/





















Автор: Сильвеннойнен С.
Теги: справочник металлические конструкции технический справочник справочник проектировщика
ISBN: 952-5010-04-X
Год: 1996




Текст
РАУТАРУУККИ
МЕТАЛЛОПРОДУКЦИЯ
СПРАВОЧНИК
ПРОЕКТИРОВЩИКА
1996
RUSSIAN
RAUTARUUKKI
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
РАУТАРУУККИ
МЕТАЛЛОПРОДУКЦИЯ
СПРАВОЧНИК
ПРОЕКТИРОВЩИКА
1996
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
ИЗДАНИЯ
ИЗДАНИЕ ЯЗЫКОВАЯ ГРУППА
финский Английский, норвежский, шведский, датский Латвийский, литовский, немецкий, польский, русский, эстонский
1. 1988 1991 1993
2. 1989 1993 1996
3. 14.1.1993 1996
4. 7.10.1993
5. 1996
Номера телефонов в Финляндии изменятся с 12.10.1996 года. Новые коды используемых в данной книге номеров
телефонов:
Старый Новый Старый Новый
90 09 +358 0 +358 9
914 019 +358 14 +358 19
917 03 +35817 +358 3
918 03 +35818 +358 3
921 02 +358 21 +358 2
924 02 +358 24 +358 2
931 03 +358 31 +358 3
937 03 +358 37 +358 3
938 02 +358 38 +358 2
941 014 +358 41 +358 14
951 05 +358 51 +358 5
955 015 +358 55 +35815
964 06 +358 64 +358 6
966 06 +358 66 +358 6
971 017 +358 71 +35817
981 06 +358 81 +358 8
982 08 +358 82 +358 8
983 08 +358 83 +358 8
2 ИЗДАНИЕ
ISBN 952-5010-04-Х
Автор Перевод Вёрстка Инженер Сакари Сильвеннойнен Игорь Валкама A/О "Раутаруукки". Раахеский метзавод A/О "Ласйума"
Издательство Заказ книги Otava, Keuruu RAUTARUUKKI OY Raahe Steel PL 93 FIN-92101 RAAHE тел. 982-849 11 факс 982-849 2491
2
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
ВВЕДЕНИЕ
Справочник Проектировщика служит настольной книгой проектировщикам стальных конструкций и лицам,
участвующим в закупках сталей. Справочник полезен также потребителям сталей и студентам данных специатънос-
тей.
В Справочнике Проектировщика представлены основные сведения по производимым Раутаруукки сталям и металло-
продукции. Особо представлены сведения по следующим вопросам:
ПРОГРАММА ПРОИЗВОДСТВА
номенклатура металлопродукции
производимые марки сталей и металлопродукция
диапазоны размеров изготовления
СВОЙСТВА ПРОДУКЦИИ
свойства и объекты применения сталей и металлопродукции
ПРИОБРЕТЕНИЕ
приобретение и срок поставки сталей и металлопродукции
возможности закупок в заводском исполнении или у дилеров
СТОИМОСТЬ И ЗАТРАТЫ
формирование цены и сравнительные цены
общие затраты
Во 2-м издении книги (1996 г.) значительные изменения произошли в 7-м разделе, в котором собраны сведения по
строительной и машиностроительной продукциям. В других разделах книги сделаны изменения и добавления в ас-
сортимент продукции и сведения по ней. В 9-й раздел добавлены данные анализов сталей и произведены сравнения
с российскими степями по ГОСТу.
Стандарты EN одобрены к применению во многих странах Европы в качестве национальных стандартов. В каждой
стране в обозначение одобренного стандарта EN добавляется обозначение стандарта страны, например. SFS-EN.
DIN-EN, BS-EN, SS-EN, NF-EN, DS-EN и NS-EN. Продукция, по которой нет стандарта EN. в первую очередь
представлена по финским стандартам SFS. Кроме этого, нередко представлено сравнение с другими национальны-
ми и международными стандартами.
Первоначально книга предназначалась для финского строительства из стальных конструкций. Некоторые предста-
вленные в таблицах рекомендуемые серии продукции и сведения по складам дилеров касаются условий Финляндии,
но подводят читателя к обсуждению вопроса приобретения также и вне Финляндии. Продавцы продукции предста-
вленных в таблицах сварочных присадок финские, но маркировки продукции в соответствии с требованиями завода-
изготовителя.
В качестве десятичного отделителя использована запятая.
Отделы технического обслуживания заказчиков различных производственных групп Раутаруукки предоставят
дополнительную информацию по сталям, металлопродукции и её применение.
Достоверность содержания книги тщательно проверена. Однако. Раутаруукки и авторы не отвечают за возможные
ошибки или за вызванный неправильным использованием данных прямой и косвенный ущерб.
Спревочник Проектировщика издаётся в обновлённом виде каждые два года. Приветствуем все пожелания и предло-
жения по улучшению содержания.
Раахе 28.2.1996
A/О "РАУТАРУУККИ"
Раахеский метзавод
3
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
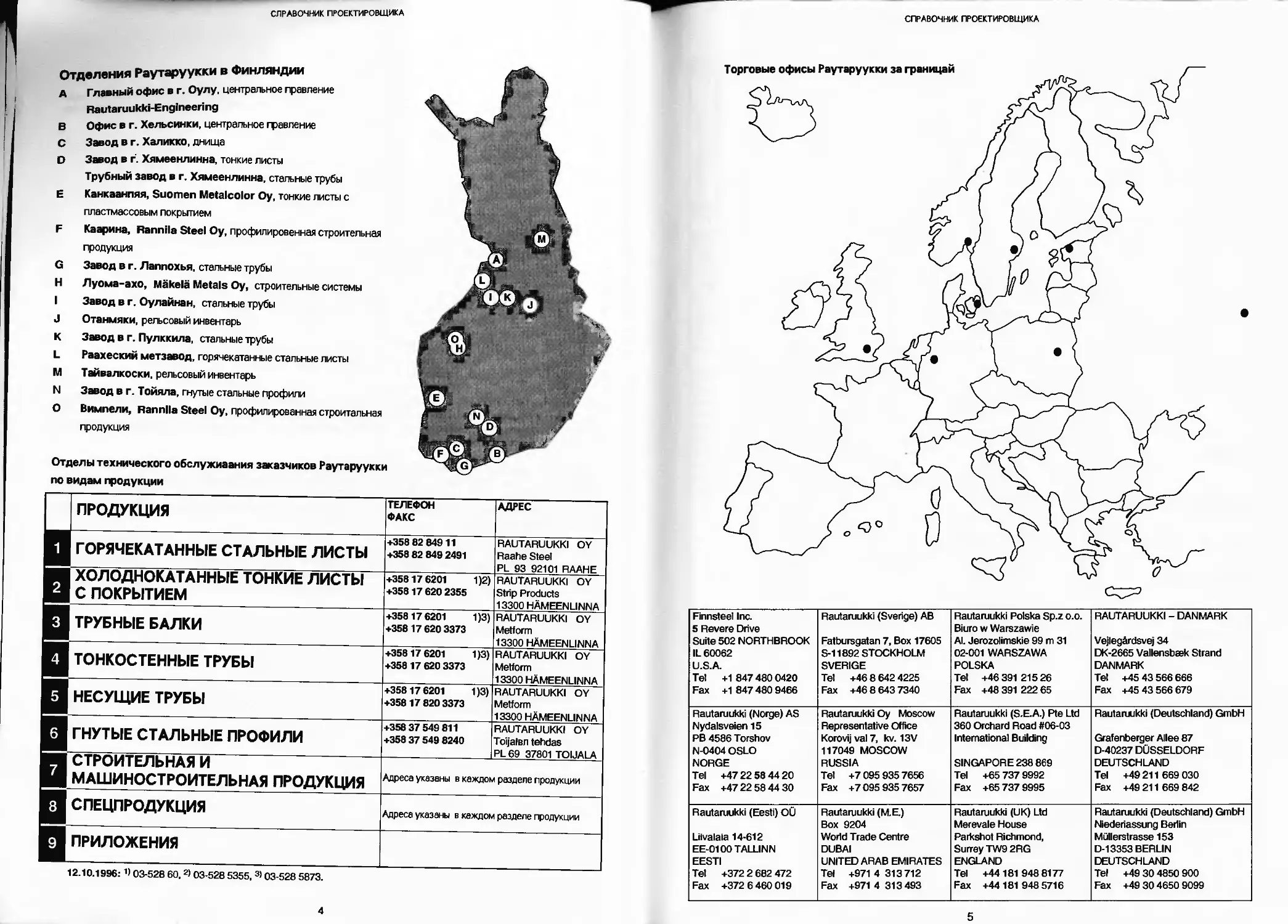
Отделения Раутаруукки в Финляндии
А Главный офис в г. Оулу, центральное правление
Rautaruukki-Engineering
В Офис в г. Хельсинки, центральное травление
С Завод в г. Халикко, днища
О Завод в г. Хямеенлинна, тонкие листы
Трубный завод в г. Хямеенлинна, стальные трубы
Е Канкаанпяя, Suomen Metalcolor Оу, тонкие листы с
пластмассовым покрытием
F Каарина, Rannila Steel Оу, профилировенная строительная
продукция
G Завод в г. Лаппохья, стальные трубы
Н Луома-ахо, Makela Metals Оу, строительные системы
I Завод в г. Оулайнан, стальные трубы
J Отанмяки, рельсовый инвентарь
К Завод в г. Пулккила, стальные трубы
L Раахеский метзавод, горячекатанные стальные листы
М Тайвалкоски, рельсовый инвентарь
N Завод в г. Тойяла, гнутые стальные профили
О Вимпели, Rannila Steel Оу, профилированная строитапьная
продукция
Отделы технического обслужиаания заказчиков Раутаруукки
по видам продукции
ПРОДУКЦИЯ ТЕЛЕФОН ФАКС АДРЕС
1 ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ +358 82 84911 +358 82 849 2491 RAUTARUUKKI OY Raahe Steel PL 93 92101 RAAHE
2 ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ +35817 6201 1)2) +358 17 620 2355 RAUTARUUKKI OY Strip Products 13300 HAMEENLINNA
3 ТРУБНЫЕ БАЛКИ +35817 6201 1)3) +358 17 620 3373 RAUTARUUKKI OY Metform 13300 HAMEENLINNA
1 ТОНКОСТЕННЫЕ ТРУБЫ +35817 6201 1)3) +358 17 620 3373 RAUTARUUKKI OY Metform 13300 HAMEENLINNA
НЕСУЩИЕ ТРУБЫ +35817 6201 1)3) +358 17 820 3373 RAUTARUUKKI OY Metform 13300 HAMEENLINNA
6 ГНУТЫЕ СТАЛЬНЫЕ ПРОФИЛИ +358 37 549 811 +358 37 549 8240 RAUTARUUKKI OY ToijaiBn tehdas PL 69 37801 TOIJALA
7 СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ Адреса указаны в каждом разделе продукции
8 СПЕЦПРОДУКЦИЯ Адреса указаны в каждом разделе продукции
9 ПРИЛОЖЕНИЯ
12.10.1996: ’• 03-528 60, 2> 03-528 5355, 3> 03-528 5873.
4
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
Finnsteel Inc. 5 Revere Drive Suite 502 NORTHBROOK IL 60062 U.S.A. Tel +1 847480 0420 Fax +1 847480 9466 Rautaruukki (Sverige) AB Fatbursgatan 7, Box 17605 S-11892 STOCKHOLM SVERIGE Tel +46 8 642 4225 Fax +46 8 643 7340 Rautaruukki Polska Sp.z o.o. Biuro w Warszawie Al. Jerozolimskie 99 m 31 02-001 WARSZAWA POLSKA Tel +46 391 215 26 Fax +48 391 222 65 RAUTARUUKKI - DANMARK Vejlegirdsvej 34 DK-2665 Vallensbffik Strand DANMARK Tel +45 43 566 666 Fax +45 43 566 679
Rautaruukki (Norge) AS Nydalsveien 15 PB 4586 Torshov N-0404OSLO NORGE Tel +4722 58 44 20 Fax +4722 5844 30 Rautaruukki Oy Moscow Representative Office Korovij val 7, kv. 13V 117049 MOSCOW RUSSIA Tel +7 095 9357656 Fax +7 095 935 7657 Rautaruukki (S.E.A.) Pte Ltd 360 Orchard Road #06-03 International Building SINGAPORE 238 869 Tel +65 737 9992 Fax +65 737 9995 Rautaruukki (Deutschland) GmbH Grafenberger Allee 87 D-40237 DUSSELDORF DEUTSCHLAND Tel +49 211669 030 Fax +49 211669 842
Rautaruukki (Eesti) OU Liivalaia 14-612 EE-0100 TALLINN EESTI Tel +372 2 682 472 Fax +372 6 460 019 Rautaruukki (M.E.) Box 9204 World Trade Centre DUBAI UNITED ARAB EMIRATES Tel +971 4 313 712 Fax +971 4 313 493 Rautaruukki (UK) Ltd Merevale House Parkshot Richmond, Surrey TW9 2RG ENGLAND Tel +44 181 948 8177 Fax +44 181 948 5716 Rautaruukki (Deutschland) GmbH Niederiassung Berlin Mullerstrasse 153 D-13353 BERLIN DEUTSCHLAND Tel +49 30 4850 900 Fax +49 304650 9099
5
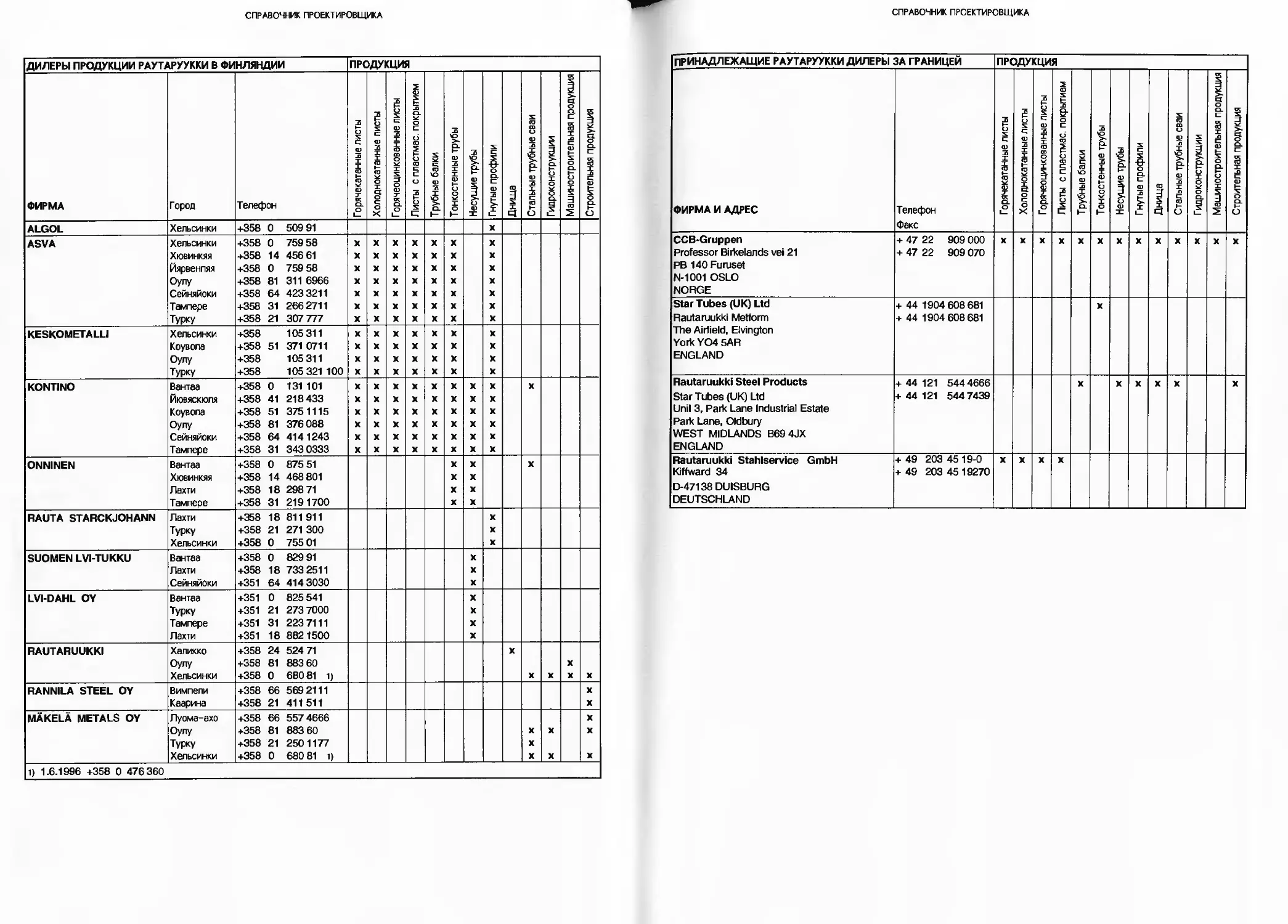
|i) 1.6.1996 +358 0 476 360 MAKELA METALS OY RANNILA STEEL OY RAUTARUUKKI LVI-DAHL OY SUOMEN LVI-TUKKU RAUTA STARCKJOHANN О Z Z Z m Z KONTINO KESKOMETALLI ASVA г 0 о г ДИЛЕРЫ ПРОДУКЦИИ РАУТЗ ФИРМА
Луома-ахо Оулу Турку Хельсинки Вимпели Каарина Халикко Оулу Хельсинки Вантаа Турку Тампере Лахти Вантаа Лахти I Сейняйоки Лахти Турку Хельсинки Вантаа Хювинкяя Лахти Тампере । pll f «| 5 3 Хельсинки Коувола Оулу Турку Хельсинки Хювинкяя Йярвенпяя Оулу Сейняйоки Тампере Турку Хельсинки кРУУККИ В ФИ Город
+358 66 557 4666 +358 81 883 60 +358 21 2501177 +358 0 680 81 1) +358 66 569 2111 +358 21 411 511 +358 24 524 71 +358 81 883 60 +358 0 680 81 1) +351 0 825 541 +351 21 273 7000 +351 31 223 7111 +351 18 8821500 +358 0 829 91 +358 18 733 2511 +351 64 414 3030 +358 18 811 911 +358 21 271 300 +358 0 755 01 +358 0 875 51 +358 14 468 801 +358 18 298 71 +358 31 2191700 +358 0 131 101 +358 41 218 433 +358 51 3751115 +358 81 376 088 +358 64 4141243 +358 31 343 0333 +358 105 311 +358 51 371 0711 +358 105 311 +358 105 321 100 +358 0 759 58 +358 14 456 61 +358 0 759 58 +358 81 311 6966 +358 64 423 3211 +358 31 266 2711 +358 21 307 777 +358 0 509 91 нляндии Телефон
X X X X X X X X X X X X X X X X X Го рячекатанные листы 5
X X X X X X X X X X X X X X X X X Холоднокатанные листы
X X X X X X X X X X X X X X X X X Г орячеоцинкованные листы Е
X X X X X X X X X X X X X X X X X Листы с пластмас. покрытием
X X X X X X X X X X X X X X X X X Трубные балки
X X X X X X X X X X X X X X X X X X X X X Тонкостенные трубы
X X X X XXX X X X X X X X X X X Несущие трубы
XXX X X X X X X X X X X X X X X X X X X Гнутые профили
X Днища
XXX X X X Стальные трубные сваи
X X X Г идроконструкции
X X Машиностроительная продукция
X XX X X X Строительная продукция
Rautaruukki Stahlservice GmbH Kiffward 34 D-47138 DUISBURG DEUTSCHLAND Rautaruukki Steel Products Star Tubes (UK) Ltd Unil 3, Park Lane Industrial Estate Park Lane, Oldbury WEST MIDLANDS B69 4JX ENGLAND Star Tubes (UK) Ltd Rautaruukki Metform The Airfield, Elvington York YO4 5AR ENGLAND CCB-Gruppen Professor Bilkelands vei 21 PB 140 Furuset N-1001 OSLO NORGE ФИРМА И АДРЕС [принадлежащие раутаруукки дилеры :
+ 49 203 45 19-0 + 49 203 45 19270 + 44 121 544 4666 + 44 121 544 7439 + 44 1904 608 681 + 44 1904 608 681 + 47 22 909 000 + 47 22 909 070 Телефон Факс ЗА ГРАНИЦЕЙ
X X Г орячекатанные листы =1 -О
X X Холоднокатанные листы
X X Г орячеоцинкованные листы
X X Листы с пластмас. покрытием
X X Трубные балки
X X Тонкостенные трубы
X X Несущие трубы
X X Г нутые профили
X X Днища
X X Стальные трубные сваи
X Гидроконструкции
X Машиностроительная продукция
X X Строительная продукция
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
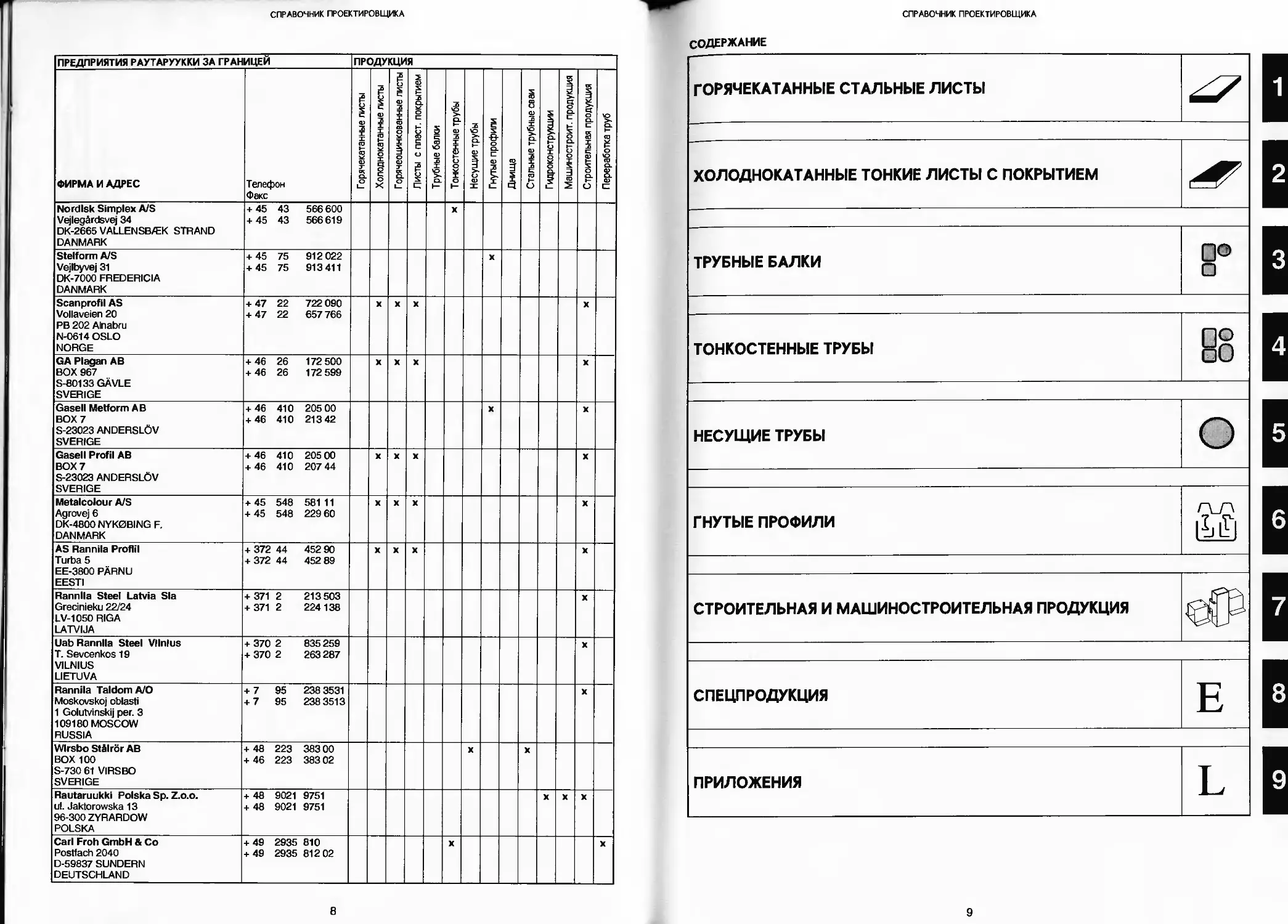
ПРЕДПРИЯТИЯ РАУТАРУУККИ ЗА ГРАНИЦЕЙ ПРОДУКЦИЯ
ФИРМА И АДРЕС Телефон Факс Г орячекатанные листы Холоднокатанные листы Г орячеоцинкованные листы Листы с пласт, покрытием Трубные балки Тонкостенные трубы Несущие трубы Гнутые профили егпинп | I Стальные трубные сваи Гидроконструкции I Машиност роит, продукция I Строительная продукция Переработка труб ।
Nordlsk Simplex A/S Vejleg&rdsvej 34 DK-2665 VALLENSB/EK STRAND DANMARK + 45 43 566 600 + 45 43 566 619 X
Stelform A/S Vejlbyvej 31 DK-7000 FREDERICIA DANMARK + 45 75 912 022 + 45 75 913 411 X
Scanprofil AS Vollaveien 20 PB 202 Alnabru N-0614 OSLO NORGE + 47 22 722 090 + 47 22 657 766 X X X X
GA Plagan AB BOX 967 S-80133 GAVLE SVERIGE + 46 26 172 500 + 46 26 172 599 X X X X
Gasell Metform AB BOX 7 S-23023 ANDERSLOV SVERIGE + 46 410 205 00 + 46 410 213 42 X X
Gasell Profil AB BOX 7 S-23023 ANDERSLOV SVERIGE + 46 410 205 00 + 46 410 207 44 X X X X
Metalcolour A/S Agrovej 6 DK-4800 NYK0BING F. DANMARK + 45 548 58111 + 45 548 229 60 X X X X
AS Rannila Proflil Turba 5 EE-3800 PARNU EEST1 + 372 44 452 90 + 372 44 452 89 X X X X
Rannila Steel Latvia Sla Grecinieku 22/24 LV-1050 RIGA LATVIJA + 371 2 213503 + 371 2 224 138 X
Uab Rannila Steel Vilnius T. Sevcenkos 19 VILNIUS LIETUVA + 370 2 835 259 + 370 2 263 287 X
Rannila TaldomA/O Moskovskoj oblasti 1 Golutvinskij per. 3 109180 MOSCOW RUSSIA + 7 95 238 3531 + 7 95 238 3513 X
Wlrsbo StSIror AB BOX 100 S-730 61 VIRSBO SVERIGE + 48 223 383 00 + 46 223 383 02 X X
Rautaruukki Polska Sp. Z.o.o. ul. Jaktorowska 13 96-300 ZYRARDOW POLSKA + 48 9021 9751 + 48 9021 9751 X X X
Carl Froh GmbH & Co Postfach 2040 D-59837 SUNDERN DEUTSCHLAND + 49 2935 810 + 49 2935 812 02 X X
8
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
9
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
ВВЕДЕНИЕ.......................................................................................... 3
Отделения Раутаруукки в Финляндии............................................................... 4
Отделы технического обслуживания заказчиков Раутаруукки по видам продукции........................ 4
Торговые офисы Раутаруукки за границей.......................................................... 5
ДИЛЕРЫ ПРОДУКЦИИ РАУТАРУУККИ В ФИНЛЯНДИИ.......................................................... 6
ПРИНАДЛЕЖАЩИЕ РАУТАРУУККИ ДИЛЕРЫ ЗА ГРАНИЦЕЙ..................................................... 7
ПРЕДПРИЯТИЯ РАУТАРУУККИ ЗА ГРАНИЦЕЙ.............................................................. 8
1 ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ..................................................................... 15
1.1 Введение.......................................................................................... 15
1.2 Методы горячей прокатки .......................................................................... 15
1.2.1 Толстолистовая и широкополосная прокатки.......................................................... 15
1.2.2 Физическое состояние.............................................................................. 15
1.3 Выбор и приобретение стального листа.............................................................. 15
1.3.1 Номенклатура стального листа...................................................................... 16
1.3.2 Выбор категории ударной вязкости................................................ 16
1.3.3 Обозначение Г...................................... .............................................. 18
1.3.4 Свойства при изгибе............................................................................... 18
1.3.5 Сварка............................................................................................ 18
1.3.6 Термообработка.................................................................................... 18
1.3.7 Формирование цены стального листа................................................................. 19
1.4 Марки стали и механические свойства стальных листов.. ........................................... 21
1.4.1 Обычные конструкционные стали..................................................................... 21
1.4.2 РАЕЬ МИЛДСТЕЕЛ.................................................... ............................... 26
1.4.3 РАЕЬ МУЛТИСТЕЕЛ................................................................................... 28
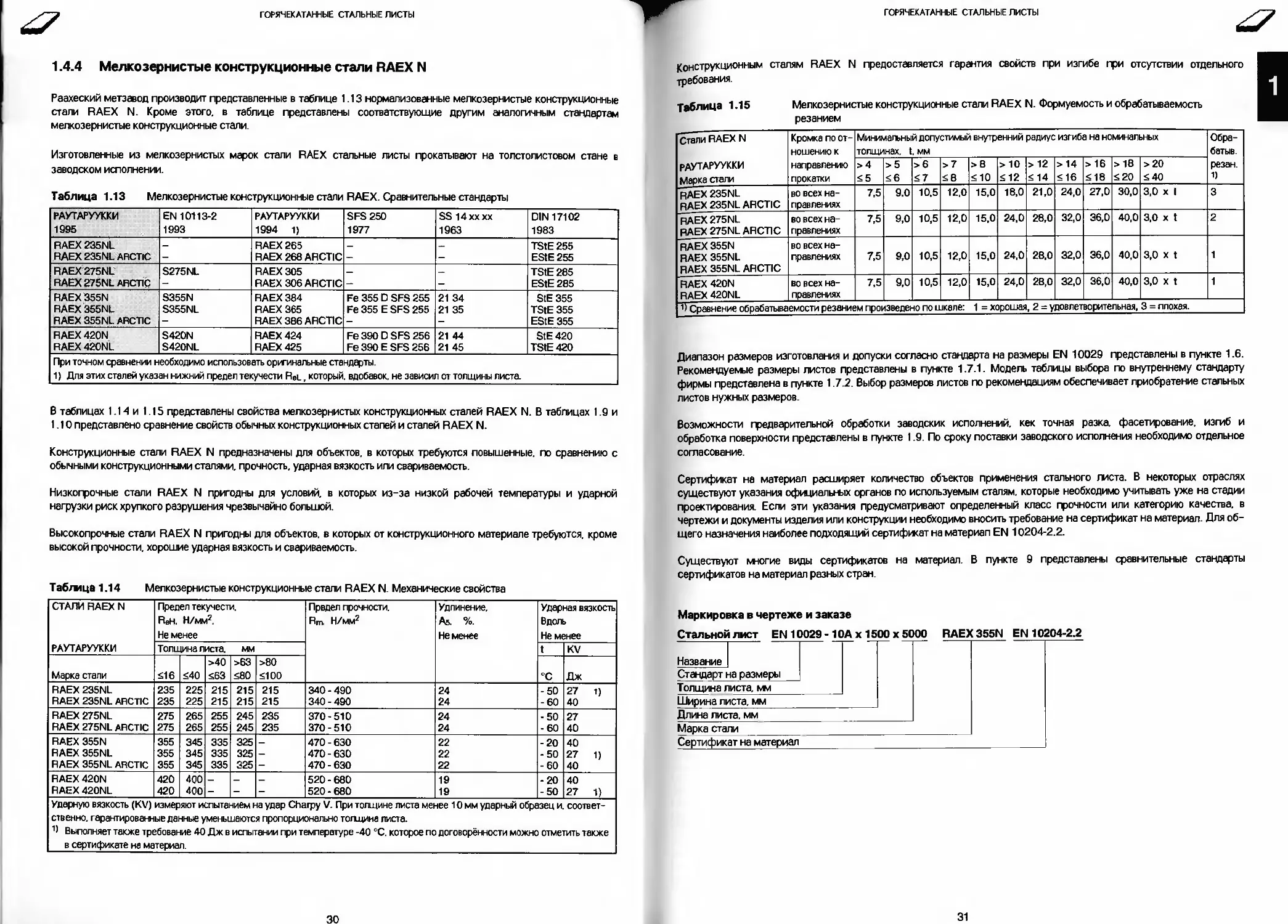
1.4.4 Мелкозернистые конструкционные стали РАЕЬ Н...................................................... 30
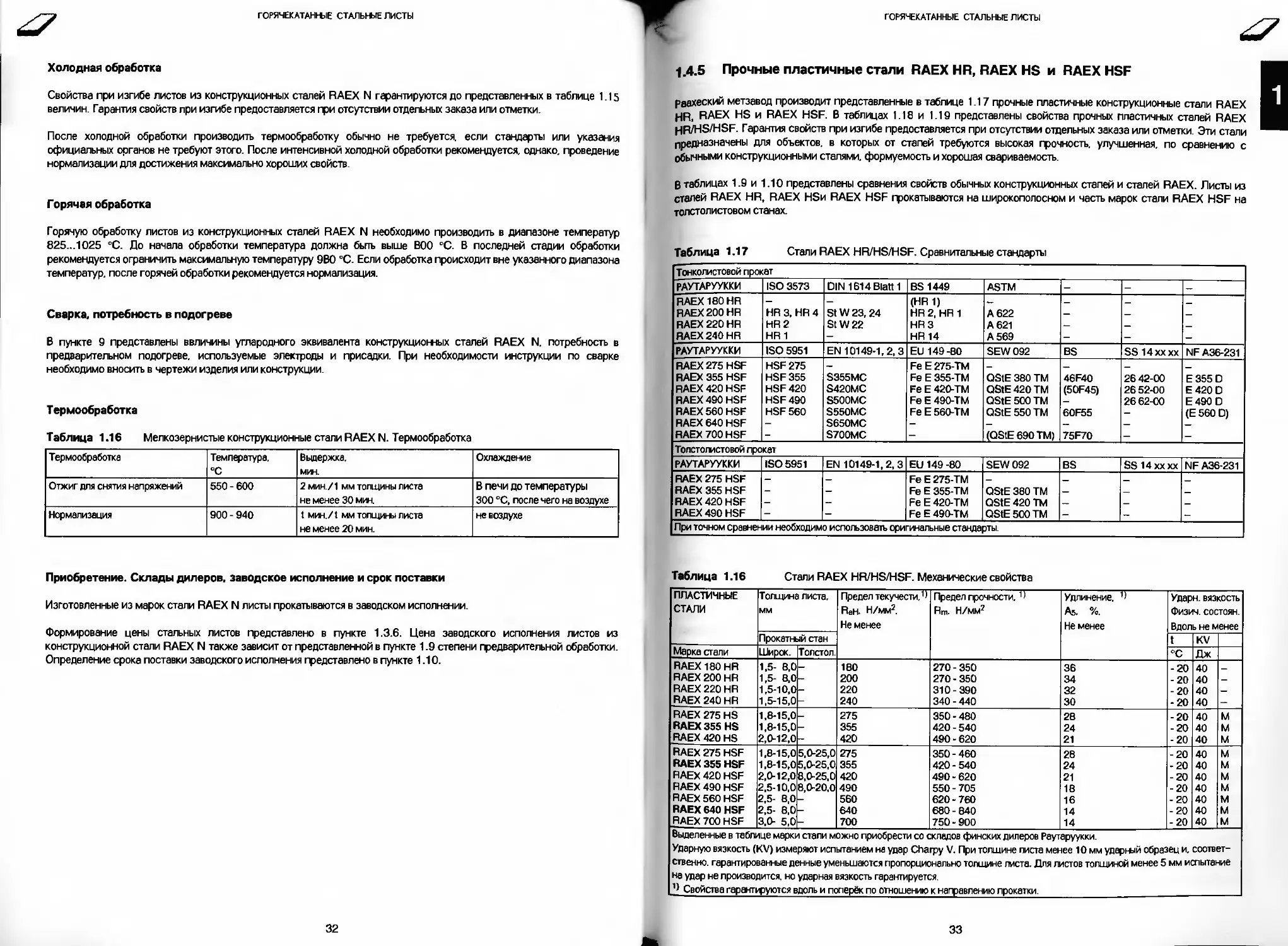
1.4.5 Прочные пластичные стали РАЕЬ ХР. РАЕЬ ХС и РАЕЬ ХСФ.............................................. 33
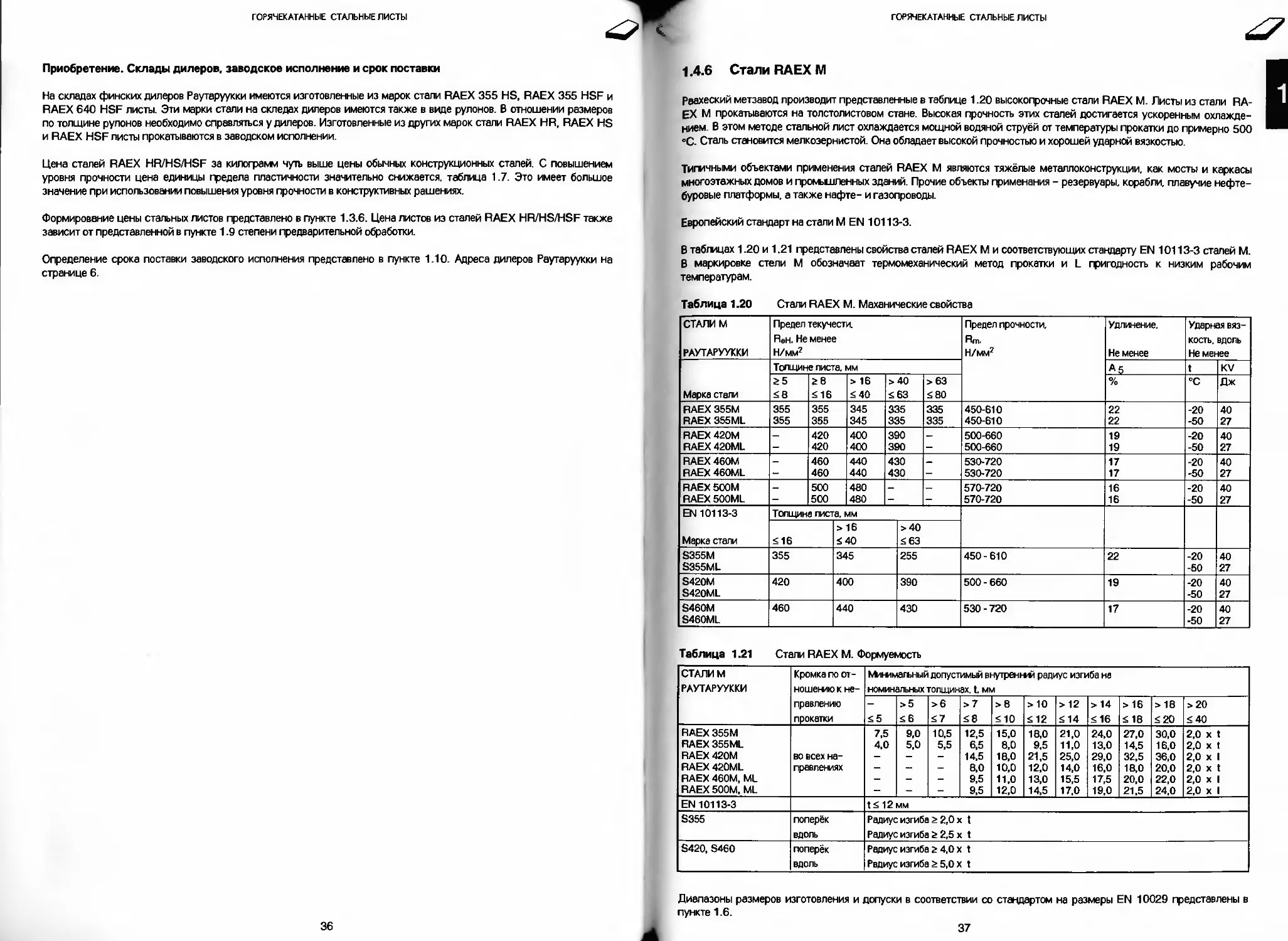
1.4.6 Стали РАЕЬ М...................................................................................... 37
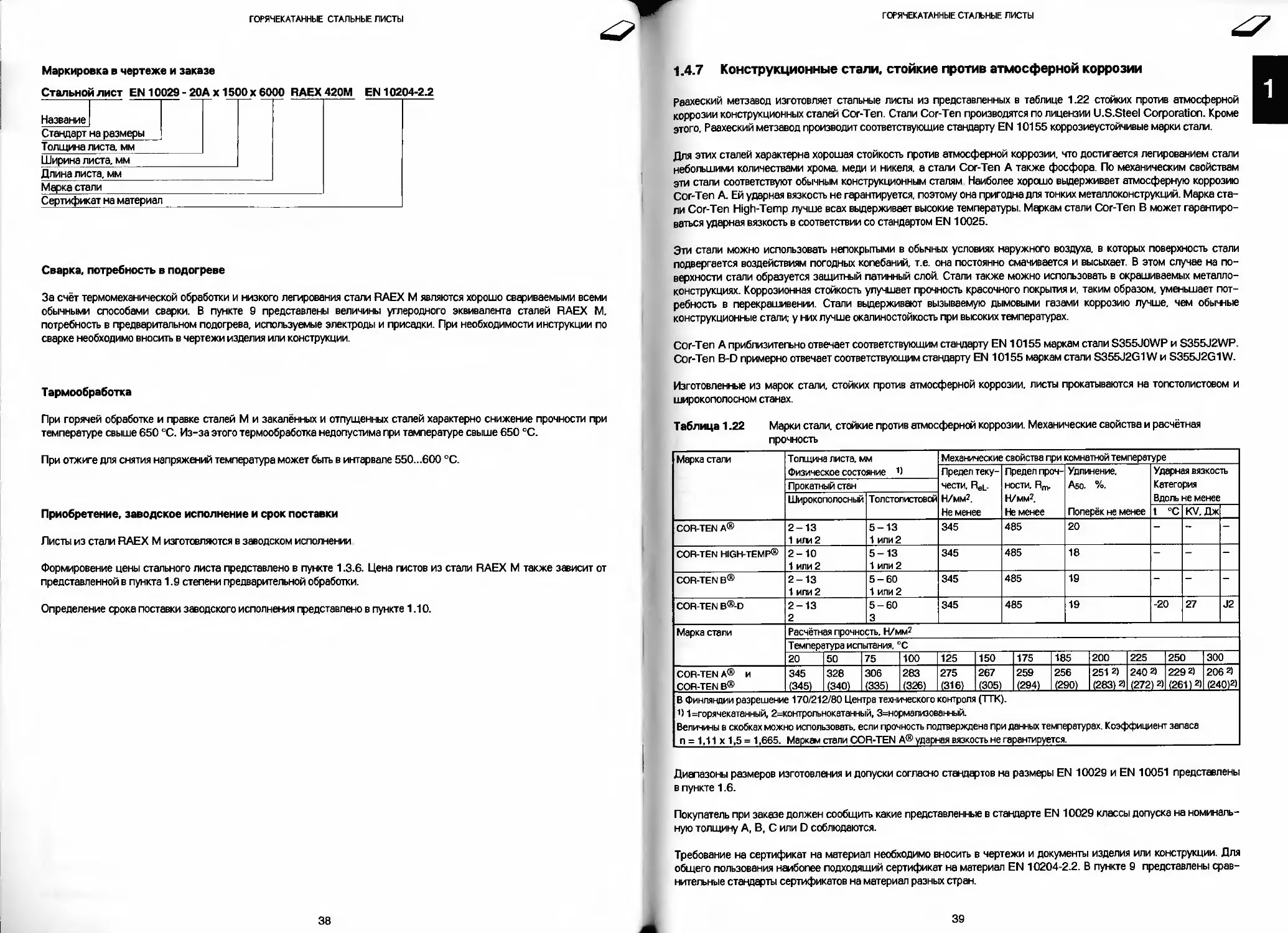
1.4.7 Конструкционные стали, стойкие против атмосферной коррозии........................................ 39
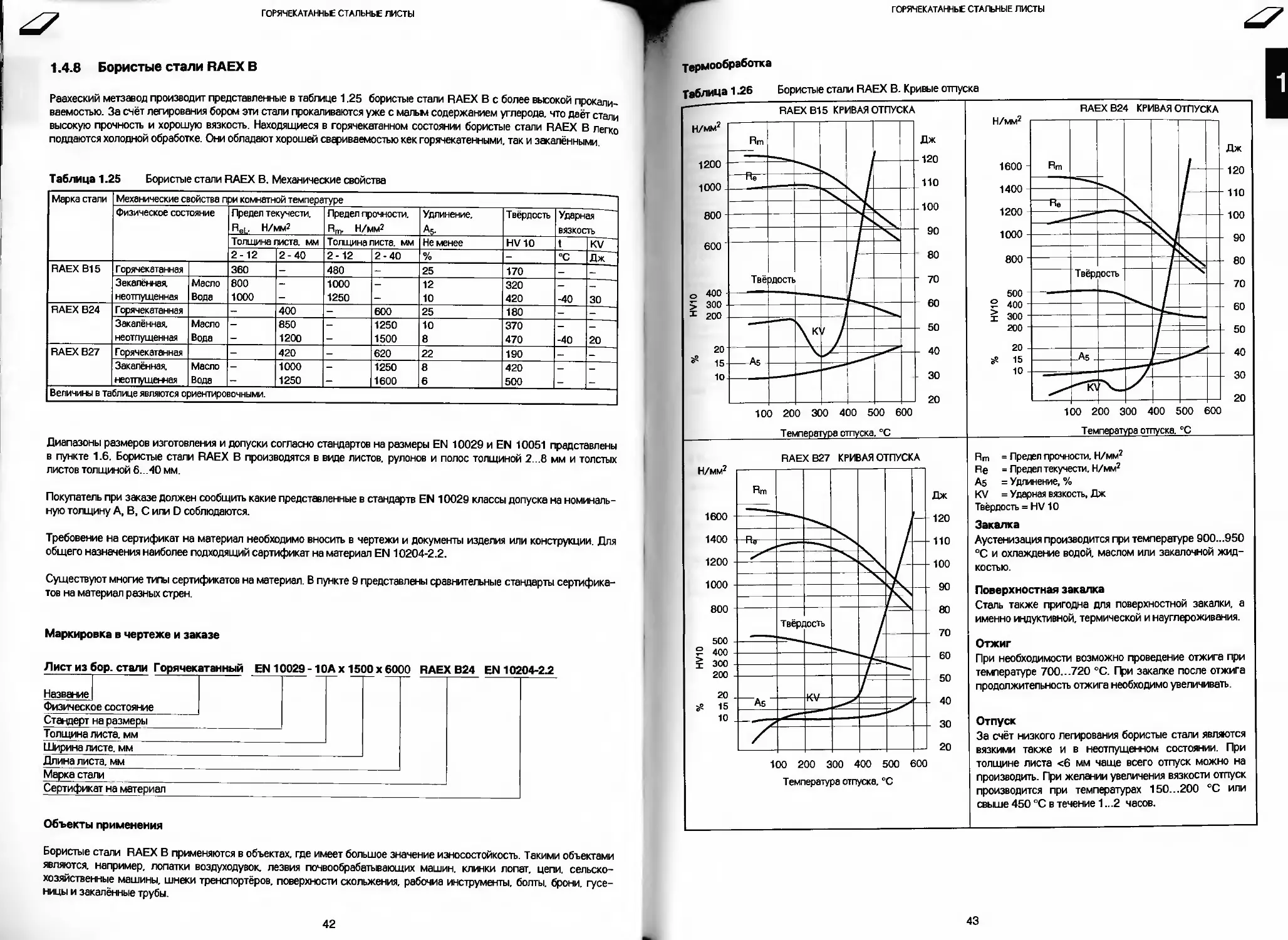
1.4.8 Бористые стали РАЕЬ Б............................................................................. 42
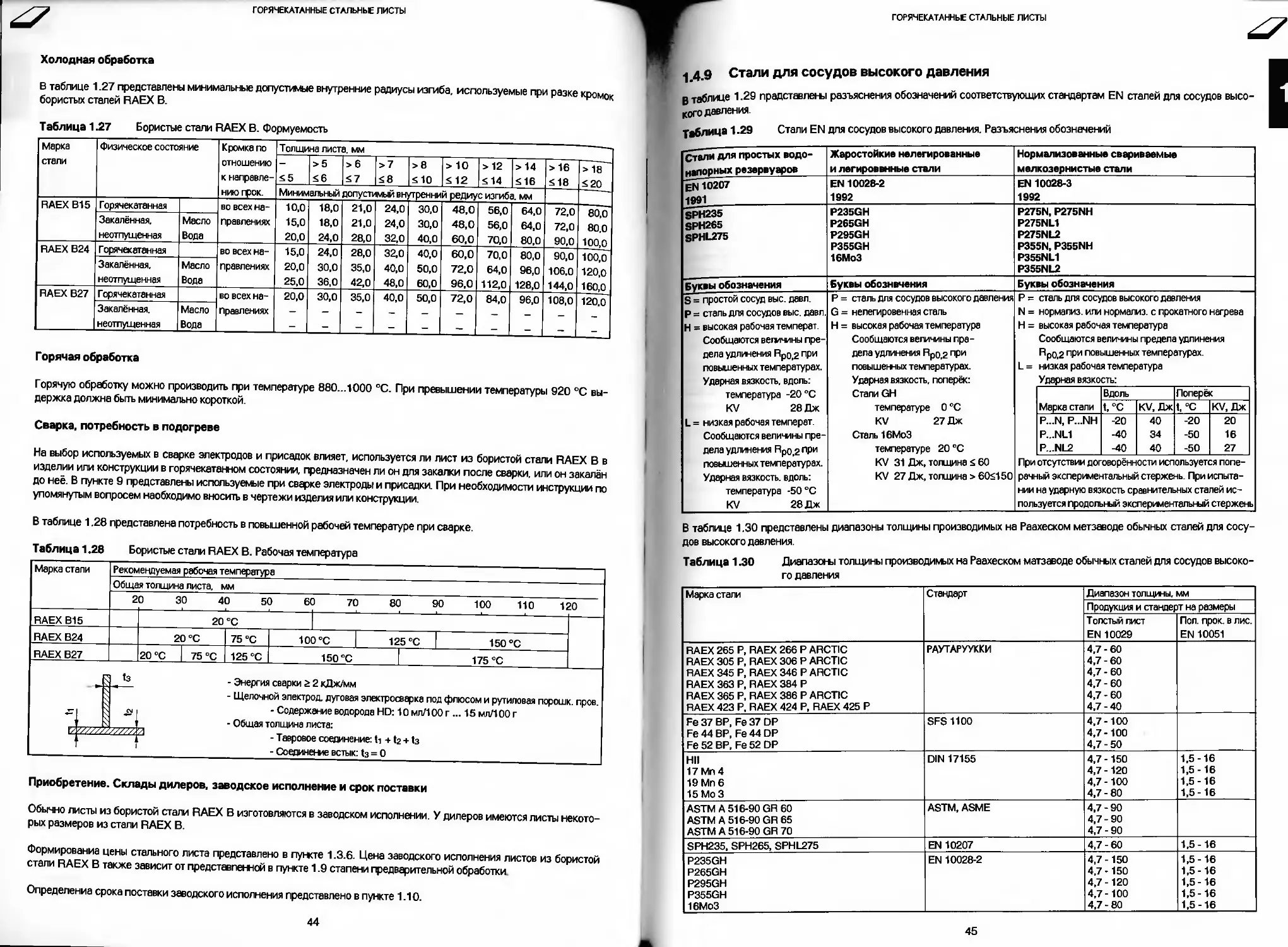
1.4.9 Стали для сосудов высокого давления................................. .... 45
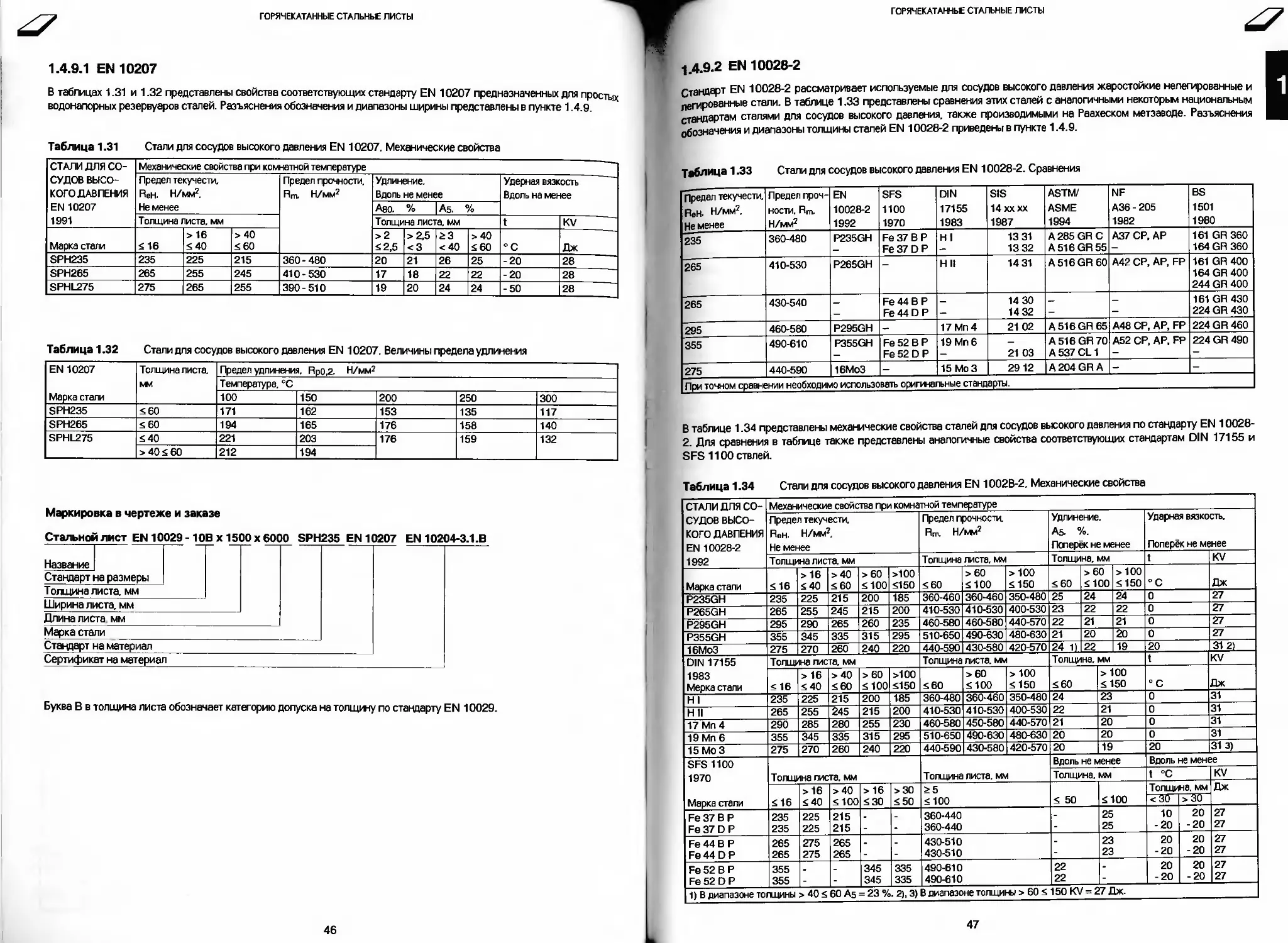
1.4.9.1 ЕН 10207.................................................... .......... 46
1.4.9.2 ЕН 10028-2...................................................... 47
1.4.9.3 ЕН 10028-3..................................................................................... 50
1.4.9.4 Стали РАЕЬ для сосудов высокого давления...................................................... 52
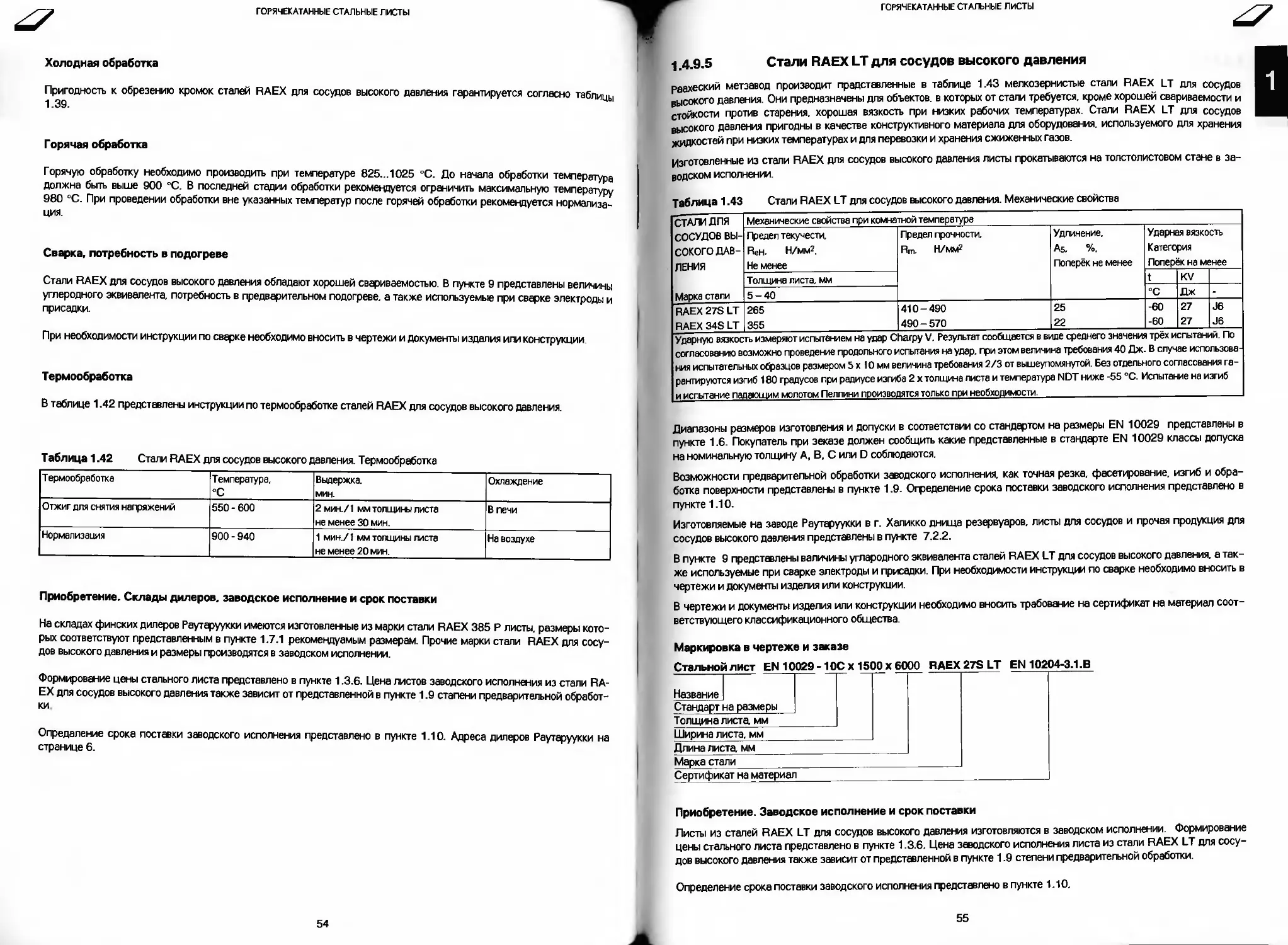
1.4.9.5 Стали РАЕЬ ЛТ для сосудов высокого давления..................................................... 55
1.4.9.6 Стали классификационных обществ для сосудов высокого давления................................... 56
1.4.10 Судостроительные стали РАЕЬ 40................................................................. 57
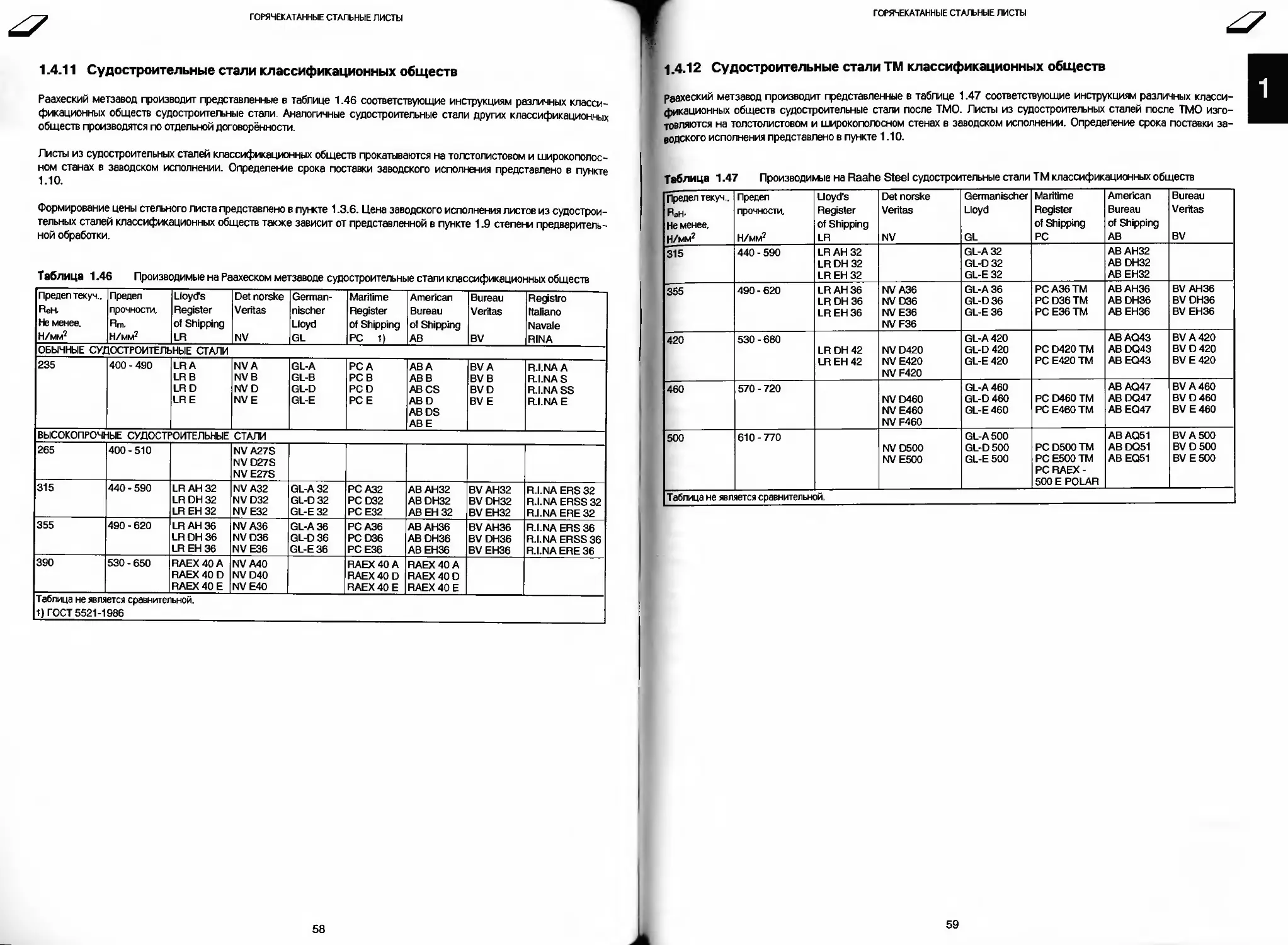
1.4.11 Судостроительные стали классификационных обществ................................................. 58
1.4.12 Судостроительные стали ТМ классификационных обществ................................................_ 59
1.4.13 Судостроительные стали РАЕЬ ПОЛАР................................................................ 60
1.5 Спецпродукция..................................................................................... 61
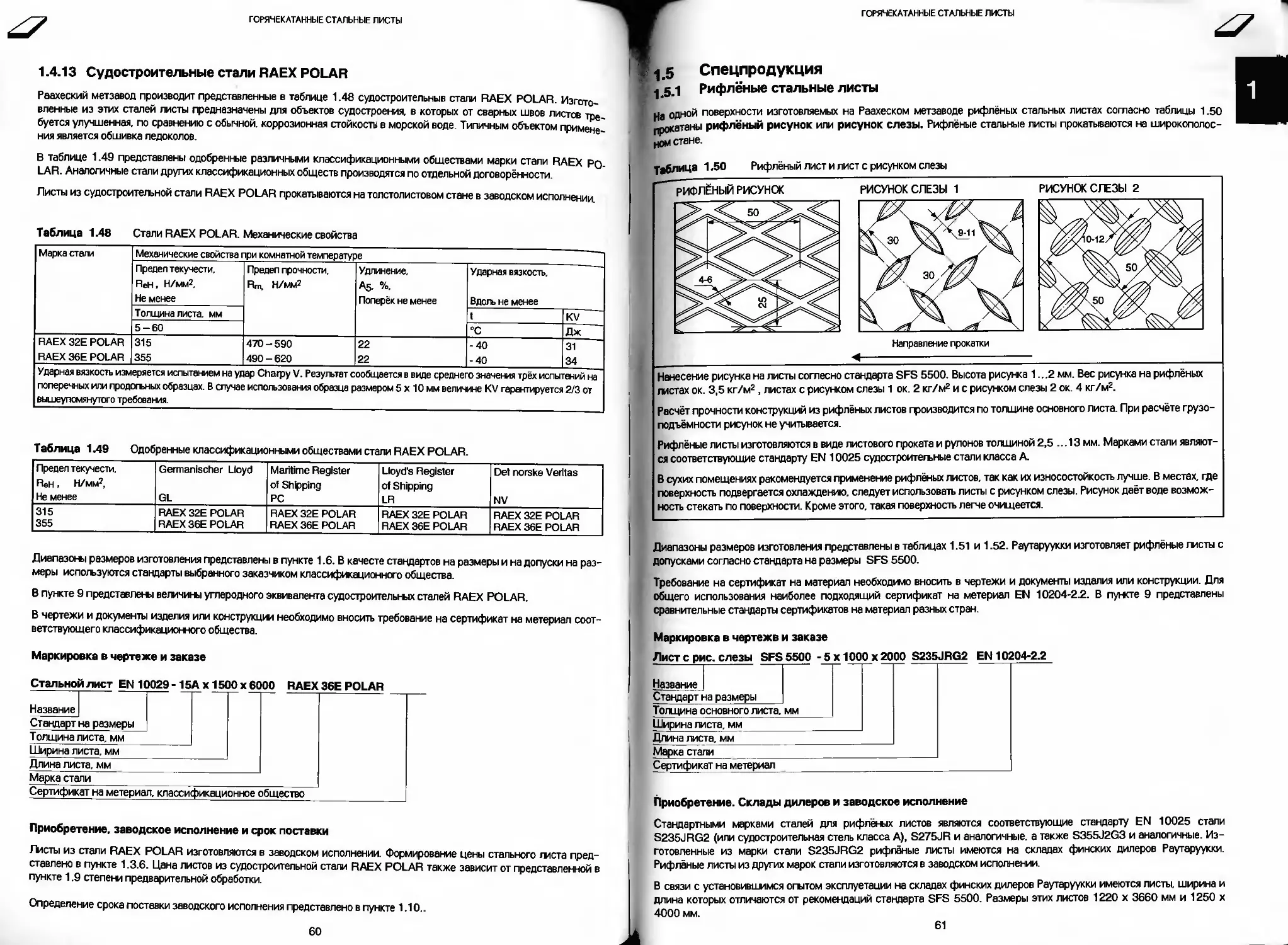
1.5.1 Рифлёные стальные листы.......................................................................... 61
1.5.2 Зетовые листы..................................................................................... 64
1.5.3 Ультразвуковой контроль листов.................................................................... 65
1.5.4 Холодноправленые листы............................................................................ 66
1.5.5 Слябы.......................................... .. 66
1.5.6 РАЕЬ ЛАСЕР.........................................................................................66
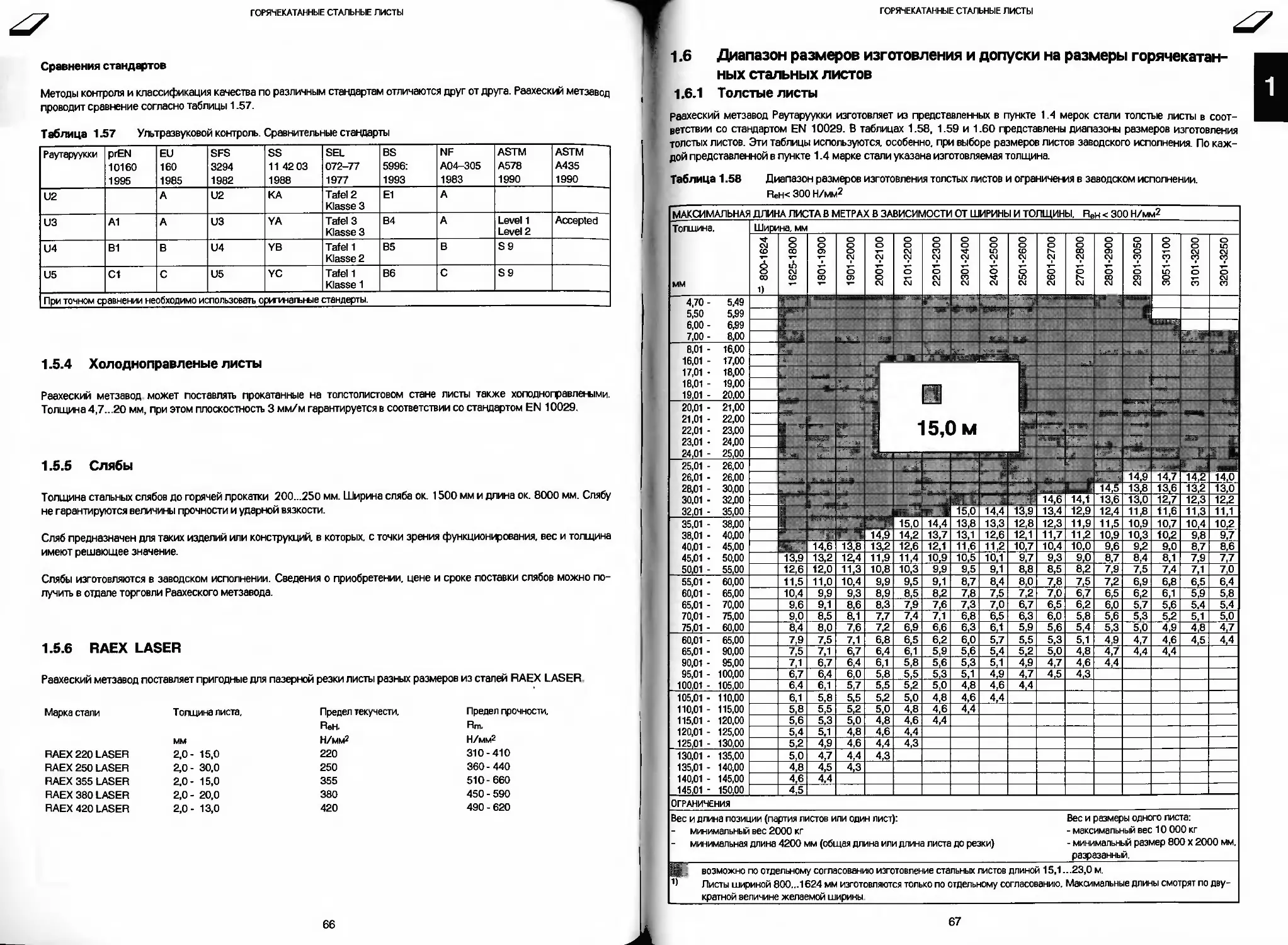
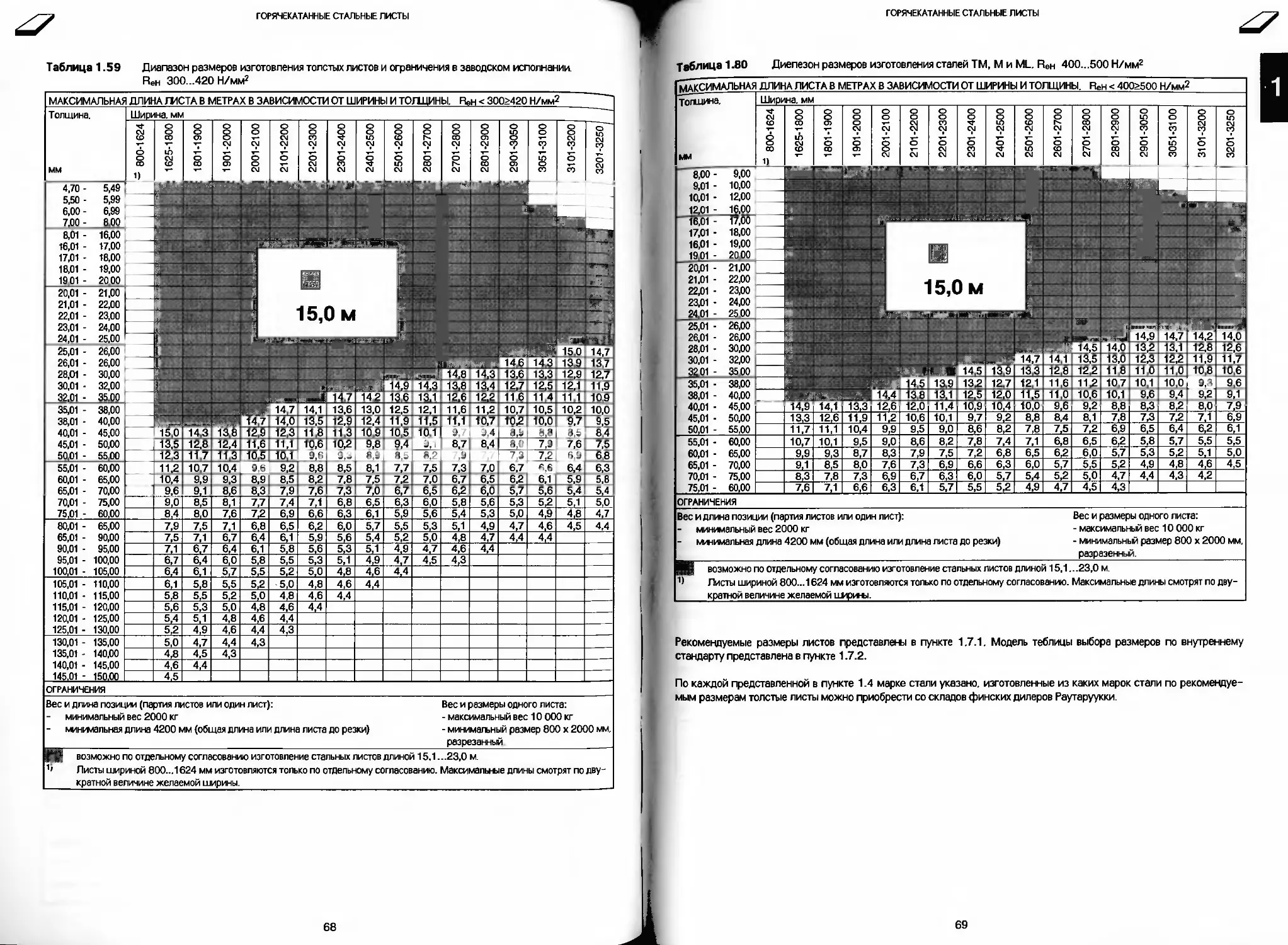
1.6 Диапазон размеров изготовления и допуски на размеры горячекатанных стальных листов................ 67
1.6.1 Толстыелисты.................................................................................. 67
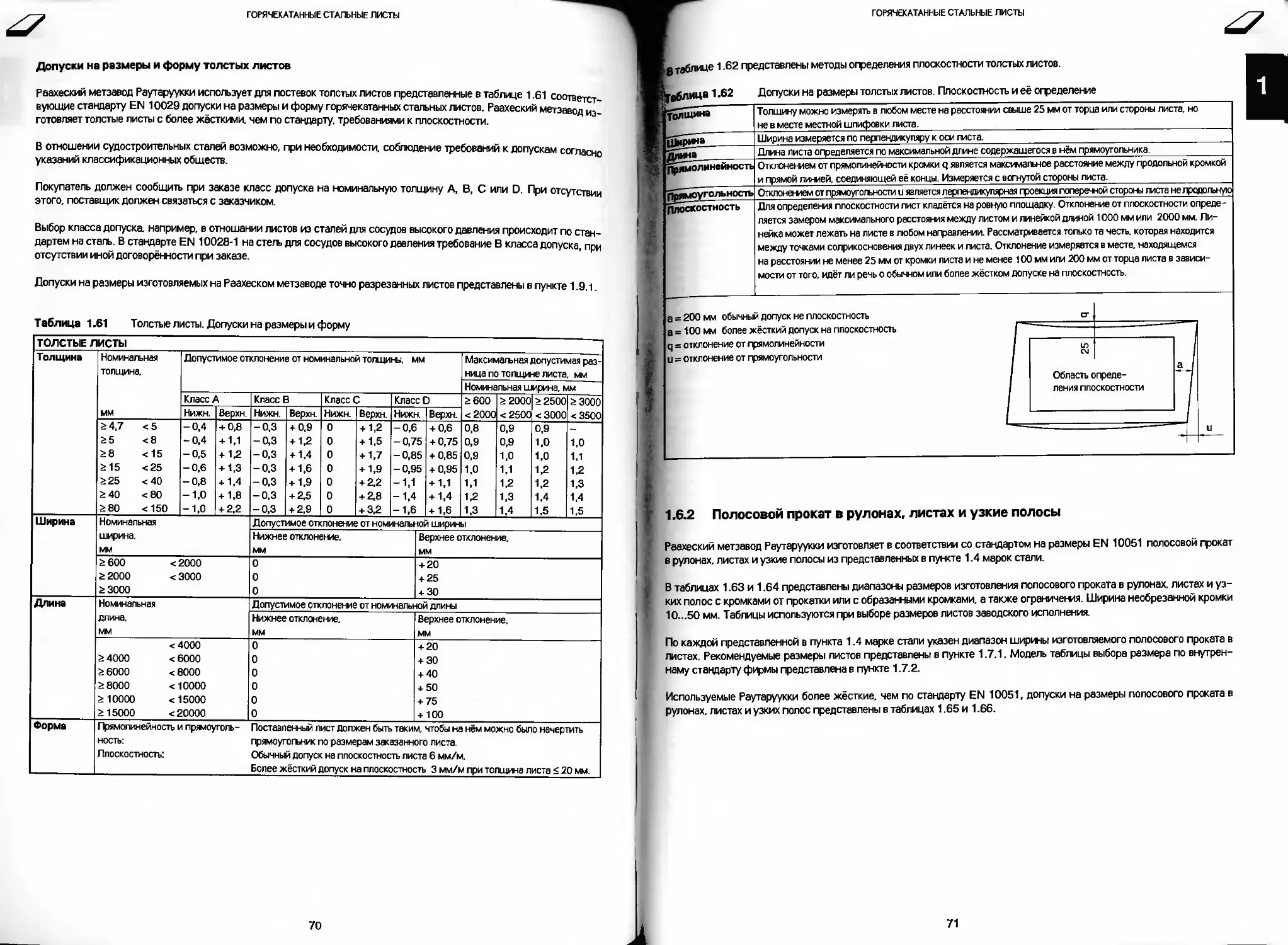
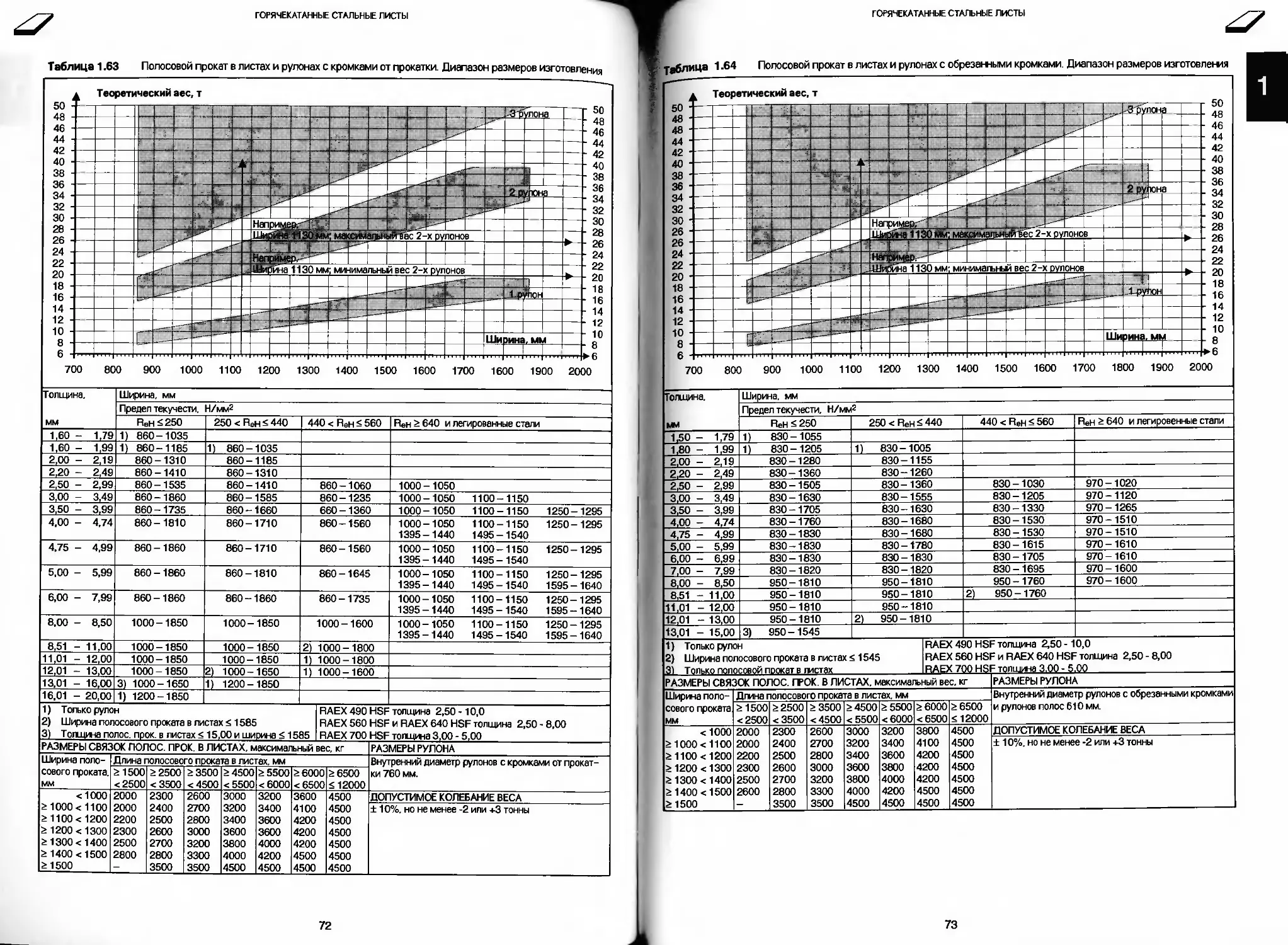
1.6.2 Полосовой прокат в рулонах, листах и узкие полосы............................................... 71
1.7 Выбор размеров горячекатанных стальных листов.................................................... 76
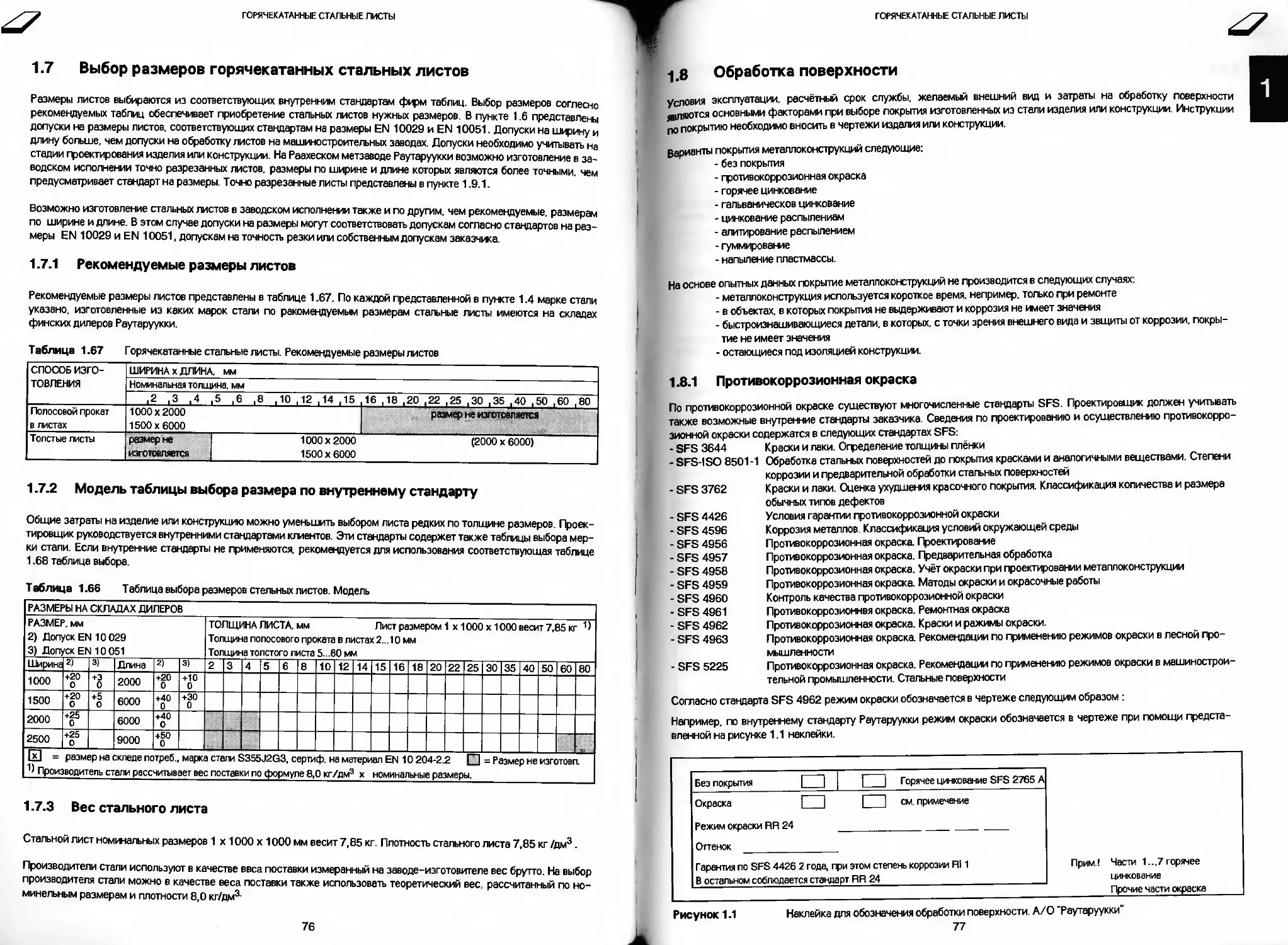
1.7.1 Рекомендуемые резмеры листов...................................................................... 76
1.7.2 Модель таблицы выборе резмера по внутреннему стандарту............................................ 76
1.7.3 Вес стального листа............................................................................... 76
1.8 Обработка поверхности .......................................................... 77
1.8.1 Противокоррозионная окраска........................................................................_ 77
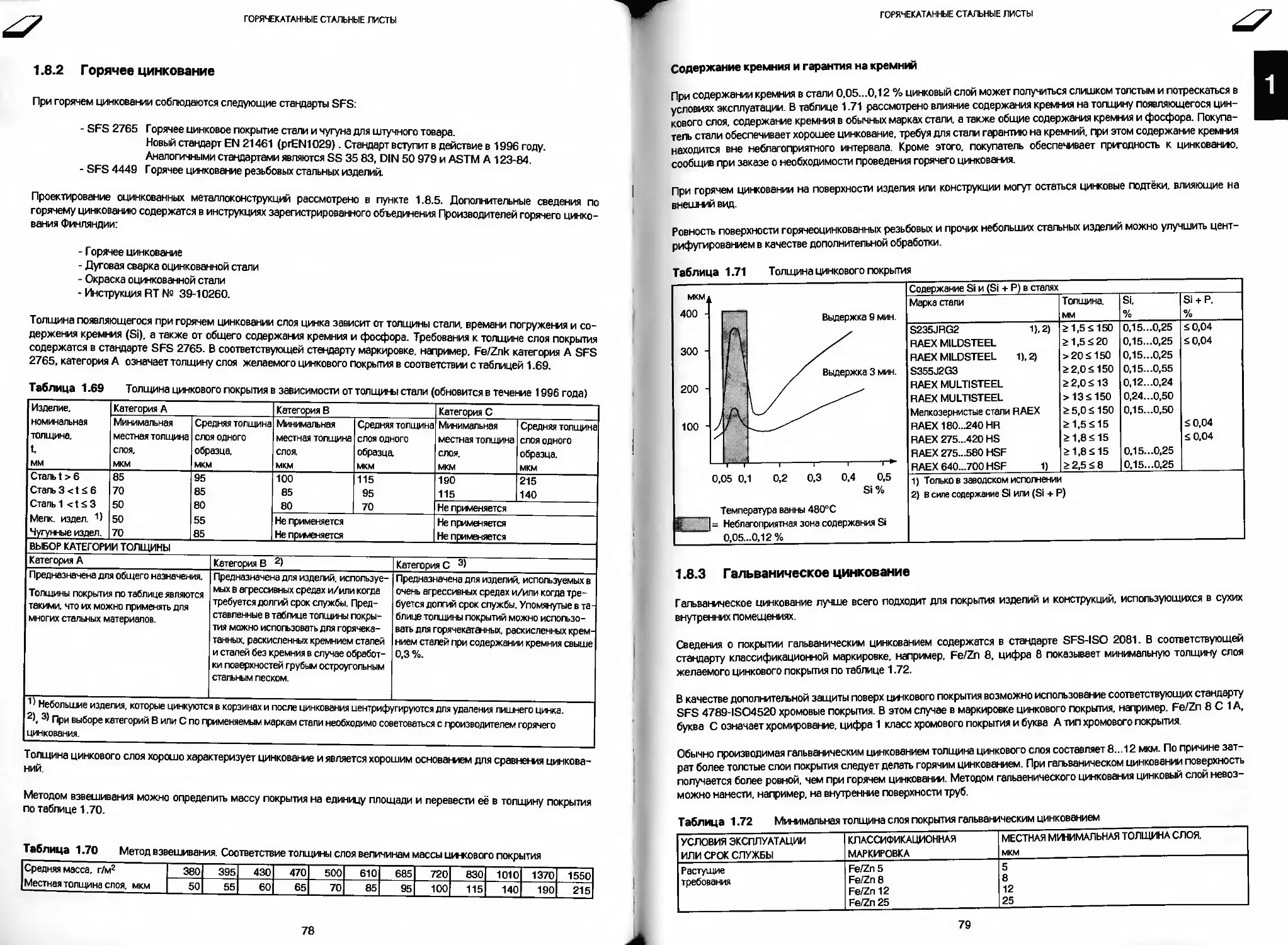
1.8.2 Горячее цинкование................................................................................ 78
1.8.3 Гальваническое цинкование......................................................................... 79
1.8.4 Цинковение распылением............................................................................ 80
1.8.5 Производители горячего цинкования................................................................. 80
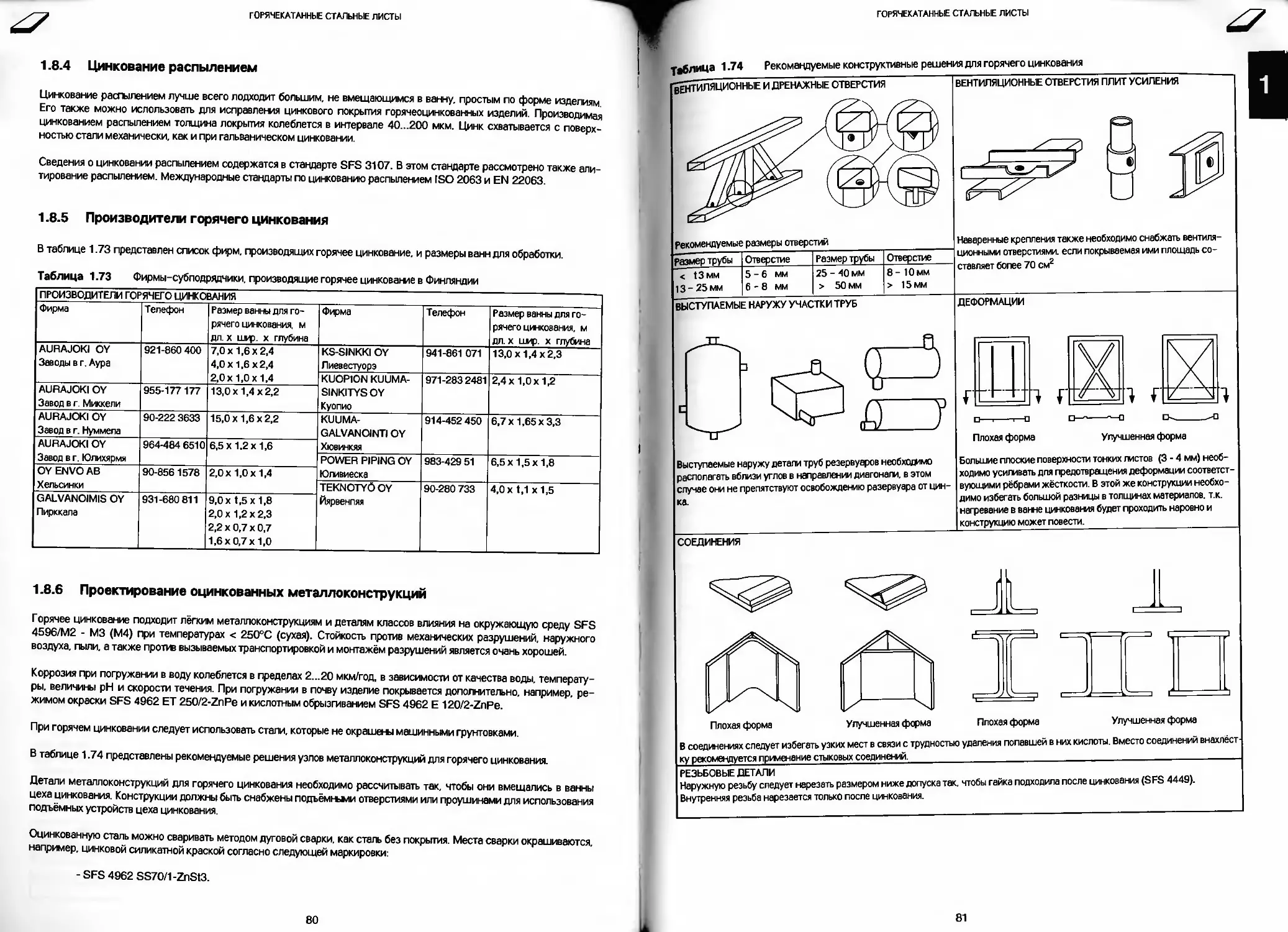
1.8.6 Проектирование оцинкованных металлоконструкций.................................................... 80
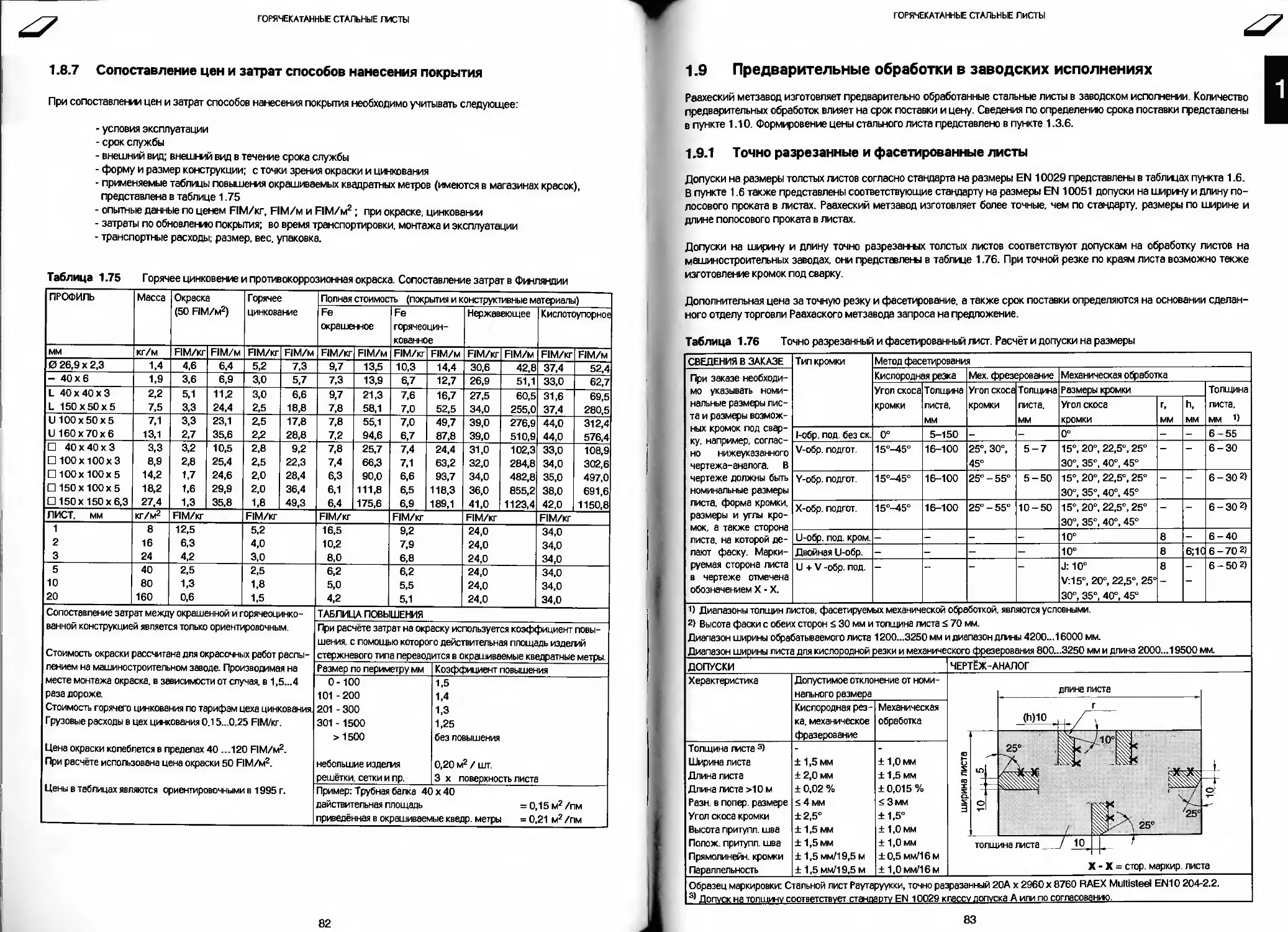
1.8.7 Сопоставление цен и затрет способов нанесения покрытия............................................ 82
1.9 Предварительные обработки в заводских исполнениях................................................. 83
1.9.1 Точно разрезанные и фасетированные листы.......................................................... 83
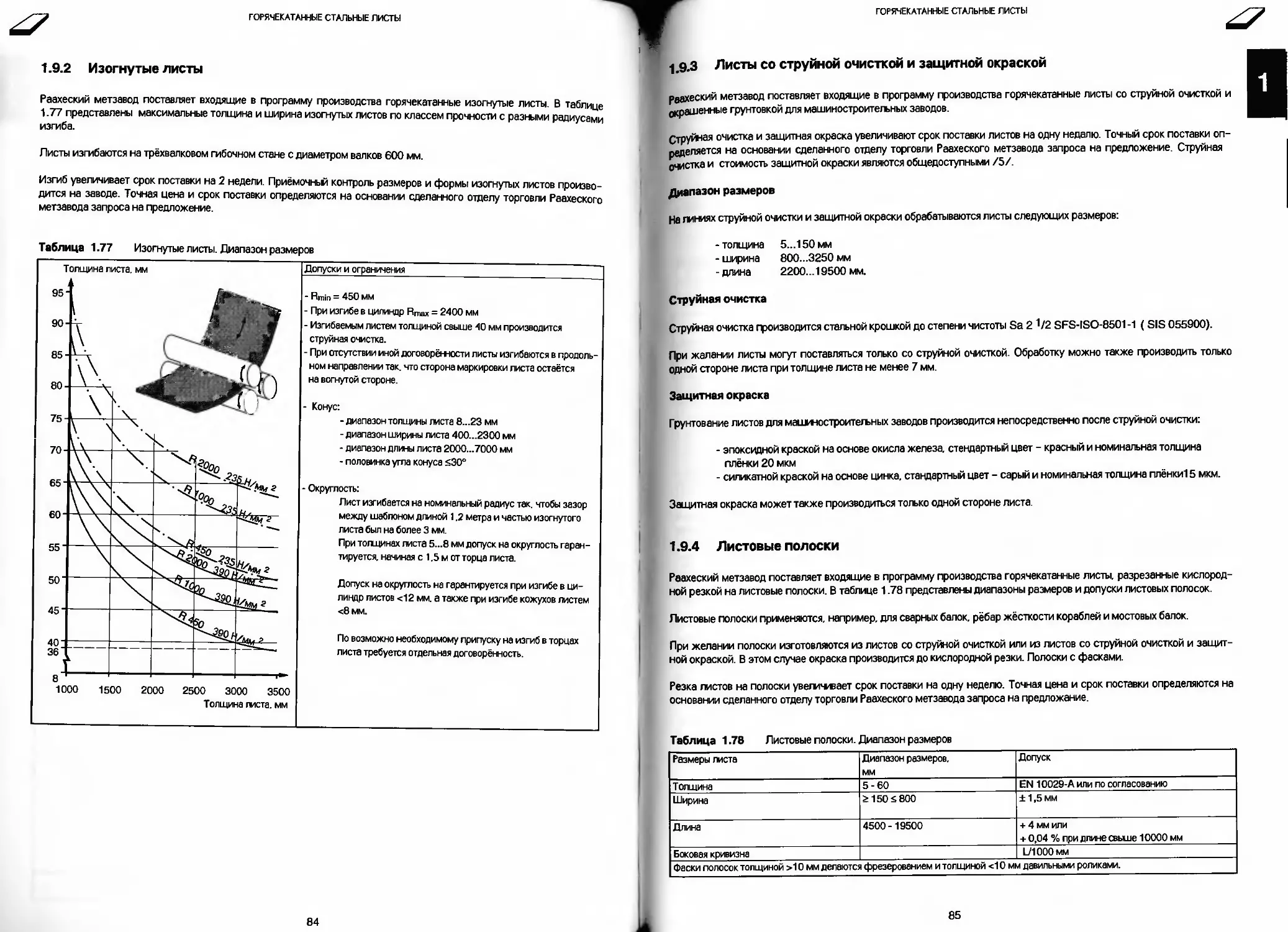
1.9.2 Изогнутые листы................................................................................... 84
1.9.3 Листы со струйной очисткой и защитной окраской.................................................... 85
1.9.4 Листовые полоски ............................................................................ '"„””7 85
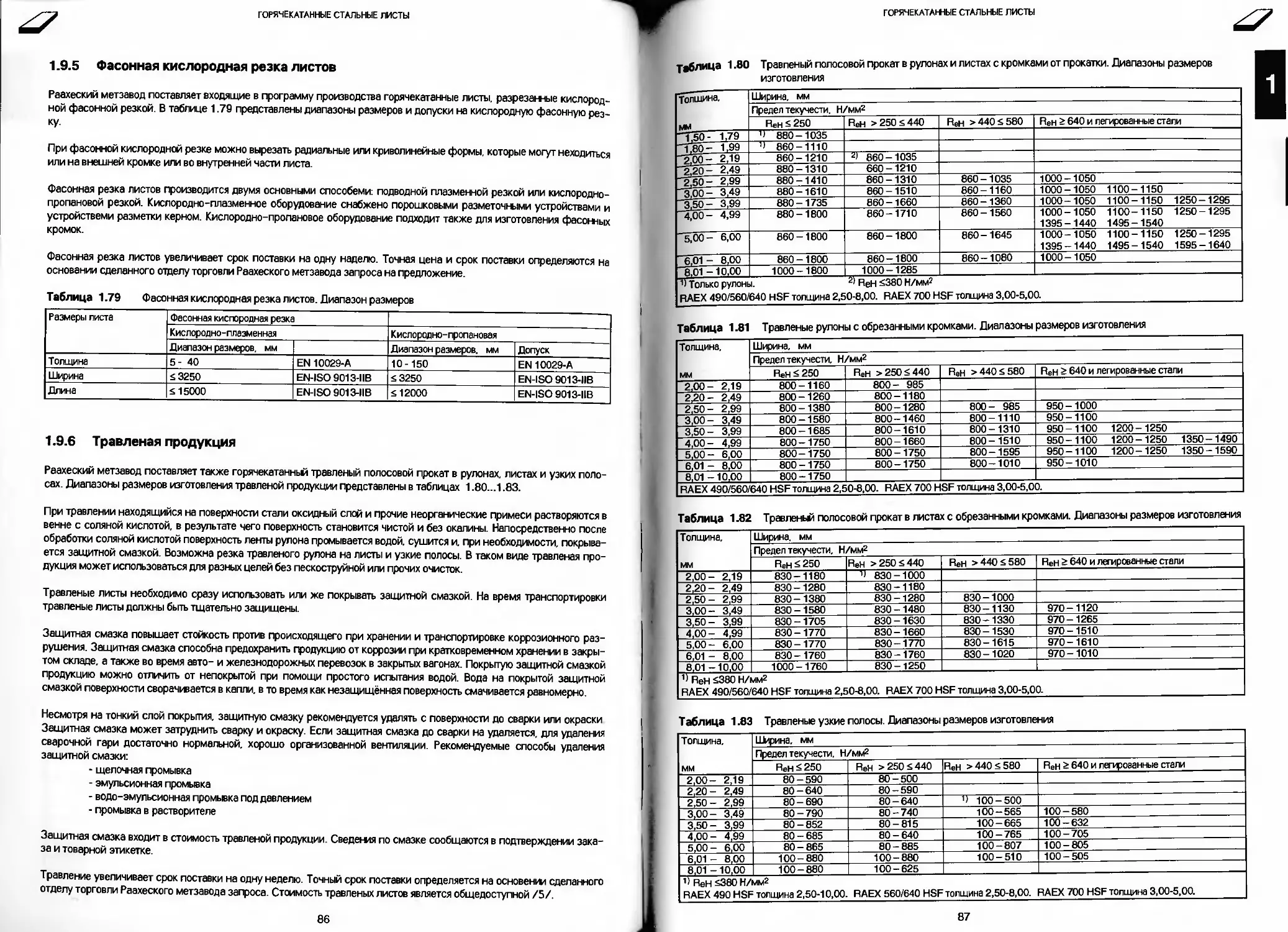
1.9.5 Фасонная кислородная резка листов................................................................ 86
1.9.6 Травленая продукция .............................................................................. 86
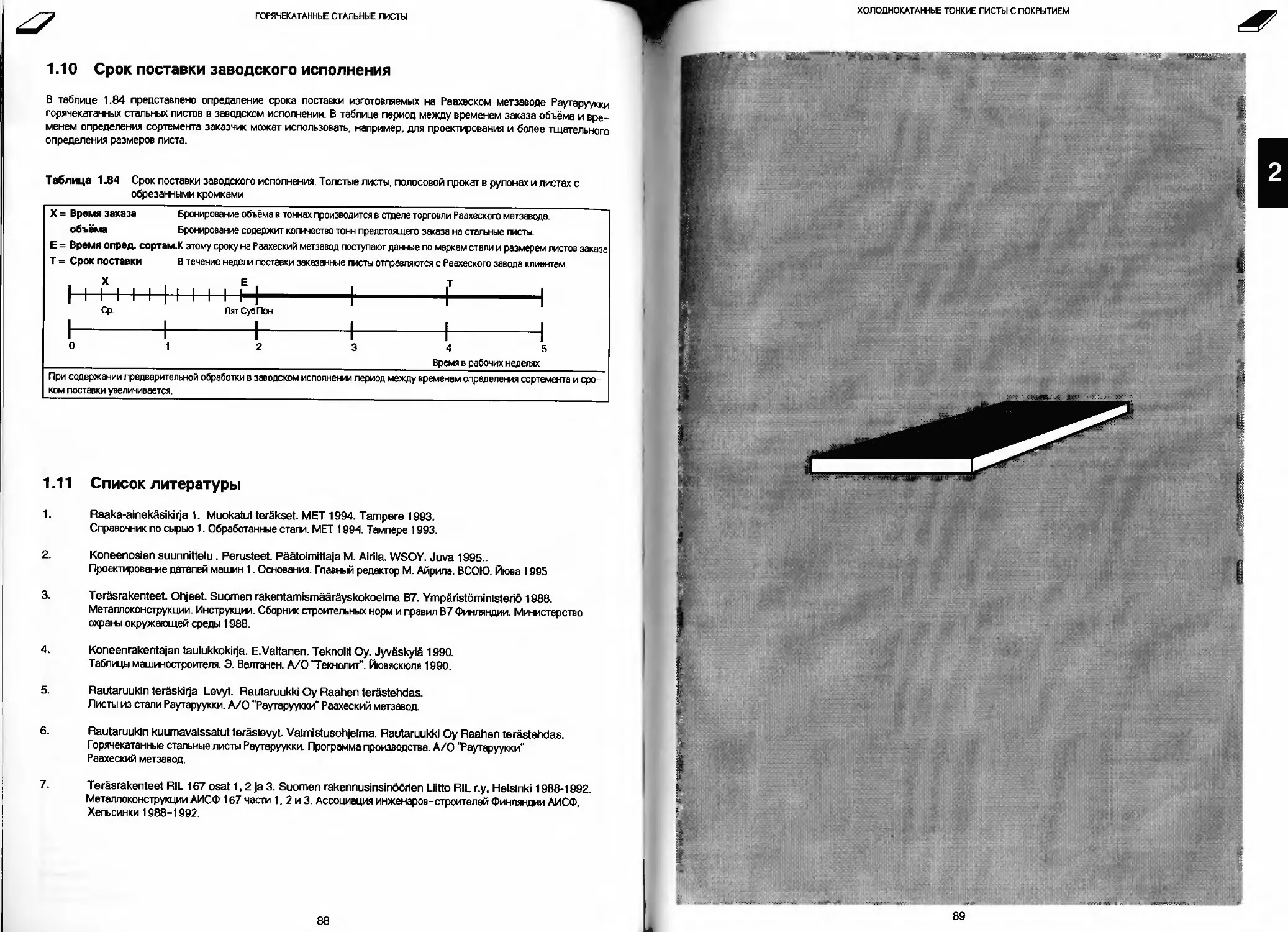
1.10 Срок поставки заводского исполнения............................................................... 88
1.11 Сгмсок литературы.....................................................................' 88
2 ХОЛОДНОКАТ АННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ......................................................... 91
2.1 Введение.......................................................................................... gi
2.2 Холоднокатанные тонкие стальные листы........................................................... 91
92
92
94
94
95
96
97
100
101
102
103
104
105
106
107
108
111
112
113
114
115
116
118
119
120
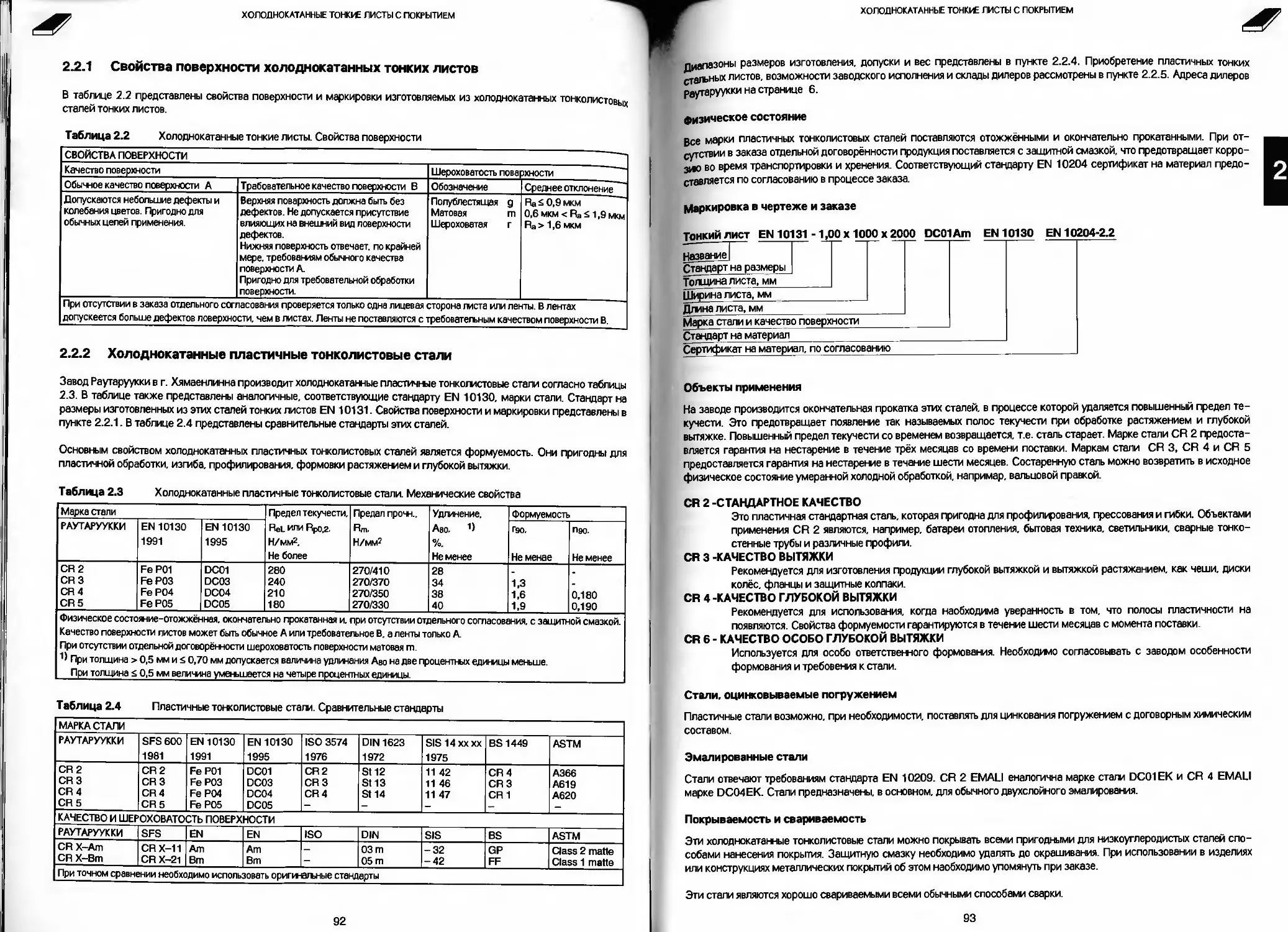
2.2.1 Свойства поверхности холоднокатанных тонких листов....................
2.2.2 Холоднокатанные пластичные тонколистовые стали........................................................
2.2.3 Холоднокатанные конструкционные стали.................................................................
2.2.3.1 Конструкционные стали...............................................................................
2.2.3.2 Прочные пластичные стали............................................................................
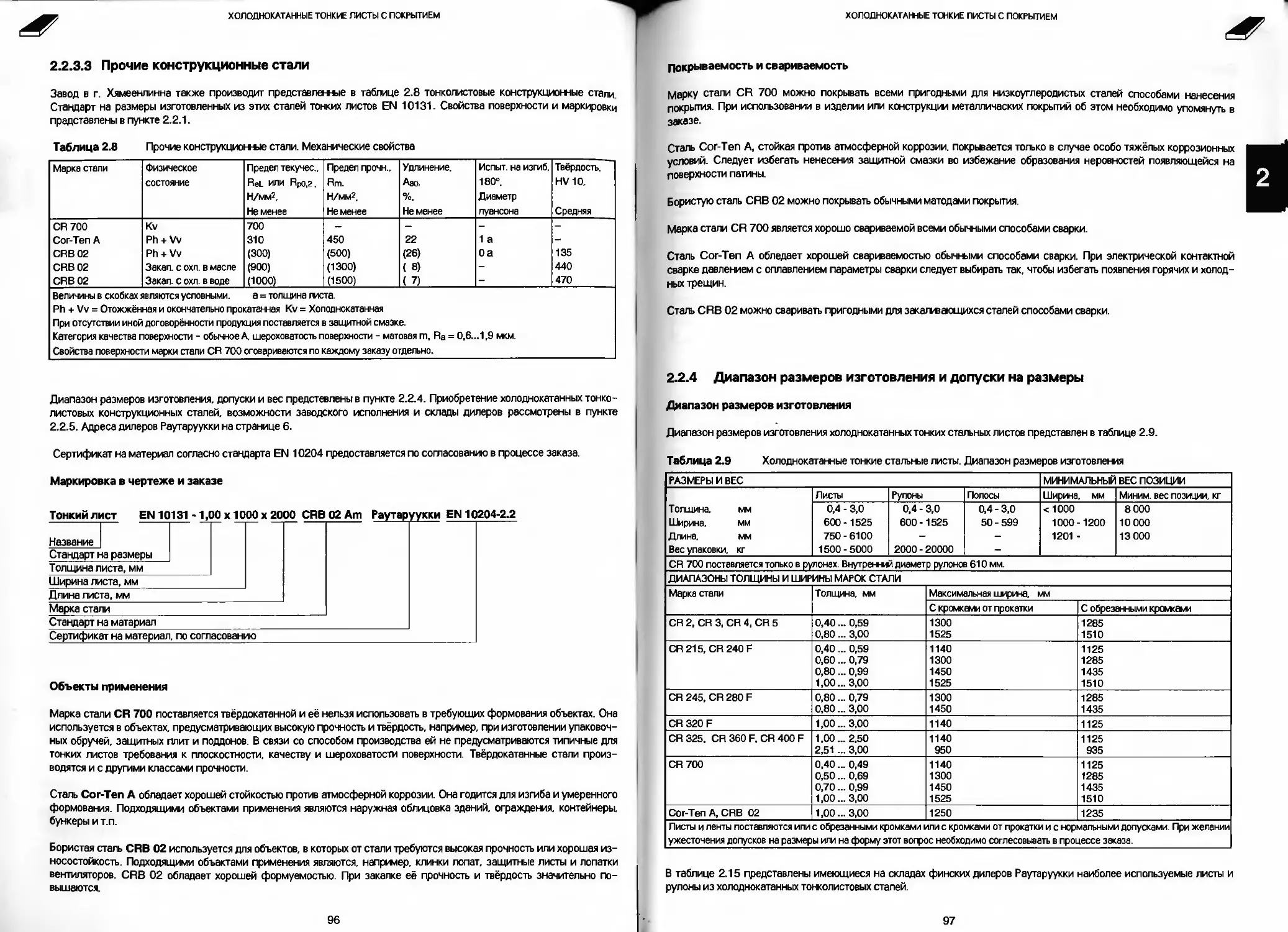
2.2.3.3 Прочие конструкционные стали..................................................................... -
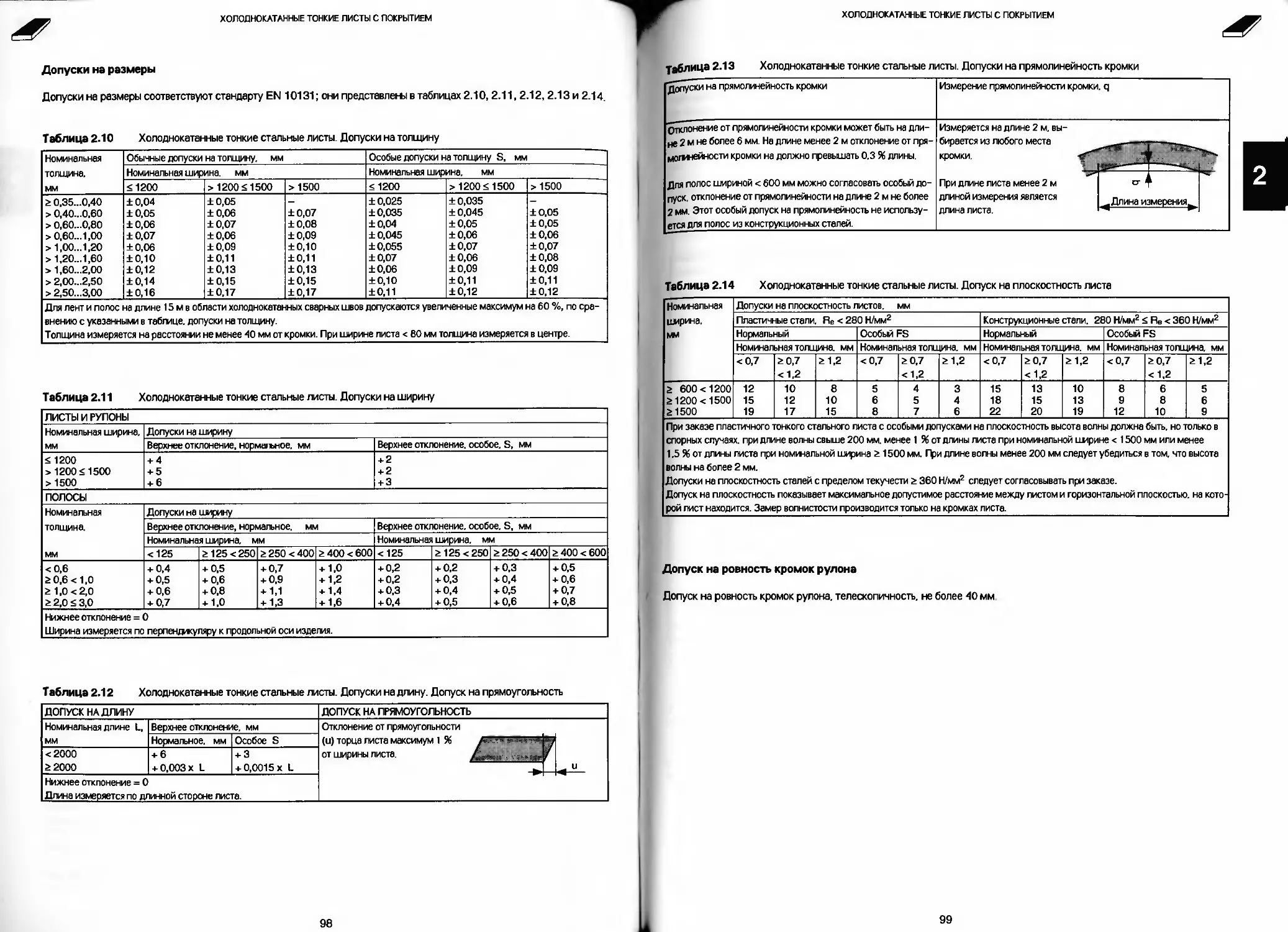
2.2.4 Диапазон размеров изготовления и допуски на раазмеры..................................................
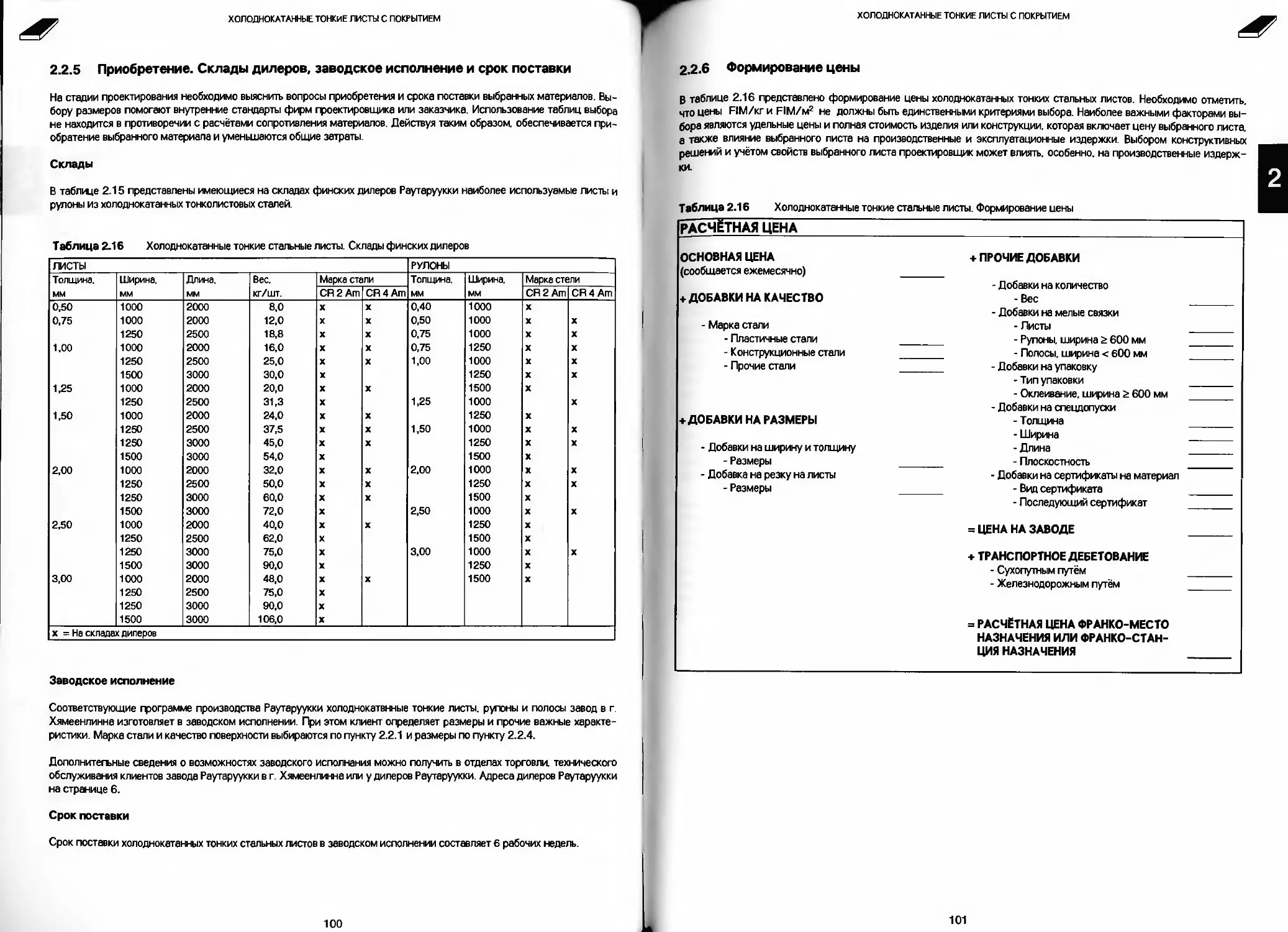
2.2.5 Приобретение. Склады дилеров заводское исполнение и срок поставки.....................................
2.2.6 Формирование цены.....................................................................................
2.2.7 Список литературы.....................................................................................
2.3 Горячеоцинкованные тонкие стальные листы............................................................
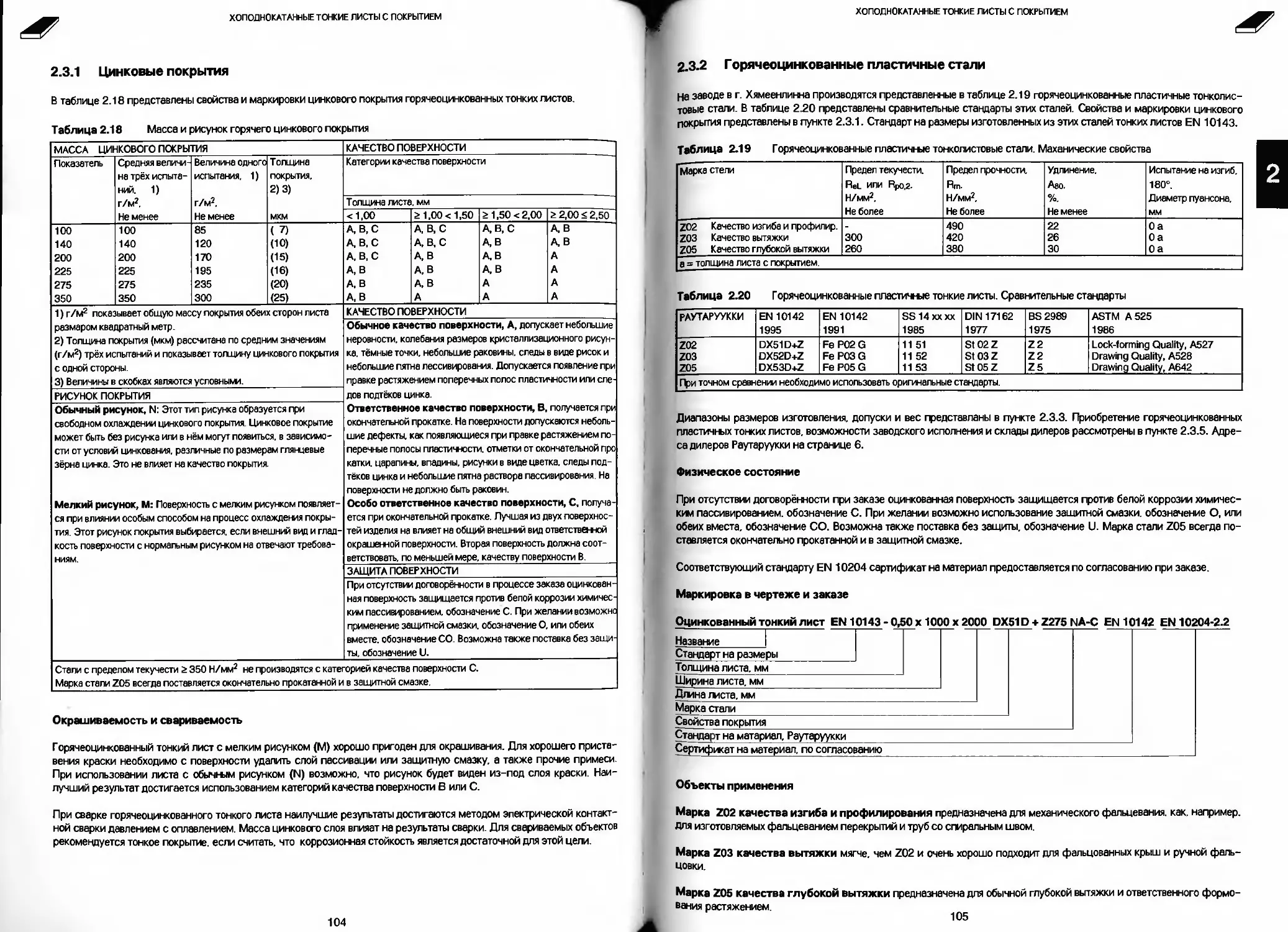
2.3.1 Цинковые покрытия.....................................................................................
2.3.2 Горячеоцинкованные пластичные стали...................................................................
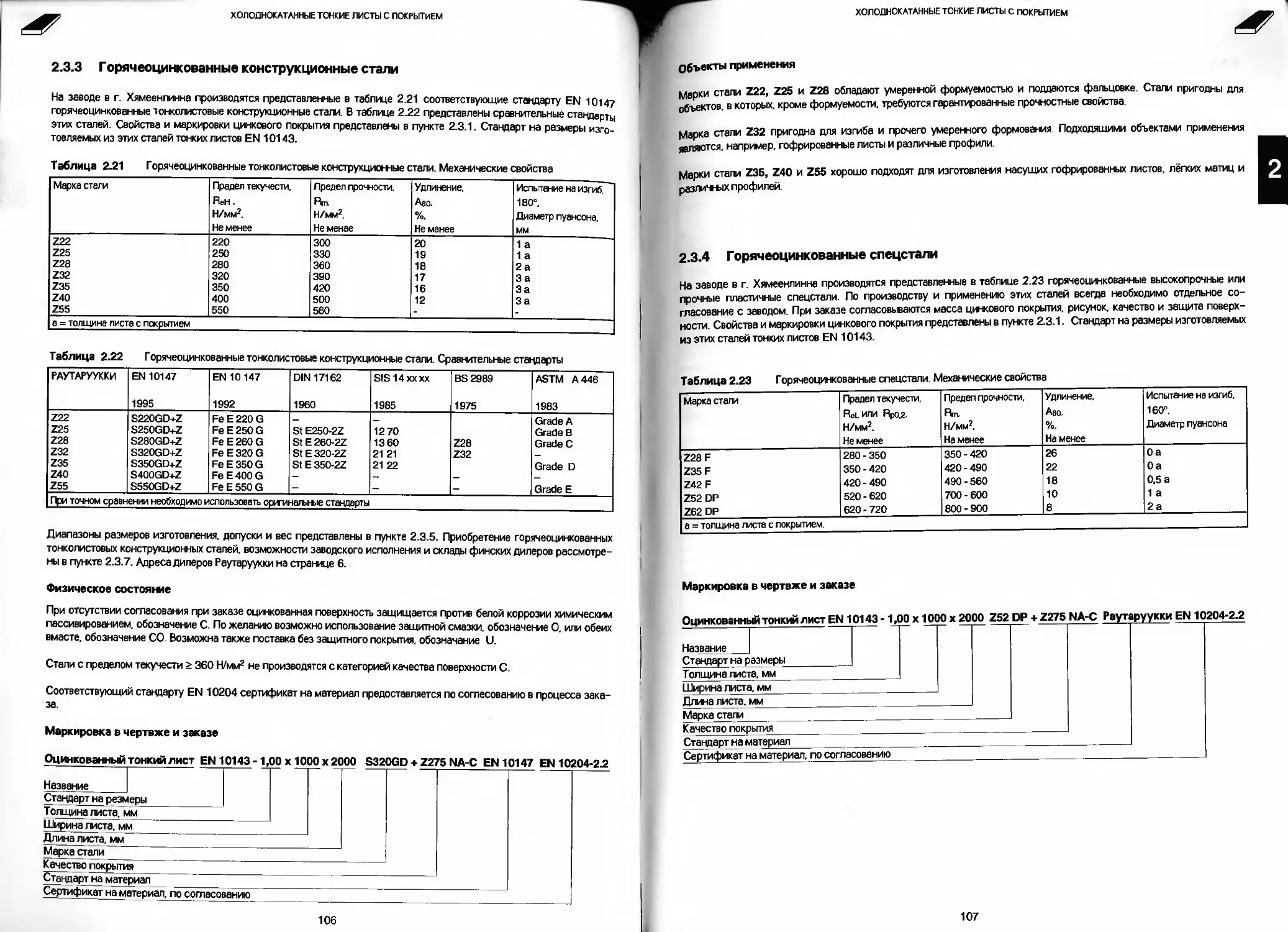
2.3.3 Горячеоцинкованные конструкционные стали............................................................
2.3.4 Горячеоцинкованные спецстали..........................................................................
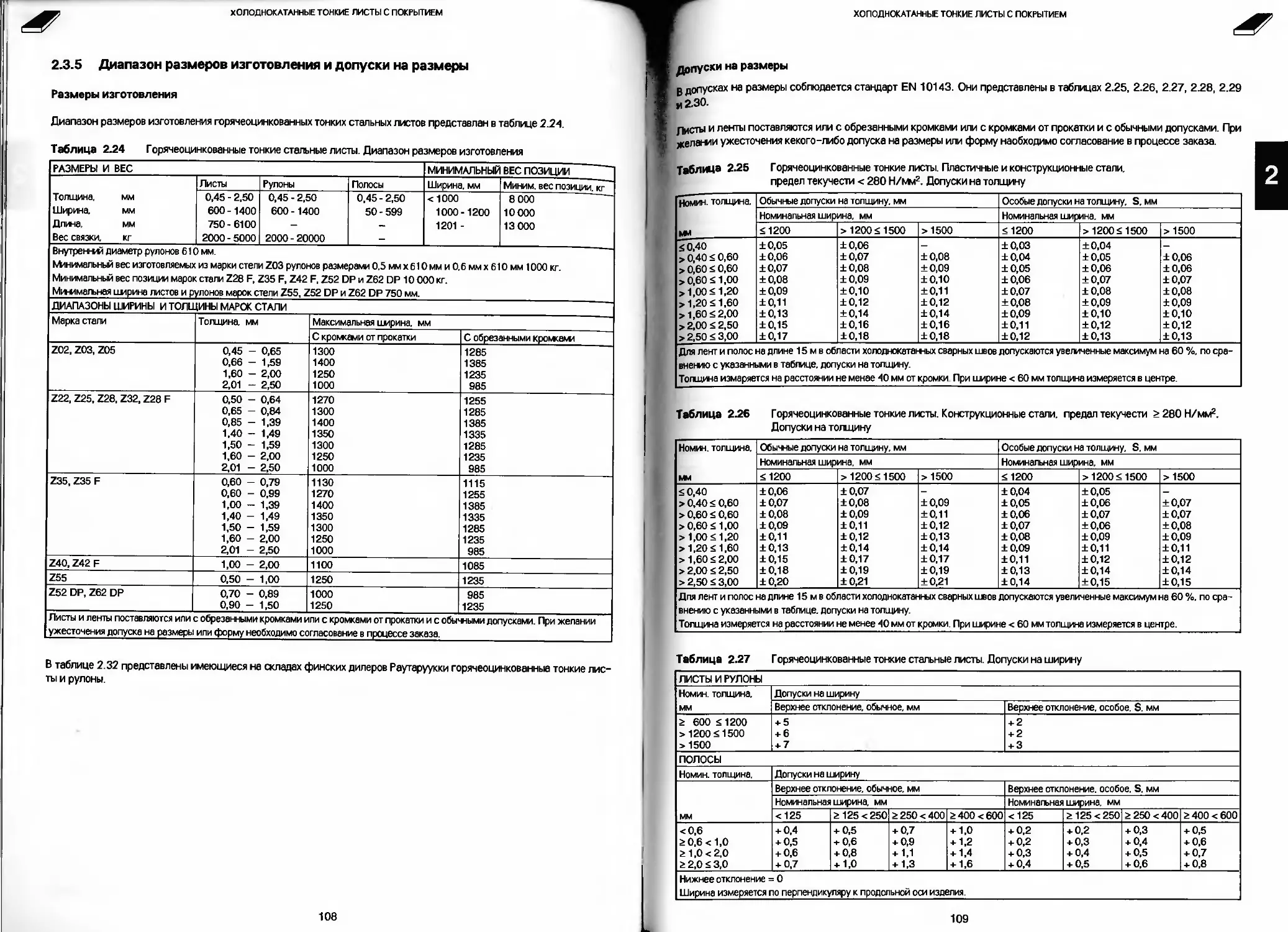
2.3.5 Диапазон размеров изготовления и допуски на резмеры...................................................
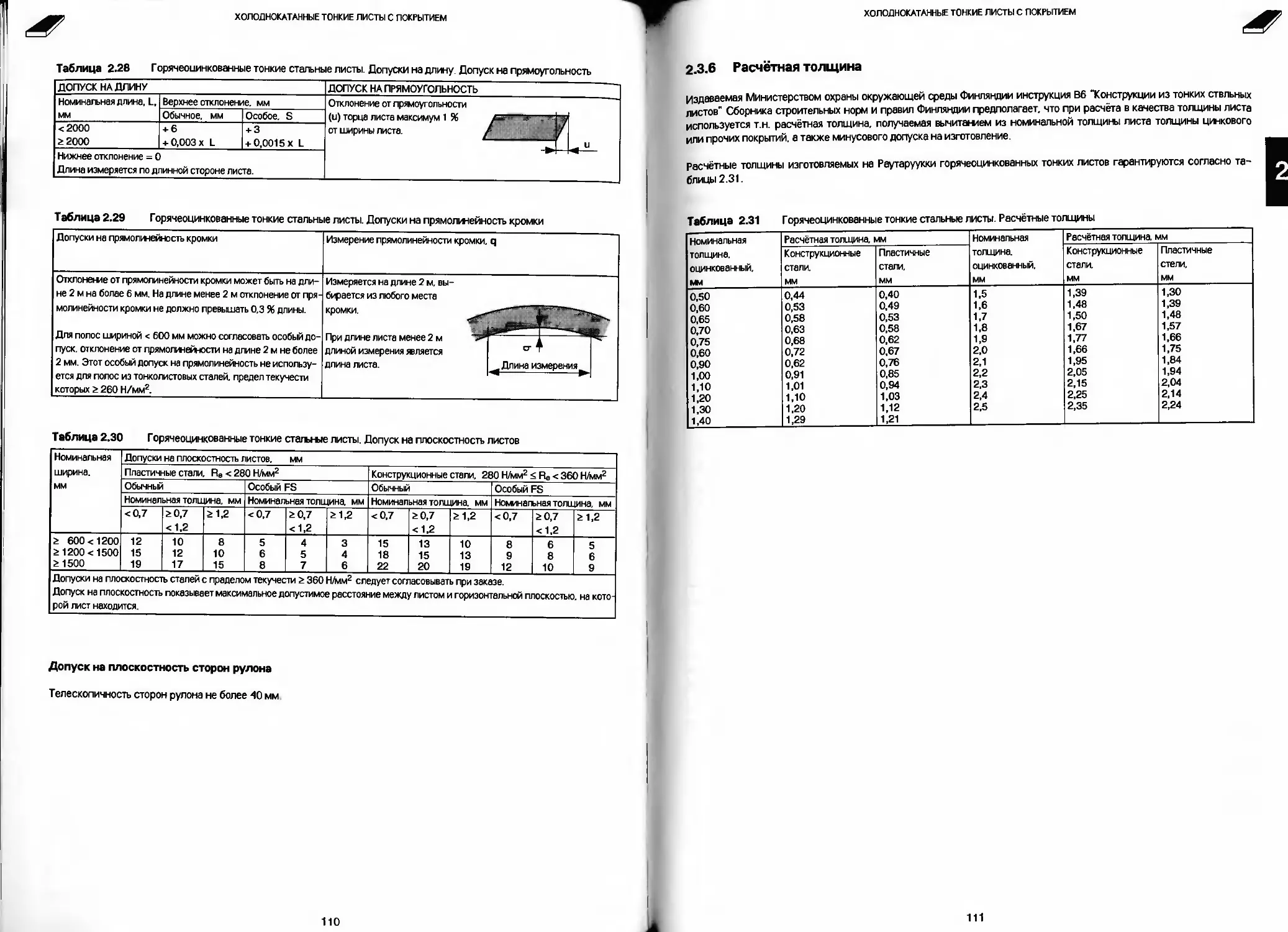
2.3.6 Расчётная толщина.....................................................................................
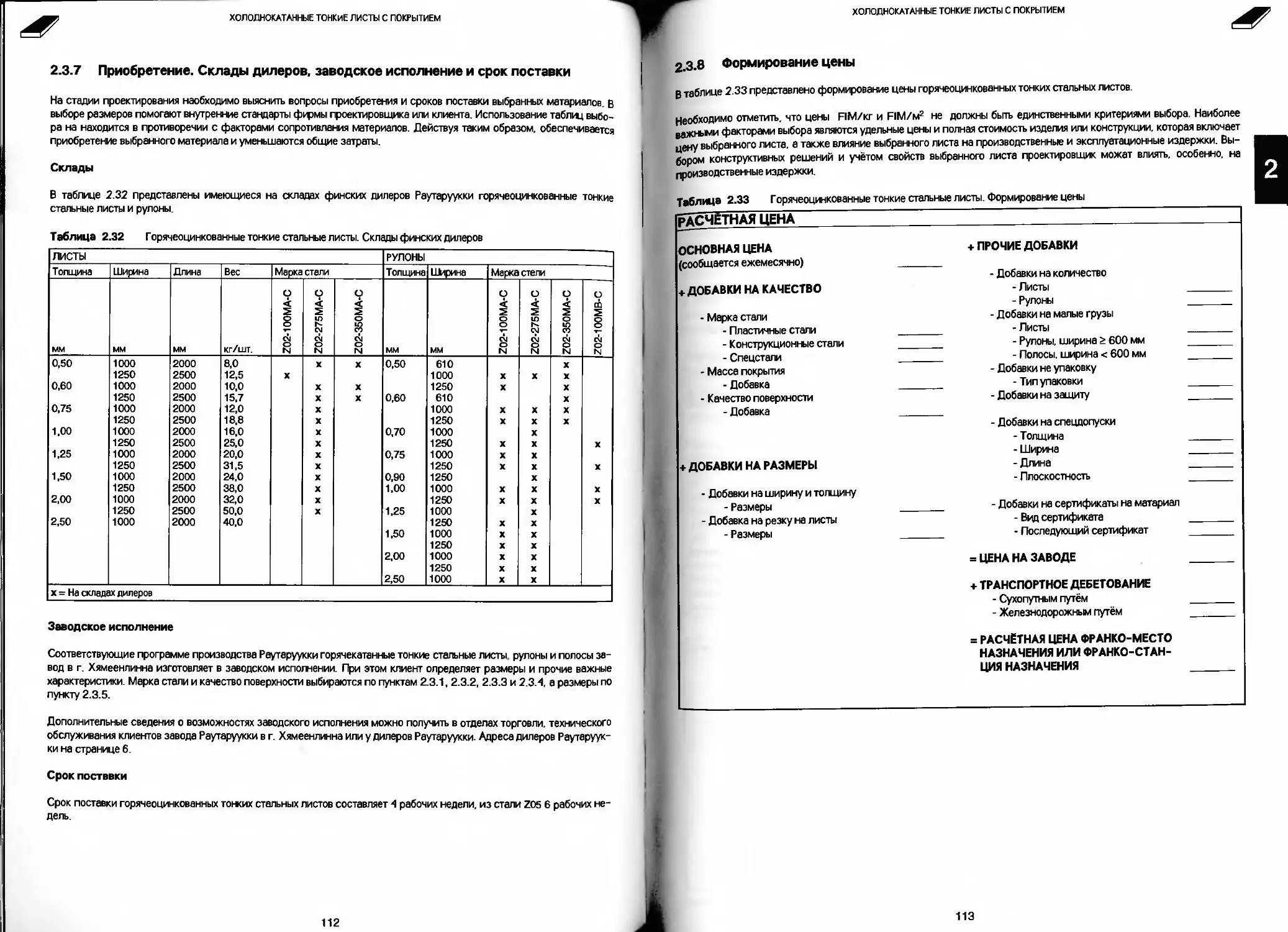
2.3.7 Приобретение. Склады дилеров, заводское исполнение и срок поставки....................................
2.3.8 Формирование цены..................................................... ...............................
2.3.9 Список литеретуры.....................................................................................
2.4 Тонкие стальные листы с пластмассовым покрытием.....................................................
2.4.1 Марки стали, покрытия, маркировка и гарантия покрытия.................................................
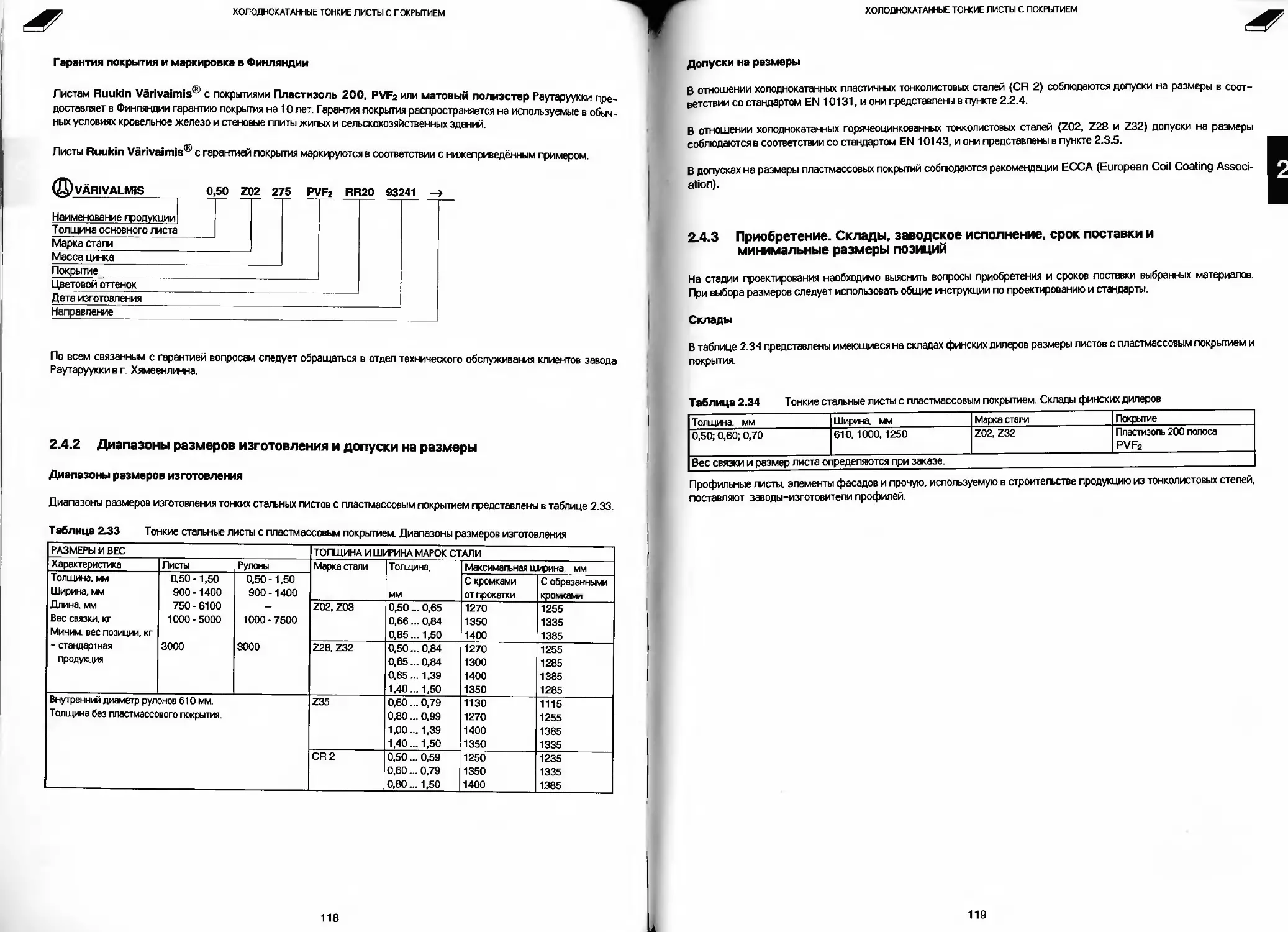
2.4.2 Диапазоны размеров изготовления и допуски на размеры.............................................
2.4.3 Приобретение. Склады, заводское исполнегме. срок поставки и минимальные размеры позиций...............
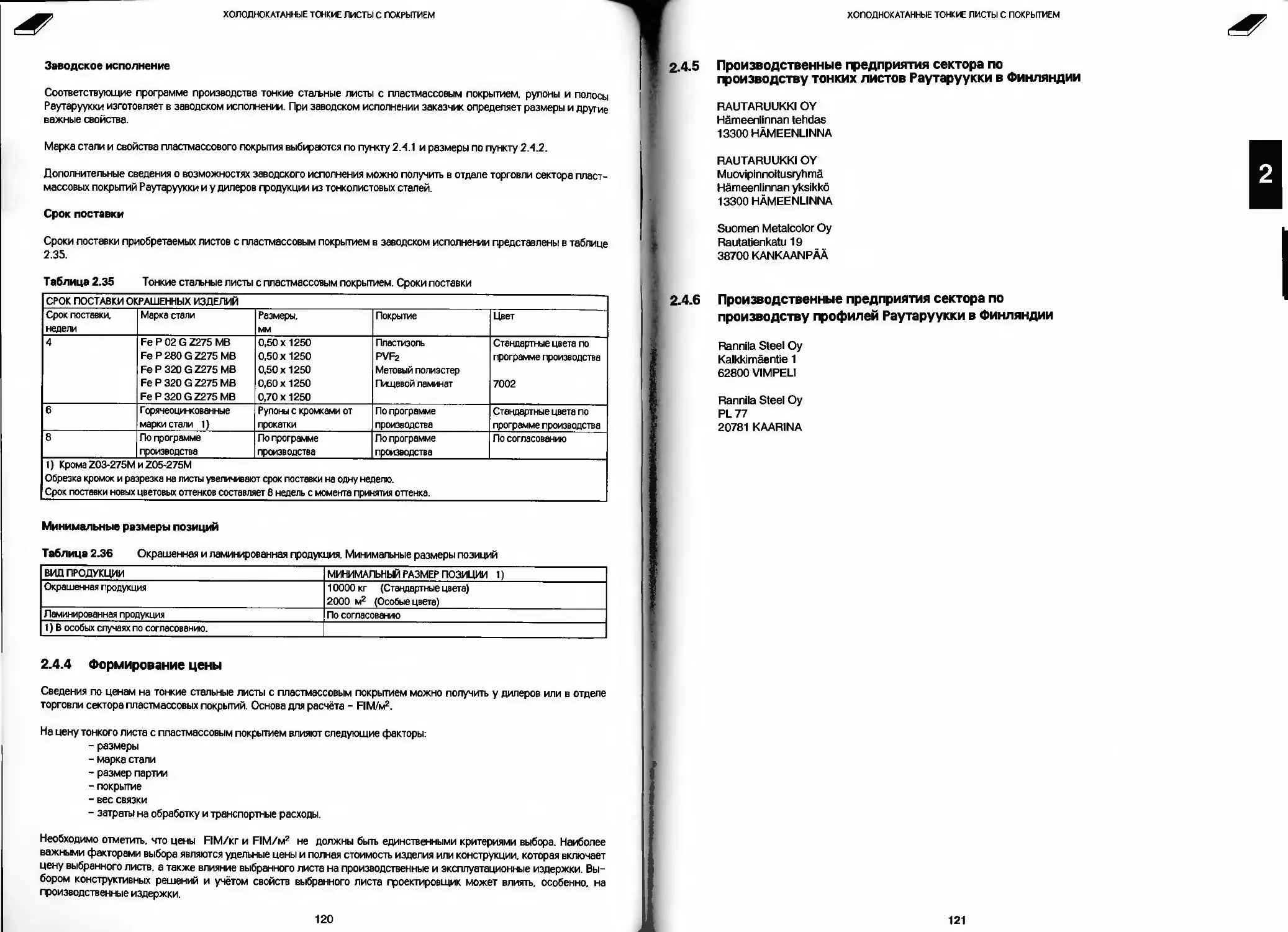
2.4.4 Формирование цены.....................................................................................
2.4.5 Производственные предприятия сектора по производству тонких листов Раутаруукки в Финляндии............
2.4.6 Производственные предприятия сектора ло производству профилей Раутаруукки в Финляндии.................
2.4.7 Список литературы.....................................................................................
119
119
125
125
126
126
126
126
126
127
127
127
127
129
131
144
144
145
145
145
146
146
146
146
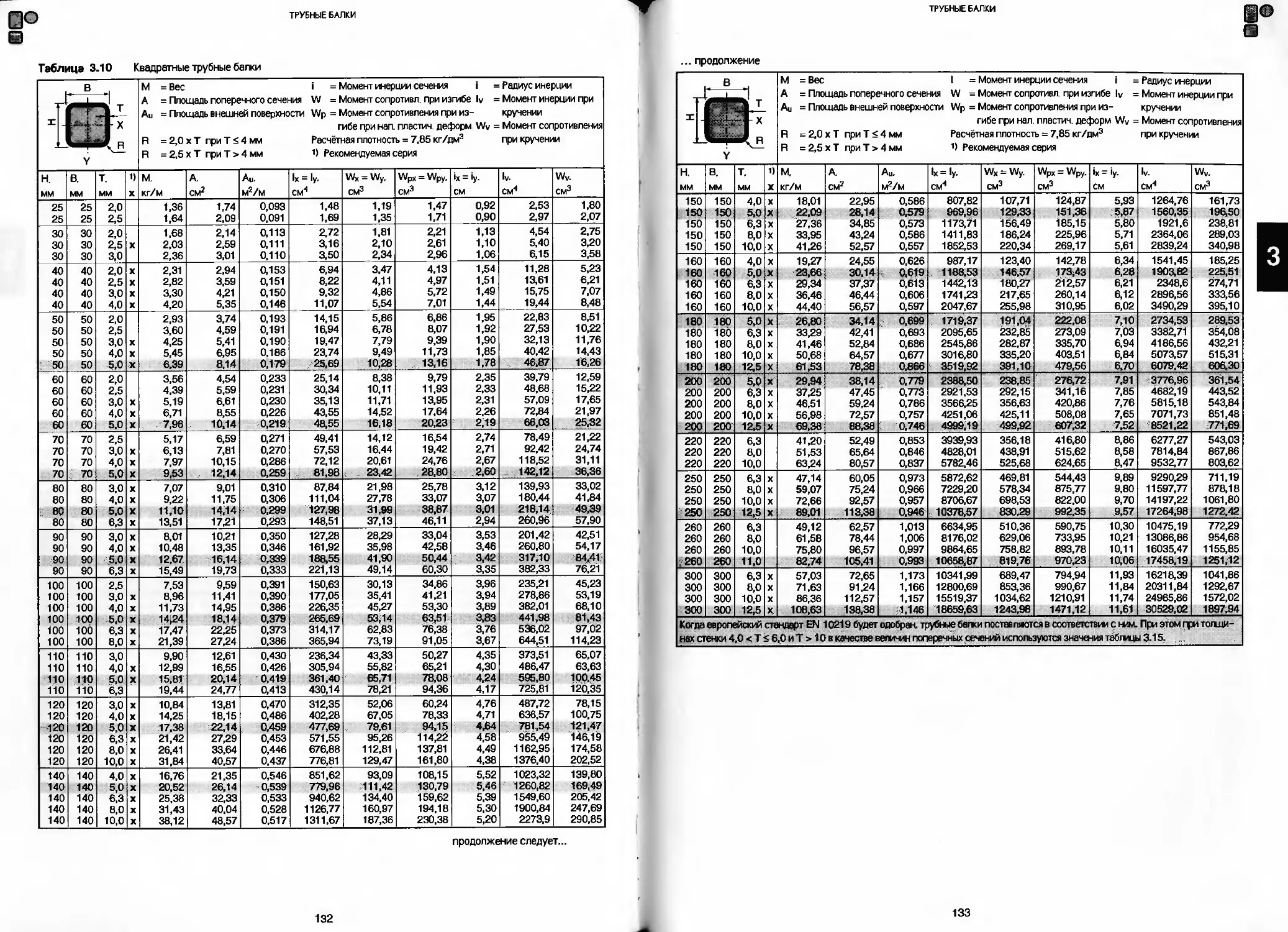
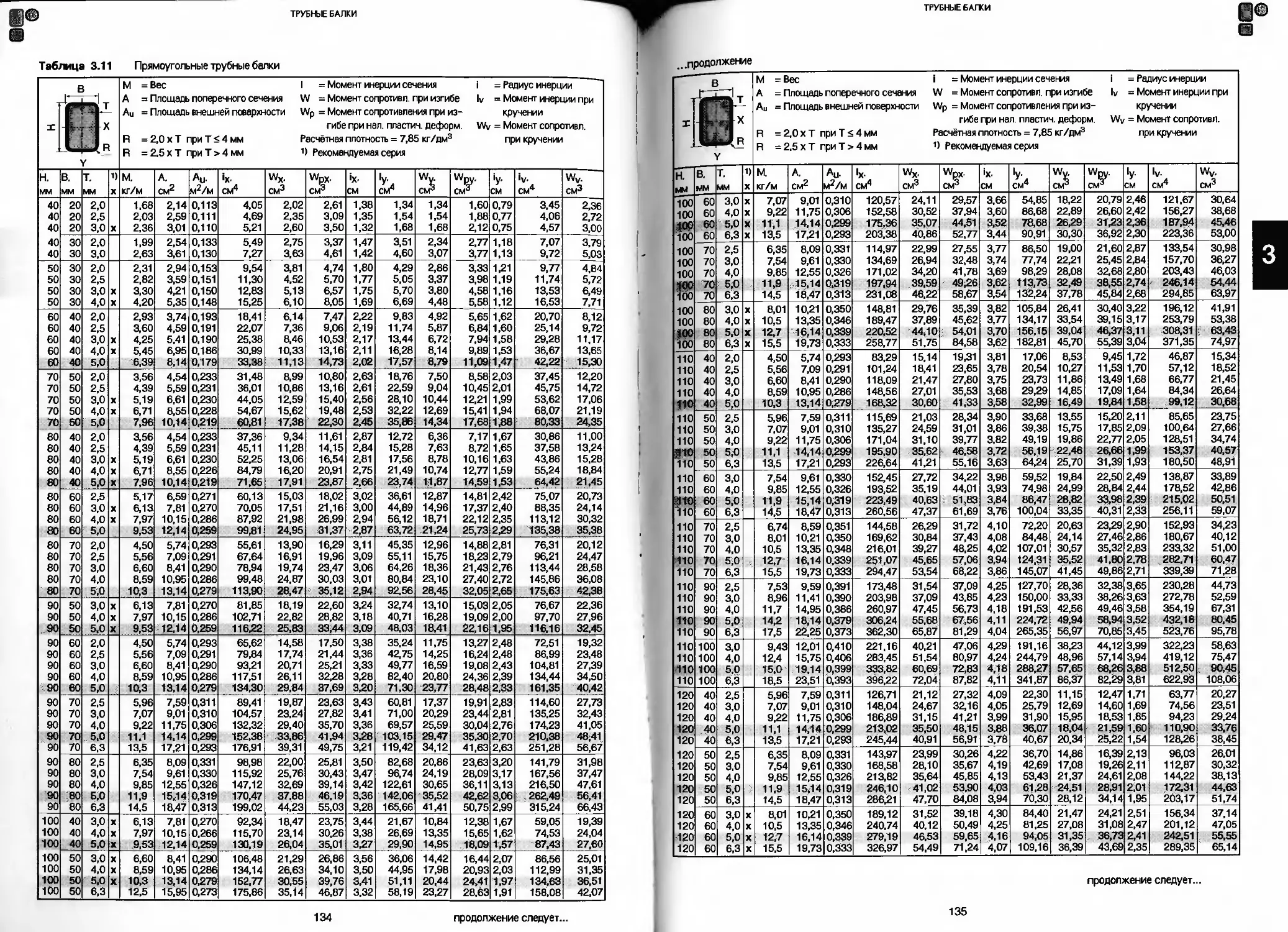
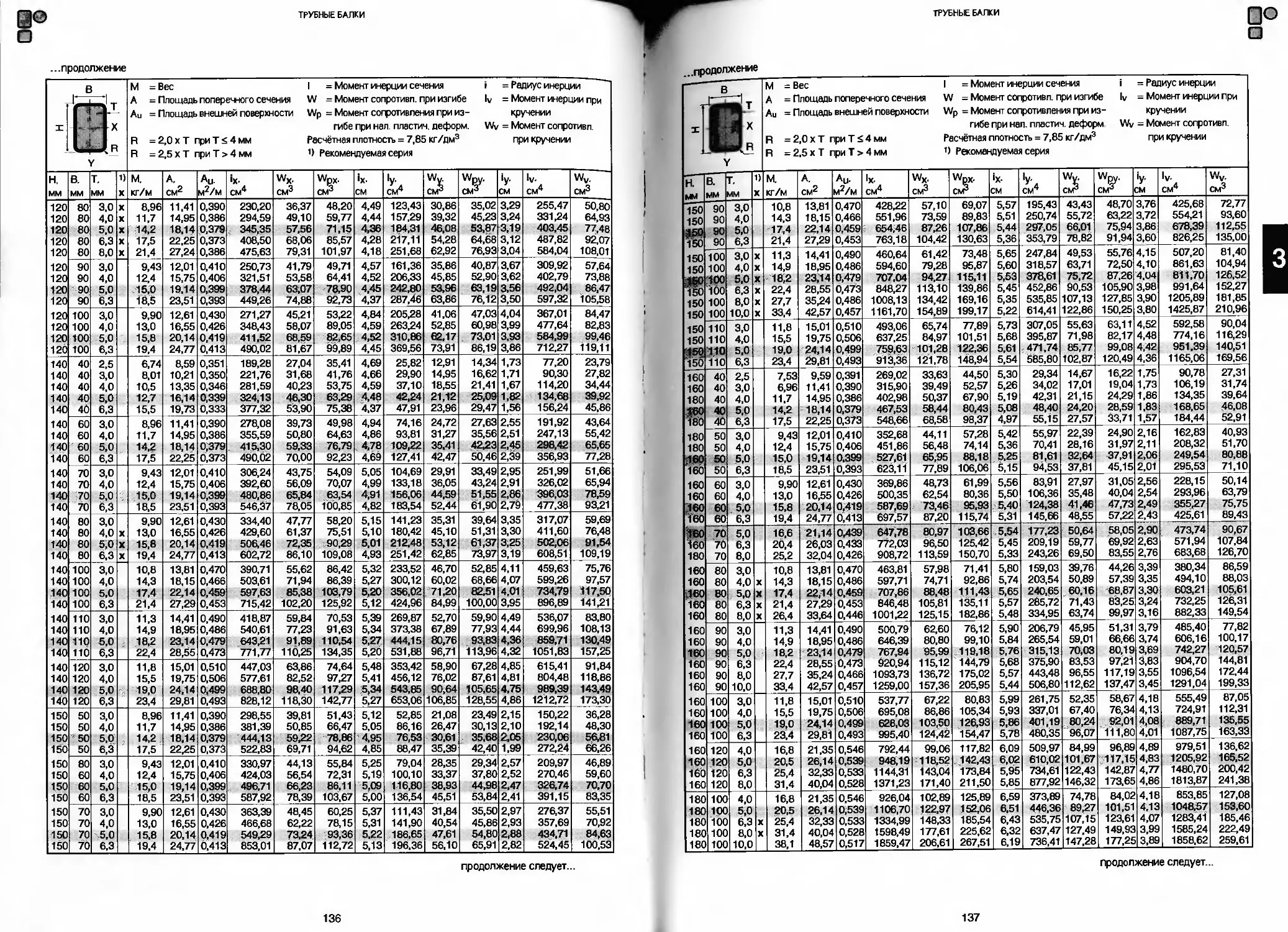
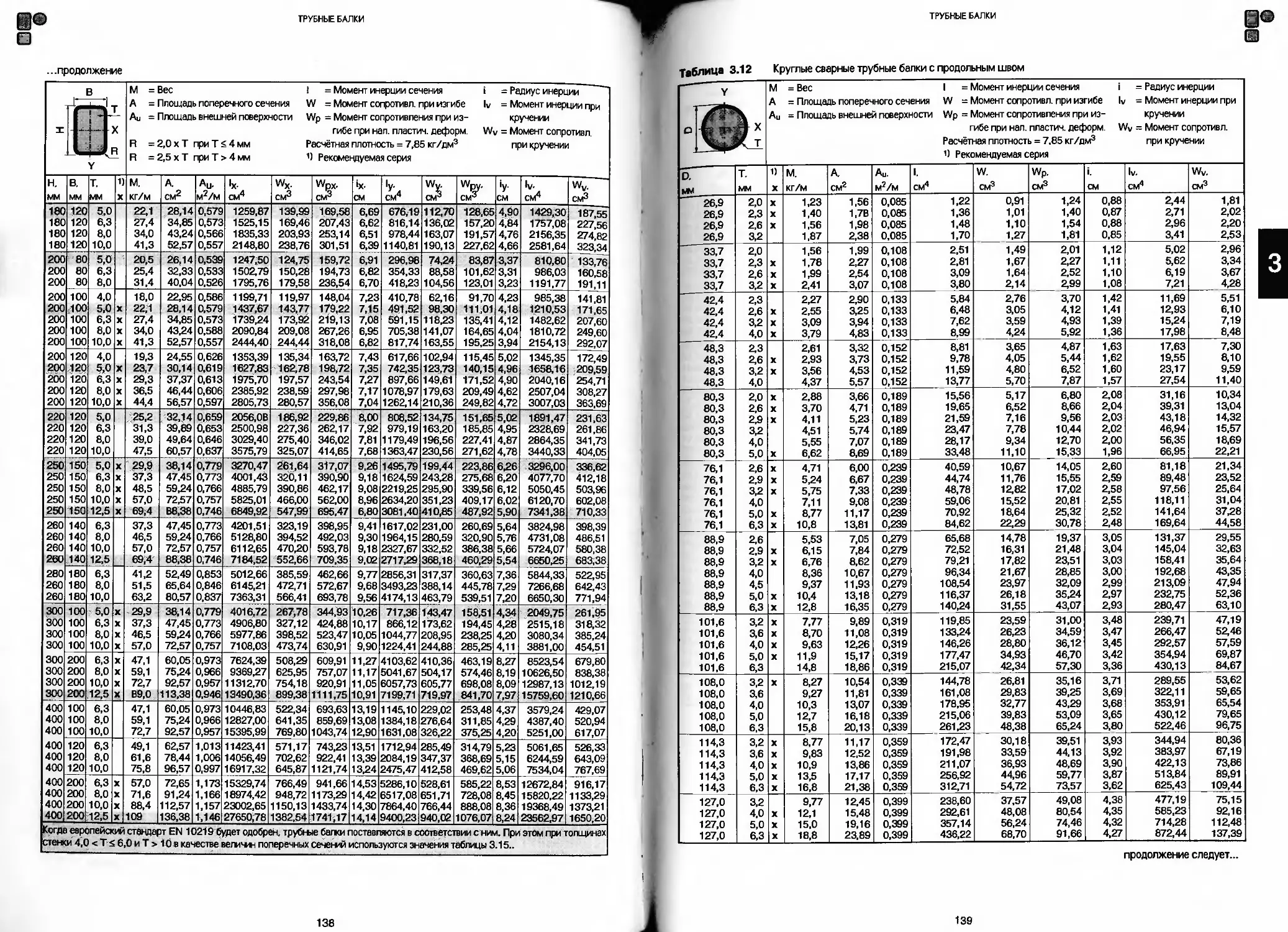
3 ТРУБНЫЕ БАЛКИ.....................................................................................
3.1 Внедрение европейского стандарта ЕН 10219.........................................................
3.2 Номенклатура......................................................................................
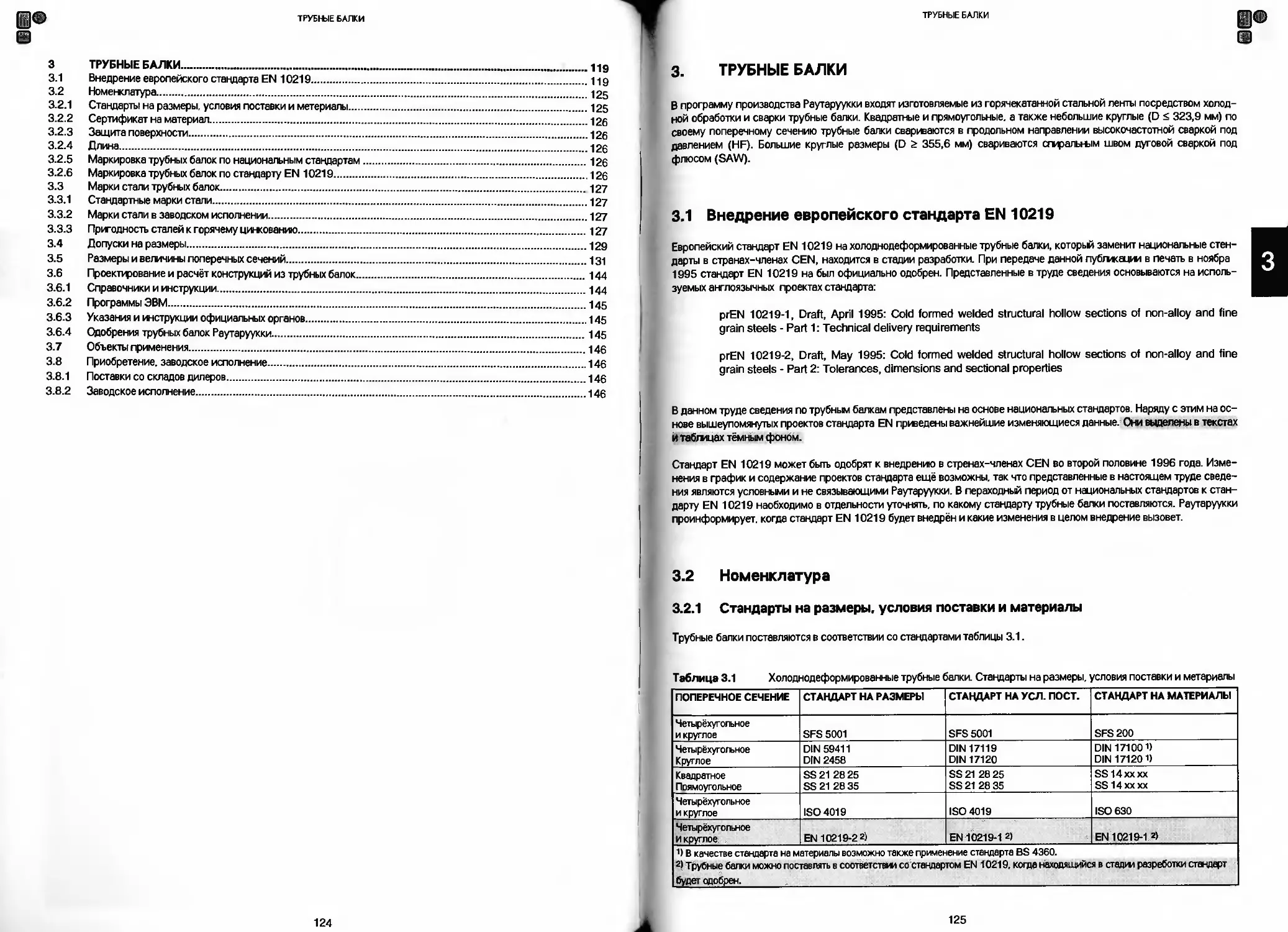
3.2.1 Стандарты на размеры, условия поставки и материалы..................................................
3.2.2 Сертификат на материал.........................................................................
3.2.3 Защита поверхности..................................................................................
3.2.4 Длина..........................................................................................
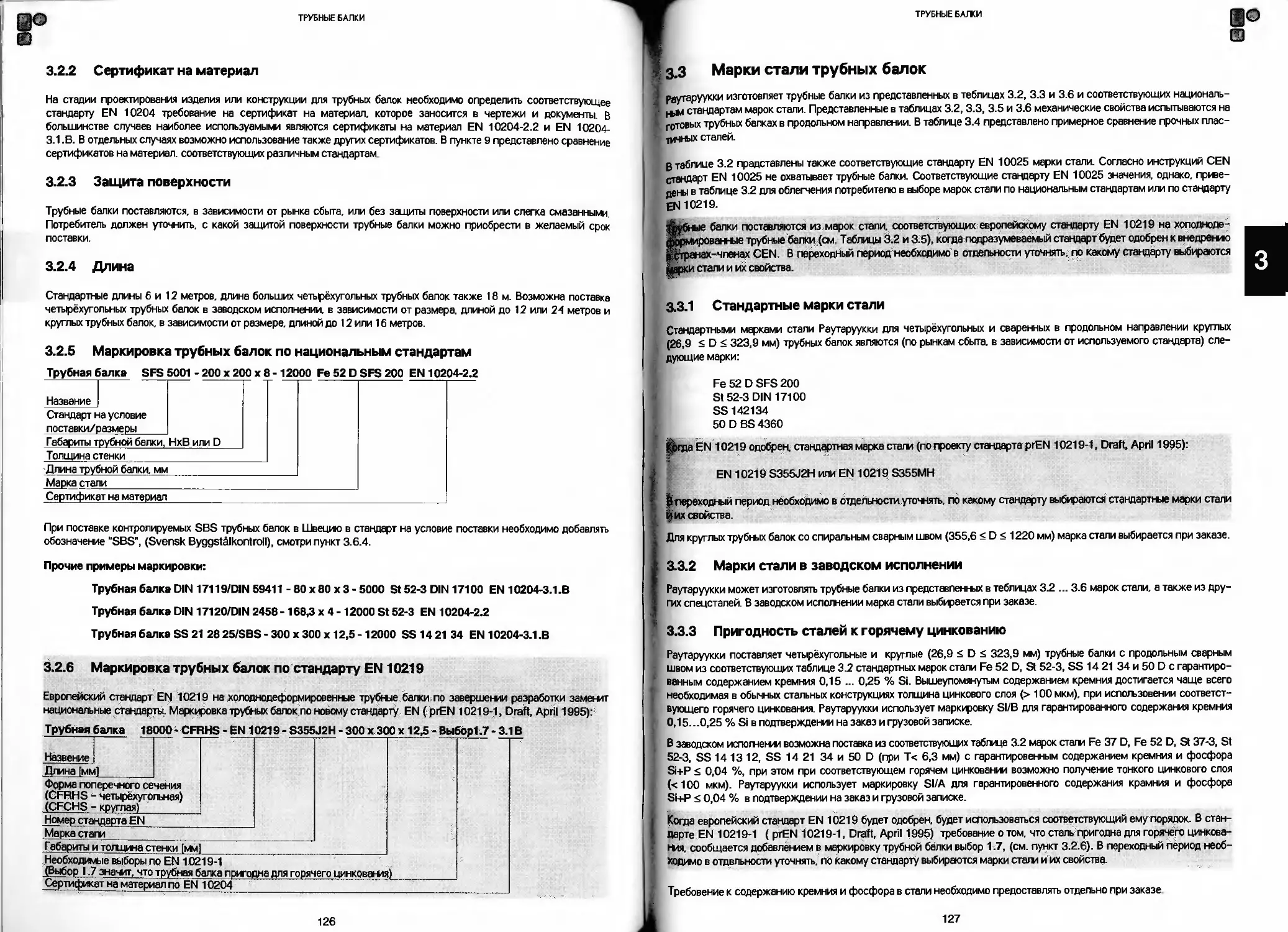
3.2.5 Маркировка трубных балок по национальным стандартам................. ...............................
3.2.6 Маркировка трубных балок по стандарту ЕН 10219......................................................
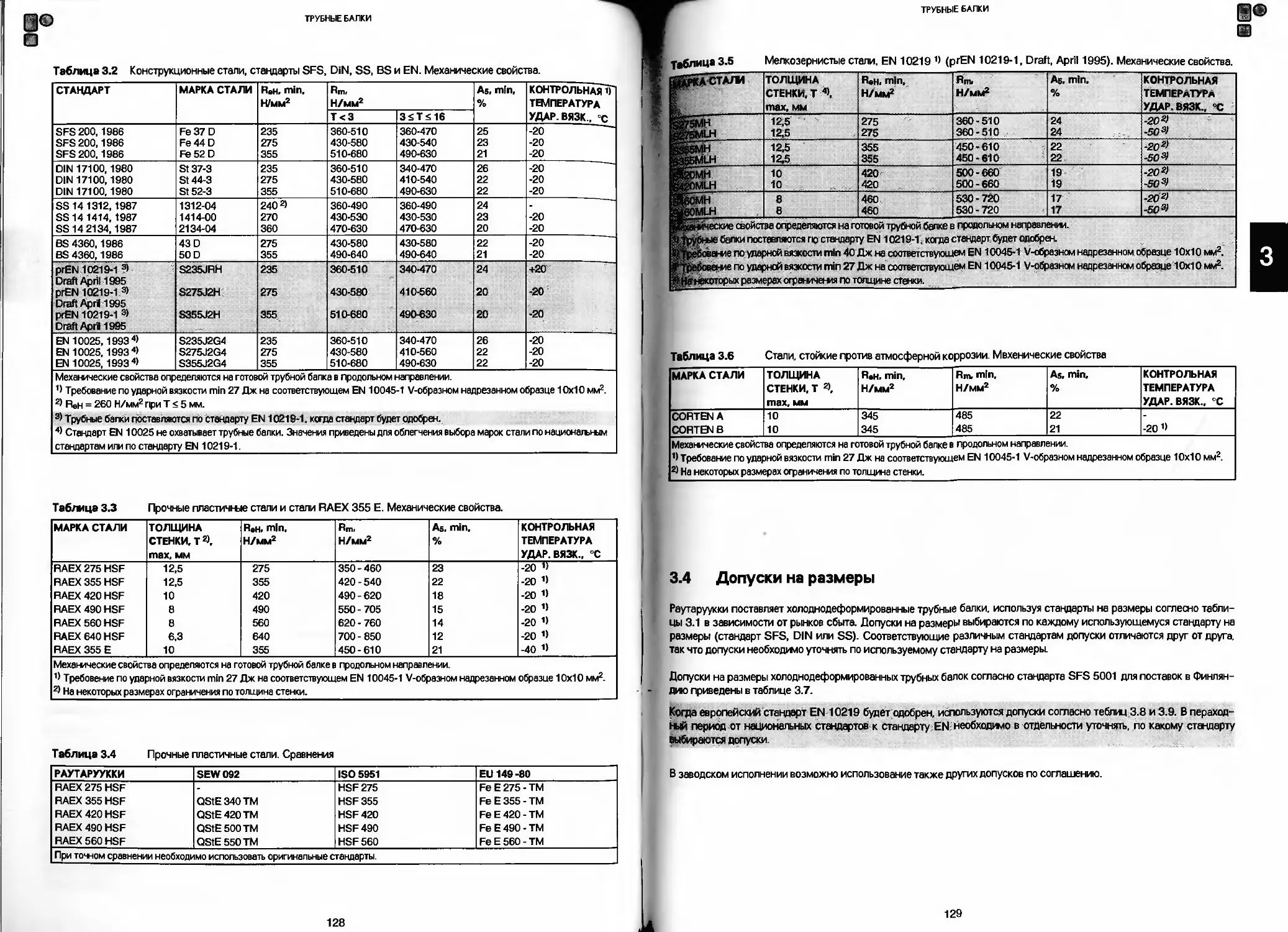
3.3 Марки стали трубных балок.........................................................................
3.3.1 Стандартные марки стали.............................................................................
3.3.2 Марки стали в заводском исполнении..................................................................
3.3.3 Пригодность сталей к горячему цинкованию ...........................................................
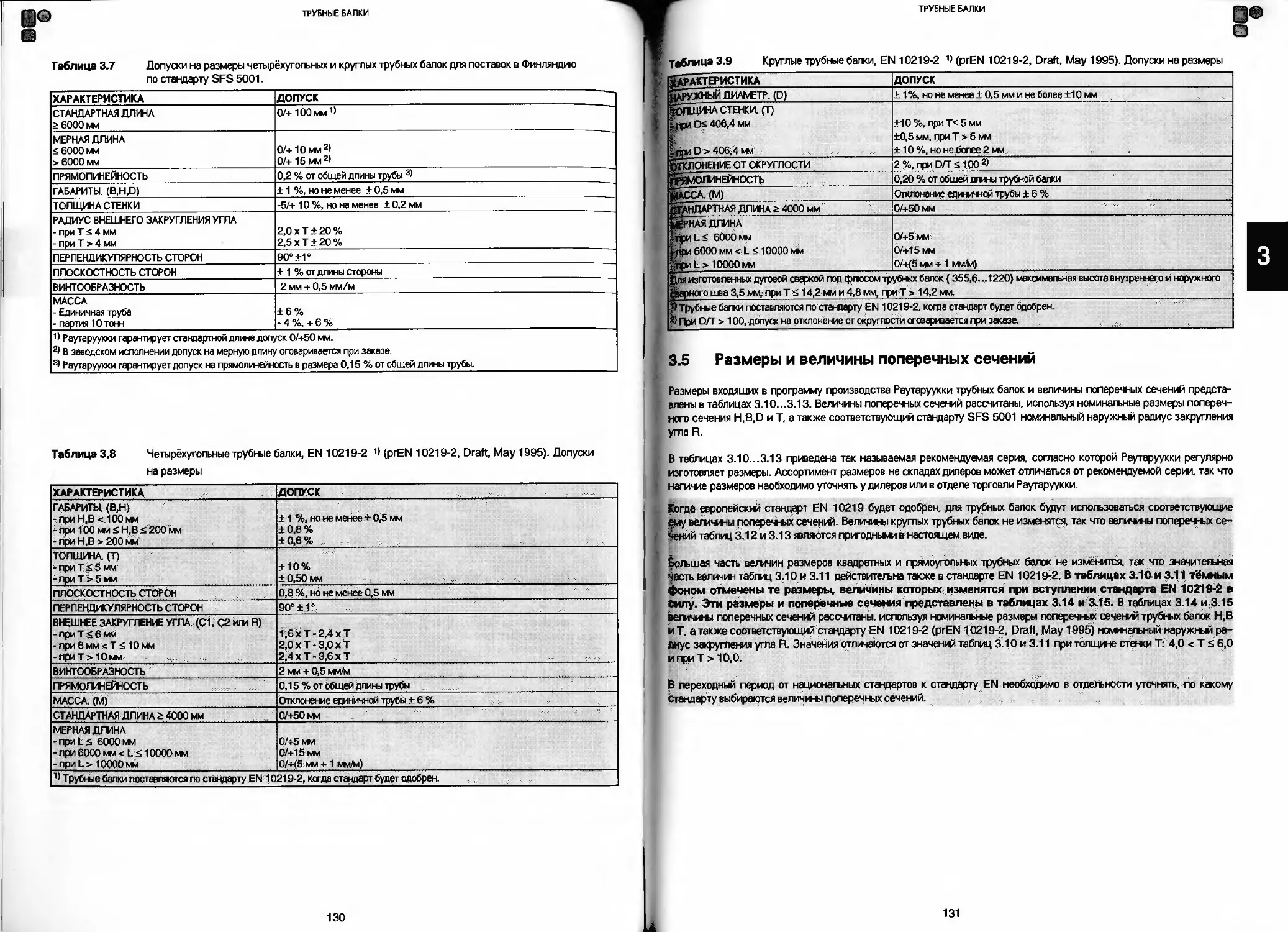
3.4 Допуски на размеры................................................................................
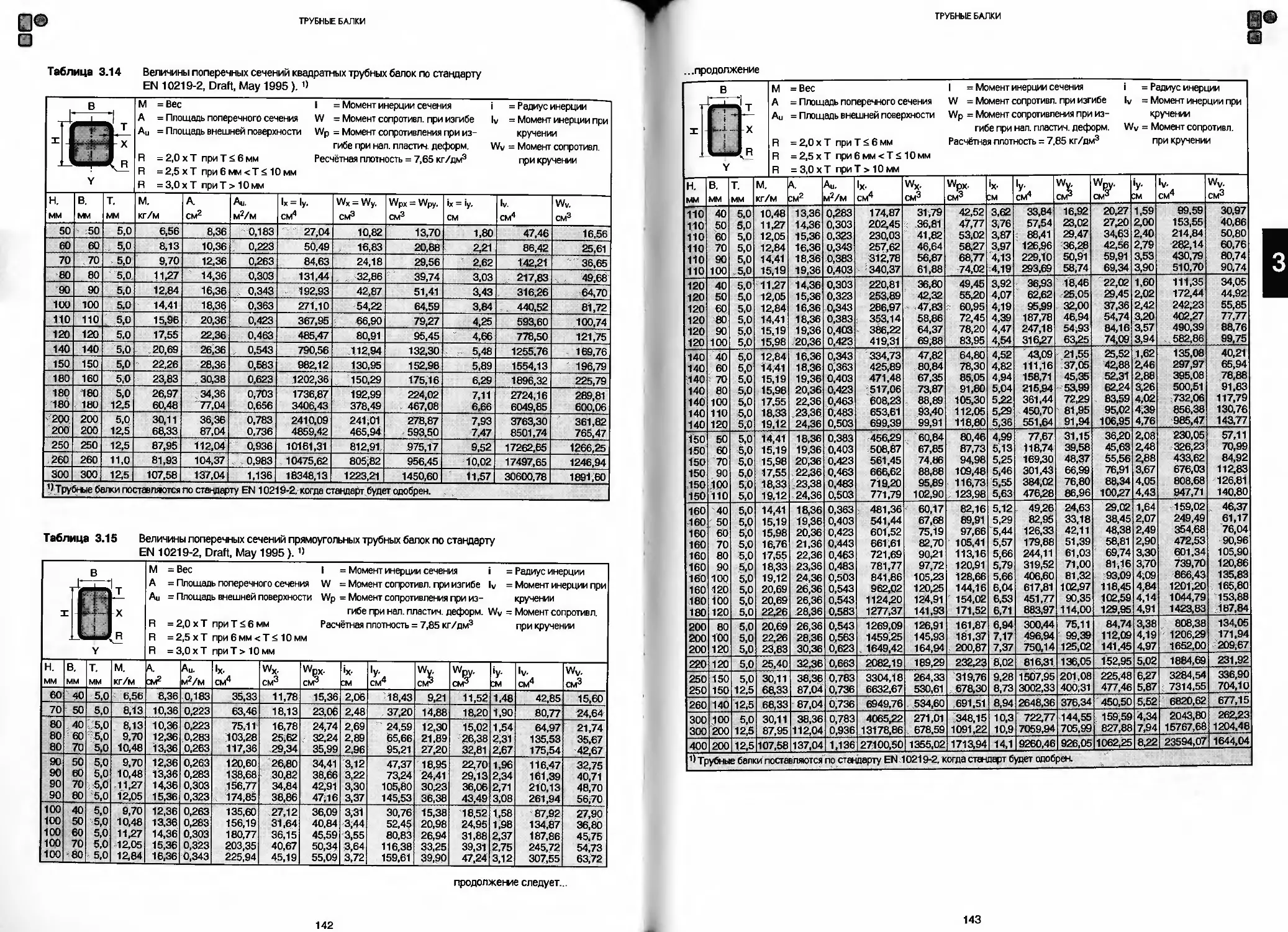
3.5 Размеры и величины поперечных сечений—............................................................
3.6 Проектирование и ресчёт конструкций из трубных балок...............................................
3.6.1 Спревочники и инструкции............................................ ................................
3-6.2 Программы ЭВМ.......................................................................................
3.6.3 Указания и инструкции официальных органов...........................................................
3.6.4 Одобрения трубных балок Раутаруукки...............................................................
3.7 Объекты применения................................................................................
3.8 Приобретение, заводское исполнение................................................................
3.8.1 Поставки со складов дилеров.........................................................................
3.8.2 Заводское исполнение................................................................................
149
149
149
149
149
149
149
149
149
150
151
152
152
152
152
4 ТОНКОСТЕННЫЕ ТРУБЫ............................................................................
4.1 ФОРМ-Тубес....................................................................................
4.2 Объекты применения...................—........................................................
4.3 Ассортимент продукции.........................................................................
4.4 Длина.........................................................................................
4.5 Защита поверхности.......................................................-....................
4.6 Сертификаты на материал.......................................................................
4.7 Приобретение.......................... .......................................................
4.8 Поставки .....................................................................................
4.9 Допуски на размеры............................................................................
4.10 Марки стали...................................................................................
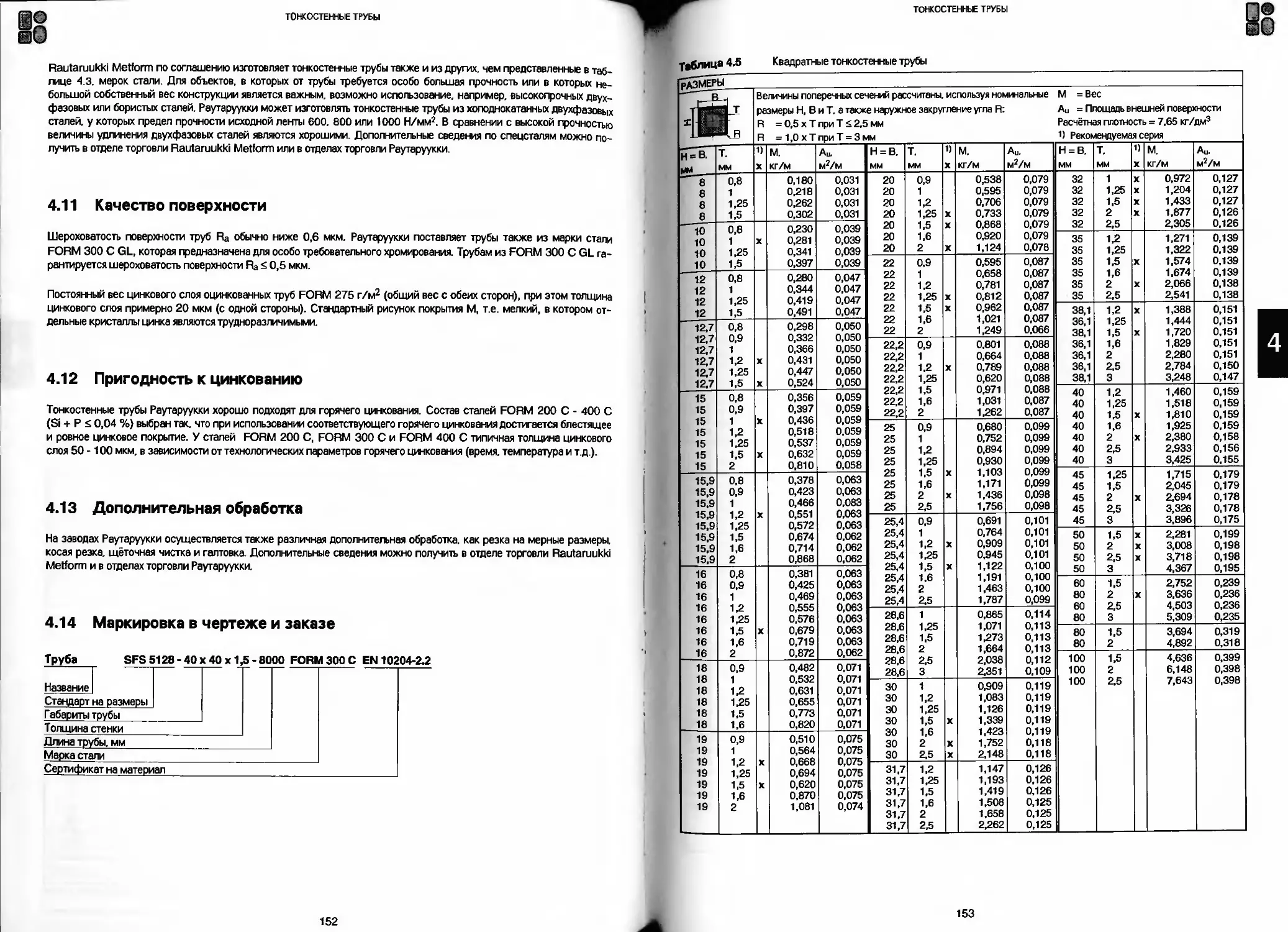
4.11 Качество поверхности..........................................................................
4.12 Пригодность к цинкованию......................................................................
4.13 Дополнительная обработка......................................................................
4.14 Маркировка в чертеже и заказе.................................................................
5 НЕСУЩИЕ ТРУБЫ.................................................................................163
5.1 Введение......................................................................................163
5.2 Инструкции по выбору......................................................................... 163
5.3 Программа производства несущих труб.......................................................... 165
5.3.1 Трубы, пригодные для нарезания резьбы......................................................... 165
10
11
СПРАВОЧНИК ПРОЕКТИРОВЩИКА
5.3.2 Напорные трубы.....................................................................................167
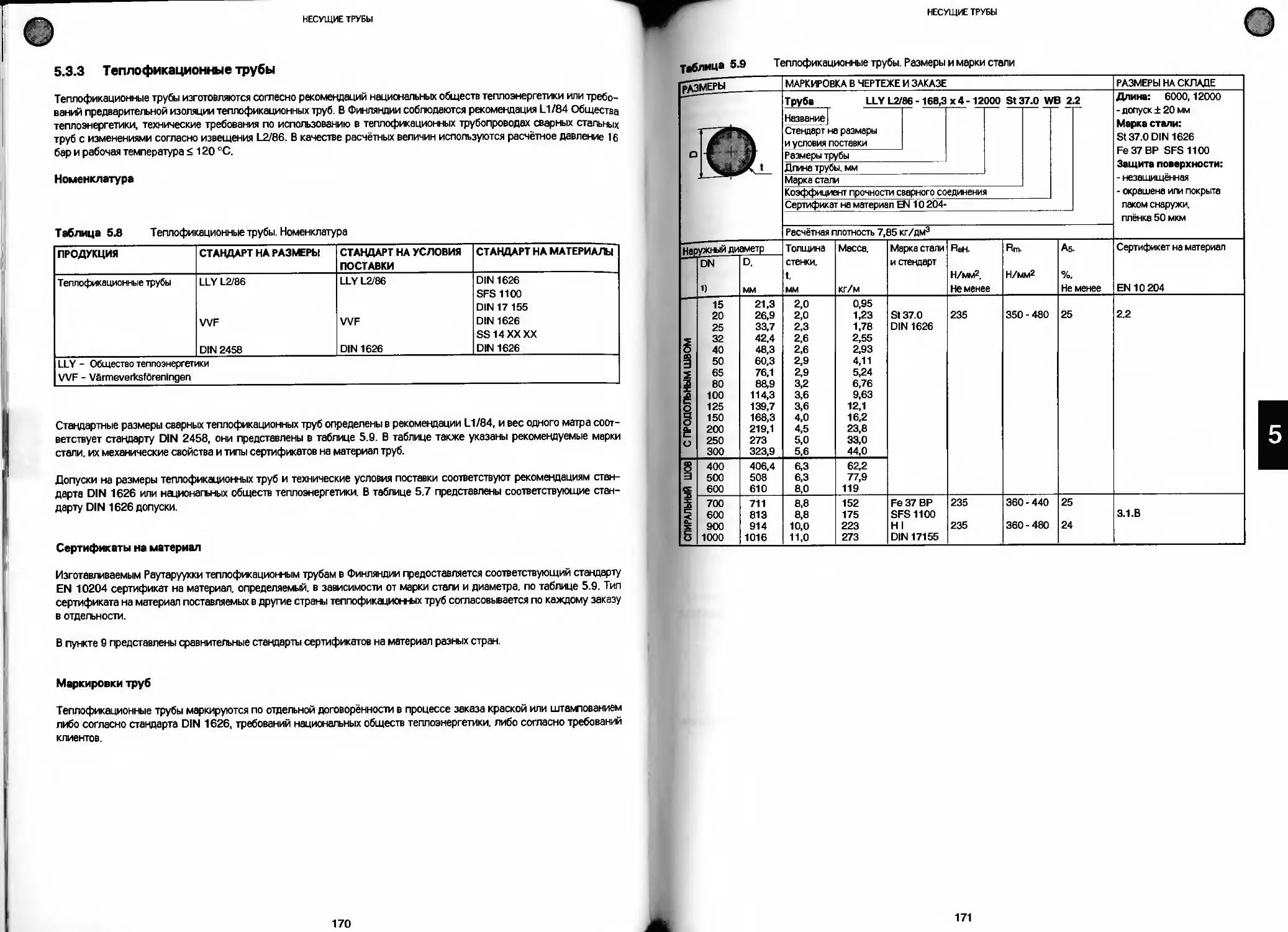
5.3.3 Теплофикационные трубы............................................................................ 170
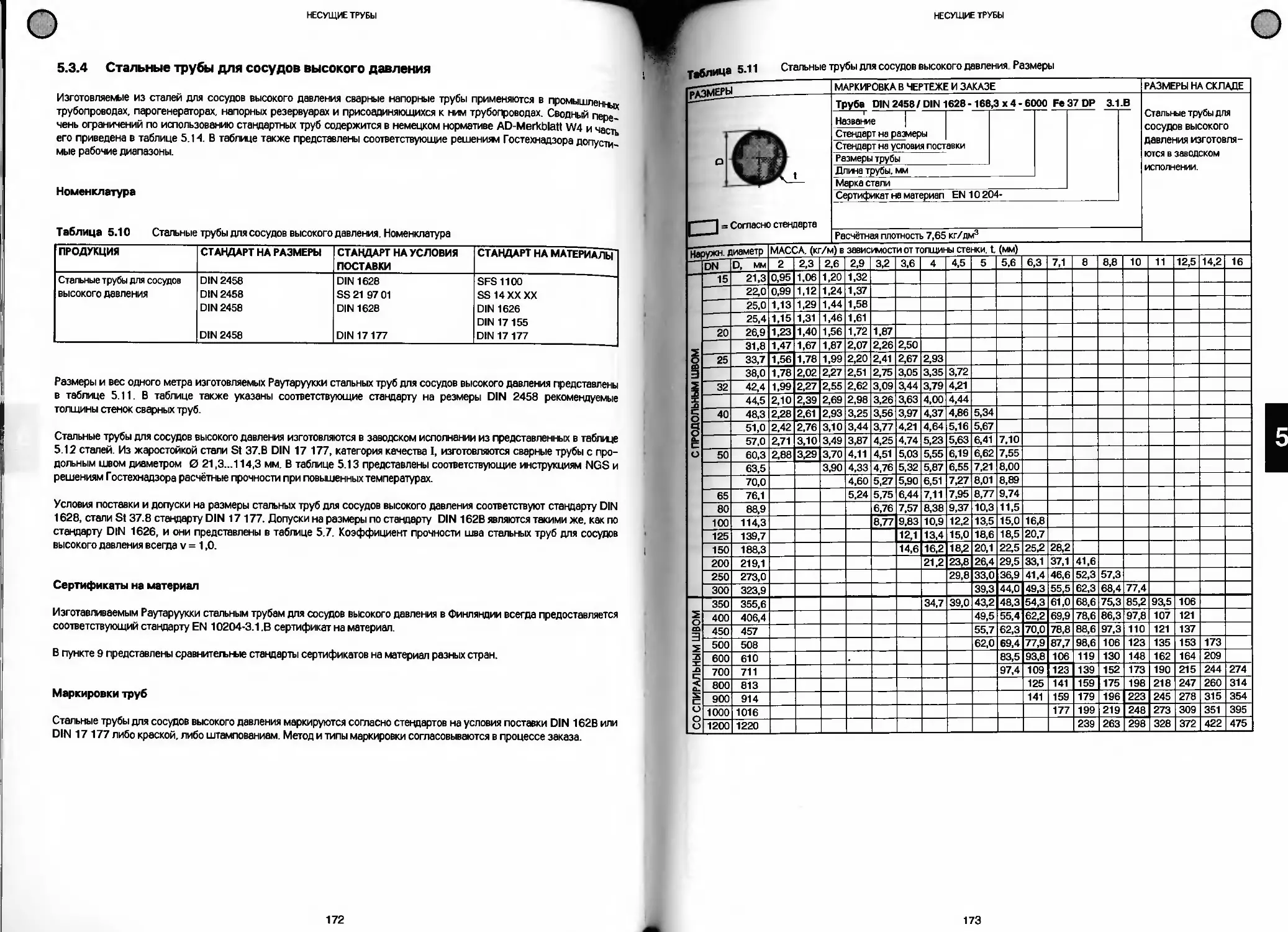
5.3.4 Стальные трубы для сосудов высокого давления......................................................172
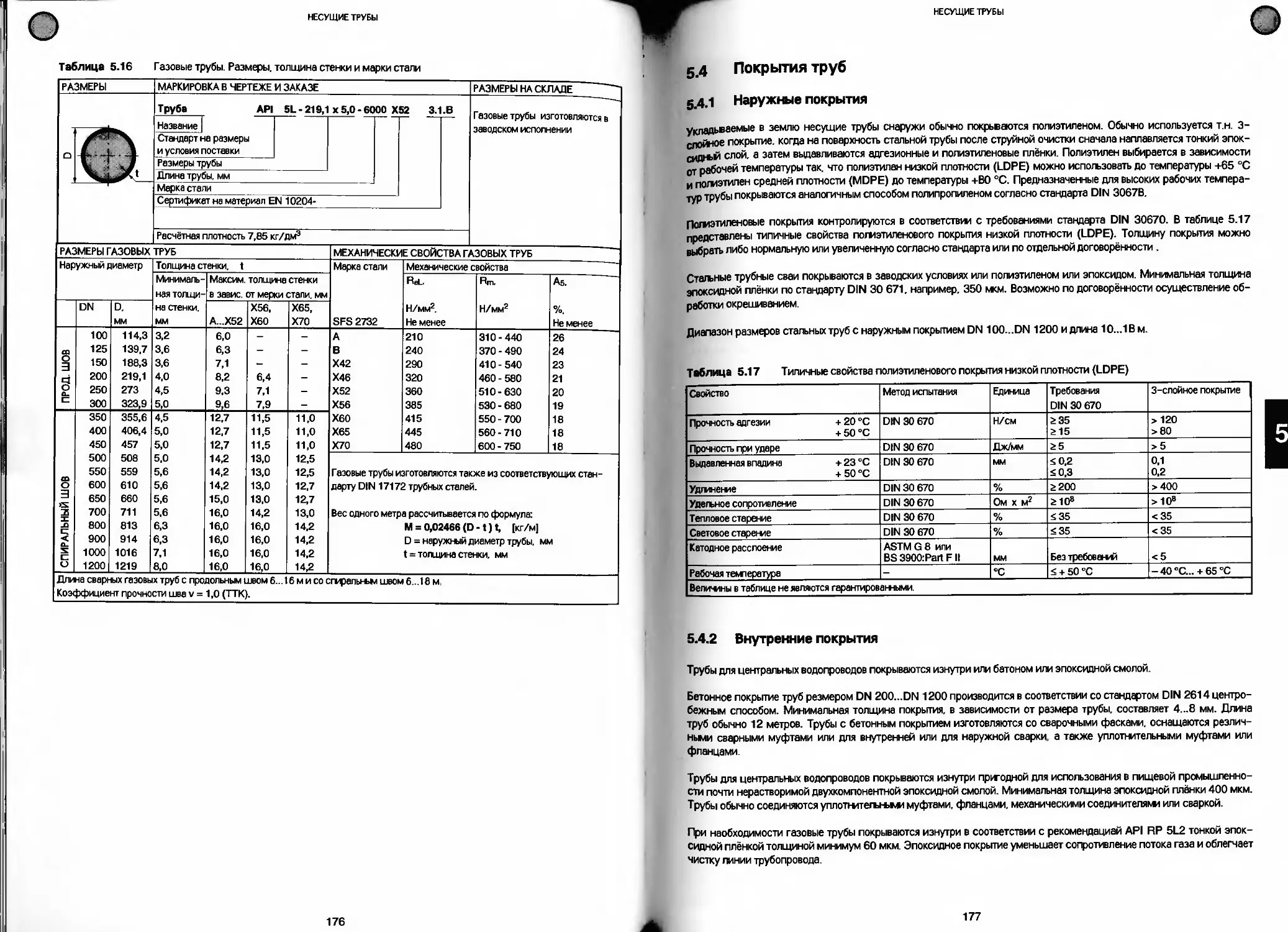
5.3.5 Газовые трубы.....................................................................................175
5.4 Покрытия труб................................................................................ 177
5.4.1 Наружные покрытия............................................................................... 177
5.4.2 Внутренние покрытия................................................................................177
5.5 Приобретение.......................................................................................178
5.6 Формировение цены............................................................................... 178
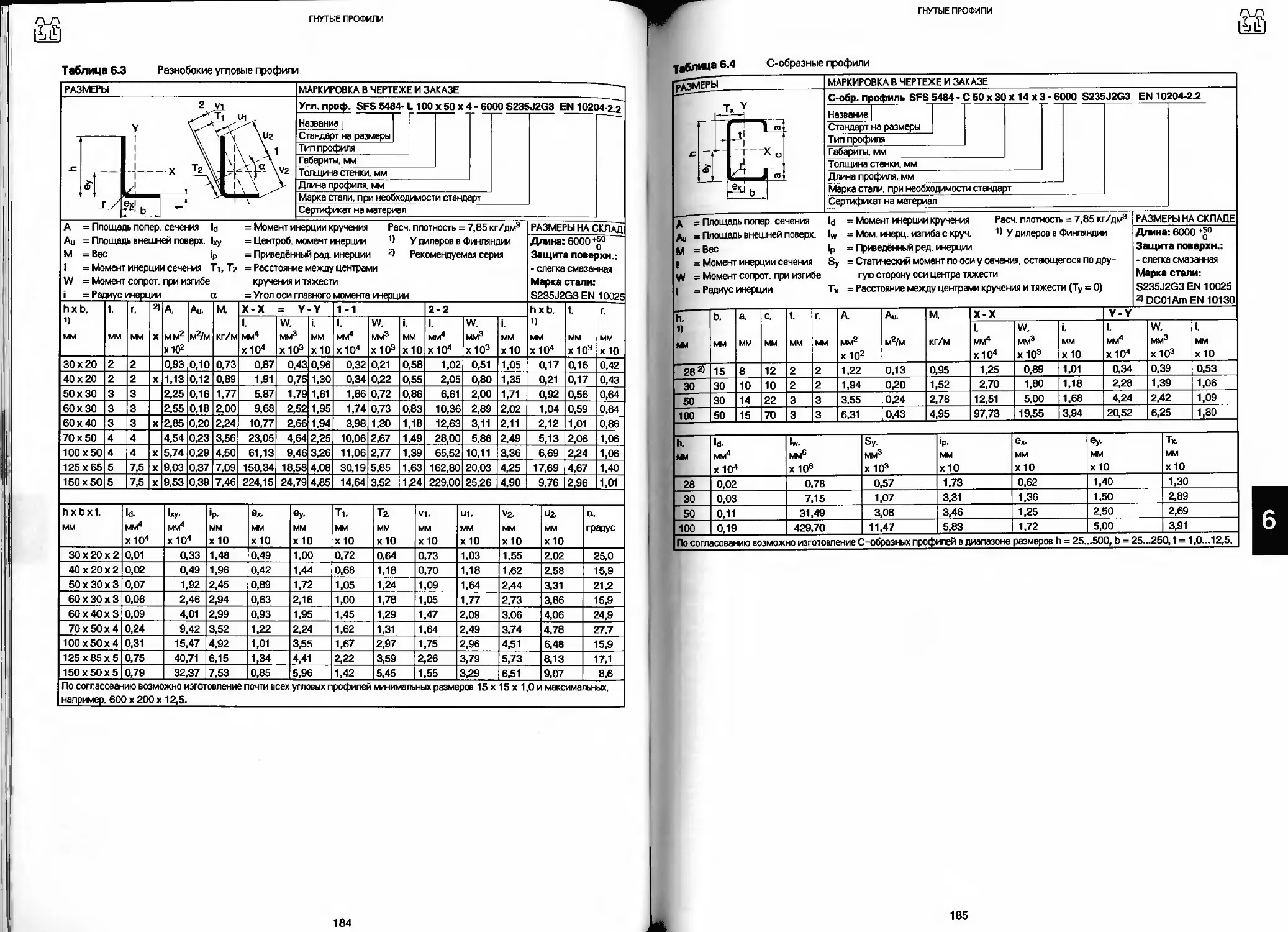
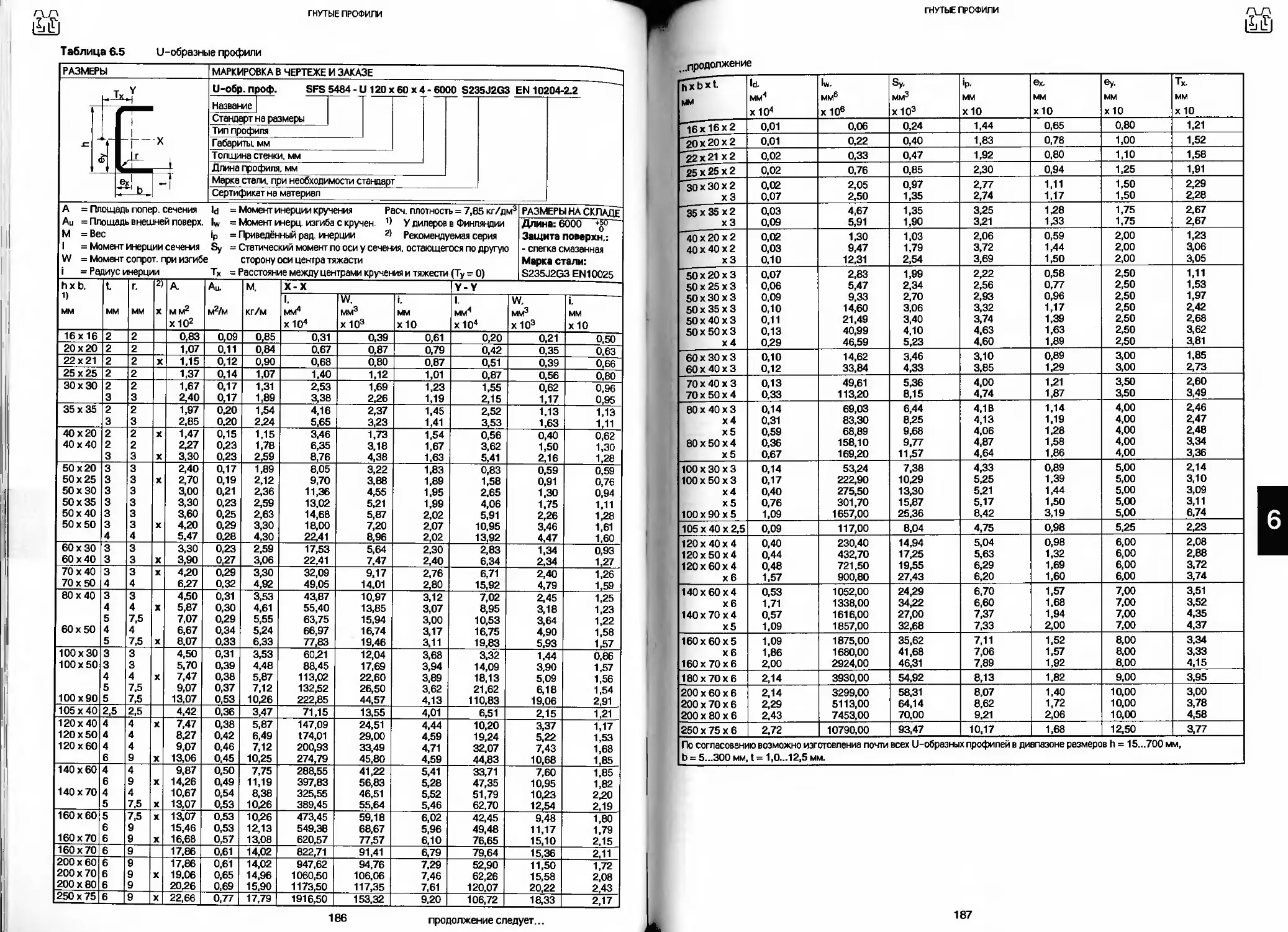
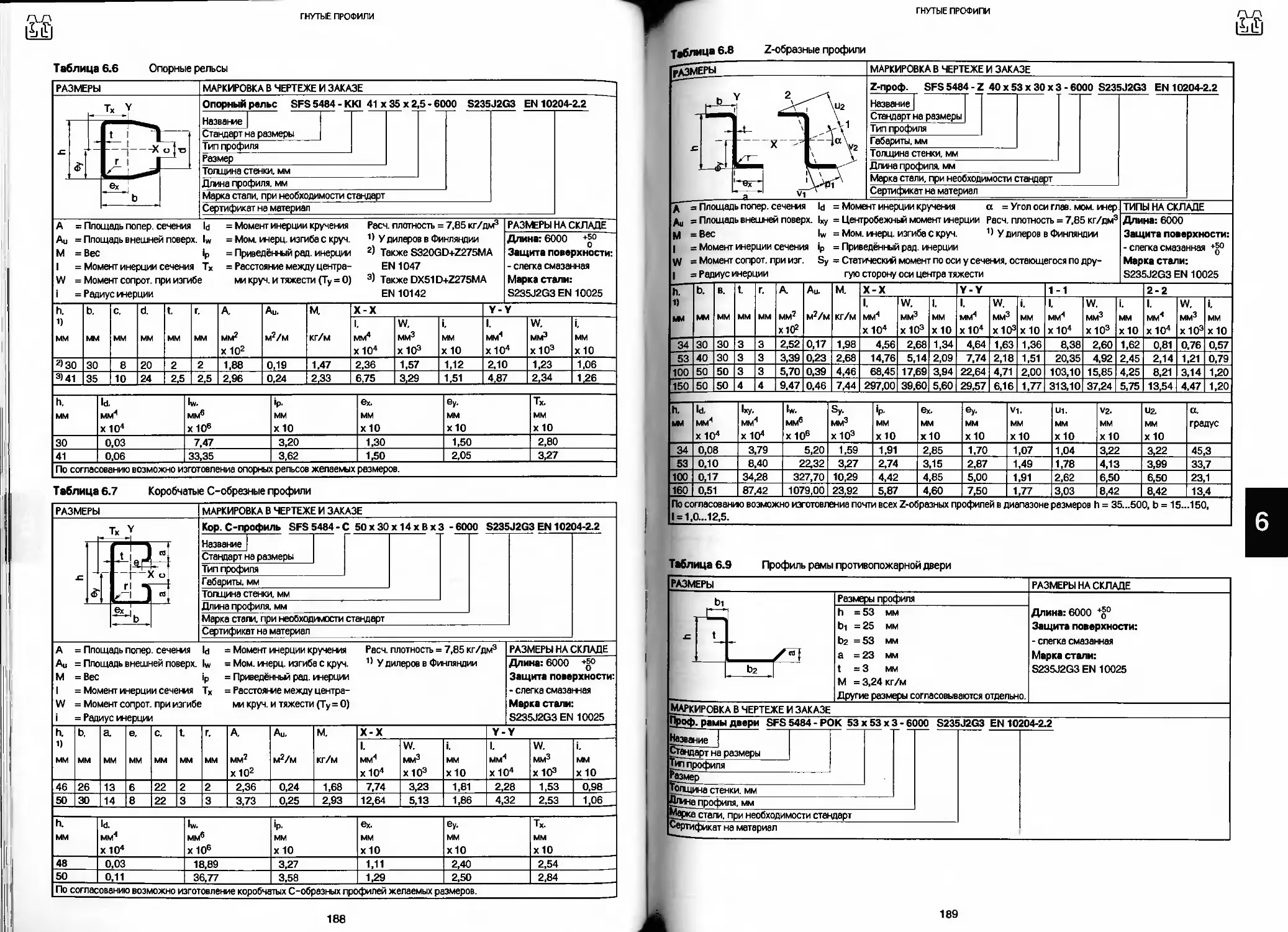
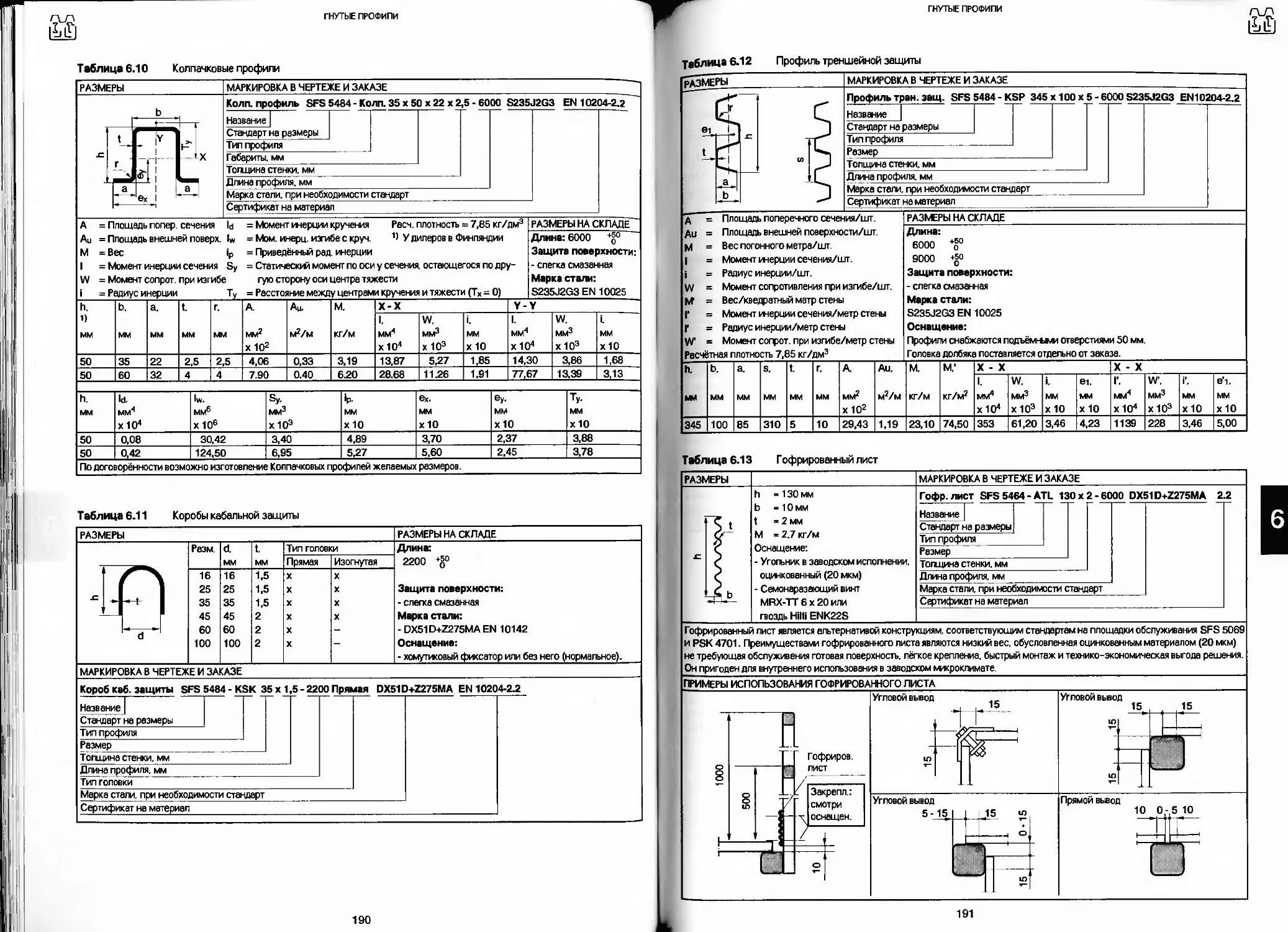
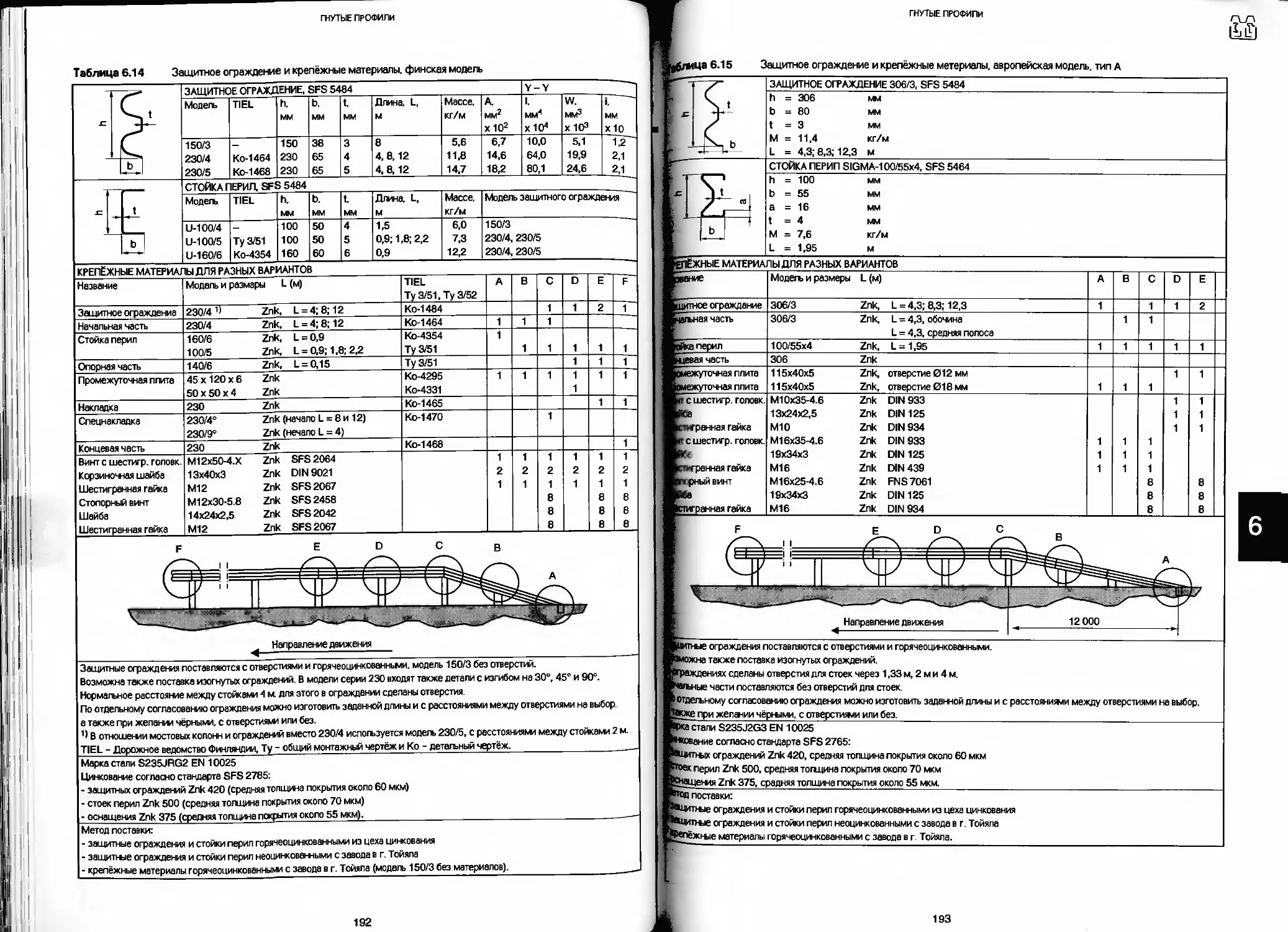
6 ГНУТЫЕ СТАЛЬНЫЕ ПРОФИЛИ............................................................................161
6.1 Введение...........................................................................................181
6.2 Номенклатура.................................................................................... 181
6.3 Программа производства и производственные предприятия. .......................................... 182
6.3.1 Стандартные профили Типы профилей, резмеры. марки стали, допуски на резмеры........................182
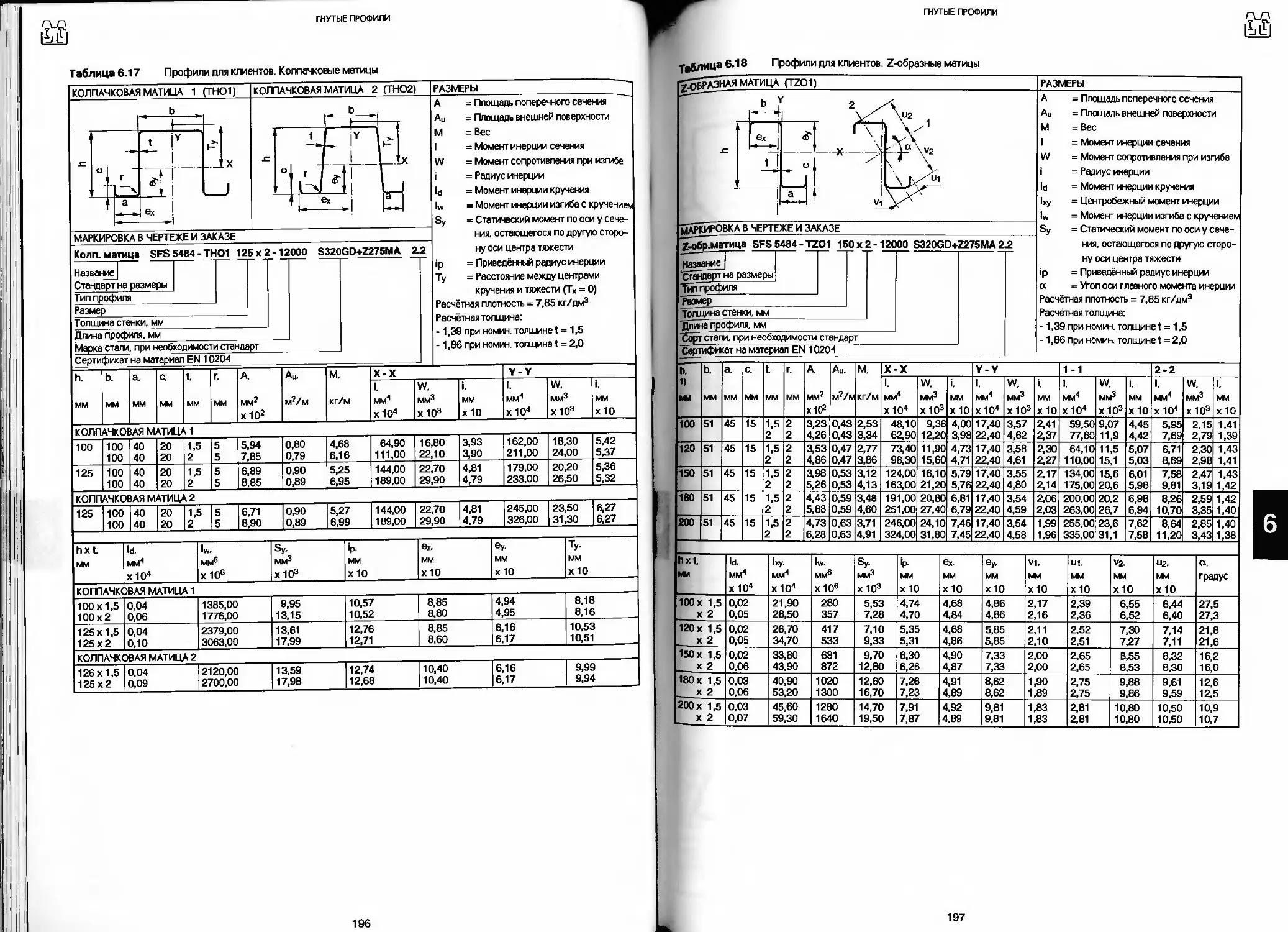
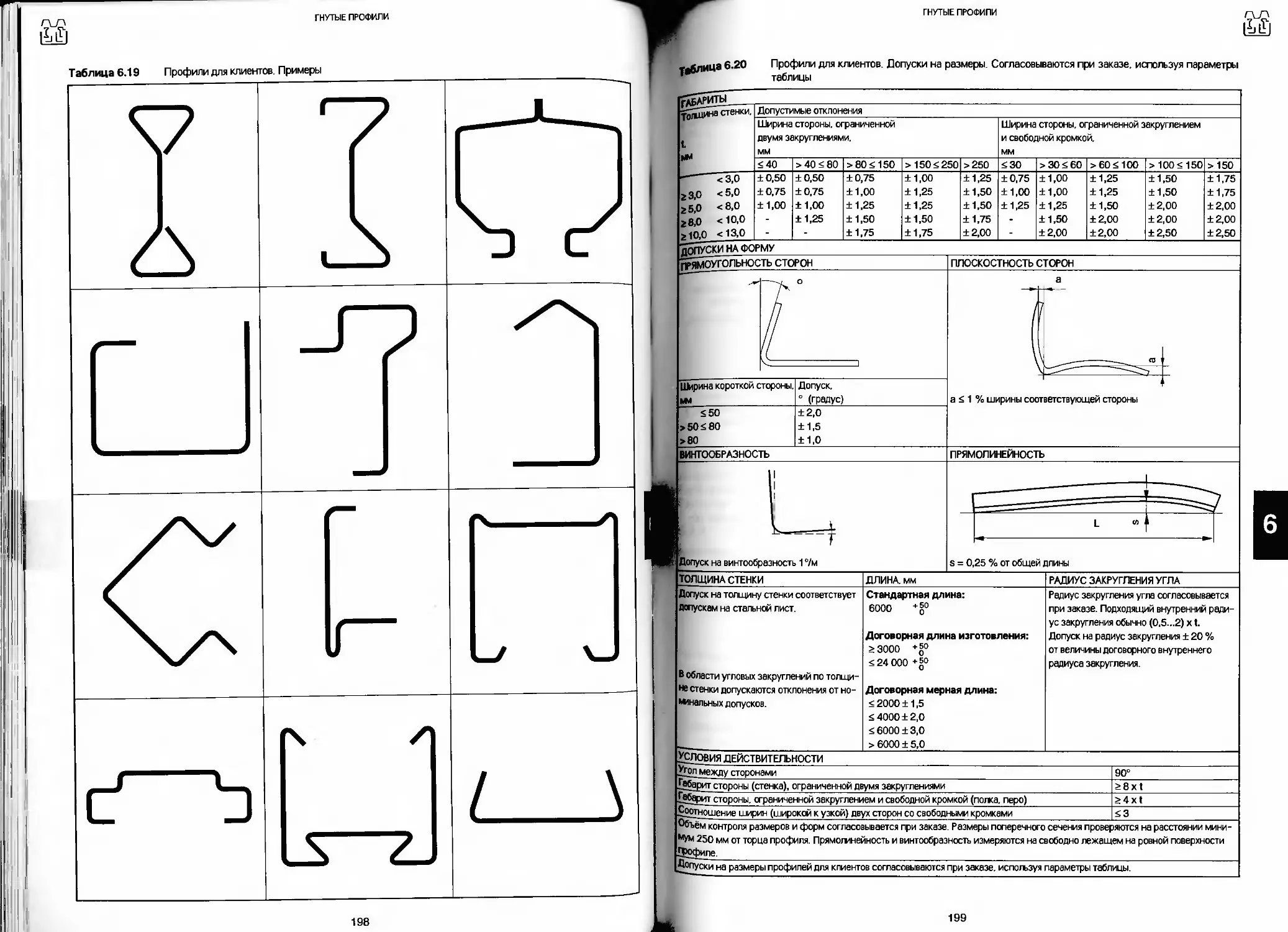
6.3.2 Профили для клиентов Типы профилей, резмеры. марки стали, допуски на резмеры.......................195
6.4 Проектирование и расчёт конструкций . .............................................................200
6.4.1 Справочники и инструкции...........................................................................200
6.4.2 Программы ЭВМ.................................................................................... 201
6.4.3 Постановления и инструкции официальных органов.....................................................201
6.5 Объекты применения............................................................................... 202
6.6 Приобретение, дилеры, заводское исполнение и срок поставки.........................................202
6.7 Формирование цены..................................................................................202
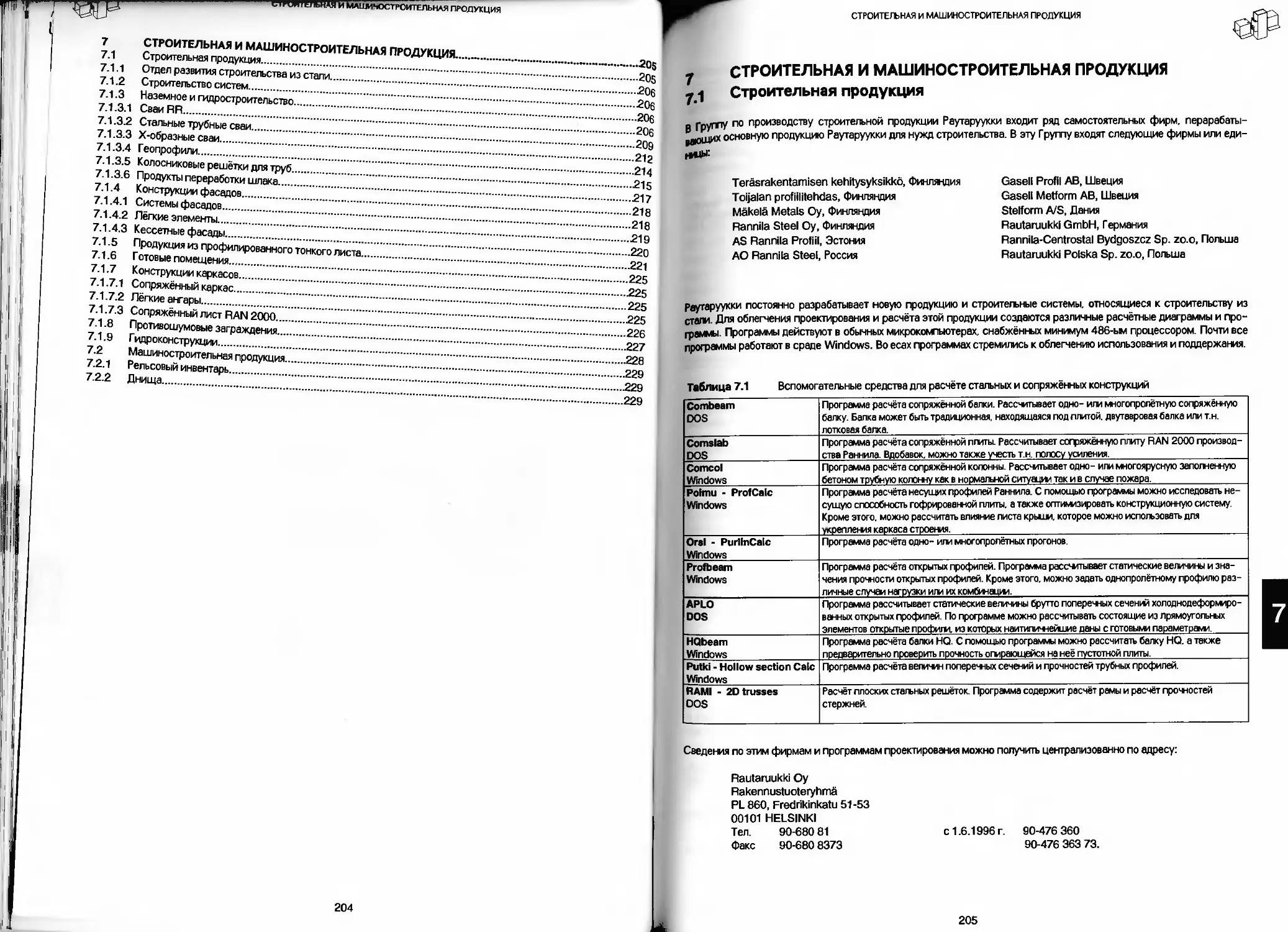
7 СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ........................................................205
7.1 Строительная продукция.............................................................................205
7.1.1 Отдал резвития строительства из стали............................................................ 206
7.1.2 Строительство систем...............................................................................206
7.1.3 Наземное и гидростроительство......................................................................206
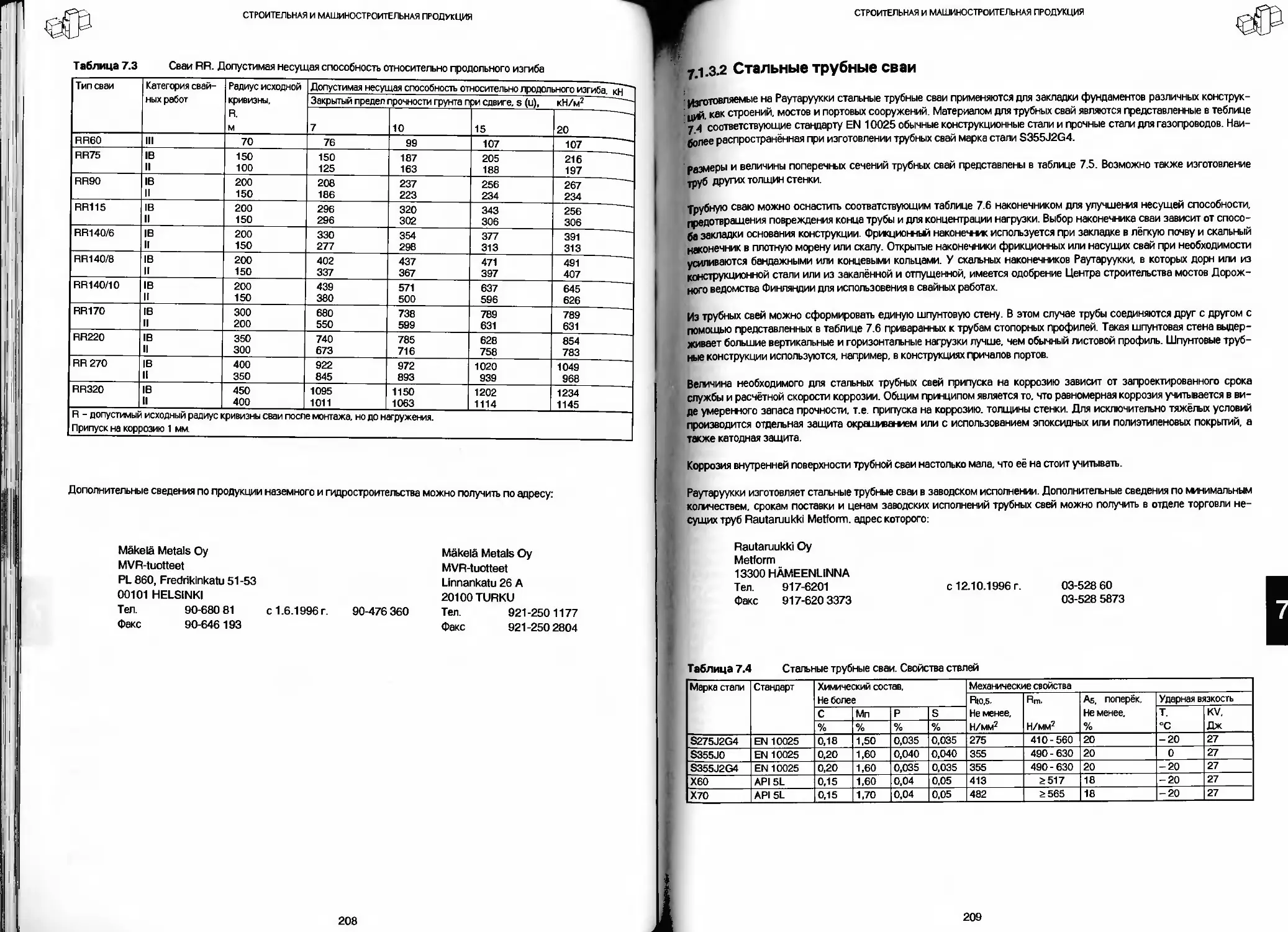
7.1.3.1 СваиРР...........................................................................................206
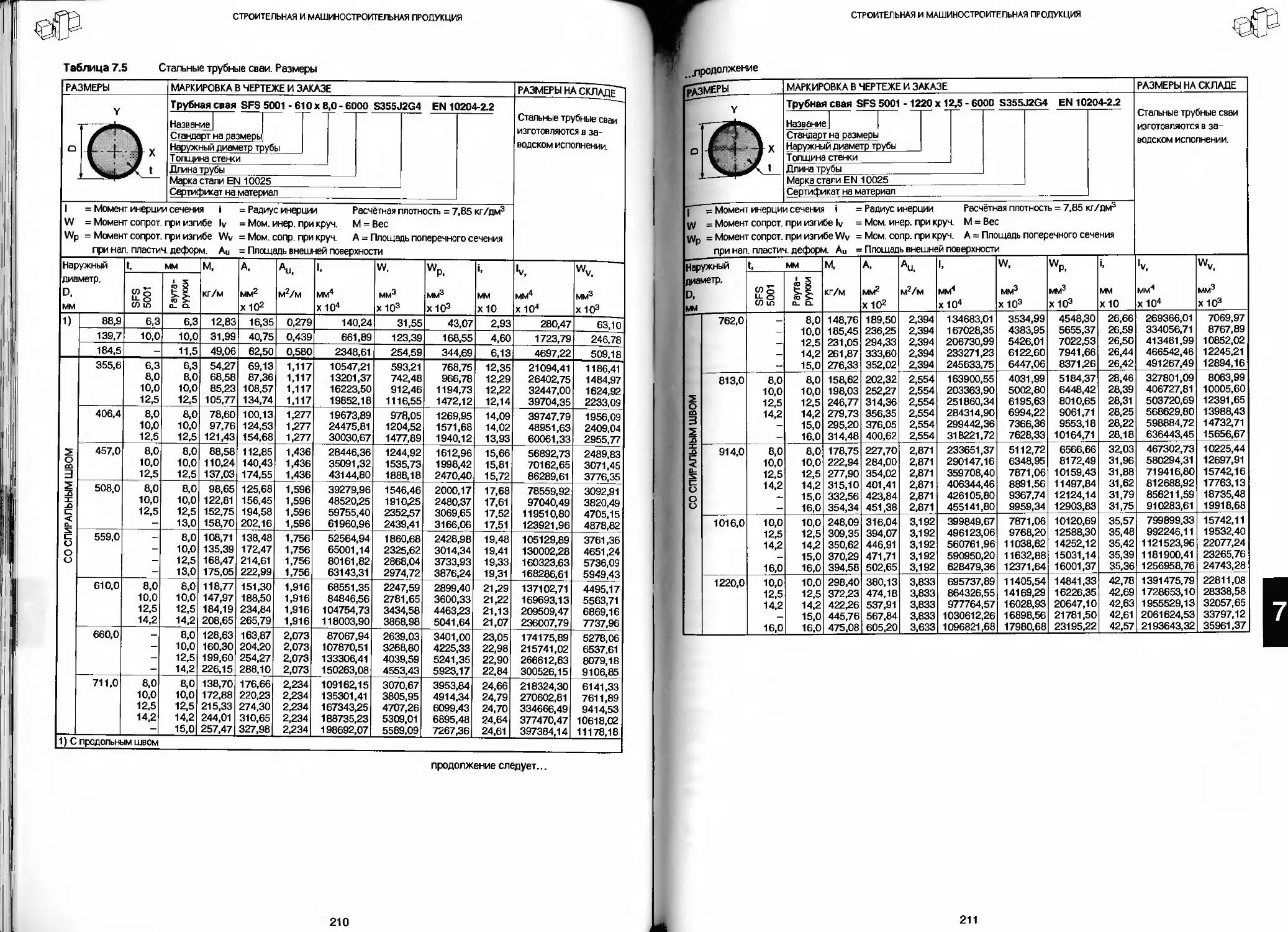
7.1.3.2 Стальные трубные сваи.......................................................................... 209
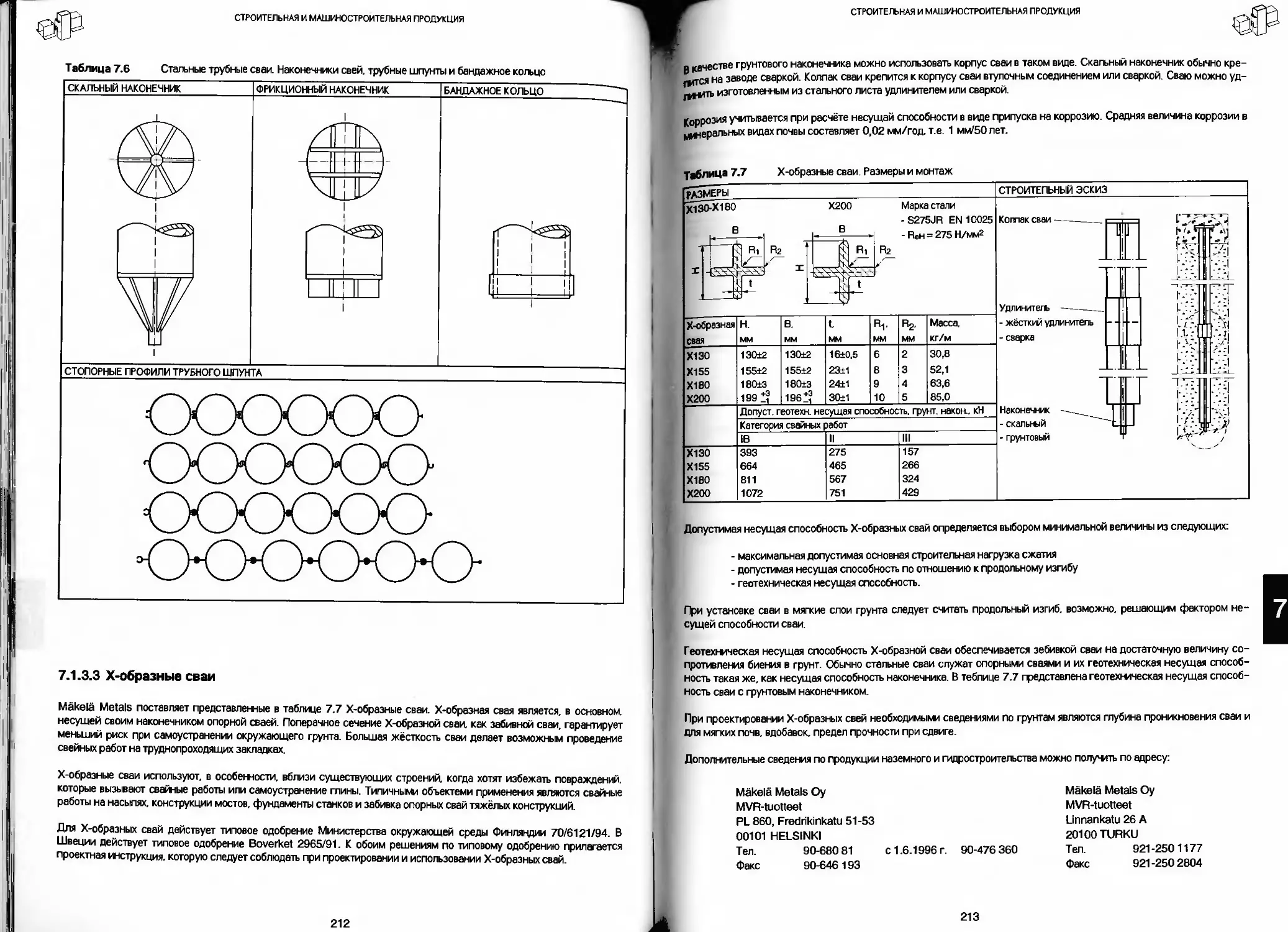
7.1.3.3 Ь-образные сваи..................................................................................212
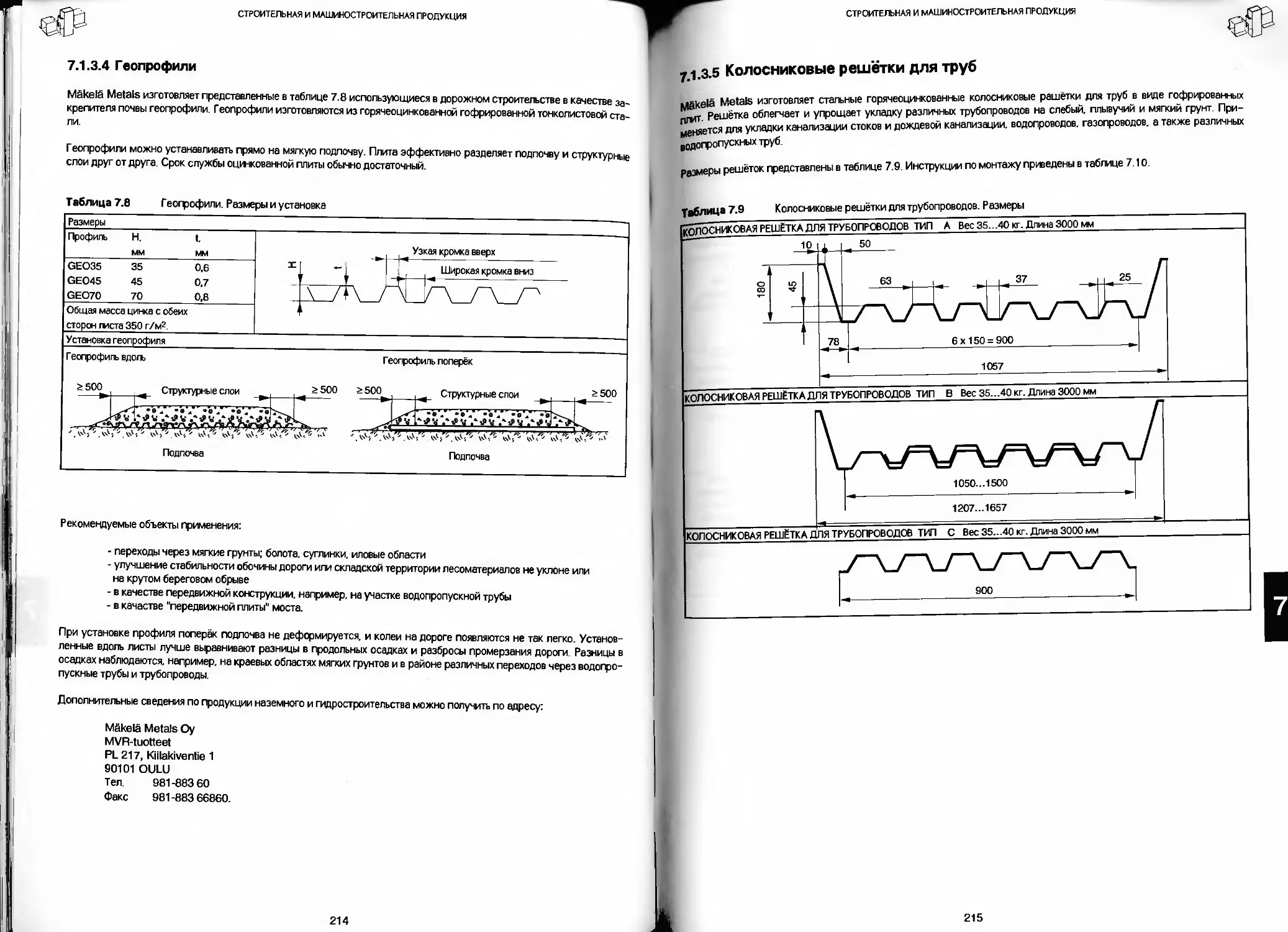
7.1.3.4 Геопрофили.......................................................................................214
7.1.3.5 Колосниковые решётки для труб....................................................................215
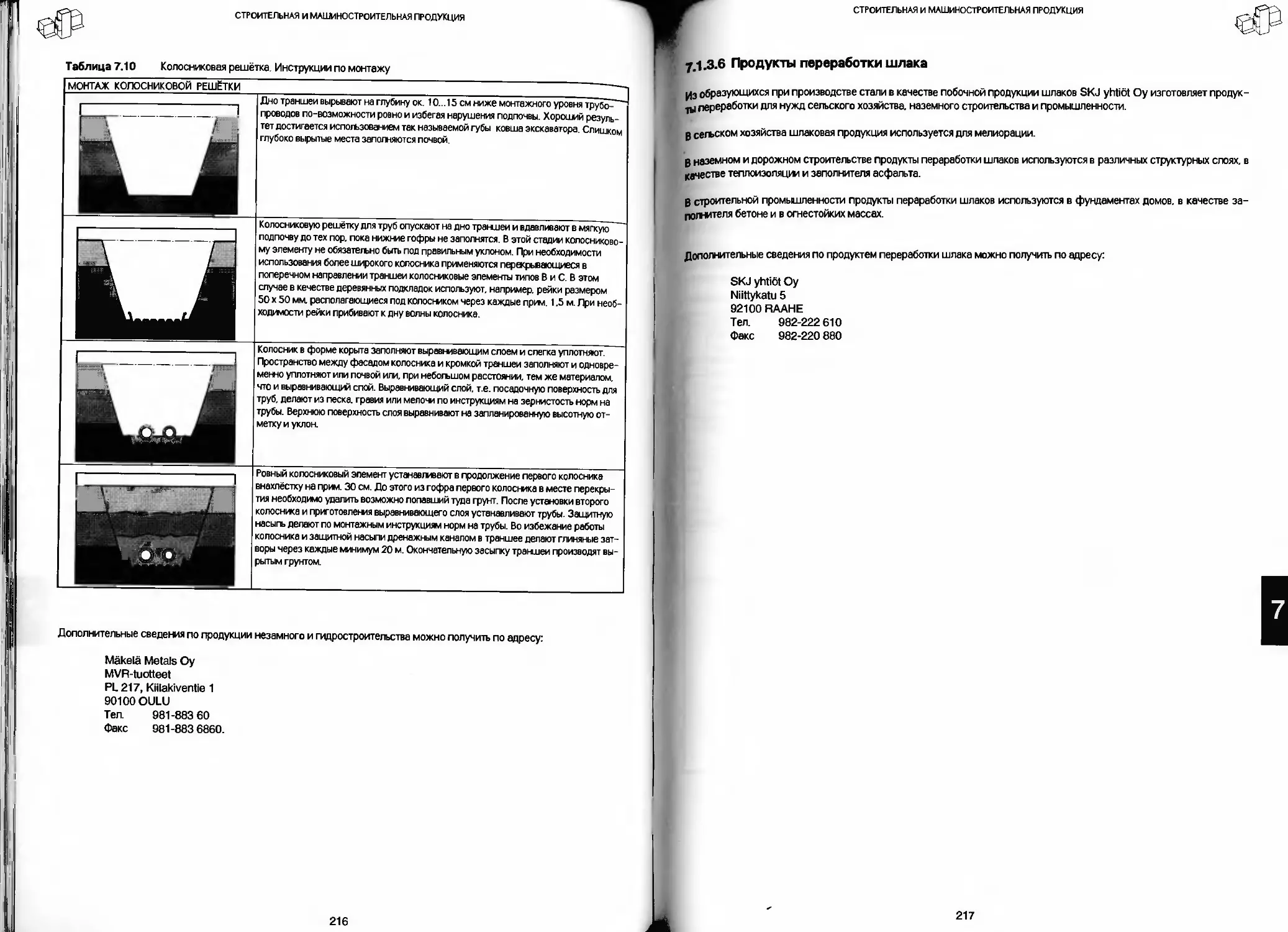
7.1.3.6 Продукты переработки шлака...................................................................... 217
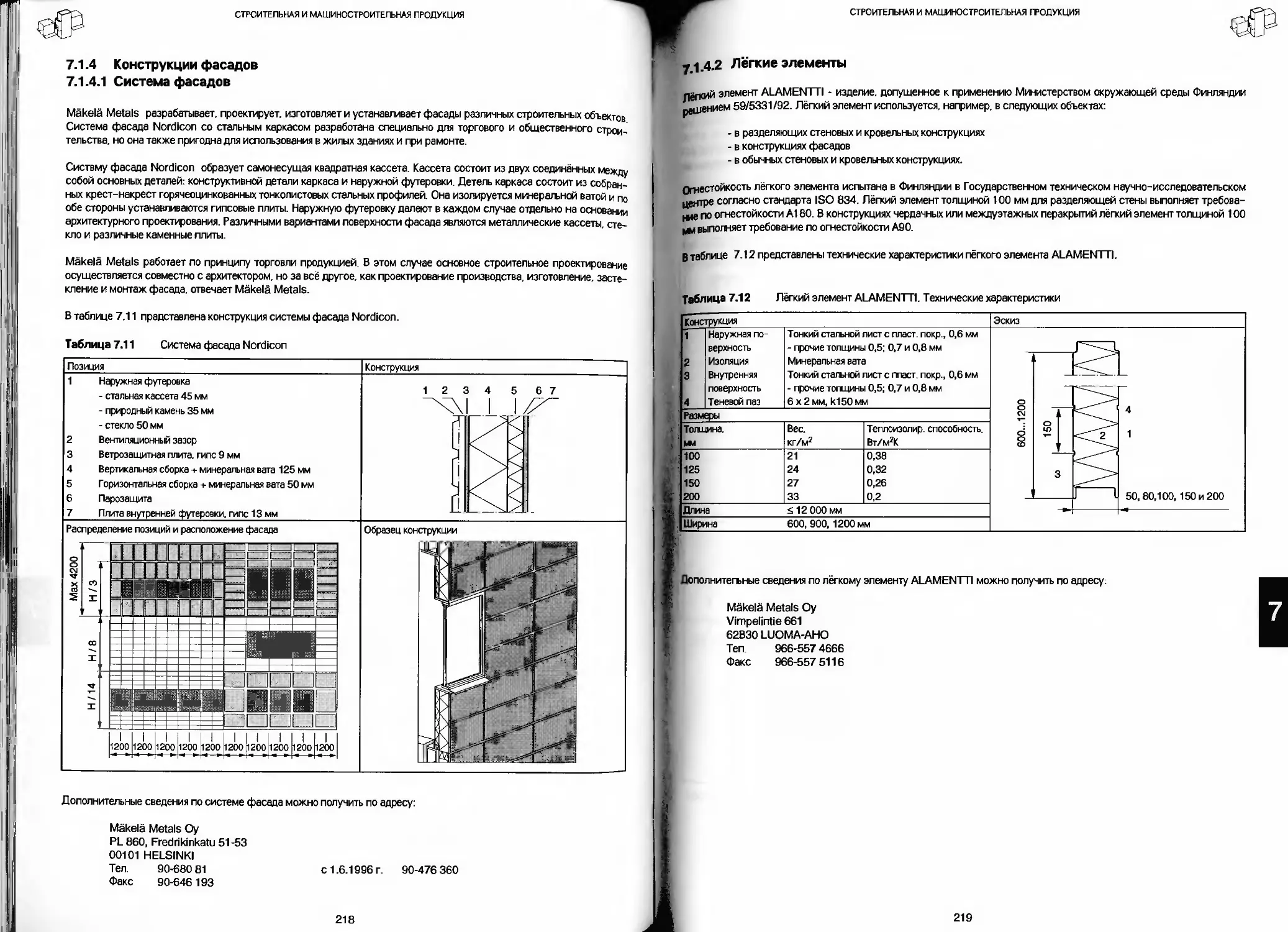
7.1.4 Конструкции фасадов................................................................................218
7.1.4.1 Системы фасадов..................................................................................218
7.1.4.2 Лёгкие элементы..................................................................................219
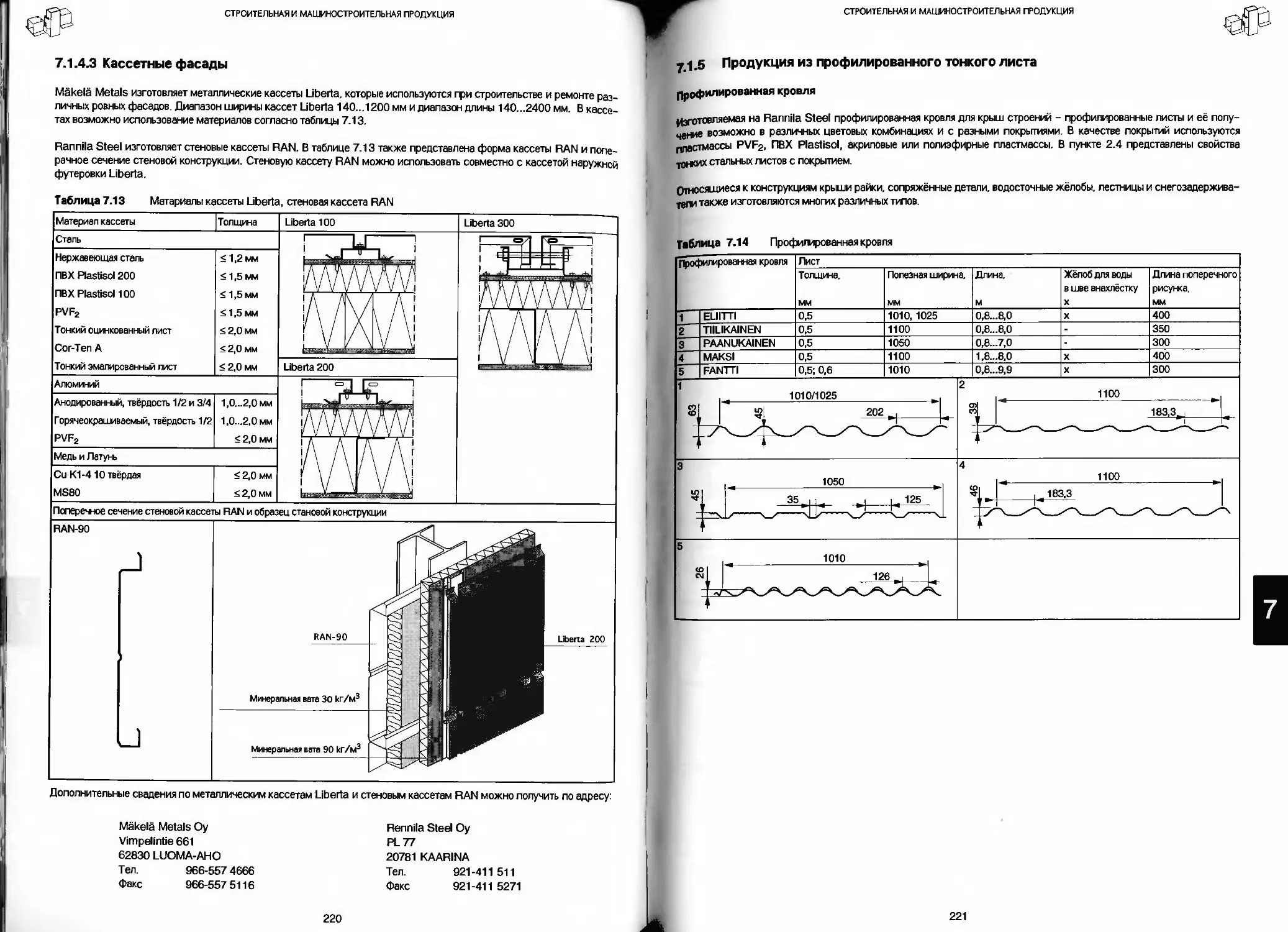
7.1.4.3 Кассетные фасады.................................................................................220
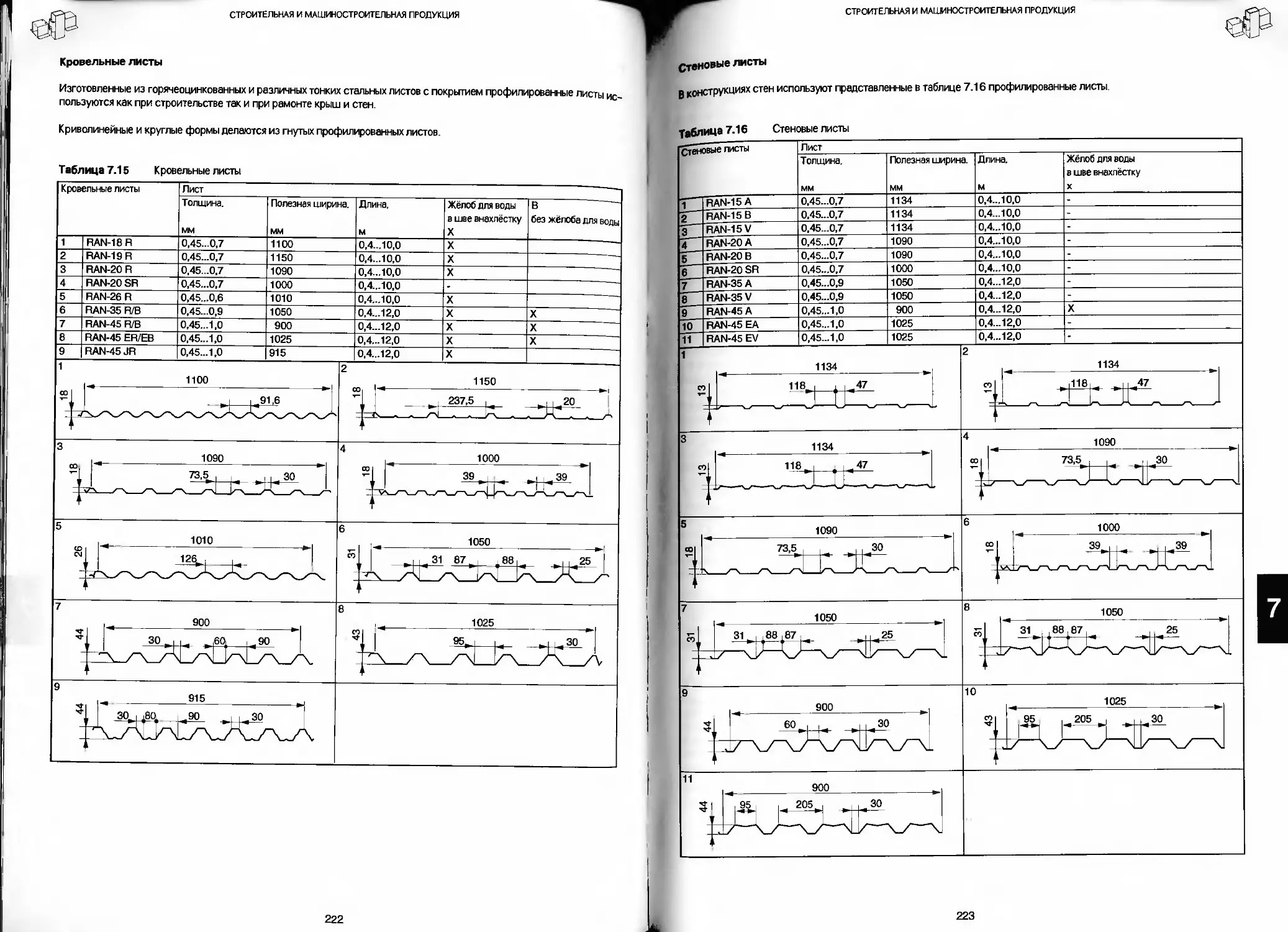
7.1.5 Продукция из профилированного тонкого листа........................................................221
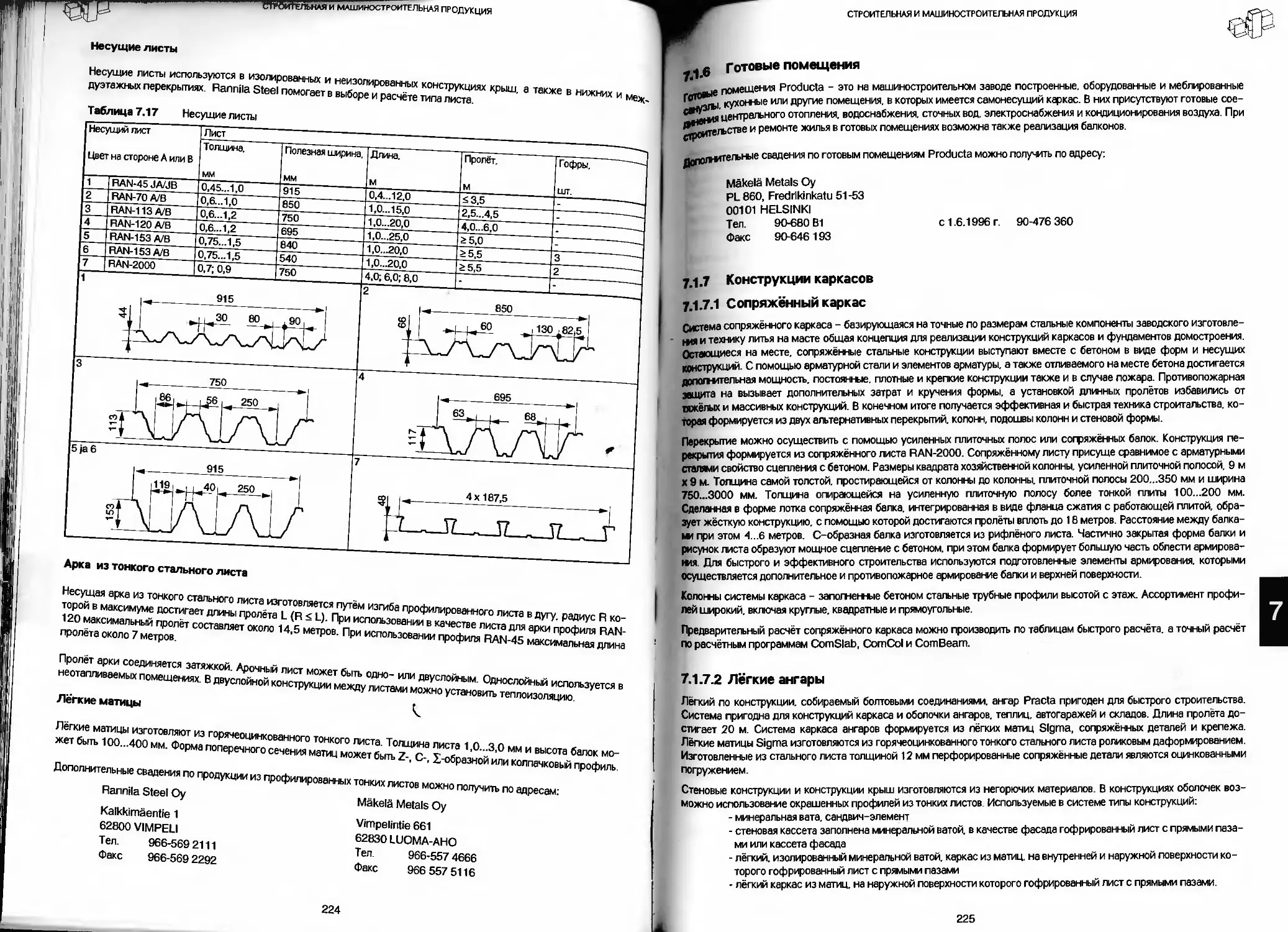
7.1.6 Готовые помещения..................................................................................225
7.1.7 Конструкции каркасов...............................................................................225
7.1.7.1 Сопряжённый каркас. .......................................................................... 225
7.1.7.2 Лёгкие ангары................................................................................... 225
7.1.7.3 Сопряжённый лист RAN 2000....................................................................... 226
7.1.8 Противошумовые заграждения........................................................................ 227
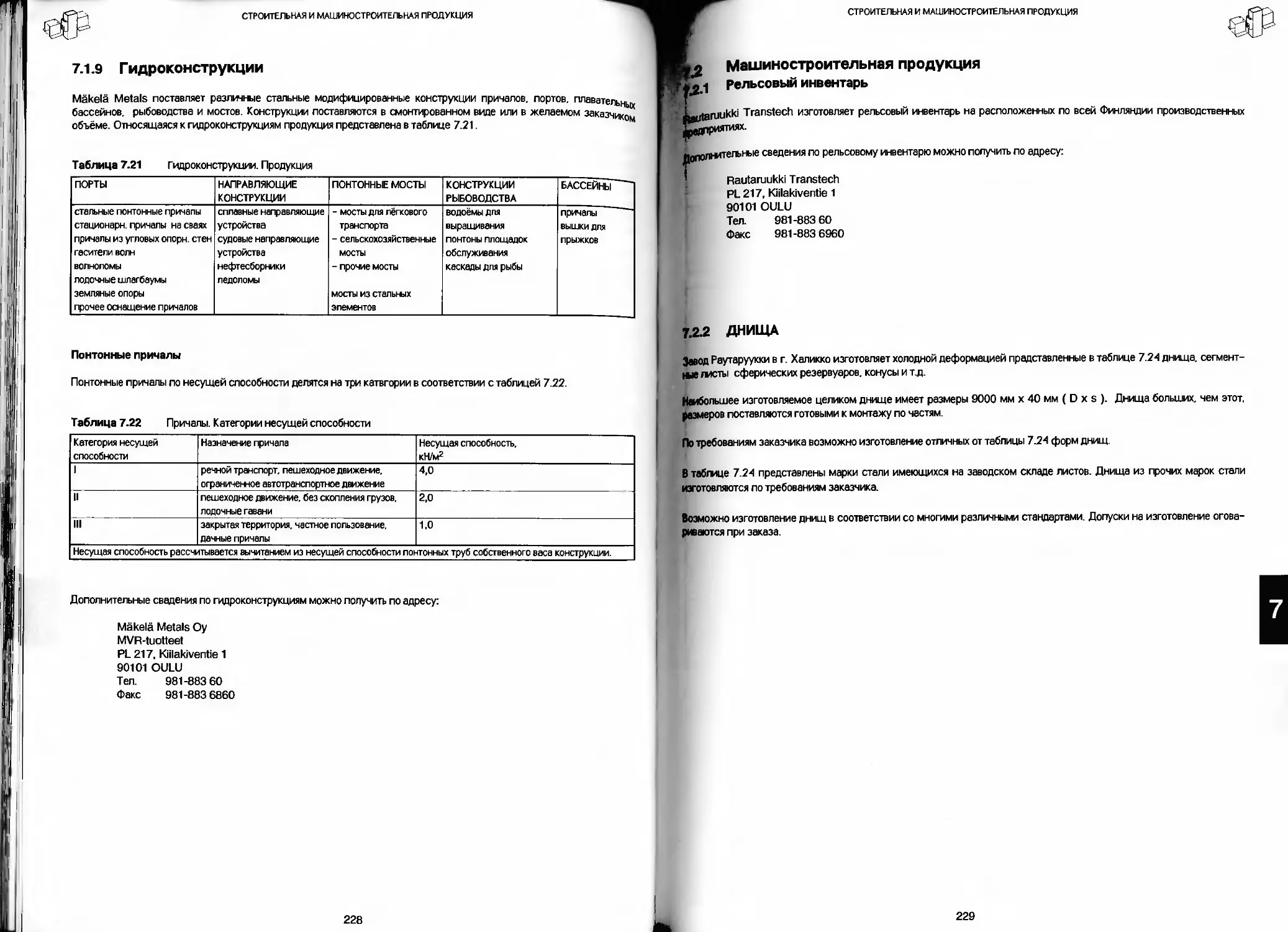
7.1.9 Гидроконструкции...................................................................................228
7.2 Машиностроительная продукция...................................................................... 229
7.2.1 Рельсовый инвентарь............................................................................. 229
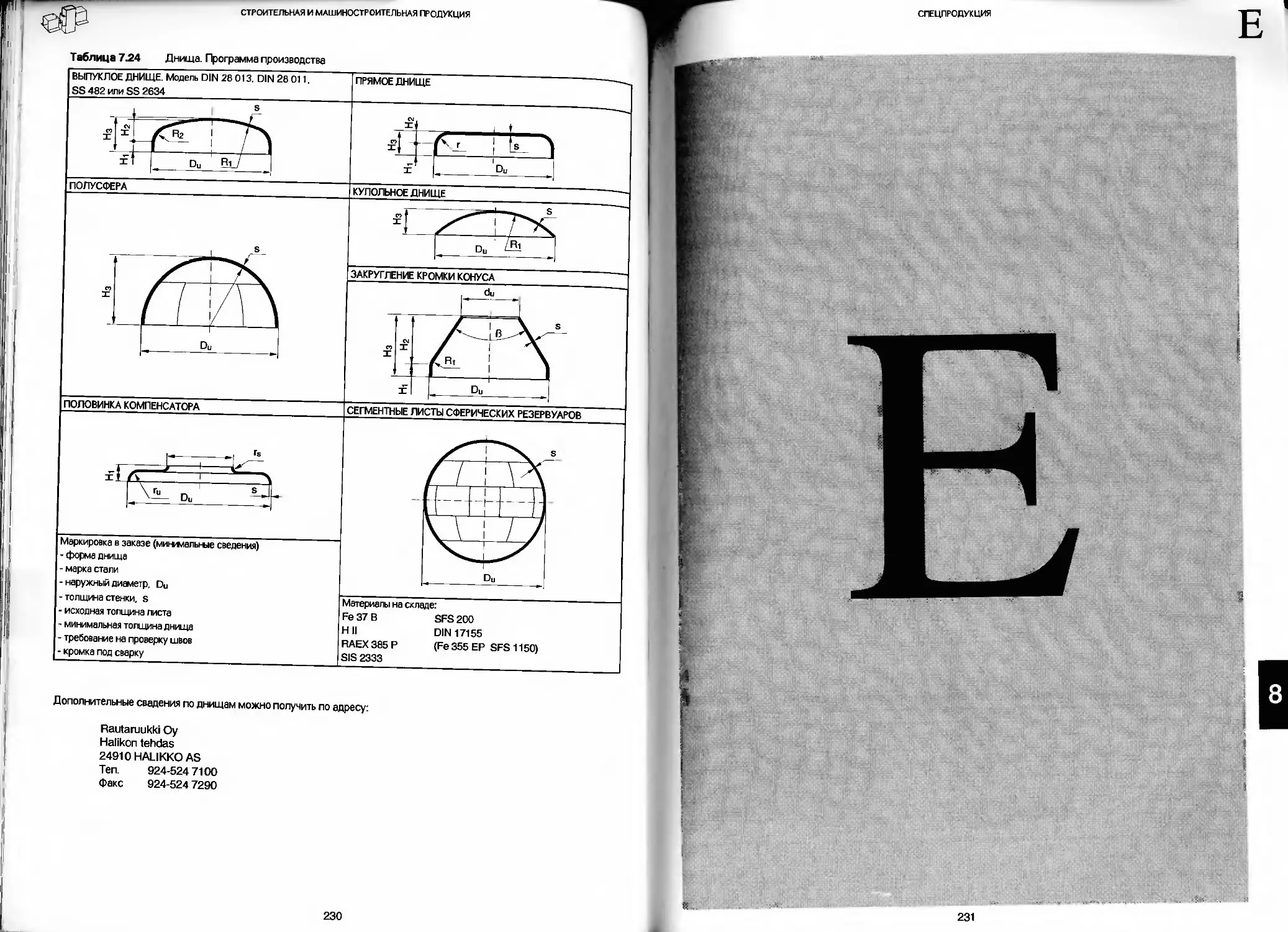
7.2.2 Днища..............................................................................................229
8 СПЕЦПРОДУКЦИЯ......................................................................................233
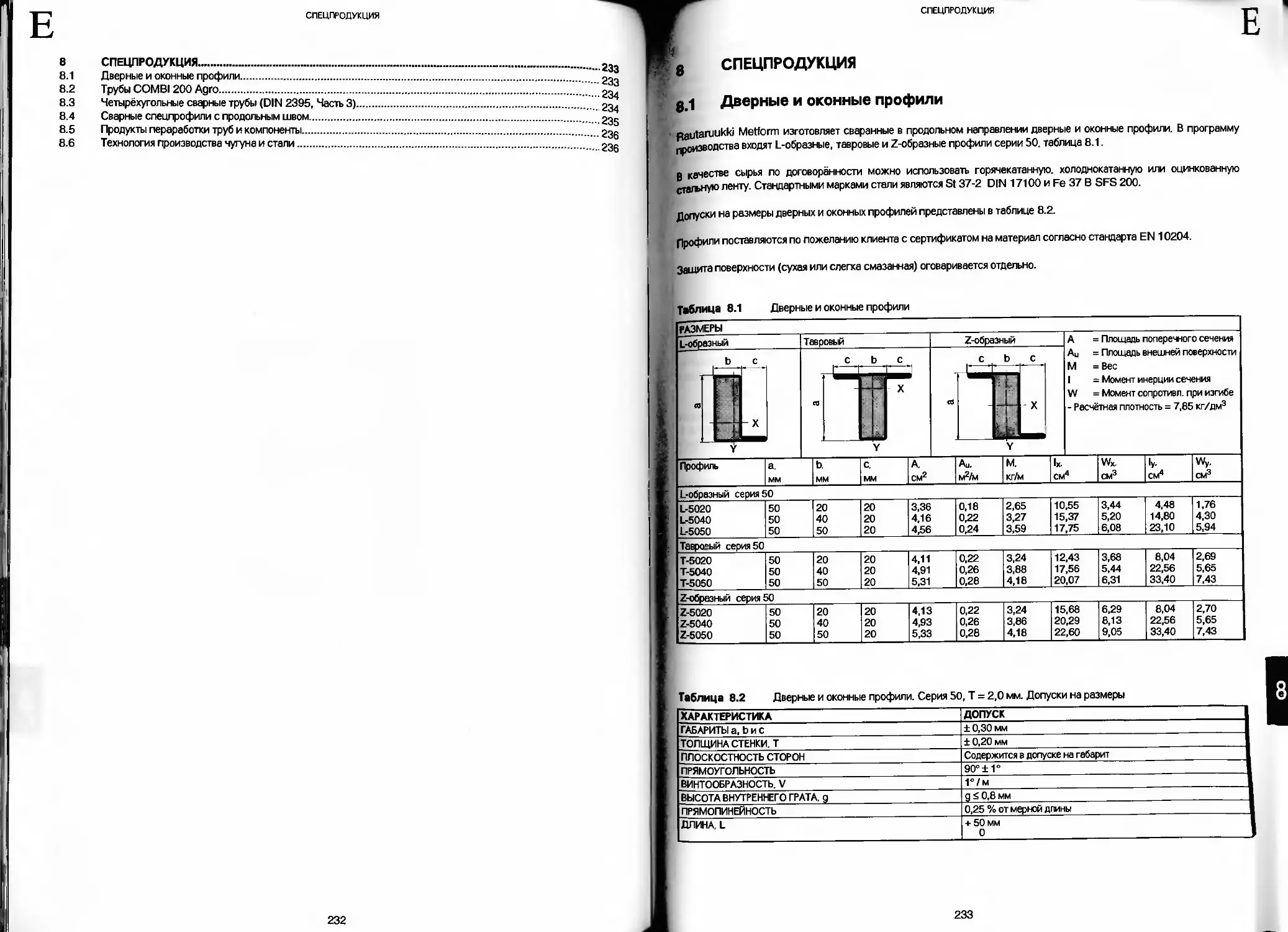
8.1 Дверные и оконные профили..........................................................................233
8.2 Трубы ЦОМБИ 200 Агро...............................................................................234
8.3 Четырёхугольные сварные трубы (ДИН 2395. Часть 3)..................................................234
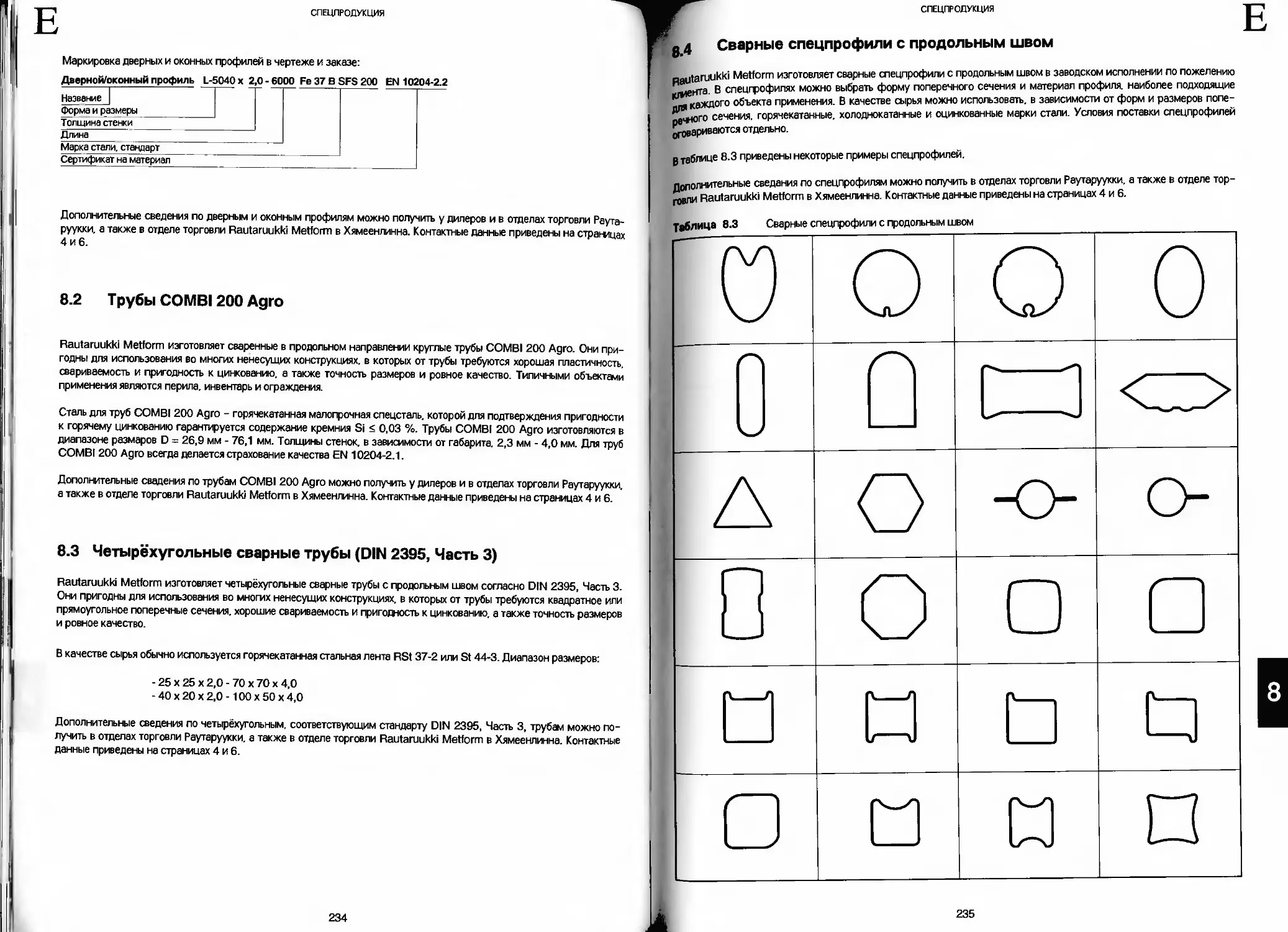
8.4 Сварные спецпрофили с продольным швом..............................................................235
8.5 Продукты переработки труб и компоненты.............................................................236
8.6 Технология производства чугуна и стали........................................................... 236
9 ПРИЛОЖЕНИЯ.........................................................................................239
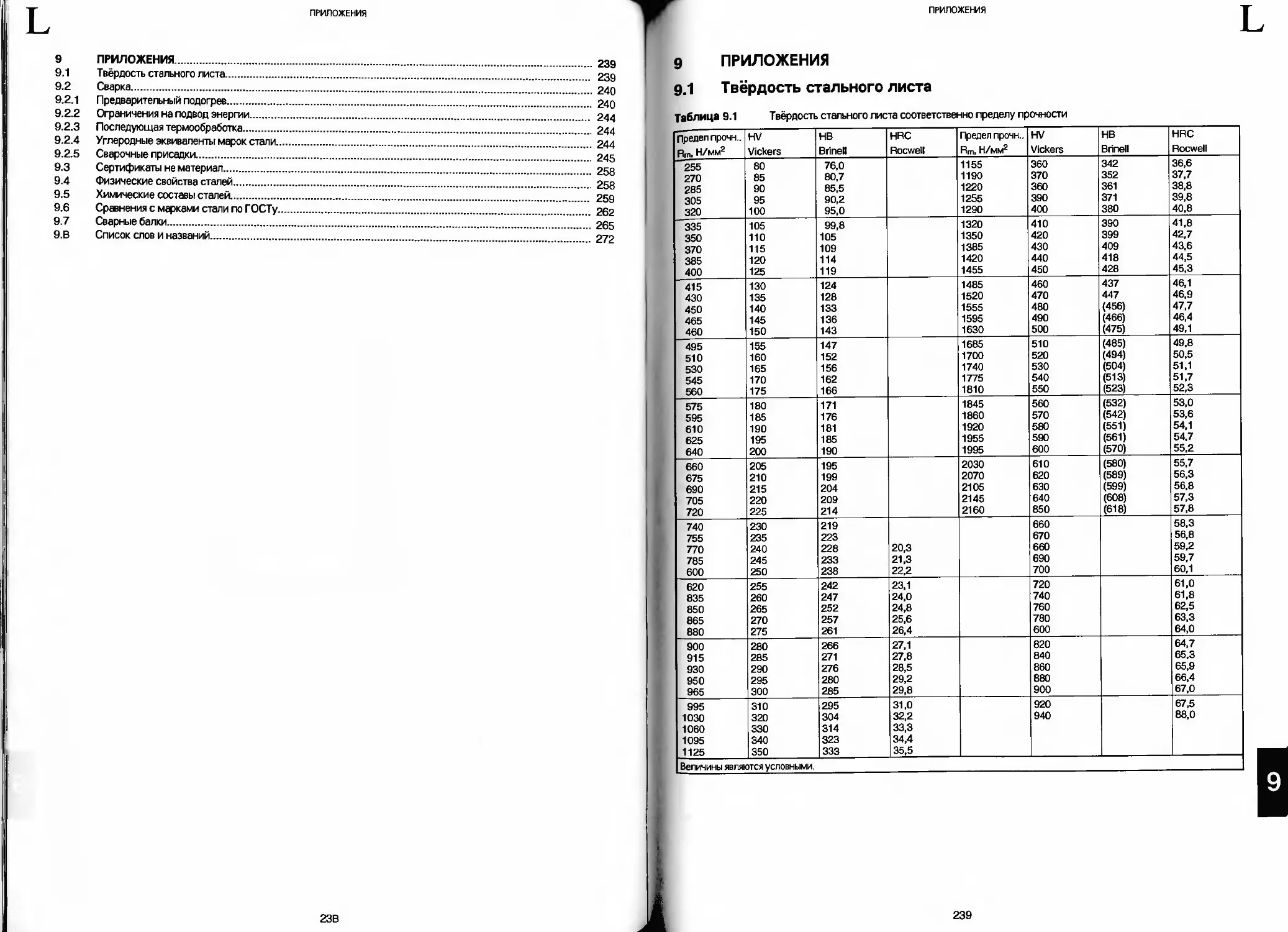
9.1 Твёрдость стального листа..........................................................................239
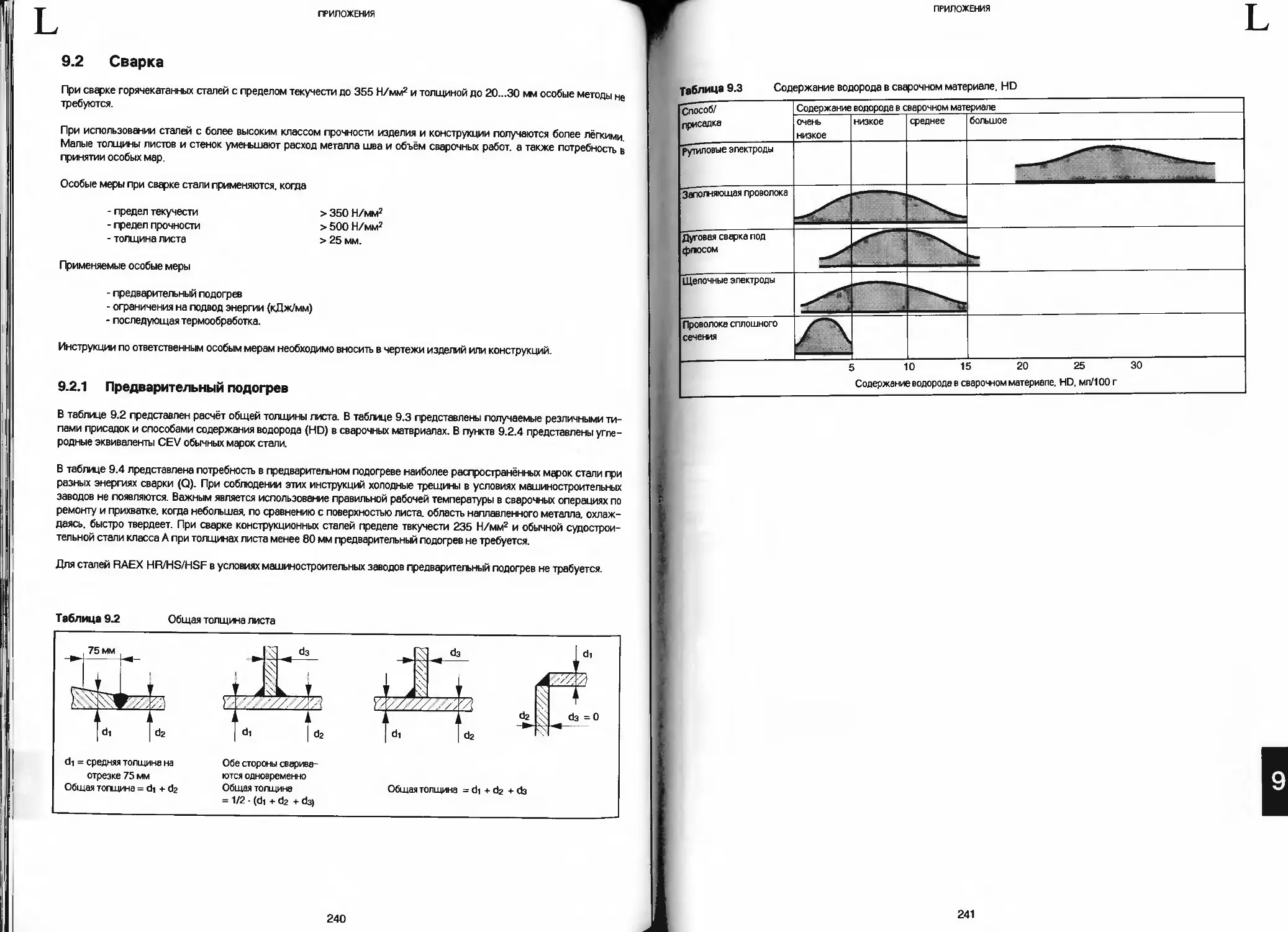
9.2 Сварка.............................................................................................240
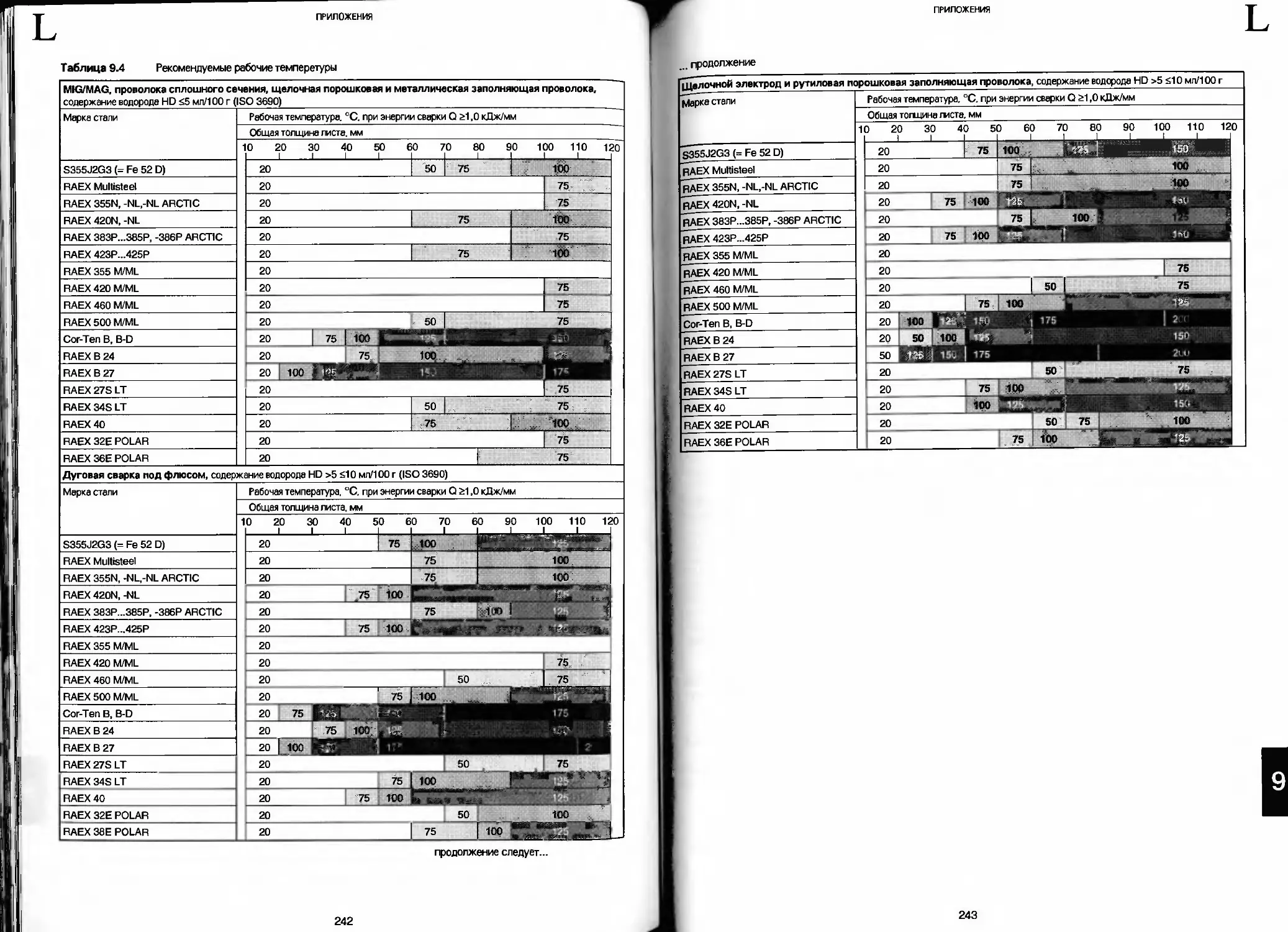
9.2.1 Предварительный подогрев...........................................................................240
9.2.2 Ограничения на подвод энергии.................................................................... 244
9.2.3 Последующая термообработка.........................................................................244
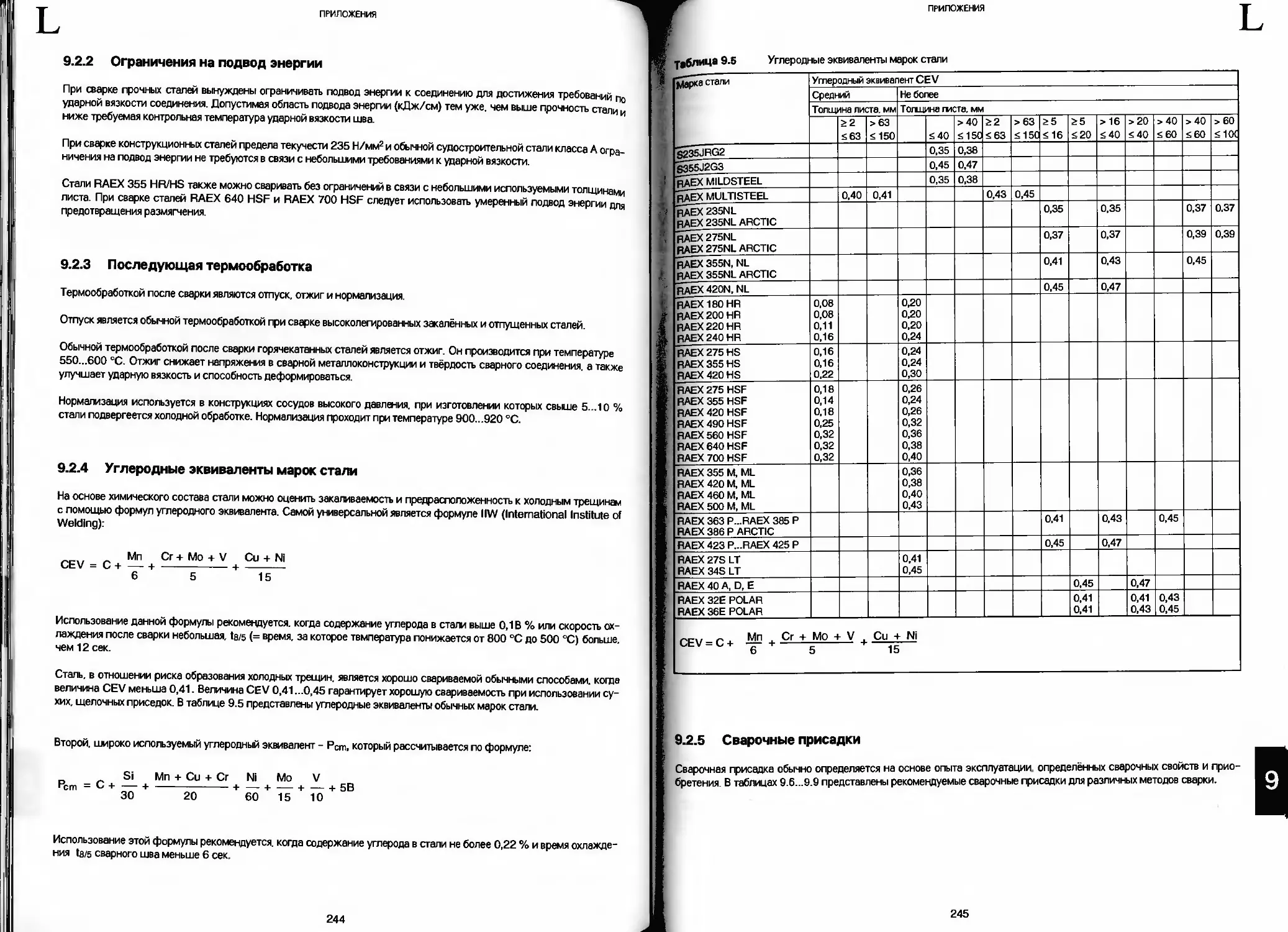
9.2.4 Углеродные эквиваленты марок стали................................................................ 244
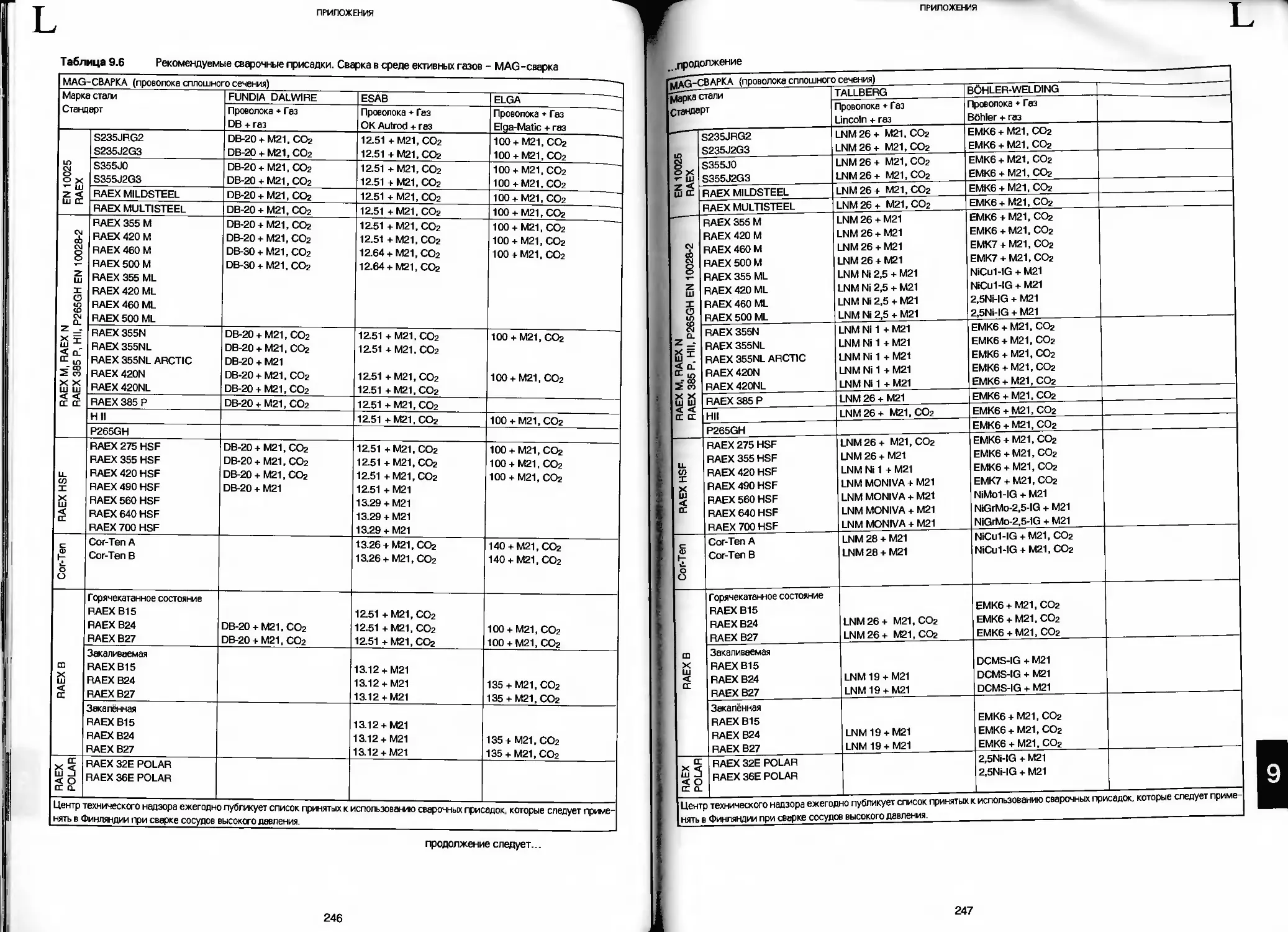
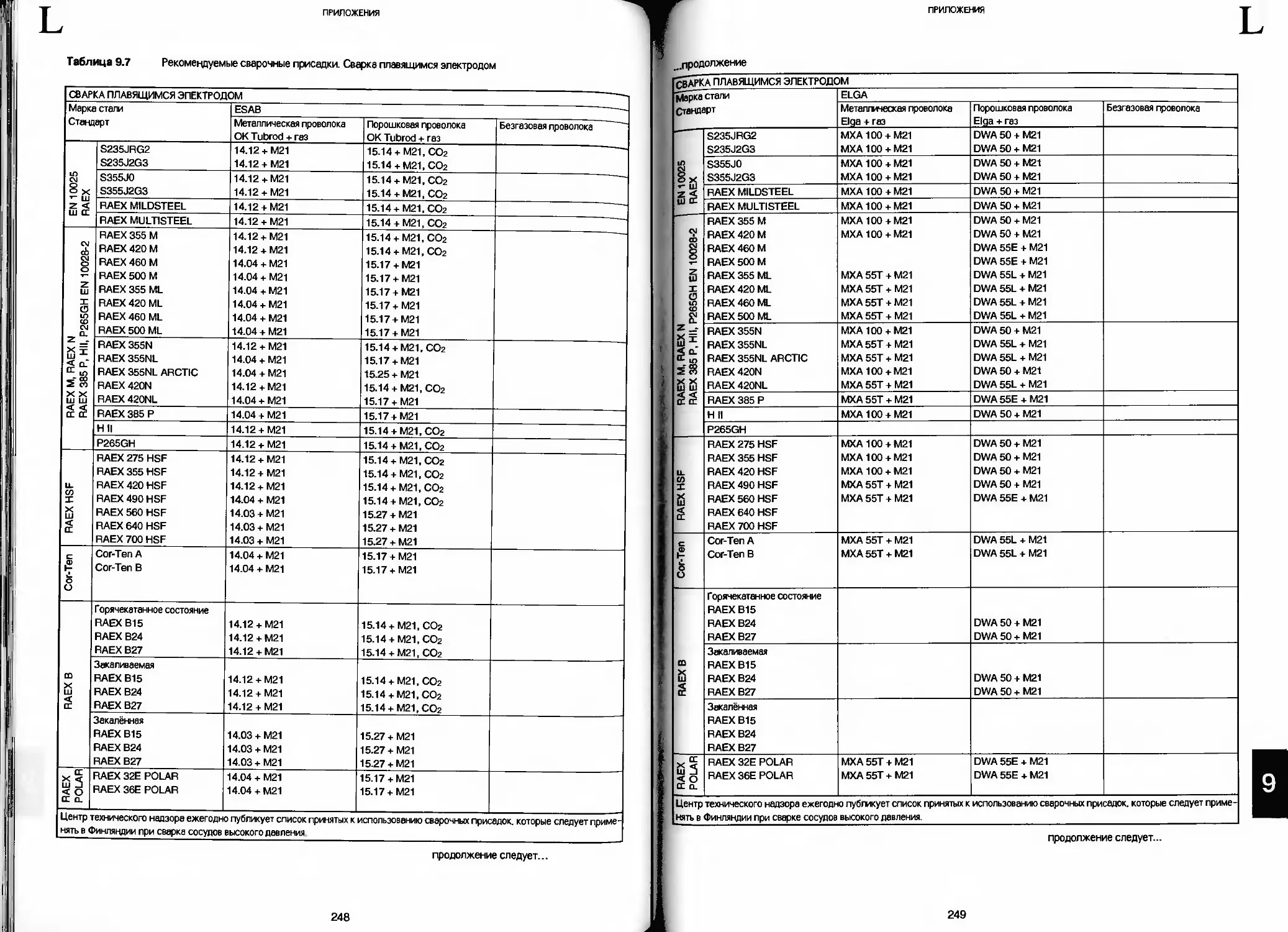
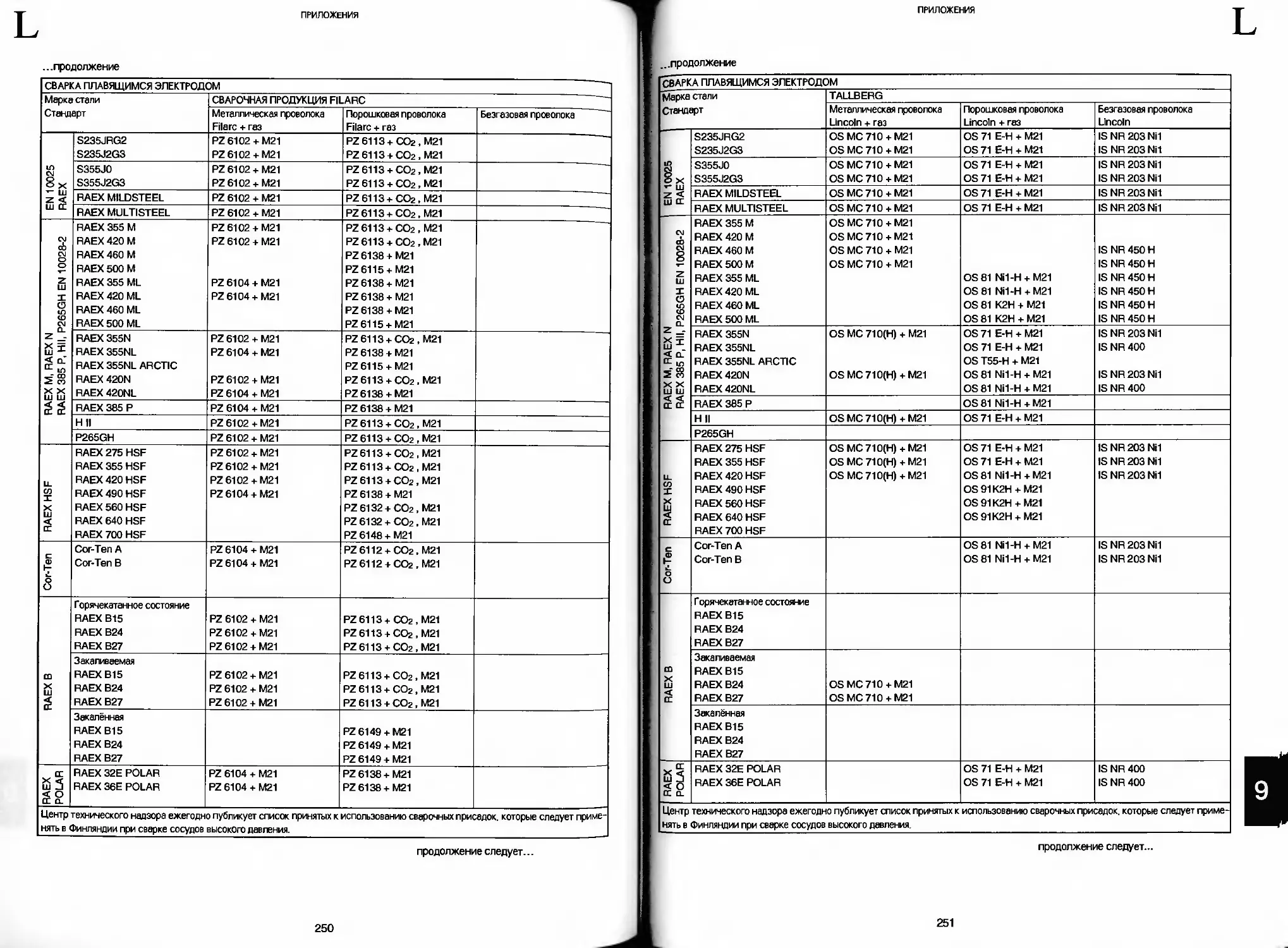
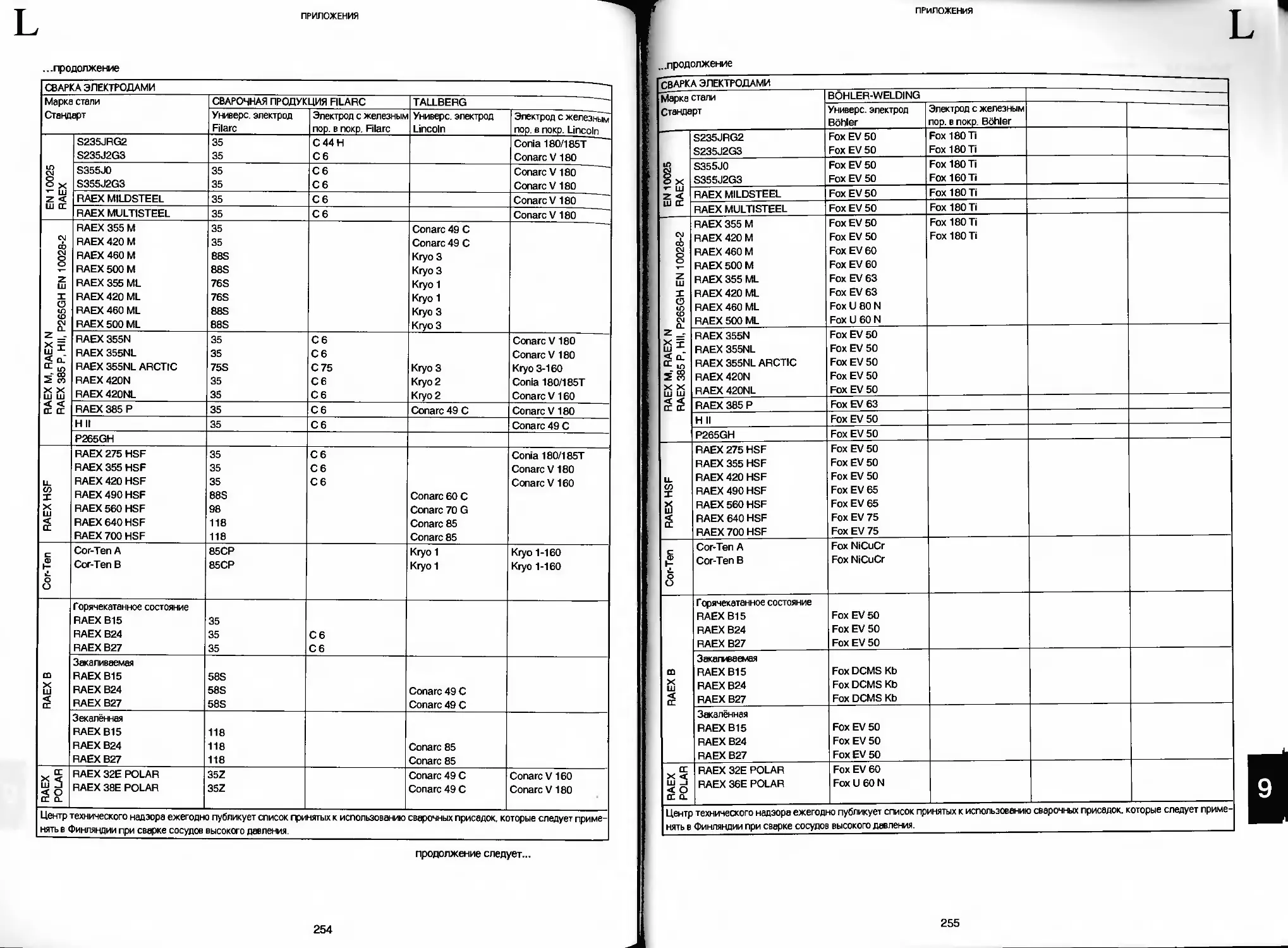
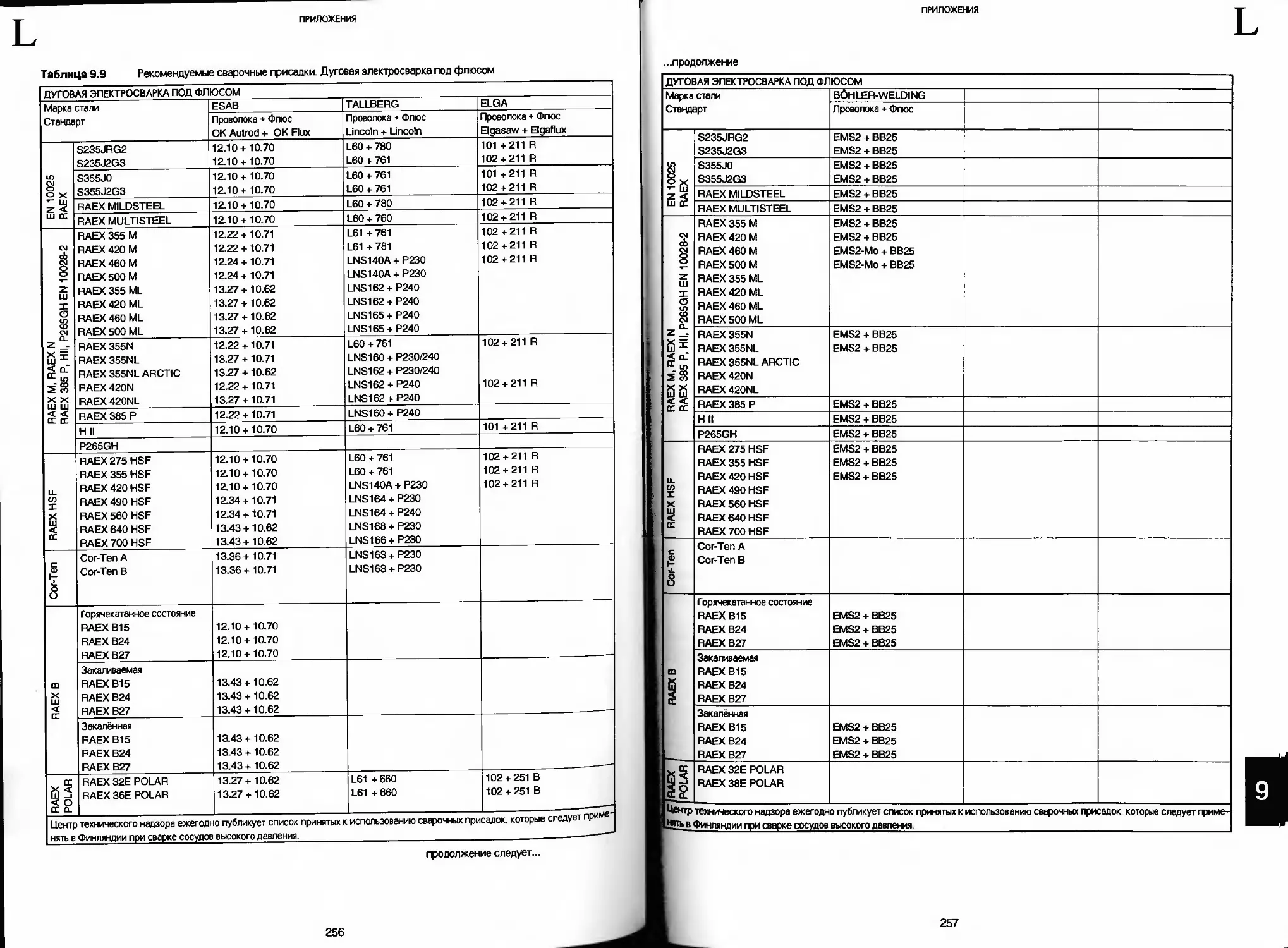
9.2.5 Сварочные присадки.................................................................................245
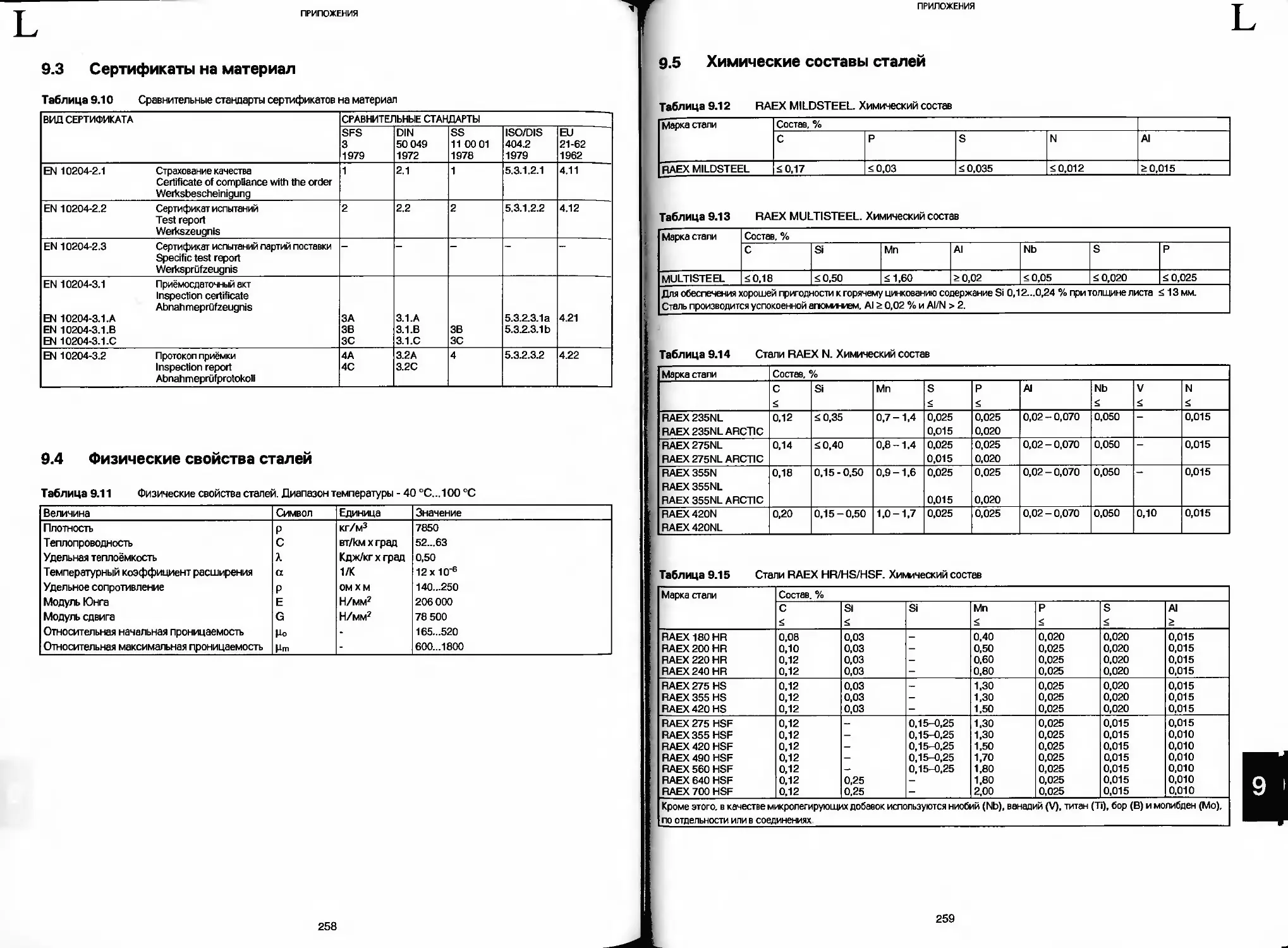
9.3 Сертификаты на материалi......................................................................... 258
9.4 Физические свойства сталей.........................................................................258
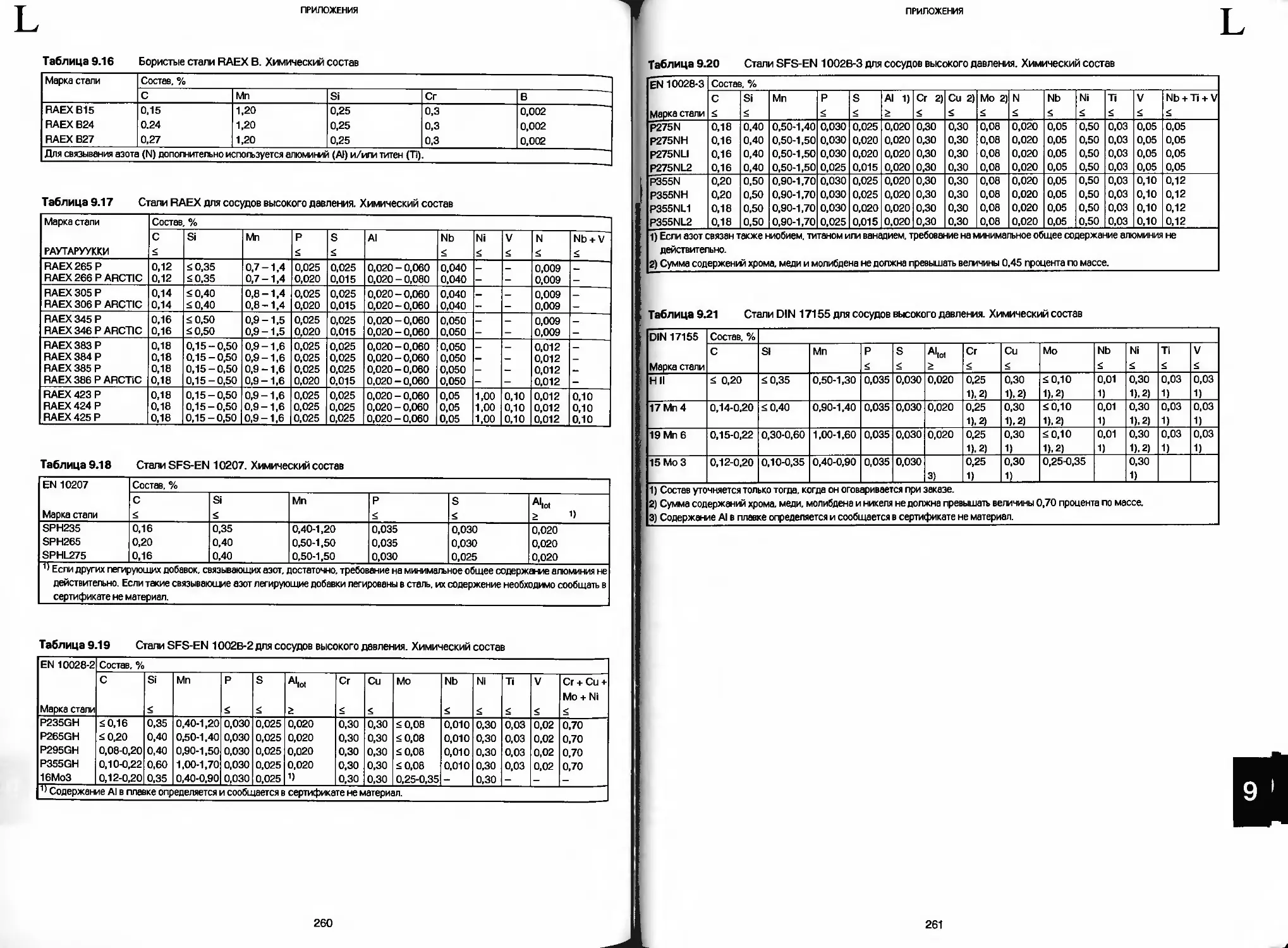
9.5 Химические составы сталей..........................................................................259
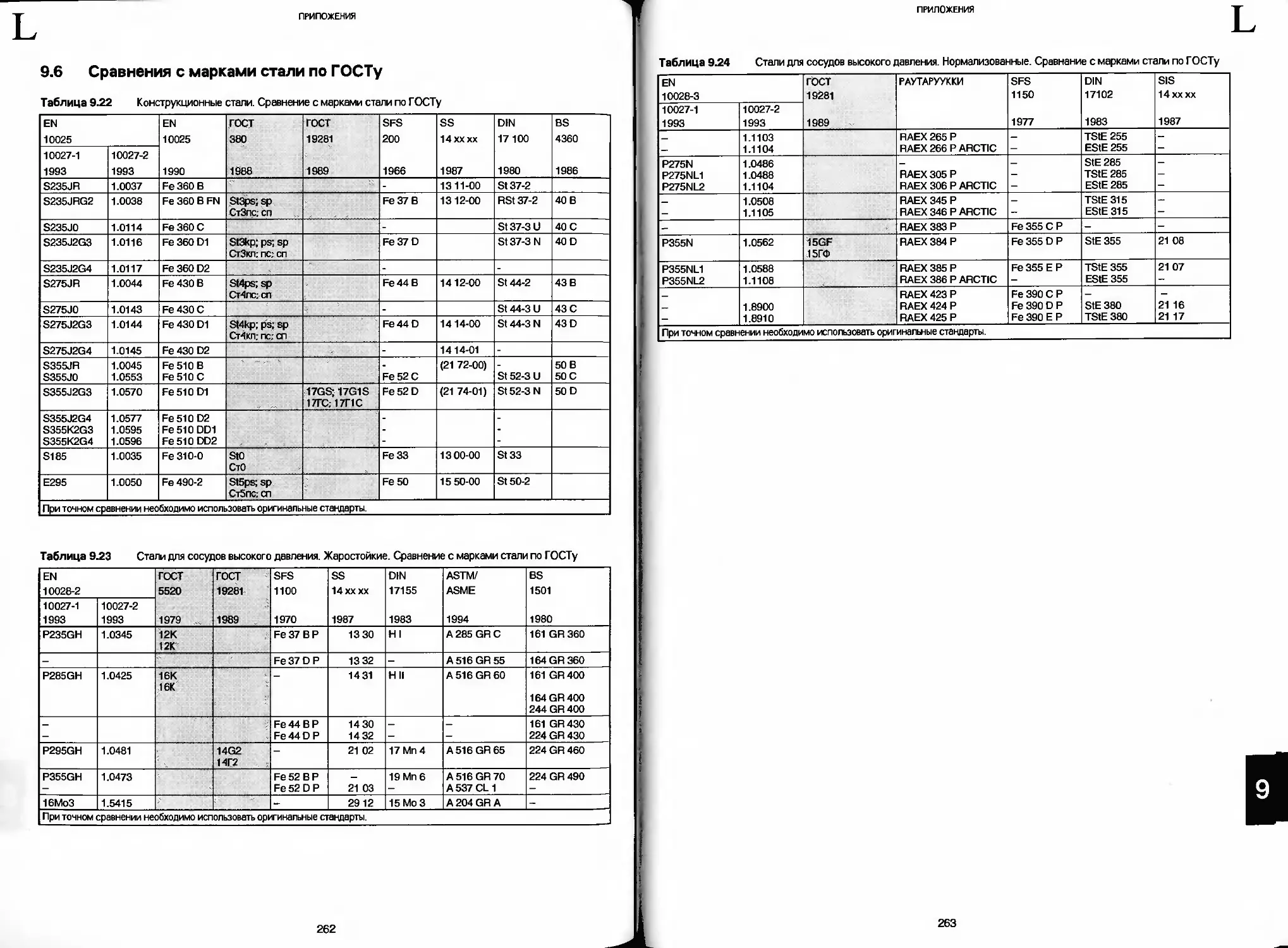
9.6 Сравнения с марками стали по ГОСТу.................................................................262
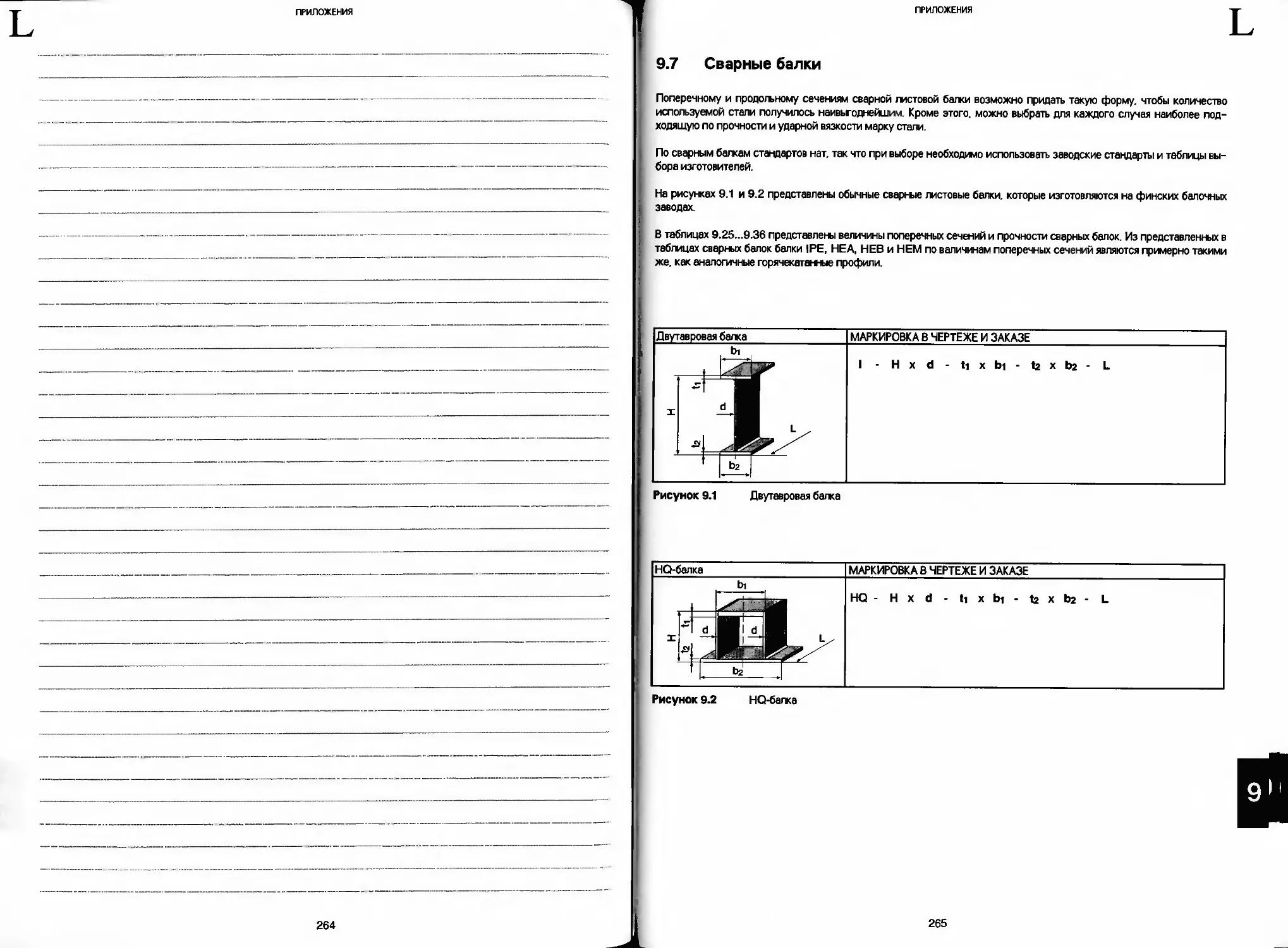
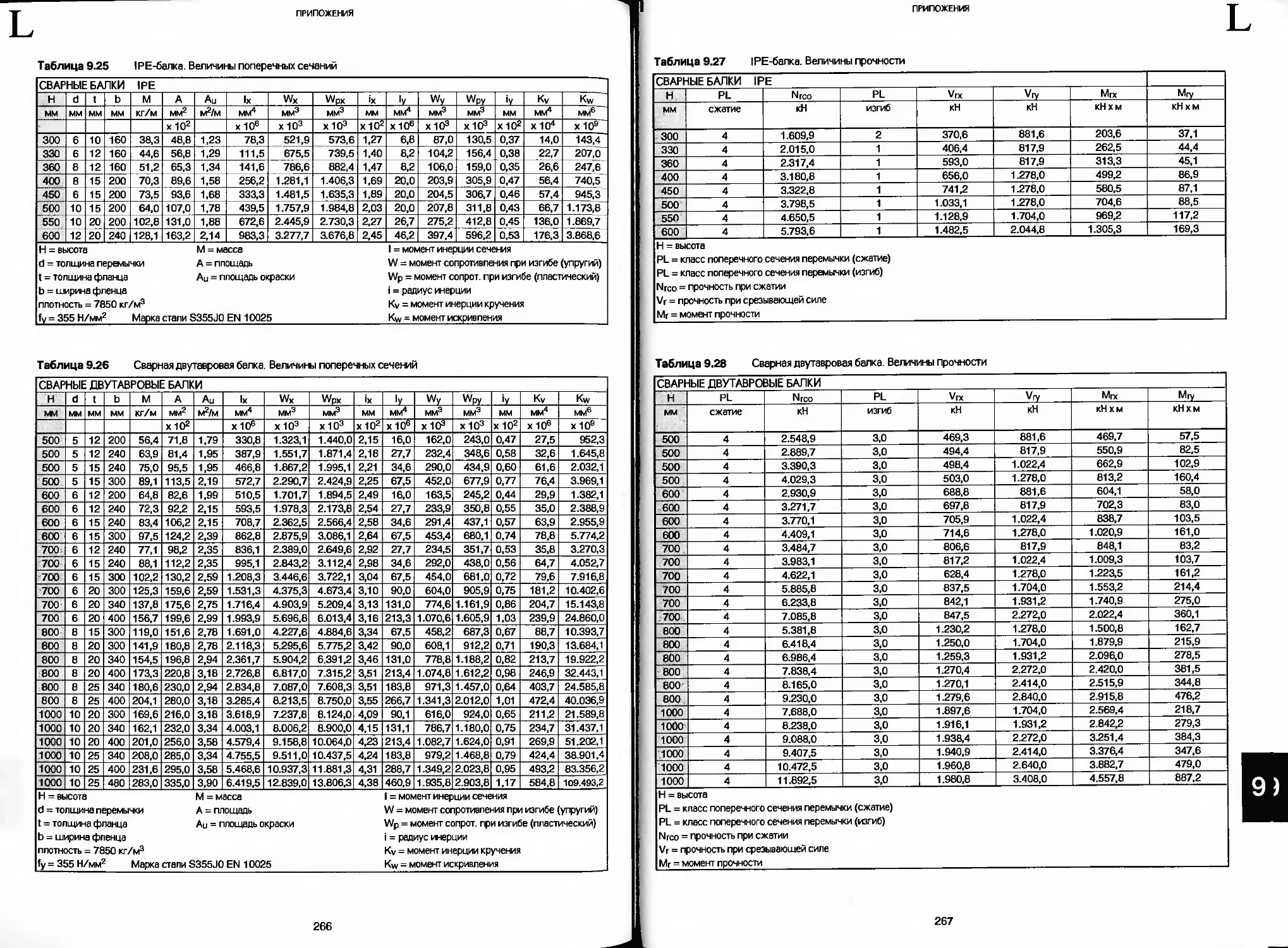
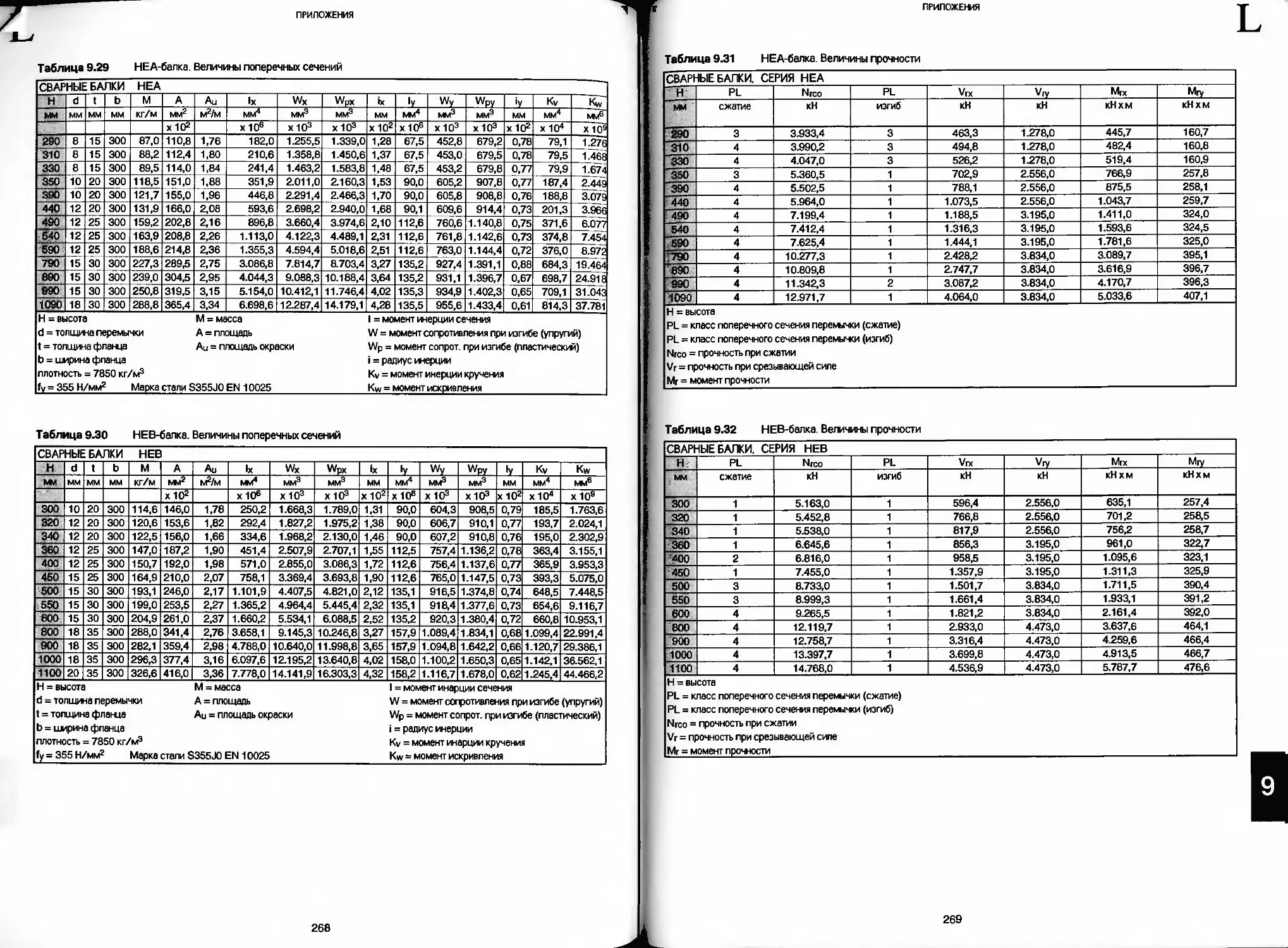
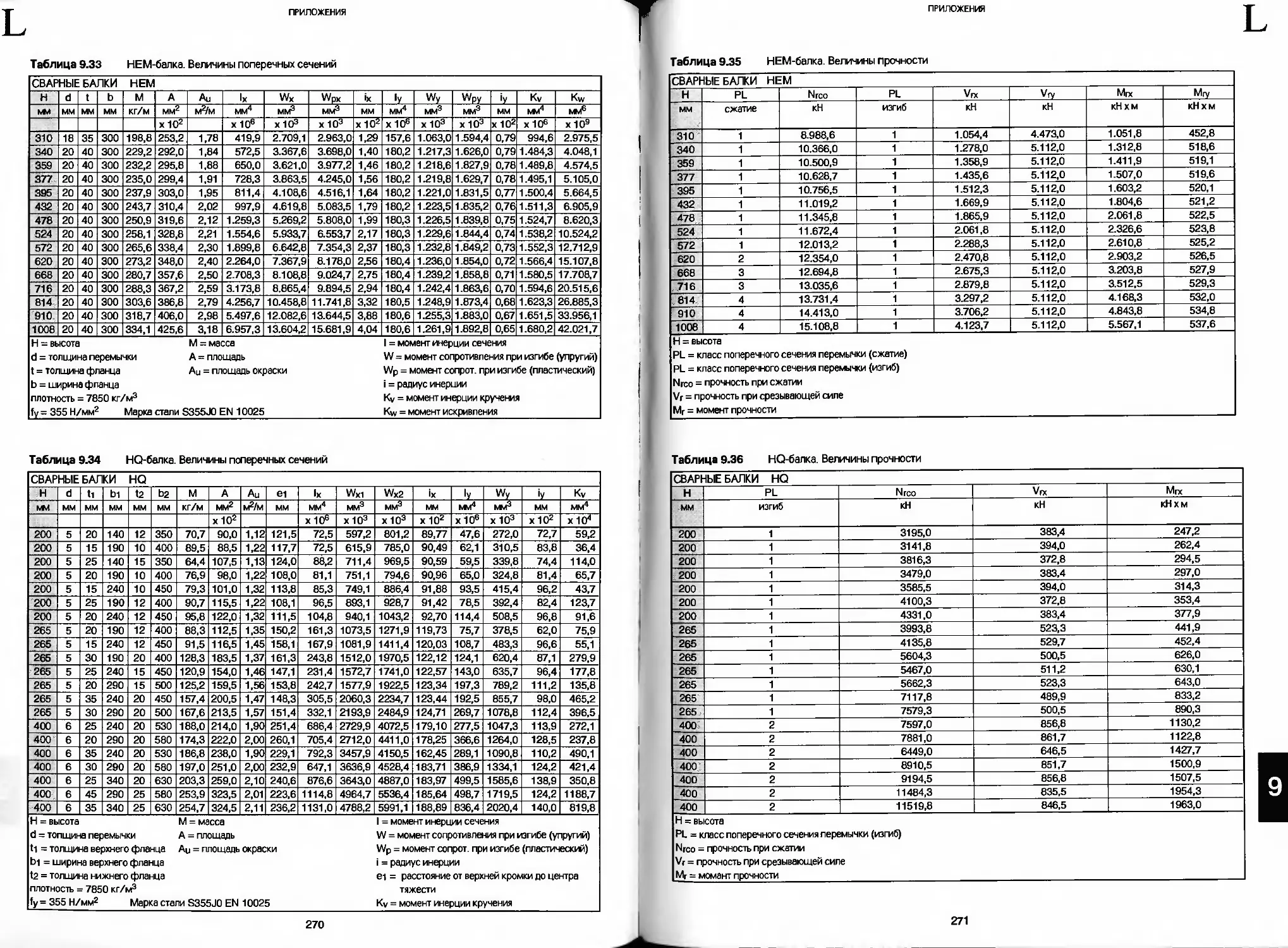
9.7 Сварные балки......................................................................................265
9.8 Список слов и названий.............................................................................272
12
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
13
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1 ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ.....................................................
1.1 Введение...................................................................
1.2 Методы горячей прокатки....................................................
1.2.1 Толстолистовая и ленточная прокатка.........................................
1.2.2 физическое состояние..........................................................
1.3 Выбор и приобретение стального листа.......................................
1.3.1 Номенклатура стального листе.................................................
1.3.2 выбор категории ударной вязкости..............................................
1.3.3 Обозначение G...............................................................
1.3.4 Свойства при изгибе.........................................................
1.3.5 Сварка........................................................................
1.3.6 Термообработка................................................................
1.3.7 Формирование цены стального листа.............................................
1.4 Марки стали и механические свойства стальных листов.........................
1.4.1 Обычные конструкционные стали.................................................
1.4.2 RAEX MILDSTEEL..............................................................
1.4.3 RAEX MULTISTEEL.............................................................
1.4.4 Мелкозернистые конструкционные стали RAEX N...................................
1.4.5 Прочные пластичные стали RAEX HR, RAEX HS и RAEXHSF...........................
1.4.6 Стали RAEX М..................................................................
1.4.7 Конструкционные стали, стойкие против атмосферной коррозии....................
1.4.8 Бористые стали RAEX В.........................................................
1.4.9 Стали для сосудов высокого давления...........................................
1.4 9.1 EN 10207....................................................................
1.4.9.2 EN 10028-2..................................................................
1.4.9.3 EN 10028-3..................................................................
1.4.9.4 Стали RAEX для сосудов высокого давления....................................
1.4.9.5 Стали RAEX LT для сосудов высокого давления.................................
1.4.9.6 Стали классификационных обществ для сосудов высокого давления................
1.4.10 Судостроительные стали RAEX 40..............................................
1.4.11 Судостроительные стали классификационных обществ.............................
1.4.12 Судостроительные стали ТМ классификационных обществ..........................
1.4.13 Судостроительные стали RAEX POLAR............................................
1.5 Спецпродукция................................................................
1.5.1 Рифленые стальные листы.....................................................
1.5.2 Зетовые листы................................................................
1.5.3 Ультразвуковой контроль листов..................................................
1.5.4 Холодноправленые листы..........................................................
1.5.5 Слябы..........................................................................
1.5.6 RAEX LASER....................................................................
1.6 Диапазон размеров изготовления и допуски на размеры горячекатанных стельных листов.
1.6.1 Толстые листы................................................................
1.6.2 Полосовой прокат в рулонах, листах и узкие полосы............................
1.7 Выбор размеров горячекатанных стальных листов...............................
1.7.1 Рекомендуемые резмеры листов.................................................
1.7.2 Модель таблицы выбора размера по внутреннему стандарту.........................
1.7.3 Вес стального листе............................................................
1.8 Обработка поверхности.........................................................
1.8.1 Противокоррозионная окраска....................................................
1.8.2 Г орячее цинкование..............................................................
1.8.3 Г альваническое цинкование.....................................................
1.8.4 Цинкование распылением...........................................................
1.8.5 Производители горячего цинкования..............................................
1.8.6 Проектирование оцинкованных металлоконструкций.................................
1.8.7 Сопоставление цен и затрат способов нанесения покрытия.........................
1.9 Предварительные обработки в заводских исполнениях............................
1.9.1 Точно разрезанные и фасетированные листы.......................................
1.9.2 Изогнутые листы................................................................
1.9.3 Листы со струйной очисткой и защитной окреской.................................
1.9.4 Листовые полоски.............................................................
1.9.5 Фасонная кислородная резка листов............................................
1.9.6 Травленая продукция............................................................
1.10 Срок поставки заводского исполнения..........................................
1.11 Список литературы...........................................................
15
15
15
15
15
15
16
16
18
18
18
18
19
21
21
26
28
30
33
37
39
42
45
46
47
50
52
55
56
57
58
59
60
61
61
64
65
66
66
66
67
67
71
76
76
76
76
77
77
78
79
80
80
80
82
83
83
84
85
85
86
86
88
88
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Введение
выборе материалов необходимо знать многие касающиеся стали вопросы, которые влияют на общие затраты в
а oeuane паиилгп пятпепА пясгмлтпены наиболее важные влияющие на
1
1.1
.lieUlf сРока службы металлопродукции. В начале данного раздела рассмотрены наиболее важные влияющие на
,ечсИ1е------p=^.«vm(>HHki₽ в пункте 1 4 входящие в поогоамму производства Раахеского метзавода Раутаруукки
cpur.a v.»iy«--------г—. -
-ивор вопросы. Рассмотренные в пункте 1.4 входящие в программу производства Раахеского метзавода Раутаруукки
^ютовые стали сгруппированы по их назначению или по особым свойствам.
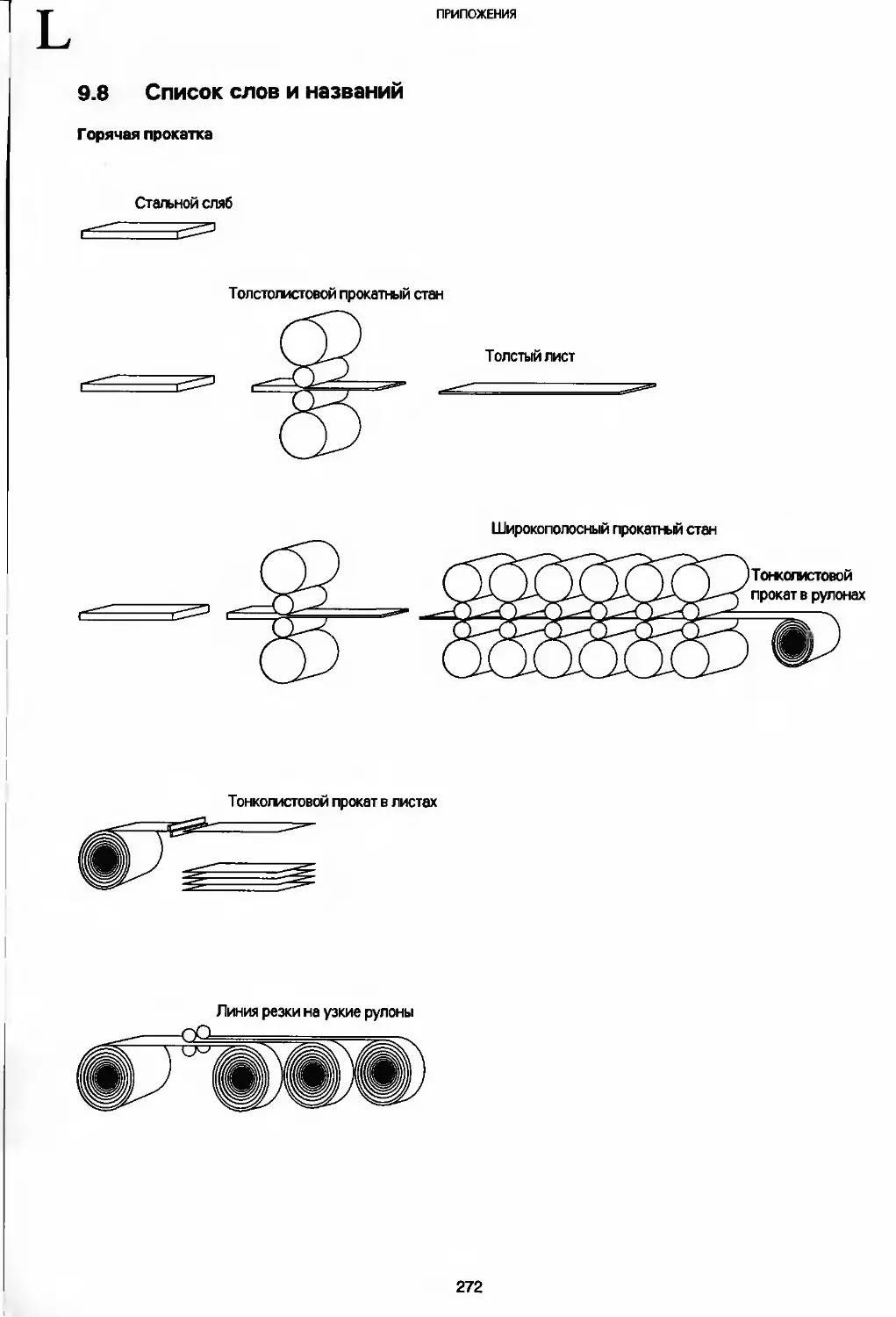
1,2 Методы горячей прокатки
1.2.1 Толстолистовая и ленточная прокатка
Стальные слябы прокатывают горячим способом на толстые листы и рулоны на различных прокатных линиях. Продук-
цией толстолистового стана является толстый лист, который также называется грубым листом. Продукцией широ-
кополосного стана является рулон. При выпрямлении и разрезании рулона получается лист. Рулон можно резать и в
продольном направлении, тогда продукцией является полоса. На широкополосном стане также изготовляются в ка-
честве спецпродукции рифленые и с рисунком в виде слезы листы с выпуклым изображением. Продукция тол-
столистового и широкополосного станов называется горячекатанными стальными листами. Для продукции
обеих прокатных линий существуют свои стандарты на размеры В заказа, кроме марки стали, также необходимо ука-
зывать соответствующий стандарт на размер.
С точки зрения проектировщика и потребителя наиболее существенными отличиями продукции толстолистового и
широкополосного станов являются размеры по толщине, ширине и длине, а также допуски на размеры. Диапазоны
размеров изготовления толстых листов и тонколистового прокате и допуски на размеры согласно стандартов
EN 10029 и EN 10051 представлены в пункте 1.6. В таблицах допусков на размеры сравнительно приведены
используемые Раутаруукки допуски на размеры горячекатенных листов. По требованию клиента возможно также
изготовление стальных листов по другим стандартам на размеры или по согласованным допускам на размеры
1.2.2 Физическое состояние
Физические состояния стального листа следующие:
- горячекатанный
- нормализованный, обозначение N
- нормализованный с прокатного нагрева, обозначение N
- ТМО. обозначение М.
Стальному листу в физическом состоянии горячей прокатки термообработка не производилась. Нормализованный
стальной лист термообработан после прокатки. В нормализационной прокатке окончательную прокатку осуществляют
в определённом интервале температур, при этом механические свойства материала отвечают свойствам нормализо-
ванной продукции также после повторной нормализации. Прочностные свойства стальных листов после ТМО дости-
гаются мощным водяным охлаждением сразу после прокатки. Прочностные качества этих сталей снижаются, напри-
мер, при их нормализации.
1.3 Выбор и приобретение стального листа
На стадии проектирования металлопродукции при выборе марки стали и размеров необходимо учитывать место
приобретения сталей. Выбор поставщика влияет на возможность приобретения и цену сталей, их срок поставки и
возможности предварительной обработки. Когда известно место закупки сталей, можно составлять планы продукции,
учитывая данные поставщьжом и влияющие на общие затраты металлопродукции факторы.
Стали можно приобрести:
- с собственного склада производителя продукции
- со склада заказчика продукции
- со складов дилеров сталей
- в заводском исполнении у производителя металлопродукции.
Задания проектировщикам обычно поступают от клиентов, у которых имеются собственные стандартизированные
склады стали. Эти внутренние стандарты клиента необходимо учитывать при выборе марок стали, классов прочности,
категорий ударной вязкости и размеров стальных листов. При отсутствии таких таблиц проектировщик должен
сделать подбор так, чтобы в одном и том же изделии или конструктивном узле не было бы слишком пёстрого набора
сталей. Чем меньше в изделии или конструкции разных сталей, тем меньше вызывающая затраты обработка
материалов при хранении и изготовлении. Кроме того, поддаётся управлению вызывающая затраты потеря
материалов При выборе стандартных или рекомендуемых размеров не обязательно возникает противоречие с
расчётами сопротивления материалов. Действуя так. обеспечивается возможность приобретения выбранного
материала и уменьшаются общие затраты.
14
15
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.3.1 Номенклатура стального листа
В номенклатуре горячекатанного стального листа используются следующие наименовения продукции
ТОЛСТЫЙ ЛИСТ УЗКИЙ РУЛОН
ТОНКОЛИСТОВОЙ ПРОКАТ В ЛИСТАХ РИФЛЁНЫЙ ЛИСТ
РУЛОН С КРОМКАМИ ОТ ПРОКАТКИ РУЛОН РИФЛЁНОГО ЛИСТА
РУЛОН С ОБРЕЗАННЫМИ КРОМКАМИ
В таблице 1.1 представлены сведения по номенклатуре горячекатанного стального листа. Многие свойства подробно
представлены в стандартах. Некоторые вопросы определяются в собственных каталогах продукции метзаводов.
Таблица 1.1 Номенклатура стального листа
СТАНДАРТ НА РАЗМЕРЫ Допуски на размеры и форму СТАНДАРТНА МАТЕР. Марка стали СЕРТИФИКАТ НА МАТЕР. Вид сертификата ОСОБЫЕ ТРЕБОВАНИЯ
Толстые листы -EN 10029 - SFS 2142 -DIN 1543 -SS21 11 12 Рулоны -EN 10051 - EURONORM 51 -DIN 1016 -SS21 11 11 Тонколистовой прокат в листах - EN10051 - EURONORM 51 -DIN 1016 -SS21 11 11 Рифлёные листы - SFS 5500 - DIN 59 220 Используемые Раутаруукки допус- ки на резмеры Диапазоны размеров изготовления Раутаруукки - диапазон разы, толстолист, стана - диапазон резм. широкопол, стана - EN 10025 - EN 10020 - EN 10027 -SFS200 - DIN 17100 - BS 4360 - SS 14 XX XX - EN 10207 - EN 10028 (Р) - EN 10113 (N,M) - EN 10155 (W) -EN 10164 (Z) -ASTM -LB -NV -GL -PC -AB -BV - RAEX-наименования продукции - EN 10204 -SFS3 - DIN 50 049 -SS11 0001 - ASTM 6 - ASTM 20 Предварительная обработка - точная резка - фасетирование - изгиб - фасонная кислородная резка - листовая полоска - дробеструйная очистка и окраска - травление Физическое состояние - нормализованный -тмо - С-гарентия (-03, KQ) - Z-гарантия, prEN 10164 Качество поверхности - EN 10163 -EURONORM 163 Прочие - упаковка - маркировки продукции - испытание материала - гарантия на кремний - ультразвуковой контроль - холодная правка
1.3.2 Выбор категории ударной вязкости
Указанная производителем стали экспериментальная температура испытания на ударную вязкость не является
минимальной допустимой рабочей температурой стали. Эта температура предназначена для экспериментального
контроля ударной вязкости и сравнения сталей В некоторых стандартах на сталь обозначение категории ударной
вязкости означает то же. что и категория качества. В таблице 1.2 представлены сравнения обозначений категорий
ударной вязкости и качества в разных стандартах.
Таблица 1.2 Категории ударной вязкости и качества. Сравнения
Эксперим. темперетура °C Категория ударной вязкости Категория качества
Стандарт Стандарт Стандарт Раутаруукки
EN 10025 (1993) EN 10027 EN 10025(1991) SFS 200, SFS 250, SFS 1100, SFS1150 Сталь RAEX для сосуд, выс. давл., 3-я цифра обознач.
Ударная вязкость Ударная вязкость Ударная вязкость Ударная вязкость
27 Дж 40 Дж 60 Дж 27 Дж 40 Дж 27 Дж 40 Дж
+ 20 JR KR LR В — В —
0 J0 КО L0 С — С RAEX ххЗ Р
-20 J2 К2 L2 D DD D RAEXxx4P
-30 J3 КЗ L3 — —
-40 J4 К4 L4 — — (Е) RAEXXX5P
-50 J5 К5 L5 — —
-60 J6 Кб L6 — — (F) RAEX ххбР ARCTIC
Испытания на удар проводятся на продольных стержнях.
16
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
При рабочей температуре постоянно ниже -40 °C и когда конструкция или сварная или ударно нагруженная, обычные
конструкционные стали для использования не пригодны. Для низких рабочих температур пригодными являются
мелкозернистые конструкционные стали RAEX N и ТМО-стали RAEX М, представленные в пунктах 1.4.4 и 1.4.6.
Категория ударной вязкости не имеет большого значения для цены за килограмм стали. С точки зрения потребителя
стали спектр категорий ударной вязкости влияет на увеличение затрат. Сокращённый ассортимент категорий
ударной вязкости отсеивает затраты на хранение и обработку. При использовании в стальных листах лишь немногих
категорий ударной вязкости производитель продукции лучше познаёт определённую сталь и совершенствует методы
труда именно для них.
Основывающийся на ударной вязкости выбор материала металлоконструкции зависит от многих факторов:
- рабочая температура < +20 "С
- значительная толщина листа; > 20 мм
- марка стали; Fe, легированная, RAEX ARCTIC
- нагрузка, напряжённое состояние
- сварка, расположение швов
- конструктивные решения, дизайн.
Для выбора категории ударной вязкости существуют многие способы, представленные в литературных источниках /1/
и 131.
Выбор по СНиПу В7
В таблице 1.3 представлен метод выбора категории ударной вязкости стали согласно разработанной для
металлоконструкций инструкции В7 сборника строительных норм и правил министерства охраны окружающей среды
Финляндии.
В инструкции В7 металлоконструкции разделены на три класса. В 1 -й класс входят, например, здания, в которых
часто находятся большие группы людей, и спецконструкции. как большие мачты и башни. Ко 2-му классу относятся
сооружения, которые не входят в 1 -й и 3-й классы. К 3-му классу относятся строения, в которых только временно
находятся люди.
Таблица 1.3 Выбор категории качества (ударной вязкости) стали по инструкции В7
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА Z Z = Za+Zb+Zc+Zd
Влияющий фактор Коэфф. Влияющий фактор Коэфф. Влияющий фактор Коэфф. Влияющий фактор Коэфф.
Класс конструкции Za Рабочая температура. Т, °C Zt Толщина материала, t (выбирвется на основа- нии самой толстой со- прягаемой детали), мм Zc Напряжение растяже- ния в состоянии вре- менного сопротивле- ния, О, Н/мм2 Zd
1 2 3 7 4 1 +100>Т> 0 0>Т> -20 -20>Т> -30 -30 >Т£ -40 0 5 8 10 t< 15 15<t< 25 25st< 35 35st< 45 45st< 100 0 2 4 6 8 О <235 235 5 О <275 275 5 О < 355 355 5 а 0 1 2 3
НИЗШАЯ КАТЕГОРИЯ КАЧЕСТВА СТАЛИ (КАТЕГОРИЯ УДАРНОЙ ВЯЗКОСТИ)
Сумма коэффициентов Z — Za + Zb + Zc + Zj Часть конструкции, содержащая сверные швы или вырезанные газовой резкой детали Часть конструкции без сварных швов и вырезанных газовой резкой деталей
Z< 12 12<Z518 18<Z5 22 22 < Z 5 24 В (JR) С (JO) D(J2) E(J4) В (JR) В (JR) B(JR) С (JO)
В стандартах и расчётных инструкциях некоторых отраслей определяются требование к ударной вязкости и категория
качества используемой стали.
Требования к категории качества представлены, например, в расчётном стандарте SFS 3324 на сосуды высокого
давления, в расчётном стандарте SFS 4028 на краны и подъёмные полотна и в расчётном стандарте SFS 2740 на
большие резервуары без давления.
17
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
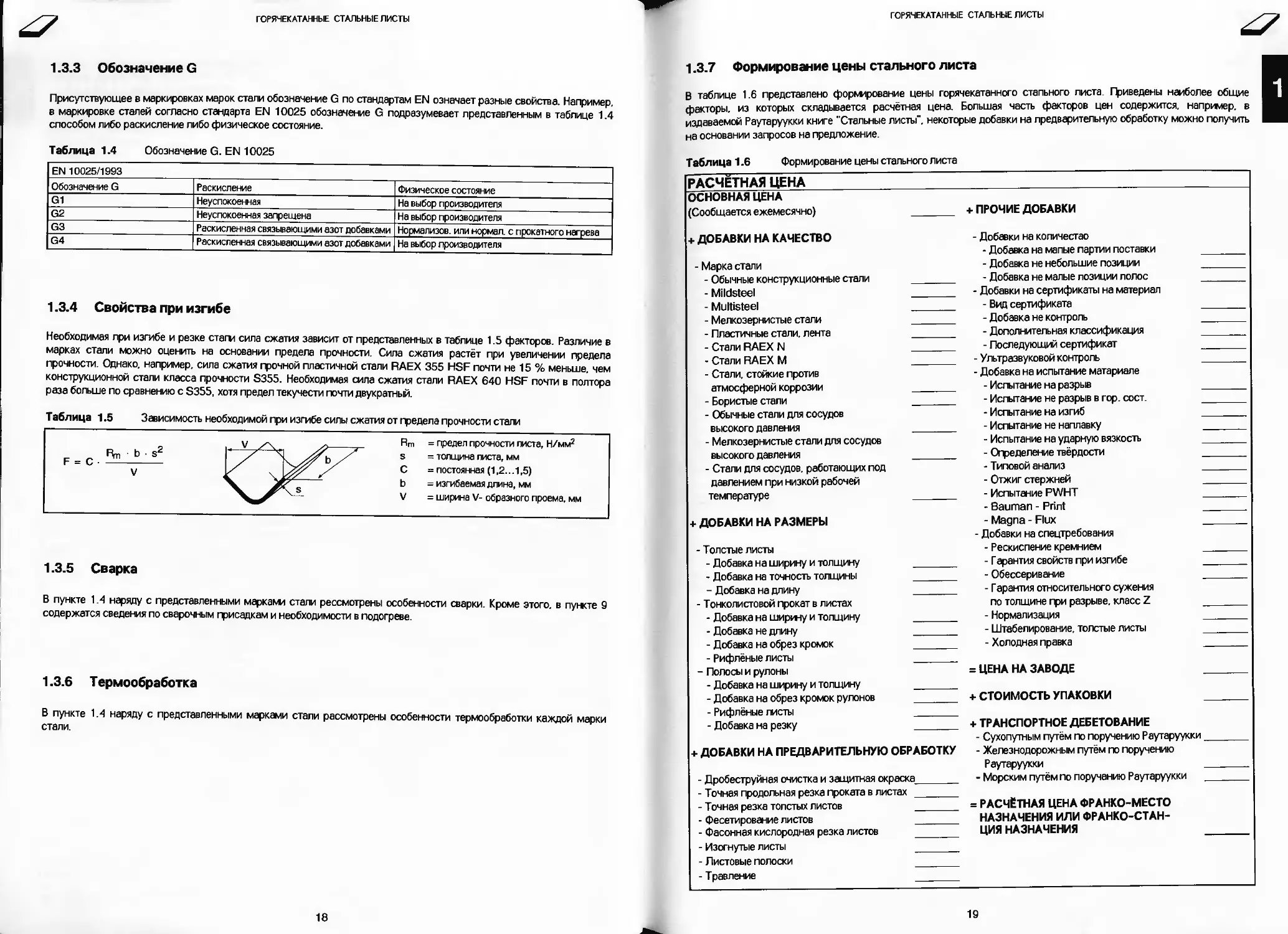
1.3.3 Обозначение G
Присутствующее в маркировках марок стали обозначение G по стандартам EN означает разные свойства. Например,
в маркировке сталей согласно стандарта EN 10025 обозначение G подразумевает представленным в таблице 1.4
способом либо раскисление либо физическое состояние.
Таблица 1.4 Обозначение G. EN 10025
EN 10025/1993
Обозначение G Раскисление Физическое состояние
G1 Неуспокоенная На выбор производителя
G2 Неуспокоенная запрещена На выбор производителя
G3 Раскисленная связывающими азот добавками Нормализов. или нормал. с прокатного нагрева
G4 Раскисленная связывающими азот добавками На выбор производителя
1.3.4 Свойства при изгибе
Необходимая при изгибе и резке стагм сипа сжатия зависит от представпенных в табпице 1.5 факторов. Различие в
марках стали можно оценить на основании предела прочности. Сила сжатия растёт при увеличении предела
прочности. Однако, например, сила сжатия прочной пластичной стали RAEX 355 HSF почти не 15 % меньше, чем
конструкционной стали класса прочности S355. Необходимая сила сжатия стали RAEX 640 HSF почти в полтора
раза больше по сравнению с S355, хотя предел текучести почти двукратный.
Таблица 1.5 Зависимость необходимой при изгибе силы сжатия от гредела прочности стали
Rm Ь S2 F = С — V V /\ . Rm = предел прочности листа, Н/мм2 77^э / s = толщина листа, мм С = постоянная (1,2...1,5) 7 Ь = изгибаемая длина, мм '— V = ширина V- образного проема, мм
1.3.5 Сварка
В пункте 1 4 наряду с представленными марками стали рессмотрены особенности сварки. Кроме этого, в пункте 9
содержатся сведения по сварочным грисадкам и необходимости в подогреве
1.3.6 Т ермообработка
В пункте 1.4 наряду с представленными марками стали рассмотрены особенности термообработки каждой марки
стали.
18
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.3.7 Формирование цены стального листа
В таблице 1.6 представлено формирование цены горячекатанного стального листа Приведены наиболее общие
факторы, из которых складывается расчётная цена. Большая часть факторов цен содержится, например, в
издаваемой Раутаруукки книге "Стальные листы", некоторые добавки на предварительную обработку можно получить
на основании запросов на предложение.
Таблица 1.6 Формирование цены стального листа
[РАСЧЁТНАЯ ЦЕНА
ОСНОВНАЯ ЦЕНА
(Сообщается ежемесячно) + ПРОЧИЕ ДОБАВКИ
+ ДОБАВКИ НА КАЧЕСТВО - Добавки на количество - Добавка на малые партии поставки
- Марка стали - Добавка не небольшие позиции
- Обычные конструкционные стали - Добавка не малые позиции полос
- Mildsteel - Добавки на сертификаты на материал
- Multisteel - Вид сертификата
- Мелкозернистые стали - Добавка не контроль
- Пластичные стали, лента - Дополнительная классификация
- Стали RAEX N - Последующий сертификат
- Стали RAEX М - Ультразвуковой контроль
- Стали, стойкие против - Добавка на испытание материале
атмосферной коррозии - Испытание на разрыв
- Бористые стали - Испытание не разрыв в гор. сост.
- Обычные стали для сосудов - Испытание на изгиб
высокого давления - Испытание не наплавку
- Мелкозернистые стали для сосудов - Испытание на ударную вязкость
высокого давления - Определение твёрдости
- Стали для сосудов, работающих под - Типовой анализ
давлением при низкой рабочей - Отжиг стержней
температуре - Испытание PWHT - Bauman - Print
+ ДОБАВКИ НА РАЗМЕРЫ - Magna - Flux - Добавки на спецтребования
- Толстые листы - Рескиспение кремнием
- Добавка на ширину и толщину - Г арантия свойств при изгибе
- Добавка на точность толщины - Обессеривание
- Добавка на длину - Гарантия относительного сужения
- Тонколистовой прокат в листах по толщине при разрыве, класс Z
- Добавка на ширину и толщину - Нормализация
- Добавка не длину - Штабелирование, толстые листы
- Добавка на обрез кромок - Холодная правка
- Рифлёные листы
- Полосы и рулоны = ЦЕНА НА ЗАВОДЕ
- Добавка на ширину и толщину
- Добавка на обрез кромок рулонов + СТОИМОСТЬ УПАКОВКИ
- Рифлёные листы
- Добавка на резку + ТРАНСПОРТНОЕ ДЕБЕТОВАНИЕ - Сухопутным путём по поручению Раутаруукки
+ ДОБАВКИ НА ПРЕДВАРИТЕЛЬНУЮ ОБРАБОТКУ - Железнодорожным путём по поручению Раутаруукки
- Дробеструйная очистка и защитная окраска - Морским путём по поручению Раутаруукки
- Точная продольная резка проката в листах = РАСЧЁТНАЯ ЦЕНА ФРАНКО-МЕСТО
- Точная резка толстых листов
- Фесетирование листов НАЗНАЧЕНИЯ ИЛИ ФРАНКО-СТАН-
- Фасонная кислородная резка листов ЦИЯ НАЗНАЧЕНИЯ
- Изогнутые листы - Листовые полоски - Травление
19
ГОРЯЧЕКАТАНИЬЕ СТАЛЬНЫЕ ГИСТЫ
Сравнительная цена
Цена за килограмм не должна быть единственным критерием выбора стального листа Важнейшими стоимостными
факторами выбора является удельные цены и общая стоимость изделия или конструкции, которая содержит цену
стального листе и влияние выбранного стального гыста на затраты по изготовлению и эксплуатации Выбором конст-
руктивных решетки и учётом свойств каждой марки стали проектировщик может влиять, особенно, на производст-
венные издержки В таблице 1.7 представлено сравнение цен конструкционных сталей по отношению к единице
массы и пределу текучести.
Цена заводского исполнения также зависит от соответствующей пункту 1 9 степени предварительной обработки
Таблица 1.7 Сравнение цен конструкционных сталей
20
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЪ
1.4 Марки стали и механические свойства стальных листов
1.4.1 Обычные конструкционные стали
Раахеский метзавод производит в соответствии со стандартом EN 1OO2S представленные в таблице 1 8 обычные
конструкционгые стали Для сравнения в таблице представлены маркировки обычных конструкционных сталей
согласно старых национальных стандартов Изготовленные из этих марок стали листы прокатывают на толстолисто-
вом и широкополосном станах
Таблица 1.8 Обычные конструкционные стали Сравнительные стандарты
Предел текуч. Предел прочк. Ударная вязкость EN EN SFS ss DIN BS NF
R.H. Н/мм2 Rm* Н/мм2 KV, Дж t, °C 10025 1993 10025 1991 200 1986 14 xx xx 1987 17100 1980 4360 1986 A 36-501 1981
235 235 235 235 235 360-510 360-510 360-510 360-510 360-510 27 27 27 27 27 20 20 0 -20 •20 S235JR S235JRG2 S235J0 S235J2G3 S235J2G4 Fe 360 в Fe360BFN FB360C Fe 360 01 Fe 360 D2 Fe 37 в FB37D 1311-00 1312-00 St 37-2 RSt 37-2 St 37-3 U St 37-3 N 40 В 40C 40 D E24-2 £24-3 £24-4
275 275 275 275 430- 580 430 - 580 430 - 580 430-580 27 27 27 27 20 0 •20 -20 S275JR S275J0 S275J2G3 S275J2G4 Fe 430 В FB430C Fe 430 01 Fe 430 02 Fe44B FG 44 D 1412-00 1414-00 1414-01 St 44-2 St 44-3 U St 44-3 N 43B 43 C 43 0 £28-2 £28-3 £28-4
355 355 355 355 355 355 510-680 510-680 510-680 510-680 510-680 510-680 27 27 27 27 40 40 20 0 •20 •20 -20 -20 S355JR S355J0 S355J2G3 S355J2G4 S355K2G3 S355K2G4 FB510B FB510C FO510D1 Fe51OD2 Fe 510 DD1 Fe 510DD2 Fe52C Fe52D (21 72-00) (21 74-01) St 52-3 U St 52-3 N 50 В 50 C SOD £36-2 £36-3 £36-4
185 290-510 - S185 Fe 310-0 Fe33 13 00-00 St 33 A 33
295 470 - 610 - - Е295 Fe 490-2 Те 50 15 50-00 15 50-01 St 50-2 A 50-2
Параметры при комнатной температуре Топшига материала 416 мм.
При тентом сравнении необходимо испогьзоватъ оригинальные стандарты
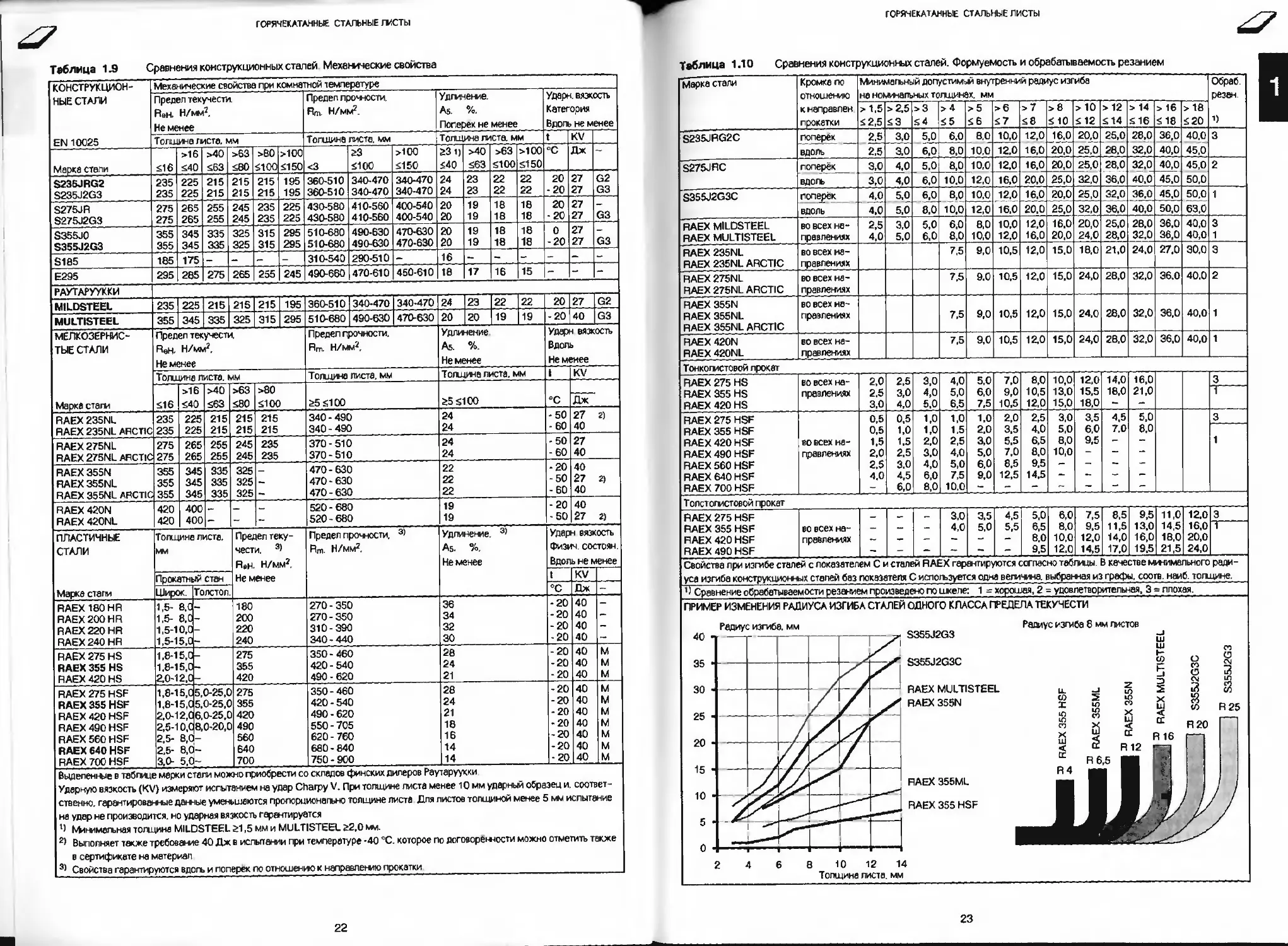
В таблицах 1.9 и 1.10 представлены механические свойства обычных конструкционных сталей. Для сравнения в
таблицах также представлены аналогичные свойства конструкционных сталей RAEX. В таблице 1 8 также указан
диапазон топщгиы производства этих марок стали
21
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.9 Сравнения конструкционных сталей Механические свойства
конструкцией- НЫЕ СТАЛИ EN 10025 Механические свойства при комнатной температуре
Предел текучести. Ren. Н/км2. Не менее Предел прочности. Rm- Н/мм2. Удгшетме. As. %. Поперек не менее Ударн. вязкость Категория Вдоль не менее
Толщина листа, мм Толщина листа, мм Толщина листа, мм t KV
Марка стели £16 >16 £40 >40 £63 >63 £80 >80 £100 >100 £150 <3 23 £100 >100 £150 2:31) <40 >40 £63 >63 £100 >100 S150 °C Дж —
S235JRG2 S235J2G3 235 235 225 225 215 215 215 215 215 215 195 195 360-510 360-510 340-470 340-470 340-470 340-470 24 24 23 23 22 22 22 22 20 -20 27 27 G2 G3
S275JR S275J2G3 275 275 265 265 255 255 245 245 235 235 225 225 430-580 430-580 410-560 410-560 400-540 400-540 20 20 19 19 18 18 18 18 20 20 27 27 G3
S355J0 S355J2G3 355 355 345 345 335 335 325 325 315 315 295 295 510-680 510-680 490-630 490-630 470-630 470-630 20 20 19 19 18 18 18 18 0 -20 27 27 G3
S185 185 175 - - - - 310-540 290-510 — 16 - - - - — -
Е295 295 285 275 265 255 245 490-660 470-610 450-610 18 17 16 15 - - -
РАУТАРУУККИ
MILDSTEEL 235 225 215 215 215 195 360-510 340-470 340-470 24 23 22 22 20 27 G2
MULTISTEEL 355 345 335 325 315 295 510-680 490-630 470-630 20 20 19 19 -20 40 G3
МЕЛКОЗЕРНИС- ТЫЕ СТАЛИ Марка стали Предел текучести, ReH, Н/мм2, Не менее Предел прочности. Rm Н/мм2. Удлинение As. %. Не менее Ударн вязкость Вдоль Не менее
Толщина листа, мм Толщина листа, мм Тоодина листа, мм 1 KV
£16 >16 £40 >40 563 >63 £80 >80 £100 25 8100 25 £100 °C Дж
RAEX 23SNL RAEX 235NL ARCTIC 235 235 225 225 215 215 215 215 215 215 340 - 490 340-490 24 24 -50 • 60 27 г) 40
RAEX 275NL RAEX 275NL ARCTIC 275 275 265 265 255 255 245 245 235 235 370-510 370 - 510 24 24 -50 -60 27 40
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC 355 355 355 345 345 345 335 335 335 325 325 325 — 470-630 470 - 630 470-630 22 22 22 -20 -50 -60 40 27 2) 40
RAEX 420N RAEX 420NL 420 420 400 400 - - - 520-680 520 - 680 19 19 -20 -50 40 27 2)
ПЛАСТИЧНЫЕ СТАЛИ Марка стали Толщина листа, мм Предел теку- чести. 3> ReH. Н/мм2. Не менее Предел прочности. 3) Rm. Н/мм2. Удлинение. 3) А5. %. Не менее Ударн вязкость Физич. состоян. Вдоль не менее
Прокатный стан t KV
Широк. Толстол °C Дж —
RAEX 180 HR RAEX 200 HR RAEX 220 HR RAEX 240 HR 1,5- 8.0 1,5- 8,0 1,5-10,0 1,5-15,0 Jill 180 200 220 240 270 - 350 270 - 350 310-390 340 - 440 36 34 32 30 -20 -20 -20 -20 40 40 40 40 -
RAEX 275 HS RAEX 355 HS RAEX 420 HS 1.8-15.С 1.8-15,0 2,0-12,0 275 355 420 350-460 420 - 540 490 - 620 28 24 21 -20 -20 -20 40 40 40 М м м
RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF 1,8-15,0 1,8-15,0 2,0-12,0 2,5-10,0 2.5- 8,0 2,5- 8,0 3,0- 5,0 5,0-25,0 5,0-25,0 6,0-25.0 8,0-20,0 - - - 275 355 420 490 560 640 700 350 - 460 420-540 490 - 620 550-705 620 - 760 680 - 840 750 - 900 28 24 21 18 16 14 14 -20 -20 -20 •20 -20 -20 20 40 40 40 40 40 40 40 м м м м м м м
Выделенное в таблице мерки стели можно приобрести со складов финских дилеров Раутаруукки
Ударную вязкость (KV) измеряют испытанием на удар Charpy V. При толщине листа менее 10 мм ударный образец и. соответ-
ственно. гарантированные данные уменьшаются пропорционально толщине листа Для листов толщиной менее 5 мм испытание
на удар не производится, но ударная вязкость гарантируется
Минимальная толщина MILDSTEEL Z1,5 мм и MULTISTEEL 22,0 мм.
2) Выполняет также требование 40 Дж в испытании при температуре -40 °C. которое по договоренности можно отметить также
в сертификате на материал
Э) Свойства гарантируются вдоль и поперек по отношению к направленно прокатки
22
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.10 Сравнения конструкционных сталей. Формуемость и обрабатываемость рез^ием
Марка стали Кромка по отношению к направлен прокатки Минимальный допустим? на номинальных толщин*
>1.5 5 2,5 >2.5 S3 >3 *4 >4 *5
S235JRG2C поперек ___ вдоль 2.5 2,5 3,0 3.0 5,0 6,0 6,0 8,0
S275JRC поперёк вдоль ад 3,0 4,0 4,0 5,0 6.0 8,0 10,0
S355J2G3C поперек вдоль 4,0 4,0 5,0 5.0 6,0 8,0 8.0 10,0
RAEX MILDSTEEL RAEX MULTISTEEL во всех на- правлениях 2,5 4.0 3.0 5.0 5,0 6.0 6.0 8,0
RAEX 235NL RAEX 235NL ARCTIC во всех на- правлениях 7.5
RAEX 275NL RAEX 275NL ARCTIC во всех на- правлениях 7.5
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC во всех на- правлениях 7.5
RAEX 420N RAEX 420NL во всех на- правлениях 7,5
Тонколистовой прокат
RAEX 275 HS RAEX 355 HS RAEX 420 HS во всех на- правлениях 2,0 2,5 3,0 2.5 3,0 4,0 3,0 4,0 5.0 4,0 5,0 6,5
RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF во всех на- правлениях 0,5 0,5 1.5 2,0 2,5 4.0 0.5 1.0 1.5 2.5 3.0 4.5 6,0 1.0 1,0 2.0 3,0 4,0 6.0 8,0 1.0 1.5 2,5 4.0 5,0 7.5 10.0
Толстолистовой прокат
RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF во всех на- правлениях - - - 3.0 4,0
Свойства при изгибе сталей с показателем С и сталей RAEX rape уса изгиба конструкционных степей баз показателя С испогъзуетс
Сравнение обрабатываемости резанием произведено по шкеле:
ПРИМЕ 40 35 • 30 25 • 20 15 • 10 5 • РИЗМ Радиу ЕНЕНИ5 изгиб ЧРАДИ В. ММ УСА И. ЗГИБА СТАЛЕ “7 Й ОДНОГО КЛА< S355J2G3 S355J2G3C RAEX MULTI! RAEX 355N RAEX 355ML RAEX 355 HS 4
I 1 - 4 6 10 1 Толщина ли 2 1 ста. мь/
ый внутренний радиус изгиба ax. мм Обраб резан 1)
>5 $6 >6 *7 >7 S8 >8 *10 >10 S12 >12 *14 > 14 *16 > 16 *18 >18 *20
в.о 10,0 12,0 16,0 20,0 25,0 28.0 36.0 40,0 3
10,0 12.0 16,0 20,0 25,0 28.0 32,0 40,0 45,0
10,0 12,0 12.0 16,0 16,0 20,0 20,0 25,0 25,0 32,0 28,0 36,0 32,0 40,0 40,0 45,0 45,0 50,0 2
10,0 12.0 16,0 20,0 25,0 32,0 36.0 45.0 50,0 1
12,0 16.0 20,0 25,0 32,0 36,0 40,0 50.0 63,0
8,0 10,0 10.0 12,0 12,0 16,0 16.0 20,0 20,0 24,0 25,0 28,0 28,0 32,0 36.0 36,0 40,0 40,0 3 1
9,0 10,5 12,0 15,0 18,0 21,0 24.0 27.0 30,0 3
9.0 10.5 12,0 15,0 24,0 28.0 32,0 36.0 40,0 2
9,0 10,5 12,0 15.0 24,0 28,0 32,0 36,0 40,0 1
9,0 10,5 12,0 15,0 24,0 28,0 32,0 36,0 40,0 1
5.0 6,0 7,5 7.0 9,0 10,5 8.0 10,5 12,0 10,0 13,0 15.0 12,0 15,5 18.0 14.0 18,0 16,0 21,0 3 T
1,0 2,0 3,0 5,0 6.0 9.0 2,0 3.5 5.5 7.0 8.5 12,5 2,5 4.0 6,5 8.0 9,5 14,5 3.0 5,0 8,0 10,0 3.5 6,0 9,5 4,5 7.0 5,0 8.0 3 1
3,5 5.0 4.5 5.5 5.0 6,5 8.0 9,5 6,0 8.0 10,0 12,0 7,5 9.5 12.0 14.5 8.5 11.5 14,0 17.0 9,5 13,0 16,0 19,5 11,0 14,5 18,0 21,5 12,0 16,0 20,0 24,0 3 1
актируются согласно таблицы В качестве минимального ради- ся одна величина, выбранная из графы, соотв. наиб- толщине.
1 = хорошая, 2 = удовлетворительная, 3 = плохая.
ССА ПРЕДЕЛА ТЕКУЧЕСТИ Радиус изгиба 8 мм листов ш ш w STEEL u. J § 1 w S х X МЭ « Й ю 8 х < 8 х 2 § Ri6 < & RI2 H S RS.5 ill I 1 J S355J2G3C о I S S355J2G3 J
23
горячекатанные стальные листы
Диапазоны размеров изготовления и допуски согласно стандартов на размеры EN 10029 и EN 10051 представлены
в пункте 1.6. Рекомендуемые размеры листов указаны в пункте 1.7.1. Модель таблицы выбора по внутреннему
стандарту фирмы представлена в пункте 1.7.2. При выборе размеров листов по рекомендациям обеспечивается
приобретение стальных листов нужных размеров.
Сертификат на материал расширяет количество объектов применения стального листа. В некоторых отраслях
существуют указания официальных органов по используемым сталям, которые необходимо учитывать уже на стадии
проектирования Если эти указания предусматривают определённый класс прочности или категорию качества, в
документах или чертежах изделия или конструкции необходимо отметить требование на сертификат на материал
Для общего назначения наиболее подходящий сертификат на материал EN 10204-2.2.
Существуют многие виды сертификатов на материал. В пункте 9 представлены сравнительные стандарта на
сертификаты на материал разных стран.
Маркировка в чертеже и заказе
Стальной лист EN 10029 - 10А х 1500 х 6000 S355J2G3 EN 10025 EN 10204-2.2
Название
Стандарт на размеры
Толщина листа, мм ______ ____
Ширина листа, мм___________________
Длина листа, мм___________________________
Марка стали ___________________________________
Стандарт на материал, на обязателен в чертеже________________
Сертификат на материал___________________________________________________
Изготовленные из обычных конструкционных сталей листа могут также поставляться с гарантией на расслой (Z-
гарантия). В этом случае говорят о зетовых листах, рассмотренных подробнее в пункте 1.5.2. Категорию качества
гарантии относительного сужения обозначают, например. EN 10025-S355J2G3 + EN 10164-Z25. Сведения о
приобретении таких стальных листов можно получить у дилеров Раутаруукки или в отделе торговли Раахеского
метзавода Раутаруукки.
Холоднея обработка
Для обеспечения гарантии свойства при изгибе обычных конструкционных сталей в маркировку стали надо добавить
С, например S355J2G3C. Сведения о приобретании желеемого листа с гарантией обрезки можно получить у
дилеров Раутаруукки или в отделе торговли Раахеского метзавода Раутаруукки. В таблице 1.10 представлены
гарантированные стандартом EN 10025 радиусы изгиба. В качества минимального радиуса изгиба стального листа,
изготовленного из обычной конструкционной стали без гарантии свойств при изгибе, можно использовать одну
величину, выбранную из графы, соответствующей наибольшей толщине материала
К свойствам мелкозернистых конструкционных сталей RAEX N относится гарантия свойств при изгибе три
отсутствии отдельного требования.
Величина наобходимой силы сжатия при изгибе и обрезке рассмотрена в пункте 1.3.4.
При необходимости проектировщик должен отметить в чертеже изделия или конструкции направление прокатки. В
этом случае производитель продукции может учесть требование в способах производства.
Горячая обработка
Горячая обработка обычных конструкционных сталей производится в диапазона температур 870...1100 °C. Обработку
делают до охлаждения образца до 870 “С. Обработанный образец охлаждается на воздухе Небольшая степень
обработки или окончание обработки при высокой температуре могут повтаять на рост размера зарна стали, при этом
снижается вязкость стали. Нормализация обеспечивает восстановление вязкости.
При использовании достаточного количества алюминия для раскисления обычных конструкционных сталей
вызываемая обработкой склонность к хрупкому разрушению не появляется. Раахеский метзавод для раскисления ста-
ли использует алюминий.
При необходимости проектировщик должен отметить требование и инструкции по нормализации в чертёж изделия
или конструкции.
24
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Сварка, потребность в подогреве
В пункте 9 представлены величины углеродного эквивалента обычных конструкционных сталей, потребность в пред-
варительном подогреве, используемые электроды и присадки. При необходимости инструкции по сварке необходимо
вносить в чертежи изделия или конструкции.
Обрабатываемость резанием
Обрабатываемость резанием обычных конструкционных сталей улучшается с повышением класса прочное™ В
таблице 110 представлена оценка обрабатываемости резанием конструкционных сталей.
Приобретение. Склады дилеров, заводское исполнение и срок поставки
На складах финских дилеров Раутаруукки имеются изготовленные согласно стандарта EN 10025 из марок стали
S235JRG2 или S355J2G3 горячекатанные стальные листы по представленным в пункте 1.7 рекомендуемым
размерам. У дилеров также имеются аналогичные этам сталям производимые Раутаруукки наименования продукции
RAEX Mildsteel и RAEX Multisteel. Изготовленные из прочих марок конструкционных сталей листы выполнены в
заводском исполнении.
Формирование цены стальных листов представлено в пункте 1.3.6. Цена заводского исполнения стальных листов
также зависит от представленной в пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10. Адреса дилеров Раутаруукки на
странице 6.
25
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
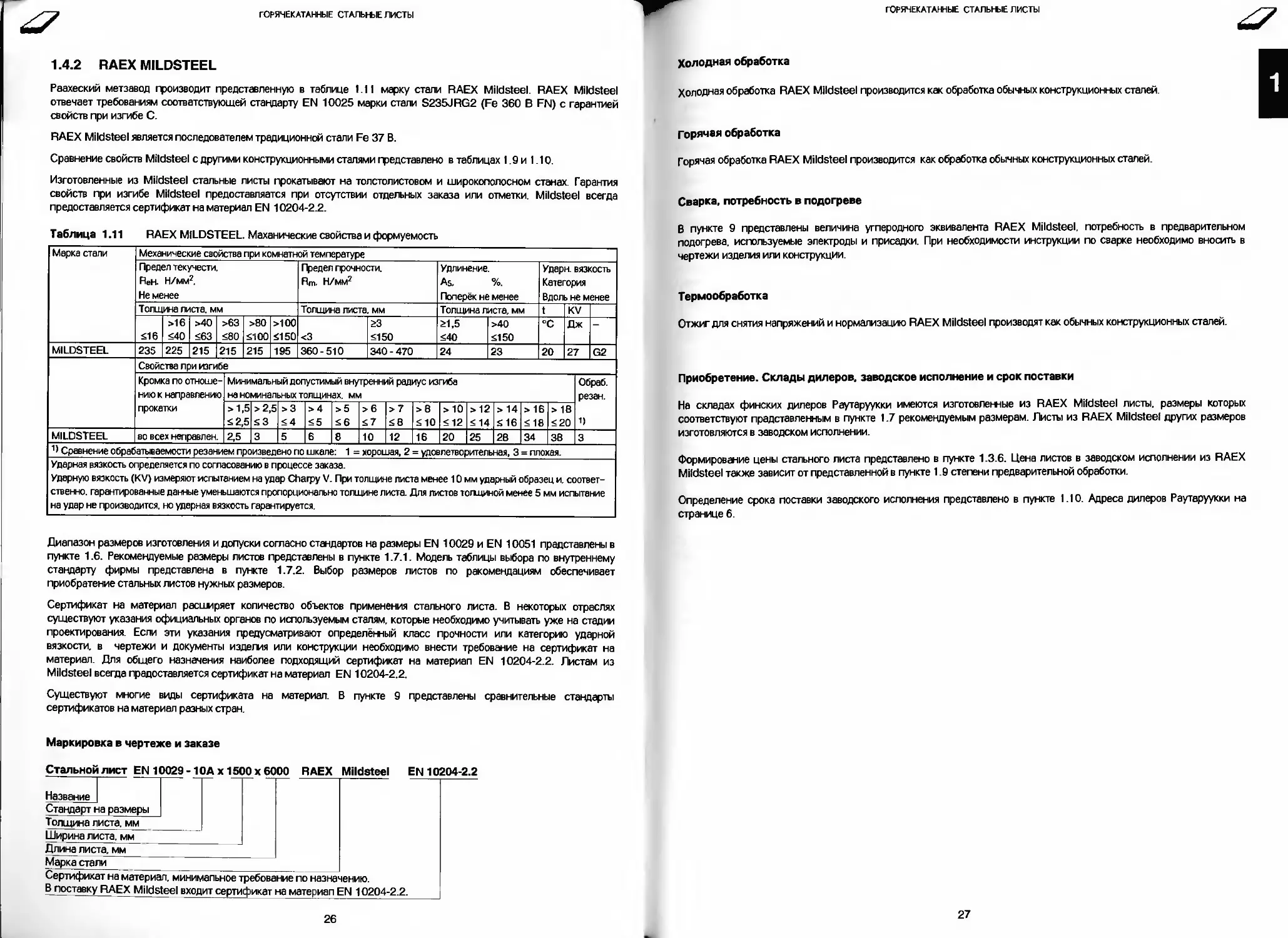
1.4.2 RAEX MILDSTEEL
Раахеский метзавод производит представленную в таблице 111 марку стали RAEX Mildsteel RAEX Mildsteel
отвечает требованиям соответствующей стандарту EN 10025 марки стали S235JRG2 (Fe 360 В FN) с гарантией
свойств при изгибе С.
RAEX Mildsteel является последователем традиционной стали Fe 37 В.
Сравнение свойств Mildsteel с другими конструкционными сталями представлено в таблицах 1.9 и 1.10.
Изготовленные из Mildsteel стальные листы прокатывают на толстолистовом и широкополосном станах Гарантия
свойств при изгибе Mildsteel предоставляется при отсутствии отдельных заказа или отметки. Mildsteel всегда
предоставляется сертификат на материал EN 10204-2.2.
Таблица 1.11 RAEX MILDSTEEL. Маханические свойства и формуемость
Марка стали Механические свойства при комнатной температуре
Предел текучести. ReH. Н/мм2. Не менее Предел прочности. Rm, Н/мм2 Удлинение. а5. %. Поперёк не менее Ударн. вязкость Категория Вдоль не менее
Толщина листа, мм Толщина листа, мм Толщина листа, мм t KV
<16 >16 <40 >40 <63 >63 <80 >80 £100 >100 <150 <3 >3 <150 >1,5 <40 >40 £150 -с Дж -
MILDSTEEL 235 225 215 215 215 195 360-510 340 - 470 24 23 20 27 G2
Свойства при изгибе
Кромка по отноше- нию к направлению прокатки Минимальный допустимый внутренний радиус изгиба на номинальных толщинах, мм Обраб. резан. П
>1,5 £2,5 >2,5 £3 >3 <4 >4 <5 >5 £6 >6 £7 >7 <8 >8 <10 >10 <12 >12 <14 > 14 £16 >16 <18 >18 <20
MILDSTEEL во всех неправлен. 2,5 3 5 6 8 10 12 16 20 25 2В 34 38 3
О Сравнение обрабатываемости резанием произведено по шкале: 1 = хорошая, 2 = удовлетворительная, 3 = плохая.
Ударная вязкость определяется по согласованию в процессе заказа.
Ударную вязкость (К V) измеряют испытанием на удар Charpy V. При толщине листа менее 10 мм ударный образец и. соответ-
ственно. гарантированные данные уменьшаются пропорционально толщине листа. Для листов толщиной менее 5 мм испытание
на удар не производится, но ударная вязкость гарантируется.
Диапазон размеров изготовления и допуски согласно стандартов на размеры EN 10029 и EN 10051 представлены в
пункте 1.6. Рекомендуемые размеры листов представлены в пункте 1.7.1. Модель таблицы выбора по внутреннему
стандарту фирмы представлена в пункте 1.7.2. Выбор размеров листов по рекомендациям обеспечивает
приобретение стальных листов нужных размеров.
Сертификат на материал расширяет количество объектов применения стального листа. В некоторых отраслях
существуют указания официальных органов по используемым сталям, которые необходимо учитывать уже на стадии
проектирования. Если эти указания предусматривают определённый класс прочности или категорию ударной
вязкости, в чертежи и документы изделия или конструкции необходимо внести требование на сертификат на
материал Для общего назначения наиболее подходящий сертификат на материал EN 10204-2.2. Листам из
Mildsteel всегда предоставляется сертификат на материал EN 10204-2.2.
Существуют многие виды сертификата на материал. В пункте 9 представлены сравнительные стандарты
сертификатов на материал разных стран.
Маркировка в чертеже и заказе
Стальной лист EN 10029 -10А х 1500 х 6000 RAEX Mildsteel EN 10204-2.2
Название
Стандарт на размеры
Толщина листа, мм
Ширина листа, мм ~ ________
Длина листа, мм______ ____
Марка стали___
Сертификат на материал, минимальное требование по назначению.
В поставку RAEX Mildsteel входит сертификат на материал EN 10204-2.2.
26
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Холодная обработка
Холодная обработка RAEX Mildsteel производится как обработка обычных конструкционных сталей.
Горячая обработка
Горячая обработка RAEX Mildsteel производится как обработка обычных конструкционных сталей.
Сварка, потребность в подогреве
В пункте 9 представлены величина углеродного эквивалента RAEX Mildsteel. потребность в предварительном
подогрева, используемые электроды и присадки. При необходимости инструкции по сварке необходимо вносить в
чертежи изделия или конструкции
Термообработка
Отжиг для снятия напряжений и нормализацию RAEX Mildsteel производят как обычных конструкционных сталей.
Приобретение. Склады дилеров, заводское исполнение и срок поставки
На складах финских дилеров Раутаруукки имеются изготовленные из RAEX Mildsteel листы, размеры которых
соответствуют представленным в пункте 1.7 рекомендуемым размерам. Листы из RAEX Mildsteel других размеров
изготовляются в заводском исполнении.
Формирование цены стального листа представлено в пункте 1.3.6. Цена листов в заводском исполнении из RAEX
Mildsteel также зависит от представленной в пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10. Адреса дилеров Раутаруукки на
странице 6.
27
ГОРЯЧЕКАТАННЫЕ СТАЛЬРЫЕ ЛИСТЫ
1.4.3 RAEX MULTISTEEL
Раахеский метзавод производит представленную в таблице I I2 конструкционную марку стали RAEX Multisteel.
RAEX Multisteel отвечает требованиям соответствующих стандарту EN 10025 марок стали S355JO, S355J2G3,
S355J2G4, S355K2G3 и S355K2G4 (Fe 510 С, Fe 510 D1, Fe 510 D2, Fe 510 DD1 и Fe 510 DD2) с гарантией
свойств при изгибе С, а также требованиям S355JR (Fe 510 В). Multisteel отвечает требованиям соответствующих
старому стандарту SFS 200 марок стали Fe 52 С и Fe 52 D с гарантией свойств при изгибе -03. Сравнение свойств
Multisteel с другими конструкционными сталями представлено в таблицах 1.9 и 1.10.
Изготовленные из Multisteel листы прокатывают на толстолистовом и широкополосном станах. Категория ударной
вязкости Multisteel без отдельных требования или отметки К2 (-20 °C). Величина ударной вязкости Multisteel при
температуре испытания выше, чем аналогичных стандартных сталей Гарантия на свойства при изгибе
предоставляется без отдельных заказа или отметки. Multisteel всегда предоставляется сертификат на материал
EN 10204-3.1.В.
Таблица 1.12 RAEX MULTISTEEL. Механические свойства и формуемость
Марка стали Механические свойства при комнатной температуре
Предел текучести. ReH. Н/мм2. Не менее Предал прочности. Rm. Н/мм2 Удлинение, As, %. Поперёк не менее Ударн. вязкость Категория Вдоль не менее
Толщина листа, мм Толщине листа, мм Толщина листа, мм t KV
516 >16 <40 >40 £63 >63 <80 >80 <100 >100 <150 <3 £3 £100 >100 5150 >2 540 >40 £63 >63 £150 °C Дж -
MULTISTEEL 355 345 335 325 315 295 510-680 490-630 470 - 630 20 20 19 -20 40 G3
Свойства при изгибе
Кромка по отноше- нию к исправлению прокатки Минимальный допустимый внутренне радиус изгиба на номин. толщинах, мм Обраб. резан. П
>1,5 5 2,5 >2,5 S3 >3 S4 >4 S5 >5 £6 >6 <7 >7 <8 >8 510 > 10 512 >12 £14 >14 £16 >16 <18 > 1В £20
MULTISTEEL во всех направлен. 4 5 6 8 10 12 16 20 24 28 32 36 40 1
Сравнение обрабатываемости резанием произведено по шкале; 1 = хорошая, 2 = удовлетворительная, 3 = плохая.
Ударную вязкость (KV) измеряют испытанием не удар Charpy V. При толщине листа менее 10 мм ударный образец и. соответ-
ственно. гарантированные данные уменьшаются пропорционально толщине листа Для листов толщиной менее 5 мм испытание
на удар не производится, но ударная вязкость гарантируется.
Диапазон размеров изготовления и допуски согласно стандартов на размеры EN 10029 и EN 10051 представлены в
пункте 1.6. Рекомендуемые размеры листов представлены в пункте 1.7.1. Модель таблицы выборе по внутреннему
стандарту фирмы представлена в пункте 1.7.2. Выбор размеров листов по рекомендациям обеспечивает
приобретение стальных листов нужных размеров.
Сертификат на материал расширяет количество объектов применения стального листа. В некоторых отраслях
существуют указания официальных органов по используемым сталям, которые необходимо учитывать уже на стадии
проектирования. Если эти указания предусматривают определениям класс прочности или категорию ударной
вязкости, в чертежи и документы изделия или конструкции необходимо вносить требование на сертификат на
материал. Для общего назначения наиболее подходящий сертификат на материал EN 10204-2.2. Листам из
Multisteel всегда предоставляется сертификат на материал EN 10204-3.1 .В.
Существуют многие виды сертификата на материал В пункте 9 представлены сравнительные стандарты
сертификатов на материал разных стран.
Маркировка в чертеже и заказе
Стальной лист EN 10029 - 10А х 1500 х 6000 RAEX Multisteel EN 10204-2.2
Название
Стандарт на размеры
Толщина листа, мм_______
Ширина листа, ми_________________
Длина листа, мм_________________________
Марка стали ____
Сертификат на материал, минимальное требование по назначению.
В поставку RAEX Multisteel входит сертификат на материал EN 10 204-3.1 В.
28
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Холодная обработка
Холодная обработка RAEX Multisteel производится кек обычных конструкционных сталей.
Горячая обработка
Горячая обработка RAEX Multisteel производится как обычных конструкционных сталей.
Сварка, потребность в подогреве
В пункте 9 представлены величина углеродного эквивалента Multisteel, потребность в предварительном подогреве,
используемые электроды и присадки. При необходимости инструкции по сварке необходимо вносить в чертежи
издания или конструкции.
Термообработка
Отжиг для снятия напряжений и нормализация RAEX Multisteel производится кек обычных конструкционных сталей.
Приобретение. Склады дилеров, заводское исполнение и срок поставки
На складах финских дилеров Раутаруукки имеются изготовленные из RAEX Multisteel листы размеры которых
соответствуют представленным в пункте 1.7 рекомендуемым размерам. Листы других размеров из RAEX Multisteel
изготовляются в заводском исполнении.
Формирование цены стальных листов представлено в пункте 1.3.6 Цена листов в заводском исполнении из RAEX
Multisteel также зависит от представленной в пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10. Адреса дилеров Раутаруукки на
странице 6.
29
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.4 Мелкозернистые конструкционные стали RAEX N
Раахеский метзавод производит представленные в таблице 1.13 нормализованные мелкозернистые конструкционные
стали RAEX N. Кроме этого, в таблице представлены соответствующие другим аналогичным стандартам
мелкозернистые конструкционные стали
Изготовленные из мелкозернистых марок стали RAEX стальные листы прокатывают на толстолистовом стане в
заводском исполнении.
Таблица 1.13 Мелкозернистые конструкционные стали RAEX. Сравнительные стандарты
РАУТАРУУККИ 1995 EN 10113-2 1993 РАУТАРУУККИ 1994 1) SFS 250 1977 SS 14xxxx 1963 DIN 17102 1983
RAEX 235NL RAEX 235NL ARCTIC - RAEX 265 RAEX 268 ARCTIC - — TStE 255 EStE 255
RAEX275NL RAEX 275NL ARCTIC S275NL RAEX 305 RAEX 306 ARCTIC - TStE 285 EStE 285
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC S355N S355NL RAEX 384 RAEX 365 RAEX 386 ARCTIC Fe 355 D SFS 255 Fe 355 E SFS 255 21 34 21 35 SUE 355 TStE 355 EStE 355
RAEX 420N RAEX 420NL S420N S420NL RAEX 424 RAEX 425 Fe 390 D SFS 256 Fe 390 E SFS 256 21 44 21 45 StE420 TStE 420
При точном сравнении необходимо использовать оригинальные стандарты. 1) Для этих сталей указан нижний предел текучести Rei_, который, вдобавок, не зависил от толщины листа.
6 таблицах 1. 14 и 115 представлены свойства мелкозернистых конструкционных сталей RАЕХ N. В таблицах 1.9 и
1.10 представлено сравнение свойств обычных конструкционных степей и сталей RAEX N.
Конструкционные стали RAEX N предназначены для объектов, в которых требуются повышенные, по сравнению с
обычными конструкционными сталями, прочность, ударная вязкость или свариваемость.
Низкогрочные стали RAEX N пригодны для условий, в которых из-за низкой рабочей температуры и ударной
нагрузки риск хрупкого разрушения чрезвычайно большой.
Высокопрочные стали RAEX N пригодны для объектов, в которых от конструкционного материале требуются, кроме
высокой прочности, хорошие ударная вязкость и свариваемость.
Таб/мца 1.14 Мелкозернистые конструкционные стали RAEX N. Механические свойства
СТАЛИ RAEX N РАУТАРУУККИ Предел текучести. ReH. H/MM2. He менее Предел прочности. Rm. Н/мм2 Удлинение. As. %. Не менее Ударная вязкость Вдоль Не менее
Толщина листа. мм t KV
Марка стали S16 <40 >40 S63 2 S Л VI >80 <100 -с Дж
RAEX 235NL 235 225 215 215 215 340 - 490 24 -50 27 1)
RAEX 235NL ARCTIC 235 225 215 215 215 340 - 490 24 -60 40
RAEX 275NL 275 265 255 245 235 370-510 24 -50 27
RAEX 275NL ARCTIC 275 265 255 245 235 370 - 510 24 -60 40
RAEX 355N 355 345 335 325 470-630 22 -20 40
RAEX 355NL 355 345 335 325 — 470-630 22 -50 27 1)
RAEX 355NL ARCTIC 355 345 335 325 — 470 - 630 22 -60 40
RAEX 420N 420 400 — — 520-680 19 -20 40
RAEX 420NL 420 400 — — — 520-680 19 -50 27 1)
Ударную вязкость (KV) измеряют испытанием на удар Charpy V. При толщине листа менее 10 мм ударный образец и. соответ-
ственно. гарантированные данные уменьшаются пропорционально точцина листа.
’> Выполняет также требование 40 Дж в испытании при температуре -40 °C. которое по договорённости можно отметить также
в сертификате на материал
30
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Конструкционным сталям RAEX N предоставляется гарантия свойств при изгибе при отсутствии отдельного
требования
Таблица 1.15 Мелкозернистые конструкционные стали RAEX N. Формуемость и обрабатываемость
резанием
Стали RAEX N раутаруукки Марка стали Кромка по от- ношению к направлению прокатки Минимальный допустимый внутренний радиус изгиба на номинальных толщинах. 1. мм Обра- батыв. резан. D
>4 <5 >5 £6 >6 £7 >7 £8 >8 <10 >10 <12 >12 £14 >14 <16 >16 <18 >18 £20 >20 £40
RAEX 235NL RAEX 235NL ARCTIC во всех на- правлениях 7,5 9.0 10.5 12.0 15,0 18,0 21,0 24,0 27,0 30,0 3,0 х I 3
RAEX275NL RAEX 275NL ARCTIC во всех на- правлениях 7,5 9,0 10,5 12,0 15,0 24,0 28,0 32,0 36,0 40.0 3,0 х t 2
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC во всех на- правлениях 7,5 9,0 10,5 12,0 15,0 24,0 28,0 32,0 36,0 40,0 3,0 х t 1
RAEX 420N RAEX 420NL во всех на- правлениях 7,5 9,0 10,5 12,0 15,0 24,0 28,0 32,0 36,0 40,0 3,0 х t 1
1) Сравнение обрабатываемости резанием произведено по шкале: 1 = хорошая, 2 = удовлетворительная. 3 - плохая?
Диапазон размеров изготовления и допуски согласно стандарта на размеры EN 10029 представлены в пункте 1.6.
Рекомендуемые размеры листов представлены в пункте 1.7.1. Модель таблицы выбора по внутреннему стандарту
фирмы представлена в пункте 1.7.2. Выбор размеров листов по рекомендациям обеспечивает приобретение стальных
листов нужных размеров
Возможности предварительной обработки заводских исполнений, кек точная разка, фасетирование, изгиб и
обработка поверхности представлены в пункте 1.9. По сроку поставки заводского исполнения необходимо отдельное
согласование.
Сертификат на материал расширяет количество объектов применения стального листа. В некоторых отраслях
существуют указания официальных органов по используемым сталям, которые необходимо учитывать уже на стадии
проектирования. Если эти указания предусматривают определенный класс прочности или категорию качества, в
чертежи и документы изделия или конструкции необходимо вносить требование на сертификат на материал. Для об-
щего назначения наиболее подходящий сертификат на материал EN 10204-2.2.
Существуют многие виды сертификатов на материал. В пункте 9 представлены сравнительные стандарты
сертификатов на материал разных стран.
Маркировка в чертеже и заказе
Стальнойлист EN 10029-10А х 1500 х5000
RAEX355N EN 10204-2.2
Название
Стандарт на размеры _
Толщина листа, мм
Ширина листа, мм
Длина листа, мм______
Марка стали _____
Сертификат на материал
31
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Холодная обработка
Свойства при изгибе листов из конструкционных сталей RAEX N гарантируются до представленных в таблице 1.15
величин. Гарантия свойств при изгибе предоставляется при отсутствии отдельных заказа или отметки.
После холодной обработки производить термообработку обычно не требуется, если стандарты или указания
официальных органов не требуют этого. После интенсивной холодной обработки рекомендуется, однако, проведение
нормализации для достижения максимально хороших свойств.
Горячая обработка
Горячую обработку листов из конструкционных сталей RAEX N необходимо производить в диапазоне температур
825...1025 °C. До начала обработки температура должна быть выше В00 °C. В последней стадии обработки
рекомендуется ограничить максимальную температуру ЭВО °C. Если обработка происходит вне указанного диапазона
температур, после горячей обработки рекомендуется нормализация.
Сварка, потребность в подогреве
В пункте 9 представлены величины углеродного эквивалента конструкционных сталей RAEX N. потребность в
предварительном подогреве, используемые электроды и присадки. При необходимости инструкции по сварке
необходимо вносить в чертежи изделия или конструкции.
Термообработка
Таблица 1.16 Мелкозернистые конструкционные стали RAEX N. Термообработка
Термообработка Температура, °C Выдержка, мин. Охлаждение
Отжиг для снятия напряжений 550 - 600 2 МИН./1 мм толщины листа не менее 30 мин. В печи до температуры 300 “С, после чего на воздухе
Нормализация 900-940 t мин./t мм толщины листа не менее 20 мин. не воздухе
Приобретение. Склады дилеров, заводское исполнение и срок поставки
Изготовленные из марок стали RAEX N листы прокатываются в заводском исполнении.
Формирование цены стальных листов представлено в пункте 1.3.6. Цена заводского исполнения листов из
конструкционной стали RAEX N также зависит от представленной в пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10.
32
I
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.5 Прочные пластичные стали RAEX HR, RAEX HS и RAEX HSF
раахеский метзавод производит представленные в таблице 1.17 прочные пластичные конструкционные стали RAEX
HR, RAEX HS и RAEX HSF. В таблицах 1.18 и 1.19 представлены свойства прочных пластичных сталей RAEX
HR/HS/HSF. Гарантия свойств при изгибе предоставляется при отсутствии отдельных заказа или отметки. Эти стали
предназначены для объектов, в которых от сталей требуются высокая срочность, улучшенная, по сравнению с
обычными конструкционными сталями, формуемость и хорошая свариваемость
В таблицах 1.9 и 1.10 представлены сравнения свойств обычных конструкционных сталей и сталей RAEX. Листы из
сталей RAEX HR, RAEX HSn RAEX HSF прокатываются на широкополосном и часть марок стали RAEX HSF на
толстолистовом станах.
Таблица 1.17 Стали RAEX HR/HS/HSF. Сравнительные стандарты
Тонколистовой прокат
РАУТАРУУККИ ISO 3573 DIN 1614 Blatt 1 BS1449 ASTM — - —
RAEX 180 HR — — (HR1) — — —
RAEX 200 HR HR 3, HR 4 St W 23, 24 HR 2, HR 1 A 622 — — —
RAEX 220 HR HR 2 StW22 HR3 A 621 — — —
RAEX 240 HR HR 1 — HR 14 A 569 — — —
РАУТАРУУККИ ISO 5951 EN 10149-1, 2,3 EU 149-80 SEW 092 BS SS 14XXXX NFA36-231
RAEX 275 HSF HSF 275 — FeE275-TM — — — —
RAEX 355 HSF HSF 355 S355MC Fe E 355-TM QStE 380 TM 46F40 26 42-00 E355D
RAEX 420 HSF HSF 420 S420MC Fe E 420-TM QStE 420 TM (50F45) 26 52-00 E420D
RAEX 490 HSF HSF 490 S500MC Fe E 490-TM QStE 500 TM — 26 62-00 E490D
RAEX 560 HSF HSF 560 S550MC FeE560-TM QStE 550 TM 60F55 — (E560D)
RAEX 640 HSF — S650MC — — — — —
RAEX 700 HSF — S700MC — (QStE 690 TM) 75F70 — —
Толстолистовой прокат
РАУТАРУУККИ ISO 5951 EN 10149-1,2,3 EU 149 -80 SEW 092 BS SS 14 XX xx NF A36-231
RAEX 275 HSF — — Fe E 275-TM — —
RAEX 355 HSF — — Fe E 355-TM QStE 380 TM — — —
RAEX 420 HSF — — FeE 420-TM QStE 420 TM — — —
RAEX 490 HSF — — Fe E 490-TM QStE 500 TM — — —
При точном сравнении необходимо использовал, оригинальные стандарты.
Таблица 1.16 Стали RAEX HR/HS/HSF. Механические свойства
ПЛАСТИЧНЫЕ СТАЛИ Толщина листа, мм Предел текучести, R0h. Н/мм2. Не менее Предел прочности,1) Rm. Н/мм2 Удлинение. 1> As. %. Не менее Ударн. вязкость Физич. состоян. Вдоль не менее
Прокатный стан t KV
Марка стали Широк. Толстол. °C Дж
RAEX 180 HR 1,5- 8.0 — 180 270 - 350 36 -20 40
RAEX 200 HR 1.5- 8,0 — 200 270 - 350 34 -20 40 —
RAEX 220 HR 1,5-10,0 220 310-390 32 -20 40 —
RAEX 240 HR 1,5-15,0 240 340 - 440 30 -20 40 —
RAEX 275 HS 1,8-15,0 275 350 - 480 28 -20 40 М
RAEX 355 HS 1,8-15,0 355 420 - 540 24 -20 40 М
RAEX 420 HS 2,0-12,0 420 490 - 620 21 -20 40 м
RAEX 275 HSF 1,8-15,0 5,0-25,0 275 350-460 28 -20 40 м
RAEX 355 HSF 1,8-15,0 5,0-25,0 355 420-540 24 -20 40 м
RAEX 420 HSF 2,0-12,0 8,0-25,0 420 490 - 620 21 -20 40 м
RAEX 490 HSF 2,5-10,0 8,0-20,0 490 550-705 1В -20 40 м
RAEX 560 HSF 2,5- 8,0 — 560 620 - 760 16 -20 40 м
RAEX 640 HSF 2.5- 8,0 1— 640 680-840 14 -20 40 м
RAEX 700 HSF 3,0- 5,0 — 700 750 - 900 14 -20 40 м
Выделенные в таблице марки стали можно приобрести со складов финских дилеров Раутаруукки. Ударную вязкость (KV> измеряют испытанием на удар Charpy V. При толщине листа менее 10 мм ударный образец и. соответ-
ственно. гарантированные денные уменьшаются пропорционально толщине листа. Для листов толщиной менее 5 мм испытание
на удар не производится, но ударная вязкость гарантируется. Свойства гаранткруются вдоль и поперёк по отношению к направлению прокатки.
33
ГОРЯЧЕКАТАННЫЕ СТАЛЫЫЕ ЛИСТЫ
Таблица 1.19 Стали RAEX HR/HS/HSF. Формуемость и обрабатываемость резанием
ПЛАСТИЧНЫЕ СТАЛИ Марка стали Кромка по отношению к направле- нию прокат. Минимальный допустимый внутренний рвдиус изгиба на номинальных толщинах, мм Обраб. раза- нием 1)
>1,5 <2,5 >2,5 53 >3 <4 >4 55 >5 <6 >6 <7 >7 <8 >8 510 >10 <12 >12 <14 > 14 5 16 > 16 <18 > 18 5 20
Тонколистовой прокат
RAEX 180 НН во всех на- 0,5 0.5 0,5 0,5 0,5 2,0 2.5 — — — — 3
RAEX 200 HR правлениях 0,5 0,5 1.0 1,0 1.5 3,0 3,5 — — — —
RAEX 220 HR 1,0 1,0 1.5 1.5 2,0 3,5 4.0 5,0 — — —
RAEX 240 HR 1,5 1,5 2,0 2,5 3,0 5,0 5.5 7.0 8,5 10,0 11,5
RAEX 275 HS во всех на- 2,0 2,5 3,0 4,0 5,0 7,0 8,0 10,0 12,0 14,0 16,0 3
RAEX 355 HS правлениях 2,5 3,0 4,0 5,0 6,0 9,0 10,5 13,0 15,5 18,0 21,0 т
RAEX 420 HS 3,0 4,0 5,0 6,5 7,5 10,5 12,0 15,0 18,0 — —
RAEX 275 HSF 0,5 0.5 1,0 1.0 1,0 2,0 2.5 3,0 3,5 4,5 5,0 3
RAEX 355 HSF 0,5 1,0 1,0 1.5 2,0 3.5 4,0 5,0 6,0 7,0 8.0
RAEX 420 HSF во всех на- 1.5 1.5 2,0 2,5 3,0 5,5 6,5 8.0 9,5 — — 1
RAEX 490 HSF правлениях 2,0 2.5 3,0 4,0 5.0 7,0 8,0 10,0 — — —
RAEX 560 HSF 2.5 3,0 4,0 5,0 60 8,4 9,5 — — — —
RAEX 640 HSF 4,0 4,5 6,0 7,5 9,0 12,5 14,5 — — —
RAEX 700 HSF — 6,0 8,0 10,0 — — — — — — —
Толстолистовой прокат
RAEX 275 HSF - — — 3,0 3,5 4,5 5,0 6,0 7,5 8,5 9,5 11,0 12,0 3
RAEX 355 HSF во всех на- — — — 4,0 5,0 5,5 6,5 8,0 9,5 11,5 13,0 14,5 16,0 1
RAEX 420 HSF правлениях — — — — — — 8,0 10,0 12,0 14,0 16,0 18.0 20,0
RAEX 490 HSF — — — — — — 9.5 12,0 14,5 17,0 19,5 21,5 24,0
V Сравнение обрабатываемости разанием произведено по шкале: 1 = хорошая, 2 = удовлетворительная, 3 = плохая.
Диапазоны размеров изготовления и допуски на размеры представлены в пункте 1.6. Раахеский метзавод изготовляет
горячекатанный тонколистовой прокат в листах, рулонах и полосах по более жастким. чем стандарт на размеры EN
10051, допускам. Раутаруукки также изготовляет толстые листы по более жестким, чем стандарт на размер EN 10
029, допускам.
Стали RAEX HR/HS/HSF производятся в виде горячекатанных лент, рулонов и полос в диапазоне толщины 1,5—15
мм, таблица 1.1В. Стали RAEX HSF производятся в виде горячекатанных толстых листов в диапазоне толщины
5—25 мм,таблица 1.1В.
Рекомендуемые размеры листов представлены в пункте 1.7.1.
Возможности предварительной обработки заводских исполнений представлены в пункте 1.9. Определение срока
поставки заводского исполнения представлено в пункте 1.10.
Сертификат на материал расширяет количество объектов применения стального листе В некоторых отраслях
существуют указания официальных органов по используемым сталям, которые необходимо учитывать уже на стадии
проектирования. Если эти указания предусматривают определенный класс прочности или категорию качества, в
чертежи и документы изделия или конструкции необходимо вносить требование на сертификат на матариап. Для об-
щего назначения наиболее подходящий сертификат на материал EN 10204-2.2.
Существуют многие виды сертифьжатов на материал. В пункте 9 представлены сравнительные стандарты
сертификатов на материал разных стран.
Маркировка в чертеже и заказе
Стальной лист EN 10051 - 6 х 1500GK х 6000 RAEX 640 HSF EN 10204-2.2
Название
Стандарт на размеры _
Толщина листа, мм_________
Ширина листа, мм_________________
Длина листа, мм___________________________
Марка стали___________________ ____________________
Сертификат на материал
34
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Объекты применения
Стали RAEX HR, RAEX HS и RAEX HSF хорошо подходят в качестве конструктивных материалов изделий и
конструкций, изготовляемых гибкой и резкой Типичными объектами применения являются транспортные средства,
подъёмные устройства, транспортное оборудование, балки и сваи. В этих объектах от конструкции требуются низкий
собственный вес. большая грузоподъёмность и жёсткость.
Кроме выгодной цены за килограмм, применением сталей RAEX HR/HS/HSF достигается прямая экономия и в
других, влияющих на общие затраты на металлоконструкцию, факторах:
- горячую обработку можно заменить холодной обреботкой
сварку можно заменить холоднотянутыми конструктивными деталями
- малый радиус изгиба даёт возможность получения в точном соответствии с сопротивлением материалов и
эстетически приятной формы, одновременно облегчается сопряжение и стыковка конструктивных деталей
при сварке не требуется подогрев
- необходимое для резки и пробивания усилие меньше, чем обычных конструкционных сталей такого
же класса прочности.
Хорошая вязкость этих сталей далает возможным применение конструкций также в холодных, тяжелых условиях.
Температура испытания на ударную вязкость обычно -20 СС (К2), но по требованию заказчика она может быть и -40
°C (К4). Они хорошо поддаются глубокой вытяжке, поэтому прекрасно подходят для изготовления различных сосудов,
чаш и баллонов.
Холодная обработка
За счёт низкого содержания углерода и серы и сфероидизации неметаллических включений листы из сталей RAEX
HR, RAEX HS и RAEX HSF хорошо выдерживают холодную обработку во всех направлениях листа. Гарантия на
свойства при изгибе предоставляется при отсутствии отдельных заказа или отметки.
Сталям RAEX HS сфероидизация неметаллов не производилась однако их свойства при изгибе лучше, чем обычных
конструкционных сталей аналогичного класса прочности.
Необходимая при изгибе сила сжатия зависит от предела прочности стали. Расчётная схема силы сжатия
представлена в таблице 1.4.
Необходимая сила сжатия стали RAEX 355 HSF почти на 15 % меньше, чем S355. Необходимая сила сжатия стали
RAEX 640 HSF почти в полтора раза больше, чем S355, хотя предел текучести почти двукратный.
При изгибе на поверхности листа происходят как упругое так и остаточное удлинения Упругое удлинение вызывает
обратный возврат, который растёт по мере роста предела пластичности стали. Обратный возврат можно исключить
перегибом. Уменьшение радиуса изгиба также снижает обратный возврат.
Сварка, потребность в подогреве
Стали RAEX HR/HS/HSF за счёт низкого углеродного эквивалента (CEV) являются хорошо свариваемыми всеми
обычными способами сварки. У более прочных сталей RAEX 560 HSF, RAEX 640 HSF и RAEX 700 HSF в сварном
соединении образуется узкая, мягче основного металла, зона. Обычно она. однако, не влияет на прочность
конструкции
В пункте 9 представлены величины углеродного эквивалента, используемые при сварке электроды и присадки
Термообработка
Отжиг для снятия напряжений (отжиг) можно производить при температуре 550...600 °C. При нормализации и
горячей обработке, а также при горячей правке сталей RAEX HS/HSF происходит снижение прочности при
превышении темтературы 650 °C. У более прочных сталей RAEX 560 HSF. RAEX 640 HSF и RAEX 700 HSF
снижение прочности составляет примерно 100...150 Н/мм2.
35
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Приобретение. Склады дилеров, заводское исполнение и срок поставки
На складах финских дилеров Раутаруукки имеются изготовленные из марок стали RAEX 355 HS, RAEX 355 HSF и
RAEX 640 HSF листы. Эти марки стали на скледах дилеров имеются также в виде рулонов. В отношении размеров
по толщине рулонов необходимо справляться у дилеров. Изготовленные из других марок стали RAEX HR, RAEX HS
и RAEX HSF листы прокатываются в заводском исполнении.
Цена сталей RAEX HR/HS/HSF за килограмм чуть выше цены обычных конструкционных сталей. С повышением
уровня прочности цена единицы предела пластичности значительно снижается, таблица 1.7. Это имеет большое
значение при использовании повышения уровня прочности в конструктивных решениях.
Формирование цены стальных листов представлено в пункте 1.3.6. Цена листов из сталей RAEX HR/HS/HSF также
зависит от представленной в пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10. Адреса дилеров Раутаруукки на
странице 6.
36
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.6 Стали RAEX М
Раахеский метзавод производит представленные в таблице 1.20 высокопрочные стали RAEX М. Листы из стали RA-
EX М прокатываются на толстолистовом стане. Высокая прочность этих сталей достигается ускоренным охлажде-
нием. В этом методе стальной лист охлаждается мощной водяной струёй от температуры прокатки до примерно 500
°C. Сталь становится мелкозернистой. Она обладает высокой прочностью и хорошей ударной вязкостью.
Типичными объектами применения сталей RAEX М являются тяжёлые металлоконструкции, как мосты и каркасы
многоэтажных домов и промышленных зданий. Прочие объекты применания - резервуары, корабли, плавучие нефте-
буровые платформы, а также нафте- и газопроводы.
Европейский стандарт на стали М EN 10113-3.
В таблицах 1.20 и 1.21 представлены свойства сталей RAEX М и соответствующих стандарту EN 10113-3 сталей М.
В маркировке стели М обозначает термомеханический метод прокатки и L пригодность к низким рабочим
температурам.
Таблица 1.20 Стали RAEX М. Механические свойства
СТАЛИ М РАУТАРУУККИ Предел текучести. ReH. Не менее Н/мм2 Предел прочности. Rm, Н/мм2 Удлинение. Не менее Ударная вяз- кость. вдоль Не менее
Марка стали Толщине листа, мм As t KV
^5 <8 28 <16 > 16 <40 § 2 Л Vi >63 <80 % °C Дж
RAEX 355М RAEX 355ML 355 355 355 355 345 345 335 335 335 335 450-610 450-610 22 22 -20 -50 40 27
RAEX 420М RAEX 420ML - 420 420 400 400 390 390 500-660 500-660 19 19 -20 -50 40 27
RAEX 460M RAEX 460ML — 460 460 440 440 430 430 - 530-720 530-720 17 17 -20 -50 40 27
RAEX 500M RAEX 500ML 500 500 480 480 - 570-720 570-720 16 16 -20 -50 40 27
EN 10113-3 Марка стали Толщина листа, мм
<16 >16 S 40 >40 <63
S355M S355ML 355 345 255 450 - 610 22 -20 -50 40 27 1
S420M S420ML 420 400 390 500-660 19 -20 -50 40 27
S460M S460ML 460 440 430 530 - 720 17 -20 -50 40 27
Таблица 1.21 Стали RAEX М. Формуемость
СТАЛИМ РАУТАРУУККИ Кромка по от- ношению к не- правлению прокатки Минимальный допустимый внутренне радиус изгиба на номинальных толщинах, t. мм
55 >5 56 >6 <7 >7 <8 >8 <10 >10 512 >12 <14 > 14 <16 >16 5 18 >18 <20 >20 <40
RAEX 355М 7,5 9,0 10,5 12,5 15,0 18,0 21,0 24,0 27,0 30,0 2,0 х t
RAEX 355ML 4.0 5.0 5,5 6,5 8,0 9,5 11,0 13,0 14,5 16,0 2,0 х t
RAEX 420М во всех на- — — — 14,5 18,0 21,5 25,0 29,0 32,5 36,0 2,0 х 1
RAEX 420ML правлениях — — — 8,0 10,0 12,0 14,0 16,0 18,0 20,0 2,0 х t
RAEX 460M, ML — — — 9,5 11.0 13,0 15,5 17,5 20,0 22,0 2,0 x 1
RAEX 500M, ML — — — 9,5 12,0 14,5 17,0 19,0 21,5 24,0 2,0 x 1
EN 10113-3 t < 12 мм
S355 поперёк Радиус изгиба >2,Ox t
вдоль Радиус изгиба а 2,5 х t
S420, S460 поперёк Радиус изгиба а 4,0 х t
вдоль Рвдиус изгиба >5,0х t
Диапазоны размеров изготовления и допуски в соответствии со стандартом на размеры EN 10029 представлены в
пункте 1.6.
37
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Маркировка в чертеже и заказе
Стальной лист EN 10029 - 20А X 1500 X 6000 RAEX 420М EN 10204-2.2
Название
Стандарт на размеры
Толщина листа, мм
Ширина листа, мм_____
Длина листа, мм______
Марка стали__________
Сертификат на материал
Сварка, потребность в подогреве
За счёт термомеханической обработки и низкого легирования стали RAEX М являются хорошо свариваемыми всеми
обычными способами сварки. В пункте 9 представлены величины углеродного эквивалента сталей RAEX М.
потребность в предварительном подогрева, используемые электроды и присадки. При необходимости инструкции по
сварке необходимо вносить в чертежи изделия или конструкции.
Т армообработка
При горячей обработке и правке сталей М и закалённых и отпущенных сталей характерно снижение прочности при
температуре свыше 650 °C. Из-за этого термообработка недопустима при температуре свыше 650 °C.
При отжиге для снятия напряжений температура может быть в интервале 550...600 °C.
Приобретение, заводское исполнение и срок поставки
Листы из стали RAEX М изготовляются в заводском исполнении
Формировение цены стального листа представлено в пункте 1.3.6. Цена листов из стали RAEX М также зависит от
представленной в пункта 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10.
38
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.7 Конструкционные стали, стойкие против атмосферной коррозии
Раахеский метзавод изготовляет стальные листы из представленных в таблице 1.22 стойких против атмосферной
коррозии конструкционных сталей Cor-Теп. Стали Cor-Теп производятся по лицензии U.S.Steel Corporation. Кроме
этого. Раахеский метзавод производит соответствующие стандарту EN 10155 коррозиеустойчивые марки стали.
Для этих сталей характерна хорошая стойкость против атмосферной коррозии, что достигается легированием стали
небольшими количествами хрома, меди и никеля, а стали Cor-Теп А также фосфора По механическим свойствам
эти стали соответствуют обычным конструкционным сталям Наиболее хорошо выдерживает атмосферную коррозию
Cor-Теп А. Ей ударная вязкость не гарантируется, поэтому она пригодна для тонких металлоконструкций. Марка ста-
ли Cor-Ten High-Temp лучше всах выдерживает высокие температуры Маркам стали Cor-Теп В может гарантиро-
ваться ударная вязкость в соответствии со стандартом EN 10025.
Эти стали можно использовать непокрытыми в обычных условиях наружного воздуха, в которых поверхность стали
подвергается воздействиям погодных колебаний, т.е. она постоянно смачивается и высыхает В этом случае на по-
верхности стали образуется защитный патинный слой. Стали также можно использовать в окрашиваемых металло-
конструкциях. Коррозионная стойкость улучшает прочность красочного покрытия и. таким образом, уменьшает пот-
ребность в перекрашивении. Стали выдерживают вызываемую дымовыми газами коррозию лучше, чем обьг-ные
конструкционные стали; у них лучше окалиностойкость при высоких температурах.
Cor-Ten А приблизительно отвечает соответствующим стандарту EN 10155 маркам стали S355J0WP и S355J2WP.
Сог-Теп В-D примерно отвечает соответствующим стандарту EN 10155 маркам стали S355J2G1W и S355J2G1W.
Изготовленные из марок стали, стойких против атмосферной коррозии, листы прокатываются на топстолистовом и
широкополосном станах.
Таблица 1.22 Марки стали, стойкие против атмосферной коррозии. Механические свойства и расчётная
прочность
Марка стали Толщина листа, мм Физическое состояние 1) Прокатный стан Механические свойства при комнатной температуре
Предел теку- чести, ReL. Н/мм2. Не менее Предел проч- ности, Rm, Н/мм2. Не менее Удлинение. Або. %. Поперёк не менее Ударная вязкость Категория Вдоль не менее
Широкополосный Толстолистовой
1 °C KV, Дж
COR-TEN А® 2-13 1 или 2 5-13 1 или 2 345 485 20 - - -
COR-TEN HIGH-TEMP® 2-10 1 или 2 5-13 1 или 2 345 485 18 - - -
COR-TEN В® 2-13 1 или 2 5-60 1 или 2 345 485 19 - - -
COR-TEN В®-0 2-13 2 5-60 3 345 485 19 -20 27 J2
Марка стали Расчётная прочность. Н/мм?
Температура испытания. °C
20 50 75 100 125 150 175 185 200 225 250 300
COR-TEN А® И COR-TEN В® 345 (345) 328 (340) 306 (335) 283 (326) 275 (316) 267 (305) 259 (294) 256 (290) 2512) (283) 2) 240 2) (272) 2) 229 4 (261)2) 206 2) (240)2)
В Финляндии разрешение 170/212/80 Центра технического контроля (ТТК).
т) 1=горячекатанный, 2=контрольнокатанный, 3=нормализованный.
Величины в скобках можно использовать, если прочность подтверждена при данных температурах. Коэффициент запаса
п = 1,11x1,5 = 1,665. Маркам стали COR-TEN А® ударная вязкость не гарантируется.
Диапазоны размеров изготовления и допуски согласно стандартов на размеры EN 10029 и EN 10051 представлены
в пункте 1.6.
Покупатель при заказе должен сообщить какие представленные в стандарте EN 10029 классы допуска на номиналь-
ную толщину А, В, С или D соблюдаются.
Требование на сертификат на материал необходимо вносить в чертежи и документы изделия или конструкции. Для
общего пользования наиболее подходящий сертификат на материал EN 10204-2.2. В пункте 9 представлены срав-
нительные стандарты сертификатов на материал разных стран.
39
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Маркировка в чертеже и заказе
Стальной лист EN 10029-10А х 1500 x 6000 Сог-Теп В-D EN 10204-2.2
Стандарт на размеры
Толщина листа, мм
Ширина листа, мм
Длина листа, мм
Марка стали _______
Сертификат на материал
Объекты применения
Типичными объектами применения Cor-Теп А являются тонкостенные сосуды, контейнеры, теплообменники, дымовые
трубы, защитные панели и т.п. металлоконструкции. Сталь Cor-Теп High-Temp лучше всех выдерживает высокие
температуры. Сог-Теп В-D лучше всего подходят для крупных металлоконструкций, как мосты и несущие части
конструкций, в которых от стали требуются хорошая свариваемость и определённая ударная вязкость.
Стали, стойкие против атмосферной коррозии, ведут себя в машиностроительном производстве как обычные конст-
рукционные стали аналогичного класса прочности
Холодная обработка
Таблица 1.23 Стали, стойкие против атмосферной коррозии. Формуемость
Марка стали Кромка по отноше- нию к направлению прокатки Минимальный допустимый внутренний радиус изгиба на номинальных толщинах, t мм
£2 >3 £4 > 4 £5 >5 £б >6 £7 >7 £8 >8 £10 >10 S12 >12 £14 >14 £16 >16 5 18 >18 £20 >20 5 60
COR-TEN А® во всех направлен. 4 8 10 12 21 24 30 36 — — — — —
COR-TEN В® во всех направлен. — 8 10 12 14 16 30 36 56 64 72 80 6,0 х t
При испытании на изгиб угол 180°.
Сварка, потребность в подогреве
При сварке сталей Сог-Теп тонкие листы обычно не требуют подогрева при использовении низководородных приса-
док. Сварку, однако, необходимо производить так, чтобы температура стали вблизи кромки была выше О °C. Листам
толщиной свыше 15 мм рекомендуется подогрев до 100. ..200 °C.
В пункте 9 представлены используемые при сварке электроды и присадки. При необходимости инструкции по сварке
необходимо вносить в чертежи изделия или конструкции.
Запас на коррозию
При использовании сталей, стойких против атмосферной коррозии, непокрытыми в несущих конструкциях рекомен-
дуется добавлять к расчётной толщине запас на коррозию согласно таблицы 1.24.
Таблица 1.24 Стали, стойкие против атмосферной коррозии. Запас на коррозию
Тип воздействия Добавка запаса на коррозию (мм) на одну сторону на каждые 10 лет эксплуатации
Первые 10 лет Последующие 10-летние периоды
Климат сельской местности 0,1 0,05
Городской климат 0,21) 0,05 D
Промышленный климат 0,2 2) 0,1 2)
') Основной загрязнитель воздуха SO?
2l В воздухе кроме SO? хлор. Также области в непосредственной близости от моря.
40
J
ГОРЯЧЕКАТАННЫЕ СТАГЪНЫЕ ЛИСТЫ
Приобретение. Склады дилеров, заводское исполнение и срок поставки
На складах финских дилеров Раутаруукки имеются изготовленные из марок сталей Сог-Теп А и Сог-Теп В листы.
Листы из прочих марок стали, стойких против атмосферной коррозии, изготовляются в заводском исполнении.
формировение цены стальных листов представлено в пункте 1.3.6. Цена заводского исполнения листов, изготовлен-
ных из сталей, стойких против атмосферной коррозии, зависит также от представленной в пункте 1.9 степени пред-
варительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10. Адреса дилеров Раутаруукки на
странице 6.
41
ГОРЯЧЕКАТАННЬЕ СТАПЬНЬЕ ЛИСТЫ
1.4.8 Бористые стали RAEX В
Раахеский метзавод производит представленные в таблице 1,25 бористые стали RAEX В с более высокой прокали-
ваемостъю. За счёт легирования бором эти стали прокаливаются уже с мальм содержанием углерода, что даёт стали
высокую прочность и хорошую вязкость. Находящиеся в горячекатанном состоянии бористые стали RAEX В легко
поддаются холодной обработке. Они обладают хорошей свариваемостью кек горячекатенными, так и закалёнными.
Таблица 1.25 Бористые стали RAEX В. Механические свойства
Марка стали Механические свойства п ри комнатной температуре
Физическое состояние Предел текучести. Reb Н/мм2 Предел прочности. Rm. Н/мм2 Удлинение. а5- Твёрдость Ударная вязкость
Толщина листа, мм Толщина листа, мм Не менее HV10 1 KV
2-12 2-40 2-12 2-40 % — °C Дж
RAEX В15 Горячекатанная 360 — 480 - 25 170 — -
Зекалённая неотпущенная Масло Вода 800 1000 — 1000 1250 — 12 10 320 420 -40 30
RAEX В24 Г орячекатанная — 400 — 600 25 180 — —
Закалённая, неотпущенная Масло Вода — 850 1200 1250 1500 10 8 370 470 -40 20
RAEX В27 Горячекатанная — 420 — 620 22 190 — -
Закалённая. неотпущенная Масло Вода — 1000 1250 — 1250 1600 8 6 420 500 — -
Величины в таблице являются ориентировочными.
Диапазоны размеров изготовления и допуски согласно стандартов на размеры EN 10029 и EN 10051 представлены
в пункте 1.6. Бористые стали RAEX В производятся в виде листов, рулонов и полос толщиной 2. .8 мм и толстых
листов толщиной 6...10 мм.
Покупатель при заказе должен сообщить какие представленные в стандарте EN 10029 классы допуска на номиналь-
ную толщину А, В, С или D соблюдаются.
Требовение на сертификат на материал необходимо вносить в чертежи и документы изделия или конструкции. Для
общего назначения наиболее подходящий сертификат на материал EN 10204-2.2.
Существуют многие типы сертификатов на материал. В пункте 9 представлены сравнительные стандарты сертифика-
тов на материал разных стрен.
Маркировка в чертеже и заказе
Лист из бор, стали Горячекатанный EN 10029 -10А X 1500 х 6000 RAEX В24 EN 10204-2.2
Название
Физическое состояние________
Стандерт на размеры_________
Толщина листа, мм___________
Ширина листе, мм____________
Длина листа, мм_____________
Марка стали_________________
Сертификат на материал______
Объекты применения
Бористые стали RAEX В применяются в объектах, где имеет большое значение износостойкость. Такими объектами
являются, например, лопатки воздуходувок, лезвия почвообрабатывающих машин, клинки лопат, цепи, сельско-
хозяйственные машины, шнеки тренспортёров, поверхности скольжения, рабочиа инструменты, болты, брони, гусе-
ницы и закалённые трубы.
42
ГОРЯЧЕКАТАННЬЕ СТАЛЬНЫЕ ЛИСТЫ
Термообработка
Таблица 1.26 Бористые стали RAEX В. Кривые отпуска
Температура отпуска. °C
Температура отпуска. °C
Температура отпуска. °C
Rm = Предел прочности. Н/мм2
Re = Предел текучести. Н/мм2
As = Удлинение, %
KV = Ударная вязкость, Дж
Твёрдость = HV10
Закалка
Аустенизация производится при температуре 900...950
°C и охлаждение водой, маслом или закалочной жид-
костью.
Поверхностная закалка
Сталь также пригодна для поверхностной закалки, а
именно индуктивной, термической и науглероживания.
Отжиг
При необходимости возможно проведение отжига при
температуре 700...720 °C. При закалке после отжига
продолжительность отжига необходимо увеличивать.
Отпуск
За счёт низкого легирования бористые стали являются
вязкими также и в неотпущенном состоянии. При
толщине листа <6 мм чаще всего отпуск можно на
производить. При желании увеличения вязкости отпуск
производится при температурах 150...200 °C или
свыше 450 °C в течение 1 ...2 часов.
43
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЬЕ ЛИСТЫ
Холодная обработка
В таблице 1.27 представлены минимальные допустимые внутренние радиусы изгиба, используемые при разке кромок
бористых сталей RAEX В.
Таблица 1.27 Бористые стали RAEX В. Формуемость
Марка стали Физическое состояние Кромка по отношению к направле- нию прок. Толщина листа, мм
£5 >5 £6 >6 £7 >7 £8 >8 £10 > 10 £12 >12 £14 >14 £16 >16 £18 >18 £20
Минимальный допустимый вн> утренний редиус изгиба, мм
RAEXB15 Горячекатанная во всех на- правлениях 10,0 15,0 20,0 18,0 18,0 24,0 21,0 21,0 28,0 24,0 24,0 32,0 30,0 30,0 40,0 48,0 48,0 60,0 56,0 56,0 70,0 64,0 64,0 80,0 72,0 72,0 90,0 80,0 80.0 100,0
Закалённая, неотпущенная Масло Вода
RAEX В24 Горячекатанная во всех на- правлениях 15,0 20,0 25,0 24,0 30,0 36,0 28,0 35,0 42,0 32,0 40,0 48,0 40,0 50,0 60,0 60,0 72,0 96.0 70,0 64,0 112,0 80,0 96,0 128,0 90,0 106.0 144,0 100,0 120,0 160,0
Закалённая, неотпущенная Масло Вода
RAEX В27 Горячекатанная во всех на- правлениях 20,0 30,0 35,0 40,0 50,0 72,0 84,0 96,0 108,0 120,0
Закалённая, неотпущенная Масло Вода
Г орячая обработка
Горячую обработку можно производить при температуре 880...1000 °C. При превышении температуры 920 °C вы-
держка должна быть минимально короткой.
Сварка, потребность в подогреве
На выбор используемых в сварке электродов и присадок влияет, используется ли лист из бористой стали RAEX В в
изделии или конструкции в горячекатанном состоянии, предназначен ли он для закалки после сварки, или он закапан
до неё. В пункте 9 представлены используемые при сварке электроды и присадки. При необходимости инструкции по
упомянутым вопросам необходимо вносить в чертежи изделия или конструкции.
В таблице 1.28 представлена потребность в повышенной рабочей температуре при сварке.
Таблица 1.28 Бористые стали RAEX В. Рабочая температура
Марка стали Рекомендуемая рабочая температура
Общая толщина листа, мм
20 30 40 50 60 70 80 90 100 110 120
RAEX В15 20 °C
RAEX В24 20 °C 75 “С 100 °C | 125 °C | 150 °C
RAEX В27 20 °C | 75 °C 125 °C 150 ”С | 175 °C
- Энергия сварки 2:2 кДж/мм
OJ - Щелочной электрод, дуговая электросварка под флюсом и рутиловая порошк. пров. - Содержание водорода HD: 10 мл/100 г... 15 мл/100 г - Общая толщина листа: - Тавровое соединение: Б +1? + 1з - Соединение встык: 1з = 0
Приобретение. Склады дилеров, заводское исполнение и срок поставки
Обычно листы из бористой стали RAEX В изготовляются в заводском исполнении. У дилеров имеются листы некото-
рых размеров из стали RAEX В.
Формированиа цены стального листа представлено в пункте 1.3.6. Цена заводского исполнения листов из бористой
стали RAEX В также зависит от представленной в пункте 1.9 степени предварительной обработки
Определенна срока поставки заводского исполнения представлено в пункте 1.10.
44
ГОРЯЧЕКАТАННьЕ СТАЛЬНЫЕ ЛИСТЫ
1.4-9 Стали для сосудов высокого давления
В таблице 1.29 представлен., разъяснения обозначений соответствующих стандартам EN сталей для сосудов высо-
кого давления.
Таблица 1.29 Стали EN для сосудов высокого давления. Разъяснения обозначений
Стали для простых водо- напорных резервуаров Жаростойкие нелегированные и легированные стали Нормализованные свариваемые мелкозернистые стали
EN 10207 EN 10028-2 EN 10028-3
1991 1992 1992
SPH235 P235GH P275N, P275NH
SPH265 P265GH P275NL1
SPHL275 P295GH P275NL2
P355GH P355N, P355NH
16МоЗ P355NL1
P355NL2
Буквы обозначения Буквы обозначения Буквы обозначения
S = простой сосуд выс. давл. Р = сталь для сосудов высокого давления Р = сталь для сосудов высокого давления
Р = сталь для сосудов выс. давл. G = нелегировенная сталь N = нормапиз. или нормализ. с прокатного нагрева
Н = высокая рабочая температ. Н = высокая рабочая температура Н = высокая рабочая температура
Сообщаются величины пре- Сообщаются величины пра- Сообщаются величины предела удлинения
дела удлинения Нро.г лри дела удлинения Rpo,2 при ^рО,2 при повышенных температурах.
повышенных температурах. повышенных температурах. L = низкая рабочая температура
Ударная вязкость, вдоль: Ударная вязкость, поперёк: Ударная вязкость:
температура -20 °C Стали GH Вдоль Поперёк
KV 28Дж температуре 0 °C Марка стали t, °C KV, Дж t, °C KV, Дж
L = низкая рабочая температ KV 27 Дж P...N, P...NH -20 40 -20 20
Сообщаются величины пре- Сталь 16МоЗ P...NL1 -40 34 -50 16
дела удлинения Rpo 2 при температуре 20 “С P...NL2 -40 40 -50 27
повышенных температурах. KV 31 Дж, толщина S 60 При отсутствии договорённости используется попе-
Ударная вязкость, вдоль: KV 27 Дж, толщина >60<150 рачный эксперкыентальный стержень. При испыта-
температура -50 °C нии на ударную вязкость сравнительных сталей ис-
KV 28 Дж пользуется продольный экспериментальный стержень
В таблице 1.30 представлены диапазоны толщины производимых на Раахеском метзаводе обычных сталей для сосу-
дов высокого давления.
Таблица 1.30 Диапазоны толщины производимых на Раахеском матзаводе обычных сталей для сосудов высоко-
го давления
Марка стали Стандарт Диапазон толщины, мм
Продукция и стандерт на размеры
Толстый лист EN 10029 Пол. прок, в лис. EN 10051
RAEX 265 Р, RAEX 266 Р ARCTIC RAEX 305 Р, RAEX 306 Р ARCTIC RAEX 345 Р, RAEX 346 Р ARCTIC RAEX 363 P, RAEX 384 P RAEX 365 P, RAEX 386 P ARCTIC RAEX 423 P, RAEX 424 P, RAEX 425 P РАУТАРУУККИ 4,7 - 60 4,7 - 60 4,7 - 60 4,7 - 60 4,7 - 60 4,7 - 40
Fe37 BP, Fe37 DP Fe 44 BP, Fe 44 DP Fe52BP, Fe52DP SFS1100 4,7-100 4,7-100 4,7 - 50
Hll DIN 17155 4,7-150 1,5-16
17Mn4 4,7-120 1,5-16
19Mn6 4,7-100 1,5-16
15Mo3 4,7 - 80 1,5-16
ASTM A 516-90 GR 60 ASTM A 516-90 GR 65 ASTM A 516-90 GR 70 ASTM, ASME 4,7-90 4,7-90 4,7 - 90
SPH235, SPH265, SPHL275 EN 10207 4,7 - 60 1,5-16
P235GH EN 10028-2 4,7 -150 1,5-16
P265GH 4,7 -150 1,5-16
P295GH 4,7 -120 1,5-16
P355GH 4,7-100 1,5-16
16MO3 4,7 - 80 1,5-16
45
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.9.1 EN 10207
В таблицах 1.31 и 1.32 представлены свойства соответствующих стандарту EN 10207 предназначенных для простых
водонапорных резервуаров сталей. Разъяснения обозначения и диапазоны ширины представлены в пункте 1.4.9.
Таблица 1.31 Стали для сосудов высокого давления EN 10207. Механические свойства
СТАЛИ ДЛЯ СО- СУДОВ высо- кого ДАВЛЕНИЯ EN 10207 1991 Механические свойства при комнатной температуре
Предел текучести. ReH. Н/мм2. Не менее Предел прочности. Rm. Н/мм2 Удлинение. Вдоль не менее Удерная вязкость Вдоль на менее
Ago. % As. %
Толщина листа, мм Толщина листа, мм t KV
Марка стали £ 16 >16 £40 >40 £60 >2 £2,5 >2.5 <3 23 <40 >40 £60 °C Дж
SPH235 235 225 215 360-480 20 21 26 25 -20 26
SPH265 265 255 245 410-530 17 1В 22 22 -20 28
SPHL275 275 265 255 390-510 19 20 24 24 -50 28
Таблица 1.32 Стали для сосудов высокого давления EN 10207. Величины предела удлинения
EN 10207 Марка стали Толщина листа, мм Предел удлинения. Про,2. Н/мм2
Температура. °C
100 150 200 250 300
SPH235 £60 171 162 153 135 117
SPH265 £60 194 165 176 158 140
SPHL275 S40 221 203 176 159 132
>40 5 60 212 194
Маркировка в чертеже и заказе
Стальной лист EN 10029- 10В х 1500 х 6000 SPH235 EN 10207 EN 10204-3.1.В
Название
Стандарт на размеры
Толщина листа, мм
Ширина листа, мм_____
Длина листа мм ______
Марка стали _________
Стандарт на материал
Сертификат на материал
Буква В в толщина листа обозначает категорию допуска на толщину по стандарту EN 10029.
46
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.9.2 EN 10028-2
Стандарт EN 10028-2 рассматривает используемые для сосудов высокого давления жаростойкие нелегированные и
пегированные стали. В таблице 1.33 представлены сравнения этих сталей с аналогичными некоторый национальным
стандартам сталями для сосудов высокого давления, также производимыми на Раахеском метзаводе. Разъяснения
обозначения и диапазоны толщины сталей EN 10028-2 приведены в пункте 1.4.9.
Таблица 1.33 Стали для сосудов высокого давления EN 10028-2. Сравнения
Предал текучести. ReH. Н/ММ2. Не менее Предел проч- ности, Rm. Н/мм2 EN 10028-2 1992 SFS 1100 1970 DIN 17155 1983 SIS 14 хх хх 1987 ASTM/ ASME 1994 NF А36-205 1982 BS 1501 1980
235 360-480 P235GH Fe 37 В Р Fe 37 D Р HI 13 31 13 32 А 285 GR С А 516 GR 55 А37 СР. АР 161 GR 360 164 GR 360
265 410-530 P265GH — HU 14 31 A516GR 60 А42 СР, АР, ЕР 161 GR 400 164 GR 400 244 GR 400
265 430-540 — Fe 44 В Р Fe 44 D Р — 14 30 14 32 - - 161 GR430 224 GR 430
295 460-580 P295GH - 17 Мп 4 21 02 А 516 GR 65 А48 СР, АР, FP 224 GR 460
355 490-610 P355GH Fe 52 В Р Fe 52 D Р 19 Мп 6 21 03 А 516 GR 70 A537CL1 А52 СР, АР, FP 224 GR 490
275 440-590 16МоЗ - 15 МоЗ 2912 A204GR А - -
При точном сравнении необходимо использовать оригинальные стандарты.
В таблице 1.34 представлены механические свойства сталей для сосудов высокого давления по стандарту EN 10028-
2. Для сравнения в таблице также представлены аналогичные свойства соответствующих стандартам DIN 17155 и
SFS 1100 ствлей.
Таблица 1.34 Стали для сосудов высокого давления EN 1002В-2. Механические свойства
СТАЛИ для со- СУДОВ ВЫСО- КОГО ДАВЛЕНИЯ EN 10028-2 1992 Механические свойства при комнатной температуре
Предел текучести. ReH. Н/мм2. Не менее Предел прочности. Rm. Н/К*И2 Удлинение, As. %. Поперёк не менее Ударная вязкость. Поперёк не менее
Толщина листа, мм Толщина листа, мм Толщина, мм t KV
Марка стали £16 >16 £40 >40 £60 >60 £100 >100 £150 £60 >60 £100 >100 £150 £60 >60 4100 >100 £150 °C Дж
P235GH 235 225 215 200 185 360-460 360-460 350-480 25 24 24 0 27
P265GH 265 255 245 215 200 410-530 410-530 400-530 23 22 22 0 27
P295GH 295 290 265 260 235 460-580 460-580 440-570 22 21 21 0 27
P355GH 355 345 335 315 295 510-650 490-630 480-630 21 20 20 0 27
16МоЗ 275 270 260 240 220 440-590 430-580 420-570 24 1) 22 19 20 31 2)
D1N17155 1983 Мерка стали Толщина листа, мм Толщина листа, мм Толщина, мм t KV
<16 >16 £40 >40 £60 >60 £100 >100 £150 £60 >60 £100 >100 £150 £60 >100 £150 “С Дж
HI 235 225 215 200 185 360-480 360-460 350-480 24 23 0 31
ни 265 255 245 215 200 410-530 410-530 400-530 22 21 0 31
17 Мп 4 290 285 280 255 230 460-580 450-580 440-570 21 20 0 31
19 Мл 6 355 345 335 315 295 510-650 490-630 480-630 20 20 Го 31
15МОЗ 275 270 260 240 220 440-590 430-580 420-570 20 19 20 31 3)
SFS 1100 1970 Марка стали Толщина листа, мм Толщина листа, мм Вдоль не менее Вдоль не менее
Толщина, мм t °C KV
S16 >16 £40 >40 5 100 >16 £30 >30 £50 >5 <100 £ 50 sioo Толщина, мм Дж
> 30
Fe 37 В Р Fe 37 D Р 235 235 225 225 215 215 - 360-440 360-440 25 25 10 -20 20 -20 27 27
Fe 44 В Р Fe 44 D Р 265 265 275 275 265 265 - 430-510 430-510 - 23 23 20 -20 20 -20 27 27
Fe 52 В Р Fe 52 D Р 355 355 - 345 345 335 335 490-610 490-610 22 22 - 20 -20 20 -20 27 27
1) В диапазоне тогщины > 40 s 60 As = 23 %. 2), 3) В диапазоне толщины > 60 s 150 КУ = 27 Дж.
47
ГОРЯЧЕКАТАННЬЕ СТАЛЬНЫЕ ЛИСТЫ
Расчётная прочность при высоких температурах
В таблице 1.35 представлены величины предела удлинения при высоких температурах сталей для сосудов высокого
давления, соответствующих стандарту EN 10028-2. Кроме этого, в таблице приведены номера инструкций NGs по
соответствующим стандартам SFS 1100 и DIN 17155 сталям для сосудов высокого давления, в которых сообщены
величины расчётных прочностей при высоких температурах.
При рабочей температуре свыше 470 °C одобрение NGS предполагает, что жаростойкая сталь15 Мо 3 раскислена
крамнием (AI <0,012 %). Раскисленная кремнием марка стали 15 Мо 3 производится на толстолистовом стане в
диапазоне толщины 5...80 мм.
Таблица 1.35 Стали для сосудов высокого давления EN 10028-2. Величины предела удлинения Вро,2 при высо-
ких температурах
EN 10028-2 Марка стали Толщина листа, мм Предел удлинения. Про,2. Н/мм2
Температура, °C
> £ 50 100 150 200 250 300 350 400 450 500
P235GH 60 100 60 100 150 206 191 176 190 175 160 180 165 155 170 160 150 150 140 130 130 125 115 130 115 110 110 105 100 - -
P265GH 60 100 60 100 150 234 207 192 215 195 180 205 165 175 195 175 165 175 160 155 155 145 135 140 135 130 130 125 120 - -
P295GH 60 100 60 100 150 272 249 226 250 230 210 235 220 200 225 210 195 205 195 185 185 160 170 170 165 155 155 145 135 -
P355GH 60 100 60 100 150 318 298 278 290 270 250 270 255 240 255 240 230 235 220 210 215 200 195 200 190 175 180 165 155 -
16МоЗ 60 100 60 100 150 - 215 200 190 200 185 175 170 165 155 160 155 145 150 145 140 145 140 135 140 135 130
Марка стали Стандарт Расчётная прочность. Номер инструкции NGS
Ее 37 В Р Fe 37 D Р Ее 44 В Р Ее 44 D Р Ее 52 В Р Ее 52 D Р НИ 15 МоЗ SFS 1100,1970 SFS 1100,1970 SFS 1100,1970 SFS 1100,1970 SFS 1100,1970 SFS 1100,1970 DIN 17 155, 1983 DIN 17 155,1983 135 136 259 260 315 315 201 401
Диапазоны размеров изготовления и допуски согласно стандартов на размеры EN 10029 и EN 10051 представлены
в пункте 1.6.
Покупатель при заказе должен сообщить какие представленные в стандарте EN10029 классы допуска на номиналь-
ную толщину А, В, С или D соблюдаются. В стандарте на стали для сосудов высокого давления EN 10028-1 требо-
вание на класс допуска В, при отсутствии в заказе иной договорённости
Возможности предварительной обработки заводского исполнения, как точная резка, фасетирование, изгиб и обра-
ботка поверхности представлены в пункте 1.9. Определение срока поставки заводского исполнения представлено в
пункте 1.10.
Изготовляемые на заводе Раутаруукки в г. Халикко днища сосудов, листы для резервуаров и прочие изделия для со-
судов высокого давления рассмотрены в пункте 7.
Раутаруукки предоставляет сталям для сосудов высокого давления по меньшей маре сертификат на материал
EN 10204-3.1 В, цена которого входит в добавку на качество. Трабование на сертификат на материал необходимо
вносить в чертежи или документы изделия или конструкции.
Существуют многие виды сертификатов на материал. В пункте 9 представлены сравнительные стандарты сертифи-
катов на материал разных стран.
48
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
доркировка в чертеже и заказе
Стальной лист EN 10029 -10B X 1500 X 6000 P355GH EN 10028-2 EN 10204-3.1 .В
Название|
Стандартна размеры
Толщина листа, мм
[Дйрина листа, мм
длина листе, мм _
Марка стали
гандарт на материал
Сертификат на материал
Сварка, потребность в подогреве
В пункте 9 представлены используемые при сварке сталей для сосудов высокого давления электроды и присадки. При
необходимости инструкции по сварке необходимо вносить в чертежи и документы изделия или конструкции.
Термообработка
Более точные инструкции содержатся в стандартах на сталь.
Приобретение. Склады дилеров, заводское исполнение и срок поставки
На складах дилеров имеются на все марки стали для сосудов высокого давления, они производятся в заводском ис-
полнении.
Формирование цены стального листа представлено в пункте 1.3.6. Цена заводского исполнения листов из сталей для
сосудов высокого давления также зависит от представленной в пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10.
49
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЬЕ ЛИСТЫ
1.4.9.3 EN 10028-3
Стандарт EN 10028-3 рассматривает используемые для сосудов высокого давления нормализованные свариваемые
мелкозернистые стали, В таблице 1.36 представлены сравнения этих сталей с аналогичными некоторым националь-
ным стандартам сталями для сосудов высокого давления, также производимыми на Раахеском метзаводе. Разъясне-
ния обозначения и диапазоны толщины сталей EN 10028-3 приведены в пункте 1.4.9.
Таблица1.36 Стали для сосудов высокого давления EN 10028-3. Сравнения
Предел текучести. Пен. Н/мм2. Не менее Предел прочности. Rm. Н/мм2 EN 10028-3 1992 РАУТАРУУККИ SFS 1150 1977 DIN 17102 1963 SIS 14 xx xx 1987
235 400 - 490 - RAEX 265 Р RAEX 288 Р ARCTIC — TStE 255 EStE 255 -
275 430 - 530 P275N P275NH P275NL1 1) P275NL2 1) RAEX 305 Р RAEX 306 Р ARCTIC StE 285 WStE 265 TStE 265 EStE 265
315 470 - 590 - RAEX 345 Р RAEX 346 Р ARCTIC — TStE 315 EStE 315 —
355 490 - 620 P355N P355NH P355NL1 1) P355NL2 1) RAEX 383 P RAEX 384 P RAEX 384 P RAEX 385 P RAEX 388 P ARCTIC Fe 355 С P Fe 355 D P Fe 355 D P Fe 355 E P StE 355 WStE 355 TStE 355 EStE 355 21 06 21 06 21 07
390 520 - 670 — RAEX 423 P RAEX 424 P RAEX 425 P Fe 390 С P Fe 390 D P Fe 390 E P StE 380 TStE 360 21 16 21 17
При точном сравнении необходимо использовать оригинальные стандарты. 1) При отсутствии иной договорённости температура испытания на ударную вязкость - 50 °C.
В таблице 1.37 представлены механические свойства сталей для сосудов высокого давления по стандарту
EN 10028-3.
Таблица 1.37 Стали для сосудов высокого давления EN 10028-3. Механические свойства
СТАЛИ ДЛЯ СОСУ- Механические свойства при комнатной температуре
ДОВ ВЫСОК. ДАВЛ. EN 10028-3 1992 Предел текучести. ReH. Н/ММ2, Не менее Предел прочности. Rm, Н/ММ2 Удлинение, А5. %. Поперёк на менее Ударная вязкость 1) Не менее
Марка стали Толщина листа, мм Толщина листа, мм Толщина листа, мм Вдоль Поперёк
516 >16 <35 >35 <50 >50 <70 >70 S100 >100 £150 <70 £70 £100 >100 £150 <70 >70 5150 t °C KV Дж t °C kv Дж
P275N, P275NH P275NL1 P275NL2 275 275 265 255 235 225 390- 510 370 — 490 350 — 470 24 23 -20 -50 -50 40 27 30 -20 -50 -50 20 16 27
P355N, P355NH P355NL1 P355NL2 355 355 345 325 315 295 490- 630 470 — 610 450 — 590 22 21 -20 -50 -50 40 27 30 -20 -50 -50 20 16 27
1) При отсутствии иной договорённости используется поперечный экспериментальный стержень.
Расчётная прочность при высоких температурах
В таблице 1.38 представлены величины предела удлинения при высоких температурах сталей для сосудов высокого
давления, соответствующих стандарту EN 10028-3
50
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.38 Стали для сосудов высокого давления SFS-EN 10028-3. Величины предала удлинения Rpo,2 при
высоких температурах
gN 10028-3 мярка стали Толщина листа, мм Предел удлинения. Rpo,2. Н/мм2. Не менее
Температуре. °C
> 50 100 150 200 250 300 350 400
35 264 245 226 198 177 147 127 108
P275NH 35 70 247 235 216 196 177 147 127 106
70 100 229 216 198 176 157 127 106 88
too 150 214 196 176 157 137 106 88 69
—* 35 336 304 284 245 226 216 196 167
P355NH 35 70 313 294 275 245 226 216 198 167
70 100 300 275 255 235 216 196 177 147
100 150 280 255 235 216 198 177 157 127
— 35 402 373 333 314 294 265 235
P460NH 35 70 - 392 363 333 314 294 265 235
70 100 - 373 343 324 294 275 245 216
100 150 - 353 324 304 275 255 226 196
Величины предела удлинения не определены методом согласно стандарта ISO 2605-1.
Диапазоны размеров изготовления и допуски согласно стандартов на размеры EN 10029 и EN 10051 предстевлены
в пункте 1.6. Покупатель при заказе должен сообщить какие представленные в стандарте EN 10029 классы допуска
не номинальную толщину А, В. С или D соблюдаются. В стандарте на стали для сосудов высокого давления
EN 10028-1 требование на класс допуска В, при отсутствии в заказе иной договорённости
Возможности предварительной обработки заводского исполнения, как точная резка, фасетирование. изгиб и обра-
ботка поверхности представлены в пункте 1.9. Определение срока поставки заводского исполнения представлено в
пункте 1.10.
Изготовляемые на заводе Раутаруукки в г. Халикко днища сосудов, листы для резервуаров и прочие изделия для со-
судов высокого давления рассмотрены в пункте 7.2.2.
Раутаруукки предоставляет сталям для сосудов высокого давления по меньшей мере сертификат на материал
EN 10204-3.1 .В, цена которого входит в добавку на качество. Требование на сертификат на материал необходимо
вносить в чертежи или документы изделия или конструкции. Существуют многие виды сертификатов на материал. В
пункте 9 представлены сравнительные стандарты сертификатов не материал разных стран.
Сварка, потребность в подогреве
В пункте 9 представлены используемые при сварке сталей для сосудов высокого давления электроды и присадки При
необходимости инструкции по сварке необходимо вносить в чертежи и документы изделия или конструкт»,.
Термообработка
Более точные инструкции содержатся в стандартах не сталь
Приобретение. Склады дилеров, заводское исполнение и срок поставки
На складах дилеров имеются на все марки стали для сосудов высокого давления, они производятся в заводском ис-
полнении.
Формирование цены стального листа представлено в пункте 1.3.6. Цена заводского исполнения листов из сталей для
сосудов высокого давления также зависит от представленной в пункте 1.9 степени предварительной обработки Оп-
ределение срока поставки заводского исполнения представлено в пункте 1.10.
51
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.9.4 Стали RAEX для сосудов высокого давления
Раахеский метзавод производит представленные в твблице 1.39 мелкозернистые стали RAEX для сосудов высокого
давления. Для сравнения в таблице представлены также еналогичные свойства соответствующих станд^ту Ем
10028-3 сталей. В таблицах 1.40 и 1.41 приведены свойства при образании кромки и величины расчётной прочности
при высоких температурах сталей RAEX для сосудов высокого давления. К свойствам сталей RAEX для сосудов вы-
сокого давления относится гарантия на обрезение кромок без отдельного требования. В маркировке сталей RAEX две
первые цифры показывают величину предела текучести Нен [кПа/мм2] и третья категорию ударной вязкости сле-
дующим образом: 3=К0 (С), 4=К2 (D), 5=К4 (Е) и 6=К6 (F).
Изготовленные из сталей RAEX для сосудов высокого давления листы прокатываются на толстолистовом стане.
Таблица 1.39 Стали RAEX для сосудов высокого давления. Механические свойства
СТАЛИ ДЛЯ СОСУ- ДОВ высокого ДАВЛЕНИЯ РАУТАРУУККИ Механические свойства при комнатной температуре
Предел текучести, ReL. Н/мм2, Не менее Предел прочности. Rm. Н/мм2 Удлинение. А5. %. Поперёк на менее Ударная вязкость. Вдоль не менее
Марка стали Толщина листа, мм Толщина листа, мм t KV
5-60 5-40 5-60 5-40 °C Дж
RAEX 265 Р RAEX 266 Р ARCTIC 235 235 - 400 - 490 400 - 490 - 22 22 -40 -60 40 40 К4 Кб
RAEX 305 Р RAEX 306 Р ARCTIC 275 275 - 430 - 530 430 - 530 - 22 22 -40 -60 40 40 К4 Кб
RAEX 345 Р RAEX 346 Р ARCTIC 315 315 - 470 - 590 470 - 590 - 22 22 -40 -60 40 40 К4 Кб
RAEX 363 P RAEX 384 P RAEX 385 P RAEX 386 P ARCTIC 355 355 355 355 — 490-620 490 - 620 490 - 620 490 - 620 - 22 22 22 22 0 -20 -40 -60 40 40 40 40 КО К2 К4 Кб
RAEX 423 P RAEX 424 P RAEX 425 P 390 390 390 - 520 - 670 520-670 520-670 20 20 20 0 -20 -40 40 40 40 КО К2 К4
EN 10028-3 ReH, Н/ММ2, Rm. Н/ММ2 А5. %. Ударная вязкость 1)
Марка стали Толщина листа, мм Толщина листа, мм Толщина листа, мм Вдогъ Поперёк
<16 >16 £35 >35 <50 >50 <70 >70 £100 >100 £150 <70 270 <100 >100 £150 <70 >70 £150 1 °C KV Дж t °C KV Дж
P275N, P275NH P275NL1 P275NL2 275 275 265 255 235 225 390 — 510 370- 490 350 — 470 24 23 -20 -50 -50 40 27 30 -20 -50 -50 20 16 27
P355N, P355NH P355NL1 P355NL2 355 355 345 325 315 295 490- 630 470- 610 450 — 590 22 21 -20 -50 -50 40 27 30 -20 -50 -50 20 16 27
1) При отсутствии иной договорённости испогъзуется поперечный экспериментальный стержень.
Таблица 1.40 Стали RAEX для сосудов высокого давления. Формуемость и обребетываемостъ разанием
СТАЛИ ДЛЯ СОСУ- ДОВ ВЫСОКОГО ДАВЛЕНИЯ Марка стали Кромка no отношению к направле- нию прок. Минимальный допустимый внутренний радиус изгиба на номинальных толщинах, мм Обрабат. резанием D
>1,5 <2 >2 £3 >3 £4 > 4 £5 >5 £6 >6 £7 >7 £8 >8 £10 > 10 £12 >12 £14 >14 £16 >16 £18 >18 £20
RAEX 265 Р RAEX 266 Р ARCTIC во всах на- правлениях 7,5 9 10,5 12 15 18 21 24 27 30 3
RAEX 305 Р RAEX 306 Р ARCTIC во всех на- правлениях 7,5 9 10,5 12 15 24 28 32 36 40 2
RAEX 345 Р RAEX 346 Р ARCTIC во всех на- правлениях 7,5 9 10,5 12 15 24 28 32 36 40 2
RAEX 383 P RAEX 364 P RAEX 385 P RAEX 386 P ARCTIC во всех на- правлениях 7,5 9 10,5 12 15 24 28 32 36 40 1
RAEX 423 P RAEX 424 P RAEX 425 P во всех на- правлениях 10 12 14 15 20 30 35 40 45 50 1
1 Сравнение обрабатываемости резанием произведено по шкале: 1 = хорошая, 2 = удовлетворительная, 3 = плохая?
52
листы
t мятная прочность при высоких температурах
ииальные органы Финляндии. Швеции. Норвегии и Дании по контролю за сосудами высокого давления одобрили
тХуВАЕХ для сосудов высокого давления для использования в виде конструкционных материалов с представлен-
ная в таблице 1.41 расчётными параметрами.
Таблица 1 -41 Стали RAEX для сосудов высокого давления. Расчётная прочность при высоких температурах
[стали для сосудов IJblCOKOrO ДАВЛЕНИЯ И стали Толщина листа, мм Инстр. NGS, номер Расчётная прочность, Н/мм2
Температура, °C
20 50 75 100 125 150 175 200 225 250 275 300 325 350 375
RA& 265 Р оАЕХ 266 Р ARCTIC 5-60 1105 235 220 206 200 193 185 178 170 162 155 148 140 132 120 110
RAEX 305 Р ЯАЕХ 306 Р ARCTIC 5-60 1106 275 257 245 235 225 215 208 200 193 165 178 170 162 155 150
RAEX 345 Р X 346 Р ARCTIC 5-60 1207 315 298 287 275 264 255 245 235 225 215 207 200 192 165 180
RAEX 383 Р ЙАЕХ384Р RAEX 385 Р 5-60 D 1205 350 2> 345 2> 340 335 325 315 305 295 265 275 265 250 235 220 205
RAEX 386 Р ARCTIC 5-60 ’> 1208 350 2) 337 327 315 302 290 280 270 260 250 240 230 220 210 195
RAEX 423 Р RAEX 424 Р RAEX 425 Р 5-40 1405 3) 390 380 375 385 355 345 335 320 305 295 280 265 255 240 230
Промежуточные значения получают прямым интерполированием.
1) Одобренная официальными органами Швеции толщина листа 5 - 40 мм.
2) Одобренная официальными органами Швеции расчётная величина 340 Н/мм2.
13) Одобрено в Дании. Норвегт и Финляндии.
Диапазоны размеров изготовления и допуски в соответствии со стандартом на размеры EN 10029 представлены в
пункте 1.6.
Покупатель при заказе должен сообщить какие представленные в стандарте EN 10029 классы допуска на номиналь-
ную толщину А, В, С или D соблюдаются.
Возможности предварительной обработки заводского исполнения, как точная резка, фасетирование. изгиб и обра-
ботка поверхности представлены в пункте 1.9. Определение срока поставки заводского исполнения представлено в
пункте 1.10.
Изготовляемые на заводе Раутаруукки в г. Халикко днища резервуаров, листы для сосудов и прочие изделия для со-
судов высокого давления рассмотрены в пункте 7.2.2.
Сталям для сосудов высокого давления Раутаруукки предоставляет по меньшей мера сертификат на материал
EN 10204-3.1 .В, цена которого входит в добавку на качество. Требование на сертификат на материал необходимо
вносить в чертежи и документы изделия или конструкции.
Существуют многие виды сертификатов на материал. В пункте 9 представлены сравнительные стандарты сертифи-
катов на материал разных стрен.
Маркировка в чертеже и заказе
Стальной лист EN 10029 - ЮС х 1500 X 6000 RAEX 385 Р EN 10204-3.1.В
Название!
Стандарт на размеры
Толщина листа, мм_________
Ширина листа, мм_________________
Длина листа, мм_________________________
Марка стали__________________________________
Сертификат на материал
53
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Холодная обработка
Пригодность к обрезению кромок сталей RAEX для сосудов высокого давления гарантируется согласно таблицы
1.39.
Г орячая обработка
Горячую обработку необходимо производить при температуре 825...1025 °C. До начала обработки температура
должна быть выше 900 °C. В последней стадии обработки рекомендуется ограничить максимальную температуру
980 °C. При проведении обработки вне указанных температур после горячей обработки рекомендуется нормализа-
ция.
Сварка, потребность в подогреве
Стали RAEX для сосудов высокого давления обладают хорошей свариваемостью. В пункте 9 представлены величины
углеродного эквивалента, потребность в предварительном подогреве, а также используемые при сварке электроды и
присадки.
При необходимости инструкции по сварке необходимо вносить в чертежи и документы издалия или конструкции
Т ермообработка
В таблице 1.42 представлены инструкции по термообработке сталей RAEX для сосудов высокого давления.
Т аблица 1.42 Стали RAEX для сосудов высокого давления. Термообработка
Термообработка Температура. °C Выдержка, мин. Охлаждение
Отжиг для снятия напряжений 550 - 600 2 мин./1 мм толщины листа не менее 30 мин. В печи
Нормализация 900 - 940 1 мин./l мм толщины листа не менее 20 мин. На воздухе
Приобретение. Склады дилеров, заводское исполнение и срок поставки
На складах финских дилеров Раутаруукки имеются изготовленные из марки стали RAEX 385 Р листы, размеры кото-
рых соответствуют представленным в пункте 1.7.1 рекомендуемым размерам. Прочие марки стали RAEX для сосу-
дов высокого давления и размеры производятся в заводском исполнении.
Формирование цены стального листа представлено в пункте 1.3.6. Цена листов заводского исполнения из стали RA-
EX для сосудов высокого давления также зависит от представленной в пункте 1.9 стапени предварительной обработ-
ки
Опредаление срока поставки заводского исполнения представлено в пункте 1.10. Адреса дилеров Раутаруукки на
странице 6.
54
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
4.9.5 Стали RAEX LT для сосудов высокого давления
раахеский метзавод производит представленные в таблице 1.43 мелкозернистые стали RAEX LT для сосудов
высокого давления. Они предназначены для объектов, в которых от стали требуется, кроме хорошей свариваемости и
стойкости против старения, хорошая вязкость при низких рабочих температурах Стали RAEX LT для сосудов
высокого давления пригодны в качестве конструктивного материала для оборудования, используемого для хранения
жидкостей при низких температурах и для перевозки и хранения сжиженных газов.
Изготовленные из стали RAEX для сосудов высокого давления листы прокатываются на толстолистовом стане в за-
водском исполнении.
Таблица 1.43 Стали RAEX LT для сосудов высокого давления. Механические свойства
СТАЛИ ДЛЯ СОСУДОВ ВЫ- СОКОГО ДАВ- ЛЕНИЯ Марка стали Механические свойства при комнатной температура
Предел текучести, ReH. Н/мм2, Не менее Предел прочности. Rm. Н/ММ2 Удлинение, As. %. Поперёк не менее Ударная вязкость Категория Поперёк на менее
Толщина листа, мм t KV 1
5-40 °C Дж -
RAEX 27S LT RAEX 34S LT 265 355 410-490 490-570 25 22 -60 -60 27 27 J6 J6
Ударную вязкость измеряют испытанием на удар Charpy V. Результат сообщается в виде среднего значения трёх испытаний. По
согласованию возможно проведение продольного испытания на удар, при этом величина требования 40 Дж. В случае использова-
ния испытательных образцов размером 5 х 10 мм величина требования 2/3 от вышеупомянутой. Без отдельного согласования га-
рантируются изгиб 180 градусов при радиусе изгиба 2 х толщина листа и температура NDT ниже -55 °C. Испытание на изгиб
и испытание падающим молотом Пеллини производятся только при необходимости.______________________________________
Диапазоны размеров изготовления и допуски в соответствии со стандартом на размеры EN 10029 представлены в
пункте 1.6. Покупатель при зеказе должен сообщить какие представленные в стандарте EN 10029 классы допуска
на номинальную толщину А, В. С или D соблюдаются.
Возможности предварительной обработки заводского исполнения, как точная резка, фасетирование. изгиб и обра-
ботка поверхности представлены в пункте 1.9. Определение срока поставки заводского исполнения представлено в
пункте 1.10.
Изготовляемые на заводе Раутаруукки в г. Халикко днища резервуаров, листы для сосудов и прочая продукция для
сосудов высокого давления представлены в пункте 7.2.2.
В пункте 9 представлены величины углародного эквивалента сталей RAEX LT для сосудов высокого давления, а так-
же используемые при сварке электроды и присадки. При необходимости инструкции по сварке необходимо вносить в
чертежи и документы изделия или конструкции.
В чертежи и документы изделия или конструкции необходимо вносить требование на сертификат на материал соот-
ветствующего классификационного общества
Маркировка в чертеже и заказе
Стальной лист EN 10029 - ЮС X 1500 х 6000 RAEX27SLT EN 10204-3.1. В
Название
Стандарт на размеры
Толщина листа, мм
Ширина листа, мм
Длина листа, мм
Марка стали
Сертификат на материал
Приобретение. Заводское исполнение и срок поставки
Листы из сталей RAEX LT для сосудов высокого давления изготовляются в заводском исполнении. Формирование
цены стального листа представлено в пункте 1.3.6. Цена заводского исполнения листа из стали RAEX LT для сосу-
дов высокого давления также зависит от представленной в пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10.
55
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЬЕ ЛИСТЫ
1.4.9.6 Стали классификационных обществ для сосудов высокого давления
В таблице 1.44 представлены входящие в программу производства Раахеского матзавода соответствующие инструк-
циям различных классификационных обществ стали для сосудов высокого давления. В таблице также представлены
одобренное классификационными обществами марки стали RAEX LT для сосудов высокого давления и используе-
мые классификационными обществами маркировки этих сталей.
Листы из сталей классификационных обществ для сосудов высокого давления прокатываются на толстолистовом ста-
не.
Т аблица 1.44 Производимые на Раахаском метзаводе стали классификационных обществ для сосудов высокого
давления
Lloyd's Register of Shipping LR Det norske Veritas NV Germanischer Lloyd GL Maritime Register of Shipping PC American Bureau of Shipping AB Bureau Veritas BV Registro Italiano Navale RINA
360 AR 360 360 FG 410 AR 410 410 FG NV 360-0A NV 360-0N NV 360-1FN NV 410-0A NV 41O-0N NV 410-1 FN EN 10025 DIN 17102: ReH 5 355 Н/мм2 -StE xxx -WStE xxx -TStE xxx - EStE xxx PC/EN 10028-2 PC/RAEX PC KAT I/P235GH PC KAT II/P265GH PC KAT III PC KAT IV/P295GH PCKATV/RAEX385P AB PV Grade MA AB PV Grade MB AB PV Grade MC AB PV Grade MD AB PV Grade ME AB PV Grade MF 0,5Ni A: RAEX 27S LT 0,5Ni B: RAEX34SLT 13MnNI63 MOD 13MnNi63 mod
460 AR 460 460 FG 490 490 FG LT-AH 32 LT-AH 36 NV 460-0A NV 460-0N NV 460-1 FN NV 490-0N NV 490-1 FN NV 510-1 FN NV 360-2FN DIN 17155/ EN 10028-2 H 1/P235GH H II/P265GH 15 МО 3/16M03 17 Mn 4/P295GH 19Mn6/P355GH AB PV Grade К AB PV Grade L AB PV Grade M
LT-DH 32 LT-DH 36 LT-EH 32 LT-EH 36 RAEX 27S LT RAEX 34S LT NV 2-2 NV 2-3 NV 2-4 NV 2-4L NV 4-2 NV 4-3 NV 4-4 NV 4-4L NV 4-4 MOD 13MnNi63MOD, DIN 17280
Таблица на является сравнлегъной.
Приобретение. Заводское исполнение и срок поставки
Стали классификационных обществ для сосудов высокого давления производятся в заводском исполнении.
Формирование цены стального листа представлено в пункте 1.3.6. Цена заводского исполнения листов из сталей
классификационных обществ для сосудов высокого давления также зависит от представленной в пункте 1.9 степени
предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10.
56
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЬЕ ЛИСТЫ
1.4- Ю Судостроительные стали RAEX 40
раахеский метзавод производит представленные в таблице 1.45 мелкозернистые судостроительные стали RAEX 40.
Прочность этих сталей выше, чем обычных судостроительных сталей. Изготовленные из RAEX 40 листы предназна-
чены для объектов, в которых от материала судостроительных листов требуются высокий предел текучести, хорошие
вязкость, свариваемость и стойкость против старения. Титиччьели объектами применения являются мачты и погрузоч-
ные устройства.
Таблица 1.45 Судостроительные стали RAEX 40. Механические свойства
Марка стали Механические свойства при комнатной температуре
Предел текучести. НеН. Н/мм2 Не менее Предел прочности. Rm, Н/мм2 Удлинение. Ав, %, Поперёк не менее Ударная вязкость Категория Поперёк не менее
Толщина листа, мм t KV
5-40 °C Дж
RAEX 40 А 390 530-650 20 0 40 КО
RAEX 40 D 390 530-650 20 -20 40 К2
RAEX 40 Е 390 530-850 20 -40 40 К4
Ударная вязкость измеряется испытанием на удар Charpy V. Результат объявляется в виде среднего значения трёх испытаний.
В случае использования испытательных образцов размером 5 х 10 мм величина КУ гарантируется 27 Дж.________________
Листы из судостроительной стали RAEX 40 прокатываются на толстолистовом стане. Диапазоны размеров изгото-
вления представлены в пункте 1.6. В качестве стандарта на размеры и на допуск на размеры используются стандарты
выбранного заказчиком классификационного общества.
В пункте 9 представлены величины углеродного эквивалента судостроительных сталей RAEX 40.
В чертежи и документы изделия или конструкции необходимо вносить требование на сертификат на материал соот-
ветствующего классификационного общества
Маркировка в чертеже и заказе
Стальной лист EN 10029 - 10А X 1500 X 6000 RAEX 40 Е
Название |
Стандарт на размеры
Толщина листа, мм___________
Ширина листа, мм_______________
Длина листа, мм _______________________
Марка стали_________________________________
Сертификат на материал, классификационное общество
Приобретение. Заводское исполнение и срок поставки
Листы из стали RAEX 40 изготовляются в заводском испотеши.
Формировение цены стального листа представлено в пункте 1.3.6. Цена заводского исполнения листов из стали
RAEX 40 также зависит от предстевленной в пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10.
57
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.11 Судостроительные стали классификационных обществ
Раахеский метзавод производит представленные в таблице 1.46 соответствующие инструкциям различных класси-
фикационных обществ судостроительные стали. Аналогичные судостроительные стали других классификационных
обществ производятся по отдельной договорённости.
Листы из судостроительных сталей классификационных обществ прокатываются на толстолистовом и широкополос-
ном станах в заводском исполнении. Определение срока поставки заводского исполнения представлено в пункте
1.10.
Формирование цены стельного листа представлено в пунсге 1.3.6. Цена заводского исполнения листов из судострои-
тельных сталей классификационных обществ также зависит от представленной в пункте 1.9 степени предваритель-
ной обработки.
Таблица 1.46 Производимые на Раахеском метзаводе судостроительные стали классификационных обществ
Предел текуч., ReH Не менее. Н/мм2 Предел прочности. Rm. Н/мм2 Lloyd's Register of Shipping LR Det norske Veritas NV German- nischer Lloyd GL Maritime Register of Shipping PC 1) American Bureau of Shipping AB Bureau Veritas BV Registro Italiano Navale RINA
ОБЫЧНЫЕ СУДОСТРОИТЕЛЬНЫЕ СТАЛИ
235 400 - 490 LRA LR В LRD LRE NV A NV В NVD NVE GL-A GL-B GL-D GL-E PC A PC В PCD PC E ABA ABB ABCS ABD AB DS ABE BVA BVB BVD BV E R.I.NA A R.I.NA S R.I.NA SS R.I.NA E
ВЫСОКОПРОЧНЫЕ СУДОСТРОИТЕЛЬНЫЕ СТАЛИ
265 400 - 510 NV A27S NVD27S NV E27S
315 440 - 590 LR AH 32 LR DH 32 LR EH 32 NVA32 NVD32 NVE32 GL-A 32 GL-D 32 GL-E 32 PC A32 PC D32 PCE32 AB AH32 AB DH32 AB EH 32 BV AH32 BV DH32 BV EH32 R.I.NA ERS 32 R.I.NA ERSS 32 R.I.NA ERE 32
355 490 - 620 LR AH 36 LR DH 36 LR EH 36 NVA36 NV D36 NV E36 GL-A 36 GL-D 36 GL-E 36 PCA36 PCD36 PCE36 AB AH36 AB DH36 ABEH36 BVAH36 BV DH36 BV EH36 R.I.NA ERS 36 R.I.NA ERSS 36 R.I.NA ERE 36
390 530 - 650 RAEX 40 A RAEX 40 D RAEX 40 E NV A40 NV D40 NVE40 RAEX 40 A RAEX 40 D RAEX 40 E RAEX 40 A RAEX 40 D RAEX 40 E
Таблица не является сравнительной. 1)Г0СТ 5521-1986
58
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.12 Судостроительные стали ТМ классификационных обществ
раахеский метзавод производит гредставленные в таблице 1.47 соответствующие инструкциям различных класси-
фикационных обществ судостроительные стали после ТМО. Листы из судостроительных сталей после ТМО изго-
товляются на толстолистовом и широкополосном стенах в заводском исполнении. Определение срока поставки за-
водского исполнения представлено в пункте 1.10.
Таблица 1.47 Производимые на Raahe Steel судостроительные стали ТМ классификационных обществ
Предел текуч.. ReH- Не менее, Н/мм2 Предел прочности, Н/мм2 Lloyd's Register of Shipping LR Det norske Veritas NV Germanischer Lloyd GL Maritime Register of Shipping PC American Bureau of Shipping AB Bureau Veritas BV
315 440 - 590 LR AH 32 LR DH 32 LR EH 32 GL-A 32 GL-D 32 GL-E 32 AB AH32 AB DH32 AB EH32
355 490-620 LR AH 36 LR DH 36 LR EH 36 NVA36 NV D36 NVE36 NVF36 GL-A 36 GL-D 36 GL-E 36 PC A36TM PC D36 TM PC E36 TM AB AH36 AB DH36 AB EH36 BV AH36 BV DH36 BV EH36
420 530-680 LR DH 42 LR EH 42 NV D420 NV E420 NV F420 GL-A 420 GL-D 420 GL-E 420 PC D420 TM PC E420 TM ABAQ43 AB DQ43 AB EQ43 BV A 420 BV D 420 BV E 420
460 570 - 720 NV D460 NVE460 NV F460 GL-A 460 GL-D 460 GL-E 460 PC D460 TM PC E460 TM AB AQ47 AB DQ47 AB EQ47 BVA460 BV D 460 BV E 460
500 610 - 770 NV D500 NVE500 GL-A 500 GL-D 500 GL-E 500 PCD500TM PC E500 TM PC RAEX- 500 E POLAR ABAQ51 ABDQ51 ABEQ51 BVA500 BVD500 BV E500
Таблица не является сравнительной
59
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.4.13 Судостроительные стали RAEX POLAR
Раахеский метзавод производит представленные в таблице 1.48 судостроительные стали RAEX POLAR. Изгото-
вленные из этих сталей листы предназначены для объектов судостроения, в которых от сварных швов листов тре-
буется улучшенная, по сравнению с обычной, коррозионная стойкость в морской воде. Типичным объектом примене-
ния является обшивка ледоколов.
В таблице 1.49 представлены одобренные различными классификационными обществами марки стали RAEX PQ.
LAR. Аналогичные стали других классификационных обществ производятся по отдельной договорённости.
Листы из судостроительной стали RAEX POLAR прокатываются на толстолистовом стане в заводском исполнении
Таблица 1.48 Стали RAEX POLAR. Механические свойства
Марка стали Механические свойства при комнатной температуре
Предел текучести. ReH, Н/мм2. Не менее Предел прочности, Rm, Н/ММ2 Удлинение, As. %. Поперёк не менее Ударная вязкость. Вдогъ не менее
Толщина листа, мм t KV
5-60 °C Дж
RAEX 32Е POLAR 315 470 - 590 22 -40 31
RAEX 36Е POLAR 355 490 - 620 22 -40 34
Ударная вязкость измеряется испытанием на удар Charpy V. Результат сообщается в виде среднего значения трёх испытений на
поперечных или продогъных образцах. В случае использования образца размером 5 х 10 мм величине KV гарантируется 2/3 от
вышеупомянутого требования.
Таблица 1.49 Одобренные классификационными обществами стали RAEX POLAR.
Предел текучести, ReH. Н/мм2, Не менее Germanischer Lloyd GL Maritime Register of Shipping PC Lloyd's Register of Shipping LR Det norske Veritas NV
315 RAEX 32E POLAR RAEX 32E POLAR RAEX 32E POLAR RAEX 32E POLAR
355 RAEX 36E POLAR RAEX 36E POLAR RAEX 36E POLAR RAEX 36E POLAR
Диапазоны размеров изготовления представлены в пункте 1.6. В качеств стандартов на размеры и на допуски на раз-
меры используются стандарты выбранного заказчиком классификационного общества.
В пункте 9 представлены величины углеродного эквивалента судостроительных сталей RAEX POLAR.
В чертежи и документы изделия или конструкции необходимо вносить требование на сертификат на метериал соот-
ветствующего классификациоьного общества.
Маркировка в чертеже и заказе
Стальной лист EN 10029 - 15А X1500 X 6000 RAEX 36Е POLAR
Название Стандарт Толщина на размеры 1иста, мм
Ширина листа, мм
Длина листа, мм__________________________
Марка стали_______________________________________
Сертификат на метериал. классификационное общество
Приобретение, заводское исполнение и срок поставки
Листы из стали RAEX POLAR изготовляются в заводском исполнении Формирование цены стального гмста пред-
ставлено в пункте 1.3.6. Цана листов из судостроительной стали RAEX POLAR также зависит от представленной в
пункте 1.9 степени предварительной обработки.
Определение срока поставки заводского исполнения представлено в пункте 1.10..
60
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
" 1.5 Спецпродукция
1.5- 1 Рифлёные стальные листы
I На одной поверхности изготовляемых на Раахеском метзаводе рифлёных стальных листах согласно таблицы 1.50
прокатаны рифлёный рисунок или рисунок слезы. Рифлёные стальные листы прокатываются на широкополос-
ном стане.
Таблица 1.50 Рифлёный лист и лист с рисунком слезы
Нанесение рисунка на листы соглесно стандарта SFS 5500. Высота рисунка 1.. .2 мм. Вес рисунка на рифлёных
листах ок. 3,5 кг/м2 , листах с рисунком слезы 1 ок. 2 кг/м2 и с рисунком слезы 2 ок. 4 кг/м2.
Расчёт прочности конструкций из рифлёных листов гроизводится по толщине основного листа. При расчёте грузо-
подъёмности рисунок не учитывается.
Рифлёные листы изготовляются в виде листового проката и рулонов толщиной 2,5 ... 13 мм. Марками стали являют-
ся соответствующие стандарту EN 10025 судостроите/ьные стали класса А.
В сухих помещениях рекомендуется применение рифлёных листов, так как их износостойкость лучше. В местах, где
поверхность подвергается охлаждению, следует использовать листы с рисунком слезы. Рисунок даёт воде возмож-
ность стекать по поверхности. Кроме этого, такая поверхность легче очищеется.
Диапазоны размеров изготовления представлены в таблицах 1.51 и 1.52. Раутаруукки изготовляет рифлёные листа с
допусками согласно стандарта на размеры SFS 5500.
Требование на сертификат на материал необходимо вносить в чертежи и документы изделия или конструкции. Для
общего использования наиболее подходящий сертификат на метериал EN 10204-2.2. В пункте 9 представлены
сравнительные стандарты сертификатов на материал разных стран.
Маркировка в чертеже и заказе
Лист с рис, слезы SFS 5500 - 5 X1000 X 2000 S235JRG2 EN 10204-2.2
Название
Стандарт на размеры
Толщина основного листа, мм
Ширина листа, мм_____________________
Длина листа, мм___________________________
Марка стали_______________________________________
Сертификат на метериал
Приобретение. Склады дилеров и заводское исполнение
Стандартными марками сталей для рифлёных листов являются соответствующие стандарту EN 10025 стали
S235JRG2 (или судостроительная степь класса A), S275JR и аналогичные, а также S355J2G3 и аналогичные. Из-
готовленные из марки стали S235JRG2 рифлёные листы имеются на складах финских дилеров Раутаруукки
Рифлёные листы из других марок стали изготовляются в заводском исполнении.
В связи с установившимся опытом эксплуетации на складах финских дилеров Раутаруукки имеются листы, ширина и
длина которых отличаются от рекомендаций стандарта SFS 5500. Размеры этих листов 1220 х 3660 мм и 1250 х
4000 мм.
61
ГОРЯЧЕКАТАННЫЕ СТАГЬНЫЕ ЛИСТЫ
Диапазон размеров изготовления рифлёных листов
Диапазон размеров изготовления рифлёных листов представлен в таблицах 1.51 и 1.52.
Таблица 1.51 Рифлёные листы и рулоны. Диапазон размеров изготовления с кромками от прокатки
62
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.52 Рифлёные листы и рулоны. Диапазон размеров изготовления с обрезанными кромками
Толщина, мм Ширина, мм
Рисунок слезы 1 Рисунок слезы 2 Рифлёный рисунок
Предел текучести. Н/мм2 Предел текучести. Н/мм2 Предел текучести, Н/мм2
ReH<250 250<Пен<370 Пен <250 250 < Пен <370 Пен<250 250 < Пен < 370
2,50- 2,99 830-1030 — 830-1220 — 830-1030 —
3,00- 3,49 830-1505 830-1155 830-1505 830-1220 830-1505 830-1155
3,50- 3,99 830-1830 830-1305 830-1630 830-1305 830-1630 830-1305
4,00- 4,74 830-1680 830-1630 830-1680 830 -1630 830-1680 830-1630
4,75- 4,99 830-1680 830-1630 830-1830 830-1630 830-1680 830-1830
5,00- 6,99 830-1830 830-1630 830-1830 830-1680 830-1830 830-1830
7,00- 8,50 830-1820 830-1620 830-1820 830-1670 830-1820 830-1620
8,51 - 10,50 950-1820 950-1620 950-1620 950-1670 1) 950-1530 1) 950-1360
10,51 - 13,00 950-1530 950-1360 950-1530 950-1360 — —
1) Толщина < 10,00 ________________________________
РАЗМЕРЫ СВЯЗОК РИФЛЁНЫХ ЛИСТОВ, максимальный вес, кг
Ширина риф- лёного листа. мм Длина рифлёного листа, мм
>1500 <2500 >2500 <3500 >3500 <4500 >4500 <5500 >5500 <6000 >6000 <6500 >6500 <12000
< 1000 1600 1840 2080 2400 2560 3040 3600
>1000 <1100 1600 1920 2160 2560 2720 3260 3600
>1100 <1200 1760 2000 2240 2720 2880 3360 3600
>1200 <1300 1840 2080 2400 2880 3040 3360 3600
>1300 <1400 2000 2160 2560 3040 3200 3360 3600
>1400 <1500 2080 2240 2640 3200 3360 3600 3600
>1500 - 2600 2800 3600 3600 3600 3600
ДОПУСТИМОЕ КОЛЕБАНИЕ ВЕСА
+ 10%, но не менее -2 или +3 тонны
РАЗМЕРЫ РУЛОНА_____________________________
Внутренний диаметр рулонов и рулонов полосок с обре-
занными кромками 610 мм.
63
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.5.2 Зетовые листы
Наихудшие вязкость и способность деформироваться горячекатанных стальных листов наблюдаются по толщине
Способность деформироваться определяется на основании относительного сужения по толщине, т.е. по пареметру z
В конструкциях из стальных листов расслой можно предотвратить конструктивными решениями или выбором в ка-
честве материала листа с Z-гарантией согласно стандарта EN 10164
Таблица 1.53 Риск расслоя при разных величинах относительного сужения
Относительное сужение по толщине
< 10 % <15% <20% > 20 %
расслой возможен уже в слабо нагруженных по толщине листа сварных соединениях расслой возможен в умеренно нагруженных по толщине лис- та сварных соединениях расслой возможен в сильно нагруженных по толщине листа сварных соединениях расслой происходит редко
Кроме обычных испытаний контроля качества, зетовым листем производятся испытания на разрыв по толщине и. при
отсутствии других требований, соответствующий стандарту EU 160-85 категория А ультразвуковой контроль. Катего-
рия А соответствует категории U3 стандарта SFS 3294.
Ультрезвуковой контроль представлен в пункте 1.5.3. Гарантированные денные относительного сужения в испытании
на разрыв по толщине представлены в таблице 1.54.
Таблица 1.54 Зетовые листы. Категории качества
КАТЕГОРИЯ КАЧЕСТВА Z ВЕЛИЧИНА ОТНОСИТЕЛЬНОГО СУЖЕНИЯ
Стандарт Мгнимальная средняя величина трёх испытаний, % Минимальная величина еди- ничного испытания %
EN 10164 Раутаруукки ISO/DIS 7778 SEL 096-88
Z15 Z15 Z15 Z15 15 10
Z25 Z25 Z25 Z25 25 15
Z35 Z35 Z35 Z35 35 25
Испытание на разрыв по толщине не производится листам толщиной < 15 мм. но они изготовляются по технике изготовления зе-
товых листов.
Z-гарантия даётся на диапазон толщины 5...60 мм,
Кетегория качества согласно гарантии относительного сужения затовых листов обозначается после обычной мерки-
ровки стали следующим образом:
EN 10025 S355J2G3 + EN 10164-Z25.
Зетовые листы изготовляются в заводском исполнении из марок стали и по размерам согласно программы произ-
водства толстых листов. Информацию о приобретении других марок стати и сроке поставки в виде зетового листа
можно получить в отделе торговли Раахеского метзавода.
64
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.5.3 Ультразвуковой контроль листов
Раахеский метзавод поставляет проверенные ультразвуком горячекатанные листы в соответствии со стандартом SFS
3294 или с отдельно согласованными требованиями.
Контроль возможен стальным листам толщиной не менее 5 мм.
Стальные листы считаются прошедшими контроль, когда производитель гарантирует бездефектность материала в
определённом объёме на основании произведённого ультразвукового контроля.
Объём испытания
При отсутствии иной договорённости производитель гроверяет каждый лист Производитель может выбирать исполь-
зуемый метод контроля и подходящую для него стадию изготовления Контроль может происходить вручную с по-
мощью одного искателя или снабжённого многими звуковыми головками ультразвукового дефектоскопа
При определении объёма контроля используются или определяемые стандартеми методы контроля или определяются
отдельно:
- способы поиска и допустимые размеры дефекта
- интервал линии подключения (размер растра)
- контрольная ширина зон кромок
- используемые типы искателей.
Категории качества
Испытанные ультразвуком листы делятся на основании размера выявленных дефектов и их частоты проявления на ка-
тегории качества по таблице 1.55
Таблица 1.55 Ультразвуковой контроль. Классификация качества
Категория качества Минимальный заре- гистрированный де- фект, см2 Аналогичный размер эталонированного деф. 3) Максимальный допус- тимый размер дефек- тов, см2 Максимальная допусти- мая частота проявления дефектов, шт./м2 1)
0 1 2 3 4 5 6 0,5 0,5 0,5 1 1 10 10 0 8 0 8 0 8 011 011 1 1 10 10 100 100 0 2) 4 30 10 50 1 5
1) Рвсположенные вблизи друг от друга дефекты размером 1...10 см2 (категории качества 1 ...4), расстояние между которыми меньше, чем максимальный диаметр минимального дефекта, классифицируются как один дефект. 2) Категория 0 используется только в особых случаях для подтверждения, что какая-либо небольшая ответственная область при точном контроле признана бездефектной. з) Плоскодонное отверстие в эталонном образце по стандарту SFS 3294.
Категории испытания
При отсутствии иной договорённости используются представленные в таблице 1.56 категории испытений.
Таблица 1.56 Ультразвуковой контроль. Категории испытаний SFS 3294
КАТЕГОРИЯ ПОЯСНЕНИЕ
U2 Контроль кромки Зона кромки тщательно проверяется на ширина 50 мм. Одобряется категория качества 3.
из Обычный ультразвуковой контроль Поверхность листа проверяется методом растра. Интервал линий подключения контрольной решётки 200 мм. Одобряется категория качества 3.
U4 Точный ультразаукоаой контроль Интервал линий подключения контрольной решётки 50 мм. Одобряется категория качества 2.
U5 Полный ультразвуковой контроль Контрольные линии стопроцентно покрывают поверхность листе. Одобряется категория качества 1.
65
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Сравнения стандартов
Методы контроля и классификация качества по различным стандартам отличаются друг от друга. Раахеский метзавод
проводит сравнение согласно таблицы 1.57.
Таблица 1.57 Ультразвуковой контроль Сравнительные стандарты
Раутаруукки prEN 10160 1995 EU 160 1985 SFS 3294 1982 SS 11 42 03 1988 SEL 072-77 1977 BS 5996: 1993 NF A04-305 1983 ASTM A578 1990 ASTM A435 1990
U2 А U2 КА Tafel 2 Klasse 3 E1 A
из А1 А из YA Tafel 3 Klasse 3 B4 A Level 1 Level 2 Accepted
U4 В1 В U4 YB Tafel 1 Klasse 2 B5 В S9
U5 С1 с U5 УС Tafel 1 Klasse 1 B6 c S9
При точном сравнении необходимо использовать оригинальные стандерты.
1.5.4 Холодноправленые листы
Раахеский метзавод может поставлять прокатанные на толстолистовом стане листы также хоподногравлеьыми.
Толщина 4,7...20 мм, при этом плоскостность 3 мм/м гарантируется в соответствии со стандартом EN 10029.
1.5.5 Слябы
Толщина стальных слябов до горячей прокатки 200...250 мм. Ширина сляба ок. 1500 мм и длина ок. 8000 мм. Слябу
не гарантируются величины прочности и ударной вязкости.
Сляб предназначен для таких изделий или конструкций, в которых, с точки зрения функционирования, вес и толщина
имеют решающее значение.
Слябы изготовляются в заводском исполнении. Сведения о приобретении, цене и сроке поставки слябов можно по-
лучить в отдале торговли Раахеского метзавода.
1.5.6 RAEX LASER
Раахеский метзавод поставляет пригодные для лазерной резки листы разных размеров из сталей RAEX LASER
Марка стали Толщина листа. Предел текучести. Предел прочности.
Пен. Rm.
мм Н/мм2 Н/мм2
RAEX 220 LASER 2,0- 15,0 220 310-410
RAEX 250 LASER 2,0- 30,0 250 360-440
RAEX 355 LASER 2,0- 15,0 355 510-660
RAEX 380 LASER 2,0- 20,0 380 450 - 590
RAEX 420 LASER 2,0- 13,0 420 490 - 620
66
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1,6 Диапазон размеров изготовления и допуски на размеры горячекатан-
ных стальных листов
1.6.1 Толстые листы
раахеский метзавод Раутаруукки изготовляет из представленных в пункте 1.4 мерок стали толстые листы в соот-
ветствии со стандартом EN 10029. В таблицах 1.58, 1.59 и 1.60 представлены диапазоны размеров изготовления
толстых листов. Эти таблицы используются особенно, при выборе размеров листов заводского исполнения. По каж-
дой представленной в пункте 1.4 марке стали указана изготовляемая толщина.
Таблица 1.58 Диапазон размеров изготовления толстых листов и ограничения в заводском исполнении.
ReH< 300 Н/мм2
МАКСИМАЛЬНАЯ ДЛИНА ЛИСТА В МЕТРАХ В ЗАВИСИМОСТИ ОТ ШИРИНЫ И ТОЛЩИНЫ, ReH < 300 Н/мм2
Толщина.
мм
4.70 -
5,50
6,00-
7,00-
8,01 -
16,01 -
17,01 -
18,01 -
19,01 -
5,49
5,99
6,99
8,00
16,00
17,00
18,00
19,00
20,00
20,01 -
21,01 -
22,01 -
23,01 -
24,01 -
25,01 -
26,01 -
28,01 -
30,01 -
32,01 -
35,01 -
38,01 -
40,01 -
45,01 -
50,01 -
55,01 -
60,01 -
65,01 -
70,01 -
75,01 -
60,01 -
65,01 -
90,01 -
95,01 -
100,01 -
105,01 -
110,01 -
115,01 -
120,01 -
125,01 -
Ширина, мм
33$'
13,8
13,3
15,0
14,4
14,6
13,7
12,1
13,4
12,3
14,9
13,2
14,2
12,6
13,9
12,8
14,2
13,2
12,3
11,3
10,4
12,6
11,2
12,9
11,9
9,8
8,7
13,1
11,6
12,1
10,7
11,7
10,4
11,2
10,0
14,9
13,8
13,0
11,8
10,9
14,7
13,6
12,7
11,6
10,7
10,2
9,0
10,3
9,2
10,9
9,6
14,5
13,6
12,4
11,5
13,9
12,6
11,5
10,4
9,6
8,4
Z9
7,5
13,2
12,0
11,0
9,9
9,1
8,5
8,0
7,5
12,4
11,3
10,4
9,3
8,6
8,1
7,6
11,9
10,8
9,9
8,9
8,3
15,0 м
6,7
6А
6,1
5,8
5,6
5,4
5,2
5,0
4,8
4,6
4,5
6,7
6,4
6,1
5,8
5,5
5,3
5,1
4,9
4,7
4,5
4,4
6,7
6,4
6,0
5,7
5,5
5,2
5,0
4,8
4,6
4,4
4,3
7,2
6,8
6,4
6,1
5,8
5,5
5,2
5,0
4,8
4,6
4,4
4,3
11,4
10,3
9,5
8,5
7,9
7,4
6,9
6,5
6,1
5,8
5,5
5,2
5,0
4,8
4,6
4,4
4,3
10,9
9,9
9,1
8,2
7,6
6,6
6,2
5,9
5,6
5,3
5,0
4,8
4,6
4,4
10,5
9,5
8,7
7,8
7,3
6,8
6,3
6,0
5,6
5,3
5,1
4,8
4,6
4,4
10,1
9,1
8,4
7,5
7,0
6,5
6,1
5,7
5,4
5,1
4,9
4,6
4,4
9,7
8,8
8,0
7,2
6,7
6,3
5,9
5,5
5,2
4,9
4,7
4,4
9,3
8,5
7,8
7,0
6,5
6,0
5,6
5,3
5,0
4,7
4,5
9,0
8,2
7,5
6,7
6,2
5,8
5,4
5,1
4,8
4,6
4,3
8,7
7,9
7,2
6,5
6,0
5,6
5,3
А9
4,7
4,4
8,4
7,5
6,9
6,2
5,7
5,3
5,0
AL
4,4
8,1
7,4
6,8
6,1
5,6
5,2
4,9
4,6
4,4
7,9
6,5
5,9
5,4
5,1
4,8
4,5
14,0
13,0
12,2
11,1
10,2
9,7
8,6
Z0
6,4
^8
5,4
5.0
4,7
4,4
21,00
22,00
23,00
24,00
25,00
26,00
26,00
30,00
32,00
35,00
38,00
40,00
45,00
50,00
55,00
60,00
65,00
70,00
75,00
60,00
65,00
90,00
95,00
100,00
105,00
110,00
115,00
120,00
125,00
130,00
130,01 - 135,00
135,01 - 140,00
140,01 - 145,00
145,01 - 150,00
ОГРАНИЧЕНИЯ
Вес и длина позиции (партия листов или один лист):
минимальный вес 2000 кг
минимальная длина 4200 мм (общая длина или длина листа до резки)
Вес и размеры одного листа:
- максимальный вес 10 ООО кг
- минимальный размер 800 х 2000 мм.
разрезанный, _______
возможно по отдельному согласованию изготовление стальных листов длиной 15,1 ...23,0 м.
Листы шириной 800...1624 мм изготовляются только по отдельному согласованию. Максимальные длины смотрят по дву-
кратной величине желаемой ширины
67
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Диапазон размеров изготовления толстых листов и ограничения в заводском исполнении.
ReH 300...420 Н/мм2
Таблица 1.59
МАКСИМАЛЬНАЯ ДЛИНА ЛИСТА В МЕТРАХ В ЗАВИСИМОСТИ ОТ ШИРИНЫ И ТОЛЦИНЫ. ReH < 300>420 Н/мм?
Толщина Ширина, мм
мм - 800-1624 ; 1625-1800 ; 1801-1900 I 1901-2000 < с < с э ч э ч F 1 2101-2200 ! 2201-2300 ! 2301-2400 2401-2500 2501-2600 I : 2801-2700 2701-2800 ' 2801-2900 i 2901-3050 3051-3100 3101-3200 0 in CM CO 0 CM 0
4,70 - 5,49 ?* : *? « 7*
5,50 - 5,99 МВ1И1 •. * i у
6,00- 6,99 £ ' I • ' ... d • и
7,00- 8.00 MBSl ’ J:’..4
8,01 - 16,00 wK
16,01 - 17,00 gjf ЖлаС. га > ...
17,01 - 18,00 & 1
18,01 - 19,00
1901 - 2000 ж? ] * '
20,01 - 21,01 - 21,00 22,00 г .3 I ДО ...,T
22,01 - 23,00 1Э.и м
23,01 - 24,00i sea я
24,01 - 25,00 * —и авя f й • /. 3 Tfi?
25,01 - 26,00 1 tU’ii «5 у- :: МЙЙ 15,0 14,7
26,01 - 26,00 зяи * '4g 14g 13g 137
28,01 - 30,00 14,8 14,3 13,6 13,3 12,9 12,7
30,01 - 32,00 р 14,9 14,3 13,8 13,4 12,7 12,5 12,1 11,9
32,01 - 35JOO Ж 14,7 14g 13,6 13,1 12,6 12,2 11 6 11 4 11 1 10.9
35,01 - 38,66 14,7 14,1 13,6 13,0 12,5 12,1 11,6 11,2 10,7 10,5 10,2 10,0
38,01 - 40,00 то,г T5.T TT.O 11,1 TO,7 10,0 9,7 9,5
40,01 - 45,00 15,0 14,3 13,8 TT,0 10,9 fOOTOi 1 9,4 ag 8,8 3£ 8.4
45,01 - 50,00 12,8 1Z.4 11 .0 1 1.1 lU.O IU.Z 9,8 9,4 8,7 8,4 8,0 7,9 7,6
50,01 - 5500 117 то,г 10,1 9,6 0,-. •A 8- ,9 73 7,2, 6,9
55,01 - 60,00 11.2 10,7 10,4 9.6 9,2 8,8 8,5 8,1 7,7 7,5 7,3 7,0 6,7 *.6 6,4 6,3
60,01 - 65,00 10,4 9,9 9,3 8,9 8,5 8,2 7.8 7,5 7,2 7,0 6,7 6,5 6,2 6,1 5,9 5,8
65,01 - 70,00 9,6 9,1 8,6 8,3 7,9 7,6 7,3 И Й,?' O.z! 5 7 0.0 '““5Л 5,4
70,01 - 75,00 9,0 8,5 8,1 7,7 7,4 7,1 6,8 6,5 6,3 6,0 5,8 5,6 5,3 5,2 5,1 5,0
75,01 - 60.00 8,4 8,0 7,6 7,2 6,9 6,6 6,3 6,1 5,9 5,6 5,4 5,3 5,0 4,9 4,8 4,7
80,01 - 65,00 7,9 7,5 7,1 6,8 6,5 6,2 6,0 5,7 5,5 5,3 5,1 4,9 4,7 4,6 4,5 4,4
65,01 - 90,00 7,5 7,1 6,7 6,4 6,1 5,9 5,6 5,4 5,2 5,0 4,8 4,7 4,4 4,4
90,01 - 95,00 7,1 6,7 6,4 6,1 5,8 5,6 5,3 5,1 4,9 4,7 4,6 4,4
95,01 - 100,00 6,7 6,4 6,0 5,8 5,5 5,3 5,1 4,9 4,7 4,5 4,3
100,01 - 105,00 6,4 6,1 5,7 5,5 5,2 5,0 4,8 4,6 4,4
105,01 - 110,00 6,1 5,8 5,5 5,2 5,0 4.8 4,6 4,4
110,01 - 115,00 5,8 5,5 5,2 5,0 4,8 4,6 4,4
115,01 - 120,00 5,6 5,3 5,0 4,8 4,6 4,4
120,01 - 125,00 5,4 5,1 4,8 4,6 4,4
125,01 - 130,00 5.2 4,9 4,6 4,4 4,3
130,01 - 135,00 5,0 4,7 4,4 4,3
135,01 - 140,00 4,8 4,5 4,3
140,01 - 145,00 4,6 4,4
145.01 - 150.00 4,5
ОГРАНИЧЕНИЯ________________________________
Вес и длина позиции (партия листов или один лист):
минимальный вес 2000 кг
Вес и размеры одного листа:
- максимальный вес 10 ООО кг
мини»иальная длина 4200 мм (общая длина или длина листа до резки) - минимальный размер 800 х 2000 мм,
____________________________________________________________________________________разрезанный_____________________
возможно по отдельному согласованию изготовление стальных листов длиной 15.1 ...23,0 м.
11/ Листы шириной 800...1624 мм изготовляются только по отдельному согласованию. Максимальные длины смотрят по дву-
|кратной величине желаемой ширины.
68
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Ширина, мм
8
ч_
15,0 м
14.9
14.2
14,7
14,1
14,5
1V
W.6
116
11,0
8
а
13,9
12,1
11,5
12,7
<0
Таблица 1.80 Диепезон размеров изготовления сталей ТМ, М и ML. Пен 400...500 Н/мм2
МАКСИМАЛЬНАЯ ДЛИНА ЛИСТА В МЕТРАХ В ЗАВИСИМОСТИ ОТ ШИРИНЫ И ТОЛЩИНЫ. ReH < 400>500 Н/мм?
Толщина.
мм
ЕЙ»- 9,00
9,01 - 10,00
10,01 - 12,00
12,01 - 16,00
18,00
19,00
17,01 -
16,01 -
19,01 - 20,00
21,00
22,00
23,00
24,00
20,01 -
21,01 -
22,01 -
23,01 -
24^01 - 2500
25,01 -
26,01 -
28,01 -
30,01 -
3^01 -
35,01 -
38,01 -
40,01 -
45,01 -
50,01 -
55,01 -
60,01 -
65,01 -
70,01 -
75,01 -
26,00
26,00
30,00
32,00
35,00
38,00
40,00
45,00
50,00
55,00
60,00
65,00
70,00
75,00
60,00
14,
13,3
14,1
12,6
ОГРАНИЧЕНИЯ
14.7
14.0
10,7
9,9
9,1
8,3
7,6
10,1
9,3
8,5
7,8
11,9
10,4
9,5
8,7
8,0
7,3
6,6
14,4
12,6
11,2
9,9
9,0
8,3
7,6
6,9
6,3
14,5
<38
12,0
10,6
9,5
8,6
7,9
7,3
6,7
6,1
11 4
10,1
9,0
8,2
7,5
6,9
6,3
5,7
132
10?9
9,7
8,6
7,8
7,2
6,6
6,0
5,5
Тб~4
9,2
8,2
7,4
6,8
6,3
5,7
5,2
8,8
7,8
6,5
6,0
5,4
4,9
8,4
7,5
6,8
6,2
5,7
5,2
4,7
8,1
7,2
6,5
6,0
5,5
5,0
4,5
10,7
10,1
8,8
7,8
6,9
6,2
5,7
5,2
4,7
4,3
10,1
9,6
8,3
7,3
6,5
5,8
5,3
4,9
4,4
10,0,
9,4
8,2
7,2
6,4
5,7
5,2
4,8
4,3
S,"
9,2
8,0
6,2
5,5
5,1
4,6
4,2
9.6
9,1
7,9
6,9
6,1
5,5
5,0
4,5
Вес и длина позиции (партия листов или один лист): Вес и размеры одного листа:
- минимальный вес 2000 кг - максимальный вес 10 ООО кг
- мжимальная длина 4200 мм (общая длина или длина листа до резки) - минимальный размер 800 х 2000 мм.
к_________________________________________________________________________разразенный.____________________
Щ возможно по отдельному согласованию изготовление стальных листов длиной 15.1...23,0 м.
Листы шириной 800...1624 мм изготовляются только по отдельному согласованию. Максимальные длины смотрят по дву-
|кратной величине желаемой цириня.
Рекомендуемые размеры листов представлены в пункте 1.7.1. Модель теблицы выбора размеров по внутреннему
стандарту представлена в пункте 1.7.2.
По каждой представленной в пункте 1.4 марке стали указано, изготовленные из каких марок стали по рекомендуе-
мым размерам толстые листы можно приобрести со складов финских дилеров Раутаруукки.
69
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Допуски на размеры и форму толстых листов
Раахеский метзавод Раутаруукки использует для поставок толстых листов представленные в таблице 1.61 соответст-
вующие стандарту EN 10029 допуски на размеры и форму горячекатанных стальных листов. Раахеский метзавод из-
готовляет толстые листы с более жёсткими, чем по стандарту, требованиями к плоскостности.
В отношении судостроительных сталей возможно, при необходимости, соблюдение требований к допускам согласно
указаний классификационных обществ.
Покупатель должен сообщить при заказе класс допуска на номинальную толщину А, В, С или D. При отсутствии
этого, поставщик должен связаться с заказчиком.
Выбор класса допуска, например, в отношении листов из сталей для сосудов высокого давления происходит по стан-
дартем на сталь. В стандарте EN 10028-1 на стель для сосудов высокого давления требование В класса допуска, при
отсутствии иной договорённости при заказе.
Допуски на размеры изготовляемых на Раахеском метзаводе точно разрезанных листов представлены в пункте 1.9.1.
Таблица 1.61 Толстые листы. Допуски на размеры и форму
ТОЛСТЫЕ ЛИСТЫ
Толщина Номинальная толщина. мм Допустимое отклонение от номинальной толщины, мм Максимальная допустимая раз- ница по толщине листа, мм
Номинальная ширина, мм
Класс А Класс В Класс С Класс 0 >600 <2000 >2000 <2500 >2500 <3000 >3000 <3500
Нижн. Верхи. Нижн. Верхи. Нижн. Верхи. Нижн Верхи.
>4.7 <5 >5 <8 >8 <15 >15 <25 >25 <40 >40 <80 >80 <150 -0.4 -0,4 -0,5 -0,6 -0,8 -1,0 -1,0 + 0,8 + 1,1 + 1,2 + 1,3 + 1,4 + 1,8 + 2.2 -0,3 -0,3 -0,3 -0,3 -0,3 -0,3 -0,3 + 0,9 + 1,2 + 1,4 + 1,6 + 1.9 + 2,5 + 2.9 0 0 0 0 0 0 0 + 1,2 + 1.5 + 1,7 + 1,9 + 2.2 + 2,8 + 3.2 -0,6 -0,75 -0,85 -0,95 -1,1 -1,4 -1,6 + 0,6 + 0,75 + 0,85 + 0,95 + 1,1 + 1,4 + 1,6 0,8 0,9 0,9 1.0 1,1 1,2 1.3 0,9 0,9 1.0 1,1 1,2 1,3 1.4 0,9 1.0 1,0 1,2 1.2 1,4 1,5 1,0 1,1 1,2 1,3 I 1,4 1,5
Ширина Номинальная ширина, мм Допустимое отклонение от номинальной ширины
Нижнее отклонение, мм Верхнее отклонение, мм
>600 <2000 >2000 < 3000 >3000 0 0 0 + 20 + 25 + 30
Длина Номинальная длина, мм Допустимое отклонение от номинальной длины
Нижнее отклонение, мм Верхнее отклонение, мм
<4000 > 4000 < 6000 >6000 < 8000 >8000 <10000 >10000 <15000 >15000 <20000 0 0 0 0 0 0 + 20 + 30 + 40 + 50 + 75 + 100
Форма Прямолинейность и пряиоуголь- Поставленный лист должен быть таким, чтобы на нём можно было начертить ность: прямоугольник по размерам заказанного листа. Плоскостность: Обычный допуск на плоскостность листа 6 мм/м. Более жёсткий допуск на плоскостность 3 мм/м при толщина листа < 20 мм.
70
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
В таблице 1.62 представлены методы определения плоскостности толстых листов.
Таблица 1.62 Допуски на размеры толстых листов. Плоскостность и её определение
олщина Толщину можно измерять в любом месте на расстоянии свыше 25 мм от торца или стороны листа, но не в месте местной шлифовки листа.
пймрмна Ширина измеряется по перпендикуляру к оси листа.
[длина Длина листа определяется по максимальной длине содержащегося в нём прямоугольника.
прямолинейность Отклонением от прямолинейности кромки q является максимальное расстояние между продольной кромкой и прямой линией, соединяющей её концы. Измеряется с вогнутой стороны листа.
[Поямоугольностъ Отклонением от прямоугольное™ и является перпендикулярная проекция поперечной стороны листа не продольную
редкостность Для определения плоскостное™ лист кладётся на ровную площадку. Отклонение от плоскостности опреде- ляется замером максимального расстояния между листом и линейкой длиной 10ОО мм или 2000 мм. Ли- нейка может лежать на листе в любом направлении. Рассматривается только та честь, которая находится между точками соприкосновения двух линеек и листа. Отклонение измеряется в месте, находящемся на расстоянии не менее 25 мм от кромки листа и не менее 100 мм или 200 мм от торца листа в зависи- мое™ от того, идёт ли речь о обычном или более жёстком допуске на плоскостность.
а = 200 мм обычный допуск не плоскостность
а = 100 мм более жёсткий допуск на плоскостность
q = отклонение от прямолинейности
и = отклонение от прямоугольное™
1.6.2 Полосовой прокат в рулонах, листах и узкие полосы
Раахеский метзавод Раутаруукки изготовляет в соответствии со стандартом на размеры EN 10051 полосовой прокат
в рулонах, листах и узкие полосы из представленных в пункте 1.4 марок стали.
В таблицах 1.63 и 1.64 представлены диапазоны размеров изготовления полосового проката в рулонах, листах и уз-
ких полос с кромками от прокатки или с обрезанными кромками, а также ограничения. Ширина необрезанной кромки
10...50 мм. Таблицы используются при выборе размеров листов заводского исполнения.
По каждой представленной в пункта 1.4 марке стали укаэен диапазон ширины изготовляемого полосового проката в
листах. Рекомендуемые размеры листов представлены в пункте 1.7.1. Модель таблицы выбора размера по внутрен-
нему стандарту фирмы представлена в пункте 1.7.2.
Используемые Раутаруукки более жёсткие, чем по стандарту EN 10051, допуски на размеры полосового проката в
рулонах, листах и узких полос представлены в таблицах 1.65 и 1.66.
71
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.63 Полосовой прокат в листах и рулонах с кромками от прокатки. Диапазон размеров изготовления
Толщина. мм Ширина, мм
Предел текучести. Н/мм2
ReH<250 250<R,H<440 440<ReH<560 Roh a 640 и легированные стали
1.60 - 1,79 1) 860-1035
1,60 - 1,99 1) 860-1185 1) 860-1035
2,00 - 2,19 860-1310 860-1185
2,20 - 2,49 860-1410 860-1310
2,50 - 2,99 860-1535 860-1410 860-1060 1000-1050
3,00 - 3,49 860-1860 860-1585 860-1235 1000-1050 1100-1150
3,50 - 3,99 860-1735 860-1660 660-1360 1000-1050 1100-1150 1250-1295
4,00 - 4.74 860-1810 860-1710 860-1560 1000-1050 1100-1150 1250-1295 1395-1440 1495-1540
4,75 - 4,99 860 -1860 860-1710 860-1560 1000-1050 1100-1150 1250-1295 1395-1440 1495-1540
5,00 - 5,99 860-1860 860-1810 860-1645 1000-1050 1100-1150 1250-1295 1395-1440 1495-1540 1595-1640
6,00 - 7,99 860-1860 860-1860 860-1735 1000-1050 1100-1150 1250-1295 1395-1440 1495-1540 1595-1640
8,00 - 8,50 1000-1850 1000-1850 1000-1600 1000-1050 1100-1150 1250-1295 1395-1440 1495-1540 1595-1640
8,51 - 11,00 1000-1850 1000-1850 2) 1000-1800
11,01 - 12,00 1000-1850 1000-1850 1) 1000-1800
12,01 - 13,00 1000-1850 2) 1000-1650 1) 1000-1600
13,01 - 16,00 3) 1000-1650 1) 1200-1850
16,01 - 20,00 1) 1200-1850
1) Только рулон
2) Ширина полосового проката в листах < 1585
3) Толщина полос, прок, в листах < 15,00 и ширина < 1585 RAEX 700
РАЗМЕРЫ СВЯЗОК ПОЛОС. ПРОК. В ЛИСТАХ, максимальный вес, кг
Длина полосового
поло-
в листах, мм
сового проката, мм >1500 <2500 >2500 <3500 >3500 <4500 >4500 <5500 >5500 <6000 >6000 <6500 >6500 < 1200(
<1000 2000 2300 2600 3000 3200 3600 4500
>1000<1100 2000 2400 2700 3200 3400 4100 4500
>1100<1200 2200 2500 2800 3400 3600 4200 4500
>1200 <1300 2300 2600 3000 3600 3600 4200 4500
>1300<1400 2500 2700 3200 3800 4000 4200 4500
>1400 <1500 2800 2800 3300 4000 4200 4500 4500
>1500 — 3500 3500 4500 4500 4500 4500
ДОПУСТИМОЕ КОЛЕБАНИЕ ВЕСА
± 10%. но не менее -2 или +3 тонны
RAEX 490 HSF толщина 2,50 -10,0
RAEX 560 HSF и RAEX 640 HSF толщина 2,50 - 8,00
HSF толщина 3,00 - 5,00____________________
РАЗМЕРЫ РУЛОНА____________________________
Внутренний диаметр рулонов с кромками от прокат-
ки 760 мм.
72
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.64 Полосовой прокат в листах и рулонах с обрезанными кромками. Диапазон размеров изготовления
50
48
48
44
42
40
38
36
34
32
30
26
26
24
22
20
18
16
14
12
10
8
6
Теоретический аес, т
44
42
38
36
34
24
22
20
18
16
14
12
10
8
40
32
30
28
26
6
50
48
46
700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000
Толщина. ММ Ширина, мм
Предел текучести. Н/мм2
ReH <250 250 < ReH 5 440 440 < ReH < 560 ReH 640 и легировенные стали
1,50 - 1,79 1) 830-1055
1,80 - 1,99 1) 830-1205 1) 830-1005
2,00 - 2,19 830-1280 830-1155
2,20 - 2,49 830-1360 830-1260
2,50 - 2,99 830-1505 830-1360 830-1030 970-1020
3,00 - 3,49 830-1630 830-1555 830-1205 970-1120
3,50 - 3,99 830-1705 830-1630 830-1330 970-1265
4,00 - 4,74 830-1760 830-1680 830-1530 970-1510
4,75 - 4,99 830-1830 830-1680 830-1530 970-1510
5,00 - 5,99 830-1830 830-1780 830-1615 970-1610
6,00 - 6,99 830-1830 830-1830 830-1705 970-1610
7,00 - 7,99 830-1820 830-1820 830-1695 970-1600
8,00 - 8,50 950-1810 950-1810 950-1760 970-1600
8,51 - 11,00 950-1810 950-1810 2) 950-1760
11,01 - 12,00 950-1810 950-1810
12,01 - 13,00 950-1810 2) 950-1810
13,01 - 15,00 3) 950-1545
RAEX 490 HSF толщина 2,50 -10,0
RAEX 560 HSF и RAEX 640 HSF толщина 2,50 - 8,00
RAEX 7QQ HSF толщина 3,00 - 5.00______________
1) Только рулон
2) Ширина полосового проката в листах < 1545
3) только полосовой прокат в листах_________
РАЗМЕРЫ СВЯЗОК ПОЛОС. ПРОК В ЛИСТАХ, максимальный вес, кг
поло-
в листах, мм
сового проката мм >1500 <2500 >2500 <3500 >3500 <4500 >4500 <5500 >5500 <6000 >6000 <6500 >6500 < 1200(
<1000 2000 2300 2600 3000 3200 3800 4500
>1000<1100 2000 2400 2700 3200 3400 4100 4500
>1100 <1200 2200 2500 2800 3400 3600 4200 4500
>1200 <1300 2300 2600 3000 3600 3800 4200 4500
>1300 <1400 2500 2700 3200 3800 4000 4200 4500
>1400 <1500 2600 2800 3300 4000 4200 4500 4500
>1500 — 3500 3500 4500 4500 4500 4500
ДОПУСТИМОЕ КОЛЕБАНИЕ ВЕСА
± 10%. но не менее -2 или +3 тонны
РАЗМЕРЫ РУЛОНА____________________________
Внутренний диаметр рулонов с обрезанными кромками
и рулонов полос 610 мм.
73
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Допуски на размеры полосового проката в листах, рулонах и узких полос.
Раахеский метзавод использует при изготовлении полосового проката в листах, рулонах и узких полос гредставлен-
ные в таблицах 1.65 и 1.66 допуски на размеры и форму в соответствии со стандартом EN 10051. Используемые
Раахесхим метзаводом допуски в какой-то мере являются более жёсткими, чем по стандарту.
В таблице также представлены указения по измерению некоторых величин допусков.
При отсутствии иных требований полосовой прокат в листах и рулонах поставляется с кромками от прокатки. Когда
лист или рулон поставляются с обрезанными кромками, в обозначение ширины необходимо добавлять буквы GK.
Т аблица 1.65 Полосовой прокет в листах. Допуски на размеры и форму
ПОЛОСОВОЙ ПРОКАТ В ЛИСТАХ
Толщина Номинальная толщина. мм Допустимое отклонение от номинальной толщины, мм
Ширина
<1200 >1200 <1500 > 1500 <1800 >1600 <2000
>2,00 >2,50 >3,00 >4,00 >5,00 >6,00 >8,00 >10,00 > 12,50 >15,00 <2,00 <2,50 <3,00 <4,00 <5,00 <6,00 <8,00 <10,00 <12,50 <15,00 <25,00 ±0,17 ±0,18 ±0,20 ±0,22 ±0,24 ±0,26 ±0.29 ±0,32 ±0,35 ±0,37 ±0,40 ±0,19 ±0,21 ±0,22 ±0,24 ±0,26 + 0,28 ±0,30 ±0,33 ±0,36 ±0,38 ±0,42 + 0,21 ±0,23 + 0,24 ±0,26 ±0,28 + 0,29 ±0,31 ±0,34 + 0,37 ±0.40 + 0,45 ±0,25 ±0,26 ±0,27 ±0,29 ±0,31 ±0,35 ±0,40 ±0,43 ±0,46 ±0,50
Ширина Допустимое отклонение от номинальной ширины, мм
РАУТАРУУККИ EN 10051
Номиналь- С кромк. от прок. С обрез, кромк. Номинальная С кромк. от прок. С обрез, кромк.1)
ная ширина GK ширина GK ’)
Нижнее Верхнее Нижнее Верхнее Нижнее Верхнее Нижнее Верхнее
«5 1200 0 + 20 0 + 2 <1200 0 + 20 0 + 3
>1200 0 + 25 0 +2 >1200 <1500 0 + 20 0 + 5
— _ _ _ - >1500 0 + 25 0 + 6
1' Допуски с обрезанными кромками действитегъьы для номинальных толщин < 10 мм. При номинальных толщинах > 10 мм
верхний допуск согласовывается при заказе_________________________________________________________________________
Длина Допустимое отклонение от номинальной длины, мм
РАУТАРУУККИ EN 10051
Номинельная длина Обычная Точно разрезанная Номинальная длина Нижнее Верхнее
Нижнее Верхнее Нижнее Верхнее
<6000 > 6000 < 12000 0 0 + 6 + 8 -2 -3 + 2 + 3 <2000 > 2000 < 6000 >8000 0 0 0 + 10 + 0,005 X ном. длина + 40
Форма РАУТАРУУККИ С кромк. от прок. С обрез, кромками Точно разрезанная
Плоскостность Максимальное допуст. отклон. от плоское. 6 мм/м 6 мм/м 6 мм/м
Прямолинейность Максимальное допустимое отклонение кромки от прямой линии 0,5 % ном. длины 0,2 % ном. длины 0,2 % ном. длины
Прямоугольность Отклонение от прямоугольн. может быть Перекрёстный размер 2) Из листа длиной до 5 м можно вырезать лист заказанного размера < 1 % ном. ширины 2) < 1 % ном. ширины 2) <4 мм
Измерения Измерение толщины > 40 мм от кромки > 25 мм от кромки > 25 мм от кромки
Измерение ширины Ширина измаряется под прямым углом к продольным сторонам ширине ширина ширина
74
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.66 Рулоны и узкие полосы Допуски на размеры и форму
Рулоны И УЗКИЕ ПОЛОСЫ
Толщина Номинальная толщина, мм Допустимое отклонение от номинальной толщины, мм
Ширина
<1200 >1200 <1500 >1500 <1800 >1800 '
<2,00 ±0,17 ±0,19 ±0,21 —
>2,00 <2,50 ±0,18 ±0,21 ±0.23 ±0,25
>2,50 <3,00 ±0,20 ±0,22 + 0,24 ±0,26
> 3,00 < 4,00 ±0,22 ±0,24 ±0,26 ±0,27
>4,00 <5,00 ±0,24 ±0,26 ±0,28 ±0,29
> 5,00 < 6,00 ±0,26 ±0,28 ±0,29 ±0,31
>6,00 <8,00 ±0,29 ±0,30 + 0,31 ±0,35
>8,00 <10,00 ±0,32 ±0,33 + 0,34 ±0,40
>10,00 <12,50 ±0,35 ±0,36 ±0,37 ±0,43
> 12,50 < 15,00 ±0,37 + 0,38 ±0,40 ±0,46
>15,00 <25,00 ±0,40 ±0,42 + 0,45 ±0,50
Ширина Допустимое отклонение от номинальной ширины, мм
РАУТАРУУККИ EN 10051
С кромками от прокатки С обрезанными кромками Номинальная С кр. от прок. С обрез, кромк. ’>
GK ширина GK D
Ном. шир. Нижн. Верхи. Ном. толщ. Нижн. Верхи. Нижн. Верхи. Нижн. Верхи.
£1200 0 + 20 <4,99 0 + 1,5 <1200 0 +20 0 + 3
>1200 0 + 25 > 5,00 0 + 1,5 >1200<1500 0 +20 0 + 5
— _ _ _ - - >1500 0 +25 0 +6
Параметры таблицы в отношении допусков по толщине и ширине на действительны для торцов длиной L, рассчитываемой по
формуле L [м] = 90/номвнальная толщина листа [мм]; общая длина обоих торцов, на более 20 м.
1) Допуски с обрезанными кромками действительны для номинальных толщин < 10 мм. Для нсмшальньх толщин > 10 мм
верхний допуск согласовывается при заказе.
Форма РАУТАРУУККИ С кромками от прокатки С обрезанными кромками
Плоскостность Максимальное допустимое отклонение от плоское. 6 мм/м 6 мм/м
Прямолинейность Максимальное допуст. отклон. кромки от прям. лин. Юмм/6 м Юмм/6 м
Измерения Измерение толщины > 40 мм от кромки > 25 мм от кромки
Телескопичность рулона <60 мм <60 мм
Измерение ширины Ширина измеряется под прямым углом к продольным сторонам Ширина Ширина
75
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.7 Выбор размеров горячекатанных стальных листов
Размеры листов выбираются из соответствующих внутренним стандартам фирм таблиц. Выбор размеров соглесно
рекомендуемых таблиц обеспечивает приобретение стальных листов нужных размеров В пункте 1.6 представлены
допуски на размеры листов, соответствующих стандартам на размеры EN 10029 и EN 10051. Допуски на ширину и
длину больше, чем допуски на обработку листов на машиностроительных заводах. Допуски необходимо учитывать на
стадии проектирования изделия или конструкции. На Раахеском метзаводе Раутаруукки возможно изготовление в за-
водском исполнении точно разрезанных листов, размеры по ширине и длине которых являются более точными, чем
предусматривает стандартна размеры. Точно разрезанные листы представлены в пункте 1.9.1.
Возможно изготовление стальных листов в заводском исполнении также и по другим, чем рекомендуемые, размерам
по ширине и длине. В этом случае допуски на размеры могут соответствовать допускам согласно стандартов на раз-
меры EN 10029 и EN 10051, допускам на точность резки или собственным допускам заказчика.
1.7.1 Рекомендуемые размеры листов
Рекомендуемые размеры листов представлены в таблице 1.67. По каждой представленной в пункте 1.4 марке стали
указано, изготовленные из каких марок стали по рекомендуемым размерам стальные листы имеются на складах
финских дилеров Раутаруукки.
Таблица 1.67 Горячекатанные стальные листы. Рекомендуемые размеры листов
СПОСОБ изго- ТОВЛЕНИЯ ШИРИНАХ ДЛИНА, мм
Номинальная толщина, мм
,2 ,3 ,4 ,5 ,6 ,8 ,10 ,12 ,14 ,15 16 ,18 , 20 , 22 , 25 , 30 , 35 , 40 , 50 , 60 , 80
Полосовой прокат в листах 1000 x 2000 1500 x 6000 размер не изготовляется
Толстые листы размер не изготовляется 10ОО X 2000 (2000 X 6000) 1500 x 6000
1.7.2 Модель таблицы выбора размера по внутреннему стандарту
Общие затраты на изделие или конструкцию можно уменьшить выбором листа редких по толщине размеров Проек-
тировщик руководствуется внутренними стандартами клиентов. Эти стандарты содержет также таблицы выбора мер-
ки стали. Если внутренние стандарты не применяются, рекомендуется для использования соответствующая таблице
1.68 таблица выбора.
Таблица 1.66 Таблица выбора размеров стельных листов. Модель
РАЗМЕРЫ НА СКЛАДАХ ДИЛЕРОВ
РАЗМЕР, мм 2) Допуск EN 10 029 3) Допуск EN 10 051 ТОЛЩИНА ЛИСТА, мм Лист размером 1x1 000 х 10ОО весит 7,85 кг 1) Толщина полосового проката в листах2... 10 мм Толщина толстого листа 5...60 мм
ширине 2) 3) Длина 2) 3) 2 3 4 5 6 8 10 12 14 15 16 18 20 22 25 30 35 40 50 60 80
1000 +20 0 +3 0 2000 +20 0 +10 0
1500 +20 0 +5 0 6000 +40 0 +30 0
2000 +25 0 6000 +40 0
2500 +25 0 9000 +50 0
[х] = размер на скледе потреб., марка стали S355J2G3, сертиф. на материал EN 10 204-2.2 □ = Размер не изготовп. Производитель стали рассчитывает вес поставки по формуле 8,0 кг/дм3 х номинальные размеры.
1.7.3 Вес стального листа
Стальной лист номинальных размеров 1 х 1000 х 1000 мм весит 7,85 кг. Плотность стального листа 7,85 кг/дм3.
Производители стали используют в качестве веса поставки измеренный на заводе-изготовителе вес брутто. На выбор
производителя стали можно в качестве веса поставки также использовать теоретический вес рассчитанный по но-
минельным размерам и плотности 8,0 кг/дм3-
76
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1,8 Обработка поверхности
условия эксплуатации, расчётный срок службы, желаемый внешний вид и затраты на обработку поверхности
даляются основными факторами при выборе покрытия изготовленных из стали изделия или конструкции. Инструкции
по покрытию необходимо вносить в чертежи изделия или конструкции.
Варианты покрытия металлоконструкций следующие:
- без покрытия
- противокоррозионная окраска
- горячее цинкование
- гальваническое цинкование
- цинкование распылениам
- алитирование распылением
- гуммирование
- напыление пластмассы.
На основе опытных данных покрытие металлоконструкций не производится в следующих случаях:
- металлоконструкция используется короткое время, непример. только при ремонте
- в объектах, в которых покрытия не выдерживают и коррозия не имеет значения
- быстроизнашивающиеся детали, в которых, с точки зрения внешнего вида и звщиты от коррозии, покры-
тие не имеет значения
- остающиеся под изоляцией конструкции.
1.8.1 Противокоррозионная окраска
По противокоррозионной окраске существуют многочисленные стандарты SFS. Проектировщик должен учитывать
также возможные внутренние стандарты заказчика Сведения по проектированию и осуществлению противокорро-
зионной окраски содержатся в следующих стандартах SFS:
- SFS 3644 Краски и лаки. Определение толщины плёнки
- SFS-ISO 8501-1 Обработка стальных поверхностей до покрытия красками и аналогичными веществами. Степени
коррозии и предварительной обработки стальных поверхностей
- SFS 3762 Краски и лаки. Оценка ухудшения красочного покрытия. Классификация количества и размера
обычных типов дефектов
- SFS 4426 Условия гарантии противокоррозионной окраски
- SFS 4596 Коррозия металлов. Классификация условий окружающей среды
- SFS 4956 Противокоррозионная окраска. Проектирование
- SFS 4957 Противокоррозионная окраска. Предварительная обработка
- SFS 4958 Противокоррозионная окраска. Учёт окраски при проектировании металлоконструкции
- SFS 4959 Противокоррозионная окраска. Методы окраски и окрасочные работы
- SFS 4960 Контроль качества противокоррозионной окраски
- SFS 4961 Противокоррозионная окраска. Ремонтная окраска
- SFS 4962 Противокоррозионная окраска. Краски и режимы окраски.
- SFS 4963 Противокоррозионная окраска. Рекомендации по применению режимов окраски в лесной про-
мышленности
- SFS 5225 Противокоррозионная окраска. Рекомендации по применению режимов окраски в машинострои-
тельной промышленности. Стальные поверхности
Согласно стандарта SFS 4962 режим окраски обозначается в чертеже следующим образом:
Например, по внутреннему стандарту Раутаруукки режим окраски обозначается в чертеже при помощи предста-
вленной на рисунке 1.1 наклейки.
Без покрытия ~| | | Горячее цинкование SFS 2765 А Прим! Части 1...7 горячее цинкование
Окраска | | | ~ | см. применение Режим окраски RR 24 Оттенок Гарантия по SFS 4426 2 года, при этом степень коррозии Ri 1 В остальном соблюдается стандарт RR 24
Прочие части окраска
Рисунок 1.1 Наклейка для обозначения обработки поверхности. А/О "Раутаруукки"
77
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.8.2 Г орячее цинкование
При горячем цинковании соблюдаются следующие стандарты SFS:
- SFS 2765 Горячее цинковое покрытие стали и чугуна для штучного товара.
Новый стандарт EN 21461 (prEN1029). Стандарт вступит в действие в 1996 году.
Аналогичными стандартами являются SS 35 83, DIN 50 979 и ASTM А123-84.
- SFS 4449 Горячее цинкование резьбовых стальных изделий.
Проектирование оцинкованных металлоконструкций рассмотрено в пункте 1.8.5. Дополнительные сведения по
горячему цинкованию содержатся в инструкциях зарегистрированного объединения Производителей горячего цинко-
вания Финляндии:
- Г орячее цинкование
- Дуговая сварка оцинкованной стали
- Окраска оцинкованной стали
- Инструкция RT № 39-10260.
Толщина появляющегося при горячем цинковании слоя цинка зависит от толщины стали, времани погружения и со-
держания кремния (Si), а также от общего содержания кремния и фосфора. Требования к толщине слоя покрытия
содержатся в стандарте SFS 2765. В соответствующей стеьщарту маркировке, например. Fe/Znk категория A SFS
2765, категория А означает толщину слоя желаемого цинкового покрытия в соответствии с таблицей 1.69.
Таблица 1.69 Толщина цинкового покрытия в зависимости от толщины стали (обновится в течение 1996 года)
Изделие, номинальная толщина, t, мм Категория А Категория В Категория С
Минимальная местная толщина слоя, мкм Средняя толщина слоя одного образца, мкм Минимальная местная толщина слоя мкм Средняя толщина слоя одного образца, мкм Минимальная местная толщина слоя, мкм Средняя толщина слоя одного образца, мкм
Сталь t > 6 Сталь 3 < t < 6 Сталь 1 < t S 3 Мелк. издел. 1> Чугунные издел. 85 70 50 50 70 95 85 80 55 85 100 85 80 115 95 70 190 115 215 140
Не применяется
Не применяется Не применяется Не применяется Не применяется
ВЫБОР КАТЕГОРИИ ТОЛЩИНЫ
Категория А Категория В 2> Категория С 3)
Предназначена для общего назначения. Толщины покрытия по таблице являются такими, что их можно применять для многих стальных материалов. Предназначена для изделий, используе- мых в агрессивных средах и/или когда требуется долгий срок службы. Пред- ставленные в таблице толщины покры- тия можно использовать для горячека- танных. раскисленных кремнием сталей и сталей без кремния в случае обработ- ки поверхностей грубым остроугольным стальным песком. Предназначена для изделий, используемых в очень агрессивных средах и/или когда тре- буется долгий срок службы. Упомянутые в та- блице толщины покрытий можно использо- вать для горячекаганных, раскисленных крем- нием сталей при содержании кремния свыше 0,3 %.
1'’ Небольшие изделия, которые цинкуются в корзинах и после цинкования центрифугируются для удаления лишнего цинка. 2\ $ При выборе категорий В или С по применяемым маркам стали необходимо советоваться с производителем горячего цинкования.
Толщина цинкового слоя хорошо характеризует цинкование и является хорошим основанием для сравнения цинкова-
ний
Методом взвешивания можно определить массу покрытия на единицу площади и перевести её в толщину покрытия
по таблице 1.70.
Таблица 1.70 Метод взвешивания. Соответствие толщины слоя величинам массы цннгового покрытия
Средняя масса, г/м2 380 395 430 470 500 610 685 720 830 1010 1370 1550
Местная толщина слоя, мкм 50 55 60 65 70 85 95 100 115 140 190 215
78
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Содержание кремния и гарантия на кремний
При содержании кремния в стали 0,05...0,12 % цинковый слой может получиться слишком толстым и потрескаться в
условиях эксплуатации. В таблице 1.71 рассмотрено влияние содержания кремния на толщину появляющегося цин-
кового слоя, содержание кремния в обычных марках стали, а также общие содержания кремния и фосфора. Покупа-
тель стали обеспечивает хорошее цинкование, требуя для стали гарантию на кремний, при этом содержание кремния
находится вне неблагоприятного интервала. Кроме этого, покупатель обеспечивает пригодность к цинкование,
сообщив при заказе о необходимости проведения горячего цинкования.
При горячем цинковании на поверхности изделия или конструкции могут остаться цинковые подтёки, влияющие на
внешний вид.
Ровность поверхности горячеоцинкованных резьбовых и прочих небольших стальных изделий можно улучшить цент-
рифугированием в качестве дополнительной обработки.
Таблица 1.71 Толщина цинкового покрытия
МКМ, Содержание Si и (Si + Р) в сталях
Марка стали Толщина. Si. Si + P,
400 - Выдержка 9 мин. мм % %
Г ' *4! S235JRG2 1). 2) >1,55150 0,15...0,25 £0,04
300 - RAEX MILDSTEEL RAEX MILDSTEEL 1), 2) >1,5 <20 >20<150 0,15...0,25 0,15...0,25 £0,04
/ Выдержка 3 мин. S355J2G3 >2,0 £150 0,15...0,55
200 RAEX MULTISTEEL >2,0 <13 0,12-0,24
RAEX MULTISTEEL >135 150 0,24-0,50
Мелкозернистые стали RAEX >5,0 £150 0,15-0,50
юо - RAEX 180...240 HR >1,5515 5 0,04
RAEX 275...420 HS >1,8<15 £0,04
RAEX 275...580 HSF >1,8515 0,15...0,25
' 1 0,2 0,3 0,4 0,5 Si % RAEX 640...700 HSF 1) >2,558 0,15-0.25
0,05 0, 1) Только в заводском исполнении 2) в силе содержание Si или (Si + Р)
Температура ванны 480“С
- = Неблагоприятная зона содержания Si
0,05.-0,12 %
1.8.3 Гальваническое цинкование
Гальваническое цинкование лучше всего подходит для покрытия изделий и конструкций, использующихся в сухих
внутренних помещениях.
Сведения о покрытии гальваническим цинкованием содержатся в стандарте SFS-ISO 2081. В соответствующей
стандарту классификационной маркировке, например. Fe/Zn 8, цифра 8 показывает минимальную толщину слоя
желаемого цинкового покрытия по таблице 1.72.
В качестве дополнительной защиты поверх циткового покрытия возможно использование соответствующих стандарту
SFS 4789-ISO4520 хромовые покрытия. В этом случае в маркировке цинкового покрытия, например. Fe/Zn 8 С 1 А,
буква С означает хромирование, цифра 1 класс хромового покрытия и буква А тип хромового покрытия.
Обычно производимая гальваническим цинкованием толщина цинкового слоя составляет 8...12 мкм. По причине зат-
рат более толстые слои покрытия следует делать горячим цинкованием. При гальваническом цинковании поверхность
получается более ровной, чем при горячем цинкованш. Методом гальаенического цинкования цинковый слой невоз-
можно нанести, например, на внутренние поверхности труб.
Таблица 1.72 Минимальная толщина слоя покрытия гальваническим цинкованием
УСЛОВИЯ ЭКСПЛУАТАЦИИ ИЛИ СРОК СЛУЖБЫ КЛАССИФИКАЦИОННАЯ МАРКИРОВКА МЕСТНАЯ МИНИМАЛЬНАЯ ТОЛЩИНА СЛОЯ. МКМ
Растущие Fe/Zn 5 5
требования Fe/Zn 8 8
Fe/Zn 12 12
Fe/Zn 25 25
79
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.8.4 Цинкование распылением
Цинкование расгылением лучше всего подходит большим, не вмещающимся в ванну, простым по форме изделиям
Его также можно использовать для исправления цинкового покрытия горячеоцинкованных изделий. Производимая
цинкованием распылением толщина покрытия колеблется в интервале 40...200 мкм. Цинк схватывается с поверх-
ностью стали механически, как и при гальваническом цинковании.
Сведения о цинковании распылением содержатся в стандарте SFS 3107. В этом стандарте рассмотрено также али-
тирование распылением. Международные стандарты по цинкованию распылением ISO 2063 и EN 22063.
1.8.5 Производители горячего цинкования
В таблице 1.73 представлен список фирм, производящих горячее цинкование, и размеры ванн для обработки.
Таблица 1.73 Фирмы-субподрядчики, производящие горячее цинкование в Финляндии
ПРОИЗВОДИТЕЛИ ГОРЯЧЕГО ЦИНКОВАНИЯ
Фирма Телефон Размер ванны для го- рячего цинкования, м дл. х шцр. х глубина Фирма Телефон Размер ванны для го- рячего цинкования, м дл. х шир. х глубина
AURAJOKI OY Заводы в г. Аура 921-860 400 7.0 х 1,6 х 2,4 4,0 х 1,6 х 2,4 2,0х1,0х1,4 KS-SINKKI OY Лиевестуорэ 941-861 071 13,0x1,4x2,3
KUOPION KUUMA- SINKITYSOY Куопио 971-2832481 2,4x1,Ох 1,2
AURAJOKI OY Завод в г. Миккели 955-177 177 13,0x1,4x2,2
AURAJOKI OY Завод в г. Нуммела 90-222 3633 15,0x1,6x2,2 KUUMA- GALVANOINTI OY Хювинкяя 914-452 450 6,7x1,65x3,3
AURAJOKI OY Завод в г. Юлихярмя 964-484 6510 6,5 X 1.2 X 1,6
POWER PIPING OY Юпивиеска 983-429 51 6,5 х 1,5 х 1,8
OY ENVO АВ Хельсинки 90-8561578 2,0x1,Ох 1,4
teknotyOoy Йярвенпяя 90-280 733 4,0 х t,1 х1,5
GALVANOIMIS OY Пирккала 931-680 811 9,0xt,5x1,8 2,0 х 1,2 х 2,3 2,2 х 0,7 X 0,7 1,6x0,7x1,0
1.8.6 Проектирование оцинкованных металлоконструкций
Горячее цинкование подходит лёгким металлоконструкциям и деталям классов влияния на окружающую среду SFS
4596/М2 - М3 (М4) при температурах < 250°С (сухая). Стойкость против механических разрушений, наружного
воздуха, пыли, а также против вызываемых транспортировкой и монтажём разрушений является очань хорошей.
Коррозия при погружении в воду колеблется в пределах 2...20 мкм/год, в зависимости от качества воды, температу-
ры. величины pH и скорости течения. При погружении в почву изделие покрывается дополнительно, например, ре-
жимом окраски SFS 4962 ЕТ 250/2-ZnPe и кислотным обрызгиванием SFS 4962 Е 120/2-ZnPe.
При горячем цинковании следует использовать стали, которые не окрашены машинными грунтовками.
В таблице 1.74 представлены рекомендуемые решения узлов металлоконструкций для горячего цинкования.
Детали металлоконструкций для горячего цинкования необходимо рассчитывать так. чтобы они вмещались в ванны
цеха цинкования. Конструкции должны быть снабжены подъёмными отверстиями или проушинами для использования
подъёмных устройств цеха цинкования.
Оцинкованную сталь можно сваривать методом дуговой сварки, как сталь без покрытия. Места сварки окрашиваются,
например, цинковой силикатной краской согласно следующей маркировки:
- SFS 4962 SS70/1-ZnSt3.
80
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.74 Рекомендуемые конструктивные решения для горячего цинкования
ВЕНТИЛЯЦИОННЫЕ и дренажные отверстия
ВЕНТИЛЯЦИОННЫЕ ОТВЕРСТИЯ ПЛИТ УСИЛЕНИЯ
рекомендуемые размеры отверстий
размер трубы Отверстие Размер трубы Отверстие
< 13 мм 5-6 мм 25 - 10 мм 8- 10 мм
13 - 25 мм 6 - 8 мм > 50 мм > 15 мм
Наваренные крепления также необходимо снабжать вентиля-
ционными отверстиями, если покрываемая ими площадь со-
ставляет бопее 70 см2
ВЫСТУПАЕМЫЕ НАРУЖУ УЧАСТКИ ТРУБ
ДЕФОРМАЦИИ
Плохая форма
Улучшенная форма
Выступаемые наружу детали труб резервуаров необходимо
располагать вблизи углов в направлении диагонали, в этом
случае они не препятствуют освобождению резервуара от цин-
ка.
Большие плоские поверхности тонких листов (3-4 мм) необ-
ходимо усиливать для предотвращения деформации соответст-
вующими рёбрами жёсткости. В этой же конструкции необхо-
димо избегать большой разницы в толщинах материалов, т.к.
нагревание в ванне цинкования будет проходить наровно и
конструкцию может повести.
СОЕДИНЕНИЯ
Улучшенная форма
В соединениях следует избегать узких мест в связи с трудностью удаления попавшей в них кислоты. Вместо соединений внахлёст-
ку рекомендуется применение стыковых соединений._____________________________________________________________
РЕЗЬБОВЫЕ ДЕТАЛИ
Наружную резьбу следует нарезать размером ниже допуска так, чтобы гайка подходила после цинкования (SFS 4449).
Внутренняя резьба нарезается только после цинкования.
81
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.8.7 Сопоставление цен и затрат способов нанесения покрытия
При сопоставлен**, цен и затрат способов нанесения покрытия необходимо учитывать следующее:
- условия эксплуатации
- срок службы
- внешний вид; внешний вид в течение срока службы
- форму и размер конструкции; с точки зрения окраски и цинкования
- применяемые таблицы повышения окрашиваемых квадратных метров (имеются в магазинах красок),
представлена в таблице 1.75
- опытные данные по ценем FIM/кг, FIM/м и FIM/m2 ; при окраске, цинковании
- затраты по обновление покрытия; во время транспортировки, монтажа и эксплуатации
- транспортные расходы,- размер, вес, упаковка.
Таблица 1.75 Горячее цинковение и противокоррозионная окраска Сопоставление затрат в Финляндии
ПРОФИЛЬ Масса Окраска (50 FIM/м2) Г орячее цинкование Полная стоимость (покрытия и конструктивные материалы)
Fe окрашенное Fe горячеоцин- кованное Нержавеющее Кислотоупорное
мм кг/м FIM/кг FIM/м FIM/кг FIM/м FIM/кг FIM/м FIM/кг FIM/м FIM/кг FIM/м FIM/кг FIM/м
0 26,9 х 2,3 1,4 4,6 6,4 5,2 7,3 9,7 13,5 10,3 14,4 30,6 42,8 37,4 52,4
- 40x6 1,9 3,6 6,9 3,0 5,7 7,3 13,9 6,7 12,7 26,9 51,1 33,0 62,7
L 40x40x3 2,2 5,1 11.2 3,0 6,6 9,7 21,3 7,6 16,7 27,5 60,5 31,6 69,5
L 150x50x5 7,5 3,3 24,4 2,5 18,8 7,8 58,1 7,0 52,5 34,0 255,0 37,4 280,5
и 100x50x5 7,1 3,3 23,1 2,5 17,8 7,8 55,1 7,0 49,7 39,0 276,9 44,0 312,4
и 160x70x6 13,1 2,7 35,6 2,2 28,8 7,2 94,6 6,7 87,8 39,0 510,9 44,0 576,4
□ 40x40x3 3,3 3,2 10,5 2,8 9,2 7,8 25,7 7,4 24.4 31,0 102,3 33,0 108,9
□ 100x100 x3 8,9 2,8 25,4 2,5 22,3 7,4 66,3 7,1 63,2 32,0 284,8 34,0 302,6
□ ЮОх 100x5 14,2 1,7 24,6 2,0 28,4 6,3 90,0 6,6 93,7 34,0 482,8 35,0 497,0
□ 150x100x5 18,2 1,6 29,9 2,0 36,4 6,1 111,8 6,5 118,3 36,0 855,2 38,0 691,6
□ 150x150 x 6,3 27,4 1.3 35,8 1,8 49,3 6,4 175,6 6,9 189,1 41,0 1123,4 42,0 1150,8
ЛИСТ, мм кг/м2 FIM/кг FIM/кг FIM/кг FIM/кг FIM/кг FIM/кг
1 8 12,5 5,2 16,5 9,2 24,0 34,0
2 16 6,3 4,0 10,2 7,9 24,0 34,0
3 24 4,2 3,0 8,0 6,8 24,0 34,0
5 40 2,5 2,5 6,2 6,2 24,0 34,0
10 80 1,3 1,8 5,0 5,5 24,0 34,0
20 160 0,6 1,5 4,2 5,1 24,0 34,0
Сопоставление затрат между окрашенной и горячеоцинко- ТАБЛИЦА ПОВЫШЕНИЯ
ванной конструкцией является только ориентировочным. При расчёте затрат на окраску используется коэффициент повы-
шения. с помощью которого действительная площадь излетай
Стоимость окраски рассчитана для окрасочных работ распы- стержневого типа переводится в окрашиваемые кведратные метры
пением на машиностроительном заводе. Производимая на Размер по периметру мм Коэффициент повышения
месте монтажа окраска, в зависимости от случая, в 1.5...4 0- 100 1,5
раза дороже. 101 -200 1.4
Стоимость горячего цинкования по тарифам цеха цинкования. 201 - 300 1.3
Грузовые расходы в цех цинкования 0.15...0.25 FIM/кг. 301 -1500 1,25
>1500 без повышения
Цена окраски колеблется в пределах 40 ...120 FIM/m2.
При расчёте использована цена окраски 50 FIM/м2. небольшие излетая 0,20 м2 / шт.
решётки, сетки и пр. 3 х поверхность листа
Цены в таблицах являются ориентировочными в 1995 г. Пример: Трубная балка 40 х 40
действительная площадь = 0,15м2/пм
приведённая в окрашиваемые кведр. метры = 0,21 м2 /пм
82
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.9 Предварительные обработки в заводских исполнениях
Раахеский метзавод изготовляет предварительно обработанные стальные листы в заводском исполнении. Количество
предварительных обработок влияет на срок поставки и цену. Сведения по определению срока поставки представлены
в пункте 1.10. Формировение цены стального листа представлено в пункте 1.3.6.
1.9.1 Точно разрезанные и фасетированные листы
Допуски на размеры толстых листов согласно стандарта на размеры EN 10029 представлены в таблицах пункта 1.6.
В пункте 1.6 также представлены соответствующие стандарту на размеры EN 10051 допуски на ширину и длину по-
лосового проката в листах. Раахеский метзавод изготовляет более точные, чем по стандарту, размеры по ширине и
длине полосового проката в листах.
Допуски на ширину и длину точно разрезанных толстых листов соответствуют допускам на обработку листов на
машиностроительных заводах, они представлены в таблице 1.76. При точной резке по краям листа возможно текже
изготовление кромок под сварку.
Дополнительная цена за точную резку и фасетирование, а также срок поставки определяются на основании сделан-
ного отделу торговли Раахаского метзавода запроса на предложение.
Таблица 1.76 Точно разрезанный и фасетированный лист. Расчёт и допуски на размеры
СВЕДЕНИЯ В ЗАКАЗЕ Тип кромки Метод фасетирования
При заказе необходи- мо указывать номи- нальные размеры лис- та и размеры возмож- них кромок под свар ку, например, соглас- но нижеуказанного чертежа-аналога. В чертеже должны быть номинальные размеры листа, форма кромки, размеры и углы кро- мок, а также сторона листа, на которой де- лают фаску. Марки- руемая сторона листа в чертеже отмечена обозначением X - X. Кислородная резка Мех. фрезерование Механическая обработка
Угол скоса кромки Толщина листа, мм Угол скоса кромки Толщина листа. мм Размеры кромки Толщина листа, мм 1)
Угол скоса кромки г, мм h, мм
l-обр. под без ск. 0° 5-150 - — 0° — — 6-55
V-обр. подгот. 15°-45° 16-100 25°, 30°, 45° 5-7 15°, 20°, 22,5е, 25° 30°, 35°, 40°, 45° - - 6-30
Y-обр. подгот. 15°-45° 16-100 25°-55° 5-50 15°, 20°, 22,5°, 25° 30°, 35°, 40°, 45° - - 6-30 2)
Х-обр. подгот. 15°-45° 16-100 25°-55° 10-50 15°, 20°, 22,5°, 25° 30°, 35°, 40°, 45° - - 6-302)
U-обр. под. кром. — - - — 10° 8 — 6-40
Двойная U-обр. — — — — 10° 8 6;10 6-70 2)
U + V -обр. под. — — — — J: 10° V:15°, 20°, 22,5°, 25° 30°, 35°, 40°, 45° 8 — 6 - 50 2)
8 Диапазоны толщин листов, фасетируемых механической обработкой, являются условными.
2) Высота фаски с обеих сторон s 30 мм и толщина листа < 70 мм.
Диапазон ширины обрабатываемого листа 1200...3250 мм и диапазон д/мны 4200...16000 мм.
Диапазон ширины листа для кислородной резки и механического фрезерования 800-3250 мм и длина 2000...19500 мм.
ДОПУСКИ ЧЕРТЕЖ-АНАЛОГ
Херактеристика Допустимое отклонение от номи- нального размера длина листа
Кислородная рез- ка. механическое фрезерование Механическая обработка (h)10 , г —
ширина листа 25°
Толщина листа 3) Ширина листа Длина листа Длина листа >10 м Разн. в попер, размере Угол скоса кромки Высота притупл. шва Полож. притупл. шва Прямолинейн. кромки Параллельность ± 1,5 мм ± 2,0 мм ± 0,02 % <4 мм ±2,5° ± 1,5 мм ± 1,5 мм ±1,5 мм/19,5 м ±1,5 мм/19,5 м ± 1,0 мм ± 1,5 мм ±0,015% < Змм ±1,5° ± 1,0 мм ± 1,0 мм ±0,5 мм/16 м ± 1,0 мм/16 м LO
цг ?25< 25°
О 1
толщина листа / 10, - X = crop. маркир. листа
Образец маркировки: Стальной лист Раутаруукки, точно разрезанный 20А х 2960 х 8760 RAEX Multisteel EN10 204-2.2.
э) Допуск на толщину соответствует стандарту EN 10029 классу допуска А или по согласованно__________________________
83
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.9.2 Изогнутые листы
Раахеский метзавод поставляет входящие в программу производства горячекатанные изогнутые листы. В таблице
1.77 представлены максимальные толщина и ширина изогнутых листов по классем прочности с разными радиусами
изгиба.
Листы изгибаются на трёхвалковом гибочном стане с диаметром валков 600 мм.
Изгиб увеличивает срок поставки на 2 недели. Приёмочньм контроль размеров и формы изогнутых листов произво-
дится на заводе. Точная цена и срок поставки определяются на основании сделанного отделу торговли Раахеского
метзавода запроса на предложение.
Таблица 1.77 Изогнутые листы. Диапазон размеров
Допуски и ограничения
* Rmin = 450 ММ
- При изгибе в цилиндр Rmax = 2400 мм
- Изгибаемым листем толщиной свыше 40 мм производится
струйная очистка.
- При отсутствии иной договорённости листы изгибаются в продоль-
ном направлении так. что сторона маркировки листа остаётся
на вогнутой стороне.
- Конус:
- диапазон толщины листа 8...23 мм
- диапазон ширины листа 400...2300 мм
- диапазон длины листа 2000...7000 мм
- половинка угла конуса <30°
- Округлость:
Лист изгибается на номинальный радиус так. чтобы зазор
между шаблоном длиной 1.2 метра и частью изогнутого
листа был на более 3 мм.
При толщинах листа 5...8 мм допуск на округлость гаран-
тируется. начиная с 1,5 м от торца листа.
Допуск на округлость на гарантируется при изгибе в ци-
линдр листов <12 мм. а также при изгибе кожухов листем
<8 мм.
По возможно необходимому припуску на изгиб в торцах
листа требуется отдельная договорённость.
84
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.9.3 Листы со струйной очисткой и защитной окраской
раахеский метзавод поставляет входящие в программу производства горячекатанные листы со струйной очисткой и
окрашенные грунтовкой для машиностроительных заводов.
Струйная очистка и защитная окраска увеличивают срок поставки листов на одну недалю. Точный срок поставки оп-
ределяется на основании сделанного отделу торговли Раахеского метзавода запроса на предложение. Струйная
очистка и стоимость защитной окраски являются общедоступными /5/.
диапазон размеров
Не линиях струйной очистки и зещитной окраски обрабатываются листы следующих размеров:
-толщина 5...150 мм
- ширина 800...3250 мм
- длина 2200... 19500 мм.
Струйная очистка
Струйная очистка производится стальной крошкой до степени чистоты Sa 2 1/2 SFS-ISO-8501 -1 ( SIS 055900).
При жалании листы могут поставляться только со струйной очисткой. Обработку можно также производить только
одной стороне листа при толщине листа не менее 7 мм.
Защитная окраска
Грунтование листов для машкиостроитетъных заводов производится непосредственно после струйной очистки:
- эпоксидной краской на основе окисла железа, стендартный цвет - красный и номинальная толщина
плёнки 20 мкм
- силикатной краской на основе цинка, стандартный цвет - сарый и номинальная толщина плёнки! 5 мкм.
Защитная окраска может также производиться только одной стороне листа.
1.9.4 Листовые полоски
Раахеский метзавод поставляет входящие в программу производства горячекатанные листы разрезанные кислород-
ной резкой на листовые полоски. В таблице 1.78 представлены диапазоны размеров и допуски листовых полосок.
Листовые полоски применяются, например, для сварных балок, рёбар жёсткости кораблей и мостовых балок.
При желании полоски изготовляются из листов со струйной очисткой или из листов со струйной очисткой и защит-
ной окраской. В этом случае окраска производится до кислородной резки. Полоски с фасками.
Резка листов на полоски увеличивает срок поставки на одну неделю. Точная цена и срок поставки определяются на
основании сделанного отделу торговли Раахеского метзавода запроса на предложение.
Таблица 1.78 Листовые полоски. Диапазон размеров
Размеры листа Диапазон размеров, мм Допуск
Толщина 5-60 EN 10029-А или по согласованию
Ширина >150 5 800 ± 1,5 мм
Длина 4500-19500 + 4 мм или + 0,04 % при длине свыше 10000 мм
Боковая кривизна L/1000 мм
Фаски полосок толщиной >10 мм делаются фрезерованием и толщиной <10 мм давильными роликами.
85
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.9.5 Фасонная кислородная резка листов
Раахеский метзавод поставляет входящие в программу производства горячекатанные листы, разрезанные кислород-
ной фасонной резкой. В таблице 1.79 представлены диапазоны размеров и допуски на кислородную фасонную рез-
ку.
При фасонной кислородной резке можно вырезать радиальные или криволинейные формы, которые могут неходиться
или на внешней кромке или во внутренней части листа
Фасонная резка листов производится двумя основными способеми: подводной плазменной резкой или кислородно-
пропановой резкой. Кислородно-плазменное оборудование снабжено порошковыми разметочными устройствами и
устройствеми разметки керном. Кислородно-пропановое оборудование подходит также для изготовления фасонных
кромок.
фасонная резка листов увеличивает срок поставки на одну наделю. Точная цена и срок поставки определяются на
основании сделанного отделу торговли Раахеского метзавода запроса на предложение.
Таблица 1.79 Фасонная кислородная резка листов. Диапазон размеров
Размеры листа Фасонная кислородная резка
Кислородно-плазменная Кислородно-пропановая
Диапазон размеров, мм Диапазон размеров, мм Допуск
Толщина 5- 40 EN 10029-А 10-150 EN 10029-А
Ширина £3250 EN-ISO 9013-ИВ £3250 EN-ISO 9013-ИВ
Длина £15000 EN-ISO 9013-ИВ S12000 EN-ISO 9013-ИВ
1.9.6 Травленая продукция
Раахеский метзавод поставляет также горячекатанный травленый полосовой прокат в рулонах, листах и узких поло-
сах Диапазоны размеров изготовления травленой продукции представлены в таблицах 1.80...1.83.
При травлении находящийся на поверхности стали оксидный слой и прочие неорганические примеси растворяются в
венне с соляной кислотой, в результате чего поверхность становится чистой и без окалины. Непосредственно после
обработки соляной кислотой поверхность ленты рулона промывается водой, сушится и. при необходимости, покрыва-
ется защитной смазкой. Возможна резка травленого рулона на листы и узкие полосы. В таком виде травленая про-
дукция может использоваться для разных целей без пескоструйной или прочих очисток.
Травленые листы необходимо сразу использовать или же покрывать защитной смазкой. На время транспортировки
травленые листы должны быть тщательно защищены.
Защитная смазка повышает стойкость против происходящего при хранении и транспортировке коррозионного раз-
рушения. Защитная смазка способна предохранить продукцию от коррозии при кратковременном хранении в закры-
том складе, а также во время авто- и железнодорожных перевозок в закрытых вагонах. Покрытую защитной смазкой
продукцию можно отличить от непокрытой при помощи простого испытания водой. Вода на покрытой защитной
смазкой поверхности сворачивается в капли, в то время как незащищённая поверхность смачивается равномерно.
Несмотря на тонкий слой покрытия, защитную смазку рекомендуется удалять с поверхности до сварки или окраски
Защитная смазка может затруднить сварку и окраску Если защитная смазка до сварки на удаляется, для удаления
сварочной гари достаточно нормальной, хорошо организованной вентиляции. Рекомендуемые способы удаления
защитной смазки:
- щелочная промывка
- эмульсионная промывка
- водо-эмульсионная промывка под давлением
- промывка в растворителе
Защитная смазка входит в стоимость травленой продукции. Сведете по смазке сообщаются в подтверждении зака-
за и товарной этикетке.
Травление увеличивает срок поставки на одну неделю Точный срок поставки определяется на основении сделанного
отделу торговли Раахеского метзавода запроса. Стоимость травленых листов является общедоступной /5/.
86
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
Таблица 1.80 Травленый полосовой прокат в рулонах и листах с кромками от прокатки. Диапазоны размеров
изготовления
Толщина, мм Ширина, мм
Предел текучести. Н/мм2
ReH s250 ReH >250 <440 ReH >440 5 580 ReH > 640 и легированные стали
"Т50- 1,79 Ч 880-1035
"Тео- 1,99 Ч 860-1110
2.00- 2,19 860 -1210 V 860-1035
2.20- 2,49 880-1310 660-1210
"2^50 - 2,99 880-1410 860-1310 860-1035 1000-1050
"ЗДО- 3,49 880-1610 860-1510 860-1160 1000-1050 1100-1150
3,50- 3,99 880-1735 860-1660 860- 1360 1000-1050 1100-1150 1250-1295
"4,00- 4,99 880-1800 860-1710 860-1560 1000-1050 1100-1150 1250-1295 1395-1440 1495-1540
5,00- 6,00 860-1800 860-1800 860-1645 1000-1050 1100-1150 1250-1295 1395-1440 1495-1540 1595-1640
6,01- 8,00 860-1800 860-1800 860-1080 1000-1050
' 8.01-10,00 1000-1800 1000-1285
О Только рулоны. 2) ReH <380 Н/мм2
RAEX 490/560/640 HSF толщина 2,50-8,00. RAEX 700 HSF толщина 3,00-5,00.
Таблица 1.81 Травленые рулоны с обрезанными кромками. Диапазоны размеров изготовления
Толщина, мм Ширина, мм
Предел текучести, Н/мм2
ReH < 250 ReH >250 <440 ReH >440 5 580 ReH i 640 и легированные стали
2,00- 2,19 800-1160 800- 985
2,20- 2,49 800-1260 800-1180
2,50- 2,99 800-1380 800-1280 800 - 985 950-1000
3,00- 3,49 800-1580 800-1460 800-1110 950-1100
3,50- 3,99 800-1685 800-1610 800-1310 950-1100 1200-1250
4,00- 4,99 800-1750 800-1660 800-1510 950-1100 1200-1250 1350-1490
5,00- 6,00 800-1750 800-1750 800-1595 950-1100 1200-1250 1350-1590
6,01- 8,00 800-1750 800-1750 800-1010 950-1010
8,01 -10,00 800-1750
RAEX 490/560/640 HSF толщина 2,50-8,00. RAEX 700 HSF толщина 3,00-5,00.
Таблица 1.82 Травленье полосовой прокат в листах с обрезанными кромками. Диапазоны размеров изготовления
Толщина, мм Ширина, мм
Предел текучести, Н/мм2
ReH <250 ReH > 250 5 440 ReH >440 5 580 ReH 640 и легированные стали
2,00- 2,19 830-1180 ч 830-1000
2,20- 2,49 830-1280 830-1180
2,50- 2,99 830-1380 830-1280 830-1000
3,00- 3,49 830 -1580 830-1480 830-1130 970-1120
3,50- 3,99 830 -1705 830-1630 830-1330 970-1265
4,00- 4,99 830-1770 830-1660 830-1530 970-1510
5,00- 6,00 830-1770 830 — 1770 830-1615 970-1610
6,01 - 8,00 830-1760 830-1760 830-1020 970-1010
8,01-10,00 1000-1760 830-1250
’> ReH 5380 Н/мм2
RAEX 490/560/640 HSF толщина 2,50-8,00. RAEX 700 HSF толщина 3,00-5,00.
Таблица 1.83 Травленые узкие полосы. Диапазоны размеров изготовления
Толщина, мм Ширина, мм
Предел текучести. Н/мм2
ReH S250 ReH >250 5 440 ReH >440 <580 ReH 640 и легированные стали
2,00- 2,19 80-590 80 - 500
2,20- 2,49 80 - 640 80-590
2,50- 2,99 80 - 690 80 - 640 Ч 100-500
3,00- 3,49 80-790 80-740 100-565 100-580
3,50- 3,99 80-852 80-815 100 - 665 100 - 632
4,00- 4,99 80 - 685 80 - 640 100 - 765 100-705
5,00- 6,00 80 - 865 80 - 885 100-807 100 - 805
6,01- 8,00 100 - 880 100 - 880 100-510 100-505
8,01-10,00 100 - 880 100-625
’> ReH <380 Н/мм2
RAEX 490 HSF толщина 2,50-10,00. RAEX 560/640 HSF толщина 2,50-8,00. RAEX 700 HSF толщина 3,00-5,00.
87
ГОРЯЧЕКАТАННЫЕ СТАЛЬНЫЕ ЛИСТЫ
1.10 Срок поставки заводского исполнения
В таблице 1.84 представлено определение срока поставки изготовляемых на Раахеском метзаводе Раутаруукки
горячекатанных стальных листов в заводском исполнении. В таблице период между временем заказа объёма и вре-
менем определения сортемента заказчик можат использовать, например, для проектирования и более тщательного
определения размеров листа.
Таблица 1.84 Срок поставки заводского исполнения. Толстые листы, полосовой прокат в рулонах и листах с
обрезанными кромками
X = Время заказа объёма Бронирование объёма в тоннах производится в отделе торговли Раахеского метзавода. Бронирование содержит количество тонн предстоящего зеказа на стальные листы.
Е = Время опред. сортам. К этому сроку на Раахеский метзавод поступают данные по маркам стали и размерем листов заказа Т = Срок поставки В течение недели поставки заказанные листы отправляются с Раахеского завода клиентам. ХЕ Т IiiiiiIiiiilI. 1 1 I
Ср. Пят Суб Пон
0 ^1 2 3 4 5 Время в рабочих неделях
При содержании предварительной обработки в заводском исполнении период между временам определения сортемента и сро- ком поставки увеличивается.
1.11 Список литературы
1. Raaka-ainekasikirja 1. Muokatut terakset. MET 1994. Tampere 1993.
Справочник по сырью 1. Обработанные стали. MET 1994. Тампере 1993.
2. Koneenosien suunnittelu. Perusteet. Paatoimittaja M. Airila. WSOY. Juva 1995..
Проектирование датапей машин 1. Основания. Главный редактор М. Айрила. ВСОЮ Йюва 1995
3. Terasrakenteet. Ohjeet. Suomen rakentamismaarayskokoelma B7. Ymparistominlsterio 1988.
Металлоконструкции. Инструкции. Сборник строительных норм и правил В7 Финляндии. Министерство
охраны окружающей среды 1988.
4. Koneenrakentajan taulukkokirja. E.Valtanen. Teknollt Oy. Jyvaskyla 1990.
Таблицы машиностроителя. Э. Валтанен. A/О "Текнолит". Йювяскюля 1990.
5. Rautaruukln teraskirja Levyt. Rautaruukki Oy Raahen terastehdas.
Листы из стали Раутаруукки. A/О "Раутаруукки Раахеский метзавод
6. Rautaruukln kuumavalssatut teraslevyt. Valmistusohjelma. Rautaruukki Oy Raahen terastehdas.
Горячекатанные стальные листы Раутаруукки. Программа производства. А/О "Раутаруукки"
Раахеский метзавод.
7. Terasrakenteet RIL 167 osat 1,2 ja 3. Suomen rakennusinsinoorien Liitto RIL r.y, Helsinki 1988-1992.
Металлоконструкции АИСФ 167 части 1, 2 и 3. Ассоциация инженаров-строителей Финляндии АИСФ.
Хельсинки 1988-1992
88
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
89
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
to to tototototototototototototototototototototototototototoio
4* Ь. bb^^^tototototototototototototototototototototo^-
m w a w ю (DOJsjmcnAwb-* s m cn a w w w w ю
to to
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ................................................ 91
Введение................................................................................ 91
Холоднокатанные тонкие стальные листы................................................... 91
Свойства поверхности холоднокатанных тонких листов...................................... 92
Холоднокатанные пластичные тонколистовые стали.......................................... 92
Холоднокатанные конструкционные стали................................................... 94
Конструкционные стали................................................................... 94
Прочные пластичные стали................................................................ 95
Прочие конструкционные стали............................................................ 96
Диапазон размеров изготовления и допуски на раазмеры.................................... 97
Приобретение. Склады дилеров, заводское исполнение и срок поставки......................100
Формирование цены.......................................................................101
Список литературы.......................................................................102
Горячеоцинкованные тонкие стальные листы................................................103
Цинковые покрытия.......................................................................104
Горячеоцинкованные пластичные стали.....................................................105
Горячеоцинкованные конструкционные стали................................................106
Г орячеоцинкованные спецстали...........................................................107
Диапазон размеров изготовления и допуски на резмеры.....................................108
Расчётная толщина.......................................................................111
Приобретение. Склады дилеров, заводское исполнение и срок поставки......................112
Формирование цены.......................................................................113
Список литературы.......................................................................114
Тонкие стальные листы с пластмассовым покрытием.........................................115
Марки стали, покрытия, маркировка и гарантия покрытия...................................116
Диапазоны размеров изготовления и допуски на размеры....................................118
Приобретение. Склады, заводское исполнение, срок поставки и минимальные размеры позиций....119
Формирование цены.......................................................................120
Производственные предприятия сектора по производству тонких листов Раутаруукки в Финляндии.. 121
Производственные предприятия сектора по производству профилей Раутаруукки в Финляндии......121
2.4.7 Список литературы.........................................................................122
90
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2 ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.1 Введение
В программу производства находящихся в г. Хямеенлинна заводов Раутаруукки входят следующие холоднокатанные
тонкие листы с покрытием и стали, из которых они изготовляются :
- холоднокатанные тонкие стальные листы, пункт 2.2
- холоднокатанные пластичные стали
- холоднокатанные конструкционные стали
- конструкционные стали
- прочные пластичные стали
- прочие конструкционные стали
- горячеоцинкованные тонкие стальные листы, пункт 2.3
- горячеоцинкованные пластичные стали
- горячеоцинкованные конструкционные стали
- горячеоцинкованные спецстали
- тонкие стальные листы с пластмассовым покрытием, пункт 2.4.
- пластичные стали
- конструкционные стали
2
Тонкие листы рассматриваются по упомянутому делению. Разбираются влияющие на выбор факты. По каждому виду
продукции предоставляются диапазоны размеров изготовления, стандартная продукция и допуски на размеры, а так-
же сведения о приобретении.
2.2 Холоднокатанные тонкие стальные листы
В номенклатуре холоднокатанного тонкого стального листа используются следующие наименования продукции:
ЛИСТ
тонкий лист
ХОЛОДНОКАТАННЫЙ ТОНКИЙ лист
ХОЛОДНОКАТАННЫЙ ТОНКИЙ СТАЛЬНОЙ ЛИСТ
РУЛОН
ПОЛОСА
В таблице 2.1 представлена номенклатура холоднокатанного тонкого стального листа. Многие свойства подробно
рассмотрены в стандартах. Отдельные вопросы рассматриваются в собственных каталогах продукции метзаводов.
Таблица 2.1 Холоднокатенные тонкие стальные листы. Номенклатура
СТАНДАРТ НА РАЗМЕРЫ Допуски на размеры и форму СТАНДАРТ НА МАТЕР. Марка стали СЕРТИФИКАТ НА МАТЕР. Вид сертификата ОСОБЫЕ ТРЕБОВАНИЯ
Л1сты -EN 10131 - SFS 4466 -DIN 1541 -SS Рулоны - EN 10131 - SFS 4466 -DIN - SS Полосы - EN 10131 - SFS 4466 -DIN - SS Диапазоны размеров изготовления Раутаруукки, программа производства - EN 10130 - ISO 3574 - ISO 4997 - EURONORM 130 - EURONORM 149 - SFS BOO - SFS 679 - DIN 1623 tell 2 - SIS 14 11 42 -BS1449 -CECA -ASTM - Сталь, стойкая против ат- мосферной коррозии - Бористая сталь Раутаруукки, программа производства -EN 10204 -SFS3 - DIN 50 049 -SS11 00 01 Предварительная обработка - травление Физическое состояние - отожжённый - окончательно прокатанный - в защитной смазке Свойства поверхности - качество поверхности - шероховатость поверхности Прочие - упаковка - маркировка - испытание материала - гарантия на кремний
91
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.2.1 Свойства поверхности холоднокатанных тонких листов
В таблице 2.2 представлены свойства поверхности и маркировки изготовляемых из холоднокатанных тонколистовых
сталей тонких листов.
Таблица 2.2 Холоднокатанные тонкие листы. Свойства поверхности
СВОЙСТВА ПОВЕРХНОСТИ
Качество поверхности Шероховатость лова зхности
Обычное качество поверхности А Требовательное качество поверхности В Обозначение Среднее отклонение ~~
Допускаются небольшие дефекты и колебания цветов. Пригодно для обычных целей применения. Верхняя поверхность должна быть без дефектов. Не допускается присутствие влияющих на внешний вид поверхности дефектов. Нижняя поверхность отвечает, по крайней мере, требованиям обычного качества поверхности А. Пригодно для требовательной обработки поверхности. Полублестящая g Матовая m Шероховатая г Ra^ 0,9 МКМ 0,6 MKM<RaS1,9 мкм Ra> 1,6 МКМ
При отсутствии в заказа отдельного согласования проверяется только одна лицевая сторона листа или ленты. В лентах допускеется больше дефектов поверхности, чем в листах. Ленты не поставляются с требовательным качеством поверхности В.
2.2.2 Холоднокатанные пластичные тонколистовые стали
Завод Раутаруукки в г. Хямаенлинна производит холоднокатанные пластинные тонколистовые стали согласно таблицы
2.3. В таблице также представлены аналогичные, соответствующие стандарту EN 10130, марки стали. Стандарт на
размеры изготовленных из этих сталей тонких листов EN 10131. Свойства поверхности и маркировки представлены в
пункте 2.2.1. В таблице 2.4 представлены сравнительные стандарты этих сталей.
Основным свойством холоднокатанных пластичных тонколистовых сталей является формуемость. Они пригодны для
пластичной обработки, изгиба, профилирования формовки растяжением и глубокой вытяжки.
Таблица 2.3 Холоднокатанные пластичные тонколистовые стали. Механические свойства
Марка стали Предел текучести, Rcl ИЛИ RpO.2. Н/мм2. Не более Предал прочн.. Rm, Н/мм2 Удлинение. Аво. 1) %. Не менее Формуемость
РАУТАРУУККИ EN 10130 1991 EN 10130 1995 Г90. Не менае П90. Не менее
CR2 Ее Р01 DC01 280 270/410 28
CR3 Ее РОЗ DC03 240 270/370 34 1.3 -
CR4 Fe Р04 DC04 210 270/350 38 1.6 0,180
CR5 FeP05 DC05 180 270/330 40 1,9 0,190
Физическое состояние-огожжённая. окончательно прокатанная и. при отсутствии отдельного согласования, с защитной смазкой.
Качество поверхности листов может быть обычное А или требовательное В. а ленты только А.
При отсутствии отдельной договорённости шероховатость поверхности матовая т.
При толщина > 0,5 мм и S 0,70 мм допускается величина удлинения Аво на две процентных единицы меньше.
При толщина S 0,5 мм величина уменьшается на четыре процентных единицы.
Таблица 2.4 Пластичные тонколистовые стали. Сравнительные стандарты
МАРКА СТАЛИ
РАУТАРУУККИ SFS 600 1981 EN 10130 1991 EN 10130 1995 ISO 3574 1976 DIN 1623 1972 SIS 14 xx XX 1975 BS1449 ASTM
CR2 CR2 FeP01 DC01 CR2 St 12 11 42 CR4 A366
CR3 CR3 FeP03 DC03 CR3 St 13 11 46 CR3 A619
CR4 CR4 FeP04 DC04 CR4 St 14 11 47 CR1 A620
CR5 CR5 FePO5 DC05 — — — — —
КАЧЕСТВО И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
РАУТАРУУККИ SFS EN EN ISO DIN SIS BS ASTM
CRX-Am CRX-11 Am Am — 03 m -32 GP Class 2 matte
СП Х-Вт CR X—21 Bm Bm — 05 m -42 FF Class 1 matte
При точном сравнении необходимо использовать оригинальные стандарты
92
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
диапазоны размеров изготовления, допуски и вес представлены в пункте 2.2.4. Приобретение пластичных тонких
стальных листов, возможности заводского исполнения и склады дилеров рассмотрены в пункте 2.2.5. Адреса дилеров
раутаруукки на странице 6.
физическое состояние
Все марки пластичных тонколистовых сталей поставляются отожжёнными и окончательно прокатанными. При от-
сутствии в заказа отдельной договорённости продукция поставляется с защитной смазкой, что предотвращает корро-
зио во время транспортировки и хренения Соответствующий стандарту EN 10204 сертификат на материал предо-
ставляется по согласованию в процессе заказа.
2
Маркировка в чертеже и заказе
тонкий лист EN 10131 -1,00 X 1000 х 2000 DCOIAm EN 10130 EN 10204-2.2
Название]
Стандарт на размеры |
Толщина листа, мм_________
Ширина листа, мм _______________
Длина листа, мм________________________
Марка стали и качество поверхности_____________
Стандарт на материал_____________________________________
Сертификат на материал, по согласованию
Объекты применения
На заводе производится окончательная прокатка этих сталей, в процессе которой удаляется повышенный предел те-
кучести. Это предотвращает появление так называемых полос текучести при обработке растяжением и глубокой
вытяжке. Повышенный предел текучести со временем возвращается, т.е. сталь старает. Марке стали CR 2 предоста-
вляется гарантия на нестарение в течение трёх месяцев со времени поставки. Маркам стали CR 3, CR 4 и CR 5
предоставляется гарантия на нестарение в течение шести месяцев. Состаренную сталь можно возвратить в исходное
физическое состояние умеренной холодной обреботкой, например, вальцовой правкой.
CR 2 -СТАНДАРТНОЕ КАЧЕСТВО
Это пластичная стандартная сталь, которая пригодна для профилирования, прессования и гибки. Объектами
применения CR 2 являются, например, батареи отопления, бытовая техника, светильники, сварные тонко-
стенные трубы и различные профили.
CR 3 -КАЧЕСТВО ВЫТЯЖКИ
Рекомендуется для изготовления продукции глубокой вьггяжкой и вытяжкой растяжанием. как чеши, диски
колёс, фланцы и защитные колпаки.
CR 4-КАЧЕСТВО ГЛУБОКОЙ ВЫТЯЖКИ
Рекомендуется для использования, когда необходима уверенность в том. что полосы пластичности на
появляются. Свойства формуемости гарантируются в течение шести месяцев с момента поставки.
CR 6 - КАЧЕСТВО ОСОБО ГЛУБОКОЙ ВЫТЯЖКИ
Используется для особо ответственного формования. Необходимо согласовывать с заводом особенности
формования и требовения к стали.
Стали, оцинковываемые погружением
Пластичные стали возможно, при необходимости, поставлять для цинкования погружением с договорным химическим
составом.
Эмалированные стали
Стали отвечают требованиям стандарта EN 10209 CR 2 EMALI еналогична марке стали DC01EK и CR 4 EMALI
марке DC04EK. Стали предназначены, в основном, для обычного двухслойного эмалирования.
Покрываемость и свариваемость
Эти холоднокатанные тонколистовые стали можно покрывать всеми пригодными для низкоуглеродистых сталей спо-
собами нанесения покрытия. Защитную смазку необходимо удалять до окрашивания. При использовании в изделиях
или конструкциях металлических покрытий об этом необходимо упомянуть при заказе.
Эти стали являются хорошо свариваемыми всеми обычными способами сварки.
93
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.2.3 Холоднокатанные конструкционные стали
Завод в г. Хямеенлинна производит представленные в пунктах 2.2.3.1, 2.2.3.2 и 2.2.3.3 холоднокатанные тонколис-
товые конструкционные стали. Основными свойствеми этих сталей являются прочность, вязкость и часто также сва-
риваемость.
2.2.3.1 Конструкционные стали
В таблице 2.5 представлены входящие в прогремму производства конструкционные стали. В таблице также предста-
влены соответствующие стандарту DIN 1623 аналогичные стали. Стандарт на размеры изготовленных из этих сталей
тонких листов EN 10131. Свойства поверхности и маркировки приведены в пункте 2.2.1.
Эти стали пригодны для изгиба и прочего умеранного формования. Объектами применения являются изделия, от ко-
торых требуется опредвлённая минимальная прочность, как. например, стальная арматура и строительные профили.
Таблица 2.5 Конструкционные стали. Механические свойства
Марка стали Предел текучести, ReL ИЛИ Rp0.2. H/MM2, He менее Предел прочности. Rm, Н/мм2 Удлинение. Aeo. %. Не менее Испыт. на изгиб, 180°. Диаметр пуансона
РАУТАРУУККИ DIN 1623 teil 2 1986
CR 215 CR 245 CR 325 St 37-2 G St 44-3 G St 52-3 G 215 245 325 360 - 510 430 - 580 510-680 20 18 16 0,5 а 1,0 а 1,0а
а = толщина листа. Физическое состояние - отожжённая и окончательно прокатанная. Поверхность с защитной смазкой при отсутствии иной догово- рённости. Категория качества поверхности - обычное А. шероховатость поверхности - матовая m, Ra = 0,6...1,9 мкм.
Диапазон размеров изготовления, допуски и вес представлены в пункте 2.2.4. Приобретение холоднокатанных тонко-
листовых конструкционных сталей, возможности заводского исполнения и склады дилеров рассмотрены в пункте
2.2.5. Адресе дилеров Раутаруукки на странице 6.
Сертификат на материал согласно стандарта EN 10204 предоставляется по согласованию в процессе заказа.
Маркировка в чертеже и заказе
Тонкий лист EN 10131 -1,00 х 1000 х 2000 CR 216 Am DIN 1623 EN 10204-2.2
Название
Стандарт на размеры
Толщина листа, мм_________
Ширина листа, мм________________
Длина листа, мм___________ __________
Марка стали и качество поверхности___
Стандарт на материал_________________
Сертификат на материал, по согласованию
Покрываемость и свариваемость
Марки стали CR 215...CR 325 можно покрывать всеми пригодными для низкоуглеродистых сталей способами нане-
сения покрытия. При использование в изделии или конструкции металлических покрытий об этом необходимо упомя-
нуть в заказа.
Марки стали CR 215...CR 325 являются хорошо свариваемыми всеми обычными способами сварки.
94
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.2.3.2 Прочные пластичные стали
Завод в г. Хямеенлинна производит представленные в таблице 2.6 прочные пластичные тонколистовые конструк-
ционные стали. В таблице 2.7 представлены сравнительные стандарты этих сталей. Стандарт на размеры изготовлен-
ных из этих сталей тонких листов EN 10131. Свойства поверхности и маркировки представлены в пункте 2.2.1.
Эти стали хорошо подходят для формования и их прочностные свойства определены точнее.
Таблица 2.6 Прочные пластичные тонколистовые стали. Механические свойства
Марка стали Предел текучести, ReL ИЛИ Rp0,2, Н/мм2 Не менее Предел прочности. Rm, Н/мм2 Не менее Удлинение, Аво, %. Не менее Испытание на изгиб. 180°, Диаметр пуансона
СП 240 F 240-310 360 27 Оа
СП 280 F 280 - 360 370 24 Оа
СП 320 F 320 - 410 400 22 Оа
СП 360 F 360-460 430 20 0,5 а
СП 400 F 400-500 460 18 0,5 а
а = толщина листа..
физическое состояние - отожжённая и окончательно прокатанная. Поверхность с защитной смазкой при отсутствии иной догово-
рённости. Категория качества поверхности - обычное А шероховатость поверхности - матовая т, Па = 0,6—1,9 мкм.
Таблица 2.7 Прочные пластичные стали. Сравнительные стандарты
РАУТАРУУККИ prEN 10149-4 Stahl-Eisen- ASTM
1995 Werkstoffblatt 093-75 A611
СП 240 F Fe Е 240 Z St E 260 —
CR 280 F FeE280 ZStE300 —
СП 320 F Fe Е 320 ZStE340 Grade 45
СП 360 F Fe Е 360 Z St E 380 Grade 50
СП 400 F Fe Е 400 Z St E 400 Grade 55
При точном сравнении необходимо использовать оригинальные стандарты.
Диапазон размеров изготовления, допуски и вес представлены в пункте 2.2.4. Приобретение холоднокатанных тонко-
листовых конструкционных сталей, возможности заводского исполнения и склады дилеров рассмотрены в пункте
2.2.5. Адреса дилеров Раутаруукки на странице 6.
Сертификат на материал соглесно стандарта EN 10204 предоставляется по согласованию в процессе заказа
Маркировка в чертеже и заказе
Тонкий лист EN 10131 -1,00 х 1000 х 2000 CR320F prEN 10149-4 EN 10204-2.2
Название
Стандарт на размеры
млщина листа, мм ____________
Ширина листа, мм___________________
Длина листа, мм______________________
Марка стали__________________________
Стандарт на материал_________________
Сертификат на материал, по согласованию
Покрываемость и свариваемость
Марки стали CR 240 F...CR 400 F можно покрывать всеми пригодными для низкоуглеродистых сталей способами
нанесения покрытия. При использовании в изделии или конструкции металлических покрытий об этом необходимо
упомянуть в заказе.
Марки стали CR 240 F...CR 400 F являются хорошо свариваемыми всеми обычными способеми сварки
95
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.2.3.3 Прочие конструкционные стали
Завод в г. Хямеенпинна также производит представленные в таблице 2.8 тонколистовые конструкционные стали
Стандарт на размеры изготовленных из этих сталей тонких листов EN 10131. Свойства поверхности и маркировки
представлены в пункте 2.2.1.
Таблица 2.8 Прочие конструкционные стали. Механические свойства
Марка стали Физическое состояние Предел текучее., ReL ИЛИ Rp0,2, Н/мм2, Не менее Предел прочн.. Rm. Н/мм2, Не менее Удлинение. Аво, %. Не менее Испыт. на изгиб, 180°. Диаметр пуансона Твёрдость. HV10. Средняя
CR700 Сог-Теп А CRB 02 CRB 02 CRB 02 Kv Ph + Vv Ph + Vv Закал, с охл. в масле Закал, с охл. в воде 700 310 (300) (900) (1000) 450 (500) (1300) (1500) 22 (26) ( 8) ( 7) 1 а Оа 135 440 470
Величины в скобках являются условными. а = толщина листа. Ph + Vv = Отожжённая и окончательно прокатанная Kv = Холоднокатанная При отсутствии иной договорённости продукция поставляется в защитной смазке. Категория качества поверхности - обычное А, шероховатость поверхности - матовая m, Ra = 0,6... 1,9 мкм. Свойства поверхности марки стали CR 700 оговариваются по каждому заказу отдельно.
Диапазон размеров изготовления, допуски и вес предстевлены в пункте 2.2.4. Приобретение холоднокатанных тонко-
листовых конструкционных сталей, возможности заводского исполнения и склады дилеров рассмотрены в пункте
2.2.5. Адреса дилеров Раутаруукки на странице 6.
Сертификат на материал согласно стандарта EN 10204 предоставляется по согласованию в процессе заказа.
Маркировка в чертеже и заказе
Тонкий лист EN 10131 -1,00 х 1000 х 2000 CRB 02 Ат Раутаруукки EN 10204-2.2
Название
Стандарт на размеры
Толщина листа, мм___________
Ширина листа, мм ___________________
Длина листа, мм_____________________
Марка стали_________________________
Стандарт на матариал________________
Сертификат на материал, по согласованию
Объекты применения
Марка стали CR 700 поставляется твёрдокатанной и её нельзя использовать в требующих формования объектах. Она
используется в объектах, предусматривающих высокую прочность и твёрдость, например, при изготовлении упаковоч-
ных обручей, защитных плит и поддонов. В связи со способом производства ей не предусматриваются типичные для
тонких листов требования к плоскостности, качеству и шероховатости поверхности. Твёрдокатанные стали произ-
водятся и с другими классами прочности.
Сталь Сог-Теп А обладает хорошей стойкостью против атмосферной коррозии. Она годится для изгиба и умеренного
формования. Подходящими объектами применения являются наружная облицовка зданий, ограждения, контейнеры
бункеры и т.п.
Бористая сталь CRB 02 используется для объектов, в которых от стали требуются высокая прочность или хорошая из-
носостойкость. Подходящими объектами применения являются, например, клинки лопат, защитные листы и лопатки
вентиляторов. CRB 02 обладает хорошей формуемостью. При закалке её прочность и твёрдость значительно по-
вышаются.
96
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
Покрываемость и свариваемость
Марку стали CR 700 можно покрывать всеми пригодными для низкоуглеродистых сталей способами нанесения
покрытия. При использовании в изделии или конструкции металлических покрытий об этом необходимо упомянуть в
заказе.
Сталь Сог-Теп А, стойкая против атмосферной коррозии, покрьвается только в случае особо тяжёлых коррозионных
условий. Следует избегать ненесения защитной смазки во избежание образования неровностей появляющейся на
поверхности патины.
Бористую сталь CRB 02 можно покрывать обычными матодами покрытия.
2
Марка стали CR 700 является хорошо свариваемой всеми обычными способами сварки.
Сталь Сог-Теп А обледает хорошей свариваемостью обычными способами сварки. При электрической контактной
сварке давлением с оплавлением параметры сварки следует выбирать так. чтобы избегать появления горячих и холод-
ных трещин.
Сталь CRB 02 можно сваривать пригодными для закаливающихся сталей способами сварки.
2.2.4 Диапазон размеров изготовления и допуски на размеры
Диапазон размеров изготовления
Диапазон размеров изготовления холоднокатанных тонких стальных листов представлен в таблице 2.9.
Таблица 2.9 Холоднокатанные тонкие стальные листы. Диапазон размеров изготовления
РАЗМЕРЫ И ВЕС МИНИМАЛЬНЫЙ ВЕС ПОЗИЦИИ
Листы Рулоны Полосы Ширина, мм Миним. вес позиции, кг
Толщина, мм 0,4 - 3,0 0,4 - 3,0 0,4 - 3,0 <1000 8 000
Ширина, мм 600-1525 600- 1525 50 - 599 1000-1200 10 000
Длина, мм 750-6100 - — 1201 - 13 000
Вес упаковки, кг 1500 - 5000 2000- 20000
CR 700 поставляется только в рулонах. Внутренний диаметр рулонов 610 мм.
ДИАПАЗОНЫ ТОЛЩИНЫ И ШИРИНЫ МАРОК СТАЛИ
Марка стали Толщина, мм Максимальная ширина. мм
С кромками от прокатки С обрезанными кромсами
CR 2, CR 3, CR 4, CR 5 0,40 ... 0,59 1300 1285
0,80... 3,00 1525 1510
CR 215, CR 240 F 0,40 ... 0,59 1140 1125
0,60 ... 0,79 1300 1285
0,80... 0,99 1450 1435
1,00... 3,00 1525 1510
CR 245, CR 280 F 0,80 ... 0,79 1300 1285
0,80... 3,00 1450 1435
CR320F 1,00... 3,00 1140 1125
CR325. CR 360 F, CR 400 F 1,00... 2,50 1140 1125
2,51 ... 3,00 950 935
CR 700 0,40 ... 0,49 1140 1125
0,50... 0,69 1300 1285
0,70... 0,99 1450 1435
1,00... 3,00 1525 1510
Сог-Теп A, CRB 02 1,00 ... 3,00 1250 1235
Листы и ленты поставляются или с обрезанными кромками или с кромками от прокатки и с нормальными допусками. При желании
ужесточения допусков на размеры или на форму этот вопрос необходимо соглесовывать в процессе заказа.
В таблице 2.15 представлены имеющиеся на складах финских дилеров Раутаруукки наиболее используемые листы и
рулоны из холоднокатанных тонколистовых сталей.
97
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
Допуски на размеры
Допуски на размеры соответствуют стандарту EN 10131; они представлены в таблицах 2.10,2.11,2.12,2.13 и 2.14.
Таблица 2.10 Холоднокатанные тонкие стальные листы. Допуски на толщину
Номинальная Обычные допуски на толщину, мм Особые допуски на толщину S, мм
толщина. Номинальная ширина, мм Номинальная ширина. мм
мм <1200 >1200 <1500 >1500 <1200 >1200 <1500 > 1500
г 0,35-0,40 ±0,04 ±0,05 — ± 0,025 ±0,035 —
> 0,40-0,60 ±0,05 ±0,06 ±0,07 ±0,035 ±0,045 ±0,05
> 0,60-0,80 ±0,06 ±0,07 ±0,08 ±0,04 ±0,05 ±0,05
>0,60... 1,00 ±0,07 ±0,06 ±0,09 ±0,045 ±0,06 ±0,06
>1,00-1,20 ±0,06 ±0,09 ±0,10 ±0,055 ±0,07 ±0,07
>1,20-1,60 ±0,10 ±0,11 ±0,11 ±0,07 ±0,06 ±0,08
> 1.60...2.00 ±0,12 ±0,13 ±0,13 ±0,06 ±0,09 ±0,09
> 2,00...2,50 ±0,14 ±0,15 ±0,15 ±0,10 ±0,11 ±0,11
>2,50-3,00 ±0,16 ±0,17 ±0,17 ±0,11 ±0,12 ±0,12
Для лент и полос на длине 15 м в области холоднокатанных сварных швов допускаются увеличенные максимум на 60 %, по сра-
внению с указанными в таблице, допуски на толщину.
Толщина измеряется на расстоянии не менее 40 мм от кромки. При ширине листа < 60 мм толщина измеряется в центре.
Таблица 2.11 Холоднокатанные тонкие стальные листы. Допуски на ширину
ЛИСТЫ И РУЛОНЫ
Номинальная ширина, мм Допуски на ширину
Верхнее отклонение, нормальное, мм Верхнее отклонение, особое. S, мм
<1200 >1200 <1500 >1500 + 4 + 5 + 6 + 2 + 2 + 3
ПОЛОСЫ
Номинальная толщина. мм Допуски на ширину
Верхнее отклонение, нормальное, мм Верхнее отклонение, особое, S, мм
Номинальная ширина, мм Номинальная ширина, мм
<125 £125 <250 >250 <400 >400 < 600 <125 £125 <250 £250 <400 >400 <600
ООО т-‘ ci СО V V VII «э «э о о О* О т-“ см I V Al Al А1| + 0,4 + 0,5 + 0,6 + 0,7 + 0,5 + 0,6 + 0,8 + 1,0 + 0,7 + 0,9 + 1,1 + 1,3 + 1,0 + 1,2 + 1,4 + 1,6 + 0,2 + 0,2 + 0,3 + 0,4 + 0,2 + 0,3 + 0,4 + 0,5 + 0,3 + 0,4 + 0,5 + 0,6 + 0,5 + 0,6 + 0,7 + 0,8
Нижнее отклонение = 0 Ширина измеряется по перпендикуляру к продольной оси изделия.
Таблица 2.12 Холоднокатанные тонкие стальные листы. Допуски на длину. Допуск на прямоугольность
ДОПУСК НА ДЛИНУ ДОПУСК НА ПРЯМОУГОЛЬНОСТЬ
Номинальная длине L, Верхнее отклонение, мм Отклонение от прямоугольное™
мм Нормальное, мм Особое S (и) торца листа максимум I %
<2000 +6 +3 от ширины листа. ;,. - >:5. /
а 2000 + 0,003 х L + 0,0015 х L U
Нижнее отклонение = 0
Длина измеряется по длинной стороне листа.
98
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
Таблица 2.13 Холоднокатанные тонкие стальные листы. Допуски на прямолинейность кромки
Допуски на прямолинейность кромки Измерение прямолинейности кромки, q
Отклонение от прямолинейности кромки может быть на дли- не 2 м не более 6 мм. На длине менее 2 м отклонение от пря- молинейности кромки на должно превышать 0,3 % длины. Для полос шириной < 600 мм можно согласовать особый до- пуск, отклонение от прямолинейности на длине 2 м не более 2 мм. Этот особый допуск на прямолинейность не использу- ется для полос из конструкционных сталей. Измеряется на длине 2 м, вы- бирается из любого места кромки. При длине листа менее 2 м длиной измерения является длина листа. и- Длина измерения
Таблица 2.14 Холоднокатанные тонкие стальные листы. Допуск на плоскостность листа
Номинальная ширина, мм Допуски на плоскостность листов, мм
Пластичные стали, Re < 280 Н/мм2 Конструкционные стали. 280 Н/мм2 < Re < 360 Н/мм2
Нормальный Особый FS Нормальный Особый FS
Номинальная толщина, мм Номинальная толщина, мм Номинальная толщина, мм Номинальная толщина, мм
<0,7 £0,7 <1,2 £1,2 <0,7 £0,7 <1,2 £1.2 <0,7 £0,7 <1,2 £1,2 <0,7 £0,7 < 1.2 а 1,2
а 600 <1200 а 1200 <1500 31500 12 15 19 10 12 17 в 10 15 5 6 8 4 5 7 3 4 6 15 18 22 13 15 20 10 13 19 8 9 12 6 8 10 5 6 9
При заказе пластичного тонкого стального листа с особыми допусками на плоскостность высота волны должна быть, но только в спорных случаях, при длине волны свыше 200 мм. менее 1 % от длины листа при номинальной ширине < 1500 мм или менее 1,5 % от длины листа при номинальной ширина £ 1500 мм. При длине волны менее 200 мм следует убедиться в том, что высота волны на более 2 мм. Допуски на плоскостность сталей с пределом текучести £ 360 Н/мм2 следует согласовывать при заказе. Допуск на плоскостность показывает максимальное допустимое расстояние между листом и горизонтальной плоскостью, на кото- рой лист находится. Замер волнистости производится только на кромках листа.
Допуск на ровность кромок рулона
Допуск на ровность кромок рулона, телескопичность. не более 40 мм
99
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.2.5 Приобретение. Склады дилеров, заводское исполнение и срок поставки
На стадии проектирования необходимо выяснить вопросы приобретения и срока поставки выбранных материалов. Вы-
бору размеров помогают внутренние стандарты фирм проектировщика или заказчика. Использование таблиц выбора
не находится в противоречии с расчётами сопротивления материалов. Действуя таким образом, обеспечивается при-
обретение выбранного материала и уменьшаются общие затраты.
Склады
В таблице 2.15 представлены имеющиеся на складах финских дилеров Раутаруукки наиболее используамые листы и
рулоны из холоднокатанных тонколистовых сталей.
Таблица 2.16 Холоднокатанные тонкие стальные листы. Склады финских дилеров
ЛИСТЫ РУЛОНЫ
Толщина. Ширина. Длина. Вес. Марка стали Толщина, Ширина, Марка стели
мм ММ мм кг/шт. CR2Am CR4Am мм мм CR2Am CR4Am
0,50 1000 2000 8,0 X X 0,40 1000 X
0,75 1000 2000 12,0 X X 0,50 1000 X X
1250 2500 18,8 X X 0,75 1000 X X
1.00 1000 2000 16,0 X X 0,75 1250 X X
1250 2500 25,0 X X 1,00 1000 X X
1500 3000 30,0 X 1250 X X
1,25 1000 2000 20,0 X X 1500 X
1250 2500 31,3 X 1,25 1000 X
1,50 1000 2000 24,0 X X 1250 X
1250 2500 37,5 X X 1,50 1000 X X
1250 3000 45,0 X X 1250 X X
1500 3000 54,0 X 1500 X
2,00 1000 2000 32,0 X X 2,00 1000 X X
1250 2500 50,0 X X 1250 X X
1250 3000 60,0 X X 1500 X
1500 3000 72,0 X 2,50 1000 X X
2.50 1000 2000 40,0 X X 1250 X
1250 2500 62,0 X 1500 X
1250 3000 75,0 X 3,00 1000 X X I
1500 3000 90,0 X 1250 X
3,00 1000 2000 48,0 X X 1500 X
1250 2500 75,0 X
1250 3000 90,0 X
1500 3000 106,0 X
х = На складах дилеров
Заводское исполнение
Соответствующие программе производства Раутаруукки холоднокатвнные тонкие листы, рулоны и полосы завод в г.
Хямеенлинна изготовляет в заводском исполнении. При этом клиент определяет размеры и прочие важные характе-
ристики. Марка стали и качество поверхности выбираются по пункту 2.2.1 и размеры по пункту 2.2.4.
Дополнитегьные сведения о возможностях заводского исполнения можно получить в отделах торговли, технического
обслуживания клиентов завода Раутаруукки в г. Хямеенлинна или у дилеров Раутаруукки. Адреса дилеров Раутаруукки
на странице 6.
Срок поставки
Срок поставки холоднокатанных тонких стальных листов в заводском исполнении составляет 6 рабочих недель.
100
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.2.6 Формирование цены
В таблице 2.16 представлено формирование цены холоднокатанных тонких стальных листов. Необходимо отметить,
что цены FIM/кг и FIM/м2 не должны быть единственными критериями выбора. Наиболее важными факторами вы-
бора являются удельные цены и полная стоимость изделия или конструкции, которая включает цену выбранного листа,
а также влияние выбранного листа на производственные и эксплуатационные издержки. Выбором конструктивных
решений и учётом свойств выбранного листа проектировщик может влиять, особенно, на производственные издерж-
Таблица 2.16 Холоднокатанные тонкие стальные листы. Формирование цены
РАСЧЁТНАЯ ЦЕНА
ОСНОВНАЯ ЦЕНА (сообщается ежемесячно) + ПРОЧИЕ ДОБАВКИ - Добавки на количество
+ ДОБАВКИ НА КАЧЕСТВО - Вес - Добавки на мелые связки
- Марка стали - Листы
- Пластичные стали - Рулоны, ширина > 600 мм
- Конструкционные стали - Полосы, ширина < 600 мм
- Прочие стали - Добавки на упаковку -Тип упаковки - Оклеивание, ширина > 600 мм - Добавки на спецдопуски
+ ДОБАВКИ НА РАЗМЕРЫ - Толщина - Ширина
- Добавки на ширину и толщину -Длина
- Размеры - Плоскостность
- Добавка на резку на листы - Добавки на сертификаты на материал
- Размеры - Вид сертификата - Последующий сертификат = ЦЕНА НА ЗАВОДЕ + ТРАНСПОРТНОЕ ДЕБЕТОВАНИЕ - Сухопутным путём - Железнодорожным путём = РАСЧЁТНАЯ ЦЕНА ФРАНКО-МЕСТО НАЗНАЧЕНИЯ ИЛИ ФРАНКО-СТАН- ЦИЯ НАЗНАЧЕНИЯ
101
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.2.7 Список литературы
1. Terasohutlevyrakenteet. Ohjeet. Suomen rakentamismaarayskokoelma B6. Ymparistoministerio 1989
Конструкции из тонких стальных листов. Инструкции Сборник строительных норм и правил 86 Финляндии.
Министерство охраны окружающей среды 1989.
2. Ohutlevyjen taivutus. Tekninen tiedotus 23/86. Suomen Metalliteollisuuden Keskusliitto 1986.
Изгиб тонких листов. Технический отчёт 23/86. Центральный союз Металлообрабатывающей
промышленности Финляндии 1986.
3. Ohutlevyjen liittaminen. Tekninen tiedotus 26/81. Suomen Metalliteollisuuden Keskusliitto. 1981
Соединения тонких листов. Технический отчёт 26/81. Центральный союз Металлообрабатывающей
промышленности Финляндии 1981
4. Rullamuovaus. Tekninen tiedotus 24/86. Suomen Metalliteollisuuden Keskusliitto 1986.
Холодная обработка Технический отчёт 24/86. Центральный союз Металлообрабатывающей
промышленности Финляндии 1986.
5. Kylmavalssatut ja kuumasinkityt terasohutlevyt. Valmistusohjelma. Rautaruukki Oy Hameenlinnan
tehdas.
Холоднокатанные и горячеоцинкованные тонкие стальные листы. Программа производства
А/0 "Раутаруукки", завод в г. Хямеенлинна
6. Rautaruukin teraskirja Ohutlevyt Rautaruukki Oy Hameenlinnan tehdas.
Тонкие листы Раутаруукки. A/О "Раутаруукки". завод в г. Хямеенлинна
102
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2 з Горячеоцинкованные тонкие стальные листы
Цомеь*лаг/Ра горячеоцинкованного тонкого стального листа включает следующие наименования продукции:
ЛИСТ
тонкий лист
ОЦИНКОВАННЫЙ тонкий лист
ОЦИНКОВАННЫЙ ТОНКИЙ СТАЛЬНОЙ лист
ОЦИНКОВАННЫЙ лист
РУЛОН
ПОЛОСА
В таблице 2.17 представлена номенклатура горячеоцинкованного тонкого стального листа. Многие свойства подроб-
но рассмотрены в стандартах. Некоторые вогросы определяются в собственных каталогах продукции метзаводов.
Таблица 2.17 Горячеоцинкованные тонкие стальные листы. Номенклатура
СТАНДАРТ НА РАЗМЕРЫ Допуски на размеры и форму СТАНДАРТ НА МАТЕРИАЛ Марка стели СЕРТИФИКАТ НА МАТЕР. Вид сертификата СПЕЦТРЕБОВАНИЯ
Листы -EN 10143 - SFS 678 -DIN - SS Рулоны - EN 10143 - SFS 678 -DIN - SS Полосы - EN 10143 - SFS 678 -DIN -SS Диапазоны размеров изготовления Раутаруукки, программа производства - EN 10142 - EN 10147 - ISO 3575 - ISO 4998 - SFS 650 - SFS 670 - DIN 17 162 - SIS 14 13 60-10 - BS 2989 Раутаруукки. программа производства -EN 10204 -SFS3 - DIN 50 049 - SS 11 00 01 Защита поверхности - пассивированный - без защиты - с защитной смазкой - пассивированный и с защитной смазкой Свойства поверхности - рисунок покрытия - качество поверхности Прочие - упаковка - маркировки - испытание материала
103
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.3.1 Цинковые покрытия
В таблице 2.18 представлены свойства и маркировки цинкового покрытия горячеоцинкованных тонких листов.
Таблица 2.18 Масса и рисунок горячего цинкового покрытия
МАССА ЦИНКОВОГО ПОКРЫТИЯ КАЧЕСТВО ПОВЕРХНОСТИ
Показатель Средняя величи- на трёх испыта- ний. 1) г/м2, Не менее Величина одного испытания, 1) г/м2. Не менее Толщина покрытия, 2)3) мкм Категории качества поверхности
Толщина листа, мм
<1,00 >1,00<1,50 >1,50 <2.00 2 2,00 < 2,50
100 140 200 225 275 350 100 140 200 225 275 350 85 120 170 195 235 300 ( 7) (Ю) (15) (16) (20) (25) А, В, С А, В, С А. В, С А, В А. В А, В А, В, С А, В, С А, В А, В А, В А А, В, С А, В А, В А, В А А А, В А, В А А А А
1) г/м2 показывает общую массу покрытия обеих сторон листа размаром квадратный метр. 2) Толщина покрытия (мкм) рассчитана по средним значениям (г/м2) трёх испытаний и показывает толщину цинкового покрытия с одной стороны. 3) Величины в скобках являются условными. КАЧЕСТВО ПОВЕРХНОСТИ
Обычное качество поверхности, А, допускает небольшие неровности, колебания размеров кристаллизационного рисун- ка. тёмные точки, небольшие раковины, следы в виде рисок и небольшие пятна лессивирования. Допускается появление при правке растяжением поперечных полос пластичности или еле- дов подтёков цинка. Ответственное качество поверхности, В, получается при окончательной прокатке. На поверхности допускаются неболь- шие дефекты, как появляющиеся при правке растяжением по- перечные полосы пластичности, отметки от окончательной про катки, царапины, впадины, рисунки в виде цветка, следы под- тёков цинка и небольшие пятна раствора пассивирования. На поверхности не должно быть раковин. Особо ответственное качество поверхности, С, получа- ется при окончательной прокатке. Лучшая из двух поверхнос- тей изделия на влияет на общий внешний вид ответственной окрашенной поверхности. Вторая поверхность должна соот- ветствовать, по меньшей мере, качеству поверхности В.
РИСУНОК ПОКРЫТИЯ
Обычный рисунок, N: Этот тип рисунка образуется при свободном охлаждении цинкового покрытия Цинковое покрытие может быть без рисунка или в нём могут появиться, в зависимо- сти от условий цинкования, различные по размерам глянцевые зёрна цинка. Это не влияет на качество покрытия. Мелкий рисунок, М: Поверхность с мелким рисунком появляет- ся при влиянии особым способом на процесс охлаждения покры- тия. Этот рисунок покрытия выбирается, если внешний вид и глад- кость поверхности с нормальным рисунком на отвечают требова- ниям.
ЗАЩИТА ПОВЕРХНОСТИ
При отсутствии договорённости в процессе заказа оцинкован- ная поверхность защищается против белой коррозии химичес- ким пассивированием, обозначение С. При желании возможно применение защитной смазки, обозначение 0. или обеих вместе, обозначение СО. Возможна также поставка без защи- ты, обозначение U.
Стали с пределом текучести > 350 Н/мм2 не производятся с категорией качества поверхности С. Марка стали Z05 всегда поставляется окончательно прокатанной и в защитной смазке.
Окрашиваемость и свариваемость
Горячеоцинкованный тонкий лист с мелким рисунком (М) хорошо пригоден для окрашивания. Для хорошего приста-
вения краски необходимо с поверхности удалить слой пассивации или защитную смазку, а также прочие примеси
При использовании листа с обычным рисунком (N) возможно, что рисунок будет виден из-под слоя краски. Наи-
лучший результат достигается использованием категорий качества поверхности В или С.
При сварке горячеоцинкованного тонкого листа наилучшие результаты достигаются методом Электрической контакт-
ной сварки давлением с оплавлением. Масса цинкового слоя влияат на результаты сварки. Для свариваемых объектов
рекомендуется тонкое покрытие, если считать, что коррозионная стойкость является достаточной для этой цели.
104
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.3.2 Горячеоцинкованные пластичные стали
На заводе в г. Хямеенлинна производятся представленные в таблице 2.19 горячеоцинкованные пластичные тонколис-
товые стали В таблице 2.20 представлены сравнительные стандарты этих сталей. Свойства и маркировки цинкового
покрытия представлены в пункте 2.3.1. Стандарт на размеры изготовленных из этих сталей тонких листов EN 10143.
Таблица 2.19 Горячеоцинкованные пластичные тонколистовые стали. Механические свойства
Марка стели Предел текучести. ReL ИЛИ Нр0,2. Н/мм2. Не более Предел прочности. Rm. Н/мм2, Не более Удлинение. Аео, %. Не менее Испытание на изгиб. 180°. Диаметр пуансона. мм
Z02 Качество изгиба и профилир. - 490 22 Оа
Z03 Качество вытяжки 300 420 26 Оа
Z05 Качество глубокой вытяжки 260 380 30 Оа
а = толщина листа с покрытием.
Таблица 2.20 Г орячеоцинкованные пластичные тонкие листы. Сравнительные стандарты
РАУТАРУУККИ EN 10142 1995 EN 10142 1991 SS14 хх хх 1985 DIN 17162 1977 BS2989 1975 ASTM A 525 1986
Z02 DX51D+Z Fe P02G 11 51 StO2Z Z2 Lock-forming Quality, A527
ZO3 DX52D+Z Fe РОЗ G 11 52 StO3Z Z2 Drawing Quality, A528
Z05 DX53D+Z Fe Р05 G 11 53 StO5Z Z5 Drawing Quality, A642
При точном сравнении необходимо использовать оригинальные стандарты.
Диапазоны размеров изготовления, допуски и вес представлены в пункте 2.3.3. Приобретение горячеоцинкованных
пластичных тонких листов, возможности заводского исполнения и склады дилеров рассмотрены в пункте 2.3.5. Адре-
са дилеров Раутаруукки на странице 6.
Физическое состояние
При отсутствии договорённости при заказе оцинкованная поверхность защищается против белой коррозии химичес-
ким пассивированием, обозначение С. При желании возможно использование защитной смазки, обозначение О, или
обеих вместа. обозначение СО. Возможна также поставка без защиты, обозначение U. Марка стали Z05 всегда по-
ставляется окончательно прокатанной и в защитной смазке.
Соответствующий стандарту EN 10204 сертификат на материал предоставляется по согласованию при заказе.
Маркировка в чертеже и заказе
Оцинкованный тонкий лист EN 10143 - 0,50 X 1000 х 2000 DX51D + Z275 NA-C EN 10142 EN 10204-2.2
Название |
Стандартна размеры_____________
Толщина листа, мм______________________
Ширина листа, мм______________________________
Длина листа, мм_____________________________________
Марка стали______________________________________________
Свойства покрытия___________________________________________________
Станда т на материал. Раутаруукки
Сертификат на материал, по согласованию _________
Объекты применения
Марка Z02 качества изгиба и профилирования предназначена для механического фальцевания, как. например.
Для изготовляемых фальцеванием перекрытий и труб со спиральным швом.
Марка Z03 качества вытяжки мягче, чем Z02 и очень хорошо подходит для фальцованных крыш и ручной фаль-
цовки.
Марка Z05 качества глубокой вытяжки предназначена для обычной глубокой вытяжки и ответственного формо-
вания растяжением.
105
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.3.3 Горячеоцинкованные конструкционные стали
На заводе в г. Хямеенлинна производятся представленные в таблице 2.21 соответствующие стандарту EN 10147
горячеоцинкованные тонколистовые конструкционные стали. В таблице 2.22 представлены сравнительные стандарты
этих сталей. Свойства и маркировки цинкового покрытия представлены в пункте 2.3.1. Стандарт на размеры изго-
товляемых из этих сталей тонких листов EN 10143.
Таблица 2.21 Горячеоцинкованные тонколистовые конструкционные стали. Механические свойства
Марка стали Предел текучести, ReH . Н/мм2, Не менее Предел прочности. Rm. Н/мм2, Не менае Удлинение, Аво. %. Не манее Испытание на изгиб. 180°, Диаметр пуансона, мм
Z22 220 300 20 1 а
Z25 250 330 19 1 а
Z28 280 360 18 2а
Z32 320 390 17 3 а
Z35 350 420 16 За
Z40 400 500 12 За
Z55 550 560 - -
а = толщина листа с покрытием
Таблица 2.22 Г орячеоцинкованные тонколистовые конструкционные стали. Сравнительные стандарты
РАУТАРУУККИ EN 10147 1995 EN 10 147 1992 DIN 17162 1960 SIS 14xxxx 1985 BS 2989 1975 ASTM A 446 1983
Z22 S220GD+Z FeE220G — — Grade A
Z25 S250GD+Z FeE250G St E250-2Z 12 70 Grade В
Z28 S280GD+Z FeE260G StE260-2Z 1360 Z28 Grade C
Z32 S320GD+Z Fe E 320 G St E 320-2Z 21 21 Z32 —
Z35 S350GD+Z Fe E 350 G St E 350-2Z 21 22 Grade D
Z40 S400GD+Z Fe E 400 G — — — —
Z55 S550GD+Z Fe E 550 G — — — Grade E
При точном сравнении необходимо использовать оригинальные стандарты
Диапазоны размеров изготовления, допуски и вес представлены в пункте 2.3.5. Приобретение горячеоцинкованных
тонколистовых конструкционных сталей, возможности заводского исполнения и склады финских дилеров рассмотре-
ны в пункте 2.3.7. Адреса дилеров Раутаруукки на странице 6.
Физическое состояние
При отсутствии согласования при заказе оцинкованная поверхность защищается против белой коррозии химическим
пассивированием, обозначение С. По желанию возможно использование защитной смазки, обозначение О. или обеих
вмасте, обозначение СО. Возможна также поставка без защитного покрытия, обозначение U.
Стали с пределом текучести > 360 Н/мм2 не производятся с категорией качества поверхности С
Соответствующий стандарту EN 10204 сертификат на материал предоставляется по согласованию в процесса зака-
за.
Маркировка в чертеже и заказе
Оцшкованный тонкий лист EN 10143-1,00 х 1000 х 2000 S320GD + Z275 NA-C EN 10147 EN 10204-2.2
Название____ I
Стандарт на резмеры _________
Толщин? листа, мм________________
Ширина листа, мм
Длина листа, мм___ __
Меркаптали __________
Качество покрытия
Стандарт на материал
Сертификат на материал, по согласованию
106
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
Объекты применения
Марки стали Z22, Z25 и Z28 обладают умеренной формуемостью и поддаются фальцовке. Стали пригодны для
объектов, в которых, кроме формуемости, требуются гарантированные прочностные свойства.
Марка стали Z32 пригодна для изгиба и прочего умеренного формования Подходящими объектами применения
являются, например, гофрированные листы и различные профили.
Марки стали Z35, Z40 и Z55 хорошо подходят для изготовления насущих гофрированных листов, лёгких матиц и
разтычтых профилей.
2.3.4 Горячеоцинкованные спецстали
На заводе в г. Хямеенлинна производятся представленные в таблице 2.23 горячеоцинкованные высокопрочные или
прочные пластичные спецстали. По производству и применению этих сталей всегда необходимо отдельное со-
гласование с заводом. При заказе согласовываются масса цинкового покрытия, рисунок, качество и защита поверх-
ности. Свойства и маркировки цинкового покрытия представлены в пункте 2.3.1. Стандарт на размеры изготовляемых
из этих сталей тонких листов EN 10143.
Таблица 2.23 Горячеоцинкованные спецстали. Механические свойства
Марка стали Предел текучести. ReL или RpO.B. Н/мм2, Не менее Предел прочности. Rm. Н/мм2. На менее Удлинение, Аво. %. На менее Испытание на изгиб. 160°. Диаметр пуансоне
Z28F 280 - 350 350 - 420 26 Оа
Z35F 350 - 420 420 - 490 22 Оа
Z42F 420 - 490 490-560 18 0,5 а
Z52DP 520 - 620 700-600 10 1 а
Z62DP 620 - 720 800 - 900 8 2а
а = толщина листа с покрытием.
Маркировка в чертеже и заказе
Оцинкованный тонкий лист EN 10143 -1,00 х 1000 х 2000 Z52 DP + Z275NA-C Раутаруукки EN 10204-2.2
Название | Стандарт на размеры
Толщина листа, мм
Ширина листа, мм
Длкиа листа, мм
Марка стали
Качество покрытия
Стандарт на материал
Сертификат на материал, по согласованию
107
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.3.5 Диапазон размеров изготовления и допуски на размеры
Размеры изготовления
Диапазон размеров изготовления горячеоцинкованных тонких стальных листов представлен в таблице 2.24
Таблица 2.24 Горячеоцинкованные тонкие стальные листы. Диапазон размеров изготовления
РАЗМЕРЫ И ВЕС МИНИМАЛЬНЫЙ ВЕС позиции
Толщина, мм Ширина, мм Длина, мм Вес связки, кг Листы Рулоны Полосы Ширина, мм Миним. вес позиции, кг
0,45 - 2,50 600-1400 750-6100 2000-5000 0,45 - 2,50 600-1400 2000-20000 0,45-2,50 50-599 <1000 1000-1200 1201 - 8 000 10000 13 000
Внутренним диаметр рулонов 610 мм. Минимальный вес изготовляемых из марки стели Z03 рулонов размерами 0.5 мм х 610 мм и 0.6 мм х 610 мм 10ОО кг. Минимальный вес позиции марок стали Z28 F, Z35 F, Z42 F, Z52 DP и Z62 DP 10 000 кг. Минимальная цмрина листов и рулонов марок стели Z55, Z52 DP и Z62 DP 750 мм.
ДИАПАЗОНЫ ШИРИНЫ И ТОЛЩИНЫ МАРОК СТАЛИ
Марка стали Толщина, мм Максимальная ширина, мм
С кромками от прокатки С обрезанными кроькаьм
Z02, Z03, Z05 0,45 - 0,65 0,66 - 1,59 1,60 - 2,00 2,01 - 2,50 1300 1400 1250 1000 1285 1385 1235 985
Z22, Z25, Z28, Z32, Z28 F 0,50 - 0,64 0,65 - 0,84 0,85 - 1,39 1,40 - 1,49 1,50 - 1,59 1,60 - 2,00 2,01 - 2,50 1270 1300 1400 1350 1300 1250 1000 1255 1285 1385 1335 1285 1235 985
Z35, Z35 F 0,60 - 0,79 0,60 - 0,99 1,00 - 1,39 1,40 - 1,49 1,50 - 1,59 1,60 - 2,00 2,01 - 2,50 1130 1270 1400 1350 1300 1250 1000 1115 1255 1385 1335 1285 1235 985
Z40, Z42 F 1,00 - 2,00 1100 1085
Z55 0,50 - 1,00 1250 1235
Z52 DP, Z62 DP 0,70 - 0,89 0,90 - 1,50 1000 1250 985 1235
Листы и ленты поставляются или с обрезанными кромками или с кромками от прокатки и с обычными допусками. При желании ужесточения допуска на размеры или форму необходимо согласование в процессе заказа.
В таблице 2.32 представлены имеющиеся на складах финских дилеров Раутаруукки горячеоцинкованныа тонкие лис-
ты и рулоны.
108
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
допуски на размеры
g допусках на размеры соблюдается стандарт EN 10143. Они представлены в таблицах 2.25, 2.26, 2.27, 2.28, 2.29
Листы и ленты поставляются или с обрезанными кромками или с кромками от прокатки и с обычными допусками. При
желании ужесточения кекого-либо допуска на размеры или форму необходимо согласование в процессе заказа.
2
Таблица 2.25
Горячеоцинкованные тонкие листы. Пластичные и конструкционные стали,
предел текучести < 280 Н/ми2. Допуски на толщину
Номин. толщина. Обычные допуски на толщину, мм Особые допуски на толщину, S, мм
Номинальная ширина, мм Номинальная ширина, мм
мм <1200 >1200 <1500 >1500 <1200 >1200<1500 >1500
5 0,40 ±0,05 ±0,06 — ±0,03 ±0,04 —
> 0,40 < 0,60 ±0,06 ±0,07 ±0,08 ±0,04 ±0,05 ±0,06
> 0,60 < 0,60 ±0,07 ±0,08 ±0,09 ±0,05 ±0,06 ±0,06
>0,60 51,00 ±0,08 ±0,09 ±0,10 ±0,06 ±0,07 ±0,07
>1,00 <1,20 + 0,09 ±0,10 ±0,11 ±0,07 ±0,08 ±0,08
>1,20 <1.60 ±0,11 ±0,12 ±0,12 ±0,08 ±0,09 ±0,09
>1,60 <2,00 ±0,13 ±0,14 ±0,14 ±0,09 ±0.10 ±0,10
> 2,00 5 2,50 ±0,15 ±0,16 ±0,16 ±0,11 ±0,12 ±0,12
>2,50 5 3,00 ±0,17 ±0,18 ±0,18 ±0,12 ±0,13 ±0,13
Для лент и полос на длине 15 м в области холоднокатанных сварных швов допускаются увеличенные максимум на 60 %, по сра-
внению с указанными в таблице, допуски на толщину.
Толщина измеряется на расстоянии не менае 40 мм от кромки При ширине < 60 мм толщина измеряется в центре.
Таблица 2.26 Горячеоцинкованные тонкие листы. Конструкционные стали, предал текучести >280 Н/мм2.
Допуски на толщину
Номин. толщина. ММ Обычные допуски на толщину, мм Особые допуски на толщину. S. мм
Номинальная ширина, мм Номинальная ширина, мм
<1200 >1200<1500 > 1500 <1200 >12005 1500 >1500
<0,40 ±0,06 ±0,07 — ±0,04 ±0,05 —
> 0,40 < 0,60 ±0,07 ±0,08 ±0,09 ±0,05 ±0,06 ±0,07
>0,60 <0,60 ±0,08 ±0,09 ±0,11 ±0,06 ±0,07 ±0,07
>0,60 <1,00 ±0,09 ±0,11 ±0,12 ±0,07 ±0,06 ±0,08
>1,00 <1,20 ±0,11 ±0,12 ±0,13 ±0,08 ±0,09 ±0,09
>1,20 <1.60 ±0,13 ±0,14 ±0,14 ±0,09 ±0,11 ±0,11
>1,60 <2,00 ±0,15 ±0,17 ±0,17 ±0,11 ±0,12 ±0,12
> 2,00 5 2,50 ±0,18 ±0,19 ±0,19 ±0,13 ±0,14 ±0,14
> 2,50 < 3,00 ±0,20 ±0,21 ±0,21 ±0,14 ±0,15 ±0,15
Для лент и полос на длине 15 м в области холоднокатанных сварных швов допускаются увеличенные максимум на 60 %, по сра-
внению с указанными в таблице, допуски на толщину.
Толщина измеряется на расстоянии не менее 40 мм от кромки При ширине < 60 мм толщина измеряется в центре.
Таблица 2.27 Горячеоцинкованные тонкие стальные листы. Допуски на ширину
листы и рулоны
Номин. толщина, мм Допуски на ширину
Верхнее отклонение, обычное, мм Верхнее отклонение, особое. S. мм
> 600 5 1200 >1200 5 1500 >1500 + 5 + 6 + 7 + 2 + 2 + 3
ПОЛОСЫ
Номин. толщина. Допуски на ширину
мм Верхнее отклонение, обычное, мм Верхнее отклонение, особое. S. мм
Номинальная ширина, мм Номинальная ширина, мм
<125 >125 <250 >250 <400 >400 <600 <125 £125 <250 >250 <400 >400 <600
<0,6 >0,6 <1,0 >1,0<2,0 >2,0 5 3,0 + 0,4 + 0,5 + 0,6 + 0,7 + 0,5 + 0,6 + 0,8 + 1,0 + 0,7 + 0,9 + 1,1 + 1,3 + 1,0 + 1,2 + 1,4 + 1,6 + 0,2 + 0,2 + 0,3 + 0,4 + 0,2 + 0,3 + 0,4 + 0,5 + 0,3 + 0,4 + 0,5 + 0,6 + 0,5 + 0,6 + 0,7 + 0,8
Нижнее отклонение = 0 Ширина измеряется по перпендикуляру к продольной оси изделия.
109
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
Таблица 2.28 Горячеоцинкованные тонкие стальные листы Допуски на длину. Допуск на прямоугольность
ДОПУСК НА ДЛИНУ ДОПУСК НА ПРЯМОУГОЛЬНОСТЬ
Номинальная длина, L, мм Верхнее отклонение, мм Отклонение от прямоугольное™
Обычное, мм Особое. S (и) торца листа максимум 1 % ;<- i / от ширины листа. / у
< 2000 + 6 + 3
г 2000 + 0,003 х L + 0,0015 х L U
Нижнее отклонение = 0 Длина измеряется по длинной стороне листа.
Т аблица 2.29 Горячеоцинкованные тонкие стальные листы. Допуски на прямолинейность кромки
Допуски на прямолкнейностъ кромки Измерение прямолинейности кромки, q
Отклонение от прямолинейности кромки может быть на дли- не 2 м на болае 6 мм. На длине менее 2 м отклонение от пря- молинейности кромки не должно превышать 0,3 % длины. Для полос шириной < 600 мм можно согласовать особый до- пуск, отклонение от прямолинейности на длине 2 м не более 2 мм. Этот особый допуск на прямолинейность не использу- ется для полос из тонколистовых сталей, предел текучести которых £ 260 Н/мм2. Измеряется на длине 2 м, вы- бирается из любого места кромки. При длине листа менее 2 м длиной измерения является длина листа. ст т Длина измерения
Т аблица 2.30 Горячеоцинкованные тонкие стальные листы. Допуск на плоскостность листов
Номинальная ширина. мм Допуски на плоскостность листов. мм
Пластичные стали. Ra < 280 Н/мм2 Конструкционные стали, 280 Н/мм2 < Ra < 360 Н/мм2
Обычный Особый FS Обычный Особый FS
Номинальная толщина, мм Номинальная толщина, мм Номинальная толщина, мм Номинальная толщина, мм
<0,7 £0,7 <1.2 г 1,2 <0.7 £0,7 <1.2 21,2 <0,7 £0,7 <1.2 21,2 <0,7 >0,7 <1.2 £1,2
£ 600 <1200 >1200 <1500 £1500 12 15 19 10 12 17 8 10 15 5 6 8 4 5 7 3 4 6 15 18 22 13 15 20 10 13 19 8 9 12 6 8 10 5 6 9
Допуски на плоскостность сталей с пределом текучести > 360 Н/мм2 следует согласовывать при заказе.
Допуск на плоскостность показывает максимальное допустимое расстояние между листом и горизонтальной плоскостью, на кото-
рой лист находится.
Допуск на плоскостность сторон рулона
Телескопичность сторон рулона не более ТО мм
110
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.3.6 Расчётная толщина
Издаваемая Министерством охраны окружающей среды Финляндии инструкция В6 "Конструкции из тонких ствльных
листов" Сборника строительных норм и правил Финляндии предполагает, что при расчёта в качества толщины листа
используется т.н. расчётная толщина, получаемая вычитанием из номинальной толщины листа толщины цинкового
или прочих покрытий, а также минусового допуска на изготовление.
расчётные толщины изготовляемых на Раутаруукки горячеоцинкованных тонких листов гарантируются согласно та-
блицы 2.31.
Таблица 2.31 Горячеоцинкованные тонкие стальные листы. Расчётные толщины
Номинальная толщина, оцинкованный, мм Расчётная толщина, мм Номинальная толщина, оцинкованный, мм Расчётная толщина, мм
Конструкционные стали. мм Пластичные стали, ММ Конструкционные стали. мм Пластичные стели. мм
0,50 0,44 0,40 1,5 1,39 1,30
0,60 0,53 0,49 1,6 1,48 1,39
0,65 0,58 0,53 1,7 1,50 1,48
0,70 0,63 0,58 1,8 1,67 1,57
0,75 0,68 0,62 1,9 1,77 1,66
0,60 0,72 0,67 2,0 1,66 1,75
0,90 0,62 0,76 2,1 1,95 1,84
1,00 0,91 0,85 2,2 2,05 1,94
1,10 1,01 0,94 2,3 2,15 2,04
1,20 1,10 1,03 2,4 2,25 2,14
1,30 1,20 1,12 2,5 2,35 2,24
1,40 1,29 1,21
111
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.3.7 Приобретение. Склады дилеров, заводское исполнение и срок поставки
На стадии проектирования необходимо выяснить вопросы приобретения и сроков поставки выбранных материалов, в
выборе размеров помогают внутренние стандарты фирмы проектировщика или клиента Использование таблиц выбо-
ра на находится в противоречии с факторами сопротивления материелов. Действуя таким образом, обеспечивается
приобретение выбранного материала и уменьшаются общие затраты.
Склады
В таблице 2.32 представлены имеющиеся на складах финских дилеров Раутаруукки горячеоцинкованные тонкие
стальные листы и рулоны
Таблица 2.32 Горячеоцинкованные тонкие стальные листы. Склады финских дилеров
ЛИСТЫ рулоны
Толщина Ширина Длина Вес Марка стали Толщина Ширина Марка стели
мм ММ мм кг/шт. Z02-100MA-C Z02-275MA-C Z02-350MA-C мм мм Z02-100MA-C Z02-275MA-C с < i ё к Z02-100MB-C
0,50 0,60 0,75 1,00 1.25 1,50 2,00 2,50 1000 1250 1000 1250 1000 1250 1000 1250 1000 1250 1000 1250 1000 1250 1000 2000 2500 2000 2500 2000 2500 2000 2500 2000 2500 2000 2500 2000 2500 2000 8,0 12,5 10,0 15,7 12,0 18,8 16,0 25,0 20,0 31,5 24,0 38,0 32,0 50,0 40,0 X X X X X X X X X X X X X X X X X 0,50 0,60 0,70 0,75 0,90 1,00 1.25 1,50 2,00 2,50 610 1000 1250 610 1000 1250 1000 1250 1000 1250 1250 1000 1250 1000 1250 1000 1250 1000 1250 1000 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
х = На складах дилеров
Заводское исполнение
Соответствующие программе производства Раутаруукки горячекатанные тонкие стальные листы, рулоны и полосы за-
вод в г. Хямеенлинна изготовляет в заводском исполнении При этом клиент определяет размеры и прочие важные
характеристики. Марка стали и качество поверхности выбираются по пунктам 2.3.1, 2.3.2, 2.3.3 и 2.3.4. а размеры по
пункту 2.3.5.
Дополнительные сведения о возможностях заводского исполнения можно получить в отделах торговли, технического
обслуживания клиентов завода Раутаруукки в г. Хямеенлинна или у дилеров Раутаруукки. Адреса дилеров Раутаруук-
ки на странице 6.
Срок поставки
Срок поставки горячеоцинкованных тонких стальных листов составляет 4 рабочих недели, из стали Z05 6 рабочих не-
дель.
112
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.3.8 Формирование цены
В таблице 2.33 представлено формирование цены горячеоцинкованных тонких стальных листов
Необходимо отметить, что цены FIM/кг и FIM/м2 не должны быть единственными критериями выбора. Наиболее
важными факторами выбора являются удельные цены и полная стоимость изделия или конструкции, которая включает
цену выбранного листа, а также влияние выбранного листа на производственные и эксплуатационные издержки. Вы-
бором конструктивных решений и учётом свойств выбранного листа проектировщик можат влиять, особенно, на
производственные издержки.
Таблица 2.33 Горячеоцинкованные тонкие стальные листы. Формирование цены
РАСЧЁТНАЯ ЦЕНА
ОСНОВНАЯ ЦЕНА (сообщается ежемесячно) + ПРОЧИЕ ДОБАВКИ
+ ДОБАВКИ НА КАЧЕСТВО - Добавки на количество - Листы
- Рулоны
- Марка стали - Пластичные стали - Добавки на малые грузы - Листы
- Конструкционные стали - Рулоны, ширина > 600 мм
- Спецстали - Полосы, ширина < 600 мм
- Масса покрытия - Добавка - Добавки не упаковку - Тип упаковки
- Качество поверхности - Добавки на защиту
- Добавка
- Добавки на спецдопуски - Толщина
- Ширина
+ ДОБАВКИ НА РАЗМЕРЫ - Длина
- Плоскостность
- Добавки на ширину и толщину - Размеры - Добавки на сертификаты на материал
- Добавка на резку на листы - Вид сертификата
- Размеры - Последующий сертификат
= ЦЕНА НА ЗАВОДЕ
+ ТРАНСПОРТНОЕ ДЕБЕТОВАНИЕ - Сухопутным путём
- Железнодорожным путём
= РАСЧЁТНАЯ ЦЕНА ФРАНКО-МЕСТО НАЗНАЧЕНИЯ ИЛИ ФРАНКО-СТАН- ЦИЯ НАЗНАЧЕНИЯ
113
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.3.9 Список литературы
1. Terasohutlevyrakenteet. Ohjeet. Suomen rakentamismaarayskokoelma B6. Ymparistoministerio 1989
Конструкции из тонких стальных листов. Инструкции. Сборник строительных норм и правил В6 Финляндии
Министерство охраны окружеющей среды 1989.
2. Ohutlevyjen taivutus. Tekninen tiedotus 23/86. Suomen Metalliteollisuuden Keskusliitto 1986.
Изгиб тонких листов. Технический отчёт 23/86. Центральный союз Металлообрабатывающей промышлен-
ности Финляндии 1986.
3. Ohutlevyjen liittaminen. Tekninen tiedotus 26/81. Suomen Metafliteolfisuuden Keskusliitto 1981.
Соединение тонких листов. Технический отчёт 26/81. Центральный союз Металлообрабатывающей про-
мышленности Финляндии 1981.
4. Kuumasinkityt ohutlevyt ja niiden kaytto.Tekninen tiedotus 20/84. Suomen Metalliteollisuuden
Keskusliitto 1984.
Горячеоцинкованные тонкие листы и их применение. Технический отчёт 20/84. Центральный союз Метал-
лообрабатывающей промышленности Финляндии 1984.
5. Kylmavalssatut ja kuumasinkityt terasohutlevyt. Valmistusohjelma. Rautaruukki Oy Hameenlinnan
tehdas.
Холоднокатанные и горячеоцинкованные тонкие стальные листы. Программа производства. A/О "Раута-
руукки". завод в г. Хямеенлинна.
6. Rautaruukin teraskirja Ohutlevyt. Rautaruukki Oy Hameenlinnan tehdas.
Тонкие листы Раутаруукки. A/О "Раутаруукки", завод в г. Хямеенлинна
114
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.4 Тонкие стальные листы с пластмассовым покрытием
В номенклатуре тонких стальных листов с пластмассовым покрытием используются следующие наименования про-
дукции:
RUUKIN VARIVALMIS, ГОТОВАЯ ПОВЕРХНОСТЬ
ЛИСТ
ТОНКИЙ ЛИСТ С ПЛАСТМАССОВЫМ ПОКРЫТИЕМ
ТОНКИЙ СТАЛЬНОЙ ЛИСТ С ПЛАСТМАССОВЫМ ПОКРЫТИЕМ
ЛИСТ С ПЛАСТМАССОВЫМ ПОКРЫТИЕМ
РУЛОН
ПОЛОСА
2
Эти материалы используются в строительной и металлообрабатывающей промышленностях для изготовления различ-
ной продукции.
В пункте 2.4 .5 указаны адреса фирм, изготовляющих профилированные листы.
В таблице 2.30 представлены сведения по номенклатуре тонких листов с пластмассовым покрытием. Большинство
свойств основного листа и покрытий подробно описаны в стандартах. Некоторые вопросы определяются в собственных
каталогах продукции заводов-изготовителей
Таблица 2.30 Тонкие стальные листы с пластмассовым покрытием. Номенклатура
стандарт на размеры Допуски на размер и форму СТАНД. НА МАТЕР. Марка стали ПОКРЫТИЕ СЕРТ. НА МАТЕР. Вид сертификата ОСОБЫЕ ТРЕБОВАНИЯ
Листы - SFS 678 Рулоны - SFS 678 -DIN - SS Полосы - SFS 678 -DIN - SS Диапазон размеров изготовления, Раутаруукки. программа производства -EN 10142 -EN 10147 -EN10130 - SFS 600 - SFS 850 - SFS 670 Раутаруукки. программа произ- водства - EURONORM 169 - ЕССА (Т1...Т8), European Coil Coaling Association - оттенок цвета, ТЗ - глянец, Т2 - адгезия, ТЗ - стойкость при изгибе, Т7 - толидина плёнки, Т1 - твёрдость по Бринелю, Т4 - испытание в солевой камере. Тв - испытание во влажной кам., ASTM D 1735-62 - стойкость при царапании, SFS 3634 -EN 10204 -SFS3 -DIN 50 049 -SS 11 00 01 Прочие - упаковка - маркировки - испытание материала - испытание покрытия
Слой
1 Покрытие
2 Грунтовка
3 Слой пассивации
4 Слой цинка
5 Стальной лист 0.5 ... 1.5 мм
6 Грунтовка
7 Краска основы
Рисунок 2.1
Тонкий лист с пластмассовым покрытием. Строение
115
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.4.1 Марки стали, покрытия, маркировка и гарантия покрытия
Изготовляемые сектором пластмассовых покрытий Раутаруукки тонкие листы с пластмассовым покрытием являются
комбинациями представленных в таблице 2.31 холоднокатанных марок стали и теблице 2.32 пластмассовых покры-
тий.
Выбор марки стали
Марка Z02 качества изгиба и профилирования предназначена для механического фальцевания, как, например,
для изготовляемых фальцеванием перекрытий и труб со спиральным швом.
Марка Z03 качества вытяжки мягче, чем Z02 и очень хорошо подходит для фальцованных крыш и ручной фаль-
цовки.
Марка стали Z28 обладает умеренными свойствами формуемости и поддаётся фальцовке. Сталь подходит для
объектов, в которых, кроме формуемости, требуются гарантированные прочностные свойства.
Марка стали Z32 является наиболее распространённой. Она пригодна для изгиба и прочего умеренного формования
Подходящими объектами применения являются, например, гофрированные листы и различные профили.
Марка стали Z35 хорошо подходит для изготовления насущих гофрированных листов, лёгких матиц и различных про-
филей.
Холоднокатанная пластичная тонколистовая сталь CR 2-11 - это предназначенная только для внутренних помещений
безовая сталь. Она обладает прекрасной формуемостью и пригодна для прокатки, сжатия и изгиба. Подходящие
объекты применения - бытовая техника, светильники и различные профили.
Таблица 2.31 Тонколистовые стали с пластмассовым покрытием. Механические свойства
Марка стали Масса ЦИНКОВОГО покрытия, г/м2 Маркировка основного листа Предел текучести. ReH.ReL или Rp0.2. Н/мм2 Предел прочности. Rm. Н/мм2 Удлинение, Аво, %. На менее
SFS EN
He более He менее Не более На менее
Z02 FeP02G 275 FeP02GZ275MB — — 490 — 22
Z03 FeP03G 275 FeP03GZ275MB 300 — 420 — 26
Z28 Fe Е 260 G 275 FeE260 Z 275MB — 280 — 360 18
Z32 Fe E 320 G 275 F6E 320 Z 275 MB — 320 — 390 17
Z35 FeE350G 275 FeE350 Z 275MB — 350 — 420 16
СП 2 Fe P01 — Fe P 01 Am 280 410 28
Z02, ZO3 и CR 2 - пластичные тонколистовые стали. Z28, Z32 и Z36 - тонколистовые конструкционные стали.
Толщина тонкого листа с пластмассовым покрытием 0,50 ,.1,50 мм.
Свойства и выбор пластмассовых покрытий
Представленные в таблице 2.32 пластмассовые покрытия делятся на применяемые внутри и снаружи.
Для особо ответственного наружного применения рекомендуется покрытие PVFa. Оно обладает хорошими антикор-
розионными свойствами и высокой стабильностью внешнего виде. Типичные объекты применения - ответственные
наружные обшивки и перекрытия зданий, конструкции из элементов и т.п. Особенно рекомендуется применение по-
крытия PVF2 тогда, когда к стойкости цветового оттенка и сохранению чистоты покрытия предъявляются высокие тре-
бования.
Покрытие Пластизоль пригодно как для внутреннего так и для наружного применения. Оно обледает отличной кор-
розионной стойкостью и хорошей стойкостью против атмосферной коррозии. Лист с покрытием Плестизоль отли-
чается высокой стенанью формуемости и обрабатываемости. Объекты применения Пластизоля - профильные и
фальцованные перекрытия зданий, обшивка фаседов. строительная жесть, перегородки, полки и т.д.
Покрытие Полиэстер предназначено, в основном, для внутреннего применения Его преимуществами являются хо-
рошие механические свойства, такие, как твёрдость, сопротивление царапанию и хорошая формуемость.
116
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
Матовый полиэстер обладает хорошими коррозионной стойкостью и стойкостью против атмосферной коррозии.
Его поверхность матовая и тусклая. Типичными объектами применения матового полиэстере являются перекрьпия из
фасонных листов. Особенно он пригоден для строительства мест отдыха и реставрационного строительства. Не при-
годен для фальцовки.
Акрилат применяется в случаях, когде объекту строительства не устанавливаются высокие требования. Не пригоден
для фальцовки, но из него возможно изготовление прямых профильных листов.
Стандартные цветовые оттенки листов с пластмассовым покрытием представлены в каталоге цветов. Возможна по-
ставка по отдельному согласованию отличных от каталога цветов оттенков.
Каталог цветов можно получить в отделе технического обслуживания клиентов завода Раутаруукки в г. Хямеенлинна
и у дилеров продукции Раутаруукки.
2
Таблица 2.32 Пластмассовые покрытия. Свойства
СВОЙСТВО СВОЙСТВА ПОКРЫТИЙ
Наружное применение Внутреннее применение
pvf2 Пластизоль 200 Матовый полиэстер Акрилат Полиэстер Пластизоль 100 пвх- плёнка
Толщина покрытия, мкм 1) 27 200 35 25 25 100 120-200
Рисунок покрытия гладкий полоса кожаный - гладкий гладкий гладкий -
Глянец, Gardner 60° 30-40 - — 30-40 10-100 30-40 -
Максим, рабочая температура, °C 120 60 120 120 120 60 60
Миним темпер, формования,°C 2) -10 + 10 -10 -10 -10 + 10 + 10
Миним. допуст. радиус изгиба,мм 3) горячеоцинк. основной лист холоднокат. основной лист 2а Оа Оа 4а Оа За Оа 4 а Оа Оа 1 а Оа
Коррозионная стойкость 5 5 4 3 — — —
Стойкость внешнего вида 5 3 4 4 — - —
1) Нижняя граница колебания толщины покрытия -10 %. 2) Температура формуемого материала. 3) а = толщина листа без покрытия. В таблице указан допустимый изгиб покрытия. При использовании необходимо также учиты- вать ограничения на используемую сталь, они представлены в соответствующих стандартах. Основы всех листов грунтованы. При отсутствии отдельного согласования цвет фона серый. Возможно также изготовление листов, покрытых с обеих сторон одинаковым типом покрытия. В этом случае возможен выбор цветового оттенка каждой стороне в отдельности.
Диапазоны размеров изготовления, допуски на размеры и вес изготовляемых тонких листов с пластмассовыми покры-
тиями представлены в пункте 2.4.2. Приобретение, возможности заводского исполнения и склады дилеров рассмо-
трены в пункте 2.4.3
Соответствующий стандарту EN 10204 сертификат на материал предоставляется по соглесованию в процесса зака-
за.
Маркировка в чертеже и заказе
Тонкий лист EN 10143 0,50x1000x2000 Fe Е 320 G-Z275MB EN 10147 2.2 Пластизол 200 Полоса RR20
Название | Стандартна размеры
Толщина листа, мм
Ширина листа, мм
Длина листа, мм
Марка стали_________________________________
Стандарт на материал________________________
Сертификат на материал, EN 10 204___________
Тип покрытия, толщина покрытия и т д,_______
Рисунок покрытия, полоса, коженый, гладкий и т.д.
Номер стандартного цветового оттенка
117
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
Гарантия покрытия и маркировка в Финляндии
Листам Ruukin Varivaimis® с покрытиями Пластизоль 200, PVF2 или матовый полиэстер Раутаруукки пре-
доставляет в Финляндии гарантию покрытия на 10 лет. Гарантия покрытия распространяется на используемые в обыч-
ных условиях кровельное железо и стеновые плиты жилых и сельскохозяйственных зданий.
Листы Ruukin Varivaimis® с гарантией покрытия маркируются в соответствии с нижеприведённым примером.
По всем связанным с гарантией вопросам следует обращаться в отдел технического обслуживания клиентов завода
Раутаруукки в г Хямеенлинна.
2.4.2 Диапазоны размеров изготовления и допуски на размеры
Диапазоны размеров изготовления
Диапазоны размеров изготовления тонких стальных листов с пластмассовым покрытием представлены в таблице 2.33
Таблица 2.33 Тонкие стальные листы с пластмассовым покрытием. Диапазоны размеров изготовления
РАЗМЕРЫ И ВЕС ТОЛЩИНА И ШИРИНА МАРОК СТАЛИ
Характеристика Листы Рулоны Марка стали Толщина. Максимальная ширина, мм
Толщина, мм 0,50-1,50 0,50-1,50 С кромками С обрезанными
Ширина, мм 900-1400 900-1400 ММ от прокатки кромками
Длина, мм 750 - 6100 — Z02. Z03 0,50... 0,65 1270 1255
Вес связки, кг 1000 - 5000 1000 - 7500 0,66... 0,84 1350 1335
Миним. вес позиции, кг 0,85 ...1,50 1400 1385
- стандартная 3000 3000 Z28, Z32 0,50... 0.84 1270 1255
продукция 0,65... 0,84 1300 1285
0,85 ...1,39 1400 1385
1,40 ...1,50 1350 1285
Внутренний диаметр рулонов 610 мм. Z35 0,60... 0,79 [1130 1115
Толщина без пластмассового покрытия. 0,80... 0,99 1270 1255
1,00... 1,39 1400 1385
1,40... 1,50 1350 1335
CR2 0,50... 0,59 1250 1235
0,60... 0,79 1350 1335
0,80... 1,50 1400 1385
118
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
допуски на размеры
В отношении холоднокатанных пластичных тонколистовых сталей (CR 2) соблюдаются допуски на размеры в соот-
ветствии со стандартом EN 10131, и они представлены в пункте 2.2.4.
В отношении холоднокатанных горячеоцинкованных тонколистовых сталей (Z02, Z28 и Z32) допуски на размеры
соблюдаются в соответствии со стандартом EN 10143, и они представлены в пункте 2.3.5.
В допусках на размеры пластмассовых покрытий соблюдаются рекомендации ЕССА (European Coil Coating Associ-
ation).
2.4.3 Приобретение. Склады, заводское исполнение, срок поставки и
минимальные размеры позиций
На стадии проектирования наобходимо выяснить вопросы приобретения и сроков поставки выбранных материалов.
При выбора размеров следует использовать общие инструкции по проектированию и стандарты.
Склады
В таблице 2.34 представлены имеющиеся на складах финских дилеров размеры листов с пластмассовым покрытием и
покрытия
Таблица 2.34 Тонкие стальные листы с пластмассовым покрытием. Склады финских дилеров
Толщина, мм Ширина, мм Марка стали Покрытие
0,50; 0,60; 0,70 610,1000, 1250 Z02, Z32 Пластизоль 200 полоса pvf2
Вес связки и размер листа определяются при заказе.
Профильные листы, элементы фасадов и прочую, используемую в строительстве продукцию из тонколистовых степей,
поставляют заводы-изготовители профилей.
119
ХОЛОДНОКАТАННЫЕ ТОНК1С ЛИСТЫ С ПОКРЫТИЕМ
Заводское исполнение
Соответствующие программе производства тонкие стагъные листы с пластмассовым покрытием, рулоны и полосы
Раутаруукки изготовляет в заводском исполнении. При заводском исполнении заказчик определяет размеры и другие
важные свойства.
Марка стали и свойства пластмассового покрытия выбираются по пункту 2.4.1 и размеры по пункту 2.4.2.
Дополнительные сведения о возможностях заводского исполнения можно получить в отделе торговли сектора пласт-
массовых покрытий Раутаруукки и у дилеров продукции из тонколистовых сталей.
Срок поставки
Сроки поставки приобретаемых листов с пластмассовым покрытием в заводском исполнении представлены в таблице
2.35.
Т аблица 2.35 Тонкие стальные листы с пластмассовым покрытием. Сроки поставки
СРОК ПОСТАВКИ ОКРАШЕННЫХ ИЗДЕЛИЙ
Срок поставки, недели Марка стали Размеры, мм Покрытие Цвет
4 Fe Р 02 G Z275 МВ Fe Р 280 G Z275 МВ Fe Р 320 G Z275 МВ Fe Р 320 G Z275 МВ Fe Р 320 G Z275 МВ 0,50x1250 0,50x1250 0,50x1250 0,60x1250 0,70 х 1250 Пластизоль PVF2 Меговый полиэстер Пищевой ламинат Стандартные цвета по программе производства 7002
6 Г орячеоцинкованные марки стали 1) Рулоны с кромками от прокатки По программе производства Стандартные цвета по программе производства
8 По программе производства По программе производства По программе производства По согласованию
1) Кроме Z03-275M и Z05-275M Обрезка кромок и разрезка на листы увеличивают срок поставки на одну неделю. Срок поставки новых цветовых опенков составляет 6 недель с момента принятия опенка.
Минимальные размеры позиций
Таблица 2.36 Окрашенная и ламинированная продукция. Минимальные размеры позиций
ВИД ПРОДУКЦИИ МИНИМАЛЬНЫЙ РАЗМЕР ПОЗИЦИИ 1)
Окрашенная продукция 10000 кг (Стандартные цвета) 2000 м2 (Особые цвета)
Ламинированная продукция По согласованию
1) В особых случаях по согласованию.
2.4.4 Формирование цены
Сведения по ценам на тонкие стальные листы с пластмассовым покрытием можно получить у дилеров или в отделе
торговли сектора пластмассовых покрытий. Основа для расчёта - FIM/m2.
На цену тонкого листа с пластмассовым покрытием влияют следующие факторы:
- размеры
- марка стали
- размер партии
- покрытие
- вес связки
- затраты на обработку и транспортные расходы.
Необходимо отметить, что цены AM/кг и FIM/м2 не должны быть единственными критериями выбора. Наиболее
важными факторами выбора являются удельные цены и полная стоимость изделия или конструкции, которая включает
цену выбранного листе, а также влияние выбранного листа на производственные и эксплуатационные издержки. Вы-
бором конструктивных решений и учётом свойств выбранного листа проектировщик может влиять, особенно, на
производственные издержки.
120
ХОЛОДНОКАТАННЫЕ ТОНКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.4.5 Производственные предприятия сектора по
производству тонких листов Раутаруукки в Финляндии
RAUTARUUKKI OY
Hameenlinnan tehdas
13300 HAMEENLINNA
RAUTARUUKKI OY
Muovipinnoitusryhma
Hameenlinnan yksikkd
13300 HAMEENLINNA
Suomen Metalcolor Oy
Rautatienkatu 19
38700 KANKAANPAA
2.4.6 Производственные предприятия сектора по
производству профилей Раутаруукки в Финляндии
Rannila Steel Оу
Kalkkimaentie 1
62800 VIMPEL1
Rannila Steel Oy
PL 77
20781 KAARINA
121
ХОЛОДНОКАТАННЫЕ ТОТКИЕ ЛИСТЫ С ПОКРЫТИЕМ
2.4.7 Список литературы
1. Terasohutlevyrakenteet. Ohjeet. Suomen rakentamismaarayskokoelma B6. Ymparistoministeno 1989
Конструкции из тонких стальных листов. Инструкции. Сборник строительных норм и правил В6 Финляндии
Министерство охраны окружающей среды 1989.
2. Ohutlevyjen taivutus. Tekninen tiedotus 23/86. Suomen Metalliteollisuuden Keskusliitto 1986.
Изгиб тонких листов. Технический отчёт 23/86. Центральный союз Металлообрабатывающей промышлен-
ности Финляндии 1986.
3. Ohutlevyjen liittaminen. Tekninen tiedotus 26/81. Suomen Metalliteollisuuden Keskusliitto 1981.
Соединение тонких листов. Технический отчёт 26/81. Центральный союз Металлообрабатывающей про-
мышленности Финляндии 1981.
4. Muovattujen ohutlevyjen muototarkkuus ja sen vaikutukset kokoonpanossa. Tekninen tiedotus 42/84.
Suomen Metalliteollisuuden Keskusliitto 1984.
Точность формы формуемых тонких листов и её влияние при сборке. Технический отчёт 42/84. Цент-
ральный союз Металлообрабатывающей промышленности Финляндии 1984.
5. Rautaruukin muovipinnoitetut terasohutlevyt. Valmistusohjelma. Rautaruukki Oy Hameenlinnan tehdas.
Тонкие стальные листы с пластмессовым покрытием Раутаруукки. Программа производства.
А/О "Раутаруукки", завод в г. Хямеенлинна.
6. Rautaruukin teraskirja Ohutlevyt. Rautaruukki Oy Hameenlinnen tehdas.
Тонкие листы Раутаруукки. A/О "Раутаруукки". завод в г. Хямеенлинна
122
ТРУБНЫЕ БАЛКИ
S
3
123
I®
ТРУБНЫЕ БАЛКИ
wwwwwwwwwwwwwwwwwwwwwwww
ро(»Ьо>1а)Ь)а)Ь)Ь)сл^(АЗшЬзшрогог^г^г^Кзго^
ТРУБНЫЕ БАЛКИ..........................................................................119
Внедрение европейского стандарта EN 10219..............................................119
Номенклатура...........................................................................125
Стандарты на размеры, условия поставки и метериалы.....................................125
Сертификат на материал.................................................................126
Защита поверхности.....................................................................126
Длина..................................................................................126
Маркировка трубных балок по национальным стандартам....................................126
Маркировка трубных балок по стандарту EN 10219.........................................126
Марки стали трубных балок..............................................................127
Стандартные марки стали................................................................127
Марки стали в заводском исполнении.....................................................127
Пригодность сталей к горячему токованию................................................127
Допуски на размеры.....................................................................129
Размеры и величины поперечных сечений..................................................131
Проекпрование и расчёт конструкций из трубных балок.....................................144
Справочники и инструкции................................................................144
Программы ЭВМ..........................................................................145
Указания и инструкции официальных органов..............................................145
Одобрения трубных балок Раутаруукки....................................................145
Объекты применения......................................................................146
Приобретение, заводское исполнение.....................................................146
Поставки со складов дилеров............................................................146
Заводское исполнение...................................................................146
124
ТРУБНЫЕ БАЛКИ
8®
о
3. ТРУБНЫЕ БАЛКИ
В программу производства Раутаруукки входят изготовляемые из горячекатанной стальной ленты посредством холод-
ной обработки и сварки трубные балки. Квадратные и прямоугольные, а также небольшие круглые (D < 323,9 мм) по
своему поперечному сечению трубные балки свариваются в продольном направлении высокочастотной сваркой под
давлением (HF). Большие круглые размеры (D > 355,6 мм) свариваются стиральным швом дуговой сваркой под
флюсом (SAW).
3.1 Внедрение европейского стандарта EN 10219
Европейский стандарт EN 10219 на холоднодеформированные трубные балки, который заменит национальные стан-
дарты в странах-членах CEN, находится в стадии разработки. При передаче данной публикации в печать в ноябра
1995 стандарт EN 10219 на был официально одобрен. Представленные в труде сведения основываются на исполь-
зуемых англоязычных проектах стандарта:
prEN 10219-1, Draft, April 1995: Cold formed welded structural hollow sections of non-alloy and fine
grain steels - Part 1: Technical delivery requirements
prEN 10219-2, Draft, May 1995: Cold formed welded structural hollow sections of non-alloy and tine
grain steels - Part 2: Tolerances, dimensions and sectional properties
В данном труде сведения по трубный балкам представлены на основе национальных стандартов. Наряду с этим на ос-
нове вышеупомянутых проектов стандарта EN пргеедены важнейшие изменяющиеся данные. Они выделены в текстах
и таблщах тёмным фоном.
Стандарт EN 10219 может быть одобрят к внедрению в стренах-членах CEN во второй половине 1996 года. Изме-
нения в график и содержание проектов стандарта ещё возможны, так что представленные в настоящем труде сведе-
ния являются условными и не связывающими Раутаруукки. В пераходный период от национальных стандартов к стан-
дарту EN 10219 необходимо в отдельности уточнять, по какому стандарту трубные балки поставляются. Раутаруукки
проинформирует, когда стандарт EN 10219 будет внедрён и какие изменения в целом внедрение вызовет.
3.2 Номенклатура
3.2.1 Стандарты на размеры, условия поставки и материалы
Трубные балки поставляются в соответствии со стандартами таблицы 3.1.
Таблица 3.1 Холоднодеформированные трубные балки. Стандарты на размеры, условия поставки и метариалы
ПОПЕРЕЧНОЕ СЕЧЕНИЕ СТАНДАРТ НА РАЗМЕРЫ СТАНДАРТ НА УСЛ. ПОСТ. СТАНДАРТ НА МАТЕРИАЛЫ
Четырёхугольное и круглое SFS 5001 SFS 5001 SFS 200
Четырёхугольное Круглое DIN 59411 DIN 2458 DIN 17119 DIN 17120 DIN 17100’) DIN 17120’)
Квадратное Поямоугольное SS 21 28 25 SS 21 28 35 SS21 28 25 SS 21 28 35 SS 14 xx xx SS 14 xx xx
Четырёхугольное и круглое ISO 4019 ISO 4019 ISO 630
Четырёхугольное и круглое EN 10219-2 2) EN 10219-1 2) EN 10219-1 2)
1) В качестве стандарта на материалы возможно также применение стандарта BS 4360. г) Трубные балки можно поставлять в соответствии со стандартом EN 10219, когда находящийся в стадам разработки стандарт будет одобрен.
125
ТРУБНЫЕ БАЛКИ
QO
ЕЭ
3.2.2 Сертификат на материал
На стадии проектирования изделия или конструкции для трубных балок необходимо определить соответствующее
стандарту EN 10204 требование на сертификат на материал, которое заносится в чертежи и документы В
большинстве случаев наиболее используемыми являются сертификаты на материал EN 10204-2.2 и EN 10204-
3.1 .В. В отдельных случаях возможно использование также других сертификатов. В пункте 9 представлено сравнение
сертификатов на материал, соответствующих различным стандартам
3.2.3 Защита поверхности
Трубные балки поставляются, в зависимости от рынка сбыта, или без защиты поверхности или слегка смазанными
Потребитель должен уточнить, с какой защитой поверхности трубные балки можно приобрести в желаемый срок
поставки.
3.2.4 Длина
Стандартные длины 6 и 12 метров, длина больших четырёхугольных трубных балок также 18 м. Возможна поставка
четырёхугольных трубных балок в заводском исполнении, в зависимости от размера, длиной до 12 или 24 метров и
круглых трубных балок, в зависимости от размере, длиной до 12 или 16 метров.
3.2.5 Маркировка трубных балок по национальным стандартам
Трубная балка SFS 5001 - 200 х 200 х 8 - 12000 Fe 52 D SFS 200 EN 10204-2,2
Название |
Стандарт на условие
поставки/размеры
Габариты трубной балки, НхВ или D
Толщина стенки_______________________
Длина трубной балки, мм____________________
Марка стали__________________________________________
Сертификат на материал_________________________________________________
При поставке контролируемых SBS трубных балок в Швецию в стандарт на условие поставки необходимо добавлять
обозначение "SBS", (Svensk ByggsUlkontroll), смотри пункт 3.6.4.
Прочие примеры маркировки:
Трубная балка DIN 17119/DIN 59411 - 80 х 80 х 3 - 5000 St 52-3 DIN 17100 EN 10204-3.1.В
Трубная балка DIN 17120/DIN 2458 - 168,3 х 4 - 12000 St 52-3 EN 10204-2.2
Трубная балка SS 21 28 25/SBS - 300 х 300 х 12,5 -12000 SS 14 21 34 EN 10204-3.1 .В
3.2.6 Маркировка трубных балок по стандарту EN 10219
Европейский стандарт EN 10219 на холоднодеформировенные трубные балки по завершении разработки заметит
национальные стандарты. Маркировка трубных балок по новому стандарту EN (prEN 10219-1, Draft, April 1995):
Трубная балка 18000- CFRHS - EN 10219 - S355J2H - 300 х 300 х 12,5 - Выбор1.7 - 3.1В
Назвение]
Длина [мм]_________
Форма поперечного сечения
(CFRHS - четырёхугольная)
(CFCHS - круглая)_________
Номер стандарта EN __________________
Марка стали __________________________________
Габариты и толщнна стенки [мм]____________________________
Необходимые выборы по EN 10219-1
(Выбор 1.7 значат, что трубная балка пригодна для горячего цинкования)_
Сертификат на материал по EN 10204_____________________________________ _______
126
ТРУБНЫЕ Б А ГК И
3,3 Марки стали трубных балок
раутаруукки изготовляет трубные балки из представленных в теблицах 3.2, 3.3 и 3.6 и соответствующих националь-
|Ьч стандартам марок стали. Представленные в таблицах 3.2, 3.3, 3.5 и 3.6 механические свойства испытываются на
готовых трубных балках в продольном направлении. В таблице 3.4 представлено примерное сравнение прочных плас-
тичных сталей.
В таблице 3.2 представлены также соответствующие стандарту EN 10025 марки стали. Согласно инструкций CEN
стандарт EN 10025 не охватывает трубные балки. Соответствующие стандарту EN 10025 значения, однако, приве-
дены в таблице 3.2 для облегчения потребителю в выборе марок стали по национальным стандартам или по стандарту
EN 10219.
ые балки поставляются из марок стали, соответствующих европейскому стандарту EN 10219 на хоподноде-
фованные трубные балки (см. Таблицы 3.2 и 3.5), когда подразумеваемый стандарт будет одобрен к внедрению
нах-чпенах CEN. В переходный период необходимо в отдельное™ уточнять, по какому стандарту выбираются
стали и их свойства.
3.3.1 Стандартные марки стали
Стандартными марками стали Раутаруукки для четырёхугольных и сваренных в продольном направлении крутых
(26,9 < D < 323,9 мм) трубных балок являются (по рынкам сбыта, в зависимости от используемого стандарта) сле-
дующие марки:
Fe 52 D SFS 200
St 52-3 DIN 17100
SS 142134
50 D BS 4360
Когда EN 10219 одобрен, стандартная марка стагм (по проекту стандарта prEN 10219-1, Draft, April 1995):
EN 10219 S355J2H или EN 10219 S355MH
В переходный период необходимо в отдельности уточнять, по какому стандарту выбираются стандартные марки стали
и их свойства.
Для круглых трубных балок со спиральным сварным швом (355,6 < D < 1220 мм) марка стали выбирается при заказе.
3.3.2 Марки стали в заводском исполнении
Раутаруукки может изготовлять трубные балки из представленных в теблицах 3.2 ... 3.6 марок стали, а также из дру-
гих спецсталей. В заводском исполнении марка стали выбирается при заказе
3.3.3 Пригодность сталей к горячему цинкованию
Раутаруукки поставляет четырёхугольные и круглые (26,9 < D < 323,9 мм) трубные балки с продольным сварным
швом из соответствующих таблице 3.2 стандартных марок стали Fe 52 D, St 52-3, SS 14 21 34 и 50 D с гарантиро-
ванным содержанием кремния 0,15 ... 0,25 % Si. Вышеупомянутым содержанием кремния достигается чаще всего
необходимая в обычных стальных конструкциях толщина цинкового слоя (> 100 мкм). при испогъзовении соответст-
вующего горячего цинкования. Раутаруукки использует маркировку SI/E3 для гарантированного содержания кремния
0,15...0,25 % Si в подтверждении на заказ и грузовой записке.
В заводском испотиении возможна поставка из соответствующих таблице 3.2 марок стали Fe 37 D, Fe 52 D, St 37-3, St
52-3, SS 14 13 12, SS 14 21 34 и 50 D (при T< 6,3 мм) с гарантировенным содержанием кремния и фосфора
Si+Р < 0,04 %, при этом при соответствующем горячем цинковании возможно получение тонкого цинкового слоя
(< 100 мкм). Раутаруукки использует маркировку Sl/А для гарантировенного содержания крамния и фосфора
Si+P < 0,04 % в подтверждении на заказ и грузовой записке.
Когда европейский стандарт EN 10219 будет одобрен, будет использоваться соответствующий ему порядок. В стан-
дарте EN 10219-1 ( prEN 10219-1, Draft, April 1995) требование о том. что сталь пригодна для горячего цинкова-
ния. сообщается добавлением в маркировку трубной балки выбор 1.7, (см. пункт 3.2.6). В переходный период необ-
ходимо в отдельности уточнять, по какому стандарту выбираются марки стати и их свойства.
Требовение к содержанию кремния и фосфора в стали необходимо предоставлять отдельно при заказе
127
ТРУБНЫЕ БАЛКИ
з®
□
Таблица 3.2 Конструкционные стали, стандарты SFS, DiN, SS, BS и EN. Механические свойства.
СТАНДАРТ МАРКА СТАЛИ ReH, min, Н/мм2 Rm» Н/мм2 As, mln, % КОНТРОЛЬНАЯ D ТЕМПЕРАТУРА УДАР.ВЯЗК., X
T<3 3<T<16
SFS 200,1986 Fe37D 235 360-510 360-470 25 -20
SFS 200,1986 Fe44D 275 430-580 430-540 23 -20
SFS 200,1986 Fe52D 355 510-680 490-630 21 -20
DIN 17100,1980 St 37-3 235 360-510 340-470 26 -20
DIN 17100,1980 St 44-3 275 430-580 410-540 22 -20
DIN 17100,1980 St 52-3 355 510-680 490-630 22 -20
SS 14 1312, 1987 1312-04 240 4 360-490 360-490 24 -
SS 14 1414,1987 1414-00 270 430-530 430-530 23 -20
SS 14 2134,1987 2134-04 360 470-630 470-630 20 -20
BS 4360,1986 43 D 275 430-580 430-580 22 -20
BS 4360,1986 50 D 355 490-640 490-640 21 -20
prEN 10219-1 ?) Draft April 1995 S235JRH 235 360-510 340-470 24 +20
prEN 10219-1Л Draft April 1995 S275J2H 275 430-580 410-560 20 -20
prEN 10219-1 3> Draft April 1995 S355J2H 355 510-680 490-630 20 -20
EN 10025,1993 4> S235J2G4 235 360-510 340-470 26 -20
EN 10025,1993 4> S275J2G4 275 430-580 410-560 22 -20
EN 10025,1993 4> S355J2G4 355 510-680 490-630 22 -20
Механические свойства определяются на готовой трубной балка в продольном направлении.
’> Требование по ударной вязкости min 27 Дж на соответствующем EN 10045-1 V-образном надрезанном образце 10x10 мм2.
2> ReH = 260 Н/мм2 при Т < 5 мм.
® Трубные балки гюставляются но стандарту EN10219-1. когда стандарт будет одобрен.
4> Стандарт EN 10025 не охватывает трубные балки. Значения приведены для облегчения выбора марок стали по национатъным
стандартам или по стандарту EN 10219-1.
Таблица 3.3 Прочные пластичные стали и стали RAEX 355 Е. Механические свойства.
МАРКА СТАЛИ ТОЛЩИНА СТЕНКИ, Т 2), max, мм ReH, mln, Н/мм2 Rm, Н/мм2 As, min, % КОНТРОЛЬНАЯ ТЕМПЕРАТУРА УДАР.ВЯЗК., °C
RAEX 275 HSF 12,5 275 350-460 23 -20”^
RAEX 355 HSF 12,5 355 420-540 22 -20 ’>
RAEX 420 HSF 10 420 490-620 18 -20 ’>
RAEX 490 HSF 8 490 550 - 705 15 -20 ’>
RAEX 560 HSF 8 560 620 - 760 14 -20 ’>
RAEX 640 HSF 6,3 640 700 - 850 12 -20 ’>
RAEX 355 E 10 355 450 - 610 21 -40 ’>
Механические свойства определяются на готовой трубной балке в продольном направлении. 1) Требование по ударной вязкости min 27 Дж на соответствующем EN 10045-1 V-образном надрезанном образце 10x10 мм2.
2> На некоторых размерах ограничения по толщина стенки.
Таблица 3.4 Прочные пластичные стали. Сравнения
РАУТАРУУККИ SEW 092 ISO 5951 EU149-80
RAEX 275 HSF - HSF 275 FeE275-TM
RAEX 355 HSF QStE 340 ТМ HSF 355 FeE 355-TM
RAEX 420 HSF QStE 420 ТМ HSF 420 Fe E 420 - TM
RAEX 490 HSF QStE 500 ТМ HSF 490 FeE 490-TM
RAEX 560 HSF QStE 550 ТМ HSF 560 Fe E 560 - TM
При точном сравнении необходимо использовать оригинальные стандарты.
128
ТРУБНЫЕ БАЛКИ
8®
Таблица 3.5 Мелкозернистые стали, EN 10219 1> (prEN 10219-1, Draft, April 1995). Механические свойства.
flt*СТАЛИ ТОЛЩИНА СТЕНКИ, Т 4), max, мм R«H, rnin, Н/ММ2 Rm» Н/мМ2 As, mln, % КОНТРОЛЬНАЯ ТЕМПЕРАТУРА УДАР ВЯЗК., С
12,5 12,5 275 275 360-510 360-510 24 24 -го2» 503>
12,5 12,5 355 355 450-610 450-610 22 22 2Ог> -503>
10 10 420' 420 500-660 500-660 19 19 -20 г> -БО3>
50МН WMLH СОСО 460. 460 530-720 530-720 17 17 -20г> -ао3>
йЙЙческие свойства определяются на готовой трубной балке в продолыюм направлении.
фуйные балки поставляются по стандарту EN 10219-1когда стандарт будет одобрен.
Ьедование по ударней вязкости mln 40 Дж на соответствующем EN 10045-1 V-образном надрезанном образце 10x10 мм2,
^^овение по ударной вязкости min 27 Дж на соответствующем EN10045-1 V-образном надрезанном образце10x10 мм2,
у некоторых размерах ограничения по толщине стенки.
Таблица 3.6 Стали, стойкие против атмосферной коррозии. Мвхенические свойства
МАРКА СТАЛИ ТОЛЩИНА СТЕНКИ, Т 2>, max, мм ReH, min, Н/мм2 Rm. mln, Н/мм2 As, min, % КОНТРОЛЬНАЯ ТЕМПЕРАТУРА УДАР.ВЯЗК., °C
CORTEN А 10 345 485 22 -
CORTEN В 10 345 485 21 -20 1>
Механические свойства определяются на готовой трубной балке в продольном направлении.
Я Требование по ударной вязкости min 27 Дж на соответствующем EN 10045-1 V-образном надрезанном образце 10x10 мм2.
2) На некоторых размерах ограничения по толщина стенки.
3.4 Допуски на размеры
Раутаруукки поставляет холоднодеформированные трубные балки, используя стандарты на размеры соглесно табли-
цы 3.1 в зависимости от рынков сбыта. Допуски на размеры выбираются по каждому использующемуся стандарту на
размеры (стандарт SFS, DIN или SS). Соответствующие различным стандартам допуски отличаются друг от друга,
так что допуски необходимо уточнять по используемому стандарту на размеры.
Допуски на размеры холоднодеформированных трубных балок согласно стандарта SFS 5001 для поставок в Финлян-
дию приведены в таблице 3.7.
Когда европейский стандарт EN 10219 будет одобрен, используются допуски согласно теблт 3.8 и 3.9. В переход-
ный период от национальных стандартов к стандарту EN Необходимо в отдельности уточнять, по какому стандарту
выбираются допуски
В заводском исполнении возможно использование также других допусков по соглашению.
129
ТРУБНЫЕ БАЛКИ
в®
□
Таблица 3.7 Допуски на размеры четырёхугольных и круглых трубных балок для поставок в Финляндию
по стандарту SFS 5001.
ХАРАКТЕРИСТИКА ДОПУСК
СТАНДАРТНАЯ ДЛИНА > 6000 мм 0/+100мм1>
МЕРНАЯ ДЛИНА < 6000 мм > 6000 мм 0/+10 мм2) 0/+ 15 мм2)
ПРЯМОЛИНЕЙНОСТЬ 0,2 % от общей длины трубы 3)
ГАБАРИТЫ. (В.Н.О) ± 1 %, но не менее + 0,5 мм
ТОЛЩИНА СТЕНКИ -5/+10 %, но на менее + 0,2 мм
РАДИУС ВНЕШНЕГО ЗАКРУГЛЕНИЯ УГЛА - при Т < 4 мм - при Т > 4 мм 2,0 хТ+ 20 % 2,5 хТ+ 20 %
ПЕРПЕНДИКУЛЯРНОСТЬ СТОРОН 90° ±1°
ПЛОСКОСТНОСТЬ СТОРОН ± 1 % от длины стороны
ВИНТООБРАЗНОСТЬ 2 мм + 0,5 мм/м
МАССА - Единичная труба - партия 10 тонн + 6% -4%,+6%
1) Раутаруукки гарантирует стандартной длине допуск 0/+50 мм. 2) В заводском исполнении допуск на мерную длину оговаривается при заказе. 3) Раутаруукки гарантирует допуск на прямолинейность в размера 0,15 % от общей длины трубы.
Таблица 3.8 Четырёхугольные трубные балки, EN 10219-2 1> (prEN 10219-2, Draft, May 1995). Допуски
на размеры
ХАРАКТЕРИСТИКА ДОПУСК
ГАБАРИТЫ. (В,Н) - при Н,В <100 мм - при 100 мм < Н,В S 200 мм - при Н,В > 200 мм +1 %, но не менее ±0,5 им ±0,8% ±0,6%
ТОЛЩИНА (Т) - при Т й 5 мм -приТ >5 ии ±10% ±0,50 мм
ПЛОСКОСТНОСТЬ СТОРОН 0,8 %, но не менее 0,5 мм
ПЕРПЕНДИКУЛЯРНОСТЬ СТОРОН 90° ±1°
ВНЕШНЕЕ ЗАКРУГЛЕНИЕ УГЛА, (Cl ,С2 или R) - при Т < 6 мм - при 6 ММ < Т £ 10 мм - при Т> 10 мм 1,6хТ-2,4хТ 2,ОхТ-3,ОхТ 2,4xT-3,6xT
ВИНТООБРАЗНОСТЬ 2 мм + 0,5 мм/м
ПРЯМОЛИНЕЙНОСТЬ 0,15 % от общей длины трубы
МАССА. (М) Отклонение единичной трубы ± 6 %
СТАНДАРТНАЯ ДЛИНА > 4000 мм 0/+50 мм
МЕРНАЯ ДЛИНА -npnLS 6000 мм - при 6000 им < L S10000 мм -приЬ> 10000 мм 0/+5ми 0/+15мм 0/+(5 мм +1 мм/м)
Трубные балки поставляется по стандарту EN 10219-2, когда стандарт будет одобрен.
130
ТРУБНЫЕ БАЛКИ
□
Таблица 3.9 Круглые трубные балки, EN 10219-2 1> (prEN 10219-2, Draft, May 1995). Допуски на размеры
Характеристика ДОПУСК
Наружный диаметр. (D) ± 1%, но не менее ± 0,5 мм и не более ±10 мм
[ТОЛЩИНА СТЕНКИ. (Т) Епри DS 406,4 мм Впри D > 406,4 МЫ +10 %, при Т< 5 мм ±0,5 мм, при Т >5 мм ±10%, но не более 2 мм
Отклонение от округлости 2 %, при ОЯ < 100 2>
(прямолинейность 0,20 % от общей дтны трубной батки
jACCA. (М) Отклонение единичной трубы + 6 %
Стандартная длина г 4ооо мм 0/+50 мм
ВЕРНАЯ ДЛИНА kppnL< 6000 мм Ефи 6000 мм < L < 10000 мм 1йЙриЕ> 10000 мы 0/+5мм 0/+15 мм 0/+(5 мы + 1 кыЛи)
[Для изготовленных дуговой сваркой под фпосом трубных балок (355,6—1220) максимальная высота внутреннего и наружного [сварного шва 3,5 ьы, при Т 514,2 мм и 4,8 мм, при T > 14,2 мм.
9) Трубные балки поставляются по стандарту EN 10219-2, когда стандарт будет одобрен. При ОЯ > 100, допуск на отклонение от округлости оговаривается при заказе.
3.5 Размеры и величины поперечных сечений
Размеры входящих в программу производства Раутаруукки трубных балок и величины поперечных сечений предста-
влены в таблицах 3.10...3.13. Величины поперечных сечений рассчитаны, используя номинальные размеры попереч-
ного сечения H,B,D и Т. а также соответствующий стандарту SFS 5001 номинальный наружный радиус закругления
угла R.
В теблицах 3.10...3.13 приведена так называемая рекомендуемая серия, согласно которой Раутаруукки регулярно
изготовляет размеры. Ассортимент размеров не складах дилеров может отличаться от рекомендуемой серии, так что
наличие размеров необходимо уточнять у дилеров или в отделе торговли Раутаруукки.
Когда европейский стандарт EN 10219 будет одобрен, для трубных балок будут использоваться соответствующие
ему величины поперечных сечений. Величины круглых трубных балок не изменятся, так что величины поперечных се-
лений таблиц 3.12 и 3.13 твляются пригодными в настоящем виде.
Богьшая часть ветчин размеров квадратных и прямоугольных трубных балок не изменгтся. так что знанитетьная
часть величин таблиц 3.10 и 3.11 действитетъна также в стандарте EN 10219-2. В таблицах 3.10 и 3.11 тёмным
фоном отмечены те размеры, величины которых изменятся при вступлении стандарте EN 10219-2 в
силу. Эти размеры и поперечные сечения представлены в таблицах 3.14 и’ЗЛб. В таблицах 3.14 и 3.15
Величины поперечных сечений рассттаны. используя номинальтые размеры поперечных сечений трубных балок Н,В
й Т. а также соответствующий стандарту EN 10219-2 (prEN 10219-2, Draft, May 1995) номинальный наружный ра-
диус закругления угла R. Значения отличаются от значений таблиц 3.10 и 3.11 при толщине стенки Т: 4,0 <Т<6,0
иприТ > 10,0.
В переходный период от национальных стандартов к стандарту EN необходимо в отдельности уточнять, по какому
стандарту выбираются величин поперечных сечений.
131
ТРУБНЫЕ БАЛКИ
go
д
Таблица 3.10 Квадратные трубные балки
= Вес i = Момент инерции сечения i = Радиус инерции
= Площадь поперечного сечения W = Момент сопротивл, при изгибе lv = Момент инерции при
= Площадь внешней поверхности Wp = Момент сопротивления при из- кручении
гибе при нал. пластин, деформ Wv = Момент сопротивления
= 2,0хТ приТ<4мм Расчётная плотность = 7,85 кг/дм3 при кручении
= 2,5хТ приТ>4мм 1) Рекомендуемая серия
н. мм В, мм т. мм П X м. кг/м А, см2 Au. м2/м lx = ly. СМ"1 Wx = Wy, CM3 Wpx = Wpy. CM3 ix = iy. CM lv. CM'1 Wv. CM3
25 25 2,0 1,36 1.74 0,093 1,48 1,19 1,47 0,92 2,53 1,80
25 25 2,5 1,64 2,09 0,091 1,69 1,35 1,71 0,90 2,97 2,07
30 30 2,0 1,68 2,14 0,113 2,72 1.81 2,21 1,13 4,54 2,75
30 30 2,5 X 2,03 2.59 0,111 3,16 2,10 2,61 1,10 5,40 3,20
30 30 3,0 2,36 3,01 0,110 3,50 2,34 2,96 1,06 6,15 3,58
40 40 2,0 X 2,31 2,94 0,153 6,94 3,47 4.13 1,54 11,28 5,23
40 40 2,5 X 2,82 3,59 0,151 8,22 4,11 4,97 1,51 13,61 6,21
40 40 3,0 X 3,30 4,21 0,150 9,32 4,86 5,72 1,49 15,75 7,07
40 40 4,0 X 4,20 5.35 0,146 11,07 5,54 7,01 1,44 19,44 8,48
50 50 2.0 2,93 3,74 0,193 14,15 5,86 6,86 1,95 22,83 8,51
50 50 2,5 3,60 4,59 0,191 16,94 6,78 8,07 1,92 27,53 10,22
50 50 3,0 X 4,25 5,41 0,190 19,47 7,79 9,39 1,90 32,13 11,76
50 50 4,0 X 5,45 6,95 0,186 23,74 9,49 11,73 1,85 40,42 14,43
i 50 50 5,0 X 6,39 8,14 0,179 25,69 10,28 ,13,16 1,78 4t>,8/ 16,26
60 60 2,0 3,56 4,54 0,233 25,14 8,38 9,79 2,35 39,79 12,59
60 60 2,5 4,39 5,59 0,231 30,34 10,11 11,93 2,33 48,68 15,22
60 60 3,0 X 5,19 6,61 0,230 35,13 11,71 13,95 2,31 57,09 17,65
60 60 4,0 X 6,71 8,55 0,226 43,55 14,52 17,64 2,26 72,84 21,97
60 60 5,0 X 7,96 10,14 0,219 48,55 16,18 20,23 2,19 66,03
70 70 2,5 5,17 6,59 0,271 49,41 14,12 16,54 2,74 78,49 21,22
70 70 3,0 X 6,13 7,81 0,270 57,53 16,44 19,42 2,71 92,42 24,74
70 70 4,0 X 7,97 10,15 0,286 72,12 20,61 24,76 2,67 118,52 31,11
70 Г 70 5,0 X 9,53 12,14 0,259 81,98 , 23.42 ,28,80 2,60 142,12 .36,36
80 80 3,0 X 7,07 9,01 0,310 87,84 21,98 25,78 3,12 139,93 33,02
80 80 4.0 X 9,22 11,75 0,306 111,04 27,78 33,07 3,07 180,44 41,84
80 80 5,0 X 11,10 14,14 0,299 127,98 31,99 38,87 3,01 218,14 49,39
80 80 6,3 X 13,51 17,21 0,293 148,51 37,13 46,11 2,94 260,96 57,90
90 90 3,0 X 8,01 10,21 0,350 127,28 28,29 33,04 3,53 201,42 42,51
90 90 4,0 X 10,48 13,35 0,346 161,92 35,98 42,58 3,46 260,80 54,17
90 90 5.0 X 12,67 16,14 0,339 188,55 41,90 50,44 3,42 317/10 84,41
90 90 6,3 X 15,49 19,73 0,333 221,13 49,14 60,30 3,35 382,33 76,21
100 100 2,5 7,53 9,59 0,391 150,63 30,13 34,86 3,96 235,21 45,23
100 100 3,0 X 8,96 11,41 0,390 177,05 35,41 41,21 3,94 278,86 53,19
100 100 4,0 X 11,73 14,95 0,386 226,35 45,27 53,30 3,89 382,01 68.10
100 100 5,0 X 14,24 18,14 0,379 265,69 53,14 63,51 3,83 441,98 81,43
100 100 6,3 X 17,47 22,25 0,373 314,17 62,83 76,38 3,76 536,02 97,02
100 100 8,0 X 21,39 27,24 0,386 365,94 73,19 91,05 3,67 644,51 114,23
110 110 3,0 9,90 12,61 0,430 236,34 43,33 50,27 4,35 373,51 65,07
110 110 4,0 X 12,99 16,55 0,426 305,94 55,82 65,21 4,30 486,47 63,63
110 110 5,0 X 15,81 20,14 0,419 361,40 65,71 78,08 4,24 595,80 100,45
110 110 6,3 19,44 24,77 0,413 430,14 78,21 94,36 4,17 725,81 120,35
120 120 3,0 X 10,84 13,81 0,470 312,35 52,06 60,24 4,76 487,72 78,15
120 120 4,0 X 14,25 18,15 0,486 402,28 67,05 78,33 4,71 636,57 100,75
420 120 5,0 X 17,38 22,14 0,459 477,69 79,61 94,15 4,64 781,54 121,47
120 120 6,3 X 21,42 27,29 0,453 571,55 95,26 114,22 4,58 955,49 146,19
120 120 8,0 X 26,41 33,64 0,446 676,88 112,81 137,81 4,49 1162,95 174,58
120 120 10,0 X 31,84 40,57 0,437 776,81 129,47 161,80 4,38 1376,40 202,52
140 140 4,0 X 16,76 21,35 0,546 851,62 93,09 108,15 5,52 1023,32 139,80
140 140 5,0 X 20,52 26,14 0,539 779,96 111,42 1-30,79 5,46 1260,82 169;49
140 140 6.3 X 25,38 32,33 0,533 940,62 134,40 159,62 5,39 1549,60 205,42
140 140 8,0 X 31,43 40,04 0,528 1126,77 160,97 194,18 5,30 1900,84 247,69
140 140 10,0 X 38,12 48,57 0,517 1311,67 187,36 230,38 5,20 2273,9 290,85
продолжение следует...
132
ТРУБНЫЕ БАЛКИ
... продолжение
в М = Вес I = Момент инерции сечения i = Радиус инерции
А - Площадь поперечного сечения W = Момент сопротивл. при изгибе lv = Момент инерции при
Т Au = Площадь внешней поверхности Wp = Момент сопротивления при из- кручении
I -X гибе при нал. пластич. деформ Wv = Момент сопротивления
Y yR R = 2,0 х Т при Т < 4 мм R = 2,5 х Т при Т > 4 мм Расчётная плотность = 7,85 кг/дм3 1) Рекомендуемая серия при кручении
Н. мм В, мм т, мм 1) X м, кг/м К см2 Au, м2/м lx = ly. см'1 Wx = Wy. CM3 WpX = Wpy. CM3 ix = iy. CM lv. CM'1 Wv. CM3
150 150 4,0 X 18,01 22,95 0,586 807,82 107,71 124,87 5,93 1264,76 161,73
150 150 5,0 X 22,09 28,14 0,579 969,96 129,33 151,36 5,87 1560,35 196,50
150 150 6,3 X 27,36 34,85 0,573 1173,71 156,49 185,15 5,80 1921,6 238,81
150 150 8,0 X 33,95 43,24 0,586 1411,83 186,24 225,96 5,71 2364,06 289,03
150 150 10,0 X 41,26 52,57 0,557 1852,53 220,34 269,17 5,61 2839,24 340,98
160 160 4,0 X 19,27 24,55 0,626 987,17 123,40 142,78 6,34 1541,45 185,25
160 160 5,0 X 23,66 30,14 1 0,619 . 1188,53 146,57 173;43 6,28 1903,82 225,51
160 160 6,3 X 29,34 37,37 0,613 1442,13 180,27 212,57 6,21 2348,6 274,71
160 160 8.0 X 36,46 46,44 0,606 1741,23 217,65 260,14 6,12 2896,56 333,56
160 160 10,0 X 44,40 56,57 0,597 2047,67 255,98 310,95 6,02 3490,29 395,10
180 180 5,0 X 26,80 34,14 0,699 1719,37 191,04 222,08 7,10 2734,53 289,53
180 180 6,3 X 33,29 42,41 0,693 2095,65 232,85 273,09 7,03 3382,71 354,08
180 180 8,0 X 41,46 52,84 0,686 2545,86 282,87 335,70 6,94 4186,56 432,21
180 180 10,0 X 50,68 64,57 0,677 3016,80 335,20 403,51 6,84 5073,57 515,31
180 180 12,5 X 61,53 78,38 0,866 ( 3519,92 391,10 479,56 6,70 6079,42 606.30
200 200 5,0 X 29,94 38,14 0,779 2388,50 238.85 276,72 7,91 3776,96 361,54
200 200 6,3 X 37,25 47,45 0,773 2921,53 292,15 341,16 7,85 4682,19 443,52
200 200 8,0 X 46,51 59,24 0,786 3566,25 356,63 420,86 7,76 5815,18 543,84
200 200 10,0 X 56,98 72,57 0,757 4251,06 425,11 508,08 7,65 7071,73 851,48
200 200 12,5 X 69,38 88,38 0.746 4999,19 499,92 607,32 7,52 8521,22 771,69
220 220 6,3 41,20 52,49 0,853 3939,93 356,18 416,80 8,86 6277,27 543,03
220 220 8,0 51,53 65,64 0,846 4828,01 438,91 515,62 8,58 7814,84 867,86
220 220 10,0 63,24 80,57 0,837 5782,46 525,68 624,65 8,47 9532,77 803,62
250 250 6,3 X 47,14 60,05 0,973 5872,62 469,81 544,43 9,89 9290,29 711,19
250 250 8,0 X 59,07 75,24 0,966 7229,20 578,34 875,77 9,80 11597,77 878,18
250 250 10,0 X 72,66 92,57 0,957 8706,67 698,53 822,00 9,70 14197,22 1061,80
250 250 12,5 X 89,01 113,38 0,946 , 10378,57 830,29 992,35 9,57 17264,98 1272,42
260 260 6,3 49,12 62,57 1,013 6634,95 510,36 590,75 10,30 10475,19 772,29
260 260 8,0 61,58 78,44 1,006 8176,02 629,06 733,95 10,21 13086,86 954,68
260 260 10,0 75,80 96,57 0,997 9864,65 758,82 893,78 10,11 16035,47 1155,85
260 260 11,0 82,74 105,41 0,993 10658,87 819,76 970,23 10,06 17458,19 1251,12
300 300 6,3 X 57,03 72,65 1,173 10341,99 689,47 794,94 11,93 16218,39 1041,86
300 300 8,0 X 71,63 91,24 1,166 12800,69 853,36 990,67 11,84 20311,84 1292,67
300 300 10,0 X 86,36 112,57 1,157 15519,37 1034,62 1210,91 11,74 24965,86 1572,02
300 300 12,5 X; 108,63 138,38 №3,146 18659,63 1243,98 1471,12 11,61 30529,02 1897,94
Когда европейский стандарт EN 10219 будет одобрен, трубные балки поставляется в соответствии с ним. При этом три топци-
нах стенки 4,0<Т<6,0иТ >10вкачествевепичинпоперечныхсеченийиспользуютсязначачиятаблицы3.15. ,,,
133
ТРУБНЫЕ БАЛКИ
в®
s
Таблица 3.11 Прямоугольные трубные балки
в М =Вес I = Момент инерции сечения i = Радиус инерции
J X - i $ L L-:. т [X [r А = Площадь поперечного сечения Аи = Площадь внешней поверхности R = 2,0 х Т при Т < 4 мм R = 2,5 X Т при Т > 4 мм W = Момент сопротивл. при изгибе Wp = Момент сопротивления при из- гибе при нал. пластич. деформ. Расчётная плотность = 7,85 кг/дм3 1) Рекомендуемая серия lv = Момент инерции при кручении Wv = Момент сопротивл. при кручении
Y
Н, мм в, мм Т, ММ 1) X м, кг/м А, см2 Аи. м2/м х- см4 wx. см3 WpX. CMd 'х- см 'у- смд CMd Wpy. CM*3 iy. CM iv. CM4 wv. CM3
40 20 2,0 1.68 2,14 0,113 4,05 2,02 2,61 1,38 1,34 1,34 1,60 0,79 3,45 2,36
40 20 2,5 2,03 2,59 0,111 4,69 2,35 3,09 1,35 1,54 1,54 1,88 0,77 4,06 2,72
40 20 3,0 X 2,36 3,01 0,110 5,21 2,60 3,50 1,32 1,68 1,68 2,12 0,75 4,57 3,00
40 30 2,0 1,99 2,54 0,133 5,49 2,75 3,37 1,47 3,51 2,34 2,77 1,18 7,07 3,79
40 30 3,0 2,63 3,61 0,130 7,27 3,63 4,61 1,42 4,60 3,07 3,77 1,13 9,72 5,03
50 30 2,0 2,31 2,94 0,153 9,54 3,81 4,74 1,80 4,29 2,86 3,33 1,21 9,77 4,84
50 30 2,5 2,82 3,59 0,151 11,30 4,52 5,70 1.77 5,05 3,37 3,98 1,19 11,74 5,72
50 30 3,0 X 3,30 4,21 0,150 12,83 5,13 6,57 1,75 5,70 3,80 4,58 1,16 13,53 6,49
50 30 4,0 X 4,20 5,35 0,148 15,25 6,10 8,05 1,69 6,69 4,48 5,58 1.12 16,53 7,71
60 40 2,0 2,93 3,74 0,193 18,41 6,14 7,47 2,22 9,83 4,92 5,65 1,62 20,70 8,12
60 40 2,5 3,60 4,59 0.191 22,07 7,36 9,06 2,19 11,74 5,87 6,84 1,60 25,14 9,72
60 40 3,0 X 4,25 5,41 0,190 25,38 8,46 10,53 2,17 13,44 6,72 7,94 1,58 29,28 11,17
60 40 4,0 X 5,45 6,95 0,186 30,99 10,33 13,16 2,11 16,28 8,14 9,89 1,53 36,67 13,65
60 40 5,0 6,39 8,14 0,179 33,38 11,13 14,73 2,02 17,57 8,79 11,09 1,47 42,22 15,30
70 50 2,0 3,56 4,54 0,233 31,48 8,99 10,80 2,63 18,76 7,50 8,58 2,03 37,45 12,20
70 50 2,5 4,39 5,59 0,231 36,01 10,86 13,16 2,61 22,59 9,04 10,45 2,01 45,75 14,72
70 50 3,0 X 5,19 6,61 0,230 44,05 12,59 15,40 2,56 28,10 10,44 12,21 1,99 53,62 17,06
70 50 4,0 X 6,71 8,55 0,228 54,67 15,62 19,48 2,53 32,22 12,69 15,41 1,94 68,07 21,19
70 50 5,0 7,96 10,14 0,219 60,81 17,38 22,30 2,45 35,86 14,34 17,68 1,88 80,33 24,35
80 40 2,0 3,56 4,54 0,233 37,36 9,34 11,61 2,87 12,72 6,36 7,17 1,67 30,86 11,00
80 40 2,5 4,39 5,59 0,231 45,11 11,28 14,15 2,84 15,28 7,63 8,72 1,65 37,58 13,24
80 40 3,0 X 5,19 6,61 0,230 52,25 13,06 16,54 2,81 17,56 8,78 10,16 1,63 43,86 15,28
80 40 4,0 X 6,71 8,55 0,226 84,79 16,20 20,91 2,75 21,49 10,74 12,77 1,59 55,24 18,84
80 40 5,0 X 7,96 10,14 0,219 71,65 17,91 23,87 2,66 23,74 11,87 14,59 1,53 64,42 21,45
80 60 2,5 5,17 6,59 0,271 60,13 15,03 18,02 3,02 36,61 12,87 14,81 2,42 75,07 20,73
80 60 3,0 X 6,13 7,81 0,270 70,05 17,51 21,16 3,00 44,89 14,96 17,37 2,40 88,35 24,14
80 60 4,0 X 7,97 10,15 0,286 87,92 21,98 26,99 2,94 56,12 18,71 22,12 2,35 113,12 30,32
80 60 5,0 9,53 12,14 0,259 99,81 24,95 31,37 2,87 63,72 21,24 25,73 2,29 135,38 35,38
80 70 2,0 4,50 5,74 0,293 55,61 13,90 16,29 3,11 45,35 12,96 14,88 2,81 76,31 20,12
80 70 2,5 5,56 7,09 0,291 67,64 16,91 19,96 3,09 55.11 15,75 18,23 2,79 96,21 24,47
80 70 3.0 6,60 8,41 0,290 78,94 19,74 23,47 3,06 64,26 18,36 21,43 2,76 113,44 28,58
80 70 4,0 8,59 10,95 0,286 99,48 24,87 30,03 3,01 80,84 23,10 27,40 2,72 145,86 36,08
80 70 5,0 10,3 13,14 0,279 113,90 28,47 ! 35,12 2,94 92,56 28,45 32,05 2,65 175,63 42,38
90 50 3,0 X 6,13 7,81 0,270 81,85 18,19 22,60 3,24 32,74 13,10 15,03 2,05 76,67 22,36
90 50 4,0 X 7,97 10,15 0,286 102,71 22,82 28,82 3,18 40,71 16,28 19,09 2,00 97,70 27,96
90 50 5,0 X 9,53 12,14 0,259 116,22 25,83 33,44 3,09 48,03 18,41 22,16 1,95 116,16 32,45
90 60 2,0 4,50 5,74 0,293 65,62 14,58 17,50 3,38 35,24 11,75 13,27 2,48 72,51 19,32
90 60 2,5 5,56 7,09 0,291 79,84 17,74 21,44 3,36 42,75 14,25 16,24 2,48 86,99 23,48
90 60 3.0 6,60 8,41 0,290 93,21 20,71 25,21 3,33 49,77 16,59 19,08 2,43 104,81 27,39
90 60 4,0 8,59 10,95 0,286 117,51 26,11 32,28 3,28 82,40 20,80 24,36 2,39 134,44 34,50
90 60 5,0 10,3 13,14 0,279 134,30 29,84 37,69 3,20 71,30 23,77 28,48 2,33 161,35 40,42
90 70 2.5 5,96 7,59 0,311 89,41 19,87 23,63 3,43 60,81 17,37 19,91 2,83 114,60 27,73
90 70 3,0 7,07 9,01 0,310 104,57 23,24 27,82 3.41 71,00 20,29 23,44 2,81 135,25 32,43
90 70 4,0 9,22 11,75 0,306 132,32 29,40 35,70 3,36 69,57 25,59 30,04 2,76 174,23 41,05
90 70 5,0 11,1 14,14 0,299 152,38 33,86 41,94 3,28 103,15 29,47 35,30 2,70 210,38 48,41
90 70 6.3 13,5 17,21 0,293 176,91 39,31 49,75 3,21 119,42 34,12 41,63 2,63 251,28 56,67
90 80 2,5 6,35 8,09 0,331 98,98 22,00 25,81 3,50 82,68 20,86 23,63 3,20 141,79 31,98
90 80 3.0 7,54 9,61 0,330 115,92 25,76 30,43 3,47 96,74 24,19 28,09 3,17 167,56 37,47
90 80 4,0 9,85 12,55 0,326 147,12 32,69 39,14 3,42 122,61 30,65 36,11 3,13 216,50 47,61
SO :во 6,0 11,9 15,14 0,319 170,47 37,88 46,19 3,36 142,06 35,52 42,62 3,06 262,49 56,41
90 80 6,3 14,5 18,47 0,313 199,02 44,23 55,03 3,28 165,66 41,41 50,75 2,99 315,24 66,43
100 40 3,0 X 6,13 7,81 0,270 92,34 18,47 23,75 3,44 21,67 10,84 12,38 1,67 59,05 19,39
100 40 4,0 X 7,97 10,15 0,266 115,70 23,14 30,26 3,38 26,69 13,35 15,65 1,62 74,53 24,04
100 40 5,0 X .9,53 12,14 0,259 130,19 26,04 35,01 3,27 29,90 14,95 18,09 1,57 87,43 27,60
100 50 3,0 X 6,60 8,41 0,290 106,48 21,29 26,86 3,56 36,06 14,42 16,44 2,07 86,56 25,01
100 50 4,0 X 8,59 10,95 0,286 134,14 26,63 34,10 3,50 44,95 17,98 20,93 2,03 112,99 31,35
100 50 5,0 X 10,3 13,14 0,279 152,77 30,55 39,76 3,41 51,11 20,44 24,41 1,97 134,63 36,51
100 50 6,3 12,5 15,95 0,273 175,86 35,14 46,87 3,32 58,19 23,27 28,63 1,91 158,08 42,07
134
продолжение следует...
0©
и
ТРУБНЫЕ БАГКИ
...продолжение
В М =Вес i = Момент инерции сечения i = Радиус инерции
А = Площадь поперечного сечания W = Момент сопротивл. при изгибе lv = Момент инерции при
Au = Площадь внешней поверхности Wp = Момент сопротивления при из- кручении
X Дх гибе при нал. пластич. деформ. Wv = Момент сопротивл.
R = 2,0 х Т при Т < 4 мм Расчётная плотность = 7,85 кг/дм3 при кручении
г R = 2.5 X Т при Т > 4 мм 1) Рекомендуемая серия
йГ В, т. 1) м. А, Аи. |х. wx. wpx. ix. 'у- Wy. % 'у- lv- wv.
мм мм мм X кг/м см2 м2/м см4 см3 CM3 CM CM4 CM^ CM3 см см4 см3
100 60 3,0 X 7,07 9,01 0,310 120,57 24,11 29,57 3,66 54,85 18,22 20,79 2,46 121,67 30,64
100 60 4,0 X 9,22 11,75 0,306 152,58 30,52 37,94 3,60 86,68 22,89 26,60 2,42 156,27 38,68
400 60 5,0 X 11,1 14,14 0,299 175,36 35,07 44,51 3,52 78,68 26,29 31,23 2,36 187,94 45,46
100 60 6,3 X 13,5 17,21 0,293 203,38 40,86 52,77 3,44 90,91 30,30 36,92 2,30 223,36 53,00
100 70 2,5 6,35 8,09 0,331 114,97 22,99 27,55 3,77 86,50 19,00 21,60 2,87 133,54 30,98
100 70 3,0 7,54 9,61 0,330 134,69 26,94 32,48 3,74 77,74 22,21 25,45 2,84 157,70 36,27
100 70 4,0 9,85 12,55 0,326 171,02 34,20 41,78 3,69 98,29 28,08 32,68 2,80 203,43 46,03
100 70 5,0 11,9 15,14 0,319 197,94 39,59 49,26 3,62 113,73 32,49 38,55 2,74 - 246,14 54,44
100 70 6,3 14,5 16,47 0,313 231,08 46,22 58,67 3,54 132,24 37,78 45,84 2,68 294,85 63,97
100 80 3,0 X 8,01 10,21 0,350 148,81 29,76 35,39 3,82 105,84 26,41 30,40 3,22 196,12 41,91
100 80 4,0 X 10,5 13,35 0,346 189,47 37,89 45,62 3,77 134,17 33,54 39,15 3,17 253,79 53,38
100 80 5,0 X 12,7 16,14 0,339 220,52 44,10 54,01 3,70 156,15 39,04 46,37 3,11 308,31 > 63,43
100 80 6,3 X 15,5 19,73 0,333 258,77 51,75 84,58 3,62 182,81 45,70 55,39 3,04 371,35 74,97
110 40 2,0 4,50 5,74 0,293 83,29 15,14 19,31 3,81 17,06 8,53 9,45 1,72 46,87 15,34
110 40 2,5 5,56 7,09 0,291 101,24 18,41 23,65 3,78 20,54 10,27 11,53 1,70 57,12 18,52
110 40 3,0 6,60 8,41 0,290 118,09 21,47 27,80 3,75 23,73 11,86 13,49 1,68 66,77 21,45
110 40 4,0 8,59 10,95 0,286 148,56 27,01 35,53 3,68 29,29 14,85 17,09 1,64 84,34 26,64
(Ю 40 5,0 10,3 13,14 0,279 168,32 30,60 41,33 3,58 32,99 16,49 19,84 1,58 99,12 30,68
110 50 2,5 5,96 7,59 0,311 115,69 21,03 28,34 3,90 33,68 13,55 15,20 2,11 85,65 23,75
110 50 3,0 7,07 9,01 0,310 135,27 24,59 31,01 3,86 39,38 15,75 17,85 2,09 100,64 27,66
110 50 4,0 9,22 11,75 0,306 171,04 31,10 39,77 3,82 49,19 19,86 22,77 2,05 128,51 34,74
410 50 5,0 11,1 14,14 0,299 195,90 35,62 46,58 3,72 56,19 22,46 26,66 1,99 153,37 40,57
110 50 6.3 13,5 17,21 0,293 226,64 41,21 55,16 3,63 64,24 25,70 31,39 1,93 180,50 48,91
110 60 3,0 7,54 9,61 0,330 152,45 27,72 34,22 3,98 59,52 19,84 22,50 2,49 138,87 33,89
110 60 4,0 9,85 12,55 0,326 193,52 35,19 44,01 3,93 74,98 24,99 28,84 2,44 178,52 42,86
ИЮ 60 5,0 11,9 15,14 0,319 223,49 40,63 51,83 3,84 86,47 28,82 33.98 2,39 215,02 50,51
110 60 6,3 14,5 18,47 0,313 260,56 47,37 61,69 3,76 100,04 33,35 40,31 2,33 256,11 59,07
110 70 2,5 6,74 8,59 0,351 144,58 26,29 31,72 4.10 72,20 20,63 23,29 2,90 152,93 34,23
110 70 3,0 8,01 10,21 0,350 169,62 30,84 37,43 4,08 84,48 24,14 27,46 2,86 180,67 40,12
110 70 4,0 10,5 13,35 0,348 216,01 39,27 48,25 4,02 107,01 30,57 35,32 2,83 233,32 51,00
110 70 5,0 12,7 16,14 0,339 251,07 45,65 57,06 3,94 124,31 35,52 41,80 2,78 282,71 60,47
110 70 6.3 15,5 19,73 0,333 294,47 53,54 68,22 3,86 145,07 41,45 49,86 2,71 339,39 71,28
110 90 2,5 7,53 9,59 0,391 173,48 31,54 37,09 4,25 127,70 28,36 32,38 3,65 230,28 44,73
110 90 3,0 8,96 11,41 0,390 203,98 37,09 43,85 4.23 150,00 33,33 38,26 3,63 272,78 52,59
110 90 4,0 11,7 14,95 0,386 260,97 47,45 56,73 4,18 191,53 42,56 49,46 3,58 354,19 67,31
110 90 5,0 14,2 18,14 0,379 306,24 55,68 67,56 4,11 224,72 49,94 58,94 3,52 432,18 80,45
110 90 6,3 17,5 22,25 0,373 362,30 65,87 81,29 4.04 265,35 56,97 70,85 3,45 523,76 95,78
110 100 3,0 9,43 12,01 0,410 221,16 40,21 47,06 4,29 191,16 38,23 44,12 3,99 322,23 58,63
110 100 4,0 12,4 15,75 0,406 283,45 51,54 80,97 4,24 244,79 48,96 57,14 3,94 419,12 75,47
110 100 5,0 15,0 19,14 0,399 333,82 60,69 72,83 4,18 288,27 57,65 68,26 3,88 512,50 s 90,45
110 100 6,3 18,5 23,51 0,393 396,22 72,04 87,82 4,11 341,87 86,37 82,29 3,81 622,93 108,Об
120 40 2,5 5,96 7,59 0,311 126,71 21,12 27,32 4,09 22,30 11,15 12,47 1,71 63,77 20,27
120 40 3,0 7,07 9,01 0,310 148,04 24,67 32,16 4,05 25,79 12,69 14,60 1,69 74,56 23,51
120 40 4,0 9,22 11,75 0,306 186,89 31,15 41,21 3,99 31,90 15,95 18,53 1,85 94,23 29,24
120 40 5,0 11,1 14,14 0,299 213,02 35,50 48,15 3,88 36,07 18,04 21,59 1,60 110,90 33,76
120 4о 6,3 13,5 17,21 0,293 245,44 40,91 56,91 3,78 40,67 20,34 25,22 1,54 128,26 38,45
120 50 2,5 6,35 8,09 0,331 143,97 23,99 30,26 4.22 36,70 14,86 16,39 2,13 96,03 26,01
120 50 3.0 7,54 9,61 0,330 168,58 28,10 35,67 4,19 42,69 17,08 19,26 2,11 112,87 30,32
120 50 4,0 9,85 12,55 0,326 213,82 35,64 45,85 4,13 53,43 21,37 24,61 2,08 144,22 38,13
120 50 5,0 11,9 15,14 0,319 246,10 41,02 53,90 4,03 61,28 24,51 28,91 2,01 172,31 44,63
120 50 6,3 14,5 18,47 0,313 286,21 47,70 84,08 3,94 70,30 28,12 34,14 1,95 203,17 51,74
120 60 3,0 X 8,01 10,21 0,350 189,12 31,52 39,18 4,30 84,40 21,47 24,21 2,51 156,34 37,14
120 60 4,0 X 10,5 13,35 0,346 240,74 40,12 50,49 4,25 81,25 27,08 31,08 2,47 201,12 47,05
120 60 5,0 X 12;7 16,14 0,339 279,19 46,53 59,65 4,16 94,05 31,35 36,73 2,41 242,51 55,55
120 60 6,3 X 15,5 19,73 0,333 326,97 54,49 71,24 4,07 109,16 36,39 43,69 2,35 289,35 65,14
продолжение следует...
135
©
ТРУБНЫЕ БАЛКИ
...продолжение
-Вес I = Момент инерции сечения i - Радиус инерции
= Площадь поперечного сечения W = Момент сопротивл. при изгибе lv = Момент инерции при
= Площадь внешней поверхности Wp = Момент согротивления при из- кручении
гибе при нал. пластич. деформ. Wv = Момент сопротивл.
= 2,0 х Т при Т < 4 мм Расчётная плотность = 7,85 кг/дм3 при кручении
= 2,5 х Т при Т > 4 мм 1) Рекомендуемая серия
н, мм В. мм т, мм 1) X м. кг/м А, см2 Аи м2/м lx- см4 Wx. см3 wpx. СМ13 х СМ |у- см4 CMd Wpy, CM*3 iy. CM lv. CM4 Wv. CM3
120 80 3,0 X 8,96 11,41 0,390 230,20 36,37 48,20 4,49 123,43 30,86 35,02 3,29 255.47 50,80
120 80 4,0 X 11,7 14,95 0,386 294,59 49,10 59,77 4,44 157,29 39,32 45,23 3,24 331,24 64,93
120 80 5,0 X 14,2 18,14 0,379 345,35 57,56 71,15 4,36 184,31 46,08 53,87 3,19 403,45 77,48
120 80 6.3 X 17,5 22,25 0,373 408,50 68,06 85,57 4,28 217,11 54,28 64,68 3,12 487,82 92,07
120 80 8,0 X 21,4 27,24 0,386 475,63 79,31 101,97 4,18 251,68 62,92 76,93 3,04 584,04 108.01
120 90 3,0 9,43 12,01 0,410 250,73 41,79 49,71 4,57 161,36 35,86 40,87 3,67 309,92 57,64
120 90 4,0 12,4 15,75 0,406 321,51 53,58 64,41 4,52 206,33 45,85 52,90 3,62 402,79 73,88
120 9С 5,0 15,0 19,14 0,399 378,44 63,07 78,90 4,45 242,80 53,96 63,1£ 3,56 492,04 86,47
120 90 6,3 18,5 23,51 0,393 449,26 74,88 92,73 4,37 287,46 63,86 76,12 3,50 597,32 105,58
120 100 3,0 9,90 12,61 0,430 271,27 45,21 53,22 4,84 205,28 41,06 47,03 4,04 367.01 84,47
120 100 4,0 13,0 16,55 0,426 348,43 58,07 89,05 4,59 263,24 52,85 60,98 3,99 477,64 82,83
120 100 5,0 15,8 20,14 0,419 411,52 68,59 82,65 4,52 310,86 62,17 73,01 3,93 584.99 99,46
120 100 6,3 19,4 24.77 0,413 490,02 81,67 99,89 4,45 369,56 73,91 86,19 3,86 712,27 119,11
140 40 2,5 6,74 8,59 0,351 189,28 27,04 35,41 4,69 25,82 12,91 14,34 1,73 77,20 23,79
140 40 3,0 8,01 10,21 0,350 221,76 31,68 41,76 4,66 29,90 14,95 16,62 1.71 90,30 27,82
140 40 4,0 10,5 13,35 0,346 281,59 40,23 53,75 4,59 37,10 18,55 21,41 1.67 114,20 34,44
140 40 5,0 12,7 16,14 0,339 324,13 46,30 63,29 4,48 42,24 21,12 25,09 1,82 134,68 39,92
140 40 6,3 15,5 19,73 0.333 377,32 53,90 75,38 4,37 47,91 23,96 29,47 1,56 156.24 45,86
140 60 3.0 8,96 11,41 0,390 278,08 39,73 49,98 4,94 74,16 24,72 27,63 2,55 191,92 43,64
140 60 4,0 11.7 14,95 0,386 355,59 50,80 64,63 4,86 93,81 31,27 35,56 2,51 247,13 55,42
140 60 5,0 14,2 18,14 0,379 415,30 59,33 76,79 4,78 109,22 35,41 42,23 2,45 298,42 65,65
140 60 6,3 17,5 22,25 0,373 490,62 70,00 92,23 4,69 127,41 42,47 50,46 2,39 356,93 77,28
140 70 3,0 9,43 12,01 0.410 306,24 43,75 54,09 5,05 104,69 29,91 33,49 2,95 251,99 51,66
140 70 4,0 12,4 15,75 0,406 392,60 56,09 70,07 4,99 133,18 36,05 43,24 2,91 326,02 65,94
140 70 5.0 15,0 19,14 0,399 480,86 65,84 63,54 4,91 156,06 44,59 51,55 2,86 396,03 78,59
140 70 6,3 18,5 23,51 0,393 546,37 78,05 100,85 4,82 183,54 52,44 61,90 2,79 477,38 93,21
140 80 3,0 9,90 12,61 0,430 334,40 47,77 58,20 5,15 141,23 35,31 39.64 3,35 317,07 59,69
140 80 4.0 X 13,0 16,55 0,426 429,60 61,37 75,51 5,10 180,42 45,10 51,31 3,30 411,60 76,48
140 80 5,0 X 15,8 20,14 0,419 506,46 72,35 90,29 5,01 212,48 53,12 61,37 3,25 502,06 91,54
140 80 6,3 X 19,4 24,77 0.413 602,72 86,10 109,08 4.93 251,42 62,85 73,97 3,19 608,51 109,19
140 100 3,0 10,8 13,81 0,470 390,71 55,62 86,42 5,32 233,52 46,70 52,85 4,11 459,63 75,76
140 100 4,0 14.3 18,15 0,466 503,61 71,94 86,39 5,27 300.12 60,02 68,66 4,07 599,26 97,57
140 100 5,0 17,4 22,14 0,459 597,63 85.38 103,79 5,20 356,02 71,20 82,51 4.01 734,79 117,50
140 100 6,3 21,4 27,29 0,453 715,42 102,20 125,92 5,12 424,96 84,99 100,00 3,95 896,89 141,21
140 110 3,0 11,3 14,41 0,490 418.87 59,84 70,53 5,39 269,87 52,70 59,90 4,49 536,07 83,80
140 110 4,0 14,9 18,95 0,486 540,61 77,23 91,63 5,34 373,38 67,89 77,93 4,44 699,96 108,13
140 110 5,0 18,2 23,14 0,479 643,21 91,89 110,54 5,27 444,15 80,76 93,83 4,36 859,71 130.49
140 110 6,3 22,4 28,55 0,473 771,77 110,25 134,35 5,20 531,88 96,71 113.96 4,32 1051,83 157,25
140 120 3,0 11,8 15,01 0,510 447,03 63,86 74,64 5,48 353,42 58,90 67,28 4,85 615,41 91,84
140 120 4,0 15,5 19,75 0,506 577,61 82,52 97,27 5,41 456,12 76,02 87,61 4,81 804,48 118,86
140 120 5,0 19,0 24,14 0,499 688,80 98,40 117,29 5,34 543,85 90,64 105,65 4,75 989,39 143,49
140 120 6,3 23,4 29,81 0,493 828,12 118,30 142,77 5,27 653,06 106,85 128,55 4,86 1212,72 173,30
150 50 3,0 8,96 11,41 0,390 298,55 39,81 51,43 5,12 52,85 21,08 23,49 2,15 150,22 36,28
150 50 4,0 11,7 14,95 0,386 381,39 50,85 66,47 5,05 86,16 26,47 30,13 2,10 192,14 48,30
150 50 5,0 14,2 18,14 0,379 444,13 59,22 78,86 4,95 76,53 30,61 35,68 2,05 230,06 56£1
150 50 6,3 17.5 22,25 0,373 522,83 69,71 94,62 4,85 88,47 35,39 42,40 1,99 272,24 66,26
150 80 3,0 9,43 12,01 0.410 330,97 44,13 55,84 5,25 79,04 28,35 29,34 2,57 209,97 46,89
150 60 4.0 12,4 15,75 0,406 424,03 56,54 72,31 5,19 100,10 33,37 37,80 2,52 270,46 59,60
150 60 5,0 15,0 19,14 0,399 496,71 66,23 86,11 5,09 116,80 38,93 44,98 2,47 326,74 70,70
150 60 6,3 18,5 23,51 0,393 587,92 78,39 103,67 5,00 136,54 45,51 53,84 2,41 391,15 83,35
150 70 3,0 9,90 12,61 0,430 363,39 48,45 60,25 5,37 111,43 31,84 35,50 2,97 276,37 55,51
150 70 4,0 13,0 16,55 0,426 466,68 62,22 78,15 5,31 141,90 40,54 45,86 2,93 357,69 70,92
150 70 5,0 15.8 20,14 0,419 549,29 73.24 93,36 5,22 186,65 47,61 54,80 2,88 434,71 84,63
150 70 6,3 19,4 24,77 0,413 853,01 87,07 112,72 5,13 196.36 56,10 65,91 2,82 524,45 100,53
продолжение следует...
136
ТРУБНЫЕ БАЛКИ
□о
□
.продолжение ____________________________________________________________________________________________________
М = Вес I = Момент инерции сечения I = Радиус инерции
А = Площадь поперечного сечения W = Момент сопротивл. при изгибе lv = Момент инерции при
Аи = Площадь внешней поверхности Wp = Момент сопротивления при из- кручении
гибе при нал. пластин, деформ Wv = Момент сопротивл.
R = 2,0 х Т при Т < 4 мм Расчётная плотность = 7,85 кг/дм3 при кручении
R = 2.5 х Т при Т > 4 мм О Рекомендуемая серия
н, мм В. мм т. мм 1) X м. кг/м А. СМ2 Аи. м2/м I» см4 Wx. СМ3 WpX, crvr 1* СМ 1у4 СМ* Wy. скг Wpv. CMd iy. CM lv- CM4 wv. Cm3
150 90 3,0 10,8 13,81 0,470 428,22 57,10 69,07 5,57 195,43 43,43 48,70 3,76 425,68 72,77
150 90 4,0 14,3 18,15 0,466 551,96 73,59 89,83 5,51 250,74 55,72 63,22 3,72 554,21 93,60
90 5,0 17,4 22,14 0,459 654,46 87,26 107,86 5,44 297,05 66,01 75,94 3,86 678,39 112,55
1&) 90 6,3 21,4 27,29 0,453 763,18 104,42 130.63 5,36 353,79 78,82 91,94 3,60 826.25 135,00
150 100 3,0 X 11,3 14,41 0,490 460,64 61,42 73,48 5,65 247,84 49,53 55,76 4,15 507,20 81,40
150 100 4,0 X 14,9 18,95 0,486 594,60 79,28 95,87 5,60 318,57 63,71 72,50 4,10 861,63 104,94
150 100 5.0 X 18,2 23,14 0,479 707,04 94,27 115,11 5,53 378,61 75,72 87,26 4,04 811,70 126,52
150 16о 6,3 X 22,4 28,55 0,473 848,27 113,10 139,86 5,45 452,86 90,53 105,90 3,98 991,64 152,27
150 100 8,0 X 27,7 35,24 0,486 1008,13 134,42 169,16 5,35 535,85 107,13 127,85 3,90 1205,89 181,85
150 100 10,0 X 33.4 42,57 0,457 1161,70 154,89 199,17 5,22 614,41 122,86 150,25 3,80 1425,87 210,96
150 110 3,0 11,8 15.01 0,510 493,06 65,74 77,89 5,73 307,05 55,63 63,11 4,52 592,58 90.04
150 110 4,0 15,5 19,75 0,506 637,25 84,97 101,51 5,68 395,87 71,98 82,17 4,48 774,16 116,29
350 110 5,0 19,0 24,14 0,499 759,63 101,28 122,36 5,61 471,74 85,77 99,08 4,42 951,39 140,51
150 110 6,3 23,4 29,81 0,493 913,36 121,78 148,94 5,54 585,80 102,87 120,49 4,36 1165,06 169,56
160 40 2,5 7,53 9,59 0,391 269,02 33,63 44,50 5,30 29,34 14,67 16,22 1,75 90,78 27,31
160 40 3,0 6,96 11,41 0,390 315,90 39,49 52,57 5,26 34,02 17,01 19,04 1,73 106,19 31,74
180 40 4,0 11.7 14,95 0,386 402,98 50,37 67,90 5,19 42,31 21.15 24,29 1,86 134,35 39.64
.160 40 5.0 14,2 18,14 0,379 467,53 58,44 80,43 5,08 48,40 24,20 28,59 1,83 168,65 46,08
180 40 6,3 17,5 22,25 0,373 548,66 68,58 98,37 4,97 55,15 27,57 33,71 1,57 184,44 52,91
180 50 3,0 9,43 12,01 0,410 352,68 44,11 57,28 5,42 55,97 22,39 24,90 2,16 162,83 40,93
180 50 4,0 12,4 15,75 0,406 451,86 56,48 74,14 5,36 70,41 28,16 31,97 2,11 208,32 51,70
460 50 5,0 15,0 19,14 0,399 527,61 65,95 88,18 5,25 81,61 32,64 37,91 2,06 249,54 80,88
160 50 6,3 18,5 23,51 0,393 623,11 77,89 106,06 5,15 94,53 37,81 45,15 2,01 295,53 71,10
160 60 3,0 9,90 12,61 0,430 369,86 48,73 61,99 5,56 83,91 27,97 31,05 2,56 228,15 50,14
160 60 4,0 13,0 16,55 0,426 500,35 62,54 80,36 5,50 106,36 35,48 40,04 2,54 293,96 63,79
.160 60 5,0 15,8 20,14 0.419 587,69 73,46 95,93 5,40 124,38 41,46 47,73 2,49 355,27 75,75
160 60 6.3 19,4 24,77 0,413 697,57 87,20 115,74 5,31 145,66 48,55 57,22 2.43 425,61 89,43
Но 70 5,0 16,6 21,14 0,439 647,78 80,97 103,66 5,54 177,23 50,64 58,05 2,90 473,74 90,67
160 70 6,3 20,4 26,03 0,433 772,03 96,50 125,42 5,45 209,19 59,77 69,92 2,63 571,94 107,84
180 70 8,0 25,2 32,04 0,426 908,72 113,59 150,70 5,33 243,26 69,50 83,55 2,76 683,68 126,70
160 80 3,0 10,8 13,81 0,470 463,81 57,98 71,41 5,80 159,03 39,76 44,26 3,39 380,34 86,59
160 80 4,0 X 14,3 18,15 0,486 597,71 74,71 92,86 5,74 203,54 50.89 57,39 3,35 494,10 88,03
160 80 5,0 X 17,4 22,14 0,459 707,86 88,48 111,43 5,65 240,65 60,16 68,87 3,30 603,21 105.61
160 80 6,3 X 21,4 27,29 0,453 846,48 105,81 135,11 5,57 285,72 71,43 83,25 3,24 732,25 126,31
160 80 8,0 X 26,4 33,64 0,446 1001,22 125,15 182,86 5,48 334,95 63,74 99,97 3,16 882,33 149,54
160 90 3,0 11,3 14,41 0,490 500,79 62,60 76,12 5,90 206,79 45,95 51,31 3,79 485,40 77,82
160 90 4,0 14,9 18,95 0,486 646,39 80,80 99,10 5,84 265,54 59,01 66,66 3,74 606,16 100,17
160 90 5,0 18,2 23,14 0,479 767,94 95,99 119,18 5,76 315,13 70,03 80,19 3,69 742,27 120,57
160 90 6,3 22,4 28,55 0,473 920,94 115,12 144,79 5,68 375,90 83,53 97,21 3,83 904,70 144,81
160 90 8,0 27,7 35,24 0,466 1093,73 136.72 175,02 5,57 443,48 96,55 117,19 3,55 1096,54 172,44
160 90 10,0 33,4 42,57 0,457 1259,00 157,36 205,95 5,44 506,80 112,62 137,47 3,45 1291,04 199,33
160 100 3,0 11,8 15,01 0,510 537.77 67,22 80,83 5,99 261,75 52,35 58,67 4,18 555,49 87.05
160 100 4,0 15,5 19,75 0,506 695,08 86,86 105,34 5,93 337,01 67,40 76,34 4,13 724,91 112,31
160 100 5,0 19,0 24,14 0,499 628,03 103,50 126,93 5,86 401,19 80,24 92,01 4,08 889,71 135,55
160 100 6,3 23,4 29,81 0,493 995,40 124,42 154,47 5,78 480,35 96,07 111,80 4,01 1087,75 163,33
160 120 4,0 16,8 21.35 0,546 792,44 99,06 117,82 6.09 509,97 84.99 96,89 4,89 979,51 136,62
160 120 5,0 20,5 26,14 0,539 948,19 118,52 142,43 6,02 610,02 101.67 117,15 4,83 1205,92 165,52
160 120 6,3 25,4 32,33 0,533 1144,31 143,04 173,84 5,95 734,61 122,43 142,87 4,77 1480.70 200,42
160 120 8.0 31,4 40,04 0,528 1371,23 171,40 211,50 5,85 877,92 146,32 173,65 4,86 1813,87 241,38
180 100 4,0 16,8 21,35 0,546 926,04 102,89 125,89 6,59 373,89 74,78 84,02 4,18 853,85 127,08
180 100 5.0 20,5 26,14 0,539 1106,70 122,97 152,06 6,51 446,36 89,27 101,51 4,13 1048,57 153,60
180 100 6.3 X 25,4 32,33 0,533 1334,99 148,33 185,54 6,43 535,75 107,15 123,61 4,07 1283,41 185,46
180 100 8,0 X 31,4 40.04 0,528 1598,49 177,61 225,62 6,32 637,47 127.49 149,93 3.99 1585,24 222,49
180 100 10,0 38,1 48,57 0,517 1859,47 206,61 267,51 6,19 736,41 147,28 177,25 3,89 1858,62 259,61
продолжение следует...
3
137
ТРУБНЫЕ БАЛКИ
...продолжение
0®
□
В М = Вес I = Момент инерции сечения i = Радиус инерции
J—I г А = Площадь поперечного сечения W = Момент сопротивл. при изгибе lv = Момент инерции при
Ац - Площадь внешней поверхности Wp = Момент сопротивления при из- кручении
т +-I X гибе при нал. пластич. деформ. Wv = Момент сопротивл.
ч R = 2,0 х Т при Т < 4 мм Расчётная плотность = 7,85 кг/дм3 при кручении
У н =г,ъх 1 при i 4 ММ рекомендуемая серия
Н, в. т. 1) м. А Аи. |х. Wx. Wpx. 'у- Wy. Wny. 'у- lv- Wv.
мм мм мм X кг/м СМ2 м2/м см4 см3 см3 см СМ4 см3 см3* см СМ4 см3
180 120 5,0 22,1 28,14 0,579 1259,87 139,99 169,58 6,69 676,19 112,70 128,65 4,90 1429,30 187,55
180 120 6,3 27,4 34,85 0,573 1525,15 169,46 207,43 6,62 816,14 136,02 157,20 4,84 1757,08 227,56
180 120 8,0 34,0 43,24 0,566 1835,33 203,93 253,14 6,51 978,44 163,07 191,57 4,76 2156,35 274,82
180 120 10,0 41,3 52,57 0,557 2148,80 238,76 301,51 6,39 1140,81 190,13 227,62 4,66 2581,64 323,34
200 80 5,0 20,5 26,14 0,539 1247,50 124,75 159,72 6,91 296,98 74,24 83,87 3,37 810,80 133,76
200 80 6,3 25,4 32,33 0,533 1502,79 150,28 194,73 6,82 354,33 88,58 101,62 3,31 986,03 160,58
200 80 8,0 31,4 40,04 0,526 1795,76 179,58 236,54 6,70 418,23 104,56 123,01 3,23 1191,77 191,11
200 100 4,0 18,0 22,95 0,586 1199,71 119,97 148,04 7,23 410,78 62,16 91,70 4,23 985,38 141,81
200 10С 5,0 X 22,1 28,14 0,579 1437,67 143,77 179,22 7,15 491,52 98,30 111501 4,18 1210,53 171,65
200 100 6,3 X 27,4 34,85 0,573 1739,24 173,92 219,13 7,08 591,15 118,23 135,41 4,12 1482,62 207,60
200 100 8,0 X 34,0 43,24 0,588 2090,84 209,08 267,26 6,95 705,38 141,07 164,65 4,04 1810,72 249,60
200 100 10,0 X 41,3 52,57 0,557 2444,40 244,44 318,08 6,82 817,74 163,55 195,25 3,94 2154,13 292,07
200 120 4,0 19,3 24,55 0,626 1353,39 135,34 163,72 7,43 617,66 102,94 115,45 5,02 1345,35 172,49
200 120 5,0 X 23,7 30,14 0,619 1627,83 162,78 198,72 7,35 742,35 123,73 140,15 4,96 1658,16 209,59
200 120 6,3 X 29,3 37,37 0,613 1975,70 197,57 243,54 7,27 897,66 149,61 171,52 4,90 2040,16 254,71
200 120 8,0 X 36,5 46,44 0,606 2385,92 238,59 297,98 7,17 1078,97 179,63 209,49 4,62 2507,04 308,27
200 120 10,0 X 44,4 56,57 0,597 2805,73 280,57 356,08 7,04 1262,14 210,36 249,82 4,72 3007,03 363,69
220 120 5,0 25,2 32,14 0,659 2056,0В 186,92 229,86 аоо 808,52 134,75 151,65 5,02 1891,47 231,63
220 120 6,3 31,3 39,89 6,653 2500,98 227,36 262,17 7,92 979,19 163,20 185,85 4,95 2328,69 261,86
220 120 8,0 39,0 49,64 0,646 3029,40 275,40 346,02 7,81 1179,49 196,56 227,41 4,87 2864,35 341,73
220 120 10,0 47,5 60,57 0,637 3575,79 325,07 414,65 7,68 1363,47 230,56 271,62 4,78 3440,33 404,05
250 150 5,0 X 29,9 38,14 0,779 3270,47 261,64 317,07 9,26 1495,79 199,44 223,86 6,26 3296,00 336,62
250 150 6,3 X 37,3 47,45 0,773 4001,43 320,11 390,90 9,18 1624,59 243,28 275,68 6,20 4077,70 412,18
250 150 8,0 X 48,5 59,24 0,766 4885,79 390,86 462,17 9,08 2219,25 295,90 339,56 6,12 5050,45 503,96
250 150 10,0 X 57,0 72,57 0,757 5825,01 466,00 562,00 8,96 2634,20 351,23 409,17 6,02 6120,70 602,08
250 150 12,5 X 69,4 В8.38 0,746 6849,92 547,99 695,47 6,80 3081,40 410,85 487,92 5,90 7341,38 710,33
260 140 6,3 37,3 47,45 0,773 4201,51 323,19 398,95 9,41 1617,02 231,00 260,69 5,64 3824,98 398,39
260 140 8,0 46,5 59,24 0,766 5128,80 394,52 492,03 9,30 1964,15 280,59 320,90 5,76 4731,08 486,51
260 140 10,0 57,0 72,57 0,757 6112,65 470,20 593,78 9,18 2327,67 332,52 386,38 5,66 5724,07 580,38
260 140 12,5 69,4 88,38 0,746 7184,52 552,66 709,35 9,02 2717,29 368,18 460,29 5,54 6650,25 683,38
280 180 6,3 41,2 52,49 0,853 5012,66 385,59 462,66 9,77 2856,31 317,37 360,63 7,36 5844,33 522,95
260 180 8,0 51,5 65,64 0,846 6145,21 472,71 572,67 9,68 3493,23 388,14 445,78 7,29 7266,68 642,43
260 180 10,0 63,2 80,57 0,837 7363,31 566,41 693,78 9,56 4174,13 463,79 539,51 7,20 6650,30 771,94
300 100 5,0 X 29,9 38,14 0,779 4016,72 267,78 344,93 10,26 717,36 143,47 158,51 4,34 2049,75 261,95
300 100 6,3 X 37,3 47,45 0,773 4906,80 327,12 424,88 10,17 866,12 173,62 194,45 4,28 2515,18 318,32
300 100 8,0 X 46,5 59,24 0,766 5977,86 398,52 523,47 10,05 1044,77 208,95 238,25 4,20 3080,34 385,24
300 100 10,0 X 57,0 72,57 0,757 7108,03 473,74 630,91 9,90 1224,41 244,88 285,25 4,11 3881,00 454,51
300 200 6,3 X 47,1 60,05 0,973 7624,39 508,29 609,91 11,27 4103,62 410,36 463,19 8,27 8523,54 679,80
300 200 8,0 X 59,1 75,24 0,966 9369,27 625,95 757,07 11,17 5041,67 504,17 574,46 8,19 10626,50 838,38
300 200 10,0 X 72,7 92,57 0,957 11312,70 754,18 920,91 11,05 6057,73 605,77 698,08 8,09 12987,13 1012,19
300 200 12,5 X 89,0 113,38 0,946 13490,36 899,38 1111,75 10,91 7199,71 719,97 841,70 7,97 15759,60 1210,66
400 100 6,3 47,1 60,05 0,973 10446,83 522,34 693,63 13,19 1145,10 229,02 253,48 4,37 3579,24 429,07
400 100 8,0 59,1 75,24 0,966 12827,00 641,35 859,69 13,08 1384,18 276,64 311,85 4,29 4387,40 520,94
400 100 10,0 72,7 92,57 0,957 15395,99 769,80 1043,74 12,90 1631,08 326,22 375,25 4,20 5251,00 617,07
400 120 6,3 49,1 62,57 1,013 11423,41 571,17 743,23 13,51 1712,94 285,49 314,79 5,23 5061,65 526,33
400 120 8,0 61,6 78,44 1,006 14056,49 702,62 922,41 13,39 2084,19 347,37 368,69 5,15 6244,59 643,09
400 120 10,0 75,8 96,57 0,997 16917,32 645,87 1121,74 13,24 2475,47 412,58 469,62 5,06 7534,04 767,69
400 200 6,3 X 57,0 72,65 1,173 15329,74 766,49 941,66 14,53 5286,10 528,61 585,22 8,53 12672,84 916,17
400 200 8,0 X 71,6 91,24 1,166 18974,42 948,72 1173,29 14,42 6517,08 651,71 728,08 8,45 15820,22 1133,29
400 200 10,0 X 88,4 112,57 1,157 23002,65 1150,13 1433,74 14,30 7864,40 766,44 888,08 8,36 19368,49 1373,21
400 200 12,5 X 109 136,38 1,146 27650,78 1382,54 1741,17 14,14 9400,23 940,02 1076,07 8,24 23562.97 1650,20
Когда европейский стандарт EN 10219 будет одобрен, трубные балки поставляются в соответствии с ним. При этом при толщинах
стенки 4,0 < Т S 6,0 и Т > 10 в качестве величин поперечных сечений используются значения таблицы 3.15..
138
ТРУБНЫЕ БАЛКИ
Таблица 3.12 Круглые сварные трубные балки с продольным швом
= Вес
= Площадь поперечного сечения
= Площадь внешней поверхности
I = Момент инерции сечения
W = Момент сопротивл. при изгибе
Wp = Момент сопротивления при из-
гибе при нал. пластин, деформ.
Расчётная плотность = 7,85 кг/дм3
D Рекомендуемая серия
i = Радиус инерции
lv = Момент инерции при
кручении
Wv = Момент сопротивл.
при кручении
d i Т. мм D X м. кг/м А. см2 Au. м2/м I. см4 2 5 Wp, СМ3 СМ lv. см4 Wv. СМ3
26,9 2,0 X 1,23 1,56 0,085 1,22 0,91 1,24 0,88 2,44 1,81
26,9 2,3 X 1,40 1,7В 0,085 1,36 1,01 1,40 0,87 2,71 2,02
26,9 2,6 X 1,56 1,98 0,085 1,48 1,10 1,54 0,88 2,96 2,20
26,9 3,2 1,87 2,38 0,085 1,70 1.27 1,81 0,85 3,41 2,53
33,7 2,0 1,56 1,99 0,108 2,51 1,49 2,01 1.12 5,02 2,96
33,7 2,3 X 1,78 2,27 0,108 2,81 1,67 2,27 1.11 5,62 3,34
33,7 2,6 X 1,99 2,54 0,108 3,09 1,64 2,52 1,10 6,19 3,67
33,7 3,2 X 2,41 3,07 0,108 3,80 2,14 2,99 1,08 7,21 4,28
42,4 2,3 2,27 2,90 0,133 5,84 2,76 3,70 1,42 11,69 5,51
42,4 2,6 X 2,55 3,25 0,133 6,48 3,05 4,12 1.41 12,93 6,10
42,4 3,2 X 3,09 3,94 0,133 7,62 3,59 4,93 1,39 15,24 7,19
42,4 4,0 X 3,79 4,83 0,133 8,99 4,24 5,92 1,36 17,98 8,48
48,3 2,3 2,61 3,32 0,152 8,81 3,65 4,87 1,63 17,63 7,30
48,3 2,6 X 2,93 3,73 0,152 9,78 4,05 5,44 1,62 19,55 8,10
48,3 3,2 X 3,56 4,53 0,152 11,59 4,80 6,52 1,60 23,17 9,59
48,3 4,0 4,37 5,57 0,152 13,77 5,70 7,87 1,57 27,54 11,40
80,3 2,0 X 2,88 3,66 0,189 15,56 5,17 6,80 2,08 31,16 10,34
80,3 2,6 X 3,70 4,71 0,189 19,65 6,52 8,66 2,04 39,31 13,04
80,3 2,9 X 4,11 5,23 0,189 21,59 7,16 9,56 2,03 43,18 14,32
80,3 3,2 4,51 5,74 0,189 23,47 7,78 10,44 2,02 46,94 15,57
80,3 4,0 5,55 7,07 0,189 28,17 9,34 12,70 2,00 56,35 18,69
80,3 5,0 X 6,62 8,69 0,189 33,48 11,10 15,33 1,96 66,95 22,21
76,1 2,6 X 4,71 6,00 0,239 40,59 10,67 14,05 2,60 81,18 21,34
76,1 2,9 X 5,24 6,67 0,239 44,74 11,76 15,55 2,59 89,48 23,52
76,1 3,2 X 5,75 7,33 0,239 48,78 12,82 17,02 2,58 97,56 25,64
76,1 4,0 7,11 9,08 0,239 59,06 15,52 20,81 2,55 118,11 31,04
76,1 5,0 X 8,77 11,17 0,239 70,92 18,64 25,32 2,52 141,64 37,28
76,1 6,3 X 10,8 13,81 0,239 84,62 22,29 30,78 2,48 169,64 44,58
88,9 2,6 5,53 7,05 0,279 65,68 14,78 19,37 3,05 131,37 29,55
88,9 2,9 X 6,15 7,84 0,279 72,52 16,31 21,48 3,04 145,04 32,63
88,9 3,2 X 6,76 8,62 0,279 79,21 17,82 23,51 3,03 158,41 35,64
88,9 4,0 8,36 10,67 0,279 96,34 21,67 28,85 3,00 192,68 43,35
88,9 4,5 9,37 11,93 0,279 108,54 23,97 32,09 2,99 213,09 47,94
88,9 5,0 X 10,4 13,18 0,279 116,37 26,18 35,24 2,97 232,75 52,36
88,9 6,3 X 12,8 16,35 0,279 140,24 31,55 43,07 2,93 280,47 63,10
101,6 3,2 X 7,77 9,89 0,319 119,85 23,59 31,00 3,48 239,71 47,19
101,6 3,6 X 8,70 11,08 0,319 133,24 26,23 34,59 3,47 266,47 52,46
101,6 4,0 X 9,63 12,26 0,319 146,26 28,80 36,12 3,45 292,57 57,59
101,6 5,0 X 11,9 15,17 0,319 177,47 34,93 46,70 3,42 354,94 69,87
101,6 6,3 14,8 18,86 0,319 215,07 42,34 57,30 3,36 430,13 84,67
108,0 3,2 X 8,27 10,54 0,339 144,78 26,81 35,16 3,71 289,55 53,62
108,0 3,6 9,27 11,81 0,339 161,08 29,83 39,25 3,69 322,11 59,65
108,0 4,0 10,3 13,07 0,339 178,95 32,77 43,29 3,68 353,91 65,54
108,0 5,0 12,7 16,18 0,339 215,06 39,83 53,09 3,65 430,12 79,65
108,0 6,3 15,8 20,13 0,339 261,23 48,38 65,24 3,80 522,46 96,75
114,3 3,2 X 8,77 11,17 0,359 172,47 30,18 39,51 3,93 344,94 80,36
114,3 3,6 X 9,83 12,52 0,359 191,98 33,59 44,13 3,92 383,97 67,19
114,3 4,0 X 10,9 13,86 0,359 211,07 36,93 48,69 3,90 422,13 73,86
114,3 5,0 X 13,5 17,17 0,359 256,92 44,96 59,77 3,87 513,84 89,91
114,3 6,3 X 16,8 21,38 0,359 312,71 54,72 73,57 3,62 625,43 109,44
127,0 3,2 9,77 12,45 0,399 238,60 37,57 49,08 4,38 477,19 75,15
127,0 4,0 X 12,1 15,48 0,399 292,61 48,08 80,54 4,35 585,23 92,16
127,0 5,0 X 15,0 19,16 0,399 357,14 56,24 74,46 4,32 714,28 112,48
127,0 6,3 18,8 23,89 0,399 436,22 68,70 91,66 4,27 872,44 137,39
продолжение следует...
139
ТРУБНЫЕ БАЛКИ
0О
о
...продолжение
о Y х М =Вес I = Момент инерции сечения i - Радиус инерции А = Площадь поперечного сечения W = Момент сопротивл. при изгибе lv = Момент инерции при Аи = Площадь внешней поверхности Wp = Момент сопротивления при из- кручении гибе при нал. пластич. деформ. Wv = Момент сопротивл.
т Расчётная плотность = 7,85 кг/дм3 при кручении 1) Рекомендуемая серия
D. мм Т. мм 1) X м. кг/м А. см2 Аи. м2/м I. см4 W. см3 wp, см3 i. см lv. см4 Wv. СМ3
139,7 3,2 10,8 13,72 0,439 319,78 45,78 59,63 4,63 639,55 91,5б"
139,7 3,6 X 12,1 15,39 0,439 356,65 51,08 66,70 4,81 713,30 102,12
139,7 4,0 X 13,4 17,05 0,439 392,88 56,24 73,68 4,80 785.72 112,49
139,7 5,0 X 16,6 21,16 0,439 480,54 68,80 90,76 4,77 961,08 137,59
139,7 6,3 X 20,7 26,40 0,439 588,62 84,27 112,2 4,72 1177,24 168,54
139,7 8.0 X 26,0 33,10 0,439 720,29 103,12 138,93 4,66 1440,5В 206,24
139,7 10.0 X 32,0 40,75 0,439 661,89 123,39 168,55 4,80 1723,79 248,78
159,0 3,2 12,3 15,66 0,500 475,44 59,80 77,69 5,51 950,88 119,61
159,0 4,0 X 15,3 19,48 0,500 585,33 73.63 96,12 5,48 1170,67 147,25
159,0 4,5 X 17.2 21,84 0,500 652,27 62,05 107,45 5,48 1304,54 164,09
159,0 5,0 19,0 24,19 0,500 717,66 90,30 116,62 5,45 1435,75 180,60
159,0 6,3 23,7 30,22 0,500 882,38 110,99 146,98 5,40 1764,76 221,96
168,3 3,2 13,0 16,60 0,529 565,74 67,23 87,24 5,84 1131.47 134,46
168,3 4.0 X 16,2 20,65 0,529 697.09 82,64 108,00 5,81 1394,18 165,68
168,3 5,0 X 20,1 25,65 0,529 855,85 101,70 133,38 5,78 1711,69 203,41
168,3 6.3 X 25,2 32,08 0,529 1053,42 125,18 165,42 5,73 2108,84 250,37
168,3 8,0 31,6 40,29 0,529 1297,27 154,16 205,74 5,67 2594,54 308,32
168,3 10,0 39,0 49,73 0,529 1563,96 165,88 250,92 5,61 3127.97 371,71
193,7 4,0 18,7 23,84 0,609 1072,79 110,77 143,97 6,71 2145,56 221,54
193,7 5,0 X 23,3 29,64 0,609 1320,23 136,32 178,08 6,67 2640,48 272,63
193,7 6,3 X 29,1 37,09 0,609 1630,05 166,31 221,33 6,63 3260,09 336,61
193,7 8,0 X 38,6 46,67 0,609 2015,54 208,11 276,05 6,57 4031,07 416,22
193,7 10,0 45,3 57,71 0,609 2441,59 252,10 337,79 6,50 4883,18 504,20
219,1 4,0 21,2 27,03 0,686 1563,84 142,75 165,09 7.61 3127.67 265,50
219,1 4,5 X 23,8 30,34 0,686 1747,24 159,49 207,27 7.59 3494,48 318,98
219,1 5.0 X 26,4 33,63 0,688 1928,04 176,00 229,24 7.57 3856,09 351,99
219,1 6,3 X 33,1 42,12 0,688 2386,14 217,81 265,37 7,53 4772,28 435,63
219,1 8,0 X 41,7 53,08 0,688 2959,63 270,16 356,68 7,47 5919,27 540,33
219,1 10,0 X 51,6 65,69 0,686 3596,44 326,47 437,56 7,40 7196,88 656,95
219,1 12,5 X 63,7 81,13 0,688 4344,56 396,56 534,20 7,32 8689,16 793,17
273,0 4,0 26,5 33,80 0,658 3056,25 224,05 289,47 9,51 6116,50 446,09
273,0 5,0 X 33,1 42,10 0,858 3760,81 276.98 359,16 9,48 7561,63 553,97
273,0 6,3 X 41,4 52,79 0,858 4895,62 344,02 448,20 9.43 9391,65 688,03
273,0 8,0 X 52,3 66,80 0,658 5851,71 426,70 561,97 9,37 11703,43 657,39
273,0 10,0 X 64,9 62,62 0,658 7154,09 524,11 692,02 9,31 14308,19 1048,22
273,0 12,5 X 80,3 102,30 0,858 8697,45 637,18 848,90 9,22 17394,90 1274,35
323,9 4,0 X 31,6 40,20 1,018 5143.17 317,58 409,37 11,31 10286,33 635,15
323,9 5,0 X 39,3 50,09 1,018 6369,42 393,30 508,53 11,28 12738,65 786,59
323,9 5.6 X 44,0 56,00 1,018 7094,02 438,04 567,42 11,26 14186,03 876,07
323,9 6,3 X 49,3 62,66 1,018 7928,90 489,59 635,56 11,23 15657,79 979,18
323,9 8,0 X 62,3 79,39 1,018 9910,08 611,92 796,51 11,17 19820,16 1223,84
323,9 10,0 X 77,4 98,61 1,018 12156,34 750,75 985,67 11,10 24316,68 1501,49
323,9 12,5 X 96,0 122,29 1,018 14846,53 916,74 1212,78 11,02 29693,08 1833,47
140
ТРУБНЫЕ БАЛКИ
!°
Таблица 3.13 Круглые сварные трубные балки с продольным швом
М -Вес I = Момент инерции сечения i = Радиус инерции
А = Площадь поперечного сечения W = Момент сопротивл. при изгибе iv = Момент инерции при
Аи = Площадь внешней поверхности Wp = Момент сопротивления при из- кручении
гибе при нал. пластич. деформ. Wv = Момент сопротивл.
Расчётная плотность = 7,85 кг/дм3 при кручении
1) Рекомендуемая серия
D. мм т. мм П) X WI. ли/м А. см2 Аи, М2^ 1. см4 W, см3 Wp. см3 i. см lv. СМ4 Wv. СМ3
355,6 5,6 48,34 61,58 1,117 9431,12 530,43 686,06 12,38 16662,24 1080,87
355,6 6,3 54,27 69,13 1,117 10547,21 593,21 768,75 12,35 21094,41 1186,41
355,6 8,0 66,58 87,36 1,117 13201,37 742,48 966,78 12,29 26402,75 1484,97
355,6 10,0 85,23 108,57 1,117 16223,50 912,46 1194,73 12,22 32447,00 624,92
355,6 12,5 105,77 134,74 1,117 19852,18 1116,55 1472,12 12,14 39704,35 2233,09
406,4 6,3 62,16 79,19 1,277 15849,43 779,99 1008,59 14,15 31698,87 559,98
406,4 8,0 78,60 100,13 1,277 19673,89 978,05 1269,95 14,09 39747,79 956,09
406,4 10,0 97,76 124,53 1,277 24475,81 1204,52 1571,66 14,02 48951,63 2409,04
406,4 12,5 121,43 154,68 1,277 30030,67 1477,89 1940,12 13,93 60061,33 2955,77
457,0 6,3 70,02 89,20 1,436 22654,16 991,43 1279,81 15,94 45308,32 962,86
457,0 8,0 66,58 112,85 1,436 28446,38 1244,92 1612,98 15,88 56892,73 2489,83
457,0 10,0 110,24 140,43 1,436 35091,32 1535,73 1998,42 15,81 70162,65 3071,45
457,0 12,5 137,03 174,55 1,436 43144,80 1888,18 2470,40 15,72 88289,61 3776,35
508,0 6,3 77,95 99,30 1,596 31248,49 1230,18 1585,81 17,74 62492,98 2480,35
508,0 8,0 98,65 125,66 1,596 39279,96 1548,46 2000,17 17,68 78559,92 3092,91
508,0 10,0 122,81 156,45 1,596 48520,25 1910,25 2480,37 17,61 97040,49 3820,49
508,0 12,5 152,75 194,58 1,596 59755,40 2352,57 3069,65 17,52 119510,80 4705,15
559,0 6,3 85,87 109,39 1,756 41775,65 1494,66 1924,59 19,54 83551,69 2989,33
559,0 8,0 108,71 138,48 1,756 52584,94 1880,68 2428,98 19,48 105129,89 3761,36
559,0 10,0 135,39 172,47 1,756 65001,14 2325,62 3014,34 19,41 130002,28 4651,24
559,0 12,5 168,47 214,61 1,756 80161,62 2868,04 3733,93 19,33 180323,63 5736,09
610,0 8,0 118,77 151,30 1,916 68551,35 2247,59 2899,40 21,29 137102,71 4495,17
610,0 10,0 147,97 188,50 1,916 84846,56 2781,85 3600,33 21,22 169693,13 5563,71
610,0 12,5 164,19 234,64 1,916 104754,73 3434,58 4463,23 21,13 209509,47 6869,16
610,0 14,2 208,65 265,79 1,916 118003,90 3868,96 5041,64 21,07 236007,79 7737,96
660,0 8,0 128,63 163,87 2,073 67087,94 2639,03 3401,00 23,05 174175,89 5278,06
660,0 10,0 160,30 204,20 2,073 107870,51 3268,80 4225,33 22,96 215741,02 6537,61
660,0 12,5 199,60 254,27 2,073 133306,41 4039,59 5241,35 22,90 266612,63 8079,18
660,0 14,2 226,15 288,10 2,073 150263,08 4553,43 5923,17 22,64 300526,15 9108,85
711,0 8,0 138,70 176,66 2,234 109162,15 3070,67 3953,64 24,86 218324,30 6141,33
711,0 10,0 172,88 220,23 2,234 135301,41 3805,95 4914,34 24,79 270802.81 7611,89
711,0 12,5 215,33 274,30 2,234 167343,25 4707,26 6099,43 24,70 334686,49 9414,53
711,0 14,2 244,01 310,65 2,234 188735,23 5309,01 6895,48 24,64 377470,47 10818,02
762,0 8,0 148,76 189,50 2,394 134683,01 3534,99 4548,30 26,66 269366,01 7069,97
762,0 10,0 165,45 236,25 2,394 167028,35 4383,95 5655,37 26,59 334056,71 8767,89
762,0 12,5 231,05 294,33 2,394 208730,99 5426,01 7022,53 26,50 413461,99 10652,02
762,0 14,2 261,87 333,60 2,394 233271,23 6122,80 7941,66 26,44 466542,48 12245,21
813,0 8,0 158,82 202,32 2,554 163900,55 4031,99 5184,37 26,46 327801,09 8063,99
813,0 10,0 196,03 252,27 2,554 203363,90 5002,80 6448,42 28,39 406727,81 10005,60
813,0 12,5 246,77 314,36 2,554 251880,34 6195,63 8010,65 28,31 503720,69 12391,65
813,0 14,2 279,73 356,35 2,554 264314,90 6994,22 9061,71 28,25 568629,80 13988,43
813,0 16,0 314,48 400,62 2,554 316221,72 7828,33 10164,71 28,18 636443,45 15656,67
914,0 10,0 222,94 284,00 2,871 290147,16 6348,95 8172,49 31,96 580294,31 12697,91
914,0 12,5 277,90 354,02 2,871 359706,40 7871,08 10159,43 31,88 719416,80 15742,16
914,0 14,2 315,10 401,41 2,871 406344,46 8891,56 11497,64 31,62 812688,92 17783,13
914,0 16,0 354,34 451,38 2,871 455141,60 9959,34 12903,83 31,75 910263,61 19918,68
1016,0 10,0 248,09 316,04 3,192 399849,67 7871,08 10120,69 35,57 799699,33 15742,11
1016,0 12,5 309,35 394,07 3,192 496123,08 9766,20 12588,30 35,48 992248,11 19532,40
1016,0 14,2 350,82 446,91 3,192 560761.98 11038,62 14252,12 35,42 1121523,96 22077,24
1016,0 16,0 394,58 502,65 3,192 626479,36 12371,64 16001,37 35,36 1256958,76 24743,28
1220,0 10,0 298,40 380,13 3,633 695737,89 11405,54 14641,33 42,78 1391475,79 22811,08
1220,0 12,5 372,23 474,18 3,833 864326,55 14169,29 18226,35 42,69 1728653,10 28338,58
1220,0 14,2 422,26 537,91 3,833 977764,57 16028,93 20647,10 42,63 1955529,13 32057,85
1220,0 16,0 475,08 605,20 3,633 1096621,66 17980,68 23195,22 42,57 2193843,32 35961,37
141
ТРУБНЫЕ БАЛКИ
□©
□
Таблица 3.14 Величины поперечных сечений квадратных трубных балок по стандарту
EN 10219-2, Draft, Мау 1995). ’>
в м = Вес 1 = Момент инерции сечения i = Радиус инерции
А = Площадь поперечного сечения W = Момент сопротивл. при изгибе к = Момент инерции при
т 1 X Au = Площадь внешней поверхности Wp = Момент сопротивления при из- кручении
R = 2,0 хТ приТ <6 ММ । иие при нал. пластин, дещирм. vvv - момент сопротивл. Ресчётная плотность = 7,65 кг/дм3 при кручении
Y R R = 2,5 х Т при 6 мм < Т < 10 мм = 3,0 х Т при Т > 10 мм
Н. мм в. мм т. мм м. кг/м А. см2 Au. м2/м 1х=1у. СМ4 Wx = Wy. CM3 WPx = Wpy. см3 ix = iy. см lv. СМ4 Wv. см3
50 50 5,0 6,56 8,36 0,183 27,04 10,82 13,70 1,80 47,46 16,56
60 60 5,0 8,13 10,36 0,223 50,49 16,83 20,88 2,21 86,42 25,61
70 70 5,0 9,70 12,36 0,263 84,63 24,18 29,56 2,62 142,21 36,65
80 80 5,0 11,27 14,36 0,303 131,44 32,86 39,74 3,03 217,83 9,68
90 90 5,0 12,84 16,36 0,343 192,93 42,87 51,41 3,43 316,26 64,70
100 100 5,0 14,41 18,36 0,363 271,10 54,22 64,59 3,84 440,52 81,72
110 110 5,0 15,96 20,36 0,423 367,95 66,90 79,27 4,25 593,60 100,74
120 120 5,0 17,55 22,36 0,463 485,47 80,91 95,45 4,66 778,50 121,75
140 140 5,0 20,69 26,36 0,543 790,56 112.94 132,30 5,48 1255,76 169,76
150 150 5,0 22,26 28,36 0,583 982,12 130,95 152,98 5,89 1554,13 196,79
180 160 5,0 23,83 30,38 0,623 1202,36 150,29 175,16 6,29 1896,32 225,79
180 180 180 180 5,0 12,5 26,97 60,48 34,36 77,04 0,703 0,656 1736,87 3406,43 192,99 378,49 224,02 467,08 7,11 6,66 2724,16 6049,85 289,81 600,06
200 200 200 200 5,0 12,5 30,11 68,33 36,36 87,04 0,783 0,736 2410,09 4859,42 241 ;01 465,94 278,87 593.50 7,93 7,47 3763,30 8501,74 361,82 765,47
250 250 12,5 87,95 112,04 0,936 10161,31 812,91 975,17 9,52 17262,65 1266,25
260 260 11,0 81,93 104,37 0,983 10475,62 805,82 956,45 10,02 17497,65 1246,94
300 300 12,5 107,58 137,04 1,136 18348.13 1223,21 1450,60 11,57 30600,78 1891.60
’ > Трубные балки поставляются по стандарту EN10219-2, когда стандарт будет одобрен.
Таблица 3.15 Величины поперечных сечений прямоугольных трубных балок по стандарту
EN 10219-2, Draft, Мау 1995). ’>
X Е к- R ’J Т X R М = Вес I = Момент инерции сечения i = Радиус инерции А = Площадь поперечного сечения W = Момент сопротивл. при изгибе lv = Момент инерции при Au = Площадь внешней поверхности Wp = Момент сопротивления при из- кручении гибе при нал. пластин, деформ. Wv = Момент сопротивл. R = 2,0 х Т при Т < 6 мм Расчётная плотность = 7,85 кг/дм3 при кручении R =2,5хТ при6мм<Т< 10мм R =3,0хТ при Т> 10 мм
н. мм в, мм Т. мм М. кг/м А. см2 Ау. м2/м «X. см4 wx. см3 W₽x- см° х- см *У’ см4 Wy. см3 СМ3 iy. см lv см4 wv. см3
60 40 5,0 6,56 8,36 0,183 35,33 11,78 15,36 2,06 18,43 9,21 11,52 1.48 42,85 15,60
70 50 5,0 8,13 10,36 0,223 63,46 18,13 23,06 2,48 37,20 14,88 18,20 1,90 80,77 24,64
80 80 80 40 60 70 5,0 5,0 5,0 8,13 9,70 10,48 10,36 12,36 13,36 0,223 0,283 0,263 75.11 103,28 117,36 16,78 25,62 29,34 24,74 32,24 35,99 2,69 2,89 2,96 24,59 65,66 95,21 12,30 21,89 27,20 15,02 26,38 32,81 1,54 2,31 2,67 64,97 135,53 175,54 21,74 35,67 42,67
90 90 90 90 50 60 70 80 5,0 5,0 5,0 5,0 9,70 10,48 11,27 12,05 12,36 13,36 14,36 15,36 0,263 0,283 0,303 0,323 120,60 138,68 156,77 174,85 26,80 30,82 34,84 38,86 34,41 38,66 42,91 47,16 3,12 3,22 3,30 3,37 47,37 73,24 105,80 145,53 18.95 24,41 30,23 36,38 22,70 29,13 36,06 43,49 1,96 2,34 2,71 3,08 116,47 161,39 210,13 261,94 32,75 40,71 48,70 56,70
100 100 100 100 100 40 50 60 70 80 5,0 5,0 5,0 5,0 5,0 9,70 10.48 11,27 12.05 12,84 12,36 13,36 14,36 15,36 16,36 0,263 0,283 0,303 0,323 0,343 135,60 156,19 180,77 203,35 225,94 27,12 31,64 36,15 40,67 45,19 36,09 40,84 45.59 50,34 55,09 3,31 3,44 3,55 3,64 3,72 30,76 52,45 80,83 116,38 159,61 15,38 20,98 26,94 33,25 39,90 18,52 24,95 31,88 39,31 47,24 1,58 1,98 2,37 2,75 3,12 87,92 134,87 187,86 245,72 307,55 27,90 36,80 45,75 54,73 63,72
продолжение следует...
142
ТРУБНЫЕ БАЛКИ
...продолжение
н®
а
В м = Вес I = Момент инерции сечения i = Радиус инерции
-<Т А = Площадь поперечного сечения W = Момент сопротивл. при изгибе lv = Момент инерции при
1 Au = Площадь внешней поверхности Wp = Момент сопротивления при из- кручении
т 1 1 X гибе при нал. пластин, деформ. Wv = Момент сопротивл.
R = 2,0 х Т при Т < 6 мм Расчётная плотность = 7,85 кг/дм3 при кручении
R = 2,5 х Т при 6 мм < Т < 10 мм
Y R = 3,0 х Т при Т > 10 мм
н. В. т. м. А. Ац, «X. wx. Wpx. ix- iy. Wy, Wpv. iy. lv- Wy.
мм мм кг/м см2 м2/м СМ4 СМ3 см3 CM CM4 CM3 crX СМ СМ4 см3
110 40 5,0 10,48 13,36 0,283 174,87 31,79 42,52 3,62 33,84 16,92 20,27 1,59 99,59 30,97
Т1О 50 5,0 11,27 14,36 0,303 202,45 36,81 47,77 3,76 57,54 23,02 27,20 2,00 153,55 40,86
110 60 5,0 12,05 15,36 0,323 230,03 41,82 53,02 3,87 88,41 29,47 34,63 2,40 214,84 50,80
110 70 5,0 12,84 16,36 0,343 257,62 46,64 58,27 3,97 126,96 36,28 42,56 2,79 282,14 60,76
110 90 5,0 14,41 18,36 0,383 312,78 56,87 68,77 4,13 229,10 50,91 59,91 3,53 430,79 80,74
110 100 5,0 15,19 19,36 0,403 340,37 61,88 74,02 4,19 293,69 58,74 69,34 3,90 510,70 90,74
120 40 5,0 11.27 14,36 0,303 220,81 36,80 49,45 3,92 36,93 18,46 22,02 1,60 111,35 34,05
120 50 5,0 12,05 15,36 0,323 253,89 42,32 55,20 4,07 62,62 25,05 29,45 2,02 172,44 44,92
120 60 5,0 12,84 16,36 0,343 286,97 47,83 60,95 4,19 95,99 32,00 37,36 2,42 242,23 55,85
120 80 5,0 14,41 18,36 0,383 353,14 58,86 72,45 4,39 187,78 46,94 54,74 3,20 402,27 77,77
120 90 5,0 15,19 19,36 0,403 386,22 64,37 78.20 4,47 247,18 54,93 84,16 3,57 490,39 88,76
120 100 5,0 15,98 20,36 0,423 419,31 69,88 83,95 4,54 316,27 63,25 74,09 3,94 582,86 99,75
140 40 5,0 12,84 16,36 0,343 334,73 47,82 64,80 4,52 43,09 21,55 25,52 1,62 135,08 40,21
140 60 5,0 14,41 18,36 0,363 425,89 80,84 78,30 4,82 111,16 37,05 42,88 2,46 297,97 65,94
140 70 5,0 15,19 19,36 0,403 471,48 67,35 85,05 4,94 158,71 45,35 52,31 2,88 395,08 78,88
140 80 5,0 15,98 20,36 0,423 517,06 73,87 91,80 5,04 216,94 53,99 62,24 3,26 500,51 91,83
140 100 5,0 17,55 22,36 0,463 608,23 88,89 105,30 5,22 361,44 72,29 83,59 4,02 732,06 117,79
140 110 5,0 18,33 23,36 0,483 653,61 93,40 112.05 5,29 450,70 81,95 95,02 4,39 856,38 130,76
140 120 5,0 19,12 24,36 0,503 699,39 99,91 118,80 5,36 551,64 91,94 106,95 4,76 985,47 143,77
150 50 5,0 14,41 18,36 0,383 456,29 60,84 80,46 4,99 77,67 31,15 36,20 2,08 230,05 57,11
150 60 5,0 15,19 19,36 0,403 508,87 67,85 87,73 5,13 118,74 39,58 45,63 2,48 326,23 70,99
150 70 5,0 15,98 20,36 0,423 561,45 74,66 94,98 5,25 169,30 48,37 55,56 2,88 433,62 84,92
150 90 5,0 17,55 22,36 0,463 666,62 88,88 109,48 5,46 301,43 66,99 76,91 3,67 676,03 112,83
150 100 5,0 18,33 23,38 0,483 719,20 95,89 116,73 5,55 384,02 76,80 88,34 4,05 808,68 126,81
150 110 5,0 19.12 24,36 0,503 771,79 102,90 123,98 5,63 476,28 86,96 100,27 4,43 947,71 140,80
160 40 5,0 14,41 18,36 0,363 481,36 60,17 82,16 5,12 49,26 24,63 29,02 1,64 159,02 46,37
160 50 5,0 15,19 19,36 0,403 541,44 67,68 89,91 5,29 82,95 33,18 38,45 2,07 249,49 61,17
160 60 5,0 15,98 20,36 0,423 601,52 75,19 97,66 5,44 126,33 42,11 48,38 2,49 354,68 76,04
160 70 5,0 16,76 21,36 0,443 661,61 82,70 105,41 5,57 179,88 51,39 58,81 2,90 472,53 90,96
160 80 5,0 17,55 22,36 0,463 721,69 ЭОЛ 113,16 5,66 244,11 61,03 69,74 3,30 601,34 105,90
160 90 5,0 18,33 23,36 0,483 781,77 97,72 120,91 5,79 319,52 71,00 81,16 3,70 739,70 120,86
160 100 5,0 19.12 24,36 0,503 841,86 105,23 128,66 5,66 406,60 81,32 93,09 4,09 866,43 135,83
160 120 5,0 20,69 26,36 0,543 962,02 120,25 144,16 6,04 617,81 102,97 118,45 4,84 1201,20 165,80
180 100 5,0 20,69 26,36 0,543 1124,20 124,91 154,02 6,53 451,77 90,35 102,59 4,14 1044,79 153,88
180 120 5,0 22,26 28,36 0,583 1277,37 141,93 171,52 6,71 883,97 114,00 129,95 4,91 1423,83 187,84
200 80 5,0 20,69 26,36 0,543 1269,09 126,91 161.87 6,94 300,44 75,11 84,74 3,38 808,38 134,05
200 100 5,0 22,26 28,36 0,563 1459,25 145,93 181,37 7,17 496,94 99.39 112,09 4,19 1206,29 171,94
200 120 5,0 23,83 30,36 0,623 1649,42 164,94 200,87 7,37 750,14 125,02 141,45 4,97 1652,00 209,67
220 120 5,0 25,40 32,36 0,663 2082,19 189,29 232,23 8,02 816,31 136,05 152,95 5,02 1884,69 231,92
250 150 5,0 30,11 38,36 0,783 3304,18 264,33 319,76 9,28 1507,95 201,08 225,48 6,27 3284,54 336,90
250 150 12,5 68,33 87,04 0,736 6632,67 530,61 678,30 8,73 3002,33 400,31 477,46 5.87 7314,55 704,10
260 140 1215 68,33 87,04 736 6949.76 534,60 691,51 8,94 2648,36 376,34 450,50 5,52 6820,62 677,15
300 100 5,0 30,11 38,36 0,783 4065,22 271,01 348,15 10,3 722,77 144,55 159,59 4.34 2043,80 262,23
300 200 12,5 87,95 112,04 0,936 13178,86 678,59 1091,22 10,9 7059,94 705,99 827,88 7,94 15767,68 1204,48
400 200 12,5 107,58 137,04 1,136 27100,50 1355,02 1713,94 14,1 9260,46 926,05 1062,25 8.22 23594,07 1644,04
’> Трубные балки поставляются по стандарту EN 10219-2. когда стандарт будет одобрен.
3
143
ТРУБНЫЕ БАЛКИ
о
3.6 Проектирование и расчёт конструкций из трубных балок
3.6.1 Справочники и инструкции
Инструкции по проектированию и расчёту конструкций из трубных балок даны в следующих публикациях:
1) Rautaruukln putkipalkklkasiklrja 1991. Rautaruukki Oy, Metform, Hameenlinna 1991.
В справочнике даются инструкции по проектированию и изготовлению конструкций из трубных балок, в
публикации имеются облегчающие проектирование таблицы, монограммы и примеры расчётов. Сведения
основываются на сборнике строитегььых норм и правил Финляндии, раздел В7. Металлоконструкции.
Инструкции. Труд на финском языке.
2) Handbok for Rautaruukki kailformade konstruktionsror 1992. Rautaruukki Oy, Metform, Tavaste-
hua 1991.
В справочнике даются инструкции по проектированию конструкций из трубных балок. В публикации име-
ются облегчающие проектирование теблицы, монограммы и примеры расчётов. Сведения основываются на
строительных нормах Швеции: Nybyggnadsregler и BSK. Труд на шведском языке.
3) Packer J. A. et all. Design guide for rectangular hollow eection (RHS) joints under predominantly
static loading. Edited by CIDECT. Verlag TUV Rheinland GmbH, Koln 1992.
4) Wardenier J. et all. Design guide for circular hollow section (CHS) jointa under predominantly
static loading.
Edited by CIDECT. Verlag TUV Rheinland GmbH, Koln 1991.
В труде 3 даются инструкции по проектированию и расчёту соединений четырёхугольных, а в труда 4 соот-
ветственно круглых трубных балок. Инструкции в основном основываются на Eurocode 3. Публикации
имеются как на английском, так и на немецком языках.
5) Rondai J. et all. Structural stability of hollow sections. Edited by CIDECT. Veriag TUV Rheinland
GmbH, Koln 1992.
В труда даются инструкции по рассмотрению случаев стабильности (продольный изгиб, смятие, поперечный
изгиб) конструкций из трубных балок. Инструкции в основном основываются на Eurocode 3, Публикации
имеются как на английском, так и на немецком языках.
6) Twilt L. et all. Design guide for structural hollow section columns exposed to fire. Edited by CI-
DECT. Verlag TUV Rheinland GmbH, Koln 1994.
В публикации даются инструкции по противопожарному проектированию и пожарной охране конструкций
из трубных балок. Публикации имеются как на английском, так и на немецком языках.
7) Bergmann R. et all. Design guide for concrete filled hollow section columns under static and
seismic loading. Edited by CIDECT. Verlag TUV Rheinland GmbH, Koln 1995
В труде даются инструкции по проектированию заполненных бетоном колонн из трубных балок. Публикации
имеются как на английском, так и на немецком языках.
Публикации 1-7 можно получить на Rautaruukki Metform в Хямеенлинна, а также в отделах
торговли Раутаруукки.
8) Betonitaytteisen terasputkipllarln palotekninen suunnitteluohje 1992. Terasrakenneyhdlstys r.y.
Helsinki 1991.
В публикации даются инструкции, расчётные монограммы и таблицы расчёта заполненных бетоном колонн
из трубных балок в категориях временной огнестойкости АЗО, А60, А90 и А120. Инструкция на финском
языке и продаётся в Обществе изготовителей металлоконструкций в Хельсинки.
144
ТРУБНЫЕ БАЛКИ (Ц©
(Э
3.6.2 Программы ЭВМ
По заданию Rautaruukki Metform в качестве вспомогательного материала для расчёта конструкций из трубных балок
разработана используемая в персональных компьютерах (PC) программа:
. RAMI - программа Раутаруукки для расчёта конструкций из трубных балок.
Программа основывается на финских инструкциях по проектированию металлоконструкций (RakMK В7). на
финском языке. С помощью программы можно производить проверки на прочность (расчёт смещения и усилий,
проверки на стойкость стержней и балок, проверки на прочность соединений).
В 1996 году будет готова версия Windows. Дополнительные сведения по программа можно получить на Rauta-
ruukki Metform в Хямеенлинне.
3.6.3 Указания и инструкции официальных органов
Расчёт конструкций производится по использующемуся расчётному стандарту. В Финляндии это:
- Terasrakenteet. Ohjeet В7. Suomen RakentamismSarayskokoelma. Ymparistoministerio 1988.
Металлоконструкции. Инструкции В7. Сборник строительных норм и правил Финляндии. Министерство окру-
жающей среды 1988. В 1996 году будет выпущена новая версия.
3
Расчётные стандарты по металлоконструкциям находятся в стадии обновления во всей Европе. Новые европейские
стандарты CEN будут внедряться в различных странах вначале в качестве альтернативных стандартов ENV совместно
с Национальным актом внедрения каждой страны (National Application Document, NAD):
- ENV 1993-1-1:1992 (Eurocode 3): Design of steel structures. Part 1-1: General rules and rules for buildings.
- Вышеупомянутый раздел официально используется в Финляндии с 1.11.1994. когда NAD опубликовали.
- ENV 1993-1-2:1995 (Eurocode 3): Design of steel structures. Part 1-2: General rules. Structural fire design.
- Вышеупомянутый раздел технически одобрен к началу 1996 года.
- В Финляндии вышеупомянутый раздел можно применять в соответствии с NAD с начала 1996 года.
3.6.4 Одобрения трубных балок Раутаруукки
Изготовляющие трубные балки заводы Раутаруукки (Пулккила, Оулайнен, Хямеенлинна и Лаппохья) имеют одобрения
ISO 9001.
В Швеции четырёхугольные и сваренные в продольном направлении круглые (D < 323,9 мм) трубные балки Раута-
руукки одобраны к применению Boverketin (Typgodkannandebevis 4828/84) и контролируются SBS (Svensk
ByggstSikontroli). В связи с одобрением к применению при расчёте четырёхугольных трубных балок Раутаруукки воз-
можно применение более лучших величин прочности при продольном изгибе по принципам Eurocode 3. Инструкции
по расчёту и величины прочности при продольном изгибе представлены в справочнике." Handbok for Rautaruukki
kallformade konstruktionsror 1992".
Классификационное общество Germanischer Lloyd (GL) дал Rautaruukki Metform заводу в Пулккила разрешение
на проведение требуемых классификацией судов проверок и меркировку продукции на сертификаты на материал
3.1C/GL под свою ответственность по системе качества завода без присутствия постороннего контролёра.
145
ТРУБНЫЕ БАЛКИ
□О
□
3.7 Объекты применения
Трубные балки пригодны для использования почта во всех сварных металлоконструкциях как в жилищном строитель-
стве. так и в машино- и приборостроении.
Примеры объектов применения:
- каркасы зданий (колонны, балки, рёбра жёсткости, кронштейны верхних и промежуточных перекрытий,
ветви и т.д.)
- трубные эстакады и галереи конвейеров
- корпуса технологического оборудования
- автодорожные мосты и мосты для легкового транспорта
- лестницы, площадки обслуживания и поручни
- корпуса станков
- столбы освещения и дорожных знаков
- столбы и рамные конструкции дорожных указателей и светофоров
- сельскохозяйственные машины
- кабины тракторов и землеройных машин
- каркасы, кузова, грузовые прицепы и буксирные крюки транспортных средств
- железнодорожные вагоны
- складское оборудование
- мачты системы связи, теле- и радиомечты
3.8 Приобретение, заводское исполнение
3.8.1 Поставки со складов дилеров
В таблицах 3.10...3.13 представлена так называемая рекомендуемая серия, согласно которой Раутаруукки регулярно
изготовляет размеры. Ассортимент размеров на складах дилеров может отличаться от рекомендуемой серии, так что
наличие размеров необходимо уточнять у дилера или в отделе торговли Раутаруукки.
У дилеров трубных балок Раутаруукки можно получить сведения о сроке поставки и стоимости. Контактные данные
финских дилеров трубных балок Раутаруукки представлены на странице 6. Контактные данные дилеров в других
странах можно получить в торговых отделах Раутаруукки, представленных на странице 5.
3.8.2 Заводское исполнение
Трубные заводы Раутаруукки поставляют трубные балки также прямо с прокатки в заводском исполнении при доста-
точно большом объёме и приемлемом сроке поставки.
При заводском исполнении согласовываются по каждому заказу в отдельности, в том числе, размеры, используемая
марка стали, защита поверхности, резка на мерные размеры, допуски, стандарты на условия поставки/размеры. сер-
тификат на материал, срок и объём поставки.
Дополнительные сведения по заводскому исполнению можно получить в Финляндии в отдале торговли Rautaruukki
Metform и в других странах в отделах торговли Раутаруукки.
146
ТОНКОСТЕННЫЕ ТРУБЫ
147
©О
ТОНКОСТЕННЫЕ ТРУБЫ
4 ТОНКОСТЕННЫЕ ТРУБЫ...................................................................149
4.1 FORM-TubeS...........................................................................14g
4.2 Объекты применения...................................................................149
4.3 Ассортимент продукции................................................................149
4.4 Длина................................................................................149
4.5 Защита поверхности...................................................................149
4.6 Сертификаты на материал..............................................................149
4.7 Приобретение.........................................................................149
4.8 Поставки.............................................................................149
4.9 Допуски на размеры...................................................................150
4.10 Маркистали...........................................................................151
4.11 Качество поверхности.................................................................152
4.12 Пригодность к цинкование.............................................................152
4.13 Дополнительная обработка.............................................................152
4.14 Маркировка в чертеже и заказе........................................................152
146
ТОНКОСТЕННЫЕ ТРУБЫ
К
4 ТОНКОСТЕННЫЕ ТРУБЫ
4J FORM-Tubes
pORM-tubes является торговой маркой тонкостенных труб Раутаруукки.
4.2 Объекты применения
Тонкостенные трубы используются в объектах, в которых от трубы требуются пластичность, свариваемость, прочность,
точность размеров и хорошее качество поверхности.
4.3 Ассортимент продукции
Раутаруукки изготовляет круглые, а также квадратные и прямоугольные сварные тонкостенные трубы согласно стан-
дартов таблицы 41. Кроме этого, изготовляются плоскоовальные и эллипсовидные тонкостенные трубы, в отношении
которых испотьзуются стандарты таблицы 4 1. Раутаруукки также изготовляет по пожеланиям клиента спецформы
В таблицах 4.5 ...4.9 градстаелегы размеры и величины поперечных сечений входящих в производственную про-
грамму Раутаруукки тонкостенных труб.
4
4.4 Длина
Стандартная длина тонкостенных труб 6 метров. По согласованию поставляются также другие длины и трубы мерных
размеров с меньшими допусками.
4.5 Защита поверхности
Обычно тонкостенные трубы поставляются слегка смазанными. По пожеланию заказчика возможна поставка труб без
защиты (сухая).
4.6 Сертификаты на материал
По желанию возможна поставка тонкостенных труб с сертификатом на материал согласно стандарта EN 10204, если
это оговаривается при заказе.
4.7 Приобретение
При выборе оптимальной тонкостенной трубы для определённого объекта необходимо уточнить возможность при-
обретения данного размера. В таблицах 4.5...4.9 представлена так называемая рекомендуемая серия, согласно кото-
рой Раутаруукки регулярно изготовляет размеры. Ассортимент размеров на складах дилеров может отличаться от ре-
комендуемой серии, так что наличие размеров всегда необходимо уточнять у дилеров или в отделе торговли Раута-
руукки.
4.8 Поставки
Сведения по срокам поставки и ценам можно получить у дилеров тонкостенных труб Раутаруукки. Трубные заводы
Раутаруукки поставляют тонкостенные трубы также напрямую в виде заводской поставки при достаточно большом
объёме и приемлемом сроке поставки. Дополнительные сведения по заводским поставкам можно получить в отделе
торговли Rautaruukki Metform и у дилеров Раутаруукки. а также в отделах торговли Раутаруукки.
149
ТОНКОСТЕННЫЕ ТРУБЫ
4.9 Допуски на размеры
Раутаруукки поставляет тонкостенные трубы, используя стандарты на размеры согласно таблицы 4.1. Попуски на
размеры уточняются по каждому используемому стандарту на размеры (SFS, DIN, или BS). В таблице 4.2 даны до-
пуски на размеры четырёхугольных и круглых тонкостенных труб, которые используются при поставках тонкостенных
труб по стандартам DIN 2394, DIN 2395 (Часть 1 и 2) и SFS 5128. При поставке тонкостенных труб по стандарту
BS 6323 (Часть 1 и 5) допуски на размеры необходимо проверять по соответствующему стандарту.
Для плоскоовальных и эллипсовидных тонкостенных труб используются допуски на размеры прямоугольных труб.
Таблица 4.1 Тонкостенные трубы. Стандарты на размеры и условия поставки
ПОПЕРЕЧНОЕ СЕЧЕНИЕ СТАНДАРТ НА РАЗМЕРЫ ТЕХНИЧЕСКИЕ УСЛОВИЯ ПОСТАВКИ
Четырёхугольное и круглое SFS5128 SFS 5128
Круглое DIN 2394 Tell 1 DIN 2394 Tell 2
Четырёхугольное DIN 2395 Tell 1 DIN 2395 Tell 2
Четырёхугольное и круглое BS 6323 Part 1 и 5 BS 6323 Part 1 и 5
Таблица 4.2 Допуски на размеры круглых и четырёхугольных тонкостенных труб для поставок по
стандартам DIN 2394, DIN 2395 (Часть 1 и 2) и SFS 5128.
ХАРАКТЕРИСТИКА ДОПУСК
ТОЛЩИНА СТЕНКИ. T ± 10 % от номинальной толщины
ПРЯМОЛИНЕЙНОСТЬ 0,25 % от мерной длины
ОРИЕНТИРОВОЧНАЯ +50 мм 1)
ДЛИНА 0
МЕРНАЯ ДЛИНА. L Допуск оговаривается при заказе
ВЫСОТА ВНУТРЕННЕГО ГРАТА, g 2> g < 0,6 мм при Т < 1,5 мм g < 0,4 х Т при 1,5 < Т < 3,0 мм
ПЛОСКОСТНОСТЬ СТОРОН Содержится в допуске на габарит
ПРЯМОУГОЛЬНОСТЬ 90° ±1°
ВИНТООБРАЗНОСТЬ 1°/м
НАРУЖНЫЙ РАДИУС УГЛА. R R<2xT
ГАБАРИТЫ ДОПУСК НА
длинная сторона, Н, мм ГАБАРИТНЫЕ РАЗМЕРЫ ВИН
Н£20 ± 0,20 мм
20 < Н < 36 ± 0,25 мм
36 < Н < 50 ± 0,30 мм
50 < Н < 60 ± 0,40 мм
60 < Н < 70 ± 0,50 мм
70 < Н < 80 ± 0,80 мм
80<Н<90 ± 0,75 мм
90<Н<120 ± 0,80 мм
120<Н<150 ± 0,80 мм
ОТКЛОНЕНИЕ ОТ ОКРУГЛОСТИ Содержится в допуске на наружный диаметр
НАРУЖНЫЙ ДИАМЕТР. D. мм ДОПУСК НА ДИАМЕТР. D
D<18 ±0,12 мм
18<D<30 ±0,15 мм
30 < D < 40 ± 0,20 мм
40 < D < 57 ± 0,30 ми
57 < D < 80 ± 0,40 ми
80<D<100 ± 0,50 мм
100<D< 120 ± 0,80 мм
120<D<133 ± 1.00 мм
1) Гарантированный Раутаруукки более жёсткий, чем по стандартам, допуск. ® По соглашению возможно удаление внутреннего грата, допуск оговаривается отдельно.
150
ТОНКОСТЕННЫЕ ТРУБЫ
4.10 Марки стали
Стали FORM Раутаруукки - это очень пластичные и хорошо свариваемые микролегированные мелкозернистые стали.
В таблицах 4.3 и 4.4 представлены марки стали, их свойства и сравнение со стандартизированными сталями. Стан-
дартной сталью среди холоднокатанных сталей является FORM 300 С, оцинкованных - FORM 350 Z-275M и горя-
чекатанных травленых - FORM 300 Н.
Таблица 4.3 Стали FORM. Механические свойства
СТАЛЬ ПРЕДЕЛ ТЕКУЧЕСТИ ПРЕДЕЛ ПРОЧНОСТИ УДЛИНЕНИЕ ПРИ РАЗРЫВЕ
ХОЛОДНОКАТАННЫЕ Rp0.2. Н/мм2 Rm. Н/мм2 Аао. %, min
FORM 200 С 140-210 270-350 40
FORM 300 С / С GL 220-280 340-410 30
FORM 400 С 320-400 410-500 25
FORM 500 С 410-500 460-550 20
ГОРЯЧЕКАТАННЫЕ ТРАВЛЕНЫЕ ReH. Н/мм2 Rm» Н/мм2 As. %, min
FORM 300 н 235-320 360-420 35
FORM 400 Н 340-420 430-540 28
ОЦИНКОВАННЫЕ Rp0,2. Н/мм2 Rm, Н/мм2 Ago. %, min
FORM 350 Z-275 М min 280 360-500 30
FORM 450 Z-275M min 360 min 420 24
Значения относятся к исходной ленте, испытанной в продольном направлении. Прочность трубы больше и удлинение меньше.
Таблица 4.4 Стели FORM. Сравнения ’)
РАУТАРУУККИ i SFS EN DIN SIS BS SEW
ХОЛОДНОКАТАННЫЕ
FORM 200 С CR4 SFS600 FeP04 EN 10130 St 14 DIN 1623 1411 47 CR1 BS 1449
FORM 300 C CR2 SFS 600 FeP01 EN 10130 St 12 DIN 1623 1411 42 CR4 BS 1449
CR 220 SFS 679 St 37-2 G DIN 1623 141316
FORM 400 C CR280 SFS 679 St 44-3 G DIN 1623 141426 ZStE 280 SEW 093
CR320 SFS 679 14 21 36 ZStE 300 SEW 093
FORM 500 C CR 360 SFS 679 14 21 46 ZStE 340 SEW 093
CR400 SFS 679 ZStE 380 SEW 093
ГОРЯЧЕКАТАННЫЕ ТРАВЛЕНЬЕ
РАУТАРУУККИ SFS EN DIN SIS BS
FORM 300 H RRStW 23 DIN 1614 HR 2 BS1449
StW22 DIN 1614 HR3 BS1449
Fe37B SFS 200 RSt 37-2 DIN 17100
FORM 400 H Fe44D SFS 200 St 44-3 DIN 17100
ОЦИНКОВАННЫЕ
FORM 350 Z - 275 M Z01 SFS 650 stoiz DIN 17162 Z 1 BS2989
Z02 SFS 650 Fe P02 G EN 10142 St 02Z DIN 17162 1411 51-10 Z2 BS2989
Z28 SFS 670 Fe E 280 G EN 10147 St E280-3Z DIN 17162 1413 60-10 Z28 BS2989
FORM 450 Z- 275 M Z32 SFS 670 Fe E 320 G EN 10147 St E320-3Z DIN 17162 14 21 21-10 Z32 BS 2989
Z36 SFS 670 Fe E 350 G EN 10147 St E350-3Z DIN 17162 14 21 22-10
С точки зрения эксплуатационных характеристик при сравнении используются одинаковые стали. При точном сравнении всегда необходимо использовать оригинальные стандарты.
ТОНКОСТЕННЫЕ ТРУБЫ
Rautaruukki Metform по соглашению изготовляет тонкостенные трубы также и из других, чем представленные в таб-
лице 4.3. мерок стали. Для объектов, в которых от трубы требуется особо большая прочность или в которых не-
большой собственный вес конструкции является важным, возможно использование, например, высокопрочных двух-
фазовых или бористых сталей. Раутаруукки может изготовлять тонкостенные трубы из холоднокатанных двухфазовых
сталей, у которых предел прочности исходной ленты 600. 800 или 1000 Н/мм2. В сравнении с высокой прочностью
величины удлинения двухфазовых сталей являются хорошими. Дополнительные сведения по спецсталям можно по-
лучить в отделе торговли Rautaruukki Metform или в отделах торговли Раутаруукки.
4.11 Качество поверхности
Шероховатость поверхности труб Ra обычно ниже 0,6 мкм. Раутаруукки поставляет трубы также из марки стали
FORM 300 С GL, которая предназначена для особо требовательного хромирования. Трубам из FORM 300 С GL га-
рантируется шероховатость поверхности Ra 5 0,5 мкм.
Постоянный вес цинкового слоя оцинкованных труб FORM 275 г/м2 (общий вес с обеих сторон), при этом толщина
цинкового слоя примерно 20 мкм (с одной стороны). Стандартный рисунок покрытия М, т.е. мелкий, в котором от-
дельные кристаллы цинка являются трудноразличимыми.
4.12 Пригодность к цинкованию
Тонкостенные трубы Раутаруукки хорошо подходят для горячего цинкования. Состав сталей FORM 200 С - 400 С
(Si + Р < 0,04 %) выбран так. что при использовании соответствующего горячего цинкования достигается блестящее
и ровное цинковое покрытие. У сталей FORM 200 С, FORM 300 С и FORM 400 С типичная толщина цинкового
слоя 50-100 мкм. в зависимости от технологических параметров горячего цинкования (время, температура и т.д).
4.13 Дополнительная обработка
На заводах Раутаруукки осуществляется также различная дополнительная обработка, как резка на мерные размеры
косая резка, щёточная чистка и галтовка. Дополнительные сведения можно получить в отделе торговли Rautaruukki
Metform и в отделах торговли Раутаруукки.
4.14 Маркировка в чертеже и заказе
Труба SFS 5128 - 40x40 х 1,5 - 8000 FORM 300 C EN 10204-2.2
Название
Стандарт на размеры
Габариты трубы______________
Толщина стенки_____________________
Длина трубы, мм_________________________
Марка стали_____________________________________
Сертификат на материал
152
ТОНКОСТЕННЬЕ ТРУБЫ
□о
Таблица 4.5 Квадратные тонкостенные трубы
Еазмеры~~
5| Т Величины поперечных сечений рассчитаны, используя номинальные размеры Н, В и Т, а также наружное закругление угла R: М =Вес Аи = Площадь внешней поверхности
xflF R = 0,5 х Т при Т S 2,5 мм Расчётная плотность = 7,65 кг/дм3
R R
н = в. Т. 1) м. Аи, Н = В. т. 1) м. Аи. Н = В, т. 1) м. Аи.
мм ММ X кг/м м2/м ММ мм X кг/м м2/м ММ мм X кг/м м2/м
6 0,8 0,180 0,031 20 0,9 0,538 0,079 32 1 X 0,972 0,127
6 1 0.218 0,031 20 1 0,595 0,079 32 1,25 X 1,204 0,127
6 1,25 0,262 0,031 20 1,2 0,706 0,079 32 1,5 X 1,433 0.127
8 1,5 0,302 0,031 20 1,25 X 0,733 0,868 0,079 0,079 32 32 2 X 1,877 2,305 0,126 0,126
10 10 0,8 1 0,230 0,281 0,039 0,039 20 1.5 X 2,5
X 20 1.6 0,920 0,079 35 1,2 1,271 0,139
1,25 1,5 0,341 0,397 0,039 0,039 20 2 X 1,124 0,078 35 1,25 1,322 0,139
10 22 0.9 0,595 0,087 35 1.5 X 1,574 1,674 0.139 0.139
12 0,8 0,280 0,047 22 1 0,658 0,087 35 1,6
12 1 0*344 0Д)47 22 1.2 0,781 0,087 35 2 X 2,066 0,138
1,25 1,5 0’419 0,491 0,047 0,047 22 1,25 X 0,812 0,087 35 2,5 2,541 0.138
12 22 1.5 1,6 2 X 0,962 1,021 1,249 0,087 0,087 0,066 38,1 36,1 38,1 1,2 1,25 1,5 X 1,388 1,444 1,720 0,151 0,151 0,151
12,7 12,7 12,7 0.8 0,9 1 0,298 0,332 0,366 0,050 0,050 0,050 22 X
22,2 0,9 0,801 0,088 36,1 1,6 1,829 0,151
12,7 12,7 1,2 х 0,431 0,050 22,2 1 0,664 0,088 36,1 2 2,280 0,151
1,25 0,447 0,050 22,2 1,2 X 0,789 0,088 36,1 2,5 2,784 0,150
12,7 <5 X 0^524 0,050 22,2 1,25 0,620 0,088 38,1 3 3,248 0,147
15 15 0.8 0,9 1 1,2 1,25 0,356 0,397 0,436 0,518 0,059 0,059 0,059 0 059 22,2 22,2 22,2 1.5 1,6 2 0,971 1,031 1,262 0,088 0,087 0,087 40 40 40 1.2 1,25 1,5 X 1,460 1,518 1,810 0.159 0,159 0,159
15 15 X 25 0.9 0,680 0,099 40 1,6 1,925 0.159
15 0,537 0^059 25 1 0,752 0,099 40 2 X 2,380 0,158
15 1’5 х 0,632 0,059 25 1,2 0,894 0,099 40 2,5 2,933 0,156
15 2 0^810 0’058 25 1,25 0,930 0,099 40 3 3,425 0,155
1.5 1,6 2 2,5 1,103 1,171 1,436 1,756 0,099 0,099 0.098 0,098 1,25 1,5 2 2,5 1,715 2,045 2,694 3,326 0,179 0,179 0,178 0,178
15,9 15,9 15,9 15,9 15,9 15,9 0,8 0,9 1 1,2 1,25 1,5 0,378 0,423 0,466 0,551 0,572 0,674 0,063 0,063 0,083 0,063 0,063 0,062 25 25 25 X X 45 45 45 45 X
25,4 0,9 0,691 0,101 45 3 3,896 0,175
25,4 1 0,764 0,101 50 1,5 X 2,281 0,199
15,9 1,6 0,714 0,062 25,4 1,2 X 0,909 0,101 50 2 X 3,008 0,198
15,9 2 0,868 0,062 25,4 25,4 25,4 25,4 25,4 1.25 1,5 0,945 1,122 1,191 0,101 0,100 0,100 50 2,5 X 3,718 0,198
16 0,8 0,381 0,063 X 50 3 4,367 0,195
0,239
16 0.9 0,425 0,063 2 1,463 0J00 60 1.5 2,752
16 16 1 1,2 0,469 0,555 0,063 0,063 2,5 <787 0,099 80 2 2,5 X 3,636 4,503 0,236 0,236
28,6 28,6 28,6 28,6 28,6 0,865 1,071 1,273 1,664 2,038 0,114 0,113 0,113 0,113 0,112
16 1,25 0,576 0,063 1 1,25 1.5 2 80 3 5,309 0,235
16 16 1,5 1,6 X 0,679 0,719 0,872 0,063 0,063 0,062 80 80 1.5 2 3,694 4,892 0,319 0,318
16 2 100 1,5 4,636 0,399
0,9 1 1,2 0,482 0,532 0,631 0,071 0,071 0,071
18 18 18 28,6 3 2,351 0,109 100 2 6,148 0,398
30 1 0,909 0,119 100 2,5 7,643 0,398
18 1,25 0,655 0,071 30 1,2 1,083 0,119
18 1,5 0,773 0,071 30 1.25 1,126 0,119
18 1,6 0,820 0,071 30 30 1.5 1,6 X 1,339 1,423 0,119 0,119
0,9 0,510 0,075
19 30 2 X 1,752 0,118
19 19 1 1,2 0,564 0,668 0,075 0,075 30 2.5 X 2,148 0,118
1,147 0,126
19 1,25 0,694 0,075 31,7 1,2
19 1.5 X 0,620 0,075 31,7 1.25 1,193 0,126
19 1,6 0,870 0,075 31,7 1.5 1,419 0,126
19 2 1,081 0,074 31,7 1.6 1,508 0,125
31,7 2 1,658 0,125
31,7 2,5 2,262 0,125
153
ТОНКОСТЕННЫЕ ТРУБЫ
Таблица 4.8 Прямоугольные тонкостенные трубы
РАЗМЕРЫ
Величины поперечных сечений рассчитаны, используя номинальные М = Вес размеры Н. В и Т, а также наружное закругление угла R: Ац = Площадь внешней поверхности R = 0,5 х Т при Т < 2,5 мм Расчётная плотность = 7,65 кг/дм3 R = 1.0 ь Т при Т = 3 мм 1) Рекомендуемая серия
н. мм в. мм мм П X м. кг/м Ац. м*/м н. мм В. мм Т. мм D X м. кг/м Au, м2/м н. мм В. мм Т. мм D X м. кг/м Ац, м2/м
12 12 12 12 8 8 8 8 0,8 1 1,25 1.5 0,230 0,281 0,341 0,397 0,039 0,039 0,039 0,039 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 15 15 15 15 15 15 15 0,9 1 1.2 1,25 1.5 1.6 2 X X 0,609 0,673 0,600 0,831 0,985 1,048 1,281 0,089 0,089 0,089 0,089 0,089 0,089 0,088 35 35 35 35 35 35 35 35 35 35 35 35 35 35 35 35 35 35 35 35 35 16 16 16 16 16 16 16 16 0.9 1 1,2 1,25 1.5 1.6 2 2,5 0.694 0.768 0,913 0,949 1,127 1,196 1,469 1,795 0,10-1 0.101 0,101 0,101 0,101 0,101 0,100 0,100
18 18 18 18 18 10 10 10 10 10 0,8 1 1,25 1.5 2 0,331 0,407 0,498 0,585 0,747 0,055 0,055 0,055 0,055 0,054
16 16 16 16 16 16 0.9 1 1,2 1,25 1.5 1.6 0,623 0,689 0,819 0,851 1,009 1,071 0,091 0,091 0,091 0,091 0,091 0,091
20 20 20 20 20 20 20 1 1.2 1,25 1.5 1.6 2 2,5 X 0,830 0,989 1,028 1,221 1,297 1,595 1.952 0,109 0,109 0,109 0,109 0,109 0,108 0,108
20 20 20 20 20 20 20 20 20 20 20 20 20 20 10 10 10 10 10 10 10 0,8 0,9 1 1,2 1,25 1,5 2 X X 0,356 0,397 0,438 0,518 0,537 0,632 0,810 0,059 0,059 0,059 0,059 0,059 0,059 0,058
20 20 20 20 20 20 20 20 0,9 1 1,2 1,25 1,5 1.6 2 2,5 X X X 0.680 0,752 0,894 0,930 1,103 1,171 1,436 1,756 0,099 0,099 0,099 0,099 0,099 0,099 0,098 0,098
25 25 25 25 25 25 1 1,25 1,5 2 2,5 3 X 0,909 1,126 1,339 1,752 2,148 2,463 0,119 0,119 0,119 0,118 0,118 0,115
15 15 15 15 15 15 15 0,8 0,9 1 1,2 1,25 1,5 2 X 0,418 0,468 0,516 0,612 0,635 0,750 0,967 0,069 0,069 0,089 0,089 0,069 0,069 0,088
25 25 25 25 25 25 25 25 25 0,9 1 1,2 1,25 1,5 1.6 2 2,5 3 X X 0,750 0,830 0,989 1,028 1,221 1,297 1,595 1,952 2,247 0,109 0,109 0,109 0,109 0,109 0,109 0,108 0,108 0,105 38,1 38,1 36,1 38,1 38,1 38,1 38,1 36,1 38.1 38.1 38,1 38,1 19,1 19,1 19,1 19,1 1,2 1,5 1.6 2 X 1,030 1,273 1,352 1.664 0,113 0,113 0,113 0,113
25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 10 10 10 10 10 10 0,8 0,9 1 1,25 1.5 2 X 0,418 0,468 0,516 0,635 0,750 0,967 0,089 0,069 0,089 0,089 0,089 0,066
25,4 25,4 25,4 25,4 25,4 25,4 25,4 25,4 1 1,2 1,25 1.5 1.6 2 2,5 3 X 0,964 1,149 1,194 1,421 1,510 1.862 2,286 2,648 0.126 0,126 0,126 0,126 0,126 0,125 0,125 0,122
15 15 15 15 15 15 15 0,9 1 1,2 1,25 1.5 1.6 2 X 0.538 0.595 0,706 0,733 0.868 0,920 1,124 0,079 0,079 0,079 0,079 0,079 0,079 0,078
31.7 31,7 31,7 31,7 31,7 31.7 31,7 19 19 19 19 19 19 19 0,9 1 1,2 1,25 1.5 1,6 2 0,690 0,763 0,908 0,943 1,120 1,189 1,480 0,101 0,101 0,100 0,100 0,100 0,100 0,100
40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 10 10 10 10 10 10 10 0,9 1 1.2 1,25 1,5 2 2,5 0,680 0,752 0,894 0,930 1,103 1,438 1,756 0,099 0,099 0,099 0,099 0,099 0,098 0,098
20 20 20 20 20 20 20 0,9 1 1,2 1,25 1,5 1.6 2 X 0,809 0,673 0,800 0,631 0,985 1,046 1,281 0,089 0,089 0,089 0,089 0,089 0,089 0,088
31,8 31,8 31,8 31,8 15,9 15,9 15,9 15,9 1 1,25 1.5 2 0,716 0,884 1,049 1,385 0,095 0,094 0,094 0,094
20 20 20 20 20 20 20 1 1.2 1.25 1,5 1,6 2 2,5 X X X 0,909 1,063 1,126 1,339 1,423 1,752 2,148 0,119 0,119 0,119 0,119 0,119 0,118 0,118
35 35 35 35 35 35 35 35 35 35 35 35 35 35 10 10 10 10 10 10 0,9 1 1,2 1,25 1.5 1.6 0,609 0,673 0,800 0,831 0,985 1,048 0,089 0,089 0,089 0,089 0,089 0,089
25,4 25,4 25,4 25.4 25,4 25.4 25.4 12.7 12,7 12,7 12.7 12,7 12,7 12,7 0,9 1 1.2 1,25 1.5 1,6 2 X X 0,512 0,585 0,670 0,696 0,623 0,872 1.064 0,075 0,075 0,075 0,075 0,075 0,075 0,074
15 15 15 15 15 15 15 15 0,9 1 1,2 1,25 1,5 1.6 2 2,5 X X 0,660 0,752 0,894 0,930 1,103 1,171 1,438 1,756 0,099 0,099 0,099 0,099 0,099 0,099 0,098 0,098 25 25 25 25 25 25 25 1 1,2 1,25 1,5 1,6 2 2,5 X X 0,987 1,177 1,224 1,456 1,548 1,909 2,344 0,129 0,129 0,129 0,129 0,129 0,128 0,128
30 30 30 30 30 30 30 10 10 10 10 10 10 10 0,9 1 1,2 1,25 1,5 1.6 2 X X 0,538 0,595 0,708 0,733 0,868 0,920 1,124 0,079 0,079 0,079 0,079 0,079 0,079 0,078
продолжение следует...
154
ТОНКОСТЕННЫЕ ТРУБЫ
продолжение
н. Т, 1) м. Ац. Н. в. Т. D м. Au. н. В. Т. 1) м. Au.
мм X кг/м м2/м мм мм мм X кг/м м2/м мм мм мм X кг/м м2/м
30 1,25 1,322 0,139 50 35 1,2 1,554 0,169 63,5 25,4 1.5 2,019 0,177
30 1,5 X 1,574 0,139 50 35 1,25 1,616 0,169 63,5 25,4 1,6 2,148 0,176
30 1,6 1,674 0,139 50 35 1,5 1,927 0,169 63,5 25,4 2 2,659 0,176
30 2 X 2,066 0,136 50 35 1,6 2,051 0,169 63,5 25,4 2,5 3,263 0,176
30 2,5 2,541 0,136 50 35 2 2,537 0,168 63,5 25,4 3 3,844 0,173
40 30 3 2,954 0,135 50 50 35 2,5 3,129 3,660 0,168 0,165 70 25 1.5 2,163 0,189
15 15 1 1,25 0,909 1,126 0,119 0,119 35 3 70 25 2 X 2,651 0,188
45 45 50 40 1,25 1,715 0,179 70 25 2,5 3,522 0,188
45 15 1,5 1,339 0,119 50 40 1,5 2,045 0,179 70 25 3 4,131 0,165
45 15 2 1,752 0,118 50 40 2 X 2,694 0,178 70 30 1,5 2,281 0,199
45 15 2,5 2,148 0,118 50 40 2,5 3,326 0,178 70 30 2 3,008 0,196
45 15 3 2,483 0,115 50 40 3 3.896 0,175 70 30 2,5 X 3,718 0,198
45 20 1 0,967 0,129 50,8 25,4 1,25 1,444 0,151 70 30 3 4.367 0,195
45 20 1,25 1,224 0,129 50,8 25,4 1,5 X 1,720 0,151 70 50 1,5 2,752 0,239
45 20 1,5 1,456 0,129 50,8 25,4 1,6 1,629 0,151 70 50 2 3,636 0,238
45 20 2 1,909 0,128 50,8 25.4 2 X 2,260 0,151 70 50 2,5 4,503 0,238
45 20 20 2,5 2,344 2,718 0,128 0,125 50,8 50,8 25,4 25,4 2,5 2,764 3,246 0,150 0,147 70 50 3 5,309 0,235
45 3 3 25 25 1,5 2 2,281 3,008 0,199 0,198
45 25 1,25 1,322 0,139 55 25 1,25 1,518 0,159 75
45 25 1,5 1.574 0,139 55 25 1,5 1,810 0,159 75 25 2,5 3,718 0,198
45 25 2 X 2,066 2,541 2,954 0,138 0,136 0,135 55 55 55 25 2 2,5 3 2,380 2,933 3,425 0,158 0,158 0,155 75 25 3 4,367 0,195
45 45 25 25 2,5 3 25 25 80 80 80 40 40 40 1.5 X 2,752 3,636 4,503 0,239 0,236 0,236
45 30 1,25 1,420 0,149 58 20 1,2 1,422 0,155 2.5
45 30 30 30 30 1,5 1,692 2,223 2,737 3,189 0,149 0,148 0.148 0,145 56 58 58 58 58 58 20 20 20 20 20 20 1,25 1,5 1,6 2 2,5 3 1,479 1,762 1,875 2,317 2,655 3,331 0,155 0,155 0,155 0,154 0,154 0,151 80 40 3 5.309 0,235
45 45 45 2 2,5 3 100 100 100 40 40 40 2 2,5 3 4,264 5,288 6,251 0,278 0,278 0,275
50 50 20^ 20 1,25 1,5 1,6 X 1,322 1,574 1,674 0,139 0,139 0,139 100 80 1.5 3,694 0,319
50 20 60 1 1,144 0,149 100 60 2 X 4,892 0,318
0,359
50 20 2 X 2,066 0,136 80 15 1,2 1,385 0,149 100 80 1,5 4,165
50 20 2,5 2,541 0,138 80 15 1,25 1,420 0,149 100 80 2 5,520 0,358
50 20 3 2,954 0,135 60 15 1,5 1,692 0,149 100 80 2,5 6,858 0,358
50 25 1,25 1,420 0,149 80 15 1,6 1,799 0,149 120 40 1,5 3,694 0,319
50 25 1,5 X 1,692 0,149 60 15 2 2,223 0,148 120 40 2 4,892 0,318
50 25 1,6 1,799 0,149 60 15 2,5 2,737 0,148 120 80 1.5 4,165 0,359
50 25 2 х 2,223 2,737 0,148 0,148 60 15 3 3,189 0,145 120 120 60 80 5,520 6,658 0,358 0,358
50 25 2,5 60 20 1,25 1,518 0,159 0,159 2.5
50 25 3 3,189 0,145 60 20 1,5 X 1,810 120 80 1,5 2 2,5 4,636 6,148 7,643 0,399 0,398 0,398
50 50 30 30 1,25 1,5 X 1,518 1,810 0,159 0,159 60 60 60 20 20 20 2 2,5 3 X 2,360 2,933 3,425 0,158 0,158 0,155 120 120 80 80
30 1,6 2 1,925 2,380 0,159 0,158 150 150 150 1,5 4,636 6,148 7,843 0,399 0,398 0,398
50 30 X 60 30 1,25 1,715 0,179 50
50 50 30 30 2,5 3 2,933 3,425 0,158 0,155 60 60 30 30 1,5 2 X X 2,045 2,694 0,179 0,178 50 2,5
50 34 1,2 1,535 0,167 60 30 2,5 X 3,326 0,178
50 34 1,25 1,5 1,597 1,904 0,167 0,167 60 30 3 3,896 0,175
50 34 60 40 1,5 X 2,281 0,199
50 34 1,6 2,025 0,167 60 40 1,6 2,427 0,199
50 34 2 2,505 0,166 60 40 2 X 3,008 0,198
50 34 2,5 3,090 0,186 80 40 2,5 3,718 0,198
50 34 3 3,613 0,163 60 40 3 4,367 0,195
155
ТОНКОСТЕННЫЕ ТРУБЫ
I©
0
Таблица 4.7 Круглые тонкостенные трубы
РАЗМЕРЫ
Q fe? W м = Вес Величины поперечных сечений рассчитаны, Аи = Площадь внешней поверхности используя номинальные размеры D и Т Расчётная плотность = 7,65 кг/дм3 1) Рекомендуемая серия
D. мм т, мм 1) X м. кг/м Ац, м2/м D. мм т. мм D X м, кг/м Au, м2/м D. мм т, мм D X м, кг/м Au. м2/м
8 8 8 8 8 0,6 0,8 1 1,25 1,5 X X 0,109 0,142 0,173 0,208 0,240 0,025 0,025 0,025 0,025 0,025 16 16 16 16 16 16 16 16 0,8 0,9 1 1,2 1,25 1,5 1,6 2 X X X X X 0,300 0,335 0,370 0,438 0,455 0,536 0,568 0,691 0,050 0,050 0,050 0,050 0,050 0,050 0,050 0,050 22 22 22 22 22 22 22 22 22 22 0,8 0,9 1 1,2 1,25 1.5 1.6 2 2,5 3 X X X X X 0,418 0,468 0,518 0,616 0,640 0,758 0,805 0,966 1,202 1,406 0,069 0,069 0,069 0,069 0,069 0,069 0,069 0,089 0,069 0,089
9,5 9,5 9,5 9,5 9,5 0,6 0,8 1 1.25 1.5 X 0,132 0,172 0,210 0,254 0,296 0,030 0,030 0,030 0,030 0,030
18 18 18 18 18 18 18 18 0,8 0,9 1 1,2 1,25 1,5 1.6 2 X X X X 0,339 0,380 0,419 0,497 0,516 0,610 0,647 0,789 0,057 0,057 0,057 0,057 0,057 0,057 0,057 0,057
22,2 22,2 22,2 22,2 22,2 22,2 22,2 0,9 1 1.2 1,25 1.5 1.6 2 X X 0,473 0,523 0,621 0,648 0,766 0,813 0,996 0,070 0,070 0,070 0,070 0,070 0,070 0,070
10 10 10 10 10 10 0,6 0,8 1 1,25 1,5 2 X X X 0,139 0,182 0,222 0,270 0,314 0,395 0,031 0,031 0,031 0,031 0,031 0,031
11 11 11 11 11 11 0,6 0,8 1 1,25 1,5 2 X 0,154 0,201 0,247 0,301 0,351 0,444 0,035 0,035 0,035 0,035 0,035 0,035 18,3 18,3 18,3 18,3 18,3 18,3 18,3 0,9 1 1,2 1,25 1.5 1.6 2 0,388 0,427 0,506 0,526 0,621 0,659 0,804 0,057 0,057 0,057 0,057 0,057 0,057 0,057
24 24 24 24 24 24 24 0,9 1 1,25 1.5 2 2.5 3 0.513 0,567 0,701 0,832 1,085 1,326 1,554 0,075 0,075 0,075 0,075 0,075 0,075 0,075
12 12 12 12 12 12 0,6 0,8 1 1,25 1,5 2 X X X 0,169 0,221 0,271 0,331 0,388 0,493 0,038 0,038 0,038 0,038 0,038 0,038
18,5 18,5 18,5 18,5 18,5 0.8 1 1,25 1.5 2 0,349 0,432 0,532 0,629 0,814 0,058 0,058 0,058 0,058 0,058
25 25 25 25 25 25 25 25 25 0,9 1 1.2 1,25 1.5 1,6 2 2.5 3 X X X X X X 0,535 0,592 0,704 0,732 0,869 0,923 1,134 1,387 1,628 0,079 0,079 0,079 0,079 0,079 0,079 0,079 0,079 0,079
12.7 12,7 12,7 12,7 12,7 12,7 0,8 0,9 1 1,25 1,5 2 X X X X X 0,235 0,262 0,289 0,353 0,414 0,528 0,040 0,040 0,040 0,040 0,040 0,040 19 19 19 19 19 19 19 19 0,8 0,9 1 1.2 1,25 1.5 1.6 2 X X X X 0,359 0,402 0,444 0,527 0,547 0,647 0,667 0,838 0,060 0,060 0,060 0,060 0,060 0,060 0,060 0,060
25,4 25,4 25,4 25,4 25,4 25,4 25,4 25,4 25,4 0,9 1 1,2 1.25 1,5 1,6 2 2,5 3 X X X X 0,544 0,602 0,716 0,744 0,884 0,939 1,154 1,412 1,657 0,080 0,080 0,080 0,080 0,080 0,080 0,080 0,080 0,080
13 13 13 13 13 0,8 1 1,25 1,5 2 X X X X 0,241 0,296 0,382 0,425 0,543 0,041 0,041 0,041 0,041 0,041
19,8 19,8 19,8 19,8 19,8 19,8 19,8 0,9 1 1.2 1,25 1.5 1.6 2 0,419 0,464 0,550 0,572 0,677 0,718 0,878 0,062 0,062 0,062 0,062 0,062 0,062 0,062
14 14 14 14 14 14 0,6 0,8 1 1,25 1,5 2 X X X 0,198 0,260 0,321 0,393 0,482 0,592 0,044 0,044 0,044 0,044 0,044 0,044
26 26 26 26 26 26 26 26 0,9 1 1,2 1,25 1.5 1.6 2 2.5 0,557 0,617 0,734 0,763 0,906 0,963 1,184 1,449 0,082 0,062 0,062 0,082 0,062 0,082 0,062 0,082
20 20 20 20 20 20 20 20 20 20 0,8 0,9 1 1.2 1,25 1.5 1,6 2 2,5 3 X X X X X X 0,379 0,424 0,469 0,556 0,578 0,684 0,726 0,688 1,079 1,258 0,083 0,083 0,083 0,063 0,063 0,083 0,083 0,083 0,063 0,063
14,5 14,5 14,5 14,5 14,5 14,5 0,6 0,8 1 1,25 1.5 2 0,208 0,270 0,333 0,408 0,481 0,617 0,048 0,048 0,046 0,048 0,048 0,048
26,9 26,9 26,9 26,9 26,9 26,9 1 1,25 1,5 2 2,5 3 0,639 0,791 0,940 1,228 1,504 1,768 0,085 0,085 0,085 0,085 0,085 0,085
15 15 15 15 15 15 0,6 0,8 1 1,25 1,5 2 X X X 0,213 0,280 0,345 0,424 0,499 0,641 0,047 0,047 0,047 0,047 0,047 0,047
продолжение следует...
156
продолжение
[о. Т. D м. Ац, D, Т. D м. Ац. D, т 1) м. Ац,
мм X кг/м м2/м мм мм X кг/м м2/м мм мм X кг/м м2/м
27 1 0,641 0,085 36 1 0,863 0,113 44,5 1,25 1,333 0,140
27 1,25 0,794 0,085 36 1,25 1,071 0,113 44,5 1.5 X 1,591 0,140
27 1,5 0,943 0,085 38 1,5 1,276 0,113 44,5 1,6 1,693 0,140
27 2 1,233 0,085 36 2 1,677 0,113 44,5 2 X 2,096 0,140
27 2,5 1,511 0,085 36 2,5 2,085 0,113 44,5 2,5 2,589 0,140
27 3 1,776 0,085 36 3 2,441 0,113 44,5 3 3,070 0,140
26 0,9 0,801 0,066 38 1 0,912 0,119 45 1,2 1,296 0,141
28 1 X 0,868 0,066 36 1,2 1,089 0,119 45 1,25 1,349 0,141
26 1,2 0,793 0,066 38 1,25 1,133 0,119 45 1,5 1,609 0,141
28 1,25 X 0,625 0,066 36 1,5 X 1,350 0,119 45 1,6 1,712 0,141
26 1,5 X 0,980 0,066 38 1.6 1,436 0,119 45 2 2,121 0,141
26 1,6 1,042 0,066 36 2 X 1,776 0,119 45 2,5 2,620 0,141
26 2 X 1,282 0,088 36 2,5 X 2,189 0,119 45 3 3,107 0,141
28 2,5 X 1,572 0,066 36 3 X 2,589 0,119 47 1,2 1,355 0,148
28 3 1,850 0,088 38,1 1 0,915 0,120 47 1,25 1,410 0,148
26,6 0,9 0,615 0,090 38,1 1,2 1,092 0,120 47 1.5 1,683 0,146
26,6 1 0,681 0,090 36,1 1,25 1,136 0,120 47 1,6 1,791 0,148
26,6 1.2 X 0,811 0,090 38,1 1.5 1,354 0,120 47 2 2,220 0,148
26,6 1.25 0,843 0,090 36,1 1.6 1,440 0,120 47 2,5 2,744 0,146
28,6 1,5 X 1,002 0,090 38,1 2 1,781 0,120 47 3 3,255 0,146
26,6 1,6 1,085 0,090 38,1 2,5 2,195 0,120 47,6 1.2 1,373 0,150
26,6 2 1,312 0,090 36,1 3 2,597 0,120 47,6 1.25 1,429 0,150
29 0,9 0,624 0,091 40 1 X 0,962 0,126 47,6 1.5 1,705 0,150
29 1 0,691 0,091 40 1,2 1,148 0,126 47,6 1.6 1,815 0,150
29 1,2 0,823 0,091 40 1,25 1,195 0,126 47,6 2 2,249 0,150
29 1,25 0,655 0,091 40 1.5 X 1,424 0,126 47,6 2,5 2,781 0,150
29 1,5 1,017 0,091 40 1.6 1,515 0,126 47,6 3 3,300 0,150
29 1,6 1,081 0,091 40 2 X 1,874 0,126 48 1.2 1,385 0,151
29 2 1,332 0,091 40 2,5 2,312 0,126 48 1,25 1,441 0,151
30 0,9 1 0,648 0,715 0,094 0,094 40 3 X 2,737 0,126 48 1.5 1,720 0,151
30 41 1 0,986 0,129 48 1.6 1,831 0,151
30 1,2 0,652 0,094 41 1,2 1,178 0,129 48 2 X 2,269 0,151
30 1.25 X 0,686 0,094 41 1,25 1,225 0,129 48 2,5 2,805 0,151
30 1,5 1,054 0,094 41 1,5 1,461 0,129 48 3 3,329 0,151
30 1.6 1,121 0,094 41 1.6 1,555 0.129 50 1.2 1,444 0,157
30 2 X 1,361 0,094 41 2 1,924 0,129 50 1,25 1,503 0,157
30 2,5 X 1,695 0,094 41 2,5 2,374 0,129 50 1.5 X 1,794 0,157
30 3 1,998 0,094 41 3 2,811 0,129 50 1.6 1,910 0,157
31,7 0,9 0,664 0,100 41,2 1 0,991 0,129 50 2 X 2,368 0,157
31,7 1 0,757 0,100 41,2 1.2 1,164 0,129 50 2,5 2,929 0,157
31,7 1,2 X 0,903 0,100 41,2 1,25 1,232 0,129 50 3 3,477 0,157
31,7 1,25 0,939 0,100 41,2 1,5 1,469 0,129 50,8 1,2 1,468 0,180
31,7 1,5 X 1,117 0,100 41,2 1.6 1,563 0,129 50,8 1,25 1,527 0,180
31,7 1,6 1,188 0,100 41,2 2 1,933 0,129 50,8 1,5 X 1,824 0,180
31,7 2 X 1,465 0,100 41,2 2,5 2,388 0,129 50,8 1.6 1,941 0,160
31,7 2,5 1,800 0,100 41,2 3 2,826 0,129 50,8 2 X 2,407 0,160
32 1 0,765 0,101 41,5 1 0,999 0,130 50,8 2,5 X 2,978 0,180
32 1,2 0,911 0,101 41,5 1,2 1,193 0,130 50,8 3 3,536 0,180
32 1,25 X 0,948 0,101 41,5 1,25 1,241 0,130 54 1,2 1,563 0,170
32 1,5 X 1,128 0,101 41,5 1.5 1,480 0,130 54 1,25 1,626 0,170
32 1,6 1,200 0,101 41,5 1,6 1,574 0,130 54 1,5 1,942 0,170
32 2 X 1,480 0,101 41,5 2 1,948 0,130 54 1.6 2,088 0,170
32 2,5 X 1,819 0,101 41,5 2,5 2,404 0,130 54 2 2,565 0,170
32 3 X 2,146 0,101 41,5 3 2,848 0,130 54 2,5 3,175 0,170
34 1 0,814 0,107 42 1 1,011 0,132 54 3 3,773 0,170
34 1.25 1,010 0,107 42 1,2 1,207 0,132 57 1,25 1,719 0,179
34 1,5 1,202 0,107 42 1,25 1,258 0,132 57 1.5 2,053 0,179
34 2 1,578 0,107 42 1.5 1.496 0,132 57 2 X 2,713 0,179
34 2,5 1,942 0,107 42 1.6 1,594 0,132 57 2,5 3,360 0,179
34 3 2,294 0,107 42 2 1,973 0,132 57 3 3,995 0,179
35 35 1 1.2 0,838 1,000 0,110 0,110 42 42 2.5 3 2,435 2,865 0,132 0,132 80 80 1,25 1,5 1,811 2,164 0,188 0,188
35 1,25 1,040 0,110 44 1,25 1,318 0,136 80 2 X 2,861 0,188
35 1,5 X 1,239 0,110 44 1.5 1,572 0,138 80 2,5 3,545 0,188
35 1.6 1,318 0,110 44 1,6 1,673 0,136 60 3 X 4,217 0,188
35 2 X 1,628 0,110 44 2 2,072 0,138
35 2,5 X 2,004 0,110 44 2.5 2,559 0,138
35 3 X 2,388 0,110 44 3 3,033 0,138
157
продолжение следует...
!о
... продолжение
D. мм Т. мм П X м. кг/м Аи. м2/м D. мм т. мм D X м. кг/м Аи. м2/м D, мм т. мм D X М. кг/м Аи. м2/м
63,5 1,25 1,919 0,199 101,6 1,5 X 3,703 0,319 127 1,5 4,643 0,399
63,5 1,5 X 2,294 0,199 101,6 2 X 4,913 0,319 127 2 X 6,165 0,399
63,5 2 X 3,033 0,199 101,6 2,5 X 6,110 0,319 127 2,5 7,676 0,399
63,5, 2,5 3,761 0,199 101,6 3 7,295 0,319 127 3 9,174 0,399
63,5 3 4,476 0,199 108 1,5 3,940 0,339 133 1,5 4,864 0,418
76,1 1.5 X 2,760 0,239 108 2 X 5,228 0,339 133 2 6,461 0,418
j 76,1 2 X 3,655 0,239 108 2,5 6,504 0,339 133 2,5 8,046 0,418
76,1 2,5 4,538 0,239 108 3 7,768 0,339 133 3 9,618 0,418
76,1 3 5,408 0,239 114,3 1,5 4,173 0,359
88,9 1.5 3,233 0,279 114,3 2 X 5,539 0,359
88,9 2 X 4,286 0,279 114,3 2,5 6,893 0,359
88,9 2,5 5,327 0,279 114,3 3 8,234 0,359
88,9 3 6,355 0,279
Таблица 4.8 Эллипсовидные тонкостенные трубы
РАЗМЕРЫ
X К Т М = Вес Величины поперечных сечений рассчитаны, используя номинальные Аи = Площадь внешней поверхности размеры Н. В и Т. а также наружное закругление угла R: Ресчётная плотность = 7,65 кг/дм3 1) Рекомендуемая серия
н, мм в. мм т. мм D X М. кг/м Аи. м2/м Н. мм В. мм Т. мм D X М. кг/м Аи. м2/м н. мм в. мм Т. мм 1) X м. кг/м Ац. м2/м
22 22 22 22 22 16,5 16,5 16,5 16,5 16,5 0,8 1 1,25 1,5 2 X 0,364 0,450 0,555 0,657 0,651 0,061 0,061 0,061 0,061 0,061 25 25 25 25 25 17 17 17 17 17 0,8 1 1,25 1,5 2 0,399 0,493 0,609 0,721 0,937 0,066 0,066 0,066 0,086 0,066 31 31 31 31 17,5 17,5 17,5 17,5 1 1,25 1.5 2 X 0,573 0,709 0,642 1,097 0,078 0,078 0,078 0,078
158
ТОНКОСТЕННЫЕ ТРУБЫ
Таблица 4.9 Плоскоовальные тонкостенные трубы
размеры
М = Вес Величины поперечных сечений рассчитаны, испогьзуя номинальные
Аи = Площадь внешней поверхности размеры Н, В и Т. а также наружное закругление угла R:
Расчётная плотность = 7,85 кг/дм3
7в . 1) Рекомендуемая серия
н. мм в. мм Т. мм 1) X м, кг/м Ац« м2/м н. мм В. мм Т. мм 1) X м. кг/м Аи. м2/м н. мм В. мм т. мм D X м. кг/м Аи. м2/м
9 9 9 9 7 7 7 7 0,8 1 1,25 1.5 0,147 0,179 0,216 0,251 0,026 0,026 0,026 0,026 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 38 16 16 16 16 16 16 16 16 0,9 0,9 1 1,2 1,25 1,5 1.6 2 X 0,646 0,646 0,715 0,852 0,886 1,054 1,121 1,381 0,094 0,094 0,094 0,094 0,094 0,094 0,094 0,094 45 45 45 45 25 25 25 25 1 1,25 1,5 2 X 0,906 1,125 1,340 1,762 0,119 0,119 0,119 0,119
22 22 22 22 22 16,5 16,5 16,5 16,5 16,5 0,8 0,9 1 1,25 1,5 0,379 0,424 0,469 0,578 0,684 0,063 0,063 0,063 0,063 0,063 48 48 48 48 48 48 48 48 48 20 20 20 20 20 20 20 20 20 0,9 1 1,2 1,25 1,5 1.6 2 2,5 3 0,820 0,908 1,084 1,127 1,344 1,429 1,767 2,178 2,576 0,119 0,119 0,119 0,119 0,119 0,119 0,119 0,119 0,119
20 20 20 20 20 20 20 20 0,9 1 1,2 1,25 1,5 1.6 2 2,5 X X 0,678 0,751 0,895 0,931 1,108 1,178 1,453 1,765 0,099 0,099 0,099 0,099 0,099 0,099 0,099 0,099
25 25 25 25 25 25 15 15 15 15 15 15 0,8 0,9 1 1,25 1.5 2 0,406 0,454 0,502 0,620 0,735 0,955 0,067 0,067 0,087 0,067 0,067 0,067
50 50 50 50 50 50 50 50 50 50 50 50 50 15 15 15 15 1 1,25 1,5 2 X 0,895 1,111 1,324 1,740 0,117 0,117 0,117 0,117
30 30 30 30 30 30 30 15 15 15 15 15 15 15 0,9 1 1,2 1,25 1,5 1,6 2 X X 0,525 0,581 0,691 0,718 0,653 0,905 1,112 0,077 0,077 0,077 0,077 0,077 0,077 0,077
38,9 38,9 38,9 38,9 38,9 38,9 38,9 38,9 20 20 20 20 20 20 20 20 0,9 1 1,2 1,25 1,5 1,6 2 2,5 0,691 0,765 0,912 0,949 1,129 1,201 1,481 1,821 0,101 0,101 0,101 0,101 0,101 0,101 0,101 0,101
20 20 20 20 20 1 1,25 1,5 2 2,5 X 0,940 1,167 1,391 1,830 2,256 0,123 0,123 0,123 0,123 0,123
31,6 31,6 31,6 31,6 31,6 31,6 15,4 15,4 15,4 15,4 15,4 15,4 1 1,2 1,25 1,5 1,6 2 0,609 0,725 0,754 0,696 0,951 1,170 0,081 0,081 0,081 0,081 0,081 0,081 30 30 30 30 1,25 1.5 2 2,5 X X 1,279 1,525 2,009 2,480 0,134 0,134 0,134 0,134
40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 40 10 10 10 10 10 10 1 1,2 1,25 1.5 1.6 2 0,693 0,826 0,858 1,021 1,085 1,337 0,091 0,091 0,091 0,091 0,091 0,091
60 60 60 60 60 60 60 60 60 15 15 15 1 1,25 1,5 X 1,052 1,307 1,559 0,137 0,137 0,137
31,7 31,7 31,7 31,7 31,7 31,7 31,7 15,9 15,9 15,9 15,9 15,9 15,9 15,9 0,9 1 1.2 1,25 1.5 1,6 2 0,556 0,615 0,733 0,762 0,905 0,961 1,182 0,082 0,082 0,082 0,082 0,082 0,082 0,082
20 20 20 20 1 1,25 1,5 2 X X 0,783 0,970 1,155 1,516 0,103 0,103 0,103 0,103 18 18 18 1,25 1,5 2 1,341 1,599 2,108 0,141 0,141 0,141
20 20 20 1 1,25 1,5 1,097 1,363 1,626 0,143 0,143 0,143
25 25 25 25 25 25 25 25 0,9 1 1,2 1,25 1,5 1,6 2 2,5 X X 0,747 0,827 0,987 1,026 1,222 1,300 1,605 1,976 0,109 0,109 0,109 0,109 0,109 0,109 0,109 0,109
33 33 33 33 20 20 20 20 1 1,25 1,5 2 X 0,673 0,833 0,990 1,296 0,089 0,089 0,089 0,069
70 70 70 70 70 70 9 9 9 1,25 1.5 2 X 1,436 1,714 2,261 0,150 0,150 0,150
11 11 11 1,25 1,5 2 1,458 1,741 2,296 0,153 0,153 0,153
35 35 35 35 15 15 15 15 1 1,25 1,5 2 X X 0,659 0,816 0,970 1,269 0,087 0,087 0,087 0,087
41,7 41,7 41,7 41,7 41,7 22,6 22,6 22,6 22,6 22,6 1 1,25 1.5 2 2,5 0,833 1,033 1,230 1,616 1,989 0,109 0,109 0,109 0,109 0,109 78 78 78 38 38 38 1,5 2 2,5 2,292 3,031 3,758 0,199 0,199 0,199
36 36 36 36 36 36 16 16 16 16 16 16 1 1,2 1,25 1,5 1,6 2 0,684 0,815 0,647 1,007 1,071 1,318 0,090 0,090 0,090 0,090 0,090 0,090
44,5 44,5 44,5 44,5 44,5 32 32 32 32 32 1 1,25 1,5 2 2,5 0,961 1,193 1,423 1,872 2,309 0,126 0,126 0,126 0,126 0,126
36 36 36 36 36 36 36 18 18 18 18 18 18 18 0,9 1 1.2 1,25 1,5 1,6 2 0,634 0,702 0,836 0,870 1,034 1,099 1,354 0,093 0,093 0,093 0,093 0,093 0,093 0,093
45 45 45 45 45 17 17 17 17 17 1 1,25 1.5 2 2,5 X 0,834 1,035 1,233 1,619 1,993 0,109 0,109 0,109 0,109 0,109
□Я
□о
159
ТОНКОСТЕННЫЕ ТРУБЫ
160
НЕСУЩИЕ ТРУБЫ
НЕСУЩИЕ ТРУБЫ
(ЛСЛШСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ
СВ СЛ А Фк GO GO GO GO GO GO Ko
NO СЛ 45k GO NO '-l
НЕСУЩИЕ ТРУБЫ........................................................................163
Введение.............................................................................163
Инструкции по выбору.................................................................163
Программа производства несущих труб..................................................165
Трубы, пригодные для нарезания резьбы................................................165
Напорные трубы.......................................................................167
Теплофикационные трубы...............................................................170
Стальные трубы для сосудов высокого давления.........................................172
Газовые трубы........................................................................175
Покрытия труб........................................................................177
Наружные покрытия....................................................................177
Внутренние покрытия..................................................................177
Приобретение.........................................................................178
Формирование цены....................................................................178
162
НЕСУЩИЕ ТРУБЫ
5 НЕСУЩИЕ ТРУБЫ
5.1 Введение
Раутаруукки изготовляет сварные несущие трубы с продольным швом диаметром 0 17,2...323,9 мм и со спираль-
ным швом диаметром 0 355.6...1220 мм. Трубы с продольным швом свариваются высокочастотной сваркой без
применения присадки. Трубы диаметром 0 17,2...114,3 мм обычно нормализуются по всему сечению или проходят
горячую обработку до соответствующего нормализационному отжигу физического состояния. Область сварного шва
труб диаметром 0 139,7...323,9 мм нормализуется. Трубы со спиральным швом свариваются дуговой сваркой под
флюсом и швы не подвергаются термообработке.
5.2 Инструкции по выбору
Выбор марки стали несущих труб для трубопроводов под давлением, парогенераторов и напорных резервуаров зави-
сит от области применения (давление, температура и состав среды). При проектировании следует учитывать нацио-
нальные инструкции разных стран по использованию сосудов высокого давления. Финское законодательство делит
трубопроводы на категории А и В В трубопроводах категории А используются лишь одобренные к применению Гос-
технадзором (ТТК) трубы для сосудов высокого давления, трубопроводы категории В изготовляются из одобренных к
применению труб из конструкционных сталей.
При выборе, расчёте и проектировании несущих труб в Финляндии используются следующие стандарты и источники:
PSK 4901 Законодательство по использованию сосудов высокого давления. Трубопроводы. Общая честь.
В стандарте рассмотрено финское законодательство на сосуды под давлением в части трубопроводов.
- DIN 1626, DIN 162В и DIN 17 177 Стандарты на условия поставки
В стандартах представлены общие положения по допустимым рабочим давлениям и температурам стальных
труб. В отличие от этого Гостехнадзор одобрил к применению в Финляндии изготовляемые на заводах в Оу-
лайнен и Пулккила согласно стандарта SFS 1100 стальные трубы для сосудов высокого давления с макси-
мальной рабочей температурой + 450 °C, таблица 5.14.
- Стальные трубы Раутаруукки для сосудов высокого давления. Проектировочные таблицы. 1992.
В книге представлены допустимые давления для сварных стальных труб со спиральным швом при различных
рабочих температурах.
- AD-Merkblatt W4.
Норматив содержит сводный перечень ограничений на использование стандартных труб, таблица 5.14.
- SFS 3274 Расчёт сосудов высокого давления Трубопроводы. Прямая труба. Внутреннее давление.
В соответствии со стандартом определяются толщины стенок труб.
- SFS 3324 Расчёт сосудов высокого давления. Учёт склонности к хрупкому разрушению.
В соответствии со стандартом определяется минимальная допустимая рабочая температура труб
163
НЕСУЩИЕ ТРУБЫ
Маркировка несущих труб в чертеже и заказе
Труба DIN 2458/ DIN 1628 - 168,3 x 4 -12000 St 37.0 WB EN 10204-3.1-В
Название
Стандарт на размеры
Стандарт на условия поставки
Размеры трубы__________________________
Длина трубы, мм__________________________________
Марка стали_____________________________________________
Коэффициент прочности сварного соединения____________________
Сертификат на материал
Прочие примеры маркировки
Труба SMS 326-114,3 x 4,5 - 6000 SS1412 32 EN 10204-2.1
Труба DIN2458/DIN 1628 - 508 x 8,3-18000 HIIDIN17155 EN 10204-3.1.В
Труба API Spec. 5L - 1016 x 12,7 -18000 X70 EN 10204-3.1.B
Номенклатура
В таблице 5.1 представлены наиболее используемые стандарты на несущие трубы.
Таблица 5.1 Несущие трубы. Номенклатура
ПРОДУКЦИЯ СТАНДАРТ НА РАЗМЕРЫ СТАНДАРТ НА УСЛОВИЯ ПОСТАВКИ СТАНДАРТ НА МАТЕРИАЛЫ
Трубы, пригодные для нареза- ния резьбы - лёгкая серия - средняя серия - тяжёлая серия ISO 65 SFS 3312 SMS 326 DIN 2440 SFS 3313 SMS 327 DIN 2441 ISO 65 SFS 3312 SMS 326 DIN 2440 SFS 3313 SMS 327 DIN 2441 SS 14 12 32 SFS 200 SS 14 12 32 DIN 17 100 SFS 200 SS 14 12 32 DIN 17 100
Напорные трубы DIN 2458 DIN 2458 DIN 1626 SS 21 97 01 DIN 1626 SS14XX XX
Теплофикационные трубы LLY L2/86 VVF DIN 2458 LLYL2/86 VVF DIN 1626 DIN 1626 SFS 1100 DIN 17 155 DIN 1626 SS14XX XX DIN 1626
Стальные трубы для сосудов высокого давления DIN 2458 DIN 2458 DIN 2458 DIN 2458 DIN 1628 SS 21 97 01 DIN 1628 DIN 17 177 SFS 1100 SS14XX XX DIN 1628 DIN 17 155 DIN 17 177
Г азовые трубы API Spec. 5L API Spec. 5L DIN 2458 SFS 2732 API Spec. 5L DIN 17 172 SFS 2732 API Spec. 5L DIN 17 172
LLY - Общество теплоэнергетики VVF - VSrmeverksfOreningen
164
НЕСУЩИЕ ТРУБЫ
5.3 Программа производства несущих труб
5.3.1 Трубы, пригодные для нарезания резьбы
Трубы, пригодные для нарезания резьбы, применяются в трубопроводах, в которых трубы соединяются, в основном,
дезьбовыми соединениями. Изготовляемые Раутаруукки трубы, пригодные для нарезания резьбы, подходят также для
уединения сваркой.
В таблице 5.2 представлена номенклатура труб, пригодных для нарезания резьбы, и в таблице 5.3 размеры и допуски
на размеры.
Таблица 5.2 Трубы, пригодные для нарезания резьбы. Номенклатура
ПРОДУКЦИЯ СТАНДАРТ НА РАЗМЕРЫ СТАНДАРТ НА УСЛОВИЯ ПОСТАВКИ СТАНДАРТ НА МАТЕРИАЛЫ
Трубы, пригодные для нареза- ния резьбы - лёгкая серия ISO 65 ISO 65 SS 14 12 32
- средняя серия SFS 3312 SFS 3312 SFS 200
SMS 326 SMS 326 SS 14 12 32
DIN 2440 DIN 2440 DIN 17 100
-тяжёлая серия SFS 3313 SFS 3313 SFS 200
SMS 327 SMS 327 SS 14 12 32
DIN 2441 DIN 2441 DIN 17 100
5
165
НЕСУЩИЕ ТРУБЫ
Таблица 5.3 Трубы, пригодные для нарезания резьбы. Размеры и допуски на размеры
РАЗМЕРЫ НА СКЛАДЕ"
Длина: 6000
РАЗМЕРЫ
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Труба
Название
Стандарт на размеры
и условия поставки
Размеры трубы ____
Длина трубы, мм
Марка стали __________________
Сертификат на материал EN 10204-
SFS 3312 - DN 50 - 6000 Fe 33 SFS 200
Марка стали:
Fe33 SFS200
Защита поверхности:
- непокрытая
- защитная окраска
Оснащение:
- без муфт и резьбы
Расчётная плотность 7,65 кг/дм3
Наружный диаметр ЛЁГКАЯ СЕРИЯ СРЕДНЯЯ СЕРИЯ ТЯЖЁЛАЯ СЕРИЯ
DN D. ISO 65 light II. BS1387 SFS 3312, ISO 65, SMS 326, SFS 3313, ISO 65, SMS 327,
DIN 2440, BS 1387 DIN 2441, BS 1387
Диаметр, Стенка. 11 Масса. Диаметр. Стенка. тг Масса, Диаметр. Стенка. 1) Масса,
мм in мм ММ ММ X кг/м ММ ММ X кг/м ММ мм X кг/м
10 3/8 17,2 16,7- 17,1 1,80 0,684 16,7- 17.5 2,35 X 0,852 16,7- 17,5 2,90 X 1.02
15 1/2 21,3 21,0- 21,4 2,00 0,952 21,0- 21,8 2,65 X 1,22 21,0- 21,8 3,25 X 1,45
20 3/4 26,9 26,4- 26,9 2,35 1.41 26,5- 27,3 2,65 X 1,58 26,5 - 27,3 3,25 X 1,90
25 1 33,7 33,2- 33,8 2,65 2,01 33,3 - 34,2 3,25 X 2,44 33,3 - 34,2 4,05 X 2,97
32 1 1/4 42,4 41,9- 42,5 2,65 2,58 42,0 - 42,9 3,25 X 3,14 42,0 - 42,9 4,05 X 3,64
40 1 1/2 48,3 47,8- 48,4 2,90 3,25 47,9- 48,8 3,25 X 3,61 47,9 - 48,8 4,05 X 4,43
50 2 80,3 59,4- 60,2 2,90 4,11 59,7 - 60,8 3,65 X 5,10 59,7- 60,8 4,50 X 6,17
65 21/2 76,1 75,2- 76,0 3,25 5,60 75,3- 76,6 3,65 X 6,51 75,3- 76,6 4,50 X 7.90
60 3 88,9 87,9- 88,7 3,25 6,81 88,0- 89,5 4,05 X 8,47 88,0- 89,5 4,65 X 10,1
100 4 114,3 113,0-113,9 3,65 9,89 113,1-115,0 4,50 X 12,1 113,1-115,0 5,40 X 14,4
125 5 139,7 , — 138,5-140,8 4,65 16,2 138,5-140,8 5,40 17,8
150 6 168.32) — 166,6-170,0 4,65 19,6 188,6-170,0 5,40 21,7
х = Размер на складах дилеров. 2> Отличается от стендарта
Предел текучести стали Fe 33 (St 33) Ret г 185 Н/мм2, предел прочности Rm = 310...540 (510) Н/мм2
и удлинение As а 17 %.
СВАРНОЕ СОЕДИ-
НЕНИЕ__________
ГИДРОИСПЫТАНИЕ
ОБЛАСТЬ
ПРИМЕНЕНИЯ
Заусенцы обрезаются с внешней стороны трубы.
Высота облегчённого сварного шва на внутренней поверхности не более 60 % от толщины стенки._
Гидроисгъпение давлением 50 бар или 100 %:ый контроль турбулентного потока._________________
Трубы, пригодные для нарезания резьбы, используются в водопроводах. Согласно стендарта SFS 3347 тру
бу этого торгового качества можно использовать в напорных резервуарах и трубопроводах в качестве кон-
структивной детали, не соединяющейся сваркой, при следующих условиях:
- содержимое неопасное
- номинальный размер не более DN 50
- рабочая температура + 5 °C... + 185 °C
- максимальное допустимое рабочее давление < 10 бар или < 16 бар при рабочей температуре < + 120 °C.
В качестве расчётной прочности можно использовать величину 150 Н/мм2 при комнатной температуре,
135 Н/мм2 при + 100 °C и 125 Н/мм2 при + 150 °C.
В качестве коэффициента прочности сварного соединения используется величина v = 0,6.
Трубы с коэффициентом прочности сварного соединения у = 1,0 изготовляются по другим стандартам.
Сертификаты на материал
По согласованию трубам, пригодным для нарезания резьбы, предоставляется соответствующий стандарту EN 10204
сертификат на материал.
В пункте 9 представлены сравнительные стандарты сертификатов на материал разных стран.
Маркировки
Трубы, пригодные для нарезания резьбы, маркируются постоянным обозначением завода-изготовителя.
166
1
НЕСУЩИЕ ТРУБЫ
5.3-2 Напорные трубы
^-готовпяеьые из конструкционных сталей напорные трубы предназначены для трубопроводов, область применения
которых соответствует установленным стандартом DIN 1626 ограничениям. Коэффициент сварки v = 1,0 (например.
St 37.0 WB) одобрен Гостехнадзором. Для менае ответственных объектов, как центральные водопроводы, возможна
поставка труб также с коэффициентом сварки 0,9 (например. St 37.0 WA).
Номенклатура
Таблица 5-4 Напорные трубы. Номенклатура
ПРОДУКЦИЯ СТАНДАРТ НА РАЗМЕРЫ СТАНДАРТ НА УСЛОВИЯ ПОСТАВКИ стандарт на материалы
Напорные трубы DIN 2458 DIN 2458 DIN 1626 SS 21 97 01 DIN 1626 SS14XX XX
Размеры и вес одного метра изготавливаемых Раутаруукки напорных труб представлены в таблице 5.5. В таблице ука-
заны соответствующие стандарту на размеры DIN 2458 рекомендуемые толщины стенок сварных труб.
Напорные трубы изготовляются из представленных в таблице 5.6 соответствующих стандарту DIN 1626 марок стали и
из конструкционной стали COR-TEN В, стойкой против атмосферной коррозии, (пункт 1.4.6). Наиболее применяе-
мая марка стали St 37.0. В таблице также представлены соответствующие инструкциям NGS и решениям Гостех-
надзора расчётные прочности при повышенных температурах.
Стандарт на условия поставки напорных труб DIN 1626. Допуски на размеры соответствуют стандарту DIN 1626. и
они представлены в таблице 5.7.
167
НЕСУЩИЕ ТРУБЫ
Таблица 5.5 Напорные трубы. Размеры
РАЗМЕРЫ МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ РАЗМЕРЫ НА СКЛАДЕ~
Труба DIN2458/DIN 1626-168,3 x 4-12000 St37.0WB 3.1-В Длина: 6000 12000 Марка стали: St 37.0 DIN 1626 Защита поверхности: - непокрытая - окрашена или покрыта лаком снаружи
О Название | Стандарт на размеры Стендарт на условия поставки Размеры трубы
t Длина трубы, мм
Марка стали
| = Согласно стандарта Коэффициент прочности сварного соединения
Сертификат на материал EN 10204-
423-1 = Рекомендация ’аутаруукки
Расчётная плотность 7,85 кг/дм3
На ружный диам. МАССА, (кг/м) в зависимости от толщины стенки, t (мм)
DN D. мм 2 2,3 2,6 2,9 3,2 3,6 4 4,5 5 5,6 6,3 7,1 8 8,8 10 11 12,5 14,2 16
С ПРОДОЛЬНЫМ ШВОМ 10 17.2 0,75 0,85
15 21,3 0,95 1,08 1,20 1,32
20 26,9 1,23 1,40 1,56 1,72 1,87
25 33,7 1,56 1,78 1,99 2,20 2,41 2,67
32 42,4 2,27 2,55 2,82 3,09 3,44 3,79
40 48,3 2,61 2,93 3,25 3,58 3,97 4,37
50 60,3 3,30 3,70 *11 4,51 5,03 5,55 6,19 6,82
65 76,1 4,71 5,24 5,75 6,44 7,11 7,95 8,77
60 88,9 6,15 6,76 7,57 8,38 9,37 10,3 11,5
100 114,3 8,77 9,83 10,9 12,2 13,5 15,0 16,8
125 139,7 12,1 13,4 15,0 16,6 18,5 20,7
150 168,3 14,6 16,2 18,2 20,1 22,5 25,2 26,2
200 219,1 21,2 23 26,4 29,5 33,1 37,1 41,6
250 273 29,8 33,0 38,9 41,4 46,6 52,3 57,3
300 323,9 39,3 44,0 49,3 55,5 62,3 68,4 77,4
| СО СПИРАЛЬНЫМ ШВОМ 350 355,6 34,7 39,0 43,2 48,3 54,3 61,0 68,6 75,3 85,2 93,5 108
400 408,4 49,5 55,4 62> 69,9 78,6 86,3 97,8 107 121
450 457 55,7 62,3 70Д 78,8 88,6 97,3 110 121 137
500 508 62,0 69,4 77,9 87,7 98,6 108 123 135 153 173
600 610 83,5 93,8 106 119 130 148 162 164 209
700 711 97,4 109 123 139 152 173 190 215 244 274
Максимальные длины заводского исполнения: 12 м при D< 114,3 16 м при D = 139,7...323,9 18 м при D > 355,6
800 813 125 141 159 175 198 218 247 260 314
900 914 141 159 179 196 223 245 278 315 354
1000 1016 177 199 219 248 273 309 351 395
1200 1220 239 263 298 328 372 422 475
16В
НЕСУЩИЕ ТРУБЫ
Таблица 5.6 Напорные трубы. Свойства и расчётные прочности марок стали
Марка стали Стандарт Механические свойства Расчётная прочность. Н/мм2 NGS/Гостехнадзор
ReH. Н/мм2. Не менее Rm. Н/мм2 As. %. Не менее Температура, С
20 100 150 185 200 250 300
S?37.0 DIN 1626 235 350 - 480 25 208 203 193 164 179 159 136
St 44.0 (1984) 275 420 - 550 21 235 206 191 — 177 157 137
St 52.0 355 500 - 650 21 329 262 267 256 251 229 207
COR-TEN В - 345 >480 21 345 283 267 256 - - -
Таблица 5.7 Напорные трубы. Допуски на размеры, DIN 1626
ХАРАКТЕРИСТИКА ДОПУСК
ГАБАРИТЫ DN10... DN150 : ± 1,0 %, но на менее ±0,5 мм DN 200 ... DN 300 :±1,0мм DN 350 ... DN 1200 :±1,6мм
ТОЛЩИНА СТЕНКИ. t t3 мм _ 025 мм t= 3,2...10мм *0*35 мм t>10MM -0,5 мм
ДЛИНА Изготавливаемая длина по согласованию. Мерная длина, например ± 20 мм.
ПРЯМОЛИНЕЙНОСТЬ Отклонение на более 0.2 % от длины трубы.
ОКРУГЛОСТЬ Овальность не более 2 %, но не менее 0,6 мм.
СВАРНОЙ ШОВ Высота облегчённого шва трубы, сваренной контактной сваркой давлением с оплавлением, < 0,3 мм. Высота облегчённого шва трубы, сваренной дуговой сваркой под флюсом: < 2,5 мм при толщине стенки < 8 мм < 3,0 мм при толщине стенки > 8 мм.
Сертификаты на материал
Изготавливаемым Раутаруукки напорным трубам предоставляется соответствующий стандарту EN 10204 или анало-
гичному другому стандарту сертификат на материал. Требование на сертификат на материал необходимо определять
уже на стадии проектирования и его наобходимо вносить в чертежи и документы изделия или конструкции. Сертифи-
кат на материал на влияет на стоимость материалов, но облегчает контроль во время закупки, хранения, изготовления
и эксплуатации.
В пункте 9 представлены сравнительные стандарты сертификатов на материал разных стран
Маркировки труб
Напорные трубы маркируются соглесно стандарта на условия поставки DIN 1626 либо краской, либо штампованием
Метод и виды маркировок согласовываются в процессе заказа.
169
НЕСУЩИЕ ТРУБЫ
5.3.3 Теплофикационные трубы
Теплофикационные трубы изготовляются соглесно рекомендаций национальных обществ теплоэнергетики или требо-
ваний предварительной изоляции теплофикационных труб В Финляндии соблюдаются рекомендация L1/84 Общества
теплоэнергетики, технические требования по использованию в теплофикационных трубопроводах сварных стальных
труб с изменениями согласно извещения L2/86. В качестве расчётных величин используются расчётное давление 16
бар и рабочая температура < 120 °C.
Номенклатура
Таблица 5.8 Теплофикационные трубы. Номенклатура
ПРОДУКЦИЯ СТАНДАРТ НА РАЗМЕРЫ СТАНДАРТ НА УСЛОВИЯ ПОСТАВКИ СТАНДАРТ НА МАТЕРИАЛ!
Теплофикационные трубы LLY L2/86 VVF DIN 2458 LLY L2/86 VVF DIN 1626 DIN 1626 SFS 1100 DIN 17 155 DIN 1626 SS 14 XX XX DIN 1626
LLY - Общество теплоэнергетики VVF - Vfirmeverksforeningen
Стандартные размеры сварных теплофикационных труб определены в рекомендации L1/84, и вес одного матра соот-
ветствует стандарту DIN 2458, они представлены в таблице 5.9. В таблице также указаны рекомендуемые марки
стали, их механические свойства и типы сертификатов на материал труб.
Допуски на размеры теплофикационных труб и технические условия поставки соответствуют рекомендациям стан-
дарта DIN 1626 или национагычых обществ теплоэнергетики. В таблице 5.7 представлены соответствующие стан-
дарту DIN 1626 допуски.
Сертификаты на материал
Изготавливаемым Раутаруукки теплофикационным трубам в Финляндии предоставляется соответствующий стандарту
EN 10204 сертификат на материал, определяемый, в зависимости от марки стали и диаметра, по таблице 5.9. Тип
сертификата на материал поставляемых в другие страны теплофикационных труб согласовывается по каждому заказу
в отдельности.
В пункте 9 представлены сравнительные стандарты сертификатов на материал разных стран.
Маркировки труб
Теплофикационные трубы маркируются по отдельной договорённости в процессе заказа краской или штампованием
либо согласно стандарта DIN 1626, требований национальных обществ теплоэнергетики, либо согласно требований
клиентов.
170
НЕСУЩИЕ ТРУБЫ
О
Твблица 5.9 Теплофикационные трубы. Размеры и марки стали
РК 1МЕРЫ МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ РАЗМЕРЫ НА СКЛАДЕ
Труба LLYL2/86- 168,3 x 4- 12000 St37.0 WB 2.2 Длина: 6000,12000 - допуск ± 20 мм Марка стали: St 37.0 DIN 1626 Fe37BP SFS 1100 Защита поверхности: - незащищённая - окрашена или покрыта лаком снаружи, плёнка 50 мкм
о t Название] Стендарт на размеры и условия поставки
Размеры трубы
Длина трубы, мм
Марка стали
Коэффициент прочности сварного соединения
Сертификат на материал EN 10 204-
Расчётная плотность 7,85 кг/дм3
Наружный диаметр Толщина стенки. t мм Масса. кг/м Марка стали и стендарт ReH. Н/мм2, He менее Rm. H/MM2 As. %. He менее Сертификат на материал EN10 204
DN 1) D. мм
I С ПРОДОЛЬНЫМ швом | 15 20 25 32 40 50 65 80 100 125 150 200 250 300 21,3 26,9 33,7 42,4 48,3 60,3 76,1 88,9 114,3 139,7 168,3 219,1 273 323,9 2,0 2,0 2.3 2.6 2,6 2,9 2,9 3,2 3.6 3,6 4,0 4,5 5,0 5.6 0,95 1,23 1,78 2,55 2,93 4,11 5,24 6,76 9,63 12,1 16,2 23,8 33,0 44,0 St 37.0 DIN 1626 235 350 - 480 25 2.2
5
(спиральный июв| 400 500 600 406,4 508 610 6.3 6.3 8,0 62,2 77,9 119
700 600 900 1000 711 813 914 1016 8,8 8,8 10.0 11,0 152 175 223 273 Fe 37 BP SFS 1100 HI DIN 17155 235 235 360-440 360-480 25 24 3.1.в
171
НЕСУЩИЕ ТРУБЫ
5.3.4 Стальные трубы для сосудов высокого давления
Изготовляемые из сталей для сосудов высокого давления сварные напорные трубы применяются в промышлении,
трубопроводах, парогенераторах, напорных резервуарах и присоединяющихся к ним трубопроводах. Сводный пере-
чень ограничений по использованию стандартных труб содержится в немецком нормативе AD-Merkblatt W4 и часть
его приведена в таблице 5.14. В таблице также представлены соответствующие решениям Гостехнадзора допусти-
мые рабочие диапазоны.
Номенклатура
Таблица 5.10 Стальные трубы для сосудов высокого давления. Номенклатура
ПРОДУКЦИЯ СТАНДАРТ НА РАЗМЕРЫ СТАНДАРТ НА УСЛОВИЯ ПОСТАВКИ СТАНДАРТ НА МАТЕРИАЛЫ"
Стальные трубы для сосудов высокого давления DIN 2458 DIN 2458 DIN 2458 DIN 2458 DIN 1628 SS 21 97 01 DIN 1628 DIN 17 177 SFS1100 SS 14 XX XX DIN 1626 DIN 17 155 DIN 17 177
Размеры и вес одного метра изготовляемых Раутаруукки стальных труб для сосудов высокого давления представлены
в таблице 5.11. В таблице также указаны соответствующие стандарту на резмеры DIN 2458 рекомендуемые
толщины стенок сварных труб.
Стальные трубы для сосудов высокого давления изготовляются в заводском исполнении из представленных в таблице
5.12 сталей Из жаростойкой стали St 37.В DIN 17 177, категория качества I, изготовляются сварные трубы с про-
дольным швом диаметром 0 21.3...114,3 мм. В таблице 5.13 представлены соответствующие инструкциям NGS и
решениям Гостехнадзора расчётные прочности при повышенных температурах.
Условия поставки и допуски на размеры стальных труб для сосудов высокого давления соответствуют стандарту DIN
1628, стали St 37.8 стандарту DIN 17 177. Допуски на размеры по стандарту DIN 162В являются такими же. как по
стандарту DIN 1626, и они представлены в таблице 5.7. Коэффициент прочности шва стальных труб для сосудов
высокого давления всегда v = 1,0.
Сертификаты на материал
Изготавливаемым Раутаруукки стальным трубам для сосудов высокого давления в Финляндии всегда предоставляется
соответствующий стандарту EN 10204-3.1 ,В сертификат на материал.
В пункте 9 представлены сравнитегьные стандарты сертификатов на материал разных стран.
Маркировки труб
Стальные трубы для сосудов высокого давления маркируются согласно стендартов на условия поставки DIN 162В или
DIN 17 177 либо краской, либо штампованием. Метод и типы маркировки согласовываются в процессе заказа.
172
НЕСУЩИЕ ТРУБЫ
Tg^nnua 5.11 Стальные трубы для сосудов высокого давления Размеры
размеры
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
РАЗМЕРЫ НА СКЛАДЕ
= Согласно стендарта
PIN 2458/ DIN 1628 -168,3x4 - 6000 Fe 37 DP 3.1 .В
Название Стендарт на размеры
Стендарт на условия поставки Размеры трубы Длина трубы, мм
Марка стали Сертификат на материал EN 10 204-
Расчетная плотность 7,65 кг/дм3
Стальные трубы для
сосудов высокого
давления изготовля-
ются в заводском
исполнении.
ё
з
i диаметр МАССА, (кг/м) в зависимости от толщины стенки, t (мм)
DN D, мм 2 2,3 2,6 2,9 3,2 3,6 4 4,5 5 5,6 6,3 7,1 8 8,8 10 11 12,5 14,2 16
15 21,3 0,95 1,06 1,20 1,32
22,0 0,99 1,12 1,24 1,37
25,0 1,13 1,29 1,44 1,58
25,4 1,15 1.31 1,46 1,61
20 26,9 1,23 1,40 1,56 1,72 1.87
31,8 1,47 1,67 1.87 2,07 2,26 2,50
25 33,7 1,56 1,78 1,99 2,20 2,41 2,67 2,93
38,0 1,78 2,02 2,27 2,51 2,75 3,05 3,35 3,72
32 42,4 1,99 2,27 2,55 2,62 3,09 3,44 3,79 4,21
44,5 2,10 2,39 2,69 2,98 3,26 3,63 4,00 4,44
40 48,3 2,28 2,61 2,93 3,25 3,56 3,97 4,37 4,86 5,34
51,0 2,42 2,76 3,10 3,44 3,77 4.21 4,64 5,16 5,67
57,0 2,71 3,10 3,49 3,87 4,25 4,74 5,23 5,63 6,41 7,10
50 60,3 2,88 3,29 3,70 4,11 4,51 5,03 5,55 6,19 6,62 7,55
63,5 3,90 4,33 4,76 5,32 5,87 6,55 7,21 8,00
70,0 4,60 5,27 5,90 6,51 7,27 8,01 8,89
65 76,1 5,24 5,75 6,44 7,11 7,95 8,77 9,74
60 88,9 6,76 7,57 8,38 9,37 10,3 11,5
100 114,3 8,77 9,83 10,9 12,2 13,5 15,0 16,8
125 139,7 12,1 13,4 15,0 18,6 18,5 20,7
150 188,3 14,6 16,2 18,2 20,1 22,5 25,2 28,2
200 219,1 21,2 23,8 26,4 29,5 33,1 37,1 41,6
250 273,0 29,8 33,0 36,9 41,4 46,6 52,3 57,3
300 323,9 39,3 44,0 49,3 55,5 62,3 68,4 77,4
350 355,6 34,7 39,0 43,2 48,3 54,3 61,0 68,6 75,3 85,2 93,5 106
400 406,4 49,5 55,4 62,2 69,9 78,6 86,3 97,8 107 121
450 457 55,7 62,3 70,0 78,8 88,6 97,3 110 121 137
500 508 62,0 69,4 77,9 87,7 98,6 106 123 135 153 173
600 610 83,5 93,8 106 119 130 148 162 164 209
700 711 97,4 109 123 139 152 173 190 215 244 274
800 813 125 141 159 175 198 218 247 260 314
900 914 141 159 179 196 223 245 278 315 354
1000 1016 177 199 219 248 273 309 351 395
1200 1220 239 263 298 328 372 422 475
173
несущие трубы
Таблица 5.12 Стальные трубы для сосудов высокого давления. Свойства марок стали
Марка стали Стендарт МЕХАНИЧЕСКИЕ СВОЙСТВА
ReH. Н/мм2. He менее Rm. Н/мм2 As. %. He менее Ударная вязкость
t. °C KV. Дж
Fe 37 ВР SFS 1100 235 360 - 440 25 + 10 27
Fe 37 DP 1970 235 360-440 25 -20 27
Fe 44 BP SFS1100 285 430 - 510 23 + 20 27
Fe 44 DP 1970 285 430-510 23 -20 27
Fe 52 BP SFS 1100 355 490-610 22 + 20 27
Fe 52 DP 1970 355 490-610 22 -20 27
St 37.4 DIN 1628 235 350 - 480 25 + 20 43
St 44.4 1984 275 420 - 550 21 + 20 43
St 52.4 355 500 - 650 21 + 20 43
St 37.8/I DIN 17 177 (1979) 235 360-480 25 — -
H I DIN 17155 235 360-480 24 0 31
HU 1983 265 410-530 22 0 31
Таблица 5.13 Стальные трубы для сосудов высокого давления. Расчётные прочности
Марка стали Стандарт РАСЧЁТНАЯ ПРОЧНОСТЬ Н/мм2 инструкции NGS (для листов < 16 мм)
Жаростойкость Предел ползучести (100 000 ч)
Температура. °C Температура. °C
20 100 150 200 250 300 325 350 375 400 450 390 400 410 420 430 440 450 500
Fe 37 Р Fe 44 Р Fe 52 Р SFS1100 216 265 333 201 250 319 189 238 284 177 226 265 167 206 245 137 177 226 128 167 216 118 157 206 108 147 191 98’ > 137’> 177’> - 140 140 190 123 123 167 106 106 146 92 92 126 81 81 111 72 72 96 64 64 63 (32) (32) (39)
St 37.4 St 44.4 St 52.4 DIN 1628 206 235 329 203 206 282 193 191 267 179 177 251 159 157 229 136 137 207 -
SI37.8/I DIN 17 177 215 200 190 181 165 140 — 120 - 110 105’) - — 1182> 103 91 79 69 —
HI HU DIN 17155 215 245 200 225 190 213 181 201 165 185 140 155 - 120 140 110 13О’> 105’) 125’) 1322) 1182’ 118 1032) 103 91 91 79 79 69 69 -
Вместо жаростойкости определяющим может быть предал ползучести. 2) Жаростойкость является определяющей. Величины в скобках условные. Предел ползучести можно также определять как предел ползучести 1 % ползучести за 100 000 часов или как предел ползучести за 200 000 часов (до разрушения).
Таблица 5.14 Рабочие диапазоны напорных труб AD-Merkblatt W4 и ТТК
Марка стали Стендарт на условия поставки Рабочий диапазон Сертификат на материал EN 10 204
D. мм Давление, р, бар Температура, Т. °C
St 37.0, St 44.0, St 52.0 DIN 1626 (1964) <219,1 >219,1... <660 > 660... < 1220 <64 <125 £16 <300 2.2
<1220 s 16011 <300 3.1.В
St 37.4, St 44.4, St 52.4 Fe 37 BP...Fe 52 DP, H I, HU DIN 1628 (1984) DIN 1626 (1964)/ТТК £114,3... <1220 >114,3... <1220 Безогранич. 2> Без ограничений <300 <450 3.1 .В 3.1 .В
St 37.8 категор. качества I DIN 17 177 (1979) <114,3 s 160 ’> <450 3.1.в
’> Можно использовать в качестве корпуса напорного резервуара только при р S ВО бар.
2> При р > 80 бар и использовании в виде корпуса напорного резервуара следует производить 100 %:ый ультразвуковой контроль
174
НЕСУЩИЕ ТРУБЫ
5.3.5 Газовые трубы
Сварные газовые трубы используются, в том числе, в питающих и распределительных трубопроводах природного газа,
раутаруукки изготовляет газовые трубы согласно финского стандарта на производство стальных труб для природного
газа SFS 2732, стандарта на условия поставки API Spec. 5L American Petroleum Institute и немецкого стандарта
DIN 17 172. При изготовлении учитываются дополняющие эти стандарты требования клиентов.
Номенклатура
Таблица 5.15 Газовые трубы. Номенклатура
ПРОДУКЦИЯ СТАНДАРТ НА РАЗМЕРЫ СТАНДАРТ НА УСЛОВИЯ ПОСТАВКИ СТАНДАРТ НА МАТЕРИАЛЫ
Газовые трубы API Spec. 5L API Spec. 5L DIN 2458 SFS 2732 API Spec. 5L DIN 17 172 SFS 2732 API Spec. 5L DIN 17172
размеры газовых труб представлены в стандарте API Spec. 5L. Толщина стенки газовой трубы рассчитывается через
внутреннее давление трубопровода и необходимые коэффициенты запаса согласно стандарта SFS 2731. В связи с
этим в таблице 5.16 представлены толщины стенок газовых труб, входящих только в программу производства Раута-
руукки.
Газовые трубы изготовляются из представленных в таблице 5.16 соответствующих стандартам SFS 2732, DIN 17 172
или API Spec. 5L марок стали. Допуски на резмеры соответствуют стандартам DIN 17 172 или API Spec. 5L.
Национальные стандарты, как SFS 2731 и DIN 2470 Tell 1, обычно допускают в газопроводах, рабочее давление ко-
торых ниже 16 бар. применение помимо основных материалов для газовых труб, упомянутых в стандартах DIN 1626
и DIN 1628 труб из спокойных сталей для напорных труб и сталей для сосудов, работающих под давлением (смотри
пункты 5.3.2 и 5.3.4).
5
Раутаруукки имеет резрешение Гостехнадзора (ТТК), American Petroleum Institute (API) и Technischer Uberwac-
hugs-Verein (TUV) на изготовление газовых труб в диапазоне размеров DN 100...1200. Коэффициент прочности
сварных соединений v = 1,0.
Сертификаты на материал
Газовым трубам в Финляндии по согласованию предоставляется соответствующий стандарту EN 10204 сертификат
на материал.
В пункте 9 представлены сравнительные стандарты сертификатов на материал разных стран
Маркировки труб
В процессе заказа газовые трубы маркируются в соответствии с договорённостью.
175
НЕСУЩИЕ ТРУБЫ
Таблица 5.16 Газовые трубы. Размеры, толщина стенки и марки стали
РАЗМЕРЫ МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Труба API 5L-219,1 х 5,0-6000 Х52 3.1 .В
О t+4 Название | Стандарт на размеры и условия поставки Размеры трубы
Длина трубы, мм
Марка стали
Сертификат на материал EN 10204-
Расчётная плотность 7,85 кг/дм3
Газовые трубы изготовляются в
заводском исполнении
РАЗМЕРЫ НА СКЛАДЕ
РАЗМЕРЫ ГАЗОВЫХ ТРУБ
МЕХАНИЧЕСКИЕ СВОЙСТВА ГАЗОВЫХ ТРУБ
Наружный диаметр Толщина стенки, t Марка стали SFS 2732 Механические свойства
Минималь- ная толщи- на стенки, мм Максим, толщина стенки в завис, от мерки стали, мм BeL. Н/мм2. Не менее Rm. Н/мм2 As. %. Не менее
DN D, мм А...Х52 Х56, Х60 Х65, Х70
СП § § — 100 125 150 200 250 300 114,3 139,7 188,3 219,1 273 323,9 3,2 3,6 3,6 4,0 4,5 5,0 6,0 6,3 7,1 8,2 9.3 9,6 6,4 7,1 7,9 - А В Х42 Х46 Х52 Х56 Х60 Х65 Х70 210 240 290 320 360 385 415 445 480 310-440 370 - 490 410-540 460 - 580 510-630 530 - 680 550-700 560-710 600 - 750 26 24 23 21 20 19 18 18 18
I СПИРАЛЬНЫЙ ШОВ 350 400 450 500 550 600 650 700 800 900 1000 1200 355,6 406,4 457 508 559 610 660 711 813 914 1016 1219 4,5 5,0 5,0 5,0 5,6 5,6 5,6 5,6 6,3 6,3 7,1 8,0 12,7 12,7 12,7 14,2 14,2 14,2 15,0 16,0 16,0 16,0 16,0 16,0 11,5 11,5 11.5 13,0 13,0 13,0 13,0 14,2 16,0 16,0 16,0 16.0 11,0 11,0 11,0 12,5 12,5 12,7 12,7 13,0 14,2 14,2 14,2 14,2
Газовые трубы изготовляются также из соответствующих стан- дарту DIN 17172 трубных сталей. Вес одного метра рассчитывается по формула: М = 0,02466 (D -1) t, [кг/м] D = наружный диаметр трубы, мм t = толщина стенки, мм
Длина сварных газовых труб с продольным швом 6... 16 м и со спиральным швом 6...18 м
Коэффициент прочности шва v = 1,0 (ТТК).
176
НЕСУЩИЕ ТРУБЫ
5 4 Покрытия труб
5.4.1 Наружные покрытия
Укладываемые в землю несущие трубы снаружи обычно покрываются полиэтиленом. Обычно используется т.н. 3-
олойное покрытие, когда на поверхность стальной трубы после струйной очистки сначала наплавляется тонкий эпок-
сидньй слой, а затем выдавливаются адгезионные и полиэтиленовые плёнки. Полиэтилен выбирается в зависимости
от рабочей температуры так, что полиэтилен низкой плотности (LDPE) можно использовать до температуры +65 °C
и полиэтилен средней плотности (MDPE) до температуры +ВО °C. Предназначенные для высоких рабочих темпера-
тур трубы покрываются аналогичным способом полипропиленом согласно стандарта DIN 3067В.
Погмэтиленовые покрытия контролируются в соответствии с требованиями стандарта DIN 30670. В таблице 5.17
представлены типичные свойства полиэтиленового покрытия низкой плотности (LDPE). Толщину покрытия можно
выбрать либо нормальную или увеличенную согласно стандарта или по отдельной договорённости.
Стальные трубные сваи покрываются в заводских условиях или полиэтиленом или эпоксидом. Минимальная толщина
эпоксидной плёнки по стандарту DIN 30 671. например. 350 ккм. Возможно по договорённости осуществление об-
работки скрещиванием
Диапазон размеров стальных труб с наружным покрытием DN 100...DN 1200 и длина 1О...1Вм.
Таблица 5.17 Типичные свойства полиэтиленового покрытия низкой плотности (LDPE)
Свойство Метод испытания Единица Требования DIN 30 670 3-слойное покрытие
Прочность адгезии + 20 °C + 50 °C DIN 30 670 Н/см £35 >15 > 120 >80
Прочность при ударе DIN 30 670 Дж/мм £5 >5
Выдавленная впадина + 23 °C + 50 °C DIN 30 670 MM <0,2 <0,3 0,1 0,2
Удлинение DIN 30 670 % £200 >400
Удельное сопротивление DIN 30 670 Ом x m2 Ы08 >10®
Тепловое старение DIN 30 670 % <35 <35
Световое старение DIN 30 670 % <35 <35
Катодное расслоение ASTM G 8 или BS 3900:Part FII MM Без требований < 5
Рабочая температуре — °C < + 50 °C -40 °C...+ 65 °C
Величины в таблице не являются гарантированными.
5.4.2 Внутренние покрытия
Трубы для центральных водопроводов покрываются изнутри или батоном или эпоксидной смолой.
Бетонное покрытие труб резмером DN 200...DN 1200 производится в соответствии со стандартом DIN 2614 центро-
бежным способом. Минимальная толщина покрытия, в зависимости от размера трубы, составляет 4...8 мм. Длина
труб обычно 12 метров. Трубы с бетонным покрытием изготовляются со сварочными фасками, оснащаются различ-
ными сварными муфтами или для внутренней или для наружной сварки а также уплотнительными муфтами или
фланцами.
Трубы для центральных водопроводов покрываются изнутри пригодной для использования в пищевой промышленно-
сти почти нерастворимой двухкомпонентной эпоксидной смолой. Минимальная толщина эпоксидной планки 400 мкм.
Трубы обычно соединяются уплотште/ьньыи муфтами, фланцами, механическими соединителями или сваркой.
При необходимости газовые трубы покрываются изнутри в соответствии с рекомендацией API RP 5L2 тонкой эпок-
сидной плёнкой толщиной минимум 60 мкм. Эпоксидное покрытие уменьшает сопротивление потока газа и облегчает
чистку линии трубопровода.
177
НЕСУЩИЕ ТРУБЫ
5.5 Приобретение
При выборе несущих труб необходимо уточнить приобретение выбранного размера и марки стали, а также требуемых
спецсвойсте в желаемый срок поставки.
При выборе сварных несущих труб в первую очередь следует использовать представленные в таблицах рекомендуе-
мые Раутаруукки размеры, которые обычно имеются на складах финских дилеров Прочие упомянутые в таблицах вы-
бора размеры поставляются по соглесованию в заводском исполнении.
Заводское исполнение
Заводское исполнение используется при достаточно большом объёме и подходящем сроке поставки. Преимущества
заводского исполнения:
- выгодная цена
- возможность выбора мерных размеров и более точных, чем по стандарту, допусков
- возможность выбора желаемой защиты поверхности
- возможность выбора нестандартных марок стали.
Заводские поставки осуществляются непосредственно с трубного завода Раутаруукки. Отделы торговли несущих труб
и технического обслуживания клиентов Rautaruukki Metform предоставляют дополнительные сведения по заводско-
му исполнению, минимальному объёму, срокам поставки и ценам.
5.6 Формирование цены
Стоимость несущих труб определяется, в том числе, по размеру партии поставки отдельно по каждому заказу. При
заводских поставках связь поддерживается непосредственно с отделом торговли несущих труб Rautaruukki Metform.
178
ГНУТЫЕ ПРОФИЛИ
179
ГНУТЫЕ ПРОФИЛИ
т- СМ т- CM СО
r-t CM СО со СО
tf>(DCD(0CD(D(0CD(0(0
ГНУТЫЕ СТАЛЬНЫЕ ПРОФИЛИ.............................................................. 181
Введение...............................................................................181
Номенклатура...........................................................................181
Программа производства и производственные предприятия..................................1g2
Стандартные профили. Типы профилей, размеры, мерки стали, допуски на размеры...........182
Профили для клиентов. Типы профилей, размеры, марки стали, допуски на размеры..........195
Проектирование и расчёт конструкций....................................................200
Справочники и инструкции...............................................................200
Программы ЭВМ..........................................................................201
Постановления и инструкции официальных органов.........................................201
6.5 Объекты применения...................................................................202
6.6 Приобретение, дилеры, заводское исполнение и срок поставки...........................202
6.7 Формирование цены....................................................................202
180
ГНУТЫЕ ПРОФИЛИ
|LiTi
6.1
ГНУТЫЕ ПРОФИЛИ
Введение
раутаруукки изготовляет гнутые стальные профили холодной обработкой Соотношение прочности (сопротивления
изгибу) и веса гнутых профилей более выгодное, чем у аналогичных горячекатанных профилей
Профильная продукция делится на две основные группы:
- стандартные, т.е. складские профили
- профили для клиентов.
Ст»«артньыи профилями являются стандартные изделия, имеющиеся у дилеров или на складе завода. При выбора
для объекта стандартного профиля гарантируется быстрое приобретение изделия
Профилями для клиентов являются изделия, изготовляеьые по их заказам в заводском исполнении. В этом случае за-
казчик может определять форму и размеры поперечного сечения, длину, а также марку стали профиля. Профиль для
клиента - это изделие, дающее чаще всего возможность использования оптимального варианта.
6.2 Номенклатура
В номенклатуру гнутого профиля входят следующие наименования продукции:
ГНУТЫЙ СТАЛЬНОЙ ПРОФИЛЬ
ХОЛОДНОКАТАННЫЙ СТАЛЬНОЙ ПРОФИЛЬ
СТАЛЬНОЙ ПРОФИЛЬ
ПРОФИЛЬ.
В таблице 6.1 представлены сведения по номенклатуре холоднокатанного стального профиля. Большинство свойств
представлено в стандартах. Некоторые вопросы рассматриваются в собственных каталогах продукции заводов-изго-
товителей профилей.
Таблица 6.1 Гнутые (холоднокатанные) стальные профили. Номенклатура
СТАНДАРТ НА РАЗМЕРЫ СТАНДАРТ НА МА- ТЕРИАЛ УСЛОВИЯ ПОСТАВКИ СЕРТИФИКАТ НА МАТЕРИАЛ СПЕЦТРЕБОВАНИЯ
Допуск на размеры и форму Марка стали Технические условия пост. Вид сертификата
- SFS 5484 - DIN 59413 - Используемые Раутаруукки допуски на размеры - Раутаруукки, программа производства - EN 10025 - SFS 200 -DIN 17100 - Раутаруукки, программа производства - SFS 5484 -DIN 17118 -EN 10204 -SFS3 -DIN 50 049 -SS11 00 01 Защита поверхности - сухая - обильно смазанная Мерный размер Прочие - гарантия на кремний - упаковка - маркировки
181
ГНУТЫЕ ПРОФИЛИ
6.3 Программа производства и производственные предприятия
Раутаруукки изготовляет холоднокатенные стальные профили из ленты, размеры которой:
- толщина 0,5...12,5 мм
- ширина 20—800 мм.
Г абариты профилей:
- ширина 5...700 ми
- высота 5...250 (300) мм
- максимальная длина ок. 24 м.
Производство осуществляется на следующих предприятиях:
- Gasell Metform Ab, Швеция
- толщина 0,3...3.0 мм
- ассортимент материалов содержит также покрытые разными способами марки стали, алюминий,
медь и латунь
- виды продукции:
- профили для клиентов (точные профили, системные профили, каркасные системы
перегородок).
- Stelform A/S, Дания
- толщина 1,0...7,0 мм
- виды продукции: профили для клиентов (стандартные профили для клиентов, спецпрофили.
систеьиые профили).
- Завод в г. Тойяла. Финляндия
- толщина 1,0—12,5 мм
- виды продукции: стандартные профили, профили для клиентов (стандартные профили для
клиентов, спецпрофили. системные профили).
Системные профили, относящиеся к системем продукции домостроения, производятся также на следующих пред-
приятиях Группы по производству строительной и машиностроительной продукции:
- GA Plagan АВ, Швеция
- Gasell Profil АВ, Швеция
- Makela Metals Оу, Финляндия
- Rannila Steel Оу, Финляндия
- AS Rannila Profiil, Эстония
- Rautaruukki Polska Sp. Z o.o., Польша
Контактные данные заводов представлены на первых страницах справочника. При каждом заводе имеется отдал тор-
говли. который окажет помощь во всех вопросах, касающихся профилей.
6.3.1 Стандартные профили. Типы профилей, размеры, марки стали, допуски
на размеры
8 программу производства входят представленные в таблицах 6.2...6.15 стальные профили. В таблицах рассмотрены
марки стали, приобретение и маркировки. Величины поперечных сечений профилей рассчитаны с помощью номи-
нальных толщин материала и полных поперечных разрезов.
В таблице 6.16 представлены соответствующие стандарту SFS 5484 допуски на размеры стандартных профилей.
Допуски на размеры по стандарту SFS 5484 частично являются более жёсткими, чем по стандарту DIN 59 413. При
точном сравнении необходимо использовать оригинальные стандарты.
182
ГНУТЫЕ ПРОФИЛИ
ibiTi
Таблица 6.2
РАЗМЕРЫ
Равнобокие угловые профили
— I-X
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ______________________
Угл.проф. SFS5484-L50 x 50 x 4 - 6000 S235J2G3 EN 10204-2.2
Название | Стандарт на размеры
Тип профиля
Габариты, мм
е
—'b
Толщина стенки,мм_________________
Длина профиля, мм_____________________
Марка стали, при необходимости стандарт
Сертификат на материал
д = Площадь попер, сечения Id = Момент инерции кручения Расч. плотность = 7,85 кг/дм3 Дц = Площадь внешней поверхн. Ixy = Центров, момент терции 1> У дилеров в Финляндии М _ Вес ip = Приведённый рад. терции 2> Рекомендуемая серия | = Момент инерции сечения Т, = Расстояние между центрами W = Момент сопрот. при изгибе кручения и тяжести 1 а Радиус инерцт РАЗМЕРЫ НА СКЛАДЕ
Длина: 6000 Защита поверхности: - слегка смазанная Марка стали: S235J2G3 EN 10025
h х Ь. 1) ми t мм Г. ММ 2) X А. мм2 хЮ2 Аи. м2/м м. кг/м Х-Х = Y-Y 1-1 2-2
I, мм4 хЮ4 W. мм3 хЮ3 i. мм хЮ 1. мм4 х 104 W. мм3 х 103 i. мм х 10 I. мм4 х 104 т о > i к i. мм хЮ
15x15 2 2 X 0,53 0,06 0,42 0,11 0,11 0,46 0,18 0,17 0,59 0,04 0,07 0,27
20x20 2 2 0,73 0,06 0,58 0,28 0,20 0,62 0,46 0,32 0,79 0,10 0,14 0,37
25x25 2 2 X 0,93 0,10 0,73 0,57 0,32 0,78 0,92 0,52 0,99 0,21 0,24 0,47
30x30 2 3 2 3 X 1,13 1,65 0,12 0,12 0,89 1,30 1,00 1,42 0,46 0,67 0,94 0,93 1,63 2,32 0,77 1,09 1,20 1,19 0,38 0,51 0,35 0,48 0,58 0,56
35x35 2 3 2 3 X 1,33 1,95 0,14 0,14 1,05 1,53 1,62 2,31 0,64 0,93 1,10 1,09 2,62 3,77 1,06 1,52 1,40 1,39 0,61 0,85 0,49 0,68 0,68 0,68
40x40 2 3 2 3 1,53 2,25 0,16 0,16 1,20 1,77 2,45 3,51 0,64 1,23 1,26 1,25 3,96 5,71 1,40 2,02 1,61 1,59 0,94 1.31 0,68 0,92 0,78 0,76
50x50 3 4 3 4 X X 2,85 3,74 0,20 0,20 2,24 2,93 7,04 9,06 1,95 2,54 1,57 1,56 11,42 14,76 3,23 4,18 2,00 1,99 2,67 3,36 1,50 1,88 0,97 0,95
60x60 3 3 3,45 0,24 2,71 12,39 2,84 1,89 20,03 4.72 2,41 4,74 2,22 1.17
70x70 5 7,5 X 6,53 0,27 5,13 31.35 6,27 2,19 51,29 10,36 2,80 11,40 4,61 1,32
75x75 4 4 5,74 0,29 4,50 32,07 5,89 2,36 51,90 9,79 3,01 12,23 4,58 1,46
60x80 5 7,5 X 7,53 0,31 5,91 47,59 8,27 2,51 77,63 13,72 3,21 17,56 6,20 1,53
hxbxt. мм Id. мм4 хЮ4 т; мм4 хЮ4 ip. мм х 10 е. мм хЮ Тъ мм хЮ VI. мм х 10 U1. мм хЮ U2. мм хЮ
15x15x2 0,01 0,07 0,81 0,47 0,49 0,50 0,54 1,06
20 x 20 x2 0,01 0,18 1.10 0,59 0,68 0,67 0,72 1,41
25 x 25 x2 0,01 0,36 1,40 0,72 0,86 0,85 0,89 1,77
30x30x2 0,02 0,63 1,69 0,84 1,04 1,03 1,07 2,12
хЗ 0,05 0,90 1,86 0,89 1,01 1.01 1,07 2,12
35 x 35 x2 0,02 1,00 1,98 0,97 1,21 1,20 1,25 2,47
хЗ 0,06 1,46 1,95 1,02 1,19 1,19 1,25 2,47
40 x 40 x2 0,02 1,51 2,26 1,09 1,39 1,38 1,43 2,83
хЗ 0,07 2,20 2,24 1,14 1,38 1,36 1.43 2,83
50 x 50 x3 0,09 4,36 2,62 1,39 1,73 1,72 1,7В 3,54
х4 0,20 5,70 2.79 1,44 1,71 1.70 1,79 3,54
60 x 60 x3 0,10 7,65 3,40 1,64 2,09 2,07 2,14 4,24
70 x 70 x5 0,54 19,95 3,92 2,00 2,40 2,31 2,46 4,95
75 x 75 x4 0,31 19,84 4,24 2,06 2,61 2,58 2,67 5,30
.80 x 80 x5 0,63 30,04 4,50 2,25 2,76 2,86 2,63 5,68
По согласованию возможно изготовление почти всех угловых профилей минимальных размеров 15x15x1,0 и максимальных,
например, 600 х 200 х 12,5,
183
ГНУТЫЕ ПРОФИЛИ
Таблица 6.3
РАЗМЕРЫ
Разнобокие угловые профили
| МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Угл.
Название |
Стандарт на размеры
L SFS5484- L 100 х 50 х 4 - 6000 S235J2G3 EN 10204-2.2
Тип профиля__________
Габариты, мм______________
Толщина стенки, мм_______________|
Длина профиля, мм___________________
Марка стали, при необходимости стандарт
Сертифжат на материал
А - Площадь попер, сечения 1д
= Площадь внешней поверх. Ьу
= Вес ip
= Момент инерции сечения Т., Тг
= Момент сопрот. при изгибе
Au
М
= Момент инерции кручения Расч. плотность = 7,85 кг/дм3
= Центров, момент инерции ’)
= Приведённый рад. инерции
= Расстояние между центрами
кручения и тяжести
У дилеров в Финляндии
Ч Рекомендуемая серия
РАЗМЕРЫ НА СКЛАД
Длина: 6000
Защита поаерхн.:
- слегка смазанная
Марка стали:
W
i = Радиус инерции а = Угол оси главного момента инерции S235J2G3 EN 10025
hxb. О мм t. мм г. мм 2) X А. мм2 Х102 Au. м2/м м. кг/м Х-Х = Y-Y 1-1 2-2 hxb. П мм хЮ4 t. мм хЮ3 Г, мм хЮ
I. мм^ хЮ4 W. мм3 хЮ3 i, мм хЮ 1. мм4 х 104 W. мм3 хЮ3 1. мм хЮ I. мм4 хЮ4 W. мм3 хЮ3 ь мм хЮ
30x20 2 2 0,93 0,10 0,73 0,87 0,43 0,96 0,32 0,21 0,58 1,02 0,51 1,05 0,17 0,16 0,42
40x20 2 2 X 1,13 0,12 0,89 1.91 0,75 1,30 0,34 0,22 0,55 2,05 0,80 1,35 0,21 0,17 0,43
50x30 3 3 2,25 0,16 1,77 5,87 1,79 1,61 1,86 0.72 0,86 6,61 2,00 1,71 0,92 0,56 0,64
60x30 3 3 2,55 0,18 2,00 9,68 2,52 1,95 1,74 0,73 0,83 10,36 2,89 2,02 1,04 0,59 0.64
60x40 3 3 X 2,85 0,20 2,24 10,77 2,66 1,94 3,98 1,30 1,18 12,63 3,11 2,11 2,12 1,01 0,86
70x50 4 4 4,54 0,23 3,56 23,05 4,64 2,25 10,06 2,67 1,49 28,00 5,86 2,49 5,13 2,06 1,06
100x50 4 4 X 5,74 0,29 4,50 61,13 9,46 3,26 11,06 2,77 1,39 65,52 10,11 3,36 6,69 2,24 1,06
125x65 5 7,5 X 9,03 0,37 7,09 150,34 18,58 4,08 30,19 5,85 1,63 162,80 20,03 4,25 17,69 4,67 1,40
150x50 5 7,5 X 9,53 0,39 7,46 224,15 24,79 4,85 14,64 3,52 1,24 229,00 25,26 4,90 9,76 2,96 1,01
h х b х t. мм Id. мм4 хЮ4 1«у. ММ4 х 104 р' мм х 10 о i X о dF i х Ti. мм хЮ Tz мм хЮ VI. мм х 10 U1. мм х 10 v2. мм хЮ U2. ММ хЮ а, градус
30 х 20 х 2 0,01 0,33 1,48 0,49 1,00 0,72 0,64 0,73 1,03 1,55 2,02 25,0
40 х 20 х 2 0,02 0,49 1,96 0,42 1,44 0,68 1,18 0,70 1,18 1,62 2,58 15,9
50 х 30 х 3 0,07 1,92 2,45 0,89 1,72 1,05 1,24 1.09 1,64 2,44 3,31 21,2
60 х 30 х 3 0,06 2,46 2,94 0,63 2,16 1,00 1,78 1,05 1.77 2,73 3,86 15,9
60 x 40 x3 0,09 4,01 2,99 0,93 1,95 1,45 1,29 1,47 2,09 3,06 4,06 24,9
70x50x4 0,24 9,42 3,52 1,22 2,24 1,62 1.31 1,64 2,49 3,74 4,78 27,7
100x50x4 0,31 15,47 4,92 1,01 3,55 1,67 2,97 1,75 2,96 4,51 6,48 15,9
125x85x5 0,75 40,71 6,15 1,34 4,41 2,22 3,59 2,26 3,79 5,73 8,13 17,1
150 x 50 x5 0,79 32,37 7,53 0,85 э,96 1,42 5,45 1,55 3,29 6,51 9,07 8,6
По согласованию возможно изготовление почти всех угловых профилей минимальных размеров 15x15x1,0 и максимальных,
например. 600 х 200 х 12,5.
184
ГНУТЫЕ ПРОФИЛИ
Ti&nMua 6.4 С-образные профили
?АЗМЕрЫ ”
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ______________________________________
С-обр. профиль SFS 5484 - С 50x30x14 х 3 - 6000 S235J2G3 EN 10204-2.2
Название|
Стандарт на размеры
Тип профиля
Толщина стенки, мм
мм
Длина профиля, мм____________________
Марка стали, при необходимости стандарт
Сертификат на материал_______________
д я Площадь попер, сечения Id = Момент инерции кручения Расч. плотность = 7,85 кг/дм3 = Площадь внешней поверх. L = Мом. инерц. изгиба с круч. ’) У дилеров в Финляндии М . Вес ip = Приведённый ред. инерции 1 = Момент инерции сечения Sy = Статический момент по оси у сечения, остающегося по дру- W = Момент сопрот. при изгибе гую сторону оси центра тяжести 1 = Радиус инерции Т« = Расстояние между центрами кручения и тяжести (Ту = 0) РАЗМЕРЫ НА СКЛАДЕ
Длина: 6000 Защита поверки.: - слегка смазанная Марка стали: S235J2G3 EN 10025 2>DC01AmEN 10130
h. i) мм ь. мм а. мм С. мм t. мм Г. мм х г > О ы ю Ац. м2/м м. кг/м х-х Y-Y
I. мм4 хЮ4 W. мм3 х 103 i, мм х 10 I. мм4 хЮ4 W. мм3 х 103 1. мм х 10
28 2> 15 8 12 2 2 1,22 0,13 0,95 1,25 0,89 1,01 0,34 0,39 0,53
30 30 10 10 2 2 1,94 0,20 1,52 2,70 1,80 1,18 2,28 1,39 1,06
50 30 14 22 3 3 3,55 0,24 2,78 12,51 5,00 1,68 4,24 2,42 1,09
100 50 15 70 3 3 6,31 0,43 4,95 97,73 19,55 3,94 20,52 6,25 1,80
h. ми Id. мм4 х 104 lw. мм6 хЮ6 Sy. мм3 хЮ3 ip. мм хЮ ех, мм хЮ еу, мм х 10 Тх. мм х 10
28 0,02 0,78 0,57 1,73 0,62 1,40 1,30
30 0,03 7,15 1,07 3,31 1,36 1,50 2,89
50 0.11 31,49 3,08 3,46 1,25 2,50 2,69
100 0,19 429,70 11,47 5,83 1,72 5,00 3.91
По согласованию возможно изготовление С-образных профилей в диапазоне размеров h = 25...500, b = 25...250, t = 1,0... 12,5.
185
ГНУТЫЕ ПРОФИЛИ
Таблица 6.5 U-образные профили
РАЗМЕРЫ МАРКИРОВКА В ЧЕРТЕЖЕ И
т Y и-обр. проф. SFS 54
X Название | Стандарт на размеры
I I
Тип профиля
I Габариты, мм
|г . Толщина стенки, мм
т Длина профиля, мм Марка стали, при необходимо Сертификат на материал
ех I -
А = Площадь попер, сечения Id = Момент инерции круче Аи = Площадь внешней поверх. L = Момент инерц. изгиба М = Вес ip = Приведённый рад. инер I = Момент инерции сечения Sy = Статический момент пс W = Момент сопрот. при изгибе сторону оси центра тя> г = Радиус инерции Тх = Расстояние между цен!
hx Ь. П мм t мм г, мм 2Г X А. мм2 хЮ2 Au. м2/м м. кг/м х-х I. мм4 хЮ4
16x16 2 2 0,83 0,09 0,85 0,31
20x20 2 2 1,07 0.11 0,84 0,67
22x21 2 2 X 1,15 0,12 0,90 0,68
25x25 2 2 1,37 0,14 1,07 1,40
30x30 2 3 2 3 1,67 2,40 0,17 0,17 1,31 1,89 2,53 3,38
35x35 2 3 2 3 1,97 2,85 0.20 0,20 1,54 2,24 4,16 5,65
40x20 40x40 2 2 3 2 2 3 X X 1,47 2,27 3,30 0,15 0.23 0,23 1,15 1,78 2.59 3,46 6,35 8,76
50x20 50x25 50x30 50x35 50x40 50x50 3 3 3 3 3 3 4 3 3 3 3 3 3 4 X X 2,40 2,70 3,00 3,30 3,60 4,20 5,47 0,17 0,19 0,21 0,23 0,25 0,29 0,28 1,89 2,12 2,36 2,59 2,63 3,30 4,30 8,05 9,70 11,36 13,02 14,68 18,00 22,41
60x30 60x40 3 3 3 3 X 3,30 3,90 0,23 0,27 2,59 3,06 17,53 22,41
70x40 70x50 3 4 3 4 X 4,20 6,27 0.29 0.32 3,30 4,92 32,09 49,05
80x40 60x50 3 4 5 4 5 3 4 7,5 4 7,5 X X 4,50 5,87 7,07 6,67 8,07 0,31 0,30 0,29 0,34 0,33 3,53 4,61 5,55 5,24 6,33 43,87 55,40 63,75 66,97 77,83
100x30 100x50 100x90 3 3 4 5 5 3 3 4 7,5 7,5 X 4,50 5,70 7,47 9,07 13,07 0,31 0,39 0,38 0,37 0,53 3,53 4,48 5,87 7,12 10,26 60,21 88,45 113,02 132,52 222,85
105x40 2,5 2,5 4,42 0,36 3,47 71,15
120x40 120x50 120x60 4 4 4 6 4 4 4 9 X X 7,47 8,27 9,07 13,06 0,38 0,42 0,46 0,45 5,87 6,49 7,12 10,25 147,09 t74,01 200,93 274,79
140x60 140x70 4 6 4 5 4 9 4 7,5 X X 9,87 14,26 10,67 13,07 0,50 0,49 0,54 0,53 7,75 11,19 8,38 10,26 288,55 397,83 325,55 389,45
160x60 160x70 5 6 6 7,5 9 9 X X 13,07 15,46 16,68 0,53 0,53 0,57 10,26 12,13 13,08 473,45 549,38 620,57
160x70 6 9 17,86 0,61 14,02 822,71
200x60 200x70 200x80 6 6 6 9 9 9 X 17,86 19,06 20,26 0,61 0,65 0,69 14,02 14,96 15,90 947,62 1060,50 1173,50
250 x 75 6 9 X 22,66 0,77 17,79 1916,50
ЗАКАЗЕ '
184 - U 120 х 60 х 4 - 6000 S235J2G3 EN 10204-2.2
хти стандарт
ния Расч. плотность = 7,85 кг/дм3 с кручен. У дилеров в Финляндии )ции 2) Рекомендуемая серия оси у сечения, остающегося по другую жасти трами кручения и тяжести (Ту = 0) РАЗМЕРЫ НА СКЛАДЕ
Длина: 6000 Защита поаерхн.: - слегка смазанная Марка стали: S235J2G3 EN10025
Y-Y
W. мм3 хЮ3 i. мм хЮ 1. мм4 хЮ4 Six i. мм хЮ
0,39 0,61 0,20 0,21 0,50
0,87 0,79 0.42 0,35 0,63
0,80 0,87 0,51 0,39 0,66
1.12 1,01 0.87 0,56 0,80
1,69 2,26 1,23 1,19 1,55 2,15 0,62 1,17 0,96 0,95
2,37 3,23 1,45 1,41 2.52 3,53 1,13 1,63 1,13 1,11
1,73 3,18 4,38 1,54 1,67 1,63 0,56 3,62 5,41 0,40 1,50 2,16 0,62 1,30 1,28
3,22 3,88 4,55 5,21 5,87 7,20 8,96 1,83 1,89 1,95 1,99 2,02 2,07 2,02 0,83 1,58 2,65 4,06 5,91 10,95 13,92 0,59 0,91 1,30 1,75 2,26 3,46 4.47 0,59 0,76 0,94 1,11 1,28 1.61 1,60
5,64 7,47 2,30 2,40 2,83 6,34 1,34 2,34 0,93 1,27
9,17 14,01 2,76 2,80 6,71 15,92 2,40 4,79 1,26 1,59
10,97 13,85 15,94 16,74 19,46 3,12 3,07 3,00 3,17 3,11 7,02 8,95 10,53 16,75 19,83 2,45 3,18 3,64 4,90 5,93 1,25 1,23 1,22 1,58 1,57
12,04 17,69 22,60 26,50 44,57 3,68 3,94 3,89 3,62 4,13 3.32 14,09 18,13 21.62 110,83 1.44 3,90 5,09 6,18 19,06 0,86 1,57 1,56 1,54 2,91
13,55 4,01 6,51 2,15 1.21
24,51 29,00 33,49 45,80 4,44 4.59 4,71 4,59 10,20 19.24 32,07 44,83 3,37 5,22 7,43 10,68 1,17 1,53 1,68 1,85
41,22 56,83 46,51 55,64 5,41 5,28 5,52 5,46 33,71 47,35 51,79 62,70 7,60 10,95 10,23 12.54 1,85 1,82 2,20 2,19
59,18 68,67 77,57 6,02 5,96 6,10 42,45 49,48 76,65 9,48 11,17 15,10 1,80 1,79 2,15
91,41 6,79 79.64 15,36 2,11
94,76 106,06 117,35 7,29 7,46 7,61 52,90 62,26 120,07 11,50 15,58 20,22 1,72 2,08 2,43
153,32 9,20 106,72 18,33 2,17
186
продолжение следует...
ГНУТЬЕ ПРОФИЛИ
iLiTi
продолжение
hxbxt. Id. I». Sy. ip. ех. еУ- Тх.
мм4 мм6 ММ3 ММ мм ММ ММ
хЮ4 хЮ6 хЮ3 х 10 хЮ хЮ х 10
"16x16x2 0,01 0,06 0,24 1,44 0,65 0,80 1,21
"s0x20x2 0,01 0,22 0,40 1,83 0,78 1,00 1.52
22 х 21 х 2 0,02 0,33 0,47 1.92 0,80 1.10 1.58
25x25x2 0,02 0,76 0,85 2,30 0,94 1,25 1,91
30 х 30 х 2 0,02 2,05 0,97 2,77 1.11 1,50 2,29
хЗ 0,07 2,50 1,35 2,74 1.17 1,50 2,28
35 х 35 х2 0,03 4,67 1,35 3.25 1,28 1,75 2.67
хЗ 0,09 5,91 1,90 3,21 1.33 1,75 2,67
"40 х 20 х 2 0,02 1,30 1,03 2,06 0,59 2,00 1,23
40 x 40 x2 0,03 9,47 1.79 3,72 1,44 2,00 3,06
хЗ 0,10 12,31 2,54 3,69 1,50 2,00 3,05
50 х 20 х 3 0,07 2,83 1.99 2,22 0,58 2,50 1.11
50 х 25 х 3 0,06 5,47 2,34 2.56 0,77 2,50 1,53
50 х 30 х 3 0,09 9,33 2,70 2,93 0,96 2,50 1,97
50 х 35 х 3 0,10 14,60 3,06 3,32 1,17 2,50 2,42
50 х 40 х 3 0,11 21,49 3,40 3,74 1.39 2,50 2,68
50 х 50 х 3 0,13 40,99 4,10 4,63 1,63 2,50 3,62
х4 0,29 46,59 5,23 4,60 1,89 2,50 3,81
60 х 30 х 3 0,10 14,62 3,46 3,10 0,89 3,00 1,85
60 х 40 х 3 0,12 33,84 4,33 3,85 1,29 3,00 2,73
70 х 40 X 3 0,13 49,61 5,36 4,00 1,21 3,50 2,60
70 х 50 х 4 0,33 113,20 8,15 4,74 1.87 3,50 3,49
80 х 40 х 3 0,14 69,03 6,44 4,1В 1.14 4,00 2,46
х4 0,31 83,30 8,25 4,13 1,19 4,00 2,47
х5 0,59 68,89 9,68 4,06 1,28 4,00 2,48
80 х 50 х 4 0,36 158,10 9,77 4,87 1,58 4,00 3,34
х5 0,67 169,20 11,57 4,64 1,86 4,00 3,36
100 х 30 х 3 0,14 53,24 7,38 4,33 0,89 5,00 2,14
100 х 50 х 3 0,17 222,90 10,29 5,25 1,39 5,00 3,10
х4 0,40 275,50 13,30 5,21 1,44 5,00 3,09
х5 0,76 301,70 15,87 5,17 1,50 5,00 3,11
100x90x5 1,09 1657,00 25,36 8,42 3,19 5,00 6,74
105x40x2,5 0,09 117,00 8,04 4,75 0,98 5,25 2,23
120 х 40x4 0,40 230,40 14,94 5,04 0,98 6,00 2,08
120 х 50 х 4 0,44 432,70 17,25 5,63 1,32 6,00 2,88
120x60x4 0,48 721,50 19,55 6,29 1,69 6,00 3,72
хб 1,57 900,80 27,43 6,20 1,60 6,00 3,74
140 x 60 x4 0,53 1052,00 24,29 6,70 1,57 7,00 3,51
хб 1.71 1338,00 34,22 6,60 1,68 7,00 3,52
140x70x4 0,57 1616,00 27,00 7,37 1,94 7,00 4,35
х5 1,09 1857,00 32,68 7,33 2,00 7,00 4,37
160 x 60 x5 1,09 1875,00 35,62 7,11 1,52 8,00 3,34
Хб 1,86 1680,00 41,68 7,06 1,57 8,00 3,33
160x70x6 2,00 2924,00 46,31 7,89 1,92 8,00 4,15
180 x 70 x6 2,14 3930,00 54,92 8,13 1,82 9,00 3,95
200 x 60 x6 2,14 3299,00 58.31 8,07 1,40 10,00 3,00
200 x 70 x6 2,29 5113,00 64,14 8,62 1.72 10,00 3,78
200 х 80 х 6 2,43 7453,00 70,00 9,21 2,06 10,00 4,58
250 x 75 x6 2,72 10790,00 93,47 10,17 1.68 12,50 3,77
По согласованию возможно иэготовлениа почти всех U-образных профилей в диапазоне размеров h = 15...700 мм,
b = 5...300 мм, t = 1,0...12,5 мм.
187
ГНУТЫЕ ПРОФИЛИ
iHi
Таблица 6.6 Опорные рельсы
РАЗМЕРЫ
r Тх Y
t i п
~~ ' 1
ех Г
ь
Сертификат на материал
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ_________________________________________
Опорный рельс SFS 5484 - KKI 41 х 35 х 2,5 - 6000 S235J2G3 EN 10204-2.2
Название |
Стандарт на размеры
Тип профиля
Размер
Толщина стенки, мм
Длина профиля, мм
Марка стали, при необходимости стандарт
А
Ац
М
= Площадь попер, сечения Id
= Площадь внешней поверх. Iw
- Вес ip
= Момент инерции сечения Тх
= Момент сопрот. при изгибе
= Радиус инерции
= Момент инерции кручения
= Мом. инерц. изгиба с круч.
= Приведённый рад. инерции
= Расстояние между центра-
ми круч, и тяжести (Ту = О)
Расч. плотность = 7,85 кг/дм3
У дилеров в Финляндии
2)
з)
Также S320GD+Z275MA
EN 1047
Также DX51D+Z275MA
EN 10142
РАЗМЕРЫ НА СКЛАДЕ
Длина: 6000 +g°
Защита поверхности:
- слегка смазанная
Марка стали:
S235J2G3 EN 10025
h. П мм ь. мм С, мм d. мм t мм г, мм А. мм2 хЮ2 Аи. м2/м м, кг/м х-х Y-Y
1. мм4 хЮ4 W, мм3 х 103 i. мм х 10 I. мм4 хЮ4 W, мм3 хЮ3 i, мм хЮ
2>30 30 8 20 2 2 1,88 0,19 1,47 2,36 1,57 1,12 2,10 1,23 1,06
3)41 35 10 24 2,5 2,5 2,96 0,24 2,33 6,75 3,29 1.51 4.87 2,34 1,26
h,
мм
30
41
Id,
мм4
х 104
0,03
0,06
мм6
х 106
7,47
33,35
ip.
мм
х 10
3,20
3,62
мм
хЮ
1,30
1,50
По согласованию возможно изготовление опорных рельсов желаемых размеров.
еУ-
мм
хЮ
1,50
2,05
мм
х 10
2,80
3,27
W
Т аблица 6.7 Коробчатые С-обрезные профили
РАЗМЕРЫ
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Кор. С-профиль SFS 5484 - Название | Стандарт на размеры : 50x30 х14хВх -60< 10 S235 J2G3 EN 102 >4-2.2
Тип профиля
Габариты, мм
Толщина стенки, мм
Длина профиля, мм Марка стали, при необходимости стандарт
Сертификат на материал
А = Площадь попер, сечения Id = Момент инерции кручения Расч. плотность = 7,85 кг/дм3 Аи = Площадь внешней поверх, к - Мом. инерц. изгиба с круч. 1) У дилеров в Финляндии М = Вес ip = Приведённый рад. инерции I = Момент инерции сечения Тх = Расстояние между центра- W = Момент сопрот. при изгибе ми круч, и тяжести (Ту = 0) i = Радиус инерции РАЗМЕРЫ НА СКЛАДЕ
Длина: 6000 +§° Защита поверхности: - слегка смазанная Марка стали: S235J2G3 EN 10025
h. 1) мм Ь, мм а мм е. мм С. мм t. мм Г. ММ ГН О < 1 X Аи, м2/м м, кг/м Х-Х Y-Y
I. мм4 хЮ4 W. мм3 хЮ3 i, мм хЮ I, мм4 хЮ4 W. мм3 х 103 L мм хЮ
46 26 13 6 22 2 2 2,36 0,24 1,68 7,74 3,23 1,81 2,28 1,53 0,98
50 30 14 8 22 3 3 3,73 0,25 2,93 12,64 5,13 1,86 4,32 2,53 1,06
h. мм Id. мм4 Х104 I». мм6 хЮ6 ip. мм х 10 6х. мм хЮ еу. мм хЮ Тх. мм хЮ
48 0,03 18,89 3,27 1,11 2,40 2,54
50 0,11 36,77 3,58 1,29 2,50 2,84
По согласованию возможно изготовление коробчатых С-образных профилей желаемых размеров.
188
ГНУТЫЕ ПРОФИЛИ
Таблица 6.8 Z-образные профили
РАЗМЕРЫ
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Аи
М
Z-проф. SFS5484-Z 40 x 53 x 30 x 3 - 6000 S235J2G3 EN 10204-2.2
Название| Стандарт на размеры | Тип профиля
Габариты, мм
Толщина стенки, мм_________________
Длина профиля мм __________________
Марка стали, при необходимости стандарт
Сертификат на материал
= Площадь попер, сечения Id = Момент инерции кручения а = Угол оси глав. мом. инер
= Площадь внешней поверх. Ixy = Центробежный момент инерции Расч. плотность = 7,85 кг/дм3
= Вес Iw = Мом. инерц. изгиба с круч. 1> У дилеров в Финляндии
= Момент инерции сечения ip = Приведённый рад. инерции
= Момент сопрот. при изг. Sy = Статический момент по оси у сечения, остающегося по дру-
= Радиус инерции гую сторону оси центра тяжести
ТИПЫ НА СКЛАДЕ
Длина: 6000
Защита поверхности:
- слегка смазанная +3°
Марка стали:
S235J2G3 EN 10025
h. И IM ь. мм в. мм t, мм Г. мм < i х Au. м2/м м. кг/м Х-Х Y-Y 1-1 2-2
I. мм'* хЮ4 сп О S i х I. мм х 10 I. мм4 хЮ4 W. мм3 xIO3 1. мм х 10 I. мм4 хЮ4 W. мм3 хЮ3 i. мм хЮ I. мм4 хЮ4 W, мм3 хЮ3 i, мм хЮ
34 30 30 3 3 2,52 0,17 1,98 4,56 2,68 1,34 4,64 1,63 1,36 8,38 2,60 1,62 0,81 0,76 0,57
53 40 30 3 3 3,39 0,23 2,68 14,76 5,14 2,09 7,74 2,18 1,51 20,35 4,92 2,45 2,14 1.21 0,79
100 50 50 3 3 5,70 0,39 4,46 68,45 17,69 3,94 22,64 4,71 2,00 103,10 15,85 4,25 8,21 3,14 1,20
150 50 50 4 4 9,47 0,46 7,44 297,00 39,60 5,60 29,57 6,16 1,77 313,10 37,24 5,75 13,54 4,47 1,20
W
h, ми Id. мм4 хЮ4 Ixy. мм4 х 104 Iw. мм6 хЮ6 Sy. мм3 хЮ3 ip. мм хЮ О <6 1 X бу. ММ хЮ VI. мм хЮ U1. мм хЮ V2. ММ хЮ U2. ММ х 10 а. градус
34 0,08 3,79 5,20 1,59 1.91 2,85 1,70 1,07 1,04 3,22 3,22 45,3
53 0,10 8,40 22,32 3,27 2,74 3,15 2,87 1,49 1,78 4,13 3,99 33,7
100 0,17 34,28 327,70 10,29 4,42 4,85 5,00 1,91 2,62 6,50 6,50 23,1
160 0,51 87,42 1079,00 23,92 5,87 4,60 7,50 1,77 3,03 8,42 8,42 13,4
По согласованию возможно изготовление почти всех Z-образных профилей в диапазоне размеров h = 35...500, b = 15...150,
1 = 1,0...12,5.
Таблица 6.9 Профиль рамы противопожарной двери
РАЗМЕРЫ РАЗМЕРЫ НА СКЛАДЕ
bi 1 Размеры профиля Длина: 6000 +g° Защита поверхности: - слегка смазанная Марка стали: S235J2G3 EN 10025
1 h =53 мм bi = 25 мм Ь2 = 53 мм а =23 мм t = 3 мм М = 3,24 кг/м Другие размеры согласовываются отдельно.
ь2
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ_________________________________________
Проф. рамы двери SFS 5484 - РОК 53 х 53 х 3 - 6000 S235J2G3 EN 10204-2.2
Название |
Стандарт на размеры
Интрофиля ________
Размер
Толщина стенки, мм__________________
Дшна профиля, мм____________________
Марка стали, при необходимости стандарт
Сертификат на материал
189
ГНУТЫЕ ПРОФИЛИ
Таблица 6.10 Колпачковые профили
РАЗМЕРЫ МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
ь , Колп, профиль SFS I 5484-Ко пп. 35 х 51 ) х 22 х 2 5-60 00 S235 J2G3 EN102 >4-2,2
£ X палоаплс । Стандарт на р Тип профиля азмеры
* Л. Г Г 1 Л IJ]
Габариты, мм
Толщина стенки, мм
TLt 1 а 1 1 “ ex 1 1 а а Длина профиля, мм
Марка стали, при необходимости стандарт Сертификат на материал
А = Площадь попер, сечения Id = Момент инерции кручения Расч. плотность = 7,85 кг/дм3 Аи = Площадь внешней поверх. Iw = Мом. инерц. изгибе с круч. 1> У дилеров в Финляндии М = Вес ip = Приведённый рад. инерции I = Момент инерции сечения Sy = Статическуй момент по оси у сечения, остающегося по дру- W = Момент сопрот. при изгибе гую сторону оси центра тяжести I = Радиус инерции Tv = Расстояние между центрами кручения и тяжести (Тх = 0) РАЗМЕРЫ НА СКЛАДЕ
Длина: 6000 +g° Защита поверхности: - слегка смазанная Марка стали: S235J2G3 EN 10025
h. 1) мм Ь, мм а. мм t мм г. ми А. мм2 х 102 Au, М2/М м, кг/м Х-Х Y-Y
1, мм^ хЮ4 W. мм3 х 103 i. мм х 10 I. мм4 хЮ4 W, мм3 хЮ3 i. мм хЮ
50 35 22 2,5 2,5 4,06 0,33 3,19 13,87 5,27 1,85 14,30 3,86 1,68
50 60 32 4 4 7.90 0.40 6.20 28.68 11.26 1.91 77,67 13.39 3,13
h. мм Id. мм'* xIO4 lw. мм6 хЮ6 Sy. мм3 хЮ3 ip, мм хЮ ех. мм хЮ бу. мм хЮ Ту. ММ хЮ
50 0,08 30,42 3,40 4,89 3,70 2,37 3,88
50 0,42 124,50 6,95 5,27 5,60 2,45 3,78
По договорённости возможно изготовление Колпачковых профилей желаемых размеров.
Таблица 6.11 Коробы кабальной защиты
РАЗМЕРЫ РАЗМЕРЫ НА СКЛАДЕ
Разм. d, мм t мм Тип головки Длина: 2200 +g° Защита поверхности: - слегка смазанная Марка стали: - DX51D+Z275MA EN 10142 Оснащение: - хомутиковый фиксатор или без него (нормальное).
Прямая Изогнутая
а 16 25 35 45 60 100 16 25 35 45 60 100 1,5 1,5 1,5 2 2 2 X X X X X X X X X X
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Короб каб. защиты SFS 5484 - KSK 35 х 1,5 - 2200 Прямая DX51D+Z275MA EN 10204-2.2
Название | Стандарт на размеры
Тип профиля
Размер_______________________________
Толщина стенки, мм___________________
Длина профиля, мм____________________
Тип головки__________________________
Марка стали, при необходимости стандарт
Сертификат на материал
190
ГНУТЫЕ ПРОФИЛИ
Таблица 6.12 Профиль треншейной защиты
РАЗМЕРЫ
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ______________________________________________
Профиль тран. ЗЭЩ. SFS 5484 - KSP 345x100 х 5 - 6000 S235J2G3 EN10204-2,2
Название ~|
Стандарт на размеры_____
Тип профиля____________________
Размер_________________________________
Толщина стенки, мм___________________________
Длина профиля, мм________________________________
Марка стали, при необходимости стандарт_________________
Сертификат на материал
А = Площадь поперечного сечения/шт. РАЗМЕРЫ НА СКЛАДЕ
ди = Площадь внешней поверхности/шт. fy] = Вес погонного метра/шт. । = Момент инерции сечения/шт. j = Радиус инерции/шт. W = Момент сопротивления при изгибе/шт. М1 = Вес/кведратный матр стены Г = Момент инерции сечения/метр стены Г = Радиус инерции/метр стены W = Момент сопрот. при изгибе/метр стены Расчётная плотность 7,85 кг/дм3 Длина: 6000 +о° 9000 *5° Защита поверхности: - слегка смазанная Марка стали: S235J2G3 EN 10025 Оснащение: Профили снабжаются подъёмньыи отверстиями 50 мм. Головка долбяка поставляется отдельно от заказа.
h. ь. а. S, t. Г. А Аи. м. М.‘ X - X X - X
ми мм мм мм мм мм ММ2 хЮ2 м2/м кг/м кг/м2 I. мм4 хЮ4 W. мм3 хЮ3 L мм х 10 81. ММ х 10 г. мм хЮ4 W, мм3 хЮ3 Г, мм хЮ e’i. мм хЮ
345 100 85 310 5 10 29,43 1,19 23,10 74,50 353 61,20 3,46 4,23 1139 228 3,46 5,00
Таблица 6.13 Г офрированный лист
РАЗМЕРЫ
h > 130 мм
Ь > 10 мм
t » 2 мм
М - 2.7 кг/м
Оснащение:
- Угольник в заводском исполнении,
оцинкованный (20 мкм)
- Семонаразающий винт
MRX-TT 6 х 20 или
гвоздь Hilti ENK22S
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ_____________________
Гофр.лист SFS5464-ATL 130 x 2 - 6000 DX51D+Z275MA 2.2
Название | Стандарт на размеры
Тип профиля
Размер_______________________
Толщина стенки, мм_______________
Длина профиля, мм___________________
Марка стали, при необходимости стандарт
Сертификат на материал
Гофрированный лист является альтернативой конструкциям, соответствующим стандартам на площадки обслуживания SFS 5069
и PSK 4701. Преимуществами гофрированного листа являются низкий вес. обусловленная оцинкованным материалом (20 мкм)
не требующая обслуживения готовая поверхность, лёгкое креплениа. быстрый монтаж и технико-экономическая выгода решения.
Он пригоден для внутреннего использования в заводском микроклимате.
191
ГНУТЫЕ ПРОФИЛИ
Таблица 6.14 Защитное ограждение и крепёжные материалы, финская модель
ЗАЩИТНОЕ ОГРАЖДЕНИЕ, SFS 5484 Y-Y ~~
£ ТЕ* Модель TIEL i ? ь. мм t. мм Длина. L, м Массе, кг/м А. мм2 х 102 I. мм4 хЮ4 W. мм3 х 103 1. ~~- мм хЮ
150/3 230/4 230/5 Ко-1464 Ко-1468 150 230 230 38 65 65 3 4 5 8 4, 8,12 4, 8,12 5,6 11.8 14,7 6,7 14,6 18,2 10,0 64,0 80,1 5,1 19,9 24,6 г 2.1 2,1
ь|
СТОЙКА ПЕРИЛ, SFS 5484
4 t Модель TIEL h. мм Ь. мм t мм Длина. L, м Массе, кг/м Модель защитного ограждения
I U-100/4 — 100 50 4 1,5 6,0 150/3
ь U-100/5 U-160/6 Ту 3/51 Ко-4354 100 160 50 60 5 6 0,9; 1,8; 2,2 0,9 7,3 12,2 230/4, 230/5 230/4, 230/5
КРЕПЁЖНЫЕ МАТЕРИАЛЫ ДЛЯ РАЗНЫХ ВАРИАНТОВ
Название Модель и размеры L (м) TIEL A В c D E F
Ту 3/51, Ту 3/52
Защитное ограждение 230/4 1> Znk, L = 4;8;12 Ko-1484 1 1 2 1
Начальная часть 230/4 Znk, L = 4;8;12 Ko-1464 1 1 1
Стойка перил 160/6 Znk, L = 0,9 Ko-4354 1
100/5 Znk, L = 0,9; 1,8; 2,2 Ту 3/51 1 1 1 1 1
Опорная часть 140/6 Znk, L = 0,15 Ту 3/51 1 1 1
Промежуточная плита 45x120 x 6 Znk Ko-4295 1 1 1 1 1 1
50 x 50 x 4 Znk Ko-4331 1
Накладка 230 Znk Ko-1465 1 1
Спецнакладка 230/4° Znk (начало L = 8 и 12) Ko-1470 1
230/9° Znk (нечало L = 4)
Концевая часть 230 Znk Ko-1468 1
Винт с шестигр. гоповк. M12x50-4.X Znk SFS 2064 1 1 1 1 1 1
Корзиночная шайба 13x40x3 Znk DIN 9021 2 2 2 2 2 2
Шестигранная гайка M12 Znk SFS 2067 1 1 1 1 1 1
Стопорный винт М12Х30-5.8 Znk SFS 2458 8 8 8
Шайба 14x24x2,5 Znk SFS 2042 8 8 8
Шестигранная гайка M12 Znk SFS 2067 8 8 8
С
Е
D
В
Направление движения
Защитные ограждения поставляются с отверстиями и горячеоцинкованньми. модель 150/3 без отверстий.
Возможна также поставка изогнутых ограждений. В модели серии 230 входят также детали с изгибом на 30°, 45° и 90°.
Нормальное расстояние между стойками 4 м. для этого в ограждении сделаны отверстия.
По отдельному согласованию ограждения можно изготовить заданной длины и с расстояниями между отверстиями на выбор
а также при желании чёрными, с отверстиями или без.
1> В отношении мостовых колонн и ограждений вместо 230/4 используется модель 230/5, с расстояниями между стойками 2 м.
TIEL - Дорожное ведомство Финляндии, Ту - общий монтажный чертёж и Ко - детальный чертёж.____________________
Марка стали S235JRG2 EN 10025
Цинкование согласно стандарта SFS 2785:
- защитных ограждений Znk 420 (средняя толщина покрытия около 60 мкм)
- стоек перил Znk 500 (средняя толщина покрытия около 70 мкм)
- оснащения Znk 375 (средняя толщина покрытия около 55 мкм).__________________________________________________
Метод поставки:
- защитные ограждения и стойки перил горячеоцинкованными из цеха цинкования
- защитные ограждения и стойки перил неоиинкованными с завода в г. Тойяла
- крепёжные материалы горячеоцинкованными с завода в г. Тойяла (модель 150/3 без материалов).
192
ГНУТЫЕ ПРОФИЛИ
рб/мца 6.15 Защитное ограждение и крепёжные материалы, европейская модель, тип А
ЗАЩИТНОЕ ОГРАЖДЕНИЕ 306/3, SFS 5484
h = 306 мм
b = 80 мм
t = 3 мм
М = 11,4 кг/м
L = 4,3; 8,3; 12,3 м_____________
СТОЙКА ПЕРИЛ SIGMA-100/55x4, SFS 5464
ЁПЁЖНЫЕ МАТЕРИАЛЫ ДЛЯ РАЗНЫХ ВАРИАНТОВ
звание Модель и размеры L (м) A в c D E
дитное ограждение 306/3 Znk, L = 4,3; 8,3; 12,3 1 1 1 2
чальная часть 306/3 Znk, L = 4,3, обочина L = 4,3, средняя полоса 1 1
ойка перил 100/55x4 Znk, L = 1,95 1 1 1 1 1
нцевая часть 306 Znk
омежуточная плита омежуточная плита 115x40x5 Znk, отверстие 012 мм 115x40x5 Znk, отверстие 018 мм 1 1 1 1 1
п с шестигр. головк. йса стиранная гайка гт с шестигр. головк. питанная гайка горный винт стигранная гайка M10X35-4.6 Znk DIN 933 13x24x2,5 Znk DIN 125 M10 Znk DIN 934 M16x35-4.6 Znk DIN 933 19x34x3 Znk DIN 125 M16 Znk DIN 439 M16x25-4.6 Znk FNS 7061 19x34x3 Znk DIN 125 M16 Znk DIN 934 1 1 1 1 1 1 1 1 1 8 8 8 1 1 1 1 1 1 8 8 8
6
Читные ограждения поставляются с отверстиями и горячеоцинкованными.
эможна также поставка изогнутых ограждений.
ограждениях сделаны отверстия для стоек через 1,33 м, 2 м и 4 м.
вольные части поставляются без отверстий для стоек.
►отдельному согласованию ограждения можно изготовить заданной длины и с расстояниями между отверстиями на выбор.
*акже при желании чёрными, с отверстиями или без._________________________________________________________
Рка стали S235J2G3 EN 10025
Нссвание согласно стандарта SFS 2765:
81Дигных ограждений Znk 420, средняя толщина покрытия около 60 мкм
гтоек перил Znk 500, средняя толщина покрытия около 70 мкм
СНРЩешя Znk 375, средняя толщина покрытия около 55 мкм._______________
поставки:
ракитные ограждения и стойки перил горячеоцинкованными из цеха цинкования
£* *Дитные ограждения и стойки перил неоцинкованными с завода в г. Тойяла
РРепежше материалы горячеоцинкованными с завода в г. Тойяла.
193
п
ГНУТЫЕ ПРОФИЛИ
iLiTi
Допуски на размеры
Допуски на размеры рассмотренных в таблицах 6.2.. .6.15 стандартных профилей прадставлены в таблице 6.16. До.
пуски на размеры соответствуют стандарту SFS 5484.
Таблица 6.16 Гнутые стальные профили. Допуски не размеры
ГАБАРИТЫ
Топцина стенки, t мм Допустимые отклонения
Ширина стороны, ограниченной двумя закруглениями, мм Ширина стороны, ограниченной закруглением и свободной кромкой. мм
<40 > 40 < 80 >80 <150 >150 <250 <30 > 30 < 60 >60 <100 >100<150
<3.0 + 0,50 + 0.50 ±0,75 ±1,00 + 0,75 ±1,00 ±1,25 ±1,50 ~
£3,0 <5,0 ±0,75 + 0,75 ±1,00 ±1,25 ±1,00 ±1,00 ±1,25 ±1,50
>5,0 <8,0 + 1,00 + 1.00 ±1,25 + 1,25 ±1,25 ±1,25 ±1.50 ±2,00
>8,0 <10,0 - ±1,25 ±1,50 ±1,50 - ±1,50 ±2.00 ±2,00
ДОПУСКИ НА ФОРМУ
ПРЯМОУГОЛЬНОСТЬ СТОРОН ПЛОСКОСТНОСТЬ СТОРОН
о а
1^4
Ширина короткой стороны. Допуск.
мм ° (градус) а < 1 % ширины соответствующей стороны
<50 ± 2,0
>50<80 ±1.5
>80 ±1,0
ВИНТООЬРАЗНОСТЬ ПРЯМОЛИНЕЙНОСТЬ
II II || II ^====_ l “ i
Допуск на винтообразность 1°/м s = 0,25 % от общей длины
РАДИУС ЗАКРУГЛЕНИЯ УГЛА_____________
Допуск на радиус закругления ± 20 %
от величины заданного внутреннего ради-
уса закругления.
ТОЛЩИНА СТЕНКИ____________________
Допуск на толщину стенки соответствует
допускам на стальной лист.
ДЛИНА
Стандартная длина 6000 +о° мм
В области угловых закруглений по толщи-
не стенки допускаются отклонения от но-
минальных допусков.
В заводском исполнении допуск на размер
по длине можно выбрать с точностью
+ 1,5 мм.
УСЛОВИЯ ДЕЙСТВИТЕЛЬНОСТИ
Угол между сторонами 90°
Внутренний радиус закругления угла 1,0 х t при t < 4 мм
Внутренний радиус закругления угла 1,5х1гри1> 4 мм
Габарит стороны (стенка), ограничешой двумя закруглениями >8xt
Габарит стороны, ограниченной закруглением и свободной кромкой (полка, перо) >4xt _
Соотношение ширин (широкой к узкой) двух сторон со свободными кромками <3
Объём контроля размеров и форм согласовывается при заказе. Размеры поперечного сечения проверяются на расстоянии мини-
мум 250 мм от торца профиля. Прямолинейность и винтообразность измеряются на свободно лежащем на ровной поверхности
профиле.
194
ГНУТЫЕ ПРОФИЛИ
iLiTi
g.3.2 Профили для клиентов. Типы профилей, размеры, марки стали, допуски на
размеры
Профилями для клиентов являются изделия, изготовляемые по заказу клиента в заводском исполнении. В этом случае
заказчик может определять форму и размеры поперечного сечения профиля, длину, а также марку стали. Профиль
я клиента - это изделие, дающее чаще всего возможность использования оптимального варианта.
Марки стали
Существует широкий ассортимент материалов профилей для клиентов. В качестве исходного материала пригодны
асе выпускаемые в виде рулонов горячекатенные. холоднокатанные или оцинкованные марки стали. В некоторых
случаях можно также использовать рулоны с рифлёным рисунком, нержавеющую или кислотостойкую стали, алюми-
медь или летунь.
Изготовленные из горячекатанных марок стали, например, из сталей RAEX HS и RAEX HSF, профили обладают вы-
годный соотношением прочность/вес. а также хорошими свойствами холодной деформации и свариваемостью.
Все используемые для формования горячекатанные марки стали легированы Si так, что содержание Si находится в
диапазоне 0,15...0,25 % (Stelform А/S, завод в г Тойяла), при отсутствии отдельной договорённости или если стан-
дарт на сырьё не определяет другое содержанке. Таким образом гарантируется равномерное горячее цинкование и
достигается достаточная толщина цинкового слоя продукции
Формы профилей
Почти все. отличающиеся по своим размерам, но имеющие стандартную форму профили (угловые. U-. С- и Z-об-
разные) можно изготовить типовыми рабочими инструментами без дополнительных затрат. Диапазоны размеров из-
готовления различных типов представлены в таблицах 6.2...6.8. Размер минимальной партии поставки по согласова-
нно составляет около 500...1000 м или 8000....10 000 кг
В таблицах 6.17...6.19 приведены примеры наиболее специфических профилей, изготовляемых по требованиям
«центов. В поиске ниболее выгодного варианта для объекта применения рекомендуется искать наилучшую возмож-
ную форму в сотрудничестве с заводом-изготовителем профилей Речь может идти об использовании какой-либо
стандартной формы, причём затраты могут остаться очень низкими Часто количество профилей для клиентов
является постоянным и настолько большим, что даже производство совершенно новых типов профилей является очень
.выгодным.
6
Допуски на размеры
Допуски на размеры профилей для клиентов согласовываются при заказе, используя представленные в таблице 6.20
ветчины
195
ГНУТЫЕ ПРОФИЛИ
Таблица 6.17 Профили для клиентов. Колпачковые матицы
КОЛПАЧКОВАЯ МАТИЦА 1 (ТНО1) КОЛПАЧКОВАЯ МАТИЦА 2 (ТНО2) РАЗМЕРЫ
х: п t t=:- Y Н X х: t t— |Y I X А = Площадь поперечного сечения Аи = Площадь внешней поверхности М =Вес I = Момент инерции сечения W = Момент сопротивления при изгибе i = Радиус инерции Id = Момент инерции кручения I» = Момент инерции изгиба с кручением Sy = Статический момент по оси у сече- ния, остающегося по другую старо- ну оси центра тяжести ip = Приведённый радиус инерции Ту = Расстояние между центрами кручения и тяжести (Тх = 0) Расчётная плотность = 7,85 кг/дм3 Расчётная толщина: -1,39 при номин. толщине t = 1,5 -1,86 при номин. толщина t = 2,0
О 1 г .. ... о г | ! I
а бх бх
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Колп, матица SFS Название| Стандарт на размеры 5484-1 НО1 12! >xJ -12( Ю0 S320 GD+Z275MA 5 -2
Типр Разме юфиля
р
Толщина стенки, мм Длина профиля, мм
Марка стали, при необходимости стандарт Сертификат на материал EN 10204 —
h. мм ь. мм а. мм С. ММ t. мм Г. мм х Г > о « го Аи. м2/м м. кг/м х-х Y-Y
1. мм1 х 104 W. мм3 х 103 i. мм х 10 1. мм"1 хЮ4 six i. мм хЮ
КОЛПАЧКОВАЯ МАТИЦА 1
100 100 100 40 40 20 20 1,5 2 5 5 5,94 7,85 0,80 0,79 4,68 6,16 64,90 111,00 16,80 22,10 3,93 3,90 162,00 211,00 18,30 24,00 5,42 5,37
125 100 100 40 40 20 20 1,5 2 5 5 6,89 8,85 0,90 0,89 5,25 6,95 144,00 189.00 22,70 29,90 4,81 4,79 179,00 233,00 20,20 26,50 5,36 5,32
КОЛПАЧКОВАЯ МАТИЦА 2
125 100 100 40 40 20 20 1,5 2 5 5 6,71 8,90 0,90 0,89 5,27 6,99 144,00 189,00 22,70 29,90 4,81 4,79 245,00 326,00 23,50 31,30 6,27 6,27
hxt. мм Id. мм4 хЮ4 Iw. мм® х 106 Sy- ММ3 хЮ3 ip- мм хЮ ех. мм хЮ бу. ММ х 10 Ту- ММ хЮ
КОЛПАЧКОВАЯ МАТИЦА 1
100x1,5 100x2 0,04 0,06 1385,00 1776,00 9,95 13,15 10.57 10,52 8,85 8,80 4,94 4,95 8,18 8,16
125x1,5 125x2 0,04 0,10 2379,00 3063,00 13,61 17,99 12,76 12,71 8,85 8,60 6,16 6,17 10,53 10,51
КОЛПАЧКОВАЯ МАТИЦА 2
126x1,5 125x2 0,04 0,09 2120,00 2700,00 13,59 17,98 12,74 12,68 10,40 10.40 6,16 6,17 9,99 9,94
196
ГНУТЫЕ ПРОФИЛИ
-делица 6,1® Профили для клиентов. Z-образные матицы
РАЗМЕРЫ
^ОБРАЗНАЯ МАТИЦА (TZO1)
А
Аи
М
W
Id
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Iw
Sy
Z-обр.матица SFS 5484 - TZO1 150 х 2 -12000 S320GD+Z275MA 2.2
Название | I
Сгхдарт на размеры'
Тйп профиля______________
Размер
= Площадь поперечного сечения
= Площадь внешней поверхности
= Вес
= Момент инерции сечения
= Момент сопротивления при изгиба
= Радиус инерции
= Момент инерции кручения
= Центробежный момент инерции
= Момент инерции изгиба с кручением
= Статический момент по оси у сече-
ния. остающегося по другую сторо-
ну оси центра тяжести
= Приведённый радиус инерции
- Угол оси главного момента инерции
'Р
а
Расчётная плотность = 7,85 кг/дм3
Расчётная толщина:
-1,39 при номин. толщине t = 1,5
-1,86 при номин. толщине t = 2,0
Толщина стенки, ьы_________________
Длина профиля, мм
Сорт стали, при необходимости стандарт
Сертификат на материал EN 1020-4
h. и ИЯ ь. мм а, мм С, мм t мм г. мм А. мм2 х 102 Аи. м2/к- м. кг/м Х-Х Y-Y 1-1 2-2
I. мм4 хЮ4 W. мм3 хЮ3 i. мм х 10 1. мм*1 х 104 Six i. мм хЮ I. мм4 х 104 W, мм3 хЮ3 i. мм х 10 1. мм4 х 104 W. мм3 хЮ3 I. мм хЮ
100 51 45 15 1,5 2 2 2 3,23 4,26 0,43 0,43 2,53 3,34 48.10 62,90 9,36 12,20 4,00 3,98 17,40 22,40 3,57 4,62 2,41 2,37 59,50 77,60 9,07 11.9 4,45 4,42 5,95 7,69 2,15 2,79 1,41 1,39
120 51 45 15 1,5 2 2 2 3,53 4,86 0,47 0,47 2,77 3,86 73.40 96.30 11,90 15,60 4,73 4,71 17,40 22,40 3,58 4,61 2,30 2,27 64,10 110,00 11,5 15,1 5,07 5,03 6,71 8,69 2,30 2,98 1.43 1,41
150 51 45 15 1,5 2 2 2 3,98 5,26 0,53 0,53 3,12 4,13 124,00 163,00 16,10 21,20 5,79 5,76 17,40 22,40 3,55 4,80 2,17 2,14 134,00 175,00 15,6 20,6 6,01 5,98 7,58 9.81 2,47 3,19 1,43 1,42
160 51 45 15 1,5 2 2 2 4,43 5,68 0,59 0,59 3,48 4,60 191.00 251,00 20,80 27,40 6,81 6,79 17,40 22,40 3,54 4,59 2,06 2,03 200,00 263,00 20,2 26,7 6,98 6,94 8.26 10,70 2,59 3,35 1,42 1,40
200 51 45 15 1,5 2 2 2 4,73 6,28 0,63 0,63 3.71 4.91 246.00 324,00 24,10 31,80 7,46 7,45 17,40 22,40 3,54 4,58 1,99 1,96 255,00 335,00 23,6 31,1 7,62 7,58 8,64 11.20 2,85 3,43 1,40 1,38
hxt мм Id. мм4 хЮ4 Ixy. мм4 хЮ4 Iw. мм® хЮ6 Sy мм3 X 103 !р- мм х 10 ех. ММ хЮ еу. мм хЮ VI. мм х 10 U1. мм х 10 V2. мм хЮ U2. ММ хЮ а. градус
100х 1,5 0,02 21,90 280 5,53 4,74 4,68 4,86 2,17 2,39 6,55 6,44 27,5
Г х 2 0,05 28,50 357 7,28 4,70 4,84 4,86 2,16 2,36 6,52 6,40 27,3
120х 1,5 0,02 26,70 417 7.10 5.35 4,68 5,85 2,11 2,52 7.30 7,14 21,8
х 2 0,05 34,70 533 9,33 5,31 4,86 5,85 2,10 2,51 7,27 7,11 21,6
150х 1,5 0,02 33,80 681 9,70 6,30 4,90 7,33 2,00 2.65 8.55 8,32 16,2
х 2 0,06 43,90 872 12,80 6,26 4,87 7,33 2,00 2,65 8.53 8,30 16,0
180 х 1,5 0,03 40,90 1020 12.60 7,26 4,91 8,62 1,90 2,75 9,88 9.61 12,6
х 2 0,06 53,20 1300 16,70 7.23 4,89 8,62 1,89 2,75 9,86 9.59 12,5
200х 1,5 0,03 45,60 1280 14,70 7.91 4,92 9,81 1,83 2,81 10,80 10,50 10,9
L х 2 0,07 59,30 1640 19,50 7,87 4,89 9,81 1,83 2,81 10,80 10,50 10,7
197
ГНУТЫЕ ПРОФИЛИ
198
ГНУТЫЕ ПРОФИЛИ
Таблица 6.20 Профили для клиентов. Допуски на размеры. Согласовываются при заказе, используя параметры
таблицы
габаригь1__
Толщина стенки.
t
ИИ
2 3,0 <5,0
2 5,0 <8,0
2 6,0 <Ю,0
210,0 <13,0
Допустимые отклонения
Ширина стороны, ограниченной двумя закруглениями. мм Ширина стороны, ограниченной закруглением и свободной кромкой. мм
<40 > 40 < 80 >80 <150 > 150 <250 >250 <30 >30 <60 >60 <100 >100<150 >150
±0,50 ±0,50 ±0,75 ±1,00 ±1,25 ±0,75 ±1,00 ±1,25 ±1,50 ±1,75
±0,75 ±0,75 ±1,00 ±1,25 ±1,50 ±1,00 ±1,00 ±1,25 ±1,50 ±1,75
±1,00 ±1,00 ±1,25 ±1,25 ±1,50 ±1,25 ±1,25 ±1,50 ±2,00 ±2,00
- ±1,25 ±1,50 ±1,50 ±1,75 - ±1,50 ±2,00 ±2,00 ±2,00
- - ±1,75 ±1,75 ±2,00 - ±2,00 ±2,00 ±2,50 ±2,50
ПЛОСКОСТНОСТЬ СТОРОН
П^МОУГОЛЬНОСТЬ СТОРОН
II
а
Ширина короткой стороны, мм Допуск, ° (градус) а < 1 % ширины соответствующей стороны
<50 >50<80 >80 ±2,0 ±1,5 ±1,0
ВИНТООБРАЗНОСТЬ ПРЯМОЛИНЕЙНОСТЬ
= 0,25 % от общей длины
[Допуск на винтообразность 1 °/м
ТОЛЩИНА СТЕНКИ ~
Допуск на толщину стенки соответствует
допускам на стальной лист.
В области угловых закруглений по толщи-
не стенки допускаются отклонения от но-
*1нальных допусков.
ДЛИНА, мм РАДИУС ЗАКРУГЛЕНИЯ УГЛА
Стандартная длина: 6000 +§° Договорная длина изготовления: >3000 +g° <24 000 +g° Договорная мерная длина: <2000 ±1,5 <4000 ±2,0 <6000 ±3,0 >6000 ±5,0 Радиус закругления угла согласовывается при заказе. Подходящий внутренний ради- ус закругления обычно (0.5...2) х 1. Допуск на радиус закругления ± 20 % от величины договорного внутреннего радиуса закругления.
УСЛОВИЯ ДЕЙСТВИТЕЛЬНОСТИ
Угол между сторонами_________________________________________________________________
Габарит стороны (стенка), ограниченной двумя закруглениями______________________ >8x1____________________
Габарит стороны, ограниченной закруглением и свободной кромкой (попса, перо)_________> 4 х t _________
Соотношение ширин (широкой к узкой) двух сторон со свободными кромками___ <3______________________
Объём контроля размеров и форм согласовывается при заказе. Размеры поперечного сечения проверяются на расстоянии мини-
250 мм от торца профиля. Прямошнейность и винтообразность измеряются на свободно лежащем на ровной поверхности
ДРофиле.
90°
Допуски на размеры профилей для клиентов согласовываются при заказе, используя параметры таблицы.
199
ГНУТЫЕ ПРОФИЛИ
6.4 Проектирование и расчёт конструкций
6.4.1 Справочники и инструкции
Инструкции по проектированию и расчёту изготовляемых из гнутых стальных профилей конструкций представлены в
следующих публикациях:
1 Kylmamuovatut profiilit. Suunnittelu ja kaytto
Rautaruukki Oy Raahe. Metalliteollisuuden Kustannus Oy. 1987,248 s.
Гнутые профили. Проектирование и применение.
Публикация гредназначена в качестве пособия по проектированию изготовляемых из стальных
листов и ленты путём формования и обрезания стальных профилей, а также в качестве руко-
водства и учебника по этой теме.
Главный упор сделан на использование профилей в конструкциях, как выбрать наиболее выгодный
профиль для объекта применения и как рассчитываются конструкциогеые детали и соединения
В связи с произошедшие после издания изменением и обновлением норм расчёте в отношении
основных инструкций по расчёту необходимо использовать новые действующие инструкции.
Публикация на финском языке и она продаётся в Metalliteollisuuden Kustannus Оу.
2 Ohutlevyrakenteiden kiinnitykset
Terasrakenneyhdistys r.y. Helsinki 1994, 215 s.
Крепление конструкций из тонколистовых сталей.
В публикации рассматриваются проектные основы соединений конструкций из тонколистовых
сталей, свойства зажимов и методов крепления, конструкционное проектировенив соединений, а
также проведение работ и новые технологии соединений. Также представлены обширные табли-
цы расчёта наиболее часто встречающихся случаев крепления и примеры расчёта.
Публикация на финском язьке и она продаётся в Terasrakenneyhdistys r.y.
3 Cold Formed Steel Sections. Introduction, advantages and applications.
Comite International du Profilage a Froid (CIPF). Rotterdam 1992, 48 s.
Публикация является общим трудом по гнутым профилям, и она предназначена в основном, ар-
хитекторам и проектировщикам
В публикации представлены технология изготовления профилей, объекты применения и техноло-
гия соединения. Главный упор сделан на технологию строительства, но в публикации также ос-
вещены и другие сферы производства.
Публикация на английском и немецком языках и вё можно приобрести на следующих профильных
заводах Раутаруукки: Gasell Metform АВ, Stelform А/S, завод в г. Тойяла.
4 Talja, A., Salmi, Р., Simplified design expressions for cold-formed channel sections.
Technical Research Centre of Finland. (VTT Publications 201). Espoo 1994, 63 s.
В публикации представлены инструкции по расчёту с формулами обычных гнутых типов профи-
лей. Труд базируется, в основном, на Eurocode 3 и проведённых в Госудерственном научно-ис-
следовательском техническом институте (VTT) в 1989-1993 годах исследованиях прочных ста-
лей.
Метод расчёте для облегчения использования упрощён по сравнению с базовыми инструкциями
(Eurocode 3). Представленньй метод ресчёта экспериментально испытан, и он применим до
предела текучести, по крайней мере. 640 Н/мм2.
Публикация на английском языке и она продаётся в VTT Tietopalvelu.
5 Talja, A., Lujien kylmSmuovattujen avoprofiilien mitoitus. Rakentajain Kalenteri 1994. Osa 1.
Rakennustieto Oy Rakentajain Kustannus. Helsinki 1993, s.589-619.
Талйя А.. Расчёт прочных гнутых открытых грофилей.
Статья в основных чертах является сокращённым изложением издания 4. дополненная наглядным
примером расчёта.
Статья на финском языке и её можно приобрести на заводе Раутаруукки в г. Тойяла.
200
ГНУТЫЕ ПРОФИЛИ
6.4-2
Программы ЭВМ
В качестве вспомогательных средств для проектирования и расчёта трубных и профильных конструкций по заданию
раутаруукки созданы следующие работающие в персональных компьютерах (PC) программы:
. RAMI С помощью программы можно производить строительный анализ (FEM) плоских ферм и рам, а так-
же в отношение трубных балок проверки на прочность (стойкость стержней и балок, прочность сое-
динений). основываясь на финские инструкции по проектированию металлоконструкций (RakMK
В7). В 1996 году будет выпущена версия Windows.
Дополнительные сведения можно получить на Rautaruukki Metform.
-APLO Программа рассчитывает статические величины брутто сечений гнутых открытых профилей. Типич-
ные формы профилей (11 шт.) для облегчения расчёта параметризированы. Кроме этого, с помощью
прогреммы можно рассчитывать величины других форм профилей, задавая поперечное свчение про-
грамме в виде прямоугольных элементов.
Дополнительные сведения по программе можно получить на следующих профильных заводах Раута-
руукки: Gasell Metform АВ, Stelform А/S, завод в г. Тойяла.
- PROFBEAM С помощью программы можно осуществлять контроль прочности (прочность поперечного сечения,
прочность однопролётного с концов свободно опёртого или закреплённого стержня, прочность кон-
сольной балки (колонны)) изготовляемых из гнутых открытых профилей и трубных балок конструкций.
Стержень измеряется изгибающей и сразывающей силеми в направлении двух главных осей, закру-
чивающей силой, а также силой нормального давления в направлении продольной оси
Контроль прочности осуществляется по публикации 4 и. на выбор потребителя, по Eurocode 3 или
по финским инструкциям по проектированию металлоконструкций (RakMK В7).
Дополнительные сведения по программе можно получить на следующих профильных заводах Раута-
руукки: Gasell Metform АВ, Stelform А/S, завод в г. Тойяла.
Дополнительные сведения по вышеупомянутым программам, а также по другим, созданным для расчёта продукции
Раутаруукки, проектным программам можно централизованно получить в Отделе развития строительства из стали
Раутаруукки. контактные данные которого приведены в пункте 7.1.1.
6.4.3 Постановления и инструкции официальных органов
Расчёт конструкций осуществляется согласно расчётных стандартов. Такими в Финляндии являются:
- Металлоконструкции. Инструкции. Сборник строительных норм и правил В7 Финляндии Министерство
охраны окружающей среды 1988.
В 1996 году будет выпущено новое издание.
- Конструкции из тонколистовых сталей. Инструкции. Сборник строительных норм и правил В6. Минис-
терство охраны окружающей среды 1989.
Расчётные стандарты металлоконструкций обновляются во всей Европе Новые европейские стандарты CEN в разных
странах войдут в действие сначала в качестве альтернативных стандартов ENV вместе с национальным актом вне-
дрения (National Application Document, NAD) каждой страны:
- ENV 1993-1-1:1992 (Eurocode 3): Design of steel structures.
Part 1-1: General rules and rules for buildings.
Раздал официально используется в Финляндии кек альтернатива финским стандартам с
1.11.1994 года, когда был издан NAD.
- ENV 1993-1-2:1995 (Eurocode 3): Design of steel structures.
Part 1-2: General rules. Structural fire design.
Раздал технически одобрен к началу 1996 года. В Финляндии использование раздела согласно
NAD возможно с начале 1996 года.
- ENV 1993-1-3:1995 (Eurocode 3): Design of steel structures.
Part 1-3: Cold Formed Thin Gauge Members and Sheeting.
Раздел технически одобрен к началу 1996 года. В Финляндии использование раздела согласно
NAD возможно с начала 1996 года.
201
ГНУТЫЕ ПРОФИЛИ
1
6.5 Объекты применения
Гнутые стальные профили пригодны для использования почти во всех металлоконструкциях как в строительстве анга-
ров и домостроительстве, так и в машине- и приборостроении.
Примеры объектов применения:
- каркасы и сопряжённые конструкции зданий (балки, рёбра жёсткости, кронштейны верхних и промежу-
точных перекрытий и их компоненты, матицы и т.д.)
- решётчатые фермы (арочные ангары, теплицы, фермы и т.д.)
- рёбра жёсткости ортотрогмческих настилов (длинные стальные мосты)
- ограждения шоссе
- перила и защитные ограждения от удеров на многоярусных автостоянках
- лестницы, площадки обслуживания и перила
- внутренние рёбра жёсткости пластмассовых грофилей (оконные рамы)
- несущие рельсы (подъёмно-транспортные устройства, раздвижные двери)
- корпуса станков
- корпуса, вспомогательные корпуса, кузова и прицепы автотранспортных средств
- железнодорожные вагоны
- складское оборудование
- мачты системы связи, теле- и радиомачты
- столбы линий электропередачи (столбы высокого напряжения, железнодорожные столбы)
6.6 Приобретение, дилеры, заводское исполнение и срок поставки
Стандартные профили
Представленные в таблицах 6.2...6.15 стандартные профили имеются на складах дилеров Раутаруукки или на складе
заводе Раутаруукки в г Тойяла. Адреса финских дилеров Раутаруукки представлены на странице 6.
Профили для клиентов
Профили для клиентов поставляются в заводском исполнении. В этом случае связь осуществляется через дилеров
или отделы торговли Раутаруукки. а также напрямую на профильные заводы Раутаруукки (Gasell Metform Ab, Stei-
form A/S, завод в г Тойяла). Контактные денные заводов представлены на первых страницах справочника. При каж-
дом заводе имеется отдел торговли, который окажет помощь во всех касающихся профилей вопросах.
Срок поставки заводского исполнения примерно 4...6 недель.
Минимальный размер партии поставки по согласованию примерно 500...1000 м или 8000....10 ООО кг.
К заводскому исполнению профилей для клиентов относятся следующие соответствующие стандарту SFS 5484 до-
полнительные условия:
В заказанные поставки с длиной изготовления могут входить профили размерами ниже допуска в
количестве не более 6 % от веса поставки, но не короче 1500 мм.
Объём поставки может колебаться в пределах ± 10 % от заказанного количества. Если заказанное
количество нельзя превысить (занизить), это согласовывается при заказе. В этом случае объём по-
ставки составляет + 01- 20 % (- 0/+ 20 %) от заказанного количества.
6.7 Формирование цены
При сравнении стоимости различной продукции основой для выбора должна служить технико-экономическая полная
стоимость в виде изделия и в изделии. При этом только цена FIM/кг легко даёт неправильное представление о зат-
ратах. Более правильными критериями сравнения являются цены FIM/м или FIM/ujt.
202
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
CIFUWIUlUtW ОТилимчостёойтельнля ПРОДУКЦИЯ
7 СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ.......................................... 205
7.1 Строительная продукция................................................................205
7.1.1 Отдел развития строительства из стали.................................................206
7.1.2 Строительство систем..................................................................206
7.1.3 Наземное и гидростроительство.........................................................206
7.1.3.1 СваиПР...............................................................................206
7.1.3.2 Стальные трубные сваи................................................................209
7.1.3.3 Х-образные сваи......................................................................212
7.1.3.4 Геопрофили...........................................................................214
7.1.3.5 Колосниковые решётки для труб........................................................215
7.1.3.6 Продукты переработки шлака...........................................................217
7.1.4 Конструкции фасадов...................................................................218
7.1.4.1 Системы фасадов......................................................................218
7.1.4.2 Лёгкие элементы......................................................................219
7.1.4.3 Кессетные фасады.....................................................................220
7.1.5 Продукция из профилированного тонкого листа...........................................221
7.1.6 Готовые помещения.....................................................................225
7.1.7 Конструкции каркасов..................................................................225
7.1.7.1 Сопряжённый каркас...................................................................225
7.1.7.2 Лёгкие ангары........................................................................225
7.1.7.3 Сопряжённый лист RAN 2000............................................................226
7.1.8 Противошумовые заграждения............................................................227
7.1.9 Гидроконструкции......................................................................228
7.2 Машиностроительная продукция..........................................................229
7.2.1 Рельсовый инвентарь...................................................................229
7.2.2 Днища.................................................................................229
204
СТРОИТЕЛЬНАЯ и МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7 СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
71 Строительная продукция
В Груг’зу п0 производству строительной продукции Раутаруукки входит ряд самостоятельных фирм, перарабаты-
ввощих основную продукцию Раутаруукки для нужд строительства. В эту Группу входят следующие фирмы или еди-
цшы:
Terasrakentamisen kehitysyksikko, Финляндия Gasell Profil АВ, Швеция
Toijalan profiilitehdas, Финляндия Gasell Metform AB, Швеция
Makela Metals Oy, Финляндия Stelform A/S, Дания
Rannila Steel Oy, Финляндия Rautaruukki GmbH, Германия
AS Rannila Profiil, Эстония Rannila-Centrostal Bydgoszcz Sp. zo.o, Польша
AO Rannila Steel, Россия Rautaruukki Polska Sp. zo.o, Польша
Раутаруукки постоянно разрабатывает новую продукцию и строительные системы, относящиеся к строительству из
стали. Для облегчения проектирования и расчёта этой продукции создаются различные расчётные диаграммы и про-
граммы. Программы действуют в обычных микрокомпьютерах, снабжённых минимум 4В6-ым процессором. Почти все
программы работают в сраде Windows. Во есах программах стремились к облегчению использования и поддержания.
Таблица 7.1 Вспомогательные средства для расчёте стальных и сопряжённых конструкции
Combeam DOS Программа расчёта сопряжённой балки. Рассчитывает одно- или многопролётную сопряжённую балку. Балка может быть традиционная, находящаяся под плитой, двутавровая балка или т.н. лотковая балка.
Comslab DOS Программа расчёта сопряжённой плиты. Рассчитывает отряжённую плиту RAN 2000 производ- ства Раннила. Вдобавок, можно также учесть т.н. полосу усиления.
Comcol Windows Программа расчёта сопряжённой колонны. Рассчитывает одно- или многоярусную заполненную бетоном трубную колонну как в нормальной ситуации так и в случае пожара.
Polmu - ProfCalc Windows Программа расчета несущих профилей Раннила. С помощью программы можно исследовать не- сущую способность гофрированной плиты, а также оптимизировать конструкционную систему. Кроме этого, можно рассчитать влияние листа крыши, которое можно использовать для укрепления каркаса строения.
Orel - PurtlnCalc Windows Программа расчёта одно- или многопропётных прогонов.
Profbeam Windows Программа расчёта открытых профилей. Программа рассчитывает статические величины и зна- чения прочности открытых профилей. Кроме этого, можно задать однопролётному профилю раз- личные случаи нагрузки или их комбинации
APLO DOS Программа рассчитывает статические величины брутто поперечных сечений холоднодеформиро- ванных открытых профилей. По программе можно рассчитывать состоящие из прямоугольных элементов открытые профили, из которых наитипичнейшие даны с готовыми параметрами.
HQbeam Windows Программа расчёта балки HQ. С помощью программы можно рассчитать балку HQ. а также предварительно проверить прочность опирающейся на неё пустотной плиты.
Putki - Hollow section Calc Windows Программа расчёта величин поперечных сечений и прочностей трубных профилей.
RAMI - 2D trusses DOS Расчёт плоских стальных решёток. Программа содержит расчёт рамы и расчёт прочностей стержней.
Сведения по этим фирмам и программам проектирования можно получить централизованно по адресу:
Rautaruukki Оу
Rakennustuoteryhma
PL 860, Fredrikinkatu 51-53
00101 HELSINKI
Тел. 90-680 81
Факс 90-680 8373
с 1.6.1996 г.
90-476 360
90-476 363 73.
205
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.1 Отдел развития строительства из стали
Задачей Отдела развития строительства из стали является создание предпосылок для использования в строительстве
металлоконструкций и стальных компонентов, изготавливаемых из стали Раутаруукки и строительной продукции кон-
церна.
Работа делится не промоционную деятельность и работу по усовершенствованию продукции. В промоционной дея-
тельности происходит консультирование всей области строительства по использованию стали. Специально создаются
инструкции по проектированию, программы ЭВМ. рекламные проспекты и прочая книжная продукция
В работе по усовершенствованию продукции разрабатывается, кроме изготовляемой из стали строительной продук-
ции. также вся цепь строительства. Важнейшими индивидуальными облестями исследования являются пожаробезо-
пасность и сопряжённые конструкции.
Дополнительные сведения по адресу:
Rautaruukki Оу
Terasrakentamisen kehitysyksikko
PL 860, Fredrikinkatu 51-53
00101 HELSINKI
Тел. 90-680 81
Факс 90-680 8373
с 1.6.1996 г. 90-476 360
90-476 363 73.
90-680 81
90-680 8373
7.1.2 Строительство систем
Makela Metals поставляет разработанные Раутаруукки сопряжённые каркасы и относящиеся к ним системы неруж-
ных стен. Содержание поставки меняется, в зависимости от потребности, от отдельных видов продукции до больших
комплексов. Монтажное обслуживание не рабочей площадке при желании осуществляется в виде работы по руко-
водству проектом, когда монтажное обслуживание производит самый квалифицированный поставщик в этой области.
Дополнительные сведения по адресу:
Makela Metals Оу
Linnankatu 26 А
20100 TURKU
Тел 921-250 1177
Факс 921-250 2804.
7.1.3 Наземное и гидростроительство.
7.1.3.1 Сваипп
Допущенные к применению в Финляндии изготовляемые Makela Metals сваи RR - наращиваемые с помощью меха-
нических соединений сваи. Они используются в качестве несущих опорных свай, например, при строительном ремон-
те. в опорах фундамента машин, при закладке фундаментов частных и блочных домов. Преимуществами свай RR
являются лёгкое устройство для монтажа, эффективная степень использования материала и разнообразные возмож-
ности применения
При определении несущей способности сваи и в свайных работах следует соблюдать издаваемые Makela Metals и
утверждаемые Министерством окружающей среды Финляндии инструкции по проектированию Технические характе-
ристики и конструкции свей представлены в таблице 7.2.
В сваях RR используются удлинители, крепящиеся трением к корпусу сваи. При удлинении сваи сварка не требуется.
Министерство окружающей среды Финляндии решениями 282/533/87 и 144/5331/92 допустило к использованию
удлинители свай RR. Отметка об утверждении наносится на удлинитель каждого элемента сваи.
Наконечник сваи защищается или грунтовым наконечником сваи RR или скальным наконечником сваи RR. В верхней
части сваи имеется колпак сваи RR, крепящийся к корпусу сваи втулочным соединением.
Соединение сваи с верхней конструкцией рассчитывают в виде шарнира. Однако, сваи длиной менее 3 м стремятся
закреплять к верхней конструкции наглухо.
206
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Таблица 7-2 Сваи RR Технические характеристики
РАЗМЕРЫ
Тип сваи
Диаметр, Толщина Масса, Марка Предел
D, стенки. стали текучести.
t. EN 10025 ^еН
мм мм кг/м 1993 Н/мм2
60,3 6,3 8,0 S355J2G3 355 ’>
76,1 6,3 10,4 S355J2G3 355 Ч
88,9 6,3 12,8 S355J2G3 355 ’>
114,3 6,3 16,8 S355J2G3 355 ’>
139,7 6,3 20,7 S355J2G3 355 ’>
139,7 8,0 26,0 S355J2G3 355 Ч
139,7 10,0 32,0 S355J2G3 355 ’>
168.3 10,0 39,0 S355J2G3 355 ’>
219,1 10,0 51,6 S355J2G3 355
273,0 10,0 64,9 S355J2G3 355
323,9 10,0 77,4 S355J2G3 355
строительный эскиз
<3
наконечник
PR60
RR75
RR90
PR115
RR140/6
RR140/8
RR140/W
RR170
RR220
RR270
RR320
’) Несущие способности рассчитаны при характеристической величине 430 Н/мм2.
Длина свей RR80...RR170может быть 1...6 мили свай RR140...RR320 1...16М.
Удлинители на сваи RR60...RR170 крепятся на заводе. Отдельные удлинители поставляются для свай RR140...RR320.
Допустимая несущая способность свай RR определяется выбором минимальной величины из следующих:
- максимальная допустимая основная строительная нагрузка сжатия
- допустимая несущая способность по отношению к продольному изгибу
- геотехническая несущая способность.
Максимальная допустимая основная строительная нагрузка сжатия свей RR по пункту 3.4231 инструкции свайных
работ LPO-87 Геотехнического общества Финляндии составляет, в зависимости от категории свайных работ, 33..58
% от наименьшего предела пластичности стали для свай. Это учтено в допустимых величинах несущей способности в
таблице 7.3.
При установке сваи в мягкие слои грунта следует считать продольный изгиб, возможно, решающим фактором не-
сущей способности сваи. В таблице 7.3 представлены допустимые несущие способности свай RR по отношению к
продольному изгибу. Предел прочности окружающего сваю грунта определяется, например, при помощи лопастного
бурения. Радиус исходной кривизны R можно контролировать на забитой свае, например, при помощи карманного
фонарика.
Геотехническая несущая способность сваи RR обеспечивается зебивкой сваи на достаточную величину сопротивле-
ния биения в грунт. Обычно стальные сваи служат опорными сваями и их геотехническая несущая способность такая
же. как несущая способность наконечника. Достаточная геотехническая несущая способность достигается, непри-
мер. при помощи устройства ударного бойка. Если ударная сила установки для забивки свей неизвестна, установку
необходимо откалибровать, например, измерением ударной волны. Максимальное основное напряжение сжатия под
наконечником сваи представлено в пункте 3.423 инструкции LPO-87.
При проектировании свай RR необходимыми сведениями по грунтам являются глубина проникновения сваи и для
мягких почв, вдобавок, предел прочности при сдвиге.
Подробнее указания по проектированию содержатся в утверждённой Министерством окружающей среды Финляндии
инструкции, имеющейся у продавцов и изготовителя свей RR.
207
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Таблица 7.3 Сваи RR. Допустимая несущая способность относительно продольного изгиба
Тип сваи Категория свай- ных работ Радиус исходной кривизны, R. м Допустимая несущая способность относительно продольного изгиба, кн""
Закрытый предел прочности грунта при сдвиге, s (и), кН/м2
7 10 15 20
RR60 III 70 76 99 107 107
RR75 IB 150 150 187 205 216 ~~~
II 100 125 163 188 197
RR90 IB 200 208 237 256 267
II 150 186 223 234 234
RR115 IB 200 296 320 343 256
II 150 296 302 306 306
RR140/6 IB 200 330 354 377 391
II 150 277 298 313 313
RR140/8 IB 200 402 437 471 491
II 150 337 367 397 407
RR140/10 IB 200 439 571 637 645
II 150 380 500 596 626
RR170 IB 300 680 738 789 789
II 200 550 599 631 631
RR220 IB 350 740 785 628 854
II 300 673 716 758 783
RR 270 IB 400 922 972 1020 1049
II 350 845 893 939 968
RR320 IB 450 1095 1150 1202 1234
II 400 1011 1063 1114 1145
R - допустимый исходный радиус кривизны сваи после монтажа, но до нагружения.
Припуск на коррозию 1 мм
Дополнительные сведения по продукции наземного и гидростроительства можно получить по адресу:
Makela Metals Оу
MVR-tuotteet
PL 860, Fredrikinkatu 51-53
00101 HELSINKI
Тел. 90-680 81 с 1.6.1996 г. 90-476 360
факс 90-646 193
Makela Metals Оу
MVR-tuotteet
Linnankatu 26 A
20100 TURKU
Тел. 921-2501177
Факс 921-250 2804
208
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.3.2 Стальные трубные сваи
Изготовляемые на Раутаруукки стальные трубные сваи применяются для закладки фундаментов различных конструк-
- как строений, мостов и портовых сооружений Материалом для трубных свай являются представленные в теблице
' 7 ц соответствующие стандарту EN 10025 обычные конструкционные стали и прочные стали для газопроводов. Наи-
более распространённая при изготовлении трубных свай марка стали S355J2G4.
размеры и величины поперечных сечений трубных свай представлены в таблице 7.5. Возможно также изготовление
труб других толщин стенки.
Трубную сваю можно оснастить соответствующим таблице 7.6 наконечником для улучшения несущей способности,
предотвращения повреждения конца трубы и для концентрации нагрузки. Выбор наконечника сваи зависит от спосо-
ба закладки основания конструкции. Фрикционный наконечник используется при закладке в лёгкую почву и скальный
наконечник в плотную морену или скалу. Открытые наконечники фрикционных или насущих свай при необходимости
усиливаются бандажными или концевыми кольцами. У скальных наконечников Раутаруукки. в которых дорн или из
конструкционной стали или из закалённой и отпущенной, имеется одобрение Центра строительства мостов Дорож-
ного ведомства Финляндии для использовения в свайных работах.
Из трубных свей можно сформировать единую шпунтовую стену. В этом случае трубы соединяются друг с другом с
помощью представленных в таблице 7.6 приваренных к трубам стопорных профилей. Такая шпунтовая стена выдер-
живает большие вертикальные и горизонтальные нагрузки лучше, чем обычный листовой профиль. Шпунтовые труб-
ные конструкции используются, например, в конструкциях причалов портов.
Величина необходимого для стальных трубных свей припуска на коррозию зависит от запроектированного срока
службы и расчётной скорости коррозии. Общим принципом является то. что равномерная коррозия учитывается в ви-
де умеренного запаса прочности, т е припуска на коррозию, толщины стенки. Для исключительно тяжёлых условий
производится отдельная защита окрашиванием или с использованием эпоксидных или полиэтиленовых покрытий, а
также катодная защита.
Коррозия внутренней поверхности трубной сваи настолько мала, что её на стоит учитывать.
Раутаруукки изготовляет стальные трубные сваи в заводском исполнении. Дополнительные сведения по минимальным
количествен, срокам поставки и ценам заводских исполнений трубных свей можно получить в отделе торговли не-
сущих труб Rautanjukki Metform. адрес которого:
Rautaruukki Оу
Metform
13300 HAMEENLINNA
Тел. 917-6201
Факс 917-620 3373
с 12.10.1996 г. 03-528 60
03-528 5873
Таблица 7.4 Стальные трубные сваи. Свойства ствлей
Марка стали Стандарт Химический состав. Не более Механические свойства
НЮ,5. Не менее. Н/мм2 Rm. Н/мм2 As, поперёк. Не менее, % Ударная вязкость
X Мп Р S Г* 0 KV, Дж
% % ль %
S275J2G4 EN 10025 0,18 1,50 0,035 0,035 275 410-560 20 -20 27
S355J0 EN 10025 0,20 1,60 0,040 0,040 355 490 - 630 20 0 27
S355J2G4 EN10025 0,20 1,60 0,035 0,035 355 490 - 630 20 -20 27
Х60 API 5L 0,15 1,60 0,04 0,05 413 >517 18 -20 27
Х70 API 5L 0,15 1,70 0,04 0,05 482 >565 18 -20 27
209
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Таблица 7.5
Стальные трубные сваи. Размеры
РАЗМЕРЫ
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
Трубная свая SFS50Q1 - 610 х 8,0 - 6000 S355J2G4 EN 10204-2.2
Название|
Стандарт на размеры]
Наружный диаметр трубы___
Толщина стенки________________
Длина трубы_________________________
Марка стали EN 10025________________________
Сертификат на материал
I = Момент инерции сечения
W = Момент сопрот. при изгибе
Wp = Момент сопрот. при изгибе
при нал. пластин, деформ.
lv
Wv
Au
= Радиус инерции
= Мом. инер. при круч.
= Мом. сопр. при круч.
= Площадь внешней поверхности
Расчётная плотность = 7,85 кг/дм3
М = Вес
А = Площадь поперечного сечения
РАЗМЕРЫ НА СКЛАДЕ
Стальные трубные сваи
изготовляются в за-
водском исполнении.
Наружный диаметр, D, мм t, мм м, кг/м А, мм2 X 102 *0. м2/м I, мм4 х 104 W, мм3 х 103 WP, мм3 х 103 1, мм х 10 *v, мм4 х 104 Wv, ММ3 х 103
SFS 5001 Раута- руукки
1) 88,9 6,3 6,3 12,83 16,35 0,279 140,24 31,55 43,07 2,93 280,47 63,10
139,7 10,0 10,0 31,99 40,75 0,439 661,89 123,39 168,55 4,60 1723,79 246,78
184,5 - 11,5 49,06 62,50 0,580 2348.61 254,59 344,69 6,13 4697,22 509,18
355,6 6,3 6,3 54,27 69,13 1,117 10547,21 593,21 768,75 12,35 21094,41 1186,41
8,0 8,0 68,58 87,36 1,117 13201,37 742,48 966,78 12,29 26402,75 1484,97
10,0 10,0 85,23 108,57 1,117 16223,50 912,46 1194,73 12,22 32447,00 1624,92
12,5 12,5 105,77 134,74 1,117 19852,18 1116,55 1472,12 12,14 39704,35 2233,09
406,4 8,0 8,0 78,60 100,13 1,277 19673,89 978,05 1269,95 14,09 39747,79 1956,09
10,0 10,0 97,76 124,53 1,277 24475,81 1204,52 1571,68 14,02 48951,63 2409,04
12,5 12,5 121,43 154,68 1,277 30030,67 1477,89 1940,12 13,93 60061,33 2955,77
2 457,0 8,0 8,0 88,58 112,85 1,436 28446,36 1244,92 1612,96 15,66 56892,73 2489,83
О 10,0 10,0 110,24 140,43 1,436 35091,32 1535,73 1998,42 15,81 70162,65 3071,45
э 12,5 12,5 137,031 174,55 1,436 43144,80 1888,18 2470,40 15,72 86289,61 3776,35
| 508,0 8,0 8,0 98,65 125,68 1,596 39279,96 1546,46 2000,17 17,68 78559,92 3092,91
□С 10,0 10,0 122,81 156,45 1,596 48520,25 1910,25 2480,37 17,61 97040,49 3820,49
CZ 12,5 12,5 152,75 194,58 1,596 59755,40 2352,57 3069,65 17,52 119510,80 4705,15
о_ — 13,0 158,70 202,16 1,596 61960,96 2439,41 3166,06 17,51 123921,96 4878,82
с 559.0 — 8,0 108,71 138,48 1,756 52564,94 1860,68 2428,98 19,48 105129,89 3761,36
— 10,0 135,39 172,47 1,756 65001,14 2325,62 3014,34 19,41 130002,28 4651,24
О — 12,5 168,47 214,61 1,756 80161,82 2868,04 3733,93 19,33 160323,63 5736,09
— 13,0 175,05 222,99 1,756 63143,31 2974,72 3876,24 19,31 168286,61 5949,43
610,0 8,0 8,0 118,77 151,30 1,916 68551,35 2247,59 2899,40 21,29 137102,71 4495,17
10,0 10,0 147,97 188,50 1,916 84846,56 2781,65 3600,33 21,22 169693,13 5563,71
12,5 12,5 184,19 234,84 1,916 104754,73 3434,58 4463,23 21,13 209509,47 6869,16
14,2 14,2 208,65 265,79 1.916 118003,90 3868,98 5041,64 21,07 236007,79 7737,96
660,0 — 8,0 128,63 163,87 2,073 87067,94 2639,03 3401,00 23,05 174175,89 5278,06
— 10,0 160,30 204,20 2,073 107870,51 3268,80 4225,33 22,98 215741,02 6537,61
— 12,5 199,60 254,27 2,073 133306,41 4039,59 5241,35 22,90 266612,63 8079,18
— 14,2 226,15 288,10 2,073 150263,08 4553,43 5923,17 22,84 300526,15 9106,85
711,0 8,0 8,0 138,70 176,66 2,234 109162,15 3070,67 3953,84 24,66 218324,30 6141.33
10,0 10,0 172,88 220,23 2,234 135301,41 3805,95 4914,34 24,79 270602,81 7611,89
12,5 12.5 215,33 274,30 2,234 167343,25 4707,26 6099,43 24,70 334666,49 9414,53
14,2 14,2 244,01 310,65 2,234 188735,23 5309,01 6895,48 24,64 377470,47 10618,02
— 15,0 257,47 327,98 2,234 198692,07 5589,09 7267,36 24,61 397384,14 11178,18
1) С продольным швом
продолжение следует...
210
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
продолжение
о
:ф-
МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ_______________________________
Трубная свая SFS 5001 - 1220 х 12,5 - 6000 S355J2G4 EN 10204-2.2
РАЗМЕРЫ НА СКЛАДЕ
Название|
Стандарт на размеры
Наружный диаметр трубы
Толщина стенки
Длина трубы__________
Марка стали EN 10025
Сертификат на материал
Стальные трубные сваи
изготовляются в за-
водском исполнении.
X
Расчётная плотность = 7,85 кг/дм3
= Радиус инерции
f = Момент инерции сечения i
W = Момент сопрот. при изгибе lv = Мом. инер. при круч. М = Вес
Wp = Момент сопрот. при изгибе Wv = Мом. сопр. при круч. А == Площадь поперечного сечения
при нал, пластин, деформ. Аи = Площадь внешней поверхности_______________________________
Наружный диаметр. D, мм t, мм М, кг/м А, мм2 хЮ2 V м2/м I, мм4 хЮ4 W, мм3 х 103 * 5 S i, мм х 10 'v, мм4 х 104 li Л г “
SFS 5001 Раута- руукки
СО СПИРАЛЬНЫМ ШВОМ I 762,0 - 8,0 10,0 12,5 14,2 15,0 148,76 185,45 231,05 261,87 276,33 189,50 236,25 294,33 333,60 352,02 2,394 2,394 2,394 2,394 2,394 134683,01 167028,35 206730,99 233271,23 245633.75 3534,99 4383,95 5426,01 6122,60 6447,06 4548,30 5655,37 7022,53 7941,66 8371,26 26,66 26,59 26,50 26,44 26,42 269366,01 334056,71 413461,99 466542,46 491267,49 7069,97 8767,89 10852,02 12245,21 12894,16
813,0 8.0 10,0 12,5 14,2 8,0 10,0 12,5 14,2 15,0 16,0 158,62 198,03 246,77 279,73 295,20 314,48 202,32 252,27 314,36 356,35 376,05 400,62 2,554 2,554 2,554 2,554 2,554 2,554 163900,55 203363,90 251860,34 284314,90 299442,36 318221,72 4031,99 5002,80 6195,63 6994,22 7366,36 7628,33 5184,37 6448,42 8010,65 9061,71 9553,18 10164,71 28,46 28,39 28,31 28,25 28,22 28,18 327801,09 406727,81 503720,69 568629,80 598884,72 636443,45 8063,99 10005,60 12391,65 13988,43 14732,71 15656,67
914,0 8,О' 10,0 12,5 14,2 8,0 10,0 12,5 14,2 15,0 16,0 178,75 222,94 277,90 315,10 332,56 354,34 227,70 284,00 354,02 401,41 423,84 451,38 2,871 2,871 2,871 2,871 2,871 2,871 233651,37 290147,16 359708,40 406344,46 426105,80 455141,80 5112,72 6348,95 7871,06 8891,56 9367,74 9959,34 6566,66 8172,49 10159,43 11497,84 12124,14 12903,83 32,03 31,96 31,88 31,62 31,79 31,75 467302,73 580294,31 719416,80 812688,92 856211,59 910283,61 10225,44 12697,91 15742,16 17763,13 18735,48 19918,68
1016,0 10,0 12,5 14,2 16,0 10,0 12,5 14,2 15,0 16,0 248,09 309,35 350,62 370,29 394,58 316,04 394,07 446,91 471,71 502,65 3,192 3,192 3,192 3,192 3,192 399849,67 496123,06 560761,96 590950,20 628479,36 7871,06 9768,20 11038,62 11632,88 12371,64 10120,69 12588,30 14252,12 15031,14 16001,37 35,57 35,48 35,42 35,39 35,36 799899,33 992246,11 1121523,96 1181900,41 1256958,76 15742,11 19532,40 22077,24 23265,76 24743,28
1220,0 10.0 12,5 14,2 16,0 10,0 12,5 14,2 15,0 16,0 298,40 372,23 422,26 445,76 475,08 380,13 474,18 537,91 567,84 605,20 3,833 3,833 3,833 3,833 3,633 695737,89 864326,55 977764,57 1030612,26 1096821,68 11405,54 14169,29 16028,93 16898,56 17980,68 14841,33 16226,35 20647,10 21781,50 23195,22 42,78 42,69 42,63 42,61 42,57 1391475,79 1728653,10 1955529,13 2061624,53 2193643,32 22811,08 28338,58 32057,65 33797,12 35961,37
211
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.3.3 Х-образные сваи
Makela Metals поставляет представленные в таблице 7.7 Х-образные сваи. Х-образная свая является, в основном,
несущей своим наконечником опорной сваей. Поперачное сечение Х-образной сваи, как забивной сваи, гарантирует
меньший риск при самоустранении окружающего грунта. Большая жёсткость сваи делает возможным проведение
свейных работ на труднопроходящих закладках.
Х-образные сваи используют, в особенности, вблизи существующих строений, когда хотят избежать повреждений,
которые вызывают свайные работы или самоустранение глины. Типичные объектеми применения являются свайные
работы на насыпях, конструкции мостов, фундаменты станков и забивка опорных свай тяжёлых конструкций.
Для Х-образных свай действует типовое одобрение Министерства окружающей среды Финляндии 70/6121/94. В
Швеции действует типовое одобрение Boverket 2965/91. К обоим решениям по типовому одобрению прилагается
проектная инструкция, которую следует соблюдать при проектировании и использовании Х-образных свай.
212
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
В качестве грунтового наконечника можно использовать корпус сваи а таком виде Скальный наконечник обычно кре-
пится на заводе сваркой. Колпак сваи крепится к корпусу сваи втулочным соединением или сваркой Сваю можно уд-
цдть изготовленным из стального листа удлинителем или сваркой
Коррозия учитывается при расчёте несущай способности в виде припуска на коррозию. Средняя величина коррозии в
иинеральнык видах почвы составляет 0,02 мм/год. т.е. 1 мм/50 лет.
Таблица 7.7 Х-образные сваи Размеры и монтаж
размеры
Х130-Х180
СТРОИТЕЛЬНЫЙ ЭСКИЗ
Х200
Лг
Марка стали
- S275JR EN 10025
- Лен = 275 Н/мм2
Лз
-£^.-!Е±э
Х-образная Н. В. L «1- r2. Масса,
свая ММ мм ММ ММ мм кг/м
Х130 130±2 130±2 16±0,5 6 2 30,8
Х155 155±2 155±2 23±1 8 3 52,1
Х180 180±3 180±3 24±1 9 4 63,6
Х200 19S1? 1961? 30±1 10 5 85,0
Допуск геотехн. несущая способность, грунт, након., кН
Категория свайных работ
IB II III
Х130 393 275 157
Х155 664 465 266
Х180 811 567 324
Х200 1072 751 429
к
F-^
В
в
Допустимая несущая способность Х-образных свай определяется выбором минимальной величины из следующих:
- максимальная допустимая основная строительная нагрузка сжатия
- допустимая несущая способность по отношению к продольному изгибу
- геотехническая несущая способность.
При установке сваи в мягкие слои грунта следует считать продольный изгиб, возможно, решающим фактором не-
сущей способности сваи.
Геотехническая несущая способность Х-образной сваи обеспечивается зебивкой сваи на достаточную величину со-
противления биения в грунт. Обычно стальные сваи служат опорными сваями и их геотехническая несущая способ-
ность такая же, как несущая способность наконечника. В теблице 7.7 представлена геотехническая несущая способ-
ность сваи с грунтовым наконечником
При проектировании Х-образных свей необходимых»! сведениями по грунтам являются глубина проникновения сваи и
для мягких почв, вдобавок, предел прочности при сдвиге.
Дополнительные сведения по продукции наземного и гидростроительства можно получпь по адресу:
Makela Metals Оу
MVR-tuotteet
PL 860, Fredrikinkatu 51-53
00101 HELSINKI
Тел. 90-680 81 с 1.6.1996 г. 90-476 360
Факс 90-646 193
Makela Metals Оу
MVR-tuotteet
Linnankatu 26 A
20100 TURKU
Тел. 921-2501177
Факс 921-250 2804
213
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.3.4 Геопрофили
Makela Metals изготовляет представленные в таблице 7.8 использующиеся в дорожном строительстве в качестве за-
крепителя почвы геопрофили. Г еопрофили изготовляются из горячеоцинкованной гофрированной тонколистовой ста-
ли.
Г еопрофили можно устанавливать прямо на мягкую подпочву. Плита эффективно разделяет подпочву и структурные
слои друг от друга. Срок службы оцинкованной плиты обычно достаточный.
Рекомендуемые объекты применения:
- переходы через мягкие грунты; болота, суглинки, иловые области
- улучшение стабильности обочины дороги или складской территории лесоматериалов не уклоне или
на крутом береговом обрыве
- в качестве передвижной конструкции, например, на участке водопропускной трубы
- в качестве "передвижной плиты” моста.
При установке профиля поперек подпочва не деформируется, и колеи на дороге появляются не так легко. Установ-
ленные вдоль листы лучше выравнивают разницы в продольных осадках и разбросы промерзания дороги. Разницы в
осадках наблюдаются, например, на краевых областях мягких грунтов и в районе различных переходов через водопро-
пускные трубы и трубопроводы.
Дополнительные сведения по продукции наземного и гидростроительства можно получить по адресу:
Makela Metals Оу
MVR-tuotteet
PL 217, Kiilakiventie 1
90101 OULU
Тел. 981-883 60
Факс 981-883 66860.
214
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.3.5 Колосниковые решётки для труб
H/ISkela Metals изготовляет стальные горячеоцинкованные колосниковые решётки для труб в виде гофрированных
плит. Решётка облегчает и упрощает укладку различных трубопроводов на слебый. плывучий и мягкий грунт При-
меняется для укладки канализации стоков и дождевой канализации, водопроводов, газопроводов, а также различных
водопропускных труб.
размеры решёток представлены в таблице 7.9. Инструкции по монтажу приведены в таблице 710.
215
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Таблица 7.10 Колосниковая решётка. Инструкции по монтажу
МОНТАЖ КОЛОСНИКОВОЙ РЕШЁТКИ
Дно траншеи вырывают на глубину ок. 10... 15 см ниже монтажного уровня трубо-~~
проводов по-возможности ровно и избегая нарушения подпочвы. Хороший резуль-
тат достигается использованием так называемой губы ковша экскаватора. Слишком
глубоко вырытые места заполняются почвой.
Колосниковую решетку для труб опускают на дно траншеи и вдавливают в мягкую
подпочву до тех пор, пока нижние гофры не заполнятся. В этой стадии колосниково-
му элементу не обязатетъно быть под правильным уклоном. При необходимости
использования более широкого колосника применяются перекрьвающиеся в
поперечном направлении траншеи колосниковые элементы типов В и С. В этом
случае в кечестве деревянных подкладок используют, например, рейки размером
50 х 50 мм, располагающиеся под колосником через каждые прим. 1.5 м. Лри необ-
ходимости рейки прибивают к дну волны колосника.
Колосник в форме корыта заполняют выравнивающим слоем и слегка уплотняют.
Пространство между фасадом колосника и кромкой траншеи заполняют и одновре-
менно уплотняют или почвой или, при небольшом расстоянии, тем же материалом,
что и выравнивающий спой. Выравнивающий слой, т.е. посадочную поверхность для
труб, делают из песка, гравия или мелочи по инструкциям на зернистость норм на
трубы. Верхнюю поверхность слоя выравнивают на запланированную высотную от-
метку и уклон.
Ровный колосниковый элемент устанавливают в продолжение первого колосника
внахлёстку на прим. 30 см. До этого из гофра первого колосника в месте перекры-
тия необходимо удалить возможно попавший туда грунт. После установки второго
колосника и приготовления выравнивающего слоя устанавливают трубы. Защитную
насыпь делают по монтажным инструкциям норм на трубы. Во избежание работы
колосника и защитной насыпи дренажным каналом в траншее делают глиняные зат-
воры через каждые минимум 20 м. Окончательную засыпку траншей производят вы-
рытым грунтом.
Дополнительные сведения по продукции незамного и гидростроительства можно получить по адресу:
Makela Metals Оу
MVR-tuotteet
PL 217, Kiilakiventie 1
90100 OULU
Тел. 981-883 60
Факс 981-883 6860.
216
СТРОИТЕЛЬНАЯ и МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.3.6 Продукты переработки шлака
цз образующихся при производстве стали в качестве побочной продукции шлаков SKJ yhtiot Оу изготовляет продук-
ты переработки для нужд сельского хозяйства, наземного строительства и промышленности.
В сельском хозяйства шлаковая продукция используется для мелиорации.
В наземном и дорожном строительстве продукты пераработки шлаков используются в различных структурных слоях, в
качестве теплоизоляции и заполнителя асфальта.
В строительной промышленности продукты пераработки шлаков используются в фундаментах домов, в качестве за-
полнителя бетоне и в огнестойких массах.
Дополнительные сведения по продуктем переработки шлака можно получить по адресу:
SKJ yhtiot Оу
Niittykatu 5
92100 RAAHE
Тел. 982-222 610
Факс 982-220 880
217
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.4 Конструкции фасадов
7.1.4.1 Система фасадов
Makela Metals разрабатывает, проектирует, изготовляет и устанавливает фасады различных строительных объектов
Система фасада Nordicon со стальным каркасом разработана специально для торгового и общественного строи-
тельства. но она также пригодна для использования в жилых зданиях и при рамонте.
Систему фасада Nordicon образует самонесущая квадратная кассета. Кассета состоит из двух соединённых между
собой основных деталей: конструктивной детали каркаса и наружной футеровки. Детель каркаса состоит из собран-
ных крест-накрест горячеоцинкованных тонколистовых стальных профилей. Она изолируется минеральной ватой и по
обе стороны устанавливаются гипсовые плиты. Наружную футеровку далеют в каждом случае отдельно на основании
архитектурного проектирования. Различными вариантами поверхности фасада являются металлические кассеты, сте-
кло и различные каменные плиты.
Makela Metals работает по принципу торговли продукцией. В этом случае основное строительное проектирование
осуществляется совместно с архитектором, но за всё другое, как проектирование производства, изготовление, засте-
кление и монтаж фасада, отвечает Makela Metals.
В таблице 7.11 представлена конструкция системы фасада Nordicon.
Таблица 7.11 Система фасада Nordicon
Позиция___________________________________________
1 Наружная футеровка
- стальная кассета 45 мм
- природный камень 35 мм
- стекло 50 мм
2 Вентиляционный зазор
3 Ветрозащитная плита, гипс 9 мм
4 Вертикальная сборка + минеральная вата 125 мм
5 Горизонтальная сборка + минеральная вата 50 мм
6 Парозащита
7 Плита внутренней футеровки, гипс 13 мм______
Распределение позиций и расположение фасада
Конструкция
Дополнительные сведения по системе фасада можно получить по адресу:
Makela Metals Оу
PL 860, Fredrikinkatu 51-53
00101 HELSINKI
Тел. 90-680 81
Факс 90-646193
с 1.6.1996 г. 90-476 360
218
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.4.2
Лёгкие элементы
лёгкий элемент ALAMENTTI - изделие, допущенное к применению Министерством окружающей среды Финляндии
решением 59/5331/92. Лёгкий элемент используется, например, в следующих объектах:
- в разделяющих стеновых и кровельных конструкциях
- в конструкциях фасадов
- в обычных стеновых и кровельных конструкциях.
Огнестойкость лёгкого элемента испытана в Финляндии в Государственном техническом научно-исследовательском
центре согласно стандарта ISO 834. Лёгкий элемент толщиной 100 мм для разделяющей стены выполняет требова-
|tlg по огнестойкости А180. В конструкциях чердачных или междуэтажных перекрытий лёгкий элемент толщиной 100
до выполняет требование по огнестойкости А90.
В таблице 7.12 представлены технические характеристики лёгкого элемента ALAMENTTI.
Таблица 7.12 Лёгкий элемент ALAMENTTI. Технические характеристики
Конструкция Эскиз
1 Наружная по- Тонкий стальной лист с пласт, покр., 0,6 мм
верхностъ - прочие толщины 0,5; 0,7 и 0,8 мм
2 Изоляция Минеральная вата ' L
3 Внутренняя Тонкий стальной лист с iti iaci. i юкр., 0,6 мм —
поверхность - прочие толщины 0,5; 0,7 и 0,8 мм
4 Теневой паз 6x2 мм, к150мм о о । I и
Размеры CXJ 1 4
А' Толщина. Вес. Теплоизолир. способность. О 2 1
до кг/м2 * Вт/м2К
100 21 0,38
125 24 0,32 3
150 27 0,26
200 33 0,2 -I Г 1 50, 80,100,150 и 200
Длина < 12 000 мм —►
Ширина 600, 900,1200 мм
Е Дополнительные сведения по лёгкому элементу ALAMENTTI можно получить по адресу:
Makela Metals Оу
Vimpelintie 661
62В30 LUOMA-AHO
Теп 966-557 4666
Факс 966-557 5116
219
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.4.3 Кассетные фасады
Makela Metals изготовляет металлические кассеты Liberia, которые используются при строительстве и ремонте раз-
личных ровных фасадов. Диапазон ширины кассет Liberia 140...1200 мм и диапазон длины 140...2400 мм. В кассе-
тах возможно использование материалов согласно таблицы 7.13.
Rannila Steel изготовляет стеновые кассеты RAN. В таблице 7.13 также представлена форма кассеты RAN и попе-
рачное сечение стеновой конструкции. Стеновую кассету RAN можно использовать совместно с кассетой наружной
футеровки Liberia.
Дополнительные сведения по металлическим кассетам Liberia и стеновым кассетам RAN можно получить по адресу:
Таблица 7.13 Материалы кассеты Liberia, стеновая кассета RAN
Материал кассеты Толщина
Сталь
Нержавеющая сталь <1,2 мм
ПВХ Plastisol 200 < 1,5 мм
ПВХ Plastisol 100 < 1,5 мм
PVF2 < 1,5 мм
Тонкий оцинкованный лист < 2,0 мм
Сог-Теп А < 2,0 мм
Тонкий эмалированный лист <2.0 мм
Алюминий
Анодированный, твёрдость 1/2 и 3/4 1,0—2,0 мм
Горячеокрашиваемый, твёрдость 1/2 1,0—2,0 мм
pvf2 <2,0 мм
Медь и Латунь
Си К1-410 твёрдая < 2,0 мм
MS80 < 2,0 мм
Makela Metals Оу
Vimpelintie 661
62830 LUOMA-AHO
Тел. 966-557 4666
Факс 966-557 5116
Rennila Steel Оу
PL 77
20781 KAARINA
Тел. 921-411511
Факс 921-411 5271
220
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.5 Продукция из профилированного тонкого листа
Профилированная кровля
Изготовляемая на Rannila Steel профилированная кровля для крыш строений - профилированные листы и её полу-
чение возможно в различных цветовых комбинациях и с разными покрытиями. В качестве покрытий используются
пластмассы PVF2. ПВХ Plastisol, акриловые или полиэфирные пластмассы. В пункте 2.4 представлены свойства
тонких стальных листов с покрытием.
Относящиеся к конструкциям крыши райки, сопряжённые детали, водосточные жёлобы, лестницы и снегозадержива-
тели также изготовляются многих различных типов.
Таблица 7.14 Профилированная кровля
Профилированная кровля Лист
Толщина, мм Полезная ширина. ММ Длина. м Жёлоб для воды в шве внахлёстку X Длина поперечного рисунка. мм
1 ELIITTI 0,5 1010,1025 0,8—8,0 X 400
2 TIILIKAINEN 0,5 1100 0,8-8,0 - 350
3 PAANUKAINEN 0,5 1050 0,8-7,0 - 300
4 5 MAKSI 0,5 1100 1,8-8,0 X 400
FANTTI 0,5; 0,6 1010 0,8-9,9 X 300 1
3|4
221
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Кровельные листы
Изготовленные из торячеоцинкованных и различных тонких стальных листов с покрытием профилированные листы ис-
пользуются как при строительстве так и при ремонте крыш и стен.
Криволинейные и круглые формы делаются из гнутых профилированных листов
Таблица 7.15 Кровельные листы
Кровельные листы Лист
Толщина. мм Полезная ширин мм
1 RAN-18R 10,45.0.7 1100
2 RAN-19R 0,45...0,7 1150
3 RAN-20 R 0,45...0,7 1090
4 RAN-20 SR 0,45-0,7 1000
5 RAN-26 R 0,45...0,6 1010
6 RAN-35 R/B 0,45—0,9 1050
7 RAN-45 R/B 0,45—1,0 900
8 RAN-45 ER/EB 0,45... 1,0 1025
9 RAN-45 JR 0,45... 1,0 915
1 со 1100
,, ।,91.6
3 1090
73,5_ . , , i I , 30 |
1
5 8|| 1010
126^ ,
7 ,, 900
30 _ I I , 60 ,90
I *tq
9 915
3 jj
на. Длина, м Жёлоб для воды в шве внахлёстку X в без жёлоба для воды
0,4...10,0 X
0,4-10,0 X
0,4...10,0 X
0,4...10,0 -
0,4-10,0 X
0,4...12,0 X X
0,4-12,0 ~х X
0,4-12,0 X X
0,4...12,0 X
2 а 1 1150
4 со 1000 | 39 , . ' 39
6 со 1050 г , । 31 87, т 88 । д , ,25
8 , « 1025
1 95^ ^ц,30 /
222
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Стеновые листы
В конструкциях стен используют представленные в таблице 7.16 профилированные листы.
Таблица 7.16 Стеновые листы
Стеновые листы Лист
Толщина, мм Полезная ширина. мм Длина, м Жёлоб для воды в шве внахлёстку X
1 RAN-15A 0,45—0,7 1134 0,4...10,0 -
2 RAN-15B 0,45...0,7 1134 0,4... 10,0 -
3 __ RAN-15V 0,45.0,7 1134 0,4...10,0 -
4 RAN-20 А 0,45...0,7 1090 0,4-10,0 -
5 RAN-20 В 0,45-0,7 1090 0,4-10,0 -
6 RAN-20 SR 0,45-0,7 1000 0,4-10,0 -
7 RAN-35 А 0,45—0,9 1050 0,4-12,0 -
8 RAN-35V 0,45—0,9 1050 0,4—12,0 -
9 RAN-45 А 0,45—1,0 900 0,4—12,0 X
10 RAN-45 ЕА 0,45... 1,0 1025 0,4...12,0 -
11 RAN-45 EV 0,45 .1,0 1025 0,4...12,0 -
1 со 1134 -«в »» 118, । i ,47 2 со 118 1134
3 1134 4 со 1090
со 118, ,47 73,5* К, . ,30
со 73,5 1090 6 со 1000 39 , . .39
223
-..... £1У£и1еЛЪНЛЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Несущие листы
Несущие листы используются в изолированных и неизолированных конструкциях крыш, а также в нижних и меж
дуэтажных перекрытиях Rannila Steel помогает в выборе и расчёте типа листа.
Таблица 7.17 Несущие листы
Несущий лист Лист
Цвет на стороне А или В Толидина, мм Полезная ширина, мм Длина, м Пролёт, м Гофры. шт.
1 RAN-45JA/JB 0,45...1,0 915 0,4...12,0 5 3,5 -
2 RAN-70 А/В 0,6-1,0 '850 1,0-15,0 2,5-4,5 -
3 RAN-113 А/В 0,6...1,2 750 1.0...20.0 4,0...6,0 -
4 RAN-120 А/В 0,6...1,2 695 1,0-25,0 >5,0 -
5 RAN-153 А/В 0,75...1,5 840 1,0...20,0 >5,5 3
6 RAN-153 А/В 0,75—1,5 540 1,0...20,0 i 5,5 2
7 RAN-2000 0,7; 0,9 Г750 4,0; 6,0; 8.0 - -
1 915 2 850
30
750
5 ja 6
4 х 187,5
Арка из тонкого стального листа
Несущая арка из тонкого стального листа изготовляется путём изгиба профилированного листа в дугу, радиус R ко-
торой в максимуме достигает длины пролёта L (R < L). При использовании в качестве листа для арки профиля RAN-
120 максимальный пролёт составляет около 14,5 метров. При использовании профиля RAN-45 максимальная длина
пролёта около 7 метров.
Пролёт арки соединяется затяжкой. Арочный лист может быть одно- или двуслойным. Однослойный используется в
неотапливаемых помещениях. В двуслойной конструкции между листами можно установить теплоизоляцию.
Лёгкие матицы
Лёгкие матицы изготовляют из горячеоцинкованного тонкого листа. Толщина листа 1,0...3,0 мм и высота балок мо-
жет быть 100...400 мм. Форма поперечного сечения матиц может быть Z-, С-, Х-образной или колпачковый профиль
Дополнительные сведения по продукции из профилированных тонких листов можно получить по адресам:
Rannila Steel Оу
Kalkkimaentie 1
62800 VIMPELI
Тел. 966-569 2111
Факс 966-569 2292
Makela Metals Оу
Vimpelintie 661
62830 LUOMA-AHO
Тел. 966-557 4666
Факс 966 557 5116
224
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
у 16 Готовые помещения
уе помещения Producta - это на машиностроительном заводе построенные, оборудованные и меблированные
кухонные или другие помещения, в которых имеется самонесущий каркас. В них присутствуют готовые сое-
центрального отопления, водоснабжения, сточных вод, электроснабжения и кондиционирования воздуха. При
^^^тегьстве и ремонте жилья в готовых помещениях возможна также реализация балконов.
ддполн’тельные сведения по готовым помещениям Producta можно получить по адресу:
Makela Metals Оу
PL 860, Fredrikinkatu 51-53
00101 HELSINKI
Тел. 90-680 В1
факс 90-646 193
с 1.6.1996 г. 90-476 360
7.1.7 Конструкции каркасов
7.1.7.1 Сопряжённый каркас
Система сопряжённого каркаса - базирующаяся на точные по размерам стальные компоненты заводского изготовле-
на и технику литья на маете общая концепция для реализации конструкций каркасов и фундаментов домостроения.
Остающиеся на месте, сопряжённые стальные конструкции выступают вместе с бетоном в виде форм и несущих
конструкций. С помощью арматурной стали и элементов арматуры, а также отливаемого на месте бетона достигается
дополнительная мощность, постоянные, плотные и крепкие конструкции также и в случае пожара. Противопожарная
защита на вызывает дополнительных затрат и кручения формы, а установкой длинных пролётов избавились от
тяжёлых и массивных конструкций. В конечном итоге получается эффективная и быстрая техника строитальства. ко-
торая формируется из двух альтернативных перекрытий, колонн, подошвы колонн и стеновой формы.
Перекрытие можно осуществить с помощью усиленных плиточных полос или согряжённых балок. Конструкция пе-
рекрытия формируется из сопряжённого листа RAN-2000. Сопряжённому листу присуще сравнимое с арматурными
сталями свойство сцепления с бетоном. Размеры квадрата хозяйственной колонны, усиленной плиточной полосой. 9 м
х 9 м. Толщина самой толстой, простирающейся от колонны до колонны, плиточной полосы 200...350 мм и ширина
750...3000 мм. Толщина опирающейся на усиленную плиточную полосу более тонкой плиты 100...200 мм.
Сделанная в форме лотка сопряжённая балка, интегрированная в виде фланца сжатия с работающей плитой, обра-
зует жёсткую конструкцию, с помощью которой достигаются пролёты вплоть до 18 метров. Расстояние между балка-
ьи при этом 4...6 метров. С-образная балка изготовляется из рифлёного листа Частично закрытая форма балки и
рисунок листа образуют мощное сцепление с бетоном, при этом балка формирует большую часть облести армирова-
ния. Для быстрого и эффективного строительства используются подготовленные элементы армирования, которыми
осуществляется дополнительное и противопожарное армирование балки и верхней поверхности.
Колонны системы каркаса - запогыенные бетоном стальные трубные профили высотой с этаж. Ассортимент профи-
лей широкий, включая круглые, квадратные и прямоугольные.
Предварительный расчёт сопряжённого каркаса можно производить по таблицам быстрого расчёта, а точный расчёт
по расчётным программам ComSlab, ComCol и ComBeam.
7.1.7.2 Лёгкие ангары
Лёгкий по конструкции, собираемый болтовыми соединениями, ангар Practa пригоден для быстрого строительства.
Система пригодна для конструкций каркаса и оболочки ангаров, теплиц, автогаражей и складов. Длина пролёта до-
стигает 20 м. Система каркаса ангаров формируется из лёгких матиц Sigma, сопряжённых деталей и крепежа.
Лёгкие матицы Sigma изготовляются из горячеоцинкованного тонкого стального листа роликовым деформированием.
Изготовленные из стального листа толщиной 12 мм перфорированные сопряжённые детали являются оцинкованными
погружением.
Стеновые конструкции и конструкции крыш изготовляются из негорючих материалов. В конструкциях оболочек воз-
можно использование окрашенных профилей из тонких листов. Используемые в системе типы конструкций:
- минеральная вата, сандвич-элемент
- стеновая кассета заполнена минеральной ватой, в качестве фасада гофрированный лист с прямыми паза-
ми или кассета фасада
- лёгкий, изолированный минеральной ватой, каркас из матиц, на внутренней и наружной поверхности ко-
торого гофрированный лист с прямыми пазами
- лёгкий каркас из матиц, на наружной поверхности которого гофрированный лист с прямыми пазами.
225
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Матицы Sigma изготовляются роликовым деформированием из горячеоцинкованного тонкого стального листа. раз_
меры матиц выбираются по размерам ангара. В таблице 7.18 представлены форма матиц Sigma и диапазон разме-
ров.
Таблица 7.18 Матицы Sigma. Формы и размеры
СЕРИЯ ФОРМ ДИАПАЗОН РАЗМЕРОВ '
-J » S -* lL S -► — LU s = 2,5... 3,0 мм L = 175 ...400 мм
7.1.7.3 Сопряжённый лист RAN 2000
Сопряжённый лист RAN 2000 используется в нижних, междуэтажных и чердачных перекрытиях различных строений.
В Финляндии он одобрен к применению решением 204/5331/92. Изготовляется из горячеоцинкованного тонкого
стального листа или листа с пластмассовым покрытием. Размеры форм листа представлены в таблице 7.17. В табли-
це 7.19 представлена конструкция сопряжённой плиты.
Лист является остающейся на месте формой, которая образует сопряжённую конструкцию с бетоном. Лист выполня-
ет функции стягивающей арматуры нижней поверхности сопряжённой плиты.
Нижняя поверхность сопряжённого листа может функционировать как поверхность крыши, и находящиеся в нижней
поверхности пазы можно использовать для закрепления других элементов конструкций.
Для проектирования конструкций сопряжённой плиты используется компьютерная программа Comslab
Таблица 7.19 Сопряжённая плита RAN 2000. Конструкция
Дополнительные сведения по конструкциям каркаса можно получить по адресу:
Makela Metals Оу
PL 860, Fredrikinkatu 51-53
00101 HELSINKI
Тел. 90-680 В1
Факс 90-646 193
с 1.6.1996 г. 90-476 360
226
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
у 1.8 Противошумовые заграждения
изготовляемая Makela Metals стальная система противошумового заграждения Products предназначена, в первую
лчередь. Для защиты от вызываемых автомобильным движением шумов, но систему можно также использовать для
ддшиты против шумов от производственных предприятий и железнодорожного транспорта.
Система противошумового заграждения состоит из ячейковых кассет, заполненных минеральной ватой. Кассеты
существуют двух разных типов. Звукоотражающая поверхность кассеты гладкая и звукопоглощающая с отверстиями.
Косме этого, в систему входят колонны, фундаментные болты и фундаменты со стальными сваями. Кассеты изго-
^овпяотся из оцинкованного тонкого стального листа с пластмассовым покрытием толщиной 1.5 мм. Цветовые оттен-
104 - обычно использующиеся в листах с пластмассовым покрытием или по договорённости. Колонны и прочие строи-
тельные детали - горячеоцинкованные и в видимых частях чаще всего окрашенные. В таблице 7.20 представлены
технические данные системы противошумового заграждения.
Табльща 7.20 Система противошумового заграждения Products. Технические характеристики
ТЕХНИЧЕСКИЕ данные элемента
Основной элемент
- Полезная длина 4 м
. Полезная высота 0,46 м
- Вес при длине 4 м 58 кг
. Звукоизолир. способность 36 dB (Rw)
- Способность поглощения
транспортного шума 75 %
- Поверхность очищается
установками под давлением
Дополнительные элементы
- фундаментная плита
- фундаментные бопты
- Элемент фундамента
ОБРАЗЕЦ КОНСТРУКЦИИ
HHHHHJIIIIII
llllllllllllll
ll IIIIIIIIIIII
|| IIIIIIIIIIII
ниш
llllllllllllll
llllllllllllll
ииии________
ИИИИ ШИН
IIIIIIII IIIIIII
- фундамент co стальными сеаями
ТИП КОЛОННЫ 1_____________
4000 4000 | 4000
5°
_____НИН
ПНИ II III
ПИШИ
ИИ II III
II
II
IIIIIIIIIII
IIIIIIIIIII II
IHIIIIIIIUIIIH
лишни II
IIIIHIIIII II
I
I
Makela Metals также поставляет противошумовые парапеты, которые используются, например, в качестве мостовых
парапетов для защиты от шума колёс автотранспорта. Парапеты изготовляются холодной деформацией из стальных
листов толщиной 4 мм. Высота парапета один метр и он горячеоцинкованный.
Дополнительные сведения по системам заграждений можно получить по адресу:
Makela Metals Оу
MVR-tuotteet
PL 217, Kiilakiventie 1
90101 OULU
Тел. 981-883 60
Факс 981-883 6860
227
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
7.1.9 Гидроконструкции
Makela Metals поставляет различные стальные модифицированные конструкции причалов, портов, плавательнь
бассейнов, рыбоводства и мостов. Конструкции поставляются в смонтированном виде или в желаемом заказчике/
объёме. Относящаяся к гидроконструкциям продукция представлена в таблице 7.21.
Таблица 7.21 Гидроконструкции. Продукция
ПОРТЫ НАПРАВЛЯЮЩИЕ КОНСТРУКЦИИ ПОНТОННЫЕ МОСТЫ КОНСТРУКЦИИ РЫБОВОДСТВА БАССЕЙНЫ '
стальные понтонные причалы стационарн. причалы на сваях причалы из угловых олорн. стен гасители волн волноломы лодочные шлагбаумы земляные опоры прочее оснащение причалов сплавные направляющие устройства судовые направляющие устройства нефтесборники ледоломы - мосты для легкового транспорта - сельскохозяйственные мосты - прочие мосты мосты из стальных элементов водоёмы для выращивания понтоны площадок обслуживания каскады для рыбы причалы вышки для прыжков
Понтонные причалы
Понтонные причалы по несущей способности делятся на три категории в соответствии с таблицей 7.22.
Таблица 7.22 Причалы. Категории несущей способности
Категория несущей способности Назначение причала Несущая способность, кН/м2
I речной транспорт, пешеходное движение, ограниченное автотранспортное движение 4,0
II пешеходное движение, без скопления грузов, лодочные гавани 2,0
III закрытая территория, частное пользование, дачные причалы 1.0
Несущая способность рассчитывается вычитанием из несущей способности понтонных труб собственного васа конструкции.
Дополнительные сведения по гидроконструкциям можно получить по адресу:
Makela Metals Оу
MVR-tuotteet
PL 217, Kiilakiventie 1
90101 OULU
Тел. 981-883 60
Факс 981-883 6860
228
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
, Машиностроительная продукция
1 рельсовый инвентарь
iruukki Transtech изготовляет рельсовый инвентарь на расположенных по всей Финляндии производственных
гельные сведения по рельсовому инвентарю можно получить по адресу:
Rautaruukki Transtech
PL 217, Kiilakiventie 1
90101 OULU
Тел. 981-883 60
Факс 981-883 6960
7.2-2 ДНИЩА
Завод Раутаруукки в г. Халикко изготовляет холодной деформацией представленные в таблице 7.24 днища, сегмент-
ные листы сферических резервуаров, конусы и т.д.
Наибольшее изготовляемое целиком днище имеет размеры 9000 мм х 40 мм ( D х s ). Днища больших, чем этот,
размеров поставляются готовыми к монтажу по частям.
По требованиям заказчика возможно изготовление отличных от таблицы 7.24 форм днищ
В таблице 7.24 представлены марки стали имеющихся на заводском складе листов. Днища из прочих марок стали
изготовляются по требованиям заказчика.
Возможно изготовление днищ в соответствии со многими различными стандартами. Допуски на изготовление огова-
риваются при заказа.
229
СТРОИТЕЛЬНАЯ И МАШИНОСТРОИТЕЛЬНАЯ ПРОДУКЦИЯ
Таблица 7.24 Днища. Программа производства
Маркировка в заказе (миьклалььые сведения)
- форма днища
- марка стали
- наружный диаметр, Du
- толщина стенки, s
- исходная толщина листа
- минимальная толщина днища
- требование на проверку швов
- кромка под сварку
Материалы на складе:
Fe 37 В SFS 200
Н II DIN 17155
RAEX 385 Р (Fe 355 ЕР SFS 1150)
SIS 2333
Дополнительные сведения по днищам можно получить по адресу:
Rautaruukki Оу
Halikon tehdas
24910 HALIKKO AS
Теп. 924-524 7100
Факс 924-524 7290
230
' «я#- » '
231
СПЕЦПРОДУКЦИЯ
CM CO 1П CD
co cd cd co co cd cd
СПЕЦПРОДУКЦИЯ......................................................................233
Дверные и оконные профили..........................................................233
Трубы COMBI 200 Agro...............................................................234
Четырёхугольные сварные трубы (DIN 2395, Часть 3)..................................234
Сварные спецпрофили с продольным швом..............................................235
Продукты переработки труб и компоненты.............................................236
Технология производства чугуна и стали.............................................236
232
СПЕЦПРОДУЩИЯ
L СПЕЦПРОДУКЦИЯ
g,1 Дверные и оконные профили
I Rautaruukki Metform изготовляет сваранные в продольном направлении дверные и оконные профили. В программу
производства входят L-образные, тавровые и Z-образные профили серии 50. таблица 8.1.
В качестве сырья по договорённости можно использовать горячекатанную. холоднокатанную или оцинкованную
стальную ленту. Стандартными марками стали являются St 37-2 DIN 17100 и Fe 37 В SFS 200.
Допуски на размеры дверных и оконных профилей представлены в таблице 8.2.
Профили поставляются по пожеланию клиента с сертификатом на материал согласно стандарта EN 10204.
Зашита поверхности (сухая или слегка смазанная) оговаривается отдельно.
Таблица 8.1 Дверные и оконные профили
РАЗМЕРЫ
L-образный Тавровый Z-образный А = Площадь поперечного сечения Ац = Площадь внешней поверхности М = Вес I = Момент инерции сечения W = Момент сопротивл. при изгибе - Расчётная плотность = 7,85 кг/дм3
Ь с с ь с с Ь с
<0 га I Я -
I - X X I. г- I" I к X
Y Y
Профиль а. мм Ь. мм с. мм А см2 Ац, м2/м м, кг/м lx. см4 Wx, см3 ly. см4 >05 5 3
L-образный серия 50
L-5020 L-5040 L-5050 50 50 50 20 40 50 20 20 20 3,36 4,16 4,56 0,18 0,22 0,24 2,65 3,27 3,59 10,55 15,37 17,75 3,44 5,20 6,08 4.48 14.80 23,10 1,76 4,30 5,94
Тавроаый серия 50
Т-5020 Т-5040 Т-5050 50 50 50 20 40 50 20 20 20 4,11 4,91 5,31 0,22 0,26 0,26 3,24 3,88 4,18 12,43 17,56 20,07 3,68 5,44 6,31 8,04 22,56 33,40 2,69 5,65 7,43
Z-образный серия 50
Z-5020 Z-5040 Z-5050 50 50 50 20 40 50 20 20 20 4,13 4,93 5,33 0,22 0,26 0,28 3,24 3,86 4,18 15,68 20,29 22,60 6,29 8,13 9,05 8,04 22,56 33,40 2,70 5,65 7,43
8
Таблица 8.2 Дверные и оконные профили. Серия 50, Т = 2,0 мм. Допуски на размеры
ХАРАКТЕРИСТИКА ДОПУСК
ГАБАРИТЫ а, Ь и с ± 0,30 мм
ТОЛЩИНА СТЕНКИ. Т ± 0,20 мм
ПЛОСКОСТНОСТЬ СТОРОН Содержится в допуске на габарит
ПРЯМОУГОЛЬНОСТЬ 90° ±1°
ВИНТООБРАЗНОСТЬ. V Г/м
ВЫСОТА ВНУТРЕННЕГО ГРАТА. 9 g < 0,8 мм
ПРЯМОЛИНЕЙНОСТЬ 0,25 % от мерной длины
ДЛИНА. L + 50 мм 0
233
СПЕЦПРОДУКЦИЯ
Маркировка дверных и оконных профилей в чертеже и заказе:
Дверной/оконный профиль L-5040 х 2,0 - 6000 Fe 37 В SFS 200 EN 10204-2.2
Название ~|
Форма и размеры_____________
Толщина стенки______________________
Длина____________________________________
Марка стали, стандарт______________________________
Сертификат на материал
Дополнительные сведения по дверным и оконным профилям можно получить у дилеров и в отделах торговли Раута-
руукки, а также в отделе торговли Rautaruukki Metform в Хямеенлинна. Контактные данные приведены на страницах
4 и 6.
8.2 Трубы COMBI 200 Agro
Rautaruukki Metform изготовляет сваренные в продольном направлении круглые трубы COMBI 200 Agro. Они при-
годны для использования во многих ненесущих конструкциях, в которых от трубы требуются хорошая пластичность,
свариваемость и пригодность к цинкованию, а также точность размеров и ровное качество. Типичными объектами
применения являются перила, инвентарь и ограждения.
Сталь для труб COMBI 200 Agro - горячекатанная малопрочная спецсталь. которой для подтверждения пригодности
к горячему цинкованию гарантируется содержание кремния Si < 0,03 %. Трубы COMBI 200 Agro изготовляются в
диапазоне размеров D = 26,9 мм - 76,1 мм. Толщины стенок, в зависимости от габарита. 2,3 мм - 4,0 мм. Для труб
COMBI 200 Agro всегда делается страхование качества EN 10204-2.1.
Дополнительные сведения по трубам COMBI 200 Agro можно получить у дилеров и в отделах торговли Раутаруукки.
а также в отделе торговли Rautaruukki Metform в Хямеенлинна. Контактные данные приведены на страницах 4 и 6.
8.3 Четырёхугольные сварные трубы (DIN 2395, Часть 3)
Rautaruukki Metform изготовляет четырёхугольные сварные трубы с продольным швом согласно DIN 2395, Часть 3.
Они пригодны для использования во многих ненесущих конструкциях, в которых от трубы требуются квадратное или
прямоугольное поперечные сечения, хорошие свариваемость и пригодность к цинкованию, а также точность размеров
и ровное качество.
В качестве сырья обычно используется горячекатанная стальная лента RSt 37-2 или St 44-3. Диапазон размеров:
- 25 X 25 X 2,0 - 70 X 70 х 4,0
- 40 X 20 X 2,0 -100 X 50 X 4,0
Дополнительные сведения по четырёхугольным, соответствующим стандарту DIN 2395, Часть 3, трубам можно по-
лучить в отделах торговли Раутаруукки. а также в отделе торговли Rautaruukki Metform в Хямеенлинна. Контактные
данные приведены на страницах 4 и 6.
234
СПЕЦПРОДУКЦИЯ
g 4 Сварные спецпрофили с продольным швом
Bal)taruukki Metform изготовляет сварные спецпрофили с продольным швом в заводском исполнении по пожелению
мента. В спецгрофилях можно выбрать форму поперечного сечения и материал профиля, наиболее подходящие
ппц каждого объекта применения. В качестве сырья можно использовать, в зависимости от форм и размеров попе-
чного сечения, горячекатанные. холоднокатанные и оцинкованные марки стали. Условия поставки спецпрофилей
обвариваются отдельно.
g таблице 8.3 приведены некоторые примеры спецпрофилей.
дополнительные сведения по спецпрофилям можно получить в отделах торговли Раутаруукки. а также в отделе тор-
тоали Rautaruukki Metform в Хямеенлинна. Контактные данные приведены на страницах 4 и 6.
235
СПЕЦПРОДУКЦИЯ
8.5 Продукты переработки труб и компоненты
На входящих в Rautaruukki Metform производственных прадприятиях изготовляют различные продукты переработки
труб и компоненты для автомобильной промышленности, производства бьповой техники и принадлежностей досуга, а
также конструкции диспетчерского контроля и ограждения.
Дополнительные сведения по продуктам переработки труб и компонентам можно получить по адрасу:
Carl Froh GmbH & Со
Rautaruukki Metform
Postfach 2040, HachenerStr. 167
D-59837 SUNDERN
DEUTSCHLAND
Тел +49 2935 810
Факс + 49 2935 81 202
8.6 Технология производства чугуна и стали
Rautaruukki Engineering продаёт разработанные в концерне технологию и технические знания Типичной продук-
цией являются:
- автоматы для покраски и облицовки
- отрезные и пакетоформировочные устройства для труб
- устройства пескоструйной очистки
- автоматика доменной печи
- автоматика коксохимпроизводства.
Кроме этого. Engineering планирует и реализует инвестиции концерна.
Дополнительные сведения по продукции Engineering можно получить по адресу:
Rautaruukki Engineering
PL 217, Kiilakiventie 1
90101 OULU
Тел 981-883 60
Факс 981-883 6450
236
237
ПРИЛОЖЕНИЯ
<0<O<0<0<D<0<0<0<0<0<0<0<0<D
in <i b> cn 4 co ho ho ho ho no ho
cn 4 co ho
ПРИЛОЖЕНИЯ........................................................................... 239
Твёрдость стального листа............................................................ 239
Сварка................................................................................240
Предварительный подогрев............................................................. 240
Ограничения на подвод энергии........................................................ 244
Последующая термообработка............................................................244
Углеродные эквивалента марок стали....................................................244
Сварочные присадки....................................................................245
Сертификаты не материал.............................................................. 258
Физические свойства сталей............................................................258
Химические составы сталей............................................................ 259
Сравнения с марками стали по ГОСТу................................................... 262
Сварные балки.........................................................................265
Список слов и названий................................................................272
23В
ПРИЛОЖЕНИЯ
9
ПРИЛОЖЕНИЯ
9.1 Твёрдость стального листа
Таблица 9.1 Твёрдость стального листа соответственно пределу прочности
Предел прочн.. Rm, Н/мм2 HV Vickers НВ Brinell HRC Rocwell Предел прочн.. Rm, н/мм2 HV Vickers НВ Brinell HRC Rocwell
255 80 76,0 1155 360 342 36,6
270 85 80,7 1190 370 352 37,7
285 90 85,5 1220 360 361 38,8
305 95 90,2 1255 390 371 39,8
320 100 95,0 1290 400 380 40,8
335 105 99,8 1320 410 390 41,8
350 110 105 1350 420 399 42,7
370 115 109 1385 430 409 43,6
385 120 114 1420 440 418 44,5
400 125 119 1455 450 428 45,3
415 130 124 1485 460 437 46,1
430 135 128 1520 470 447 46,9
450 140 133 1555 480 (456) 47,7
465 145 136 1595 490 (466) 46,4
460 150 143 1630 500 (475) 49,1
495 155 147 1685 510 (485) 49,8
510 160 152 1700 520 (494) 50,5
530 165 156 1740 530 (504) 51,1
545 170 162 1775 540 (513) 51,7
560 175 166 1810 550 (523) 52,3
575 180 171 1845 560 (532) 53,0
595 185 176 1860 570 (542) 53,6
610 190 181 1920 580 (551) 54,1
625 195 185 1955 590 (561) 54,7
640 200 190 1995 600 (570) 55,2
660 205 195 2030 610 (580) 55,7
675 210 199 2070 620 (589) 56,3
690 215 204 2105 630 (599) 56,8
705 220 209 2145 640 (608) 57,3
720 225 214 2160 850 (618) 57,8
740 230 219 660 58,3
755 235 223 670 56,8
770 240 228 20,3 660 59,2
785 245 233 21,3 690 59,7
600 250 238 22,2 700 60,1
620 255 242 23,1 720 61,0
835 260 247 24,0 740 61,8
850 265 252 24,8 760 62,5
865 270 257 25,6 780 63,3
880 275 261 26,4 600 64,0
900 280 266 27,1 820 64,7
915 285 271 27,8 840 65,3
930 290 276 28,5 860 65,9
950 295 280 29,2 880 66,4
965 300 285 29,8 900 67,0
995 310 295 31,0 920 67,5
1030 320 304 32,2 940 88,0
1060 330 314 33,3
1095 340 323 34,4
1125 350 333 35,5
Величины являются условными.
239
ПРИЛОЖЕНИЯ
9.2 Сварка
При сварке горячекатанных сталей с пределом текучести до 355 Н/мм2 и толщиной до 20...30 ми особые методы не
требуются.
При использовании сталей с более высоким классом прочности изделия и конструкции получаются более лёгкими
Малые толщины листов и стенок уменьшают расход металла шва и объём сварочных работ, а также потребность в
принятии особых мар.
Особые меры при сварке стали применяются, когда
- предел текучести
- предел прочности
- толщина листа
> 350 Н/мм2
> 500 Н/мм2
> 25 мм.
Применяемые особые меры
- предварительный подогрев
- ограничения на подвод энергии (кДж/мм)
- последующая термообработка.
Инструкции по ответственным особым мерам необходимо вносить в чертежи изделий или конструкций.
9.2.1 Предварительный подогрев
В таблице 9.2 представлен расчёт общей толщины листа. В таблице 9.3 представлены получаемые различными ти-
пами присадок и способами содержания водорода (HD) в сварочных материалах. В пункте 9.2.4 представлены угле-
родные эквиваленты CEV обычных марок стали.
В таблице 9.4 представлена потребность в предварительном подогреве наиболее распространённых марок стали при
разных энергиях сварки (Q). При соблюдении этих инструкций холодные трещины в условиях машиностроительных
заводов не появляются. Важным является использование правильной рабочей температуры в сварочных операциях по
ремонту и прихватке, когда небольшая, по сравнению с поверхностью листа, область наплавленного металла, охлаж-
даясь. быстро твердеет. При сварке конструкционных сталей пределе текучести 235 Н/мм2 и обычной судострои-
тельной стали класса А при толщинах листа менее 80 мм предварительный подогрев не требуется.
Для сталей RAEX HR/HS/HSF в условиях машиностроительных заводов предварительный подогрев не требуется.
Таблица 9.2 Общая толщина листа
di = средняя толщина на
отрезке 75 мм
Общая толщина = d< + йг
Обе стороны сварива-
ются одновременно
Общая толщина
= 1/2 - (di + йг + da)
240
ПРИЛОЖЕНИЯ
241
ПРИЛОЖЕНИЯ
Таблица 9.4 Рекомендуемые рабочие темперетуры
MIG/MAG, проволока сплошного сечения, щелочная порошковая и металлическая заполняющая проволока, содержание водорода HD <5 мл/100 г (ISO 3690)
Марка стали Рабочая температура. °C. при энергии сварки Q >1,0 кДж/мм
Общая толщина листа, мм
0 20 30 40 I I I ю 0 70 80 90 100 110 1 I I I I I 20
S355J2G3 (= Fe 52 D) 20 50 | 75 100
RAEX Multisteel 20 75 ’
RAEX 355N, -NL.-NL ARCTIC 20 75
RAEX 420N, -NL 20 75
RAEX 383P...385P, -386P ARCTIC 20 75
RAEX 423P...425P 20 75 100
RAEX 355 M/ML 20
RAEX 420 M/ML 20 75
RAEX 460 M/ML 20 75
RAEX 500 M/ML 20 75 1ЛА 50 | 75
RAEX В 24 20 75 75,
RAEX В 27 20 | 100 1«.'- I ,7€
RAEX 27S LT 20 75
RAEX 34S LT 20 50 | 75
RAEX 40 20 75 100
RAEX 32E POLAR 20 75
RAEX 36E POLAR 20 75
Дуговая сварка под флюсом, содержание водорода HD >5 <10 мл/100 г (ISO 3690)
Марка стали Рабочая температура. ЭС, при энергии сварки Q >1,0 кДж/мм
Общая толщина листа, мм
1 0 20 30 40 50 6 I I I I 0 70 60 90 100 110 120 I I I I I I
S355J2G3 (= Fe 52 D) 20 75 <100 - Е,.
. J?
RAEX Multisteel 20 75 100
RAEX 355N, -NL.-NL ARCTIC 20 75 100
RAEX 420N, -NL 20 75 100
RAEX 383P...385P, -386P ARCTIC 20 75 1 П
RAEX 423P...425P 20 75
RAEX 355 M/ML 20
RAEX 420 M/ML 20 75 .
RAEX 460 M/ML 20 I 50 . 75
RAEX 500 M/ML 20 75 100 . 1 mS|w
Cor-Ten B, B-D 20 75 Мб /-Т 1 i 175
RAEX В 24 20 75 100 Mil! WioU 15?
RAEX В 27 20 | 100 1 1 O.
RAEX 27S LT 20 50 75
RAEX 34S LT 20 75 100 z.-ЙЕяй 125 ..t£'
RAEX 40 20 75 100 '2 125 W
RAEX 32E POLAR 20 50 100
RAEX 38E POLAR 20 75 | 100 '
продолжение следует...
242
ПРИЛОЖЕНИЯ
... продолжение
щелочной электрод и рутиловая порошковая заполняющая проволока, содержание водорода HD >5 <10 мл/100 г
Марка стали Рабочая температура. ”C. при энергии сварки Q >1,0 кДж/мм
Общая толщина госта, мм
1 0 20 30 40 5 I I I ) 60 70 80 90 100 110 120
S355J2G3 (= Fe 52 D) 20 Т 100 Я 4М |
RAEX Multisteel 20 75 100
RAEX 355N, -NL.-NL ARCTIC 20 75 100
RAEX 420N, -NL 20 75 100 Т2Ь «®1
RAEX 383P...385P, -386P ARCTIC 20 75 100 ’
RAEX 423P...425P 20 75 100 *2* [ 1MJ
RAEX 355 M/ML 20
RAEX 420 M/ML 20 X75 -
RAEX 460 M/ML 20 50 75
RAEX 500 M/ML 20 L75 100 'МНМтмвн*
Cor-Ten B, B-D 20 П 150 । | 175 I
RAEX В 24 20 150
RAEX В 27 50 126 ПК | 175 I *•’
RAEX 27S LT 20 50 75
RAEX 34S LT 20 75 100 ёЭДЗкЯНВк' Ж
RAEX 40 20 ipo 150
RAEX 32E POLAR 20 50 75 | . . 100
RAEX 36E POLAR 20 75 ТОО
9
243
ПРИЛОЖЕНИЯ
9.2.2 Ограничения на подвод энергии
При сварке прочных сталей вынуждены ограничивать подвод энергии к соединению для достижения требований по
ударной вязкости соединения. Допустимая область подвода энергии (кДж/см) тем уже. чем выше прочность стали и
ниже требуемая контрольная температура ударной вязкости шва.
При сварке конструкционных сталей предела текучести 235 Н/мм2 и обычной судостроительной стали класса А огра-
ничения на подвод энергии не требуются в связи с небольшими требованиями к ударной вязкости.
Стали RAEX 355 HR/HS также можно сваривать без ограничений в связи с небольшими используемыми толщинами
листа. При сварке сталей RAEX 640 HSF и RAEX 700 HSF следует использовать умеренный подвод энергии для
предотвращения размягчения.
9.2.3 Последующая термообработка
Термообработкой после сварки являются отпуск, отжиг и нормализация.
Отпуск является обычной термообработкой при сварке высоколегированных закалённых и отпущенных сталей.
Обычной термообработкой после сварки горячекатанньв< сталей является отжиг. Он производится при температуре
550...600 °C. Отжиг снижает напряжения в сварной металлоконструкции и твёрдость сварного соединения, а также
улучшает ударную вязкость и способность деформироваться.
Нормализация используется в конструкциях сосудов высокого давления, при изготовлении которых свыше 5...10 %
стали подвергается холодной обработке. Нормализация проходит при температуре 900...920 °C.
9.2.4 Углеродные эквиваленты марок стали
На основе химического состава стали можно оценить закаливаемость и предрасположенность к холодным трещинам
с помощью формул углеродного эквивалента. Самой универсальной является формуле IIW (International Institute of
Welding):
Мп Cr + Mo + V Cu + Ni
CEV = C + — + ------------+ -------
6 5 15
Использование данной формулы рекомендуется, когда содержание углерода в стали выше 0,1 В % или скорость ох-
лаждения после сварки небольшая, ta/5 (= время, за которое температура понижается от 800 °C до 500 °C) больше,
чем 12 сек.
Сталь, в отношении риска образования холодных трещин, является хорошо свариваемой обычными способами, кота
величина CEV меньше 0,41. Величина CEV 0,41 ...0,45 гарантирует хорошую свариваемость при использовании су-
хих, щелочных приседок. В таблице 9.5 представлены углеродные эквиваленты обычных марок стали.
Второй, широко используемый углеродный эквивалент - РСт, который рассчитывается по формуле:
Si Мп + Си + Cr Ni Mo V
Рст = С + -----+ --------------+ —- + -----+ — + 5В
30 20 60 15 10
Использование этой формулы рекомендуется, когда содержание углерода в стали не более 0,22 % и время охлажде
ния ta/5 сварного шва меньше 6 сек.
244
ПРИЛОЖЕНИЯ
Таблица 9.5 Углеродные эквиваленты марок стали
Марка стали Углеродный эквивалент CEV
Средний Не более
Толщина листа, мм Толщина гнета, мм
>2 <63 >63 5 150 <40 >40 «5150 >2 <63 >63 S 150 >5 <16 Й5 5 20 >16 5 40 >20 <40 >40 <60 >40 <60 >60 £ 10(
S235JRG2 0,35 0,38
6355J2G3 0,45 0,47
RAEX MILDSTEEL 0,35 0,38
RAEX MULTISTEEL 0,40 0,41 0,43 0,45
RAEX 235NL RAEX 235NL ARCTIC 0,35 0.35 0,37 0.37
RAEX 275NL RAEX 275NL ARCTIC 0,37 0,37 0,39 0,39
RAEX 355N, NL RAEX 355NL ARCTIC 0,41 0,43 0,45
RAEX 420N, NL 0,45 0,47
RAEX 180 HR RAEX 200 HR RAEX 220 HR RAEX 240 HR 0,08 0,08 0,11 0,16 0,20 0,20 0,20 0,24
RAEX 275 HS RAEX 355 HS RAEX 420 HS 0,16 0,16 0,22 0,24 0,24 0,30
RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF 0,18 0,14 0.18 0.25 0,32 0,32 0,32 0,26 0,24 0,26 0,32 0,36 0,38 0,40
RAEX 355 M, ML RAEX 420 M, ML RAEX 460 M. ML RAEX 500 M, ML 0,36 0,38 0,40 0,43
RAEX 363 P...RAEX 385 P RAEX 386 P ARCTIC 0,41 0,43 0,45
RAEX 423 P...RAEX 425 P 0,45 0,47
RAEX 27S LT RAEX 34S LT 0,41 0,45
RAEX 40 A, D, E 0.45 0,47
RAEX 32E POLAR RAEX 36E POLAR 0,41 0,41 0,41 0,43 0,43 0,45
Мп Cr + МО + V Си + Ni
+ 6 5 15
9.2.5 Сварочные присадки
Сварочная присадка обычно определяется на основе опыта эксплуатации определённых сварочных свойств и прио-
бретения В таблицах 9.6..9.9 представлены рекомендуемые сварочные присадки для различных методов сварки.
245
ПРИЛОЖЕНИЯ
Таблица 9.6 Рекомендуемые сварочные присадки. Сварка в среде ективных газов - MAG-сварка
MAG-CBAPKA (проволока сплошного сечения)
Марка стали Стандарт FUNDIA DALWIRE ESAB ELGA ‘
Проволока * Газ DB + газ Проволока ♦ Газ OK Autrod + газ Проволока + Газ " Elga-Matic + газ
EN 10025 RAEX S235JRG2 S235J2G3 DB-20 + М21, СОг DB-20 + M21, CO2 12.51 + М21,СОг 12.51 + M21, СОг 100 + М21,СОг 100 + М21,С02
S355J0 S355J2G3 DB-20+ М21,СОг DB-20 + M21, CO2 12.51 + М21,СОг 12.51 + M21, CO2 100 + М21.С02 Ю0 + М21.СО2
RAEX MILDSTEEL DB-20 + M21, СОг 12.51 + М21, СОг 100 + М21, СОг
RAEX MULTISTEEL DB-20 + M21, CO2 12.51 + М21, СО2 100 + М21,СОг
RAEX М, RAEX N RAEX 385 P, Hll, P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML DB-20 + M21, СОг DB-20 + M21, CO2 DB-30 + M21, CO2 DB-30 + M21. CO2 12.51 + М21, СОг 12.51 + М21, СОг 12.64 + М21, СОг 12.64 + М21, СОг 100 + М21.С02 Ю0 + М21,СО2 100 + М21.С02
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL DB-20 + M21, СОг DB-20 + М21.СО2 DB-20 + M21 DB-20 + M21, CO2 DB-20 + M21, CO2 12.51 + М21. СОг 12.51 + М21, СОг 12.51 + М21, СОг 12.51 +М21.СОг 100 + М21, СОг 100 + М21.С02
RAEX 385 P DB-20+ M21, CO2 12.51 + М21, СОг
Hll 12.51 +М21.СО2 ЮО + М21,СОг
P265GH
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF DB-20 + M21. СОг DB-20 + M21, CO2 DB-20 + М21. СОг DB-20 + M21 12.51 +М21,СОг 12.51 + М21, СОг 12.51 +М21,СОг 12.51 + М21 13.29+ М21 13.29 + М21 13.29+ М21 ЮО + М21,СОг 100 + М21.СОг 100 + М21,СОг
Cor-Ten Cor-Ten A Cor-Ten В 13.26 + М21, СОг 13.26+ М21, СОг 140 + М21,СОг 140 + М21,СОг
m X HI a: Горячекатанное состояние RAEX B15 RAEX B24 RAEX B27 DB-20 + M21, CO2 DB-20+ M21.CO2 12.51 +М21, СОг 12.51 +М21, СОг 12.51 + М21, СОг 100 + М21,СОг ЮО + М21,СОг
Закаливаемая RAEXB15 RAEX B24 RAEX B27 13.12+ М21 13.12+ М21 13.12+ М21 135 + М21.СОг 135 + М21,СОг
Закаленная RAEXB15 RAEX B24 RAEX B27 13.12+ М21 13.12 + М21 13.12+ М21 135 + М21,СОг 135 + М21,СОг
RAEX POLAR RAEX 32E POLAR RAEX 36E POLAR
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок которые следует приме-
нять в Финляндии при сварке сосудов высокого давления.
продолжение следует...
246
ПРИЛОЖЕНИЯ
.продолжение
MAG-CBAPKA (проволока сплошного сечения)
Марка стали TALLBERG BOHLER-WELDING
Стандарт Проволока + Газ Lincoln + газ Проволока + Газ Bohler + газ
S235JRG2 S235J2G3 LNM26+ M21, СОг LNM26+ М21,СОг ЕМК6 + М21,СОг ЕМК6 + М21,СОг
S S355J0 S355J2G3 LNM 26 + М21, СОг LNM 26 + М21,СОг ЕМК6 + М21, СОг ЕМК6 + М21,СОг
ш ос RAEX MILDSTEEL LNM 26+ М21,СОг ЕМК6 + М21,СОг
RAEX MULTISTEEL LNM 26+ М21,СОг ЕМК6 + М21, СОг
55GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML LNM26 + M21 LNM 26 + М21 LNM 26 + М21 LNM 26 + M21 LNM Ni 2,5 + M21 LNM Ni 2,5 + M21 LNM Ni 2,5 + M21 LNM Ni 2,5 + M21 ЕМК6 + М21,СОг ЕМК6 + М21, СОг ЕМК7 + М21, СОг ЕМК7 + М21,СОг NiCu1-IG + М21 NiCul-IG + М21 2.5NI-IG + М21 2,5Ni-IG + М21
М, RAEX N 385 Р, НИ, Р2( RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL LNM Ni 1 + M21 LNM Ni 1 + M21 LNMNi 1 +M21 LNM Ni 1 + M21 LNM Ni 1 + M21 ЕМК6 + М21,СОг ЕМК6 + М21, СОг ЕМК6 + М21, СОг ЕМК6 + М21,СОг ЕМК6 + М21, СОг
RAEX 385 P LNM 26 + M21 ЕМК6 + М21,СОг
2 2 Hll LNM 26+ М21,СОг ЕМК6 + М21,СОг
P265GH ЕМК6 + М21,СОг
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF LNM 26+ М21,СОг LNM26 + M21 LNM Nil +M21 LNM MONIVA+ M21 LNM MONIVA + M21 LNM MONIVA + M21 LNM MONIVA + M21 ЕМК6 + М21,СОг ЕМК6 + М21, СОг ЕМК6 + М21,СОг ЕМК7 + М21, СОг NiMo1-IG + М21 NiGrMo-2,5-IG + М21 NIGrMo-2,5-IG + М21
С ф и о о Cor-Ten A Cor-Ten В LNM 28 + M21 LNM28 + M21 NiCul-IG + M21, СОг NiCu1-IG + M21, СОг
Горячекатанное состояние RAEX B15 RAEX B24 RAEX B27 LNM 26+ M21, СОг LNM 26+ M21, CO2 ЕМК6 + М21,СОг ЕМК6 + М21, СОг ЕМК6 + М21, СОг
RAEX В Закаливаемая RAEXB15 RAEX B24 RAEX B27 LNM19 + M21 LNM 19 + M21 DCMS-IG + М21 DCMS-IG + М21 DCMS-IG + М21
Закалённая RAEX B15 RAEX B24 RAEX B27 LNM19 + M21 LNM19 + M21 ЕМК6 + М21,СОг ЕМК6 + М21, СОг ЕМК6 + М21, СОг
RAEX POLAR RAEX 32E POLAR RAEX 36E POLAR 2,5Ni-IG + М21 2.5NHG + М21
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме-
нять в Финляндии при сварке сосудов высокого давления.
247
ПРИЛОЖЕНИЯ
Габлица 9.7 Рекомендуемые сварочные присадки. Сварка плавящимся электродом
СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Марка стали Стандарт ESAB
Металлическая проволока OK Tubrod + газ Порошковая проволока OK Tubrod + газ Безгазовая проволока
EN10025 RAEX S235JRG2 S235J2G3 14.12+ M21 14.12+ M21 15.14 + М21,СО2 15.14 + M21, CO2
S355J0 S355J2G3 14.12+ M21 14.12 + M21 15.14 + M21.CO2 15.14 + M21, CO2
RAEX MILDSTEEL 14.12+M21 15.14 + M21, СОг
RAEX MULTISTEEL 14.12 + M21 15.14 + M21, СОг
RAEX М, RAEX N RAEX 385 P, НИ, P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML 14.12+ M21 14.12 + M21 14.04 + M21 14.04 + М21 14.04 + M21 14.04+ M21 14.04 + M21 14.04+ M21 15.14 + M21, CO2 15.14 + M21, CO2 15.17+ M21 15.17+ M21 15.17+ M21 15.17+ M21 15.17 +M21 15.17+ M21
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL 14.12+ M21 14.04 + M21 14.04+ M21 14.12+ M21 14.04+ M21 15.14 + M21, CO2 15.17+ M21 15.25 + M21 15-14 + M21, CO2 15.17+ M21
RAEX 385 P 14.04+ M21 15.17 + M21
H1I 14.12+ M21 15.14 + M21, СОг
P265GH 14.12 + M21 15.14 + M21, CO2
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF 14.12+ M21 14.12+ M21 14.12+ M21 14.04 + M21 14.03+ M21 14.03 + M21 14.03 + M21 15.14 + M21, CO2 15.14 + M21, CO2 15.14 + M21, CO2 15.14 + M21, CO2 15.27+ M21 15.27+ M21 15.27+ M21
Cor-Ten Cor-Ten A Cor-Ten В 14.04 +М21 14.04 + M21 15.17 + M21 15.17+ M21
RAEX В Горячекатанное состояние RAEXB15 RAEX B24 RAEX B27 14.12+ M21 14.12+ M21 14.12+ M21 15.14 + M21, CO2 15.14 + M21, CO2 15.14 + M21, CO2
Закаливаемая RAEX B15 RAEX B24 RAEX B27 14.12+ M21 14.12+ M21 14.12 + M21 15.14+ M21.CO2 15.14 + M21, CO2 15.14 + M21, CO2
Закалённая RAEX B15 RAEX B24 RAEX B27 14.03+ M21 14.03 + M21 14.03 + M21 15.27 + M21 15.27+ M21 15.27 +М21
RAEX POLAR RAEX 32E POLAR RAEX 36E POLAR 14.04 + M21 14.04+ M21 15.17+ M21 15.17+ M21
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме-
нять в Финляндии при сварка сосудов высокого давления
продолжение следует...
ПРИЛОЖЕНИЯ
..прод°лжение
ГИАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Марка стали ELGA
Стандарт Металлическая проволока Elga + газ Порошковая проволока Elga + газ Безгазовая проволока
S235JRG2 S235J2G3 MXA100 + M21 MXA100 + M21 DWA 50 + М21 DWA 50 + М21
ID о X S355J0 S355J2G3 MXA100 + M21 MXA100 + M21 DWA 50 + М21 DWA 50 + М21
* ш Z < RAEX MILDSTEEL MXA100 + M21 DWA 50 + М21
tu сс RAEX MULTISTEEL MXA100 + M21 DWA 50 + М21
P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML MXA100 + M21 МХА 100 + M21 МХА 55Т + М21 МХА 55Т + М21 МХА 55Т + М21 МХА 55Т + М21 DWA 50 + М21 DWA 50 + М21 DWA 55Е + М21 DWA 55Е + М21 DWA 55L + М21 DWA 55L + М21 DWA 55L + М21 DWA 55L + М21
EX М, RAEX N EX 385 P, НИ, I RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL МХА100 + М21 МХА 55Т + М21 МХА 55Т + М21 МХА100 + М21 МХА 55Т + М21 DWA 50 + М21 DWA 55L + М21 DWA 55L + М21 DWA 50 + М21 DWA 55L + М21
Ct c RAEX 385 P МХА 55Т + М21 DWA 55Е + М21
H II МХА100 + М21 DWA 50 + М21
P265GH
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF МХА 100 + М21 МХА100 + М21 МХА100 + М21 МХА 55Т + М21 МХА 55Т + М21 DWA50 + M21 DWA 50 + М21 DWA 50 + М21 DWA 50 + М21 DWA 55Е + М21
c tq> о О Cor-Ten A Cor-Ten В МХА 55Т + М21 МХА 55Т + М21 DWA 55L + М21 DWA 55L + М21
Горячекатанное состояние RAEX B15 RAEX B24 RAEX B27 DWA 50 + М21 DWA 50 + М21
RAEX В Закаливаемая RAEX B15 RAEX B24 RAEX B27 DWA 50 + М21 DWA 50 + М21
Закалённая RAEX B15 RAEX B24 RAEX B27
' RAEX POLAR RAEX 32E POLAR RAEX 36E POLAR МХА 55Т + М21 МХА 55Т + М21 DWA 55Е + М21 DWA 55Е + М21
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме- нять в Финляндии при сварке сосудов высокого давления.
продолжение следует...
249
ПРИЛОЖЕНИЯ
...продолжение
СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Марка стали Стандарт СВАРОЧНАЯ ПРОДУКЦИЯ FILARC ~
Металлическая проволока Filarc + газ Порошковая проволока Filarc + газ Безгазовая проволока
EN 10025 RAEX S235JRG2 S235J2G3 PZ6102 + M21 PZ6102 + M21 PZ6113 + CO2, M21 PZ6113 + CO2, M21
S355J0 S355J2G3 PZ6102 + M21 PZ6102 + M21 PZ 6113 + CO2 , M21 PZ 6113 + CO2 , M21
RAEX M1LDSTEEL PZ 6102 + M21 PZ 6113 + CO2, M21
RAEX MULTISTEEL PZ 6102 + M21 PZ6113 + CO2, M21
RAEX М, RAEX N RAEX 385 P, НИ, P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML PZ6102 + M21 PZ6102 + M21 PZ6104 + M21 PZ6104 + M21 PZ6113 + CO2, M21 PZ 6113 + CO2 , M21 PZ 6138 + M21 PZ6115 + M21 PZ6138 + M21 PZ6138 + M21 PZ 6138 + M21 PZ6115 + M21
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL PZ 6102 + M21 PZ6104 + M21 PZ6102 + M21 PZ 6104 + M21 PZ6113 + CO2, M21 PZ6138 + M21 PZ6115 + M21 PZ 6113+ CO2, M21 PZ6138 + M21
RAEX 385 P PZ 6104 + M21 PZ6138 + M21
H11 PZ6102 + M21 PZ 6113 + CO2, M21
P265GH PZ6102 + M21 PZ 6113 + CO2 , M21
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF PZ6102 + M21 PZ6102 + M21 PZ6102 + M21 PZ6104 + M21 PZ6113 + CO2 , M21 PZ 6113 + CO2 . M21 PZ 6113 + CO2 , M21 PZ6138 + M21 PZ 6132 + CO2 , M21 PZ 6132 + CO2 . M21 PZ 6148 + M21
Cor-Ten Cor-Ten A Cor-Ten В PZ6104 + M21 PZ6104+ M21 PZ6112 + CO2, M21 PZ6112 + CO2, M21
RAEX В Горячекатанное состояние RAEX B15 RAEX B24 RAEX B27 PZ 6102 + M21 PZ6102 + M21 PZ6102 + M21 PZ 6113 + CO2 , M21 PZ 6113 + CO2 , M21 PZ 6113 + CO2 , M21
Закаливаемая RAEX B15 RAEX B24 RAEX B27 PZ6102 + M21 PZ 6102 + M21 PZ6102 + M21 PZ6113+CO2, M21 PZ6113+CO2, M21 PZ6113 + CO2, M21
Закалённая RAEXB15 RAEX B24 RAEX B27 PZ6149 + M21 PZ6149 + M21 PZ6149 + M21
RAEX POLAR RAEX 32E POLAR RAEX 36E POLAR PZ 6104 + M21 PZ6104 + M21 PZ6138 + M21 PZ6138 + M21
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме-
нять в Финляндии при сварке сосудов высокого давления.
продолжение следует...
250
ПРИЛОЖЕНИЯ
...продолжение
СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Марка стали TALLBERG
Стандарт Металлическая проволока Lincoln + газ Порошковая проволока Lincoln + газ Безгазовая проволока Lincoln
S235JRG2 S235J2G3 OS MC 710 + M21 OS MC 710 + M21 OS 71 E-H + M21 OS 71 E-H + M21 IS NR 203 Nil IS NR 203 Nil
ю 8 о X S355J0 S355J2G3 OS MC710 + M21 OS MC 710 + M21 OS 71 E-H + M21 OS 71 E-H + M21 IS NR 203 Nil IS NR 203 Nil
z < RAEX MILDSTEEL OS MC 710 + M21 OS 71 E-H + M21 IS NR 203 Nil
RAEX MULTISTEEL OS MC 710 + M21 OS 71 E-H + M21 IS NR 203 Nil
P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML OSMC710 + M21 OSMC710 + M21 OS MC 710 + M21 OSMC710 + M21 OS 81 Ni1-H + M21 OS 81 Ni1-H +M21 OS 81 K2H + M21 OS 81 K2H + M21 IS NR 450 H IS NR 450 H IS NR 450 H IS NR 450 H IS NR 450 H IS NR 450 H
EX М, RAEX N EX 385 Р, НИ, I RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL OS MC 710(H) + M21 OS MC 710(H) + M21 OS 71 E-H + M21 OS 71 E-H + M21 OS T55-H + M21 OS 81 NI1-H + M21 OS 81 NH-H + M21 IS NR 203 Nil IS NR 400 IS NR 203 Nil IS NR 400
5 ст RAEX 385 P OS 81 NS1-H + M21
H1I OS MC 710(H) + M21 OS 71 E-H + M21
P265GH
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF OS MC 710(H) + M21 OS MC 710(H) + M21 OS MC 710(H)+ M21 OS 71 E-H + M21 OS 71 E-H + M21 OS 81 NI1-H +M21 OS 91K2H + M21 OS 91K2H + M21 OS 91K2H + M21 IS NR 203 Nil IS NR 203 Nil IS NR 203 Nil
Cor-Ten Cor-Ten A Cor-Ten В OS 81 Ni1-H + M21 OS 81 Ni1-H + M21 IS NR 203 Nil IS NR 203 Nil
Г орячекатанное состояние RAEXB15 RAEX В24 RAEX B27
RAEX В Закаливаемая RAEXB15 RAEX B24 RAEX B27 OS MC 710 + M21 OS MC 710 + M21
Закалённая RAEXB15 RAEX B24 RAEX B27
RAEX POLAR RAEX 32E POLAR RAEX 36E POLAR OS 71 E-H + M21 OS 71 E-H + M21 IS NR 400 IS NR 400
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме-
нять в Финляндии при сварке сосудов высокого давления,
продолжение следует...
251
ПРИЛОЖЕНИЯ
...продолжение
СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Марка стали Стандарт BOHLER-WELDING
Металлическая проволока Bohler + газ Порошковая проволока Bohler + газ Безгазовая проволока Bohler
EN 10025 RAEX S235JRG2 S235J2G3 HL50-FD + M21 HL50-FD + M21 TI52-FD + СО2, М21 TI52-FD + СОг , М21
S355J0 S355J2G3 HL50-FD + M21 HL50-FD + M21 TI52-FD + СОг , М21 TI52-FD + СО2 , М21
RAEX MILDSTEEL HL50-FD + M21 TI52-FD + СОг . М21
RAEX MULTISTEEL HL50-FD + M21 TI52-FD + СОг, М21
RAEX М, RAEX N RAEX 385 P, Hll, P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML HL50-FD + M21 HL50-FD + M21 TI52-FD + СОг, М21 TI52-FD + СОг , М21
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL HL50-FD + M21 HL50-FD + M21 HL50-FD + M21 HL50-FD + M21 HL50-FD + M21 TI52-FD + СОг , М21 TI52-FD + СОг. М21 TI52-FD + СОг , М21 T62-FD + СОг, М21 TI52-FD + СОг , М21
RAEX 385 P HL5O-FD + M21 Ti52-FD + СО2, М21
Hll HL50-FD + M21 TI52-FD + СОг , М21
P265GH HL50-FD + M21 TI52-FD + СОг , М21
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF HL50-FD + M21 HL50-FD + M21 HL50-FD + M21 TI52-FD + СОг , М21 TI52-FD + СОг , М21 TI52-FD + СОг . М21
Cor-Ten Cor-Ten A Cor-Ten В
RAEX В Горячекатанное состояние RAEX B15 RAEX B24 RAEX B27 HL50-FD + M21 HL50-FD + M21 HL50-FD + M21 TI52-FD + СОг, М21 TI52-FD + СОг , М21 TI52-FD + СОг. М21
Закаливаемая RAEXB15 RAEX B24 RAEX B27 HL50-FD + M21 HL50-FD + M21 HL50-FD + M21 TI52-FD + СОг. М21 TI52-FD + СОг, М21 TI52-FD + СОг , М21
Закалённая RAEX B15 RAEX B24 RAEX B27 HL50-FD + M21 HL50-FD + M21 HL50-FD + M21 TI52-FD + СОг . М21 TI52-FD + СОг. М21 TI52-FD + СОг , М21
RAEX POLAR RAEX 32E POLAR RAEX 36E POLAR
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме- нять в Финляндии при сварке сосудов высокого давления.
252
Г ПРИЛОЖЕНИЯ Таблица 9.8 Рекомендуемые сварочные присадки. Сварка электродами I -/
ГВАРКА электродами
Марка стали Стандарт ESAB ELGA
Универе, эпектрод Esab Электрод с железным nop. в покр. Esab Универе, электрод Saa Электрод с железным nop. в покр. Elga
EN10025 1 RAEX S235JRG2 S235J2G3 OK 48.00 OK 48.00 OK Femax 33.80 OK Femax 38.65 P48S P48S MAXETA11 MAXETA 20
S355J0 S355J2G3 OK 48.00 OK 48.00 OK Femax 38.85 OK Femax 38.65 P48S P48S MAXETA 20 MAXETA 20
RAEX MILDSTEEL OK 48.00 OK Femax 38.65 P48S MAXETA 20
RAEX MULTISTEEL OK 48.00 OK Femax 38.65 P48S MAXETA 20
RAEX М, RAEX N 1 RAEX 385 P, Hll, P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML OK 48.00 OK 48.00 OK 55.00 OK 55.00 OK 48.08 OK 48.08 OK 48.08 OK 73.66 OK Femax 38.65 OK Femax 38.65 OK Femax 38.65 OK Femax 38.65 OK Femax 73.58 OK Femax 73.58 OK Femax 73.58 OK Femax 73.58 P48S P48S P62MR P62MR P62 MR P62MR P62MR P62MR MAXETA 21 MAXETA 21 MAXETA 24 MAXETA 24 MAXETA 24 MAXETA 24 MAXETA 24 MAXETA 24
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL OK 48.00 OK 48.08 OK 73.66 OK 48.00 OK 48.08 OK Femax 38.65 OK 73.58 OK 73.58 OK Femax 38.65 OK 73.58 P48S P62MR P62MR P48S P62MR MAXETA 20 MAXETA 24 MAXETA 24 MAXETA 20 MAXETA 24
RAEX 385 P OK 48.08 OK 73.58 P62MR MAXETA 24
Hll OK 48.00 OK Femax 33.80 P48S MAXETA11
P265 OK 48.00 OK Femax 33.60
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF OK 48.00 OK 48.00 OK 48.00 OK 55.00 OK 74.78 OK 75-75 OK 75.75 OK Femax 38.65 OK Femax 38.85 OK Femax 38.65 OK Femax 38.85 P48 P48 P46 P62MR P48K P110 P110 MAXETA 20 MAXETA 20 MAXETA 20 MAXETA 24 MAXETA 24 MAXETA 110 MAXETA 110
Cor-Ten Cor-Ten A Cor-Ten В OK 73.08 OK 73.08 OK 73.58 OK 73.58 P48K P48K
RAEX В Г орячекатанное состояние RAEX В15 RAEX B24 RAEX B27 OK 48.00 OK 48.00 OK 48.00 OK Femax 38.65 OK Femax 38.65 OK Femax 38.65 P62MR P62 MR MAXETA 24 MAXETA 24
Закаливаемая RAEX B15 RAEX B24 RAEX B27 OK 78.16 OK 78.16 OK 78.16 P62MR P62MR
Закалённая RAEX B15 RAEX B24 RAEX B27 OK 78.16 OK 78.16 OK 78.16 P110 P110 MAXETA 110 MAXETA 110
9
RAEX POLAR RAEX 32E POLAR RAEX 38E POLAR OK 48.08 OK 48.08 OK 73.58 OK 73.58 P62MR P62 MR MAXETA 24 MAXETA 24
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме- нять в Финляндии при сварка сосудов высокого давления.
продолжение следует...
253
ПРИЛОЖЕНИЯ
.. .продолжение
СВАРКА ЭЛЕКТРОДАМИ
Марка стали Стандарт СВАРОЧНАЯ ПРОДУКЦИЯ FILARC TALLBERG
Универе.электрод Filarc Электрод с железным пор. в покр. Filarc Универе, электрод Lincoln Электрод с железным nop. в покр. Lincoln
EN 10025 RAEX S235JRG2 S235J2G3 35 35 С44Н С6 Conia 180/185T Conarc V180
S355J0 S355J2G3 35 35 С6 С6 Conarc V 180 Conarc V 180
RAEX MILDSTEEL 35 С6 Conarc V 180
RAEX MULTISTEEL 35 С6 Conarc V 180
RAEX М, RAEX N RAEX 385 P, HU, P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML 35 35 88S BBS 76S 76S 88S 88S Conarc 49 С Conarc 49 С КгуоЗ КгуоЗ Кгуо 1 Кгуо 1 Кгуо 3 Кгуо 3
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL 35 35 75S 35 35 С6 С6 С 75 С6 С6 КгуоЗ Кгуо 2 Кгуо 2 Conarc V 180 Conarc V 180 Kryo 3-160 Conia 180/185T Conarc V160
RAEX 385 P 35 С6 Conarc 49 С Conarc V 180
HU 35 С6 Conarc 49 C
P265GH
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF 35 35 35 88S 98 118 118 С6 С6 С6 Conarc 60 С Conarc 70 G Conarc 85 Conarc 85 Conia 180/185T Conarc V180 Conarc V 160
Cor-Ten Cor-Ten A Cor-Ten В 85CP 85CP Кгуо 1 Kryol Kryo 1-160 Kryo 1-160
RAEX В Горячекатанное состояние RAEX B15 RAEX B24 RAEX B27 35 35 35 С6 С6
Закаливаемая RAEX B15 RAEX B24 RAEX B27 58S 58S 58S Conarc 49 С Conarc 49 С
Зекалённая RAEX B15 RAEX B24 RAEX B27 118 118 118 Conarc 85 Conarc 85
RAEX POLAR RAEX 32E POLAR RAEX 38E POLAR 35Z 35Z Conarc 49 C Conarc 49 C Conarc V 160 Conarc V180
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме- нять в Финляндии при сварке сосудов высокого давления.
продолжение следует...
254
ПРИЛОЖЕНИЯ
...продолжение
СВАРКА электродами
Марка стали Стандарт BOHLER-WELDING
Универе, электрод Bohler Электрод с железным nop. в покр. Bohler
EN 10025 RAEX S235JRG2 S235J2G3 Fox EV 50 Fox EV 50 Fox 180TI Fox180Ti
S355J0 S355J2G3 Fox EV 50 Fox EV 50 Fox 180 Ti Fox160Ti
RAEX MILDSTEEL Fox EV 50 Fox180Ti
RAEX MULTISTEEL Fox EV 50 Fox180Ti
RAEX М, RAEX N RAEX 385 P, Hll, P265GH EN 10028-2 | RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML Fox EV 50 Fox EV 50 Fox EV 60 Fox EV 60 Fox EV 63 Fox EV 63 Fox U 80 N Fox U 60 N Fox 180 Ti Fox 180 Ti
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL Fox EV 50 Fox EV 50 Fox EV 50 Fox EV 50 Fox EV 50
RAEX 385 P Fox EV 63
H II Fox EV 50
P265GH Fox EV 50
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF Fox EV 50 Fox EV 50 Fox EV 50 Fox EV 65 Fox EV 65 Fox EV 75 Fox EV 75
Cor-Ten Cor-Ten A Cor-Ten В Fox NiCuCr Fox NiCuCr
RAEX В Г орячекатанное состояние RAEX В15 RAEX B24 RAEX B27 Fox EV 50 Fox EV 50 Fox EV 50
Закапсаемая RAEX B15 RAEX B24 RAEX B27 Fox DCMS Kb Fox DCMS Kb Fox DCMS Kb
Закалённая RAEX B15 RAEX B24 RAEX B27 Fox EV 50 Fox EV 50 Fox EV 50
RAEX POLAR RAEX 32E POLAR RAEX 36E POLAR Fox EV 60 Fox U 60 N
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме- нять в Финляндии при сварке сосудов высокого давления.
255
ПРИЛОЖЕНИЯ
Таблица 9.9 Рекомендуемые сварочные присадки. Дуговая электросварка под флюсом
ДУГОВАЯ ЭЛЕКТРОСВАРКА ПОД ФЛЮСОМ
Марка стали Стандарт ESAB TALLBERG ELGA
Проволока + Флюс OK Autrod + OK Flux Проволока ♦ Флюс Lincoln + Lincoln Проволока + Фпос Elgasaw + Elgaflux
EN 10025 RAEX S235JRG2 S235J2G3 12.10+10.70 12.10 + 10.70 L60 + 780 L60 + 761 101 +211 R 102 + 211 R
S355J0 S355J2G3 12.10 +10.70 12.10+10.70 L60 + 761 L60 + 761 101 +211 R 102 + 211 R
RAEX MILDSTEEL 12.10+10.70 L60 + 780 102+211 R
RAEX MULTISTEEL 12.10 + 10.70 L60 + 760 102 + 211 R
RAEX М, RAEX N RAEX 385 P, Hll, P265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML 12.22 + 10.71 12.22 +10.71 12.24 + 10.71 12.24 + 10.71 13.27+10.62 13.27 + 10.62 13.27 + 10.62 13.27 + 10.62 L61 + 761 L61 + 781 LNS140A + P230 LNS140A + P230 LNS162 + P240 LNS162 + P240 LNS165 + P240 LNS165 + P240 102+211 R 102+211 R 102+211 R
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL 12.22 + 10.71 13.27 +10.71 13.27 + 10.62 12.22 + 10.71 13.27 + 10.71 L60 + 761 LNS160 + P230/240 LNS162 + P230/240 LNS162 + P240 LNS162 + P240 102 + 211 R 102 + 211 R
RAEX 385 P 12.22 + 10.71 LNS160+ P240
H II 12.10 + 10.70 L60 + 761 101 +211 R
P265GH
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF 12.10 + 10.70 12.10 + 10.70 12.10 + 10.70 12.34 + 10.71 12.34 + 10.71 13.43 + 10.62 13.43 + 10.62 L60 + 761 L60 + 761 LNS140A + P230 LNS164 + P230 LNS164 + P240 LNS168 + P230 LNS166 + P230 102+211 R 102+211 R 102 + 211 R
c Ф О О Cor-Ten A Cor-Ten В 13.36 + 10.71 13.36 + 10.71 LNS163 + P230 LNS163 + P230
RAEX RAEX В POLAR Горячекатанное состояние RAEX B15 RAEX B24 RAEX B27 12.10 + 10.70 12.10 + 10.70 12.10 + 10.70
Закаливаемая RAEX B15 RAEX B24 RAEX B27 13.43 + 10.62 13.43 +10.62 13.43 + 10.62
Закалённая RAEX B15 RAEX B24 RAEX B27 RAEX 32E POLAR RAEX 36E POLAR 13.43+10.62 13.43 + 10.62 13.43 + 10.62 13.27+10.62 13.27 + 10.62 L61 + 660 L61 + 660 102 + 251 В 102 + 251 В
Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме -
пять в Финляндии при сварке сосудов высокого давления.______________________________________________—-
продолжение следует...
256
ПРИЛОЖЕНИЯ
...продолжение
ДУГОВАЯ ЭЛЕКТРОСВАРКА ПОД ФЛЮСОМ
Марка стали bOhler-welding
Стандарт Проволока ♦ Флюс
S235JRG2 S235J2G3 EMS2 + BB25 EMS2 + BB25
.0025 X S355J0 S355J2G3 EMS2 + BB25 EMS2 + BB25
ш Z < RAEX MILDSTEEL EMS2 + BB25
ш СС RAEX MULTISTEEL EMS2 + BB25
’265GH EN 10028-2 RAEX 355 M RAEX 420 M RAEX 460 M RAEX 500 M RAEX 355 ML RAEX 420 ML RAEX 460 ML RAEX 500 ML EMS2 + BB25 EMS2 + BB25 EMS2-MO + BB25 EMS2-MO + BB25
EX М, RAEX N EX 385 Р, НИ, I RAEX 355N RAEX 355NL RAEX 355NL ARCTIC RAEX 420N RAEX 420NL EMS2 + BB25 EMS2 + BB25
22 RAEX 385 P EMS2 + BB25
H II EMS2 + BB25
P265GH EMS2 + BB25
RAEX HSF RAEX 275 HSF RAEX 355 HSF RAEX 420 HSF RAEX 490 HSF RAEX 560 HSF RAEX 640 HSF RAEX 700 HSF EMS2 + BB25 EMS2 + BB25 EMS2 + BB25
Cor-Ten Cor-Ten A Cor-Ten В
Горячекатанное состояние RAEX В15 RAEX B24 RAEX B27 EMS2 + BB25 EMS2 + BB25 EMS2 + BB25
ахэуи Закаливаемая RAEXB15 RAEX B24 RAEX B27
Закалённая RAEXB15 RAEX B24 RAEX B27 EMS2 + BB25 EMS2 + BB25 EMS2 + BB25
Iraex (POLAR | RAEX 32E POLAR RAEX 38E POLAR
1 Центр технического надзора ежегодно публикует список принятых к использованию сварочных присадок, которые следует приме- в Финляндии при сварке сосудов высокого давления
257
ПРИЛОЖЕНИЯ
9.3 Сертификаты на материал
Таблица 9.10 Сравнительные стандарты сертификатов на материал
ВИД СЕРТИФИКАТА СРАВНИТЕЛЬНЫЕ СТАНДАРТЫ
SFS 3 1979 DIN 50 049 1972 SS 11 00 01 1978 ISO/DIS 404.2 1979 EU 21-62 1962
EN 10204-2.1 Страхование качества Certificate of compliance with the order Werfcsbescheinigung 1 2.1 1 5.3.1.2.1 4.11
EN 10204-2.2 Сертификат испытаний Test report Werkszeugnis 2 2.2 2 5.3.1.2.2 4.12
EN 10204-2.3 Сертификат испытаний партий поставки Specific test report Werksprufzeugnis — — — - —
EN 10204-3.1 Приёмосдаточный акт Inspection certificate Abnahmeprufzeugnis EN 10204-3.1.A EN 10204-3.1.В EN 10204-3.1.C ЗА ЗВ ЗС 3.1. А 3.1.В 3.1.С ЗВ ЗС 5.3.2.3.1а 5.3.2.3.1b 4.21
EN 10204-3.2 Протокол приёмки Inspection report Abnahmepriifprotokoll 4А 4С 3.2А 3.2С 4 5.3.2.3.2 4.22
9.4 Физические свойства сталей
Таблица 9.11 Физические свойства сталей. Диапазон температуры - 40 °С...1ОО °C
Величина Символ Единица Значение
Плотность Р кг/м3 7850
Теплопроводность С вт/км х град 52...63
Удельная теплоёмкость А Кдж/кг х град 0,50
Температурный коэффициент расширения а 1/К 12x10"®
Удельное сопротивление р ОМ ХМ 140...250
Модуль Юнга Е Н/мм2 206000
Модуль сдвига G Н/мм2 78 500
Относительная начальная проницаемость Ро - 165...520
Относительная максимальная проницаемость Pm - 600...1800
258
ПРИЛОЖЕНИЯ
9.5 Химические составы сталей
Таблица 9.12 RAEX MILDSTEEL Химический состав
Марка стали Состав, %
с р S N AI
RAEX MILDSTEEL <0,17 <0,03 < 0,035 <0,012 >0,015
Таблица 9.13 RAEX MULTISTEEL. Химический состав
Марка стали Состав, %
с Si Мп AI Nb S Р
MULTISTEEL <0,18 <0,50 <1,60 >0,02 <0,05 < 0,020 <0,025
Для обеспечения хорошей пригодности к горячему цинкованию содержание Si 0.12...0.24 % при толщине листа < 13 мм.
Сталь производится успокоенной апюкшем, AI > 0,02 % и AI/N > 2._____________________________________________
Таблица 9.14 Стали RAEX N. Химический состав
Марка стали Состав, %
C Si Mn s P Al Nb V N
RAEX235NL RAEX 235NL ARCTIC 0,12 <0,35 0,7-1,4 0,025 0,015 0,025 0,020 0,02-0,070 0,050 - 0,015
RAEX 275NL RAEX 275NL ARCTIC 0,14 <0,40 0,8-1,4 0,025 0,015 0,025 0,020 0,02-0,070 0,050 - 0,015
RAEX 355N RAEX 355NL RAEX 355NL ARCTIC 0,18 0,15-0,50 0,9-1,6 0,025 0,015 0,025 0,020 0,02-0,070 0,050 — 0,015
RAEX 420N RAEX 420NL 0,20 0,15-0,50 1,o-1,7 0,025 0,025 0,02-0,070 0,050 0,10 0,015
Таблица 9.15 Стали RAEX HR/HS/HSF. Химический состав
Марка стали Состав. %
c Si Si Mn P s Al
RAEX 180 HR 0,08 0,03 — 0,40 0,020 0,020 0,015
RAEX 200 HR 0,10 0,03 — 0,50 0,025 0,020 0,015
RAEX 220 HR 0,12 0,03 — 0,60 0,025 0,020 0,015
RAEX 240 HR 0,12 0,03 — 0,80 0,025 0,020 0,015
RAEX 275 HS 0,12 0,03 — 1,30 0,025 0,020 0,015
RAEX 355 HS 0,12 0,03 — 1,30 0,025 0,020 0,015
RAEX 420 HS 0,12 0,03 — 1,50 0,025 0,020 0,015
RAEX 275 HSF 0,12 — 0,15-0,25 1,30 0,025 0,015 0,015
RAEX 355 HSF 0,12 — 0,15-0,25 1,30 0,025 0,015 0,010
RAEX 420 HSF 0,12 — 0,15-0,25 1,50 0,025 0,015 0,010
RAEX 490 HSF 0,12 — 0,15-0,25 1,70 0,025 0,015 0,010
RAEX 560 HSF 0,12 — 0,15-0,25 1,80 0,025 0,015 0,010
RAEX 640 HSF 0,12 0,25 — 1,80 0,025 0,015 0,010
RAEX 700 HSF 0,12 0,25 — 2,00 0,025 0,015 0,010
Кроме этого, в качестве микролегирующих добавок используются ниобий (Nb), ванадий (V), титан (Ti), бор (В) и молибден (Мо).
по отдельности или в соединениях
259
ПРИЛОЖЕНИЯ
Таблица 9.16 Бористые стали RAEX В. Химический состав
Марка стали Состав. %
С Мл Si Сг в
RAEX В15 0,15 1,20 0,25 0,3 0,002
RAEX В24 0.24 1,20 0,25 0,3 0,002
RAEX В27 0,27 1,20 0,25 0,3 0,002
Для связывания азота (N) дополнительно используется алюминий (AI) и/или титен (Ti).
Таблица 9.17 Стали RAEX для сосудов высокого давления. Химический состав
Марка стали РАУТАРУУККИ Состав. %
C Si Mn p s < Al Nb < Ni V N Nb + V <
RAEX265Р 0,12 <0,35 0,7-1,4 0,025 0,025 0,020-0,060 0,040 — — 0,009 —
RAEX 266 Р ARCTIC 0,12 <0,35 0,7-1,4 0,020 0,015 0,020-0,080 0,040 — — 0,009 —
RAEX 305 Р 0,14 <0.40 0,6-1,4 0,025 0,025 0,020 - 0,060 0,040 — 0,009 —
RAEX 306 Р ARCTIC 0,14 <0,40 0,8-1,4 0,020 0,015 0,020 - 0,060 0,040 — — 0,009 —
RAEX 345Р 0,16 <0,50 0,9-1,5 0,025 0,025 0,020 - 0,060 0,050 — — 0,009 —
RAEX 346 Р ARCTIC 0,16 <0,50 0,9-1,5 0,020 0,015 0,020 - 0,060 0,050 — — 0,009 —
RAEX 383 Р 0,18 0,15-0,50 0,9-1,6 0,025 0,025 0,020-0,060 0,050 — — 0,012 —
RAEX 384 P 0,18 0,15-0,50 0,9-1,6 0,025 0,025 0,020 - 0.060 0,050 — — 0,012 —
RAEX 385 P 0,18 0,15-0,50 0,9-1,6 0,025 0,025 0,020-0,060 0,050 — — 0,012 —
RAEX 386 P ARCTIC 0,18 0,15-0,50 0,9-1,6 0,020 0,015 0,020-0,060 0,050 — — 0,012 —
RAEX 423 P 0,18 0,15-0,50 0,9-1,6 0,025 0,025 0,020-0,060 0,05 1,00 0,10 0,012 0,10
RAEX 424 P 0,18 0,15-0,50 0,9-1,6 0,025 0,025 0,020 - 0,060 0,05 1,00 0,10 0,012 0,10
RAEX 425 P 0,18 0,15-0,50 0,9-1,6 0,025 0,025 0,020-0,060 0,05 1,00 0,10 0,012 0,10
Таблица 9.18 Стали SFS-EN 10207. Химический состав
EN 10207 Марка стали Состав. %
Го Si < Мп р СЛ VI Al,ot > ’>
SPH235 0,16 0,35 0,40-1,20 0,035 0,030 0,020
SPH265 0,20 0,40 0,50-1,50 0,035 0,030 0,020
SPHL275 0,16 0,40 0,50-1,50 0,030 0,025 0,020
1) Если других легирующих добавок, связывающих азот, достаточно, требование на минимальное общее содержание алюминия не
действительно. Если такие связывающие азот легирующие добавки легированы в сталь, их содержение необходимо сообщать в
сертификате не материал.
Таблица 9.19 Стали SFS-EN 1002В-2 для сосудов высокого давления. Химический состав
EN 10028-2 Марка стали Состав. %
С Si < Мп р < S Altot 2! Cr < Си S Мо Nb £ Ni < Ti V < Cr + Си + Mo + Ni <
P235GH <0,16 0,35 0,40-1,20 0,030 0,025 0,020 0,30 0,30 <0,08 0,010 0,30 0,03 0,02 0,70
P265GH <0,20 0,40 0,50-1,40 0,030 0,025 0,020 0,30 0,30 <0,08 0,010 0,30 0,03 0,02 0,70
P295GH 0,08-0,20 0,40 0,90-1,50 0,030 0,025 0,020 0,30 0,30 <0,08 0,010 0,30 0,03 0,02 0,70
P355GH 0,10-0,22 0,60 1,00-1,70 0,030 0,025 0,020 0,30 0,30 <0,08 0,010 0,30 0,03 0,02 0,70
16МоЗ 0,12-0,20 0,35 0,40-0.90 0,030 0,025 1) 0,30 0,30 0,25-0,35 — 0,30 — — —
Содержание Al в плавке определяется и сообщается в сертификате не материал.
260
ПРИЛОЖЕНИЯ
Таблица 9.20 Стали SFS-EN 1002В-3 для сосудов высокого давления. Химический состав
EN 10028-3 Марка стали Состав, %
С Si Мп Р S AI 1) Сг 2) < Си 2) < Мо 2) N Nb £ Ni Ti V Nb + Ti + V
P275N 0,18 0,40 0,50-1,40 0,030 0,025 0,020 0,30 0,30 0,08 0,020 0,05 0,50 0,03 0,05 0,05
P275NH 0,16 0,40 0,50-1,50 0,030 0,020 0,020 0,30 0,30 0,08 0,020 0,05 0,50 0,03 0,05 0,05
P275NLI 0,16 0,40 0,50-1,50 0,030 0,020 0,020 0,30 0,30 0,08 0,020 0,05 0,50 0,03 0,05 0,05
P275NL2 0,16 0,40 0,50-1,50 0,025 0,015 0,020 0,30 0,30 0,08 0,020 0,05 0,50 0,03 0,05 0,05
P355N 0,20 0,50 0,90-1,70 0,030 0,025 0,020 0,30 0,30 0,08 0,020 0,05 0,50 0,03 0,10 0,12
P355NH 0,20 0,50 0,90-1,70 0,030 0,025 0,020 0,30 0,30 0,08 0,020 0,05 0,50 0,03 0,10 0,12
P355NL1 0,18 0,50 0,90-1,70 0,030 0,020 0,020 0,30 0,30 0,08 0,020 0,05 0,50 0,03 0,10 0,12
P355NL2 0,18 0,50 0,90-1,70 0,025 0,015 0,020 0,30 0,30 0,08 0,020 0,05 0,50 0,03 0,10 0,12
1) Если азот связан также ниобием, титаном или ванадием, требование на минимальное общее содержание алюминия не
действительно.
2) Сумма содержений хрома, меди и молибдена не должна превышать величины 0,45 процента по массе.
Таблица 9.21 Стали DIN 17155 для сосудов высокого давления. Химический состав
DIN 17155 Марка стали Состав, %
С SI Мп р S Altot Cr Си Мо Nb Ni Ti V
ни < 0,20 <0,35 0,50-1,30 0,035 0,030 0,020 0,25 1).2) 0,30 1).2) <0,10 1),2) 0,01 1) 0,30 1).2) 0,03 1) 0,03 1)
17 Мп 4 0,14-0,20 <0,40 0,90-1,40 0,035 0,030 0,020 0,25 1).2) 0,30 1),2) <0,10 1),2) 0,01 1) 0,30 1).2) 0,03 1) 0,03 1)
19 Мп 6 0,15-0,22 0,30-0,60 1,00-1,60 0,035 0,030 0,020 0,25 1).2) 0,30 1) <0,10 1).2) 0,01 1) 0,30 1).2) 0,03 1) 0,03 1)
15МОЗ 0,12-0,20 0,10-0,35 0,40-0,90 0,035 0,030 3) 0,25 1) 0,30 1) 0,25-0,35 0,30 1)
1) Состав уточняется только тогда, когда он оговаривается при заказе.
2) Сумма содержаний хрома, меди, молибдена и никеля не должна превышать величины 0,70 процента по массе.
3) Содержание AI в плавке определяется и сообщается в сертификате не материал.
261
ПРИЛОЖЕНИЯ
9.6 Сравнения с марками стали по ГОСТу
Таблица 9.22 Конструкционные стали. Сравнение с марками стали по ГОСТу
EN 10025 EN 10025 ГОСТ 380 ГОСТ 19281 SFS 200 SS 14 xx xx DIN 17 100 BS 4360
10027-1 1993 10027-2 1993 1990 1988 1989 1966 1987 1980 1986
S235JR 1.0037 Fe 360 В - 1311-00 St 37-2
S235JRG2 1.0038 Fe 360 В FN St3ps; sp СтЗпс.сп Fe37B 1312-00 RSt 37-2 40 В
S235J0 1.0114 Fe360C - St 37-3 U 40 C
S235J2G3 1.0116 Fe 360 D1 St3kp; ps; sp СтЗкл; пС; cn Fe37D St 37-3 N 40 D
S235J2G4 1.0117 Fe 360 D2 - -
S275JR 1.0044 Fe 430 В St4ps;sp Cr4nc;cn Fe44B 14 12-00 St 44-2 43 В
S275J0 1.0143 Fe 430 C - St 44-3 U 43 C
S275J2G3 1.0144 Fe 430 D1 St4kp; ps; sp СЙКП; пс; СП Fe44D 14 14-00 St 44-3 N 43 D
S275J2G4 1.0145 Fe 430 D2 - 14 14-01 -
S355JR S355J0 1.0045 1.0553 Fe510B Fe510C Fe52C (21 72-00) St 52-3 U 50 В 50 C
S355J2G3 1.0570 Fe510D1 17GS; 17G1S 17ГС; 17Г1С Fe52D (21 74-01) St 52-3 N 50 D
S355J2G4 S355K2G3 S355K2G4 1.0577 1.0595 1.0596 Fe510D2 Fe510DD1 Fe510DD2 - -
S185 1.0035 Fe 310-0 StO СтО Fe33 1300-00 St 33
Е295 1.0050 Fe 490-2 St5ps; sp Ст5пс; СП Fe50 15 50-00 St 50-2
При точном сравнении необходимо использовать оригинальные стандарты.
Таблица 9.23 Стали для сосудов высокого давления. Жаростойкие. Сравнение с марками стали по ГОСТу
EN 10028-2 ГОСТ 5520 ГОСТ 19281 SFS 1100 SS 14xxxx DIN 17155 ASTM/ ASME BS 1501
10027-1 1993 10027-2 1993 1979 1989 1970 1987 1983 1994 1980
P235GH 1.0345 12K 12K Fe 37 В P 13 30 H I A 285 GR C 161 GR360
— Fe 37 D P 13 32 — A516GR 55 164 GR 360
P285GH 1.0425 16K 16K — 1431 Hll A516GR 60 161 GR400 164 GR 400 244 GR 400
- Fe 44 В P Fe 44 D P 14 30 14 32 - - 161 GR430 224 GR 430
P295GH 1.0481 14G2 14Г2 - 21 02 17 Mn 4 A 516 GR 65 224 GR 460
P355GH 1.0473 Fe 52 В P Fe 52 D P 21 03 19 Mn 6 A516GR 70 A 537 CL 1 224 GR 490
16Mo3 1.5415 - 29 12 15Mo3 A 204 GR A -
При точном сравнении необходимо использовать оригинальные стандарты.
262
ПРИЛОЖЕНИЯ
Таблица 9.24 Стали для сосудов высокого давления. Нормализованные. Сравнение с марками стали по ГОСТу
EN 10028-3 гост 19281 РАУТАРУУККИ SFS 1150 DIN 17102 SIS 14 xx xx
10027-1 1993 10027-2 1993 1989 1977 1983 1987
- 1.1103 1.1104 RAEX 265 Р RAEX 266 Р ARCTIC - TStE 255 EStE 255 —
P275N P275NL1 P275NL2 1.0486 1.0488 1.1104 RAEX 305 Р RAEX 306 Р ARCTIC — StE 285 TStE 285 EStE 285 —
- 1.0508 1.1105 RAEX 345 Р RAEX 346 Р ARCTIC - TStE 315 EStE 315 —
— RAEX 383 P Fe 355 С P - -
P355N 1.0562 T5GF 15ГФ RAEX 384 P Fe 355 D P StE 355 21 08
P355NL1 P355NL2 1.0588 1.1108 RAEX 385 P RAEX 386 P ARCTIC Fe 355 E P TStE 355 EStE 355 21 07
- 1.8900 1.8910 RAEX 423 P RAEX 424 P RAEX 425 P Fe 390 С P Fe 390 D P Fe 390 E P StE 380 TStE 380 21 16 21 17
При точном сравнении необходимо использовать оригинальные стандарты.
263
ПРИЛОЖЕНИЯ
264
ПРИЛОЖЕНИЯ
9.7 Сварные балки
Поперечному и продольному сечениям сварной листовой балки возможно придать такую форму чтобы количество
используемой стали получилось наивьгоднейшим. Кроме этого, можно выбрать для каждого случая наиболее под-
ходящую по прочности и ударной вязкости марку стали.
По сварным балкам стандартов нат, так что при выборе необходимо использовать заводские стандарты и таблицы вы-
бора изготовителей.
На рисунках 9.1 и 9.2 представлены обычные сварные листовые балки, которые изготовляются на финских балочных
заводах.
В таблицах 9.25...9.36 представлены величины поперечных сечений и прочности сварных балок. Из представленных в
таблицах сварных балок балки IPE, НЕА, НЕВ и НЕМ по величинам поперечных сечений являются примерно такими
же. как аналогичные горячекатанные профили.
Двутавровая балка МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
bi 1 - Hx<J-tlXbl-t2Xt>2 - L
X л d Д
Ьз
Рисунок 9.1 Двутавровая балка
HQ-балка МАРКИРОВКА В ЧЕРТЕЖЕ И ЗАКАЗЕ
bi HQ - Н х <1 - ti х bi - tj х Ьг - L
•у}/'
X * Т J d
L fc
Рисунок 9.2 HQ-балка
265
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЯ
Таблица 9.25 IPE-балка. Величины поперечных сечаний
СВАРНЫЕ БАЛКИ IPE
н d t ь М А Au lx Wx Wpx ix Iy Wy Wpy 'Y Kv Kw
мм мм мм мм кг/м мм2 М^М ММ4 мм3 мм3 мм мм4 мм3 ММ3 ММ мм4 мм6
хЮ2 х 106 хЮ3 хЮ3 хЮ2 хЮ6 Х103 хЮ3 хЮ2 Х104 хЮ9
300 6 10 160 38,3 48,8 1,23 78,3 521,9 573,6 1,27 6,8 87,0 130,5 0,37 14,0 143,4
330 6 12 160 44,6 56,8 1,29 111,5 675,5 739,5 1,40 8,2 104,2 156,4 0,38 22,7 207,0
360 8 12 160 51,2 65,3 1,34 141,6 786,6 882,4 1,47 8,2 106,0 159,0 0,35 26,6 247,6
400 8 15 200 70,3 89,6 1,58 256,2 1.281,1 1.406,3 1,69 20,0 203,9 305,9 0,47 56,4 740,5
450 6 15 200 73,5 93,6 1,68 333,3 1.481,5 1.635,3 1,89 20,0 204,5 306,7 0,46 57,4 945,3
500 10 15 200 64,0 107,0 1,78 439,5 1.757,9 1.984,8 2,03 20,0 207,8 311,8 0,43 66,7 1.173,8
550 10 20 200 102,8 131,0 1,88 672,6 2.445,9 2.730,3 2,27 26,7 275,2 412,8 0,45 136,0 1.869,7
600 12 20 240 128,1 163,2 2,14 983,3 3.277,7 3.676,8 2,45 46,2 397,4 596,2 0,53 176,3 3.868,6
Н = высота d = толщина перемычки t = толщина фланца Ь = ширина фленца М = масса А = площадь Аи = площадь окраски I = момент инерции сечения W = момент сопротивления при изгибе (упругий) Wp = момент сопрот. при изгибе (пластический) i = радиус инерции
плотность = 7850 кг/м3 fv = 355 Н/мм2 Марка стали S355J0 EN 10025 Kv = момент инерции кручения Kw = момент искривления
Таблица 9.27 IPE-балка. Величины прочности
СВАРНЫЕ БАЛКИ IPE
н PL Nrco PL Vrx Vry Мо< Мгу
мм сжатие кН изгиб кН кН кН хм кН хм
300 4 1.609,9 2 370,6 881,6 203,6 37,1
330 4 2.015,0 1 406,4 817,9 262,5 44,4
360 4 2.317,4 1 593,0 817,9 313,3 45,1
400 4 3.180,8 1 656,0 1.278,0 499,2 86,9
450 4 3.322,8 1 741,2 1.278,0 580,5 87,1
500 4 3.798,5 1 1.033,1 1.278,0 704,6 88,5
550 4 4.650,5 1 1.128,9 1.704,0 969,2 117,2
600 4 5.793,6 1 1.482,5 2.044,8 1.305,3 169,3
Н =высота PL = класс поперечного сечения перемычки (сжатие) PL = класс поперечного сечения перемычки (изгиб) Nrco = прочность при сжатии Vr = прочность при срезывающей силе Mr = момент прочности
Таблица 9.26 Сварная двутавровая балка. Величины поперечных сечений
СВАРНЫЕ ДВУТАВРОВЫЕ БАЛКИ
Н d t ь М А Au lx Wx Wpx ix |у Wy Wpy 'Y Kv Kw
ММ мм мм мм кг/м мм2 м2/м ММ4 мм3 ММ3 мм мм4 мм3 мм3 ММ мм4 мм6
хЮ2 хЮ6 х 103 х 103 хЮ2 хЮ6 Х103 х 103 х 102 х 106 хЮ9
500 5 12 200 56,4 71,8 1,79 330,8 1.323,1 1.440,0 2,15 16,0 162,0 243,0 0,47 27,5 952,3
500 5 12 240 63,9 81,4 1,95 387,9 1.551,7 1.871,4 2,18 27,7 232,4 348,6 0,58 32,6 1.645,8
500 5 15 240 75,0 95,5 1,95 466,8 1.867,2 1.995,1 2,21 34,6 290,0 434,9 0,60 61,6 2.032,1
500 5 15 300 89,1 113,5 2,19 572,7 2.290,7 2.424,9 2,25 67,5 452,0 677,9 0,77 76,4 3.969,1
600 6 12 200 64,8 82,6 1,99 510,5 1.701,7 1.894,5 2,49 16,0 163,5 245,2 0,44 29,9 1.382,1
600 6 12 240 72,3 92,2 2,15 593,5 1.978,3 2.173,8 2,54 27,7 233,9 350,8 0,55 35,0 2.388,9
600 6 15 240 83,4 106,2 2,15 708,7 2.362.5 2.566,4 2,58 34,6 291,4 437,1 0,57 63,9 2.955,9
600 6 15 300 97,5 124.2 2,39 862,8 2.875,9 3.086,1 2,64 67,5 453,4 680,1 0,74 78.8 5.774,2
700 6 12 240 77,1 98,2 2,35 836,1 2.389,0 2.649,6 2,92 27,7 234,5 351,7 0,53 35,8 3.270,3
700 6 15 240 88,1 112,2 2,35 995,1 2.843,2 3.112,4 2,98 34,6 292,0 438,0 0,56 64,7 4.052,7
700 6 15 300 102,2 130,2 2,59 1.208,3 3.446,6 3.722,1 3,04 67,5 454,0 681,0 0,72 79,6 7.916,8
700 6 20 300 125,3 159,6 2,59 1.531,3 4.375,3 4.673,4 3,10 90,0 604,0 905,9 0,75 181,2 10.402,6
700 6 20 340 137,8 175,6 2,75 1.716,4 4.903,9 5.209,4 3,13 131,0 774,6 1.161,9 0,86 204,7 15.143,8
700 6 20 400 156,7 199,6 2,99 1.993,9 5.696,8 6.013,4 3,16 213,3 1.070,6 1.605,9 1,03 239,9 24.860,0
800 8 15 300 119,0 151,6 2,78 1.691,0 4.227,6 4.884,6 3,34 67,5 458,2 687,3 0,67 88,7 10.393,7
800 8 20 300 141,9 180,8 2,78 2.118,3 5.295,6 5.775,2 3,42 90,0 608,1 912,2 0,71 190,3 13.684,1
800 8 20 340 154,5 196,8 2,94 2.361,7 5.904,2 6.391,2 3,46 131,0 778,8 1.188,2 0,82 213.7 19.922,2
800 8 20 400 173,3 220,8 3,18 2.726,8 6.817,0 7.315,2 3,51 213,4 1.074,8 1.612,2 0,98 246,9 32.443,1
>800 8 25 340 180,6 230,0 2,94 2.834,8 7.087,0 7.608,3 3,51 183,8 971,3 1.457,0 0,64 403,7 24.585,8
800 8 25 400 204,1 280,0 3,18 3.285,4 8.213,5 8.750,0 3,55 266,7 1.341,3 2.012,0 1,01 472,4 40.036,9
1000 10 20 300 169,6 216,0 3,18 3.618,9 7.237,8 8.124,0 4,09 90,1 616,0 924,0 0,65 211,2 21.589,8
1000 10 20 340 162,1 232,0 3,34 4.003,1 8.006,2 8.900,0 4,15 131,1 786,7 1.180,0 0,75 234,7 31.437,1
1000 10 20 400 201,0 256,0 3,58 4.579,4 9.158,8 10.064,0 4,23 213,4 1.082,7 1.624,0 0,91 269,9 51.202,1
1000 10 25 340 208,0 285,0 3,34 4.755,5 9.511,0 10.437,5 4,24 183,8 979,2 1.468,8 0,79 424,4 38.901,4
1000 10 25 400 231,6 295,0 3,58 5.468,6 10.937,3 11.881,3 4,31 288,7 1.349,2 2.023,8 0,95 493,2 83.356,2
1000 10 25 480 283,0 335,0 3,90 6.419,5 12.839,0 13.806,3 4,38 460,9 1.935,8 2.903,8 1,17 584,8 109.493,2
Н = высота М = масса d = толщина перемычки А = площадь t = толщина фланца Au = площадь окраски Ь = ширина фленца плотность = 7850 кг/м3 fy = 355 Н/мм2 Марка стали S355J0 EN 10025 1 = момент инерции сечения W = момент сопротивления при изгибе (упругий) Wp = момент сопрот. при изгибе (пластический) i = радиус терции Kv = момент инерции кручения Kw = момент искривления
Таблица 9.28 Сварная двутавровая балка. Величины прочности
СВАРНЫЕ ДВУТАВРОВЫЕ БАЛКИ
н PL Nrco PL Vrx Vry Мгх Мгу
мм сжатие кН изгиб кН кН кН хм кН хм
500 4 2.548,9 3,0 469,3 881,6 469,7 57,5
500 4 2.889,7 3,0 494,4 817,9 550,9 82,5
500 4 3.390,3 3,0 498,4 1.022,4 662,9 102,9
500 4 4.029,3 3,0 503,0 1.278,0 813,2 160,4
600 4 2.930,9 3,0 688,8 881,6 604,1 58,0
600 4 3.271,7 3,0 697,8 817,9 702,3 83,0
600 4 3.770,1 3,0 705,9 1.022,4 838,7 103,5
600 4 4.409,1 3,0 714,6 1.278,0 1.020,9 161,0
700 4 3.484,7 3,0 806,6 817,9 848,1 83,2
700 4 3.983,1 3,0 817,2 1.022,4 1.009,3 103,7
700 4 4.622,1 3,0 628,4 1.278,0 1.223,5 161,2
700 4 5.885,8 3,0 837,5 1.704,0 1.553,2 214,4
700 4 6.233,8 3,0 842,1 1.931,2 1.740,9 275,0
700 4 7.085,8 3,0 847,5 2.272,0 2.022,4 360,1
800 4 5.381,8 3,0 1.230,2 1.278,0 1.500,8 162,7
800 4 6.418,4 3,0 1.250,0 1.704,0 1.879,9 215,9
800 4 6.986,4 3,0 1.259,3 1.931,2 2.096,0 278,5
800 4 7.838,4 3,0 1.270,4 2.272,0 2.420,0 381,5
800 4 8.165,0 3,0 1.270,1 2.414,0 2.515,9 344,8
800 4 9.230,0 3,0 1.279,6 2.840,0 2.915,8 476,2
1000 4 7.688,0 3,0 1.897,6 1.704,0 2.569,4 218,7
1000 4 8.238,0 3,0 1.916.1 1.931,2 2.842,2 279,3
1000 4 9.088,0 3,0 1.938,4 2.272,0 3.251,4 384,3
.1000 4 9.407,5 3,0 1.940,9 2.414,0 3.376,4 347,6
1000 4 10.472,5 3,0 1.960,8 2.640,0 3.882,7 479,0
1000 4 11.892,5 3,0 1.980,8 3.408,0 4.557,8 887,2
Н = высота PL = класс поперечного сечения перемычки (сжатие) PL = класс поперечного сечения перемычки (изгиб) Nrco = прочность при сжатии Vr = прочность при срезывающей силе Мг = момент прочности
266
267
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЯ
Таблица 9.29 НЕА-балка. Величины поперечных сечений
СВАРНЫЕ БАЛКИ НЕА
Н d t ь м А Аи Ix Wx Wpx ix Wy Wpy 'У Kv Kw
ММ мм мм мм кг/м мм2 м2/м ММ4 ММ3 ММ3 мм ММ4 мл3 ММ3 ММ ММ4 ми6
х10* хЮ6 х 103 Х103 хЮ2 хЮ6 х 103 хЮ3 х 102 х 104 ХЮ®
290 8 15 300 87,0 110,8 1,76 182,0 1.255,5 1.339,0 1,28 67,5 452,8 679,2 0,78 79,1 1.276
310 8 15 300 88,2 112,4 1,80 210,6 1.358,8 1.450,6 1,37 67,5 453,0 679,5 0,78 79,5 1.46Е
330 8 15 300 89,5 114,0 1,84 241,4 1.463,2 1.583,8 1,48 67,5 453,2 679,8 0,77 79,9 1.674
350 10 20 300 118,5 151,0 1,88 351,9 2.011,0 2.160,3 1,53 90,0 605,2 907,8 0,77 187,4 2.44S
390 10 20 300 121,7 155,0 1,96 446,8 2.291,4 2.466,3 1,70 90,0 605,8 908,8 0,76 188,8 3.079
440 12 20 300 131,9 166,0 2,08 593,6 2.698,2 2.940,0 1,68 90,1 609,6 914,4 0,73 201,3 3.96Е
490 12 25 300 159,2 202,8 2,16 896,8 3.660,4 3.974,6 2,10 112,6 760,6 1.140,8 0,75 371,6 6.077
.640 12 25 300 163,9 208,8 2,26 1.113,0 4.122,3 4.489,1 2,31 112,6 761,8 1.142,6 0,73 374,8 7.454
590: 12 25 300 188,6 214,8 2,36 1.355,3 4.594,4 5.018,6 2,51 112,6 763,0 1.144,4 0,72 376,0 8.972
790 15 30 300 227,3 289,5 2,75 3.086,8 7.814,7 8.703,4 3,27 135,2 927,4 1.391,1 0,88 684,3 19.464
890 15 30 300 239,0 304,5 2,95 4.044,3 9.088,3 10.188,4 3,64 135,2 931,1 1.396,7 0,67 698,7 24.91 Е
990 15 30 300 250,8 319,5 3,15 5.154,0 10.412,1 11.746,4 4,02 135,3 934,9 1.402,3 0,65 709,1 31.042
1090 18 30 300 288,8 365,4 3,34 6.698,6 12.287,4 14.179,1 4,28 135,5 955,6 1.433,4 0,61 814,3 37.781
Н = высота М = масса d = толщина перемычки А = площадь 1 = толщина фланца Аи = площадь окраски b = ширина фланца плотность = 7850 кг/м3 fy = 355 Н/мм2 Марка стали S355J0 EN 10025 I = момент инерции сечения W = момент сопротивления при изгибе (упругий) Wp = момент сопрот. при изгибе (пластический) i = радиус инерции Kv = момент инерции кручения Kw = момент искривления
Таблица 9.31 НЕА-балка. Величины прочности
СВАРНЫЕ БАЛКИ. СЕРИЯ НЕА
Н PL Nrco PL Vrx Vry Мгх Мгу
ММ сжатие кН изгиб кН кН кН хм кН хм
290 3 3.933,4 3 463,3 1.278,0 445,7 160,7
310 4 3.990,2 3 494,8 1.278,0 482,4 160,8
330 4 4.047,0 3 526,2 1.278,0 519,4 160,9
350 3 5.360,5 1 702,9 2.556,0 766,9 257,8
390 4 5.502,5 1 788,1 2.556,0 875,5 258,1
<440 4 5.964,0 1 1.073,5 2.556,0 1.043,7 259,7
: 490 4 7.199,4 1 1.188,5 3.195,0 1.411,0 324,0
540 4 7.412,4 1 1.316,3 3.195,0 1.593,6 324,5
590 4 7.625,4 1 1.444,1 3.195,0 1.781,6 325,0
7790 4 10.277,3 1 2.428,2 3.834,0 3.089,7 395,1
890 4 10.809,8 1 2.747,7 3.834,0 3.616,9 396,7
990 4 11.342,3 2 3.087,2 3.834,0 4.170,7 396,3
1090 4 12.971,7 1 4.064,0 3.834,0 5.033,6 407,1
Н = высота PL = класс поперечного сечения перемычки (сжатие) PL = класс поперечного сечения перемычки (изгиб) Nrco = прочность при сжатии Vr = прочность при срезывающей силе Mr = момент прочности
Таблица 9.30 НЕВ-балка. Величины поперечных сечений
СВАРНЫЕ БАЛКИ НЕВ
Н d t ь м А Аи 1х Wx Wpx ix 'у Wy Wpy •у Kv Kw
ММ ММ мм мм кг/м мм2 кАм мм4 ММ3 ММ3 мм мм4 мм3 ММ3 мм мм4 мм6
хЮ2 х 10е Х103 Х103 Х10* х10® Х103 Х103 х 102 хЮ4 х 109
300 10 20 300 114,6 146,0 1.78 250,2 1.668,3 1.789,0 1,31 90,0 604,3 908,5 0,79 185,5 1.763,6
320 12 20 300 120,6 153,6 1,82 292,4 1.827,2 1.975,2 1,38 90,0 606,7 910,1 0,77 193,7 2.024,1
340 12 20 300 122,5 156,0 1,66 334,6 1.968,2 2.130,0 1,46 90,0 607,2 910,8 0,76 195,0 2.302,9
360 12 25 300 147,0 187,2 1,90 451,4 2.507,9 2.707,1 1,55 112,5 757,4 1.136,2 0,78 363,4 3.155,1
400 12 25 300 150,7 192,0 1,98 571,0 2.855,0 3.086,3 1,72 112,6 756,4 1.137,6 0,77 365,9 3.953,3
460 15 25 300 164,9 210,0 2,07 758,1 3.369,4 3.693,8 1,90 112,6 765,0 1.147,5 0,73 393,3 5.075,0
500 15 30 300 193,1 246,0 2,17 1.101,9 4.407,5 4.821,0 2,12 135,1 916,5 1.374,8 0,74 648,5 7.448,5
<550 15 30 300 199,0 253,5 2,27 1.365,2 4.964,4 5.445,4 2,32 135,1 918,4 1.377,6 0,73 654,6 9.116,7
800 15 30 300 204,9 261,0 2,37 1.660,2 5.534,1 6.088,5 2,52 135,2 920,3 1.380,4 0,72 660,8 10.953,1
800 18 35 300 288,0 341,4 2,76 3.658,1 9.145,3 10.246,8 3,27 157,9 1.089,4 1.834,1 0,68 1.099,4 22.991,4
900 18 35 300 282,1 359,4 2,98 4.788,0 10.640,0 11.998,8 3,65 157,9 1.094,8 1.642,2 0,66 1.120,7 29.386,1
1000 18 35 300 296,3 377,4 3,16 6.097,6 12.195,2 13.640,8 4,02 158,0 1.100,2 1.650,3 0,65 1.142,1 36.562,1
1100 20 35 300 326,6 416,0 3,36 7.778,0 14.141,9 16.303,3 4,32 158,2 1.116,7 1.678,0 0,62 1.245,4 44.466,2
Н = высота М = масса 1 = момент инарции сечения d = толщина перемычки А = площадь W = момент согротивления при изгибе (упругий) t = толщина фланца Аи = площадь окраски Wp = момент сопрот. при изгибе (пластический) b = ширина фланца i = радиус инерции плотность = 7850 кг/м3 Kv = момент инарции кручения fy = 355 Н/мм2 Марка стали S355J0 EN 10025 Kw = момент искривления
Таблица 9.32 НЕВ-балка. Величины прочности
СВАРНЫЕ БАЛКИ. СЕРИЯ НЕВ
Н; PL Nrco PL Vrx Vry Мгх Мгу
мм сжатие кН изгиб кН кН кН хм кН хм
300 1 5.163,0 1 596,4 2.556,0 635,1 257,4
320 1 5.452,8 1 766,8 2.556,0 701,2 258,5
340 1 5.538,0 1 817,9 2.556,0 756,2 258,7
360 1 6.645,6 1 856,3 3.195,0 961,0 322,7
'400 2 6.816,0 1 958,5 3.195,0 1.095,6 323,1
450 1 7.455,0 1 1.357,9 3.195,0 1.311,3 325,9
500 3 8.733,0 1 1.501,7 3.834,0 1.711,5 390,4
550 3 8.999,3 1 1.661,4 3.834,0 1.933,1 391,2
600 4 9.265,5 1 1.821,2 3.834,0 2.161,4 392,0
800 4 12.119,7 1 2.933,0 4.473,0 3.637,6 464,1
900 4 12.758,7 1 3.316,4 4.473,0 4.259,6 466,4
1000 4 13.397,7 1 3.699,8 4.473,0 4.913,5 466,7
1100 4 14.768,0 1 4.536,9 4.473,0 5.787,7 476,6
Н = высота PL = класс поперечного сечения перемычки (сжатие) PL = класс поперечного сечения перемычки (изгиб) Nrco = прочность при сжатии Vr = прочность при срезывающей силе Mr = момент прочности
26В
269
ПРИЛОЖЕНИЯ
Таблица 9.33 НЕМ-балка. Величины поперечных сечений
СВАРНЫЕ БАЛКИ НЕМ
н d t b м А Аи lx Wx Wpx ix 'у Wy Wpy 'Y Kv Kw
ми мм мм мм кг/м мм2 м^/м ММ4 ММ3 ММ3 мм мм4 мм3 ММ3 ММ ь»и4 мм6
хЮ2 х 106 хЮ3 х 103 хЮ2 х10“ х 103 хЮ3 х 102 х 10е х 109
310 18 35 300 198,8 253,2 1.78 419.9 2.709,1 2.963,0 1,29 157,6 1.063,0 1.594,4 0,79 994,6 2.975,5
340 20 40 300 229,2 292,0 1,84 572,5 3.367,6 3.698,0 1,40 180,2 1.217,3 1.626,0 0,79 1.484,3 4.048,1
359 20 40 300 232,2 295,8 1,88 650,0 3.621,0 3.977,2 1,46 180,2 1.218,6 1.827,9 0,78 1.489,8 4.574,5
377 20 40 300 235,0 299,4 1,91 728,3 3.863,5 4 245,0 1,56 180,2 1.219,8 1.629,7 0,78 1.495,1 5.105,0
395 20 40 300 237,9 303,0 1,95 811,4 4.108,6 4.516,1 1,64 180,2 1.221,0 1.831,5 0,77 1.500,4 5.664,5
432 20 40 300 243,7 310,4 2,02 997.9 4.619,8 5.083,5 1,79 180,2 1.223,5 1.835,2 0,76 1.511,3 6.905,9
478 20 40 300 250,9 319,6 2.12 1.259,3 5.269,2 5.808,0 1,99 180,3 1.226,5 1.839,8 0,75 1.524,7 8.620,3
524 20 40 300 258,1 328,8 2,21 1.554,6 5.933,7 6.553,7 2,17 180,3 1.229,6 1.844,4 0,74 1.538,2 10.524,2
572 20 40 300 265,6 338,4 2,30 1.899.8 6.642,8 7.354,3 2,37 180,3 1.232,8 1.849,2 0,73 1.552,3 12.712,9
620 20 40 300 273,2 348,0 2,40 2.264,0 7.367,9 8.178,0 2,56 180,4 1.236,0 1.854,0 0,72 1.566,4 15.107,8
668 20 40 300 280,7 357,6 2,50 2.708,3 8.108,8 9.024,7 2,75 180,4 1.239,2 1.858,8 0,71 1.580,5 17.708,7
716 20 40 300 288,3 367,2 2,59 3.173,8 8.865,4 9.894,5 2,94 180,4 1.242,4 1.863,6 0,70 1.594,6 20.515,6
814 20 40 300 303,6 386,8 2,79 4.256,7 10.458,8 11.741,8 3,32 180,5 1.248,9 1.873,4 0,68 1.623,3 26.885,3
910 20 40 300 318,7 406,0 2,98 5.497,6 12.082,6 13.644,5 3,88 180,6 1.255,3 1.883,0 0,67 1.651,5 33.956,1
1008 20 40 300 334,1 425,6 3,18 6.957,3 13.604,2 15.681,9 4,04 180,6 1.261,9 1.892,8 0,65 1.680,2 42.021,7
Н = высота М = масса I = момент инерции сечения d = толщина перемычки А = площадь W = момент сопротивления при изгибе (упругий) t = толщина фланца Аи = площадь окраски Wp = момент сопрот. при изгибе (пластический) b = ширина фланца i = радиус инерции плотность = 7850 кг/м3 Kv = момент инерции кручения fy = 355 Н/мм2 Марка стали S355J0 EN 10025 Kw = момент искривления
Таблица 9.34 HQ-балка. Величины поперечных сечений
СВАРНЫЕ БАЛКИ HQ
н d ti Ь1 t2 Ь2 М А Аи ei lx Wxi Wx2 ix 'Y Wy Y Kv
ми мм мм ММ ММ ММ кг/м мм2 н?1м мм мм4 ММ3 ММ3 мм МИ4 мм3 ММ ММ4
хЮ2 хЮ6 х 103 х 103 хЮ! хЮ6 х 103 хЮ2 хЮ4
200 5 20 140 12 350 70,7 90,0 1,12 121,5 72,5 597,2 801,2 89,77 47,6 272,0 72,7 59,2
200 5 15 190 10 400 89,5 88,5 1,22 117,7 72,5 615,9 785,0 90,49 62,1 310,5 83,8 36,4
200 5 25 140 15 350 64,4 107,5 1,13 124,0 88,2 711,4 969,5 90,59 59,5 339,8 74,4 114,0
200 5 20 190 10 400 76,9 98,0 1,22 108,0 81,1 751,1 794,6 90,96 65,0 324,8 81,4 65,7
200 5 15 240 10 450 79.3 101,0 1.32 113,8 85,3 749,1 886,4 91,88 93,5 415,4 96,2 43,7
200 5 25 190 12 400 90.7 115,5 1,22 108,1 96,5 893,1 928,7 91,42 78,5 392,4 82,4 123,7
200 5 20 240 12 450 95,8 122,0 1,32 111,5 104,8 940,1 1043,2 92,70 114,4 508,5 96,8 91,6
265 5 20 190 12 400 88,3 112,5 1,35 150,2 161,3 1073,5 1271,9 119,73 75,7 378,5 62,0 75,9
265 5 15 240 12 450 91,5 116,5 1,45 158,1 167,9 1081,9 1411,4 120,03 108,7 483,3 96,6 55,1
265 5 30 190 20 400 128,3 183,5 1,37 161,3 243,8 1512,0 1970,5 122,12 124,1 620,4 87,1 279,9
265 5 25 240 15 450 120,9 154,0 1,46 147,1 231,4 1572,7 1741,0 122,57 143,0 635,7 96,4 177,8
265 5 20 290 15 500 125,2 159,5 1,56 153,8 242,7 1577,9 1922,5 123,34 197,3 789,2 111,2 135,8
265 5 35 240 20 450 157,4 200,5 1,47 148,3 305,5 2060,3 2234,7 123,44 192,5 855,7 98,0 465,2
265 5 30 290 20 500 167,6 213,5 1,57 151,4 332,1 2193,9 2484,9 124,71 269,7 1078,8 112,4 396,5
400 6 25 240 20 530 188,0 214,0 1,90 251,4 686,4 2729,9 4072,5 179,10 277,5 1047,3 113,9 272,1
400 6 20 290 20 580 174,3 222,0 2,00 260,1 705,4 2712,0 4411,0 178,25 366,6 1264,0 128,5 237,8
400 6 35 240 20 530 186,8 238,0 1,90 229,1 792,3 3457,9 4150,5 162,45 289,1 1090,8 110,2 490,1
400 6 30 290 20 580 197,0 251,0 2,00 232,9 647,1 3636,9 4528,4 183,71 386,9 1334,1 124,2 421,4
400 6 25 340 20 630 203,3 259,0 2.10 240,6 876,6 3643,0 4887,0 183,97 499,5 1585,6 138,9 350.8
400 6 45 290 25 580 253,9 323,5 2,01 223,6 1114,8 4964,7 5536,4 185,64 498,7 1719,5 124,2 1188,7
400 6 35 340 25 630 254,7 324,5 2,11 236,2 1131,0 4788,2 5991,1 188,89 836,4 2020,4 140,0 819,8
Н = высота М = масса I = момент инерции сечения d = толщина перемычки А = площадь W = момент сопротивления при изгибе (упругий) ti = толщина верхнего фланца Аи = площадь окраски Wp = момент сопрот. при изгибе (пластический) bi = ширина верхнего фланца i = радиус инерции t2 = толщина нижнего фланца ei = расстояние от верхней кромки до центра плотность = 7850 кг/м3 тяжести fy = 355 Н/мм2 Марка стали S355J0 EN 10025 Ку = момент инерции кручения
270
ПРИЛОЖЕНИЯ
Таблица 9.35 НЕМ-балка. Величины прочности
СВАРНЫЕ БАЛКИ НЕМ
Н PL Nrco PL Vrx Угу Мгх Мгу
ММ сжатие кН изгиб кН кН кН хм кН хм
310 1 8.988,6 1 1.054,4 4.473,0 1.051,8 452,8
340 1 10.366,0 1 1.278,0 5.112,0 1.312,8 518,6
359 1 10.500,9 1 1.358,9 5.112,0 1.411,9 519,1
377 1 10.628,7 1 1.435,6 5.112,0 1.507,0 519,6
395 1 10.756,5 1 1.512.3 5.112,0 1.603,2 520,1
432 1 11.019,2 1 1.669,9 5.112,0 1.804,6 521,2
478 1 11.345,8 1 1.865,9 5.112,0 2.061,8 522,5
524 1 11.672,4 1 2.061,8 5.112,0 2.326,6 523,8
572 1 12.013,2 1 2.288,3 5.112,0 2.610,8 525,2
620 2 12.354,0 1 2.470,8 5.112,0 2.903,2 526,5
668 3 12.694,8 1 2.675,3 5.112,0 3.203,8 527,9
716 3 13.035,6 1 2.879,8 5.112,0 3.512,5 529,3
814 4 13.731,4 1 3.297,2 5.112,0 4.168,3 532,0
910 4 14.413,0 1 3.706,2 5.112,0 4.843,8 534,8
1008 4 15.108,8 1 4.123,7 5.112,0 5.567,1 537,6
Н = высота PL = класс поперечного сечения перемычки (сжатие) PL = класс поперечного сечения перемычки (изгиб) Nrco = прочность при сжатии Vr = прочность при срезывающей силе Mr = момент прочности
Таблица 9.36 HQ-балка. Величины прочности
СВАРНЫЕ БАЛКИ HQ
н PL Nrco Vrx Мгх
мм изгиб кН кН кН хм
200 1 3195,0 383,4 247,2
200 1 3141,8 394,0 262,4
200 1 3816,3 372,8 294,5
200 1 3479,0 383,4 297,0
200 1 3585,5 394,0 314,3
200 1 4100,3 372,8 353,4
200 1 4331,0 383,4 377,9
265 1 3993,8 523,3 441,9
265 1 4135,8 529,7 452,4
265 1 5604,3 500,5 626,0
265 1 5467,0 511,2 630,1
265 1 5662,3 523,3 643,0
265 1 7117,8 489,9 833,2
265 1 7579,3 500,5 890,3
400 2 7597,0 856,8 1130,2
400 2 7881,0 861,7 1122,8
400 2 6449,0 646,5 1427,7
400 2 8910,5 851,7 1500,9
400 2 9194,5 856,8 1507,5
400 2 11484,3 835,5 1954.3
400 2 11519,8 846,5 1963,0
Н = высота PL = класс поперечного сечения перемычки (изгиб) Nrco = прочность при сжатии Vr = прочность при срезывающей силе Мг = момант прочности
271
ПРИЛОЖЕНИЯ
9.8 Список слов и названий
Горячая прокатка
Стальной сляб
Толстолистовой прокатный стан
Тонколистовой прокат в листах
Линия резки на узкие рулоны
272