/



















































































































































































































































Текст
КОНСТРУКЦИИ,
НАСТРОЙКА
И ЭКСПЛУАТАЦИЯ
ОБОРУДОВАНИЯ
для подготовки
И ЗАТОЧКИ
ДЕРЕВОРЕЖУЩЕГО
ИНСТРУМЕНТА
КОНСТРУКЦИИ,
НАСТРОЙКА
И ЭКСПЛУАТАЦИЯ
ОБОРУДОВАНИЯ
ДЛЯ подготовки
И ЗАТОЧКИ
ДЕРЕВОРЕЖУЩЕГО
ИНСТРУМЕНТА
МОСКВА
ИЗДАТЕЛЬСТВО «ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ»
1978
УДК 674.05 621.93.024.4/7
Авторы: Д. С. Рожков, Э. Ф. Харитонович, А. Ф. Алютин, Г. В. Соболев,
М. И. Криммер
Конструкции, настройка и эксплуатация оборудования для подготовки и
заточки дереворежущего инструмента. Под ред. Д. С. Рожкова. Рожков
Д. С., X а р и т о н о в и ч Э. Ф., Алютин А. Ф., С о б о л е в Г В., К р и м -
м е р М. И. М., «Лесная промышленность», 1978. 248 с.
Рассмотрены конструкции и технические характеристики современных оте-
чественных и зарубежных моделей оборудования для подготовки и заточки
стального и твердосплавного дереворежущего инструмента. Изложены ме-
тоды настройки станков, требования техники безопасности. Приведены нормы
точности современных отечественных и зарубежных станков для вальцовки
пил, развода и плющения зубьев, заточки рамных, ленточных и круглых пил,
ножей, фрез. Даны сведения о режимах заточки стального и твердосплавного
инструмента шлифовальным^ кругами из электрокорунда, эльбора, синтети-
ческих алмазов.
Книга предназначена для инженерно-технических работников. Может быть
полезна мастерам и рабочим инструментальных цехов и мастерских лесопиль-
ных и деревообрабатывающих предприятий.
Табл. 36, ил. 81, библиогр.— 16 назв.
31503—125 го
037(01)—78 59“78
© Издательство «Лесная промышленность», 1978
ПРЕДИСЛОВИЕ
Решения XXV съезда КПСС предусматривают дальнейшее
развитие лесной и деревообрабатывающей промышленности,
особенно производства древесных плит из низкокачественной
древесины и древесных отходов. Особое внимание уделяется
повышению качества выпускаемой продукции при одновремен-
ном росте производительности труда за счет механизации и ав-
томатизации производственных процессов, внедрения прогрес-
сивной технологии и улучшения организации производства.
В связи с широким внедрением в деревообработке древесных
плит и возросших требований к качеству обработки значительно
повысились требования к износостойкости дереворежущего ин-
струмента, качеству его заточки и подготовки к работе.
Состоявшиеся за последнее десятилетие международные вы-
ставки деревообрабатывающего оборудования, в том числе
«Лесдревмаш-73», свидетельствуют о значительном развитии
конструкций заточных станков, особенно для заточки твердо-
сплавного инструмента.
ВНИИДМАШ, ЦНИИМОД и другие научно-исследователь-
ские институты провели ряд исследований, по результатам кото-
рых Кировский станкостроительный завод создал и освоил вы-
пуск нового оборудования для подготовки и заточки дереворе-
жущего инструмента. На некоторых деревообрабатывающих
предприятиях эксплуатируются зарубежные станки аналогич-
ного назначения.
Освоен серийный выпуск высокоэффективных шлифоваль-
ных кругов из, новых абразивных материалов, синтетических
алмазов и эльбора, обеспечивающих высокую производитель-
ность и качество заточки инструмента, в том числе и твердо-
сплавного.
В книге описаны конструкции и даны характеристики совре-
менных станков для подготовки и заточки дереворежущего ин-
струмента, указания по настройке, проверке точности и жест-
кости. Приведены основные сведения о шлифовальных кругах
и рекомендуемые режимы заточки стального и твердосплавного
инструмента.
Предисловие, гл. 2 (параграф 2), 10 (параграфы 3, 4), 11
(параграфы 1, 2), 12 написаны Д. С. Рожковым; гл. 2 (пара-
графы 1, 3), 3, 10 (параграфы 1, 2, 5) —Э. Ф. Харитоновичем;
гл. 4, 7, 9, 11 (параграф 3) —А. Ф. Алютиным; гл. 1, 5 (пара-
граф 3), 8 — Г. В. Соболевым; гл. 2 (параграф 4), 5 (пара-
графы 1, 2), 6 — М. И. Криммером.
1* *
Глава 1
ДЕРЕВОРЕЖУЩИЙ ИНСТРУМЕНТ
Основное требование, предъявляемое к дереворежущему ин-
струменту,— сохранение остроты режущих кромок во время
работы продолжительное время.
Исследованиями выявлены основные закономерности износа
и затупления дереворежущих инструментов в зависимости от
разных факторов, установлены физическая сущность износа
и его виды, изменение микрогеометрии режущих кромок при
затуплении, характер и интенсивность износа.
Потеря остроты (затупление) инструмента в процессе реза-
ния древесины и древесных материалов происходит вследствие
аварийного износа в начале работы (изломы, выкрашивание
в некоторых местах режущей кромки) и последующего посте-
пенного (монотонного) износа материала инструмента вслед-
ствие трения о древесину. Первоначальная острота режущих
кромок зависит от качества их заточки и доводки, свойств мате-
риала и геометрии режущей части инструмента. Микрюгеомет-
рия режущих элементов инструмента в процессе резания древе-
сины изменяется в результате износа металла.
Степень износа и характер затупления дереворежущих ин-
струментов зависят от ряда факторов, главными из которых
являются: физико-механические свойства и структура материала
инструмента, определяемые его химическим составом и терми-
ческой обработкой; геометрия режущих элементов — углы за-
острения и резания; физико-механические и технологические
свойства обрабатываемой древесины и древесных материалов —
порода, твердость, влажность, направление волокон, наличие
сучков, включения клеящих веществ; условия и режимы работы
инструмента — скорости резания и подачи, продолжительность
работы инструмента, состояние станка и пр.; качество заточки
и доводки режущих элементов — состояние лезвия и рабочих
поверхностей режущих элементов.
Влияние качества заточки и доводки инструмента сказы-
вается главным образом на первой стадии его затупления. Ве-
личина (размеры) затупления на первом (приработочном) этапе
износа 40—50% от общей величины затупления, определяющей
производственный предел затупления инструмента и необходи-
мость его смены для переточки. Форсированный износ инстру-
мента на первом этапе его работы происходит из-за наличия
дефектов на режущих кромках при заточке. Поэтому повышение
качества заточки снижает интенсивность износа инструмента
на приработочном этапе, что увеличивает срок эксплуатации
инструмента.
4
1. МАТЕРИАЛ ИНСТРУМЕНТА
Материал для станочного дереворежущего инструмента, ра-
ботающего с высокими скоростями резания при сравнительно
малых углах заострения и испытывающего ударные нагрузки,
должен быть износостоек и обеспечивать высокую прочность
режущих кромок.
Марки инструментальных сталей для изготовления инструмента
Круглые пилы . .
Строгальные пилы
Конические »
Рамные »
Ленточные »
Цельные фрезы
Концевые » . . .
Ножи сборных фрез .
Строгальные ножи
Стружечные »
Лущильные »
Рубильные »
Линейки прижимные
Сверла и зенкеры . .
Фрезерные цепочки
. 9ХФ
.9ХФ,9Х5ВФ
. 9ХФ
. 9ХФ
. 9ХФ, У10А
. Х6ВФ, 9Х5ВФ, Р9
. Х6ВФ, Р6МЗ, Р6М5
. Х6ВФ, 8Х4В4Ф1
. 8Х4В4Ф1, 8Х6НФТ,
Х6ВФ, Р9
. 8Х6НФТ, Р6МЗ
. 9Х5ВФ, 85ВФ
. 6ХС, 55Х6ВЗСМФ,
55Х7ВСМФ
. УВА
. Х6ВФ, Х12Ф1, Р9,
9ХС
. Х6ВФ, 9Х5ВФ
Химический состав сталей приведен в табл. 1.
1. Химический состав сталей для инструмента, %
Марка стали Углерод Марганец Кремний Сера, не более Фосфор, не более
У8А I У10А 0,75-0,84 1 0,95-1,04 Углеродистые стали I 0,15-0,3 I 0,15-0,3 0,15-0,3 0,15-0,3 I 0,02 0,02 I 0,03 0,03
Марка стали Углерод Марганец Кремний Хром Вольфрам Ванадий
9ХФ 9ХС 9Х5ВФ 85Х6НФТ Х6ВФ Х12Ф1 8Х4В4Ф1 (Р4) 0,80-0,9 0,85-0,95 0,85-1 0,80-0,9 1,05-1,15 1,2-1,45 0,75-0,85 Леги] 0,30—0,6 0,30—0,6 0,15-0,4 0,20-0,4 0,15-0,4 рованные ста 0,15-0,35 1,2-1,6 0,15-0,4 0,15-0,35 0,15-0,4 1ЛИ 0,4-0,7 0,95-1,25 4,5-5,5 5-6 5,5-7 11-12,5 4-5 см ю 1 N N N ОО о 0,15—0,3 0,16-0,3 0,3—1,5 0,4—1,7 0,7—0,9 0,9-1,4
Марка стали Углерод Хром Вольфрам Ванадий Молибден
Р9 I 0,85-0,95
Быстрорежущая сталь
3,8-4,4 I 8,5-10
2-2,6
0,3
5
Осваивается изготовление круглых пил из стали 9ХФМ, устойчивой к тре-
щинообразованию. Производственные испытания круглых плоских пил из
стали 9ХФМ показали, что их средний износ ниже, чем износ пил из стали
9ХФ, на 14% при работе на обрезных станках и на 8,5% при работе на фре-
зерно-пильных агрегатах.
Режущие части круглых пил, фрез и ножей оснащают пластинками твер-
дого сплава вольфрамокобальтовой группы марок ВКД5, ВК6 или ВК8 по
ГОСТ 3882—74. Пластинки состоят из зерен карбидов вольфрама, обладаю-
щих высокой твердостью, и кобальта в качестве связующего. Повышенное
содержание кобальта улучшает обрабатываемость и ударную стойкость твер-
дого сплава. Наилучшие результаты при резании древесных материалов (дре-
весностружечных и древесноволокнистых плит, фанеры и клееных деталей)
показали инструменты с припаянными пластинками твердого сплава
ВК15, содержащего 15% кобальта.
Паяное соединение твердосплавных пластинок с зубьями недостаточно
прочно. У рамных пил на лесорамах с непрерывной подачей пластинки не-
редко отрываются при ходе пил вверх под воздействием сил, действующих на
задние грани зубьев. Для повышения износостойкости зубьев рамных пил,
а также широких ленточных на их вершины наплавляют литые твердые сплавы
типа стеллит.
2. ВИДЫ ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
И ТРЕБОВАНИЯ К НЕМУ
Пилы для лесопильных рам. Горьковский металлургический завод изго-
товляет пилы (ГОСТ 5524—75) для вертикальных лесопильных рам. Длина
пил (рис. \,а) L = 11004- 1950 мм, ширина 180 и 160 мм, толщина 5 =
= 1,64-3,2 мм, шаг зубьев /=184-40 мм.
Пилы для тарных лесопильных рам изготавливают по ГОСТ 10482—72.
Длина пил 600 и 685 мм, ширина 80, толщина 1,0—1,4, шаг зубьев 16 и
22 мм (рис. 1, б).
К заточенным рамным пилам предъявляются следующие основные требо-
вания: вершины всех зубьев пилы должны лежать в одной плоскости; допу-
скаемое отклонение не более 0,4 мм на 100 мм; радиус скругления вершин
зубьев не более 0,02 мм; отклонение угловых параметров зубьев не более
±2°; разношаговость зубьев не более ±0,005 мм. Шероховатость поверхности
заточенных зубьев должна быть не ниже 5-го класса по ГОСТ 2789—73. На
заточенных гранях зубьев не должно быть прижогов, трещин и др.
Пилы ленточные. В лесопильной и деревообрабатывающей промышлен-
ности применяют три типа ленточных пил, выпускаемых Горьковским метал-
лургическим заводом:
1) столярные (ГОСТ 6532—77) толщиной 5 = 0,64-0,9 мм, шириной
В= 104-60 мм, с шагом зубьев / = 64-12 мм, передним углом зубьев у = 5°,
углом заострения р = 50° и задним углом а=35° (рис. 2, а);
2) делительные ленточные (ГОСТ 6532—77) толщиной 0,9—1,2 мм, ши-
риной 50—175 мм, с шагом зубьев / = 304-50 мм, с углами зубьев для про-
филя I у = 25°, р = 45°, а=20° и для профиля II 7 = 30°, р = 45°, а=15°
(рис. 2, б);
6
3) широкие ленточные (для бревен) (ГОСТ 10670—77)—толщиной
1,4—2,2 мм, шириной 230—350 мм, с шагом / = 50н-80 мм п углами зубьев
7 = 25°, р = 53°, а=12° (рис. 2, в).
Ленточные пилы изготовляются в основном из холоднокатаной ленты
стали 9ХФ по ГОСТ 5950—73. При правильной заточке ленточных пил про-
филь зубьев должен соответствовать вышеуказанным ГОСТам. Радиус округ-
ления режущих кромок не более 20 мкм. Вершины зубьев ленточных пил
должны находиться на одной прямой. Допускаемые отклонения, мм: не более
0,4 нй 1000 мм длины пилы; по шагу не более ±0,5 для делительных пил
Рис. 1. Пилы рамные по ГОСТ 5524—75 (а) и для тарных лесорам по ГОСТ
10482-72 (б)
и ±0,03 мм для столярных. Высота зубьев должна быть одинаковой, откло-
нение не должно превышать ±0,3 мм. Допускаемое отклонение угловых па-
раметров ±2°. Радиус закругления впадины должен соответствовать величине
по ГОСТ 6532—77 и ГОСТ 10670—77 и его отклонение не должно превышать
±0,5 мм. Шероховатость заточенных граней зубьев должна быть не более
Rz20 по ГОСТ 2789—73. Не допускаются заусенцы, прижоги и другие де-
фекты.
Пилы круглые плоские. К ним относятся пилы, не оснащенные (стальные)
и оснащенные пластинками твердого сплава.
Круглые плоские пилы для распиловки древесины (ГОСТ 980—69) двух
типов (рис. 3): А — для продольной и Б — для поперечной распиловки — вы-
пускает Горьковский металлургический завод.
1. Пилы типа А профиля I имеют диаметры 200—1600 мм, толщину
1,4—5,5 мм, число зубьев 24—72, передний угол 7 = 35°, угол заострения
р = 40°; пилы типа А профиля II имеют диаметры 125—250 мм, толщину
1 —1,8 мм, число зубьев 36—72, у = 20°, Р = 40°.
2. Пилы типа Б профиля III имеют диаметры 360—1600 мм, толщину
2—5,5 мм, число зубьев 72—120, у = 0°, Р = 40°; пилы типа Б профиля IV
имеют диаметр 125—1600 мм, толщину 1—5 мм, число зубьев 36—120, у=
=—25°, ₽ = 50°.
Рис. 2. Пилы ленточные:
а — столярные по ГОСТ 6532—77; б — делительные по ГОСТ 6532—77; в — для бревен по
ГОСТ 10670-77
После заточки зубьев круглых пил радиальное биение вершины зубьев
не должно превышать: при диаметре пил до 500 мм — 0,2 мм; от 500 до
800 мм — 0,3 мм; от 800 до 1000 мм — 0,4 мм. Радиус скругления вершин
зубьев не более 20 мкм. Отклонение углов зубьев заточенной пилы не более
±2°; отклонение углов косой заточки ±1°. Шероховатость заточенных зубьев
должна быть не более Ra 2,5 по ГОСТ 2789—73. На заточенных гранях не
допускаются прижоги, трещины и другие дефекты.
Пилы дисковые дереворежущие, оснащенные пластинками твердого сплава,
выпускает Горьковский металлургический завод. Конструкция, основные раз-
меры и технические требования пил определяются ГОСТ 9769—69. В зави-
8
симости от назначения изготовляют три типа пил (рис. 4), каждый из кото-
рых отличается конструктивным выполнением зубьев и их угловыми пара-
метрами. Пилы имеют диаметр 160—450 мм, ширину зубчатого венца
2,8—4,3 мм и число зубьев от 24 до 72.
После заточки радиальное биение зубьев не более 0,15 мм; торцевое
биение не более 0,25 мм для пил типа 2 диаметром 450 мм; 0,2 мм — для
пил типов 1 и 2; 0,015 — для пил типа 3; шероховатость поверхности заточен-
ных граней должна быть не более Ra 0,32; угловые параметры должны со-
Рис. 3. Пилы круглые плоские по ГОСТ 980—69;
а и б —• профили зубьев I и II для продольной распиловки; в и г —III и IV для
поперечной распиловки
ответствовать заданным. Неуравновешенность пил после их заточки и доводки
не более 20 г-см. На режущих кромках не должно быть трещин, выкрошив,
сколов и других дефектов.
При заточке пил всех указанных видов необходимо Обеспечивать надле-
жащей настройкой заточных станков неизменность профилей зубьев, преду-
смотренных соответствующими ГОСТами и являющихся оптимальными для
резания древесины. При распиловке мерзлой древесины и древесины твердых
лиственных пород в целях повышения прочности зубьев допускается увеличе-
ние угла заострения на 2—3° за счет соответствующего уменьшения перед-
него и заднего углов.
Ножи выпускаются Горьковским металлургическим заводом. Основные
виды и размеры дереворежущих цожей с прямолинейной режущей кромкой
даны на рис. 5 и в табл. 2.
9
Фрезерные ножи изготовляются двух видов: 1) однослойные — из легиро-
ванной инструментальной стали 8Х6НФТ при твердости рабочей части HRC
56—60 и из стали 8Х4В4Ф1 при твердости рабочей части HRC 58—62;
2) двухслойные — с режущим слоем из стали 8Х6НФТ, Х6ВФ и 8Х4В4Ф1
и корпусом из стали 10 по ГОСТ 1050—74.
Варианты выполнения пил о компенсаторами
Рис. 4. Пилы дисковые с пластинками твердого сплава по ГОСТ 9769—69
Рис. 5. Ножи плоские с прямолинейной режущей кромкой:
а, б — фрезерный; в — лущильный; г —рубильный; д — стружечный для древесностру-
жечных плит
2. Основные размеры ножей плоских с прямолинейной режущей кромкой
Наименование ножей L мм Н мм В мм 3°
Фрезерные: а б Лущильный, в Рубильный, г Стружечный (для древесно- стружечных плит), д 30—1610 40—310 750—1700 160—750 525,5 25—45 100—125 150—180 80—300 62 3 10 9—15 8—25 4 40±2 40±2 20±2 40 ±2 35
10
Требования к прямолинейности ножей и остроте режущей кромки, по-
верхности заточенных граней и отклонению от угловых параметров ножей при
их изготовлении по данным ВНИИинструмента приведены в табл. 3.
3. Параметры заточенных ножей
Наименование ножей Прямолинейность режущей кромки о> । S н X О Ф Оо я 2 О т к Шероховатость затачиваемой поверхности по Радиус округления режущей
на 100 мм длины, мм Откл угла рени ГОСТ 2789—73, Ra, мкм кромки, мкм
Фрезерный (ГОСТ 6567— 0,02 ±2 1,25 6-8
75) (при длине до 100 мм)
0,025 (при длине
свыше 100 мм)
Стружечный (нормали ГМЗ-О2.ОЗ и ГМЗ-02.05.01) 0,01 ±2 1,25 6—8
Лущильный (нормаль ГМЗ-04.01) 0,025 ±2 1,25 6—8
Рубильный (ГОСТ 17342— 71) 0,04 ±2 1,25 8—10
Эксплуатационные требования к качеству заточки ножей для производ-
ства древесностружечных плит и фанеры, по данным ЦНИИФа, приведены
в табл. 4.
4. Параметры заточенных ножей по данным ЦНИИФа
Показатель точности Лущильные и фанеро- строгальные ножи Стружечные
Отклонение от прямолинейности режущей 0,05 0,02
кромки на всей длине ножа, мм, не более Шероховатость заточенной грани, Ra, мкм 1,25 1,25
Отклонение угла заострения ±0°20' —
Требования к ножам, применяемым в мебельном и деревообрабатываю-
щем производствах, в основном аналогичны требованиям ГОСТ 6567—75
«Ножи плоские с прямолинейной режущей кромкой для фрезерования древе-
сины», за исключением требований к шероховатости заточенной грани (Ra
0,63 мкм) и отклонению угла заострения (±1°). Режущая кромка ножа дол-
жна быть острой, без завалов и прижогов.
Качество заточки ножей в соответствии с требованием ГОСТ 16929—71
следующее: прямолинейность режущей кромки не более 100 мкм на длине
1000 мм, шероховатость заточенной грани не хуже Ra 0,63 мкм, точность
угла заострения не более ±1°.
Фрезы изготовляются двух типов — насадные и концевые.
Насадные фрезы (рис. 6) по технологическим признакам подразделяются
на два основных вида: цилиндрические и фасонные, по конструктивным каж-
дый вид делится на цельные (ГОСТ 13235—67) и сборные (ГОСТ 14956—69).
Отличительная особенность сборных фрез — вставные сменные ножи или
11
резцы, закрепляемые в корпусе клиньями и винтами или другими способами.
Как правило, резцы затачивают при их демонтаже из фрезы.
Фрезы имеют диаметр 80—200 мм, высоту до 200 мм и количество рез-
цов 2—6.
После заточки и установки резцов в корпусе фрезы их радиальное биение
не должно превышать 0,06 мм. В сборных пазовых, пальцевых и фасонных
фрезах проверяют также торцевое биение вспомогательных режущих кромок,
которое не должно превышать 0,06 мм. Отклонение от прямолинейности ре-
Рис. 6. Фрезы насадные:
а —цельная затылованная; б—сборная
Рис. 7. Фреза концевая
жущих кромок не более 0,05 мм на каждые 100 мм длины ножа. Отклонение
угловых параметров не более ±2°. Шероховатость заточенных поверхностей
фрез должна быть не более Ra 0,63 мкм. На режущей кромке не допускаются
трещины, прижоги, заусенцы и другие дефекты.
Статическая неуравновешенность фрез не более: для цельных — 5 г-см;
для сборных — 5 г-см (при массе фрезы до 10 кг) или 1 г-см на каждые
2 кг массы корпуса (при массе фрезы свыше 10 кг).
Концевые фрезы (рис. 7) в зависимости от назначения делятся на две
группы: для фрезерования по контуру и для выборки гнезд. Кроме того, от-
дельную группу составляют специальные фрезы для обработки лыж, зачистки
пробок и др. В отличие от фрез для фрезерования по контуру, имеющих ре-
жущие элементы только па боковой поверхности, фрезы для выборки гнезд
имеют режущие элементы и на торце. Концевые фрезы по форме режущей
части бывают цилиндрические и трапецеидальные. Цилиндрические фрезы
12
подразделяются на однозубые незатылованные и затылованные и двузубые
с прямой канавкой.
Концевые фрезы (кроме специальных) имеют диаметр 3—25 мм, длину
32—160 мм.
Основные размеры и технические требования на фрезы концевые ци-
линдрические определены ГОСТ 8994—68, а на фрезы для шипов типа ласточ-
кин хвост нормалями машиностроения МН 5311—64 и 5312—64.
После заточки радиальное биение режущих кромок зубьев относительно
хвостовика не должно превышать 0,05 мм, торцевое биение 0,05 мм. Откло-
нение угловых параметров фрез не более ±2°. Шероховатость заточенных по-
верхностей не должна быть более Ra 0,63 мкм. На заточенных поверхностях
не допускаются прижоги, выкрошины и другие дефекты.
Сверла, зенкеры, долбежный инструмент. По конструкции сверла делятся
на следующие группы: цилиндрические спиральные с конической заточкой;
цилиндрические полые с выталкивателем для обработки сквозных отверстий
и пробок; с подрезателями для высверливания сучков; спиральные с центром
и подрезателями (рис. 8). У спиральных сверл угол при вершине 85°, угол на-
клона винтовой канавки, в зависимости от диаметра, 25—30°.
Зенкеры бывают двух исполнений: цилиндрическое сверло с конической
заточкой и зенкер, насаженный на сверло и закрепленный стопорными вин-
тами. По конструкции зенкеры делятся на две группы: цилиндрические и
конические.
После заточки торцевое биение режущих кромок не должно превышать
0,08 мм. Допускаемое отклонение угловых параметров ±2°. Смещение на-
правляющего центра от оси сверла не должно превышать 0,15 мм. Шерохо-
ватость заточенных поверхностей не более Ra 1,25 мкм по ГОСТ 2789—73.
На заточенных поверхностях не допускаются прижоги, выкрошины и т. д.
Основные размеры и технические требования к фрезерным цепочкам цеп-
нодолбежных станков определены ГОСТ 10509—77. После заточки вершины
всех зубьев цепочки должны быть-расположены параллельно плоскости, про-
ходящей через центры осей звеньев; допускаемое отклонение не более 0,1 мм.
Отклонение угловых параметров зубьев не должно превышать ±2°. Шерохо-
ватость поверхности передней грани зубьев не более Ra 1,25 мкм. На зато-
ченных поверхностях не допускаются прижоги, выкрошины, трещины и другие
дефекты.
13
Глава 2
ОБОРУДОВАНИЕ И МЕТОДЫ ПОДГОТОВКИ ПИЛ
К РАБОТЕ
1. СТАНКИ И ПРИСПОСОБЛЕНИЯ ДЛЯ ПОДГОТОВКИ ПОЛОТЕН
ПИЛ
Пила должна иметь достаточно высокую продольную и по-
перечную жесткость, обеспечиваемую ее продольным натяже-
нием; в противном случае при работе на древесине образуется
кривой и волнистый пропил. Чем больше усилие натяжения,
тем больше жесткость пил, однако чрезмерное натяжение может
вызвать их обрыв.
На жесткость пильного полотна по-разному влияет натяже-
ние различных его участков. Повышенный нагрев зубчатой
кромки в пропиле вызывает ее большее удлинение и ослабле-
ние по сравнению со средней частью полотна и задней кромкой.
Учитывая это, стремятся растянуть полотно пилы неравномерно,
придав основное натяжение передней и задней кромкам. Это
достигается предварительным растяжением средней части по-
лотна и задней кромки путем их вальцовки. Вальцовка пил
равносильна увеличению их натяжения на 20—30% и должна
производиться у всех новых рамных и широких ленточных пил
и повторно при их износе.
Кировский станкостроительный завод выпускает настольный
вальцовочный станок модели ПВ-20 для вальцовки рамных
и ленточных делительных пил. На этом станке вальцуют пилы
толщиной до 2,5 мм, шириной до 180 мм, с давлением до
1,96 МПа, скоростью движения пилы 10 м/мин. Мощность при-
вода станка 1 кВт, масса 50 кг, габарит 1085x390x475 мм.
Станок имеет жесткий литой корпус, на задней стенке ко-
торого установлен электродвигатель привода шестеренчатого
редуктора. Редуктор размещается в вертикальной стойке кор-
пуса и служит для привода верхнего и нижнего роликов. Для
настройки по толщине и изменения давления на пилу верхний
ролик перемещается в вертикальном направлении винтом с ру-
кояткой. Давление от винта на верхний ролик передается через
гидроцилиндр; величину давления контролируют по манометру.
Для установки места вальцовки по ширине пилы слева от рабо-
чих роликов имеются два перемещаемых винтами направляю-
щих ролика. Перед началом работы поворотом рукоятки верх-
ний ролик приподнимается на высоту, несколько большую тол-
щины пилы. Пилу помещают между рабочими роликами так,
чтобы ее задняя кромка упиралась в направляющие ролики,
установленные в зависимости от ширины пилы и зоны валь-
цовки. Поворотом верхней рукоятки рабочий ролик опускают
на пилу, по манометру устанавливают необходимое давление
14
и вальцуют пилу. В конце прохода верхний ролик поворотом
рукоятки быстро поднимают и пилу вручную возвращают в ис-
ходное положение. Далее направляющие ролики перестанавли-
вают на другую зону вальцовки по ширине пилы. Вальцовку
рамной пилы начинают и заканчивают на расстоянии 100 мм
от внутренних краев ее планок.
Кроме станка ПВ-20 Кировский станкостроительный завод
выпускает более мощный станок ПВ-35 настольного типа для
вальцовки ленточных, рамных и круглых пил шириной
Рис. 9. Вальцовочный станок ПВ-35
50—350 мм, диаметром 300—800 мм, толщиной 0,9—3,6 мм.
Наибольшее усилие вальцевания 2,94 МПа. Масса станка
(рис. 9) 300 кг, габарит 1000x390x560 мм.
Станок ПВ-35 оснащен специальным приспособлением для
установки ленточных делительных и широких пил для бревен.
По конструкции он аналогичен станку ПВ-20, но имеет боль-
шую глубину рабочего зева и более массивную консоль верх-
него вальца с боковыми ребрами жесткости. В станке ПВ-35
упрощена конструкция элементов базирования задней кромки
пилы: вместо круглых направляющих и винтового механизма
регулирования базирующих роликов имеется два одинарных
опорных ролика, крепящихся винтами на горизонтальных штан-
гах в требуемом положении. Комплектуют станок приспособле-
нием для поддержания ленточных пил только при специальной
ссылке в заказе. Станок ПВ-35 оснащен приспособлением для
15
установки круглых пил, принципиально не отличающимся от
разработанной ЦНИИМОДом аналогичной приставки к станку
ПВ-20. Настройка и работа на станке ПВ-35 аналогичны приве-
денным выше для станка ПВ-20.
Большинство выпускаемых за рубежом пиловальцовочных
станков — настольного типа, встраиваемых в комплектные уста-
новки для вальцовки и правки ленточных и рамных пил (уста-
новки VW/VRB и VWMS фирмы «Фольмер Верке», PL300, AW2
и PL500, AW3 фирмы «Альбер», ФРГ). В значительно меньшем
количестве выпускаются вальцовочные станки с индивидуаль-
ными станинами (станки 260AS и 260CAS, Франция).
Большинство станков как первого, так и второго типа имеет
верхние и нижние приводные вальцы и регулировку усилия
вальцовки посредством нажимного винта, связанного с верхним
вальцом. Как правило, зарубежные станки не оснащены гидрав-
лической системой выравнивания и контроля давления вальцов,
что является их недостатком1 по сравнению с отечественными
станками ПВ-20 и ПВ-35.
По конструктивной компоновке верхней траверсы вальцовоч-
ные станки делятся на станки с откидной (модели VWM и
VWMS фирмы «Фольмер Верке») и жесткой консольной верх-
ней траверсой (модели AW1 и AW2 фирмы «Альбер», 260AS
фирмы «Аллигатор», AW2-Z и AW3-Z фирмы «Лорох»). Первые
более удобны в эксплуатации при установке и снятии пил, од-
нако ввиду необходимости применения переднего накидного
хомутика неприемлемы для вальцовки круглых пил. Сле-
дует отметить, что для повышения жесткости верхней траверсы
консольного типа с большим вылетом на станках для вальцовки
широких ленточных пил часто применяют дополнительные на-
кидные хомутики (AW3 и AW3-Z фирмы «Лорох»).
По типу установки и регулирования положения зоны валь-
цовки все станки можно разделить на два типа: 1) с регулиров-
кой за счет смещения пилы; 2) с регулировкой за счет смеще-
ния вальцовочной головки или вальцов. У первых регулируют
зону, перестанавливая упорный ролик для базирования задней
кромки рамной или ленточной пилы на боковой штанге, а также
на специализированном приспособлении к станку (модели
VWM, 260AS, 260А) или перемещая винтовой механизм упор-
ной планки с верхним (например, модель AW1) или нижним
(например, модель AW2) расположением. У станков второй
группы для регулирования зоны обработки с помощью махо-
вичка и винтовой пары смещают всю вальцовочную головку
по отношению к станине (модели 260AS и 260CAS) или к уста-
новке для правки рамных и ленточных пил (модели AW3-Z,
AW2). Исключением является станок VWMS фирмы «Фольмер
Верке» для широких ленточных пил (до 360 мм), у которого
зону обработки изменяют маховичком вальцов, установленных
в специальных направляющих.
16
Регулирование зоны вальцовки методом перемещения валь-
цующей головки или самих вальцов делает удобнее вальцева-
ние пил, особенно широких ленточных, но усложняет конструк-
цию станка, и для универсальных вальцовочных станков (для
рамных, ленточных и круглых пил) не оправданно.
Остановимся на типах приспособлений для установки и
правки рамных и ленточных пил. Все известные модели этих
приспособлений включают стол с наковальней и контрольнопра-
вильной плитой, нижние и верхние (часто регулируемые по вы-
соте) поддерживающие ролики и специальные подъемные ро-
лики с нижним (модели VRB и VRBS фирмы «Фольмер Верке»),
а также нижним и верхним (на вальцовке) расположением (мо-
дели комплектов PL, AW фирм «Альбер» и «Лорох») для при-
дания дополнительного изгиба пилы и контроля качества валь-
цовки. Наиболее удобны в эксплуатации комплекты фирм
«Альбер» и «Лорох». Большая номенклатура различных по
длине и высоте приспособлений к комплектам для установки,
правки (PL-200, PL-300, PL-270, PL-400, PL-500) и вальцовки
(AW2, AW1, AW3) фирмы «Альбер» позволяет обрабатывать
все типы широких ленточных пил длиной от 6 до 15,5 м.
2. ОСНОВНЫЕ МЕТОДЫ И ПРИЕМЫ ПОДГОТОВКИ ПОЛОТЕН
* и дисков ПИЛ
Подготовка полотен рамных пил. Вальцевать рамную пилу
обычно начинали вдоль средней линии с максимальным дав-
лением роликов на полотно — 7,1 МПа для пил толщиной
2,2—2,5 мм и 5,7 МПа для пил толщиной 1,8—2,0 мм. Затем
пилу вальцевали симметрично с обеих сторон от середины на
расстоянии 25—30 мм с давлением 5,7 или 4,3 МПа, в зависи-
мости от толщины. Последние проходы делали на расстоянии
25—30 мм от предыдущих. В соответствии с толщиной пилы
давление вальцовки было 4,3 или 3,5 МПа.
Для упрощения настройки станка и повышения производи-
тельности операций вальцовки ЦНИИМОД разработал рекомен-
дации, предлагающие уменьшенное количество проходов при
одинаковом давлении вальцов.
С целью обеспечения плоскостности полотна пилы вальцуют
с двух сторон — сначала с одной стороны, после чего, не изме-
няя положения опорных роликов, пилы переворачивают и обра-
батывают с другой стороны по следам от вальцовки первой сто-
роны. Это обязательно при одном приводном вальце и необхо-
димо также при обоих приводных вальцах ввиду возможной
разницы в их диаметрах и радиусах кривизны профиля. Сте-
пень вальцовки проверяют при изгибе полотна на радиус R =
= 1,75 м. Приблизительно такое искривление получает пила,
если один конец ее приподнят над поверочной плитой на уровне
локтя руки. Поперечное искривление по внутреннему радиусу
17
при продольном изгибе полотна является показателем валь-
цовки. При продольном изгибе удлиненные места пилы из-
гибаются на больший радиус. В результате разницы в длине
отдельных слоев внутренняя сторона изогнутой пилы приобре-
тает вогнутость по ширине.
У правильно провальцованной пилы при ее изгибе повероч-
ная линейка плотно прилегает к передней и задней кромкам,
а в средней части полотна образуется просвет. У пил с удлинен-
ными передней и задней кромками (неправильное состояние
полотна) у кромок полотна образуются световые щели, а в сред-
ней части выпуклость.
Определяя щупами величину световой щели в средней по
ширине части полотна пилы, определяют степень вальцовки.
Измерять ее лучше специальной линейкой, имеющей индикатор
часового типа. Степень вальцовки рамных пил приведена
в табл. 5.
5. Степень вальцовки рамных пил в зависимости от их толщины и ширины
Длина пилы, мм Толщина пилы, мм Давление роликов на пилу,МПа Степень вальцовки пил, мм, при ширине (без учета высоты зубьев), мм
180 160 140 120—60
1100 1,6 3,4 0,15 —
1,8 4,3 — — 0,20 —
1250 2,0 4,5 — 0,20 0,10 —
2,2 7,1 — 0,30 0,18 —
1400 2,0 4,0 — 0,15 0,08 —
2,2 6,2 — 0,25 0,15 —
1500 2,2 5,7 — 0,20 0,10 0,05
2,5 7,1 — 0,30 0,18 —
1600’ 2,2 5,7 — 0,20 0,10 —
2,5 7,1 — 0,30 0,08 —
1950 2,5 7,1 0,35 0,30 0,15 —
2,5 6,5 0,30 0,25 0,10 —
При работе на вальцовочном станке необходимо следить за
состоянием рабочих поверхностей вальцов, не допуская искаже-
ния их профиля из-за сильного износа. Для проверки надо про-
пустить между вальцами лист плотной бумаги. При хорошем
их состоянии ширина следа, оставленного на бумаге, 6—8 мм.
Окружности максимального радиуса вальцов должны нахо-
диться в одной плоскости, а диаметры и профили быть строго
одинаковыми. В противном случае после вальцовки пила будет
выпучиваться (горбиться) наружу стороной, которая соприка-
салась с вальцом, имеющим большие диаметр или кривизну
профиля.
18
Плоскость, проходящая через оси вальцов, должна быть пер-
пендикулярна к поверхности стола (опоры для пилы), на кото-
ром установлен станок.
Пилы со степенью вальцовки меньше оптимальной вальцуют
дважды по тем же следам. При потере плоской формы из-за
чрезмерной вальцовки необходимы дополнительные проходы на
вальцовочном станке на расстоянии 10 мм от задней кромки
полотна пилы и линии впадин зубьев для ослабления (растя-
жения) кромок.
В случае отсутствия на предприятии вальцовочного станка
рамные пилы проковывают с двух сторон вручную пилоправным
молотком с круглым бойком на плоской наковальне. После про-
ковки одной стороны надо проковать пилу с другой стороны по
следам от ударов молотка. При проковке надо избегать очень
сильных и частых ударов, вызывающих местные выпучины,
крыловатость и общее коробление пилы. Следы от ударов мо-
лотком должны располагаться равномерно по длине полотна
в две-три продольные линии. Степень проковки проверяют ли-
нейкой так же, как и при вальцевании.
Для исправления дефектов полотна пилы правят на спе-
циальной наковальне молотками с круглыми и продольными
бойками. Предварительно поверхность полотна проверяют по-
верочными линейками и мелом отмечают дефектные места.
Среди различных видов дефектов пильных полотен наибо-
лее распространены выпучины, изгиб, жесткие и слабые места.
Выпучины возникают в результате разности напряжений по
толщине полотна. При изгибе пилы выпучина не переходит
с одной стороны полотна на другую. Их исправляют ударами
молотка с круглым бойком по их внешней границе с последую-
щим захватом краев. Во избежание растяжения полотна между
пилой и наковальней прокладывают оберточную бумагу. Окон-
чательно править целесообразно ударом молотка по централь-
ной части выпучины на торце твердой колоды.
К той же группе можно отнести и второй дефект — изгиб,
характеризующийся искривлением полотна пилы, чаще всего
у его концов. Исправляют его ударами молотка с продольным
бойком с выпуклой стороны вдоль линии искривления.
Жесткое место — это растянутая часть полотна. Жесткие
места отличаются тем, что при продольном изгибе пилы в лю-
бую сторону с внутренней стороны образуется выпуклость
(горб), а с наружной — впадина. Устраняются они двусторон-
ней проковкой или вальцовкой. Слабое место характеризуется
тем, что при продольном изгибе пилы в любую сторону выпу-
чина (горб) образуется с наружной стороны. Устраняют сла-
бые места двусторонней проковкой или вальцовкой прилегаю-
щей зоны полотна. Неплоскостность полотна пилы 0,2—0,25 мм
рекомендуется выправлять перед вальцовкой, а дефекты мень-
шей величины — после вальцовки.
19
Правильно подготовленная ленточная пила в выпрямленном
состоянии должна быть плоской по всей длине и при наклады-
вании на поверочную плиту плотно прилегать к ней во всех
местах. В то же время передняя и задняя кромки пилы должны
быть несколько короче средней части полотна, в результате
чего будут создаваться в них внутренние растягивающие на-
пряжения. Среднюю часть полотна растягивают вальцовкой.
Давление роликов при вальцовке ленточных пил толщиной
от 1,2 мм в середине полотна до 2,45 МПа, ближе к кромкам
1,4—1,6 МПа. Края ленты на расстоянии 15—20 мм от передней
кромки (линии впадин зубьев) и 10—12 мм от задней кромки
не следует вальцевать, за исключением случаев правки отдель-
ных участков пилы.
Для делительных ленточных пил шириной 100—175 мм вели-
чина просвета между линейкой и серединой полотна должна
быть 0,1—0,2 мм при плоском ободе пильного шкива и
0,2—0,3 мм при выпуклом ободе. Величина просвета зависит
от ширины и толщины пилы и от условий работы — высоты про-
пила и скорости подачи. Большие величины просвета указаны
для более тонких и широких пил и для работы с большими ско-
ростью подачи и высотой пропила.
При натяжении провальцованной пилы на шкивах станка ее
передняя и задняя кромки растянутся сильнее, чем более длин-
ная средина полотна, в результате чего приобретут необходи-
мую жесткость. Передняя кромка во время работы восприни-
мает усилия резания, дополнительно растягивающие ее. Кроме
этого, передняя кромка во время работы нагревается сильнее
от трения о древесину, чем задняя. Поэтому она дополнительно
удлиняется вследствие линейного расширения. Следовательно,
для обеспечения надлежащей жесткости передняя кромка
должна быть несколько короче задней. Удлинение задней
кромки пилы относительно передней необходимо также ввиду
того, что верхнему шкиву придается небольшой наклон вперед,
из-за чего приподнятая задняя кромка обода этого шкива про-
тиводействует сдвиганию пилы со шкивов подаваемой доской.
Удлиняют заднюю кромку более сильным нажимом роликов
или дополнительными проходами. Задняя кромка после удли-
нения должна иметь по всей длине пилы равномерную выпук-
лость 0,3—0,4 мм на метр длины. Чем уже пила, тем меньше
должна быть выпуклость задней кромки.
Разница в длине передней и задней кромок должна компен-
сировать дополнительное растяжение передней кромки под воз-
действием сопротивления древесины резанию и нагрева во время
работы. Чем больше скорость подачи и высота пропила и
тверже древесина, тем больше должны быть разница в длине
передней и задней кромок и общее их натяжение. Подвергаясь
при работе большему растяжению и перемещаясь при стачива-
нии к удлиненной развальцованной средине, передняя кромка
20
постепенно теряет необходимое натяжение. Поэтому надо систе-
матически по мере износа пилы проверять его линейкой и перио-
дически перевальцовывать пилу.
Для станков с выпуклыми шкивами степень вальцовки пилы
должна быть больше, чем для станков с плоскими шкивами.
При этом величина просвета между линейкой и срединой по-
лотна больше примерно на величину выпуклости шкива. Вы-
пуклые шкивы применять не рекомендуется ввиду более частого
возникновения трещин на пиле из-за большей напряженности
ее кромок.
Разнообразие условий работы и требований к натяжению
полотна не позволяет считать, что полученные провальцован-
ные новые пилы имеют необходимое натяжение кромок и готовы
к работе в любых условиях. Каждую новую пилу следует про-
верить, выправить и провальцевать применительно к имеюще-
муся ленточнопильному станку. После этого новую пилу вра-
щают на холостом ходу на шкивах станка 20—30 мин. Такая
обкатка, необходимая для вытяжки новой пилы, может изме-
нить внутренние напряжения в полотне в результате растяжения
кромок. После обкатки необходимо проверить линейкой состоя-
ние полотна и при необходимости дополнительно провальцевать
среднюю часть.
После нескольких смен работы новую пилу следует вновь
исследовать линейкой и выправить выявившиеся дефекты. Лен-
точная пила как инструмент более тонкий и чувствительный,
чем рамная пила, может иметь больше разнообразных дефектов,
требующих устранения легкой проковкой молотком и валь-
цовкой.
К таким дефектам относятся:
жесткий участок — с чрезмерно напряженными натянутыми кромками.
При исследовании линейкой пилы, лежащей на плоской поверочной плите,
жесткий участок обнаруживают по мало заметной выпуклости средины по-
лотна с одной стороны и вогнутости (просвету) с другой стороны;
ослабленный участок — с недостаточным натяжением кромок или совсем
без их натяжения. При исследовании пилы линейкой на плите и в изогнутом
состоянии на этом участке с обеих сторон пилы не образуется просвета;
слабый участок — с ослабленными, растянутыми кромками и укороченной
срединой. При проверке линейкой в изогнутом состоянии у кромки с обеих
сторон пилы образуются просветы, а в средней части — выпуклость;
выпучина — местная односторонняя выпуклость, как и у рамных пил.
устраняется проковкой ее краев (к средине) и затем вправляется легкими
ударами по средней части. Между наковальней и полотном пилы при этом
прокладывают лист толстой бумаги;
крыловатость — участок пилы с ослабленной (вытянутой) одной кромкой
и натянутой второй. При накладывании на поверочную плиту растянутая
кромка не прилегает к пей. Крыловатость может быть у одной кромки и
чередующаяся у обеих кромок. Проверять пилу надо с обеих сторон;
21
поперечная коробленность— при накладывании на выпрямленную пилу
поперечной линейки между ней и средней частью полотна с одной стороны
получается просвет, а с другой стороны выпуклость;
местный изгиб полотна, образующийся при свободном распрямлении пилы.
Устраняется, как и у рамных пил, вальцовкой с выпуклой стороны;
скручивание общее (правое или левое) — мало заметный изгиб полотна
вправо или влево под углом к продольной оси пилы на большом участке или
всей длине, мало отражающееся на работе пилы. Такое скручивание возникает
вследствие сильного изгиба пилы в направляющих при боковом развороте
верхнего шкива или неравномерного натяжения кромок на всей длине пилы.
Обнаруживается, если положить пилу плашмя на ровный пол зубьями па
правую сторону и смотреть вдоль пилы. Пила со скручиванием полотна не
будет ровно держаться, а будет стремиться изогнуться в виде восьмерки.
При правом скручивании ближний конец будет валится направо, в сторону
зубьев, а другой конец в обратную сторону. При левом скручивании ближний
конец пилы будет валиться влево. Для определения угла, под которым на-
правлено скручивание, надо изогнуть пилу и с вогнутой стороны прикла-
дывать поверочную линейку под углом к кромкам. При накладывании ли-
нейки вдоль направления скручивания между срединой пилы и линейкой
образуется просвет, несколько больший, чем при накладывании поперек по-
лотна. При накладывании линейки поперек направления хребта скручивания
между срединой пилы и линейкой образуется выпуклость, а у кромок —
просветы;
скручивание местное — скручивание отдельного участка пилы, отражаю-
щееся на работе сильнее, чем общее скручивание, так как оно вызывает бо-
кового биение участка режущей кромки. Обнаруживается, если положить пилу
плашмя на ровный пол и перекатывать ее от себя вдоль полотна. Если скру-
ченный участок находится вверху или внизу посредине ветви пилы, пила стоит
ровно. Когда скрученный участок окажется на сгибе, пила начнет в этом
месте скручиваться и падать;
непрямолинейность задней кромки — вогнутость, ребровая волнистость.
Проверяется длинной поверочной линейкой или специальной линейкой с ин-
дикатором.
Все выявленные дефекты следует разметить мелом. Устра-
няют их проковкой отдельных мест пилоправными молотками
и вальцовкой полотна пилы на вальцовочном станке. По воз-
можности следует воздержаться от проковки, применяя ее лишь
при правке отдельных мест — для выправления местных выпу-
чин, мест спайки и хребтов скручивания. Чем меньше пила
обрабатывается молотком, тем больше срок ее службы.
Проверяют напряженное состояние, правят и вальцуют по-
лотна ленточных пил на специальном верстаке (рис. 10), кото-
рый рекомендуется располагать у одной из стен пилоправной
мастерской с северной или восточной стороны так, чтобы свет
был рассеянным и падал справа вдоль пилы.
Вальцовочный станок 5 устанавливают на правой стороне
верстака па расстоянии 0,3—0,5 м от конца. Влево от вальцо-
22
вечного станка на расстоянии 0,3—0,4 м устанавливают сталь-
ную наковальню 4 с плоской закаленной поверхностью разме-
рами 200X250 мм. Наковальню лучше иметь передвижную
в виде плиты толщиной 50—60 мм с двумя рабочими поверхно-
стями, из которых одна должна служить только для проковки
пил, а вторая для их обрубки и других работ.
Влево от наковальни, на расстоянии 0,2—0,3 м, ставят пло-
скую плиту 3 размером 200x800(1000) мм, высотой 50—60 мм.
Плиту можно изготовить из швеллера, прострогав и прошлифо-
вав его поверхность. Поверхности плиты, наковальни и нижнего
ролика вальцовки должны находиться на одном уровне. Непо-
средственно за плитой желательно иметь ролик 2 для подъема
пилы на высоту 300—400 мм при проверке линейкой натяже-
ния кромок. При этом обеспечивается одинаковый изгиб пилы
и освобождается левая рука.
Над полом и на кронштейнах над верстаком устанавливают
деревянные ролики /, по которым перемещается пила. При
установке пилы на нижние ролики обрабатывают ее наружную
сторону, а при установке на верхние — внутреннюю, обрабаты-
ваемую иногда и на нижних роликах, для чего пилу выверты-
вают внутренней стороной наружу. Однако такой способ нельзя
рекомендовать, так как при неоднократном выворачивании
пилы может получиться скручивание ее полотна.
Для правки ленточных пил применяют специальные мо-
лотки: 1) для общей проковки полотна и правки круглых выпу-
чин — односторонний с круглым бойком массой 0,7—0,8 кг;
2) для правки продолговатых выпучин, крыловатости, скручива-
ния— двусторонний косой, массой 0,5—0,6 кг, с двумя продол-
говатыми бойками, расположенными под углом 45° к рукоятке
23
и перпендикулярно друг к другу; 3) для правки выпучин, кры-
ловатости и обработки шва спайки — двусторонний перекрест-
ный массой 0,5—0,6 кг с продолговатыми бойками, из которых
один расположен вдоль оси рукоятки, а второй под прямым
углом к рукоятке.
Для проверки состояния полотна пилы применяют: 1) пове-
рочную линейку длиной 100—125 мм с прямолинейной рабочей
кромкой для проверки натяжения кромок пилы и выявления
выпучин, крыловатости, скручивания; 2) шаблон длиной
100—125 мм с криволинейной выпуклой рабочей кромкой для
проверки степени и равномерности вальцовки пилы и натяже-
ния кромок. Стрела выпуклости кромки шаблона для пил шири-
ной 100—125 мм, толщиной 1 —1,2 мм должна быть 0,15—0,2 мм
(т. е. соответствовать необходимой величине просвета между
пилой и линейкой); 3) двусторонний шаблон-линейку длиной
1 м с одной прямолинейной кромкой и второй криволинейной
вогнутой, со стрелой вогнутости 0,3—0,4 мм для проверки вы-
пуклости задней кромки пилы. Вместо таких шаблонов лучше
использовать контрольные линейки со стрелочным индикатором
часового типа, замеряющим стрелу прогиба или выпуклости
с точностью до 0,01 мм.
Правку полотна пилы надо начинать с ее наружной стороны
и заканчивать с внутренней (прилегающей к шкивам станка),
на которой нельзя допускать выпучин, так как они больше от-
ражаются на работе пилы, нарушая плотность ее контакта
со шкивами.
В первую очередь необходимо устранить поперечную поко-
робленность полотна. Для этого следует вальцевать пилу с од-
ной стороны при небольшом давлении, устанавливая ее вогну-
той стороной кверху и прогибая вниз перед входом ее в ро-
лики.
Границы жестких, ослабленных и слабых участков следует
обвести мелом и отметить условными знаками ( + , 0, —) их
характер, чтобы не спутать при вальцовке. На жестких участ-
ках, имеющих чрезмерное натяжение кромок, легкой разваль-
цовкой ослабляют обе кромки. На ослабленных участках,
не дающих просвета при наложении линейки, необходимо легко
провальцевать с двух сторон средину, не доходя 20—25 мм до
впадин зубьев и 10—15 мм до задней кромки. На слабых участ-
ках, где кромки длиннее средней части и просвет получается
у кромок, надо развальцевать с двух сторон среднюю часть,
чтобы между линейкой и срединой пилы образовался просвет,
а у кромок получилось прилегание к линейке. Крыловатость
участка пилы с сильно растянутой одной кромкой устраняют
вальцовкой части полотна, прилегающей к другой кромке, на-
чиная от средины полотна. При этом давление вальцов при про-
ходе по средней части создают слабее, чем при проходах
у кромки. Выравняв натяжение обеих кромок, дополнительно
24
провальцовывают средину для придания кромкам нужного на-
тяжения.
Серьезный недостаток приобретает ленточная пила из-за
неравномерного натяжения кромок на разных участках пилы,
особенно когда на одном участке сильнее натянута передняя
кромка, а на другом задняя. Такая пила при вращении на шки-
вах описывает восьмерку и периодически перемещается вперед
и назад в плоскости резания, надвигаясь на дно пропила и от-
ходя от него. При этом получается неравномерная нагрузка на
зубья надвигающегося и отходящего участков пилы, в резуль-
тате чего режущая кромка быстро теряет натяжение и при боль-
шой скорости подачи пила начинает блуждать в пропиле.
После устранения всех вышеуказанных неисправностей по-
лотна необходимо проверить величину и равномерность натяже-
ния обеих кромок по всей длине пилы поверочной линейкой
или выпуклым шаблоном, изгибая пилу и прикладывая их по-
перек полотна с вогнутой стороны. По всей длине пилы между
линейкой и полотном пилы должен получиться одинаковый про-
свет, а выпуклый шаблон должен одинаково плотно, без про-
света прилегать к полотну пилы. Величина изгиба пилы при
такой проверке должна быть одинаковой. Это достигается при-
менением подъемного ролика. В месте, где выпуклый шаблон
отстает от кромок, надо дополнительно провальцевать средину
полотна, а там, где отстает у средины, надо слегка провальце-
вать кромки. Нельзя оставлять переднюю кромку с малым на-
тяжением, так как пила будет блуждать в пропиле и сдвигаться
со шкива назад.
Для обеспечения хорошей работы пилы при высоких скоро-
стях подачи необходимо придавать кромкам равномерное и воз-
можно большее натяжение, какое может воспринять полотно,
оставаясь в неизогнутом состоянии плоским.
Как указывалось выше, задняя кромка пилы должна быть
несколько длиннее передней и иметь выпуклость 0,3—0,4 мм на
1 м длины. Для этого вальцуют полотно между срединой
и задней кромкой или с более сильным давлением, или с мень-
шими промежутками между проходами, чем между передней
кромкой и срединой полотна.
После правки полотна и создания внутреннего натяжения
в кромках необходимо, положив пилу на плиту, проверить инди-
каторной линейкой или вогнутым шаблоном равномерность
выпуклости задней кромки. Участок, где между кромкой пилы
и срединой шаблона образуется зазор, необходимо дополни-
тельно провальцевать на расстоянии 25—30 мм от задней
кромки. Если средина шаблона прилегает к кромке, а концы
отстают, следует провальцевать на этом участке среднюю часть
полотна. После выправления задней кромки необходимо снова
проверить натяжение полотна и там, где натяжение кромок
чрезмерно, надо слегка провальцевать полотно.
25
Выравнивать и придавать натяжение кромкам рекомендуется
последовательно на отдельных участках длиной до 1 —1,5 м.
Лишь окончательно обработав один участок, следует приступать
к вальцовке следующего.
Убедившись в отсутствии выпучин, поперечной покороблен-
ности, крыловатости и в равномерности натяжения кромок на
всей длине пилы, можно вальцевать пилу на всей ее длине, если
это требуется для усиления или ослабления общего натяжения
кромок. При этом ролики должны создавать одинаковый нажим
на всей длине пилы. Как правило, вальцевать пилу надо, сме-
щая проходы от(средины к кромкам с интервалами между ними
10—12 мм и постепенно ослабляя нажим роликов.
При вальцовке необходимо следить за тем, чтобы пила вхо-
дила на нижний ролик и сходила с него в горизонтальном поло-
жении, так как при опускании или подъеме пилы на полотне
могут получиться выпучины или впадины. Нельзя также допу-
скать, чтобы ролики тянули пилу под углом к кромкам, так как
может получиться скручивание полотна.
Вальцовочный станок необходимо всегда поддерживать в ис-
правном состоянии. Ролики должны иметь одинаковые диа-
метры и профиль, иначе полотно пилы будет получать выпук-
лость со стороны, прилегающей к ролику большего диаметра
или более плоскому.
Перед вальцовкой пилы с ее поверхности следует удалить
масло, так как по смазанной поверхности ролики могут про-
буксовывать и мять пилу. Если новая невальцованная пила
имеет равномерную волнистость задней кромки (результат
неправильной обрезки), выправлять ее вальцовкой не следует.
Такую пилу нужно вальцевать обычным путем, проверяя только
поперечный просвет.
У пилы с общим продольным скручиванием полотна сначала следует по-
пробовать устранить его, не прибегая к проковке и вальцовке. Для этого
надо положить пилу плашмя на ровный пол и, наступив ногами на нижнюю
ветвь у сгиба, с силой отгибать руками падающую верхнюю ветвь пилы
в сторону, обратную той, куда она стремится упасть. Постепенно перекаты-
вая пилу и переступая ногами по пиле через 100—200 мм, на всей длине
пилы таким образом отгибают ее верхнюю ветвь. Если после такой операции
скручивание не устранилось, надо проковать полотно легкими ударами косого
молотка по диагональным линиям от задней кромки к передней слева на-
право при правом скручивании и справа налево при левом скручивании. Для
определения угла, под которым нужно вести проковку, изгибают пилу и
к вогнутой стороне под углом к кромкам прикладывают поверочную линейку.
Когда линейка ляжет вдоль направления скручивания, между срединой по-
лотна и линейкой будет наибольший просвет. При наложении линейки по-
перек направления скручивания между линейкой и срединой полотна обра-
зуется выпуклость, несмотря на нормальное натяжение кромок. Такую про-
верку делают по всей длине пилы для выявления хребтов скручивания, вдоль
26
которых следует вести проковку. Проковывать надо по нескольким линиям
с промежутками через 50—60 мм и распределять удары вдоль каждой линии
через 25—30 мм. Затем этот же участок пилы надо более слабо проковать
с внутренней стороны в противоположном направлении, пересекая линии про-
ковки наружной стороны. После такой проковки проверяют, не образовались
ли выпучины и крыловатость, выправляют их и придают кромкам равномер-
ное натяжение.
При местном скручивании необходимо найти границы скру-
ченного участка. Для этого пилу кладут плашмя на пол и пере-
катывают до тех пор, пока скрученный участок не окажется
на сгибе и не начнет скручиваться и падать на сторону. Отме-
тив на пиле мелом место, которым она при этом касается пола,
перекатывают пилу обратно, пока другой конец скрученного
участка не перейдет на другой сгиб и не начнет снова изви-
ваться. При этом также отмечают место соприкосновения с по-
лом. Эти места являются границами скрученного .участка, где
следует искать хребты скручивания.
Подготовка дисков круглых пил. По характеру обработки
и подготовки к работе круглые пилы более сложный инстру-
мент, чем рамные. В отличие от рамных и ленточных пил они
имеют только одну опору—в центре пильного диска. Вслед-
ствие этого к подготовке круглых пил к работе и в особенности
к их качественной правке и проковке (вальцовке) предъявляют
повышенные требования.
Возможные местные дефекты дисков круглых пил и приемы
их устранения те же, что и для полотен рамных пил. Обнару-
женные при проковке дефекты жестких и слабых мест устра-
няют нанесением более сильных ударов проковочным молотком
с круглым бойком по отмеченным мелом тугим местам и исклю-
чением из проковки ослабленных зон.
Дефекты — изгиб, выпучину (впадину) и крыловатость ис-
правляют на плоской наковальне, подкладывая под пилу кусок
картона, или на торце чурака из древесины твердой породы.
Изгиб и крыловатость выправляют пилоправными молотками
с прямыми и косыми продольными бойками. Если крыловатость
возникла из-за ослабления зубчатого венца пилы, для исправле-
ния этого дефекта среднюю часть пилы надо проковывать силь-
нее, чем обычно. При выявлении дефектов поверхности пилу
ставят вертикально для обнаружения выпучин, изгиба, крыло-
ватости или кладут горизонтально на три точки опоры, распо-
ложенные равномерно по периферии диска для выявления жест-
ких и слабых мест. Неплоскостность по хордам и радиусам
проверяют короткими (120—160 мм), а по диаметру длинными
контрольными линейками, которые на 10 мм короче диаметра
окружности впадин зубьев пилы. Проверяют пилу с двух сторон.
Пила имеет собственную частоту колебаний, точнее спектр
частот. При совпадении частоты внешнего воздействия на пилу
(частоты вынужденных колебаний) с собственной ее частотой
27
возникает резонанс. В результате пила теряет устойчивость и
получается кривой пропил. Дальнейшая работа при создавшихся
условиях недопустима. Для обеспечения нормальной работы
круглой пилы необходимо, чтобы ее собственная частота воз-
можно больше отличалась от частоты вынужденных колебаний,
обычно совпадающих с частотой вращения шпинделя станка.
Частота собственных колебаний зависит от диаметра, толщины
пилы и ее напряженного состояния. Для повышения виброустой-
чивости пилу проковывают или вальцуют в средней части на
требуемую величину в зависимости от ее толщины, диаметра
и частоты вращения шпинделя. Однако проковка (вальцовка)
необходима не только для повышения вибрационной характери-
стики. Основное ее назначение — повысить жесткость, компен-
сировав одновременно сжимающие напряжения, возникающие
при работе в ее периферийной части.
Сжимающие напряжения зубчатого венца со стороны вну-
тренней части диска возникают в результате повышенного на-
грева и теплового расширения периферийной части пилы
во время ее работы. Вследствие расширения металла в средней
части плоскости пилы проковкой (вальцовкой) в периферийной
части создаются предварительные растягивающие напряжения,
которые компенсируют напряжения сжатия, возникающие в ре-
зультате нагрева венца пилы. При оценке динамической жест-
кости диска пилы следует учитывать влияние центробежных
сил. В результате правильного ослабления средней части на-
ружная часть пилы при вращении под влиянием центробежных
сил будет свободно растягиваться по радиусам, что вызовет
повышение динамической жесткости пилы.
Для нормальной работы следует проковывать все стандарт-
ные пилы диаметром от 250 до 1600 мм. Проковывают среднюю
часть диска, отстоящую на 25—60 мм от впадин зубьев и на
25—50 мм от центральной части. Центральная часть пилы в зоне
зажимных фланцев проковке не подлежит. Выполняют эту опе-
рацию проковочными молотками с круглыми бойками, рекомен-
дуемая масса которых приведена в табл. 6.
При проковке удары следует наносить равномерно по ра-
диусам пилы от периферии к центру центральной частью бойка.
6. Размеры и масса проковочных молотков
Номер молотка Диаметр бойка, мм Длина молотка, мм Длина рукоятки, мм Масса молотка, кг Толщина пилы, подлежащей проковке, мм
1 25 90 250 0,45 1,2—1,0
2 30 90 250 0,90 1,6—1,2
3 35 100 280 1,35 1,8—1,6
4 40 120 320 1,80 2,7—2,4
5 45 150 400 2,20 3,4—2,7
28
Сила удара зависит от толщины и твердости пилы. Пила
должна плотно лежать на наковальне, которую для этого
делают выпуклой (/? = 350 мм).
Проковывают пилу с двух сторон; при проковке с обратной
стороны желательно удары молотка наносить в тех же точках
диска. Для этого поверхность наковальни предварительно сма-
зывают тонким слоем густой смазки и тогда на обратной сто-
роне пилы от ударов по первой стороне остаются отпечатки.
Если ослабление средней части недостаточно, проковку по-
вторяют, причем удары наносят в промежутках между следами
от ударов при первичной проковке. В случае чрезмерного ослаб-
ления средины диска проковывают внешнюю зону под зубча-
тым венцом пилы.
Кировский станкостроительный завод выпускает наборы
пилоправного инструмента: плющилку ПИ-34 и формовку ПИ-35
для рамных пил; наковальню ПИ-38; разводку ПИ-39; молотки
пилоправные ПИ-40 с круглым бойком массой 1,5 кг, ПИ-41
с круглым бойком массой 0,9 кг, ПИ-42 с перекрестными бой-
ками, «Косяк» ПИ-43; линейки поверочные длиной 750 мм
ПИ-44, длиной 600 мм ПИ-45, длиной 400 мм ПИ-46, длиной
300 мм ПИ-47, длиной 150 мм ПИ-48.
Степень проковки определяют по просвету между длинной
линейкой и пилой, положенной горизонтально на три точечные
опоры, отстоящие от окружности впадин на расстоянии 3—5 мм.
Величина вогнутости средней части пилы согласно ГОСТ 980—69
приведена в табл. 7.
Рабочую кромку длинной контрольной линейки приклады-
вают не менее чем по двум взаимно перпендикулярным диамет-
рам с вогнутой стороны пилы. Величины вогнутости для скоро-
стей резания 40—60 м/с, измеренные с обеих сторон на расстоя-
нии 10—15 мм от края отверстия пилы, должны соответствовать
данным табл. 7.
Для качественной проковки круглых пил требуется опреде-
ленный практический опыт по выработке силы и количества
наносимых ударов для пил различной твердости, толщины и
диаметра диска. Даже для опытного пилоправа ручная проковка
круглых пил остается весьма трудоемкой операцией. Поэтому
ЦНИИМОД провел работы по замене проковки другими мето-
дами создания в пильном диске внутренних напряжений. Один
из таких методов — вальцовка. Вальцевать дисковые пилы реко-
мендуется по одной окружности, отстоящей от центра на рас-
стоянии 0,8 г (где г — радиус окружности впадин). Для этой
цели используют серийный вальцовочный станок ПВ-35 или
ПВ-20 с приставкой конструкции ЦНИИМОДа, состоящей из
суппорта с центром для пилы, двух круглых направляющих
и ходового винта с маховичком привода. Рекомендуемые
ЦНИИМОДом режимы вальцовки круглых пил приведены
в табл. 8.
29
7. Величина вогнутости средней части пилы
Диаметр пилы, мм Величина вогнутости средней части, мм, для пил толщиной, мм
1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,5
250 0,30 0,25 0,20 0,15 0,10
315 — — — — 0,40 0,30 0,20 —
360 — — — — — 0,30 0,20 0,10
400 — — — — — 0,45 0,30 0,20
450 — — — — — — 0,40 0,30
500 — — — — — — 0,50 0,40
560 — — — — — — — 0,45
630 — — — — — — — 0,50
710 — — — — — — — 0,60
800 — — — — — — — —
900 — — — — — — — —
1000 — — — — — — — —
1250 — — — —. — — — —
1500 ч — — — — — — —
1600 — — — — — — — —
Продолжение
Диаметр пилы, мм Величина вогнутости средней части, мм, для пил толщиной, мм
2,8 3,0 3,2 3,6 4,0 4,5 5,0 5,5
250 — — — — — — — —
315 — — — — — — — —
360 — — — — — — — —
400 — — — — — — — —
450 0,20 — — — — — — —
500 0,30 — — — — — — —
560 0,35 — — — — — — —
630 0,40 0,30 — — — — — —
710 0,50 0,40 0,35 — — — — —
800 — 0,90 0,70 0,50 — — — —
900 — — 1,50 1,20 0,90 — — —
1000 • — — — 1,70 1,30 1,00 — —
1250 — — — — 2,90 2,00 1,60 —
1500 — — — — — 5,00 4,50 3,7
1600 — — — — — 5,20 4,70 3,9
Для пил, бывших в эксплуатации, начальную силу прижима
принимают меньшей, чем указано в табл. 8. В случае, если
после вальцовки диск не получил достаточного напряженного
состояния, повторно вальцуют на том же радиусе.
При излишнем ослаблении средней зоны диска пилу валь-
цуют по окружности, отстоящей на 3—5 мм от окружности впа-
дин зубьев. Пилы обрабатывают с двух сторон. При стачивании
пилы на 0,1 ее радиуса следует произвести повторную валь-
цовку.
30
8. Режимы вальцовки круглых пил
Диаметр пил, мм
Толщина пил, мм
Средняя величина давления
роликов на пилу, МПа
380
400
500
630
710
1,8
2,0
2,2
2,0
2,2
2,5
2,2
2,5
2,8
2,5
2,6
3,0
2,8
3,0
3,2
5,5
6,0
6,5
5,5
6,0
7,0
5,5
6,5
7,5
6,0
7,0
8,0
6,5
7,5
8,5
Примечание. Ввиду возможного различия в начальном напряжен-
ном состоянии отдельных пил указанные величины давления роликов
могут изменяться на ±1 МПа.
3. СТАНКИ ДЛЯ РАЗВОДА ЗУБЬЕВ ПИЛ
Для обеспечения нормальной работы пилы необходимо,
чтобы ширина £е зубчатой кромки была больше толщины по-
лотна пилы на определенную величину, зависящую в основном
от влажности и твердости древесины, высоты пропила и вида
распиловки — продольной или поперечной. Величина уширения
режущей кромки пилы должна быть одинаковой на обе сто-
роны пилы. При неодинаковом уширении пила будет откло-
няться (зарезать) в сторону большего уширения. При недо-
статочном уширении режущей кромки пила будет испытывать
значительное трение полотна о стенки пропила, чрезмерно нагре-
ваться и терять поперечную устойчивость, что приводит к непря-
молинейности пропила и даже к невозможности распиловки.
Необходимое уширение зубчатой кромки стальных пил соз-
дают поочередным отгибанием верхней части зубьев на обе
стороны, их разводом, или увеличением ширины режущей
кромки каждого зуба расплющиванием его кончика с последую-
щим (или одновременным) обжимом с боков (формованием)
для выравнивания уширения с обеих сторон пилы и придания
уширенному кончику необходимых углов поднутрения.
У пил, оснащенных пластинками твердых сплавов, уширение
режущей кромки обеспечивается твердосплавными пластинками
шириной, превышающей толщину полотна пилы. Нормирование
31
величины развода и плющения — важнейшее условие для каче-
ственного и высокопроизводительного пиления с оптимальным
расходом древесины и режущего инструмента.
Величина уширения зубьев пил на сторону зависит в основ-
ном от породы древесины, ее влажности и температурного со-
стояния и в некоторой мере от толщины, ширины (или диа-
метра) пил/При распиловке более твердой, а также промерз-
шей древесины величина развода (или плющения) должна
быть меньше. Для мягкой и влажной древесины, у которой спо-
собность к упругому восстановлению волокон проявляется силь-
нее, уширение зубьев пил на сторону должно быть больше.
Рекомендуемые величины развода (или плющения) зубьев
на сторону приведены в табл. 9.
9. Величина уширения зубьев пил на сторону, мм
Тип пилы Для хвойных пород (сосны, ели) с абсолютной влажностью Для твердых лиственных пород (дуба, бука и др.)
до 30% в любое время года свыше 30% зимой (мерзлая) свыше 30% летом
Рамная 0,60—0,70 0,60—0,70 0,70—0,80 0,45—0,60
Ленточная делительная 0,50—0,60 —' 0,60—0,70 0,40—0,50
Широкая ленточная для бревен Круглые: 0,70—0,80 0,55—0,65 0,80—0,90 0,60—0,70
обрезная 0,55—0,65 0,65—0,75 0,40—0> 50
ребровая 0,60—0,70 0,60—0,70 0,70—0,80 0,40—0,55
торцовочная 0,40—0,50 0,40—0,50 0,45—0,55 0,35—0,45
В процессе пиления разведенные зубья пилы испытывают
воздействие боковых составляющих сил резания, вследствие
чего происходит осадка (уменьшение) развода. Учитывая это,
величину развода зубьев на сторону обычно принимают прибли-
зительно на 0,1 мм больше требуемой для нормальной работы
пил.
При разводе простым отгибом зубьев на сторону устойчи-
вость против осадки уширения венца пилы в первый период
бывает недостаточной. Уже на первых метрах пропила развод
быстро уменьшается (в среднем иа 0,05—0,1 мм). В последую-
щем процесс уменьшения величины уширения стабилизируется
и происходит довольно медленно.
Особо следует отметить, что для пил величина развода
не должна быть больше половины толщины зуба пилы. В про-
тивном случае возникает неперекрытие развода, ведущее к об-
разованию на дне пропила непропиливаемого клина. При распи-
ливании твердой древесины (особенно с большими сучками)
32
это влечет за собой недопустимый отгиб на стороны и даже по-
ломку зубьев. 4
Автоматизация развода зубьев различных пил, в первую
очередь круглых, до последнего времени не находила широкого
применения ввиду трудности получения требуемой точности по-
рядка ±0,05 мм. Поэтому развод зубьев пил на большинстве
лесопильно-деревообрабатывающих предприятий производится
вручную с применением контрольного шаблона.
Самый простой и в то же время наиболее распространенный
ручной инструмент для развода пил — щелевая разводка. Наи-
более простая разводка состоит из рукоятки и рабочей части
с одной или несколькими прорезями для пил разной толщины.
Более сложные разводки имеют регулируемые ограничивающие
упоры, позволяющие отгибать зуб на одинаковую величину.
У некоторых разводок регулируется также величина просвета
щели.
При работе ручной разводкой целесообразно во время от-
гиба зуба одновременно слегка, разворачивать его переднюю
грань в сторону отгиба. Это повышает устойчивость зубьев про-
тив осадки и улучшает условия резания, так как при развороте
зуба образуется вспомогательный задний угол боковой режущей
кромки. Линия отгиба зуба пилы должна быть перпендикулярна
биссектрисе угла заострения.
Работа ручными разводками довольно кропотливая и непро-
изводительная. Создание разводных клещей было первым ша-
гом в механизации процесса развода зубьев пил. Клещи-раз-
водка — универсальный инструмент, отдельные виды которого
рассчитаны на развод зубьев пил толщиной до 2,5 мм. Однако
клещи-разводка наиболее приемлемы для развода пил толщи-
ной до 1,2 мм. Работа разводными клещами более производи-
тельна, чем щелевой разводкой, а точность развода более вы-
сокая. Смятия вершин зубьев при работе разводными клещами
не наблюдается.
Необходимость механизации и автоматизации процессов
подготовки к работе дереворежущего инструмента привела
к созданию ряда станков и приспособлений для развода зубьев
пил, отличающихся методом развода и конструкцией.
По принятому методу развода все станки и приспособления
можно условно разделить на две группы. К первой, наиболее
значительной, относятся станки и приспособления, работающие
цо методу свободного поперечного изгиба зубьев, защемленных
у основания (рис. И, а). В зависимости от конструкции разво-
дящих элементов у станков этого типа могут оставаться посто-
янными или меняться место и направление приложения рабо-
чего усилия. При этом само нагружение зубьев пил в процессе
развода может быть однократным, многократным, прямым или
прямым и обратным. Ко второй группе (рис. 11, б) относятся
станки и приспособления, у которых основной процесс попереч-
2 Заказ № 412 33
ного изгиба зубьев пил сочетается с другими видами обработки
материалов: чеканкой, вальцовкой, кручением.
Наибольшее распространение в специализированных стан-
ках получил вариант свободного поперечного изгиба зубьев пил
с жестким защемлением их у основания.
Кировский станкостроительный завод выпускает станок
РПК8 для развода зубьев круглых пил диаметром от 160 до
Рис. 11. Варианты схем механизмов для развода зубьев пил
800 мм. Опытный завод МЭЗ ВНИИДМАШ выпустил партию
станков РПД6 для развода зубьев круглых пил диаметром от
200 до 800 мм.
Точность развода зубьев (±0,05... 0,08 мм) пил на станках
РПД6 и РПК8 достигается благодаря использованию в них
метода переразвода, сущность которого состоит в том, что зубья
пилы первоначально разводят на большую величину, чем тре-
буется для работы, а затем возвращают в обратную сторону
до необходимого уровня.
34
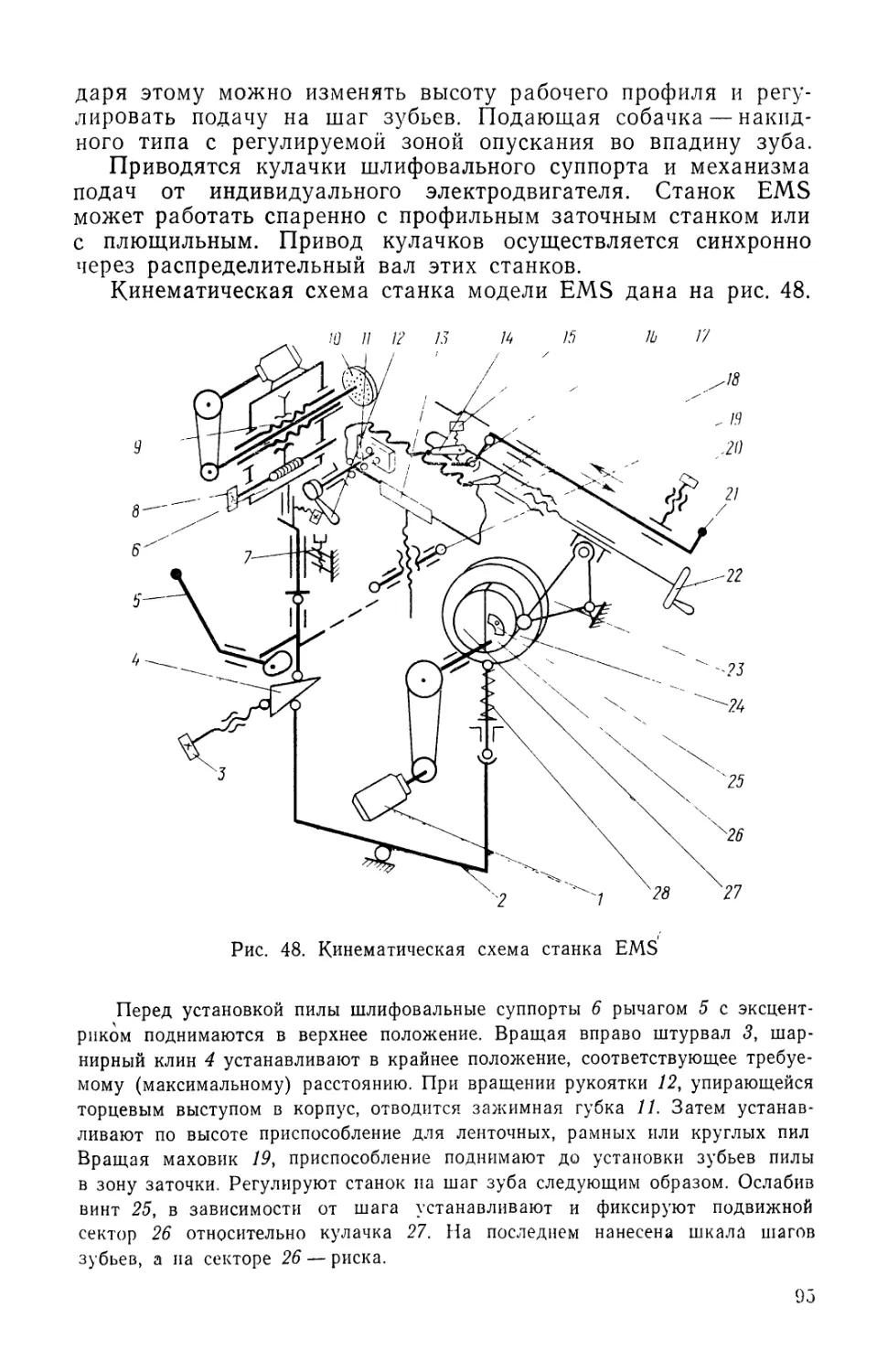
Станок РПД6 (рис. 12) имеет следующие устройство и прин-
цип работы (рис. 13). Распределительный вал 1 приводится
во вращение от электродвигателя через клиноременную пере-
дачу 2 и червячную пару 3. Подача пил осуществляется от тор-
цевого кулачка 4 через промежуточный рычаг 5, сухари 11
и подающую собачку 17. Подачу пилы регулируют винтом 10,
а шаг зубьев настраивают винтом 9. Пила зажимается цилин-
дрической пружиной растяжения при помощи самотормозящейся
клиновой пары 15. Подтормаживает пилу в процессе подачи
цилиндрическая пружина сжатия 13. Во время установки и сня-
тия пилы шток 14 с зажимной колодкой 16 отводится в крайнее
заднее положение.
Разводятся зубья кулачком 23, имеющим переразводящий
22 и возвращающий 21 выступы. При вращении кулачка 23 вы-
ступы 21, 22 последовательно нажимают на ролики рычагов 19,
20. При повороте рычагов вокруг осей 12, 18 происходит перво-
начальный (увеличенный) отгиб, а затем возврат зубьев до
нужного уровня. Для изменения величины развода в заданном
диапазоне рабочие выступы кулачка 23 имеют коноидную
форму, а сам кулачок может перемещаться вдоль распредели-
тельного вала. При настройке станка распределительный вал
приводят во вращение вручную маховичком 7 через цилиндри-
ческие шестерни 6, 8.
По принципу работы, кинематике и компоновке основных
механизмов полуавтомат РПК8 схож с разводным станком
РПД6. В нем применены аналогичный метод работы механизма
развода и общая для этих моделей компоновка механизмов за-
жима, подачи, привода распределительного вала. При разра-
ботке полуавтомата РПК8 учтен опыт эксплуатации станка
РПД6, в частности переработан механизм развода и раз-
делены элементы прямого и обратного нагружения зубьев
пилы.
Общий вид станка РПК8 с обозначением основных элемент
тов конструкций и органов управления приведен на рис. 14. На
полой однотумбовой литой станине 1 установлен суппорт 2
с центром 3 крепления пилы. Суппорт регулируется по высоте
на диаметр пилы маховичком 15, связанным посредством косо-
зубых шестерен с винтовой парой на тыльной стороне суп-
порта 2. Внутри станины размещен электрошкаф.
На станине смонтирована разводная головка 12 с червяч-
ным редуктором, механизмами подачи, зажима и развода пилы,
а также индикаторным механизмом контроля величины раз-
вода. В правой передней части разводной головки установлен
пульт управления 10 (включения и останова станка). В перед-
ней нижней части разводной головки размещается винт 4 на-
стройки механизма зажима на толщину разводимой пилы.
Выше и левее имеются индикаторы 5 контроля величины раз-
вода.
2=
35
Рис. 12. Станок РПД6 для развода зубьев
круглых пил
Рис. 13. Кинематическая схема станка
РПД6
21
20
19
18
15
В верхней левой части разводной головки размещены винты
6 и 7 регулировки величины отгиба зуба пилы и обратного (ка-
либрующего) отжима. Винты связаны с рычажными механиз-
мами, работающими от двух радиальных кулачков. Для регу-
лировки симметричности работы механизмов служат настроеч-
ные винты 8. Механизм подачи пилы размещается в коробчатом
корпусе 11, расположенном с
правой стороны разводной го-
ловки. Механизм приводится
в движение от торцевого ку-
лачка на правом конце распре-
делительного вала. Верхний
винт 13 служит для регулиров-
ки шага разводимой пилы, а
нижний винт 14 для настройки
зоны подачи зуба.
Для настройки станка и
контрольного развода зубьев
служит маховичок 9 ручного
привода распределительного
вала. Разжимаются зажимные
колодки при снятии пилы со
станка с помощью рукоятки,
установленной на левой стенке
разводной головки. При этом
распределительный вал станка
должен находиться в положе-
нии, соответствующем завер-
шению цикла развода (зажим-
ной клин поднят).
ВНИИДМАШ разработал
п изготовил небольшой опыт-
ной партией станок РПК16
(РАП16) для развода зубьев
круглых пил диаметром 800—
1600 мм (рис. 15). Этот станок
выполнен с боковым располо-
жением пилы и установкой ее
перпендикулярно разводной
головке, что позволило сделать
Рис. 14. Станок РПК8 для развода
зубьев круглых пил
станок небольшим по высоте и
повысить удобство его обслуживания.
Модель РПК16 имеет следующие основные механизмы: по-
дачи, зажима, развода зубьев, установки и снятия пилы. Кине-
матическая схема этого станка приведена на рис. 16. Распре-
делительный вал 1 приводится во вращение от электродвига-
теля через клиноременную передачу 2 и червячную пару 3.
Подача пилы осуществляется от установленного на распредели-
тельном валу кулачка 6 через промежуточный рычаг 5, подаю-
37
щий рычаг 13 и собачку 14, а ее регулировка — винтом 26. Для
настройки на шаг зубьев служит винт 27.
Пила зажимается цилиндрической пружиной 7 при помощи
самотормозящейся клиновой пары 15, а разжимается поворотом
рукоятки 9, отводящей зажимную колодку 16. Подтормаживает
пилу в процессе подачи цилиндрическая пружина сжатия 20.
Рис. 15. Станок РПК16 для развода зубьев круглых пил
Зубья пилы разводятся торцевыми кулачками 8 и 4, взаимодей-
ствующими с рычагами 10 и 23, которые, поворачиваясь вокруг
своих осей 12, 24, нажимают на торцы разводных штырей 21,22.
Величина развода регулируется рукоятками 11 и 25. Устанав-
ливается пила в рабочее положение специальным механизмом,
состоящим из каретки 19 и направляющей 18.
Перед началом работы станка на пиле устанавливают цен-
тровую втулку 17, после чего пилу накатом по деревянному
настилу перемещают к станку и устанавливают на каретке 19.
Далее последнюю с помощью рычажного механизма продвигают
в рабочую зону до упора.
ЗУ
Использование станка РПК16 позволяет высвободить двух
рабочих, занятых выполнением тяжелой и трудоемкой опера-
ции, и повысить точность и устойчивость развода зубьев пилы
против усадки.
Основные данные отечественных разводных станков
РПД6 РПК8 РПК16 (РАП16)
Диаметр разводимых пил, мм Шаг зубьев пил, мм . . 200—800 160—800 800—1600
10—55 6,5—55 38—82
Величина развода пил, мм до 1,5 до 1,3 до 2,0
Толщина пил, мм . 1,4—3,0 1,0—3,6 3,6—5,5
Габарит, мм . 800x835x1175 800x700x1400 2000x900x1700
Рис. 16. Кинематическая схема станка РПК16
За рубежом для развода зубьев пил наибольшее применение
нашли станки фирмы «Фольмер Верке» моделей Adn и АТ,
имеющиеся и на ряде наших предприятий.
Станок Adn относится к группе полуавтоматов упрощенного
типа, работающих по принципу простого прямого поперечного
отгиба зуба пилы, защемленного у основания, обеспечивающего
39
среднюю точность развода пил (диаметром от 160—800 мм)
±0,15 мм. Этот станок обычно используют на средних (по вели-
чине) предприятиях, где не предъявляется высоких требований
к точности развода. Кинематическая схема станка модели Adn
представлена на рис. 17.
От электродвигателя движение передается через червячную пару 1 и
муфту 2 (на схеме она выключена) кулачковому валу 3. Муфта включается
Рис. 17. Кинематическая схема разводного станка
Верке»
Adn фирмы «Фольмер
и выключается рукояткой 4. Кулачки, сидящие на валу, приводят в движе-
ние все основные механизмы станка. Кулачки развода 20, 24 имеют одинако-
вый профиль, но расположены асимметрично. Поэтому при вращении вала
они поочередно раскачивают рычаги 5 развода. Штыри, выступающие на ниж-
них концах рычагов, упираются в разводные стержни 8, 12, которые при ка-
чании рычагов разводят зубья пилы. Величина развода регулируется изме-
нением положения оси качания 6 рычагов за счет поворота эксцентриков
опоры рукояткой 14. Так как опоры связаны между собой тягой 15, поворот
одной опоры вызывает поворот другой.
В случае несимметричности подналадка развода осуществляется винтами
7, 13, изменяющими величину выступания штырей из рычагов. Полотно пилы 10
зажимается губками 11. Освобождается и поджимается пила с помощью ру-
коятки 9. Зажимается пила в момент развода от кулачков 19, 25. При вра-
щении распределительного вала кулачки раскачивают рычаги 17 и нажимают
40
на штанги. Величина хода штанг, а следовательно, величина зажима, регу-
лируется изменением положения оси качания рычагов поворотом эксцентрико-
вой опоры посредством рукоятки 16. Поворотом этой рукоятки можно на-
страивать (по шкале) станок на величину зажима в зависимости от толщины
пилы. Механизм подачи пилы приводится в движение от кулачка 23, который
раскачивает рычаг 22 с подающей собачкой. Настройка на шаг осуществляется
винтом 21.
Станок может работать и от ручного привода при помощи маховичка 18.
В этом случае муфта 2 выключается.
Станок АТ предназначен для развода рамных, ленточных де-
лительных и круглых пил диаметром от 120 до 800 мм. Эта
модель оснащена механизмом автоматического активного кон-
троля, что позволяет у пил толщиной до 1,5 мм получать фак-
тическую точность развода в пределах ±0,02... 0,05 мм. Полу-
автомат АТ по точности и уровню автоматизации отвечает
требованиям крупных лесопильно-деревообрабатывающих пред-
приятий, хотя и уступает в 2,5 раза по производительности оте-
чественным и другим зарубежным разводным станкам.
Механизмы станка смонтированы симметрично в двух (левой
и правой) тумбах, это снижает точность развода у пил толщи-
ной 2 мм и более из-за недостаточной жесткости связи между
тумбами.
Кинематическая схема правой части станка модели АТ при-
ведена" на рис. 18.
От электродвигателя 19 клиноременной передачей 16 вращение передается
па электромагнитную муфту 15 и далее червячной паре 14. Червячное ко-
лесо находится на распределительном валу 13, на котором закреплены рабо-
чие кулачки механизмов подачи, зажима и развода. Кулачок 17 приводит
в движение рычаг 10 механизма подачи. Этот рычаг давит на промежуточный
рычаг, который в свою очередь поворачивает опорный рычаг 9. Опора рычага
9 при настройке на величину шага пилы смещается рукояткой. Рычаг 9 пе-
ремещает шток 8, на конце которого насажена подающая собачка 7. Меха-
низм зажима пилы работает от кулачка 20, который давит через рычаг на
зажимную губку 11. Регулируют зажим рукояткой 2, которой поворачивают
эксцентриковую ось рычага.
Развод зубьев пилы осуществляется кулачком 18, имеющем ряд ступенча-
тых выступов, нарастающих через 0,04 мм. При повороте этого кулачка он
своими выступами нажимает на рычаг, перемещающий толкатель 12 с раз-
водным бойком. Толкатель при перемещении своим верхним выступом упи-
рается в шток 5 механизма контроля, на котором находится контрольный
рычаг с контактом 6. При этом происходит отвод механизма контроля от
разводимого зуба.
После развода шток, а с ним и рычаг контроля возвращаются в исход-
ное положение. При этом рычаг касается своей контрольной поверхностью
зуба пилы и в случае достижения заданной величины развода контакт вклю-
чит магнит, сбрасывающий разводной рычаг на холостую часть кулачка 18
41
Обе стороны станка работают одинаково с той лишь разницей, что правая
разводит зубья на левую сторону, а левая — на правую. На станке АТ можно
исправить развод отдельных зубьев, которые в процессе пиления или по иным
причинам получили отгиб больше заданного. Для этого на основном развод-
ном кулачке имеется впадина, и рычаг еще до нанесения первого удара по
толкателю западает своим роликом во впадину, давая возможность контроль-
ному элементу ощупать зуб пилы. При этом, если развод зуба пилы будет
Рис. 18. Кинематическая схема разводного станка АТ фирмы «Фольмер
Верке»
больше требуемого, включается электромагнит противоположной тумбы станка,
сбрасывающий разводной рычаг с основного кулачка на холостой диск, на
котором имеется выступ, исправляющий переразведенный зуб. Величину раз-
вода устанавливают регулировочным винтом 4 по лимбу. Посредством гайки 3
и специальной планки на прижиме 11 достигают постоянства установки ве-
личины развода для пил различной толщины.
Поднимается пила до заданного уровня от электродвигателя 1 посред-
ством клиноременной передачи 23, вращающей винт 22. Стол движется вдоль
Т-образной направляющей. Пила, установленная на столе, нажимает на от-
кидную планку конечного выключателя и останавливает электродвигатель.
42
Испытания станка АТ показали высокую точность развода пил и на-
дежность его конструкции. Наилучших результатов по точности (±0,02 мм)
достигали, когда величина развода, получаемая после первого удара бойка,
была в среднем на 0,15—0,2 мм меньше заданной. Необходимая величина
развода обеспечивается в среднем после пяти-шести ударов бойка (всего на
кулачке развода 12 выступов). Если хотя бы один зуб будет разведен с од-
ного-трех ударов, следует уменьшить выход разводных бойков и возвратить
пилу на одну позицию назад.
Увеличение ошибки при разводе с первого удара бойка объясняется тем,
что механизм активного контроля станка АТ работает на замыкание контак-
тов электрической цепи, т. е. одинаково реагирует на любую величину больше
установленной.
Снижение точности работы станка при выполнении развода со второго-
третьего удара бойка не может быть объяснено по аналогии с первым слу-
чаем. Как показал опыт работы, причина этого в свойстве материала пилы
увеличивать пластическую составляющую общей деформации при многократ-
ном нагружении. В случае значительного изменения величины изгиба, что чаще
всего встречается при разводе вновь насеченных зубьев пилы, повторное на-
гружение зуба без увеличения выхода бойка может увеличить пластическую
составляющую общей деформации на 0,05—0,08 мм. Третье по счету нагру-
жение изменяет эту величину до 0,02—0,04 мм и последующие до 0,01—
0,005 мм. Так как увеличение выхода бойка от каждого выступа кулачка рав-
няется 0,04 мм, очевидно, что с первых трех ударов заданная точность
±0,02 мм в ряде случаев не может быть достигнута.
Следует отметить, что для станков, работающих по принципу перераз-
вода с последующим возвращением зуба пилы на заданный уровень серией
контролируемых ударов, дополнительное приращение пластической составляю-
щей при повторной операции обратного нагружения в несколько раз меньше,
чем при прямом отгибе, как было в первом случае. Это позволяет на станках,
работающих по методу переразвода, получать требуемую величину сразу же
после второго удара бойка.
При работе на разводных станках для повышения точности и устойчи-
вости зубьев против осадки надо придерживаться следующих соотношений.
Расстояние между плоскостью вершин зажимных колодок и линией дей-
ствия разводных штырей должно равняться ЗВ (где В — толщина пилы).
Расстояние от вершины зуба до линии действия разводных штырей не более
1,8В. При этом разводной штырь всегда должен касаться зуба пилы ниже
короткой режущей кромки, образующейся в результате косой заточки.
Развод необходим для уширения зубчатого венца круглых пил с косой
заточкой, применяемых в основном при поперечной и смешанной распиловке
древесины, а также для ленточных столярных пил и круглых пил при про-
дольном чистовом пилении с малым шагом зубьев, например в паркетном
производстве. Для продольного пиления древесины с большой подачей на зуб
целесообразнее использовать плющение.
43
4. СТАНКИ ДЛЯ ПЛЮЩЕНИЯ И ФОРМОВАНИЯ ЗУБЬЕВ ПИЛ
Плющение зубьев имеет перед разводом ряд преимуществ:
величина уширения во время пиления не изменяется, как при разводе,
за счет его постепенной осадки под воздействием на зубья боковых усилий
резания, особенно при распиловке сучковатой или мерзлой древесины;
усилия сопротивления резанию действуют на плющеный зуб симметрично,
не вызывая в полотне пилы дополнительных поперечных вибраций, возникаю-
щих при разведенных зубьях под действием односторонних боковых усилий;
плющеный зуб снимает стружку одинаковой толщины по всей ширине
пропила и одновременно отделяет ее от обеих боковых поверхностей пропила.
Разведенный же зуб отделяет стружку от одной боковой поверхности про-
пила, и, следовательно, в образовании каждой поверхности пропила участвует
только половина работающих зубьев. Поэтому при одинаковой скорости по-
дачи величина подачи на разведенный зуб у каждой боковой поверхности
пропила будет вдвое больше, чем при плющеном зубе с таким же шагом.
Так как стружка отделяется от боковой поверхности пропила боковыми кром-
ками вершины зуба в основном скалыванием с вырыванием волокон древе-
сины, то чем больше толщина стружки, тем больше шероховатость и мши-
стость поверхности пропила. Поэтому плющеные зубья при одинаковой ско-
рости подачи образуют более чистый пропил, а при одинаковых требованиях
к качеству пропила можно увеличивать шаг зубьев. Последнее позволяет уве-
личить объем междузубной впадины, что уменьшает степень уплотнения опи-
лок во впадине, а следовательно, и общее усилие резания.
Ввиду этих преимуществ плющение зубьев широко приме-
няется у рамных, делительных и широких ленточных пил,
а в последние годы за рубежом и у круглых пил для продоль-
ной распиловки. У круглых стальных пил с косой заточкой
зубьев для поперечной распиловки применяется только развод
зубьев.
Большинство станков для плющения работает по принципу
холодного плющения зуба профильным плющильным валиком.
На крупных лесопильно-деревообрабатывающих предприя-
тиях применяют плющильно-формовочные полуавтоматы, у ко-
торых весь цикл плющения и формования (за исключением
снятия и установки пилы на станке) автоматизирован. К стан-
кам подобного типа относится выпускаемый Кировским станко-
строительным заводом полуавтомат ПХФ (рис. 19 )для плюще-
ния и формования зубьев рамных пил, имеющий горизонталь-
ное расположение обрабатываемой пилы и осуществляющий
плющение и формование зубьев при одной установке пилы. Ки-
нематическая схема полуавтомата ПХФ представлена на
рис. 20.
Полуавтомат устроен следующим образом. От электродвигателя 1 через
клиноременную и червячную передачу движение передается распределитель-
ному валу 13, на котором установлены кулачки: подачи 14, отодвигания ка-
ретки 9, зажима пилы 2 и поворота плющильного валика 6. Кулачок 14
44
Рис. 19. Плющильно-формовочный станок ПХФ
Рис. 20. Кинематическая схема станка ПХФ
сообщает качательные движения рычагу 10, который передает их рычагу 11
и сидящему на другом конце общей оси рычагу 15. Качательные движения
рычага 15 передаются рычагу 16 с подающей собачкой 18, которая произво-
дит подачу пилы.
Кулачок 9 сообщает качательные движения рычагу 8, который через
тягу 7 передает возвратно-поступательные движения каретке отвода пилы 24.
Кулачок 2 сообщает качательные движения рычагу зажима 3, на кото-
ром закреплены формующая плашка 26 и зажимная губка 22. Кулачок 6
передает качательные движения рычагу 5, который через тягу 4 сообщает
возвратно-поступательные движения зубчатой рейке 21. Перемещаясь, рейка 21
поворачивает шестерню 19 с плющильным валиком 20.
Работа станка происходит по следующему циклу. После
плющения и формования очередного зуба кулачок 9 посред-
ством рычага 8 и тяги 7 отводит каретку 24 с пилой из рабочей
зоны. Предварительно кулачок 2 посредством рычага 3 осво-
бождает полотно пилы от зажима. После этого кулачок 14 через
систему рычагов и собачку 18 подает пилу на очередной зуб.
Кулачок 9 возвращает каретку с пилой в рабочую зону так, что
плющильный валик 20 размещается во впадине зуба, подлежа-
щего плющению. Кулачок 2, нажимая на рычаг 3, зажимает
пилу с помощью губки 22. Одновременно с этим плашка 26 фор-
мует ранее проплющенный зуб. После этого кулачок 6 посред-
ством рычага 5, тяги 4 и рейки 21 поворачивает шестерню 19
с плющильным валиком 20. Происходит плющение очередного
зуба, после чего весь цикл повторяется сначала.
Настраивают станок на ширину пилы вращением маховичка
23, а механизм зажима на толщину полотна пилы — махович-
ком 25. Настраивают механизм подачи пилы на шаг зуба пилы
(амплитуды качания собачки) маховичком 12. Устанавливают
положение передней грани зуба, подвергаемого плющению, от-
носительно плющильного валика (зоны качания собачки) махо-
вичком 17.
Вертикальное расположение оси плющильного валика значи-
тельно облегчает наблюдение за процессом плющения и упро-
щает установку и снятие пилы.
На станке ПХФ обрабатывают рамные пилы длиной 1100—
1950 мм, шириной 80—200 мм, с шагом зубьев 18—40 мм. При
толщине пил 1,6—2,5 мм можно получать уширение кончиков
зубьев 1,2—1,4 мм на каждую сторону. За минуту расплющи-
ваются и одновременно формуются 25 зубьев. Мощность при*
вода станка 1,5 кВт, габарит станка: длина 2330 мм, ширина
820 мм, высота 1280 мм; масса 450 кг.
К 1980 г. этот станок будет заменен новым модели ПХФ-2
с вертикальным расположением пилы, что позволит обрабаты-
вать и ленточные пилы.
За рубежом наиболее распространены полуавтоматы PTG
фирмы «Фольмер Верке» (ФРГ). В отличие от станка ПХФ по-
46
луавтомат PTG имеет горизонтальное расположение плющиль-
ного валика и вертикальное положение пилы. Такая компоновка
затрудняет обзор зоны плющения, но позволяет сделать станок
универсальнее. При наличии соответствующих приспособлений
для установки пил на нем можно плющить и формовать зубья
также круглых и ленточных пил.
Операции плющения и формования на этом станке произво-
дятся раздельно за две установки пилы, так как зоны плюще-
ния и формования расположены в различных местах по высоте
станка. Это почти вдвое снижает производительность станка
Рис. 21. Плющильно-формовочный
станок РМН фирмы «Фольмер Верке»
по сравнению с производитель-
ностью станков, осуществляю-
щих эти операции одновремен-
но при одной установке пилы.
Фирма «Фольмер Верке»
выпускает новый плющильный
станок РМН (рис. 21) для хо-
лодного плющения и одновре-
менного формования зубьев
рамных, круглых и ленточных
пил.
Плющильный валик распо-
ложен горизонтально. Особен-
ности станка — применение
гидравлики для привода ос-
новных исполнительных орга-
нов станка и оригинальная
конструкция плющильной го-
ловки (рис. 22). Плющильная
головка 1 выполнена в виде
поворотного устройства, ось
которого расположена над полотном пилы. Поворот головки, не-
обходимый для замены плющильного валика формующими
плашками при последовательном выполнении операций плюще-
ния и формования, производится гидроцилиндром 3, шарнирно
связанным с упорным плечом плющильной головки. Величина
поворота в каждое из двух положений регулируется опорными
винтами.
В плющильной головке вмонтированы профильный плющиль-
ный валик 5, наковальня 4, формующие плашки 10 и зажимные
губки 6. Поворачивается плющильный валик в процессе плюще-
ния гидроцилиндром 2, закрепленным на упорном плече плю-
щильной головки. Угол поворота плющильного валика в зависи-
мости от величины переднего угла зуба и требуемого уширения
его кончика регулируется упорным винтом 9. Зажим и разжим
формующих плашек производится гидроцилиндром 13, повора-
чивающим винт И с правой и левой резьбой. Поворот этого
винта вызывает осевое перемещение формующих плашек.
47
Рис. 22. Схема плющильно-формовочной головки станка РМН фирмы «Фоль-
мер Верке»
48
Исходное положение для плющения, соответствующее окон-
чанию формования предыдущего зуба, приведено на рис. 22, а.
При этом подающая собачка 7 из положения I перемещается
в положение II до упора в переднюю грань зуба пилы; продол-
жая движение, она перемещает зуб пилы в положение плюще-
ния, не доходя до него 2—3 мм. Затем собачка отводится в ис-
ходное положение и западает,во впадину следующего зуба. По-
сле этого гидроцилиндр 3 поворачивает плющильную головку по
часовой стрелке в положение плющения. Плющильный валик 5
входит во впадину зуба и, упираясь в его переднюю грань, окон-
чательно устанавливает зуб пилы в положение плющения. При
этом наковальня занимает требуемое положение на задней
грани зуба. Регулируется положение наковальни винтом 12. За-
тем пила зажимается губками 6. Усилие зажима пилы в станке
РМН 120—150 кН. После зажима пилы гидроцилиндр 2 повора-
чивает плющильный валик по часовой стрелке и происходит
плющение зуба. Затем валик возвращается в исходное положе-
ние, а зажимные губки освобождают пилу. Затем гидроцилиндр
3 поворачивает плющильную головку против часовой стрелки
в положение формования (рис. 22, а) до упора в регулировочный
винт 14. Гидроцилиндр 13 поворачивает винт 11, сближая фор-
мующие плашки 10, которые обжимают с боков плющеный зуб.
При обратном движении гидроцилиндра формующие плашки рас-
ходятся. После этого вновь начинается движение собачки, кото-
рая подает следующий зуб в положение плющения, и весь цикл
повторяется.
Перед плющением зубьев пил как ручными плющилками, так
и на станках во избежание сильного трения между рабочей по-
верхностью плющильного валика и передней гранью зуба необ-
ходимо смазать передние и задние грани зубьев.
В процессе плющения возникают удельные давления, дости-
гающие 2000—3000 МПа. В результате смазка выдавливается из
зоны контакта валика с зубом. В лучшем случае остается весьма
тонкий слой на начальной поверхности контакта. При дальней-
шем деформировании и уширении зуба вследствие обновления и
значительного увеличения поверхности контакта за счет ушире-
ния (в 2—2,5 раза) образуются очаги трения, не имеющие
смазки. Таким образом, почти с самой начальной стадии плюще-
ния возникает полусухое трение, сопровождаемое значительным
торможением материала зуба у поверхности контакта с плю-
щильным валиком. Это приводит к образованию трещин на бо-
ковых кромках уширенного зуба и к повышенному износу ра-
бочей поверхности плющильного валика.
Для уменьшения выдавливания рекомендуются следующие
составы смазок с наполнителями: 1) бронзо-графитовая смазка,
состоящая из 30% порошка бронзы, 20% порошка графита и
50% солидола; 2) дисульфид-молибденовая паста, состоящая из
40% порошка дисульфид-молибдена MoS2 и 60% солидола.
49
За рубежом применяют специальные смазочные карандаши
из спрессованного мела, пропитанного минеральным маслом. Во
всех случаях наполнитель должен удерживать смазку в зоне
контакта.
Как показали исследования ВНИИДМАШ, торможение ма-
териала, вызываемое полусухим и сухим трением, возникает не
только в зоне контакта между плющильным валиком и передней
гранью зуба пилы, но и между наковаленкой и задней гранью
зуба пилы.
Основные дефекты плющения, зависящие от правильной на-
стройки плющильных станков и качества предварительной за-
точки зубьев пил, следующие:
Несимметричность плющения, основная причина которой —
скашивание (косая заточка) передней и задней граней зубьев,
образующееся вследствие неперпендикулярности плоскости вра-
щения шлифовального круга заточного станка к боковой по-
верхности полотна пилы. К такому же результату приводит
неперпендикулярность к боковой поверхности полотна пилы об-
разующей рабочего профиля плющильного валика и опорной
плоскости наковаленки. В этом случае опорную поверхность на-
коваленки следует подшлифовать с приданием небольшого
уклона в другую сторону.
Чрезмерное вытягивание кончика зуба и его растрескивание
из-за неправильной настройки рабочей зоны станка и установки
наковаленки, вследствие чего кончик зуба при плющении выхо-
дит за пределы передней кромки наковаленки. Причина может
быть в укорачивании рабочей поверхности наковаленки, если
она неправильно подшлифована при износе.
Недостаточное проплющивание кончика зуба из-за непра-
вильной настройки рабочей зоны станка, приводящей к тому,
что кончик зуба очень отодвинут от передней кромки нако-
вальни.
Отгиб кончика зуба вверх или вниз из-за неплотного каса-
ния задней грани или кончика зуба и опорной поверхности на-
коваленки вследствие искажения профиля зуба при заточке с об-
разованием выпуклости или вогнутости задней грани.
Для устранения перечисленных недостатков необходима тща-
тельная выверка заточного и плющильного станков и правиль-
ная их настройка.
Допустимые отклонения перпендикулярности плоскости вра-
щения шлифовального круга к поверхности полотна затачивае-
мой пилы и оси вращения плющильного валика к поверх-
ности полотна пилы не должны превышать 0,05 мм на длине
100 мм.
Настраивают рабочую зону плющильного станка в зависимо-
сти от профиля зуба пилы, величин переднего и заднего углов
и требуемой величины плющения, предварительно определив
следующие величины:
50
1. Расстояние X между передней кромкой наковаленки и
осью вращения плющильного валика по горизонтали, мм:
X - (7? — Н) cos у——2##siny, (1)
где R — наибольший радиус плющильного валика, мм;
Н — степень деформации расплющенного зуба (глубина лунки в перед-
ней грани), мм;
у — передний угол зуба пилы (исходный), град.
2. Расстояние Y между передней кромкой наковаленки и
осью вращения плющильного валика по вертикали:
У = cosy///2—27? // + (/? — /7) sin у. (2)
Передний угол зуба определяют непосредственным замером,
радиус плющильного валика выбирают в зависимости от шага
зубьев пилы (обычно применяют диаметр валика 12—14 мм).
Степень деформации Н определяют в зависимости от требуемой
величины уширения кончика зуба Bi, выбираемой в зависимости
от породы распиливаемой древесины и ее состояния.
На основании выбранной величины уширения Bi величину Н
рассчитывают по формуле, мм;
// = (1п-®1—0,1б)/0,433. (3)
Формула (3) справедлива для пил толщиной Во = О,9-4-2,4 мм.
Величину Н можно выбрать из табл. 10 для пил по ГОСТ
5524—75 при плющильном валике диаметром 13 мм,В0 = 2,2мм
и применении бронзо-графитовой смазки.
10. Величина Н в зависимости от величины Вх
ВР мм И, мм Наличие трещин Вх , мм И, мм Наличие трещин
2,94 0,50 Нет 4,32 1,25 Нет
3,72 0,80 » 4,54 1,40 Есть
4,11 1,00 » 5,02 1,50 »
В результате исследований ВНИИДМАШ установлено, что
для обеспечения наибольшей плавности и равномерной интен-
сивности деформации зуба в процессе плющения кривая, огра-
ничивающая рабочий профиль плющильного валика, должна
удовлетворять условию dp/dcp = const, где р — переменный радиус
кривизны рабочего профиля плющильного валика; ср — централь-
ный угол. Это условие удовлетворяется в случае, если рабочий
профиль валика очерчен по архимедовой спирали.
51
Угол между касательной к кривой рабочего профиля и век-
тором скорости а должен удовлетворять условию а?пах^14°.
Для того чтобы профиль рабочей кривой плющильного ва-
лика удовлетворял обоим указанным условиям, может быть при-
менен метод приближенного построения профиля плющильного
валика по закону изменения архимедовой спирали.
Расчет плющильного валика на сопротивление изгибу от дей-
ствия сил, нормальных к профилю валика, и сил трения произ-
водится по следующим формулам.
3. Наибольшее усилие Рх (Н), действующее нормально к пе-
редней грани зуба,
Рх = 2onBQR sin 0, (4)
где On — контактные напряжения, МПа;
Во — толщина полотна пилы, мм;
R — наибольший радиус плющильного валика, мм;
0 — половина угла дуги контакта, град.
4. Наибольшее усилие Ру (Н), действующее параллельно пе-
редней грани зуба,
Py = 2fa„Bo^(l-cos0), (5)
где f — коэффициент трения в зоне контакта.
Величину 0 можно определить из уравнения
cos0 = (R — H)/R. (6)
Полная величина изгибающей силы Р (Н), действующей на
плющильный валик, будет равна
Р=]^Р2х + Р2у (7)
Наибольший крутящий момент М (МПа), действующий на
плющильный валик,
M = B0lonfR, (8)
где I — длина дуги контакта, мм.
Величины f и оп зависят от характера термообработки и твер-
дости стали пил, состава смазки зуба при плющении. Для стали
пил, подвергнутой ступенчатой изотермической закалке (ГОСТ
5524—75) ,оп = 2,55 МПа при твердости 43 HRC и 2,7 МПа при
твердости 45 HRC.
Коэффициент трения f не остается постоянным в течение про-
цесса плющения вследствие выдавливания смазки, обновления
и увеличения поверхности контакта за счет уширения. Поэтому
можно говорить лишь о его средней величине. Для плющения
с бронзо-графитовой смазкой средняя величина коэффициента
трения 0,25.
Несмотря на простоту осуществления, плющение профильным
валиком связано с наличием относительного скольжения валика
52
п деформируемого металла в зоне контакта. Из-за высоких
удельных давлений и слипания поверхностей контакта относи-
тельное скольжение приводит к повышенному износу плющиль-
ного валика и появлению трещин на боковых режущих кром-
ках зуба. Кроме того, технология изготовления профильного
плющильного валика достаточно сложна, в особенности при из-
готовленишнового валика в мастерской деревообрабатывающего
предприятия.
Для предотвращения износа
обходимо обеспечить свободны
лика радиусом г вокруг своей
оси 01. В этом случае вместо
проскальзывания рабочей по-
верхности плющильного ва-
лика относительно деформи-
руемой передней грани зуба
происходит качение валика.
Практически такое плюще-
ние можно осуществлять пере-
мещением гладкого цилиндри-
ческого валика 1 по дугооб-
разной траектории при пово-
роте вокруг центра О эксцен-
триковой втулки 2, в которую
вставлен валик 1 (рис. 23).
валика и появления трещин не-
i поворот цилиндрического ва-
/х 2
Рис. 23. Схема плющения гладким
цилиндрическим валиком
Валик устанавливается во
втулке консольно и может сво-
бодно поворачиваться в ней
вокруг своего центра 01. При
этом размеры rt 00^ и берут такие же, как и для профильного
плющильного валика. При повороте эксцентриков втулки 2 во-
круг центра О валик 1, свободно поворачиваясь к ней, вдавли-
вается в переднюю грань зуба 3 и формирует на ней деформаци-
онную лунку глубиной /7, как и при обычном плющении. По
сравнению с плющением профильным валиком обеспечивается
повышение качества плющения из-за отсутствия трещин на бо-
ковых режущих кромках и меньшего вытягивания кончика зуба.
При этом на рабочей поверхности валика не возникает следов
задиров. Изготовление гладкого цилиндрического валика на-
много проще, чем профильного, и доступно любому предприятию.
Большой интерес с точки зрения уменьшения числа трещин
при холодном плющении представляет так называемый «метод
Кивимаа». Плющильный валик, применяемый при этом методе,
имеет с обеих сторон формующие буртики, которые ограничи-
вают величину уширения зуба в процессе плющения. Зуб пилы
устанавливают между буртиками валика так, чтобы задняя грань
зуба упиралась в наковальню, а передняя грань касалась рабо-
чего профиля валика в точке его наименьшего радиуса. При
53
повороте плющильного валика его рабочая часть вдавливается
в переднюю грань зуба, которая расширяясь, заполняет про-
странство между буртиками. На последней стадии процесса,
почти в конце поворота плющильного валика в уже расплю-
щенную грань зуба вдавливается шарообразный выступ, рас-
положенный в конце кривой рабочего профиля валика. Дефор-
мируемый металл заполняет целиком все пространство между
формующими буртиками, которым в этом положении придан про-
филь, обеспечивающий требуемую форму зуба.
Как показала практика, размеры и число трещин, образовав-
шихся при обычном процессе плющения, при повторных плюще-
ниях увеличиваются из-за вторичной деформации части зуба,
ранее деформированной и получившей холодное упрочнение.
Ввиду этого после 2—3 заточек расплющенного зуба остатки
плющения приходится стачивать, что увеличивает износ пил.
При плющении по «методу Кивимаа» такого нет вследствие
отсутствия последующего формования. Следует отметить, что пла-
стические свойства стали пил в зоне плющения значительно воз-
растают, так как схема деформирования в этом случае близка
к схеме всестороннего неравномерного сжатия. Однако сложность
изготовления валика затрудняет применение этого метода плю-
щения.
Глава 3
СТАНКИ ДЛЯ ЗАТОЧКИ СТАЛЬНЫХ ПИЛ
Пилоточные станки разделяются на группы в зависимости от
типа затачиваемых на них пил. В СССР и за рубежом выпу-
скаются специализированные станки для профильной заточки
зубьев рамных, ленточных (широких и узких), круглых сталь-
ных пил, а также универсальные станки для профильной заточки
всех типов стальных пил и универсальные комбинированные для
заточки также и строгальных ножей.
В связи с внедрением наплавки вершин зубьев стальных пил
литыми твердыми сплавами стеллит начался выпуск специаль-
ных станков для боковой заточки зубьев после их наплавки для
придания им углов поднутрения и одинакового уширения на обе
стороны.
1. СПЕЦИАЛИЗИРОВАННЫЕ СТАНКИ ДЛЯ ЗАТОЧКИ РАМНЫХ
И ЛЕНТОЧНЫХ ПИЛ
Для заточки пил вертикальных лесопильных рам Кировский
станкостроительный завод выпускает специализированные
станки ТчПР-2 и ТчПР-2Г. Оба они имеют одинаковые кон-
струкцию и техническую характеристику по параметрам затачи-
54
ваемых пил и числу затачиваемых в минуту зубьев, а отлича-
ются лишь тем, что у станка ТчПР-2Г возврат каретки с пилой
в исходное положение и весь рабочий цикл заточки автоматизи-
рован благодаря применению гидравлики. Затачивать рамные
пилы по ГОСТ 5524—75 можно и на универсально-заточных
станках ТчП, ТчПН-6, ТчПА-3 и ТчПА-5, однако эти станки из-
за меньших точности и производительности применяются в ос-
новном на мелких предприятиях. Пилы для тарных лесорам по
ГОСТ 10482—74 можно затачивать на универсально-заточном
станке ТчПА-5.
Станки ТчПР-2 и ТчПР-2Г, созданные на базе станка ТчЛ18
для заточки ленточных делительных пил шириной до 180 мм,
унифицированы с ним более чем на 80%: имеют одинаковые ки-
нематическую схему, конструкции и размеры основных узлов и
механизмов.
Жесткость станка ТчЛ18 и созданного на его базе аналогич-
ного по конструкции станка ТчПР-2, рассчитанного на заточку
пил толщиной до 2,5 мм, вполне удовлетворяет требованиям по
заточке широких ленточных пил толщиной 2,2 мм для распи-
ловки бревен и брусьев. Это позволило на базе станка ТчЛ18
создать с унификацией на 90% станок ТчЛ35 для заточки дели-
тельных и широких ленточных пил для бревен шириной от 50
до 350 мм.
Для заточки и развода зубьев столярных ленточных пил ши-
риной до 60 мм выпускается специальный станок ТчЛ6-2. По кон-
структивной компоновке, обусловленной размерами затачивае-
мых пил, станки этого типа отечественной и зарубежных моделей
отличаются от станков для заточки широких ленточных пил уста-
новкой и базированием пильной ленты. Так, у всех станков для
заточки ленточных делительных и широких ленточных пил для
бревен применяется горизонтальное расположение затачиваемой
пилы, а на станках для заточки столярных ленточных пил вер-
тикальное. Последнее значительно сокращает площадь для уста-
новки и эксплуатации станка.
Станки ТчПР-2 и ТчПР-2Г для заточки рамных пил. Эти
станки, предназначенные для заточки пил (ГОСТ 5524—75) вер-
тикальных лесопильных рам имеют одинаковые конструкции и
рабочие параметры и отличаются лишь степенью автоматизации
рабочих операций. У станка ТчПР-2 операции опускания шли-
фовальной головки в рабочее положение и опускание на глубину
врезания (поперечную подачу) шлифовального круга перед каж-
дым проходом пилы, ее подъема в нерабочее положение и от-
вода в сторону подающей собачки после заточки последнего
зуба, возврата каретки с пилой в исходное положение для сле-
дующего прохода выполняются вручную. На станке ТчПР-2Г
(гидрофицированном) эти операции выполняются автоматически
гидравлическими цилиндрами.
Общий вид станка ТчПР-2 представлен на рис. 24.
55
Станок имеет чугунную коробчатую станину /, с двумя по-
перечными выступами наверху с гнездами, в которых продольно
установлен поворотный корпус редуктора 16. В нижней части
этого корпуса смонтирован на шариковых подшипниках распре-
делительный вал с закрепленным на одном конце червячным ко-
лесом редуктора. На другом конце вала установлены кулачок
подъема шлифовальной головки и кулачок, приводящий в дей-
ствие механизм подачи пилы.
На крышке редуктора смонтированы на шариковых подшип-
никах горизонтальные полуоси. На осях установлена качаю-
Рис. 24. Станок ТчПР-2 для заточки рамных пил
щаяся коробчатая шлифовальная головка 12 с прикрепленным
на ее переднем конце корпусом шпинделя шлифовального круга
7. Соосно с полуосями головки в крышке редуктора закреплена
ось, на которой смонтирован на шариковых подшипниках про-
дольный качающийся рычаг, связанный со шлифовальной голов-
кой пружиной, притягивающей головку к этому рычагу. Корпус
редуктора вместе со шлифовальной головкой может наклоняться
на правую сторону до 20° соответственно нужному переднему
углу зубьев пилы. Наклон корпуса осуществляется поперечным
винтом при помощи расположенного слева маховичка и в задан-
ном положении фиксируется стопорным винтом.
На передней стороне станины на вертикальных направляю-
щих установлен подъемный стол 2, который при помощи махо-
вичка устанавливается по высоте соответственно ширине пилы.
На столе закреплена направляющая линейка 3 с передвигаю-
56
щейся по ней на роликах кареткой с зажимными колодками 4
для установки и закрепления пилы.
На направляющей линейке станка ТчПР-2Г смонтирован го-
ризонтальный гидравлический цилиндр, шток которого связан
с кареткой и перемещает ее в исходное положение после каж-
дого прохода пилы. На левой стороне станины закреплен кронш-
тейн с шарнирным откидным подпружиненным рычагом 5, при-
жимающим пилу к направляющей планке, которая регулируется
винтом в поперечном направлении в соответствии с толщиной
пилы. На задней стенке станины смонтирован отсасывающий
вентилятор для удаления из зоны заточки абразивной пыли. Он
приводится непосредственно от фланцевого электродвигателя.
В нижней части станины справа, в закрывающейся нише 21
смонтирована электроаппаратура. Внутри станины станка
ТчПР-2Г слева размещены масляный бак с насосом и гидро-
аппаратура. Все рабочие механизмы станка приводятся в дви-
жение от электродвигателя 13, вращение от которого передается
на червячный вал редуктора и шлифовальный шпиндель клино-
выми ремнями. Число качаний шлифовальной головки изме-
няется за счет перестановки ремня привода редуктора на сту-
пенчатых шкивах.
Включение станка в электросеть осуществляется расположен-
ным справа вводным выключателем, а пуск и остановка электро-
двигателей— с расположенного на станке кнопочного пульта
с кнопками «Пуск», «Толчок», «Стоп». Наверху шлифовальной
головки имеется настроечный винт 9 с лимбом 10, по которому
задают нужную глубину врезания (поперечная подача) шлифо-
вального круга по задней'грани зуба за один проход пилы. Этим
же винтом устанавливают нижнее положение шпинделя при из-
носе шлифовального круга так, чтобы нижняя кромка круга на-
ходилась на уровне оси распределительного вала. Этот винт
смонтирован на игольчатых и упорных подшипниках в корпусе И
(с цилиндрической направляющей), закрепленном вертикально
на шлифовальной головке. Нижний конец винта ввернут в ста-
кан, опирающийся на продольный качающийся рычаг. При пово-
роте винта по часовой стрелке стакан перемещается по цилинд-
рической направляющей вверх и шлифовальная головка опу-
скается на задаваемую величину врезания. У станка ТчПР-2Г на
шлифовальной головке смонтирован горизонтально гидравличе-
ский цилиндр, а на настроечном винте закреплено храповое
колесо. После возврата пилы в исходное положение гидроци-
линдр автоматически включается, и его шток поворачивает хра-
повое колесо на угол, соответствующий заданной по лимбу глу-
бине врезания круга.
На переднем конце продольного качающегося рычага имеется
поперечная горизонтальная направляющая, в которой смонтиро-
ван ползун с роликом, опирающимся на шарнирно закрепленный
на станине поперечно качающийся рычаг. Опорный ролик этого
57
рычага находится в контакте с кулачком распределительного
вала, сообщающим при поворотах качательное движение про-
дольному рычагу и связанной с ним шлифовальной головке.
Амплитуда качания шлифовального шпинделя устанавливается
в зависимости от высоты зубьев пилы по шкале расположенным
на правой стороне головки горизонтальным настроечным винтом,
перемещающим ползун продольного рычага вдоль поперечного
качающегося рычага. При этом изменяется соотношение плеч
рычажной системы.
Подъем шлифовальной головки и ее фиксация в нерабочем
положении после заточки последнего зуба производится рукоят-
кой S, расположенной на правой стороне шлифовальной головки.
У станка ТчПР-2Г подъем и фиксация головки в нерабочем по-
ложении осуществляются автоматически установленным на кор-
пусе редуктора вертикальным гидравлическим цилиндром, шток
которого упирается в нижнюю поверхность продольного качаю-
щегося рычага. Подъем и фиксацию головки в нерабочем поло-
жении у станка ТчПР-2Г при необходимости можно выполнять
вручную указанной рукояткой.
Механизм подачи пилы расположен в правой верхней части
станины. Он имеет горизонтальный вал с закрепленным на нем
(в средней части) корпусом с ввернутым в него настроечным
винтом и дифференциальной гайкой 18, перемещающей винт
в корпусе. Этой гайкой устанавливается по шкале величина хода
подающей собачки в соответствии с шагом зубьев пилы. На
конце винта имеется ролик, на который опирается шарнирно за-
крепленный в станине поперечный качающийся рычаг с роликом
наверху, находящимся в контакте с передним кулачком распре-
делительного вала. При повороте дифференциальной гайки винт
перемещается вдоль качающегося рычага, изменяя соотношение
плеч в рычажной системе. За счет этого изменяется амплитуда
качания винта и угол поворота горизонтального вала. Для обес-
печения постоянного контакта винта с качающимся рычагом и
последнего с кулачком распределительного вала внутри станины
закреплена пружина, связанная с корпусом винта и удерживаю-
щая его от свободного провертывания в левую сторону. На пе-
реднем конце горизонтального вала свободно насажен вильча-
тый рычаг 17, а в его проушине закреплен штифтом на валу
средний рычаг 19, связанный с вильчатым рычагом стягивающей
пружиной. Средний рычаг имеет на конце винт тонкой на-
стройки, упирающийся в вильчатый рычаг. Винтом производят
точную установку подающей собачки 6 в крайнее переднее по-
ложение и задают по лимбу величину подачи на врезание круга
по передней грани зуба; при повороте этого винта на одно де-
ление лимба подача изменяется на 0,05 мм. Вильчатый рычаг
свободным концом шарнирцо соединен с горизонтальной колод-
кой, в которой установлена на вертикальной оси подающая со-
бачка с твердосплавным наконечником. Передний конец колодки
58
шарнирно соединен с вертикальным рычагом на передней стенке
станины на эксцентриковой оси. Собачка заходит в междузуб-
ную впадину сбоку под воздействием пружинки и упирается
в передние грани затачиваемых зубьев на одинаковой высоте, и
тем самым обеспечивается равномерность заточки всех зубьев
независимо от неравномерности их шага.
После заточки последнего зуба собачка выводится из между-
зубной впадины у станка ТчПР-2 вручную, а у станка ТчПР-2Г
автоматически штоком гидроцилиндра, смонтированного на ко-
лодке подающей собачки. На правой стороне станины закреп-
лена лампа 14 для освещения зоны заточки.
Электрооборудование станков состоит из двух асинхронных
электродвигателей трехфазного тока напряжением 220/380 В, ча-
стотой вращения 2800 об/мин, с короткозамкнутым ротором,
в закрытом обдуваемом исполнении (АОЛ22-2-С2 мощностью
0,6 кВт для привода редуктора и шлифовального шпинделя,
АОЛ12-2-С2 мощностью 0,27 кВт для привода вентилятора),
пусковой и’защитной аппаратуры, аппаратуры местного осве-
щения.
Направление вращения электродвигателей должно быть:
у привода редуктора — по часовой стрелке, если смотреть со
стороны шкива; у привода вентилятора — против часовой
стрелки, если смотреть со стороны электродвигателя.
Кинематическая схема станка ТчПР-2 представлена на
рис. 25. На передней стороне станины смонтирован на верти-
кальных направляющих стол 4, с закрепленной на нем направ-
ляющей линейкой 5, по которой двигается пильная каретка 6.
Стол устанавливается на нужной высоте при помощи маховичка
1 через пару конических шестерен 2 и ходовой винт 3. Верхнюю
часть станка со шлифовальной головкой наклоняют на правую
сторону на величину переднего угла зубьев пилы при помощи го-
ризонтального винта 7 и стопорят в заданном положении сто-
пором 15.
В верхней части станка, качающейся на оси 11, установлен
электродвигатель 14, от которого клиноременными передачами
приводятся шпиндель шлифовального круга и червячный вал 12
редуктора и от него распределительный вал 13. Смонтированный
на распределительном валу кулачок (задний) сообщает кача-
тельные движения рычагу с ползуном 16, поднимающему верхнюю
часть станка с шлифовальной головкой. Передний кулачок 18
поворачивает поперечный рычаг 19 подачи пилы. Ползун 16,
перемещаемый настроечным винтом поперек насаженного на
ось 11 рычага-качалки 10, задает требуемую амплитуду качания
шлифовальной головки. На концах оси 11 смонтирован качаю-
щийся корпус верхней части станка со шлифовальной головкой,
связанной с рычагом-качалкой 10 пружиной и вертикальным на-
строечным винтом 8, служащим для установки по лимбу 9 ве-
личины поперечной подачи шлифовальной головки.
59
Рычаг подачи 19 опирается на ролик винта 20, смонтирован-
ного в корпусе, закрепленном на горизонтальном валу 21. На
другом конце этого вала свободно насажен вильчатый рычаг 23,
соединенный с корпусом подающей собачки 24 и установленным
на станине качающимся рычагом 25. В проушине вильчатого ры-
чага закреплен на валу рычаг 22 с настроечным винтом, кото-
рый устанавливает крайнее переднее положение подающей со-
бачки. Регулируется величина хода собачки соответственно шагу
Рис. 25. Кинематическая схема станка ТчПР-2
зубьев пил дифференциальной гайкой, перемещающей винт от-
носительно рычага 19. В задней части станины установлен элек-
тродвигатель с вентилятором 17 для отсоса абразивной пыли.
При установке станок должен быть подключен к цеховому
контуру заземления. Смазывают трущиеся детали станка шпри-
цем через сосковые масленки солидолом Л: 1 раз в 3 мес. места
смазки электродвигателей; 1 раз в неделю цапфы редуктора,
рычаг зажима и его рукоятки, подшипник шпинделя; 1 раз
в смену оси рычага подъема шлифовальной головки, оси рычага
механизма подачи. В корпус редуктора 1 раз в месяц заливают
индустриальное масло 20.
Затачивают зубья пилы в результате сочетания движения
кромки шлифовального круга вниз вдоль передней грани зуба и
60
последующей горизонтальной подачи пилы при подъеме круга.
Профиль заточенного зуба определяется профилями кулачков
распределительного вала, но зависит также от величин хода
шлифовальной головки, хода подающей собачки и радиуса скруг-
ления кромки шлифовального круга. Величину хода шлифоваль-
ной головки устанавливают специальным настроечным винтом
в зависимости от шага и высоты зубьев пилы:
Шаг зубьев, мм................ 18 22 26 32 40
Ход шлифовальной головки, мм . 24 27 30 34,5 39
Радиус заправки кромки круга, мм 22234
Рис. 26. Станок ТчЛ35 для заточки ленточных пил
Станки для заточки ленточных пил. Выпускаемый в настоя-
щее время станок ТчЛ35 (рис. 26) предназначен для заточки
ленточных делительных и бревенных пил шириной от 50 до
350 мм. Поэтому отпала необходимость дальнейшего выпуска
узкоспециализированного станка ТчЛ18 (рис. 27), от которого
он отличается лишь величиной хода стола, размерами приспо-
собления для установки пил и наличием дополнительного ку-
лачка для механизма подачи.
Кинематическая схема станка ТчЛ35 приведена на рис. 28.
Внутри литой коробчатой станины 1 находятся пылесборник,
вентилятор 32 с фланцевым электродвигателем для отсоса абра-
зивной пыли и панель с электроаппаратурой. На верхней части
станины на опорных подшипниках скольжения установлена по-
воротная часть — редуктор, качалка с механизмом подачи на
врезание, шлифовальная головка.
На передней стенке станины имеется плита с вертикальными
направляющими, по которым перемещается с помощью винтовой
пары стол 2 с Т-образными пазами. В одном из пазов монти-
61
руют направляющую линейку 3, которая несет два опорных и
две пары боковых направляющих роликов. Подъем и опускание
стола осуществляют маховичком через пару конических шесте-
рен. Затачиваемая пила 6 прижимается наклонными подпру-
жиненными роликами к опорным роликам, что обеспечивает на-
дежное базирование пилы при заточке. В зоне заточки пила за-
жимается откидным подпружиненным прижимным рычагом 5.
Редуктор состоит из корпуса с двумя опорными цапфами,
крышки с проушинами, рычага-качалки 14, червячной пары 17
и распределительного вала с
двумя кулачками — 24 для
подъема шлифовальной голов-
ки и 25 для подачи пилы. На
выходном конце червячного
вала насажен двухступенча-
тый шкив, передающий враща-
тельное движение от электро-
двигателя на распределитель-
ный вал.
На передней (торцевой)
плоскости корпуса качающей-
ся части крепят шлифоваль-
ную головку 7 с установлен-
ным в ней шпинделем шлифо-
вального круга. Механизм по-
дачи круга на врезание крепят
на верху корпуса качающейся
части. Он состоит из круглого
корпуса 10, внутри которого
вертикально установлен на-
строечный винт, ввернутый в
гайку. Гайка имеет цилиндри-
ческую направляющую и приз-
матическую шпонку, обеспечи-
вающие поступательное движе-
Рис. 27. Станок ТчЛ18 для заточки
ленточных делительных пил
ние гайки вдоль винта при его
повороте. По лимбу 12 на корпусе этого винта задают величину
подачи круга на врезание. Гайка своим нижним концом упи-
рается в рычаг-качалку 14. На противоположном конце винта
неподвижно закреплен маховичок 13, которым поворачивают
винт вручную, меняя положение шпинделя по высоте. Рядом на
корпусе установлен винт 11 для ограничения опускания шпин-
деля.
Механизм подачи пилы состоит из собачки 4, связанной с ры-
чагом 31 горизонтального вала 28, винтовой пары 27 с диффе-
ренциальной гайкой 29, промежуточного качающегося рычага и
кулачка 25 на распределительном валу. Механизм подает пилу
в затачиваемый зуб.
62
От электродвигателя 16 через клиноременные передачи вра-
щательное движение передается шпинделю шлифовального круга
и червячному валу 17 редуктора 19. От червячного вала через
червячную шестерню приводится распределительный вал 20, не-
сущий кулачок 24 подъема шлифовальной головки и кулачок 25
Рис. 28. Кинематическая схема станка ТчЛ35
подачи пилы. Кулачок подъема через ролик 8 качающегося ры-
чага сообщает качательное движение поперечному ползуну 9,
изменяющему амплитуду качания головки при повороте попереч-
ного винта маховичком 21. Качающийся рычаг 14 и корпус го-
ловки 15 вращаются вокруг одной горизонтальной оси 18 и стя-
гиваются пружиной. Нижнюю кромку шлифовального круга
в его рабочем положении на уровне оси распределительного
вала устанавливают маховичком 13 механизма подачи на вре-
зание.
63
Рис. 29. Станок ТчЛ6-2 для заточки и
развода зубьев столярных ленточных
пил
Кулачок подачи пилы 25 через
качающийся поперечный рычаг
и винтовую пару 27 поворачивает
горизонтальный вал 28, сооб-
щающий через систему рычагов
движение подающей собачке 4.
Вращением дифференциальной
гайки 29 изменяют величину
хода собачки, задаваемую в за-
висимости от шага зубьев пилы.
Точно устанавливают переднее
крайнее положение собачки 4 при
подаче пилы винтом с махович-
ком 30. Поперечный винт 23
с маховичком на левом конце
служит для наклона корпуса ка-
чающейся головки с кругом
вправо соответственно переднему
углу затачиваемого зуба. Фикси-
руют корпус в заданном положе-
нии стопорным винтом 22. Руко-
яткой 26 поднимают шлифоваль-
ную головку в верхнее нерабочее
положение.
Зубья затачиваются в резуль-
тате сочетания возвратно-посту-
пательного движения шлифовальной головки (качания корпуса
шлифовальной головки вокруг неподвижной горизонтальной оси)
и горизонтальной подачи пилы под круг. Оба эти движения со-
вершаются автоматически посредством кулачков распредели-
тельного вала и определяют профиль затачиваемого зуба. Кроме
того, на профиль затачиваемого зуба оказывают влияние пере-
бег шлифовальной головки, величина хода собачки и радиус
скругления кромки шлифовального круга.
Жесткость системы станок-приспособление-инструмент-деталь
(СПИД) станка 520 Н/мм обеспечивает возможность качествен-
ной заточки пил толщиной до 2,5 мм.
Столярные ленточные пилы до выпуска станка ТчЛ6-2 затачи-
вали на полуавтомате ТчЛб, основной недостаток которого —
копирование профиля круга при одновременной заточке всей
впадины зуба методом врезания. Этот метод требует частой
правки круга во избежание искажения профиля зубьев и не
обеспечивает нужного качества заточки. Постоянная правка
круга ведет к более быстрому выходу его из строя.
Станок ТчЛ6-2 (рис. 29) в отличие от стайка ТчЛб произ-
64
водит заточку за счет последовательного перемещения шлифо-
вального круга вдоль профиля зуба, совмещаемого с подачей
пилы. Это достигается соответствующим сочетанием движений
механизма подачи пилы и механизма качания шлифовальной
головки, так же как у станков для заточки рамных и круглых
пил. В станке ТчЛ6-2 применена новая конструкция разводной
головки, в которой возвратно-поступательное движение вилки
с разводными штырями заменено качательным движением ры-
чагов развода. Замена цепного привода разводной головки на
ременный повысила плавность работы станка и снизила уровень
шума при его работе.
Из зарубежных станков для заточки рамных пил лучшими
являются модели Cana Н и CnHV фирмы «Фольмер Верке». По-
луавтомат Сапа И выпускается с некоторой модернизацией
свыше 15 лет.
Как и другие пилоточные станки этой фирмы, Cana Н имеет
шлифовальную головку суппортного типа с призматическими на-
правляющими, расположенными внутри поворотной части ста-
нины. Пила подается посредством упора подающей собачки
в зубчатую рейку, закрепленную на пильной каретке. Это тре-
бует высокой точности насечки зубьев у пил без нарастающего
суммарного отклонения в шаге, имеющегося у отечественных
пил, заточка которых возможна лишь с упором собачки непо-
средственно в зуб пилы. Возврат пильной каретки и поперечная
подача круга на врезание выполняют цилиндры гидросистемы
станка. Полуавтомат Cana И оснащен командоаппаратом, с по-
мощью которого задается требуемое количество проходов пилы
с поперечной подачей и без подачи — проходов на «выхажива-
ние» пилы.
Начальный диаметр шлифовального круга равен 250 мм.
Станок Cana Н имеет высокую точность исполнения шпиндель-
ного узла и стабильность работы механизма подачи. По таким
показателям, как точность углов заточки и шероховатость зато-
ченных поверхностей передних и задних граней зубьев пил,
он находится на уровне лучших мировых образцов. Однако от-
клонение вершин зубьев от прямой линии у пил, заточенных на
станке Cana Н, несколько больше, чем после обработки на
станке CnHV той же фирмы для заточки рамных пил. Последнее
вызвано конструктивными особенностями шлифовальной головки
станка Cana И, жесткость которой не превышает 300 Н/мм,
а также относительно большим радиальным биением ролика
промежуточного рычага шлифовальной головки. В результате
непостоянство крайнего нижнего положения шлифовальной го-
ловки доходит до 22 мкм.
У полуавтомата CnHV возврат пильной каретки осущест-
вляется от специального электродвигателя, а подача шлифоваль-
ной головки на врезание круга — с помощью электромагнита. На
этом станке применены цилиндрические направляющие шлифо-
3
Заказ № 442
65
вальной головки, что значительно повышает его жесткость, точ-
ность и виброустойчивость.
Основные преимущества конструкции головки с цилиндриче-
скими направляющими: главная направляющая лежит в одной
плоскости с составляющими силы резания; не требуется допол-
нительных направляющих для настройки шлифовальной головки
на подачу круга на врезание; износ направляющих легко ком-
пенсируется регулировкой разрезных конусных втулок.
Подающая собачка с горизонтальным расположением оси ее
поворота, применяемая в станках фирмы «Фольмер Верке», по-
Рис. 30. Кинематическая схема станка Cana Н фирмы «Фольмер Верке»
вышает жесткость узла и точность подачи по сравнению с по-
дающими собачками с вертикальным расположением поворот-
ной оси.
Кинематическая схема станка Cana И представлена на
рис. 30. От отдельного электродвигателя привода механизма по-
дачи клиноременной передачей 1 вращение передается входному
валу шестеренчатого редуктора 2. Перемещая вытяжную шпонку
рукояткой 22, можно установить любую из трех скоростей по-
дачи: 30; 50; 75 зуб/мин.
Через коробку передач вращение передается распределитель-
ному валу 7. На распределительном валу установлен блок ку-
лачков подачи 6 и кулачок 10 механизма вертикального воз-
вратно-поступательного перемещения шлифовальной головки.
Для настройки па требуемый профиль зуба рукояткой 21 через
зубчатый сектор блок кулачков ставят в такое положение, при
66
котором промежуточный рычаг 5 будет получать качательные
движения от кулачка, соответствующего требуемому профилю.
Качательные движения рычага 5 передаются корпусу настроеч-
ного винта 4. Изменяется амплитуда качания корпуса винта 4,
а следовательно, и величина' шага зубьев пилы поворотам диф-
ференциальной гайки 3.
На одном валу с корпусом винта 4 закреплен рычаг 8 с по-
дающей собачкой 9. При качании рычага собачка 9, упираясь
в зуб рейки, закрепленной на пильной каретке, подает пилу на
шаг зуба. Кулачок 10, сидящий на распределительном валу 7,
через промежуточный рычаг 11 сообщает возвратно-поступатель-
ное вертикальное движение ползуну 14 и связанной с ним шли-
фовальной головке 12. Величину хода ползуна 14 устанавливают
по шкале поперечным винтом с рукояткой 15. С распределитель-
ного вала 7 вращение передается вспомогательному валу 20 и
торцевому кулачку 16, который сообщает качательные движе-
ния рычагу 19. В зависимости от того, в каком из отверстий 18
находится винт, фиксирующий вертикальный ползун 17, зуб-
чатая рейка 13 повернет шток шлифовальной головки 12 и круг
на различный угол косой заточки.
Приводится шлифовальный круг от индивидуального электро-
двигателя клиноременной передачей с двухступенчатым шкивом
для изменения частоты вращения при изменении диаметра шли-
фовального круга. Электродвигатель смонтирован на подпружи-
ненном качающемся кронштейне на левой стороне поворотной
головки станка.
Кинематическая схема станка CnHV приведена на рис. 31.
От электродвигателя 2 вращение передается вентилятору и кли-
новым ремнем входному валу шестеренчатого редуктора 3. С по-
мощью рукоятки 4 устанавливают различную производитель-
ность станка — 30; 50 и 75 зуб/мин. Через ’редуктор вращение
передается распределительному валу 5, на котором находится
кулачок 6 механизма автоматической подачи шлифовального
круга на глубину резания, блок кулачков 7 подачи и кулачок 9,
осуществляющий вертикальное возвратно-поступательное пере-
мещение шлифовальной головки на штоке 21.
Рукояткой 10 станок настраивают на необходимый профиль
зуба. При этом блок кулачков подачи 7 становится в такое по,-
ложение, при котором промежуточный рычаг 30 будет получать
качательное движение от кулачка, соответствующего заданному
профилю зуба. Это движение передается на винт с гайкой 31,
поворачивая которую можно настраивать механизм подачи на
различную амплитуду качания; таким образом можно регулиро-
вать подачу собачки 27 на требуемый шаг зуба по зубчатой
рейке 26, закрепленной на пильной каретке. Винт 28 служит для
регулировки зоны качания собачки. Движение от кулачка 9 пе-
редается штанге 25, промежуточному рычагу 24 и ползуну свин-
том 23.
3*
67
Ползун при вращении винта 23 изменяет положение, меняя
величину хода шлифовальной головки. С ползуна движение пе-
редается штанге 14, имеющей на верхнем конце две гайки 15,
ограничивающие ее опускание (для получения удлиненной меж-
Рис. 31. Кинематическая схема станка CnHV фирмы «Фольмер Верке»
дузубовой впадины). Штанга 14 связана с поперечиной, в кото-
рую упирается своим концом винт 20. Вращением маховичка 18
этого винта производится регулировка положения шлифовальной
головки по высоте. Последняя с кругом установлена на штоке 21,
перемещающемся в направляющей цангового типа. Опускается
68
шлифовальная головка с кругом за счет собственной массы и
массы электродвигателя привода шлифовального круга (их об-
щая масса 30 кг).
Автоматическая подача круга на врезание осуществляется
движением кулачка 6. Это движение передается штанге 8 и ры-
чагу 12, который в верхнем положении фиксируется стопором.
Получив электрический сигнал, магнит 13 притягивает сто-
пор, чем освобождает рычаг 12, который под действием пру-
жины возвращается в нижнее положение. Закрепленный на ры-
чаге 12 тросик 16 тянет собачку, вращающую храповое колесо 19
механизма подачи. Величину хода собачки регулируют устано-
вочным винтом 17. Так происходит опускание круга на заданную
глубину резания после каждого прохода пилы.
Маховичком 18 вручную изменяют величину подачи, а также
опускают круг для компенсации его износа. После каждого про-
хода заточки пилы шлифовальная головка фиксируется
В верхнем положении стопором: получив электрический сигнал,
магнит 11 притягивает рычаг 22, который своим вторым концом
нажимает на стопор, и шлифовальная головка фиксируется
в верхнем положении. При начале следующего прохода за-
точки стопор освобождает шлифовальную головку.
Из зарубежных лучшими являются станки фирмы «Альбер»
(ФРГ) для заточки ленточных пил. Выпускаемый этой фирмой
специализированный станок НТ для заточки ленточных дели-
тельных пил представляет собой полуавтомат рычажного типа
с качающейся шлифовальной головкой. На этом станке, как и
на других станках фирмы «Альбер», можно устанавливать по
два шлифовальных круга различной зернистости, что позволяет
за один проход затачивать зубья пил с доводкой. Станок осна-
щен нижней направляющей с магнитным базированием пилы по
задней кромке. Как показали испытания, уровень станка по
основным показателям точности выше уровня лучших станков
фирмы «Фольмер Верке». Особо следует отметить высокую ста-
бильность работы механизма подачи, что объясняется принятой
на станке схемой цилиндрических направляющих, высокой жест-
костью и точностью всех основных элементов.
Для заточки делительных и бревенных ленточных пил фирма
«Альбер» выпускает более мощный станок RB-4. Кинематиче-
ская схема этого станка приведена на рис. 32. От электродвига-
теля подачи 1 через клиноременные передачи 2 и 3 вращение пе-
редается промежуточному валику 20 с удлиненной шестерней 19.
С шестерни 19 вращение передается зубчатому колесу 16 и рас-
пределительному валу 15. Рукояткой 14, которая приводит в дви-
жение шестерню 17, работающую в паре с круговой рейкой 18,
производится продольное перемещение блока кулачков 13, слу-
жащих для заточки нужных профилей зубьев. Кулачок блока 13
давит на промежуточную серьгу 11, в свою очередь передающую
движение рычагу 10 подъема шлифовальной головки. Рычаг 10
69
опирается на регулируемый ролик 35, при перемещении которого
вдоль винта 34 изменяется амплитуда качания правого плеча ры-
чага 10, а следовательно, и шлифовальной головки 30, связан-
ной с рычагом 10 винтом 27 подачи на врезание круга 29 через
шарнир Гука 31. Для получения удлиненной междузубовой
впадины опускание шлифовальной головки ограничивается ку-
лачком 33, устанавливаемым в ряд фиксируемых положений.
Поднимают шлифовальную головку вручную рукояткой 12 с серь-
Рис. 32. Кинематическая схема станка RB-4 фирмы «Альбер»
гой и штоком. Шлифовальный круг 29 приводится во вращение
от электродвигателя 21 через клиноременную передачу 25.
Поперечную настройку шлифовальной головки на рабочую
зону шлифовального круга выполняют рукояткой 22. Настраи-
вают шлифовальную головку на передний угол зуба пилы вин-
том 24, отсчет угла поворота ведут по шкале 23 на плите 26
шлифовальной головки.
Подача пилы осуществляется от кулачка 9, находящегося на
валу 15. Кулачок 9 приводит в движение промежуточный ры
чаг 8, по которому перемещается ролик 7 рычага подачи 6. В за-
висимости от положения ролика 7, передвигаемого винтом 4,
меняется амплитуда качания рычага 6, а следовательно, и вели-
чина подачи. Рычаг 6 связан с полой штангой 39, внутри кото-
70
рой проходит винт регулировки зоны подачи 38, перемещаемый
с помощью ручки 5. Винт 38 ввинчивается во втулку 37, связан-
ную с прямоугольной штангой 36, на которой сидит подающая
собачка 32. Последняя осуществляет подачу в затачиваемый зуб
пилы и связана с дополнительной выносной собачкой посред-
ством троса.
Для заточки широких ленточных пил фирмы «Фольмер
Верке» выпускает станок Cana S (рис. 33), состоящий из сле-
дующих основных частей: станины с механизмами установки по-
дачи пилы, вариатором, редуктором и верхней поворотной части
Рис. 33. Станок Сапа S фирмы «Фольмер Верке» для заточки широких лен-
точных пил
с распределительным валом и шлифовальной головкой. От-
дельно установлены приводящийся от редуктора станка проме-
жуточным валом вспомогательный механизм подачи пилы и при-
способления на тумбах для поддержания полотен ленточных пил
при заточке.
Внутри литой коробчатой станины смонтировано электрообо-
рудование и расположен пылесборник с вентилятором. Спереди
станины находится механизм подачи с прямолинейным движе-
нием собачки (рис. 34). По четырем капроновым призматиче-
ским направляющим 1, закрепленным на станине, передвигается
суппорт 2 механизма подачи с установленным на нем в направ-
ляющих ползуном 11, на оси которого расположена державка 10
с основной 8 и дополнительной 9 подающими собачками.
Прямолинейное возвратно-поступательное движение суппорта
передается от выходного вала редуктора через вал 7, на конце
которого эксцентрично установлено зубчатое колесо 6, находя-
щееся в зацеплении с шестерней 5, тоже эксцентрично установ-
ленной на валу 4. На другом конце вала 4 находится торцевой
71
профильный кулачок 3, в полости которого расположен ролик 15.
Конец оси ролика 15 установлен в пазу ползуна 17 и закреп-
ляется гайкой через сухарь 16. Ползун 17 перемещается в на-
клонном пазу суппорта 2 на роликовых направляющих 18. Раз-
личным расположением сухаря 16 с осью ролика 15 в ползуне 17
изменяется величина хода собачки в зависимости от шага пилы.
Устанавливается крайнее положение подающей собачки 8 при
подаче пилы маховичком 13 через коническую 14 и винтовую
12 пары.
Плавный ход вперед и быстрый отвод подающего механизма
достигается благодаря эксцентричности осей зубчатого колеса 6
Рис. 34. Механизм подачи станка Cana S
и шестерни 5. Согласование движений механизмов подачи и за-
точки происходит за счет определенного профиля канавки тор-
цевого кулачка 3.
Снизу от механизма подачи расположен стол для установки
пилы. Зажимается пила поворотными пластинчатыми пружинами
и широкой откидной губкой; роликовый магнит удерживает пилу
от вертикального перемещения. Стол пилы перемещается вверх
и вниз с помощью винтовой передачи маховичком. На верхней
части станины на опорах скольжения устанавливается поворот-
ная часть, внутри которой расположен распределительный вал
с кулачком, механизм подъема головки. Спереди поворотной ча-
сти в направляющих расположена шлифовальная головка. Элек-
тродвигатель, приводящий во вращение шлифовальный шпин-
дель, смонтирован на качающемся подпружиненном кронштейне
сбоку поворотной части.
Распределительный вал механизма подачи приводится от
электродвигателя, расположенного сзади станины, через клино-
ременный вариатор (рис. 35). От электродвигателя 3 через или-
ноременную передачу 2 вращение передается на ведущий вал /,
установленный в корпусе вариатора на подшипниках качения.
72
Рис. 35. Клиноременный вариатор
с редуктором станка Cana S
подъема шлифовальной го-
На конце вала 1 имеются два
конических шкива, передающих
вращение на ведомый вал че-
рез широкий клиновой ремень
12. Шкив 13 закреплен на валу
неподвижно, а шкив 14 имеет
относительно вала 1 осевое пе-
ремещение. На ведомом валу
11 также установлены два ко-
нических шкива: неподвижный
7 и подвижный 8, поджимае-
мый к первому пружиной 9 и
гайкой с шайбой 10. От ведо-
мого вала 11 через цилиндри-
ческую косозубую 4 и червяч-
ную 6 передачи вращение пере-
дается на выходной вал 5, свя-
занный с механизмами подачи и
ловки.
Производительность станка регулируют вращением махо-
вичка 18, на валу которого расположен эксцентрик 17, находя-
щийся в контакте с одним концом коленчатого рычага 16. Ро-
лик 15 на другом конце рычага 16 входит в канавку корпуса
ведомого шкива 14.
С изменением расстояния между ведущими шкивами 13 и
14 меняется передаточное отношение.
Станок Cana S может работать совместно (спаренно) со стан-
ком EMS для боковой заточки зубьев пил или со станком VHM
для закалки зубьев пил ТВЧ. При этом подающие механизмы
работают синхронно от одного электродвигателя через проме-
жуточный вал.
Фирма «Аллигатор» (Франция) выпускает специализирован-
ный станок IED 63, предназначенный для заточки широких лен-
точных пил. Станок состоит из станины, шлифовальной головки,
механизмов установки, зажима и подачи пилы. В станине короб-
чатой формы смонтированы электрооборудование станка, рас-
пределительный вал и редуктор механизма подачи, пылеотсос-
ная система. Шлифовальная головка рычажного типа установ-
лена сбоку станка на игольчатых подшипниках. Шлифовальную
головку по мере износа абразивного круга опускают вручную
вращением штурвала. При этом ось вращения шлифовального
круга с помощью эксцентрика на оси качания шлифовальной го-
ловки устанавливается в плоскости, проходящей через середину
пилы (по толщине). Три частоты вращения шлифовального круга
73
обеспечивают постоянную окружность скорости в зависимости от
диаметра круга.
Пилу устанавливают на горизонтальной рейке с твердосплдв-
ннгми пластинками на концах между двумя парами конических
роликов, прижимающих пилу книзу. Зажим пилы — откидного
типа с пластинчатой пружиной. Подающая собачка переме-
щается по горизонтальной пластинке на роликах и приводится
Рис. 36. Кинематическая схема станка SA-1 фирмы «Альбер»
в движение от кулачка через трехскоростной редуктор. Вентиля-
тор отсоса, находящийся в корпусе станины, приводится во вра-
щение от двигателя механизма подачи.
Фирма «Аллигатор» выпускает также станок IED 65, отли-
чающийся от описанной модели усиленным механизмом подачи
с дополнительной собачкой, приспособлением для заточки пил
с двусторонними зубьями и установленными на рельсах приспо-
соблениями для поддержания пилы при заточке.
Для заточки и развода зубьев столярных пил фирма «Аль-
бер» выпускает станок SA-1, кинематическая схема которого
представлена на рис. 36. Станок имеет вертикальную тумбу-ста-
нину, в верхней части которой расположены механизмы заточки
и развода Пилы. Круг приводится в действие от электродвига-
теля 1 посредством клиноременной передачи. Механизмы по-
дачи пилы, качания шлифовальной головки, развода зубьев при-
водятся в движение от общего электродвигателя 1 посредством
фрикционной 2, 3, цепной 18 и зубчатой 16 передач. Усилие при-
жима фрикционного диска 3 к ведущему ролику 2 в передаче 2,
74
3 регулируется винтовым механизмом с нажимным рыча-
гом 4.
Качательные движения шлифовальной головки 29 переда-
ются от кулачка 19 через промежуточный рычаг 20, качание ко-
торого происходит относительно опорного ролика 22 так, что,
перемещая последний с помощью винта 21, можно изменить со-
отношение плеч промежуточного рычага 20 и тем самым изме-
нить амплитуду качания шлифовальной головки. Подача круга
на глубину резания регулируется вращением маховичка 33.
Пила подается от кулачка подачи 25 через промежуточный
рычаг 26 и рычаг 24 посредством собачки 30. При этом собачка
упором 32 нажимает на переднюю грань зуба, подлежащего за-
точке. Второй (задний) упор 31 обеспечивает возможность за-
точки пил с выломанными зубьями. Расстояние между упорами
32 и 31 несколько больше шага зубьев затачиваемой пилы. Ка-
чание промежуточного рычага 26 происходит относительно опор-
ного ролика 27. Настраивается механизм подачи на величину
шага зубьев пилы перемещением опорного ролика 27 вдоль про-
межуточного рычага 26 с помощью винта 28. При этом изме-
няется соотношение плеч рычага 26, а следовательно, и ампли-
туда качания рычага 24 с собачкой 30. Съем металла с перед-
ней грани зуба регулируется за счет изменения зоны качания
подающей собачки 30 вращением винта 23. Одновременно с за-
точкой зубьев пилы выполняется их развод. Включается меха-
11. Основные данные отечественных станков для заточки пил
Наименование параметров Значения параметров станка для заточки пил
рамных ленточных
ТчПР-2 ТчПР-2Г ТчЛ6-2 ТчЛ18 ТчЛ35
Размеры затачиваемых пил» мм:
длина» м 1,10-1,95 1,1-1,95 3,6—6,0 6,0—9,0 6,0-14,6
ширина 80-200 80—200 9-60 60—175 50—350
шаг зубьев 18-40 18—40 6—12 30—50 30—80
толщина зубьев 1,6-2,5 1,6—2,5 0,6—0,9 0,9-1,2 0,9—2,2
высота » 16—26 16—26 2—6,5 7,5—15 7,5—24
Передний угол зубьев» град Диаметр шлифовального 0-20 0—20 0—10 0—30 0—30
круга, мм: наибольший 250 250 150 250 250
наименьший 180 180 90 180 180
Скорость вращения круга. 25—35 25—35 25-35 25-35 25-35
м'с Число двойных ходов шли- фовальной головки в минуту Размеры станка, мм: 35; 56 35; 56 100 1000 35; 56 35; 56
3640 4000
длина 3880 5880
ширина 980 930 650 1660 1400
высота 1580 1600 1600 1500 1580
Мааса станка, кг 550 050 229 050 760
Примечание. Изготовитель — Кировский станкозавод.
75
нйзМ развода с помощью зубчатой муфты 17, при включении ко-
торой приводится во вращение распределительный вал меха-
низма развода с кулачками подачи пилы 12, се зажима 13 и
развода зубьев 15. Развод зубьев пилы производят бойки 6 и 7,
установленные на разводных рычагах 5 и 9.
Качательные движения сообщаются рычагам кулачками раз-
вода 15. Зажимается пила в момент ее развода рычагами 10, 14,
приводимыми в действие от кулачка 13 и двустороннего клина.
Пила подается собачкой 8, установленной на рычаге подачи 11.
Этот рычаг получает качательные движения от кулачка подачи
12. Регулируется амплитуда качательных движений рычага по-
дачи (настройка на шаг пилы) перемещением упора, ограничи-
вающим возврат рычага 11 (под действием пружины) к ку-
лачку 12.
Основные данные станков для заточки рамных и ленточных
пил приведены в табл. 11 и 12.
12. Основные данные зарубежных станков для заточки пил
Наименование параметров Значение параметров станка для заточки пил
рамных ленточных
Cana Н* CnHV* SA-1** нт** RB-4** Сапа S *
Размеры затачивае- мых пил, мм: длина, м 0,95—2,0 0,65—1,45 3,5-6,0 6,0—9,0 6,8-16,7 До 20,0
ширина 80—180 65-145 5—70 20—120 50-300 70—360
шаг зубьев 10-55 15-36 2—25 10—40 15-75 25—100
толщина зубьев До 2,5 До 2,5 До 1,0 До 1,5 До з До 3,5
высота » До 20 4-35 2—6,5 5-15 5—25 До 30
Передний угол зубь- 10—30 0-35 0—12 0-35 0—35 0—30
ев, град Диаметр шлифоваль- 250 200 150 175 250 250
ного круга, мм Скорость вращения 25-30 25-30 — — 30—35 —
круга, м,’с Число двойных хо- 30; 50; 75 32; 55; 79 70-110 45; 90 35; 45; 55; Бессту-
дов шлифовальной головки в минуту Размеры станка, мм длина 3735 145 70 3025 пенчато 15—70 или 30
ширина 1050 — — 105 900 —
высота 1800 — — 95 1500 —
Масса станка, кг 540 386 100 190 764 —
* Изготовитель — фирма «Фольмер Верке» (ФРГ).
** Изготовитель — фирма «Альбер» (ФРГ).
2. СПЕЦИАЛИЗИРОВАННЫЕ СТАНКИ
ДЛЯ ЗАТОЧКИ КРУГЛЫХ ПИЛ
Для заточки круглых стальных пил широко используются
универсально-заточные станки ТчПН-6 и ТчПА-5. Наряду с ними
Кировский станкозавод выпускает специализированные станки-
полуавтоматы ТчПК4, ТчПК8, ТчПК15 и ТчПК22 для заточки
76
Рис. 37. Полуавтомат ТчП1<8 для
заточки круглых пил
круглых пил диаметром до 400;
800; 1600 и 2200 мм в соответ-
ствии с ГОСТ 14071—68 на их
параметры и размеры.
Станок-полуавтомат ТчПК8
(рис. 37) предназначен для
заточки зубьев круглых пил
по ГОСТ 980—69 диаметром
до 800 мм. В отличие от ранее
выпускавшегося универсально-
заточного станка ТчПА-3 и
зарубежных станков на нем
можно получить угол косой
заточки 45°. Угол косой заточ-
ки 45° необходим в связи с по-
вышением требований к каче-
ству торцовки пиломатериалов.
На станке ТчПА-3 и зару-
бежных пилоточных станках
фирмы «Фольмер Верке» ка-
чающийся электродвигатель
привода шлифовальной головки установлен на верхней части
станины, что при косой заточке в 45° приводит к скручиванию
и соскакиванию клинового ремня. Поэтому на этих станках воз-
можна косая заточка только до 30°. На полуавтомате ТчПК8
электродвигатель привода круга 29 (рис. 38) укреплен на штоке
шлифовальной головки, что позволяет поворачивать ее и выпол-
нять косую заточку пил под углом 45° без скручивания ремня 28.
При допустимости по условиям распиловки косой заточки до
30° электродвигатель м«ЗЖН0 устанавливать на правой стороне
станлка
В СТаико У^^^рименены цилиндрические направляющие
шлифовальной^ еЧГвки, совмещенные с направляющими на-
стройки- 1ую подачу; зазор в цилиндрических направ-
ляющих посредством разрезных конусных втулок.
Кинематщ^^^^ема станка ТчПК8 дана на рис. 38.
Поворохден^^ дульной головки 18 для косой заточки про-
исходит с п^'^цьА ^^;бана 36, связанного стальной лентой 35
со штоком ^.^цфова^ s, Д .ловки. Барабан соединен через во-
дило, ползу7 у регулируемый кривошипный диск с шестерней,
находящейся33" зацеплении с качающимся зубчатым сектором,
который no<;i (ает движение через ролик от кулачка 48 на рас-
пределителе Н( I валу. Регулируется угол поворота шлифоваль-
ной головкой косую заточку за счет изменения радиуса кри-
вошипа на к^вошипном диске. Настраивают кривошипный диск
77
Вращением круглой рукоятки 46, установленной на задней стенке
поворотной головки. В остальном конструкция полуавтомата
ТчПК8 и приемы его настройки аналогичны приведенным ниже
для станка ТчПА-3.
2930'3132 33 54 35 36 37 38
Рис. 38. Кинематическая схема полуавтомата (8
От электродвигателя 1 клиноременная переда^ ^0 передает
вращение вентилятору и редуктору 49, выходной НаЛ которого
соединен с распределительным валом 17. На щваЕзакреплены
кулачок 15 подъема шлифовальной! головки и кула22^ 16 подачи.
78
Кулачок подъема шлифовальной головки через рычаг 19 сооб-
щает движение кронштейну 30 и соединенному с ним корпусу 27.
В последнем закреплен шток 25, на нижнем конце которого ук-
реплен корпус 18 шпинделя шлифовального круга. Ручной
подъем шлифовальной головки осуществляется рукояткой 24.
Шлифовальный круг приводится во вращение клиноременной
передачей от индивидуального электродвигателя 29, установлен-
ного на верхнем конце штока 25 и поворачивающегося вместе
со штоком вправо — влево на угол до 45°. При прямой заточке
шток стопорится винтом 26.
Подается пила в затачиваемый зуб от кулачка 16 через ры-
чаг 13, качательные движения которого передаются на винт 2,
установленный в корпусе 3, жестко закрепленном на горизон-
тальном валу механизма подачи. На этом же валу насажены
неподвижно рычаг 5 с винтом 4 и свободно рычаг 6, что позво-
ляет изменять положение рычага 6 относительно рычага 5 вин-
том 4, регулирующим зону перемещения подающей собачки 14.
Собачка установлена на колодке 12, соединенной с вертикаль-
ным рычагом 7.
Механизм косой заточки приводится в движение от кулачка
косой заточки 48, закрепленного на распределительном валу 17.
Кулачок 48 посредством рычага с зубчатым сектором 41 пере-
дает качательное движение шестерне 40, которая пружиной 44
поджимается к муфте 42, установленной на кривошипном валу 45.
При движении зубчатого сектора от кулачка 48 шестерня 40
своими зубьями захватывает муфту 42 и поворачивает криво-
шипный вал.
Палец кривошипа 39 входит в паз ползуна 22, и при поворо-
тах кривошипа ползун совершает возвратно-поступательные пе-
ремещения. Возвратно-поступательные перемещения ползуна пе-
редаются через водило на барабан 36, который вследствие этого
возвратно-вращательно движется на своей вертикальной оси 37.
Вращательные движения барабана 36 посредством плоской
стальной ленты 35 передаются гильзе 23 штока 25 шлифоваль-
ного круга, что приводит к разворотам шлифовального круга
в горизонтальной плоскости, необходимым для косой заточки
зубьев.
При прямой заточке этот механизм выключается благодаря
разъединению втт’^ом 43 шестерни 40 и муфты 42. Регулируется
величина разв°Р,^а шлифовального круга путем изменения ра-
диуса пальца кривошипа. Для этого поворачивают
ручку 46{i ^ую с осью, проходящей через полый кривошип-
ный вал. ? т^гтв;Вороте рукоятки 46 шестерня 38 перемещает
рейку, связаваРЛ1т£с ползуном, на котором укреплен кривошипный
палец. Вслед oV#e этого изменяется расстояние от кривошипного
пальца до щНое;а его вращения.
Затачиваемо я пила устанавливается на подъемном столе 10,
псремещаю1щлься по вертикальным направляющим при помощи
79
Рис. 39. Полуавтомат ТчПК4 для заточки
круглых пил малого диаметра
маховичка 8 посредством пары ко-
нических шестерен 11 и ходового
винта 9.
Выпускается также специализи-
рованный станок ТчПК4 для за-
точки круглых пил диаметром 100—
400 мм (рис. 39), предназначенный
в основном для мебельных пред-
приятий, имеющий схожую со стан-
ком ТчПК8 конструкцию. В отли-
чие от станка ТчПК8 у этого
станка верхняя часть 3 не поворот-
ная и настраивают затачиваемую
пилу на передний угол не за счет
наклона шлифовальной головки,
а поворачивая кронштейн 2 с уста-
новленными на нем штангой пило-
держателя и пилой. При этом
кинематическая связь механизма
подачи с подающей собачкой осуще-
ствляется специальным подающим
рычагом 1 с направляющим секто-
ром. При пилах малого диаметра
поворот пилы со штангой пилодер-
жателя целесообразнее, чем пово-
рот массивной верхней части стан-
ка. Установка электродвигателя на штоке шлифовальной го-
ловки обеспечивает косую заточку под углом 45°.
Кроме указанных станков для заточки круглых пил Киров-
ский станкозавод выпускает еще две специализированные мо-
дели— ТчПК15 и ТчПК22. Полуавтомат ТчПКГб предназначен
для заточки круглых пил диаметром до 1600 мм для продольной
и поперечной распиловки.
Этот полуавтомат разработан на базе станка ТчПА-3 и отли-
чается от него лишь габаритом, мощностью электродвигателя
привода шлифовальной головки и наличием м^'^низма автома-
тической подачи на глубину врезания шлиф,^ального круга.
Станок оснащен более мощным устройством ^аа^Им а пилы,
аналогичным по конструкции с механизмом заж;, " станка
ТчПР-2.
Станок ТчПК22 предназначен для заточки ортных пил
диаметром до 2200 мм для поперечной распиловку ^вменяемых
для раскряжевки толстых хлыстов. Он создан £ р базе станка
ТчПА-3. Станок ТчПК22 имеет ряд дополнение аналогичных
дополнениям, внесенным в конструкцию станка \^<ПК16. Станок
80
ТчПК22 комплектуют специальным талевым подъемником для
установки и снятия пил, устанавливаемым рядом со станком.
В десятой пятилетке эти станки будут заменены новыми моде-
лями ТчПК16-2 и ТчПК22-2 с большими жесткостью и мощ-
ностью привода шлифовального круга. У станка ТчПК22-2 пре-
дусмотрены горизонтальный шлифовальный круг и установка
пилы перпендикулярно фронту станка на загрузочном меха-
низме, как у разводного станка РПК16 (см. рис. 15). Это обес-
печит снижение высоты станка до нормы без устройства при-
ямка для пилы и, следовательно, удобство обслуживания станка.
За рубежом для заточки круглых пил выпускается ряд спе-
циализированных станков. Фирма «Фольмер Верке» выпускает
станок Спе, который в отличие от отечественного полуавтомата
ТчПК8 обеспечивает косую заточку только под углом до 20°.
В механизме поворота шлифовальной головки этого станка ис-
пользуется «мальтийский крест» и специальный поводок, что
создает небольшой люфт в поворотной системе. В станке Спе,
как и на его более раннем варианте CnS, применены цилиндри-
ческие направляющие шлифовальной головки, что значительно
повышает ее жесткость, точность и виброустойчивость по срав-
нению с таковыми в станках с призматическими направляю-
щими.
По таким показателям, как точность углов заточки и шерохо-
ватость поверхности заточки передних и задних граней зубьев
пил, станок Спе находится на уровне лучших образцов, однако
радиальное биение вершин заточенных на нем зубьев несколько
больше, чем на станках, приведенных ниже. Это вызвано отно-
сительно большим радиальным биением ролика промежуточного
рычага механизма подачи, в результате чего непостоянство край-
него переднего положения подающей собачки доходит до 37 мкм.
Фирма «Лорох» (ФРГ) выпускает станки ILM36/2 и ILM31
для заточки стальных круглых пил. Первый предназначен для
заточки пил диаметром от 200 до 1500 мм с шагом зубьев до
70 мм, передним углом зубьев до 25°, косой заточкой до 20°.
На станке применен суппорт шлифовальной головки с шариковыми на-
правляющими, что обеспечивает плавность хода шлифовальной головки и по-
вышает точность и надежность работы. Подвижные части станка закрыты от
попадания абразивной пыли гофрированными ограждениями из маслостойкой
резины. Механизм поворота шлифовальной головки при косой заточке зубьев
пил работает не от торцевого, как обычно, а от радиального кулачка, про-
межуточного рычага и водила, что повышает точность его работы. Механизм
настройки на толщину затачиваемой пилы снабжен индикатором часового
типа, обеспечивающим точную установку средней (по толщине) плоскости
диска пилы под осью поворота шлифовальной головки, что снижает до ми-
нимума радиальное биение зубьев пил с косой заточкой. Благодаря высоко-
качественному изготовлению роликов промежуточных рычагов механизмов по-
дачи и шлифовальной головки наряду с минимальным количеством звеньев
81
в кинематической цепи работа станка высоко стабильна. Отклонение крайнего
нижнего положения шлифовальной головки станка IL М36/2 от заданного
2,5 мкм, а крайнего переднего положения подающей собачки —6,5 мкм. Число
затачиваемых зубьев 30 и 70 в минуту. Диаметр шлифовального круга 250 мм,
мощность привода круга 0,74 кВт. Масса станка 385 кг.
Станок ILM31 предназначен для заточки круглых стальных
пил диаметром 50—600 мм с шагом зубьев до 30 мм, передним
углом зубьев до 30°, косой заточкой до 20°. Из-за оригинальной
горизонтальной компоновки суппорта крепления пил удобно на-
блюдать за заточкой. Однако более длинные кинематические
цепи механизмов, подачи пилы и перемещения шлифовальной
головки снижают точность работы по сравнению с точностью ра-
боты станка ILM36/2. Диаметр круга 150 мм, мощность 0,55 кВт,
производительность 30; 45; 60 зуб/мин. Масса станка 195 кг.
В отличие от рассмотренных выше зарубежных станков по-
луавтоматы Liliput Senior и Liliput S-175 фирмы «Фольмер Дорн-
хан» имеют шлифовальные головки рычажного типа с вертикаль-
ным расположением шпинделя.
Основные преимущества данной схемы заключаются в сле-
дующем: малый габарит станка по высоте, что улучшает удоб-
ство обслуживания; высокая точность обработки опор подшип-
ников качения и сама кинематика движения рабочего органа по-
зволяют лучше выбрать зазоры в узле шлифовальной головки,
что увеличивает жесткость станка в 2—3 раза; укороченные по
сравнению со звеньями других моделей звенья механизма по-
дачи обеспечивают повышенную точность работы. Станки пред-
назначены для заточки круглых пил диаметром 96—650 мм.
Как показали испытания, уровень полуавтоматов фирмы
«Фольмер Дорнхан» по основным показателям точности нахо-
дится выше уровня лучших станков фирмы «Фольмер Верке».
Особо следует отметить точность работы механизмов подачи, ко-
торая у станков Liliput Senior и Liliput S-175 4—8 мкм, что
в 4—5 раз выше, чем у сопоставимых станков фирмы «Фольмер
Верке».
3. УНИВЕРСАЛЬНЫЕ ПИЛОТОЧНЫЕ СТАНКИ
Универсальные пилоточные станки предназначены для за-
точки пил всех видов и типов.
Станок ТчПА-3 состоит из основных частей: станины с подъ-
емным столом, поворотной головки, шлифовальной головки,
редуктора, механизма подачи. Кинематическая схема станка
представлена на рис. 40.
На передней стенке чугунной коробчатой станины 1 расположен стол 2
для установки затачиваемой пилы; стол перемещается в вертикальной пло-
скости по направляющим посредством маховичка 3, конической 4 и винтовой
5 пар. На задней стенке станины установлены редуктор 31, электродвига-
82
тсль 34 и вентилятор 33 для отсоса абразивной пыли. На выходном валу 30
редуктора расположен блок шестерен 29. Шестерни включают рукояткой 28,
перемещающей вытяжную шпонку. На правой стороне станины расположен
механизм подачи пилы, на левой — винт 27 поворота головки на передний
Рис. 40. Кинематическая схема универсального пилоточного станка ТчПА-3
угол заточки зубьев. Механизм подачи состоит из промежуточного рычага 13,
винта 12 с дифференциальной гайкой 32 промежуточного валика 6, с установ-
ленным на переднем конце рычагом с винтом поперечной подачи, вильчатого
рычага 8, поворотной оси 9, серьги 10 и подающей собачки 11 на удлиненном
рычаге 7. Для привода механизма подачи на распределительном валу уста-
новлен подвижной блок кулачков 14. Каждый кулачок соответствует опре-
83
деленному профилю затачиваемой пилы. Кулачки переставляют рукояткой 21,
расположенной на правой стенке поворотной головки. Перемещение собачки
по траектории с малой кривизной обеспечивается за счет использования
в станке подающего рычага 7 большой длины. На передней стенке станины
левее подающего рычага установлена опорная планка с винтом настройки на
толщину затачиваемой пилы. На левой стороне станины укреплен коленчатый
кронштейн, шарнирно соединенный с откидным подпружиненным рычагом для
зажима пилы.
Наверху станины смонтирована поворотная головка, состоящая из трех
отдельных отливок, представляющих собой в сборе закрытую коробку. В ниж-
ней части корпуса головки на его передней и задней стенках имеются цапфы,
служащие опорами поворотной головки. На станине есть приливы с гнездами
для установки на цапфах поворотной головки и крепления гайки впита по-
ворота головки. Шлифовальную головку поворачивают при помощи махо-
вичка 27 вправо или влево на величину переднего угла зубьев пилы.
В цапфах поворотной головки установлен распределительный вал 30, на
котором ближе к передней опоре закреплен кулачок 16 подъема шлифоваль-
ной головки. Движение от кулачка суппорту 20 шлифовальной головки пере-
дается через промежуточный рычаг 17 и опорный ролик 18 винтового меха-
низма 19. Величину перемещения суппорта настраивают в соответствии с вы-
сотой затачиваемого зуба, изменяя положение опорного ролика по отношению
к промежуточному рычагу.
На суппорте с помощью поперечины крепится шлифовальная головка,
имеющая поворотный вертикальный шток, на нижнем конце которого укреп-
лен корпус шпинделя шлифовального круга 15. Вращение шпинделю пере-
дается клиновым ремнем от индивидуального электродвигателя, закрепленного
на левой стороне поворотной головки на качающейся подмоторной плите.
Шток шлифовальной головки закрыт от попадания абразивной пыли теле-
скопическим пружинящим ограждением.
При косой заточке зубьев шток вместе со шлифовальной головкой пово-
рачивается поочередно в левую и правую стороны. Для этого на средней
части штока установлена удлиненная шестерня, находящаяся постоянно в за-
цеплении с зубчатой рейкой. Привод рейки при повороте шлифовальной го-
ловки на косую заточку осуществляется ст качающегося рычага-кулисы 23 и
кулачка 22 с фигурным пазом. Кулачок приводится во вращение от пары
шестерен, одна из которых — 26 установлена на распределительном валу,
а вторая — 25 выполнена как одно целое с кулачком 22. Для поочередного
разворота шпинделя в левую и правую стороны за два оборота распреде-
лительного вала шестерни имеют передаточное отношение 1 : 2.
На рычаге-кулисе 23 сделан ряд резьбовых отверстий для ввертывания
регулировочного винта. Меняя положение винта по отношению к ползуну 24,
изменяют угол поворота шлифовальной головки. Если нет необходимости
в косой заточке, регулировочный винт выворачивают из рычага 23 и ввора-
чивают в резьбовое отверстие на передней стороне (торце) шлифовальной
головки; конец винта должен войти в гнездо штока и зафиксировать его
в нейтральном положении. Нельзя фиксировать одновременно шток и качаю-
щийся рычаг двумя отдельными винтами, так как это может вызвать по-
ломку механизма поворота.
84
Рис. 41. Универсальный пплоточ-
ный станок ТчПА-5
Для плавного изменения зоны ра-
боты шлифовального круга, а также
подачи круга на глубину шлифования
по задней грани зуба служит на-
строечный винт с маховичком, распо-
ложенный наверху шлифовальной го-
ловки. Точная величина подачи уста-
навливается по лимбу с помощью
рычага, связанного собачкой с храпо-
виком. Величина подачи изменяется
за счет перекрытия требуемого коли-
чества зубьев храповика ограничи-
тельным щитком.
Универсальный пилоточный
станок ТчПА-3 не обеспечи-
вает косой заточки пил под уг-
лом 45°, необходимой для чи-
стовой торцовки, органы управ-
ления станка (рукоятка попе-
речной подачи, рукоятка уста-
новки величины подачи на вре-
зание и маховичок перемеще-
ния шлифовальной головки по
высоте) находятся на высоте
1900 мм, что создает неудоб-
ства при его эксплуатации. Же-
сткость системы СПИД станка
ТчПА-3 не превышает 150 Н/мм.
На универсальном станке ТчПА-5 можно затачивать круг-
лые, рамные и ленточные пилы. Станок ТчПА-5 (рис. 41) не
имеет указанных недостатков: на нем можно затачивать пилы
с косой заточкой 45°, а его жесткость в 2,5 раза выше.
На этом станке можно затачивать: круглые пилы для про-
дольной и поперечной распиловки диаметром 200—800 мм,
толщиной 1,4—3,6 мм, с шагом зубьев 65—70 мм, передними
углами зубьев от +35° до —25°; рамные пилы длиной 1100—
1950 мм, шириной 80—200 мм, толщиной 1,6—2,5 мм, с шагом
зубьев 18—40 мм, передним углом зубьев до 15°; ленточные де-
лительные пилы шириной 50—175 мм, толщиной 0,9—1,2 мм,
с шагом зубьев 30—50 мм, передним углом зубьев 25—35°.
При использовании поставляемого по заказу приспособления
можно затачивать также пилы для тарных лесорам.
На станке применяется шлифовальный круг диаметром
250 мм, снашиваемый до 180 мм. Скорость шлифования (за-
85
точки) 35—25 м/с. Подачу шлифовального круга на глубину
врезания изменяют поворотом рукоятки через 0,03 мм от 0,03
до 0,21 мм. Производительность заточки 35; 54 и 75 зуб/мин.
Мощность привода шпинделя 0,6 кВт, привода вентилятора и
редуктора распределительного вала 0,6 кВт. Масса станка с
приспособлением для установки ленточных пил 750 кг.
На станке ТчПА-5 осуществляется полуавтоматический
цикл заточки круглых, рамных и ленточных пил с ручной ре-
гулировкой подачи шлифовального круга на врезание.
На верхней части коробчатой станины 1 установлена на цап-
фах поворотная головка 6 с распределительным валом, приво-
дящимся от редуктора 7, установленного на задней стенке ста-
нины. На передней стенке станины смонтирован подъемный
стол 2. Внутри станины имеется канал для отвода абразивной
пыли из зоны заточки, выходящий в улитку вентилятора, за-
крепленного на задней стенке станины. Приводятся редуктор
и вентилятор от одного электродвигателя, смонтированного в
задней части станины. Электродвигатель 5 привода шпинделя
и шлифовальная головка 3 закреплены на вертикальном штоке,
перемещающемся в гильзе с двумя цилиндрическими вклады-
шами. Шлифовальная головка приводится в движение от ку-
лачка распределительного вала. Ручной подъем головки в нера-
бочее положение выполняют рукояткой 4.
Поворот шлифовальной головки при косой заточке происхо-
дит, как у станка Тч ПК8, от стальной ленты, соединяющей шты-
ковую гильзу с барабаном. В отличие от первого система, состоя-
щая из зубчатого сектора, шестерни, кривошипного механизма,
заменена кулисой, соединенной специальным винтом с зубча-
той рейкой, которая поворачивает удлиненную шестерню.
При переходе на прямую заточку специальный винт пере-
ставляют в корпус поворотной головки и тем самым фиксируют
шток шлифовальной головки. Кинематическая схема станка дана
на рис. 42.
Шпиндель 1 шлифовального круга с помощью клиноременной
передачи 2 приводится во вращение от электродвигателя 5, ус-
тановленного на штоке 3 шлифовальной головки. При прямой
заточке шток закрепляют винтом 4, а при косой винт перестанав-
ливают в одно из резьбовых отверстий кулисы 17. Поднимается
и опускается шлифовальная головка от распределительного вала
22 кулачком 13 через промежуточный качающийся рычаг 12,
ползун 11, шток 10, кронштейн 8, винт 6. Величину хода шлифо-
вальной головки устанавливают, перемещая настроечным вин-
том ползун 11 относительно рычага 12. Подача на глубину реза-
ния осуществляется винтом 6 при помощи маховичка 7.
Поворот шлифовальной головки при косой заточке выполня-
ется стальной лентой 9, закрепленной на барабане 14, установ-
ленном на общем вертикальном валу с удлиненной шестерней 15.
Эта шестерня находится в зацеплении с зубчатой рейкой 16
8G
на кулисе 17, которая получает качателыюе движение от пазо-
вого кулачка-шестерни 20, находящейся в зацеплении с ше-
стерней 23, закрепленнной на распределительном валу 22.
Рис. 42. Кинематическая схема станка ТчПА-5
Распределительный вал 22 муфтой 24 связан с выходным
валом 27 редуктора 25, на котором насажен на вытяжной
шпонке подвижный блок трех шестерен 26. Шестерни 28 и 29
87
получают вращение через паразитную шестерню 30 и шестерни
31, 32, 33 от входного вала редуктора, приводящегося клино-
выми ремнями 34 и 36 от электродвигателя 37, общего для
привода редуктора и вентилятора 35.
Механизм подачи приводится от распределительного вала,
одного из кулачков блока 21, устанавливаемого при помощи
Рис. 43. Универсальный пплоножсточпльпый станок ТчПН-6
скользящей зубчатой рейки 19 и рукоятки с шестерней 18.
Включаемый для работы кулачок 45 воздействует на качаю-
щийся рычаг 46, опирающийся на концевой ролик винта 40.
Винт смонтирован в корпусе, закрепленном на горизонтальном
валу 43. При перемещении винта 40 посредством дифференци-
альной гайки 39 изменяется соотношение плеч рычага 46 и со-
ответственно шагу зубьев пилы величина хода подающей со-
бачки 47, закрепленной при помощи колодки 44 на рычаге 42.
В проушине рычага 42 закреплен на валу 43 рычаг 41 с на-
строечным винтом 38, при помощи которого устанавливают
88
крайнее положение подающей собачки и величину подачи зуба
пилы на глубину резания. Затачиваемую пилу 53 размещают
на соответствующем приспособлении 52 на столе 48, который
поднимают на нужную высоту маховичком 49 ходовым винтом
51 посредством червячной пары 50.
Другой универсальный заточной станок ТчПН-6 (рис. 43)
применяется на мелких деревообрабатывающих предприятиях
для заточки рамных, круглых пил и ножей.
Станок имеет чугунную коробчатую станину /, на которой установлена
поворотная головка 6 с шлифовальной головкой 5. Ручки управления и на-
стройки, а также лампа освещения находятся на правой стороне. На правой
стороне станипы смонтирован механизм автоматической подачи 7 затачивае-
мого зуба пилы. При заточке ножей используют съемный стол 4 для их уста-
новки, закрепляемый на подъемном столе 2. Продольная подача стола с но-
жом вдоль абразивного круга осуществляется вручную маховичком подачи 3
на съемном столе. Для заточки ножей шлифовальный круг заменяют более
толстым. Для крепления круглых и рамных пил при их заточке применяют
съемные приспособления, устанавливаемые на подъемном столе. За отдель-
ную плату потребитель может заказать приспособление для статической ба-
лансировки шлифовальных кругов в сборе с планшайбой, что улучшает усло-
вия эксплуатации станка и удлиняет срок его работоспособности. Электро-
оборудование пуска, блокировки и защиты находятся в отдельной нише. Ста-
нок оснащен индивидуальным устройством для отсоса пыли из зоны заточки.
На станке можно выполнять автоматическую заточку зубьев пил как
с прямой, так и с косой заточкой. В последнем случае заточка производится
через зуб вначале в одну, затем в другую сторону пилы. Для этого угол
поворота шлифовальной головки фиксируют винтом на ее оси. Пила подается
от сменных профильных кулачков, устанавливаемых на заднем конце распре-
делительного вала и защищенных от попадания абразивной пыли.
На станке можно затачивать рамные пилы длиной до 1950 мм и шириной
80—200 мм, круглые пилы диаметром 200—1250 мм, ножи длиной до 640 мм,
шириной 25—125 мм. Шаг зубьев у пил может быть 65—80 мм, передний
угол зубьев от +35° до —25°. На станке используют шлифовальный круг
диаметром 250 мм, при этом скорость резания 30 м/с. Мощность привода
0,6 кВт.
Подача шлифовального круга на глубину врезания изменяется вручную
от 0,03 до 0,15 мм. При заточке пил число двойных ходов шлифовальной го-
ловки 35 и 54 в минуту; затачивают ножи при нижнем положении головки.
Масса станка с приспособлениями для установки пил и ножей 600 кг.
4. СТАНКИ ДЛЯ БОКОВОЙ ЗАТОЧКИ ЗУБЬЕВ ПИЛ
Боковую заточку зубьев пил применяют для формирования
и выравнивания боковых рабочих граней зубьев, имеющих дву-
стороннее уширение кончиков в результате наплавки их твер-
дыми литыми сплавами типа стеллит или напайки пластинок
твердого сплава, а также плющеных зубьев вместо формова-
89
Ния обжимными плашками. В связи с внедрением наплавки
стеллитом зубьев рамных пил Кировским станкостроительным
заводом разработан и изготовлен полуавтоматический станок
ТчРБ для боковой заточки зубьев рамных пил (рис. 44).
На коробчатой станине установлена сдвоенная качающаяся
шлифовальная головка 6 с двумя симметрично расположенными
шлифовальными кругами 4, механизмы подачи, установки и
Рис. 44. Станок ТчРБ для боковой заточки зубьев рамных пил после на-
плавки стеллитом
зажима пилы. Расстояние между шлифовальными кругами ре-
гулируют маховичками 5 в зависимости от нужной величины
уширения кончика зуба. Пила закреплена на каретке 3.
Кинематическая схема станка дана на рис. 45. Две шлифо-
вальные головки и механизмы их настройки имеют одинако-
вое устройство и симметричное расположение, одинаковые
движения и одновременно затачивают зуб с двух сторон.
Шпиндель 3 и шлифовальный круг 4, закрепленный на шпин-
деле, приводятся от электродвигателя 1 и ведущего шкива 2
клиноременной передачей. Вращение от второго электродвига-
90
теля 18 клиноременная передача передает червячному валу 13.
С вала вращение передается через червячную шестерню 12 на
распределительный вал 14. Качательное движение шлифоваль-
ной головки 10 происходит от кулачка 15, закрепленного на рас-
пределительном валу 14. Кулачок 15 через ролик воздействует
на рычаг 11, закрепленный на оси 9 качания шлифовальной
головки 10. Качается шлифовальная головка с постоянной ам-
плитудой 40 мм.
Подача пилы на один зуб осуществляется от кулачка 16,
установленного на распределительном валу. Кулачок 16 воз-
Рис. 45. Кинематическая схема станка ТчРБ
действует на рычаг 17 с роликом, который нажимает на ро-
лик винта 19, смонтированного в корпусе 20. Последний пово-
рачивается вместе с валом 21, на конце которого закреплен
рычаг с тягой 22, закрепленной вторым концом на цапфе рычага
вала 23. На нем установлен рычаг 24. Качательное движение ры-
чага 24 передается на колодку 27, движущуюся прямолинейно
по направляющей линейке 29. В колодке закреплена подающая
двойная собачка 28, которая за один оборот распределитель-
ного вала 14 подает пилу на шаг зуба. Глубину резания уста-
навливают маховичком 5, вращающим винт 7, неподвижно за-
крепленный в осевом направлении. С помощью винтовой пары
91
7—8 шлифовальный круг перемещают на глубину резания, за-
данную по лимбу 6 с ценой деления 0,02 мм. Пилу устанавли-
вают на каретке, передвигающейся по линейке, которая за-
крепляется в Т-образном пазу стола 30. Регулируют пилу по
высоте подъемом или опусканием стола 30. Вращение махо-
вичка 31 через винтовые шестерни 32 и 33 передается на винт
34. Винт при вращении передает движение через гайку 35
столу 30. Пыль из зоны заточки отсасывается вентилятором 25,
приводимым от электродвигателя 26.
Рис. 46. Кинематическая схема станка ПАС-2М для боковой заточки зубьев
рамных пил после наплавки стеллитом
Институт СибНИИЛП разработал и внедрил на ряде круп-
ных лесопильных заводов полуавтомат ПАС-2М. В сварной
каркасной станине станка размещены основные узлы: шлифо-
вальные головки, механизмы качания и отвода головок, по-
дачи, установки, зажима и подъема пилы, червячный редуктор
и электрооборудование. Корпус шпинделя шлифовальной го-
ловки установлен внутри гайки на конце рычага качания, об-
разуя с ней винтовую пару. При вращении корпуса, являю-
92
щегося винтом, шлифовальный шпиндель может перемещаться
вдоль своей оси. Другой конец рычага, имеющий криволиней-
ную полость с канавками, контактирует с роликом, располо-
женным на конце промежуточного рычага, приводимого в дви-
жение от эксцентрика. Ось рычага качания установлена на
подпружиненной каретке под углом к оси ее перемещения. Ка-
ретка приводится в движение через установленный на ней ро-
лик торцевым кулачком. Механизм подачи состоит из рычага,
приводимого в движение от эксцентрика и подающей собачки,
перемещающейся по направляющей. Подающая собачка на^
кидного типа с регулируемой зоной опускания во впадину зуба.
Механизм установки пилы состоит из стола, установленного
в направляющей, внутри которой расположен винт с кониче-
ским колесом на конце, вращающимся от маховика через ко-
ническую шестерню. На столе размещен механизм зажима
пилы откидного типа с пластинчатой пружиной. Кинематиче-
ская схема станка ПАС-2М дана на рис. 46.
От электродвигателя 32 клиноременной передачей вращение передается
на вал 22, на котором установлены два шкива, связанные клиноременными
передачами со шкивами 36 на концах шлифовальных шпинделей.
Механизмы качания, отвода шлифовальных головок и подачи пилы при-
водятся от электродвигателя 1 через червячный редуктор 2. С выходного
вала червячного редуктора 2 вращение передается через зубчатую передачу 3
на вал 6 с расположенными на нем шестерней 8 и звездочкой 10. На одном
конце вала 7 установлено зубчатое колесо 9, находящееся в зацеплении
с шестерней S; на другом конце — эксцентрик 4, контактирующий с роли-
ком 5, расположенным на рычаге подачи 37. На конце этого рычага на оси
имеется подающая собачка 33 накидного типа, перемещающаяся на ролике 34
по направляющей 35. Клин направляющей в зависимости от шага зубьев
пил может занимать любое положение. При этом ролик 34 с постоянной дли-
ной перемещения сходит с направляющей 35, а рабочий конец собачки за-
нимает место во впадине зуба, толкая пилу вперед.
От звездочки 10 через цепную передачу вращение передается на вал 16,
на котором установлены звездочка 15 и зубчатые шестерни 17 и 27. Ше-
стерня 27 находится в зацеплении с корпусом торцевых кулачков 29, контак-
тирующих с роликами на концах кареток 31. В каретках 31, смонтированных
на шариковых направляющих в корпусах и подпружиненных к кулачкам 29,
расположены оси качания рычагов 28. На одних концах рычагов 28 установ-
лены корпуса шлифовальных шпинделей. Вращением (по винтовой нарезке)
корпусов устанавливают положение шлифовальных кругов в зависимости
от требуемой величины уширения зубьев пилы. На другом конце рычагов
28 и криволинейных полостях 26 размещены ролики 25 и регулировочные
винтовые пары 24, увязанные с промежуточным рычагом 23.
Качание промежуточного рычага 23 происходит от эксцентрика 2 через
промежуточный клин 21 при вращении вала 19 с зубчатым колесом на конце,
находящимся в зацеплении с шестерней 17. Положением центра ролика 28
относительно промежуточного рычага 23 и передвижением клина 21 меняют
93
Рис. 47. Станок EMS для боковой за-
точки пил фирмы «Фольмер Верке»
зону качания шлифовальных кругов для
равномерного износа их торцевой поверх-
ности. Рамную пилу устанавливают на
стол 13 и зажимают губкой 14. Махо-
вичком 38 через коническую 39 и винто-
в\ю передачу стол с пилой поднимается
в зону заточки.
За рубежом выпускается ряд
станков для боковой заточки
рамных, ленточных и круглых
пил.
Станок EMS фирмы «Фольмер
Верке» (рис. 47) состоит из
следующих основных узлов: станины, механизма установки
пилы, шлифовальных суппортов и механизма подачи.
В верхней части тонкостенной чугунной коробчатой станины
имеется полость. Внутри смонтировано электрооборудование,
рычаги и толкатели шлифовальных суппортов, механизмы для
установки и поддерживания пилы во время заточки. На конце
вертикально установленного винта крепят приспособления для
установки рамных, ленточных или круглых пил. Винт с приспо-
соблением перемещается вертикально маховичком, находя-
щимся в полости сбоку от станины.
Сверху на станине симметрично установлены два шлифо-
вальных суппорта, состоящих из направляющих, кронштейна
и шлифовальной головки. Направляющие типа ласточкин хвост
крепят на горизонтальной оси и фиксируют в заданном поло-
жении винтом. На кронштейне на вертикальной оси установ-
лена шлифовальная головка, которая тоже фиксируется вин-
том. Таким образом, шлифовальную головку можно регулиро-
вать в двух взаимно перпендикулярных плоскостях—верти-
кальной и горизонтальной.
Шлифовальная головка состоит из шлифовального шпин-
деля, приводимого во вращение через плоскоременную пере-
дачу электродвигателем. Корпус шлифовального шпинделя
установлен внутри червячного колеса, являющегося гайкой,
шлифовальный шпиндель может перемещаться вдоль своей
оси. Правый шпиндель имеет левую резьбу для крепления
шлифовального круга. Левый и правый шлифовальные суп-
порты движутся вверх в направляющих под действием толка-
теля, находящегося в контакте с рычагом, приводимым
в движение другим толкателем от кулачка. Наверху станины
расположен механизм подачи зуба пилы в зону заточки. Пря-
молинейное движение подающей собачки осуществляется через
рычаг от кулачка. Кулачок состоит из двух половинок, благо-'
91
даря этому можно изменять высоту рабочего профиля и регу-
лировать подачу на шаг зубьев. Подающая собачка — накид-
ного типа с регулируемой зоной опускания во впадину зуба.
Приводятся кулачки шлифовального суппорта и механизма
подач от индивидуального электродвигателя. Станок EMS
может работать спаренно с профильным заточным станком или
с плющильным. Привод кулачков осуществляется синхронно
через распределительный вал этих станков.
Кинематическая схема станка модели EMS дана на рис. 48.
Рис. 48. Кинематическая схема станка EMS
Перед установкой пилы шлифовальные суппорты 6 рычагом 5 с эксцент-
риком поднимаются в верхнее положение. Вращая вправо штурвал 5, шар-
нирный клин 4 устанавливают в крайнее положение, соответствующее требуе-
мому (максимальному) расстоянию. При вращении рукоятки /2, упирающейся
торцевым выступом в корпус, отводится зажимная губка 11. Затем устанав-
ливают по высоте приспособление для ленточных, рамных или круглых пил
Вращая маховик 19, приспособление поднимают до установки зубьев пилы
в зону заточки. Регулируют станок па шаг зуба следующим образом. Ослабив
винт 25, в зависимости от шага устанавливают и фиксируют подвижной
сектор 26 относительно кулачка 27. На последнем нанесена шкала шагов
зубьев, а на секторе 26 — риска.
95
Маховичком 22 устанавливают необходимую зону движения подающей
собачки 14, а рычагом 21 — зону опускания собачки во впадину зуба. При
движении державки 18 ролик рычага 16 входит во впадину рычага 21 и
собачка 14 опускается вниз. Винт 15 служит для регулировки подъема со-
бачки, винт 20 фиксирует рычаг 21. Дополнительная собачка 17 служит для
подачи пилы в том случае, если в зону работы основной собачки попадут
сломанные или поврежденные зубья.
Шлифовальные суппорты 6 устанавливают на требуемый угол заточки,
поворачивая и фиксируя их на горизонтальных осях 7. Шлифовальные шпин-
дели 9 с абразивными кругами 10 отводят в крайнее заднее положение, по-
ворачивая маховичок 8, через червячную и винтовую передачи. Рычагом 5
освобождают шлифовальный суппорт 6, затем штурвалом 3 вводят плоскости
шлифовальных кругов в зону обрабатываемых зубьев.
Станок работает следующим образом: электродвигатель 1 через цепную
передачу вращает кулачки 27 и 24. Кулачок 27 через сектор 26 воздействует
на рычаг 23 и перемещает державку подающего механизма, собачка 14 ко-
торого при наезжании ролика рычага 16 на впадину рычага 21 опускается
во впадину зуба и передвигает его в зону заточки. Зуб пилы затачивается.
Кулачок 24 перемещает толкатель 28 вниз, который, действуя на рычаг 2
через шарнирный клин 4, поднимает толкателем шлифовальный суппорт 6,
выводя его из зоны заточки.
Основные данные станков для боковой заточки зубьев пил
представлены в табл. 13.
13. Основные данные станков для боковой заточки зубьев пил
Наименование параметра ПАС-2М СибНИИЛП ТчРБ ксз СССР EMS «Фольмер Верке» (ФРГ) АЕ-1 «Альбер» (ФРГ) ЕНА «Лорох» (ФРГ)
Ширина ленточной пилы» — 70—360 50-300 50-300
мм
Ширина рамной пилы, мм 80—200 80—200 65—220 50—200 50-200
Диаметр круглой » » Толщина полотна » » 1,6-2,5 200-420 150—900 До 6 150-900 До 6
Шаг зубьев » » 22—40 22—40 20—100 15-75 15- 75
Высота зубьев » » — — До 25 — —
Углы поднутрения и боко- 3 4 0-7 —*
вого зазора, град
Диаметр шлифовального круга, мм Производительность, 80 125 80 100 100
8 30 30 — —-
зуб, мин Мощность электродвигате- лей, кВт 1,4 1,18 0,61 0,5 0,5
Габарит, мм:
длина 930 5880 860 — —
ширина 660 1400 520 —
высота 900 1460 1330 —
Масса, кг 600 800 — 212 212
5. ФАКТОРЫ, ВЛИЯЮЩИЕ НА КАЧЕСТВО ЗАТОЧКИ
Причины возможных дефектов заточки пил и методы их устранения в ос-
новном аналогичны для всех пилоточных станков.
Качество заточки характеризуется точностью углов зубьев (в пределах
96
допуска), их шага и высоты вершин (радиальным биением), отсутствием круп-
ных заусенцев, шероховатостью заточенных граней, остротой режущих кромок,
отсутствием засинения и структурных изменений.
Передний угол зубьев на всех заточных станках, за исключением ТчПК4,
получается за счет наклона шлифовальной головки на заданный угол. Для
круглых пил цифровые значения на шкале наклона шлифовальной головки
соответствуют переднему углу заточки лишь при положении оси пилодержа-
теля на одной вертикали с центром распределительного вала.
Причиной искажения переднего угла может быть несоблюдение режимов
заточки и применение слишком мягкого круга: на торце мягкого круга со
стороны передней грани образуется быстро увеличивающаяся фаска, равная
высоте передней грани зуба пилы. При отсутствии более твердого круга во
избежание быстрого уменьшения переднего угла зубьев необходимо дополни-
тельно наклонить шлифовальную головку, чтобы образовывающаяся фаска
была параллельна передней грани, и уменьшить подачу по передней грани.
Подающую собачку устанавливают в положение, при котором круг касается
передней грани, лишь войдя во впадину зуба.
Часто искажение переднего угла зубьев возникает в результате снижения
окружной скорости круга при его сильном износе. Поэтому необходимо свое-
временно перестанавливать ремень привода шпинделя на другую ступень для
увеличения частоты вращения.
Наряду с изменением переднего угла часто нарушается прямолинейность
передней грани зуба из-за снижения усилия прижима пилы рычажным меха-
низмом. Это свойственно механизмам прижима станков ТчП и ТчПА-3. Для
устранения этого необходимо натянуть рабочую пружину винтовым эксцентри-
ком, а если этого недостаточно, заменить пружину. Причиной указанного
дефекта может быть и низкая жесткость шлифовальной головки, возникаю-
щая из-за плохого выбора люфта в направляющих. В этом случае кромка
круга при опускании врезается в переднюю грань зуба, после чего ее отжи-
мает в сторону поперечная составляющая сила резания. Для выбора люфта
в направляющих шлифовальной головки станков ТчПА-3, ТчПК15 и ТчПК22
следует торцевым ключом ослабить винты, расположенные в первом верти-
кальном ряду на левой стороне поворотной головки. Плавно выбирая люфт
в направляющих винтами заднего ряда, надо поднять и опустить головку
рычагом подъема. При этом головка должна опускаться без зависания. После
окончания регулировки следует зафиксировать направляющие, затянув винты
переднего ряда. При сильном износе суппорта и направляющих регулировка
не дает положительного результата. В этом случае необходимо разобрать и
пришабрить суппорт и направляющие.
У станков ТчПК8 и ТчПК4 люфт в направляющих выбирают, подтягивая
гайки разрезных опорных втулок, расположенных под защитными чехлами
штоков шлифовальных головок.
Задний угол зуба пилы может уменьшиться из-за увеличения наклона
шлифовальной головки при компенсации износа мягкого круга. Формируется
задняя грань зуба при заточке за счет сочетания движений подачи пилы и
подъема шлифовальной головки. Необходимо помнить, что при увеличении
перебега собачки с помощью дифференциальной гайки увеличивается горизон-
тальная составляющая перемещения пилы и уменьшается задний угол. То же
4 Заказ № 442
97
самое происходит и при уменьшении регулировочным винтом хода (амплитуды
качания) шлифовальной головки.
В случае большой разношаговости не рекомендуется подавать пилу во
второй от круга зуб. При подаче пилы в затачиваемый зуб получившееся
радиальное биение зубьев постепенно устраняется. Как правило, радиальное
биение зубьев с косой заточкой возникает по двум основным причинам: опор-
ная планка при изменении толщины затачиваемой пилы не перенастраивается;
опорная поверхность подающей собачки неперпендикулярна диску пилы.
Равномерно снимается металл у зубьев с косой заточкой лишь при по-
ложении оси поворота круга в вертикальной плоскости, проходящей через
середину толщины пилы. Неравномерность съема металла возникает при нс-
перпендикулярности подающей собачки плоскости диска пилы. В этом случае
подающая собачка упирается в передние грани зубьев двумя различными
точками и подает пилу под круг на разную величину. Необходимо следить,
чтобы рабочая кромка собачки не имела износа и перекрывала зуб пилы
по его толщине.
Перпендикулярность полотну пилы изношенной или неправильно установ-
ленной подающей собачки придают следующим образом. Отключают привод
распределительного вала и с помощью рукоятки подъема и подающего винта
шлифовальную головку опускают в крайнее нижнее положение. Подающий
рычаг с собачкой плавно вручную подводят к' правому торцу вращающегося
шлифовального круга. После сошлифовки небольшого слоя металла вдоль
всей рабочей грани подающей собачки она пригодна для заточки зубьев
с косой заточкой.
Низкой шероховатости поверхности заточенных граней и высокой остроты
режущих кромок без засинения и структурных изменений можно достигнуть
при исправном, налаженном станке, правильном выборе шлифовального круга
и режимов заточки.
Глава 4
СТАНКИ ДЛЯ ЗАТОЧКИ КРУГЛЫХ ПИЛ,
ОСНАЩЕННЫХ ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА
Затачивают зубья круглых пил с напаянными пластинками
твердого сплава в два приема. Сначала абразивным кругом
стачивают стальную часть зуба по задней и передней граням
так, чтобы твердосплавная пластинка выступала над стальной
частью, а затем пооперационно затачивают передние и задние
грани пластинки. Это необходимо во избежание засаливания
алмазного круга. Последующую заточку твердосплавных пла-
стинок алмазным кругом производят обычным способом за
несколько проходов или за один проход глубинным способом.
При этом способе весь припуск на заточку от 0,1 до 1 мм
сошлифовывается за один проход шлифовального круга вдоль
затачиваемой грани зуба. Глубинное шлифование применяют
в случаях, когда шлифовальный круг обладает достаточной раз-
98
мерной стойкостью, т. е. когда твердость абразивных зерен
в 2,5 раза больше твердости обрабатываемого материала. Та-
кое свойство имеют алмазные шлифовальные круги на новых
специальных связках Б156, М013, МС-6, БП10 и др.
Станки для заточки круглых пил, оснащенных пластинками
твердого сплава, разделяются на станки для стачивания сталь-
ной части зубьев, станки для алмазной заточки передних и
задних граней твердосплавных пластинок и станки для заточки
боковых граней твердосплавных пластинок после их напайки.
1. СТАНКИ ДЛЯ СТАЧИВАНИЯ СТАЛЬНОЙ ЧАСТИ ЗУБЬЕВ
КРУГЛЫХ ПИЛ
Пластинки твердого сплава, напаянные на зубья круглых
пил, после нескольких заточек изнашиваются и перестают
выступать над стальной частью зубьев.
Одновременная заточка стальной и твердосплавной граней
зуба пилы обычными алмазными шлифовальными кругами при-
водит к засаливанию их рабочих поверхностей. Такая заточка
возможна лишь алмазными кругами на специальных связках,
что усложняет процесс заточки и удорожает ее. Поэтому в ряде
стран появились специальные станки для стачивания сталь-
ной части задних граней зубьев шлифовальными кругами из
электрокорунда нормального или белого.
Фирма «Фольмер Дорнхан» выпускает полуавтомат Liliput
NS-120 для предварительного стачивания стальной части зад-
них граней зубьев, в результате которого твердосплавная пла-
стинка должна несколько выступать над корпусом зуба. По
данным фирмы, эту операцию рекомендуют для пил, у кото-
рых размер твердосплавной пластинки в радиальном направ-
лении должен быть не менее 3—4 мм. При меньших значениях
этого размера операция шлифования стальной части зуба не-
целесообразна. Подготовленная таким образом пила пригодна
для последующей ее заточки обычными алмазными шлифоваль-
ными кругами без опасения, что они засалятся.
Цикл работы станка автоматический. Шлифовальный круг
сошлифовывает стальную часть зуба пилы в направлении твер-
досплавной пластинки, и по достижении места перехода сталь-
ной части в твердосплавную круг отводится от стачиваемой
поверхности, оставляя твердосплавную пластинку необработан-
ной. После нескольких проходов величина ее выступа дости-
гает 0,8—1,2 мм.
Станок имеет цельную сварную станину в виде колонны
с фундаментной плитой, на которой смонтирован узел меха-
низма движения, состоящий из редуктора, электродвигателя
привода редуктора, кулачкового вала и органов управления
работой станка. На верхней части станины рядом с механиз-
мом движения укреплена миниатюрная гидронасосная станция
4*
99
с электродвигателем ее привода. В верхней части корпуса ме-
ханизма движения расположен рычаг подающего устройства
с упорной штангой. В нижней части корпуса механизма дви-
жения на цапфе установлен кронштейн шлифовальной головки
с механизмом поворота. Приводится шпиндель шлифовального
круга от отдельного электродвигателя ременной передачей. На
правой стороне станины расположен суппорт крепления пилы,
на поворотной штанге которого имеется штырь с оправкой и
закрепленной в ней пилой; с помощью оправки центрируют
диск пилы. После установки пилы ее вручную перемещают
вдоль штанги до тех пор, пока впадина зуба не будет нахо-
диться на 3—5 мм выше зажимных планок. Затем толкающий
штифт механизма подачи подводят во впадину зуба пилы и
фиксируют в заданном положении поворотом рукоятки.
Маховичками на соответствующих лимбах устанавливают
шаг, высоту и угол заточки зуба. Ручками управления, распо-
ложенными на корпусе каждого электродвигателя, последова-
тельно включают электродвигатели привода гидронасоса, шли-
фовального круга и привода редуктора кулачкового вала.
Рукояткой ручного опускания и подъема медленно подводят
шлифовальную головку в рабочую зону. При этом необходимо
соблюдать осторожность, чтобы шлифовальный круг не
коснулся поверхности граней пилы, а отстоял от нее на
0,5—1 мм. Это достигается настройкой механизмов подачи пилы
и возвратно-поступательного перемещения шлифовальной го-
ловки.
Убедившись в правильности работы станка, можно подать
шлифовальный круг на требуемую глубину врезания. Во время
наладки станка редуктор привода распределительного вала
должен быть установлен на минимальную производитель-
ность— 28 зуб/мин. После завершения наладки, если необхо-
димо, устанавливают большую производительность — 48 зуб/мин.
Правильность настройки станка определяют визуально по
траектории движения шлифовального круга вдоль обрабаты-
ваемой поверхности зуба. Шлифовальный круг при опускании
должен совершать резание, перемещаясь параллельно задней
грани зуба до перехода стальной части в твердосплавную.
При настройке станка необходимо обращать внимание на ра-
боту упорного штифта механизма подачи пилы. Нужно доби-
ваться, чтобы упорный штифт производил подачу непосредствен-
но в переднюю грань затачиваемого зуба. На станке затачи-
вают пилы диаметром 80—680 мм, толщиной до 4 мм, с шагом
зубьев 7—45 мм, длиной обрабатываемой задней грани 12—
30 мм; возможна косая заточка под углом до 20°. Размеры шли-
фовального круга 120x2x51. Производительность 28 и
48 зуб/мин. Мощность электродвигателей приводов: шлифо-
вального круга — 0,37 кВт; редуктора — 0,37 кВт; насоса —
0,125 кВт.
100
Фирма «Ледерман» (ФРГ) выпускает станок аналогичного
назначения Leuco А-300. По конструкции он подобен станку
Liliput NS-120 и не отличается основными данными.
Фирма «Фольмер Верке» выпускает специализированный
станок CnHFS для шлифования стальной части задней грани
зубьев круглых пил, оснащенных пластинками твердого сплава,
по принципу работы отличающийся от приведенных моделей.
Этот станок изготовлен на базе серийно выпускаемого
станка Спе той же фирмы. Отличие заключается в дополни-
Рис. 49. Схема заточки задней грани зуба на станке CnHFS
тельном движении шлифовального круга — поперек обрабаты-
ваемой задней грани зуба. Схематически это изображено на
рис. 49. При обработке зубьев с одной стороны пилы шлифо-
вальный круг в поперечном направлении смещается вперед на
некоторую величину I в зависимости от требуемой величины
угла косой заточки, а при обработке зубьев с другой стороны
пилы шлифовальный круг смещается в противоположную сто*
рону — поперек диска пилы. Смещение шлифовальной го-
ловки, закрепленной шарнирно на подвижной части станка,
происходит в крайней верхней точке 1-й траектории (/—2—3—
4) движения шлифовального круга. В зависимости от требую-
щегося утла косой заточки величину смещения регулируют
специальным механизмом, расположенным с праьой стороны
поворотной головки станка. Угол косой заточки регулируется
бесступенчато от 0 до 20°.
101
2. СТАНКИ ДЛЯ ЗАТОЧКИ ПЕРЕДНИХ И ЗАДНИХ ГРАНЕЙ
ЗУБЬЕВ КРУГЛЫХ ПИЛ
Затачивают твердосплавные пластинки зубьев круглых пил
на специализированных станках алмазными шлифовальными
кругами на проход — с выходом круга за пределы обрабатыва-
емой поверхности. Применяют многопроходную и однопро-
ходную (глубинную) заточку.
Система СПИД станка может находиться в упругом, жест-
ком или комбинированном состояниях. Последнее представляет
собой совмещение упругости и жесткости. Процесс резания
в этом случае протекает, как при обычном жестком шлифова-
нии, если сила резания больше оптимальной величины (обычно
в 3—5 раз). Это необходимо с целью предотвращения возмож-
ной поломки шлифовального круга. Величина предела упру-
гости должна быть меньше силы, способной поломать шлифо-
вальный круг.
Упругое шлифование — это резание, при котором удельное
давление на шлифовальный круг со стороны затачиваемой по-
верхности поддерживается на определенном уровне и не пре-
вышает оптимальной величины, необходимой для обеспечения
режима самозатачивания шлифовального круга, т. е. вырыва-
ния зерен круга из связки после их затупления. Упругое шли-
фование обычно применяют при грубой (обдирочной) опера-
ции. Наиболее распространено жесткое шлифование, заложен-
ное в конструкцию почти всех современных заточных станков.
В последнее время появились станки, затачивающие зубья,
оснащенные пластинками твердого сплава, способом глубин-
ного шлифования.
Удельное давление на шлифовальный круг при режиме са-
мозатачивания— величина определенная и различная для
каждой связки. Поэтому для каждого шлифовального круга
с определенной связкой должны быть свои режимы резания.
При глубинном шлифовании окружная скорость круга
обычно равна 16—25 м/с, продольная подача 0,05—0,5 м/мин.
Зато глубина резания алмазными кругами на специальной
связке 0,1 —1,8 мм за один двойной ход шлифовального круга
обеспечивает повышение производительности в 2—3 раза
по сравнению с производительностью при обычной многопро-
ходной заточке.
Фирма «Фольмер Верке» выпускает станок СНТ (рис. 50),
работающий по методу глубинного шлифования, для поопера-
ционной заточки по передним и задним граням зубьев круглых
пил, оснащенных пластинками твердого сплава. Автоматичес-
кий цикл работы станка обеспечивается последовательной ре-
лейно-электроконтактной следящей системой. Шесть жестких
программ задаются на пульте электрошкафа сочетанием раз-
личных комбинаций последовательного включения электробло-
102
ков, последовательно включающих и отключающих электро-
управляемые гидрозолотники систем управления. Привод рабо-
чих органов гидравлический, а привод главного движения
электрический с плоскоременной передачей. У станков, выпуска-
емых по специальному заказу, частоту вращения круга регу-
лируют бесступенчато.
На станке выполняют шесть видов заточки твердосплавных
зубьев: прямую, косую левую, косую правую, косую поочеред-
Рис. 50. Станок СНТ фирмы «Фольмер Дорнхан»
ную, разновысотную, заточку фасок на боковых гранях у кон-
чика зуба. Последние три операции могут быть совмещены
в одну, т. е. заточку разновысотных зубьев (низких прямых
и с косой заточкой, а также высоких с боковыми фасками).
Это расширяет число программ работы станка. По показате-
лям точности изготовления станок относится к повышенному
классу точности П применительно к стандарту СССР ГОСТ
8—71.
По данным проведенных замеров, радиальное оиение шпин-
деля шлифовального круга 3 мкм, осевое 5 мкм, торцевое бие-
ние опорной поверхности фланца шлифовального круга 20 мкм
юз
на радиусе 40 мм, постоянство крайнего переднего положения
подающей собачки-при настройке на один шаг зуба не более
5 мкм, постоянство крайнего нижнего положения шлифоваль-
ной головки при настройке на одну высоту зуба не более 5 мкм,
осевой люфт шпинделя шлифовального круга 5 мкм при осевой
нагрузке 78 Н.
Испытание станка на холостом ходу в течение 2 ч пока-
зало отсутствие стуков, биений и повышенных вибраций. Ам-
плитуда сейсмических колебаний шлифовальной головки
5 мкм, суппорта крепления пилы 4 мкм при амплитудном фоне
колебаний цеха 4 мкм. Относительные колебания системы СПИД
не превышают 3—4 мкм при частоте вращения шпинделя шли-
фовального круга 4000 мин-1. Температура вращающихся ра-
бочих органов станка в конце испытания не превышала 40° С.
Испытание станка в работе показало высокую степень его
надежности и высокое качество заточки зубьев пил. Шерохова-
тость заточенных граней соответствует 7—8-му классам чи-
стоты; прижогов, трещин и сколов не наблюдалось. Радиаль-
ное биение зубьев у заточенных пил не более 0,2 мм.
Движется шлифовальный круг в процессе заточки по замк-
нутому циклу: умеренно опускается до кончика зуба, медленно
опускается вдоль грани зуба, быстро отводится вправо, быстро
поднимается и возвращается налево в исходное положение.
Фирма рекомендует следующие режимы заточки: для алмазных кругов на
органической связке Укруга = 25 м/с; Sn род= 1,54-2,5 мм/с (0,09—0,15 м/мин);
Snonep — до 0,3 мм/дв.ход;
для кругов из кубического нитрида бора на органической связке УКруга =
25 м/с; Snpofl=24-3 мм/с (0,12—0,18 м/мин); Snonep — до 0,5 мм/дв.ход;
для алмазных кругов на патентованной связке фирмы «Фольмер Верке»
Укруга = 25 м/с; Зпрод= 1,54-2,5 мм/с (0,09—0,15 м/мин); Snonep — до
1,8 мм/дв. ход.
Кинематическая схема станка СНТ дана на рис. 51. Работа
механизмов станка в процессе его настройки, наладки и пуска
осуществляется в такой последовательности. Затачиваемая
пила совместно с магнитной оправкой устанавливается на па-
лец 1 поворотной штанги 50 суппорта 45. Поворачивается
штанга на соответствующий угол затачиваемого зуба вручную
маховичком 10 или с пульта 8 электрошкафа 7 нажатием со-
отв._ствующей кнопки, после чего включается электродвига-
тель 11 привода редуктора поворота штанги. Направления по-
ворота обозначены стрелками на пульте управления над кноп-
ками. Фиксируется штанга 50 в заданном положении рукоят-
кой 4, расположенной на кронштейне прижима 5.
Пила в вертикальной плоскости вдоль штанги 50 перемеща-
ется маховичком 48. Толщину диска пилы устанавливают на
лимбе маховичком 2. Отводится прижим пилы вручную рукоят-
ки
кой 3; прижимает пилу во время заточки шток гидроцилиндра
40. Положение шлифовального круга 39 относительно затачи-
ваемой грани зуба регулируют первоначально маховичком 14
по лимбу 13, а затем более точно — маховичком 12. После ре-
гулировки положения шлифовального круга положение осей
регулировочных винтов этих маховичков фиксируют поворо-
том рукояток, расположенных на корпусе шпинделя. Повора-
чивается шлифовальная головка на угол косой заточки махо-
105
вичком 31, вращательное движение от которого передается
карданному валу 34 и от него подвижному блоку 26, на кото-
ром закреплены параллельно гидроцилиндры 25.
Настройку головки на угол косой заточки контролируют по
шкале 30 и стрелке 28, установленным на правой стороне
станка, на кронштейне 35. Стрелку 28 поворачивает рейка 27,
имеющая прорезь, в которую входит палец 29 стрелки. Стопо-
рят поворотное устройство шарики 33 при повороте ручкой 32
винта. Шлифовальная головка 15 поворачивается на угол ко-
сой заточки гидравлическими горизонтальными цилиндрами 25,
штоки которых поочередно нажимают на рычаги 23 и 24. Посту-
пательное движение штоков цилиндров преобразуется в пово-
ротное движение вертикального штока шлифовальной го-
ловки 15. Круговую подачу пилы на величину шага зубьев вы-
полняет механизм подачи. Величину подачи задают по лимбу
маховичком 43, расположенным на правой стороне механизма
подачи. Охлаждающая жидкость подается после поворота ру-
коятки 46 в положение «ЗГ» при заточке задней грани зуба
пилы или в положение «ПГ» при заточке передней грани. Ох-
лаждающую жидкость подает из бака насос через кран и на-
порную магистраль. Через четыре сопла она обильно омывает
зону заточки.
Налаживают станок, включая соответствующие кнопки на
пульте управления 8 электрошкафа 7. При нажатии на кнопку
«пуск» включаются электродвигатели 41 привода гидронасоса
и 47 водяного насоса, а при нажатии на другую кнопку «пуск»
включается магнит гидрозолотника. Масло через трубку посту-
пает в механизм подачи, который упорным штифтом 49 переме-
щает очередной зуб в зону заточки. Траектория движения упор-
ного штифта соответствует профилю дугового паза сменной на-
правляющей накладки, закрепляемой на механизме подачи
рукояткой 42. Упорный штифт входит в междузубную впадину
и упирается в переднюю грань затачиваемого зуба. В это время
срабатывает гидроцилиндр 37, шток которого отводит вниз
кронштейн 35. Шлифовальная головка быстро достигает уровня
вершины затачиваемого зуба, после чего при нажатии на
кнопку 20 медленно опускается, а затем при нажатии на
кнопку 22 медленно возвращается.
Величину зоны замедленного движения регулируют бес-
ступенчато от 4 до 16 мм, вращая маховичок 16 с лимбом 17.
Вращательное движение передается шестерне 18, перемещаю-
щей зубчатую рейку 19, на которой закреплен малогабарит-
ный конечный выключатель. Выключатель, перемещаясь по ско-
шенному кулачку 21, дает электрический сигнал на включение
и отключение электромагнита соответствующего гидрозолот-
ника. Скорость замедленного движения регулируется бессту-
пенчато поворотом ручки 38 гидравлического дросселя подачи
масла в цилиндр 37. х
106
Электродвигатель 6 привода шлифовального круга вклю-
чают кнопкой на пульте управления электрошкафа. Вращение
от электродвигателя 6 передается плоским ремнем на шкив
шпинделя шлифовального круга 39. После переключения со-
ответствующих ручек пульта управления электрошкафа ста-
нок продолжает работу в автоматическом цикле. Число зата-
чиваемых зубьев пилы устанавливают на электромагнитном
счетчике числа импульсов.
Очередность работы всех узлов станка соблюдается благо-
даря последовательному включению электромагнитов гидро-
золотников четырьмя упорами 36,. расположенными на крон-
штейне 35. После выполнения заданной программы станок ав-
томатически отключается. Затем цикл повторяется. Включают
и выключают станок вводным сетевым выключателем 9, распо-
ложенным на электрошкафу.
На станке можно затачивать пилы диаметром 80—630 мм,
с посадочными отверстиями 27; 32; 40; 50; 60; 80 мм и пара-
метрами зубьев: шириной передней грани — до 14 мм, шагом —
6-90 мм, высотой — 4-60 мм, передним углом от —5 до +30°,
задним от —7 до +30°, углом косой заточки ±45°.
Диаметр шлифовального круга 125 мм, посадочного отвер-
стия 32 мм, окружная скорость 25 м/с. Продольная подача
круга в зоне шлифования 0,5-6 м/с, подача на глубину вреза-
ния за двойной ход до 0,5 мм при кругах на органической
связке и до 1,8 мм для кругов на металлической и металлоор-
ганической связках. Призводительность заточки до 10 зуб/мин.
Мощность электродвигателей (общая) 1,98 кВт. Размеры
станка, мм: длина 1945, ширина 1810, высота 1880. Жесткость
системы СПИД станка 7,84 кН/мм, амплитуда относительных
колебаний 4 мкм.
Одна из ведущих фирм по производству станков для заточки
дереворежущего инструмента с пластинками твердого сплава
«Фольмер Дорнхан» выпускает гамму полуавтоматов для за-
точки зубьев круглых пил. Все станки этой гаммы, обознача-
емые индексами ASNK, отличаются друг от друга только ти-
поразмерами.
Группа полуавтоматов ASNK-Finimat предназначена для
заточки передних и задних граней зубьев пил диаметром от
100 до 600 мм. Полуавтоматы ASNK-Maximat предназначены
для заточки передних и задних граней зубьев пил диаметром
до 1720 мм, а модели ASNK-Dio для заточки только боковых
граней зубьев, для придания им одинакового уширения на обе
стороны и создания углов поднутрения и углов бокового за-
зора у пил указанных выше диаметров. Базовая модель в группе
ASNK-Finimat — IIA-600TS.
Сварная коробчатая станина станка изготовлена из штампованных сталь-
ных листов толщиной 5—8 мм. На крышке передней части смонтирован пульт
107
Рис. 52. Схема движения шлифо-
вального круга вдоль затачиваемой
грани зуба на станках ASNK фир-
мы «Фольмер Дорнхан»
управления с кнопками и ручками
настройки рабочих органов станка.
На левой стороне станины закреплен
подвесной шкаф с электрической ап-
паратурой автоматической следящей
системы, на котором установлен
вводный выключатель. Верхняя часть
станины представляет собой верти-
кальную колонку, на которой кре-
пятся механизм подачи пилы, по-
воротный кронштейн шлифовальной
головки и суппорт для установки за-
тачиваемой пилы. На задней стенке
станины смонтирована установка для
подачи смазочно-охлаждающей жид-
кости и ее сепарации. На кронштейне
установлена шлифовальная головка
маятникового типа с электродвигате-
лем и плоскоременным приводом шпинделя шлифовального круга. Шлифо-
вальный круг имеет качательное движение вдоль обрабатываемой поверхно-
сти. Амплитуду качания устанавливают маховичком.
Схема рабочего движения шлифовального круга вдоль зата-
чиваемой грани зуба пилы представлена на рис. 52. Позиции 1,
2 и 3 обозначают траекторию круга. Скорость продольного дви-
жения круга регулируют бесступенчато от 0,1 до 0,5 м/мин при
глубинной заточке и от 0,5 до 6,0 м/мин при многопро-
ходной.
Число двойных ходов головки можно установить от 1 до 20
в минуту. Это зависит от характеристики применяемого круга,
режима заточки и величины припуска на заточку. После завер-
шения заданного числа двойных ходов шлифовальный круг ос-
танавливается в исходной точке и в это время автоматически
подается для заточки очередной зуб. После завершения уста-
новленного числа проходов заточка зубьев прекращается. Если
заточка многопроходная, накопленная величина поперечной по-
дачи после заточки каждого зуба пилы сбрасывается и пода-
ется следующий зуб пилы. Затем этот цикл повторяется. При
глубинном способе заточки эта операция отсутствует. Счетчик
отсчитывает затачиваемые зубья. Число установок может быть
от 1 до 599. После выполнения заданной программы цикл ра-
боты станка завершается и на пульте управления загорается
красная лампочка.
108
Справа на станке находится суппорт крепления пилы с механизмом ее
зажима. Для предотвращения разбрызгивания смазочно-охлаждающей жид*
кости верхняя часть станины ограждена сварным кожухом. Края кожуха для
устранения возможного травматизма окаймлены эластичной синтетической
лентой.
Внутри станины расположен гидропривод рабочих органов, обеспечиваю-
щий движение маятника шлифовальной головки от 2,5 до 10 двойных кача-
ний в минуту. Величина поперечной подачи круга на глубину резания изме-
няется при многопроходной заточке от 0,01 до 0,08 мм, а при глубинной за-
точке от 0,08 до 1,5 мм. При заточке передних граней производится ради-
альная подача круга механизмом подачи с автоматическим бесступенчатым
регулированием от 0,01 до 0,08 мм при многопроходной заточке и от 0,08 до
1,5 мм при глубинной заточке. Заточку выполняет алмазный круг, двигаясь
вдоль затачиваемой грани пилы на проход.
На корпусе механизма подачи, расположенном на вертикальной колонке,
имеется маховичок для перемещения упора подающего штифта. Штифт пере-
мещает зуб по отношению к траектории движения шлифовального круга.
Этим обеспечивается величина радиальной подачи при заточке передних гра-
ней зубьев. На суппорте крепления пилы расположен механизм перемещения
пилы совместно с ее оправкой для подачи зуба пилы при заточке задней
грани. Суппорт крепления пилы поворачивается вокруг оси для настройки
на величины переднего или заднего угла зуба. Механизм прижима пилы кре-
пится на кронштейне в верхней части поворотного суппорта, обеспечивая
постоянство зоны прижима затачиваемого зуба в момент перенастройки с за-
точки передней грани на заточку задней грани или наоборот.
Полуавтоматы ASNK-Maximat относятся к группе более тя-
желых станков. Они отличаются от ранее рассмотренных тем,
что шкаф с электрической аппаратурой расположен рядом со
станиной станка. На передней стенке станины находится пульт
управления гидравлической аппаратурой, регулирующей оче-
редность движения рабочих органов станка. Суппорт крепле-
ния пилы иной конструкции, более массивный, имеет механи-
ческий привод перемещения пилы вдоль направляющих. Пово-
рот суппорта на величину угла затачиваемого зуба выполняет
дополнительное устройство, приводящееся в движение от гид-
равлического цилиндра. Фиксируют положения суппорта руч-
ками стопорения. Бак системы подачи смазочно-охлаждающей
жидкости расположен на правой стенке станины. Винтовой ме-
ханизм прижима пилы более тяжелый, чем у предыдущих мо-
делей. У полуавтоматов группы ASNK-Maximat, кроме меха-
низма прижима затачиваемой пилы, имеются постоянные маг-
ниты, встроенные в опорные поверхности дополнительных опор.
Магниты поджимают пилу к опорной штанге. Счет проходов
пилы при ее заточке ведет командоаппарат, расположенный
в верхней части корпуса механизма подачи пилы. После выпол-
нения заданной программы командоаппарат отключает при-
вод станка и на пульт§ управления электрошкафа загорается
109
Рис. 53. Станок ТчПТ4 для затечки зубьев
круглых пил, оснащенных пластинками твер-
дого сплава
сигнальная лампочка. Благодаря про-
граммному управлению на полуавто-
матах этой группы можно затачивать
12 разновидностей профилей зубьев
пилы.
Автоматический цикл работы этих
полуавтоматов обеспечивает электри-
ческая релейно-контактная схема или
электронные блоки в зависимости от
модели полуавтомата и способа за-
точки — многопроходного или глубин-
1. J ного. При глубинной заточке приме-
няют 4 сменных электронных блока,
из которых каждый соответствует оп-
ределенной программе; блоки встав-
ляют в гнезда для подключения.
Эксплуатация этих станков на наших предприятиях пока-
зала их надежность и высокое качество заточки. Основные дан-
ные полуавтоматов фирмы «Фольмер Дорнхан» для заточки
круглых пил, оснащенных пластинками твердого сплава, при-
ведены в табл. 14.
Отечественные станки для заточки круглых пил, оснащен-
ных пластинками твердого сплава. Кировский станкострои-
тельный завод серийно выпускает полуавтомат ТчПТ4 для
алмазной заточки передних и задних граней зубьев пил, осна-
щенных пластинками твердого сплава (рис. 53).
Коробчатая литая станина станка состоит из двух секций.
Нижняя секция несущая, в ней размещены аппараты гидро-
привода с командоаппаратом поворота шлифовальной головки
и коробки клеммника подсоединений электрической цепи
станка. В верхней секции размещены гидропанель Г31-12, меха-
низм реверса хода шлифовальной головки и электрический ко-
нечник отсчета числа двойных ходов шлифовальной головки,
электродвигатель привода шлифовального круга, вертикальный
гидравлический цилиндр хода шлифовальной головки и ци-
линдр гидравлического прижима диска затачиваемой пилы, ци-
линдр поворота шлифовальной головки, а также труба отсоса
абразивной пыли из зоны резания шлифовального круга 5.
На верхней секции станины установлен плоскоременный при-
вод шлифовального круга, состоящий из горизонтальной и вер-
тикальной ветвей и ограждений. Вертикальная ветвь привода
вместе со шлифовальной головкой 6 и ограждением может по-
ворачиваться. К передней стенке верхней секции станины
прикреплен корпус подвижного штока, совершающего воз-
110
14. Основные данные полуавтоматов фирмы «Фольмер Дорнхан»
Наименование параметра Группа Finimat | Группа Maximat
IA-600TS IIA-600TS IVA-6000 TS IVB-600 TS CS-1000 Д5-1720 z
Диаметр затачиваемых пил, мм 100 .. . 600 100 . . . 600 100 .. . 600 120 . . • 1000 120 .. . 1720
Ширина затачиваемых' пластинок зубьев, мм До 6 До 6 До 6 До 8 До 8
Шаг зубьев пилы, мм Угол зуба пилы, град: 7. .110 7 . . .110 7 . . .110 7 . . .110 7. .110
передний 5 . .30 5 . .45 5 ... 45 -18 . . . +45 —18 . . . +45
задний 8 . . .30 8 ... 45 8 ... 45 —4 . . . +45 —4 . . . +45
косой заточки До ±15 До ±45 До ±45 До ±45 До ±45
боковой фаски — До 12 До 12 До 30 До 30
Диаметр шлифовального круга, мм 100 200 100 100; 125 100; 125
Диаметр посадочного отверстия шлифовального круга, мм 25 25 25 25 25
Окружная скорость круга, м/с 19 19 19 19 19
Подача на глубину резания круга, мм До 0,08 До 1,5 До 1,5 До 1,5 До 1,5
Количество блоков автоматического управления 1 4 1 — —
Количество затачиваемых профилей зубьев пил 6 6 6 12 12
Система автоматизации Электроконтактная — —
Производительность насоса подачи смазочно-охлаждающей жидкости, л/мин Габарит станка, мм: 17 17 17 17 17
длина 1900 1900 1900 2150
ширина 1300 1300 1300 — 1780
высота 1200 1200 1200 1500
Масса, кг — — 500 950 200
вратно-поступательное движение от вертикального гидроци-
линдра, расположенного внутри верхней секции станины. К ниж-
ней части штока крепится кронштейн шлифовальной головки.
Сама шлифовальная головка перемещается на кронштейне
вправо и влево по двум направляющим пальцам, впрессован-
ным в корпус кронштейна. Настраивают перемещение шлифо-
вальной головки вправо — влево, вращая маховичок 7. Шли-
фовальная головка поворачивается гидроцилиндром, располо-
женным внутри верхней секции станины. Поперечная подача
автоматизирована. Она осуществляется специальным гидро-
цилиндром, который смещает шпиндель шлифовального круга
в горизонтальном направлении на затачиваемую грань зуба
пилы. Движение от этого гидроцилиндра передается тросом 9
на храповой механизм, расположенный на винтовой паре. Ко-
манда на подачу поступает от конечного выключателя на
суппорте крепления пилы. Выключатель нажимает штырь пило-
держателя, который после полного оборота пилы своим высту-
пом подходит к контакту конечного выключателя. Радиаль-
ная подача при заточке или доводке передних граней зубьев
происходит благодаря упорному штифту толкателя механизма
подачи пилы. Пила с пилодержателем 2 крепится на штанге 1
поворотного суппорта 13.
Механизм подачи пилы и механизм прижима пилы нахо-
дятся на суппорте 13, который поворачивается вручную. Ось
поворота совмещена с трубой 12 для отсоса абразивной пыли.
Устанавливают требуемую величину радиальной подачи по
лимбу маховичка подачи 14. Винт настройки расположен со-
осно со штоком гидравлического цилиндра подачи. Упорный
штифт механизма подачи входит во впадину зуба с боковой
ее стороны. Зажимается пила в момент заточки зуба с ее
задней стороны гидравлическим цилиндром, а после заточки
во время подачи очередного зуба для заточки — подпру-
жиненным штоком, расположенным соосно со штоком зажима.
Толщину затачиваемой пилы устанавливают по лимбу
маховичком 3 винтового устройства кронштейна прижима
пилы.
Число перемещений шлифовальной головки вдоль каждой
затачиваемой грани пилы (число осцилляций) задают предва-
рительно. После выполнения осциллирующих движений шлифо-
вальная головка останавливается в верхнем положении, диск
пилы освобождается от зажима и в зону заточки подается
очередной зуб. Окружную скорость шлифовального круга 16
или 32 м/с устанавливают предварительно. Следует помнить,
что при косой заточке с реверсированием скорость вращения
круга должна быть меньшая (16 м/с) и число двойных ходов
шлифовальной головки не более 5 в минуту. Это необходимо
для предотвращения возможного перегрева электродвигателя
привода шлифовального круга. Полуавтомат затачивает зубья
112
пил многопроходным способом без смазочно-охлаждающей
жидкости (СОЖ). '
Автоматическую подачу круга на глубину резания за двой-
ной ход при заточке задней грани зуба пилы устанавливают по
лимбу маховичком 4. Цепа деления лимба подачи 0,005 мм.
Число двойных ходов шлифовальной головки и число проходов
пилы задают и осуществляют счетно-импульсным реле Е-531.
После выполнения заданной программы реле счета импульсов
прекращает работу станка, В дальнейшем цикл работы повто-
ряется. Электрошкаф с аппаратурой расположен отдельно от
станка. Для удобства управления работой станка и его на-
стройки на правой стороне станины смонтирован пульт кнопоч-
ной станции 10 и рядом с ним установлена лампа местного ос-
вещения 11.
Цикл заточки зубьев пилы автоматизирован с помощью гид-
ропривода. Гидрооборудование станка состоит: из бака вме-
стимостью до 20 л, насоса лопастного Г12—41, фильтра пла-
стинчатого 0Д2Г41-12, клапана предохранительного с перелив-
ным золотником Г52-12; манометра 60-I-60-HCB-2,5; гидропанели
Г31-12, золотника с управлением от электромагнита Г73-21Н,
золотника с управлением от кулачка Г74-21Н, золотника пар-
ного Г54-12; гидроцилиндров (оригинальных) для продольной
подачи, перемещения подающего упора, подачи и прижима
пилы, поворота шлифовальной головки, поворота кулачка, по-
перечной подачи шлифовального круга.
Гидросхема станка представлена на рис. 54. Масло из бака
1 насосом 2 через фильтр 3, предохранительный клапан 4 с под-
ключенным манометром 5 подается в напорную магистраль 6.
Далее масло через гидропанель 7 (Г31-12) по линии 8, через
золотник 9 и линию 10 поступает в нижнюю полость гидроци-
линдра И. Из верхней полости гидроцилиндра 11 масло по ли-
нии 12 через гидропанель 7, линию 13, напорный золотник 14
поступает на слив в бак /. Шлифовальная головка перемеща-
ется вверх.
При движении шлифовальная головка своим упором 40 пе-
реключает гидропанель, после чего масло через гидропанель 7
по линии 12 поступает в верхнюю полость гидроцилиндра 11,
в это время из нижней полости гидроцилиндра 11 масло по ли-
нии 10, золотнику 9, линии 8, гидропанели 7, линии 13 и напор-
ному золотнику 14 поступает на слив в бак 1. Шлифовальная
головка перемещается вниз. При движении шлифовальная го-
ловка своим упором 40 выполняет обратное переключение гид-
ропанели 7. В дальнейшем цикл повторяется.
После завершения заданного числа осциллирующих движе-
ний шлифовального круга вдоль обрабатываемой поверхности
зуба срабатывает микропереключатель, дающий команду на
включение электромагнита золотников 9 и 15. Масло от гидро-
панели 7 по линии 12 поступает в гидроцилиндр 11. Одновре-
из
менно масло по линии 16, через золотник 9, линию 10 посту-
пает в нижнюю полость гидроцилиндра 11. В верхней и ниж-
ней полостях гидроцилиндра 11 масло оказывается под давле-
нием, и шлифовальная головка останавливается в верхнем по-
ложении. В это время происходит отжим пилы, подача зуба и
поворот шлифовальной головки на угол косой заточки.
Рис. 54. Гидравлическая схема станка ТчПТ4
В процессе заточки оправка, в которой зажата пила, своим
упором нажимает на микропереключатель, дающий сигнал на
включение электромагнита золотника 17. Масло от гидропа-
нели 7 по линиям 12 и 18, через золотник 17, линию 19 посту-
114
пает в цилиндр 20. Происходит поперечная подача шлифоваль-
ного круга на глубину резания. При отключении электромаг-
нита гидрозолотника 17 масло из гидроцилиндра 20 под дей-
ствием пружины вытесняется в линию 19, далее через золот-
ник 17 и линию 21 поступает на слив в бак. При включении
электромагнита золотника 15 масло по линии 22, золотнику 15
и линии 23 поступает в гидроцилиндр 24 — начинается движе-
ние штока этого цилиндра в крайнее левое положение. Подаю-
щий упор 25 заходит во впадину зуба пилы. Затем масло по
каналу в штоке гидроцилиндра 26 поступает в его правую по-
лость. Происходит подача пилы на один шаг зубьев.
Из левой полости гидроцилиндра 24 масло вытесняется по
линии 27 через золотник 15 и линию 28 на слив в бак. Одно-
временно из рабочей полости гидроцилиндра 29 масло слива-
ется в бак по линии 27, золотнику 15 и линии 28. Пила осво-
бождается от гидравлического зажима, оставаясь зажатой
только подпружиненным прижимом. Одновременно масло по ли-
ниям 23 и 30 поступает в рабочую полость гидроцилиндра 31
Храповое колесо 32 и сидящий с ним жестко на одной оси ку-
лачок 33 поворачиваются. Кулачок 33 нажимает (либо отжи-
мает) ролик золотника 34. При нажатом ролике золотника 34
масло по линии 35, через золотник 34, линию 86 поступает
в гидроцилиндр 37; шлифовальная головка поворачивается в
одну сторону. Масло из другой полости цилиндра 37 по линиям
38, 39 идет на слив. При отжатом положении ролика золот-
ника 34 масло по линии 35 через золотник 34, линию 38 посту-
пает в другую полость цилиндра 37; шлифовальная головка по-
ворачивается в другую сторону.
Отключаются электромагниты золотников 9 и 15 через реле
времени. Это необходимо для того, чтобы подающий упор успел
остановиться после подачи пилы и сделать выдержку. Тогда
обеспечивается стабильность подачи зуба пилы в рабочую зону
шлифовального круга. При отключении электромагнита золот-
ника 15 масло по линии 22 через золотник 15 и линию 27 по-
ступает в левую полость гидроцилиндра 24. Подающий упор
отводится из впадины зуба пилы. Одновременно масло посту-
пает по линии 27 в гидроцилиндр 29, происходит прижим пилы.
Из другой полости гидроцилиндра 24, а также из рабочей по-
лости гидроцилиндра 26 под действием пружины масло вытес-
няется в линию 23, далее через золотник 15 и линию 28 по-
ступает на слив в бак 1. Шток цилиндра 24 возвращается в ис-
ходное положение.
При возвращении штока поршня цилиндра 24 в исходное
положение масло из гидроцилиндра 31 по линиям 30 и 23, зо-
лотнику 15 и линии 28 поступает на слив в бак 1. На спускной
магистрали 13, идущей от гидропанели 7, установлен напор-
ный золотник 14 с манометром 41 для контроля плавности дви-
жения рабочих органов станка.
115
Настройка и наладка полуавтомата ТчПТ4. Затачиваемую
пилу закрепляют гайкой на оправке и устанавливают на ось
суппорта крепления пилы, при этом необходимо следить, чтобы
передняя грань зуба пилы была обращена в сторону подающего
упора механизма подачи пилы. Пилу перемещают по штанге
суппорта так, чтобы впадина зуба была выше зажимных пла-
нок на 2—3 мм. Затем рукояткой фиксируют положение пилы
на ее суппорте. Маховичком механизма прижима устанавливают
по лимбу толщину диска пилы, а затем угол косой заточки (по-
ворота шлифовальной головки) с помощью передвижных упо-
ров и винтов. Контролируют установку по шкале поворотного
кольца и по риске, расположенной на корпусе. Левой рукоят-
кой гидропанели устанавливают скорость продольной подачи
шлифовального круга вдоль обрабатываемой поверхности. При-
вод поперечной подачи должен быть при заточке передней
грани выключен, а при заточке задней грани включен. При
этом величина поперечной подачи фиксируется на лимбе меха-
низма поперечной подачи. Шлифовальный круг отводят в край-
нее левое положение.
При заточке передней грани механизм круговой подачи до
начала работы должен находиться в нулевом положении. При
настройке станка на заточку задней грани необходимо задать
требуемую величину поперечной подачи круга на глубину вре-
зания за двойной ход. Поворотом суппорта крепления пилы сле-
дует установить требуемый угол заточки по передней или зад-
ней грани зуба пилы. Затем суппорт надо зажать в заданном
положении. Шаг зуба задают по лимбу маховичка подачи.
На реле счета импульсов № 1 нужно установить число осцил-
лирующих движений шлифовального круга вдоль затачиваемой
грани зуба, а на реле счета импульсов № 2 число проходов (обо-
ротов) пилы. На пульте электрошкафа устанавливают требуе-
мую скорость вращения шлифовального круга. На пульте уп-
равления, расположенном на станке, надо включить электро-
двигатель гидронасоса, а затем нажатием на кнопки «наладка»
и «пуск» закончить наладку станка. Поворачивая правую руко-
ятку гидропанели, включают станок в наладочный, а затем в ра-
бочий режим. Регулируя положение упоров шлифовальной го-
ловки, переключающих гидропанель, опускают шлифовальную
головку так, чтобы шлифовальный круг перемещался вдоль за-
тачиваемой грани с выходом его рабочего пояска за зону шли-
фования. После этого вращением маховичков круговой или по-
перечной подачи в зависимости от затачиваемой грани зуба
пилы подводят шлифовальный круг к затачиваемой грани зуба.
В дальнейшем поперечная подача происходит автоматически.
После выполнения заданного числа проходов станок автомати-
чески отключается.
При переходе от заточки одной грани зуба пилы к заточке
ее другой грани необходимо переставить шлифовальный круг
116
так, чтобы его рабочая поверхность была направлена на обра-
батываемую поверхность зуба.
Затачивать зубья рекомендуется алмазным шлифовальным
кругом на органической связке АСО 200/160—100/80Б1.100, а
доводку кругом АСО 80/63—63/50Бь50. Форма круга рекомен-
дуется 2725-0007 или 2725-0036 по ГОСТ 16176—70 (тарельча-
тая). Станок относится к классу точности П по ГОСТ 8—71.
Станок ТчПТ4 имеет следующие основные данные: диаметр
затачиваемой пилы 160—630 мм, толщину диска 1,8—3,2 мм,
ширину затачиваемой твердосплавной пластинки 2,6—4,5; шаг
зубьев 10—55 мм; передний угол зубьев положительный 0—20°,
отрицательный — 5, задний угол 10—20, наибольший угол косой
заточки 30°, диаметр шлифовального круга 100 мм; окружную
скорость вращения круга 16 и 32 м/с, автоматическую подачу
круга на глубину резания 0,005—0,1 мм, величину хода шлифо-
вальной головки 30 мм, настроечное перемещение шлифоваль-
ной головки 20 мм, число полных двойных ходов шлифовальной
головки наибольшее 30, наименьшее 5 в минуту, число осцилли-
рующих ходов шлифовальной головки при заточке одной грани
зуба 2 и 3; рабочее давление масла в гидросистеме 0,8 МПа,
производительность гидронасоса 12 л/мин, мощность электро-
двигателей гидронасоса 0,4 кВт. Размеры станка, мм: длина
1100, ширина без электрошкафа 1010, с электрошкафом 2010,
высота 1600. Масса станка 525 кг, электрошкафа 75 кг.
Кировский станкостроительный завод серийно выпускает по-
луавтомат ТчПТб-ГЛ для глубинной алмазной заточки зубьев
круглых пил, оснащенных пластинками твердого сплава
(рис. 55). Весь припуск на заточку до 1,0 мм на нем снимается
за один проход круга. По конструкции этот станок аналогичен
станку ТчПТ4. Однако модернизация отдельных узлов обеспе-
чила возможность производить глубинную заточку зубьев пил
алмазными шлифовальными кругами с применением смазочно-
охлаждающей жидкости.
Станина станка коробчатой формы состоит из двух секций.
Внутри нижней секции 1 размещены гидрооборудование и гидро-
привод, а также коробка клеммника электросиловой цепи. На
правой и левой сторонах нижней секции имеются окна для мон-
тажа и обслуживания гидрооборудования, закрытые крышками.
К передней стенке нижней секции крепят сварное корыто 2 для
сбора смазочно-охлаждающей жидкости (СОЖ), а с правой
стороны станины устанавливают насос для подачи СОЖ в зону
заточки. Верхняя секция станины 14 аналогична верхней секции
станка ТчПТ4.
Шлифовальная головка 6 конструктивно в основном анало-
гична головке станка ТчПТ4, но в ней нет механизма автомати-
ческой поперечной подачи, ненужного при глубинной заточке,
когда весь припуск снимается за один проход шлифовального
круга вдоль обрабатываемой грани зуба.
117
Под электродвигателем привода шлифовального круга име-
ется резиновая прокладка, обеспечивающая минимальную вели-
чину вибрации станины.
На правой стенке верхней секции 14 станины крепятся пульт
12, гидропанель 16 (Г31-12) и устройство для ее переключения —
оси с рычагами, зубчатый сектор зацепления с шестерней пово-
рота. Рычаги соединены тягой. Под гидропанелью в окне смон-
тирован командоаппарат 19, ниже закреплена лампа 20.
Рис. 55. Станок ТчПТб-Гл для глубинной заточки зубьев пил, оснащенных
пластинками твердого сплава
Шток возвратно-поступательного перемещения шлифоваль-
ной головки расположен в корпусе 10, прикрепленном к верхней
секции станины. На нижнем конусном конце штока закреплен
кронштейн с двумя цилиндрическими пальцами — направляю-
щими для перемещения шлифовальной головки в горизонталь-
ной плоскости. В корпус шлифовальной головки вмонтирован
шпиндель шлифовального круга, установленный на шарикопод-
шипниках высокого класса. Корпус шлифовальной головки под-
пружинен и может перемещаться по направляющим пальцам
с помощью винта, проходящего внутри корпуса. На конце
винта закреплен маховичок 7 с лимбом. Вращая лимб, пере-
мещают шлифовальный круг к затачиваемой грани зуба пилы.
118
Шлифовальный круг закрыт кожухом 5, в который подается
СОЖ. Плоскоременный привод шпинделя конструктивно вьр
полнен аналогично приводу полуавтомата ТчПТ4 и имеет также
поворачивающееся ограждение 9. Регулируют ход шлифоваль-
ной головки по высоте вертикальным винтом с кнопкой 11, пе-
ремещающим упоры переключения реверса гидропанели. При
этом обеспечивается нужное положение шлифовальной головки
по отношению к затачиваемому зубу. Поворачивается шлифо-
вальная головка штоком гидроцилиндра, размещенного внутри
верхней секции станины, до упоров, установленных по шкале
углов косой заточки. При заточке переднюю часть станка за-
крывают прозрачной шторкой 8, защищающей от брызг СОЖ.
Основная отличительная особенность станка ТчПТбТл за-
ключается в механизме подачи пилы. Рабочие органы меха-
низма подачи 21 приводятся от гидроцилиндра, расположенного
внутри корпуса механизма подачи. Гидроцилиндр механизма
подачи крепят шарнирно к кронштейну, установленному на пла-
тине корпуса механизма прижима пилы.
Шток гидроцилиндра соединен шарнирно с рейкой, на верх-
нем конце которой прикреплена колодка с подпружиненным
упором подающего штыря. В конце хода поршня гидроцилиндра
планка рейки упирается в конусный конец упора и обеспечивает
стабильность остановки упорного штифта. Величину бокового
захода упорного штифта во впадину зуба регулируют винтом 13
путем регулировки шага зуба затачиваемой пилы. Нижний ко-
нец рейки находится в зацеплении с шестерней, установленной
на конце вала пилодержателя внутри корпуса. При перемеще-
нии пилодержателя шестерня вращается, а рейка с упорным
штифтом остается на месте. Этим обеспечивается постоянство
положения упорного штифта механизма подачи при установке
или изменении диаметра затачиваемой пилы. Люфты рейки и
шестерни выбираются пружиной. Исходное положение штока
ограничено резьбовым упором, на конце которого закреплен
лимб.
Механизм 4 прижима пилы аналогичен механизму такого же
назначения полуавтомата ТчПТ4. Пилодержатель и приспособ-
ление для установки пилы перемещаются вдоль штанги, за-
крепленной своим верхним концом в кронштейне 3 механизма
прижима пилы. Перемещается пилодержатель с помощью
рейки, шестерни, второй косозубой шестерни и червяка при
вращении маховичка 18 на конце вала червяка. Фиксируют
пилодержатель в заданном положении поворотом рукоятки сто-
порного устройства. Затачиваемую пилу устанавливают между
шайбами на втулке и зажимают кнопкой.
Командоаппарат 19 для отсчета зубьев пилы, установленный
на боковой стенке верхней секции станины, состоит из корпуса,
рабочей оси, храпового устройства, гидроцилиндра с подающей
собачкой, фиксатора поворота храповика и конечного выключа-
119
теля, дающего импульс на отключение станка. На рабочей оси
установлены храповое колесо, кулачок, звездочка и лимб с кноп-
кой управления. Число зубьев на храповом колесе, звездочке
и число делений на лимбе соответствует числу зубьев затачи-
ваемой пилы.
Электрооборудование размещено в отдельном электро-
шкафу 23.
Гидросхема полуавтомата ТчПТб-Гл представлена на рис. 56.
Гидрооборудование станка состоит из бака, насоса Г-12-41,
фильтра пластинчатого 0,08 (Г41-13), клапана предохранитель-
ного с переливным золотником МПК-12, манометра МПГ-60/3—
— 25x2,5 по ГОСТ 8625—77, гидропанели Г34-12, двух золот-
ников с управлением от электромагнита 54БПГ73-11, а также
оригинальных узлов цилиндра продольной подачи, золотника
изменения скорости продольной подачи, цилиндров подачи
пилы, прижима пилы, поворота кулачка, золотника с управле-
нием от кулачка ПГ74-11, цилиндров командоаппарата, пово-
рота шлифовального круга, кнопки замера давления, регуля-
тора скорости подачи.
Для работы гидросистемы рекомендуется применять масло
индустриальное 20.
Масло из бака 1 через насос 2, фильтр 3, клапан с перелив-
ным золотником 7 по линии 4 подается в гидропанель 6. Далее
по линии 9 масло поступает в верхнюю полость гидроци-
линдра 10. Из другой полости этого цилиндра масло по ли-
нии 11 через золотник 12, линию 13, гидропанель 6, линию 14,
золотник 15 и линию 16 поступает на слив в гидробак /; про-
исходит быстрое перемещение шлифовальной головки. При до-
стижении зоны работы движение шлифовальной головки замед-
ляется дросселированием подачи масла. Масло через другое
отверстие и регулятор 17 поступает в линию 18 и далее на слив
в бак 1.
Упор 19 переключает гидропанель 6, масло из линии 5 че-
рез гидропанель 6, линию 13 поступает в золотник 12, линию//
и далее в нижнюю полость гидроцилиндра /0; одновременно из
верхней полости масло вытесняется в линию 9, через гидропа-
нель 6, линию 14, золотник 15 и линию 16 на слив в бак /; шли-
фовальная головка медленно движется вверх. При переключе-
нии золотника 15 шлифовальная головка быстро возвращается
в исходное положение, происходит переключение гидропанели,
и в дальнейшем цикл работы повторяется. При достижении
исходного положения шлифовальная головка нажимает на ко-
нечный выключатель, дающий электрический импульс на вклю-
ченйе электромагнитов гидрозолотников 12 и 20, вследствие чего
слив масла из цилиндра 10 и линии // перекрывается гидрозо-
лотником 12; шлифовальная головка остается в исходном поло-
жении. В это время разжимается и подается зуб пилы, а также
поворачивается шлифовальнаядюловка.
120
Рис. 56. Гидравлическая схема станка ТчПТб-Гл
При включении электромагнита золотника 20 масло из на-
порной магистрали 4 через линию 21, золотник 20, линию 22 по-
ступает в гидроцилиндр 24. Шток этого цилиндра движется
в крайнее левое положение; происходит подача зуба пилы. Вы-
тесненное масло из цилйндра 24 по линии 23 через золотник 20
и линию 26 поступает на слив в бак 1. Одновременно из правой
полости гидроцилиндра 27 масло по линии 28 через золотник 20
и линию 26 поступает на слив в бак. Затачиваемая пила разжи-
мается и удерживается лишь пружиной механизма прижима
пилы, расположенной в гидроцилиндре 27.
Отключаются электромагниты гидрозолотников 12 и 20 элек-
трическим реле времени. При этом подающий штырь механизма
подачи пилы задерживается в крайнем положении для того,
чтобы стабилизировать крайнее переднее положение подавае-
мого зуба.
При отключении электромагнита гидрозолотника 20 масло
из напорной магистрали 4 по линии 21 через золотник 20, ли-
нию 23 поступает в левую полость гидроцилиндра 24. Одновре-
менно масло по линии 28 поступает в гидроцилиндр 27; проис-
ходит прижим пилы. Из правой полости гидроцилиндра 24 по
линии 22 через золотник 20 и линию 26 масло поступает на
слив в бак; шток гидроцилиндра 24 возвращается в правое
положение. Одновременно с подачей пилы масло по линиям 22
и 29 поступает в гидроцилиндр 30, шток которого поворачивает
храповое колесо, жестко сидящее на одной оси с кулачком. На-
жимается или отжимается золотник 31. При нажатом состоянии
масло по линиям 4 и 33 через регулятор 34, линию 35, золот-
ник 31, линию 36 поступает в полость гидроцилиндра 37. Из
другой полости гидроцилиндра 37 масло по линии 38 вытес-
няется на слив через золотник 31 и линию 39.
При отключенном гидрозолотнике 20 масло по линиям 23
и 32 поступает в левую полость гидроцилиндра 30, а из другой
полости масло по линиям 29 и 22 через золотник 20 и линию 26
поступает на слив в бак. Одновременно масло из напорной ма-
гистрали 4 по линии 21 через золотник 20, линиям 23 и 40 по-
ступает в полость гидроцилиндра 4Г, шток возвращается
в исходное положение. В это время масло из другой полости
гидроцилиндра 41 через линии 42 и 22, золотник 20 и линию 26
поступает на слив в бак.
При отжатом ролике гидрозолотника 31 масло из напорной
магистрали 4 по линиям 33, 35 через золотник 31 и линию 38
поступает в полость гидроцилиндра 37, а из другой полости
вытесняется по линии 36 через золотник 31 и линию 39 на слив
в бак; шлифовальная головка поворачивается в противополож-
ную сторону.
При включенном электромагните гидрозолотника 20 масло
по линии 21 через золотник 20 и линии 22 и 42 поступает в по-
лость гидроцилиндра 41, шток которого перемещается в край-
122
нее левое положение; храповое колесо командоаппарата повора-
чивается на один зуб. Из левой полости цилиндра 41 по линиям
40 и 23 через золотник 20 и линию 26 масло поступает на слив
в бак. Линия 43 служит для слива масла из гидропанели 6
в бак 1.
После отсчета заданного числа зубьев храпового колеса
срабатывает конечный выключатель командоаппарата и полуав-
томат выключается. В отличие от станка ТчПТ4 станок
ТчПТб-Гл имеет окружную скорость вращения круга 18 м/с,
число-двойных ходов шлифовальной головки от 5 до 10 в ми-
нуту при отсутствии осцилляций, систему подачи СОЖ с гид-
ронасосом производительностью 8 л/мин, массу 700 кг, длину
980, ширину 1100 мм. Остальные основные данные одинаковы.
Заточка и доводка зубьев круглых пил, оснащенных пластин-
ками твердого сплава, на полуавтоматах ТчПТ4 и ТчПТб-Гл
производятся пооперационно раздельно — сначала обрабаты-
вают переднюю грань, затем заднюю. Последовательность под-
готовки станка должна быть следующей: 1) закрепление пилы
на втулке и установка ее на пилодержателе суппорта крепле-
ния; 2) настройка станка на операцию заточки зубьев пил по
передним граням (если это необходимо); 3) доводка передних
граней зубьев; 4) переналадка станка на заточку задних граней
зубьев; 5) заточка задних граней зубьев; 6) перенастройка
станка с операции заточки на операцию доводки задней грани
зубьев; 7) доводка задних граней зубьев.
Доводку передних граней зубьев пилы выполняют по мере
необходимости через каждые 5—10 переточек.
Рекомендуемые режимы заточки и доводки зубьев пил на
станках ТчПТ4 и ТчПТб-Гл и марки алмазных шлифовальных
кругов приведены в табл. 15.
Время на полную заточку и доводку одной пилы при много-
проходной заточке в среднем от 28 до 35 мин, а при глубинной
не превышает 15—20 мин. Заточку и доводку зубьев пил пре-
кращают после достижения требуемого качества. Качественная
заточка зубьев пил обеспечивается при строгом соблюдении
рекомендаций по выбору шлифовальных кругов, режимов их ра-
боты, указанной последовательности операций.
При работе на полуавтоматах ТчПТ4 и ТчПТб-Гл следует
соблюдать следующие правила. Перед началом работы станка
необходимо убедиться в надежности крепления шлифовального
круга, наличии заземления станка, исправности защитных ог-
раждений вращающихся деталей и работы блокировочных
устройств, наличии местного освещения зоны заточки. После
включения станка необходимо проверить величину давления
масла в гидросистеме станка (оно не должно превышать
1,2 МПа), убедиться в отсутствии подтекания масла в трубопро-
водах и в местах их подсоединений, а также разбрызгивания
СОЖ (для ТчПТб-Гл).
123
15. Рекомендуемые режимы заточки и доводки зубьев пил
на станках ТчПТ4 и ТчПТб-Гл
Наименование опе- рации Марка круга Окружная ско- рость. м/с Режим работы Прймеча- ние
Число двойных ходов шлифо- вальной головки Поперечная подача, мм/дв. ход
Заточка АСО 160/125 . . . 80/63, Bi. 100 30 20 0,02—0,05 Без охлаж- дения
Доводка АСО 80/63 . . . 63/50, Bi-50 30 2—3 0,005—0,001 То же
Заточка АСО (АСР) 160/125 . . . . . .80/63, Bi-100 18 10 0,05—0,15 С охлажде- нием
» АСР 160/125 . .. 80/63, МО 13.100 или Б^б 18 5 0,15—0,7 То же
Доводка АСО (АСР) 80/63 : . . . . . 63/50, МО 13 (Bi56). 100 ... 50 18 2—3 0,05—0,15 Без охлаж- дения
После настройки станка надо проверить правильность вы-
полнения цикла его работы (без захода шлифовального круга
в зону шлифования зубьев).
3. СТАНКИ ДЛЯ ЗАТОЧКИ БОКОВЫХ ГРАНЕЙ ЗУБЬЕВ
КРУГЛЫХ ПИЛ
Для создания углов поднутрения и углов бокового зазора
у напаянных пластинок твердого сплава при изготовлении или
при ремонте пил ряд зарубежных фирм выпускает специализи-
рованные заточные станки. Фирма «Фольмер Верке» выпускает
полуавтомат CHAFTE для заточки боковых граней" твердо-
сплавных пластинок на зубьях круглых пил, осуществляющий
глубинную заточку с автоматическим циклом работы.
Автоматизация процесса заточки, также как и на станке
СНТ этой же фирмы, обеспечивается последовательной релей-
но-электроконтактной следящей системой. Программу работы
станка устанавливают на пульте управления электрошкафа,
расположеннного отдельно от станка. Затачивают боковые по-
верхности пластинок зубьев пил одновременно двумя кругами.
Схема процесса заточки боковых граней приведена на рис. 57.
Заточку можно выполнять с применением СОЖ и без нее. При-
вод рабочих органов гидравлический. Шлифовальные круги
приводятся во вращение от индивидуальных электродвигателей
посредством клиноременной передачи.
124
Рис. 57. Схема заточки боковых граней
зубьев на станке CHAFTE
Для заточки применяют специ-
альные алмазные шлифовальные
круги, позволяющие при опреде-
ленных режимах работы за один
проход снимать весь припуск на об-
работку до 1 мм.
Литая чугунная* станина полуавтомата
секционного типа. Впереди нижней секции
станины находится бак для СОЖ, корыто
и бак для ее сбора, выполненные из сталь-
ных листов. Края корыта окаймлены бур-
тиком из пластификата. Насос с электро-
двигателем для подачи СОЖ крепится на
отдельном баке, смонтированном на правой
стороне нижней секции станины. Баки по-
дачи и сбора СОЖ соединены трубопрово-
дом. Раздельное исполнение бака подачи и бака сбора СОЖ обеспечивает
ее отстой и устраняет попадание шлама в систему подачи.
Суппорт крепления пилы, механизмы ее прижима и подачи, а также при-
вод рабочих органов по конструкциям аналогичны механизмам подобного
назначения полуавтомата СНТ этой же фирмы. Отличие состоит в конструк-
ции суппорта продольной подачи шлифовальной головки и конструкции самой
шлифовальной головки.
Суппорт продольной подачи крепится к штоку гидроцилиндра подачи,
размещенному в консольной части верхней секции станины. Перемещается
суппорт в продольном направлении по направляющим. Скорость вертикаль-
ного перемещения регулируют дросселированием подачи масла в гидроци-
линдр подачи. Ручка управления дросселя находится в левой части гидро-
панели, расположенной- на суппорте. Перемещаются шлифовальные круги вра-
щением маховичков винтовых пар на корпусах шпинделей шлифовальных
кругов. Величину зоны вертикального перемещения суппорта устанавливают
вращением маховичка на консольной части передней стенки верхней секции
станины.
Длину участка вертикального перемещения суппорта с закрепленными
шлифовальными головками ршулируют в диапазоне 4—16 мм. Вращательное
движение от этого маховичка через шестерню передается на рейку. Последняя
в зависимости от ее положения нажимает на конечный выключатель, дающий
сигнал на включение и отключение электромагнита соответствующего гидро-
золотника.
Настраивают станок следующим образом. Затачиваемую пилу устанав-
ливают на магнитную оправку и вместе с ней на направляющий палец пово-
ротного суппорта. Поворот суппорта на величину угла поднутрения зубьев
пилы осуществляется маховичком, расположенным на правой стороне ста-
нины. Зуб пилы' вводят в зону заточки и зажимают механизмом прижима.
125
Нажатием на кнопку «наладка» первоначально устанавливают зону хода ме-
ханизма подачи и затем величину шага зуба пилы. При нажатии на кнопку
«наладка» регулируют скорость продольной подачи и величину хода суп-
порта. При нажатии на кнопку «пуск» станок начинает работать в автома-
тическом режиме. Поворачивая рукоятки перемещения шлифовальных кругов,
подводят шлифовальные круги к обрабатываемым граням зубьев. После этого
в случае необходимости включают подачу СОЖ-
Число затачиваемых зубьев пилы и число полных оборотов пилы при ее
заточке устанавливают на импульсном счетчике, находящемся с правой сто-
роны пульта управления электрошкафа. После выполнения заданной про-
граммы заточки станок автоматически отключается. При повторении процесса
заточки необходимо скорректировать величину глубины резания и нажать
вновь на кнопку «пуск».
Станок относится к классу повышенной точности П применительно
к ГОСТ 8—71.
Точность получения величины углов поднутрения и бокового зазора при
заточке гарантируется с отклонением не более ±30'. Качество заточенных
поверхностей высокое. Сколы и трещины на режущих кромках отсутствуют
ввиду применения способа глубинной заточки и применения СОЖ.
На станке затачивают пилы диаметром 125—1000 мм с шагом зубьев до
125 мм, шириной твердосплавных пластинок до 10 мм; при заточке обеспе-
чивается угол поднутрения пластинок до 5° и угол бокового зазора до 8°.
Диаметр шлифовальных кругов 100 мм; общая мощность электродвигателей
2,25 кВт.
Фирма «Альбер» выпускает полуавтомат AEDNK такого же
назначения, оснащенный комплектом дополнительных приспо-
соблений для заточки передних и задних граней твердосплав-
ных зубьев круглых пил, заточки по боковым граням, а также
одновременной пооперационной заточки всех режущих граней.
Кроме этого, при переналадке станка можно обрабатывать
заднюю стальную часть зубьев круглой пилы для подготовки
к алмазной заточке. Угол поднутрения и бокового зазора может
быть от 0 до 5°.
Станок работает по способу упругого глубинного шлифова-
ния. Весь припуск на обработку (заточку и доводку) снимается
за один оборот пилы. Заточку и доводку выполняют алмазными
шлифовальными кругами с применением СОЖ и без нее.
Фирма «Фольмер Дорнхан» выпускает полуавтоматы ASNK
Dio-TS1000 и ASNK Dio-TS1720 для заточки боковых граней
зубьев пил, оснащенных пластинками твердого сплава.
' Затачивают боковые грани зубьев на них глубинным спосо-
бом. Цикл работы станков автоматический благодаря электро-
контактной следящей системе и гидравлическому управлению
рабочих органов станка.
Заточку боковых граней зубьев выполняют одновременно
с двух сторон чашечными алмазными шлифовальными кругами,
работающими периферийной частью. Шлифовальные круги из
126
исходного положения совершают быстрое движение в направле-
нии затачиваемого зуба, но за 2—3 мм до его кончика скорость
движения круга ’автоматически снижается до требуемой опти-
мальной величины и происходит заточка боковых граней. По
выходе из зоны заточки шлифовальные круги быстро отводятся
в стороны на 0,5—1 мм и быстро возвращаются вверх, а затем
перемещаются по горизонтали в исходное положение. В даль-
нейшем движения кругов автоматически повторяются при каж-
дом затачиваемом зубе.
Конструктивно эти полуавтоматы в основном аналогичны
приведенным выше моделям ASNK Maximat этой же фирмы,
но отличаются конструкцией шлифовальных головок. Вместо
шлифовальной головки маятникового типа две шлифовальные
головки закреплены на одном подвижном суппорте. Переме-
щается суппорт в горизонтальной плоскости по направляющим
с помощью гидравлического цилиндра. Настроечные перемеще-
ния шлифовальных кругов в горизонтальном, а также в попереч-
ном’ и продольном направлениях выполняют с помощью соот-
ветствующих маховичков. Приводятся шлифовальные круги от
индивидуальных электродвигателей. Затачивают боковые грани
зубьев пилы с применением СОЖ и без нее.
Максимальная' глубина стачивания твердосплавной пла-
стинки с каждой стороны 1,5 мм. Высокое качество заточенных
поверхностей обеспечивается специальными алмазными шлифо-
вальными кругами при соблюдении режимов их работы.
На этих станках затачивают пилы диаметром 80—1000 и
1720 мм, с шириной твердосплавных пластинок до 8 мм, с ша-
гами зубьев 7—НО мм, с получением угла поднутрения до 3°
и угла бокового зазора до 8°. Диаметры шлифовальных кру-
гов 75 или 100 мм с посадочными отверстиями 20 мм. Окруж-
ная скорость шлифовального круга 17,5 м/с. Длина станков 2050
и 2130 мм, ширина 1560 и 1850 мм, высота 1500 мм; масса 850
и 880 кг.
4. КОНТРОЛЬ КАЧЕСТВА ЗАТОЧКИ КРУГЛЫХ ПИЛ
Хорошо заточенные и доведенные поверхности зубьев пил
обеспечивают надежность и долговечность их работы, повышают
качество обработки изделий. Оценивают качество заточки
зубьев пил, оснащенных пластинками твердого сплава по ниже-
приведенным показателям.
Отклонение углов зубьев не более ±1°. Отклонение углов
поднутрения и боковых зазоров не более 0,5°; радиальное бие-
ние зубьев не более 0,1 мм. Шероховатость заточенных поверх-
ностей не более 0,32 мкм по шкале Ra ГОСТ 2789—73. Радиус
скругления режущих кромок 8—10 мкм; трещины на поверхно-
стях, прижоги, выкрашивание и сколы кромок не допускаются.
127
Неуравновешенность диска пилы после заточки не должна пре-
вышать 20 г*см.
Контурные углы зубьев пил (передние, задние и углы заост-
рения) определяют угломерами: углы заострения — универсаль-
ным угломером 2УРИ, а передние и задние углы — угломером
ЗУРН, выпускаемым заводом «КРИН» (г. Киров обл.); точ-
ность отсчета углов 30'. Пилу насаживают на оправку и при
помощи штангенрейсмуса вершину контролируемого зуба уста-
навливают на одном уровне с осью оправки. Мерительную пло-
щадку угломера накладывают на переднюю или заднюю грань
зуба пилы. При этом пилу придерживают рукой от возможного
ее смещения. Отклонение углов поднутрения и углов бокового
зазора устанавливают при необходимости на инструментальном
микроскопе.
Радиальное биение зубьев круглых пил определяют на при-
боре для проверки биения изделий в центрах, выпускаемом за-
водом «Калибр», индикатором часового типа с ценой деления
циферблата 0,01 мм. Величина радиального биения равна ал-
гебраической разности наибольшего и наименьшего показаний
индикатора.
Шероховатость обработанных поверхностей определяют по
эталонам чистоты или на профилометрах завода «Калибр»,
а радиус округления режущей кромки на инструментальном
микроскопе и проекторе с кратностью увеличения не ниже 50х.
Пилу устанавливают на предметный столик инструменталь-
ного микроскопа УИМ-21 и при помощи фотонасадки при 5х
увеличении фотографируют в проходящем свете профиль зуба
пилы. Полученный негатив просматривают на проекторе ПБ
или ЧП-2. При просмотре на проекторе ЧП-2 с кратностью 100
суммарная величина увеличения составляет 5Х100 = 500х. Кон-
тур полученного отпечатка контролируется наложением серии
окружностей, выполненных на кальке и увеличенных в соответ-
ствующее число раз. Пересчетом замеренную величину приво-
дят к истинному значению в микронах. Наличие трещин, при-
жогов, выкрошин и сколов на режущих кромках определяют
визуально с помощью лупы Бриннеля с 24х увеличением.
Неуравновешенность круглых пил после их заточки опреде-
ляют статическим методом на приспособлениях, состоящих из
двух горизонтальных параллельных валиков или ножей, на ко-
торые устанавливают проверяемую круглую пилу, предвари-
тельно закрепленную в оправке. Несбалансированная круглая
пила вызывает повышенные вибрации, приводящие к прежде-
временным износу подшипников пильного шпинделя станка и
выкрашиванию режущих кромок зубьев круглой пилы, а также
к другим нежелательным явлениям. Дисбаланс круглой пилы
характеризуется ее неуравновешенностью, вызванной несовпаде-
нием центра тяжести с осью ее вращения.
Направляющие валики (или ножи) приспособления должны
128
быть одного диаметра (размера), термически обработаны и
иметь твердость не ниже 50 HRC. Шероховатость их рабочих
поверхностей не более 0,32 мкм по шкале Ra (ГОСТ 2789—73).
Направляющие следует расположить в одной горизонтальной
плоскости и установить строго по уровню. Оправка для крепле-
ния пилы должна быть термически обработана и иметь твер-
дость не ниже 50 HRC. Шероховатость обработанных поверх-
ностей по шкале Ra не более 0,63 мкм по ГОСТ 2789—73. Оп-
равку для крепления пилы следует предварительно отбаланси-
ровать динамически на балансировочном станке.
Порядок работы при статической балансировке круглых пил
следующий. Пилу, закрепленную в оправке, устанавливают на
направляющие приспособления таким образом, чтобы ось оп-
равки была перпендикулярна к направляющим, а закрепленная
пила с оправкой располагалась между направляющими посре-
дине. Легким толчком пиле придают медленное вращение.
После остановки пилы отмечают верхнюю точку ее периферии
и к ней прикрепляют кусочек пластилина. Затем пилу с закреп-
ленным грузом (пластилином) поворачивают каждый раз на 90°
до тех пор, пока она не займет безразлично устойчивое положе-
ние. Масса прикрепленного пластилина равна величине неурав-
новешенности. Излишнюю массу удаляют, сошлифовывая часть
металла из впадины зуба балансируемой пилы с диаметрально
противоположной стороны от места приложения груза (пла-
стилина).
Чувствительность балансировочного устройства должна быть
выше допускаемой величины дисбаланса круглой пилы. В про-
тивном случае остаточный дисбаланс будет больше допускаемой
величины, а проделанная статическая ее балансировка не даст
желаемых результатов. Чувствительность балансировочного
устройства измеряют в тех же величинах, что и величину
неуравновешенности, в грамм-сантиметрах.
Глава 5
СТАНКИ ДЛЯ ЗАТОЧКИ ПЛОСКИХ НОЖЕЙ
С ПРЯМОЛИНЕЙНОЙ РЕЖУЩЕЙ КРОМКОЙ
1. ОСНОВНЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ НОЖЕТОЧИЛЬНЫХ
СТАНКОВ
Ножеточильные станки состоят из следующих основных
узлов: станины, стола, каретки, механизма привода каретки,
шлифовальной головки.
Станина. Станина предназначена для монтажа всех узлов
станка, электрооборудования и системы подачи и сбора охлаж-
5 Заказ № 442
129
дающей жидкости. Верхняя часть станины обычно имеет коры-
тообразную форму с горизонтальными направляющими для дви-
жения каретки со шлифовальной головкой и размещения пово-
ротного стола, на котором закрепляют затачиваемые ножи. На
наружной передней поверхности станины-корыта установлены
упоры и кулачки системы электроавтоматики и механизма авто-
матической подачи круга на врезание.
Основание станины выполняют в виде отдельных тумб или
в виде цельной конструкции коробчатой формы. Первый вариант
позволяет создать более легкую модель станка, второй вариант
станка обладает большей жесткостью и стабильностью сохране-
ния точности. При этом имеют в виду не только деформации,
которые могут возникнуть при транспортировке и эксплуатации,
но и деформации, неизбежно возникающие в процессе непре-
рывного старения отливки.
Внутри нижней части станины размещают электроаппара-
туру, гидравлическое оборудование (в случае применения
гидропривода) и систему принудительного охлаждения с отстой-
ником шлама. У крупных моделей ножеточильных станков
с длиной шлифования более 3 м станину иногда изготовляют
секционной из двух или трех секций для облегчения изготовле-
ния отливки и ее обработки.
Каретка. Каретка служит для установки на ней шлифоваль-
ной головки, механизмов ее привода и правки шлифовального
круга. Это прямоугольная платформа, с несущими роликами
по углам. На роликах каретка движется возвратно-поступа-
тельно по направляющим.
Во время заточки ножей и перемещения каретки точки при-
ложения равнодействующих активных и реактивных сил не сов-
падают, возникает крутящий момент, стремящийся развернуть
каретку в горизонтальной плоскости. Для предупреждения раз-
ворота несущие ролики имеют специальные бурты, базирующиеся
по боковым плоскостям направляющих. Такая конструкция при-
водит к быстрому износу боковых плоскостей направляющих.
Поэтому в современных моделях ножеточильных станков вместо
буртов на несущих роликах применяют две пары дополнитель-
ных горизонтальных роликов, базирующихся по боковым пло-
скостям одной из направляющих, обычно задней. В этом случае
интенсивного износа направляющих не наблюдается. Для того
чтобы неравномерность ширины направляющей не приводила
к появлению горизонтального люфта каретки или к заклинива-
нию роликов, одна из пар горизонтальных роликов выполнена
жестко, а другая подпружинена. При этом усилие поджима
должно превосходить усилия разворота и отжима каретки, воз-
никающие при заточке. Оси роликов, выполненные эксцентрично
относительно их посадочных шеек в корпусе каретки, позволяют
регулировать положения каретки в вертикальной и горизонталь-
ной плоскостях. При повороте осей каретка перемещается в вер-
130
тикальном и горизонтальном направлениях в пределах вели-
чины эксцентриситета осей на 1 —1,5 мм.
При заточке твердосплавных ножей алмазными кругами уси-
лия отжима значительны. Поэтому для увеличения жесткости
каретки в вертикальном направлении у станков для заточки
твердосплавных ножей устанавливают две дополнительные пары
вертикальных роликов, базирующихся по нижней стороне на-
правляющих станины-корыта и препятствующие отжиму ка-
ретки в вертикальном направлении. В случае применения гидро-
привода ролики поджимаются гидравлически.
Для удобства обзора зоны заточки в верхней части каретки
делают вырез и внутри корпуса каретки устанавливают освети-
тельную лампу.
Механизм привода каретки. Механизм привода каретки, слу-
жащий для ее продольного перемещения по направляющим
станины-корыта, может быть реечным, цепным, тросовым и гид-
равлическим.
При реечном приводе на задней поверхности корыта непо-
движно крепится зубчатая рейка, в зацеплении с которой нахо-
дится шестерня, установленная на каретке. Шестерня приво-
дится во вращение от электродвигателя подачи через редуктор.
При вращении электродвигателя подачи шестерня катится по
рейке, приводя в движение каретку со шлифовальной головкой.
Основные достоинства реечного привода — надежность и дол-
говечность, отсутствие вибраций. Недостаток — расположение
точки приложения тягового усилия снаружи станины-корыта,
что приводит к возникновению крутящего момента в горизон-
тальной плоскости и увеличению нагрузки на боковые поверх-
ности направляющих.
В случае применения цепного или тросового привода основ-
ной тяговый орган — цепочка или трос, крепящиеся к середине
каретки, при этом крутящий момент, действующий в горизон-
тальной плоскости, невелик. Приводятся барабан, на который
наматывается трос, или звездочка при цепной передаче от от-
дельного электродвигателя через редуктор подачи. Реверс ка-
ретки в любом варианте привода осуществляется обычно ревер-
сом электродвигателя подачи.
Хорошо зарекомендовал себя гидравлический привод ка-
ретки, обеспечивающий плавный реверс и бесступенчатое регу-
лирование скоростей продольной подачи.
Шлифовальная головка. Шлифовальная головка служит для
размещения шпинделя со шлифовальным кругом, электропри-
вода и механизма подачи на врезание шлифовального круга.
В ряде моделей шпиндель — это отдельный узел и связан с элек-
тродвигателем плоскоременной или клиноременной передачей.
У большинства моделей ножеточильных станков отдельный
шпиндель отсутствует, а шлифовальный круг установлен непо-
средственно на валу электродвигателя. При этом точность
5* 131
работы станка вполне удовлетворительная, а конструкция шли-
фовальной головки (по сравнению с первым вариантом) значи-
тельно упрощена. В этом случае в стандартном электродвига-
теле подшипники заменяют на радиально-упорные повышенной
точности.
2. ОТЕЧЕСТВЕННЫЕ НОЖЕТОЧИЛЬНЫЕ СТАНКИ
Кировский станкостроительный завод выпускает унифициро-
ванную гамму станков ТчН6-4, ТчН13-4, ТчН21-4, ТчН31-4
класса нормальной точности Н, заменивших станки ТчН6-3,
ТчН12-3, ТчН18-3 ТчН31-3. Станки, имеющие одинаковые кон-
Рис. 58. Станок ножеточпльный ТчН21-4
струкцию и основные данные, отличаются длиной шлифования,
мощностями приводов и массой.
Общий вид станка ТчН21-4 представлен на рис. 58. Кинема-
тическая схема, общая для этих моделей, дана на рис. 59.
На коробчатой жесткой станине 1 установлено корыто 2,
имеющее на продольных бортах закрепленные болтами сталь-
ные плоские направляющие. Рабочие поверхности направляю-
щих защищены от износа накладными закаленными стальными
лентами. Внутри корыта смонтирован на продольном валу 3 по-
воротный стол 4 для установки затачиваемых ножей. Повора-
чивают стол на нужный угол заточки ножей но шкале махович-
ком 27 с червячной передачей.
Закрепляют тонкие ножи на столе с помощью быстродей-
ствующего приспособления 5 с пластинчатыми пружинящими
прижимами. Это приспособление позволяет устанавливать по
длине стола несколько коротких ножей один за другим и по вы-
соте в два или три ряда один на другом с базированием задних
132
кромок ножей на перестанавливаемых по ширине стола ступен-
чатых упорах. Крепятся все установленные ножи пластинча-
тыми зажимами одновременно. Зажимы позволяют значительно
повысить производительность станка за счет одновременной за-
точки комплектов ножей и получать равномерную ширину. Тол-
Рис. 59. Кинематическая схема станков ТчН6-4, ТчН13-4, ТчН21-4, ТчН31-4
стые ножи устанавливают на другой рабочей поверхности стола,
имеющей Т-образные пазы для зажимных болтов.
Для обеспечения параллельности рабочих поверхностей
стола поверхностям направляющих обрабатывают их после мон-
тажа стола в корыте совместно с направляющими за одну уста-
новку на продольно-строгальном станке.
Перемещение каретка получает от шестеренчатого редуктора
9, приводимого электродвигателем 12 через кулачковую муфту
133
11 и червячную пару 10, посредством которой приводится
во вращение входной вал редуктора. На выходном валу редук-
тора установлен на шпонке подвижный блок шестерен S, пере-
мещаемый вдоль вала поворотом рукоятки переключения скоро-
стей продольной подачи каретки со шлифовальной головкой.
На конце выходного вала имеется шестерня 6, находящаяся
в зацеплении с закрепленной на заднем борту корыта зубчатой
рейкой 7. При вращении шестерня перемещается по рейке, дви-
гая каретку по направляющим на плоских опорных роликах 13.
Для предотвращения разворота каретки в горизонтальной пло-
скости при ее реверсе она имеет две пары горизонтальных на-
правляющих роликов 14, базирующихся по боковым поверхно-
стям направляющих. Одна пара жестко установлена на каретке
на закрепляемых после настройки эксцентричных осях. Другая
пара смонтирована на подвижных осях и поджимается пружи-
нами к направляющей, благодаря чему люфт между роликами
и направляющей выбирается автоматически.
Реверс каретки происходит автоматически при изменении
направления вращения ротора электродвигателя 12 из-за пере-
ключения путевыми бесконтактными переключателями БВК. Пе-
реключатели установлены на продольной штанге, закрепленной
на передней стенке корыта, и могут перестанавливаться в соот-
ветствии с длиной затачиваемых ножей. Приводится редуктор
от электродвигателя с мягкой характеристикой, позволяющего
ослабить рывки каретки в момент реверса и снизить ее виб-
рацию.
Шлифовальный круг 15 с оправкой крепят непосредственно
на валу электродвигателя 16, установленного на поворотном
диске 17, размещенном на суппорте 18. Для снятия и установки
шлифовального круга диск 17 с электродвигателем поднимают
над платформой каретки и поворачивают на 90° в вертикальной
плоскости. Поднимается и опускается электродвигатель по вер-
тикальным направляющим суппорта 18 вращением ходового
винта 19 маховичком 24 посредством пары конических шестере-
нок 21 и гайки 20. Подача шлифовального круга вниз на задан-
ную по шкале глубину врезания происходит автоматически за
каждый двойной ход каретки в ее крайнем левом положении.
При подходе каретки к этому положению толкатель на горизон-
тальном валике своим роликом 25 набегает на профилирован-
ный неподвижный кулачок 26 и перемещает вверх собачку 22,
поворачивающую храповое колесо 23 на число зубцов, задавае-
мое установкой поворотного ограничительного щитка (пере-
крышки). Поворот храпового колеса через зубчатую кони-
ческую пару 21 передается ходовому винту 19, по которому
перемещается гайка 20, жестко связанная с ползуном суп-
порта.
При настройке шлифовальный круг подают вручную, вра-
щая маховичок 24. На верхнем конце ходового винта 19 уста-
134
новлен лимб для отсчета величины подачи круга, позволяющий
визуально ее контролировать при настройке и работе.
Все кнопки управления работой станка смонтированы на
пульте, на передней стенке станины. Амперметр на пульте позво-
ляет вести контроль за нагрузкой электродвигателя привода
шлифовального круга и режимом заточки. При отклонении от
режима заточки, например при увеличении толщины снимаемого
слоя металла, засаливании круга, показания амперметра резко
возрастают. Станки имеют систему подачи СОЖ на затачивае-
мую грань ножа в зоне заточки.
При опытной заточке комплекта фрезерных ножей разме-
рами 670X40X3 на станке ТчН6-4 шлифовальным кругом
ЧЦ200Х51Х63ЭБ25СМ2Б получена непрямолииейность режу-
щей кромки на всей длине ножа 0,08 мм вместо допускаемой
0,1675 мм и шероховатость заточенной задней грани 8-го класса
чистоты.
Одновременно с указанными станками Кировского станкоза-
вода Витебский завод заточных станков имени XXII съезда
КПСС с 1976 г. выпускает серийно ножеточильный станок
ВЗ-157 повышенной точности класса П для заточки плоских но-
жей длиной до 1320 мм. Станок разработан на базе станка
ТчН13-4, имеет аналогичные с ним основные параметры и кине-
матическую схему, но отличается рядом конструктивных особен-
ностей отдельных узлов и исполнением в целом по классу повы-
шенной точности П. Кинематическая схема станка ВЗ-157 дана
на рис. 60.
На жесткой станине коробчатой формы сверху жестко за-
креплено корыто 2 с поворотным столом 3 для затачиваемых
ножей. На одной плоскости стола имеются Т-образные пазы
под болты для крепления толстых ножей, на другой — пружин-
ные зажимы для крепления комплектов тонких ножей.
Вместо плоских направляющих с накладными стальными
лентами, опорных, боковых и нижних роликов каретки приме-
нены термически обработанные направляющие с V-образной
продольной канавкой, по которой перемещаются установленные
на платформе каретки шариковые рециркуляционные замкнутые
опоры 5. Они обеспечивают высокую точность перемещения ка-
ретки в вертикальной и горизонтальной плоскостях. Механизм
привода каретки 4 (от отдельного электродвигателя М2 через
шестеренчатый редуктор и зубчатую рейку) аналогичен меха-
низму станка ТчН13-4.
На платформе каретки 6 смонтирована стойка 9 с коробчатым
корпусом, имеющим вертикальные направляющие ласточкин
хвост для перемещения поворотного диска, па котором уста-
новлена шлифовальная головка. Диск со шлифовальной голов-
кой при настройке можно перемещать в вертикальном направле-
нии вручную, вращая штурвальчик 12, как и у станка ТчН13-4.
В отличие от последнего для быстрого подъема шлифовальной
135
головки при замене круга служит вспомогательный отдельный
электродвигатель М3 с червячной передачей // на гайку верти-
кального подъемного винта 10 стойки.
Шлифовальная головка состоит из корпуса, в котором смон-
тирован на двух парах радиально-упорных подшипников шпин-
дель шлифовального круга, вращающийся в гильзе 8. Зазор
Рис. 60. Кинематическая схема станка ВЗ-157
в подшипниках постоянно выбирается пружинами. На корпусе
головки сбоку на поворотной плите установлен электродвига-
тель Ml, передающий вращение шпинделю через три клиновых
ремня. Натягиваются ремни поворотом плиты в горизонтальной
плоскости относительно корпуса головки при помощи двух гаек.
Шпиндель на нижнем конце имеет внутренний конус для уста-
новки оправки шлифовального круга. Снимают и устанавливают
шлифовальный круг вместе с оправкой, имеющей балансировоч-
ные сухари.
136
Заточку ведут с охлаждением, охлаждающую жидкость по-
дают из бака электронасосом. Электроаппаратура смонтирована
в электрошкафу, укрепленном на левой торцевой стенке корыта.
Основные данные выпускаемых отечественных ножеточиль-
ных станков приведены в табл. 16.
16. Основные данные ножеточильных станков
Наименование параметра Значение параметра для станка
ТчН6-4 ТчН13-4 ТчН21-4 ТчН31-4 ВЗ-157
Длина шлифования наиболь- шая, мм 670 1270 2000 3100 1320
Ширина ножей наибольшая, мм Толщина ножей наибольшая, мм 200 200 200 200 200
15 15 25 25 15
Угол поворота стола, град 15-90 15—90 15-90 15—90 0-90
Диаметр шлифовального круга, мм 200 200 200 200 150
Скорость шлифовального круга, м с 30 30 30 30 30
Величина продольной подачи, м/мин 4-7—12 4—7—12 4-7—12 4—7—12 4—7—12
Величина подачи круга на вре- зание, мм дв. ход 0,005—0,04 0,005—0,04 0,005—0,04 0,005—0,04 0,005—0,04
Суммарная мощность электро- двигателей, кВт Размеры, мм: 2,225 ' 2,225 3,725 3,725 3,33
длина 1950 2325 3050 4200 2722
ширина 1060 1060 1060 1060 1205
высота 1400 1530 1630 1320 1620
Масса, кг 1200 1400 2000 1800 1500
На многих предприятиях эксплуатируется большое количество выпускав-
шихся Кировским станкозаводом до 1970—1975 гг. ножеточильных станков
ТчН6-3, ТчН12-3, ТчН18-3, ТчН31-3 для автоматической заточки с охлажде-
нием плоских ножей с прямолинейной режущей кромкой. На станках ТчН18-3
и ТчН31-3 также шлифуют прижимные линейки лущильных и фанеростро-
гальных станков. Станки выполнены по единой конструктивной схеме и в зна-
чительной степени унифицированы, отличаясь в основном длиной. Это упро-
щает их эксплуатацию, ремонт и обеспечение запасными частями.
Станки имеют составную чугунную станину из двух или трех (у станка
ТчН31-4) опорных тумб и установленного на них корыта для сбора охлаж-
дающей жидкости. Внутри корыта смонтирован поворотный стол на двух
взаимно перпендикулярных плоских поверхностях, в продольныхчпазах кото-
рого закрепляют винтовыми зажимами затачиваемые ножи. Стол поворачи-
вают рукояткой или маховичком на нужный угол заточки ножа и фикси-
руют колодочным зажимом.
В одной из тумб размещено электрооборудование, а другая является ре-
зервуаром для охлаждающей жидкости, которая через гибкий шланг и через
планшайбу шлифовального круга подается на фаску ножа электронасосом,
смонтированным на этой тумбе. У станка ТчН31-3 резервуар для жидкости
расположен в средней тумбе, а в крайних размещено электрооборудование.
Подвешивается шланг на этом станке на приспособлении, смонтированном на
задней стороне тумб.
По стальным направляющим сверху на корыте перемещается каретка
с размещенными па ней шлифовальной головкой и приводом. Реверсирует
137
каретка автоматически от переключения электродвигателя. Механизм пере-
ключения расположен па передней стенке корыта и состоит из продольной
штанги с переставными упорами, а также конечного выключателя. Укреплен-
ный на каретке палец в крайних ее положениях нажимает на упоры и пере-
мещает штангу, переключая этим конечный выключатель, управляющий ра-
ботой магнитного пускателя, реверсирующего электродвигатель.
Для защиты от брызг охлаждающей жидкости на боковых сторонах ка-
ретки имеются завесы. К торцам платформы каретки прикреплены щетки для
очистки направляющих.
Буртиками несущие ролики каретки базируются по боковым поверхностям
направляющих, препятствуя развороту каретки в горизонтальной плоскости
при реверсе. Вертикальных боковых роликов не имеется.
Изменяют скорость перемещения каретки, включая рукояткой одну из
трех пар шестерен редуктора привода каретки.
Шлифовальная бабка состоит из закрепленной на каретке стойки с вер-
тикальными направляющими, по которым перемещается суппорт с закреплен-
ным на нем поворотным диском. На диске прикреплен электродвигатель при-
вода шлифовального круга. Шлифовальный круг крепится расплавленной се-
рой на планшайбе, которую затем устанавливают на конусной втулке вала
электродвигателя. Электродвигатель можно поворачивать в горизонтальное
положение для смены круга и обеспечения наклона торца круга к горизон-
тальной плоскости, что необходимо для получения на ноже фаски вогнутой
формы. Шлифовальный круг закрыт кольцевым ограждением, регулирующимся
по высоте.
Электродвигатель и круг перемещаются вертикально суппортом; снабжен-
ным механизмом ручной (настроечной) и автоматической поперечной подачи.
При ручной подаче движение от маховичка передается конической зубчатой
передачей па вертикальный винт, по которому перемещается гайка, укреплен-
ная в суппорте. Автоматическая подача круга па глубину шлифования осу-
ществляется при каждом двойном ходе каретки посредством храпового ко-
леса, закрепленного на одном валу с маховичком. При приближении каретки
к крайнему левому положению толкатель с роликом набегает на кулачок,
установленный на передней стенке корыта и перемещает вверх собачку, по-
ворачивающую храповое колесо на заданное число зубьев, соответствующее
нужной глубине шлифования.
Эти станки имеют общую для них кинематическую схему, в основном
аналогичную схеме станков ТчН6-4, ТчН13-4, ТчН21-4. Вращение от электро-
двигателя, установленного на корпусе редуктора, через кулачковую муфту
передастся червячной паре. На валу червячного колеса неподвижно закреплен
блок, состоящий пз трех прямозубых цилиндрических шестерен. На выходном
валу редуктора установлен па шпонке подвижный блок шестерен и на конце
шестерня, находящаяся в зацеплении с зубчатой рейкой на задней направляю-
щей. Подвижный блок шестерен вводится в зацепление с неподвижными ше-
стернями поворотом рукоятки переключения скоростей. Все шестерни рабо-
тают в масляной ванне. Реверсирование каретки осуществляется изменением
направления вращения электродвигателя путем переключения фаз.
Механизм переключения, расположенный на передней стенке станины, со-
стоит из штанги с упорами, конечного выключателя и реверсивного магнит-
138
ного пускателя. Специальный палец, укрепленный на каретке, нажимая на
упоры, перемещает штангу и тем самым переключает конечный выключатель,
управляющий работой магнитного пускателя. Пускатель, срабатывая, ревер-
сирует электродвигатель. Однако, как показала практика, удары пальца ка-
ретки о штангу и резкий реверс электродвигателя подачи приводят к значи-
тельной вибрации станка в момент изменения направления движения каретки,
что снижает качество заточки.
Шлифовальный круг крепится непосредственно па валу электродвигателя,
установленного на поворотном диске па суппорте вертикальной подачи шли-
фовальной головки. Суппорт обеспечивает вертикальное перемещение шли-
фовального круга и снабжен механизмами автоматической и ручной подачи.
При перемещении каретки в крайнее левое положение толкатель с роликом
набегает на кулачок, укрепленный па передней стенке корыта, и перемещает
вверх собачку, поворачивающую храповое колесо на заданное число зубьев.
Поворот храпового колеса через зубчатую коническую пару передастся ходо-
вому винту, по которому перемещается гайка, жестко связанная с диском.
Шлифовальный круг при настройке подается вручную вращением маховичка.
Основные технические данные этих станков даны в табл. 17.
17. Основные данные ножеточильных станков
Наименование параметра Значение параметров для станка
ТчН6-3 ТчН12-3 ТчН18-3 ТчНЗЬЗ
Длина шлифования, мм 650 1270 2000 3100
Ширина затачиваемых ножей, мм: без поперечных пазов 25—80 25—80 30—100 30—100
с поперечными пазами или отвер- 25—120 25—120 100—200 100—200
стиями Наибольшая толщина ножей, мм 15 15 25 25
Скорость перемещения каретки, м/мин Наибольшее вертикальное перемеще- 130 4,5; с 130 >; 12,5 130 130
ние шлифовальной головки, мм Угол поворота шлифовальной го- 90 90 90 90
ловки, град Угол поворота стола, град 90 90 90 90
Наружный диаметр шлифовального 200 200 200 200
круга, мм Окружная скорость шлифовального 30 30 30 30
круга, м/с Автоматическая подача шлифоваль- ного круга на глубину шлифования за один двойной ход каретки, мкм Общая мощность электродвигателей, 2,225 5; 10; Г 2,225 5; 20; 25 3,725 3,925
кВт В том числе: привода шлифовального круга 1,5 1,5 3,0 3,0
привода движения каретки 0,6 0,6 0,6 0,8
Габарит, мм: длина 1705 2325 3050 4250
ширина 990 990 1060 1000
высота 1300 1300 1630 1390
Масса, кг 660 780 1300 1800
139
3. ЗАРУБЕЖНЫЕ НОЖЕТОЧИЛЬНЫЕ СТАНКИ
Из зарубежных ножеточильных станков представляет инте-
рес выпускаемая фирмой «Густав Геккель» (ФРГ) унифициро-
ванная гамма станков с длиной шлифования 830—6100 мм.
Станок G4 фирмы «Геккель» предназначен для заточки ножей для лу-
щильных и шпонострогальпых станков, прижимных линеек лущильных стан-
ков и может применяться также для шлифования передней и внешней граней
указанных ножей. Длина его стола позволяет затачивать и шлифовать ножи
длиной до 6100 мм.
Сварная коробчатая станина станка состоит из трех продольных секций.
Толщина боковых стенок 12—14 мм, торцевых 20 мм. Все сварные швы тща-
тельно зачищены. Сверху на боковых стенках станины приварены направ-
ляющие, после сварки прошлифованные заодно со станиной. Опорные поверх-
ности направляющих защищены от абразивного шлама накладной стальной
лентой, натянутой винтовыми устройствами на торцах станины.
Одна из направляющих, по которой базируются боковые поджимные ро-
лики, имеет на боковых поверхностях пазы ласточкин хвост. В пазы встав-
ляют стальные закаленные полосы высокой износостойкости. Снаружи вдоль
задней направляющей закреплена составная зубчатая рейка для перемещения
шлифовальной каретки. Впереди вдоль станины укреплены линейка для уста-
новки бесконтактных магнитных переключателей реверса каретки и упоры для
включения автоматической подачи на врезание.
Внутри станины на пяти кронштейнах установлен поворотный трехпози-
ционный стол для крепления затачиваемых ножей, состоящий из четырех сек-
ций длиной по 1500 мм, закрепленных на общем валу. Вал имеет между
секциями промежуточные опорные кронштейны. Три поверхности стола слу-
жат для крепления инструмента: одна электромагнитная и две с пазами для
установки болтовых прижимов. Стол может поворачиваться на угол до 90°
вращением ручки, связанной червячной передачей с его валом. Угол поворота
определяют по крупномасштабному лимбу с ценой деления Г. Положение
стола фиксируют рукояткой зажима вала. На валу стола имеется кронштейн
с магнитами для крепления уровня, по которому контролируют установку
станины и стола.
По направляющим станины реечным приводом перемещается каретка,
в корпусе которой установлен вертикальный электродвигатель мощностью
12,5 кВт с частотой вращения 960 мин-1 с сегментным шлифовальным кру-
гом на валу. Сегментный круг уменьшает нагрев ножа. Вал полый, через
него подают охлаждающую жидкость. Расположение сопла для подачи охлаж-
дающей жидкости внутри шлифовального круга обеспечивает равномерное
охлаждение шлифуемой поверхности.
Подается круг на врезание так же, как в отечественных станках, мини-
мальная подача 0,01 мм. Стабильность подачи на заданную величину обеспе-
чивается установкой подающей собачки на захват определенного числа зубьев
храпового колеса. Контролируют по лимбу, установленному на верху вала
электродвигателя. Шлифовальный круг при замене быстро поднимается элек-
тродвигателем, установленным сбоку на корпусе каретки. Несколько ниже
140
электродвигателя закреплен амперметр, включенный в цепь электродвигателя
шлифовального круга для контроля его нагрузки.
Механизм правки круга расположен в левой части корыта и представ-
ляет собой перемещаемый по высоте набор твердосплавных зубчатых колес
диаметром 50 мм. Приводится каретка гидродвигателем, связанным с реечной
передачей. Гидравлика позволяет плавно, бесступенчато регулировать ско-
рость перемещения каретки от 0,5 до 30 м/мин. Система охлаждения обеспе-
чивает обильное и равномерное охлаждение затачиваемой поверхности. От-
крытый бак с охлаждающей эмульсией расположен снаружи вдоль задней
стенки станка. Два насоса подают эмульсию через полый вал электродви-
гателя в два сопла, расположенных с боковых сторон шлифовального круга
и служащих для смыва шлама с поверхности ножа. Кроме того, дополни-
тельный насос подает жидкость при очистке корыта от шлама.
Управление станком вынесено на пульт в центре станины. Кнопки вклю-
чения перемещения каретки, охлаждения, подъема двигателя имеются непо-
средственно на каретке.
Проверка непрямолинейности направляющих станка показала, что на
длине 2500 мм она не превышает 0,04 мм. Станок обеспечивает качественную
заточку ножей с классом шероховатости поверхности 7—8.
На станке G2 фирмы «Геккель» затачивают нож или комплект ножей
длиной до 2100 мм. Станки этого типоразмера поставляются вместе с импорт*
ними линиями для производства ДСП. Верхняя часть сварной станины вы-
полнена в виде корыта с прямолинейными направляющими, защищенными от
шлама по опорной поверхности стальной калиброванной натяжной лентой.
Шпиндель шлифовальной головки расположен вертикально. На каретке уста-
новлен механизм автоматической подачи круга на глубину врезания, обеспе-
чивающий минимальную подачу (0,01 мм) за двойной ход каретки. Привод
перемещения каретки реечный, шлифовальный круг диаметром 225 мм уста-
новлен на валу электродвигателя повышенной точности. Подается охлаждаю-
щая жидкость через полый вал электродвигателя. Благодаря суживающемуся
соплу охлаждающая жидкость под давлением поступает в зону заточки и рав-
номерно обмывает и охлаждает затачиваемую поверхность ножа, затем через
отверстие в средней части корыта она возвращается в резервуар и после
фильтрации используется повторно.
Станок имеет двухпозиционный стол для крепления ножей. По желанию
заказчика фирма оснащает стол быстродействующими пластинчатыми прижи-
мами и ступенчатой упорной линейкой для установки комплектов стружечных
ножей или электромагнитной плитой, что значительно снижает время уста-
новки ножей. Поворот стола на заданный угол заточки ножа выполняется
при помощи червячного редуктора по лимбу. Этот станок хорошо зарекомен-
довал себя на ряде наших предприятий, выпускающих древесностружечные
плиты.
Фирма «Рабензайфнер» (ФРГ) выпускает гамму ножеточильных станков,
из которых тип 4 был представлен на выставке «Лесдревмаш-73». Шлифо-
вальный шпиндель на станке расположен вертикально. Сварная прямоуголь-
ная станина обладает высокой жесткостью. Каретка со шлифовальной голов-
кой и редуктором привода подачи перемещается по направляющим станины-
корыта. Передняя часть каретки имеет вместо роликов опоры скольжения,
141
а задняя — ролики. Привод каретки ременный, обеспечивающий плавное пе-
ремещение по направляющим. Вытягивание ремня устраняется компенсацион-
ным приспособлением.
Стол для крепления ножей выпускается в двух вариантах: с Т-образными
пазами для крепления ножей болтовыми прижимами и в виде электромагнит-
ной плиты. На станке затачивают ножи длиной до 1800 мм со скоростью
перемещения каретки 8 и 16 м/мин, с подачами круга на врезание 0,004 и
0,03 мм за двойной ход каретки. Применяется круг диаметром 200 мм при
1450 и 2900 мин-1; мощность привода круга 2,94 кВт. Длина станка 2520,
ширина 1050, высота 1400 мм. На левой торцевой части станины установлен
электроблок управления.
Фирма «Коломбо» (Италия) выпускает унифицированную гамму станков
для заточки ножей, применяемых в фанерном производстве. Гамма станков
состоит из четырех моделей, длина шлифования 3070; 4105; 5140 и 6175 мм.
Станки отличаются длиной шлифования и массой, имея одинаковые конструк-
цию и основные данные: ширину стола 190 мм, диаметр шлифовального круга
250 мм, окружную скорость круга 18,8 м/с, скорость перемещения каретки
13 м/мин, мощности привода круга 4,05 кВт, привода каретки 0,37 кВт, ши-
рину станка 1200 мм, высоту 1370 мм. На верхней поверхности коробчатой
станины расположены прямоугольные направляющие, опорные поверхности ко-
торых защищены накладной стальной лентой от попадания абразивного шлама.
Каретка опирается на четыре ролика и имеет две пары горизонтальных
роликов, охватывающих заднюю направляющую. Перемещает каретку звез-
дочка, катящаяся по натянутой стандартной втулочно-роликовой цепи. На
вертикальной стойке каретки перемещается поворотный суппорт с электро-
двигателем привода шлифовального круга. Заточку ведут чашечными цилинд-
рическими и коническими кругами и сборными сегментными кругами. По-
дается круг на врезание храповым механизмом, величина подачи регулируется
от 0 до 0,12 мм через 0,006 мм. Нож можно крепить болтами или электро-
магнитом. Стол поворачивается на 180° ручным маховичком.
Подается СОЖ в зону заточки через осевой канал к валу двигателя.
Управляют всеми механизмами станка с пульта, смонтированного на перед-
ней стороне каретки. Режущую способность шлифовального круга контроли-
руют амперметром. Для устранения засаливания круга имеется устройство
для его правки.
Фирма «Фишер» (Швейцария) выпускает две модели ножеточильных
станков: А-86 и А-130, выполненные по одной конструктивной схеме и отли-
чающиеся длиной шлифования — 860 и 1300 мм. Основные данные этих стан-
ков: ширина затачиваемых ножей до 190 мм, возможное количество одно-
временно затачиваемых ножей узких 4, диаметр шлифовального круга 200 мм,
наибольшая подача на врезание круга 0,01 мм, скорость движения каретки
10 м/мин, окружная скорость шлифовального круга 30 м/с, мощность элек-
тродвигателей 2,5 кВт.
Конструкции станков в основном аналогичны вышеописанным. Ориги-
нальны только направляющие для каретки, имеющие по всей длине круглый
паз, в который вставляется цилиндрический прут из закаленной стали. Бла-
годаря этому резко повышается износостойкость опорных поверхностей на-
правляющих при движении по ним профильных колес-опор каретки. По дан-
142
пым фирмы, такие направляющие служат без замены до 5 лет, причем еже-
годно необходимо пруты поворачивать на 90°, меняя их контактную поверх-
ность.
Фирма «Шуе» (Франция) выпускает полуавтомат Автобиас (рис. 61) для
заточки строгальных ножей, выполненный по новой оригинальной конструк-
тивной схеме с взаимными возвратно-вращательными движениями в опреде-
ленном секторе шлифовальной головки и стола с затачиваемыми ножами. На
Рис. 61. Схема компоновки станка Автобиас фирмы «Шуе»
этом станке затачивают ножи длиной до 1000 мм со скоростью продольной
подачи 5,5 и 1 м/мин. Диаметры шлифовального круга 150 и 200 мм, частота
вращения 2800 мин-1; мощность привода круга 1,5 кВт, масса станка 485 кг.
Благодаря оригинальной компоновке станка значительно сокращается его
длина и занимаемая им площадь. Роль направляющих в этом станке выпол-
няют цилиндрические втулки, установленные на двух вертикальных стойках,
на одной из которых смонтирована шлифовальная головка, а на другой —
корыто со столом крепления инструмента. Станок обеспечивает качественную
заточку стальных ножей и ножей, оснащенных пластинками твердых сплавов.
143
Глава 6
СТАНКИ ДЛЯ ЗАТОЧКИ ФРЕЗ
1. ОСНОВНЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ СТАНКОВ
Для заточки фрез широко применяются специализированные
станки настольного исполнения или на станине. В настольном
исполнении обычно выпускаются станки для мелких насадных
и концевых фрез.
По конструкции станки бывают с подвижной или неподвиж-
ной шлифовальной головкой. При неподвижной шлифовальной
головке продольная подача осуществляется за счет перемеще-
ния стола с затачиваемой фрезой, при подвижной — за счет пе-
ремещения шлифовальной головки относительно затачиваемой
фрезы.
По компоновке основных узлов различают станки с верти-
кальным или горизонтальным расположением оси затачиваемой
фрезы. При вертикальном расположении шлифовальный круг
перемещается нормально к главной режущей кромке фрезы,
при горизонтальном расположении — вдоль главной режущей
кромки фрезы. Большинство станков для заточки фрез имеет
систему принудительной подачи охлаждающей жидкости в зону
заточки.
Станки состоят из следующих основных узлов: станины, шли-
фовальной головки, стола, приспособлений и делительного
устройства для установки и поворота фрезы на шаг зубьев.
Станина предназначена для монтажа всех узлов станка, раз-
мещения электрооборудования и системы принудительного жид-
костного охлаждения. Верхняя часть станины независимо от
исполнения станка имеет корытообразную форму для стока
охлаждающей жидкости. Даже у небольших станков настоль-
ного исполнения станину изготовляют литой с толстыми стен-
ками, что вызвано необходимостью получения высокой жест-
кости и виброустойчивости станка.
Шлифовальная головка служит для размещения шпинделя
со шлифовальным кругом и электропривода. Шпиндель с элек-
тродвигателем связан обычно клино- или плоскоременной пе-
редачей. Шпиндель монтируют на двух опорах — подшипниках
качения или скольжения. Шпиндельные подшипники скольже-
ния находят все более широкое применение, так как имеют хо-
рошую жесткость и виброустойчивость. Они обеспечивают
высокие точность заточки и чистоту заточенной поверхности.
Указанные достоинства, присущие шпиндельным опорам на под-
шипниках скольжения, могут быть реализованы лишь при каче-
ственном их изготовлении, что представляет известную трудность
для заводов-изготовителей заточного, оборудования. Поэтому
Кировский станкозавод и многие иностранные фирмы предпочи-
144
тают изготовлять шпиндельный узел на подшипниках качения
повышенной точности.
Ввиду того что от качества работы шлифовальной головки
во многом зависит качество всего станка, к ее изготовлению
и сборке предъявляют высокие требования. Рабочие шейки
шпинделя должны иметь: допускаемую овальность 0,5—2 мкм,
конусность 0,5—3 мкм в зависимости от диаметра и длины.
Шероховатость поверхности рабочих шеек не ниже 10-го класса.
Допустимое смещение центра тяжести вращающихся деталей
не должно превышать 0,003 мм. Заточной круг в сборе с план-
шайбой тщательно балансируют. Допустимое смещение центра
тяжести не более 0,02 мм.
Шлифовальная головка в сборе должна удовлетворять сле-
дующим условиям: осевое биение шпинделя не более 0,003—
0,005 мм, а радиальное биение 0,005—0,008 мм; жесткость шпин-
дельного узла, измеренная относительно стола, 2940—3920 Н/мм;
амплитуда колебаний шлифовальной головки (вибрация от-
носительно фрезы) на холостом ходу — не более 0,002—
0,006 мм.
Стол служит для установки приспособления с затачиваемой
фрезой и перемещения ее относительно шлифовального круга.
Такое перемещение выполняют механизмы продольной и попе-
речной подачи. В продольном направлении стол движется с по-
мощью реечной или гидравлической передачи по направляющим
скольжения или качения.
Направляющие качения обычно применяют для повышения
чувствительности механизмов точных перемещений или равно-
мерных медленных движений, повышения допустимых скоростей
и обеспечения требуемой долговечности; облегчения ручных пе-
ремещений. Основной недостаток направляющих качения по
сравнению с направляющими скольжения — пониженная демп-
фирующая способность при колебаниях в направлении пере-
мещения.
В поперечном направлении стол движется с помощью вин-
товой пары по направляющим качения или скольжения. Для
обеспечения точности поперечной подачи на весьма малую вели-
чину (0,005—0,01 мм) применяют устройства для выборки
люфта в винтовой паре. Устройство с предварительной регули-
ровкой зазора имеет гайку, состоящую из неподвижной и регу-
лируемой частей. Смещая регулируемую часть гайки ее враще-
нием, устраняют имеющийся зазор в винтовой передаче. Недо-
статок подобной системы — необходимость регулировки при
определенном положении винта поперечной подачи. Так как шаг
винта может иметь отклонения по своей величине, на разных
участках винта появится повышенный натяг или зазор.
Устройства, автоматически устраняющие зазор в процессе
работы, не имеют указанного недостатка. Имеется ряд кон-
струкций, использующих силы трения, возникающие между вин-
145
том и гайкой, для автоматического устранения зазора, но они
довольно сложны.
Более прост вариант устройства, в котором для автоматиче-
ского устранения зазора используют пружину. Такое устройство
состоит из основной гайки-винта поперечной подачи, жестко
связанной с кронштейном продольных салазок, и дополнитель-
ной гайки, входящей в отверстие основной гайки. Между основ-
ной и дополнительной гайками находятся тарельчатые пружины,
под действием которых дополнительная гайка смещается и
устраняет зазор. Создаваемое пружинами усилие регулируют,
навинчивая дополнительную гайку по резьбе винта поперечной
подачи. В требуемом положении гайку стопорят собачкой.
Делительная головка — один из основных узлов станка, от
которого зависит точность заточки. Она служит для установки
затачиваемой фрезы и ее поворота на требуемый угол заточки
очередного зуба с последующей фиксацией в этом положении.
По своей конструкции делительные головки, применяемые на
заточных станках, бывают с делением по лимбу, делительному
диску и упору.
Делительные головки с делением по лимбу применяют
обычно в универсальных заточных станках, где база деления —
лимб головки и деление выполняют только вручную. Делитель-
ные головки с делением по делительному диску применяют как
на универсальных, так и на специализированных заточных стан-
ках для фрез, где база деления — делительный диск с фиксато-
ром. Деление можно выполнять как вручную, так и автомати-
чески. Деление по упору конструктивно выполняют в двух ва-
риантах: 1) затачиваемый зуб базируется незатачиваемой
гранью по неподвижной упорке; деление осуществляется вруч-
ную; 2) затачиваемая фреза поворачивается подающей собач-
кой в затачиваемый зуб, обычно в затачиваемую грань; деле-
ние происходит автоматически.
В станках с автоматическим циклом заточки используют два
варианта делительных механизмов: с делительным диском и
фиксатором либо с подающей собачкой. Достоинство первого
в простоте конструкции делительной головки, а недостаток —
сложность технологии изготовления делительного диска с высо-
кой степенью точности (±lz) и зависимость точности заточки
от ошибки шага затачиваемой фрезы. При механизме деления
с подающей собачкой ошибка в шаге, обусловленная неточ-
ностью изготовления затачиваемой фрезы, не оказывает влия-
ния на точность заточки.
2. ОТЕЧЕСТВЕННЫЕ СТАНКИ ДЛЯ ЗАТОЧКИ ФРЕЗ
На деревообрабатывающих предприятиях для заточки фрез
применяют специализированные станки Кировского станкоза-
вода: ТчФК — для заточки концевых фрез и фрезерных цепо-
146
чек; полуавтомат Т.чФА — для заточки стальных насадных фрез;
полуавтомат ТчФТ — для заточки стальных и твердосплавных
цельных и сборных насадных фрез.
Станок ТчФК (рис. 62) состоит из четырех основных узлов:
станины, стола, делительной головки и шлифовальной головки.
Все исполнительные движения (продольная подача, поперечная
подача, подача на врезание, деление) выполняются вручную.
Станок настольного типа со станиной-основанием / в виде мас-
Рис. 62. Станок ТчФК для заточки концевых фрез
сивной прямоугольной плиты. Продольная подача осуществ-
ляется столом 11 при повороте рукоятки 12. Стол с делительной
головкой 9 перемещается по направляющим качения на рас-
стояние до 120 мм. Деление на число зубьев фрезы производят
поворотом маховичка 10. Электродвигатель 6 привода шлифо-
вального круга установлен на колонке 4, которая может пере-
двигаться вручную маховичком. Колонка установлена на суп-
порте 3, с помощью которого шлифовальная головка переме-
щается в поперечном направлении до 60 мм. Поднимают ко-
лонку, вращая маховичок 5.
Затачивают концевые фрезы кругом малого диаметра 75 мм,
поэтому для получения оптимальных скоростей его вращения
применяют ускорительную насадку 7, состоящую из зубчатой
передачи с внутренним зацеплением. Это обеспечивает скорость
147
Длина станка 620 мм,
НО кг.
Рис. 63. Станок ТчФА для заточки насад-
ных затылованных фрез
круга 25,4 м/с. Шестерня большого
диаметра с внутренним венцом
установлена на валу электродвига-
теля, шестерня малого диаметра
укреплена на шпинделе. Корпус
ускорительной насадки крепят непо-
средственно на фланце электродви-
гателя. Электрооборудование раз-
мещено в коробке 8.
На станке затачивают концевые
фрезы диаметром до 30 мм с дли-
ной режущей части до 100 мм, чис-
лом зубьев 2, 3, 4, 8. Кроме конце-
вых фрез можно затачивать фрезер-
ные долбежные цепочки. Диаметр
шлифовального круга 75 мм, мощ-
ность электродвигателя 0,27 кВт.
ширина и высота по 510 мм. Масса
Этот станок в десятой пятилетке подлежит замене но-
вым станком ТчФКТ.
Станок ТчФА (рис. 63), выпускаемый Кировским станкоза-
водом, предназначен для автоматической заточки абразивными
кругами цельных насадных затылованных стальных фрез. Он
состоит из следующих основных узлов: коробчатой станины 7,
электродвигателя 2, шлифовальной головки 5 и делительного
механизма 3. Затачиваемая фреза 4 крепится на горизонталь-
ном шпинделе делительного механизма на передней стороне
станка. Зона заточки освещается лампой 6. Заточка произво-
дится за счет качательных движений шлифовальной головки.
Управляют работой станка с кнопочной станции 7.
Недостаток этого станка, имеющий принципиальное значе-
ние,— его узкая специализация на заточку только затылован-
ных фрез по передней грани зубьев шириной до 60 мм. Заточка
фрез по задней грани, а также заточка сборных фрез невоз-
можна. В десятой пятилетке этот станок подлежит замене но-
вым станком ТчФА-2.
Станок ТчФА имеет следующие основные данные: на станке
затачивают стальные затылованные насадные фрезы диаметром
80—180 мм, высотой до 60 мм, имеющие 2, 3, 4, 6, 8, 12 зубьев,
с автоматическим делением по шагу зубьев. Диаметр шлифо-
вального круга: нового 200 мм, изношенного 180 мм; скорость
30,4 м/с. Наибольшее вертикальное перемещение круга (ампли-
туда качания) 50 мм, скорость подачи на фрезу 3,5 м/мин.
Число двойных ходов (качаний) круга 18 в минуту; поперечное
осевое перемещение до 45 мм. Автоматическая круговая подача
148
шлифовального круга на глубину врезания 0,01; 0,02; 0,03;
0,04 мм для фрезы диаметром 150 мм; для других фрез вели-
чины этих подач изменяются пропорционально их диаметрам.
Мощность электродвигателя 1,1 кВт. Длина станка 670, ши-
рина 670, высота 1275 мм, масса 290 кг. Станок относится
к классу точности Н и предназначен для заточки абразивными
кругами стальных фрез без охлаждения.
Кировский станкозавод выпускает специализированный по-
луавтомат ТчФТ для алмазной заточки цельных фрез и пло-
Рис. 64. Станок ТчФТ для заточки твердосплавных насадных фрез
и ножей
ских ножей сборных фрез, оснащенных пластинками твердого
сплава, а также для абразивной и эльборовой заточки сталь-
ных фрез (рис. 64). Станок относится к повышенному классу
точности П по ГОСТ 8—71, по точности и жесткости соответ-
ствует требованиям, предъявляемым к станкам для алмазной
заточки. Станок имеет гидравлический привод продольного и
поперечного перемещений стола, поворота и зажима шпинделя
делительной головки, зажима колонки шлифовальной головки.
Станок состоит из станины, стола с механизмами продоль-
ной и поперечной подач, делительной головки и задней бабки,
вертикальной колонки со шлифовальной головкой, системы
охлаждения гидравлической станции, гидросистемы, шкафа
с электрооборудованием.
149
Жесткая коробчатая станина 1 выполнена в виде цельной
отливки. Внутри нее расположена часть гидроаппаратуры,
а сбоку насос с баком СОЖ, подаваемой шлангом 16 в зону за-
точки. По направляющим скольжения в задней части станины
перемещается в вертикальном направлении колонка 15 с уста-
новленной на ней шлифовальной головкой 14, в которой смон-
тирован в разрезной гильзе шпиндель шлифовального круга 13.
Колонка перемещается при вращении маховичка 2, располо-
женного на передней стороне станины, посредством червячного
редуктора, зубчатой рейки и шестерни. По поперечным направ-
ляющим на верху станины перемещается траверса 17, имеющая
продольные направляющие для перемещения подвижного
стола 7. Приводится шпиндель шлифовальной головки плоско-
ременной передачей от двухскоростного электродвигателя, уста-
новленного на нижнем конце колонки на хомуте, передвигаю-
щемся по ней для регулирования натяжения ремня. На столе 7
крепится передняя бабка 8 с поворотной делительной голов-
кой 9 с механизмом круговой подачи фрезы 11. Стол переме-
щается в продольном направлении, а траверса с колонкой шли-
фовальной головки в поперечном.
При настройке до соприкосновения шлифовального круга
с зубом фрезы траверса перемещается вручную маховичком 3,
а при заточке подача траверсы на глубину резания круга —
автоматическая гидроцилиндром, на штоке которого установ-
лена собачка, поворачивающая храповик с ходовым винтом.
Продольное перемещение стола при заточке осуществляет авто-
матически реверсивный гидроцилиндр. Величину хода стола
ограничивают установленные на нем упоры. Перестанавливаю-
щийся при движении стола упор 6 надвигается на двуплечий
рычаг 5, поворачивающий вилку, переключающую золотник гид-
ропанели 4. Скорость перемещения стола 0,5—4 м/мин. Круг
на глубину резания подается в поперечном направлении автома-
тически от 0,005 до 0,04 мм с градацией через 0,005 мм за каж-
дый двойной ход стола.
Задает число двойных ходов стола и командует на срабаты-
вание исполнительных механизмов поперечной и круговой по-
дачи фрезы реле счета импульсов Е-531. Число ходов устанав-
ливают предварительно от 1 до 25.
На столе с левой стороны смонтирована делительная головка
со шпинделем, на котором установлена на оправке фреза. На
правой стороне стола закрепляют заднюю бабку с выдвижной
пинолью, зажимающей оправку фрезы.
Заднюю грань зубьев фрезы затачивают при поперечной по-
даче, а переднюю при круговой. Круговую подачу фрезы выпол-
няет механизм поворота делительной головки. Привод меха-
низма поворота и продольное перемещение стола осуществляют
гидравлической системой. Шпиндель делительной головки уста-
новлен в гильзе, поворачивающейся посредством червячной пе-
150
редачи от гидроцилиндра. Поворачивается фреза на шаг зуба
автоматически подающей собачкой, качающейся при осевом пе-
ремещении червячного вала. Настраивают ход собачки, изменяя
величину обратного хода червячного вала профильным кулач-
ком. Кулачок устанавливают в положения, соответствующие де-
лению на 2, 3, 4, 6, 8 зубьев. Ограничивает поворот шпинделя
с фрезой поворотный упор, устанавливаемый соответственно
переднему или заднему углу зубьев фрезы. После поворота
фрезы на шаг зуба шпиндель делительной головки зажимается
гидроцилиндром посредством двуплечего рычага. Устанавли-
вают подающую собачку в зависимости от диаметра затачивае-
мой фрезы маховичком 10.
В шлифовальной головке применен прецизионный шпиндель
завода «Калибр», имеющий допуски: радиальное биение конус-
ной части шпинделя не более 0,005 мм, торцевое биение опор-
ной поверхности фланца шлифовального круга в сборе со шпин-
делем не более 0,004 мм на радиусе 25 мм. Механизм поворота
фрезы работает стабильно, отклонение от условной плоскости
шлифования ±0,003 мм. Отклонения углов заточенной фрезы
не более ±40'.
Станок имеет лампу местного освещения 12 и систему охлаж-
дения зоны заточки. Фильтруется СОЖ магнитным сепаратором.
Питается гидросистема от отдельной серийной гидростанции 19
типа Г48-22Н. Электрооборудование размещено в специальном
шкафу 18.
Кинематическая схема станка ТчФТ представлена на рис. 65.
Поперечное перемещение стола выполняет гидроцилиндр 12 че-
рез собачку 10, храповое колесо 8, шестерни 6 и 5, предназна-
ченные для передачи вращения с вала I на вал II. Пружина 4,
регулируемая гайкой 3, перемещает шестерни 5 и 6 влево,'чем
обеспечивает их беззазорное зацепление с закрепленными на
валу II шестернями. Винт 2 и гайка 1, закрепленная на станине,
обеспечивают поперечное перемещение стола. Собачку 10 в ис-
ходное, положение возвращает пружина 11. Вручную стол пере-
мещается маховичком 9.
Продольное перемещение стола осуществляется гидроцп-
липдром 13 и ограничивается неподвижным 18 и подвижным 15
упорами. Реверсирование происходит при наезжании упора 15
на рычаг 17, связанный с вилкой 16, поворачивающей ось гидро-
панели 14. При делении на шаг зуба поворачивает фрезу, за-
крепленную на шпинделе делительной головки, гидроцилиндр 20
через червяк 21 и поворотную гильзу 25, жестко связанную
с корпусом подающего механизма 29.
Ход при повороте фрезы ограничен упором 30, при возвра-
щении— сменным упором (кулачком) 28. Зажимается шпин-
дель 34 делительной головки от гидроцилиндра 19 посредством
рычага 22 и диска 24, жестко связанного со шпинделем 34. От-
жимается шпиндель пружиной 23. Изменяют зону качания
151
собачки подающего механизма, вращая маховичком конические
шестерни 26 и шлицевой вал 27. Устанавливают собачку по-
дающего механизма в зависимости от диаметра фрезы, вращая
маховичком 32 винт 31 и сухарь 33. Отжимают подпружиненную
пиноль 35 задней бабки ручным рычагом.
Вращение шпиндель шлифовального круга 36 получает от
двухскоростного электродвигателя 50 через плоский ремень 37.
Рис. 65. Кинематическая схема станка ТчФТ
Скорость вращения круга при его диаметре 150 мм 33,5 и
17,5 м/с; при диаметре 125 мм 28 и 14,5 м/с. Установочное попе-
речное перемещение колонки со шпинделем выполняют махович-
ком 7, передающим вращение от вала III валу IV через ше-
стерни 48 и 49, червячную передачу 47, вал V—V, реечную
шестерню 45 и рейку 46. Зажимается шлифовальная колонка
гидроцилиндром 41 через рычаги 40 и 43, винты 39, 42 и су-
хари 38, 44.
Основные данные станка следующие. Размеры затачиваемых
фрез: диаметр 80—200, ширина 4—200 мм, передний угол зубьев
0—30°, задний угол 10—25°, число зубьев 2, 3, 4, 6, 8, угол по-
152
ворота шлифовальной головки 15°; диаметры шлифовального
круга 125 и 150 мм, скорость вращения круга при диаметре
125 мм 14,5 и 28 м/с, при диаметре 150 мм — 17,5 и 33,5 м/с.
Скорость продольной подачи 0,5—6 м/мин, поперечная подача
на глубину врезания шлифовального круга за двойной ход стола
0,05; 0,01; 0,02; 0,025; 0,03; 0,035; 0,04 мм.
Мощность электродвигателей приводов, кВт: шпинделя
0,7—0,9; гидронасоса 2,2; насоса и магнитного сепаратора си-
стемы охлаждения 0,2. Масса 1465 кг. Жесткость системы
СПИД 160 Н/мм, амплитуда относительных колебаний системы
СПИД 6—8 мкм при 46—60 Гц. Эти данные обеспечивают каче-
ственную заточку алмазными и эльборовыми шлифовальными
кругами и оптимальные режимы работы.
Зарубежные фирмы выпускают преимущественно универ-
сальные заточные станки для заточки абразивными и алмаз-
ными кругами цельных и сборных фрез и других видов инстру-
ментов.
Глава 7
СТАНКИ УНИВЕРСАЛЬНО-ЗАТОЧНЫЕ
1. ОТЕЧЕСТВЕННЫЕ УНИВЕРСАЛЬНО-ЗАТОЧНЫЕ СТАНКИ
На универсально-заточных станках, применяя различные
приспособления, затачивают разные виды стального и твердо-
сплавного дереворежущего инструмента.
В общем случае универсально-заточные станки имеют цель-
ную жесткую станину, на верхней части которой на стационар-
ном или подвижном основании закреплена шлифовальная го-
ловка. Верхняя часть станины представляет собой крестовый
суппорт с установленным на нем подвижным столом, имеющим
продольное и поперечное перемещения. В некоторых моделях
поперек перемещается шлифовальная головка. Относительное
перемещение стола или шлифовальной головки в вертикальной
плоскости осуществляется изменением положения шлифоваль-
ной головки на подвижном основании или изменением положе-
ния стола, если шлифовальная головка установлена на стацио-
нарном основании. Продольная, поперечная и вертикальная
подачи у этих станков выполняются в основном вручную. В не-
которых моделях станков продольная подача автоматизирована.
Затачивается инструмент на универсально-заточных станках
с ручным приводом движения подач благодаря перемещению
шлифовального круга вдоль обрабатываемой поверхности, с вы-
ходом его режущей кромки за пределы поверхности обработки.
Такой метод заточки принято называть «на проход».
Витебский завод заточных станков имени XXII съезда
КПСС выпускает универсально-заточные станки единой гаммы
153
для заточки металлорежущего инструмента, конструктивно от-
личающиеся друг от друга. Эти станки при использовании соот-
ветствующих приспособлений применяют для заточки твердо-
сплавного и стального дереворежущего инструмента.
Рис. 66. Универсально-заточной станок ЗВ642
Базовая модель гаммы универсально-заточных станков —
модель ЗВ642 (рис. 66). На направляющих литой коробчатой
станины в верхней части расположен крестовый суппорт со сто-
лом. При помощи ходового винта суппорт совместно со столом
перемещается в поперечном направлении, а стол в свою очередь
может перемещаться на нем возвратно-поступательно в продоль-
154
ном направлении по роликам, расположенным между направ-
ляющими стола и суппортом. В верхней части станины между
направляющими крестового суппорта имеется обойма для уста-
новки гильзы, в которой движется вертикальная колонка. Про-
дольное движение стола и вертикальное перемещение колонки
осуществляются вручную с помощью маховичков быстро или
медленно, что важно при настройке станка и его работе. Для
медленного движения стола используют планетарный механизм.
Величину хода стола регулируют подвижными упорами.
Стол поворачивается в горизонтальной плоскости. Это позво-
ляет затачивать скошенные режущие грани инструмента, рас-
положенные под углом к его оси.
На верхней части колонки установлена шлифовальная го-
ловка. Шпиндель закреплен в корпусе головки на двух парах
шарикоподшипников; шпиндель имеет на обоих концах конус-
ные посадочные отверстия и зажимные гайки для крепления ко-
нусных оправок со шлифовальными кругами. Шлифовальную
головку можно поворачивать в горизонтальной плоскости на 360°.
Для крепления дереворежущего инструмента при его за-
точке на универсально-заточных станках ВНИИДМАШ разра-
ботал комплект специальных съемных приспособлений:
ПИ 32М— для крепления круглых пил диаметром 235—400 мм, с числом
зубьев 16, 24, 36, 48, 56, 60;
ПИ 32МГ — для кропления цельных фрез и круглых пил диаметром
160—250 мм, шириной до 20 мм с числом зубьев 8, 9, 12, 18;
ОН — для крепления ножей длиной до 200 мм, толщиной до 15 мм;
ОФ 22/35 — оправка для фрез с посадочным отверстием’ 22/35 мм, ши-
риной до 160 мм;
ОФ 35/65 — оправка для фрез с посадочным отверстием 35/65, шириной
до 200 мм;
ОШ — оправка для крепления пил диаметром 230—450 мм при боковой
шлифовке граней зубьев.
Шпиндель шлифовального круга имеет четыре частоты вра-
щения: 2240; 3150; 4500 и 6300 мин-1. Благодаря этому обеспе-
чивается оптимальная окружная скорость шлифовального круга
как при заточке, так и при доводке инструмента. Шпиндель
шлифовального круга насажен на радиально-упорные подшип-
ники высокого класса (классы А, АС или С) и регулируется
в осевом направлении. Кроме того, пружины в корпусе шпин-
деля работают в распор подшипников, благодаря чему люфт их
сведен до минимума. Привод шлифовального круга ременный
двухступенчатый: первая ступень состоит из двух клиновых рем-
ней, вторая — из плоского бесконечного ремня, изготовленного
из синтетических материалов. Это снижает возмущающие на-
грузки и повышает виброустойчивость станка. Две пары шки-
вов различных диаметров клиноременной передачи позволяют
получить две частоты вращения шпинделя шлифовального
•155
круга. Станок снабжен системой подачи СОЖ и приспособле-
ниями, предотвращающими ее разбрызгивание.
Кинематическая схема станка ЗВ642 представлена на
рис. 67. В станине 1 на подвешенном кронштейне 3 установлен
двухскоростной электродвигатель 2 привода шлифовального
круга с двухступенчатой клиноременной передачей с промежу-
точным валом 5. На шпинделе 11 насажен шкив плоскоремен-
ной передачи шлифовальной головки. Натягиваются клиновые
Рис. 67. Кинематическая схема станка ЗВ642
ремни роликом 4. Поворачивается кронштейн вручную, затем
стопорится стяжной обоймой. Плоский ремень натягивают вин-
том 6, перемещающим кронштейн на колонке 7 в вертикальной
плоскости.
Салазки 9 перемещаются в поперечном направлении винто-
вой парой 10 при вращении одного из двух маховичков 8. Нали-
чие двух маховичков позволяет обслуживать станок с передней
и задней сторон. Тонкая поперечная подача выполняется махо-
вичком 15 через червячную пару 13 с передаточным отношением
5:50. Движение подачи передает шариковая муфта, располо-
женная внутри ходового винта. На валу червяка имеется хра-
повое колесо 14 для толчковой тонкой подачи.
Стол 12 в продольном направлении перемещается вручную
одним из маховичков 19 через передачу шестерня — рейка. Для
замедленного движения стола 12 используют планетарный ме-
156
ханизм 18 с передаточным отношением 1 : 10. Вертикальное
перемещение шлифовальной головки осуществляется махович-
ком 20 через кулачковую муфту 17 и червячную пару 16 с пере-
даточным отношением 2 :56 (быстрая подача) или без кулач-
ковой муфты через планетарный механизм (медленная подача).
Качественную заточку инструмента обеспечивает высокая точ-
ность изготовления шпинделя шлифовального круга. Шпиндель
крепят в двух опорах, в каждой из которых установлено по два
радиально-упорных подшипника класса точности С. Допуска-
ются подшипники класса А или АС. Постоянный осевой натяг
подшипников выполняют встроенные пружины, а износ компен-
сируется автоматически.
Точность универсально-заточного станка должна отвечать
требованиям ГОСТ 1584—75: радиальное биение шпинделя шли-
фовального круга не более 0,005; осевое биение не более
0,004 мм.
Динамическая характеристика станка определяется его
жесткостью и виброустойчивостью. Амплитуды относительных
колебаний стола и шлифовальной головки на холостом ходу не
должны превышать 4 мкм. При этом статическая жесткость си-
стемы СПИД должна быть не менее 5,88 кН/мм. При заточке
дереворежущего инструмента амплитуда относительных колеба-
ний может быть больше, но не должна превышать 8 мкм, а ста-
тическая жесткость при этом не должна быть ниже 3,14 кН/мм.
В комплект станка входят следующие приспособления и при-
надлежности: универсальная бабка Ш, передняя бабка П2, зад-
няя бабка ПЗ, универсальная упорка П4, приспособление для
правки шлифовального круга П5, приспособление для заточки
радиусов — подручник П7, универсальная бабка малая П8, уста-
новочный шаблон П9, универсальная головка с цанговым зажи-
мом П15, тиски трехповоротные П16, приспособление для на-
ружного круглого шлифования П17, делительный механизм П26
для универсальной бабки на 6, 8, 12 зубьев, цанговые зажимы
3; 6; 12; 20 мм П40, оправки для установки шлифовальных кру-
гов с диаметрами посадочных отверстий 13; 20; 32 мм.
В гамму универсально-заточных станков входит еще не-
сколько моделей, применяемых для заточки дереворежущего
инструмента: ЗБ641, ЗВ641, ЗБ642.
Станки ЗВ641 и ЗВ642 имеют ручной привод подачи, а
ЗБ641 и ЗБ642 — гидрофицированпый автоматический привод
продольной подачи и ручной привод поперечной подачи стола.
Все станки этой гаммы в основном аналогичны по конструк-
ции и имеют ряд одинаковых основных данных, отличаются они
размерами затачиваемого инструмента, мощностью привода
шпинделя, диаметром шлифовального круга, частотой вращения
шлифовального круга, габаритом и массой. Станки ЗВ641 и
ЗБ641 имеют длину -1530 мм, ширину 1345, высоту 1410 мм,
массу 700 кг, наибольший диаметр шлифовального круга 150 мм,
157
а станки 3B642 и ЗБ642 имеют длину 2330, ширину 1660, высоту
1550 мм, массу 1280 кг, диаметр круга 200 мм. У первых стан-
ков наибольший диаметр затачиваемого инструмента 160, у вто-
рых— 250 мм. Диаметр затачиваемых пил у первых станков
160—400, у вторых 160—600 мм. Наибольшая длина затачивае-
мых ножей у первых станков 280, а у вторых 450 мм. Мощность
электродвигателя 0,56/0,7 и 1,0/1,4 кВт. Остальные данные для
всех четырех станков одинаковые: число фиксированных деле-
ний поворотной головки 6, 8, 12; угол поворота стола ±45°, шли-
фовальной головки 350°. Цена деления лимба поперечной обыч-
ной подачи 0,01 мм, тонкой 0,0025 мм. Цена деления лимба вер-
тикальной обычной подачи 0,05 мм, тонкой 0,005 мм.
Частота вращения шлифовального круга, мин-1: у станка
ЗВ641 1600; 3150; 6300; 9000; у станка ЗБ641 1120; 2240; 4500;
у станков ЗВ642 и ЗБ642 2240; 3150; 4500; 6300.
ВНИИДМАШ разработал механизм гидравлической автома-
тической продольной и поперечной подач для универсально-за-
точных станков. Комплект механизмов состоит из серийной гид-
равлической станции Г48-22Н, гидропанели Г31-12, золотника
Г74-22Н, храпового колеса с собачкой, цилиндров привода рабо-
чих органов станка.
Гидравлическая схема этого механизма дана на рис. 68.
Масло от гидростанции 1 по линии 2 поступает в гидропанель 4
и далее по линии 5 или по линии 6 поступает в цилиндры 9 или
20 продольной подачи стола 19. Стол при своем движении упо-
рами 8 переключает рычаг 7 реверса гидропанели 4. Шлифо-
вальная головка 14 подается в продольном направлении за каж-
дый двойной ход стола, который своим скосом 18 нажимает на
ролик гидрозолотника 15. Последний переключает напорную
магистраль. Масло через этот золотник и линию 11 поступает
в цилиндр 10. При этом поступательное движение штока ци-
линдра преобразуется во вращательное движение храпового ко-
леса 13 механизма поперечной подачи стола. При креплении
храпового колеса на оси I—I осуществляется грубая (большая)
поперечная подача, а при креплении на оси II—II — тонкая
(малая) поперечная подача.
ВНИИДМАШ разработал оригинальный универсально-заточ-
ной полуавтоматический станок ТчУ-Гл для алмазной глубин-
ной заточки твердосплавного дереворежущего инструмента —
пил круглых, фрез цельных, ножей плоских.
Станок (рис. 69) имеет сварную станину, внутри которой
расположен привод шлифовального шпинделя и гидравлическая
аппаратура системы автоматизации движения рабочих органов
станка. На передней части станины расположен пульт управле-
ния с ручками управления и кнопочной станцией с сигнальной
аппаратурой. Под пультом управления на передней стенке ста-
нины смонтирован командоаппарат. На левой стороне станины
находится маховичок ручного переключения поворота затачи-
158
ваемой пилы на угол косой заточки. На правой стороне закреп-
лено устройство подачи СОЖ и ее сепарации. Рядом со стан-
ком установлена насосная станция 8АГ48-22Н с электроуправ-
ляемым гидрозолотником 173-22Н. На верхней части станины
находится подвижный стол, получающий движение в продоль-
ном направлении от гидравлического цилиндра. Величину про-
дольного перемещения стола ограничивают подвижные упоры,
Рис. 68. Гидравлическая схема привода автоматиче-
ской продольной и поперечной подачи для универ-
сально-заточного станка
устанавливаемые в Т-образном пазу на передней стенке стола.
На стол можно устанавливать различные оригинальные приспо-
собления в зависимости от затачиваемого инструмента: го-
ловку делительную для крепления различных оправок, оправку
для крепления ножей, заднюю бабку, приспособление для креп-
ления круглых пил, оправку для крепления фрез диаметром
22—35 мм, оправку для крепления фрез диаметром 35—65 мм.
Кинематическая схема станка ТчУ-Гл дана на рис. 70. На
станине установлен поворотный корпус 16 шлифовальной го-
ловки, в котором эксцентрично закреплен прецизионный шпин-
дель 19 завода «Калибр». При повороте корпуса вращением
маховичка 12 через червячный винт 13 и зубчатый сектор 15
шпиндель перемещается по дуге в вертикальной и горизонталь-
159
ной плоскостях. Это позволило уменьшить высоту станка и
обойтись без вертикальной подвижной колонки. Внутри станины
смонтированы электропанель и гидрооборудование.
Рис. 69. Универсально-заточной станок ТчУ-Гл для алмазной
глубинной заточки круглых пил, фрез, ножей
Затачиваемый инструмент устанавливают на столе, на оп-
равке, которая конусным хвостовиком вставлена в гнездо дели-
тельной головки. Поворот оси делительной головки происходит
автоматически от гидроцилиндра, передающего движение што-
160
ком рейке-шестерне на ось, закрепленную жестко с шестерней.
Продольная подача стола 17 осуществляется от гидроци-
линдра 18. Число двойных ходов стола задает командоаппа-
рат 20. Вращение маховичка 7 передается винту 8, который
одновременно является штоком гидроцилиндра. Винт 8 ввинчи-
вается или вывинчивается в зависимости от направления вра-
Рис. 70. Кинематическая схема станка ТчУ-Гл
щения маховичка 7 в гайку поворотного корпуса 16, в которой
эксцентрично закреплен шлифовальный шпиндель 19. Так шли-
фовальный круг перемещается в горизонтальной плоскости в осе-
вом направлении. Автоматическая подача на глубину резания
круга происходит от гидроцилиндра 9, ход штока которого уста-
навливается маховичком 10, регулирующим величину автома-
тической подачи. Движение штока гидроцилиндра 9 передается
на шарнирный рычаг, имеющий на конце собачку 11. Собачка
приводит во вращение храповое колесо, жестко связанное с вин-
том 8. При этом винт 8 вывинчивается, а поворотный корпус 16
с закрепленным шлифовальным шпинделем перемещается в
6 Заказ № 442 161
осевом направлении (в тело затачиваемого инструмента) на
глубину резания круга.
Вращение маховика 12 передается на червяк 13, приводя-
щий во вращение червячный сектор, жестко связанный с пово-
ротным корпусом 16. Происходит настроечное перемещение шли-
фовального круга в вертикальной плоскости. Положение пово-
ротного корпуса 16 фиксирует башмак на конце винта 14.
Приводится шлифовальный круг от электродвигателя через
клиноременную передачу 4—Зи промежуточный валик, на конце
которого закреплен плоский шкив 2. Затем ремень 5 передает
вращательное движение на шкив 6 шпинделя шлифовального
круга 19.
После выполнения заданного числа двойных ходов стола 17
командоаппарат 20 отключает подачу электроэнергии, и станок
останавливается. Станок может выключаться педалью 21, соеди-
ненной с командоаппаратом.
Гидросхема станка дана на рис. 71. Она обеспечивает авто-
матический цикл заточки, включающий: продольную подачу
стола, прижим круга во время работы, поворот затачиваемой
фрезы или оправки для крепления ножей, подачу зуба затачи-
ваемой пилы, подачу шлифовальной головки на глубину резания
круга, остановку станка после выполнения заданной программы.
Гидрооборудование состоит из гидростанции 8АГ48-22Н с на-
сосом Г12-21, расход которого равен 12 л/мин, наибольшее дав-
ление 5 МПа. Гидростанцию устанавливают рядом со станком и
соединяют с ним гидроприводами «в систему», «слив», «дре-
наж». На кронштейне гидростанции укреплен электроуправляе-
мый гидрозолотник Г73-22Н. Остальную гидроаппаратуру монти-
руют в станине станка. Рабочее давление в сети 1 МПа.
Продольная подача стола осуществляется следующим обра-
зом: когда стол 12 находится в исходном правом положении,
масло из бака 1 насосом 2 через фильтр 3, по линии 4 через
клапан 5, по линии 6 поступает в гидропанель 7, из которой по
линии 8 поступает в правую полость гидроцилиндра 9. Одновре-
менно из левой полости масло вытесняется по линии 10. Через
гидропанель 7 и по линии 11 масло поступает на слив в бак 1,
стол движется влево. Скорость перемещения стола изменяется
дросселем 13 гидропанели 7. При своем движении стол 12 упо-
ром 14 переключает рычаг 15 гидропанели 7 — происходит ре-
версирование движения стола, потом он движется в обратном
направлении — вправо. Масло идет от гидропанели 7 по ли-
нии 10 в левую полость цилиндра 9. Из правой полости масло
по линии 8 через гидропанель 7 поступает в линию 11 и далее
в бак 1 на слив. При обратном движении стол упором 16 пере-
ключает рычаг 15\ стол реверсирует. В дальнейшем эти движе-
ния циклически повторяются. К линиям 8 и 28 параллельно под-
ключена полость цилиндра 17 прижима круга, а к линиям 27
и 10 параллельно подключена другая полость цилиндра 17. Таким
162
образом, при одном движении стола шлифовальный круг при-
жимается, при другом — отжимается.
К линиям 6 и 11 подключены электроуправляемый золотник
19 и механически управляемый золотник 18. При своем движе-
нии стол 12 нажимает на конечный выключатель, который дает
Рис. 71. Гидравлическая схема станка ТчУ-Гл
сигнал на включение электромагнита золотника 19. Масло по
линиям 30 и 23 поступает в полости цилиндров 24 и 25. При
этом шток цилиндра 24 переключает командоаппарат, а шток
цилиндра 25 поворачивает затачиваемую фрезу или ножевую
оправку или подает зуб пилы. Из нижних полостей гидроцилин-
дров 24 и 25 по линиям 29 и 26, через золотник 19, линию 11
масло поступает в бак на слив. После завершения цикла работы
6* 163
командоаппарат останавливает станок. При необходимости по-
вторения заточки следует вновь настроить командоаппарат
и нажать на педаль, расположенную у основания станины полу-
автомата; при этом произойдет включение золотника 18. Масло
из линии 6 через золотник 18 по линии 20 поступит в полость
гидроцилиндра 21, шток которого выполнит автоматическую
поперечную подачу шлифовального круга на установленную
величину глубины резания. Одновременно масло из другой по-
лости цилиндра 21 по линии 22 через золотник 18 поступает на
слив в бак. Цикл работы повторяется при нажатии на кнопку
«пуск».
Станок имеет следующие основные данные. Диаметр зата-
чиваемых пил 160—630 мм, фрез 80—200 м, высота сборных
фрез до 200 мм; углы зубьев инструмента передний и задний до
30°; разворот шлифовальной головки в горизонтальной плос-
кости ±3°. Автоматическая подача: поперечная на глубину ре-
зания круга 0,1 —1,0 мм за двойной ход, продольная 0,3—
2,5 м/мин. Число делений на универсальной делительной головке
2, 3, 4, 6, 8, 12, 16. Диаметр алмазного шлифовального круга 80
и 100 мм. Мощность привода шлифовального круга 1,0/1,4 кВт.
Масса станка 500 кг.
2. ЗАРУБЕЖНЫЕ УНИВЕРСАЛЬНО-ЗАТОЧНЫЕ СТАНКИ
Фирма «Штеле» (ФРГ) выпускает гамму универсально-за-
точных станков серии TSA. Все основные узлы и быстроизна-
шивающиеся детали унифицированы. Станки оснащены одина-
ковыми принадлежностями и приспособлениями для крепления
дереворежущего инструмента при его заточке. На универсально-
заточных станках этой серии можно затачивать фрезы насадные,
круглые пилы, ножи плоские, фрезерные цепочки, сверла и дру-
гой дереворежущий инструмент. В гамму станков серии TSA
входят модели Т20, S30 и А40.
Модель Т20 настольного исполнения, без станины и без устройства для
подачи СОЖ- Привод движения рабочих органов — ручной. Модель S30
имеет станину, но привод движения рабочих органов ручной. По желанию
заказчика станок оснащают устройствами для подачи СОЖ и для предот-
вращения ее разбрызгивания. Модель А40 аналогична модели S30, но все
перемещения рабочих органов автоматизированы с помощью пневмопривода.
Сжатый воздух плавно перемещает рабочие органы. Снижаются возможные
вибрации станка. Стол станка движется по роликовым направляющим, что
обеспечивает плавность хода и повышает точность исполнения данного узла.
Станок А40 имеет коробчатую сварную станину. В нижней ее части раз-
мещено электрооборудование, а в верхней вертикальная колонка, на которой
укреплена шлифовальная головка. Перемещается шлифовальная головка
в вертикальной плоскости по направляющим скольжения, защищенным от
попадания абразивной пыли гофрированным ограждением. Для передвиже-
164
пия головки вращают маховичок в верхней части колонки, а следовательно,
винтовую пару винт — гайка. С левой стороны колонки находится ручка, фик-
сирующая положение шлифовальной головки после ее перемещения в верти-
кальной плоскости. Шлифовальная головка движется в горизонтальной пло-
скости по направляющим скольжения, защищенным от попадания пыли гоф-
рированным ограждением, с помощью винтовой пары винт — гайка. Фикси-
руют головку ручкой, расположенной сбоку колонки.
Шлифовальная головка состоит из электродвигателя, на валу которого
установлен шлифовальный круг. На корпусе головки закреплен кожух ограж-
дения и сопло подачи СОЖ. На подвижном столе устанавливают универсаль-
ную делительную головку и приспособления для крепления затачиваемого
инструмента. На правой стороне стола закреплен кожух для защиты от раз-
брызгивания СОЖ. Бак с СОЖ и насосом находятся отдельно с правой сто-
роны станка. Управляют станком с кнопочной станции, расположенной на ле-
вой стороне станины.
Станок имеет следующие основные данные: диаметр затачиваемых фрез
65—400 мм, круглых пил 150—510 мм, длина затачиваемых ножей до 230 мм;
число делений 2, 3, 4, 6, 8, 9, 12, 19, 24; диаметр шлифовального круга до
200 мм, частота вращения круга 2800 мин-1; ход стола до 300 мм, скорость
продольной подачи до 8 м/мин; мощность электродвигателя 0,6 кВт; давление
воздуха в пневмосети 0,05—0,2 МПа, расход воздуха 50 л/мин; длина станка
1250 мм, ширина 780, высота 1570 мм.
Фирма «Вальтер» (ФРГ) выпускает гамму универсально-заточных стан-
ков 1А, 2А и 2С для заточки дереворежущего инструмента — пил круглых,
насадных фрез, ножей плоских и спиральных, сверл и др. Они имеют два
исполнения — с ручным и механическим приводами продольной подачи стола.
В комплекты станков входят дополнительные приспособления для крепления
дереворежущего инструмента и устройства подачи СОЖ и отсоса абразивной
пыли. Конструктивно они выполнены одинаково, отличаются только типораз-
мерами.
Базовый станок 2А имеет сварную станину коробчатой формы, на верх-
ней части которой располагается крестовый суппорт, обеспечивающий пере-
мещение стола в продольном и поперечном направлениях. За ним установлена
колонка, движущаяся по направляющим скольжения в вертикальной пло-
скости. На верхней части колонки установлена поворотная шлифовальная
головка, состоящая из сварного корпуса, в котором встроен шпиндель, и ко-
жуха ограждения шлифовального круга. На стойке шлифовальной головки
смонтирована плита с электродвигателем, приводящим шлифовальный круг
через плоскоременную передачу. Натягивается ремень перемещением плиты
с закрепленным электродвигателем.
Стол с универсальной головкой передвигают в продольном направлении
вручную по роликовым направляющим, обеспечивающим плавность хода и
точность перемещения. Крестовый суппорт со столом перемещается в попе-
речном направлении по направляющим скольжения высокого класса испол-
нения при помощи маховичка. Для вертикального перемещения колонки вра-
щают расположенный спереди маховичок или спаренный с ним маховичок на
левой стороне станины. Точность станка соответствует повышенному классу
точности П по ГОСТ 8—71.
165
По требованию заказчика привод продольного перемещения стола может
быть автоматическим, состоящим из пневматического цилиндра, крана пере-
ключения, дросселя регулировки скорости перемещения п редукционного кла-
пана с манометром. Цилиндр устанавливают между колонкой и столом. Шток
цилиндра крепят непосредственно к столу, а корпус цилиндра к корпусу кре-
стового суппорта. Часть пневматической аппаратуры размещают внутри ста-
нины, а другую часть и органы управления этой аппаратурой .на щитке
непосредственно на передней стенке стола с правой его стороны.
На левой стороне станины находится щиток электрического управления
главного движения, подачи СОЖ, включения устройства отсоса абразивной
пыли и вводный выключатель.
Универсально-заточной станок 2А имеет следующую точность. Радиальное
биение оси шпинделя шлифовальной головки 4 мкм; осевое биение шпинделя
2 мкм; перпендикулярность направления вертикального перемещения шлифо-
вальной головки к рабочей поверхности стола 20/100 мкм/мм. Параллель-
ность рабочей поверхности стола направлению его перемещения, мкм/мм:
в продольном направлении 15/300, в поперечном 3/100. Радиальное биение оси
конического отверстия шпинделя универсальной головки 4 мкм; осевое биение
оси конического отверстия шпинделя универсальной головки 3 мкм, торцевое
биение опорной поверхности фланца шлифовальной оправки 5/50 мкм/мм; ра-
диальное биение шлифовальной оправки 6 мкм. Параллельность боковых сто-
18. Основные данные универсально-заточных станков
фирмы «Вальтер» (ФРГ)
Наименование параметра Значение параметра для станка
1А 2А 2С
Диаметр затачиваемых пил, мм 150—400 200—500 1200—500
Диаметр затачиваемых фрез, мм 200 265 265] 300]
Длина затачиваемых ножей, мм 220 300
Диаметр шлифовального круга, мм 100; 150 100;150;200 400; 150; 200
Частота вращения шлифовального 3000; 5500 3000; 5500 *2700; 5000
круга, мин""1 ' Угол поворота стола, град 360 360 360
Скорость автоматической продольной До 8 До 8 До 8
подачи стола, м/мин Угол поворота шлифовальной го- ловки, град: в вертикальной плоскости 360 360 360
в горизонтальной плоскости 220 220 220
Число делений универсальной го- До 24 До 34 До 34
ловки Мощность электродвигателя шлифо- 0,55 0,55 0,55
вального круга, кВт Напряжение тока электродвигателя 220/380 220/380 220/380
(при частоте 50 Гц), В Габарит станка, мм: длина 1250 1250 1400
ширина 1200 1260 1260
высота 1600 1600 1600
Масса, кг 310 315 320
166
рон среднего паза стола направлению его продольного перемещения
10/300 мкм/мм; плоскостность рабочей поверхности стола 8/600 мкм/мм.
По точности эти станки по всем проверкам относятся к классу
точности П универсально-заточных станков. Основные данные
станков фирмы «Вальтер» приведены в табл. 18.
Глава 8
ШЛИФОВАЛЬНЫЕ КРУГИ
1. АБРАЗИВНЫЕ МАТЕРИАЛЫ, ИХ СВОЙСТВА
И ОБЛАСТЬ ПРИМЕНЕНИЯ
Все абразивные (шлифующие) материалы делятся на при-
родные и искусственные. К природным материалам относятся
самые твердые материалы, используемые для изготовления
абразивного инструмента: алмаз, корунд, гранат, кварц и кре-
мень. В связи е широким развитием производства искусствен-
ных абразивных материалов, имеющих более высокие и стабиль-
ные свойства и более экономичных, объем использования при-
родных материалов для изготовления абразивов незначителен.
В нашей промышленности применяют в основном следующие
искусственные абразивные материалы: алмаз синтетический, ку-
бический нитрид бора (эльбор, кубонит), электрокорунд, кар-
бид кремния, карбид бора. Физико-механические свойства абра-
зивных материалов приведены в табл. 19.
Изготовление режущих инструментов из новых марок сталей и
твердых сплавов потребовало создания новых высокоэффектив-
ных абразивных материалов. С развитием физики высоких дав-
лений и температур появилась возможность получения искус-
ственных абразивных материалов, не уступающих по твердости
природному алмазу: синтетических алмазов и кубического ни-
трида бора (КНБ).
Алмаз — это кристаллическая модификация углерода. В за-
висимости от характера и количества примесей и включений его
плотность колеблется от 3,48 до 3,56 г/см3. Алмаз имеет куби-
ческую кристаллическую решетку, содержащую 18 атомов угле-
рода. Он самый твердый из всех известных в природе материа-
лов, что объясняется чрезвычайно прочными ковалентными свя-
зями атомов углерода.
Алмаз высокоизносостоек, что особенно проявляется при вы-
сокой твердости и хрупкости обрабатываемого материала.
Так, износостойкость алмаза превосходит износостойкость обычных абра-
зивных материалов при обработке закаленных сталей в 100—200 раз, твердых
сплавов — в 5000—10 000 раз, самых твердых и прочных специальных высоко-
глиноземистых керамик — в 250 000—500 000 раз.
167
19. Основные физико-механические свойства абразивных и инструментальных материалов
Наименование материала Плотность, г;см3 Микро- твердость, ГПа Модуль упру- гости, ГПа Предел прочности, ГПа Устойчи- вость к нагрева- нию, °C Коэффициент теплопроводно- сти при 0 °C, ккал/(см-с-град)
при сжатии при изгибе
Алмаз 3,48—3,56 100 900 2* 0,21—0,49 700—800 0,350
Кубический нитрид бора — эльбор, кубонит 3,45-3,47 90 720** 0,5* — 1200 0,100**
Карбид бора 2,48—2,52 37—50 296 1,8 0,28—0,34 700—800 0,025
Карбид кремния 3,12—3,20 33—36 390 1,5 0,15—0,16 1300—Л 400 0,037
Корунд, электрокорунд 3,96—3,98 20—23 320 0,76 0,08—0,09 1700—1900 0,047
Карбид титана 4,93 30—32 460 1,38 0,51—0,87 3140 0,058
Карбид вольфрама 15,60 17,8 710 3,0—3,6 0,35 2600 0,070
Твердый сплав Т15К6 11,00—11,70 15,0—16,0 520 3,9 1,10—1,25 800 0,065
Твердый сплав ВК8 14,40—14,80 14,0—15,0 540 4,0—5,0 1,60 900 0,140
Минералокерамика ЦМ322 (корунд) 3,96—3,98 20,0—23,0 350—400 0,90—1,5 0,40—0,55 1200 0,010
* Зависит от марки материала и размера его кристаллов.
** Данные для эльбора Р.
Синтетические и природные алмазы имеют ряд одинаковых
свойств, отличаясь друг от друга формой зерен, характером их
поверхности, прочностью и хрупкостью.
Разработана промышленная технология производства куби-
ческого нитрида бора (КНБ) под названием кубонит, эльбор и
абразивных инструментов и паст из них. Структурная решетка
КНБ состоит из атомов двух элементов (бора и азота), причем
количество атомов бора и азота в решетке одинаково.
Параметры кубической решетки и минимальное межатом-
ное расстояние у КНБ несколько больше, чем у синтетического
алмаза, что обусловлено меньшим уплотнением при синтезе.
Поэтому твердость КНБ несколько ниже твердости синтетиче-
ского алмаза. Несмотря на несколько меньшую твердость, КНБ
наряду с алмазом превосходит по износостойкости все известные
абразивные материалы, и вместе с тем выгодно отличается от
алмаза теплостойкостью.
КНБ не теряет своих режущих свойств даже при 1500—1600° С, алмаз
же при нагревании активно вступает в реакцию с кислородом и при темпера-
туре выше 850° С сгорает.
Из физико-механических свойств абразивного материала
твердость оказывает наибольшее влияние на шлифование. Шли-
фующая способность абразива с увеличением твердости до
определенных пределов возрастает и при определенном соотно-
шении твердости абразивного (Яа) и обрабатываемого (Нм)
материалов — На/Нм достигает своих наибольших значений.
Дальнейшее увеличение этого соотношения на эффективность
процесса шлифования не влияет.
В табл. 20 приведены значения микротвердости основных
структурных составляющих легированных инструментальных
сталей, а также отношение твердости абразивного и обрабаты-
ваемого материалов На/Нм для электрокорунда, карбида крем-
ния, эльбора и алмаза.
Виды электрокорунда. Электрокорунд — искусственный абра-
зивный материал с высоким содержанием корунда — окисла
20. Основные данные инструментальных сталей
Структурные составляющие инструментальных материалов Микро- твер- дость, ГПа Отношение На/Нм
Для электро- корунда для карбида кремния Для эльбора Для алмаза
Карбид’ванадия 18,0—22,0 0,93—1,14 1,35-1,67 3,54—4,5 4,5-5,5
Карбид вольфрама 10,0-11,0 1,86 3 7,5—8 9-10
Карбид хрома 14,0—18,0 1,13—1,47 1,67—2,14 4,5—5,5 5,5-7
Высокоуглеродистый мартенсит 10,0-11,0 1,86 3 7,5—8 9—10
169
алюминия (А120з). Отечественная промышленность выпускает
электрокорунд нормальный 16А, 15А, 14А, 13А, 12А, белый
25А, 24А, 23А и 22А и монокорунд 45А, 44А, 43А. Легирование
электрокорунда добавками окислов титана, хрома и циркония
повышает его режущие свойства.
Электрокорунд нормальный получают плавкой боксита в смеси с восста-
новителем. Он бывает синий, коричневый, малиновый и других цветов. Со-
стоит из корунда с незначительной примесью шлака и ферросплава. С увели-
чением содержания корунда повышается качество и улучшаются рабочие свой-
ства зерен электрокорунда. Электрокорунд белый получают плавкой глино-
зема в электропечах. Состоит он из корунда и небольшого количества сопут-
ствующих ему высокоглиноземистого алюмината натрия и других материалов.
Зерна электрокорунда белого имеют высокую твердость, прочность и острые
кромки, что позволяет им легко врезаться в обрабатываемый материал.
Титанистый (ЭТ) и хромистый (ЭХ) электрокорунды отличаются постоян-
ством физико-механических свойств и высоким содержанием монокристаллов,
что позволяет применять их при шлифовании с интенсивными режимами.
Монокорунд — одна из разновидностей электрокорунда, представляющая
собой корунд с незначительным количеством примесей углерода, сульфидного
сплава и ферросплава. Главная особенность производства монокорунда со-
стоит в том, что он получается не в виде монолитных кусков, подлежащих
дроблению, а непосредственно в виде зерен, состоящих из изометрических
кристаллов различной величины, имеющих высокую механическую прочность.
Из всех корундовых материалов у монокорунда наиболее
ярко выражено свойство самозатачивания. Это повышает режу-
щие свойства инструмента, уменьшает усилия резания и расход
мощности при шлифовании, а также снижает нагрев обрабаты-
ваемых деталей. Он предпочтителен, когда имеется опасность
получения прижогов на обрабатываемой поверхности.
Карбид кремния с незначительным количеством примесей
получается расплавлением и взаимодействием кремнезема и
углерода в электропечах и последующим дроблением на зерна.
В зависимости от состава и количества примесей карбид крем-
ния может быть окрашен в цвета от светло-зеленого до черного.
Выпускают карбид кремния двух видов: зеленый (КЗ)—от
светло-зеленого до темно-зеленого и черный (КЧ) —черного или
темно-синего цвета. Карбид кремния зеленый выпускают в виде
зерен К39 и К38, шлифовального порошка К37 и К36 и микро-
порошка К36. Карбид кремния черный выпускают в виде шли-
фовального зерна К48 и К47 и шлифовального порошка К47 и
К45. Цифры в маркировке означают содержание кремнезема и
углерода (SiC), %.: 99, 98, 97 и т. д.
Высокая твердость карбида кремния, превосходящая твер-
дость электрокорунда, обеспечила его широкое применение при
обработке твердых сплавов, чугуна, стекла и других мате-
риалов.
170
Основные характеристики абразивных материалов. Формы
абразивных зерен различны. Например, у электрокорунда и кар-
бида кремния зерна неправильной многогранной формы с ост-
рыми режущими элементами. Встречаются также зерна удли-
ненной формы — мечевидные, иглообразные и др. Зерна КНБ
по сравнению с зернами алмаза синтетического (АС) имеют
более гладкие певерхности с резко выраженными гранями. По-
верхность зерен АС более шероховатая и имеет большее количе-
чество режущих кромок. Зерно с острыми углами значительно
легче проникает в обрабатываемый материал.
Зернистость абразивного материала определяется линейным
размером его зерен. Абразивные зерна получают, разделяя про-
дукты дробления абразивов по размерам. Зерновой состав каж-
дого номера зернистости характеризуется содержанием отдель-
ных фракций (предельной, крупной, основной, комплексной и
мелкой) в процентах по массе.
Основная характеристика зерен по размерам — это количе-
ство и крупность зерен основной фракции, определяемой разме-
ром ячеек двух смежных сит, из которых на одном сите зерно
основной фракции должно задерживаться, а через второе
сито — проходить. Шлифовальное зерно согласно ГОСТ 3647—71
имеет номера зернистости 200, 160, 125, 100, 80, 63, 50, 40, 32,
25, 20, 16, а шлифовальные порошки—12, 10, 8, 6, 5, 4, 3.
21. Зернистость алмазных шлифовальных порошков по ГОСТ 9206—70 и ее
соответствие стандартам других стран
Зернистость по ГОСТ 9206-70, мкм США Великобритания ФРГ Франция Голландия 480-1956
630/500 30/35 25/30 Д550 630/500 600/500
500/400 35/40 30/36 Д450 500/400 500/420
400/315 40/50 36/44 . .. 44/52 Д350 400/315 420/300
315/250 50/60 52/60 Д280 300/250 300/250
.250/200 60/70 60/72 Д220 250/200 250/210
200/160 70/80 ... 80/100 72/85 ... 85/100 Д180 200/160 210/150
160/125 100/120 100/120 Д140 160/125 150/125
125/100 120/140 120/150 дно 125/100 125/105
100/80 140/170 150/170. ..170/200 Д90 100/80 105/75
80/63 170/200. ..200/230 200/240 ' Д65 80/63 75/60
63/50 230/270 240/300 Д55 63/50 —
50/40 270/325 300/350 Д45 50/40 —
Для микропорошков зернистость определяется линейными
размерами зерен основной фракции и имеет обозначения М40,
М28, М20, М14, М10, М7, М5. Зернистость алмазных шлифоваль-
ных порошков приведена в табл. 21.
В соответствии с МРТУ 2.036-1—68 из эльбора изготавливают
шлифовальное зерно Л25, Л20, Л16; шлифовальные порошки
171
Л12, ЛЮ, Л8, Л6, Л5, Л4 и микропорошки ЛМ40, ЛМ28, ЛМ20,
ЛМ14, ЛМ10, ЛМ7, ЛМ5, ЛМЗ, ЛМ1.
Размер зерен основной фракции, мкм
Зернистость: 60/40 .... . от 60 до 40 Зернистость: 7/5 . от 7 до 5
40/28 . от 40 до 28 5/3 . . от 5 до 3
28/20 . . от 28 до 20 3/2 . . от 3 до 2
20/14 . . . от 20 до 14 2/1 . . от 2 до 1
14/10 . . от 14 до 10 1/0 . . . от 1 и мельче
10/7 . . . от 10 до 7
Твердость. При шлифовании взаимно изнашиваются обраба-
тываемый материал и абразивный инструмент. Интенсивность
износа зависит от износостойкости абразивных зерен, связан-
ной в основном с их твердостью. Твердость абразивного мате-
риала наиболее точно устанавливают на приборе ПМТ-3, вдав-
ливая в него с определенным усилием алмазную четырехгран-
ную пирамиду с углом 136° и определяя по размерам отпечатка
микротвердость в гигапаскалях.
Механическая прочность. При шлифовании абразивные зерна
испытывают значительную нагрузку, в связи с чем они должны
быть достаточно прочными. При обдирочных режимах с боль-
шим объемом металла необходимо применять абразивы более
прочные; при чистовом шлифовании предпочтительны абразивы
с большей хрупкостью и способностью к самозатачиванию. Пра-
вильный выбор абразивов значительно влияет на их работоспо-
собность.
Абразивную способность зерен определяют испытанием сво-
бодно насыпанного зерна между двумя вращающимися с не-
большой скоростью стеклянными дисками и массой стекла, со-
шлифованного за определенное время.
Абразивная способность зерен
Электрокорунд нормальный, зернистость № 140 . 0,144
Электрокорунд белый, » » » . 0,156
Карбид кремния зеленый, » » » . 0,314
Карбид бора, зернистость № 140/200 . . . 0,425
Алмаз, зернистость № 200/160 . . . 0,623
Марки алмазных и эльборовых зерен. Марки алмазных и
эльборовых зерен характеризуют их структуру и механические
качества, определяющие рациональные области их применения:
АСО — шлифовальные круги на органической связке для чистового шли-
фования, заточки и доводки деталей из твердых сплавов, быстрорежущей
стали и других материалов.
АСР — шлифовальные круги для высокопроизводительной заточки твердо-
сплавного инструмента; круги на керамической и металлической связках для
всех видов шлифования инструмента из твердых сплавов, керамики и других
твердых и хрупких материалов.
172
АСВ — шлифовальные круги для обработки металлических и неметалли-
ческих материалов.
АСС, АСК — круги, хонинговальные бруски, отрезной инструмент на ме-
таллических связках для обработки деталей из наиболеее твердых материалов
в условиях повышенных нагрузок.
АСМ — инструмент для чистовых и доводочных операций, тонкие отрез-
ные диски.
АСН — инструмент для обработки деталей из наиболее твердых мате-
риалов: рубина, природного алмаза и др.
Ленинградский завод «Ильич» выпускает шлифовальный по-
рошок кубического нитрида бора торговой марки «эльбор»
обычной (ЛО) и повышенной (ЛИ) прочности. Опытный завод
Института сверхтвердых материалов АН УССР изготовляет
КНБ торговой марки «кубонит» обычной (КО) и повышенной
(КР) прочности.
2. ХАРАКТЕРИСТИКИ, НАЗНАЧЕНИЕ И ТИПОРАЗМЕРЫ
ШЛИФОВАЛЬНЫХ КРУГОВ
Шлифовальные круги имеют определенную форму и состоят
из зерен абразивного материала, сцементированного связкой.
Характеризуют абразивный инструмент следующие признаки:
абразивный материал, зернистость, связка, твердость, струк-
тура. Кроме того, абразивные инструменты различаются фор-
мой и размерами, степенью уравновешенности и механической
прочностью.
Алмазные и эльборовые круги характеризуются абразивным
материалом, зернистостью, связкой, концентрацией, а круги из
эльбора на керамической связке — твердостью. Эти инстру-
менты также имеют определенную форму и размеры.
Зернистость шлифовальных кругов определяется размерами
зерна абразива (алмаза, эльбора), применяемого для его изго-
товления, и характеризуется номером по ГОСТ 3647—7Г От
зернистости зависит главным образом шероховатость обрабаты-
ваемой поверхности. Для устойчивости профиля в некоторых
случаях применяют круги с разной зернистостью: более мелкое
зерно на торцевых поверхностях, более крупное — в середине.
Связки. Для изготовления абразивных, алмазных и эльборо-
вых инструментов применяют связки: керамическую, бакелито-
вую, вулканитовую; для изготовления алмазных и эльборовых
кругов — металлическую.
Керамическая связка (К) состоит из огнеупорной глины,
полевого шпата, кварца и других материалов и вследствие огне-
упорности, водостойкости, химической стойкости, жесткости и
относительно высокой прочности при испытании на разрыв
используется для изготовления инструмента большого количе-
ства типоразмеров.
173
Инструменты на керамической связке имеют высокую пори-
стость, хорошо отводят тепло и сохраняют профиль, по чувстви-
тельны к ударам и изгибающим нагрузкам. Шлифовальные
круги на этой связке обычно используют при окружной скорости
шлифования до 35 м/с, а круги, изготовленные по особой техно-
логии,— для скоростного шлифования при 50 м/с; мелкозерни-
стые круги могут работать при скорости до 65 м/с.
Бакелитовая связка (Б) на основе фенолформальдегидных
смол имеет высокую ударную прочность и упругость и широко
применяется для изготовления тонких кругов, а также кругов,
работающих с переменной нагрузкой. Круги на бакелитовой
связке обладают высокой самозатачиваемостью зерен рабочей
поверхности. Бакелитовая связка полирует обрабатываемую по-
верхность. К недостаткам этой связки следует отнести невы-
сокую стойкость к щелочным охлаждающим жидкостям, низкую
теплостойкость и «ползучесть» (увеличение объема под дейст-
вием постоянной нагрузки).
Кроме вышеназванных при изготовлении алмазных и эльбо-
ровых кругов применяют металлические связки на основе, как
правило, цветных металлов. Металлическую связку используют
в кругах для предварительной и черновой обработок при срав-
нительно невысоких требованиях к шероховатости поверхности
и тяжелых условиях работы.
Изготавливают шлифовальные круги и на других связках:
глифталевой, вулканитовой, магнезиальной и т. д., но для за-
точки дереворежущего инструмента круги на этих связках при-
меняют редко.
Твердость. Под твердостью абразивного инструмента под-
разумевают сопротивляемость связки вырыванию абразивных
зерен с поверхности инструмента под влиянием внешних сил.
Твердость инструмента — комплексный показатель, от которого
зависит производительность и экономичность заточки.
В СССР установлены следующие значения степени твердости
шлифовальных кругов:
Мягкий (М) .... Ml, М2, М3
Среднемягкий (СМ) . СМ1, СМ2
Средний (С) . . . . Cl, С2
Среднетвердый (СТ) СТ1, СТ2, СТЗ
Твердый (Т) . . . .
Весьма твердый (ВТ)
Чрезвычайно твер-
дый (ЧТ)
Tl, Т2
ВТ1, ВТ2
ЧТ1, ЧТ2
Абразивный инструмент на керамической или бакелитовой
связке выпускают всех степеней твердости, а инструмент на вул-
канитовой связке в интервале СМ1-Т2. Инструменты из эльбора
на керамической связке имеют твердость М2, М3, СМ1, СМ2,
Cl, С2, СТ2, СТЗ, Tl, Т2. Твердость алмазных кругов, а также
эльборовых на других связках не регламентируется.
Структура. Под структурой абразивного инструмента пони-
мают его строение, характеризуемое количественным соотноше-
нием объема абразивных зерен, связки и пор.
174
Структура абразивного инструмента определяется номером,
значение которого зависит от объемного содержания зерна.
Самая плотная структура с содержанием абразивного зерна
60% имеет номер 1. С увеличением на единицу номера струк-
туры объем зерна уменьшается на 2%. Структуры № 1—4 назы-
вают закрытыми, или плотными, № 5—8 — средними, №9—12 —
открытыми.
Высокопористые круги отличаются от обычных повышенной
пористостью. По сравнению с обычными пористые шлифоваль-
ные круги имеют меньшую плотность, что позволяет использо-
вать их при работе с повышенными скоростями резания. Кроме
того, они хорошо охлаждаются воздушными потоками, возни-
кающими при вращении кругов, и меньше нагреваются.
Структура инструмента из эльбора характеризуется содер-
жанием эльбора и наполнителя. В качестве последнего обычно
применяют электрокорунд белый в единице объема рабочей
эльборосодержащей части круга, выраженной в процентах и
обозначаемой определенным номером. Инструменты из эльбора
изготовляют с заранее заданной структурой (от № 6 до 12)
в зависимости от зернистости эльбора. Чем выше номер струк-
туры, тем больше связки и меньше зерна в единице объема
инструмента при одинаковой твердости.
Концентрация. Одна из важнейших характеристик алмаз-
ного и эльборового инструмента, определяющих их режущую
способность, производительность, срок службы и стоимость,—
концентрация, т. е. содержание алмаза или эльбора по массе
в единице объема алмазоносного (эльбороносного) слоя. За
100%-ную концентрацию условно принято содержание алмаза
(эльбора) в количестве 4,4 карата в 1 см^алмазоносного (эль-
бороносного) слоя.
Концентрация и содержание алмазов или эльбора в единице
объема режущего слоя представлены в табл. 22.
22. Концентрация и содержание алмазов или эльбора в режущем слое
Концент- рация, % Содержание алмазов (эльбора) в 1 см3 объема режущего слоя, карат Объем, занимаемый алмазами (эльбором) в режущем слое, % Концент- рация, % Содержание алмазов (эльбора) в 1 см3 объема режущего слоя, карат Объем, занимаемый алмазами (эльбором) в режущем слое, %
25 1,1 6,2 100 4,4 24,9
50 2,2 12,4 150 6,6 37,3
75 3,3 18,6 200 8,8 49,7
Формы и размеры шлифовальных кругов определяются:
ГОСТ 2424—75 на круги абразивные, ГОСТ 16167—70 —
16180—70 на круги алмазные и ГОСТ 17123—71 па круги
175
эльборовые. Формы и размеры кругов, применяемых для заточки
дереворежущего инструмента, приведены в табл. 23.
Технические требования к абразивным кругам изложены
в ГОСТ 2424—75, к алмазным — в ГОСТ 16181—70, к эльборо-
вым — в ОСТ 2И70—70—74.
Круг из алмазов или эльбора представляет собой корпус, на
котором в верхней части прочно напрессован режущий слой.
Такая конструкция инструмента позволяет использовать почти
весь рабочий слой. Как правило, корпуса кругов изготовляют
из сталей Ст. 3, 20, 25 и 30 по ГОСТ 380—71 и ГОСТ 1050—74,
алюминиевого сплава АК6 или Д16 по ГОСТ 4784—74.
Прочность и уравновешенность шлифовальных кругов. Абра-
зивный инструмент, воспринимающий в процессе работы раз-
личные по характеру и величине нагрузки, должен быть доста-
точно прочен. Прочность зависит от связки, зернистости, твер-
дости и структуры абразивного инструмента.
23. Формы и размеры шлифовальных кругов для заточки
деревообрабатывающего инструмента
Абразивные круги
Форма и тип круга Наруж- ный диаметр, мм Высота, мм Диаметр посадочно- го от- верстия, мм Применение на станках
Плоский прямого про- 175 5 32 ТчПК4
филя пп 250 6; 8; 10; 32 ТчПНб, ТчПК8
13 ТчПА5
20 75 ТчП
300 6 127 ТчПАЗ, ТчПК16,
ТчПК23
Плоский конического 250 8 75 ТчЛ18, ТчЛ35,
профиля ЗП ТчПР-2
300 8; 10 127 ТчПАЗ, ТчПК16,
ТчПК-22]
Чашка цилиндриче- 125 63 51; 32 ТчН6-4, ВЗ-157
ская Ц 150 63 51; 32 ТчН13-4, ТчН21-4
200 63 51; 32 ТчН31-4
Плоский прямого про- 200 75 125 ТчН6-3, ТчН12-3
филя к ТчН18-3, ТчНЗЬЗ
Чашка коническая ЧК 125 40; 50 32 ТчН6-4 ТчН13-4
ТчН21-4
150 40; 50 32 ТчН31-4
Диск Д 150 3 32 ТчЛ6-2
175 3; 4 32 ТчПК4
250 3 32 ТчПК8, ТчПА5,
ТчПНб
176
Алмазные и эльборовые круги
Форма и тип круга Наружный диаметр» мм Диаметр посадочного отверстия, мм Эльборонос- ный (алмазо- носный) слой Количество каратов при концентрации, % Применение на станках
Ширина, мм Толщина^ мм 50 100 150
Тарельчатый 125 32 3 1,5 3,8 7,6 11,4 к
АТ 5 1,5» 6,2 12,4 18,6 ЗВ642
10 1,5 11,9 23,8 36,0 ЗА64 Д
150 32 3 1,5 4,6 9,1 13,7 ТчПТб-Гл
5 1,5 7,5 15,0 22,5 > ТчПТ4
10 1,5 14,5 29,0 43,5 ТчФТ
Чашечный 125 32 5 3 15 30 45
конический 5 5 25 50 75
АЧК 10 3 29 58 87 ВЗ-157,
10 5 49 97 146 ТчФТ
150 32 5 3 12,5 24,9 37 ЗВ642,
5 5 20,5 41 62 ЗА64Д
10 3 23,5 47 70
10 5 40 80 120
Все абразивные инструменты осматривают и проверяют, нет
ли трещин, простукивая инструмент в подвешенном состоянии
деревянным молотком массой 200—300 г. Инструмент без тре-
щин должен издавать чистый звук. Дребезжащий звук свиде-
тельствует о наличии мелких трещин или внутренних расслое-
ний. Такие круги отбраковывают. Особенно тщательно прове-
ряют круги диаметром до 150 мм, так как их механическую
прочность не испытывают вращением на испытательной машине.
Механическую прочность кругов контролируют, вращая каждый
шлифовальный круг (диаметром 150 мм и более) на испыта-
тельном станке АТ-2 или СИП-800 со скоростью, на 50%. превы-
шающей рабочую окружную скорость, указанную в табл. 24.
Продолжительность испытания для кругов диаметром
150—475 мм — 5 мин, диаметром 30—150 мм с рабочей ско-
ростью свыше 40 м/с — 3 мин.
Уравновешенность шлифовальных кругов влияет на качество
заточки и долговечность работы шпиндельного узла. Неуравно-
вешенность (дисбаланс) может быть статической и динамиче-
ской.
Абразивные круги имеют сравнительно небольшую ширину,
поэтому плечо пары сил, обусловливающих динамическую не-
уравновешенность, невелико и неуравновешенный крутящий мо-
мент вокруг оси, перпендикулярный к оси вращения круга,
тоже невелик. В связи с этим абразивные круги для заточки
177
24. Рабочие скорости вращения шлифовальных кругов
Вид круга Обозначение формы круга Подача круга или обрабатываемой детали Окружная скорость, м/с, при связке
керами- ческой бакели- товой вулкани- товой
Плоский прямого пп Ручная 30 40 35
профиля Механическая или автоматическая 35 30 35
Плоский кониче- ского профиля зп То же — 35 —
Кольцо к » 25 30 25
Чашечный ци- чц Ручна-я 25 30 —
линдрический Механическая 30 35 —
Чашечный чк Ручная 25 30 —
конический Механическая 30 35 —
Тарельчатый 1Т Механическая или автоматическая 30 30 —
Диск д Ручная или механическая — 50—80 60
дереворежущего инструмента достаточно подвергать статиче-
ской балансировке, т. е. балансировать только в одной плос-
кости. Балансируют круги на балансировочных приспособле-
ниях до установки их на станок или в специальном устройстве
без снятия со станка. Для определения статической неуравно-
вешенности круг вместе с фланцами на оправке устанавливают
на опорах приспособления так, чтобы он мог свободно повора-
чиваться относительно оси вращения. Если круг статически не-
уравновешен, он установится тяжелой частью вниз. Неуравнове-
шенность обычно устраняют добавлением груза на сторону,
противоположную тяжелой части. Уравновешенный круг должен
оставаться неподвижным в любом положении.
Классы, допускаемые величины и метод измерения статиче-
ского дисбаланса шлифовальных кругов предусмотрены
ГОСТ 3060—75. Статический дисбаланс шлифовального круга
характеризует его неуравновешенность. За единицу дисбаланса
принята величина груза закрепленного на периферии, устра-
няющая неуравновешенность, вызванную смещением центра
массы от геометрического центра круга (при объемной массе
круга 2,4 г/см3) на 0,01 см:
Ei = 0,037 (D2—d2) HID, (9)
где d — диаметр отверстия шлифовального круга, см;
D — наружный диаметр шлифовального круга, см;
Н — высота шлифовального круга, см.
178
В зависимости от дисбаланса и высоты круга установлены
четыре класса дисбаланса (табл. 25).
25. Число единиц дисбаланса в зависимости от высоты круга и класса
Высота круга, мм Классы
1 2 3 4
До 13 5,0 8,0 12,5 20,0
13—25 4,5 7,2 11,2 18,0
25—50 3,5 5,6 9,0 14,0
Класс дисбаланса кругов на керамической и бакелитовой
связках выбирают в зависимости от высоты, зернистости и
связки шлифовального круга (табл. 26).
26. Зависимость класса дисбаланса от высоты и зернистости
Номер зернистости Высота круга, мм
До 13 13-75 | 75-100
10 и мельче 2 2 2
Г2 — 25 2 2 2
40 — 50 3 3 3
80 и крупнее 4 4 4
По ГОСТ 16181—70 алмазные и эльборовые круги наружным
диаметром 100 мм и более, толщиной корпуса 5 мм и более
должны быть отбалансированы. При этом предельное значение
смещения центра тяжести круга (мкм) относительно оси вра-
щения в зависимости от массы круга (кг) не должно превышать
величин, указанных ниже:
До 1...................................................... .40
Свыше 1 до 3 . .32
Свыше 3 до 10 . . .25
Для уравновешивания кругов высверливают материал кор-
пуса круга на тяжелой стороне или наносят дополнительную
массу материала на легкую сторону. При этом глубина сверле-
ния не должна превышать половины толщины корпуса. Количе-
ство балансировочных отверстий не более трех.
. Шлифовальные круги выпускают двух классов: А и Б. Шли-
фовальные круги класса А (ГОСТ 2424—75) отличаются от
обычных кругов класса Б высокой равномерностью твердости,
незначительным отклонением величины фактической твердости
круга от установленной величины, повышенной точностью гео-
метрических размеров (диаметра, высоты и диаметра отвер-
стия), что очень важно при скоростном шлифовании, отсутст-
вием железисто-шлаковых включений и повреждений кромок.
179
Круги класса А обеспечивают повышенные производительность
и продолжительность работы между правками.
Абразивная промышленность выпускает также прецизион-
ные круги, которые отличаются от кругов класса А высоким
содержанием основной фракции зерен (до 70%), повышенным
качеством абразивных зерен, применением очищенных, отмаг-
ниченных связок, более равномерной твердостью и жесткими до-
пусками на размеры по диаметру, высоте и диаметру посадоч-
ного отверстия, минимальным дисбалансом. Прецизионные круги
по сравнению с кругами класса А обладают повышенной проч-
ностью и более высокой режущей способностью, позволяющей
улучшить шероховатость обработанной поверхности на 1—2 раз-
ряда; стойкость этих кругов в 1,5—2 раза выше.
Маркировка кругов. Характеристику абразивного шлифо-
вального круга в виде условных обозначений наносят краской
на его торцевую поверхность.
Например, ЧАЗ 23А 25 СМ1 Кб ПП 300X6X32, 35 м/с обозначает сле-
дующее:
ЧАЗ — завод-изготовитель (Челябинский абразивный завод); 23А — абра-
зивный материал (электрокорунд марки 23А, белый); 25 — зернистость;
СМ1 — степень твердости шлифовального круга; К — связка керамическая;
6 — номер структуры; ПП — геометрическая форма (круг плоский прямого
профиля); 300 — наружный диаметр круга, мм; 6—высота круга, мм; 32 —
диаметр отверстия круга, мм; 35 — предельная окружная скорость круга, м/с.
Характеристику алмазных и эльборовых кругов наносят на
поверхности их металлического корпуса в виде клейма.
Марка алмазных кругов, например АПП 125X10X3X32
АСО 100/80-100-Б1, № 2-10295, ИСМ обозначает следующее:
АПП — геометрическая форма (алмазный плоский прямого профиля);
125 — наружный диаметр круга, мм; 10 — ширина алмазоносного слоя, мм;
3 — толщина алмазоносного слоя, мм; 32 — диаметр отверстия круга, мм;
АСО — марка алмаза; 100/80 — зернистость; 100 — концентрация, %; Б1 —
связка бакелитовая; № 2-10295 — номер инструмента; ИСМ — товарный знак
завода-изготовителя.
Аналогично наносятся и расшифровываются характеристики
эльборовых кругов.
Перспективные шлифовальные круги. Высокоструктурные
круги с номером структуры от 8 до 10 из электрокорундовых
материалов на борсодержащих керамических связках имеют
повышенную производительность’и стойкость. Их рекомендуется
применять при заточке профильного дереворежущего инстру-
мента из ванадиевых и кобальтовых сталей твердостью HRC
62—65, обработка которых обычными кругами затруднена.
Кромкостойкость и высокие режущие способности высокострук-
турных кругов получены в результате их пониженной хрупкости,
укрупненных пор. Круги отличаются большой прочностью и до-
180
статочной однородностью зерен. Стойкость этих кругов и удель-
ная производительность по сравнению с обычными кругами
увеличивается в 1,5—2 раза.
В Советском Союзе и за рубежом выпускаются шлифоваль-
ные круги из электрокорунда белого, легированного окислами
хрома (ЭХ), имеющие красную или розовую окраску. Эти круги
обладают повышенной вязкостью, постоянством физико-механи-
ческих свойств и высоким содержанием монокристаллов. Форма
зерен в большинстве случаев изометрическая. Эти ценные свой-
ства в сочетании с борсодержащей связкой обеспечивают повы-
шение производительности в 1,2 раза, размерной стойкости
в 1,5 раза и улучшают шероховатость обработанной поверх-
ности.
Например, кругом ЭХ16СМ2-С1К при шлифовании хромистых инструмен-
тальных сталей при повышенных режимах резания (скоростное шлифование)
можно стабильно получить шероховатость обработанной поверхности 0,63 мкм
по ГОСТ 2789—73.
В ФРГ начинают применять для заточки зубьев стальных
пил комбинированные шлифовальные круги на керамической
связке, имеющие два слоя. Первый слой толщиной примерно
1 мм из хромистого электрокорунда обращен к передней грани
зуба пилы, а второй из зерен белого электрокорунда обращен
к задней грани зуба. Это позволяет повысить размерную стой-
кость круга, улучшить качество заточенных поверхностей и при-
менить скоростной способ шлифования. Окружная скорость
круга 60 м/с вместо 30 при обычном многопроходном способе
шлифования.
Круги из монокорунда показали хорошую работоспособность
при обработке труднообрабатываемых инструментальных ста-
лей. Скорость шлифовального круга и режимы его работы те же,
что и для кругов из корундовых материалов. Круги из моноко-
рунда хорошо самозатачиваются, что снижает число их правок,
уменьшает расход круга до 40% и повышает производитель-
ность до 50%..
Шлифовальные круги из карбида кремния зеленого приме-
няют в тех случаях, когда необходимо одновременное черновое
шлифование твердосплавной и стальной частей затачиваемого
дереворежущего инструмента. Для одновременного чернового
шлифования стальной и твердосплавной частей .дереворежу-
щего инструмента рекомендуются шлифовальные круги из
карбида кремния зеленого зернистостью 25, твердостью
М3—СМ1 на керамической связке, восьмой структуры
(К325МЗ—СМ1-К8). Можно использовать круги и на бакели-
товой связке, но твердость круга должна быть на 1—2 ступени
ниже, чем при керамической связке. Применение шлифовальных
кругов на бакелитовой связке уменьшает шероховатость обрабо-
танных поверхностей на 1—2 разряда в пределах одного класса.
181
Круги из карбида кремния зеленого на керамической связке
могут работать как с СОЖ, так и без нее. В качестве охлаж-
дающей жидкости рекомендуется применять 1%.-ный раствор
триэтаноламина или воду с антикоррозийными присадками
(нитрид натрия или бура).
Одновременно шлифовать стальную и твердосплавную части
затачиваемого дереворежущего инструмента можно алмазными
инструментами на связках МО13, МВ1 и К1 с применением
СОЖ. Алмазные шлифовальные круги обладают повышенной
режущей способностью и лучшей размерной стойкостью, что
очень важно при заточке и доводке многолезвийного твердо-
сплавного дереворежущего инструмента. При заточке твердо-
сплавного инструмента при наличии необходимого оборудова-
ния большой экономический эффект дает переход на полную
алмазную заточку.
При полной алмазной заточке все операции — черновое и
чистовое шлифование и доводку — выполняют только алмаз-
ными кругами. Создание новых износостойких связок МО13,
МО4, Б8, К1 и других, а также изготовление кругов из металли-
зированных алмазов высокой прочности позволяет производить
значительный съем твердого сплава без ухудшения качества об-
работки и с экономически оправданным удельным расходом.
При заточке рекомендуются алмазные шлифовальные круги
с большим содержанием алмазов (100—150%), а при доводке
с меньшим содержанием алмазов (50—100%). При заточке ре-
комендуются алмазные шлифовальные круги с зернистостью
200/160—160/125, так как последующая доводка обеспечит тре-
буемое качество обработанной поверхности. При совмещенной
заточке и доводке необходимо применять зернистость
125/100—80/63.
Во избежание засаливания алмазных шлифовальных кругов
следует избегать их контакта со стальной частью затачивае-
мого инструмента и особенно контакта круга с остатками при-
поя в зоне шва припайки твердосплавной пластинки к сталь-
ному корпусу.
Высокую производительность и качество заточки стальных
ножей и фрез обеспечивают эльборовые круги, обладающие по-
вышенной сравнительно с электрокорундовыми режущей способ-
ностью, большой износостойкостью и высокой теплостойкостью
и позволяющие выполнять заточку при повышенной скорости
круга — 30—40 м/с. Для заточки эльборовыми кругами, как и
алмазными, требуются заточные станки повышенной точности
класса П.
Правила хранения шлифовальных кругов. Шлифовальные
круги следует хранить в помещениях при температуре не ниже
5° С и влажности не выше 65%. Помещение для хранения необ-
ходимо оборудовать стеллажами, полками, ящиками, обеспечи-
вающими сохранность кругов.
182
Круги формы Д укладывают стопками между гладкими ме-
таллическими дисками толщиной не менее 2 мм и диаметром,
соответствующим диаметру круга. Во избежание коробления
круги формы Д должны находиться под постоянной нагрузкой
2—3 кг.
Плоские тонкие круги с острыми кромками и круги форм
ЧК и ЧЦ диаметром до 200 мм можно хранить стопками, причем
между кругами следует проложить прокладки из картона или
толстой бумаги. Круги, не имеющие острых кромок, хранят
в положении «на ребро». Алмазные и эльборовые круги хранят
в коробках с внутренним слоем из мягкого материала.
Глава 9
РЕЖИМЫ ЗАТОЧКИ СТАЛЬНОГО
И ТВЕРДОСПЛАВНОГО ДЕРЕВОРЕЖУЩЕГО
ИНСТРУМЕНТА
1. ОСНОВНЫЕ ПОНЯТИЯ О РЕЖИМАХ ЗАТОЧКИ
Под режимом заточки инструмента подразумевают опреде-
ленное соотношение величин: окружной скорости вращения
шлифовального круга аКр, м/с; скорости продольной подачи
шлифовального круга относительно инструмента или инстру-
мента относительно шлифовального круга Snp, м/мин; попереч-
ной подачи шлифовального круга на глубину резания (толщину
стачиваемого слоя) за рабочий ход шлифовального круга (или
стола с инструментом) 5П0п, мм.
Эти величины и их соотношения принимают в зависимости
от ряда факторов и условий, влияющих на процесс заточки:
вида и свойств материала затачиваемого инструмента, мате-
риала и характеристики шлифовального круга, величины при-
пуска на заточку (толщины стачиваемого слоя за полный цикл
заточки), площади контакта шлифовального круга с обрабаты-
ваемой поверхностью инструмента, направления вращения шли-
фовального круга относительно затачиваемой режущей кромки
инструмента (с набеганием на кромку или сбеганием), требуе-
мых производительности и качества заточки, наличия и интен-
сивности охлаждения обрабатываемой поверхности инструмента
и свойств смазочно-охлаждающей жидкости, жесткости и вибро-
устойчивости системы СПИД заточного станка и его точности.
Присадки легирующих элементов (хрома, ванадия, воль-
фрама) вызывают в инструментальных сталях образование кар-
бидных соединений, повышающих их твердость, но ухудшающих
их обрабатываемость шлифованием. За показатель обрабаты-
ваемости сталей определенной твердости принимается отноше-
183
ние съема стали в объемных или массовых единицах к износу
определенного абразивного шлифовального круга в тех же еди-
ницах, называемое удельной производительностью. При заточке
стального инструмента эльборовыми шлифовальными кругами
и при заточке твердосплавного инструмента алмазными кругами
за показатель обрабатываемости принимается удельный расход
эльбора или алмазов, выраженный отношением массы их израс-
ходованных зерен в миллиграммах к массе сошлифованного ма-
териала в граммах.
Инструмент из сталей с высоким сопротивлением разрыву
или наплавленный стеллитом затачивают шлифовальными кру-
гами из электрокорунда или эльбора, а инструмент, оснащен-
ный пластинками твердого сплава с низким сопротивлением раз-
рыву,— кругами из зеленого карбида кремния и алмазными
кругами. Твердость материала инструмента — решающий пока-
затель при выборе шлифовального круга, способа и режима за-
точки.
В процессе шлифования зерна круга затупляются и увели-
чиваются силы резания. При этом связка круга перестает
удерживать затупившиеся зерна и они вырываются из нее
возросшими силами резания; в работу вступают новые, незату-
пившиеся зерна. Так происходит самозатачиваемость рабочей
поверхности шлифовального круга. Если затупившиеся зерна не
вырываются из-за слишком прочной связки или недостаточности
сил резания, круг в результате заполнения пор круга частицами
снятого металла засаливается. При этом значительно возрастает
трение между рабочей поверхностью круга и шлифуемой поверх-
ностью, приводящее к сильному нагреву. Если зерна круга
вырываются из связки до их нормального затупления, круг интен-
сивно изнашивается. У круга, работающего периферийной по-
верхностью, по мере его износа уменьшается диаметр. При не-
изменной частоте вращения это снижает окружную скорость и,
как следствие, снижает его размерную стойкость. Уменьшение
диаметра (или высоты) круга за один проход заточки должно
быть не более 0,05 мм.
Связка круга должна обеспечивать возможность его само-
затачиваемости и сохранение нормальной размерной стойкости.
В процессе вырывания затупившихся зерен сама связка должна
изнашиваться, не вызывая засаливания круга и значительного
нагрева обрабатываемой поверхности. Структуру круга следует
выбирать такой, чтобы его поры вмещали снимаемые частицы
металла без запрессовки и засаливания рабочей поверхности.
Затачивать стальной дереворежущий инструмент надо абразив-
ными кругами со средней структурой 5—8. Для заточки алмаз-
ными и эльборовыми кругами необходимо применять большую
концентрацию зерен (100—150%); для доводки целесообразно
брать круги с меньшей концентрацией (50—100%). Чем больше
концентрация зерен алмазов и эльбора, тем выше производи-
184
тельность процесса заточки, тем больший припуск можно до-
пустить при заточке.
Величина припуска определяет выбор способа заточки твер-
досплавного инструмента — многопроходного, с малыми попереч-
ными подачами за каждый проход, или глубинного, с большой
(до 1 м) поперечной подачей за один проход при уменьшенной
продольной подаче. Величину припуска на заточку устанавли-
вают в зависимости от степени затупления и наличия повреж-
дений (сколов, выкрашивания) режущей кромки. Она не должна
превышать: при наличии сколов и выкрашивания 1,0... 0,5 мм,
при сильном затуплении 0,5... 0,3, при среднем затуплении
0,3.. . 0,1, при малом затуплении 0,1 .. . 0,05 мм. Припуск на
доводку 0,002 . . . 0,005 мм.
Припуск на заточку и способ заточки определяют с учетом
затачивания передней и задней граней инструмента. В произ-
водственных условиях припуск на заточку обычно устанавли-
вают визуально.
Важное значение имеет выбор твердости круга, определяю-
щей его размерную стойкость и качество заточки. Более твер-
дый круг повышает его стойкость, но может нарушить процесс
самозатачиваемости, могут засалиться его рабочая поверхность
и сильно нагреться обрабатываемая поверхность инструмента
с появлением на ней прижогов, сколов и трещин на режущих
кромках. Круги с малой твердостью значительно изнашива-
ются за цикл заточки. Это искажает профили рабочей кромки
круга и зубьев затачиваемых пил, приводит к разновысотности
и радиальному биению заточенных зубьев пил и фрез. При за-
точке длинных лущильных ножей значительный размерный из-
нос мягкого круга заметно уменьшает поперечную подачу
к концу рабочего хода круга, вследствие чего получается раз-
ноширинность заточенного ножа.
При выборе режима заточки важное значение имеет пло-
щадь контакта шлифовального круга с поверхностью инстру-
мента, так как в прямой пропорциональной зависимости от нее
находятся силы резания, составляющие для стали 9ХФ 0,28...
0,54 МПа, для стали 9Х5ВФ 0,4... 0,5, для двухслойных ножей
из стали 9Х5ВФ и стали 15 0,32.. .0,38 МПа. Для инструмента,
оснащенного пластинками твердого сплава марки ВК 15, при
многопроходной заточке давление алмазного круга на пла-
стинку составляет 0,35... 0,65 МПа, при доводке — 0,15...
0,35 МПа; при глубинной заточке давление составляет 0,4—
1,0 МПа. При глубинной заточке эльборовым кругом зубьев
пил, наплавленных стеллитом, давление круга 0,3... 0,8 МПа.
Значительно влияет на качество заточки направление вра-
щения круга относительно затачиваемых кромок инструмента.
Во избежание образования на режущей кромке инструмента
крупных заусенцев, микротрещин и сколов затачивать следует
с набеганием круга на затачиваемую кромку.
185
Качество заточки и доводки дереворежущего * инструмента
характеризуется следующими показателями: остротой заточен-
ных режущих кромок, определяемой радиусами их скругления
(не более 10—15 мкм); наличием или отсутствием на режущих
кромках выкрошин, сколов, трещин, заусенцев, а также прижо-
гов и засинения на заточенных гранях; прямолинейностью зато-
ченных режущих кромок ножей; шероховатостью поверхности
заточенных граней (для твердосплавного инструмента не более
0,32... 0,16 мкм); радиальным биением зубьев круглых пил и
цельных фрез, разновысотностью зубьев рамных и ленточных
пил; соответствием получаемых при заточке профилей
зубьев, их угловых и линейных величин задаваемым при наст-
ройке заточного станка. Последнее во многом зависит от кон-
струкции и состояния заточного станка, тщательности его на-
стройки, а также правильности выбора характеристики шлифо-
вального круга — формы, размеров, зернистости, твердости
связки, структуры для абразивных кругов, концентрации зерен
для алмазных и эльборовых.
Применение при заточке дереворежущего инструмента охла-
ждения повышает качество заточки, уменьшая шероховатость
и предотвращая сильный нагрев и засаливание инструмента,
повышает производительность заточки в 1,5—2 раза и размер-
ную стойкость шлифовального круга. Однако охлаждение за-
трудняет наблюдение за работой круга, что необходимо при до-
водке, а также создает неудобства при обслуживании станка и
требует дополнительных устройств для подачи, очистки СОЖ и
предотвращения ее разбрызгивания и загрязнения станка. По-
этому при заточке стальных пил и доводке твердосплавного
инструмента СОЖ обычно не применяется.
Жесткость системы СПИД заточного станка значительно
влияет на производительность и качество заточки. Фактическая
глубина резания при заточке обычно меньше задаваемой попе-
речной подачи вследствие отжима системы СПИД силами ре-
зания.
У станков с большой жесткостью система СПИД лучше
противостоит отжимающим силам и отношение фактической
глубины резания к величине заданной поперечной подачи
ближе к единице.
Виброустойчивость системы СПИД значительно влияет на
расход зерен круга, что особенно важно при заточке алмаз-
ными и эльборовыми кругами. При амплитудах относительных
колебаний системы СПИД свыше 10 мкм расход алмазов при
заточке твердосплавного инструмента резко увеличивается.
При заточке стального инструмента “износ круга резко возра-
стает при амплитудах колебаний более 18 мкм.
Точность заточного станка, особенно величины биений шпин-
деля, и стабильность перемещений шлифовальной головки и по-
дающей собачки непосредственно влияют на качество заточки
186
(неизменность профиля зубьев, их разновысотность и разноша-
говость, прямолинейность режущей кромки), а также на износ
шлифовального круга.
2. ТРЕБОВАНИЯ К КАЧЕСТВУ ЗАТОЧКИ, РЕЖИМЫ ЗАТОЧКИ
В соответствии с технологическими требованиями деревооб-
рабатывающих производств к качеству обработки древесины и
древесных материалов и к стойкости режущего инструмента
необходимо обеспечить надлежащее качество заточки, дикту-
емое данными табл. 27 и 28.
Для обеспечения требуемого качества заточки и доводки
следует применять приведенные в табл. 29 и 30 режимы за-
точки и доводки основных видов стального и твердосплавного
дереворежущего инструмента. При этом необходимо соблюдать
рекомендации по выбору соответствующих шлифовальных кру-
гов и СОЖ-
27. Требования к качеству заточки стального дереворежущего инструмента
Наименование показателя Допускаемое значение показателя
Круг- лые Н* Пилы Рам- ные Лен- точ- ные Фрезы цельные Ножи плоские Концевой инструмент
Отклонение углов, град:
контурных} ±1 ±1 ±1 ±1 ±1 ±1
косой заточки ±0,5 ±0,5 ±0,5 ±0,25 Боковых углов ±1; углов торце- вой части ±0,5
Радиус скругления режу- щей кромки, мкм 8 8 8 4—6 4-8 6-8
Шероховатость обработан- ных поверхностей, мкм Трещины, прижоги, заси- нение кромок 1 1,25-1,С I 0,63—0,5 -1е допускав 0,63—0,5 □тся 1,25—1,0 №
Непрямолинейность жу- щей кромки, мкм — — — — 0,025 —
Радиальное биение зубьев, мм 0,4 — — 0,05 — —
Неуравновешенность ин- струмента, г-см — — — 2,0 — —
Разность в массе ножей в одном комплекте, % от мас- сы ножа — — — — 0,5
Разновысотность вершин зубьев, мм — ±0,2 ±0,2 — — —
Разношаговость зубьев, мм 0,2—1,0 — — 0,2 — —
Торцевое биение боковых граней зубьев, мм — — — 0,04 — —
187
28. Требования к качеству заточки дереворежущего инструмента
с пластинками твердого сплава
Наименование показателя Значение допускаемого показателя
Пилы круглые Фрезы цельные Ножи плоские
Отклонение контурных углов, град ±1 ±1 ±1
Радиус скругления режущей кромки, мкм 15 10 8
Глубина выкрошин на режущей ’ кромке, 20 15 10
мкм
Трещины Не допускаются
Шероховатость обработанных поверхностей 0,32 0,16 0,16
по ГОСТ 2789—73, мкм
Непрямолинейность режущей кромки (на — — 0,025
всей длине), мкм
Радиальное биение зубьев, мкм о,1 0,05 —
Неуравновешенность инструмента, г-см 20 2—5 —
Разность в массе ножей одного комплекта, г 0,3
3. СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
Промышленность освоила производство новых смазочно-ох-
лаждающих жидкостей, позволяющих значительно повысить
производительность и качество заточки.
Эмульгируемая смазочно-охлаждающая жидкость для шлифования ин-
струментальных сталей — Укринол-I представляет собой сбалансированную
смесь минерального масла, эмульгантов и ингибиторов коррозии. При смеши-
вании с водой она образует эмульсию молочного цвета. Для получения эмуль-
сии концентрат СОЖ тонкой струей добавляют к воде (а не наоборот) при
постоянном перемешивании. Для заточки стальных ножей рекомендуется
1,5—2%-ная эмульсия. Она снижает шероховатость обрабатываемых поверх-
ностей, легко эмульгирует в водопроводной воде, образуя стабильные эмуль-
сии, обладает высокими противокоррозионными свойствами. Может использо-
ваться как на отдельных станках, так и в централизованных системах охлаж-
дения. Изготовитель — Пермский опытный нефтемасловый завод.
Эмульгируемая смазочно-охлаждающая жидкость для шлифования ин-
струментальных сталей при глубинном способе заточки — Аквал-2 представ-
ляет собой сбалансированную смесь минерального масла, противоизносных и
противозадирных присадок, эмульгаторов и ингибиторов коррозии, которая
при смешивании с водой образует эмульсию светло-коричневого цвета.
Для получения эмульсии концентрат СОЖ тонкой струей добавляют
к воде (а не наоборот) при постоянном перемешивании. Для шлифования
средне- и труднообрабатываемых инструментальных сталей и сплавов реко-
мендуется 5—10%-ная эмульсия, содержащая активные присадки и тем са-
мым способствующая более длительному сроку службы инструмента. Она до-
пускает более быстрые подачи и скорости. Легко эмульгирует в обычной воде
с образованием стабильных эмульсий. Обладает хорошими антикоррозион-
ными свойствами. Изготовитель — Брянский опытный нефтемасловый завод.
188
29. Режимы заточки стального дереворежущего инструмента
Затачиваемый инструмент Заточка Доводка
Характеристика круга Скорость круга, м/с Продоль- ная подача, м/мин Поперечная подача, мм/д в. ход Характеристика круга Скорость круга, м/с Продоль- ная подача, м/мин Поперечная подача» мм/дв.ход
Пилы круглые, рамные и ленточ- ные 25А25-С1-СТ1.К Л25—16Б1Кюо 28—30 20—25 5,0—7,0 2,0—3,0 0,04—0,09 0,02—0,06 2—3 прохода без поперечной подачи (проходы выхаживания) с последующей правкой шлифовальным бруском То же
Фрезы цельные 25А25—16- СМ!-С2.К 20—30 2,0—4,0 0,03—0,06 25А12—10- СМХ—с2.к 25—30 1,0—2,0 0,01—0,02
Л25—16БХ; Б156.100 25—30 2,0—3,0 0,02—0,04 Л12—10Б! Б156.50 30—40 1,0—2,0 0,005—0,02
Ножи плоские 25А25М3—СРК 18—25 2,0—7,0 0,02—0,06 25А16—12М3— сх. к 18—25 2,0—1,0 0,005—0,02
Л25—16BX; Б156.100 25—30 2,0—3,0 0,01—0,03 Л12— 10Бх Б156.50 30—40 1,0—2,0 0,005—0,01
АС250—160; КБ100 25—30 1,0—0,5 0,1—0,2 С последующей nf >авкой шл [ифовальн! ым бруском
Фрезы концевые 25А25— 16-CMi—с2.к 25—30 2,0—4,0 0,05—0,15 25А12—10-CMj— с2.к 25—30 1,0—2,0 0,01—0,02
Л25—16БГК Б156.100 25—30 2,0—3,0 0,03—0,05 Л12—lOBf, Б156.50 С последующей пр 30—40 >авкой шл 1 1,0—2,0 ифовалы-п 1 0,05—0,02 з1М бруском 1
Примечания: 1. При отсутствии кругов на керамической связке К можно брать круги на бакелитовой связке
Б, но твердость круга при этом должна быть на 1—2 степени выше. 2. Затачивать ножи из быстрорежущих сталей
_ можно с применением СОЖ- При этом скорость круга должна быть снижена до 16—18 м/с. В качестве СОЖ при
g заточке ножей рекомендуется 3—5%-ный раствор кальцинированной соды.
30. Режимы заточки и доводки дереворежущего инструмента с пластин
Затачиваемый инструмент Заточка
Характеристика круга Скорость круга, м с Продоль- ная подача, М/МИН Поперечная подача, мм дв.ход
Пилы круглые 64С25СМ,—М3.К 14—16 5—3 0,06—0,04
АС250/160—100/80 20—25 2,5—1,5 0,05—0,02
БХ.Б8.100—150% АС250/160—100/80 18—20 0,8—0,5 0,75—0,25
МО13.МО4.МС6.Б156. ЮО—150% То же 18—20 0,5—0,05 1,5—0,5
Пилы круглые Л25—20Бх.КБ 18—25 0,1—1,0 0,25—0,6
и рамные, оснащенные 100—150% Л25—20Бх.КБ 20—30 0,5—2,5 0,02—0,05
литым твердым сплавом стеллит Фрезы цель- 100—150% 64С25СМХ—М3.К 14—16 5—3 0,06—0,04
ные АС250/160—100/80 20—25 2,5—1,5 0,04—0,02
БрБв.ЮО—150% АС250/160—100/80 18—20 0,8—0,5 0,7—0,25
МО13.МО4.МС6. Б156.100—150% То же 18—20 0,5—0,05 1,0—0,5
Ножи сборных 64С25СМХ—М3.К 14—16 4—2 0,04—0,02
фрез АС250/160—100/80 20—25 2,5—1,5 0,03—0,02
БрБ8. 100—150% АС250/160—100/80 18—20 0,8—0,5 0,6—0,25
МО13.МО4.МС6. Б156.100—150% То же 18—20 0,5—0,05 1,0—0,5
Пр имечание. Затачивать инструмент алмазными шлифовальными
Смазочно-охлаждающая жидкость ОСМ-3 предназначена для замены суль-
фофрезола при шлифовании инструментальных сталей. Основу СОЖ ОСМ-3
составляет минеральное масло, активизированное противозадирными и про-
тивоизносными присадками.
В товарном виде продукт готов для заливки в систему охлаждения стан-
ков.
Перед применением СОЖ ОСМ-3 систему охлаждения станков необхо-
димо тщательно очистить от ранее находившейся в ней СОЖ и грязи, про-
мыть керосином или чистым маслом. СОЖ ОСМ-3 имеет хорошие технические
и санитарно-гигиенические свойства. Применяется в состоянии поставки.
Многоцелевая смазочно-охлаждающая жидкость Укринол-14 средневязкое
масло, содержащее противозадирные, противоизносные, антикоррозийные и
антипенные присадки. Применяется при заточке сверл, концевых фрез, а также
190
ками твердого сплава и литыми твердыми сплавами «стеллит»
Доводка
Характеристика круга Скорость круга, м с Продольная подача, м мин Поперечная подача, мм дв.ход
АС80/63—63/40 Б,. Бя. 50—100% АС 100/80—80/63 МО13.МО4.МС6. 25—30 1,5—0,5 0,015—0,005
Б156.50—100% 18—20 0,5—0,1 0,25—0,15
— — — —
Л16— 10Бх.КБ50% 18—20 0,05—0,1 0,01—0,25
Л16— 10Б1.КБ50% 25—30 0,1—0,5 0,01—0,02
АС80/63—63/40 БрБр.бО—100% 25—30 1,5—0,5 0,01—0,005
АС100/80—80/63 МО13.МО4.МС6. Б156.50—100% 18—20 0,5—0,1 0,25—0,15
— — — —
— —
АС80/63—63/40 Б1.Б8.50—100% 25—30 1,5—0,5 0,01—0,005
АС 100/80—80/63 МО13.МО4.МС6. Б156.50—100% 18—20 0,5—0,1 0,25—0,15
— — — —
кругами на металлических связках следует с охлаждением.
при обработке труднообрабатываемых инструментальных сталей. 'Увеличивает
срок службы инструмента и снижает шероховатость обрабатываемой поверх-
ности. Служит смазкой для станков. В состоянии поставки СОЖ готова
к применению. Подается СОЖ в зону резания поливом. Изготовитель —
опытный завод ВНИИПКнефтехим.
Для алмазных и эльборовых кругов на органической связке рекомен-
дуются: вода с антикоррозийными присадками (нитрид натрия или бура),
смачиватель ОВ-7 или 3%-ный содовый раствор; эмульсия, состоящая из три-
натрияфосфата 0,6%, ализатривового масла (ГОСТ 6990—75) 0,5%, буры,
азотнокислого натрия 0,25% и воды.
Для кругов на металлической связке рекомендуются: водный раствор,
состоящий из триэтаноламина 0,41%, нитрида натрия 0,4%, тринатрийфосфата
0,3%, соды кальцинированной 0,3%, буры 0,5%, смачивателя ОВ-7 или
191
OB-10 — 0,1% и воды; раствор, состоящий из 1,5—3%-ной эмульсии из
эмульсола НГЛ-205 или замасливателя БВ и воды.
В обоих случаях можно применять капельно-фитильное охлаждение из
65% керосина и 35% жидкого масла типа «индустриальное 50».
СОЖ должна поступать в зону заточки в количестве 3—6 л/мин.
Глава 10
ОБОРУДОВАНИЕ ДЛЯ ПОВЫШЕНИЯ
ИЗНОСОСТОЙКОСТИ И РЕМОНТА
ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
1. ОБОРУДОВАНИЕ И МЕТОДЫ НАПЛАВКИ ДЕРЕВОРЕЖУЩЕГО
ИНСТРУМЕНТА ЛИТЫМ ТВЕРДЫМ СПЛАВОМ СТЕЛЛИТ
Вольфрамокобальтовые твердые сплавы для условий дере-
вообрабатывающей промышленности — наиболее совершенный
материал, хорошо противостоящий почти всем известным видам
износа инструмента. Однако хрупкость и относительная доро-
говизна аварийного восстановления инструмента, работающего
в условиях ударных нагрузок по недостаточно очищенной от
инородных включений древесине, сдерживают его повсеместное
распространение в промышленности. В ряде случаев (например,
рамного пиления) причина этого в недостаточной прочности
паяного шва при знакопеременной и ударной нагрузке инстру-
мента. Другая причина — это трудность напайки пластинок
твердого сплава на тонкий режущий инструмент (например, лен-
точные делительные и бревенные пилы). Именно для таких
видов дереворежущего инструмента, как подрезающие ножи
в сборных фрезах, ножи рубильных машин, коросниматели око-
рочных машин, зубья рамных и широких ленточных пил целе-
сообразнее использовать более пластичные литые твердые
сплавы типа стеллит, наносимые на режущие части инстру-
мента газовой или электродуговой наплавкой.
В СССР наиболее широкое распространение получила на-
плавка стеллита на зубья рамных пил. Перед наплавкой зубья
рамных, а также широких ленточных пил плющат на обычных
плющильных станках (например, ПХФ) или с помощью ручных
плющилок (например, ПИ-34). Данная операция необходима
для увеличения площади контакта наплавляемого материала
с зубом пилы с целью бокового уширения режущей части,
а также создания лунки, необходимой для наплавки более тол-
стого слоя стеллита. Лунка обеспечивает увеличение количе-
ства переточек между наплавками, поскольку возвышение на-
плавки над передней гранью зуба после его заточки не реко-
мендуется более чем на 0,2 мм. Форма и размеры плющильных
валиков, а также глубина и положение лунки на передней грани
192
Рис, 72. Приспособление для ус-
тановки рамной пилы при на-
плавке зубьев стеллитом
зуба соответствуют общим
требованиям к операции плю-
щения зубьев рамных и широ-
ких ленточных пил. Единствен-
ное специальное требование со-
стоит в том, что не рекоменду-
ется при плющении использо-
вать графитные смазки, так
как они при последующей на-
плавке снижают прочность
пилы.
Для наплавки рамных пил
используют приспособление
конструкции СибНИИЛП И-50
(рис. 72). На вертикальной
стойке 3, закрепленной на
плите, расположена под углом
направляющая линейка 2 с
с Т-образным пазом. В пазу7
установлена рейка 1 с рядом
отверстий вместо зубцов, на которой имеются планки 7 для
установки рамной пилы 8. Рейка находится в постоянном зацеп-
лении со звездочкой 4, зубцы которой заходят в отверстия
рейки. Звездочка установлена на валу и соединена с рукоят-
кой 5 и тормозным барабаном. Тормозная колодка барабана
одним концом вставлена в тягу. Тяга прижата к колодке пружи-
ной, на другом ее конце установлена педаль 6.
Принцип работы приспособления следующий. Пилу 8 уста-
навливают на рейку 1 между планками 9. Нажатием на пе-
даль 6 освобождается тормозной барабан. Рукояткой 5 пилу
поднимают в верхнее положение. По мере того как зубья пилы
наплавляются, педалью освобождается барабан и линейка вме-
сте с пилой опускается на два-три зуба вниз на уровень при-
жимных планок 9 в зону наплавки.
Наплавляют стеллит с помощью комплекта газосварочной
аппаратуры, включающего: газовую горелку легкого типа («Ма-
лютка»; «Звездочка» или ГС-2) с наконечником № 2, систему
подачи ацетилена (баллон или генератор) и кислорода (обычно
от баллона) с редукторами, манометрами и подводящими
шлангами. Устанавливают рабочее давление ацетилена и кисло-
рода в следующей последовательности. Открывают вентиль
на ацетиленовом баллоне и регулировочным винтом редуктора
давления ацетилена устанавливают на выходном манометре из-
быточное давление 0,03... 0,04 МПа. Затем открывают вен-
1 Уг 7 Заказ № 442
1Q5
тиль На кислородном баллоне и регулировочным винтом редук-
тора давления кислорода добиваются на выходном манометре
давления 0,4... 0,5 МПа. На газовой горелке включают кран
подачи ацетилена и зажигают газ. Далее включают кислород
и регулируют пламя горелки преимущественно краном подачи
кислорода. Наплавляют стеллит исключительно пламенем с из-
бытком ацетилена, так как при этом минимально выгорают
углерод и другие компоненты, что способствует получению плот-
ных бездефектных наплавок.
Для наплавки зубьев рамных пил необходимо поддерживать
пламя со средним избытком ацетилена, когда длина видимого
конуса зелено-голубого цвета, характерного для пламени с из-
бытком ацетилена, равна 25... 30 мм и в 2,5—3 раза больше,
чем ядро пламени (часть пламени около сопла, выделяющаяся
сильным свечением). Зона сварки (рабочей части факела) на-
ходится на расстоянии 3—5 мм от ядра пламени.
Применяемый в деревообрабатывающей промышленности
литой твердый сплав стеллит ВЗК и ВЗКР выпускается в виде
прутков диаметром 6—8 мм по ЦМТУ 08Т-42—68 Торезского
завода наплавочных твердых сплавов и ТУ 19—4206-21—74
ВНИИТС. При определенном навыке наплавлять рамные пилы
можно непосредственно прутками стеллита диаметром 6—8 мм.
Для упрощения операции по наплавке и снижения расхода
стеллита пруток утоньшают (оттягивают) до диаметра, рав-
ного толщине пилы плюс 0,5... 1 мм. Для уменьшения диа-
метра пруток сплавляют газовой горелкой в канавку требуемого
сечения, выполненную (обычно с помощью шлифованного круга)
на поверхности шамотного кирпича. При расплавлении пруток
следует постепенно отводить, вытягивая его в стержень тре-
буемого сечения.
Перед наплавкой рамную пилу устанавливают в приспособ-
лении И-50 так, чтобы передние грани зубьев располагались
горизонтально, а первый (нижний) зуб находился на уровне
или немного выше локтевого сустава сидящего рабочего-на-
плавщика. Наплавку зубьев пил рекомендуется вести так, чтобы
горелка перемещалась впереди прутка стеллита слева на-
право, а сама наплавка шла от вершины зуба к его впадине.
Пруток стеллита подают в зону наплавки левой рукой, а пра-
вой рукой управляют горелкой.
Для наплавки сначала разогревают кончик прутка до начала
оплавления, а затем лунку от плющения в вершине зуба до
начала плавления (момента «запотевания») с одновременным
подогревом прутка. Расстояние от ядра пламени до наплавляе-
мой поверхности должно быть 3—5 мм, а угол наклона оси на-
конечника горелки к горизонтальной плоскости 25—30°.
При появлении запотевания на кончике зуба следует немед-
ленно сплавить на него каплю стеллита, не отрывая ее от прутка,
тем самым как бы защищая кончик зуба от сгорания. Далее
1Q4
снова разогревают поверхность лунки плющения, захватывая и
наплавленный сплав с добавлением новой порции стеллита.
При правильном разогреве зуба пилы и наплавочного сплава
стеллит постепенно стекает от исходной точки плавления в сто-
рону наплавки.
Для предотвращения чрезмерного роста зерен металла вдоль
линии сплавления по мере удаления пламени от вершины зуба
угол наклона наконечника горелки к наплавляемой поверхно-
сти надо увеличивать. Одновременно пруток стеллита следует
так же наклонять в направлении вершины зуба, держа его
в зоне пламени. После распространения сплава по всей поверх-
ности лунки плющения пламя немедленно переносят на кончик
прутка стеллита и пруток и пламя отводят от наплавляемой
поверхности. Для равномерного сплавления металла у обеих
боковых кромок передней грани зуба пилы необходимо, чтобы
в процессе наплавки факел горелки располагался по возможно-
сти в плоскости пилы.
Величина превышения сплава над поверхностью передней
грани зуба должна быть не менее 1 ±0,2 мм. При наплавке не
следует перегревать сплав до кипения, так как это приводит
к образованию пор, раковин и неплотностей. Для получения
бездефектной наплавки надо максимально сокращать время на-
плавки всей пилы, не допускать никаких перерывов, не допус-
кать сотрясений пилы в процессе перемещения ее в приспособ-
лении в период, предшествующий термической обработке
зубьев.
Термообработку проводят сразу же после наплавки, мак-
симально сокращая время между окончанием наплавки и на-
чалом термообработки, не допуская дополнительного охлажде-
ния, сквозняков и т. п. Отпуск ведут пламенем газовой горелки,
при этом факел поддерживается той же мощности и состава,
что и при наплавке. При отпуске пламя направляют к вершине
зуба. Угол наклона наконечника горелки к плоскости полотна
пилы должен быть 30—45°. Наружный конус пламени должен
касаться тела зуба примерно в третьей четверти наплавки, счи-
тая от вершины.
При отпуске одинаково опасно как недогреть, так и пе-
регреть зубья выше оптимальной температуры 600—650° С.
Эта температура соответствует нагреву зубьев до темно-крас-
ного каления. Дополнительный признак, по которому судят
о достаточности степени нагрева, — вторичное появление цветов
побежалости. Нагрев можно считать достаточным, если при
вышеуказанном положении горелки относительно зуба пилы
цвета побежалости распространяются примерно на 4—5 мм от
основания наплавки на передней грани зуба пилы.
После отпуска всех зубьев пилы контролируют качество
термообработки на твердомере типа Роквелл, например
ТК-2М. Можно проверять качество термообработки с помощью
1 Vo 7* 195
бархатного напильника, пробуя опилить сйинку зуба у его вер-
шины. Правильно отпущенные зубья обрабатываются без осо-
бого усилия. Неотпущенные и получившие вторичную закалку
зубья весьма трудно опиливать, при этом слышен характерный
скрип.
После наплавки стеллитом пилы подвергают черновой про-
фильной заточке. Затем наплавленные зубья пил затачивают
на станке ТчПБ по боковым граням для выравнивания их уши-
рения на стороны и придания углов поднутрения. Операция по
подготовке пил, наплавленных стеллитом, к работе завершается
чистовой заточкой их по профилю. Оборудование и приемы за-
точки данных пил изложены в гл. 3.
Из зарубежных приспособлений для наплавки зубьев пил
стеллитом наиболее известны две модели: SM фирмы «Альбер»
и VR В58 фирмы «Фольмер Верке». Обе предназначены для
наплавки стеллита на зубья широких ленточных пил. Приспо-
собления представляют навесные устройства для поддержания
пил и лишь несколько упрощающие нанесение стеллита. Для
удобства установки зуба в одну и ту же позицию приспособле-
ния снабжаются механизмом подачи, приводимым в движение
с помощью электромагнита, включаемого при нажатии на пе-
даль электрического выключателя.
Приспособление фирмы «Альбер» дополнительно снабжено
медными плашками, позволяющими точно наплавлять стеллит
без предварительного плющения. Одновременно плашки слу-
жат аккумуляторами тепла, способствующими более медлен-
ному остыванию наплавленного зуба пилы.
2. НАПАЙКА ПЛАСТИНОК ТВЕРДОГО СПЛАВА
Применяют несколько способов крепления пластинок из
твердого сплава и быстрорежущих сталей на корпус дереворе-
жущего инструмента. Однако широко распространен только
метод пайки твердыми припоями: серебряными (П-Ср-40,
П-Ср-65), медно-цинковыми (П-МП-42, МНМЦ68-4-2) и латун-
ными (Л62, Л68). Для нагрева припаиваемой пластинки и
корпуса инструмента обычно применяют генераторы ТВЧ
(ЛГЗ-10А, ЛГЗ-ЗО, ЛГЗ-60) или специальные аппараты, осно-
ванные на принципе электросопротивления зоны пайки
(НПЭ-40; НПЭ.50, НПЭ-5У).
При электроконтактной пайке пластинок твердого сплава
предъявляют высокие требования к постоянству электросопро-
тивления, поэтому требуется высокая точность плоскостей кон-
тактирующих поверхностей. Пайку массивного инструмента
(насадных фрез, ножей), а также концевых фрез и сверл вы-
полняют преимущественно с помощью нагрева в поле ТВЧ. Для
каждого типа и формы инструмента изготовляют из медной
трубки специальные петлевые индукторы (рис. 73).
196
Рис. 73. Формы индукторов для на-
пайки ТВЧ пластиной твердого
сплава:
а — для концевых фрез и сверл; б — для
насадных фрез; в — для зубьев пил; г —
для ножа
Технология пайки включает
обезжиривание бензином, аце-
тоном или четыреххлористым
углеродом места пайки (от-
крытого или закрытого паза)
и твердосплавной пластинки,
приготовление пасты флюса-
буры, нанесение кисточкой
флюса на поверхность спайки. Для удержания пластинки в пазу
и получения оптимального зазора (0,05—0,1 мм) применяют
технологическую перемычку, которую после установки твердо-
сплавных пластинок обычно кернят у ее основания.
Зуб пилы или режущую часть другого инструмента с уста-
новленной твердосплавной пластинкой помещают в рабочую
зону петлевого индуктора и включают подачу тока. Припой
в виде тонкой проволоки или пластинки длиной 100—200 мм,
толщиной 0,2—0,3 мм и шириной 2—3 мм подводят в зону шва
спайки, где он в процессе нагрева расплавляется и затекает
в стыковые щели. После этого подачу тока отключают, а затем,
не допуская охлаждения места пайки ниже темно-красного ка-
ления, быстро 2—3 раза включают генератор для прогрева зоны
пайки до красного каления. При этом происходит отпуск ме-
ста пайки, предотвращающий появление в нем микротрещин
в результате действия остаточных закалочных напряжений.
В случае припайки твердосплавных пластинок в открытый паз
для прижима и удержания пластинки во время пайки в нуж-
ном положении используют медный пруток с деревянной руч-
кой. Для удержания пилы во время пайки обычно служит
стойка со штырем для крепления центровой оправки с дисковой
пилой.
Напайку пластинок твердого сплава на зубья дисковых пил
с успехом можно выполнять и на электроконтактных установ-
ках НПЭ-40, ПНЭ-50, ПНЭ-05У, разработанных и изготавли-
ваемых СПКБ п/о Ленмебель. Эти установки включают ста-
нину сварного типа с размещенным внутри силовым трансфор-
матором и электроаппаратурой управления, стойку с центром
крепления пилы, суппорт с электроконтактными колодками.
В нижней части станины 1 установки НПЭ-05У (рис. 74),
кроме электроаппаратуры управления и трансформатора (РНО-
250-5, /max= 12/20А, t/ = 0. ..250 В), расположены педаль 2 от-
вода суппорта с контактным электроприводом и педаль 3 регу-
лировки напряжения пайки. Регулировать напряжение можно
197
также рукояткой 4 на левой стенке станины. Симметрично ей
установлена на правой стенке станины рукоятка 5 натяжения
тросика отвода суппорта с контактным электродом. Верхняя
часть 6 установки включает два основных механизма: горизон-
тальную штангу 8 с приспособлением для крепления пилы, объ-
единенную в одну группу с механизмом подачи и суппортом
с контактным электродом 11. На штанге 8 установлена токо-
проводящая шайба 18, к которой с помощью гайки 17 прижи-
Рис. 74. Установка НПЭ-05У для электроконтактной напайки пластинок твер-
дого сплава
мается диск пилы. Шайба 18 соединена с шестью храповыми
колесами, имеющими 16, 24, 36, 56, 72 и 96 зубьев. На оси го-
ризонтальной стойки закреплен и свободно поворачивается ру-
кояткой 7 поводок с подающей собачкой, которую ставят над
одним из шести храповых колес. Крайнее переднее положение
подающей собачки регулируют упорным винтом 9, а пружину
поворота поводка с подающей собачкой натягивают рукояткой
10. Контактный медный электрод 11 подсоединен ко второй
клемме трансформатора и служит для подвода тока к месту
пайки и опорой для припаиваемой пластинки. Для охлаждения
в процессе работы протекающей водой внутреннюю полость
контактного электрода подсоединяют к водопроводной системе.
С целью настройки на различный диаметр пил стойка с кон-
198
тактным электродом 11 смонтирована на суппорте, положение
которого регулируют относительно пилы маховичком 13 и окон-
чательно фиксируют винтом 19. Для быстрого освобождения
пилы при повороте ее на один зуб контактный электрод 11
установлен на суппорте с шариковыми направляющими, при-
водимом в движение педалью 2. Контактный электрод вместе
с суппортом при настройке на передний угол зуба пилы пово-
рачивается вокруг горизонтальной оси, параллельной оси вра-
щения пильного диска. Для косой припайки пластинок у пил
для поперечной распиловки контактный электрод поворачивают
вокруг своей оси, перпендикулярной осн вращения пильного
диска. Положение на клемме контактного электрода фиксиру-
руют специальным винтом. После настройки на передний угол
зуба винтом 12 и клеммой фиксируют положение суппорта бы-
строго отвода электрода относительно его оси поворота.
Напаивают твердосплавные пластинки на установке НПЭ-
05У следующим образом. На ось горизонтальной штанги 8
устанавливают пилу и подающую собачку над храповым ко-
лесом с равным или кратным пиле количеством зубьев. Гайкой
17 пила поджимается к контактной шайбе 18. Маховичком 13
выполняют настройку на диаметр пилы, а поворотом контакт-
ного электрода 11 вокруг двух взаимно перпендикулярных
осей — настройку на передний угол и угол косой заточки зубьев.
Винтами 12, 19 и винтом на клемме контактного электрода
фиксируют его в заданном положении. Винтом 9 фиксируют
конечное положение поводка с собачкой, а винтом 10 поджи-
мают пилу с пластинкой к контактному электроду. Рукояткой
5 натягивают трос, связанный с суппортом контактного элек-
трода. Винтом прижимного ролика, расположенного в зоне
пайки, подпирают пильный диск. Нажимая на педаль 2 и ры-
чаг 7, проверяют правильность угла поворота пильного диска
на пайку очередного зуба. На контактный электрод устанав-
ливают твердосплавную пластинку и включают охлаждение.
Затем на поверхность пайки зубьев наносят флюс и еще
раз проверяют плотность прилегания зуба к контактному элек-
троду с установленной на нем пластинкой. Рычажком включа-
теля на правой стенке станины включают установку в сеть,
при этом загорается индикаторная лампочка 14. Нажатием на
педаль 3 включают установку на напайку; зажигается индика-
торная лампочка 15. При разогреве места пайки до темпера-
туры плавления в зону пайки подводят пластинку припоя. По-
сле растекания припоя по зоне пайки отключают педалью 3
установку и быстро повторяют включение установки на отпуск.
Регулируют напряжение при пайке рукояткой 4 с контролем по
вольтметру 16.
Работа на установке НПЭ-05У для электроконтактной на-
пайки пластинок твердого сплава при пайке зубьев пил более
удобна и производительна, чем пайка пил на приспособлениях
199
к генераторам ТВЧ и электроконтактных установках НПЭ-40
и НПЭ-50.
Фирмы ФРГ «Идеал», «Фольмер Дорнхан», «Лорох» и дру-
гие выпускают специализированные и универсальные установки
для припайки пластинок твердого сплава на инструмент мето-
дами электроконтактной пайки и токами высокой частоты.
3. СПАЙКА ЛЕНТОЧНЫХ ПИЛ ПО ДЛИНЕ
Концы пилы для спайки обрезают по разметке под прямым
углом к задней кромке с таким расчетом, чтобы шов спайки рас-
полагался посредине зуба и в месте спайки шаг зуба остался
неизменным. Для этого линия обреза должна быть от вершины
крайнего зуба на расстоянии, равном половине шага плюс
ширина фаски. После обрезки концы пилы выправляют мблот-
ком и зачищают напильником.
Если пила имеет трещину длиной более 12 мм, участок с тре-
щиной следует вырезать и пилу спаять. Если длина пилы после
вырезки трещины окажется недостаточной, необходимо впаять
кусок не короче 0,5 м. Располагать места спайки на более близ-
ком расстоянии не рекомендуется из-за трудности правки мест
спайки.
Спайку концов следует выполнять внахлестку. Для этого на
концах с разных сторон делают скошенные фаски шириной
12—15 мм; ширина фасок на обоих концах должна быть оди-
наковой. Кромки фасок должны быть прямолинейными и слегка
притупленными, чтобы спаянный шов имел припуск по тол-
щине 0,1 мм на последующую зачистку. Фаски снимают шли-
фовальным кругом и зачищают напильником.
При снятии фаски периферией шлифовального круга ее по-
верхность получается вогнутой и часто засиненной. Поэтому
после стачивания фаску необходимо зачистить напильником
для придания ей плоскосности и удаления пленки окисла. Риски
от напильника должны идти вдоль полотна пилы. Напильник
должен быть чистым от масла и грязи. Зачистка вогнутой за-
синенной поверхности боковой поверхностью шлифовального
круга дает меньшую точность и не предохраняет от образования
на фаске мало заметных на глаз стекловидных блестящих пятен
пленки окисла, затрудняющей спайку и делающей ее менее
прочной.
Обработанные поверхности фасок необходимо предохранять
от попадания масла, грязи, воды и нельзя трогать руками,
так как пот и жир с рук- загрязняют фаску и препятствуют
соединению припоя с металлом пилы. Поверхности пластинки
припоя Должны быть очищены от грязи, масла и окисла.
Перед спайкой обе фаски и пластинку припоя смазывают
раствором буры. Кристаллическую буру следует прокалить на
медленном огне, перемешивая для удаления газов, затем ра-
200
столочь в мелкий порошок и развести в чистой кипяченой
(лучше дистиллированной) воде до густоты пасты. Раствор
буры далают более жидким и перед употреблением подогре-
вают. В таком виде бура наносится более ровным слоем и проч-
нее прилипает к фаске. Назначение буры — растворить пленку
окисла, образующегося при нагреве на поверхностях фасок.
Следует применять серебряные припои с температурой плав-
ления 765 и 720° С или медно-цинковый с температурой плав-
ления 820° С. Припой применяют в виде пластинки толщиной
0,1—0,15 мм, шириной 10—12 мм и длиной, равной ширине
спаянной пилы.
Рис. 75. Пресс ручной для спайки ленточных пил
Спайку выполняют в специальном настольном паяльном
прессе с паяльными брусками и винтовыми зажимами (рис. 75).
Ширина опорной поверхности 1 пресса не должна быть меньше
ширины пилы 2. Давление прижима 4 должно равномерно
распределяться по всей ширине пилы. В качестве паяльников
используют бруски 5 из жаростойкой стали сечением 20X30 мм,
длиной 175—200 мм. Верхняя и нижняя поверхности брусков
должны быть прямолинейными (простроганными) и взаимно
параллельными.
Верхняя поверхность нижнего бруска должна быть в одной
плоскости с опорной поверхностью пресса, чтобы при зажиме
концов пилы между брусками не происходило их продавли-
вания или выпучивания. Поднимают и опускают нижний брусок
на нужную высоту, перемещая опорный клин 6, на который ук-
ладывают нижний брусок. Бруски надо закладывать в пресс
перпендикулярно задней кромке пилы: середина фаски должна
располагаться над серединой бруска. Концы пилы при уста-
новке в пресс плотно прижимают задней кромкой к упорному
выступу пресса, чтобы при спайке пилу не перекосило. После
201
установки концы пилы надо зажать боковыми зажимами
пресса.
Нагревать бруски в горне следует на Древесном угле ровно
и медленно. Нагрев на каменном угле не рекомендуется из-за
образования толстого слоя окалины и быстрого обгорания брус-
ков. Нагревать бруски лучше в электрической муфельной печи,
имеющей регулирование температуры нагрева.
При медно-цинковом или латунном припое бруски следует
нагревать до оранжевого цвета (900—1000° С), при серебряном
припое—До светло-красного (830—900° С), после чего необхо-
димо быстро очистить с них окалину и заложить в пресс, сна-
чала нижний, а затем верхний. Закладывать бруски надо бы-
стро, но осторожно, чтобы не сдвинуть с места припой. Заложив
оба бруска, быстро до отказа зажимают основной зажим 4 и
сразу же отпускают боковые зажимы 3 пилы, чтобы она не
покоробилась от быстрого удлинения при нагреве. Основной за-»
жим надо доворачивать при расплавлении припоя и по мере
охлаждения брусков. При остывании до темно-красного цвета
(730—650° С) бруски удаляют, освобождают пилу и быстро
охлаждают место спайки. Для этого пилу сдвигают вправо или
влево, чтобы место спайки легло на холодный участок опорной
плиты пресса, и сверху на место спайки кладут холодную ме-
таллическую плиту.
После спайки шов выправляют молотком на плоской нако-
вальне для устранения получившихся при нагреве коробления и
выпучин и опиливают личным напильником до одинаковой тол-
щины с цельными участками пилы и затем зачищают шлифо-
вальной шкуркой. Обрабатывать шов напильником следует, изо-
гнув пилу в месте спайки в специальном приспособлении или
на круглом чураке.
Опиливают и зачищают шов вдоль полотна пилы во избе-
жание образования поперечных рисок, способствующих концен-
трации растягивающих напряжений при изгибе пилы. Из-за
бокового биения утолщенного или покоробленного места спайки
получится нечистый пропил с глубокими рисками даже при
тщательном плющении, формовании и заточке всех зубьев.
Выправленное и зачищенное место спайки надо провальце-
вать на длине 80—100 мм для создания натяжения кромок
пилы. Вначале при этом следует выправить вальцовкой изгиб
и выпучины в месте спайки, не устраненные при правке молот-
ком. Для этого пилу изгибают перед роликами вальцовки вверх
или вниз и пропускают через вальцовку при легком нажиме
роликов, не создавая растяжения полотна. После этого задней
кромке в месте спайки надо придать вальцовкой такую же вы-
пуклость, какая имеется на других участках пилы и затем до-
полнительной вальцовкой средней части создать нужное натя-
жение кромок. Во избежание образования трещин и разрыва
пилы в месте спайки натяжение кромок вальцовкой в этом
202
месте следует давать несколько меньшее, чем у цельных уча-
стков пилы. В этих целях также не следует расплющивать
спаянный зуб. Следует помнить, что прочность ленточной пилы
определяется ее сопротивлением на разрыв в месте спайки.
Если место спайки слишком твердое (изгибается слабее,
чем цельные участки пилы), надо произвести его отпуск. Для
этого пилу кладут на прокладки (деревянные бруски) толщиной
70—80 мм, располагая место спайки над металлической плитой.
Затем нагревают паяльный брусок до вишнево-красного цвета
(800—830° С) и подкладывают под место спайки без соприко-
сновения с пилой с зазором 15—20 мм. Для равномерного нагрева
зоны спайки брусок следует перемещать немного вправо и
влево. Когда через одну-две минуты пила приобретает соломен-
ный (желтый) цвет побежалости, брусок убирают, и пила мед-
ленно охлаждается. Нагревать пилу при отпуске шва лучше
паяльной лампой, дающей более равномерный нагрев.
По запросам ЦНИИМОД высылает чертежи приспособле-
ний для снятия фасок (44-00-00) и спайки столярных ленточ-
ных пил (25-00-00), доступных для изготовления в механиче-
ских мастерских деревообрабатывающего предприятия.
Из зарубежной оснастки для спайки концов ленточных пил
наибольшее распространение получило оборудование фирмы
«Идеал» (ФРГ). Для спайки концов ленточных пил шириной
от 16 до 250 мм фирма выпускает гамму аппаратов ВО—В7,
основанных на принципе электрического сопротивления. Аппа-
раты данной серии наряду со спайкой твердыми припоями по-
зволяют выполнять двухступенчатый отпуск места спайки для
сохранения требуемых свойств ленточной пилы.
4. СТЫКОВАЯ СВАРКА ЛЕНТОЧНЫХ ПИЛ
Стыковую сварку делительных и столярных ленточных пил
выполняют на специальном сварочном агрегате АСЛП18, вы-
пускаемом Кировским станкозаводом (рис. 76). Агрегат ком-
плектуют ножницами 17 с рычажным приводом для обрезки
концов пил перед сваркой и приспособлением 1 с электропри-
водом для зачистки сварного шва шлифовальным кругом.
Концы пилы перед сваркой чисто обрезают. Кромки должны
быть прямолинейными и плотно стыковаться. Для сохранения
неизменной величины шага зуба в месте сварки линия обреза
должна проходить на расстоянии от вершины крайнего зуба,
равном половине шага плюс половина припуска на осадку пилы
в процессе сварки.
При обрезке конец пилы укладывают на стол ножниц так,
чтобы вершина крайнего зуба расположилась над лезвием ниж-
него ножа. Затем совмещают нулевое деление шкалы подвиж-
ной планки с вершиной ближайшего зуба и, отсчитав по шкале
разницу между половиной шага зуба и половиной припуска на
203
7
3
Рис. 76. Агрегат АСЛП18 для стыковой сварки делительных ленточных пил
осадку пилы, продвигают на это расстояние конец пилы на лез-
вие ножа. После этого закрепляют пилу прижимной планкой
и обрезают конец. У обрезанного конца должны оставаться
половина шага зуба плюс половина припуска на осадку. При-
пуск на осадку принимают с учетом ширины и толщины пилы
согласно табл. 31.
Сварочный аппарат АСЛП18 подключают к однофазной
сети переменного тока напряжением 380 В через предохрани-
тель на 60 А. Корпус аппарата заземляют. Первичная катушка
31. Режим сварки ленточных пил на аппарате АСЛП18
Размеры ленточных пил, мм Ступени сварочного тока по шкале Давление осадки по шкале, МПа (кге мм'-’) Припуск на осадку пилы при сварке, мм Расстояние между прижимами, мм
ширина толщина
30 0,8 1 20 (2) 3 10
40 0,8 1 20 (2) 3 10
50 0,9 1 20 (2) 3 10
60 0,9 2 20 (2) 3 10
70 0,9 2 30 (3) 4 10
80 1,0 3 40 (4) 4 15
90 1,0 3 50 (5) 4 15
100 1,0 4 60 (6) 4 15
ПО 1,0 4 60 (6) 5 15
120 1,0 5 70 (7) 5 15
130 1,0—1,2 5 80 (8) 5 20
140 1,0—1,2 6 90 (9) 5 20
150 1,0—1,2 6 100(10) 5 2Q
204
трансформатора разделена на две части — семь секций для
сварки и четыре секции для отпуска сварочного шва. Обе ча-
сти катушки управляются отдельными переключателями. Бло-
кировка обеспечивает невозможность одновременного их вклю-
чения— включение обмотки отпуска возможно после автома-
тического выключения сварочной обмотки.
До установки пилы на стол 13 (см. рис. 76) аппарата 3
необходимо рукояткой 4 установить шкалу 10 на определенное
по таблице 2 расстояние между прижимами 7 и 9 и величину
хода осадки, после чего шкалу 10 закрепляют винтом 12. Уста-
новить рукояткой 14 выбранное давление осадки, переключа-
тель 15 на необходимую ступень сварочного тока, а переклю-
чатель 16 в нулевое положение.
Концы пилы закрепляют прижимами 7 и 9 при помощи экс-
центриковых рычагов 8 так, чтобы обрезанные кромки плотно
стыковались посредине расстояния между прижимами. Пере-
движные упоры 5 для задней кромки пилы предварительно
устанавливают по линейке с учетом ширины пилы и закреп-
ляют винтами 6. Смещение и перекос пилы не допускаются, так
как приводят к перекосу и неправильной форме сварного шва,
что снижает его прочность.
Аппарат включается для сварки поворотом рукоятки 4 до
конца влево; она выдерживается в этом положении около 1 с
до конца сварки и автоматического выключения сварочного
тока. Для защиты от летящих искр при сварке необходимо
отступить влево и пользоваться щитком из оргстекла или за-
щитными очками, брезентовым фартуком и рукавицами.
Немедленно после сварки, когда сварной шов еще светло-
красного цвета, нужно передвинуть рукоятку 16 переключа-
теля отпуска в положение I—II при узких тонких пилах, или
положение III—IV при более широких и толстых пилах. Затем
медленно (в течение 9. ..10 с) и плавно перевести рукоятку 16
обратно в нулевое положение. После этого рычагами 8 надо
освободить прижимы и поворотом рукоятки 4 вправо развести
их до наибольшего расстояния. При этом стрелка 11 на шкале
10 должна стоять на положении отпуска.
После этого сваренную пилу сдвигают немного вправо,
зажимают, включают переключатель 16 и выдерживают
1,5... 2 мии при темно-красном или вишневом цвете места
сварки. Затем аппарат выключают, и место сварки медленно
остывает на воздухе.
После охлаждения пилу снимают с аппарата и на шлифо-
вальном приспособлении обрабатывают сварной шов: с двух
сторон удаляют грат и выравнивают толщину шва с толщиной
полотна пилы. Для улучшения структуры сваренного металла,
а следовательно, механических свойств сварного шва следует
предварительно проковать молотком с двух сторон его утол-
щение,
205
Сваренное место пилы закрепляют в шлифовальном при-
способлении двумя прижимными планками. Шлифуют, переме-
щая вручную электродвигатель с насаженным на его валу ча-
шечным цилиндрическим электрокорундовым кругом ЧЦ, диа-
метром 100 мм. При движении вдоль сварного шва круг по-
степенно опускают, вращая маховичок. Шлифуют поперек шва
вдоль пилы во избежание образования на шве поперечных ри-
сок, способствующих концентрации растягивающих напря-
жений.
Прочность сварного шва зависит от правильности выбора и
выполнения режима сварки и отпуска. Необходимое условие
качественной сварки — содержание в чистоте сварочного аппа-
рата. После каждой сварки следует чистой тряпкой очистить
прижимы и латунные электроды, удалить застывшие капли ме-
талла. Необходимо регулярно зачищать шлифовальной шкуркой
часто обгорающие контакты выключателей первичной цепи.
Все контактные поверхности вторичной цепи следует раз в 1 —
2 мес тщательно зачищать, не допуская их окисления.
Прочность сварного шва в большой мере зависит от силы
сварочного тока и давления осадки. При слишком большой
силе тока тонкие слои металла в месте контакта стыкованных
концов пилы чрезмерно быстро нагреваются до температуры
плавления при еще недостаточном нагреве далее расположен-
ных слоев. Из-за этого происходит быстрая, но недостаточная
по длине осадка концов пилы и сварной шов получается узкий,
с утолщением лишь в месте контакта и значительным искрив-
лением волокон металла, что снижает прочность шва. При
недостаточном сварочном токе место контакта нагревается мед-
ленно и одновременно нагреваются до пластического состояния
прилегающие участки пилы. В этом случае даже при нормаль-
ном давлении происходит значительная осадка концов пилы
и шва. Шов получается широкий, но с малым утолщением.
Так как недостаточный нагрев стыка перед осадкой затрудняет
выдавливание из него окисленного металла, шов получится не-
прочным из-за местных непроваров и наличия неудаленных
окислов. При изломе такого шва о непроваренных местах свиде-
тельствует отсутствие кристаллического излома. Недостаточное
давление осадки или ее запоздалое начало, после включе-
ния сварочного тока, ведет также к неполному удалению окис-
лов из шва. Неметаллические включения в шве могут полу-
читься из-за плохой зачистки стыкуемых кромок.
Невыправленные, коробленые и погнутые концы пилыд за-
грязненные поверхности концов пилы и токоподводящих губок
аппарата при плохом электрическом контакте могут вызвать
местные подплавления боковых поверхностей пилы.
После правки и зачистки сварного шва место сварки необхо-
димо провальцевать для ослабления средней части и создания
натяжения кромок. После вальцовки сваренное место должно
206
свободно изгибаться одинаково с другими участками пилы. Для
снижения нагрузки на сварной шов при работе сваренный зуб
не следует расплющивать-
Из зарубежного оборудования для стыковой сварки ленточ-
ных пил наиболее распространены аппараты фирмы «Идеал»
(ФРГ). Фирма выпускает две гаммы сварочной аппаратуры:
BS0—BS5 с шириной свариваемой ленты 3—150 мм и BAS3—
BAS5 для пил с шириной 5—180 мм- Последняя модель BAS60
позволяет сваривать ленту шириной до 200 мм. Модели BS4,
BS5 близки по конструкции к аппарату АСЛП18. В аппаратах
серии BAS улучшена система регулирования и контроля тока
и напряжения, а также зажима и осадки свариваемых концов
пилы. Наряду со сварочными аппаратами фирма изготавливает
гамму ножниц для обрезки свариваемых концов ленты моделей
А1—А4 для пил шириной 16—250 мм, гамму приспособлений
(для тех же типоразмеров пил) для снятия грата после стыко-
вой сварки моделей SM16—SM250, тип Е для снятия фасок
при спайке концов.
5. СТАНКИ ДЛЯ ОБРЕЗКИ И НАСЕЧКИ ЗУБЬЕВ ПИЛ
Ремонт пил в производственных условиях требует наличия
на предприятиях станков для обрезки пил по длине, обрезки
старых и насечки новых зубьев.
На предприятиях с небольшими объемами работ по ремонту
инструмента обрезку зубьев рамных и круглых пил и насечку
новых зубьев выполняют на ручном пилоштампе ПШ-3. Пило-
штамп включает корпус с закрепленной на нем штангой и при-
способлениями для установки рамных и круглых пил, рычажно-
эксцентриковый привод и рабочий инструмент — ножницы и
штамп (пуансон и матрицу). Оба рабочих инструмента приво-
дятся в движение вручную рычагом, связанным с эксцент-
риком.
Для средних и крупных лесопильно-деревообрабатывающих
предприятий Кировский станкозавод выпускает два приводных
станка для обрезки и насечки зубьев рамных и круглых пил:
ПШ-ЗМ для пил толщиной до 3 мм и диаметром до 630 мм и
ПШП-2 для пил толщиной до 5,5 мм и диаметром до 1500 мм.
Основные данные этих станков приведены в табл. 32.
Станок ПШП-2 (рис. 77) имеет массивную чугунную станину
с размещенными внутри нее и снаружи механизмами привода,
рабочими элементами и органами управления. Станок мо-
жет работать в режиме непрерывных и одиночных ходов. Управ-
ляют станком с кнопочной станции и от электропедали. Дели-
тельный механизм станка (рис. 78), включающий пилодержа-
тель /, рычажное поворотное устройство 2 и делительный диск
3, обеспечивает насечку зубьев круглых пил без предварительг
ной разметки. Для насечки зубьев рамных пил на матрице име-
207
Рис. 77. Станок ПШП-2 для обрезки
и насечки зубьев пил
ется упор для получения тре-
буемого шага зубьев. Обрезку
и насечку зубьев на пило-
штампе ПШП-2 выполняют за
счет возвратно-поступатель-
ного движения ползуна, на ко-
тором крепятся пуансон и нож.
Конструкция станка предус-
матривает регулировку ножа
и пуансона по высоте.
В отличие от выпускавше-
гося ранее пилоштампа ПШП
с двусторонним расположе-
нием механизмов обрезки ина-
сечки зубьев станок ПШП-2
имеет одностороннюю компо-
новку ножниц и штампа, что
создает большие удобства
при его эксплуатации.
Конструкция станка
ПШП-2 (см. рис. 77) включает
следующие основные узлы: станину 1, узел привода 2, 3, зуб-
чатую передачу 4, 5, поддерживающую штангу 7 с делитель-
ным механизмом и пилодержателем, узел обрезки и насечки
32. Основные данные станков
Наименование параметра Значение параметра дпя станка
ПШ-3 [ПШ-ЗМ ПШП-2
Наибольшая толщина обрабатывае- 3 3 5,5
мых пил, мм
Наибольший диаметр обрабатывае- 630 630 1500
мых пил, мм
Наименьший диаметр обрабатывае- 200 200 400
мых круглых пил, мм Ход ножа и пуансона, мм 8 8 16
Наибольшее усилие в конце хода, кН 29,4 49 196
Наибольшее усилие на рукоятке, Н ' 245 — —
Число ходов в минуту 50 50
Мощность электродвигателя, кВт 1,0 2,2
Габарит (длинах ширинах высота), 920Х1130Х 1090х595х 1545X1650X
мм Х1320 Х710 Х1365
Масса, кг 82 240 800
208
зубьев с вертикальным ползуном 6, электропедаль управления
станком.
Закрепленную на пилодержателе обрабатываемую пилу,
в зависимости от вида обработки (обрезки или насечки), уста-
навливают в соответствующее положение по высоте с помощью
вертикального ходового винта.
Ползун 6, в верхней части которого крепится нож, а в ниж-
ней пуансон, получает возвратно-поступательное движение от
А-А
Рис. 78. Делительный механизм станка ПШП-2
эксцентрика ведомого вала через сухарь. Ведомая шестерня 5,
насаженная на ведомый вал, приводится в движение от веду-
щего вала 4. На конце ведущего вала свободно, на втулках,
установлен маховик, приводимый во вращение клиноременной
передачей от электродвигателя, установленного в нижней части
станины. Ведущий вал получает движение от маховика только
в случае попадания поворотной шпонки в одно из гнезд соеди-
нительной муфты.
Настройку и наладку станка выполняют в следующей после-
довательности. Для насечки и обрезки зубьев круглых пил на
209
станке устанавливают приспособление со сменным делительным
диском, число зубьев которого равно или кратно числу зубьев
пилы. На ползуне слегка закрепляют винтом пуансон соответ-
ствующего профиля и подводят к матрице. Вращением махо-
вика по пуансону устанавливают положение матрицы, после
чего матрицу и пуансон фиксируют прижимными винтами. На
конус пилодержателя ставят пилу. Маховичком настройки пилу
подводят в рабочую зону. При обрезке зубьев переключатель
рода работ должен указывать на непрерывный автоматический
Рис. 79. Станок ПШ-ЗМ для обрезки и насечки зубьев пил
цикл. Поворачивают пилу вручную. Для насечки зубьев пилу
зажимают на конусе гайкой и подводят в рабочую зону на
матрицу. Переключатель включают на одиночный цикл работы.
Деление на насечку последующего зуба выполняют рукояткой
делительного механизма. Станок включают в работу нажатием
ножной электропедали. При обрезке и насечке зубьев рамных
пил на вал пилодержателя устанавливают и закрепляют спе-
циальную направляющую линейку. Передвижение пилы для на-
сечки новых зубьев контролируют специальным упором, находя-
щимся сбоку от матрицы. Базируют упор по передней грани
первого выштампованного зуба.
Станок ПШ-ЗМ (рис. 79) представляет собой облегченную
настольную модель с механическим приводом. Он состоит из
станины /, ползуна 12, пуансона 14, подвижного ножа 6, мат-
рицы 15, нижнего кронштейна 16, неподвижного ножа 7, попе-
речины 8, верхнего кронштейна 2, подмоторной плиты 5, элек-
210
тродвигателя 4, электронный 3, фиксатора делительного диска
11, делительного механизма 9, штанги 13 вертикального пере-
мещения, штанги 10 горизонтального перемещения пилодержа-
теля. По конструкции, компоновке узлов и приемам настройки
станок ПШ-ЗМ в основном аналогичен станку ПШП-2.
При работе на станке необходимо следить за состоянием
ползуна и направляющих, не допуская появления боковых люф-
тов. Необходимо своевременно затачивать ножи, пуансон и мат-
рицу. Пуансон и матрица должны иметь правильную форму и
профиль. Пригонка пуансона и матрицы должна соответство-
вать скользящей посадке третьего класса точности, зазор между
пуансоном и матрицей в рабочей зоне допускается 0,1 мм. Уве-
личение зазора приводит к затягиванию металла пилы между
пуансоном и матрицей, появлению облоя (загиба краев) по
контуру зубьев, а также к пх поперечному отгибу при обратном
ходе пуансона. Режущие кромки пуансона и матрицы не дол-
жны иметь выщербин и закруглений. В противном случае по-
лотно пилы может деформироваться, появятся облой и трещины.
Зазор между ножами ножниц не должен превышать 0,15 мм.
Ножи необходимо устанавливать так, чтобы концы их перекры-
вали друг друга на расстоянии 1—2 мм. Штампы п ножи
изготовляют из стали 9ХС и закаливают до твердости HRC
55.. .60.
При насечке у вершин зубьев следует оставить площадку
шириной около 1,0 мм. Окончательной формы зуба достигают
заточкой на полуавтомате. Это делается для того, чтобы сточить
слой металла с трещинами и прочими дефектами, возможными
при штамповании.
В случае отсутствия в комплекте станка делительных дисков
с требуемым числом зубьев или при насечке зубьев на станках
без делительного механизма целесообразно в качестве шаблона
использовать пилу необходимого диаметра с требуемым числом
зубьев. Для этого обрабатываемую пилу и пилу-шаблон зажи-
мают на цилиндрической втулке пилодержателя (коническая
втулка в данном случае неприемлема), при этом пила-шаблон
располагается сверху. Затем выполняют насечку зубьев у об-
рабатываемой пилы по зубьям пилы-шаблона. Во время работы
шаблон служит одновременно верхним прижимом, что предохра-
няет зубья от возможного отгиба при обратном ходе пуансона.
Пилу-шаблон также используют при насечке зубьев рамных пил.
Настраивая станок, необходимо следить за тем, чтобы пила на-
ходилась строго в плоскости поверхности матрицы. Смещение
вызывает деформацию полотна пилы.
На станках с точными делительными дисками можно быстро
сделать насечку зубьев с минимальной ошибкой по шагу. На-
сечка рамных пил по упору обеспечивает равномерность шага.
Ввиду трудности получения точного угла поворота насечку
зубьев круглых пил по упору применяют довольно редко.
211
Насечка зубьев пил по шаблону весьма проста. Обычно
таким способом ремонтируют пилы на ручных пилоштампах.
При работе по данному методу на штампах с механическим
приводом требуется повышенное внимание, чтобы не срезать
зубья у пилы-шаблона. Копирование возможной ошибки в шаге
зубьев у пилы-шаблона — второй недостаток такой насечки.
Глава 11
ИСПЫТАНИЕ И ПРОВЕРКА ТОЧНОСТИ
И ЖЕСТКОСТИ ЗАТОЧНЫХ СТАНКОВ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Испытания при приемке новых и отремонтированных стан-
ков включают: испытание на холостом ходу с проверкой ра-
боты механизмов и паспортных данных; проверку геометриче-
ской точности и жесткости станка; испытание станка в работе
с проверкой его производительности, точности и шероховатости
обработанных поверхностей заточенного инструмента. Перед
испытаниями станок очищают от консервационной смазки,
устанавливают горизонтально и закрепляют на фундаменте
или виброопорах. При испытаниях станок нельзя разбирать.
Испытания на холостом ходу включают проверку действия
всех органов управления с последовательным включением на
предусмотренные на станке циклы работы, всех скоростей шли-
фовального круга, всех скоростей и величин продольной и по-
перечной подачи. Необходимо проверить: правильность включе-
ниями взаимной блокировки электрической и гидравлической
аппаратуры; правильность взаимодействия всех механизмов, рав-
номерность их движений без рывков и заеданий, надежность
фиксирования; безотказность и точность действия автоматиче-
ских устройств, точность и стабильность работы упоров, дели-
тельных механизмов; надежность работы устройств и механиз-
мов для зажима затачиваемого инструмента при многократных
включениях и ослаблении их при кратковременных перегруз-
ках; работу системы смазки, обеспечивается ли непрерывность
смазки трущихся поверхностей в достаточном количестве; ра-
боту системы подачи СОЖ; надежность действия оградительных
и защитных устройств по технике безопасности. Все механизмы
станка должны работать плавно, без толчков и заеданий, без по-
вышенного шума, стуков, сотрясений и вибраций. При испыта-
ниях на холостом ходу нового станка надлежит проверить со-
ответствие его основных данных и комплектации принадлежно-
стей и запасных частей паспорту.
Проверяют скорость вращения шлифовального круга сначала
наименьшую, последовательно переходя к высшим. На каждой
212
ступени скорость проверяют не менее двух раз. Отклонение
скоростей, проверенных на холостом ходу, допускается не более
5% от указанных в паспорте станка, принятых для работы
с полной номинальной нагрузкой. Число оборотов устанавли-
вают по тахометру или счетчику оборотов. Продольную подачу
контролируют, измеряя величину перемещения стола или шли-
фовальной головки за промежуток времени по секундомеру на
участке, где исключено влияние мертвого хода при реверсиро-
вании.
Поперечную или круговую подачу в миллиметрах за двой-
ной ход шлифовальной головки проверяют при наименьшем и
наибольшем номинальных значениях, указанных в паспорте
станка, на шкалах и лимбах. Величину фактической подачи (пе-
ремещения суппорта шлифовальной головки в крайнем нижнем
положении, подающей собачки в крайнем переднем положении)
контролируют с помощью индикатора, закрепляемого на непо-
движной части станка.
Во время работы станка под нагрузкой (при заточке) воз-
никают усилия, вызывающие деформации его деталей и узлов,
нарушающие точность их взаимного расположения и перемеще-
ний шлифовальной головки, стола, механизмов крепления и по-
дачи затачиваемого инструмента. Геометрическую точность
станка определяют с помощью ряда измерительных инструмен-
тов и приборов. Являясь важнейшей характеристикой станка,
его геометрическая точность не может полностью определять
точность линейных и угловых размеров заточенного инстру-
мента. Поэтому при испытаниях необходимо также проверить
точность размеров инструмента после заточки, являющуюся кос-
венной оценкой точности работы станка.
Точность заточных станков проверяют при их изготовлении
Кировским станкостроительным заводом в соответствии с
ГОСТами и техническими условиями. Потребители также дол-
жны выполнять контрольные проверки полученных Старков, по-
скольку могут возникнуть деформации отдельных узлов в ре-
зультате сотрясений при транспортировке. Необходимы кон-
трольные проверки точности после разборки и ремонта станков.
По принятой ГОСТ 8—71 классификации металлообрабаты-
вающие станки, к каким относят и станки для заточки и подго-
товки дереворежущего инструмента, подразделяются по точно-
сти изготовления на пять классов.
Соотношение основных допусков точности в зависимости
от класса точности
Нормальной точности Н .
Повышенной » П .
Высокой » В .
. 1 Особо высокой точности А . . • 0,25
. 0,6 Сверхточные С .0,15
.0,4 (
Соотношение
класса к классу
между величинами допусков при переходе от
принято}/10^ 1,6.Станки для заточки сталь-
213
ного дереворежущего инструмента абразивными инструментами!
относятся к классу нормальной точности Н, для заточки твердо-
сплавного инструмента алмазными кругами — к классу повы-
шенной точности П.
При всех проверках точности станков необходимо соблюдать
общие условия согласно ГОСТ 8—71: измерять радиальное бие-
ние не менее чем в двух взаимно перпендикулярных плоскостях,
а торцевое — не менее чем в двух диаметрально противополож-
ных точках торцевой поверхности с перестановкой индикатора.
Перед измерением осевого и торцевого биений следует выбрать
осевой зазор (люфт) шпинделя. При установке поверочной ли-
нейки с параллельными рабочими поверхностями длиной свыше
500 мм для замеров в вертикальной плоскости на две опоры
одинаковой высоты опоры надо располагать приблизительно на
2/9 длины линейки от ее концов во избежание влияния провеса
ее средней части под действием собственной массы.
Методы проверки и средства измерения, приведенные в стан-
дартах и технических условиях,— арбитражные. Допускается
применение других методов и средств измерения при условии,
что они обеспечат установление требуемой точности. Общая не-
точность метода проверки не должна превышать 20% от допу-
скаемых отклонений измеряемых величин у станков классов
точности Н и П.
Для проверки точности заточных станков используют изме-
рительные инструменты: меры длины концевые плоскопарал-
лельные стальные (плитки) по ГОСТ 9038—73 классов точности
0, 1, 2, 3 в разных наборах — № 1 в количестве 87 шт. с номи-
нальными размерами от 0,5 до 100 мм, № 2 в количестве 42 шт.
с размерами от 1 до 100 мм и другие наборы, а также отдель-
ные меры размерами от 0,1 до 10 мм через 0,01 мм, из которых
необходимо иметь несколько пар одинакового размера; линейки
поверочные стальные с широкой рабочей поверхностью — пря-
моугольную ШП длиной 1000 мм; двутавровую ШД длиной 1000,
1600, 2500, 3000 мм; угольники УШ поверочные слесарные с ши-
роким основанием размерами 250/160 и 400/250 мм; угломер с но-
ниусом УН типа 127 с отсчетом по нониусу с точностью 2';
уровни — рамный регулируемый 111 размером 200X200 мм с це-
ной деления ампулы 0,02 мм на 1 м, брусковый регулируемый
100 длиной 200 мм с ценой деления ампулы 0,02 мм на 1 м;
щупы — набор № 2, 17 шт. с номинальными толщинами от 0,02
до 0,5 мм; индикаторы 1МИГ часового типа с ценой деления
0,001 мм, ИГ2-2 с ценой деления 0,01 мм, типа ИРБ-2М ры-
чажно-зубчатый с боковым расположением шкалы с ценой де-
ления 0,002 мм; принадлежности к индикаторам — наконечники
сменные сферические и плоские, штатив, стойка магнитная;
контрольные оправки — цилиндрические, шлифовальные, с ко-
нусным хвостовиком и цилиндрические шлифованные, устанав-
ливаемые в центрах.
214
Нормы точности станков для заточки и подготовки дерево-
режущего инструмента и методы их проверки установлены
ГОСТ 18209—72 «Станки для заточки рамных и ленточных пил.
Нормы точности», ГОСТ 20404—75 «Станки для заточки круг-
лых пил. Нормы точности», ГОСТ 16929—71 «Станки для за-
точки плоских ножей с прямолинейной режущей кромкой.
Нормы точности». Для остальных станков нормы установлены
на каждую выпускаемую модель приведенными в паспортах
станков техническими условиями Кировского станкостроитель-
ного завода, согласованными с Минлесдревпромом СССР и ут-
вержденными Министерством станкостроительной и инструмен-
тальной промышленности СССР. При проверке точности этих
станков необходимо руководствоваться указанными стандартами
и техническими условиями.
2. проверка точности заточных станков
Нормы точности (допуски), виды обязательных проверок и
их методы (по ГОСТ 18209—72) для станков класса точности
Н — ТчПР-2, ТчПР-2Г, ТчЛ6-2, ТчЛ18, ТчЛ35 для заточки рам-
ных и ленточных пил следующие.
Проверки на холостом ходу. 1. Проверка радиального бие-
ния шпинделя шлифовальной головки. Допуск 15 мкм. Метод
проверки — на станке укрепляют индикатор так, чтобы его из-
мерительный наконечник касался середины образующей конуса
шпинделя и был перпендикулярен к ней. Шпиндель поворачи-
вают вручную. Биение определяют как наибольшую алгебраиче-
скую разность показаний индикатора в каждом его положении.
2. Проверка осевого биения шпинделя шлифовальной го-
ловки. Допуск 10 мкм. Метод проверки — на станке укрепляют
индикатор так, чтобы его плоский измерительный наконечник
касался шпинделя. Биение определяют как наибольшую алге-
браическую разность показаний индикатора.
3. Проверка торцевого биения опорной поверхности фланца
шлифовального круга. Допуск 30 мкм на диаметре 100 мм. Ме-
тод проверки — на станке укрепляют индикатор так, чтобы его
измерительный наконечник касался опорной поверхности фланца
шлифовального круга и был перпендикулярен к ней. Измерения
выполняют в двух взаимно-диаметральных плоскостях. Биение
определяют как наибольшую алгебраическую разность показа-
ний индикатора в каждом его положении.
4. Проверка перпендикулярности опорной поверхности
фланца шлифовального круга опорной поверхности зажимных
планок. Допуск 40 мкм на длине 50 мм. Метод проверки —
между зажимными планками устанавливают специальную ка-
либрованную пластину толщиной не менее 10 мм и шириной
не менее 100 мм с плоскостью всей базовой поверхности не ниже
II степени точности по ГОСТ 10356—63. К базовой поверхно-
215
сти пластины прикладывают поверочный угольник. Щупом про-
веряют зазор между опорной поверхностью фланца и угольни-
ком. Отклонение определяют как наибольшую величину про-
света.
5. Проверка прямолинейности перемещения пильной каретки
в горизонтальной плоскости. Допуск 60 мкм на длине 1000 мм.
Метод проверки — на базовые площадки каретки устанавли-
вают поверочную линейку. Индикатор укрепляют так, чтобы его
измерительный наконечник касался поверхности линейки и был
перпендикулярен к ней. Каретку перемещают вдоль всей на-
правляющей линейки. Отклонение определяют как наибольшую
алгебраическую разность показаний индикатора.
6. Проверка постоянства крайнего переднего положения по-
дающей собачки (при настройке станка на один шаг зубьев
пилы). Допуск 30 мкм. Метод проверки — на станке укрепляют
индикатор так, чтобы его плоский измерительный наконечник
касался конца собачки в ее крайнем переднем положении. Из-
меряют не менее 10 раз при наибольшей величине шага зубьев
пилы и вращении распределительного вала в одном направле-
нии. Отклонение определяют как наибольшую алгебраическую
разность показаний индикатора.
7. Проверка постоянства крайнего нижнего положения шли-
фовального шпинделя (при настройке станка на одну высоту
зубьев пилы). Допуск 30 мкм. Метод проверки — на шлифоваль-
ной головке укрепляют индикатор так, чтобы его измерительный
наконечник касался верхней плоскости зажимной планки в край-
нем нижнем положении головки. Измеряют не менее десяти раз
при наибольшей высоте зубьев пилы и вращении распредели-
тельного вала в одном направлении. Отклонение определяют
как наибольшую алгебраическую разность показаний индика-
тора.
Проверка в работе. Затачивают пилы — рамные толщиной
1,4 мм (по ГОСТ 10482—74) и 2,5 мм (по ГОСТ 5524—75); лен-
точные (по ГОСТ 6532—77): столярные толщиной 0,9 мм, дели-
тельные толщиной 1,2 мм; бревенные (по ГОСТ 10670—77) тол-
щиной 2 мм.
1. Проверка расположения вершин зубьев пилы на прямой
линии. Допуски на длине 1000 мм: для рамных пил 200 мкм,
для ленточных пил 300 мкм. Метод проверки — к вершинам
зубьев заточенной пилы прикладывают линейку. Щупом прове-
ряют зазор между линейкой и зубьями пилы. Отклонения оп-
ределяют как наибольшую величину просвета.
2. Проверка соответствия величин передних углов и углов
заострения зубьев пил заданным по шкале стайка. Допуск ± Г.
Метод проверки — передние углы и углы заострения заточен-
ных зубьев измеряют угломером (при отгибе зуба на сторону
до 1 мм). Отклонения определяют как разность наибольших и
наименьших измерений.
216
3. Проверка шероховатости заточенных граней зубьев пил.
Шероховатость заточенных граней зубьев пил не должна быть
грубее 6-го класса по ГОСТ 2789—73. Метод проверки — про-
веряют при помощи средств для контроля шероховатости по-
верхности.
Нормы точности, виды обязательных проверок и их методы
(ГОСТ 20404—75) для станков ТчПК4, ТчПК8, ТчПК16, ТчПК22
класса точности Н, ТчПТ4 и ТчПТб-Гл класса точности П по
заточке круглых пил следующие.
Проверка на холостом ходу. 1. Проверка радиального бие-
ния шпинделя шлифовальной головки. Допуск для станков
класса Н 15 мкм, класса П 8 мкм. Метод проверки аналогичен
принятому для станка ТчПР-2.
2. Проверка осевого биения шпинделя шлифовальной го-
ловки. Допуск для класса Н 10 мкм, для класса П 5 мкм. Ме-
тод проверки аналогичен принятому для станка ТчПР-2.
3. Проверка торцевого биения опорной поверхности фланца
шлифовального круга. Допуск для станков класса Н 30 мкм,
класса П 20 мкм.
4. Проверка перпендикулярности опорной поверхности
фланца шлифовального круга опорной поверхности зажимных
планок. Допуск 10'. Метод проверки — между зажимными план-
ками устанавливают специальную калиброванную пластину тол-
щиной не менее 6 мм и шириной не менее 100 мм с плоскост-
ностью всей базовой поверхности не ниже II степени точности
по ГОСТ 10356—63. Оптическим угломером измеряют угол
между базовой поверхностью пластины и опорной поверхностью
фланца. Отклонение определяют как разность между прямым уг-
лом и фактическим.
5. Проверка симметричности поворота шлифовальной го-
ловки при косой заточке. Допуск для станков класса Н 1°,
класса П 0,5°. Метод проверки — между зажимными планками
устанавливают специальную калиброванную пластину шириной
не менее 100 мм, а на шпиндель шлифовальной головки конт-
рольный диск, равный по диаметру шлифовальному кругу.
Толщина пластины и диска не должна быть менее 6 мм, а пло-
скостность их базовых поверхностей ниже II степени точности
по ГОСТ 10356—63. Угломером измеряют угол между базовыми
поверхностями пластины и диска при его повороте на макси-
мальный угол в одну и другую сторону. Отклонение определяют
как алгебраическую разность показаний угломера при повороте
диска в одну и другую сторону.
6. Проверка постоянства крайнего переднего положения по-
дающей собачки (при настройке на один шаг зубьев пилы). До-
пуск для станков: класса Н — 20 мкм при диаметрах затачивае-
мых пил до 800 мм и 30 мкм при диаметрах пил свыше 800 мм;
класса П — 3 мкм при диаметрах пил до 800 мм. Метод про-
верки аналогичен принятому для станка ТчПР-2.
8
Заказ № 442
217
7. Проверка постоянства крайнего нижнего положения шли-
фовальной головки (при настройке на одну высоту зубьев
пилы). Допуск для станков класса Н при диаметрах затачивае-
мых пил до 800 мм — 30 мкм, при диаметрах пил свыше
800 мм — 40 мкм. Метод проверки — как для станка ТчПР-2.
Проверка в работе. На станках затачивают круглые плос-
кие пилы по ГОСТ 980—69 и пилы с пластинками из твердого
сплава по ГОСТ 9769—69 с наибольшим (паспортным) диамет-
ром и шагом зубьев, с профилем для продольной распиловки.
I. Проверка радиального биения вершин зубьев заточенной
пилы. Допуск для станков класса Н 200 мкм при диаметрах
затачиваемых пил до 800 мм и 300 мкм при диаметрах пил
свыше 800 мм, класса П 70 мкм. Метод проверки — на станке
укрепляют прибор (индикатор) так, чтобы его плоский измери-
тельный наконечник касался вершин зубьев пилы. Биение опре-
деляют как наибольшую алгебраическую разность показаний
прибора.
2. Проверка соответствия передних, контурных и боковых
углов заострения зубьев пилы заданным по шкале станка. До-
пуск для станков класса Н ± Г, класса П ± 0,5°. Метод про-
верки— передние, контурные и боковые углы заострения зато-
ченных зубьев пилы измеряют угломером не менее десяти раз.
Отклонение определяют как разность показаний по шкале и
результатов измерений.
3. Проверка шероховатости заточенных граней зубьев пилы.
Шероховатость заточенных граней зубьев круглых плоских пил
для распиловки древесины не должна быть грубее 6-го класса
шероховатости поверхности по ГОСТ 2789—73. Метод про-
верки — проверяют при помощи средств контроля шерохова-
тости поверхности.
Нормы точности, виды обязательных проверок и их методы
(по ГОСТ 16929—71) для станков ТчН6-4, ТчН13-4, ТчН21-4,
ТчН31-4 класса точности Н и ВЗ-157 класса П по заточке но-
жей следующие.
Проверка на холостом ходу. 1. Проверка прямолинейности
рабочих поверхностей направляющих станины в продольном
направлении. Допуски для станков класса Н 40 мкм при длине
направляющих до 2500 мм и 60 мкм при длине свыше 2500 мм,
класса П 24 мкм при длине до 250 мм и 36 мкм при длине
свыше 2500 мм. Метод проверки — на рабочей горизонтальной
поверхности направляющей станины в заданном направлении
устанавливают уровень. Измеряют, передвигая уровень после-
довательно от участка к участку и выявляя наклон участков.
По полученным угловым показаниям строят график формы про-
филя поверхности, по которому определяют величину отклоне-
ния и пересчитывают угловые величины в линейные. Длина
уровня не должна превышать 7ю длины проверяемой поверх-
ности (но не более 500 мм).
218
2. Проверка расположения рабочих поверхностей направ-
ляющих в горизонтальной плоскости в поперечном направлении
(отсутствие извернутости). Допуски для станков класса Н
40 мкм на длине 1000 мм, класса П 24 мкм при длине направ-
ляющих до 2500 мм и 36 мкм при длине свыше 2500 мм. Ме-
тод проверки — на рабочих горизонтальных поверхностях на-
правляющих станины в поперечном направлении устанавли-
вают поверочную линейку (или специальный мостик), на
которую в том же направлении кладут уровень. Измерения
выполняют в трех местах по длине направляющих — у,концов
и в середине. Отклонение определяют как наибольшую вели-
чину результатов измерений.
3. Проверка плоскостности рабочих поверхностей стола
(выпуклость не допускается). Допуски для станков: класса
Н — 25 мкм при длине стола до 1000 мм, 40 мкм при длине
1000—2500 мм, 60 мкм при длине свыше 2500 мм; класса П —
соответственно 15; 24 и 36 мкм. Метод проверки — на каждой
рабочей поверхности стола на двух регулируемых опорах
(плоскопараллельных концевых мерах длины) одинаковой вы-
соты устанавливают поверочную линейку так, чтобы у концов
линейки получались одинаковые показания индикатора. Опоры
для линейки располагают в точках, удаленных от концов ли-
нейки на 2/э ее длины. Индикатор ставят на проверяемой по-
верхности стола так, чтобы его измерительный наконечник
касался рабочей поверхности линейки и был перпендикулярен
ей. Индикатор перемещают вдоль линейки и определяют пра-
вильность формы профиля поверхности. Проверяют не менее
чем в двух диагональных направлениях.
4. Проверка параллельности рабочих поверхностей стола
направлению перемещения каретки в вертикальной плоско-
сти. Допуски для станков: класса Н — 40 мкм при длине стола
до 1000 мм, 60 мкм — при длине 1000—2500 мм, 100 мкм при
длине свыше 2500 мм, класса П — соответственно 24, 36 и
60 мкм. Метод проверки — каждую проверяемую поверхность
стола устанавливают последовательно в горизонтальное поло-
жение по уровню, ставят на нее на двух опорах одинаковой
высоты (плоскопараллельных концевых мерах длины) пове-
рочную линейку. На каретке устанавливают индикатор так,
чтобы его измерительный наконечник касался рабочей поверх-
ности линейки и был перпендикулярен ей. Замеры выполняют
в крайних положениях каретки по длине стола. Отклонение
определяют как наибольшую алгебраическую разность резуль-
татов измерений в каждом положении линейки.
5. Проверка соответствия угла поворота стола заданному
по шкале. Допуски для класса Н 1°, класса П 40'. Метод про-
верки— каждую рабочую поверхность стола устанавливают по
шкале последовательно в горизонтальное положение и под
углом 20 и 45°. Точность положения стола в каждой позиции
8*
219
проверяют при помощи оптического квадранта (или угломера
маятникового ЗУРИ) посередине длины стола не менее пяти
раз. Отклонение определяют как наибольшую разность вели-
чин угла, устанавливаемого замерами, и заданного по шкале.
6. Проверка соответствия фактической величины подачи
круга на глубину резания заданной по шкале лимба. Допуски
для класса Н 3 мкм, класса П 2 мкм. Метод проверки — на
столе устанавливают индикатор так, чтобы его измерительный
наконечник касался горизонтальной опорной поверхности
фланца крепления круга и был перпендикулярен ей. Шлифо-
вальную головку после выбора зазора подают последовательно
на одно и десять делений лимба. Проверяют при рабочем по-
ложении шлифовальной головки.
7. Проверка радиального биения шпинделя шлифовального
круга. Допуски для класса Н 15 мкм при диаметре передней
опоры шпинделя до 32 мм и 20 мкм при диаметре от 32 до
50 мм, для класса П соответственно 9 и 12 мкм. Метод про-
верки аналогичен принятому для станков по заточке рамных
и круглых пил.
8. Проверка осевого биения шпинделя шлифовального
круга. Допуски для класса П 10 мкм при диаметре передней
опоры шпинделя до 32 мм и 16 мкм при диаметре 32—50 мм,
для класса П соответственно 6 и 10 мкм. Метод проверки ана-
логичен принятому для станков по заточке рамных и круг-
лых пил.
9. Проверка торцевого биения опорной поверхности фланца
шлифовального круга. Допуски для класса Н 15 мкм при диа-
метре фланца шлифовального круга до 50 мм и 20 мкм при
диаметре свыше 50 мм; для класса П соответственно 9 и
12 мкм. Метод проверки аналогичен принятому для станков по
заточке рамных и круглых пил.
Проверка станка в работе. Затачивают и доводят на чисто-
вых режимах нож длиной, соответствующей длине стола.
После заточки и доводки он должен отвечать нижеприведен-
ным требованиям.
Значения допусков в зависимости от класса точности станка
и длины ножа
Прямолинейность заточенной режущей кромки (на длине 1000 мм),
мкм, для класса:
Н . . 100/120*
П............................................................... 60/72*
Точность угла заострения ножа ................................... 1°/40'**
Шероховатость заточенных граней ножа по ГОСТ 2789 — 73 . 7/8**
* В числителе — для ножа длиной до 2500 мм, в знаменателе — для
ножа’длиной свыше 2500 мм.
** В числителе — для класса Н; в знаменателе — для класса П.
Метод проверки: а) поверочную линейку прикладывают ра-
бочей гранью к режущей кромке ножа так, чтобы она была пер-
220
пендикулярна передней кромке ножа. Зазор между режущей
кромкой и линейкой замеряют щупом. Нож проверяют на столе
станка в зажатом состоянии; б) угол заострения заточенного
ножа проверяют угломером; в) шероховатость заточенной грани
ножа проверяют при помощи средств для контроля шерохова-
тости поверхности.
Нормы точности, виды проверок и их методы (ТУ2-042-
385-75 Кировского станкозавода) для станка ТчПА-5 класса
точности Н для заточки круглых, рамных и ленточных пил сле-
дующие.
Проверка на холостом ходу. 1. Проверка радиального биения
шпинделя шлифовальной головки. Допуск 15 мкм.
2. Проверка осевого биения шпинделя шлифовальной го-
ловки. Допуск 10 мкм.
3. Проверка торцевого биения опорной поверхности фланца
шлифовального круга. Допуск 30 мкм на диаметре 100 мм.
4. Проверка перпендикулярности опорной поверхности
фланца шлифовального круга опорной поверхности зажимных
планок. Допуск 10 мкм.
5. Проверка прямолинейности перемещения пильной ка-
ретки в вертикальной плоскости. Допуск 200 мкм на длине
1000 мм.
6. Проверка постоянства крайнего переднего положения
подающей собачки (при настройке станка на один шаг зубьев
пилы). Допуск 30 мкм.
7. Проверка постоянства крайнего нижнего положения шли-
фовальной головки (при настройке станка на одну высоту
зубьев пилы). Допуск 40 мкм.
Методы проверок 1—7 аналогичны методам, принятым для
станков по заточке рамных и круглых пил.
Проверка в работе. 1. Проверка радиального биения вершин
зубьев заточенной круглой пилы с профилем для продольной
распиловки. Допуск 300 мкм.
2. Проверка расположения вершин зубьев заточенной рам-
ной пилы на прямой линии. Допуск 200 мкм на длине 1000 мм.
3. Проверка расположения вершин зубьев заточенной лен-
точной пилы на прямой линии. Допуск 300 мкм на длине 1000 мм.
Методы проверок 1—3 аналогичны методам, принятым для
станков по заточке рамных, ленточных и круглых пил.
Нормы точности, виды проверок и их методы (ТУ2-042-009-75
Кировского станкозавода) для станка ТчПН-6 по заточке
круглых, рамных пил и-плоских ножей следующие.
Проверка на холостом ходу. 1. Проверка радиального бие-
ния шпинделя шлифовальной головки. Допуск 15 мкм.
2. Проверка осевого биения шпинделя шлифовальной го-
ловки. Допуск 10 мкм.
3. Проверка торцевого биения опорной поверхности фланца
шлифовального круга. Допуск 40 мкм на диаметре 100 мм.
221
4. Проверка перпендикулярности опорной поверхности
фланца шлифовального круга опорной поверхности зажимных
планок. Допуск 40 мкм на длине 50 мм.
5. Проверка постоянства крайнего переднего положения по-
дающей собачки (при настройке станка на один шаг зубьев
пилы). Допуск 40 мкм.
6. Проверка постоянства крайнего нижнего положения шли-
фовальной головки (при настройке станка на одну высоту зубьев
пилы). Допуск 40 мкм.
Методы проверок 1—6 аналогичны методам, принятым для
станков по заточке рамных и круглых пил.
7. Проверка параллельности рабочей поверхности стола для
закрепления ножа направлению его перемещения. Допуск 60 мкм.
Метод проверки — на неподвижной части станка устанавливают
индикатор так, чтобы его измерительный наконечник касался
рабочей поверхности стола и был перпендикулярен к ней. Стол
перемещают по направляющим. Отклонение определяют, как
наибольшую алгебраическую разность показаний индикатора.
Проверка в работе. 1. Проверка радиального биения вершин
зубьев заточенных круглых пил; биение не должно превышать
300 мкм при диаметре пилы 300 мм; 400 мкм при диаметре пил
400—800 мм и 500 мкм при диаметре 800—1250 мм.
2. Проверка расположения на прямой линии вершин зубьев
заточенной рамной пилы; отклонение не более 300 мкм на
длине 1000 мм.
3. Проверка соответствия величин передних углов и углов
заострения зубьев заточенных круглых и рамных пил заданным
по шкалам станка; отклонения углов не более ±1°.
4. Проверка шероховатости поверхностей заточенных граней
зубьев круглых и рамных пил; шероховатость не должна быть
грубее 2,5 мкм по ГОСТ 2789—73.
5. Проверка прямолинейности заточенной режущей кромки
плоского ножа; отклонение не более 150 мкм на длине 1000 мм.
6. Проверка соответствия угла заострения заточенного ножа
заданному по шкале станка; отклонение не должно превы-
шать ± Г;
7. Проверка шероховатости поверхности заточенной грани
ножа; шероховатость не должна быть грубее 1,25 мкм по ГОСТ
2789—73.
Методы проверок 1—7 аналогичны методам, принятым для
станков по заточке рамных и круглых пил.
Нормы точности, виды проверок и их методы (ТУ2-042-224-75
Кировского станкозавода) для полуавтомата ТчФА класса
точности Н по заточке затылованных фрез по дереву следую-
щие.
Проверка на холостом ходу. 1. Проверка точности деления
по шагу зубьев фрезы. Допуск 4 мкм. Метод проверки — на
шпиндель (для установки фрезы) устанавливают фрезу и пово-
222
рачивают на шаг зуба. Точность поворота фрезы отсчитывают
по оптическому прибору.
2. Проверка радиального биения шпинделя шлифовальной
головки. Допуск 15 мкм.
3. Проверка осевого биения шпинделя шлифовальной го-
ловки. Допуск 10 мкм.
4. Проверка торцевого биения опорной поверхности фланца
шлифовального круга. Допуск 30 мкм на диаметре 100 мм.
Методы проверок 2—4 аналогичны методам, принятым для
станков по заточке пил.
5. Проверка радиального биения шпинделя для установки
фрезы. Допуск 25 мкм. Метод проверки аналогичен принятому
при проверках шпинделя шлифовального круга станков по за-
точке пил.
Пр оверка в работе. 1. Проверка радиального биения вершин
зубьев заточенной фрезы; биение не должно превышать 50 мкм.
2. Проверка прямолинейности режущих кромок зубьев за-
точенной фрезы; непрямолинейность ' не должна превышать
50 мкм на длине 40 мм.
3. Проверка шероховатости заточенных граней зубьев фрезы;
шероховатость должна быть не ниже 7-го класса по ГОСТ
2781 —73.
Нормы точности, виды проверок и их методы (ТУ 2-042-259—
71 Кировского станкозавода) для станка ТчФТ класса точности
П для алмазной заточки твердосплавных насадных фрез
следующие: 1. Проверка радиального биения шпинделя шли-
фовального круга. Допуск 8 мкм.
2. Проверка осевого биения шпинделя шлифовального круга.
Допуск 5 мкм.
3. Проверка торцевого биения опорной поверхности фланца
шлифовального круга. Допуск 7 мкм на радиусе 25 мм.
Методы проверок 1—3 аналогичны методам, принятым для
станков по заточке пил.
4. Проверка постоянства переднего положения подающей
собачки. Допуск 5 мкм. Метод проверки — индикатор устанав-
ливают на неподвижной части станка так, чтобы плоский нако-
нечник его измерительного стержня касался кончика собачки
при ее крайнем переднем положении.
5. Проверка радиального биения наружного конуса шпинделя
делительной головки. Допуск 10 мкм. Метод проверки ана-
логичен принятому для станков по заточке пил.
6. Проверка параллельности перемещения стола оси дели-
тельной головки и задней бабки. Допуск 10 мкм на длине 100 мм.
Метод проверки — на шпиндель делительной головки устанав-
ливают контрольную цилиндрическую оправку й поджимают
центром задней бабки. На неподвижной части станка устанав-
ливают индикатор так, чтобы его измерительный стержень ка-
сался образующей оправки и был перпендикулярен ей. Стол
223
продольно перемещают. Проверку выполняют в вертикальной
и горизонтальной плоскостях.
7. Проверка совпадения угловых параметров зуба заточен-
ной фрезы с заданными. Допуск ± Г. Метод проверки — фрезу
устанавливают в приспособление так, чтобы линия, проходящая
через вершину измеряемого зуба и центр фрезы, совпадала
с вертикалью. Измеряют маятниковым угломером (ЗУРИ).
8. Проверка радиального биения зубьев заточенной фрезы.
Допуск 50 мкм. Метод проверки аналогичен принятому при
проверке радиального биения зубьев заточенной круглой пилы.
9. Проверка шероховатости заточенных граней фрезы. Ше-
роховатость не должна быть ниже 10-го класса по ГОСТ
2789—73.
Нормы точности, виды проверок и их методы (ГОСТ 1584—75)
для универсально-заточных станков общего назначения класса
повышенной точности П следующие.
Точность установки станка перед проверками (горизонталь-
ность) 0,04/1000.
1. Проверка плоскостности рабочей поверхности стола. До-
пуски 16 мкм для станков с длиной стола до 500 мм, 20 мкм —
с длиной до 800 мм и 25 мкм — с' длиной свыше 800 мм. Допу-
скается только вогнутость поверхности. Метод проверки анало-
гичен принятому для проверки стола ножеточильных станков.
2. Проверка прямолинейности перемещения стола в про-
дольном направлении, в вертикальной и горизонтальной плос-
костях. Допуски: 8 мкм при длине перемещения стола до
320 мм, 10 мкм при длине 320—500 мм, 12 мкм при длине
свыше 500 мм. Метод проверки — на шлифовальной головке
укрепляют индикатор так, чтобы его измерительный стержень
касался грани поверочной линейки, установленной на столе
таким образом, чтобы при перемещении стола показания инди-
катора на обоих концах линейки были одинаковыми. Стол пе-
ремещается на всю длину хода. Замеры выполняют в верти-
кальной и горизонтальной плоскостях. Погрешность опреде-
ляют как алгебраическую разность показаний индикатора на
длине хода стола.
3. Проверка отсутствия перекоса (изворота) поверхности
стола при его перемещении. Допуски: 0,02/1000 при длине пе-
ремещения стола до 320 мм, 0,025/1000 при длине 320—500 мм,
0,03/1000 при длине свыше 500 мм. Допускается равномерный
уклон поверхности стола только в одну сторону. Метод про-
верки — при помощи уровня.
4. Проверка параллельности рабочей поверхности стола
направлению перемещения: стола в продольном направлении,
стола или шлифовальной головки в поперечном направлении.
Допуски: 8 мкм при длине перемещения стола до 320 мм, 10 мкм
при длине 320—500 мм, 12 мкм при длине свыше 500 мм. Ме-
тод проверки — на неподвижной части станка укрепляют ин-
224
дикатор так, чтобы его измерительный стержень касался рабо-
чей поверхности стола. Стол перемещается на всю длину хода
в продольном и поперечном направлениях, а шлифовальная-
головка в поперечном направлении. Погрешность определяют
как наибольшую разность показаний индикатора на длине хода
стола или шлифовальной головки.
5. Проверка параллельности боковых сторон среднего паза
стола направлению продольного перемещения стола. Допуски:
10 мкм при длине перемещения стола до 320 мм, 12 мкм —
при длине 320—500 мм, 16 мкм — при длине свыше 500 мм.
Метод проверки — на неподвижной части станка укрепляют
рычажно-зубчатый индикатор так, чтобы его измерительный
рычаг касался боковой стороны среднего паза стола. Стол пе-
ремещается на всю длину хода; измерения выполняют по обеим
боковым сторонам среднего паза, погрешность определяют
как алгебраическую разность показаний индикатора на длине
хода стола.
6. Проверка радиального биения базовой поверхности
шпинделя шлифовальной головки у конца шпинделя и на
длине I от конца шпинделя. Допуски у конца шпинделя:
4 мкм при диаметре опоры шпинделя до 32 мм, 5 мкм при диа-
метре 32—50 мм, 6 мкм при диаметре свыше 50 мм. Допуски
на длине I от конца шпинделя: 6 мкм на длине 150 мм при диа-
метре опоры до 32 мм, 8 мкм на длине 200 мм при диаметре
опоры 32—50 мм, 10 мкм на длине 300 мм при диаметре опоры
свыше 50 мм. Методы проверки — в базовое отверстие шпинделя
плотно вставляют цилиндрическую оправку с коническим хво-
стовиком- На неподвижной части станка укрепляют индикатор
так, чтобы его измерительный стержень касался цилиндричес-
кой поверхности оправки у ее концов и был направлен по ра-
диусу или касался базовой конической поверхности шпинделя
и был перпендикулярен к образующей на ее середине. Погреш-
ность определяют как наибольшую алгебраическую разность
показаний индикатора при каждом из его положений во вза-
имно перпендикулярных плоскостях.
7. Проверка осевого биения шпинделя шлифовальной го-
ловки. Допуски: 3 мкм при диаметре опоры шпинделя до 32 мм;
4 мкм при диаметре опоры 32—50 мм, 5 мкм при диаметре
опоры свыше 50 мм. Метод проверки — на неподвижной части
станка укрепляют индикатор так, чтобы его измерительный
стержень с плоским наконечником касался поверхности кали-
брованного шарика, вставленного в центровое отверстие шпин-
деля, или у центра торца короткой оправки, вставленной в ко-
ническое отверстие шпинделя. Допуски: 3 мкм при диаметре
опоры шпинделя до 32 мм, 4 мкм при диаметре опоры 32—
50 мм, 5 мкм при диаметре опоры свыше 50 мм.
8. Проверка перпендикулярности направления вертикаль-
ного перемещения шлифовальной головки и стола к рабочей
225
поверхности стола. Допуски: 12 мкм при длине перемещения до
200 мм, 16 мкм при длине перемещения 200—320 мм, 20 мкм при
длине свыше 320 мм. Метод проверки — на шлифовальной го-
ловке укрепляют индикатор так, чтобы его измерительный
стержень касался контрольной грани угольника, установлен-
ного на рабочей поверхности стола в плоскости: а) перпендику-
лярной к направлению продольного перемещения стола, б) па-
раллельной направлению продольного перемещения. Шлифо-
вальная головка или стол перемещается в вертикальной
плоскости на всю длину хода. Погрешность определяют как наи-
большую величину результатов замеров.
9- Проверка параллельности оси шпинделя шлифовальной
головки направлению продольного перемещения стола в верти-
кальной плоскости (для станков с поворотной шлифовальной го-
ловкой). Допуск 16 мкм на длине 300 мм. Метод проверки —
в отверстия обоих концов шпинделя устанавливают цилиндри-
ческие оправки одинакового диаметра. На столе укрепляют
индикатор так, чтобы его измерительный стержень касался
верхней образующей одной из оправок. Стол перемещается в по-
перечном направлении до получения наибольшего показания
индикатора. Затем стол перемещается в продольном направле-
нии так, чтобы измерительный стержень индикатора коснулся
второй оправки. Аналогично производят замер по второй оп-
равке. После этого головку с оправками поворачивают на 180°
и измеряют в такой же последовательности. Погрешность опре-
деляют как среднюю арифметическую результатов обоих за-
меров.
10. Проверка радиального биения базовой поверхности
шпинделя передней (универсальной) бабки у конца шпинделя
и на длине I от конца шпинделя. Допуски — у конца шпинделя:
4 мкм — при диаметре передней опоры шпинделя до 32 мм,
5 мкм-—при диаметре опоры 32—50 мм, 6 мкм — при диаметре
опоры свыше 50 мм; 6 мкм — на длине 150 мм от конца шпин-
деля при диаметре опоры шпинделя до 32 мм, 8 мкм — надлине
200 мм при диаметре опоры 32—50 мм, 10 мкм — на длине
300 мм при диаметре опоры свыше 50 мм. Метод проверки —
в отверстие шпинделя бабки плотно вставляют цилиндричес-
кую оправку с коническим хвостовиком. На неподвижной части
станка закрепляют индикатор так, чтобы его измерительный
стержень касался оправки и был направлен по ее радиусу.
Шпиндель проворачивают вручную и в каждом сечении прово-
дят измерения не менее чем в двух взаимно перпендикулярных
плоскостях. Погрешность определяют как наибольшую вели-
чину результатов замеров в каждом сечении.
11. Проверка осевого биения шпинделя передней (универ-
сальной) бабки. Допуски — 3 мкм при диаметре передней опоры
шпинделя до 32 мм, 4 мкм при диаметре опоры 32—50 мм, 5 мкм
при диаметре опоры свыше 50 мм. Метод проверки — в отвер-
226
стие шпинделя бабки плотно вставляют короткую оправку с
плоским шлифованным торцом. На неподвижной части станка
устанавливают индикатор так, чтобы его измерительный стер-
жень касался торца оправки у ее центра. Шпиндель проворачи-
вают вручную. Погрешность определяют как алгебраическую
разность показаний индикатора.
12. Проверка параллельности оси шпинделя передней или
задней бабок направлению продольного перемещения стола, в
вертикальной и горизонтальной плоскостях. Допуски — в верти-
кальной плоскости: 10 мкм — на длине перемещения стола
150 мм для станков с наибольшим диаметром затачиваемого
инструмента до 160 мм, 12 мкм — на длине 200 мм для станков
с наибольшим диаметром инструмента 160—250 мм, 16 мкм —
на длине 300 мм для станков с наибольшим диаметром инстру-
мента 250—400 мм; в горизонтальной плоскости соответственно
6, 8 и 10 мкм. Метод проверки — на неподвижной части станка
укрепляют индикатор, чтобы его измерительный стержень ка-
сался цилиндрической оправки, вставленной в отверстие шпин-
деля. Стол перемещается на длину 150; 200; 300 мм. Замеры вы-
полняют в вертикальной и горизонтальных плоскостях не менее
чем в трех положениях оправки (после каждого замера оправку
вынимают и вновь вставляют в отверстие шпинделя). Погреш-
ность определяют как среднюю арифметическую разультатов
всех замеров в каждой плоскости.
13. Проверка параллельности оси, проходящей через центры
передней и задней бабок, направлению перемещения стола- Про-
веряют в вертикальной и горизонтальной плоскостях. Допуски:
10 мкм при длине перемещения стола от 320 до 500 мм,
12.мкм при длине свыше 500 мм. Расположение оси отверстия
пиноли задней бабки может быть только выше оси отверстия
шпинделя передней бабки. Метод проверки — в центрах перед-
ней и задней бабок устанавливают цилиндрическую оправку,
длина которой должна быть равна длине шлифования (заточки).
На неподвижной части станка укрепляют индикатор так, чтобы
его измерительный стержень касался цилиндрической оправки
по образующей, расположенной: а) в вертикальной плоскости,
б) в горизонтальной плоскости. Стол перемещают в продоль-
ном направлении на длину хода. Измеряют по двум диамет-
рально противоположным образующим оправки, поворачивая
ее на 180°. Погрешность в каждой плоскости определяют как
среднюю арифметическую результатов двух измерений.
14. Проверка точности перемещения стола (шлифовальной
головки) в поперечном и вертикальном направлениях. Допуски:
3 мкм для станков с наибольшим диаметром затачиваемого
инструмента до 160 мм и 5 мкм для станков с диаметром ин-
струмента свыше 160 мм. Метод проверки — на неподвижной
части станка устанавливают индикатор так, чтобы его изме-
рительный стержень касался стола (шлифовальной головки)
227
в плоскости перемещения. Стол (шлифовальную головку) пере-
мещают в поперечном и вертикальном направлениях на одно,
затем на 10—12 делений лимба. Проверку выполняют в двух
крайних и среднем положениях стола (шлифовальной го-
ловки). Измеряют не менее трех раз в каждом из положений.
Погрешность определяют как среднюю арифметическую ре-
зультатов всех замеров в каждом положении.
3. ПРОВЕРКА ЖЕСТКОСТИ ЗАТОЧНЫХ СТАНКОВ
Жесткость станка в значительной степени обусловливает
точность и качество заточки. Под жесткостью станка подразу-
мевается жесткость упругой системы станок — приспособле-
ние— инструмент — деталь (СПИД). Общие требования к оп-
ределению жесткости станков установлены ГОСТ 7035—75
«Станки металлорежущие и деревообрабатывающие. Общие
условия к стандартам на нормы жесткости».
33. Наибольшее допускаемое перемещение в зависимости
от нагружающей силы и точности станка
Станки для заточки Наибольшая толщина пил» ножей и ширина фрез, мм Наибольшее допускаемое перемещение, мм, при нагружающей силе, Н (кгс)
196 (20) 294 (30) 490 (50)
Пил 1,5 1,4/—*
3,0 0,7/— — —
6,0 — 0,7/0,35 —
8,0 — 0,52/— —
Фрез 40 — — 0,42/—
80 •—- — 0,26/0,2
Ножей 5 — — —/0,2
15 — .— 0,28/—
25 — — 0,26/—
* В числителе — для станков класса 1 точности Н, в знаменателе —
класса точности П.
ГОСТ- 19168—78 «Станки для заточки дереворежущего ин-
струмента. Нормы жесткости» введена обязательная проверка
жесткости на заводе-изготовителе. Этим ГОСТом установлены
предельные значения перемещений системы СПИД под дей-
ствием определенных нагрузок и основные требования к методу
и приспособлениям для проверки жесткости заточных станков,
приведенные в табл. 33 и 34-
Жесткость заточного станка выражается формулой
1с = Ру1уй, (Ю)
где /с — среднее значение статической жесткости станка, Н/мм (кгс/мм);
228
Ру — сила нагружения, действующая в направлении нормальном к поверх-
ности обработки, Н (кгс);
у о — величина относительных перемещений (отжима), измеренная в том
же направлении, мм.
34. Основные данные приспособлений для проверки жесткости
станков, мм
Станки для заточки Размеры приспособления для крепления нагружаю- щего устройства Размеры опорного диска Радиус нагружения
диаметр ширина диаметр ширина
Пил 350/350 * 10/10 210/110 10/10 100/50
Фрез насадных 20Q/200 60/60 160/135 10/10 75/60
Ножей — — 210/160 10/10 100/75
* В числителе — для класса точности П. станков класса точности Н, в знаменателе —
При заточке дереворежущего инструмента (пилы, фрезы и
ножи) составляющая силы резания в нормальной плоскости
к поверхности обработки обычно равна от 20 до 270 Н. Для по-
лучения наиболее достоверных значений характеристики жест-
кости заточного станка и получения линейной зависимости ее
характеристики сила нагружения должна быть примерно в 1,5—
2,0 раза больше этих значений; для проверки жесткости мак-
симальную силу нагружения можно принять не более 490 Н-
Баланс упругих перемещений для одной и той же модели
на разных станках, в силу различия в качестве изготовления
отдельных деталей и сборки станков, в целом не будет одинаков.
Поэтому измерять жесткость станков целесообразно у но-
вых станков и у станков, прошедших текущий или капитальный
ремонт с разборкой основных узлов.
Установка станков при их испытаниях на жесткость должна
быть аналогична условиям их эксплуатации. Перед проведе-
нием замеров станок должен быть закреплен на фундаменте,
полностью смонтирован, отрегулирован и обкатан. Все части
станка, которые перемещаются при установке инструмента и
настройке станка, закрепляются перед заточкой, а части станка,
которые при заточке могут работать как в закрепленном, так
и в незакрепленном состоянии, должны находиться при про-
верке в незакрепленном состоянии.
После установки станка на фундамент и проверки его на
соответствие нормам точности необходимо произвести следую-
щие подготовительные работы.
Снять шлифовальный круг и вместо него установить опор-
ный диск, имитирующий шлифовальный круг. На стол станка
229
вместо затачиваемого инструмента установить проспособление
для крепления нагружающего устройства жесткомера (или ди-
намометра). Шлифовальную головку опустить в крайнее ниж-
нее рабочее положение. Расположение узлов станка должно
соответствовать его рабочему состоянию, а предохранительные
устройства отключены.
Все элементы станка и их стыки, неподвижные при работе,
зажимают, а подвижные элементы станка регулируют с пре-
дельной точностью их перемещений.
Ожидаемая величина упругих перемещений всех элементов
станка должна быть в пределах, позволяющих использование
измерительных приборов нормальной точности.
Нагружающие устройства и измерительные приборы. На-
гружающие устройства обеспечивают возможность создания в
станке внутренней силы требуемой величины и направления
в точке действия силы резания. Динамометр встраивают так,
чтобы в его показания не входили потери на трение в нагру-
зочном устройстве. Правильность расположения точки прило-
жения силы и ее направление выверяют.
Крепление нагрузочных устройств и измерительных прибо-
ров должно быть надежным. В качестве измерительных при-
боров необходимо использовать малогабаритные индикаторы
перемещений с ценой деления не более 0,01 мм. Измерительный
стержень индикатора должен иметь наконечник с шаровой по-
верхностью. Индикаторы крепятся на стойках, установленных
на общей базе.
Применяемые нагрузочные устройства тарируют по образ-
цовому динамометру, который должен находиться в отрасле-
вом НИИ или в заводской лаборатории на ведущем предприя-
тии производственного объединения. Результаты тарировки за-
носят в паспорт прибора. Проверять тарировку нагружающих
устройств необходимо не менее двух раз в году.
Для замеров жесткости заточных станков можно использо-
вать динамометр сжатия ДЖС-050 конструкции ВНИИДМАШ.
Прибор (рис. 80) состоит из двух основных узлов: нагру-
зочного устройства (домкратика) и динамометрической пла-
стинчатой пружины. С помощью пружин измеряют создаваемую
нагрузку: пружиной № 1—на 245 Н (25 кгс), №2 — на
490 Н (50 кгс).
В корпусе 1 на опорах смонтирован червяк 2, находящийся
в зацеплении с зубчатым колесом 3. Зубчатое колесо имеет
резьбу, посредством которой оно соединено с винтом дом-
крата. На винте 4 домкрата установлена динамометрическая
пружина 5 с укрепленным на ней индикатором 6 для отсчета
относительных перемещений пластинок пружины- Корпус дом-
крата крепится четырьмя винтами 7.
Метод замеров жесткости станка. Жесткомер и приспособ-
ления, предназначенные для замеров жесткости станка, должны
230
быть смонтированы по схеме на рис. 81. Вместо шлифоваль-
ного круга устанавливают опорный диск из стали с модулем
упругости не менее 205,9 ГПа; шероховатость опорных по-
Рис. 80. Прибор для замеров жесткости заточных станков
верхностей не должна быть грубее 0,32 мм по ГОСТ 2789—73;
твердость этих поверхностей 50—55 HRC. Размеры опорного
диска и приспособления для крепления нагружающего устрой-
ства строго нормируются и должны отвечать требованиям
табл. 34 (ГОСТ 19168—78).
231
После установки прибора два-три раза нагружают силой
максимальной величины (без записи показаний) и разгру-
жают. После разгрузки индикатор устанавливают на нуль.
Дают первую ступень нагрузки и разгрузки с градацией через
100 Н до максимального значения — 300 или 500 Н- Показания
индикатора перемещения записываются. Затем дают вторую
ступень нагрузки и разгрузки и записывают значения относи-
тельных перемещений. Весь цикл нагрузки и разгрузки проде-
лывают несколько раз (как минимум — три). При большом
Рис. 81. Схема установки прибора для замеров жесткости:
1 — приспособление для крепления динамометра; 2 — динамометр сжа-
тия; 3 — опорный диск; 4 — индикатор относительных перемещений
разбросе показаний (более 10%) цикл повторяют не менее пяти
раз. Баланс перемещений строят по средним арифметическим
показаниям.
Величина отжатия прибора после цикла нагрузки и разгру-
зки характеризует качество сборки станка и определяет вели-
чину относительных перемещений системы СПИД этого станка.
Величина этих перемещений не должна превышать требований,
изложенных в табл. 33 (ГОСТ 19168—78).
Силу, создаваемую прибором, следует передавать элемен-
там станка, через промежуточную кнопку с шаровой поверх-
ностью. Величину перемещения (деформации) исследуемого
элемента измеряют индикатором.
Переводят показания индикатора в величины нагрузки сог-
ласно тарировочной таблице для примененной при замере пру-
жины; промежуточные значения определяют по графику тари-
232
ровки этой пружины. Работать с жесткомером (динамометром)
рекомендуется при температуре с +10 до 30° С ±2° С.
Обработка результатов замеров и расчет жесткости станка.
По полученным результатам наблюдений строится график зави-
симости перемещений системы СПИД от величины силы нагру-
жений, представляющий собой характеристику жесткости станка
(качества сборки и изготовления всех узлов, входящих в си-
стему СПИД).
Среднее значение статической жесткости станка /с, Н/мм,
определяют по формуле
/с=2/’/2уо, (И)
где SP — сумма значений нагрузок, Н(кгс);
2г/о — сумма средних арифметических значений перемещений от действия
нагрузок, мм.
Пример расчета жесткости дан в табл. 35.
35. Пример расчета жесткости станка ТчПК4
Сила нагруже- ния, н (кгс) Перемещение yQ при нагружении, мм Перемещение при разгружении, мм
1 2 3 Среднее арифмети- ческое 1 2 3 Среднее арифмети- ческое
0 98(10) 195’(20) 294(30) 0 0,26 0,60 0,90 0 0,26 0,59 0,89 0 0,26 0,59 0,89 0 0,26 0,59 0,89 0 0,51 0,84 0 0,51 0,83 0 0,51 0,84 0 0,51 0,84
По результатам замеров строят график жесткости станка
и рассчитывают /с по формуле (11)
/с = — = —1° + 20 + 30._ = _®L = 34 4 кгс/мм = 333,5 Н/мм.
Sy0 0,26 4-0,59 + 0,89 1,74
Жесткость выпускаемых заточных станков по данным прово-
дившихся замеров составляет в среднем: ТчПР-2 250 Н/мм,
ТчПА-5 235, ТчПК8 106, ТчПК4 380, ТчЛбй 315, ТчЛ35 686,
ТчПТ4 810, ТчФТ 1760, ТчН21-4 2160 Н/мм.
Глава 12
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ К УСТРОЙСТВУ
И ЭКСПЛУАТАЦИИ СТАНКОВ
ДЛЯ ЗАТОЧКИ ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
При конструировании, монтаже и эксплуатации станков для
заточки и подготовки дереворежущего инструмента необходимо
соблюдать «Правила техники безопасности и производственной
санитарии в деревообрабатывающей промышленности», утвер-
жденные Министерством лесной и деревообрабатывающей про-
мышленности СССР, согласованные с ЦК профсоюза рабочих
Лесбумдревпрома, и нижеприведенные специальные требова-
ния безопасности к этим станкам, установленные в соответствии
с действующими Государственными стандартами. Наиболее опас-
ные в эксплуатации — станки для заточки стальных пил из-за
возможной поломки и разрыва абразивного круга, осколки кото-
рого могут причинить серьезную травму. Разработанные приме-
нительно к ним нижеследующие требования безопасности рас-
пространяются в основном и на другие заточные станки, а также
на станки для плющения, развода, насечки зубьев.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Станки устанавливают на фундаменте и прочно закрепляют
болтами. Допускается установка на междуэтажных перекры-
тиях с бетонной подготовкой пола и надежным креплением бол-
тами. Расстояния от тыльной и боковых сторон станка до стен
помещения и другого оборудования или рабочих мест должны
быть не менее 0,6 м. Рабочие места у станков не должны быть
скользкими и загрязненными.
Станки должны иметь лампы местного освещения зоны
заточки. Конструкция светильников должна позволять их уст-
новку на станках с необходимым направлением светового по-
тока. Напряжение лампы местного освещения не выше 36 В.
Питание светильников с напряжением 12—36 В осуществля-
ется от трансформаторов с раздельными обмотками первичного
-И вторичного напряжений; один из выводов обмотки заземляют.
Применение автотрансформаторов не допускается. Арматуру
светильников следует очищать от пыли и грязи не реже четы-
рех раз в месяц.
Кроме местного освещения рабочей зоны станка должно
быть общее искусственное освещение рабочих мест, органов
управления и настройки станков в соответствии с нормами ос-
вещенности согласно требованиям «Строительных норм и пра-
вил» III-B6 для I разряда работ. Станки располагают так,
чтобы обеспечивались благоприятные условия естественного
освещения рабочих мест.
234
Станки должны иметь индивидуальные вентиляционные
устройства для отсоса абразивно-металлический пыли, вклю-
ченные в отсасывающий воздухопровод групповой вентиляци-
онной системы или в индивидуальные пылесборники. Транспорт-
ная скорость в отсасывающем воздуховоде станка должна быть
не менее 25 м/с- Концентрация пыли в воздухе рабочих мест
станков не должна превышать 5 мг/м3. У зоны заточки станки
должны иметь пылеприемники, имеющие форму, обеспечиваю-
щую по возможности наиболее полное улавливание металли-
ческой и абразивной пыли без ее разброса в стороны. Пылепри-
емники необходимо ежедневно очищать от наростов налипаю-
щей металлической пыли. >
Станки, работающие с жидкостным охлаждением затачи-
ваемого инструмента, должны иметь защитные устройства,
предохраняющие рабочего и механизмы станка от брызг ох-
лаждающей жидкости, и устройства для отвода загрязненной
жидкости в отстойник.
Цветовая отделка, сигнальные цвета и знаки безопасности
выполняют по ГОСТ 12.4.026—76 «Цвета сигнальные и знаки
безопасности промышленных предприятий».
Ввод в эксплуатацию новых станков, и после капитального *
ремонта допускается после их приемки комиссией в составе
главного механика, работника по технике безопасности, началь-
ника инструментальной мастерской, представителя профсоюз-
ного комитета с составлением акта, утверждаемого главным
инженером предприятия. Пуск станков после текущего ремонта
разрешается после его проверки начальником или мастером
инструментальной мастерской. Использование станков не по
назначению запрещается.
Станки могут приводиться в действие и обслуживаться
только обученными ^рабочими, которым поручена работа на них.
Рабочих обязательно знакомят с паспортами и конструкциями
станков, правилами их обслуживания и безопасной работы.
Чистить и смазывать станки допускается только при их пол-
ной остановке и отключении от электросети.
2. ТРЕБОВАНИЯ К ОГРАДИТЕЛЬНЫМ
И ПРЕДОХРАНИТЕЛЬНЫМ УСТРОЙСТВАМ
Станки должны иметь оградительные и предохранитель-
ные устройства, защищающие работающего от возможных
травм. Эксплуатация станков со снятыми или неисправными ог-
радительными и предохранительными устройствами запреща-
ется- Конструкции и расположение оградительных и предохра-
нительных устройств должны предотвращать от случайного
соприкосновения рабочего с вращающимися частями станка —
шлифовальным кругом, фланцами крепления круга, концами
шпинделя, шкивами и приводными ремнями, а также предо-
235
хранить от вылета из зоны заточки осколков шлифовального
круга в случае его разрыва или частичной поломки. У станков
для заточки рамных пил с автоматическим возвратом каретки
с пилой в исходное положение за правым концом направляю-
щей линейки устанавливают и закрепляют на полу защитный
барьер, предохраняющий от удара концом пилы, быстро дви-
гающейся при возврате в исходное положение. Оградительные
и предохранительные устройства должны иметь достаточную
базу для их надежного крепления болтами.
Шлифовальный круг вместе с крепежными фланцами и пра-
вым концом шпинделя должен быть закрыт стальным кожу-
хом, прочно закрепленным болтами на корпусе шлифовальной
головки. Правая торцевая стенка кожуха должна быть съем-
ной, надежно крепящейся шурупами на цилиндрической части
кожуха и блокированной с пусковым выключателем станка.
Толщина стенок защитных кожухов не менее указанной
в табл. 36.
36. Толщина стенок кожухов, мм, в зависимости от диаметра круга
Рабочие окружные скорости шлифо- вального круга, м с Диаметр шлифо- вального круга, мм Толщина торцовых стенок Толщина цилин- дрической стенки
До 40 71—150 4/2 4/3
151—300 4/2 4/4
301—400 6/4 6/4
71—150 6/4 6/4
40—65 151—300 7/5 7/7
301—400 10/5 10/7
Примечание. В числителе — для кожухов из стального литья
25Л-11,35Л-11 по ГОСТ 977—75; в знаменателе — для кожухов из стали
листовой Ст. 2, Ст. 3 по ГОСТ 380—71.
Стенки кожухов из листовой стали надо сваривать сплош-
ным усиленным швом, высотой не менее толщины стенки. Угол
раскрытия защитного кожуха для шлифовального круга дол-
жен быть 120—135°, допускающим опускание круга при его из-
носе до нижней точки его контакта с впадиной затачиваемого
зуба и не мешающим визуальному наблюдению за процессом
заточки. Зазор между цилиндрической стенкой кожуха и шли-
фовальным кругом должен быть не менее 10 мм; зазор между
съемной торцевой стенкой кожуха и концом шпинделя —не
менее 5 мм; зазор между левой стенкой кожуха и опорным
фланцем шлифовального круга — не менее 10 мм.
На передней нижней части кожуха должен быть выдвижной
козырек, перекрывающий зазор между цилиндрической стенкой
кожуха и кругом, увеличивающийся по мере износа круга. Это
необходимо в целях предотвращения выброса вниз из кожуха
236
абразивной пыли, увлекаемой потоком воздуха внутри кожуха
вдоль его цилиндрической стенки.
Ограждение ременного привода шпинделя должно закры-
вать с передней и боковых сторон приводной ремень на всей его
длине, шкивы, левый конец шпинделя и вал электродвигателя-
У станков с боковой качающейся подвеской электродвигателя
и шлифовальной головкой, поворачивающейся при косой за-
точке зубьев пил, ограждение должно состоять из двух ча-
стей— верхней и нижней, свободно поворачивающейся отно-
сительно верхней части, не касаясь приводного ремня, извер-
тываемого при повороте шлифовальной головки. Ограждение
сваривают из листовой стали Ст. 2, Ст. 3, по ГОСТ 380—71,
толщиной не менее 2 мм. Обе части ограждения надежно за-
крепляются шурупами на корпусе электродвигателя и корпусе
шпинделя.
В нижней части ограждения ремня должно быть окно, за-
крываемое выдвигаемой задвижкой, обеспечивающее возмож-
ность без снятия ограждения переводить ремень на другую
ступень для изменения числа оборотов, а также удерживать
ремень от провертывания при снятии и установке шлифоваль-
ного круга.
3. ТРЕБОВАНИЯ К ШЛИФОВАЛЬНЫМ КРУГАМ
На станках следует применять шлифовальные круги: абразив-
ные на керамической или бакелитовой связке формы ПП и ЗП
по ГОСТ 2424—75, диаметрами 150; 250; 300; 400 мм с крепле-
нием на шпинделе фланцами по ГОСТ 2270—69; алмазные и
эльборовые на керамической, органической и металлической связ-
ках форм АЧК и АТ по ГОСТ 16172—70, 16175—70, 16180—70
(на алмазные круги) и ГОСТ 17123—71 (на круги из эльбора),
диаметрами 80; 100; 125 мм. Вид и типоразмер круга выбирают
для каждого станка в зависимости от назначения и типораз-
мера станка-
Перед установкой на станок абразивный круг проверяют
на отсутствие трещин, простукивая его в подвешенном состоя-
нии деревянным молоточком массой 200—300 г. Круг без тре-
щин дает чистый звук. Алмазный и эльборовый круги не дол-
жны иметь повреждения рабочего слоя.
При установке круга должна быть обеспечена его центри-
рованная посадка на шпиндель. Зазор между его отверстием
и посадочным местом шпинделя должен быть в пределах до-
пусков по ГОСТ 2424—75 и ГОСТ 2270—69. Абразивный круг
крепят на шпинделе зажимными фланцами с упругой проклад-
кой из паранита, плотного картона и др. Размеры фланцев
должны соответствовать ГОСТ 2270—69. Алмазный и эльборо-
вый круги крепят на шпинделе зажимным фланцем и винтом
или затяжной гайкой. Резьба шпинделей, крепежных гаек и
237
винтов должна иметь направление, противоположное направле-
нию вращения шлифовального круга. Крепление круга должно
быть надежным, исключающим самопроизвольное ослабление
в процессе работы. Перед установкой на станки круги диамет-
ром 125 мм и более, предназначенные для работы с окружной
скоростью свыше 50 м/с, и круги диаметром 250 мм и более,
предназначенные для работы со скоростями до 50 м/с, должны
быть отбалансированы с точностью согласно ГОСТ 3060—75.
Рабочие окружные скорости абразивных кругов не должны
превышать величин, указанных в ГОСТ 2424—75: кругов, пред-
назначенных для работы с окружными скоростями свыше 40 до
65 м/с, формы ПП на керамической и бакелитовой связках —
50 м/с, кругов, предназначенных для работы с окружными ско-
ростями до 40 м/с, формы ПП на бакелитовой связке — 40 м/с,
на керамической связке — 35 м/с, на магнезиальной связке —
20 м/с; формы ЗП на бакелитовой связке—35 м/с. Для кругов
зернистостью № 50 и крупнее по ГОСТ 3647—71, твердостью
Mi—М3 рабочие скорости должны быть на 20% ниже ука-
занных.
Перед началом работы круг, установленный на станке, обя-
зательно вращают вхолостую при рабочей окружной скорости
не менее 2 мин. Рабочие окружные скорости алмазных и эльборо-
вых кругов формы АЧК и АТ не должны превышать указанных
в ГОСТ 16182—70: кругов на керамической и металлической
связке — 25 м/с, на органической связке — 35 м/с.
Предельно допускаемый диаметр Ди. к изношенного абразив-
ного круга при креплении его фланцами должен быть не ме-
нее, мм,
^и.к = ^ф + 2Я + 5,
где £>ф—диаметр фланцев, мм;
Н — наибольшая высота затачиваемых зубьев пил, мм;
5 — выступающая часть прокладки, мм.
Правят абразивные круги специальными инструментами —
алмазными карандашами, наборами металлических или метал-
локерамических дисков и др- Правка инструментами, не пред-
назначенными для этой цели, не допускается.
4. ТРЕБОВАНИЯ К ОРГАНАМ УПРАВЛЕНИЯ И НАСТРОЙКИ
Расположение и устройство органов управления и настройки
(пусковых и выключающих устройств, пультов, рукояток, ма-
ховичков, лимбов) должны обеспечивать удобство и безопас-
ность пользования ими с минимумом переходов у станка- Пу-
сковые и выключающие устройства, пульт, рукоятки, маховички
и лимбы механизмов перемещения шлифовальной головки и
238
механизма подачи затачиваемой пилы должны находиться на
правой стороне станка и должны быть доступными к пользова-
нию с рабочего места. Высота их расположения не должна
превышать 1700 мм над уровнем пола рабочего места. Необ-
ходцмо исключить возможность их случайного или самопроиз-
вольного включения и выключения. Рукоятки и маховички сле-
дует надежно фиксировать в заданном положении.
Пульт управления располагают так, чтобы его приборы и
кнопки находились в удобном для наблюдения и безопасном
для пользования месте на высоте не менее 800 и не более
1600 мм. Пульт не должен мешать пользованию рукоятками и
маховичками для настройки станка и наблюдению за процес-
сом работы. Кнопки включения устанавливают в гнездах
пульта, а кнопка выключения красного цвета с надписью
«Стоп» выступает над панелью. Кнопка выключения может
служить в качестве аварийной.
Станки должны иметь таблички с четкими надписями или
мнемоническими символами, поясняющими назначение органов
управления, направление и скорость перемещения соответствую-
щих механизмов.
Органы управления с электрическим, гидравлическим и пнев-
матическим управлением циклом работы станка должны иметь
автоматические блокировки, не допускающие самопроизволы
ных включений и перемещений механизмов, нарушения преду-
смотренной последовательности включений и выключений ‘ и
обеспечивающие при их возникновении автоматическое выклю-
чение станка.
5. ТРЕБОВАНИЯ К ЭЛЕКТРООБОРУДОВАНИЮ СТАНКОВ
Электрооборудование и его монтаж должны отвечать требо-
ваниям, предусмотренным «Правилами устройства электроуста-
новок— ПУЭ» и «Правилами технической эксплуатации и безо-
пасности обслуживания электроустановок промышленных
предприятий — ПТЭ и ПТБ». ПУЭ, ПТЭ и ПТБ утверждены
Госэнергонадзором. Каждый станок должен иметь сетевой ввод-
ный выключатель.
Панели с электрической аппаратурой следует размещать
в нишах станин или электрошкафах на высоте не менее 400
и не более 1200 мм от уровня пола. Прокладка труб с прото-
ком в них масла или охлаждающей жидкости внутри ниш и
электрошкафов не допускается. При прокладке в одной трубе
или металлорукаве электропроводов для разных напряжений
все провода должны иметь изоляцию для высшего напряжения-
Электроаппаратуру в нишах, электрошкафах и на станке не-
обходимо защитить от попадания масла, охлаждающей жид-
кости и пыли.
239
Крышки ниш и дверцы электрошкафов снабжают соответ-
ствующими запорами со специальными ключами. На крышках
ниш и дверцах электрошкафов должен иметься предупредитель-
ный знак «Осторожно! Электрический ток», выполненный по
ГОСТ 12.4.026—76. Крышки ниш и дверцы электрошкафов дол-
жны иметь автоблокировки, исключающие возможность их от-
крывания при включенном вводном выключателе, но позволяю-
щие возможность включения последнего при открытых нишах
и электрошкафах во время проверки исправности их аппара-
туры. После закрытия крышек ниш и дверец электрошкафов
их блокировка должна восстанавливаться автоматически.
Электрические схемы станков должны обеспечивать авто-
матическое отключение вводного выключателя независимо от
положения органов управления при внезапном исчезновении на-
пряжения в сети и не допускать самопроизвольного включения
при восстановлении напряжения.
Электрооборудование должно включать заземление станины
и других металлических частей станка, могущих оказаться под
напряжением, в соответствии с «Правилами устройства элек-
троустановок— ПУЭ». Устранение неисправностей электрообо-
рудования станка разрешается только электромонтеру.
6. ТРЕБОВАНИЯ К ГИДРАВЛИЧЕСКОМУ ОБОРУДОВАНИЮ СТАНКОВ
Гидравлические приводы станков должны отвечать требова-
ниям, предусмотренным ГОСТ 16028—70. Органы гидравличе-
ского управления размещают в удобных и безопасных для об-
служивания местах и снабжают фиксаторами, исключающими
возможность случайного или самопроизвольного их включения,
и четкими поясняющими надписями. Вентили и задвижки дол-
жны быть снабжены указателями направления их поворота и
надписями «Открыто», «Закрыто».
На пульт или органы управления ставят сигнальные уст-
ройства, или указатели, указывающие на включенное или вы-
ключенное состояние гидравлического привода- Предупреди-
тельные световые сигналы запрещающие и аварийные, а также
предупреждающие о перегрузке должны быть красного цвета,
а для сигнализации о включенном положении гидропривода —
зеленого-
Для гидропривода, предназначенного к работе в полуавто-
матическом или автоматическом режиме, на пульте управления
должно быть предусмотрено переключение на ручное управле-
ние для работы в наладочном режиме.
Для защиты от перегрузок гидропривода в линии нагнетания
должен иметься предохранительный клапан. На шкале или кор-
пусе манометра против деления, соответствующего наибольшему
допустимому рабочему давлению в гидросистеме, должна быть
240
нанесена красная линия. На линиях, ведущих к манометрам,
запрещается отбор рабочей жидкости.
Детали и узлы гидроприводов испытывают на прочность
и герметичность пробным давлением. Гибкие трубопроводы при
необходимости ограждают от повреждений, их чрезмерное скру-
чивание и изломы не допускаются. Не допускается установка
трубопроводов с трещинами и надрывами на развальцованной
части; затяжка накидных гаек должна исключать повреждения
развальцованной части труб.
Конструкция емкостей для рабочей жидкости должна обес-
печивать безопасность и удобство их очистки и контроля со-
стояния. Для осмотра и контроля состояния трубопроводов
должен быть свободный доступ.
Перед пробным пуском вновь установленного или прошед-
шего ремонт гидропривода необходимо: проверить затяжку бол-
тов и гаек, регулировку аппаратуры; залить рабочую жидкость
в резервуары; проверить блокировку, наличие и надежность
крепления ограждений; установить переключатель режимов ра-
боты на режим «Наладка» или в нейтральное положение; убе-
диться, что из сливной магистрали имеется свободный слив,
и удалить воздух из гидросистемы; отрегулировать гидропри-
вод на требуемый режим работы.
7. ТРЕБОВАНИЯ К УПАКОВКЕ, ТРАНСПОРТИРОВКЕ И МОНТАЖУ
Станки следует упаковывать в прочные деревянные ящики,
изготовленные согласно ГОСТ 10198—71. На упаковочном
ящике должна быть нанесена маркировка по ГОСТ 14192—71.
Дополнительно маркируются в соответствии с действую-
щими санитарными правилами на консервацию срок консерва-
ции и срок хранения.
Перед упаковкой и транспортировкой станка должно быть
удалено масло из его редукторов, коробок скоростей, гидро-
приводов и т. п.
Все подвижные части станка следует привести в положение,
при котором станок будет иметь наименьшие габаритные раз-
меры, и в таком положении закрепить.
Отдельные тяжелые сборочные узлы станков массой более
12 кг должны иметь специальные приливы, отверстия, рым-
болты и тому подобное, необходимые для безопасного подъема
и перемещения при монтаже, демонтаже и ремонте станков.
Для удобства и безопасности подъема и опускания станки
должны иметь специальные рым-болты, размещаемые с учетом
положения центра тяжести.
В руководстве по эксплуатации станка приводят рекомен-
дации по установке станка при его монтаже с учетом соблю-
дения требований безопасности.
241
8. КОНТРОЛЬ ВЫПОЛНЕНИЯ ТРЕБОВАНИЙ БЕЗОПАСНОСТИ
Контроль выполнения требований безопасности станков
должен проводиться в соответствии с ГОСТ 12.2.009—75.
При этом особое внимание необходимо уделить следующим
проверкам:
надежности действия всех защитных и блокирующих
устройств;
правильности направления вращения распределительного
вала станка и шлифовального круга;
исправности аппаратуры управления и аппаратуры аварий^
ного останова станка;
сопротивления изоляции силовых цепей, цепей управления;
соответствия выполняемых команд символами на пульте
управления станком.
Методы проведения указанных проверок с соблюдением со-
ответствующих мероприятий безопасности должны быть изло-
жены в технических условиях на каждую модель станка.
Вибрацию станка по ГОСТ 12.4.Q12—75 определяют путем
измерения виброскорости в зоне расположения рабочего места
станочника.
Проверке на вибрацию станки подвергают выборочно, не
менее 1,% выпускаемых серийно станков каждой модели, но не
менее 5 станков в партии.
Шумовые характеристики станков измеряют шумомером
с частотным анализатором, соответствующим требованиям
ГОСТ 17187—71. Метод проверки IV по ГОСТ 8.055—73.
Проверяют не менее 1 % выпускаемых серийно станков
каждой модели, но не менее 5 станков в партии.
СПИСОК ЛИТЕРАТУРЫ
Алютин А. Ф., Соболев Г. В. Шлифовальные круги для заточки дереворежу-
щего инструмента. М., 1977. 47 с.
Бакуль В. Н., Землянский Е. С. Работоспособность алмазных кругов на орга-
нической связке. УкрНИСМИ, Киев, 1969. 16 с.
Грубе А. Э. Дереворежущий инструмент. М., 1971. 344 с.
Деревообрабатывающее оборудование. Каталог-справочник. НИИМАШ, М.,
1972. 464 с.
Едигаров Е. В., Цофин Э. Б. Безопасность труда при работе абразивным ин-
струментом. 1970. 160 с.
Кудасов Г. Ф. Абразивные материалы и инструменты. М., 1967. 159 с.
Лурье Г. Б., Комиссаржевская В. Н. Шлифовальные станки и их наладка. М.,
1976. 415 с.
Маркина Е. А. Упругие деформации и виброустойчивость системы СПИД.—
«Станки и инструменты», 1968, № 4.
Морозов В. Г., Гиндин М. Н. Эксплуатация дереворежущего фрезерного ин-
струмента. М., 1977. 80 с.
Полторацкий Н. Г. Приемка металлорежущих станков. Станкоимпорт. М.,
1969.1157 с.
Применение инструмента из эльбора в промышленности. М., 1974. 96 с.
Рожков Д. С., Рыбалко В. С. Наладка и заточка режущего инструмента в де-
ревообработке. М., 1951. 184 с.
Справочник по алмазной обработке металлорежущего инструмента. Под ред.
В. Н. Бакуля. Киев, 1971. 208 с.
Станочный дереворежущий инструмент. Каталог-справочник. М., 1976. 415 с.
Типаж деревообрабатывающего оборудования на 1976—1980 гг. М., 1976.
107 с.
Феоктистов А. Е. Ленточнопильные станки. М., 1976. 151 с.
ОГЛАВЛЕНИЕ
Предисловие 3
Глава 1. Дереворежущий инструмент 4
1. Материал инструмента 5
2. Виды дереворежущего инструмента и требования к нему 6
Глава 2. Оборудование и методы подготовки пил к работе 14
1. Станки и приспособления для подготовки полотен пил 14
2. Основные методы и приемы подготовки полотен и дисков пил 17
3. Станки для развода зубьев пил 31
4. Станки для плющения и формования зубьев пил 44
Глава 3. Станки для заточки стальных пил 54
1. Специализированные станки для заточки рамных и ленточных пил 54
2. Специализированные станки для заточки круглых пил 76
3. Универсальные пилоточные станки 82
4. Станки для боковой заточки зубьев пил 89
5. Факторы, влияющие на качество заточки 96
Глава 4. Станки для заточки круглых пил, оснащенных пластинками
твердого сплава 98
1. Станки для стачивания стальной части зубьев круглых пил 99
2. Станки для заточки передних и задних граней зубьев круглых пил 102
3. Станки для заточки боковых граней зубьев круглых пил 124
4. Контроль качества заточки круглых пил 127
Глава 5. Станки для заточки плоских ножей с прямолинейной режущей
кромкой 129
1. Основные конструктивные узлы ножеточильных станков 129
2. Отечественные ножеточильные станки 132
3. Зарубежные ножеточильные станки 140
Глава 6. Станки для заточки фрез 144
1. Основные конструктивные узлы станков 144.
2. Отечественные станки для заточки фрез 146
Глава 7. Станки универсально-заточные 153
1. Отечественные универсально-заточные станки 153
2. Зарубежные универсально-заточные станки 16
Глава 8. Шлифовальные круги 167
1. Абразивные материалы, их свойства и область применения 167
2. Характеристики, назначение и типоразмеры шлифовальных кругов 173
Глава 9. Режимы заточки стального и твердосплавного дереворежущего
инструмента 183
1. Основные понятия о режимах заточки 183
2. Требования к качеству заточки, режимы заточки 187
3. Смазочно-охлаждающие жидкости 188
Глава 10. Оборудование для повышения износостойкости и ремонта, де-
реворежущего инструмента 192
244
1. Оборудование и методы наплавки дереворежущего инструмента
литым твердым сплавом стеллит 192
2. Напайка пластинок твердого сплава 196
3. Спайка ленточных пил по длине 200
4. Стыковая сварка ленточных пил 203
5. Станки для обрезки и насечки зубьев пил 207
Глава И. Испытание и проверка точности и жесткости заточных станков 212
1. Общие положения 212
2. Проверка точности заточных станков 215
3. Проверка жесткости заточных станков 228
Г лава 12. Требования безопасности к устройству и эксплуатации станков
для заточки дереворежущего инструмента 234
1. Общие положения 234
2. Требования к оградительным и предохранительным устройствам 235
3. Требования к шлифовальным кругам 237
4. Требования к органам управления и настройки 23g
5. Требования к электрооборудованию станков 239
6. Требования к гидравлическому оборудованию станков 240
7. Требования к упаковке, транспортировке и монтажу 241
8. Контроль выполнения требований безопасности 242
Список литературы 243
Дмитрий Семенович Рожков
Энглен Федорович Харитонович
Анатолий Федорович Алютин
Геннадий Владимирович Соболев
Марат Иосифович Криммер
КОНСТРУКЦИИ, НАСТРОЙКА И ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ
для подготовки И ЗАТОЧКИ
ДЕРЕВОРЕЖУЩЕГО инструмента
Редактор издательства В. В. Круглова
Художественный редактор В. Н. Тику нов
Технический редактор Н. М. Серегина
Корректор Е. Е. Ярина
Переплет художника В. Д. Петухова
ИБ № 177
Сдано в набор 16.02.78. Подписано в печать 11.09.78.
Т-13954. Формат 60X90V16. Бумага типографская
№ 3. Гарнитура литературная. Печать высокая. Усл.
печ. л. 15,5. Уч.-изд. л. 16,69. Тираж 11000 экз.
Заказ 442. Цена 1 руб.
Издательство «Лесная промышленность»,
101000, Москва, ул. Кирова, 40а
Ленинградская типография № 4 «Союзполиграф-
прома» при Государственном комитете Совета Ми-
нистров СССР по делам издательств, полиграфии и
книжной торговли, Ленинград, Ф-126, ул. Социали-
стическая, д. 14.
1 руб
ИЗДАТЕЛЬСТВО.
«ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ»