/

















Текст
I. НАЗНАЧЕНИЕ ИЗДЕЛИЯ
I. I. Регуляторы контактной сварки РКС-001 Ш4 ( в даль-
нейшем именуемые ’’ регуляторы") предназначены для комплек-
тации контактных электросварочных машин.
1. 2. Регуляторы обеспечивают:
I) управление последовательностью действий однофазных
машин для точечной контактной сварки, имеющих тиристор-
ный контактор и два клапана постоянного тока;
2) регулирование длительности позиций сварочного цикла
с цифровым отсчётом;
3) управление тиристорным контактором и регулирование
величины сварочного тока;
4) автоматическую настройку на коэффициент мощности
cos У” с изменением полярности включения первой полувол-
ны огарочного тока;
5) стабилизацию действующего значения сварочного тока
при колебаниях напряжения питающей сети.
1. 3. Регуляторы предназначены для работы в закрытых
помещениях в условиях:
I) среда, окружающая регуляторы, невзрывоопасная, не
содержащая токопроводящей пыли, агрессивных паров и газов,
разрушающих изоляцию и металлы;
2) по механическим факторам регуляторы не допускают
резких толчков, ударов и вибрации. Группа условий эксплу-
атации М9 ГОСТ Г7516-72;
3) вид климатического исполнения JXJB по ГОСТ I5I50-
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
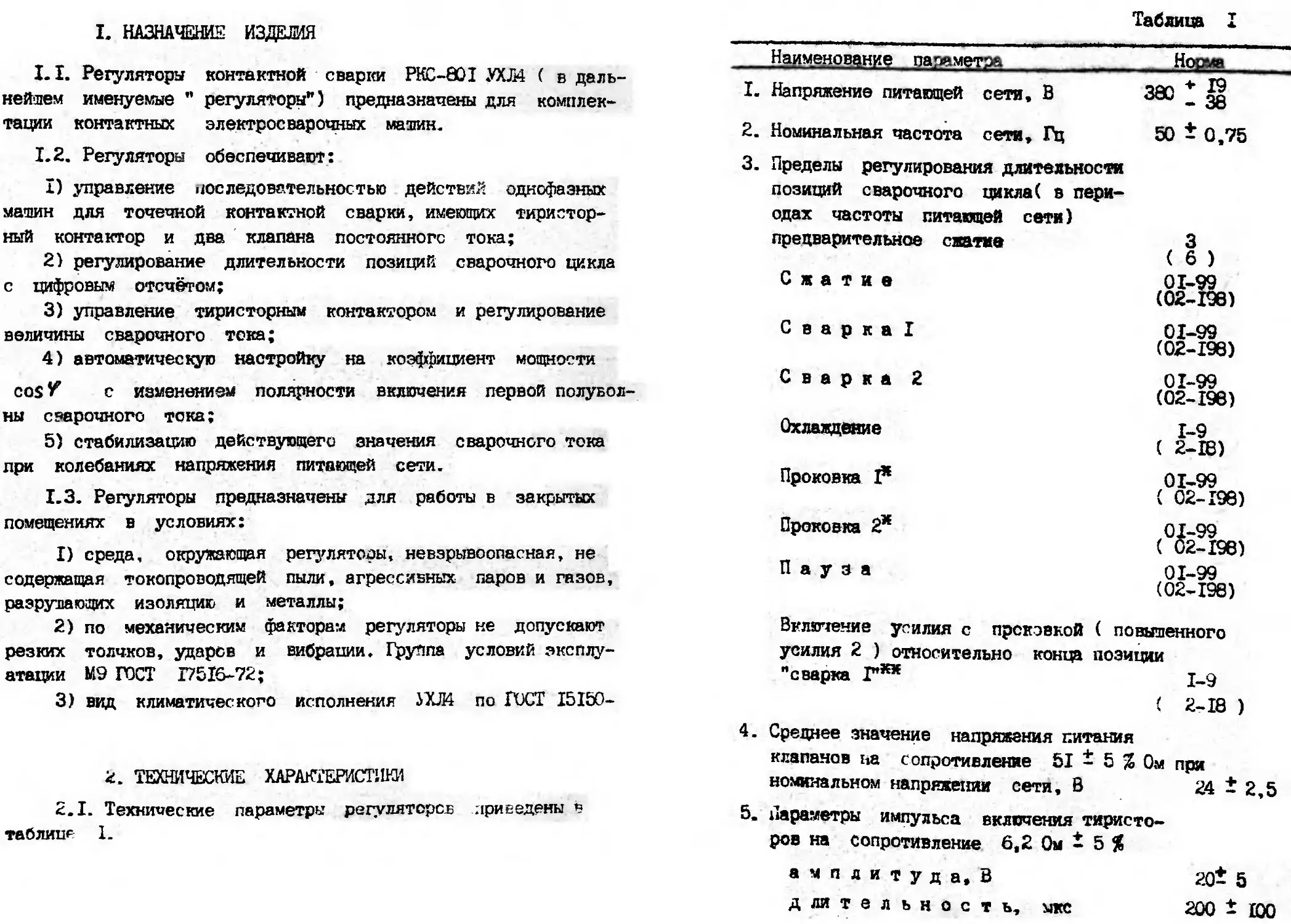
2.1. Технические параметры регуляторов приведены в
таблице I.
Таблица
Наименование параметра Норма
I. Напряжение питающей сети, В 380 * g
2. Номинальная частота сета, Гц 50 - 0,75
3. Пределы регулирования длительности позиций сварочного цикла( в пери- одах частоты питающей сети)
предварительное сжатие 3 ( 6 ) 01-99 (02-196)
Сжатие
Сварка I 01-99 (02-198)
Сварка 2 01-99 (02-198)
Охлаждение 1-9 ( 2-18)
Проковка I* 01-99 ( 02-198)
Проковка 2* 01-99 ( 02-196)
Пауза 01-99 (02-198)
Включение усилия с прскэвкой ( повышенного
усилия 2 ) относительно конца позиции
"сварка Г** 1-9
( 2-18 )
4. Среднее значение напряжения питания
клапанов на сопротивление 51 ± 5 % Ом при
номинальном напряжении сети, 0 24 i 2,5
5. параметры импульса включения тиристо-
ров на сопротивление 6,2 Ом - 5 %
амплитуда, В 20- 5
длительность, мкс 200 t 100
- 4-
Наименовдние параметра Норма
6. Нижний предел регулирования
действующего значения сварочного
тока %, не более 50
7. Изменение действующего значения
сварочного тока при колебаниях
напряжения питающей сети от
минус ДО % до плюс 5 % от +
номинального значения, %,не более “
6. Максимальное время модуляции
переднего фронта первого импульса
сварочного ,тока позиции "сварка I"
(при значении позиции "охлаждение,"
равной I периоду), с 0,2 - 0,08
Число импульсов сварочного тока .< I ♦ 9)*1
Примечание: Первый предел указан для множителя "XI"
Второй предел указан для множителя ”Х2"
и Диапазон приведён без учёта влияния на
длительность позиции изменения полярности
включения первой полуволны сварочного
тока. С учётом этого влияния длительность
позиции уменьвается на 0,5 периода по
сравнению с заданной.
зое Повьпенное усилие не включается, если
значение позиции ” Проковка I” пеньте значе-,
ния задержки ( I...9 периода).
жи Значение приведено для случая установки
тумблера " Стабилизация тока" в положение
включенной системы стабилизации сварочного
тока и cor V а 0,4, Для других значений
допускается стабилизация в пределах ± 5 55.
3. КОМПЛЕКТ ПОСТАВКИ
3.1. В комплект поставки регуляторов входят:
I. Регулятор, шт - I
2, Вставка плавкая 0,5 А, шт - I
3. Розетка РШАПСУ-20, шт - I
4. Вилка РШАВКУ-14, шт - I
5. Паспорт, шт - I
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
4*1. Устройство регулятора.
Регуляторы выполнены в виде отдельного прибора,
соединяемого со сварочной машиной при помощи разъёма
РШАГКУ-20. При управлении регулятором от внешних сиг-,
налов предусмотрен разъём РШАВКУ-14. Уровень управляю-
щего внешнего сигнала 0-I0B, ток потребления 15 мА.
На передней панели расположены органы управления и
сигнализации. Значение символов, нанесённых на передней
панели, даны в приложении I.
Сведения о содержании драгметаллов:
золото - О,1934406г, серебро - 3,58г.
В приложении 3 дам общий вид регулятора с указа-
нием габаритных размеров и массы.
4,2. Конструктивно регулятор разделён на функциональ-
ные блоки;
а) блок питания * состоит из трансформатора и блока ста-
билизаторов на печатной плате и служит для преобразования
напряжения питающей сети в напряжение необходимой формы
и величины с целью питания всех блоков регулятора;
б) блока цикла, элементы которого расположены на пе-
чатной плате, предназначенного Для задания необходимой
циклограммы работы контактной электросварочной машины;
- ч) блока счёта, предназначенного для преобразования
двоично- дэг ятичиого кода и *огла'‘ования с заданными
значениями длительности позиций переключателя;
г) блока регулировки тока, предназначенного для
управления фазой включения тиристорно-о контактора.
В схему фазового регулирования входит также понижав-
ший трансформатор, через который вводится напряжение с
тиристоров контактора;
д> блока усилителей, предназначенного для- усиления им-
пульсов управления тиристорным контактором, в также для
включения клапанов.
4. 2.1. Обмоточные данные трансформаторов приведены в
приложении Ю.
4.3. Принцип работы. Схема электрическая принципиальная
регулятора с указанием типа и номиналов элементов
приведена в при лож. 4. Схемы элек-
трические принципиальные блоков, указанных в п.4.2,приве-
дены в приложениях соответственно 5,6,7,6,9.
4.3.1. Управление регуляторами проводится путём замыка-
ния и размыканий контактор педали сварочной машины.
Рассмотрим работу регулятора в режиме одиночная сварка.
4.3.1.1. При подаче на регулятор напряжения сети зажи-
гается светодиод " " на передней ганели. Счётчики и
триггеры блоков цикла и счёта устанавливается в воль с
помощью цепочки на транзисторах V Т7, VT8 на блоке счёта.
С помощью схемы, собранной на элементах ^1, УТ2»Д2,¥ТЗ,
VT4, VT5, VT6, ДЗ вырабатываются и формируются тактовые -им-
пульсы.
4.3.1.2. При замыкании контактов педали сварочной «акты
инвертор на VT9 в блоке счёта опрокидывается, сигнал
подаётся в блок цикла и разрешается отсчёт позиций
"Предварительное сжатие." Одновременно, на блоке счёта счёт-
чик Д6 вырабатывает импульсы счёта дои псзиций ® XI,"
и ДЕ для " ХЮ." При совпадении количества импульсов на
дешифраторах Д7 ( для "XI") и Д9 ( для "ХЮ") с количеством
периодов позиции " Предварительное сжатие," в блок цикла
поступает сигнал, запускавший счёт позиции " Сжатие."
Затем отрабатываются i оэиции цикла " Сварка!,* "Проковка!?
"Сварка2," " Проковка 2."
- 7-
4.3.1.3. Индикация прохождения сварочного цикла осу-
ществляется с помощью светодиодов, установленных на лице-
вой панели.
Для работы регулятора по циклу длительность каждой
ввдержки должна быть не менее " I” ( I периода).Длитель-
ность " 0" является запрещённой.
4.3.2. При постоянно замкнутых контактах педали регу-
лятор автоматически повторяет сварочный цикл, если тумблер
режима работы находится в положении " Серия сварок," и
отрабатывает только один цикл в положении " Одиночная
сварка." В режиме " Серия сварок" выдержка " Предварительное
сжатие" исключается после прохождения первого сварочного
цикла. При размыкании педали после прохождения выдержки
"Сжатие" обеспечивается прохождение полного сварочного
цикла. В случае размыкания педали на выдержке " Сжатие"
обеспечивается Возврат электродов сварочной машины в ис-
ходное холожение
4.3.3. На блоке счёта имеется схема на элементах
Д1.2, Д4.1, Д4.2, которая при переключении тумблера множи-
тель в положение " Х2" позволяет увеличить длительность
одновременно всех позиций цикла в 2 раза.
4.3.4. Блок регулировки тока обеспечивает формирование
импульсов управления тиристорным контактором, автоматичес-
кую регулировку coj</ и стабилизацию сварочного тока.
Сигналы с первичной цепи силового трансформатора контак-
тной машины через промежуточный трансформатор попадают
на диодный мост УД17- ХД2О, формируются на элементах VTI2,
Д4.6, Д5.4, Д1.1, ДДЛ,/сдвигаются по фазе на необходимую
величину на элементах Об, УГ9, VI10 и с элементов Д7,
УГП попадают на блок усилителей.
4.3.5. Блок усилителей предназначен для усиления им-
пульсов управления тиристорными контакторами ( схема на
УП,УГ2). включения клапанов ( УГЗ к УГв),
На блохе предусмотрена электронная -защита цепей пи-
тания клапанов от перегрузок по току ( УГ7, VT8, УГЭ.УГЮ).
При срабатывают защиты загорается светодиод " Защита" на
передней панели.
- 8-
4.3.6. Величина сварочного тока для позиций "сварка!"
я "сварка 2" задаётся переключателями " нагрев I" и
"нагрев 2" соответственно. Нулевое положение переключа-
теля соответствует минимальной величине сварочного
Тока ( 50 %), положение "9" -максимальное.
Переключателем " Компенсация" можно отключить стабилиза-
цию, что увеличивает величину тока на 15 %.
Сварочный ток можно отключить тумблером " Ток влючен."
Такой режим необходим при наладке машины.
4.3.7. Регулятор выполняет также следующие фикции.
4.3.7.I. В режиме импульсной сварки позиции " охлажде-
ние" и " сварка!" могут отрабатываться до 9 раз в одном
цикле. Количество импульсов задаётся перключателем "число
импульсов."
4.3.7.2. Первый импульс сварочного тока позиции
" сварка Г может быть промодулирован. Суть модуляции
состоит в том, что первая полуволна сварочного тока
имеет значение минимальной величины и за десять периодов
нарастает до максимального значения ( которое должно
быть установлено переключателем " нагрев I"). При установ-
ке переключателя " нарастание" в положение "9" время
мсдуляции наибольшее и составляет 0,2 сек. При установке
переключателя в положение " 0" импульс не модулируется.
4.3.7.3. Клапан 2, управляемый регулятором, осуществляет
дополнительнее обжатие заготовки на позициях" сжатие"(по-
вышенное усилие!) и на позициях " проковка I." " сварка2,"
"проковка 2," ( повышенное усилие 2). Новы енчые усилия
могут быть отключены соответствующими тумблерами.
Индикация работы клапана 2 осуществляется светодиодом.
Срабатывание клапана 2 на повышенном усилии 2 чокно задер-
жать на I 4 9 периодов с молента окончания позиции
"варка I" при помощи соответствующего переключателя
(длительность позиции " проковка I" должна быть не меньше
значения задержки)...
4.4.Элем енту "•!. Д2. ДЗ, Д4, ДЬ служат управления
ре-у.тятсрами ? помощью вне-них сигналов, элементы нахо-»
дят’я а блоке угилител.ей.
- 9-
Схема подключения цепей внешнего управления регулято-
рами PHC-8OI дана в прилежании 12.
5. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
5.1. Напряжение питающей сети является опасным для
жизни, поэтому:
I) корпус регулятора должен быть заземлён. Для этой
цели регулятор снабжён винтом заземления со знаком
"Земля,"
2) перед снятием кожуха нужно сначала снять напряже-
ние и отсоединить ответную часть выходного разъёма,
3) запрещается переносить регулятор, не отключив его
от сети.
5.2. К работе с регулятором, его ремонту и настрой-
ке допускаются лица, прошедшие соответствующее обучение,
инструктаж и проверку знаний требований безопасности с
оформлением в специальном журнале и имеющие квалифика-
ционное удостоверение, а также ознакомившиеся с настоящим
паспортом.
5.3. Работая на сварочной матине с регулятором,
необходимо соблюдать осторожность при работе вблизи
электродов машины.
5.4. Лица, работающие на сварочных машинах с регулято-
ром, должны периодически проходить инструктаж по технике
безопасности на рабочем месте и проверку знаний правил
безопасной работы.
6. ПОДГОТОВКА ИЗДЕЛИЯ К РАБОТЕ
6.I. Эксплуатация регулятора возможна только при усло-
вии установки его боковых стенок в вертикальной плоско-
сти.
6.2. Установите регулятор на св»оочную машину, сог-
ласно её паспорта. Схема подключена.» см. прилож.11.
6.3. Проверьте работу регулятора с машиной по циклу
без сварочного тока, для чего:
- 10-
I) Тумблер "ток" поставьте „в положение ” отклячено."
2) Тумблер рода работ поставьте в положение " одиноч-
ная сварка."
3) Установите требуемую длительность кавдой позиции.
При этом следует учитывать, что величина позиции
"сжатие" должна быть такой, чтобы электроды свароч-
ной малины за время этой позиции могли сойтись и
усилие успело нарасти до установленной величины.
Кроме того, запрещается устанавливать равной нулю
длительность хотя бы одной позиции, т.е одновременно
устанавливать в ноль переключатель десятков и единиц
позиции.
4) Убедитесь, что напряжение на малину не подано.
5) Подсоедините ответную часть выходного разъёма к
регулятору и подайте питание на машину, при этом дол-
жен загореться светодиод " сеть."
б) Нажмите педаль и проследите работу одиночного
цикла.
Примечание: В случае перегрузок по току в цепи клапанов
и срабатывания защиты ( в этом случае заго
рится светодиод " защита") выходные устройства
регулятора отключаются. Дальнейшая работа
возможна в случае выполнения 'следующих
операций:
отключения регулятора от сети;
обнаружения причин перегрузок по току в цепи
питания клапанов и их устранения;
подключение регулятора к сети.
?У Поставьте тумблер рода работ в положение "серия
сварок."
8/ Нажмите педаль и проследите отработку регулятором
нескольких циклов.
6.4. Проверьте работу регулятора со сварочным током.
Для этого:
- II-
I) Снимите напряжение с машины.
2) Установите в машине минимальную ступень свароч-
ного трансформатора.
3) Тумблер " ток” поставьте в положение ” Вил.*1.
4) Переключатель ” нагрев" поставьте в положение "0."
5) Тумблер рода работ поставьте в положение "Одиноч-
ная сварка."
6}Подайте питание на машину.
7)Нажмите на педаль и проследите отработку регулято-
ром одиночного цикла с включением сварочного тока.
Учтите примечание к п.6.3(6).
6.5. В случае необходимости обеспечения управления
сварочным циклом с- помощью внешних электрических сигна-
лов к разъёму внешнего управления регулятора в соответ-
ствии с прилож.12 подсоедините цепи внешнего управления.
Внешнее управление сварочным током обеспечивает его ре-
гулирование от установленного переключателем " нагрев"
уровня до 50 % -го нижнего предела при изменении
управляющего напряжения от 0 до 10 В.
7. ПОРЯДОК РАБОТЫ
7.1. Работа на контактной сварочной машине должна
осуществляться в соответствии с её паспортом, настоящим
паспортом, инструкцией производства и инструкцией по техни-
ке безопасности.
7.2. Перед началом работы выберите режим сварки в
соответствии с технологической картой и установите необхо-
димые Выдержки времени ( с учётом пп. 6.3(3)). Переключателем
"нагрев" и переключателем ступеней сварочного трансформато-
ра установите необходимый сварочный ток. Тумблером рода
работ установите необходимый режим работы.
7.3. Подайте воду, воздух и питающее напряжение.
7.4. Нажмите педаль. Педаль должна быть нажата до
начала позиции " сварка!.” Регулятор отработает одиночный
цикл, если тумблер рода работ находится в положении,
соответствующем одиночной сварке.
- 12-
Если же он находится в положении " серия сварок,"
то при нажатой педали цикл будет повторяться автомати-
чески причём, начиная со второго цикла выдержка вре-
мени " предварительное сжатие" исключается ( выдержка
"сжатие" должна учитывать п.6.3(3), учтите также приме-
чание кп.6.3.(6).
7.5. После окончания работы произведите выключение
машины.
8. ТЕХНИЧЕСКОЕ ОБСЛЛМВАНИЕ
8.1. Ежедневно перед началом работы производите
осмотр регуляторов.
8.2. Систематически проверяйте надёжность заземления
машины и регулятора.
9. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДУ
ИХ УСТРАНЕНИЯ
9.1. При нарушении работы машины от случайных при-
чин, прежде чем искать неисправность в схеме регулято-
ра, необходимо убедиться в правильности монтажа машины,
присоединения регулятора, исправности контактора,педальной
кнопки, а также в поступлении питания регулятора от сети.
Необходимо также убедиться в соответствии действующим
нормам напряжения цеховой распределительной сети.
Нри наличии больших помех в питающей сети необхо-
димо предусмотреть установку сетевых фильтров. Только
после проверки всех вышеуказанных элементов следует при-
ступить к проверке схемы регулятора.
9.2. Во избежание несчастных случаев проверку регу-
лятора производите, отключив его от ашияы.
9.3. Наиболее вероятные причины неисправносте и
методы их устранения приведены в приложении 2.
9.4. Кроме указанных в перечне, неисправности могут
происходить от механических обрывов цепи, плохих кон-
тактов в переключателях, тумблерах, резисторах, раяьамаг а
в цепи педали сварочной машины.
- 13-
Приложение 2
Характерные неисправности и методы их устранения
Наименование неисправности Метод устра-
внешнее проявление и до- Вероятная причина нения
полнительные признаки
I.He горит сигнальный светодиод * сеть" Перегорел сетевой пре- дохранитель F 1 (при- ложение 4) или вышел из строя блок стабили- заторов (приложение 5 ) Заменить неисправ- ные эле- менты
2.При нажатии педали электрод не опуска- ется Вышел из строя выпря- митель V2? 12- Vp 15, или транзистор УГЗ (приложение 9 ) То же
3. Не ‘ прикладываются повышенные усилия Выпел из строя выпря- митель VI> J2- YDI5 или транзистор VT6 (приложение 9 ) То же
4. После нажатия педали электрод опускается, но сварочного тока нет Вышел из строя транзис- тор V TI или транзис- тор УГ2 ( приложение 9) или блок регулировки тока (приложение 8) То же
5. Регулятор не работает по циклу Неиспранлен блок счёта (приложение 7 ) или блок цикла( припоженив С Отослать на завод- •» • изгото- витель
для ремон-
та
Значение CtiM&MQ
- Ц-
Символ
_________Приложение 1
Значение син&ыа Симёал
1 Ч 1 11.— —^ --
-U-
Прцложение 3(и^м. 1)
вид А
ум
Сеть
АСариНно
стоп
Ььи^ючена
Повышенное
усилие!
Повышенное
усилие 2
ПреВАарит^е&нае J=
сжатие “Z'
Одиночная
сёарка
Сжатие
С$ри%
еьарок
ст
Система компен- =Т
нации включена JL
Нарастание й
(модуляция токе Ч
fio переднему
^^нту)
Токдммчен
Нафе€(фазо&>е
регулирование')
Нассау, не более /2,5
[абаритные и присоединительные разм^ы
регулятора РХС-&О!
- 18 -
Приложение 10
ОНЛОТОЧНЫЕ ДАННЫЕ ТРАНСФОРМАТОРА
Трансформатор TI
Сердечник Ш26х39
W обмотки Число витков Марка провода Диаметр провода, мм
I 1538(3808) ПЭВТЛ-2 0,224
89К 220В) ПЭТВ-2 0,280
п 831 ПЭТВ-2 0,280
III 42 ПЭВТЛ-2 0,160
1У 98 ПЭВТЛ-2 0,160
У 71 ПЭВТЛ-2 0,224
У1 80 ПЭТВ-2 0,500
УП 44 ПЭТВ-2 0.710
УШ 130 ПЭТВ-2 0,710
Трансформатор Т2 Сердечник Ш19х38
.4» обмотки Число витков (Ларка провода Диаметр провода, мм
I 2868(380В) ПЭВТЛ-2 0,125
1660(220В) ПЭБТЛ-2 0,125
II 195 ПЭВТЛ-2 0,315
- 19 -
Схема подключения регулятсра
к сьароуной машине.
Прилохх&шет
ЯКО-£03
Кяапан основного
усилия машины
]/?/
Дегулягпрр компам
сварки РКС-8О1
(Кл2)
— Х4~1 I
ЦеПЬ Кою,
Сеть
Тиристгрн&й коНГакф
ънаццныСнофимер:
Kr-f,KHPKNe/awt
____ХТО^КТ-Н,КГ-42)
"-СетьСКдЗ)
Х2
е
2
3
ч
1L
шл&ликшз^.
Ю
te
13
g:
сварочный
йю Цель
/ Коншлор
2
3 Сеть
Н
S
S Клапан 1
7 Клапан 1,2
8
9 Мт. иль-
40 Имп. и пр. +
и
12
13
14
15 Сеть
4С
17 Контактор
1L Клапан
43 Педаль
20 Педаль
с±) ПеЗмиоя кнопка
Iх машины
Клапан повышенных
J усилий машины
- 2г - Приложение^
Схема подключения цепей внешнего управления
регуляторов РКС-8^1.
Задержка цикла ' & /ла
на позиции» Сжатие" __
внешние копмигпа-
торы/например,
схемы с открытья
коллектором)
Внс^ниеистоу
кики ипраВЛе-
Ни? током
и
/Внешний £
источник §
управления
циклом сборки
5В±1(?А
Xt
В
13
2
пщен^е |
шоютил%\
8
Регулятор контактной
сварки PKD-80L
Хч ,
Х1-1
Цепь
О&ций
№ре&4
НагреВ2
Запр 2 Ьа
Огр.е&$(.
iUnHn*%£2
ВтрЛыхр.
io
1L
<g
Выходной логический
у сигнал
К коммутируемой цепи
с параметрами
„CBapwf
Лу1
к
43
тн
Вход
сгм*
<i
42
в
//
?ти"
ЦинЛ
3 1
6
.,9tm0
сти^?
Таблица pajSod/w лилпаешя ниг/жхе*
D/....MS
Kto-H-ooH-La £co
X/&«W.~P
220
ГТП^
X/
2
Лршом&ше У* 6 /игл />
н ЦМПУРЬС
<2
к
9° L £ Конт Цепь *Sl ОВщтк
ч 4 5 А 25В Пр. енптие tf tl сзьатиь ХЮ сжатые Bf
2 L 1 /0 в^в 24(5 JJL £2 9ПЛ Cwofnue хю Cfapxa X/ ci&PKA XfO
а й а а. 49В d&k JSL {6$ I V IXI tooaoltea Ш0 Лх/J еВдрш 2* to ЛроеоВхл &<
а pi ЙРОхоВм. 2x/0
к Pfi ffavw X/
Е Лайме X4o
И & ±в L a L'l._ Лере 2/!. Л Ma.
10 &L а и & и. ——Jк £ а а HL jL JiL. 22B дим (-toff. -4^-—’— -£&¥><» 2 РЮо/арАйр/ во^-cawff Sm m J&M №1. Jgmq &1OL CBop/sb f-p Qp.
1 £J - iL i & k л> .. я Jgp. рв -HL 9B JL За/ует. / к QB^xp4 9 '& 1/ !isl Qt2_ Мы/юиня м 4 Iss^ UL. .
4о L_ к JtL. -in. 2Л Зки лжмымх
tt а а BB cru ЭТИ
«г si £7У
а 2Л 9ап.0сГЛЛ
к ^B УстО сги
а Lol УстЛ машиЯ
ммфоехекы
D/-...7)2g
—
лт/^mw
Цепь
~Т7в
" -' »"
Qjufbfij
1/1
Xfousnat?*
3MtUB
&t /в
5 Y
1ш
•iff
Й1
Z5
Cre/w? яюкяпричесмя принципиальная блоха цикла рлзуммпяра P/SC-9
Pejue/no/w Mir- qjs
Микросхемы
Df+oj,J>cs - ц tfSjw
М ' кas тмк
2>/</, J>'X, D/9,
PKOt рк£ - xML/UV
?f?- Kffsppa
Ы-яв, i29^Joii-xasM3
PSf tS)2S - Z/Jtrz^z
DM- K/$SM2
/7^илоо*е*ие Ув8 [изп /у
Схема
/х
16.5
663
R59
IL
13
11
23
45
36
4
28
79\
18
га
\Щ>2
\ш
кя
¥[>3
VT3.
МГ1/
Юк
VW7
4
ИА \C6oPtdi2
СО
1
7,0
¥013
Y/14
R#
/л
168
140
828
/х
¥16
и I
ел
10
<—:
k*
83 '
22l .
0/5
. 252
3
270
30
1
2
3
У
~6
7
76
/О
84?
51к
77
м»яп
16
630
Т 1,38
П229
\15*
1к
70
25
33*
DS.1
/х
16.3
28
/х
R11
1К
R13
/X
04
10
А
Б
С2
5300
•fcl (5
1к
861
366
10
43
16.4
56.2
56*
165
24
ЧЪ
\)Г2,
820
02 ~ 2!М^- 0,01 [)nypQ/Me/fo
С5~ ч шт. 0,662'нкР8 /Х^Х</7/74?/7£
82?
4,4*
833
2?к
4—4
832
1к
^32
р-
ж
¥15
11
838
220
?Х
\V1)6
53^ 20^ '/?Щ 206, 255-063-39
2Т(7//с2р^2У/77^6/ /I/O‘76
05- *50-/5
VT6
235
/4к
W8
23
40\
*0
13
47*
s,
У5Ц
5*
836
,IffLW.ff<d
/05‘
^8<
т
251
\mv№
W/5
И/71
22th
330
К65
/X
\\ifO
ч
Vvp/j
^2/2?^5/ VDJ- VD2O-*45226
\ZD2f-*5 056'4
Яю//6£/е/Г7£>4б/ *75/56
V22... VT5,/VT/O-*r56/6
4&3&?d*u *ил!/юехен
оь*5^те*з/ юз -5/55553
О 1 /*/55203, Jo -*/550*2,
540)6-8/555*2, О5-*/55327/,
--- - - - -J -л лг л, ><
fourt, ЦОЛЬ
22
25
26
30
13
37
20
^24^ СищюиклулАе /53
^7£6
213 С/б^аЗ
*15 302 316— COdgea..2 C&O17£/*O''
ffimrafrOw Oiuige&’a/
за ^1ка5$ддеа2
2&3- 26А Оз5м/&.15хага fa/mwt/e им От/?е5/
515 6^517e/77c-A'. 3
30А б&З’аГ/ТГСГ//*
4А,ИВ\ л - 708
156 OtXV'fd'7'0 ‘‘
.706 .166 5а2 126- /СА._ *38^ 03 ioL -j g& 6&^еЗ/-^о:_ У5>м5<?-.*' б*оо^2-^ос.
?^O£1L15^/d2f- ^^LG^iL/ptJtLA. 'бех^./ЗА/Х 1/6гр.237/х
-Щ&. 5*111 с/8 J
OOajuaoM Hutyoaw 3bdo2 ширспен цель *PU/77. &1Л*Ш
ys 6 -426 1JAJ76,
74 1426 11,7В
7)1 10 5
8 Общий ВАЛА
D2. .17 40 156 32^28
Обшиб ь 26
28 29
Конт. Цепь
1248 Пест.
лги инпуяр. 8жод.
24 В Цнп.уярбьщЗ
12ЛЯ Клап.18ь/хоЗ
иля Храпа нм
юля Хряпаны
7Л.8Л Хна паны 8ых.
14Л njQ/ццта"
68 Клапан 2 ЛымЗ
ИЛ.8 19.78
ЗОЛЯ *'19.7В
32М 08ы „+24 Внест"
26В Клал. / Влад
2В Клап. В 8ход
и и-128 ст.“
2U Педаль (*)
4В Hatpl Вход
ЗВ На.гр1 Выход
2Л Нагл х? Вход
28 Нйгр.е! Выход
Вды нагреВа
238 Запрет. / Вхсю
158 Запрет. 2. Вхоо
198 Запре/п. 2 Выход
107Г Игр. сВар/'ч Вход
16Л 0г р сВархы Выход
11/8 Педаль (в)
168 СЯикиы
22В Запрет./Вых. -
20А Запрет./Вых. -ь
188 Пат дапр. 2 огр
Схем гхеитрихеехая принципиальная Хлма
усилителей регулятора
Р//С-М
Приложение И-9 ( изн. i)
Резисторы МТ
Конденсаторы ЛЮ -7/
С/, С5, СЮ. СЮ -К50-/6
Диоды XI - Жилка СИП58-08
Ю/- //>6, VD9- VJHO. VP/P- М>/$
VP/8. VP/9- кргогя
W, VDt, ГМ. VDiv. VJH7. П>г/- VP25,
VPP7-VP£9-PX5226
Р/-Р5-ЙОТ/2СГ
VD2.6- КС/690