/































Текст
ЭЛЕКТРОМОНТЕРА
И.С.Славенчинский
и Г. Е. Хромченко
Пробивка отверстий
И БОРОЗД
В БЕТОНЕ
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Выпуск б
И. С. СЛАВЕНЧИНСКИЙ и Г. Е. ХРОМЧЕНКО
ПРОБИВКА
ОТВЕРСТИЙ И БОРОЗД
В БЕТОНЕ
П3368О-
ГОСУДАРСТВЕННОЕ ЭНЕРГЕТИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МОСКВА 1959 ЛЕНИНГРАД
ээ-з-з
РЕДАКЦИОННАЯ КОЛЛЕГИЯ;
Демков Е. Д,, Долгов А. Н., Ежков В. В., Смирнов А. Д.,
Устинов П. И.
Брошюра содержит технологию механизи-
рованного выполнения пробивных операций, опи-
сание механизмов и инструмента, применяемых
для этой цели, а также необходимые сведения
об эксплуатации, заточке и ремонте твердо-
сплавного инструмента. Она предназначена для
рабочих-электромонтажников всех специально-
стей, а также может быть полезна монтерам
промышленных предприятий.
Славенчинский Иона Соломонович и Xромченко Григорий Ефимович
ПРОБИВКА ОТВЕРСТИЙ И БОРОЗД В БЕТОНЕ
Редактор Е. Д. Демков
Техн, редактор Д'. П. Воронин
Сдано в производство 26/Ш 1959 г. Подписано к печати 5/V 1959 г.
Формат бумаги 84ХЮ81/зг 2,05 п. л. Уч.-изд. л. 2,6
Т 05557 Тираж 7 000 Цена 1 р. 30 к. Зак. 163
Типография Госэнергоиздата. Москва, Шлюзовая наб., 10.
ОТ ИЗДАТЕЛЬСТВА
Необходимость выпуска литературы для многочисленно-
го отряда электромонтеров, ведущих ответственную работу
•по электрификации народного хозяйства нашей Родины,
в последние годы чувствуется очень остро.
Госэнергоивдат приступает к выпуску «Библиотеки элек-
тромонтера» и выражает уверенность, что массовое распро-
странение электротехнических знаний среди рабочих, бри-
гадиров и мастеров будет способствовать выполнению исто-
рических задач по строительству коммунизма, принятых
XXI съездом КПСС.
В «Библиотеку электромонтера» войдут брошюры как
для квалифицированных монтеров, имеющих большой прак-
тический опыт, так и для монтеров, имеющих неообхо-
димую теоретическую подготовку, но не имеющих доста-
точного опыта работы.
Цель этой библиотеки — объяснить, как работают элек-
трические устройства и аппараты, показать, как выпол-
няются простейшие электротехнические расчеты, почему
в данных условиях приняты те или иные решения в части
конструкций, схем и методов монтажа и эксплуатации, а
также отразить передовой опыт изобретателей и рациона-
лизаторов по монтажу, наладке и эксплуатации электротех-
нических установок.
Издательство просит читателей присылать в редакцию
свои замечания по вышедшим брошюрам и предложения
о желательной тематике «Библиотеки электромонтера».
Предложения об издании брошюр вместе с кратким их
содержанием следует направлять по адресу: Москва Ж-П4,
Шлюзовая набережная, д. 10, Госэнергоиздат, «Библиотека
электромонтера».
СОДЕРЖАНИЕ
От издательства.......................... . 3
Общие сведения............................• . 5
Механизмы для выполнения пробивных
операций............................... 11
1. Электросверлилки................. . 11
2. Электромолотки..................... 15
3. Пневматические молотки............. 19
Рабочий инструмент, оснащенный т в е р-
дымсплавом............................. 22
1. Инструменты для сверлен:-ы..... 22
2. Инструмент для пробивки..... ... 24
Технология выполнения пробивных
операций............................... 28
Эксплуата ция твердосплавного инст-
румента ............................... 34
1. Правила эксплуатации . . . ... 34
2. Заточка.......................... . 35
3. Использование отходов.............. 37
4. Напайка пластинок или вставок на кор-
пуса инструмента......................38
Литература................................. 40
ОБЩИЕ СВЕДЕНИЯ
При производстве электромонтажных работ возникает
необходимость устройства креплений элементов электро-
проводок, электроконструкций, электрических машин, аппа-
ратов, заземляющих шин к стенам и перекрытиям зданий,
а также (выполнения проходов через стены и перекрытия,
фундаменты и другие строительные конструкции. Устройст-
во этих креплений и проходов до последнего времени вслед-
ствие отсутствия средств механизации представляло собой
весьма трудоемкую работу, составлявшую значительную
часть всего объема электромонтажных работ.
В настоящее время, когда советский народ решает на-
меченные XXI съездом КПСС на 1959—1965 гг. грандиоз-
ные задачи развернутого строительства коммунистического
общества, для выполнения которых требуется небывалый
рост производительности труда в строительстве на 60—
65%', дальнейшая трата огромного количества тяжелого
физического труда для пробивки вручную гнезд и сквозных
отверстий в кирпичных, бетонных и железобетонных строи-
тельных конструкциях не может быть терпима. Помимо
этого, немеханизированная пробивка с помощью кувалд,
зубил, шлямбуров и т. п. кирпичных и в особенности бетон-
ных конструкций нарушает их прочность (возможно появ-
ление трещин в зонах, близких к месту пробивки) и в ре-
зультате этого получаются отверстия с неправильными
очертаниями, непригодные для применения дюбелей без-
вмазочного крепления.
Во избежание необходимости пробивания отверстий
в настоящее время практикуется устройство закладных ча-
стей в период возведения здания или иного строительного
сооружения. Эти закладные части предусматриваются про-
ектами в 'местах будущих креплений и проходов, которые
потребуются для производства электромонтажных работ.
Однако сети электропроводки в современных промышлен-
ных и даже жилых зданиях отличаются значительной раз-
ветвленностью, что весьма затрудняет точную предвари-
5
тельную установку всех креплений. Положение значитель-
ной части креплений и проходов заблаговременно трудно
определить. По этим причинам закладные части охваты-
вают лишь небольшую часть креплений и проходов, глав-
ным образом относящихся к основным магистралям, круп-
ным машинам и аппаратам. Все остальные крепления и
проходы в настоящее время могут полностью выполняться
механизированным инструментом. Для этого имеются элек-
тросверлилки, разработанные электромолотки ударно-пово-
ротного действия и серия рабочего инструмента, оснащен-
ного пластинками твердого сплава, для механизированного
выполнения сверления или пробивки гнезд, сквозных отвер-
стий и борозд всех видов и размеров, необходимых при
производстве электромонтажных работ.
Кроме того, наша промышленность выпускает строи-
тельно-монтажный пистолет типа СМП-11, с помощью ко-
торого специальные стальные дюбели забиваются в кирпич
или бетон, после чего они представляют собой готовые
крепления.
Для правильного представления об особенностях про-
бивных операций по бетону важно отметить следующее.
В то время как кирпич представляет собой сравнительно
однородный, не очень твердый материал, который можно
обрабатывать сверлением, бетон и особенно железобетон
весьма неоднородны. В состав железобетона входят цемент
ный раствор, наполнитель из инертного материала и сталь-
ная арматура. В строительном деле применяются бетоны
разных марок. Марка бетона определяется сопротивлением
на одноосное сжатие. При составлении бетона основным
требованием к наполнителю служит временное сопротивле-
ние на сжатие, которое должно быть больше сопротивле-
ния самого бетона данной марки. При одной и той же мар-
ке бетона2 наполнитель может быть из разных материа-
лов, а именно:
,, Прочность на
Материал сжатие, кг [см*
Кирпич................. 50— 150
Известняк.................. 200— 800
Песчаник .............. 400 — 1 000
Гранит................... 800—1 800
1 Изготовляется заводами Тульского совнархоза.
2 Марка .бетона обозначается цифрой (.например, 110, 140, 200, 400
и т. д.), означающей выраженную в килограммах иа квадратный сан-
тиметр прочность на сжатие бетона этой марки,
6
Например, бетон марки 140 может иметь в качестве на-
полнителя кирпич, известняк, песчаник или гранит, что со-
вершенно безразлично с точки зрения строителя, но оказы-
вает громадное влияние на производительность и возмож-
ные методы выполнения пробивных операций. Бетоны,
имеющие в качестве наполнителя кирпич или известняк,
ввиду малой их абразивности поддаются сверлению, в то
время как бетоны с наполнителем из песчаника или грани-
та, отличающиеся высокой твердостью и абразивностью,
вследствиё наличия большого содержания в них кварца
(наиболее твердого из породообразующих материалов), со-
вершенно не могут обрабатываться методом сверления
с помощью известных в настоящее время твердых сплавов.
Для их сверления понадобились бы алмазные сверла и ме-
ханизмы, обеспечивающие высокое давление на инструмент
в процессе сверления. Поэтому для бетона с высокоабра-
зивным наполнителем должен применяться ударно-враща-
тельный или ударно-поворотный метод пробивки отверстий.
Таким образом, для выбора способа выполнения пробив-
ных операций по бетону играет роль не марка бетона, а вид
наполнителя.
Следует иметь в виду, что и для бетона с малоабразив-
ным наполнителем и для кирпича применение ударно-пово-
ротного метода пробивки отверстий не только возможно, но
и является более целесообразным, чем сверление, так как
ударно-поворотный метод обеспечивает большую произво-
дительность и меньший износ рабочего инструмента.
Инструментальная техника в различных отраслях про-
мышленности (металлообрабатывающая, горнорудная,
угольная и др.) на протяжении последних двух десятилетий
как у нас, так и за границей, развивается главным образом
путем исследования, разработки и широкого внедрения
твердых сплавов. Объясняется это тем, что твердые сплавы
значительно превосходят по своим режущим свойствам
(твердости, износоустойчивости и теплостойкости) все из-
вестные сорта инструментальных, углеродистых, легирован-
ных и быстрорежущих сталей.
Несмотря на сравнительно высокую первоначальную
стоимость твердосплавного инструмента, применение его,
как правило, снижает расходы по инструменту, отнесенные
к единице продукции; в 2,5—3 раза.
Из современных твердых сплавов наиболее широкое
применение получили металлокерамические твердые спла-
₽ы. Они применяются во многих областях промышленно-
7
сти—в металлообработке резанием, в штамповке, в воло-
чении проволоки и прутков металла, в горнорудном и неф-
тяном бурении, в угольной промышленности для зарубки
пластов угля и в ряде других отраслей промышленности.
Инструмент, оснащенный металлокерамическими твер-
дыми сплавами, обладает стойкостью, значительно превы-
шающей стойкость стальных инструментов, благодаря чему
этот инструмент работает с огромной производительностью.
Металлокерамические твердые сплавы состоят в основ-
ном из двух составных частей—карбида1 (или нескольких
карбидов) тугоплавкого металла и вспомогательного це-
ментирующего металла (кобальта или никеля).
Благодаря карбиду сплав обладает высокой твердостью
и стоек в износе. Однако сам по себе карбид очень хрупок
и сделать прочный сплав из одного карбида не представ-
ляется возможным. Вспомогательный металл играет роль
цемента; связывая частицы карбида, он придает всему
сплаву достаточную прочность и вязкость.
Твердость и износоустойчивость карбидов металлов
в 5—10 раз выше твердости и износоустойчивости чистых
металлов.
Для производства твердых сплавов применяются карби-
ды тугоплавких металлов вольфрама и титана, обладающих
высокой твердостью, износоустойчивостью и теплостойко-
стью.
Благодаря своеобразному технологическому процессу
производства твердых сплавов, известному под названием
металлокерамики или порошковой 'металлургии, состояще-
му из получения порошков карбида и цементирующего ме-
талла, перемешивания порошков, прессования и спекания
их без доведения всей массы до плавления, в металлокера-
мических твердых сплавах сохраняются исключительно
ценные свойства исходных карбидов (высокая твердость,
износоустойчивость и теплостойкость) в сочетании с вязко-
стью, обусловленной присутствием цементирующего метал-
ла кобальта.
Согласно последнему ГОСТ 3882-53 металлокерамиче-
ские твердые сплавы делятся на две группы:
а) однокарбидные вольфрамокобальтовые твердые
сплавы (сокращенно ВК), состоящие из зерен карбида
вольфрама, сцементированных кобальтом;
'Карбидом 'называется соединение 'металлов и неметаллов с угле-
родом (карбид железа, карбид вольфрама и т. п.).
Я
6) двухкарбидные титансвольфрамокобальтовые (со
крашенно ТК), состоящие из зерен твердого раствора кар-
бида вольфрама и карбида титана и избыточных зерен кар-
бида вольфрама, сцементированных кобальтом, или только
из зерен твердого раствора карбида вольфрама в карбиде
титана, сцементированных кобальтом.
Сплавы группы ТК из-за повышенной хрупкости, обус-
ловленной наличием в них карбида титана, не нашли при
менения для обработки горных пород и других неметалли-
ческих материалов, а потому указанные сплавы для про-
бивных операций по кирпичу и бетону не применяются.
В соответствии с указанным стандартом нашей отече-
ственной твердосплавной промышленностью выпускаются
сплавы группы ВК семи марок (табл. 1) и сплавы группы
ТК —шести марок.
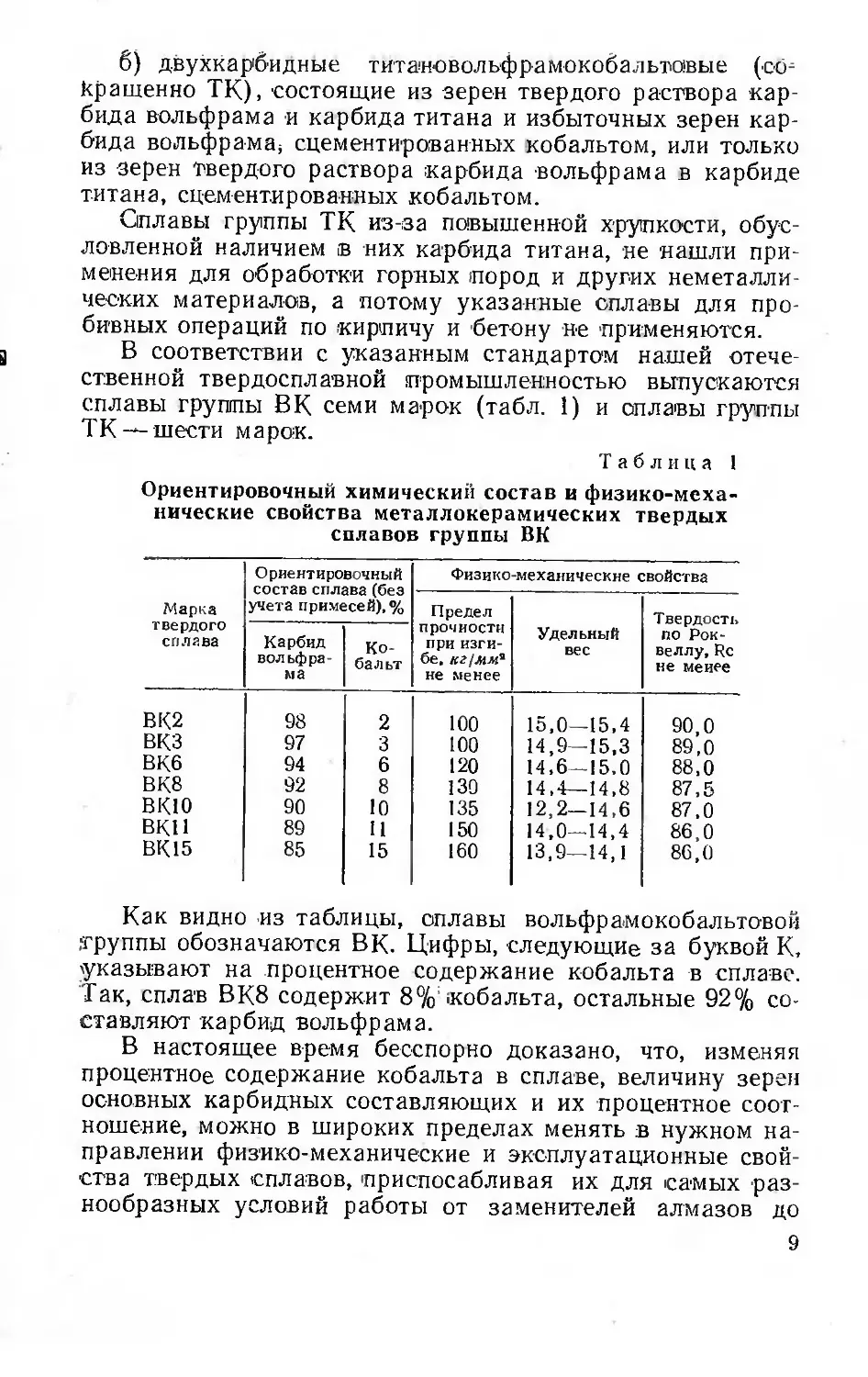
Таблица 1
Ориентировочный химический состав и физико-меха-
нические свойства металлокерамических твердых
сплавов группы ВК
Марка твердого сплава Ориентировочный состав сплава (без учета примесей), % Физико-механическне свойства
Предел прочности при изги- бе, кг [мм* не менее Удельный вес Твердость по Рок- веллу, Rc не меиее
Карбид вол ьф ра- ма Ко- бальт
ВК2 98 2 100 15,0—15,4 90,0
вкз 97 3 100 14,9—15,3 89,0
ВК6 94 6 120 14,6—15.0 86,0
ВК8 92 8 130 14,4—14,8 87,5
ВК10 90 10 135 12,2—14,6 87,0
вкп 89 11 150 14,0—14,4 86,0
BK15 85 15 160 13,9—14,1 86,0
Как видно из таблицы, сплавы вольфрамокобальтовой
труппы обозначаются ВК. Цифры, следующие за буквой К,
указывают на процентное содержание кобальта в сплаве.
Так, сплав ВК8 содержит 8% кобальта, остальные 92% со-
ставляют карбид вольфрама.
В настоящее время бесспорно доказано, что, изменяя
процентное содержание кобальта в сплаве, величину зерен
основных карбидных составляющих и их процентное соот-
ношение, можно в широких пределах менять в нужном на
правлении физико-механические и эксплуатационные свой-
ства твердых сплавов, приспосабливая их для самых раз-
нообразных условий работы от заменителей алмазов до
9
Инструментов, работающих в условиях высоких динамиче-
ских нагрузок.
Каждая из перечисленных в таблице марок твердого
сплава обладает своими особыми свойствами, приданными
ей в соответствии с ее назначением.
Одним из основных условий рационального использова
Иия твердых сплавов является правильный выбор марки
твердого сплава. За счет только правильного выбора мар-
ки твердого сплава можно достигнуть увеличения скорости
резания в 2—2,5 раза или увеличить стойкость инструмен-
та до 8 раз. Например, твердые сплавы вольфрамовой
группы (ВК) применяются при обработке чугунов, цвет-
ных металлов и их сплавов, неметаллических материалов
(пластмассы, резины, фибры, стекла и др.) и трудно обра-
батываемых сталей.
С увеличением содержания кобальта в сплаве прочность
сплава и его сопротивление динамическим (ударным) на-
грузкам резко возрастает, но при этом понижается твер-
дость сплава и, особенно, его износоустойчивость.
Так, с увеличением содержания кобальта в сплаве с 8
до 15%' износоустойчивость сплава, а следовательно, и
стойкость инструмента до затупления падает в 2,5—3 раза.
Поэтому сплавы с высоким содержанием кобальта 9—
15% следует принять только в условиях работы с динами-
ческой нагрузкой, где от сплава требуется повышенная
прочность.
Кроме химического состава, на физико-механические и
эксплуатационные свойства твердого сплава большое влия-
ние оказывает его структура (размеры зерен карбида).
Таблица 2 В настоящее время вы-
Стоимость изделий из твердых сплавов группы ВК пускается эксперименталь- ный сплав ВК8В, с основной массой зерен размером 2— 5 мк вместо 0,5—2 мк для обычного сплава ВК8. Уве- личение размера зерна с 0,5—2 мк до 2—5 мк значи- тельно повысило динамиче-
Марка сплава по ГОСТ 3882-53 Цена в рублях за 1 кг сплава
Стандарт- ные изде- лия Нестандарт- ные изделия
ВК2 130 190 скую прочность сплава. Так,
вкз 150 215 сплав ВК8В не уступает по
ВК6 135 195 прочности сплаву ВК15, но
ВК8 140 205 превосходит последний по
ВКУ вки 145 155 210 255 износоустойчивости более
чем на 20%. Подобный это-
10
му выпускайся экспериментальный сплав ВК4В, предна-
значенный для замены сплава ВК8. В случае необходимо-
сти значительного повышения износоустойчивости сплава
при отсутствии динамических нагрузок применяются спла-
вы с более мелким размером зерен карбида вольфрама
в пределах 0,5—1 мк.
Стоимость твердых сплавов определяется -в основном их
химическим составом.
В нашей стране установлены следующие цены сплава
группы ВК для следующих изделий (см. табл. 2):
Для сверления при отсутствии ударов применяются
твердые сплавы с малым содержанием кобальта В1\2 или
ВК6, обладающие максимальной износоустойчивостью на
истирание.
Для пробивки ударным методом применяются твердые
сплавы с большим содержанием кобальта — ВК9, BKJ 1,
ВД15, обладающие повышенной прочностью против воздей-
ствия динамической нагрузки.
Твердые сплавы изготовляются в виде пластинок раз
личных размеров и форм.
МЕХАНИЗМЫ ДЛЯ ВЫПОЛНЕНИЯ
ПРОБИВНЫХ ОПЕРАЦИЙ
1. Электросверлилки
Специальных электросверлилок для сверления отверстий
по кирпичу и бетону промышленность не выпускает. Поэто-
му для указанной цели применяются подходящие по харак-
теристике электросверлилки, предназначенные для сверле-
ния по металлу.
Независимо от конструктивного оформления и мощно-
сти каждая электросверлилка состоит из электродвигателя,
зубчатой передачи и шпинделя. Вес сверлилки, как и вес
электромолотка, определяется в основном весом электро-
двигателя. Поэтому с целью снижения веса электроинстру-
мента часто применяют электродвигатели повышенной ча-
стоты1, обычно 200 гц. Одновременно с повышением часто-
ты обычно снижают напряжение до 36 в, чем сокращаются
несколько возможности облегчения электродвигателя, но
зато достигаются более безопасные условия для оператора.
1 С повышением частоты переменного тока вес электродвигателя
уменьшается почти во столько раз, во сколько раз повышается частота.
11
Рис. 1. Электросверлилка типа С-437.
шпиндель; 2 — редуктор; 3 — электродвигатель; 4—корпус
рукоятки; 5 — выключатель.
Технические данные некоторых электро
Тип Макси- мальный диаметр сверления по стали, мм Скорость вра- щения шпин- деля при но- минальной нагрузке, об[мчн С зг Полезная мощность при номи- нальной нагрузке, 8т Скорость вращения, об!мии Напряже- ние, 8 Частота, гц м о
С-437 9 1 520 К 120 11 600 220 50 —
С-469 6 3 000 к 120 11 600 220 50 —
С-531 15 680 т 270 11 600 36 200 8.1
С-480 19 672 к 270 11 600 220 50 2,1
С-479 23 545 к 120 11 600 220 50 2,8
И-90 8 680 к 100 8 300 280 50 1,0
И-38А 15 600 к 165 9 500 120 или 22J 50 1,4
И-28 20 300 к 230 10 000 120 или 220 50 2,1
И-29А 23 285 т 600 2 530 220/127 50 3,0
12
Существенным недостатком электроинструмента повышен-
ной частоты является необходимость дополнительного при-
менения преобразователя частоты для получения питания
от нормальной электрической сети.
Самые малые электросверлилки, предназначенные для
сверления отверстий по металлу диаметром 5—6 мм, кон-
структивно оформляют иногда так, что корпус двигателя
служит рукояткой инструмента. Часто подобные сверлилки
и несколько более тяжелые (для сверления по металлу от-
верстий диаметром 8—10 мм) изготовляются в виде писто-
лета. Примером такой сверлилки может служить электро-
сверлилка типа С-437, представленная на рис. 1.
Для сверления по металлу отверстий большего диамет-
ра в связи с увеличением при этом необходимого усилия
подачи, применяются сверлилки с верхней закрытой руко-
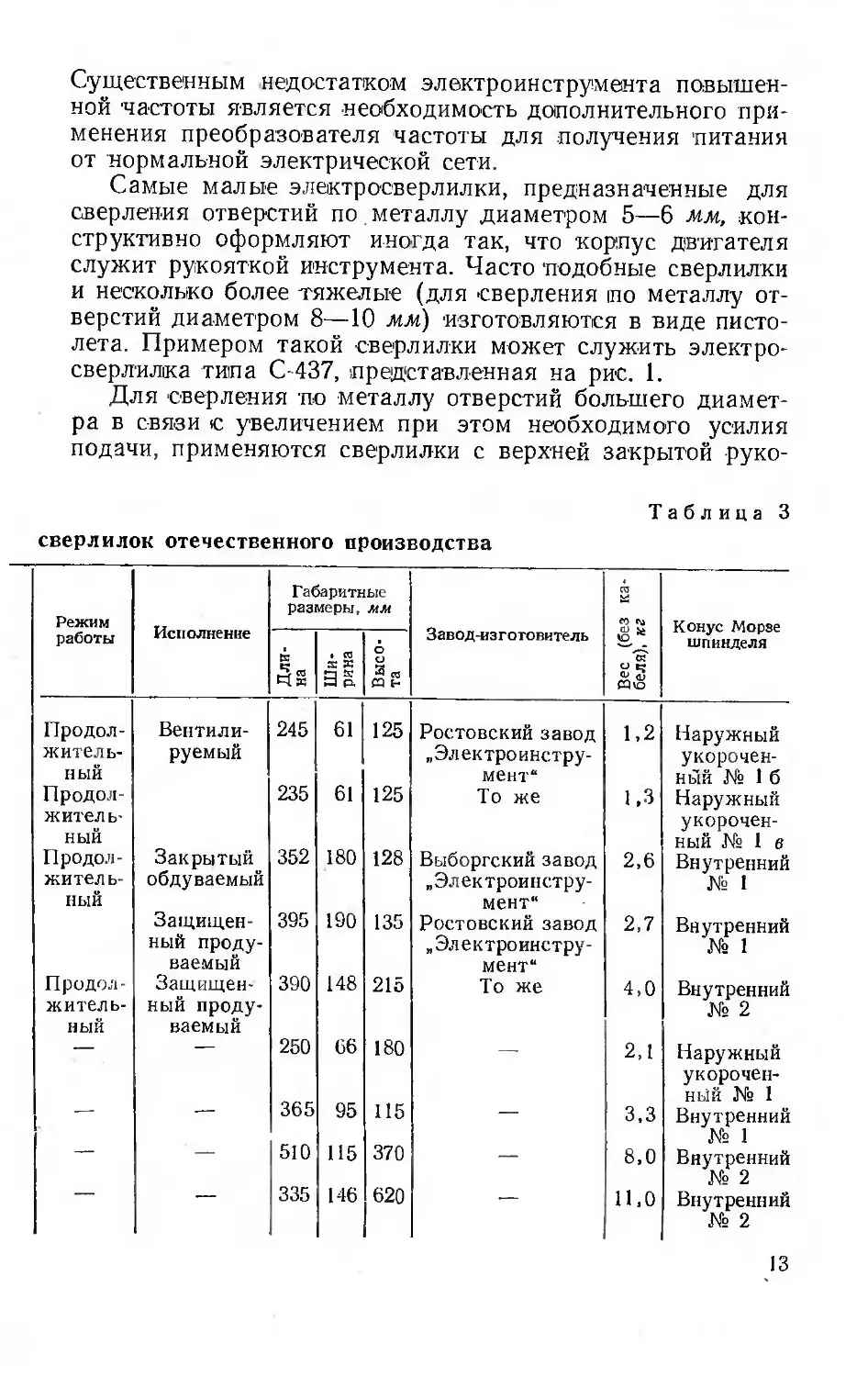
Таблица 3
сверлилок отечественного производства
Режим работы Исполнение Габаритные размеры, мм Завод-изготовитель Вес (без ка- беля), кг Конус Морзе шпинделя
Дли- на । го S я за 6
Продол- житель- ный Продол- житель- ный Вентили- руемый 245 235 61 61 125 125 Ростовский завод „Электроинстру- мент" То же 1,2 1,3 Наружный укорочен- ный Мб 1 б Наружный укорочен- ный № 1 в
Продол- жител ь- ный Закрытый обдуваемый Защищен- ный проду- ваемый 352 395 180 190 128 135 Выборгский завод „Электроинстру мент“ Ростовский завод „Электроинстру- мент" 2,6 2,7 Внутренний № I Внутренний № 1
Продол- житель- ный Защищен- ный проду- ваемый 390 148 215 То же 4,0 Внутренний № 2
— — 250 66 180 — 2,1 Наружный укорочен- ный № 1
— — 365 95 115 — 3,3 Внутренний № 1
— — 510 115 370 — 8,0 Внутренний № 2
— — 335 146 620 •— 11,0 Внутренний № 2
13
ЯТКОЙ И ОДНОЙ боковой рукояткой (рис. 2),'С двумя боковы-
ми рукоятками и грудным упором (рис. 3) и т. л.
В табл. 3 приведены технические данные тех электро-
сверлилок по металлу отечественного производства, кото-
рые могут быть 'применены для сверления кирпича и бе-
тона с малоабразивным наполнителем. Сверлилки группы С
-.3.Q.4
Рис. 2. Электросверлилка типа С-480.
/ — шпиндель; 2 — редуктор; 3 — электродвигатель; 4 — верхняя закрыта
рукоятка; .5 — боковая рукоятка.
Рис. 3. Электросверлилка типа С-479.
1 — шпиндель; 2 — редуктор; 3 — электродвигатель; 4 — вентиля-
тор; 5 — рукоятка с выключателем; 6— боковая рукоятка;
7 — грудной упор.
14
являются -новыми, современными моделяли, а сверлилки
группы И будут постепенно сниматься с производства
(электросверлилка типа И-90 уже снята с производства),
но большое количество сверлилок группы И еще долго ос
танется в пользовании.
В табл. 3 приняты следующие сокращенные обозначе-
ния К — коллекторный однофазный электродвигатель; Т —
асинхронный трехфазный электродвигатель.
2. Электромолотки
Электромолоток ударно-поворотного действия типа
С-494 (см. табл. 4) с трехфазным асинхронным двигателем
напряжением 220 в промышленной частоты изготовляется
даугавпилоким (Латвийская ССР) заводом «Электроинст-
румент». Общий вид этого .молотка представлен на рис. 4.
Таблица 4
Технические данные электромолотков
Показатели Тип С-494 Тип С-610 (611)
Мощность двигателя, вт . . 500 250
Напряжение, в Потребляемый ток, а . . . . 220 220 (36)
2,3 1,1
Частота, гц ......... 50 50 (200)
Тип двигателя Трехфазный Однофазный коллек-
коротко- торный ’уН-22А (асин-
Скорость вращения двигате- замкнутый хронный повышенной частоты АП-21-2)
ля, об/мин Передаточное число редук- 10 400 10 400
тора — 6,5
Энергия удара бойка, кГ-м 0,4 0,15—0,2
Число ударов в минуту . . . Скорость вращения рабочего 2 600 1 600
инструмента, об/мин . . . Вес молотка без шланга . . . Наибольший диаметр проби- ваемого отверстия по бето- 130 100
5 3,5
ну, мм 30 12
В качестве привода от электродвигателя применен кри-
вошипно-шатунный механизм. Ударный механизм построен
по компрессионно-вакуумному принципу. При вращении
электродвигателя 1 внутри ствола 7 молотка двигается
15
О)
Рис. 4. Электромолоток типа С-494.
/_ электродвигатель; 2 —рукоятка, покрытая слоем
резины для гашения вибраций; 3 — подводящий ка-
бель (гибкий провод); 4 — штепсельный разъем; 5 —
кривошипно-шатунный привод; 6 — шатун; 7 — ствол;
g _ втулка; 9 — палец; 10 — поршень; 11 — боек; 12
вкладыш; 13 — поворотная гильза; 14 — воздушная
подушка; 15 — рабочий инструмент.
возвратно-поступательно поршень 1U. При этом боек 11, на-
ходящийся внутри поршня, тоже совершает возвратно-по-
ступательное движение, по не вместе с поршнем, а так, что
расстояние между днищем поршня и головкой бойка, т. е.
толщина воздушной подушки, меняется. В зависимости от
взаимного положения поршня и бойка меняется движение
внутри воздушной подушки 14. При сжатии воздушной по-
душки боек приобретает некоторую скорость, от величины
которой зависит энергия удара по хвостовику рабочего ин-
струмента 15.
Поворотный механизм молотка работает по такому же
принципу, что и у обычных пневматических перфораторов.
Молоток может работать в ударно-вращательном режи-
ме и в ударном режиме (с невращающимся рабочим ин
струментом), что требуется при пробив-ке борозд. Он пред-
назначен для пробивки в бетоне с любыми наполнителями
отверстий диам'етром 12—30 мм При пробивке отверстий
большего диаметра молоток работает с малой производи
тельностью, вследствие чего его применение становится не-
целесообразным. Для пробивки отверстий диаметром менее
10—12 мм электромолоток С-494 обладает чрезмерной энер-
гией удара (0,4 кГ-м), вследствие чего происходят частые
поломки стержней рабочего инструмента. По этой причине
разработан и будет осваиваться промышленностью в 1959 г.
облегченный электромолоток ударно поворотного действия
типа С-610 (611), имеющий вес 3,5 4 кг и энергию удара
0,15—0,2 кГ м (см. табл. 4).
Облегченный электромолоток будет выпускаться с 1959 г.
в двух исполнениях — типа С-610 (рис. 5) с коллекторным
однофазным двигателем промышленной частоты типа
КН-22А и типа С-611 с асинхронным двигателем повышен-
ной частоты (200 гц) и напряжением 36 в типа АП21-2.
Нарезанный конец вала двигателя 7 зацепляется с зуб-
чатым колесом 8, насаженным на кривошипный вал 9.
Ударный механизм этого молотка—пружинного типа.
Он состоит из штока 10, в головке которого имеется прямо-
угольный паз, ось которого перпендикулярна оси штока.
Высота паза точно соответствует наружному диаметру
втулки, сидящей на пальце кривошипа. При своем враще-
нии палец приводит шток в возвратно-поступательное дви-
жение. Нижний конический конец штока имеет уступ //,
этим уступом посредством защелки 12, расположенной
внутри бойка 13, шток подхватывает боек.
При ходе вверх боек сжимает ударную пружину 14.
2-163 17
co
17
7 — на-
16 20
H
.XXXXs^XS^SK
12
16
19
Рис. 5. Электромолоток типа С-610.
I — электродвигатель;® 2 — рукоятка; 3 — выключатель; ,4 — под-
водящий кабель; 5 — штепсельный разъем; 6 — корпус; / — на-
резанный конец вала двигателя; 8 — зубчатое колесо; 9 — вал.
кривошипа; 10— шток; 11—уступ на нижнем конце штока;
12—защелка; 13— боек; 14 — ударная пружина; 15 — выступ на
крышке корпуса; 16— поворотная букса; 17 — наконечник для
рабочего инструмента; 18 — ведущая собачка; 19 — прижимная
пружина; 20— приводная тяга.
В верхнем .положении защелка бойка, упираясь в выступ /5
на крышке корпуса, освобождает боек, который под дей-
ствием сжатой пружины наносит удар по буксе 16, .в кото-
рой установлен наконечник для рабочего инструмента 17.
При отсутствии нажатия на инструмент молоток автомати-
чески переходит на холостой ход, т. е. боек при вращаю-
щемся двигателе не наносит ударов по инструменту. В этом
случае боек опускается и шток не может подхватить его .то
тех пор, пока упирающийся в препятствие инструмент не
переместит его .в рабочее положение.
Поворотный механизм электромолотка состоит из пово-
ротной буксы 16 с храповым и геликоидальными зубцами,
ведущей собачки 18, прижимной пружины 19 и приводной
тяги 20. Приводная тяга поворотного механизма соединена
с головкой штока ударного механизма и совершает при ра-
боте возвратно-поступательное движение.
Приводная тяга соединена с ведущей собачкой, которая
при обратном ходе поворачивает па один зуб поворотную
буксу, что ‘вызывает поворот на определенный угол рабоче-
го инструмента, закрепленного в хвостовике буксы.
В рукоятке молотка установлен выключатель 3. Присо-
единение молотка к электросети осуществляется с помощью
гибкого кабеля 4 (шланга) и штепсельного соединения 5.
3. Пневматические молотки
Для ударного метода пробивки прочных марок бетона
с высокоабразивными наполнителями (гранит, песчаник)
электромонтажные организации фактически на сегодня еще
не располагают подходящими пневматическими еханизма-
ми из числа существующих.
Между тем переход от ручных пробивных операций к их
механизации требует на данном этапе использовать суще-
ствующие механизмы для металлообработки и в горной
промышленное™. Такими средствами механизации из чис-
ла существующих в настоящее время являются пневмомо-
лотки ударного действия и ударно поворотного действия
(перфораторы).
Пробивка ниш и борозд производится .пневмомолотком
только ударного действия.
Для этой цели используются молотки типов РБ и РМ,
предназначенные для обработки металла (клепки, чеканки
и рубки) (рис. 6).
В табл. 5 приведены данные наиболее подходящих
пневмомолотков для пробивных операций.
2* 19
Таблица 5
Техническая характеристика пневматических молотков
Показатели Тип пневмомолотка
РЕ-45 Р.М-1 РМ-2
Расход воздуха давлением 5 сьп'л, ж’/.инк 0.55—0,65 0,5—0,6 0,5—0,6
Энергия удара, кГ-м 1,1 2 200 1,1 1,6
Число ударов в минуту 2 400 1500
Диаметр шланга в свету, мм Вес молотка без рабочего инструмента. 13 13 13
кг 4,5 5,0 5,6
Рис. 6. Устройство пневматического молотка РМ,
I — рукоятка; 2 — ствол; 3— золотник; 4 — конусный вентиль; 5— букса;
£ — ударник.
Рис. 7. Пневматический перфдратор РП-17.
20
Для пробивки гнезд и отверстий диаметром более 20 мм
до 80 мм в бетоне с наполнителями из гранита или песча-
ника могут применяться пневматические перфораторы ти-
пов РП 17 и ПР-10* (рис. 7 и 8), технические данные кото-
рых приведены в табл. 6. Это самые легкие перфораторы,
имеющиеся в гордой промышленности.
Рис. 8. Пневматический перфоратор ПР-10.
Указанные выше пневмомолотки и перфораторы воз-
можно использовать при .наличии на месте производства
работ передвижной компрессорной установки произво-
дительностью 2—3 мЦмин при давлении сжатоК, воздуха
5 ати.
Таблица 6
Техническая характеристика пневматических перфораторов
РП-17 и ПР-10
Показатели РП-17 ПР 10
Расход воздуха давлением 5 ати, м3/мин . . . 1,8 2
Число ударов в минуту 1 780 3 750
Количество оборотов в минуту 196 170
Энергия удара, кГ-м — 1,6
Диаметр резинового шланга для воздуха, мм 19 19
Вес перфоратора без рабочего инструмента, кг 16,5 10
Изготовляется криворожским заводом «Коммунист».
21
РАБОЧИЙ ИНСТРУМЕНТ,
ОСНАЩЕННЫЙ ТВЕРДЫМ СПЛАВОМ1
1. Инструменты для сверления
Как было указано раньше, для выполнения дыропробив-
ных операций в кирпиче -и в бетоне с наполнителями из
кирпича или известняка применяется операция сверления.
В качестве инструмента для выполнения этой операции
служат сверла как перовые, так и спиральные, оснащенные
пластинками твердых сплавов марок ВК2 или ВК6, формы
№ 17 по ГОСТ 2209-55.
Рис. 9. Спиральные сверла, оспа.ценные сплавом ВК2
или ВК6.
Размеры, мм
Л)
№ пластинки но ГОСТ 2209-55
11,8
10,5
7,5
4,5
70
70
60
60
1713
1711
1705
1701
Опыт показывает, что на эксплуатационные свойства
инструмента большое влияние оказывает способ удаления
из отверстия буровой мелочи. Оказалось, что по этой при-
чине при прочих равных условиях 'производительность спи-
ральных сверл почти в 3 раза больше перовых.
Наличие спиральной канавки на сверле и незначитель-
• ное свисание твердосплавной пластинки из головки сверла
в значительной степени помогают погружению сверла
в материал и хорошей выдаче буровой мелочи при сравни-
тельно небольшом усилии нажатия на электросверлилку.
Для сверления отверстия под дюбели (5—12 .и.и) в
строительных конструкциях из кирпичных, шлакобетонных
и бетонных с кирпичным или известняковым наполните-
1 Изготовляется Киевским заводом твердосплавного инструмента
и заводами Главэлектромонтажа.
22
лем следует применять спиральные сверла, оснащенные
сплавом ВК2 или ВК6 (рис. 9).
Производительность таких сверл— 150—350 мм/мин.
На сверление отверстия диаметром 12 мм, глубиной
50 мм в бетоне марки 140 с кирпичным наполнителем
в среднем затрачивается 15 сек. Стойкость такого сверла,
оснащенного сплавом ВК2, до затупления составляет 75—
90 отверстий.
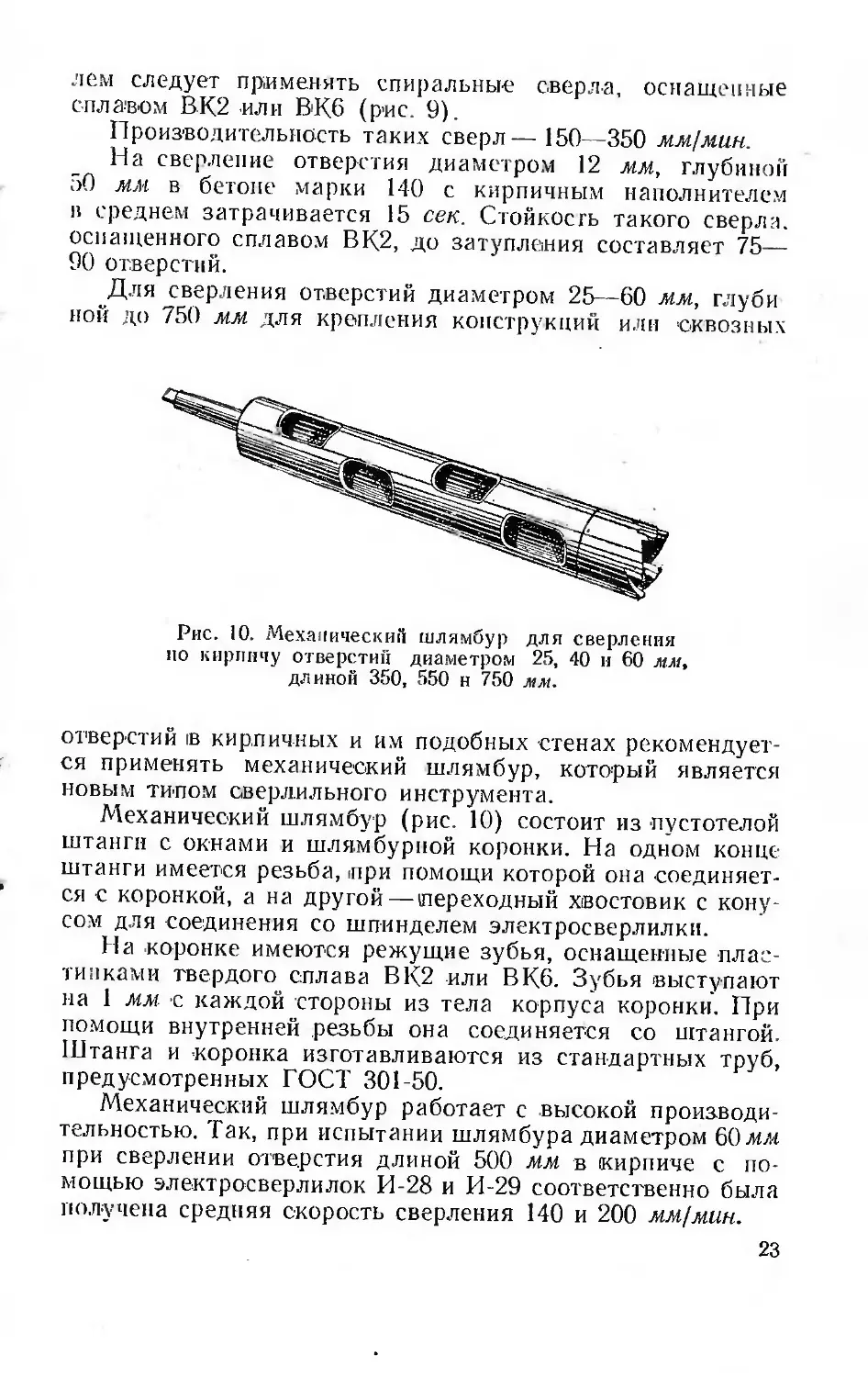
Для сверления отверстий диаметром 25—60 мм, глуби
ной до 750 мм для крепления конструкций или сквозных
Рис. 10. Механический шлямбур для сверления
по кирпичу отверстий диаметром 25, 40 и 60 лл,
длиной 350, 550 н 750 мм.
отверстий в кирпичных и им подобных стенах рекомендует-
ся применять механический шлямбур, который является
новым типом сверлильного инструмента.
Механический шлямбур (рис. 10) состоит из пустотелой
штанги с окнами и шлямбурпой коронки. На одном конце
штанги имеется резьба, лри помощи которой она соединяет-
ся с коронкой, а на другой — (переходный хвостовик с кону-
сом для соединения со шпинделем электросверлилки.
На коронке имеются режущие зубья, оснащенные плас-
тинками твердого сплава ВК2 или ВК6. Зубья выступают
на 1 мм с каждой стороны из тела корпуса коронки. При
помощи внутренней резьбы она соединяется со штангой
Штанга и коронка изготавливаются из стандартных труб,
предусмотренных ГОСТ 301 50.
Механический шлямбур работает с высокой производи-
тельностью. Так, при испытании шлямбура диаметром 60 лш
при сверлении отверстия длиной 500 мм в кирпиче с по-
мощью электросверлилок И-28 и И-29 соответственно была
получена средняя скорость сверления 140 и 200 мм/мин.
23
Рис. 11. Коронка с цен-
тральным сверлом для
сверления отверстий
диаметром 72 мм в
кирпиче.
1 — корпус; 2 — дно корпуса;
3 — хвостовик; 4 — винт; 5 —
центральное сверло; 6 — пла-
стины твердого сплава
ВК2 или ВК6.
Буровая мелочь выдавалась в виде мелкой крупки и
кернов длиной 100-—150 мм.
Стойкость до затупления такого шлямбура составляет
30—10 отверстий. Шлямбур до полного износа может 'Под-
вергаться 10—12 переточкам. Та-
ким образом, шлямбур имеет срок
службы от 150 до 200 пог. м свер-
ления.
Для сверления гнезд диаметром
70—80 мм, гл у б иеной 60—80 мм в
кирпичных и им подобных стенах
для установки выключателей, розе-
ток и коробок при скрытой провод-
ке следует применять пустотелую
коронку с центральным сверлом
(рис. 11). Такая коронка диамет-
ром 72 мм, оснащенная пластинка-
ми силам ВК6, сверлит отверстие
глубиной 65 мм за 15 сек. Кери
легко удаляется.
2. Инструмент для пробивки
Как указывалось раньше, про-
бивные операции в бетоне с гра-
нитным наполнителем или напол-
нителем из песчаника производят-
ся ударным и ударно-вращатель-
ным методом. Однако пробивка бо-
розд производится только ударным
методом при помощи ппевмомолот-
ков типа РБ (РМ) или электро-
молотка. Для этой цели применяется механический скар-
пель, оснащенный пластинкой твердого сплава ВД9 с ши-
риной лезвия 30—40 мм, имеющий специальную (несим-
метричную) геометрию заточки (рис. 12). Такая геометрия
заточки обеспечивает лучшую скалывасмость материала.
Производительность пробивки борозд по бетону с гра-
нитным наполнителем по горизонтали на полу и по верти-
кали на стене при глубине борозд от 35 до 60 лои и шири-
ной от 30 до 100 мм при работе электромолотком состав-
ляет 260—360 мм!мин, а при работе молотком РБ (РМ)
120—150 мм)мин.
24
Для пробивки гнезд и отверстий диаметром 20—30 мм
от молотка С-494 применяется инструмент типа шлямбура,
оснащенный твердосплавными зубьями (вставками 5 мм)
из твердых сплавов марок ВК9 или ВК15 (рис. 13). Ука-
занные шлямбуры изготовляются диаметром 20 и 30 мм„
при длине соответственно 250 и 350 мм. Канал в хвостовой
части шлямбура служит для удаления буровой мелочи.
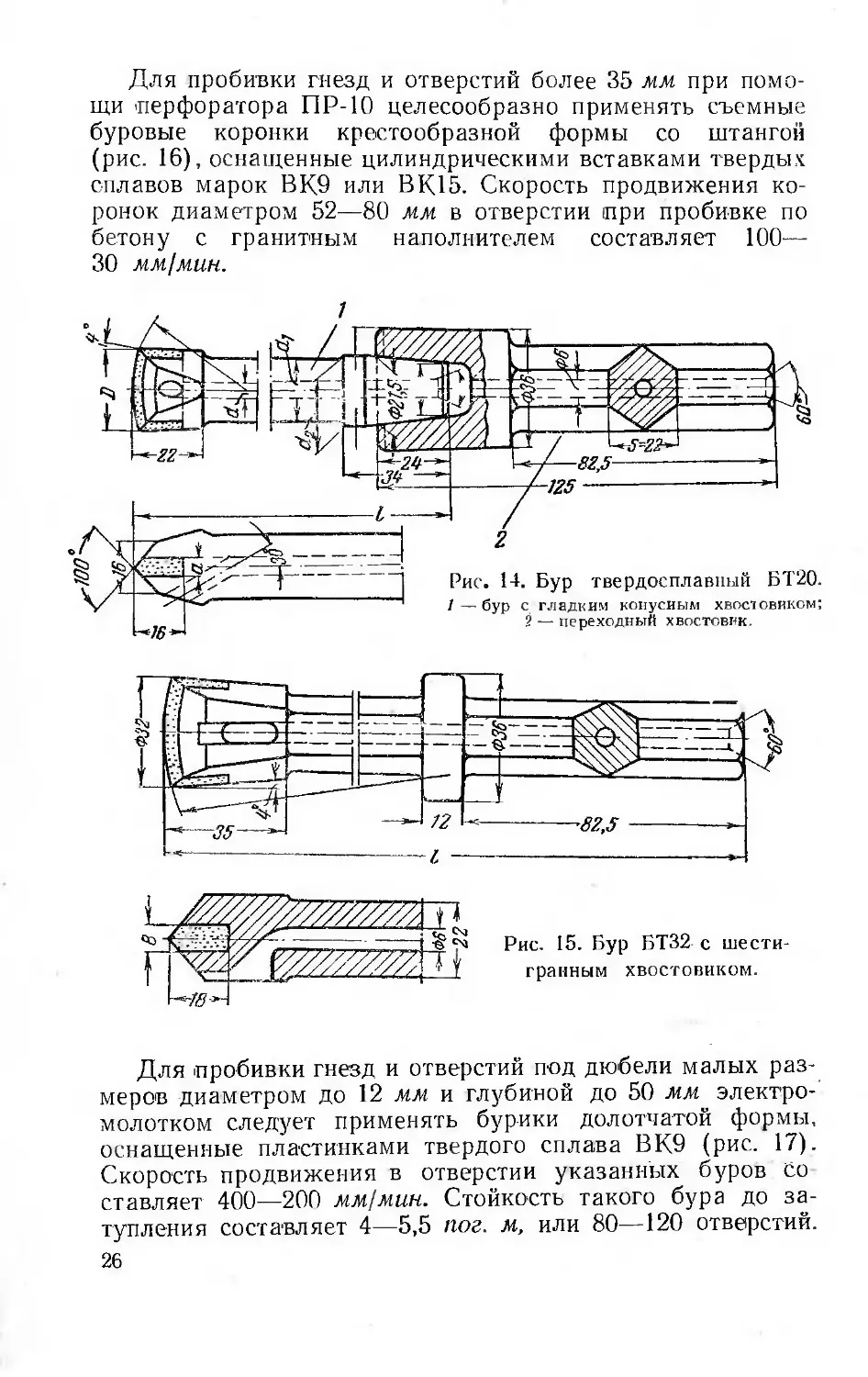
Для пробивки гнезд и отверстий диаметром 20—35 мм.
при помощи перфоратора ПР-10 или РП-17 целесообразно.
Рис. 13. Шлямбур для пробивки
отверстий в бетоне.
1 — корпус; 2 — хвостовик; 3 — пластина
твердого сплава ВК9.
Рис. 12. Механический скарпель.
а — несимметричная заточка скарпеля
применять буры пипов
БТ-20, БТ25-2 и БТ-32 и им
подобные (рис. 14, 15),осна-
щенные пластинками твер-
дого сплава марки ВК9.
Скорость продвижения указанных буров в отверстии при
пробивке по бетону с гранитным наполнителем составля-
ет 600—200 мм!мин.
25
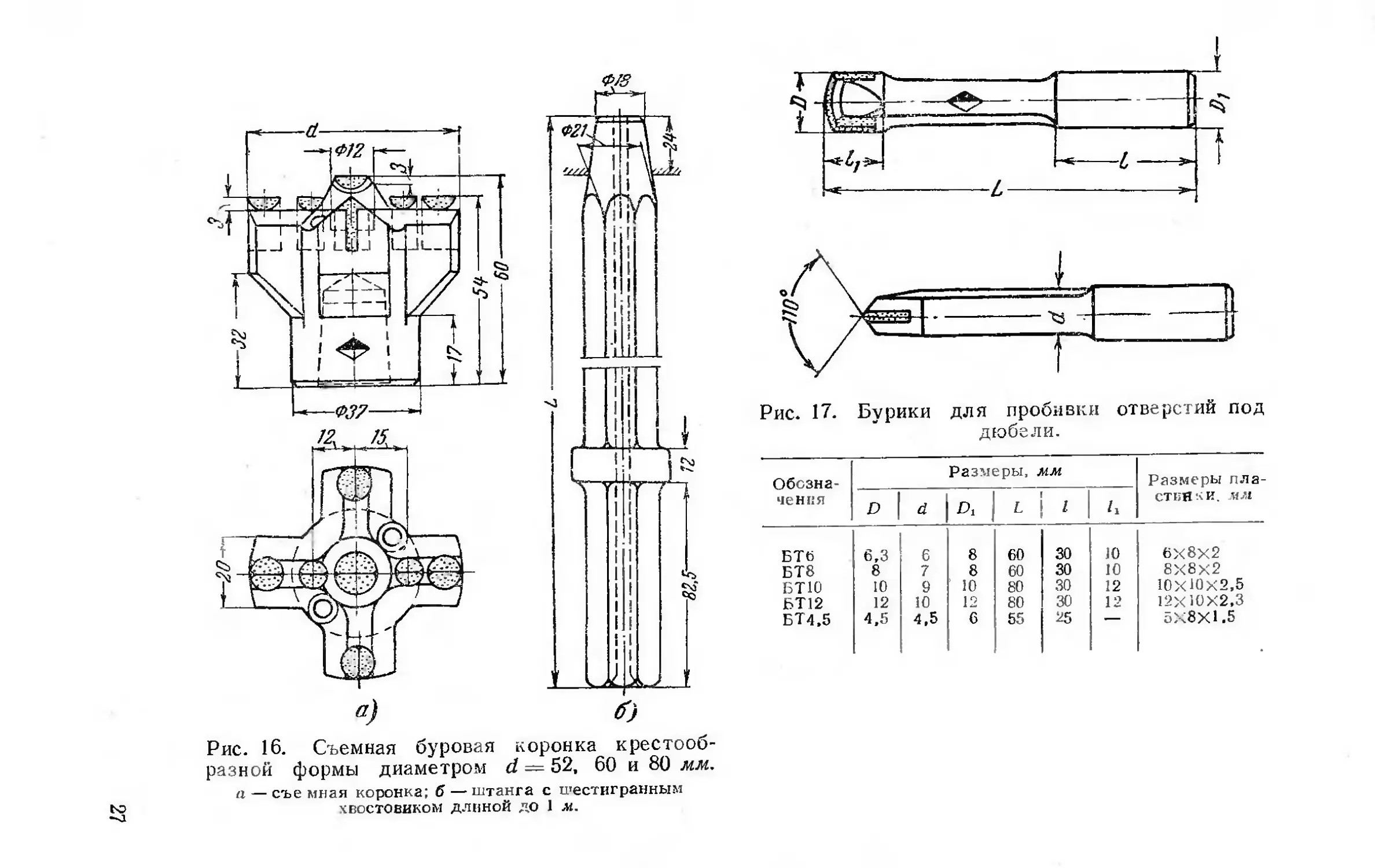
Для пробивки гнезд и отверстий более 35 мм при помо-
щи 'перфоратора ПР-10 целесообразно применять съемные
буровые коронки крестообразной формы со штангой
(рис. 16), оснащенные цилиндрическими вставками твердых
сплавов марок ВК9 или ВК15. Скорость продвижения ко-
ронок диаметром 52—80 мм в отверстии при пробивке по
бетону с гранитным наполнителем составляет 100—
30 мм/мин.
Для пробивки гнезд и отверстий под дюбели малых раз-
меров диаметром до 12 мм и глубиной до 50 мм электро-
молотком следует применять бурики долотчатой формы,
оснащенные пластинками твердого сплава ВК9 (рис. 17).
Скорость продвижения в отверстии указанных буров Со
ставляет 400—200 mmImuh. Стойкость такого бура до за-
тупления составляет 4—5,5 пог. м, или 80—120 отверстий.
26
ьэ
Рис. 16. Съемная буровая коронка крестооб-
разной формы диаметром d = 52, 60 и 80 мм.
а — съе иная коронка; б — штанга с шестигранным
ХВОСТОВИКОМ длиной до I м.
Рис. 17.
Бурики для пробивки отверстий под
дюбели.
Обозна-
чения
БТб
БТ8
БТЮ
БТ12
БТ4.5
Размеры, мм
6,3 6 8
8 7 8
10 9 10
12 10 12
4,5 4,5 6
60
60
80
80
55
30
30
30
30
25
10
10
12
12
Размеры пла-
стинки. мм
6X8X2
8X8X2
10X10X2,5
12X10X2,3
5X8X1.5
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ ПРОБИВНЫХ
ОПЕРАЦИЙ
Существенное значение для производительности инстру-
мента и его эксплуатационной стойкости имеет степень уда-
ления буровой мелочи. Если буровая мелочь плохо уда-
ляется, то значительная часть мощности инструмента рас-
ходуется на беаполезную работу — размол буровой мелочи
и ее нагрев. Особенно это сказывается при пробивке или
сверлении на большой глубине, где вследствие возрастания
этих потерь дальнейшее сверление или пробивка отверстия
почти прекращается. По этим причинам стержни сверл и
буриков имеют цилиндрические канавки, и пластинки твер-
дого сплава выступают из стержня, образуя при вращении
окружность большего диаметра, чем диаметр стержня.
Трубчатые сверла и шлямбуры зачастую имеют вырезы на
боковой поверхности, которые предназначены не столько
для уменьшения веса инструмента, сколько для удаления
буровой мелочи.
Однако указанные выше способы конструктивною вы-
полнения рабочего инструмента, в особенности при отвер-
стиях диаметром начиная от 20 мм и выше и при глубине
их более 75 мм, оказываются недостаточными, появляется
необходимость принудительного удаления буровой мелочи.
Простейшим способом такого удаления является прекра-
щение время от времени сверления или пробивки и извле-
чение инструмента для очистки отверстия, что, безусловно,
снижает производительность труда.
При применении пневматического инструмента для уда-
ления буровой мелочи используется имеющийся сжатый
воздух, который подается через осевую канавку рабочего
инструмента и выдувает мелочь из пробиваемого отверстия.
Электромолотки типа С-494 сжатого воздуха не имеют.
Поэтому пробивка электромолотком без специальных уст-
ройств для удаления буровой мелочи производится удов-
летворительно лишь при отверстиях глубиной до 50—60 мм.
При пробивке же на большей глубине необходимо в про-
цессе работы часто извлекать инструмент для прочистки
отверстия или применять отсасывание, продувку или про-
мывку буровой мелочи. Отсасывание или продувка могут
быть выполнены с помощью .бытового пылесоса (рис. 18),
от которого гибкий шланг присоединяется к имеющемуся
у электромолотка С-494 для этой цели штуцеру, от кото-
рого проходит канал к трубчатому рабочему инструменту.
28
При применении пылесоса следует предпочитать отса-
сывание, так как при продувке образуется вредный для
здоровья работающего поток пыли. Промывка может быть
выполнена там, где позволяют условия, подводом воды из
водопроводной сети к штуцеру, предназначенному для при-
соединения шланга от пылесоса.
Рис. 18. Применение пылесоса для отсасывания или продувки
буровой мелочи при работе электромолотком С-494.
Важное значение имеет также усилие нажатия на рабо-
чий инструмент. Особенно это важно для сверления.
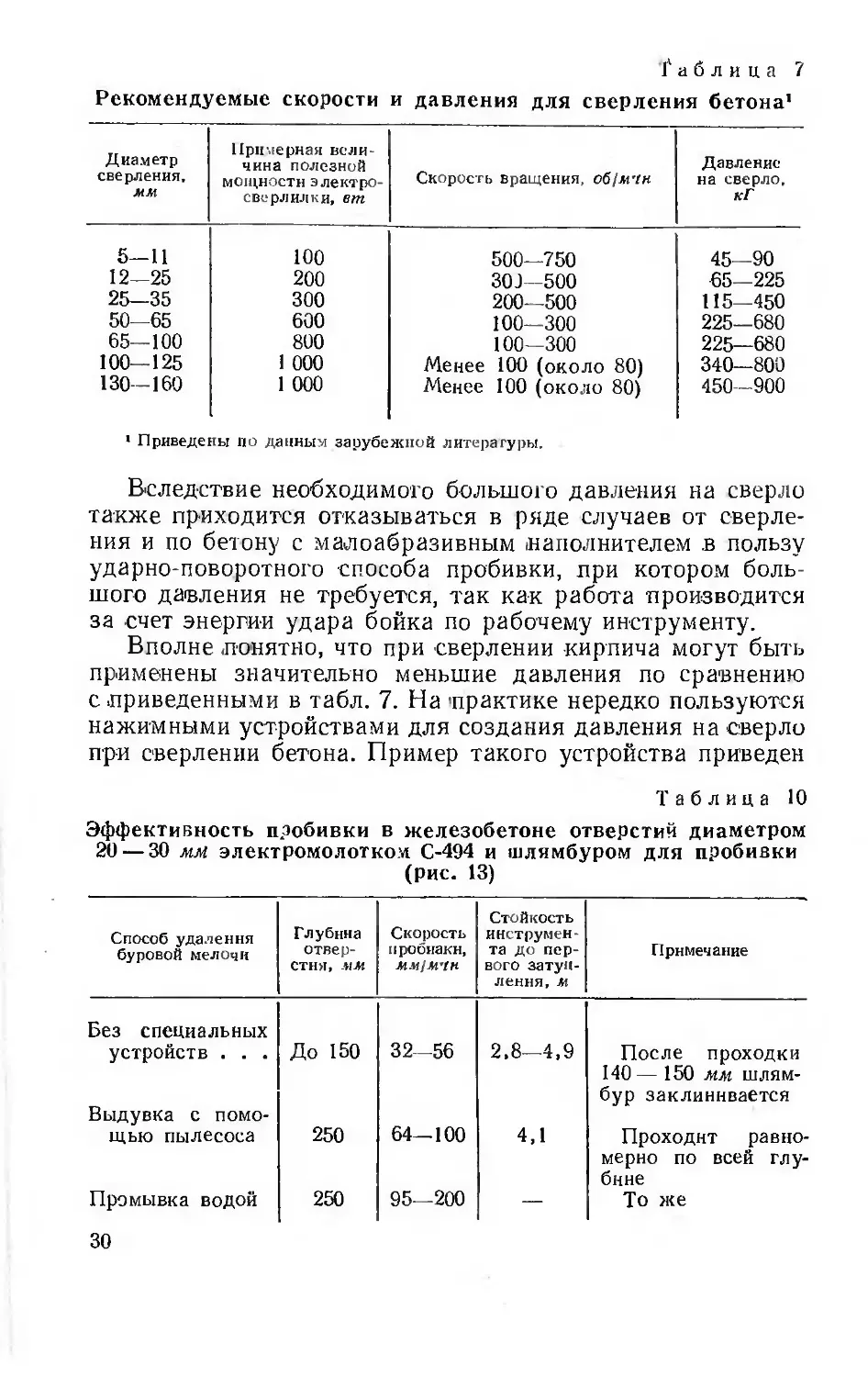
В табл. 7 приведены некоторые данные о рекомендуемых
скоростях и давлениях для сверления бетона. Как видно из
этих данных, при диаметре сверления 12—25 мм уже реко-
мендуются такие значительные величины давления на свер-
ло, которые не могут быть обеспечены работающими без
помощи специальных приспособлений или механизмов. Эти
данные можно рассматривать как пределы оптимальных
величин. Это означает, что при работе на меньших давле-
ниях соответственно снижается эффективность действия
инструмента.
29
Таблица 7
Рекомендуемые скорости и давления для сверления бетона1
Диаметр сверления. мм Примерная вели- чина полезной мощности электро- сверлилки, вт Скорость вращения, об[мчн Давление на сверло, кГ
5-11 100 500—750 45—90
12-25 200 30J—500 65—225
25—35 300 200- 500 115—450
50—65 600 100—300 225—680
65—100 800 100—300 225—680
100—125 1 000 Менее 100 (около 80) 340—800
130—160 1 000 Менее 100 (около 80) 450—900
1 Приведены но данным зарубежной литературы.
Вследствие необходимого большого давления на сверло
также приходится отказываться в ряде случаев от сверле-
ния и по бетону с малоабразивным /наполнителем в пользу
ударно-поворотного способа пробивки, при котором боль-
шого давления не требуется, так как работа производится
за счет энергии удара бойка по рабочему инструменту.
Вполне понятно, что при сверлении кирпича могут быть
применены значительно меньшие давления по сравнению
с .приведенными в табл. 7. На практике нередко пользуются
нажимными устройствами для создания давления на сверло
при сверлении бетона. Пример такого устройства приведен
Таблица 10
Эффективность пробивки в железобетоне отверстий диаметром
20 — 30 мм электромолотком С-494 и шлямбуром для пробивки
(рис. 13)
Способ удаления буровой мелочи Глубина отвер- стия, мм Скорость иробиакн, MMfMVH Стойкость инструмен та до пер- вого затуп- ления, м Примечание
Без специальных устройств . . . До 150 32—56 2,8—4,9 После проходки
Выдувка с помо- щью пылесоса 250 64—100 4,1 140— 150 мм шлям- бур заклинивается Проходит равно-
Промывка водой 250 95—200 — мерно по всей глу- бине То же
30
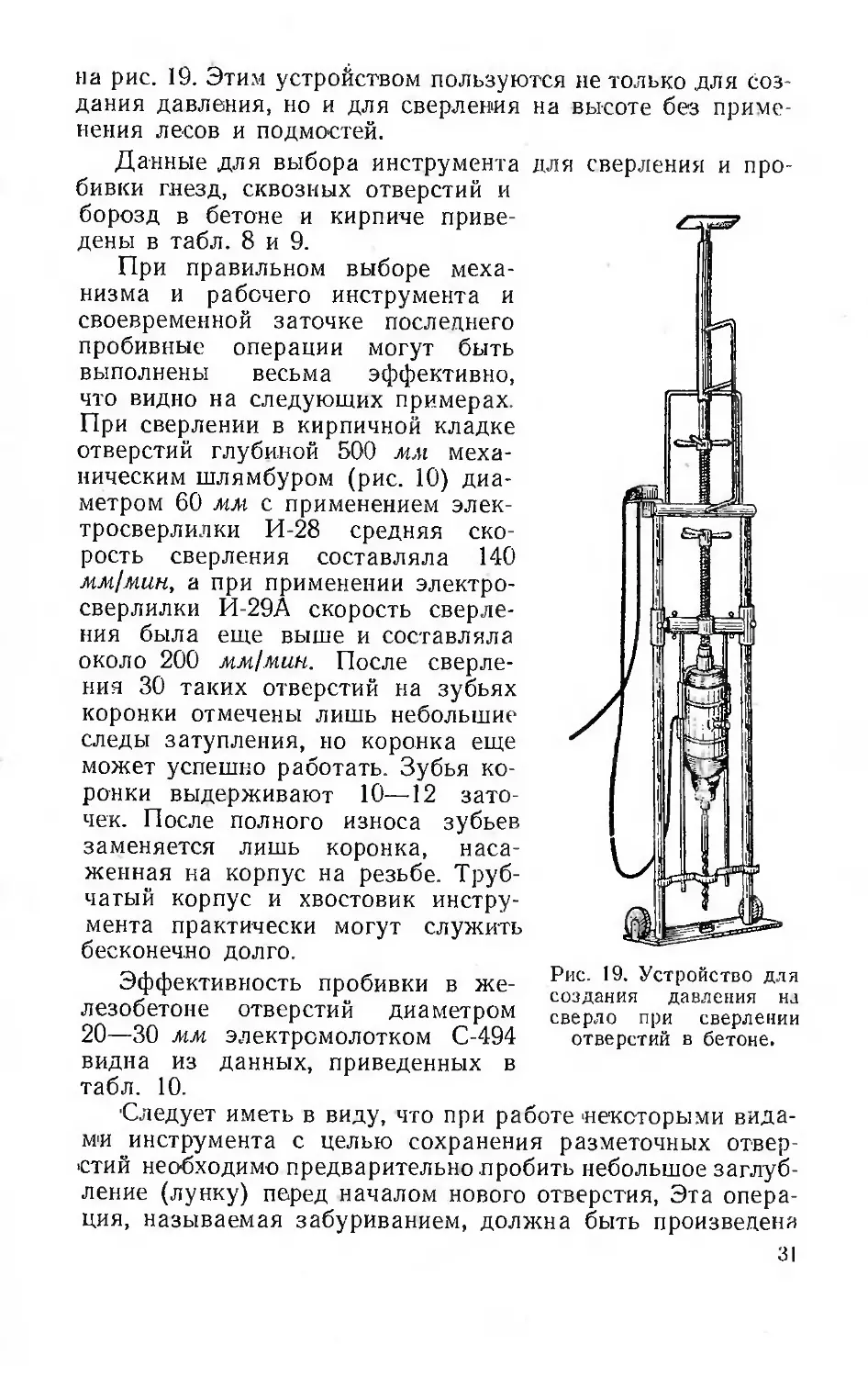
на рис. 19. Этим устройством пользуются не только для соз-
дания давления, но и для сверления на высоте без приме
нения лесов и подмостей.
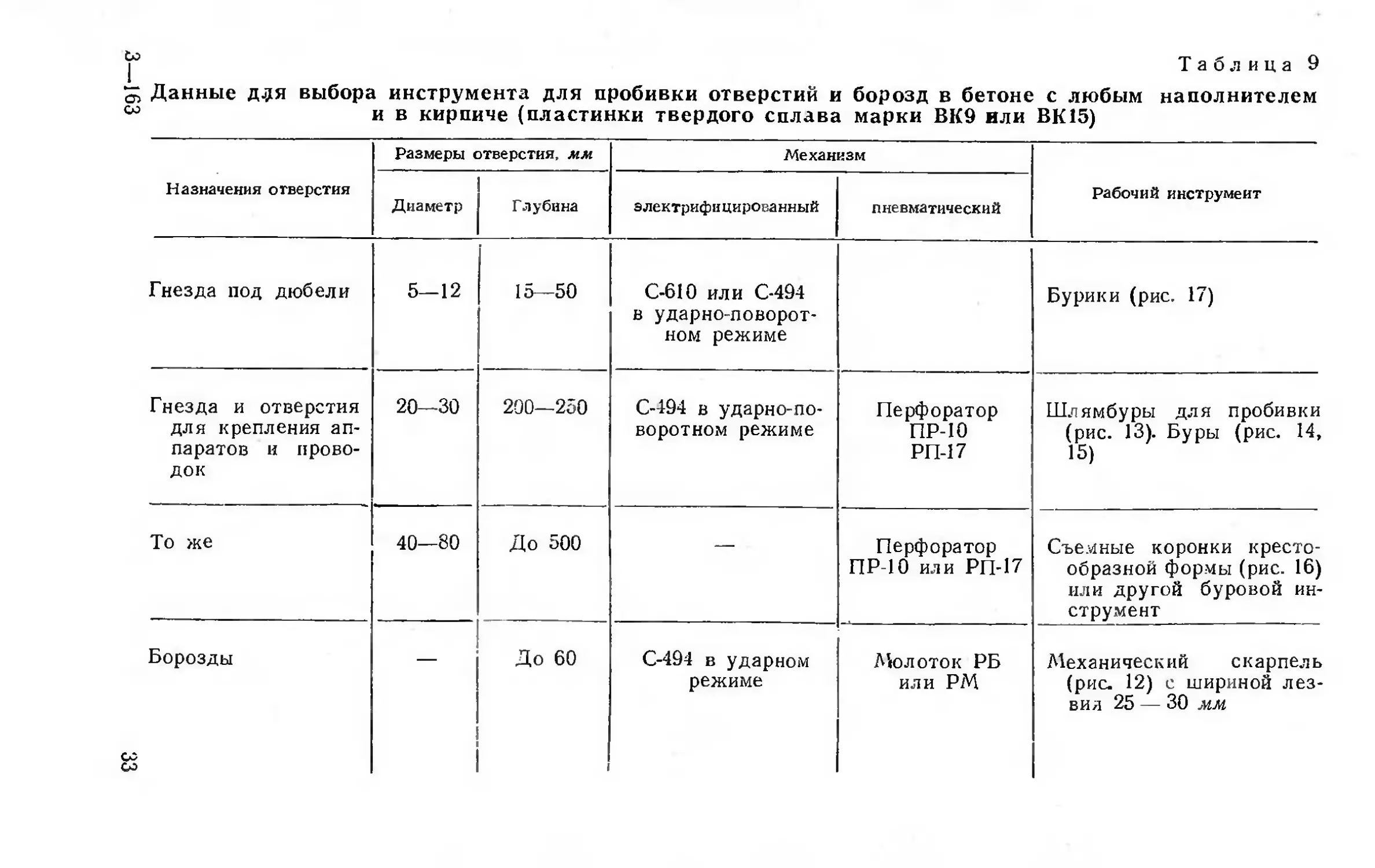
Данные для выбора инструмента для сверления и про-
бивки гнезд, сквозных отверстий и
борозд в бетоне и кирпиче приве
дены в табл. 8 и 9.
При правильном выборе меха-
низма и рабочего инструмента и
своевременной заточке последнего
пробивные операции могут быть
выполнены весьма эффективно,
что видно на следующих примерах
При сверлении в кирпичной кладке
отверстий глубиной 500 мм меха-
ническим шлямбуром (рис. 10) диа-
метром 60 мм с применением элек-
тросверлилки И-28 средняя ско-
рость сверления составляла 140
мм/мин, а при применении электро-
сверлилки И 29А скорость сверле-
ния была еще выше и составляла
около 200 mmImuh. После сверле-
ния 30 таких отверстий на зубьях
коронки отмечены лишь небольшие
следы затупления, но коронка еще
может успешно работать Зубья ко
ронки выдерживают 10—42 зато-
чек. После полного износа зубьев
заменяется лишь коронка, наса-
женная на корпус на резьбе. Труб-
чатый корпус и хвостовик инстру-
мента практически могут служить
бесконечно долго.
Эффективность пробивки в же
лезобетоне отверстий диаметром
20—30 мм электрсмолотком С-494
Рис. 19. Устройство для
создания давления на
сверло при сверлении
отверстий в бетоне.
видна из данных, приведенных в
табл. 10.
Следует иметь в виду, что при работе некоторыми вида-
ми инструмента с целью сохранения разметочных отвер-
стий необходимо предварительно пробить небольшое заглуб-
ление (лунку) перед началом нового отверстия, Эта опера-
ция, называемая забуриванием, должна быть произведена
31
Таблица 8 Данные ДЛЯ выбора йнсгрумента для сверления отверстий в кирпиче и бетоне с малоабразивным наполнителем (инструмент с пластинами марки ВК2 или ВК6)
Назначение отверстия Размеры отверстия, мм Тип электросвер- лилки Рабочий инструмент
Диаметр Глубина
Гнезда под дюбели 5—12 25—50 С-437, С-469, И-90 или И-38А Сверло спиральное (рис. 9)
Гнезда для крепления аппаратов и проводок 25 100—200 С-531, С-480 или И-28 Механический шлям- бур (рис. 10)
40—60 100—300 С 480, С-479, И-28 или И-29А
Гиезда для установки коробок под выключате- ли и штепсельные розетки при скрытой про- водке Около 75 100 С-531, С-480, И-38А или И-28 Коронка с централь- ным сверлом (рис. И)
Сквозные отверстий 25—60 350—750 С-480, С-479, И-28 или И-29А Механический шлям- бур (рис. 10)
j~ Таблица 9
5 Данные ддя выбора инструмента для пробивки отверстий и борозд в бетоне с любым наполнителем
00 ив кирпиче (пластинки твердого сплава марки ВК9 или ВК15)
Назначения отверстия Размеры отверстия, мм Механизм Рабочий инструмент
Диаметр Глубина электрифицированный пневматический
Гнезда под дюбели 5—12 15—50 С-610 или С-494 в ударно-поворот- ном режиме Бурики (рис. 17)
Гнезда и отверстия для крепления ап- паратов и прово- док 20- -30 200—250 С-494 в ударно-ле- во рот ном режиме Перфоратор ПР-10 РП-17 Шлямбуры для пробивки (рис. 13). Буры (рис. 14, 15)
То же 40—80 До 500 — Перфоратор ПР-10 или РП-17 Съемные коронки кресто- образной формы (рис. 16) или другой буровой ин- струмент
Борозды СО — До 60 С-494 в ударном режиме Молоток РБ или РМ Механический скарпель (рис. 12) е шириной лез- вил 25 — 30 им
при пробивке пневматическим перфоратором с применением
буров долотчатой формы, при сверлении с помощью ме-
ханических шлямбуров, не имеющих, как .известно, центри-
рующего (направляющего) сверла.
При пробивке отверстий под дюбели существенное зна-
чение для прочности их закрепления имеет соблюдение со-
ответствующих размеров отверстия, особенно диаметра его.
Поэтому следует иметь в виду, что при пробивке электро-
молотком фактический диаметр пробитого отверстия пре-
вышает диаметр рабочего инструмента на 0,2—0,4 мм при
диаметре рабочего .инструмента до 12 мм и на 0,4—1 мм
при диаметре рабочего инструмента 20—30 мм.
При пробивке отверстий пневматическим перфоратором
фактический диаметр пробитого отверстия превышает диа-
метр рабочего инструмента на 0,5—1 мм при диаметре бу-
ра 20 мм, на 1—2 мм при диаметре бура 32 мм и на 1,5—
2 мм при диаметре коронки 52—80 мм.
ЭКСПЛУАТАЦИЯ ТВЕРДОСПЛАВНОГО
ИНСТРУМЕНТА
1. Правила эксплуатации
Высокая эффективность от применения инструмента,
оснащенного пластинами или вставками твердого сплава,
может быть достигнута только при соблюдении следующих
правил по эксплуатации:
1. Марка твердого сплава выбирается в зависимости
от способа выполнения пробивных операций и характера
строительного материала.
2. Формы и размеры рабочего инструмента, углы его за-
точки и режимы сверления или пробивки являются необхо-
димыми условиями, при соблюдении которых могут быть
получены высокая производительность труда и экономич-
ное использование инструмента, оснащенного дорогостоя-
щим твердым сплавом.
3. Своевременная и правильная заточка затупленного
инструмента.
Соблюдение нормальной величины износа инструмента
и своевременная его переточка позволяют полностью ис-
пользовать твердосплавное лезвие инструмента с макси-
мальной эффективностью.
При нормальной эксплуатации скарпель выдерживает
18—25 переточек, а сверла, буры и шлямбуры выдержи-
вают по 8—10 переточек,
34
4. На сохранность твердосплавного инструмента и его
производительность в значительной мере влияет величина
нагрузки, особенно ударной нагрузки. Поэтому механизмы
(электромолоток, пневмомолоток и т. п.), применяемые для
пробивки, не должны иметь чрезмерную энергию удара для
данного вила твердосплавного инструмента (см. табл. 11).
Таблица 11
Рекомендуемая предельная энергия удара твердосплавного
инструмента
Твердосплавный инструмент
Предельно допу-
стимая энергия
удара механизма,
кГ-м
Механический скарпель .... ........
Буры диаметром до 20—28 мм с переходным хво-
стовиком и буры диаметром 32 мм с цельным
хвостовиком, съемные коронки диаметром
52 — 80 мм ...................
Бураки диаметром 8— 12 мм..........
Бурики диаметром до 8 мм ..........
1,2
3
0.5
0.1 0,2
5. Твердосплавный инструмент, имея сравнительно вы-
сокую первоначальную стоимость, рассчитан на продолжи-
тельный срок службы. Поэтому каждый инструмент перед
сдачей в работу должен быть занумерован и закреплен за
определенным рабочим.
Для удобства в работе целесообразно за каждым рабо-
чим закреплять «е менее двух комплектов инструмента:
в то время как один комплект находится в работе, другой
комплект может быть сдан на переточку.
Обмен сработанного инструмента на новый должен про-
изводиться штука за штуку, а выдача другого инструмента
в случае поломки или утери должна производиться с раз-
решения мастера или производителя работ. При этом долж-
на быть установлена причина преждевременного выхода
инструмента из строя.
2. Заточка
Основным признаком для определения стойкости между
переточками твердосплавного инструмента, работающего
методом сверления с использованием электросверлилок,
служит такое затупление, при достижении которого при-
кладываемое усилие нажатия на электросверлилку не обес-
3* 35
печивает дальнейшего внедрения инструмента в обрабаты-
ваемый материал.
Для инструмента, работающего методом ударного или
ударно-поворотного действия, признаком затупления счи-
тается наличие на лезвии инструмента площадок затупле-
ния.
Нормальным затуплением считается площадка шириной:
на скарпелях.............................0,7—0,8 мм
на мелких буриках..................... 0,5—0,7 мм
на бурах диаметром 20 — 32 мм (по краям
пластины) .................................. 2 мм
на зубьях шлямбуров................... 1 —1,5 мм
на коронках (по углам вставок).......... 2—2,5 мм
Чрезмерное затупление снижает производительность ин-
струмента и может привести к разрушению пластинки твер-
дого сплава.
Заточка затупившегося твердосплавного инструмента
самим рабочим запрещается. Она должна производиться
централизованно специально выделенным и обученным за-
точником на заточных станках любой конструкции без жест-
кого крепления инструмента на станке (он удерживается
вручную). Конструкция станка должна быть жесткой, и
его шпиндель не должна иметь люфта. Заточные круги
перед установкой на станок балансируются (уравновеши-
ваются) .
Для заточки пластинок твердых сплавов применяют
круги из зеленого карбида кремния (КЗ) зернистостью
36—46 и твердостью ЛАЗ-СЛА2. При отсутствии кругов КЗ
применяются круги из черного карбида кремния (КЧ)
с той же характеристикой, форма и размеры круга прини-
маются согласно ГОСТ 2424-52 ПП (диаметром 250—
350 мм и шириной 25—40 мм). Нельзя применять засален-
ные круги, так как это приводит к образованию трещин мл
пластинках твердого сплава. Круги следует периодически
править. Расход абразива составляет в среднем 3 кг на
1 кг твердого сплава.
При заточке инструмент устанавливается на заточном
станке под заданным углом при помощи подручников. Во
избежание захватывания инструмента кругом стол под-
ручника устанавливается как можно ближе к ваточному
кругу, а лезвие инструмента — не ниже осевой линии круга.
Вращение круга направляется на лезвие инструмента,
т. е. круг набегает на пластинку твердого сплава. Рекомен-
дуется окружная скорость затдчного круга в пределах 12—
18 м/сек.
Заточку производят либо с обильным охлаждением,
либо всухую. В качестве охлаждающей жидкости рекомен-
дуется лрименять 3—5-процентный раствор эмульсола, ко-
торый должен .поступать обильной и -непрерывной струей
в количестве не менее 6 л/мин. Охлаждение повышает ка-
чество заточки, уменьшает расход абразивных кругов и
значительно увеличивает производительность заточки. Не-
достаточное, прерывистое или капельное охлаждение при-
водит к появлению трещин в пластинках твердого сплава.
При заточке всухую категорически запрещается охлаждать
в воде нагревшийся инструмент.
Сильный нажим инструментом на круг не ускоряет за-
точку, а лишь способствует появлению трещин на пластин-
ках твердого сплава. Поэтому заточка производится с лег-
ким нажимом на круг, передвигая все время инструмент
вдоль рабочей поверхности круга.
Правильность заточки (соблюдение рекомендованных
углов заострения) проверяется шаблоном или угломером.
Лезвие инструмента не следует делать острым. Поэтому
после заточки лезвие притупляют так, чтобы на нем оста-
валась ленточка шириной около 0,1 мм. При такой форме
лезвия не снижается эффективность инструмента, но зна-
чительно повышается его прочность.
После каждой переточки на инструменте делается мет-
ка. Число меток указывает на количество переточек до
полного износа.
Во избежание несчастных случаев следует полностью
соблюдать меры предосторожности, предусмотренные в нор-
мах техники безопасности при обращении с абразивным
инструментом. Эти нормы имеются в ГОСТ 3881-47 и яв-
ляются обязательными для всех предприятий СССР. К ра-
боте по заточке инструмента рабочий-заточник допускается
после полного изучения (со сдачей испытаний) норм, пре-
дусмотренных указанным Государственным стандартом.
Инструктаж заточников производится главным механиком
предприятия или специально выделенным лицом, ответст-
венным за состояние техники безопасности на предприятии
или в монтажном управлении.
3. Использование отходов
В процессе эксплуатации инструмента, оснащенного
твердыми сплавами, на отработанном инструменте остают-
ся не полностью использованные пластинки из твердых
сплавов, а при повторных переточках инструмента обра-
37
зуется заточная пыль, состоящая из пыли твердого сплава,
абразивной пыли и стальной стружки (пыли) от корпуса
инструмента.
Отходы твердых сплавов являются чрезвычайно ценны «I
вторичным сырьем, содержащим большое количество воль-
фрама и кобальта, поэтому все потребители твердосплав-
ного инструмента обязаны сдавать кусковые и пылевидные
отходы твердых сплавов через производственно-заготови-
тельные управления Главвторцветмета.
Установлены следующие нормы сдачи отходов твердых
сплавов:
а) кусковые отходы — не менее 15% от веса сплавов,
п о луч а ем ых п отре би тел я м и;
б) пылевидные отходы—в количествах, содержащих
вольфрама не менее 15% от веса полученного предприя-
тием твердых сплавов, при содержании в пылевидных отхо-
дах не менее 3% вольфрама.
Для сбора кусковых отходов твердых сплавов потреби-
тели выпаивают из отработанного инструмента пластинки
твердого сплава и сдают их в отходы.
Заточная пыль собирается специальными пылеулавли-
вателями, которыми должны быть оборудованы заточные
станки. Одновременно при улавливании заточной пыли соз-
даются и необходимые санитарные условия для работы за-
точников.
В качестве пылеулавливателя применяются циклоны
НИИОГАЗ (ЦН), причем для улавливания заточной пыли,
имеющей в своем составе чрезвычайно мелкие частицы,
целесообразно применять циклоны НИИОГАЗ типа ЦН-11
с углом наклона крышки и входного патрубка, равным 11°.
4. Напайка пластинок или вставок на корпуса инструмента
Напайка пластинок или вставок твердых сплавов на
корпуса (державки) инструментов является одной из наи-
более ответственных операций при изготовлении и ремонте
твердосплавных инструментов. При неправильном проведе-
нии напайки во время работы инструмента пластинки или
вставки твердого сплава отскакивают или ломаются вслед-
ствие образовавшихся при напайке трещин.
Перед напайкой проверяются соответствие размеров
пластинки твердого сплава размерам гнезда стержня дер-
жавки, а также прямолинейность опорных плоскостей пла-
стинок или вставок (при обнаружении на опорных ллоско-
38
стях пластинок или вставок короблений, мешающих плот-
ному прилеганию их к гнезду, пластинки подвергаются
шлифовке).
Кроме того, устраняются неровности обработки и за-
усенцы на поверхностях гнезда припиливанием (пластинка,
положенная на гнездо державки, не должна качаться) и
маркируется инструмент с указанием марки сплава. Мар-
кировка наносится клеймом или электрографом.
Припои, применяемые для напайки пластинок или вста-
вок твердого сплава, должны иметь температуру плавле-
ния приблизительно на 300° выше температуры, (возникаю-
щей в процессе резания или скалывания, сохранять проч-
ность и пластичность при температуре резания или скалы
вания, обладать хорошей жидкотекучестью и смачиваемо-
стью поверхностей, подлежащих спаиванию, и обеспечивать
быстрый отвод тепла от пластинки пли вставок твердого
сплава к державке.
Рекомендуется применять латунь Л-62 (состав: медь
62%, цинк 38%, температура плавления 900°).
Припои применяются в виде кусочков фольги или про
волоки, а также в виде мелкой стружки.
Помимо припоя, применяется флюс, предназначенный
для предохранения поверхности гнезда и пластинки (встав-
ки) твердого сплава от окисления и облегчения удаления
окислов. Кроме того, флюс способствует лучшему спаива-
нию поверхностей и растеканию припоя.
В качестве флюса рекомендуется бура с температурой
плавления 783°. Буру необходимо предварительно распла-
вить и после охлаждения истолочь и просеять через мелкое
сито, имеющее около 400 отверстий на 1 см2. Бура хранится
в закрытых сосудах, предохраняющих ее от влаги и загряз-
нения.
При пайке латунными припоями применяется флюс, со-
стоящий из 50% буры и 50% борной кислоты. Температура
плавления этого флюса 750°.
Нагрев державки к пластинки или вставки и расплавле-
ние припоя -могут осуществляться, в пламенных, газовых
или электрических -муфельных печах; токами высокой ча
стоты; контактным способом на стыковых электросвароч-
ных аппаратах; пламенем ацетилено-кислородной горелки.
Контроль качества -напайки осуществляется:
I) внешним осмотром положения пластинки или встав-
ки твердого сплава в гнезде державки; если пластинка сме-
39
щена .и свисает с державки больше, чем это предусмотрено,
инструмент возвращается на перепайку;
2) сильным ударом державки о металлический массив-
ный предмет для проверки прочности припайки пластинки
твердого .сплава: пластинка при ударе не должна отскаки-
вать от стержня;
3) зачисткой задней грани рабочей головки инструмента
на кругах из зеленого карбида кремния (КЗ), что дает воз-
можность проверить толщину припоя и отсутствие пустот;
слой припоя должен быть тонким, до 0,1—0,15 мм\ разрывы
слоя припоя .недопустимы.
4) выборочной промывкой инструмента в керосине с по
следующей пескоструйной очисткой, что дает возможность
контролировать инструмент по трещинам: керосин, прони-
кая в мельчайшие трещины <и поры в пластинке твердого
сплава, обнаруживает их в виде темных линий на светлой
поверхности от пескоструйной обработки инструмента.
ЛИТЕРАТУРА
1. Андер Н. Р., Раковский, В. С., Производство твердых
сплавов, Металлургиздат, 1952.
2. Б а к у л ь В. Н., Современные отечественные и зарубежные
твердые сплавы и их применение в машиностроении, прогрессивные
методы обработки металлов резанием, Харьковское областное изда-
тельство, 1956.
3. Резников И. А., Монтажный инструмент, Госиздат литерату-
ры по строительству и архитектуре, 1952.
4. Каталоги № 14, Твердые сплавы для обработки камня, Всесоюз-
ная контора техпомощи по применению твердых сплавов, 1958.
5. Хромченко Г. Е., Комиссаров Л. А., Механизация про-
бивных .работ при электромонтаже, «Промышленная энергетика», 1956,
№ 7.
6. Хромченко Г. Е., С л а в е н ч и н с к и й И. С., Механизация
пробивных работ при электромонтаже, «Промышленная энергетика»,
1958, № 10.
7. Инструкция по механизации пробивных работ по кирпичу и бе-
тону, Госэнергоиздат, 1959.
„БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА1*
Готовятся к печати
Амосов Б В.— Устройство и эксплуатация свароч-
ных генераторов и трансформаторов,
Б о я р ч е н к о в М. А.— Магнитные усилители и их
работа в системах автоматики
Ильинский Н В.— Расчет и выбор пусковых со-
противлений для электродвигателей
Каминский Е. А.— Изоляция оперативных цепей
Каминский Е. А.— Как сделать проект простей-
шей электроустановки
Камнев В. С.— Как работают подшипники элек-
трических машин
Кар in о ® Ф Ф.— Как проверить допустимость под-
ключения короткозамкнутого электродвигателя к сети
Карпов Ф. Ф — Как выбрать сечение проводов и
кабелей
Константинов Б. А и Шулятьева Г. Н.—
Коэффициент мощности (cos ср) и способы его повышения
на промышленных предприятиях
Ларионов В. П,— Грозозащита сооружений и
зданий
Лившиц Д. С.— Нагрев проводников и защита
предохранителями в электросетях до I 000 в.
Н а й ф е л ь д М. Р — Что такое защитное заземле-
ние и как его выполнять
Образцов В. А.— Уход за контактами низковольт-
ных аппаратов
Осколков К. Н.— Электроизмерительные приборы
и как ими пользоваться
Ривлнн Л. Б.— Как определить неисправность
асинхронного электродвигателя
Рябикин Б. П.— Скрытые виды проводок
Федотов Б. Н.—Схемы включения электрических
счетчиков
Харитонов М. Г.— Опыт обслуживания ремонта
КРУ Запорожского завода
Хромченко Г. Е. — Соединение и оконцевание
медных и алюминиевых проводов и кабелей.
Черен е ня н П. Г.— Монтаж асинхронных электро-
двигателей небольшой мощности
Шапиро Е А.— Пружины электрических аппа-
ратов