + 65 500 - 295 900 мм3,
= 1085 мм3; dcp = 1,13 /5^ - 1,13/1085 = 37,2 мм.
“ .Joo
р переходов штамповки. Рассматриваем элемен-
V. В ы б о
тарную расчетную заготовку без учета перемычки между поковками:
а = ^7 = Е405’ Р-зты-3’5’
175
По диаграмме № 1 (см. фиг. 83) следует применить подкатку закрытую (ПЗ).
По диаграмме № 2 (см. фиг. 87) точка, соответствующая Gn = 1,8 кг и Ln =
— 250 мм, лежит на сгыке двух зон. Учитывая кривизну отштампованной
фигуры, содержащей две поковки, и связанные с этим неудобства манипули-
рования заготовкой при штамповке второй пары поковок, применяем отруб-
ной нож.
В данном случае желательно применять предварительный ручей по сле-
дующим причинам. Во-первых, следует наметки под отверстие в предваритель-
ном ручье сделать более плавной формы (по типу рассекателя), что облегчит
заполнение полостей под большие головки. Во-вторых, в процессе изгиба
подкатанной заготовки в штамповочном ручье она может несколько сбиваться
в сторону от оси, что приведет к защемлению металла и получению дефектной
поковки. В предварительном ручье можно плавно завалить все резкие пере-
ходы, а также кромки по контуру фигуры и тем самым устранить указанное
затруднение.
Итак, для штамповки рассматриваемой поковки следует применить ПЗ—
Предв. — Оконч. — Нож.
VI. Определение размера заготовки: S'3! = 1,1 -Scp —
= 1,1 • 1085 = 1195 мм2 (берем среднее значение коэфицйента по табл. 12),
А'зг =1^1195 =34,5 мм.
Выбираем заготовку ф 36 мм\ 8эг — 1296 мм2.
VII. Расчет и построение подкатного ручья произ-
водим по общим правилам.
VIII. ’Расположение ручьев, расстояния между ними и габа-
риты штамповых кубиков, а также размеры клещевых выемок и прочих дета-
лей конструкции определены исходя из соотношений и установок, приведен-
ных в соответствующих разделах книги.
Особо следует отметить вопрос о расположении впадины и зуба замка.
Когда штамповка производится от прутка на несколько поковок, как, напри-
мер, в данном случае, то приходится располагать замок впадиной в нижнем
штампе, в противном случае верхний штамп будет ударять по прутку или,
как говорят, бить по клещам. Когда же штамповка производится из заготовки,
рассчитанной только на две одновременно штампуемые поковки, то более
рационально располагать замок впадиной в верхнем штампе так, чтобы зуб
был в нижнем штампе. Такое расположение замка позволит хорошо заиентри-
ровать заготовку на нижнем штампе укладыванием ее наборами в полости
под головки, предотвратит опасность перетягивания заготовки в процессе
гибки и даст возможность тщательнее выдувать окалину.
Чертеж штампа рассматриваемого рычага представлен на фиг. 185. Штам-
повка производится на паровом штамповочном молоте 1000 кг.
На фиг. 186 приведен чертеж для изготовления по-
ковки педали тормоза автомобиля.
Концевая часть педали имеет лапку, перпендикулярно направленную к
плоскости разъема штампов и не могущую быть выполненной штамповкой в
гаком вице, в каком она представлена на инспекционном чертеже. Бели это
место в поковке развернуть так, чтобы лапка лежала в плоскости разъема (см.
176
вид по стрелке), то получающаяся при этом конфигурация вполне осуществима
в штамповке на молоте. Лапка же может быть после обрезки заусенца отогнута
в специальном гибочном штампе,установленном на с голе бокового ползуна пресса.
Основная характеристика поковки:
Vn = 281 000 мм3; Gn = 2200 г; Fn = 18400 мм3; Р„ = 1634 мм.
II. Определение размеров за у сенца h3 = 0,015 У18400^
2 мм.
Выбираем заусенец А: /13 = 2,0 мм; b = 10 мм; bj —28 мм; 83,к =
= 153 мм2;
14 = 0,7-153 [1634+ 4(10+ 28)] = 190000 мм3
Фиг. 185
III. Расчет и построение расчетной заготовки про-
изводим исходя из развертки (Lp = 766,5 мм) поковки, отдельных элементов
ее по длине и найденных d, (фиг. 187).
IV Расчет среднего сечения:
V„,3 = Vn+ V3 = 281 300 + 190 000 = 471 300 мм3;
S — У”-3__ 471 300 — 615 лги2,
— 7бб 5 - 610 мм ,
dcp = 1,13]/S^ = 1,13]/615 = 28 мм.
V Выбор переходов штамповки: а ——2 — —=1,92;
<ЛСр &
₽ = = 27,4; К = - 0,009.
«ср *с ОхО
12 Ьоюханов и Ребельский 20'8 177
По диаграмме № 1 (см. фиг. 83) следует применить Прот. — ПО (ПО —
вследствие наличия выступов).
Весьма длинную протяжку нерационально производить на том молоте и
штампе, где производится штамповка, так как при этом заготовка может
сильно остыть, неправильно используется мощность штамповочного молота
и работа получается малопроизводительной. В таких случаях целесообразно
производить штамповку из
Вид по стрелке А
сеч. по и b
Фиг. 186.
круглого профиля, взятого по минимальному раз-
меру расчетной заготовки
или несколько больше, а
требуемый набор металла
осуществлять высадкой ня
горизонтально - ковочной
машине. При отсутствии
горизонтально - ковочной
машины в таких случаях
можно производить про-
тяжку на ковочных моло-
тах или на штамповочном
молоте с меньшим весом
падающих частей, чем у
основного молота.
Переход, получаемый
высадкой, должен быть
сконструирован в соответ-
ствии с расчетной заготов-
кой поковки (фиг. 187).
Если в данном случае
взять исходную заготовку
по минимальному размеру,
то для получения нужно-
го наббра (головки) потре-
бовалось бы большое ко-
личество высадочных опе-
раций. Поэтому выбираем
профиль примерно по раз-
меру среднего сечения
(0 28 мм) с тем, чтобы
конец заготовки
одвергнуть к е-
начительной п р о-
яжке в молото-
о м штампе.
случае применять н е -
cev.no cd
п
3
т
в
Предварительный ручей в данном
рационально потому, что плоская и простая конфигурация этой поковки
может быть легко получена при штамповке только в одном окончательном
ручье, а также потому, что применение предварительного ручья значительно
усложнило бы штамп.
Итак, для штамповки рассматриваемой поковки следует применять: Прот.—
Гибка—Оконч.
Протяжной и гибочный ручьи конструируем по общим правилам
В окончательном ручье, кроме общего замка, обусловленного формой ли-
нии разъема, делается еще и местный замок на участке расположения
отростка.
Чертеж штампа для поковки педали тормоза представлен на фиг. 188
Штамповка производится на молоте весом падающих частей 1500 кг.
На фиг. 189 приведен инспекционный чертеж по-
ковки балки передней оси автомобиля. Из сравнения
сечений нетрудно усмотреть существенную разницу между ними в части
конфигурации полки [сечение ab (фиг. 189) до и после обжимки].
178
Это объясняется тем, что штамповочные уклоны полки обжимаются
в специальном приспособлении на прессе, чем устраняется необходимость
в трудоемкой механической обработке полок.
Для штамповки всей балки передней оси, вследствие сложной конфигура-
ции, значительных размеров и наличия тонкого полотна, требуется штампо-
вочный молот с большим весом падающих частей, при-
мерно, 10 т. При наличии такого оборудования следует
производить штамповку сразу всей детали, так как это
избавляет от второго нагрева и доводки поковки по
длине, что неизбежно при штамповке по частям.
При отсутствии молота нужного тоннажа применяется
штамповка по частям. Известен вариант штам-
повки балки передней оси в два приема — по половине
поковки, в соответствии с чем и ведутся расчеты.
I. Рассматриваем развертку поло-
вин поковки, определяем размеры заусенца, про-
изводим расчет и построение расчетной заготовки по
общим правилам (фиг. 190, А).
II. Выбор переходов штамповки про-
изводим исходя из наиболее трудоемкого участка дли-
ной 395 мм.
^тах 68 110 395 с qc
Р=--бГ=б,35.
По диаграмме № I выясняем, что следует применить
в качестве заготовительных ручьев ПЗ (подкатку закры-
тую). Конфигурация поковки в плане требует примене-
ния гибочного ручья (Гиб.). Расположение предвари-
тельного ручья в одном штампе с заготовительными и
окончательными ручьями потребовало бы очень широко-
го штампа и вызвало бы сильные эксцентричные удары
в процессе штамповки. Однако если не применять пред-
варительный ручей, то получение высокой полки в одном
окончательном ручье будет чрезвычайно затруднено.
Отмену предварительного ручья можно компенсировать
наметкой ребра в гибочном ручье, если осуществить в нем
поперечный пережим на участке, соответствующем распо-
ложению полки в поковке (см. сечение kl и вид по
стрелке Е на фиг. 191).
Итак, для штамповки рассматриваемой поковки нужно
применить следующие ручьи: ПЗ — I ибочно-пережим-
ной — Оконч.
Так как при штамповке по частям нельзя выдержать
точную длину поковки, то последняя доводится до нуж-
ного размера по длине в специальном приспособлении
на горизонтально-гибочной машине (см. фиг. 190, Б,
позиция 12).
Представление о последовательности операций штам-
повки, а также применяемых при этом штампах и при-
способлениях дает фиг. 190. На фиг. 190, В представлена
фотография нижнего штампа.
III. Определение размера заготовки:
= 1,1 • Sep = 1,1 -3050 = 3355 мм2;
Фиг. 187.
Азг ~ V3355 = 58 мм
Выбираем заготовку ф 60 мм с закругленными краями.
IV. Конструирование заготовительных и оконча-
тельного ручьев.
* 179
Вид по стреме м
Б) В)
Фиг. 190.
Построение подкатного ручья производим исходя из расчетной заготовки,
фиг. 190, А, придавая профилю более плавные очертания. Переднюю часть
ручья приходится, однако, несколько видоизменить в связи с указанной тех-
нологией штамповки по частям
В гибочном ручье делаем поперечный пережим, обеспечивающий предва-
рительное получение полки.
В окончательном ручье даем перекрытие фигуры на 40 мм от оси, гаран-
тирующее получение фигуры на стыке двух последовательно штампуемых
частей поковки
В остальном конструкция ясна из чертежа (фиг 191)
Фиг 191,
Штамповка балки передней оси производится на паровом штамповочном
молоте с весом падающих частей 6000 кг (в целях размещения длинного штампа)
Нафиг 192 представлен чертеж поковки крышки
шатуна. Вследствие наличия кривой линии разъема это изделие должно
быть отнесено к поковке с изогнутой осью (II группа). Сравнительно неболь-
шие размеры позволяют производить одновременную штамповку двух поковок
При построении расчетной заготовки (фиг 193) нужно исходить из длины
развертки, которая для данной конфигурации очень незначительно отличается
от длины поковки, особенно если учесть некоторую вытяжку, которая будет
иметь место в процессе гибки. Поэтому при построении эпюры можно исхо
дить из сечений, взятых в перпендикулярном направлении к оси (см ось аа
на фиг. 192).
Для определения переходов штамповки исходим из следующих данных
вес поковки Gn = 0,5 кг-, а =^"“ = ^--1,1; Р =
По диаграмме № 1 находим необходимый ручей — пережимной ручей
(Переж ). '
182
Штамповку данной поковки можно производить от прутка с применением
ножа или из заготовки на четыре поковки с поворотом.
Фиг. 192
Выступ замка в данном случае рационально расположить в нижнем штампе,
что обеспечивает лучшее заполнение ребер и бобышек, расположенных при
этом в верхнем штампе, а также получение более чистой от окалины поверх-
ности поковки
Штамповка крышки шатуна (фиг. 194) производится на паровом штампо-
вочном молоте с весом падающих частей 750 кг. Пережимной ручей сделан
закрытого типа (к чему прибегают очень редко) — для получения более ин-
тенсивного перемещения металла и более плавных форм.
§ 3. ПОКОВКИ С ОТРОСТКАМИ (III ГРУППА)
Типичная поковка с отростком и применяемый для этой поковки молото-
вой штамп показаны на фиг. 72.
Рассмотрим поковку несколько иной конфигурации (фиг. 195).
Эту конфигурацию можно рассматривать как поковку с изогнутой (лома-
ной) осью аоЬ и применять для ее штамповки, помимо других заготовитель-
ных ручьев, гибочный ручей. Однако штамповка поковки с резким переходом
от направления одного элемента к направлению второго элемента (угол аоЬ
равен 90°) и весьма большой разницей между сечениями этих элементов может
вызвать зажимы в углах в случае применения гибочного ручья.
Если рассматривать эту конфигурацию в плане как деталь с удлиненной
осью аа' и отростком ob и пытаться осуществлять штамповку по одной
183
Фиг. 194. Штамп со штампованной вставкой для поковки крышки шатуна.
поковке, то это вряд ли удастся по той причине, что металлу придется течь от
оси через узкий канал в концевую сложную полость отростка типа разви-
Ь
-----1 13.4 Н-
уклон Г
Фиг. 195.
лины. В данном случае лучшим решением будет одновременная штамповка
двух поковок при поперечном их расположении (фиг. 196). Такая комбина-
сечпоПНУ сеч по д.ш
ция двух поковок представляет собой как бы одну поковку с удлиненной осью
при менее резкой разнице в сечениях. Весь расчет производится по отноше-
нию к той конфигурации, которая образована в результате одновременной
штамповки двух поковок.
185
По диаграмме № 1 (см. фиг. 83) следует применить ПЗ (подкатку закры
iyio).
Применение предварительного ручья в таких случаях обязательно для
устройства рассекателя между отдельными фигурами и обеспечения плавных
переходов и закруглений, что в общем направлено к улучшению условий
заполнения полости штампа
По диаграмме № 2 (см. фиг. 87) требуется применить отрезной нож.
Построение подкатного ручья производим по общим правилам. Профилю
ручья придаем более плавную форму, исходя из условий сохранения объема
согласно расчетной заготовке. ___
Размер заготовки. 8зг = l,2-Scp~ 1,2-665 =800 мм2; А'зг =]/ 800=t
28 мм.
Чертеж штампа для рассматриваемого изделия приведен на фи! 196
§ 4. ПОКОВКИ С РАЗВИЛИНАМИ (IV ГРУППА)
На фиг. 197 представлен инспекционный чертеж, а на фиг. 198— чертеж
поковки для изготовления штампа ушка тяги грузового автомобиля.
После штамповки, обрезки и просечки заусенца вилка чеканится и дово
дится до точного размера по ширине в специальном приспособлении на прессе
Для того чтобы между развилина-
ми не получилась узкая перемыч-
ка, дающая малоустойчивый вы-
ступ в молотовом штампе и могу-
Фй1 198
Фиг 197
щая затруднить обрезку внутреннего заусенца, поковка штампуется с не-
сколько раздвинутыми ветвями (фиг. 19S). Незначительные размеры поковки
диктуют целесообразность многоштучной штамповки. Расчетная заготовка,
построенная для трех одновременно штампуемых и расположенных в ряд
поковок, указывает, что для штамповки данной поковки достаточно при-
менить в качестве заготовительных ручьев только пережим.
Профиль пережпмного ручья, построенный по общим правилам, в попереч-
ном сечении сделай закрытым для создания более прочной стенки с края,
у выемки под замок.
Поковка мелкая и очень чувствительна к сдвигу. Даже незначительный
сдвиг штампов дает заметное смещение частей поковки, усложняя укладку
в обрезной матрице, и резко ухудшает обрезку заусенца. Поэтому молотовой
штамп сделан с направляющими замками, уменьшающими сдвиг штампов
(фиг 199) На фиг. 200 показан чертеж поковки вилки
кардана автомобиля Ширина развилины Ь = 60 мм; глубина раз-
вилины h — 40,6 мм.
Наиболее трудоемкий участок расчетной заготовки (фиг. 201) даст следую-
77 120
щие показатели: а = = 1,48; ₽ =-^^=;2,3 По диаграмме № 1 находим,
что нужно применить ПЗ
186
Ввиду наличия развилины требуется применить заготовительно-предва-
рительный ручей с рассекателем. Благодаря этому можно упростить переходы
штамповки, требуемые в соответствии с диаграммой № 1 (см. замечание 8 на
диаграмме фиг. 83).
По диаграмме № 2 (см. фиг. 87) находим, чго при весе поковки Gn =2,2 кг
и длине Ln =160 мм штамповку можно производить из заготовки на две по-
ковки с ее поворотом. Следовательно, для штамповки рассматриваемой поковки
следует применить пережим — заготовительно-предваритель-
ный — оконч Чертеж штампа изображен на фиг 202
Фиг. 199.
Ввиду относительно большой ширины штамповочных и заготовительного
ручьев первый штамповочный ручей сдвигается по направлению к фронту
штампа. Это позволяет применять менее широкий штамповый кубик.
Нафиг. 203 приведен чертеж поковки серьги задней
рессоры. Эта конфигурация относится к группе поковок с развилинами.
Принимая во внимание тонкое сечение ветвей и резкий переход, требующий
резкой гибки, приводящей к получению зажимов, нужно применить штамповку
с рассекателем, при этом конфигурация рассматривается как удлиненная вдоль
наибольшего габаритного размера, т. е. оси аа. При наличии развилин, когда
штамповка происходит с применением рассекателя, между ветвями обычно
располагается заусенец с большим магазином (карманом), подлежащим про-
штамповке. Поэтому при расчете Fn и Рп надо рассматривать поковку, как бы
закрытой по линии bb.
I. Основная характеристика поковки: Fn = 120.157 =
= 18 900 льи2; Рп = 2 • 120 + 2 - 127 = 500 мм; Ул = 395 000 ли/3; Gn =
= 3080 г = 3,08 кг.
II. Определение размеров заусенца: /i3 =0,015К18900^
=а 2 мм.
К
Выбираем заусенец у (см. табл. 1): h3 — 2 мм; b = 10 мм; Ьг = 28 мм;
S3.k = 153 лиг
187
188
Объем заусенца с учетом объема магазина между развилинами V3 =
= 102 000 мм3.
III. Расчетная заготовка представлена на фиг. 204.
IV. Расчет среднего сечения: Vn.3 = Vn + V3 = 497000 л/л/3-
Scp = = 3140 мм\ dCp — 63,1 мм.
Фиг. 203.
V. Выбор переходов штамповки: а = 1,5; р^2,5.
По диаграмме № 1 находим, что следует применить подкатку закрытую.
Однако ввиду применения заготовительно-предварительного ручья с рассе-
кателем можно упростить процесс и применить пережим. Отсюда
для штамповки рассматриваемой по-
ковки применяем: пережим —
заготовительно-предва-
рительный — оконч.
Штамповка производится из заго-
товки на две поковки с ее поворотом.
VI. Определение разме-
ров заготовки: S3,=l,3-Sv =
= 1,3-3140=4100 лш2 (см. табл. 12).
Выбираем квадрат с закруглен-
ными краями ф 70 мм.
Чертеж штампа для серьги при-
веден на фиг. 205.
На фиг. 206 показаны штамп, поковка и заготовка.
На фиг. 207 дан чертеж поковки поворотного кулака грузо-
вой автомашины. Технологический процесс штамповки наглядно
представлен на фиг. 208.
Ввиду больших размеров этого кулака попытка его производства в одном
штампе не увенчалась успехом. Поэтому операции разделены на два штампа
(фиг. 209) и штамповка производится на двух рядом стоящих молотах с одного
нагрева.
На фиг. 210 приведены: заготовка, предварительный и окончательный
штампы, а также готовый кулак.
189
no CD
Фиг. 205.
Фиг. 206.
Фиг. 207.
Фиг. 208. Переходы штамповки поворот-
ного кулака автомашины:
1 — исходная эаютовка; 2 — подсадка; 3—оттяжка
хвоста; 4 — предварительная штамповка; 5 — окон-
чательная штамповка, 6 — обрезка заусенца;
7 — правка.
Процесс штамповки и конструкция штампов для поковки поворотного к\ -
лака малолитражной машины представляют интерес.
Чертеж поковки представлен на фиг. 211, а чертеж штампа—нафиг. 212
С точки зрения предложенной классификации это изделие должно быть отне
сено к поковкам комбинированной конфигурации (VI группа).
В самом деле, главная ось плана по-
ковки представляет собой резко изогнутую
линию (II группа) и, кроме того, поков-
ка имеет элемент типа развилины (IV груп-
па), требующий применения рассекателя.
Расчетная заготовка развертки и соответ-
ствующим образом вычисленные коэфи-
циенты аир указывают на необходимость
применения (по диаграмме № 1) протяжки
и закрытой подкатки. Конфигурация по-
ковки в плане требует применения гибки,
а наличие развилины — применения за-
готовительно-предварительного ручья с
рассекателем.
При таком большом количестве пере-
ходов и относительно широкой поковке
рационально прибегнуть к совмещению
некоторых заготовительных ручьев.В дан-
ном случае лучше всего совместить про-
тяжной ручей с подкатным. Сечение CD
на фиг. 212 представляет собой профиль
совмещенного протяжного ручья с несим-
метричным подкатным. Подкатной ручей
сделан несимметричным на участке набора
расчетные размеры ширины ручья на участке протянутого стержня и на
участке головки (см. стр. 130) резко различаются между собой. В гибочном
ручье одновременно совершается формовка всей подкатанной заготовки и в
и переменной ширины, так как
особенности мест набора. Это делается для придания выгнутой и отформован-
ной заготовке формы, возможно более близкой к форме поковки в плане,
а также для того чтобы наборная часть металла располагалась на рассека-
теле заготовительно-предварительного ручья симметрично. Остальные детали
конструкции штампа показаны на чертеже фиг 212.
191
Фиг. 210
Фиг. 211.
500
Фиг. 212.
§ 5. ШТАМПОВКА КОЛЕНЧАТЫХ ВАЛОВ
Все штампуемые коленчатые валы можно разделить по признаку располо-
жения шатунных шеек на две группы. К первой группе относятся коленчатые
валы, у которых оси шатунных и
скости. Ко второй относятся
коленчатые валы, оси шатунных
шеек которых расположены в раз-
ных плоскостях, проходящих через
ось коренных шеек и направлен-
ных друг к другу обычно под
углами 90 и 120°.
На фиг. 213 приведен чертеж
поковки коленчатого вала четырех-
цилиндрового двигателя.
Как видно из чертежа, вал
имеет в передней части фланец.
Получение этого фланца в моло-
товом штампе нерационально, так
как вследствие большого диа-
метра потребуется специальная
операция набора и, кроме того,
фланец получится с большим на-
пуском на торцах (из-за штампо-
вочных уклонов), что усложнит
его механическую обработку. По-
этому в таких случаях ограничи-
ваются получением в молотовом
штампе цилиндрической или ко-
нической бобышки, которая после
штамповки вала на молоте и обрез-
ки заусенца на прессе подвер-
гается высадке па горизонтально-
ковочной машине.
В высадочном штампе полу-
чаем фланец требуемой формы и
размеров. Рассмотрим сначала
штамповку вала без участка (бо-
бышки) под фланец.
I. Определение основ-
ных параметров поков-
к и. При определении площади
проекции Fп и периметра Рп счи-
таем сравнительно небольшие
участки между щеками (по анало-
гии с тем, как мы рассматривали
развилины) как бы принадлежа-
щими к конфигурации вала. С це-
лью нахождения Fn и Рп эти
участки очерчены пунктирной ли-
нией на фиг. 213.
При учете этого обстоятельства
получаем Fn — 137 500 мм2', Рп =
= 2404 мм\ Ln = QVl мм (без участка под фланец). Объем вала без фланца на-
ходим по элементам как сумму объемов щек и шеек V6. ф — 5 499 000 мм3.
II. Определение размеров заусенца. Принимаем за-
g
усенец у (см. табл. 1): h3 = 6 мм; b =16 мм-, Ь1-=42 мм; S3,K=530 мм2;
V3 = 980 000 мм3.
13 Брюханов и Ребельский 2058
коренных шеек расположены в одной пло-
193
III. Выбор переходов штамповки. Если для конфигурации^
плана данной поковки построить главную ось, то мы получим изогнутую (ло
маную) ось. Это указывает, что одним из заготовительных переходов должна
быть гибка. Но вследствие наличия нескольких выступов имеет место не чи
стая гибка, а гибка, сопровождающаяся защемлением и вытяжкой заготовки!
Длина заготовки в таких случаях будет иметь какое-то промежуточное зна
чение между длиной поковки и длиной развертки. Так как элемент защемле-
ния (вытяжка) здесь происходит блцже к началу гибки, то длина расчетной
заготовки будет приближаться к длине поковки (см. табл. 10: II —д, первый'
вариант).
Обозначим величину разности между длиной расчетной заготовки и длиной
поковки через X, т. е.
Дг Ln ~ L Ln ~ X,
где 1Э является длиной расчетной заготовки, имеющей промежуточное значе-
ние между длиной развертки и длиной поковки.
Величину X будем называть утяжкой, так как она характеризует, насколько
заготовка утягивается, сокращается в процессе гибки. Величина утяжки для
разных конфигураций гибочных ручьев может быть найдена опытным путем,
с учетом количества выступов, величины раствора в отдельных элементах
ручья и прочих факторов
Наши наблюдения показали, что для группы коленчатых валов, штам-,
повка которых производится с применением только гибки как единственного'
заготовительного перехода, величина утяжки X колеблется в пределах 45—
100 мм, в зависимости от формы гибочного ручья, так как чем меньше высту-
пов, тем свободнее металл будет утягиваться при гибке.
Данные по величине утяжки для некоторых коленчатых валов приведены
в табл. 23.
Таблица 23
Характеристика конфигурации вала Длина по молотовому штампу в мм Длина заго- товки в мм Величина 5 тяжки X в мм
Двухопорный коленчатый вал двигателя СТЗ-ХТЗ 1001 1100 99
Трехопорный вал двигателя трактора ЧТЗ
,Сталинец-60* 1522 1600 78
Трехопорный коленчатый вал двигателя .... 980 1030 50
Пятиопорный коленчатый вал двигателя трак-
тора ,Сталинец-65“ 1301 1350 49
Если для поковок, приведенных в табл. 23, построить расчетные заготовки
и привести их к элементарному виду, то в соответствии с диаграммой № 1
потребуется пережим или ПО. Но так как перераспределение металла, воз-
можное в этих ручьях, может быть достигнуто в процессе формоизменения
при гибке, то для штамповки этих деталей можно ограничиться только гибкой
При этом следует обратить внимание на конфигурацию конца (хвостовой
части) вала, который обыкновенно несколько тоньше размера коренных шеек.
Было бы более правильным для равномерного распределения металла подверг-
нуть конец заготовки протяжке. Но так как протяжка больших и тяжелых
заготовок, применяемых при штамповке коленчатых валов, весьма трудоемка,
то обычно идут на заведомо увеличенный избыток металла в хвостовой части.
Для размещения этого избытка в хвостовой части штампа делают увеличенный
размер магазина заусенечной канавки, так называемые «карманы» (фиг. 214)
При оттяжке конца заготовки (переднего, заднего или того и другого)
нужно расчет исходной заготовки производит!, по отношению к той части
вала, которая заключена между крайними щеками.
IV. Определение размеров заготовки и конструирова-
ние полости под бобышку фланца. Длина вала без фланца L = 941—24,5 ss
916 мм.
194
Задаемся утяжкой в соответствии с данными табл. 24 к = 50 мм, тогда
расчетная длина Lp = L \ = 916 + 50 = 966 мм. Объем заготовки без:
учета фланца Vp = 1,03 (Va. ф + V3), где коэфициентом 1,03 учитывается
угар заготовки (8 = 3%).
В данном случае Vp = 1,03 (5 499 000 + 980 000) = 6 680 000 мм?.
Что касается формы сечения заготовки, то, как показала практика штам-
повки таких валов, круглый профиль является наиболее благоприятным как
в гибке, так и в дальнейшей штамповке.
по SH по EF
Расплющенный металл
Сечение круглой заготовки
Фиг. 214.
Зная расчетную длину Lp, а также требуемый объем Vp, равный объему
вала без фланца плюс отходы на заусенец и окалину, можно найти требуемый,
диаметр заготовки (рзг)\ ______
1,13)Л^.
г, „, , 1 о -»/”б 680 000 п. пл
В данном случае изг = 1,13 |/ ——як 94 мм. Выбираем по стандарту
заготовку диаметром 95 мм.
Диаметр головки D (см. фиг. 213) должен быть меньше диаметра заготовки
(95 мм) для того, чтобы было обеспечено заполнение этой полости с учетом
отходов. Сечение исходной заготовки должно быть больше сечения полости
головки на величину отходов (10—15%).
Таким образом, К — , где К — коэфициент, учитывающий от-
Озг
ходы, или D = .
Если принять для нашего случая 10% отходов, то К =1,1,
£) = -JL~90 мм.
* ЮБ
Зная требуемый объем фланца с учетом отходов, можно найти длину го-
ловки 1г. Объем фланца
Уф = 2^1.24,5-----^--П =389000 м и3.
Объем головки должен быть несколько больше объема фланца, если учесть
отход на окалину при высадке: Уг = (1,02 =- 1,05) Уф.
Меньшее значение коэфициента следует принимать, когда высадка произ-
водится с того же нагрева; большее значение коэфициента, — когда высадка
фланца производится с нового нагрева.
В нашем случае Уг = 1,05-У^ = 1,05-389 000 = 410 000 лш3.
При диаметре головки Ог, длине /г, требуемом объеме Уг имеем
—у1г= 16, откуда
. 410 000 с. г
1г = —о- = сое., = 64,5 мм.
aD} 6362
Длина заготовки с учетом головки под фланец: Ьзг = ЬР~У А = 966
4- 61,5 = 1030,5 мм.
Принимаем для штамповки рассматриваемого вала заготовку 95 X 1030мм.
Вес заготовки G.,? = 57 кг. Объем всего вала У„ = V е* + Уф = 5 499 000 т
-j- 389 000 = 5 888 000 мм3. Вес вала Gn = 46 кг.
Профиль гибочного ручья делается по контуру окончательного (см. фиг.213
и 214) с соблюдением достаточно плавных переходов и закруглений. Высота
шеек в гибочном ручье делается на 4—8 мм меньше соответствующих диа-
метров шеек по чертежу поковки (см. контур гибочного ручья на фиг. 213).
Ширина щек в гибочном ручье делается равной соответствующей ширине по
чертежу поковки, а иногда, если это необходимо для плавности переходов,
даже больше на 2—5 мм. Сопряжения полученных таким образом линий пере-
сечения контура шеек и щек делаются для плавности сравйительно большими
радиусами — от 25 до 65 мм (см. фиг. 214). При этом профиль гибочного ручья
может в ряде мест выходить за пределы контура окончательного ручья (см
фиг. 213 и 214). Вследствие этого защемления металла и зажимов на поковке
получаться не будет, так как, если применять круглую заготовку, то сече-
ния отформованного в гибочном ручье металла будут получаться закруглен-
ными (см. сечение EF, фиг. 214).
Ширину ручья определяем исходя из площади сечения исходной заготовки
и минимального раствора гибочного ручья (/zmm):
S3i = ~ = 7088 мм,
Anin берем по средней высоте поперечного сечения:
60 + 68 г..
—— — 64 мм\
В = ~~ + 20 = + 20 = 138 мм.
A.in 64
Принимаем В = 145 мм.
Для лучшего укладывания заготовки на выступах гибочного ручья, цен-
трирования и удерживания ее в ручье, а также для получения плавных сече-
ний делаем желоба.
Так как в качестве заготовительных операций применяется только гибка,
то производим штамповку без клещевого конца, что дает экономию
в металле.
На фиг. 215 приведен чертеж поковки коленчатого вала дви-
гателя малолитражной автомашины. Благодаря наличию противовесов, рас-
166
положение масс по отношению к оси коренных шеек получается более симме-
тричным. Главная ось поковки, построенная по общим правилам, менее скрив-
лена, чем в рассмотренной выше конфигурации коленчатого вала. Щеки на-
ходятся друг от друга на сравнительно небольших расстояниях, и отношение
этих расстояний к высоте щек незначительно.
Гибка для такой конфигурации получается очень резкой, приводит к за-
жимам и дает нестойкие зубья (выступы) в гибочном ручье. Эти факторы,
а главное, более симметричное расположение масс по отношению к оси,
убеждают в целесообразности замены для подобных конфигураций операции
гибки другими заготовительными переходами.
Если для данного вала построить расчетную заготовку, то после приве-
дения к элементарным эпюрам получится ряд участков, состоящих из корот-
кого стержня и головки. Эти участки требуют (по диаграмме № 1) применения
подкатки как заготовительной операции для перераспределения металла в
соответствии с сечениями поковки. Применение, однако, одной подкатки не-
достаточно, так как подкатанная заготовка, положенная по центру оконча-
тельного ручья, будет находиться на значительном расстоянии от некоторых
трудно заполняемых полостей окончательного ручья (например, полости под
противовесы).
Для данной конфигурации наиболее целесообразным является применение-
после подкатки заготовительно-предварительного ручья (фиг. 216) с рассека-
телями и плавными переходами, благоприятствующими разгону металла и
заполнению глубоких полостей фигуры (см. табл. 10: II — д, второй вариант).
Подкатной, заготовительно-предварительный и окончательный ручьи для та-
кой относительно широкой поковки не могут быть размещены в одном штампе.
Поэтому первые две операции выносятся в отдельный штамп с тем, чтобы про-
изводить штамповку на двух молотах с одного нагрева.
Для размещения повышенного избытка металла, неизбежного в тех случаях,
когда применяется заготовительно-предварительный ручей с рассекателями,
делается двусторонний магйзин (см. сечение ab на фиг. 217), причем в целях
облегчения доштамповки вала плоскости магазина делаются с некоторым на-
клоном, облегчающим деформацию заусенца при последних ударах.
197
Фиг. 216.
На участках глубоких полостей под противовесы делается уменьшенная
высота мостика заусенечной канавки, что имеет целью повышенное сопротив
ление вытеканию металла в заусенец, а поэтому более благоприятные усло-
вия заполнения глубоких полостей.
Как заготовительный (фиг. 216), так и окончательный (фиг. 217) штампы
сделаны с направляющими замками в целях предотвращения сдвига штампов
На фиг. 218 схематически представлен инспекционный
чертеж поковки коленчатого вала. Как видно из чертежа, оси ша-
тунных шеек средней части вала лежат в плоскости, перпендикулярной плоско-
сти расположения осей крайних двух пар шатунных шеек. При данной кон-
фигурации щек осуществить такой фигурный разъем, который позволил бы
производить штамповку вала сразу в готовом виде, не представляется возможным
Производство этого вала осуществляется штамповкой в одной плоскости
(фиг. 219) с последующим поворотом колен на специальной выкрутной машине
Гибочный ручей, соответствующий ’ этой конфигурации ?(фиг. 220), имеет
большое количество выступов и весьма сложную форму. В начальный момент
гибки происходит защемление заготовки с последующей вытяжкой на про
тяжении всего процесса формоизменения металла в гибочном ручье. Длина
заготовки в этом случае должна равняться длине поковки, так как элемент
утяжки, как следствие чистой гибки, совершенно отсутствует.
Степень вытяжки исходной заготовки в отдельных ее частях будет совер-
шенно различной, в зависимости от расположения щек по длине вала и их
конфигурации.
Например, средняя часть заготовки, наиболее защемленная, будет подверг-
нута наибольшей вытяжке. Кроме того, эта же часть вследствие расположения
в ее районе двух больших щек является и наиболее объемистой. Хвостовая
часть вала утонена по сравнению с другими участками и требует вытяжки
исходной заготовки. Наоборот, передняя часть требует некоторого набора
бобышки под фланец.
По этим причинам требуется применение такого подкатного ручья, который
давал бы возможность получения заготовки разной толщины в пределах опре-
деленных участков вала. Конфигурация подкатного ручья, сконструирован-
ного по этим соображениям, показана на фиг 220 После такой подкатки при-
менялась гибка. Этот гибочный ручей (фиг. 220), однако, является слишком
резким и часто приводит к образованию зажимов на поковке. Была опробо-
вана штамповка рассматриваемого вала с применением только под-
катки, которая дала удовлетворительные результаты.
После операции подкатки в рассматриваемом случае следовало бы приме-
нять формовку, которая давала бы некоторое плавное одностороннее смещение
в направлении сосредоточения наибольших масс металла. Штамповка этого
вала производится из заготовки 0 105 X 1080 мм на молоте 7000 кг.
На фиг. 221 показан чертеж коленчатого вала грузового
автомобиля. Оси шатунных шеек расположены в плоскостях, находящихся
200
сеч no op
548
свч по тп
Вид по стрелке я
Фиг 220.
'IZZ ЧИФ
амаиднд'дм
под углами 120° друг к другу. Этот вал можно было бы штамповать в одной
плоскости с последующим разворотом колен на выкрутной машине. Однако
такой процесс для данного вала будет весьма нерентабельным, так как вы-
крутка потребует дополнительного нагрева с последующей правкой. В таких
случаях рациональнее производить штамповку в штампе со сложной поверх-
ностью разъема и местными замками.
Процесс получения подобных коленчатых валов в молотовых штампах
без последующей выкрутки предпочтительнее, даже если учесть необходимость
применения более сложных и менее стойких штампов. Чертеж штампа для
этого вала показан на фиг. 222. Штамповка производится на молоте 6000 кг
из заготовки 0 92 X 1070 + 5.
Фиг. 222.
После штамповки на молоте производится обрезка заусенца на прессе 350 т,
высадка фланца на ГКА) — 1000 т, горячая правка на молоте 4000 кг в спе-
циальном правочном штампе с двумя ручьями. Все агрегаты находятся в од-
ной линии; процесс совершается с одного нагрева.
§ 6. ПОКОВКИ КРУГЛЫЕ В ПЛАНЕ (V ГРУППА)
На фиг. 223 приведен инспекционный чертеж, а на фиг. 224—чертеж для
изготовления штампа поковки шестерни.
I. Определение основных параметров поковки:
Dn = 181 + 2 X 1,5 = 184 мм', Vn = 510 000 м2 как сумма объемов отдель-
ных элементов; Gn = 4000 г = 4 кг.
II. Определение размеров заусенца h3 = 0,015-184 =
— 2,8 мм.
Выбираем заусенец (см. табл. 1): h3 = 3 мм; b — 12 мм; Ьг = 32 хи;
к = 233 мм2.
По формуле (12—1)
V3 = 1,6-233 [184 д-0,7 (12+ 32)] = 79000 мм2.
III. Определение размеров заготовки; Vn. 3 = 510 000 +
-р 79 000 = 589 000 мм2; с учетом угара (окалины) Уп,3 = 1,02 • -589 000 =
= 600 000 мм3
Для облегчения резки заготовки задаемся большим значением коэфициента т
(см. стр. 111).
204
Отсюда
D'3i =
1,08
Убоо,юо
V 2,5
= 67 мм.
Выбираем заготовку диаметром 70 мм (Озг = 70).
Длина заготовки
L3! =
600000
л702
= 155 мм.
4
IV. Выбор переходов штамповки,
поковки обод—диск:
Рассматриваем элемент
Л = 24,5 мм\ hd = 8 мм-, 3.
о
Для штамповки такой по-
ковки следует применить пло-
щадку для подсадки — окон-
чательный ручей (см. стр.
111).
V Конструирова-
ние площадки для
подсадки и опре-
деление размеров
штамповых к у б ri-
le о в. Для полной гарантии
от образования зажимов
желательно заготовку подса-
дить на лепешку, которая пере-
крывала бы выступ с диаметром
в основании 150 мм. Поэтому
задаемся размером d — 150 мм\
D = 184 мм.
Пользуясь фиг. 138, определяем
построением: а — 422 мм; b —
— 335 мм.
Выбираем по нормали штампо-
вые кубики с размерами 430 X
X 340 X 265 мм.
В остальном конструкция
штампа оформляется по общим
Фиг. 224.
правилам и ясна из чертежа на
фиг. 225. Для круглых в плане поковок можно выемки для клещевины не делать.
На фин 226 изображен чертеж поковки, которая также относится к рассма-
триваемой группе. Чертеж поковки выполнен по «горячим» размерам с учетом
усадки, так как имеется в виду изготовление шаблонов и штампов произво-
дить обыкновенным мерительным инструментом. Как видно из чертежа штампа
(фиг. 227), последний сделан с направляющим замком для предотвращения
сдвига и выдерживания жесткого допуска по смещению. Получение сравни-
тельно высокой бобышки обеспечивается совмещением площадки для
подсадки с заготовительным ручьем, в котором частично
оформляется бобышка и наметка под выемку. Работу рекомен-
дуется производить в таком порядке: поставить заготовку на свободной пло-
щадке штампа и нанести один удар для удаления окалины; поставить заго-
товку, несколько очищенную таким образом от окалины, в полость заготови-
тельного ручья и нанести два удара, доводя штампы почти до полного
205
Фиг. 226.
соприкосновения; удалить заготовку из предварительного ручья ^и в пере-
вернутом виде поместить ее в окончательный ручей; произвести штамповку.
Фиг. 227.
Указанный заготовительный ручей оправдал себя в производственных
условиях и может быть рекомендован в случаях, когда заполнение полости в
окончательном ручье затруднительно.
§ 7. ШТАМПОВКА ПОКОВОК ТИПА ЗВЕНЬЕВ ГУСЕНИЦ
И ТРАКОВ ХОДОВОЙ ЧАСТИ ГУСЕНИЧНЫХ МАШИН
Поковки этого типа, почти прямоугольные в плане, занимают по своей
конфигурации промежуточное положение, с точки зрения
отношения длины к средней ширине между поковками I и V групп.
' ср '
Это сказывается на технологическом процессе их изготовления.
На фиг. 228 показан чертеж поковки звена гусеницы ходовой части трак-
тора ЧТЗ.
Эпюра сечений, построенная вдоль большего габаритного размера, содер-
жит головки с короткими стержнями, требующие в соответствии с диаграм-
мой № 1 применения пережимного ручья.
Практика по наладке штамповки этой детали и опробованные различные
варианты показали, что при выборе соответствующих размеров полосовой
заготовки и плавном округлении переходов сечений фигуры штамповку можно
производить в одном окончательном ручье. Для. массовой
детали, какой является звено гусеницы (131 деталь на одну машину), такой
процесс является весьма эффективным. Заготовка и последовательность опе-
раций штамповки приведены на фиг. 229.
Молотовый штамп (фиг. 230) имеет один окончательный ручей и контрзамок
для предотвращения сдвига, возможного при указанной линии разъема.
С целью уменьшения брака по продольному перекосу при учете износа
207
1/8,5-
14 Брюханов и Ребельскни 2058
Фиг. 229. Переходы штамповки звена
гусеницы:
/ — исходная заготовка. 2 — поковка после штам-
повки, 3 — поковка после прошивки, 4 — поковка
___________после обрезки и правки____________
Фиг. 230
Заголовка-полоса 29x100*295
КО
О
со
контрзамка верхний штамп сдвинут (при изготовлении) по отношению к ниж-
нему на 0,75 мм в направлении, противоположном действующим сдвигающим
усилиям. Штамповка производится с клещевым концом. При этом с целью
экономии металла перемычка между поковкой и клещевым концом, а также
длина последнего должны быть наименьшими. I*
Штамповка производится на паровом молоте 1500 кг за 4—5 ударов. Штам-
повка заканчивается при температуре около 1100°. Производительность
штамповки 2000 — 2500 шт. в смену (8 час.).
Штамповка траков производится обычно в две операции, из которых пер-
вая является заготовительно-предварительной и служит для заготовки ребер
и клыка, если последний имеется. Практика наладки штампов показала, что
при введении достаточно плавных закруглений в конфигурации (это рекомен-
дуется учитывать конструкторам по объекту) и выборе надлежащего профиль-
ного проката можно в ряде случаев производить штамповку в одном оконча-
тельном ручье.
В заключение отметим, что за последнее время получил распростране-
ние метод беззаусенечной штамповки на молотах, т. е. метод штамповки в
закрытом ручье молотового штампа 1.
1 См. сборник „Прогрессивная технология кузиечно-штамповочного производства*,
Д1ашгиз, 19"2.
ЧАСТЬ ВТОРАЯ
ШТАМПОВКА НА КРИВОШИПНЫХ
ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССАХ
ГЛАВА I
ПРОЦЕСС ШТАМПОВКИ НА КРИВОШИПНЫХ ГОРЯЧЕШТАМПОВОЧНЫХ
ПРЕССАХ, ИХ УСТРОЙСТВО И ХАРАКТЕРИСТИКА
§ 1. СУЩНОСТЬ ПРОЦЕССА
Штамповка на кривошипных горячештамповочных прессах 1 — новый и
прогрессивный способ крупносерийного и массового производства поковок.
До последнего времени считалось, что наиболее совершенным универсаль-
ным оборудованием для горячей штамповки являются молоты. Однако суще-
ствующие типы штамповочных молотов имеют ряд конструктивных недостат-
ков и чрезвычайно низкий к. п. д. привода и самого механизма молота. К. п. д.
паро-фоздушных молотов достигает всего лишь 3?6. Фрикционные молоты
имеют более высокий к. п. д., но уступают паро-воздушным в смысле их уни-
версальности. Невозможность регулирования силы удара фрикционного мо-
лота во время его работы ограничивает возможность осуществления па нем
операций подкатки и протяжки. Кроме того, максимальный тоннаж фрик-
ционных молотов не превышает 2—3 т, тогда как современнные паро-воздуш-
ные молоты имеют вес падающих частей до 2Q—25 т, а бесшаботные мо-
лоты — еще выше.
Ударный характер работы штамповочных молотов вызывает сотрясение
деталей молота, нарушает наладку направляющих, ослабляет крепление
штампов и исключает возможность получения на них весьма точных поковок.
Условия динамической нагрузки, в которых работают молотовые штампы,
повышают требования к материалу и термической обработке штампов, удо-
рожают штампы. Сотрясение молота вредно отражается на окружающем обо-
рудовании, внутрицеховых сооружениях и здании цеха. Сотрясения и шум
при работе молота повышают утомляемость работников производства.
Кривошипные горячештамповочные прессы не имеют этих недостатков.
Исходной заготовкой для штамповки на кривошипном горячештамповочном
прессе обычно служит мерная заготовка из сортового или специального про-
ката. Штамповка осуществляется в многоручьевом сборном штампе, имеющем,
как правило, направляющие колонки. Выдача поковок из ручьев, если тре-
буется, производится автоматически действующими выталкивателями и со-
провождается удалением окалины сжатым воздухом.
1 Первоначальное название этих прессов «макси-прессы» впоследствии было заменено
другими, также неудачными терминами: «механические ковочные прессы» (МКП) [33], [46],
[62]), «механические быстроходные прессы» [64], «чистокривошипные ковочно-штампо-
вочные прессы» [69] н т. п.
По согласованию с Всесоюзной секцией кузнецов и штамповщиков ВНИТОМАШ для
названия этих прессов нами принят термин «кривошипные горячештамповочные прессы»,
как вполне отвечающий типу и назначению этого оборудования.
*
211
Штамповка на таком прессе может осуществляться как с образованием
заусенца, так и без пего В случаях штамповки с заусенцем холодная или
горячая обрезка последнею так же, как и прошивка пленок в отверстиях
поковок, производится на обычных обрезных прессах. Сквозная горячая про-
шивка и просечка, требующие больших усилий, могу г осуществляться также
и на кривошипном горячештамповочном прессе в специальных ручьях штампа
Эти прессы являются основной машиной-орудием в агрегате: печь (или на-
1реватель) — кривошипный горячештамповочный пресс - обрезной пресс.Кри-
вошипный горячештамповочный пресс может быть также основной или вспо-
могательной штамповочной единицей в более сложных линиях оборудования,
в различных комбинациях с горизонтально-ковочными машинами, штампо-
вочными мологами, ковочными вальцами и др. Кроме того, этот пресс может
быть использован для горячей калибровки поковок.
§ 2. УСТРОЙСТВО КРИВОШИПНЫХ ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССОВ
И ИХ ХАРАКТЕРИСТИКА
Прессы первых моделей были
сравнительно тихоходными и имели другие
существенные конструктивные и эксплуатационные недостатки; эти прессы
применялись главным образом для горячей калибровки стальных изделий
и штамповки цветных металлов. Штамповка черных металлов на них
Фиг. 231 Кривошипный горя-
чештамповочный пресс, тип А,
вид спереди.
ограничивалась поковками простейших конфи-
гураций.
На опыте работы этих прессов при одновре-
менной разработке новых методов фасонирования
заготовок, нагрева заготовок и очистки их от
окалины в 1941 г был создан новый тип быстро-
ходных прессов, нашедший широкое примене
ние в промышленностии получивший признание
среди работников кузнечно-штамповочного произ-
водства. Одновременно стало возможным более
широкое использование прессов старых моделей
для штамповки стальных поковок.
Новые модели прессов имеют давление до
8000 tn. Так как пресс 8000 т практически
эквивалентен паро-воздушному штамповочному
молоту с весом падающих частей примерно 8 т, то
имеется заинтересованность в прессах большей
мощности. Однако строительство прессов боль-
шеи мощности ввиду громоздкости станины,
массивности главного вала и ряда других при-
чин пока считается задачей весьма трудной
В номенклатуру оборудования, намеченного
к производству, включен лишь ряд прессов 800, 1000, 1600, 2500, 4000 и 6300 т
В отличие от обычной конструкции кривошипных прессов эти прессы имеют
более жесткую, обычно цельнолитую станину, главный вал эксцентрикового
типа, ползун с хоботообразным отростком и дополнительными для него напра-
вляющими, а также верхний и нижний выталкиватели.
Прессы новых моделей бывают двух наиболее распространенных типов: тип А
(фиг. 231) и тип Б (фиг. 232). Характеристика этих прессов приведена в табл. 24.
На верхней части станины пресса смонтировано уравновешивающее пнев-
матическое устройство, облегчающее подъем ползуна, ослабляющее отрица-
тельное действие перемены направления моментов от веса ползуна в деталях
привода и тем самым обеспечивающее бесшумную и плавную работу шесте-
рен привода, а также дающее возможность при включенной муфте провора-
чивать маховик вручную, что крайне необходимо при наладке штампов
У прессов типа Л (фиг. 233) сочленение шатуна с ползуном осуществляется
с помощью массивной шпильки /С У прессов типа Б (фиг. 234) эта шпилька
212
сравнительно тонкая, так как рабочее давление воспринимается наружной
цилиндрической поверхностью малой головки шатуна, упирающейся в брон-
зовый подпятник, имеющийся в ползуне пресса.
В отличие от горячешгамповочных прессов старых моделей и от всех дру-
Iих кривошипных прессов и машин той же мощности, у горячештамповочных
а) б)
Фиг. 232. Кривошипный горячештамповочный пресс, тип Б:
а — вид спереди; б — вид сзади.
прессов новых моделей в целях обеспечения их быстроходности фрикционные
многодисковые муфты включения и фрикционные ленточные тормоза монти-
руются на главном валу пресса. ’
Фиг. 233. Детали кривошипно-
шатунного механизма прессов
типа А.
Фиг. 234. Узел ползуна
пресса типа Б [69].
Управление пресса — ножное ог педали или кнопочное. В зависимости от
положения рукоятки переключателя, монтируемой обычно сбоку на перед-
ней части станины, пресс может работать: а) на единичных ходах, независимо
от длительности нажатия на педаль, б) на автоматических ходах, пока нажата
педаль, и в) на коротких перемещениях ползуна, причем величина перемеще-
ния в этом случае зависит от длительности нажатия на педаль.
213
Характеристика кривошипных горяче
Характеристика прессов: Основные
типа А № 17, — № 2 — № 3 — № 4 -
типа Б - | 5-С — 7- С — 10-С - 13 С
Наибольшее уси- лие в т 315 454 425 635 680 910 1180 1180
Диаметр корен- пых шеек главного вала в мм . . . 203,2 228,6 228,6 292,1 292,1 317,5 355,6 355,6
Ход ползуна в мм 152,4 152,4 203,2 152,4 203,2 152,4 203,2 254 203,2 254
Число ходов в минуту Максимальная закрытая высота штампового про- странства в мм . 125 406,4 65—100 38-40 482,6 125 457,2 70—90 558,8 120 50 508 70—90 558,8 100 635 65—85 558,8
Размеры ползу- на в мм* .... 406,4X 508 X 457,2х 596,9 X 559 X 685,8 X 711,2Х 787,4 X
Размеры стола в мм * Х406,4 Х533.4 559 X X 457,2 660 X X 609,4 635 X Х559 679,5 X X6s5,8 736,5 X Х711,2 800 X Х787.4 838 X
Площадь пола под прессом в мм * 2235 X Х711 2185Х Х566 2248 X Х813 2440Х Х711 2540 X X 914,5 2745 X Х940 2745 X Х10161 3175 X
Мощность в кет XI600 15 / Х21Ю 18 / Х1727 22 у Х2390 30 ' Х2540 37 У Х2745 37 Xх Х3070 55 у Х2845 45 /
и число оборотов электродвигателя в минуту / /1000 / /000 / 750 /1000 / 750 / 1000
Высота пресса над полом в мм 3150 3607 3353 4064 3683 4369 4147 4902
Вес прес- (нетто 14,5 20,86 19,05 35,38 31,75 48,53 55,34 65,34
са в т (брутто 15 23,15 9,5 38,1 33,11 52,2 56,1 1 71,7 1
Соответ- ствие паро-воз- пресса по душным мощ- в т . 0,25 0,35 0,35 0,6 0,75 0,75
ности фрик- штампо- ционным вочным с доской молотам в т 0,5 0,6 0,6 1 1,25 1,25 1,5 15
* Первая цифра — размер по фронту, вторая — размер спереди назад
§ 3. РЕГУЛИРОВКА ВЫСОТЫ ШТДМПОВОГО ПРОСТРАНСТВА
В целях обеспечения максимальной жесткости деталей кривошипно-ша
тунного механизма регулировка высоты штамповою пространства осуще
ствляется не как у обычных вертикальных кривошипных прессов (т. е. не за
счет изменения длины шатуна), а за счет подъема и опускания плиты, на ко
торую устанавливаются штампы.
Подштамповая плита у этих прессов выполнена в виде широкого клина, верх-
няя плоскость которого юризонтальна, а нижняя имеет уклон спереди назад
или справа налево. Уклон этот у прессов старых моделей обычно равен 10°
Соответствующий \ клон имеет и стол пресса
914
Таблица 24
штамповочных прессов новых моделей
параметры
М 5 - | № 6 | - | № 6а № 74, - | № 10 —
1 ~ 16-С - 20-С 2S-C - 40-C — 60-С
1450 1450 1820 1820 2270 2270 3640 3640 6000 6000
' 406,4 406,4 457,2 457,2 508 508 609,4 660,4 762 —
254 304,8 304,8 304,8 355,6 355,6 406,4 106,4 457,2 —
90 60-80 80 55—75 70 50—60 50 40—50 40 35
762 606,4 889 889 889 889 1016 1016 1143 —
889Х 863,6 X 1066,8Х 1066,8Х 1066,8 X 1066,8 X 1219,2х 1320,8 X 1676,4Х —
Х889 Х014.4 X 1066,8 X 1066,8 Х1117.6 XI 117,6 X 1219,2 X 1320,8 X 1524
изох Х1143 940Х X 1168,5 1181Х X 1371,5 1168.5Х Х1321 1181X X 1422,5 1168,5 X Х1371.5 1575Х X 1625,5 1422,5 X Х1575 - —
3775Х 3710Х 4394 X 4419,5Х 4394Х 4419,5Х 55г0Х 5182Х — 5860Х
Х2670 Х3355 X3784,5 Х3810 Х3861 Х3310 Х4520 Х4345 Х4775
55^/ ПО , 75 / 110^/ ПО// 185 у 190 / ^300^/
1//// / 1000 / 750 / 1000 / юоЬ /1000 / 750 /1000
4750 5182 5400 5640 5630 5640 6500 —6700 — 7810
81,65 97,52 136,07 136,07 163,28 149,68 362,87 272,15 — —
85,3 103,9 140 145 208,7 159 370 279 — —'
1,5 1,5 2 2 2,5 2,5 4 4 6 6
2,5 2,5 3 3 3 3 — — — —
У прессов старых моделей в подштамповой плиге с ее толстой стороны
имеется пара отверстий с резьбой под винты, оси которых параллельны на-
клонной плоскости подштамповой плиты. Винты эти проходят сквозь отверстия
в приливе станины пресса. Если требуется изменить высоту штампового
пространства, т. е. поднять или опустить горизонтальную плоскость под-
штамповой плиты, то для этого надо вращать винты. Последние, входя
в соответствующие отверстия в подштамповой плите или выходя из них, сдви-
гают ее по наклонной плоскости. С тонкой стороны на подштамповой плите
имеется прилив для того, чтобы ударами по нему кувалдой или соколом
способствовать опусканию плиты при увеличении высоты штампового про-
странства.
Недостаток такой конструкции крепления и перемещения подштамповых
плит обнаруживается в случаях «заклинивания» пресса. «Заклинивания» пресса
происходят при его перегрузке во время работы, а чаще — при наладке штам-
пов При перегрузке пресса запас энергии маховика может оказаться недоста-
Фиг. 235. Стол пресса типа А
новой модели.
а — подштамповая плита и регулиро-
вочный клин, б — вид на подштампо-
вую плиту справа через окно в ста-
нине. в — вид на стол сзади.
точным. Тогда к моменту положения ползуна,
соответствующему нижней мертвой точке криво-
шипа, число оборотов маховика резко падает и
мотор выключается, оставив станину и детали
кривошипно-шатунного механизма в напряжен-
ном («заклиненном») состоянии.
Чтобы «расклинить» пресс, в таких случаях,
выключив муфту и изменив направление враще-
ния ротора мотора, включают мотор и, когда
маховик снова наберет полное число оборотов,
включают пресс на обратный ход. Так как у
прессов первых моделей муфта смонтирована на
передаточном валу, то в момент включения ма-
ховику приходится преодолевать не только инер-
цию деталей кривошипно-шатунного механизма,
как это бывает у последних моделей, но также
инерцию большой шестерни, малой шестерни и
самого передаточного вала.
Если в этом случае энергии маховика ока-
зывается недостаточно, чтобы «расклинить» пресс,
то следует опустить подштамповую плиту. Однако
с прессами старых моделей бывают случаи, когда
даже сильные удары по специальному для этого
приливу на подштамповой плите оказываются не-
достаточными, чтобы сдвинуть ее. Это получается
потому, что угол наклона нижней плоскости
подштамповой плиты меньше угла трения, кото-
рое необходимо преодолеть, чтобы «расклиниты
пресс. Исправить этот дефект прессов старой мо-
дели простым увеличением угла наклона невоз-
можно, потому что соответствующее возрастание давления в направлении
осей регулировочных винтов привело бы к заеданию их резьбы.
На фиг. 235 показан стол пресса типа А новой модели. Наклон нижней
плоскости подштамповой плиты, если смотреть от рабочего, идет справа на-
лево. Левый толстый торец ее скошен и упирается (фиг. 235,я) в регулировоч-
ный клин, имеющий утолщение спереди назад. С правой стороны подштампо-
вой плиты выступает прилив для ударов по нему кувалдой или соколом. С пра-
вой же стороны (фиг. 235, б) два болта, проходящие сквозь имеющиеся в ста-
нине отверстия с резьбой, прижимают подштамповую плиту к регулировоч-
ному клину.
В толстом заднем конце регулировочного клина имеется отверстие с резь-
бой под болт или шпильку. Шпилька, закрепленная в нем, своим свободным
концом проходит через соответствующее отверстие в станине с задней стороны
пресса (фиг. 235, в).
На свободный конец этой шпильки навинчивается гайка, с помощью
которой клин может быть оттянут назад. Положение гайки фиксируется
контргайкой.
У других прессов вместо закрепленной шпильки ставится болт, вывин-
чиванием и ввинчиванием которого в соответствующее отверстие регулиро-
вочною клина заставляют последний перемещаться, соответственно отжимая
регулировочным клином подштамповую плигу или образуя между ними за-
зор. Положение болта фиксируется гайкой.
Столы прессов типа В отличаются тем, что нижняя плоскость подштампо-
вой плиты имеет у них уклон спереди назад, и скос ее заднего толстого торца
под регулировочный клин делается снизу (не на всю ее толщину) так, что
216
сверху подштамповая плита остается прямоугольной, и регулировочный клин
под ней сверху не виден.
В случаях «заклинивания» у прессов новых моделей усилие, направленное
вдоль оси регулировочного клина,сравнительно невелико,и опасность заеда-
ния резьбы регулировочной шпильки (или регулировочного болта) умень-
шается. Это дало возможность принять уклон нижней плоскости подштампо-
вой плиты увеличенным до 14°, что весьма значительно облегчило процесс
выколачивания подштамповой плиты для «расклинивания» пресса.
Таким образом, если для старых моделей прессов трудность выведения пресса
из «заклиненного» состояния является одним из существенных недостатков,
то для новых моделей: 1) перенос муфты включения с передаточного вала на
главный значительно сократил случаи «заклинивания» и 2) время на опу-
скание плиты значительно сократилось.
§. 4. УСТРОЙСТВО ВЫТАЛКИВАТЕЛЕЙ ПРЕССА
На фиг. 236 представлен обычный нижний выталкивающий механизм-
ов состоит из самого выталкивателя 1, рычага выталкивателя 2, кулака ниж-
него рычага 3, тяги 4, качающегося рычага 5, ролика 6 и эксцентрика 7. Вы-
талкиватель I через отверстие продолговатой формы, предусмотренное в под-
штамповой плите, направляется круглым отверстием, расположенным в центре
стола пресса. Находящийся под столом рычаг выталкивателя 2 одним своим
концом сидит на оси, а другим, поддерживающим выталкиватель, опирается
на кулак 3, закрепленный шпилькой на оси, расположенной ниже рычага вы-
талкивателя. Рычаг и кулак расположены в плоскости, проходящей через
центральную осевую линию пресса. Ось же, на которой сидит кулак, выходит
сбоку за станину пресса, и на выступающем конце ее посажен на шпонке ниж-
ний рычаг 8, конец которого шарнирно связан с тягой 4, состоящей из двух
половин, соединенных своими концами с регулировочной муфтой 9.
Конец верхней половины тяги шарнирно соединен с концом качающегося
рычага 5, второй конец которого надет на палец, закрепленный в станине
пресса. На оси, проходящей через середину этого рычага и закрепленной
в нем шпилькой, сидит ролик 6, соприкасающийся своей цилиндрической
поверхностью с эксцентриком 7, закрепленным на конце главного вала
пресса.
Регулировочной муфтой 9, имеющей правую и левую резьбы под верхнюю
и нижнюю половины тяги 4, можно укорачивать или удлинять тягу и тем
самым поднимать или опускать выталкиватель в его исходном поло-
жении.
При работе пресса вхолостую главный вал пресса, а следовательно, и за-
крепленный на его конце эксцентрик не вращаются и выталкивающий меха-
низм все время остается в покое (см. положение I на фиг. 236). При включении
пресса на рабочий ход эксцентрик вместе с главным валом начинает вращаться
в указанном стрелкой направлении. До тех пор, пока эксцентрик не займет
положение II, все рычаги и тяги продолжают оставаться на своих местах.
Когда же выступающая часть эксцентрика подойдет к ролику качающегося
рычага, правый конец этого рычага начнет подниматься и через тягу, нижний
ее рычаг и кулак поднимет конец рычага выталкивателя и сам выталкива-
тель. Последний приведет в движение детали выталкивающего механизма
нижнего штампа и совершит работу по удалению поковки из нижнего
ручья.
Процесс выталкивания заканчивается в тот момент, когда эксцентрик,
повернувшись на угол 270° и пройдя положение II, займет положение III.
После этого ролик качающегося рычага, скатываясь по дуге выступающей
части эксцентрика, приходит в положение I и останавливается, потому что
в этот момент ползун пресса приходит в свое верхнее положение, а пресс пе-
реключается на холостую работу.
Верхний выталкивающий механизм прессов типа Б показан на фиг. 234.
Аналогичный механизм прессов типа А показан на фиг. 237. Он состоит из
217
самого выталкивателя, рычага, поддерживающей рычаг пружины, толкача,
опирающегося своим нижним концом в рычаг, и вкладыша, закрепленного
в специальном для него приливе на малой головке шатуна пресса. Цилиндри-
ческий выталкиватель направляется круглым отверстием, расположенным
в центре ползуна на главной осевой линии пресса. Рычаг расположен в спе-
циальной для него сквозной горизонтальной полости в теле ползуна пресса.
Задний конец рычага насажен на ось, закрепленную в приливах ползуна
Передний конец подвешен на пружине. Толкач направляется специальным
отверстием в теле ползуна.
Фиг. 236. Нижний выталкивающий меха-
низм (В. П. Черниченко).
Фиг. 237. Верхний выталкиваю-
щий механизм прессов типа А.
При включении пресса на рабочий ход детали механизма выталкивателя
сохраняют свое положение, как показано на фиг. 237. Механизм приходит
в действие лишь Тогда, когда при обратном ходе ползуна шатунная шейка
(эксцентрик) главного вала опрокидывает большую головку шатуна 'пресса
назад. Тогда вкладыш в приливе малой головки шатуна, опускаясь, нажимает
на толкач. Толкач, надавливая на рычаг, натягивает пружину и приводит
в движение выталкиватель. Последний, опускаясь, приводит в свою очередь
в движение детали выталкивающего механизма верхнего штампа и совершает
работу по удалению поковки из верхнего ручья,
Процесс выталкивания заканчивается в тот момент, когда шатунная шейка
(эксцентрик) главного вала, повернувшись на угол 270°, займет крайне заднее
положение, а нажимающий на толкач вкладыш в приливе малой головки ша-
туна займет свое крайне нижнее относительно оси малой головки шатуна по-
ложение. После этого шатун, выпрямляясь, приходит в свое верхнее положение,
толкач освобождается, пружина оттягивает рычаг, детали выталкивающего
механизма занимают свое исходное положение, а пресс переключается на хо-
лостую работу.
§ 5. ХАРАКТЕРИСТИКА ШТАМПОВОГО ПРОСТРАНСТВА И КРЕПЛЕНИЕ ШТАМПОВ
На фиг. 238 приведен чертеж узла деталей, охватывающих штамповое про-
странство группы прессов типа Б. Относящиеся к нему размеры сведены в
табл. 25. В центральной проекции на чертеже показан вид на штамповое про-
странство спереди (от рабочего). Здесь показаны: нижняя часть ползуна 1
218
Таблица 25
Характеристика штампового пространства кривошипных горячештамповочных
прессов типа Б (к фиг. 238)
Параметры Модель
7-С ю-с 16-С 20-С
Наибольшее усилие в TYl . . • . 635 910 1450 1820
Ход ползуна Нх в мм 203,2 254 304,8 304,8
Высота штампового ( 539,7 539,7 650,9 879,5
пространства в мм 1 Hmax ’ * * • 558,8 558,8 660,4 889
Регулировка клина ( Hp. . . . 19 19 9,.5 9,5
в мм Lo • 114,3 114,3 38,1 38,1
Ход выталки- 1 верхнего 77*. . 44,45 44,45 50,8 50,8
вателей в мм 1 нижнего Нн . . . 44,45 44,45 50,8 63,5
Ди метры верхнего и нижнего вы-
талкивателеи Db и в мм .... 44,45 44,45 63,5 76,2
Размеры клина стола / ' 1 • * • 406,5 940 482,5 889 660,5 1206,5 813 1359
1 о . 520,5 559 622,5 698,5
Расстояние между боковыми
КЛИНЬЯМИ Ви в мм . . 562 660,4 850,8 1065,8
Регулировка боковых клиньев /„ в мм — 101,6 101,6 101,6
<1 305 406,5 533,5 584
h 305 330 343 355,5
h • 190,5 178 203 228,5
Размеры боко- /4 . 419 496 635 711
вых клиньев в мм X 63,5 69,85 76,2 88,9
z — 38,1 41,3 47,6
J . 76,2 82,5 —
d . - 3/С 1" 1"
A . . • • • 680 775 978 1219
К • 635 736,6 939,8 1168,4
Размеры стани- M EH .266,5 482,6 330 558,8 407 749,2 457-660 939,8
НЫ о ММ a 63,5 44,45 114,3 127
b . 400 336,55 257,2 451,2
. . • . . * 1" I1//' Р/г" 13/4"
р • 419 444,5 635 711
заднего d\ 1W Р/4" П/г" 13/4"
Е . . 495,2 565,1 762 939,8
Размеры т . . 374,6 444,5 514,3 584
упоров п ... . 19 19 22,2 53
в мм у . . • 57,1 57,15 73 76,2
переднего и 19 19 22,2 25,4
d-i 3/Г 7/в 1"
1 . . . — 101,5 127 140
Bh 596,9 685,8 863,6 1066,8
Cb 406,4 533,4 660,4 812,8
L,> 609,5 686 914,5 1067
Еь 482,6 609,6 749,3 939,8
газмеры пол- f . 171,4 203,2 266,7 304,8
зума в мм g 85,4 101,6 133,35 152,4
db 1" 1" Р/г" 13/4"
h . 63,5 63,5 88,9 101,6
s • 6,35 6,35 6,35 6,35
в его крайнем нижнем положении, правая и левая боковины (стойки) станины
и основание станины пресса с лежащей на ней подштамповой плитой 2. В ниж-
ней проекции дан разрез по боковинам станины и вид сверху на стол пресса
с подштамповой плитой в ее крайнем заднем (крайнем нижнем) положении; в
верхней проекции — вид на ползун снизу; в правой проекции — разрез по
главной вертикальной оси и вид его с левой стороны пресса.
Снизу ползун имеет идущий спереди назад горизонтальный сквозной паз
шириной С*, простроганный на глубину, равную разности h—s. В нем
219
находится надштамповая плита Зс размерами CbXLbXh. Шпильки, на которые
эта плита посажена, и винты, которыми она прикреплена к ползуну, на чер-
теже не показаны. Надштамповая плита выступает из-под нижней плоскости
ползуна на величину s. Верхний башмак штампа своим верхним основанием,
вписываясь в габариты площади ползуна, должен перекрывать надштампо-
вую плиту по ширине. Свисающие справа и слева заплечики верхнего башмака
крепятся к ползуну болтами с диаметром резьбы db так, чтобы верхнее осно-
вание башмака было плотно прижато к надштамповой плите. Имеющиеся в
ползуне отверстия под крепежные болты расположены в два ряда на расстоя-
нии Еь между рядами и в расстояниях f и 2g между собой. В центре ползуна
и надштамповой плиты имеются одно над другим круглые отверстия под верх-
ний выталкиватель 4, диаметр которого — De.
Подштамповая плита Р своим нижним наклонным основанием лежит в на-
клонном пазе стола пресса. В центре плиты над круглым отверстием в основа-
нии станины пресса имеется продолговатое отверстие под нижний выталкива-
тель о, диаметр которого — DH. Верхняя горизонтальная плоскость подштам-
повой плиты при ее крайнем нижнем положении возвышается над верхней пло-
скостью основания пресса на величину, равную разности J—х. Основание
башмака нижнего штампа по своей ширине перекрывает подштамповую плиту.
Свисающие справа и слева заплечики башмака крепятся к основанию станины
болтами с диаметром резьбы du. Имеющиеся в основании станины отверстия
220
под эти болты расположены в два ряда на расстоянии Ен между рядами и с про-
межутками а и b между собой.
Основание башмака шириной Вн должно иметь справа и слева плоскости,
простроганные под уклон 1 : 32, который имеется у двух горизонтально рас-
положенных клиньев 6 и 7, свободно лежащих на основании станины пресса.
Эти клинья своими тонкими концами направлены: левый (6) к рабочему, а пра-
вый (7)— от рабочего. Высота клиньев — J, длина Zj.-|- 12. Кроме этого
с передней части у каждого клина есть отросток длиной /3. В этом отростке
на высоте г имеется продолговатое отверстие под болт 8 диаметром d.
Расстояние между стойками станины, равное А, внизу сокращается за
счет выступающих внутрь приливов. Вертикальные плоскости этих приливов
обработаны в размер К. и служат опорой для упомянутых выше клиньев 6 и 7.
Высота приливов, считая от верха основания станины, равняется J, т. е. равна
высоте клиньев. Клинья закладываются в промежутки между башмаком ниж-
него штампа и боковинами станины. Продвинув правый клин 7 вперед, а ле-
вый 6 назад, можно сдвинуть башмак влево и, наоборот, продвинув правый
клин назад, а левый вперед, можно сдвинуть башмак вправо. На высоте z,
считая от верхней плоскости основания станины, и на расстоянии от осевой
линии пресса в боковинах станины имеются отверстия с резьбой под упомяну-
тые выше болты 8 диаметром d. Этими болтами фиксиру ется положение клиньев.
Сзади башмак нижнего штампа поджимается головками пары болтов 9
диаметром dlf завинченных в специальные приливы станины пресса. Расстоя-
ние между осями этих болтов равно Е, а расстояние от осевой линии пресса
до указанных приливов станины равняется р.
Спереди башмак нижнего штампа поджимается парой болтов 10 диамет-
ром rfa и длиной I. Болты завинчены в показанные на чертеже детали 11, имею-
щие вид кубика с цилиндрическим отростком, которым эта деталь вставляется
в отверстие, имеющееся в столе пресса. Отверстия эти расположены на одних
и тех же осях с отверстиями под болты для крепления башмака к основанию
станины пресса и находятся в расстоянии т от осевой линии пресса. Толщина
кубиков равна 2/7. Высота их над верхней плоскостью подштамповой плиты
при ее крайнем нижнем положении равняется у. Ось болтов выше той же пло-
скости на величину, равную разности у—и.
Таким образом, положение нижнего башмака штампа на подштамповой
плите регулируется с помощью болтов и клиньев. Башмак, установленный
на подштамповую плиту, может быть зажат со всех четырех сторон: спереди
и сзади болтами 10 и 9, а справа и слева клиньями 6 и 7. Когда положение
башмака таким образом зафиксировано, его крепят к основанию станины.
На чертеже узла штампового пространства указаны также: ход ползуна
пресса Нх‘, ход нижнего выталкивателя Нн; ход верхнего выталкивателя Нь\
предел возможной регулировки положения подштамповой плиты по высоте
(Hp) как разности между максимальной и минимальной высотами штампо-
вого пространства при нижнем положении ползуна (Ншах и предел
возможной регулировки положения подштамповой плиты в горизонтальном
положении (Lp)', причем крайнее заднее положение подштамповой плиты оп-
ределяется расстоянием от осевой пресса до задней кромки верхней плоскости
подштамповой плиты, обозначенным на чертеже буквой G; предел возможной
регулировки положения боковых клиньев (1Р).
Кроме того, на чертеже указана ширина боковых окон в станине пресса (М).
Размеры всех этих величин сведены в табл. 25.
§ 6. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО ДАВЛЕНИЯ И ВЫБОР ПРЕССА
1. Основные формулы. Горячештамповочные кривошипные прес-
сы характеризуются максимально допустимым давлением (выраженным в
тоннах) в конце хода ползуна.
Максимальное давление будет иметь место при штамповке в окончательном
ручье в момент окончания процесса деформации металла, когда поковка при-
обретает наибольшие размеры в плане, а излишек металла образует заусенец.
Так как окончательный ручей выполнен по размерам поковки, то определение
необходимого давления пресса, следовательно, можно производить исходя
из ее размеров. В общем виде величина расчетного давления пресса может
быть выражена следующей простой формулой:
Рр = U<nFn,
О)
где Кп — удельное давление в области поковки в момент окончания процесса
штамповки;
Fn —площадь проекции поковки на плоскость разъема штампа;
С — коэфициент, учитывающий дополнительное усилие за счет дефор-
мации заусенца.
Удельное давление можно определить по приведенной выше формуле
(стр. 33), согласно которой
Кп = 'wztts. (а)
Для быстроходных прессов предлагается вычислять скоростной коэфициент
по формуле
w = 2,8(l-0,001D„), (б)
где Dn — диаметр круглой в плане поковки в мм, пои условии, что
(1 — 0,001 О„) > 0,7.
Последнее условие означает, что для поковок с Dn > ЗООлгдг коэфициент да
принимается равным 0,7.
При этих условиях для диапазона диаметров поковки Dn ~ 50 ч- 500 мм
скоростной коэфициент будет колебаться в пределах -w % 2,7 ч- 2, что как
раз и согласуется с характеристикой прессов, согласно которой прессы давле-
нием 500 т делают около 120 двойных ходов в минугу, а прессы давлением
6000 т — около 60 двойных ходов.
Среднее значение коэфициента z принимаем равным 1,2.
Среднее значение коэфициента т при среднем значении отношения = 4
^п.ср
(см. стр. 33) принимаем 2,4.
Коэфициент С учитывает дополнительное усилие при деформации заусенца
Исходя из средней величины отношения суммарной площади поковки и зау-
сенца к площади проекции Fn собственно поковки, определяем величину С
по формуле
где Dn — диаметр круглой в плане поковки в мм.
Подставив в формулу (1) значение Кп из формулы (а) и принятые значения
коэфициентов г и т, а также w по формуле (б) и С по формуле (в), получим
Рр = 8(1-0,001£>я) (1,1 4 (2)
где Dn — диаметр круглой в плане поковки в мм-,
rD2 '
Fn = — площадь проекции поковки на плоскость разъема штам-
пов в мм*-,
а кз/мм2 — при окончании штамповки на нижнем пределе допустимого
температурного интервала (см. табл. 2). Если же предполагается окончание
процесса штамповки при более высокой температуре, то соответственно не*
обходимо определить меньшее значение а, пользуясь фиг. 25 или другими
источниками [10], [17], [63].
В формуле (2):
(1—0,001 Dn) >0,7. ’ (г)
222
Для поковок некруглой формы в плане можно пользоваться той же фор-
мулой (2), если подставлять вместо D„ значение приведенного диаметра
Dnp = 1,13
(Д)
и ввести поправку, учитывающую форму поковки в плане. Причем, так же как
и для штамповки на молотах (стр. 33—35), последний коэфициент должен учи-
тывать относительно возросшие размеры заусенца и определяется по формуле
(е)
Фиг. 239. Номограмма для определения потребного давления при штамповке на криво
шипных горячештамповочных прессах ав— по табл. 2 (А. В. Ребельский).
С учетом этих замечаний получаем следующую формулу для определения
расчетного давления при штамповке на быстроходных прессах поковок не-
круглой формы в плане:
= 8(1—0,001 £>яр) (1,1 + 0,11/'(3)
\ LJnp > \ У ип.ср /
где Dnp — приведенный диаметр в мм по формуле (д);
/•„—площадь в лиг;
Ln — максимальный габаритный размер поковки в плане в мм\
Р
Впср = — средняя ширина поковки в плане в мм.
Ln
Величину Рр или Рт можно с достаточной точностью определить поль-
зуясь номограммой (фиг. 239).
Определив расчетные величины Рр или Рт, следует выбрать, пользуясь
характеристикой, пресс с ближайшим давлением, имея, однако, в виду, что
выбор пресса по верхнему пределу обеспечивает более точную штамповку.
2. Пример расчета и выбора штамповочного
пресса. Определить давление и выбрать пресс, необходимый для штамповки
шатуна, изображенного на фиг. 240.
223
а) Определяем основные параметры поковки: /-’„ = 40 500 лиг (опре-
деляется по чертежу как сумма площадей элементарных геометрических фи-
гур); __ ____
Dn = 1,13/F„ = 1,13/40 500 «а 227 мм', Ln = 54& мм-,
Вп.ср = ^- = ^-=75,2 мм-,
о — 6,5 кг/мм2 — по табл. 2 для стали марки 45.
б) Определяем расчетное
давление. По формуд,е (3):
Ря= 8 (1 -0,001.227)^1,1+
(! + °’1 V1^) 6’5 х
х 40 500 ^2 900 000 кг^
= 2900 т.
По номограмме (фиг. 239)
при Dnp — 227 мм, т -
= |—^ = 7,3 и g=6,5 кг/ммг
получаем Рт 2800 т.
Из рекомендуемого ряда прессов выбираем пресс 3000 т.
Если штамповка заканчивается не при температуре 950° (а = 6,5 кз/жи2),
а при 1000е, то по фиг. 25 находим значение а = 5,4 кг/мм2 (для стали
с as = 60 кг,'мм2 в холодном состоянии) и тогда Pm^s2400 т, что позво-
ляет выбрать пресс с гарантийным максимальным давлением 2500 т.
§ 7. ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА ШТАМПОВКИ НА КРИВОШИПНЫХ
ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССАХ
Характер технологии штамповки на прессе обусловливается конструк-
тивными особенностями самого пресса, из которых наибольшее значение имеют:
1) спокойный характер работы пресса; 2) жесткость станины и деталей криво-
шипно-шатунного механизма; 3) надежность направляющих; 4) быстроход-
ность пресса и 5) наличие автоматических выталкивателей.
Умелая эксплуатация пресса обеспечивает: а) высокие качества поковок,
б) экономное расходование металла, в) высокую производительность и г) низ-
кие эксплуатационные расходы.
Качества поковок, штампуемых на прессах, характеризуются высокой точ-
ностью размеров поковки, малыми штамповочными уклонами, небольшими
припусками на последующую обработку резанием, сравнительно равномерной
уковкой материала по сечению поковки и идентичностью механических
свойств для всех поковок штампуемой партии.
При штамповке на молоте величина недоштамповки поковок по высоте
в известной мере определяется квалификацией штамповщика, так как зависит
от соотношения количества и силы ударов при штамповке. Достаточно квали-
фицированный штамповщик ведет штамповку с небольшой, но неизбежной
недоштамповкой, так как знает, что лишний удар может вызвать поломку
штампа.
При штамповке на прессах размеры поковки по высоте мало зависят от
штамповщика. Они обеспечиваются постоянной величиной хода ползуна и
жесткостью конструкции пресса в направлении движения ползуна. Несовпа-
дение величин вертикальных размеров поковок получается главным образом
за счет колебаний в величине упругих деформаций станины, деталей криво-
шипно-шатунного механизма и штампа. Эти колебания вызываются неодина-
224
ковым сопротивлением деформации со стороны поковки, из-за неидентичност и
температуры нагрева заготовки под штамповку, а также в результате наруше-
ния темпа выполнения ручных приемов во время штамповки, что еще больше
нарушает постоянство температуры окончания штамповки. Непостоянство
потребных для штамповки усилий 'вызывается также колебаниями в объеме
заготовок вследствие неточностей при прокатке и резке заготовок. Практи-
чески колебания вертикальных размеров поковок могут быть доведены до
Десятых долей миллиметра.
Точное направление ползуна в жестких станинах при относительно спо-
койной работе пресса позволяет применять более надежные, чем у молотовых
штампов, направляющие, а именно, направляющие колонки со втулками, кото-
рые обеспечивают возможность получать поковки с ничтожным сдвигом. Бла-
годаря этому точность горизонтальных размеров поковок, штампуемых на
прессах, получается весьма высокой.
Ударный характер работы штамповочного молота не позволяет применять
механические выталкиватели поковок из ручья молотового штампа. Поэтому
минимальный штамповочный уклон у молотовой поковки во избежание сни-
жения производительности штамповки должен обеспечить легкое удаление
поковки из ручья вручную с помощью клещей.
У пресса же наличие механических выталкивателей и спокойный характер
его работы дают возможность применять штампы с надежными действующими
автоматически выталкивателями, благодаря чему штамповочные уклоны у по-
ковок, штампуемых на прессе, значительно меньше, чем при штамповке на
молоте; в отдельных случаях возможно получать поковки совсем без штампо-
вочных уклонов, т. е. с вертикальными стенками. Благодаря этому у кузнечно-
штамповочного производства появляются новые возможности изготовления в
больших количествах точных по размерам поковок такой конфигурации, полу-
чение которой известными ранее методами обработки давлением было непо-
сильным. Конструкторы машин и других объектов, детали которых должны
изготовляться методами крупносерийного и массового производства, могут
использовать эти новые возможности в части усовершенствования конфигура-
ции этих деталей.
Уменьшение штамповочных уклонов и более высокая точность размеров
поковок позволяют сократить у штампуемых деталей количество поверхностей,
обрабатываемых резанием, и увеличить поверхность, которая может быть остав-
лена черной (необработанной). Высокая точность размеров поковок позволяет
значительно расширить область применения калибровки и чеканки и улучшить
их результат.
Так как кузнечный допуск является главным фактором, определяющим
припуск на последующую обработку, а штамповочный уклон определяет на-
пуск, то при переводе штамповки с молотов на прессы за счет уменьшения при-
пусков и напусков представляется возможность получить экономию на об-
работке резанием и тем самым снизить стоимость штампованной продукции.
У деталей, штампуемых на молоте и подвергаемых при этом протяжке,
волокна материала имеют волнообразное расположение, которое не соответ-
ствует форме детали, что снижает качество изделия. При штамповке же на прес-
сах протяжка по причинам, о которых подробно изложено ниже, заменяется
другими операциями, главным образом вальцовкой или прокаткой. Деталь,
штампуемая из вальцованной заготовки или из проката периодического про-
филя, имеет более благоприятное расположение волокон. Получению высоких
механических качеств деталей, штампуемых на прессе, способствуют также
малые размеры припусков и напусков, так как чем меньше слой металла,
удаляемого в стружку, тем Меньше перерезаются волокна, тем больше сохра-
няется в теле готового изделия наиболее качественный наружный слой мате-
риала исходной катаной заготовки и тем меньше оголяется ее менее качествен-
ная сердцевина.
При штамповке на молоте энергии одного удара, как правило, недостаточно,
чтобы произвести всю работу по заполнению ручья. Процесс заполнения ручья
осуществляется за несколько ударов. Степень деформации отдельных слоев
- 225
заготовки получается при этом весьма неравномерной, что вызывает необхо-
димость штамповать трудно выполнимые формы в верхнем штампе.
При штамповке же на прессе вся работа по заполнению ручья совершается
за один ход пресса. Процесс деформации проникает почти сразу на всю глу-
бину деформируемой заготовки и протекает более равномерно. Заполнение
верхнего и нижнего ручьев штампа происходит без заметной разницы, и от-
рицательное влияние на механические качества поковки, какое оказывает
неравномерность деформации, сказывается здесь в меньшей степени, чем при
штамповке на молоте.
Несмотря на высокие требования к поковкам, изготовляемым на прессах,
брак, получаемый при штамповке на них, ниже, чем при штамповке на моло-
тах. Уменьшение брака объясняется применением более простых ручных
приемов и главным образом заменой протяжных и подкатных операций дру-
гими, требующими от штамповщика менее искусной работы.
В результате перевода изготовления поковок с молотов на прессы в усло-
виях крупносерийного и массового производства можно достигнуть значитель-
ной экономии металла. Экономию дает: а) уменьшение напусков за счет умень-
шения штамповочных уклонов, б) уменьшение припусков за счет более точной
штамповки, в) уменьшение отходов на заусенец за счет более совершенных
способов осуществления заготовительных операций, г) широкое применение
метода штамповки без клещевины, чему способствует наличие выталкивателей
и д) уменьшение брака.
Число ходов пресса примерно совпадает с максимальным числом ударов
штамповочного молота. Однако штамповка на прессе значительно производи-
тельнее. Если на молоте для производства любой операции в том или ином
ручье требуется несколько ударов (в среднем от двух до пяти), то на прессе
для осуществления каждого перехода штамповки требуется один ход. Однако
при штамповке одинаковых поковок из сортового проката число ручьев в
штампах пресса обычно больше, чем на молоте, и все же, несмотря на то, что
при штамповке на молоте нс все удары наносятся с полной высоты, общее ма-
шинное время штамповки на прессе обычно бывает меньше, чем при штам-
повке на молоте. Кроме того, имеется выигрыш времени на ручных приемах,
которые при штамповке на прессе менее трудоемки, главным образом за счет
того, что: 1) штамповщику не приходится удалять поковки из ручья, так
как выталкиватели пресса работают безотказно, и 2) наиболее трудные опе-
рации — протяжка и подкатка — при штамповке на прессах применяются
крайне редко.
Высокой производительности труда штамповщика на прессе дополнительно
способствуют более легкие чем на молоте условия труда: отсутствие сотрясе-
ний, шума и т. д.
В результате производительность прессов в сравнении с молотами при
производстве одних и тех же поковок получается более высокой, как правило,
в 2, а иногда в 21/2—Зраза. Таким образом, производительность при штам-
повке на кривошипных горячештамповочных прессах значительно превосхо-
дит производительность многих известных ранее методов горячей штамповки.
Высокому съему продукции с пресса способствует также надежность ра-
боты пресса, высокая стойкость деталей пресса, устойчивость направляющих
и надежность крепления штампов. Здесь нет простоев из-за смены сломанных
штоков, как у паро-воздушных молотов, или замены досок фрикционных моло-
тов; отсутствуют длительные наладки оборудования и штампов, вызываемые
ударным характером работы молота.
Штамповка на прессах не требует высоких эксплуатационных расходов.
Пресс имеет высокий к. п. д. Промышленные разводки (электроподводка и
сеть воздухопроводов к муфте, тормозу, уравновешивающему устройству и
на обдувку окалины) просты в обслуживании. Разряды производственных
рабочих сравнительно низкие. Подготовка высококвалифицированного штам-
повщика для работы на прессе требует всего нескольких недель, тогда крк на
обучение квалифицированного штамповщика на молоте затрачиваются месяцы;
причем от последнего требуется гораздо больше физических сил и спо-
223
собностей, в частности, умения сочетать ручные приемы с регулировкой силы
ударов.
Расходы на штампы пресса меньше, чем для молотов. Стойкость отдельных
ручьев штампа на прессе за счет меньших штамповочных уклонов, а следова-
тельно, за счет меньших напряжений, какие испытывают поверхности ручьев
при их заполнении, является более высокой, чем на молоте. Применение сбор-
ных штампов дает возможность каждому ручью работать до полного износа
независимо от износа других ручьев, в противоположность молотовым штам-
пам, у которых износ одного ручья вызывает возобновление всего штампа.
Применение сборных штампов удешевляет их обработку и дает возможность
применять дорогую штамповую сталь лишь по прямому назначению, т. е.
только на вставки штампов, тогда как башмаки и крепежные детали штампа
могут быть выполнены из недорогих конструкционных марок стали.
Здания для установки прессов могут иметь меньшую монтажную высоту
и меньшую устойчивость против сотрясений по сравнению со зданиями для
молотов. Фундамент под пресс меньше и дешевле, чем под молот. Промышлен-
• ные разводки к прессу более просты, чем у молота.
К недостаткам кривошипных горячештамповочных прессов можно отнести:
1) относительно высокую стоимость самого пресса, 2) «заклинивания» прессов
при перегрузке и трудности при выводе пресса из «заклиненного» состояния
(последнее относится больше в прессам старых моделей), 3) необходимость
в отдельных случаях более точных размеров заготовок, чем в случае молотовой
штамповки, 4) высокие требования к качеству нагрева заготовок под штам-
повку на прессе и 5) меньшая, чем у штамповочных молотов, универсальность
пресса, если не применять дополнительного оборудования для осуществления
некоторых заготовительных операций. Однако последние два «недостатка» имеют
положительные стороны, так как стимулируют развитие более прогрессивных
методов нагрева и подготовки заютовок под штамповку, экономичных нетолько
при штамповке на этих прессах, но и при других видах штамповочного обору-
дования.
h
§ 8. ОСОБЕННОСТИ НАГРЕВА ЗАГОТОВОК ПОД ШТАМПОВКУ
И ОЧИСТКА ИХ ОТ ОКАЛИНЫ
При штамповке на молоте слой окалины на заготовке после обычного на-
грева ее в пламенных печах сравнительно легко отделяется при первых же уда-
рах молота и удаляется струей сжатого воздуха или пара. Особенно просто
обивка окалины происходит в заготовительных ручьях при кантовке загото-
вок.
В отдельных случаях применение заготовительного или предварительного
ручьев оправдывается только очисткой заготовок от окалины, с целью преду-
преждения загрязнения окончательного ручья и предотвращения вмятия
окалины в поверхность поковки.
Штамповка на прессе при обычном нагреве заготовок не сопровождается
удалением окалины, так как, несмотря на большую скорость ползуна пресса,
такого удара, как на молоте, не происходит. Окалина сбивается только частично
и сразу же вдавливается в поверхность заготовки, так как обработка в ручье
происходит за один ход ползуна.
Эффективных способов очистки заготовок от окалины непосредственно
в штампах на прессах пока не существует, поэтому заготовка должна быть
очищена от окалины до начала штамповки. Старые методы механической очи-
стки заготовок скребками и щетками, применяемые иногда перед штамповкой
на молотах, горизонтально-ковочных машинах и других механизмах, оказа-
лись здесь недостаточными. Единственным оправдавшим себя на практике
способом очистки заготовок от окалины явилась гидравлическая очистка.
Гидроочистка горячих заготовок осуществляется струей холодной воды
давлением от 100 до 200 ат, поступающей из цеховой сети воды высокого дав-
ления или от специальных насосных 'установок. После обычного нагрева в
пламенных печах заготовка подается в устанавливаемое на пути от печи к
* 227
прессу приспособление, в котором за 1—2 сек. заготовка очищается несколь
кими (чаще всего 4—8) струями воды высокого давления. Подача воды вклю
чается от педали или автоматически на время, пока заготовка находится в при-
способлении. Ввиду малого расхода воды (например, 0,06 л в 1 сек. при 100 ат
каждой насадкой) потери тепла у заготовки во время очистки незначительны
Поковки получаются покрытыми тонким слоем окалины, образовавшейся
во время штамповки и главным образом при последующем остывании
поковок.
Более рациональный метод избавления от окалины — это безокислитель-
ный нагрев. Безокислительный нагрев под штамповку в пламенных печах
осуществляется за счет создания нейтральной или восстановительной среды
для нагреваемого металла при обычных скоростях нагрева. Аналогичные
результаты обеспечивает применение скоростных методов нагрева в обычной
среде. Однако этот метод нагрева достаточно еще не разработан и широкого
применения пока не получил. Более широко распространяются скоростные
методы электронагрева — индукционный метод нагрева и метод сопротивле-
ния (называемый иначе контактным методом). Для нагрева под штамповку
на прессах применяется индукционный нагрев заготовок токами повышенной
частоты. Промышленная же частота (50 гц) применяется лишь при нагреве
круглых заготовок диаметром выше 160—180 мм и особенно эффективна для
нагрева кольцевых заготовок.
Большая глубина проникновения тока при индукционном нагреве исклю-
чает чрезмерную неравномерность температуры в нагреваемой заготовке
Благодаря этому можно достигать весьма высоких и совершенно безболезнен-
ных для нагреваемого металла скоростей нагрева. При подборе соответствую-
щих частот время нагрева в индукторе против нагрева в печах уменьшается
для средних и тяжелых заготовок в 10—12, а для легких заготовок в 15—20 раз,
в результате чего слой окалины уменьшается практически в 4—5 раз. Этого
вполне достаточно, чтобы можно было вести штамповку таких заготовок на
прессах без удаления окалины. Попутно достигается точность температуры
нагрева. »
К. п. д. установки резко падает, если применять в нагревателях индук
торы, при которых расстояние между заготовкой и стенкой индуктора пре-
вышает 0,25 диаметра заготовки.
Индуктор обычного устройства не допускает нагрева в нем заготовок не
ременного по их длине сечения. К недостаткам индукционного нагрева следует
отнести также большую трудность ведения подогрева; когда сердцевина подо-
греваемой заготовки начнет только прогреваться, наружные слои будут уже
плавиться. Поэтому при индукционном нагреве весьма трудно, а иногда и вовсе
невозможно вести обычную штамповку от прутка. Таким образом, при штам-
повке на прессах обычный нагрев в пламенных печах с применением установки
для гидроочистки от окалины иногда может оказаться предпочтительнее, чем
нагрев в индукционных нагревателях.
§ 9. НЕРАЦИОНАЛЬНОСТЬ ПРОТЯЖКИ И ПОДКАТКИ НА КРИВОШИПНЫХ ПРЕССАХ
И МЕТОДЫ подготовки ЗАГОТОВОК
При протяжке или подкатке заготовки за первый удар необходимо осажи-
вать обжимаемый участок не более чем на 30—35% от диаметра или стороны
квадрата исходной заготовки. В противном случае ширина заготовки может
оказаться в 2,5—3 раза больше ее размера в направлении осаживания и при
следующем'после кантовки ударе вместо осаживания может произойти про-
дольный изгиб в плоскости ее поперечного сечения и впоследствии —
зажим.
Во избежание этого протяжка и подкатка на паро-воздушных штамповоч-
ных молотах осуществляются слабыми ударами. Тогда уменьшение площади
поперечных сечений заготовки происходит постепенно и соударение штампов
производится лишь при последних ударах, когда требуется получить окон-
чательно протянутую или подкатанную заготовку.
228
При протяжке и подкатке на фрикционных штамповочных молотах, у кото-
рых нельзя регулировать силу удара, этот процесс часто получается сам собой,
так как энергии одного удара бывает обычно недостаточно, чтобы осаживать
в начале процесса заготовку сразу до соударения штампов. Штампы начинают
сходиться только тогда, когда обжимаемые сечения уменьшатся настолько,
что требуемая деформация до конечных размеров становится посильной для
молота. Однако при протяжке и подкатке таких деталей, когда энергии удара
оказывается более чем достаточно, особенно при завышенном тоннаже молота,
осуществление этих операций бывает затруднено, а иногда и совсем невоз-
можно. По этой причине некоторые поковки, с успехом штампуемые на паро-
воздушных молотах, нельзя штамповать на фрикционных молотах.
Еще больше затруднений встречает протяжка и подкатка на кривошипных
прессах. .Ход пресса постоянный. За каждый ход заготовка получает оттиск
профиля ручья. Поэтому обычные протяжка и подкатка на кривошипных
прессах связаны с неизбежным чрезмерным расплющиванием заготовок и
в результате — с высоким процентом брака поковок.
Избежать этого представляется возможным путем применения многоступен-
чатой протяжки или многоступенчатой подкатки, т. е. применением вместо
одного ручья двух-трех ручьев с промежуточными профилями, построенными
так, чтобы, недожимая заготовку до ее окончательных размеров в первых
ручьях, избежать чрезмерного расплющивания. Тогда путем последователь-
ного применения двух-трех ручьев с нанесением в каждом из них соответ-
ствующего количества обжатий возможно добиться того же результата, что
при штамповке на молоте. Однако опыт отечественных заводов показал, что
такой метод из-за быстрого остывания заготовок является малопроизводитель-
ным, приводит к повышенному проценту брака и на практике себя не
оправдал.
Это утверждение не следует понимать в смысле полного отрицания протяж-
ных и подкатных переходов для кривошипных прессов. Удостоенная Сталин-
ской премии работа коллектива ленинградских инженеров по ковке и штам-
повке на чеканочных прессах (в частнрсти на заводе «Свобода»)1, подтвердила
рациональность этих переходов для условий мелкосерийного производства,
где вопросы загрузки оборудования в соответствии с развиваемой им мощ-
ностью, а также вопросы высокой производительности при штамповке не
являются первостепенными.
Опыт эксплуатации кривошипных горячештамповочных прессов как обо-
рудования крупносерийного и массового производства показал целесообраз-
ность других решений этого вопроса, а именно: 1) выделения протяжки и
подкатки из числа осуществляемых на прессе переходов штамповки в отдель-
ную операцию с передачей ее на другое оборудование или 2) замены этих пере-
ходов другими переходами, также способными обеспечить заготовке такую
же форму, какая получается в результате ее обработки в протяжном и под-
катном ручьях. Следует учесть, что отделению или замене этих переходов на
отдельную операцию способствует то, что протяжка и подкатка обычно
являются первыми, а не промежуточными заготовительными переходами.
Наиболее простым способом получения фасонных заготовок является
штамповка их в заготовительных ручьях на установленном рядом с прессом
штамповочном или ковочном молоте. Заготовки при этом хорошо очищаются
от окалины. Штамповка на прессе производится с того же нагрева, а к самому
нагреву в этом случае не предъявляется никаких особых требований. Однако
этот способ не дает должного экономического эффекта, а заготовка при этом
получается с дефектами, как и при обычной штамповке на молоте (волнистое
волокно, возможны зажимы по вине штамповщика и т. д.).
Поэтому рекомендуется в зависимости от требуемой формы штамповать
заготовку на ГКМ или, что оказалось весьма рациональным, изготовлять ее
прокаткой-вальцовкой.
1 А. В. Потехин, Комбинированная ковка-штамповка на кривошипных прессах,
Машгиз, 1950.
229
Известны следующие рациональные методы прокатки-вальцовки заготовок
под штамповку на кривошипных горячештамповочных прессах:
1) прокатка проката периодического профиля;
2) вальцовка на обычных ковочных или специальных вальцах.
Кроме того, в отдельных случаях применяется также вальцовка на Г КМ
в сочетании с высадкой; вальцовка на кривошипном горячештамповоч-
ном прессе, в вальцовочном ручье штампа или в специальном механизме
пресса.
Прокатом периодического профиля называется прокат, поперечные сече-
ния которого являются переменными по площади, а иногда и- по форме
Периодическим профиль назван потому, что форма и размеры площади попе-
речных сечений вдоль оси проката повторяются через определенные проме-
жутки его длины. Форма и размеры каждого такого участка могут быть заданы
так, что после резки штанги на мерные заготовки каждая из них будет
иметь фасонную форму и размеры такими же, какие имеет заготовка, прошед-
шая протяжку и подкатку. Однако заготовка эта будет отличаться от штампо-
ванных более правильным расположением в ней волокон.
Производство проката периодического профиля впервые было освоено на
московском заводе «Гужон» (ныне завод «Серп и молот») в 90-х годах прош-
лого столетия. Штанги проката периодического профиля после резки, гибки
и других кузнечных операций и незначительной механической обработки
поступали на сборку ж.-д. вагонов. Однако после перехода к производству
ж.-д. вагонов других моделей изготовление этого проката было прекращено,
и потребность в нем появилась снова лишь 50 лет спустя при освоении штам-
повки на кривошипных горячештамповочных прессах.
Производство проката периодического профиля может осуществляться'
1) на обычных сортовых прокатных станах и 2) на специальных станах для
поперечной и продольной прокатки.
Основное преимущество продольной прокатки — в возможности создания
фасонных поперечных сечений, тогда как при поперечной прокатке можно
получать заготовки лишь круглого сечения; однако в этом случае легко может
быть обеспечено получение резких переходов по контуру вдоль штанги. Так,
на специальном стане возможно изготовление заготовок в виде прямых осей
с резкими переходами типа полуоси автомобиля, конических шестерен типа
сателлита диференниала и деталей других форм, представляющих собой тела
вращения. Эти заготовки получаются с размерами такой точности, что после-
дующей штамповки может не потребоваться вовсе. После их прокатки и со-
ответствующей термической обработки, очистки и т. д. они могут поступать
непосредственно в механообработку и на сборку.
Весьма высокая производительность и низкая стоимость проката в усло-
виях массового производства дают основание считать этот метод изготовле-
ния заготовок как под штамповку на прессе, так и идущих непосредственно
в механическую обработку и на сборку лучше других. Освоение производства
проката периодического профиля представляет большой интерес и для штам-
повки на молотах, так как замена протяжки и подкатки прокатом периоди-
ческого профиля в условиях массового производства является весьма выгод-
ной. Большой интерес представляет штамповка на бесшаботных молотах из
проката,периодического профиля особо тяжелых поковок, для которых про-
тяжка и подкатка, производимые обязательно на другом оборудовании, -
весьма трудоемкие и дорогие операции1.
Вальцовка фасонных заготовок под штамповку на прессе имеет большие
преимущества при серийном производстве поковок, для которого прокат пе-
риодического профиля ввиду высокой стоимости специальных валков может
оказаться экономически невыгодным. Следует иметь в виду, что отработка
1 Технологический процесс производства проката периодического профиля, вопросы
конструирования ручьев и калибровки валков являются специальной областью, не входят
в задачу технологии кузнечно-штамповочного производства и поэтому в данной книге не
освещаются. Указания о том, как составить чертеж заготовки, изготовляемой методом периоди-
ческой прокатки, даны ниже.
230
технологии штамйовки из вальцованных заготовок проще, чем из проката
периодического профиля, получаемого обычно со стороны. Особый интерес
представляет вальцовка заготовок на специальных вальцах (фиг. 241),
Фиг. 241. Штамповка шатуна из заготовки, вальцуемой
на специальных вальцах.
а также вальцовка их в специальном вальцовочном механизме пресса и в валь-
цовочных ручьях штампа на прессе, так как в этих случаях последующая
штамповка производится с того же нагрева.
§ 10. ОСОБЕННОСТИ ТЕЧЕНИЯ МЕТАЛЛА ПОД ПРЕССОМ КАК ФАКТОР,
ОПРЕДЕЛЯЮЩИЙ ПОТРЕБНОЕ КОЛИЧЕСТВО ШТАМПОВОЧНЫХ РУЧЬЕВ
В большинстве случаев вид деформации металла при заполнении штампо-
вочных ручьев молотовых и прессовых штампов представляет собой сочетание
выдавливания с осаживанием. В этом процессе преобладание выдавливания
или осаживания зависит прежде всего от формы и размеров ручья и от формы
и размеров вкладываемой в него заготовки, но определяется не только этим.
Коренное различие в характере заполнения штамповочных ручьев под мо-
лотом и под прессом заключается в том, что при штамповке на прессе процесс
выдавливания протекает менее интенсивно, чем при штамповке на молоте,
и, наоборот, осаживание с растеканием металла в стороны на прессе протекает
более интенсивно, чем на молоте.
В этом убедились при штамповке одинаковых заготовок на молоте и прессе
в одинаковых ручьях, заполнение которых требует значительного выдавлива-
ния. Если на молоте обычно происходит четкое заполнение ручья с образова-
нием сравнительно небольшого заусенца, то на прессе ручей может оказаться
незаполненным даже при чрезмерно большом заусенце. Следовательно, на
прессе ручей заполняется хуже, чем на молоте. Эта разница ощутима
тем больше, чем большую роль при заполнении ручья играет выдавлива-
ние. Причину этого можно видеть в различии характера деформаций металла
на молоте и прессе.
Ручьи штампа заполняются на молоте обычно за несколько ударов, а на
прессе всегда за’ один ход. Начальные скорости деформирования в момент
соприкосновения верхнего штампа с заготовкой на молоте выше, чем на прессе.
После этого момента на молоте происходит весьма резкое, а у пресса значи-
гапзж? б&лее плавное падение скорости верхнего штампа. Это объясняется
тем, что падение скорости движения бабы молота происходит главным обра-
зом в силу возрастающего сопротивления деформируемого металла, а скорость
движения ползуна пресса падает прежде всего по закону изменения скорости
ползуна в кривошипно-шатунном механизме к концу рабочего хода. При этом
разница в средних за время деформации скоростях движения верхнего штампа
между молотами и прессами (особенно у новых моделей), по нашему предполо-
жению, незначительна и поэтому не может оказывать существенного влияния на
характер заполнения ручья.
231
Связывая начальные скорости машины-орудия со скоростями проникнове-
ния процесса пластической деформации в глубину деформируемой заготовки,
утверждают [40], что, поскольку начальная скорость деформирования у мо-
лота выше скорости распространения пластической деформации, последняя
протекает неравномерно. Поэтому прежде деформируются ближние к началь-
ному очагу деформации верхние слои металла заготовки. Поскольку скорость
у пресса в начальный момент деформации ниже — процесс деформации на
прессе протекает более равномерно. По мнению автора, существенную роль
здесь играют не только скорости машины-орудия, а следовательно, и не только
скорости деформации металла, вошедшего в соприкосновение с верхним штам-
пом в начальный момент. Хотя процесс этот еще недостаточно изучен, но есть
основания предполагать, что, кроме начальных скоростей деформирования,
решающее влияние оказывают здесь также и те мгновенные инерционные
усилия, которые возникают в деформируемом металле при больших скоростях
деформирования в начальный момент деформации.
В этот момент верхние слои металла, которые уже вошли в непосредствен-
ное соприкосновение с верхним штампом, мгновенно получают ту же скорость,
что и верхний штамп. Те слои, против которых оказывается полость ручья,
подлежащая заполнению выдавливанием, в силу инерции отстают по ско-
рости перемещения от скорости верхнего штампа и поэтому вынуждены
бывают заполнять полость. Затем они, будучи увлекаемы за собой слоями,
уже охваченными процессом деформации, сами приобретают достаточно большую
скорость, и влияние инерционных сил, имевших место в начальный момент
и направленных на заполнение ручья выдавливанием, резко падает, после
чего начинает преобладать осаживание.
Эти явления при штамповке на молоте повторяются столько раз, сколько
наносится ударов до полного заполнения формы данного ручья. При штам-
повке же -на прессе это явление происходит один раз в каждом ручье и поэтому
играет меньшую роль. Этим мы объясняем то, что, если при штамповке
на молоте заполнение полости в верхнем штампе протекает значительно интен-
сивнее, чем в нижнем, то при штамповке на прессе, несмотря на большие ско-'
рости деформирования, разница в этом практически не ощутима.
При таком объяснении явления можно прийти к выводу, что для того,
чтобы получить на прессе при штамповке деталей сложных форм (т. е. требую-
щих значительного выдавливания) тот же результат, какой получается при
штамповке на молоте в одном окончательном ручье, потребуется применить
многоручьевой штамп, все ручьи которого отличались бы от окончательного
и между собой только в размере по высоте. Тогда заготовка в первом ручье
приняла бы ту же форму, что на молоте после первого удара, во втором ручье —
ту, iiTo на молоте после второго удара, и т. д. до окончательного результата,
который был бы, несомненно, таким, как и при штамповке на молоте. Практи-
чески эта задача, как увидим Ниже, решается проще. Количество требуемых
в прессовом штампе ручьев за счет изменения их формы сокращается до двух —
четырех. Наиболее сложным технологическим процессом штамповки в этих слу-
чаях является штамповка в четыре перехода: 1) осаживание на фасонных
бойках, 2) фасонирование, 3) предварительная штамповка и 4) окончательная
штамповка.
§ 11. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАУСЕНЦА
Не всегда при штамповке иа прессе процесс образования заусенца вокруг
штамповочного ручья играет ту же роль и протекает так же, как при штам-
повке на молоте.
При определении размеров канавки для заусенца в молотовых штампах
прежде всего стремятся достигнуть решения одновременно двух задач: 1) соз-
дать сопротивление по контуру замкнутого заусенцем объема, достаточное
для четкого заполнения полости ручья, и 2) разместить в канавке для
заусенца избыточный объем заготовки. Более или менее однообразный харак-
тер течения металла при заполнении штамповочных ручьев молотовых
232
штампов позволяет сравнительно легко подобрать такие размеры заусенца,
а следовательно, и размеры канавки для заусенца, при которых получается
благоприятное сочетание обеих сторон этого процесса, и момент наиболее
интенсивного истечения металла в полость канавки-для заусенца совпадает
с моментом окончания заполнения полости ручья.
Почти такую же картину заполнения штамповочных ручьев при штамповке
на прессе мы наблюдаем лишь в тех случаях, когда ручей заполняется за счет
осаживания или когда в характере течения металла при заполнении ручья
осаживание явно преобладает над выдавливанием. Поэтому в подобных слу-
чаях размеры заусенца и канавки для него не должны существенно отличаться
от тех размеров, какие рекомендуются для молотовых штампов.
Если же заполнение полости ручья протекает за счет значительного выда-
вливания, то вследствие того, что заполнение такого ручья производится на
молоте за несколько ударов, а на прессе всего лишь за один ход, и по причи-
нам, изложенным на стр. 231, процесс образования заусенца протекает по-раз-
ному. В таких случаях истечение металла в заусенец на прессе значительно
интенсивнее, чем на молоте. Поэтому для четкого заполнения полости ручья
на прессе требуется иметь больше избыточного объема металла в заготовке,
и заусенец получается большой. Но с увеличением отхода на заусенец удоро-
жается процесс; кроме того, при глубоком выдавливании может оказаться,
что даже при увеличенном объеме заготовки фигура ручья в результате одного
хода пресса остается незаполненной. Это и является одной из основных причин,
побуждающих при штамповке на прессе широко применять фасонирование
и такие предварительные ручьи, форма которых резко отличается от формы
окончательного ручья, благодаря чему меняется характер течения металла
в окончательном ручье так, что осаживание в нем становится преобладающим.
В зависимости от того, насколько удачно решаются эти вопросы при кон-
струировании предварительного, фасонировочного и других ручьев, зависят
избыточный объем исходной заготовки, размеры заусенца и канавки для него.
При удачном решении этих вопросов роль заусенца в создании высоких дав-
лений в замкнутом объеме деформируемого металла падает, и размеры канавки
для заусенца определяются тогда главным образом избыточным объемом за-
готовки. Такое снижение роли заусенца в процессе оформления фигуры ручья
позволяет уменьшить и его объем, а в отдельных случаях, например, при штам-
повке истечением, получать поковки совсем без заусенца или с весьма незна-
чительным заусенцем.
Таким образом, при штамповке на кривошипном прессе заусенец может
оказаться меньших, равных или больших размеров, чем при штамповке на
молоте. Обычно при штамповке на кривошипных горячештамповочных прессах
отходы на заусенец меньше, чем при штамповке на молотах, но это следует
объяснить главным образом тем, что по контуру ручья штампа на прессе зау-
сенец, как правило, получается более равномерным ввиду применения более
совершенных, чем на молоте, методов подготовки заготовки.
Приведенная на фиг. 242 конструкция канавки для заусенца вокруг окон-
чательного ручья штампа на прессе и таблица к ней были составлены нами на
основании опыта эксплуатации первых штампов. Канавка эта отличается от
канавок, применяемых в молотовых штампах, главным образом более глубо-
ким выплавом относительно ширины на участке мостика и меньшей шириной
на участке выплава в расчете на более равномерную ширину заусенца. Благо-
даря большой глубине канавки на участке выплава заусенец здесь не обжимается
вовсе или обжимается меньше, чем в канавках молотовых штампов, что зна-
чительно снижает потребные усилия на штамповку. Хотя мостик при этом
получается менее прочным, чем у Болотовых штампов, но это допускается
ввиду неударного характера работы пресса.
Во всех .случаях, за исключением указанного ниже, следует применять
канавку типа Г, при этом выплав (магазин) следует делать в верхнем штампе,
но только при том условии, что выплав можно будет изготовлять со стороны,
противоположной плоскости заусенца, прилегающей к обрезной матрице. Ка-
навку типа II— карман — следует применять лишь на отдельных участках
233
по линии разъема у мест, где предварительный и заготовительный ручьи не
обеспечивают перемещения с этих участков избыточного объема металла.
Глубина'канавки на участке мостика определяется с округлением до бли-
жайшей большей величины h3, указанной в таблице, тем же способом, как
у молотовых штампов, т. е. по формуле h3 = 0,015 ]/S„ и т. д. Из этой же
строки таблицы берутся значения других размеров канавки; причем, если
все участки ручья заполняются за счет осаживания, или если в характере
течения металла при заполнении ручья осаживание явно преобладает над
выдавливанием, то ширина мостика b и ширина выплава Ьг берутся из графы
Тип I
№ й3 7? № 1 № 2 № 3
S3.K ъ S3. к Ь S3.K
1 2 3 4 6 7 8 9 0,3 0,4 0,5 0,8 1.0 1,2 1,5 2,0 2,5 3 3,5 4 5 6 7 8 9 10 1 1 1 1,5 1,5 2 2 2,5 2,5 4 4,5 5 6 7 8 9 10. И 16 18 20 20 22 22 25 25 28 0,5 0,67 0,87 1,13 1,5 1,75 2,32 2,88 3.55 4,5 5 6 7 8 9 10 Ч 12 18 20 22 22 25 25 28» 28 32 0,57 0,75 . 0,97 1,26 1,79 2,02 2,64 3,11 4,10 5 6 7 8 9 10 11 12 1 1 20 22 25 25 28 28 30 32 зб 0,64 0,83 1,П 1,45 1,96 2,29 2,86 3,59 4,70
s3. к ~~ площадь сечения канавки типа I в см2.
Фиг. 242 Канавка для заусенца вокруг окончательного
ручья.
№2., Если же хотя бы отдельные участки ручья заполняются главным обра-
зом за счет выдавливания, то значения ширины b и Ьг берутся из графы № 3.
В противном случае, когда путем предварительной подготовки заготовок
удается уменьшить истечение металла в заусенец, значения b и 6, берутся из
графы №1. Площадь сечения заусенца принимается равной 0,6—0,75 от ука-
занной в таблице площади сечения канавки для заусенца s3.K смТ
ГЛАВА II
СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
§ 1. КЛАССИФИКАЦИЯ ПОКОВОК, ШТАМПУЕМЫХ НА КРИВОШИПНЫХ
• ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССАХ
Нерациональность применения протяжных и подкатных ручьев в штампах
на кривошипных горячештамповочных прессах весьма сужает возможности
широкого использования этого нового вида кузнечного оборудования. Однако
если учесть и те варианты технологического процесса, когда заготовка под
штамповку на прессе подвергается предварительной обработке на другом
кузнечном оборудовании, или когда применяется периодический прокат, то
получается, что круг поковок различной конфигурации, штампуемых на прес-
сах, значительно шире, чем круг молотовых поковок. Предлагаемая клас-
сификация поковок, штампуемых на прессах, представлена иа фиг. 243.
В основу ее положена конфигурация поковки, обусловливающая характерные
особенности технологического процесса штамповки на прессе.
Классификация представляет возможность отнести каждую деталь, спроек-
тированную для штамповки под прессом, в зависимости от ее конфигурации
234
к определенной группе „оковок. Для каждой из этих фигур рекомендуется
определенный технологический вариант штамповки. Этим облегчается даль-
нейшая работа по составлению чертежа поковки и проектированию техноло-
гического процесса, а также и по конструированию штампов.
С учетом основных признаков (т. е. конфигурации поковки и характерных
особенностей того или иного технологического варианта) все поковки, штам-
пуемые на прессах, сведены к следующим четырем группам:
I группа — поковки
типа круглых или ква-
дратных в плане или
близких к этой конфи-
гурации.
В нее входят: под-
группа 1-1 — поковки,
штампуемые осажива-
нием с незначительным
выдавливанием; под-
группа 1-2 — поковки,
штампуемые истечением
с незначительным оса-
живанием; подгруппа
1-3 —поковки, штам-
пуемые осаживанием и
выдавливанием с предва-
рительным истечением.
II группа — поков-
ки с удлиненной осью.
В нее входят: под-
группа П-1 — поковки
с незначительной раз-
ницей в площади сече-
ний, поперечных глав-
ной оси; подгруппа
П-2 — поковки со зна-
чительной разницей в
площади сечений, по-
перечных главной оси.
III группа—поков-
Фиг. 243. Классификация поковок, штампуемых на криво-
шипных горячештамповочных прессах.
ки с изогнутой осью.
В нее входят: под-
группа II1-1 — поков-
ки, не требующие резкого пережима при гибке; подгруппа Ш-2 — по-
ковки, требующие резкого пережима при гибке.
IV группа — поковки, изготовляемые методом комбинированной штамповки
на прессе и на другом основном штамповочном оборудовании.
В нее входят: подгруппа IV-1 —поковки, изготовляемые комбинированной
штамповкой на прессе и на штамповочном молоте; подгруппа I‘V-2 — поковки,
изготовляемые комбинированной штамповкой на прессе и на ГКМ; подгруппа
IV-3 — поковки, изготовляемые комбинированной штамповкой на прессе и
на горизонтально-гибочной машине (ГГМ), — а также и другие подгруппы,
соответствующие комбинированной штамповке на прессе в сочетании с не упо-
мянутыми выше видами основного штамповочного оборудования.
§ 2. ОСНОВНЫЕ ПРАВИЛА СОСТАВЛЕНИЯ ЧЕРТЕЖА ПОКОВКИ
При составлении чертежа поковки, штампуемой на прессе, следует, руко-
водствуясь классификацией поковок, установить, к какой группе и подгруппе
следует отнести данную деталь. Далее, поскольку штамповка на прессе имеет
много общего с молотовой штамповкой (в частности, много общего имеется
235
в устройстве окончательного ручья: неподвижность нижней части, подвижность
верхней части, горизонтальный разъем, штамповочные уклоны и т. д.), реко-
мендуется руководствоваться в основном теми же указаниями, которые даны
для составления чертежа молотовой поковки (см. часть 1, гл. II).
Общие указания по составлению чертежа молотовой поковки (стр. 47),
включая рекомендуемую последовательность работ при составлении чертежа,
полностью распространяются и на поковки, штампуемые на прессах. Тех же
указаний следует придерживаться при установлении разъема, учитывая, что
разъем в известной мере бывает предопределен тем, к какой группе по клас-
сификации поковок отнесена данная деталь. .
Условия нанесения припусков и допусков на размеры поковок здесь те же,
что и при молотовой штамповке. Колебания в размерах поковки происходят
от таких причин: недоштамповка по высоте, неполное заполнение формы,
износ и неточность изготовления окончательного ручья, колебания в усадке
при остывании и т. д. Коренное отличие в устройстве пресса (постоянная
величина хода ползуна, жесткость всей конструкции, возможность примене-
ния в штампах направляющих колонок и т. д.) обеспечивает более высокую
точность штамповки, чем на молоте. Кроме того, точность штамповки на прессе
может быть еще повышена за счет более тщательного ремонта и ухода за прес-
сом в узлах сопряжения деталей кривошипно-шатунного механизма и корен-
ных подшипниках главного вала, более тщательной регулировки направляю-
щих, более тщательной подготовки заготовок, улучшения режима нагрева
и контроля температуры штамповки, а также за счет применения пресса по-
вышенной мощности.
Средний размер припуска у поковок, штампуемых на прессах, на 30—50%
меньше припуска на молотовых поковках и практически колеблется в преде-
лах от 0,4 до 2 мм, а в исключительных случаях — до 2,5 мм. Соответственно
меньше и допуски.
В табл. 26 приведена типовая нормаль припусков и допусков на размеры
поковок, штампуемых на прессах1. Нормаль построена аналогично нормали
для молотовых поковок (см. табл. 5). Руководствоваться ею следует с учетом тех
замечаний, которые даны к нормали на припуски и допуски молотовых поковок.
Следует иметь в виду, что более высокая, чем на молоте, культура штам-
повки на прессе позволит -в ближайшем будущем более широко применять
взамен размерных допусков допуски весовые, с тем чтобы, исходя из крайней
ограниченности колебаний в размерах поковки при незначительных колеба-
ниях в ее объеме, контролировать размеры поковки по ее весу с весовым до-
пуском.
Факторы, определяющие необходимость и величину штамповочных укло-
нов, при штамповке на прессах остаются те же, что и при штамповке на мо-
лоте. Поэтому, когда удаление поковки из окончательного ручья штампа на
прессе осуществляется вручную, т. е. без применения выталкивателей, штам-
повочные уклоны рекомендуется устанавливать такие же, как у молотовых
поковок, т. е. по табл. 7 с учетом тех замечаний, какие даны на стр. 58. В по-
давляющем большинстве случаев, т. е. когда удаление поковки из окончатель-
ного ручья производится с помощью применяемых в штампах механических
выталкивателей, штамповочные уклоны могут быть значительно уменьшены
(вплоть до 0°). Однако с уменьшением уклонов сопротивление поковки при ее
удалении резко возрастает главным образом по стенкам ручья, соответствую-
щим внутренним штамповочным уклонам поковки, и резко увеличивается
нагрузка деталей выталкивающего механизма. Поэтому для того чтобы, не
допуская этих явлений, обеспечить безотказную работу штампа, включая и
его выталкивающий механизм, рекомендуется штамповочный уклон опреде-
лять в градусах, исходя, как и при молотовой штамповке, из отношений
1 К моменту разработки данной нормали для поковок, штампуемых на прессах, авторы
не имели еще достаточно проверенных данных. Возможно, что дальнейший опыт эксплуатации
кривошипных горячештамповочных прессов потребует уточнения цифровых значений, при-
веденных в табл. 26.
236
Таблица 26
Припуски и допуски
(А. Н. Брюханов)
Макси- Максимальный размер Г в мм
До 120 120-260 260-500 500-800 До 120 120-260 260-500 | 500-800
мальный Г
размер В Припуски П на сторону В Припуски П на сторону Г
в мм н допуски Д иа размер В н допуски Д на размер Г
П Д П д П Д П Д п д П Д п Д П 1 д
<2 1,0 0,8 0,5 1,25 1,0 0,6 1,5 1,2 0,7 — — 1,25 0,9 0,7 1,5 1,0 0,8 1,75 1,2 1,0 — —
До 50 2-5 0,75 0,6 0,4 1,0 0,8 0,5 1,25 1,0 0,6 — — 1,0 0,7 0,6 1,25 0,9 0,7 1,5 1,0 0,8 — —
>5 0,6 0,6 0,3 0,75 0,6 0,4 1,0 0,8 0,5 — — 0,75 0,5 0,4 1,0 0,7 0,6 1,25 0,9 0,7 — —
<2 1,25 1,о 0,6 1,5 1,2 0,7 1,75 1,5 0,8 2,0 1,6 1,0 1,5 1,0 0,8 1,75 1,2 1,0 2,0 1,4 1,2 2,25 1,5 1,3
50-80 2-5 1,0 0,8 0,5 1,25 1,0 0,6 1,5 1,2 0,7 1,75 1,5 0,8 1,25 0,9 0,7 1,5 1,0 0,8 1,75 1,2 1,0 2,0 1,4 1,2
>5 0,75 0,6 0,4 1,0 0,8 0,5 1,25 1,0 0,6 1,5 1,2 0,7 1,0 0,7 0,6 1,25 0,9 0,7 1,5 1,0 0,8 1,75 1,2 1.0
<2 — — 1,75 1,5 0,8 2,0 1,6 1,0 2,25 1,8 1,2 — — 2,0 1,4 1,2 2,25 1,5 1,3 2.5 1,6 1,4
80-120 2—5 — —- 1,5 1,2 0,7 1,75 1,5 0,8 2,0 1,6 1,0 — — 1,75 1,2 1,0 2,0 1,4 1,2 2,25 1,5 1,3
>5 — — 1,25 1,0 0,6 1,5 1,2 0,7 1,’75 1,5 0,8 — — 1.5 1,0 0,8 1,75 1,2 1,0 2,0 1.4 1,2
<2 — — 2,0 1,6 1,0 2,25 1,8 1,2 2,5 2,0 1,3 — — 2,25 1,5 1,3 2.5 1.6 1,4 2,75 1,8 1,5
120-180 2—5 — — 1,75 1,5 0,8 2,0 ’1,6 1,0 2,25 1,8 1,2 — — 2,0 1,4 1,2 2,25 1,5 1,3 2,5 1,6 1,4
>5 — — 1,5 1.2 0,7 1,75 1.5 0,8 2,0 1,6 1,0 — — 1,75 1,2 1,0 2,0 1,4 1,2 2,25 1,5 1,3
<2 — — — — 2,5 2,0 1,3 2,75 2,2 1,3 — — — — 2,75 1,8 1,5 3,0 2,0 1,6
180-260 2-5 — — — 2,25 1,8 1,2 25 2,0 1,3 — — — — 2Д 1.6 1,4 2,75 1,8 1,5
>5 — — — — 2,0 1,6 1,0 2,25 1,8 1.2 — — — — 2,25 1,5 1,3 2,5 1,6 1,4
высоты h к ширине b и длины I к ширине b отдельных участков поковки,
по табл. 27.
Как видно из сравнения таблиц 27 и 7, при штамповке на прессе уклоны
12 и 15° полностью исключаются и вводятся дополнительные уклоны 2 и 6°.
В полученные по табл. 27 значения штамповочных уклонов следует вносить
следующие поправки.
1. Для внутренних штамповочных уклонов вместо расчетного принимать
ближайший больший уклон.
Таблица 21
Штамповочные уклоны в градусах
(А. Н. Брюханов)
До 1 1-3 3-4,5 4,5-6,5 6,5-8 Свыше 8
До 1,5 2 3 5 6 7 10
Свыше 1,5 . . . . 2 2 3 5 6 7
237
2. Для стенок высотой менее 50 мм при получении расчетных уклонов 2
и 3° принимать соответственно 3 и 5°, а для стенок высотой менее 30 мм вместо
расчетных уклонов 2 и 3°, а также уклона 5°, принимать соответственно 5 и 7°
3. Для поковок или их участков, имеющих переменную высоту или пере-
менную ширину, а также имеющих формы в виде наклонных ребер, штампо-
вочные уклоны определять, как и у молотовых поковок, т. е. по приведенным
значениям этих величин.
4. Так же, как при составлении чертежа молотовой поковки, следует стре-
миться к унификации уклонов, округляя их в большую сторону, и различные
уклоны назначать только там, где это не усложняет изготовления штампа.
При установлении линии разъема следует руководствоваться теми же
рекомендациями, что и для молотовых поковок. Исключенйе составляют по-
ковки, штампуемые методом истечения в сочетании с незначительным осажи-
ванием, т. е. поковки, относящиеся к подгруппе 1-2. Для них линия разъема
устанавливается, как правило, по верхней наружной кромке изделия.
Радиусы закруглений на поковках, штампуемых на прессах, рекомен-
дуется устанавливать тех же размеров, как и у молотовых поковок
(см. стр. 63). Для поковок подгруппы 1-2 на кромке по линии разъема не
рекомендуется указывать наружный радиус закругления, а на чертеже пока-
зать эту кромку острой, т. е. так, как она и получается в действительности
Прочие правила составления чертежа поковки, штампуемой на кривошип-
ном горячештамповочном прессе, включая правила вычерчивания поковки
и оформления чертежа, остаются терке, что и для молотовых поковок
(см. стр. 66).
§ 3. ПРИМЕР СОСТАВЛЕНИЯ ЧЕРТЕЖА
Инспекционный чертеж поковки кронштейна (фиг. 244) для штамповки
его на кривошипном горячештамповочном прессе составлен по чертежу изде-
лия (см. фиг. 67), имеет сходство
с инспекционным чертежом на
фиг. 68 и отличается от послед-
него лишь размерами припусков,
допусков, уклонов и радиусов
закруглений, а также кон-
фигурацией нижней части на-
метки отверстия под, прошивку
Припуски и допуски (В —
2,25 и ф1^, Г —2,5 и +}-б)
установлены здесь по табл. 26
исходя из габаритных размеров
кронштейна В = 130 мм и Г =
ооп 6 289 г,
= 289 ММ при < 2.
г /1 160
С учетом этих припусков уста-
новлены размеры 0115; 085;
0 145; 6,25; 32,25; 134,5 и
ИЗ мм. Размеры 209, 160, 54,
18 и R 15 оставлены без изме-
нений. Толщина прошиваемой
планки оставлена 8,5 мм. При
этом глубина верхней наметки
отверстия получается 47,5 мм,
Фиг. 244. Инспекционный чертеж поковки крон- а нижней — 78,5 ММ.
штейна (для штамповки на прессе). Наружный уклон на верх1
ней части патрубка устанавлщ
вается по табл. 27 (исходя из размеров b = —2 85 =15 мм и h =47,5 мм,
т. е. при ^л-3,2и|> 1,5) равным 3°. Внутренний уклон как ближайший
больший принимается равным 5°.
238
В связи с уменьшением припуска наружные радиусы закругления на верх-
ней части патрубка уменьшаются с 4,5 и 6 мм до 4 и 5 мм. Внутренние ради-
усы закругления остаются равными 12 и 20 мм.
Исходя из размера 0 85 мм, уклона 5° и глубины верхней наметки 47,5 мм
подсчитываем диаметр пленки и устанавливаем его равным 76,7 мм. Проши-
ваемое отверстие принимаем диаметром 77 мм. Исходя из размера
0 76,7 мм, уклона 5° и глубины нижней наметки 78,5 мм, подсчитываем, что
если конфигурацию наметки оставить такой, какая принята у молотовой по-
ковки, то диаметр ее основания будет равен 89,4 мм, что дало бы припуск
в этом месте около — ^89,4 = 9,3 мм. Оставить такой припуск было бы
нерационально. Однако, учитывая, что радиус закругления кромки должен
быть здесь, как и у верхней наметки, не менее 5 мм, уменьшаем припуск
только до 4,5 мм. Диаметр основания наметки при этом получается рав-
ным 108—2 X4,5 = 99 мм-. Наметку делаем ступенчатой, как показано на
чертеже.
Наружный уклон на патрубке в нижней части поковки, исходя из разме-
ров b = - 45~99 = 23 мм и h = 134,5—113 = 21,5 мм (т. е. при у < 1 и
> 1,5), может быть 2°, но, так как h < 30 мм, принимаем его 5°. Наруж-
ный радиус закругления на этом уклоне в связи с уменьшением припуска
уменьшаем с 6 до 5 мм. Внутренний радиус закругления оставляем равным
6 мм.
У плоской части поковки ввиду малой ее высоты = 6,25 мм и Л2 ==
= 32,25—6,25 = 26 мм) вместо 2° по расчету также устанавливаем уклон 5°,
оставляя здесь радиусы закруглений равными 3 мм.
На ребре шириной 18 мм при приведенной его высоте 37 мм (см. стр. 73),
при j-~2>1 и у > 1,5 устанавливаем уклон 2°, а радиусы закруглений
оставляем такими же, как у молотовой поковки.
Вес такой поковки составляет 16,17 кг при весе готовой детали 14,69 кг.
При сравнении чертежей поковки кронштейна на фиг. 244 и на фиг. 68
выявляется, что при переводе штамповки этого изделия с молота на пресс:
1) вес готовой детали за -счет уменьшения уклонов на необрабатываемых по-
верхностях уменьшается на 0,54 кг, или на 3,6%; 2) вес поковки уменьшается
на 1,88 кг, или на 10,4%; 3) вес металла, удаляемого встружку,за счет умень-
шения припусков и главным образом напусков уменьшается на 1,34 кг или
на 47,5%.
ГЛАВА III
ВЫБОР ПЕРЕХОДОВ ШТАМПОВКИ И ОПРЕДЕЛЕНИЕ
РАЗМЕРОВ ЗАГОТОВКИ
§ 1. ВАРИАНТЫ ШТАМПОВКИ
В схему возможных вариантов технологического процесса штамповки на
кривошипных горячештамповочных прессах включены опробованные и оправ-
давшие себя на практике варианты штамповки на прессах (фиг. 245). На схеме
указаны: вид исходного материала, заготовительные и штамповочные опера-
ции, совершаемые перед штамповкой на прессе; переходы штамповки на прессе,
штамповочные операции, совершаемые после штамповки па прессе: группы
и подгруппы поковок в соответствии с классификацией, приведенной на
фиг. 213.
Предварительная штамповка заготовки на молоте, а также протяжка и
подкатка на прессе как нерациональные и применяемые только, когда нет
возможности осуществить иной вариант, обведены пунктирными линиями.
239
Фиг. 245. Схема возможных вариантов штамповки на прессе.
Линии со стрелками указывают маршрут и его варианты, по которым мо-
жет быть осуществлена штамповка поковок для различных групп и подгрупп.
Относя заданную деталь к определенной группе и подгруппе, пользуясь
этой схемой, можно получить ориентировочное представление о типе исход-
ного материала, о переходах штамповки на прессе или комбинациях этих
переходов, о том, может ли потребоваться дополнительное оборудование и
если потребуется, то какое.
Исходным материалом может быть сортовой прокат или прокат периодиче-
ского профиля. Сортовой прокат перед штамповкой на прессе может быть
подвергнут заготовительным операциям: а) на штамповочном молоте, б) на
ГКМ (включая высадку в сочетании с вальцовкой на ГКМ) и в) на ковочных
или специальных вальцах. Из сортового проката в целях придания заготовке
сложной формы может быть осуществлена также и полная штамповка на мо-
лоте или ГКМ, после чего фасонная заготовка с того же или отдельного на-
грева поступает в штамповку на прессе. Таким образом, штамповка на прес-
сах может производиться: а) непосредственно из мерных заготовок сортового
или фасонного проката, б) из заготовок, подвергнутых на молоте, ГКМ или
вальцах полной штамповке или только заготовительным операциям, и в) не-
посредственно из фасонных заготовок проката периодического профиля.
Если окончательная форма поковки не может быть достигнута штамповкой
на прессе, то доводка формы таких поковок производится обычно последую-
щей штамповкой на ГКМ или на горизонтально-гибочной машине.
§ 2. ПЕРЕХОДЫ ШТАМПОВКИ
В штампах на прессах по мере надобности могут осуществляться следую-
щие переходы штамповки.
А. Штамповочные переходы: а) окончательная штамповка и б) предва-
рительная штамповка.
Б. Заготовительные переходы:
1) для поковок I группы: а) осаживание, б) истечение и в) фасонирование;
2) для поковок II, III и IV групп: а) формовка, б) гибка, в) пережим и
г) вальцовка.
К числу последних могут быть отнесены также подкатка и протяжка.
Окончательная штамповка производится в окончательном ручье, где, как
и при молотовой штамповке, заготовке придаются форма и размеры, соответ-
ствующие готовой поковке с заусенцем. Получение поковок без заусенца воз-
можно лишь для поковок подгруппы 1-2 и только в тех случаях, когда окон-
чательная штамповка сопровождается истечением в направлении размера,
имеющего для этого достаточный допуск.
Предварительная штамповка производится в ручье, аналогичном пред-
варительному и заготовительно-предварительному ручьям молотового штампа.
У поковок II, III и IV групп она сопровождается образованием заусенца,
у поковок же всех подгрупп I группы в зависимости от их конфигурации может
быть как с образованием заусенца, так и без него. Назначение предваритель-
ной штамповки — придать заготовке форму, близкую к окончательной. Пред-
варительная штамповка сохраняет также окончательный ручей от износа,
но, в противоположность молотовой штамповке, только для этой цели приме-
няется редко.
Осаживание на прессе аналогично осадке заготовок в торец при шамповке
на молоте. Однако чаще, чем в молотовых штампах, применяются здесь для
осаживания фасонные (не плоские) бойки. Осаживание может производиться
при штамповке поковок всех подгрупп I группы.
Истечение как заготовительный переход, обязательный при штамповке
поковок подгрупп 1-2 и 1-3, бывает двух видов: прямое, когда при малом за-
зоре между пуансоном и матрицей металл из закрытой матрицы течет в откры-
тую полость, и обратное, когда металл течет в зазор между пуансоном и ма-
трицей. В последнем случае истечение, как правило, сочетается с прошиванием
заготовки. В обоих случаях в начальный момент истечение сопровождается
16 Кптпхянлп н РяЛрльский ЗГТяК 241
осаживанием, или осаживание, осуществляемое в том же ручье, предшествует
истечению.
Фасонирование применяется при штамповке наиболее сложных по кон
фигурации поковок из подгруппы 1-1. В фасонирование заготовка поступает
непосредственно или после ее осаживания и приобретает промежуточную
фасонную форму, котдрая при последующей предварительной, а затем окон
нательной штамповке обеспечивает хорошее заполнение ручья при минималь
ном заусенце. Необходимость в создании таких промежуточных форм вызы
вается особенностями течения металла под прессом (см. стр. 231).
Применяемые при штамповке на прессе формовка, гибка и пережим пол
ностью соответствуют одноименным переходам молотовой штамповки.
Вальцовка служит для уменьшения поперечных площадей сечения исход-
ной заготовки или отдельных ее участков при одновременном увеличении и\
длины. Она осуществляется путем вытяжки (прокатки) исходной заготовки
или ее участков в вальцовочном ручье. Заготовка при этом принимает форму,
аналогичную тем, какие могут быть получены путем протяжки и подкатки
в молотовых штампах Однако полученная вальцовкой заготовка в своих
переменных по площади поперечных сечениях, кроме этого, может также
иметь желаемый фасонный профиль, постоянный по своей форме или изменяе-
мый вдоль оси заготовки. Вальцовка в свою очередь производится обычно за
один или два перехода в одном и том же или в двух ручьях. После вальцовки
заготовка идет на формовку или гибку или поступает непосредственно в штам-
повочные ручьи.
Подкатка и протяжка на кривошипных горячештамповочных прессах по
методам осуществления и своему назначению аналогичны одноименным пере-
ходам молотовой штамповки. На прессе они осуществляются в обычных или
чаще в многоступенчатых подкатных и протяжных ручьях. В отличие от дру-
гих переходов штамповки на прессе эти переходы требуют вместо одного хода
нескольких ходов пресса и при штамповке на кривошипных горячештампо-
вочных прессах являются нерациональными (см. стр. 228).
§ 3. ВЫБОР ПЕРЕХОДОВ И РАСЧЕТ ЗАГОТОВОК ДЛЯ ПОКОВОК ПОДГРУППЫ 1-1
К этой подгруппе относятся все поковки типа круглых и квадратных в плане
или близких к этой конфигурации при условии, если форма поковок дает воз-
можность осуществить штамповку их путем осаживания при незначительном
выдавливании. К числу таких поковок могут быть отнесены низкие ступицы,
шестерни, крестовины и т. д.
В случаях небольшой разницы в высотах отдельных элементов поковки
(размер а па фиг. 246, а), при плавных переходах по ее внутренним радиусам
закруглений (R на фиг. 246, а) и отсутствии каких-либо других элементов
конфигурации, препятствующих свободному заполнению форм, рекомендуется
применять следующие переходы: 1) осаживание, 2) окончательная штамповка
(фиг. 246, а).
При большой разнице в высотах а и малых размерах радиусов R, а также
при наличии каких-либо других элементов в конфигурации поковки, услож-
няющих процесс заполнения окончательного ручья, рекомендуется применять
одну из следующих комбинаций переходов штамповки, перечисленных в по-
рядке от наименее сложной к наиболее сложной:
1) предварительная штамповка, 2) окончательная штамповка;
1) осаживание, 2) предварительная штамповка, 3) окончательная штамповка
(фиг. 246, б);
1) осаживание, 2) фасонирование, 3) предварительная штамповка, 4) окон-
чательная штамповка.
Ввиду большого разнообразия в конфигурации и в соотношениях разме-
ров поковок этой подгруппы точно определить, какая из перечисленных выше
комбинаций переходов штамповки будет наиболее рациональна, можно лишь
при детальной разработке конструкции требуемых ручьев (см. гл. IV).
242
Определению размеров исходной заготовки должен предшествовать расчет
ее объема по формуле
где V„—объем поков-
ки, определяемый как
сумма объемов элемен-
тарных геометрических
фигур, из которых со-
стоит поковка;
V3 — объем заусен-
ца, определяемый как
произведение периметра
среза на площадь сече-
ния заусенца оптималь-
ных размеров;
8 — угар в % к
весу поковки с заусен-
цем.
Применяемые здесь
мерные заготовки мо-
гут быть из сортового
проката круглого или
квадратного профиля.
Последний предпочти-
тельнее при штамповке
некруглых в плане по-
ковок, например, кре-
стовин.
Расчетный диаметр
исходной заготовки на-
ходится по известной
формуле:
£>„ = 1,08
Р ’Гт'
Расчетная сторона
квадрата исходной за-
готовки Ар = у/ ,
V3! = (Vn+
Фиг. 246. Примеры переходов штамповки поковок I группы,
в том числе а и б — подгруппы 1-1; в и г — подгруппы 1-2;
д — подгруппы 1-3. У всех примеров:
Д — исходная заготовка; Б — заготовка после осаживания; Бх—затотовкза
после истечения; В — заготовка после предварительной штамповки;
Г — поковка.
где т — значение отно-
шения длины к диаметру
или стороне квадрата — рекомендуется брать в пределах от 1,5 до 2,5, ближе
к верхнему пределу в целях более производительной резки.
Определив Dp и Ар, следует подобрать ближайшее по сортаменту металла
значение принимаемого диаметра Озг или стороны квадрата Азг исходной заго-
товки, увязав их с размерами нижнего ручья первого перехода с тем, чтобы заго-
товка обладала в нем устойчивостью.
Далее, установив по принятым D3S или Азг значение площади поперечного
сеченя заготовки Ззг, следует определить ее длину из соотношения £зг = .
§ 4. ВЫБОР ПЕРЕХОДОВ И РАСЧЕТ ЗАГОТОВОК ДЛЯ ПОКОВОК ПОДГРУППЫ 1-2:’
К этой подгруппе относятся поковки круглые и квадратные в плане или
весьма близкие к этой конфигурации и имеющие притом вертикальные отростки-
в виде стержней, или вертикальные стенки, т. е. такую форму, какая может
быть получена штамповкой на прессе только путем истечения. Сюда относятся
* 243
поковки типа стержня с головкой, например, клапаны, получаемые при прямом
истечении металла, и типа стаканов, получаемые при обратном истечении
металла.
Поковки этой подгруппы штампуются обычно в два перехода: 1) истечение,
2) окончательная штамповка.
Истечению часто предшествует осаживание исходной заготовки в закрытой
матрице в целях придания заготовке размеров, обеспечивающих наилучшие
условия истечения. Это относится главным образом к поковкам, изготовляе-
мым обратным истечением. В этих случаях штамповка осуществляется в три
перехода: 1) осаживание, 2) истечение, 3) окончательная штамповка.
Указания о том, какие формы и размеры должны иметь ручей и заготовка
для истечения, см. в части 5, гл. I «Штамповка истечением».
Окончательная штамповка после истечения осуществляется путем осажи-
вания части поковки и реже путем осаживания в сочетании с незначительным
выдавливанием. В случаях, когда форма поковки близка к профилю ручья,
в котором производится истечение, дополнительной штамповки не тре-
буется.
Расчет заготовок производится аналогично тому, как для поковок под-
группы 1-1. Однако при определении объема исходной заготовки следует учесть:
1) при прямом истечении окончательный ручей имеет обычно открытую снизу
полость, что позволяет получать поковки без заусенца, и 2) заусенец чаще
образуется при штамповке обратным истечением в случаях, если полость
окончательного ручья на остается открытой сверху.
Коэфициент т при подсчете Отрекомендуется брать в пределах от 1,5 до
2 таким образом, чтобы при прямом истечении (фиг. 246, в) фактически прини-
маемый диаметр Озг удовлетворял следующему соотношению размеров: Dr =
= (1,1—1,2)Озг, но не менее 0,7 О2. При штамповке же с обратным истечением
(фиг. 246, г) обычно требуется, чтобы D3! Dx — (2 — 5) мм, a Da.
Поэтому в случаях, когда эти условия могут быть удовлетворены лишь при
т < 1,5, следует принять все же т = 1,5 — 2 и ввести перед истечением оса-
живание исходной заготовки в закрытой матрице до требуемых размеров.
§ 5. ВЫБОР ПЕРЕХОДОВ И РАСЧЕТ ЗАГОТОВОК ДЛЯ ПОКОВОК ПОДГРУППЫ 1-3
К этой подгруппе относятся поковки круглые и квадратные в плане или
весьма близкие к этой конфигурации и имеющие притом настолько сложную
форму, что штамповка их осаживанием в сочетании со значительным выдавлива-
нием может быть осуществлена только после предварительного истечения.
Весьма часто при ’штамповке таких поковок истечению должно предшество-
вать осаживание.
Переходы для поковок рассматриваемой подгруппы проектируются в виде
комбинации переходов штамповки, применяемых для поковок предыдущих
подгрупп. Наиболее распространенными вариантами являются следующие,
перечисленные в порядке от наименее сложного к наиболее сложному.
1) истечение, 2) окончательная штамповка;
1) осаживание, 2) истечение, 3) окончательная штамповка;
1) истечение, 2) предварительная штамповка, 3) окончательная штамповка
(фиг. 248, 5);
1) осаживание, 2) истечение, 3) предварительная штамповка, 4) оконча-
тельная штамповка.
Рациональность применения вариантов зависит от конфигурации и слож-
ности заданной детали.
Поковки подгруппы 1-3 получаются всегда с заусенцем, поэтому объем исход-
ной заготовки для них определяется так же, как и для поковок подгруппы 1-1,
но так как у поковок подгруппы 1-3 размеры исходной заготовки зависят от
размеров ручья, в котором происходит истечение, то следует значение коэфи-
циента т определять как для поковок подгруппы 1-2.
244
§ 6. ВЫБОР ПЕРЕХОДОВ И РАСЧЕТ ЗАГОТОВОК
ДЛЯ ПОКОВОК ПОДГРУППЫ П-1
К данной подгруппе относятся поковки с удлиненной осью при условии
незначительной разницы в размерах площади поперечных сечений вдоль глав-
ной оси каждой поковки. Сюда относятся короткие оси, рычаги, звенья гусе-
ниц и транспортеров, некоторые траки, крышки
подшипников и много других деталей машин.
Принадлежность к этой подгруппе будет
несомненной в том случае, если построение
эпюры и соответствующий расчет покажут,
что по диаграмме а — р (стр. 90) заданная по-
ковка может быть изготовлена на молоте с при-
менением одного лишь формовочного или пере-
жимного ручья или вовсе без заготовительных
ручьев. В этом случае переходы штамповки на
кривошипном горячештамповочном прессе
должны быть применены те же, что и на
молоте.
То, что формовка и пережим на молоте
иногда осуществляются за несколько ударов,
а на прессе всегда за один ход, не имеет здесь
существенного значения. Результат получается
почти тот же. Однако ввиду особых условий
течения металла под прессом, особенно когда
фигура поковки получается путем выдавлива-
ния, штамповать ее без применения предвари-
тельного ручья не рекомендуется. Поэтому для
поковок, отнесенных к подгруппе П-1, надле-
жит устанавливать следующие варианты пере-
ходов штамповки.
1. При значительной разнице по величине
отдельных поперечных размеров поковки в
плане (bp 62, ... на фиг. 247, а) рекомендуются
следующие переходы: 1) формовка, 2) предва-
рительная штамповка, 3) окончательная штам-
повка.
2. При незначительной разнице по величине
отдельных поперечных размеров поковки в
плане (с1? с2, ... на фиг. 247, б) рекомендуются
следующие переходы: 1) пережим, 2) предвари-
тельная штамповка, 3) окончательная штам-
повка.
3. При незначительной разнице по вели-
чине отдельных поперечных размеров поковки
в плане, но также и при весьма незначительной
разнице в размерах площади поперечных сече-
ний поковки (см. фиг. 247, б) рекомендуется
производить штамповку без применения за-
1----------Чгд
Фиг. 247. Примеры переходов
штамповки поковок подгруппы
П-1;
а — с формовкой; б — с пережимом;
в -- без заготовительных переходов, У всех
примеров: А — исходная заготовка;
Ai — заготовка после формовки или пе-
режима; Б — заготовка после предвари-
тельной штамповки; В — поковка.
готовительных ручьев, т. е. применять следую-
щие переходы: 1) предварительная штамповка, 2) окончательная штамповка.
При определении размеров исходной заготовки для поковок подгруппы П-1
объем заготовки V3l определяется, как и для поковок подгруппы 1-1. Площадь
сечения исходной заготовки S3t устанавливается по сортаменту металла как
ближайшая к расчетной площади Sp, определяемой по формуле
= (1,05- 1,3)-^,
где Ln—длина поковки; причем большее значение коэфициента принимается
245
для коротких, меньшее значение — для длинных поковок, а также для всех
поковок, штапуемых без заготовительных переходов.
При штамповке из мерных заготовок на одну поковку, а также при штам-
повке от прутка длина исходной заготовки на одну штуку Ьзг определяется из
соотношения Ьзг — — . При штамповке же из заготовки на две поковки,
Sai
когда они штампуются последовательно с поворотом заготовки, длина исход-
ной заготовки на одну штуку Ьзг определяется из выражения
где \/кл — половина объема перемычки, получающейся между поковками.
Штамповка поковок этой подгруппы из заготовок на одну поковку с клеще-
виной как нерациональная не производится вовсе.
§ 7. ВЫБОР ПЕРЕХОДОВ И РАСЧЕТ ЗАГОТОВОК ДЛЯ ПОКОВОК ПОДГРУППЫ П-2
К данной подгруппе относятся поковки с удлиненной осью при условии
значительной разницы поперечных сечений вдоль главной оси, а также поковки,
которые имеют изогнутую ось, но штампуются без применения гибочного ручья.
К ним могут быть отнесены распределительные и некоторые коленчатые валы,
шатуны, некоторые вилки, цапфы, рычаги, коромысла и много других дета-
лей машин.
Принадлежность к этой подгруппе будет несомненной в том случае, если
построение эпюры и соответствующий расчет покажут по диаграмме а —р
(стр. 90), что заданная поковка не может быть изготовлена на молоте без при-
менения подкатки, или протяжки, или их сочетания с другими заготовительными
переходами.
Наиболее совершенным методом изготовления поковок подгруппы П-2
является штамповка их из фасонных заготовок (вальцованных или из мерных
заготовок проката периодического профиля).
Для поковок этой подгруппы рекомендуются следующие переходы:
а) при совпадении контура заготовки с контуром поковки в плане —
1) предварительная штамповка, 2) окончательная штамповка;
б) при несовпадении контура заготовки с контуром поковки в плане —
1) формовка, 2) предварительная штамповка, 3) окончательная штамповка.
В указанных случаях предварительную штамповку следует исключить при
условии: 1) если конфигурация поковки достаточно проста и качественное
заполнение окончательного ручья может быть осуществлено без штамповки
в предварительном ручье; 2) если обеспечено высокое качество нагрева и роль
очистки заготовки от окалины в предварительном ручье весьма незначительна;
3) если нет заинтересованности в повышении стойкости окончательного ручья
(например, при небольшом заказе, когда известно, что одного комплекта
деталей окончательного ручья будет достаточно для качественного выполне-
ния всего заказа); 4) если ограниченные размерами штампового пространства
габариты штампа не позволяют разместить в них все ручьи, требуемые для
штамповки заданной поковки.
Для правильного решения вопроса о том, следует ли фасонную заготовку
получать в виде проката периодического профиля или вальцованную, надлежит
выяснить следующие обстоятельства:
1) какой из этих вариантов при заданной программе будет наиболее выгод-
ным, учитывая, что экономичность проката периодического профиля возра-
стает с ростом программы производства;
2) может ли выбранный метод прокатки обеспечить придание заготовке
требуемой формы;
3) не превышает ли длина требуемой заготовки ту максимальную длину
вальцуемых изделий, что указана в характеристике вальцов или того вальцо-
вочного механизма, на котором предполагается'осуществлять вальцовку;
246
4) соответствует ли нагревательное оборудование размерам и форме заго-
товок, подлежащих нагреву, учитывая, что скоростной нагрев фасонных заго-
товок затруднителен при всех способах нагрева и поэтому предпочтительней
нагрев заготовок простой формы под вальцовку любого вида с последующей
штамповкой (с того же нагрева).
Для определения формы и размеров фасонной заготовки, изготовляемой
методом прокатки или вальцовки, необходимо рассчитать и вычертить расчет-
ную заготовку (эпюру диаметров, фиг. 248, а),
поковки Ln, а высоты d'3, d"3, d3',. . . предста-
вляют собой диаметры кругов с площадью, рав-
ной суммам площадей соответствующих сече-
ний поковки I—/, II—II, III—III , и за-
усенца. При этом следует руководствоваться
указаниями, которые даны на случай по-
строения эпюр диаметров заготовок при моло-
товой штамповке, и если потребуется, то вно-
сить соответствующие коррективы в контур
расчетной заготовки, пользуясь методом пере-
распределения площадей на соответствующей
эпюре сечений и исправляя контур последней.
В частности, если в контуре эпюры получатся
седловины в местах, которые соответствуют
головкам поковок, штампуемых с наметками
под прошивку, то эти седловины следует вы-
равнить или заменить выпуклостями, учитывая
то значительное перераспределение объемов
заготовки вдоль оси, которое происходит при
рассечении головок заготовки рассекателями
и бобышками, производящими наметку под
прошивку.
Заготовка, полученная методом поперечной
прокатки, по форме и размерам должна
совпадать с расчетной заготовкой и отличаться
от последней лишь более плавными внутрен-
ними радиусами закруглений только в тех слу-
чаях, когда эти радиусы, полученные при по-
строении эпюры, окажутся недостаточными и
поэтому могут стать причиной образования за-
жимов во время штамповки.
Заготовка, полученная методом продольной
прокатки или вальцовкой, может иметь сечения
круглые, эллиптические, прямоугольные и фа-
сонные. Площади этих сечений должны быть
равны площадям соответствующих сечений расчетной заготовки.
На отдельных участках такой заготовки поперечным сечениям можно при-
дать форму сечения готовой поковки или близкую к ней, с тем чтобы на
этих участках поковка получалась без заусенца или с незначительным
заусенцем. Так, например, поковки балок передней оси автомобиля, имею-
щие обычно в средней части двутавровое сечение, штампуют из катаных
заготовок, средние части которых уже имеют готовый или почти готовый
профиль изделия. В этих случаях за счет уменьшения заусенца площадь
сечения заготовки на этих участках соответственно уменьшена против рас-
четной.
В иных случаях в фасонной заготовке может быть предусмотрена предва-
рительная наметка необходимого отверстия или другое усложнение, облег-
чающее штамповку. Однако чрезмерное усложнение профиля фасонной заготовки
не рекомендуется, так как получение сложного профиля при штамповке легче
и дешевле, чем при вальцовке и при прокатке. Кроме того, все сечения такой
заготовки должны быть симметричными как относительно вертикальной, так
247
длина которой Ьэ равна длине
~1-з'
<-3
Фиг. 248. Примеры расчетных за-
готовок поковок подгруппы П-2.
и горизонтальной оси, а переход от одной формы сечения к друго должен быть
по возможности более плавным.
Рекомендуются следующие приемы упрощения долевого контура проката
периодического профиля: 1) сцединение средних и мелких поковок попарно
в линию (фиг. 249, 6); 2) соответствующее расположение фигур при многоштуч-
ной штамповке мелких поковок (фиг. 249, в) и 3) расположение средних и мел-
ких поковок попарно «валетом» (фиг. 249, г).
Способ, показанный на фиг. 249, б, дает значительное упрощение контура
проката, что видно из сравнения контуров на фиг. 249, а и б, а способы,
показанные на фиг. 249, виг, часто позво-
ляют объединенные таким образом поковки
подгруппы П-2 после построения общей для
них эпюры сечений отнести к подгруппе П-1
и благодаря этому отказаться от прокатки-
вальцовки, приняв для штамповки этих по-
ковок соответствующую подгруппе П-1 ком-
бинацию переходов.
Кроме прокатки-вальцовки, к числу ра-
циональных методов подготовки под штам-
повку на прессе заготовок подгруппы П-2
следует отнести штамповку их на ГКМ, при-
меняемую в тех случаях, когда длина стерж-
невой части расчетной заготовки Lc (фиг. 248,
б, в, г) по сравнению со всей длиной заго-
товки La относительно велика и не имеет
при этом уклона относительно оси заготовки,
что бывает тогда, когда стержневая часть
поковки имеет постоянную площадь попереч-
ных сечений.
Штамповка заготовок на ГКМ может быть
осуществлена также в тех. случаях, когда
расчетная заготовка в дополнение к указан-
ной выше характеристике имеет на своем
конце сравнительно небольшой участок диа-
метром меньше, чем диаметр стержневой час-
ти dc, который может быть получен в штам-
пах на ГКМ путем вальцовки в матрицах
(фиг. 248, &) или путем истечения в пуан-
сон (фиг. 248, е).
Получение фасонных заготовок путем про-
тяжки-подкатки на установленном рядом
с прессом штамповочном молоте можно рекомендовать в случае отсутствия
проката периодического профиля или требуемого вальцовочного оборудования.
Протяжку и подкатку на прессах приходится применять, когда вблизи нет
штамповочного молота.
Объем исходной заготовки для поковок подгруппы П-2 определяется, как
и для поковок подгруппы 1-1. Площадь и профиль сечения исходного сортового
проката определяются в соответствии со способом получения из него заготовок.
Длина ее определяется так же, как для поковок подгруппы П-1, причем кле-
щевина при штамповке из заготовки на одну поковку применяется крайне редко.
Фиг. 249. Примеры объединения по-
ковок при многоштучной штамповке.
§ 8. ВЫБОР ПЕРЕХОДОВ И РАСЧЕТ ЗАГОТОВОК ДЛЯ ПОКОВОК 111 ГРУППЫ
(11Ы и Ш-2)
К данной группе относятся поковки с изогнутой осью, требующие приме-
нения гибочного ручья. В их число входят многие коленчатые валы, крюки,
педали, вилки, рычаги и много других деталей машин. Поковки, не требующие
резкого пережима при гибке, включаются в подгруппу Ш-1; требующие рез-
кого пережима при гибке — в подгруппу Ш-2.
248
Выбор переходов штамповки поковок этой группы производится так же, как
для поковок подгруппы II-2, с учетом следующих указаний.
1. Расчетная заготовка строится по развертке поковки, как доказано на
фиг. 250, причем эта расчетная заготовка кладется в основу расчета профиля
и контура проката периодического профиля и вальцованных заготовок.
2. Формовка не применяется; вместо формовки производится гибка.
3. Если расчетная заготовка имеет незначительную разницу в размерах
d3, d"3, d"3, • , а по характеристике эпюры ее сечений и данным диаграммы
а — р (см. фиг. 83) протяжка и подкатка при штамповке на молоте не потре-
бовались бы, то при штамповке на прессе рекомендуется применять гибку про-
стых мерных заготовок без применения других заготовительных переходов.
Расчет заготовок для поковок подгруппы Ш-1 производится как для поко-
вок подгруппы П-2, с учетом того, что при расчетах площади сечения исходного
сортового проката за длину Ln принимается
не длина поковки, а длина ее развертки Lp.
Отличие расчета заготовок для поковок
подгруппы III-2 от расчета заготовок для
поковок подгруппы II1-1 заключается в сле-
дующем.
рианты построения расчет-
ной заготовки поковок под-
группы Ш-2на участках вы-
тяжки при гибке с резким
Фиг. 250. Поковка III груп-
пы, ее развертка и расчетная
заготовка:
1 — поковка: 2 —развертка покоаки;
3 — расчетная заготовка.
пережимом.
Так как при гибке, требующей резкого пережима, наблюдается защемление
заготовки в местах пережима и вытяжка ее между ними, то за длину расчетной
заготовки L3 следует принимать сумму длины участков без вытяжки и длину
участков с вытяжкой как расстояние между местами, где происходит защемле-
ние. Но так как при защемлении в момент между началом и концом гибки про-
исходит процесс неполной вытяжки, то за длину участков с вытяжкой следует
принимать промежуточное значение L3 (фиг. 251) между L3 и L"3 ближе
к тому или другому пределу в зависимости от того, когда происходит защемле-
ние — ближе к началу или к концу гибки.
§ 9. ВЫБОР ПЕРЕХОДОВ И РАСЧЕТ ЗАГОТОВОК ДЛЯ ПОКОВОК IV ГРУППЫ
В эту группу включаются поковки, изготовляемые методом комбинирова-
ния штамповки на кривошипном горячештамповочном прессе и на другом
основном штамповочном оборудовании. Сюда относятся поковки наиболее слож-
ных форм в следующих случаях:
1) если требуемая под штамповку на прессе форма заготовки не может быть
получена известными методами подготовки заготовок (прокаткой, вальцовкой,
протяжкой, подкаткой и заготовительными переходами на ГКМ, включая
249
высадку в сочетании с вальцовкой или истечением) и если для получения тре-
буемой формы необходимо полностью отштамповать заготовку на молоте с после-
дующей обрезкой заусенца или полностью отштамповать ее на ГКМ;
2) если для приведения поковки к ее окончательной форме требуется произ-
вести такие переходы, которые совершаются после обрезки заусенца или не
могут быть осуществлены на прессе, например, гибка поковки после обрезки
заусенца, высадка фланца на конце изделия и т. п.;
3) когда в условиях массового производства в целях повышения произво-
дительности пресса целесообразно освободить его от заготовительных и второ-
степенных завершающих переходов, которые могут быть переданы на другое
оборудование.
Так как поковки этой группы имеют обычно сложную комбинированную
конфигурацию и при штамповке на прессе только некоторая часть этой кон-
фигурации получает свою окончательную форму, то переходы для поковок этой
группы слагаются из переходов штамповки каждого участка поковки отдельно,
с учетом особенностей оборудования, на котором предполагается штамповать
ту или иную часть поковки.
При изготовлении таких поковок, если штамповке на прессе предшествует
штамповка на другом оборудовании, то последняя должна включать в себя про-
изводство всех заготовительных операций или оставить на долю пресса (см.
схему на фиг. 245) только пережим, формовку или гибку по мере надобности
В свою очередь, если после штамповки на прессе проектируется штамповка на
другом оборудовании, то штамповку на прессе надлежит использовать для
придания поковке форм, облегчающих или исключающих вовсе производство
заготовительных операций на другом оборудовании. Так, например, если после
штамповки на прессе предполагается высадка конца поковки на ГКМ, то при
штамповке на прессе следует придать этому концу форму, обеспечивающую
последующую высадку в один переход.
Расчет размеров исходной заготовки для поковки IV группы производится
по схемам расчета, рекомендуемым для того оборудования, на котором будет
.осуществляться штамповка отдельных ее участков. *
ГЛАВА IV
КОНСТРУИРОВАНИЕ ШТАМПОВ КРИВОШИПНЫХ
ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССОВ
§ 1. РУЧЬИ ШТАМПА
Обычно все ручьи штампов на прессе изготовляются в отдельных вставках.
Для каждого ручья в штампе имеется верхняя и нижняя ручьевые вставки,
в которых соответственно располагаются верхняя и нижняя части ручья. Изго-
товление двух ручьев на одной паре вставок применяется довольно редко —
при штамповке некоторых мелких поковок. В зависимости от формы ручья
в плане ручьевые вставки бывают цилиндрическими или призматическими.
Окончательный ручей является оттиском фигуры поковки, но отличается от
нее своими размерами на величину усадки поковок при остывании после штам-
повки; он изготовляется, как правило, по чертежу поковки для изготовления
штампа. Чертеж этот составляется на основании инспекционного чертежа по-
ковки с внесением в него тех же изменений и дополнений, какие делаются при
составлении чертежей поковок для изготовления молотовых штампов.
Канавка для заусенца вокруг окончательного ручья строится так, чтобы
линия разъема на участке мостика оказалась на половине ее высоты. Выплав
канавки для заусенца часто делается сквозным до края ручьевых вставок
(фиг. 252). Если же расстояние от мостика до края вставки превышает расчетную
ширину выплава более чем на 20—25 мм, то на разъеме вставок с наружной
стороны от выплава открытый снаружи зазор между верхней и нижней
950
ручьевыми вставками делается равным высоте канавки для заусенца на
участке мостика и заподлицо с этим участком, как показано пунктиром на
фиг. 252.
Бобышки в фигуре ручья, соответствующие наметкам отверстий в поковке,
как наиболее изнашиваемые части фигуры часто делаются в виде отдельных
вставных деталей. Тогда в ручьевых вставках изготовляются сквозные отвер-
стия со скользящей посадкой под эти вставные детали и с уширением уступом
с противоположной стороны от фигуры ручья. При сборке штампа эти вставные
детали закладываются в ручьевые вставки с обратной от фигуры ручья стороны
до упора заплечиками, делающимися на вставных деталях, в упомянутый выше
уступ в отверстиях ручьевых вставок. Ручьевые вставки и их вставные детали
с обратной стороны обрабатываются заподлицо и после сборки штампа опираются
на общее основание.
Во всех случаях при заполнении частей ручья за счет выдавливания в ручье
образуются замкнутые объемы возуха, давление которого по мере затекания
металла в ручей повышается настолько, что служит препятствием оформлению
поковки. При штамповке на молоте это не так существенно потому, что после
каждого удара поковка отчасти с помощью давления этого воздуха удаляется
из ручьев. По мере заполнения ручья начальный объем воздуха, отсекаемого
в начальный момент удара, становится все меньше, по-
этому и давление его в конечные моменты ударов посте-
пенно падает. В результате металл проникает до дна
ручьев и поковка получает должную форму. При штам-
повке же на прессе, когда заполнение ручья происходит
всегда лишь за один его ход, этот воздух может в отдель- фиг 252. Полный
ных случаях оказать непреодолимое препятствие офор- профиль канавки для
млению поковки. Поэтому нА дне глубоких частей окон- заусенца,
нательного ручья, заполняемых за счет глубокого выда-
вливания, в ручьевых вставках сверлятся отверстия для свободного выхода
воздуха, а на вставных деталях сверлятся глухие отверстия для сжатого
воздуха.
Выталкиватели поковок из окончательного ручья могут оказывать давление
1) непосредственно на поковку; 2) на заусенец и 3) на пленку, подлежащую про-
шивке. Иногда приходится применять одновременно разные типы выталкива-
телей.
Рабочая поверхность выталкивателей первого типа составляет часть гори-
зонтальной поверхности ручья и имеет круглую в плане форму, или форму пло-
ского кольца вокруг вставных деталей ручьевых вставок. Горизонтальные рабо-
чие поверхности выталкивателей второго и третьего типов имеют круглую в плане
форму и являются частью поверхности канавки для заусенца на участке
мостика или канавки под прошиваемую пленку. В ручьевых вставках делаются
сквозные круглые вертикальные отверстия с ходовой посадкой под цилиндри-
ческую часть выталкивателей и с уширением под головки выталкивателей
с противоположной стороны от фигуры ручья. При сборке штампа выталкива-
тели закладываются в эти отверстия со стороны их уширений. При штамповке
на протяжении прямого хода ползуна рабочие поверхности выталкивателей
находятся на уровне той поверхности, часть которой они представляют. Во время
обратного хода ползуна под действием специального механизма, приводимого
в движение выталкивателями пресса, ручьевые выталкиватели выдвигаются
над уровнем ручья, их рабочие поверхности надавливают на поковку, заусе-
нец или пленку и выбрасывают поковку из ручья.
Если заполнение предварительного ручья происходит за счет осаживания
или за счет осаживания с незначительным выдавливанием, то форма предвари-
тельного ручья делается близкой к форме готовой поковки. Обработка его
выполняется по отдельному чертежу поковки для изготовления предваритель-
ного ручья потому, что в этих случаях, кроме отклонений в форме и размерах
от готовой поковки, которые рекомендуются при конструировании предвари-
тельных и заготовительно-предварительных ручьев молотовых штампов, здесь
дополнительно производят следующее.
Для того чтобы заполнение окончательного ручья происходило преимуще-
ственно за счет осаживания, высоту участков предварительного ручья делают
на 4—5% больше соответствующих высот готовой поковки, а ширину ручья
уменьшают так, чтобы при подсчете площадей поперечных сечений оказалось,
что площади сечений предварительного ручья несколько больше площадей
соответствующих сечений поковки. При круглых вертикальных сечениях
поковки сечения предварительного ручья делаются овальными. Овальность
сечений также должна составлять около 4—5% от диаметров этих сечений.
Если заполнение предварительного ручья, форма которого близка к форме
готовой поковки, может произойти главным образом за счет выдавливания, то
следует пойти на более радикальные изменения его конфигурации. В этих слу-
чаях форма предварительного ручья должна строиться так, чтобы заполнение
его могло произойти за счет осаживания, но вместестем чтобы конфигурация
полученной в нем заготовки обеспечила заполнение окончательного ручья.
При конструировании таких предварительных ручьев необходимо учитывать
следующее.
При штамповке металл, вошедший в соприкосновение с поверхностью ручья,
сразу же становится почти неподвижным, а близлежащие к нему слои становятся
весьма малоподвижными. Таким образом, при выдавливании заполнение ручья
происходит почти исключительно за счет выплывания на поверхность заготовки
внутренних слоев металла. Поэтому при штамповке на прессе для заполнения
фигуры окончательного ручья выдавливанием требуется заготовка такой кон-
фигурации, чтобы в начальный момент деформации вокруг мест, где необхо-
димо интенсивное выдавливание, металл сразу бы входил в соприкосновение
с поверхностью ручья и создавал вокруг этих мест зоны малоподвижного ме-
талла. Эти зоны следует создавать в таких местах и таким образом, чтобы они
в наибольшей мере препятствовали раздаче металла в стороны, с одной стороны,
и побуждали бы, с другой стороны, средние слои металла устремляться по
закону наименьшего сопротивления на заполнение требуемой формы выдавли-
ванием.
При штамповке в предварительном ручье весьма желательно создавать такое
торможение раздаче металла в стороны, чтобы совершенно исключить образо-
вание в нем заусенца. Поэтому в отдельных случаях при благоприятном реше-
нии этой задачи канавка для заусенца вокруг предварительного ручья не де-
лается. Там же, где заусенец оказывается неизбежным, весьма желательно,
чтобы четкое заполнение фигуры предварительного ручья все же предшество-
вало моменту интенсивного истечения металла в заусенец.
Канавка для заусенца вокруг предварительного ручья строится той же кон-
струкции и по тем же размерам, что и для окончательного ручья, за исключе-
нием высоты ее на участке мостика, которая в этих случаях делается на 30—
60% выше, чем в окончательном ручье, но так, чтобы разница в высотах за-
усенца в предварительном и окончательном ручьях не превышала разницу в вы-
сотах самих ручьев на тех участках, где в окончательном ручье заполнение
полости происходит за счет осаживания.
В редких случаях, когда прилегающие непосредственно к канавке для за-
усенца края фигуры поковки получают свои окончательные размеры, высота
на участке мостика в предварительном ручье делается точно такой, как в окон-
чательном.
Если заусенец в предварительном ручье получается незначительным, выплав
в канавке для заусенца не делается. Если же при штамповке в предварительном
ручье ожидается образование большого заусенца,то в целях облегчения штам-
повки в канавке для заусенца делается выплав по тем же размерам, как для
окончательного ручья, или с уменьшением ширины мостика на 1—2 мм.
Вставные детали, так же как и каналы для выхода воздуха в ручьевых
вставках предварительных ручьев, применяются довольно редко. Выталки-
ватели такого же устройства, как у окончательных ручьев, применяются в
предварительных ручьях довольно часто. Выемки под клещевины каку предва-
рительных, так и у окончательных ручьев делаются лишь при штамповке с
клещевиной. При штамповке в предварительных ручьях без применения вы-
252
талкивателей вместо выемок под клещевины на нижних ручьевых вставках
предусматриваются выемки для клещей, позволяющие при удалении поковки из
ручья ухватить ее клещами за заусенец.
При штамповке поковок подгруппы 1-1 сложной конфигурации, когда тре-
буемую форму предварительного ручья, обеспечивающую качественное запол-
нение окончательного ручья, получить из предварительно осаженной или непо-
средственно из исходной заготовки невозможно, необходимо бывает предвари-
тельное фасонирование. При конструировании фасонировочного ручья необ-
ходимо руководствоваться теми же соображениями, что и при конструировании
предварительного ручья. При этом последний условно следует принимать за
окончательный ручей, заполнение которого может произойти главным образом
за счет выдавливания.
При конструировании фасонировочных и предварительных ручьев, если
последние имеют резкое отклонение от формы готовой поковки, следует особое
внимание уделить подсчету объемов отдельных элементов фигуры, с тем чтобы
яснее представить направления течения металла при штамповке в предваритель-
ном, а затем в окончательном ручьях. Правильным соотношением объемов от-
дельных элементов в фигурах фасонировочного, предварительного и оконча-
тельного ручьев можно предотвратить встречные течения металла и тем самым
исключить возможность образования зажимов в теле поковки и складок на ее
поверхности.
Площадка для осаживания, так же как и фасонировочный ручей, изгото-
вляется на отдельных ручьевых вставках. Определяющие размеры площадки—
высота и диаметр осаженной заготовки — рассчитываются так же, как и при
штамповке на молоте. Площадка может быть плоской или с углублениями
для придания заготовке формы, удобной при укладывании ее в следующий
ручей. При штамповке поковок сложной формы площадка для осаживания
может иметь элементы фасонировочного ручья, т. е. осаживание в ней может
ограничиваться не только по высоте, но и в направлении свободных сторон.
Формовочный, гибочный и пережимной ручьи, изготовляемые также на
отдельных парных ручьевых вставках,, конструируются по правилам, изложен-
ным для одноименных ручьев молотовых штампов.
По этим же правилам конструируются протяжные и подкатные руйьи штам-
пов для прессов. При многоступенчатой протяжке и подкатке на последней
ступени ручьи делаются точно такими, как у молотовых штампов; профиль
ручья на всех ступенях делается одинаковым; ручьи предыдущих ступеней
отличаются от последующих только по высоте; разница по высоте остается по-
стоянной по всему профилю ручья.
Расчет и правила конструирования ручья для истечения и вальцовочных
ручьев изложены в соответствующих главах книги.
§ 2. ДЕТАЛИ ШТАМПА
Основные узлы штампа пресса: 1) башмак и державка; 2) направляющие
колонки и втулки с манжетами, предохраняющими их от окалины, удаляемой
со штампа; 3) ручьевые вставки; 4) плиты под ручьевые вставки, предохраняющие
башмак и державку от смятия; 5) детали крепления ручьевых вставок; 6) меха-
низмы для удаления поковок из ручьев (выталкиватели, пружины, толкачи,
рычаги и пр.). Кроме того, в гибочных ручьях при отсутствии выступов, могу-
щих быть использованными как фиксаторы, применяются упоры (предпочти-
тельно качающиеся или с пружинным регулятором), укрепляемые непосред-
ственно на нижней вставке ручья.
Башмак и державка являются литыми деталями. В них имеются гнезда для
плит под ручьевые вставки и отверстия под болты, винты и штифты для крепле-
ния этих плит, самих ручьевых вставок, а также башмака и державки. В баш-
маке и державке имеются пазы, гнезда и сквозные отверстия под детали механиз-
мов для удаления поковок из ручьев. Кроме того, башмак имеет гнезда под
направляющие колонки, а державка — гнезда под направляющие втулки.
253
Направляющие колонки и втулки запрессовываются в соответствующие
отверстия в башмаке и державке. На случай недостаточно плотной их посадки
в башмаке и державке предусматриваются отверстия с резьбой под стопорные
болты, упирающиеся на колонке в кольцевую канавку, а на втулке в лыску.
Длина колонки настолько велика, что колонка не выходит полностью из втулки
даже при крайнем верхнем положении ползуна. Зазоры между колонкой и
втулкой предусматриваются для штампов 1000-тонных прессов 0,25 мм на
диаметр; 200-тонных—0,3 мм и 4000-тонных—0,4 мм. На внутренней поверхно-
сти втулки имеется кольцевая канавка, смазка в которую периодически подается
через отверстие в утолщенной нижней части втулки. Снизу к этой части напра-
вляющей втулки крепится на винтах штампованная из листа чашка с большим
отверстием на дне под направляющую колонку. В чашку закладывается уплот-
нительное фетровое или войлочное кольцо, служащее, во-первых, для очистки
колонки от масла во время обратного хода ползуна пресса, с тем чтобы окалина,
сдуваемая в это время со штампа, не прилипала к колонке. С другой стороны,
это уплотнение служит для очистки колонки при входе ее во втулку во время
рабочего хода ползуна с тем, чтобы предупредить порчу поверхностей колонки
и втулки вследствие попадания между ними пыли и окалины.
На боковой поверхности ручьевых вставок делается ступень или уклон,
позволяющий при нажиме на него прихватами прижать ручьевую вставку
к плите, предохраняющей башмак или державку от смятия их опорными пло-
скостями ручьевых вставок. Прихваты, которыми ручьевые вставки крепятся
в штампе, делаются такой формы, что одновременно препятствуют горизонталь-
ному смещению ручьевых вставок по плитам, к которым они крепятся.
Механизмы для удаления поковок из ручьев состоят из следующих основных
деталей: 1) выталкивателей, являющихся частью ручьевых вставок, 2) толка-
чей, которые при обратном ходе ползуна пресса передают выталкивателям
ручьевых вставок давление от выталкивателей пресса (непосредственно или
через систему рычагов), 3) пружин, отжимающих выталкиватели и толкачи в их
исходное положение, и 4) деталей указанной системы рычагов.
Все трущиеся детали этих механизмов должны иметь обильную смазку.
Для подачи смазки в этих деталях, а также в башмаке и державке штампа
предусматриваются соответствующие отверстия и канавки.
Башмаки и державки, а также направляющие колонки и втулки к ним изго-
'товляются комплектно; при широком внедрении штамповки на кривошипных
горячештамповочных прессах они должны быть стандартизованы.
Рекомендуется нормализация габаритных размеров ручьевых вставок.
Следует стандартизовать также габаритные размеры плит под ручьевые вставки,
прихваты и прочие детали крепления ручьевых вставок.
Что касается деталей механизмов для удаления поковок из ручьев, то их
приходится конструировать каждый раз заново, применяя оправдавшие себя
на практике типы конструкций этих механизмов. Некоторые из них приведены
ниже, при разборе типовых конструкций штампов.
§ 3. КОНСТРУИРОВАНИЕ ШТАМПА
Конструированию штампа для кривошипных горячештамповочных прессов
должны последовательно предшествовать: 1) составление чертежа поковки,
2) выбор переходов штамповки, 3) определение размеров заусенца, 4) опреде-
ление размеров исходной заготовки, 5) вычерчивание переходов штамповки,
6) определение потребного для штамповки усилия и 7) выбор пресса. При вычер-
чивании переходов штамповки должны быть решены вопросы о том, какой частью
следует расположить фигуру перехода кверху, а также должна быть предусмо-
трена устойчивость и надежность центрирования заготовки в каждом переходе.
Здесь же надлежит решить, какие переходы будут нуждаться в выталкивате-
лях, сколько и каких типов потребуется выталкивателей и как они должны
быть расположены в ручьях.
Затем следует: 1) выбрать типы ручьевых вставок и их крепления, 2) решить
вопрос о взаиморасположении ручьевых вставок и 3) сконструировать ручье-
вые вставки.
254
При выборе типа и размеров ручьевых вставок следует исходить из формы
и размеров ручья в плане, включая канавку для заусенца, а также из учета
прочности стенок ручья Окончательный ручей в целях наиболее равномерной
нагрузки деталей кривошипно-шатунного механизма пресса следует распола-
гать центрально, имея в виду, что при этом упрощается устройство вытал-
кивателей В целях повышения производительности штамповки можно рас-
полагать все ручьи в один ряд в технологическом порядке, учитывая, что при
наличии направляющих колонок нецентральное расположение ручьев не при-
ведет к сдвигу частей поковок.
При неплоском разъеме штампа потребуется применение замков у ручье-
вых вставок При конструировании замка во избежание усилий, сдвигающих
парные ручевые вставки относительно друг друга, следует руководствоваться
теми же соображениями, что при конструировании замков молотовых штампов,
с тем чтобы возникающие в ручьях сдвигающие усилия не передавались напра
вляющим колонкам Бобышки в ручьях, выступающие над поверхностью
разъема, у вставок с замком надлежит делать вставными
После решения этих вопросов следует 1) выбрать тип башмака и державки,
2) определить их габариты и 3) произвести расчет закрытой высоты штампа
Тип башмака и державки определяется количеством и формой ручьевых
вставок, а также способом их крепления Размеры башмака и державки в плане
должны позволить расположить на них надлежащим образом все ручьевые
вставки и детали их’ крепления, а также направляющие колонки и втулки.
Кроме того, размеры башмака и державки должны соответствовать размерам
пресса по характеристике его штамповою пространства
Закрытая высота штампа должна соответствовать закрытой высоте штам
нового пространства по характеристике пресса и предусматривать возможность
ее регулировки в обе стороны на случай недоштамповки и заклинивания
Закрытая высота штампа должна быть проверена по ручьевым вставкам, напра
вляющим колонкам и деталям механизмов для удаления поковок По ручьевым
вставкам она рассчитывается как сумма высот ручья, ручьевых вставок, опор-
ных плит под ручьевые вставки, а также размеров башмака и державки от
их оснований до гнезд под указанные’опорные плиты, причем расстояние между
парными ручьевыми вставками при верхнем положении ползуна должно быть
больше высоты заготовки при укладке и удалении ее из ручья По направляю-
щим колонкам высота рассчитывается с учетом того, чтобы при верхнем поло-
жении ползуна колонка не выходила бы из направляющей втулки, а при закры-
той высоте не упиралась бы в ползун пресса
По деталям механизмов для удаления поковок высоты рассчитываются
так, чтобы при закрытой высоте детали этих механизмов свободно располага-
лись в своих гнездах и чтобы рабочий ход выталкивателя пресса оказался до-
статочным для приведения в действие всех выталкивателей в ручьевых встав-
ках Здесь следует рассчитывать на одновременное удаление поковок из всех
ручьев штампа, потому что если в механизме имеются рычаги и коромысла,
то последние обычно приводят в действие сначала выталкиватели неисполь-
зуемых в данное время ручьев и только после того, как выталкиватели этих
ручьев окажутся выдвинутыми до отказа, коромысла начинают передавать
движение выталкивателям того ручья, в котором находится поковка
После этого, руководствуясь соображениями унификации штамповых дета-
лей, можно приступить к составлению общего вида штампа и его деталировке
§4 П РИМЕРЫ ШТАМПОВКИ И ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
Типовая конструкция штампа с цилиндрическими ручьевыми вставками
приведена на фиг 253—259
Технология штамповки этой шестерни на прессе с давлением 1820 т (типа Б,
модель 20 С) следующая I переход — осаживание исходной заготовки ф70 X
X 112 мм на плоских бойках до высоты 41,4 мм с образованием центрирующего
выступа размером 0 38,1 X 4,8 мм II переход — штамповка в предваритель-
ном ручье, в котором заготовка, устанавливаемая с помощью указанного
255
выступа по центру ручья, подвергается дальнейшему осаживанию, прошиванию
с раздачей и образованием небольшого заусенца. III переход — окончатель-
ная штамповка. Здесь заготовка также устанавливается по центру ручья, и
окончательное оформление фигуры поковки сопровождается отжатием средней
части заготовки в центральный карман. Удаление поковки из окончательного
ручья производится выталкивателями, надавливающими на утолщенную в ука-
занном кармане часть прошиваемой пленки. Последующая горячая обрезка-
прошивка производится на обрезном прессе в комбинированном штампе.
Заготовка-'
Ручьевые вставки зажимаются ме-
жду задними упорами 14 и 15 и рас-
положенными спереди прихватами 10
и 11. Оба задних упора выполнена
в виде укрепленных на башмаке и
державке колодок, общих для всех
трех вставок. Каждая вставка кре-
пится своим прихватом при помощи
болтов 28. Затяжка ручьевых вста-
вок прихватами регулируется с по-
мощью болтов 24 положением хвосто-
виков прихватов в прорезях на
башмаке и державке, имеющих
уклоны 7°.
На обеих боковых поверхностях
башмака имеются скосы под боко-
вые регулировочные клинья пресса
Опорная плоскость державки в сред-
ней части обработана на ширину над-
штамповой плиты ползуна.
Против выталкивателей пресса в
башмаке и державке имеются отвер-
стия, через которые при обратном
ходе ползуна выталкиватели пресса
нажимают на толкачи 25. Толкачи
своими головками в свою очередь
нажимают на головки выталкивате
лей 20 и 21, которые осуществляют
удаление поковки из окончательного
ручья. Пружины 22, упираясь с одной
стороны в башмак и державку, а
с другой стороны в кольца 27, удер-
живаемые на толкачах специальными
штифтами 26, отжимают толкачи в их
исходное положение. Тогда нижний
выталкиватель 20 падает в своеисход-
Фиг. 253. Заготовка, переходы штамповки ное положение. Верхний выталкива-
и поковка коронной конической шестерни. тель 21 провисает до тех пор, пока
при штамповке следующей поковки
металл, отжимаемый в карман канавки для прошиваемой пленки, не вы-
давит его в исходное положение.
В башмаке и державке сбоку от входа в отверстия под выталкиватели пре-
дусмотрены прорези, необходимые при сборке штампа для закладки штифтов26
из этих прорезей в отверстия в толкачах после затяжки пружин 22 кольцами 21
Штамповка поковки шестерни с высокой и массивной ступицей происходит
в три перехода (фиг. 260). Штамповка ее на прессе с давлением 980 т из исход-
ной заготовки 0 70 X 128 мм осуществляется следующим образом: I пере-
ход — осаживание исходной заготовки на фасонных бойках в коническую
форму, хорошо центрируемую и легко превращаемую в следующем ручье
в ступенчатую: II переход — предварительная штамповка без образования
заусенца; III переход — окончательная штамповка. Конические наметки от-
256
Фиг 254. Общий вид штампа
для шестерни.
1 № детали | Наименование i Количе- 1 ство Материал Твердость "в
1 Башмак 1 Сталь 45 211-268
2 Державка 1 Сталь 45 241-268
3 Вставка ниж- няя 1 пере хода 1 Сталь 5ХНВ 352 -388
4 Вставка верх- няя I пере- хода 1 Сталь 5ХНВ 352—388
5 Вставка ниж- няя I пере- хода 1 Сталь ЬХНВ 352- 388
6 Вставка верх- няя П пе- рехода 1 Сталь 5ХНВ 352 -388
7 Гставка ниж- няя III пе рехода 1 Сталь 5ХНВ 388—444
в Вс1авка верх няя III пе рехода 1 Сгаль 5ХНВ 388—'44
9 Болг 17з"Х80 6 Сгаль 45 321-368
10 Прихват с(ед 1 ИЙ 2 Сталь 45 341-368
// Прихваг боко вон 4 Сталь 45 341—368
12 Подкладка верхняя 1 Сталь 40Х 341-388
13 Подкладка нижняя 1 Сталь ГХЬВ 415-477
и Упор верхний 1 Сталь 45 341-368
17 Бпюханов и Ребельскнй 2058
I № детали Наименование Количе- ство Материал Твердость "в
16 Упор нижний 1 Ста; ь 45 341-368
16 Колонка 2 Сталь 20 Цементи- ровать 75-80 по Шору
17 Втулка 2 Сталь 20 Цементи рОВиТЬ fo-70 по Шору
18 Крышка саль- ника 2 Сгаль 08
19 Сальник 2 Спецвойлок -
20 Толкатель нижний 1 Сталь 5ХНВ 388-444
21 Толкатель верхний 1 Сталь 5ХНВ 415-477
22 Пружина 2
23 Болт 1"Х250 8 Сталь 45 321-368
24 Болт 7/'Х120 9 Сталь 45 321-368
25 Толкач 2 Сталь 40Х 388-444
26 Штифт спе- циальный 2 Сталь 45 321—363
27 Втулка 2 Сталь 45 321-368
28 Болт 1’ '4"Х'2О 12 Сталь 45 321-о68
29 В <нт 1*Х75 8 Сгаль 45 321—368
257
Фиг. 255 Долевой разрез штампа для шестерни по главной оси
Фиг 256. Ручьевые вставки штампа для конической
шестерни
258
Фиг. 257. Башмак, боковой прихват и чашка уплотнительного кольца штампа
для конической шестерни.
Фиг. 258. Державка, средний прихват, пружина толкача, верхний и нижний
выталкиватели штампа для конической шестерни.
Фиг. 259. Прочие детали
штампа для конической шестерни.
139,6
Фиг. 260. Заготовка, переходы штамповки и поковка шестерни с высокой
и массивной ступицей.
!.ерстия на торцах поковки образуются рабочими поверхностями выталкива-
телей. Эти же выталкиватели последующим нажатием непосредственно
на поковку производят удаление ее из ручья. В остальном штамп для этой
детали устроен примерно так, как описанный выше. Последующая после штам
повки холодная обрезка заусенца производится на обрезном прессе в простом
обрезном штампе.
Штамповка поковки шестерни с тонким полотном и с высокой, но прошивае-
мой ступицей происходит также в три перехода (фиг. 261). Штамповка ее на
прессе 1450 т давлением из исходной заготовки 0 75 X 120 мм осуществляется
в следующем порядке: I переход — фасонирование, во время которого оса-
Фиг 261 Заготовка, переходы штамповки и поковка шестерни с тонким полотном
й с высокой, но прошиваемой ступицей.
живание заготовки сопровождается подготовкой ступицы путем значитель-
ного выдавливания металла в полость верхнего ручья; II переход — предва-
рительная штамповка без образования заусенца, осуществляемая после перево-
рота заготовки при переносе ее из фасонировочного ручья, так что заготовка
центрируется ступицей в нижнем штампе; III переход — окончательная штам-
повка. Обращает на себя внимание то, что глубокая прошивка ступицы значи-
тельно облегчает выдавливание металла, необходимое для увеличения высоты
ступицы
Штамп для этой поковки снабжен механизмом для удаления поковки.
Здесь (фиг. 262) применены два типа выталкивателей: круглый (см. нижний
выталкиватель 1) и кольцевой (см. верхний выталкиватель 3).
Круглые выталкиватели, давящие непосредственно на поковку, приме-
няются, когда поверхность, воспринимающая действие выталкивателя, имеет
плоскую или несложную форму, например, когда на этой поверхности имеется
бобышка для неглубокой наметки отверстия, на которой поковка не застревает.
Кольцевые выталкиватели применяются, когда поверхность поковки, воспри-
нимающая действие выталкивателя, является сложной, и поковка поэтому
может застревать на самом выталкивателе, например, на выступе в ручье,
соответствующем глубокой наметке отверстия, если сделать так, что выступ
этот будет расположен на самом выталкивателе.
261
4 5 14 в
Фиг. 262. Круглый и кольцевой
выталкиватели.
Усилия выталкивателей пресса передаются круглому выталкивателю /
через толкач 2, а кольцевому выталкивателю 3 через толкач 4 и шпильки 5
Кроме упомянутых выше деталей, на фиг. 262 показаны следующие детали
6 — державка, 7 — опорная шайба для кольцевого выталкивателя, 8 — верх-
няя ручьевая вставка окончательного ручья, 9— вставной противник верхней
ручьевой вставки, 10 — нижняя ручьевая вставка окончательного ручья,
11 — опорная плита под нижние ручьевые вставки, 12— башмак, 13 — опор-
ная плита для верхних ручьевых вставок, 14 — вкладыш опорной плиты для
верхних ручьевых вставок, устанавливаемый над вставным противником.
После штамповки поковка этой шестерни
подвергается горячей обрезке и прошивке в
комбинированном обрезном-прошивном штампе
на обрезном прессе.
Штамповка поковки ступицы на прессе
2500 т из заготовки ф 54 х 101 мм происхо-
дит в три перехода (фиг. 263): I переход-
фасонирование с глубокой прошивкой; II пе-
реход— предварительная штамповка и III пе-
реход— окончательная штамповка. После
штамповки производится горячая прошивка,
а затем горячая обрезка заусенца в после-
довательном прошивном-обрезном штампе на
обрезном прессе.
Штамповка этого изделия осуществляется
в штампе, устройство которого аналогично вы-
шеописанным. Глубокая прошивка в сочета-
нии с малыми наружными штамповочными
уклонами требует наличия выталкивателей у
всех трех пар ручьевых вставок. В таких слу-
чаях рекомендуется применять механизмы для
удаления поковок типа, представленного на
фиг 264.
На данном чертеже показана нижняя часть
механизма, вмонтированного в башмак. Усилие
выталкивателя 1 пресса через пару рычагов 2
второго рода передается коромыслу 3, на кото-
ром покоятся шпильки 4. Последние воздей-
ствуют непосредственно на выталкиватели нижних ручьев вставок. В исходное
положение вся система возвращается под действием собственного веса.
Механизм, вмонтированный в державку, отличается от описанного тем, что
вместо шпилек 4 в нем ставятся толкачи с пружинами, отжимающими головки
толкачей от державки и поднимающими тем самым коромысло и рычаги в их
исходное положение. На фиг. 264, кроме упомянутых выше деталей, показаны:
5— оси рычагов 2; 6 — обоймы для крепления осей 5; 7 — винты, которыми
обоймы крепятся к башмаку 8.
Штамповка поковки вилки кардана происходит на прессе типа Б давлением
910 т из заготовки 0 56 х 95,5 мм в три перехода (фиг. 265): I переход-
фасонирование с образованием заусенца, II переход — предварительная штам-
повка и III переход — окончательная штамповка. В ручьевых вставках
(фиг. 266а и 2666) штампа данного изделия обращает на себя внимание сле-
дующее.
Разъем фигур во всех трех переходах идет по сложной поверхности, по-
этому на всех ручьевых вставках имеются замки. Ручьевые вставки имеют пазы
под шпонки, укрепляемые винтами в задних упорах и препятствующие пово-
роту вставок. В нижней части фасонировочного ручья предусмотрены сту-
пени К для установки на них исходной заготовки. Глубокая прошивка во всех
трех переходах осуществляется сменными вставными прошивниками, допускаю-
щими сквозную строжку при обработке замка ручьевых вставок. Каждая
ручьевая вставка предварительного и окончательного ручьев имеет по паре
262
Фиг. 263. Заготовка, переходы штамповки и поковка ступицы
(В. Н. Глушков).
Фиг. 264. Механизм выталкивателей для многоручьевых штампов
(В. Н. Глушков).
выталкивателей, давящих на заусенец. Все выталкиватели расположены в
линию под общие коромысла. Каждый выталкиватель снабжен пружиной,
отжимающей его в исходное положение, чтобы он не препятствовал истечению
заусенца. В глубоких частях фигуры окончательного ручья имеются каналы
для свободного выхода воздуха, а на вставном противнике — отверстие для
скопления сжатого воздуха.
Штамповка поковки небольшой крестовины на прессе давлением 910 т
(типа Б, модель 10-С) из заготовки ф 36x37 мм производится в три перехода
(фиг. 267): I переход — осаживание на плоских бойках, II переход — пред-
варительная штамповка и III переход — окончательная штамповка. Предва-
Фиг. 265. Заготовка, переходы штам-
повки и поковка вилки кардана.
рительный и окончательный ручьи штампа для этой поковки не отличаются
по высоте. При окончательной штамповке четкому оформлению всей фигуры
способствует образование крестообразной перемычки в середине поковки
Предварительный и окончательный ручьи расположены на одной паре вставок
(фиг. 268). Удаление поковки из предварительного ручья производится кле-
щами. Для захвата заусенца клещами во вставке сделаны выемки. Выемка
в верхней ручьевой вставке сделана, чтобы не помять вставки клещами, на
случай опускания верхнего штампа, когда заусенец уже взят в клещи. Для
удаления поковки из окончательного ручья предусмотрено по одному верхнему
и нижнему выталкивателю, давящему на заусенец.
Вставки (фиг. 269) смонтированы в башмаке для трех пар цилиндрических
ручьевых вставок. Место под третью пару вставок не использовано. Для пра-
вильной установки вставок предварительного и окончательного ручьев в штампе
между ручьевыми вставками и задними упорами 13 и 14 имеются шпонки 24,
укрепленные^ к задним упорам винтами 30.
Толкачи 17 (фиг. 270) имеют увеличенные головки, чтобы обеспечить эксцен-
тричное по отношению к ним расположение выталкивателей 21 и 22. Послед-
ние имеют пружины 23, отжимающие выталкиватели в исходное положение,
чтобы они не препятствовали образованию заусенца.
После штамповки крестовины холодная обрезка заусенца происходит на
обрезном прессе.
Штамповка головки (фиг. 271) происходит на прессе 750 т давлением из
цилиндрической заготовки в три перехода: I переход — осаживание в фасон-
264
Фиг. 2бба. Ручьевые вставки штампа для вилки кардана
ных бойках, II переход — истечение и III переход — окончательная штам-
повка истечением, завершающимся осадкой с образованием заусенца. Ввиду
большого сопротивления при удалении поковки из ручья след на ее поверх-
ности от выталкивателя неизбежен. Изделие не подлежит обработке резанием,
за исключением места соприкосновения с выталкивателем, где предусматри-
вается припуск 1,5 мм.
Конструкция штампа с упрощенным креплением ручьевых вставок (фиг. 272)
применяется при штамповке круглых в плане поковок преимущественно исте-
чением. На данном чертеже показан общий вид штампа с разрезами. Вставки
заготовительных ручьев имеют цилиндрические хвостовики, закрепляемые
в гнездах башмака 1 и державки 2 шариками 3 на пружинах 4, затянутых
болтами 5.
2666. Ручьевые вставки штампа для вилки кардана.
Цилиндрические вставки окончательного ручья 6 и 7 (см. разрез по АВ)
имеют конусные хвостовики с лысками под крепящие их клинья 8 и 9. Для
установки конусных хвостовиков в соответствующие гнезда в последних вы-
фрезерованы выемки, обозначенные в разрезе по АВ пунктиром и в плане
буквой N.
Кроме упомянутых выше, на фиг. 272 показаны слеующие детали: jO, И,
12 и 13 — верхние и нижние вставки 1-го и 2-го заготовительных ручьев;
14 и 15 — верхний и нижний выталкиватели, надавливающие на дно штампуе-
мой поковки; 16 и 17 — верхний и нижний толкачи; 18 и 19 — направляющие
колонки и втулки.
Штамповка поковки ступицы (фиг. 273) происходит на прессе 2000 т давле-
нием из заготовки 0 82,5 X 116 мм в три перехода: I переход — истечение
с наметкой тонкой средней части ступицы, II переход—предварительная
штамповка, совершаемая после переворота заготовки с центрированием ее по про-
шитому отверстию, и III переход — окончательная штамповка после второго
перевертывания заготовки с центрированием ее по тонкой средней части ступицы.
Конструкция штампа с типовыми призматическими ручьевыми вставками
приведена на фиг. 274—279 (номера деталей указаны на фиг. 274). На фиг. 280
даны исходная заготовка, переходы штамповки и готовая поковка распредели-
тельного вала; на фиг. 274 — общий вид штампа; на фиг. 275—279 — детали
штампа. Фото этого штампа приведено на фиг. 7.
266
।
Фиг 267. Заготовка, переходы штам-
повки и поковка крестовины.
Фиг 268. Ручьевые вставки штампа
для крестовины.
29 — болт 7/8" 30 — виит 8/з"; 31
Фиг 269. Общий вид штампа
для крестовины.
1 - башмак, 2 — державка; 3—вставка
нижняя 1 перехода, 4 — вставка верх-
няя I перехода, 5 — вставка нижняя
П перехода, 6 — вставка верхняя П
перехода, 7— прихват боковой, 8— при-
хват средний, 9 — колонка, 10 — втул-
ка; 11 —- сальник; 12 — крышка саль-
ника, 13— упор вставки нижней,
14 — упор вставки верхней; 13—плита
нижняя, 16 — плита верхняя 17 — тол
кач 18— пружина толкача, /Р—штифт;
20 — втулка под пружину, 21 — тол-
катель вставки нижиий, 22 — толка-
тель вставки верхний, 23 — пружина
толкателя 24 — шпоика, 25— болт 7/д",
26—болт б/э", 27— виит 3/4", 23— болт 7/э",
шпилька 038,1X^5» 32 — шпилька 0 38,1X95.
267
Фиг. 270. Поперечный разрез
штампа для крестовины по сред-
ней паре ручьевых вставок
Фиг. 271. Заготовка, переходы штампов-
ки и поковка головки (В. Н. Глушков).
Фиг. 272. Штамп е уп-
рощенным креплением
ручьевых вставок
(В. Н. Глушков)
263
Технология штамповки распределительного вала на прессе 1820 т давле-
нием следующая (фиг. 280, Л); / переход — вальцовка исходной заготовки
0 47 х 332 мм последовательно по половинам за два хода пресса в секторах
вальцовочного ручья штампа; II переход — предварительная штамповка;
III переход — окончательная штамповка. После штамповки производится
горячая обрезка заусенца на обрезном прессе.
Удлиненные по форме изделия вставки штамповочных ручьев 5, 6, 7 и 8
имеют с боков плоские вертикальные грани. Вставки предварительного ручья
(5 и 6) отличаются от вставок окончательного ручья (7 и 8) отсутствием местных
замков. Все эти ручьевые вставки, опираясь на подкладки 9 и 10, укрепленные
на башмаке 1 и державке 2, устанавливаются вплотную друг к другу и под-
жимаются влево к упорам 24—27, положение которых на башмаке и державке
фиксируется мощными пальцами 28 и 29. Поджимают ручьевые вставки справа
болтами 53 от упоров 20 и 21, устанавливаемых на подкладках 9 и 10, и фикси-
руют их положение контргайками 93.
Спереди и сзади у ручьевых вставок имеются 10°-пые уклоны, которыми
вставки сзади упираются в укрепленные к башмаку и державке упоры 22
и 23, а спереди поджимаются прихватами 43 и 44. С тыловой стороны у при-
хватов имеется 15°-ный уклон, по которому они сами упираются в уступ на
державке и в прорезь на башмаке.
Выталкиватели 64 и 65 по три штуки на каждой ручьевой вставке при удалении
поковки из ручья надавливают непосредственно на поковку. Давление им пере-
дается от выталкивателей пресса через рычаги второго рода 55 а61, коромысла 54
и 68 и толкачи-шпильки 60, 62 и 63. Рычаги и коромысла отжимаются в исход-
ное положение пружинами 73.
Чтобы эти пружины не соскакивали с верхних толкачей-шпилек, когда
штамп снят с пресса, концы последних вставлены в отверстия в верхних коро-
мыслах. Верхний рычаг 61 свободно лежит в прорези державки. Конец нижнего
269
Фиг. 274. Общий вид штампа для распределительного вала:
а— вид от рабочего; б — вид слева; в —вид иа нижиюю часть штампа в плане; г—вид на верхнюю
часть штампа в плане: 1 — башмак; 2 — державка; 3 — колонка; 4 — втулка; 5 — вставка нижняя
предварительная; 6 —вставка верхняя предварительная; 7 — вставка нижняя окончательная;
8 — вставка верхняя окончательная, 9 — подкладка нижняя; 10 — подкладка верхняя; 11 — корпус
нижний; 12 — корпус верхний; 13 - вкладыш. 14 — качалка нижняя; 15 —качалка верхняя; 16—зуб-
чатый сектор нижний; 17 — зубчатый сектор верхний; 18 — сектор нижиий; 19 — сектор верхний;
20 — упор боковой. 21 — сухарь боковой; 22 — упор нижний: 23 — упор верхний; 24 — планка
нижняя; 25 — планка верхняя; 26 — пластина нижняя; 27 — пластина верхняя; 28 — палец нижний;
29 — палец верхний; 30 — корпус; 31 — упор; 32 — тяга; 33 — стяжка; 34 — гайка; 35 — вставка;
36 — ось; 37 — шпонка; 38 — шпонка;39 — ось штока; 40 — шайба; 41 — шток; 42 — колпак; 43—при-
хват нижний. 44 — прихват верхний; 45 — валик: 46 — подставка; 47 — планка кронштейна;
45 — планка кронштейна; 49— планка кронштейна; 50 — планка кронштейна; 57 — крышка крон-
штейна: 52 — распор кронштейна; 53 — болт, 54 — коромысло нижнее; 55 — рычаг толкателя ниж-
него; 56 — сухарь левый; 57 — сухарь правый; 58— шайба; 59 — винт; 60 — шпилька нижняя;
61 — рычаг толкателя верхнего: 62 — шпилька верхняя; 63 — шпилька верхняя; 61 — выталкиватель
нижний; 65 — выталкиватель верхний; 66 — втулка 67 — втулка; 68—коромысло верхнее, 69—ось.
70—штифт 031,7X70 , 71 —цилиндр; 72 — пружина; 73 — пружина; 74 — пружина. 75 — винт
Р/ЛХ120; 75-виит V/2"X130; 77-винт Р/а"Х100: 78 - винт 1VX190I 79 - винт Р/^Х^О;
50 —винт l’/t"X120; 81 — винт 3/4"Х105. 82 — винт 3/*"Х60; 83 —винт ’/3"><25; 84 — винт 3/*"Х40;
85— винт VX25; Л> —винт’//'ХЗО; 87 -болт 1 1/4"Х50; 88 — болт 3/4"Х80; 89 - болт 3/4"Х135’
90 - болт 3/в"Х25; 91 - болт 13/4"Х160; 92 - болт 1 >/4")<80; 93 - гайка 1 V; 94 - гайка IV;
95 — гайка 7/8"; 96 — штифт 10x20.
Фиг. 274.
Вид по стреме
Фиг. 275. Башмак, державка и плиты под ручьевые вставки штампа
распределительного вала.
рычага 55 надет на ось 69, укрепленную в державке сухарями 56 и 57. Выпаде-
нию рычага 55, когда штамп снят с пресса, препятствует укрепленная в дер-
жавке винтом 59 шайба 58, под которую как в державке, так и в рычаге 55
имеются соответствующие выточки.
Основанием вальцовочного ручья служат нижний корпус 11 и верхний кор-
пус 12, укрепленные в соответствующих гнездах башмака и державки. Качалки
вальцовочного ручья 14 и 15, опираясь на вкладыши 13, могут поворачиваться
на втулках 67 вокруг осей 36, застопоренных в проушинах корпусов 11 и 12.
На качалках справа укреплены рабочие вкладыши вальцовочного ручья 18
и 19 на шпонках 38, а слева — зубчатые секторы 16 и 17 на шпонках 37 и штиф-
тах 70. Рабочие вкладыши вальцовочного ручья в этом штампе были сделаны
Фиг. 276. Вставка окончательного ручья й корпус вальцовочного механизма штампа
для распределительного вала
вдвое шире, чем следует, в расчете на возможность изготовления на них не
одного, а двух ручьев, если бы при наладке штампа выявилась в этом необхо-
димость,
В исходное положение нижняя качалка 14 откидывается назад до упора
ее в корпус 11 с помощью пневматического цилиндра 71, укрепленного на при-
варенном к башмаку кронштейне, состоящем из деталей 47—52. Шток пнев-
матического цилиндра связан с качалкой через стяжку 33 с гайками 34 и тягу 32,
проушина которой втулкой 66 посажена на оси 39, укрепленной в качалке.
Верхняя качалка 15 в свое исходное положение до упора ее в головку
болта 87, завинченного в корпус 12, отжимается пружиной 72, которая, напра-
вляясь штоком 41, одним концом упирается в укрепленный в державке кол-
пак 42, а другим концом — в шайбу 40, нажимающую на головку штока 41.
проушина которого укреплена в качалке 15 на валике 45.
При ходе ползуна вниз первыми приходят в соприкосновение укрепленные
на качалках вставки 35. Затем входят в зацепление зубчатые секторы, причем
совпадение зубьев при соударении достигается соответствующим исходным
положением верхней качалки, регулируемым с помощью болта 87. Далее,
вследствие эксцентричного положения верхнего сектора относительно оси верх-
ней качалки, обе качалки, преодолевая сопротивление пневматического
18 Брюханов и Ребельский 2058 2 73
цилиндра 71 и пружины72, поворачиваются вперед на рабочего. Движение их
вперед ограничивается величиной рабочего хода полузна. В начале обратного
хода ползуна обе качалки при посредстве пневматического цилиндра 71 и пру-
жины 72 возвращаются в свое исходное положение.
Исходная заготовка клещами подается по желобу на подставке 46, укреп-
ленной на детали 26, до упора 31. Чтобы смягчить удар заготовки по упору.
Фиг. 277. Детали вальцовочного механизма штампа
для распределительного вала.
последний опирается на пружину 74. Положение упора можно регулировать
положением его корпуса 30 на упомянутой выше детали 24. При ходе ползуна
вниз'рабочие вставки вальцовочного ручья 18 и 19 вальцуют ее ближнюю
к клещам половину и выталкивают заготовку на рабочего. Затем заготовка уже
не по упору вторично закладывается в тот же ручей, и вальцуется вторая ее
половина. Долевой макрошлиф вальцованной поковки показывает весьма благо-
приятное расположение волокон (фиг. 281).
Штамповка поковки коленчатого вала на прессе 3640 т давлением из заго-
товки 0 64 х 575 мм происходит в три перехода (фиг. 282): / переход — гибка,
274
Фиг. 278. Детали крепления узлов штампа для распределительного вала.
Фиг. 279. Прихваты ручьевых вставок, детали вальцовочного механизма и механизма
для удаления покоаки из ручьев штампа для распределительного вала.
Б)
£'М>-
Штамповочный уклон 2°
1UHUV Всасывающий
Фиг 280. Заготовка, переходы штамповки (А и В) и поковка (Б) распреде
лительного вала.
276
Фиг. 281. Макрошлиф поковки распределительного вала.
Фиг 282. Переходы штамповки и поковка коленчатого вала.
t'M
277
Фиг. 283. Общий вид штампа для коленчатого вала,
/—башмак, 2 — державка; 3 — вставка нижняя I перехода,
4 — вставка верхняя 1 перехода, 5 — вставка нижняя II перехода
6 — вставка верхняя II перехода, 7 — вставка нижняя III перехода,
8 — вставка верхняя III перехода, 9 — плнта нижняя; 10—плита верх-
няя. 11- прихват верхний /2 — прихват верхний, 13 — прихват
нижний, 14 — прнхват нижний, 13 —упор—планка нижняя, 16—упор —
планка верхняя 17 — ку так толкателя; 18 — коромысло толкателя;
19 — штиЬты толкателя, 20 — выталкиватель иижнии, 21 — обойма
нижняя, 22 — обойма верхняя, 23 — колонка. 24 — втулка, 25—пру-
жина толкателя; 26 — выталкиватель верхний, 27 — шток, 28 — тол-
кач, 29 — втулка выталкивателя 30 — пружина, 31 — болт 1 ^"ХХбО,
32 - гайка 133 - болт 18/4"Х120’ 34 — болт 18/*"ХЮ0.35 -винт
VX160; 36 — винт 1"ХЮ0.
II переход — предварительная штамповка, 111 переход — окончательиам шмм-
повка. Общий вид штампа дан на фиг. 283; чертежи ручьевых вставок — на
фиг. 284 и 285. Габариты призматических ручьевых вставок подобраны по форме
и размерам ручьев. Крепление их на плитах 9 и 10 в гнездах башмака 1 и
державки 2 производится боковыми прихватами 11 и 13 и передними прихва-
тами 12 и 14.
Для удаления поковки из предварительного и окончательного ручьев в их
вставках имеются: в верхних по одному выталкивателю 26, давящему непосред-
ственно на поковку, и в нижних по паре выталкивателей 20, давящих на заусе-
нец. Верхние работают посредством одного толкача 28 и пары штоков27,
нижние — посредством пары кулаков 17, пары коромысел 18 и четырех штиф-
сечпок1 сечлое{ сеч по ci
Фиг. 284. Вставки гибочного ручья штампа для коленчатого вала.
тов 19. В исходное положение верхний выталкивающий механизм приводится
с помощью пружин 25 и 30, нижний — под действием собственного веса.
После штамповки поковка коленчатого вала подвергается горячей обрезке
заусенца. Затем с того же нагрева.производится высадка фланца диаметром
123,8 мм на ГКМ 650 т и горячая правка всего вала.
Шатун (фиг. 286) штампуется на прессе 1820 т давлением по две штуки,
расположенные валетом, из заготовки 0 38 X 254 мм в три перехода: I пере-
ход— пережим; II переход — предварительная штамповка; III переход —
окончательная штамповка (фиг. 287). После штампрвки шатуна производится
юрячая комбинированная обрезка-прошивка двух поковок одновременно1,
затем горячая калибровка по одной штуке на горячештамповочном криво-
шипном прессе 910 т давлением и холодная обрезка вторичного заусенца.
Во избежание коробления вторичная прошивка не производится. Поковка,
как видно из фиг. 286, поступает на механическую обработку с необрезанным
внутренним заусенцем.
1 При многоштучной штамповке на кривошипных горячештамповочных прессах часто
обрезка заусенца не успевает за штамповкой. В связв с этим появилась необходимость
внедрения нового типа обрезных штампов для многоштучной обрезки, т. е. для обрезки
нескольких поковок одновременно.
279
спя rm а-й тйВ
Фнг. 285. Вставки, предварительного ручья штампа для коленчатого вала.
203,2
СЗИигЗоО. 3'’М
Фиг. 286. Поковка шатуна.
Фиг. 287. Ручьи штампа для шатуна.
В опубликованных за последние 15 лет литературных материалах имеются
описания и фотографии штампов весьма разнообразных конструкций для
кривошипных горячештамповочных прессов, включая даже цельноблочные
многоручьевые штампы типа молотовых с креплением их клиньями. В отдель-
ных статьях можно найти для этих конструкций положительные оценки об-
щего характера или особо рекомендующие отдельные конструкции штампов
для того или иного случая.
Трудность освоения штамповки на кривошипных горячештамповочных
прессах была сязана с необходимостью преодоления имевшихся в штамповом
ном производстве традиций, связанных с широким применением штамповки
на молотах.
В связи с этим многие конструкции штампов, применявшиеся в период
освоения кривошипных прессов, имели ошибки. Поэтому здесь дано опи-
сание лишь новейших конструкций штампов, оправдавших себя в эксплуата-
ции и, по мнению авторов, являющихся наиболее удачными и устойчивыми
как вполне определенный тип конструкции штампов кривошипных горячештам-
повочных прессов.
ЧАСТЬ ТРЕТЬЯ
ОБРАБОТКА ПОКОВОК НА ОБРЕЗНЫХ ПРЕССАХ
ГЛАВА
ОБРЕЗКА И ПРОШИВКА ПОКОВОК
§ 1. ТИПЫ ОПЕРАЦИЙ, СОВЕРШАЕМЫХ НА ОБРЕЗНЫХ ПРЕССАХ
Фнг 288. Обрезной пресс
После штамповки на молотах и в открытых штампах па штамповочных прессах
поковка получается с заусенцем. Поэтому одной из важнейших операций в общем
цикле технологии производства поковок является отделение или обрезка заусен-
цев. В подавляющем большинстве случаев
обрезка заусенцев происходит в штампах,
устанавливаемых на обрезных прессах
(фиг. 288). Эти прессы могут быть использо-
ваны и для других операций — правки,
гибки обжимки, выкручивания, — тре-
буемых технологическим процессом произ-
водства поковок.
Вопросы, касающиеся технологических
процессов, совершаемых на этих прессах, а
также конструкции применяемых при этом
штампов были освещены в свое время
К. Ф- Грачевым [16], а впоследствии рядом
других авторов [10], [401. При разработке
этого раздела был использован также передо-
вой производственный опыт, получивший свое
отражение в ряде нормативных материалов.
В табл. 28 и 29 приведена классифика-
ция штампов обрезных прессов.
В табл. 28 (позиции 1—2) схематически
представлена операция обрезки заусенца.
Сущность процесса заключается в том, что
поковка с заусенцем укладывается на матри-
це, имеющей режущую кромку по контуру
поковки. Надавливанием пуансона, укреп-
ленного на ползуне пресса через державку
или непосредственно, поковка сдвигается по
отношению к лежащему на матрице заусенцу,
и таким образом происходит отделение по-
ковки от заусенца. В зависимости от размеров и конфигурации поковки,
а также условий штамповки заусенец может быть расположен на неко-
тором расстоянии от поверхности соприкосновения поковки с пуансоном
(поз. I) или в этой поверхности (поз. 2). В первом случае для поковок,
у которых h > 5-н8 мм, можно сделать такой зазор между пуансоном и
матрицей, при котором режущей будет являться только матрица, а пуан-
сон будет выполнять лишь роль толкателя. При этом может быть достигнута
более чистая обрезка (резка под корень с некоторым снятием напуска), не
требуется съемник заусенца, благодаря чему упрощается конструкция штампа
283
f Таблица 28
Классификация простых штампов под обрезные прессы
(А. В. Ребельский)
Тип
операции
№
пози-
ции
Характеристика штампа н операции
Схема штампа
А. Основ-
ные
операции
4
Обрезной штамп с большим за-
зором (В) между пуансоном и ма-
трицей
Обрезка заусенца
Обрезной (высечной) штамп с
незначительным зазором (8) между
пуансоном и матрицей.
Высечка
Прошивной штамп с большим
зазором (В) между прошивником и
матрицей
Прошивка
Прошивной (просечной) штамп с
незначительным зазором (8) между
прошивником и матрицей
Просечка
Б. Спе- циальные операции 5 Правочный штамп Правка поковок
6 Гибочный штамп Гибка поковок
284
Продолжение 1абл. 28
Тип операции № пози- ции Характеристика штампа я операции
Б. Спе- циальные операции 7 Штамп для срезки напусков от штамповочных уклонов
8 Штамп для отрезки клещевины
8) Нож для отрезки
7 Пуансон \ клещевины
Схема штампа
^587
Поковка
Матрица' Клещевина
Во втором случае обрезка будет производиться как матрицей, так и пуансоном,
зазор между ними должен быть минимальным, и поэтому требуется съемник
заусенца. Такая операция может быть охарактеризована как высечка. Распо-
ложение линии разъема, а следовательно, заусенца у торца поковки (поз. 2),
приходится применять при незначительной ее высоте. При этом условия обрезки
заусенца получаются менее благоприятными, но зато при штамповке устра-
няются затруднения в отношении сдвига штампов, гак как вся фигура поковки
помещается в одном штампе. При величине расстояния h от линии разъема
до надавливающей плоскости пуансона от 2 до 5 мм получается положение,
промежуточное между указанными двумя случаями. Пуансон в начальной стадии
обрезки выполняет роль толкателя поковки, а в последней стадии — роль режу-
щего инструмента. Наиболее выгодное положение линии разьема, а отсюда
и заусенца должно быть выбрано при составлении чертежа поковки.
Поковки со сквозными отверстиями получаются обыкновенно после
штамповки с наметкой под отверстие. Окончательное удаление пленки произ-
водится прошивкой в штампе, устанавливаемом на столебокового или основного
ползунов пресса; при этом могут иметь место явления, аналогичные рассмотрен-
ным в отношении обрезки заусенца.
При достаточно высокой поковке и соответствующей форме наметки (табл 28,
поз. 3) роль режущего инструмента будет выполнять только прошивник.
Матрица же в таких случаях выполняет роль опоры, а также служит для
центрирования поковки по отношению к прошивнику.
В редких случаях, особенно, когда требуемые отверстия расположены не
по центру поковки и трудно получить отчетливые наметки в молотовом штампе,
Таблица 21
Классификация последовательных и комбинированных штампов
под обрезные прессы
(А. В. Ребельский)
Вид штампа № пози- ции Характеристика штампа Схема штампа
1 Обрезной-прошивной или обрезной- рр jp^
просечной 1
Последо-
вательные
штампы
Обрезной-правочный
Обрезной-гибочный или обрезной-
выкругной
1 Комбини- рованные штампы 4 Обрезной-п рошивной
5 Обррзной-правочиый
4
Башмак 'Выбрасыватель
286
приходится прибегать к прошивке сплошного тела поковки (поз. 4) При этом
режущими будут являться как матрица, так и пуансон. Такую операцию будем
называть просечкой. При незначительном размере будет иметь место дефор-
мация, занимающая промежуточное положение между прошивкой и просеч-
кой. Операция прошивки является более выгодной, так как требует меньших
усилий и применения более простой конструкции штампа. Отсюда следует,
что при конструировании наметки под отверстие нужно стремиться к получению
возможно большей глубины наметки (размер на поз. 3) со стороны, противо-
положной направлению движения прошивника.
Обрезка заусенца, а также прошивка и просечка отверстий являются типо-
выми операциями, совершаемыми на обрезных прессах. Если это вызвано
внедрением наиболее рациональной технологии производства поковок, то на
обрезных прессах совершаются также горячая правка и гибка или некоторые
специальные операции. Примером последних являются операции обжимки и среза
штамповочных уклонов
Нередко приходится совершать на прессе две и более операций. Наиболь-
шим распространением пользуются такие комбинации: обрезка — прошивка
(просечка) (см. табл. 29. поз. 1), обрезка — правка (поз 2), обрезка—гибка
(поз. 3).
Совокупность двух и более операций на прессе может быть осуществлена:
а) последовательно в отдельных штампах, называемых простыми и уста-
новленных на столе основного и бокового ползунов пресса;
б) поочередно в последовательном штампе (поз. I);
в) одновременно в штампе, называемом комбинированным (табл. 29, поз. 4
и 5)
§ 2. ВЫБОР РОДА ОБРЕЗКИ И ВИДА ШТАМПА
Обрезка заусенца, а также прошивка и просечка поковок производятся
в горячем или холодном состоянии. Применение того или иного рода обрезки
зависит от:
а) свойств штампуемого металла (марки стали);
б) размеров поковки (обусловливающих площадь среза) и наличия необ-
ходимой мощности пресса для среза поковки по всему контуру вхолодную;
в) необходимости дополнительных операций, которые должны быть выпол-
нены непосредственно после обрезки заусенца вгорячую
1. Поковки из высоколегированных и высокоуглеродистых марок сталей
(С > 0,6%) приходится подвергать обрезке и прошивке в горячем состоянии;
в противном случае металл будет подвергаться растрескиванию или будет
крошиться, так что обрезка получится некачественной.
2. Поковки мелкие и средних размеров из углеродистой стали с содержанием
углерода до 0,5—0,6% и из низколегированной стали следует обрезать вхо-
лодную в целях возможности независимого выполнения операций штамповки
и обрезки, что обеспечивает повышение производительности как на штамповке
поковок, так и на обрезке заусенца Кроме того, следует учитывать, что при
холодной обрезке поковок подгонка обрезных пуансонов и матриц значительно
проще.
Применение холодной обрезки для указанных марок стали ограничивается
размерами поковки, так как при большой площади среза требуется высокое
давление пресса. Если это позволяет материал штампуемого изделия, то в целях
повышения производительности работы рекомендуется производить обрезку
в холодном состоянии даже при необходимости применять пресс большей мощ-
ности
3. Род обрезки при прошивке и просечке независимо от марки стали часто
диктуется отношением площади прошивки к площади сечения прошивника
При прошивке толстой пленки и относительно небольшой площади сечения
(диаметре) прошивника в последнем возникают большие напряжения, и проч-
ность (стойкость) его оказывается недопустимо низкой Поэтому пределы при-
менения холодной прошивки и просечки более узки по сравнению с пределами
применения холодной обрезки заусенца.
287
4. Облегчения операции обрезки или прошивки в холодном состоянии можно
достичь после отжига или нормализации поковки, если такая термообработка
предусмотрена технологическим процессом. Недостатком такого процесса
являются повышенный расход топлива на нагрев поковки вместе с заусенцем
и усложнение грузопотока поковок.
5. Для крупных поковок даже из низкоуглеродистых марок стали
приходится применять горячую обрезку из-за того, что эта операция в хо
лодном состоянии требует применения обрезных прессов очень большой
мощности.
6. Нередко после обрезки заусенца требуется применение прошивки, правки
или гибки, которые выполняются в горячем состоянии. В таких случаях целесо-
образна горячая обрезка с тем, чтобы использовать нагретое состояние поковки
для операций прошивки, правки или гибки.
Возможные сочетания перечисленных факторов весьма многообразны. Посо-
бием в этом вопросе могут служить примеры, приведенные в табл. 30.
Выбор одного из указанных трех видов штампов под об-
резные прессы обусловливают следующие основные фак-
торы:
а) размеры и конфигурация поковки, а также величина усилий, необхо-
димых для выполнения данных операций;
б) наличие пресса достаточной мощности и размеров для размещения
принятой конструкции штампов;
в) масштаб производства, т. е. количество поковок, подлежащих изготовлению.
В тех случаях, когда штампуются сравнительно небольшие партии поковок,
нужно стремиться к более простым штампам, так как сложные штампы не оку-
паются на малых партиях. В условиях же крупносерийного и массового про-
изводства нужно стремиться к применению высокопроизводительных штампов,
неизбежно получающихся более сложными.
1. Если для мелких поковок требуются холодная обрезка заусенца и холод-
ная прошивка, то, как показала практика, эти операции лучше производить
в двух отдельных штампах, устанавливаемых поочередно на одном прессе,
или параллельно на двух прессах. Это следует делать потому, что отдельные
штампы (обрезной, прошивной или просечной) могут быть налажены на большую
производительность, в то время как работа в последовательном штампе затор-
маживается из-за необходимости перекладывания поковки из матрицы в матрицу.
При тех же обстоятельствах, но для поковок средних размеров, как более тяже-
лых, лучше все же применять последовательный штамп.
2. Если для данной поковки требуется горячая обрезка и прошивка (про-
сечка), то рационально работу вести в последовательном или комбинированном
штампе. К применению раздельных штампов в таком случае нужно прибегать
только тогда, когда размеры и конфигурация поковки не позволяют располо-
жить требуемые для нее рабочие части в последовательном или комбинирован-
ном штампе.
3. При горячей обрезке и прошивке и наличии в поковке одного прошивав
мого отверстия при крупносерийном и массовом производстве оказывается более
рациональным применение комбинированного штампа. Следует еще заметить,
чго при одновременной обрезке и прошивке в комбинированном штампепоковка
меньше искривляется.
4. Если же в поковке должны прошиваться (вгорячую) два и более отвер-
стий, то следует сопоставить преимущества и недостатки различных типов
штампов, выбрав наиболее целесообразный в каждом случае. Например, если
относительно узкая поковка позволяет расположить рядом две матрицы и вес
поковки относительно небольшой, что позволяет легко переносить ее от одной
матрицы к другой, то предпочтительнее применить последовательный штамп как
более дешевый, простой и с более доступными для быстрой смены рабочими
частями.
5. Если поковка должна и может быть выправлена вгорячую под прессом,
то желательно правку производить в последовательном штампе (обрезка-
правка), когда инструмент для обеих этих операций свободно располагается
288
Таблица 30
Примеры выбора рода обрезки и типа штампа
№ по-
зиции
Эскиз и характеристика по овки
Соображения для выбора рода обрезки и типа штампа
I
Вге-О,В7ка
Если производить холодную обрезку внутрен-
него и наружного заусенцев сразу по всему кон-
туру в обычном штампе, то вследс1вие получа-
ющихся тонких рожков у пуансона, относитель-
но большой консоли внутренней части матрицы
и относительно больших усилий обрезки стой-
кость инструмента получится незначительной.
Поэтому в данном случае удобно произвести
сначала прошивку внутреннего заусенца, а за-
тем обрезку наружного заусенца (или наоборот).
Ввиду незначительного веса поковки целесо-
образно совершать эти операции в отдельных
штампах
2
При горячей прошивке этого изделия проис-
ходит искривление головки, исправляемое прав-
кой Поэтому обрезка и прошивка этой поковки
производятся в холодном состоянии (после ее
отжига). При таких размерах и весе поковки эти
операции следует выполнять последовательно в
одном штампе
Перемычка между наметками по мере износа
молотового штампа утолщается; при этом отно-
шение площади среза к площати поперечного
сечения прошивника настолько значительно, что
при холодной прошивке в материале прошивни-
ка возникают большие напряжения, приводящие
к частым его поломкам. По этой причине отка-
зываются от холодной прошивки и применяют
горячую непосредственно после штамповки с по-
следующей холодной правкой на молоте. Осуще-
ствление операций обрезки и прошивки в ком-
бинированном штампе сделало бы малодоступ-
ным прошивник, который, быстро изнашиваясь,
нуждается в частои смене. Кроме того, такой
штамп получился бы сложным. Поэтому рацио-
нально производить эти операции вгорячую и
в последовательном штампе, что практически
и имеет место j
Эта поковка подвергается горячей обрезке и
прошивке на обрезном прессе с последующей
правкой на молоте при температуре отпуска.
Комбинированный штамп является в этом случае
довольно сложным.
Между тем эта поковка по своему весу не
создает затруднений при переносе ее о г основа-
ния башмака, где она будет находиться после
обрезки, до прошивной матрицы при применении
последовательного штампа. Кроме того, об-
резка и прошивка в последовательном штампе
не лимитируют в данном случае производи-
тельность штамповки в многоручьевом мо-
лотовом штампе. Эти соображения и служат
основанием для горячей обрезки и прошивки
рассматриваемой поковки в последовательном
штампе
19 Боюханов и Небел ский 2058
289
Продолжение табл. 30
№ по-
зиции
Эскиз и характеристика поковки
Соображения для выбора рода обрезки и типа штампа
Полот 9тн Вес 85 к г
Натериал-Стапь ЗЗХСЯ
8
5
В отношении увеличения производительности
обрезки по сравнению с производительностью
штамповки комбинированного штампа не тре-
буется. Вес поковки, однако, настолько значите-
лен, что во избежание перекладки поковки раци-
онально применить комбинированный штамп,
или, при небольшой серии, свободные против-
ники, что практически и делается
6
Эта деталь подвергается горячей обрезке и
правке в последовательном штампе на прессе.
Порядок при этом таков: поковка после обрезки
укладывается в правочной матрице, а на обрез-
ной матрице укладывается вновь отштампован-
ная поковка так, что за один ход пресса совер-
шаются одновременно правка и обрезка
Э1а поковка изготовляется в условиях массо-
вого производства и по конфигурации, размерам
и условиям производительности является типо-
вой, для которой рационально производить горя-
чую обрезку и прошивку в комбинированном
штампе Аналогичные поковки можно обрезать
и прошивать в комбинированном штампе упро-
щенной конструкции в условиях серийного про-
изводства
Поковка имеет четыре отверстия—два круг-
лых и два фигурных. Прошивка этих отверстий
производится в прошивном штампе под боковым
ползуном пресса. После прошивки поковка пере-
носится на комбинированный штамп основного
ползуна, где в конце хода обрезки совершается
правка поковки. Производство этих операций
в отдельных штампах или последовательно вы-
звало бы снижение производительности штам-
повки на молоте в одном окончательном ручье
молотового штампа
в одном штампе; в противном случае следует применить комбинированный
штамп.
6. Если после обрезки (или обрезки и прошивки) требуется горячая гибка,
то ее следует производить в том же штампе последовательно после обрезки,
или в отдельном штампе на столе бокового ползуна пресса.
7. Окончательно выбор типа штампа (особенно комбинированного) решается
на основании подсчета экономической целесообразности.
В табл. 30 приведено несколько примеров учета указанных соображений
для выбора рода обработки поковок на обрезных прессах после штамповки их
на мологе.
290
§ 3. ОПРЕДЕЛЕНИЕ ДАВЛЕНИЯ ОБРЕЗНОГО ПРЕССА
Усилие, необходимое для среза в идеальных условиях, можно выразить
следующей формулой:
Р ~ Рсрз аср<
где Fcp3 — площадь среза; аср — предел прочности на сдвиг.
Выразив <зср через предел прочности ав, получим в среднем Р = 0,8 Рсрз<3в-
Нужно учесть, однако, что при обрезке заусенца и прошивке не имеет места
деформация чистого сдвига. При тех зазорах, которые практически приме-
няются между пуансоном и матрицей, заусенец в начальный момент деформации
несколько прогибается, втягиваясь в матрицу, и только затем начинается срез
заусенца, сопровождающийся скалыванием в конечной фазе деформации. Таким
образом, в процессе обрезки или прошивки заусенца имеет место не только напря-
жение сдвига, но и возникающие в металле напряжения растяжения и изгиба.
Последние сильно возрастают по мере затупления режущих кромок матрицы
или противника. Поэтому с целью получения правильного результата нужно
правую часть указанного выше равенства умножить на коэфициент болыпе^еди-
ницы. При обработке листового материала (вырубка, просечка) этот коэ-
фициент, по некоторым данным, до-
ходит до 1,7.
Отсюда указанная формула может «
быть выражена так:
Р = 1,7 0,8 Р'ср :< ° в Заданная линия среза пленки-1
Заданная линия среза заусенца—-' '
или
Р Ж 1 ,4Fcp3
Фиг. 289. Действительная толщина обрезае-
мого заусенца и прошиваемой пленки.
Площадь среза может быть выражена через толщину t и периметр S* среза:
Fcp3 = St,
откуда расчетное усилие обрезки или прошивки
Pp=l,4Stae. (1)
При одновременной обрезке и прошивке
Рр = Р’р + Р"р, (2)
где Рр — общее расчетное усилие обрезки-прошивки;
Р'р — расчетное усилие обрезки;
Рр — расчетное усилие прошивки.
Некоторые конструкторы принимают за величину t номинальный размер
толщины заусенца (/?-,), что не соответствует действительности. За величину /
надо принимать действительный размер толщины слоя вдоль линии среза
(фиг. 289).
Номинальный размер толщины срезаемого слоя z наружного заусенца
и z-i внутреннего заусенца лучше всего определять графически, исходя из задан-
ных по чертежу поковки размеров и с учетом радиусов закругления, как пока-
зано па фиг. 289. Кроме того, нужно учесть возможную недоштамповку п, кото-
рую можно принимать равной положительному допуску на размер поковки по
высоте. Для внутреннего заусенца, т. е. пленки под прошивку, следует еще
учесть возможный износ (и) наметок, так как при работе в молотовом штампе
они сравнительно быстро садятся, что приводит к увеличению площади среза.
На основании практических данных можно принимать и — 5 -г- 10 мм.
* Длина контура обрезки S может в некоторых случаях отличаться от приближенно
рассчитываемого периметра поковки Рп.
291
При учеге указанных величин получим:
для наружною заусенца
t = t’ = z + п,
(3)
для п. енки под прошивку
t = t" = zx + п + и.
(4)
Для холодной обрезки величину предела прочности ав рекомендуется опре-
делять по табл. 31, составленной по данным стандарта на стали.
Таблица 31
Тип и марка стали ГОСТ в кг 1мм* Примечание
Углеродистая сталь обыкновенная Ст. 2 ^т. 3 Ст. 5 380-41 380-41 380-41 42 47 62 Обрезать после нормализации
Углеродистая сталь качественная 10 20 25 35 45 В-1050-41 В-1050-41 В-1050-41 В-1050-41 В-1050-41 32 53 58 67 60-75 Обрезать после нормализации
Фиг. 290. Поковка до обрезки и прошивки.
Для юрячей обрезки величину предела прочности рекомендуется опре-
делять по табл. 2. Эта таблица составлена на основании данных некоторых
исследований и заводов в предполо-
жении, что обрезка происходит при
температуре 800—730J.
Так как температура обрезки и
прошивки заусенца может 'в некото-
рых случаях сильно колебаться (по-
лугор ячая обрезка), то для таких
случаев рекомендуем данные, приве-
денные на фиг. 25.
Определив по формуле (1)—(2) расчетное усилие Рр обрезки или обрезки-
прошивки, необходимо выбрать пресс с максимальным давлением Р так, чтобы
Р = (1,1 (5)
Приводим пример расчета давления обрезного пресса.
Дапо: чертеж поковки с размерами заусенца и пленки по фиг. 290; материал
поковки —сталь 45; обрезка и прошивка горячая в комбинированном штампе.
Расчет погребного усилия и выбор обрезного пресса производим следующим
образом.
1 . Определяем усилие обрезки наружного заусенца. Находим г = 4 графиче-
ски, пользуясь фиг. 290 и учитывая толщину заусенца h3 = 2 мм и радиус
закругления R = 1,5 мм; п = 1,5 мм определяем по чертежу поковки;
по формуле (3) толщина среза /' = z + п = 4 + 1,5 = 5,5 мм-,
периметр среза S' = - 220 692 мм;
а„ — 12 кг/млР— по табл. 2.
По формуле (1)
Рр= 1.4S'^e= 1,4-692-5,5-12 яг-64 000 кг.
2 Определяем усилие прошивки:
?! = 16 мм — определено графически по фиг. 290;
ii =1,5 .мл';
и — 6 мм;
* Рекомендуемые некоторыми авторами [39) формулы для определения давления обрез-
ного пресса не учитывают всех факторов и дают заниженные значения.
292
по формуле (4)
t" = zx ф п 4- u = 16 + 1,5 4- 6 = 23,5 мм-,
периметр среза внутренней пленки
S' = тг7Э 220 мм.
По формуле (1)
Рр= l,4S’f4 = 1,4-220-23,5-12.^87000 кг.
3. Общее расчетное усилие по формуле (2)
р =. р'р ф р"р = 64000 4- 87 000 = 151 С00 кг.
4. С учетом коэфициента запаса 1,25 выбираем по каталогу пресс с макси-
мально допустимым давлением
Р = 200 т.
§ 4. ХАРАКТЕРИСТИКА ШТАМПОВОГО ПРОСТРАНСТВА ОБРЕЗНЫХ ПРЕССОВ
И КРЕПЛЕНИЕ ШТАМПОВ НА НИХ
Для обрезки заусенца, прошивки и правки поковок, а также ряда других
работ рекомендуется в соответствии с потребным усилием применять следую-
щие механические однокривошипные с открытым приводом обрезные прессы:
а) одностоечные открытые 30, 50, 70 и 100 т с числом ходов соответственно
от 75 до 50 в минуту;
б) двухстоечные открытые 25, 40, 63, 80, 100 и 125 т с числом ходов соответ-
ственно от 55 до 38 в минуту;
в) двухстоечные закрытые от 100 до 1600 т с числом ходов соответственно
от 37 до 6 в минуту.
Первые два вида прессов применяются исключительно для холодной обрезки
и других холодных работ. В дальнейшем будем называть их прессами для холод-
ной обрезки.
Последний вид прессов с усилием до 200 т также с успехом может исполь-
зоваться для холодных работ, но все прессы этого вида применяются главным
образом на горячих работах. В дальнейшем будем называть их прессами для
горячей обрезки.
Для горячей обрезки рекомендуем следующее закрепление обрезных прессов
по штамповочным молотам и кривошипным горячештамповочпым прессам:
Вес падающих
частей молота
в т
0,5
0,75
1
1,5—2
2,5-3
4—5
6
8
10
12
15
Давление
кривошипного
горячештамповоч-
ного молота в т
Давление
обрезного пресса
в т
800 100
1000 125
юоэ 160
1600 200
2500 315
4000 400
6300 401—500
— 500—630
— 630—800
— 800—1260
— 1260—1600
Поверочный расчет потребных усилий для обрезки поко’вок, штампуемых на
молотах и прессах, в некоторых случаях позволяет закрепить прессы с мень-
шим усилием. Но практика эксплуатации обрезных прессов показывает, что
при подборе прессов рекомендуется ориентироваться на возможность обрезки
наибольших поковок, получаемых на данном штамповочном оборудовании, в соот-
ветствии с чем и составлена приведенная выше таблица.
293
Дня обрезки особо крупных поковок, кроме механических прессов, приме-
няются также гидравлические прессы с усилиеь 1000 т и выше.
Прессы для горячей обрезки с усилием от 125 до 400 т могут иметь, кроме
главных, боковые ползуны для прошивки, гибки и других вспомогательных
операций. Такие прессы следует рекомендовать только при серийной и мелко-
серийной штамповке поковок Практика показала, что при крупносерийном
и массовом производстве боковые ползуны, как правило, используются очень
редко.
Включение на рабочий ход на прессах до 200 т осуществляется с помощью
педали, связанной механически с кулачковой, шпоночной или фрикционной
муфтой включения. Чтобы остановить ползун, следует снять ногу с педали
тотчас после включения на рабочий ход Тогда к концу обратного хода ползуна
муфта включения автоматически выключает передачу от электропривода и махо-
вика к деталям кривошипно-шатунного
механизма, а ленточный тормоз по-
стоянного или периодического действия,
устанавливаемый на главном валу или
на передаче от муфты включения к глав-
ному валу, остановит ползун в поло-
жении, близком к его крайнему верхне-
му положению.
На современных прессах свыше
200 т управление кнопочное; причем
на тяжелых прессах кнопочное упра-
вление имеет переключатели, которые
позволяют работать: а) на полных еди-
ничных ходах,’ независимо от длитель-
ности нажатия на кнопку; б) на полных
автоматических ходах, пока нажата
кнопка, и в) на коротких перемещениях
ползуна, причем величина перемещения
в этом случае зависит от длительности
нажатия на кнопку.
Механические обрезные прессы, как
правило, не имеют регулировки вели-
чины рабочего хода. Ход ползуна у них
постоянный. Закрытая высота штампо-
вого пространства механических обрез-
ных прессов всех типов регулируется
за счет изменения дайны шалуна Стебель шатуна разъемный; его нижняя
часть, имеющая вид винта с шаровой головкой, ввинчена в верхнюю часть
Регулировка осуществляется за счет удлинения или укорочения стебля шатуна
вывинчиванием или ввинчиванием нижней его части в верхнюю.
На прессах до 200 т регулировка осуществляется вручную. Цля этого
у наиболее легких прессов на нижней части шатуна имеются шестигранные
лыски под ключ Верхняя же часть шатуна вдоль нарезанной его части имеет
прорези, дающие возможность ослабить трение по резьбе при регулировке.
После регулировки имеется возможность эти прорези затянуть, что гарантирует
от самопроизвольного изменения длины шатуна.
Обычно на прессах свыше 160 т вращение нижней части шатуна при регу-
лировке вручную осуществляется не непосредственно, а через зубчатую или
червячную передачу При червячной передаче в верхней части шатуна прорезей
для затяжки резьбы не делается, так как червячная передача исключает воз-
можность самопроизвольного вращения нижней части шатуна.
На более мощных прессах с тяжелыми ползунами регулировка осуще-
ствляется с помощью электродвигателя, устанавливаемого на шатуне, на пол-
зуне или на станине пресса над ползуном.
На фиг. 291 приведен чертеж деталей, охватывающих штамповое простран-
ство нормальных прессов для горячей обрезки до 400 т. Относящиеся к нему
294
размеры сведены в табл. 32. В центральной проекции на чертеже дан вид на
штамповое пространство спереди (ог рабочего). Здесь показана часть ползуна
в его крайнем нижнем положении и над ним (условным пунктиром) в его крайнем
верхнем положении при регулировке вверх. НХОд—-величина рабочего хода
ползуна. Ниже (условным пунктиром) показана эта же часть ползуна в его
крайнем нижнем положении при
вки положения ползуна. Нт1п —
минимальная закрытая высота
штампового пространства. Мак-
симальная же закрытая высота
штампового пространства Нтах =
— Hmia+Нрег. Справа и сле-
ва — стойки станины пресса в
расстоянии А друг от друга и
укрепленные в них направляю-
щие ползуна в расстоянии В
друг от друга и в расстоянии G
от подштамповой плиты, закреп-
ленной болтами на столе ста-
нины пресса. В нижней проек-
ции — вид на подштамповую
плиту сверху. В верхней проек-
ции — вид на ползун снизу.
Ползун площадью X
снизу имеет идущий спереди на-
зад горизонтальный сквозной
паз глубиной h под хвостовик
пуансона или его державки, вы-
сота которого должна быть
равна h, а ширина —• 2Ь. Обе
боковые грани хвостовика имеют
уклон 5°. По ширине слева
гнездо под хвостовик имеет раз-
мер Ь, а справа — тот же раз-
мер, увеличенный на толщину ’
имеется уклон 0°35' (т. е. 1 : 100). Пуансон или его державка крепятся в пол-
зуне с помощью только одного клина (фиг. 292).
Подштамповая плита площадью С У L и толщиной Е имеет сверху про-
строганные по диагоналям пазы Т-образного сечения с размерами fr, т, п
и о под головки болтов (фиг. 293) для крепления штампов.
регулировке вниз. Нрег— величина регулиро-
V кругом
Острые кромки
затупить Р=2мм
Давление пресса в т Размеры в мм
L k h
100 795 30,8 38
125 860
160 860
20Э 1110 50,8 45
315 1310
400 1310
1. Материал—сталь 45, ГОСТ В-1050-41.
2. Твердость средней части Hq —207ч-255;
твердость концов Н& = 2414-285.
Фиг. 292. Клин к обрезным прессам.
клина до bv Вдоль гнезда со стороны клина
Таблица 32
Характеристика штампового пространства прессов для горячей обрезки
(к фиг. 291)
Номинальное усилие пресса в т Пресс ставится у молота Число ходов в минуту В в мм А в мм G в м и Размеры ползуна в мм Размеры плиты в / .и
>4 те Е S; о С, 1-. ь bi п С L Е k т п. р
100 0,5 т 37 560 685 355 330 90 200 530 685 45 75 38 660 840 75 22 38 32 18
125 0,75 т 35 560 685 400 380 100 200 550 750 45 75 38 660 1000 100 30 50 45 20
ieo 1 т 33 560 685 400 380 100 200 550 750 45 75 38 660 1000 100 30 50 45 20
200 1,5 2 т 30 600 735 450 445 100 200 570 1000 70 120 45 700 1200 100 30 50 45 20
315 2,5-3 т 28 700 865 500 480 150 300 650 1200 70 120 45 850 1350 125 30 50 45 20
400 4—5 т 28 900 1080 550 530 150 300 880 1200 70 120 45 1000 1500 125 30 50 45 20
Н0е? “ величина регулировки положения ползуна.
В заплечиках башмаков штампов, устанавливаемых на подштамповых
плитах, могут быть сделаны прорези под эти болты с тем, чтобы башмак можно
было закрепить на подштамповой плите непосредственно гайками, навинчи-
ваемыми на шайбах на эти болты. Обычно же башмаки штампов, устанавли
ваемые на обрезных прессах, крепятся к подштамповым плитам этими бол-
тами и гайками на шайбах с помощью прихватов (фиг. 294). Нормальная
высота заплечиков у башмаков под прихваты должна быть 40 мм. Цилиндри-
ческие поверхности, которыми прихват опирается на полку башмака и на под-
штамповую плиту, гарантируют плот-
ный прижим и в том случае, если полка
будет несколько выше или ниже 40 мм.
^Кругом
Фиг. 293. Болты для крепления штампов на обрезных прессах.
1. Материал—сталь 45, ГОСТ В-1050-41.
2. Твердость Hq — 321 ч- 368.
На фиг. 295 — типовой чертеж узла деталей, охватывающих штамповое про-
странство нормального обрезного пресса с боковым ползуном. В дополнение
к данным, которые приводятся для характеристики штампового пространства
прессов без боковых ползунов, здесь должны быть указаны аналогичные вели-
чины и для бокового ползуна Н'тлх, Н'тт, Н'рег и Н'ХОд- Кроме того, должны быть
указаны расстояния от оси бокового ползуна до стойки (Т), до направляющих
(N) и несоосность ее с центром бокового стола (t). Габариты бокового ползуна
в плане — Р X М.
VКругам
Фиг. 294. Прихват для крепления штампов на обрезных прессах.
1. Материал—сталь 35, ГОСТ В-1050-41.
2. Твердость 207 ч~ 255.
Крепление пуансонов на боковых ползунах клином из-за малых их габа-
ритов применяется редко. Обычно пуансон или его державку укрепляют в от-
верстии диаметром D и глубиной S на цилиндрическом хвостовике стопорным
болтом, расположенным на высоте Н1. В дополнение к последнему применяют
крепление прихватами на болтах или непосредственно болтами, пропущен-
ными через специальные отверстия в ползуне. На фиг. 295 в приливах
на теле бокового ползуна видны оси этих отверстий на расстоянии F друг
от друга.
Крепление цилиндрических хвостовиков пуансонов и их державок стопор-
ным болтом является наименее надежным. Там, где позволяют габариты пол-
зуна, применяется более надежное и широко распространенное на листоштампо-
вочных прессах крепление цилиндрических хвостовиков салазками на болтах
(фиг. 296). Этот же тип крепления применяется на прессах для холодной обрезки
потому, что наилучший для обрезных штампов тип крепления — крепление
клином — является па прессах открытого типа весьма неудобным при выко-
лотке клина.
296
На фиг. 297 приведен чертеж узла деталей, охватывающих штамповое про
странство наиболее ходовых прессов для холодной обрезки 63, 80 и 100 т.
Относящиеся к нему размеры сведены в табл. 33. В центральной проекции на
чертеже — вид на штамповое пространство спереди (от рабочего). В правой
проекции — вид на него слева. В нижней проекции — вид на подштамповую
плиту сверху. В верхней — вид на ползун снизу. Обозначения размеров
в основном те же, что на фиг. 291.
Таблица 33
Характеристика штампового пространства прессов для холодной обрезки
(к фиг. 297)
Номинальное усилие пресса в т [ Число хо- дов в ми- нуту ! К в мм И ч Размеры ползуна в мм Размеры плиты в мм
^шах "ре? нХод м р С Е А В Л а ь
63 80 200 310 205 60 100 250 230 175 70 575 385 50 230 120
• 80 80 230 320 200 75 115 260 235 185 80 690 420 75 250 135
100 75 260 350 210 75 130 270 240 195 90 730 450 90 275 150
Нрег—величина регулировки положения ползуна.
Квадратное гнездо в ползуне размером ф 64 X 75 мм рассчитано на за-
тяжку в нем двумя болтами хвостовика 0 70 X 73 мм. Главная ось пресса от
его стоек находится на расстоянии К- В центре подштамповой плиты имеется
сквозное отверстие размером а X b для провала под стол пресса поковок после
обрезки и отходов после их прошивки.
Обычный порядок установки штампов на обрезных прессах следующий.
При педальном управлении необходимо:
1) установить ползун пресса в его верхнем положении;
2) штамп в сборе поднять (легкий вручную, а тяжелый краном на стро-
пах) и установить центрально на подштамповой плите так, чтобы хвостовик
пуансона или его державки находился под соответствующим гнездом в пол-
зуне;
3) нажать на педаль и, поворачивая маховик вручную, опустить ползун
в нижнее положение, после чего установить муфту включения в такое положе-
ние, чтобы при последующем включении электропривода пресс начал работать
на холостом ходу;
4) с помощью ломиков поджать верхнюю часть штампа к ползуну и надежно
закрепить ее в ползуне;
5) с помощью регулировочного устройства установить требуемую закры-
тую высоту штампового пространства;
6) смещением вручную нижней части штампа по подштамповой плите уста-
новить соосность нижней части штампа относительно верхней *, после чего
надежно закрепить нижнюю часть штампа на подштамповой плите;
7) включить электромотор и, когда маховик наберет полное число оборо-
тов, нажатием на педаль поднять ползун в исходное положение;
8) проверить правильность установки штампа сначала на холостых ходах,
затем по качеству обрезки.
При кнопочном управлении, если пресс может работать на коротких пере-
мещениях ползуна, установка штампов упрощается, так как опускание пол-
зуна (см. пункт 3)> производится с помощью электропривода. В остальном
порядок установки штампов ничем не отличается от описанного выше.
Без рабочей нагрузки ползун пресса совершает возвратно-поступательное
движение с той переменной скоростью, с какой принуждает его двигаться
кривошипно-шатунный механизм пресса. При обрезке заусенца в момент сопри-
косновения пуансона с поковкой происходит мгновенная остановка ползуна.
Эта остановка объясняется тем, что прежде, чем пресс разовьет требуемое для
1. Так приходится поступать только при отсутствии направляющих колонок и втулок.
297
ю
ОС
Фиг. 295. Типовой чертеж узла штампового про-
странства обрезного пресса с боковым ползуном.
Фиг. 296. Крепление
цилиндрического хвосто-
вика в ползуне салаз-
ками на болтах.
Фиг. 297. Узел штампо-
вого пространства прес-
сов для холодной
обрезки.
оорезки давление, зазоры в подшипниках главного вала, в сочленении шатуна
с ползуном и др. должны быть ликвидированы, а станина пресса, детали пол-
зуна и кривошипно-шатунного механизма должны получить упругие деформа-
ции. Последующий процесс среза заусенца протекает с обычной для криво-
шипного механизма скоростью. Далее, когда нагрузка падает до нуля,
детали пресса мгновенно выходят из напряженного состояния, а указанные
выше зазоры восстанавливаются, и ползун при жестком приводе рывком зани-
мает то положение, которое он должен был бы занять к этому времени при
работе без нагрузки.
Закрытая высота штампового пространства, устанавливаемая при наладке
обрезных штампов, обычно равняется закрытой высоте штампа, указанной
на его чертеже. Иначе обстоит дело при наладке правочных, некоторых гибоч-
ных и других штампов, при работе на которых максимальная нагрузка тре-
буется в конце рабочего хода ползуна, и обрезной пресс поэтому вынужден
работать в распор.
В этих случаях закрытая высота штампового пространства пресса при на-
ладке штампа должна быть установлена несколько меньше той, какая указы-
вается в чертеже штампа. Уменьшать ее при наладке следует постепенно, в не-
сколько приемов до тех пор, пока не будет достигнуто качественное выполне-
ние производимой в штампе операции. Иногда уменьшают закрытую высоту
настолько, что даже при холостом ходе ползуна штампы работают враспор.
Если пресс подобран по мощности правильно, то работа его враспор на холо-
стом ходе свидетельствует о недостаточной жесткости станины пресса; в этом
случае следует устанавливать необходимую закрытую высоту особенно тща-
тельно во избежание перегрузки пресса. Особенно чувствительно отражается
на прессе в этих случаях неравномерная его нагрузка, когда имеются большие
колебания в размерах по толщине обрабатываемых поковок (недоштамповка).
Указать заранее допустимое уменьшение закрытой высоты штампового про-
странства против указанного в чертеже штампа затруднительно, потому что
эта величина для данного пресса зависит от его состояния и, прежде всего,
от степени износа его подшипников. Чем изношеннее пресс, тем больше при-
ходится уменьшать закрытую высоту его штампового пространства относительно
указанной в чертеже.
ГЛАВА II
ПРОСТЫЕ ОБРЕЗНЫЕ ШТАМПЫ
§ 1. ОБРЕЗКА ЗАУСЕНЦА И УСТРОЙСТВО ОБРЕЗНОГО ШТАМПА
Простые обрезные штампы предназначаются для горячей или холодной
обрезки заусенца поковок после штамповки на молотах, кривошипных горя-
чештамповочных прессах и некоторых других видах штамповочного обору-
дования. Они применяются также для холодной обрезки заусенца после кали-
бровки, объемной чеканки и в отдельных случаях после штамповки на горизон-
тально-ковочных машинах.
Комплект простого обрезного штампа состоит из обрезной матрицы, закреп-
ляемой в башмаке, устанавливаемом на столе обрезного пресса и обрезного
пуансона, закрепляемого в ползуне пресса непосредственно или через дер-
жавку, а также деталей крепления. При необходимости штамп может иметь
съемник для удаления заусенца с пуансона, а также направляющие колонки
и втулки, закрепляемые соответственно в башмаке и державке и предназначен-
ные для обеспечения совпадения фигур пуансона и матрицы.
Конструкция деталей и штампа в целом определяется характеристикой штам-
пового пространства данного пресса. Выбор же пресса зависит главным
образом от габаритов поковки и от принятого для нее рода обрезки. На кон-
струкцию деталей и штампа в целом влияет также конфигурация контура
299
обрезки и величина зазора между пуансоном и матрицей, определяемая формой
поперечных сечений поковки.
При хорошей подгонке штампа по обрезаемой поковке и установлении надле-
жащего зазора между пуансоном и матрицей легко обеспечить высококаче-
ственную обрезку заусенца без последующей обточки поковок.
§ 2. ПОДГОНКА ПУАНСОНА И МАТРИЦЫ ПО ПОКОВКЕ И ЗАЗОР МЕЖДУ
ПУАНСОНОМ И МАТРИЦЕЙ
Режущий контур матрицы изготовляется по контуру разъема на чертеже
поковки. На слесарную подгонку предусматривается припуск. Подгонка про-
изводится непосредственно по размерам обрезаемой поковки. Если матрица
подогнана к поковке тесно, то поковка укладывается в матрицу плохо, и ма-
Фиг. 298. Зазоры Д между пуансоном
и поковкой.
трица срезает вместе с заусенцем часть
напуска, который при этом срезается
неравномерно, что является причиной ис-
кривления поковок при обрезке. Если
между матрицей и поковкой имеется зазор,
то после обрезки на поковке остается смя-
тый и загнутый кверху заусенец. Этот
остаток заусенца приходится стачивать на
заточных станках, а при сложных конфи-
гурациях поковки опиливать слесарным
инструментом, что значительно увеличи-
вает стоимость поковок.
Фигура обрезаемого изделия в пуансоне изготовляется также по чертежу
поковки с последующей подгонкой. По центрирующим контурам фигура в пуан-
соне подгоняется к размерам обрезаемой поковки; по нецентрирующим кон-
турам — подгоняется с зазором Л на сторону, величина которого должна быть
равна половине положительного допуска на
соответствующий горизонтальный размер по-
ковки плюс 0,3—0,5 мм. Так, при обрезке ва-
лика (фиг. 298) пуансон по диаметрам валика
подгоняется без зазора, а по размерам вдоль
его главной оси — с зазором Л . Плохо при-
гнанный по поковке пуансон искривляет и
сминает поковку.
Для типа
Л в мм
Свыше
До 5
5 до 10
Ю , 19
19 . 24
24 , 30
30
0.3
0,5
0,8
1,0
1.2
1.5
Тип I
ТтШ
Для типа II
D в мм
До 20
Свыше 20 до 30
. 30 , 48
48 , 59
. 59 » 70
. 70
0,3
0,5
0,8
1,0
1.2
1,5
---Фиг. 299. Зазор между обрезным пуансоном и
3 3—0 03 а
Для типа И 5 = 0,2 D -f-1. Для типа III Si — ’’ ----
матрицей (П. Е. Исаичев).
Износ окончательного ручья основного штампа и износ обрезного штампа
протекают неодинаково. Так, например, допуск на износ окончательного ручья
молотового штампа, как правило, больше допуска на соответствующие размеры
обрезной матрицы, в пределах которого она может обеспечить качественную
обрезку. Это обстоятельство исключает взаимозаменяемость обрезного инстру-
мента. Подгонку пуансонов и матриц приходится производить отдельно для
каждой партии поковок. Своевременная подгонка комплектов обрезных пуан-
сонов и матриц к соответствующим комплектам основных штампов весьма
кропотлива, но всегда окупается.
При холодной обрезке слесарная доводка пуансона и матрицы производится
по поковке из партии, подлежащей обрезке, а при горячей — по отливке с окон-
чательного ручья штампа, от которого поковка поступает на обрезку.
По контуру обрезки пуансон подгоняется по матрице с зазором за счет пуан-
сона. Этот зазор также влияет на качество обрезки. Величина его зависит
только от конфигурации и размеров сечений поковки в плоскостях, перпен-
дикулярных контуру обрезки (линии разьема), и рекомендуемая величина его
независимо от рода обрезки определяется с помощью таблиц и формул, при-
веденных на фиг. 299.
Если уклон в сечении меньше 15° (тип I), то при хорошей подгонке матрицы
по поковке тело поковки имеет достаточную жесткость, чтобы противостоять
смятию. Плоский, недорогой в изготовлении пуансон способствует выравнива-
нию по нему поковки. От пуансона требуется только, чтобы он несколько
перекрывал по своим размерам ту поверхность поковки, на которую он давит,
во избежание смятия ее своими острыми кромками, особенно при горячей
обрезке. Зазор более 1,5 мм (при h > 30 мм) не применяется только потому,
что при большей его величине во время наладки штампа труднее установить
на глаз равенство зазора по всему контуру обрезки.
Качество подгонки фигуры пуансона по цилиндрической фигуре поковки
(тип II) имеет особое значение. В этом случае малейшая несоосность фигуры
поковки и пуансона приводит к тому, что пуансон при обрезке сбивается в сто-
рону, увеличивая с одной стороны зазор между собой и матрицей. Поковку
скручивает вокруг ее оси, причем цилиндрическая фигура в пуансоне не пре-
пятствует этому. Заусенец со стороны большего зазора затягивается между
пуансоном и матрицей, рвется или частично остается на поковке.
Если уклон в сечении больше 15° (тип III) и если в этом случае не давать
со стороны пуансона опоры по уклону, как принято для типа I, то края
поковки вместе с заусенцем будут при обрезке отгибаться кверху, а заусенец
будет затягиваться между пуансоном и матрицей. Во избежание этого, здесь
рекомендуется возможно лучше пригнать пуансон по уклону на поковке и уста-
новить минимальный зазор (8 — 0,3 мм), учитывая, что в этом случае в срезе
заусенца будет участвовать не только кромка матрицы, но косвенно и пуан-
сон. Зазор 0,3 лп/ устанавливается также в случае расположения заусенца
у верхнего торца поковки.
Во избежание смятия острых кромок пуансонов (типы II и III) следует
затупить их, срезав на высоту S и Sr Рекомендуемая высота среза для затупле-
ния указана в подписи к фиг. 299.
Для простоты наладки штампов зазор по всему контуру должен быть оди-
наковым, и он определяется по тому сечению поковки (исключая нехарактер-
ные сечения), где величина его окажется наименьшей.
§ 3. МАТРИЦА И БАШМАК
Обрезные матрицы крепятся в башмаке клином или винтами.
В отношении изготовления и наладки больше преимуществ имеют матрицы
с креплением клином — цельные или из двух секций (фиг. 300).
По контуру обрезки матрица имеет окно с уклоном 5° для свободного про-
вала обрезанной поковки. Сверху матрицы имеется поясок шириной /, равной
обычно ширине мостика в канавке для заусенца молотового штампа. На этот
поясок укладывается перед обрезкой поковка. Заусенец при этом, как правило,
ложится на поясок ровной своей поверхностью, т. е. выплывом кверху. Но края
заусенца могут быть смяты и отогнуты книзу. Поэтому, чтобы он не мешал
укладке поковки, вокруг пояска на матрипе делается ступенька высотой Л
с уклоном 30° и переходом по R5 на нижнюю плоскость.
Для поковок весом более 30 кг такую ступеньку можно не делать. У тяже-
лой поковки заусенец выправляется под влиянием ее веса, и поковка хорошо
укладывается в плоскую сверху матрицу.
На пояске матрицы делается выемка, соответствующая утолщению на
заусенце от канавки для контрольной заливки ручья основного штампа с тем,
V ' 301
чтобы это утолщение не мешало укладке поковки в матрицу. Глубина выемки
должна равняться глубине ее в штампе, с которого поступает поковка, ширина
же на 2 мм больше соответствующей ширины ее в штампе, с которого поковка
поступает на обрезку.
Срез этой утолщенной части заусенца получается обычно некачественным
и требует последующей заточки В связи с этим выемку на пояске матрицы
V Остальное
.Вторая
- /77,£.г/поковка
гТ" ,
г-/7о чертежу моло-
Почертежумо- углового штампа
лотового
штампа + 2мм
зкругом
не делают, а канавку
для контрольной заливки
после приемки основного
штампа заваривают за-
подлицо с канавкой для
заусенца.
Размер h, а также ми-
нимальные размерывысоты
матрицы //min и толщины
Вид по стрелке К
Размеры в мм
Толщина заусенца
h4 в мм
До 1,6
Свыше 2 до 3
Свыше 4
•^min
h в1 5mln
50 10 35 30
55 |12 40
60 15 50
Примечание. Z — по размеру
ширины мостика канавкн для за
усенца на чертеже молотового штампа.
Фиг. 300. Матрица из двух секций с креплением клином.
ее стенок вт1П, обеспечивающие матрице достаточную прочность, даны в таблице
к фиг. 300. Там же (см. вид по стрелке К) указано, в каких случаях и каких раз-
меров следует делать на матрице выемки под клещевину, а именно: а — когда
заусенец обрезается у поковок, штамповка которых производится из заготовок
на две поковки последовательно с поворотом;
б —в случае обрезки заусенца у молотовых
поковок, штампуемых без клещевины, а также
поковок, штампуемых на ГКМ; в — в случае
обрезки заусенца у молотовых поковок, штам-
пуемых из заготовки на одну поковку; г —
в случае обрезки заусенца у поковок при много-
штучной штамповке.
Неразъемная матрица с круговым контуром
обрезки в верхней части провального окна
имеет поясок высотой от 1 до 1,5 толщины обре-
заемого заусенца (фиг. 301). При возобновлении такой матрицы сошлифовкой
ее по высоте в пределах высоты пояска режущий ее контур сохраняется
При подобной сошлифовке матрицы, у которой уклон начинается непосред-
ственно с режущей кромки, контур обрезки теряет свои размеры. Однако
разница в стойкости матриц с пояском в провальном окне и без пояска не-
значительна. Если провальное окно при изготовлении обрабатывается на
долбежном станке, то проще ее изготовлять без пояска. Круглые провальные
окна, обрабатываемые расточкой, рекомендуется делать с пояском (фиг. 301)
302
Матрица, изготовленная методом штамповки (фиг. 302), в провальном окне
имеет поясок высотой 16 мм с уклоном 3°30'. Плоскость матрицы, прилегаю-
щая к заусенцу, волнистая (зигзагом) по отношению к линии разъема. Поясок
разбит на участки с уклоном 4°5' так, что процесс обрезки начинается одно-
временно с нескольких участков на вершинах волнистой линии, и к моменту,
когда начинают вступать в действие низко расположенные участки режущей
кромки, часть заусенца, находящаяся против высоких участков кромки,
бывает уже срезана. Это рекомендуется делагь при маломощном прессе для
уменьшения потребного усилия на срез. Высоту волны следует устанавливать
в пределах двух-трех толщин заусенца. Указанный метод имеет недостаточно
широкое применение только потому, что изготовление матриц с волнистым кон-
туром дороже, а подгонка
Так как режущий кон-
тур цельной матрицы не
регулируется, то износ ее
по контуру с учетом перио-
дической заточки не дол-
жен опережать рост кон-
тура ручья основного
штампа. В противном слу-
чае матрицу приходится
исправлять наваркой или
горячей подсадкой с по-
следующей механической и
термической обработкой.
Матрицу, состоящую из
двух секций, рекомендует-
ся применять главным
образом для обрезки поко-
вок удлиненной формы
простой конфигурации.
Изношенный контур такой
их контура сложнее, чем плоских.
пой в
Фиг. 302. Штампованная матрица для диференциальной
обрезки шатуна.
матрицы можно восстано-
вить таким путем: сошлифовать плоскости соприкосновения обеих секций, сдви-
нуть секции друг к другу и заново подогнать контур по поковке или отливке.
Матрицу цельную или состоящую из двух секций рекомендуется крепить
на башмаке клином. Для противодействия сдвигу одной секции относительно
другой между ними ставится штифт 0 10x25. Под штифт на высоте« ^на рас-
стоянии 20 мм от края сверлятся и развертываются отверстия 0 10 X 15,
как показано на фиг. 300. Иногда предпочитают сверлить и развернуть обе
секции в сборе (фиг. 303). Толщину стенки матрицы со стороны штифта реко-
мендуется брать толщиной (фиг. 300).
Иногда клином с помощью одного или нескольких винтов можно также
крепить матрицу, состоящую из трех секций (фиг. 304). Здесь сдвигу третьей
секции вдоль клина, помимо винта, противодействуют уступы а и б- Для того
чтобы подвинуть секцию вперед, нужно сточить уступ б и поставить прокладку
в уступе а.
Цельную или состоящую из двух секций матрицу .можно крепить также па
башмаке винтами (фиг. 305).
Для обеспечения регулирования сложного контура обрезки во всех напра-
влениях применяются матрицы из трех и более секций с креплением на винтах
(фиг. 305). Их преимущества — в значительном упрощении механической обра-
ботки провального окна и в том, что при их термообработке сравнительно легко
избежать закалочных трещин и коробления-. Указанные преимущества обес-
печиваются правильной разбивкой на секции при наивыгоднейшем расположе-
нии фигуры поковки на матрице аналогично тому, как рекомендуется на фиг. 306.
Как показано на фиг. 305, отверстия под винты в матрицах делаются оваль-
ными. Большая ось их располагается в направлении смещения секции при
303
регулировке. Секции прижимаются друг к другу и фиксируются стопорными
болтами, отверстия под которые нарезаются в стенках башмака на длину 1,5</.
Если стопорные болты не прижимают секцию к другим соседним секциям, то
ее положение фиксируется дополнительно натяжными болтами, ввинчивае-
мыми в соответствующие отверстия в матрице и оттягивающими секцию к стенке
башмака.
Штампованные матрицы устанавливаются в башмаке без гнезд на пару штиф-
тов (см. два отв. 0 22 мм на фиг. 302) и крепятся прижимами за заплечики,
высота которых на фиг. 302 составляет 12 мм.
Во всех других случаях в башмаках сверху делаются гнезда для матриц
глубиной 40 мм. Башмаки с креплением матриц клином в гнездах со стороны
клина имеют уклон 10°, со стороны матрицы — уклон 7° и вдоль клина —
уклон 0°35', т. е. I : 100. Для равнопрочности боковых стенок таких башма-
___________________ ков наружные их размеры по фронту не симмет-
Фиг. 303. Вариант отвер-
стия под штифт.
ричны. У башмаков с креплением матриц на винтах
стенки гнезда вертикальные. Такие гнезда бывают:
I) с двумя боковыми стенками, изготовленными сквоз-
ной строжкой спереди назад; 2) так же строганые, но
с передней и задней стенками, образуемыми прямо-
Фиг. 304. Матрица, за-
крепляемая клином и
имеющая вставку с кре-
плением на винте.
угольными планками, привариваемыми к башмаку;
3) фрезерованные с засверловкой по четырем углам
гнезда отверстий 0 8 X 45 мм для выхода фрезы
В стенках гнезда таких башмаков изготовляются от-
верстия с резьбой под стопорные болты и без резьбы —
под натяжные болты. Иногда на передних стенках
приходится фрезеровать выемки под клещевины.
Провальное окно в башмаке делается с вертикаль-
ными стенками по нижнему контуру провального
окна в матрице с уступом 3 мм (см. фиг. 300).
В низких башмаках, устанавливаемых на прессах для
холодной обрезки, провальное окно делается насквозь
и по своим размерам должно перекрываться проваль-
ным окном настольной плиты пресса. В высоких
башмаках, устанавливаемых на прессах для горячей
обрезки, делаются горизонтальные (выгребные) окна
для удаления обрезанных поковок из штампа. В та-
ких башмаках провальные окна соединяют гнездо под
матрицу с выгребным -окном. Для поковок с разви-
линами или с резко изогнутой осью, когда в контуре провального окна обра-
зуется выступ, который в башмаках представляет собой консоль, несущую при
обрезке большую нагрузку, рекомендуется во избежание поломки башмака
под эту консоль ставить опору. Последняя с размерами по месту ставится в вы-
гребное окно, но так, чтобы не препятствовать удалению поковок, и крепится
к башмаку винтами снизу и сверху или только снизу.
Все башмаки должны иметь заплечики высотой от низа 40 мм для крепления
башмаков прижимами к настольным плитам обрезных прессов.
При необходимости башмаки могут иметь отверстия для запрессовки напра-
вляющих колонок и крепления деталей съемника.
§ 4. ПУАНСОН И ДЕРЖАВКА
Пуансон для обрезки крупных поковок крепится непосредственно в пол-
зуне обрезного пресса. Применение державок пуансонов в простых обрезных
штампах для средних и мелких поковок вызывается тем, что размеры гнезда
в ползуне для крепления штампов рассчитываются для крепления пуансона
наибольшего размера для данного пресса. Для средних и мелких поковок эти
гнезда велики. Таким образом, державка играет роль переходной детали, обес-
печивающей меньшие размеры гнезд для крепления пуансонов. Закрытая высота
304
Размеры в мм
Неправильно Правильно Неправильно Правильно
а d. h Р а
М12 13 14 8,5 3
М14 15 16 10,5 4
М16 17 18 12,5 5
Фиг. 305. Матрицы с креплением на винтах
а — из двух секций; б — из трех и более секций.
Неправильно Правильно
Фиг. 306. Разбивка матриц, на секции.
пресса также рассчитана на установку наиболее высокого штампа. Полому,
если в средних и мелких для данного пресса штампах не применять державку,
то пришлось бы изготовлять очень высокие и непрочные пуансоны. Примене-
ние державок из углеродистой стали вместо высоких пуансонов из штамповой
стали дает значительную экономию.
При креплении пуансона в державке или непосредственно в ползуне пресса
размеры хвостовика пуансона делаются соответственно по размерам гнезда
в державке или ползуне. При креплении пуансона клипом лучше, если пуан-
М12
Ml 4
М16
Размеры в мм
I
14 25
L6 30
18 35
Фиг. 307. Креи 1ение
пуансонов.
сон опирается и на хвостовик и на заплечики. При креплении на цилиндриче-
ском хвостовике пуансон должен опираться только на'заплечики. На практике
применяются различные типы крепления пуансонов (фиг. 307): пуансон с кре-
плением клином непосредственно в ползуне пресса — а; пуансон с заплечи-
ками, крепящийся в державке клином, в случае, когда ширина режущего кон-
тура меньше хвостовика пуансона, — б; пуансон без заплечиков, крепящийся
в державке клином, в случае, когда ширина режущего контура больше ширины
хвостовика пуансона, — в; пуансон с шлицевым креплением в державке на
винтах — г; пуансон с заплечиками, крепящийся в гнездо державки непо-
средственно на винтах, — д; узел крепления пуансона с заплечиками, крепя-
щегося в гнездо державки винтами с помощью пуансонодержателя, —г; узел
крепления пуансона зажимными колодками — ж
В последнем случае пуансон весьма прост в изготовлении По режущему
контуру он обычно не фрезеруется, а обрабатывается строжкой. Опорная по-
верхность его плоская. Пара колодок с внутренней стороны обрабатывается
по контуру пуансона. Пуансон зажат между колодками двумя болтами, про-
пущенными сквозь колодки и пуансон. Натяг обеспечивается зазором в 2 мм
Между колодками. Опорная плоскость пуансона делается заподлицо с верхней
306
поверхностью колодок. Правая колодка надевается на два контрольные штиф1а
плоской снизу державки, и обе колодки крепятся к державке на четырех болтах.
В случаях е и ж для предохранения нижней плоскости державки от смятия
пуансоном рекомендуется между пуансоном и державкой ставить плитки тол-
щиной 5—8 мм из стали У9 или У10 твердостью Нв — 415-Г-514. В первом
случае плитки делаются по размерам пуансонодержателя, во втором — по
размерам колодок в сборе.
В случае б заплечики пуансоыа, а в случае е пуансонодержатель по своим
наружным размерам подгоняются по размерам гнезда в державке до плотной
посадки. Пуансоны этих двух типов могут также крепиться не в гнездо, а к пло-
ской снизу державке на контрольных штифтах
Для уменьшения усилия резки, кроме матриц с волнистой кромкой (фиг. 305),
обработка которых представляет известные трудности, применяют пуансоны
с наклонной фигурой (фиг. 308). Такой
пуансон давит на поковку вначале с одно-
го ее конца. Обрезанная часть поковки
прижимается пуансоном книзу. Тогда не-
обрезанная часть вынуждена подняться из
матрицы и прижаться к пуансону. Далее
процесс протекает, как при обычной ди-
ференциальной резке. Однако при такой
обрезке матрица уже не центрирует по-
ковку; следовательно, этим способом возможно обрезать только поковки,
фигуры которых четко центрируются пуансоном который, в свою очередь,
должен иметь падежное направление Кроме того, указанный метод рекомен-
дуется только для холодной обрезки, гак как горячая поковка, будучи искри-
влена в начале процесса обрезки, затем может не выправиться по пуансону.
Фиг. 308 Наклон фигуры пуансона
для диференциальной обрезки заусенца.
§ 5. СЪЕМНИК ЗАУСЕНЦА
Возможность застревания заусенца на пуансоне после обрезки возникает
\ шких пуансонов, которые при обреисе ’аходяп в провальное окно матрицы
Фиг. 309. Съемники заусенца.
Тогда при достаточно больших зазорах 8 между пуансоном и матрицей заусенец
спадает с пуансона или мо кет быть легко chhi При малых же зазорах (для
холодной обрезки при 8 < 0,5 мм, для горячей обрезки при 8 < 1 мм) сле-
цет применять съемники (фиг. 309).
307
Наиболее надежной конструкцией съемника является жесткий съемник
на распорных трубках (фиг. 309, /), крепящийся болтами на башмаке так.
чтобы трубки были не ближе 10—15 мм от наружного контура обрезаемого
заусенца. Чтобы съемник не препятствовал укладыванию обрезаемой поковки
в штамп, нижняя его плоскость должна находиться над режущей кромкой
матрипы на расстоянии, равном высоте поковки плюс 8—Юли. Отверстия под
пуансон в съемнике делаются по контуру пуансона с зазором 1,5—2,5 ж
Съемник не обязательно должен быть замкнутым по всему контуру обрезки
Если съемник с замкнутым контуром препятствует свободному укладыванию
поковки в матрицу или удалению заусенца из штампа, то со стороны рабочего
места съемник делается открытым. Чтобы съемник был достаточно жестким
и прочным, толщина его устанавливается в пределах 15—25 мм в зависимости
от габаритов поковки Примерно такого же размера должен быть диаметр
болтов
Для крупногабаритных в плане поковок вместо жесткого съемника на рас
порных трубках рекомендуется применять съемные папы (фи1 309, II), укре-
пляемые также на башмаке
При холодной обрезке мелких поковок вместо жестких сьемников рекомен
дуется резиновый съемник (фиг 309, III), который делается из одного или
нескольких толстых пластов резины. Наружный контур его в плане может
быть любой формы, а внутренний — прошивается на том же обрезном штампе,
на который он предназначен.
Установка жестких съемников на распорных трубках при обрезке высоких
поковок приводит к необходимости делать длинные и поэтому непрочные пуан
соны. В целях уменьшения длины пуансона рекомендуется применять съемник
на пружинах (фиг. 309, IV), устанавливаемых вместо распорных трубок
Такой съемник при рабочем ходе пресса отжимается заплечиками пуансона
вниз. При использовании данной конструкции высоту пуансона следует умень-
шить на величину сжатия пружин и предусмотреть, чтобы в конце рабочего
хода съемник в его нижнем положении не доходил до матрицы не менее, чем
на утроенную толщину заусенца Высота специальных винтов, устанавливае
мых в этом случае вместо болтов, и прочие элементы определяются аналогично
тому, как при конструировании жесткого съемника на распорных трубках
При обрезке особо высоких поковок, когда жесткий съемник на пружинах
не может быть применен из-за того, что его высокие винты не вписываются
в закрытую высоту штампа, следует применять верхний пружинный съемник
(фиг. 309, V), закрепляемый в державке пуансона Такой съемник легко мон-
тируется даже при малой высоте штампового пространства, а при горячей
обрезке его преимущество перед типом IV в том, что пружины при верхнем
расположении не подвергаются такому нагреву, как при расположении их
под съемником, когда они, прогреваясь излучением тепла от горячих поковок,
постепенно отпускаются и теряют упругие свойства Основной недостаток съем
ников типа V в том, что для обеспечения его надежности в эксплуатации при-
ходится применять мощные пружины, которые должны сбрасывать заусенец
с пуансона, тогда как в конструкции типа IV пружины нужны только для того,
чтобы поддерживать поднятый заусенцем при обратном ходе пуансона съемник
в его верхнем положении.
На случай обрезки круглых в плане поковок, когда по каким-либо причинам
применение съемника вообще нежелательно, рекомендуется в нижней части
на наружной поверхности пуансона (фиг. 309, VI) эксцентрично его главной
оси проточить канавку. Заусенец попадает при обрезке на эту канавку и сдви-
гается в сторону, после чего его можно перекосить и сдернуть с пуансона.
§ 6. ОПРЕДЕЛЕНИЕ ЗАКРЫТОЙ ВЫСОТЫ ШТАМПА^
Закрытая высота штампа //шт(фиг. 310) равняется полной закрытой высоте
штампового пространства пресса Нпр за вычетом толщины подштамповой
плиты Нпл- Допустимую для установки штампа на пресс и удобную при наладке
закрытую высоту штампа следует устанавливать в пределах от Ншт =//Ш|П+
308
+ (15 н- 20) мм при работе без съемника, до Ншт~Нт.а — (15 20) мм при
работе со съемником. Значения Hmia и 77тах см. на фиг. 291, 295 и 297.
Hg, Нм и Не — высоты башмака, матрицы и державки — определяются
конструктивно или подбираются по соответствующим нормалям.
Требуемая величина е сдвига поковки пуансоном определяется качеством
среза, зависит от конфигурации поперечных сечений обрезаемой детали и со-
стояния режущей кромки матрицы и колеблется в пределах от трех до пяти
толщин заусенца, т. е. е =. (3 — 5) h3.
Расчетная высота пуансона определяется из выражения
= (Ншт + — (//<? L Нм -ф Hg).
Расстояние hx (фиг. 309,
Н) между верхней пло-
скостью матрицы и ниж-
ней плоскостью съемника
для жестких съемников на
распорных трубках при
замкнутом контуре должно
быть на 5—10 мм больше
высоты поковки /гпок, а
для жестких съемников
с полуоткрытым контуром,
гак же, как при примене-
нии съемных лап, на 5—
10 мм больше соответ-
ствующей высоты поковки
h'noic В той ее части, кото-
рая укладывается под
съемник. Это расстояние
должно удовлетворять сле-
дующему условию:
hx (Нп — е) —
(й2 h3 -j- ht),
Тип I
Фиг. 310. Высота элементов обрезного штампа.
где е — величина углубления нижней кромки пуансона в матрицу, a h3 — рас-
стояние от верхней плоскости съемника до заплечиков пуансона при нижнем
его положении, которое следует принимать равным 10—20 мм.
Это же расстояние для жестких съемников на пружинах (фиг. 309, IV)
Юлжно удовлетворять следующему условию:
//j = (//„ -е)- (h2 + й6),
где й6 — величина сжагия пружин при нижнем положении пуансона.
При проектировании штампа с направляющими колонками и втулками
мина колонки должна быть подобрана так, чтобы: 1) при ходе ползуна вниз
г моменту соприкосновения поковки с пуансоном колонка могла войти во
втулку на глубину не менее 10—12 мм и 2) при закрытой высоте штампа между
верхним торцом колонки и верхней плоскостью державки (или верхнего баш-
мака) оставалось бы не менее 15—18 мм
§ 7. ТИП И КОНСТРУКЦИЯ ШТАМПА
Гип обрезного штампа определяется размером и типом пресса, па котором
предполагается установить штамп, количеством секций матрицы и величиной
зазора между пуансоном и матрицей.
По тому, на каком прессе должен быть установлен штамп — на прессе для
холодной обрезки или на npetce для горячей обрезки, — определяется тип
штампа по высоте. В первом случае башмак штампа должен быть низким со
309
сквозным провальным окном Во втором случае башмак должен быть высоким
с горизонтальным окном для удаления обрезанных поковок из штампа
Количество секций матрицы определяет тип ее крепления на башмаке
Матрицу цельную или из двух секций предпочтительнее крепить клином
Матрицу многосекционную следует крепить на винтах
При зазоре между пуансоном и матрицей болсе0,5мм направляющие котонк?
и втулки необязательны. При зазоре не менее 0,5 мм применение их необхо-
димо, так как матый зазор о в штампах без направляющих колонок является
причиной частых поломок штампа Обрезка поковок, даже когда сдвиг частей
поковки в пределах допустимого, ослабляет крепление матрицы в башмаке
и башмака па подштамповой плите Если следить за креплением недостаточно
Фиг 311 Типовые конструкции обрезных штампов'
тип I низкий штамп с креплением матрицы клином, тип II - высокий штамп
с креплеии° < матрицы клином
вниман'льно, то сдвигающие усилия при обрезке поковок со сдвигом в конце
концов приведут к смещению матрицы или всего башмака, в зависимости от
того, где скорее ослабнет крепление При малом о это незначительное смеще
ние на поковке со сдвигом приведет к тому, что при обрезке следующей поковки
пуансон или матрица будут сломаны. Направляющие колонки и втулки гаран-
тируют от смещения башмака матрицы относительно державки пуансона
Таким образом, тип штампа в основном определяется высотой башмака,
способом крепления матрицы и наличием направляющих колонок; в последнем
случае наличие сьемника и державки пуансона обязательно В остальных же
случаях наличие державки у пуансона, съемника (а также его тип) и други,
деталей не влияет на конструкцию штампа в целом
Рекомендуемые авторами типы обрезных штампов (фиг 311 и 312) отвечают
основным требованиям, предъявляемым к простым обрезным штампам
Типы штампов I, III и V с низкими башмаками предназначены для обрез
ных прессов холодной обрезки Типы штампов 77, /V и VI с высокими баш-
маками— для обрезных прессов горячей обрезки Типы штампов I и II —
с креплением матрицы клином; остальные — с креп пением матрицы на винтах
Типы штампов I—IV — без направляющих козонок, типы V и VI — с напра-
вляющими колонками
Тип штампа I показан вместе с деталями крепления на подштамповой плите
У штампов типов I, III и V державки пуансонов с цилиндрическими хвосто-
виками; у прочих — хвостовики державок цпя креп тения к пином. Крепление
310
Фиг 312 Типовые конструкции обрезных штампов (продолжение)
тип /// — низкий штамп с креплензем матрицы винтами, тип/V — высокий штамп
с креп iсинем матрицы винтами i ш V — низкий штамп с направляющими колон-
ками; тип VI — высокий штамп с направляющими колонками
пуансона в державках у штампов типов 1,11 и 111 клином, у штампов типов /V
и VI — шлицевое на винтах, у штампов типа V — в гнезде державки на вин-
тах. Съемники: у штампов типа V — резиновый, типа VI — жесткий на пру-
жинах.
§ 8. НОРМАЛИЗОВАННЫЕ ДЕТАЛИ
Расход большого количества деталей обрезных штампов в промышленности
вызывает необходимость их стандартизации и создания соответствующих
нормалей на каждом заводе. Прежде всего следует стандартизовать башмаки
матриц и державки пуансонов. Ниже на фиг. 313—318 приводятся разработан-
ные автором проекты стандартов башмаков шести типов, соответствующие опи-
санным выше шести типам обрезных штампов, применимых для условий, пере-
численных в табл. 34, где пометки крестами (+) обозначают, что данный тип
башмака удовлетворяет условию, указанному в соответств¥ющей графе таб-
лицы.
Таблица 34
Условия применения стандартных башмаков нормальных обрезных штампов
Тип башмака Условия применения
Холодная обрезка, длина поковки £<230 м v Холодная обрезка, длина поковки £>230 мм Горячая обрезка, длина поковки £<500 мм Зазор между пуансоном и матри- цей 3>О,5 им Зазор между пуансоном и матри- цей ^<0,5 мм Матрица цельная или из двух секций Матрица более чем из двух секций
Тип I — низкий с креплением матрицы j клином (фиг. 313) + + +
Тип II — высокий с креплением матри- цы клином (фиг. 314) + 4- + +
Тип III — низкий с креплением матри- цы винтами (фиг. 315) + + +
Тип IV — высокий с креплением матри- цы винтами (фиг. 316) + 4~ +
Тип V — низкий с направляющими ко- ленками (фиг. 317) + + + 4-
Тип VI—высокий с направляющими ко- ленками (фиг. 318) + + + + 4“ I
Чтобы с помощью этой таблицы установить тип башмака, например, для
холодной обрезки поковки длиной 427 мм, т. е. при L > 230 мм, если зазор
8 - 1,5 мм, т. е. 8> 0,5 мм, а матрица состоит из шести секций, находим пре-
жде всею, что для холодной обрезки при £>230 мм приемлемы штампы типов
11, IV и VI', из них только типы II и IV применяются при 8 > 0,5 мм, поэтому
тип VI отпадает. Так как матрица состоит более чем из двух секций, то тип II
также отпадает. Следовательно, данную поковку рекомендуется обрезать на
штампе с башмаком типа IV-
Низкие башмаки штампов типа I и III, кроме литых, могут быть и коваными
([46], стр. 487—488, фиг. 526, а, б). Это увеличивает их прочность. Такие высо-
кие кованые башмаки рекомендуется применять лишь там, где в силу местных
312
Пример обозначения башмака при I 180. Н — 170
и Ъ = 70’ Башмак 180x170X70 №
Пример обозначения башмака прн
L — 180 и b — 50
Башмак 180X50 №
Ра шеры в мм
I. Л в Bi &max В мм 40
160 80 225 100 300 60 45 50 60
180 90 245 по 320 70 70
200 100 265 120 340 80 80
240 300 ио 110 285 305 130 140 360 380 90 100 90 100
Примечания 1 Размер b можег
быть взят из ряда, приведенного в
дополнительной таблице, однако он
должен быть не более &шах указанного
в основной таблице для каждого данного
башмака.
2. Материал — стальное литье 35-5015,
ГОСТ 077-41.
3. Твердость ~ 207-^-255.
Фиг. 313. Низкий башмак обрез-
ного штампа с креплением мат-
рицы клином.
1 I ь. h /г, н В в, ь
R ММ
160 230 60 45 35 25 160 235 105 50 55 60
240 310
160 230 85 75 200
240 310
180 250 80 45 35 30 170 255 115 55 60 65 70
280 350
18( 250 85 75 210
280 350
210 280 110 45 35 35 180 295 135 65 70 75 80 85
340 410
210 24) 85 75 220
340 410
250 320 150 55 40 40 200 240 335 155 75 80 85 95 105
420 490
250 320 95 80
420 490
зоо 370 200 70 6-‘ 40 220 395 185 95 105 115 130
520 >90
300 370 110 90 260
520 590
1 . Материал—стальное литье 35 5015, ГОС1 977 41
2 Твердость Hq = 207—255
3 . Для группы башмаков, одинаковых по ширине В,
Может быть применена прострожка по любому нз
размеров Ьу указанных в данной группе.
4 При Ьо = 60 и Ьй = 80 верхнюю часть окна для
уда тения поковок изготовлять по эскизу Л
Фш 314 Высоким башмак обрезного штампа с креплением матрицы кшном
Пример обозна 1ення башмака при I — 170 И — 22(> и
b 120 Башмак 170X220X^0 К»
Размеры в чч
II. 1млр обозначения башмака при И 90
/ 115 и I —21)
Finnii 4) 115 \ 215 jV
11 &П1 IX ^пич L bi
70 145 160 220 20) 28о
80 160 190 250 2‘>> W0
чо 175 215 280 245 320
101 190 245 310 265 340
11(1 20> 270 340 285 360
110 „20 °0) 375 305 380
b 1
Ио 11)
130 135
14, 1и0
160 190
175 21а
190 *) 4 s
205 2 0
1 Обрабоиа пл но» ipyiow
2 Рачш.ри b и I мопт битьвзяты наро-
дов приведенных в дополнительной таблице
однако они должны быть не более величин
дшах и ^тах указанных в основной таблице
чля каждого бзшмака данной высоты Л
3 Матери 11 — стальное литье 35 >01 )
ГОСТ 977-41
4 Твердость Hr 07 -255
Фиг 315 Низким башмак обрезною
штампа с креплением матрицы на
винтах
1 1 100 Л / ^0 И В в. Ь
РО 210 170 2 0 4э 3d 7 b 25 160 190 21U 80 100 120
НО 390
Р0 170 250 8> 200
240 310 390
1 10 203 2зо 115 45 85 3d 30 170 21ь 295 1 0 120 140
280 340 420
140 200 2 4) 75 210
280 з о 4>0
170 240 321 140 4а Ъ 35 180 250 330 1„0 140 Ь5 170
310 1/0 410 490
240 320 8а 75 220
343 410 34)
>10 280 360 170 55 40 40 200 290 3 0 15) 170 190 210
420 490 570
210 280 360 9э 80 240
420 490 570
2С0 340 420 210 70 60 40 220 340 420 180 210 235 260
о 20 600 680
2Ь0 140 4’0 ио 90 260
520 600 680
I Материал — стальное литье 35 501 э ГОСТ 9 7 41
2 Твердость 11& 207 — 255
3 Обрабожа планок кругом
4 Для группы башмаков, одинаковых по ширине В мо
жет быть применена прострожка по любому из размеров b
казанных, в данной группе
Фиг 316 Высокий башмак обрезного штампа с креплением матрицы на винтах
314
условии изготовление литых башмаков штампов типа II и IV может оказаться
менее рациональным. Детали таких башмаков крепятся сверху стандартными
болтами. Между верхней и нижней частью могут быть поставлены одна или
две пары прокладок высотой ii. Ими регулируются высоты башмака и окна
для удаления поковок. Специальную обработку имеет только верхняя часть.
Нижняя часть и прокладки могут быть использованы для нескольких штам-
пов, что весьма ценно при мелкосерийном производстве поковок.
3*45°
Пример обозначения башмака и державки при
И = 100, b X I 130 х 245 и >1 X 11 = ПО X 185.
Башмак и державка 100-130 X 245-110X185 №
Размеры в мм
b
b<
Dlnon. А
Ц
А
R
(Циоп. А
b
max
max
\nax
Z1max
В
В,
L
L,
145 160 175 190 205 220
160 190 215 245 270 >00
100 ПО 120 130 145 Ь)0
120 140 160 185 210 245
70 80 90 100 110 110
40 45 50 55 60 70
205 225 245 265 285 305
285 305 335 355 385 405
220 250 280 310 340 375
260 290 325 355 390 425
190 280 245 275 305 340
230 260 290 320 355 390
110 125 140 155 170 188
40 40 45 45 50 50
28 28 32 32 40 40
42 42 45 55 55
130
145
160
175
190
205
115
135
160
190
215
245
270
300
90
95
100
110
120
130
145
160
1. Материал—стальное литье 35-5015, ГОСТ 977-41.
2. Твердость — 2 )7 — 255.
3. Размеры b, bi, I, могут быть взлгы из ря-
дов, приваленных в дополнительных таблицах, очнако
они должны быть не более величин #max-
, > указанных в основной габшне для дан-
тах шах J
ного башмак i.
Фиг. 317. Низкий башмак и державка обрезного штампа с направляющими колонками.
В заводских условиях, особенно при мелкосерийном производстве, жела-
тельно, чтобы башмаки всех наиболее ходовых типо-размеров имели нормали-
зованные фигурные прояльные окна, так, чтобы один и тот же башмак можно
было использовать для обрезки нескольких поковок. При этом провисание
матриц над провальными окнами в башмаках должно быть возможно меньшим.
Недостаток указанного приема нормализации штампов состоит в том, что ма-
трицы, устанавливаемые над нормализованными провальными окнами, могут
быть, как правило, цельными.
У башмаков с направляющими колонками для небольших штампов (у низ-
ких башмаков) колонки для удобства работы расположены с задней стороны
штампа. У башмаков для крупных штампов (у высоких башмаков) для большей
точности направления, величина которой возрастает с увеличением расстояния
между колонками, последние расположены по диагонали. Сзади штампа колонка
стоит справа, передняя колонка для удобства работы правой рукой располо-
жена слева.
315
Пример обозначения башмака и державки при I - 210, Н = 240 и & -= 170
и хвостовика при hx = 38.
Башмак и державка 210Х240Х170Х38 №
Размеры в мм
№ группы 1 L ft ft, н ъ
1 120 240 170 310 260 400 45 35 160 80
120 240 170 310 260 400 85 75 200 100 120
2 140 280 200 340 300 440 45 35 170 100
140 280 200 340 300 440 85 75 210 120 140
170 340 240 410 340 510 45 35 180 120 140
170 340 240 410 340 510 85 75 220 155 170
4 210 420 280 490 400 610 55 40 200 155 170
210 420 280 490 400 610 95 80 240 190 210
260 520 340 60U 460 720 70 60 220 190 210
260 520 340 600 460 720 ПО 90 260 235 260
№ группы ъ. fto 7? И, В Вг d доп. А D
доп. А
1 100 25 45 40 190 280 32 45
2 115 30 50 45 215 315 40 55
3 140 35 50 50 250 350 40 55
4 170 40 60 60 290 410 50 65
5 210 40 60 70 340 460 50 65
Размеры
квЪстовика
1. Материал —стальное литье 35-5015, ГОСТ 977-41.
2. Твердость /Л? — 207 ч- 255.
3. Для каждой группы башмаков и державок
может быть применена прострожка по любому из раз-
меров Ь, указанных в данной группе.
Фиг. 318. Высокий башмак и державка обрезного штампа с направляющими колонками
V кругом
Пример обозначения клина при £ = 220: Клин 220 №
Размеры в мм
L 220 240 270 310 360 480 580
а 23,4 23,2 22,9 22,5 22,0 20,8 19,8
1. Материал — сталь 45, ГОСТ В-1050-41.
2. Твердость средней части Н— 241 -s-285.
3. Твердость концов клина Н „ = 341 388.
D
Фиг. 319. Клин к башмакам обрезных штампов.
Пример обозначения державки
при В =• 160, L ~ 250 с хвостовиком
при h = 38; Державка 160Х250Х38 №. Размеры в мм Размеры хво
В | В1 | L И ft Ь
140 140 160 160 160 175 175 175 175 175 200 200 200 200 60 60 70 70 70 78 78 , 78 78 78 90 90 90 90 150 175 200 250 300 175 200 250 300 350 300 400 500 600 55 60 60 70 80 80 80 90 100 110 110 120 130 140 J 38 1 45
45 | 70
1. Материал - стал 2. Твердость Н- 3. Подъемные отв делать на державках it 4. L = 1 + (20-40),
При В = 140 ч- 200
При В = 175 ч- 200
[ь S5, ГОСТ В-1050-Ц.
207 ч- 255.
ерстия 0 26 X50 мм
Ж L > 200.
где Z-дчина поковки.
в мм
Применя ется
у дер/кавок
Фиг. 320. Державка обрезного штампа с хвостовиком под клин и креплением
пуансона клином.
Пример обозначения державки при L = 150 и Н = 60:
Державка 150X60 №
Размеры в мм
L 120 150 180 200 200
Н 60 60 65 70 80
1. Материал — сталь 35, ГОСТ В-1050-41.
2. Твердость Н= 207 4-255.
Фиг. 321. Державка обрезного штампа с цилиндрическим хвостовиком и креплением
пуансона клином.
ъкругон
Фи1 322 К 1ин к державкам обрезных штампов
Пример обозначения державки при В — 240 L 320 и h - 38
Державка 240Хз20Х38 №
Размеры в ям
160 180 200 240 260 280 300 3 0
40 45 45 50 50 60
I Материал — с^ать 35, ГОСТ В 1050-41.
2 Твердость Н& — С2$У1 — 255
3 1 — I | (20—40), где / —-длина поковки
Раз тсры хвостовика
в мм
-------.--------------
h 38 I ч5
b 45 70
400
60 70
70
Фиг 323 Державка обрезного штампа с креплением пуансона на винтах
'005
Профиль канавки
Фиг 324 Колонка направляющая
Фиг 325 Втулка направляющая
318
Da фиг. 319 приведена нормаль клиньев к башмакам обрезных штампов.
Стальные прокладки под клин из листа толщиной 0,5; 0,75; 1, 2 и 3 мм должны
быть шириной 35 мм и могут быть нарублены в запас на длину 200, 250, 300,
400 и 450 мм.
На фиг. 320 и 321 показаны нормали державок с креплением в них пуан-
сонов клином' первая — с хвостовиком под крепление в ползуне клином, вто-
Фш. 326. Лапа
Пример обозначения лапы съемника при С — 30 и £ — 85:
Лапа 30X85 №
Размеры в мм
С В Ъ А 1 /г. R L h н
20 70 45 30 6,5 60 35 50
3 15
70 40 60
30 92 62 35 4 15 8.5 85 50 70
95 65 85
45 113 78 40 5 18 9,5 ПО 65 | 85
125 80 102
<0 130 90 | 45 6 20 10,5 140 | 80 | 102 155 | 100 1 125
1. Материал — сталь 45, I ОСТ В 1050-h.
2. Твердость Н& -= 229 -4- 2X5.
съемника обрезного штампа
рая — с цилиндрическим хвостовиком. При креплении цилиндрического хво-
стовика в ползуне стопорным болтом на хвостовике дополнительно следует пред-
усмотреть лыску под стопорный бол I.
Нормаль на клинья для крепления
фиг. 322. Стальные прокладки под клин
должны быть шириной 25 мм
и могут быть нарублены в запас
на длину 200, 250, 300, 350 и
400 мм.
Преимущество указанных
выше двух державок перед дер-
жавкой с шлицевым крепле-
нием на винтах (см. нормаль
на фиг 323) н том, «то послед-
пуансонов в державках приведена на
из листа толщиной 0,5; 0,75, 1 и 2 мм
няя должна иметь специальную
разметку и обработку отверстий под винты и может быть использована только
для крепления пуансонов при обрезке одного изделия, тогда как каждая из
первых двух может быть использована для нескольких изделий.
Чертежи направляющих колонок и втулок приведены на фиг. 324 и 325.
Не указанные на них размеры берутся по ОСТ/НКТП 7240/489 и 7239/488.
По сравнению с ранее применявшимися конструкциями канавки для удер-
жания смазки здесь перенесены со втулок на колонки, что без ущерба для каче-
ства смазки значительно удешевляет их изготовление.
К числу деталей обрезных штампов, подлежащих стандартизации, следует
отнести также лапы съемника (см. нормаль на фиг. 326), распорные трубки
жестких съемников и винты с цилиндрической головкой и шестигранным отвер-
стием под ключ (фиг. 327). Остальные детали крепления, применяемые в обрез-
ных штампах, остированы.
§ 9. СПЕЦИАЛЬНЫЕ КОНСТРУКЦИИ
Нормализация башмаков, державок и прочих деталей больших типо-раз-
меров не может дать .должного экономического эффекта, так как приведет
к неизбежному перерасходу металла па эти детали. Поэтому для обрезки круп-
ных поковок эти детали рекомендуется конструировать и изготовлять каждый
319
раз заново, беря в основу типы конструкций, принятых в соответствующих
нормалях.
К специальным конструкциям приходится прибегать, например, когда
обрезка предусмотрена на прессе, характеристика которого не соответствует
габаритам детали, например, когда пуансон мешает уложить поковку в матрицу
потому, что высота поковки оказывается больше расстояния между пуансоном
и матрицей при верхнем положении ползуна.
На этот случай может быть применен штамп с выдвижной матрицей
(фиг. 328). Матрица по пазу в башмаке может выдвигаться вперед, при этом пуан-
-сон не мешает укладке в нее высокой поковки. После укладки поковки матрица
задвигается назад до упора, тогда можно произвести обрезку.
В практике обрезных работ используется
также конструкция выдвижного пуансона
(фиг. 329). Для укладки поковки в матрицу
пуансон на салазках отводится назад. Ска-
пливающаяся между выдвижной матрицей и
башмаком окалина мешает работе (фиг. 328)
Фиг. 328. Выдвижная матрица.
Ограничительный mmuqm
Упорная планка
передвижения
пуансона
Главная ось пуансона
в заднем положении
' Главная ось пуансона
В рабочем положении
Фиг. 329 Выдвижной пуансон.
Салазки же выдвижного пуансона в этом отношении находятся в лучших условиях
Недостаток обеих конструкций состоит в необходимости непрерывного
контроля за соосностью между пуансоном и магрипей в их рабочем положении.
При малых зазорах между пуансоном и матрицей не рекомендуется применять
эти конструкции. В этих случаях с аналогичной целью применяют пуансон,
конструкция которого показана на фиг. 330-
Нижняя 1 и верхняя 2 части такого пуансона соприкасаются кулаками 3
типа зубьев храповика. Нижняя часть пуансона постоянно поджимается к верх-
ней пружиной 5, надетой на шпильку 4, которая служит направляющей. Пово-
рачивая рычагом 6 нижнюю часть пуансона по наклонным поверхностям кулач-
ков, можно отжать ее книзу на высоту кулачков. Удлинив таким образом пуан-
сон, ставят его в рабочее положение. Для возможности укладки высокой по
ковки в матрицу поворачивают рычагом пуансон в обратном направлении по
скосам храповика, т. е. укорачивают пуансон.
При обрезке низких поковок с высоким выступом, мешающим укладке по-
ковки в матрицу (например, при обрезке шестерен с высокой ступицей), реко-
мендуется конструкция, называемая пуансоном с форточкой (фиг. 331). При
укладке поковки форточка открывается на петлях. После укладки форточка
закрывается на крючок или задвижку.
При обрезке весьма высоких поковок, например, при обрезке заусенца у со-
ловок болтов, весьма удобен способ, иллюстрированный на фиг. 332 Заусенец
у болта расположен так, что укладывать его в матрицу нужно было бы головкой
вниз, но длина стержня может оказаться такой, что открытой высоты штампо-
вого пространства будет недостаточно. Тогда при укладке болта в неподвижную
320
iijih выдвижную матрицу стержнем вниз центрируют головку по матрице
откидывающимся на шарнире накидным ловителем, как показано на фиг. 332
При обрезке поковок типа лопаток для шин и ломиков, когда штамповке под-
вергаются только концы заготовок, а также длинных поковок, штампуемых по
половине с поворотом (как
штампуют, например, балки
передних осей автомобилей и
тракторов), контур обрезки
должен быть открытым спереди
(фиг. 333). Матрица делается
открытой. Провальное окно в
башмаке тоже открытое спе-
реди. Длина матрицы и пуан-
сона должна несколько пере-
крывать длину штампуемой ча-
сти поковки с тем, чтобы была
гарантия среза заусенца в ме-
стах перехода от штампуемой
части к нештампуемой. Для
всех деталей штампа такой кон-
струкции могут быть использо-
ваны нормальные детали.
Фиг. 330. Удлиняю-
щийся пуансон.
Фиг. 331. Пуансон
с форточкой.
Для обрезки мелких деталей
этой группы можно применять
матрицы типа, указанного на
фиг. 334. Поковка после обрезки вынимается непосредственно из матрицы
Матрицу можно поставить на башмак без провального окна.
По техническим условиям на поковки может оказаться необходимым их
клеймение. Клеймо может означать марку завода-изготовителя или изделия,
номер детали, марку стали, номер плавки,
знак штамповочной бригады и т п
а-тВитель
Ь-оснобание
/юВителя
Фиг. 332. Накидной ловитель
Фиг. 333. Открытая
матрица, крепящаяся
на открытом башмаке
Фиг. 334. Открытая
матрица для мелких
поковок
Клеймение может производиться во время штамповки в самом окончатель
ном ручье. На поверхности ручья в виде углублений или выступов можно изго-
товить нужные цифры, буквы и знаки. Отпечаток их получается в виде рельеф
ного клейма. Недостаток этого способа заключается в том, что клеймо в моло-
товом штампе менять нельзя — оно остается в ручье до его очередного возобно-
вления. Поэтому так изготовляются только постоянные клейма: марка завода,
марка изделия и номер детали. Клейма, изменяющиеся (марка стали, номер
21 Брюханов и Ребельский 2058 321
плавки, знак штамповочной бригады, знак ОТК и т. п.), в силу тою обстоятель-
ства, что изменение их может произойти раньше, чем смена штампа, должны
ставиться на поковке после ее штамповки. Клеймение производится вручную
или механическим спосо-
бом.
- Один из методов клей-
мения поковок в штам-
пах во время горячей
обрезки состоит в следую-
щем.На поверхности фигу-
ры в обрезном пуансоне
крепится клеймо в виде
выступающих над поверх-
ностью знаков. Во время
горячей обрезки клеймо
давит на поверхность по-
ковки и дает рельефный
отпечаток. Клеймо может
быть вставным и быстро-
сменным.
Применяются два типа
таких клейм —с круглой
и овальной обоймами
(фиг. 335), в зависимости
Фиг. 335. Крепление сменных клейм в обрезных
пуансонах.
от конфигурации и разме-
ров того места на пуансоне, в которое они ставятся. Набор Т-образных
клейм с нужными цифрами, буквами или знаками ставится на заплечиках
в обойму. Обойма вставляется в специальное гнездо, изготовленное на по-
верхности рабочей фигуры пуансона, и крепится в нем двумя винтами.
§ 10. ОФОРМЛЕНИЕ ЧЕРТЕЖА ОБРЕЗНОГО ШТАМПА И ОБЩИЕ ПРАВИЛА
КОНСТРУИРОВАНИЯ
”'г Типовой чертеж (фиг. 336) иллюстрирует особенности оформления чертежей
простых обрезных штампов. Общий вид вычерчивается только в чертежах
простых обрезных штампов специальных конструкций. Если для обрезки при-
нята одна из типовых конструкций, то вычерчиваются только пуансон и матрица
и те детали штампа (башмак, державка, детали съемника и т. д.), которые или
не нормализованы, или имеют специальную обработку. Эти детали вычерчи-
ваются упрощенно, так как нужно указать лишь те части или места деталей,
на которых имеются специальная разметка и обработка, причем размеры из
нормали не проставляются. Матрица вычерчивается в сборе. Указываются габа-
риты матрицы в сборе, габариты секций и все размеры, за исключением разме-
ров контура обрезки в плане.
При вычерчивании пуансона для облегчения его изготовления рекомен-
дуется проставлять все размеры, за исключением контура обрезки в плане
и размеров фигуры поковки в местах, где между пуансоном и поковкой не должно
быть зазоров. Вместо них на чертеже должны быть нанесены главные осевые
линии поковки и размеры от этих осевых линий до верхнего основания пуан-
сона и до затупленных кромок. В самой фигуре проставляются те размеры, по
которым фигура пуансона отличается от фигуры поковки, т. е. размеры, по ко-
торым между пуансоном и поковкой должны быть зазоры.
В примечании к чертежу должно быть указано, что фигуры в пуансоне и
матрицедолжны быть изготовлены по чертежу поковки для изготовления штампа
и пригнаны в зависимости от рода обрезки по поковке или по специальной от-
ливке. Кроме того, в примечании к чертежу должен быть указан размер зазора
между пуансоном и матрицей за счет пуансона.
При обработке башмака матрица в сборе ставится в гнездо по месту. Раз-
метчик вычерчивает на поверхности гнезда чертилкой сквозь провальное окно
322
шлрвды нижний его контур. Если матрица крепится на винтах, сквозь отвер-
стия под винты попутно чертилкой обводится контур этих отверстий. Затем ма-
трица убирается. Вокруг контура провального окна с трех-пятимиллиме-
тровым уступом наружу вычерчивается контур, по которому должно быть
изготовлено провальное окно в башмаке. Радиусы сопряжений по контуру
этого окна следует делать не менее 10 мм. По контурам отверстий под болты
определяются и кернятся центры под сверло.
Примечания:
1 Фигуру в пуачсоне и матрице
изготовить по чертежу по-
ковки для изготовления штам-
па и пригнать по свинцовой
отпивке ( по холодной поковке).
2 Зазор между пуансоном и мат-
рицей .. мм за счет пуансона.
3. Закрытая высота штампа
.. мм.
Л Было
Стало Подп
Дата
Изменения
Конструкторское бюро
по штамбам
'б Болт И х. в ГОСТ
5 болт 16 ГОСТ
4 Державка 1 Нор- маль
3 Башмак 1 Нор- маль
2 Пуансон 1 •оХГМ ЗД-ЗД *1
1 Матрица 1 ЭИ1ОЗ 3,0-4) 1
№ дет. Наименование детали Уво Мате- риал Твер- дость Гдсг или ы*л. Приме- чания
Обрезной штамп
Оборудование Обрезной пресс... т
согласовано Изделие
щми Деталь
Констр. Листов 1 \лист\ 1
Проверил Шифр
Н-к бюро
Фиг. 336. Типовой чертеж обрезного штампа.
Размеры контура провального окна, так же как и размеры для разметки
отверстий под винты для крепления матриц, проставлять на чертеже башмака
не следует. Башмак нужно вычерчивать только для указания обработки отвер-
стий под винты для регулировки матриц и крепления съемника при наличии
13К0ВЫХ.
При креплении пуансона в нормальной державке на винтах разметкуотвер-
стий под винты можно вести по размерам, указанным в чертеже пуансона, поэтому
державку, так же как и башмак, можно не вычерчивать.
Допуски на размеры, а также знаки обработки в чертеже штампа можно не
указывать. Точность размеров и чистота обработки поверхностей деталей штампа
указаны в нормалях и предусмотрены специальными техническими условиями
(ТУ), обязательными при изготовлении штампов на обрезные прессы.
В чертеже штампа должны быть указаны род обрезки (холодная или горя-
чая) и закрытая высота штампа.
*
323
ГЛАВА III
ПРОШИВНЫЕ ШТАМПЫ
§ 1. ТИП И КОНСТРУКЦИЯ ШТАМПА
Конструкция штампа, применяемого для удаления внутренней пленки по-
ковки, зависит прежде всего от конфигурации наметки под прошивку в поковке
Конфигурация прошиваемою места в поковке обусловливает величину зазора
Фиг. 337. График для определения
зазора между пуансоном и матрицей
при просечке:
А — для холодной просечки низкоуглеродистых
сталей, Б — для горячей просечки конструк-
ционных сталей.
между противником и матрицей, который
в значительной мере определяет конструк-
цию штампа для осуществления данной про-
шивки
Зазор 5 между прошивником и матрицей
определяем в зависимости от наличия и
устройства наметки под прошивку следую
щим образом:
а) при наличии плоско!! наметки (см
табл. 28, позиция № 3)
8 = /Zjtg а—0,5, нс в пределах
0,5 -г- 3 мм; (1)
б) при наличии фигурной наметки
8= 0,5 ч- 1 мм; (2)
в) при отсутствии наметки с нижней
стороны, когда имеет место просечка по
сплошному телу (см. табл. 28, позиция №4),
зазор 8 зависит от толщины просекаемой части поковки, марки стали поковки
и ее температуры.Для определения зазора 8 при просечке рекомендуется гра-
фик, представленный на фиг. 337.
При зазоре 8 > 1,5 мм большой точности в установке матрицы по отноше
нию к пуансону не требуется и поэтому нет нужды в направляющих колонках,
Фиг. 338. Прошивной штамп типа I.
Условия применения:
I. Для прошивки поковок с одним отверстием при
зазоре 5 > 1,5 мм. 2 Когда закрытая высота штампа
^шт позволяет осуществить зазор Z=10—15 мм при
условии свободного прохождения поковки (Нпок) в
пространство между матрицей и съемником {Нх)
Фиг. 339. Прошивной штамп типа II
Условия применения:
Применять при тех же условиях» что и тип 1, но
когда при данной Ншт зазор*/ (см. тип I) получается
меньше 10—15 мм.
матрицу и пуансон можно крепить менее точным способом. В таких случаях
рационально прибегать к более простому, а следовательно, более дешевому про-
шивному штампу, что и предусматривается рекомендуемыми конструкциями
штампов типа I и типа II (фиг. 338 и 339).
324
В этой конструкции башмак и державка имеют сквозную строжку под
матрицу ц пуансон, что проще в изготовлении. Матрица и пуансон крепятся
клиньями (тип II) и не имеют отверстий под крепежные болты или уста-
новочные штифты.
При зазоре В от 0,5 до 1,5 мм матрица уже частично участвует в резке. При
малых зазорах контур отверстия матрицы в значительной степени выполняет
роль режущей кромки. Эти условия предъявляют к штампу требования более
точной центровки изделия и матрицы по отношению к пуансону, предотвра-
щение попадания пуансона на кромку матрицы, а также обеспечение регули-
Фиг. 340. Прошивной штамп типа III.
Применять для случаев:
а) прошивки двух и более отверстии; б) для
прошивки одного отверстия, но когда требуется
зазор 8<1,5 мм.
Фиг. 341. Прошивной штамп
типа IV. Применять при тех
же условиях, что и тип III,
но в случае, когда по условиям
укладки и недопустимости де-
формации поковки необходим
верхний съемник.
ровки положения матрицы. Указанным требованиям удовлетворяет конструкция
штампов типа III и IV (фиь 340 и 341). Конструкция выполнена с направляю-
щими колонками, обеспечивающими точную установку верхней части штампа
по отношению к нижней. Матрица помещается в гнезде башмака, крепится
вертикальными болтами и регулируется передними и боковыми горизонтальными
болтами. Противники крепятся к державке с помощью планки или боковой
клеммы.
Конструкцию штампов типа III и IV рекомендуется применять также в тех
случаях, когда В > 1,5 jam, но при прошивке более чем одного отверстия.
Условия применения основных четырех типов прошивных штампов приведены
на фиг. 338—341.
§2* ОСНОВНЫЕ ДЕТАЛИ ПРОШИВНЫХ ШТАМПОВ
1. Матрица. При конструировании прошивной матрицы (фиг. 342 и 343)
нужно придерживаться следующих правил.
1) Стремиться к лучшему центрированию поковки в фигуре матрицы, к офор-
млению этой фигуры таким образом, чтобы получать наименьшее коробление
поковки, к простоте изготовления фигуры матрицы, к уменьшению длины пуан-
сона за счет высоты матрицы, а также избегать замков.
325
2) Стремиться к уменьшению габарита матрицы, памятуя, что для многих
поковок бывает достаточным заключить в матрице лишь центрирующую часть
фигуры поковки. t
3) Если отверстие в матрице служит только как провальное (см. фиг. 342),
то размеры его, определенные в соответствии с приведенными выше указаниями,
должны обеспечить свободный провал прошитой пленки и получение поковки
без смятого торца в местах В.
4) Если контур отверстия в матрице выполняет также роль режущей кромки
(8 = 1,5 — 0,5 мм), то нужно выдержать надлежащий зазор (возможно мень-
ший) между прошивником и матрицей, провальное отверстие делать, как для
режущих матриц (фиг. 343), избегать получения острых кромок, дающих смя-
тие поковки (см. В на фиг. 343), и избегать малоустойчивых пикообразных
выступов.
5) Не делать в матрице в соответствии с фигурой поковки тонких ребер,
выступающих поясков и т. п., если и без того поковка достаточно центрирована
в матрице.
6) Зазор Д на сторону между поковкой и матрицей по центрирующему кон-
туру должен быть равен половине положительного допуска на соответствующий
Фиг. 342. Прошивная матрица типа I.
Фиг. 343. Прошивная матрица типа II.
размер С поковки. Поверхности, не центрирующие поковку, следует давать
с зазором 8г — Д + 0.5 мм. (см. фиг. 342).
7) Если в результате расчета штампа по высоте выявлено, что поковка не
проходит между прошивником и матрицей (мал ход ползуна пресса), то, когда
это позволяет конфигурация, можно сделать в матрице сквозной вырез, как
показано на фиг. 344.
8) В целях более удобного удаления поковки из матрицы рекомендуется
делать специальную канавку (см. А на фиг. 344).
2. Противники. Размеры рабочей части прошивника должны быть выпол-
нены по номинальным размерам прошиваемого отверстия в поковке. При горя-
чей прошивке размеры рабочей части должны быть увеличены на возможную
усадку с учетом температуры прошивки. Необходимый зазор 8 нужно делать
за счет диаметра отверстия в матрице. Длина прошивника должна обеспечи-
вать отделение пленки от тела поковки. Существует много способов крепления
прошивника к державке. Способы крепления прошивника, при которых имеют
место сверление отверстий или нарезка резьбы в его хвостовой части, ненадежны
в работе и трудоемки в изготовлении. Крепление прошивника должно быть про-
стым, прочным и удовлетворять условию быстрой его смены. Этим условиям
отвечают конструкции крепления прошивника с помощью упорного болта или
«ласточкина хвоста» и клина для штампов типа 1и II (см. фиг. 338 и 339) или
с помощью планки и клеммы 1 для штампов типа III (см. фиг. 340). Крепление
прошивника планкой рекомендуется для штампов под основной ползун пресса.
Крепление клеммой оправдало себя для штампов под боковой ползун пресса,
так как открытая сторона пресса обеспечивает доступность к болтам крепле-
ния и к клемме.
3. Съемник. Для прошивных штампов, как правило, нужно применять
нижний съемник, т. е. гладкую или фигурную съемную пластину, связанную
с нижней частью штампа (см. фиг. 338 и 339). Когда закрытая высота штампо-
1 Крепление прошивника клеммой дано далее на фиг. .346.
вого пространства пресса не позволяет разместить нижний съемник или когда
прошивается тонкая поковка, значительно деформирующаяся в процессе про-
шивки и требующая прижима, следует применять верхний съемник (см.фиг. 341).
При прошивке одного отверстия съемник рекомендуется крепить двумя
болтами и выполнять его по форме и размерам,“соответствующим фиг. 345. При
прошивке двух и более отверстий размеры съемника определяются из тех же
отношений, но с учетом расстояний между прошиваемыми отверстиями и кре-
плением не менее чем четырьмя болтами.
Нижний съемник делается с опорой на жесткие распорные трубки
(см. фиг. 338) или на пружины (см. фиг. 339). В любом варианте положение
съемника должно обеспечивать достаточной величины расстояние Hv необходи-
мое для свободного закладывания поковки в матрицу и ее удаления со штампа.
Кроме того, при жестких распорных трубках в нижнем положении ползуна
должен оставаться зазор Z не менее 10—20 мм.
Таким условиям трудно удо-
влетворить при значительной вы-
соте Н поковки. Если даже штам-
повое пространство и ход пресса
позволяют разместить штамп для
Фиг. 345. Нижний съемник на распорных
трубках.
t = b 4- </, + (5 ч- 8) мм, h SS 0,5 S + 0,1 D + 0,02 I 4- 8,
t «и l,2/i, d, ft! 1,5 d + 1,5 мм.
прошивки высокой поковки при условии сохранения достаточных расстоя-
ний между матрицей и съемником, а также между пуансоном (планкой) и съем-
ником, то прошивник получается излишне высоким и непрочным. Этих недо-
статков лишена конструкция съемника с опорными пружинами вместо трубок
(см. фиг. 339 и 310). При верхнем положении ползуна пружины поднимают на
необходимую высоту съемную плитку и тем самым создают благоприятные усло-
вия укладывания и удаления поковки. При ходе ползуна вниз верхняя часть
штампа надавливает на съемную плитку, пружины сжимаются и позволяют
подойти съемнику и пуансону на минимально допустимое расстояние к матрице,
благодаря чему можно применить пуансон небольшой высоты.
4. Башмак и державка. Конструкции башмака и державки, а также их
размеры рекомендуется применять такими же, как и для простых обрезных
штампов. Крепление державки можно осуществить с помощью круглого хво-
стовика или «ласточкина хвоста» в зависимости от устройства мест крепления
ползуна пресса. При прошивке толстой пленки, требующей значительных
усилий съема, крепление державки только на круглом хвостовике оказывается
недостаточным. В таких случаях целесообразно дополнительное крепление
вертикальными болтами.
Если в поковке прошивается больше одного отверстия, то нужно проверить,
не выходят ли контуры прошивки за пределы провального отверстия в столе
327
пресса. В противном случае пленки (выдры) будут застревать и скапливаться
в штампе. При этом рекомендуется провальные отверстия в штампе сделать
под таким уклоном, чтобы их основания попали в пределы провального отвер-
стия стола пресса (см. далее фиг. 348). Если этого недостаточно, то,нужно в ниж-
ней части башмака предусмотреть сквозной вырез для выгребания пленок
(выдр).
Фиг. 346. Прошивной штамп для звена гусеницы:
1 — нижний башмак, 2 — верхний башмак; 3 — матрица, 4 — противник; 5 — болт
съемника, 6 — съемник; 7—пружина съемника, 8 — зажимная планка; 9 — напра-
вляющая колонка. 10 — направляющая втулка.
Общий рид штампа для прошивки четырех отверстий в поковке звена гусе-
ницы представлен на фиг. 346 (чертеж поковки звена дан на фиг. 228). Штамп
устанавливается на боковом ползуне пресса. Конструкция штампа выполнена
в соответствии с изложенными выше соображениями и ясна из чертежа.
§ 3. УПРОЩЕННАЯ КОНСТРУКЦИЯ ПРОШИВНОГО ШТАМПА
Патрица
Стол пресса
Нижний
башмак
В редких случаях, когда требуется прошивка поковки настолько значитель-
ных размеров, что обыкновенный прошивной штамп не помещается на имею-
Прошидень Ш'емся в распоряжении прессе (особенно при необ-
ходимости применения усиленного съемника), можно
Поковка прибегнуть к упрощенной конструкции прошивного
штампа (фиг. 347).
Прошивка производится свободным (незакре-
пленным) прошивнем, проваливающимся вместе
с выдрой на стол пресса, подкладную плиту и
иногда под стол пресса. По окончании прошивки
прошивень укладывается клещами в наметку следую-
щей прошиваемой поковки.
Такая конструкция прошивного штампа оправ-
дывает себя при небольших партиях поковок,
Фиг. 347. Прошивной штамп когда изготовление сложного штампа экономически
со свободным прошивнем. невыгодно.
328
ГЛАВА IV
ПОСЛЕДОВАТЕЛЬНЫЕ И КОМБИНИРОВАННЫЕ ОБРЕЗНЫЕ ШТАМПЫ
§ 1. ПОСЛЕДОВАТЕЛЬНЫЕ ШТАМПЫ
Последовательные штампы наиболее часто применяются для операций:
обрезка-прошивка и обрезка-правка.
Последовательный штамп применяется, например, для обрезки и прошивки
поковки шатуна (фиг. 348). (Чертеж поковки шатуна приведен выше, фиг. 240).
После штамповки на молоте горячая поковка укладывается в обрезную матрицу,
где и отделяется от заусенца. Затем прессовщик вынимает поковку из проваль-
поГВ
Фиг. 348. Штамп для последовательной обрезки-прошивки шатуна.
ного гнезда башмака и переносит ее на прошивную часть штампа. Поковка
центрируется при укладке головок в прошивные матрицы. За каждый ход
пресса производятся одновременно прошивка ранее обрезанной поковки и
обрезка заусенца вновь поступившей поковки.
Нижний башмак изготовлен из стального литья. Державка пуансонов
(верхний башмак), подвергающаяся напряжениям от действия силы съема по-
ковки с прошивника, изготовляется из кованой стали (сталь 45). Обрезная
матрица состоит из шести секций, крепится с помощью клемм болтами и регу-
лируется боковыми натяжными и упорными болтами. Пуансон крепится с по-
мощью разъемной планки, что позволяет заменять его, не снимая штампа.
Прошивные матрицы крепятся на отдельных гнездах нижнего башмака. Про-
тивники крепятся с помощью планок. Закрытая высота штампового простран-
ства позволяет применять в данном случае нижний жесткий съемник. Для того
чтобы пленки (выдры) попадали в провальное отверстие стола пресса, проваль-
ные отверстия штампа сделаны с наклоном 5° к вертикальной оси. Штамп снаб-
жен направляющими колонками.
Поковка вилки (фиг. 349) подвергается горячей обрезке и правке в после-
довательном штампе (фиг. 350).
329
Фиг. 349. Поковка вилки.
Фиг. 350. Штамп для последовательной обрезки-правки
вилки.
Фигуру, изготовить по чертежу
горячей поковки и пригнать по
свинцовой отпивкег^__;20----1
Пуант разместить по мат-[
Рице с уменьшением по 0,3мм
на сторону за счет пуансона
в)
Фиг. 351. Детали штампа, показанного на фиг. 350:
Л — правочная матрица; Б — обрезная матрица. В— пуаисби.
га
'30+30
-??4—Ч
я) матрице
По левую сторону от оси штампа расположен правочный ручей, а по правую—
обрезная матрица. После обрезки заусенца поковка извлекается из проваль-
ного отверстия башмака и укладывается в ручей нижней половинки правочной
части штампа. На матрицу укладывается вновь поступившая от молота поковка,
и, таким образом, за каждый ход пресса совершаются одновременно обрезка
поковки и правка ранее обрезанной поковки.
Фиг. 352. Поковки серьги
рессоры.
Фиг. 353. Поковка серьги
рессоры до гибки.
Конструкция штампа (детали 1—13) поясняется чертежами рабочих дета-
лей (фиг. 351).
Поковка серьги рессоры автомобиля ЗИС-5 (фиг. 352) штампуется на молоте
в развернутом виде, как показано на фиг. 353. От молота поковка с заусенцем
передается к прессу, на основном столе которого установлен последовательный
Фиг. 354 Последовательный штамп для
обрезки и окончательной гибки серьги
рессоры.
штамп для обрезки заусенца и окончательной гибки (фиг. 354), а на
боковом столе — штамп для предварительной гибки (фиг. 355). После
обрезки заусенца прессовщик перекладывает поковку на штамп предваритель-
ной гибки бокового ползуна, где она аккуратно укладывается подручным, по-
стоянно находящимся с задней стороны пресса. Предварительно выгнутую
поковку подручный перекладывает в ручей окончательной гибки последова-
тельного штампа, в то время как прессовщик укладывает на обрезную мат-
рицу вновь поступившую от молота поковку.
331
Фиг. 355. Штамп Для
предварительной гибки
серьги рессоры.
Таким образом, за один ход пресса совершается одновременно обрезка
заусенца, предварительная гибка и окончательная гибка трех поковок, из кото-
рых каждая в течение этого хода подвергается соответствующей операции.
Штамп для предварительной гибки (фиг. 355) состоит из пуансона, закре-
пленного в боковом ползуне, и матрицы, прикрепленной к подкладной плите
бокового стола. В матрице, помимо профиля гибки, имеются центрирующие
выемки, в которые поковка укладывается своими бобышками.
Последовательный штамп (фиг. 354) с башмаком 1 имеет в передней части
матрицу 2, состоящую из четырех частей, и пуансон 3, прикрепленный на вин-
тах к деожавйе 4. В задней части расположен гибочный
штамп, вернее, приспособление для окончательной гибки
изделия.
В вырезе башмака помещены два вкладыша (пол-
зушки) 5, которые прижимаются к боковым стенкам
выреза или к упорным болтам 6 через болты 7 пру-
жинами 8. Регулировку положения вкладышей по ши-
рине можно производить гТри необходимости упорно-
регулировочными болтами 6. В верхней части нижнего
башмака прикреплены съемные лапы 9.
В державке 4 закреплены пуансон 10 и четыре
клина 11, по два на каждую ползушку. Между
пуансоном и державкой помещаются прокладки 12,
количество которых может быть изменено при регули-
ровке пуансона по высоте.
Предварительно изогнутая поковка укладывается
своими бобышками в фигурные выемки вкладышей. При ходе ползуна
вниз поковка увлекается пуансоном и в то же время поджимается вклады-
шами, сближающимися под действием указанных распорных клиньев.
Такое устройство гибочного штампа обеспечивает получение отчетливого
изгиба с хорошо оформленными углами. При ходе ползуна вверх поковка сни-
мается с пуансона съемником 9—16 и затем удаляется из штампа.
[§ 2. КОМБИНИРОВАННЫЕ ШТАМПЫ
1. Назначение. Комбинированные штампы применяются для одновремен-
ного выполнения двух и более операций на одной и той же поковке за один
ход пресса. Наибольшее распространение получили комбинированные штампы
для операций обрезки и прошивки.
2. Устройство. Принцип действия наиболее часто встречающейся конструк-
ции комбинированного штампа для одновременной обрезки и прошивки круглых
в плане поковок с одним отверстием следующий. С правой стороны от оси на
фиг. 356 дано изображение штампа в закрытом состоянии, после обрезки и про-
шивки, когда ползун находится в крайнем нижнем положении, а с левой сто-
роны — изображение штампа в открытом состоянии, в момент укладки поковки
на штамп, когда ползун находится в крайнем верхнем положении.
Основные рабочие части — матрица 3 и прошивник 5 — закреплены
в нижнем башмаке 1, а пуансон 4 —в верхнем башмаке 2.
Выбрасыватель 7 удерживается в верхнем положении с помощью коро-
мысла 8, к которому прикреплен выбрасыватель. Коромысло опирается про-
ходящими через него горизонтальными болтами 11 на нижнюю часть пазов
двух скоб 10, которые подвешены к верхнему башмаку с помощью двух тяг 9.
Взаимное сочленение и крепление всех деталей комбинированного штампа этой
конструкции, а также устройство отдельных деталей подробнее показаны на
фиг. 357.
Работа штампа и взаимодействие его частей заключаются в следующем:
поковка после штамповки на молоте переносится к прессу и укладывается на
выбрасыватель, после чего нажатием педали приводится в движение ползун
пресса. При этом система выбрасывания — тяги, скобы, коромысло и выбрасы-
ватель, следуя движению ползуна, также будет опускаться вниз. По прохо-
ждении незначительной части хода поковка ляжет заусенцем на кромку ма-
332
Фиг. 356. Комбинированный штамп в разрезе.
15-20\
4
1
tz клемма
14 болт
ОСТ3522
20 Втулка
fiOanm
18 Винт
2 Верхний
башмак
1 нижний
башмак
if болт
в коромысло
'l6 Винт ^/7 Винт
S стойка
10 а гайка тяги
ОСТ 3312
10 тяга
9 скоба
7 Выталкиватель
XDttdUu
Фиг. 357. Комбинированный штамп типа I.
Условия применения: для поковок круглых (или близкой к кругу формы)
с наружным диаметром Dog = 100-S-500 и внутренним диаметром Dnp =
=60-s-400 ям', когда матрица цельная, зазор между пуансоном и матрицей
6,>1, а зазор между противником и пуансоном б2>0,6. При Ч<1 приме-
нять съемник. При о2<0,6 применять выталкиватель внутреннего заусенца.
исходит в обратном порядке. Тяга, пройдя
Положение в момент
начала отрезки
Фиг. 358. Схема зазоров при комбинированной
обрезке-прошивке.
трицы, в то время как вся система будет продолжать двигаться вниз. Движе-
ние отделившегося от поковки выбрасывателя будет продолжаться до тех пор,
пока коромысло не ляжет на выступ паза нижнего башмака. После этого тяга
вместе со скобой будет передвигаться по отношению к покоящемуся коро-
мыслу на величину /г, пока скоба не упрется в подкладную плиту. Наконец,
в движении будет находиться только тяга, которая по отношению к покоящейся
скобе пройдет путь Хтяг~ На некотором расстоянии от нижнего крайнего поло-
жения пуансон придет в соприкосновение сщоковкой и при дальнейшем своем
движении сдвинет ее по отношению к покоящимся матрице и прошивнику на
некоторую величину е. Эта величина сдвига поковки по отношению к матрице
и прошивнику является тем рабочим ходом, на протяжении которого должны
произойти обрезка и прошивка поковки.
При обратном ходе ползуна движение деталей системы выбрасывания про-
вверх расстояние Хтяг, тянет за
собой скобу, которая с момента
соприкосновения с горизонталь-
ным болтом коромысла увле-
кает за собой последнее вместе
с выбрасывателем. Выбрасыва-
тель, пройдя вверх величину за-
зора, образовавшегося между
j ним и поковкой при ходе вниз,
увлекает за собой поковку и ста-
вит ее в начальное верхнее по-
ложение. В нижнем положении
штампа после обрезки и про-
шивки наружный заусенец
остается лежать на матрице, а
внутренний — на противнике.
При подъеме системы выбрасы-
вателя вверх поковка увлекает
с собой наружный заусенец и
пленку, которые повисают на
поковке, а затем вместе с ней
сбрасываются со штампа.
3. Основные соображения. При конструировании комбинированных
обрезных штампов должны быть приняты во внимание следующие сообра-
жения.
а. Еще при конструировании поковки, подлежащей обрезке и прошивке
в комбинированном штампе, нужно предусмотреть такое расстояние hr от линии
разъема до давящей плоскости пуансона и такую конфигурацию наметки в по-
ковке со стороны пуансона, которые обеспечивали бы достаточный зазор
между пуансоном и матрицей и зазор 8, между пуансоном и прошивником
(фиг. 358). Желательно, чтобы эти зазоры были не меньше 1 мм со стороны
заусенца и не менее 0,6 мм со стороны пленки.
При меньших зазорах потребуются съемник заусенца и выталкиватель
пленки (выдры), что значительно усложняет конструкцию штампа.
б. Расположение матрицы и пуансона по высоте должно быть установлено
с таким расчетом, чтобы в момент, когда заусенец ляжет на матрицу, между
пленкой иторцом прошивника оставался зазор X' не менее 5—15 мм (см. фиг. 358).
Это необходимо для того, чтобы сначала происходила обрезка наружного
заусенца и только в конце этой обрезки началась .прошивка пленки. Это
облегчает работу пресса, так как обрезка и прошивка протекают почти
раздельно и, кроме того, благоприятствует центровке изделия по отноше-
нию к прошивнику, что гарантирует получение более концентричной
прошивки.
Рекомендуемым зазором К' =5-4-15 мм предусматривается сравнительно
быстрый износ наметки молотового штампа^что приведет к утолщению пленки,
а следовательно, и к уменьшению зазора.
334
в. Поковка должна быть продвинута вниз по отношению к режущей кромке
матрицы и прошивника на такое расстояние е, чтобы были обеспечены чистая
обрезка и прошивка. При определении величины сдвига поковки — е (фиг. 356
и 358) надо иметь в виду, чтобы после завершения прошивки расстояние^ К"
(фиг. 358) было не менее 10—15 мм. В противном случае не будет гарантировано
отчетливое отделение пленки от поковки (особенно, если учесть некоторое затя-
гивание пленки по мере затупления кромки прошивника).
г. В крайнем нижнем положении ползуна, т. е. после полного завершения
обрезки и прошивки, должен быть предусмотрен зазор Zx > lO-s-20 мм
(см. фиг. 356) между выбрасывателем и поковкой с учетом необходимости опуска-
ния ползуна по мере износа инструмента. При отсутствии этого зазора может
произойти прессование поковки между пуансоном и выбрасывателем. Кроме
того, необходимо предусмотреть зазор Z3 (см. фиг. 356) между головкой тяги
и коромыслом с учетом возможного регулирования ползуна и предотвращения
выгибания тяг.
д. При верхнем положении выбрасывателя подъем поковки должен про-
исходить на такую высоту по отношению к матрице и противнику, при которой
поковка свободно удаляется со штампа. При наличии с задней стороны поковки
центрирующего бурта выбрасыватель должен быть сделан такой высоты, чтобы
его верхний торец выходил на 2—5 мм за пределы матрицы или по крайней
мере находился на уровне ее кромки, что гарантирует наиболее благоприят-
ные условия снятия поковки с выбрасывателя. Длина тяги, высота скобы и
длина паза в скобе (Л2) должны быть подббраны с таким расчетом, чтобы ход
выбрасывателя, равный ходу ползуна минус сумма холостых ходов тяги и скобы
[Хв= Н х— Lx— h2— Хтяг), удовлетворял указанным условиям.
е. В верхнем положении ползуна должен быть предусмотрен зазор Z4 =
= 10-4-20 мм между коромыслом и матрицей, учитывающий также регулировку
системы. В противном случае коромысло будет ударять по опорной плоскости
матрицы и разбалтывать всю систему крепления.
ж. В верхнем положении расстояние Z6 между пуансоном и матрицей или
между пуансоном и выбрасывателем (если выбрасыватель выходит из преде-
лов матрицы) должно быть больше высоты поковки с тем, чтобы поковка могла
свободно укладываться на штампе (см. фиг. 356).
з. Тяги должны позволять регулировать систему выбрасывателя вниз и вверх.
4. Расчет комбинированного штампа по высоте. При определении размеров
деталей штампа по высоте следует принять во внимание указанные выше сообра-
жения и исходить из характеристики пресса, на котором предполагается по-
ставить проектируемый комбинированный штамп.
Прежде всего необходимо задаться размерами нижнего и верхнего башмаков.
При правильной организации штампового хозяйства башмаки должны изгото-
вляться по нормалям, спроектированным в соответствии с возможной на дан-
ном производстве номенклатурой поковок. Нами предлагаются башмаки стан-
дартных размеров в зависимости от габаритов поковок, подлежащих обрезке
и прошивке, — диаметра обрезки Do6 и прошивки Dnp [46]. По имеющейся нор-
мали конструктор может легко выбрать башмаки таких размеров, которые
отвечают размерам заданной поковки.
Таким образом, при определении размеров деталей комбинированного штампа
по высоте исходят из: а) размеров подлежащей обрезке и прошивке поковки
с учетом ее конфигурации после штамповки на молоте; б) характеристики пресса,
на котором предполагается производить комбинированную обрезку и прошивку;
в) стандартных размеров башмаков или размеров башмаков, которыми кон-
структор задается по нормалям и конструктивным соображениям. Кроме того,
нужно определить по нормали или задаться высотой матрицы Нм.
Вспомогательные величины (см. фиг. 356):
Нх — ход ползуна пресса;
^пршах — максимальная закрытая высота пресса, т. е. расстояние от ползуна
до стола пресса при ходе вниз и регулировке вверх;
Нпр—Нпртлх— (5-г-20) мм — закрытая высота пресса, рекомендуемая при
установке комбинированных штампов;
335
Ншт — Нпр — Нпл— закрытая высота штампа;
е = 2h3H + h3e + (15 -ч-20)— величина сдвига поковки при обрезке и про-
шивке, определяемая условиями чистой обрезки наружного заусенца высо-
той h3H и внутренней пленки высотой h33 (см. фиг. 356 и 358);
X — расстояние от линии разъема до крайней нижней пленки, лежащей
на пересечении контура прошивки с контуром нижней наметки, определяется
графически, как показано на фиг. 356.
Расчет (см. фиг. 356—358).
1) Высота пуансона находится из выражения
Нп = (Ншт + е) — (Нбш + Н* 4- На). (1)
Высотой пуансона считаем расстояние от его опорной плоскости до линии
разъема поковки, если вообразить ее прилегающей к пуансону.
2) Высоту стойки определяем из выражения
Нст ~ (Нбш 4“ Hv) — (Нб 4“ НПрш 4~ X -{- 7). (2)
В тех редких случаях, когда стойка с прошивником делается за одно целое,
следует под Нст понимать общую высоту цельного противника, а во второй
' скобе выражения (2) Нпрш принимать равным нулю.
Когда размер X отмеряется вверх от линии разъема, т. е. имеет направление,
противоположное тому, какое указано на фиг. 356, следует во второй скобке
выражения (2) подставлять его со знаком минус.
3) Ход выбрасывателя определяется следующим выражением:
А'ви = 6 4~ Zj а, (3)
где Zj = 10 -г- 20 мм — зазор между выталкивателем и поковкой;
а = Л„ — для поковок, имеющих центрирующий бурт со стороны выбрасы-
вателя (см. фиг. 356); а = (0,5-т-0,7).йл — для поковок гладких со стороны
выбрасывателя (см. фиг. 358).
Найденное значение Хвт следует проверять по формуле
Н6ш - + НК+ Хвт) = 15-4-25 ж«. (4)
4) Высоту выбрасывателя следует определять по выражению
Нвт = Ншгп - (Я/ + Н’к + Нп + Н'д + ZJ, (5)
где Z, брать точно таким же, как и при определении Х8Я1.
5) Высоту свободного хода тяги следует определять из выражения
Хтяг ~ Их (h2 - Xgni), (6)
где Л2 подобрать по нормали для скобы от йШах до 0- Если расчетная Хтяг будет
иметь отрицательное значение, то следует задаться меньшим й2.
6) Длину тяги выбрасывателя следует определять из выражения
1т = (Яшт 4~ Хтяг 4- t) — {Нск + 20), (7)
где Нсх определять по нормали для скоб.
Значение 1т, найденное по выражению (7), следует проверить следую-
щим выражением:
Z3 = Ншт — {Н'б Нк 4~ Н30л 4- 1т 4~ 10) > 15. (8)
Значение Нск, взятое по нормали, следует проверять из выражения
Z2 = Ншт — (Нск Hf) 4- Н33цк ) > 15. (9)
5. Типы конструкции комбинированных штампов. В настоящее время
применяются разнообразные конструкции комбинированных штампов для
обрезки-прошивки. От конструкции штампа, сочленения его деталей, их крепле-
ния и устройства зависит успешность работы штампа. Неполадки со штампом
неизбежно вызывают повышенные простои всей линии агрегатов, занятых на
производстве данной поковки.
Для разнообразных конфигураций поковок, подвергающихся обрезке-про-
шивке в комбинированных штампах, рекомендуются три типа конструкций.
336
Причем для каждого типа возможно стандартизовать все детали штампа, за
исключением четырех рабочих деталей — матрицы, пуансона, прошивника и
выбрасывателя, которые должны проектироваться по нормалям в соответствии
с конфигурацией и размерами поковки. Это позволяет проектировать и изго-
товлять для вновь вводимой в производство поковки только рабочие детали
комбинированного штампа. Все остальные детали должны иметься на складе
штампового хозяйства: стандартные (башмаки, тяги, детали крепления) — в гото-
вом виде, остальные (скобы, коромысло, выталкиватель и пр.) — в виде
обработанных заготовок, требующих незначительной доделки. Такая стан-
дартизация в высшей степени рациональна, так как ускоряет и удешевляет
проектирование и изготовление комбинированных штампов, создает однотип-
ность конструкций и дает возможность в кратчайшие сроки внедрять в произ-
водство новые объекты.
Здесь приведены общие виды рекомендуемых типов конструкций комбини-
рованных штампов с указанием пределов и условий их применения. Нормали
всех деталей даны только для конструкции типа I комбинированного штампа
как имеющего наиболее широкое применение х. По аналогии с этими нормалями
также могут быть составлены нормали деталей типов II и III комбинированного
штампа.
Конструкцию штампа типа I следует применять при условиях, указанных
на фиг. 357.
Рекомендуемые стандартные (постоянные) размеры определяются по та-
блицам в зависимости от диаметра обрезки D0(s или в зависимости от последнего
и диаметра прошивки Dnp- Остальные размеры определяются в зависимости от
конфигурации и размеров поковки, а также расчетом деталей по высоте в соот-
ветствии с указаниями, приведенными на стр. 335. Детали крепления — болты,
винты, гайки — определяются с помощью таблиц х.
В рассматриваемой типовой конструкции штампа (тип I, фиг. 357) учтены
те требования, какие предъявляются в условиях крупносерийного и массового
производства к комбинированным штампам.
1) Направляющие колонки предназначены для обеспечения точной сборки
штампа и упрощения его установки и наладки. Кроме того, направление ниж-
ней части штампа относительно верхней предотвращает разладку штампа в ра-
боте и возможные аварии при задевании пуансоном матрицы или задевании
прошивником внутреннего гнезда пуансона.
2) Матрица и пуансон входят в центрирующие гнезда башмаков и
закрепляются с помощью клемм болтами. Такое крепление избавляет от необ-
ходимости сверления отверстий и нарезки резьбы в этих деталях. Кроме того,
такой способ крепления облегчает задачу стандартизации конструкции комби-
нированного штампа.
В тех случаях, когда закрытая высота штампового пространства данного
пресса недостаточна для размещения штампа по высоте, указанный способ
крепления пуансона возможно заменить креплением вертикальными болтами по-
добнотому, как крепятся пуансоны в простых обрезных штампах (см.фиг. 307,?).
3) Стойка центрируется в башмаке, а противник — в стойке, что при наличии
направляющих колонок обеспечивает концентричную установку прошивника
по отношению к матрице и пуансону. Крепление стойки и прошивника осуще-
ствлено болтами максимально возможных размеров с точки зрения их разме-
щения, так как поковка, подстывая, сильно схватывает противник и может
вырвать его вместе со стойкой.
4) При ходе ползуна вверх требуется значительное Усилие для снятия по-
ковки с прошивника и проталкивания ее обратно через матрицу. На это усилие
съема и выталкивания поковки рассчитаны размеры коромысла, горизонталь-
ных болтов, скоб и тяг.
5) Нижний башмак желательно крепить к подкладной плите болтами, не-
посредственно входящими в пазы лапок башмака. Такое крепление нижнего
башмака хорошо противостоит действующему при каждом обратном ходе
1 Нормали деталей комбинированного штампа см. [46].
72 Брюханов и Ребельскнй 2058
усилию выталкивания поковки, т. е. усилию, стремящемуся приподнять штамп.
Более слабое крепление нижней части штампа приводит к расстройству системы.
В нижнем башмаке предусмотрено сквозное окно для удаления скопляющейся
окалины.
6) Тяги допускают регулировку при наладке штампа и по мере износа его
рабочих частей. Прочное закрепление тяг в нужном положении достигается
контргайками.
Конструкция штампа типа II (фиг. 359) рассчитана на комбини-
рованную обрезку и прошивку круглых в плане или близких к этой конфигурации
поковок, но с диаметром прошив-
ки менее 60 мм. Когда относитель-
но небольшой толщины против-
ник закреплен в нижнем башмаке,
то вследствие продолжительного
пребывания горячей поковки в
нижней части штампа противник
сильно прогревается и быстро са-
дится. Требующаяся при этом час-
тая смена противника вызывает
повышенные простои пресса. По-
этому при прошивке относительно
небольших отверстий рекомен-
дуется крепить противник в верх-
ней части штампа, соприкасаю-
щейся с горячей поковкой только
в момент обрезки-прошивки. Кре-
пление противника в верхнем
башмаке влечет за собой необхо-
димость применения конструкции
штампа, обратной рассмотренной
выше. В'конструкции штампа ти-
па II пуансон 1 и тяги 2 крепятся
к нижнему башмаку 3, а матрица 4
и противник 5 — к верхнему баш-
маку. Поковка укладывается на
пуансон и центрируется в нем
При ходе вниз заусенец сдвигается
матрицей на пуансон, а прошивае-
мая пленка выпадает на подкла-
дочную плиту. При ходе ползуна
вверх на некотором расстоянии от
верхней мертвой точки скобы 6
Фиг, 359. Комбинированный штамп типа II.
упираются в головки тяг 2, вслед-
ствие чего при дальнейшем движении ползуна выбрасыватель 7 сталкивает
поковку с противника 5. Поковка, попадая на пуансон, может быть снята
со штампа. Затем удаляются заусенец и пленка. Рабочие части штампа пе-
риодически обдуваются сжатым воздухом.
Конструкция штампа типа II обладает преимуществом более точного цен-
трирования поковки при укладывании ее на неподвижный пуансон. Для этого,
однако, требуется, чтобы поковка имела центрирующие выступы или углуб-
ления.
Таким образом, конструкцию комбинированного штампа типа II рекомен-
дуется применять для поковок с максимальным размером прошиваемого отвер-
стия меньше 60 мм и в тех случаях, когда требуется точная концентричность
прошивки.
В случаях, когда по конкретным условиям (наличие готовых стандартных
деталей, небольшая партия поковок) приходится применять для прошивки
небольших отверстий конструкцию штампа типа I, то нужно применить особую
конструкцию крепления противника (фиг. 360), при этом должна быть при-
338
менена специальная стойка. Диаметр основания стойки rf2 определяется по
диаметру обрезки Dog, диаметр же стойки Dnp берется равным 60 мм в пред-
положении, что имеет место минимальная для конструкции штампа типа I про-
шивка Dnp — 60 мм.
Крепление прошивника осуществляется в зависимости от его диаметра по
одному из способов, указанных на фиг. 360. Высота прошивника Нпр должна
быть подобрана с таким расчетом, чтобы в нижнем положении выбрасыватель
не упирался в стойку.
Конструкцию штампа типа III (фиг. 361) рекомендуется применять,
когда:
а) поковка имеет удлиненную или изогнутую форму;
б) поковка — любой конфигурации, но требуется прошивка двух и более
отверстий;
в) поковка требует применения разъемной матрицы (например, поковки
типа крестовин) и
Фиг. 360. Крепление прошивника конструкции типа I для отверстий
диаметром меньше 60 мм.
г) зазор между матрицей и пуансоном > 1 мм и между пуансоном и
прошивником > 0,6 мм.
При меньших зазорах нужно применить съемник наружного заусенца или
выталкиватель пленки.
Продолговатая или изогнутая форма поковки требует видоизменения кон-
струкции штампа по сравнению с типом I.
При продолговатой или изогнутой форме поковки нежелательно провиса-
ние матрицы в башмаке. Поэтому матрицу предлагается крепить в специальной
плите (дет. 1а), выполняющей роль верхней части нижнего башмака; в этой
плите следует делать гнездо под матрицу и сквозное отверстие по размерам, не-
сколько большим контура фигуры поковки. Плита ставится своими шпоночными
выступами в канавки башмака и крепится к последнему болтами с потайными
головками. Такая конструкция дает возможность увеличивать по мере надоб-
ности высоту пазов под коромысло, а следовательно, и ход выбрасывателя за
счет прокладок со шпоночными выступами и выемками между башмаком и плитой.
Кроме того, благодаря наличию плиты, в которой можно сделать вырез
по фигуре поковки в плане, представляется возможным применять секцион-
ную матрицу. Система выбрасывания состоит из двух коромысел, скреп-
ляемых между собой выбрасывателем, четырех скоб и четырех тяг. Принцип
крепления деталей и их взаимодействие в этой конструкции не отличаются от
штампа типа I.
Башмаки и остальные детали могут быть нормальными, причем в данном
случае нормали должны быть построены с учетом двух габаритных размеров
поковки (длины и ширины), а также размеров прошиваемых отверстий.
При диаметре прошиваемого отверстия более 60 мм крепление прошивников
и конструктивное оформление остальных деталей нужно производить так же,
как и для конструкции типа I. При диаметре прошивника менее 60 мм рекомен-
дуется крепление прошивников осуществлять по одному из вариантов, указан-
ных на фиг. 360.
339
6 Съемники. Для конструкции комбинированных штампов типов I и III
с нижним расположением матрицы и противника могут иметь место такие
условия, когда требуется: 1) только съемник наружного заусенца (при 8, < 1
и 82 > 0,6); 2) только выталкиватель пленки (при > 1 и В2 < 0,6); 3) съем-
ник заусенца и выталкиватель пленки (при 8j < 1 и 82 < 0,6).
J стайка прошивная
1 нижний башмак
Фиг. 361. Комбинированный штамп типа III
В первом случае мо-
жет быть применен один
из вариантов нижнего
съемника, а именно —
съемные лапы, съемная
пластина на жестких
распорных трубках,
съемная пластина на
опорных пружинах (см
фиг. 309), если та или
иная конструкция ниж-
него съемника распо-
лагается на штампе так,
что не возникает затруд-
нений с закладыванием
и удалением поковки
Если такое затруднение
имеет место, то реко-
мендуется .применят
верхний пружинный
съемник (см. фиг. 309, V)
в виде подвешенной
к верхнему башмаку
прямоугольной пласта
ны с шестью пружина
ми. Для комбинирован-
ных штампов следует
отдать предпочтение
верхнему съемнику, так
как он удобнее разме-
щается и не вызывает
затруднений с уклады-
ванием поковки на
штамп и снятием ее
с него. Хорошо зареко-
мендовал себя в работе
верхний съемник, при-
водимый в движение
С ПОМОЩЬЮ тяг и скоб
подобно сисюме вы-
брасывания поковки
(фиг. 362, детали 1—29)
При удачном располо-
жении скоб в плане
(под некоторым углом
к оси штампа) можно подобрать такое их положение, при котором укла-
дывание поковки на штамп не будет вызывать затруднений. Если это усло-
вие выдержано, то этот тип съемника нужно предпочесть другим конструкциям.
Во втором случае (когда требуется применить только выталкиватель пленки)
рекомендуется конструкция пружинного выталкивателя (фиг. 363). Хорошо
проявили себя в этом отношении прессы, снабженные верхним выталкивателем
с рычагом или коромыслом (фиг. 361).
При ходе ползуна вверх конец рычага или концы коромысла, проходящие
через паз ползуна пресса, приходят в соприкосновение с упором, прикрепленным
9 40
к станине пресса, и тем самым приводят в движение толкатель (или толкатели),
проходящий вертикально через нижнюю часть ползуна. Движение от толка-
теля может быть легко передано выталкивателю или съемнику штампа.
9 20 11
Фиг. 362. Штамп, снабженный съемником с тягами.
В третьем случае (когда требуется и съемник, и выталкиватель пленки)
рекомендуется:
а) для поковок относительно небольшого размера (D06< 200 мм) пружинный
съемник-выталкиватель (фиг. 365);
б) отдельные съемник заусенца и выталкиватель пленки из числа указанных
выше конструкций;
в) съемник-выталкиватель с системой тяг и скоб конструкции, подобной
той, какая приведена на фиг. 362.
341
7. Упрощенные конструкции. Штамп этой конструкции (фиг. 366) состоит
из нижнего башмака (собран из частей 1, 2 и 5), в котором крепится матрица 4
и помещается втулка 5. Будучи зацентрирована в конической выточке, стойка 7
прикреплена к противнику 8. В противнике крепится рым 9, верхняя часть
которого выполнена в виде кольца. Пуансон 10 крепится к державке 11, в свою
очередь закрепленной в ползуне пресса.
Поковка укладывается на матрицу и
центрируется в ней. Надавливанием пуан-
сона поковка сдвигается по отношению
к матрице и противнику, причем послед-
Пробка
Фиг. 363. Пружинный выталкива-
тель пленки.
Фиг. 364. Рычажный выталкива-
тель в ползуне пресса.
ний должен находиться на таком уровне по отношению к кромке матрицы,
чтобы прошивка началась в момент, когда наружный заусенец срезан еще не
до конца, чем предотвращается увод поковки в сторону и обеспечивается кон-
Фиг. 365. Пружинный съем-
ник-выталкиватель.
центричность прошивки. Благодаря уклонам в мат-
рице и на противнике поковка, продвинутая
пуансоном на достаточное расстояние, падает и
ложится на внутреннюю опорную плоскость ниж-
него башмака. После окончания хода ползуна
вверх и его остановки прессовщик вдевает конец
кривого рычага 12 в кольцо рыма 9 и надавли-
ванием на второй конец рычага приподнимает
противник со стойкой на такой уровень, чтобы
между плоскостью башмака и торцом центрирую-
щего конуса стойки образовался зазор, несколько
больший, чем высота поковки. Подручный вытал-
кивает или вытягивает поковку через сквозное
окно башмака за стол пресса, после чего прес-
совщик опускает на место стойку с противником
и укладывает рычаг 12 рядом со штампом на стол
пресса.
Такой упрощенной конструкцией комбиниро-
ванного штампа рекомендуется пользоваться,
если:
а) производству подлежит сравнительно не-
большая партия поковок, для которой изгото-
вление сложного комбинированного штампа не
оправдывается;
б) поковка имеет настолько большие размеры, что штамп нормальной
конструкции не умещается на прессе;
в) нужно произвести настолько значительную по толщине прошивку, при
которой необходимое усилие съема требует излишне громоздкой системы выбра-
сывателя.
Для крупных поковок применение комбинированного штампа этой конструк-
ции не приводит к задержке работы на молоте, так как штамповка крупных
поковок требует больше времени, нежели обрезка на прессе.
342
Упрощенная конструкция штампа без верхнего оаш-
мака. В тех случаях, когда на заданном прессе штамп не уменьшается по
высоте, можно верхний башмак не применять и крепить пуансон непосред-
ственно в ползуне пресса или в простой державке. При этом необходимо на
требуемом расстоянии от оси ввернуть в ползун пресса штуцеры 1 с внутренне^
резьбой по диаметру тяг. Таким образом, тяги 2 крепятся в ползуне пресса
(фиг. 367). Нижнюю часть штампа рекомендуется делать стандартной
(см. фиг. 357).
Упрощенная конструкция со свободными прошивниками
(фиг. 368) работает следующим образом. При надавливании пуансоном на торцы
Фиг. 366. Комбинированный штамп упрощенной конструкции без выталкивателя
прошивников последние проталкиваются вниз и падают вместе с пленками на
внутреннюю опорную плоскость башмака. Вслед за ними на эту же плоскость
падает продвинутая через матрицу поковка. Таким образом, через сквозное
окно башмака извлекаются поковка и пленки вместе с прошивниками.
Эту упрощенную конструкцию можно применять, когда:
а) поковка относительно сложной конфигурации, больших размеров и
требует весьма сложного и громоздкого штампа комбинированного типа;
б) процесс штамповки более продолжителен, чем процесс обрезки;
в) усилие, для обрезки наружного заусенца превосходит усилие прошивки;
в противном случае, применяя эту конструкцию, следует предусмотреть местное
утолщение заусенца;
г) после обрезки и прошивки производится горячая правка на молоте.
Кроме того, рекомендуется прибегать к этой упрощенной конструкции
в тех случаях, когда производству подлежит небольшая партия поковок,
для которой изготовление сложного комбинированного штампа невы-
годно.
8. Пример конструирования комбинированного штампа. Требуется скон-
струировать комбинированный штамп для обрезки и прошивки поковки
изображенный на фиг. 369. Пресс — 200 т-
343
Фиг. 367. Комбинированный штамп упрощенной
конструкции без верхнего башмака.
Фиг. 368. Комбинированный
штамп упрощенной конструк-
ции со свободными прошив-
ни ками.
.Деталь №4
Материал ЗИ1ОЗ
твердость 3.2
Н---------------------</3170 --------
Допуски Вt'.tf, Гs неогоВооенные радиусы 32
Фиг. 369. Поковка, подлежащая комбинирован-
ной обрезке-прошивке.
Деталь Н‘Т
Материал. СтальЬОХ
Твердость’ 3.2 -?3.4
Ф225-----
Фнг. 370. Типовой чертеж комбинированного
штампа стандартной конструкции типа I.
1) Расчет необходимого усилия для обрезки и прошивки данной поковки
показывает, что пресс с давлением 200 т достаточен для производства требуе-
мых операций.
2) Выбор типа штампа. Зазор между пуансоном и матрицей = 1,5 мм.
Зазор между пуансоном и прошивником
s (76— 1) —72 . с
83 =-----л----- = 1,5 мм.
Диаметр прошивки Dnp = 72 мм (с учетом усадки).
Поковка круглая в плане.
При этих условиях нужно применять конструкцию штампа типа I и нормаль-
ные детали в соответствии с диаметром обрезки DoS — 227,8 мм и диаметром
прошивки Dnp — 72 мм. Размеры берутся с учетом тепловой усадки.
3) Все стандартные размеры деталей штампа находим по соответствующим
нормалям (см. 146] фиг. 553—565 в графе 3 для данного диаметра обрезки и
в графе 2 — по диаметру прошивки).
Деталями, связанными с конфигурацией поковки настолько, что требуется
составление рабочих чертежей, являются в данном случае только пуансон и
выталкиватель. Остальные детали могут быть сделаны по нормалям, если в услов-
ных обозначениях указать соответствующие специальные размеры, найденные
расчетом.
Поэтому вычерчиваем только указанные две детали, пользуясь нормалями
и учитывая температуру нагрева поковки. По остальным деталям прикладывается
к чертежу подробная спецификация с ссылками на соответствующие нормали
и ОСТ.
Составленный таким образом для рассматриваемой поковки чертеж (фиг. 370)
может служить типовым чертежом комбинированного штампа нормальной
конструкции.
§ 3. КОМБИНИРОВАННЫЙ ПРАВОЧНО-ОБРЕЗНОЙ ШТАМП
В тех случаях, когда поковка подвергается горячей прошивке и обрезке,
часто имеет место искажение фшуры поковки и вытекающая отсюда необхо-
димость правки. Значительная ширина поковки или высокая производитель-
ность штамповки на молоте диктуют целесообразность применения комбини-
рованного правочно-обрезного штампа.
Если колебания размеров поковки по Толщине, т. е. допуск на недоштамповку,
незначительны (меньше 1 мм) и на прессе имеется надежное предохранительное
устройство, то амортизатор можно не применять и правку производить в конце
процесса обрезки между пуансоном и выбрасывателем, опирающимся на жесткую
подкладную плиту. При наличии опасности попадания утолщенных поковок
в целях предохранения пресса от поломки рекомендуется применять аморти-
затор той или иной конструкции.
Комбинированный штамп для обрезки и правки звена гусеницы трактора
ЧТЗ (фиг. 371) предназначен для поковки (см. фиг. 228), которая после штам-
повки на молоте подвергается на боковом ползуне пресса прошивке четырех
отверстий (см. фиг, 346) и затем поступает на рассматриваемый комбинирован-
ный штамп с амортизатором для одновременной обрезки и правки.
Штамп помещается между подушкой 1 и верхним башмаком 2. В верхнем
положении ползуна выбрасыватель 4 выходит из пределов матрицы 3, так что
поковка, повернутая вниз бобышкой, укладывается на выбрасыватель. Послед-
ний удерживается в верхнем положении тягами 6. При ходе ползуна вниз и
опускании тяг выбрасыватель ложится на планку 5, опирающуюся, в свою
очередь, на ползушку амортизатора 8.
Амортизатор устроен следующим образом. Плита 7 имеет выступ, помещен-
ный в дыре стола пресса, и крепится к последнему болтами. Штамп крепится,
в свою очередь, к этой фасонной плите на четырех болтах. Между выступом и
ползушкой помещаются два шарнирно закрепленных рычага 11 и 12. С помощью
пружины 13 и стяжного болта 14 эти рычаги удерживаются вместе с ползушкой
34 5
в верхнем положении. При надавливании на ползушку планкой выбрасыва-
теля 5 в процессе правки левые плечи рычагов сходятся, поворачиваясь при
этом вокруг средней оси 15 и сжимая пружину 13. Сжатие пружины происходит
вследствие удаления друг от друга правых плеч рычагов при их повороте,
вызванного опусканием ползушки.
да хи
Фиг. 371. Комбинированный
штамп для обрезки и правки
звена с пружинным амортиза-
тором:
/ — подушка; 2 — верхний башмак;
3 — матрица. 4 — выбрасыватель.
5 — танка выбрасывателя, 6 — тяга
выбрасывателя; 7 — плита штампа
(корпус амортизатора); 3 — ползушка
амортизатора 9 — пуансон,/0—планка
пуансона; 11—верхний рычаг, 12—ниж-
ний рычаг, 13 — пружина; 14 — стяжной болт; 15 — средняя ось.
Таким образом, на протяжении хода ползуна вниз, начиная с момента обрезки
таусенца, поковка оказывается сжатой между пуансоном 9 и выталкивателем 4
силой, необходимой для сдвига ползушки амортизатора, чем и достигается
правка горячего изделия. При этом сила, которую необходимо приложить
к ползушке для того, чтобы сдвинуть ее вниз, обусловлена силой затяжки
пружины и соотношением плеч верхнего рычага.
ЧАСТЬ ЧЕТВЕРТАЯ
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
ГЛАВА 1
СУЩНОСТЬ ПРОЦЕССА И ХАРАКТЕРИСТИКА ГКМ
§ 1. ПРИНЦИП РАБОТЫ ГКМ
Горизонтально-ковочные машины (ГКМ) относятся к типу кривошипно-
шатунных механизмов, у которых ползун, несущий рабочий инструмент, имеет
возвратно-поступательное движе-
ние в горизонтальном направле-
нии.
На фиг. 372 дан продольный
вид машины и показаны шатун
с главным ползуном, в котором
закреплен пуансонодержатель
с пуансонами, а также левая (под-
вижная) матрица, закрепленная в
зажимном ползуне машины.
На фиг. 373, А дан вид со сто-
роны рабочего места (с фронта)
Фиг 372. Продольный разрез ГКМ
в момент зажатия матриц, из ко-
торых правая закреплена в ста-
нине машины, а левая (подвиж-
ная) — в зажимном ползуне; Б — показывает матрицы в незамкнутом состоянии
Сущность процесса штамповки на Г КМ состоит в следующем
(фиг. 374).
Нагретая прутковая заготовка закладывается в ручей неподвижной (правой)
матрицы Мj и фиксируется по длине передним или задним упором (на фиг. 374,4
показан передний упор).
Фиг. 373 Поперечный разрез ГКМ
Затем нажатием педали машины при-
водятся в движение боковой и главный
Б)
347
ползуны машины. После зажатия прутка матрицами (фиг. 374, Б) при даль-
нейшем движении главного ползуна часть прутка (длиной /в) под воздействием
пуансона деформируется, и металл заполняет полость ручья (фиг. 374, В и Г).
Причем ручей, представляющий собой полость, образуемую при соприкоснове-
нии матриц и пуансона, может быть расположен в матрице, в пуансоне или
частично в матрице и частично
в пуансоне.
В результате, например, ука-
занной на фиг. 374 операции,
образуется поковка типа стержня
с утолщением.
Это наиболее распространен-
ная и характерная для ГКМ опе-
рация — высадка.
Необходимых размеров высадка
не всегда может быть осуществле-
на за один переход. Иногда
для этой цели пользуются двумя
и более переходами.
Кроме высадки на ГКМ
можно производить и другие опе-
рации. Такими являются: п р о-
полостей в поковке; про-
Фиг. 374. Схема процесса штамповки на
ГКМ (10].
ш и в к а — для образования несквозных
сечка — для получения сквозного отверстия в поковке; пережим —
для уменьшения толщины прутка на определенном участке; отрезка —
для отделения поковки от прутка или одной части прутка от другой; гибка —
для придачи прутку определенной изогнутой формы, выдавливание и др.
Различные сочетания указанных операций, совершаемых в определенной
последовательности, обеспечиваюг получение на ГКМ поковок весьма разно-
образных форм и размеров.
§ 2. КРЕПЛЕНИЕ ШТАМПОВ И ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА ГКМ
Правая (неподвижная) матрица или правый блок матриц размещается в спе-
циальном гнезде машины (см. фиг. 373) и опирается снизу на подкладную плиту,
сбоку — на боковую плиту, с фронта — на грудную плиту.
Таким же образом установлена левая (подвижная) матрица в гнезде зажим-
ного ползуна (см. фиг. 373).
Сверху блоки 1 матриц зажимаются мощными упорными болтами 2, про-
ходящими через клеммы 3 (фиг. 375). Причем правые клеммы прикреплены
болтами 4 к станине машины, а левые клеммы — к зажимному ползуну.
Со стороны нижней грани блоки матриц соединены с подкладными плитами
шпонками 5, предотвращающими смещение штампов при обратном ходе глав-
ного ползуна, когда матрицы могут увлекаться впередсилами трения, возникаю-
щими между пуансонами, деформируемым металлом и матрицами.
Пуансонодержатель 6 размещается в специальном гнезде главного ползуна
и крепится в немс помощью прижимных планок 7, 8, шпилек с гайками и болтов.
В некоторых конструкциях ГКМ передняя прижимная планка входит
своим выступом в паз пуансонодержателя и непосредственно его зажимает.
В других машинах через переднюю планку проходит упорный-болт, прижимаю-
щий пуансонодержатель (фиг. 375).
Задняя прижимная планка 8 (фиг. 375) входит в пазы главного ползуна и
непосредственно зажимает пуансонодержатель. Через эту планку проходит
горизонтальный болт, упирающийся в вертикальный выступ пуансонодержа-
теля 6, что содействует лучшей его устойчивости при обратном ходе главного
ползуна, когда силы трения, удерживающие пуансоны, стремятся вывести
пуансонодержатель из гнезда.
ГКМ характеризуются максимально допустимым давлением в конце рабо-
чего хода, выраженным в тоннах. Машины старых моделей и некоторые
348 *
I — сомкнутая длина штампа при опущенном клнне пуансонлдержателя.
Приведенные данные — по нормалям Оргавтопрома [70].
Фиг. 375. Габариты и крепление штампов ГКМ.
Фиг. 376. Штамповое пространство ГКМ.
иностранные принято обозначать размером диаметра высаживаемого прутка,
выраженным в дюймах [43].
В табл. 35 приводится наиболее распространенный ряд ГКМ с указанием
принятых двух видов обозначения размера машин и соответствующего услов-
ного номера. В дальнейшем тексте обозначение ГКМ соответствует их условным
.-------- номерам согласно табл. 35.
/ _____ На фиг. 376 приводится форма нор-
Фиг. 377. Блок пуансонов в сборе.
нормали для трех- и пятиручьевого
струкция отличается более близким
мали основной технологической харак-
теристики ГКМ.
В табл. 36 приводятся основные
данные по характеристике некоторых
ГКМ последней модели НКМЗ имени
Сталина.
Рекомендуется по указанной на
фиг. 376 форме составить нормаль ха-
рактеристики имеющихся ГКМ, кото-
рая должна служить в качестве одного
из основных исходных документов при
проектировании штампов и определе-
нии их размеров Г
На фиг. 377 приводится конструк-
ция пуансонодержателей с наиболее
распространенным типом крепления
пуансонов с помощью крышек и болтов
Форма типовой нормали стандарт-
ного четырехручьевого пуансонодержа-
теля и крышки к нему приведены на
фиг. 378 и 379. Аналогично составлены
пуансонодержателя1 2. Последняя кон-
расположением ручьев и тем, что из-за
небольшого расстояния между ручьями предусматривается цельная крышка
или крышка, состоящая не более чем из двух частей.
Таблица 35
Наиболее распространенный ряд ГКМ
Условный номер Обозначение ГКМ величиной предельно допустимого давления в т Обозначение ГКМ размером диаметра высаживаемого прутка в дюймах (условно)
1 50 1
2 200 2
3 450 3
4 750 4
5 1000 5
6 1300 6
7 2000 7
8 (71/2) 2500 8 (71/а)
9 3000 9
Регулировка закрытой длины штампового пространства, т. е. расстояния
ог грудной опорной плоскости матриц до опорной плоскости заднего торца
пуансонодержателя (размер А на фиг. 376), осуществляется при помощи верти-
кального клина. Поворотом регулировочного винта можно клин поднимать
или опускать, что вызывает соответственно уменьшение или увеличение длины
штампового пространства.
1 Данные по характеристике ГКМ различных фирм приведены в книге А. А. Игна-
това [29].
2 Нормали Оргавтопрома [70]
350
Расчетная закрытая длина Ар (см. фиг. 375) должна быть на 2—4 мм меньше
максимально возможной величины Д (см. фиг. 376). Из этого расчета нужно
определить размер 1г (см. фиг. 375) между передним торцом пуансонодержателя
и грудной опорной плоскостью матриц.
Фиг. 378. Четырехручьевой штамподержатель.
Если известна длина пуансонодержателя LY — L — tn (фиг. 375), то
/г = Др-Лг (1)
Размер /г, т. е. размер «закрытой длины штампа» — расстояния от опор-
ного заплечика пуансона до опорной грудной плоскости матриц, — является
отправным при определении длины матриц (см. С на фиг. 375) и пуансонов
во время проектирования штампов.
Таблица 38
Типо-размеры и основные параметры горизонтально-ковочных машин НКМЗ
Типо-размеры Наименование параметра -—__________ (№ 4) ГКМ-800 (№ 6) ГКМ-1200 (№ 7) Г КМ-2000 (№ 9) ГКМ-3000
Предельное давление на пуансоне высадочного ползуна в конце хода (Р) в т 800 1200 2000 3000
Максимальный диаметр исходного прутка мягкой стали (rf) в мм 100 150 190 225
Полный ход высадочного ползуна (S) в мм . . 380 500 610 750
Осаживающий ход высадочного ползуна (5j) в мм 250 318 400 490
Ход зажимной (левой) матрицы (5г) в мм . . . 152 215 305 350
Размеры матриц в мм: длина (Q 550 660 850 1100
толщина (В) 210 290 320 390
высота (Й) 660 820 1050 1300
Число ходов высадочного ползуна в минуту . . 35 27 25 25
Мощность мотора в кет 33 80 135 245
Число оборотов мотора в минуту 725 730 735 735
Габаритные размеры машины в мм: цлина 5085 6145 7700 9000
ширина 3600 4380 4950 6500
высота 2995 3700 3850 5000
Вес машины в т —75 — 120 —200 ~250
351
ручьев и вставок в пределах
w остальное
Г
I.------------
Н—м
н- и—
I--------
Регулировка длины штампового пространства с помощью клина (см. фиг. 376)
должна позволять незначительное увеличение и уменьшение размера /2, когда
такая необходимость возникает при наладке штампа, особенно после ре-
монта штампа, сопровождающегося некоторым уменьшением его размера по
длине.
Регулировка закрытой ширины штампового пространства (см. размер 2В
на фиг. 375) производится за счет прокладок из листовой стали. Рекомендуется
иметь не более двух прокладок под каждой матрицей, а также применять
прокладки стандартных размеров.
Большое значение для правильного ведения процесса штамповки имеет
соблюдение параллельности между осями и соосности между пуансонами штам-
подержателя и соответствующими ручьями блоков матриц Это может быть осу-
ществлено за счет:
а) строгого изготовления пуансонодержателя, пуансонов, блоков матриц,
усков, согласно техническим условиям и
нормалям;
б) соблюдения нормальных зазоров
в направляющих главного и зажимного
ползунов, что достигается своевременной
регулировкой этих зазоров;
в) соблюдения размеров штампового
пространства, параллельности боковых
опорных плоскостей направлению движе-
ния главного ползуна и строгой перпен-
дикулярности между нижней, боковой и
грудной опорными плоскостями. Эти усло-
вия обеспечиваются систематическим на-
блюдением за состоянием машины и
своевременным, качественным ее ре-
монтом. включая возобновление под-
кладных плит [5].
Конструктор по штампам и технолог
должны всегда иметь в виду основную
характеристику ГКМ, на которой проек-
тируется штамповка заданной поковки
(см. фиг. 376).
Давление машины является основным
показателем, по которому устанавливается
допустимость штамповки на ней поковки
заданных размеров.
Размеры штампового пространства дают
возможность установить габариты штам-
пов и таким образом выявить возмож-
ность разместить предусмотренное коли-
чество ручьев для данных размеров поковки.
Величина рабочего хода машины, составляющая лишь часть прямого хода
главного ползуна, служит показателем расстояния, на котором может произ-
водиться деформация штампуемого металла. Абсолютная величина деформа-
ции металла в любом ручье не должна превосходить допустимую величину
рабочего хода.
Ход зажимного ползуна определяет наибольшее раскрытие матриц и соот-
ветствует максимальному размеру диаметра высадки при условии необходи-
мости ее перемещения из ручья в ручей или удаления из штампа без осевого
перемещения.
Величина хода зажимного ползуна должна учитываться также в тех слу-
чаях, когда подвижная матрица используется для совершения расплющива-
ния, просечки, гибки и других операций.
Количество ходов главного ползуна необходимо знать при определении
Производительности штамповочных работ.
352
L_______
М
5отв
Hud раопочить совиест-
-у но с пуансонодержателем
Материал сталь
Твердость по бринелю
Ф отпечатка 3,1 -3,3
Фиг. 379.
§ з. классификация поковок
На горизонтально-ковочных машинах изготовляются поковки разнообраз-
ных форм и размеров. Поэтому изложению общей методики проектирования
технологического процесса (составление чертежа поковки, выбор переходов
штамповки, определение размеров исходной заготовки) должна предшествовать
классификация поковок.
На основании предложенных ранее С. В. Порецким [43], Я- М. Охрименко
141] и другими авторами [5], [10], [11] вариантов классификации поковок
ГКМ, а также обобщения производственных данных, можно сделать заключение,
что исчерпывающими признаками группировки поковок является их конфигу-
рация и непосредственно связанные с этим технологические особенности штам-
повки. На основании этих признаков поковки, изготовляемые на ГКМ, могут
быть объединены в пяти группах.
В табл. 37 представлены основные группы поковок с их подгруппами и ти-
пами или разновидностями в пределах каждой подгруппы. Фиг. 380 является
наглядной иллюстрацией к принятой классификации и, кроме того, выявляет
дополнительные типы и разновидности поковок основных пяти групп. На
фиг. 38G каждая поковка помечена индексом согласно классификации табл. 37.
Например, индекс II-3-6 означает поковку II группы (со сквозной полостью),
3-й подгруппы (поковки сложной формы), типа б (с асимметричными эле-
ментами).
Характерные особенности каждой группы поковок по предложенной клас-
сификации следующие:
I группа— поковки типа стержня с утолщениями.
К этой группе относятся поковки, конфигурация которых состоит из одного,
двух или нескольких утолщений со стержнем, при условии, что последний пред-
ставляет собой часть исходной заготовки, не подвергающуюся изменению в про-
цессе штамповки.
Следовательно, отличительной особенностью этой группы является то, что
на определенном участке, представляющем собой
стержень, сохраняются формы и размеры попереч-
ного сечения исходной заготовки.
Характерным технологическим признаком, обусловленным указанной осо-
бенностью конфигурации, является то, что при проектировании технологиче-
ского процесса нет необходимости выяснять профиль и размеры поперечного
сечения исходной заготовки, так как они определяются элементом заданной
поковки — ее стержнем. Для данной группы поковок задача проектирования
технологии их штамповки состоит лишь в том, чтобы определить необходимое
количество переходов, их форму и размеры с тем, чтобы они обеспечили полу-
чение требуемых утолщений и качественность поковки в целом при высо-
кой производительности работы и возможно более простой конструкции
штампов.
Помимо указанного общего принципа, характерного для I группы поковок
в целом, имеются особенности, которые учитываются подгруппами и типами
поковок в пределах каждой подгруппы.
Среди поковок I-й подгруппы (табл. 37) имеются поковки с одним утолщением,
расположенным на конце стержня, но конфигурация этого утолщения, обу-
словливающего принадлежность поковки к определенному типу, предопреде-
ляет, будет-ли ручей под утолщение расположен в матрице (1-а), в пуан-
соне (1-в) или частью в матрице, частью в пуансоне (1-6).
Форма утолщения иногда вызывает необходимость в дополнительных, кроме
высадки, операциях. Например, поковка 1-6 при условии, когда < d, для
получения переднего выступа требует деформации истечения. Поковка
1-г требует, чтобы после высадки промежуточный переход был подвергнут рас-
плющиванию между матрицами перед формовкой утолщения в окончательном
ручье. Для поковок 2-й подгруппы с утолщением, расположенным на значи-
тельном расстоянии от концов стержня (2-а), требуется применение специаль-
ного штампа со скользящей матрицей, так как расположение всей передней
353
Группа
Под-
группа
Классификация поковок, изготовляемых на ГКМ
(А. В Ребельский)
Характеристика подгруппы
Типы поковок и их примерная конфигурация
Поковки с одним утолщением круглой или слож-
ной формы, расположенным на конце стержня (а,
б, в, г>
I
Поковки типа
стержня с утол-
щениями
2
Поковки: а) с одним утолщением, расположенным не на конце стержня; б) с двумя утолщениями, расположенными на кон- цах стержня; в) с двумя и более утолщениями, расположен- ными произвольно по длине стержня
3
Поковки:
а) с утолщением типа развилины;
б) с утолщением типа проушины или с кривыми
элементами;
в) с утолщением или стержнем некруглого сече-
ния
Поковки типа колец;
II 1 а) гладкие — простой конфигурации; б) со сложным внутренним контуром; в; со сложным наружным контуром; Г) со сложными внутренним и наружным конту- рами ZZ2 LzJ $ и б)
сквозной про- шивкой Поковки типа втулок- а) гладкие простой конфигурации; б) со сложным внутренним контуром; в) со сложным наружным контуром; г) со сложными внутренним и наружным конту- рами 1
2 3 1 —
-Продолжение .табл, 37
О Группа Под- группа Характеристика подгруппы Типы поковок и их примерная конфигурация
II Поковки со сквозной про- шивкой 3 Поковки специальной формы: а) с двумя и более буртами; б) с асимметричными элементами и местными выступами; в) с двухсторонней прошивкой; г) с долевыми выступами и фасонной формой торца - ai —
ш Поковки с не- сквозной про- шивкой 1 Поковки: а) с неглубокой прошивкой или без прошивки, но при rfj ф d исходного прутка; б) гладкие почти постоянного сечения; в) с переменным сечением; г) с двухсторонней прошивкой 3—рЛ <гх
IV Поковки сме- шанной конфи- гурации 1 Поковки: а) с прошитой частью почти постоянного сечения; б) с прошитой частью переменного сечения или несимметричными элементами; в) с двусторонней прошивкой; г) изготовляемые из труб т
V Поковки ком- бинированной конфигурации 1 1 Поковки, у которых после штамповки на молоте или прессе производится на ГКМ: а) высадка утолщений; б) прошивка некоторых элементов; в) подсадка напуска от штамповочного уклона и специальные операции _о ^ечпоаЬ $
части поковки в пуансоне привело бы к значительной нежелательной конус-
ности стержня на длине lv Наличие двух утолщений, расположенных на кон-
цах (2-6), требует высадки с двух концов и обычно установки на штампе заднего
упора в целях выдерживания заданного допуска на длину поковки.
3-я подгруппа отличается наличием утолщений специальных форм, как-то:
развилин (3-а), проушин или кривых элементов (З-б), фасонных элементов
(3-в) и требует поэтому таких операций, как рассечка металла, просечка,
гибка, расплющивание между матрицами, что, в свою очередь, вызывает
необходимость применения в конструкции штампа специальных узлов и
элементов.
II группа представляет поковки, имеющие сквозные полости и
отверстия. Подгруппы (1—2—3) и типы (а, б, в, г) в пределах каждой
подгруппы отражают возможные варианты конфигурации поковок этой
группы.
С технологической точки зрения существенной особенностью II группы
является необходимость операций прошивки и то, что диаметр исходного прутка,
из которого должна производиться штамповка, может быть выбран в известной
мере произвольно.'Методика его определения является одной из наиболее важ-
ных задач при проектировании технологического процесса для поковок этой
группы.
III группа — поковки с несквозной прошивкой и без прошивки—пред-
ставляет все поковки с глухими полостями или поковки без полостей, но с изме-
ненным по сравнению с исходной заготовкой поперечным сечением на всех
участках конфигурации.
В технологическом отношении здесь является специфичной не только необ-
ходимость операции прошивки для большинства конфигураций, а также задача
определения размеров поперечного сечения исходной заготовки, ноиспособ
отделения поковки от прутка. Если для предыдущей группы
отделение поковки от прутка достигается преимущественно просечкой хвосто-
вой части поковки и долевым сдвигом прутка вместе с высечкой, то для данной
группы (III) основным способом отделения является поперечный сдвиг поковки
по отношению к прутку, осуществляемый ходом подвижной матрицы. Иногда
для этой группы применяется заготовка только на две поковки и штамповка
с поворотом (поковки типа III-б) или даже заготовка на одну поковку
(поршни).
IV группа представляет поковки, конфигурация которых является
комбинацией форм I и III групп, так как эти поковки содержат участки с исход-
ным стержнем и элементы типа утолщений с глухими полостями. Поковки этой
группы могут также содержать в качестве элементов общей конфигурации кри-
вые стержни, требующие применения операции гибки. Следовательно, для
поковок IV группы, с одной стороны, задан диаметр исходного прутка, равный
диаметру стержневого элемента, что отражает специфику I группы, а с другой
стороны, имеется элемент с полостью, требующий технологических приемов
прошивки, свойственных II и III группам. Это характеризует IV группу как
группу поковок смешанной конфигурации.
V г р у п п а — поковки комбинированной конфигурации, получаемые мето-
дом комбинирования ГКМ с другими видами штамповочного оборудования.
Конфигурация поковок этой группы содержит одни элементы, которые
могут быть успешно получены штамповкой на молотах или прессах, и дру-
гие элементы, которые требуют обработки на ГКМ Такое расчленение
процесса позволяет сократить припуски на механическую обработку и иногда
уменьшить вес деталей; это особенно эффективно в условиях крупносерийного
производства.
Таким образом, отнесение заданной детали к одной из групп классификации
(табл. 37 и фиг. 380) предопределяет основную идею технологии ее штамповки.
Тем самым значительно облегчается задача дальнейшего проектирования тех-
нологического процесса, так как открывается возможность построить методику
выбора переходов штамповки и определения размеров исходной заготовки для
характерных групп деталей, объединенных общими признаками.
357
§ 4. ПРЕИМУЩЕСТВА И ОСОБЕННОСТИ ШТАМПОВКИ НА ГКМ
Производство поковок на горизонтально-ковочных машинах обладает при-
водимыми ниже преимуществами [43].
1. Благодаря горизонтальному расположению штампов и наличию разъема
штампа в двух плоскостях [плоскость разъема между правой и левой матри-
цами и плоскость разъема между блоком матриц и блоком пуансонов) на ГКМ
можно получать поковки с весьма длинными стерж-
нями, сквозными полостями и с двумя и более отстоящими на
значительном расстоянии утолщениями, бортами или фланцами, при мини-
мальных штамповочных уклонах и в ряде случаев без уклонов.
Показательным примером в этом отношении могут служить два варианта
штамповки валика (фиг. 381). Сравнением чистовой детали (Л) с поковкой, полу-
ченной на молоте (Б) и ГКМ (В), легко установить, что в первом случае поковка
Фиг. 381.
имеет значительные напуски от штамповочных
уклонов а и весьма значительный припуск в
полости утолщения.
Кроме того, при штамповке на молоте не-
сомненно будет иметь место больший припуск
С\ на стержне, чем С2 при штамповке на ГКМ,
так как на молоте эта часть подвергается
штамповке, в то время как на ГКМ стер-
Фиг. 382.
А — после штамповки на ГКМ; Б — после штамповки
на молоте с большим припуском.
жень 1С не деформируется и почти сохраняет размеры исходного проката.
Преимущества ГКМ видны также на примере штамповки двубортного ролика
(Фиг. 382, А и Б).
Из указанных примеров видно, что имеются такие конфигурации поковок,
для получения которых применение ГКМ является наиболее рациональным
Возможность получения для многих поковок значительно меньших при-
пусков, чем на молотах и прессах, обеспечивает при штамповке на ГКМ боль-
шую экономию металла и значительное уменьшение трудоемкости обработки
резанием.
2. На ГКМ производится штамповка без заусенца или с весьма небольшим
заусенцем. Незначительный отход на заусенец ' ведет к уменьшению общих
отходов и тем самым обеспечивает большую экономию металла по сравнению
со штамповкой на молотах и прессах. Экономия металла достигается на ГКМ
также за счет возможности получения глубоких полостей.
Стоимость металла является основной статьей в общей стоимости продук-
ции штамповочного производства. Поэтому достигаемая на ГКМ экономия
металла приводит к значительному снижению себестоимости поковок.
3. При изготовлении на ГКМ поковок со сквозной прошивкой (II группа)
и некоторых поковок с несквозной прошивкой (III группа) штамповка произ-
водится от длинного прутка, что обеспечивается возможностью отделения по-
ковки от прутка непосредственно в штампах ГКМ. Следовательно, применение
ГКМ дает дополнительную экономию за счет сокра-
щения операций по разрезке прутков.
Следует отметить опыт ряда отечественных заводов, которые практикуют
изготовление на ГКМ указанных групп поковок непосредственно из длинных
шташ (длиной ю 4 к), получаемых от поставщиков металла Это мероприятие
резко сокращает от ходы металла на концы п некратность и сокращает объем ра-
боты заготовительных отделений Затруднения с передачей длинной штанги от
печи к Г КМ и с передвижением заготовки от ручья к ручью moi ут быть преодо-
лены путем применения соответствующей механизации, например, поворот-
ных кранов, монопепьсов, а также подвесных или наземных подъемников и
поземных столов
Поковки, изютовляемые на ГКМ, как правило, получаются в закрытых
ручьях штампов и поэтому не требуют операции обрезки заусенца.
Фиг. 383.
4 Технология штамповки па ГКМ обеспечивает, как правило, получение
'орошей макроструктуры, при которой направление волокон наиболее благо-
приятным образом ориентировано по отношению к усилиям, действующим на
деталь во время ее работы (фиг 383. 4 и Б)
Г». Конструкция штампов ГКМ позволяет широко применять вставки в ма-
трицах и пуансонах
6 Условия труда при работе на ГКМ более благоприятны, чем при работе
на штамповочных молотах, что позволяет
фонд рабочего времени.
более эффективно использовать
7 Благодаря тому, что штамповка ряда
из длинного прутка, имеются более широкие
цесса, чем при штамповке на молотах При-
менение электронагрева в совокупности с ме-
ханизацией подачи прутка и его перемещения
из ручья в ручей открывает перспективу'
преобразования ГКМ в агрегаты, действую-
щие полуавтоматически и автоматически
Наряду с указанными преимуществами,
штамповке на 1 КМ присущи некоторые не-
достатки по сравнению с штамповкой на
толотах и прессах
1 При работе на ГКМ положение исход-
изделий на ГКМ производится
возможности автоматизации про-
ного прутка фи! сируется по переднему или заднему упорам На фиг. 384
показана фиксация прутка по переднему упору, что имеет место при штам-
повке поковок II и III групп и в ряде случаев — для поковок I и IV групп.
Расчетная длина на высадку /я, обусловленная требуемым объемом поковки
п уточненная при наладке, является той исходной величиной, по которой
устанавливается упор. Будучи установлен и закреплен на партию поковок,
\пор не может передвигаться штамповщиком после каждой покорки.
Между тем допуск на диаметр исходного прутка (на Фиг. 384: +*) вызывает
колебания объема прутка на длине /в
Колебание в сторону увеличения объема или наибольшее положительное
отклонение
г/ _ Г71 (d + х):
v 1к — 4
(2)
Колебание в сторону уменьшения объема или наименьшее отрицательное
отклонение
Г Ttrfg
L 4
л (d—у)2] J
л
(3)
359
При больших величинах отклонений х и у колебание объема в пределах
Vik и Угк получается значительным.
Избыток металла — Еы приводит к образованию заусенцев в плоскости
разъема между пуансоном и матрицами, а иногда и в плоскости соприкосновения
матриц. Это плохо отражается на состоянии машины и штампов, часто приво-
дит к браку по зажимам, образуемым при последующей штамповке заготовки
с поворотом, и требует дополнительных операций по удалению заусенцев.
Недостаток металла Wk может привести к браку поковок по незаполнению
фигуры. Это усугубляется ослаблением зажима прутка между матрицами
и его частичным выталкиванием, а следовательно, еще большим уменьшением
необходимого объема металла. Отсюда следует, что для обеспечения нормаль-
ных условий штамповки на 1 КМ требуется применение
проката повышенной точности с возможно меньшими откло-
нениями. В некоторых случаях, если это экономически целесообразно, при-
меняют даже калиброванный (холоднотянутый) металл.
При крупносерийном производстве и тем более в условиях массового про-
изводства выгодно прибегать к сортировке металла, например, на две группы,
из которых одна будет иметь только верхнее отклонение по диаметру загото-
вок (от 0 до 4-х), а вторая — только нижнее отклонение (от 0 до —у). Если
к тому же применяется два комплекта вставок для зажимной части ручья
(вставки клеймятся размером металла, для которого они предназначены), то
такая организация подготовки производства, практикуемая на некоторых заво-
дах, обеспечивает штамповку на I КМ с весьма незначительными заусенцами
или даже вовсе без них.
2. Работа на ГКМ сопровождается заштамповкой окалины в большей сте-
пени, чем при штамповке на молотах, на которых деформация металла про-
исходит в результате нескольких ударов в каждом ручье, что позволяет вести
удаление окалины в процессе штамповки.
Заштамповка окалины влечет за собой получение поковок с менее чистой
поверхностью, увеличение минусового отклонения допуска на размеры поковок
и, как следствие этого, необходимость увеличения номинального припуска.
Поэтому при штамповке на Г’КМ удаляют окалину до поступления заготовки»
штамп или принимают меры для получения меньшей окалины в процессе нагрева.
Электронагрев — индукционный или контактный — в значительной сте-
пени отвечает требованиям штамповки на ГКМ.
При нагреве заготовок в пламенных печах на жидком или газовом топливе
для очистки заготовок от окалины перец штамповкой применяют скребки, метал-
лические щетки, рифленые ролики или гидроустановки высокого давления.
3. После штамповки на ГКМ поковок II и III групп (со сквозной и несквоз-
ной прошивкой) от прутков остаются концы, длина которых обычно несколько
превышает длину зажимной части ручья; наличие этих концов приводит к уве-
личению расхода металла.
Этот недостаток может быть в значительной степени преодолен за счет:
а) применения в качестве исходной заготовки длинных штанг (порядка 4 л);
б) устройства зажимного ручья возможно меньшей длины путем приме-
нения рифленой поверхности ручья;
в) использования концов в качестве заготовок для штамповки или ковки
различных поковок.
Указанные недостатки лишь незначительно умаляют достоинства ГКМ,
которые, в силу перечисленных выше преимуществ, являются одним из агре-
гатов для наиболее рационального производства поковок.
§ 5. ОПРЕДЕЛЕНИЕ ПОТРЕБНОГО ДАВЛЕНИЯ И ВЫБОР ГКМ
При штамповке на ГКМ наибольшее давление имеет место в конечный
момент деформации металла в том ручье, в котором происходит окончательное
оформление конфигурации поковки.
Потребное давление ГКМ определяется поэтому по усилию, необходимому
для деформации в формовочном ручье, учитывая, что в этом ручье развивается
высокое давление, которое на некоторой части поковок сопровождается даже
образованием поперечного или долевого заусенца, обусловливаемого упомя-
нутыми выше колебаниями размера исходного прутка.
Таким образом, исходными данными для определения необходимого давле-
ния ГКМ, способного обеспечить получение данной поковки, являются:
а) форма и размеры поковки, обусловливающие характер напряженного
состояния и величину сил внешнего трения;
б) род материала поковки (марка стали), обусловливающий величину его
предела текучести а при температуре конца штамповки.
Размеры поковки должны быть определены с учетом температурной усадки,
исходя из чертежа горячей поковки и положительного допуска.
При определении температуры конца штамповки желательно учитывать
число переходов штамповки и количество изделий, получаемых от прутка
с одного нагрева.
При сравнительно большом количестве переходов (4—5) и изготовлении
нескольких поковок (II и III групп) с одного нагрева нужно задаваться мини-
мально допустимой для данной марки стали температурой конца штамповки
и в зависимости от этого определять величину а.
Среднее удельное давление находится по указанной выше формуле (стр. 33),
согласно которой
k = w-z-x-a. (а)
Скоростной коэфициент для ГКМ принимается в пределах w = 1,5 ч- 2.
С возрастанием тоннажа машины уменьшается ее быстроходность соот-
ветственно количеству двойных ходов главного ползуна в минуту. Так, если
главный ползун машины № 1 (давл. 50 т) совершает около 60 двойных ходов
в минуту, то машина № 9 (давление 3000 т) дает только 25 ходов.
С возрастанием диаметра поковки Dn потребное давление штамповки будет
увеличиваться (возрастает площадь Г„ = 4 ] , а отсюда и тоннаж необ-
ходимой машины.
Следовательно, с возрастанием Dn поправка к скоростному коэфициенту
должна, при прочих равных условиях (например, при одинаковом отношении
д " J, уменьшаться.
Принимая во внимание характер указанной поправки, а также диапазон
размеров поковок, изготовленных на ГКМ, рекомендуется коэфициент w
определять по следующей формуле:
w = 2,2(1 -0,001£>„), (б)
где Dn — максимальный диаметр поковки в мм.
Формула (б) действительна при Dn < 300 мм.
Среднее значение коэфициента, учитывающего неравномерность напряжен-
ного состояния, принимаем г = 1,2 . (в)
Для t при среднем значении -т~- =- 4, согласно формуле (19) на стр. 34,
”'П'Ср
получаем
х = 2,4. (г)
Подставив в формулу (а) значение принятых коэфициентов из (б), (в) и (г),
получим
k = 6,35(1 -0,001£>J-a. (д)
Так как давление в момент окончания процесса штамповки
ItD*
Рр = k-Fn ~ k, (е>
то с учетом выражения (д) получим
Рр = 6,35(1 -0,001£>„)-а—
361
После соответствующего преобразования и округления результата полу-
чим окончательную формулу для определения расчетного давления при штам-
повке круглых поковок диаметром Dn без учета заусенца
Рр = 5(1-0,001Г>„)-Г>Га. (1)
Формула действительна при Dn < 300 мм.
Практически при штамповке на ГКМ для отчетливого заполнения формы
и в силу указанных в предыдущем параграфе факторов (допуск на диаметр
исходного прутка, способ нагрева, точность установки упора) может иметь
место на некоторой части поковок заусенец, хотя и незначительных размеров.
При штамповке поковок I и IV групп с задним упором на величину заусенца
оказывает большое влияние также точность резки заготовки по длине.
Для того чтобы на ГКМ могла происходить штамповка поковок с вероят-
ным заусенцем, необходимо в формулу (1) внести поправку, учитывающую
деформацию заусенца.
По практическим данным наибольшая ширина поперечного заусенца
(фиг. 385)
с = 5 + 0,05£>„, (ж)
где Dn — наибольший диаметр поковки или высаживаемой части поковки в мм.
Для круглых поковок отношение общей
площади с учетом площади заусенпа к пло-
щади поковки — Fn будет
Поперечный заусенец
, [ 1П
Долевой заусенец
Фиг. 385.
Г - (р» + 2с)2
Подставив значение с из формулы (ж),
получим
Г _ (1,1Р„ + 10)2
Если учесть, что не всегда получается заусенец наибольшей! ширины с,
то можно округлить результат в меньшую сторону, тогда
10 V (D„ + 10)2
Pj D*
На эту величину С и следует умножить правую часть выражения (1) с тем.
чтобы окончательная формула учитывала усилие на деформацию заусенца,
вероятного на некоторой части поковок.
Итак, получаем следующую формулу для определения расчетной величины
усилия штамповки круглых поковок на ГКМ:
\/рр = 5(1-0,001.£>„)(2?я + Ю)2.а, (2)
Формула действительна для поковок с диаметром Dn < 300 мм.
Предел текучести при температуре конца штамповки а рекомендуется опре-
делять, пользуясь данными табл. 2 или фиг. 25. щтр
На основании последнего выражения (2) построена номограмма (фиг. 386),
представляющая возможность, исходя из максимального диаметра поковки Dn
и предела текучести ее материала при температуре конца штамповки, быстро
определить необходимое давление и выбрать соответствующий тоннаж ГКМ
(см. табл. 35).
Ниже приводятся замечания, которые желательно учитывать при выборе
тоннажа ГКМ.
1. Dn — определять как наибольший диаметр поковок с учетом усадки
(1,5%) и верхнего отклонения допуска. •
2. а — определять по табл. 2 или фиг. 25.
362
3. На основании этих данных подобрать по ионограмме (фиг. 386) или
табл. 35 ближайший тоннаж из нормального ряда, имея в виду, что: а) для тонко-
стенных поковок; б) для поковок сложной конфигурации с наличием местных
выступов; в) при штамповке с значительным заусенцем — предпочтительно
выбирать машину следующего ближайшего большего размера.
4. Когда требуемое количество ручьев не укладывается в габаритный раз-
мер высоты штамповочного пространства или при необходимости штамповки
с весьма жестким допуском следует выбирать машины по верхнему пределу
или даже через одну ступень
лия по номограмме требуется
давление 400 т, для которого
ближайшей является машина
№3,то при указанных обстоя-
тельствах приходится при-
менять машину № 4, а иногда
даже № 5.
Высоту штампа в первом
приближении можно опреде-
лить из следующего выра-
жения:
H=^Dk 4-0,32 (Dk Ь/А) +
+ 10(6 + 1), (3)
1де Dk — наибольший диа-
метр перехода, соответствен-
но в каждом ручье;
Д — длина перехода,
соответственно в каждом
ручье;
k — количество перехо-
дов (без отрезки, высечки).
Затем сравнением полу-
ченной величины Н с допу-
стимой максимальной высо-
той штампа по характери-
стике ГКМ можно устано-
вить, насколько выбранная
машина удовлетворяет этому
Если, например, для штамповки данного изде-
Фиг. 386. Номограмма для определения необходимого
давления ГКМ, а по габл. 2 (А. В. Ребельский).
условию
5. Для крупных ПОКОВОК
(Dn > 200 мм) возможно по конкретным произ-
водственным условиям применять машину по нижнему пределу, тогда как
ближайшим является верхний предел.
Это допустимо, однако, при тех условиях, если выдерживать максимально
допустимую температуру нагрева, применять не более трех ручьев и произво-
дить с одного нагревз не более двух-трех поковок.
Для поковок некруглой формы (см. классификацию табл. 37,
поковки I-1-г, I-3-а, II-1-г) можно было бы воспользоваться формулой (2)
или номограммой (см. фиг. 386), определив приведенный диаметр из известного
выражения Dn = 1,13 У^Ра.
Следует, однако, учитывать, что для заполнения ручья сложной формы
приходится идти на повышенный объем металла и на штамповку со
сравнительно большим заусенцем, что вызывает необходимость повышенного
давления.
На этом основании, а также, учитывая возможные другие формы изгото-
вляемых на ГКМ поковок, рекомендуется для поковок некруглой формы
выбор ГКМ производить по той же формуле (2) и номограмме (фиг. 386), опре-
деляя при этом Dn как наибольший габаритный размер поковки или диаметр
363
описанной вокруг нее окружности. Например, для поковки 1-1-г, приведен-
ной в табл. 37. за Dn следует принимать размер А.
Приводим примеры по определению необходимого давления и выбору ГКМ.
Притер 1. Определить необходимое давление и выбрать ГКМ для штам-
повки поковки, изображенной в табл. 55, позици
Dn =83 мм — с учетом усадки и положительного отклонения допуска.
а=9 кг/мм2 — определено по табл. 2 для стали марки ЗОХ.
По формуле (2)
Р. =5 (1 —0,001-83) (83 + 10)2-9 = 5-0,917-8649-9 360000 кг =
= ЗоО т.
По табл. 35 выбираем ГКМ с ближайшим тоннажем 450 т, т. е. машину № 3.
По номограмме (см. фиг. 386) при Dn — 83 мм и а = 9 кг/мм2 получаем
необходимое давление Р = 380 т, на основании чего также выбираем ближай-
шую машину № 3.
Пример 2. Определить необходимое давление и выбрать ГКМ для штам-
повки ролика, изображенного на фиг. «382.
Dn = 270 мм — с учетом усадки и плюсового допуска.
а=8 кг!мм2 — по табл. 2 для марки стали 45.
При этих данных по номограмме (фиг. 386) требуется давление 2330 т.
Выбираем ближайшую машину ЙЬ 8 с давлением 2500 т. Эта деталь штампуется
на машине 2500 т, причем снимается до шести поковок с одного нагрева. Если
несколько снизить количество поковок с одного нагрева (три-четыре поковки)
и более тщательно следить за нагревом, то, согласно 5-му замечанию к номо-
грамме, можно в данном случае выбрать машину и по нижнему пределу, т. е.
машину № 7 с предельным давлением 2000 т.
Пример 3. Определить необходимое давление и выбрать ГКМ для штам-
повки, изображенной на фиг. 413.
Поскольку поковка имеет сложную конфигурацию, то за величину Dn при-
нимаем максимальный габаритный размер. С учетом усадки и плюсового до-
пуска имеем Dn =110 мм.
По табл. 2 для стали марки 45 берем о = 8 кг’мм2.
По номограмме (фиг. 386) получаем необходимый тоннаж машины 500 т.
По условиям размещения ручьев в штампе выбираем машину № 4, па которой
эта поковка практически изготовляется.
ГЛАВА II
СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
§ 1. ОБРАБОТКА ЗАДАНИЯ £ ПРАВИЛА СОСТАВЛЕНИЯ ЧЕРТЕЖА ПОКОВКИ
Исходными данными для составления чертежа поковки, подлежащей изго-
товлению на ГКМ, служит чертеж детали с техническими условиями и про-
граммным заданием.
Чертеж поковки является основным техническим документом, по которому
производится приемка продукции кузнечно-штамповочного цеха и который
должен поэтому одновременно удовлетворять требованиям конструктора объекта
и условиям механических и штамповочных цехов *.
Приведенная ниже методика составления чертежа поковки — определение
припусков и допусков, штамповочных уклонов, радиусов закруглений и пр. —
разработана автором на базе анализа большого количества действующих штам-
пов Г'КМ и принята в нормалях Оргавтопром^ [701. Эта методика не является
исчерпывающей, и в ряде случаев результаты, полученные по приведенным
ниже таблицам и формулам, могут быть скорректированы в зависимости от
производственных условий или требований к поковке.
1 Эти требования, равно как и вопросы, связанные с обработкой задания и общими пра-
вилами составления чертежа поковки, подробно освещены выше, в главе II первой части
книги. Здесь обращено внимание только на специфические вопросы, связанные с составлением
чертежа поковки, изготовляемой на ГКМ.
364
§ 2. ПРИПУСКИ И ДОПУСКИ
Припуски на механическую обработку и допуски на размеры поковок реко-
мендуется определять по табл. 38 и 39.
При составлении системы определения припусков и допусков были при-
няты во внимание следующие соображения.
1. Указанная система базируется на «габаритном принципе», согласно кото-
рому припуски на механическую обработку и допуски на размеры поковки
определяются в зависимости от габаритных размеров детали.
Принцип, учитывающий форму и размеры поковки, изготовляемой на ГКМ,
был положен в основу ряда нормалей ([35]; [41 ]) и пользуется большим рас-
пространением на заводах.
2. По предложенной системе первый фактор — форма детали — учтен нали-
чием двух таблиц, одна из которых (табл. 38) охватывает детали типа стержня
с непрошитым и прошитым утолщениями (поковки I и IV групп), а другая
/табл. 39) — поковки со сквозной и несквозной прошивкой (группы II и III).
Целесообразность такого подразделения, учитывающего основную особен-
ность формы, очевидна из сопоставления следующих факторов.
а. В поковках I и IV групп толщина исходной заготовки на участке стержня
остается без существенных изменений, тогда как при штамповке поковок II
и III групп значительной деформации подвергается весь объем металла исход-
ной заготовки.
Для поковок групп I и IV номинальный размер диаметра стержня, найден-
ный как сумма размеров исходного диаметра детали и припуска (по таблице),
должен быть окончательно подобран по ГОСТ на сортовой круглый прокат.
б. Поковки I и IV групп в подавляющем большинстве случаев штампуются
из отдельной заготовки с задним упором, тогда как поковки II и III групп полу-
чаются из длинной штанги и требуют операции по отделению поковки от исход-
ного прутка (просечка или сдвиг).
Различие в технологических приемах и конструкции штампов, естественно,
сказывается на отклонениях отдельных размеров поковки (на допусках и при-
пусках), что и учитывается в предложенной системе наличием двух таблиц
для принципиально различных форм поковок.
Дальнейший учет особенностей формы поковок ведется уже в пределах
каждой таблицы. Так, в табл. 38 приводятся отдельно припуски и допуски для
утолщенной ча$ти поковки и для ее стержневой части, как для различных
с технологической точки зрения элементов конфигурации. В табл. 39 рассма-
триваются отдельно различные по конфигурации и некоторым технологическим
признакам поковки со сквозной (II группа) и несквозной (III группа) про-
шивкой.
3. Вторым определяющим фактором являются размеры детали (Н и D
Или L и d), по которым в таблицах определяется величина припуска на сторону
и параллельно допуски на размер. В направлении толщины (Н) припуск не-
сколько меньше, чем в направлении диаметра (D), что объясняется большей
вероятностью использования в направлении Н верхнего отклонения допуска
за счет недоштамповки. Наоборот, в направлении D больший припуск необ-
ходим в связи с превалирующим влиянием на этот размер смещения штампов,
кривизны, колебаний усадки и других действующих в отрицательном напра-
влении факторов.
4. Чистота поверхности детали и характер чистовой обработки влияют на
величину межоперационного припуска при обработке резанием и требуют
соответствующего уточнения общего припуска при составлении чертежа
поковки.
5. Важным фактором, обусловливающим величину припусков, а следова-
тельно, и допусков на размеры поковок, является серийность производства.При
возрастании партии деталей экономически целесообразно уменьшить припуски
и соответственно усовершенствовать оснастку кузнечно-штамповочного произ-
водства, учитывая получающееся при этом значительное сокращение механи-
ческой обработки.
365
Припуски и допуски для
Припуски П на сторону и допуски Д ня размер утолщения
Высо1 а Н в мм 1 Класс точности Диаметр или толщина D в мм
до 50 50-100 100-200 Свыше 200
Н D н D н D Н О
II Д П I д п | д П 1 * II 1 П 1 If 1 Д II д
До 20 1-й 1,0 +0,5 —0,5 1,25 +0,5 —0.5 1,25 4-1 —0.5 1,5 + 1 -0,5 1,5 + 1 -0,5 1,75 4-1 —0.5 1,75 + 1,5 -1 2,0 +1,1 -1 1
2-й 1,5 + 1 -0,5 1,75 4-1 —1 1,75 +1/ —1 2,0 + 1,5 —1 2,0 + 1,5 -1 2,25 + 1,5 1 2,25 +2 —1,5 2,5 +2 -1,5
20—50 1-й 1,25 +0,5 -0,5 1,5 + 0,5 -0,5 1,5 4" 1 —0,5 1,75 1,75 + 1 —0,5 2,0 + 1 -1 2,0 + 1,5 -1 2 25 + 1.5 -1
2-й 1,75 + 1 —0,5 2,0 +1 — 1 2,0 + 1,5 Л1 2,25 + 1.5 1,5 2,25 + 1,5 —1 2,5 + 1.5 -1,5 2.5 + 2 -1.5 2,75 +2 -15
50—100 1-й 1,25 + 1 о,5 1,5 + 1 —1 1.5 + 1,5 -1 1,75 + 1,5 -1 1,75 +}’^ 2,0 +1,5 —1 2,0 +2 15 2,25 +2 -1,5
2-й 1,75 + 1,5 -1 2,0 —1,5 2,0 +2 —1,5 2,25 4-2 —1,5 2,25 +2 —1,5 2,5 + 2 -1,5 25 +2,5 —2 2,75 +2,5 —2 ।
100—15Q ( 1-й 1,5 + 1 —0,5 1,75 + 1 —1 1,75 + 1,5 —1 2,0 + 1/ —1 20 + 1,5 -1 2,25 +1,5 —1 2,25 +2 — 1,5 2.5 +2 -15
2-й 2,0 +1,5 -1 2,25 4"1 -1,5 2,25 +2 -1,5 2,5 +2 —1,5 2,5 +2 1,5 2,75 +2 -1,5 2,75 +2,5 —2 3,0 +2,5 ~2
Свыше 150 1-й 1,75 +1 —1 2,0 4-1 -1 2,0 + 1,5 — 1 2,25 + 1,5 -1 2,25 + 1,5 -1 2,5 + 1,5 -1 2,5 +2 -1,5 2,75 +2 -1,5
2-й 2,25 + 1,5 — 1,5 2,5 + 1,5 —1,5 2,5 +2 -1.5 2,75 +2 -1,5 2,75 +2 -1,5 3,0 +2 -1,5 3,0 + 2,5 —2 3,25 +-2,5 -2
Примечания: 1. Припуски на сторону и допуски на размеры утолщенной частипо-
определяются по таблицам, исходя из максимальных размеров Н и D или А.
2. Допуски на размеры выемок Do, d0, 10 и т. д. следует принимать с обратным знаком.
3. В таблицах припуски даны для случая обработки V; при обработке на VV и VW
4. В местах стержня вблизи утолщения, на длине / <5 2г/— положительную часть допуска
366
Таблица 38
поковок типа стержня с утолщениями
Припуски Z7 на сторону и допуски Д на размер стержня
Длина L в V.W л ласе точности Диаметр или толщина d в мм
-- До 15 15-30 30-60 Свыше 60
L У 7 d L d L d
п | д 1 II 1 д П 1 д п Д п Д П | Д п Д п ( д
До 100 1-й 1 5 1 +1 —0,5 । 1,0 +0.5 —5,5 1.75 4-1 —0,5 1,25 +1 —0,5 2,0 + 1 -1 1 5 4^ 0.Е 2,25 + 1,5 —1 1,75 + 1 —1
2-й 2 ) 1+ ’ -1 1.5 + 1 —1 2,25 + 1,5 —1 1,75 +1 -1 2,5 + 1,5 -1 2.0 + 1.5 - 1 2,75 +2 -1.5 2,25 +1,5 —1
100-200 1-й 1 75 1+ 1 1, 3 [-0.5 Ч» +0,5 -0,5 2,0 4-1 —0,5 1.5 4" 1 —0,5 2,25 + 1 —1 1,75 —0,5 2,5 + 1.5 —1 2,0 +1 —1
2-й 2,25 1,75 +1 1 2,5 + 1,5 —1 2,0 +1 —1 2,75 + 1.5 —1 2,25 + 1,5 —1 3,0 4-2 —1,5 2,5 + 1Л —1
200-500 1-и 1,7 > +1.5 -1 1,25 4 1 -0.5 2,0 + 1,5 -1 1,5 + 1.5 -1 2,25 +1,5 — 1 1,75 + 1,5 — 1 2,5 + 2 -1,5 2,0 +2 -1
2-й 2,25 + 2 —1,5 1.75 + 1.5 —1 2,5 +2 —1,5 2,0 +2 —1 2,75 +2 -1,5 2,25 +2 -1 3,0 +2,5 -1,5 2,25 +2 -1.5
500 — 10U0 1-й 2,0 + 1,5 —1 1,5 + 1 —0,5 2.25 +2 -1,5 1.75 + 1,5 —1 2,5 +2 -1,5 2,0 + 1,5 1 2,75 +2 -1.5 2,25 +2 —1
2-и 2,5 + 2 -1.5 2,0 + 1 -0,5 2.75 4*2,5 —2 2,25 +2 -1 3,0 +2 —2 2.5 +2 — 1 3,25 4-^5 -С' 2,75 +2,5 —1,5
Свыше 1-и 2,25 + 1,5 1 1,75 + 1 -0,5 2,5 + 2 —1.5 2,0 + 1,5 —1 2,75 + 2,5 —1.5 2,25 + 1,5 -1 3,0 +3 —2 2.5 + 2 -1
1000 2-и 2,75 +2 -1.5 2,25 +1 -0.5 3,0 +2,5 —2 2,5 +2 —1 3.25 +2 —2 2,75 +2 —1 3,5 +3 —2 3,0 + 2,5 -1,5
ивки но высоте (/7, Hi и т. д.) и по диаметру (D, Dy и т. д.) или ширине (Д, Ду и т. д.)
.ледует к табличным значениям припусков прибавлять 0,25 мм.
ждует принимать на 0,5 мм больше табличного значения.
367
Припуски и допуски для поковок со
Поковки со сквозной прошивкой
Высота Н в мм Класс точно- сти Диаметр или толщина D в мм
До 50 50-100 100—200 Свыше 200
Н о н о Н D н о
п Д п Д п Д п Д п Д п Д п Д п Д
До 20 1-й 1 +0,5 —0,5 1,25 +0,5 -0,5 1,5 + 1 —0,5 1,25 +1 -0,5 1,5 + 1 —0,5 1,75 + 1 —0.5 1,75 + 1,5 —1 2,0 +1,5 -1
2-й 1,5 + 1 -1 1,75 + 1 —1 1,75 + 1,5 —1,0 2,0 + 1,5 —1 2,0 4" 1(5 —1 2,25 + 1,5 -1 2,25 +2 —1,5 2,5 +2 -1,5
20-50 1-й 1,25 +0,5 —0,5 1.5 +0,5 —0,5 1.5 +1 —0,5 1,75 + 1 —1 1,75 +1 -0,5 2,0 + 1 —1 2,0 + 1,5 —1 2,25 +1,5 -1
2-й 1,75 + 1 —1 2,0 + 1 —1 2,0 + 1,5 -1 2,25 +1,5 —1,5 2.25 + 1,5 -1 2,5 в + 1,5 -1,5 2,5 +2 -1,5 2,75 +2 -1,5
50—100 1-й 1,25 4-1 -0,5 1.5 + 1 -1 1,5 + 1,5 -1 1,75 + 1,5 —1 1,75 + 1.5 -1 2,0 +1.5 -1 2.0 +2 —1,5 2,25 +2 -1,5
2-й 1,75 + 1,5 —1 2,0 + 1.5 —1.5 2,0 +2 -1,5 2,25 +2 -1,5 2,25 +2 -1,5 2,5 +2 -1,5 2,5 +2,5 —2 2,75 +2,5 -2
100—150 1-й 1.5 +1 —0.5 1,75 4-1 —1 1,75 +1,5 —1 2,0 —1 2,0 + 1,5 —1 2,25 +1.5 -1 2,25 +2 —1.5 2,5 +2 -1,5
2-й 2,0 + 1.5 —1 2,25 + 1.5 -1,5 2,25 +2 -1.5 2,5 +2 —1,5 2,5 +2 —1,5 2,75 +2 —1.5 2,75 +2,5 —2 3,0 +2,5 -2
Свыше 150 1-й 1,75 + 1 —1 2,0 + 1 —1 2,0 + 1.5 —1 2,25 + 1,5 —1 2,25 +1.5 -1 2,5 +1.5 —1 2,5 +2 —1,5 2,75 +2 -1,5
2-й 2,25 + 1.5 -1,0 2,5 + 1,5 —1.5 2,5 +2 -1,5 2,75 +2 —1,5 2,75 +2 -1.5 3,0 +2 -1,5 3,0 +2,5 —2 3,25 +2,5 —2
Примечания: 1. Припуски П на сторону и допуски Д на размер поковки как по
деляются по таблицам, исходя из наибольших размеров Н н D илн А.
2. Допуски на размеры отверстий ('Jo, d0, 10 н т. д.) следует выбирать с обратным знаков
3. В таблицах припуски даны для случая обработки на \7; прн обработке на 'ДД и
4. На диаметр отверстия в конечной части d0— допуски следует принимать соответ-
Таблица 39
сквозной и несквозной прошивкой
| - Поковки с несквозной прошивкой
Класс точно- сти Диаметр или толщина D в мм
Высота Н в ММ До 50 50-100 100—200 Свыше 200
н D И D н D И D
п Д П Д п д п д п д П Д п д п Д
1 До 20 1-й 1,25 +0,5 —0,5 1.5 +0,5 —0,5 1,5 + 1 -0,5 1,75 + 1 -0,5 1,75 +1 —0,5 2,0 + 1 —0,5 2,0 + 1,5 —1 2,25 +1,5 —1
2-й 1,75 +1 —1 2,0 + 1 —1 2,0 + 1,5 -1 2,25 + 1,5 -1 2,25 + 1,5 —1 2,5 +1,5 —1 2,5 +2 —1,5 2J5 +2 -1,5
20-50 1-й 1,5 +0,5 —0,5' 1,75 ** +0,5 —0,5 1,75 +1 -0,5 2,0 + 1 -1 2,0 4 1 —0,5 2,25 +1 —1 2,25 4-1,5 —1 2,5 +1,5 -1
2-й 2,0 + 1 — 1 2,25 +1 —1 2,25 + 1,5 -1 2,5 + 1.5 — 1,5 2,5 + 1,5 -1 2,75 + 1.5 —1.5 2,75 +2 —1,5 3,0 +2 -1,5
50-100 1-й 1,5 +1 —0, 1,75 + 1 —1 1,75 + 1,5 —1 2,0 + 1,5 —1 2,0 + 1,5 —1 2,25 + 1,5 —1 2,25 +2 -1,5 2,5 +2 -1,5
2-и 2,0 + 1,5 —1 2,25 +1,5 +1,5 2,25 +2 —1,5 2,5 +2 —1,5 2.5 4-2 —1.5 2,75 4-2 —1, 2,75 + 2,5 —2 3,0 +2,5 —2
100 150 1-й 1,75 + 1 —05 2,0 + 1 — 1 2,0 + 1,5 -1 2,25 +1,5 —1 2,25 +1,5 —1 2,5 + 1,5 -1 2,5 +2 -1,5 2,75 +2 —1,5
2-й 2,25 + 1,5 1 2,5 +1,5 —1,5 2,5 +2 —1,5 2,75 +2 — 1,5 2,75 4-2 -1,5 3,0 +2 -1,5 3,0 +2,5 -2 3,25 +2,5 —2
Свыше 150 1 1-й 2,0 + 1 —1 2,25 +1 —1 2,25 + 1,5 —1 2,5 +1,5 —1 2,5 + 1,5 -1 2,75 + 1,5 -1 2,75 +2 —1,5 3,0 + 2 —1,5
2-й 2,5 +1,5 —1,5 2,75 +1,5 —1,5 2,75 +2 —1,5 3,0 +2 -1,5 3,0 +2 -1,5 3,25 +2 -1,5 3,25 +2,5 —2 3,5 +2,5 —2
высоте (Н, Нг и. т. д.), так и по диаметру (D, Di и т. д.) или ширине (Д, Ai и т. д.) опре-
VW следует к табличным значениям припусков прибавлять 0,25 мм.
ственно на 0,5 мм больше табличного значения.
369
В таблицах приведены два класса точности, учитывающие фактор серийности
производства.
1-й класс точности следует применять, как пра-
вило, для поковок массового и крупносерийного
производства.
2-й класс точности следует применять для по-
ковок серийного производства. Зигот класс может быть при-
менен и для поковок крупносерийного производства в тех случаях, когда по
конкретным условиям имеющийся в распоряжении парк ГКМ или состояние
штампового хозяйства не позволяют применить более совершенный техноло-
гический процесс.
6. Для поковок I и IV групп типа болтов, торцевых ключей и пр., имею-
щих размеры стержня с жесткими допусками, или для обычных поковок этих
групп, но с диаметром стержня d > 95 мм, следует допуски на размер d опре-
делять не по основной табл. 38, а по табл. 40.
Таблица 40
Допуски на прокат повышенной точности
Диаметр в мм До 9 9-25 25—50 50—60 60-65 65—75 75—85 85—95 100—115 115-130 130-150
Допуски в мм ±0,25 ±0,3 ±0,5 ±0,6 ±0,7 ±0,8 ±0,9 ±1 ±1,3 ±1,5 ±1,7
7. Для точных поковок I группы (клапаны, толкатели и пр.) рекомендуется
применять в качестве исходной заготовки калиброванный (холоднотянутый)
металл. При этом на участке стержня по размеру d следует давать припуск
только на шлифование (0,2—0,5) мм, а допуски на размер диаметра стержня
назначать по табл. 41.
, Таблица 41
Допуски на калиброванный холоднотянутый металл
Диаметр в мм 3—10 10,5 18 18,2-30 30,5- 50 50,5—80 80,5—100
Допуск в мм -0,1 —0,12 -0,14 —0,17 —0,20 —0,23
8. При наличии электронагрева заготовок рекомендуется уменьшить при-
пуски и допуски против табличных значений на 0,25—0,5 мм.
9. Если штамповка поковок II группы типа колец производится не в ма-
трице, а в пуансоне, то припуски и допуски могут быть уменьшены против
табличных значений на 0,25—0,5 мм.
10. Следует иметь в виду, что, применяя после высадки чеканку или кали-
бровку, можно получать поковки с припуском непосредственно под шлифование,
а в ряде случаев — готовые детали, не требующие дальнейшей механической
обработки.
§ 3. ШТАМПОВОЧНЫЕ УКЛОНЫ И РАДИУСЫ ЗАКРУГЛЕНИЙ
Если наружный контур утолщения (I и IV групп) и поковки в целом
(II и III групп) не имеет буртов или имеет только один бурт, то такая кон-
фигурация может быть выполнена на ГКМ без штамповочных уклонов. Харак-
терные примеры конфигураций, не требующих уклонов по наружному кон-
туру, показаны на фиг. 387 и на фиг. 388, Г и Д.
Для такой же конфигурации детали, но когда фигура в целом или часть
фигуры располагается в пуансоне, приходится при определенной длине/7 эле-
мента (фиг. 388, А и В) вводить незначительный штамповочный уклон р в целях
создания благоприятных условий для удаления поковви из полости пуансона
370
Наличие двух или нескольких буртов у поковки (фиг. 388, В) приводит
к необходимости штамповочных уклонов у на внутренних поверхностях бур-
тов. Отсутствие этих уклонов или недостаточная их величина часто приводит
к застреванию поковки в правой или левой матрице и вызывает повышенные
простои, а также прогревание и быстрый выход из строя штампов. Величина
уклона ч обусловливается размером ширины бурта Д.
Величина штамповочного уклона в отверстиях и полостях поковки зависит
от длины элементов поковки — от глубины полостей. Например, при том соот-
ношении размеров, которое показано на фиг. 387, на участке /70, не требуется
уклона, тогда как элемент длиной h.o требует введения незначительного уклона а.
Внутренний штамповочный уклон облег-
чает снятие поковки с пуансона при
обратном ходе главного ползуна и в не-
которой степени улучшает условия раз-
дачи металла и прошивки при рабочем
ходе.
Величина внутреннего уклона для по-
ковок со сквозной прошивкой зависит от
глубины прошивки, а следовательно, от
размера И поковки (фиг 388, В и Г).
Размеры кольца, представленного на
фиг. 388, Г, имеют такое соотношение,
Фиг. 388.
Фиг 387
при котором поковка может быть изготовлена на ГКМ без штамповочных
уклонов как по нарулгному, так и по внутреннему контурам.
Поковка III группы, представленная на фиг. 388, Д, иллюстрирует кон-
фигурацию, требующую применения уклона а только по внутреннему контуру.
Кромки поковки во всех выпуклых и вогнутых углах должны быть закруг-
лены дугами определенного радиуса закругления г или R (фиг. 387 и 388).
Достаточно плавные закругления (гг, r2, Rv /?2 и т. д.) предотвращают
образование зажимов и трещин на поковке и предохраняют элементы штампа
от быстрого износа и разрушения, более вероятных при наличии острых углов,
вследствие концентрации напряжений и образования разгарных трещин.
При недостаточных закруглениях ухудшаются условия заполнения полости
штампа (г\ и г2 на фиг. 387), увеличивается вероятность застревания поковки
в ручье и в местах резких переходов возникает опасность образования складок
и зажимов в поковке (г3 на фиг. 388, Б).
В поковках с несквозной прошивкой (III группа) плавные закругления на
дне полости часто вызываются необходимостью плавной формы противника в
целях получения наиболее благоприятных условий прошивки и раздачи металла.
Штамповочные уклоны и радиусы закруглений нельзя, однако, делать и
излишне большими. Значительный уклон аир (фиг. 387 и 388) или значитель-
ные радиусы на вогнутых углах или в глубине полости (r3, и /?2нафиг. 387)
увеличиваю, припуски и вес поковки. Излишне большой радиус закругления
па выпуклых углах (rv г2) может привести к резкому сокращению припуска
к увеличению брака пс черноте.
*
.471
Отсюда Следует, что штамповочные уклоны и закругления в поковках,
изготовляемы* на I КМ, должны иметь оптимальные значения,
наилучшим образом удовлетворяющие комплексу условий как по линии кон-
струкции детали, таки в отношении технологических требований производства
поковок и их механической обработки
Основные правила определения штамповочных уклонов и радиусов закру!-
лений длй поковок, штампуемых на ГКМ, заключаются в следующем
1) Внешние штамповочные уклоны
а) При расположении всей внешней конфигурации поковки в матрице и
отсутствии участков с частично замкнутым контуром применять штамповоч-
ные уклоны по наружному контуру не следует (см. фиг 387 и 388, Г и 7)
б) При штамповке в матрице и наличии участков с частично замкнутым кон-
туром по внешней конфигурации (фиг. 338, В) нужно на внутренних сторонах
буртов делать штамповочные уклоны Причем штамповочный уклон опреде-
ляется исходя из величины меньшею бурта Д по табл 42
Таблица 42
Д в мм До 10 10-30 30—50 50-80 80 и более
1° 1 3 5 7 10
в) При расположении части поковки в пуансоне (фиг 388, А и Б) рекомен-
дуется минимально допустимый штамповочный уклон ропределять по табл. 43.
Таблица 43
н D До 0,3 Св. 0,3 до 1,3 Св 1,3 до 2,3 Св, 2,3 до 3,3 Св 3,3 до 4,3
0 15' 30' 45' 1°,
Элементы поковки, получаемые путем истечения (см выступ диаметром da
на фиг 388, А), следует выполнять без штамповочных уклонов
2) Внутренние штамповочные уклоны-
При прошивке (фиг 387 и 388, Б—Д) минимально допустимый внутрен-
ний штамповочный уклон а следует определять по табл 44
Таблица 44
На hg Н D0 do do До 0,5 Св 0,5 до 1,5 Св. 1,5 до 2,5 Св. 2,5 до 3,5 Св. 3 5 до 4,5 Св 4,5 до 5,5 Св. 5,5 До 6,5 Св 6,5 до 7,5 Св. 7 5 до 8 5
а 0 15' 30' 45' 1° 1°15' 1°30' 1’45' 2°
При сквозной и несквозной глубокой прошивке в целях сокращения напуска
от штамповочного уклона можно применить ступенчатую прошивку
В частности (фиг 389), на длине Нг < 0,5 do штамповочного у клона можно
вовсе не делать, а на остальной длине Н2 = Н — сделать уклон а, опреде
лив его по табл 44. исходя из отношенияС этой целью можно применить
“о
также и три ступени
3) Радиусы закруглений внешнего контура
а) На выпуклых углах при отсутсюии фаски (фиг 387) радиус закругле-
ния определяется исходя из величины среднего припуска П
г _ п - п' + п* (1)
Гг — 11 ~ 9
Л72
б) На выпуклых углах при наличии фаски а X а (фиг. 387) величина радиуса
закругления выбирается большей, чем припуск, на величину а
г2=П + а^Л1+П2+а.
(2)
Если фаска не проходит под углом 45° или когда фаска описана какой-либо
кривой, то величина г2 определяется графически с таким расчетом, чтобы сохра-
нить в углу нормальный припуск П' = П (см. фиг. 388, А)
в) В зависимости от величины уступа Л со стороны закругления (фиг 387
и 388)
г5 = 0,2Д 1 мм (3)
Причем в случаях, когда гх -д- г3 > Д или >2 + г3 > Д, нужно при выборе
величины радиусов исходить из условия получения плавного сопряжения
г) Для элементов поковки, получаемых истечением (см. выступ диаметром
da на фиг 388, А), величину радиусов закруглений определяют по следующим
формулам
/?4=0,1й + 1,
но не более -у-
0,2h + 1.
г---------Н-----------I
0.) г- н2 - -
\2^777Д^>77//Д77////, )
----»?
(5) ] ^xxxxxx-x^x/xxxx/^l
Если найденный по формуле (4) радиус фиг. 389.
получается больше нормального среднего
припуска П, определяемого формулой (1), то следует увеличить припуск по
торцу до размера П\, что обеспечит получение нормального припуска в утлу
при данном радиусе Д4
Результаты, получаемые по формуле (1) — (5), следует округлять, выбрав
ближайшее большее значение из нормального ряда радиусов по табл. 45.
4) Радиусы закругления внутреннего контура.
а) На выпуклых углах радиусы закруглений и /а определяются исходя
из величины среднего припуска по формулам (1) и (2), так же, как и для внеш-
нею контура (фиг 387) Исключение из этого правила составляют те случаи,
когда для получения плавного контура следует графически подобрать радиус
закругления (фиг 388, Д), больший расчетного г2
б) На вогнутых углах радиусы закруглений определяются по следующим
формулам (фиг 387)-
/?1 = 0,07(£>;ч Но), (6)
/?2 = 0,07(rfo + A0), (7)
принимая затем ближайшее большее значение из нормальною ряда по табл. 45
в) Если найденный по формуле (6) радиус /?х > Но (см фиг. 388, Г), то
следует принять 7?г = Но
г) Если найденный по формуле (6) > 3 (см. фиг 388, Д), то следует
do
дугу радиуса провести через точку, определяемую радиусом -g- и каса-
тельно к контурной линии.
.373
д) Если найденный по формуле (7) Т?2 то следует окончательно опре-
делить графически 7?а из условия получения плавного сопряжения, как пока-
зано на фиг. 388, Д (вариант /). Если же найденный по формуле (7) /?2 удовлет-
воряет условию-у- < /?2 < d0, то следует принять построение II, показанное
на фиг. 388, Д. Когда расчетный > d9, следует принять Т?2 = d9 и построе-
ние II, как показано на фиг. 388, Д.
5) Допуски на размеры радиусов закруглений рекомендуется определять
в зависимости от величины радиусов по табл. 46.
Таблица 46
Радиусы в мм (фиг? 387) Г1 (фиг. 387) (фиг. 387, 388) гв (фиг. 387, 388) п г2 (фиг.388. Д) /?, (фиг. 387, 388) Я, (фиг. 387. 388)
Допуск в зависи- мости от величины радиуса +» —0,5Г1 +0 ~r'l +0 —0,5г2 ±0*5гз +0 —0,5г2 +0,5/?, +o.s/?2
Если, например, г3 = 10 мм, то на чертеже поковки в соответствующем
месте должно быть указано: R10+5.
На переднем торце, где возможно при штамповке образование заусенца,
допускается острая кромка, т. е. радиус закругления может колебаться в пре-
делах от 0 до г{, определяемого по формуле (1) так же, как и (фиг. 387).
Конструктор детали должен стремить^ к введению фасок на всех внешних
и внутренних кромках детали. Это расширяет возможности применения в по-
ковке больших радиусов закруглений и допусков на них, что благоприятствует
получению значительно более технологичной конструкции поковки.
§ 4. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПОКОВКУ
Следующей стадией разработки технологии штамповки на ГКМ является
составление технических условий (допустимые отклонения размеров и формы,
термообработка и твердость, очистка поверхности поковок и пр.) и внесение
их в чертеж поковки.
Допустимые отклонения в конфигурации поко-
вок (разностенность, разнотолщинность; кривизна и пр.), а также распо-
ложение и допустимая величина заусенца определяются по сводной табл. 47.
§ 5. ПРИМЕР СОСТАВЛЕНИЯ ЧЕРТЕЖА ПОКОВКИ И ТИПОВОЙ ЧЕРТЕЖ
На фиг. 390 представлен чертеж детали втулки муфты, для которой, согласно
заданию, поковки • должны изготовляться в кузнечно-штамповочном цехе.
Характер производства — крупносерийный.
Наиболее подходящим видом оборудования для производства таких поковок
является ГКМ. Деталь относится, согласно классификации, к II группе —
поковка со сквозной прошивкой.
Чертеж поковки составляется в указанной выше последовательности.
1. Определение припусков и допусков. Пользуемся
табл. 39 и графой, соответствующей Ему классу точности, так как согласно
заданию необходимо удовлетворить условиям крупносерийного производства.
В графе, отвечающей габаритным размерам детали 0 165 х 127,5 для
1-го класса точности, необходимы:
а) припуск на сторону в направлении D соответствует 2,25 мм, а с учетом
обработки (W) припуск составит 2,5 мм;
б) припуск на сторону в направлении Н соответствует 2 мм, а с учетом обра-
ботки припуск равен 2,25 мм;
в) допуски на размеры в обоих направлениях D и Н будут равны +|,s
374
Таблица 47
Сводная таблица допустимых отклонений в конфигурации поковок
№ пози- ции Характер и пределы отклонений Эскиз
1 На конце стержня допускаются утяжина и скос в пределах т = 0,3 d; п= q = 0,05 d ф t Ljh Оз п
2 Если при этих значениях т, п и q не обес- печивается получение минимально допустимо- го припуска П на кромке стержня или когда производится штамповка поковки с длинным стержнем от переднего упора, или когда имеет место деформация истечения в последней операции — допускается на торце стержня увеличенный припуск ГЦ, требующий опера- ции подрезки при обработке резанием - - J L—t-не мелев-- a
3 Смещение ц головки (утолщения) относи- тельно оси стержня допускается в пределах 1/2 отрицательного допуска на размер D утолщения
4 Кривизна стержня f допускается в преде- лах отрицательного допуска на размер d стержня. Неперпендикулярность головки к стержню допускае/ся в пределах tg “ < g • где н — ннжиее отклонение допуска на размер п 1 1 X
5 Непараллельность торцов (Н—ГЦ) разре- шается в пределах 1/г допуска лта толщину Н
6 Овальность с — £>шах — ZJmin разрешается в пределах допуска на размер D Овальность отверстия q = </Omax — 4>min разрешается в пределах 1/2 допуска на раз- мер <Ц 1 । а |W
7 Ступенчатость и сдвиг X допускается в пре- делах нижнего отклонения допуска на соответствующий размер
8 Кривизна торцов р допускается в пределах допуска на толщину Н 1У 1=—h
375
Продолжение табл. 47
№ пози- ции Характер и пределы отклонений Эскиз
9 Разностенность k — kx = 4e допускается в пределах 0,4 номинальной величины при- пуска на сторону
10 На заднем торце поковок III группы (поковки без прошивки и с несквозной про- шивкой) допускается неравномерное утолще- ние с максимальным размером и не более (0,01 D + 1) мм
-Я- C5 .... и I
11 Допускается заусенец, без рванин, вели- чиной z не более 0,5—1,0 мм
12 Поверхностные дефекты — трещины, обез- углероженный слой, раковины и забоины допускаются на величину g не более i/2 мини- мального припуска на сторону
Прибавив к размерам наружной конфигурации поковки двойной припуск
и вычтя его из размеров внутренней конфигурации, получим номинальные
размеры поковки (см. типовой чертеж, фиг. 391).
2. Определение штамповочного уклона.
а) Согласно указаниям § 3 п. 1, заданная
конфигурация по наружному контуру не должна
иметь штамповочных уклонов ф = 0).
б) Стенки полости 0 105 х 32 по табл. 44 при
4у = ~< 0,5 не должны иметь уклона (а = 0).
ZJq шэ
в) Для сквозной полости при-^-=^ = 1,33
принимаем по табл. 44 а = 15'.
3. Определение радиусов за-
кругления.
а) На выпуклых углах наружного контура
фланца по формуле (1) имеем
г, = П = = 2,25 / 2’35 мм’
Фиг. 390. выбираем по табл. 45 ближайшее большее значе-
ние гг = 2,5 мм.
На выпуклых углах заднего торца по формуле (2) г2 -= П + а = 2,35 +
+ 1 = 3,35; по табл. 45 ближайшее большее значение будет г2 = 3,5 мм.
б) На вогнутом угле по формуле (3)
г8=0,2Д + 1 = 0,2 170~~М9 1 =7 Мм; выбираем по табл. 45 ближайшее
большее значение г3 — 8 мм.
в) По внутреннему контуру:
гх = П + а — 2,35 + 1,5 = 3,85 мм\ выбираем гг = 4 мм.
То же г2 = 4 мм.
376
По формуле (6)
7?! = 0,007 (Do + Яо) = 0S07 (105 4 32) = 9,6 мм.
Принимаем по табл. 45 7?! = 10 мм.
i) Допуски на размеры радиусов устанавливаем, пользуясь табл. 46, округ-
ляя результаты.
4. Составление технических условий на поковку.
а) Определяем, исходя из полученных размеров, объем и вес поковки
Со = 9,3 кг. Объем определяем как сумму объемов элементарных геометри-
ческих фигур, на которые можно расчленить заданную фигуру поковки.
б) Для снятия внутренних напряжений после штамповки, получения необ-
ходимой структуры и твердости назначаем в качестве операции термической
обработки «нормализацию» с нормой твердости dB = 4,3 -т- 4,8.
2
1
стало
Место
контроля
твердости
Особые
требования
Дефекты
формы
Внешние
дефекты
Очистка
поверхности
Заусенец
ТВрмообработ-
каиаЛердосп
Непараллелыюсть
торцов 6 пределах 1,5мм
овальность В преде-
лах '1мм
Сдвиг до 0,5мм
Разностенность В преде-
лах 1мм
ОВальность отверстия
В пределах 1мм
Глубиной не более 1мм
В дробеструйном
аппарате___________
До 1мм на сторону
нормализация, твердость
па ВрюнеллюУ-Р.д
Технические условия на поковку
Материал | ст 45
Согласовано
ОГТ
подпись дата 0 ГК
было
Изменения
Отдел
Главного
Металлурга
Мех цех
Констр
Проверил
Н-кбюро
Вес | 3,3 ке
Поковка
Муфта -
Кзделие
Д&палр
«е-i
з-т
Фиг. 391.
в) Для получения'чистой поверхности поковки назначаем операцию очи-
стки в дробеструйном аппарате.
г) Допустимый заусенец, согласно позиции 11 табл. 47, допускается в пре-
делах до 1 мм.
д) Допустимые внешние дефекты или поверхностные дефекты, согласно
позиции 12 табл. 47, составляют
е) Овальность отверстия и овальность по наружному контуру, согласно
1 5 I 1
позиции 6: = 1,25; принимаем 1 мм.
Разностенность, согласно позиции 9: 0,4-2,5 = 1 мм. Сдвиг, согласно
позиции 8, принимаем 0,5 мм.
Непараллельность торцов (разнотолщинность), согласно позиции 5;=
= 1,25; принимаем 1,5 мм.
5. Типовой чертеж поковки, составленный в соответствии с ука-
занным расчетом, приведем на фиг. 391.
377
ГЛАВА III
ВЫБОР ПЕРЕХОДОВ ШТАМПОВКИ И ОПРЕДЕЛЕНИЕ РАЗМЕРОВ
ИСХОДНОЙ ЗАГОТОВКИ
§ 1. КЛАССИФИКАЦИЯ РУЧЬЕВ ШТАМПА И ПЕРЕХОДОВ ШТАМПОВКИ
Полости и элементы штампа ГКМ, в которых пластичному металлу при-
дается требуемая форма, принято называть ручьями штампа. Получае-
мые же в этих ручьях промежуточные или окончательные формы деформи-
руемого металла называются переходами штамповки. Очевидно,
что из каждого ручья штампа полу-
чается соответствующий ему переход
Только поковки простейшей фор-
мы, с небольшим отношением длины
высаживаемой части прутка к его
диаметру могут быть изготовлены в
одном ручье и, следовательно, тре-
буют применения лишь одного пере-
хода. Подавляющее же большинство
штампуемых на ГК^ поковок тре-
бует применения двух, трех и более
ручьев.
Количество необходимых ручьев,
а также форма и размеры переходов
зависят от: а) формы поковки; б) раз-
меров и объема поковки; в) разме-
ров исходной заготовки — длины вы-
саживаемой части прутка и отноше-
ния этой длины к его диаметру.
Указанные факторы обусловли-
вают формы, размеры и последова-
тельность применения ручьев, необ-
ходимых для получения качественной
поковки требуемой конфигурации
Рассмотрим характерные примеры
На фиг. 392 представлены пере-
ходы штамповки и схема штампа для
производства поковки IV группы —
типа стержня с прошитым утолще-
нием.
Отношение длины высаживаемой
части прутка к его диаметру
Фиг. 392. i iso
— = 5,6 (фиг. 392, А). Если при
d
таком отношении произвести всю требуемую деформацию за один переход,
то произошел бы продольный изгиб прутка, что привело бы к браку поковки
по зажимам и эксцентричной прошивке. Во избежание этого необходимо
применить такие заготовительные переходы, которые предва-
рительно обеспечили бы набор металла, т. е. получение промежуточной формы
с большим размером диаметра, большей толщиной и меньшей длиной, чем
высаживаемая исходная часть прутка /в . Следовательно, для рассматриваемой
поковки необходимо в первую очередь применить заготовительные наборные
переходы и соответственно предусмотреть в штампе наборные ручьи.
Полость наборного ручья может быть расположена в пуансоне, в матрице
или частью в пуансоне и частью в матрице. Для рассматриваемой поковки
требуется два заготовительных ручья, из которых / располагается в пуансоне
и в матрицах, а II — только в матрице (см. ручьи I и II на фиг. 392, Б).
378
За наборными ручьями следуют обычно формовочные ручьи, в кото-
рых заготовке придается предварительная форма, приближающаяся к окон-
чательной, или сразу окончательная форма. Если в процессе формовки про-
исходит образование полости, т. е. прошивка металла, то в таком слу-
чае должны быть применены: а) предварительный формовочно-прошивной ручей
и б) окончательный формовочно-прошивной ручей.
Для рассматриваемой поковки, вследствие наличия глубокой полости,
применены и предварительный (III) и окончательный (IV) формовочно-прошив-
ные ручьи. Штамповка произво-
дится из отдельной заготовки
с задним упором (упор-клещи), и
в штампе предусмотрен запасной
окончательный ручей.
Переходы штамповки и схема
шгампа для поковки со сквозной
прошивкой (поковки группы li)
представлены на фиг. 393 Здесь
в качестве заготовительных ручьев
применяется один наборный пере-
ход и соответствующий ему набор-
ный ручей, располагаемый в пуан-
соне (ручей A-I). Для получения
требуемой конфигурации в дан-
ном случае достаточно применить
один окончательный формовочно-
прошивной ручей (ручей Б-Н). В
этом штампе формовочный ручей
располагается в полости пуансона.
В ручье ///^производится про-
сечка оставшейся после про-
шивки пленки и одновременно —
отделение поковки от прутка. Это
достигается за счет следующих
операций.
В первом, наборном ручье (I)
производится пережим исходного
прутка на овальное сечение (см.
сеч. ab), а в формовочном ручье
(II) — пережим овального сечения
на круглое (см. сеч. cd), диаметр
которого примерно равняется диа-
метру прошиваемого в ручье III
отверстия (do=50). Таким образом, исходный пруток диаметром 71 мм ока-
зывается пережатым у основания поковки на круг диаметром 50 мм. При
просечке пленка, представляющая собой, естественно, одно целое с пережатой
частью прутка, сдвигается просечным пуансоном, и вместе с ней в направле-
нии стрелки М перемешается пруток. В результате получается одновременно
просечка поковки и ее отделение от исходного грутка.
Ручей //1 в целом называется просечным ручьем. При обратном
ходе главного ползуна поковка, упираясь в передний бурт матриц, снимается
с просечного пуансона и после раскрытия матриц падает в приямок сбоку
машины. При большой разнице между диаметром высечки и диаметром прутка
(в данном случае получается 71—50 — 21 мм) рекомендуется, во избежание
образования зажимов и складок в поковке, высечку удалять. Это достигается
ее отрезкой или сдвигом в специальном отрезном ручье (см.
ручей IV) за счет хода подвижной матрицы (см. стрелку W и сеч. ef).
Отрезной ручей применяется и в тех случаях, когда отделение поковки от
прутка достигается не методом просечки, а методом поперечного сдвига. Напри-
мер, таким методом отделяются ст прутка поковки с несквозной прошивкой.
379
Отдельные части любого из перечисленных ручьев (фиг. 393) выполняют
различные функции. Например, в ручье Л, который в целом является загото-
вительным наборным ручьем, б представляет собой наборную часть
ручья, « осуществляет пережим прутка и является пережимной
частью ручья, г осуществляет зажатие прутка и называется зажимной
частью ручья
В ручье 5, кроме этих элементов, имеется еще участок п, осуществля-
ющий направление пуансона в матрицах и называемый направляющей
частью ручья.
На фиг 394 приведены пере-
ходы штамповки и схема штампа
для производства на ГКМ поков-
ки кольца подшипника
Две характерные особенности
отличают процесс штамповки этого
кольца от предыдущей поковки
Первая заключается в том, что
в заготовительном ручье I-A осу-
ществляется не только набор ме-
талла, но и наметка полости, со-
провождаемая значительным при-
ближением перехода к окончатель-
ной форме поковки. Это совме-
щенный ручей, который в дан-
ном случае можно назвать заго-
товительно-формовочным ручьем и
который играет в штампах ГКМ
такую же роль, как заготовительно-
предварительный ручей в моло-
товых штампах.
Вторая особенность рассматри-
ваемого штампа заключается в том,
что здесь, в отличие от предыду-
щего случая, диаметр прутка
(0120) меньше диаметра отверстия
поковки(0 180). Поэтому в дан-
ном случае исходный пруток дол-
жен получить расширение с мень-
шего диаметра d на больший d0,
что дает возможность осуществить
отделение поковки от пруука в
просечном ручье (III-В) Эту часть заготовительного или формовочного ручья
будем называть «подъемной» частью ручья.
Рассмотренные примеры наглядно иллюстрируют роль и назначение лишь
некоторых ручьев штампов ГКМ и их элементов. В целях обзора всех разно-
видностей ручьев высадочных штампов и их деталей приводим следующую
классификацию (см. табл 48)
§ 2. НАБОРНЫЕ ПЕРЕХОДЫ И ПРАВИЛА ВЫСАДКИ
1. Определение высаживаемой длины прутка; первое правило высадки.
Количество необходимых наборных переходов и их размеры прежде всего
зависят от отношения высаживаемой длины прутка к его диаметру—
(см. фиг 385). Длина высаживаемой части прутка и отношение обусловлены
объемом металла, подлежащим набору, который определяется по окончатель-
ному формовочному переходу с учетом отходов на заусенец и угар. Для
поковок типа стержня с утолщением (I и IV группы) это переход, который
38 0
Таблица 48
Классификация переходов штамповки, ручьев и деталей штампов ГКМ
(А. В. Ребельский)
Г Виды Йег
.. Наборные переходы и наборные ручьи реходов и
______ ручьев
<
Разновидности переходов, схема
ручьев и штампа
А-1
Набор в пуансоне
А-2
Набор в матрице
А-3
Набор в матрице и пуансоне
А-4
Набор в скользящей матрице
Узлы и детали штампов
Ручьи и их элементы
Узел
Детали
1. Пуансонодержа- тель
1. Узел пуансо- нов 2. Крышка и болт крепления пуансонов
А. Наборные ручьи: Д-/—наборный ру- чей в пуан- соне А-2—наборный’ру- чей в ма- трице А-3—наборный ру- чей в матри- це и пуан- соне А-4—наборный ру- чей в сколь- зящей ма- трице А-5— наборный ру- чей в пуан- соне и сколь- зящей ма- трице Элементы: а—направляющая часть ручья б—наборная часть ручья в—пережимная или подъемная часть ручья г—зажимная часть ручья 3. Наборный пуансон
11. Узел матриц 1. Правая матрица (неподвижная) 2. Левая матрица (подвижная) 3. Наборная вставка 4. Пережимная или подъемная вставка 5. Зажимная вставка 6. Обойма скользя- щей матрицы 7. Скользящая встав- ка (ползушка) 8. Неподвижная вставка 9. Пружина 10. Детали крепления (нормали): винты, гай- ки, шпильки, шпонки и т. д.
д—клещевая часть ручья 1. Передний упор
III. Узел упора 2. Задний упор- клещи 3. Задний упор в штампе (упорная план- ка)
4. Задний упор-рамка
381
Продолжение табл. 48
Виды пе- реходов и ручьев Разновидности переходов, схема ручьев и штампа Ручьи и их элементы Узлы и детали штампов
Узел Детали
А-д
Набор в пуансоне и скользящей
матрице
5. Клещи-державка
6. Шпильки, рейки,
III-Узел поперечины и другие
упора детали задних упоров
п . . . детали креп-
ления
Окончательная формовка
в пуансоне
Предварительная формовка
в матрице
Б-1
Предварительная формовка
в пуансоне
Б. Формовоч- ные ручьи Б-1-3— предвари- тельный формо- вочный или фор- мовочно-про- шивной ручей в пуансоне или матрице Б'2-4— оконча- тельный формо- вочный или формовочно- прошивной ру- чей в пуансоне или матрице Элементы: а—направляющая часть ручья б—формовочная часть ручья в—пережимная или подъемная часть ручья г —зажимная часть ручья д—клещевая часть ручья I. Узел пуансо- нов 4. Формовочный пуансон предваритель- ный 5. Противник пред- варительного ручья 6. Вставка пуансона предварительного ру- чья 7. Державка пуан- сона предварительного ручья 8. Формовочный пуансон окончательно- го ручья 9. Противник окон- чательного ручья 10. Вставка пуансо- на окончательного ручья 11. Державка пуан- сона окончательного Ручья 12. Детали крепления
II. Узел матриц И. Направляющая вставка предваритель- ного ручья 12. Формовочная вставка предваритель- ного ручья 13. Зажимная или подъемная вставки предварительною ручья 14. Направляющая вставка окончательного ручр я
382
Продолжение табл. 48
Виды пе- реходов и ручьев Разновидности переходов, схема ручьев и штампа Ручьи и их элементы Узлы и детали штампов
Узел Детали
Б-4
Окончательная формовка
в матрице
11 10 9 15 16 17
В-1
Просечка ходом пуансонодер-
жателя при горизонтальном по-
ложении поковки
ЕГ
г>
о
о.
с
В-2
Просечка ходом пуансонодер-
жателя при вертикальном или
наклонном положении поковки
В-3
Просечка ходом подвижной
матрицы
11. Узел матриц 15. Формовочная вставка окончательно- го ручья 16. Пережимная или подъемная вставка окончательного ручья 17. Зажимная встав- ка формовочного ручья п . Детали креп- ления
12. Просечной пуан- сон
В. Просечные ручьи В-1—просечной ручей с просеч- ным пуансоном, укрепленным в пуансонодер- жателе I. Узел пуан- сонов 13. Державка пуан- сона 14. Гайка державки п . . . Детали креп- ления— винты, шпиль- ки и т. д.
В-2—то же, но при вертикаль- ном положении поковки В-3—просечной ручей с просеч- ным пуансоном, укрепленным в подвижной мат- рице Элементы а — передняя на- правляющая часть ручья б—съемная часть ручья в—поддерживаю- щая часть ру- чья г—просечная часть ручья д—задняя напра- вляющая часть Ручья Н. Узел ма гриц 18. Съемная и на- правляющая вставка 19. Поддерживающая вставка 20,’Просечная встав- ка 21. Задняя направ- ляющая вставка «... Детали кре- пления
383
Продолжение табл. 48
Виды пе- реходов и ручьев Разновидности переходов, схема ручьев и штампа Ручьи и их элементы Узлы и детали штампов
Узел Детали
Г-1
Сдвиг поковки при неподвиж-
ном прутке
Г-2
Сдвиг поковки или заготовки
при неподвижном прутке с по-
следующей правкой поковки или
высадкой заготовки
Г-3
Отрезка поковки или заготовки
за счет сдвига прутка без после-
дующей высадки или с таковой
Г. Отрезные
ручьи Г-/—ручей, в ко- тором отделение поковки от прут- ка осуществ- ляется за счет ее смещения (сдвига) по от- ношению к за- жатой в ручье исходной заго- товке Г-2—ручей, в ко- 1. Узел пуансо- нов 13. Вставка правоч- ного или формовочного пуансона 14. Державка пра- вочного или формовоч- ного пуансона п . . . Детали креп- ления правочного или формовочного пуансона
тором после сдвига поковки или части прут- ка имеет место их деформиро- вание пуансо- ном Г-3—ручей, в ко- тором произво- дится смещение прутка по отно- шению к непод- вижной поковке или заготовке Г-4— ручей, в ко- тором произво- дится отрезка высечки за счет ее сдвига по от- ношению к не- подвижному прутку Элементы: а—поддерживаю- щая часть ру- чья б—отрезная часть ручья в—направляющая часть ручья г—зажимная часть ручья д—формовочная часть ручья И. Узел матриц 22. Неподвижный нож 23. Подвижной нож 24. Прижимная встав- ка 25. Пружина 26. Пробка п . . . Детали креп- ления
384
Продолжение табл. 48
1 ® е СВ с о со ч Ч <У 5 о Л 5 X У S Ф >» и си а. Разновидности переходов, схема ручьев и штампа Ручьи и их элементы Узлы и детали штампов
Узел Детали
>трезные переходы и отрезные ручьи От Г-4 эезка высечки Высечка / 7 Пруток II. Узел матриц Примечание. Если происходит штам- повка с фиксацией за- готовки по переднему упору (Г-2) или сдвиг, требующий установки прутка по заднему упо- ру, то в группу дета- лей для отрезных ручьев должны быть включены еще и соот- ветствующие детали
t 23
7 б б -Г"/ 7ТЬг'7>Д.
а jzz, //а.
а/ //А 7^'
С® л
и лз "Г
Д-1
Обрезка заусенца, расположен-
ного на переднем торце поковки
s
Д-2
Обрезка заусенца, расположен-
ного на некотором расстоянии
переднего или заднего торца
утолщения
от
а
со
О
О
Д-З
Обрезка заусенца, расположен-
ного на заднем торце утолщения
Д-1—обрезной ру-
чей для обрезки
заусенца, рас-
положенного на
переднем торце
утолщения по-
ковки
Д-2—обрезной ру-
чей для обрезки
заусенца, распо-
ложенного на
некотором рас-
стоянии от пе-
реднего или зад-
него торца утол-
щения
Д-З - обрезной ру-
чей для обрезки
заусенца,распо-
ложенного на
заднем торце
у юлщения
Д-4—обрезной ру-
чей, в котором
(в отличие от
предыдущих
трех типов)
сдвигается не
поковка, а за-
усенец
Элементы:
14. Вставка обрезного
пуансона
I. Узел
пуансо-
нов
15. Державка обрез-
ного пуансона
п . . . Детали креп-
ления
а-передняя на-
правляющая
часть ручья
б'—съемная часть
ручья
в—обрезная часть
ручья
г—задняя напра-
вляющая часть
ручья
П. Узел
: матриц
27. Обрезная вставка
(матрица)
п . , Детали кре-
пления
25 Бпю гакпв и РсбелъскиЙ 2П5Я
385
Продолжение табл. 48
t s
Разновидности переходов, схема
ручьев и штампа
Ручьи и их элементы
Д-4
Обрезка заусенца, сдвигаемого
пуансоном
о
sf
3
с <и
о
3
о
н
Расплющивание или формовка,
осуществляемые ходом подвиж-
ной матрицы
До расплющивания
Vk шаР
S
о
3
я
S
=г
о
с
S
3
г=С
о
X
о
к
я
О
'После расплющивания
Е-2
Протяжка конца заготовки, осу-
ществляемая ходом подвижной
матрицы
ИсхшЗный пруток
Е-1 —расплющиьа-
ющий или фор-
мовочный ручей,
расположенный
в матрицах
Е-2—протяжной
ручей для от-
тяжки конца
прутка, распо-
ложенный в ма-
трицах
Е-3—гибочный
ручей, располо-
женный в ма-
трицах
Е-4 — гибочный ру-
дей, предназна-
ченный для гиб-
ки заготовки
пуансоном илн
пуансоном и
матрицей
Элементы:
а—формовочная
часть ручья
б—поддерживаю-
щая часть ру-
чья
в—протяжная
часть ручья
г—гибочная часть
ручья
д—упорная часть
ручья (упор)
и т. д.
Узлы и детали штампов
Узлы Детали
И. Узел матриц
I. Узел пуансо- на 16. Гибочный пуан- сон 17. Специальный пуансон п . . . Детали кре- пления
И. Узел матриц 28. Формовочная вставка 29. Гибочная вставка п . . . Детали кре- пления
386
Продолжение табл. 48
Разновидности переходов, схема
ручьев и штампа
Ручьи и их элементы
Узел
Узлы и детали штампов
Детали
Е-З
Гибка, осуществляемая ходом
подвижной матрицы
Е-4
Гибка, осуществляемая пуансо-
ном или пуансоном и матрицей
Исходный пру тон
П. Узел
матриц
Примечание.
В настоящей таблице
номера деталей штам-
пов даны условно, в
порядке возрастания по
узлам. При конструи-
ровании же штампов
ГКМ рекомендуется в
каждом конкретном
случае присваивать де-
талям порядковые но-
мера в зависимости от
наличных узлов
После гид ни
предшествует операции удаления заусенца; для поковок со сквозной и не-
сквозной прошивкой это переход, предшествующий просечке и удалению
заусенца, если таковой имеется.
Расчет объема производится по горячим размерам поковки с учетом усадки
и величины допусков, приводящих к увеличению обьема. Методика опреде-
ления объема формовочного перехода—Уф—приводится ниже. Для рассмотре-
ния общих правил высадки, относящихся ко всем группам поковок, будем
пока считать величину 1в известной.
Одина высаживаемой части прутка
г _
4
(1)
где d — диаметр исходного прутка с учетом усадки.
Первое правило высадки в известной формулировке, приведенной
в ряде книг по горячей штамповке ([16], [И ], [13], [41 ], [43]), сводится к сле-
дующему.
За один ход машины может быть произведена высадка на любой диаметр
только в том случае, если высаживаемая часть прутка не превышает по длине
трех его диаметров (Ze < 3d).
Затем эта формулировка сопровождается рядом замечаний.
* 387
а. Некоторые авторы [11] указывают, что с учетом косого торца и «повре-
ждений на концах заготовки, получаемых от предыдущих высадок», рекомен-
дуется неопертую высаживаемую часть прутка брать по длине не более 2J/2d.
б. К- Ф. Грачев [16] указывает: «тройной диаметр является пределом,
поэтому лучше работать при 1в — (2 — 2,5) d, предпочитая даже 2d».
в. Иногда рекомендуют [5] при резке заготовок на ножницах применять
предел осадки заготовки на любой диаметр открытым (плоским) пуансоном
(фиг. 395, А, Б) 1в < 2d, а при осадке заготовки с косым торцом пуансоном,
имеющим наметку под прошивку (фиг. 393), этот предел не должен превосхо-
дить Vl2d.
г. Известно утверждение, что при длине свободного конца штанги в преде-
лах (1,5-а-2) dторец штанги может иметь неровности и скосы от резки до 6° [41 ].
Автор считает, что, кроме состояния торца исходной заготовки (наличие
скоса на торце) и формы пуансона (плоский торец или пуансон с наметкой
под прошивку), большое влияние оказывает абсолютный размер диаметра
прутка d.
1 Производственный опыт показал, что с уменьшением диаметра прутка умень-
шается и предельно допустимое для высадки на любой диаметр отношение-— .
Кроме того, необходимо различать высадку исходного прутка и высадку
предварительно деформированного прутка в предшествующих ручьях. Нужно,
например, считаться с тем, что после набора в предшествующих ручьях (см.
переходы I и II на фиг. 392) заготовка, рассматриваемая как исходная для
последующего перехода, будет иметь, как правило, ровный торец.
Наоборот, после просечки поковки II группы и отрезки высечки (фиг. 393)
конец прутка (к тому же пережатый) будет со значительным скосом. Процесс
штамповки поковок II группы с «подъемом» прутка (фиг. 394) обеспечивает
получение благоприятного для последующей высадки конца прутка — без скоса
и с центрирующей наметкой.
С учетом всех указанных факторов (абсолютный размер диаметра прутка,
состояние торца, характер предшествующих и последующих переходов) реко-
мендуется определять допустимое для высадки на любой диаметр отношение--
в следующих пределах:
= ф = 1-4-3. (2)
\ « /допустимое д
Полная формулировка первого правила высадки с уточнением предела
для различных случаев штамповки дана в сводной таблице правил высадки
(см. табл. 49 в конце настоящего параграфа).
На фиг. 395 показаны: открытая высадка (фиг. 395, А) и высадка в полости
матрицы (фиг. 395, Б), удовлетворяющие первому правилу и обеспечивающие
получение качественной поковки.
При несоблюдении первого правила получается:
а) при свободной высадке (фиг. 395, А) резко эксцентричная поковка
с зажимом в результате изгиба и отклонения в сторону оси прутка;
б) при закрытой высадке в матрице или пуансоне — поковка с зажимом или
незаполненном и резко развитым односторонним заусенцем (фиг. 395, В)
2. Высадка на ограниченный диаметр — второе и третье правила. При-
водим Сначала эти правила в известной, ранее весьма распространенной фор-
мулировке ([5], [И], [16], [43]).
Второе правило. Если требуется высадка прутка с длиной высажи-
ваемой части более трех его диаметров (/„ > 3d), то диаметр высадки не дол-
жен превышать полутора диаметров исходного прутка (Z)<l,5d). При этом под-
разумевается, что конец прутка не выходит за пределы ручья матрицы (см. [[
на фиг. 396).
С. В. Порецкий [43] в замечаниях к этому правилу утверждает, что «на
практике гораздо лучше брать диаметр высаженной поковки не более 1,3 пер-
воначального диаметра прутка».
388
Подобное же указание в отношении второго правила находим у К. Ф. Гра-
чева [16]: «Лучше всего для первой высадки брать отверстие (диаметр полости
в матрице. А. Р.) не Р/2 d, а около 1,3d».
Третье правило. Если высаживаемая длина прутка превышает
три диаметра (/„ > 3d) и высадка производится на диаметр D = 1,5 d, то высту-
пающая из матрицы свободная часть прутка не должна по длине превышать
одного диаметра исходного прутка (см. на фиг. 396: f < d).
Правило За — высадка в конической полости пуансона. Практика
показала, что наиболее благоприятные условия набора металла обеспечивает
высадка в пуансоне с конической полостью (фиг. 397, А, Б). Это объясняется
лучшим прогревом передней части прутка и влиянием скорости движения пуан-
|—сона, сообщающего большую подвижность той
части металла, которая расположена в непосред-
та ственной близости к его стенкам [11], [16].
Фиг. 395.
Фиг. 396.
При условии, что Диаметр меньшего основания конуса остается равным
диаметру исходного прутка —d (фиг. 397, А, Б), правило За обычно формули-
руется следующим образом [11], [16].
Если длина высаживаемой части больше трех его диаметров (/в > 3d) и
высадка производится на конус с диаметром меньшего основания, равным диа-
метру исходного прутка (dK =d), то допустимы следующие условия высадки
(фиг. 397):
первое условие — при диаметре большего основания D< l,5d свобод-
ная часть прутка между матрицами и пуансоном а < 2 d;
второе условие—при D <, 1,25d допускается, что свободная часть прутка
а < 3d.
При расчете последующих конических наборов рекомендуется ([5], [11],
[16], [41 ], [43]) исходить из среднего размера конуса предшествующего пере-
хода. Например, при расчете 2-го перехода нужно за d принимать значение
j _______________________________rfi + Di
а ср 2
3. Уточнение правила конической высадки. Упомянутое выше правило За
по высадке в конической полости пуансона давало только некоторые частные
пределы величины осадки а и максимального диаметра конуса D (фиг. 397).
Оставалось неясным, как поступать при другом соотношении этих величин, и
практически приходилось методом подбора и многочисленных пересчетов опре-
делять размеры конического набора dK, DK и 1К так, чтобы величина осадки а
не выходила за пределы предусмотренные правилом За двух частных усло-
вий (см. стр. 389).
Автором была сделана попытка (в альбомах ведомственных нормалей 1944
и 1945 гг.) уточнить метод расчета конического набора (правило За) путем
введения относительных
йГ D,
величин набора
(в альбомах обозначалось
через а), осадки р =
и построения диаграммы
в координатах (a), j)
с учетом диаметра мень-
шего основания конуса
dK = (1,05-=- 1,2).
Согласно этой диаграм-
ме, при постоянной длине
конуса lh с увеличением
в указанных пределах коэ-
фициента, определяющего
диаметр меньшего основа-
ния dK, величина &к (а)
уменьшается, а следова-
тельно, уменьшается диа-
метр большего основания
конуса DK =sKd. В этом
заложена идея необходи-
мых объемных соотноше-
ний и построения линий
ограничения конической
высадки.
А. Д. Томленов [59]
показал, что эта задача
может быть решена точнее, если исходить из очевидного обстоятельства —
равенства объема исходной заготовки объему проектируемой конической
высадки при любых возможных сочетаниях ее размеров dK, DK и I.
Автор метода 159] ввел относительные величины элементов конической
высадки и заготовки (фиг. 397):
4“ = Ф;
4 = ^,
d — s«; и к — sku-i
= e; D = zd (при д = 1),
= a = p.a,
2-=Х = ф-Р; l=\d.
(ЗГ
* Здесь приняты другие буквенные обозначения. Например, в указанной статье А. Д. То-
DK
млеиова относительный больший диаметр конической высадки обозначен через а.
4»
Из условия равенства объемов заготовки и конической полости (фиг. 397):
^/в = ДI (D2 d2K (- DK-dK). (4)
Подставив в это равенство принятые обозначения относительных размеров
из выражения (3), после соответствующих преобразований получим
ф =-|-Х(ек + т]2 + еЛ-т]). (5)
Ц Решив это уравнение относительно ек, получим следующее выражение для
определения относительного большего диаметра конической полости пуансона
— <6'
Фиг. 39S. Ограничения конической высадки [59]: а—А. Д. Зомленова:
б— Диуэлла; е — Фроста.
Относительную длину осадки автор метода [59] на основании своих
ных данных рекомендует определять по формуле
но не более 3.
опыт-
(7)
Имея величину ₽, легко определить относительную глубину полости пуан-
сона (фиг. 397):
Х = ф-0. (8)
Относительный меньший диаметр рекомендуется брать по конструктивным
соображениям в пределах
7] = 1-4-1,2. (9)
Расчетную длину заготовки (/в) рекомендуется [59] определять по объему
высадки (поковки) с увеличением на 5—6%.
Затем автором метода приводится диаграмма (фиг. 398), построенная на
основе уравнения (6) в координатах в, Р (при т) = 1; ек = е). На диаграмме
даны ограничения конической высадки по различным методам.
Итак, по методу А. Д. Томленова рекомендуется размеры конической полости
пуансона находить следующим образом;
а) определить расчетную длину заготовки /, и затем относительную длину
[формула (3)];
б) определить относительную длину осадки по формуле (7);
в) определить относительную глубину полости пуансона по формуле (8);
г) задаться величиной т;, пользуясь выражением (9);
д) определить ек по формуле (6).
Умножив найденные относительные размеры на d [формула (3)1, оконча-
тельно получим размеры конической полости пуансона.
Для расчета второго и последующих конических полостей рекомендуется
определитьdcp = Dlc-^dK-, причем подчеркивается, что если отношение-^- < 3,
то следующий наборный переход не требуется.
Далее указано [59], что если отношение> 3, то необходимо предусмо-
“ср
треть второй ручей, определение размеров которого производится таким же спо-
собом, как и для первого ручья, причем за исходные данные принимается сред-
ний размер конуса и его длина.
Если пользоваться диаграммой (фиг. 398), то, опустив перпендикуляр на
ось абсцисс из точки пересечения кривой, отвечающей заданному ф с кривой
ограничения, получим величину е. Затем, задавшись величиной т] [формула (9J),
А. Д. Томленов рекомендует определить относительный больший диаметр ручья
по формуле
4. Задача' расчета наборных переходов. Изложенные правила высадки и
метод А. Д. Томленова по расчету конической высадки подлежат уточнению,
исходя из следующих соображений.
а. Приведенные выше второе и третье правила высадки, а также указанный
метод расчета конической высадки не увязаны с первым правилом. Согласно пер-
вому правилу высадка па неограниченный диаметр требуется в большинстве слу-
чаев, когда высаживаемая длина прутка /в < 3d и равца, по общему признанию
ряда авторов (см. стр. 388) 2,5d, 2d и даже 1,5d. Между тем, второе и третье
правила рассматривают вопрос определения размеров наборных переходов
только для случаев, когда /,>3d. Остается нерешенным вопрос о том, как
определить размеры наборных переходов, когда требуется высадка на неогра-
ниченный размер при 1в < 3d, но большем указанных пределов, что практически
имеет место в преобладающем большинстве случаев.
б. С этим неразрывно связан вопрос о пределах первого правила высадки,
т. е. о том, когда же можно прекратить наборные Операции и подвергнуть металл
деформации непосредственно в формовочном ручье на произвольно большой
диаметр.
в. Указанными выше правилами не учитывается то обстоятельство, что
объем наборного ручья Ук должен быть больше Уф и определяется как Ук —
=-иУф, где коэфициент и характеризует несовершенство заполнения полости
наборного ручья.
Наборные ручьи, сконструированные без учета этого обстоятельства,
неизбежно будут приводить или к браку по незаполнениям, или к получению
заусенца в наборных ручьях и также к негодной штамповке.
г. Так как в основной формуле (7) для определения величины осадки |3
поставлен знак (<), то решение вопроса о предельно допустимых размерах
высадки остается неопределенным, тем более, что экспериментально устано-
вленный максимальный предел (если принять знак^=) недостаточно подтвер-
жден практикой.
д. Остаются нерешенными такие важные вопросы, как расчет цилиндри-
ческого набора в полости матрицы при всех возможных отношениях и рас-
чет весьма часто встречающихся наборов более сложных форм, чем цилиндр
и конус.
* Эта формула слишком приближенна, так как величины е, г, и ,] на самом деле свя-
заны равенством объемов расчетного и искомого конусов.
Указанные соображения подтверждают необходимость развития мето-
дики расчета наборных переходов на базе комплексной увязки всех правил
высадки и их уточнения.
5. Рачет наборных переходов. Расчетный конус. Определим в первую
очередь, пользуясь объемными соотношениями [59], размеры конической по-
лости, у которой диаметр меньшего основания равен диаметру исходного
прутка d. При этом »] = 1; dK = d; Dк = D; = е [см. выражение (3) ]. Такой
конус (фиг. 397, А, Б) будем в дальнейшем называть расчетным кону-
сом, подчеркивая тем самым, что он имеет лишь вспомогательное значение
для определения действительных размеров конического набора или набора
другой формы.
Подставив в выражение (4) размеры расчетного конуса D, d и I и затем
относительные значения из выражения (3), после соответствующих преобра-
зований получим
Ф = |(ф-Р)(е2+е+ 1). (11)
Решив это уравнение относительно ф, имеем
♦ ° <12>
Воспользуемся теперь условиями правила За (стр. 389). Подставив в выраже
ние (12) соотношения первого условия, согласно которому при -~ = е = 1,5
допускается относительная осадка ~- = р = 2, получим, что этим значениям е
и р соответствует
ф = _2 (1^+1,5+1)
У 1,52 + 1.5 — 2 °’*’
При втором условии, согласно которому при-у =е = 1,25 -j- = р —
= 3, имеем
_ 3 (1,252 -|. 1,25 + 1) __
т ““ 1,252+ 1,25 — 2
Отсюда видно, что условия правила За верны не вообще для любой высадки,
когда 1в > 3d (ф>3), а только для определенных частных значений высаживае-
мой длины прутка 1в, т. е. при определенных значениях относительной длины ф.
Взяв еще одно промежуточное условие правила За, определив соответ-
ствующие значения ф и е и проведя через три отвечающие этим условиям точки
в системе координат (е, ф) окружность (фиг. 399), получим кривую ограниче-
ния, соответствующую указанному правилу высадки За.
Это правило предусматривает случай, когда диаметр меньшего основания
конической высадки равен диаметру исходного прутка d и когда фа = 3.
Полученная предеЛьная кривая на фиг. 399 почти во всех точках имеет те же
значения, что и линия ограничения б (фиг. 398) на диаграмме А. Д. Томленова
(ограничение Диуэлла) и, следовательно, представляет собой ту же линию огра-
ничения конической высадки, но в другой системе координат.
Учитывая значение фа для менее благоприятных случаев высадки (фа<3),
получим на фиг. 399 семейство концентрических окружностей, выражающееся
определенным уравнением [табл. 49, формула (8)].
По этой формуле или лучше непосредственно по диаграмме (фиг. 399)
можно определить для различных ф и фа величину е (ось абсцисс) расчетного
конуса, т. е. конической высадки, у которой диаметр меньшего основания равен
диаметру прутка d.
Подставив в выражение (И) X — ф — £ и решив уравнение относительно X,
получим его значение по формуле (10) табл. 49, откуда легко определить длину
расчетного конического набора I по формуле (9) той же таблицы.
Фиг. 399. Номограмма для определения максимально допустимого диаметра конической и цилиндрической высадки
(А. В. Ребельский).
В предыдущем случае (фиг. 397, А и Б) диаметр меньшего основания при-
нят равным d, чем- предусматривалась лишь цель установления зависимости
между размерами конической высадки и высаживаемого прутка, т. е. устано-
вления размеров расчетного конуса.
Практически, однако, учитывая плюсовой допуск на диаметр прутка d
и необходимость постепенного увеличения толщины конического набора при
многократной высадке, диаметр меньшего основания конуса уже в первом пере-
ходе делается несколько большим
d и в последующих переходах
обычно постепенно увеличивается
(фиг. 400, А, Б, В).
Практически принимаемый раз-
мер диаметра меньшего основания
конической полости рекомендуем
определять по формулам (12) и
(21) табл. 49.
Увеличение диаметра меньшего
основания, по сравнению с соот-
ветствующим диаметром расчетно-
го конуса, вызовег при одинако-
вом их объеме и одинаковой дли-
не уменьшение диаметра большего
основания (фиг. 397, А и 400).
Из условия равенства объемов
расчетного конуса (фш». 397) и
наборного конуса при одинаковой
их длине I получим значение еЛ по
формуле (15) табл. 49. Величина еЛ
может быть с достаточной точ-
ностью определена по номограмме
фиг. 399.
Остается определить фактиче-
скую длину 1К наборной кониче-
ской полости. В практических
условиях трудно получить отчет-
ливое заполнение конической по-
лости, так как это потребовало бы
повышенного давления и сопрово-
ждалось бы образованием попереч-
ного за'усенца (фиг. 400, F), вредно
отражающегося на ^дальнейшей штамповке. Фактически получаемый набор
неизбежно имеет_закругленные края (Д), как результат несовершенства
заполнения наборной полости. Следовательно, объем наборной полости VK
нужно сделать несквлько больше расчетного объема У^, тем самым компен-
сируя Несовершенство заполнения полости металлом.
Коэфичиент и, учитывающий несовершенство заполнения полости наборного
ручья, рекомендуется определять в зависимости от диаметра d исходного прутка
и порядкового номера k наборного перехода по формулам (17) и (24) табл. 49.
Уменьшение коэфициента и с возрастанием порядкового номера перехода
согласно формуле (24) табл. 49 объясняется, во-первых, уменьшением объема
по мере некоторого удаления окалины, а во-вторых, более совершенным запол-
нением полости ручья по мере оформления заготовки.
Длину конического наборного перехода можно определить по формулам
(16) и (23) табл. 49. Исходными данными для определения размеров наборного
конуса по указанным формулам табл. 49 являются диаметр и длина высажи-
ваемой части прутка — d и 1в.
Расчет 2, 3... k-ro наборного перехода производится каждый раз
исходя из среднего диаметра и длины предыдущего перехода (фиг. 400) в соот-
ветствии с у Казани ял-и табл. 49.
395
Набор в матрице (цилиндрический набор) может быть рассматриваем
как частный случай набора в пуансоне с цилиндрической полостью (фиг. 401).
Из равенства объемов расчетного конуса и цилиндрического набора одина-
ковой длины I получим
s4 =
(13)
Подставив значение е из формулы (8) табл. 49, сделав соответствующие
преобразования и округлив результат, получим формулу (26) табл. 49 для опре-
деления относительного Диаметра цилиндрического набора в пуансоне.
Величина гч может быть определена по формуле (13) через значение в для
расчетного конуса или непосредственно по формуле (26) табл. 49. С достаточ-
ной точностью можно определять s4, пользуясь номограммой (фиг. 399).
Расчетная длина цилиндрического набора lpti определяется из условия равен-
ства объемов набора и заготовки (фиг. 401) по формулам (29), (30) табл. 49.
Фактическая длина цилиндрического набора определяется с учетом коэфи-
циента и несовершенства заполнения полости или непосредственно исходя из
объема иУф.
Для нахождения величины осадки ац (фиг. 401) определяем коэфициент
= ф — Ф---------у
еч
или
* — (14)
a4 = p4-d. (15)
Цилиндрический набор производится главным образом не в пуансоне, а в по-
лости матриц (фиг. 396 и 401).
Если пруток выходит за пределы матриц на всю величину осадки ац, то
создается опасность получения заусенца и защемления металла между пуан-
соном и матрицей.
Поэтому пуансон должен входить при окончании высадки в матрицу на неко-
торую величину b или, как принято говорить, иметь направление в матрицах
(фиг. 396, А и фиг. 401).
Чем больше это направление и чем, следовательно, меньше размер выступаю-
щей из матриц длины прутка f= ац — Ь, тем лучше будут условия высадки.
При штамповке от обычного переднего упора рекомендуется, чтобы
f=-0,5a4-r-d, (16)
но не менее 10 мм.
Наилучшие условия высадки в матрицах получаются, когда пруток весь
погружен в ручей, чем обеспечивается хорошее направление пуансона уже
в момент начала высадки. Конструктивно это достигается приме-
нением переднего внутреннего упора при штамповке поковки II и III группы
от длинного прутка или штамповкой от заднего упора поковок I и IV групп
от отдельной заготовки.
При высадке цилиндрического набора в матрицах величина f выхода прутка
за пределы матриц практически бывает меньше предельно допустимой величины
осадки, т. е. f < a,f. Это является преимуществом по сравнению с высадкой
в цилиндрическом ручье пуансона. Однако, как было сказано выше, характер
течения металла и условия заполнения полости при высадке в матрицах хуже,
чем при наборе металла в ручье пуансона. Указанные факторы компенсируют
друг друга, и поэтому при необходимости ведения набора в матрицах с выхо-
дом прутка за их пределы на величину f рекомендуется производить расчет
по тем же формулам (25), (26) табл. 49.
При этом надо стремиться к возможно меньшему выходу прутка за пределы
матрицы, имея в виду приведенное соотношение (16).
При полном погружении прутка в ручье матриц или когда пруток выходит
за пределы матриц на величину менее d, можно вести высадку на несколько
увеличенный диаметр и определять еч по формуле (28) табл. 49 или пользуясь
верхней кривой на графике (фиг. 399).
Следующие за первым цилиндрические наборы рассчитываются по тем же
формулам с тем условием, что размеры каждого предыдущего набора рассма-
триваются как исходные (d, 1в) для проектируемого данного набора.
На фиг. 396 представлены два случая высадки в матрицах:
А — высадка с соблюдением указанных соотношений размеров и правил,
обеспечивающая получение годной, без складок, поковки;
Набор в полости сложной формы. Когда ф > фэ и необходимо
осуществить набор в полости сложной формы (фиг. 402), какой может являться
комбинация усеченных конусов (Л и Б), конуса с цилиндром или более слож-
ная фигура (В), расчет производится па основании следующего основного
принципа.
Определяется длина I расчетного конуса и в пределах этой длины произво-
дится построение искомой фигуры с таким расчетом, чтобы ее объем равнялся
необходимому объему VK — ч-Уф. Например, для фигуры, состоящей из двух
конусов (фиг. 402, А и Б), определяем, исходя из величин ф и ф<э, величину е
(предпочтительно по графику фиг. 399), затем величину I по формулам (9),
(10) табл. 49, определив таким образом длину первого перехода.
Затем, исходя из заданных условий или конструктивных соображений,
задаемся размерами dx (желательно с учетом коэфициента vp, Dlt длиной од-
ного из конусов — с, и определяем искомый диаметр Dx решением уравнения
(е£ + dl + Dx-d.} (I. - C1) + (D^ + Di + Oj) C1 = 3,82uУф.
Для выявления необходимости второго наборного перехода рассматриваем
первый расчетный конус как исходную заготовку, определяем dср = —;
фх ; ф^ = 2 + и сравнением ф2 с ф^ решаем вопрос о применении
2-го наборного перехода. Если таковой необходим, то находим размеры 2-го
расчетного конуса D" = e2dcp и Г — >Лср. Затем, задавшись размерами rf2,
397
D2 и c2, находим в результате решения уравнения, аналогичного предыдущему,
искомый диаметр Dy.
Также поступаем и с последующими наборными переходами, рассматривая
каждый раз размеры предыдущего перехода как исходные для расчета после-
дующего.
При наличии ручья с более сложной конфигурацией (фиг. 402, В) исходим
из того же принципа приравнивания ее объема к объему расчетного конуса
или расчетною цилиндра диаметром £)ч.
Когда в матрицах производится высадка не на цилиндр, рекомендуется
исходить из размеров расчетного цилиндра, определив еч по графику фиг. 399:
D4 =ец . d и к = .
Ец
Затем, задавшись некоторыми размерами, например С, нужно определить
искомый диаметр Dxc таким расчетом, чтобы объем полученной фигуры равнялся
объему набора VK— nV $.
При расчете последующих наборов также пользуемся размерами расчетных
цилиндров.
На основании изложенного приводим ниже основные правила высадки и
сводку формул, облегчающих проектирование наборных переходов (см. табл.49)
При определении диаметра конического (ек) или цилиндрического (ей)
набора удобно воспользоваться номограммой (фиг. 399). Номограмма прег-
ставляет возможность быстро определить е, ек и s4— в зависимости от задан-
ного ф =-^-, допустимого фа и величины меньшего диаметра высадки >].
Преимущество номограммы (фиг. 399) сказывается еще и в том, что, задаваясь
по конструктивным соображениям различными значениями меньшего диа-
метра (-/]) вплоть до цилиндрической высадки (т]=е/£), представляется возможность
быстро определить несколько вариантов и выбрать наиболее подходящий для
данной поковки или данного перехода, учитывая характер штамповки (наметка
отверстия, прошивка, конфигурация формовочного ручья и пр.). Так как при
определении диаметров dK — t\d, DK — ек . d или D4= еч . d, как правило,
приходится округлять результат в ту или другую сторону, допустив тем самым
некоторое нарушение объемных соотношений, то размеры длины набора 1К
(или 1ц) лучше определять исходя непосредственно из требуемого объема —
— иУф по формулам (16), (23) или (31а) табл. 49.
Таблица 49
Основные правила высадки и расчет наборных переходов
(А. В Ребельский)
№ по
пор.
Эскиз
Основные правила и расчет
, Уф
в ’
4
Уф— объем окончательного формовочного пе-
рехода с учетом усадки, угара и 1/2 положитель-
ных отклонений допусков; d — диаметр исход-
ного прутка с учетом усадки
Ф=-^; (2)
фй — определяется в зависимости от состояния
высаживаемой части заготовки и характера вы-
садки по следующим ниже формулам
398
Продолжение табл. 49
№ по пор. Эскиз
Основные правила н расчет
При высадке плоским пуансоном исходной
заготовки с незначительным скосом на торце
а <2° (резка на пиле, аккуратная резка на нож-
ницах); при штамповке предварительно высажен-
ной заготовки или заготовки после прошивки,
имеющей центрирующую наметку,
фа = 2 +0,01 d (dcp),
но не более 3
(3)
При высадке плоским пуансоном заготовки со
значительным скосом на торце (a ss 2 4-6°); при
высадке заготовки после ее пережима и отрезки
высечки (поковки II группы) или после пережима
и сдвига прутка (поковки III группы)
фа = 1,5 + 0,01 d, 1
но не более 2,5 J
Когда производится высадка пуансоном, имею-
щим наметку под прошивку, исходного прутка
с небольшим скосом (а « 2°) или предварительно
осаженного прутка
фа = 1,5 + 0,01 d(dcp), 1 (5)
но не более 2 ]
Когда производится высадка пуансоном, име-
ющим наметку под прошивку, исходного прутка
со значительным скосом на торце (а «2 4-6°)
или прутка после его пережима и сдвига
фа = 1+0,0Ы, 1 {6)
но не более 1,5 ]
I—
Если ф + Фа. то допускается за один переход
высадка на любой диаметр D (Dcp).
Если ф > фа, то допускается высадка только
на ограниченные размеры (D, Dcp и пр.), опре-
деляемые в зависимости от ее расположения
(только в пуансоне, только в матрице) по при-
водимым ниже правилам и расчетам
Если ф > фа, то допускается высадка (набор)
на конус, размеры которого определяются сле-
дующим образом.
Расчетный конус
Диаметр меньшего основания — d.
Диаметр большего основания
£> = ed, (7)
где е= 1.74 - 0,02 /(35 —фо)2-(35 —ф)2. (8)
Длина набора или глубина полости
/ = Xd, (9)
’=.ЧТП- <10>
Для быстроты расчета рекомендуется е опре-
делять по номотрамме (фиг. 399)
399
Продолжение табл. 49
Эскиз
Основные правила н расчет
1-й переход
Диаметр меньшего основания
dx = tad, (11)
где для 1-го перехода
ip = 1,02-s- 1,05. (12)
В специальных случаях можно задаваться и
большим значением т], но в пределах
/г? + с 4- 1
- з - -' (13)
Диаметр большого основания
Oi = e«-rf, (14)
_______где =
=/<е2 +е-1-1) —0,75 ч—0,5^ (15)
или определяется по номограмме (фиг. 399).
Длина конической высадки
d^d
I — 3 82 ui Ул
Oj 4- d,+Dr d.
где для 1-го перехода коэфициент запаса про-
странства
«1= 1.05 + 0,0'11 d, 1
но не более 1,15. J
' 2-й, 3-й • . • А-й переходы
. OK-l+rfK-l
“(«-!) ср—-------2------
'Кк- Од —2 + 0,01 d(K_V)Cp>
но не более, чем по первому правилу
высадки
Фк-1 =
^-1
rf(K-l) ср
07)
(18)
(19)
(20)
Если — !)<?> т0 набор необходим.
Диаметр меньшего основания
dK — riK‘dK^lt I
где Ча.= 1,05 +<0,05 (£—1). J ' 1
Диаметр большего основания
DK = ^K-d^_l<)cp, (22)
где tK определяется по формуле (15) или по
номограмме, исходя из —1» i)<? и ’Ik!
I __ 3,82 к У*
D.dK
(23)
где и — 1 + («1— 1) 2,
но не более 1,15.
Для 2-го перехода.................. •
» 3-го » .... ...........
, 4-го н последующих переходов •
(24)
2 = 0,7
2=0.4
2 = 0,3
Продолжение табл. 49
№ по
пор.
Эскиз
Основные правила и расчет
Если ф > 4*а, т0 допускается высадка в мат-
рице на цилиндр со следующими размерами.
Диаметр цилиндрической высадки
DH = eH-d. (25)
Причем, когда пруток выходит за пределы мат-
рицы на величину ац -=- d, то
. Набор в полости сложной формы 3. Цилиндрический набор в матрице
вц = V1,9-0,03 К(35 - <рэ)2 — (35 — Ф)2 (26)
или определяется по номограмме (нижняя линия
на фиг. 399)
/. 1 \
ац = 1-------) фй,
' /
но не менее 10 мм.
(27)
Когда пруток не выходит за пределы матрицы
(внутренний упор или задний упор) или выходит
на величину менее d, то
6ц = ]/2 — 0,03 /(35 — фэ)2 — (35 — (28)
или определяется по номограмме (фиг. 399 верх-
няя линия)
Длина перехода:
ф
относительная Хц =—у , (29)
ц
расчетная /рЦ=Хц.й, (30)
фактическая lli=uKvd (31)
или
4 .
и — по формулам (17) или (24).
Если полость в матрице имеет сложную форму,
то необходимо определить __
= (32)
и проверить допустимость высадки, исходя из
соотношения
Рд? Рц.(33)
Если ф > фй и производится набор в полости
сложной формы, расположенной только в пуан-
соне, только в матрице или пуансоне и матрице,
то при определении размеров набора нужно исхо-
дить из расчетного конуса или расчетного ци-
линдра:
а) определить длину I расчетного конуса по
формуле (9) или длину 1рЦ расчетного цилиндра
по формуле (30);
б) на этой длине построить искомую фигуру
с таким расчетом, чтобы ее объем равнялся рас-
четному объему и Уф' обычно составляется урав-
нение, из которого определяется максимальный
диаметр Dx.
Если такая сложная высадка является не на-
борной, а окончательной с длиной 1п, то ее допу-
стимость проверяется по одному из условий:
1
Рср<Рц
(34)
401
Продолжение табл. 49
№ по
пор.
Эскиз
Основные правила и расчет
а. При осадке металла в наборном ручье
происходит некоторая очистка заготовки от ока-
лины. Поэтому приходится вводить наборный
переход в тех случаях, когда по условиям правил
высадки он не требуется, но когда он желателен
для получения более чистой поковки.
б. Иногда приходится уменьшать размер
большего основания-наборного перехода в целях
его размещения в полости формовочного ручья.
в. Иногда приходится вводить дополнительную
операцию (предпочтительно наборную) для обес-
печения пережима прутка (rf0<d) под просечку
или сдвиг.
г. Когда набор располагается в полости мат-
рицы и пуансона, нужно стремиться разъем делать
не по середине, а так чтобы
. I
с было меньше -у-
§3. ВЫБОР ПЕРЕХОДОВ ШТАМПОВКИ ДЛЯ ПОКОВОК I ГРУППЫ—ТИПА СТЕРЖНЯ
С УТОЛЩЕНИЯМИ .
При выборе варианта штамповки необходимо решить следующие основные
вопросы.
1) Выбор типа исходной заготовки (мерная или прутковая).
2) Выбор типа штампа: открытого с поперечным заусенцем (фиг. 393) или
•закрытого с продольным заусенцем (фиг. 392).
3) Определение необходимости наборных переходов, их вида (в пуансоне
или в матрице), количества и размеров.
Ниже изложены основные решения указанных вопросов.
1. Выбор исходной заготовки по длине. Выбор исходных длин заготовок
и связанных с ними способов штамповки может быть представлен в трех основ-
ных вариантах (фиг. 403).
Основными факторами, обусловливающими применение того или иного
варианта, - вляются: а) длина стержня /си отношение этой длины к диаметру-^-;
б) абсолютная величина диаметра пругка d.
Если отношение сравнительно невелико, то рационально выбирать длин-
ный пруток, из которого может получиться большое количество поковок, отде-
ляемых от прутка после штамповки каждой поковки. Способ отделения поковки
от прутка зависит от величины диаметра прутка .7.
402
Фиг. 403. Варианты штамповки поковок типа стержня
с утолщениями (А. В. Ребельский).
При незначительной величине диаметра возможно отделить поковку от
прутка методом сдвига, используя ход подвижной матрицы (см. фиг. 403, ва-
риант /). При коротком стержне и сравнительно большой его толщине (d) непо-
средственное применение сдвига может привести к смятию, а также образова-
нию заусенца и скоса на участке, прилегающем к заднему торцу поковки.
Поэтому в подобных случаях перед сдвигом применяют предварительный
пережим прутка в матрицах (вариант 1а).
Фиксация необходимой длины (а следовательно, и объема) производится
в вариантах / и 1а с помощью переднего упора.
По мере возрастания длины стержня возможности штамповки с отделением
поковок от прутка методом сдвига уменьшаются вследствие конструктивных
затруднений при расположении ножей и прижима.
Кроме того, сравнительно большой скос заднего торца и значительное смя-
тие конца стержня, получающиеся при сдвиге без предварительного пережатия
прутка, неизбежно приводят к увеличению припуска на механическую обра-
ботку поковки 15].
Этим объясняется большое распространение варианта // изготовления
стержневых поковок из мерных заготовок с применением заднего упора (см.
варианты // и Па).
Если длина 1С и отношение-^- таковы, что нельзя избегнуть при нагреве
высаживаемой части прутка 1в значительного прогрева стержневой части 1С,
то в таком случае рационально применять упор-клещи (вариант II). Такой упор
играет роль продолжения зажимной части ручья и предотвращает деформацию
тыльной части поковки.
При большей длине 1С можно получить прогрев только конца стержня и
применить задний упор в штампе или вне штампа. Когда задний упор распо-
лагается в штампе, заготовка удерживается и переносится из ручья в ручей
с помощью клещей с кривыми губками (вариант Па). Если задний упор рас-
полагается вне штампа, клещи можно не применять.
При большой длине стержня 1С устройство заднего упора вызывает усложне-
ние конструкции штампа. При наличии нескольких ручьев, особенно па тяже-
лых поковках, задний упор затрудняет установку заготовки в штампе и пере-
мещение ее из ручья в ручей. Кроме того, штамповка от заднего упора часто
влечет за собой получение заусенца вследствие колебаний длины заготовки
и вызванных этим колебаний объема.
Эти обстоятельства вызывают необходимость штамповки мерных заготовок
с использованием переднего упора (III вариант). Неподвижность заготовки
при этом достигается путем применения надлежащего зажимного ручья в
матрицах. Если длина стержня недостаточна для надлежащего зажатия и пре-
дотвращения проскальзывания прутка в зажимной части ручья, то приме-
няют рифленый ручей (вариант III). При большей длине достаточное зажатие
прутка может быть осуществлено и в гладком зажимном ручье (вариант Illa).
Рифленый ручей оставляет следы на стержне поковки и поэтому иногда
вызывает необходимость в несколько повышенном припуске. Штамповка от
переднего упора по вариантам III—II 1а не обеспечивает такой точности длины
поковки, как вариант Па, гарантирующий получение меньшего допуска на
длину стержня 1С и длину поковки в целом за счет более жесткой фиксации
прутка при заднем упоре.
Диаграмма, приведенная на фиг. 403, несколько облегчает выбор одного
из указанных вариантов высадки, но для окончательного выбора способа
штамповки следует иметь в виду приведенные здесь указания по этому вопросу.
Практически варианты III и П1а применяются в тех случаях, когда выса-
живаемая поковка является промежуточной заготовкой, подлежащей дальней-
шей штамповке на молоте или прессе и не требующей поэтому большой точ-
ности по длине. Для получения точных размеров у поковки с длинным
стержнем предпочтительно применять задний упор, расположенный вне штампа.
Если при изготовлении поковки с двумя утолщениями, расположенными
по концам стержня, требуется точное расстояние между ними, то штамповку
404
первого утолщения желательно производить от переднего упора, а второго утол-
щения— от заднего упора. Из числа вариантов штамповки с задним упором,
располагаемым в пределах штампа, следует отдать предпочтение упору-клещам
(вариант II), если размеры матрицы по длине позволяют расположить гнездо
упора этого типа.
2. Вид разъема и заусенца. Характер поверхности разъема на участке со-
прикосновения пуансона с матрицей зависит прежде всего от конфигурации
утолщенной части поковки (фиг. 404).
Когда все элементы утолщения имеют уклоны, как показано на фиг. 404, Л,
то вся фигура утолщения может быть расположена только в пуансоне, и это вызы-
вает необходимость зазора 82 по
торцу пуансона. Зазор 8 в этом
случае имеет место лишь, когда
пуансон входит в направляю-
щую часть матрицы.
Иногда конфигурация утол-
щения поковки требует распо-
ложения одной части фигуры
в матрице, а другой в пуансоне
(фиг. 404, Б), и это также вызы-
вает необходимость некоторого
зазора 82 по торцевой поверх-
ности пуансона.
Конфигурация некруглого
сечения может быть расположе-
на как в матрицах, так и в
пуансоне. При расположении в
матрицах, однако, вероятно по-
лучение заусенца в плоскости
разъема матриц, особенно, когда
утолщение имеет сложную фор-
му, требующую повышенного да-'
вления для заполнения всех уг-
лов полости ручья (Bj). Отсюда
тенденция расположить полость
для таких конфигураций только
в пуансоне (В), чем обеспечи-
вается получение чистой боко-
вой поверхности поковки, без
трудноудаляемых заусенцев [5].
В подобных случаях (А, Б
ции утолщения, малом допуске на диаметр исходного прутка, тщатель-
ном нагреве и штамповке от переднего упора можно добиться получе-
ния поковки вовсе без заусенца, несмотря на поперечный разъем по
торцу пуансона.
Однако такой разъем сопровождается получением поперечного заусенца,
во всяком случае на части изготовляемых поковок и, тем более, при штамповке
от заднего упора.
Если конфигурация поковки благоприятствует расположению всей полости
под утолщение только в матрицах и штамповка производится от переднего
упора, то при надлежащей наладке процесса можно получать поковки без за-
усенца или с чрезвычайно незначительным долевым заусенцем (Г). Подобные же
конфигурации, но требующие штамповки от заднего упора (Д), могут быть
получены без заусенца только при строгом соблюдении точного режима работы
как в части жестких допусков на диаметр исходной заготовки, так и в отноше-
нии точной резки заготовок по длине. Штамповка от заднего упора обладает
в этом отношении той характерной особенностью, что все неточности — до-
пуск на диаметр d, неточность длины резки заготовки и состояние торцов—
непосредственно отражаются на колебании объема утолщенной части поковки,
Фиг. 404.
и В) при сравнительно простой конфигура-
что и вызывает необходимость поперечного заусенца для поглощения этих
колебаний объема (Дх).
Размеры поперечного заусенца рекомендуется определять в зависимости
от максимального диаметра поковки по табл. 50.
Таблица 50
Размеры поперечного заусенца
Dn в мм До 20 Свыше 20 до 80 Свыше 80 до 160 Свыше 160 до 260 Свыше 269 до 360
Ширина с в мм 5 8 12 14 16
Толщина t в мм 0,8-1 1-1,5 2-2,5 з-зл 3,5—4
Нередко встречаются сложные конфигурации с эксцентричным расположе-
нием отдельных элементов, для оформления которых неизбежен некоторый
избыток металла (£) и создание повышенного давления, способствующего
заполнению всех труднополучаемых очертаний полости ручья.
Для особо сложных конфигураций (£) приходится применять заусенечный
магазин, подобно штамповке на молотах, в целях размещения повышенного
избытка металла. Такая форма заусенца при штамповке на ГКМ поковок
I группы может иметь место при расположении полости ручья как в матрице,
так и в пуансоне.
Обрезка поперечного заусенца поковок, получаемых на ГКМ, производится
в горячем или холодном состоянии. Сравнительно небольшие поковки, изго-
товляемые на ГКМ № 1, № 2 и № 3, предпочтительно подвергать холодной
обрезке на обрезном прессе, что подтверждается практикой штамповочных
цехов отечественных заводов.
Обрезка заусенца на прессе ограничивается длиной стержня 1С поковок.
Открытая высота штампового пространства пресса может оказаться недоста-
точной для укладки длинной поковки в матрице.
В подобных случаях обычно прибегают к специальной конструкции обрез-
ного штампа с выдвижной матрицей, выдвигаемым пуансоном и пр. (см. обрез-
ные штампы, фиг. 328—331).
Поковки с весьма длинным стержнем подвергают обрезке в обрезном ручье
штампа ГКМ, в котором расположены остальные ручьи по штамповке детали
или в отдельном штампе (при холодной обрезке) на ГКМ.
Поковки с длинным стержнем средних и больших размеров, изготовленные
на ГКМ № 4 и выше, подвергают обрезке преимущественно на ГКМ в горя-
чем состоянии с того же нагрева. При наличии возможности «за'тяжки» заусенца
в процессе горячей обрезки (фиг. 404, Б) практикуют холодную его обрезку
в штампе ГКМ или в отдельном штампе. Это несколько увеличивает трудоем-
кость работы, но зато обеспечивает получение более качественного среза
В подобных случаях иногда целесообразно увеличить толщину заусенца и тем
самым повысить качество среза даже при горячей обрезке заусенца.
Существенное влияние на качество обрезки оказывает расположение за-
усенца по отношению к фигуре поковки.
Если поперечный заусенец неизбежен, то при конструировании поковки
нужно стремиться к такому расположению заусенца по отношению к фигуре
поковки, которое, с одной стороны, обеспечивало бы хорошую укладку и цен-
тровку поковки в обрезной матрице (см. h2 на фиг. 404, Ж), а с другой стороны,—
чистую обрезку без ^затяжки» заусенца. Последнему благоприятствует наличие
переднего уступа А) *.
3. Наборные переходы и определение размеров заготовки. Для опреде-
ления количества наборных переходов и их размеров необходимо знать длину
* Характерные случаи расположения и обрезки заусенца приводятся в следующем раз-
деле и в главе V, посвященной примерам конструирования штампов ГКМ.
406
высаживаемой части прутка 1в, которая обусловливается объемом формовоч-
ного перехода. ,
Определение объема формовочного перехода и высаживаемой длины прутка
для поковок — типа стержня с утолщением — производится в указываемой
ниже последовательности.
а) Составляется чертеж горячей поковки с учетом усадки на размеры утол-
щения и диаметр стержня d (для стали усадка принимается 1,5%).
При штамповке с поперечным заусенцем его размеры определяются по
табл. 50.
Таким образом получается эскиз формовочного перехода (фиг. 405).
б) Объем Уф формовочного перехода определяется с учетом заусенца и угара
металла, а также половины верхних отклонений размеров поковки (имеются
в виду отклонения, приводящие к увеличению объема).
Таким образом, для поковки (или эле-
мента поковки) простой формы (фиг. 405)
получаются следующие выражения. Объем
поковки
n (Р" t °-2 £1! (ЛЮ,5 z). (17)
Объем заусенца
К= t. (18)
Для изделий сложной конфигурации объем определяется как сумма объемов
элементарных геометрических фигур, на которые можно разделить данную
форму.
При штамповке с поперечным заусенцем (фиг. 405) объем формовочного
перехода определится как сумма объемов Vn uV3 с учетом потерь на угар:
V* = (Vn + V3)^y^. (19)
Если заусенец имеет более сложную форму (фиг. 404, £), то Уэ следует
находить с учетом объема магазина.
При штамповке с долевым разъемом (фиг. 404, Г) заусенец не учитывается:
V* = (20)
В приведенных выражениях 8 — угар
по табл. 11.
металла в процентах — определяется
в) Длина высаживаемой части прутка
найдется из отношения
, _ Уф
в ~~ »
4
(21)
где d — диаметр стержня поковки (прутка) с учетом усадки.
Длина всей заготовки в холодном состоянии, т. е. длина заготовки на одну
поковку,
£зг = 0,985/8 + (22)
где 1в — длина высаживаемой части прутка, найденная по формуле (21);
1С — длина стержня поковки в холодном состоянии, взятая по инспекцион-
ному чертежу поковки.
г) В зависимости от отношениянаходим вариант штамповки, пользуясь
диаграммой фиг. 403 и соответствующими указаниями к ней.
407
д) В зависимости от отношенияопределяем количество заготовительных
(наборных) переходов и их размеры, пользуясь приведенной выше методикой
и правилами высадки (табл. 49), а также рассматриваемыми ниже типовыми
примерами.
Ниже даны типовые примеры выбора переходов штамповки для наиболее
распространенных конфигураций поковок I группы.
4. Переходы штамповки для поковок
типа стержня с утолщением, расположен-
ным на его конце.
Пример по определению количества пе-
реходов и их размеров для поковки при-
веден на фиг. 406.
При составлении чертежа поковки при-
пуски и допуски найдены по табл. 38, при-
чем на общую длину 67 мм дан повышенный
допуск вследствие возможности скОСа торца
. 1) Определяем вариант штамповки, поль-
зуясь диаграммой фиг. 403: диаметр стержня
d = 14 мм’, длина стержня I, = 67—25 =-
Z 42
42 мм\ отношение-у-== 3.
а 14
По этим данным согласно диаграмме не-
обходимо применить вариант II, т. е. штам-
повку из отдельной заготовки и от заднего
упора (упор-клещи).
Учитывая применение точной заготовки
по диаметру (калиброванный металл) и дли-
не, благодаря возможности при малом диа-
метре осуществить точную резку в специаль-
ном приспособлении 'на прессе, можно
разъем сделать по боковой поверхности
пуансона подобно разъему, показанному на
фиг. 404, Г.
При таком разъеме штамповка может
быть произведена или без заусенца или
с незначительным долевым заусенцем на некоторой части поковок.
2) Для составления эскиза окончательного формовочного перехода произ
водим пересчет .размеров с учетом усадки в 1,5^ (см. фиг. 406, переход IV)
3) Объем формовочного перехода и длину""высаживаемой части прутка
с учетом половины плюсового допуска определяем по формуле (17):
х (48,7+0,5)2 (5+ 0,5) + * (24,4 + 0,5)2 (20,3 + Q,25) _ 2Q
Объем формовочного перехода по формуле (20)
Уф = +J0 = 20 700 ММ9 (угар 8 = 2°^).
Длина высаживаемой части прутка
/ _ Чф_ _ 20700 _ . .
«в Ttl4,22 ~ ММ.
__ —.
4) Расчет 1-го наборного перехода (см. правила высадки, табл. 49).
По формуле (3): ф<? — 2 + 0,01d == 2 + 0,01 • 14,2 = 2,14,
Так как при этом ф > фа, то необходим наборный переход.
По формуле (12) для 1-го перехода (k = 1): т)=1,05, откуда dr =
= т^(1= 1,05-14^15 мм.; по номограмме (фиг. 399) при ф = 9,2; фа = 2,14
и 7]j = 1,05 получаем значение гк = 1,282, откуда Di = d = 1,282-14,2 —
= 18,3 мм. Принимаем Dx = 18,5 мм.
Для 1-го перехода коэфициент, учитывающий несовершенство запол-
нения полости по формуле (17):
«х = 1,05 + 0,001 • 14,2 = 1,064.
Отсюда объем 1-го перехода, т. е. 1-й наборной полости,
Vj = 1,064-20 700 =22 100 мм3.
Глубина 1-го ручья г. Л1
, 3,82-22100
152^-18,52 + 15-18,5 ~ мм-
5) Расчет 2-го наборного перехода (& = 2):
1 d\ “Ь £)i 15 ~Ь 18,5 « л «г-
= -М>— = —2 ' =16,75 мм,
Ф<? = 2 + 0,01 • dcp =2 + 0,01-16,75^2,17; ф = А = _^~б.
Так как ф, > ф^, то необходим 2-й наборный переход.
rj2 = 1,05 + 0,05(2-1)= 1,1,
откуда
d2 ~ 1,1 • 15 = 16,5 мм.
По номограмме (см. фиг-399) при ф = 6; ф<, = 2,17 и т; = 1,1 находим
гх = 1,332 и D2 — ^K-dcp = 1,332-16,75 = 22,3; принимаем D2 = 22,5 мм.
Для 2-го перехода «2 — 1 + 0,7 (1,064 — 1 ) = 1,045. Глубина 2-й набор-
ной полости
/ __ 3,82-1,045-2070(1 _
22,52 + 16,52 + 22,5-16,5 ~ 1 WM'
6) Расчет 3-го наборного перехода
, + + Рг _ 16,5 + 22,5 — , q -
u-2 ср — 2 —2 JrWri,
ф2а = 2+ 0,01-19,5^2,19,
_ j /2 72
ф2 = —-— — -— = 10rf ~ 3,7, следовательно, необходим 3-й переход
dcp * d%cp
т]3= 1,05 + 0,05(3— 1)= 1,15,
ds = 1,15-16,5 = 19 мм.
По номограмме (см. фиг. 399) при ф = 3,7; фд= 2,19 и vj = 1,15 получаем
= 1,4 и D3 ='1,4.19,5 =27,4 мм.
Конус размером диаметра основания 27,4 мм нельзя будет разместить в по-
лости формовочного ручья диаметром 24,4 мм. Поэтому, руководствуясь общими
замечаниями табл. 49, принимаем диаметр большего основания конуса £>„ =
•» 24 5
= 24,5^и и, определив соответствующее гк = -у92- = 1,26, находим по номо-
грамме допустимое при этих условиях т; = 1,27. Следовательно, за счет умень-
шения значения £>3 можно несколько увеличить диаметр меньшего основания
d, = 1,27-16,5 =21 мм. Для 3-го перехода и — 1,038.
г - , 3,82-1,038-20700 с„
Глубина полости /3 = 24 52 + 212-^-24 т 21~ 53 мм'
409
7) Расчет 4-го перехода:
d^p = d3±21 = 21 * * + 24’5 = 22,75 мм,
фз<? = 2 + 0,01 -22,75 = 2,23,
^ = ^-2Б-2’33-
Если бы требовалась свободная высадка на любой диаметр, то необходим
был бы 4-й наборный переход. Однако в рассматриваемом случае высадка должна
быть произведена в закрытой полости матрицы фасонной формы. Поэтому ведем
проверку, как для набора
сложной формы (табл. 49).
Средний диаметр тре-
буемся высадки
А, = 1.13 /+ =
Чертеж штампа
ЪТ/777Л
_1
— 4-
=7+
<Лсеч по а о
Фиг. 407.
лз ]/20g”
= 31,6 мм.
Определяем допусти-
мый диаметр высадки при
условии полного погруже-
ния прутка в матрице
При ф =2,33; фд = 2,23,
пользуясь верхней кривой
для . высадки в матрице,
получим по номограмме
(фиг. 399) 1,4 и Пц =
= l,4xdc/> = 1,4-22,75 =
X 31,9 мм. 1 ак как
< Иц, то 4-го набор-
ного перехода можно нс
применять и 3-й переход
подвергнуть высадке непосредственно в окончательном формовочном переходе
Переходы штамповки, полученные в соответствии й указанным расчетом,
показаны на фиг. 406.
Схема штампа приведена на фиг. 407.
На ;ф и г. 408 представлен чертеж поковки для де-
тали «вал с шестерней» с переходами штамповки и схемой штампа
с деталями 1—15. Особенностью рассматриваемой поковки является то, что
передний выступ имеет размеры меньше’диаметра исходного прутка (60 мм)
При таком соотношении размеров указанный выступ может быть получен за
счет операции истечения металла в соответствующую полость формовочного
пуансона, чем и характерна технология изготовления рассматриваемой поковки.
Отчетливое заполнение полости переднего выступа, перекрываемой заготовкой,
возможно при условии свободного выхода воздуха через предусмотренные для
этой цели отверстия в формовочном пуансоне. Конфигурация поковки требует
применения поперечного разъема по месту стыка формовочного пуансона
с блоками матриц.
При отношении ~-= 6 и размере d = 60 мм “можно было бы, согласно
диаграмме фиг. 403, производить штамповку от переднего упора, ос]®|ествляя
зажатие прутка в гладком зажимном ручье. Принимая, однако, во внимание
приведенные для вариантов III и IПа (фиг. 403) оговорки о значительном до-
пуске на длину и о следах от зажимных поясков, недопустимых для данной
поковки, применяем штамповку от заднего упора по варианту Па.
410
Повышенное давление, требуемое для отчетливого оформления переднего
выступа за счет деформации истечения, характер разъема и штамповка от задне-
го упора сравнительно длинной заготовки с вероятными при этом значитель-
ными колебаниями по длине обусловливают получение поперечного
Горячая обрезка заусенца производится в III ручье того же штампа,
объема утолщения, и получающееся
/в 330 г г
при этом отношение у-= sr--; V'
г а по
диктует при d = 60 мм 'необходи-
мость одного наборного перехода.
Итак, для штамповки рассматривае-
мой поковки (фиг. 408) применяются
следующие переходы: I—набор ме-
талла в матрице и пуансоне; II —
окончательная формовка, сопрово-
ждаемая деформацией истечения пе-
реднего выступа; III — обрезка за-
усенца горячая.
При наличии длинного выступа 1К
диаметром < d с передней сто-
роны утолщения поковки (фиг. 409, Л)
можно применить вальцовку конца
заготовки.
При этом рационально секторы
вальцев вмонтировать в матрицу того
же штампа ГКМ, а требуемый их по-
ворот (рабочее движение) достигается
при движении главного ползуна в
результате надавливания специаль-
ного толкателя пуансонодержателя
на кулачки вальцев.
По окончании процесса вальцовки
скольких ходов, заготовка подвергается высадке в одном или нескольких ручьях
в зависимости от размеров требуемого утолщения (А-2).
При наличии тонкого выступа do сравнительно небольшой длины /о
(фиг. 409, Б-3) можно в редких случаях прибегать к следующему приему.
Из всей номенклатуры поковок данного производства подбирается соответ-
ствующее изделие II группы (со сквозным отверстием — Б-1) и, подобрав
заусенца.
Величина
411
соответствующей длины заготовку, получают из нее как поковку’типа кольца,
так и поковку типа стержня с утолщением требуемой формы (Б-3).
При этом высечка поковки II группы (Б-2) применяется для получения тре-
буемого тонкого выступа стержневой поковки (В-3), и поэтому размеры d0
и /0 должны быть примерно соответственно равны размерам требуемого выступа
do и /о-
Если Го > 10, то можно использовать комбинацию указанного приема с мето-
дом истечения.
Итак, для получения на требуемом утолщении выступа может быть приме-
нен один из следующих четырех способов: 1) метод истечения — фиг. 408;
Фиг. 410.
2) метод вальцовки конца заготовки — фиг. 409, А; 3) метод использования
высечки при совместной штамповке поковок II и I групп—фиг. 409, В и
4) комбинация этих технологических приемов.
Поковка болта (поковка I-1-в) со схемой штампа, применяющегося
для его изготовления, представлены на фиг. 410.
/ 50
При -~- = =2,5 и d= 20 мм получаем по диаграмме фиг. 403, вариант 1,
т. е. вариант штамповки из прутка от переднего упора с отделением поковки
методом сдвига.
При данном отношении ~ штамповка может быть осуществлена непосред-
ственно в формовочном переходе. Для получения возможно лучшего среза,
без значительной затяжки и скоса на заднем торце изделия, неподвижная от-
резная вставка 5 выполнена в виде очка, продолжение внутренней поверхности
которого представляет собой направление для прутка в матрице. Неподвижная
зажимная вставка 3 укреплена в правом блоке-матрице 1, а подвижная зажим-
ная вставка 4, выполняющая одновременно роль подвижной отрезной вставки
(подвижного ножа), укреплена в левом блоке-матрице 2.
Пруток, нагретый на длине, обеспечивающей получение не менее пяти поко-
вок, продвигается через отрезное очко 5 до переднего упора, после чего за один
ход машины происходит отделение (путем сдвига) заготовки от исходного
J 19
прутка и оформление головки болта в пуансоне 6. Холодная обрезка заусенца
производится в обрезном штампе на прессе.
Для получения более точной фигуры шестигранника желательно полость
под головку располагать в пуансоне. При расположении фигуры в полости
матрицы не исключена возможность получения заусенца в плоскости разъема
матриц.
Болты с большей длиной стержня можно штамповать по одному из
вариантов согласно приведенной выше диаграмме (фиг. 403): от заднего упора
из отдельной заготовки, когда требуется точный допуск на длину стержня, или
из отдельной заготовки от переднего упора, если не требуется выдерживать
длину стержня в пределах точного допуска. Получающийся при этом попереч-
ный заусенец может быть удален в обрезном ручье того же штампа. Фиксация
головки в обрезном ручье обеспечивается соответствующей формой направляю-
щей части ручья (см. табл. 48, позиция Д-З).
Фиг. 411.
Процесс изготовления поковки сложи о'й несимме-
тричной формы представлен на фиг. 411 (штамп и детали 1—10).
Отношение высаживаемой длины прутка к его диаметру
ф = _к = ^|~2,6; = 2 + 0,1.42,6^2,43.
Так как при этом ф > фб, то по правилам высадки (см. табл. 49) необходим
наборный переход. Полость наборного перехода 1 располагается в матрице и
пуансоне. Конфигурация утолщения поковки требует операции расплющива-
ния заготовки, производимой в специальном ручье II ходом подвижной матрицы.
Планка 11 облегчает укладку заготовки в полости ручья неподвижной матрицы.
После расплющивания заготовка, фиксируемая по заднему упору 10, укла-
дывается в формовочную часть ручья неподвижной матрицы и при этом несколько
поворачивается рабочим для обеспечения лучшего прилегания к плоской сто-
роне ручья.
В начале сближения матриц заготовка дополнительно расплющивается боко-
выми стенками формовочных вставок 7 и затем окончательно формуется пуан-
соном 4.
Сложность формы и штамповка от заднего упора обусловливают необхо-
димость поперечного разъема и получение поперечного заусенца. В подобных
случаях поперечный разъем имеет то преимущество, что конфигурация пуан-
сона получается более простой, а в его положении относительно полости
413
матрицы не требуется повышенная точность. Горячая обрезка заусенца
производится в ручье IV. В целях более качественной обрезки заусенца
в данном случае оказалось целесообразным несколько увеличить его тол-
щину.
В ряде случаев можно расплющивание набора осуществлять при сбли-
жении матриц в формовочном ручье и специального ручья для этой цели не
применять.
На фиг. 412 представлены переходы штамповки и штамп с деталями 1—12
для изготовления поковки с односторонним выступом типа
отростка. Получение такой конфигурации возможно при одностороннем
смещении металла в заготовительных ручьях. В данном случае это достигается
применением гибочного ручья I, в котором конец заготовки отгибается
ходом подвижной матрицы. В гибочном ручье положение заготовки фикси-
руется по заднему упору.
Фиг. 412.
Переходы штамповки
' (размеры дез учета усадки)
Изогнутая заготовка переносится в формовочный ручей II и укладывается
в соответствующую полость неподвижной матрицы. Полость под отросток рас-
положена в неподвижной матрице. Когда после сближения матриц формовоч-
ный пуансон надавливает на изогнутый конец заготовки, последний еще в боль-
шей степени наклоняется в сторону отростка, и в конечный момент вся полость
формовочного ручья оказывается заполненной металлом, излишек которого
выдавливается в заусенец. Холодная обрезка заусенца производится на обрез-
ном прессе.
Процесс штамповки изделия с утолщением слож-
ной формы (штамп с деталями 1—10) представлен вместе с переходами
штамповки на фиг. 413. Эта конфигурация отличается наличием трех отрост-
ков, из которых два (О* и 02) по отношению к горизонтальной оси располо-
жены симметрично, а третий отросток (03) расположен односторонне по отно-
шению к вертикали (см. переход III). Для передачи металла в направлении
последнего отростка применяется несимметричный набор в пуансоне (см.
переход /).
Как видно из чертежа, центр большего основания конического набора сдви-
нут по отношению к оси стержня на 3 мм.
414
-.4564Щ1-
-190-
380
Фиг. 413.
S Ойрезка заусенца
ФЗМ
Такой несимметричный набор создает лучшие условия течения металла в по-
лость под несимметрично расположенный отросток и может быть рекомендован
в аналогичных случаях.
II наборный ручей, располагаемый в полости матриц, выполнен по форме,
приближающейся к требуемой форме поковки, и обеспечивает лучшие условия
затекания металла в полости отростков. Так как третий отросток 03 находится
в менее выгодных условиях, чем симметрично расположенные по отношению
к горизонтальной оси отростки (Ди О2, то в пуансоне перехода II предусмотрен
скос под углом 10е (см. сечение АВ), обеспечивающий больший набор металла
на участке, отвечающем этому отростку- Такой прием, оправдавший себя
в практических условиях, может быть рекомендован для получения аналогич-
ных конфигураций.
Штамповка производится из штучной заготовки от заднего упора (упор-
клещи). Для заполнения столь сложной полости требуется повышенное давле-
Фиг. 414.
ние и некоторый избыток металла, обу-
словливающие необходимость штампов-
ки с поперечным заусенцем.
Для размещения вероятного, в дан-
ном случае увеличенного против обыч-
ного в открытом штампе избытка ме-
талла предусмотрен в области заусенца
магазин (см. переход III), подобный
по форме заусенечной канавке молото-
вого штампа. Холодная обрезка заусен-
ца производится на прессе или в
отдельном штампе на ГКМ.
5. Переходы штамповки для поко-
вок с одним утолщением, расположен-
ным не на конце стержня, с двумя
или несколькими утолщениями (по-
ковки I—2). Утолщение, расположен-
ное на некотором расстоянии 1Х от пе-
реднего торца стержня, следует полу-
чать высадкой в пуансоне или в пуан-
соне и матрицах. Это относится как к наборным, гак и к формовочным пе-
реходам (фиг. 414, переходы I—III). Эти возможности ограничиваются до-
пустимой величиной уклона стержня а, длиной стержня 1г и величиной его
диаметра d.
Даже при сравнительно небольшой длине стержня > d) высадка в пуан-
соне требует применения уклона а в пределах 30' — 2°.
Значительный размер диаметра d при высадке в пуансоне приводит к боль-
шим габаритам штампов, которые не всегда возможно применить при высадке
в несколько операций.
Для расширения пределов применения этого варианта (фиг. 414) надо
иметь в виду возможность расположения конца стержня в области хвостовика
пуансона.
В тех случаях, когда уклон а на стержне не допускается или когда штамп
не размещается в штамповом пространстве данной ГКМ, рекомендуется при-
менять штампы со скользящей матрицей.
При сравнительно небольшой длине стержня 1Х рационально конструировать
штамп так, чтобы передний торец Т ручья в скользящей матрице (см. фиг. 415, А)
служил в качестве фиксатора и переднего упора для установки исходной заго-
товки. Причем, когда требуегся несколько наборных переходов, то для созда-
ния лучших условий течения металла и заполнения полостей рационально их
располагать попеременно в задних частях матриц и ползушках (фиг. 415, А).
При большей длине стержня конец его может быть размещен в пуансоне,
который при этом будет выполнять или роль толкателя скользящей матрицы,
или служить как наборный пуансон и толкатель матрицы (фиг. 415, Б). Для
поковок с весьма большой длиной стержня допускается устройство сквоз-
416
Л)
п
Фиг. 415.
ного отверстия в хвостовике пуансона, пуансонодержателе и иногда даже
в главном ползуне ГКМ. Такая конструкция штампа известна в литературе [51.
При наличии у изделия двух утолщений целесообразно расположить одно
утолщение (с передним стержнем) в пуансоне, а другие — в скользящей матрице
(фиг. 415, В).
Если по указанным выше причинам утотцение со стержнем не удается
расположить в полости пуансона, то следует применить штамп с двумя сколь-
зящими матрицами.
Для получения поковки с тремя и более утолщениями применяются штампы
с несколькими скользящими матрицами (фиг. 415, П, причем переднее утол-
щение может быть, в зависимости от указанных факторов, получено высадкой
в пуансоне или в передней скользящей матрице.
Нафиг 415, Г показан штамп с чет ырьмя скользящими матрицами, приме-
няемый для получения поковки с восемью утолщениями. При этом заслуживает
внимания то обстоятельство, что штамп, в целях упрощения конструкции, рас-
считан только на получение за один ход четырех утолщений. После штамповки
первого конца заготовка поворачивается на 180° и подвергается деформации
со второго конца. Предпочтительно весь процесс производить с одного на-
грева. Такой процесс возможен при одинаковом расстоянии между утолщениями
и соответственно одинаковой их конфигурации
Метод многократной высадки следует рекомендовать в целях получения заго-
товки переменного сечения для дальнейшей штамповки на молотах или прес-
сах. В некоторых условиях метод получения промежуточной заготовки на
ГКМ может оказаться более выгодным, чем применение проката периодического
профиля.
При наличии двух утолщений, расположенных на кон-
цах стержня, технологический процесс изготовления поковки будет
зависеть от объема утолщений, длины стержня и его диаметра.
Когда все наборные и формовочные переходы обоих утолщений распола-
гаются в одном штампе, то следует штамповку производить на одной машине,
предпочтительно с одного нагрева.
На фиг. 416 представлен штамп с деталями 1—15 для изготовления блока
шестерен. Первый конец штампуется от переднею упора в два перехода (/, II),
так что поковка с этой стороны может быть получена без заусенца или с незна-
чительным долевым заусенцем.
Затем заготовка поворачивается на 180° и подвергается штамповке со вто-
рого конца от заднего упора также в двух ручьях (III, IV). При сравнительно
небольшой и точной длине заготовки можно штамповку второго конца вести
также с долевым разъемом (см. ручей IV). Для аналогичной поковки, но при
большей длине стержня и менее точной по длине заготовке можно применить
штамповку второго конца с поперечным разъемом и производить обрезку .заусенца
в обрезном ручье того же штампа.
Для сокращения количества переходов и окончания всего процесса в одном
штампе иногда бывает рационально прибегнуть к конструкции штампа со сколь-
зящими матрицами и производить штамповку от прутка. При этом отделение
поковки от прутка может быть осуществлено методом сдвига за счет хода по-
движной матрицы в отрезном ручье.
Технологический процесс и штамп, приведенные на фиг. 416, применимы
для поковок, у которых стержневой участок, расположенный между утолще-
ниями, имеет сравнительно небольшую длину.
Если все необходимые переходы не располагаются в одном штампе, то
следует штамповку производить в двух штампах, применяя для каждого конца
отдельный штамп и отдельный нагрев. При этом рационально применять для
каждого конца ГКМ с давлением, соответствующим размерам утолщения
Такого рода примером может служить процесс изготовления полуоси авто-
машины \ большой фланец которой (0180) штампуется на машине № 6 (давле-
ние 1300 т), а шлицевый конец (058) на ГКМ № 3 (450 т).
1 См. в главе V, фиг 481.
418
6. Переходы штамповки для поковок с утолщениями типа проушины, с
асимметричными утолщениями и с элементами, требующими гибки (поковки
I ~3) На фиг 417 представлены типовая поковка для детали с проушиной и
Чертеж штампа Переходы штамаодки (размеры дез учета усадка)
Фиг. 416.
штамп, с деталями 1—5, применяющийся для ее изготовления. В ручье / произ-
водится шарообразный набор металла, который в ручье II ходом подвижной
матрицы расплющивается в требуемую форму проушины. Для получения отчет-
ливого заполнения ручья штамповка производится с некоторым избытком ме-
талла, выдавливаемым в заусенец. Обрезка заусенца происходит в обрезном
ручье III, что осуществляется также ходом подвижной матрицы.
При наличии в поковке отверстия (проушина) может быть применена про-
сечка или для более точной конфигурации наметка отверстия с формовкой и
последующей просечкой.
Пример такого процесса, где все операции для формовки проушины и про-
сечки отверстия совершаются ходом подвижной матрицы, показан на фиг. 418.
Если давление, развиваемое зажимным ползуном ГКМ на допустимой
длине его хода, недостаточно для расплющивания металла между матрицами
Фиг. 418.
и получения поковки требуемых размеров, то можно применить другой процесс
(фиг. 419). В первом ручье производится конический набор металла, который
во втором ручье сначала несколько расплющивается подвижной матрицей,
а затем окончательно формуется плоским пуансоном. Для обрезки возможного
при таком процессе заусенца, образуемого как в плоскости разъема матриц.
Фиг. 419.
так и вдоль пуансона, применяется обрезной ручей, конструкция которого
аналогична обрезному ручью предыдущего штампа (фиг. 419). Этот ручей
может быть использован и для некоторой осадки утолщения в момент смыкания
матриц, что в данном случае и производится. Просечка отверстия в проушине
производится просечным пуансоном, укрепленным в пуансонодержателе, после
того как поковка устанавливается в вертикальном положении в просечном
ручье матрицы.
Если поковка имеет очень длинный стержень или значительный вес, что
затрудняет ее установку вертикально в просечном ручье, то возможно произ-
водить просечку ходом подвижной матрицы (позиция В-3 табл. 48).
4‘П
ного отверстия в хвостовике пуансона, пуансонодержателе и иногда даже
в главном ползуне ГКМ. Такая конструкция штампа известна в литературе [51.
При наличии у изделия двух утолщений целесообразно расположить одно
утолщение (с передним стержнем) в пуансоне, а другие — в скользящей матрице
(фиг. 415, В).
Если по указанным выше причинам утотцение со стержнем не удается
расположить в полости пуансона, то следует применить штамп с двумя сколь-
зящими матрицами.
Для получения поковки с тремя и более утолщениями применяются штампы
с несколькими скользящими матрицами (фиг. 415, П, причем переднее утол-
щение может быть, в зависимости от указанных факторов, получено высадкой
в пуансоне или в передней скользящей матрице.
Нафиг 415, Г показан штамп с чет ырьмя скользящими матрицами, приме-
няемый для получения поковки с восемью утолщениями. При этом заслуживает
внимания то обстоятельство, что штамп, в целях упрощения конструкции, рас-
считан только на получение за один ход четырех утолщений. После штамповки
первого конца заготовка поворачивается на 180° и подвергается деформации
со второго конца. Предпочтительно весь процесс производить с одного на-
грева. Такой процесс возможен при одинаковом расстоянии между утолщениями
и соответственно одинаковой их конфигурации
Метод многократной высадки следует рекомендовать в целях получения заго-
товки переменного сечения для дальнейшей штамповки на молотах или прес-
сах. В некоторых условиях метод получения промежуточной заготовки на
ГКМ может оказаться более выгодным, чем применение проката периодического
профиля.
При наличии двух утолщений, расположенных на кон-
цах стержня, технологический процесс изготовления поковки будет
зависеть от объема утолщений, длины стержня и его диаметра.
Когда все наборные и формовочные переходы обоих утолщений распола-
гаются в одном штампе, то следует штамповку производить на одной машине,
предпочтительно с одного нагрева.
На фиг. 416 представлен штамп с деталями 1—15 для изготовления блока
шестерен. Первый конец штампуется от переднею упора в два перехода (/, II),
так что поковка с этой стороны может быть получена без заусенца или с незна-
чительным долевым заусенцем.
Затем заготовка поворачивается на 180° и подвергается штамповке со вто-
рого конца от заднего упора также в двух ручьях (III, IV). При сравнительно
небольшой и точной длине заготовки можно штамповку второго конца вести
также с долевым разъемом (см. ручей IV). Для аналогичной поковки, но при
большей длине стержня и менее точной по длине заготовке можно применить
штамповку второго конца с поперечным разъемом и производить обрезку .заусенца
в обрезном ручье того же штампа.
Для сокращения количества переходов и окончания всего процесса в одном
штампе иногда бывает рационально прибегнуть к конструкции штампа со сколь-
зящими матрицами и производить штамповку от прутка. При этом отделение
поковки от прутка может быть осуществлено методом сдвига за счет хода по-
движной матрицы в отрезном ручье.
Технологический процесс и штамп, приведенные на фиг. 416, применимы
для поковок, у которых стержневой участок, расположенный между утолще-
ниями, имеет сравнительно небольшую длину.
Если все необходимые переходы не располагаются в одном штампе, то
следует штамповку производить в двух штампах, применяя для каждого конца
отдельный штамп и отдельный нагрев. При этом рационально применять для
каждого конца ГКМ с давлением, соответствующим размерам утолщения
Такого рода примером может служить процесс изготовления полуоси авто-
машины \ большой фланец которой (0180) штампуется на машине № 6 (давле-
ние 1300 т), а шлицевый конец (058) на ГКМ № 3 (450 т).
1 См. в главе V, фиг 481.
418
6. Переходы штамповки для поковок с утолщениями типа проушины, с
асимметричными утолщениями и с элементами, требующими гибки (поковки
I ~3) На фиг 417 представлены типовая поковка для детали с проушиной и
Чертеж штампа Переходы штамаодки (размеры дез учета усадка)
Фиг. 416.
штамп, с деталями 1—5, применяющийся для ее изготовления. В ручье / произ-
водится шарообразный набор металла, который в ручье II ходом подвижной
матрицы расплющивается в требуемую форму проушины. Для получения отчет-
ливого заполнения ручья штамповка производится с некоторым избытком ме-
талла, выдавливаемым в заусенец. Обрезка заусенца происходит в обрезном
ручье III, что осуществляется также ходом подвижной матрицы.
I
Фиг. 423.
Фиг. 424.
Фиг. 425.
Другой пример гибки на ГКМ представлен на фиг. 425.
Для получения гнутой петли прутковая заготовка закладывается в ручей
правой матрицы 1 до упора (на чертеже не показан). В момент окончания хода
подвижной матрицы 2 передний конец прутка загибается вокруг штыря 3,
но полной формы петли при этом еще не получается. В последующий момент
шарнирно укрепленный пуансон 4, отжатый пружиной (на чертеже не показана)
вправо от оси ползуна, производит давление на загнутый матрицей конец прутка
и продолжает процесс гибки. В конечный момент пуансон, скользя плоско-
стью N по наклонной плоскости клинообразной планки 5 и поворачиваясь
вокруг оси Л4, отводится влево от оси ползуна и оформляет петлю окончательно
§ 4. ВЫБОР ПЕРЕХОДОВ ШТАМПОВКИ И ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ
ДЛЯ ПОКОВОК II и III ГРУПП (ПОКОВКИ со сквозной И НЕСКВОЗНОЙ ПОЛОСТЬЮ)
1, Конструирование окончательного формовочного перехода и определе-
ние необходимого количества прошивок. Одним из основных факторов, опре-
деляющих количество переходов штамповки, является объем формовочного
перехода V#, обусловли-
вающий необходимую дли-
ну высаживаемой части
прутка /в.
Получение сквозной по-
лости достигается намет-
кой и прошивкой отвер-
стия с помощью плавной
формы прошивников, про-
изводящих преимуще-
ственно раздачу металла
в стороны, и просечкой,
производимой преимуще-
ственно острым просечным
пуансоном за счет среза
(сдвига) непрошитой части
поковки (см. табл. 48 и
фиг. 393 и 394).
Отсюда вытекает суще-
ственный для данной груп-
пы поковок вопрос о вели-
чинах прошивки а и с и
Фиг. 426. Конструирование окончательного формовочного просечки /о (см. фиг. 426).
перехода, выбор отправного варианта (А. В. Ребельскин). Так как окончатель-
ный формовочный переход
предшествует просечке, ю его объем непосредственно зависит от величины
прошивки: чем меньше глубина прошивки, тем больше объем формовочного
перехода.
С уменьшением глубины прошивки (размера а и с, фиг. 426) уменьшается
работа деформации прошивки и количество прошивных операций. С другой
стороны, нельзя задаваться и излишне большой величиной просекаемой части
(И—а), так как это повлечет за собой возрастание усилия просечки, быстрый
износ просечного пуансона и матрицы и образование значительного заусенца
на заднем торце поковки по периметру отверстия.
Желательно, чтобы длина просечки не превышала размера диаметра от-
верстия ПО], т. е.
(H-a)<d0. (23)
Для получения концентричной прошивки желательно, чтобы в момент
начала прошивки пуансон был зацентрирован в направляющей части матрицы
(см. табл. 48, позиция Б-3 и участок а b фиг. 427).
Большое количество прошивных операций при глубокой прошивке не во
всех случаях удается разместить в одном штампе.
Таким образом, выбор глубины прошивки и величины просечки зависит
не только от таких факторов, как величина усилия прошивки и просечки, но
от ряда технологических и производственных обстоятельств, связанных с каче-
ством поковки, производительностью штамповки, конструкцией и стойкостью
штамповочного инструмента.
На основании обобщения практических данных проектирование оконча-
тельного формовочного перехода рекомендуется производить, пользуясь гра-
фиком фиг. 426 и следующими указаниями.
а) Размеры поковки, не зависящие от глубины прошивки: Dv D, Н, do,
R, /?3, а и пр. — определять по чертежу поковки с учетом усадки (чертеж
горячей поковки).
Л)
Фиг. 427. Конструирование прошивных операций:
(А. В. Ребельский).
Д — отправной вариант; Б — вариант с более глубокой прошивкой.
б) Размеры прошиваемой части определить по приводимым ниже формулам:
а — Ку • d'o, (24)
где Кх — по графику фиг. 426,
d0 = d'o — 2а tg а, (25)
с = К2(Н — а), '
где (26)
/С2 = 0,5 -ф O,OO5do, но не более 1,
= 0,2^0, (27)
/?2 = 0,4do, но не более а. (28)
При ступенчатой прошивке размеры каждого элемента (а1г а2, d01, doz и т. д.)
рассматриваются отдельно.
Сконструированная таким образом (фиг. 426) прошивная часть формо-
вочного перехода в некоторых случаях является лишь первым отправ-
ным вариантом, который в зависимости от конфигурации поковки,
количества получаемых переходов и возможности их размещения в штамповом
пространстве данной машины может быть уточнен путем некоторого увеличения
или уменьшения размера а (глубины прошивки) и изменения конфигурации
плавной части прошивника (размер с).
Необходимое количество прошивных операций
(фиг. 427) зависит прежде всего от общей глубины прошивки а и величины
диаметра прошивки do (d0). Излишне большая прошивка за один переход и
соответственно большая длина неопертой части прутка ан могут привести
к искривлению прутка, недопустимой разностенности, получению зажимов
в поковке, чрезмерному одностороннему заусенцу и быстрому выходу из строя
инструмента.
Для лучшей раздачи металла при многократной глубокой прошивке перед-
няя часть у прошивников предварительной прошивки должна иметь более
49S
«проконечную форму по сравнению с противником окончательной про-
шивки (Г).
Практика некоторых заводов показала, что лучше эту часть прошивника
выполнять не в виде конуса с углом в 60° или 75°, а придать противнику куполо-
образную форму, с контуром по плавной кривой, как показано на фиг. 427, А
(Б, В и Bj).
Первую прошивку принято производить на меньшую глубину, чем в после
дующих прошивных операциях, что вызвано недостаточной длиной ац перед-
него центрирующего бурта после наборного перехода. Иногда в
наборной операции делается небольшая наметка, благоприятствующая луч-
шему оформлению переднего бурта и улучшающая центровку прошивника при
раздаче металла в 1-м прошивном переходе.
Конструирование отправного варианта прошивных операций
рекомендуется производить в указываемой ниже последовательности (фиг. 427, Д)
а. Определить номинальное значение а2 для второй и последующих проме-
жуточных прошивок, выбрав меньшее из двух значений, получаемых по фор-
мулам (29) и (30):
а2 = 1,2 yD^-da = 1 Ж, (29)
а2 =.(1,7 — 0,01 d0) d0,
но не менее O,2do.
(30)
При сложном контуре наружной конфигурации принимаем
D = D'Cp= У^ + 4. (31)
б. Определить номинальный размер 1-й прошивки по формуле
оу = (0,3 — 0,СО 1 d0) а2,
но не менее 0,1а2.
(32)
в. Определить показатель
т —
а — а.}
а2
(33)
и, исходя из величины т, паити по табл. 51 количество прошивок п и фактиче-
скую величину прошивки в каждой операции.
Полученные таким образом глубины прошивки в каждом ручье (а2, п3)
и количество прошивок/г можно в ряде случаев принять за отправной
вариант, который уточняется при дальнейшем конструировании штампа
Если полученные по отправному варианту прошивные операции вместе
с другими необходимыми операциями (наборная, просечная) не распола-
гаются в штамповом пространстве по высоте заданной ГКМ, то нужно при-
менить более глубокую прошивку При этом рекомендуется сохранить сле-
дующие соотношения (фиг 427, Б);
а) длина неопертой части заготовки не должна превосходить трех ее диа-
метров, т. с. он<ЗсК;
б) глубина прошивки в каждой операции не должна превосходить 3—4
диаметров прошивника, т. е. ах < (3=—4)<i0;
в) в каждом прошивном ручье в момент начала прошивки пуансон
должен быть зацентрирован в направляющей части ручья на величину
b Ю-г-15 мм;
г) глубина прошивки не должна превосходить величины рабочего хода
главного ползуна данной ГКМ.
426
Габлица 51
Данные для определения количества прошивок п (фиг. 427)
Показатель т Количество прошивок п и характеристика их конфигурации
До 0,5 Применять только одну прошивку (п 1) по требуемым разме- рам окончательного формовочного ручья
Свыше 0,5 до 1 Применять две прошивки (га =2): первую — с размером oj = (0,2-г0,5) ог; вторую — по размерам окончательного формовочного пере- хода
Свыше 1 до 1,5 Применять две прошивки ;га = 2): первую — с размерами аг (нормальная); вторую — по размерам окончательного формовочного пере- хода
Свыше 1,5 до 2,5 ^Применять три прошивки л): первую — с размером ах‘, ' а — а, вторую с размером а? —-—* ; третью—по размерам окончательного формовочного пере- хода
Свыше 2,5 до 3,5 Применять четыре прошивки (п = 4): первую — с размером / / а — /71 вторую и третью — с размером ; четвертую— по размерам окончательного формовочного перехода и т. д.
Примечание. Количество прошивок п считается без наметки отверстия в на-
борном переходе. Для тонкостенных поковок (преимущественно когда d9 < rf0) П,
III и IV групп рекомендуется, в целях постепенной раздачи металла, перед оконча-
тельной формовочно-прошивной операцией производить наметку полости более остро-
конечными противниками (см. табл. 55, позиции 2 и 4).
2. Основные положения конструирования наборных и предварительных
формовочно-прошивных переходов. Получив по указанной выше методике
эскиз окончательного формовочного перехода (отправной вариант), количество
прошивок п и имея конфигурацию прошивае-
мой части, можно сконструировать наборные
и предварительные формовочно-прошивные опе-
рации.
С этой целью, исходя из размеров оконча-
тельного формовочного перехода, необходимо
построить эпюру диаметров или рас-
четную заготовку.
В общем случае (фиг. 428) для поковок
сложной конфигурации определяются величины
площадей Sn характерных поперечных сечений
и, исходя из этих площадей — расчетные диа-
метры
d3 = l,13VS^. (34)
Фиг. 428. Построение эпюры диа-
метров поперечных сечений по-
ковки сложной конфигурации.
(А. В. Ребельский).
Для наиболее простой конфигурации (кольцо или втулка — фиг. 429),
пренебрегая незначительным уклоном прошивника, можно определить наимень-
ший диаметр расчетной заготовки по формуле
d3 = (35)
427
и построить расчетную заготовку, допуская, что на участке длиной а она
представляет собой цилиндр диаметром d3.
Объем формовочного перехода Уф определяется, исходя из его размеров.
При точном определении размеров он должен равняться объему расчетной заго-
товки.
С учетом угара и заусенца, если таковой предусматривается, находим объем
(36)
речных сеченнй для по-
ковки простой конфигу-
рации (А. В. Ребель-
ский).
Однако в
где V3 — объем заусенца, размеры которого можно определить по табл. 50;
8 — угар металла при нагреве, который можно определить по табл. II.
Наборные и предварительные формовочные ручьи, предшествующие окон-
чательному формовочному, должны быть рассчитаны с некоторым запасом про-
несовершенство заполнения ручьев
Ук = Ч' Уф, (37)
где к — порядковый номер перехода;
и — коэфициент, учитывающий незаполнение ручья;
определять по формулам (17) и (24) табл. 49.
Располагая: а) эскизом формовочного перехода и
величиной его объема; б) эскизом расчетной заготовки
(эпюрой диаметров); в) данными о количестве проши-
вок п и конфигурацией прошиваемой части в каждом
переходе, — можно установить основные положения
выбора переходов штамповки и определения диаметра
исходного прутка — сначала для поковок простейшей
конфигурации, а затем и для более сложных форм.
Если бы в процессе внедрения противника металл
перемещался только от оси к периферии (радиальная
раздача), то в наборном ручье было бы возможно по-
лучить заготовку, весьма близкую к расчетной (см.
фиг. 428 и 429) и затем подвергнуть ее прошивке и
формовке в формовочно-прошивных ручьях.
прошивки «радиальная раздача» металла в чистом виде
не наблюдается. Практически при прошивке происходят: раздача металла,
осаживание и истечение металла. Вначале раздача металла сопровождается
осадкой, которая к концу процесса глубокой прошивки сменяется истечением
металла в обратную сторону, по направлению движения пуансона.
Когда требуется только одна прошивка (n = 1) (фиг. 429), то се рационально
совместить с осаживанием в наборном переходе; здесь будет иметь место про-
цесс раздачи металла, протекающий одновременно с значительным его осажи-
ванием. Для тонкостенных поковок, особенно когда d3 < d0, рекомендуется
даже при п = 1 предусмотреть предварительный переход с наметкой отвер-
стия более плавной формы и меньшего диаметра, чем в окончательном ручье.
В случаях, когда требуются две и более прошивки (см. фиг. 427, Д) в наборном
ручье необходимо обеспечить центрирующий передний бурт и вести
формовку преимущественно за счет раздачи металла при незначительном элементе
осаживания. Формообразования за счет истечения металла против движения
пуансона, которое может иметь место, когда длина наборного перехода меньше
длины последующего формовочно-прошивного, следует избегать и применять
только в исключительных случаях для тонкостенных изделий [16], [41].
Указанные факторы: 1) конфигурация и размеры формовочного перехода;
2) конфигурация и размеры расчетной заготовки (эпюра диаметров); 3) коли-
чество прошивных операций — п и 4) характер течения металла при его про-
шивке и формовке — должны служить основными критериями при выборе пере-
ходов штамповки для поковки II группы.
В табл. 52 приведены варианты штамповки для поковок II группы простей-
шей конфигурации, а именно для колец и втулок.
Количество необходимых переходов зависит от отношения длины поковки
к ее диаметру// (табл. 52). Для поковок сравнительно небольшой длины (77<7))
обычно требуется не более одной прошивки (п=1). Количество же наборных пе-
реходов зависит от величины объема формовочного перехода Уф, диаметра исход-
ного прутка d и, соответственно, от высаживаемой длины прутка 1Й = —
и отношения — . 4
а
Можно полагать, что диаметр исходного прутка d должен быть меньше ми-
нимального диаметра расчетной заготовки ds. Иначе на длине поковки Н полу-
чится слишком большой объем, который превзойдет требуемый Уф, и тогда нужно
будет делать длину набора меньше Я и деформацию производить не путем
осадки-раздачи, а истечением против движения пуансона, что нежелательно.
Если диаметр прутка dменьше диаметра расчетной заготовки, то при-ф- < 1
ао
(табл. 52, вариант 7) величина d будет меньше диаметра отверстия d0 и это
вызовет необходимость «подъема» прутка у заднего торца поковки.
Для рассматриваемого тонкостенного кольца можно не применять набор-
ных переходов, или применить не более одного, если задаться таким прутком,
чтобы = ф — 2 -ч- 1,5.
а
Так как — Уф, то
г п ф
На этом основании при указанном диапазоне величны ф получим
з /-------------------j------- з____
d = 1/ • Уф или d (0,85 -н 0,95) У Уф.
Т ТС —у 1
Этим соотношением обеспечивается такая высаживаемая длина прутка 1в,
которая будет больше длины поковки Н, что необходимо для получения одно-
временно осаживания и прошивки, а также для получения некото-
рого выхода прутка за пределы матрицы в целях
фиксации прутка по переднему упору [41].
При тех же условиях (вариант 7), но когда > 1,4, иногда можно приме-
нить один наборный переход по варианту 77 (табл. 52).
По мере утолщения стенки кольца t, например, при уменьшении диаметра
отверстия, площадь поперечного сечения и, следовательно, диаметр расчетной
заготовки^ возрастет. При-/’ = 1 -4- 1,4, вследствие относительного возра-
стания объема, можно принять = ф si; 2,5 и тогда, пользуясь указанным
3 ________________________________________
выше соотношением, получим d 0,8 У Уф и необходимость одного наборного
перехода (вариант 777). .
При этом варианте штамповки (777) возможны такие соотношения при
которых могут иметь место все три случая: 1) d > d0— требуется пережим
прутка; 2) d = d0 — не требуется пережима или подъема прутка; 3) d < d0 —
требуется подъем прутка.
При дальнейшем убывании диаметра отверстия d0 необходимая величина
пережима прутка от d до <70 может стать настолько значительной, что потре-
буется увеличение количества переходов (вариант IV), в целях постепенного
пережима прутка.
При весьма большой величине пережима-—- > 2,2 рационально уменьшить
do
з
диаметр прутка так, чтобы d<0,8]/V ф, и увеличить количество наборных пере-
ходов.
429
Таблица 52
Варианты штамповки поковок типа колец и втулок
(А В Ребельскин)
Расчетн<я заготовка и эскизы
переходов
Условия применения дан-
ного варианта и ею
переходы
Определение размеров исходной
заготовки и переходов штамповки
Вариант I
Применять при
п — 1 ,
— 1
do '
/переход —оконча-
тельная формовка,
II переход — про-
сечка
d = (0,85^-0,95) р/ Уф,
в у/2'
4
В указанных пределах можно
задаться несколькими размерами
d и, определив соответствующие
размеры /в. решить вопрос о при
мененни I и II вариантов.
Размеры формовочного пере-
хода — в соответствии с фик 426,
подъемной части — в соответ-
ствии с указаниями о конструиро-
вании ручьев штампа (фиг. 453)
Вариант Ц
Применять при
я = I,
do'4
I переход — набор
в пуансоне
II переход —окон-
чательная формовка
/// переход — про-
сечка
d и 1в — как в предыдущем
случае
Определение размеров / пере-
хода:
DK = D,
dK = DK- (2-4-3) мм,
t'=t,
d = dK - It',
R = d',
r = (0,5ч-0,4)/’,
(l,05 +0,001d) Уф,
/к —из условия сохранения объ-
ема VK, но не менее Н.
II переход —по размерам фор-
мовочного перехода (фиг. 426),
///переход — по размерам про-
сечного ручья (фиг. 450 и 453)
430
Продолжение табл. '2
Расчетная заготовка и эскизы
переходов
т переход )
а
Шпереход
Условия применения данного варианта и ею переходы Определение размеров исходной заготовки и переходов штамповки
Применять при п = 1 , !-Н,4, “0 I переход - набор в пуансоне, II переход— окон- чательная формов- ка, III переход—про- сечка, IV переход—от- резка высечки, при- менять, когда (1,15--1,25) do Определение размеров исход- ной заготовки: d — 0,8 j/ V$, но, как правило, не менее d0; 4 Определение размеров I пе- рехода: DK = D — (2-f-4) мм, 1к = (1,14-1,2)/7, V, = (1,05+0,001/7) 1^; d, — из условия сохранения объема VK, но не менее dn. II, III и IV переходы — по об- шим правилам
Вариант Е
Применять при
п — 1 ,
^>1.4,
I и, если требует-
ся, // переход — на-
бор в пуансоне,
II пли III пере-
ход — окончатель-
ная формовка,
III или IV пере-
ход просечка,
IV или V пере-
ход-отрезка вы-
сечки
Определение размеров исход-
ной заготовки:
d = 0,8 [/ 1>, но не менее d0,
В"
4
Конструирование наборных пе-
реходов:
1) Если — <1,8, то нужно
«о
применять один наборный пере-
ход, определив его размеры, как
в предыдущем варианте.
2) Если 1,8 <-^-<2,2, то нужно
“о
применять два наборных пере-
хода, определив размеры I в со-
ответствии с правилами
а размеры II перехода,
предыдущего варианта.
3) Если -т- >2,2, то
«о
уменьшить значения d, так чтобы
d 2,‘2dQ, и спроектировать не-
обходимые наборные переходы
по правилам высадки.
4) Размеры формовочного пе-
рехода по фиг. 426 н пережим-
ной части ручья — по общим
правилам конструирования ручьев
(фиг. 451)
высадки,
как для
нужно
431
Продолжение табл. 52
Расчетная заготовка и эскизы
переходов
Условия применения
данного варианта и его
переходы
Определение размеров исходной
заготовки и переходов штамповки
Диаметр исходного прутка
d = (0,95-4-0,85) da.
Конструирование I (наборного)
перехода:
VH = (l,05-|-0,001rf) ]/ф — объем
наборного перехода;
Д = (0,02-4-0,03) Н;
Вариант V
Применять при
л = 2 и более,
^<1,1 -
“0
/ переход —набор
в матрице с подъ-
емом прутка, когда
й<^о>или без подъ-
ема, когда d — d0,
II переход, III.. .
(К— 1) — предвари-
тельные формовоч-
но-прошивные пере-
ходы,
К-й переход —
окончательная фор-
мовка,
(К-1-1) переход—
просечка.
Примечание.
Этот вариант может
быть применен и для
тонкостенных колец
при я = 1, если про-
тивник сделать бо-
лее острой формы
(/?^ l,5rfo)
hr— (0,1-4-0,15) Н, корректиро-
вать из условия сохранения VH;
di = d'o + (Зч-5) мм,
= (0,5-4-1) йр
/?2 = (0,6-?-0,7) pD — </э) ,
Rs и /?4 конструктивно из усло-
вия плавного сопряжения.
Конструирование II, III.. (К—1)
переходов: D, dg, а, а, /0, R — в со-
ответствии с указаниями о кон-
струировании предварительного
формовочно-прошивного ручья
(фиг. 427)
VK = и- Уф,
где
и = 1,05 + 0,001 d,
но не более 1,15;
hx— определять из условия со-
хранения объема VK соответ-
ственно для каждого перехода.
К-й переход — окончательный
формовочный; размеры опреде-
ляются в соответствии с указа-
ниями о конструнровйнии окон-
чательного формовочного пере-
хода (фнг. 426); (К + 1) — как
просечной переход.
Когда d весьма близок или
равняется d3, форму последней
прошивки рекомендуется выпол-
нить, как в предварительном
ручье (см. условный пунктир).
432
Продолжение табл. 52
Расчетная заготовка и эскизы
переходов
Условия применения
данного варианта и его
переходы
Определение размеров исходной
заготовки и переходов штамповки
Вариант W
' i ------------------------------------
к— -----Н------
J переход Набор S матрице
П,Ш и прочие предварительные
формобочно прошивные переходы
(О
Окончательный формовочно прошивной переход
Спедцкпций переход-просечка
Применять при
п — 2 и более,
^=1,1-4-2,
«о
/ переход—набор
в матрице без пере-
жима или с пережи-
мом прутка,
// переход, III...
(К — 1) - предвар 1-
тельные формовочно-
прошивные переходы,
К-И переход —
окончательная фор-
мовка,
(К +1) переход —
просечка,
(/<4-2) переход —
отрезка высечки,
производить в том
случае, если
4 >(1,154-1,25)
«о
Диаметр исходного прутка
d = (0,9-Я',95) d,
Консруирование I (наборного)
перехода:
Уп ~ (1,054-0,001 d) V<f> — объем
наборного перехода;
Д = (0,024-0.03) Н;
hi = (0,1 -ч-О, J5) И — уточнять из
условия сохранения объема VH;
dt = d0+ (34-5) мм;
Я2 = (0 64-0,7)-/D-d,);
, D 4- d9
2 ’
/?3 и Ri принимаются конструк-
тивно из условия плавного со-
пряжения.
Конструирование //, III. . .
(/<—1) переходов D, d’o, а, я,
R, 10 — в соответствии с указа-
ниями о конструировании пред-
варительного формовочно-про-
ШИВЧО1О перехода (фиг. 427);
V,. = иУф,
где
и = 1,05 + 0,001 d,
но не более 1,15;
hx определять из условия со-
хранения объема Ук соответ-
ственно для каждого передо ।а;
/<-й переход — окончательный
формовочный
и прочие предварительные
формайочно прошивные переходы
--------
1
Окончательный фармовочно-прошивной переход
ш «=
si
S’ s
I. ЖШ
Следующий переход-просечка
28 Брюханов а I ебельский 2054*
в
Применять при
п = 2 и более,
J>2,
z/0
I переход— набор
пуансоне,
И, III. а
переходы — предва-
рительные формо-
вочно-прошивные,
К-й переход —
окончательная фор-
мовка,
(К + 1) ~ просеч-
ной переход,
(К + 2) ~ отрезка
высечки, произво-
дить в том случае,
если
4'' (1,154-1,25)
«о
Диаметр исходного прутка d
определяется i ри конструирова-
нии I наборного перехода, как
указано ниже.
Конструирование 1 наборного
нерехо а:
Кн=1,1И/>;
= 0,262 (Н-а) (Г>2 +
у" = у„ — у' ;
у и *к н ’
d-к
VH
3,82 -у- - 0,750^ “
— 0,b.JK;
d — dK — (14-2) мм.
Если при этом голучается,
что d<d0. 10 нужно
/,« = (1.14-1,15)//.
Конструирование //,
(К—1) переходов:
прошивки dQ, а, а, 10
в соответствии с указаниями
о конструировании предвари-
тельного формовочно-прошнвно-
го перехода (фин 427):
К-« = 0(6 Ун;
hx—по расчету нз условия со-
хранения объема VAW, соответ-
ственно в каждом переходе
принять
III. .
размеры
и пр. —
4£3
Поковки типа втулок отличаются сравнительно большой длиной
(Н > D) и необходимостью более одной прошивки (п = 2 и более). Для этого
типа поковок переходы штамповки и размеры необходимого исходного прутка
также в значительной степени обусловливаются отношением , но вследствие
ао
глубокой прошивки совмещенная операция одновременного осаживания и про
шивки в этом случае затруднительна.
Для тонкостенных втулок следует еще в наборном ручье получить перед-
ний центрирующий бурт, обеспечивающий концентричность про-
шивки. В наборном ручье желательно также получить и задний бурт, обе-
спечивающий лучшее заполнение задних углов поковки (вариант V).
В тех случаях, когда d незначительно отличается от da, может получиться
плохое заполнение полости под задний бурт и недостаточно четкое заполнение
подъемной части ручья. При таких обстоятельствах противник окончатель-
ного формовочного ручья рекомендуется принять не обычной формы (фиг. 426).
а по 4юрме предварительного перехода, с тем чтобы его конец несколько захо-
дил в пруток и тем самым обеспечивал
заполнение задних углов и «подъемной»
части ручья (см. условный пунктир па
окончательном переходе варианта V).
Вариант VI отличается от предыду-
щего большей толщиной стенки t, боль-
шей величиной отношения -ф-, что при-
ао
водит к увеличению диаметра прутка d
и часто вызывает необходимость его пе
режима до величины, равной диаметру
dQ отверстия.
объем Уф относительно возрастет, и это
еходов, которые весьма желательно рас-
положить в пуансоне (вариант VII).
Методика построения отдельных переходов и определения их размеров для
каждого варианта приводится в табл. 52.
В процессе расчета и выбора переходов штамповки часто приходится оце-
нивать возможности применения различных размеров диаметра исходного
прутка d и обусловленных этим вариантов штамповки. ;
3. Штамповка в пуансоне. Для штамповки поковок II группы относи-
тельно небольшой высоты успешно применяют так называемую «штамповку
в пуансоне», при которой вся фигура окончательного формовочного перехода
располагается в полости пуансона (см. фиг. 393 и фиг. 430).
По мнению автора, этот метод может быть рационально применен при отно-
шении высоты (длины Н) поковки к ее максимальному диаметру 0,6 и
когда требуется одна прошивка (п = 1).
При большем отношении-р- и увеличении глубины прошивки отчетливое
заполнение углов и полости пуансона без образования значительного(попереч-
Фиг. 430.
При сравнительно небольшом da
вызовет необходимость наборных пе)
ного заусенца получить трудно.
Даже в пределах указанного отношения 0,6, в целях достижения от-
четливого заполнения углов, приходится уменьшать глубину прошивки за
счет большей загрузки просечной операции. Поэтому рекомендуется придер-
живаться несколько уменьшенных размеров прошивки (см. фиг. 430):
а' = (0,3 0,5) а,
с' = (а с) — а',
(38)
где а, с — определять, как указано выше, для обычного формовочного ручья
(фиг. 426). Некоторые конструкторы делают только коническую часть наметки
под отверстие на глубине с' и не применяют направляющего цилиндрического
434
участка а. Вызванная такой неглубокой остроконечной наметкой или вовсе
отсутствием наметки необходимость большой просечки на всю длину поковки Н
требует применения более стойкого инструмента в просечном ручье.
Метод штамповки в пуансоне обладает следующими преимуществами перед
обычной штамповкой в матрице:
а) отсутствием заусенца по разъему матриц;
б) незначительной эксцентричностью прошивки и, следовательно, незна-
чительной разностенностью;
в) отсутствием овальности фигуры по внешнему контуру;
г) отсутствием ступенчатости (сдвига).
Эти преимущества в совокупности представляют возможность уменьшить
припуски на механическую обработку и получить некоторую экономию металла.
К недостаткам метода штамповки в пуансоне надо отнести большую вероят-
ность получения поперечного заусенца для некоторых конфигураций поковок
(см. фиг. 393).
Без заусенца (фиг. 430) можно вести штамповку при соблюдении строгого
допуска по диаметру исходного прутка, применением соответствующих
вставок или варианта скользящего пуансона (41) и, по возможности, безоки-
слительного нагрева. Это подтверждается практикой отечественных подшип-
никовых заводов.
Пределы применения этого метода ограничиваю!ся также размером D
поковки, так как в условиях расположения всей фигуры формовочного ручья
в пуансоне при значительном D требуются очень больших размеров неконструк-
тивные пуансоны.
В силу, однако, указанных преимуществ следует стремиться к возможно
более широкому внедрению метода штамповки в пуансоне.
4. Варианты штамповки поковок II группы более сложных форм. Для
поковок с более сложной конфигурацией, чем гладкие кольца и втулки,
а именно для таких форм, которые согласно принятой классификации (табл. 37)
могут иметь сложные внутренний или внешний контуры, бурты и фланцы,
ступенчатость, местные эксцентричные выступы и т. д., также применим указан-
ный в предыдущем п. 2 основной принцип выбора переходов штамповки
п определения диаметра исходного прутка.
1) Составляем эскиз окончательного формовочного перехода, пользуясь
фиг. 426 и указанной выше методикой. Причем полученный таким образом
окончательный формовочный переход рассматривается как отправной
вариант, который в процессе расчета остальных переходов и в зависимости
от полученного общего количества переходов может быть уточнен и видоизме-
нен в соответствии с приводимыми ниже общими указаниями и типовыми при-
мерами.
2) Определяем необходимое количество прошивок — п (фиг. 427). При
ступенчатой форме внутреннего контура каждый участок рассматривается
отдельно, в зависимости от его длины и диаметра.
3) На основании отправного варианта окончательного формо-
вочного перехода определяем размеры диаметров расчетной заготовки и соста-
вляем ее эскиз, или эпюру диаметров.
4) Исходя из этих данных, устанавливаем размер диаметра исходного
прутка.
При выборе величины d необходимо иметь в виду, что диаметр исходного
прутка не должен, как правило, превосходить минимальный диаметр расчет-
ной заготовки или средний диаметр на этом участке (фиг. 428), т. е.
d<d•i min! d dg,(p.
Следует также учитывать основные указания, которые приведены выше
для гладких колец и втулок (табл. 52k
При выборе величины d следует иметь в виду, что более толстый пруток
затрудняет манипулирование заготовкой, ухудшает условия пережима до раз-
мера диаметра отверстия dQ, увеличивает вес отходов па зажимные концы,
но обеспечивает сокращение количества переходов. Это преимущество особенно
*
435
важно для поковок значительных размеров по наружному контуру, требую-
щих минимального количества переходов в целях получения возможности
их расположения в одном штампе по высоте и ведения процесса с одного нагрева
на одной ГКМ. Анализ практических данных отечественных заводов позволяет
сделать следующие выводы.
Для поковок диаметром D > (180 160) мм предпочтительно применение
прутка возможно большего диаметра, при этом количество переходов сокра-
щается; для таких поковок не рекомендуется применять более трех переходов.
Для поковок с максимальным диамет-
ром D 3s (160 ~~ 100) мм не рекомендуется
применять количество переходов (включая
просечку) более четырех.
Для поковок с максимальным диаме-
тром D < 100 мм не рекомендуется при-
менять более пяти переходов (включая
просечку).
5) Если количество переходов прево-
сходит ука энные выше пределы, то обычно
оказывается более рациональным у п р о-
стить процесс по переходам,
чем прибегать к штамповке на двух ма-
шинах или применять два нагрева
товки.
Упрощение процесса
2
я)
Е-----
Фиг. 431.
~^пр "
по основному
варианту
заго-
или
уменьшение количества переходов (по
сравнению с отправным вариантом) может
быть достигнуто за счет следующих меро-
П приятии.
У а) Увеличить длину прошивки за каж-
J_____У дый переход примерно в 1,5ра?а по сравне-
нию с нормально допустимой по отправ-
ному варианту (см. ал и а2 на фиг. 427).
б) Уменьшить общую глубину про-
шивки (см. размер а на фиг. 426) за счет увеличения длины просекаемой
части поковки Го = И — а и доведения ее в крайних случаях до полутора диа-
метров просекаемого отверстия, т. е.
Z;<l,5rf0. (39 >
Облегчение прошивных операций может быть достигнуто за счет умень
шения величины а при сохранении формы противника (см. вариант 1 на
фиг. 431, А), или за счет применения в окончательном формовочном .переходе
более плавного прошивника по типу предварительных прошивных операций
(вариант 2 на фиг. 431, А).
Уменьшение общей глубины прошивки и .соответственно изменение вну-
тренней формы окончательного формовочного ручья для поковок некоторых
конфигураций увеличивает возможности применения более толстого прутка и
значительно упрощает процесс по переходам.
Например, для поковки, изображенной па фиг. 428, при проектировании
по основному варианту (d< d3Inin) получается не менее трех наборных, двух
формовочно-прошивных, просечной и переход по отрезке высечки: всего не
менее семи переходов.
Иногда в таких случаях выбирают наибольший возможный диаметр прутка
d = Dz (фиг. 42s) и прибегают к его пережиму на требуемом участке до диа-
метра d9miIi (фиг. 431, В) методом подкатки в специальном ручье, используя
при этом ход подвижной матрицы. Однако к такому методу рекомендуется
прибегать только в крайних случаях, когда другие способы не обеспечивают
желательного результата.
Более надежным способом для данной поковки может служить вариант
уменьшения глубины прошивки за счет увеличения длины просечки (фиг. 431. /й
436
В данном случае следует принять такую окончательную глубину прошивки и
форму прошивника, при которых имеет место лишь небольшая наметка отверстия
в хвостовой части поковки (см. 2 на фиг. 431). Видоизмененная эпюра диа-
метров (расчетная заготовка) позволяет при возросшем <7, min применять
исходный пруток с диаметром, примерно равным диаметру Ьг хвостовой
части поковки, т. е. d^Dz.
Увеличение диаметра исходной заготовки позволяет сократить количество
наборных операций до двух и применить вариант с общим количеством перехо-
дов не боле? пяти.
При резко переменных площадях поперечных сечений поковки, когда
вследствие требуемой большой просечки описанный способ не может быть при-
менен в условиях массового или крупносерийного производства, рационально
применить прокат периодического профиля.
в) Следующим методом упрощения процесса по переходам является совме-
щение операций просечки с прошивкой и раздачей металла. При этом просеч-
ной пуансон выполняется по <|юрме прошивного и в последнем ручье (не счи-
тая отрезки-высечки) имеет место раздача металла за счет прошивки, а в по-
следней фазе — выталкивание излишка металла, сопровождаемое проталки
ванием прутка и отделением от него поковки. В процессе такой штамповки
возможно образование заднего долевого заусенца по контуру просечки.
6) Выбрав размер d и определив , а также основной показатель
__
, конструируют наборные и предварительные формовочные переходы.
7) Следует иметь в виду, что при упрощенном процессе штамповки умень-
шается точность размеров поковок; это ведет к необходимости некоторого уве-
личения припусков и допусков.
Программа производства (размер партии) является одним из основных фак-
торов, обусловливающих применение более или менее сложного процесса.
Если по техническим условиям к поковке не предъявляются жесткие тре-
бования, то при этом экономически целесообразно применять упрощенный
процесс — меньшее количество переходов и более простую конструкцию штам
нов.
Ниже приводится табл. 53, содержащая ряд примеров по изготовлению
на ГКМ поковок II группы. Эти примеры взяты из практики штамповки поко-
вок, изготовлявшихся в разное время на отечественных заводах. Некоторые
примеры иллюстрируют ряд приемов по выбору переходов для разнообразных
сложных конфигураций поковок и дополняют общую методику.
5. Переходы штамповки для поковок III группы. По сравнению с рассмот-
ренной II группой поковки III группы отличаются следующими особенностями,
обусловливающими выбор переходов штамповки и определение размеров
исходной заготовки.
а) Некоторые поковки этой группы не имеют полости или имеют глухую
неглубокую полость, требующую не более одной прошивки (фиг. 432, пере-
ходы /—IV).
б) Поковки этой группы с глубокой полостью отличаются тем, что эта по-
лость несквозная, а ее форма в конечной части и глубина обусловлены чертежом
поковки и не могут быть изменены технологом в таких пределах, как у поковок
со сквозной прошивкой (фиг. 433).
в) Отделение поковок с глухой полостью от прутка не может быть осуще-
ствлено за счет операции просечки.
Учитывая особенности и общие признаки, присущие поковкам II и III групп,
переходы штамповки и размеры исходного прутка для поковок с несквозной
полостью рекомендуется определять следующим образом.
1) Составляется чертеж горячей поковки, который в данном случае опре-
деляет размеры окончательного формовочного перехода (фиг. 432 и 433).
2) Составляется эпюра диаметров поперечных сечений (расчетная заготовка)
окончательного формовочного перехода.
437
Таблица
Типовые примеры переходов штамповки для поковок II группы
№ по
зиции
Эскизы переходов и поковки
355^
Основная характеристика поковки
и применяемых переходов штамповки
Поковка с одним буртом, с незначитель-
ной величиной отношения и сравни-
тельно небольшой длиной хвостовой
части Ну.
Требуется одна прошивка (л — 1 .
При такой характеристике рационально
применять один наборный переход в пуан-
соне (переход 1) объем которого опреде-
ляется, исходя из объема формовочного
перехода (V'^t по общим правилам. Раз-
меры исходного прутка (0 52) и кониче-
ского набора подобраны на основании
первого правила высадки (см. табл. 4Ь
с тем, чтобы при реформации заготовки
в формовочном ручье (переход II) кониче-
ский набор имел устойчивое положение
и обеспечивал концентричность прошивки
Поковка с одним буртом при сравни-
тельно небольшом -д<^1. Требует, я одна
прошивка (л = 1)
Сравнительно большая длина хвостовой
части Ну диктует целесообразность ступен-
чатого набора (переход I) с обьемами
отдельных элементов, соответствующими
требуемым объемам элементов поковки
(хвостовой части и фланцу) в формовочном
Ручье.
В целях сокращения количества перехо-
дов здесь приня 1 упрощенный про-
цесс: а) взята прошивка (пе, еход II) мень-
шей глубины и более плавной формы чем
по расчетному варианту (фиг 426); б) на
участке хвостовой части набора принят
осредневный размер (0 47) эпюры диамет-
ров; в) коническим набор иод фланец в I
переходе резко отличается от соответству-
ющего элемента расчетной заготовки. Та-
кой упрощенный процесс в данном случае
допустим при заданных сравнительно не-
жестких технических условиях на поковку
438
Продолжение табл. 53
Основная характеристика поковки
и применяемых переходов штамповки
Более жесткие технические условия (ма-
лые допуски, концентричность формы, ми-
нимальный заусенец и пр.), чем для пре-
дыдущей поковки, и наличие ступенчатого
внутрешею контура диктуют необходи-
мость более тщательной подготовки ме-
талла в наборных переходах (переходы I
и //). Переход II выполнен с центрирующим
бурюм (0 90) и высотой (42 мм), лишь
незначительно больше.! высоты формовоч-
ного перехода (41,1).
Диаметр прутка (42 мм в холодном состо-
янии) подобран с таким расчетом, чтобы,
с одной стороны, не получить более одного-
двух наборных переходов, а с другой—не
получить недопустимой степени пережатия
прутка d под диаметр дй отверстия
(42,6
Поковка по своей конфигурации пред-
ставляет собой типичное изделие, которое
рационально получать штамповкой в пуан-
соне. Этим обеспечивается получение ми-
нимальной разностенности и незначитель-
ной овальности, а также получение чистой
поверхности без плоских заусенцев.
Такой способ штамповки особенно оправ-
дывается для конфигурации с шестигран-
ником, который наиболее отчетливо может
быть получен при расположении фигуры
именно в полости пуансона
439
Продолжение табл. 53
№ по-
зиции
Эскизы переходов я локовки
Основная характеристика поковки
и применяемых переходов штамповки
Относительно тонкостенные гладкие и
фасонные поковки большого диаметра при
отношении обычно получаются хо-
рошо, если предусмотреть наборный пере-
ход с плавной предварительной наметкой
отверстия. Причем для поковок гладких
с неглубокой полостью набор желательно
производить в пуансоне. В данном случае
применен набор в матрице* Поковки с раз-
мерами по диаметру больше 160 мм реко-
мендуется штамповать не более чем в трех
ручьях, применяя по возможности более
толстый исходный пруток. В зависимости
от величины отношения диаметра прут-
ка (rf) к диаметру отверстия (rf0) можно
производить штамповку с пережимом
прутка (d > d0), как в данном случае, без
изменения диаметра прутка у заднего
торца поковки (d — da) и с подъемом
прутка (d < </0)
6
Сравнительно большой диаметр поков-
ки D оправдывает применение толстого
исходного прутка (0 140) и трех перехо-
дов, которые могут быть размещены в
штампе ГКМ № 7.
Конфигурация поковки (тонкогтенность,
небольшой бурт) диктует необходимость
набора в матрице с плавной намеской от-
верстия в первом ручье (переход /). Срав-
нительно небольшой объем на требуемой
длине не представляет возможности приме-
нить в данном случае центрирующий бурт.
При ограниченном количестве переходов
применена прошивка упрощенной плавной
формы
440
Продолжение табл. 53
№ по-
зиции
Эскизы переходов и поковки
Основная характеристика поковки
и применяемых переходов ина повки
7
Поковка ступенчатой формы по внутрен-
нему и наружному контуру.
Наборный переход / выполнен с макси-
мальным приближением к расчетной заго-
товке и с центрирующим буртом. В перехо-
де II производится оформление переднего
элемента поковки как по наружному, так
и по внутреннему контуру, что рекомен-
дуется для аналогичных конфигураций.
Окончательная прошивка и формовка имеет
место в переходе III.
После просечки (переход IV) произво-
дится отрезка высечки (переход V) ходом
подвижной матрицы
8
Типовая поковка со сложным контуром
как внешней, так и внутренней конфигу-
рации. После получения в переходе I на-
бора имеет место в ручье II предвари-
тельная формовочно-прошивная операция,
при которой, помимо переднего центриру-
ющего бурта, получается предварительная
прошивка и близкий к окончательному
размер большего диаметра. В переходе III
производится оформление передней части
поковки, а в IV переходе окончательная
прошивка и формовка; V переход — про-
сечка; VI—отрезка высечки
441
Продолжение табл 55
№ по-
зиции
Эскизы переходов и поковки
Основная характеристика поковки
и применяемых переходов штамповк i
Поковка с двумя небольшими буртами,
расположенными у переднего и заднего
торцов. В первом ручье производится набор
металла в матрице, сопровождающийся
получением переднего центрирующего
бурта с небольшой наме1кой отверстия и
получением подъемного конуса у заднего
торца на длине 14 мм. При укладке такого
наоора во второй ручей переход I будет
опираться на передний бурт (0 98) и на
задний конус, что придает заготовке боль-
шую устойчивость в процессе прошивки
во втором ручье.
Прошивник перевода И выполнен в виде
остроконечной плавной ' куполообразной
формы (R ;> d0), обеспечивающей более
благоприятные условия прошивки и раздачи
металла Задний, сравнительно небольшой
бурт получается за счет раздачи металла
ио мере углубления в заготовку первого
и второго противника (// и III переходы)
Для лучшего заполнения заднего бурта за
счет раздачи металла прошивка осуще-
ствляется на глубину большую, чем обычно,
так что конец противника частично вхо-
дит в подъемную часть прутка, за пределы
заднего торца поковки
Здесь представлен другой пример
штамповки поковки с двумя буртами и
получения заднего, сравнительно неболь-
шого бурта за счет раздачи металла в сто-
роны при прошивке
Ю
При относительно большой длине по-
ковки (И = 164 мм) и глубокой се про-
шивке, требующей соответственно боль-
шого направления пуансонов в матрицах,
на зажим прутка остается по длине ма-
трицы незначительный размер. Поэтому
в данном случае применен увеличенный
против требующегося пережим прутка
= 26 мм вместо rf# = 49 . Эго дает
возможность сделать длину зажимнои части
ручья не более одного диаметра (l3 pttd)
и при этом обеспечить в процессе послед-
ней прошивки достаточный зажим, предот-
вращающий нежелательную утечку металла
через зажимную часть ручья.
Указанный прием диктует, кроме того,
рациональность выбора исходного прутка
по длине на две поковки н при штамповке
с поворотом заготовки на 180° резко умень-
шает отходы на зажимные концы, а также
сокращает операцию по отрезке высечки
после прошивки
442
Продолжс иие ^абл. .'3
Основная характеристика поковки
и применяемых переходов штамповки
Наличие значительных по диаметру бур-
гов при сравнительно небольшой длине
поковки диктует рациональность
такого процесса, при котором в I наборном
ручье оформляется задний бурт, распола-
гаемый в пуансоне. При этом одновременно
производится набор металла в пуансоне
для переднего бурта и промежуточной
части (перешейка) поковки. При дальней-
шей формовке-прошивке в последующих
ручьях оформляется остальная часть по-
ковки, производятся просечка и отделение
по овки от прутка
Аналогичным способом осуществляется
штамповка данной поковки (шестерня
заднего хода). Разница состоит лишь в том,
что после оформления заднего бурта и
набора необходимого объема металла в /
наборном пуансоне, производится во II на-
борном пуансоне еще одна осадка металла
под передний бурт, после чего, как обычно,
имеют место формовочно-прошивные и
просечная операции.
При некотором упрощении процесса за
счет большей просечки можно успешно
осуществить штамповку и в четыре опе-
рации (не считая отрезки высечки)
лля
Продолжение табл 53
№ по-
зиции
Эскизы переходов и поковки
Основная характеристика поковки
и применяемых переходов штамповки
13
При значительном отношении длины по-
ковки к ее диаметру и при относительно
большом обьеме переднего бурта, когда
весь переход I не размещается в первом
наборном пуансоне или когда постепенный
набор, производимый только в полостях
пуансонов, приводит к большому к >личе-
С1ву операций, не размещающихся по вы-
соте в одном штампе, рационально при-
бегнуть к конструкции штампа со сколь-
зящей матрицей.
С помощью скользящей матрицы можно
получить за один ход два набора: набор
под передний бурт, располагаемый в по-
лости пуансона, и набор под,задний бурт,
располагаемый в полости скользящей ма-
трицы (см. табл. 48, поз. А-5}.
В данном технологическом процессе опе-
рация просечки поковки и ее отделения от
исходного прутка совмещена с окон-
чательным формовочно-прошивным пере-
ходом. Необходимость тяжелой совмещен-
ной операции вызвана тем, что при значи-
тельном диаметре поковки (0 280) общее
количество переходов вместе с просечным
не размещается в одном штампе и прихо-
дится упрощать процесс, увеличивая за-
грузку предварительной формовочно-про-
шивной и окончагельной операций
14
На данной позиции представлена кон-
фигурация с двумя выступами по наруж-
ному контуру. Сравнительно небольшая
(73 \
40 — - 3,5 мм j
и небольшой объем позволяют получить
их при прошивке за счет раздачи
металла в стороны. Это один из
методов, применяемых для получения
местных выступов
444
Продолжение табл. 53
№ по-
зиции
Эскизы переходов и поковки
Основная характеристика поковки
и применяемых переходов штамповки
Другой меюд заключается в получении
выступов при одновременной осад-
ке и прошивке, как это показано на
данной позиции. Этот способ может быть
особенно успешно применен при наличии
четного количества выступов, взаимно сим-
метрично расположенных по окружности
наружного контура переднего бурта, что
и имеет место в рассматриваемом случае
16
При наличии торцевых выступов в виде
козырьков желательно получить таковые
полностью или в виде наметок в наборном
ручье /, а остальные ручьи загрузить про-
шивкой, раздачей металла и окснчательной
формовкой. Последний ручей может быть
просечным, когда требуется сквозное от-
верстие, или отрезным, если требуется
голучить поковку с глухой полостью. Тор-
цевые выступы получаются за счет выда-
вливания (истечения) металла в полость
пуансона. При налшии труднозаполняемых
полостей можно в подобных случаях вести
штамповку с избытком металла и попереч-
ным заусенцем, создающими требуемое
повышенное давление
445
Продолжение табл. 53
№ ПО-
ЗИЦИИ
Эскизы переходов и поковии
Основная характеристика поковки
н применяемых переходов штамповки
17
18
Для случаев, когда имеет место одни асим-
метрично расположенный вблизи переднего
торца поковки выступ, хорошо показал себя
специальный прием, состоящий в том, что
в наборном или формовочном ручье полу-
чается односторонне утолщенная фигура
за счет скоса торца пуансона (см. уклон 10й).
Это обеспечивает получение некоторого
дополнительного объема металла b6ihih
требуемого местного утолщения на по-
ковке
В методике проектирования технологи-
ческого процесса штамповки поковок с
местными выступами представляет интерес
специальный прием, примененный для из-
готовления поковки, изображенной на дан-
ной позиции. Боковой выступ шириной
36 мм может быть по своей конфигурации
сравнительно легко получен при прошивке
за счет раздачи металла в стороны. Выступ
же 0 22 с вылетом от оси в 40 мм трудно
получить только за счет разтачн металла
в стороны при прошивке. Поэтому указан-
ный выст\ п получается в наборном ручье /
за счет предусмотренного избытка металла
и образования поперечного
заусенца, создающих необходимое для
заполнения эксцентричной полости повы-
шенное давление. Второй ручей применяет-
ся специально для обрезки поперечного за-
усенца (переход II). В ручье III происходят
предварительная не1лубокая прошивка и
образование переднего бурта. Затем сле-
дуют в ручье IV окончательная прошивка
и в ручье У—отделение поковки от прутка
методом сдвига, достигаемого ходом по-
движной матрицы. Для такой же поковки, но
со сквозным отверстием в ручье V, прот-
водилась бы просечка
446
Продолжение габл. 5!
№ по- зиции Эскизы переходов и поковки О / овна я характеристика поковки и применяемых перехо'ов штамповки
19
Поковка сложной конфигурации с двумя
выступами, куполообразным тонкостенным
фланцем и глубокой полостью представлена
на данной позиции.
В I ручье происходят конический набор
металла и одновременно образование наме-
ток под два выс:упа—передняя наметка
образуется преимущественно з i счет на-
бора металла, а задняя за счет пережима
прутка ходом подвижной матрицы. Следо-
вательно, полости под эти выстхпы распо-
лагаются для 1 набора в правой (непо-
движной) матрице.
Во II ручье производятся предваритель-
ная прошивка и формовка передней части
поковки а также предварительная фор- ।
мовка двух выс1упов. Образуемый во И 1
ручье поперечный заусенец служит в каче-
стве удерживающего бурта (ворот-
ника) при последующей глубокой прошивке.
В III ручье производятся прошивка и
окончательная формовка передней части
поковки, а в IV ручье — окончательная
прошивка и формовка задней части по-
ковки. В V ручье имеют место просечка
и отделение поковкн от прутка. Значитель-
ная длина поковки (/7=220 ми) и необ
ходимость большой направляющей части
пуансонов в матрицах при глубокой про-
шивке не позволяют расположить в штампе
требуемой длины зажимную час.ь ручья
В данном случае зажимная чатть ручьч
по своей длине не превосходит величины
диаметра прутка. Для создания же необхо-
димою зажима и достаточной величины
опорного бурта на заднем торце поковки
применен увеличенный пережим пру,ка па
размер 25,4 мм (меньший, чем диаметт
требуемого отверстия, равный 38, > мм\
Это диктует рациональность выбора заго-
товки на два изделия и штамповки второй
поковки после поворота прутка на 180°
при удерживании заготовки клещами за
высечку
3) Определяется необходимое количество прошивок — п, пользуясь при-
веденной выше методикой для II группы поковок (см. фиг. 427 и табл. 52). При
этом, если конфигурация полости в конечной части (на дне) имеет неплавную
форму, то последняя прошивка должна производиться на незначительную глу-
бину только в целях выглаживания конечного участка полости. Глубина же
прошивки в предварительных операциях может быть несколько увеличена
против нормальной (по фиг. 427), если это требуется в целях уменьшения об-
щего количества переходов.
4) Определяется объем окончательного формовочного перехода и вели-
чина объема наборных и предварительных формовочных переходов.
447
5) Выбирается вариант штамповки, а также диаметр исходного прутка d,
исходя из полученных данных — форма эпюры, Уф—и приведенной
выше методики для поковок II группы.
Если поковка требует только одной прошивки (и=1), то желательно ее
производить в формовочном ручье, совмещая процесс прошивки с осажива-
нием и формовкой предыдущего наборного конического перехода (фиг. 432).
Если поковка требует двух и более
прошивок (и > 2), то необходимо пред-
усмотреть в наборном переходе полу-
чение центрирующего переднего бурта
Фиг. 433. Основной ва-
риант переходов штам-
говки для поковки с глу-
хой глубокой полостью.
Фиг. 432. Основной вариант пе-
реходов штамповки для поковки
с глухой неглубокой полостью.
(фиг. 433). Получение заднего бурта не всегда обязательно и зависит от требуе-
мой величины наборного перехода, наличия переднего бурта и большей длины
наборного перехода на величину Д.
Конструирование наборных и формовочных переходов производится по
общим правилам (табл. 49 и табл. 52).
Штамповка поковок этой группы производится обычно из длинного прутка
(2—4 м), а отделение поковки от прутка производится методом предваритель-
ного пережима с последующим сдвигом в отрезном ручье ходом подвижной
матрицы.
Пережим рекомендуется производить на диаметр
tZ, = (0,5 -+-0,7 )d. (53)
В целях получения более чистого среза и предотвращения перекоса прутка
в штампе желательно предусмотреть пружинный или пневматический прижим
(см. табл. 48, позиция Г-1).
Для получения гладкого заднего торца без значительного скоса и наплыва
или заусенца при отсутствии в поковке глубокой полости можно применять
в отрезном ручье эксцентрично расположенный пуансон, предназначенный
для некоторого обжатия и выглаживания поковки.
448
При большой длине Н поковки рационально выбирать исходную заготовку
на две поковки и, применяя постепенный пережим прутка, производить штам-
повку с поворотом.
Фиг. 434
Пережим представляет возможность
минимальных размеров — П -ь- 1,5) d.
сделать длину зажимной части ручья
После такой штамповки получаются
две поковки, соединенные сравнительно тон-
кой, легко отрезаемой перемычкой. Пример
такого процесса, получившего распростране-
ние в производстве стаканов на ГКМ, приве-
ден на фиг. 434.
Пример штамповки из штучной заготовки
приведен на фиг. 435 (переходы I—V). При-
менение такого варианта вызвано условиями
получения отчетливого контура с относительно
острыми углами в задней части поковки и не-
обходимостью ровного заднего ее торца. Штам-
повка ведется от заднего упора (упор-клещи).
Причем после перехода III в целях более
глубокой прошивки и отчетливого оформления
заднего торца клещи заменяются большими,
имеющими внутреннюю полость по требуемой
форме задней части поковки. В последнем V
ручье имеют место выглаживание дна полости и
окончательное оформление этой части поковки.
§ 5. ВЫБОР ПЕРЕХОДОВ ШТАМПОВКИ ДЛЯ ПОКОВОК IV ГРУППЫ — ТИПА
СТЕРЖНЯ С ПРОШИТЫМ УТОЛЩЕНИЕМ
1. Основные положения. Поковки этой группы представляют собой
комбинацию элементов I и Ш групп, так как их конфигурация состоит из
стержня и утолщения с глухой полостью. Поэтому методика проектирования
технологического процесса для поковок VI группы, во-первых, должна учи-
тывать приемы, присущие I группе и обусловленные наличием стержня с утол-
щением, и, во-вторых, эта методика должна исходить из наличия глухой
полости, как элемента III группы, требующего применения прошивных опе-
раций.
^9 Брюханов и Ребельский 2058 449
—— —ic
Следующая отличительная особенность обусловлена наличием стержня,
диаметр которою определен диаметром исходного прутка. Следовательно,
если для поковок со сквозной (II группа) и несквозной (III группа) полостью
можно в определенных пределах варьировать диаметр исходной Заготовки,
то для рассматриваемой (IV) группы поковок диаметр прутка определяется
заданным размером стержня; эта особенность существенным образом влияет
на методику выбора переходов штамповки.
Исходя из этих особенностей, выбор переходов штамповки для поковок IV
группы рекомендуется определять с учетом следующих указаний.
1) Составляется чертеж горячен поковки, который в данном случае тожде-
ственен чертежу формовочного перехода.
Если штамповка проектируется с получением по-
перечного заусенца, то таковой должен быть учтен при
составлении чертежа окончательного формовочного
перехода.
Кроме того, следует иметь в виду, что Для тонко-
стенных поковок с глубокой прошивкой необходимо
предусмотреть «воротник» Гтолстый поперечный заусе-
нец на переднем торпе), предотвращающий утяжку
металла в формовочно-прошивочных операциях.
2) Составляется эпюра диаметров поперечных сече-
ний окончательного формовочного перехода.
3) Определяется количество прошивок п с помощью
указанной выше методики (стр. 424). Причем надо
иметь в виду, что для тонкостенного элемента поковки
требуется постепенная раздача набора и соответственно
применение наметок плавной формы.
4) Определяется объем окончательного формовоч-
ного перехода, т. е. объем утолщения — Уф в соответ-
ствии с указаниями, приведенными выше.
5) Определяется высажшзаемая длина прутка /в -
= , где —диаметр исходного прутка, т. е
стержня поковки.
6) Вариант штамповки в отношении применения переднего или заднего
упора определяется, исходя из величины <7 и отношения с помощью диа-
граммы фиг. 403 и замечаний к ней.
7) Если требуется только одна прошивка (п=1) при относительно толсто-
стенной поковке, характеризуемой такими показателями, как 1в > Н и d3 > d
(фиг. 436), го, исходя из по правилам высадки определяется необходимое
количество наборных переходов, конструкция которых в значительной степени
обусловливается также формой эпюры диаметров.
Последний наборный переход, фигура которого располагается в зависимое)и
от конфигурации поковки в пуансоне, в матрице, или частью в пуансоне,
частью в матрице, подвергается деформации в окончательном (формовочно-
прошивном ручье. При этом, когда штамповка производится с поперечным
заусенцем, желательно предусмотреть в штампе обрезной ручей для его
удаления.
Обрезку заусенца можно в некоторых случаях производить и в холодном
состоянии — в специальном штампе ГКМ или на прессе.
При тех же обстоятельствах (п= 1), цо когда 1в<Н или d3<d (фиг. 437, Д),
что получается для весьма тонкостенных поковок, можно применить штам-
повку в матрице с наличием небольшого истечения металла на пуансон, т. е.
применить операцию незначительного обратного истечения (SJ.
8) Если требуется несколько прошивок (п = 2 и более), то вариант штам-
повки будет зависеть от соотношения потребной длины на высадку /„ и длины
45> >
Фиг. 436. Основной ва-
риант переходов илам
повки для поковки типа
стержня с прошитым
утолщением.
утолщения Н, или, что вытекает из этого же условия, от соотношения диаметра
эпюры d9 и диаметра исходного прутка d (фиг. 438).
а) Когда 1в > Н и, следовательно, d9 > d (см. фиг. 438, Л), то наборные
переходы, располагаемые в матрице или в пуансоне, проектируются, исходя
из объема VH ~uV$, та»ким образом, чтобы послед-
ний наборный переход, который будет подвергаться
прошивке, имел бы центрирующий передний бурт,
а при тонкостенной поковке и глубокой полости—
бурт с «воротником*'(фиг. 438, Б). Причем, когда d3
значительно больше d, т. е. при большом отно-
шении то рационально первые наборные перехо-
ды производить в пуансоне (см. схему штампа на
фиг. 392).
При d3 — d достаточно одного наборного пере-
хода в полости матрицы, если только на длине И
объем перехода не превосходит требуемой вели-
чины VH — iiV^.
На фиг. 438 приведен процесс по переходам штам-
повки для поковки, у которой ls> Н и d3 > d:
А — окончательный формовочный переход и
эпюра диаметров (расчетная заготовка);
Б — наборный переход — в матрице;
В, — момент начала первой прошивки наборного
перехода, иллюстрирующий роль центри-
рующего бурта и «воротника» для получе-
ния концентричной полости без утяжки
металла в направлении
движения пуансона;
В — переход после I прошивки;
— момент начала последующей прошивки;
Г — окончательный формовочный переход;
Д — обрезка «воротника»—момент окончания обрезной операции.
б) Когда lB < Н; d3< d и первый наборный переход с необходимым цен-
трирующим буртом получается на длине Н по объему больше требуемого
Ун = иУф (фиг. 439, Д), то необходимо ввести промежуточную форму
с более толстыми стенками, чем требуемая окончательная (см. на
451
фиг. 439, Б; > t) с таким расчетом, чтобы ее длина Н равнялась или была
несколько меньше t6.
Переходы штамповки для этой промежуточной формы легко опре-
делить, пользуясь приведенными указаниями для предыдущей, конфигурации
(фиг. 438).
Затем можно промежуточную форму Б довести до требуемой А методом
волочения, проталкивая промежуточную заготовку через глазок (В), или мето-
дом прямого истечения, как показано на фиг. 439, 1\ и Г. Причей в процессе
истечения (Г) давящим является пуансон диаметром = г/02/,, между тем
как в процессе волочения давление
осуществляется пуансоном по внутрен-
нему диаметру d0.
В этом сказывается преимущество
метода истечения перед волочением,
особенно при сравнительно небольшом
диаметре полости d0.
Кроме того, при волочении мы не по-
лучаем строгой длины Н и ровного перед-
него торца, что вызывает необходимость
дополнительной обработки давлением
(дополнительные штамповочные опера-
ции) или резанием (увеличенный при-
пуск).
Способ же истечения (Г и обеспе
чивает получение длины Н в пределах
жесткого допуска и ровного переднего
торца по требуемой форме.
При Относительно коротком стержне
1С операции волочения или прямого
истечения мог>т быть произведены в от-
дельном штампе на прессе, к чему следует
иногда прибегать, если не представляет-
ся возможным производить эти опера-
ции в штампе ГКМ. При большой длине
стержня 1С предпочтительно эти про-
цессы производить с того же нагрева
в штампе, где получается промежуточ-
ная форма. Кроме того, обрезку за-
(Г), также желательно производить в
ГКМ.
усенца, получаемого при истечейии
обрезном ручье того же штампа на
На фиг. 440 приведено четыре перехода штамповки и штамп, применяемые
для изготовления торцевого ключа.
Процесс деформации металла — прошивки во втором и третьем переходах,
а также продольное сечение ключа после окончательной формовки Даны на
той же фигуре (см. А и Б).
2. Высадка труб. При высадке трубы требуется получить той или иной
формы утолщение на заготовке, площадь поперечного сечения которой за-
дана; это в значительной степени сближает методы производства поковок из
труб с рассмотренной выше технологией штамповки поковок типа стержня
с прошитым утолщением.
Изображенные на фиг. 441 схемы дают представление о наиболее распро-
страненных видах высадки труб.
При высадке трубы может быть достигнуто утолщение ее стенки / за счет
увеличения ее наружного диаметра d (фиг. 441, Л), за счет уменьшения ее
внутреннего диаметра d0 (Б) или в результате изменения как наружного, так
и внутреннего диаметров (В). Во всех этих случаях на определенном участке
трубы происходит увеличение площади ее поперечного сечения.
Когда диаметр направляющей части прошивня примерно равен внутреннем)
диаметру d0 (фиг. 441, А), то имеет место увеличение наружного диаметра d
до некоторого размера Dv D2 и т. д. При этом направляющая часть прошивня
452
по длине 1Н еще в момент начала деформации должна перекрывать полость дли-
ной 1е под утолщение в матрице.
Иногда требуется не только изменить толщину стенки трубы, но и увели-
чить на определенном участке наружный и внутренний ее диаметры (Г). С этой
Фиг 440.
целью рекомендуется после соответствующего утолщения стенки производить
раздачу трубы плавными противниками. Параллельно с раздачей может иметь
место и некоторая подсадка. При раздаче трубы, во избежание утяжки металла.
Фиг 441 Варианты высадки труб
разрывов и эксцентричности, рекомендуется (при первой же раздаче) высадить
передний бурт или воротник (Г), удаляемый в обрезном ручье того же штампа.
При высадке трубы желательно фиксировать и устанавливать ее по заднему
упору, который должен быть достаточно прочным, чтобы предотвратить осевое
перемещение заготовки.
453
Необходимость заднего упора при высадке труб объясняется двумя важ-
ными обстоятельствами:
а) трудностью достаточно прочного зажатия полой заготовки в_зажимной
части ручья вследствие опасности ее деформирования;
б) при установке по заднему упору можно утопить всю заготовку на длине 1в
в полости матрицы (фиг. 441, Л) и тем самым обеспечить направление пуан-
сона в матрице с самого начала высадки, чем обеспечиваются лучшие условия
деформации трубы и концентричность поковки (см. размер ам на
фиг. 441, Л).
Если в ручье сохраняется наружный диаметр d, а диаметр направляющей
части прошивня dx < dQ, то утолщение стенки происходит за счет уменьшения
внутреннего диаметра (£).
При необходимости процесс изменения наружного и внутреннего диаме-
тров трубы можно вести одновременно. Практика, однако, показала, что луч-
шие результаты дает последовательная высадка, при которой сначала осуще-
ствляется утолщение по внутреннему диаметру, а затем по наружному (В)
При деформации сравнительно короткого участка трубы можно получить
на конце передний бурт или фланец (Д). Когда требуемый фланец имеет зна-
чительный размер по диаметру, то он может быть получен в результате несколь-
ких операций с последовательным увеличением толщины стенки (Е).
В ряде случаев, когда этого требует конфигурация поковки и подлежащий
набору объем металла, можно производить высадку трубы в полости пуан-
сона (Ж).
Для получения утолщения в средней части трубы, т. е. утолщения, располо-
женного на некотором расстоянии от торцов заготовки, может быть применена
высадка в пуансоне в обычной матрице, в скользящих матрицах или их комби-
нация. При высадке в матрицах часто.прибегают к замачиванию конца нагре-
той заготовки в целях понижения температуры и предотвращения образования
долевого заусенца.
В литературе [39], [41 ], [20] известны рекомендации по расчету переходов
при высадке труб.
Исследованиями А. Н. Дунаева [20] по высадке трубных заготовок было
установлено, что металл гораздо лучше заполняет полость с внутренней по-
верхности трубы (фиг. 441, Б). Это обстоятельство позволяет считать рацио-
нальным получение наружных утолщений на концах труб по следующему
технологическому принципу.
В первых высадочных операциях производится набор металла, направлен-
ный во внутреннюю часть трубы, а в завершающей операции плавным про-
тивником производится раздача металла до первоначального внутреннего
диаметра трубы и требуемого наружного диаметра утолщенной части.
Кроме того, автором работы [20] даются следующие указания для устано-
вления допустимой степени утолщения и необходимого количества операций
(обозначения в соответствии с фиг. 441).
а. При I = (0,5 ч- 1) (d — d0) на концах труб можно высаживать фланцы
с D = (2 ~ 2,5) d. __________
б. При I < 0,75d и D < ]Sdz+ 0,75 d^ можно высаживать утолщения в две
операции, причем первой операцией производится высадка внутрь с уменьше
нием первоначального внутреннего диаметра не более чем в 2 раза, а второй—
раздача трубы до получения прежнего внутреннего диаметра и требуемого диа-
метра наружного утолщения.
в. При />0,75d и £><1/сР4-0,75 d% высадка утолщения должна произво
диться в три операции (две — наборных) с двумя-тремя нагревами.
В заключение А- Н. Дунаев [20] приводит табл. 54, в которой отражены
данные, практически полученные при высадке указанным методом наружных
утолщений на концах труб.
На основании ряда наблюдений автор все же считает, что если обеспечить
вначале деформации достаточное перекрытие длины полости в матрице напра-
вляющей частью прошивня (1Н > 1в, фиг. 441), то при надлежащем выборе сте-
4:4
пени утолщения можно непосредственно получить качественную наружную
высадку, без необходимости последующей раздачи.
Если исходить из второго правила высадки сплошного прутка в полости
матрицы (см. стр. 388), то, допуская согласно [391 возможность рассматривать
толщину стенки трубы как диаметр прутка, можно рекомендовать: а) при усло-
вии, когда-у- < 3, допустимость произвольно большого утолщения стенки
Таблица 54
Высадка труб
(А. Н. Дунаев)
d, d D 1 Количество d D 1 Количество
в ММ опе- раций нагре- вов В мм опе- раций нагре- вов
32 35 44 20 2 2 42 60 70 60 3 2
31 35 43 25 2 2 62 65 82 56 3 2
30 35 42 48 3 2 56 65 81 127 3 3
42,5 45 58 33 2 2 47 65 75 40 2 2
38,5 45 55 70 3 2 67 73 91 84 3 2
30 45 51 93 3 3 63 73 90 45 2 2
52,5 55 70 44 3 2 55 73 86 137 3 3
48,5 55 68 107 3 3 81 89 112 90 3 2
41 55 65 63 3 2 89 95 120 60 2 2
за один переход (фиг. 441, Д); б) когда—> 3, допустимость утолщения стенки
не более, чем в 1,5—1,3 раза, т. е.
Л = (1,3 +1,5) t,
f2 = (l,3+l,5)(1 и т. д.
(40)
При значительном отношении -у- лучше выбирать меньшее значение коэфи-
циента (1,3) и даже г --------j
е = 1,2 + 1,25, (40а)
особенно для первой высадки.
На некоторых заводах принято напра-
вляющую часть прошивня делать с уклоном
примерно 30' — 1°.
Когда набор металла производится по-
степенно и соблюдаются правила высадки,
получается качественная поковка требуемых
размеров,без складок и зажимов (фиг. 442, .4)
При несоблюдении правил высадки в про-
цессе деформации образуются гофры, при-
водящие к образованию негодной ^высадки
с зажимами и складками (фиг. 442, />).
3. Типовые примеры. В табл. 55 при-
ведены некоторые примеры по штамповке
поковок рассматриваемой 1\ группы, взя-
тые из заводской практики.
Эти примеры в общих чертах отве-
чают изложенной выше методике выбора
переходов штамповки и, кроме того,
Фнг. 442.
иллюстрируют ряд отдельных приемов,
обусловленных особенностями конфигурации некоторых изделий.
455
Таблица 55
Типовые примеры переходов штамповки для поковок IV группы
№
ПО пор.
Эскизы переходов и поковки
Основная характеристика поковки и применяемых
переходов штамповки ,
1
Поковка с утолщением, имеющим сравнительно
небольшую полость. Конический набор (пере-
ход /) подвергается формовке-прошивке в одном
ручье (переход//). Штамповка ведется с задним
упором и сопровождается получением попереч-
ного заусенца отрезаемого в ручье III.
Поковка типа стержня с прошитым утолще-
нием при сравнительно небольшой длине стерж-
ня.
Штамповка ведется от прутковой заготовки
с поперечным пережимом прутка и отделением
от него отштампованной поковки методом сдвига
(переход IV).
Наборный конический переход / подвергается
сначала формовке с пометкой отверстия более
острым прошивником во II ручье, а затем окон-
чательной формовке-прошивке в ручье III.
Для изготовления данного торцевого ключа
набор металла в матрице ведется с образова-
нием бурта не по окончательному размеру
51,5 мм, а на меньший диаметр 47,6 мм. Это
оправдывается данными выше указаниями о том,
что при одной прошивке допускается, чтобы
процесс образования полости протекал парал-
лельно с осаживанием заготовки.
456
Продолжение табл.
№
по пор.
Эскизы переходов и поковки
к— 115 —-
Основная характеристика поковки и применяемых
переходов штамповки
Поковка имеет два утолщения и изготовляется
в двух штампах.
Здесь привотятся переходы штамповки для
второго утолщения с полостью. Характерным
для этой штамповки является образование купо-
лообразной тонкостенной формы со скошенным
торцом. Причем раздача металла конического
набора (7) осуществляется в двух предваритель-
ных (переходы // н III) и окончательном (пере-
ход IV) формовочно-прошивочных ручьях.
Здесь приводятся два варианта изготовления
тонкостенной поковки. В первом варианте (Д)
хвостовая часть диаметром 30 мм берется в упор—
клещами, и заготовка подвергается осаживанию
и прошивке па больший диаметр и меньшую
высоту, чем этого требует окончательная форма.
Затем методом прямого истечения (Г) полу-
чается требуемая форма (Г() с относительно
толстым поперечным заусенцем, обрезка кото-
рого осуществляется в обрезном ручье того же
штампа (Д).
Во втором варианте (Б) хвостовая часть по-
ковки имеет настолько малый размер по толщине
(016), что выбор прутка с таким исходным
диаметром потребовал бы чрезвычайно большого
количества наборных переходов. Поэтому берется
так же, как и в первом варианте, исходный
пруток 0 30 мм, а хвостовая часть 0 16 мм
получается за счет процесса прямого истечения
при осаживании и прошивке заготовки в первом
ручье этого варианта (Е). После смены клещей
производится затем так же, как и в первом ва-
рианте, прямое истечение по всей длине (ГиГг)
и обрезка заусенца (Д).
457
Продолжение табл 55
№
по пор
Эскизы переходов н i оковки
6
Основная характеристика поковки и применяемых
переходов штамповки
Для получения заданного утолщения трубы
применяются четыре перехода. В / переходе
производится увеличение на некоторой длине
толщины стенки исходной трубы.
Во II переходе происходят одновременно с
расшивкой некоторая подсадка и образование
воротника, предотвращающего прогибание и
утяжку заготовки при последующей глубокой
прошивке-раздаче в /// переходе.
Удаление воротника производится в IV пере-
ходе (обрезной ручей)
ГЛАВА IV
КОНСТРУИРОВАНИЕ ШТАМПОВ ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИН
§ I. ОБЩИЕ СООБРАЖЕНИЯ
В настоящее время уже достаточно подробно разработаны общие принципы
конструирования ручьев и элементов высадочных штампов ([5], [10], [13],
[41], 170]).
Ручьи высадочного штампа должны быть сконструированы с таким расче
том, чтобы полученные в них переходы штамповки имели спроектированные
формы и размеры. Поэтому основными исходными данными для построения
ручьев штампа ГКМ являются спроектированные ранее (см. предыдущую
главу) переходы штамповки с их размерами.
Ручьи располатаются в определенных деталях штампа — вставки матриц
вставки пуансона, пуансоны, блоки матриц, блок пуансонов, размеры которых
непосредственно зависят от размеров ручьев и их взаимного располо
жения.
На основании выявленных форм и размеров ручьев и деталей производится
их компоновка в соответствии с требованиями спроектированного процесса
по переходам и окончательно устанавливаются размеры блоков матриц и пуан
сонодержателя.
Размеры последних, кроме указанных факторов, в значительной степени
обусловливаются характеристикой выбранной ГКМ и принятыми нормалями
на блоки матриц и пуансонодержатели.
Рассмотрим вопросы конструирования и расчета ручьев штампов ГКМ,
их деталей и элементов, а также штампа в целом в последовательности, согласно
принятой классификации (табл. 48)
§ 2. НАБОРНЫЕ РУЧЬИ
В зависимости от того, располагается ли полость наборной части ручья
в матрице, в пуансоне или частью в матрице, частью в пуансоне, а также в за-
висимости от типа применяемого упора и характера разъема между пуансонами
и блоком матриц, различают следующие основные типы наборных ручьев
(фиг. 443 и 444).
Тип I — наборный ручей, размещаемый в матрице и используемый при штам-
повке от переднего упора, расположенного вне блока матриц. Этот тип ручья
применяется в тех случаях, когда высажи-
ваемая длина прутка 1в обеспечивает его
выход за пределы переднего торца матриц.
luniy
Тип 1
Фиг. 443. Типы наборных ручьев
в матрице.
Фнг 444. Типы наборных ручьев
в пуансоне.
Тип II— наборный ручей, размещаемый в матрице и используемый при штам-
повке от переднего внутреннего упора. Этот тип применяется в производстве
весьма тонкостенных поковок с относительно небольшим объемом и сравнительно
небольшим /в, когда пруток не выходит за пределы переднего торца блока ма
триц и утопает в ручье.
Преимущества такой конструкции наборного и даже формовочного ручья
выявляются особенно для тех поковок, которые требуют наличия достаточного
направления пуансона в матрице еще в начале деформации заготовки, с целью
получения концентричной высадки-прошивки.
Тип III — наборный ручей, помещаемый в матрице и используемый при
штамповке от заднего упора.
Конструирование указанных трех типов наборной части ручья рекомен-
дуется производить с помощью приводимых ниже обозначений формул и об-
щих указаний (все размеры даны в мм):
d1 — диаметр исходного прутка с учетом усадки;
D„ и I, — размеры (горячие) требуемого наборного перехода;
h — высаживаемая длина прутка;
Dm~Dh — диаметр полости ручья;
Таблица 56
№ ГКМ 3 в ММ в мм в мм
1 0,15 15 мю
2 0,2 15 мю
3 0.25 15 мю
4 0,3 20 М12
5 0,35 20 М12
6 0.4 25 М14
7 0,5 30 М16
Dn= DM —28—размер диаметра пуансона;
8 — зазор между матрицей и пуансоном, определяется по табл. 56.
При штамповке от переднего упора обычной конструкции (тип 1) длина
ручья: = 1в — [, где но не менее 10 мм; 1М = 1Н —длина наборной части
ручья; с—0,05d+l мм— глубина выемки
в пуансоне; Д3 — подобрать из условия со-
пряжения с дугой радиуса R = 1-4-2 мм.
Указанная куполообразная выемка в пуан-
соне глубиной с предотвращает образование
торцевого заусенца в наборном переходе и,
следовательно, благоприятствует получению
поковки без зажимов на переднем торце по-
ковки.
b — 0,25d 4 5 мм — длина направляю-
щей части ручья до канавки под окалину.
ах — — (lM + b — с) — длина канавки для
скопления окалины, удаляемой от прутка
в процессе осаживания заготовки.
Если размер ах получается меньше 5 мм, то можно этой канавки не делать.
— 0,431) — (1р -К /« — с) — длина пуансона, где 8, по табл. 57.
Таблица 57
№ ГКМ S в мм 5, в мм
1 0,3 2,0
2 0,4 2,5
0,5 3,0
4 0,6 3,5
5 0,7 4,0
6 0,8 5,0
7 1 6,0
Таблица 58
Dj, в мм R, в мм у R, в мм
До 20 2 1
21—80 3 2
81—160 5 3
161—260 8 4
261-360 10 5
В последней формуле:
/, — закрытая длина штампа; определяется согласно указаниям на стр. 351;
— расстояние от задней опорной плоскости блока матриц до передней
кромки зажимной, пережимной или подъемной частей ручья.
Если /в<(/1 4 10) мм, то нужно применять ручей типа II с внутренним
передним упором. При этом
/3 = 1Й ф- (5 -4—10) мм;
4 0,2rf);
tn~lz — (Z^ + O.li/);
п = т 4- (10-4-20) мм;
dz и d3 — определять по табл. 56.
Номинальный размер п должен быть выбран с учетом 3—4 регулировочных
прокладок толщиной в 1—2 мм.
Для ручья типа III: /3 = 1в 4- (10-4-15) мм;
аз ~ 4 0,2tZ).
Размеры радиусов закруглений кромок /4 и Rz — определять по табл. 58.
Ручьи, наборная часть которых расположена в пуансоне или в пуансоне
и матрицах, известны нескольких типов (фиг. 444).
Тип IV — наборный ручей в пуансоне. Тип V — наборный ручей в матрице
и пуансоне. Тип VIA — наборный ручей в пуансоне, не имеющем направления
в матрицах,—применять при значительном размере диаметра — Dn. Тип VIB —
наборный ручей в пуансоне без направления в матрицах — применять при креп-
лении пуансона в обойме, обеспечивающей требуемую строгую соосность между
частями ручьев в пуансоне и матрицах.
Основные размеры этих типов наборных ручьев (фиг. 444) рекомен-
дуется определять следующим образом:
DK, dK, lK, 1в — размеры наборного перехода и длина вы-
саживаемой части прутка — определяются
при выборе переходов штамповки;
1пк — 1к — когда диаметр исходной заготовки d <.
< 25 мм;
1пк = 1к — (1 —г—0,3)— при d > 25 мм(\ по табл. 57);
Dn > DK + 0,2 {DK + 1к) + 5 мм — диаметр пуансона типа IV, V и VI4*,
Dn > DK 4- 0,1 (DK -j- 1,0 + 5 мм — диаметр пуансона типа VI5;
DM = D„ + 28 — диаметр полости под пуансон типа IV и V;
значение зазора 8 определять по табл. 57;
1м (1в 4- 0,5iZ) — 1К — длина полости под пуансон типа IV;
> (Ze 4-0,5rf) — (/« 4-Z«) — для пуансона типа V;
а — 0А1м — длина канавки под окалину; при а <
< 15 мм вырез под углом р сделать по
/ всей длине 1„;
1п = 1г — (,1р 4- 1'к 4- Bj) длина пуансона типа V;
Z„ = 1г — (1р 4- 8j) — длина пуансона типа IV и VIя.
Величину зазора 8Х следует определять по табл. 57.
Таблица 59
Размеры DK или Dм в мм В зависимости от DK В зависимости от D Л
“ мм в мм в мм Ь в мм Ri в мм в мм в мм
До 20 3 0,5 2 2 3 2 1
21-80 3 1 3 3 4 3 2
81-160 4 2 5 4 5 4 3
161—260 4 3 8 5 8 5 4
261—3t0 5 5 10 6 10 6 5
* '1~ - по поковке, но не менее табличных данных.
Размеры радиусов закруглений, фасок и отверстий для выхода воздуха сле-
дует определять по табл. 59.
§ 3. ФОРМОВОЧНЫЕ И ФОРМОВОЧНО-ПРОШИВНЫЕ РУЧЬИ
(предварительный и окончательный)
Рассмотрим два следующих типа формовочных ручьев (фиг. 445).
Тип I —формовочный ручей, расположенный только в матрице или в ма-
трице и пуансоне при долевом разъеме ручья.
Тип II — формовочный ручей, расположенный только в матрице или в ма-
трице и пуансоне с поперечным разъемом.
Размеры формовочных ручьев устанавливаются исходя из принятых пере-
ходов штамповки — перехода, предшествующего формовочному, и самого фор-
мовочного перехода.
Для ручья типа I основные размеры определяются по следующим фор-
мулам:
DM — Оф — максимальный диаметр полости матрицы;
Dn — DM — 28 — диаметр пуансона, где зазор 3 по табл. 60;
* Рекомендуется также формула D„ > 1,5 DK 4- 12 мм [41].
461
1М =1ф—длина формовочной части ручья;
1п — 1г— (1Р + 1М) — длина пуансона;
= (13 1пр + 0,5^) — 1НМ — длина формовочного ручья, обеспечивающая
направление в начальный момент прошивки или
формовки на величину не медее 0,5г/.
Для ручья типа II: Dn = Оф + 2с, где с — по табл. 61; DM = DnV 2о,
где 8 — по табл. 60; 1М = 1ф -— 83> где — по табл. 60; 1П~ 1г — (lp Ц-Lfi)~
длина пуансона; /г =(13 + 1пр + 0,5г/) — 1НМ — длина ручья.
Величину радиусов
закруглений и фаски
определить по табл. 61.
Если в пуансоне
типа II не имеется
прошивной или формо-
вочной части (гладкий
пуансон), то зазор 3
определяется по табл. 58.
Все остальные раз-
меры формовочного и
формовочно-прошивного
ручья d„„, Оф и т. д
принимаются равными
соответствующим разме-_
рам формовочного пе-
рехода.
Известны следующие
типы формовочного
ручья, расположенного
в полости пуансона
(фиг. 446).
'\1нм
превшее,лбу туРл
имино rh^n. //Л
----1—) ющие фэо-
—у мобочним
^Размеры с учетом
/ усадки
^Размеры с учетом
L, усадка
Ч 1
!-ф~\ Кромки завалить
Тип Л радиусом Кг по
радиусом Кг по
таолице в!
TunI
l-Ww
1—Формовочные
Кромки заварить доходы
радиусом К, по
таблице т
— Ln
'л
О
Фиг. 445. Типы формовочных ручьев в матрице.
Тип Ill —формовочный ручей, расположенный в полости пуансона, имею-
щего направление в матрице, следует применять, когда размер диаметра пуан-
сона Dn и габаритные размеры остальных ручьев позволяют выполнить в ма-
трице направляющую часть диаметром Ом.
Таблица 60
№ ГКМ 5 в мм в мм
1 0,15 1
2 0,2 1,5
3 0,25 2
4 0,3 2,5
5 0,35 3
6 0.4 3
7 0,5 35
Таблица 61
Размеры в мм В зависимости о г размера Оф
R, R ь С
До 20 3 1 2 5
21—80 4 1.5 3 8
81 — 160 5 2 4 12
lt> 1—260 8 2,5 5 14
261 - 3f'» 10 3 6 16
Тип IV — формовочный ручей, расположенный в полости пуансона,
не имеющего направления в матрице, рекомендуется применять, когда размер
диаметра пуансона и габаритные размеры остальных ручьев не позволяют вы-
полнить направляющей части в матрице.
1)ф, — размеры формовочного перехода;
13— длина перехода, предшествующего формовочному;
1'п=1ф—8а—глубина полости формовочной части ручья.
Причем, если штамповка производится не из специально сортированного на
две-три группы металла, можно ожидать получения поперечного заусенца,
и тогда зазор о2 определяется по табл. 60. Если же применена предварительная
сортировка проката повышенной точности на группы с более узким диапазо-
ном допуска на диаметр прутка или применен калиброванный металл и электро-
4А9
нагрев заготовок, то процесс может быть осуществлен без образования попереч-
ного заусенца и п^и этом о2 = 0,5н-1 мм.
Необходимость зазоров и 82, предусмотренных соответственно для набор-
ных и формовочных ручьев, связана с упругой деформацией машины (преиму-
щественно станины) в процессе штамповки. Упругая деформация машины (Д)
достигает своего максимального значения в момент окончания штамповки в фор-
мовочном ручье, т. е. в момент развития максимальных усилий штамповки.
Если во всех ручьях, как наборных, так и формовочных, имеет место до-
левой разъем (см. фиг. 443 и 445, тип /), то при расчете длины ручья и пуансона
формовочного ручья можно исходить из номинальных размеров перехода штам-
повки, не беря в расчет величину упругой деформации машины (Д).
Это объясняется тем, что при долевом разъеме во время установки и наладки
штампа пуансонодержатель
регулировочного клина на
требуемую величину, ком-/
пенсирующую упругую
деформацию ГКМ.
Иначе обстоит дело
с поперечным разъемом
штампов (фиг. 444, 445
тип II и фиг. 446), не по-
зволяющим произвольно
подавать на матрицу си-
стему пуансонодержателя
с пуансонами. Эта особен-
ность учитывается при по-
перечном разъеме зазо-
рами:
— для наборных
ручьев (табл. 57) и
62 — для формовочных
ручьев (табл. 60).
Величина этих зазоров
принимается в расчет при
определении длины пуан-
сонов и при определении
с пуансонами можно подать вперед с помощью
ПерехоО предшествующий
формовочно-
му (набор- л"
ный)
Переход предшествующий
формобочно-(
1} ~
Формовочный
переход ~
Размеры с учетом
усадки
Фиг. 446. Типы формовочных ручьев в пуансоне.
-6
Размеры с учетом
О’
ФормоВочный
'переход
глубины ручьев.
Размеры диаметра цуансона и прочие размеры ручьев типа III и IV (фиг. 446)
рекомендуется определять из следующих соотношений:
D„ > Оф + 0,4 {Оф --F 1Ф} + 10;
DM = Dn + 28,
где 8 — по табл. 60;
1м — {1з + 1пр 0,5«/) —
= — (1р + ;
b, следует определять по табл. 61.
Остальные размеры ручья выполняются по размерам формовочного пере-
хода.
§ 4. ЗАЖИМНАЯ ЧАСТЬ РУЧЬЯ
Эта часть ручья служит для зажатия и удержания исходного прутка.
Конструкция и размеры зажимной части ручья, являющейся составной ча-
стью наборных или формовочных ручьев, зависят от:
а) типа применяемого упора (передний или задний); б) наличия пережима
прутка; в) конфигурации штампуемой поковки в смысле наличия сквозной по-
лости или наличия стержня с утолщением (группа поковок); г) технических
условий, предъявляемых к стержню поковки при наличии такового.
463
Известны зажимные ручьи гладкие (фиг. 447) и рифленые (фиг. 448).
Тип / — гладкий зажимной ручей без пережима заготовки. Тип 1а — глад-
кий зажимной ручей с пережимом исходного прутка. Типы/и 1а следует при-
менять преимущественно для поковок со сквозной и несквозной полостью
Фиг. 447. Зажимная часть ручья гладкого типа.
(II и III группы) при штамповке из заготовки, рассчитанной на несколько по-
ковок. Эта же конструкция зажимной части ручья применяется для поковок
типа стержня с утолщением (поковки I и IV групп) при штамповке от переднего
Тип Шиша по АВ
Фиг. 448. Зажимная часть ручья рифленого
типа.
упора, когда не допускается следов
от зажимных поясков рифленого
ручья.
Тип II — гладкий зажимной ру-
чей при наличии заднего упора, рас-
положенного в штампе или вне его,
применяется для поковок типа стерж-
ня с утолщением (I и IV группы).
Тип Па — гладкий зажимной ручей
с задним упором в клещах — приме-
няется для поковок тех же групп —
I и IV.
Пределы применения указанных
типов зажимной части ручья для по-
ковок стержневого типа даны на
диаграмме фиг. 403.
Тип III — рифленый зажимной
ручей без пережима исходного прутка
Тип II 1а — то же, но с пережимом
исходного прутка. Типы III и Ilia
следует применять преимущественно
для поковок со сквозной и несквоз-
ной полостью (поковки II и III
групп), если наличие зажимных поясков не вызывает опасений получения за-
жимов в поковке. В ряде работ указывается [5], [41), что применение рифле-
ного зажимного ручья предоставляет возможность сократить его длину и тем
самым уменьшить отходы на зажимные концы и получить экономию по рас-
ходу металла. Эти же типы зажимной части ручья мбжно применять и для
стержневых поковок (поковки I и IV групп) при штамповке от переднего
упора и когда на стержне поковки допускаются по техническим условиям
следы зажимных поясков.
Построение зажимной части ручья всех указанных типов приведено на
фиг. 447 и 448, где:
d — номинальный размер диаметра заготовки в холодном состоянии;
dv— этот же размер с учетом усадки (1,5%);
^2=^i~ 0,03 d, для рифленого типа ручья;
I — минимально допустимую длину зажимной части ручья и прочие раз-
меры можно определить по табл. 62 .
Таблица 62
Диаметр заготовки d в мм д В ММ Г В ММ Г, в мм а0 / в мм. не менее а в мм ь в мм в мм Гг в мм
1 ип / Гип 1а Тип II Тип Па Тип III Тип Ша
5 9 о,1 1,0 1,0 20 70 65 В зависи- мости от длины стержня поковки В зависи- мости от длины стержня поковки 50 45 5 2 4 2
10 19 0,2 1,0 1,0 20 100 90 90 70 10 4 7 3
20-28 0,3 - 1.5 1,0 20 ПО 100 100 80 15 4 6 10 5
30-39 0,4 1,5 2,0 15 130 ПО 110 90 20 8 14 6
Ю-48_ 0,5 Z0 2,0 15 150 125 V 125 100 25 10 18 8
.50-58 0,6 2,5 2,0 15 170 140 140 \ ПО 30 12 20 9
60—65 0,7 3,0 3,0 15 180 150 1 150 120 32 13 23 10
[ 70 - 7.5 j 0,8 3,0 3,0 15 200 160 КО 130 37 15 26 12
1 80—85 0,9 । 3,5 3,0 15 220 1ь0 180 140 42 17 30 14
90-95 1,0 3,5 4,0 15 240 200 200 160 47 19 33 15
110—115 1,1 4,0 4,0 12 280 220 220 175 57 22 40 18
120-140 1,2 5,0 4,0 12 330 260 260 200 70 3'1 50 22
В многоручьевом штампе желательно зажимные пояски располагать в шах-
матном порядке, так, чтобы расстояние от оси первого пояска до передней стенки
было:
в 1-м ручье — с; во 2-м ручье — с + в 3-м ручье — с и т. д.
' При увеличении диаметра прутка для одной и той же поковки сила зажима должна
возрастать и увеличения длины зажима не требуется, однако при пользовании табл. 62
длину ручья нужно будет увеличить. (Прим. ред.).
j§ 5. ПРОСЕЧНОЙ РУЧЕЙ
Просечной ручей служит для получения сквозного отверстия в поковках
за счет сдвига непрошитой части металла и одновременно для отделения по-
ковки от исходного прутка. Разновидности просечного ручья обусловлены
характером разъема и связанной с ним возможностью получения долевого или
Фиг. 449. Типы просечного ручья (Z—//).
поперечного заусенца, а также известными тремя вариантами соотношения диа-
метров исходного прутка d и просекаемого отверстия d0, согласно которь \1
может иметь место пережим прутка, подъем прутка или постоянство сечения
прутка у заднего торца поковки.
Фиг. 450. Типы просечного ручья (III—IV).
В зависимости от этих факторов различают четыре типа просечною ручья.
Тип I (фиг. 449) — просечной ручей для поковок с продольным разъемом
и с пережимом прутка. Тип II (фиг. 449)—просечной ручей для поковок с по-
перечным разъемом и с пережимом заготовки. Тип III (фиг. 450) — просечной
ручей для поковок с продольным разъемом и с подъемом или постоянством
прутка. Тип IV (фиг. 450) — просечной ручей для поковок с поперечным разъе-
мом и с подьемом или постоянством исходного прутка у заднего торца поковки.
Построение различных типов п-росечного ручья приведено на фиг. 449
и 450, а определение их размеров рекомендуется производить в зависимости
от размеров окончательного формовочного перехода в указываемой ниже по-
следовательности.
Обозначения:
d — номинальный размер диаметра исходного прутка;
d' — то же, но с учетом усадки;
dln, d2n, hln, h2n, Rln, R2n и т. д. — размеры поковки по формовочному переходу;
t/0 — диаметр отверстия поковки с учетом усадки;
1по — длина высечки умеете с утолщенной частью прутка (фиг. 450);
1г — закрытая длина штампа;
1Ш—длина матрицы (блока матриц).
Размеры диаметров ручья следует определять из следующих выражений:
i/j—1,01 t/o4-O,5 мм — диаметр передней направляющей части ручья;
d2==zd2n~\~x, d2~d2n-\-x и т. д.,
где х — верхнее отклонение допуска на соответствующий размер поковки;
— — диаметр режущей части пуансона;
da~ 1,01 do+0,1—диаметр просечной части матрицы;
de= 1,02 d'4-1 мм — диаметр задней направляющей части ручья;
t/7 = d54-0,18 b — округлять в большую сторону до 1 мм;
dK — din 4* 4- 5 мм, где с — по табл. 61.
Размеры элементов по длине следует определять по следующим зави-
симостям:
— h\n — У, где У — нижнее отклонение допуска на размер /г1л;
= Л2„ 4- (15-^20) мм;
hi — hin—(5-?-10) мм;
hK= (10 —?-15) мм;
ha = 0,15zZ0 + 10 мм; а, & и прочие размеры просечной или подъемной части
ручья в соответствии с указаниями § 6 (стр. 467—470);
S = (1пр — Ь) - ' 20 мм; t — определять, исходя из размера длины матрицы 1и,
и размеров элементов ручья по длине, но не менее O,5zZo;
Zj — 0,3hn - (Ю-г-20) мм;
ln — (1г — 1Ш) 4- (Aj + Zz2-L- Л3) L(10-^-15) мм, для типов I и III;
ln — Vz — 4 (Aj 4- h? 4- hk 4- hs) 4- (10-^-15) мм для типов // и IV.
Радиусы закруглений рекомендуется определять по следующим зависи-
мостям:
^i = (2^-3) мм; R2-= R2n —(0,5—1) мм; /?3 = R2n — 1 мм; /<-
= 2-н-3 мм; /?5 =-0,2й3 — можно округлить до 1 мм; = 0,2Л* — можно
округлить до 1 мм.
§ 6. ПЕРЕЖИМНАЯ и ПРОСЕЧНАЯ ЧАСТИ РУЧЬЯ
И ВСТАВКИ ДЛЯ НИХ
Основное назначение пережимной части ручья заключается в пережиме
прутка от исходного диаметра d до необходимого диаметра под прошивку от-
верстия диаметром d0. Просечная же часть ручья предназначена для операции
просечки поковки. Так как пережимная и просечная части ручья располагаются
обычно во вставках, то здесь же приводим все необходимые данные для конструи-
рования и определения размеров этих вставок.
До окончательного пережима на круглое сечение диаметром d2 (фиг. 451, Б)
в предшествующем ручье необходимо осуществить пережим на овальное се-
чение, как указано на фиг. 451,4.
При значительной величине отношения 4- и, следовательно, большой сте-
«о
пени пережима необходимо эт\ операцию производить последовательно в двух
ручьях с овальной формой пережимной части.
Рекомендуемая овальная форма пережимной части ручья и способ ее по-
строения методом сопряжения дуг радиуса R; г2; г, а также форма и размеры
поперечного сечения (а, Ь, /у) успешно применяются на ряде заводов [5], 141 ],
[35], [70] и предусматривают цели:
а) получения качественного пережима без вытекания заусенца на плоскость
разъема между матрицами, так как появление такого заусенца влечет за со-
бой появление зажимов и складок в поковке;
б) облегчения процесса изготовления пережимной части ручья и пережим-
ных вставок.
Практикуемый некоторыми конструкторами метод развала ручья в плоскости
разъема вставок часто не достигает первой цели и значительно усложняет
процесс изготовления вставок.
Материал 8x3
Перрость.8с 44-49
'Т'ТхЛкругон
Фиг. 451. Пережимные вставки.
А — на овальное сечение; Б — на круглое сечение.
б)
Материал 8x3
Твердость Кс 44-49
кругом
TaWo-T"
R0,5
82-5
Способ построения пережимной части ручья рекомендуемой конструкции
приводится на фиг. 451, а построение соответствующей данному пережиму про-
сечной части ручья — на фиг. 452.
Ниже приводятся обозначения, некоторые соот-
ношения и формулы для конструирования пере-
жимной и просечной частей ручьев:
d — номинальный размер диаметра исходного
прутка;
— то же, но с учетом усадки;
d0 — диаметр отверстия поковки с учетом усадки
(1,5°/0).
При < 1,8 можно ограничиться одним пе-
«о
режимом овальной формы (фиг. 451, А) с после-
дующим пережимом круглой формы (фиг. 451, Б).
В этом случае меньшая полуось овала
/?!=—— 0,3 мм.
Фиг. 452. Просечная вставка.
При ~- — 1,8-г-2,2 необходимо делать два
пережима овальной формы с размерами полуоси:
в первом ручье /г2 = ril ; во втором ручье hx - 0,3 мм.
Диаметр пережима круглой формы (фиг. 451,Б):
d„ = dn — 0,5 мм.
Диаметр просечной части ручья (фиг. 452):
= 1,01Д, 0,1 мм-,
__ di — l,02iZj 1 мм.
Получаемые по этим формулам размеры следует округлять в большую сто-
рону до 0,1 мм.
Остальные размеры пережимной и просечной части ручья рекомендуется
определять по табл. 63.
Таблица 63
Диаметр прмка d в мм Размеры ручья в мм Размеры вставки в мм
а 1 b | Г rL а-* Размер Размер Р т п е
До 30 Свыше 30 до 39 40 „ 49 50 „ 59 » 60 „ 69 70 „ 75 80 » 85 90 „ 95 100 , 115 » 120 .. 140 3 3 3 4 4 4 5 5 6 15 15 20 25 30 35 40 45 50 60 1,5 1,5 2,0 2,5 3,0 3,0 3,5 4,0 4,0 4,0 1,5 1,5 1,5 2,0 2,0 2,0 2,5 2, > 2,5 3,0 4 5 7 9 11 14 16 18 20 24 20 15 15 15 15 15 15 15 12 12 25 25 30 35 40 45 55 60 65 75 60 70 80 95 105 115 125 140 160 190 19 19 22 22 25 25 31 31 37 37 13 13 15 15 17 17 21 21 25 25 10 10 12 12 13 13 16 16 19 19
Габаритные размеры вставок А и D по табл. 63 даны минимально допусти-
мых величин. В зависимости от размеров поковки в местах прилегания к встав-
кам и размеров вставок для других частей ручьев (формовочные вставки, за-
жимные и т. д.) указанные размеры А и D могут быть увеличены. Размер вставки
должен быть на 10—20 мм больше диаметра прилегающего элемента ручья DnoK
(фиг. 451).
§ 7. ПОДЪЕМНАЯ И ПРОСЕЧНАЯ ЧАСТИ РУЧЬЯ И ВСТАВКИ ДЛЯ НИХ
Подъемная часть ручья служит для увеличения (подъема) диаметра исход-
ного прутка у заднего торца поковки до размера просекаемого отверстия
(фиг. 453). Соответствующая этому варианту штамповки просечная часть ручья
будет иметь иную конфигура-
цию, чем рассмотренная
выше.
Конструирование и по-
строение подъемной и соот-
ветствующей ей просечной
частей ручья, а также вста-
вок для них рекомендуется
производить в соответствии
с фиг. 453 и приводимыми
ниже указаниями:
d — номинальный размер
диаметра исходного
прутка;
d± — то же, но с учетом
усадки (1,5%);
dQ — размер диаметра про-
секаемого отверстия
с учетом усадки;
Dn — диаметр прилегаю-
Фиг. 453 Подъемная (А) и просечная (Б) вставки.
щей части формовочного или наборного ручья.
Диаметр подъемной части ручья (фиг. 453, Л) d.i=d0—0,5 мм.
Диаметр просечной части ручья (фиг. 453, Б) d3 = l ,01 «/0-;-0,1 мм.
Размеры, получаемые по этим формулам, следует округлять в большую
сторону до 0,1 мм.
Габаритные размеры этих вставок специально не определяются, так как
подъемная часть ручья обычно располагается в общей вставке (фиг. 453, А)
с наборной или формовочной частью ручья. Размер диаметра ^ставки D} опре-
деляется в зависимости от габаритных размеров поковки при выявлении раз-
меров общей вставки, как указано ниже (§ 10). Если же подъемная часть ручья
выполнена в отдельной вставке, то размеры D, и (фиг. 453, А) должны быть
соответственно равны D и А (фиг. 453, Б).
При этом Л=О,г-|-(Юч-20) мм.
Размер А и все остальные размеры как пережимной, так и просечной части
ручьев следует определять по табл. 64.
Габлица 64
Диаметр прутка Размеры ручья в мч Размеры вставки в мм
а & Г rt А, А т п е
До 30 5 15 1,5 1,5 20 30 25 19 13 10
Св. 30 до 39 6 15 1,5 1,5 15 30 25 19 13 10
» 40 „ 49 6 20 2,0 1,5 15 35 30 22 15 12
„ 50 , 59 7 25 2,5 2,0 15 40 35 22 15 12
, 60 „ 69 7 30 3,0 2,0 15 45 40 25 17 13
„ 70 „ 75 8 35 3,0 2,0 15 50 45 25 17 13
, 80 „ 85 8 40 3,5 2,5 15 60 55 31 21 16
„ 90 „ 95 9 45 4,0 2,5 15 65 60 31 21 16
,. 100 , 115 9 50 4,0 2,5 12 70 65 37 25 19
, 120 „ 140 10 60 4,0 3,0 12 80 75 37 25 19
Когда штамповка производится по третьему варианту — без подъема и бе;
пережима исходного прутка у заднего торца поковки (d0~d), то просечная
вставка применима той же конструкции (фиг. 453, Б).
§ 8. ОБРЕЗНОЙ РУЧЕЙ
Обрезной ручей служит для обрезки заусенца на ГКМ. Тип обрезного ручья
обусловлен расположением заусенца по отношению к переднему или заднему
торцу утолщенной части поковки. Обрезные ручьи в штампах ГКМ применяются
главным образом для поковок типа стержня с утолщением, т. е. для поковок I
и IV групп.
Пределы применения обрезного ручья обусловливаются «конфигурацией
и размерами поковки Мелкие поковки со сравнительно небольшой длиной
стержня 1С рационально подвергать обрезке не в обрезном ручье штампа ГКМ,
а в отдельном обрезном штампе на прессе.
Когда заусенец расположен к переднему торцу поковки близко, то при го-
рячей обрезке часто получается затяжка заусенца, требующая дополнительной
операции по его зачистке на наждачных станках. Поэтому в таких случаях можно
применить холодную обрезку заусенца партиями поковок в отдельном штампе
ГКМ или в обрезном ручье основного высадочного штампа. Пределы примене-
ния холодной обрезки ограничиваются родом материала поковки — маркой
стали.
Исходными данными при конструировании обрезного ручья являются раз-
меры окончательного формовочного перехода. Причем, когда применяется
горячая обрезка, то эти размеры берутся с учетом усадки (1—1,5%), а при хо-
лодной обрезке — по чертежу поковки.
В зависимости от расположения заусенца, обусловленного характером
разъема штампа, различают четыре типа обрезного ручья (фиг. 454).
Тип I — обрезной ручей для обрезки заусенца, расположенного на переднем
торце поковки.
Тип II — обрезной ручей для обрезки заусенца, расположенного на незна-
чительном расстоянии от переднего торца поковки.
Тип III — обрезной ручей для обрезки заусенца, расположенного на зна-
чительном расстоянии от переднего торца поковки.
Тип IV — обрезной ручей для обрезки заусенца, расположенного на
заднем торце поковки.
Для обрезных ручьев всех типов (фиг. 454): /г — закрытая длина штампа;
1Р — расстояние от задней опорной плоскости штампов до переднего торца
обрезной вставки; 1п — длина пуансона от плоскости пуансонодержателя до
режущей кромки пуансона.
Фиг. 454. Типы обрезного ручья.
Основные размеры ручья определяются в зависимости от его типа по при-
водимым ниже формулам и таблицам.
Ручей т и п,а 1:
dj = d„+0,5 х,
где х — верхнее отклонение допуска на размер dn;
d2 = dr—z,
где z определяется по табл. 65;
Габлица 65
dn В ММ До 20 21—ЪО 81—160 161—260 261-360
Z в мм 0,3 0,5 0,6 0,8 1,0
d.t =1,01 d2+0,1 следует округлять в большую сторону до 0,1 мм;
di =dn -J- Зс -J- 5 мм;
Айа следует определять по табл. 66 в зависимости от размера обрезае
мой поковки dn;
471
d6=^d1-r-0,17 (Л—а) следует округлять в большую сторону до 1 мм;
dt. == 1,02tZ т 1 мм; d^ — d^ 10 мм,
где dKt — размер толщины клещей;
Aj = O,ltZB ~г Ю мм; А2 = 5t мм;
А3=(Л„+20)—А, но не менее 10 мм; l^d;
lp=l+0,5(d&-d,)+h3+A;
/я=(/г-/р)+(10-15) мм.
Если НпА-1с<1„, то необходимо предусмотреть выемку для клещей размером
h^lpA-d)~(hAlc).
Ру чей типа //: Dx = dXn Fl мм;
D2 = din + 1 мм;
7/j = hln -1- 0,2 mm;
= Rln 1 1 мм.
Здесь din, hln и т д.—максималь-
ные размеры с 5 четом допуска
Остальные размеры, как для ручья типа I. Ручей типа Iir.d2 = d2n |-(1-ь2)Л4л, Габлица 66 но не 0Олее, чем по формулам для типа /;
<1п в и и а в м м 1 в W и 1г (Zp h3n 5), /;3 = (hln + h2n г 20; — A, но не менее 10 мм; Dx — dn + 5 мм; Hx = (t -r ZJ L 5 мм; = - h3n) 5 мм. Причем надо иметь в виду, что при значительном размере h3n передний торец поковки может выйти за пределы штампа; hx — в зависимости от размеров поковки, но не менее чем 0,1 dn г 10 мм. Остальные размеры, как для ручья типа /.
До 30 30 -39 40—49 50—59 60-69 70-79 80- 89 90 95 100-115 120 140 5 6 6 7 7 8 8 9 9 10 25 25 30 35 40 45 55 60 65 75
Ручей типа IV. Направляющая часть диаметром d3 служит в данном
случае для точной фиксации поковки по отношению к обрезноп матрице.
С учетом этого обстоятельства
d1 = dn + 0,5х, где х — верхнее отклонение допуска на размер dn;
d3 = dx; d2 = rfj — z, где зазор z — по табл. 65;
h2 ~~ 51, но не более, чем 0,5 hn;
Aj =- (Ая—Л2)-р10 мм.
Остальные размеры, как для ручья типа /. Размеры вставок и способы их
крепления определять по табл. 66 и в соответствии с указаниями § 10.
§ 9. ОТРЕЗНОЙ РУЧЕЙ И ОТРЕЗНЫЕ ВСТАВКИ (НОЖИ)
Отрезной ручей с ножами служит для удаления методом сдвига высечки,
получаемой на прутке после операции просечки поковки (фиг 455). Неподвиж-
ный нож А/, укреплен в правой (неподвижной) матрице, а подвижный нож Ы2 —
в левой матрице, ходом которой и достигается сдвиг высечки диаметром d3
и длиной х по отношению к исходному прутку Dx.
Отрезной ручей обычно располагается со стороны задней (грудной) пло-
скости матриц между формовочным и просечным ручьями.
В неподвижной матрице часть отрезного ручья состоит из направляющей
части для укладки прутка, гнезда под неподвижный нож и гнезда под высечку.
Последнее гнездо выполнено со скосом так, чтобы после отрезки высечка ска-
тывалась и падала в проем между матрицами. Размеры этого гнезда должны
обеспечить свободное размещение выступающей части подвижного ножа вме-
сте с высечкой.
472
Размер вылета подвижного ножа должен быть подобран с таким расчетом,,
чтобы обеспечить полный сдвиг на величину не менее dQ и отделение высечки
от прутка.
Тип!
Фиг. 455. Типы отрезною ручья.
Если расположение остальных ручьев и их размеры позволяют, то следует
применять конструкцию типа I с заплечиком г/ со стороны грудной плоскости
матрицы.
tv
Фиг. 456. Отрезные вставки.
В противном случае, когда ручей типа I не размещается в долевом направле-
нии штампа, рекомендуется прибегать к конструкции типа II. Здесь устой-
чивость и крепление неподвижного ножа Л\ обеспечиваются выступом шири-
ной в 20 мм и двумя долевыми винтами.
На фиг. 456 дана деталировка отрезного р\чья типа /. Размеры гнезд и но-
жей в зависимости от диаметра высечки d0 и диаметра прутка Dx рекомендуется
определять по табл. 67 и 68.
473
Размеры в мм
Габлица 6
№ d. а ь С h d т g k
1 От 16 до 19 40 25 30 42 12 24 13,5 3 55 45 15
2 Св. 19 „ 24 44 27 32 46 12 24 13,5 3,5 60 50 20
3 . 24 » 30 50 30 35 56 16 32 17 4 70 60 25
4 „ 30 . 37 54 32 38 56 16 32 17 5 80 70 35
5 „ 37 „ 45 60 35 42 62 16 32 17 6 95 85 45
6 „ 45 , 65 70 40 45 78 20 40 21 7 НО 95 .50
Габлица 68
№ и А в 1 1 Ci 1 Е / о'з L | 1 ^ПИП
1 От 26 до 32 60 30 56 50 18 12 24 13 95 65 21 1.5
2 „ 32 , 38 73 35 67 56 20 16 32 17 105 7.> 26 18
3 „ 38 , 46 86 38 78 63 26 16 32 17 122 90 26 18
4 » 46 , 56 100 40 90 70 31 20 40 21 138 105 32 21
5 , об „ 66 110 42 100 80 35 20 40 21 150 110 32 21
§ 10. ВСТАВКИ И БЛОКИ МАТРИЦ
Если характеристика штампового пространства данной ГКМ и максимально
допустимые размеры блоков матриц позволяют, то все части ручьев — набор-
ную, формовочную, пережимную и т. д.—следует расположить в отдельных встав-
Фш. 4ъ7. Блоки матриц и вставки.
ках. В этих случаях, следовательно, рационально применять конструкцию
матриц типа I, в которой все рабочие части располагаются во вставках (фиг. 457).
Путем внедрения вставок можно основные рабочие части штампа изгото-
влять из износостойких сталей, применять более совершенные режимы
474
термообработки и обработки поверхности, что в общей сложности повышает
стойкость штампового инструмента. Малогабаритность вставок по сравнению
с объемистыми блоками матриц дает, помимо указанных преимуществ, непо-
средственную экономию дорогой штамповой стали.
Поэтому при конструировании штампа в первую очередь необходимо про-
верить возможность применения конструкции блок-матриц типа I (фиг. 457),
и только в тех случаях, когда не удается расположить все вставки в одном блоке,
рекомендуется проверить возможность применения других конструкций. Тип II
(фиг. 457), представляющей собой конструкцию блок-матриц со вставками без
заднего бурта и с креплением некоторых вставок общим винтом (Л), является
следующей по рациональности конструкцией.
Основные размеры вставок и блоков матриц рекомендуется определять в со-
ответствии с приводимыми ниже указаниями.
а) Обозначения: d — диаметр исходного прутка; tx—-минимально
допустимая толщина стенки наборной вставки; — то же формовочной
вставки; /3 — то же поддерживающей вставки; ti — то же блока матриц;
h — высота бурта вставки.
б) Размеры рабочей полости вставок D'M, 1Я, Гч и т. д. сле-
дует определять по правилам конструирования ручьев (см. § 2—9).
в) Габар итные размеры вставок следует определять таким образом:
Dec^DM ±2t,
где t соответственно равен tx, t2, ts и определяется по табл. 69.
7?йе = D„c ler = lM -\- lM\ lec 2h.
Минимально допустимые размеры пережимных, подъемных и просечных
вставок следует определять в соответствии с указаниями § 6 и 7.
Диаметр зажимной вставки (фиг. 457) следует принимать равным размеру
пережимной или подъемной вставки. Длину зажимной вставки 1ЗЖследует оп-
ределять в зависимости 'от необходимой длины зажимного ручья (см. § 4).
г) Определение размеров блоков матриц.
Минимально допустимая толщина стенки (фиг. 457): = (104-15) мм\
Т = (15ч-20) мм. '
Размер высоты блока В определяется как сумма размеров диаметров вста-
вок и минимально допустимых толщин стенок. Полученная таким образом
величина уточняется в соответствии с характеристикой штампового простран-
ства ГКМ или по принятой нормали штамповых блоков.
Размер блока по длине С определяется как сумма размеров длин вставок
с учетом толщины стенки в долевом направлении блока С = 1вс + 1пр + 1зж~\-Т
и уточняется по размерам штампового пространства данной ГКМ. Размер
блока по толщине А определяется по характеристике штампового пространства
ГКМ, для которой предназначается данный штамп. Остальные размеры—раз-
меры отверстий в блоках матриц и винта крепления вставок—определять по
табл. 69.
Таблица 69
Максимальный диаметр ручья ма- трицы R мм Т>м Толтииа стенок и бурта в мм Размеры винта и отверстий в блоке в м и
Л ^2 6 в di d_ di d, /ii | e
До 20 8 10 8 5 М12 13 19 40 10 30 10
20—40 10 12 8 6 М12 13 19 40 10 30 10
40-50 12 14 10 7 М14 15 22 40 10 33 12
50—70 13 15 11 8 М14 15 22 40 10 33 12
70—90 15 17 13 9 М16 17 25 46 12 35 13
90-120 18 20 17 10 Ml 6 17 25 46 12 35 13
120—150 23 25 20 11 М20 21 31 52 15 40 lb
150-200 28 30 26 12 М20 21 31 52 15 40 16
200—250 30 32 28 13 М24 25 37 60 15 50 19
250-300 32 35 30 14 М24 25 37 60 15 50 19
475
В тех случаях, koi да при данных размерах блок-матрицы В ? С не удается
-расположить все вставки, следует применить один из следующих типов упро-
щенной конструкции, предусматривающей объединение некоторых, различ-
ных по характеру службы, вставок
ТипШ
Фиг 458. Варианты конструкции бло-
ков матриц со вставками.
ния более
в одну или установку вставок только для
некоторых элементов ручья (фит. 458).
Тип III — конструкция штампа с общи-
ми вставками для формовочной и пережим-
ной (Л), формовочной и подъемной (Б),
наборной и пережимной (подъемной) час-
тей ручья.
Тип IV— конструкция матрицы с одной
общей вставкой для наборных, формовоч-
ных и прочих частей ручьев.
Тип V — конструкция матрицы с ра-
бочими вставками только для формовоч-
ной, пережимной, просечной и отрезной
частей ручьев.
Тип VI — конструкция матрицы с ра-
бочими вставками только для пережим-
ной, просечной и отрезной частей ручьев.
При конструировании блоков матриц
необходимо решить также вопрос о вза-
имном расположении ручьев
штампа.
Обычно работа на ГКМ ведется при
перемещении прутка сверху вниз, и в со-
ответствии с этим располагаются ручьи.
Кроме того, окончательный формо-
вочный переход нужно стремиться рас-
полагать ближе к оси машины. Поэтому
при отсутствии просечного ручья или
ручья для обрезки заусенца и наличии
более двух переходов приходится отказы-
ваться от последовательного расположе-
ния ручьев сверху вниз и применять
обратное движение при переносе заготов-
ки из последнего заготовительного или
предварительного ручья в окончательный
формовочный ручей (например, штамп на
фиг. 392).
При штамповке больших поковок II и
III групп в два-три перехода, когда в
наборном или предварительном ручьях
развиваются большие усилия, с точки зре-
равномерного нагружения узлов машины и, в особенности, главного
ползуна рационально производить штамповку снизу вверх. Пример такого
расположения ручьев представлен выше на фиг 394.
При наличии обрезного ручья и холодной обрезки заусенца иногда лучше
обрезной ручей располагать сверху и помещать его в отдельном блоке.
§ 11. КРЕПЛЕНИЕ И КОНСТРУКЦИЯ ПУАНСОНОВ
Различают пуансоны цельные и сборной конструкции.
Как правило, следует применять сборную конструкцию пуансонов, состоя-
щую из державки с хвостовой частью (закрепленной в пуансонодержателе)
п рабочих частей (прикрепленных к державке). Сборная конструкция инстру-
мента обеспечивает его повышенную стойкость и более рациональное исполь-
зование штамповой стали.
47о
Из числа известных способов крепления пуансонов в пуансонодержателе
рассмотрим распространенные следующие четыре способа.
Наиболее распространен первый способ крепления (фиг. 377). На-
личие съемной крышки дает возможность производить замену пуансонов без
удаления пуансонодержателя из ползуна ГКМ-
Задний бурт хвостовика и шпоночный выступ в крышке хорошо воспри-
нимают усилия, развивающиеся при обратном ходе ползуна, и придают необ-
ходимую устойчивость креплению, предотвращая его ослабление в процессе
работы. Нормали пуансонодержателей по этому варианту представлены на
фиг 378—379, а соответствующая нормаль хвостовиков пуансонов дана на
фиг. 459.
Допуски на размеры элементов хвостовика по длине (£ Ь °4, Б~и гнезда под
хвостовик в пуансонодержателе рассчитаны на одновременное прилегание
(по мере припасовки опорных пло-
скостей в процессе работы) задней
опорной плоскости хвостовика и пе-
реднего бурта. Причем, когда 7)„>2d
(фиг. 459) создается достаточный
опорный бурт и при этом условии
применим тип А. В противном слу-
чае, когда Dn < 2d, в целях увели-
чения опорной -плоскобти необхо-
димо ввести бурт (тип Б) диамет-
ром Dy — (2 ч-2,5) d, но не более
прилегающей ширины пуансоно-
держателя, равной С — 10 л,и
(фиг 378).
На практике встречается ряд по-
ковок несимметричной формы, тре-
бующей строгой установки пуансо-
нов по отношению к ручьям в ма-
трицах и отсутствия возможности их
поворачивания вокруг оси. Это обе-
спечивается в рассматриваемой кон-
струкции (фиг. 459) лыской, рас-
положенной на расстоянии i от
оси хвостовика, и соответствую-
щим буртом в пуансонодержателе
(фиг. 378).
Если при данной номенклатуре
поковок большинство из них имеет
круглую форму (тела вращения), то
большую часть пуансонодержателей
можно делать без бурта, а пуансоны
Фиг. 459 Хвостовики пуансонов.
делать без лыски Z, и только для
некоторых несимметричных поковок
предусмотреть пуансонодержатели с фиксирующим буртом ио основной
нормали (фиг. 459).
Второй тип крепления пуансонов представлен на фиг. 407.
При штамповке из сравнительно тонкого прутка (d <Z 25 мм) и наличии не-
скольких наборных переходов для качества изготовляемой поковки имеет
большое значение строгая соосность осей пуансонов с осями ручьев в мат-
рицах.
Это требование хорошо обеспечивается конструкцией пуансонодержателя
с общей обоймой для пуансонов.
Конструкция этого (третьего) типа пуансонодержателя представлена
на фиг. 480.
Четвертый тип крепления пуансонов (см фиг. 488) получил распро-
странение главным образом в условиях специализированных пиамповочных
цехов шарикоподшипниковых заводов.
477
Наборные пуансоны по характеру совершаемой ими операций
подвержены лишь незначительному износу и поэтому делаются обычно цельными.
Основные правила конструирования наборных пуансонов приведены в § 2
настоящей главы.
§ 12. КОНСТРУКЦИЯ ФОРМОВОЧНЫХ И ФОРМОВОЧНО-ПРОШИВНЫХ ПУАНСОНОВ
риант особенно эффективно п
Фиг. 460. Варианты конструкции
сборных пуансонов типа I, II
Эту конструкцию рекомен
Конструкция формовочно-прошивных пуансонов обусловлена конфигура-
цией и размерами поковки; решающими являются величина максимального
диаметра поковки DnOh и глубина прошивки 1пр.
Имея в виду основной тип крепления пуансонов и соответствующую кон-
струкцию пуансонодержателя (фиг. 377), в зависимости от основных размеров
поковки DnoK, d0, 1Пр, можно применять следующие типы конструкций формо-
вочных и формовочно-прошивных пуансонов.
Тип / — вариант крепления рабочей части гайкой (фиг. 460, Л). Этот ва-
шменим в диапазоне небольших диаметров по-
ковки (при 50 мм). Размеры рабочей ча-
сти определяются, как указано выше, при кон-
струировании ручьев. Элементы крепления (дер-
жавка, хвостовик, гайка) следует выполнять
по размерам просечных пуансонов (см. далее
§ 13).
Тип II — вариант крепления противника
и рабочей части пуансона винтом (фиг. 460, Б).
Эта конструкция применима в диапазоне диа-
метров DnoK =50-^—150 мм, если это позволяет
конфигурация поковки. Рациональность кон-
струкции очевидна, так как при этом и против-
ник, и передняя рабочая часть пуансона пред-
ставляют собой отдельные сменные детали; кре-
пление осуществляется одним винтом.
Тип III представляет собой вариант кре-
пления противника винтом (фиг. 461).
ется применять при относительно длинной про-
шивке, когда мм и —п°к > 15.
do
Последнее условие обеспечивает достаточной толщины С1енку пуансона
и необходимую его прочность. Размеры элементов крепления определяются
но таблице к фиг. 461. Габаритные размеры пуансона Ln и Dn, а также размеры
рабочих элементов противника и полости пуансона (если таковая имеется)
определяются при конструировании соответствующего ручья (§ 3).
Тип IV — вариант винтового крепления рабочей вставки, не имеющей
элемента для прошивки или сделанной за одно целое с противником (фиг. 462).
Этот тип рекомендуется применять преимущественно при отсутствии против-
ника для диапазона диаметров DnnK — 80-^—150 мм, или когда имеется прошивка
сравнительно небольшой длины I При наличии противника большой длины
можно данную конструкцию применять только при том условии, если кон-
фигурация поковки не позволяет воспользоваться конструкцией типа II
(фиг. 460, Б). Размеры рабочей части определяются при построении ручья,
как указано в § 3. Размеры же элементов крепления определяются по табли-
цам к фиг. 462.
Длина вставки L'„ = (/а—/2) ) (20-е-25) мм, где /2 и Z3 по таблице к фиг. 462.
Длина державки L„ = Ln—L'n.
При больших размерах и сложной конфигурации поковки требуется более
прочное крепление рабочей вставки к державке пуансона и винт большего
диаметра.
Введение такого большого по диаметру винта приводит к значительному
ослаблению хвостовика пуансона и в ряде случаев все же не обеспечивает не-
обходимой прочности крепления вставки. Поэтому в подобных случаях реко-
178
мендуется прибегать к клиновому соединению, представляющему собой тип V
крепления (фиг. 463).
Сборка инструмента такова. В рабочую вставку ввертывается штырь срав-
нительно большого диаметра (42—56 мм). Затем штырь вводится в отверстие
державки, которая устанавливается с помощью штифта по одному из четырех
отверстий диаметром 8,5 мм. Кроме того, вставка центрируется по отношению
к державке буртом диаметра dx.
Тип Ш
Размеры в мм
I прошив
гнечда
ДерюВка
Разхмер
Допуск
на про-
тивник
Допуск
гнезда
Фиг 461. Конструкция сборного пуансона типа III.
За1ем заколачивается клин, который благодаря натягу обеспечивает до-
статочно прочное соединение рабочей части.
Размеры элементов крепления можно определить, пользуясь таблицами
к фиг. 463.
Длина вставки L'n =- (/j—10) + (25-е40) мм. Минимально допустимое рас-
стояние между клином и блоком матриц 7 = 10-4-15 мм.
Длина державки L„~ Ln—L'n.
§ 13. КОНСТРУКЦИЯ ПРОСЕЧНОГО ПУАНСОНА
При просечке поковки наибольшему износу подвергается режущая час1ь
просечного пуансона. Поэтому основные требования, предъявляемые к конструк-
ции просечного пуансона, — простота сборки и быстросменность при условии
точной установки и прочного крепления рабочих частей Этим требованиям
удовлетворяет конструкция типа /, приведенная на фиг. 464.
Конструкция типа I — вариант крепления рабочей части просечного-
пуансона гайкой — хорошо зарекомендовала себя в производственных усло-
виях1 в диапазоне диаметров просекаемого отверстия d0 < 80 мм.
Размеры длины пуансона Ln и длины режущей части (фиг. 464) опреде-
ляются при конструировании просечного ручья, согласно указаниям § 5. Раз-
меры деталей крепления и их элементов следует определять по таблице к фиг. 464.
При больших диаметрах просечки применять конструкцию типа / не пред-
ставляется возможным вследствие получающихся при этом больших размеров
* Эта конструкция, но с применением шестигранной гайки, рекомендуется в лите-
paiype [5].
479
Материал 8X3 Твердость Щ44А-514
Твердость Rc 30 35
Размеры в чч
Dn / Л d2 at Т dt d h
Размер Допуск вставки Допуск державки Размер Допуск Размер Допуск
80-100 30 —0,045 -1-0 045 20 -0,1 20,2 +о, 1 М16 17 30 27,5 17 25 18
100-120 35 -0,050 +0,050 -0 13 25 2 +0 15 М20 21 35 30 21 32 22
120—150 40 —0,050 -0,050 30 -0,2 30 2 +0,2 М24 25 40 35 25 38 2b
Размеры в чм
d D H /11 6
Размер Допуск
M12 18 12 10 10 +0 015 4-0.005 11,6 32
M14 21 14 12 12 -7-0,018 J-ooo6 13 8 3d
M16 24 16 12 12 +0,018 +0,006 13,8 40
M20 30 20 16 14 +0 018 +0 006 16,2 50
M24 b 24 20 ,s +o 018 +),006 18,5 60
Фиг 462 Конструкция сборного пуансона типа IV
материал - Сталь 4ил
Твери ость на концах
Нд 321-368
Размеры пуансона в мм
d. d, d3 Л D
Размер Допуск
пуан- сона дер- жавки
150—180 55 —0,05 4-0,05 М.42 43 50 44 100
180—250 65 -0,06 -1-0,06 М52 53 60 54 115
250—300 70 -0,06 4-0,06 М56 57 75 58 150
Размеры клина в мм
Dп или d0 ъ R с
№ 1 № 2 № 3
От 80 до 95 . 95 , 110 . ПО , 125 . 125 „ 150 , 150 , 180 . 180 . 250 „ 250 . 300 10 12 14 14 14 16 20 5 6 7 7 7 8 10 120 130 150 180 220 270 320 29 29 33 33 33 38 38 31 31 35 35 35 40 40 33 33 37 37 37 42 42
Размеры штыря в мм
Dn d, Cl ;3 l, Ь1 L
150—180 42 40 73 55 14,2 138
180—250 52 45 87 65 16,2 157
250—300 56 45 102 80 20,2 183
Размеры державки в мм
Dn d4 1 I, с ь R г
От 150 до 180 42,5 105 40 40 14,2 7,1 50
» 180 , 250 52,5 . 115 45 45 16,2 8,1 57,5
,, 250 „ 300 56,5 130 50 45 20,2 10,1 75
Фиг. 463. Конструкция сборного пуансона типа V.
Тип 1
Размеры хво<ловои «асти державки в им
№ ГКМ d d2 D, л m k i
2 40 60 65 45 20 6 10 25
3 50 70 80 60 25 6 15 35
4 60 80 100 75 30 8 15 40
5 75 95 125 75 30 8 20 52
6 90 115 150 80 35 8 25 '67
Размеры резьбовой час г и державки в мм
К гайке № do 0 M с
1 До 28 48 40 40 4
2 38 60 г0 50 4
3 50 76 65 65 4,5 4,5
4 » 63 95 75 85
. 78 115 90 l(b 4,5
Размеры просечного пуансона в ми
dQ D D, b I n
До 28 30 40 10 15 0,3
. 38 !) мм 40 50 12 15 0,5
, Л 1 52 t-6 14 20 ^1 1,0
69 o i i 1 8j 16 20 1,0
, 78 80 100 18 20 1,0
Размеры гайки державки в м и
№ гайки dfj D b, 0 M d4 * 2 I /V C 5 t
1 До 28 30 14 48 80 65 35 50 4 20 6
2 „ 38 40 16 60 90 75 45 62 4 20 6
3 „ aO 52 18 76 110 100 60 78 4,5 20 8
4 „ 63 70 20 95 130 110 70 98 4,5 25 10
5 . 78 80 22 115 150 125 85 120 5 0 25 11)
Фиг 464. Сборная конструкция просечного пуансона типа I
Размеры пуансона в мм
№ d0 D d, d d3 L
1 От 80 до 95 75 36 50 45 20 50
2 . 9а 110 90 55 50 20 65
3 „ ПО 125 105 46 60 55 25 7
4 125-150 120 56 70 65 30 so
Размеры державки в и w
N* D d, d3 не менее с I b
1 36 45 30 35 80 10,2
2 99 41 50 35 35 100 12,2
3 105 46 55 40 40 115 14,2
4 120 u6 65 45 45 125 14 2
Размеры штыря в м ч
№ dt d m bi «1 7? L L
1 36 49 20 10,2 33 5,1 68 118
> 40 51 20 12,2 33 6,1 78 140
3 45 59 25 14,2 37 7,1 88 160
4 55 69 30 14,2 42 7,1 93 170
Фиг 465 Сборная конструкция просечного пуансона типа II
деталей крепления — державки и гайки. Поэтому, когда d0>80 мм, рекомен-
дуется конструкция просечного пуансона типа II (фиг. 465). В этой конструк-
ции крепление рабочей части к державке осуществляется с помощью штыря
и клина. Длина пуансона Ln определяется при конструировании просечного
ручья, согласно указаниям §5. Зазор z должен быть не менее 10 мм. Остальные
размеры деталей крепления и их элементов определять по таблицам к фиг. 465.
Если при указанном в таблице значении 1Х не обеспечивается нужный зазор z,
то необходимо увеличить значение размеров I. 1Х и L2. Клин следует конструи-
ровать в соответствии с фиг. 463.
§ 14. ОБРЕЗНОЙ ПУАНСОН
Обрезной чуансон служит для обрезки заусенца в горячем или холодном
состоянии, в зависимости от принятой технологии изготовления поковки (см.
конструирование обрезного ручья; § 8).
Рекомендуется три типа конструкции обрезного пуансона.
Тип I — вариант цельного пуансона следует применять при диаметре по-
ковки на участке обрезки DnoK<80 мм.
Тип II — пуансон с рабочей обрезной частью, прикрепленной к державке
винтом подобно той конструкции, которая рекомендуется для формовочного
пуансона (фиг. 462). При этом размеры вставки, державки и винта определять
в соответствии с данными, приведенными на той же фигуре. Этот тип конструк-
ции рекомендуется применять в диапазоне диаметров DnoK =80-^-150 мм.
Тип III—вариант крепления клином следует применять, когда DnoK> 150 мм.
Размеры вставки, державки, штыря и клина рекомендуется определять так же,
как и для просечного пуансона с клиновым креплением, пользуясь фиг. 465.
Для указанных трех типов обрезного пуансона основные размеры — диа-
метр пуансона Dn, длина пуансона Ln — определяются при конструировании
обрезного ручья в соответствии с указаниями § 8.
§ 15. КОНСТРУКЦИЯ ЗАДНИХ УПОРОВ
Конструкция задних упоров и необходимых специальных клещей зависит
от длины стержня поковки 1С, его диаметра d и отношения . Именно этими
факторами обусловливаются пределы применения заднего упора в виде кле-
щей (упор-клещи), в виде выступа (пластины) штампа или заднего упора,
расположенного вне штампа. В пределах каждого основного типа упора воз-
можны разновидности конструкций, обусловленные конфигурацией поковки,
количеством утолщений на стержне, требованиями фиксации поковки в опре-
деленном положении и другими факторами.
На фиг. 466, А представлена нормаль упора-клещей и гнезда под клещи
в штампе. Все размеры и соотношения, необходимые для построения клещей
и выемки, даны непосредственно на чертеже. Исходными данными являются:
d — заданный диаметр прутка (стержня); dx — диаметр стержня с учетом усадки.
Величина зазора Д и уклона а° определяются из табл. 62, как для зажимной
части ручья.
На фиг. 466, Б изображены клещи-оправка, применяемые для штамповки
поковок со сквозной или глухой полостями, получаемыми методом деформации
заготовки с двух концов (см. классификацию, табл. 37, конфигурация II-3-в).
После нагрева второго конца заготовки оправку вставляют в полость от-
штампованной первой части и продолжают процесс по изготовлению поковки
То, что оправка состоит из разъемных двух половинок, предоставляет воз-
можность легко удалить оправку из поковки после окончания штамповки.
Исходными данными для построения профиля оправки являются конфигу-
рация полости поковки и прежде всего ее конечный диаметр d0 и уклон а0.
На фиг. 467 представлена нормаль клещей, применяемых при штамповке
от заднего упора, расположенного в штампе. Размеры клещей обусловливаются
диаметром заготовки d и могут быть определены по таблице фиг 467. Конструк-
ция клещей позволяет зажать конец заготовки и затем установить ее по заднему
упору. При этом положение губок может быть горизонтальным или вертикаль-
ным в зависимости от принятого типа заднего упора штампа (фиг. 468).
Пердость Не34!-388
Ч - диаметр стержня 6 холодном состоянии
Фиг. 466. Типы заднего упора-клещей.
При сравнительно небольшой заготовке (по размерам и весу) можно при-
менять один из двух типов конструкции (Л или Б) заднего упора в штампе, тре-
бующих горизонтального положения губок клещей. Такое положение клещей
Размеры в мм
До 20
От 21 до 40
. 41 , 50
, 51 , 75
400-600
500- 700
500-700
600—800
Фиг. 467 Клещи для работы от заднего упора в штампе
и заготовки вызывает некоторый крутящий момент, затрудняющий удерживание
заготовки с клещами в руках, поэтому эта конструкция применима для поковок
сравнительно небольшого веса.
При наличии не более двух-трех ручьев и хорошем зажатии заготовки за-
жимной частью ручья может быть применена конструкция А (фиг.468), обеспечи-
вающая опору лишь на половине торца заготовки. Когда же в штампе имеется
485
большое количество ручьев и особенно в случаях, когда работа производится с
пуском машины «на самоход», требующим быстрой перекладки заготовки из ручья
в ручей, представляет большие удобства конструкция типа Б со сквозным па-
зом со стороны губок и рукоятки клещей. Кроме того, в типе Б задним упором
перекрывается весь торец заготовки.
При большом весе заготовки удерживание клещей в положении Ди Б за-
труднительно (большой крутящий момент), поэтому в подобных случаях нужно
применять задний упор типа В с вертикальным положением губок клещей.
d мм
D ям
d мм п мм т мм
ДО 20 20 32
Св. 20 до 40 35 53
. 40 „ 50 45 65
. 50 „ 75 60 85
До 20
Св. 21 до 40
. 41 , 50
„ 51 „ 75
До 20
Св. 20 до 40
, 40 . 50
„ 50 , 75
64
106
130
170
Фиг. 468. Задние упоры в штампе:
А — упор в неподвижной матрице /, Б — упор в виде вставки, В -
упор в матрицах 1 и 2.
Указанный скос на части упора подвижной матрицы (см. на разрезе А В
размеры 5x2) предотвращает сбивание заготовки при сближении матриц.
Размеры элементов указанных типов заднего упора определяются с помощью
таблиц, приведенных на фиг. 468
Для изготовления поковок с значительной длиной стержня 1С располо-
жить задний упор в пределах матриц не представляется возможным, и тогда
целесообразно прибегать к различным конструкциям упоров, расположенных
вне штампа. Причем, в зависимости от абсолютной величины размера 1С, кон-
фигурации поковки и количества утолщений, могут быть применены упоры,
которые крепятся к неподвижной матрице или к станине ГКМ.
На фиг. 469, А показан задний упор в виде планки, прикрепленной к не-
подвижной матрице с помощью шпилек. Преимуществом этой конструкции
является ее относительная простота и возможность легкой регулировки по
длине. Недостаток этой конструкции заключается в прогибе шпилек, который
может быть устранен применением прокладки между упором и станиной, как
показано на чертеже в плане.
Большим распространением пользуется задний упор в виде рамки, при-
крепляемой к правой матрице (фиг. 469, Б). При значительной длине
стержня поковки 1Г, обусловливающей большой размер вылета L, лучше при-
менить рамку сборной конструкции. Горизонтальные планки крепятся к
486
правой матрице с помощью винтов и благодаря шпоночному выступу хорошо
воспринимают осевые усилия, сохраняя устойчивое положение в работе. Вер-
тикальная упорная планка также крепится винтами и предохраняется от сдвига
благодаря шпоночным выступам.
При сравнительно небольшом вылете L хорошо зарекомендовал себя зад-
ний упор в виде цельнокованной рамки (фиг. 470, А), прикрепляемой к непо-
движной матрице та-
ким же образом, как и
рамка сборной кон-
струкции, показанная
на фиг. 469, Б.
По мере необходимо-
сти задний упор-рамка
может быть сделан ре-
гулируемым по длине.
Такая регулировка в
пределах, достаточных
для компенсации воз-
можных колебаний дли-
ны заготовки, при-
менена в рассматри-
ваемой конструкции
(фиг. 470, Л).
Конец заготовки упи-
рается в пластинку,
прикрепленную к рамке
болтами так, что при
требуемой номинальной
длине L под опорной
Фиг. 469. Задние упоры, прикрепляемые к штампу.
планкой и головками болтов проложен пакет из нескольких (4—5) регулиро-
вочных пластинок, толщиной по 1—2 мм каждая. Для уменьшения расстоя-
ния L, вызванного необходимостью подачи заготовки вперед, прокладка уда-
под опорную пластинку. Для
ляется из-под головок болтов и переносится
Л — задний упор-рамка, прикрепляемая к штампу, Б — клиновой
задний упор, прикрепляемый к станине ГКМ.
увеличения размера L посту-
пают наоборот.
Регулировка упора про-
изводится на определенную
партию заготовок, которые
должны быть рассортированы
в пределах желательного до-
пуска по длине, а при более
точной штамповке и по диа-
метру.
Преимущество указтнной
конструкции (фиг. 470, Д)
заключается, во-первых, в
возможности регулировки
упора для каждого ручья,
что особенно важно при на-
ладке штампа, а во-вторых,—
в том, что осевое усилие
штамповки передается не на
резьбу болта, а через пла-
стинку и прокладки на
рамку. Указанные особен-
ности регулировочного приспособления обеспечивают
одновременно гиб-
кость регулировки и жесткость конструкции упора.
Для некоторых форм стержневых поковок при отсутствии необходимости
отдельной регулировки высаживаемой длины прутка в каждом ручье хорошие
487
результаты дают задние упоры с клиновым регулировочным приспособлением
(фиг. 470, Б).
Между правой грудной плитой и станиной помещается дополнительная
плита, в которой против оси машины имеется паз, идущий под некоторым укло-
ном к вертикали.
В паз плиты 1 входит ласточкин хвост клинообразного упора 2, к лицевой
стороне которого прикреплена каленая упорная пластинка 3. При поворачи-
вании регулировочного болта 4 упор поднимается или оцускается, в результате
чего расстояние между упором и штампом становится меньше или больше.
Эта вполне надежная в работе конструкция обеспечивает точную регулировку
высаживаемой длины прутка и может быть особенно рекомендована, когда
требуется большая точность наборных переходов, как, например, при штам-
повке клапанов.
Поковки, имеющие два утолщения, расположенные на концах стержня,
изготовляются методом последовательной штамповки заготовки с двух концов.
Если оба утолщения
не имеют глухих поло-
стей и представляют со-
бой тела вращения, то
может быть применена
одна из конструкций
задних упоров, распо-
ложенная в зависимости
от длины поковки —
в пределах или вне ма-
трицы.
В тех случаях, когда
первое утолщение имеет
полость, иногда возни-
кает необходимость фик-
сировать поковку при
штамповке второго кон-
ца по фигуре внутрен-
Л и Б — типы задних упоров с переставляемыми ползунками; В — клещи- ней ПОЛОСТИ 1-ГО уТОЛ-
Фиксатор щения, особенно при
наличии на последнем торцевого заусенца (фиг. 471, Л). При этом будет иметь
место прилегание фигуры глухой полости или части этой фигуры к штырю
фиксатора. Наличие ползушки предоставляет возможность производить регу-
лировку с учетом колебаний длины заготовки и штамповать аналогичные изде-
лия, отличающиеся только по длине. В последнем случае потребуется более
резкая перестановка ползушки, обеспечиваемая продольным пазом в планке.
Закрепление ползушки в определенном положении производится с помощью
болта.
При наличии двух утолщений некруглой формы (например, типа проушин)
требуется не только точная установка заготовки по заднему упору, но и точная
фиксация первого отштампованного утолщения по отношению ко второму.
С этой целью рекомендуется применять упор-фиксатор 1, типовая конструкция
которого представлена на фиг. 471, Б. В данном случае упор-фиксатор также
выполнен в ползушке, позволяющей, подобно предыдущему случаю, произво-
дить необходимую регулировку по длине.
При штамповке в нескольких ручьях на общей скобе или планке 2 можно
установить несколько упоров-ползушек на требуемых расстояниях от штампа.
Следует отметить, что, применяя упор-фиксатор, желательно обеспечить хо-
рошее зажатие прутка в зажимной части ручья матриц и тем самым избегнуть
значительных осевых усилий, которые могут действовать на упор при дефор-
мации заготовки в наборных и формовочных ручьях.
Если при высадке заготовки, подлежащей дальнейшей штамповке на мо-
лоте или прессе, не требуется особой точности по длине, то в целях упрощения
конструкции штампа целесообразно применить фиксатор в виде специальных
488
клещей (фиг. 471, В). При этом заготовка берется в клещи так, чтобы ее торец
упирался в дно полости (N), и закладывается в ручей штампа до упора клещей
по плоскости М. Это обеспечивает точную фиксацию прутка и вполне допустимо
при условии надлежащего зажатия заготовки в зажимной части ручья штампа.
При весьма большой длине стержня поковки можно рекомендовать конструк-
ции упоров с креплением к станине машины.
Фиг. 472. Внешний задний упор для длинных поковок.
Когда штамповка производится в одном ручье, хорошие результаты
достигаются при работе с упором, изображенным на фиг. 472.
Две шпильки диаметром не менее 50 мм крепятся к ребрам станины, в ко-
торой должны быть для этой цели предусмотрены специальные отверстия.
Фиг. 473. Задний упор с рейкой.
С противоположной стороны на шпильки надевается упорная планка, подпи-
рающаяся стойкой. Регулировка положения упорной планки осуществляется
с помощью гаек, а укрепление ее в нужном положении — с помощью гайки
с контргайкой.
Когда конструкция станины не позволяет применять упор, прикрепленный
к ее ребрам, рекомендуется прибегать к внешнему заднему упору в виде рейки
(фиг. 473). Поперечная планка 1 прикрепляется болтами к станине, и к этой
планке в свою очередь крепится рейка 2, входящая своим выступом в шпоноч-
ный паз планки и поддерживаемая стойкой 4. Выступ или зуб N рейки хорошо
489
воспринимает осевые усилия, действующие на деформируемый металл в осе-
вом направлении.
Упор 3 входит своей гребенкой в соответствующие пазы рейки 2 и крепится
к последней болтами. Для грубой регулировки упор перемещается на нужное
количество шагов гребенки, для чего в рейке имеется достаточной длины паз М,
через который и проходят крепежные вертикальные болты. При установке
упора в определенном положении гайки болтов должны быть достаточно сильно
завернуты. Более точная регулировка достигается с помощью упорного болта 5.
На фиг. 473 показан реечный упор для одноручьевого штампа. При большем
количестве ручьев на рейке 2 можно установить соответствующей высоты упор,
в котором на расстояниях, равных промежуткам между осями ручьев, должны
проходить упорные болты.
§ 16. ПРАВИЛА КОНСТРУИРОВАНИЯ ШТАМПА ГКМ
На основании изложенной выше методики проектирование технологического
процесса штамповки и конструирование штампов ГКМ рекомендуется произ-
водить в указываемой ниже последовательности.
1. Исходя из чертежа детали и программного задания составляется чертеж
поковки с техническими условиями на ее изготовление (см. гл. II).
2. Производится расчет и выбор переходов штамповки и определяются раз-
меры исходной заготовки (см. гл. III).
3. Определяется необходимое усилие штамповки и выбирается ГКМ с необ-
ходимой характеристикой по максимальному давлению и по габаритам штам-
пового пространства (см. гл. I).
4. Определяются размеры ручьев штампа и устанавливается конструкция
его деталей и элементов; производится выбор рационального варианта взаим-
ного расположения ручьев, а также с помощью нормалей выбирается соот-
ветствующей конструкции и размеров пуансонодержатель (см. гл. IV и I).
5. Вычерчиваются общий вид штампа и его детали; по соответствующим нор-
малям устанавливаются марки сталей (см. часть шестую), нормы твердости,
чистота поверхности и допуски на размеры; уточняется спецификация, окон-
чательно оформляются и согласовываются чертежи.
Пример типового чертежа штампа ГКМ с общим видом и деталировкой при-
водится в начале следующей главы.
ГЛАВА V
ПРИМЕРЫ КОНСТРУИРОВАНИЯ И РАСЧЕТА ШТАМПОВ
§ 1. ШТАМПОВКА ПОКОВКИ ТИПА СТЕРЖНЯ С ОДНИМ УТОЛЩЕНИЕМ,
РАСПОЛОЖЕННЫМ НА ЕГО КОНЦЕ (I ГРУППА)
1. Составление чертежа поковки (фиг. 474). На осно-
вании чертежа чистовой детали (вал с шестерней) составляем чертеж поковки,
пользуясь методикой и данными главы II. Так как резка заготовки предусма-
тривается на ножницах, то в чертеже поковки оговариваются возможная утяжка
и скос на заднем торце стержня. Кроме того, на расстоянии 40 мм от заднего
торца утолщения предусмотрен повышенный допуск на диаметр стержня
за счет возможно большего износа ручья штампа на этом участке. Чертеж по-
ковки с техническими условиями приведен на фиг. 474, А.
2. Расчет и выбор переходов штамповки.
а) На основании составленного чертежа поковки, пользуясь диаграммой
фиг. 403, определяем вариант штамповки. При диаметре стержня d =40 мм
1с 100 „ с
и отношении длины стержня к его диаметру —- = ^=2,5, согласно диа-
грамме, необходимо производить штамповку из отдельной заготовки от заднего
упора (упор-клещи).
490
Ввиду возможных колебаний длины мерной заготовки предусматриваем
поперечный разъем между пуансоном и блоком матриц и, следовательно, ве-
роятность получения поперечного заусенца.
б) При таком варианте штамповки будет нагрета вся заготовка, и поэтому,
составляя чертеж гЬрячей поковки, учитываем усадку (1,5%) на все размеры.
Чертеж горячей поковки, составленный на основании инспекционного чертежа,
представлен на фиг. 474, Б. В этом чертеже учтены также размеры поперечного
заусенца, найденные по табл. 50. При максимальном диаметре поковки Dn =
==86,3 мм ширина заусенца с = 12 мм и его толщина t == 2 мм. Отсюда макси-
мально возможный диаметр заусенца определяется как сумма 86,3+2-12:^
=:110 ММ.
в) Определяем объем формовочного перехода и высаживаемой длины прутка.
i В37
!
L—.J
./? 9 Песто кон тропя
- - \ твеодости
Пример расчета переходов штамповки
6)
100+1
Ю1,5-
5 Дефекты формы Смещение оси головки относительно стержня до 0,5, кривизна стерж- ня до 0,5 мм Непараллельность тор- цов головки,овальность головки и стержня в пре- делах допуска Сдвиг штампов до 0,5мм
4 Внешние дефекты Глубиной не более /г фак- тического припуска на сторону
3 Очистка поверх - ности Вбарабане
2 Заусенец до 1мм на сторону
Термообра- ботка и твердость Нормализация Твёрдость по Бриноллю 4,3 -4,8
Технические условия
40—<
Фиг 474
По формуле (17-Ш) находим объем утолщенной части поковки для рассма-
триваемой конфигурации:
V, = -»<°-+l)'sag (4j + о.5у,)+ •<о.+о.^ + 0 5ys) =
_ + 075) + 3.14(76.1+0.5)2 10J = 290600 ям,
Объем заусенца
17 Гтс-1102 г..8б,32\о о
I/, = (—-----------1— ) 2 = 7300 мм.
г Объем формовочного перехода с учетом заусенца и угара о = 2°/о°пРе"
деляем по формуле (19-Ш):
V __ + Рз) (100+8) _ (290600 + 7300)-102
У/Ф — 100 —--------ПК)-------1 ~ 304000 ММЛ.
Длина на высадку
Уф 304000
ДД ~ 3.14-40,62 ~ ММ'
4 4
г) Расчет наборных переходов.
Для определения количества наборных переходов и их размеров (фиг, 4 75)
пользуемся правилами высадки (см. табл. 49).
441
3. Длину исход н'о’й заготовки определяем по формуле (22-III);
1зг = 0,985 1„ -г 1С = 0,985-235 4-100 = 332 мм.
Итак, принимаем заготовку диаметром 40x332 мм!
4. Определение усилия штамповки и выбор ГКМ.
Наибольшее давление будет иметь место при деформации металла в окончатель-
ном формовочном ручье в момент окончания штамповки.
Для данной поковки при £>„ = 87 мм (с учетом усадки и плюсового допуска)
иа = 8кг£им2 (для стали марки 45) получаем по номограмме фиг. 386 Р^а350 т.
Следовательно, с точки зрения необходимого давления для данной поковки
достаточно было бы применить ГКМ № 3 с давлением 450 т.
Проверяем возможность размещения всех необходимых ручьев в блоке
матриц максимально допустимой для данной ГКМ высоты. В соответствии с про-
граммным заданием для данной поковки (крупносерийное производство) в про-
ектируемом штампе желательно предусмотреть рабочие вставки для быстро-
изнашиваемых элементов.
При этом условии можно ориентировочно определить необходимую высоту Н
матриц, воспользовавшись формулой (3) на сгр. 363:
//=SD« + 0,3S(Z>« + 4)+ Ю(й +D -
= (57 + 75 + 86,3 + 86,3) + 0,3 [(57 + 170) - (75 + 108) + (86.3 + 50,7) +
-г (86,3 + 50,7)] 4-10-5=^560 мм.
Судя по характеристике ГКМ (см. фиг. 376) и данным нормали блоков матриц
(см. фиг. 375), очевидно, что для ГКМ № 3 можно допустить максимальный раз-
мер Н = 450 мм, между тем как в данном случае требуется высота блоков
около 560 мм.
Поэтому приходится выбрать большую машину — № 4 (давление 750 т),
для которой Н =615 мм1.
Окончательно размеры блоков матриц устанавливаются при более деталь-
ном рассмотрении вопроса в процессе конструирования штампа.
Итак, выбираем для штамповки заданной поковки ГКМ № 4.
Переходы штамповки, полученные в соответствии с указанным выше рас-
четом, и общий вид штампа с деталями 1 —15 приведены на фиг. 475 (специфи-
кация здесь не приводится).
1 Если производить штамповку без заусенца (из более точной заготовки) или произво-
дить обрезку заусенца в отдельном штампе, то можно применить машину № 3.
442
На фиг. 476, 477, 478 и 479 дана полная деталировка штампа, полученная
в результате указываемых ниже конструкторско-расчетных работ.
5. Выбор по нормалям пуансонодержателя и бло-
ков матриц, составление общего вида штампа (фиг. 475
и 476). Исходя из характеристики, принятой ГКМ № 4, и найденного коли-
чества ручьев, выбираем четырехручьевой пуансонодержатель (см. фиг. 378) с раз-
мерами по длине: L = 645 и /и = 8, откуда = L—т = 645—8=637 мм.
Если иметь в виду ГКМ № 4 (см фиг. 376), то закрытая длина штампового про-
странства или сомкнутое положение при опущенном клине Д=1176 мм.
Для возможности регулировки в ту и^другую сторону задаемся положением
при поднятом клине, соответствующем уменьшению расстояния на 4 мм при
общей регулировке клином на 9 мм При этом расчетная закрытая длина со-
ставит
Ар=1176—4=1172 мм
На основании этих данных расстояние от грудной плоскости матриц до
пуансонодержателя по формуле (1-1) будет lz=Ap—L, = 1172—637 = 535 мм
(см. фиг. 475).
Составляем общий вид штампа и окончательно устанавливаем размеры ма-
триц. Причем в соответствии с выбранным четырехручьевым пуансонодержа-
телем (см. фиг. 378) и нормалью блоков матриц (см. фиг. 375) расстояния от ниж-
ней опорной плоскости до осей ручьев будут: Н1 — 90 мм; Я2 = 240 мм, Н3 =
=390 мм; //4 = 540 мм.
Нанося на общий вид размеры ручьев и определяя в первом варианте габа-
риты вставок, убеждаемся в том, что сделанный ранее ориентировочный выбор
высоты блока и ГКМ удовлетворяет конструкции штампа со вставками и что
меньшая машина (№ 3) не могла бы удовлетворить требуемой высоте штампо-
вого пространства.
Располагая на общем виде ручьи так, чтобы получить достаточное напра-
вление пуансонов в матрицах, выбираем размер матрицы по длине С =320 мм.
493
Фиг. 477.
Фи1. 478.
Фиг. 479.
При этой длине и заданных габаритных размерах поковки в матрице необхо-
димо предусмотреть выемку для клещей, которую в данном случае удобнее
осуществить в виде сквозного паза длиной 75 мм (фиг. 476).
При меньшей длине блока получились бы излишне большой длины пуан-
соны. Ширина матриц в соответствии с Характеристикой штампового простран-
ства (см. фиг. 376): В = 194 мм.
Окончательно выбираем блок-матрицы с размерами: С X В X Н = 320х
X 194x615.
6. Конструирование ручьев и деталей штампа,
оформление чертежей. Определяем размеры наборных ручьев
и их деталей, пользуясь указаниями и методикой, изложенными в предыду-
щей главе.
Размеры упора-клещей (дет. 12, фиг. 479) находим на основании нормали
фиг. 466:
длина губок d 4- 5 =404-5 = 45 мм;
диаметр губок 1,2d + 8 = 1,2 • 40 + 8 = 56 мм;
зазор между губками 0,02^ 4- 0,5= 1,3 мм;
длина гнезда под губки в матрице d4~7 = 40 4-7 =47 мм;
длина заднего упорного бурта в матрице будет 0,8 d+3 =0,8-404-3 =35 мм;
общий размер гнезда под клещи составит 474-35=82 мм;
округляем этот размер до 80 мм (см. фиг. 476);
толщина задней стенки губок 0,1<У4 5 = 9 мм;
глубина ручья в клещах будет 45 — 9 = 36 мм.
Вся длина губок с учетом уклона 10° будет
45 + —-tg 10° = 46,4 мм.
Зазор по длине между гнездом матрицы и губками клещей составит 47-
— 46,4=0,6 мм.
Вся глубина ручья в клещах будет 46,4—9=37,4 мм.
Очевидно, что длина зажимной вставки (1вс) плюс зазор 0,6 мм, плюс глу-
бина ручья в клещах 37,4 мм должна равняться заданной длине стержня
(фиг. 475) — 101,5 мм, т. е. /8£.+0,64-37,4 —101,5. Отсюда получим /«,=63.5 мм.
Этот размер принимаем для всех зажимных вставок (см. дет. 9, фиг. 479)
и одновременно наносим найденные размеры на чертеж матрицы (фиг. 476).
Диаметр зажимной части ручья будет 40,6, а зазор А =0,5 мм (согласно
фиг. 447 зажимной ручей типа Па).
Наружный диаметр зажимной вставки можно определить, пользуясь табл. 63;
при d = 40,6 мм минимально допустимый диаметр вставки D = 80 мм. Ввиду
возможности свободного размещения вставок принимаем D= 100 мм (см. дет. 9
фиг. 479). Диаметр бурта вставки согласно фиг. 457 будет 1004-2/1=100-4
4-2-6 = 112 мм. Размеры гнезда под головку болта М14 будут е = 12 мм;
т = 22 мм (фиг. 476 и табл. 63).
Для определения размеров наборных пуансонов пользуемся § 2 гл. IV
и фиг. 444 — пуансон типа IV. Размеры конической полости пуансонов опре-
деляем в соответствии с размерами переходов штамповки (см. фиг. 475).
Размеры диаметров конической полости пуансонов 1-го и 2-го переходов
принимаем равными соответствующим размерам переходов.
Глубина конической полости определяется с учетом зазора х между пуан-
сонами и матрицей (см. § 2 гл. IV).
Для пуансона 1-го перехода
!пк = 1К - 0,3^ = 170 - 0,3-3,5~ 169 мм.
Для пуансона 2-го перехода
1пк = Ю8,5 - 0,3- 3,5 = 107,5 мм.
Зазор Oj =3,5 мм по табл. 57.
495
Диаметр пуансона 1-го перехода (дет 3, фиг 477)
Dn-^DK- -0,2 (DK -г lK) -L 5 = 57 -i 0,2 (57 + 169) 4- 5 = 107,2 мм,
принимаем Dn— 105 мм.
Диаметр направляющей части в матрице
£+=£>„+28 = 105+2 • 0,6=106,2 мм,
Где зазор 8 — по табл. 57.
Диаметр пуансона 2-го перехода:
Dn = 75+0,2 (75+107,5) + 5=116,5; принимаем этот размер 115 мм Соответ-
ствующий диаметр в направляюшей части матрицы £+=1154 2 • 0,6 = 116,2 мм
Длину пуансонов находим по формуле (§ 2 гт IV)
~ (Jp ~ +)
Закрытая длина штампа Zz = 535 мм (фиг 475)
Расстояние от опорной грудной плоскости матриц до торцевой плоскости
вставок составит 75+80+63,5=218,5 мм
По табл 57 зазор <+ =3,5 мм, откуда 1п = 535 —(218,54 3,5) =313 мм
Радиусы закруглений полостей наборных пуансонов и части ручья во встав-
ках — согласно фиг 444 и табл 50, диаметр отверстия для воздуха d2=3 мм
Размеры хвостовика пуансонов определяем по нормали (фиг. 459) Так как в дан-
ном случае диаметр пуансона £>„<2 d, то заднюю часть пуансона оформляем
в виде бурта диаметром 2d=2 60=120 мм
Формовочный ручей конструируем в соответствии с указаниями
§ 3 гл IV (см фиг. 445, тип //)
Размеры полости формовочной вставки (дет 10, фиг. 479) определяются
размерами формовочного перехода. Длина ручья в матрице определяется с уче-
том необходимого зазора 82 =2,5 мм, согласно табл. 60. Таким образом, 1М —
= 1ф—8г=50,7—2,5=48,2 мм.
Диаметр формовочного пуансона (дет. 7, фиг. 478) Dn =110 мм берется по
размеру формовочного перехода с учетом поперечного заусенца. Соответствую-
щий диаметр направляющей части ручья в матрице (дет. 1—2, фиг 476) DM —
= £>„+23=110+2.0,6=111,2, гце зазор 8 определенно табл 57, как для глад-
кого пуансона без противника.
Общая длина формовочного пуансона
Ьп=1г—(1р+1ф) = 535—(218,5+50,7) = 265,8 мм
Конструкция пуансона выполняется сборной, по типу IV (фиг. 462).
При £>„=110 мм получаем: d2=M20, d2 =3§; Z2 =25; l3 =35 (дет. 7, фиг. 478)
Длина рабочей части вставки пуансона L'n=(l3—Z2)—(20=25) =10+ (20—
н-25); принимаем £„=35лл; вся длина вставки будет 25+35=60 мм.
(Укюр,а определяется длина державки пуансона L„=Ln—L'n =265,8 —35 =
= 230,8 мм (дет. 5, фиг. 477)
Обрезной ручей и его детали конструируем в соответствии с указа-
ниями § 8 гл. IV
Так как в данном примере имеется поперечный заусенец, расположенный
у переднего торца поковки, то применяется обрезной ручей типа I (фиг. 454)
Размеры диаметров отдельных элементов ручья определяются по формулам § 8
d2 = dn + 0,5х = 86,3 + 0,5- 1 = 86,3 + 0,5 = 86,8 мм (дет 11, фиг 479);
d2 = dj—2 = 86,8 — 0,6 = 86,2 мм (дет. 8, фиг 486);
d3 = l,01d2 + 0,1 = 1,01-86,2 + 0,1 =87,2 мм (дет 1—2, фиг. 484);
d4 = dn + Зс + 5 = 86,3 + 36 4- 5 = 127,3; принимаем этот размер — 125 мм
(дет 1—2, фиг. 476)
Размеры обрезной вставки, а =8 мм; А =55 мм — по табл 66 Диаметр вставки
принимаем таким же, как и для формовочной вставки, D=145 мм (дет. 11,
фиг 479)
Далее. d6= l,02d~hl =1,02 40,6+1=42,5 мм, d- = dAJ4 10 лл=56 L10 =
= 66 мм.
Затем определяем размеры по длине элементов обрезного ручья, например,
£2=5(=5 2 = 10 мм и т д
496
Размер от грудной плоскости штампа до кромки обрезной вставки 1р =50+
-<--30+20+88+75=263 мм. Общая длина обрезного пуансона L„=(l2—К)+(10-г-
•-15) =(535—263)+10 = 282 мм.
Отсюда при размере вставки L„=35 мм имеем Ь’=£д—Гд=282—35=247 мм
(дет. 6, фиг. 477).
С Размеры винта крепления вставки обрезного пуансона определяем, поль-
зуясь фиг. 462. Размеры винтов крепления вставок в матрицах определяем,
пользуясь фиг. 457 и табл. 69. Выявив размеры всех деталей и элементов ручьев,
окончательно оформляем чертеж блока-матриц (дет. 1—2, фиг. 476); размеры
и расположение шпоночного паза — по нормали фиг. 375.
Марки стали и нормы твердости для деталей штампа, а также допуски
и вид обработки устанавливаем, пользуясь рекомендуемыми техническими
условиями на изготовление штампов ГК-М (см. часть шестую).
§ 2. ШТАМПОВКА КЛАПАНА
На фиг. 480 показаны переходы штамповки /—VI и штамп для изготовления
клапана в шести ручьях.
Клапан представляет собой типичную поковку I группы типа стержня с од-
ним утолщением, расположенным на его конце. В настоящее время штамповка
клапанов производится из холоднотянутого (калиброванного) металла с при-
пуском на стержне только под шлифование.
Фиг. 480.
В рассматриваемом случае большое отношение высаживаемой длины за-
готовки к ее диаметру — — 13 вызывает необходимость применить пять
наборных переходов.
Конические переходы выполнены с переломом (см., например, размеры
диаметров 12,5; 14,5; 10 на переходе /) в целях получения возможности по-
следовательного подъема утолщенной части поковки под тарелкой клапана.
Штамповка производится в пяти наборных ручьях с задним упором. Кон-
струкция клинового заднего упора позволяет производить регулировку ин-
струмента на партию поковок — в зависимости от колебаний длины и диаметра
497
исходной заготовки. В формовочном ручье, где вследствие повышенного да-
вления высадки и трудности зажатия тонкого прутка имеет место некоторое
истечение металла в стержень, в целях избежания его прогиба лучше произ-
водить штамповку без заднего упора. Соответственно такому процессу длина
стержня выполняется с односторонним допуском (размер длины стержня
152 — не менее). При этом должна быть предусмотрена операция по отрезке
конца стержня на ГКМ (можно также под прессом, где производится чеканка
клапана), или операция подрезки стержня при механической обработке.
В рассматриваемом случае после штамповки на ГКМ поковка передается на
пресс, где подвергается с того же нагрева калибровке (горячей чеканке) до более
точных размеров и затем обрезке заусенца на эксцентриковом прессе.
Конструкция штампа предусматривает строгую соосность между пуансо-
нами и матрицами, а также компактность сменных рабочих частей. С этой
целью пуансоны (дет. 1—6) смонтированы в обойме 7, которая укреплена в пу-
ансонодержателе 8.
Так как для наборных операций требуется точная регулировка задаваемого
объема металла, то с задней стороны наборных пуансонов вставляются пробки
(детали 9—12), уменьшение длины которых приводит к некоторому увеличению
объема набора. Такое увеличение объема особенно необходимо по мере износа
формовочного ручья.
Блоки матриц сделаны минимальных размеров и крепятся, кроме обычных
верхних клемм, с помощью дополнительной планки упорным болтом.
Для формовочного ручья, подверженного наибольшему износу, предусмо-
трены вставки. Путем поворота и перестановки блоки матриц исполь-
зуются с четырех сторон. В конструкции штампа применен клиновой задний
упор, устройство которого более подробно показано на фиг. 470.
§ 3. ШТАМПОВКА ПОЛУОСИ АВТОМОБИЛЯ
Поковка полуоси относится к конфигурациям типа стержня с двумя утол-
щениями, расположенными на его концах. При составлении технологического
процесса необходимо решить, какое утолщение должно быть отштамповано в пер-
вую очередь.
В данном случае целесообразно сначала отштамповать большее утолщение,
т. е. фланец диаметром 182,5 мм (фиг. 481), используя передний упор и получив
тем самым возможность производить штамповку без заусенца или с незначи-
тельным продольным заусенцем.
После штамповки фланца (см. на фиг. 481 переходы I—IV) произ-
водится высадка меньшего утолщения поковки от заднего упора, что предста-
вляет возможность выдерживать общую длину изделия в пределах более жест-
кого допуска. Возможные колебания объема при штамповке второго конца
поковки, вызванные колебаниями исходной заготовки, компенсируются тем,
что эта штамповка сопровождается образованием поперечного заусенца, по-
глощающего избыточный объем заготовки (см. переход V). Образованный в
переходе V относительно толстый заусенец подвергается обрезке в последнем
ручье штампа (переход V/).
Так как все шесть переходов не могут быть размещены по высоте штампа,
то процесс изготовления полуоси производится на двух ГКМ.
Первые четыре перехода по высадке фланца осуществляются на машине № 6
(давление 1300 т). Последние два перехода (у и VI) по высадке шлицевого
конца и обрезке заусенца производятся на машине Nb 3 (давление 450 т). Та-
кое распределение операций рационально с точки зрения более выгодного ис-
пользования мощностей ГКМ, так как для каждого размера утолщения под-
бирается машина соответствующего давления.
Характерной особенностью рассматриваемой конфигурации является на-
личие поднутрения со стороны заднего торца утолщения 'фланца. Плавная
его форма с пологим наклоном (переход (V, размеры 5 мм, 10 мм и 0130 мм)
благоприятствует выходу поковки при раскрытии матриц. При более значи-
498
тельной глубине и резком очертании конфигурации поднутренной части
поковки разъем матриц без искажения полученной высадкой конфигурации
поковки невозможен.
С целью выхода из такого положения применяют штамп, снабженный по-
воротной частью (на шарнире) подвижной матрицы. Эга деталь при раскры-
тии матриц выходит своим выступом из поднутренной части поковки и тем са-
мым обеспечивает разъем матриц без повреждения изделия (фиг. 482, дет. N).
Для поковок। таких конфигураций применяются и другие конструкции,
например, с поперечными подвижными вставками. Когда'матрицы раскрываются.
Фиг. 482.
подвижные вставки, удерживаемые поднутренной частью поковки, остаются
вместе, пока поковка не будет вытолкнута штамповщиком вперед и снята с вы-
ступов подвижных вставок. После этого подвижные вставки возвращаются
обратно в пазы матриц под действием пружин.
*
499
§ 4. ШТАМПОВКА СТЕРЖНЯ С ДВУМЯ ПРОУШИНАМИ
При изготовлении данной поковки типа стержня с двумя утолщениями не-
круглой формы, расположенными на его концах (фиг. 483), штамповка ка-
ждого уклщения осуществляется в трех ручьях.
Указанные ручьи служат: / — для конического набора металла; II — для
набора металла в шаровидную форму; III— для некоторого изгиба и расплю-
щивания шаровой заготовки между матрицами и окончательной формовки,
которая производится ходом подвижной матрицы 1 (фиг. 483).
Для данного процесса характерны следующие особенности:
а) Наличие тонкой и длинной заготовки (015x900) вызывает колебания ее
длины при резке и, следовательно, при штамповке второго утолщения нехватку
или излишек металла.
Поэтому резка заготовки предусматривается на несколько большую длин)
по сравнению с номинальной, а после штамповки 1-го конца заготовка фикси-
руется с помощью упора-ползушки на требуемую длину, и в отрезном ручье
IV (см. разрез АВ) производится отрезка небольшого излишка за
готовки. Этим достигается получение достаточно точной длины за
готовки непосредственно на штампе и гарантируется
штамповка без заусенца.
б) Проушины на концах поковки должны иметь строгое взаимное раеполо
жение. Это требование выполняется благодаря тому, что при окончательной
штамповке второй проушины полученная ранее — первая фиксируется в опре-
деленном положении в пределах жесткого допуска с помощью заднего упора
фиксатора «2.
Задние упоры-фиксаторы и1 и м2 закреплены на скобе, которая, в свою оче-
редь, прикрепляется болтами к правой части станины. Причем фиксаторы иу
и «2 могут быть перемещены в продольном направлении по скобе, в которой
для этой цели предусмотрены долевые пазы под крепежные болты (см. конструк-
цию заднего упора на фиг. 471, Б).
Формовочная матрица 2 выполнена в виде вставки, которая закреплена в не-
подвижной матрице 3 с помощью винта.
Для получения чистой отрезки прутка и ровного торца в ручье IV преду-
смотрены в подвижной матрице прижимы 4, подпираемые пружинами 5. Та
ким образом, при сближении матриц пруток оказывается зажатым прижимами 4
до начала процесса резки, что предотвращает сбивание заготовки и гаранти-
рует получение ровного среза.
§ 5. ШТАМПОВКА ПОКОВКИ С ДВУМЯ УТОЛЩЕНИЯМИ, РАСПОЛОЖЕННЫМИ
НЕ НА КОНЦАХ СТЕРЖНЯ
При наличии одного или нескольких утолщений, расположенных не на конце
стержня, в ряде случаев целесообразно применить конструкцию штампа со
скользящей матрицей.
Такой пример приведен на фиг. 484 (Д и Б), где даны переходы штамповки
и штамп, применяемые для изготовления поковки с двумя утолщениями. По-
лученная в таком виде на ГКМ поковка является промежуточной заготовкой,
подвергающейся дальнейшей штамповке в молотовом штампе. В конечном виде
после штамповки на молоте получается поковка рычага, состоящего из стержня
с двумя бобышками.
В рассматриваемом штампе ГКМ (фиг. 484, А и Б) имеется три ручья: в /
ручье получается меньшее утолщение (035 x 40) и набор металла под боль-
шее шаровидное утолщение; во // ручье набор под большее утолщение подвер-
гается дальнейшему высаживанию, а в ручье III — окончательной формовке
Конструктивно штамп выполнен следующим образом (фиг. 484, Л и Б)
Первый ручей располагается в матрице 14 и ползушках 15 и 16, причем послед-
ние являются скользящими. При раскрытом состоянии штампа (фиг. 484, Б)
матрицы раздвинуты пружинами 19 и 20. Передние скользящие ползушки 15
упираются в упорные планки 18, прикрепленные к блокам матриц болтами 25
500
Схема переходов
Фиг. 483.
Фиг 484
а задние ползушки 15 упираются по плоскостям N в торцы шпонок. Номинально
положение упора обеспечивает раздвижение скользящих матриц соответственно
на 33 и 60 мм (фиг. 484, Б). В целях регулировки указанного хода скользя-
щих ползушек, а следовательно, величины высадки, рекомендуется предусмот-
реть под опорными планками 18 регулировочные прокладки 6. При необхо-
димости уменьшения высадки прокладки вынимаются и упорные планки
придвигаются- ближе к блокам завертыванием болтов 25. Наоборот, если вы-
является необходимость увеличения высадки, то добавляется требуемое коли-
чество прокладок под планки 18. Для того чтобы после зажатия блоков-мат-
риц (по окончании хода левого блока) облегчить долевое перемещение сколь-
зящих ползушек 15—16 при ходе пуансонодержателя 4 вперед, вмонтированы
опорные бронзовые пластинки 7 и 77 (фиг. 484), закрепленные шурупами 24.
Для уменьшения износа пластин и опорных плоскостей скользящих матриц
применяется смазка (см. масленки S на фиг. 484, Б).
По мере продвижения скользящих матриц и осаживания заготовки с нее
осыпается окалина, которая сгребается ползушками и скапливается в специально
предусмотренных для этой цели пазах п (фиг. 484, Л). Хорошо зарекомендо-
вали себя также конструкции штампов, в которых с задней стороны указанных
пазов п подведен сжатый воздух, непрерывно выдувающий окалину при раскры-
том положении блоков матриц.
Для поковок больших размеров требуются большие скользящие матрицы,
при которых возникают значительные силы трения и чаще происходят задиры,
что затрудняет возвращение ползушек в исходное положение после раскрытия
блоков матриц. При этом пружины вскоре ослабевают (садятся) и не обеспе-
чивают полного раздвижения скользящих матриц. Это явление усугубляется
прогревом пружин, что также ведет к их ослаблению. В таких случаях вместо
пружин рекомендуются пневматические толкатели. Конструк-
ция штампов с ползушками, приводимыми в обратное движение с помощью
пневматических толкателей, успешно применена автором и дала положитель-
ные результаты.
§ 6. ШТАМПОВКА ВТУЛКИ (ПОКОВКА II ГРУППЫ)
На фиг. 485, А представлен инспекционный чертеж поковки для обычной глад-
кой втулки^/являющейся типичным представителем поковок II группы — со
сквозной повестью. Чертеж поковки и технические условия составлены в со-
ответствии с указаниями, приведенными в гл. II.
Проектирование технологического процесса и штампа производится в ука-
зываемой ниже последовательности.
I. Выбор переходов штамповки и определение размеров исходной заготовки
1. Конструирование окончательного формовоч-
ного перехода. Окончательный формовочный переход, изображенный
на фиг. 485, Б, составляем, пользуясь методикой гл. III, § 4.
По формуле (24-Ш): а=1,9-33,5 = 65мм, где l,9(Kj) по диаграмме фиг. 426
По формуле (25-Ш)
d0 = 33,5 — 2-65-tg30' sk 32,5 мм.
По формуле (26-Ш)
/<2 = 0,5 + 0,005- 32,5 0,65;
с = 0,65(81,2 — 65)^11 мм.
По формуле (27)
= 0,2-32,5^7 мм; R2 — 0,4 d0^l4 мм.
2. Составление эпюры диаметров. В данном случае для
гладкой втулки достаточно определить один диаметр (приближенно)
dg = У612 - 32,52 52 мм.
503
Построение эпюры диаметров приведено на фиг. 485, Б.
3. Определение необходимого количества про-
шивок — п.
По формуле (29-Ш)
аг = 1,2 /612 - 32,52 62 мм
По формуле (30-Ш)
а3 = (1,7— 0,01-32,5)-32,5 ^45 мм.
Выбираем меньшее из этих двух значений, определив таким образом номи-
нальную глубину одной прошивки а2=45 мм.
По формуле (32-Ш) глубина 1-й
прошивки
ах = (0,3 - 0,001 • 32.5)45 =/ 12 мн
Фиг. 485.
Показатель
а — «j 65 — 12 1 1 о
т —-------1 = —« 1,18.
«2 45
По табл. 51 при, т = 1-т-1,5, нужно
применить две прошивки (п—2) : 1-ю
на глубину ^1=12 мм и 2-ю — по
размерам окончательного формовоч-
ного перехода.
4. Определение варианта
с найденными показателями
л = 2 и ofv = l,62
«о 32,5
нужно применить по табл. 52 ва-
риант VI, т. е. набор металла в матрице с последующей прошивкой и
формовкой для данного случая в двух ручьях (см. переходы штамповки
на фиг. 486).
5. Определение диаметра исходного прутка.
d=0,9ds =0,9-52 =46,8 лги; выбираем по сортаменту ближайший меньший
размер d = 46 мм.
6. Определение объема формовочного перехода
и длины на высадку.
187200 мм.
Объем найдем с учетом V2 допусков (дающих увеличение объема). С учетом
угара объем формовочного перехода 1/^=1,02 . 1^=191000 мм?.
Длина высаживаемой части прутка
/.-Ж-Н2М».
7С’4о>/^
4
Так как d>d0, то штамповку нужно вести с пережимом прутка, осуществляя
и 1-м ручье пережим прутка на овальное сечение, а в последующих ручьях —
на круглое сечение.
С учетом пережатой части прутка длина на высадку несколько возрастет
и может быть принята: 1в =115 мм.
115
Проверка по правилам высадки (см. табл. 49) при ф=-^-=2,47 и ф^=2Д
4-0,01-46=2,46 показывает, что набор можно производить с передним опорным
буртом по принятому варианту VI (табй. 52).
7. Конструирование 1-г о (наборного) перехода.
VH = (1,05 4- 0.001fZ) • Уф = (1,05 + 0,047) 191 ООО « 210 000 мм3,
Л = 0,02//= 0,02-81,2^1,6 мм;
Л, = 0,1-//=0,1-81,2^8 мм;
== Л, = 8 мм; d1 = d'o 4- 5 38 мм;
R2 = 0,6 (D - d,) = 0,6 (60,9 - 52) 6 мм.
Размеры h1 и А подбираем в указанных пределах (табл. 52) из расчета сохра
нения объема Ум.
Наметка отверстия выполнена по форме куполообразной части первого про-
шивника так, что при общей ее длине (найденной построением) 28 мм она
входит в набор на расстоянии примерно 14 мм.
Ввиду того, что диаметр прутка d=46 мм мало отличается от de=52 мм
и противник в формовочном ручье близко подходит к заднему торцу поковки,
заполнимость задних углов не вызывает сомнений. Это дает возможность при-
менить набор без заднего бурта. Построенный согласно этому расчету наборный
переход приведе’н в числе других переходов на фиг. 486.
8. Конструирование 2-го перехода. Величина прошивки
в предварительном формовочно-прошивном переходе определена предыдущим
расчетом; </6=33,5 мм; а=30'; Cj —12 мм; куполообразная форма противника
определяется построением, как указано в табл. 52 (вариант VI). Коэфициент
заполнения полости второго ручья (К = 2) определяется по формуле
= 1,05 4-0,001 -46^ 1,1.
Объем 2-го перехода (К = 2) V2 = l,l • 191 000^210000 мм3.
Длину наружной конической части принимаем равной размеру куполо-
образной части противника Zo=28 мм. Отсюда, приравняв выражение объема
рассматриваемого перехода как сумму элементарных геометрических фигур
к найденной величине 1/2=210 000 мм3, получим искомую длину цилиндриче-
ского элемента /zx=19 мм.
Третьим является окончательный формовочно-прошивной переход, размеры
которого были определены выше. Затем следует 4-й переход — просечной.
Так как отношение диаметра прутка к диаметру высечки — 1,43,
что более 1,25, то, как правило, необходимо было бы применить еще и 5-й пе-
реход по отрезке высечки. Принимая, однако, во внимание, что в данном слу-
чае высечка получается весьма короткой (с учетом смятия — примерно 12 мм)
и что наметка первого наборного пуансона, проникая в конец заготовки, бу-
дет ее несколько раздавать и тем самым выглаживать уступ между высечкой
и прутком, можно ее не отрезать. Следовательно, операция по отрезке высечки
в данном случае не применяется.
11. Определение необходимого давления штамповки и выбор ГКМ
Необходимое давление Р определится исходя из размеров окончательного
формовочно-прошивного перехода. Максимальный диаметр поковки с учетом
усадки и положительного отклонения допуска 0=^62 мм. Для стали марки 45
находим а=8 кг)мм2 (по табл. 2). По номограмме фиг. 386 находим величину
Р^200 т.
Следовательно, по давлению для данной поковки следует применить ГКМ
№ 2.
Однако, исходя из количества ручьев (4 ручья), диаметров вставок (Dec—
90 мм) и минимальных расстояний между ними, необходимая высота штампа
получается не менее 400 мм.
505
Ориентировочно высота штампа Н может быть также определена по фор-
муле (3), стр. 363.
Максимальный диаметр для всех переходов DK^61 мм; длина переходов
и соответственно глубина ручьев 1К= 81 мм; количество основных ручьев k —
=4; по указанной формуле
/7=4-61 4-0,3-4(61 4-81)4- 10(4 4- 1) = 464 мм.
Фиг. 486.
По характеристике ГКМ (фиг. 376) находим, что для машины № 2 Н =
=355 мм, т. е. меньше требуемой величины 400—460 мм. Поэтому в целях рас-
положения необходимых ручьев с их вставками применяем ГКМ № 3 с давле-
нием Р = 450 т и максимально допустимой высотой штампа И =450 мм
(см. фиг. 375).
506
111. Конструирование штампа
Размеры формовочных и наборных вставок в матрицах при толщине стенки
/ — 15 мм (см. табл. 69) получаются по диаметру 90 мм.
По нормали (см. фиг. 375) определяем расстояния между осями ручьев:
/7j=65 мм; Нг=\73 мм; Я3=278 мм; Н4=383 мм и принимаем высоту штампа
Н =450 мм, удовлетворяющую расположению ручьев со вставками в матрицах.
Месторасположение первого ручья вдоль оси обусловливается тем обстоя-
тельством, что для фиксации прутка по переднему упору необходимо, чтобы
он выходил за пределы матрицы на величину порядка 15 мм. Отсюда при /в =
= 115 мм и длине ручья, равной 83 мм, получаем углубление ручья в матрице
на 17 мм. Расположение же формовочно-прошивных ручьев вдоль оси обусло-
вливается тем. что в момент начала прошивки пуансон должен иметь направле-
ние в матрице на величину порядка 0,5 d. Принимаем величину направления
равной 20 мм (см. фиг. 445, тип I).
Разница между глубиной прошивки в 3-м и 2-м ручьях составит: (654-11)—
(124-28) =36 мм. С учетом принятого направления 20 мм получаем величину
углубления этих ручьев в матрице: 364-20 = 56 мм.
Остальные размеры по длине получаем, исходя из размеров переходов штам-
повки и необходимой длины вставок как пережимной, так и зажимной. Сумма
найденных размеров вдоль оси дает длину штампа 360 мм.
Для определения длины пуансонов необходимо найти расстояние между
пуансонодержателем и матрицами в сомкнутом состоянии. По характеристике
для данной ГКМ находим А — 995 мм; с учетом возможности регулировки клина
принимаем эту величину равной 992 мм.
Длина четырехручьевого пуансонодержателя для ГКМ № 3 по нормали
(фиг. 378) соответствует 582—6=576 лмо Отсюда /2 = 992—576=416 мм, и рас-
стояние от опорной плоскости пуансонодержателя до переднего торца матриц
составит 416—360=56 мм (фиг. 486).
Конструкцию формовочных пуансонов принимаем по фиг. 460 (тип П)и461
(тип III). Конструкцию просечного пуансона принимаем типа I (см. фиг. 464).
Остальные размеры элементов и деталей штампа находим, пользуясь гла-
вой IV.
§ 7. ШТАМПОВКА ОДНОБОРТНОГО РОЛИКА
Рассматриваемый однобортный ролик представляет собой поковку катка
гусеничного трактора.
На фиг. 487 представлены чертеж штампа ГКМ, применяемого для изгото-
вления ролика, и переходы штамповки.
Кроме сквозного отверстия, поковка катка характерна наличием сравни-
тельно тонкой и большого диаметра реборды (толщина 10 мм, диаметр 264 мм).
В целях получения минимального количества переходов при штамповке
этой сложной поковки выбираем исходную заготовку максимально возможного
размера d = 140 мм, примерно равного диаметру отверстия, что избавляет
от необходимости пережима или подъема прутка и упрощает процесс штам-
повки.
При максимальном диаметре поковки £)=270 мм и а =8 кг'мм' (для стали
марки 45) по номограмме фиг. 386 находим усилие для деформации поковки
в формовочном ручье: Р=2300 т. Штамповка ролика производится на машине
с давлением 2500 /пив некоторых случаях 2000 т.
Штамповка производится в три перехода.
В I переходе происходит набор металла одновременно с наметкой полости
по весьма плавной форме. Набор металла для поковки за исключением заднего
ее буртика (высотой 4 мм) осуществляется в пуансоне.
Во II переходе происходит окончательное оформление всей конфигурации
с образованием наметки отверстия. Затем следует в III переходе просечка не-
прошитой части поковки по диаметру, равному диаметру прутка, и одновременно
отделение поковки от исходной заготовки.
507
320
Фиг. 487.
Окончательный формовочный переход конструируется по размерам поковки
с учетом усадки. Форма наметки принята несколько более заостренной, чем
по указанным выше формулам (см. фиг. 426), что в данном случае вызвано стре-
млением облегчить трудоемкую формовочную операцию п для подобньх кон-
фигураций целесообразно.
Важными являются здесь форма и размеры наборного перехода, которые
должны быть подобраны с таким расчетом, чтобы обеспечить хорошие условия
течения металла и его формовки во 2-м ручье.
Задавшись плавной формой наборного перехода, производят его расчет из
условия получения необходимого объема металла (фиг. 487).
С этой целью определяют нужный объем металла, исходя из формы и раз-
меров 2-го перехода.
Формовочный и просечной пуансоны выполнены в видесбср юй конструкции
с применением клинового соединения. Расположение ручьев снизу вверх выз-
вано следующими обстоятельствами, а) Распределение усилий на главный пол-
зун при размещении довольно тяжелой наборной операции (по сравнению с про-
сечной) внизу получается более благоприятным, б) Диаметр поковки вместе
с заусенцем (примерно 300 мм) больше хода подвижной матрицы (250 мм)
у применявшейся ГКМ, почему поковка не проходила между матрицами после
их раскрытия и ее приходилось выводить в долевом направлении (специальным
рабочим на машине), что, разумеется, легче производить, когда последняя
операция (просечка) расположена наверху.
§ 8. ШТАМПОВКА КОЛЬЦА ПОДШИПНИКА
На фиг. 488 представлены переходы штамповки и штамп (детали 1—19),
применяемые для изготовления кольца подшипника качения. Для штамповки
конец исходный пруток и переходы штамповки подбираются с таким расчетом,
Фиг. 488
чтобы процесс осуществлялся в два и в крайнем случае в три перехода (см.
варианты штамповки I и III по табл. 52).
Примененный здесь вариант штамповки в пуансоне (фиг. 488) обеспечивает
более высокую точность поковок — получение их с меньшими разностен-
ностью, овальностью и меньшими припусками на механическую обработку
Штамп снабжен вставками для всех ручьев. Вставки: формовочные, подъем-
509
ные или пережимные — 3, зажимные 4, направляющие 7, просечные 8 и под-
держивающие 9 выполнены в виде полуколец и закреплены в блоках матриц
с помощью сквозных винтов 17. В пуансонодержателе 2 с помощью сквозных
болтов 15 закреплены державки пуансонов И. К этим державкам с помощью
крышек 12 (преимущественно для просечных пуансонов) или клинового со-
единения (преимущественно для формовочных пуансонов при штамповке в мат-
рицах) крепятся рабочие детали пуансонов.
При штамповке в пуансоне применяется сравнительно большого диаметра
(для прочности) пуансон 5, к которому с помощью упорного болта 16 закреплен
прошивник 6.
Удобства сборки и разборки конструкции штампа и наличие вставок для
рабочих частей ручьев представляют возможность раздельной их замены, что
уменьшает расходы на инструмент и обеспечивает более высокое качество по-
ковок.
Сборная конструкция штампа позволяет наиболее эффективно применить
рассортировку заготовок по группам, необходимую для уменьшения заусен-
цев (см. стр. 360).
§ 9. ШТАМПОВКА ПОКОВОК С ДВУМЯ БУРТАМИ
В табл. 53 (поз. 11—13) приведены варианты изготовления поковок со
сквозной полостью и двумя буртами.
На фиг. 489 приведена фотография переходов штамповки и пятиручьевого
штампа, применяемых для изготовления поковки сложной конфигурации с двумя
буртами, четырьмя выступами, расположенными с внутренней стороны перед-
него бурта и двумя боковыми
Фиг. 489.
круглыми выступами.
Набор металла под задний
бурт производится в пуан-
соне 1-го ручья. Во 2-м
ручье происходит оформление
заднего бурта и осадка ко-
нуса. В 3-м ручье за счет
осаживания конуса и раздачи
металла происходит образо-
вание переднего бурта с рас-
положенными на его внутрен-
ней стороне выступами N.
Окончательная формовка и
образование боковых высту-
пов М производятся в 4-м
ручье за счет раздачи метал-
ла при прошивке. Просечка
и одновременно отделение
поковки от исходного прутка
имеет место в последнем —
5-м ручье. Если размеры исходной заготовки и поковки таковы, что не пред-
ставляется возможным расположить последовательно необходимые ручьи в
одном штампе, то целесообразно прибегнуть к конструкции штампа со сколь-
зящей матрицей, обеспечивающей одновременный набор металла в пуансоне и
матрицах за один ход машины.
На фиг. 490 изображен штамп, применяемый для изготовления поковки
с двумя буртами.
Каждая блок-матрица состоит из двух отдельных частей (по высоте): ниж-
ней части 1, где смонтированы вставки (детали 10 —14) формовочного и просеч-
ного ручьев, и верхней части 2 со скользящей матрицей 5.
Монтирование скользящих матриц в отдельных блоках 2 вполне оправды-
вает себя в связи с особенностями операции и представляет большие удобства
для обработки блока, который иногда делается литым.
510
Под опорными плоскостями ползушек 5 проложены бронзовые пластинки
со смазочными канавками, куда смазка попадает из масленок М. Шпонки 20
обеспечивают надлежащее направление ползушек и предотвращают их выпа-
дание из гнезда блока. Отверстия под пружины 18 сделаны сквозными и за-
крепляются со стороны грудной плоскости резьбовыми пробками 19. Положе-
ние ползушек при раскрытом состоянии штампа фиксируется с помощью упор-
ных болтов 25 (с контргайкой 26), ввинченных в планку 16 и позволяющих
производить нужную регулировку
Фиг. 490.
Такой упор не вполне надежен, так как при многократных ударах быстро
расстраивается.
Более надежной является регулировочная планка с пакетом регулировочных
пластинок (см. фиг. 484). Канавки .V служат для помещения окалины, сгре-
баемой на нижней опорной плоскости кромками ползушек.
На фиг. 491, А приводится фотография переходов штамповки и штампа,
применяемых для изготовления поковки шестерни заднего хода трактора.
Чертеж этой поковки и переходов штамповки вместе с кратким описанием тех-
нологического процесса приведен в табл 53 (позиция 13). Конструкция штампа
для этого изделия в принципе не отличается от предыдущей (фиг. 490)
В первом варианте конструкции штампа (фиг. 491, Л) затруднение заклю-
чалось в установке прутка по переднему упору, так как при большой длине
на высадку (575 мм) и длинном пуансоне 1-го перехода заготовка частично по-
гружалась в его коническую полость Передний упор при этом не размещался
между прутком и пуансоном и приходилось вести установку прутка на гла~
или применять специальной конструкции внутренний упор (штырь с пружиной-
в пуансоне 1-го перехода), не надежный в работе.
5П
Такое положение на одном отечественном заводе вызвало необходимость
введения специального устройства, которое может быть рекомендовано для рас-
пространения (см. фиг. 491, Б с деталями 1—13).
К блоку со скользящей матрицей 1 крепится со стороны грудной плоскости
пластина 6 (к каждой матрице по пластине), в которой сделан ручей для пере-
Фиг. 491.
жима прутка. Пруток устанавливается по переднему упору и ходом подвижной
матрицы пережимается на овальное сечение. Таким приемом засекается тре-
буемая длина высаживаемой части прутка (575 мм). Затем пруток переносится
в первый ручей штампа и укладывается так, чтобы образованный при обжатии
перешеек попал на кромку пережимного вкладыша 4, чем и достигается фикса-
ция прутка в требуемом положении.
ЧАСТЪ ПЯТАЯ
ШТАМПОВКА НА МАШИНАХ УЗКОГО НАЗНАЧЕНИЯ
И СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
ГЛАВА 1
ШТАМПОВКА ИСТЕЧЕНИЕМ
В этой части книги рассматриваются не только процессы, совершаемые на
машинах узкого назначения (горизонтально-гибочных, ковочных вальцах
и пр.), но и специализированные процессы, которые могут быть осуществлены
на таких машинах широкого применения, как кривошипные и гидравлические
прессы. К таким специальным процессам можно отнести в первую очередь
штамповку истечением стальных изделий со сравнительно длинным стержнем.
Практика показала, что производство поковок этого класса на быстроход-
ных горячештамповочных кривошипных прессах с характеристикой согласно
табл. 24 не оправдывает себя из-за получающейся излишне большой скорости
истечения и недостаточной величины хода нижнего выталкивателя. В подоб-
ных случаях приходится применять сравнительно тихоходные кривошипные
прессы с количеством двойных ходов в минуту, не превосходящим 30—40.
§ 1. ПРОЦЕСС ИСТЕЧЕНИЯ, КЛАССИФИКАЦИЯ ОПЕРАЦИЙ И ПОКОВОК
На фиг. 492 показаны отдельные стадии процесса прямого истечения.
Исходная заготовка ОзгхБзг размещается в приемнике диаметром Da матрицы,
имеющей сквозное отверстие (очко) диаметром d0. Диаметр заготовки Озг обычно
несколько меньше размера приемника Do, благодаря чему в первой фазе де-
формации (А) на протяжении пути пуансона у1 будет происходить осаживание
заготовки, сопровождаемое незначительным выдавливанием металла в полость
очка — d0.
Конец первой фазы деформации (А) и начало второй фазы (Б) характери-
зуется заполнением полости приемника. При дальнейшем движении пуансона
на пути у2 металл вынужден течь в очко, образуя стержень диаметром, при-
мерно равным d0. В результате процесса деформации получается поковка (или
заготовка), конфигурация которой состоит из утолщенной части диаметром Do
и стержня doxlc (фиг. 492, В). Длина стержня, получающегося в процессе исте-
чения в результате продвижения пуансона на величину у2: lc—
Прямой процесс характерен тем, что истечение происходит в направлении
движения пуансона при неподвижном приемнике (матрице).
Отличительной особенностью обратного процесса (фиг. 493) яв-
ляется то, что металл течет в направлении, обратном движению пуансона. >
Отдельные фазы деформации металла в процессе обратного истечения пока-
заны на фиг. 493 (А, Б и В). При прямом процессе в большей степени выражено
перемещение металла относительно стенок приемника, что повышает влиянйе
внешнего трения на ход процесса.
Особенно большое распространение получил процесс истечения в области
прессования цветных металлов на горизонтальных прессах и на прессах вер-
тикального действия в холодном и горячем состоянии.
За последние годы, однако, процесс истечения получает все большее распро-
странение и в области изготовления различных стальных изделий1.
1 Л. В Прозоров, Прессование стальных профилей и труб, Машгиз, 1951.
33 Knmvnwnn w РрЛрлкг^ий 20Й8 о!3
Формы, получаемые в процессе истечения, могут являться готовыми по-
ковками и промежуточными заготовками, подлежащими дальнейшей штамповке
с применением других операций обработки давлением.
В табл. 70 приведена классификация основных операций штамповки исте-
чением и получаемых при этом форм поковок или заготовок. В зависимости
от конфигурации поковки может быть применено прямое истечение (позиция
Н1—5), обратное истечение (позиция IU1—6) и их комбинация (позиция
IIH1—4). В пределах каждого такого вида обработки возможны конфигурации
сплошного сечения (позиция /—/) и формы со сквозной (позиция 1—4) и
несквозной полостью (позиция I—5).
Фиг. 492. Стадии процесса прямого исте- Фиг. 493. Стадии процесса обратного исте-
чения. чения.
В свою очередь, форма поперечного сечения тлазка матрицы и противника
может быть различной и этому будут соответствовать различные формы попе-
речных сечений получаемых прутков, стержней или поковок: сечение круглой
формы, квадратной, эллиптической или более сложной формы (позиция I—/).
В настоящее время метод штамповки истечением стальных изделий
получил наибольшее распространение для производства поковок типа стер-
жня с утолщением (без полости или с полостью), в частности — для
производства клапанов.
Таблица 70
Классификация процессов штамповки истечением и получаемых форм поковок
(А. В. Ребельский)
Группа Под- группа Конфигурация поковки и схема процесса Характеристика процесса и поковки Примечания об операциях штамповки
Для получения утол-
щенной части сложной
формы часто требуется
применение второй опе-
рации, т. е. штамповки в
два перехода
Получение стержня
круглого сечения нли
другой формы
Получение поковки с
несколькими выступами
(стержнями) произволь-
ной формы поперечного
сечения
То же
514
Продолжение табл. 70
Группа] Под- 1 группа! Конфигурация поковки и схема процесса Характеристика процесса и поковки Примечания об операциях штамповки
I. Прямое истечение 3 t 0^ Получение поковки с полым замкнутым вы- ступом той или иной формы То же
4 к к 1 $ Получение поковки со сквозной полостью На эскизе показана вторая операция. В пер- вом переходе необхо- димо получить заготовку с прошитым и просечен- ным отверстием, пред- почтительно с утонен- ным концом
5 У - Поковки с несквозной полостью На эскизе показана вторая операция В пер вом переходе, как пра вило, необходимо полу- чить заготовку с проши- тым отверстием
Получение стержня с круглым сечением или поперечным сечением более сложной формы Для получения утол- щения более сложной формы необходимо про- извести штамповку во втором ручье, предпоч- тительно при обратном положении заготовки
Получение поковки с несколькими выступами (стержнями) произволь- ной формы или с полым выступом замкнутой кон- фигурации То же
Получение поковки со сквозной полостью На эскизе показана вторая операция. В пер- вом переходе (или пре- дыдущих) необходимо получать заготовку с прошитым и просечен- ным отверстием
Получение поковки с несквозной полостью На эскизе показана вторая операция В пер- вом переходе необхо- димо, как правило, по- лучить заготовку с про- шитым отверстием
Получение поковок
типа стаканов методом
вдавливания — истечения
515
Конфигурация поковки н схема
процесса
Получение поковки
типа стержня с фланце
образным утолщением и
концентрической поло-
стью
Получение поковки
типа утолщения с дву-
сторонне расположен-
ными выступами (стерж-
нями)
Получение поковки
типа стержня с утолщен-
ным и полым выступом
замкнутой формы
Получение поковки
типа утолщения с дву-
сторонним стержнем
Получение поковки
типа стаканов с флан-
цами методом выдавли-
вания — истечения
Характеристика процесса
и поковки
Примечания об операциях
штамповки
Фланец несколько
меньшего диаметра же-
лательно получить в пер-
вом переходе
утолщения по-
При простой конфигу-
рации
ковка может быть полу-
чена в один переход
При сложной конфигу-
рации требуется обычно
две операции
Тоже
То же
Штамповки подобных
форм требуют, как пра-
вило, не менее двух
операций |
§ 2. СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ
При составлении чертежа поковки надо иметь в виду, что номинальная вели
чипа припуска для элементов, получаемых истечением, колеблется в зависи-
мости от конфигурации и размеров в пределах 0,2-4-0,8 лш"(на сторону). До-
пуски на размер сечения элемента, получаемого истечением, колеблются в пре-
делах оТ +«з до +°-7
Колебания объема, вызванные неточностью резки заготовки подлинен до-
пусками на ее толщину, сказываются в процессе истечения преимущественно
на длине полученного стержня Этим и объясняется то обстоятельство, что
у заднего торца стержня припуск Пу берется примерно равным 5 мм, а допуск
на длину стержня примерно 4-Ю мм
Увеличенный припуск на торце стержня вызывает необходимость операции
по отрезке конца стержня методом сдвига на прессе, или операции по подрезке
стержня на станке при обработке резанием
Элементы поковки, получаемые осаживанием и прошивкой с раздачей ме
талла, мотут быть получены с такой же точностью, как и при обычной штамповке
на прессе, и поэтому припуск на сторону обрабатываемой поверхности берется
для этих элементов в пределах 1—2,5 мм, а допуски на размеры — в пределах
от +’<3 до !}’
516
§ 3. ОСНОВНЫЕ ПОЛОЖЕНИЯ ВЫБОРА ТЕХНОЛОГИИ ШТАМПОВКИ ПОКОВОК
ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ
1. Выбор переходов (операций) штамповки. Для боль-
шинства поковок этой группы (клапаны, толкатели и пр ) рекомендуется при-
менять два перехода (фиг. 494).
В первом переходе (Д) происходит образование стержня преимущественно
за счет операции истечения и лишь в незначительной степени имеет место оса-
живание заготовки в начальной стадии деформации. В результате штамповки
в первом переходе получается стержень диаметром d0 и утолщение диаметром Бо
Во втором переходе (Б или
В) происходит окончательная
штамповка утолщенной части
поковки, сопровождающаяся
некоторым истечением металла
в очко матрицы и удлинением
стержня на некоторую величи-
ну X (сравните на фиг. 494, А
с Б и В).
Степень истечения, а следо-
вательно, и удлинения стержня
во второй операции зависит от
сложности конфигурации утол-
щенной части поковки. При
оформлении во втором переходе
утолщения простой конфигура-
ции (Б) удлинение стержня оказывается сравнительно небольшим и практи-
чески колеблется в пределах 5—20 мм. При штамповке во втором ручье для
образования утолщения более сложной формы (Б) потребуется удельное дав-
ление большей величины и это повлечет за собой возрастание элемента исте-
чения (сравните Б и Б па фиг. 494). К штамповке с поперечным заусенцем
следует прибегать лишь в крайних случаях, когда это дик-
туется конфигурацией утолщенной части поковки.
Иногда с целью получения равномерного износа матриц
первой и второй операций в I переходе получают более корот-
кий стержень, соответственно увеличивая величину истечения
X во II переходе. Последний в этом случае загружается
не только работой по окончательной штамповке утолщения
Фиг. 495. поковки, но и по окончательной доводке длины стержня до
требуемого размера. Величина удлинения стержня во втором
ручье X может быть окончательно установлена при наладке штампа за счет
регулировки положения пуансона первого
ручья.
Для менее точных поковок простой кон-
фигурации (фиг. 495) применяется процесс
в один переход, причем операция истечения
совмещена с осадкой и формовкой утолщен-
ной части поковки. Форма перехода от
стержня в утолщение и величина радиуса
закругления должны быть подобраны с уче-
том обеспечения благоприятных условий про-
Таблица' 71
Dy в мм с в мм t в мм
20—35 5 1
36-55 8 1,5
56—80 10 2
81—120 12 2,5
цесса истечения. Удовлетворение этого тре-
бования может повлечь за собой необходимость увеличения припуска на
участке перехода конфигурации от стержня к утолщенной части поковки.
2. Определение размеров исходной заготовки.
а) Составляем чертеж горячей поковки с учетом усадки (1,5%), который и
будет представлять собой чертеж окончательного формовочного перехода.
При штамповке с поперечным заусенцем размеры последнего рекомендуется
определять по табл 71.
517
б) Определяем объем утолщенной части поковки с учетом объема заусенца
(если таковой предусмотрен) и угара металла при нагреве, а также V2 верхнего
отклонения допуска на размеры.
Например, если поковка представляет собой цилиндр D Х/г (фиг. 495),
объем определяется по следующей формуле:
Vy = (А 4- 0,5г), (1)
где х — верхнее отклонение допуска на размер Dy;
z — верхнее отклонение допуска на размер — h.
При штамповке с поперечным заусенцем (фиг. 494, В):
где V3 — объем поперечного заусенца,
с и t — размеры заусенца — по табл. 71.
Для поковок с более сложной конфигурацией утолщения величина Vy
определяется как сумма элементарных геометрических фигур, на которые мо-
жет быть разделена заданная сложная фигура.
в) Определяем объем стержня (фиг. 494, Б)
Vc = 71.^ + 0’5^-?(/с+0,5от). (3)
г) Объем заготовки при штамповке с поперечным заусенцем
У3г = ( Уу + Уз + Ус) • (4)
Объем заготовки при штамповке с долевым разъемом
Узг = {Уу + (5)
В приведенных формулах 8 —угар металла в °/0, определяемый по
табл. 11.
д) Определяем отношение расчетной длины заготовки к ее расчетному
диаметру
k = • (6)
Значение k выбираем по практическим данным в пределах
k = 1,2^1,8. (7)
е) Диаметр исходной заготовки определяем по формуле
3 / V
D'3l = \^y (8)
и подбираем по стандарту ближайшее значение Пзг.
Затем определяем практически применяемую длину Ьаг=—заготовки в
~У3г
4
соответствии с выбранным ее диаметром и требуемым объемом.
Окончательно длина заготовки уточняется при наладке штампа.
Выбор надлежащего значения величины k оказывает большое влияние на
успешность процесса. Как правило, нужно стремиться к выбору коэфициента k
по верхнему пределу (1,8), тем самым получая более тонкую заготовку, что
очевидно из формулы (8).
Можно указать на два основных преимущества, связанных с применением
более тонкой заготовки.
518
1) Облегчается процесс резки заготовки, что в ряде случаев представляет
возможность вместо малопроизводительной холодной или горячей резки на пиле
(требующей дополнительного нагрева) прибегать к высокопроизводительному
методу резки заготовок в приспособлении на прессе.
2) Меньший размер D3? позволяет задаваться и меньшим размером диаметра
приемника Do (фиг. 492), что благодаря уменьшению отношения понижает
потребное усилие для ведения процесса истечения и скорость истечения.
Применение, однако, слишком тонкой заготовки может вызвать затруднения
при штамповке в первом ручье вследствие косой установки заготовки, вытека-
ния одностороннего заусенца и увеличения трения в приемнике и при дефор-
мации металла во втором ручье за счет излишне большой деформации утолщен-
ной части первого перехода.
Указанными соображениями и объясняются рекомендуемые пределы зна-
чения k в соответствии с формулой (7).
3. Элементы первого ручья. Конфигурация и размеры ручья,
в котором производится операция истечения металла, имеют большое значение
для успешности процесса. Нижняя рабочая часть штампа
в каждом ручье состоит обычно из трех основных дета-
лей (фиг. 496): А — матрицы, в которой размещаются
приемник и глазок; Б—промежуточной втулки и В—ниж-
ней втулки.
При деформации металла процессом прямого истечения
в углах приемника образуются малоподвижные зоны.
Однако полною отсутствия скольжения металла по отно-
шению к контуру полости матрицы не наблюдается даже
в углах. В связи с этим форма контура угла в месте пе-
рехода от приемника Do к отверстию глазка dQ должна
быть подобрана с таким расчетом, чтобы обеспечить
более благоприятные условия истечения металла и воз-
можно меньший износ этого участка матрицы, так как
рицы (Л) в значительной степени зависит от стойкости
участка.
На практике получйли распространение две формы этот
1) контур, состоящий из двух пересекающихся под тупым углом отрезков
прямых линий, плавно сопряженных дугой относительно большого радиуса
(такой формы матрицу см. ниже на фиг. 509);
2) плавный контур, состоящий из дуги радиуса Ry (фиг. 496), с одной сто-
роны касательной к образующей глазка (d0), а с другой — плавно сопряженной
с образующей приемника (О0) дугой радиуса Т?2. Опыт также показал, что для
уменьшения сил внешнего трения, а следовательно, для облегчения процесса
истечения прямой участок глазка /г3 должен быть по возможности небольшим
(примерно 5—15 мм) и что диаметр канала d'o втулки должен быть больше диа-
метра глазка d0 на величину примерно 0,05—0,15 мм.
Следует иметь в виду, что излишне большая разница (d'o—d0) приводит к об-
разованию такого зазора между получаемым после истечения стержнем и вну-
тренним контуром втулки ^зазор :5s ~ ^который при обратном ходе ползуна
в процессе выталкивания поковки позволяет стержню получить излишний про-
гиб. Это, в свою очередь, приводит к застреванию первого перехода в матрице,
к поломкам выталкивателей и остановке работы. Поэтому, если точно изго-
товить канал глазка, то можно иногда в целях упрощения конструкции штампа
объединить детали А и Б, выполнив их в виде одной детали гладкой или сту-
пенчатой формы.
Автор считает более целесообразным выполнить в виде одной детали части Б
и В (фиг. 496), оставив, таким образом, две основных детали:
1) матрицу А с относительно коротким участком глазка /г3 и
2) втулку (общую Б — В) с диаметром канала d0, несколько большим
диаметра глазка d0.
Фиг. 496
1 ।
Д
срок службы мат-
рассматриваемого
519
Такой вариант обеспечивает более благоприятные условия истечения ме-
талла (благодаря относительно короткому каналу rf0X /г3) и получение минималь-
ных размеров наиболее быстро изнашиваемой детали А, а кроме того умень-
шает количество сопряженных деталей (благодаря объединению Б и В в одну
деталь) и облегчает изготовление и наладку штампа.
Ниже приводим основные указания по конструированию указанных рабо-
чих элементов первого ручья штампа (фиг. 496).
а) Диаметр приемника
~ &зг + i,
где i = 2-4—10 мм', следует стремиться к минимальному значению этой величины,
б) Диаметр глазка
da = d — (0,1 -4-0,2) мм,
где d — размер стержня с учетом усадки и верхнего отклонения допуска. Ука-
занное соотношение предусматривает возможное уменьшение диаметра стержня
после термической обработки и очистки поверхности поковки.
в) Высота приемника
Л1 = h3t (10-4-30) мм,
где !гзг — высота заготовки после окончания первой фазы штамповки — осажи-
вания.
Полученное таким образом значение hA рекомендуется проверить по соотно-
шению /г1=Лзг+ (5-4-10) мм, причем с уменьшением зазора г нужно выбирать
большее значение ht, так, чтобы заготовка утопала в полости матрицы. Наобо-
рот, когда i приближается к большему пределу, можно задаваться меньшим зна-
чением /гг при котором в начальный момент заготовка будет несколько высту-
пать за пределы матрицы, как показано на фиг. 496.
г) Высота канала глазка (/га) вместе с переходной частью выбирается с уче-
том того, чтобы прямой участок глазка /г3 = 5-4-15 мм, причем меньшее значение
h3 брать для относительно малых диаметров
д) Радиус сопряжения
Ri = (1 -4-2)«,
где
_ Dn — dp
“ ~ 2
Если штамповка производится в одну операцию (см. фиг. 495) и матрица
служит как для истечения стержня, так и для окончательной формовки утол-
щения, то величина радиуса /Д зависит от требуемой конфигурации поковки
и должна быть не менее 5—40 мм. Радиус Т?2 подбирается графически из усло-
вия плавного сопряжения дуги радиуса 7?! с образующей приемника и колеблется
обычно в пределах /Д =-(5-4-25) мм.
е) Диаметр канала во втулке (фиг. 497)
d'o = d0 4- (0,05-4-0,15) мм.
Длина втулки 1зт (или общая длина при наличии двух деталей Б и В)
подбирается с учетом входящей во втулку длины стержня поковки 1С, входящей
длины толкателя 1т~ (10-4-20) мм и необходимого зазора (при наибольшей длине
стержня) 2г=(10н-30) мм. Надо иметь в виду, что при недостаточной величине
зазора Zj могут иметь место поломки деталей штампа вследствие недостаточ-
ности объема
должного компенсировать колебания в объеме заготовки в результате неточно-
сти ее длины и диаметра.
к 90
Фиг. 497. Фиг. 498.
горячая резка на пиле с после-
ж) Длина пуансона (фиг. 498) Ln подбирается исходя из закрытой
высоты штампа с таким расчетом, чтобы обеспечить необходимый размер ha.
обусловленный величиной объема Vy — утолщенной части поковки.
В конструкции, представленной на фиг. 498, регулировка размера ha, а сле-
довательно, объема утолщенной части первого перехода и длины получаемого
истечением стержня, осуществляется за счет изменения положения пуансона
с помощью перестановки регулировочных прокладок и фасонных шайб (колец).
Применяются и другие регулировочные устройства, например, клиновые.
Диаметр пуансона Dn=Da — (0,05^—0,15) мм в зависимости от размера
диаметра матрицы, причем допуски на диаметр пуансона Dn и матрицы Do должны
быть подобраны с таким расчетом, чтобы
обеспечить необходимый зазор (на диа-
метр) в указанных пределах 0,05—0,15 лип.
Конструкция крепления как пуансонов,
так и матриц должна удовлетворять усло-
виям быстрой их смены.
4. Особенности технологии.
1) В качестве исходной заготовки ре-
комендуется применять прокат обычной
точности или, в особых случаях, прокат
повышенной точности.
Способ резки заготовок зависит от рода
материала и площади поперечного сечения
заготовки. Для стали типа ?Сильхром»,
диаметром более 45 — 50 мм применяется
дующей зачисткой заусенца. Заготовки диаметром менее 40 мм успешно раз-
резаются в специальных приспособлениях на прессах. Закрытая форма
ножей и точное направление верхнего ножа в жестких направляющих
обеспечивают получение заготовки с ровным торцом и без рванин. Заго-
товки с размером диаметра того же порядка (0 45), но из хромоникелевой
стали марки 40ХН, успешно подвергаются резке на пресс-ножницах, причем
качество резки как в отношении отсутствия трещин на торцах, так и в
отношении необходимой ровности торца заготовки, было вполне удовле-
творительным. При проектировании технологического процесса следует стре-
миться к выбору заготовки возможно меньшего диаметра, тем самым обеспе-
чивая лучшие условия резки.
2) Для успешности процесса истечения и получения возможно более
высокой стойкости инструмента необходимо обеспечить равномерный и по
возможности безокислительный нагрев заготовок.
Лучшие результаты в этом отношении были достигнуты при нагреве в ин-
дукционных нагревательных установках методического типа. При нагреве в пе-
чах на жидком или газовом топливе следует предусмотреть тщательную очистку
заготовок перед штамповкой.
3) Большое значение для успешности процесса имеет также смазка рабочих
деталей штампа — матриц и пуансонов. В качестве смазки рекомендуется при-
менять смесь графита и солидола.
Перед работой рабочие части штампа должны быть подогреты до темпера-
туры 150-200°.
4) При штамповке во втором ручье неизбежно имеет место некоторое удли-
нение стержня за счет деформации истечения. При отладке штампа степень
истечения в первом и втором ручьях может быть отрегулирована в нужных
пределах в зависимости от конструкции штампа или с помощью прокладок и фа-
сонных шайб (фиг. 498), или с помощью клинового регулировочного устройства.
Следует учесть то обстоятельство, что для некоторых поковок путем
правильного распределения степени истечения можно
добиться более равномерного износа матриц и пуансонов первого и второго
ручьев штампа, а следовательно, повышения общей стойкости инструмента.
5) При следующих за штамповкой операциях термической обработки и очи-
стки поверхности поковок происходит некоторое уменьшение диаметра стержня,
521
полученного истечением в штампе под прессом. Это обстоятельство должно
быть учтено при назначении размера на диаметр глазка (см. dQ на фиг. 495
первого перехода.
6) Для получения точных поковок с припуском на все поверхности утолще-
ния и стержня только под шлифование или вовсе без припуска на некоторых
поверхностях рекомендуется применять в определенном сочетании с указан-
ными выше операциями: а) правку стержня на рихтовальной машине (эту
операцию желательно применять во всех случаях); б) горячую или полу-
горячую калибровку; в) объемную холодную чеканку утолщенной части
поковки.
5. Преимущества и особенности штампойки исте-
чением. Основные преимущества штамповки истечением, особенно для по-
ковок типа стержня с утолщением, таковы.
а) При штамповке истечением деформация (см. фиг. 492) протекае-. в усло-
виях резко выраженной схемы всестороннего неравномерного сжатия. Как
известно [17], такие условия деформации являются наиболее благоприятными
для достижения высокой пластичности.
Опыты, проводившиеся в производственных условиях, и лабораторные испы-
тания показали, например, что тогда как высадка утолщения из малопластич-
ной стали приводила к ее разрушению (трещины по образующим и на торце
утолщения), штамповка аналогичной конфигурации методом истечения сопро-
вождалась получением .качественного изделия, обладающего высокими механи-
ческими показателями. Таким образом, процесс истечения рас-
ширяет область применения горячей штамповки малопла-
стичных сталей, что является значительным его преимуществом.
б) Процессом истечения можно получать поковки с незначительным при-
пуском на механическую обработку и с относительно высокой точностью по
размерам толщины стержневой части.
в) Процесс истечения представляет возможность применять более дешевую
заготовку в виде проката обычной или повышенной точности. Между тем, для
получения стержневых поковок с одинаковой точностью размеров методом
высадки потребуется калиброванный (холоднотянутый) металл.
г) Для аналогичных поковок процесс истечения требует по сравнению со
штамповкой на ГКМ значительно меньшего количества операций Как правило,
поковки типа стержня с утолщением, требующие при штамповке на ГКМ пяти,
шести и более переходов, могут быть изготовлены методом истечения в два пере-
хода. Это открывает возможность значительного повышения производитель-
ности штамповки, особенно если применить механизацию приемов по загрузке
и передаче заготовок, что легче при небольшом количестве операций.
д) Структура и механические свойства поковок, полученных методом исте-
чения, не уступают таковым при изготовлении поковок другими процессами и,
в частности, высадкой на ГКМ-
К недостаткам этого процесса можно отнести следующие особенности про-
цесса штамповки истечением.
а) Этот метод штамповки требует безокислительного нагрева заготовок или
тщательной очистки заготовок от окалины — в случае обычного нагрева.
б) Наблюдается сравнительно небольшая стойкость матриц, ограничиваю-
щаяся, по практическим данным, величиной в 600—1500 поковок. Эют недоста-
ток, очевидно, может быть преодолен подбором соответствующих марок стали
для матриц, надлежащей их термической обработкой, применением некоторых
методов термо-химической обработки и тщательной механической обработкой
(полирование). Немалую роль для повышения срока службы матриц играет
и выбор соответствующего состава смазочного материала, которым системати-
чески должен смазываться инструмент в процессе работы.
в) Условия резко выраженной схемы всестороннего неравномерного сжатия,
которые характерны для данного процесса, вызывают повышенное удельное
давление и поэтому требуют применения пресса с относительно большим (по
сравнению с другими видами штамповки) давлением, т. е. большего расхода
энергии и более дорогого оборудования.
522
§ 4. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО ДАВЛЕНИЯ ШТАМПОВКИ И ВЫБОР ПРЕССА
Удельное давление штамповки истечением определим, воспользовавшись
некоторыми положениями и формулами, предложенными С. И. Губкиным [17].
Рассмотрим случай, когда истечение происходит прямым методом и деформа-
ция сосредоточивается вблизи очка матрицы. В предположении, что высота
очага деформации примерно равна половине диаметра приемника (j1 ~ ,
в соответствии с принятыми обозначениями), можем воспользоваться формулой
(280) указанной работы
k = (ал -\-р) (1 + 2р)—р. (а)
В приведенной формуле k — удельное давление течения; р — истинное
сопротивление деформации с учетом скоростного фактора и неравномерности
напряженного состояния; у. — коэфициент внешнего трения; а„ — напряжение,
которое необходимо создать для течения металла через очко матрицы.
Для данного вида штамповки, учитывая тщательную обработку рабочей
поверхности матрицы и применение смазки, принимаем коэфициент внешнего
трения
Р = 0,2. (б)
Подставив принятое значение р в выражение (а), получим
k = 1,4ож + 0,4р. (в)
Для определения величины ам заметим прежде всего, что форма участка
матрицы, через который происходит истечение (фиг. 496), может с некоторым
приближением быть рассматриваема как коническая, если представить каса-
тельную к кривой в точке соприкосновения с заготовкой.
С учетом конической формы матрицы и того обстоятельства, что процесс
протекает при. наличии некоторого проскальзывания металла по отношению
к рабочей поверхности матрицы, воспользуемся выведенной для подобного
случая формулой (294)*, согласно которой
Для рассматриваемых конфигураций матрицы угол наклона касательной
контура очка к оси истечения колеблется обычно в пределах: а ^40 ~ 60° (см.
фиг. 496). Коэфициент внешнего трения р;=0,2.
При этих значениях аир определяем по формулам (283)* и (293)* величины а,
b и т, входящие в предыдущее выражение (г). Округлив результаты в меньшую
сторону, получаем
а ^0,25; 6^1,25; -|^5; '”—0,8. (д)
Выразив отношение площадей поперечных сечений приемника и глазка через
их диаметры
и подставив принятые значения из (д) и (е) в выражение (г), получим
и после преобразования
(ж)
См. указанную работу С. И. Губкина [17].
Подставив в выражение (в) полученное из (ж) значение ам после соответ-
ствующих преобразований и округляя результаты, имеем
к = 7р(л/' ^-Од).
\ V d0 /
(з'.
Так как
то
р = wza,
k = 7wz(V -0,8) а.
\т d0 /
(и)
CD
Для штамповки истечением на кривошипных прессах принимаем значение
коэфициента, учитывающего скорость деформации w = 2.
Коэфициент, учитывающий неравномерность напряженного состояния,
принимаем z=l,l.
Подставив в формулу (1) принятые значения коэфициентов w и г и округлив
результат, получим окончательно выведенную по средним данным
формулу для определения величины удельного давления при штамповке исте-
чением в матрице круглой формы:
k = 15 0,8) а. (2)
Формула действительна для значения -^>1,1.
«о
Величину а рекомендуется определять в зависимости от температуры
штамповки (для сталей порядка 1100—1200°), пользуясь данными фиг. 25.
Усилие, необходимое для штамповки истечением, 1
где для круглой формы
При штамповке истечением поковки с поперечными сечениями некруглой
формы можно воспользоваться той же формулой (3), подставив вместо Do зна-
чение приведенного диаметра Dnp = 1,1Зу"р и вместо d0 соответственно dnr) =
=1,13/7
Давление, необходимое для окончательной штамповки (высадки) утолщен-
ной части поковки во втором ручье (см. фиг. 494), определяем по формулам,
выведенным для высадочных работ на ГКМ (см. стр. 362).
При штамповке без заусенца утолщения с максимальным диаметром D
(фиг. 494, Б)-.
pv = 5(1- 0,001 Dy) D2y с. (4)
При штамповке с поперечным заусенцем (фиг. 494, В)
Ру = 5 (1 - 0,001 Dy) (Dy + Ю)3а. (5)
Формулы (4) и (5) действительны при Dy <300 мм\ о кг/мм2 — определять
по табл. 2, в графе для горячештамповочных кривошипных прессов, или по
данным фиг. 25, в зависимости от температуры конца штамповки.
При штамповке утолщения некруглой в плане формы с площадью Fn в фор-
мулы (4) и (5) следует подставлять значение приведенного диаметра Dnp =
= 1,13/^.
524
Процесс штамповки методом истечения осуществляется обычно одновремен-
ной деформацией металла в обоих ручьях. При этом величина расчетного
давления
Рр = Ра + Ру- (6)
Определив расчетом величину Рр, следует подобрать пресс с давлением
Р>РР- (7)
Пресс, предназначенный для штамповки методом истечения, должен удо-
влетворять следующим основным условиям.
а) Рабочее давление пресса в конце хода (Р) должно быть не менее потребного
расчетного усилия, согласно формуле (7).
б) Количество двойных ходов в минуту ползуна пресса должно быть не
более 15—40; причем меньшая цифра — для сравнительно больших по диа-
метру изделий, а больший предел — для мелких изделий (Dy<40 мм).
Практика показала, что при излишне большой быстроходности пресса по-
лучается слишком большая скорость истечения металла, что отрицательно
сказывается на стойкости инструмента и успешности процесса в целом. Поэтому
для поковок с большой длиной элементов, подлежащих штамповке истечением
(например, для поковок типа клапанов), подбирать пресс с обыч-
ной характеристикой по количеству ходов не ре-
комендуется (см. табл. 24).
в) Величина хода ползуна пресса должна быть такой, чтобы обеспечить
в верхнем положении достаточное расстояние между пуансонами и матрицами
для укладки исходной заготовки в 1-й ручей, для удаления I перехода из ручья
и укладки его во 2-й ручей, а также для удаления поковки из окончательного
штамповочного ручья. Кроме того, когда применяется рычажно-механический
выталкиватель, приводимый в движение непосредственно от ползуна, ход по-
следнего должен обеспечивать необходимую величину выталкивания переходов
из соответствующих ручьев штампа. Например, для штамповки методом исте-,
чения клапанов автотракторных двигателей ход ползуна пресса должен быть
в пределах 200—300 мм.
г) Закрытая высота штампового пространства, а также размеры в плане стола
и ползуна пресса должны быть достаточными для размещения штампа с проек-
тируемым количеством ручьев.
д) Пресс должен быть снабжен выталкивателями. Пневмо-механическая
система выталкивания, действующая синхронно с ходом ползуна пли неза-
висимо от него, имеет некоторые преимущества перед обычной рычажно-меха-
нической системой в отноТпении лучшей выдачи готовой поковки и меньшей
вероятности поломок выталкивателей при попадании увеличенной по объему
заготовки.
В случаях, когда для штамповки истечением приходится прибегать к прессу,
не имеющему выталкивателей, таковые можно смонтировать непосредственно
в штампе, взяв за основу конструкцию, подобную той, которая рекомендуется
для комбинированных обрезных штампов (см. фиг. 357).
е) Пресс должен иметь достаточно гибкое включение (предпочтительно фрик-
ционно-пневматическую муфту) и предохранители, действующие при его пере-
грузке.
Жесткость станины, точность направления ползуна и т. д. у пресса должны
быть такими же, как у обычных кривошипных горячештамповочных прессов
(см. часть вторую).
§ 5. ПРИМЕРЫ ШТАМПОВКИ
1. Штамповка клапана двигателя трактора. На
фиг. 499 представлены чертеж детали клапана (А), чертеж поковки, изготовлен-
ной высадкой на ГКМ (Б), и поковки для той же детали, изготовленной на прессе
методом истечения (В).
525
Высадка клапана с объемистой головкой на ГКМ вызывает ряд затруднений
а) Если выбрать диаметр стержня из расчета припуска только под шлифо-
вание (016,6), то получается настолько большое количество переходов =
= 18,3; количество переходов 9), что высадка может быть осуществлена только
в двух штампах и с двух нагревов, а это чрезвычайно усложняет и удорожает
процесс изготовления поковки.
б) Для уменьшения количества переходов высадки необходимо увеличить
диаметр исходного прутка, увеличивая тем самым диаметр стержня. Уже при
диаметре стержня в 19 мм (фиг. 499, Б) получается значительное удорожание
механической обработки от введения операции обдирки стержня перед шли-
фованием и остается также большое количество переходов (-—- = 15,5; переход
[—VII в высадочном штампе, фиг. 500).
в) Увеличение припуска на такую деталь массового производства, как кла-
пан, приводит к значительному увеличению расхода дорогостоящего металла
(сильхром).
г) Штамповка со значительным количеством переходов приводит к повышен-
ному браку по зажимам при поступлении металла с нижним отклонением до-
пуска и по трещинам на торце головки вследствие значительного остывания
металла к моменту штамповки в последнем ручье.
Указанные факты убеждают в том, что для подобных деталей наиболее ра-
циональным является процесс штамповки методом истечения.
Штамповка выхлопного клапана (см. фиг. 499) производилась методом исте-
чения из заготовки диаметром 50x60 мм. Резка на дисковой пиле вгорячую
(нагрев до температуры порядка 900—1000°) обеспечивала производительность
130—150 заготовок в час [49].
Для всасывающего клапана (сталь марки 40ХН) с несколько меньшей го-
ловкой применялась заготовка диаметром 45 мм\ разрезка заготовок вхолод-
ную на пресс-ножницах обеспечивала качественную штамповку.
В результате ряда экспериментов была установлена наиболее благоприят-
ная конфигурация рабочей поверхности матрицы для истечения (см. фиг. 501,
А и Б). Из двух конструкций матрицы вторая (5) показала лучшие результаты.
Очевидно, что меныпие скорости истечения во втором варианте (5) и меньшпе
усилия деформации, вызванные более благоприятным отношением ~, СПОСОб-
аО
ствовали большей стойкости матрицы и благоприятным условиям штамповки.
Устройство штампа таково (фиг. 502). К подушке 1, прямоугольной в плане
и снабженной четырьмя направляющими колонками 31, крепится с помощью
шпилек и болтов нижний башмак 2. В подушке / «и башмаке 2 размещаются:
втулка выталкивателя 9, державка выталкивателя 28 и выталкиватель 29.
Планка 33, закрепленная в подушке винтами, предотвращает выпадание вы-
талкивателя и ограничивает его нижнее положение. На башмаке 2 установлена
подставка 7 с впрессованным в ней вкладышем 8. Подставка 7 зацентрирована
в цилиндрической выточке башмака своим нижним буртом. В свою очередь,
в подставку 7 по центрирующему конусу входит малая обойма 5, в которой на
горячей посадке закреплена матрица 4 первой операции. На направляющий
конус малой обоймы 5 надевается большая обойма 6 (прямоугольная в плане),
зацентрованная своим задним буртом (усеченный конус) в выточке башмака 2
и прикрепленная к последнему с помощью четырех болтов.
Указанная конструкция обеспечивает необходимую соосность матрицы 4
с вкладышем 8 и втулкой выталкивателя 9 и прочное крепление рабочих
деталей штампа.
Матрица второй операции состоит из глазка 15, закрепленного на горячей
посадке в малой обойме 16, и крепится к башмаку через подставку 20 с помощью
обоймы 19 и болтов. Крепление пуансопов к верхнему башмаку 3 осуществляется
посредством державок 11—24 и специальных гаек 12—25. Подкладные шайбы 13
и фасонные кольца 14 служат для регулировки положения пуансонов при на-
ладке и по мере их износа и заточки.
526
ts*oj _ ________ _
Фиг. 499.
4'иг. 500.
Фиг. 501.
Указанные на чертеже каналы N в подушке и сквозные вырезы (в виде по-
лукругов) в державках 28 выталкивателей служат для выдувания скопляю-
щейся окалины.
Для определения скорости истечения металла из отверстия глазка необхо-
димо знать скорость движения пуансона или, что все равно, ползуна пресса.
На фиг. 503 представлен график скорости ползуна, в зависимости от его пути,
считая за начало координат нижнюю мертвую точку.
Фиг. 502.
Зная скорости движения пуансона, можно построить кривые скорости исте-
чения металла из отверстия глазка, воспользовавшись формулой
где w — скорость пуансона в рассматриваемый момент, определяется по гра-
фику фиг. 503;
w'— соответствующая этому моменту скорость истечения металла;
F — площадь сечения приемника;
f — площадь сечения глазка.
Для решения поставленной задачи необходимо также установить момент
начала истечения и путь пуансона, на протяжении которого происходит исте-
чение (фиг. 504, А и Б).
От момента соприкосновения пуансона с заготовкой до окончательного за-
полнения приемника по всему диаметру Dg происходит осаживание металла,
сопровождаемое некоторым выпучиванием заготовки книзу. Начиная с ука-
занного момента, происходит истечение металла, сопровождаемое образованием
стержня клапана.
Путь, который должен быть пройден пуансоном, может быть определен из
равенства вытесняемого объема на пути у и объема образуемого стержня. Диа-
метр стержня d~17 мм; длина с учетом выпучивания заготовки к моменту
начала фазы истечения составляет
примерно 175 мм (сравните фиг. 499, В
и фиг. 504).
При этих данных
172
У1 = 175-752-^9 мм — для ма-
• о*
трицы с Do = 73 мм,
172
у2 = 175 —==- 3S 12 мм — для ма-
00“
трицы с Do = 65 мм
Зная путь, на протяжении кото-
рого происходит истечение, и ско-
рость пуансона в любой точке пути
(фиг. 503), можно определить скорости
истечения, которые больше соответ-
ствующих скоростей пуансона в от-
Фиг 503
F
ношении -у- .
На фиг. 505 представлены полученные таким образом графики, которые
показывают, что при понижении числа ходов пресса и при уменьшении диаметра
приемника (Do) скорость истечения значительно понижается.
Проведенные эксперименты и наблюдения за работой штампа показали,
что наименьшие усилия деформации и наиболее высокая стойкость инструмента
Фиг. 504.
Скорость истечения
Фиг. 505.
и, главным образом, матрицы первой операции, имели место при штамповке
со скоростью истечения по кривой w” (фиг. 505).
Проверка необходимого давления пресса может быть
произведена по приведенным выше формулам.
Для штамповки рассматриваемого изделия был применен пресс давлением
800 т.
Второй вариант конструкции штампа, применяемой на указанном прессе
для штамповки деталей типа стержня с утолщением и, в частности, клапанов,
представлен на фиг. 506.
В основном рассматриваемая конструкция (фиг. 506) отличается от пре-
дыдущей (фиг. 502) способом крепления матриц.
Кольца 7 и 8 ввинчены в башмак 2, дополнительно зацентрованы верхними
буртами в цилиндрических выточках башмака и закреплены (для предотвра-
щения проворачивания при смене инструмента) боковыми болтами.
34 Брюханов и Ребельский 2058 529
Матрица первой операции 4 посажена в ^обойму 5 (горячая посадка),
опирается на каленое подкладное кольцо 40 и закреплена вместе с обоймой
с помощью гайки 6.
Матрица второй операции состоит из обоймы 16 и посаженной в ней детали 15
(посадка скользящая). Обойма-матрица 15—16 зацентрирована в конической
выточке подставки 20 и укреплена в кольце 8 с помощью гайки 19.
В гайках 6 и 19 имеется по восемь отверстий (диам. 30 мм), расположенных по
наружной поверхности и служащих для навинчивания и отвинчивания гаек, что
производится с помощью специального круглого стержня, конец которого по-
переменно вставляется в указанные отверстия. Этот вариант отличается от рас-
смотренного выше первого варианта конструкции штампа большей простотой
деталей и главным образом воз-
можностью более быстрой и лег-
кой смены матриц. Если в пер-
вой конструкции (фиг. 502)
для смены матрицы требуется
отвернуть четыре болта и ма-
нипулировать довольно гро-
моздкими наружными обоймами
(см. дет? на фиг. 502), то во
втором варианте (фиг. 506) для
этого требуется лишь отвернуть
наружные гайки (дет. 6 и 19).
Кроме того, сами детали креп-
ления имеют меньший вес и
725 min-
Фиг. 507.
проще в изготовлении благодаря своей круглой форме. Указанные особен-
ности рассматриваемой конструкции штампа представляют собой существенные
преимущества перед первым вариантом.
Недостатком второго варианта (фиг. 506) является то, что наиболее быстро-
изнашиваемая деталь — матрица первой операции — имеет большие размеры
по сравнению с первой конструкцией (фиг. 501, Б и 506). Этот недостаток может
быть в значительной мере устранен применением рациональных методов вос-
становления матриц (например, наплавкой).
Указанная конструкция штампа получила распространение для производ-
ства методом истечения серии различных по конфигурации поковок и показала
хорошие эксплуатационные качества в течение длительного периода.
2. Штамповка клапана двигателя малолитраж-
ного автомобиля. Переходы штамповки клапана, изготовляемого
штамповкой на прессе методом истечения, таковы: I — после деформации ме-
талла методом истечения в первом ручье штампа и II —после окончательной
штамповки во втором ручье (фиг. 507).
В качестве исходной заготовки применяется прокат круглого сечения
(диам. 19лш). Резка заготовок с размерами диам. 19x30 лш осуществляется вхолод-
ную на эксцентриковом прессе в специальном приспособлении. Последнее обеспе-
чивает качественную резку с достаточно ровным торцом, без рванин и трещин.
Нагрев заготовки производится в высокочастотной индукционной нагреватель-
ной установке методического типа, откуда нагретая до температуры порядка
1200° заготовка поступает по желобу через боковое окно пресса непосредственно
к штампу.
Чертеж штампа приведен на фиг. 508. На фиг. 509 изображены основные
детали штампа.
Данная конструкция штампа отличается от указанных выше (фиг, 502
и 506) по устройству всех основных узлов: а) узла крепления матриц; б) узла
крепления пуансона и в) узла системы выталкивателей.
Матрица первой операции, состоящая (в первом варианте) из двух деталей
34—35, вставляется в разжимную обойму 37, которая, в свою очередь, погру-
жается в разжимное кольцо 36.
Такой комплект деталей надевается (отверстием диам. 50льи) на выступ под-
кладочного стакана 38, зажимается в прихвате 39, который, в свою очередь,
крепится к нижней плите 1 штампа двумя болтами.
по ДВ
«С1
Детали 17 и 18 в сборе составляют матрицу второй операции. На деталь 17
надевается обойма 16, имеющая направляющую коническую поверхность,
через которую весь комплект деталей 16—17—18 прижимается к подкладному
стакану 15 с помощью прихвата 29. Последний надевается на направляющий
бурт стакана 15 (по диаметру 80 мм), чем достигается центровка матрицы 17—
18 по отношению к стакану и необходимая их соосность.
Выталкиватель 11 приводится в движение от пневматического приспо-
собления, действующего синхронно с движениями ползуна и, по желанию, не-
зависимо от него.
К верхней плите 2 крепится с помощью двух горизонтально расположенных
винтов 24 и четырех вертикальных болтов 25 промежуточная плита 4. В пазы
промежуточной плиты входят два прижима 3, которые с помощью шпилек
26 и гаек 27 зажимают разрезные (пружинящие) втулки 19 с закрепленными в
них пуансонами 7 и 33. Для регулировки положения пуансонов по высоте
служат опорные подкладки 8 и регулировочные клинья 9.
Для изменения положения пуансона следует ослабить гайки прижимов 27,
затем с помощью гаек 21 переместить клин 9 в нужном направлении и, уста-
новив пуансон в положение плотного соприкосновения с опорой 8, обратно
затянуть прижимы гайками 27.
Практика по наладке рассматриваемого штампа показала, что лучше при-
менять не сборную матрицу (детали 34 и 35), требующую сложной подгонки
531
этих сопряженных деталей по плоскости стыка, а цельную матрицу (см. дет.
34а) с более плавным контуром глазка.
Кроме того, желательно, чтобы конец стержня поковки (с учетом возможных
колебаний объема заготовки) не выходил за пределы подкладных стаканов 15
и 38, чем предотвращается вероятность расклепывания конца стержня при его
выталкивании и тем самым сокращаются возможные простои в работе. При-
Фиг. 509.
меняемый для производства этого клапана специальный сравнительно тихо-
ходный (40 двойных ходов в минуту) кривошипный горячештамповочный пресс
500 т показан на фиг. 232.
3. Шт амповка детали III группы. Полая поковка (фиг. 510).
штамповка которой характеризуется одновременным прямым и обратным исте-
чением, может быть отнесена к III группе (см. классификацию поковок и one
раций в табл. 70).
Исходная нагретая заготовка с диаметром 50x110 мм подвергается сна-
чала деформации в первом ручье штампа, где в результате процесса прямого
истечения и частичного^ осаживания она получает промежуточную форму
(фиг. 510, /).
Во втором ручье промежуточная форма подвергается окончательной штам-
повке, сопровождающейся образованием стержня за счет процесса прямого
истечения и утолщения с полостью за счет прошивки, производимой параллельно
с процессом обратного истечения (фиг. 510, II).
532
Фиг. 510.
Отличительными особенностями применяемой для изготовления этого из-
делия конструкции штампа (фиг. 511) являются система выталкивателя, вмон-
тированная в самом штампе, и наличие верхнего пружинного съемника для
снятия поковки с прошивника второй операции. На подушке 1, в сквозных па-
зах которой размещаются планкивыталкивателя 17, закреплен нижний башмакД.
Обоймы 25 первой и второй операций завернуты
в башмак А и, в свою очередь, удерживают поса-
женные в них матрицы 2 и 3. Крепление пуан-
сона 4 первой операции осуществлено с помощью
гайки 9 и может быть регулируемо посредством
прокладок 8. Прошивник б через промежуточную
державку 26 прикреплен к основной державке 7
посредством круглой гайки 11. Между гайкой 11
и нижним диском 12 размещаются шесть пружин
14, высота которых определяется длиной болтов
13, на концах которых навернуты гайки 27 (коли-
чество стяжных болтов — 6).
Пуансон второй операции—деталь 5 — наде-
вается на прошивник и вворачивается своей
верхней частью в нижний диск 12.
Когда башмак В вместе с системой пуансонов
находится в верхнем положении, пуансон 5 под
воздействием пружин принимает по отношению
к прошивнику свое крайнее нижнее положение,
в котором он вместе с диском 12 удерживается
При опускании ползуна вниз в первый момент
ника 6 с промежуточной заготовкой происходит небольшая прошивка за счет
болтами 13 с гайками 27.
соприкосновения прошив-
Фиг. 511.
раздачи металла (сравните переходы / и II на фиг. 510). В последующий момент
за счет дальнейшего вдавливания прошивника в металл будет иметь место ин-
тенсивное обратное истечение, сопровождаемое образованием стенок утолщен-
ной части поковки, и частичное прямое истечение, сопровождаемое некоторым
удлинением стержня поковки. Последняя фаза деформации характеризуется
533
тем, что под влиянием возросшего сопротивления со стороны заготовки и даль-
нейшего продвижения верхнего башмака (В) преодолевается упругость пру-
жин и пуансон 5, придя в соприкосновение с опорной плоскостью державки 26,
производит окончательную штамповку, которая заключается в выглаживании
верхнего торца поковки и дальнейшем истечении стержня.
При ходе ползуна вверх переход I выдается из матрицы выталкивателем 15,
а готовая поковка выдается из матрицы выталкивателем 16 и снимается с про-
тивника пуансоном 5 под воздействием шести пружин 14. Штамповка произво-
дилась на прессе 800 т. Причем для более эффективного использования
и повышения производительности работы имеющегося пресса в штампе были
предусмотрены две пары ручьев, т. е. два предварительных и два окончательных
ручья.
ГЛАВА П
ШТАМПОВКА НА ФРИКЦИОННЫХ ПРЕССАХ
§ 1. ХАРАКТЕР РАБОТЫ И НАЗНАЧЕНИЕ ФРИКЦИОННЫХ ПРЕССОВ
Фрикционные прессы в кузнечно-штамповочном производстве находя г
весьма разнообразное применение как на холодных, так и на горячих работах
при листовой и объемной штамповке. В кузнечных цехах наиболее широкое
применение имеют двухдисковые (фиг. 512) и менее распространены трехди-
сковые (фиг. 513) фрикционные винтовые прессы с давлением, развиваемым
в конце хода ползуна, примерно от 75 до 300 т.
Фиг. 512. Двухдисковый
фрикционный винтовой пресс.
Фиг 513 Верхняя часть трехдискового фрикцион-
ного винтового пресса.
У двухдисковых прессов движение ползуна вверх и вниз осуществляется
попеременным нажатием на маховик соответственно одним, а затем другим ди-
ском. При более или менее постоянной скорости вращения дисков, по мере умень-
шения или увеличения расстояния от оси дисков до точки соприкосновения
их с маховиком скорость движения ползуна уменьшается или увеличивается
В деталях узла управления (фиг. 512) имеется штанга с регулируемыми
верхним А и нижним Б ограничителями принудительного хода ползуна. При
нудительное движение ползуна вниз, во время которого маховик, шпиндель
и ползун накапливают энергию, должно заканчиваться при соприкосновении
верхнего штампа с обрабатываемой поковкой. Диск хода вниз автоматически
отключается. Последующий затем ход вплоть до полной остановки ползуна
осуществляется за счет потери энергии ползуном, шпинделем и маховиком.
Таким образом, по принципу воздействия на обрабатываемое изделие фрик
ционные прессы ближе относятся к молотам, чем к прессам. Привод фрикцион-
534
кого пресса во время рабочего хода полностью освобожден от воспринятая со-
противления обрабатываемого изделия. Однако, в отличие от молотов, развивае-
мое при этом давление не должно перегружать шпиндель, гайку и станину,
работающую в этот момент аналогично тому, как работают станины на других
прессах.
Ряд эксплуатационных недостатков трехдисковых прессов, в частности, шум
зубчатой передачи, дает основание предпочитать двухдисковые прессы.
Фрикционные прессы, как правило, снабжены нижним жестким выталкива-
телем, подвешенным к ползуну на тягах. В центре стола, на котором крепится
нижняя часть штампа, имеется отверстие под выталкиватель. Полный ход вы-
талкивателя равен ходу ползуна. Рабочий ход выталкивателя осуществляется
в конце обратного хода ползуна и легко регулируется исходным положением
самого выталкивателя.
В отличие от, других прессов исходное положение ползуна фрикционного
пресса и его выталкивателя значительно ниже их крайнего верхнего положения,
так что выталкиватель не мешает укладке обрабатываемой заготовки в ручей.
Таким образом, устройство фрикционных прессов обеспечивает: а) воз-
можность регулирования величины хода и скорости ползуна, а следовательно,
и энергии удара; б) сравнительно большой ход ползуна; в) возможность исполь-
зования нижнего выталкивателя и г) жесткий удар в конце хода ползуна вниз,
причем этот удар не опасен для деталей привода.
Положительные качества фрикционного пресса дают возможность использо-
вать его при производстве многих штамповочных работ. Однако сравнительно
низкая производительность фрикционных прессов, а также ряд других эксплу-
атационных недостатков снижают их преимущества перед другими видами куз-
нечно-прессового оборудования. Поэтому фрикционные винтовые прессы при-
меняются главным образом: а) для горячей листовой штамповки, преимуще-
ственно при производстве горячих вытяжных и гибочных операций; б) для
гибки, калибровки и правки поковок и листоштампованной продукции в го-
рячем и, особенно, в холодном состоянии;
в) для горячей объемной штамповки мелких по-
ковок, в том числе: 1)для производства болто-
заклепочных изделий в случае отсутствия на за-
воде более производительных горизонтально-ко-
вочных машин, холодновысадочных автоматов,
автоматов полугорячей высадки и другого ме-
тизного оборудования; 2) для производства ряда
поковок в случае отсутствия на заводе штампо-
вочных молотов и горячештамповочных криво-
шипных прессов; 3) для штамповки поковок
сложной конфигурации, требующих разъема
штампов в двух или трех плоскостях, что не
может быть осуществлено в молотовых штампах
§2. ХАРАКТЕРИСТИКА ФРИКЦИОННЫХ ПРЕССОВ
И КРЕПЛЕНИЕ ШТАМПОВ
В нашей промышленности используется боль-
шое количество моделей и типо-размеров фрик-
ционных винтовых прессов отечественного и
иностранного производства. Характеристики их
по номинальному давлению, по устройству
Фиг. 514. Узел штампового про-
странства фрикционных винтовых
прессов (к типовой характери-
стике в табл. 72).
и размерам мест крепления штампов весьма
разнообразны. Характеристики отечественных
прессов приведены в ГОСТ 713-49.
На фиг. 514 приведен разработанный авто-
ром чертеж узла деталей, охватывающих штамповое пространство ряда фрик-
ционных прессов, широко применяемых в одной из отраслей машинострое-
ния. Относящиеся к нему размеры сведены в табл. 72. Из чертежа видно, что
крепление верхних штампов хвостовиком в данном случае не рекомендуется,
а для крепления нижних штампов на столах прессов 'выше 225 т следует
иметь не два, а четыре Т-образных паза.
Таблица 72
Типовая характеристика штампового пространства фрикционных винтовых прессов
(А. Н. Брюханов)
•Ь s е е; Q *8 О S * S Размеры ползуна в мм Размеры плит стола в мм
* М S О Ь сЗ 0> ± S3® Числ< ДОИ в нуту В в. /Л н "хос ь. с, А т п р В, L С С, D, а h D
25 30-35 190 255 110 100 180 200 90 22 38 32 18 240 260 140 80 50 30 60
35 25-30 200 275 160 150 200 210 100 22 38 32 18 260 300 160 — 90 60 30 70
50 22—28 230 315 170 160 240 240 130 22 38 32 18 300 350 200 — 90 60 30 70
75 20—25 300 420 195 180 320 315 200 22 38 32 18 400 450 300 — 100 75 40 85
130 18—23 350 470 245 230 370 365 200 30 50 45 ?0 450 500 300 — 110 75 40 85
160 15—20 375 520 295 280 420 390 225 30 50 45 20 500 530 350 — 115 75 40 85
185 13-18 490 555 240 220 480 510 340 30 50 45 20 530 600 380 — 120 80 40 90
225 11-15 450 625 400 380 520 470 300 30 50 45 20 600 650 450 — 130 90 45 100
300 10-14 500 675 440 420 580 520 300 30 50 45 20 650 750 350 550 140 10и 50 110
375 8-12 525 700 495 475 625 545 325 30 50 45 20 675 750 350 575 150 НО 50 120
475 8—12 550 730 520 500 650 575 350 30 50 45 20 700 850 400 500 160 120 50 130
В номенклатуру оборудования, намеченного к производству, включен сле-
дующий ряд фрикционных винтовых прессов: 40, 63, 100, 160, 250, 400 и 630 т.
$ 3. ОСОБЕННОСТИ ШТАМПОВКИ НА ФРИКЦИОННЫХ ПРЕССАХ И ПОДБОР ПРЕССА
Поковки, штампуемые на фрикционных прессах, классифицируются по кон-
фигурации и методам штамповки на три основные группы:
1 группа — мелкие фигурные поковки, штампуемые обычно на молоте
в одноручьевом штампе или в штампе, в котором, кроме окончательного ручья,
применяется пережимной или
формовочный. В отличие от
аналогичных поковок, штам-
пуемых на молотах, эти по-
ковки не должны иметь тон-
ких ребер и других трудно-
выполнимых 4юрм, так как
заполнение полости ручья на
фрикционном прессе проис-
ходит значительно хуже, чем
на молоте.
Фиг. 515. Типовые конфигурации поковок, штампуе-
мых на фрикционных прессах.
и глухими полостями, требующие разъема в двух
II группа—мелкие и сред-
ние поковки типа стержня
с головкой (сюда относятся
болтозаклепочные изделия)
и мелкие поковки круглые
в плане, типа чашек, стакан-
чиков и колпачков.
III группа—мелкие по-
ковки с буртами, отростками
или в трех полостях. К этой
группе относятся детали типа корпуса вентиля, тройника и прочие детали
арматуры трубопроводов, а также другие аналогичные им по форме изделия.
Примерные конфигурации поковок по группам приведены на фиг. 515.
Для всех групп исходной заготовкой под штамповку служит мерная (обычно
на одну поковку) заготовка из сортового проката. Заготовка, нагретая перед
536
штамповкой, подается на штамп. Штамповка поковок / группы, как правило,
осуществляется в одноручьевых цельных или разборных штампах. Обычно
отходы на заусенцы получаются больше, чем при штамповке на другом обору?
довании из-за отсутствия заготовительных ручьев.
Обычно штамповка поковок II и III групп осуществляется также в одно-
ручьевых штампах. Ввиду ненадежности направляющих ползуна пресса ручей
должен быть расположен строго центрально. Если же штамповка поковок II
и III групп должна осуществляться в 2—3 перехода, штамп делается обычно
так, что нижняя его часть имеет быстросменные вкладыши (матрицы) с распо-
ложенными на них нижними частями фигур ручьев, а верхняя часть предста-
вляет собой соответствующий набор из двух и даже трех пуансонов, жестко
укрепленных на общих салазках, которые могут иметь горизонтальное пере-
мещение в закрепленной в ползуне державке-обойме. После осуществления
каждого перехода производится (вручную) смена матриц и передвижка сала-
зок с установкой и фиксацией каждого пуансона в исходном рабочем положении.
Для удаления поковок из ручья или для облегчения удаления быстросмен-
ных матриц из башмака нижнего штампа используются выталкиватели. Однако
смена матриц, передвижка пуансонов и особенно удаление поковок из разъемных
матриц являются весьма трудоемкими и снижают производительностьштамповки.
Поэтому применения многоручьевой штамповки на фрикционных прессах из-
бегают, а изготовление деталей, не могущих быть отштампованными в один
переход, предусматривают на более приспособленном для этой цели обору-
довании.
Из числа поковок, штампуемых на фрикционных прессах, не подлежат
обрезке только поковки, штампуемые в закрытых штампах. Имеющиеся неболь-
шие продольные заусенцы у этих поковок удаляются на наждачных станках
или другими аналогичными способами.
Кроме штамповки, фрикционные прессы иногда применяются для калиб-
ровки или горячей правки. С большим успехом фрикционные прессы исполь-
зуются на холодных гибочных и правочных работах.
Решение вопросов составления чертежа поковки, выбора переходов штам-
повки, определения размеров заготовки и определения работы деформации
или потребного усилия для поковок, штампуемых на фрикционном прессе,
не отличается от рекомендуемого для аналогичных поковок, штампуемых на
молотах, кривошипных горячештамповочных прессах или ГКМ. Отличие имеется
в методике определения энергии удара. Следует учесть, что от указанных в па-
спорте пресса номинального давления и энергии удара на практике могут быть
значительные отклонения. Фактически эти величины могут колебаться в за-
висимости от величины закрытой высоты установленного штампа и от настройки
хода ползуна вниз. Приведенная ниже схема расчета фактической энергии
удара подтверждает необходимость получить более подробные данные, чем
те, которые обычно приводятся в характеристике йресса.
Энергия удара L в кгм в момент соприкосновения верхнего штампа с обра-
батываемым изделием, приравниваемая к работе, потребной для деформации,
определяется по формуле
г _ Jw2 । mv3
ь — — + ~2~,
где /в кг-м-сек2— суммарный момент инерции маховика JM и шпинделя /ш;
т в кг-м.-1-сек2—масса рабочих частей пресса (маховика, шпинделя, пол-
зуна и верхней части штампа);
о) в сек,- 1—угловая скорость маховика к моменту удара;
v в м-сек~1—скорость поступательного движения рабочих частей
пресса к моменту удара. Таким образом,—— энергия вращательного
mv3
движения и —g——энергия поступательного движения, которая по сра-
внению с энергией вращательного движения незначительна — до 5%.
Момент инерции
J --- -1м 4 -I ш.
537
0 х а
+ R*) + ;
и Re — соответственно наружный и вну-
спиц маховика; тс —масса спицы махо-
тш 2
г» Г COi
i де
I ‘V‘M (p2
•> M 2~ X*'’*
здесь Мм — масса обода маховика; 7?„
тренний радиусы маховика; z — число
вика, а
Jui =
где тш — масса шпинделя; гср — средний радиус нарезки шпинделя.
Из условия равенства окружных скоростей диска и маховика к моменту
удара1 следует, что
где п — число оборотов дисков в минуту; гк — конечный радиус диска, т. е
расстояние от оси диска до точки соприкосновения его с маховиком к моменту
удара.
Скорость поступательного движения
где h — шаг нарезки шпинделя.
§ 4. КОНСТРУИРОВАНИЕ ШТАМПОВ И ТИПОВЫЕ КОНСТРУКЦИИ
По конструкции штампы фрикционных прессов во многом аналогичны
штампам, применяемым на другом штамповочном оборудовании (на штампо-
вочных молотах, кривошипных горячештамповочных прессах и ГКМ). Поэтому
при конструировании штампов для фрикционных прессов следует руководство-
ваться соответствующими руководящими материалами и нормалями для моло-
товых, высадочных и других штампов. Учитывая особенности устройства
фрикционных винтовых прессов, необходимо принимать во внимание сле-
дующее:
а) Ненадежность направляющих ползуна пресса в большинстве случаев обя-
зывает предусмотреть устройство направляющих у штампов во избежание сдвига
поковок. В зависимости от типа штампа эти направляющие могут быть в виде
колонок со втулками, замков, штырей или других известных конструкций, при-
меняемых в штампах на молотах и других прессах. Так как направляющие
срабатываются по поверхностям разъема не так быстро, как на штамповочных
молотах, то в отличие от молотовых замков для гарантии плотного соударения
штампов в плоскости разъема у окончательного ручья замки штампов фрик-
ционных прессов изготовляются с зазором А примерно в 1 мм между верхним
и нижним штампами (фиг. 516).
б) Так как рабочий ход ползуна фрикционного пресса не ограничен, как
это имеет место у кривошипных кузнечных машин, то в целях разгрузки
основных деталей штампа (пуансонов и матриц) от работы в распор штампы,
аналогичные устанавливаемым на кривошипных горячештамповочных прессах
и ГКМ, должны иметь ограничители хода верхнего штампа. Желательно, чтобы
эти ограничители были бы регулируемыми, например, в виде набора ограни-
чительных шайб, надеваемых на направляющие колонки.
в) Имеющийся у пресса выталкиватель предназначен для удаления поковок
из ручья нижнего штампа. С этой целью необходимо вмонтировать в нижний
штамп выталкивающий механизм конструктивно такой же, какие применяются
1 г> "п
538
вштампах на кривошипных горячештамповочных прессах. Выталкиватель пресса
можно использовать также для удаления быстросменных или для открытия
разъемных матриц (фиг. 518).
Эскиз типового штампа для штамповки поковок
с заусенцем приведен на фиг 516.
Фиг. 518. Штамп с разъем-
ной матрицей:
1 — пуансон 2 и 3 — секции ма-
трицы; 4 — обойма, 5 — выталки-
ватель, 6—плита (М. Т. Цукерман).
Фиг. 517. Штамп для^изго-
товления болта.
Фиг. 516. Штамп фрик-
ционного пресса, анало-
гичный молотовому
штампу.
Эскиз типового штампа для болто-заклепочных изделий приведен на фиг. 517.
Пуансон направляется матрицей. Исходная заготовка опирается на выталки-
ватель.
Фиг. 519 Штамп для
колпачка и эскизы пере-
ходов штамповки:
1 — матрица для трех опера-
ций; 2 — пуансон I и П опе-
раций, 3 —трамбовка для I
операции, 4 — пуансон III опе-
рации, 5 — выталкиватель;
б—обойма матрицы из двух
секций, 7—прижим (М. Т
Цукерман).
I операция И операция
На фиг. 518 приведена типовая заводская нормаль для штамповки в закрытых
(разъемных) матрицах. На фиг. 519 приведен штамп, характерный для деталей
типа колпачков, чашек и стаканчиков. Заготовка, нагретая под штамповку,
53Э
подается к этому штампу и укладывается в ма^йцу 1, затем на нее наклады-
вают трамбовку 3 и с помощью пуансона 2 вдавливают заготовку в матрицу.
Предварительная прошивка производится тем же пуансоном, но без трамбовки 3.
Затем, передвинув салазки, в которых укреплены оба пуансона, до положения,
показанного на чертеже, пуансоном 4 производят окончательную штамповку
и удаляют готовую поковку с помощью выталкивателя 5.
ГЛАВА III
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-ГИБОЧНЫХ МАШИНАХ
§ 1. СУЩНОСТЬ ПРОЦЕССА И ХАРАКТЕРИСТИКА ГОРИЗОНТАЛЬНО-ГИБОЧНЫХ
МАШИН
Штамповка на горизонтально-гибочных машинах (ГГМ) является специа-
лизированным процессом серийного и массового производства поковок, могущих
быть изготовленными только гибкой или гибкой в сочетании с другими опера-
циями, производимыми тоже на ГГМ. Весьма часто штамповка на ГГМ приме-
няется также в сочетании со штамповкой на другом оборудовании, например.
гибка на ГГМ поковок, от-
штампованных на молотах,
прессах и ГКМ, или реже
гибка на ГГМ заготовок под
штамповку на этих механиз-
мах.
. В соответствии с основ-
ным назначением ГГМ пред-
ставляет собой приспособ-
ленный для гибочных работ
кривошипный горизонталь-
ный пресс, к ползуну кото-
рого крепится подвижная
часть штампа. Ползун имеет
возвратно-поступательное
движение по горизонтальным
направляющим цельнолитой
или сварной станины, на
которой монтируются детали привода и у которой имеется стол для креп-
ления на нем неподвижной части штампа.
Удобство при производстве гибочных работ на ГГМ обеспечивается боль-
шими размерами штампового пространства, большим ходом ползуна и особым
устройством привода и его управления. Таким образом, у ГГМ нет недостатков
других кузнечных машин, которые часто препятствуют успешному осуществле-
нию на них гибки, особенно когда требуется гибка крупногабаритных
деталей.
Как видно из фиг. 520, штамповое пространство машины не ограничено
сверху. Большой по ширине и в направлении движения ползуна стол допускает
легкую установку крупных и тяжелых штампов. Закрепляемый на столе
штамп своей задней частью опирается в имеющиеся у станины приливы (задние
упоры), которых обычно два. Ползун имеет большую лобовую плоскость для
крепления к нему подвижных частей штампа. Большая длина хода пол-
зуна обеспечивается тем, что на обоих концах прямого главного вала
наглухо укреплены большие шестерни. Шатуны, передающие движение пол-
зуну, посажены на кривошипные цапфы, укрепленные в приливах на полотне
шестерен так, что радиус кривошипа получается значшельно больший, чем
в случае коленчатого главного вала.
Управление движением ползуна осуществляется с помощью фрикционных
муфт, монтируемых на приемном или реже на передаточном вале и приводимых
540
в действие обычно рычагом, свисающим над штамповым пространством. На конце
этого рычага (фиг. 520) обычно укреплена поперечина с ручками, позволяю-
щими штамповщику одинаково удобно управлять машиной непосредственно
с его рабочего места, т. е. справа или слева от стола машины. Те ГГМ, которые
имеют реверсивный механизм, удобнее машин с приводом постоянного напра-
вления вращения. У реверсивных машин ползун можно перемещать толчками
и останавливать его в любом положении. На этих машинах наладка штампов
удобнее и обратный ход ползуна можно осуществлять раньше, чем он закончит
движение вперед, что особенно ценно при таких работах, как правка. Обратный
ход ползуна передается обычно через паразитную шестерню, поэтому имеет
большую скорость и может быть использо-
ван как прямой при небольших потреб-
ных давлениях. Некоторые ГГМ имеют две
ступени скорости для прямого хода.
У ГГМ закрытая длина штампового
пространства (т. е. расстояние между
ползуном и задними упорами при крайнем
переднем положении ползуна) постоянна.
Регулировка этой длины осуществляется
с помощью прокладок в самом штампе, с
помощью регулировочных болтов, имею-
щихся в задних упорах, или с помощью
предусмотренного с этой целью механизма
передвижения заднего упора. Среди по-
следних имеется оригинальная конструк-
ция, позволяющая в два-три приема
перемещать неподвижную часть штампа
навстречу ползуну, что с успехом может
быть использовано при глубокой гибке
последовательно в одном ручье. У неко-
торых ГГМ имеются эксцентриковые меха-
низмы на втулках шипов ползуна и
винтовые механизмы изменения длины
шатунов, которые позволяют не только
регулировать закрытую длину, но и из-
Фиг. 521. Узел штампового пространства
ГГМ (размеры см. в табл. 73).
менять величину хода ползуна.
ГГМ нормального типа применяются с усилием, развиваемым в конце хода,
от 15 до 500 т. Быстроходные ГГМ тоннажем от 10 до 20 т, в отличие от нормаль-
ных, имеют наклонную к задним упорам станину, чтобы при укладке в штамп
заготовок на ребро можно было обходиться без их прижима. Главный вал у них
коленчатый, а приводимый им в движение толкач непрерывного действия для
включения машины на рабочий ход имеет особое устройство в соединении пол-
зуна с толкачом.
В номенклатуру оборудования, намеченного к производству, включен сле-
дующий ряд ГГМ нормального типа: 63, 100, 200 и 300 т.
На фиг. 521 приведен чертеж узла деталей, охватывающих штамповое про-
странство ГГМ нормального типа. Относящиеся к нему размеры сведены
в табл. 73. Собранные в ней данные разработаны как рекомендуемые для одной
из отраслей машиностроения, широко применяющей ГГМ тоннажем до 200 т.
Характеристики ГГМ нормального типа от 250 до 500 т, а также быстроходных
ГГМ 10, 15 и 20 т приведены в табл. 74.
В нижней проекции чертежа (фиг. 521) приведен вид на штамповое про-
странство сверху; в верхней проекции — вид на него с правой стороны машины.
Здесь указаны: АхВг— площадь стола; С, Сх и С2 — расстояния между
Т-образными пазами в столе под болты с квадратной головкой для крепления
на столе неподвижной части штампа; k, т, п и р—размеры Т-образных пазов;
НхВ — лобовая площадь ползуна; h, ft, и — расстояния от направляющих
до таких же Т-образных пазов в ползуне для крепления на нем подвижной части
штампа; В2— расстояние между направляющими; Hmj„ и а—расстояния от
541
Таблица 73
Характеристика штампового пространства горизонтально-гибочных машин
(А. Н. Брюханов)
Предельное усилие в т Число хо- дов в ми- нуту ! Ход пол- зуна в мм Размеры в мм
^min В // А И, Bl С Cl С, в, а t й й, й2 к т п Р
35 и 45 20-11 350 500 900 180 420 170 700 200 400 600 400 80 8 60 140 22 38 32 18
50 18-11 375 550 1000 180 450 170 800 230 460 690 500 90 8 70 170 22 38 32 18
70 и 75 16—9 400 600 1100 220 500 200 850 250 500 750 450 100 8 70 170 — 22 38 32 18
100 и 120 16-9 420 750 1200 220 640 200 900 280 560 840 450 ПО 8 70 200 — 30 50 45 20
150 и 160 14-9 450 900 1300 250 780 220 1000 300 600 900 450 120 12 60 13' 200 30 50 45 20
200 12—7 500 1000 1600 300 870 260 1250 300 800 1100 600 130 12 70 160 250 30 50 45 20
Таблица 74
Характеристика горизонтально-гибочных машин (по данным И. И. Гирш)
Основные параметры Тихоходные тяжелые машины Быстроходные машины
Предельное усилие в т 250 200 400 500 10 15 20
Число ходов в ми- нуту 9-7 7—6 6 6 60 60 45
Ход ползуна в мм 500 -530 550—600 600 7 е 0 125 20Э 200
Расстояние между ползуном и упором при крайнем перед- нем положении пол- зуна в мм ..... 1(00—1200 1080-1360 13С0 1800 305 410 610
Размеры лобовой (штамповой) плоско- сти ползуна в мм: ширина .... 1600 -1800 1750—2400 2000—2400 2750 405 560 710
высота 300-400 350-400 400-415 400—450 100 140 200
Мощность электро- двигателя в л. с. . . 30—25 40—30 45—35 50-40 5 7,5 10
Вес в т (в сред- нем) 22 31 42 50 1,2 2,2 3,5
ползуна до задних упоров и до стола при крайнем переднем положении ползуна;
Нх — высота задних упоров и t — разница в уровнях стола и направляющих
Кроме того, в характеристике приведены длина хода ползуна и число ходов
в минуту. Этих данных достаточно для увязки конструкции, размеров и кре-
пления проектируемого штампа с характеристикой машины.
§ 2. КЛАССИФИКАЦИЯ ПОКОВОК И СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
Поковки, штампуемые на ГГМ, по виду заготовок, в каком они поступают
на штамповку, могут быть разделены на две группы: поковки, штампуемые
из заготовок, полученных из проката простых, фасонных и специаль-
ных профилей, и поковки, штампуемые из заготовок, подвергавшихся обработке
.в штампах на другом штамповочном оборудовании.
К первой группе относятся: 1) поковки, получающие на ГГМ свою оконча-
тельную конфигурацию путем гибки или сочетания гибки с другой операцией,
совершаемой совместно или отдельно (например, формовка ребра вдоль изги-
баемой полосы, пробивка отверстий, разрезка и т. п.); 2) поковки, получающие
на ГГМ почти готовый вид, но требующие окончательной доделки путем выпол-
нения на другом кузнечно-прессовом оборудовании одной или нескольких
второстепенных операций (пробивки, подрезки и т. п.) и 3) поковки, полу-
чающие путем гибки на ГГМ форму заготовок для последующей штамповки
их на другом штамповочном оборудовании.
542
Ко второй группе относятся поковки, отдельные части которых подвер-
гаются штамповке на ГКМ (например, торцевой ключ с коленом), на молоте
(например, заводная ручка) или на другом штамповочном оборудовании.
Гибка их на ГГМ осуществляется, как правило, в местах, где исходный
пруток не подвергался деформации, и применяется глав-
ным образом в том случае, когда нельзя произвести
гибку на другом штамповочном оборудовании, вклю-
чая обрезные и другие механические прессы, ввиду
малой величины рабочего хода и малых размеров штам-
пового пространства у этого оборудования. Гибка
поковок этой категории может быть и не завершающей
операцией (например, на некоторых коловоротах тре-
буется после гибки чеканить ограничительные выступы
для рукояток или отвальцевать конец на конус).
К особой группе следует отнести поковки, также
штампуемые на другом оборудовании, но подвергаю-
щиеся на ГГМ не гибке, а другим операциям. Так, на-
пример, используя большие (относительно тоннажа)
размеры штампового пространства ГГМ, рекомен-
дуется для крупногабаритных деталей, штампуемых
на тяжелом оборудовании из листа или полосы, при-
менять устанавливаемые на ГГМ дыропробивные, вы-
рубные, разрезные и другие штампы, не требующие
больших усилий на штамповку. Кроме того, для длин-
ных поковок, штампуемых на молотах, кривошипных
горячештамповочных прессах и ГКМ по частям, при
штамповке невозможно точно выдержать их габаритные
д
Фиг. 522. Типовые
поковки, штампуемые
на ГГМ:
а - перед гибкой штамповка
головки иа ГКМ, а затем иа
молоте; b —формовка одновре-
менно с гибкой; с — перед гиб-
кой штамповка на ГКМ; d —
штамповка на ГКМ после гиб-
ки; е — после гибки чеканка.
g — вальцовка после гибки.
размеры. В таких случаях для растяжки или подсадки этих поковок до
требуемых размеров применяются устанавливаемые на ГГМ специальные
приспособления.
Эскизы типовых поковок, штампуемых на ГГМ, приведены на фиг. 522.
Чертеж поковки, изготовляемой на ГГМ, составляется на основании чертежа
готовой детали и не должен отличаться от последнего за исключением мест,
подвергаемых последующей
обработке резанием. Те части
детали, которые подвергаются
штамповке на молотах, ГКМ
ит. д., должны быть оформ-
лены в чертеже поковки по
правилам, соответствующим
способу их изготовления.
Что же касается детали в
целом и тех ее частей, кото-
Фиг. 523. Классификация поковок, штампуемых рые подвергаются только
на ГГМ, по группам. гибке на ГГМ, то в целях
облегчения процесса штам-
повки конструктор должен руководствоваться следующими указаниями: 1) сле-
дует по возможности избегать гибки на ребро; 2) желательно, чтобы внут-
ренние радиусы закругления в местах изгиба были по возможности больше;
3) искажения поперечных размеров в местах изгиба обычно не учитываются
и в чертеже не оговариваются; 4) допуски на поперечные размеры при холод-
ной гибке проставляются те же, что приняты для поперечных размеров исход-
ной заготовки, а при горячей гибке следует учесть наличие окалины увели-
чением нижнего отклонения допуска, сообразуясь со способом нагрева металла
перед гибкой; 5) учитывая возможность большого пружинения и усадки изделия,
не следует излишне ужесточать допуски на его углы и габаритные размеры,
чтобы исключить дополнительные правочные операции.
По конфигурации, определяющей выбор переходов штамповки, изделия ГГМ
разбиваются на три группы (фиг. 523). К I и II группам относятся поковки,
изогнутые в одной плоскости. В I группу входят поковки, изогнутые по дуге
не более 180°, а также изогнутые углами в одном или двух местах, причем ка-
ждый из углов не должен превышать 90°. В I группу не входят поковки типа
скоб с параллельными концами, которые относятся ко II группе, в которую,
кроме того, входят поковки, изогнутые по дуге 180° и более, а также изогну-
тые углами в трех и более местах, включая поковки полузамкнутого или за-
мкнутого контура. К III группе относятся поковки, требующие гибки
в двух и более плоскостях.
§ 3. ВЫБОР ПЕРЕХОДОВ ШТАМПОВКИ И ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВКИ
Гибка на ГГМ производится за один или несколько переходов.
Гибка поковок I группы обычно не представляет больших трудностей и осу-
ществляется за один переход в простых одноручьевых гибочных штампах.
Гибка поковок II группы может быть осуществлена в один или в несколько
переходов. Последняя производится в многоручьевых штампах. Не всегда бы-
вает легко решить вопрос, какой из этих двух вариантов будет рациональнее.
Основное преимущество гибки за один переход заключается в высокой произво-
дительности работы. Производительность
одноручьевого штампа выше таковой при
многоручьевом штампе в число раз, почти
равное числу ручьев многоручьевого штампа.
В отдельных случаях производительность
многоручьевых штампов удается повысить за
счет одновременной работы всех ручьев.
Так, в двухручьевом штампе в каждый про-
межуток между двумя рабочими ходами
Фиг. 524. Типовые переходы много-
ручьевой штамповки на ГГМ.
можно удалить готовую поковку из второго
ручья, переложить в него заготовку из первого, а в первый ручей установить
исходную заготовку. Но ввиду потери времени на ручных приемах такой спо-
соб не дает удвоения производительности.
Основной недостаток одноручьевых штампов для поковок II группы —
их сложность и относительно высокая стоимость. Однако степень влияния
этих факторов зависит, в свою очередь, от степени сложности конфигурации
обрабатываемой детали. Поэтому для окончательного выбора технологического
варианта штамповки (в один или в несколько переходов) следует воспользо-
ваться технико-экономическим анализом, сопоставляя стоимости обоих вариан-
тов штамповки и учитывая программу производства и стоимость штампов
Гибка поковок III группы, ввиду чрезмерной сложности одноручьевых
штампов, осуществляется обычно за несколько переходов в многоручьевых
штампах.
В многоручьевых гибочных штампах гибка изделия производится по ча-
стям последовательно за каждый переход. Задача правильного расчленения про-
цесса гибки на переходы сводится к разработке такого варианта, при котором
можно было бы, применяя простые гибочные штампы (как для поковок I группы),
получить готовую деталь за минимальное количество переходов. Разработка
переходов должна вестись в порядке, обратном технологическому процессу.
Рассматривая конфигурацию готовой детали, следует отыскать наиболее про-
стую промежуточную форму, чтобы можно было получить из нее окончатель-
ную конфигурацию путем гибки не более чем в двух углах или по дуге, причем
каждый из этих углов не должен превышать 90°, а дуга эта должна быть не
более 180°. Получив требуемую промежуточную конфигурацию, следует рас-
сматривать ее как готовую деталь и поступать, как сказано выше, до тех пор,
пока не будет получена прямая исходная заготовка; таким образом выявляются
конфигурации необходимых переходов гибки. Правильное решение этих задач
должно обеспечить минимальное количество переходов. Типовые примеры ра-
циональных переходов многоручьевой штамповки на ГГМ приведены на фиг. 524.
Общая длина исходной заготовки, а также размеры отдельных ее участков,
какие необходимо бывает подсчитать для определения размеров промежуточных
544
форм при многоручьевой гибке по переходам, определяются разверткой штам-
пуемого изделия по так называемой нейтральной линии изгиба. Известно, что
при изгибе внутренние слои материала, т. е. те слои, которые находятся со
стороны внутреннего радиуса, претерпевают сжатие и, наоборот, внешние
слои, находящиеся со стороны наружной поверхности, подвергаются растя-
жению. Граница между ними не претерпевает ни сжатия, ни растяжения. В пло-
скости изгиба эта граница обозначается линией, именуемой нейтральной линией
изгиба потому, что длина ее до гибки и после гибки остается неизменной. Зная
расположение этой линии у согнутого стержня, можно подсчитать ее длину,
которая и будет соответствовать длине стержня. Положение нейтральной линии
в процессе гибки при наличии пластической деформации смещается от середины
толщины стержня в сторону внутреннего радиуса гибки. Экспериментально
установлено, что величина этого смещения и, таким образом, окончательное по-
ложение нейтральной линии зависит от формы сечения изгибаемого изделия
и от отношения внутреннего радиуса Д к толщине $ изгибаемого изделия. Воз-
можно, что это зависит также от материала изделия
в том числе и от температуры гибки.
При холодной гибке листа и полосы положение
нейтральной линии изгиба установлено экспери-
ментально и учитывается коэфициентом х, завися-
щим только от отношения . Значения его даны
в графике на фиг. 525.
Пользуясь этими данными и чертежом изделия,
полученного гибкой, длину исходной заготовки можно
определить по формуле
Р.
полосы
и ^условии
Фиг. 525. Значения коэфи-
циента смещения нейтраль-
ной линии изгиба при
холодной гибке листа н
£ = 2?+S®
где первый член в правой части представляет сумму длин прямолинейных участ-
ков изделия, а второй — суммарную длину дуг, взятых по нейтральной
линии на изогнутых участках изделия; причем радиус нейтральной линии р
подсчитывается по формуле р = R -j- xs.
Значения коэфициента х для иных профилей (круг, квадрат, угловое железо
и т. д.) практически не установлены. Если пользоваться графиком на фиг. 525
при подсчете заготовок круглого сечения, то отклонения от требуемого размера
получаются незначительными. Еще меньше будет ошибка для квадратного
сечения. Можно рекомендовать этот метод также и для фасонного профиля,
если принять за середину толщины материала центр тяжести площади сечения
заготовки. Однако результаты расчета во всех случаях, кроме гибки листа и по-
лосы, получаются ориентировочные и требуют практического уточнения при
наладке штампов. Поэтому установочные упоры на штампах должны быть обя-
зательно регулируемыми.
р
Для ориентировочных расчетов можно исходить из того, что при—>0,5
за длину заготовки следует принять развертку всего изделия по средней линии
р
(или по линии центра тяжести площади сечения заготовки), а при—<0,5 на
каждый угол изгиба порядка 90° к сумме прямолинейных участков вместо длины
дуги прибавлять по 0,25$.
§ 4. ОПРЕДЕЛЕНИЕ ПОТРЕБНЫХ УСИЛИЙ ГИБКИ
Вопрос расчета потребных усилий на гибку при пластической деформации
разработан недостаточно. Для ориентировочного определения потребного для
гибки тоннажа машины (или пресса) на практике применяются следующие фор-
мулы. При холодной гибке по дуге или на угол (фиг. 526, а) без последующего
обжатия
/э= 1,1^1,
35 Брюханов и Ребельский 2058 '
с обжатием в целях правки
Р~ ],1 + p.pys.
То же при горячей гибке с полным обжатием
/> = [1,1 ^ + (1,5 + 0,15— )Л,
L / \ s/J
При холодной гибке в двух углах (фиг. 526, б) без последующего обжатия
/> = 0,7^^;
R + s
Фиг. 526. Размеры для расчета
усилий на гибку:
а — при гибке по дуге или на угол;
б — при гибке в двух углах.
с обжатием в целях правки
R = 0-7
То же при горячей гибке с полным об-
жатием
0,7-7^-
. R + s
-Ъ (1,5 + 0,15 г]
где Р — потребное усилие в кг;
В — ширина изгибаемого изделия в мм (на фиг. 526 не указана);
s — толщина изгибаемого изделия в мм,
I — расстояние между центрами радиусов гибки в мм;
R — внутренний радиус изгибаемого изделия в мм;
F — площадь проекции части изделия, зажатой между пуансоном и ма-
трицей, на плоскость, перпендикулярную направлению движения пол-
зуна машины в мм2;
<зв — предел прочности обрабатываемого материала, взятый при темпера-
туре окончания гибки, в кг-мм2;
р — удельное давление правки при гибке в кг!мм2, значения которого
указаны в следующей таблице:
При Р в мм2 Удел* ное давление правки р в кг1мм2
Характер правки
Легкая Средняя Полная
До 10 000 10000-20 000 20 000-50 000 Свыше 50 000 1,0 0,7 0,5 0,4 2 1,5 1,2 5 3,5 2,5 2
При многоручьевой гибке расчет потребных усилий производится раздельно
для каждого ручья, а при одновременной гибке в нескольких ручьях расчет-
ные усилия суммируются.
При наличии в штампе пружинных или других противоприжимов усилия
последних также должны быть подсчитаны и учтены.
§5. КОНСТРУИРОВАНИЕ ГИБОЧНЫХ ШТАМПОВ И ТИПОВЫЕ КОНСТРУКЦИИ
Гибочные штампы ГГМ по методам их работы и основным конструктивным
признакам разделяются на три основных типа: I тип — простые гибочные
штампы для гибки поковок I группы; II тип — многоручьевые гибочные штампы
для гибки поковок II и III групп; III тип —сложные гибочные штампы для
гибки поковок II группы.
Основные детали гибочного штампа- а) плита под матрицы (или пуансоны),
укрепляемая на столе машины; б) державка пуансонов (или матриц), укрепляв
мая па ползуне; в) пуансон и матрица или у многоручьевых штампов комплект,
546
состоящий из нескольких пуансонов и матриц; г) вставки пуансонов и матриц,
укрепляемые в местах, наиболее подверженных износу; д) упор для правильной
установки детали при укладке ее в ручей, укрепляемый на штампе или отдельно
на столе машины; е) механизм зажима детали при установке; ж) механизм вра-
щения матриц сложных штампов; з) детали крепления узлов и штампа в целом.
Основные правила конструирования гибочных штампов ГГМ сводятся к сле-
дующему :
1. Гибочный ручей не должен обжимать всю обрабатываемую деталь. Не
подвергающиеся деформации при гибке концы обрабатываемой детали могут
выходить за габариты ручья. В этих случаях выход из ручья с той стороны,
с какой входит в него изгибаемая заготовка, должен быть закруглен по радиусу,
называемому радиусом гибки. Размер радиуса гибки принимается равным тол-
щине изгибаемой детали.
2. Долевые размеры ручья при холодной гибке делаются по чертежу пере-
хода, а при горячей гибке по тем же размерам, но с учетом усадки от 0,8 до 1,2%
в зависимости от температуры окончания штамповки, принимаемой соответ-
ственно в пределах от 650—700° до 800—850° С.
3. На прямых участках и по дугам с большим радиусом профиль ручья дол-
жен быть изготовлен по размерам профиля изгибаемой заготовки (или детали)
с учетом положительного допуска, а при горячей гибке также с учетом усадки
и должен иметь достаточно большие радиусы закругления кромок ручья так,
чтобы не препятствовать свободному удалению изделия из ручья. Так как об-
рабатываемое изделие обычно плотно облегает каждый угол пуансона (или ма-
трицы), входящий в заготовку при штамповке, радиус закругления углов также
должен быть сделан по чертежу изделия. Соответственный внутренний радиус
закругления в матрице (или в пуансоне) должен быть уменьшен против ука-
занного в че'ртеже изделия с тем, чтобы обрабатываемая деталь здесь не обжи-
малась и между ней и поверхностью ручья оставался зазор до 1,5—2 мм так,
чтобы облегчить ее обжатие в других местах.
4. Чтобы свободные во время гибки концы обрабатываемого изделия не
отклонялись вверх или вниз от плоскости изгиба, рекомендуется в тех местах,
где пуансон или матрица имеют постоянное от начала до конца гибки сопри-
косновение с изделием, ограничить ручей сверху и снизу дополнительными
выступами в виде полок, препятствующих уводу частей детали.
В этих же целях иногда бывает удобнее сделать одну полку на пуансоне,
например, сверху ручья, а другую на матрице, соответственно снизу ручья,
с тем, чтобы как во время гибки, так и к концу рабочего хода иметь некоторое
правящее обжатие изделия между пуансоном и матрицей в направлении, пер-
пендикулярном плоскости изгиба.
5. При гибке полосы на ребро, а также при гибке уголка, швеллера и двутавра,
во избежание складок, следует предусмотреть в ручьях на всем протяжении
той части изделия, где производится гибка на ребро, жестко укрепленные на
пуансоне (или на матрице) полки, откидываемые при удалении изделия из ручья
в случаях застревания согнутой детали. Наличие таких полок приводит к тому,
что образующийся при гибке на ребро гофр не выходит за пределы допуска,
чем устраняется или значительно облегчается правка изделий.
6. В неподвижной части штампа следует предусмотреть опоры для заготовки,
подлежащей гибке, необходимые при ее укладке в ручей. Положение заготовки
на опорах должно соответствовать ее исходному положению при гибке и не
требовать дополнительной поддержки вручную.
7. Укладка заготовки должна производиться по упору. Расстояние до упора
определяется длиной заготовки и подсчитывается по методу, изложенному
выше. Так как точно определить длину заготовки можно лишь при наладке
штампа, то упор должен быть регулируемый.
8. Положение правильно уложенной заготовки должно, за редким исключе-
нием, фиксироваться откидным прижимом. Такой откидной прижим, устано-
вленный на неподвижной части штампа, рекомендуется приводить в действие
с помощью эксцентрика, рычагом вручную. Желательно, чтобы прижим от-
кидывался автоматически.
547
9. Габаритные размеры и места крепления штампа должны соответство-
вать характеристике штампового пространства машины. При этом следует
учитывать, что проставленные в характеристике расстояния от ползуна до зад-
них упоров и до стола (7/т1пи а на фиг. 521) при крайнем переднем положении
ползуна указаны только для холостого хода и дают лишь ориентировочное
представление о размере штампа при сомкнутом положении во время его работы.
Ввиду упругих деформаций станины и деталей кривошипно-шатунного меха-
низма машины, а также наличия зазоров в сочленениях деталей, фактическая
закрытая длина штампового пространства больше указываемой в характери-
стике: у новых машин на 5—10 мм и значительно больше у изношенных машин.
Так как эти отклонения зависят от усилий штамповки, которые различны в ка-
ждом переходе, то в конструкции многоручьевых штампов следует предусмо-
треть возможность независимой настройки для каждого перехода. В связи с этим
следует избегать применения общих механизмов в штампе для двух и более
переходов (например, одного общего для двух и более ручьев прижима заго-
товок).
10. Устройство отдельных механизмов и общая компоновка штампа (рас-
положение рукояток и т. д.) должны гарантировать безопасность работы,
исключать возможность попадания рук рабочего между рабочими частями
штампа.
11. Плиты, державки и некоторые отдельные детали вспомогательных ме-
ханизмов, а также все детали креплений должны быть нормализованы.
Ниже приводится описание типовых конструкций гибочных штампов.
I тип штампов представлен на фиг. 527—531.
Поковка рукоятки изготовляется из прутка 022 мм последовательно рез-
кой мерной заготовки, штамповкой головки на ГКМ, а затем на молоте и гиб-
кой стержня на ГГМ. Матрица 1 гибочного штампа (фиг. 527) болтами 2 укре-
плена снизу к державке 3. На тыловой стороне державки имеется горизонталь-
ный шлицевой выступ, входящий в узкую-часть Т-образного паза в ползуне 4
и препятствующий смещению державки в вертикальном направлении. Пуансон 5
укреплен на плите 6, которая крепится на столе 7. Механизм зажима заготовки
при установке (детали 8—12) болтами 13 и гайками 14 укреплен к пуансону.
Заготовка укладывается на плиту 6, продвигается по ней до упора и при пово-
роте рукоятки 9 с помощью эксцентрика 12 прижимается рычагом 8 к пуан-
сону. Для освобождения готовой после гибки поковки требуется повернуть
рычаг 9 в обратную сторону.
Матрица 1 гибочного штампа для ручки (фиг. 528) укреплена на плите 2,
а пуансон <3 — непосредственно к ползуну машины. При укладке заготовка,
опертая на штифт 4, закладывается между губками рычага 5 и матрицей, фи-
ксируется по упору 6 и зажимается рычагом 5 с помощью штурвала 7, ось ко-
торого 8 при зажиме заготовки упирается в штифт 9. Такая конструкция пол-
ностью предотвращает перетяжку металла в ручье матрицы на радиусе, кото-
рый огибается заготовкой в начале гибки. Явление перетяжки наблюдается
в ручье пуансона на радиусе, который огибается заготовкой в конце гибки.
Ручей здесь изнашивается скорее, чем в других местах, в связи с чем преду-
смотрен сменный вкладыш 10, укрепленный на пуансоне болтами 11.
У гибочного штампа для шеки (фиг. 529) нет механизма для зажима заго-
товки при установке. Заготовка из углового железа 20_х20х4 мм укладывается
на плиту 1 по упору 2 и в средней части своей горизонтальной полкой заводится
в прорезь между плитой и пуансоном 3. При гибке горизонтальная полка за-
готовки постепенно заходит в эту прорезь по всей длине изделия. Матрица 4,
укрепленная на державке 5, имеет ребра жесткости, нависающие при сомкнутом
положении штампа над пуансоном.
В штампе для шпоры (фиг. 530) одновременно с гибкой изменяется и форма
фасонного профиля исходной заготовки на концах изделия. Укрепленная на
плите 1 матрица в целях удешевления обработки ручья состоит из двух частей
(2 и 3). Упор 4 имеет уступ для предотвращения опрокидывания заготовки
после ее установки. Пуансон 5 укреплен в державке 6 и имеет сверху ручья
полку для предотвращения увода заготовки из плоскости изгиба.
548
Фнг. 527. Простой гибочный
штамп для рукоятки.
Фиг. 528. Простой гибочный штамп для ручки
Фиг 529. Простой гибочный штамп для щеки
Фиг. 530 Простой гибочный штамп для шпоры.
Существенная особенность конструкции гибочного штампа для тормозной
колодки (фиг. 531) в том, что пуансон его состоит из двух частей (верхней и ниж-
ней). Перед установкой заготовки фасонно! о профиля верхняя часть пуансона
Фиг. 531 Простой гибочный штамп для тормозной колодки:
/ — кронштейн, 2 — болт М16 X 75; 3 — штифт 0 13 X 50, 4 — гайка; 5 — болт,
6 — ручка, 7 — винт М 16X70; 8 н 9 — бруски 10 — плита, // — матрица нижняя,
12 — винт М 14X45, 13 — пуансон; 14 — штифт 0 17X70, 15— пружина, 16 — матрица
верхняя.
с помощью штурвала плотно прижимается к нижней. Малый зазор в ручье
пуансона не дает возможности образования гофр при гибке, но поковка при
Фиг 532 Многоручьевый штамп для рычага.
этом застревает в ручье. После гибки штурвал отпускается, три пружины 15
на штифтах 14 отжимают верхнюю часть пуансона от нижней и дают возмож-
ность свободного удаления поковки.
II тип штампов представлен на фиг. 532—534.
Штамп (фиг. 532) для рычага (фиг. 533) представляет собой тип двухручьевых
гибочных штампов. Один конецзаготовки диаметром42лсчпередгибкойвальцуется
на конце до диаметра 32 мм. В первом ручье,
оперев заготовку отвальцованным концом
на планку 1, установив ее по упору 2 к упор-
ному болту <3 и зажав с помощью двухручье-
вой ползушки 4, производят гибку второго
конца заготовки между пуансоном 5 и матри-
цей 6. Во втором ручье, установив заготов-
ку на опоре 7 по месту изгиба, полученного
в первом ручье, и зажав ее в двух местах: эк-
сцентриком 8 и той же ползушкой 4 — про-
изводят гибку конца отвальцованной части
заготовки между пуансоном 9 и матрицей 10
Штамп (фиг 534) для скобы также
двухручьевый, но первый (нижний) ручей
предназначен для формовки ребра вдоль
полосы исходной заготовки, а второй — для
одноручьевой гибки. Два упора 1 и 2 неза-
висимо друг от друга установлены непосред-
ственно на столе и не связаны с прочими дета-
лями штампа.
Ш тип штампов представлен на *фиг
535—538.
Штамп (фиг. 535) для хомута (фиг. 536)
представляет собой наиболее широко при-
Фиг. 533. Рычаг, подвергаемый гибке меняемый вид сложных гибочных штампов,
в двух плоскостях. Его матрицы 1 и 2 с помощью осей 3 укреп-
лены в державках 4 и 5, закрепленных в пол-
зуне машины 6 и связанных между собой мощной шпилькой 7 с четырьмя
гайками 8. На неподвижной плите 9, опирающейся на стол машины 10, укреп-
лены: пуансон 11, механизм зажима заготовки при укладке (детали 12—20)
Фиг 534 Штамп для последовательной формовки и гибки скобы.
552
Фиг. 535. Сложный гибочный штамп для хомута.
Фиг. 536. Хомут, резьба на
концах которого нарезается
после гибки
Фиг. 537. Сложный гибочный штамп для шинодержателя.
и сухари 21 и 22, скользя по которым в конце рабочего хода вкладыши 23
и 24 принуждают матрицы повернуться вокруг осей 3 и обжать заготовку по
контуру пуансона. При обратном ходе ползуна пружины 25 отжимают ма-
трицы в исходное положение, фиксируемое болтом 26 с контргайками 27.
Болты 28 с контргайками 8 служат для направления пружин. Штамповое
пространство машины сокращено до нужного размера плитой 29. Упор 30
крепится на столе машины отдельно от других деталей штампа
Гибка шинодержателя в сложном штампе (фиг. 537) осуществляется путем
обжатия исходной заготовки по контуру пуансона (детали 1 и 2) крыльями 3,
Фиг.
538. Схема сложного гибочного
штампа для коловорота.
Л — ход ползуна, /—упор, 2—механизм зажима.
исполняющими роль матриц и вращающи-
мися на неподвижных осях 4, укрепленных
с пуансоном на общем основании 5. Исход-
ная заготовка (полоса 61'Х 10 мм) устанав-
ливается на ребро в промежуток между
пуансоном и стойками 6 и продвигается
до упора, укрепленного на столе машины/
При движении ползуна машины вместе
с укрепленными на нем кронштейнами 8
и 9 ролики 10, сидящие на концах крон-
штейнов, сводят крылья 3. Этим и дости-
гается получение требуемой полузамкну-
той формы детали. При обратном ходе пол-
зуна крылья 3 приходят в исходное поло-
жение под действием пружин 11. Весь
штамп состоит из двух частей (правой
и левой), соединенных между собой через прокладку 12, изменяя толщину
которой, можно довести габаритные размеры шинодержателя до требуемой
величины. Степень обжатия регулируется передвижкой кронштейнов 8 и 9 по
ползуну 13 и с помощью гайки 14 с правой и левой резьбами, соединяющей
друг с другом тяги 15, предназначенные для жесткой связи между осями 16
роликов 10.
Сложный гибочный штамп для коловорота (фиг. 538) отличается от пре-
дыдущего наличием постоянной связи крыльев с кронштейнами, укрепленными
на ползуне, которая осуществляется с помощью жестких тяг
§ 6. ГИБКА НА ОБОРУДОВАНИИ ДРУГИХ ВИДОВ
И В ПРИСПОСОБЛЕНИЯХ
Гибка поковок, изготовляемых методом объемной штамповки, а также про-
изводство изделий, получаемых путем гибки мерных заготовок из проката лю-
бого профиля, осуществляется не только на ГГМ. Отдельные примеры гибочных
работ на обрезных прессах, ГКМ и прочем штамповочном оборудовании рас-
смотрены в соответствующих разделах. Если габариты гибочных штампов сред-
них и мелких изделий вписываются в штамповое пространство этого обору-
дования, то при наличии у него достаточной величины рабочего хода гибка
на этом оборудовании может осуществляться с неменьшим успехом, чем на
ГГМ. Так как условия процесса остаются теми же, что и при гибке на ГГМ,
то при проектировании процесса и конструировании гибочных штампов для
оборудования других видов следует руководствоваться общими указаниями,
рекомендуемыми в данной главе.
Ниже приведены две характерные конструкции гибочных штампов, рабо-
тающих на обрезном прессе 150 гп.
Штамп для одновременной гибки правого и левого ребра подошвы (фиг. 539)
работает следующим образом. Две заготовки из углового железа 25x25x4 мм
укладываются по упору 1 в ручьи в виде двух прорезей между пуансоном 2
и двумя щеками 3, прижатыми к пуансону эксцентриками 4 с помощью рукоя-
ток 5 и препятствующими образованию гофр при гибке. После гибки при отводе
эксцентриков 4 пружины 6 отжимают щеки и дают возможность свободного
удаления готовых изделий. Элементы конструкции рабочих деталей и вспомо-
гательных механизмов штампа здесь такие же, что и в штампах ГГМ.
554
На фиг. 540 показан штамп для холодной гибки подножки из полосового ма-
териала 8x40 мм. Исходная заготовка укладывается на нижний штамп и фикси-
руется по установочным пластинам 1 и 2. При ходе пуансона 3 вниз металл
проскальзывает между ним и двумя матрицами 4. Происходит гибка, в процессе
которой заготовка зажата между пуансоном и пластиной 5, прижимаемой к
Фиг. 539. Штамп для гибки ребер подошвы на обрезном прессе и поковка.
пуансону восемью пружинами 6. Этим прижимом предотвращается перетяжка
металла и обеспечивается одинаковый размер 218 мм на обоих концах поковки.
При обратном ходе пластина 5 служит выбрасывателем изделия. На случай
застревания согнутого изделия на пуансоне в середине последнего предусмот-
рена прорезь под ломик. Этот штамп имеет направляющие колонки. В его эле-
Фнг. 540. Штамп для гибки подножек на обрезном прессе.
ментах многое разумно заимствовано от гибочных штампов, широко применяе-
мых при листовой штамповке; рекомендации для них подробно изложены в
имеющейся литературе.
При небольшой программе производства мелких и средних поковок эконо-
мически целесообразно вместо сложных гибочных штампов применять дешевые
ручные приспособления. Ниже приводятся две характерные конструкции
таких гибочных приспособлений (фиг. 541 и 542).
55 5
На фиг. 541 представлено приспособление для отгибки конца вилки,
предварительно отштампованной на молоте. Поковка укладывается в ручей
основания 1, а отгибаемым концом — в ручей на серьге 2, укрепленной цап-
фами, и зажимается накидной фасонной планкой 3 при повороте махо-
Фи1 541. Гибочное приспособление для вилки.
вика 4. Гибка производится поворотом приваренного к серьге рычага 5 до
тех пор, пока серьга с размещенным в ней отгибаемым отростком поковки не
упрется в планку 3.
Приспособление для гибки ушка на конце стержня, другой конец которого
был предварительно отштампован на ГКМ (фиг. 542), обеспечивает гибку в два
Фиг. 542. Гибочное приспособление для стержня.
перехода. Сначала заготовка головкой закладывается между фиксирующими
штифтами 1—2 и гнется ручником по шаблону 3. Затем она закладывается
между штифтами для второй операции. На ось 4 надевается рычаг 5, при по-
вороте которого ролик 6 производит гибку конца стержня вокруг оси 4 по тре-
буемой форме.
556
ГЛАВА IV
ШТАМПОВКА НА МАШИНАХ УЗКОГО НАЗНАЧЕНИЯ1 * * * * * * В
§ 1. ВАЛЬЦОВКА
Вальцовка заключается в деформировании заготовки путем прокатки при
втягивании ее силами трения в фасонный ручей между секторами (штампами),
укрепленными на паре валков (или качалок) вальцовочного механизма, вращаю-
щихся вокруг параллельных между собой осей в противоположные стороны
так, что при рабочем ходе заготовка выталкивается из секторов назад в сто-
рону рабочего. Рабочий держит заготовку все время в клещах, а в исходное для
вальцовки положение закладывает ее вперед, в промежуток между рабочими
ходами, когда секторы расходятся.
Исходную заготовку из сортового проката можно превратить вальцовкой
в фасонную заготовку вида проката периодического профиля. В таких случаях
вальцовка применяется как заготовительная операция (или переход) для
последующей штамповки вальцованной заготовки на кривошипном горяче-
штамповочном прессе, ГКМ или на штамповочном молоте. Вальцовку можно
использовать и как завершающую операцию по доводке отдельных частей по-
ковки до готовых размеров после штамповки ее на указанном оборудовании.
Реже вальцовка применяется как независимая штамповочная операция, когда
из исходной заготовки сортового проката в результате вальцовки получается
готовая поковка. В этих случаях после вальцовки обычно производится хо-
лодная обрезка заусенца на обрезном прессе.
Инициатором этого нового вида вальцовки является Отдел обработки ме-
таллов давлением ЦНИИТМАШ. Основы теории вальцовки и схемы техноло-
гических расчетов этого процесса разработаны В. М. Аристовым [2], [3]
и др.
Вальцовка осуществляется: 1) на универсальных ковочных вальцах, 2) на
специальных ковочных вальцах, таких, как, например, вальцы, применяемые
специально для подготовки заготовок перед штамповкой на прессах, 3) в валь-
цовочных механизмах, монтируемых в кривошипные горячештамповочные
прессы, и 4) в вальцовочных ручьях многоручьевых штампов на кривошипных
горячештамповочных прессах и горизонтально-ковочных машинах.
Ковочные вальцы нормального типа (фиг. 543) являются ротационной куз-
нечной машиной, близкой по принципу своего устройства к двухвалковому
стану для продольной прокатки. На валках крепятся секторы, занимающие
немногим менее половины окружности каждого валка. По длине развертки
наружной поверхности сектора определяется наибольшая длина обрабатывае-
мой части изделия, которая и является основным параметром, определяющим
размер вальцев.
Характеристика вальцев отечественного производства приведена в следую-
щей таблице:
Наибольшая обрабатываемая на вальцах длина изделия
в мм................................................. 250 500 800 1250
Рабочая ширина валков в мм ..... 350 500 650 750
Число оборотов валков в минуту....................... 50 40 20 25
1 Эти машины применяются обычно в сочетании с основным штамповочным оборудова
нием для осуществления отдельных операций горячей объемной штамповки и реже —как само-
стоятельное штамповочное оборудование при крупносерийном и массовом производстве по-
ковок. К числу их относятся: ковочные вальцы, кулачковые машины с мотылем (вертикально-
ковочные машины), кулачковые машины с барабаном (ротационно-ковочные машины), раска-
танные станки, выкрутные машины и прессы, прессы специального назначения и другое
специальное кузнечно-штамповочное оборудование. К числу этого оборудования нами от-
несены также отдельные механизмы, монтируемые в основное оборудование, как, например,
вальцовочные механизмы кривошипных горячештамповочных прессов и описанные выше
механизмы для автоматической штамповки на ГКМ одновременно в нескольких ручьях.
В настоящей главе рассматривается технология штамповки лишь на наиболее распростра-
ненных видах этого оборудования.
На наибольших из указанных здесь вальцах можно обрабатывать исходные
заготовки диаметром или стороной квадрата максимум 60 мм. Вальцы для из-
делий длиной более 1250 мм и изготовляемых из заготовок диаметром или сто-
роной квадрата более 60 мм строятся по особому заказу.
У нормальных вальцев на противоположном от привода конце верхнего
валка имеется малых размеров эксцентрик, приводящий в движение криво-
шипно-шатунный механизм, расположенный открыто сбоку станины. Рабочий
ход ползуна этого механизма используется для вспомогательных операций’
гибки, правки и главным образом для отрезки конца отвальцованной детали
по заднему упору до нужного размера.
Крепление секторов на вальцах с открытым приводом (фиг. 544) устроено
следующим образом Верхний валок 1 и нижний валок 2 на ширине 585 мм
проточены на диаметр 370 мм с оставлением буртов, наклоненных влево под
Фиг. 543. Нормальные ковочные вальцы
с открытым приводом.
углом 75°. Секторы 3 — 5 изготов-
ляются механической обработкой
кованых колец с разрезкой каждого
кольца на два парных сектора
(фиг 544, А). В сборе секторы зад-
ней стороной упираются в шпонки 6,
крепятся шпильками 7 и затяги-
ваются прижимами 8.
Размер вертикального зазора
между секторами, а следовательно,
и общую глубину вальцовочного
ручья можно регулировать, изменяя
расстояние между осями валков
В соответствии с устройством привода
вальцев имеется два типа механизмов
для этой регулировки. По своему
устройству ковочные вальцы нормаль-
ного типа отличаются открытым
и закрытым приводом. У первых
привод осуществляется от электро-
мотора через клиноременную передачу на маховик и далее через двойную
зубчатую передачу к нижнему валку, а от него через пару шестерен — к верх-
нему валку. За счет вертикального перемещения верхнего валка расстояние
между осями валков имеет регулировку от 15 до 25 мм в зависимости от
размера вальцев.
Чтобы при подъеме верхнего валка во время регулировки зубья его шестерни
не выходили из впадин шестерни нижнего валка, зубья этих обеих шестерен
имеют повышенную высоту. Однако это не избавляет от появления зазоров
между ними, и чтобы избежать ударов, неизбежных при наличии зазора, в ре-
зультате изменения моментов от веса секторов (изменение этих моментов про-
исходит дважды за каждый оборот валков) шестерня верхнего валка разрезана
на две части в плоскости, перпендикулярной к оси валка. Одна часть ее сидит
на шпонке, а вторая часть крепится к первой так, что при регулировке может
быть несколько повернута относительно первой части с тем, чтобы вовсе изба-
виться от биения в шестернях, связывающих валки.
V вальцев с закрытым приводом шестерня, сидящая на валу маховика, при-
водит во вращение паразитную шестерню, которая приводит во вращение одно-
временно и шестерню, сидящую на нижнем валке, и промежуточную шестерню,
расположенную сбоку от верхнего валка и находящуюся в зацеплении с ше-
стерней, сидящей на нем. При такой схеме шестерни, сидящие на валках, не-
посредственно не сопрягаются, а при подъеме или опускании верхнего валка
зубья его шестерни в меньшей степени выходят из впадин той промежуточной
шестерни, с которой они находятся в зацеплении, так как последняя, как уже
было сказано, находится сбоку, а не снизу, как при открытом приводе. Биение
при этом получается меньше и избавиться от него легче, для чего шестерня верх-
него валка, как у вальцев с открытым приводом, делается составной.
558
Фиг. 544. Типовое крепление секторов на вальцах с открытым приводом.
Чтобы заготовка попадала в ручьи в нужный момент, она укладывается
•одновременно на передние и задние направляющие, укрепленные соответственно
•сзади и перед валками, и в свое исходное положение продвигается по этим на-
правляющим вперед до упора. Если имеющиеся направляющие и упоры не
подходят и не могут быть использованы при наладке нового вальцовочного
штампа, то они конструируются заново вместе с секторами этого штампа. Ти-
повая конструкция направляющих и упоров приведена на фиг. 545, где пока-
заны: 1 и 2 — задние направляющие, соответственно: желобковая и ролико-
вая; 3 и 4 — передние желобковые направляющие; 5 — упоры; 6 и 7 — плита
и подкладка под нее; 8—10 — детали крепления.
С того момента, как заготовка захватывается секторами, металл ее течет
в ручье, образуя необходимый профиль и ориентируя при этом волокна мате-
Фиг. 545. Типовые направляющие и упоры.
риала по конфигур; валь-
цуемой детали. Ва щуем'-н
деталь не должна hiv еть ребер
и других резких выступов на
ее поверхности. В. льцовка
Фиг. 546. Вальцовка в несколько
переходов:
а - одноручьевая; б — иногоручьевая.
получается тем качественнее, чем меньше перепады в площади попереч-
ных сечений вальцуемой детали.
Коэфициент вытяжки, т. е. отношение площади поперечного сечения за-
готовки до вальцовки в данном ручье к площади ее поперечного сечения после
вальцовки в этом ручье, не должен превышать 1,45 [3].
Если общий коэфициент вытяжки, определяемый из отношения площадей
поперечных сечений исходной заготовки к конечным площадям поперечных се-
чений готовой детали, составляет менее 1,45, то вальцовка ее может быть осу-
ществлена в одном ручье за один проход. Когда общий коэфициент
вытяжки составляет более 1,45, одноручьевая вальцовка возможна лишь
в тех случаях, когда площадь поперечных сечений вальцуемой части изделия
изменяется в одном направлении, как, например, при вальцовке конца изделия
на конус. Тогда вальцовка производится в одном ручье за несколько
проходов (фиг.546, а), при этом после каждого прохода заготовка кантуется
на90°, а минимальное число проходов легко определяется экспериментально.
Если же площадь поперечных сечений вальцуемой части изделия изменяется
в обоих направлениях, т. е. то уменьшается, то увеличивается, как, например,
в заготовке вида стержня с двумя головками (фиг. 546. б), то изготовление та-
кого изделия при общем коэфициенте вытяжки более 1,45 может быть осуще-
ствлено только многоручьевой вальцовкой по одному проходу в каждом ручье.
Тогда минимальное число ручьев п определяется по формуле
„ lg Рзаг — lg Рmin
п~ WfTp ’
560
где F3(U — площадь сечения исходной заготовки; Fmin — площадь наименьшего
поперечного сечения готового изделия; f—коэфициент вытяжки, принимаемый
как среднее в пределах 1,2—1,3.
При одноручьевой вальцовке, осуществляемой за несколько проходов,
долевой контур ручья строится так, чтобы развертка его строго соответство-
вала контуру готового изделия с учетом температурной усадки.
При многоручьевой вальцовке, так же как и при одноручьевой вальцовке,
осуществляемой за один проход, развертка контура ручья должна быть про-
порционально укорочена на 3,5—4,5% по отношению к контуру готового из-
делия с учетом температурной усадки. Этим учитывается опережение металла
при вальцовке, т. е. неизбежное превышение скорости движения заготовки
на выходе из ручья над линейной скоростью движения рабочей поверхности
секторов во время вальцовки, составляющее около 3,5% в начале вальцовки
и увеличивающееся до 4,5% с пони-
жением температуры вальцуемой за-
готовки [3].
Вальцовка всегда сопровождается
уширением заготовки, которое над-
лежит учитывать при определении
ширины ручья. Уширение заготовки
Доопределяется по формуле
Д& = 0,3 н- 0,5 (Ляач — hK0H).
Коэфициент 0,5 рекомендуется
для начала вальцовки. Значение его
падает до 0,3 с понижением темпе-
ратуры вальцуемой заготовки; hHa,t
и hKOH см. на фиг. 547, а.
Если при определении ширины
Фиг. 547. Элементы конструкции ручья
(В. М. Аристов).
ручья не учитывать этого уширения,
то металл будет выплывать в зазор между секторами, образуя заусенец,
требующий последующей обрезки или заточки.
Раздел калибра (т. е. разъем поперечного'профиля ручья между верхними
и нижними секторами) при вальцовке симметричных профилей делается по оси
симметрии, а для несимметричных профилей устанавливается на уровне линии,
делящей площадь поперечного сечения заготовки примерно пополам. При не-
симметричных профилях особое внимание следует уделять условию равен-
ства радиусов катания R' и R" (фиг. 547, а), нарушение которого приводит
во время вальцовки к изгибу заготовки в сторону меньшего радиуса катания.
Зазор между секторами (фиг. 547, б) принимается в пределах 1—3 мм.
Минимальные уклоны а боковых стенок калибра следует принимать
при глубине ручья до 10 мм..........................3°,
> „ „ „ 17 мм..........................5°,
, » „ „ 24 мм..........................7°,
„ „ „ „ 35 мм.......................10°.
Уклон передних и задних стенок вдвое больше уклона боковых стенок. Кроме
того, на задних стенках (со стороны рабочего) с уменьшением диаметра валков
минимально допустимый уклон возрастает еще более. Внутренние радиусы
закругления г в ручье определяются по формуле г^0,5(/гяач—hK0^, а наружные
радиусы R поверхности разтема— по формуле R = 0,2-ь-0,3(/гкач—/гкоН).
Типовые примеры калибровки секторов приведены на фиг. 548—550: на
фиг. 548 — для одноручьевой вальцовки за один проход, на фиг. 549 — для
одноручьевой вальцовки за несколько проходов и на фиг. 550 — для много-
ручьевой вальцовки.
Ценные данные для расчета ручьев были получены В. М. Аристовым при
экспериментальном исследовании законченного процесса штамповки в вальцах
36 Брюханов и Ребельский 2058 5fi1
металлических изделий ширпотреба: бритв опасных, ножниц, столовых ножей
и вилок, а также стамесок, гаечных ключей (в том числе основной части развод-
ных гаечных ключей) и других разнообразных изделий.
Вальцовка таких поковок из мерной полосы по нескольку штук осуще-
ствляется за один проход в одном окончательном ручье. Изделия в зависимо-
сти от их конфигурации располагаются в одну линию или в два ряда, причем
могут быть расположены попарно валетом.
Секторы при такой вальцовке делаются сборными из нескольких одинако-
вых между собой секций, крепящихся вплотную друг к другу одна за другой
по окружности валка. При этом получается общий для всей полосы заусенец,
подлежащий холодной обрезке.
Фиг. 548. Секторы для вальцовки заготовки хомута.
По точности размеров, ровности получаемой при этом поверхности поковок
и особенно по производительности такая вальцовка значительно превосходит
соответствующие показатели обычной штамповки, принятой для этих изделий.
При проектировании ручья В. М. Аристов рекомендует построить эпюру
сечений длиной, равной длине одной поковки или пары поковок при парном
их расположении, и указать на ней площади поперечных сечений поковки S„
(в виде кривой), а также среднюю площадь поперечных сечений поковки Scp и
площадь поперечного сечения исходной заготовки S3i (в виде двух горизон-
тальных прямых).
Величина последней определяется по формуле 8зг = (1,1—1,15) Snmax, где
Snmax— площадь наибольшего сечения вальцуемой поковки.
Толщина исходной заготовки Ннач определяется аналогичнопо формуле Ннач =
= (1,1 —1,15) ЛПВ1ах, где /глтах—наибольшая высота поковки, а ширина исходной
заготовки определяется делением ее площади S32 на ее высоту, т. е. тол-
щину Ннач.
Фиг. 549. Секторы для вальцовки конца рычага переключения скоростей.
Длина lk любого участка ручья определяется по формуле
/ - 10!)/*
* X-f-100’
где 1п — длина соответствующего участка поковки, а X — опережение на этом
участке в процентах.
При ровном рельефе контура поковки, как, например, у лезвия ножа, когда
тело поковки сливается с телом заусенца и удаление последнего приходится
производить не обрезкой, а вырубкой лезвия по контуру, опережение может
быть определено по формуле
Фиг. 550. Секторы для полуоси
и переходы миогоручьевой валь-
цовки.
ограниченную между
Эта предложенная В. М. Аристовым и В. Н. Мартыновым формула
является выражением кривой, построенной ими по экспериментальным данным.
При неровном рельефе контура поковки, как,
например, у впадины под притину ножа, когда
металл затекает в полость ручья, образуя зау-
сенец, требующий последующей обрезки, ука-
занные авторы рекомендуют опережение на этих
участках определять по формуле
1 = 22,21-4- а-0,276,
<?2
зг
где f =4^---средняя смещаемая в поперечных
‘d
2
сечениях площадь в мм1:
а — коэфициент, учитывающий влия-
ние температуры (а = 1,0 при
900°, а = 1,09 при 950°, а = 1,25
при 1050°, а = 1,32 при 1100°);
b—ширина заусенца в мм.
Величину fx предлагается определять по
эпюре сечений планиметром, как площадь,
i Sn и прямой 8зг и взятую на участке
мм, равном половине проекции дуги захвата на горизонтальную ось.
Ширина заусенца определяется по формуле
b = a-^-^-k,
ldh-з ‘
где а — коэфициент, учитывающий характер деформации (на гладких валках
а=1,0, в ручьях а =2,11);
]7СМ — смещенный объем, определяемый по формуле VCM — I (Ззг—Sn),
где /— длина рассматриваемого элемента поковки, a Sn в данном случае
определяется как средняя площадь поперечного сечения поковки на этом же
участке рассматриваемого ее элемента;
h3 — толщина заусенца в мм;
С
ф = -уг — коэфициент вытяжки на участке рас триваемого элемента;
k— коэфициент, учитывающий влияние температуры (6=1,7 при 850°,
k = 1,4 при 900°, 6=1,2 при 950°, 6=1.1 при 1000°, 6=1,0 при 1050°).
Быстрое остывание заготовки во время вальцовки на нормальных ковочных
вальцах, за редким исключением, не позволяет осуществлять вальцовку и по-
следующую за ней штамповку на прессе или на молотес одного нагрева. Обычный
нагрев вальцованной заготовки не допускает последующей штамповки из-за
.5(54
окалины. Индукционный электронагрев заготовок переменного сечения как
было сказано выше (см. стр. 228), представляет большие трудности
Необходимость получения достаточно горячих вальцованных заготовок
для штамповки их на кривошипных горячештамповочных прессах с того же
нагрева ставит вопрос о возможностях повышения скорости вальцовки По-
высить эту скорость у вальцев нормального типа за счет простого увеличения
количества оборотов валков нельзя в силу трудности уменьшить время на руч-
ные приемы при закладке заготовки в исходное положение. В связи с этим на-
чали строить вальцы с вмонтированной в маховик и управляемой от педали пне-
вматической муфтой включения и ленточным тормозом, охватывающим оба
тормозных барабана одновременно на обоих валках. Эта конструкция позволяет
применять значительно более высокие скорости рабочих ходов, оставляя при
этом неограниченное время на ручные приемы Вальцовка с остановкой валков
Фиг 551 Ковочные вальцы с нормальным и консольным укреплением
секторов
А — общин вид. Б — у?ел консольною крепление секторов, В — заготовка шатуна и секторы
для ее многоручьевой вальцовки.
после каждого рабочего хода дает возможность сократить ту часть окружности
валков, которая должна быть освобождена от секторов при закладке заготовок
в исходное положение, т. е. увеличить длину обрабатываемой части изделия
без увеличения диаметра валков и мощности вальцев.
Пример конструктивного решения этой задачи показан на фиг. 551. У при-
веденных здесь вальцев на противоположных приводу концах обоих валков
имеются концентричные их осям шейки, выступающие из станины. Консоль-
ное их расположение позволяет устанавливать пару секторов, охватывающих
валки значительно более 180°, тогда как на среднюю часть валков могут быть
надеты секторы только менее 180°. Консольное расположение валков дало также
возможность значительно сблизить рабочие места устанавливаемых рядом валь-
цев и кривошипного горячештамповочного пресса. Опыт эксплуатации таких
вальцев показ ' возможность вальцовки заготовок с последующей штамповкой
их на прессах одного нагрева, а также целесообразность применения специально
предназначенных для этого вальцев, тип которых показан на фиг. 552 Такие
вальцы изготовляются в настоящее время комплектно для кривошипных горя-
чештамповочных прессов всех размеров.
Вторым вариантом решения этой задачи являются вальцовочные механизмы
(фиг 553), монтируемые в окнах станины кривошипного горячештамповочного
пресса слева от штампа и приводимые в действие от привода пресса.
Третьим вариантом является конструирование вальцовочных ручьев в са
мих многоручьевых штампах пресса
сано выше, на стр 270—275
Однако оба последних варианта
в сравнении с использованием
вальцев, показанных на фиг 552.
следует признать менее рациональ-
ными, потому что при этих вариан-
тах полностью не используются
мощность пресса и его произво-
дительность, так как вальцовка
требует значительно меньших уси-
лий, чем штамповка; вести же
штамповку параллельно с валь-
цовкой затруднительно.
Устройство механизма такого ручья опи
Фиг 552 Специальные вальцы
для кривошипных горячештампо-
вочных прессов
Фиг. 553 Вальцовочный механизм, встраивае-
мый в пресс, и примеры переходов штамповки
при работе на нем
Устройство вальцовочных ручьев многоручьевых штампов ГКМ, в которых
вальцовка заготовок сочетается с высадкой, описано ниже на стр 647
(фиг 637—638)
§ 2. ШТАМПОВКА НА КУЛАЧКОВЫХ МАШИНАХ
Кузнечные кулачковые машины отличаются от чисто кривошипных отсут-
ствием жесткой связи главного вала с ползуном Движение от кривошипа пол-
зуну у кулачковых машин с мотылем передается посредством мотыля, а у ку
лачковых машин с барабаном — при помощи ролика или профилированного ку-
лачка, периодически встречающегося с ползуном при вращении барабана [12]
Кулачковые машины с мотылем (вертикально-ковочные машины) разли-
чаются числом ползунов от 1 до 6 Вертикально-ковочная машина, пр едста-
вленная на фиг 554, имеет три ползуна Общий горизонтальш < вал с одним
или двумя маховиками и с эксцентриками (кулаками) по числу элзунов вра-
щается постоянно от электропривода. Кулачковый вал, ползуны, их напра-
вляющие и прочие детали машины смонтированы в общей разьемной или цель-
нолитой станине При вращении вала его кулаки, последовательно надавливая
через мотыли на не зависимые друг от друга ползуны, сообщают им ход вниз,
равный 12—16 мм. Обратный ход ползуны получают от вмонтированных в них
пружин Соответственно числу оборотов кулачкового вала число ходов каждого
ползуна бывает от 450 до 1100 в минуту. Размер машины определяется наиболь-
шим диаметром обрабатываемой исходной заготовки
566
Быстроходность машин позволяет производить на них за один нагрев штам
повку весьма тонких изделий В штампах (бойках) вертикально-ковочной ма
шины рекомендуется производить штамповку деталей малых сечений,
для из"
готовления которых требуется протяжка и об-
жимка, пережим с образованием заплечиков
и утолщении разной формы, оттяжка концов на
конус любого сечения и заострение концов
К таким деталям относятся зубья борон, желез-
нодорожные костыли, зубила и бородки, шин-
ные гвозди, веретена и т. п. При изготовле-
нии деталей наипростейшей формы можно огра-
ничиться одной парой фасонных бойков Для
изготовления более сложных изделий прихо-
дится пользоваться несколькими парами заго-
товительных, парой черновых и парой чистовых
бойков Штамповка может осуществляться как
с образованием заусенца, так и без него. Часто
переходы штамповки аналогичны операциям
свободной ковки. Пример переходов и эскизы
бойков для них приведены на фиг 555. Однако
характер работы машины обеспечивает идентич-
ность изделий и точность их размеров, значи-
тельно более высокую, нежели при свободной
ковке
Заготовительные и черновые бойки обычно
делаются шириной (по фронту) 20 — 25 мм и
длиной до 125 мм в зависимости от длины
обрабатываемой части изделия Чистовые бойки
делаются шириной около 50 мм и длиной от
50 до 125 лиг По мере надобности применяются
бойки с ножами Каждая пара бойков имеет
Фиг 5т4 Вертикально ковочная
машина
цилиндрические хвостовики (обычно размерами диам 45 X 40 лиг) Верхние бойки
крепятся с помощью стопорных болтов в соответствующих гнездах ползу-
нов, а нижние — в гнездах нижних колодок
машины
В числе инструмента и приспособлений
для вертикально-ковочных машин, кроме
бойков, применяются упоры, устанавливаемые
на специальном столе против нижних бой-
ков, а на некоторых машинах — также
ножной привод для изменения расстояния
между бойками
Фиг 555 Пример штамповки на вертикально ковочной машине
Z переходы штамповки 11 — бойки для них (69]
Регулирование штампового пространства по высоте осуществляется из-
менением положения упомянутых нижних колодок при помощи винтов (у вер-
тикально-ковочных машин малых размеров) или клинового приспособления
KG7
(на машинах большого размера), а также с помощью указанного выше ножного
привода.
Среди кулачковых машин с барабаном - (ротационно-ковочных машин)
имеются два наиболее распространенных типа: с вращающимися и невращаю-
щимися бойками штампа. В первом случае бойки имеют возвратно-поступатель-
ное движение при одновременном вращении их вместе со шпинделем машины.
Во втором случае бойки имеют лишь возвратно-поступательное движение в не-
подвижных направляющих *.
Фиг. 556. Кулачковая
(ротационная) ковочная
машина с вращающимися
бойками:
а — общий вид; б — схема
основных деталей; 1— обойма;
2— ролики обоймы; 3— шпин-
дель, 4 — ползуны; 5 — бойки,
6 — ролики ползунов
(В. Ф. Щеглов).
У машин первого типа (фиг. 556) в гнездах головки быстровращающегося
шпинделя с приводом от электромотора размещены два (фиг. 556, б) или че-
тыре расположенных накрест ползуна с прикрепленными к ним бойками штампа
Под действием центробежных сил ползуны с бойками стремятся выйти из па-
зов, но движение их ограничено так, что над наружно,, поверхностью головки
шпинделя выступают лишь профилированные головки ползунов или прикре-
пленные к ползунам ролики. Головка шпинделя вращается в обойме. На внут-
ренней поверхности обоймы укреплены ролики, свободно посаженные в свои
гнезда. Каждый раз при столкновении головки ползуна с роликом в обойме
ползун задвигается внутрь головки и затем отжимается опять под действием
центробежных сил. Ролики в обойме расположены так, что при столкновениях
1 Подробный анализ процесса, расчет и конструирование машин с барабанами имеется
в работе В. И. Любвина „Обработка деталей редуцированием", Машгиз, 1949.
568
с ними ползуны идут навстречу друг другу, совершая удар бойками штампа по
вложенной между ними обрабатываемой заготовке.
У ротационно-ковочных машин второго типа (фиг. 557) ползуны с укреплен-
ными на них бойками не вращаются и отжимаются наружу пружинами, рабо-
тающими на сжатие каждый раз, когда наружные головки ползунов сталкиваются
с роликами, посаженными в свои гнезда в быстровращающейся обойме с при-
водом от электромотора.
Штамповку на ротационно-ковочных машинах рекомендуется применять
при крупносерийном и массовом производстве изделий из труб диаметром от
10 до 160 мм и прутков с размером сечения от 1,5 до 50 мм методом обжимки
их в поперечном сечении с одновременной вытяжкой и приданием им цилин-
дрической, конической, полукруглой и других форм и, если требуется, с за-
каткой концов труб и заострением концов прутка. Примеры изделий, выпол-
ненных на ротационно-ковочных машинах из пруткового материала, показаны
на фиг. 558.
Назначение машин и устройство штампов для них зависит от типа рота-
ционно-ковочной машины.
На двух- или четырехбойковой машине с вращающимися бойками из заго-
товок круглого, квадратного, шестигранного или любого другого симметричного
профиля можно получить в обработанной части изделия только круглые сече-
ния. Характеристика машин этого типа отечественного производства [68]
приведена в следующей таблице:
Максимальный диаметр изделий, обрабатываемых в горячем
состоянии, в мм:
прутки.......................................... 20 38 СО 75
трубы....................................... ... 25 50 75 100
Длина обжимающей части штампа в мм ............... 120 200 300 350
Число оборотов шпинделя в минуту.................... 375 200 200 180
На четырехбойковой машине с невращающимися бойками можно получить
изделие не только круглых, но и четырехгранных сечений, причем сечения
эти могут быть несимметричными. Характеристика машин этого типа оте-
чественного производства приведена в следующей таблице:
Максимальный диаметр или сторона квадрата заготовки,
обрабатываемой в горячем состоянии, в мм.......... 12 20 35 50
Длина обжимающей части штампа в мм.................. 70 100 150 200
Число оборотов барабана в минуту................... 325 325 300 250
Характеристика машин, специально приспособленных для обработки
труб, приведена в следующей таблице:
Максимальный диаметр обрабатываемых
труб в мм..............................• 20 45 55 60 95 120
Размеры бойков в м и:
длина................................... 50 65 75 90 100 150
ширина .............................. 30 60 70 80 120 145
высота............................... 20 40 50 60 80 95
Число оборотов маховика в минуту........ 400 325 275 250 225 200
150
200
175
120
180
Габар' гные размеры бойков определяются размерами гнезд для них в ро-
тационш юбочной машине. Форма и размеры ручья на рабочей поверхности
бойка определяются формой и размерами как исходной заготовки, так и
готового изделия. При конструировании ручьев необходимо учитывать сле-
дующее:
а) для свободного ввода исходной заготовки в ручей контур его со стороны
рабочего должен быть больше контура исходной заготовки;
б) форма ручья должна обеспечивать свободное удаление готового изделия
из ручья при непрекращающейся работе бойков;
в) если степень обжатия по диаметру на выходе из ручья более 3% от исход-
ных размеров заготовки, то, кроме обычных закруглении, на выходе из ручья
следует предусмотреть уклоны 7°;
56J
$800
Фиг. 557. Кулачковая (ротационная) ковочная машина с невращающи-
мися бойками:
1 — пружины. 2 ползуны, 3 — кольцо: 4 — обойма, 5 - маховнк (В. Ф. Щеглов)
Фиг. 558. Изделия, выполненные на ротаци-
онно-ковочной машине [69]
г) со стороны разъема между бойками следует предусмотреть зазоры 0,25 —
0,5 мм;
д) наибольший угол конуса в ручье при вытяжке с ручной подачей не дол-
жен превышать 20°;
е) в остальном рельеф ручья должен соответствовать форме и размерам
готового изделия;
ж) при обработке трубчатых изделий на оправке диаметр последней должен
быть на 0,4—0,7% меньше внутреннего диаметра готового изделия, а передний
конец оправки должен быть сведен на конус до 0,2—0,25 от ее меньшего диа-
метра [69].
§ 3. РАБОТЫ НА СПЕЦИАЛЬНЫХ СТАНКАХ, ПРЕССАХ И МАШИНАХ
Специальное штамповочное оборудование находит применение обычно в рас-
члененных процессах, когда технологический процесс штамповки поковок раз-
деляют на ряд операций, совершаемых последовательно на разнотипном обо-
рудовании. В условиях массового производства отдельные штамповочные ме-
ханизмы широкого назначения иногда заменяются оборудованием специальным,
предназначенным для осу-
ществления только опреде-
ленных операций. Примене-
ние специальных видов ма-
шин оказывается эффектив-
ным вследствие выравнива-
ния загрузки оборудования
и повышения его производи-
тельности, а также обычно
снижает эксплуатационные
расходы.
Приспособленность спе-
циального оборудования к
определенным операциям ча-
сто дает возможность зна-
чительно усовершенствовать
процесс, повысить качество
поковок, облегчить, а иногда
Фиг. 559. Раскаточный станок
и полностью отменить по-
следующую обработку резанием. Поэтому при достаточно большом объеме
производства сравнительно высокие расходы на проектирование и строительство
специального оборудования не являются препятствием, так как при после-
дующей эксплуатации они окупаются в довольно короткий срок.
Описание всех известных специальных машин заняло бы много места и не
входит в задачу авторов, поэтому в настоящем труде приводятся всего лишь
три характерных примера: раскатка колец подшипников качения, выкрутка
коленчатых валов двигателей и подсадка подрессорных площадок балок перед-
них осей колесных машин.
Раскатка явилась весьма существенным усовершенствованием в производ-
стве колец подшипников, бандажей для вагонных колес и т. п. изделий, по-
ковки кот эых ранее штамповались на ГКМ или отковывались на молотах.
После в__дрения раскатки исходные заготовки для нее получают прежними
способами, а раскаткой доводят их до конечных более точных размеров. Полу-
чаемые при этом поковки имеют допуски на размеры в пределах до 1 мм, что
в сравнении с поковками, штампуемыми на ГКМ, дает возможность значительно
уменьшить припуски на обработку резанием, снижает расход металла на 13—17%
и сокращает механическую обработку на 15—25%. Кроме того, раскатанные
поковки получают более благоприятное расположение волокон [1 ].
Операция раскатки колец подшипников качения производится после индук-
ционного или безокислительного нагрева до температуры 1000—1050° С. У рас-
катанных станков имеется горизонтальный (фиг. 559) или наклонный
571
стол с роликами, расположенными в его плоскости При раскатке по
открытой схеме (фиг 560, а и б) заготовка 5 накидывается на профилирован-
ный ролик 1. К ней подводится быстровращающийся приводом от электромотора
нажимной ролик 2 диаметром больше, чем ролик 1 Заготовка и ролик 1 на-
чинают вращаться, причем заготовка увеличивается в диаметре до тех пор,
пока не коснется и не принудит вращаться сначала ограничительный ролик 3,
азатем сигнальный ролик-/, после
чего нажимной ролик 2 вручную
или автоматически отводится, и
готовая поковка 6 может быть
/ удалена с ролика 1. При раскатке
? по закрытой схеме (фиг 560, в)
основным инструментом при обра-
f ботке колец 3 являются внутрен-
ний (нажимной) ролик 1 и наруж
ное кольцо-матрица 2.
В числе преимуществ раскатки
перед штамповкой следует отме-
тить. также то, что при раскатке ко-
лец подшипников качения (фиг. 560,?)
легко образуется наметка канавки
под шарики. Получение же подобных
поднутрений на поверхностях поко-
вок при штамповке их любым дру-
гим способом является весьма слож-
ным и поэтому при изготовлении
поковок колец ранее не практикова
лось
В числе отрицательных явлений,
наблюдаемых при раскатке, следует
отметить, что, так как усилия со
стороны нажимного ролика невелики,
деформация при раскатке получается
неравномерной и не проникает на
всю глубину по сечению деформи-
руемого кольца. Поэтому при рас-
катке заготовок, имеющих высоту
больше полуразности наружного и
внутреннего диаметров, наблюдается
образование поднутрений N на боко-
вых поверхностях (фиг 560, д) Для
устранения подобных явлений тре-
буется, чтобы высота кольца у исход
ных заготовок была меньше толщины
обода, т. е. меньше полуразности
наружного и внутреннего диаметров
исходной заготовки [33].
Фиг. 560 Раскатка колец подшипников
а и б — начальный и промежуточный моменты раскатки
по открытой схеме в — раскатка по закрытой схеме
?—заготовка, поковка и схема раскагки наружною
кольца шарикоподшипника, д — поднутрения на боковых
поверхностях е — заготовка поковка и схема раскатки
наружного кольца роликоподшипника (А Аорамов)
Второй дефект — это возможность образования заусенна Избежать его
возможно подбором соответствующих радиусов закруглений :а тех кромках
заготовки где при раскатке может появиться заусенец. Практически радиусы
эти устанавливают в пределах 3—7 мм Избежанию заусенца способствует
также установление малых зазоров s между роликами в калибре ручья (фиг.
560. г).
Штамповка коленчатых валов двигателей с расположением всех колен в од-
ной плоскости (в плоскости разъема) и последующей выкруткой колен реко-
мендуется для валов 8-цилиндровых двигателей (с расположением колен под
углом 90°) и для тех валов 6- и 12-цилиндровых двигателей (с расположением
колен под углом 120°), которые должны штамповаться вместе с противовесами
Конфигурация этих валов обычно такова что если штамповать их сразу с окон-
572
нательным расположением колен при штамповке, т. е. без их последующей
выкрутки, то для обеспечения разъема штампов конфигурацию поковок при-
ходится упрощать с помощью больших напусков у коренных и шатунных шеек
в промежутках между соседними щеками, что ведет к перерасходу металла.
Снятие этих напусков требует трудоемких операций при последующей обра-
ботке резанием. Поэтому отказываться от выкрутки следует лишь при мелко-
серийной штамповке валов. Изделия при этом получаются менее качественными.
Волокна материала перерезаны и не соответствуют контуру изделия. Вал полу-
чается ослабленным.
Устанавливаемые на специальных выкрутных машинах штампы для вы-
крутки коленчатых валов состоят из нескольких пар матриц в виде колодок
с изготовленными в них ручьями по
форме отдельных частей вала. Ручьи
эти делаются с такими же отступле-
ниями в размерах от горячей поковки,
как ручьи штампов для горячей правки.
В исходном положении матрицы распо-
ложены в линию так, что вал после
обрезки заусенца перед выкруткой
может быть уложен в нйжний ряд ма-
триц и затем зажат верхними матри-
цами. После этого машина включается
на рабочий ход. Часть вала остается в
неподвижных матрицах. Другие ма-
трицы вместе с другими частями вала
поворачиваются вокруг оси коренных
шеек вала на требуемый угол. Затем
матрицы раскрываются, и готовый вал
вручную или с помощью автоматических
выталкивателей удаляется из штампа.
На выкрутной машине с гидравли-
ческим приводом (фиг. 561) зажатие
поковки в матрицах, выкрутка, раскры-
тие матриц, удаление поковки из ручья
и возвращение рабочих деталей машины
Фиг. 561. Машина для выкрутки коленча-
тых валов с гидравлическим приводом.
и деталей штампа в исходное положе-
ние осуществляется с помощью гидрав-
лических цилиндров, действующих
автоматически. На более простых выкрутных станках с электроприводом
закрытие и открытие откидных верхних матриц, а также удаление поковки
из нижних матриц производится вручную. После выкрутки валы подвергаются
горячей правке.
; Балки передних осей автомобилей, колесных тракторов и других колесных,
машин чаще всего в своей средней части имеют двутавровое сечение (фиг. 562, а).
В местах же, где крепятся к ним рессоры, верхняя полка двутавра развита
в площадку (фиг. 562, б). В этих местах поковки имеют обычно наибольшее по-
перечное с гение (фиг. 562, в), требующее набора металла в заготовительных
ручьях, а :_ыолнёние высоких ребер в штамповочных ручьях представляет из-
вестные трудности. Большой напуск требует соответствующего расхода ме-
талла, причем удаление его в стружку при последующей механической обра-
ботке является трудоемкой операцией. Более совершенная технология штам-
повки этих деталей предусматривает обжатие штамповочных уклонов в этих
местах, т. е подсадку подрессорных площадок сразу же после горячей обрезки
заусенца.
Подсадку подрессорных площадок можно производить на обычных обрез-
ных прессах в специальных штампах, где подсадке предшествует зажатие по-
ковки между правой и левой матрицами, приводимыми в движение клиньями,
как у штампа на фиг. 354. Однако при массовом производстве балок рациональ-
нее иметь для этого специальный пресс (фиг. 563) с дополнительным зажимным
573
ползуном, приводимым в действие от кривошипа на конце главного вала через
систему рычагов. Эта система обеспечивает следующую последовательность
в работе деталей штампа. Поковка I (фиг. 562, г) свободно закладывается в ус-
тановленную на столепрес-
са правую матрицу 2. При
включении пресса на ра-
бочий ход зажимной пол-
зун подает закрепленную
на нем левую матрицу 3
вправо и зажимает поков-
ку. Затем подходит укреп-
ленный в главном ползуне
пуансон 4 и производит
подсадку, после чего оба
ползуна расходятся одно-
временно и поковка вруч-
ную удаляется из штампа.
Площадка получается с
нормальным припуском
без напуска, за счет чего
достигается известная эко-
номия металла и снижается
стоимость механической
обработки. На фиг. 562, г
Фиг. 563. Пресс для подсадки подрессорных площадок
балок передних осей колесных машин.
Фяг. 562. Сечения балки пе-
редней оси колесных машин.
видно, что сечение поковки перед подсадкой меньше и’проще, чем на фиг.562, в,
в связи с чем штамповка с последующей подсадкой получается значительно
легче и производительнее, чем без подсадки.
ГЛАВА V
ПРАВКА ПОКОВОК
§ 1. ПРИЧИНЫ искривления и КРИВИЗНА ПОКОВОК
На практике встречаются следующие виды искривления поковок: искри-
вление в плоскости разъема (фиг. 564, а), в перпендикулярных разъему пло-
скостях (фиг. 564, б), скручивание (фиг. 564, в) и, как сочетание указанных ви-
дов, искривления более сложного вида. Так, скручивание, как правило, со-
провождается искривление,м в одной или двух плоскостях. Чем сложнее конфи-
гурация поковки, тем сложнее может быть и вид ее искривления. Величина
искривления определяется на разметочной плите или в специальном контроль-
574
ном приспособлении кривизной осей (на фиг. 565, /г), реже стрелой прогиба
(на фиг. 565, (), а также углом скручивания (на фиг. 565,р).
Искривление поковок, подлежащих последующей обработке резанием, соз-
дает неравномерность припуска (фиг. 566). Прямой поковкой считается такая,
искривление которой дает неравномерность припуска в пределах допусков на
размеры, указанные в чертеже поковок. Однако в целях выявления величины
искривления в чертеже поковки могут быть указаны дополнительно допусти-
мые кривизна или стрела прогиба, относящиеся ко
всей длине поковки или оговоренному ее участку.
Величина допустимой кривизны или стрелы прогиба
должна быть увязана с величиной допусков на раз-
меры так, чтобы при том положении, в котором по-
ковка устанавливается в приспособлении для обра-
ботки резанием, кривизна ее укладывалась в допуски
на ее размеры
Причин искривления поковок очень много. В фигуре
окончательного ручья положение осей не получает
строгого соответствия с чертежом поковки. Кривизна
осей в ручье разрешается в пределах допусков на
неточность обработки окончательных ручьев по тех-
ническим условиям на изготовление штампов. Эта
кривизна ручья целиком переносится на поковку.
У поковок типа лопаток для шин и ломиков, когда
штамповке подвергаются только концы поковок, а
также у длинных поковок, штампуемых по половине
с поворотом, как, например, у балок передних осей
автомобилей и тракторов, во время штамповки часть
поковки находится в ручье, а другая часть — на весу,
при этом, если соосность обеих частей устаналивается
штамповщиком на глаз, то точной она быть не может.
Когда поковка застревает в ручье, то при удалении
ляется. Молотовая поковка может погнуться при ударе о станину или дру-
гой предмет, когда при отрубании ножом она отлетает от штампа. Длинная и тон-
кая поковка при передаче на пресс для горячей обрезки может согнуться в кле-
Фиг. 564. Виды
искривлений.
из ручья она искрив-
Фиг 565. Величина искривления
й — кривизна. / — про! иб. 0 — угол скручивания
Фиг. 566. Неравномерность
припуска при кривизне.
щах под т жестью своего веса. Поковки гнутся, когда после штамповки или
после гор «ей обрезки их бросают вместо того, чтобы опустить горячую по-
ковку на йол по лотку или скату.
Поковки получают искривления при обрезке заусенца. В большинстве
случаев сопротивление заусенца на срез превышает сопротивление поковки
на изгиб, поэтому при обрезке поковка принимает форму пуансона. Если по-
следний плохо подогнан по поковке, то поковка прогибается, если пуансон
хорошо подогнан по поковке и соответствует чертежу, то искривленная до
обрезки поковка будет правиться обрезным пуансоном. Скручиванию и искри-
влению поковки при обрезке заусенца способствуют также плохая подгонка
матрицы по поковке, неравномерный зазор между пуансоном и матрицей, не-
равномерное затупление режущих кромок матриц.
При прошивке поковок в прошивных штампах часто происходит искривление
их (фиг 567), исправляемое лишь в небольшой степени при обратном ходе пресса,
когда поковка упирается в съемник. Значительно меньшее искривление по-
лучают поковки при прошивке в комбинированных обрезных-прошивных штам-
пах.
Искривление поковок получается также при их термообработке (коро-
бление).
Однако технологический процесс, особенно для таких поковок, конфигу-
рация которых не
Фиг. 567. Искрив-
ление поковок
при прошивке.
а — поковка до про-
шивки, б — после про-
шивки.
склонна к искривлению, может быть построен так, что сум-
марное искривление их не будет выходить за пределы
допустимого, причем хорошие результаты часто достигаются
и без принятия особых мер, препятствующих искривлению.
В противном случае получение достаточно прямых поко-
вок при своевременном изучении причин искривления может
быть обеспечено внедрением дополнительных мероприятий,
препятствующих искривлению поковок именно в тех опера-
циях, где поковки в наибольшей степени подвергаются
искривлению. Часто бывает более выгодно применять вместо
этого правку уже искривленных поковок. Правка в штам-
пах обеспечивает допустимую кривизну и является до-
статочно высокопроизводительной и дешевой операцией, т. е.
в ряде случаев более выгодной, чем применение мероприя-
тий, направленных к недопущению искривлений.
Если применяется правка поковок в штампах, то требо-
вания к поковкам в части кривизны до правки значительно
менее жестки и обычно даже не оговариваются. От поковок требуется только,
чтобы кривизна их перед правкой не препятствовала укладке их в ручей
правочного штампа, в результате чего поковка может быть защемлена или
забита при правке.
§ 2. СУЩНОСТЬ ПРОЦЕССА, СПОСОБЫ ПРАВКИ И ВЫБОР ОБОРУДОВАНИЯ
ДЛЯ ПРАВКИ
На практике применяется холодная и горячая правка поковок. Чтобы не
удорожать процесса, избежать угара и дополнительной борьбы с окалиной,
горячая правка должна осуществляться с того же нагрева, что и штамповка.
Холодная правка производится, как правило, после термической обработки
и очистки поковок от окалины. Если поковка не подвергается чеканке, осу-
ществляемой обычно после правки, то холодная правка является операцией,
завершающей обработку детали в кузнечном цехе.
Горячая правка предпочтительнее для таких деталей, наибольшие искри-
вления которых получаются при штамповке и последующих непосредственно
за ней горячих операциях (горячая обрезка, прошивка и т. д.), а искривления,
получаемые при обработке поковки, остывшей после штамповки (холодная
обрезка, прошивка и т. д.; термообработка, галтовка и т. д.), не выходят за
пределы нормы. В противном случае необходима холодная правка.Для деталей,
которые по своей конфигурации склонны к искривлению, особенно при таком
технологическом процессе, когда значительные искривлен я неизбежны при
первых и последующих операциях, приходится прибегать к равке дважды — к
горячей, затем к холодной. Применение троекратной правки встречается крайне
редко.
Правка может быть осуществлена как в штампах, так и без штампов.
Ручей правочного штампа всегда соответствует форме исправленной детали
Процесс правки, как процесс пластической деформации, всегда сопрово-
ждается упругой деформацией, поэтому правка в штампах может оправдывать
себя лишь при условии, если стрела прогиба, образующаяся в результате пру-
жинения поковки после правки, не будет превышать допустимую ее величину.
При горячей правке пружинение после правки обычно укладывается в пре-
делы нормы.
Наиболее широко применяются следующие пять основных способов правки
в штампах.
576
1. Горячая правка в окончательном ручье того же штампа, на котором штам-
пуется деталь, применяется главным образом для поковок типа шестерен,
если они проходят последовательную, а не комбинированную обрезку-про-
шивку, после которой правка, как правило, не требуется. Такой же правке
подвергаются поковки средних и больших габаритов, не имеющие внутренних
штамповочных уклонов, например, валики с утолщением к середине длины,
штампуемые горизонтально. Преимущество горячей правки таких валиков
в том, что если при правке укладывать их в ручей, повернув на 90° вокруг
их оси, то попутно можно выправить овальность сечения и сгладить неровность
поверхности на линии среза заусенца. Правка деталей с внутренними штампо-
вочными уклонами таким способом невозможна потому, что подстывшие за
время между штамповкой и правкой поковки уменьшаются по своим размерам,
а затем растягиваются при правке и теряют заданные размеры после остывания.
Основные недостатки горячей правки в окончательных ручьях штампа заклю-
чаются в снижении производительности основного штамповочного механизма,
а также в значительном снижении стойкости окончательного ручья.
2. Горячая правка в правочных молотовых штампах применяется главным
образом для крупных поковок, а при массовом производстве — для средних по
величине изделий сложных конфигураций. Предназначенный для правки штам-
повочный молот должен быть установлен в линии с основным штамповочным
механизмом. На правке средних поковок вместо штамповочного молота .может
быть с успехом использован также фрикционный пресс. Правочный ручей в
утих случаях изготовляется с учетом усадки при остывании поковок в проме-
жутке между штамповкой и правкой. Так, при изготовлении окончательного
ручья с учетом усадки в 1,5% правочные ручьи делают с расчетом на усадку
после правки на 1,3; 1,2 и даже 1%. Этот способ правки необходим также
в тех случаях, когда поковка после обрезки проходит гибку, раскрутку или
какую-либо другую операцию, изменяющую конфигурацию поковки, после
чего она не может быть уложена в окончательном ручье в силу изменения
формы.
3. Горячая правка на обрезных прессах в последовательных и комбиниро-
ванных обрезных-правочных и прошивных-правочных штампах производится
в тех случаях, что и первые два способа правки, но ограничивается тоннажем
и жесткостью станины обрезного пресса. Главные ее преимущества перед пер-
вым способом в том, что она не приводит к снижению производительности основ-
ного механизма, а перед вторым — в том, что не требуется дополнительного
оборудования.
4. Холодная правка в правочных молотовых штампах более производительна
и удобна по сравнению с горячей правкой. Для этого способа правки рекомен-
дуются главным образом фрикционные штамповочные молоты. Для такой правки
с большим успехом применяются также фрикционные винтовые прессы. Но
не всякий материал (из-за хрупкости) можно подвергать холодной правке без
риска его разрушения. Большинство конструкционных марок сталей допускает
холодную правку, но в пределах малой степени деформации. Во избежание тре-
щин многие поковки правятся в отожженном или нормализованном состоянии.
5. ’’модная правка в правочных штампах на обрезных прессах еще более
произ дительна, но применима только для мелких поковок, так как требует
весьма больших давлений пресса.
Поковки, для которых выпрямление в правочном штампе недостаточно
и, в силу их большого пружинения, требуюшие перегиба в сторону, противопо-
ложную искривлению, правятся на правильных прессах с открытой рамной
станиной (фиг. 568) и давлением от 20 до 150 т. Для правки особо крупных
поковок применяются специальные двух- или четырехколонные гидравлические
прессы с усилием до 2000 т.
Поковка для правки укладывается на двух призмах на столе пресса и в
промежутке между ними обжимается третьей призмой, закрепленной в траверсе
или непосредственно в плунжере пресса Величина требуемого для правки
перегиба определяется опытным путем. Высокая производительность работы
на таких прессах требует навыка правильщика. Затем поковка проверяется
37 Боюханов и Ребельский 2058 377
индикатором или в специальном приспособлении, установленном вблизи пресса
с целью облегчения передачи поковок на контроль и обратно.
При массовом производстве поковок типа стержня с головкой (например,
клапанов двигателя внутреннего сгорания) штамповкой на ГКМ или штампов-
кой методом истечения на прессах с большим успехом применяются обычные
резьбонакатные станки. Высокопроизводительная правка на них осуществляется
за счет обкатки стержня поковки между подвижной и неподвижной плитками.
На рабочих поверхностях этих плиток делаются плоские насечки, обеспечиваю-
щие хорошее обжатие стержня. На одной плитке насечки горизонтальные,
на другой — идущие наискось. Этим достигается то, что во время рабочего хода
подвижной плитки правящийся стержень натягивается вниз так, что
головка правящейся детали прижимается к верхним граням правочных пли-
ток, чем достигается строгая
Фиг. 568. Гидравлический (масляный) правйльный
пресс 30 т с рамной станиной:
1 — лопастной насос с двигателем; 2 — манометр; 3 — пусковая
панель двигателя; 4—кнопочная станция, 5—резервуар с маслом.
перпендикулярность торцевых
поверхностей головки детали к
оси ее стержня.
Подвижная плитка крепится
на ползуне, приводимом в воз-
вратно-поступательное движе-
ние кривошипно-шатунным ме-
ханизмом от главного вала
станка. Станок работает, будучи
постоянно включенным. В конце
обратного хода ползуна поковка
закладывается сверху в проме-
жуток между плитками и тол-
качом, который получает дви-
жение от эксцентрика, имею-
щегося на главном валу станка,
и к началу рабочего хода пол-
зуна заталкивает стержень по-
ковки между правящими плит-
ками. В конце рабочего хода
ползуна изделие выбрасывается
из станка подвижной плиткой.
Горячая правка на наковальне или на бойках ковочных молотов, а также
холодная ручная правка на плите (рихтовка), в параллельных тисках или в под-
кладных штампах применяются как дополнительные операции для исправления
отдельных случайно изогнутых деталей. Введение этих способов правки в тех-
нологический процесс является показателем несовершенства технологии или
нетехнологичности самой детали.
§3. КОНСТРУИРОВАНИЕ ПРАВОЧНЫХ РУЧЬЕВ И ШТАМПОВ
Правочный ручей имеет форму поковки, но с некоторыми от онениями по
размерам и конфигурации. Чтобы поковка свободно укладывалась и удалялась
из ручья между ней и поверхностью ручья предусматриваются зазоры. Вели-
чину этих зазоров по сече-
ниям ручья надо назначать
в соответствии с эскизами
типовых сечений (фиг. 569),
где зазор Д равен поло-
вине положительного до-
пуска на соответствующий
размер a, D и Ь. Если
Фиг. 569. Типовые сечения правочного ручья правочного
молотового штампа.
штамп предназначен для
горячей правки, то эти размеры берутся с учетом соответствующей усадки. На-
ружные радиусы закруглений R в ручье, соответствующие внутренним радиу-
сам закруглений г на поковке, следует устанавливать на 2 мм больше, т. е.
578
R= г+2мм. Величину радиуса на кромке ручья у плоскости разъема следует опре-
делять по выражению =0,05 Н+2мм, причем для круглых сечений 7/=-^- .
При сложных в плоскости разъема контурах поковки, обжимая всю ее по
высоте, можно значительно упростить контур ручья в плоскости разъема
(фиг. 570). Небольшие выступы на поковке (фиг. 571), чтобы не замять их при
правке, обжимать не следует, предусмотрев вокруг них зазор 0,3—0,5 мм.
При правке поковок, симметричных относительно плоскости разъема, поковки
Фиг. 570. Упрощение кон-
тура ручья относительно
контура поковки при ее
правке.
Фиг. 571. Зазор
вокруг неболь-
ших выступов на
поковке.
Фиг. 572. Симме-
тричный ручей для
несимметричной
поковки.
укладываются в нижний штамп, безразлично—верхней или нижней стороной.
Если же эти стороны отличаются только небольшими выступами (фиг. 572),
то углубления под выступы следует предусмотреть в обеих половинках правоч-
ного ручья.
Иногдг? бывает рациональным допустить более резкие отклонения формы
сечений ручья от формы поковки. На фиг. 573, а показан разрез по одной из
шатунных шеек коленчатого вала, уложенного в такой правочный ручей. Вал
был отштампован в штампе с плоским разъемом, затем после обрезки заусенца
и высадки фланца подвергнут раскрутке щек на 90°. Правочный штамп для него
Фиг. 573. Поперечные сечения правочного штампа для коленча-
того вала:
а — одиоручьеюго; б — для правки в двух ручьях.
можно было сделать так, как показано на фиг. 573, б, с тем, чтобы править вал
последовательно в двух ручьях с кантовкой на 90°. Тогда бы штамп имел слож-
ный фрезерованный замок. Правка же в штампе, сечение которого показано
на фиг. 573, а по щеке вала, несмотря на полуоткрытое положение щек, при
условии надежного обжатия по всем шейкам вала производится в одном ручье.
Преимущество такого штампа по сравнению с изображенным на фиг. 573,6—
в сквозной строжке замка, что обеспечивается соответствующим расположе-
нием фигуры вала.
На фиг. 574 приведена типовая конструкция правочного молотового штампа.
Габариты кубиков, размеры контрольного угла, расположение ручья и т. д.
определяются по правилам конструирования молотовых штампов. Правоч-
ный ручей обычно обрабатывается по чертежу поковки для изготовления
штампа. Размеры, указанные в чертеже поковки, в чертеже штампа не повто-
ряются. В правочном ручье на чертеже проставляются только те размеры, по
которым ручей отличается от чертежа поковки для изготовления штампа.
*
579
Ручей изготовить по чертежу шовной поковки для изготовле-
ния штампа. По контуру дать зазор 0,8 мм на сторону
Фиг. 574. Правочный молотовой штамп для рычага.
Фиг. 575. Правоч-
ный молотовой
штамп, у которого
передняя и задняя
части ручья от-
крытые.
5иг. 576. Правочной молотовый штамп для тормозной
колодки.
Фиг. 577. Правочный
штамп для правки вилки
на обрезном прессе
Примечание «По контуру дать зазор 0,8 мм на сторону» на фиг. 574 следует
понимать как указание, что зазор Д предусмотрен таким, как указано на фиг. 569,
а величина его равна 0,8 мм лишь по контуру ручья.
При конструировании штампа следует учесть удобства укладки и выемки
поковок. Иногда ручей возможно сделать частично открытым; так, например,
делают в правочных штампах для валов (фиг. 575).
Для холодной правки на молоте средних и мелких поковок штамп рекомен-
дуется изготовлять на два одинаковых правочных ручья, расположенных сим-
метрично относительно центра штампа и предназначенных для одновременной
правки по две штуки.
На фиг. 576 приведена оригинальная конструкция молотового штампа для
последовательной правки тормозной колодки в двух ручьях. Оба ручья пре-
дусмотрено изготовить путем проточки и расточки, т. е. без фрезерования.
На фиг. 577 приведена типовая конструкция правочного штампа для правки
мелких поковок на обрезных прессах. Нижняя и верхняя правочные матрицы
штампа крепятся клиньями в нормальных для обрезных штампов башмаке
и державке. Точное совпадение фигур в обеих матрицах гарантируется парой
направляющих штырей. Существенное же отличие этих штампов от молотовых
в следующем.
У молотовых правочных штампов и у правочных штампов фрикци-
онных прессов, в направлении правки как между поковкой и поверхностью
ручья, так и на опорной плоскости штампа зазоров (кроме случаев, ого-
воренных выше) делать не следует. В правочных же штампах под обрезные
прессы и под другие кривошипные кузнечные машины на опорной плоско-
сти штампа при его закрытой высоте следует предусмотреть зазор не менее
0,5—1,0 мм.
Устройство правочных ручьев в последовательных и комбинированных штам-
пах (3-я часть книги, гл. IV) ничем не отличается от описанного выше.
ГЛАВА VI
КАЛИБРОВКА И ЧЕКАНКА ПОКОВОК
§ 1. СУЩНОСТЬ ПРОЦЕССА И ОБОРУДОВАНИЕ ДЛЯ ЧЕКАНКИ И КАЛИБРОВКИ
Применяемые после штамповки калибровка и чеканка поковок являются
наиболее эффективными методами повышения точности поковок. Применяя
эти методы, можно по желанию получить точный вес, ровную и чистую поверх-
ность, точнью размеры или все эти качества одновременно. Наибольший эконо-
мический эф 'кт достигается в тех случаях, когда калибровка и чеканка при-
меняются в целях частичной или полной замены обработки резанием. Калибровка
и чеканка поковок являются схожими операциями и отличаются между собой
по точности, температурному режиму, по применяемым штампам и оборудова-
нию.
Калибровка поковок производится на кривошипных горячештамповочных
прессах, штамповочных молотах и фрикционных прессах. Эта операция, как
правило, осуществляется с того же нагрева, сразу после обрезки заусенца. В про-
тивном случае применяемый иногда дополнительный нагрев поковок перед ка-
либровкой снижает их качество по окалине. Поэтому выделенное для калибровки
оборудование устанавливают обычно в непосредственной близости к оборудо-
ванию, на котором штампуют калибруемое изделие.
При обжатии поковки в ручье калибровочного штампа излишний металл
вытекает в канавку для заусенца. Этот дополнительный заусенец, во избежание
искривлений калиброванной поковки, подвергается только холодной обрезке.
По существу калибровка является доштамповкой поковки до определенных
более точных размеров. Более высокая точность, чем при штамповке, дости-
гается за счет меньшего износа калибровочного ручья в сравнении с износом
окончательного штамповочного ручья при меньших усилиях на калибровку,
581
4чем на штамповку, за счет того, что в начальный момент калибровки сопроти-
вление со стороны заусенца отсутствует. Точность калиброванных изделий
зависит прежде всего от точности поковок перед
калибровкой, постоянства температуры калибровки
и от жесткости калибровочного оборудования. Наи-
лучших результатов можно достигнуть при калиб-
ровке на кривошипных горячештамповочных прес-
сах поковок, штампуемых также на таких прес-
сах.
Более точная операция — чеканка (холодная
калибровка) поковок — производится обычно после
их термической обработки, холодной правки и очистки
от окалины.
Для чеканки предназначены специальные чека-
ночные прессы. Обжатию в чеканочных штампах
подвергаются те поверхности, которыми деталь сопря-
гается с другими деталями изделия в сборке. Обычно
чеканка производится без образования заусенца, но
иногда и с образованием небольшого заусенца, под-
лежащего холодной обрезке или обычно заточке.
Так как чеканка сопровождается упрочнением ма-
териала, то для некоторых марок стали и при вы-
соких степенях обжатия для снятия наклепа после
чеканки применяется низкотемпературная термиче-
ская обработка поковок.
Точность чеканки зависит прежде всего от точ-
ности размеров поковок перед чеканкой. Поэтому,
например, чеканка поковок, штампуемых на кри-
вошипных горячештамповочных прессах, имеет боль-
Фиг. 578. Чеканочный пресс
с верхним приводом.
ший эффект, нежели чеканка молотовых поковок. Если поковки предварительно
подвергались калибровке, то точность их после чеканки будет еще выше.
На практике в целях улучшения результатов
прибегают иногда к сортировке поковок, под-
лежащих чеканке, на партии с малыми колеба-
ниями размеров внутри каждой партии. Чеканка
производится отдельными партиями с соответ-
ствующей для каждой партии накладкой чека-
ночного штампа. Точность поковок получается
значительно более высокая, чем при обычной
чеканке. Руководствуясь этими же соображе-
ниями, прибегают иногда к двойной или даже
тройной чеканке. Тогда выходит, что каждая
предыдущая чеканка применяется в целях по-
вышения точности каждой последующей чеканки.
Практически, применяя многократную чеканку,
можно повысить точность размеров поковки
до +25 мк [24].
Кузнечные чеканочные прессы (фиг. 578)
являются вертикальными кривошипно-колен-
ными прессами, у которых на главной верти-
кальной оси имеется шарнирный механизм из
двух звеньев. Одно звено упирается в станину,
другое связано с ползуном. Главный вал
Фиг. 579. Кинематическая схема
узла кривошипно-коленного меха-
низма чеканочного пресса.
отнесен от оси ползуна назад и находится
на уровне среднего шарнира, с которым и связан посредством шатуна, как
показано на кинематической схеме (фиг. 579). Эта схема обеспечивает сравни-
тельно небольшой ход ползуна при весьма низкой скорости в конце рабочего
хода и большие усилия на ползуне в конце рабочего хода при более легком
приводе. Вынос главного вала с шатуном с оси ползуна и применение на оси
582
ползуна массивных звеньев шарнирного механизма увеличивает жесткость
пресса, а благодаря тому, что средний шарнир в конце рабочего хода несколько
переходит за ось ползуна (фиг. 579), получается, что за каждый ход ползун
имеет как бы два крайних нижних положения, чем достигается компенсация
люфтов и упругих деформаций в деталях шарнирного механизма и станины,
а также увеличивается время выдержки обрабатываемой поковки под
нагрузкой.
В настоящее время чеканочные прессы строятся тоннажем от 30 до 2500 т.
Из них наибольшее применение в кузнечных цехах имеют прессы от 400 до
2000 т. Прессы более 500 т имеют привод, расположенный, как у обрезных прес-
сов, сверху, и обычно разъемную станину, стянутую четырьмя болтами. Прессы
менее 500 т, как правило, имеют цельнолитую станину и строятся с нижним
Фиг. 580. Типовая характеристика штампового пространства чеканоч-
ных прессов с верхним приводом.
Размеры в мм
Характе- ристика Давление пресса
630 т 800 т 1000 т
в мм
G X •— ге В 6 < л О oq 267 280 520 440 750 310 660 790 302 315 635 450 775 330 730 800 337 350 650 460 800 350 780 810
расположением привода так, что ползун с укрепляемым на нем нижним штампом
расположи .Снизу, а неподвижный, в данном случае верхний, штамп с цилиндри-
ческим хвостовиком укрепляется в станине пресса.
У прессов как с верхним, так и с нижним расположением привода подпятник
шарнира со стороны станины упирается обычно не непосредственно в станину,
а во вставленный между ними клин регулировки высоты штампового простран-
ства. Причем у прессов с верхним приводом подпятник этого, в данном случае
верхнего, шарнира поджат к станине смонтированными на ней сверху мощными
пружинами. Иногда клин регулировки высоты штампового пространства у прес-
сов с верхним расположением привода монтируется в стол пресса аналогично
тому, как у кривошипных горячештамповочных прессов.
Шестеренный механизм передвижки клина имеет большое передаточное
число и приводится в действие на легких прессах от штурвала или съемного
ключа-трещетки. У некоторых прессов с усилием 1000 т, а также у всех бо-
лее мощных прессов механизм регулировки высоты штампового пространства
имеет привод от специального электромотора. Управление прессов с жесткой
муфтой педальное, у прессов с фрикционной муфтой — кнопочное.
На фиг. 580 приведена типовая характеристика штампового пространства
кузнечных чеканочных прессов 630, 800 и 1000 т. В центральной проекции —
вид на штамповое пространство спереди (от рабочего); в верхней проекции —
вид снизу на ползун площадью b X /; в нижней — вид сверху на подштампо-
вую плиту площадью В X L; А — расстояние между стойками станины пресса;
583
С—расстояние от подштамповой плиты до направляющих; /7min и Нт!п—закры-
тая высота штампового пространства соответственно при регулировке вниз
V Кругом
Материал — сталь 45,
ГОСТ 1050-41.
Твердость средней
части — 241 -г- 285.
Твердость концов
клина — 77^—341 ч-388.
Фиг. 581. Клин
к державкам чека-
ночных штампов
и при регулировке вверх.
Башмак нижнего штампа крепится на подштамповой
плите болтами с помощью прихватов. Т-образные пазы
в плите под головки болтов указаны в чертеже. Державка
верхнего штампа крепится в ползуне на ласточкином
хвосте клином (фиг. 581).
§ 2. КЛАССИФИКАЦИЯ РАБОТ И ХАРАКТЕР ТЕЧЕНИЯ
МЕТАЛЛА
Чеканка и калибровка осуществляются путем неболь-
ших обжатий поковок [37], [54]. Операция, заключающаяся
в обжатии одной или нескольких пар параллельных плос-
костей плоскими плитками штампа, называется плоскост-
ной чеканкой (фиг. 582, а). Плоскостная чеканка
применяется в целях получения гладких плоскостей с чистой
поверхностью, точных размеров по высоте обжимаемых ча-
стей поковки и точных расстояний между обжимаемыми
плоскостями при обжатии нескольких пар плоскостей.
Металл при плоскостной чеканке течет в направлении
свободных горизонтальных сторон М.
Объемная чеканка применяется при обжатии
фигурных поверхностей (фиг. 582, в). В этом случае стенки
ручья в большей или меньшей степени препятствуют течению
металла в горизонтальной плоскости по всем направлениям.
В частных случаях объемная чеканка сопровождается обра-
зованием небольшого заусенца за счет выхода избыточного
объема металла за пределы фигуры ручья в зазор между
обжимающими плитками. Такая же схема процесса дефор-
мации имеет место при калибровке (т. е. при горячей объемной
чеканке). Обычно же при калибровке обжатию подвергается вся поверхность
поковки, так, что при достаточной
степени обжатия образование зау-
сенца становится неизбежным.
При затрудненном (как при объем-
ной чеканке) течении металла в на-
правлении двух горизонтальных
сторон N и при более свободном (как
при плоскостной чеканке) течении в
сторону двух других сторон М имеет
место промежуточный вид чеканки.
Такой случай чаще всего наблюдается
при обжатии фигур с криволинейной
по контуру поверхностью (фиг. 582,6).
Поэтому такую чеканку можно на-
зывать совмещенной или, ус-
ловно, криволинейной че-
канкой.
Одновременно с чеканкой и ка-
либровкой можно на обжимаемых
Фиг. 582. Виды чеканки:
а — плоскостная; б — криволинейная; в — объемная.
поверхностях поковки сделать оттиск
неглубокой фигуры, т. е. отчеканить на поверхности поковки, например, марку
завода, герб, знак, номер и т. п. Если операция предназначается только
для этого, то она называется чеканкой рельефа.
Следует заметить, что на практике применяют иногда не одну, а несколько
последовательных чеканочных операций. Например, после объемной чеканки
часто производят более точную плоскостную чеканку.
584
§ 3. ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ ИЗМЕНЕНИЕ ФОРМЫ, ТОЧНОСТЬ РАЗМЕРОВ
И ЧИСТОТУ ПОВЕРХНОСТИ ПРИ ЧЕКАНКЕ И КАЛИБРОВКЕ
обжимаемые поверхности
ГI N И
О
Фиг. 583. Изменение формы
цилиндрического тела при
плоскостной чеканке
Течение металла и те малые изменения формы поковок, какие происходят
при производстве чеканочных и калибровочных работ, подчиняются общим
законам пластической деформации. Так, при плоскостной чеканке приращение
горизонтальных размеров обжимаемой поковки сопровождается образованием
выпуклости на ее боковой поверхности, цилиндрическое тело принимает бочко-
образную форму и т. д. Однако процессы эти имеют и свои особенности, вызывае-
мые тем, что упругие деформации, особенно при холодной чеканке, проявляются
здесь более заметно, чем при штамповке. Так, при плоскостной чеканке не-
равномерное распределение напряжений в деформируемом теле вызывает не-
равномерность упругих деформаций и, так как напряжения, возникающие
в теле при осаживании, возрастают по мере удаления от боковой поверхности
вглубь тела, то в результате плоские до чеканки
(см. N на фиг. 583) становятся выпуклыми (см. М. на
той же фигуре)
Степень отклонения от плоской формы заметно
возрастает при увеличении обжатия, т. е. при уве-
личении припуска на чеканку, а также при увели-
чении размеров обжимаемой поверхности, например,
размера D. Особенно заметно она возрастает с уве-
личением отношения этих размеров к высоте обжи-
маемого участка, например, при увеличении отноше-
ния . На практике в особо неблагоприятных слу-
чаях величина выпуклости f достигает 0,3—0,5 мм,
но может быть значительно снижена за счет применения высококачественной
полировки рабочих плоскостей штампа и смазки их во время работы.
Полировка и смазка также заметно снижают искажение боковой поверхно-
сти поковки. Чем лучше отполирована рабочая поверхность чеканочных пли-
ток, тем меньше получается бочкообразность при осадке цилиндрических за-
готовок. Точно так же влияет и смазка этих поверхностей перед чеканкой.
Вызываемое неравномерностью упругих деформаций отклонение от плоской
формы обжимаемых плоскостей поковки снижает точность плоскостной чеканки,
так к с допуск на чеканку должен быть больше величины выпуклости f. По-
мимо __юго, точность чеканки зависит также и от ряда других факторов, в том
числе: 1) от физико-механических свойств деформируемого материала, 2) от
величины припуска под чеканку и допуска на размеры поковок, подлежащих
чеканке, 3) от точности, состояния и запаса мощности чеканочного оборудования
и 4) от конструкции и качества изготовления чеканочного штампа.
Для обеспечения высокой точности при чеканке требуются: 1) низкая и рав-
номерная твердость деформируемого материала, для чего поковки из углеро-
дистой стали с содержанием углерода более 0,2% , а также всех марок легирован-
ной стали, подвергаются перед чеканкой нормализации или отжигу; 2) неболь-
шие размеры припуска под чеканку, что может быть достигнуто лишь точной
штамповкой или калибровкой; 3) жесткие допуски на размеры поковок перед че-
канкой, что обеспечивается также точной штамповкой и калибровкой, а также
сортировкой поковок перед чеканкой на партии с малыми допусками внутри
каждой партии; 4) надлежащее состояние пресса, обеспечиваемое соответствую-
щим уходом за ним и своевременным качественным ремонтом; 5) повышение
удельного давления при чеканке за счет уменьшения площади поковок, непо-
средственно воспринимающей давление, для чего, например, перед чеканкой
торцевых поверхностей головок, в которых должны быть отверстия, получае-
мые путем последующей механической обработки, надлежит отштамповывать
неподвергаемые обжатию хотя бы глухие наметки этих отверстий; 6) высокая
твердость чеканочных плиток, точная и плотная подгонка деталей штампа друг
к другу путем шлифования; 7) тщательная полировка рабочей поверхности че-
каночных плиток и 8) смазка рабочей поверхности чеканочных плиток, для чегс
585
применяются машинное масло, животный жир, масло-графит, а также эмульсол
на окисленном петролатуме и стандартный эмульсол на олеиновой кислоте.
Чистота поверхности, подвергнутой обжатию при чеканке, зависит прежде
всего от качества этой поверхности перед обжатием и от степени обжатия. По-
верхность получается тем глаже и чище, чем выше степень обжатия, т. е. чем
больше припуск на чеканку. Следовательно, высокая точность чеканки и вы-
сокая чистота поверхности несовместимы. Поэтому при назначении припусков
под чеканку приходится, в зависимости от конкретных требований, предъявляе-
мых к деталям, обрабатываемым чеканкой, подбирать такие оптимальные раз-
меры припуска, которые бы при заданной точности обеспечили в то же время
и требуемую чистоту.
Поковка перед чеканкой должна быть обязательно подвергнута очистке от
окалины. Для обеспечения высокой чистоты поверхности рекомендуется двой-
ная очистка: травление — очистка в пескоструе или очистка в дробеструе,
а потом в пескоструе. Раковины от окалины после очистки перед обычной
чеканкой не должны быть глубиной более 0,2 мм, а при точной чеканке —
не более 0,1 мм.
Перед чеканкой иногда применяется нагрев поковок для понижения потреб-
ных усилий, если мощность имеющегося чеканочного пресса недостаточна,
а также в случае чеканки поковок из малопластичной стали.
В случаях применения перед чеканкой и калибровкой отдельного нагрева
рекомендуются электропечи. Нагрев в них производится до температуры не
ниже 600°С, но и не выше температуры структурных превращений, т. е. для
низкоуглеродистой стали примерно до 750—780°С, для высокоуглеродистой
стали примерно до 700—750°С, а для жароупорной и нержавеющей стали при-
мерно до 850°С. При таких температурах процесс образования окалины про-
текает весьма медленно. Нагретые поковки сохраняют свою поверхность до-
статочно чистой. Однако качество ее в сравнении с тем, что получается при
холодной чеканке, все же значительно ниже. Поэтому, а также и потому, что
при чеканке с нагревом точность ее получается значительно более низкой,
производительность чеканки при этом падает, а стоимость ее возрастает, горя-
чую чеканку рекомендуется применять лишь в крайних случаях, т. е. там,
где из-за хрупкости материала или недостаточного тоннажа пресса она дей-
ствительно необходима.
Здесь следует отметить, что холодная чеканка при температурах ниже 0° С
не допускается, так как пластичност большинства марок стали при низких
температурах резко падает.
Если при чеканке подвергается обжатию не вся поверхность поковки, на-
пример, при плоскостной чеканке двух головок на концах рычага, то такая по-
ковка обязательно должна быть предварительно выправлена. Деформация не-
обжимаемого стержня рычага при чеканке его головок обычно не выходит
за пределы упругих. Невыправленный до чеканки стержень после чеканки опять
становится кривым. Правка же после чеканки вообще недопустима, так как она,
не будучи операцией точной, не сможет обеспечить строгую параллельность
обжатых плоскостей и тем самым нарушит точность размеров, полученных при
чеканке.
При больших степенях обжатия головок рычага со значительным течением
металла в сторону необжимаемого стержня его деформация может выйти за
пределы упругих. Тогда предварительная правка стержня может оказаться
бесполезной. Выправленный до чеканки стержень после чеканки может оказаться
кривым. По этой же причине имеют место случаи искажения тонкого полотна
у шестерен при плоскостной чеканке их обода.
Чтобы избежать этого, рекомендуется одновременно с чеканкой произво-
дить незначительное обжатие всей поверхности поковки или только той ее
части, где во время чеканки происходит наибольшее искривление не подвергае-
мых чеканке частей поковки. Такое обжатие на 0,2—0,3 мм, как правило, га-
рантирует от искривления поковки во время чеканки.
Однако при осуществлении таких приемов точно так же, как и при чеканке
всех поковок сложной конфигурации, а также во всех случаях холодной че-
586
канки с особо большой степенью обжатия, возникает ряд затруднений, вызы-
ваемых появлением в материале неравномерно распределенных остаточных на-
пряжений, понижающих прочность детали и для снятия которых часто бывает
необходимо после чеканки произвести низкотемпературный отжиг. В против-
ном случае деталь остается упрочненной; ее механические качества снижаются.
Иногда необходимость такого отжига вызывается и технологическими требова-
ниями, например, после плоскостной чеканки разрезных головок или шатунов,
штампуемых вместе с крышкой.
Разрезка головки или отрезка крышки от шатуна частично освобождает
остаточные напряжения. Под действием этих напряжений развилину шатуна
после его разрезки заметно разводит. То же самое происходит и с отрезанной
крышкой. Поэтому окончательную расточку головки шатуна в сборе лучше про-
изводить после разрезки. Если же технология механической обработки шатуна
предусматривает окончательную расточку головки до ее разрезки, то после че-
канки следует произвести отжиг поковок.
§ 4. СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ, ПОДВЕРГАЕМОЙ ЧЕКАНКЕ
Если при чеканке не производится существенных изменений формы поковки,
то достаточно иметь единый чертеж поковки на приемку поковок после штам-
повки и после чеканки. Поверхности, подвергаемые обжатию при чеканке, на
чертеже не обозначаются. На размерах, изменяющихся во время чеканки, вы-
черчиваются по две параллельных и одинаковых по длине размерных линии.
У нижней размерной линии делается надпись «Штамповать» с указанием раз-
мера, получаемого после штамповки, с соответствующим допуском на штамповку,
а у верхней линии делается надпись «Чеканить» с указанием размера, получае-
мого после чеканки, с соответствующим допуском на чеканку. В целях упроще-
ния допускается вместо двух вычерчивать одну размерную линию. Тогда над-
пись «Чеканить» с соответствующим размером и допуском на чеканку делается
над размерной линией, а надпись «Штамповать» с соответствующим размером
и допуском на штамповку делается под размерной линией.
Наивысшая точность размеров достигается при плоскостной чеканке. При
этом различают два класса точности: точность обычная, достигаемая обычной
чеканкой штампованных поковок, без применения каких-либо дополнительных
операцп' точность повышенная, достигаемая в результате предварительной
калибровки, специальной сортировки, повторной чеканки и тому подобных до-
полнительных операций. Ориентировочные допуски на размеры между чеканен-
ными поверхностями деталей приведены в табл. 75.
Качество поверхности чеканенных изделий практически соответствует ка-
честву механически обработанных поверхностей по ГОСТ 2789-45 до 6-го класса
Таблица 75
Допуски на размеры между чеканенными поверхностями
деталей (В. Н. Степанов)
Величина площади гори- зонтальной проекции поверхности чеканки в лслс2 Допуск в мм
при чеканке обычной точности при чекаике повышенной точности
До 300 ±0,1 ±0,05
300—1000 ±0,15 + 0,08
1000—2000 ±0,2 ±0,1
2000—4000 ±0,25 ±0,15
чистоты включительно. Если допуск на размер или чистота поверхности, обеспе-
чиваемые чеканкой, не соответствуют более высоким требованиям, предъявляе-
мым к готовой детали, то, убедившись в невозможности снизить требования до
уровня, обеспечиваемого чеканкой, следует предусмотреть припуск на шлифова-
ние от 0,2 до 0,4 мм на сторону по согласованию с механообрабатывающим
цехом.
587
Для получения точности, характеризуемой допусками, приведенными
в табл. 75, поковки перед чеканкой должны иметь припуски на чеканку и до-
пуски на размеры, величина которых приведена в табл. 76 и 77. Если при-
нятый технологический процесс штамповки не может обеспечить требуемую
точность, то обычно прибегают к сортировке поковок перед чеканкой на партии
с обшим допуском до 0,3 мм для каждой партии. Тогда требуемая точность после
чеканки достигается чеканкой поковок партиями с отдельной для каждой из
них настройкой чеканочного штампа по его закрытой высоте.
При одновременной чеканке нескольких пар параллельных плоскостей
желательно, чтобы величины обжатия подвергаемых чеканке элементов поковки
были более или менее одинаковыми; с другой стороны, желательно применять
чеканочные штампы, у которых вертикальные размеры между чеканочными
плитками при закрытой высоте штампа соответствовали бы номинальным раз-
мерам готовой после чеканки поковки, поэтому абсолютные размеры деформа-
ции в различных элементах поковки должны быть неодинаковы. Пользуясь
Фиг.584.Форма иразмеры углубле-
ния на поверхности штампованной
поковки для получения плоской
формы после чеканки.
табл. 76 и 77 таким образом, не следует
стремиться к единому размеру припуска на
чеканку для всех подвергаемых чеканке элемен-
тов поковки. Наоборот, при назначении при-
пусков необходимо определять их раздельно
для каждого обжимаемого участка, исходя из
учета его размеров и их соотношения, а также
учитывая особенности чеканки каждого участка
Для ликвидации торцевых выпуклостей
(фиг. 583) применяются различные способы, в
частности: 1) двойная чеканка вместо обычной
с промежуточным низкотемпературным отжи-
гом; 2) наметка в торцах поковок отверстий, хотя бы глухих, но не обжи-
маемых при чеканке; 3), придание поковкам на торцах двояковогнутой
формы (фиг. 584) и др.
Эти способы требуют внесения изменений в размерах штампованной поковки,
а последние два способа—также изменения ее формы. В первом случае требуется
увеличение припуска на 0,1—0,2 мм под вторичную чеканку, во втором случае—
конструирование наметки, а в третьем случае — конструирование вогнутых
поверхностей; причем для получения плоской формы фог л и глубина вогну-
тости должны примерно соответствовать форме и размерам выпуклости, какая
получается при чеканке плоских торцов, как показано на фиг. 583. Определить
заранее размеры вогнутости трудно. Обычно они устанавливаются эксперимен-
тально при обжатии образцов из того же материала и тех же размеров.
На фиг. 585 приведен пример тех наиболее характерных изменений формы
штампованных поковок, к каким приходится иногда прибегать в целях обеспе-
чения качественной чеканки.
Таблица 76
Припуски на чеканку и допуски на размеры подвергаемых чеканке поковок типа
шестерен, дисков, втулок, крестовин и т. п. (В. Н. Степанов)
Диаметр детали в мм При размерах по высоте (в направлении обжатия) в мм
до 18 18-5» 50-120
Припуск в мм Допуск в мм Припуск в мм Допуск в мм Припуск в мм Допуск в мм
Обычная точность Повы- шенная точность Обычная точность Повы- шенная точность Обычная точность Повы- шенная точность
До 30 0,3 0,1 +0,4 0,5 0,25 +0,5 0,7 0,35 +0,7
30-50 0,4 0,2 +0,5 0,5 0,25 +0,5 0,8 0,4 +0,8
50—80 0,5 0,25 +0,6 0,6 0,3 +0,6 0,8 0,4 +0,8
80 -120 0,6 0,3 +0,8 0,8 0,4 +0,8 1,0 0,5 + 1,0
588
Таблица 77
Припуски на чеканку и допуски на размеры подвергаемых чаканке поковок типа
шатунов, рычагов, коромысел, лопаток и т. п. (В. Н. Степанов)
Длина детали в мм При размерах по высоте (в направлении обжатия) в мм
До 10 10-30 30—80
Припуск в мм Допуск в мм Припуск в мм Допуск в мм Припуск в мм Допуск в мм
Обычная точность Повы- шенная точность Обычная точность Повы- шенная точность Обычная точность Повы- шенная точность
До 30 0,3 0,1 +0,4 0,4 0,2 + 0,5 — — —
30—80 0,4 0,2 +0,5 0,5 0,25 +0,6 0,6 0,3 +0,8
80—120 0,5 0,25 +0,6 0,6 0,3 +0,8 0,8 0,4 +1.0
120—180 0,6 о,з +0,8 0,8 0,4 +1,0 1,0 0,5 +1,2
Требуется получить деталь такой формы, как показано на фиг. 585, в с точ-
ными размерами А и В. Чеканка поковки такой формы в штампе с плоскими
чеканочными плитками может привести к следующим дефектам (фиг. 585, а):
1) выпуклость на обоих торцах головки, 2) завышенная толщина головки со
стороны сектора, 3) утолщение к середине на ободе сектора и 4) искажение
тонкого полотна. Хоро-
ший результат после
чеканки может быть
достигнут за счет внесе-
ния следующих измене-
ний в конфигурации по-
ковки перед чеканкой
(фиг. 585, б): 1) добав-
лением чметок ликви-
-.4 1—
дируютоя-выпуклости на
торцах головки, 2) раз-
мер А обеспечивается
Фиг. 585. Сложный случай чеканки:
а — форма, получающаяся при чеканке поковки, имеющей конфигурацию
ютовой детали; б — требуемая форма штампованной поковки; в — готовая
деталь.
тем, что головка со
стороны сектора делается несколько тоньше, чем со свободной стороны,
3) размер В обеспечивается тем, что обод сектора по толщине штампуется
двояковогнутым. Искажения полотна удается избежать путем его обжатия на
0,2—0,3 мм одновременно с чеканкой головки и сектора.
Неизбежные приращения горизонтальных размеров поковок в результате
чеканки нежелательны или даже недопустимы, если мешают работе изделия
в сборе или увеличивают припуск на последующую после чеканки механиче-
скую обработку боковых поверхностей и т. п. Поэтому иногда у штампованных
поковок уменьшают горизонтальные размеры на величину их приращений
во время чеканки.
Величина горизонтальных приращений подсчитывается на основании пред-
полагаемых изменений формы поковок во время чеканки с учетом постоянства
объема. В общем случае приращение горизонтального размера в обе стороны
при плоскостной чеканке можно определить из выражения
2ГД/г
Р (А + дй) ’
где F — площадь горизонтальной проекции обжимаемого участка поковки до
чеканки; р — его периметр в горизонтальной плоскости до чеканки; h — вы-
сота обжимаемого участка после чаканки; Д/г — припуск на чеканку.
589
При осаживании круглых в плане участков
- Й или приближенно х 0,5 d
где d — начальный диаметр обжимаемого участка.
При осаживании квадратных в плане участков
х= 1+^
, \ _ Д/г
1 I или приближенно х 0,5 а
где а—начальная сторона квадрата обжимаемого участка.
При осаживании участков удлиненной в плане формы, когда по закону наи-
приращение в длину весьма незначительно, попереч-
определять по формуле
меньшего сопротивления
пые приращения можно
Фиг. 586. Сечение по зубу
конической шестерни:
а — после штамповки; б — перед
чеканкой после калибровки.
где b — ширина рассматриваемого участка до чеканки.
Когда удлиненный в плане обжимаемый участок
имеет искривленную форму, например, в виде дуги,
то приращения в стороны бывают неодинаковыми.
По закону наименьшего сопротивления приращение
в сторону наружного контура всегда больше, чем
в сторону внутреннего контура. Так, при обжатии
замкнутого контура, например, обода шестерни,
приращение ширины обода наружу бывает примерно
в 3 раза больше, чем внутрь, и увеличивается еще больше с увеличением
толщины полотна. При чеканке ступицы и одновременном обжатии полотна во
избежание его искривления приращение ширины обода возрастает еще
больше.
Уменьшение горизонтальных размеров штампованных пок ок обязательно
при объемной чеканке. В этих случаях для удобства укладки Поковки в ручей
чеканочного штампа горизонтальные размеры поковок перед чеканкой должны
быть уменьшены против окончательных размеров примерно на 0,5—0,8 мм.
При этом соответствующие вертикальные размеры должны быть увеличены.
Расчет их производится также исходя из условия постоянства объема. При-
пуски на объемную чеканку не предусматриваются за исключением тех случаев,
когда чеканка сопровождается образованием заусенца; тогда предусматривается
припуск в объеме предполагаемого заусенца.
Если после объемной чеканки производится плоскостная чеканка, то на
последнюю в местах, где поковка будет подвергнута окончательному обжатию,
следует предусмотреть припуск от 0,1 до 0,2 мм, имея в виду, что перед плоско-
стной чеканкой после объемной чеканки, как правило, должен производиться
низкотемпературный отжиг.
Объемная чеканка часто требует более значительных отклонений в кон-
фигурации штампованных поковок от их окончательной формы. Так, напри-
мер, вкладыши головок рулевого управления штампуются обычно с вогнуто-
стью W (см. фиг. 595, В), что значительно снижает потребное на чеканку усилие
и облегчает получение готового профиля вкладыша при его объемной чеканке
(фиг. 595, Г). Сателлиты диференциала и другие конические шестерни, штампуе-
мые на кривошипных горячештамповочных прессах с готовыми зубьями
(фиг. 586, а), при калибровке в целях наилучшего выполнения профиля зуба
изделия подвергаются обжатию с вмятием углублений с обратной стороны про-
тив каждого зуба (фиг. 586, б). Эти вмятины частично или полностью заполняются
при последующей объемной чеканке, что значительно снижает потребное для
чеканки давление.
.590
§ 5. ОПРЕДЕЛЕНИЕ ПОТРЕБНЫХ УСИЛИЙ НА ЧЕКАНКУ И КАЛИБРОВКУ
Так как средняя скорость деформации при чеканке и калибровке различ-
ных деталей колеблется в малых пределах, а средняя степень деформации не-
велика, то колебания в величине удельных давлений течения при этих работах
зависят прежде всего от рода материала, температуры деформации и схемы
напряженного состояния.
Род материала в соответствии с его химическим составом учитывается по
его механическим характеристикам — пределу прочности, а при холодной
чеканке также твердости. По температурным условиям следует различать две
категории работ: холодную чеканку и чеканку с нагревом, а также кали-
бровку. Отличных по жесткости схем напряженного состояния имеется также
только две: схема плоскостной чеканки и схема калибровки и объемной
чеканки. Совмещенная чеканка занимает здесь промежуточное между ними
место.
При учете этих условий потребные усилия могут быть с достаточной для прак-
тики точностью определены с помощью удельных давлений.
Значения удельных давлений при холодной чеканке в тоннах, приходящихся
на 1 см2 площади проекции обжимаемой поверхности на горизонтальную
плоскость, приведены в табл. 78.
При подсчете потребных усилий в значение площади, воспринимающей
давление, следует включать также и площадь заусенца, если таковой при этом
образуется. Следует также иметь в виду, что потребные усилия при холодной че-
канке можно значительно снизить с помощью более тщательной отделки и смазки
рабочих поверхностей чеканочных плиток. При калибровке, так же как и при
чеканке с нагревом, удельные давления против указанных в табл. 78 практи-
чески могут быть снижены до 50 и даже до ЗО°/о.
Таблица 78
Удельные давления при чеканке [54]
Материалы, подвергаемые чеканке Удельное давление в т/см*
при плоскост- ной чеканке при объемной чеканке
Алюминиевые сплавы АМц, АМг, Д1, Д6, АК6 10—12 14—17
Медь, золото и серебро — 14—20
Углеродистая сталь: сталь 10 Легированная сталь: 15ХА, 13Н2А 13—16 18—22
сталь 25 12ХНЗА, 12Х2Н4А, 13Х2Н4А, 21Н5А, 13ХНВА, 18ХНВА, 38ХА, 40ХФА, ЭИ274 18—22 25—30
сталь 35 и сталь 45 ЗОХГСА, 20ХНЗА, 37XH3A, 38ХМЮА, 40ХНМА, ЭИ69, ЭИ275 25-30 30-40
§6. КОНСТРУИРОВАНИЕ ШТАМПОВ И ТИПОВЫЕ КОНСТРУКЦИИ
Штамп для чеканки двух головок рычага (фиг. 587), как и любой штамп
для плоскостной чеканки, состоит из: 1) башмака /, укрепляемого прижимами
и болтами на столе пресса, 2) державки 2, укрепляемой в ползуне пресса кли-
ном, 3) двух промежуточных плит 3, закрепленных болтами 6 в башмаке и дер-
жавке, и 4) чеканочных матриц (плиток) 4 и 5, укрепленных винтами 7 на
591
промежуточных плитах. Количество чеканочных плиток определяется по числу
обжимаемых плоскостей и конфигурацией изделия. Так, на фиг. 587 показаны
две пары плиток.
Штамп для чеканки большего числа плоскостей на нижней части рычага
тормоза имеет (фиг. 588) всего только две пары чеканочных матриц. Матрицы 1
и 2 чеканят конец рычага, а фа-
сонные матрицы 3 и 4 предназ-
начены для чеканки двух голо-
вок с одновременным обжатием
начала стержневой части по-
ковки.
В штампе (фиг. 589) также
с одной парой фасонных матриц
подвергаются чеканке головка
и сектор вилки переключения
скоростей с одновременным об-
жатием полотна между ними.
В одной из матриц имеется
выемка под ребро в средней
части изделия, которая сделана
так, что между ребром и матри-
цей остается зазор.
Фиг. 588. Чеканочный штамп для рычага
тормоза:
— общий вид, Б - нижняя фасонная матрица.
В — поковка.
Фиг. 587. Чеканочный штамп
для прямого рычага:
а — общий вид; б — поковка.
В ручье чеканочного штампа для коромысла насоса (фиг. 590) имеются исполь-
зуемые при укладке поковки в штамп фиксаторы для круглых и квадратных
сечений поковки. Фасонные чеканочные матрицы этого штампа имеют буртики,
которые не только препятствуют разгибанию кривой части коромысла, но и ка-
либруют весь контур изделия в плане.
Штампы, предназначенные для плоскостной чеканки поковок с боковых
сторон, т. е. со стороны штамповочных уклонов, отличаются от вышеописанных
только тем, что у них на нижних матрицах делаются фиксаторы для устойчи-
592
вости поковок при укладке их в штамп перед чеканкой. Несколько отличную
конструкцию имеют штампы для плоскостной чеканки штамповочных уклонов
у вилок.
Штамп (фиг. 591) для чеканки вилки, кроме одинаковых верхней и нижней
чеканочных плиток (дет. 7), имеет промежуточную чеканочную плитку 2,
зажатую болтами 3 между подвижными боковыми плитками 4 и пластинами 5.
В исходном положении пружины 6 отжи-
мают боковые плитки вместе с чеканочной
плиткой 2 кверху, насколько позволяют
упоры 7.
Поковка вилки предварительно штам-
пуется с разведенными отростками разви-
лины. Это позволяет свободно надеть ее на
плитку 2. При ходе ползуна вниз пружины б
Фиг. 589. Чеканочный штамп для вилки переключения скоростей:
А — общий вид; Б — матрицы; В — поковка.
сжимаются, и обжатие всех четырех штамповочных уклонов происходит почти
одновременно. При обратном ходе пружины 6 отжимают плитку 2 в ее исход-
ное верхнее положение, и готовая поковка может быть снята.
Последовательный чеканочно-правочный штамп для вилки (фиг. 592) от-
личается от предыдущего несколько иным расположением деталей, крепящих
промежуточную плитку 7, наличием правочных матриц 2 и обязательных для
ьсех последовательных штампов направляющих колонок 3 и втулок 4.
Штамп, представленный на фиг. 593, предназначен для объемной чеканки
поковки защелки замка. Особенность его конструкции в том, что его плоский
снизу пуансон при ходе вниз направляется боковыми стенками ручья в матрице.
Обычно же штампы для объемной чеканки имеют по четыре направляющих
колонки и втулки, как, например, двухручьевой штамп на фиг. 594 для объемной
чеканки рычага.
'/п
Вий по стрес с
,5
\23£05_
6)
17^0,3 Чеканка
сеч. по CD
13р+о,&111тампо8ка
Гз±0,3 Чеканка
Фиг. 590. Чеканочный штамп
для коромысла насоса:
А - обший вид; Б — матрица;
В — поковка.
17,5 Штамповка^
8 (не менее) i
Штамповка
8,5 *0,3 Чеканка
Ф9,5 I
Ф8.6
,35-
й
61,6
сеч под в
сеч no a b
а> 6)
Фиг. 591. Чеканочный штамп для вилки-
После чеканки 18
а — общий вид; б — поковка.
со
сл
, для защелки замка:
Фиг. 592. Последовательный чеканочно-
правочный штамп для вилки:
А — общий вид: Б — поковка
А — обший вид; Б — поковка
на несколько загцело».
280
Фиг. 594 Двухручьевый чеканочный штамп для рычага.
Фиг. 595. Чеканочный штамп для вкладыша головки рулевой тяги:
Л — обшии вид; Б — детали матрицы; В—поковка после штамповки; Г — половка после чеканки.
Фнг. 596. Калибровочный штамп для звеньев гусеницы:
А - вид на нижний штамп в плане; Б — вид сбоку (вид по стрелке).
Фиг. 597. Узкий
Пример обозначения узкого башмака
при L — 400:
Башмак 400 №
Размеры в мм
L В Н
400 200 85
500 250 75
600 300 60
1 Материал — сталь 45, ГОСТ В-1050-41.
2. Твердость — Н& = 285—321
башмак чеканочного штампа.
Фиг. 598. Узкая державка
Пример обозначения узкой державки
при L = 400.
Державка 400 №
Размеры в мм
L В н
400 200 65
500 250 60
600 300 55
1 Материал — сталь 45, ГОСТ В-1050-41.
2. Твердость — Н& = 285 ч- 321.
чеканочного штампа
ИЖ78
Пример обозначения широкого башмака
при L = 200.
Башмак 2W №
Размеры в мм
L В н
200 150 85
300 175 75
400 200 60
1. Материал — сталь 45, ГОСТ В-1050-41.
2 Твердость — ffg = 285-т-321.
Фиг. 599. Широкий башмак чеканочного штампа.
Эта конструкция штампов для объемной чеканки является наиболее простой
и в то же время самой распространенной. Зазор между чеканочными матрицами
при закрытой высоте для этих штампов устанавливается обычно в пределах
от 0,5 до 2,0 мм.
Штамп для объемной чеканки вкладыша головки рулевой тяги (фиг. 595)
имеет особенность устройства в том, что ввиду сложности изготовления цель-
ной фигуры ручья в нижней матрице она выполнена сборной и состоит из обой-
мы 1, двух зажатых в ней клином 2 фасонных вкладышей 3 и 4, зажимающих,
в свою очередь, между собой шаровой вкладыш 5. Поворачиванию в обойме 1
вкладышей 3 и 4 препятствует штифт 6 диаметром 10,5 мм. Верхняя матрица 7
выполнена цельной.
Пример обозначения широкой державки
при L = 300.
Державка 300 №
Размеры в мм
200
300
400
150
175
200
65
60
55
1. Материал — сталь 45, ГОСТ В-1050-41.
2. Твердость — = 285 321.
державка чеканочного штампа.
На фиг. 596 представлен устанавливаемый на горячештамповочном криво-
шипном прессе калибровочный штамп для правого и левого звеньев гусеницы.
В этом штампе одновременно с калибровкой производится исправление пере-
косов поковок, что возможно благодаря наличию в штампе четырех мощных
направляющих колонок диаметром 100 мм. Его калибровочные ручьи снабжены
выталкивателями. В целом же штамп не отличается от других штампов, уста-
навливаемых на прессах данного типа.
При конструировании чеканочных и калибровочных штампов рекомендуется
использовать стандартные детали, применяемые в штампах других типов. При
плоскостной же чеканке, чтобы максимально сократить изготовление специаль-
ных деталей, рекомендуется применять нормальные башмаки и державки;
проект стандарта на эти детали штампа, разработанный автором, приведен на
фиг. 597—600.
ГЛАВА VII
РАЗДЕЛКА ПРУТКОВ НА МЕРНЫЕ ЗАГОТОВКИ ПОД ШТАМПОВКУ
§ 1. ИСХОДНЫЙ МАТЕРИАЛ И СПОСОБЫ РЕЗКИ
Сталь под штамповку поступает в кузнечные цехи в виде блюмов и проката
простого, фасонного и периодического профилей. По точности исходный мате-
риал разделяется на обычный, повышенной точности и калиброванный (хо-
лоднотянутый). Блюмы сечением от 140X140 до 350 X 350 мм в настоящее
время применяются для штамповки на тяжелых молотах. Катаная заготовка
квадратная (ГОСТ 4693-49) размером профиля ф40—200 мм с закругленными
углами1 2, сталь квадратная с прямыми углами сД6—100 мм и с закругленными
углами * ф50—200 мм (ГОСТ 2591-44), а также круглая (ГОСТ 2590-44)
1 Радиус закругления кромок R — 0,13—0,17а, где а — сторона квадрата.
2 R « 0,11—0,15 а.
590
09—200 мм обычной точности широко используется при штамповке
на молотах, прессах, ковочных вальцах и других машинах. Сортовой прока-'
круглого профиля 09—150 мм повышенной точности, так же как и калиброван
ный материал, используется при штамповке на прессах и ГКМ. Прокат фасон
ного профиля применяется главным образом для штамповки на ГГМ, прока г
периодического профиля — для штамповки на прессах и реже на молотах.
По соответствующим ГОСТ допуск на размеры поперечного сечения у блюмов
составляет +3%, а у проката квадратного профиля с закругленными кромками —
около +3% от номинального размера сечения. У проката квадратного профиля
с острыми углами, так же как у круглого профиля проката обычной точности,
допуск в мм на размеры поперечного сечения при размерах его до 25 мм —
+0,5; до 48 мм — +0,75; до 58 мм — +1,0; до 75 -илг — +1,1; до 95 мм -
+ 1,3; до 115 мм — +1,7; до 150 мм — +2,0; до 200 мм — +2,5.
У круглого профиля проката повышенной точности, стоимость которого
на 15% выше, чем проката обычной точности, допуск в мм на диаметр при се-
чении до 25 мм +0,3; до 48 мм±0,5; до 58 мм — +0,6, до 65 мм — +0,7;
до 75 мм — +0,8; до 85 мм — +0,9; до 95 мм — + 1,0; до 115 мм — +1,3;
до 125 мм •—+1,5 и до 150 мм — +1,7.
При поставке калиброванного материала точность его поперечных раз-
меров определяется обычно по 4-му или по 5-му классу с 5%-ной скид
кой в стоимости материала, а также по 3-му классу с особой доплатой.
Прутки калиброванного материала поставляются в кузнечные цехи длиной
от 2 до 6 м, сортовой прокат — длиной 4—7 м и по некоторым профилям
до 9 м. Допуск на длину прутков при длине до 4 м принят +50 мм, при длине
свыше 4 до 6 м принят +75 мм, при длине свыше 6 м принят -±100 мм.
За поставку более коротких, а также мерных по длине заготовок с заказчика
взимается до 15% сверх стоимости проката. Поэтому обычно прокат поступает
на заводы с кузнечно-штамповочным производством в виде прутков торговой
длины и подвергается резке на мерные заготовки в общезаводских или цехо
вых заготовительных отделениях.
Некратность торговой длины прутка длине мерных заготовок приводит к от-
ходам, при неиспользовании которых на изготовление других, более мелких
деталей расход металла в цехе повышается. Фактическая весовая норма этого
отхода на одну поковку может быть определена как частное при делении веса
концевого отхода на количество деталей, получаемых из одного прутка. Од-
нако ввиду колебаний в длине прутков поставляемого проката при условии
одинакового количества отклонений от средней длины прутка в обе стороны
получается, что при резке коротких и средних по длине мерных заготовок обычно
около 50% отклонений дают возможность получить из прутка на одну поковку
больше, чем из прутка средней и заниженной длины. Поэтому часто в норму
расхода на некратность включают вес лишь половины концевого отхода. Та
ким образом, весовая норма отхода на некратность определяется как частное
при делении половины среднего веса концевых отходов на количество деталей,
получаемых из одного прутка средней длины. Чаще же за длину концевого oi-
хода условно принимают половину длины одной мерной заготовки, и норму
расхода определяют как частное при делении половины одной мерной заготовки
на количество деталей, получаемых из одного прутка средней длины, что при
водит обычно к несколько завышенным нормам расхода.
Чем больше длина мерных заготовок, тем больше получаются фактические
отходы на некратность. Поэтому при крупносерийном и массовом производстве
деталей, штампуемых из сравнительно длинных заготовок, целесообразно за-
казывать прутки, кратные мерным заготовкам, за что поставщики проката взи
мают с заказчика всего лишь до 8% сверх стоимости проката, тогда как стои-
мость металла, расходуемого на некратность при изготовлении изделий из
проката торговой длины, обычно превышает 8%.
Косой срез на концах прутков, допускаемый по техническим условиям при
резке проката в прокатном производстве, является недопустимым при штамповке
заготовок в торец, в том числе во всех случаях штамповки на ГКМ, и поэтому
требуется отрезка концов прутка с более качественным срезом. В таких случаях
600
в дополнение к отходам на некратность (с заднего конца прутка) приходится
учитывать также и отходы на отрезку одного (переднего) конца прутка, а к ве-
совой норме расхода металла прибавлять частное от деления веса этого конца
на количество деталей, получаемых из одного прутка1.
Основным способом резки мерных заготовок под штамповку является резка
их на пресс-ножницах, а также резка и ломка их на кривошипных и гидравли-
ческих прессах. Кроме этого, применяются резка на дисковых пилах, газовая
(огневая) и электроискровая резка.
Преимущества резки на пилах — в наилучшем качестве получаемого среза
и наибольшей точности получаемых при этом размеров по длине. Недостатки
резки на пилах с зубьями — в сравнительно низкой производительности,
большом расходе инструмента (дисков) и дополнительном отходе на каждую
пропиловку примерно от 3 до 8 мм при дисках диаметром от 300 до 800 мм.
При более производительной резке на пилах трения (без зубьев) и весьма про-
изводительной резке на электромеханических пилах, где разогреву при тре-
нии способствует электронагрев током, пропускаемым между режущим диском
и разрезаемым металлом, основной недостаток заключается в резком шуме,
мешающем работе не только в заготовительном отделении, но и в соседних
цехах.
Огневая резка (ацетиленовая, бензиновая и керосиновая) обеспечивает
хорошее качество реза и является достаточно производительной. Однако от-
ходы при ней составляют от 4 до 8 мм по длине прутка на каждый рез. Поэтому
газовую резку рекомендуют главным образом на крупных профилях, где резка
на прессах и пресс-ножницах встречает большие трудности.
§ 2. РЕЗКА НА ПРЕСС-НОЖНИЦАХ и ИХ ХАРАКТЕРИСТИКА
Сортовые пресс-ножницы (фиг. 601) представляют собой однокривошипный
(эксцентриковый) пресс, главный вал которого расположен перпендикулярно
фронту пресса, а станина обычно выполняется
из двух связанных между собой толстых
стальных плит, в средней части которых
имеется рабочее окно, где устанавливается
пара ножей. Нижний нож крепится к станине,
верхний — к ползуну, монтируемому в на-
правляющих в промежутке между плитами
станины Перед окном имеется ролик, по
которому в промежуток между рабочими
ходами ползуна вкатывается разрезаемый
пруток. Пруток вручную или автоматически
подается па этот ролик с рольганга, уста-
навливаемого отдельно перед пресс-ножни-
нами, и продвигается между ножами вперед
до упора. Регулируемый упор с мощными
пружинными амортизаторами, укрепленный
на кронштейнах к станине пресс-ножниц,
устанавливается за рабочим окном(на фиг. 601
невиден). Посредством прижима, перемещае-
Фиг 601 Ножницы сортовые (пресс-
ножницы)
мого вверх и вниз с помощью штурвала,
пруток прижимается к нижнему ножу. Вклю-
чение ползуна на рабочий ход производится
с помощью рычага или педали (фиг. 601).
На пресс-ножницах режут мерные заготовки размером профиля от 0 15
(или ф 14) до 0150—200 (ф 140—180) мм. Размер пресс-ножниц определяется
наибольшим размером профиля при холодной резке проката стали с пределом
1 О минимально допустимой длин" отрезаемого конца cv. на стр 603
601
прочности 45 кг!мм*. Характеристика пресс-ножниц отечественного производ-
ства приведена в следующей таблице [69]:
Размер разрезаемого профиля в мм ( 0 50
(сталь с ав 45 кг!мм2)...............I 0 45
Число ходов ползуна в минуту .... 35
75 100 110
65 90 110
28 24 22
125 150 175
115 140 165
20 18 16
площадвю F мм2 и
из уравнения agF
Фиг. 602 Процес<
резки по стадиям (а,
б, в) и форма конца
заготовки после каче-
ственной (г) и некаче-
ственной (д) резки.
Подбор пресс-ножниц по номинальному диаметру 0 мм для иных профилей
стали с иным пределом прочности о8 кг/мм* определяется
— 45 —по формуле 0 — 0,168 ]/aB-F.
Подавляющее большинство марок углеродистой и ле-
гированной конструкционной стали с пределом прочности
менее 60 кг/мм* подвергается холодной резке. Нагрев
прутка перед резкой до температуры 250—350° С при-
водит к повышению сопротивления, но обеспечивает более
чистый срез. Однако таким нагревом на практике поль-
зуются чрезвычайно редко. К нагреву перед резкой при-
бегают в двух случаях: 1) в целях понижения сопротив-
ления при недостаточной мощности пресс-ножниц обычно
при резке прутков диаметром более 80 мм и 2) при
резке заготовок из некоторых марок легированной стали,
при холодной резке которой на поверхности среза появ-
ляются торцевые трещины, приводящие к неисправимому
браку. В обоих случаях бывает достаточно нагреть прутки
перед резкой до температуры 450—550° С. Нагрев про-
изводится на пламенных печах-плитах. К более высокому
нагреву до температуры 700° С и выше во избежание ока-
лины прибегают в исключительных случаях.
На фиг. 602, а показан момент, когда верхний нож
подошел к разрезаемому прутку, уложенному на нижний
нож. В связи с тем, что между ножами имеется зазор Д,
в начальный момент резки (фиг. 602, б), кроме смещения
частей прутка на величину / (смещение это обычно не вы-
ходит за пределы упругих деформаций), наблюдается пово-
рот прутка на угол ф под действием пары сил р и р'.
Затем (фиг. 602, в) начинается собственно срез, сопро-
вождающийся смятием обеих частей прутка на вели-
чину г. Плечо между силами р и р' увеличивается до ве-
личины I. Угол возрастает. Далее срез сопровождается
скалыванием. Появившиеся к этому моменту горизонталь-
ные усилия N и N' способствуют отрыву частей прутка
друг от друга.
При качественной резке (фиг. 602, г) на концах прутка
остаются небольшие вмятины z, величина которых зависит
от механических свойств разрезаемого материала и при наихудших условиях
резки может возраста максимум до 0,15 — 0,2 от толщины (или диаметра)
прутка. Срез получается косым на величину х.
При некачественной резке (фиг. 602, д) возможны следующие дефекты
1) торцевые трещины у, 2) косой срез х выше нормы, 3) заусенец т, 4) скол с вы-
рывами материала на торце w и 5) большие вмятины z. Торцевых трещин можно
избежать путем подогрева материала перед резкой. Заусенец т может появиться
в результате затупления режущих кромок ножей и излишне большого зазора Д
между ножами. Уменьшением зазора Д можно избавиться от заусенца и попутно
уменьшить косину среза х. Однако установление слишком малого зазора Д при-
водит к тому, что в процессе отделения одной части прутка от другой вместо
резания начинает преобладать скалывание, сопровождающееся вырывами w.
Поэтому уменьшение косины х практически достигается уменьшением угла <?
путем прижима разрезаемой заготовки к нижнему (неподвижному) ножу так,
что косина х при этом не сможет превышать величины зазора Л, устанавливае-
602
мого в процентах от толщины разрезаемого материала в пределах от 2% для
крупных сечений до 3% для мелких сечений.
Прямой срез при малом зазоре Д можно получить заострением ножей путем
увеличения переднего угла с 0° до 6°, что попутно значительно облегчает резку.
Однако этот метод почти не применяется, так как отказ от прямого угла лишает
возможности двусторонней эксплуатации каждого ножа, а увеличение переднего
угла резко увеличивает вмятины z. Размер вмятин г практически уменьшается
за счет снижения удельного давления со стороны ножа на разрезаемый мате-
риал, для чего ширина ножа устанавливается в пределах 0,4—0,6 наибольшей
толщины разрезаемого на них материала, а ручьи в ножах делаются по форме
профиля разрезаемого прутка с максимальным его охватом. Для этого, в част-
ности, квадратный профиль режется в направлении диагонали. Перед резкой
мерных заготовок при отрезании конца прутка с косым срезом во избежание вмя-
тин следует длину отрезаемого конца устанавливать не менее 0,5 толщины раз-
резаемого материала. Длина же самих заготовок должна быть не менее тол-
щины (или диаметра) разрезаемого материала. Здесь следует учитывать также
и то, что минимальная длина заготовки должна быть по крайней мере на 10 мм
больше ширины ножа. Иначе нельзя будет пользоваться упором. Практически
отношение длины заготовки к ее диаметру или стороне квадрата при резке на
пресс-ножницах бывает не менее 1,2.
§ 3. НОЖИ ДЛЯ РЕЗКИ
На фиг. 603 приведена классификация ножей для резки сортового металла,
в основу которой положены: 1) вид профиля сортового проката и 2) способ резки
(в одном ручье или одновременно в нескольких ручьях). Классификация эта
указывает, какой тип конструкции можно применить в том или ином случае.
На фиг. 604 приведена типовая нормаль на габаритные размеры ножей
для резки сортового металла на пресс-ножницах, вставок этих ножей и гнезд
под вставки. Наружные габариты ножей взяты по размерам гнезд для них,
одинаковых как в станине (для нижнего ножа), так и в ползуне пресс-ножниц
(для верхнего ножа). Ножи и их вставки крепятся специальными винтами с по-
тайной головкой и шпонкой, препятствующей вращению винтов при навинчи-
вании на них гайки. В ножах и их вставках предусмотрены отверстия под эти
винты и шлицевые пазы под шпонки. Отверстия предусматривают возможность
603
Харак- Размер пресс-ножниц в м *л
75 по 125 150 175
тери- стика Максимальное давление в т
200 450 550 800 1100
L 260 398 417 417 446
II 125 19) 195 233 285
в 48 60 60 70 100
dx 30 32 35 40 40
г. 4 4 5 6 6
04 15,5 18 20 24 30
о. 45 48 60 76 76
12 18 5 6 8
/1 76,5 135 110 120 155
ft. 60 90 60 85 150
140 210 215 263 305
Р
Размер пресс- ножниц ^газх р, с da о. ь 1,
110—125 85 132.5 45 23 14,5 36 8 97,5 31,5
150 120 135 52 25 16 38,5 7 97,5 35
175 150/160 140/155 70 27 17,6 41 8,5 100/120 40/45
10
12 5
16
/ Ъ
г0
65
80/85
1 Материал — сталь 5ХНВ.
2. Твердость — Нд -=- 444 -- 511
3. Рекомендуемый размер Н корректировав в соответствии с величиной й, опреде
ляемой по фиг. 605, /.
4 " .........
5.
ками.
% — определять по фиг. 605, /
£>тах “ максимальный диаметр поутка, подперт аюшегося резке на ножах со встав
Фиг 604 Габаритные размеры ножей пресс-ножниц для резки сортовою
металла:
/ — ножи, Ц ~ вставки III — гнезда под вставки
закладки в них винтов с обеих сторон для последовательной двусторонней
эксплуатации каждого ножа и каждой вставки.
Конструирование ручьев в ножах и вставках рекомендуется производить
в соответствии с указаниями, приведенными на фиг. 605. В последнем примере
(фиг. 605, V) верхний нож—
цельный, нижний—разрезной
(из двух половинок). Уклоны
примерно 1°30' обеспечивают
получение прямого среза при
резке углового железа.
§4, РЕЗКА И ЛОМКА НА ПРЕС-
САХ И ШТАМПЫ ДЛЯ НИХ
Резка заготовок из прут-
ков толщиной менее 15 X 15льи
производится обычно на кри-
вошипных прессах, для чего
в кузнечных цехах исполь-
зуются, как правило, обрез-
ные прессы. Типовая конст-
рукция штампа, устанавли-
ваемого на прессе 90 т и
предназначенного для резки
на мерные заготовки одновре-
менно трех прутков 010 мм,
представлена на фиг. 606.
При отсутствии соответствую-
щих пресс-ножниц аналогич-
ные штампы применяются
для резки и более крупных
профилей. Размеры ножей
и ручьев в них определяются
здесь так же, как при резке
на пресс-ножницах. Отсутст-
вие у прессов предусмотрен-
ного в пресс-ножницах при-
жима, препятствующего опро-
кидыванию прутка, компен-
сируется тем, что ручьи в
неподвижных (нижних) ножах
выполняются в виде отвер-
стий. В таких случаях при
резке круглого профиля ре-
комендуется вставки в ниж-
них ножах выполнять в виде
колец. Тогда при износе коль-
цевой вставки можно путем
поворота ее на 90° достиг-
нуть увеличения стойкости
ручья в 4 раза.
Упор обычно крепится
•(фиг. 606). При резке длинных заготовок на более/гяжелых прессах приходится
конструировать упоры, устанавливаемые на полу цеха за прессом и укрепляе-
мые также к башмаку или непосре ' .венно к станине пресса. Такой типовой упор
({без пружинного амортизатора) для пресса 150 т показан на фиг. 607.
Резка мерных заготовок на прессах применяется также и за недостатком
тяжелых пресс-ножниц для резки крупных профилей проката и резки блюмов.
Типовая конструкция такого штампа, установленного на гидравлическом прессе
605
h=a+5
taa=
b __________
0,5\[c?-rb2. -i: s:на
-.0!at2
т
ft no размеру радиуса
в прокате
/ а \ Н=0,7а+10
VA-0 h = 0,7a
се1' rw
Фиг. 605. Ручьи для резки сортового металла.
1 — для круглого профиля диаметром (Г, и — для квадратного про-
филя размером ЛХЛ, 111 — для полосы сечения ау^Ь при-— < 3:
1Vто же при -~ > з, V — для стали узловой равнобокой а%а.
к башмаку нижнего штампа на кронштейнах
Фиг. 606. Штамп для резки заготовок клапанов на обрезном прессе 90 т.
угловое железо №7'&
Г-60—]
г—т
М20 правая
Стика атшои 762т припрем^
и упирается на пол
116 —
Фиг. 607. Упор к штампам для резки заготовок на обрезном прессе 150 т
15.
иго
левая
1000 т, представлена на фиг. 608. Данный штамп предназначен для резки мер-
ных заготовок из блюмов 200 X 200 мм с нагревом их до 900—1100° С. Во избе-
жание косого среза ножи и втулка, через которую блюмы подаются на резку,
выполнены с уклоном 5°. Чтобы не допустить заусенца державка верхнего
ножа, продвигаясь по жестко связанным с нижним ножом вертикальным
угловым направляющим, гарантирует постоянный зазор между ножами. Пру-
жина на упоре не только амортизирует удары по нему при закладке блюма,
но и допускает неизбежный в данных случаях отход упора во время резки
при нажатии на него отре-
заемой заготовкой.
В последнее время все
более широкое применение
находит вместо резки ломка
крупных профилей на
штамп ах-х ла днол омах,
устанавливаемых как на
гидравлических, так и на
тяжелых кривошипных
прессах. Перед ломкой
прутки надрезаются по
разметке или шаблону на
пилах или газовой резкой
на глубину h, определяе-
мую как h — 0,05d + (3—
4) мм, где d — диаметр
или сторона квадрата раз-
резаемого металла в мм.
Ширина надреза опреде-
ляется шириной полотна
пилы, а при газовой резке
получается 6—7 мм. Затем
прутки укладываются на
неподвижный штамп про-
резью в промежуток между
двумяопорами. Устройство
хладноломов производится
тое. Ломка очень прос-
нажимом острия пуансона
на материал с противопо-
Фиг. 608. Штамп для резки заготовок большой шестерни
на гидравлическом прессе 1000 т [47]
ложной стороны от проре-
зи. Рабочая кромка пуан-
сона закругляется радиу-
сом 12—15 мм. Предшествующий ломке изгиб прутка не выходит за пределы
упругих деформаций. Легкость, с какой производится ломка, объясняется
концентрацией напряжений у места надреза. Потребное усилие при ломке
зависит от расстояния между опорами и может быть ориентировочно подсчи-
тано по площади излома из расчета удельных давлений, принимаемых для
углеродистой стали в пределах 30—35 кг/мм'1, а для легированной стали —
40—45 кг!мм2.
Недостатком ломки в хладноломах является неизбежность ступеньки (следа
надреза) на торцевых поверхностях заготовок; преимуществом же — высокая
производительность, возможность получить относительно короткие заготовки
mm “ и возможность попутно контролировать качество металла перед
штамповкой по виду излома.
ЧАСТЬ ШЕСТАЯ
СТОЙКОСТЬ ШТАМПОВ, ШТАМПОВАЯ СТАЛЬ,
ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ ШТАМПОВ
§ 1. СТОЙКОСТЬ ШТАМПОВ
Стоимость штампов составляет одну из значительных иатей в стоимости
поковок.
Сокращение расходов на штампы должно быть направлено по двум линиям;
1) удешевление штампов и 2) повышение их стойкости.
Среди кузнечных штампов наиболее дорогими ив то же время наименее
стойкими являются молотовые штампы, вставки штамповочных ручьев штампов
кривошипных горячештамповочных прессов, пуансоны и вставки (раковины)
матриц штампов ГКМ, обрезные пуансоны и матрицы.
Стойкость фрезерованных молотовых штампов, выраженная количеством
поковок, снятых до первого возобновления штампа, при прочих равных усло-
виях колеблется в зависимости от конфигурации и размеров отдельных эле-
ментов окончательного ручья. Для молотов различного тоннажа стойкость
штампов ориентировочно характеризуется следующими цифрами:
Для молотов в т Количество поковок в шт. Для молотов в т Количество поковок в шт.
0,5—1 10 000-18 000 3—4 4 000— 9 000
1—1.5 7 500—15 000 4-6 2 500— 6 000
1,5-3 5 500—12 000 Свыше 6 1 500— 4 500
Так же значительно колеблется стойкость и других штампов. Например,
стойкость, выраженная количеством снятых поковок до первого ремонта или
возобновления, колеблется в следующих пределах:
у штамповочных ручьевых вставок штампов
кривошипных горячештамповочных прессов ................от 4 000 до 15 000
пуансонов штампов ГКМ..................................... 1500 „ 10 000
вставок (раковин) матриц штампов ГКМ....................„ 2 000 „ 4 500
обрезных пуансонов......................................„ 4 000 „ 20 000
обрезных матриц.......................................... 2500 „ 12 000
правочных штампов............•........................... 9 000 , 80 000
Стойкость штампов в известной мере зависит от состояния оборудования
Например, при многоручьевой штамповке на молотах нецентральные удары
приводят к неравномерному по ширине износу бабы и штамподержателя под
хвостовиками штампов. Установка штампов различной длины приводит к не-
равномерному износу баб и штамподержателей по длине. Штамп, опирающийся
не на всю опорную плоскость хвостовика, может быть легко расколот. Во из
Лежание провисания его середины или концов при установке приходится ноль
зоваться листовыми прокладками под хвостовики. Однако эта полумера не
гарантирует от поломок штампов. Требуется своевременный ремонт баб и штам-
подержателей, которые, в свою очередь, должны обладать высокой стойкостью
Стойкость штампов зависит и от прочих условий их эксплуатации. Так,
например, перед работой молотовый штамп должен быть обязательно прогрет
на всю толщину до температуры 200—300°, иначе он может лопнуть при ударах
молота. Штамп должен подогреваться и во время перерывов в работе, например,
в обеденный перерыв, а также и при штамповке, если работа ведется недоста-
(очпо интенсивно и количество тепла, отдаваемое поковками штампу, недоста-
-гочно, чтобы поддерживать температуру последнего в пределах 200—300°.
608
Подогрев штампа, осуществляемый обычно специальными стальными лепешками
с температурой примерно 900°, требует осторожности, так как длительное время,
в течение которого штамп находится в соприкосновении с горячим металлом,
вредно отражается на его поверхности. Теплопроводность штамповой стали
недостаточна, чтобы быстро отбирать тепло с поверхностного слоя, который
во время подогрева подвергается отпуску. Твердость на поверхности падает,
и штамп теряет стойкость.
Весьма опасен прогрев поверхности штампа до температуры 400° и выше во
время интенсивной работы. Поверхность штампа в таких случаях теряет твер-
дость не в результате отпуска, а просто в силу падения механических свойств
при нагревании. В данном случае высокую стойкость штампа можно сохранить
только за счет охлаждения.
Охлаждение штампа часто совмещается со смазкой штамповочных ручьев,
что, в свою очередь, является фактором, повышающим стойкость. Основная же
задача смазки — устранить застревание поковок в ручьях. Охлаждение струей
холодного воздуха высокого давления, используемого для сдувания окалины,
обычно является недостаточным. Эффективно охлаждение обрызгиванием ра-
бочей поверхности штампа водой и еще лучше — насыщенным раствором пова-
ренной соли. Быстро испаряющаяся вода раствора оставляет на поверхности
соль, которая является хорошим антифрикционным слоем между поверхностью
ручья и горячим металлом. Также эффективна смазка взвешенным раствором
графита.
Охлаждение штампов ГКМ часто осуществляется непрерывной струей воды,
падающей в ручьи матриц и на пуансоны в их исходном положении. Смазка
раствором на молотах и прессах часто производится помазком вручную. Бо-
лее совершенный способ — пульверизация раствора воздухом высокого давле-
ния с помощью специальных форсунок, причем на молоте или прессе может быть
установлено несколько форсунок для охлаждения и смазки как нижнего, так
и верхнего штампа в верхнем его положении.
Смазка мазутом не рекомендуется. При такой смазке в момент удара в по-
лости ручья образуются газы, которые с большой силой давят на поковку и облег-
чают работу по удалению ее из полости. Однако давление газов настолько велико,
что под его действием трещины на поверхности ручья, если их своевременно не
зачеканить, начинают быстро расти и углубляться и могут привести к быстрой
и неожиданной поломке штампа. Пламя мазута разрежает окислительную
среду во время штамповки, но в то же время не способствует очищению поковок
от ранее образовавшейся окалины. Также отрицательным при смазке мазутом
является то, что вместо охлаждения здесь наблюдается подогрев.
Хорошим способом для предотвращения застревания в ручье при штамповке
тяжелых поковок является Забрасывание в ручей древссних оггиЛок. Газы,
образуемые в момент удара, спЬсобствуЮт удалёниЮ поковки-из ручья,.Обуглив-
шиеся опилки (углерод) являются хорошим антифрикционным слоем. Горящие
опилки не только разрежают окислительную среду во время штамповки, но и
способствуют удалению окалины. К недостаткам этого способа следует отнести
его трудоемкость (его трудно механизировать). Кроме того, требуется
соответствующий контроль опилок, чтобы с опилками в ручей не попал посто-
ронний предмет, который может испортить не только поковку, но и штамп.
Исключительно большое влияние на стойкость штампов оказывает темпера-
тура окончания штамповки. Чем она ниже, тем ниже стойкость штампов,
особенно при обработке легированных сталей. Порча фигуры ручья заготовкой
с температурой ниже 850° чаще всего случается при штамповке от прутка по
нескольку штук с одного нагрева.
Окалина, попавшая между деформируемым горячим металлом и поверхно-
стью штамповочного ручья, разъедает и портит поверхность ручья. Поэтому,
кроме прочих положительных сторон, безокислительный нагрев и тщательная
очистка заготовок от окалины являются также весьма существенными факторами,
повышающими стойкость штампа.
Весьма большое влияние на стойкость штампа оказывает чистота поверхно-
сти окончательного ручья. Фрезерование и токарная обработка не обеспечивают
39 Брюханов и Ребельский 2058 609
достаточно чистой поверхности. Тщательная обработка поверхности способ-
ствует более легкой штамповке, лучшему заполнению ручья, легкому удалению
поковки, а следовательно, повышает стойкость ручья. Задача качественной
отделки поверхности не только в достижении ее чистоты, по и в правильном
направлении рисок от камня или наждачной бумаги. Там, где это возможно,
направление рисок должно быть ориентировано по направлению течения металла,
а не перпендикулярно ему. Полирование поверхности окончательных ручьев по-
казывает положительный результат. Расходы на чистоту отделки поверхности
окончательных ручьев всегда окупаются увеличением стойкости штампов.
Однако зачистка поверхности ручьев на рабочем месте ведет к потере
размеров и не может быть выполнена так же тщательно, как при изго-
товлении или возобновлении штампа, и поэтому ведет к снижению стойко-
сти штампа. Высокой стойкости можно ожидать только тогда, когда до первой
заточки со штампа удается снять уже достаточно большое количество по-
ковок.
Зачистка особенно вредна, когда при изготовлении штампов применяются
нагартовка рабочих поверхностей обработкой дробью и наплавка наиболее
изнашиваемых кромок твердыми сплавами. Оба эти метода являются весьма
эффективными способами повышения стойкости.
Однако перечисленные мероприятия будут неполноценными, если сама
конструкция штампа не обеспечивает достаточной прочности и высокой стой-
кости. Конструкция правильно спроектированного штампа исключает возмож-
ность его поломки при нормальных условиях эксплуатации. Прочность и стой-
кость штампа обеспечиваются прежде всего назначением соответствующих раз-
меров, подбором соответствующих марок штамповой стали и установлением
оптимальных норм твердости для каждой детали штампа. Для повышения стой-
кости штампов конструктор обязан вести работу по уточнению оптимальных
штамповочных уклонов, радиусов закруглений и т. д., а при конструировании
отдельных ручьев—стремиться к тому, чтобы размеры и форма каждого ручья
обеспечивали более или менее равномерный его износ. Так как в большинстве
случаев первым выходит из строя окончательный ручей, то нужно по возмож-
ности уменьшить нагрузку его за счет более широкого применения предваритель-
ных и заготовительно-предварительных ручьев, а также совершенствования
заготовительных ручьев. Имеется много и других способов повышения стой-
кости. Сюда относится внутреннее охлаждение штампа водой, циркулирующей
по каналам, высверленным в нагреваемых деталях штампа. Так как такие де-
тали обычно непригодны к возобновлению, то канавки для циркуляции воды де-
лаются не в самой рабочей детали, а на дне гнезда под нее в блоке (или башмаке)
с рабочими вставками. Имеется много конструктивных решений вопроса очистки
от окалины в самих штампах, например, в штампах ГКМ. Внедрение много-
штучной штамповки также ведет к снижению расхода штампов на единицу из-
делия. Одновременно следует работать над упрощением конструкции штампа,
чтобы удешевить его изготовление.
Актуальной задачей при крупносерийном и массовом производстве поковок
следует безоговорочно считать наиболее широкое внедрение методов штамповки
штампов со всеми вытекающими отсюда преимуществами, главные из которых:
а) высокая стойкость и точность штамповочных ручьев; б) возможность исполь-
зования всех ручьев (благодаря заменяемости наименее стойких) до полного
износа; в) экономия при механической обработке штампов и снижение загрузки
станков благодаря штамповке наиболее трудоемких для механической мастер-
ской ручьев; г) сокращение парка штампов за счет повышения стойкости и за
счет уменьшения цикла возобновления, как результат простоты смены и под-
1юнки штампованных вставок; д) широкое применение более стойких (даже бо-
лее дорогих) марок штамповых сталей и более качественной термообработки
ввиду небольших габаритов штампованных вставок по сравнению с габаритами
цельных кубиков.
Значительное снижение расходов на штампы достигается подбором более
стойких и более дешевых штамповых сталей, повышением качества термической
обработки штампов, установлением оптимальной твердости, более широким
610
применением нагартовочных и сварочно-наплавочных работ, а также внедре-
нием стахановских методов в механической обработке штампов.
В работах по снижению расхода штампов и повышению их стойкости ока*
зывают содействие лабораторные механические испытания штампов. Не менее
важна правильная постановка учета стойкости штампов. Съем и описание со-
стояния штампа заносятся в паспорт. Накопление паспортов отработанных
штампов с протоколами лабораторных исследований дает возможность выявлять
дефекты процесса изготовления и эксплуатации штампов и наметить пути
получения дешевых и стойких штампов.
§ 2. МАРКИ СТАЛИ И НОРМЫ ТВЕРДОСТИ
Детали сборных штампов, не вступающие в непосредственное соприкосно-
вение с обрабатываемым металлом, изготовляются из углеродистой и легиро-
ванной конструкционной стали. Ручьевые вставки, пуансоны, матрицы и про-
чие детали штампа, поверхности которых участвуют в обработке металла, а также
цельные штампы изготовляются из инструментальной или штамповой стали.
Сталь, используемая для штампов при горячей штамповке, должна обладать:
1) высокими механическими свойствами при обычных и повышенных темпера-
турах, 2) высокой разгаростойкостью, 3) высокой износостойкостью, 4) вы-
сокой теплопроводностью, 5) достаточно высокой прокаливаемостью, 6) доста-
точно высоко расположенными критическими температурами превращений;
7) хорошей обрабатываемостью на металлорежущих станках. К используемой
на холодных операциях стали предъявляются те же требования, за исключением
связанных с тепловым воздействием.
Известные марки штамповой стали обладают этими свойствами в неодина-
ковой степени. Для каждой детали штампа подбирают сталь, свойства которой
являются наиболее подходящими к условиям эксплуатации этой детали.
Однако всякая штамповая сталь должна обладать достаточно высокой твер-
достью и ударной вязкостью. Эти свойства особенно необходимы в штампах,
работающих ударами, к которым в первую очередь относятся молотовые штампы.
Термообработка штампа должна обеспечивать такую твердость, при кото-
рой штамп имеет достаточную вязкость, чтобы не выкрашиваться и не быть раз-
рушенным в условиях нормальной эксплуатации.
Кроме указанных выше требований, штамповая сталь должна иметь невы-
сокую стоимость и не содержать дефицитных элементов.
Приведенная ниже рекомендация марок стали и норм твердости относится
ко времени написания рукописи и является лишь ориентировочной, поскольку
приведенные данные требуют уточнения на основании опыта эксплуатации опре-
деленного штампа или аналогичных ему штампов в конкретных производствен-
ных условиях. Марки основной стали и отдельно заменителей приведены здесь
в порядке от наиболее к наименее рекомендуемым, а звездочкой (*) отмечены
те марки, использование которых требует особого разрешения (см. стр. 612—615).
§ 3. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ШТАМПОВОЙ СТАЛИ ПРИ ЕЕ ПОСТАВКЕ
Штамповая сталь выплавляется в кислой мартеновской печи или в электро-
печи. По химическому составу сталь стандартных марок должна соответство-
вать ГОСТ и ТУ, сталь нестандартных марок — только ТУ (техническим
условиям).
В ТУ оговорены все данные, касающиеся изготовления и обработки
слитков.
Результаты плавочного контроля прилагаются к сертификату. Ковка или
прокатка штамповой стали не должна производиться до получения плавоч-
ного контроля. На всех поверхностях слитков (или болванок) не должно быть
трещин, волосовин, поверхностных пузырей, плен и других внешних дефек-
тов. При наличии таковых они должны быть тщательно вырублены. Кроме
того, слитки стали марок типа 7X3, 8X3 и Х12, Х12М в том случае, когда
они подвергаются прокатке, а не ковке, должны быть предварительно ото-
жжены .
611
Наименование штампа или его детали Основная марка Марка заменителя Норма твердости по Бринелю Примечание
Диаметр отпечатка в мм Число твердости
Легкие (для молота Штамп! >i молотовые
1,5 т) Средние (для молота 5ХГМ*, 5ХНВ 5ХНМ*, 5ХНТ 2 9—3,1 388—444 3.2—3,4 (321—368)1
1,5—3 т) . Полутяжелые (для мо- 5ХГМ* 5ХНВ 5ХНМ* 5ХНТ 3,1—3,25 352-388 3,3—3,4 (321—341)1
лота 3—4 т) Тяжелые (для молота 5ХГМ*, 5ХНВ 5ХНМ*, 5ХНТ 3,2—3,4 321—368 3,4—3,5 (302—321)’
4-6 т) Особо тяжелые (для 5ХГМ*5ХНВ 5ХНМ*, 5ХНТ 3,3—3,45 311—341 —-
молота свыше 6 т) . . Вставки в штампы для 5ХГМ*, 5ХНВ 5ХНМ* 5ХНТ 3,4—3,55 293—321 —
молота до 3 т Вставки в штампы для ЭИ9Р, 5ХНВ 5ХНМ*. 5ХНТ 2,9-3,1 388—444 —
молота 3—4 т Вставки в штампы для ЭИ9Р, 5ХНВ 5ХНМ* 5ХНТ 3,1-3,25 352—388 —
молота свыше 4 т . . . Блоки штампов со вставками для молота ЭИ91*, 5ХНВ 5ХНМ*, 5ХНТ 3,2—3,4 321-368 —
до 4 т Правочные для горя- чей правки на молоте 45 40Х 3,2-3,4 321-368 3,4—3,6 (285—321)1
до 3 т 5ХНВ 5ХНТ 3,1-3,25 352-388 3,3—3,4 (321-341)1
То же 3—4 т . . , . 5ХНВ 5ХНТ 3,2—3,4 321—368 3,4—3,6 (285—321)1
То же 4—6 т ... . 5ХНВ 5ХНТ 3,3—3,45 311-341 —
То же свыше 6 т . . Правочные для холод- ной правки на молоте 5ХНВ 5ХНТ 3,4-3,55 293—321 —
до 4 и Калибровочные легкие 5ХНВ 5ХНТ 3,1-3,25 352—388 3,3—3,4 (321—341)1
для молотов до 1 т . . То же средние для мо- 5ХНВ 5ХНТ 2,9—3,1 388—444 3,2—3,4 (321—368)1
лотов 1—2 т . . . 5ХНВ 5ХНТ 3,1—3,25 352-388 3,3—3,4 (321—341)1
Клинья молотовые . . 45 40 3,6—3,9 241—285 3,8—4,2 (207—255,2
Шпонки молотовые Ст. 5 45 3,6—3,9 241—285 —
Штампы крт Ручьевые вставки 1ВОШИПНЫХ горячештам! 1 О В О ч н ы х пре С С О В
штамповочных ручьев Вставные детали ру- 5ХНМ* 5ХНВ 5ХГМ*. 5ХНТ 3,0-3,2 368—415 —
чьевых вставок . . ♦ Ручьевые вставки за- ЭИ91*, 5ХНВ — 2,9-3,1 388—444 —
готовительных ручьев Выталкиватели ниж- 5ХГМ*. 5ХНВ — 3,1-3,25 352—388 —
ние Выталкиватели верх- ЭИ91«, 5ХНВ — 2,9-3,1 388—444 —
ние . . , . • . Опорные плиты под ЭИ91* 5ХНВ — 2,8-3,0 415-477 —
вставки нижние . . . 5ХНВ 5ХНТ 2,8-3,0 415—477 —
То же верхние . 1 Твердость на хвом 2 Твердость средней 40Х овике. части. 3,1—3,3 341—388
61?
Наименование штампа или его детали Основная марка Марка заменителя Норма твердости по Бринелю Примечание
Диаметр отпечатка в мм Число твердости (Нв)
Детали крепления ру-
чьевых вставок . . . . 45 Стальное литье 35-5015 3,4-3,6 285—321 —
Толкачи 40Х — 3,0—3,2 368-415
Рычаги и опорные
планки толкачей . . 45 — 3,1-3,3 341—388 —
Башмаки и державки 45 Ш т г Стальное литье 35-5015 м п ы ГКМ 3,7—3,9 241-268 —
Матрицы цельные для
ГКМ до 200 т . . . . 8X3 7X3, 5ХНМ*, 5ХГМ* 2,7-2,9 444—514 —
То же для ГКМ 400 т 8X3 7X3, 5ХНМ*, 5ХГМ* 2,8-3,0 415—477 —
То же для ГКМ 600т 8X3 7Х3.5ХНМ* 5ХГМ* 2,9—3,1 388—444 —
То же для ГКМ 800 т
и выше 8X3 7X3, 5ХНМ* 5ХГМ* 3,0—3,2 368-415 —
Блок матриц со встав-
ками 40Х 35,45 3,4—3,6 285—321 —
Вставки матриц за-
жимные 8X3 7X3 3,0—3,2 368-415 —
То же пережимные 8X3 ЭИ85* 7X3, 4ХВС, ЭИ160, ЗХВ8* 2,8—3,0 415—477 —
То же формовочные 8X3 ЭИ85*, 4ХВС, 7X3 2,9-3,1 388-444 —
То же просечные . . 8X3 ЭИ85* ЭИ160, ЗХВ8*. 4ХВ8* 2,7—2,9 444—514 —
То же отрезные . 8X3 ЭИ85*, ЭИ160, ЗХВ8*. 4ХВ8* 2,8-3,0 415—477 —
То же обрезные горя-
чей обрезки .... 7X3 ЭИ85*. 4ХВС 2,8—3,0 415—477 —
То же обрезные хо-
лодной обрезки . У8А У7А, У9А 2,8—3,0 415—477 —
Пуансоны наборные 3,2—3,5 (302-368)1
крупные 8X3 7X3, 5ХНВ, 5ХНТ 3,0—3,2 368—415
То же мелкие .... 8X3 7X3, 5ХНВ, 5ХНТ 2,8—3,0 415—477 —
Пуансоны формовоч- 8X3
ные крупные ..... 7X3, 40СХ, 5ХНВ, 5ХНТ 3,0—3,2 368—417 —
То же мелкие .... 8X3 7X3, ЭИ 160, ЭИ19Э 2,8-3,0 415—477 —
Пуансоны прошивные 3,2—3,4 (321—368)1
цельные . ...... ЭИ16Э ЭИ190 2,9-3,1 388-441
Противники вставные ЗХВ8* 8X3 4ХВ8* 7X3, ЭИ160 2,7—2,9 444—514 —
Пуансоны просечные ЗХВ8* 8X3 4ХВ8*, 7X3, ЭИ160 2,7-2,9 444—514 3,0—3,2 (368-417)1
Пуансоны обрезные
горячей обрезки .... 8X3 7X3 2,8-3,0 415—477 —
То же холодной об-
резки У8А У7А, У9А 2,8-3,0 415-477 —
То же толкающие . . 45 40Х, 49 3,0-3,2 368-417 3,3—3,5 (302—341)1
1 Твердость на хвостовике.
Наименование штампа или его детали Основная марка Марка заменителя Норма твердости по Бринелю Примечание
Диаметр отпечатка в мм Число твердости
Державки пуансонов 40Х 45,40 3,2—3,4 321—368 3,4-3,6
Гайки и болты пуан- сонов 40Х 45 3,2—3,4 321—368 (285- 321)1
Пуансонодержатели литые 45 3,3—3,5 302—341
То же кованые . . . 40Х — 3,4-3,6 285 321 •—
Обрезные штампы
Матрица горячей об- резки 8X3 7X3, 4ХВС, 5ХГМ* 5ХНВ 3,0—3,2 368—417 —
Матрица холодной об- резки Х12М* Х12ТФ 5ХВС, У10А 2,7—2,9 444—514
Пуансон горячей об- резки 8X3 У9А, У8А 5ХГМ*, 7X3, 3,2-3,4 321—368
Пуансон холодной об- везки 8X3 40СХ, 4ХВС 5ХГМ*. 7X3 3,0-3,2 368—417
Матрица горячей про- шивки 8X3 40СХ, 5ХВС 5ХГМ*, 7X3 3,2- 3,4 321-368
Матрица холодной прошивки 8X3 5ХГМ*, 7X3 3,0-3,2 368—417 —
Пуансон горячей про- шивки 4ХВ8*, Э14160 ЗХВ8*. ЭИ85*. Э14190 5ХВС 2,6—2,8 477—555
Пуансон холодной прошивки Х12М* Х12ТФ 2,6—2,8 477-555
Матрица горячей правки Матрица холодной правки 8X3 5ХВС 5ХГМ*, 5ХНВ Х12М*, Х12Т.Ф 2,9-3,1 2,7—2,9 388—444 444 -514
Матрица просечная простой формы .... У10А Х12, 5ХВС 2,5—2,6 555- 601 —
То же сложной фор- мы . . Х12М*, Х12ТФ 5ХВС, У10А 2,5—2,6 555-601 —
Пуансон просечной простой формы .... У10А Х12М*. Х12 2,5-2,6 555—601 —
То же сложной формы 5ХВС ЭИ190 2,6—2,7 514—555 —
Плитки под пуансоны У10А У9А, У8А 2,7-3,0 415-514 —
Подставки под пуан- соны и матрицы .... 45 — 3,0-3,2 368—415 —-
Съемники и болты к ним 45 — 3,4—3,6 285-321 —
Выталкиватели . . . 40Х 45 3,2—3,4 321—368 —
Тяги выталкивателей 40Х 45 3,4-3,6 285—321 —
Направляющие сухари У7А У8А 2,7-3,0 415-514 —
Скобы, коромысла . . 45 40Х 3,4-3,6 285—321 —
Башмаки и державки 35,45, стальное — 3,8-4,2 207—255 —
Клинья крепления пуансонов и матриц . . литье 35-5015 45 — 3,1-3,3 341—388 3,6-3,9 (241—285)®
1 Твердость на хвостовике.
2 Твердость средней части.
Продолжение
Наименование штампа или его детали Основная марка Марка заменителя Норма твердости по Бринелю Примечание
Диаметр отпечатка в ММ Число твердости №)
Гибочные штампы
Матрица и пуансон горячей гибки 8X3 5ХГМ*, 5ХНВ 3,0-3,2 368—415
Вставка пуансона и матрицы горячей гибки ЭИ160 ЭИ190 2,9—3,1 388—444 —
Матрицы и пуансоны холодной гибки простые У10А Х12ТФ, 8X3 2,7—2,9 414—514 —
То же средней слож- 2,5—2,7
ности Х12М* Х12ТФ 5ХВС 514—601 —
То же сложные . . . 5ХВС Х12ТФ 2,5—2,7 514—601 —
Чеканочные штампы
Плитки чеканки пло- скостной У10А Х12М*, Х12ТФ 2,5—2,7 514-601
То же криволинейной Х12М*, Х12ТФ У10А 2,5—2,7 514—601 —
То же объемной . . . Х12М*, Х12ТФ ЭИ 190 2,5—2,7 514-601 —
Ножи для резки заготовок
Ножи 5ХМН*, 5ХНВ | 5ХГМ*. 5ХНТ 2,7—2,9 444-514 -
После обжима слитка удаляется прибыль (со стороны усадочной раковины)
не менее 25% и донная часть — не менее 5% от веса слитка.
Размеры кованых заготовок (кубиков) должны соответствовать указан-
ным в чертежах штампов, с допуском от каждого размера. Уковка, непа-
раллельность граней, отклонения от прямых углов, завал ребер, качество
поверхностей и глубина удаления внешних дефектов не должны нарушать норм,
установленных ГОСТ 932-41; причем глубина вырубки внешних дефектов не
должна превышать 23 нижнего отклонения от размера заготовки. Толщина
слоя окалины не допускается больше 0,2 мм.
Заготовки штампов подвергаются отжигу и испытанию на твердость, кото-
рая в зависимости от марки стали по данным практики отечественных заводов
должна находиться в следующих пределах;
Марки стали Диаметр отпечатка в мм Число твердости (Нд)
У7А, У8А, У9А 4,4—4,8 156—187
5ХНМ, 5ХГМ, 5ХНВ, 5ХНТ, 7X3, 8X3 4,0-4,4 ' 187—228
Х12М, Х12, ЭИ 160 3,8—4,2 207 -255
4 OCX 4,2—4,6 170—207
Проверка внутреннего строения заготовок легированной штамповой стали
производится по излому на образцах сечением 20x50 мм, вырезанных из
контролируемых блоков и термически обработанных по следующему режиму;
Тип марки стали
Температура
закалки в °C
5ХНМ, 5ХГМ, 5ХНВ, 5ХНТ 830-860
7X3, 8X3 865—880
40СХ 840-860
ЭИ160 1070—1120
Х12М; XI2 900—950
5ХВС 850—900
Температура
отпуска в -С
480
500-520
220
600-650
220—260
220
В изломе не должно быть дефектов: крупнокристаллического излома,
волосовин, расслоений, шлаковых включений, серебристых пятен, флокенов
615
и других пороков металлургического характера. Проверка внутреннего строе-
ния по излому для заготовок из углеродистой штамповой стали не обязательна.
Годность заготовок фиксируется установкой клейма с соответствующей
записью в паспорте заготовки. Клеймо состоит из трех строчек, содержащих:
1) марку стали, 2) № плавки, 3) № или шифр детали или № (шифр) штампа,
если таковой был указан при заказе заготовки.
Клеймо устанавливается в центре одной из двух торцевых граней, перпен-
дикулярных к продольной оси слитка, из которого откована заготовка. Про-
катанные заготовки клеймятся на торце в две строчки — маркой стали и но-
мером плавки.
Клеймо должно быть разборчивым и после термической обработки. Высота
букв и цифр должна иметь 20 мм. Расстояние между ними — 8 мм, а расстоя-
ние между строками — 10 мм, при условии клеймения набором. Для заго-
товок круглого сечения и заготовок, у которых плоскбсть, подлежащая клей-
мению, менее 150X100 мм, допускается высоту букв уменьшить до 10 мм,
расстояние между ними — до 4 мм, а расстояние между строками — до 5 мм.
§ 4. СХЕМЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ШТАМПОВ
Каждая деталь штампа должна быть изготовлена из стали, указанной в
чертеже. Замена марки стали допускается только по разрешению организации,
выпустившей чертеж штампа. В зависимости от габаритов и указанной в чер-
теже твердости устанавливается одна из следующих трех основных схем тех-
нологического процесса их изготовления' 1) ковка — отжиг — механическая
обработка — закалка и отпуск — исправление коробления — слесарная до-
водка и полировка, 2) ковка — отжиг — предварительная механическая об-
работка — закалка и отпуск — окончательная механическая обработка,
3) ковка — отжиг — закалка и отпуск — механическая обработка.
Большой интерес с точки зрения использования отходов дефицитном
штамповой стали представляет широко внедряемое в последнее время изго-
товление литых заготовок вместо кованых (литых пуансонов и матриц
обрезных штампов, наборных пуансонов штампов ГКМ и т п.).
По 1-й схеме изготовляются мелкие и среднегабаритные детали штампов
с твердостью выше 341 (диаметр отпечатка менее 3,3 мм), например, легкие
и средние молотовые штампы, секции обрезных матриц, пуансоны для холод-
ной обрезки и т. д. По 2-й схеме изготовляются среднегабаритные детали
с твердостью //д = 321 368 (диаметр отпечатка 3,2—3,4 мм), например,
средние и полутяжелые молотовые штампы, прошивные матрицы, пуансоны
для горячей обрезки и т. д. По 3-й схеме изготовляются крупногабаритные
детали с твердостью //в ниже 341 (диаметр отпечатка более 3,3 .ми), например,
тяжелые и особо тяжелые молотовые штампы.
§ 5. ТЕРМИЧЕСКАЯ ОБРАБОТКА 1
Термическая обработка мелких деталей штампов осуществляется анало-
гично термической обработке режущего инструмента и на том же оборудова-
нии. Термическая обработка крупногабаритных деталей штампов имеет свои
особенности и производится на специальном оборудовании [16].
В соответствии с указанными выше схемами технологических процессов
молотовые штампы при их термической обработке разделяются на три группы.
Термообработка штампов I группы. Для снятия вну-
тренних напряжений штампы подвергаются нагреву до 600—650° С. Охла-
ждение рекомендуется доводить до температуры 300—350° С, после чего штамп
передается на закалку.
Для предохранения от окисления рабочей части штампа перед нагревом ее
следует изолировать слоем угля. Загрузка должна происходить при темпера-
туре печи не выше 300—350°. При термообработке штампов I группы требуется
обеспечить возможно меньшее коробление, получение достаточной твердости
1 Подробно эти вопросы впервые были освещены Д. М. Скоровым [52].
616
и свободной от окалины поверхности, поэтому закалку следует вести при наи-
более низкой температуре, превышающей критическую на 20—30°.
Штампы из специальной стали закаливаются в масле, которое циркулирует
или подается под напором в виде душа. Закаливаемый штамп великом погру-
жается в закалочный бак, где он выдерживается в зависимости от габарита
10—15 мин. По истечении этого времени хвостовик штампа поднимается над
уровнем масла, при этом он получает некоторый отпуск за счет внутренней
теплоты. Если масло загорается, то штамп следует погрузить вторично в масло.
Как только масло перестает загораться на поверхности хвостовика, т. е. тем-
пература последнего снижается до 100—150°, штамп переносят в печь на
отпуск.
Желательно иметь температуру отпуска примерно равной температуре
разогрева рабочих частей штампа в процессе работы. Однако не все марки
стали позволяют принять отпуск от 600° С и выше. Наинизшая температура
отпуска составляет 400—450°. Штамп, вынутый из масляного бака, прогре-
вается до температуры несколько ниже, чем это требуется для нормального
отпуска, после чего его переносят на нагревательную плиту для дополнитель-
ного отпуска; он устанавливается хвостовиком вниз и осторожно прогревается
до тех пор, пока хвостовик не нагреется до температуры 700—730°. Рабочая
часть в это время прогревается до 450°, после чего штамп снимают с плиты
и охлаждают на воздухе.
При возобновлении штампа первой операцией является смягчающий отжиг
при температуре 720—740°. Отожженный штамп идет на окончательную меха-
ническую обработку, после чего возвращается на термообработку, где, как
и при изготовлении нового, проходит все вышеописанные операции.
Термообработка штампов II группы. Термообработке
подвергаются штампы, прошедшие предварительную механическую обработку.
Возможность коробления и получения окалины при термообработке не имеет
здесь решающего значения.
Для получения большой глубины закалки необходима повышенная тем-
пература нагрева, но чрезмерная окалина и коробление ограничивают ее.
Поэтому при обработке штампов II группы применяют нагрев до температур,
превышающих верхние критические на десятки градусов.
Отпуск хвостовиков здесь также необходим. Следовательно, закалка и
отпуск штампов II группы производятся так же, как и штампов I группы.
Разница состоит только в температурах закалки и отпуска (отпуск при 450—
500е) и в том, что скорость нагрева применяется большая, чем для штампов I
и III групп.
При поступлении на возобновление штамп проходит сострожку и затем
контроль на твердость. Если твердость удовлетворительная, то штамп под-
вергается механической обработке, в противном случае штамп подвергается
закалке и отпуску, после чего поступает на окончательную механическую
обработку.
Термообработка штампов III группы. В термообра-
ботку поступают механически не обработанные кубики. Коробление и образо-
вание окалины здесь значения не имеют. Вследствие того, что обрабатываемые
штампы имеют крупные габариты, следует применять наиболее высокую тем-
пературу закалки, исходя из допустимой величины зерна, игольчатости строе-
ния мартенсита и некоторых других показателей.
Как и для штампов I группы, нагрев под закалку должен быть медленным
и равномерным, так как нагревается большая масса металла и неравномерный
прогрев может привести к возникновению чрезмерных внутренних напря-
жений.
Получение различной твердости хвостовика и рабочей части не требуется,
так как твердость рабочей части незначительна. Поэтому охлаждать штамп
в закалочной жидкости следует полностью и возможно более интенсивно,
например, с применением душа.
Охлаждение в масле производится до 150—200°, после чего кубик немед-
ленно подается в печь на отпуск. Температура отпуска 500—550°. Прогрев
617
производится так же осторожно, как и при первом варианте. Охлаждение
после отпуска — на воздухе
Возобновление штампов производится так же, как для II группы
Твердость деталей штампов после закалки и отпуска должна быть в преде-
лах, указанных в чертеже штампа. Обезуглероженный слой перед испытанием
должен быть удален Испытание твердости производится обычно в одной точке
У заготовок, длина которых значительно больше размеров поперечного сече
ния, а также у заготовок и деталей, которые должны иметь различную твер
дость на рабочей части и на хвостовике, испытание производится в двух точ
ках, по одному испытанию с каждой стороны. Результаты, полученные при
испытании твердости тех заготовок и механически обработанных деталей,
которые должны сопровождаться паспортами, заносятся в последние В них
же фиксируется режим термической обработки, после которой производилась
проверка твердости.
Трещины, откол углов и кромок, выкрашивание отдельных мест детали
штампа, язвины на обработанной поверхности и другие поверхностные дефекты
не допускаются. Коробление при закалке и отпуске допускается: а) для дета-
лей из углеродистой стали не более 0,15 мм на каждые 100 мм размера, б) для
деталей из легированной штамповой стали не более 0,12 мм на каждые 100 мм
размера Окалина после термической обработки не должна быть более: а) на
заготовках после отжига — 0,3 мм б) на фигуре ручья, разъеме и контрольных
углах после закалки и отпуска — 0,1 мм, в) на прочих механически обрабо
тайных поверхностях деталей штампа — 0,2 мм. В противном случае обяза
тельна очистка штампа от окалины. Требования в получении более чистых от
окалины поверхностей, например, при обработке штампованных штампов,
для обеспечения чего при нагреве применяются дополнительные меры, должны
оговариваться особо.
§ 6. МЕХАНИЧЕСКАЯ ОБРАБОТКА ШТАМПОВ
Механическая обработка кузнечных штампов имеет специфические особен-
ности, которые нашли должное отражение еще в работах К. Ф. Грачева [16],
а затем более подробно впервые были освещены Н. А. Карташевым [31]
Поэтому даже при мелкосерийном производстве поковок обработку штампов
рационально выделять из инструментального цеха завода в отдельный цех.
Основное оборудование штампово-механических цехов — радиально-свер-
лильные, долбежные, поперечно- и продольно строгальные, горизонтальные
и вертикальные фрезерные, копировально-фрезерные, токарные, карусельные,
горизонтальные расточные, плоскошлифовальные и зачистные станки (бор-
машины). Кроме зачистных станков с гибким шлангом, применяются зачистные
электрические и пневматические машинки. Модели для копировально-фрезер-
ных станков поставляются модельными цехами. Разметка, станочная и еле
сарная обработка, а также приемка кузнечных штампов значительно облег
чаются применением шаблонов. Производство шаблонов, в свою очередь, об-
легчается применением вырубных станков. Режущий инструмент для обра
ботки штампов в основном нормализован. При обработке некоторых ручьев
сложной формы применяется специальный инструмент. Заточка режущего
инструмента производится на специализированных заточных станках.
Механическая мастерская разделена на отделения, специализированные
по обработке отдельных видов штампов. Планировка станочного оборудования
должна соответствовать типовой технологии обработки Приводим описание
процесса механической обработки молотового штампа, изготов-
ляемого по 1-й схеме.
Первые операции: 1) сверление подъемных отверстий, 2) строжка поверх-
ности разъема и боковой стороны контрольного угла, 3) строжка хвоста,
4) строжка фронтовой стороны контрольного угла, 5) разметка на поверхности
разъема контуров ручьев с нанесением осевых и других вспомогательных ли-
ний, нужных при дальнейшем фрезеровании. Разметке иногда предшествует
шлифование плоскости разъема.
618
Последующие операции: 6) фрезерование штамповочных ручьев, выемок
под клещевины и канавок для контрольной заливки, 7) слесарная доводка
штамповочных ручьев с контрольной отливкой, 8) фрезерование шпоночных
гнезд и, по мере надобности, контрольная строжка контрольного угла, 9) фре-
зерование заготовительных и отрезного ручьев, а также фрезерование канавки
для заусенца в месте выплава, 10) слесарная доводка заготовительных ручьев,
11) контрольное шлифование плоскости разъема и хвостовиков, осуществляе-
мое уже после закалки и отпуска, 12) окончательная слесарная отделка штампа,
доводка и полировка его ручьев, 13) фрезерование (или шлифование) канавки
для заусенца в месте мостика.
Такое расчленение фрезерных операций оправдывается тем, что: а) фрезе-
рование штамповочных ручьев должен выполнять рабочий высокой квалифи-
кации, между тем как остальное фрезерование может быть выполнено рабочим
низкой квалификации; б) наличие на штампе прочих ручьев, канавки для
заусенца и отрезного ножа мешает осуществлять доводку штамповочных
ручьев; в) если после слесарной доводки штамповочные ручьи будут забра-
кованы, то теряются затраты и на все прочие фрезерные операции; г) если
бы канавка для заусенца была отфрезерована до окончательной отделки
окончательного ручья, то это затруднило бы проверку совпадения размеров
от контрольного угла в обеих половинках штампа, затруднило бы промер глу-
бин ручья, а контрольная отливка получилась бы также с заусенцем и была
бы неудобной для измерения.
Поэтому после фрезерования ручья, выемки для клещевины и канавки для
контрольной заливки следует зачистить в ручье заусенцы и неровности, из-за
которых отливка может застрять в ручье. Затем обе половинки штампа ста-
вятся на пол выемками для клещевины кверху, строго выравниваются по кон-
трольному углу и стягиваются струбцинами. Расплавленный свинец или соль
заливается через канавку в ручей, причем выемка для клещевины служит
литником. По остывании свинца (иди соли) штампы разнимают. По осмотру
и замерам отливки устанавливают необходимые исправления фигур ручьев.
Незначительное смещение полости исправляется подгонкой меньших разме-
ров под большие. При смещении большей части фигуры в одну сторону следует
сдвинуть штампы так, чтобы получить правильную отливку. Заложив пра-
вильную отливку в штамп, т. е. сложив обе половинки его вместе с отлив-
кой, следует прострогать контрольные углы в спаренном виде. При значитель-
ном перекосе в разные стороны штамп нельзя исправить. Следует сострогать
нужный слой с плоскости разъема, произвести повторную разметку и фрезе-
рование.
Особый интерес представляет фрезерование ручьев, осуществляемое обычно
на вертикально-фрезерных станках со столами подъемными, поворачивающи-
мися и наклоняемыми на угол до 45°. Точность размеров после фрезерования—
до 0,1 мм. Поэтому припуск на слесарную доводку оставляется 0,5мм и меньше.
По принципу фрезерования с указателем построена работа копировально-
фрезерных станков. Отличие заключается в том, что обрабатываемый штамп и
деревянная или металлическая модель штампа находятся в покое, а движения
супорта, несущего фрезу и указатель, механизированы и автоматизированы
так, что работа на копировально-фрезерном станке вдвое производительнее,
чем на вертикально-фрезерном. В последние годы отечественная промышлен-
ность выпускает электрокопировальные станки, обрабатывающие сложные
поверхности без ступеней, как обычно, и по чертежам вместо моделей.
Изготовление штампов для круглых в плане поковок типа шестерен, колец
и втулок значительно отличается от изготовления прочих молотовых штампов.
После разметки штамп поступает не на фрезерование, а на расточку оконча-
тельного ручья. Вся расточка производится за одну установку на станке.
Мелкие штампы растачиваются на коротких токарно-винторезных станках,
средние — на лобовых и крупные — на карусельных. Приемка ручья заме-
рами и по шаблонам (т. е. без контрольной отливки) производится на станке,
после чего производится расточка канавки для заусенца. Затем на штампе
фрезеруют выемку для клещевины, площадку для подсадки и шпоночный паз.
Молотовой штамп до возобновления подвергается ремонту от 2 до 4 раз
и более. Цель ремонта — по возможности восстановить размеры штамповоч-
ных ручьев, зачеканить и зачистить трещины на поверхности этих ручьев.
Ремонт производится с помощью ручного слесарного инструмента. Для заче-
канки трещин применяются чеканы. Устранение наплывов, выравнивание
искаженных поверхностей и зачистка царапин и забоин производятся с помощью
бормашины.
Возобновлению штампы подвергаются тогда, когда потеря размеров от из-
носа исключает возможность получения после ремонта поковки с размерами
в пределах допусков. Штамп, подлежащий возобновлению, сострагивают
(со стороны плоскости разъема) по высоте настолько, чтобы можно было про-
извести разметку, а затем повторяют все операции, какие совершаются при из-
готовлении нового штампа. Возобновлению подлежат все ручьи штампа и по
мере надобности хвостовик, контрольный угол и шпоночный паз.
Подобно молотовым штампам обработка блоков матриц штампов
ГКМ начинается со сверления подъемных отверстий Затем производится
строжка с шести сторон, шлифование плоскости разъема, разметка ручьев
и шпоночного паза, строжка шпоночного паза. Дальнейшая обработка может
иметь различные варианты, из которых наиболее распространены два следую-
щих При первом варианте основные операции производятся на горизонталь-
ных расточных станках; при втором варианте — на вертикально-фрезерных.
Каждый из вариантов требует соответствующего подбора и планировки обо-
рудования.
При первом варианте матрицы попарно в сомкнутом положении подвер-
гаются предварительной рассверловке ручьев. Затем по установлении прокладки
между матрицами производится расточка зажимной части ручьев, а по удале-
нии прокладки между матрицами — расточка направляющей части и других
утолщенных мест ручьев. При последующей затем расточке гнезд под вкла-
дыши обе матрицы обрабатываются раздельно. Затем следуют: фрезерование
нецилиндрических гнезд и фасонных фигур в ручьях, слесарная обработка
(включая рассверловку отверстий для крепления вкладышей, нарезку резьб
и отделку ручьев иногда с контрольной отливкой), термическая обработка
(закалка и отпуск), шлифование плоскости разъема и обратных ей сторон,
посадка вставок и полирование ручьев.
При втором варианте обработки фрезерованию предшествует обдирка за-
жимной части ручьев строжкой. Фрезерование зажимной части ручьев часто
производится на горизонтально-фрезерных станках с перемещением фрезы
вдоль ручьев. Дальнейшее фрезерование производится на вертикально-фрезер-
ных станках по радиусу и другими способами, как при обработке ручьев мо-
лотовых штампов, а также на копировально-фрезерных станках. Слесарная
доводка и последующие операции производятся здесь так же, как при первом
варианте.
Полукруглые вставки к матрицам штампов ГКМ изго-
товляют из кованых заготовок, имеющих форму полуцилиндра или цилиндри-
ческих с последующей разрезкой пополам. После строжки плоскости разъема
заготовки вставок складываются попарно по плоскости разъема и прихваты-
ваются друг к другу сваркой с предварительной зачисткой от окалины в ме-
стах сварки. Вставки совместно подвергаются токарной обработке, затем
шлифованию с торцов. Далее обработка вставок осуществляется раздельно.
Производится разметка их, фрезерование рабочей фигуры и обработка кре-
пежных отверстий. Слесарная обработка состоит в доводке фигуры, запиловке
фасок, подгонке по гнезду в матрице, креплении вставок в блок, осуществляе-
мом после термической обработки вставок, и окончательной отделки рабочей
поверхности ручья в сборе с блоком Г251.
Пуансоны штампов ГКМ изготовляются почти полностью на
токарных станках. На них же протачиваются рабочие части цилиндрических
прошивных и обрезных пуансонов штампов обрезных прессов.
Обработка кованых заготовок пуансонов обрезных штампов
начинается обычно строжкой боковых плоскостей пуансона. Затем произво-
620
дят строжку лобовой плоскости пуансона, строжку опорной плоскости хво
стовика, разметку контура обрезки на лобовой плоскости пуансона, разметку
и строжку хвостовика, фрезерование пуансона по контуру обрезки, разметку
и фрезерование рабочей фигуры в пуансоне.
Далее следует слесарная доделка фигуры, термическая обработка и окон-
чательная слесарная обработка, включая полирование.
Как пример типовой технологии механической обработки матриц
штампов обрезных прессов ниже приводится схема технологиче-
ского процесса изготовления обрезной матрицы, состоящей из двух секций
и крепящейся на башмаке клином.
Пара призматических кованых заготовок подвергается обычно совместной
строжке, каждая заготовка с шести сторон под 90°. Затем производится свер-
ление по кондуктору и развертка отверстий под соединительный штифт. После
посадки секций на штифт производится разметка режущего контура и пояска
вокруг него. Далее следует строжка боковых скосов с уклоном под гнездо в
башмаке и предварительная строжка ступеньки вокруг пояска, затем дол-
бежка по режущему контуру с уклоном для провала поковок и оставлением
припуска на режущей кромке около 0,2 мм на слесарную доводку, окончатель-
ное фрезерование ступеньки вокруг пояска, фрезерование выемки под клеще-
вину, слесарная доводка режущего контура по шаблону и подгонка контура
по поковке (при холодной обрезке) или по контрольной отливке (при горячей
обрезке). Затем после термической обработки секций производится шлифо-
вание у матрицы в сборе пояска вокруг контура обрезки.
Одним из способов изготовления и восстановления режущих кромок ма-
триц и пуансонов является наплавка их твердыми сплавами, например,
сормайтом. Наплавка твердыми сплавами дает большой экономический эффект.
Сормайт, будучи по своей природе сравнительно хрупким и в то же время
весьма твердым сплавом, рекомендуется главным образом для штампов горя-
чей обрезки и прошивки.
Термической обработки сормайт не принимает, но стойкость наплавленных
им кромок значительно выше стойкости кромок матрицы (или пуансона) из
специальной штамповой стали, подвергнутой термообработке. Стойкость по-
вышается иногда в 5—7 раз.
Наплавка сормайтом более устойчива на матрицах из углеродистой стали
Это объясняется тем, что коэфициент линейного расширения углеродистой
стали ближе к коэфициенту линейного расширения сормайта. Разность в коэфи-
циентах линейного расширения сормайта и специальных сталей при высоких
температурах вызывает образование трещин. Особенно не рекомендуется
производить наплавку деталей из быстрорежущих и марганцовистых сталей,
наиболее склонных при наплавке к образованию трещин.
Твердость сплава после наплавки Rc — 48 -ч- 52. Процесс покрытия ре-
жущих кромок пуансонов и матриц производится в следующей последователь-
ности. Прежде чем приступить к основным операциям, наплавляемую деталь
следует отжечь, с тем, чтобы стала возможной ее механическая обработка.
После отжига наплавляемая деталь очищается от окалины и других загряз-
нений промывкой в теплом растворе каустической соды и травлением в серной
кислоте. Особенно тщательно очищаются поверхности под наплавку. Далее
штамп подвергается тщательному осмотру при помощи лупы. Обнаруженные
при осмотре трещины удаляются фрезерованием. После удаления мелких тре-
щин контур детали восстанавливается наваркой однородным металлом при
помощи газосварочной горелки. Затем деталь ставится на станок для сострожки
фаски 4—6 мм У 8—10° или фрезерования ступеньки шириной 5—8 мм на
наплавляемой кромке. Сормайт, наплавленный па фаске, взятой под углом
более 8—10°, быстрее выкрашивается. Глубина наплавляемого слоя должна
быть от 0,5 до 1 мм, но не более. Во избежание образования трещин во время
наплавки наплавляемую деталь перед наплавкой прогревают до 600—780°.
Нагрев производят в горне или в муфельной печи с восстановительной атмо-
сферой.
Сормайт для наплавки применяется в виде литых стержней диаметром
—8 мм, длиной 300 мм. Наплавка производится при помощи ацетилено-кисло-
родного пламени газовой горелки, которое имеет температуру, достаточную
для расплавления сормайта. Последний имеет точку плавления 1300—1400°.
Во избежание науглероживания и пережога покрываемой поверхности пламя
должно быть направлено параллельно покрываемой поверхности.
Охлаждение после наплавки должно быть в среде без доступа воздуха:
в сухом песке, золе, в так называемой асбестовой муке или просто деталь
должна быть укрыта асбестом, что предохраняет от окисления и дает возмож-
ность избежать образования трещин, получающихся при резком охлаждении.
При наплавке, кроме нужного слоя, следует наплавить припуск на обработку
после наплавки. Величина припуска дается в пределах 0,5—1 мм, причем
поверхность должна получиться наиболее ровной, не бугристой, что облегчит
последующую механическую обработку. Во избежание лишнего расхода твер-
дого сплава рекомендуется наплавку производить по шаблонам. Из-за высо-
кой твердости покрытая сормайтом поверхность может быть обработана шли-
фованием карборундовым или алундовым кругом. В последние годы отече-
ственная промышленность обогатилась новыми методами обработки твердых
сплавов (электроискровые методы), которые значительно расширяют возмож-
ность применения твердых сплавов.
При тяжелой резке для восстановления механических качеств, потерянных
деталью во время отжига перед наплавкой, матрицу (или пуансон), наплавлен-
ную твердым сплавом, подвергают термической обработке, причем во избежа-
ние трещин стараются дать наиболее мягкую обработку, например, закалк)
в масле деталей, которые, будучи не наплавленными, требовали бы закалки
в воде.
§ 7. ШТАМПОВКА ШТАМПОВ 1
Сущность штамповки штампов в применении к молотовым штампам заклю-
чается в том, что штамп делается составным: из блока, на котором распола-
гаются менее изнашиваемые ручьи, и сменной вставки, на которой отштампо-
ваны ручьи, более подверженные износу. Молотовый штамп для штамповки
вставок называется мастер-штампом. Вставки крепятся в блоке горячей по-
садкой.
Штампованный ручей обладает стойкостью на 50—100% выше, чем фрезе-
рованный, и имеет более точные размеры, так как вставки штампуются сериями
и каждая вставка является точным отпечатком фигуры ручья мастер-штампа.
Взаимозаменяемость вставок позволяет всем ручьям штампа работать до пол-
ного износа, что значительно снижает расход штамповой стали. Штамповка наи-
более трудоемких для штампово-механического цеха ручьев дает большую
экономию. Простота замены отработанных вставок новыми дает возможность
сократить потребное количество комплектов штампов. При массовом произ-
водстве поковок достаточно иметь не более четырех комплектов блоков (один
в работе, два резервных и один на смене вставок) с запасом заранее отштампо-
ванных вставок. Сравнительно небольшие размеры вставок облегчают и уде-
шевляют термическую обработку штампов и дают возможность применять
для изготовления вставок более стойкую сталь, что, в свою очередь, снижает
расход штампов на изделие.
В применении к другим видам штампов метод штамповки штампов заклю-
чается в изготовлении штамповкой отдельных деталей штампов, например,
матриц и пуансонов штампов обрезных прессов, пуансонов и вкладышей штам-
пов ГКМ и холодновысадочных автоматов, чеканочных плиток, отдельных
деталей штампов для холодной листовой штамповки и т. д Этот метод в усло-
виях стабильного массового производства является весьма рентабельным.
1 Большие преимущества этого метода были отмечены еще К. Ф. Грачевым [16], затем
в 1936 г. одновременно вышли посвященные этому вопросу две книги: А. Н. Брюханова [9],
основанная на опыте отечественного производства, и В. Я. Дубового [19], излагающая опыт
заграничной практики.
622
Типовой технологический процесс изготовления молотового штампа и мат-
рицы обрезного штампа с применением штамповки заключается в следующем
(фиг. 609).
Кованая заготовка для вставки 1 молотового штампа поступает, будучи
прокованной, в соответствии с требованиями технических условий, учитываю-
щих необходимую степень уковки, расположение волокон и допуски на раз-
меры. Заготовка проходит предварительную штамповку в специальном заго-
товительном штампе 2, после чего заготовка 3 поступает на горячую обрезку
заусенца в обрезном штампе 4. Затем у заготовки 5 шлифуется поверхность
будущего ручья. Шлифованная заготовка 6 штампуется в мастер-штампе 7.
У штампованной вставки 8 обрезается заусенец в том же штампе 4. Вставка
после обрезки заусенца 9 проходит отжиг, пескоструйную обработку, механи-
ческую и окончательную термическую обработку и после шлифования 10
крепится горячей посадкой в блок молотового штампа 19.
Кованая заготовка обрезной матрицы 11 штампуется в мастер-штампе 12.
После штамповки обрезная матрица 13 проходит горячую обрезку заусенца
в обрезном штампе 4. Матрица 14 после обрезки заусенца прошивается про-
шивным штампом 15. Прошитая заготовка 16 после термообработки, шлифова-
ния и заточки 17 поступает в работу.
На «линии испытания штампов» даны заготовка 20 будущей поковки, мо-
лотовый штамп с штампованными вставками 2>, поковка 22 после штамповки,
обрезной штамп со штампованной матрицей 23 и готовая поковка 24.
Стойкость мастер-штампов, изготовленных из стали типа ЭИ91 с твердостью
Нв = 388 -г- 415, составляет от 150 до 200 комплектов вставок. Мастер-штампы
из стали марки 5ХНМ выдерживали 100—150 штамповок. При штамповке
деталей из быстрорежущей стали стойкость мастер-штампов падает до 70—100.
В условиях массового производства поковок рационально и мастер-штампы
изготовлять методом штамповки в штампах, которые называются мастер-
мастер-штампами или эталон-штампами, что повышает стойкость мастер-
штампов. В применении к молотовым штампам это эффективно и потому, что
фрезерование эталон-штампов значительно проще и дешевле фрезерования
мастер-штампов.
Штамповкой следует изготовлять прежде всего наименее стойкие части
штампов: матрицы обрезных и чеканочных штампов, полукольца и прошивные
пуансоны штампов ГКМ, только окончательные или предварительные и окон-
чательные ручьи молотовых штампов. Конструирование нужно начинать
с рабочего штампа со вставкой, а не мастер-штампа. Изготовлять мастер-
штамп следует лишь после испытания рабочего штампа с фрезерованной
вставкой.
Штампованные вставки больших габаритов делаются составными, иначе
для их изготовления потребовался бы штамповочный молот весьма большой
мощности. Составными они делаются также при сложной конфигурации изде-
лия и когда вставка имеет несколько расположенных нецентрально фигур,
вследствие чего отштамповать ее целиком трудно или невозможно.
На фиг. 610 представлена фотография поковки вставки молотового штампа.
Обработанная вставка рабочего штампа (фиг. 611) имеет шлифованными боковые
грани и нижнюю (дно). Чертеж ее приведен на фиг. 194. Нижние кромки
вставок закруглены радиусом 3 мм, боковые ребра — радиусом 15 мм. Рас-
стояние от фигуры до боковых стенок и до дна равняется 20—30 мм, в зависи-
мости от глубины фигуры и габаритов вставки.
Глубина гнезда под вставку в блоке молотового штампа (фиг. 612) равна
высоте вставки, за исключением тех случаев, когда при замке на вставке блок
делается плоским, или когда при плоских вставках какой-либо из ручьев,
расположенный на блоке, требует устройства замка. Не следует использовать
разницу высот вставки и гнезда как направление или контрзамок, так как
стенки блока не обладают достаточной для этого прочностью. Дно гнезда вдоль
боковых граней имеет канавку для выхода фрезы. Размеры гнезда по ширине
и длине для натяга делаются на 0,1—0,2% меньше соответствующих размеров
вставки. Натяг по ширине больше, чем по длине. Длинные и узкие вставки
623
Фиг. 609 Схема типового технологического процесса
кузнечной обработки штампованных штампов
Фиг 611 Вставка после механической обработки
по длине имеют лишь плотную посадку. Боковые грани гнезда сопрягаются
радиусом на 2—3 мм меньше соответствующего радиуса на вставке. Оси фи-
гуры на цилиндрических вставках координируются круглой шпонкой на бо-
ковой грани вставки. Этим шпонкам также следует давать горячую посадку.
Несколько другая конструкция (фиг. 613) имеет в углах гнезда отверстия
диаметром 10—15 мм, что делает гнездо более удобным в изготовлении и при
ремонте перед припасовкой новой вставки. Снизу блок имеет одно или не-
сколько (обычно два) сквозных отверстия диаметром 30—35 мм для выколотки
вставок при смене.
На рабочей поверхности бло-
ка фрезеруются заготовитель-
ные ручьи и нож, располагае-
мые так же, как в штампе, из-
ютовляемом обычным спосо-
бом Толщина свободных от
ручьев стенок блока, зависящая
от глубины гнезда и величины
натяга вставок, во избежание
поломок штампа устанавли-
вается в среднем около 50 мм.
Высота блока берется из
Фиг 612 Блок молото-
вого штампа с iнезлом
под вставку, обработан-
ным по первому ва-
рианту
Фиг 613 Блок молото-
вого штампа с гнездом
под вставку, обработан-
ным по второму ва
рианту.
расчета длительности его экс-
плуатации. Обычно допускают 10 возобновлений с сошлифовкой по 0,75 мм,
затем одно полное возобновление на высоту гнезда и еще 10 возобновлении
при смене вставок. Поэтому высота блока обычно слагается из- 1) удвоен-
ной глубины гнезда, 2) сошлифовки при смене вставок на 10 X 2 X 0,75 -=
= 15 мм, 3) минимальной высоты дна гнезда от основания блока, равной
50 мм и более, и 4) высоты хвостовика.
В штампах с плоским разъемом совсем не обязательно, чтобы вся канавка
зставке. Если вставка с замком, а блок пло-
ский, то вставку приходится увеличивать до
размеров, позволяющих расположить на ней
всю ширину канавки для заусенца
Обрезные матрицы (фиг. 614) штампуются
целиком (неразъемными) и после штамповки
проходят горячую обрезку заусенца и горячую
прошивку рабочего контура Механическая
обработка сводится к шлифованию опорной
поверхности, заточке режущей кромки и свер-
лению отверстия для установочных шпилек
Крепление матриц весьма просто: матрица
устанавливается в башмак обрезного штампа
на шпильки и крепится двумя клеммами с по-
мощью болтов. Задняя грань резания имеет
высоту от 12 до 16 мм в зависимости от ве-
личины изделия, уклон (задний угол) равен
3°—3°30', что дает возможность производить
многократную заточку при износе Заточка на
высоту 5 мм дает увеличение контура среза на
0,35 мм на сторону. Для свободного провала
поковки под задней гранью резания уступом
в 3 мм идет внутренняя поверхность стенок матрицы с уклоном 15—25°.
В местах, где стенки несут большую нагрузку, как, например, с внутрен-
ней стороны большой головки шатуна (здесь матрица работает, как кон-
соль), уступа не делают, и внутренняя стенка имеет уклон только 7°.
При определении наружных контуров и толщины стенок матрицы, кроме
учета моментов прочности, следует придать всей штампуемой матрице форму,
наиболее легко заполняемую при штамповке. Нужно, чтобы вдоль всей матрицы
площади ее сечения были примерно равны, чтобы заготовка для штамповки
40 Брюханов и Ребельск ,й 2058
С '
была проста (параллелепипед или цилиндр) и не требовала предварительной
штамповки или строжки.
Конструктивное отличие штампованных пуансонов от обычных заключается
в том, что вместо вертикальных стенок стебель пуансона имеет стенки со штам-
повочным уклоном в 5°. Этот уклон нисколько не мешает пуансону протолк-
нуть обрезаемую поковку сквозь контур обрезной матрицы
Штампованные матрицы обрезных штампов и пуансоны обрезных, выса-
дочных, прошивных и других штампов по конструктивным признакам (радиусы
закруглений, штамповочные уклоны и т. д.) не отличаются от обычных поковок,
штампуемых под молотом. Поэтому мастер-штампы для них не отличаются от
обычных одноручьевых рабочих штампов.
Мастер-штампы для штамповки вставок молотовых, высадочных и других
рабочих штампов имеют конструктивные особенности. Правила конструирова-
ния, наладки, доводки и эксплуатации
мастер-штампов, а также обработки и посадки
штампованных вставок освещены в специаль-
ной литературе [9], 146].
На заводах Павловского промышленного
района Горьковской области издавна при-
меняется оригинальный способ штамповки
штампов казенниками. Изготовленный казен-
ником штамп (фиг. 615, о) представляет
собой кубик, простроганный сверху, снизу,
с двух боковых сторон и с фронтовой сто-
роны для контроля долевого перекоса. Зад-
няя грань остается необработанной. Ручей
отштампован казенником. Канавка для за-
усенца и выемка под клещевину фрезе-
руются.
Штамп (как верхний, так и нижний)
крепится парой клиньев без шпонок, как
показано на фиг. 615, б.
Казенник (фиг. 615, в) представляет собой
Фиг. 615. Штамповка штампов ка-
зенником:
а — нижняя половина штампованного штампа,
б — крепление штампованных штампов.
в — казенник.
фрезерованную на плоском основании фигуру
поковки, изготовленную по чертежу поковки
с учетом двойной усадки. Высота фигуры от
основания больше требуемой глубины ручья на величину припуска на обра-
ботку плоскости разьема, т. е. на 3 — 4 мм.
При штамповке казенником кованый штамповый кубик целиком нагре-
вается в печи, затем ставится на плоский боек молота. Казенник устанавли-
вается клещами на середину верхней плоскости кубика и ударами плоского
бойка бабы вдавливается в тело кубика по свое основание. Во время штамповки
казенник держится клещами.
Затем следует отжш, механическая обработка, окончательная термооб-
работка, контрольное шлифование плоскости разъема и нижней плоскости
кубика и ручная слесарная зачистка ручья.
Возобновление такого штампа исключительно простое. Штамп, подлежа-
щий возобновлению, сострагивают со стороны опорной плоскости на 3—5 мм,
прогревают до температуры штамповки и углубляют ручей по старому
следу казенником. Затем после отжига производится строжка опорной пло-
скости, возобновление канавки для заусенца, окончательная термообра-
ботка, контрольное шлифование плоскостей (нижней и опорной) и зачистка
ручья.
Однако возобновление старой фигуры допускается не более двух или трех
раз, так как поверхность ручья после многократного нагрева под штамповку
обезуглероживается и стойкость ручья падает.
Тогда (после двух или трех возобновлений фигуры), когда опять потребуется
возобновление, штамп прогревают до температуры штамповки и фигуру ручья
штампуют казенником на одной из двух боковых граней или на нижней
626
(обратной) грани штампа. Последующая затем обработка штампа та же, что
и после возобновления старой фигуры казенником.
Таким образом, ручей можно изготовить на любой из четырех сторон ку-
бика и возобновлять его каждый раз по 2—3 раза. Следовательно, штамп,
изготовляемый с помощью казенника, подвергается всего 12—16 возобновле-
ниям, после чего фигуры ручьев сострагивают со всех четырех сторон и кубик
перекрывают для использования его под штамп меньшего габарита.
Исключительные преимущества павловского метода изготовления штам-
пов в части дешевизны обработки и минимального расхода штамповой стали
очевидны. Однако он не имеет и не может иметь широкого распространения в
промышленности по следующей причине.
Крепление штампов двумя парами клиньев без шпонок ненадежно. Штам-
повщику самому приходится каждую четвертую или пятую поковку кон-
тролировать на сдвиг. Потери на подналадку втрое больше, чем при обыч-
ном креплении одним клином и шпонкой, когда штамп имеет ласточкин хвост
и шпоночный паз. Но обычное крепление штампов исключает основное преиму-
щество павловского метода — использование под рабочую плоскость четырех
сторон кубика и последующую его перековку.
Ненадежность крепления двумя парами клиньев без шпонок еще больше
сказывается на двух- или трехручьевых штампах, ибо нецентральные удары
сильно ослабляют крепление и вызывают сдвиг. Поэтому павловский метод
применим только для одноручьевых штампов, т. е. для штамповки кованой
заготовки на одну или на две штуки для последовательной штамповки с по-
воротом.
И, наконец, казенником можно отштамповывать только неглубокий ручей
без резких переходов в конфигурации.
Попытки отштамповать сравнительно глубокий ручей приводят к тому,
что при вдавливании казенника в тело кубика фигура ручья, наметившаяся
при первых ударах, расплывается.
В силу этого павловский метод не имеет распространения в машинострое-
нии, но в то же время является ценным в производстве, специализированном
на изготовлении всевозможных гаечных ключей, шоферского и бортового
инструмента, медицинского инструмента, столовых ножей, вилок, ложек и
множества различных штампуемых предметов широкого потребления.
§8. ТЕХНИЧЕСКИЕ УСЛОВИЯ
Заводские и ведомственные технические условия (ТУ) на изготовление,
ремонт и возобновление кузнечных штампов составляются обычно раздельно
по видам штампов. Эти ДУ распространяются на все штампы данного вида
и являются обязательным дополнением к чертежу каждого штампа. Поэтому,
если принятые ТУ не удовлетворяют требованиям, предъявляемым к тому или
иному штампу, то отклонения должны быть оговорены в чертеже штампа.
В противном случае штамп должен удовлетворять принятым ТУ независимо
от того, есть или нет на чертеже штампа ссылка на них. Такой порядок облег-
чает изготовление, ремонт и возобновление штампов, упрощается также офор-
мление чертежа штампа, например, в части простановки знаков обработки и
допусков на некоторые размеры и т. п., так как это заменяется ссылкой на ТУ
или эта ссылка подразумевается. Такой порядок исключает возможность оши-
бок при дублировании ТУ на каждом чертеже штампа.
Ниже приводятся данные, включаемые в раздел ТУ на изготовление, ре-
монт и возобновление штампов, в котором указаны отступления от формы,
точности размеров и чистоты поверхности у готовых штампов.
Молотовые штампы. Наибольшее отклонение от плоской формы
на строганых поверхностях разъема, хвостовика и контрольного угла не
должно превышать 0,15 мм на длине 500 мм. Для исправления коробления
после термической обработки рекомендуется грубое шлифование.
Предельно допустимая непараллельность: опорной плоскости хвостовика
по отношению к плоскости разъема — не более 0,125 мм на длине 500 мм\
«О'?
опорных плоскостей хвостовиков верхнего и нижнего штампов по отношению
друг к другу — не более 0,25 мм на длине 500 мм\ наклонных плоскостей
хвостовика между собой — не более 0,1 мм на длине 500 мм.
Предельно допустимое отклонение от перпендикулярности сторон контроль-
ного угла не должно превышать 0,15 мм на расстоянии 500 мм от контроль-
ного угла.
Таблица 79
Отклонения основных отверстий и валов по системе ОСТ и по ГОСТ 2689-44 (в мм)
Интервал размеров Класс т 1ности
3 й За 4-й f-й 7-й 8-й 9й
До 18 0,035 0,07 0,12 0,24 0,43 0,7 1,1
Свыше 18 до 30 0,045 0,084 0,14 0,28 0/2 0,84 1,3
. 30 „ 50 0,05 0,1 0,17 0,34 0,62 1,0 1,6
, 50 , 80 0,06 0,12 0,2 0,4 0,74 1,2 1,9
„ 80 , 120 0,07 0,14 0,23 0,46 0,87 1,4 2,2
» 120 , 180 0,08 0,16 0,26 0,53 1,0 1.6 2,5
, 180 , 260 0,09 0,185 0,3 0,6 1,15 1,9 2,9
. 260 . 360 0,1 0,215 0,34 0,68 1,35 2,2 3,3
» 360 „ 509 0,12 0,25 0,38 0,76 1,55 2,5 3,8
» 5 0 . 630 0,14 0,28 0,45 0,9 1.8 2,8 4,5
„ 630 , 800 0,15 0,3 0,5 1,0 2,0 3,0 5,0
, 800 , 1000 0,17 0,35 0,55 1,1 2.2 3,5 5,5
„ 1000 , 1250 0,2 0,4 0,6 1.2 2,4 4,0 6,0
, 1250 0,22 0,45 0,65 1,3 2,6 4,5 6,5
Расстояния от контрольного угла до осей шпоночных пазов у верхнего
и нижнего штампов должны быть выдержаны в пределах +0,2 мм. Отклоне-
ние от соосности шпоночных пазов в комплекте штампа допускается до 0,3 мм.
Допуски на размеры ручьев, за исключением размеров, оговоренных ниже,
рекомендуется устанавливать с помощью табл. 79, где приведены предельные
отклонения основных отверстий и валов по системе ОСТ и ГОСТ 2689-44. При-
мер использования таблицы: в двустороннем допуске на горизонтальные
размеры окончательного ручья обычной точности верхнее отклонение берется
по таблице из графы 4-го класса точности, а нижнее отклонение — из графы
3-го класса точности <такой допуск для краткости изложения обозначаем
ф $), т. е., например, на размер 275,4 ми устанавливается допуск +^4.
У окончательных ручьев обычной точности горизонтальные размеры дол-
жны быть выдержаны в пределах допуска + ^1, а вертикальные размеры—в пре-
делах допуска + [За].
У окончательных ручьев повышенной точности горизонтальные размеры
должны быть выдержаны в пределах допуска ф^1, а вертикальные раз-
меры— в пределах допуска + [3].
В обоих случаях на горизонтальных размерах выступов в ручье допуски
следует брать с обратным знаком.
Допуски на размеры предварительного ручья устанавливаются, как пра-
вило, вдвое больше допусков на размеры окончательного ручья, т. е. на го-
ризонтальных размерах обычно ф а на вертикальных размерах — + [4].
Разница в одинаковых размерах фигур верхнего и нижнего штампов до-
пускается в окончательных ручьях обычной точности до 0,2 мм, в окончатель-
ных ручьях повышенной точности — до 0,1 мм, в предварительных ручьях —
до 0,3 мм.
Размеры долевого профиля формовочного и гибочного ручьев должны быть
выдержаны с допуском + [71, причем допуск откладывается только наружу
от номинальных размеров контура фигуры ручья, а расстояния между осями
для построения профиля должны быть выдержаны с допуском + 17]. Ширина
формовочного и гибочного ручьев должна быть выдержана с допуском +^°.
В поперечных сечениях этих ручьев наружные радиусы закруглений должны
быть выдержаны с допуском" 4* 3,0, внутренние — с допуском — 1,0.
Размеры долевого профиля пережимного и подкатного ручьев должны быть
выдержаны с допуском 4 [41. Ширина этих ручьев открытого типа должна
быть выдержана с допуском -г 5,0 мм, а наружные и внутренние радиусы
закруглений в переходе от ручья к поверхности разъема должны быть выдер-
жаны с допуском 4- 3,0 мм. Ширина закрытого подкатного ручья должна быть
выдержана с допуском +f’°.
Таблица 80
Допуски на смещение фигур штамповочных ручьев
в молотовых штампах
Вес падающих частей в т Допуск на смещение в мм
в окончательном ручье в предваритель ном ручье
обычной точности повышенной точности
0,5-1,5 0,1 0,05 0,2
2-3 0,15 0,075 0,3
4-6 0,2 0,1 0,4
8 и выше 0,25 0,13 0,5
Высота от плоскости разъема до порога протяжного ручья должна быть
выдержана в пределах допуска + [41. Ширина порога и размеры части про-
тяжного ручья за порогом должны быть выдержаны с допуском + [9]. Ра-
диусы завала порога спереди и сзади должны быть выдержаны с допуском
-[- 5,0 мм
Глубина канавки для заусенца должна быть выдержана в пределах следую-
щих допусков:
На участке мостика На участке выплава
При глубине до 0,5 мм . . . ± 0,05 При глубине до 3,5 мм . . .4-0,5
Свыше 0,5 до 1,0 мм . . . . ± 0,1 Свыше 3,5 до 5,0 мм . . . . + 1,0
» 1,0 , 2,0 „ .... ± 0,2 . 5,0 . 7,0.........+ 1,5
. 2,0 мм............±0,3 . 7,0 мм.........• . 4 2,0
Ширина канавки для заусенца должна быть выдержана на участке мостика
в пределах допуска + 0,5 мм, на участке выплава----1- 3,0 мм.
В отрезном ручье допуск на ширину ножа — 4- 0,5 мм, передний и задний
уклоны в ноже могут иметь отклонения от указанных в чертеже в пределах
+ 2°. Допуск на глубину выемки перед ножом или за ножом--------Н 5,0 мм.
Смещение фигуры верхнего штампа по отношению к фигуре нижнего штампа
в штамповочных ручьях допускается в пределах, указанных в табл. 80, в за
готовительных ручьях — до 2,0 мм, на ноже в отрезном ручье — до 0,5 мм
Выемки под клещевины и нерабочие поверхности заготовительных ручьев
могут быть обработаны фрезой без дополнительной зачистки. Рабочие же
поверхности заготовительных ручьев должны быть отшлифованы по классу
чистоты VW 8.
Поверхности предварительного и окончательного ручьев должны быть
отшлифованы по классу чистоты VW 8 и не должны иметь дефектов шли-
фования, как-то' прижогов, задиров и местных выемок, искажающих кон-
фигурацию поверхности ручья, даже если эти искажения находятся в преде-
лах допуска. Поверхность окончательного ручья должна быть полирована.
Заварка дефектов механической обработки в заготовительных ручьях
допускается. Подобное устранение дефектов в окончательном и предваритель-
ном ручьях можно производить только по разрешению организации, выпустив-
шей чертеж штампа.
Заварку следует производить на штампах, прошедший отжиг, с обязатель-
ными подогревом штампа перед заваркой до температуры 600—650° С и после-
дующим отжигом. Место заварки должно фиксироваться в паспорте штампа.
Приемка размеров окончательного и предварительного ручьев произво-
дится по замерам контрольных отливок и по шаблонам, а приемка заготови-
тельных ручьев — по чертежу и шаблонам.
Клеймо, выбиваемое после сострожки контрольного угла на его фронто-
вой стороне, должно содержать № изделия, № или шифр чертежа штампа,
порядковый номер или литер комплекта штампа и, в случае внешнего заказа,
клеймо завода-поставщика.
Изношенные в работе штампы перед возобновлением осматриваются с целью
выявления степени износа (потеря размеров, трещины, забоины, нагар и т. п.).
Первый осмотр производится в кузнечном цехе, причем в паспорт штампа за-
Фиг. 616. Пакеты штампов с эталонными вставками:
а — цилиндрическими; б — призматическими.
носится описание дефектов. Второй осмотр производится в штампово-механи-
ческом цехе’ для проверки и дополнений в описании повреждений штампа и
составления технологической карты на его возобновление.
При возобновлении штампа после сострожки фигуры проверяется твердость
штампа и, в случае несоответствия ее нормам, назначается повторная термиче-
ская обработка.
Общая высота штампа после его возобновления не должна быть меньше
указанной в чертеже, причем в штампах с глубокими ручьями не допускается
толщина дна под ручьем меньше оговоренной в чертеже штампа.
При возобновлении хвостовиков допускается уменьшение его ширины
для первого возобновления на 2 мм, для второго — на 4 мм, для третьего —
на 6 мм. При уменьшении более чем на 6 мм ширина хвостовика восстана-
вливается наваркой.
Прочие требования, предъявляемые при возобновлении молотовых штам-
пов, те же, что и при изготовлении новых.
Штампы кривошипных горяче штамповочных прес-
сов1. Соосность направляющих колонок, направляющих втулок и гнезд
под ручьевые вставки по размерам .4, В и С в каждом пакете штампов для ци-
линдрических (фиг. 616, а) и призматических (фиг. 616, б) ручьевых вставок
должна быть обеспечена совместной обработкой башмака и державки. До-
пуски на диаметры гнезд и D2 должны быть выдержаны в пределах 0,1мм.
Предельно допустимая непараллельность опорной плоскости под ручьевые
вставки по отношению к опорной плоскости башмака (или державки) — не
, 1 В данном разделе использованы заводские нормали, составленные А. В. Ребельским
и Д. Е. Шапошниковым.
630
более 0,1 мм на 500 мм длины, а размер Н1 должен быть выдержан с допуском
+ 0,5 мм.
Предельно допустимая непараллельность опорных плоскостей башмака
и державки по отношению друг к другу — не более 0,15 мм на длине 500 мм,
а закрытая высота штампа Н должна быть выдержана с допуском +1,5 мм.
Отмеченные на фиг. 616 углы должны быть выполнены с точностью ах+ 0°5';
а2 + 0°10' и а3 + 0°15'
Несоосность направляющих колонок, направляющих втулок и гнезд под
ручьевые вставки, а также непараллельность опорных плоскостей под ручье-
вые вставки башмака и державки проверяются одновременно при сборке па-
кета штампа с комплектом эталонных вставок, которые делаются из стали
40Х и должны иметь твердость Нв _= 388 -г- 444. На разъеме цилиндрических
эталонных вставок (фиг. 617, д) делается круглый замок с вертикальными
стенками и гарантийным зазором 0,2 мм по диаметру d. У призматических
эталонных вставок (фиг. 616, б) разъем делается плоским. Суммарная высота
эталонных вставок (2/?) устанавливается равной закрытой высоте ручьевых
вставок, какую они имеют при закрытой высоте штампа. Диаметры Ох с до-
пуском — 0,05 мм и длины I с допуском +0,03 мм должны иметь те же номи-
нальные размеры, что и у ручьевых вставок. Ширина призматической эталон-
ной вставки устанавливается не менее 200 мм. У пакета в сборе смещение
призматических эталонных вставок в их долевом направлении не должно пре-
вышать 0,05 мм.
Размеры рабочих цилиндрических ручьевых вставок должны быть выпол-
нены с допусками, указанными на фиг. 617, б. Длина призматических ручье-
вых вставок должна быть выполнена с допуском + 0,05 мм, ширина — с
допуском + 0,1 мм. При наложении вставок друг на друга с плотным сопри-
косновением их по разъему непараллельность опорных плоскостей обеих
вставок допускается не более 0,15 мм на длине 500 мм.
Размеры окончательного, предварительного и фасонировочного, формовоч-
ного, гибочного и пережимного ручьев во вставках должны быть выполнены
с теми же допусками, что и в молотовых штампах. Чистота поверхности этих
ручьев такая же, как у одноименных ручьев молотовых штампов.
Смещения фигур в верхних вставках по отношению к фигурам в нижних
вставках допускаются в окончательных ручьях обычной точности до 0,1 мм,
в окончательных ручьях повышенной точности — до 0,05 мм, в предваритель-
ных ручьях — до 0,2 мм и в заготовительных ручьях — до 0,5 мм. Заварка
дефектов механической обработки в ручьевых вставках не допускается.
Прочие размеры деталей штампа должны быть выдержаны в пределах,
указанных в чертеже допусков, а поверхности этих деталей должны иметь
указанную в чертеже чистоту.
Ш т а м п ы ГКМ1. Отклонения от габаритных номинальных размеров
блоков матриц допускаются по ширине не более (для новых блоков),
по длине — не более + 0,5% от длины и по высоте — не более + 1% от вы-
соты. Отклонения по длине и высоте обоих блоков (в комплекте) должны быть
в пределах 1 мм.
По плоскости разъема матрицы должны быть шлифованы. Опорные пло-
скости (боковые и задние) и установочная (нижняя) плоскость должны быть
обработаны по классу чистоты VX74. Верхняя и передняя (входная) плоскости
обрабатываются по группе чистоты V-
Непараллельность плоскости разъема матриц по отношению к боковым
опорным плоскостям, а также боковых опорных плоскостей между собой допу-
скается до 0,3 мм на длине 500 мм. Угол между плоскостью разъема и уста-
новочной (нижней) плоскостью, а также между плоскостью разъема и задней
опорной плоскостью должен быть выдержан в пределах 90° + 0°5'.
Расположение ручьев в блоке матриц производится по размерам, указан-
ным в чертеже. При отсутствии допуска в чертеже штампа отклонения на раз-
1 В данном разделе использованы заводские нормали, составленные А В Ребельским
и Д. Е. Шапошниковым
меры от нижней (установочной) плоскости до осей ручьев должны быть не
более + 0,1 мм.
Размеры ручьев в матрицах (фиг. 618) должны быть выдержаны в пределах
следующих допусков;
на формующих участках заготовительных ручьев в плоскости разъема (на
размерах D3 и £3) 4- [За], по глубине (на размере С3) + 131;
Фиг. 617. Цилиндрические вставки
а — эталонные, б — рабочие ручьевые.
на формующих участках формовочных
ручьев в плоскости разъема (на размерах
D# и L&) + [За ], по глубине (на размере
Сф) ±[3 J;
в фигурной части просечных ручьев (на
размерах D„p, Lnp и Спр )-h [4 ];
в направляющей части заготовительных ручьев (сеч. I—I) 4 [4],
в направляющей части формовочных ручьев (сеч. II—II) + [За],
в зажимной части заготовительных и формовочных ручьев (сеч. III—III
и IV— IV) ± [За ],
в пережимной части ручьев (сеч. V—V и VI—VI) + [За],
в просечной части просечных ручьев (сеч. VII—VII) + [За),
в направляющей (задней) части просечных ручьев (сеч. VIII—V///) -ф- [5 ]
Таблица 8/
Радиусы закругления острых кромок в ручьях матриц в мм
Ширина или дгаметр ручья На кромках, продольных относи- тельно оси ручья На кромках, по
На формующих участках На зажимных участках перечных относи тельно оси ручья
До 12 12—20 20—30 1 } 15 1 1,5 2 1 1
30-40 40—50 50—60 1 2 2,5 3 3,5 | 1,5
60—80 80—130 } 2,5 4 I 2
130 и выше >3 — 2,5
Смещение оси ручья вправо и влево от плоскости разъема допускается
в пределах одного знака после запятой в допуске на глубину С3, С$ и т. п.
Несовпадение контуров ручьев в обеих матрицах относительно друг друга
как по высоте штампа, так и по длине ручья допускается до полусуммы до-
пусков разных знаков на размерах соответствующих участков ручья.
В случаях пропуска в чертеже штампа размеров радиусов закруглений
в ручьях матриц все острые кромки на формующих и зажимных участках
следует завалить по радиусу, размеры которого приведены в табл. 81.
Формующие участки ручьев должны быть отшлифованы по классу чистоты
VVV 8 и затем полированы по утвержденному эталону. Также тщательно
должны быть отшлифованы пережимные части ручьев и просечная часть про-
сечного ручья. Поверхности в направляющей части заготовительных и фор-
мовочных ручьев должны быть обрабо-
таны по классу чистоты VV 4, а в за-
жимной части, так же как и в направ-
ляющей части
группе чистоты V.
Хвостовики пуансонов должны быть
просечного ручья, по
4W
ЩЗа}-—
выполнены по чертежу или соответствую-
Фиг. 619. Формовочные и просечные
пуансоны со вставками.
щим нормалям.
Размеры рабочей части пуансонов за-
готовительных ручьев должны быть вы-
держаны в пределах следующих допусков-
по длине — + [41,
по наружному диаметру при наборе
только в пуансоне — [41, при наборе
только в матрице или одновременно в
пуансоне и матрице—[За], в фигур-
ной части (в полости пуансона) —
Размеры рабочей части пуансонов фор-
мовочных и просечных ручьев должны быть
выдержаны в пределах допусков, указан-
ных на фиг. 619.
Все прочие детали (вставки, ножи,
пуансонодержатели, гайки и т. д.) должны
иметь размеры, выдержанные в пределах, указанных в чертеже допусков, а при
неуказании таковых — с допуском + [51. Поверхности этих деталей должны
иметь указанную в чертеже чистоту.
При ремонте матриц производится смена изношенных вставок на новые
и посадка не предусмотренных чертежом дополнительных колец. Последние
могут быть выполнены только по дополнительным чертежам (или эскизам),
полученным от организации, выпустившей чертеж штампа.
Полное возобновление матриц производится после сострожки с плоскости
разъема слоя металла, толщина которого не должна превышать в штампах
для ГКМ № 1—5 мм, для ГКМ № 2 — 6 л/л/, для ГКМ № 3 — 7 мм, для ГКМ
№ 4 и № 5 — 8 мм и для ГКМ № 6 и выше — 10 мм. В тех случаях, когда
снятие такого слоя может оказаться недостаточным, чтобы обеспечить каче-
ственное изготовление всех ручьев заново, сострожка со стороны разъема
матриц производится на 10, 15 или 20 мм, а с обратной стороны к обеим матри-
цам крепятся на винтах с конической потайной головкой плиты той же тол-
щины .
Требования, предъявляемые к возобновленным матрицам, те же, что предъ-
являются к новым. Отклонения допускаются лишь в ручьях, где набор металла
(или формовка) производится только в матрице плоским пуансоном с образо-
ванием поперечного заусенца. В таких случаях разрешается ширину направ-
ляющей части такого ручья по высоте (т. е. в плоскости разъема матриц) иметь
завышенной против чертежного размера до 2,5 мм на сторону.
Восстановление ручьев матриц, а также пуансонов путем наварки разре-
шается производить только с согласия организации, выпустившей чертеж.
Матрицы восстанавливаются наваркой только однородным металлом при
помощи атомно-водородной сварки. Перед наваркой блок должен быть про-
грет в печи до температуры 400—450° С. После наварки штамп должен быть
немедленно направлен на отжиг для снятия напряжений.
Обрезные штампы. Допуски на габаритные размеры обрезных
матриц как цельных, так и составных в сборе, устанавливаются следующие:
по ширине при креплении на болтах—+°>|, при креплении клином —
-f- 0,3; по длине — +^, по толщине — + 1 мм.
Наибольшее отклонение от плоской формы установочной (опорной) пло-
скости обрезной матрицы любых размеров допускается до 0,3 мм. Уклон в
матрице для провала поковки должен быть выполнен с точностью +q° • Обе
грани режущей кромки матрицы должны быть тщательно зачищены. Диаметр
отверстий под винт для крепления матрицы должен быть выполнен с допуском
+ [7]. Расстояния от оси фигуры в матрицах до осей отверстий под винты мо-
гут колебаться в пределах + 0,5 мм.
Расстояние от опорной плоскости хвостовика пуансона до плоскости за-
плечиков может иметь отклонение в пределах допуска + [5]. Ширина хво-
стовика, считая положение его установочного ребра неизменным, может иметь
отклонение в пределах + 0,3 мм. Длина хвостовика должна быть выполнена
с допуском +J. При проверке угла наклонных плоскостей хвостовика наиболь-
ший зазор между шаблоном и хвостовиком (по длине дуги) не должен быть
более 0,15 мм.
Непараллельность установочного ребра хвостовика относительно продоль-
ной оси рабочей фигуры в пуансоне допускается не более 0,2 льи на всей длине
Наибольшее отклонение от плоской формы на установочной (опорной) пло-
скости хвостовика любых размеров не должно превышать 0,2 мм. Расстояние
между вертикальными плоскостями, проходящими через ось рабочей фигуры
и ось хвостовика, может иметь отклонение от размера на чертеже не более
чем на 2 мм. Вертикальная ось пуансона должна быть перпендикулярна
опорной плоскости хгостовика. Отклонение от перпендикулярности не должно
превышать 0,25 мм на 100 мм длины рабочей части пуансона.
Высота рабочей части пуансона должна быть выдержана с допуском + 3 мм.
Боковая поверхность пуансона и поверхность рабочей фигуры в нем должны
быть обработаны по классу чистоты V W 8. Размеры режущего контура
обрезной матрицы и рабочей фигуры в обрезном пуансоне обрабатываются
с припуском под индивидуальную подгонку по поковке (при холодной обрезке)
или по контрольной отливке (при горячей обрезке). Требования, предъяв-
ляемые к индивидуальной подгонке пуансонов и матриц, изложены на
стр. 300.
Режущий контур просечной матрицы, просечного и прошивного пуансо-
нов, а также рабочая фигура в прошивной матрице должны быть выполнены
по размерам и с допусками, указанными в чертеже штампа. При отсутствии
последних указанные размеры должны быть выдержаны со следующими до-
пусками: по контуру просечной матрицы и просечного пуансона — соответ-
ственно + [За] и —[За], по контуру прошивного пуансона— [4], по
размерам рабочей фигуры в прошивной и просечной матрицах -И [5].
Каждый пуансон и матрица должны иметь клеймо, содержащее: марку
штамповой стали, № обрабатываемой детали и — в случае внешнего заказа —
фирменное клеймо завода. Место клеймения и размер клейма указываются
в чертеже штампа.
Башмаки, державки и прочие детали обрезных штампов должны иметь
размеры, выдержанные в пределах допусков, и чистоту поверхностей, соот-
ветствующую знакам обработки, указанным в стандартах (или нормалях)
на эти детали.
Правочные штампы. В правочных ручьях горизонтальные размеры
должны быть выдержаны в пределах допуска [5], а вертикальные размеры—
в пределах допуска +Иа]) причем на горизонтальных размерах выступов
в ручье допуск следует брать с обратным знаком (т. е. — ]5 ]).
634
Радиусы закруглений в ручьях должны быть выдержаны в пределах до-
пусков, устанавливаемых исходя из соответствующих номинальных размеров
глубины ручья на участке радиуса. На внутренних радиусах закруглений
в ручье устанавливается допуск----[5 ], на наружных радиусах закругле-
ний ------------------------------1- [8 L
Поверхность правочного ручья должна быть отшлифована по классу чи-
стоты V W 8.
В зависимости от того, к какому виду штампов относится правочный штамп
(к молотовым штампам или к штампам обрезных прессов и т. д.), прочие предъ-
являемые к нему требования должны отвечать требованиям, предъявляемым
к штампам этих видов.
ЧАСТЬ СЕДЬМАЯ
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ВАРИАНТА
ГЛАВА 1
ШТАМПОВКА МЕТОДОМ РАСЧЛЕНЕНИЯ ПРОЦЕССА
И КОМБИНИРОВАНИЯ ШТАМПОВОЧНЫХ АГРЕГАТОВ
§ 1. ОБЛАСТЬ ПРИМЕНЕНИЯ ОТДЕЛЬНЫХ ВИДОВ ШТАМПОВОЧНЫХ АГРЕГАТОВ
И ПРОЦЕССОВ
а) Штамповочные молоты служат для изготовления различ-
ных поковок, специфические особенности которых иллюстрируются класси-
фикацией (см. фиг. 12—19 и табл. 10).
Поскольку обрезка заусенца является неотъемлемой при штамповке на
молотах операцией, то этот процесс не причисляется нами к числу комби-
нированных.
Диапазон размеров молотовых поковок обусловливается весом падающих
частей молотов и размерами их штампового пространства.
В настоящее время обычно применяются паро-воздушные штамповочные
молоты с весом падающих частей от 0,5 до 15 т, на которых может быть произ-
ведена штамповка поковок указанных конфигураций с размерами в плане
(приведенные к кругу) от 20 примерно до 600 мм. Этому диапазону диаметров
соответствуют поковки площадью в плане Fn = 3 -г- 3000 см2 и весом примерно
G:l = 0,1 -ь- 250 кг.
Максимальная длина поковки не превосходит обычно 2000 — 2500 мм
(L„ = 2 2,5 м) и должна быть ограничена для каждого молота сообразно
длине бабы и штамподержателя так, чтобы провисание штампа не превосхо-
дило допустимой величины (стр. 46).
В редких случаях применяются паро-воздушные штамповочные молоты
с весом падающих частей до 25 т, на которых может быть произведена штам-
повка поковок с максимальным диаметром (или приведенным) в плане порядка
800 мм (F„ — 5000 сл«2) и весом до 300—350 кг.
При необходимости производства более крупных поковок (по размер)
или весу) для определенных конфигураций возможно применять штамповку
по частям, тогда приведенные данные относятся к каждой части изготовляемой
поковки.
Фрикционные (падающие) молоты ограничены в настоящее время весом
падающих частей в пределах 0,5—3 т, и на них изготовляются поковки от
самых мелких до размера Dn — 200 250 мм и Fа = 300 ~ 500 ци2. При-
чем молоты с весом падающих частей более 2 т изготовляются с двумя парами
роликов.
За последнее время получили применение молоты с двумя парами роликов
и весом падающих частей до 5 т 1621.
Фрикционные (падающие) молоты имеют ограниченное применение для
штамповки поковок переменного сечения, требующих значительной протяжки
или подкатки. Для этого класса поковок фрикционные молоты в большей
степени, чем паро-воздушные молоты, требуют расчленения процессов — под-
готовки заготовки переменного сечения на других агрегатах.
636
Указанными факторами: 1) конфигурацией молотовых поковок, 2) диапа-
зоном размеров поковок и их весов и 3) практически применяемым рядом
штамповочных молотов — определяется номенклатура изготовляемых на них
поковок.
б) Горячештамповочные кривошипные прессы ха-
рактеризуются максимально допустимым давлением в конце рабочего хода,
которое в соответствии с принятым рядом этих прессов в настоящее время
ограничено пределами 5000—6000 т. Проектируется введение прессов этого
вида с давлением до 10 000 т
Классификация поковок (стр. 235) характеризует возможные в изготовле-
нии на штамповочных прессах конфигурации. Размеры поковок ограничи-
ваются давлением прессов и их характеристикой. Указанному ряду Р — 500-4-
-н 10000 т соответствует диапазон круглых в плане поковок с Dn = 25 -4-
-4- 550 мм, чему соответствуют площади Fn — 5-4-2500 см2.
в) Обрезные (кривошипно-эксцентриковые) прессы характеризуются
давлением (Р) в конце хода ползуна и применяются в пределах Р = 15-4-
-4-1500 т. Характеристика пресса как по давлению, так и по остальным
данным (величина хода, количество ходов в единицу времени, размеры штам-
пового пространства, наличие бокового ползуна и пр.) должна служить
в качестве исходного фактора при решении вопроса о передаче на обрезной
пресс тех или иных операций (просечка, гибка, выкручивание, правка и
пр.), кроме основной операции по обрезке и прошивке поковок.
г) Нормальный ряд горизонтально-ковочных ма-
шин (ГКМ) с давлением в пределах Р = 50 -н 3000 т приведен в табл. 35,
а нормаль характеристики ГКМ— на фиг. 376.
Характерные для ГКМ формы поковок определяются классификацией
(см. табл. 37 и фиг. 380), а размеры диаметров высаживаемой части поковок
находятся в пределах от Dn = 8 4- 15 до Dn = 300 -4- 350 о1.
д) Классификация поковок, изготовляемых на других видах штамповоч-
ного оборудования, и основная характеристика этих агрегатов (горизонтально-
гибочные машины, фрикционные винтовые прессы и пр.) приведены в соответ-
ствующих разделах книги (см. часть пятую).
е) Рекомендуемые формулы и номограммы для определения тоннажа
штамповочного молота (см. фиг, 26), а также давления обрезного пресса
(стр. 291), давления штамповки на прессе (см. фиг. 239) и на ГКМ (см. фиг. 386)
могут значительно облегчить решение вопроса о возможности производства
поковки заданной формы и размеров на том или ином виде штамповочного
оборудования.
Для кривошипно-шатунных механизмов (обрезной пресс, штамповочный
пресс, ГКМ), помимо предельного усилия в конце штамповки, большое значе-
ние имеет также сопоставление графика «усилие—путь» при деформации ме-
талла в различных ручьях с аналогичным графиком допустимых нагрузок
пресса (по прочности коленчатого вала, шестеренчатой передачи и других
узлов машины). График деформации металла должен вписываться в указан-
ный график нагрузок пресса (см. [22], [23], [62]).
§2. РАСЧЛЕНЕНИЕ ПРОЦЕССОВ И КОМБИНИРОВАНИЕ ШТАМПОВОЧНЫХ
АГРЕГАТОВ
1. Окончательное решение вопроса о технологическом
процессе изготовления поковки требует не только выявления возможностей
каждого вида штамповочного оборудования, но и рассмотрения возможных
вариантов расчленения процессов и требуемого комбинирования штамповоч-
ных агрегатов.
1 Указанные здесь и выше пределы размеров машин-орудий и получаемых на них поко-
вок только ориентировочно отражают достигнутый уровень в кузнечно-штамповочном произ-
водстве и не должны рассматриваться как предельно допустимые. (Прим. ред).
Следует различать две разновидности комбинирования агрегатов, обуслов-
ленных различными по своему характеру условиями.
Первая разновидность охватывает такие случаи, когда поковка может
быть изготовлена только на одном из агрегатов, но в целях экономии металла,
повышения производительности работы, улучшения точности и качества поковки
и, в итоге, в целях удешевления готовой детали некоторые заготовительные
или завершающие операции выносятся на другие агрегаты
Вторая разновидность комбинирования процессов имеет место в тех
случаях, когда заданной формы поковка не может быть изготовлена только на
одном из видов оборудования (только на молоте, только на ГКМ и т. д.) и для
получения всех элементов конфигурации поковки неизбежно комби-
нирование агрегатов.
Ниже приведены основные варианты комбинирования агрегатов и процессов.
а) Однородные штамповочные агрегаты (например:
ГКА^ и т. д.).
б) Различные виды штам-
повочного оборудования (мо-
лот—ГКМ, ГКМ—прессит.д).
в) Однородные или раз-
личные виды оборудования,
молот — молот, ГКМ —
Фиг. 621. Поковка шатуна.
Фиг. 620. Поковка шестерни
применяемые в сочетании более двух единиц (штамповочный молот — штам-
повочный молот— правочный молот; ГКМ — молот — пресс и т. д.).
г) Агрегаты, действующие по принципу прокатки со штамповочными аг-
регатами и соответствующие им процессы (например, штамповка на молоте
или прессе, заготовки из фасонного или периодического профиля; вальцовка
заготовки с последующей штамповкой на молоте или прессе, штамповка с по-
следующей вальцовкой отдельных частей поковки и т. д.).
д) Сварка с последующими штамповочными операциями, и наоборот.
е) Различные методы объединения поковок с последующей разрезкой на
прессах или металлорежущих станках.
2. Комбинирование штамповочного молота с другими моло-
тами или другими видами оборудования.
А. На фиг. 620 представлена типичная поковка, которая в соответствии
с заданными техническими условиями и программой производства (крупно-
серийное) изготовляется штамповкой на двух молотах, так
как подсадочная площадка вместе с окончательным ручьем не размещается в
одном штампе. Исходная заготовка 0120 X 248, нагретая в полуметодической
печи, подвергается осаживанию на молоте 4 т, после чего по монорельсу пе-
редается на молот 5 т для окончательной штамповки. Горячая обрезка и про-
шивка заусенца производится на прессе 350 т. Все агрегаты установлены в
линию и процесс заканчивается с одного нагрева.
Б. Комбинирование двух штамповочных молотов для производства по-
ковки поворотного кулака (см. фиг. 209) вызвано трудностью расположения
необходимых ручьев в одном штампе.
В. На фиг. 621 приведен чертеж поковки шатуна с весьма ажурной кон-
фигурацией. Попытка производства этого изделия на одном молоте при рас-
положении ручьев в одном штампе не увенчалась успехом. Одна из главных
причин плохого качества штамповки заключается в том, что при неизбежно
638
эксцентричном расположении обоих штамповочных ручьев поковка выходила
из предварительного ручья со сдвигом (вследствие сдвига штампов), который
усугублял явление образования зажима (прострела) под полкой тавра (см. се-
чение ab), что приводило к браку. Расчленение операций (два штампа) дало
возможность расположить предварительный ручей по оси штампа (фиг. 622),
а окончательный ручей вынести в отдельный штамп также с центральным
расположением (фиг. 623) и с устройством мощного углового замка.
Эти мероприятия, обеспечившие минимальное смещение штампов вместе
с исправлением конструкций предварительного ручья (см. сечение ab на фиг.
622 и 623), применением протяжного ручья закрытого типа (фиг. 622),
а также закрытого подкатного ручья переменной ширины, значительно улуч-
Фиг. 622. Предварительный штамп для поковки
шатуна.
Фи1. 623. Окончательный молотовой
штамп для поковки шатуна.
шили качество поковок. Приведенные и другие примеры позволяют сделать
вывод о том, что расчленение операций и раздельное их выполнение на двух
и более молотах вызывается следующими основными причинами’
1) невозможностью расположения всех необходимых ручьев, вследствие
относительно большой ширины поковки, в одном штампе;
2) необходимостью центрального расположения обоих штамповочных
ручьев в целях получения минимального смещения и перекоса штампов и более
качественной поковки в соответствии с предъявленными техническими усло-
виями на нее;
3) стремлением повышения производительности штамповки и более рацио-
нального использования мощностей оборудования за счет выделения загото-
вительных операций на молот меньшего тоннажа.
Г. Представляет интерес комбинирование штамповочного молота с обрез-
ным прессом, когда последний, кроме своей обычной функции по обрезке или
прошивке заусенца, загружается такими специальными операциями, как вы-
резка фасонного контура в теле поковки, гибка и выкручивание (повертыва-
ние) некоторых элементов поковки, разводка путем отгибания или поворачи-
вания определенных частей поковки и т. д.
На фиг. 624 представлена поковка, изготовляемая по следующему техно
логическому процессу: а) штамповка на молоте 2 т из заготовки 0 56 X 260z2
в штампе, имеющем протяжной, подкатной закрытый и окончательный ручьи
и обеспечивающем получение поковки со сплошным контуром полотна (толщина
полотна N совпадает на большей части своего контура с толщиной заусенца);
б) обрезка заусенца и высечка по контуру (без предварительной наметки
при штамповке) на прессе 200 т;
в) холодная правка на фрикционном молоте 0,5 т.
На фиг. 625 представлена поковка, которая после штамповки на молоте
0,75 т подвергается холодной обрезке заусенца и просечке в трех местах на
прессе 150 т.
Поковка серьги передней рессоры, представленная на фиг. 352 и 353, из-
готовляется по следующей технологии: а) штамповка на фрикционном молоте
1,5 т из заготовки ф 32 мм\
б) обрезка заусенца горячая (на основ-
ном ползуне), гибка предварительная (на
боковом ползуне) и гибка окончательная на
основном ползуне пресса 200 т. Применяе-
мые штампы приведены выше на фиг. 354, 355
Фнг. 624. Поковка с тон-
КИМ полотном
сеч паса
Фиг. 625. Поковка запорной петли
автомашины
Представленная на фиг. 541 вилка, так же как и предыдущая поковка,
не может быть получена сразу в требуемом виде только штамповкой на мо-
лоте (см. отросток N). Нагретая заготовка 0 45 X НО мм подвергается штам-
повке в четырехручьевом штампе (протяжка, гибка, предварительный с плав-
ными формами и окончательный ручьи) на молоте 1250 кг.
После холодной обрезки заусенца на прессе 150 т производится местный
нагрев поковки и отгибка лапки в приспособлении (см. N на фиг. 541). Холод-
ная правка поковки производится в правочном штампе на фрикционном мо-
лоте 0,5 т. Это — деталь мелкосерийного производства. При крупносерийном и
массовом производстве было бы рационально производить отгибку лапки N
в специальном приспособлении на прессе.
В некоторых случаях штамповка поковок в развернутом виде с после-
дующей сверткой путем гибки вызывается не только сложностью конфи-
гурации поковки, которая иначе не может быть получена (см. фиг. 352 и 541), но
и стремлением получить ту или иную поверхность без напусков от штамповочных
уклонов или необходимостью упрощения молотового штампа. Поковка, пред-
ставленная на фиг. 626, А, при штамповке в развернутом виде получается
без напусков на всех поверхностях N — — N2. Гибка может быть осуще-
ствлена, в зависимости от программы производства, как в ручном приспособ-
лении, так и в специальном приспособлении на прессе.
Поковка (фиг. 626, Б) получается после штамповки на молоте 1,5 т в раз-
вернутом виде без напуска на поверхностях N и подвергается непосредственно
после горячей обрезки заусенца гибке по требуемой форме в гибочном штампе
на боковом ползуне пресса 150 т.
Такой процесс требует молотового штампа весьма простой конструкции
(ручьи — протяжной, подкатной закрытый, окончательный) без гибочного
ручья или сложного разъема.
Поковка буксирного крюка (фиг. 626, В) подвергается после штамповки
на молоте 1,5 т, где она получается с плоским разъемом, и горячей обрезки
640
заусенца отгибке на боковом ползуне пресса (150 т). Благодаря такому рас-
членению операций значительно упрощается молотовой штамп.
Для некоторых конфигураций целесообразно применить процесс штамповки
поковки в свернутом виде с последующей разводкой путем
отгибки отдельных ее элементов, т. е. процесс, противоположный по своему
характеру указанным выше случаям.
Процесс штамповки в свернутом виде с последующей разводкой особенно
рационален для поковок типа вилок
при значительном расстоянии между
ветвями развилины (фиг. 627, А) и
для поковок с длинными отростками
(фиг. 627, Б).
За счет свертки отдельных эле-
ментов получаются участки типа
развилин с таким расстоянием между
ветвями (в), которое позволяет легко
производить штамповку, применяя
заготовительно-предварительный ру-
чей с рассекателем (кроме остальных
заготовительных ручьев 1-го вида).
После обрезки заусенца и высечки
пленки между развилинами (см. пере-
ходы I на фиг. 627, А и Б) произ-
Фиг. 626. Штамповка поковок в развернутом виде с последующей гибкой.
водится их разводка (переход II), что может быть осуществлено в спе-
циальном приспособлении на прессе или ГКМ, а при мелкосерийном произ-
водстве — в ручном приспособлении.
Д. Применение ГКМ после штамповки на молоте (комбинация: молот —
ГКМ) характерно для поковок, основная конфигурация которых может быть
получена на молоте, но которые требуют операций высадки, прошивки или
гибки в направлении некоторой оси поковки.
При этом зажатие поковки осуществляется матрицами (фиг. 628, А), а вы-
садка или прошивка требуемых элементов поковки производится системой
пуансонов, т. е. ходом главного ползуна ГКМ. Удерживание и зажатие срав-
нительно небольших поковок может быть осуществлено посредством спе-
циальных клещей (фиг. 628, Б).
На фиг. 629 показаны переходы штамповки (Л) и штамп (Б) с деталями 1—11,
применяемые для прошивки вилки, предварительно отштампованной на
молоте (.4-/).
41 Брюханов н Ребельский 2058 641
Ф Б) @
Фиг. 627. Штамповка поковок в свер-
нутом виде с последующей отгибкой не-
которых частей [10].
Штамповка на ГКМ осуществляется в два перехода (фиг. 629). В первом
ручье производится требуемая прошивка и высадка утолщенного элемента
поковки. Возможный после штамповки
на молоте избыток металла выдавливается
в поперечный заусенец, обрезка которого
производится во втором ручье штампа.
Высадка фланца коленчатого вала
после его штамповки на молоте является
характерным и весьма распространенным
примером комбинирования штамповочного
молота с ГКМ. На фиг. 630 дана фото-
графия переходов штамповки и штампа,
применяемого для высадки фланца колен-
чатого вала, процесс штамповки которого
на молоте с соответствующими расчетами подробно освещены на стр. 193.
На фиг. 631, А приведен чертеж поковки (веревочный крюк кузова авто-
машины), изготовляемый по
следующему технологическому
процессу 1) резка заготовки
(полоса 6 х 25лии) на прессе 90 т;
2) нагрев заготовки в камерной
печи; 3) частичная штамповка
передней части в предваритель-
ном и окончательном ручьях
штампа на фрикционном мо-
лоте — 0,5 т; 4) обрезка за-
усенца холодная и просечка двух
отверстий на эксцентриковом
прессе — 90 т; 5) гибка холод-
ная на ГКМ № 1
Фиг. 628. Прошивка поковок на ГКМ после штам-
повки на молоте [10].
Фиг. 629. Прошивка затыльной части вилки на ГКМ
после штамповки на молоте [10].
Конструкция гибочного штампа ГКМ для поковки рассматриваемого крюка
представлена на фиг. 631, Б. Заготовка закладывается по направляющей 11
в ручей неподвижной матрицы 2 до переднего упора. Ходом подвижной ма-
рицы 1 производится пред-
варительная гибка перед-
него конца крюка.
При дальнейшем про-
движении пуансонодержа-
теля 4 пуансон 3 сколь-
зит своей затыльной ча-
стью по профильной до-
рожке правой матрицы 2
и, преодолевая давление
пружины 7, отклоняется
в направлении к поковке,
чем и обеспечивается полу-
чение требуемой изогнутой
формы. Удаление поковки
из штампа производится
после раскрытия матриц
сдвиганием ее вверх.
Е. Комбинирование
штамповочных молотов с
машинами специального
назначения представляет большой интерес, особенно в условиях круп-
носерийного и массового производства.
На фиг. 632 представлен чертеж поковки коленчатого вала грузовой авто-
машины. Расположение осей шатунных шеек в плоскостях под углом 120°
(см. вид по стрелке У) и наличие фасонных щек с противовесами (см. сече-
642
ния АВ, CD и EF) и весьма узким сечением (см. ав) исключает возможность
получения столь сложной поковки непосредственно в молотовых штампах со
сложным разъемом и местными замками
Фиг 630 Высадка фланца поковки коленчатого вала в два перехода.
Поэтому принята технология штамповки с расположением осей всех корен-
............. „ я „ - последующей выкруткой колен
выкрутной машине, фотография
/Й
—та»
пых и шатунных шеек в одной плоскости и с
под требуемым углом (120°) на специальной
которой помещена выше на фиг. 561.
Производство поковки коленчатого
вала осуществлено в указываемой ниже
последовательности (фиг. 633).
1) Нагретая заготовка 0 100 х
хЮ70 мм (вес G„ = 66 кг) передается
к монорельсу от методической печи i
к молоту 2 (11 т) для предварительной
р- 5/7—1/4 и--
Ф-----
~93i3
штамповки.
2) В штампе молота 2 производится
подкатка заготовки в закрытом подкат-
ном ручье и штамповка в заготовитель-
но-предварительном ручье.
3) Па молоте 3 (7,5 т) происходит
окончательная штамповка в одном ручье
штампа.
4) Горячая обрезка заусенца осуще-
ствляется на прессе 4 (600 т).
5) Поданный по монорельсу вал к
выкрутной машине 5 укладывается на
нижние колодки штампа и после вклю-
чения пресса подвергается выкрутке
6) Горячая правка в двух ручьях
правочного штампа производится на
молоте 6 (3 иг), после чего готовая по-
ковка вала конвейером передается в
термическое отделение.
Весь процесс штамповки, выкрутки
и правки вала совершается с одного
нагрева.
Другим характерным примером
комбинирования линии штамповочных
После
штамповки
намолоте
Фнг 631 Комбинирование агрегатов:
молот — обрезной пресс — ГКМ:
А — чертеж поковки, Б ~ штамп для гибки на ГКМ*
молотов с машиной специального назначения является штамповка балки перед-
ней оси (см. выше фиг. 190) с последующей ее растяжкой для доводки длины
по требуемому размеру. Эта операция производится на некоторых заводах
путем нагрева середины поковки в печи шахтного типа (см. А на фиг. 633),
с последующей растяжкой в специальном приспособлении, смонтированном
на горизонтально-гибочной машине (см. ГГМ, Б нафиг. 633 и фиг. 190, поз. 12).
Более удачным технологическим вариантом является применение установ-
ленной в линию с штамповочными агрегатами специальной закалочно-ра-
стяжной машины. Этот агрегат, также применяемый на некоторых отечествен-
ных автомобильных заводах, сам по себе представляет интересный случай
комбинирования процессов в смысле совмещения в одной машине операции
термической обработки с операцией обработки давлением.
3. Кривошипные горячештамповочные прессы в ком-
бинации с другими видами штамповочного оборудования.
Фиг. 632. Поковка коленчатого вала.
А. Указанные выше (п. 2) комбинированные процессы для молотов, за
исключением таковых для весьма больших поковок (как, например, на фиг. 632),
осуществимы и на прессах.
Б. Отличительной особенностью прессов в сравнении с молотами является
то, что они в гораздо большей степени требуют расчленения операций и, сле-
довательно, комбинирования агрегатов. Это объясняется затруднительностью
и неэффективностью операций протяжки и подкатки на прессах. Поэтому произ-
водство на штамповочных прессах поковок с переменным сечением требует
вынесения заготовительных операций на другие агрегаты. Хорошо зарекомен-
довали себя в этом отношении специальные ковочные вальцы (см. фиг. 241),
успешно применяемые в линии с прессами для получения заготовки пере-
менного сечения и, в ряде случаев, ГКМ, на которой могут быть получены
путем высадки требуемые утолщения стержневой заготовки.
В условиях крупносерийного или массового производства весьма эффек-
тивно применение в качестве заготовки переменного сечения проката периоди-
ческого профиля.
Следовательно, такие комбинации, как: а) ковочные вальцы—пресс, б) ГКМ—
пресс; в) прокат периодического профиля — пресс, в гораздо большей степени
свойственны горячештамповочным прессам, чем аналогичные комбинации со
штамповочными молотами.
В. Кривошипные горячештамповочные прессы успешно применяются для
горячей калибровки поковок. Поэтому во всех случаях, когда для выдерживания
жестких допусков по размерам и весу требуется калибровка, комбинирование
644
Участок правки коленчатых валов
Термическое отделение
Фиг. 633. Схема планировки участка штамповки коленчатого вала [42].
других штамповочных агрегатов (а также самих прессов) с горячештамповоч-
ным кривошипным прессом, загружаемым отделочной операцией, дает хорошие
результаты.
Г. Штамповка поковок типа стержня с утолщением сложной формы обычно
не производится на молоте, потому что на нем трудно осуществить систему
выталкивателей. Между тем такого типа операции с успехом могут быть вы-
полнены на прессе.
Фиг. 634. Штамповка поворотного кулака.
А — поворотный кулак после штамповки на двух молотах в горизонтальном положении [33]; Б — поворотньп
кулак после штамповки в вертикальном положении иа прессе.
2 3 1 За 4 Ь 7 6
Фиг. 635. Схема планировки участка штамповки
поворотного кулака:
1 — подвесной монорельс; 2 — полуметодическая печь; 3 — штам-
повочный паро-воздушный молот с весом падающих частей 3 т,
4 —обрезной пресс 285 т. 5—кривошипный горячештамповоч-
ныи пресс 2000 т\ 6 — обрезной пресс 315 т\ 7 — наклонный
скат; 8 — стол; 9 — запасная печь [42].
На фиг. 634 представлен чертеж поковки поворотного кулака, требующего
штамповки в двух плоскостях. Выполнение подобных конфигураций,
как правило, требует комбинирования штамповочных агрегатов. Изготовление
поковки поворотного кулака [42] осуществляется на ряде установленных в ли-
нию штамповочных механизмов следующим образом (фиг. 635): а) нагрев в по-
лу методической печи 2 заготовки
ф 115x255 мм (вес 26 «г);
б) осадка заготовки, протяжка
хвоста и штамповка’в заготови-
тельно-предварительном ручье
на 3-тонном молоте 3; в) оконча-
тельная штамповка в горизон-
тальном положении на 3-тонном
молоте Зи; г) горячая обрезка
заусенца на прессе 4 (285 т),
в результате чего поковка полу-
чает промежуточную форму,
изображенную на фиг. 634, А;
д) штамповка в вертикальном положении на штамповочном прессе 2000 т (5);
е) обрезка заусенца на прессе 315 т (6). Как правило, весь процесс совершается
с одного нагрева и только в редких случаях прибегают к подогреву перед
штамповкой на прессе в запасной печи 9.
При штамповке фланца с углублением (см. фиг. 634, Б — разрез DD) имеет
место некоторое удлинение хвостовой части поковки за счет деформации, исте-
чения (см. чертеж штампа пресса на фиг. 636). Это обстоятельство (сравните
размеры 245 и 279 на фиг. 634, А и Б) должно быть учтено при конструировании
окончательного ручья штампа, применяемого при штамповке кулака в горизон-
тальном положении.
Следует иметь в виду два возможных варианта штамповки поворотного
кулака (и других подобных поковок) методом комбинирования только штампо-
вочных прессов, без участия штамповочных молотов.
646
Фиг. 636. Штамп для штамповки пово-
ротного кулака в вертикальном поло-
жении на прессе
переменного сечения подвергается
Первый вариант может быть осуществлен за счет применения проката перио-
дического профилен штамповки на двух прессах: первый пресс для штамповки
кулака в горизонтальном положении, а второй — в вертикальном.
Недостатком этого варианта является трудность получения проката перио-
дического профиля со столь значительной разницей в площадях поперечных
сечений, необходимой в данном случае.
Второй вариант может быть осуществлен за счет применения операции исте-
чения на прессе, в результате чего может быть получена заготовка с массивным
утолщением и сравнительно тонким стержнем. Такая заготовка подвергается
штамповке на том же прессе в горизонтальном положении и на следующем
прессе — в вертикальном положении. Преимуществом такого варианта, полу-
чившего уже применение, является то,
что в линии агрегатов необходимо только
два пресса (вместо двух молотов и одного
штамп-пресса) с двумя обрезными прес-
сами и отпадает необходимость в прокате
периодического профиля с резкой разни-
цей по сечениям.
Еще более прогрессивным процессом
для подобных поковок является штам-
повка методом истечения только н а
одном прессе.
Д. В отношении комбинирования про-
цессов с участием горячештамповочных
прессов представляет интерес изготовле-
ние поковки кривошипа передней подвески
автомашины (фиг. 637).
Для получения тонкой цапфы в ка-
честве первой операции применяется от-
тяжка конца исходной заготовки (0 38лои\
осуществляемая в вальцах, вмонтирован-
ных в штамп ГКМ № 4. Рабочее дви-
жение после сближения матриц вальцы
получают от толкателя, прикрепленного к
пуансонодержателю.
Затем заготовка с оттянутым концом
подвергается высадке в двух ручьях того
же штампа, в результате чего получаются
необходимые утолщения заготовки, т. е.
набор металла на требуемых участках.
Полученная таким образом заготовка
дальнейшей штамповке на прессе.
На фиг. 638 представлены переходы штамповки, а также штампы ГКМ
и пресса, применяемые для производства указанной поковки.
4. Комбинированная штамповка с применением
ГКМ.
А. Расчленение операций штамповки для осуществления таковой на двух
горизонтально-ковочных машинах (комбинация ГКМ —ГКМ) может быть
вызвано тем, что требуемые переходы не размещаются в одном штампе.
Кроме того, нередко встречаются поковки типа стержня с двумя резко от-
личными по размерам утолщениями, для высадки которых рационально при-
менять разные ГКМ. Типичной в этом отношении является поковка полуоси
(см. фиг. 481).
Характерными в этом отношении являются также поковки II группы,
требующие двусторонней прошивки (см. табл. 37, позиция П-З-в).
Б. Выше приведен ряд примеров применения ГКМ для выполнения неко-
торых операций после того как исходная заготовка была подвергнута штам-
повке на других видах оборудования, в частности на молотах и штамповочных
прессах.
Фиг. 637 Штамп ГКМ с секторами для вальцовки конца
заготовки и последующей высадки в двух ручьях
Фиг 638 Переходы штамповки и штампы для
изготовления кривошипа комбинированием агре-
гатов ГКМ — пресс
В. Большое значение для комбинированных процессов имеет использование
ГКМ в качестве первого агрегата, на котором производится деформация
исходной заготовки, подвергающейся затем штамповке на другом оборудо-
вании. В этих случаях ГКМ служит обычно для набора металла на требуемых
участках заготовки.
В этом отношении характерен процесс штамповки педали (см. фиг. 186—188),
для которой применяется комбинирование ГКМ—молот—пресс. Того же по-
рядка комбинирование процессов отражает и предыдущий пример (фиг. 637 и 638).
Фиг. 639. Поковка, требующая комбинирования агрегатов
ГКМ — штамповочный молот — ГКМ.
Характерной в смысле неизбежности комбинирования ГКМ с молотом яв-
ляется поковка, изображенная на фиг. 639, Б и изготовляемая по следующему
технологическому процессу: 1) набор металла в пятиручьевом штампе ГКМ №5
(последний переход показан на фиг. 639, Л); 2) штамповка сложного утолще-
ния в двух ручьях на молоте 2 т; 3) горячая обрезка заусенца на прессе 160 т;
4) правка на прессе 1200 т; 5) высадка вто-
рого утолщения (0 52 мм) на ГКМ № 4; 6) хо-
лодная правка на фрикционном молоте 1 т.
Г. Частичная штамповка на мо-
лоте или штамповочном прессе определенного
участка заготовки, показанная в предыдущем
случае, с успехом применяется для поковок
типа длинного стержня с утолщением слож-
ной формы.
При штамповке по частям особое зна-
чение приобретает вопрос о точности размера
длины поковки. В предыдущем случае это было
достигнуто штамповкой на ГКМ второго конца
Фиг. 640. Поковка, изготовляе-
мая методом комбинирования
ГКМ с молотом
от заднего упора.
При наличии на поковке с длинным стержнем только одного утолщения,
подвергаемого штамповке на молоте или прессе после набора металла на ГКМ,
вопрос о допуске на размер по длине решается за счет введения операции
отрезки конца стержня на прессе (в приспособлении)' или за счет подрезки
конца (увеличенный припуск) при обработке резанием.
Когда же конфигурация поковки не позволяет прибегнуть к этим приемам,
то приходится подвергать штамповке на молоте всю заготовку. Типичной в этом
отношении является поковка, представленная на фиг. 640. Для получения
относительно точных размеров между осями головок производится: а) высадка
стержневой'заготовки (0 120 мм), т. е. набор металла на ГКМ №7; б) штамповка
всей поковки на молоте 9 т; в) обрезка заусенца горячая и прошивка трех от-
верстий в последовательном штампе на прессе 500 т; г) правка горячая в окон-
чательном ручье молотового штампа.
Д. За обработкой на ГКМ могут следовать операции и на других видах
оборудования, как-то: горизонтально-гибочных машинах, ковочных вальцах
И Т. д.
Пример комбинированной штамповки на ГКМ и ГГМ дан на фиг. 641. После
высадки трех утолщений —среднего (высадка — расплющивание) в одном штампе
на ГКМ № 4 и двух крайних — в другом штампе на второй ГКМ (фиг. 641, А) —
производится гибка на горизонтально-гибочной машине (фиг. 641, Б).
5. Горизонтально-гибочные машины в комбинации
с другими агрегатами.
А. Применение ГГМ в качестве первого агрегата для обработки исходной
заготовки встречается довольно редко, хотя в некоторых случаях представляет
собой единственный рациональный вариант производства поковок. Особенно
Фиг. 641. Поковка, требующая комбинирования ГКМ — ГГМ [5].
это относится к тем поковкам, конфигурация которых требует глубокой или
фасонной гибки с поднутрениями, не выполнимой на молоте или штамповочном
прессе.
Например, в условиях серийного производства поковка большого крюка
изготовлялась из кованой заготовки (свободная ковка исходного прутка
075 x 450) с последующей штамповкой на молоте 2,5 т. В условиях крупно-
серийного и массового производства более рационален вариант гибки исход-
ного прутка на ГГМ (возможно с предварительной высадкой концов на ГКМ)
с последующей штамповкой на молоте или прессе.
Б. Значительное распространение получила также гибка на ГГМ как завер-
шающая операция после штамповки на молотах, прессах, ГКМ и других
агрегатах, например, штамповка рычага (комбинация молот — ГГМ, фиг. 527)
и штамповка распорной тяги трактора (комбинация ГКМ — ГГМ, фиг. 641).
6. Ковочные вальцы получили достаточно широкое распростра-
нение как для производства заготовительных операций (см. фиг. 241), так и для
получения на поковках относительно длинного стержня (иногда фасонного
сечения), т. е. производства одной из главных завершающих операций.'
Типичный пример такого рода комбинирования процессов с участием ко-
вочных вальцев приведен на фиг. 642. Последовательность операций такова,
а) исходная заготовка 027 X 470 мм высаживается на ГКМ № 3; б) производится
штамповка ступенчатого конца со сферическим утолщением и перешейком
(021,5 мм) в двух ручьях на фрикционном молоте 1,5 т; в) горячая обрезка
заусенца осуществляется на прессе 190 т; г) производится вальцовка второго
конца на ковочных вальцах, а необходимый размер по длине в пределах заданного
допуска ( + 5 мм) обеспечивается отрезкой конца по упору на боковом ноже
650
вальцев; д) заключительной операцией является холодная правка на фрик-
ционном молоте 0,5 т.
7. Сварка в комбинации с различными штамповочными
операциями часто дает весьма эффективные технологические варианты в
отношении: а) экономии дорогостоящего металла; б) упрощения процессов
штамповки, также часто сопряженных с экономией металла непосредственно
в кузнечном цехе (повышение
коэфициента использования ме-
талла); в) значительного умень-
шения припусков на механи-
ческую обработку (уменьшение
трудоемкости и понижение стои-
мости конечного изделия).
Сварка может быть приме-
нена как до штамповки (сварка
заготовок), так и после штам-
повки отдельных частей по-
ковки.
А. На фиг. 643 представлены,
переходы а — г варианта изго-
товления поковки сварного
клапана [15].
h-----105-
^7.
132
**> Рычаг переключения скоростей
ЗИС-5
на
635+5-------------|4|
। После вальцовку
Г.
Править на дли*
не ~ 260мм
22Q не менее (после
высадки)
Фиг. 642. Переходы штамповки рычага.
1,5*Ь5\
агото6ка(после высадкц)
Благодаря различию в ха-
рактере службы стержня и головки выхлопного клапана получается в дан-
ном случае экономия дорогостоящей жароупорной стали «сильхром».
Б. Изготовление серьги задней рессоры грузовой автомашины (см.
фиг. 60) методом штамповки двух отдельных частей с последующей их свар-
кой представляет значительные преимущества:
152 не менее
а) упрощение молотового штампа
(конструкция штампа для цельной
поковки дана выше на фиг. 205);
б) экономия металла непосредст-
венно в кузнечном цехе за счет отмены
штамповки с рассекателем и значи-
тельного уменьшения отходов на
заусенец;
в) значительное уменьшение при-
пусков на механическую обработку,
упрощение последней и экономия
металла за счет получения в кузнице
сквозного отверстия в бобышках.
В. Применение сварки особенно
эффективно для изготовления поко-
Фиг. 643. Применение сварки заготовок вы-
хлопного клапана перед высадкой в целях
экономии жароупорной стали.
вок с длинным стержнем и одним или
двумя утолщениями сложной конфи-
гурации, требующей штамповки на
молотах или прессах.
При больших размерах поковок штамповка в цельном виде требует примене-
ния тяжелого оборудования и больших штампов, повышенного расхода ме-
талла, повышенных припусков на механическую обработку и малопроизводи-
тельна.
Известные варианты изготовления таких громоздких поковок, как паровоз-
ные дышла (фиг. 644), включают метод раздельной штамповки головок дышла
с последующей их приваркой к стержню. Последний может быть получен таким
высокопроизводительным и экономичным методом, как прокатка [53].
8. Объ ед и н е н и е нескольких деталей в одну поковку
с последующим их разделением на прессах, пилах или станках часто приводит
к рациональному технологическому варианту в смысле его простоты, повышения
производительности штамповки и экономии металла за счет уменьшения
отходов на заусенец, клещевину, некратностей при резке заготовок и т. д. Некото-
рые примеры подобного комбинирования поковок приведены выше на фиг.61 и 62.
Фиг. 644. Сварные дышла со штампованными голов-
ками и прокатанной средней частью:
1—2 — сцепные дышла, 3 — ведущее дышло.
9. Прокат фасонного и периодического профилей, приме-
няемый в качестве заготовок, подлежащих дальнейшей обработке на различ-
Фиг. 645. Изготовление из фасонного проката (Л)
трака (Б).
ных штамповочных агрегатах, и для получения готовых поковок, требующих
лишь операции разрезки (а иногда и совершенно готовых), дает ряд
весьма целесообразных вариантов получения
поковок, особенно в условиях крупносерий-
ного и массового производства.
А. Прокат фасонного профиля, который
был применен в качестве исходной заготовки
для траков гусеничных машин, позволил
резко повысить производительность штам-
Фиг. 647. Характерные конфигу-
рации поковок, штамповка кото-
рых может быть заменена фасон-
ным прокатом.
Фиг. 646. Вариант штамповки заготовок
из фасонного проката:
О—исходная заготовка, 1—отрезанная заготовка;2—поковка
повки, высвободил штамповочные молоты (в ряде случаев траки изготовля-
лись на двух рядом расположенных молотах) и дал экономию металла за счет
уменьшения отходов (фиг. 645).
652
Весьма положительный эффект может быть получен в результате
применения фасонного проката как исходной заготовки для производства
типичных в этом отношении поковок, представленных на фиг. 646 [40].
Поковки, изображенные на фиг. 647, изготовлялись штамповкой на молотах.
В условиях крупносерийного и массового производства изготовление этих
деталей из проката фасонного профиля с последующей резкой (резкой в специ-
альном приспособлении на прессах можно получить почти ровный торец)
безусловно рационально.
В. Выше обращалось внимание на целесообразность применения в ряде
случаев проката периодического профиля как исходной заготовки для дальней-
шей штамповки на молотах и прес-
сах.
Г. Достижения в области про-
изводства проката периодического
Фиг. 649. Штамповка проката периоди-
ческого профиля на ГКМ.
Фиг. 648. Полуось зад-
него моста автомашины.
Т
профиля (метод поперечной прокатки) позволяют получить поковки типа тел
вращения в готовом виде без необходимости дальнейшей обработки давлением
(фиг. 648).
Д. Автор полагает, что поковки типа стержня ступенчатой формы
с утолщением значительного диаметра и тем более с прошитым утолщением
могут быть с большим экономическим эффектом изготовлены методом штам-
повки проката периодического профиля на горизонтально-ковочных машинах
(фиг. 649).
10. При штамповке методом комбинирования агрегатов
весьма желательно производить весь процесс с одного нагрева и макси-
мально механизировать передачу заготовки от агрегата к агрегату, а также
транспортировку заготовок и готовых поковок (см. линию штамповки колен-
чатого вала на фиг. 633).
Окончательное решение вопроса о целесообразности того или иного варианта
штамповки, той или иной комбинации технологических процессов изготовления
поковок может быть принято в результате технико-экономического расчета
и сопоставления стоимости изделия (готовой детали) при различных вариантах.
ГЛАВА И
О ВЫБОРЕ РАЦИОНАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
§ 1. ОСНОВНЫЕ СООБРАЖЕНИЯ ПРИ ВЫБОРЕ ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ ДЕТАЛИ
При оценке того или иного процесса изготовления деталей машин и других
металлических изделий весьма часто приходится решать следующие вопросы:
1) рационально ли вообще изготовлять данную деталь штамповкой; 2) правильно
ли выбран метод ее штамповки; 3) насколько рационален принятый технологи-
ческий процесс, т. е. правильно ли составлен чертеж поковки, выбраны переходы
штамповки, подобрано оборудование и сконструированы штампы.
Многие изделия, изготовляемые ковкой или штамповкой, могут быть вы-
полнены отливкой, механической обработкой катаной заготовки и другими
методами. В то же время имеются обратные примеры, когда типичные детали
для штамповки изготовляются иными способами. Сочетание ковки-штамповки
с последующей механической обработкой у поковок может быть в самых раз-
личных соотношениях: от обработки кругом до получения готовой детали,
не требующей последующей механической обработки. Поэтому к выбору
65.3
технологии изготовления детали следует приступать еще при ее конструиро-
вании. Вопрос этот обычно не может быть решен независимо от конструкции
узла, в который входит рассматриваемая деталь, так как принятое решение
часто влияет на конструкцию изделия в целом.
Задача конструктора — найти такое решение, при котором: 1) конструируе-
мая деталь удовлетворяла бы требованиям, предъявляемым к ней в эксплуатации,
2) эти качества обеспечивались бы соответствующей технологией производства
и 3) были бы удовлетворены требования, предъявляемые со стороны техноло-
гии прозводства.
Критериями выбора основного способа обработки являются: 1) прочность,
какой должна обладать деталь, 2) ее форма, 3) точность ее размеров и чистота
поверхностей и 4) величина затрат на ее изготовление при достаточно высокой
производительности, способной обеспечить заданный выпуск продукции.
При изготовлении стальных изделий наивысшая прочность деталей машин
обеспечивается штамповкой. Наиболее сложная форма может быть получена
литьем. Наивысшую точность и чистоту поверхности обеспечивают методы,
применяемые в механических цехах.
Таким образом, требования, предъявляемые к детали в части прочности,
формы и точности размеров, в некоторых случаях уже предопределяют, каким
должен быть основной способ ее изготовления. Например, несмотря на сложность
формы авиационного вала, ввиду того, что литейное производство не может
обеспечить требуемой прочности вала, его приходится штамповать. В случаях
изготовления других деталей решающей может оказаться сложная форма,
изготовить которую' можно только литьем.
Когда критерии прочности, формы или точности размеров детали не имеют
столь существенного значения, то намечают технологию производства дета-
лей исходя из показателей производительности и стоимости производства.
В таком случае вопрос о том, как следует изготовлять деталь — в виде
литой, штампованной, штампо-сварной, обработанной из прутка и т. д., —
должен решаться путем технико-экономического анализа.
Однако каждый из методов производства деталей имеет варианты, при-
меняемые в соответствии с размерами заказа или программы производства.
В каждом отдельном случае имеется относительная рентабельность про-
изводства в зависимости от размера программы производства (единичного,
мелкосерийного, серийного, крупносерийного или массового). Поэтому, чтобы
избежать ошибочных выводов, особенно важно, чтобы при сравнении стоимости,
например, штампованных и литых изделий технико-экономический анализ был
построен на сопоставлении таких вариантов штамповки и литья, каждый из
которых в наибольшей мере соответствовал бы размерам заказа или программе
производства. Сравнения, например, свободной ковки с литьем при машинной
формовке или штамповки с литьем при ручной формовке и т. п. приводят
к ошибкам.
Технология горячей штамповки предлагает для любой детали много раз-
личных вариантов.
§ 2. ОПТИМАЛЬНЫЙ ТЕХНОЛОГИЧЕСКИЙ ВАРИАНТ ШТАМПОВКИ
Наиболее рациональным технологическим вариантом ковки-штамповки
следует считать такой, который одновременно обеспечивает: 1) достаточно вы-
сокие качества изготовляемой детали, 2) достаточно высокую производитель-
ность и 3) наименьшие затраты на изготовление ковано-штампованной детали,
включая стоимость исходной заготовки и все последующие затраты при обра-
ботке поковки вплоть до получения из нее готовой детали и, как результат,
наименьшую стоимость изделия.
Не следует упускать из вида взаимозависимости этих основных показателей
рационального технологического процесса.
При решении вопросов выбора технологии производства рекомендуется
придерживаться определенной методики, выдвигая наиболее существенные
факторы на первый план.
654
К ним относятся: 1) соотношение между программой производства поковок
и стойкостью штампов, 2) конфигурация и размеры изготовляемой поковки
и 3) наличие подходящего по размерам и тоннажу, по планировке и загрузке
основного кузнечно-прессового, нагревательного и вспомогательного обору-
дования с учетом условий возможности перепланировки этого оборудования
и приобретения нового [64 ].
Сопоставление программы производства (или размера заказа) со стойкостью
инструмента (штампов), применяемого при тех или иных вариантах процесса,
может ориентировочно предопределить, какой из следующих основных методов
изготовления поковок окажется наиболее рациональным: 1) свободная ковка,
2) ковка с применением незакрепляемых штампов, 3) штамповка в подкладных
(также незакрепляемых) штампах, 4) штамповка кованых заготовок в одноручье-
вых закрепляемых штампах или 5) какой-либо из видов штамповки без сочетания
ее со свободной ковкой.
Чем меньше требуется изготовить поковок, тем труднее оправдать расходы
на штампы и тем рациональнее свободная ковка и, наоборот, чем больше про-
грамма, тем рациональнее штамповка. Когда программа производства поковок
равна или превышает общую стойкость комплекта штампов с учетом их возоб-
новления, выраженную в штуках снимаемых с них поковок, то это является
достаточно верным показателем того, что наиболее рацональным будет приме-
нение штамповки. В противном случае, когда стойкость комплекта штампов
превышает размер программы, рациональность штамповки в сравнении с дру-
гими методами можно выявить только из сопоставления стоимости сравнивае-
мых процессов, причем расходы на штампы в данном случае следует определять
разложением стоимости их комплекта на размер программы независимо от
величины стойкости штампов.
При обоснованном решении вопроса о методе изготовления поковок в пользу
штамповки без сочетания ее с операциями свободной ковки надлежит устано-
вить, какой из следующих ее основных методов будет наиболее рациональным:
1) многоручьевая штамповка, 2) многоручьевая штамповка с выделением заго-
товительных или завершающих операций или 3) комбинированная штамповка.
Обычно этот вопрос решается, исходя из ориентировочного определения
производительности при штамповке и расчета загрузки штамповочного обору-
дования при этой производительности. Такой расчет выявляет характер произ-
водства данной детали (серийное, крупносерийное или массовое). Когда за-
грузка оборудования на выполнении программы по данной детали будет иметь
единичный характер и это оборудование будет использоваться точно так же при
изготовлении других деталей, наиболее рациональной, вероятнее всего, окажется
многоручьевая штамповка. Для крупносерийного производства поковок бо-
лее всего рекомендуется многоручьевая штамповка с выделением заготовитель-
ных или завершающих операций. При массовом производстве, т. е. когда тре-
буемое оборудование целиком предназначается для производства данной поковки
и имеет при этом достаточную загрузку, рациональным методом является ком-
бинированная штамповка, если это необходимо для данной конфигурации по-
ковок.
Наиболее рациональным в этом случае являются специализированные
машины, которые обеспечивают наивысшие технологические показатели произ-
водства .
Таким образом, при выявлении того, какой из основных методов изготовле-
ния поковок, начиная со свободной ковки и кончая комбинированной штампов-
кой, может оказаться наиболее рентабельным, следует исходить прежде всего
из размера программы производства. Но как только этот метод уже определен,
решающее значение приобретают конфигурация и размеры изделия.
Конфигурация и размеры изготовляемой детали являются основными фак-
торами, определяющими вид, тип, размеры и тоннаж требуемого оборудования.
У каждого вида кузнечно-прессового оборудования имеется свой характерный
вид поковок, штампуемых на этом оборудовании и штамповка которых именно
на этом оборудовании является наиболее рациональной, что достаточно под-
тверждается длительным опытом эксплуатации этого оборудования. Так, имеются
характерные молотовые поковки, поковки, характерные для ГКМ, горизон-
тально-гибочных машин, фрикционных прессов и т. д. О характерных особен-
ностях конфигурации каждой из этих групп поковок достаточно подробно ука-
зывалось выше. Усвоение этих особенностей, а также знание особенностей
устройства того или иного кузнечного штамповочного механизма, характера
и скорости движения его рабочих частей, принципа устройства устанавливаемых
на нем штампов, количества возможных плоскостей разъема в них, учета на-
личия или отсутствия выталкивателей и т. д.,— все это значительно облегчает
выбор требуемого типа оборудования. Разнообразие конфигурации изделий,
подвергаемых штамповке, чрезвычайно велико, и среди них имеются такие,
которые с более или менее одинаковым успехом могут быть выполнены на обо-
рудовании разных видов. В таких случаях принадлежность изделий к той или
иной группе поковок и выбор для них соответствующего оборудования дол-
жен решаться путем разработки соответственно двух илй более технологиче-
ских вариантов с последующим их технико-экономическим анализом. Тогда
выявление наиболее рационального варианта производится путем сопоставления
основных показателей процесса при различных его вариантах. За основные
показатели принимаются прежде всего: 1) расход металла; 2) трудоемкость
и стоимость последующей механической обработки с учетом количества металла,
удаляемого в стружку; 3) производительность и трудоемкость кузнечных опе-
раций и прежде всего производительность основных штамповочных операций;
4) эксплуатационные расходы при штамповке, в первую очередь — расходы
на штампы.
Обычно для решения вопроса в пользу того или иного варианта оказывается
достаточным произвести лишь ориентировочные подсчеты. Но в отдельных слу-
чаях могут оказаться необходимыми весьма тщательная технологическая раз-
работка сравниваемых вариантов процесса и их технико-экономический анализ
с расчетом стоимости готового изделия при каждом из сравниваемых вариантов.
Тогда для каждого из этих вариантов надлежит составить чертеж поковки,
выбрать переходы штамповки, определить размеры заготовки, подобрать соот-
ветствующее оборудование, составить технологические карты, а может быть и
сконструировать соответствующие штампы.
Для оценки того или иного варианта изготовления поковок в связи с из-
менением программы производства представляет интерес выявление «крити-
ческой серийности», т. е. таких размеров серии, при которых два сравниваемых
варианта могут оказаться одинаково экономически целесообразными. С этой
точки зрения большую ценность представляют собой соответствующие расчеты
и построение графиков себестоимости отдельных поковок. Одна из таких номо-
грамм, выполненных И. Ф. Головневым, приведена на фиг. 650. Здесь же даны
эскизы рычага, для которого была построена номограмма.
Вес рычага (/) — 0,23 кг. Поковка его, изготовленная свободной ковкой (///),
весит 0,65 кг. Вес штампованной поковки (II) в зависимости от вариантов штам-
повок колеблется от 0,38 до 0,41 кг. Кривые себестоимости в условных денежных
единицах построены для переменной серийности. Кривая 1 построена по дан-
ным стоимости свободной ковки, кривая 2 — для штамповки в подкладных
штампах, кривая 3 — для молотовой штамповки, кривая 4 — для штамповки
на кривошипном прессе и кривая 5 — для штамповки с последующей чеканкой.
Наиболее низкая стоимость для свободной ковки рычага получается при
размере серии до 160 поковок, для штамповки в подкладных штампах — при
размере серии от 160 до 350 поковок. При производстве более 350 поковок наи-
более низкую стоимость обеспечивает штамповка рычага на кривошипном прессе.
Критическая серийность для свободной ковки и штамповки на прессе получается
при 250 поковках, а для штамповки на молоте без чеканки и с чеканкой —
при 1900 поковках. Приведенный пример решен для определенных условий
одной из отраслей машиностроения и не носит общего характера.
В заключение считаем необходимым отметить, что решение вопроса о наи-
более рациональном варианте штамповки не может быть правильным, если,
не будут в должной мере учтены койкретные условия производства, в том числе:
наличие оборудования, его планировка и загрузка, техника механизации про-
656
изводственных и транспортных операций, мощность штампово-инструменталь-
ной базы и прочие весьма существенные факторы, допускающие или, наоборот,
исключающие возможность осуществления того или иного варианта.
Принятие наиболее рационального варианта штамповки легче всего осуще-
ствить при проектировании нового производства, при проектировании и строи-
тельстве новых кузнечных цехов. В таких случаях от проектанта требуется,
чтобы технологический процесс производства каждой поковки соответствовал
наиболее рациональному варианту. Проектант обязан предусмотреть все усло-
вия для его обеспечения.
Значительно труднее решать эти вопросы в условиях действующего произ-
водства. Здесь приходится считаться с наличием, планировкой и загрузкой
оборудования и прочими условиями, которые сплошь и рядом вынуждают
Фиг. 650. Номограмма критической серийности для рыча! а [40].
останавливаться на таких вариантах, которые далеко не всегда соответствуют
наилучшему. Естественно, что и определить наиболее рациональный вариант
в таких условиях значительно труднее, чем при проектировании нового произ-
водства. Тем ответственнее задача, стоящая перед цеховыми технологами, —
добиться максимального приближения возможного варианта к наилучшему.
Здесь не следует ограничивать себя тем, чтобы наилучшим образом приспосо-
биться к условиям действующего производства. Наоборот, необходимо активно
приспособлять эти условия к нуждам технологического процесса.
Если, например, препятствием к осуществлению более совершенных про-
цессов может оказаться не соответствующая им планировка оборудования,
то следует продумать и поставить вопрос о его перепланировке. Может быть
эта. перепланировка повлечет за собой реконструкцию участка или даже ре-
конструкцию всего цеха. Но и в этом случае не следует бояться трудностей. Все
вопросы больших и малых реконструкций в конечном итоге должны решаться
в зависимости от соотношения расходов на реконструкцию и того экономического
эффекта, какой может дать эта реконструкция с точки зрения народнохозяй-
ственных нужд нашей страны.
Наряду с осуществлением задачи максимального использования действую-
щего кузнечно-прессового оборудования следует ставить вопрос о доукомплек-
товании цеха недостающим оборудованием и о приобретении новых, более со-
вершенных кузнечных машин. Осваивая наиболее совеошемныр ппы-я-р”
дует непрерывно и упорно работать над созданием новых методов штамповки,
а также над созданием новых видов кузнечных машин
Обеспечивая своей высокой производительностью массовый выпуск высоко-
качественной и в ю же время дешевой продукции, штамповка как метод изго
товления деталей машин и других мшаллических изделий является в настоя-
щее время наиболее прогрессивной. Поэтому подъем культуры и техники куз-
нечно-штамповочного производства наряду с максимально широким внедрением
новейших методов штамповки, обеспечивающих получение сложных форм, точ-
ных размеров и чистой поверхности, является одной из самых насущных задач,
стоящих перед отечественной металлообрабатывающей промышленностью
Кузнечно-штамповочное производство должно получить еще большее распро-
странение в нашей социалистической промышленности. Содействовать этому —
значит способствовать новому, еще более мощному подъему нашего народного
хозяйства и крепить оборону нашего социалистического Отечества.
ЛИТЕРАТУРА
1. Абрамов А., Опыт применения горячей раскатки колец, ЭНИИПП, 1945.
2. А р и с т о в В. М., Технология процесса вальцовки, «Вестник машиностроения» № 7—
8, 1943.
3. Аристов В. М., Работа на ковочных вальцах, Энциклопедический справочник
«Машиностроение» («ЭСМ»), том 6, Машгиз, 1948.
4. Афа н асьевМ. В., О роли и толщине заусенца при горячей штамповке, «Вестник
металлопромышленности» № 18, 1936.
5. Б ел и н ко Я. Т., Штамповка на горизоитально-ковочных машинах, 1941.
6. Б о р ц М. Г., Расчет исходного сечения для штамповки иа молотах, «Оргаинформация*
№ 8, 1933.
7. Бори М. Г., Расчет подкатных ручьев в ковочных штампах, «Оргаинформация»
№ 3, 1935.
8. Брюханов А. Н., Штамповка штампов, «Вестник металлопромышленности» № 10,
1936.
9. Брюханов А. Н., Штамповка штампов, ОНТИ, 1936.
10. Гинзбург К. С. и Дин И. М., Горячая штамповка черных металлов, Машгиз,
1947.
II. Гинзбург К. С. и Р о з е н б л ю м Г. С., Штампы для горячей штамповки,
Госмашметиздат, 1932.
12. Г и р ш И. И., Кривошипные рычажно-кулачковые машины, «ЭСМ», т. 8, Машгиз,
1948.
13. Г и р ш И. И., Штамповка на горизонтально-ковочных машинах, «ЭСМ», т. 6, Маш-
гиз, 1948.
14. Глушков В. Н., Допуски на штампованные поковки, «Вестник машиностроения»
№ 6, 1944.
15. Г о с т е в В. И., Качество штампованных поковок, Машгиз, 1947.
16. Грачев К. Ф., Ковочное производство, 3-е изд., ОНТИ, 1935.
17. Губкине. И., Теория обработки металлов давлением, Металлургиздат, 1947.
18. Дин И. М., Штампы под молота, ОНТИ, 1932.
19. Дубовой В. Я-, Изготовление штампов путем штамповки в автотракторной про-
мышленности, ОНТИ, 1936.
20. Д у н а е в А. Н., Новый метод высадки наружных утолщений на концах труб,
«Вестник машиностроения» № 3, 1951.
21. Е д н е р а л П. П., К вопросу о конструировании многоручьевых штампов и методики
их расчета, «Оргаинформация» № 1, 1936.
22. Залесский В. И. иШевяковЛ. Н., Инструкция по паспортизации кузнечно-
прессового оборудования, 1936.
23. Залесский В. И., Усилия, возникающие при штамповке на горизонтально-ковоч-
ных машинах, и сопоставление их с графиками допускаемых усилий. Материалы по наладке
кузнечных машин и печей, ВНИТОКШ, 1937.
24. 3 а л е с с к и й О. И., Штамповка на кривошипных прессах, «ЭСМ», т. 6, Машгиз,
1948.
25. Залесский О. И., Изготовление штампов для горячей штамповки, «ЭСМ», т. 6,
Машгиз, 1948.
26. Зимин А. И., Расчет и конструкция кузнечных машин, М-.шгиз, 1940.
27. ЗиминА. И., Ковочные вальцы/ «ЭСМ», т. 8, Машгиз, 1948.
28. Зимин А. И., Молоты, «ЭСМ», т. 8, Машгиз, 1948.
29. И г н а т о в А. А., Горизонтально-ковочные машины, Машгиз, 1948.
30. Игнатов А. А., Штамповочные молоты, Машгиз, 1950.
31. Карташов Н. А., Изготовление молотовых штампов, «Вестник металлопромыш-
ленности» № 10—12, 1934.
32. Керекеш В. В. и Фаткнн П., Паспортизация кузнечно-прессового оборудо-
вания, Стандартгиз, 1935.
33. Ключников С. И., Точная штамповка, Машгиз, 1949.
34. Корнеев Н. И., Термомеханический режим ковки металлов, «ЭСМ», т. 6, Машгиз,
1948.
35. Л ю б о в н ы й Ю. С. и Ф а л к и н Л. А., Экономия металла в кузнечных цехах,
Машгиз, 1939.
36. М а л и к о в А. Н., Изготовление периодическою проката для нпамповки на макси-
прессах, «Автомобильная промышленность» № 1, 1947.
37. Маликов А. Н., Чеканка автомобильных деталей, «Автомобильная промышлен-
ность» № 6, 1941.
38. М о р о з е в и ч Б. А. и Сорокин А. И., Ковка коленчатых валов, Машгиз,
1947.
39. Н е й м а й е р К. Ф., Холодная и горячая штамповка, ОНТИ, 1935.
40. Охрименко Я- М., Технология горячей штамповки стали, Машгиз, 1949.
41. Охрименко Я- М., Горизонтально-ковочные машины, Машгиз, 1948.
42. Павлов С. П., На пути к комплексной механизации в кузнечном цехе. Комплекс-
ная механизация производственных процессов в машиностроении, Машгиз, 1950.
43. П о р е ц к и й С. В , Горизонтальные ковочные машины в заводской практике,
Акц. О-во, 1928.
44. Потехин А. В., Комбинированная ковка-штамповка на кривошипных прессах.
Машгиз, 1950.
45. Раузин Я. Р-, Дефекты тракторных поковок, ОНТИ, 1934.
46. Ребельский А. В. иБрюхановА. Н., Конструирование и расчет штампов
для горячей штамповки, М ппгиз, 1947.
47. Р е б е л ьс к и й А. В., Статьи по технологии горячей штамповки, конструированию
и изготовлению штампов, «Сталинец 60», 1934—1936.
48. Ребельский А. В., Усовершенствование технологии процессов штамповки
в кузнице ЧТЗ, ВНИТОКШ, 1938.
49. Ребельский А. В., Штамповка клапанов экстрюдинг-процессом, ОНТИ, 1935.
50. Розанов Б. В., Гидравлические прессы специального технологического назначе-
ния», «ЭСМ», т. 8, Машгиз, 1948.
51. Р ы б а р ж А. А., Производство снарядов, Д'aim из, 1943.
52. С к о р о в Д. М., Термическая обработка штампов, ОНТИ, 1936.
53. С о к о л о в И. Г., Ковка и штамповка деталей подвижного состава, Трансжелдрр-
издат, 1948.
54. Степанов В. Н., Чеканка штампованных деталей, Оборонгиз, 1946.
55. Сто рож ев М. В., Вопросы экономии в ковке и горячей штамповке, «Вестник
машиностроения» № 1, 1949.
56. Сторожев М. В., К элементарной теории пластической деформации, «Вестник
машиностроения» № о, 1948.
57. С т о р о ж е в М. В., Основные кузнечные операции и разработка технологического
процесса свободной ковки, «ЭСМ», т. 6, Машгиз, 1948.
58. С т о р о ж е в М. В., Рецензия на книгу Ребельского и Брюханова «Конструирование
и расчет щтампов», «Советская книга» № 12, 1947.
59. ТомленовА. Д., Определение размеров конусных пуансонов при конструирова-
нии штампов для горячей высадки, «Вестник машиностроения» № 7, 1950.
60. У м ы скин С. К., Заготовительные ручьи молотовых штампов, «За Сталинские сна-
ряды» № 9—10, 1935.
61. У н к с о в Е. П. Напряжения и усилия при осадке металла под плоскими плитами,
ЦНИИТМАШ, кн. 32, Машгиз, 1950.
62. У н к с о в Е. П., Новое в технологии горячей штамповки, Машгиз, 1948.
63. У н к с о в Е. П., Пластическая деформация при ковке и штамповке, Машгиз, 1938.
64. Хржановский С. Н., Проектирование кузнечных цехов, Машгиз, 1949.
65. Цукерман М. Т., Штамповка на фрикционных винтовых прессах, «ЭСМ», т. 6,
Машгиз, 1948.
66. Черниченко В, П., Инструкция по наладке и эксплуатации кузнечно-штамповоч-
ного оборудования и штампов, Оборонгиз, 1946.
67. Ц е л и к о в А. И., Прокатные станы, Металлургиздат, 1946.
68. Щеглов В. Ф., Кулачковые ковочные машины, «ЭСМ», т. 8, Машгиз, 1948.
69. Энциклопедический справочник «Машиностроение» («ЭСМ»), т. 6 н 8, Машгиз, 1948.
70. ГОСТ, а также ведомственные и заводские руководящие материалы и нормали по го-
рячей штамповке.
ОГЛАВЛЕНИЕ
Предисловие .................................................................. 3
Введение ...................................................................... 5
§ 1. Роль кузнечно-штамповочного производства в промышленности и особенность
изделий этого производства .................................................... 5
§ 2. Пластическая деформация металлов и основные вопросы технологии куз-
нечно-штамповочного производства .............................................. 6
§' 3 . Основные виды деформации.............................................. 7
§ 4. Основные методы производства поковок................................... 10
§ 5. Комплекс операций в кузнечно-штамповочных цехах........................ 15
§ 6. Классификация штампов.................................................. 17
§ 7. Стандарты и нормали кузнечных штампов.................................. 18
ЧАСТЬ ПЕРВАЯ
ШТАМПОВКА НА МОЛОТАХ
Г лава 1. Процесс штамповки на молотах .................................. . "0
§ 1. Сущность процесса штамповки на молотах.....................:........................................................ 20
§ 2. Классификация поковок........................................................................... 22
§ 3. Основная характеристика поковки . 26
.§ 4. Заусенец и определение размеров заусенечной канавки............................................................. J26
§ 5. Определение веса падающих частей штамповочного молота. 32
§ 6. Характеристика штампового пространства и крепление штампов. 39
Глава II. Составление чертежа молотовой поковки................................ 47
i
§ 1. Общие указания.......................................................... 47
§ 2. Разъем ................................................................ -17
§ 3. Припуски и допуски...................................................... 48
§ 4. Штамповочные уклоны................................... 55
§ 5. Линия разъема........................................................... 60
§ 6. Радиусы закруглений.................................... 63
§ 7. Наметка отверстий и пленки под прошивку................ 65
§ 8. Правила составления чертежа поковки................................... 66
§ 9. Пример составления чертежа............................................... 71
Г лава III. Выбор переходов штамповки и определение размеров заготовки............. 74
§ 1. Классификация ручьев молотового штампа и переходов штамповки.......... 7(4
§ 2. Расчетная заготовка и ее эпюра сечений................................. 82
§ 3. Диаграмма пределов применения заготовительных ручьев первого вида ... 89
§ 4. Многоштучная штамповка................................................. 92
§ 5. Применение отрубного ручья (ножа)...................................... 93
§ 6. Выбор переходов штамповки для поковок первых четырех групп ...... 94
§ 7. Определение размеров заготовки для поковок первых четырех групп .... 10i
§ 8. Выбор переходов штамповки и определение размеров заготовки для поковок
круглых и квадратных в плане или приближающихся к круглой или ква-
дратной форме (V группа) ............................................. 110
Глава IV. Конструирование и расчет ручьев молотового штампа................... 114
§ 1. Общие соображения и обозначения...................................
§ 2. Окончательный ручей...............................................
§ 3. Предварительный и заготовительно-предварительный ручей............
О 4. Выемка для клещевины...............................................
3 5. Формовочный ручей . , ,..............,.............................
§ 6. Гибочный ручей ...................................................
§ 7. Пережимной ручей..................................................
§ 8. Подкатной ручей...................................................
§ 9. Протяжной ручей ..................................................
§ 10. Отрубной ручей (нож) .............................................
8 11. Площадка для подсадки и расплющивания............................
114
115
117
122
123
126
129
129
138
143
143
661
Глава V. Элементы конструкции молотового штампа и конструирование штампов 146
§ 1. Расположение ручьев.......................................................................................................................... 146
§ 2. Уравновешивание сдвигающих усилий и замки..................................................................................................... 151
§ ,3. Вставки ...................................................................................................................................... 156
§ 4. Толщина стенок и расстояние между ручьями.............................................................. 159
§ 5. Габариты штампа (штамповые кубики).............................................................. 159
§ 6. Контрольный угол, простановка размеров и оформление чертежа штампа . . . 162
Глава VI. Примеры конструирования н расчета молотовых штампов........................................................................................ 164
§ 1. Поковки с удлиненной осью (I группа)............................... 164
§ 2. Поковки с изогнутой осью (II группа)................................ 175
§ 3. Поковки с отростками (III группа)................................. 183
§ 4. Поковки с развилинами (IV группа).................................. 186
§ 5. Штамповка коленчатых валов..................................................................................................................... 193
§ 6. Поковки круглые в плане (V группа)............................................................................................................. 204
§ 7. Штамповка поковок типа звеньев гусениц и траков ходовой части гусеничных
машин ................................................................... 206
ЧАСТЬ ВТОРАЯ
ШТАМПОВКА НА КРИВОШИПНЫХ ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССАХ
Глава I. Процесс штамповки на кривошипных горячештамповочных прессах, их уст-
ройство и характеристика......................<.................... 211
§ 1. Сущность процесса . . . .............................................. 211
§ 2. Устройство кривошипных горячештамповочных прессов и их характеристика 212
§ 3. Регулировка высоты штампового пространства............................ 214
§ 4. Устройство выталкивателей пресса...................................... 217
§ 5. Характеристика штампового пространства и крепление,штампов............ 218
§ 6. Определение необходимого давления и выбор пресса...................... 221
§ 7. Особенности и преимущества штамповки на кривошипных горячештамповоч-
ных прессах................................................................. 224
§ 8. Особенности нагрева заготовок под штамповку и очистка их от окалины . . . 227
§ 9. Нерациональность' протяжки и подкатки на кривошипных прессах, и методы '
подготовки заготовок ....................................................... 228
§ 10. Особенности течения металла под прессом как фактор, определяющий потреб-
ное количество штамповочных ручьев....................................’..... 231
§11. Определение размеров заусенца......................................... 132
Глава II. Составление чертежа поковки........................................................ 234
§ 1. Классификация поковок, штампуемых на кривошипных горячештамповочных
прессах ......................................................,................ 234
§ 2. Основные правила составления чертежа заготовки.............. 235
§ 3. Пример составления чертежа............................................ 238
Глава III. Выбор переходов штамповки и определение размеров заготовки . . . 239
§ 1. Варианты штамповки.............................................................. 239
§ 2. Переходы штамповки.............................................................. 241
§ 3. Выбор переходов и расчет заготовок для поковок подгруппы 1-1...... 242
§ 4. Выбор переходов и расчет заготовок для поковок подгруппы 1-2...... 243
§ 5. Выбор переходов и расчет заготовок для поковок подгруппы 1-3...... 244
§ 6. Выбор переходов и расчет заготовок для поковок подгруппы П-1 ...... 245
§ 7. Выбор переходов и расчет заготовок для поковок подгруппы П-2...... 246
§ 8. Выбор переходов и расчет заготовок для поковок III группы (Ш-1 и III-2) 248
§ 9. Выбор переходов и расчет заготовок для поковок IV группы.......... 249
Глава IV. Конструирование штампов кривошипных горячештамповочных прессов 250
§ 1. Ручьи штампа.......................................................... 250
§ 2. Детали штампа ........................................................ 253
§ 3. Конструирование штампа................................................ 254
§ 4. Примеры штамповки и типовые конструкции штампов....................... 255
ЧАСТЬ ТРЕТЬЯ
ОБРАБОТКА ПОКОВОК НА ОБРЕЗНЫХ ПРЕССАХ
Глава I. Обрезка и прошивка поковок......................................... 283
§ 1. Типы операций, совершаемых на обрезных прессах........................ 283
§ 2. Выбор рода обрезки и вида штампа...................................... 287
§ 3. Определение давления обрезного пресса................................. 291
§ 4. Характеристика штампового пространства обрезных прессов и крепление
штампов .................................................................. 293
662
Глава II. Простые обрезные штампы . . . . ..................................... 289
§ 1. Обрезка заусенца и устройство обрезного штампа.......................
§ 2. Подгонка пуансона и матрицы по поковке и зазор между пуансоном и мат-
рицей .....................................................................
§ 3. Матрица и башмак.....................................................
§ 4. Пуансон и державка ..................................................
§ 5. Съемник заусенца............................. .......................
§ 6. Определение закрытой высоты штампа...................................
§ 7. Тип и конструкция штампа...................................... . . .
§ 8. Нормализованные детали...............................................
§ 9. Специальные конструкции .............................................
§ 10. Оформление чертежа обрезного штампа и общие правила конструирования
Глава III. Прошивные штампы.........................................
289
300
301
304
307
308
309
312
319
322
324
§ 1. Тип и конструкция штампа............................................. 324
§ 2. Основные детали прошивных штампов.................................... 325
§ 3. Упрощенная конструкция прошивного штампа............................. 328
Глава IV. Последовательные и комбинированные обрезные штампы................. 329
§ 1. Последовательные штампы................................................ 329
§ 2. Комбинированные штампы................................................. 332
§ 3. Комбинированный правочно-обрезной штамп.............................. 345
ЧАСТЬ ЧЕТВЕРТАЯ '
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Глава I. Сущность процесса и характеристика ГКМ........................ 347
§ 1. Принцип работы ГКМ.............................................. 347
§ 2. Крепление штампов и технологическая характеристика ГКМ........... 348
§ 3. Классификация поковок............................................ 353
§ 4. Преимущества и особенности штамповки на ГКМ...................... 358
§ 5. Определение потребного давления и выбор ГКМ...................... 360
Глава II. Составление чертежа поковки....................................................................... 364
§ 1. Обработка заданий и правила составления чертежа поковки. 364
§ 2. Припуски и допуски........................................... 365
§ 3. Штамповочные уклоны и радиусы закруглений..................... 370
§ 4. Технические условия на поковку........................................... 374
§ 5. Пример составления чертежа поковки и типовой чертеж.. 374
Глава III" Выбор переходов штамповки и определение размеров исходной заготовки 378
1. Классификация ручьев штампа и переходов штамповки...................... 378
§ 2. Наборные переходы и правила высадки.................................... 380
§ 3. Выбор переходов штамповки для поковок I группы —типа стержня с утолще-
ниями ....................................................................... 402
§ 4. Выбор переходов штамповки и определение размеров заготовки для поковок II
и III групп (поковки со сквозной и несквозной прошивкой)..................... 424
§ 5. Выбор переходов штамповки для поковок IV группы— типа стержня с про-
шитым утолщением............................................................. 449
Глава IV. Коиструнроваиие штампов ГКМ........................................... 458
§ 1. Общие соображения ............................... 458
§ 2. Наборные ручьи ............................. 459
§ 3. Формовочные и формовочно-прошнвные ручьи (предварительный и оконча-
тельный) .................................................................. 461
§ 4. Зажимная часть ручья................................... 463
§ 5. Просечной ручей............................... 466
§ 6. Пережимная и просечная части ручья и вставки для них. 467
§ 7. Подъемная и просечная части ручья и вставки для них. 469
§ 8. Обрезной ручей ............................................. 470
§ 9. Отрезной ручей и отрезные вставки (ножи)........'......................... 472
§ 10. Вставки и блоки матриц.................................................... 474
§ И. Крепление и конструкция пуансонов......................................... 476
§ 12. Конструкция формовочных и формовочно-прошивных пуансонов.................. 478
§ 13. Конструкция просечного пуансона........................................... 479
§ 14. Обрезной пуансон ......................................................... 484
§ 15. Конструкция задних упоров................................................. 484
§ 1 6. Правила конструирования штампа ГКМ....................................... 490
663
Г лава V. Примеры конструирования и расчета штампов....................... 490
§ 1. Штамповка поковки типа стержня с одним утолщением, расположенным на его
§ конце (I группа)....................................................... 490
§ 2. Штамповка клапана .................................................. 497
§ 3. Штамповка полуоси автомобиля _•................................. . . 498
§ 4. Штамповка стержня с двумя проушинами . ............................. 500
§ 5. Штамповка поковки с двумя утолщениями, расположенными не на концах
стержня ................................................................ 500
§ 6. Штамповка втулки (поковки II группы).............................. 503
§ 7. Штамповка однобортного ролика............................... 507
§ 8. Штамповка кольца подшипника................................. 509
§ 9. Штамповка поковок с двумя буртами........................... 510
ЧАСТЬ ПЯТАЯ
ШТАМПОВКА НА МАШИНАХ УЗКОГО НАЗНАЧЕНИЯ И СПЕЦИАЛИЗИРОВАННЫЕ
ПРОЦЕССЫ
Г лава I. Штамповка истечением..............• . . . ......................... 513
$ 1. Процесс истечения, классификация операции и поковок...................... 513
§ 2. Составление чертежа поковки типа стержня с утолщением................... 516
§ 3. Основные положения выбора технологии штамровки поковок типа стержня
с утолщением ................................................................ 517
§ 4. Определение необходимого давления штамповки н выбор пресса.............. 523
§ 5. Примеры штамповки...................................................... 525
Глава II. Штамповка на фрикционных прессах.................................. 534
§ 1. Характер работы и назначение фрикционных прессов...................... 534
§ 2. Характеристика фрикционных прессов и крепление штампов.............. 535
§ 3. Особенности штамповки на фрикционных прессах и подбор пресса.......... 536
§ 4. Конструирование штампов и типовые конструкции....................... 538
Глава III. Штамповка иа горизоитальио-гибочиых машинах...........к. 540
§ 1. Сущность процесса и характеристика горизоитально-гибочиых машин .... 540
§ 2. Классификация поковок и составление чертежа поковки................... 542
§ 3. Выбор переходов штамповки и определение размеров заготовки............ 544
§ 4. Определение потребных усилий гибки.................................... 545
§ 5. Конструирование гибочных штампов и типовые конструкции................ 546
§ 6. Гибка иа оборудовании других видов и в приспособлениях................ 554
Глава IV. Штамповка иа машинах узкого назначения............................ 557
§ 1. Вальцовка . , t....................................................... 557
§ 2. Штамповка иа кулачковых машинах....................................... 566
§ 3. Работы на специальных станках, прессах и машинах...................... 571
Глава V. Правка поковок......................................................................... 574
§ 1. Причины искривления и кривизна поковок...................................................... 574
§ 2. Сущность процесса, способы правки и выбор оборудования для правки . . . 576
§ 3. Конструирование правочных ручьев и штампов.................................................. 578
Глава VI. Калибровка и чеканка поковок ........................................................... 581
§ 1. Сущность процесса и оборудование для чеканки и калибровки................................... 581
§ 2. Классификация работ и характер течения металла.............................................. 584
§ 3. Факторы, определяющие изменение формы, точность размеров и чистоту по-
верхности при чеканке и калибровке............................................ 585
§ 4. Составление чертежа поковки, подвергаемой чеканке........................................... 587
§ 5. Определение потребных усилий на чеканку и калибровку........................................ 591
§ 6. Конструирование штампов и типовые конструкции............................................... 591
Глава VII. Разделка прутков иа мерные заготовки под штамповку........... . 599
§ 1. Исходный материал и способы резки.......... 599
§ 2. Резка иа пресс-ножницах и их характеристика. 601
§ 3. Ножи Для резки............................. 603
§ 4. Резка и ломка на прессах и штампы для них... 605
66;
ЧАСТЬ ШЕСТАЯ
СТОЙКОСТЬ ШТАМПОВ, ШТАМПОВАЯ СТАЛЬ, ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ
ШТАМПОВ
§ 1. Стойкость штампов ....................................................
§ 2. Марки стали и нормы твердости.........................................
§ 3. Требования, предъявляемые к штамповой стали при ее поставке...........
§ 4. Схемы технологических процессов изготовления штампов..................
§ 5. Термическая обработка ................................................
§ 6. Механическая обработка штампов........................................
§ 7. Штамповка штампов ....................................................
§ 8. Технические условия...................................................
608
611
611
616
616
618
622
627
ЧАСТЬ СЕДЬМАЯ
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ВАРИАНТА
Глава I. Штамповка методом расчленения процесса'и комбинирования штампо- 1
вечных агрегатов . ............................................. . 636
§ 1. Область применения отдельных видов штамповочных агрегатов и процессов . . 636
§ 2. Расчленение процессов и комбинирование штамповочных агрегатов........... 637
Глава II. О выборе рационального технологического процесса.................... 653
§ 1. Основные соображения при выборе технологии изготовления детали .... 653
§ 2. Оптимальный технологический вариант штамповки........................... 654
Литература ............................................................... 659
»
ОПЕЧАТКИ
Стра- ница Строка Напечатано Должно быть По чьей вине
24 • 24—23-я снизу отростком. отростком л2. Тип.
43 15-я снизу И в = 241=285 Нв = 207-4-255 Авт.
43 14-я И в = 341-4-388 Нв = 241=285
64 14-я „ сдлежащих подлежащих Тип.
97 19-я „ (В) и эпюра и эпюра (В) Авт.
140 4-я „ (38) и (46) (38) - (46) »
160 10-я сверху (стр. 145) (стр. 146) я
168 10-я снизу = № 1. = №2. м
171 6-я сверху 0,4 tag 0,4 tga Тип.
179 28-я » окончательными окончательным Авт.
221 15—16-я сверху правый клин 7 вперед, а левый 6 назад оба клина вперед »
221 16—17-я правый клин назад, а левый вперед оба клина назад я
300 Табл, к фиг. 299, 1-я строка сверху Для типа Для типа I Тип.
307 12-я сверху (фиг. 305) (фиг. 302) Авт.
308 30-я . не менее менее м
310 7-я , не менее менее »
364 5-я позици позиция 2 Тип.
410 26-я снизу Х31.9 =31,9 Корр.
424 1-я ае фиг. 427 в фиг. 427, Б Авт.
462 17-я сверху табл. 58 табл. 57 м
465 Табл. 62, 1-я гра- фа, 2-я снизу 110-115 100-115 V
496 21-я снизу (/3-/2) - (20-4-25) (4— з) + (20-4-25) »
536 6-я в трех полостях. в трех плоскостях. м
607 20—18-я снизу Устройство хладноломов производится тое. Ломка очень прос- Устройство хладноломов простое. Ломка произво- дится Тип.
А Н, Брюханов н А. В. Ребельскнн, Горячая штамповка, конструирование н расчет штампов.
Зак. 2358.'