/

































Текст
УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЕНОБЕТОНА
Установка изготовления пенобетона (далее УИП) предназначена для изготовления ячеистых
бетонов в условиях ограниченного пространства.
Краткие сведения о пенобетоне, приготовление пеноконцентрата.
Пенобетон относится к ячеистым бетонам. Ячеистый бетон- это искусственный пористый
камень с равномерно распределенными по всему объему порами размером до 3 мм. Пористая структура
ячеистых бетонов образуется либо введением в смесь газообразующих веществ (газобетоны), либо
смешением жидкой массы с предварительно приготовленной пеной (пенобетоны). В данном комплекте
предлагается способ получения пенобетона с применением пеноконцентрата. Различают следующие
способы получения пеноконцентрата: клееканифольный, смолосапониновый, алюмосульфонафтеновый,
протеиновый.
Канифольный пеноконцентрат получают смешиванием приготовленного клеевого раствора с
канифольным мылом. Клей (животный или мездровый) разбивают на куски размером 20-30 мм,
загружают в металлический бак по типу клееварки (с двойным дном) и заливают таким же количеством
воды комнатной температуры и выдерживают сутки. Затем смесь варят на медленном огне в течении 2
часов при температуре 40-50°С. Затем готовят канифольное мыло из канифоли сосновой,
предварительно размельченной и просеянной через сито с отверстиями 5 мм, и щелочи (едкий натр,
едкое кали, углекислый натрий, углекислый калий). Раствор щелочи должен иметь следующую
концентрацию:
Щелочь Содержание щелочи в граммах на 1 литр раствора Удельный вес раствора
Едкий натр 165 1,16
Едкое кали 225 1,17
Углекислый натрий (сода) 210 1,18
Углекислый калий (поташ) 250 1,20
Раствор щелочи нагревают до кипения (беречь глаза и кожу!) и всыпают в него размельченную
канифоль при непрерывном помешивании. Соотношение канифоли в килограммах и щелочного
раствора в литрах 1:1. Кипятить в течении двух часов до исчезновения комков или крупинок канифоли
и приобретения раствором однородного цвета. Затем долить горячую воду с температурой 65-75° С до
первоначального объема залитой до кипячения щелочи и дать полученному канифольному мылу
остыть. Затем канифольное мыло смешивают с приготовленным клеевым раствором в соотношении 1 :
1,5 по весу. Хранить приготовленный канифольный пеноконцентрат в стеклянной или пластиковой
емкости в темном, прохладном месте, срок хранения не более 20 дней. Перед употреблением
канифольный пеноконцентрат разводят в горячей воде 50-60°С соотношением в равных пропорциях по
объему (пеноконцентрат : вода). Полученный состав называют концентрированным раствором и в
таком виде подают в пеногенератор. Расход компонентов канифольного пеноконцентрата на 1 м3
пенобетона составляет 75-100 грамм клея, 60-80 грамм канифоли, 15-20 грамм щелочи.
Смолосапониновый концентрат готовят из мыльного корня, который замачивают в
металлическом баке в течении суток, пропорция воды и сухого корня 10 : 1 по весу. Размокший
мыльный корень размельчают до фракций размером 1-3 мм в любом дробильно-помольном аппарате
(зернодробилка, мясорубка и т.д.). Измельченный корень вновь помещают в такой же объём воды на
сутки. После второго замачивания воду из бака сливают, а размокший мыльный корень кипятят в новой
порции воды (пропорции те же, что для сухого корня) 4-6 часов. Полученный после кипячения водный
раствор смоляных веществ выдерживают сутки при комнатной температуре, после чего в раствор
добавляют новую порцию мыльного корня в соотношении 10 : 1 по весу (раствор смоляных веществ :
мыльный корень) и настаивают при комнатной температуре до получения раствора плотностью не ниже
1,02. Срок хранения этого пеноконцентрата не более месяца. Перед заправкой бака пеногенератора
раствор процедить. Расход мыльного корня на 1 м3 пенобетона составляет 0,5-1,0 кг.
Алюмосульфонафтеновый пеноконцентрат слишком сложен для приготовления в домашних
условиях, поэтому не описывается.
Среди доступных готовых пеноконцентратов можно выделить «Неопор», «Биопор», СДО.
Технология приготовления пенобетона.
Для приготовления пенобетона необходимы следующие базовые компоненты: цемент, кварцевый
(речной) песок и пеноконцентрат. Кроме базового набор могут применяться различные наполнители,
добавки, стабилизаторы и т.д. Из оборудования в первую очередь необходимы: пеногенератор,
смеситель пенобетона (бетономешалка), просеиватель песка, формы для отливки пенобетонных блоков.
Технологию рассмотрим на примере приготовления пенобетона с применением пеноконцентрата
«Неопор».
В качестве связующего компонента в пенобетоне обычно применяют портландцемент марки 400,
тонкость помола 3500 см2/г.
В качестве заполнителей используют пески следующих фракций:
- 0-2 мм - для пенобетона плотностью 400-1200 кг/м3;
- 0-4 мм - для пенобетона плотностью 1400-1600 кг/м3;
- 0-8 мм - для пенобетона плотностью 1800 кг/м3;
Для пенобетонов низкой плотности (400-600 кг/м3), применяемого для тепло- и звукоизоляции, песок
обычно не используют. При добавлении в качестве заполнителя керамзита добиваются увеличенной
прочности пенобетона при одинаковой объёмной плотности.
Содержание воды в ячеистом бетоне складывается из расчетного количества, необходимого для
затворения раствора, и воды, содержащейся в пене. Перед добавлением пены водоцементное
соотношение раствор должно быть не менее 0,35. Пониженное значение водоцементного соотношения
может быть причиной получения пенобетона с более высокой, чем планировалось, объёмной
плотностью. Это обусловлено тем, что сухие компоненты пенобетонной смеси будут забирать из пены
необходимую для химических процессов воду, вызывая частичное разрушение пены, т.е. происходит
снижение объёма пены в пенобетонной смеси. Оптимальное значение соотношения вода-цемент для
приготовления пенобетона должно находиться в пределах 0,40-0,45. Вода должна быть чистой,
температура не выше 25°С.
Пеноконцентрат марки «Неопор» представляет собой жидкость тёмно-коричневого цвета, слегка вязкой
консистенции, является экологически чистым продуктом.
Пена приготавливается в пеногенераторе. Пеноконцентрат «Неопор» предварительно разводится водой
в соотношении 1:40 по объему в отдельной ёмкости. Материал ёмкости должен быть химически
инертен (оптимальный вариант - пластиковая ёмкость). В ёмкость заливают отмеренное количество
воды, добавляют необходимое количество пеноконцентрата и тщательно перемешивают до получения
однородной жидкости. Разведенный пеноконцентрат необходимо использовать в течении суток. Если
весь раствор использовать не удалось, то затем в неиспользованный раствор добавляют 30 %
пеноконцентрата от доли пеноконцентрата в неиспользованном растворе.
Приготовленный раствор засасывается через приемный рукав насосом пеногенератора, вспенивается
сжатым воздухом при помощи компрессора пеногенератора и подается по гибкому рукаву в бетонную
смесь. Необходимое количество пены, в зависимости от требуемой плотности пенобетона, дозируется
таймером или вручную. Расход пеноконцентрата составляет 0,4 - 1,5 кг на 1 м3 пенобетона. Объемный
вес пены должен составлять от 75 г/л до 85 г/л. Если пена будет слишком легкой ( менее 75 г/л), она
будет плохо смешиваться с бетонной смесью; если тяжелой - будет быстро терять жизнеспособность.
Поэтому первую порцию (литра два) пены необходимо взвесить и при необходимости скорректировать
вес вентилем подающего насоса. Эмпирически качество пены можно оценить по цвету (белый) и
способностью её удерживаться в перевернутом вверх дном ведре.
Одним из главных свойств пены является её способность сохранять пористость структуры и взвешенное
состояние песка и цемента в виде суспензии до затвердевания цементной массы без изменения объёма.
Свои свойства пена сохраняет в течении 8-12 часов. При работе необходимо помнить, что пена
несовместима с масляными и жировыми включениями и горячей, свыше 40° С, водой.
Общие приемы приготовления пенобетона.
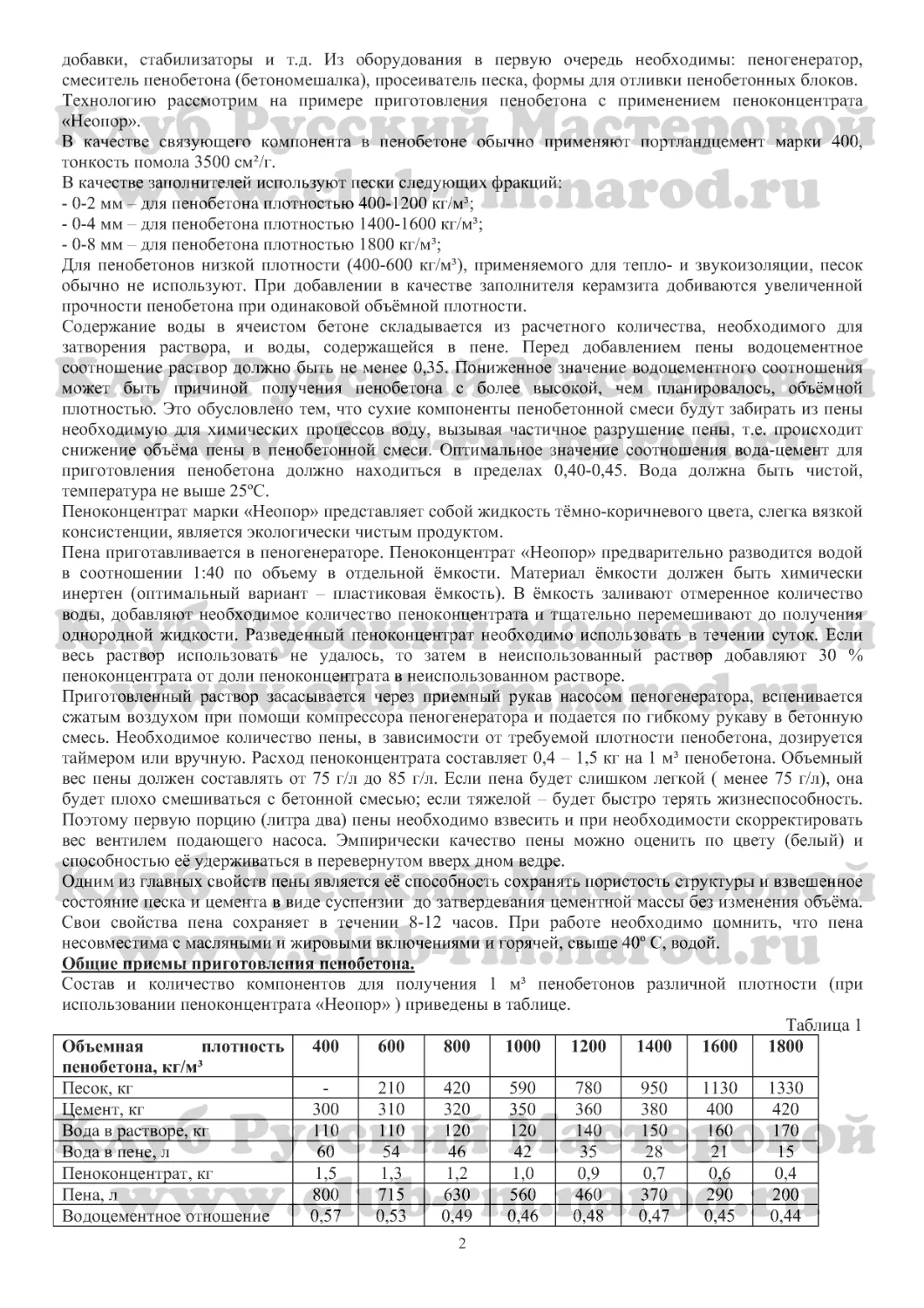
Состав и количество компонентов для получения 1 м3 пенобетонов различной плотности (при
использовании пеноконцентрата «Неопор» ) приведены в таблице.
____________________________________________________________________________________Таблица 1
Объемная плотность пенобетона, кг/м3 400 600 800 1000 1200 1400 1600 1800
Песок, кг - 210 420 590 780 950 изо 1330
Цемент, кг 300 310 320 350 360 380 400 420
Вода в растворе, кг 110 ПО 120 120 140 150 160 170
Вода в пене, л 60 54 46 42 35 28 21 15
Пеноконцентрат, кг 1,5 1,3 1,2 1,0 0,9 0,7 0,6 0,4
Пена, л 800 715 630 560 460 370 290 200
Водоцементное отношение 0,57 0,53 0,49 0,46 0,48 0,47 0,45 0,44
2
Содержание воздуха, % 80 71 63 54 46 37 29 20
Пенобетонная смесь (сырая), кг 471 685 907 1103 1316 1509 1712 1935
Рекомендуется следующая последовательность приготовления и перемешивания пенобетона: сначала
засыпается песок, затем добавляется цемент и всё перемешивается до получения однородной массы.
Далее смесь затворяется водой в количестве, соответствующем выбранной рецептуре и тщательно
перемешивается до получения однородной пластичной массы. Смесь не должна содержать комков.
Затем из пеногенератора по рукаву-пенопроводу в приготовленный раствор бетона вносят определенное
рецептурой количество пены и продолжают перемешивание. Для контроля плотности получаемого
пенобетона в процессе перемешивания при помощи мерной ёмкости-кружки осуществляют забор
пенобетона и взвешивают пробу. Вес пробы проверяют на соответствие данным, указанным в таблице 1
и, при необходимости, проводят корректировку рецептуры. При превышении средней плотности
рецептурной необходимо дополнительно вносить в смесь 1-2 % пены от первоначального содержания
на каждые 100 кг/м3 превышения. Для перемешивания бетонной, а затем и пенобетонной смеси
используют портативную бетономешалку ёмкостью 80-100 литров. Чертежи доступной для повторения
бетономешалки приведены в журнале «Моделист-Конструктор» № 12-2005 стр. 5.
Технологическая цепочка приготовления пенобетона приведена на рис.1.
Состав, принцип действия УИП.
В пенобетонных технологиях применяют пеногенераторы активаторного (кавитационного) и
аэраторного типа. При активаторном методе используется механический способ приготовления пены, за
счет вращения активного элемента - ротора. Процесс приготовления пены происходит так же как в
любом механическом миксере.
При аэраторном способе приготовления пены используют энергию сжатого воздуха при помощи
специального устройства - пенообразователя. Упрощенно излагая, пенообразователь и является
пеногенератором, остальные узлы и механизмы являются устройствами для обеспечения работы
упомянутого пенообразователя. В предлагаемом комплекте документов описано изготовление
установки изготовления пенобетона аэраторного типа.
УИП аэраторного типа состоит из следующих основных узлов: компрессор, жидкостный насос, ресивер,
пульт управления и пенообразователь. Все узлы могут быть смонтированы на раме, сваренной из
металлических уголков и снабженной колесами для обеспечения мобильности УИП. Состав и
взаимодействие узлов УИП показаны на пневмогидросхемах (см. рис.3,4).
Работа УИП происходит следующим образом (обозначения даны для пневмогидросхемы рис.З).
Приготовленный заранее раствор пеноконцентрата из ёмкости через всасывающий патрубок ВП
забирается жидкостным насосом НЖ и подается в напорную жидкостную магистраль. Всасывающий
патрубок снабжен любым сетчатым фильтром ФС с размером ячеек 0,2 - 0,5 мм; жидкостной насос -
штатным приемным фильтром ФП из комплектации самого насоса. На напорной части насоса
установлен регулирующий вентиль ВР2. Раствор пеноконцентрата из напорной части попадает в
тройник пенообразователя. В пенообразователь подается также сжатый воздух от компрессора КМ. На
линии подвода сжатого воздуха установлены обратный клапан КО1, фильтр масляный ФМ, фильтр-
влагоотделитель с редукционным клапаном ФВ, электромагнитный клапан КЭ и регулирующий
вентиль ВР1. В системе используется сжатый воздух до 8 атмосфер. Ресивер PC предназначен для
аккумулирования сжатого воздуха и снабжен манометром Ml, предохранительным клапаном КП и
конденсатоотводным вентилем КВ. Воздух подается в магистраль пенообразователя и вырывается из
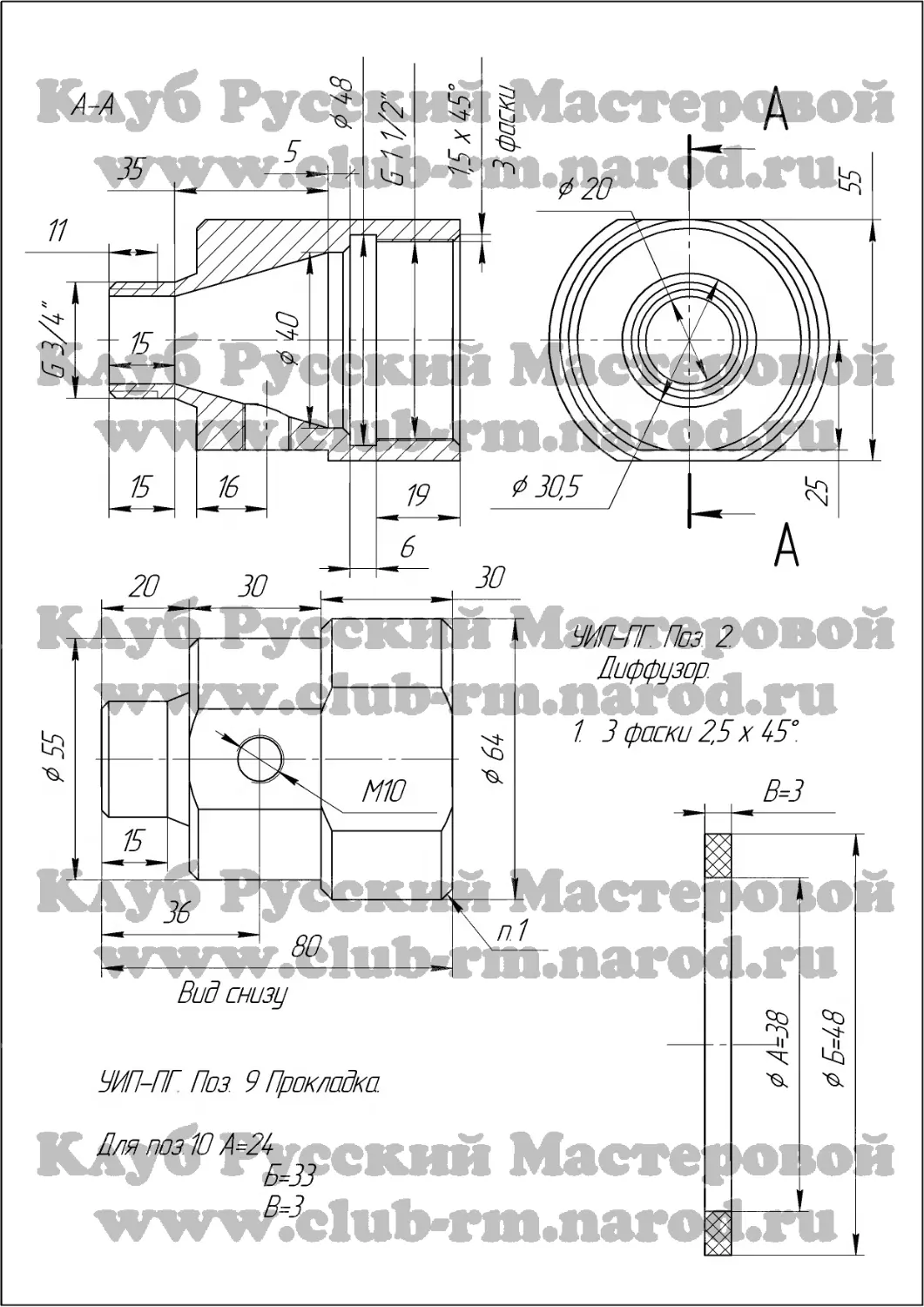
распылителя поз. 4 с большой скоростью. В камере диффузора поз.2 (см. сборочный чертеж
пенообразователя) воздух смешивается с раствором пеноконцентрата, образуя предварительно
вспененную фракцию. Воздух в камеру диффузора подается также и помимо распылителя, через
штуцер поз. 13, ввинченный в отверстие М10 диффузора. После диффузора предварительно вспененная
фракция подается в пенотрубку. На выходе пенотрубки получаем готовую пену. Давление в камере
диффузора контролируется манометром М3, установленным в отверстие поз.8.После получения пены,
её размещают непосредственно в бетономешалку или в чистую ёмкость для последующей
транспортировки в бетономешалку.
Изготовление УИП.
Изготовление УИП начинают с подбора комплектующих элементов: ресивера, насоса жидкостного,
компрессора, манометров, другой трубопроводной арматуры согласно пневмогидросхемы УИП.
3
В качестве ресивера удобнее всего использовать баллон от установок пожаротушения типа ОП-50 или
ОП-100, удобнее прежде всего тем, что в них выполнены резьбовые отверстия для подвода
трубопроводной арматуры и они снабжены колесной парой для перемещения. Не исключен вариант
доработки баллона для хранения бытового газа, у которого срезается верхняя часть, приваривается
обечайка, а к ней болтами крепится дискообразная крышка с отверстиями для трубопроводной
арматуры. Подобный вариант доработки описан в комплекте документации нашего клуба на
изготовление домашнего автоклава.
Возможен вариант использования компрессора промышленного изготовления с входящим в его
комплект ресивером. Компрессор желательно использовать поршневой, с производительностью 400-500
л/мин. Такой характеристикой обладают, например отечественные компрессоры СО-7, К-24 или
импортный УКМ-592(Германия).
Жидкостной насос используется также промышленного изготовления (из систем горячего
водоснабжения или для обеспечения химических процессов), производительностью 1,8-2,0 м3/час при
напоре 10-15 м. в. ст. Такой характеристикой обладает, например, итальянские насосы AGA-1.00T, Pkm-
70. Манометры применяют со шкалой 0-10 кг/см2. Краны шаровые для пенообразователя также
использованы импортные.
Можно существенно удешевить изготовление УИП, исключив из пневмогидросхемы жидкостной насос.
Эскиз компоновки такого УИП представлена на рис.2. При таком варианте необходимо изготовить
герметичную ёмкость с крышкой для пеноконцентрата. В этой ёмкости предусматривают установку
штуцера для выхода пеноконцентрата (соединяется гибким шлангом с поз.5 пенообразователя),
установку врезки для поступления воздуха с дополнительным шаровым краном для раздельной
регулировки давления воздуха в пенообразователе и емкости пеноконцентрата (соединяется
кислородным шлангом со штуцером поз. 15 пенообразователя, установленным в отверстие М10 поз.8),
установку предохранительного клапана. При постройке УИП с жидкостным насосом тройник поз.8 в
пенообразователе не применяется.
Состав панели управления УИП также зависит от выбранной схемы УИП и примененных
комплектующих. Пример панели, встроенной в электрическую схему УИП, показан на рис.5. На этой
схеме применены следующие обозначения: Ml-насос жидкостной с частотным преобразователем L100
(входит в комплект НЖ и предназначен для регулировки производительности насоса); М2-компрессор с
реле тепловым РТ и пускателем КМ; реле давления PD; реле времени РВ; промежуточные реле РП;
автоматические выключатели QF,электромагнитный клапан ЭМ. При включении автоматических
выключателей, выключателя SB1 УИП готов к работе, промышленный компрессор согласно
установленному на нем перепаду давлений начинает работать в автоматическом режиме: пускатель КМ
включается при падении давления до 6 бар и выключается при достижении 11 бар. Свечение лампы
HL1 свидетельствует о наличии питания цепей частотного преобразователя. Нажатием кнопки SB3
напряжение питание подается на катушки механизма А и В реле времени и через контакты AL1 и AL0
частотного преобразователя на промежуточное реле РП. Это реле своими контактами замыкает цепь
питания частотного преобразователя, который подает питание на электродвигатель жидкостного насоса.
По истечении времени, установленного на реле времени, цепи питания РВ, РП и частотного
преобразователя обесточиваются. Кнопка SB2 используется для аварийного прекращения работ.
Нажатие кнопки SB3 возобновляет процесс. В качестве вышеуказанного примера панели управления
приведена панель управления промышленной установки ПГМ, на базе этой схемы, исходя из
имеющихся комплектующих, изготавливается панель для конкретной установки. Наличие реле времени
удобно для работы: зная производительность пеногенератора (5-7 литров в секунду) в единицу
времени, и необходимое количество пены для замеса, таймером устанавливают время работы
пеногенератора и не надо мучиться с секундомером. В качестве реле времени можно использовать реле
для фотопечати с дополнительными силовыми реле. Целесообразно в панель вмонтировать и
контрольные манометры, используя для удлинения магистралей кислородные шланги и червячные
хомуты типа «Норма».
Всё вышеперечисленное оборудование и изготовленный пеногенератор (см. ниже) монтируется на раме,
сваренной из 30-миллметровых уголков и снабжается малогабаритными колесами для удобства
перемещения. Пенотрубку пеногенератора в компоновочных целях можно изогнуть.
Изготовление пеногенератора.
Основными самодельными узлами пеногенератора являются пенообразователь и пенотрубка.
В дополнению к описанию работы пенообразователя по пневмогидросхеме, согласно сборочного
чертежа, инжектирующее устройство пенообразователя состоит из диффузора поз.2, тройника поз. 12,
распылителя поз.4, штуцера поз. 14 и переходника поз.7. Диффузор предназначен для предварительного
4
перемешивания пеноконцентрата с воздухом. Пенообразователь работает следующим образом. В
инжектирующее устройство через штуцер поз. 14 подается сжатый воздух. В боковой отвод тройника
поз. 12 подается раствор пеноконцентрата. Раствор движется параллельно потоку воздуха в сторону
диффузора, попадая в зону действия струи воздуха, разбивается на мелкие частицы. В результате
раствор насыщается воздухом и образует мелкодисперсную газонасыщенную массу. По мере
продвижения к диффузору этой массы давление понижается и пеноконцентрат как бы «вскипает»,
образуя пенистую суспензию. По мере дальнейшего продвижения суспензии крупные воздушные
пузырьки суспензии разбиваются на более мелкие. Процесс разрушения пузырьков зависит от
количественного соотношения пеноконцентрата и воздуха, от давления воздуха и пеноконцентрата. В
связи с этим на линиях подачи воздуха и пеноконцентрата установлены регулирующие вентили
поз.16,17.
Самостоятельно для пенообразователя изготавливают поз.2,4,7,8,14. Остальные детали можно
подобрать из готовых промышленных элементов трубопроводной арматуры, ориентируясь на чертежи
указанных деталей. Детали подбирать или изготавливать из латуни или коррозионностойких сталей.
Изготовление производится на токарном станке с применением фрезерных операций. Прокладки
подбираются стандартные или вырезаются из паронита или резины согласно чертежей.
Тройник воздушный поз.8 применяется только в случае применения в составе УИП метода подачи
пенокоцентрата в пенообразователь при помощи сжатого воздуха (см. выше). В этом случае в тройник
вворачивается штуцер поз. 15 и, при помощи кислородных шлангов соединяется с таким же штуцером в
накопительном баке пеноконцентрата. В случае применения в УИП жидкостного насоса поз.8 в
пенообразователь не устанавливается.
При сборке пенообразователя на резьбовые части деталей наносится водостойкий герметик или
применяется лента ФУМ.
Пенотрубка представляет собой корпус в виде трубы, закрытого с обоих концов дисками с
отверстиями. Пространство между дисками заполнено набивкой. К выходному отверстию пенотрубки
присоединяется стандартный (от пожарного рукава) разъём для подсоединения гибких рукавов-
пенопроводов или шлангов для подачи пены в бетономешалку.
Корпус поз. 18 изготовлен из трубы путем обтачивания её концов согласно чертежу, после обтачивания
нарезается резьба. При затруднениях в обработке длинной трубы на токарном станке, допускается
изготовление корпуса (соблюдая общую длину корпуса) из нескольких фрагментов трубы с
последующим их соединением при помощи стандартных переходных муфт. Диски поз. 19 вырезаются
из листового металла, отверстия в них - согласно чертежу. При сборке пенотрубки с одной стороны
корпуса на торцах диаметра 43 мм выполняются насечки через 90 градусов, предназначенные для
удерживания внутри корпуса диска поз. 19. Затем в корпус укладывают диск, полость корпуса
заполняют металлической сеткой для мытья посуды (сетка должна быть из металлической ленты),
укладывают второй диск и производят на диаметре 43 мм корпуса аналогичную насечку. Критерий
плотности набивки - второй диск при встряхивании корпуса не должен проваливаться внутрь корпуса.
Допускается использовать полимерную сетку или мочалку, её фрагменты также должны быть
ленточного типа.
Настройка и регулировка УИП.
Для получения качественной пены УИП необходимо настроить и отрегулировать. Для проверки работы
пеногенератора УИП необходимо:
- Собрать изготовленные сборочные единиц и стандартные комплектующие согласно одной из
выбранных пневмогидросхем(рис. 3,4 ), произвести электромонтаж элементов, заземлить установку;
- Присоединить всасывающий патрубок к заборной магистрали жидкостного насоса, пенорукав
подсоединяют к выходу пенотрубки ( к поз.6 пенообразователя);
- Чистую ёмкость объёмом 50-60 литров заполнить также чистой водой 40 литров;
- В мерную ёмкость 1 литр налить пеноконцентрат и вылить его в ёмкость с 40 литрами воды. Таким
образом, получаем соотношение 1:40 раствора пеноконцентрата. Раствор тщательно перемешиваем до
получения однородной массы;
- Вышеупомянутой мерной ёмкостью заполняем полости жидкостного насоса для предотвращения
появления воздушных пробок в магистралях насоса;
- Всасывающий патрубок насоса жидкостного опускаем в ёмкость с раствором пеноконцентрата; рукав
с выхода пенотрубки опускаем в другую, заранее подготовленную ёмкость, объёмом 200-250 литров;
- Установить таймер пеногенератора на 100 секунд (или близкую величину, в зависимости от
градуировки примененного таймера; допускается отсчет времени вести вручную, по секудомеру);
5
- Подать питание на пеногенератор и дождаться стабильного (без пропусков) потока пены из рукава,
подсоединенного к выходу пенотрубки. После стабилизации потока пены проконтролировать давление
в полости диффузора по манометру М2, подсоединенному к штуцеру поз. 15, ввернутому в отверстие
М10 диффузора. Давление должно быть в диапазоне 3,7-4,3 бар. Давление манометра Ml,
подсоединенному к ресиверу должно быть при этом в диапазоне 7,5-8,0 бар;
- При давлении на манометре М2 отличающегося от указанных выше, произвести регулировки при
помощи шаровых кранов поз. 16,17. После окончания регулировок, пометить положение ручек кранов
для номинального режима работы пеногенератора;
- Для проверки качества пены приготовить чистую ёмкость объёмом 5 или 10 литров. Включить
пеногенератор, произвести сброс пены в течении 3-5 секунд до получения стабильного потока,
заполнить приготовленную ёмкость пеной и выключить пеногенератор;
- Излишки пены удалить вровень с верхней кромкой ёмкости металлической линейкой, наружную
поверхность ёмкости очистить от излишков пены, перевернуть ёмкость вверх дном: пена должна
прочно удерживаться в ёмкости;
- Взвесить вес ёмкости с пеной с точностью до 5 грамм, определить путем вычислений чистый вес
полученной пены. Делим полученный вес на объём ёмкости (5 или 10 литров) получаем удельный вес
пены. Качественная пена должна иметь значение удельного веса в диапазоне 70 - 80 грамм на литр;
- Для проверки устойчивости полученной пены через 50минут переворачиваем ёмкость и сливаем воду,
затем вновь взвешиваем ёмкость с пеной и определяем чистый вес оставшейся пены. Этот вес должен
быть не менее половины первоначального веса пены;
- Для проверки на производительность ещё раз тщательно перемешиваем раствор пеноконцентрата и
включаем пеногенератор на 5-10 секунд для удаления осадка в пенообразователе, выключаем
пеногенератор и очищаем от пены ёмкость в которую был опущен рукав с выхода пенотрубки;
- Устанавливаем пенорукав у дна и включаем одновременно пеногенератор и секундомер. Постепенно
поднимая рукав, добиваемся равномерного ёмкости; при полном заполнении ёмкости выключаем
пеногенератор и секундомер;
-Делим объём полученной пены (в литрах) на время (в секундах), получаем производительность
пеногенератора. Нормально работающий пеногенератор должен выдавать 5-7 литров пены в секунду.
Работа на УИП производится вышеперечисленными приемами. После окончания работ необходимо
промыть магистрали чистой водой. При работе помните, что УИП содержит сосуд высокого давления и
электрические цепи; работа без заземления и соблюдения соответствующих мер безопасности не
допускается.
Изготовление опалубки.
Изготовление опалубки разборной (далее ОР, чертежи опалубки помечены грифом УИП-ОР) начинают
с подбора необходимых материалов, указанных в спецификации. Предлагаемый вариант ОР рассчитан
на одновременную отливку 36 пеноблоков размерами 188x200x388 мм. Необходимый для Вас размер
пеноблоков может быть получен корректировкой прилагаемых чертежей в части габаритных размеров
сборочных единиц опалубки. В зависимости от требуемого количества пеноблоков в период времени
можно изготовить несколько комплектов опалубки и производить заливку в эти комплекты (см. ниже).
ОР состоит из четырех силовых стенок, двух продольных и двух поперечных, пяти стенок-вкладышей,
тридцати перегородок, восьми пальцев и клиньев.
Стенка продольная (см. сборочный чертеж) состоит из прямоугольной стенки длинной поз.1, усиленной
уголками поз.2 по длинным сторонам прямоугольника и ребрами поз.4 по коротким сторонам
прямоугольника. Для последующей сборки опалубки в поз.1 вварены 20 фиксаторов поз.З.
Стенка поперечная (см. сборочный чертеж) состоит из прямоугольной стенки короткой поз.5,
усиленной уголками поз.6 по длинным сторонам прямоугольника и ребрами поз.7 по коротким
сторонам прямоугольника. Для последующей сборки опалубки в поз.5 также вварены 20 фиксаторов
поз.З. для фиксации пальцев поз. 12, к ребрам поз.7 приварены накладки поз.8.
Стенка-вкладыш (см. сборочный чертеж) состоит из прямоугольной стенки поз. 10 (одинакова с поз.5).
Для последующей сборки в составе опалубки в поз. 10 вварены 20 штифтов поз.9.
Пальцы поз. 12 и клинья поз. 13 предназначены для крепления стенок поз. 01 и 02 между собой в единый
короб.
Штифты, фиксаторы и пальцы вытачиваются на токарном станке (см. чертежи поз.3,9,12), в пальцах
выфрезеровываются пазы для размещения клиньев. Клинья и накладки вырезаются из листовой стали
(см. чертежи поз.8,13)
Раскрой листовой стали для стенок, перегородок и ребер необходимо вести «болгаркой» на твердой и
ровной поверхности. После раскроя необходимо довести шлифовальной машинкой торцы стенок и
6
перегородок до чертежных размеров. Отверстия в стенках для штифтов, фиксаторов и пальцев сверлить
совместно во избежание несоосности этих отверстий. К длинным сторонам стенок приваривают уголки,
сварку вести прерывистым швом, во избежание коробления деталей, после сварки торцы уголков
зачищают заподлицо с торцами стенок. Ребра приваривают так, как указано на сборочных чертежах,
фигурные вырезы в них перед сваркой при необходимости дорабатываются с целью максимального
уменьшения зазоров между ребрами, стенкой и уголками. В стенки поз. 1,5 вваривают фиксаторы поз.З,
в стенки поз. 10 - штифты поз.9. Отверстия диаметром 25 мм в ребрах стенки поз.01 лучше размечать и
сверлить по отверстиям в стенках поз.02 после приваривания к ребрам поз. 7 этих стенок накладок
поз.8. Сварочные швы зачищают.
Сборка опалубки производится следующим образом:
- подготовить ровную площадку с твердой поверхностью и разместить на ней лист стали толщиной 4-6
мм размером 1400x1300 мм;
- на указанном листе стали собрать между собой продольные и поперечные стенки опалубки при
помощи пальцев и клиньев, клинья установить без приложения к ним усилий;
- вставить поочередно 5 стенок-вкладышей, так чтобы они попали между парами фиксаторов в стенках
поперечных поз.02 (см. сборочный чертеж опалубки);
- между стенками-вкладышами и продольными стенками поз.01 вставляют поочередно 30 перегородок
поз.П, используя для их фиксации пары штифтов в стенках-вкладышах и пары фиксаторов в
продольных стенках;
- проверить перпендикулярность и параллельность соответствующих деталей, откорректировать при
необходимости путем перемещения стенок, после корректировки скрепить опалубку, вбив клинья в
пазы пальцев.
Перед заливкой пенобетона, на внутренние поверхности опалубки тщательно, без пропусков нанести
ровным слоем без потёков антиадгезионной смазкой (Эмульсол, Компил и им подобные). Следует
избегать нанесения толстого слоя смазки, при необходимости равномерно распределить по
поверхностям тряпкой. Отработанные машинные масла не применять из-за загрязнения полученных
пеноблоков, и , вследствие этого невозможности последующего нанесения качественного штукатурного
покрытия. После заливки опалубки, её накрывают следующим листом стали толщиной 3-4 мм и на нем
собирают следующую опалубку. Рекомендуется опалубки устанавливать не более 5 ярусов. После
установки и заливки пенобетоном опалубки последнего яруса, весь пакет опалубок накрывают
полиэтиленовой пленкой для создания оптимального температурного режима в процессе сушки.
Разборку опалубки и выемку пеноблоков производить не ранее чем через 12 часов после заливки
последней опалубки.
Спецификация УИП ( по пневмогидросхеме)
Поз. Наименование Кол- во Материал, другие сведения
КМ Компрессор поршневой 1(1 К-24
м Манометр общетехнический 2 МП50, МП63М
КП Клапан предохранительный 1 типа 17с11нж
ФВ Фильтр-влагоотделитель с редукционным клапаном 1 любой, по наличию
ФМ Фильтр-маслоотделитель 1 Импортный, типа PFR
кэ Клапан электромагнитный 1 КЭГ-15/6-0,25
ко Клапан обратный 3 типа 16б1бк
PC Ресивер 1 Любой объёмом 50 литров(шт), давление свыше 10 бар
кв Конденсатоотводный вентиль 1 любой, по наличию
ВР Кран шаровый 3 Установочные размеры см. ниже
по Пенообразователь 1 См.ниже
нж Насос жидкостный 1 типа AGA-1.00T
ФС Фильтр сетчатый 1 любой, по наличию
ФП Фильтр приемный 1 Из комплекта НЖ
7
Спецификация пеногенератора
Поз. Наименование Кол-во Материал, другие сведения
01 Пенообразователь 1 Сборочная единица
1 Ниппель двойной 2 Латунь ЛС 59-1 ГОСТ 15527-70
2 Диффузор 1 Латунь ЛС 59-1 ГОСТ 15527-70
3 Муфта переходная 1 Латунь ЛС 59-1 ГОСТ 15527-70
4 Распылитель 1 Латунь ЛС 59-1 ГОСТ 15527-70
5 Патрубок 1 Латунь ЛС 59-1 ГОСТ 15527-70
6 Патрубок переходной 1 Латунь ЛС 59-1 ГОСТ 15527-70
7 Переходник 1 Латунь ЛС 59-1 ГОСТ 15527-70
8 Тройник воздушный 1 Латунь ЛС 59-1 ГОСТ 15527-70
9 Прокладка 2 Резина ТМКЩ-С-3 ГОСТ 7338-90
10 Прокладка малая 1 Резина ТМКЩ-С-3 ГОСТ 7338-90
11 Сгон 1 Сгон Ц-25 ГОСТ 8969-75
12 Тройник 1 Тройник Ц-25 ГОСТ 8948-75
13 Штуцер воздушный 1 Латунь ЛС 59-1 ГОСТ 15527-70
14 Штуцер распылителя 1 Латунь ЛС 59-1 ГОСТ 15527-70
15 Штуцер 1 Латунь ЛС 59-1 ГОСТ 15527-70
16 Кран шаровый дюймовый 1 Стандартный (пр-во Италия)
17 Кран шаровый полдюйма 1 Стандартный (пр-во Италия)
02 Пенотрубка 1 Сборочная единица
9 Корпус 1 Труба стальная водогазопроводная Ц40хЗ,5 ГОСТ 3262-75
10 Диск 2 Сталь 12Х18Н10Т ГОСТ 5632-72
11 Набивка - Сетка металлическая или полимерная
Спецификация ОР
Поз. Наименование Кол-во Материал, другие сведения
01 Стенка продольная 2 Сборочная единица
1 Стенка длинная 1 Сталь 3 ГОСТ 380-94
2 Уголок длинный 2 Уголок стальной равнополочный 40x40x3 ГОСТ 8509-93
3 Фиксатор 20 Сталь 3 ГОСТ 380-94
4 Ребро стенки продольной 2 Сталь 3 ГОСТ 380-94
02 Стенка поперечная 2 Сборочная единица
5 Стенка короткая 1 Сталь 3 ГОСТ 380-94
6 Уголок короткий 2 Уголок стальной равнополочный 40x40x3 ГОСТ 8509-93
7 Ребро стенки поперечной 4 Сталь 3 ГОСТ 380-94
8 Накладка 4 Сталь 3 ГОСТ 380-94
3 Фиксатор 20 Сталь 3 ГОСТ 380-94
03 Стенка-вкладыш 5 Сборочная единица
9 Штифт 20 Сталь 5 ГОСТ 380-94
10 Стенка 1 Сталь 3 ГОСТ 380-94
Фиксирующие детали
11 Перегородка 30 Сталь 3 ГОСТ 380-94
12 Палец 8 Сталь 3 ГОСТ 380-94
13 Клин 8 Сталь 3 ГОСТ 380-94
© С.Молотков, 2006
Литература:
1. www.penoisol.by.ru
8
«
емкость
__________________)
Рис. 2 Компоновочный зскиз {упрощенный вариант УИП)
1 Соединительные шланги, часть контрольной и трибо-
проводной ормоторы, пенорцков - условно не показаны.
Емкость
Рис 3 Пнебмогидросхема УИП.
Рис ПнЕбмогидроахЕма УИП /Вариант 5ез ИЖ).
Al
РП
РП2
Рис. 5 УИП. Схема электрическая принципиоль.
пая вариант).
с
7^ ....." Видспра6а
УИП-ПР. Поз. 12 Палец
Я... .. 14 . -
УИП-ОР. Поз. 13 Клин УИП-ОР. Поз. 9 Штифт
j<JU
3 33
/ CU/JU L
УИП-ОР. Поз. 4- Редро стенки продольной
—
J
УИП-ОР. Поз. 1 Стойко длинная,
Поз. 10 Стонко-бклодыш
Р , 6 ^,а
20 отд.
~~
n L
? 1
> - и IZ. Z-Ч-Ч- I /
------- —п / 20 отй.
/
УИП-ОР. Поз. 5 Стойко короткая.
УИП-ОР. Поз. 2 Уголок Сланный.
--
\
Стенко-бкладыш.
Сборочный чертеж.
Лист 1, листоб 1.
9
Alt2i
7 Сборка злсктродугобоя.
Шоб бссти по полуокружности бокруг штифт об,
исключая сборку б простронстбо 4- мм между штифтами.
Б-Б 112,9
is
УИП-ОР, Стенка поперечная. Сборочный чертеж Лист 1, листов 1
7 Сборка злектродугобая б местах сопряжения деталей. Шбы зачистить.
х 7 , 6
k-k (12)
Опалубка. разборная. Сборочный чертеж
Лист / листоб 2
Лист 2, листов 2.
* 1 ?.и
21/2
...........................
^П-Г. ^ 7^вхс^К1М21)
A
1. 3 фаски 2,5 x ^5°
Вид снизу
ЗИП-ПГ Поз. ЗПрокладка.
W7-/7A Поз 2.
Диффузор.
Б-ЗЗ
I___
15x45°
УИП-ПГ Поз. 8 Тройник Воздушный
Q
I
74
10
50 68 12
^-ГГП0^Сг0,
пеноконцентрат
ЛИП-ПГ. Поз. 02 Пенотрубка.
Сборочный чертеж Лист/ 1. Листай 1 М 21
1. Обжать насечкой б четырех местах через 90 градусов.
2. Набивка поз. 20 условно не показана.
3 Резьбы условно не показаны.
4. Допускается изгиб пенотрубки в компоновочных целях.
5 Размещение набивки производить порциями, с периодическим уплотнением
УИП Пеногенератор. Сборочный чертеж. Лает 1. Ниотой 1.
1 Указанный штуцер иопольз сдать при
изготовлении по упрощенной пнебмогидросхеме
2 Резьбобые соединения уплотнить лентой
ФУМ, либо ан парадным герметиком.
3. После сборки опрессобать даблением 6 бар.
4. Соединительные шланги, хомуты услобно не
показаны
ll !
боздух от рессибера
бы ход пены
~12 $ 1
! 7 I i