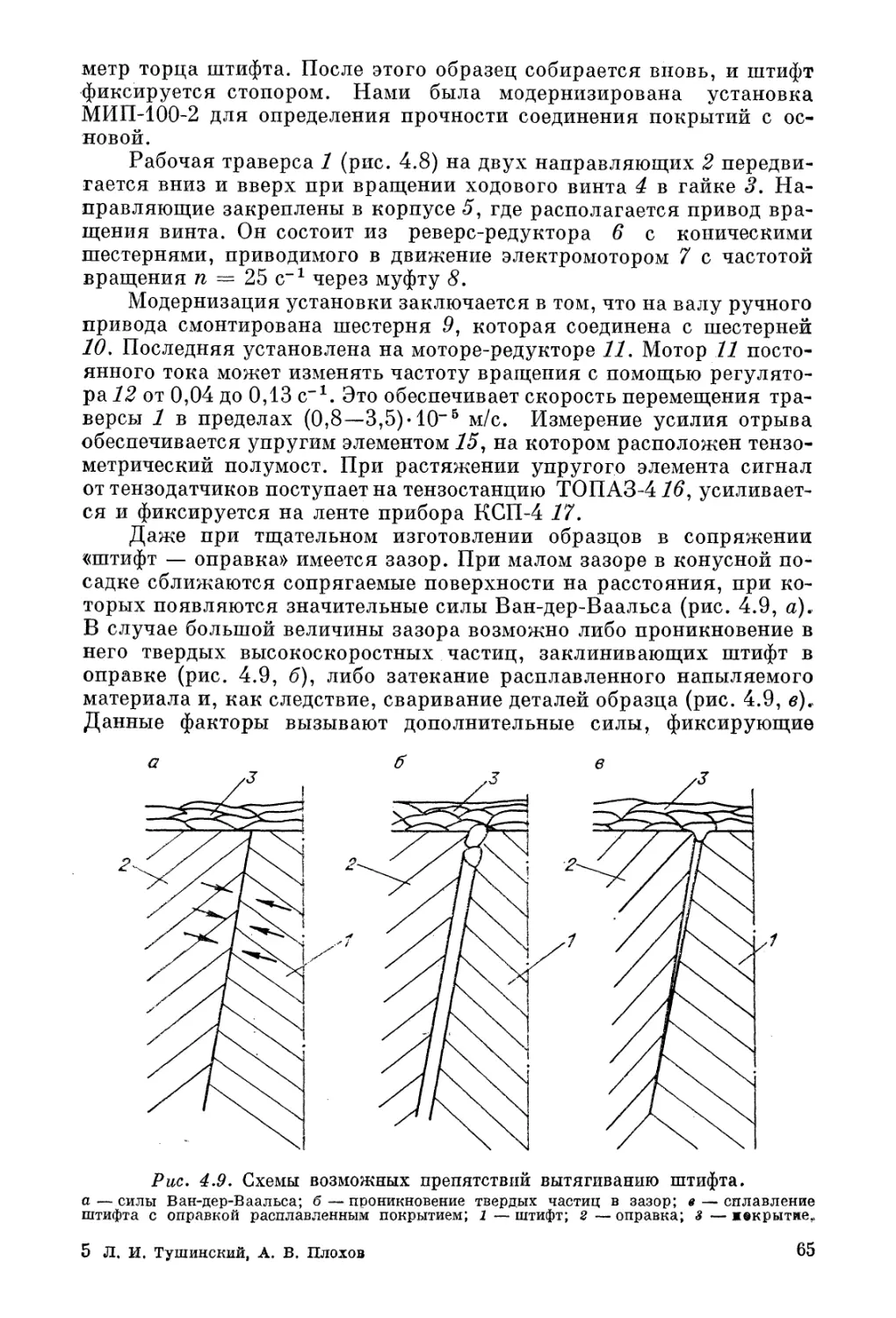
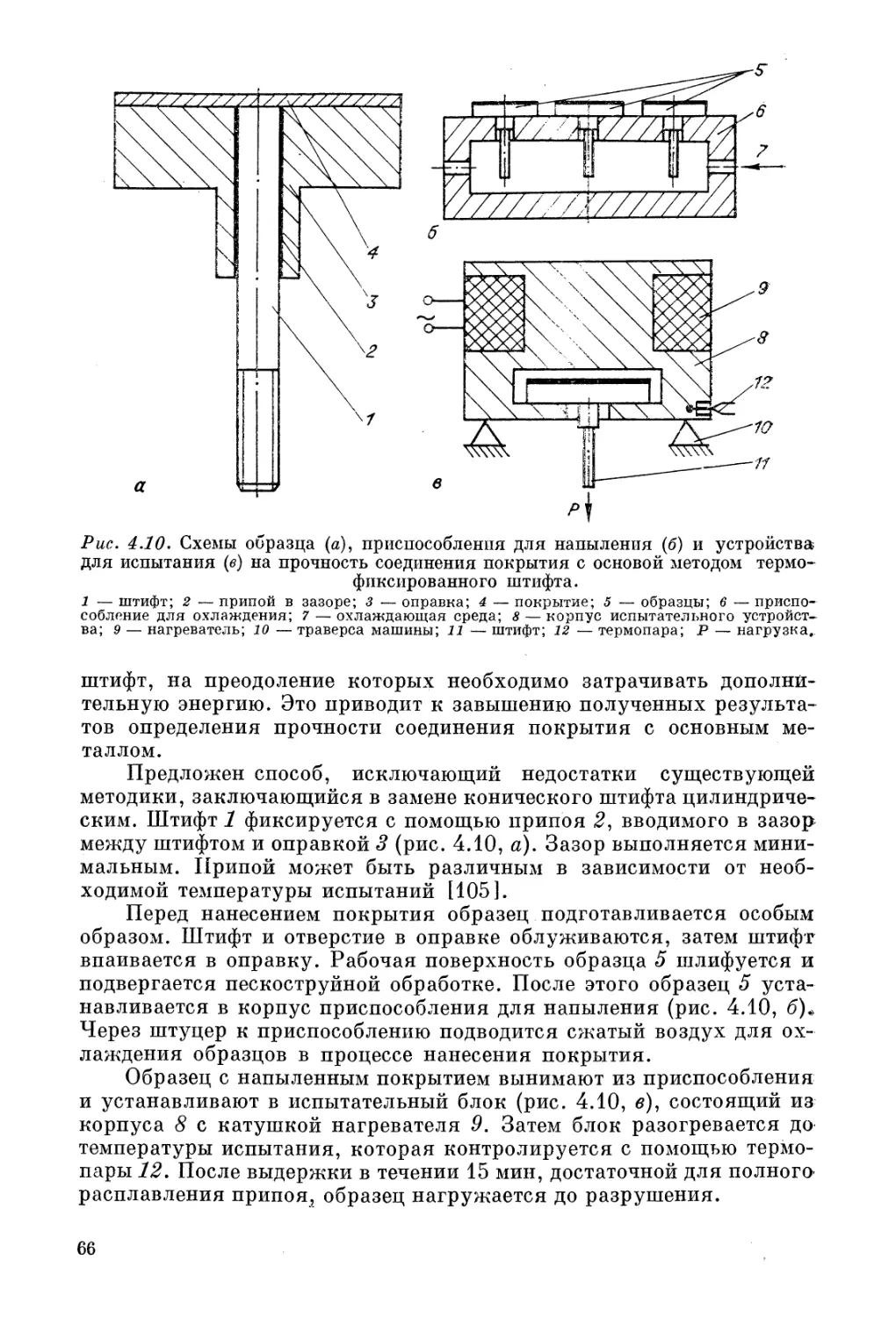
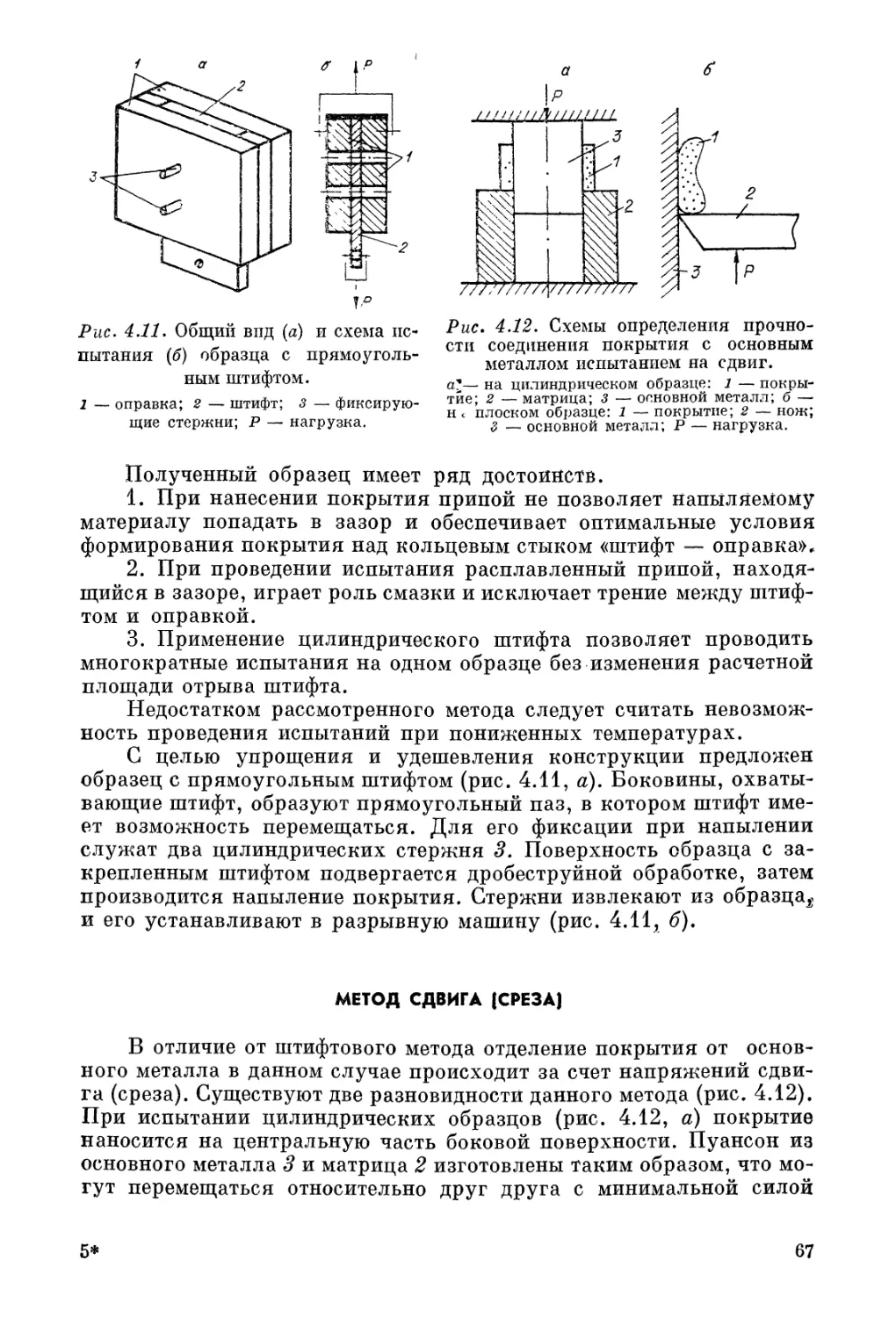
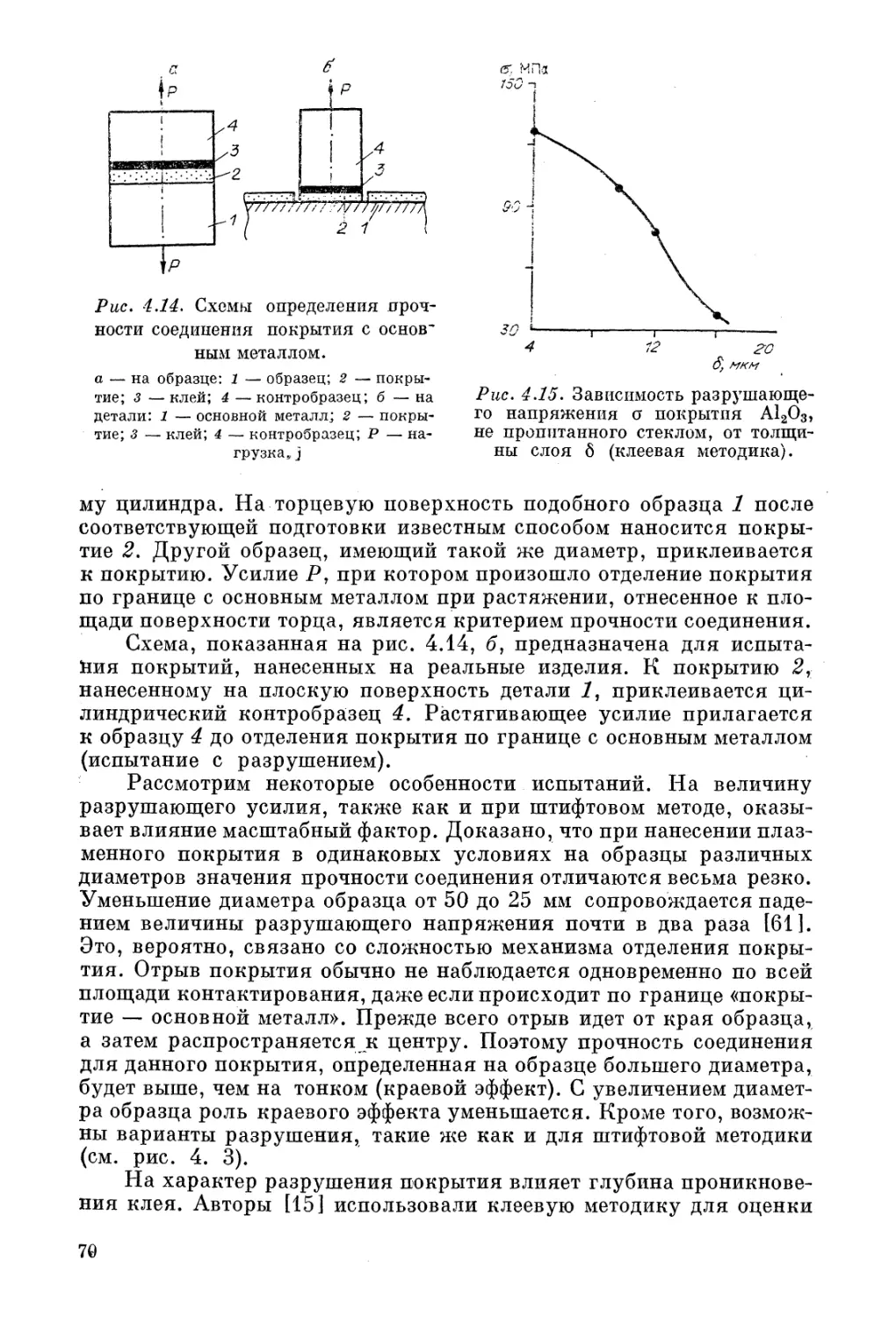
/



























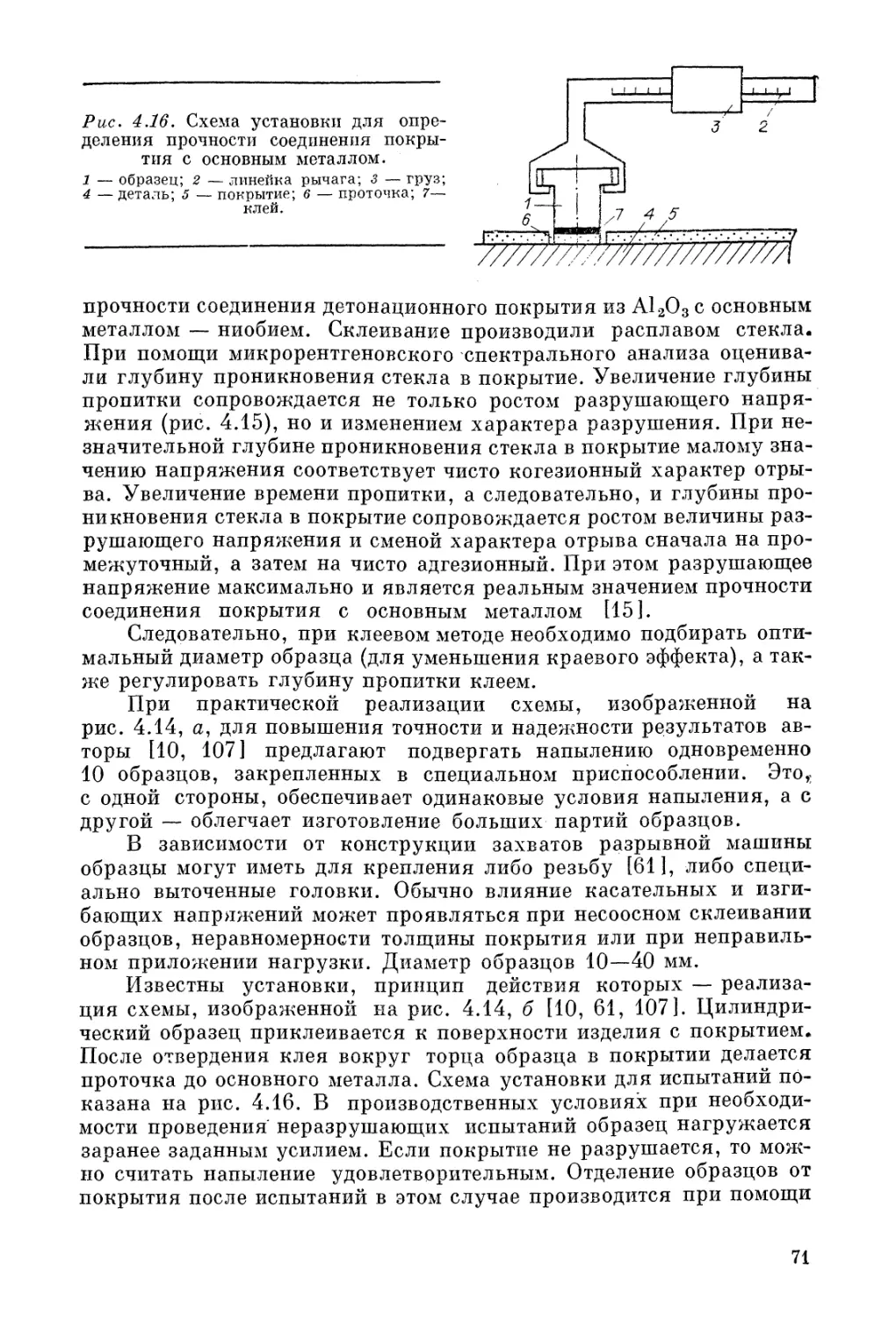






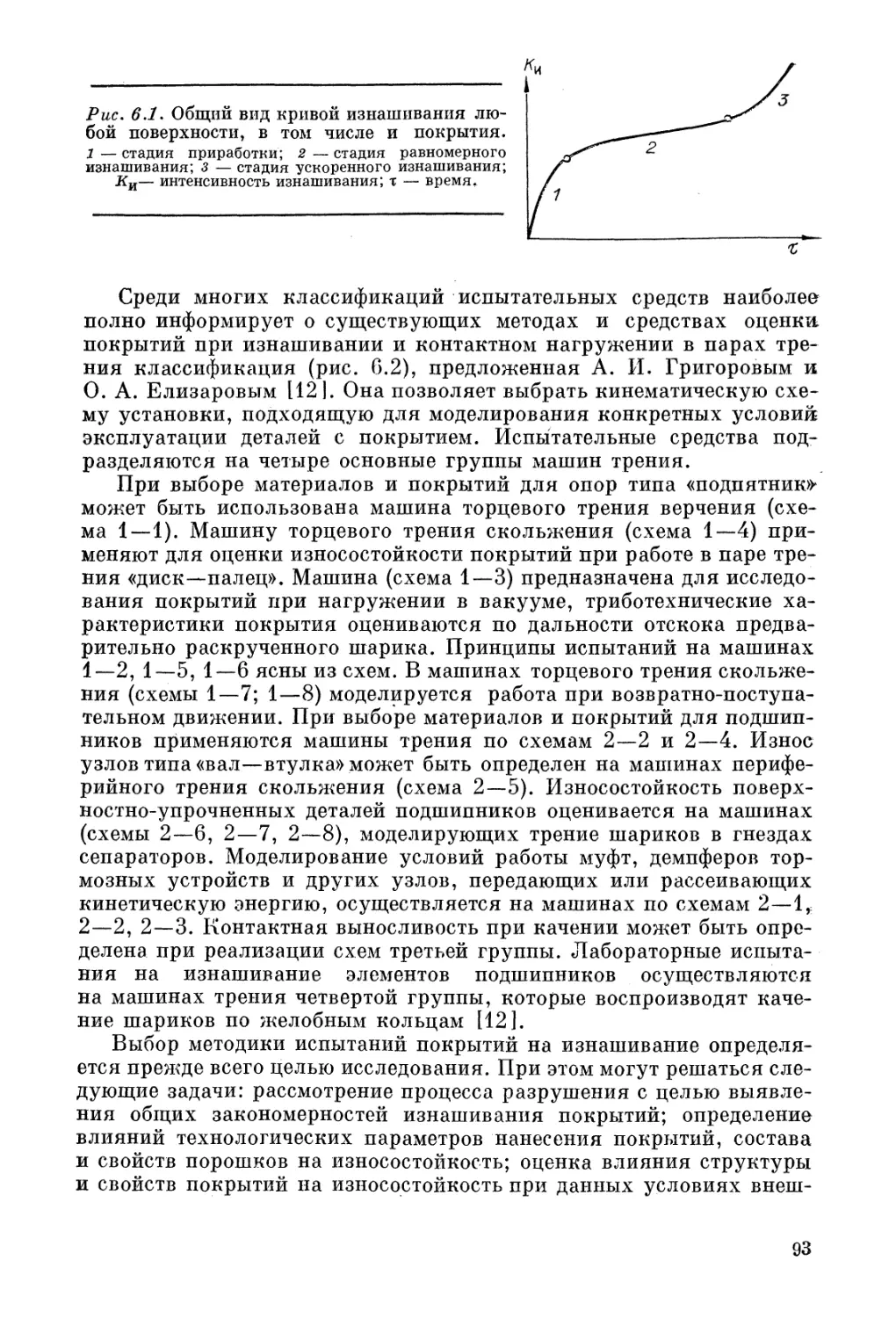
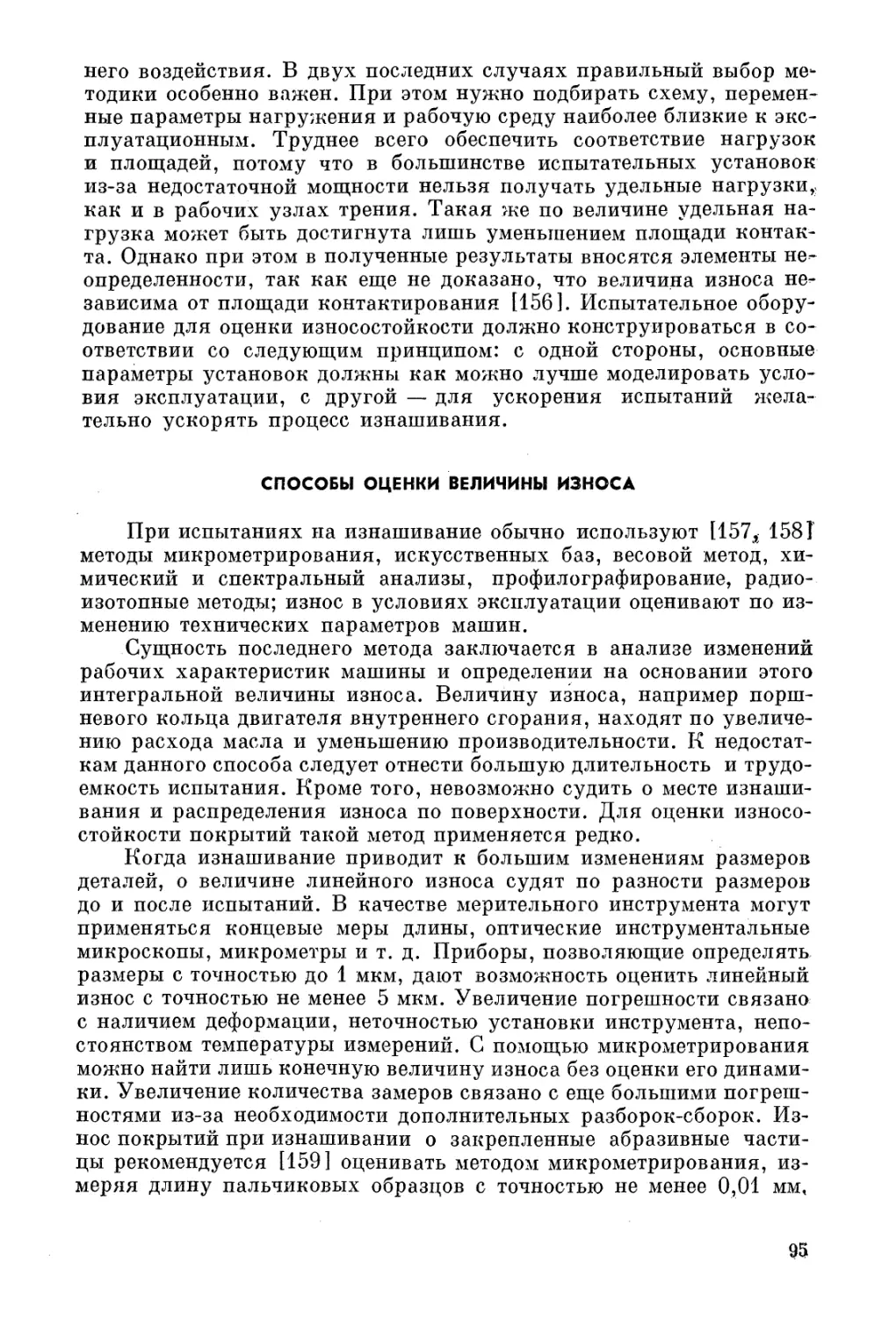






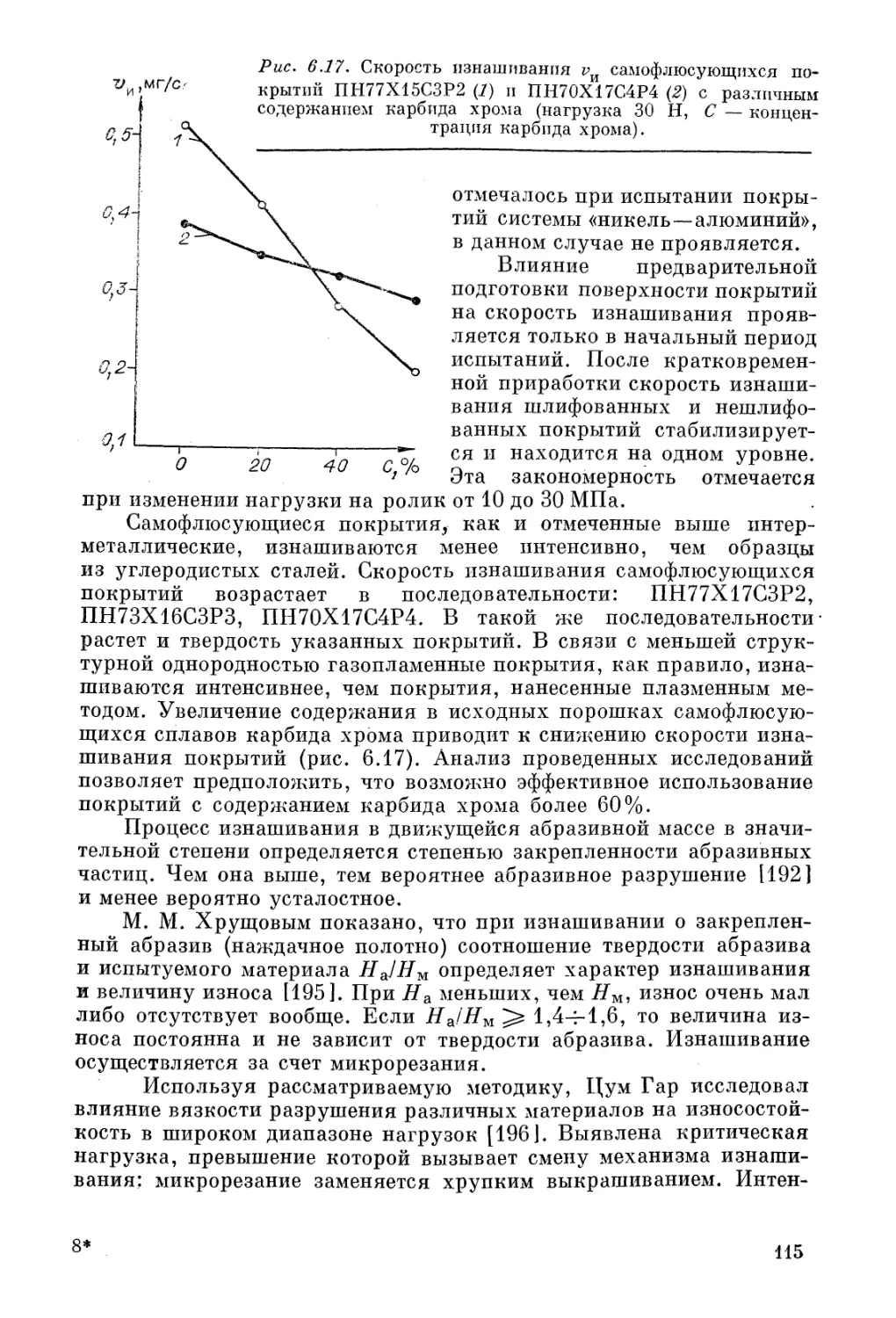
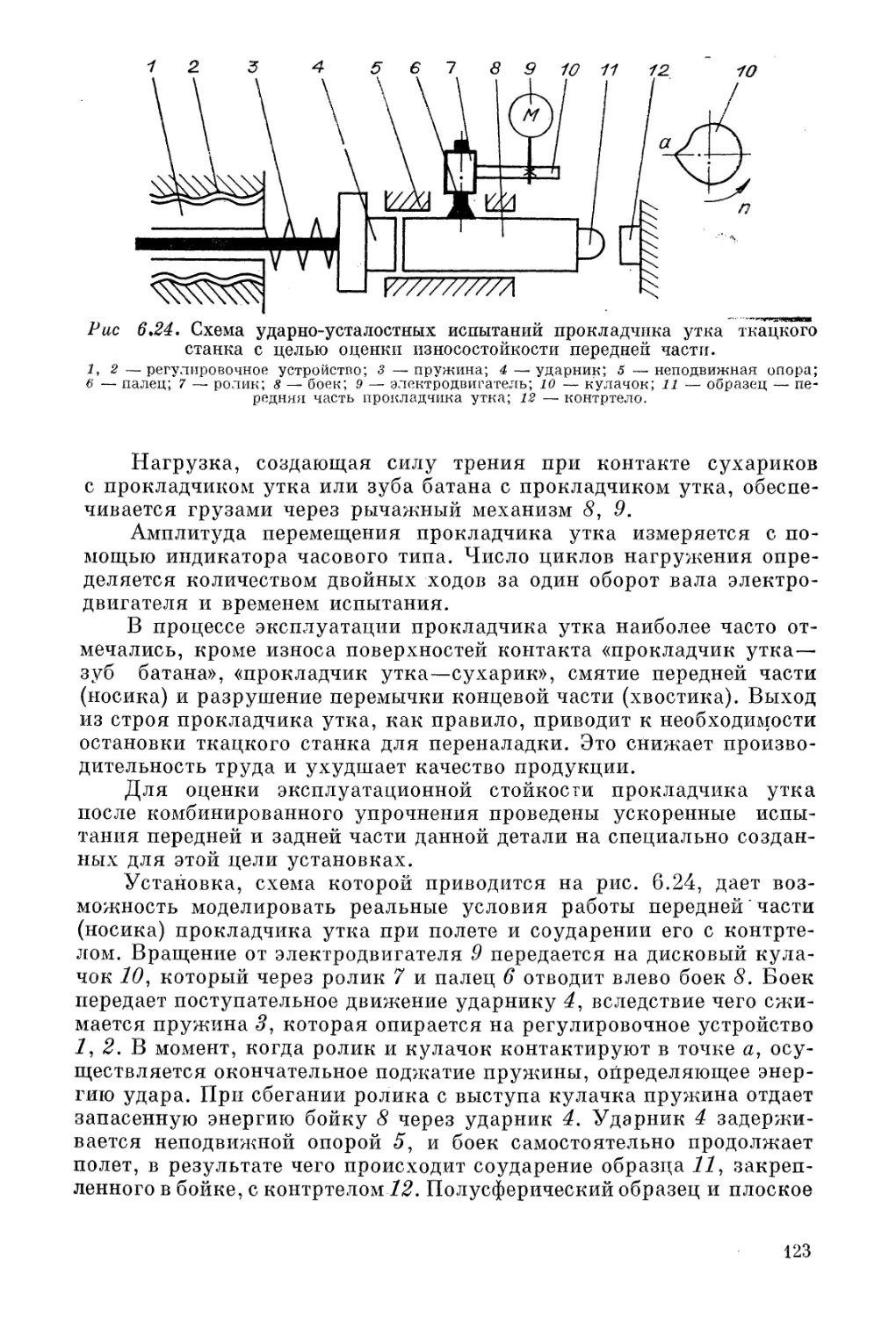
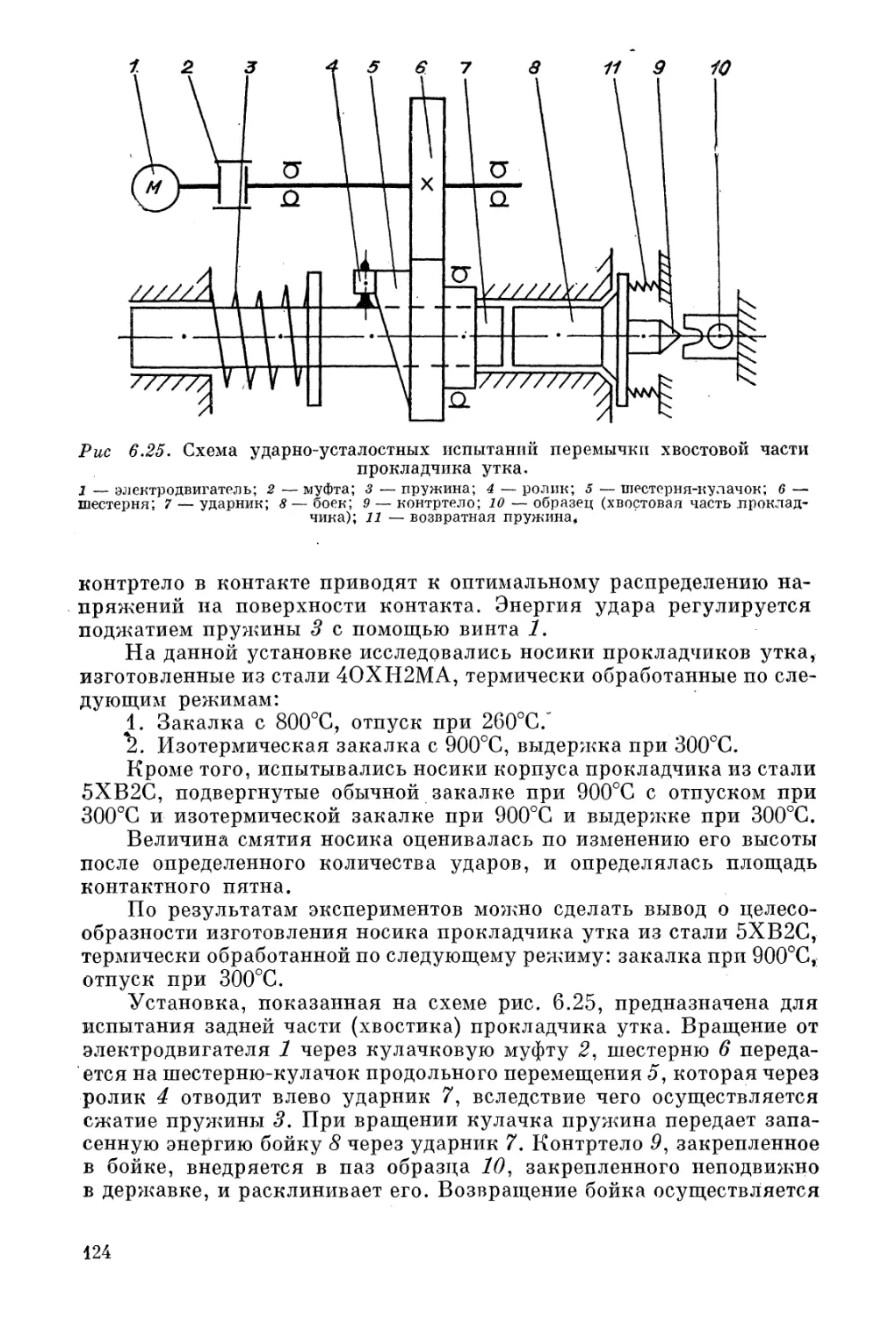


























Текст
1
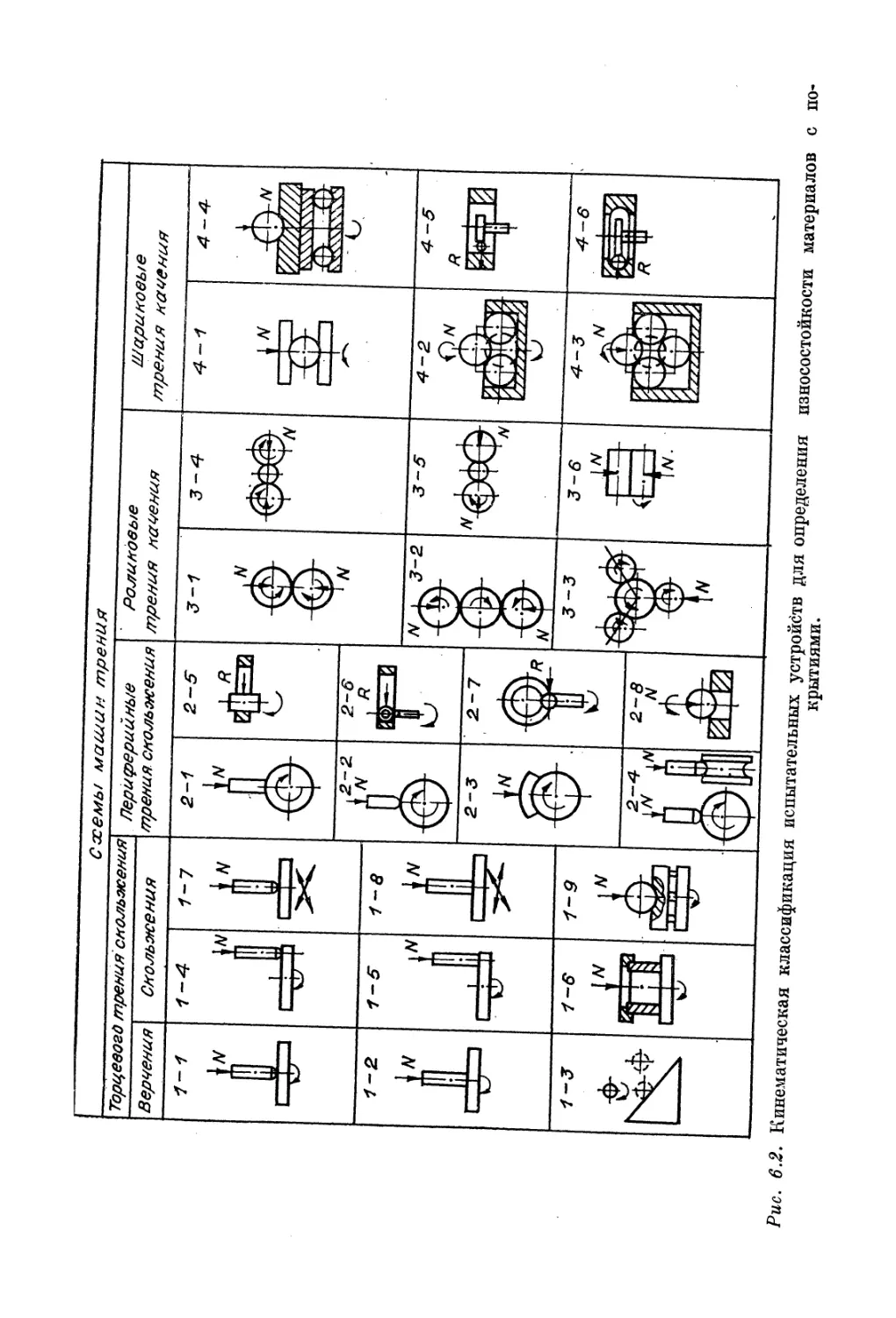
Л.И.Тушинский А. В. Плохов
ИССЛЕДОВАНИЕ
СТРУКТУРЫ
и физико-механических
СВОЙСТВ
ПОКРЫТИЙ
АКАДЕМИЯ НАУК СССР
СИБИРСКОЕ ОТДЕЛЕНИЕ
ИНСТИТУТ ГОРНОГО ДЕЛА
Л. И. ТУШИНСКИЙ А. В. ПЛОХОВ
ИССЛЕДОВАНИЕ СТРУКТУРЫ
И ФИЗИКО-МЕХАНИЧЕСКИХ
СВОЙСТВ
ПОКРЫТИЙ
Ответственный редактор
чл.-кор. АН СССР М. Ф. Жуков
НОВОСИБИРСК
ИЗДАТЕЛЬСТВО «НАУКА»
СИБИРСКОЕ ОТДЕЛЕНИЕ
1986
УДК 621.793.7.001.5
Тушинский Л. И., Плохое А. В.
вание структуры и физико-механических свойств покрытий.—
Новосибирск: Наука, 1986.
В монографии на основе разработанной авторами
ции рассматриваются методики определения механических,
ческих и специальных свойств материалов с защитными и
стойкими покрытиями, нанесенными струйно-плазменным, детона-
ционно-газовым и другими прогрессивными способами. Особое
мание уделяется исследованию малоизученных характеристик
носостойкости, усталости и трещиностойкости композиции
ной металл — покрытие».
Книга предназначена для специалистов, занимающихся
блемами нанесения различных покрытий и оценкой
ных свойств изделий с покрытиями, а также может быть полезна
преподавателям, аспирантам и студентам машиностроительных
культетов.
Рецензенты А. И. Манохин, В. Н. Фокин, М. X. Шоршоров
JL704060000—840 142—86—III ©Издательство «Наука», 1986 г.
ПРЕДИСЛОВИЕ
Защитные и износостойкие покрытия обеспечивают
ность создания новых изделий-композиций, сочетающих высокую
долговечность (износостойкость, специальные свойства) с
ной надежностью (трещиностойкостью); повышают
ную стойкость деталей машин и инструментов по сравнению со
костью, достигаемой известными способами термической обработки:
позволяют восстанавливать изношенную поверхность и,
но, снижают потребности в запасных частях. С помощью покрытий
получают особые свойства рабочей поверхности (например,
стойкость, теплопроводность, заданный коэффициент трения); они
дают экономию дефицитных и дорогостоящих металлов,
ющихся для объемного легирования.
Особо следует указать на роль покрытий в увеличении
тивной * (конструкционной) прочности как условия,
го создание композиционного изделия с резко различающимися
ствами сердцевины (объема) и поверхности (покрытия).
Два главных показателя конструктивной прочности — предел
текучести, или сопротивление пластическому деформированию,,
и вязкость разрушения, или трещиностойкость,— неоднозначно
меняются при различных упрочняющих обработках (механических,;
термических, термомеханических) или варьировании химического
состава сплава. Создание различных структурных препятствий
жущимся дислокациям или увеличение легированности сплава
шают предел текучести, но одновременно снижают трещиностойкость.
Иными словами, увеличение прочности, твердости и
кости металла сопровождается повышением вероятности хрупкого
разрушения. Частичное преодоление этого противоречия возможно
при конструировании композиционного материала (детали),
ющего прочную, износостойкую, твердую поверхность нанесенного
покрытия с пластичной, вязкой, трещиностойкой основой.
Работы, связанные с решением проблемы защиты деталей от
действия внешних факторов с помощью покрытий, проводятся в
ском республиканском инженерно-техническом центре по
ющим покрытиям при Институте физики прочности и материало-
* Обобщенная характеристика, определяющая поведение конструкции и
(или) материала в условиях, максимально приближенных к эксплуатационным.
ведения СО АН СССР (научный руководитель центра — чл.-кор»
АН СССР В. Е. Панин), Институте гидродинамики и других
тутах Сибирского отделения АН СССР. В Институте теплофизики
СО АН СССР создан специальный стенд для изучения гетерогенных
физико-химических процессов, тепловых и динамических явлений,
сопровождающих газотермическое напыление. Исследования
грессивной технологии нанесения защитных покрытий, проводимые
в академических и учебных институтах, входят в
ную региональную государственную программу «Сибирь» (научный
координатор раздела «Новые материалы и технологии» — чл.-кор.
АН СССР М. Ф.Жуков).
Широкое распространение технологии нанесения покрытий
сдерживается слабым развитием специальных методов оценки
туры и свойств поверхностно-упрочненных материалов. Это
тельство, а также отсутствие квалифицированного, научного
за результатов исследований не только затрудняет возможность
тимизации режимов нанесения покрытий, но и может привести к
прометации бесспорно прогрессивной технологии.
При подготовке монографии авторы считали своей задачей не
только обобщение опыта в оценке структуры и свойств собственно
покрытий. Особое внимание уделялось прежде всего изучению
териалов с покрытиями, потому что последние определяют наряду с
работоспособностью поверхностного слоя надежность всего изделия
как новой конструкции. В основу монографии положены материалы,
отражающие новые подходы к изучению структуры и свойств
тий и материалов с покрытиями, полученные в специализированной
лаборатории Института горного дела СО АН СССР по проблеме
упрочнения металлических сплавов.
В разработке методик, конструировании установок и проведении
экспериментальных работ принимали участие сотрудники кафедры
технологии металлов и металловедения Новосибирского
технического института кандидаты технических наук А. П.
ев, Н. Г. Кузьмин, Ю. В. Каллойда, Л. Б. Тихомирова, К. И.
шинская, А. А. Батаев, В. М. Потапов, П. В. Решедько, инженеры
В. А. Ананин, В. А. Батаев, К. С. Гутенберг, Е. Н. Миронов,
А. Ю. Соболев, А. А. Быков, Ю. П. Потеряев, Д. Б. Цемахович.
Результаты исследований конкретных порошковых покрытий
чены совместно с И. С. Гельтманом, Н. В. Роговым, Н. В. Гладюком,
A. П. Тимофеевым, С. Н. Кольцовым. Авторы выражаю(т искреннюю
признательность своим коллегам и ученикам, совместная работа с
которыми привела к написанию книги.
Авторы считают приятным долгом выразить благодарность
чл.-кор. АН СССР М. Ф. Жукову, чл.-кор. АН СССР А. И.
ну, докт. техн. наук, проф. М. X. Шоршорову, канд. техн. наук
B. Н. Фокину за большой труд по редактированию и рецензированию
рукописи и полезные замечания, которые способствовали
нию книги.
Глава 1
РОЛЬ ПОКРЫТИЙ
В ПОВЫШЕНИИ НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ
ДЕТАЛЕЙ МАШИН И КОНСТРУКЦИЙ
ОБЩИЕ ПРИНЦИПЫ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ
ДЕТАЛЕЙ МАШИН И КОНСТРУКЦИИ
Широкое использование промышленных сплавов в
ном состоянии ограничивается опасностью хрупкого разрушения.
Увеличение предела текучести сплава любым известным сегодня
собом сопровождается снижением трещиностойкости. Некоторые,
исключения из этого правила возможны для наиболее благоприятных
дислокационных механизмов упрочнения, например для
ния зерна структурных составляющих сплава или активизации
структурного упрочнения.
Применение покрытий создает условия для повышения
тивной прочности промышленных сталей и сплавов.
Становится возможным использование комбинированного
да, при котором объем упрочняется одними дислокационными
низмами (размельчением фаз, созданием устойчивых субзеренных
слокационных построений), а рабочая поверхность — другими
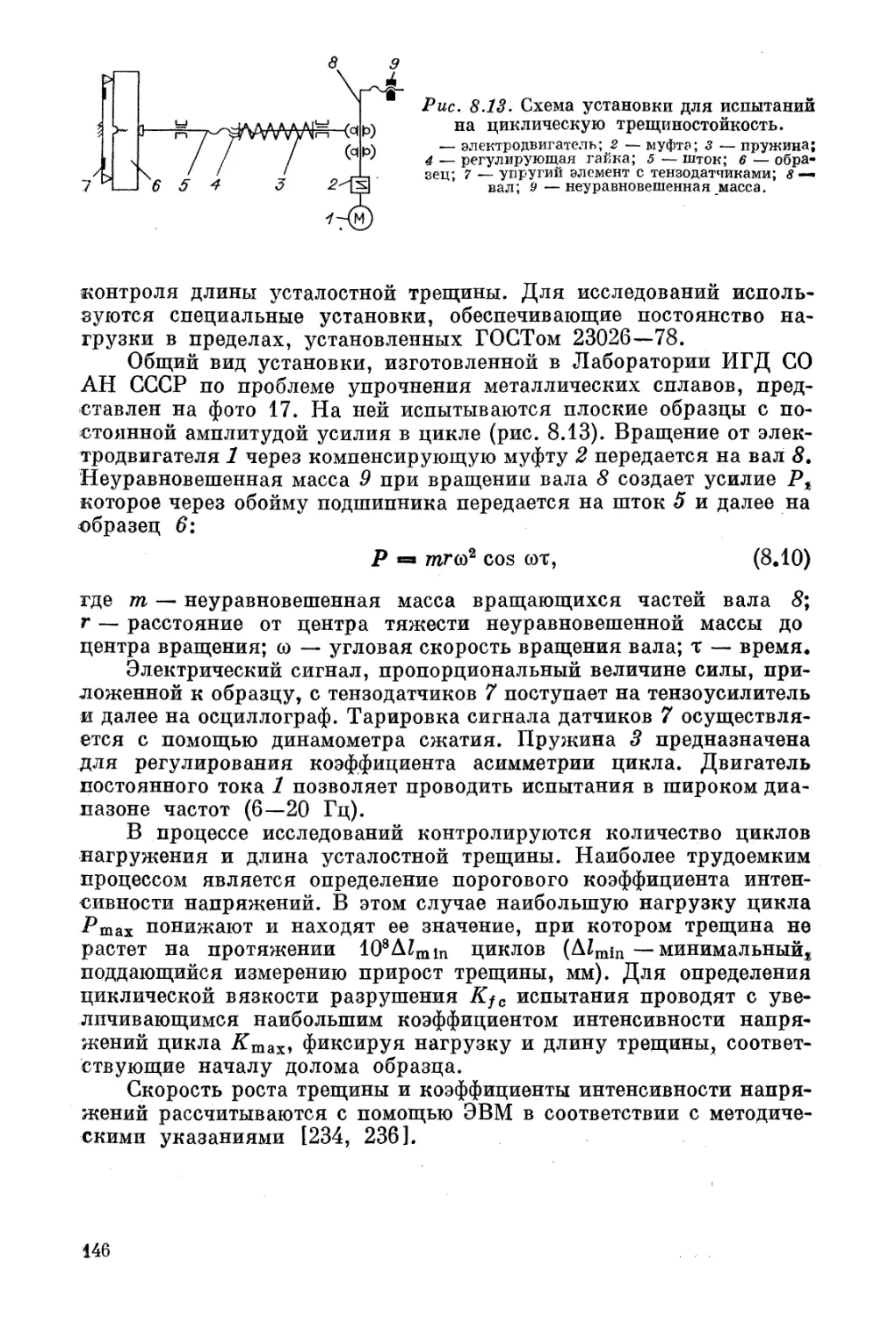
личением числа дислокаций, выделением избыточных фаз,
рированных твердых растворов). Данный метод позволит экономить
дефицитные легирующие элементы, снизить металлоемкость машин
и конструкций, повысить их надежность и долговечность, особенно в
эксплуатации при низких температурах.
Цели объемного упрочнения самостоятельны, они главным
разом направлены на создание таких оптимальных структур сплава,
которые обеспечивают благоприятное сочетание прочности, вязкости
и хладостойкости.
Прочность оценивается уровнем предела текучести, вязкость —
запасом трещиностойкости, хладостойкость — температурой вязко-
хрупкого перехода пли температурой охрупчивания сплава.
Нанесение покрытия на упрочненную основу детали или
струкции предполагает значительное увеличение твердости,
стойкости, жаростойкости, антикоррозийности и т. д. Обе проблемы
повышения надежности и долговечности, т. е. объемное и
ностное упрочнение, должны решаться комплексно.
Способы объемного упрочнения развиваются на базе современной
структурной теории прочности металлических сплавов, включающей
основные положения физики реального строения сплавов, механики
твердого деформируемого тела и термодинамики открытых систем на
синергетической основе.
Центральным вопросом в поиске оптимальной структуры сплава
является связь его механических свойств со структурными
метрами. Исследования корреляций между деталями структуры и
отдельными показателями механических свойств различных сплавов
претерпели ряд периодов, связанных с появлением новых
лений о макро-, микро- и субмикроструктуре, с одной стороны, и о
статической, динамической усталостной и длительной прочности —
с другой. Долгое время предметом изучения было установление
зависимостей между размером зерна, межпластиночным расстоянием
в перлите и главными показателями прочности, определяемыми при
статических испытаниях,— пределом текучести и временным
тивлением (пределом прочности). Как известно, большим
нием на этом этапе исследований явилось соотношение Петча —
Холла:
aT = a0+Kvdr4\ A.1)
связывающее напряжение течения (предел текучести) стт с
ционной структурой матрицы а0 и размером зерна d [1]. Следующим
этапом можно считать работы, уточняющие зависимость величины
предела выносливости от дислокационного строения чистых металлов.
Однако анализ предела текучести сплава (или связь этого показателя
сопротивления пластическому деформированию со структурным
стоянием) не может быть достаточным для оценки уровня
тивной прочности этого сплава. Одновременно с пределом текучести
необходимо рассматривать и способность сплава сопротивляться
витию хрупких трещин или оценивать его вязкость разрушения в
зависимости от микроструктуры.
Таким образом, требуется комплексное рассмотрение
сти «предел текучести — вязкость разрушения — микроструктура»»
Если по первой части этой сложной задачи накоплен опыт, т. е.
известны многие зависимости типа Петча — Холла, то по второй
(вязкость разрушения — микроструктура) еще только делаются
вые шаги.
Трудность этой проблемы объясняется тем, что зависимости
«предел текучести — микроструктура» и «вязкость разрушения —
микроструктура» принципиально разные: то, что препятствует
жению, способствует разрушению, и наоборот.
В последние годы особое внимание металловедов и механиков
приковано к процессу разрушения металлов и сплавов в
щем, самом опасном, периоде службы детали или конструкции,
деляющем в конечном счете их надежность и долговечность.
рые успехи достигнуты совместными усилиями исследователей в
новлении критериев вязкости разрушения и в разработке
ментальных методов их определения (К1с, бс, /-интеграл). Сейчас
наибольший интерес представляет выявление зависимостей вязкости
разрушения (трещиностойкости) сплавов от их структуры
туры). Данные работы имеют огромное научное и практическое
значение, так как на их основе должны развиваться современные
принципы конструирования промышленных сплавов.
6
Решение поставленной задачи весьма сложно по многим
нам. Главные из них связаны с трудностью оценки вязкости
шения для низко- и среднепрочных сталей и с принципиальным
совпадением зависимостей «структура — свойство» в случаях
ческих испытаний (ат-структура) и в определениях склонности
териалов к хрупкому разрушению (К1С, /1с, бс-структура).
Весьма перспективными направлениями исследований в эт;ой
области следует считать: изучение микромеханизмов разрушений и
трещиностойкости вязких сталей; рассмотрение субструктуры, и
склонности к хрупкому разрушению сплавов; развитие идеи
нированного упрочнения деталей машин, сочетающего объемное
вышение вязкости разрушения с нанесением износостойких покрытий;
изыскание путей создания оптимальных субструктур сплавов при
комбинированном упрочнении, обеспечивающих их повышенную
трещиностойкость.
Отдельные исследования зависимостей «структура — предел тег
кучести» и «структура — вязкость разрушения» не могут разрешить
проблемы создания оптимальной структуры (субструктуры)
ного промышленного сплава и повышения его конструктивной
ности. :
Только совместное, комплексное рассмотрение этих
стей позволит правильно определить направление поисков новых
технологий для создания оптимальных субструктур [2].
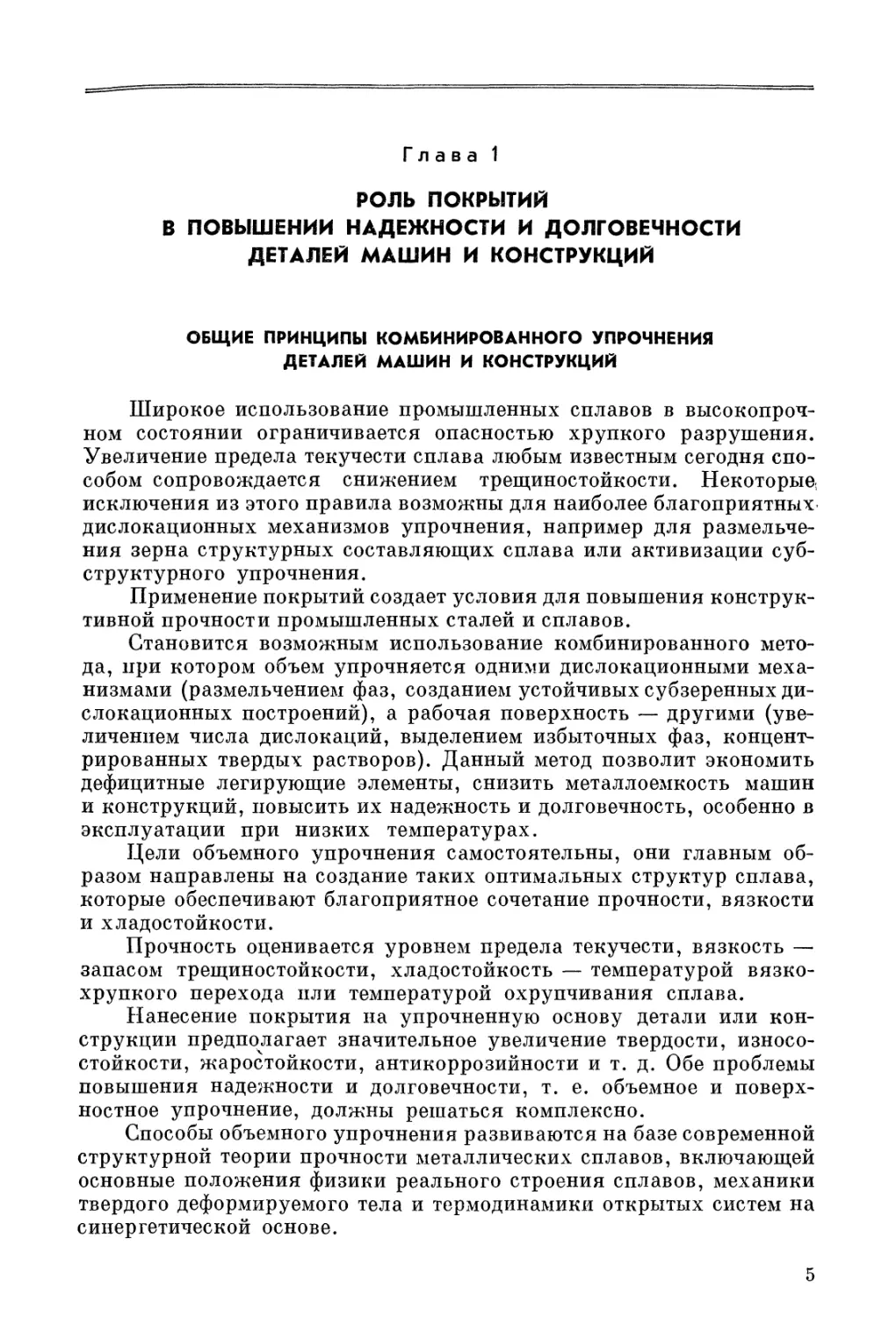
При развитии поисковых работ целесообразно оценивать
ность к хрупкости или пластичности промышленных сплавов с
том противоречия между ат и вязкостью разрушения i?IC,6c; Jlc в
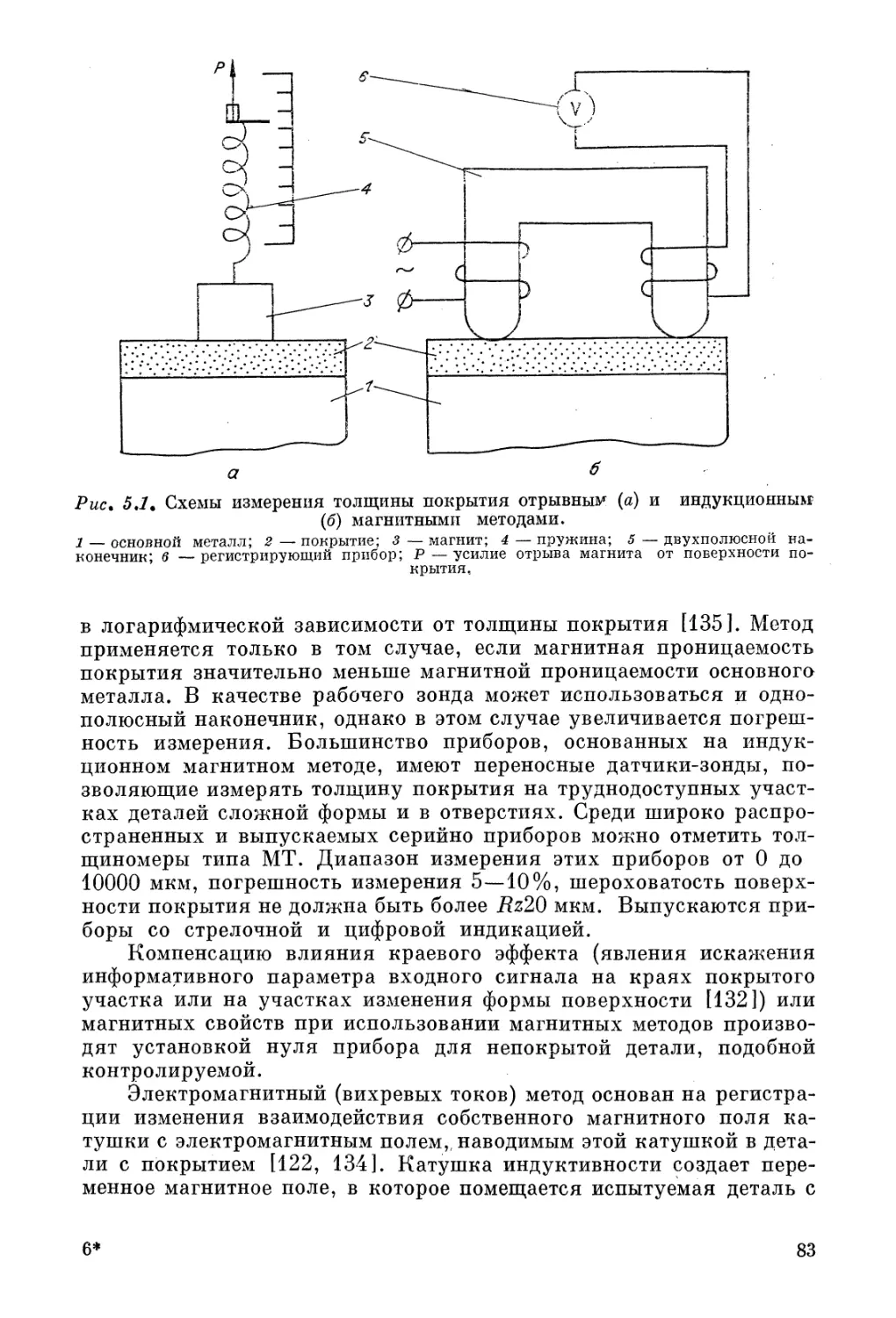
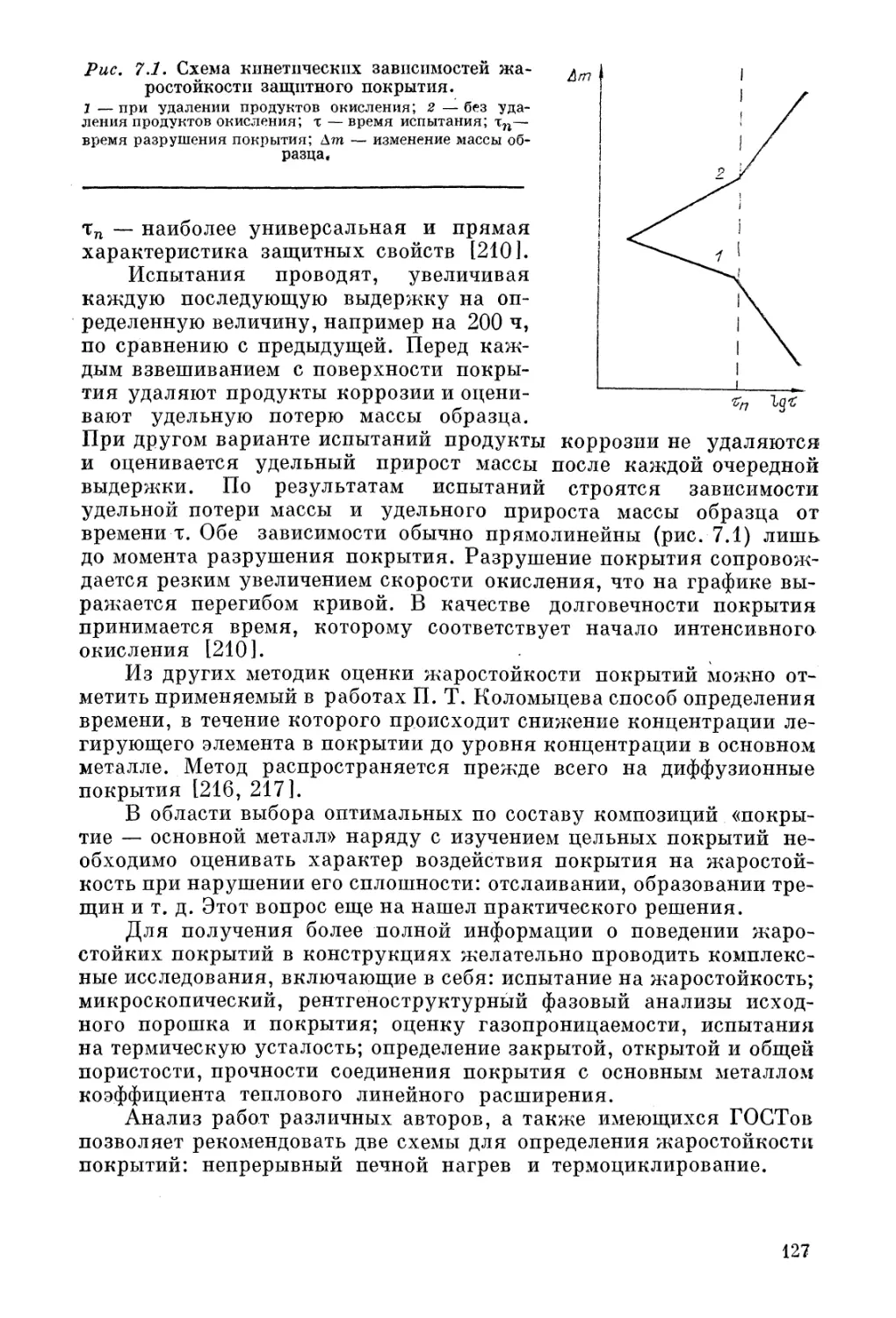
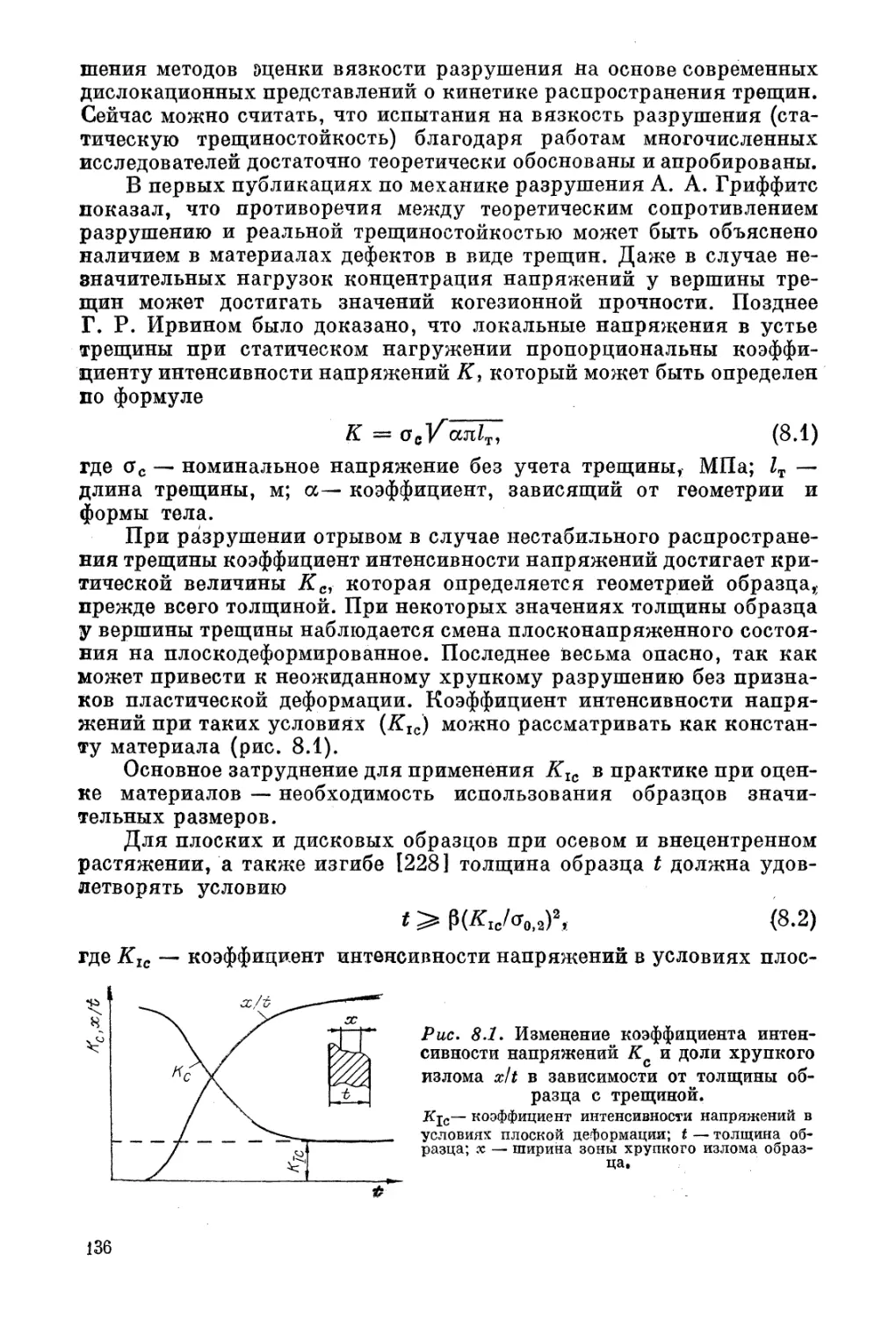
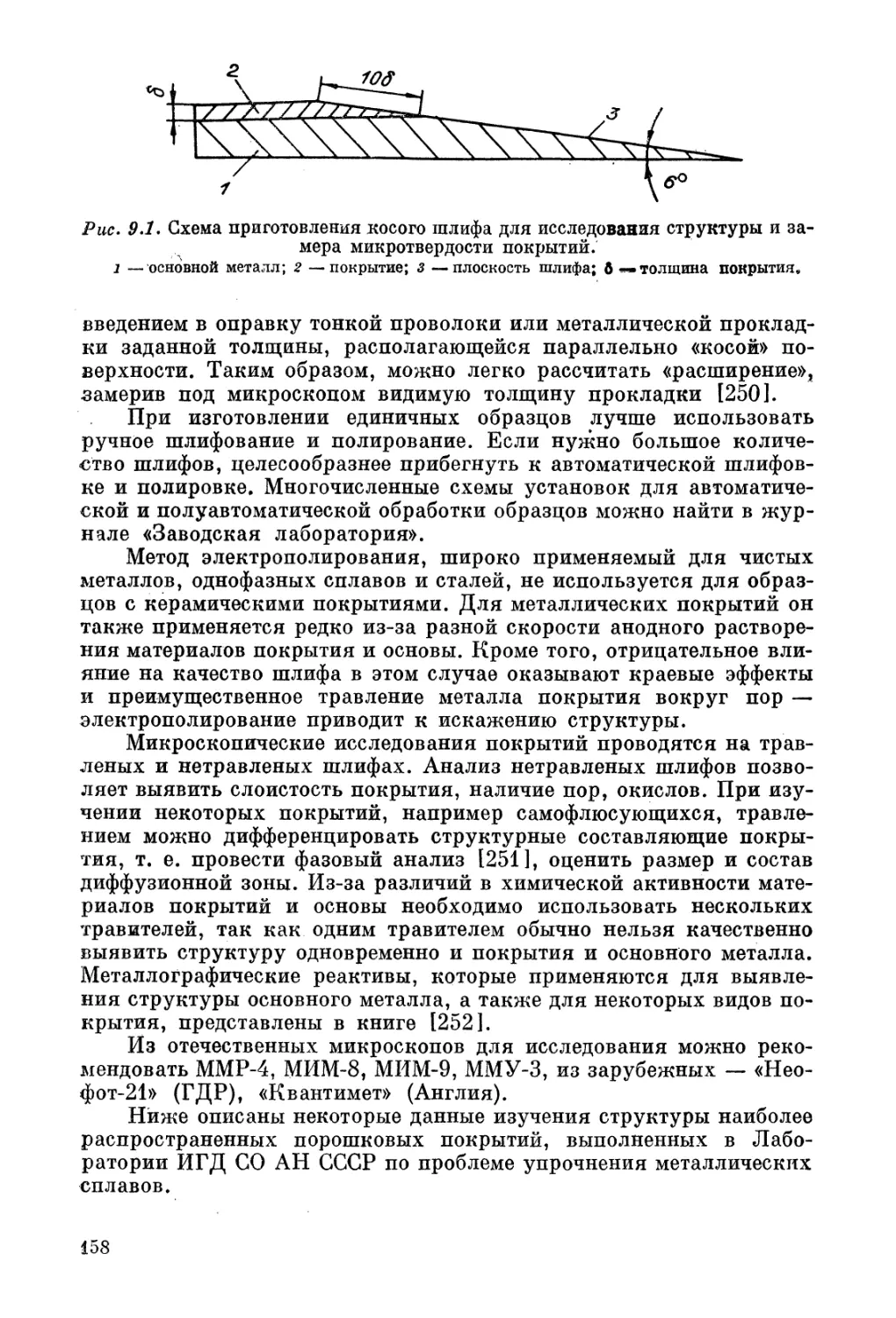
обязательной связи со структурным состоянием сплава (рис. .1);
По этой структурной диаграмме можно оценить тройную зависимость
«предел текучести — вязкость разрушения — реальная структура
сплава». Показатели, входящие в этот график: напряжение течения,
или начало активного и множественного движения, и склонность к
развитию хрупкой трещины от готового концентратора,
ся экспериментально и, следовательно, учитывают реальное
турное состояние сплава. Диаграмму можно разделить на две
ти: левую (/) — высокой надежности, и правую (//) — повышенной
хрупкости. Если реальный сплав (сталь) в соответствии со своим
структурным состоянием (проведенным упрочнением, например
мической обработкой) соответствует области /, его служба
на, так как всякие случайные перегрузки (рост внешнего напряжения
по ординате вверх) будут сниматься активной пластической
мацией в связи с низкими величинами сгт и высокими К1С. Если этот
же сплав сильно упрочнен (созданы активные препятствия движу^-
щимся дислокациям), то возрастает ат и снижается показатель
кости разрушения К1С. В этих условиях всякий пик внешней
ки сначала достигает критического значения К1С, создавая
приятные условия для развития хрупкого разрушения.
Для оценки возможности реального, эффективного упрочнения
металлических сплавов, т. е. повышения предела текучести без
ственного снижения вязкости разрушения, необходимо сопоставлять
Г
§ Рис 1. 1. Диаграмма конструктивной
?_ прочности металлических сплавов.
10 I — зона высокой надежности работы
ва; II — зона повышенной хрупкости; о*т —
предел текучести сплава; Kjc— критическое
значение коэффициента интенсивности
жения при плоской деформации; 6С—
ческое значение раскрытия усталостной
щины в момент ее старта; Jjc — критическое
значение /-интеграла,
Параметр реальной структуры сплава
дислокационные механизмы увеличения предела текучести с
мым изменением вязкости разрушения.
В терминах современной, дислокационной теории пластической
деформации и разрушения (структурной теории прочности) предел
текучести и вязкость разрушения являются функциями следующих
параметров [2, 3]:
oTi К1С = /(сгш (Уд,; ар, с>ф, а3)г A»2)
где (Тт — условный или физический предел текучести сплавов; К1С —
вязкость разрушения или трещиностойкость; ап — напряжение
Пайерлса — Наббарро, напряжение трения кристаллической
ки или напряжение, которое должна преодолеть движущаяся
кация в решетке, свободной от каких-либо препятствий.
тальное определение или вычисление величины этого напряжения
весьма затруднительно, так как связано с получением сведений о
свойствах не только кристаллической решетки матрицы, но и о самой
дислокации (или, тем более, многих дислокаций), например ее
ны; ад — упрочнение увеличением дислокаций, это напряжение
противления передвигающейся дислокации за счет других,
женных на пути ее движения. Количественно этот параметр
ется энергией взаимодействия дислокаций в металле, как
но распределенных в виде «леса» — огД(Л), так и регулярно
женных в виде субграниц, полигонов, ячеек — (ТД(П.Я.); сур —
нение растворенными атомами. Стартовое напряжение дислокаций
или напряжение течения в твердых растворах выше, чем в чистых
металлах, потому что при легировании создаются затруднения в
мещении любой дислокации либо из-за ее упругого взаимодействия с
искаженной кристаллической решеткой матрицы, либо за счет
кировки этой дислокации атмосферами атомов растворенного
мента; Gф — упрочнение дисперсными фазами, имеющимися или
циально созданными в структуре сплава; а3 — упрочнение
структурными барьерами на пути движущихся дислокаций в виде
границ зерен, границ двух фаз, узких прослоек второй фазы, т. е.
напряжение микротрансляции в реальном сплаве. Большинство
расчетов этого вклада основывается на известном уравнении Петча —
Холла.
При различных упрочняющих обработках объема сплавов роль
отдельных факторов может значительно изменяться.
8
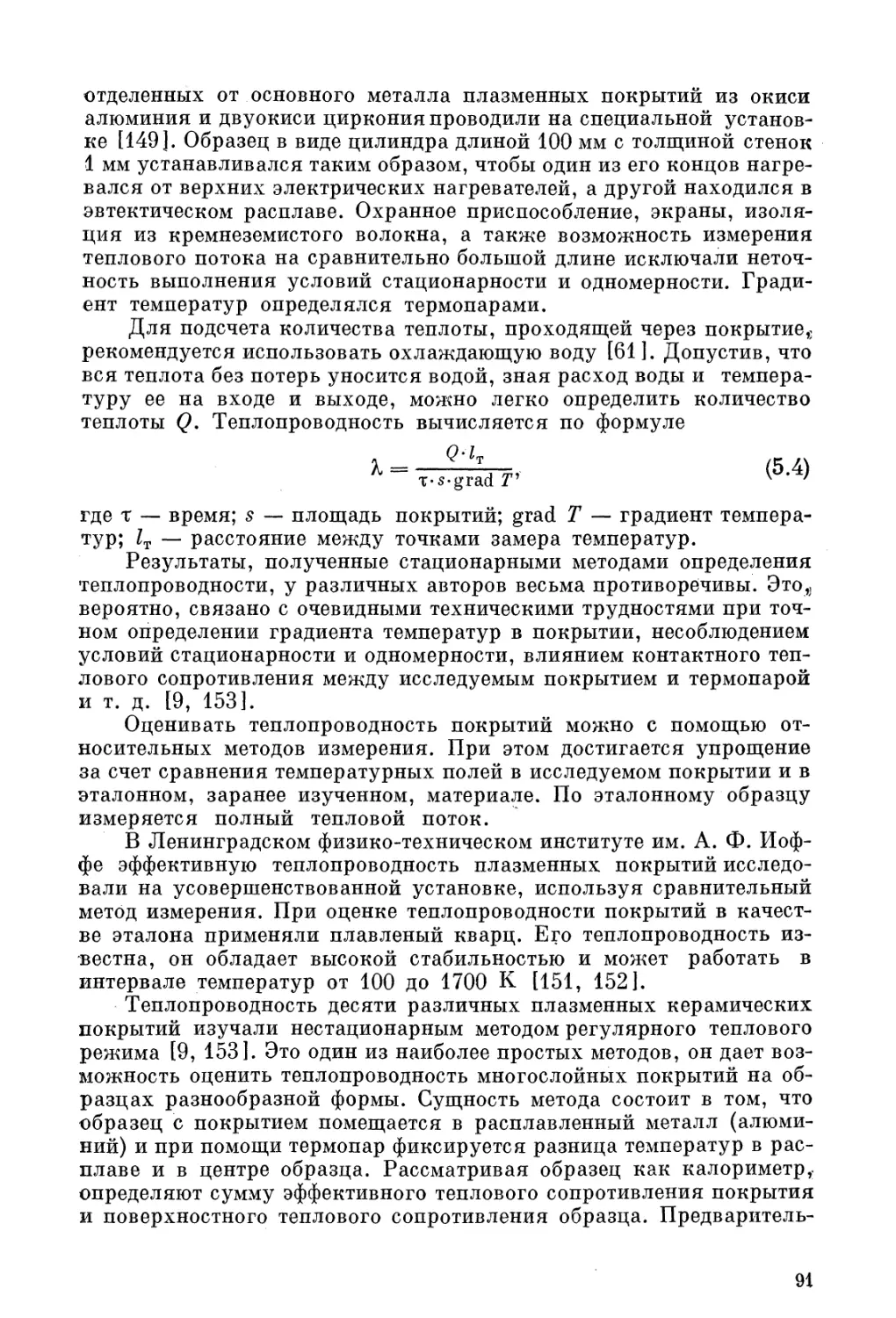
Ki0 =
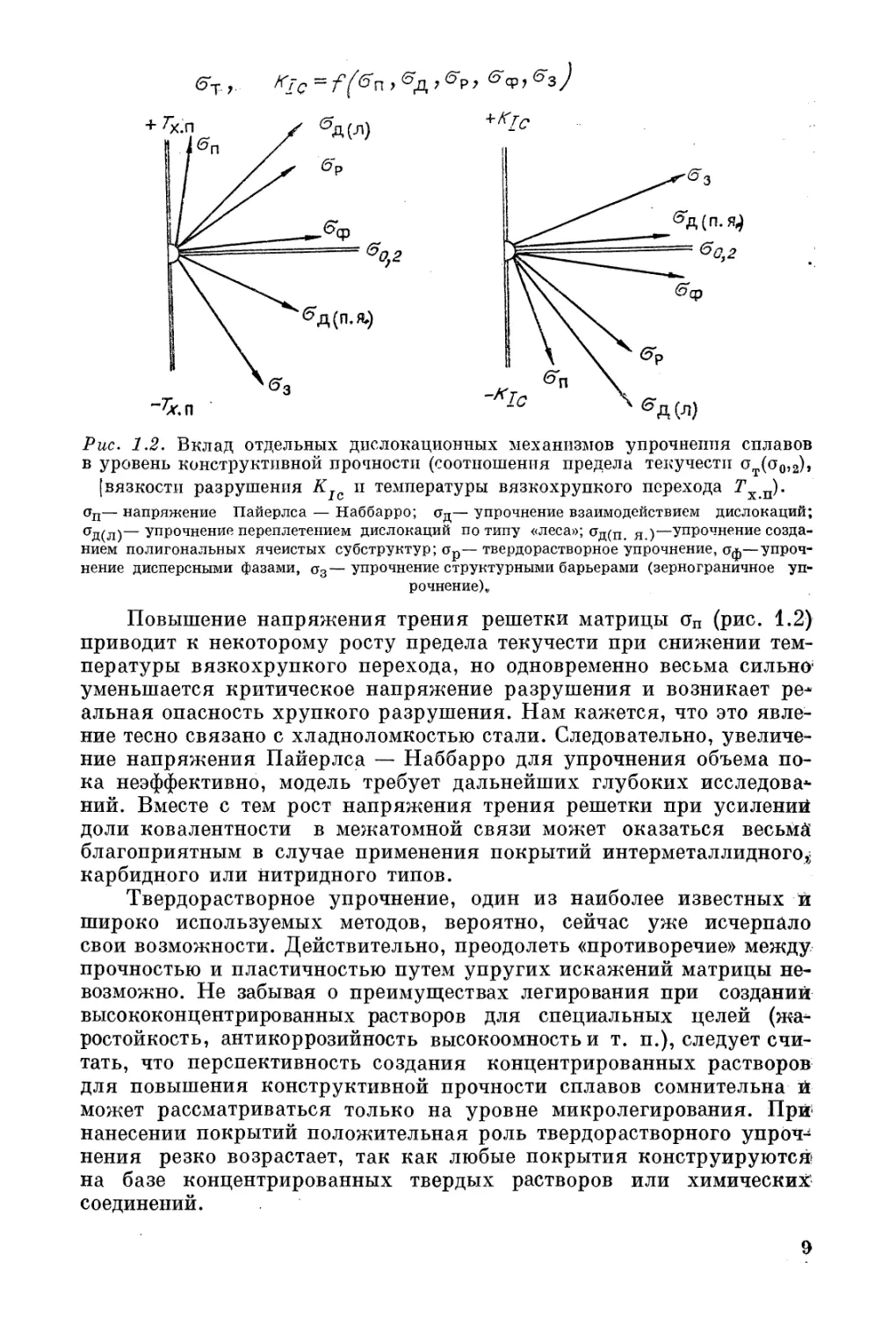
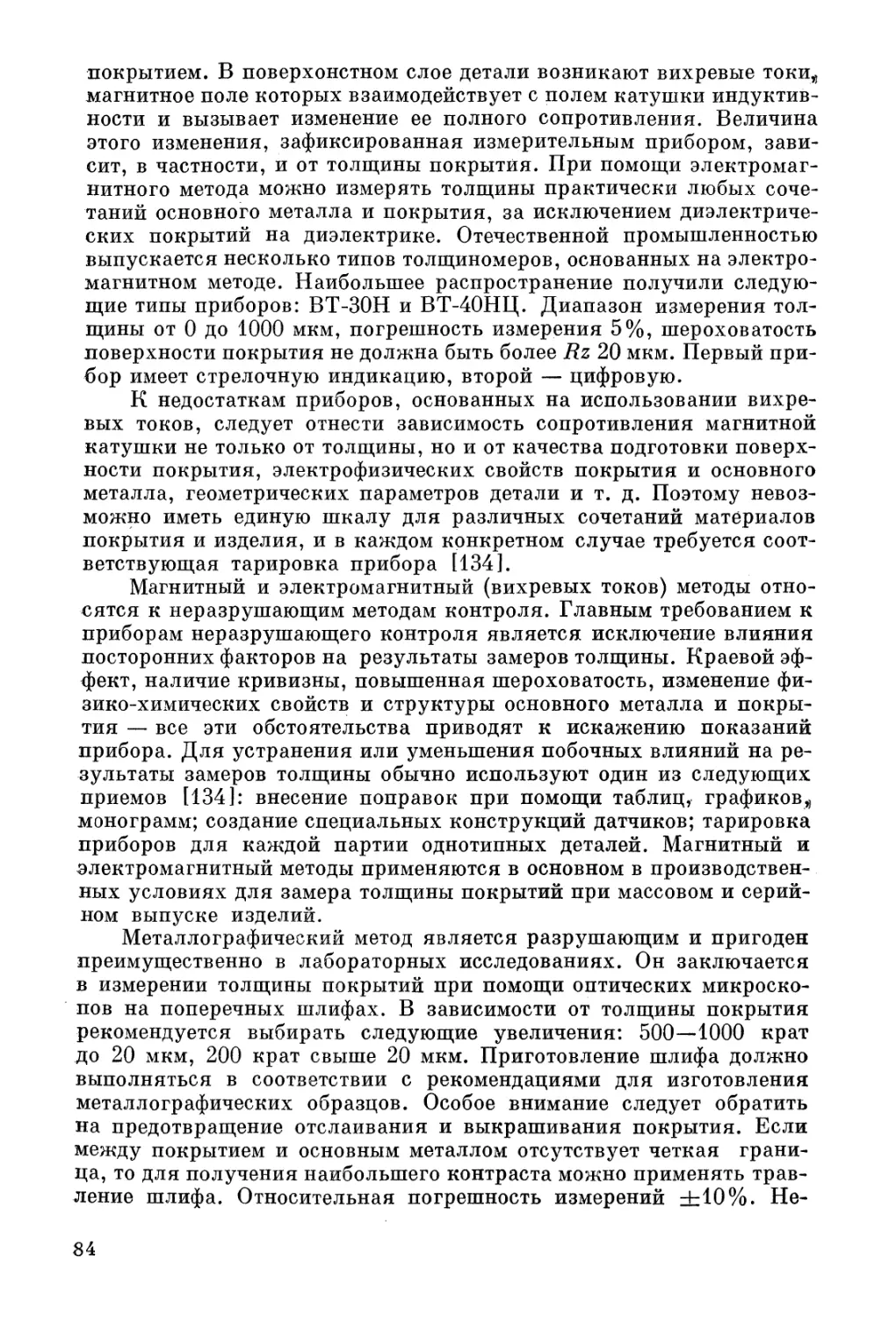
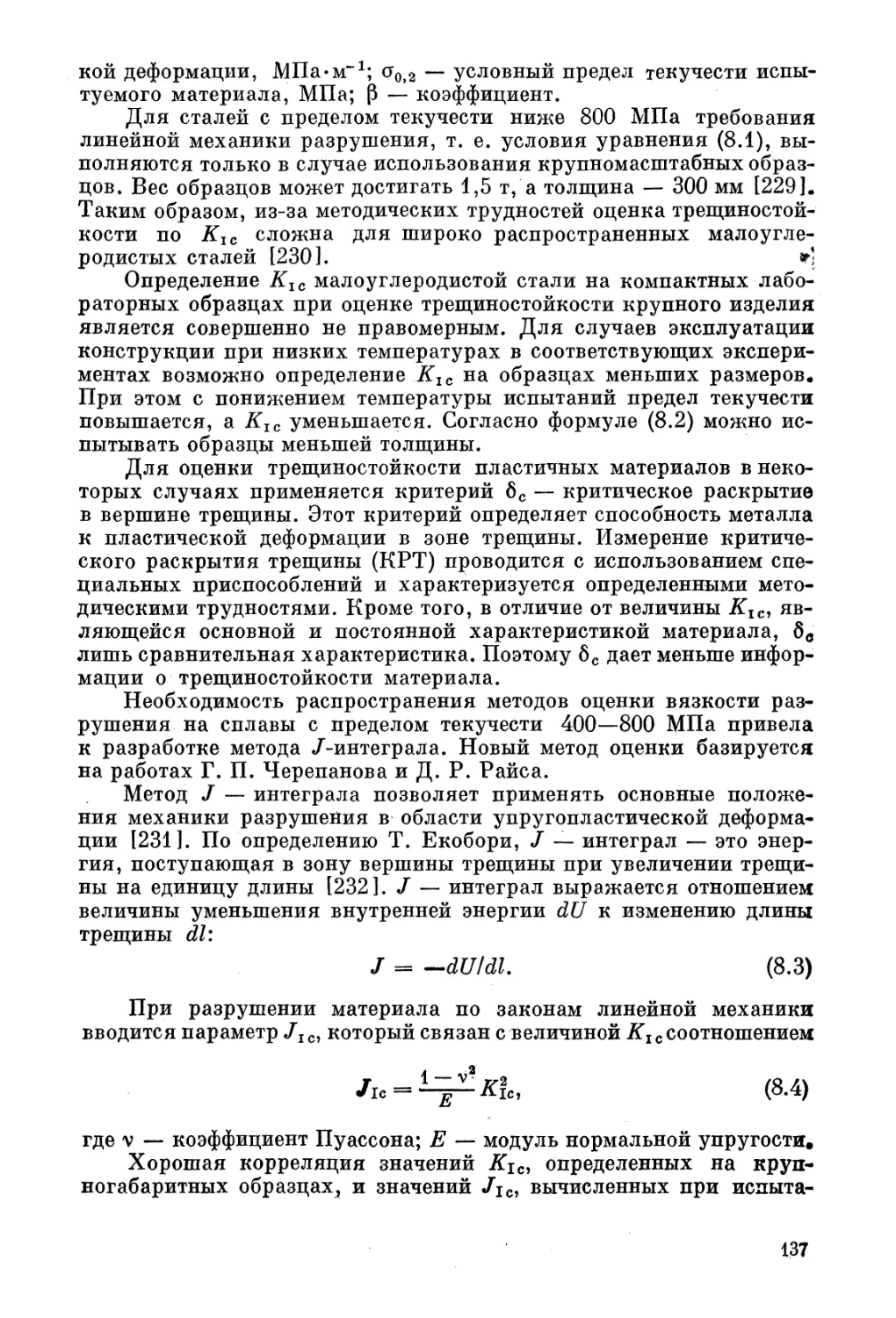
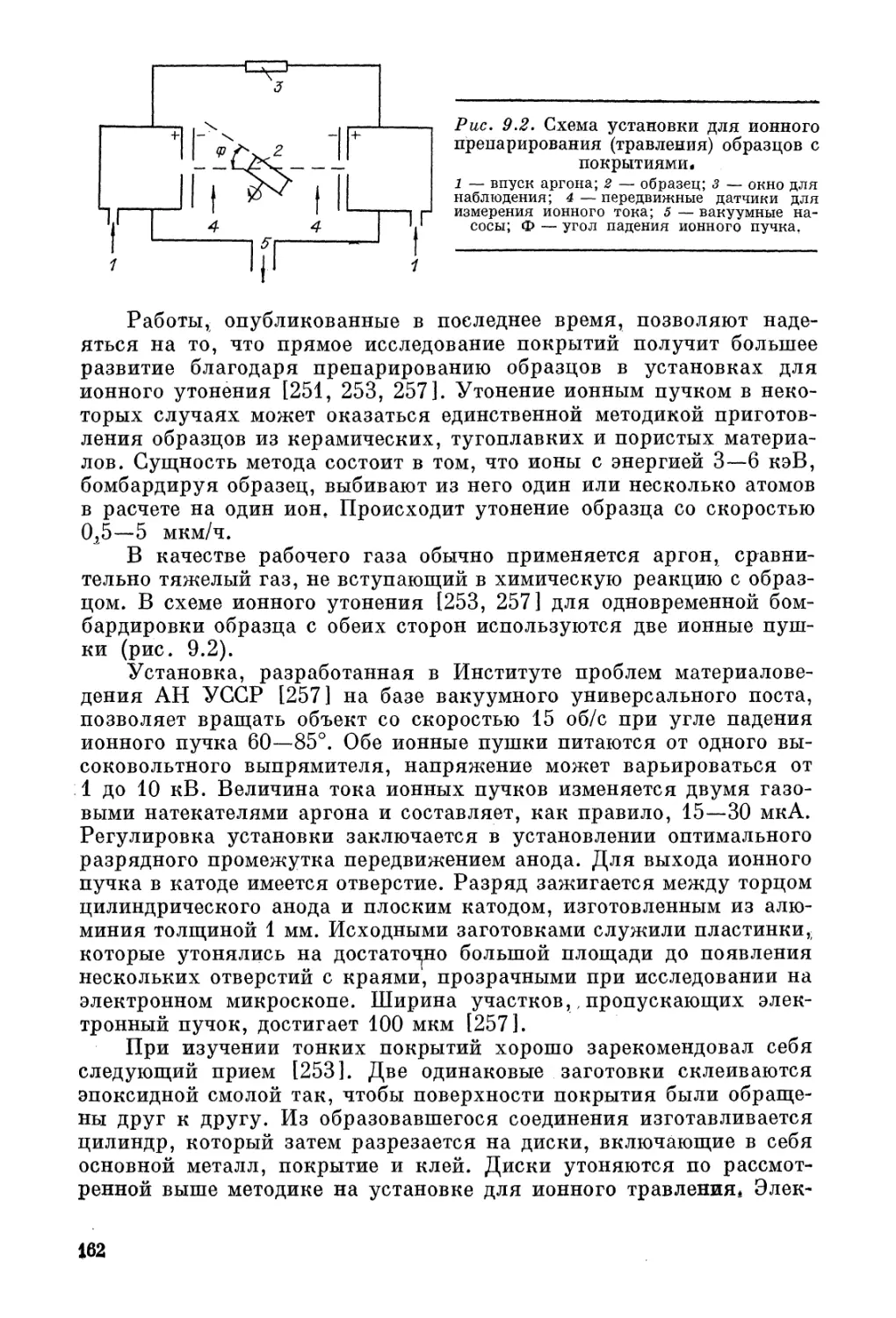
Рис. 1.2. Вклад отдельных дислокационных механизмов упрочнения сплавов
в уровень конструктивной прочности (соотношения предела текучести gt(g0,2),
[вязкости разрушения KJc и температуры вязкохрупкого перехода ^х#п).
ап— напряжение Пайерлса — Наббарро; сгд— упрочнение взаимодействием дислокаций;
ад(л)—упрочнение переплетением дислокаций по типу «леса»; аД(П# я )—упрочнение
нием полигональных ячеистых субструктур; ар— твердорастворное упрочнение,
нение дисперсными фазами, о3—упрочнение структурными барьерами (зернограничное
рочнение).,
Повышение напряжения трения решетки матрицы ап (рис. 1.2)
приводит к некоторому росту предела текучести при снижении
пературы вязкохрупкого перехода, но одновременно весьма сильно;
уменьшается критическое напряжение разрушения и возникает
альная опасность хрупкого разрушения. Нам кажется, что это
ние тесно связано с хладноломкостью стали. Следовательно,
ние напряженрш Пайерлса — Наббарро для упрочнения объема
ка неэффективно, модель требует дальнейших глубоких исследова*
ний. Вместе с тем рост напряжения трения решетки при усилений
доли ковалентности в межатомной связи может оказаться весьма
благоприятным в случае применения покрытий интерметаллидного,;
карбидного или нитридного типов.
Твердорастворное упрочнение, один из наиболее известных й
широко используемых методов, вероятно, сейчас уже исчерпало
свои возможности. Действительно, преодолеть «противоречие» между
прочностью и пластичностью путем упругих искажений матрицы
возможно. Не забывая о преимуществах легирования при созданий
высококонцентрированных растворов для специальных целей
ростойкость, антикоррозийность высокоомность и т. п.), следует
тать, что перспективность создания концентрированных растворов
для повышения конструктивной прочности сплавов сомнительна й
может рассматриваться только на уровне микролегирования. При1
нанесении покрытий положительная роль твердорастворного упрочь
нения резко возрастает, так как любые покрытия конструируются!
на базе концентрированных твердых растворов или химических'
соединений.
Упрочнение'микроструктурными барьерами желательно, любые
поиски в этом направлении следует считать перспективными. Еще до-
дислокационная теория мелкозернистости доказала целесообразность
размельчения зерна аустенита и всех продуктов его распада,
шения межпластиночного расстояния в перлите, размельчения
рой фазы в гетерогенном сплаве. Главное преимущество этого способа
упрочнения — сохранение пластичной матрицы и высокой вязкости
разрушения. В отдельных случаях прочные включения второй фазы
в пластичной матрице могут вызывать дислокационные
ния в системе ОЦК или плоские скопления в ГЦК у созданных
еров, что приводит к зарождению микротрещин и снижению
ческого напряжения разрушения.
Упрочнение увеличением числа дислокаций должно
ваться с учетом двух механизмов (аД(Л) и аД(П.я))« Рост плотности
дислокаций при их беспорядочном переплетении и образовании
«леса» для объемного упрочнения мало эффективен, так как вместе
с активным упрочнением устраняется возможность релаксации
ковых напряжений. В этом случае упрочнение, например наклепом,
рационально, как правило, в поверхностном слое, при исходной
матрице с высокой пластичностью. Деформационное упрочнение
сохранит свое определенное значение, но развитие и
ние этого механизма, вероятно, целесообразно в сочетании с
ющей перестройкой (полигонизационный нагрев) или
ным закреплением (деформационное старение) созданных дислокаций.
Использование механизма упрочнения переплетением
ций по типу «леса» при создании покрытий на поверхности деталей
машин эффективно, так как поверхностная деформация струйно-
щгазменных покрытий одновременно с увеличением числа дислокаций
приводит и к уплотнению покрытий.
Наиболее перспективным направлением в области упрочнения
взаимодействием дислокаций следует считать развитие идеи создания
дислокационной субструктуры либо по механизму полигонизации,
либо по механизму ячеистой фрагментации [1—7]. В этом случае
трудняются длинные перемещения дислокаций и возрастает
ние течения. Короткие перемещения свободных дислокаций внутри
ячеек, полигонов обеспечивают снижение вероятности появления
субмйкротрещин и, следовательно, уменьшают концентрацию
ренних напряжений, повышая вязкость разрушения.
Упрочнение дисперсными фазами практически не «обостряет
противоречия» между пределом текучести и напряжением
ния, так как при этом механизме не вносятся дефекты в матрицу
ва, она остается пластичной. Рост предела текучести в этом случае
может рассматриваться в промышленных сплавах без заметного
жения вязкости разрушения. Перспективность отдельных
ционных механизмов упрочнения иллюстрируется также изменением
температуры перехода стали из вязкого состояния в хрупкое (см.
рис. 1.2). Снижение температуры охрупчивания сплавов необходимо
для их успешного использования в экстремальных условиях Сибири.
Таким образом, только два дислокационных механизма из пяти
10
полностью удовлетворяют условиям повышения конструктивной
прочности промышленных сталей. Это субструктурное упрочнение
<*д(п.я,)' реализуемое созданием полигонально-ячеистых
ционных построений, и размельчение зерен (фаз сплава) (сг3).
По этим дислокационным моделям можно повышать предел
текучести сплава без опасений его охрупчивания. Именно эти два
ханизма эффективны для совершенствования известных и создания
новых технологических процессов упрочняющей обработки
лов, таких как термопластическая обработка, контролируемая
катка и др. Для данных технологий приходится специально создавать
такие условия, которые способствуют снижению влияния других,)
неблагоприятных дислокационных механизмов.
Если изделие конструируется по принципу композиционного
материала с реализацией комбинированного упрочнения —
ного и поверхностного, то открываются возможности успешного
использования всех дислокационных механизмов упрочнения:
аД(п.я.) и а3 -~ для объемного упрочнения, ад(Л), ап, (Хф, ар — для
поверхностного при нанесении покрытий. Такой новый подход к
упрочнению различных металлических изделий (развитие нового
принципа комбинированного упрочнения) позволяет по-новому
сматривать и всю проблему покрытий в целом. С этих позиций
тия рационально применять не только для восстановления
ных поверхностей деталей машин, но и главным образом при
водстве новых деталей машин, инструментов и конструкций.
ОСНОВНЫЕ СПОСОБЫ НАНЕСЕНИЯ ПОКРЫТИИ
В настоящее время существуют различные методы нанесения
крытий на детали машин, инструменты и конструкции. Рассмотрим
некоторые из них.
К термодиффузионным способам можно отнести известные
видности химико-термической обработки — цементацию,
ние, цианирование и относительно новые — ионное азотирование
и карбонитрацию. Общая черта этих процессов — насыщение
ностных слоев деталей и инструмента различными элементами за счет
диффузии из окружающей среды при повышенных температурах с
образованием насыщенных твердых растворов и износостойких хит
мических соединений диффундируемого элемента с основным компо^
нентом сплава.
Газотермические способы предполагают расплавление исходной
проволоки или порошка в газовой или индукционной горелке и
несение жидких капель на подготовленную поверхность потоком
того воздуха. В качестве горючей смеси обычно используются
род и ацетилен. К этой группе относятся давно известные методы
поверхностной металлизации.
Плазменные способы рассмотрим подробнее. Их можно разделить
на два вида по различию в применении плазменных явлений. Плаз-
менно-дуговые и плазменно-струйные методы основаны на
вании тепла плазмы для нагрева, размягчения и возможного
ления напыляемого порошка. В плазменной струе, состоящей из сво-
11
бодных электронов, ионов и частично нейтральных атомов аргона,
азота или другого плазмообразующего газа, создается высокая
пература, позволяющая расплавить порошок любого состава.
менные плазмотроны дают возможность регулировать тепловые,
энергетические и газодинамические параметры процесса струйно-
плазменного нанесения покрытий.
Вопросы теории теплофизических и физико-химических
ний, сопутствующих плазменному напылению, рассмотрены в
графии В. В. Кудинова [8]. В книге [9], написанной им совместно
с В. М. Ивановым, даны практические рекомендации по защите
личных материалов и конструкций плазменными покрытиями,
но оборудование и технология. Особенностям формирования
менных покрытий из металлов, окислов и тугоплавких соединений на
воздухе и в контролируемой атмосфере посвящена монография
В. Н. Костикова и Ю. А. Шестерина [10]. В двух последних
турных источниках имеются сведения о методах испытаний и
ствах плазменных покрытий, приведен справочный материал.
ресным представляется подход в монографии Г. Г. Максимовича,
В. Ф. Шатинского и В. И. Копылова [11] к разрушению материалов
€ плазменными покрытиями. Анализируются различные варианты
механизмов упрочнения и разупрочнения композиции «основной
талл — покрытие» с точки зрения изменения потенциального
тического барьера и динамики дислокаций у поверхности раздела.
Проводится оригинальная аналогия между процессами образования
и разрушения покрытий.
В ионно-плазменных методах нанесения покрытий используется
также низкотемпературная плазма. Наиболее распространена КИБ-
конденсация из плазменной фазы в условиях ионной бомбардировки
поверхности. Некоторые практические вопросы нанесения ионно-
плазменных покрытий изложены в обзорах А. И. Григорова и
О. А. Елизарова [12] и Л. М. Джеломановой [13].
Детонационно-газовые способы основаны на использовании
энергии взрыва.
Наиболее полно научные основы детонационно-газового
ния покрытий изложены в первой отечественной монографии по
му вопросу [14]. К несомненным достоинствам труда М. X. Шоршо-
рова и Ю. А. Харламова следует отнести применение специального
математического аппарата при рассмотрении основных
тик детонационного сгорания горючих газовых смесей и выявлении
закономерностей взаимодействия детонационных волн и
ющего им импульсного потока продуктов детонации с порошком
пыляемого материала.
Книги [15, 16] посвящены преимущественно практическим
росам конструирования детонационных установок и технологическим
особенностям нанесения покрытий.
Глава 2
ОБЩАЯ КЛАССИФИКАЦИЯ
МЕТОДОВ ИССЛЕДОВАНИЯ СТРУКТУРЫ
И ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ПОКРЫТИЙ
И МАТЕРИАЛОВ С ПОКРЫТИЯМИ
В настоящее время, насколько нам известно, отсутствует
сификация методик исследования покрытий и материалов с
тиями. В отдельных монографиях на различном методическом
не рассматриваются способы оценки свойств собственно покрытий
(пористость, прочность соединения с основным металлом, защитные
свойства, износостойкость и др.)- Однако вопрос влияния покрытий
на конструктивную прочность изделия в целом значительно
нее, чем представляется некоторым авторам, и не может быть решен
простым исследованием структуры и свойств только покрытий. По-
видимому, композицию «основной металл — покрытие» следует
сматривать как единое целое. Очевидна необходимость комплексного,
всестороннего изучения данной композиции с привлечением
менных средств оценки конструктивной прочности, таких как
ческие, динамические и усталостные испытания, а также испытания
на трещиностойкость. Методы испытаний материалов с покрытиями
разработаны значительно меньше, чем способы оценки свойств
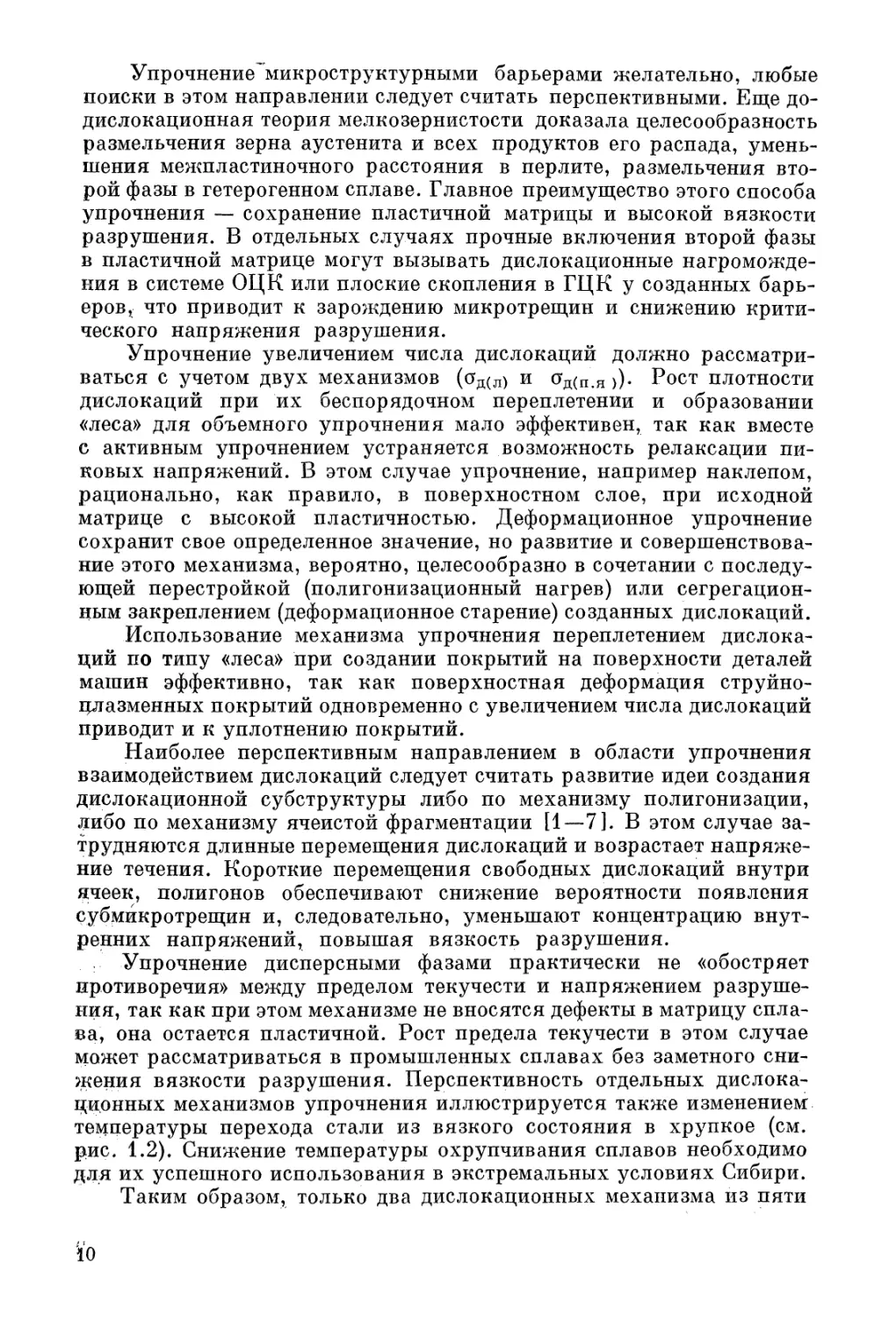
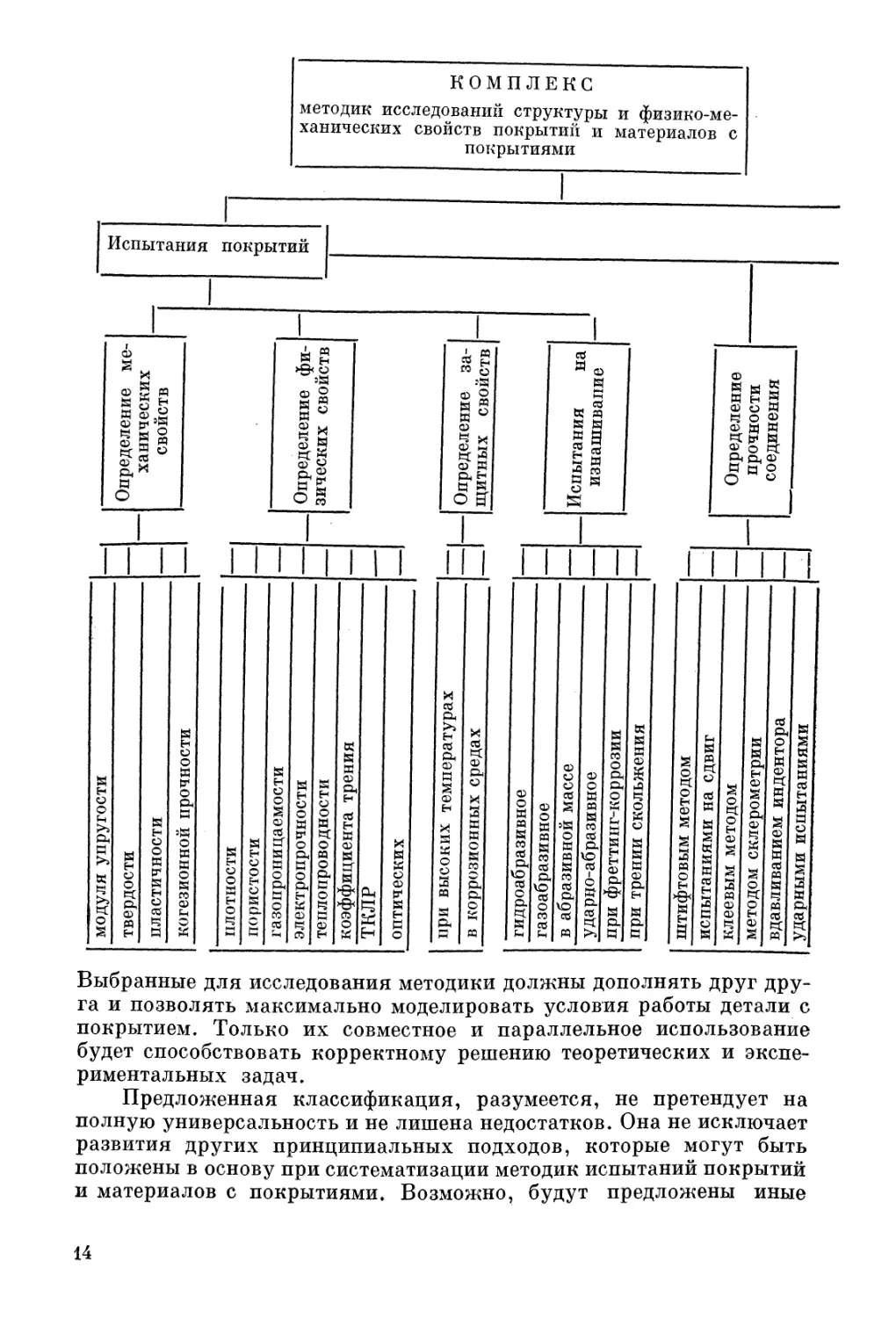
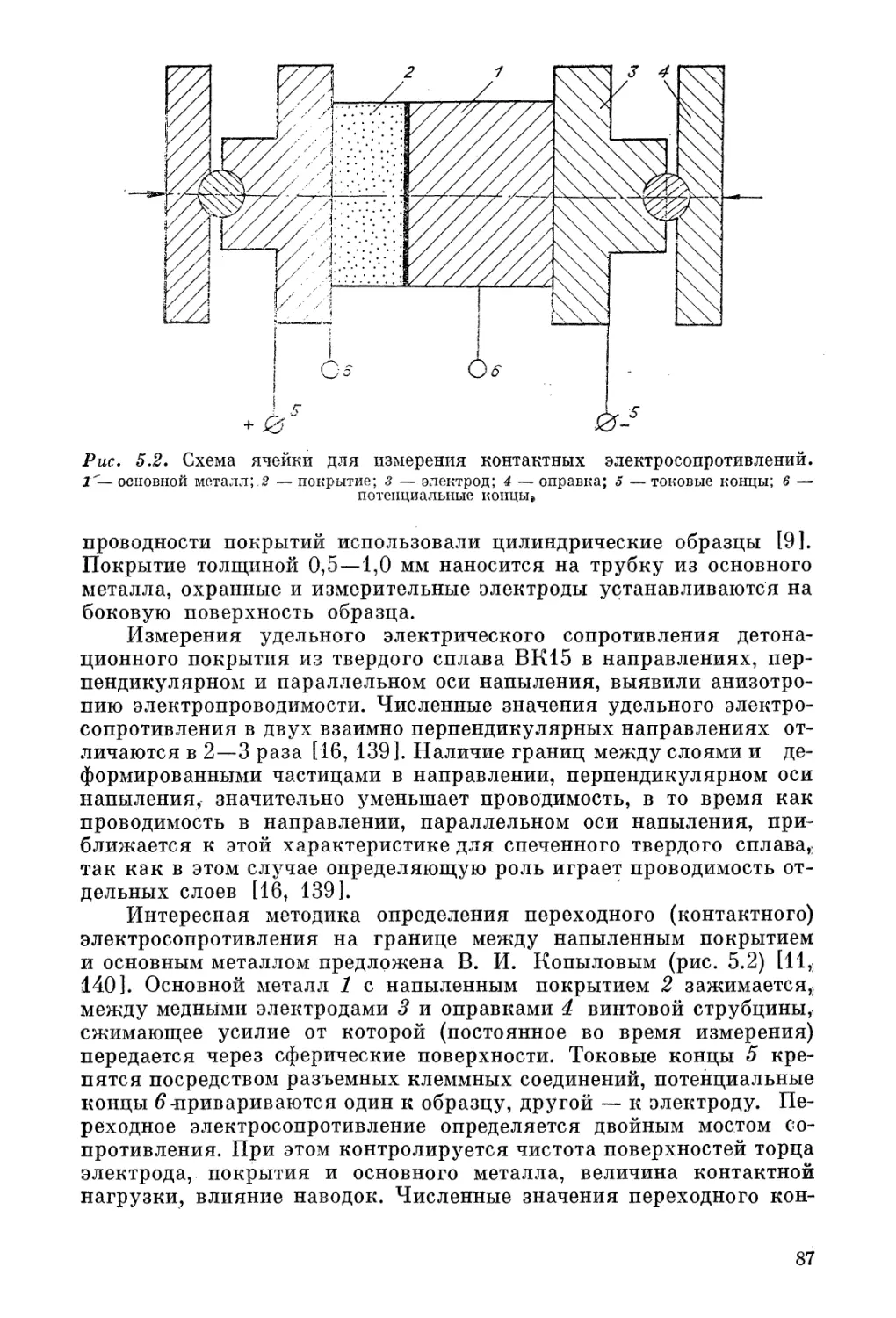
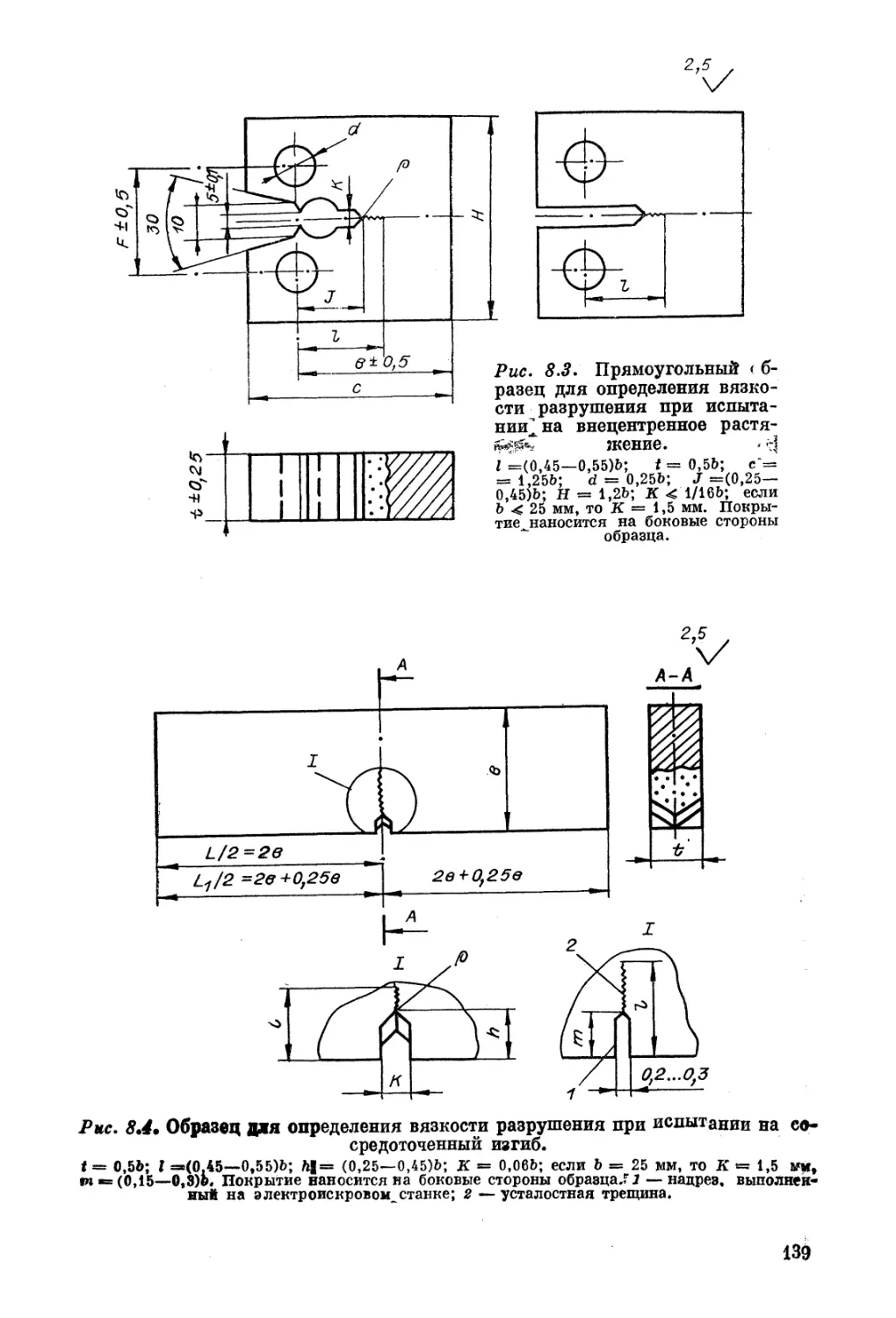
ственно покрытий. В предлагаемой нами классификации методик
исследования структуры и физико-механических свойств (рис. 2.1)
выделено два крупных раздела: испытание покрытий и испытание
материалов с покрытиями.
В классификацию включены не только наиболее часто
емые в исследованиях методики определения структуры и свойств,
но и некоторые способы оценки различных характеристик, которые
пока еще незаслуженно редко обсуждались в литературе и мало
пользовались в практике. К ним, в частности, можно отнести
гие методики из раздела испытания материалов с покрытиями.
В зависимости от назначения методики можно разделить на
сять групп. Выделены два раздела — по четыре группы в каждом,
а две группы — структурные исследования и определение
сти соединения покрытия с основным металлом — относятся
временно к обоим разделам.
Каждая из приведенных в классификации методик имеет
деленную методологическую направленность, достоинства,
ности, диапазон действия, и с ее помощью можно получить
рую информацию о конструктивной прочности изделия с покрытием.
Однако, пожалуй, ни одна из отдельно взятых методик не позволяет
достаточно полно изучить воздействие внешних условий во всем
многообразии и взаимосвязи, какое наблюдается при эксплуатации.
13
КОМПЛЕКС
методик исследований структуры и
ханических свойств покрытий и материалов с
покрытиями
I
Испытания покрытий
1
фи-
йств
ние
ф
ф
ф
ft
О
СВО
ских
ф
я
со
1 CQ
*\|
©'§
ределе!
ГТНЫХ
я «
о В
сб
я
ft! Я
пытани
изнаши
о
S
S n 5
М н й
Ф О Я
И О <D
Опреде.
прочн'
со един
1
сти
2
г*»
ft
>>
дуля
I
ft
ф
в
1
н
о
о
«
астич
1
в
н
о
о
8,
я
эЯ
О
|Т|
ЬЙ
гезио
о
Й
11
я
н
отиос
я
я
и
о
ристо
в
ости
ф
ев
я
я
я
зопро
сб
1
мм
я
н
о
о
W
h4
о
ft
1-1
ектро
сти
о
я
W
о
PQ
о
ft
я
о
| те
трени
сб
Н
fT|
ф
N
гт
Я
н
я
к
тичес
я
о
1
ft
Н
&
змпе]
н
соки
3
| при
1
X
сб
tt
с сРе
Я
я
о
Я
со
ft
ft
о
й
Выбранные для исследования методики должны дополнять друг
га и позволять максимально моделировать условия работы детали с
покрытием. Только их совместное и параллельное использование
будет способствовать корректному решению теоретических и
риментальных задач.
Предложенная классификация, разумеется, не претендует на
полную универсальность и не лишена недостатков. Она не исключает
развития других принципиальных подходов, которые могут быть
положены в основу при систематизации методик испытаний покрытий
и материалов с покрытиями. Возможно, будут предложены иные
14
Испытания материалов
с покрытиями
| металлографический анализ
| электронная микроскопия
рентгеноструктурный анализ
растровая микроскопия
рентгеиоспектральный анализ
й
сб
«:
о
н
ф
й
к-Н
ческил
й
д
сб
X
ф
О
со
й
1=3
сб
сб
Рн
Н
состру]
йн
ф
н
д
ф
Рн
Й
й
ческие
сб
и
й
:еские
й
сб
ытани)
д
тяжение
о
сб
р.
сб
Д
о
1
ф
И
Ен
Сб
Д
Ен
8
Д
еропласти1
й
Сб
Д
ф
й
д
ф
«
Ен
О
сб
Рн
урное
Ен
а
ф
д
ф
н
о
ш
о
PQ
Сб
Д
кн
трение
iero
. внутренг
Сб
д
Д"
о
ис-
ф
стнь
о
1=3
сб
о
й
1тан
д
MM III!
многоцикловые
малоцикловые
контактные
термические
Сб
К
ания
Испыт
О
с
и
5Й
иосто
ф
р*
Ен
Рис. 2.1. Классификация методов исследования структуры и свойств покрытий
и материалов с покрытиями.
классификации, базирующиеся на каком-либо другом принципе.
Вместе с тем мы полагаем, что отсутствие в настоящее время
фикации методов оценки структуры и свойств покрытий и
лов с покрытиями сдерживает не только научные исследования, но и
замедляет развитие и распространение прогрессивных методов
нанесения покрытий в промышленности и народном хозяйстве
страны.
15,
Предлагаемая нами классификация позволяет:
вать испытательное оборудование, сделать правильный выбор
да испытаний для конкретных задач, разрабатывать и внедрять
вые методики в исследовательскую практику и производство.
кое рассмотрение основных групп методик оценки структуры и
свойств покрытий и материалов с покрытиями и нерешенных в этой
области вопросов дает возможность сформулировать ряд
ных проблем теоретического, исследовательского и
го характера.
Одной из основных научных и технических задач в области
чения физико-механических свойств и структуры следует считать
создание на основе системного подхода методик, с помощью
рых можно моделировать условия, максимально приближенные к
реальным (например, одновременное воздействие высоких
тур, агрессивных сред и напряжений). Такой подход позволит, в
ности, проводить теоретические разработки в области разрушения
композиции «основной металл — покрытие», создать предпосылки
для создания количественной и качественной теории
ности металлов с покрытиями с учетом эксплуатационных
торов [17].
В настоящее время материалы с покрытиями изучаются на
вестных установках, предназначенных для испытаний
ских образцов. Порядок проведения таких экспериментов в основном
стандартизирован. Аналогичные исследования образцов с
ми характеризуются более сложными подготовкой образцов,
дением испытаний и обработкой полученных данных. Теоретический
анализ и реализация конструктивных решений при изготовлении
циального оборудования, предназначенного для изучения образцов
с нанесенными покрытиями, позволит, с одной стороны, наиболее
рационально разрешать вопросы выбора, например типа установки и
образцов, схемы температурного и силового нагружения, и с
гой — обеспечить при необходимости одновременное и параллельное
рассмотрение структуры, физических и специальных свойств
крытий.
Рассматривая перспективы развития аппаратурного обеспечения
комплекса методик, можно ожидать реальных достижений при
нии следующих проблем: широкого внедрения в практику
ний прогрессивных методов расчета, позволяющих достоверно
нивать прочность, надежность и долговечность изделий с
ями, в том числе на основе численных методов решения задач с
пользованием ЭВМ и типовых программ к ним; значительного
личения автоматизированных средств испытаний, регистрации
рений и обработки информации; применения
ного и мощного испытательного оборудования, которое позволит
симально приблизить условия проведения испытаний к реальным
эксплуатационным условиям [18]. Развитие теоретических
ставлений и накопленный к настоящему времени экспериментальный
материал об особенностях испытаний покрытий (см. рис. 2.1)
тверждают вывод о том, что несопоставимость результатов, полу-
16
ченных в различных лабораториях, объясняется почти полным
сутствием унификации проведения испытаний и оборудования.
Методики по оценке защитных свойств, износостойкости
тий и ряда других испытаний являются зачастую
ными. Поэтому некоторые известные материалы приняты в качестве
эталонных [19], с ними следует сопоставлять материалы, у которых
исследуются свойства. В качестве образцового материала, например
при оценке износостойкости, можно принять термически
ную сталь 45. Практически вне стандартизации оказались методики,
входящие в раздел «Испытания покрытий». Применение комплекса
стандартов «Порошковая металлургия» для оценки свойств
тий, на наш взгляд, не всегда правомерно.
Остро стоит вопрос со стандартизацией определения прочности
соединения покрытия с основным металлом. Большое число методик,
входящих в эту группу испытаний, требуют разнообразия
тельного оборудования и образцов. Все это значительно затрудняет,
а порой и делает невозможным сравнение и использование данных о
прочности соединения, полученных различными исследователями.
Аналогичные трудности существуют и для некоторых других групп
методик.
Единственным разрешением этих вопросов нам представляется
создание системы стандартов, относящихся к испытаниям
ческих покрытий. Стандартные методы должны в максимальной
степени отражать условия эксплуатации деталей с покрытиями,
быть простыми и не требовать сложного оборудования.
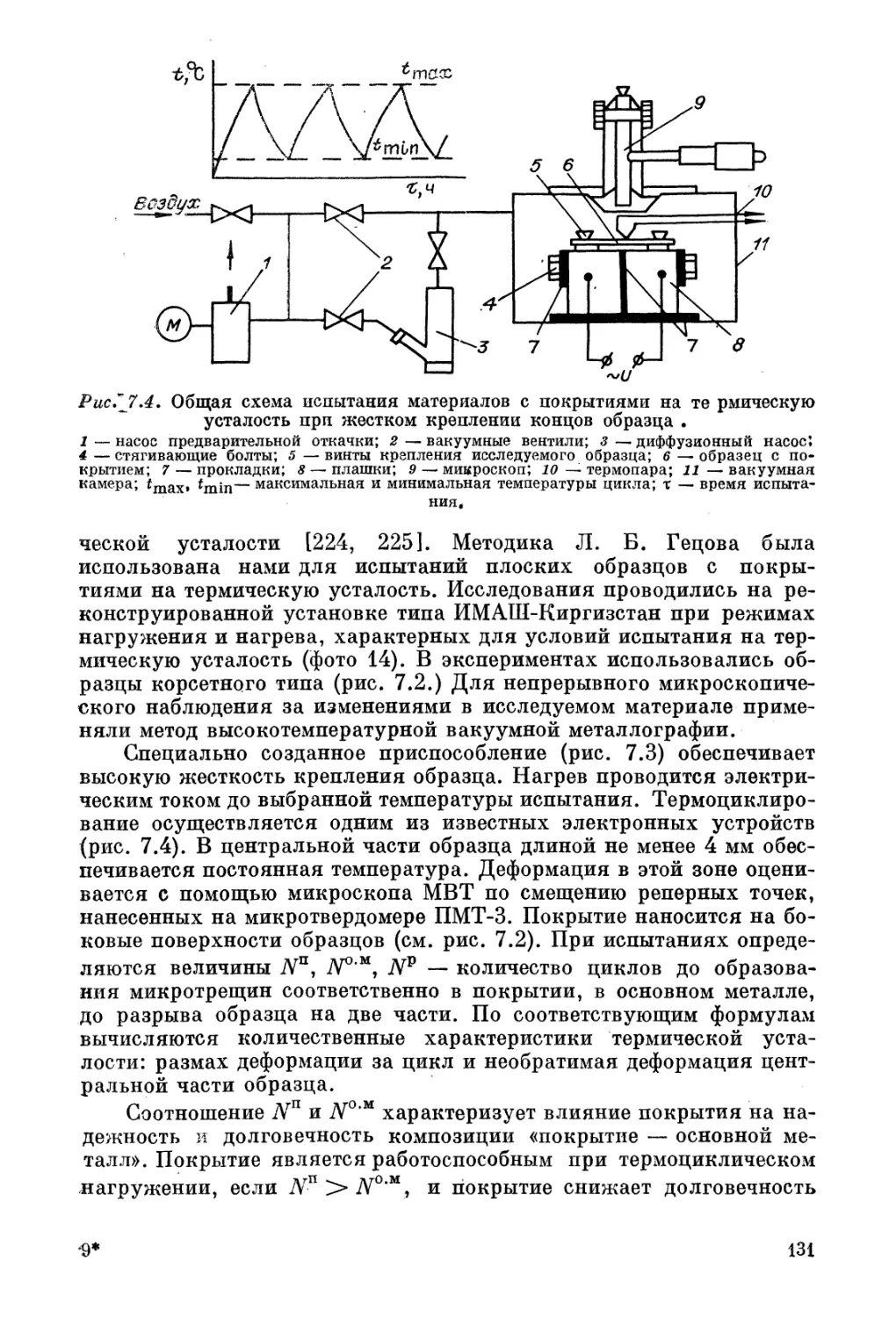
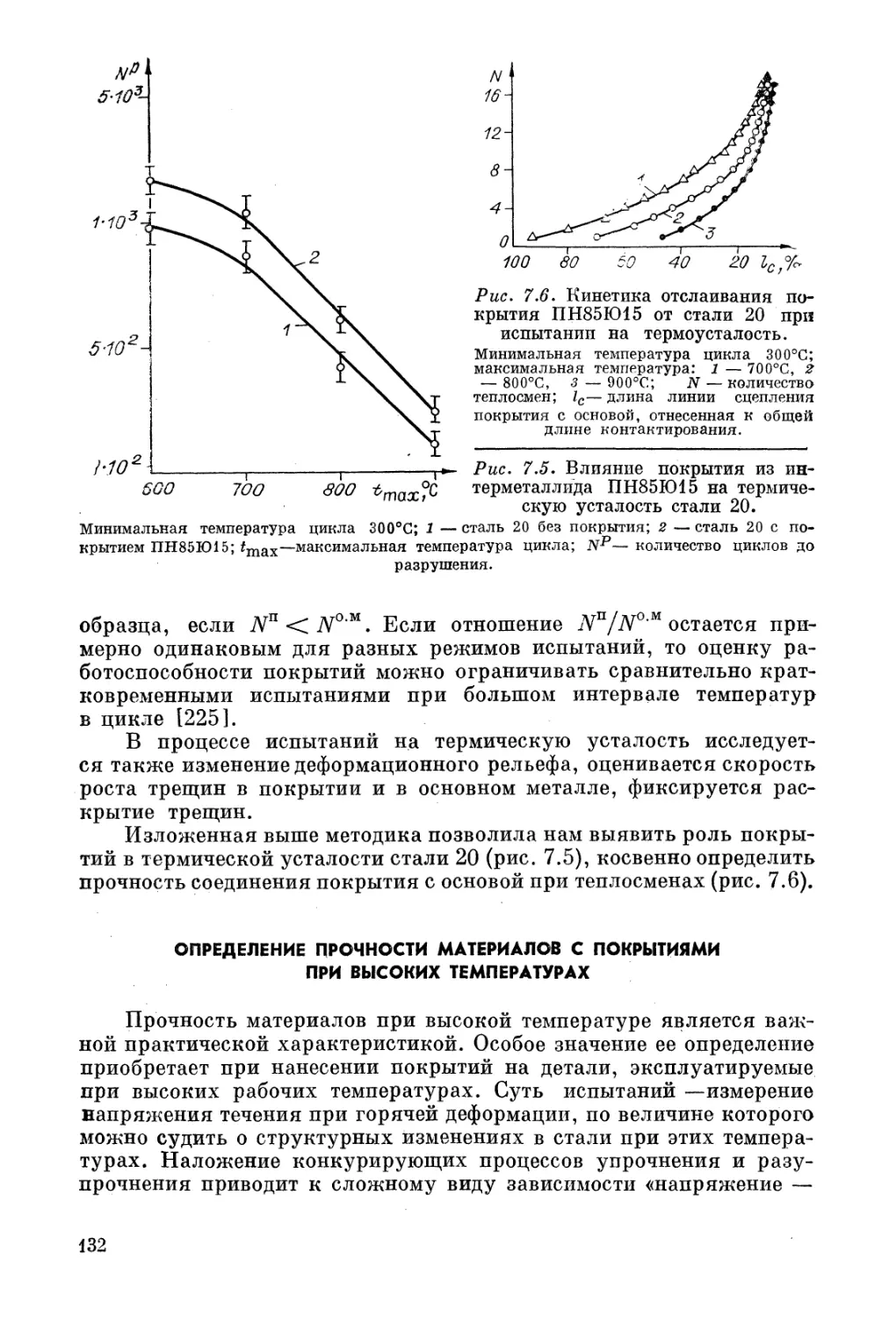
Рассмотрим характерные особенности некоторых методик,
ставленных в настоящей монографии и образующих комплекс
дования структуры и физико-механических свойств покрытий и
териалов с покрытиями.
Группу «Определение механических свойств покрытий»
ляют методы оценки упругих, прочностных и пластических свойств.
Из четырех известных констант упругости для покрытий обычно
определяются модуль Юнга и коэффициент Пуассона. Публикаций
об экспериментальном исследовании других констант упругости
крытий — модуле объемной упругости и модуле сдвига,
мому, нет. Неясным остается вопрос о влиянии пористости на
дуль упругости. Одной из самых распространенных и наиболее
ко оцениваемых характеристик покрытий является микротвердость.
Методика определения микротвердости, обладая несомненными
инствами (неразрушающее испытание, оперативность измерения,
простота и доступность оборудования и т. д.), в то же время дает
большое количество информации. Когезионная прочность покрытий
(чаще всего, предел прочности) исследуется в продольном и
ном направлении. Слоистая структура покрытий и резко
ная анизотропия свойств обусловливают большой разброс
тов измерений прочности. Пластические свойства, по-видимому,
гут быть определены только для металлических низкопрочных
крытий.
2 л. И. Тушинский, А. В. Плохов
Группа «Определение физических свойств покрытий» состоит
из наибольшего числа методик, причем часть способов, которые
меняются сравнительно редко и имеют узкую методологическую
направленность, в классификацию, предложенную нами, не
ны. Наиболее важным физическим свойством (и одновременно
турной характеристикой) в этой группе является пористость.
дика определения пористости, в свою очередь, имеет ряд
стей (гидростатическое взвешивание, микроскопический способ,
сравнение со стандартной шкалой и т. д.).
Обычно для оценки пористости покрытий используют
ную методику, применяемую для изделий порошковой металлургии
(ГОСТ 18898—73). Однако это не всегда оправдано, так как вместо
массивных прессованных и спеченных стандартных образцов
ходится испытывать сравнительно небольшие, компактные покрытия,
что понижает точность испытаний. В связи с тем что численные
чения плотности и пористости покрытий взаимосвязаны, методики их
определения имеют много общего. Роль плотности, как
онной характеристики покрытий, сравнительно невелика, и поэтому
способы ее определения здесь не рассматриваются. Критический
лиз методик определения пористости, плотности и
сти покрытий приведен в монографии и статьях С. С. Бартенева.
В связи с расширением использования электроизоляционных
покрытий в различных областях науки и техники особую роль
обретают способы оценки электрической прочности. Ведутся работы
по выявлению зависимости электрических характеристик от
турных элементов покрытий. Наряду со стандартными свойствами
определяются специфические показатели покрытий, например
тактное сопротивление на границе с основным металлом.
В монографиях М. X. Шоршорова и В. В. Кудинова большое
внимание уделяется теоретическим и практическим вопросам тепло-
переноса в плазменных и детонационных покрытиях, как при
ровании последних, так и при тепловой защите ответственных
лей, работающих при высоких температурах; Внедрение в
ленность теплоизоляционных покрытий потребовало поисков
ния задачи уменьшения теплопереноса без потери жаростойкости и
прочности соединения с основным металлом. Поэтому важно иметь
точные методы определения теплопроводности, без них невозможно
разрешить известное противоречие между жаростойкостью и
изоляцией.
Применение покрытий в парах трения вызывает необходимость
оценки одного из основных триботехнических показателей —
эффициента трения. Поскольку его определение обычно проводится
на серийно выпускаемых испытательных машинах СМЦ, СМТ и
гих и не вызывает особых методических затруднений, то здесь
бы оценки этой характеристики не выделены, они кратко
ны в описаниях соответствующих методик, применяемых при
ниях на изнашивание.
Знание одной из основных физических констант — термического
коэффициента линейного расширения (ТКЛР) покрытий — необ-
18
ходимо для оптимального подбора материала покрытия и металла.
Близкие значения их средних и истинных ТКЛР лежат в основе
устойчивой и надежной работы теплоизоляционных, теплостойких
и теплозащитных покрытий.
Оптические свойства покрытий, подробно изученные В. В. Ку-
диновым с сотрудниками и описанные в многочисленных работах,;
здесь не рассматриваются.
В группе методик, объединяющей способы определения
ных свойств покрытий, представлены разновидности испытаний
покрытий на жаростойкость. В работах А. А. Аппена, Г. В. Самсо-
нова и др. обобщены данные о физико-технических свойствах
плавких покрытий, анализируются пути обеспечения их
сти во время эксплуатации. Вместе с тем главная задача
рования срока службы изделий с покрытиями в реальных условиях
воздействия высоких температур еще далеко не решена.
Группа «Испытания на изнашивание» объединяет шесть
ных методик. Многообразие испытательного оборудования и схем
нагружения не позволяет охватить все вопросы поведения покрытий
при изнашивании в парах трения, под действием абразивных частиц,
при комбинированном воздействии и т. д. Поэтому в главе 6,
щенной износостойкости, основное внимание уделяется особенностям
исследования прежде всего малоизученных и слабо освещенных в
тературе видов изнашивания покрытий: разновидностям
ного и фреттинг-коррозии.
Обилие методик определения прочности соединения покрытия с
основным металлом затрудняет сопоставление результатов изучения
этого важнейшего свойства покрытий. Учитывая роль прочности
соединения при эксплуатации металлов с покрытиями, в данной
монографии в главе 4 достаточно подробно рассматривается порядок
проведения испытаний по всем методикам. Даются сведения о форме,
размерах, требованиях к чистоте и точности изготовления образцов.
Что касается группы «Структурные исследования», то в
фикации приведены только наиболее распространенные из
емых способов изучения тонкого строения. Большинство приемов
препарирования и исследования покрытий апробированы ранее на
металлических образцах и не вызывают особых затруднений.
точно подробно освещены в монографии специфические вопросы
подготовки покрытий для изучения структуры (например, ионное
утонение керамических фольг).
Особое значение в конструктивной прочности материалов с
крытиями имеют остаточные напряжения. Работоспособность
лия часто определяется их знаком, уровнем, распределением. В
нографии Л. И. Дехтяря, работах В. С. Лоскутова, А. М. Вирника
и др. систематически и подробно изложены вопросы теории'
рования остаточных напряжений, даны практические рекомендации
по их численному определению. В группу методик «Определение
точных напряжений» входят механические методы и рентгенострук-
турный анализ.
2* 19
Статические и динамические испытания материалов с
ями включают испытания на растяжение при комнатной и высокой
температурах, оценку внутреннего трения, микропластической
формации, определение твердости. Наша цель — показать наиболее
существенные особенности проведения этих испытаний на образцах с
покрытием в сравнении с достаточно известными исследованиями
обычных металлических образцов.
Наиболее подробное изложение теоретических аспектов
шения, подготовки образцов и оборудования, порядка проведения
исследований дается здесь для методик, составляющих группы
лостные испытания» и «Испытания на трещиностойкость». Это
но почти полным отсутствием в литературе данных об оценке
ности и долговечности на образцах с покрытиями. Следует отметить,
что методы усталостных испытаний и на трещиностойкость
ческих образцов регламентированы нормативными документами
(ГОСТы и РД), поэтому нам представляется целесообразным
зование этих документов при подготовке контрольных образцов.
Кроме того, при изготовлении образцов с покрытием следует,
ятно, соблюдать принцип: покрытие должно наноситься на
ные поверхности металлических образцов, сделанных строго в
ветствии с действующим стандартом. Это позволит однозначно
нить влияние покрытия на конструктивную прочность и обеспечить
сопоставимость результатов.
При подготовке образцов, чертежи которых представлены в
стоящей монографии, желательно выполнение общих правил.
1. Для контрольных образцов выбирается материал основы
пытуемых образцов с покрытиями.
2. Чертежи даны для контрольных образцов без покрытий.
крытие наносится на изготовленные образцы на выбранные
ности. Возможна предварительная подготовка поверхности
струйная обработка, химическое травление, нанесение подслоя
и др.).
3. Маркировка образцов должна производиться способом,
ключающим влияние на их свойства (лучше электрографией), и
на обеспечивать необходимую информацию о металлургической
рии, режимах, материалах напыления и т. д.
4. В зависимости от выбранного способа нанесения покрытия
нова образца нагревается до различной температуры. Для
ния идентичности структуры и свойств основного металла в
цах с покрытием и контрольных последние необходимо также
вергать подобной тепловой обработке.
Глава 3
МЕХАНИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
С ПОКРЫТИЯМИ
СТАТИЧЕСКИЕ ИСПЫТАНИЯ
Результаты исследований влияния разных покрытий на
нические характеристики конструкционных материалов приведены в
работах [11, 20—21]. По современным представлениям о
нии металла предполагается, что покрытие, препятствуя выходу
дислокаций на поверхность, может в одних случаях упрочнять
ву, а в других — разупрочнять. Эффект влияния покрытий на
ной материал будет зависеть от условий, определяющих динамику
дислокаций на поверхности раздела [22]. Результат же взаимодействия
дислокаций с границей раздела «основа — покрытие» связан с двумя
типами источников дислокаций — объемными и поверхностными.
Объяснение роли покрытий в упрочнении сплавов с позиций
ционных представлений об изменениях в структуре поверхностных
слоев в процессе деформации дается и в работах [23, 24].
В статье В. Ф. Шатинского и др. [25] отмечается, что нанесенное
на изделие покрытие может оказывать как положительное, так и
рицательное влияние на конструктивную прочность. Формирование
покрытий приводит к залечиванию поверхностных микротрещин;
покрытие, служа барьером на пути движущихся дислокаций,
дающихся в основе, повышает предел текучести; сжимающие
ные напряжения, возникающие в приповерхностных слоях основы
и покрытии при его нанесении, вызывают увеличение усталостной
прочности детали. Ухудшение механических свойств металлов с
крытиями может происходить: в результате образования на
ной границе «покрытие — основа» интерметаллических или
ских соединений повышенной хрупкости; в случае возникновения в
поверхностных слоях растягивающих напряжений.
В работе [25] на основании результатов проведенных
ваний для анализа воздействия покрытий на прочностные свойства
основы предложено разбить их на две группы. В первую включены
покрытия в виде слоев (пленок), нанесенных гальваническим
бом, вакуумным или плазменным напылением, в этом случае между
покрытием и основным металлом не образуются промежуточные
слои. Вторую группу составляют диффузионные покрытия,
щие из твердых растворов или соединений.
В [25] отмечается также, что при определенных сочетаниях
ня прикладываемой при испытаниях нагрузки и температуры
можны два основных типа разрушения покрытия — образование
трещин по межфазной границе (отслаивание покрытия) и
вание (разрушение). В связи с этим влияние покрытия на
ские характеристики необходимо рассматривать комплексно, оцени-
21
вая физико-механические свойства покрытия и основы в конкретных
условиях деформации, т. е. учитывая скорость деформирования^
уровень напряжений, температуру испытания и т. д.
При определении комплекса свойств материалов с покрытиями
используется большое многообразие методов испытаний, из которых
наибольшее распространение получили такие, как растяжение,
гиб, определение твердости.
Испытания на растяжение являются наиболее простым методом
определения прочностных и пластических характеристик, так как
этим способом в области равномерной деформации проще всего
стигается одноосное напряженное состояние. Одноосность
ного состояния сохраняется только до образования шейки, когда
териал находится под действием нормальных и касательных
жений. При растяжении величина максимальных касательных
пряжений составляет половину от максимальных нормальных
гивающих. Такое испытание называется «жестким», а напряженное
состояние характеризуется коэффициентом жесткости
где ттах — максимальные истинные касательные напряжения; Gmax —
наибольшее приведенное растягивающее напряжение.
Стандартами регламентированы испытания на растяжение: при
15—30°С [26]; при повышенных [27]; при пониженных температурах
[28]; при температурах от —100 до —269°С [29]. Размеры и форма
образцов стандартизированы [26]. Форма образцов цилиндрическая
или призматическая. Обычно образцы имеют две головки, форма и
размеры которых соответствуют захватам машины. Образцы без
головок, устанавливаемые в клиновые зажимы с острыми
ми, применяют только для испытания пластичных материалов.
В образцах с хрупкими покрытиями (ZrO2, A12O3, интерметаллидов
системы Ni—Al, Ni—Ti) переходы от головок к рабочей части
ны выполняться в виде галтелей большого радиуса.
Испытания на растяжение проводят на разрывных и
ных испытательных машинах, состоящих из механизмов нагружения
(деформирования) образца, передачи растягивающей силы и
ки образца, измерения растягивающего усилия. Конструкции
лее распространенных машин и комплексов подробно описаны в [30].
Последние модели отечественных разрывных испытательных машин
оснащены нагревательными печами и электронными силоизмеритель-
ными устройствами с большим масштабом записи кривых нагрузки.
Усилие разрыва измеряют путем уравновешивания
ной силы подвижным грузом или маятниковым рычагом; с помощью
гидравлического измерителя; с применением электронного силового
измерителя, состоящего из упругого элемента с наклеенными на него
тензорезисторами и усилителя, передающего сигнал на ленту
ны или двухкоординатный самописец. Большую точность
го усилия и деформации образца дает последний метод. Для усиления
сигнала, снимаемого с тензорезисторов, используются усилители
22
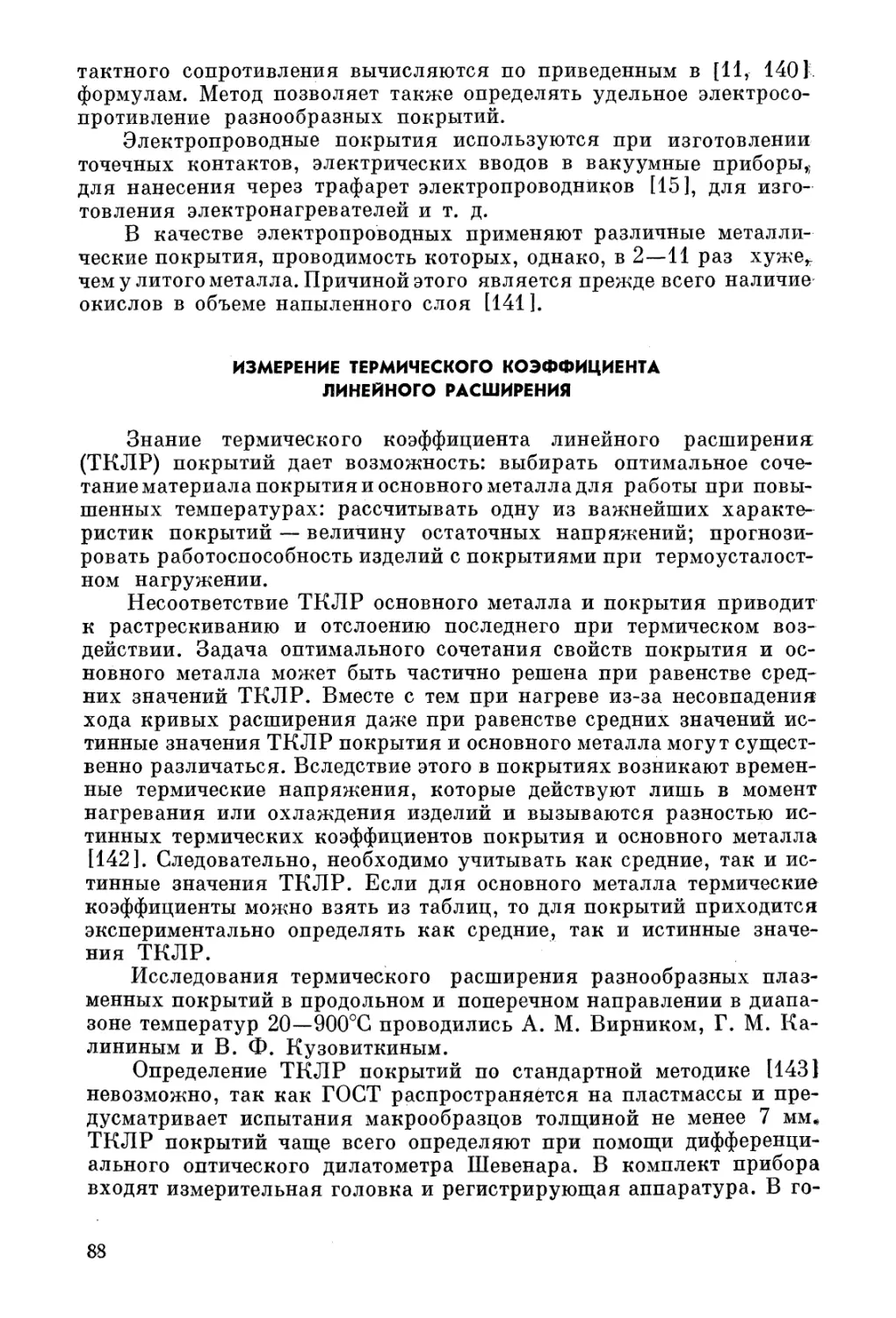
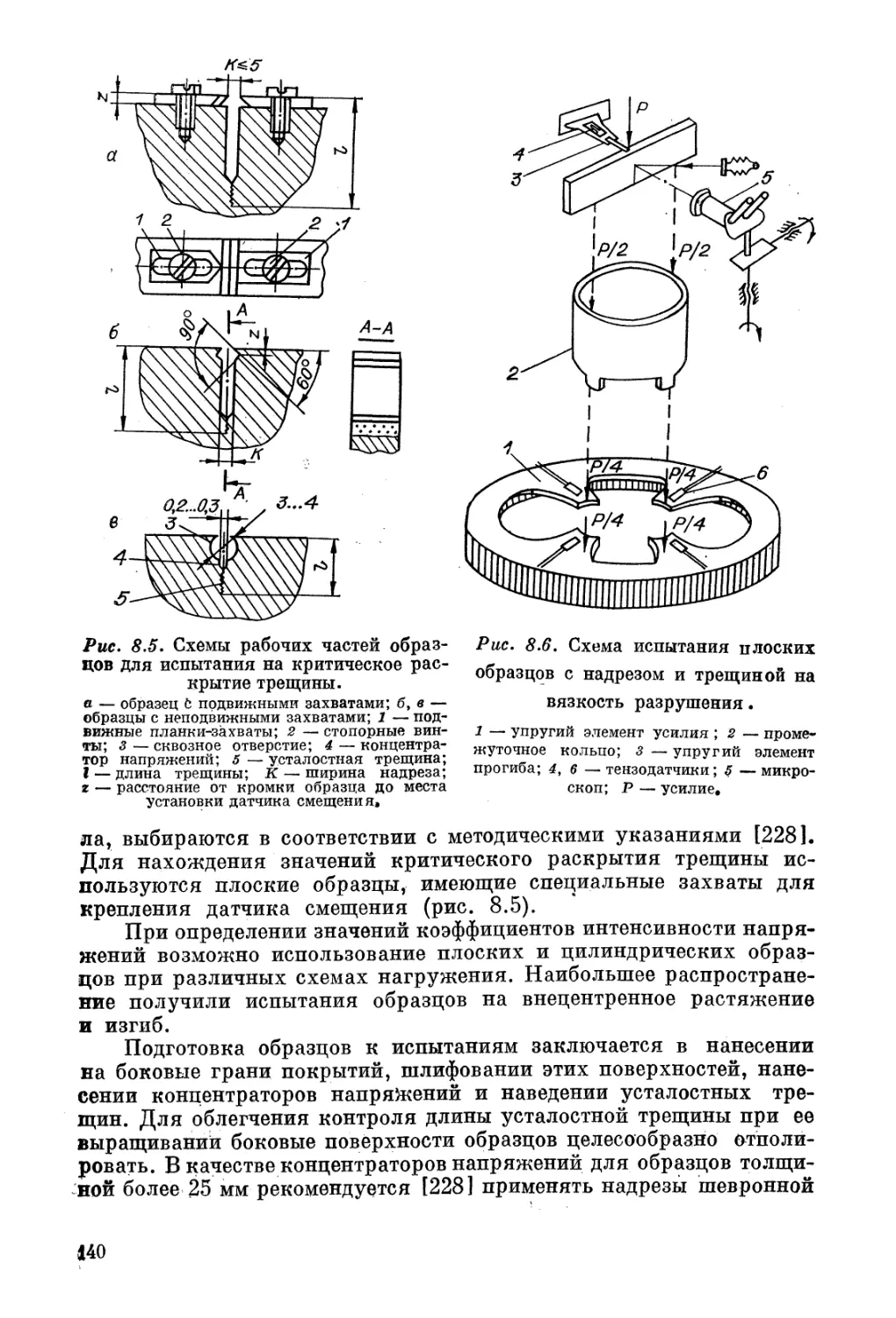
Рис. 3.1. Образцы для испытания гга растяжение и их размеры, необходимые
для расчета механических свойств.
а — до испытания; б — после испытания; П — покрытие (пояснение см. в тексте).
типа ТА-5, УТ4-1, 8АН4-7М, «Топаз-4». Запись диаграммы
ния производится на самописцах ПСР1-01, КСП-4.
При испытаниях на растяжение определяют характеристики
прочности: временное сопротивление (предел прочности) сгв, предел
текучести ат(а052), истинный предел прочности 5К, реже предел
порциональности апц и предел упругости cr0j05, a также
тики пластичности: относительное удлинение б и относительное
жение г|). Перед испытанием определяются (рис. 3.1, а): начальная
расчетная длина образца 10; начальный диаметр рабочей части
линдрического образца d0; начальная толщина h0 и ширина Ьо рабочей
части плоского образца. Вычисляется начальная площадь
ного сечения рабочей части образца Fo. За 10 принимают участок
рабочей длины образца, на котором определяется удлинение.
Кривая испытания (диаграмма растяжения) записывается в
координатах «нагрузка — деформация» в требуемом масштабе. Пос-
6
Рис. 3.2. Диаграммы растяжения образцов.
а — при образовании площадки текучести; б — определение условных пределов текучести
и упругости.
23
ле испытания образцов проводят измерения конечной расчетной
длины (рис. 3.1, б) ZK, определяют минимальный диаметр
ческого образца dK, минимальную толщину и ширину рабочей части
плоского образца hK и ftK. Подсчитывается минимальная площадь
поперечного сечения образца после разрыва FK.
Прочностные характеристики [ао,о5» сгт(а0,2), ств, апц и SK ] и
рактеристики пластичности определяются с учетом результатов
веденных измерений, записанных для каждого образца диаграмм
растяжения (рис. 3.2), начальных и конечных размеров образцов по
формулам
а0,05
«.100.
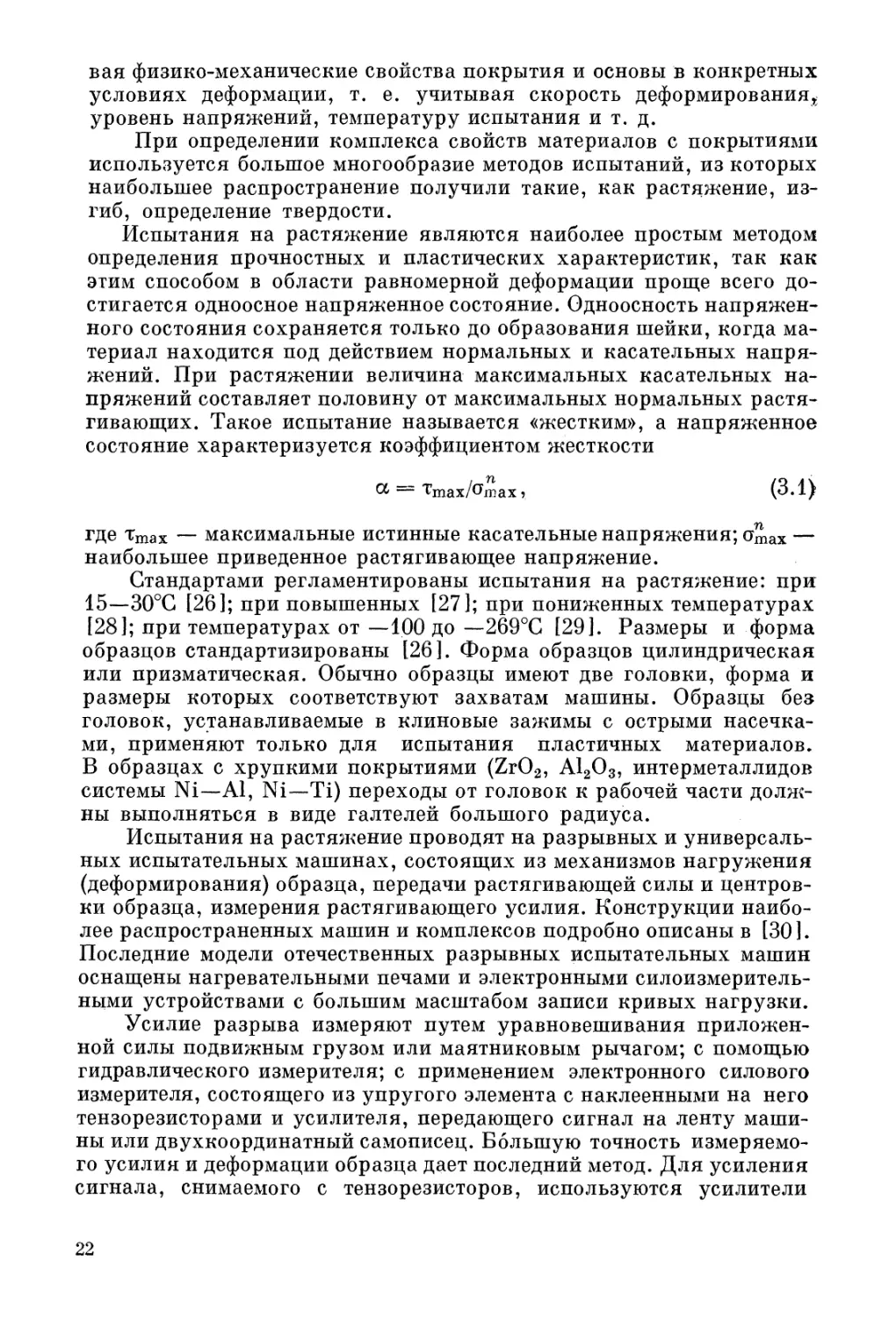
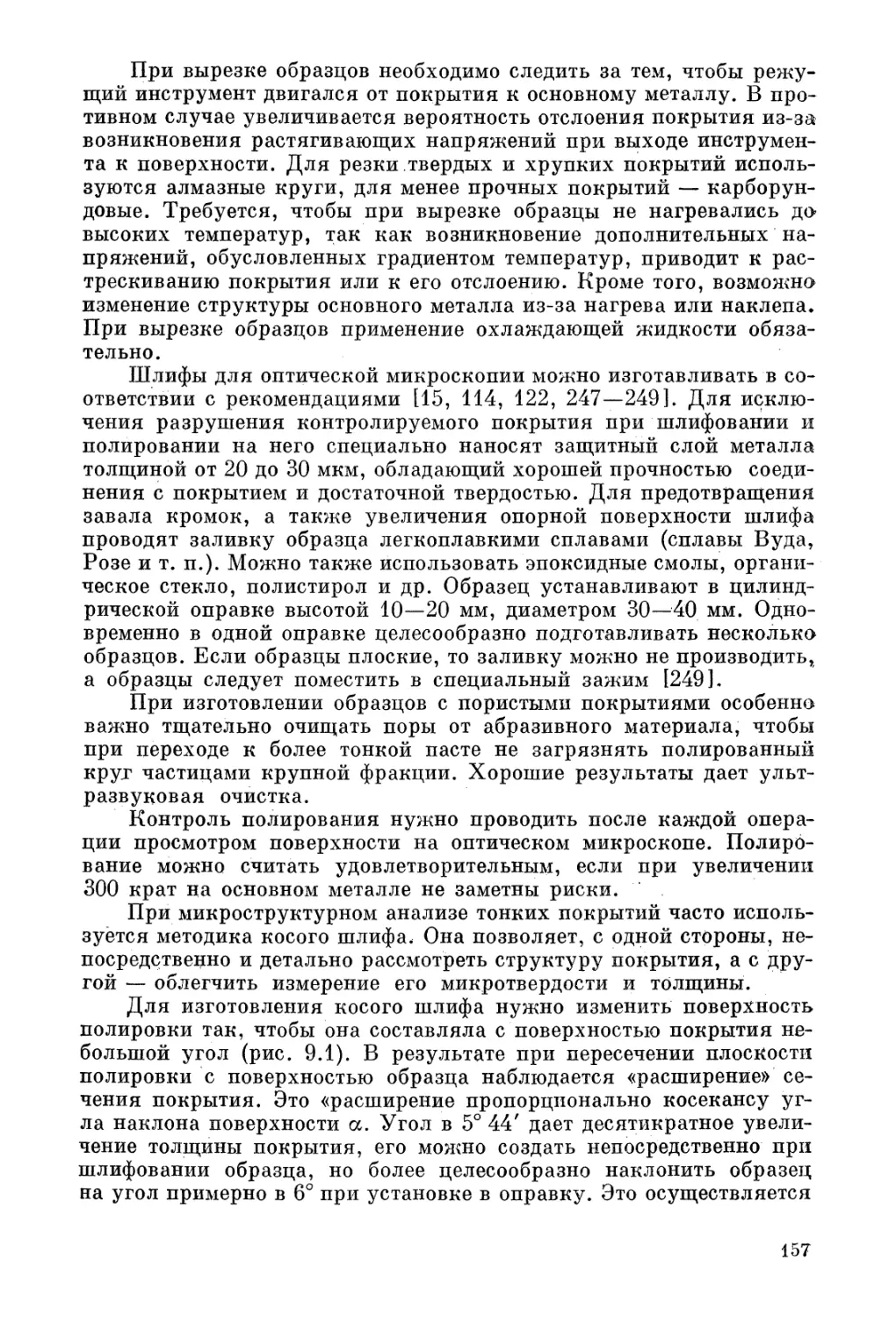
Нами проводились исследования влияния ионио-плазменного
покрытия TiN на механические свойства стали У8 с
ным термическим упрочнением (закалка и отпуск). Растяжение
плоских образцов сечением 2,5x3 мм осуществлялось на
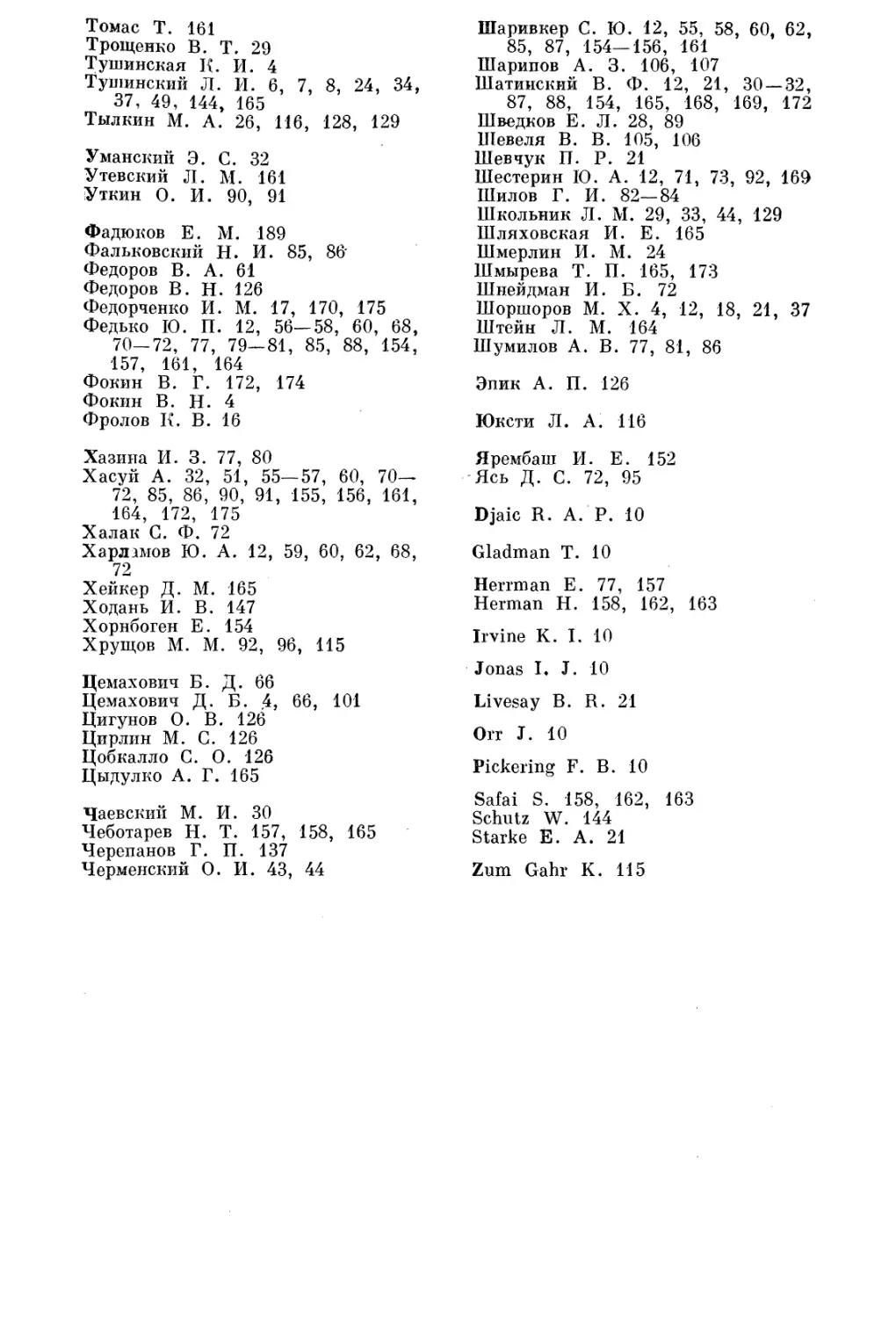
ном испытательном комплексе УНИК-1, состоящем (фото 1) из
вого нагружающего блока 1 и двух контрольно-измерительных
ков 2, 3. Вертикально расположенная цепь нагружения силового
блока позволяет реализовать несколько видов и схем нагружения,
например растяжение, сжатие, изгиб [31, 32].
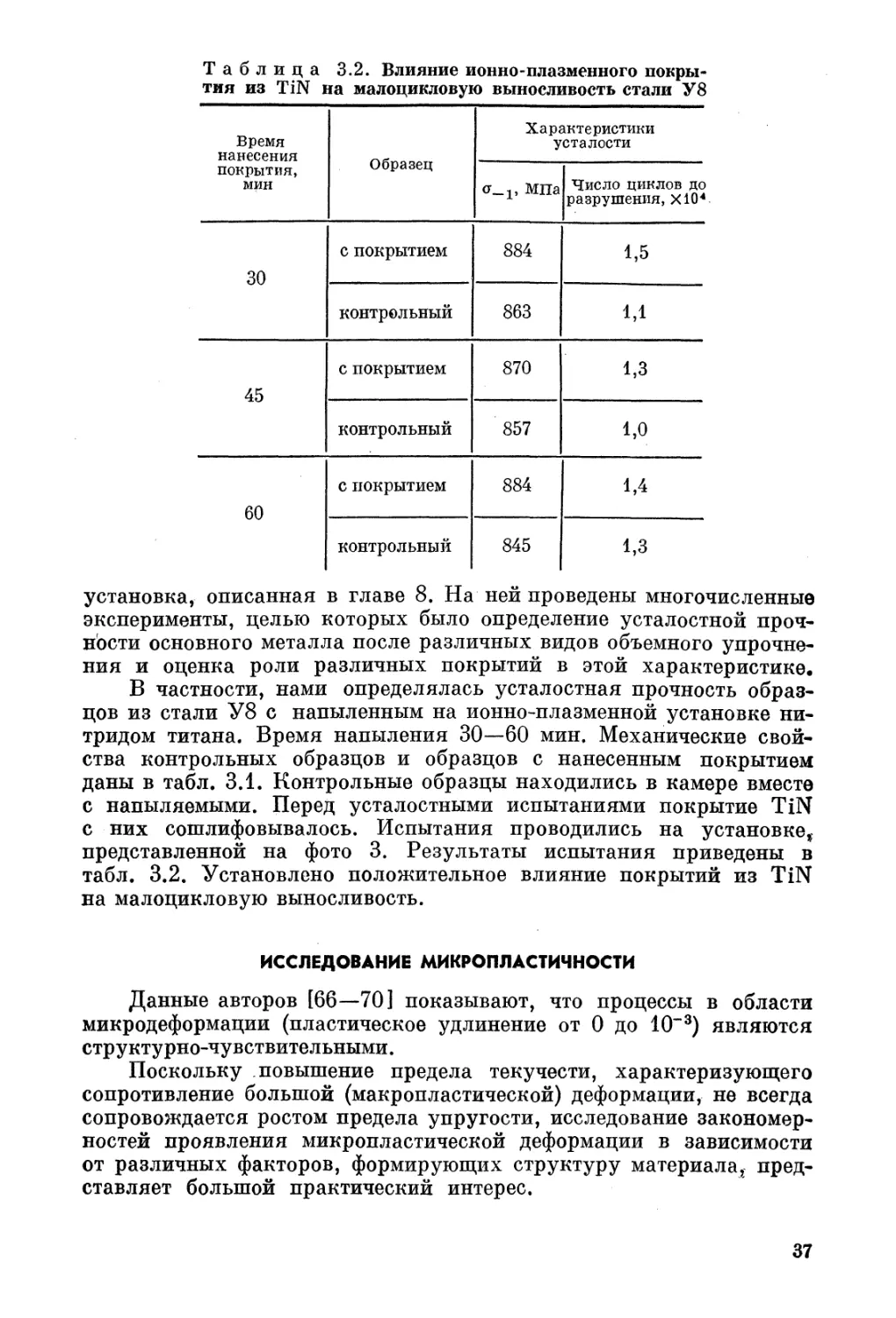
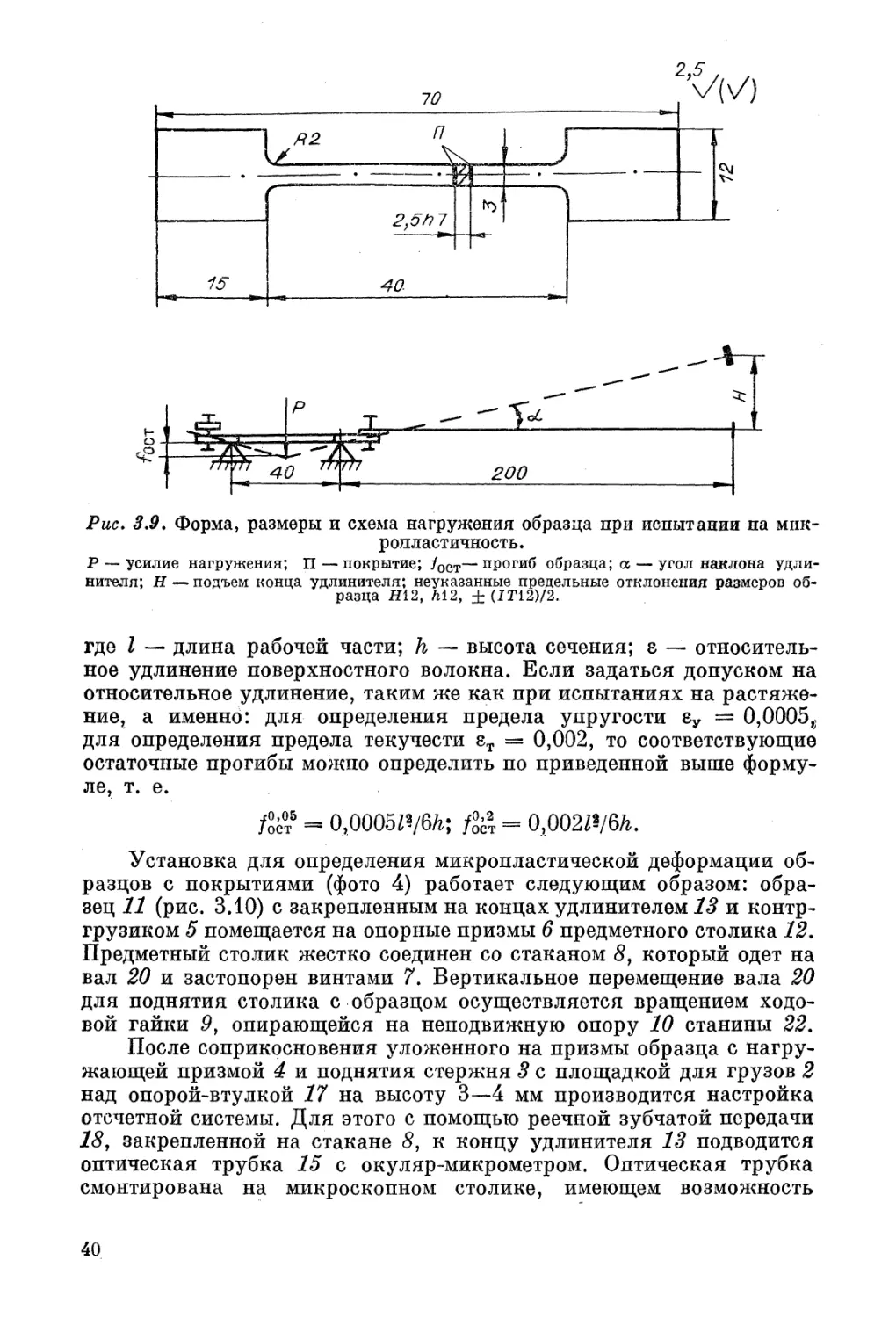
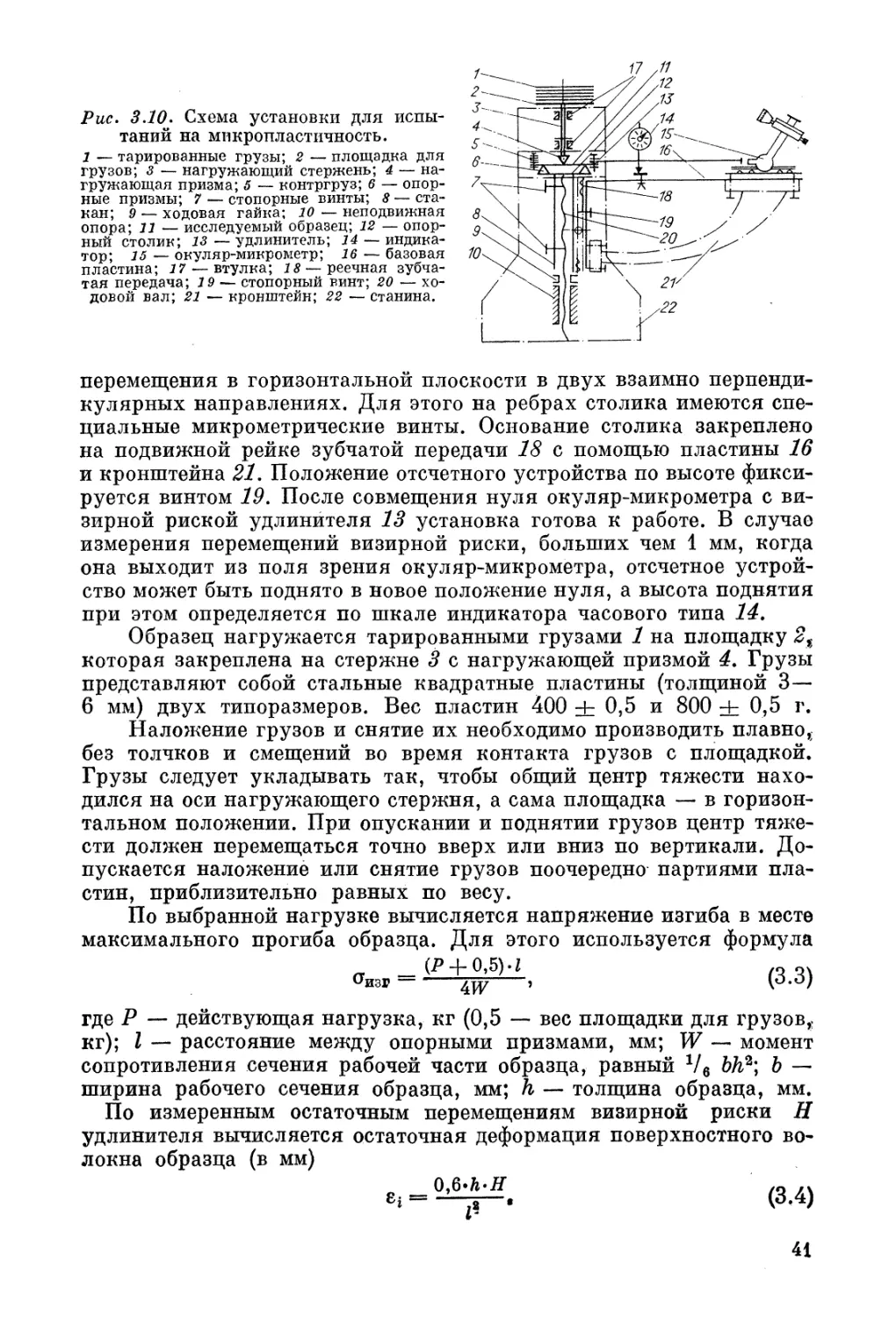
Результаты испытаний контрольных образцов и образцов с
крытием из TiN приведены в табл. 3.1. Время нанесения нитрида
Таблица 3.1. Механические характеристики стали У 8 с
ионно-плазменным покрытием из нитрида титана
Время
нанесения
покрытия,
мин
30
45
60
Образец
с покрытием
контрольный
с покрытием
контрольный
с покрытием
контрольный
<Jq2» MTIa
1171
1181
1159
1145
1874
1184
<7В , МПа
1392
1416
1384
1399
1381
1399
35,5
36,5
36,0
37,8
38,4
37,3
б, %
5,1
6,0
5,6
.5,7
6,2
5,2
24
титана изменялось от 30 до 60 мин. Контрольные образцы при
лении также находились в камере установки. Перед испытанием
на растяжение покрытие с них удалялось. В результате проведенных
исследований не установлено существенного влияния покрытия из
TiN на механические характеристики термоупрочненной стали У8.
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ
Твердость оценивается сопротивлением, которое одно тело
зывает проникновению в него другого, более твердого тела. Эта
рактеристика отражает в себе целый комплекс механических свойств.
Испытания на твердость материалов с покрытиями могут
ся для контроля качества нанесенного слоя, выявления изменений в
поверхностных участках основного металла, для оценки структурной
неоднородности по сечению покрытия, с целью исследования
мерностей изнашивания покрытий, определения прочности
ния покрытия с основным металлом и т. д. Данные о твердости
ко используются благодаря ряду достоинств этого метода:
ность 100%-ного контроля деталей после нанесения покрытий;
пытания не являются разрушающими, замеры можно производить
непосредственно на детали; серийные приборы не сложны по
ству, производительны и удобны в эксплуатации.
Имеются стандарты, регламентирующие измерение твердости
[33—38]. Стандарт [39] определяет параметры и пределы допустимой
погрешности стационарных твердомеров, выпускаемых отечественной
промышленностью.
Метод замеров твердости по Роквеллу из-за простоты и
тивности считается одним из самых распространенных. Сущность его
состоит в том, что в испытуемую поверхность вдавливается алмазный
конус или стальной шарик. Безразмерной единицей твердости
ется величина, соответствующая перемещению наконечника на
бину 2«10~3 мм. Перемещение фиксируется индикатором часового
типа, а значения твердости считываются непосредственно на шкале
твердомера. Если в качестве индентора используют алмазный конус,
то отсчет ведется по шкалам А я С. При вдавливании закаленного
шарика используют шкалу В. Диаметр шарика 1,5875 мм A/16
ма), угол при вершине алмазного конуса 120° B,1 рад). Для того
чтобы исключить влияние вибрации и тонкого поверхностного слоя,
производится предварительное нагружение усилием 100 Н A0 кгс).
Затем действует основная нагрузка: для шкалы А — 490 Н E0 кгс),
для шкалы В — 883 Н (90 кгс) и для шкалы С — 1472 Н A50 кгс).
По разным шкалам отсчета числа твердости обозначаются HRA>
HRB, HRC.
Методы отбора образцов, аппаратура и порядок проведения
пытаний определяются стандартом [34]. При исследовании образцов
с покрытиями метод Роквелла применяется в основном для термо-
упроченного основного металла. Твердость покрытий может быть
найдена только в том случае, если их толщина не менее чем в восемь
25
раз больше глубины проникновения индентора после снятия основной
нагрузки.
Твердость по Бринеллю (НВ) определяют главным образом у
заведомо мягкого основного металла: стали после отжига,
лизации, бронз, латуней и т. д. Суть метода заключается в том, что
в поверхность образца вдавливается стальной закаленный шарик
диаметром 10, 5 или 2,5 мм. Регламентируется время выдержки под
нагрузкой и величина нагрузки, причем последняя подбирается
ким образом, чтобы ее отношение к квадрату диаметра шарика было
постоянным. Значение твердости определяется по диаметру
чатка, оставшегося на поверхности образца после снятия нагрузки.
Для этого используют специальные таблицы. Диаметр отпечатка
замеряют с помощью лупы Ёринелля. Твердость по Бринеллю
туемых материалов должна быть меньше 450, в противном случае
стальной шарик может деформироваться или разрушаться.
Согласно стандарту [35], измерения твердости по Виккерсу
водятся при нагрузках от 9,8 Н A кгс) до 980 Н A00 кгс). По схеме
нагружения метод напоминает измерение твердости по Бринеллю,
только в качестве индентора используется четырехгранная алмазная
пирамида с углом между противоположными гранями 2,38 рад
A36°). Численное значение твердости по Виккерсу (HV) определяют
по длине диагонали отпечатка, используя специальные таблицы,
либо по формуле [35]. При измерении твердости необходимо,.чтобы
минимальная толщина покрытия была больше диагонали отпечатка
в 1,2 раза. Методом Виккерса можно измерять твердость
ных слоев или покрытий толщиной до 0,03—0,05 мм [40]. Если
щина слоя не известна, то проводится несколько измерений при
личных нагрузках До тех пор, пока при уменьшении нагрузки
чения твердости не будут близки по своим значениям или совпадать.
Размерность значений^твердости, определенных по методу Бри-
нелля или Виккерса, одинакова — паскаль (кгс/мм2); кроме того,
для материалов с твердостью до НВ 450 числа твердости совпадают.
Метод обычно применяют для материалов, у которых НВ > 360,
т. е. для термоупрочненных сталей, износостойких покрытий и др.
Из всех методов замера твердости рассматриваемый наиболее
шенен, так как позволяет получать численные значения
ски для любых материалов и в любых интервалах твердости.
Известны работы, в которых решались задачи по разработке
тодик измерения твердости на выпуклых и выгнутых поверхностях
произвольной формы с применением различных инденторов [41].
Отечественная промышленность выпускает универсальные
ры для измерения твердости по всем стандартизированным методам,,
причем в последние годы отмечается тенденция к улучшению
ций приборов — повышается их точность, производительность,
ливается специализация [41]. Некоторые характеристики
ров, выпускаемых в г. Иваново ПО Точприбор, можно найти в [39].
Методы замера динамической твердости, а также методы
деления статической твердости по Мейеру, Шору и
ские испытания для покрытий распространения не получили.
26
Методом микротвердости находят твердость микрообъемов
крытия. Основное назначение метода — исследование твердости
дельных частиц, структурных составляющих, а также анизотропии
твердости в различных участках покрытия.
Различают два метода испытаний: по восстановленному
чатку (основной метод) и по невосстановленному отпечатку
нительный метод) [36]. Результат испытания по первому методу
рактеризует сопротивление материала пластической и упругой
формации при вдавливании алмазного наконечника статической
грузкой в течение определенного времени. После снятия нагрузки и
удаления наконечника измеряют параметры оставшегося отпечатка,
по которым, пользуясь формулами и таблицами, определяют
ну микротвердости. Рекомендуется использовать наконечники
тырех форм: четырехгранной пирамиды с квадратным основанием
трехгранной пирамиды с основанием в виде равностороннего
гольника, четырехгранной пирамиды с ромбическим основанием,;
бицилиндрический наконечник. Наибольшее распространение
чили испытания с применением наконечника в форме
ной пирамиды с квадратным основанием. Угол заострения алмазного
четырехгранного наконечника составляет 2,38 рад A36°).
жительность действия нагрузки должна быть не менее 3 с.
ватость рабочей поверхности (плоскость шлифа) Ra ^ 0,32 мкм по
ГОСТу 2789-73.
Значение микротвердости Hq в этом случае вычисляют по
муле
#? = l,854P/dV C.2)
где Р — нормальная нагрузка, приложенная к алмазному
нику; d — среднее арифметическое длин обеих диагоналей
ного отпечатка. Для облегчения определений численных значений
микротвердости при различных нагрузках составлены ^специальные
таблицы. Диапазон применяемых нагрузок 0,049—4,905 Н.
При выборе нагрузки для исследования продольных шлифов
нужно исходить из предполагаемой глубины отпечатка. При этом
должны выполняться следующие условия: минимальная толщина
покрытия должна превышать глубину отпечатка не менее чем в
сять раз. Если же толщина испытуемого покрытия неизвестна, то
комендуется провести несколько измерений при различных
ках, последовательно увеличивая последние. Если материал
ного металла не влияет на результат измерений микротвердости
крытия, то полученные значения совпадут или будут близки друг
к другу.
Если значение микротвердости при возрастании нагрузки будет
уменьшаться или увеличиваться, то нагрузку следует уменьшать
до тех пор, пока две смежные нагрузки не будут давать совпадающие
или близкие друг к другу результаты [37].
Образцами для измерений микротвердости служат
фические шлифы. Микротвердость покрытия можно определять на
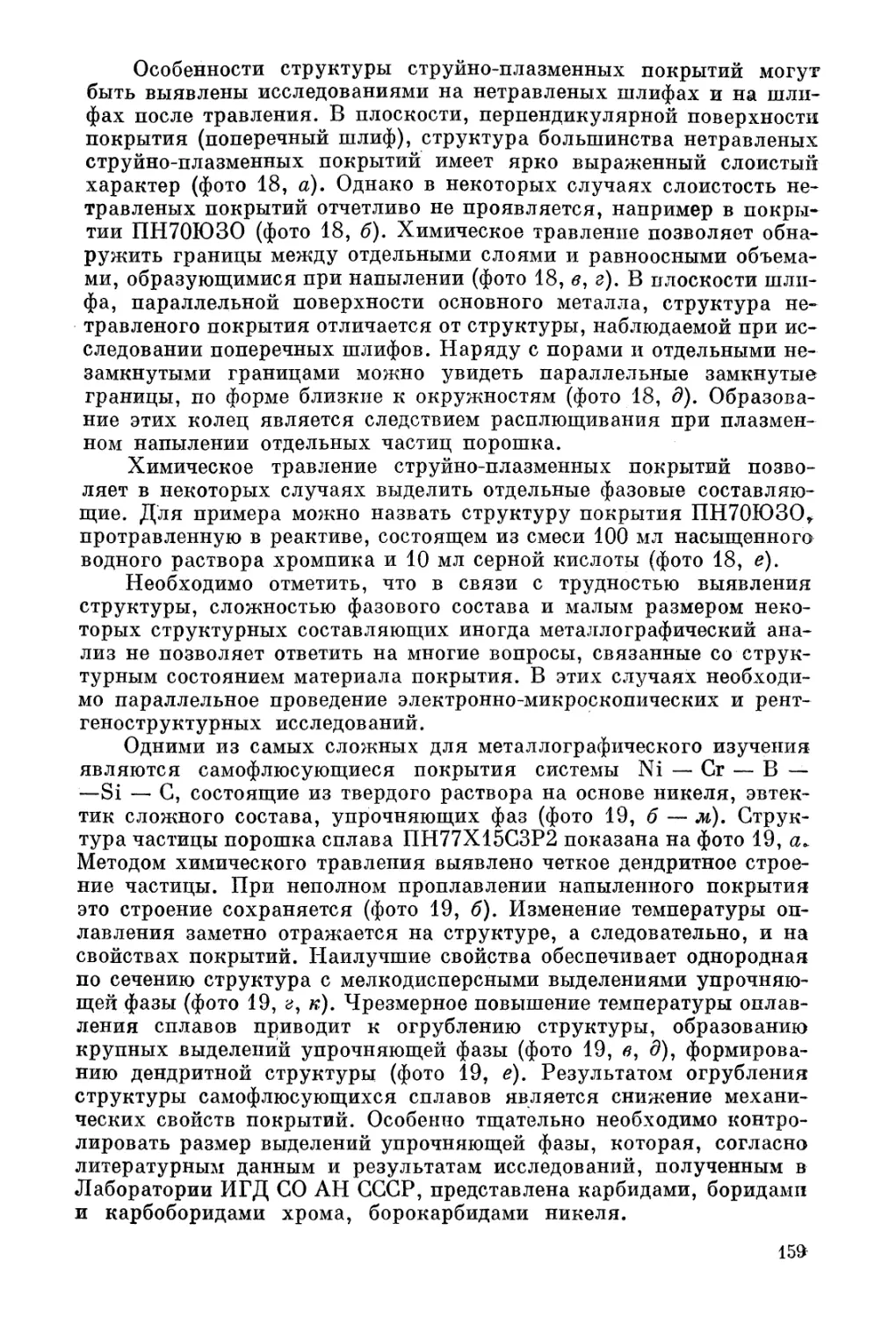
продольных и поперечных шлифах. При использовании поперечных
27
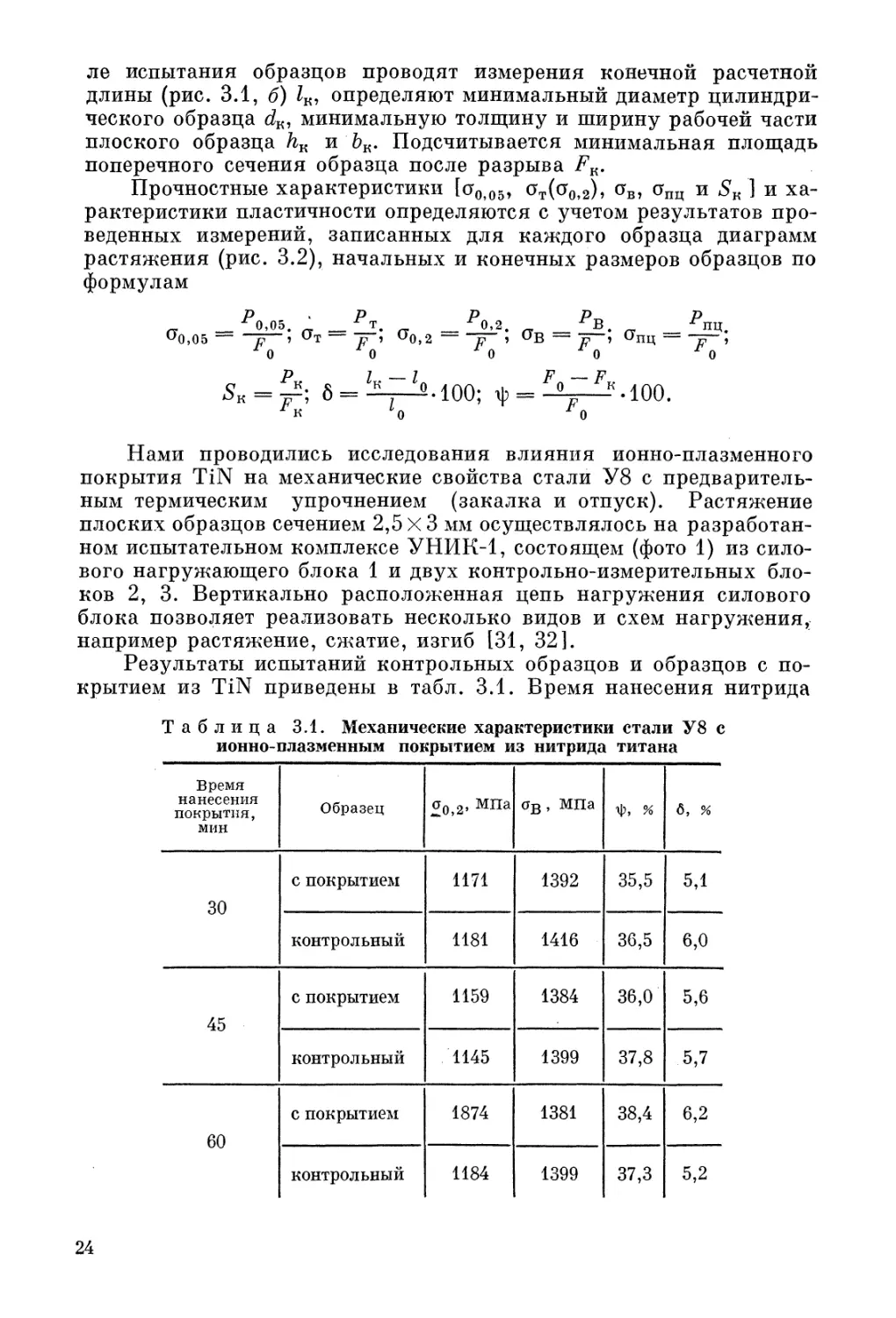
//а)МПа Рас. 3.3. Микротвердость струйно-плазменного покрытия из
10000Л
6000-
2000-
ZrO2 A) и основного металла B).
°? А — расстояние от поверхности, мм.
шлифов с покрытиями следует соблюдать
щие условия: расстояние от центра отпечатка до
ев покрытия должно быть не менее
2. двойного размера отпечатка;
стояние между центрами отпечатков,
нанесенных на поверхность покры-
0f25 OJ5 1,25"Дмм тия, должно превышать размер
чатка более чем в три раза.
Метод определения микротвердости отличается от метода Вик-
керса значительно меньшими прилагаемыми нагрузками. Поэтому
можно считать, что для гомогенных материалов численные значения
#? и HV совпадают.
Определение микротвердости вдавливанием по методу
новленного отпечатка предусматривает одновременное с приложением
нагрузки измерение глубины отпечатка. Испытания такого рода
ходят пока что ограниченное применение и проводятся в том случае,
когда требуются дополнительные характеристики материала
гое восстановление, релаксация, ползучесть при нормальной
пературе).
В исследовательской практике для определения микротвердости
покрытий чаще всего используется прибор марки ПМТ-3, серийно
выпускаемый в ПО Точприбор (г. Иваново). Описание, настройка
и правила эксплуатации прибора приведены во многих книгах.
К недостаткам метода замера микротвердости следует отнести
высокий уровень погрешностей, особенно возрастающих при
нии покрытий с применением малых нагрузок. Поэтому желательно,
чтобы диагональ отпечатка не была менее 8—10 мкм. Величина
грешности зависит от идентичности нагружения, выбора
ной нагрузки, качества настройки систем прибора и других причин.
Особенно большие погрешности вносят внешние вибрации^ поэтому
прибор необходимо устанавливать на массивном основании.
В США аналогичные испытания носят название — метод
деления твердости по Кнупу. В испытуемую поверхность
ется наконечник, имеющий форму четырехгранной алмазной
ды с углами между противоположными гранями 2,27 и 3,0 рад A30
и 172°). В интервале нагрузок 1—5 Н значения микротвердости Нг]
и твердости по Кнупу практически совпадают [42, 43].
Измерения микротвердости на поперечных шлифах от изделий
с покрытием дают дифференцированную информацию о свойствах
верхностных слоев и, кроме того, весьма полезны как сведения о
толщине самого покрытия, оцениваемой по резкому спаду микро-
твердости на границе «покрытие — основа» (рис. 3.3).
28
ОЦЕНКА УСТАЛОСТНОЙ ПРОЧНОСТИ
Под термином «усталость» понимают [44] процесс постепенного
накопления повреждений материала под действием переменных
пряжений, приводящий к изменению свойств, образованию и
тию трещин и разрушению.
Усталость остается одной из важнейших проблем
ения, так как более 80% разрушений деталей и конструкций носят
усталостный характер.
Усталостному разрушению подвергаются валы, оси, шатуны,
болты, сварные соединения и другие детали, работающие при
тельном действии знакопеременных нагрузок.
Наиболее полно теоретические и прикладные проблемы,
щиеся усталости материалов рассмотрены в работах В. С.
вой, С. В. Серенсена, И. В. Кудрявцева, В. Т. Трощенко,
Л. М. Школьника и др. Выполненные разработки привели к
тельным достижениям в области прогнозирования надежности и
говечности изделий, эксплуатируемых при циклическом нагружении.
Однако многие вопросы остаются нерешенными. Во-первых, не
явлена до конца физическая природа усталости материалов,
рых, не известно точное распределение нагрузки в узлах
ций, в-третьих, отсутствуют достаточно точные способы расчета
ствительных коэффициентов концентрации напряжений,
тых, не ясно влияние масштабного и других факторов, снижающих
циклическую прочность материала [45].
Контрольные и исследовательские испытания, связанные с
кой характеристик сопротивления усталости, регламентированы
стемой нормативных документов. В последнее время разработаны и
внедрены ГОСТы, всесторонне определяющие усталостные
ния. В [44] устанавливаются применяемые в науке и технике
ны определения и обозначения основных понятий, относящихся к
методам испытаний и расчетам на усталость. Стандарт [46]
ливает методы испытаний при различных видах нагружения;
ричных и асимметричных циклах напряжений или деформаций;
чии или отсутствии концентраторов напряжений; в много- и
ловой, упругой и упругопластической областях.
Методы расчета восьми наиболее важных характеристик
тивления усталости регламентированы в [47]. Стандарт [48]
ляет типы и основные параметры испытательных машин.
По результатам усталостных испытаний образцов с покрытиями
можно: отрабатывать технологию нанесения покрытий; выбирать
тимальное сочетание химического состава, структуры и свойств
териалов покрытия и основного металла; рассчитывать и
ровать конструкции; проводить промежуточный и выходной
троль качества композиции «покрытие — основной металл»;
ствлять контроль ответственных деталей с покрытиями перед
атацией [49].
Особенностью усталостных испытаний материалов с
ями является большое количество факторов, влияющих на предел
29
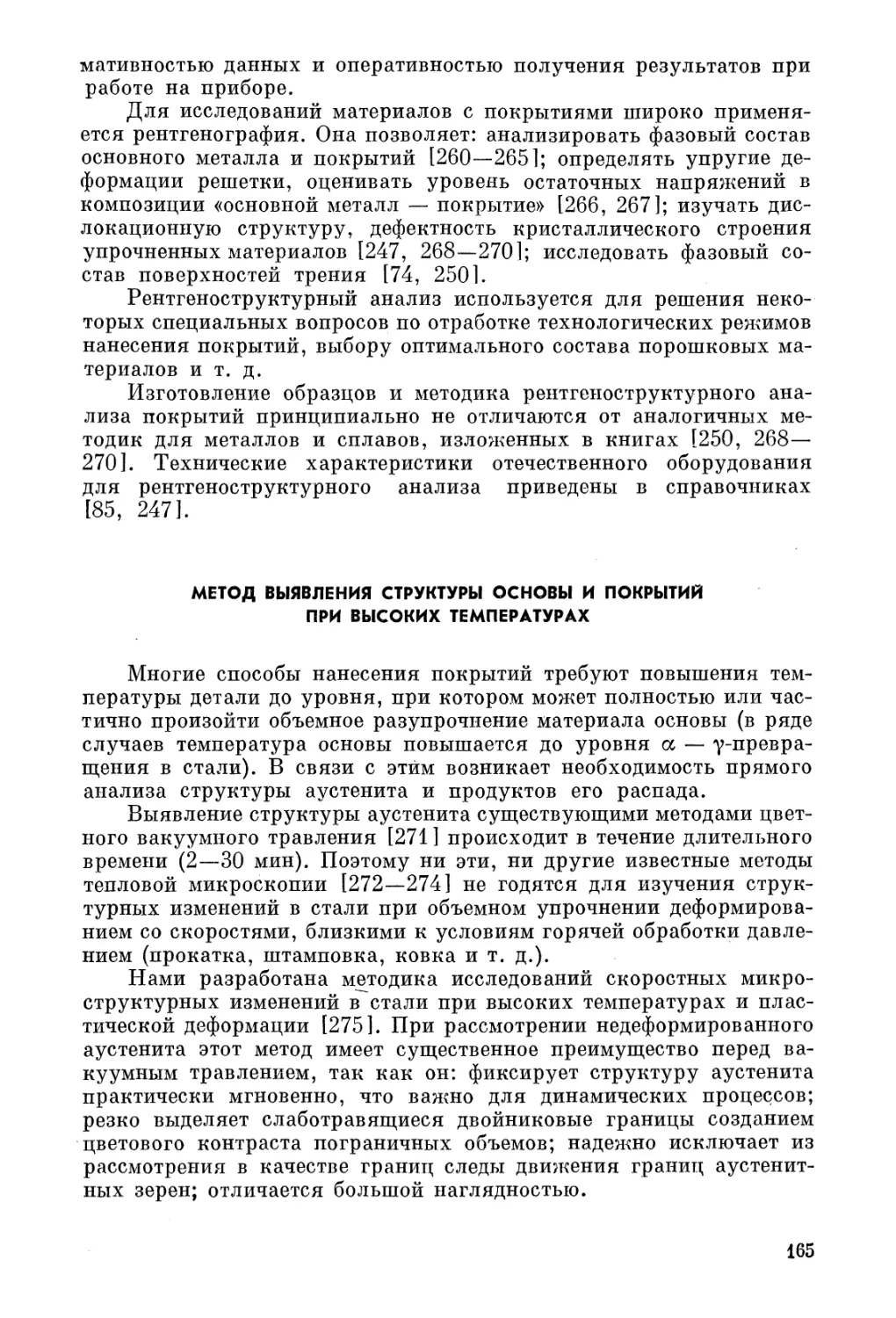
I t 1 t t t ! t t
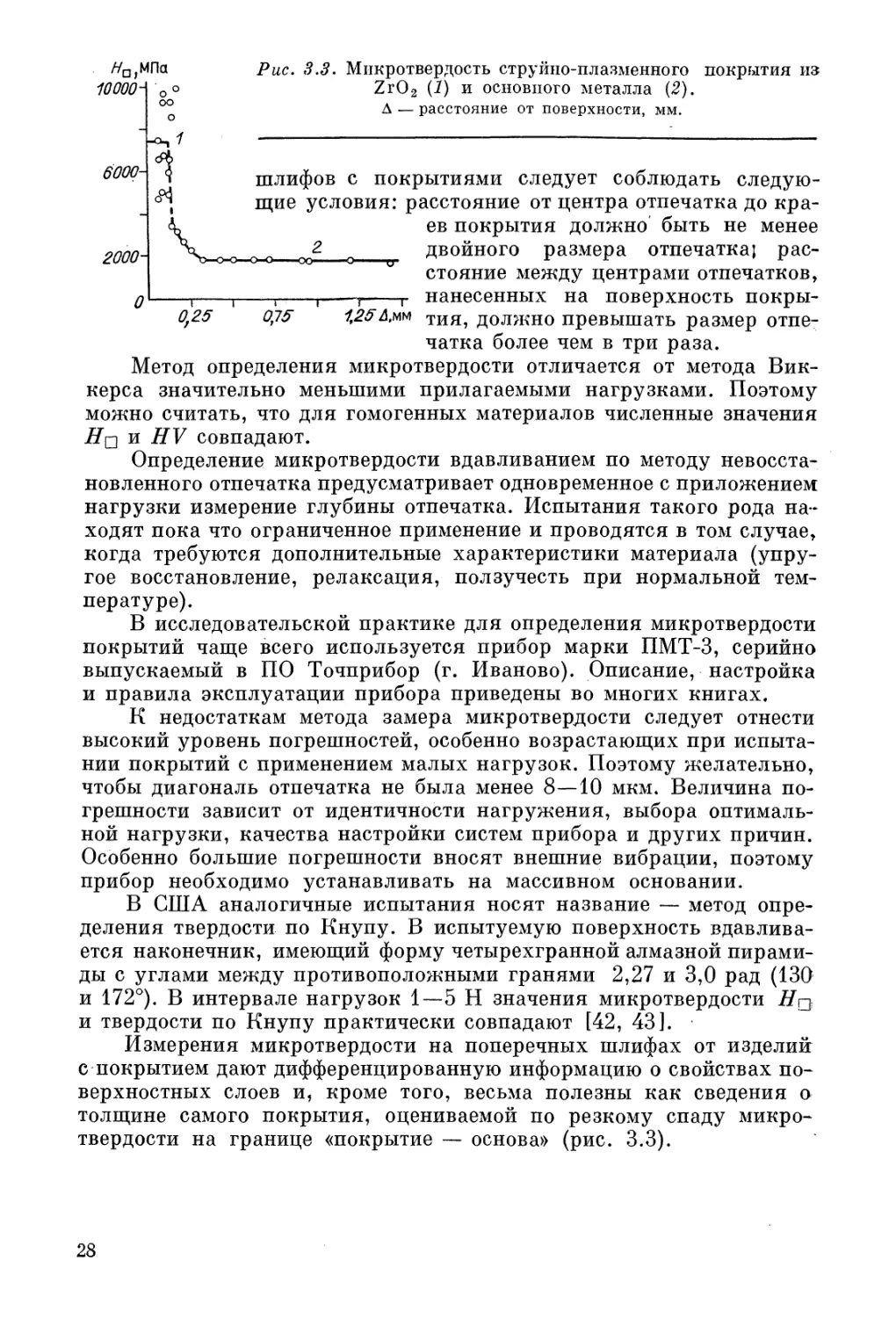
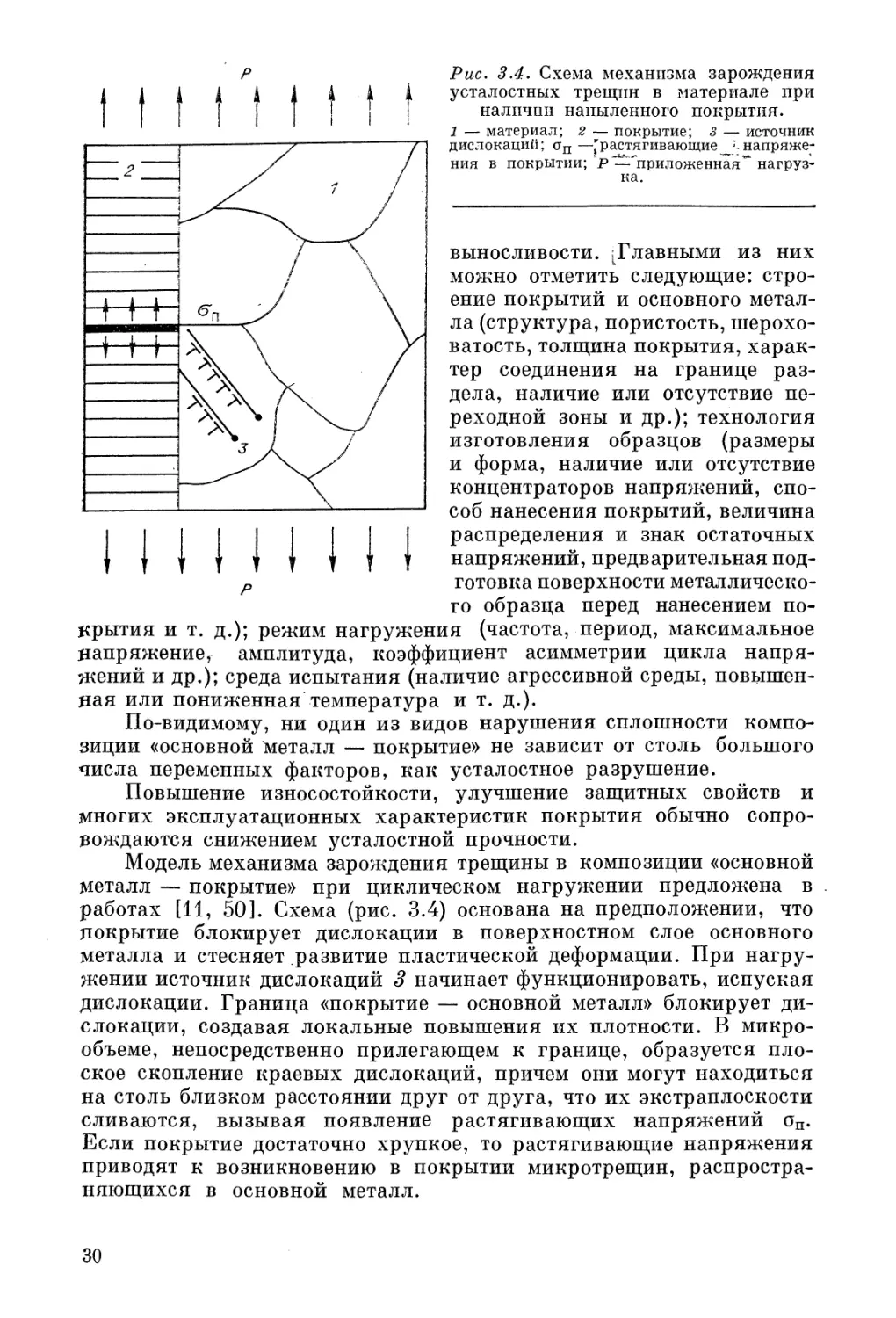
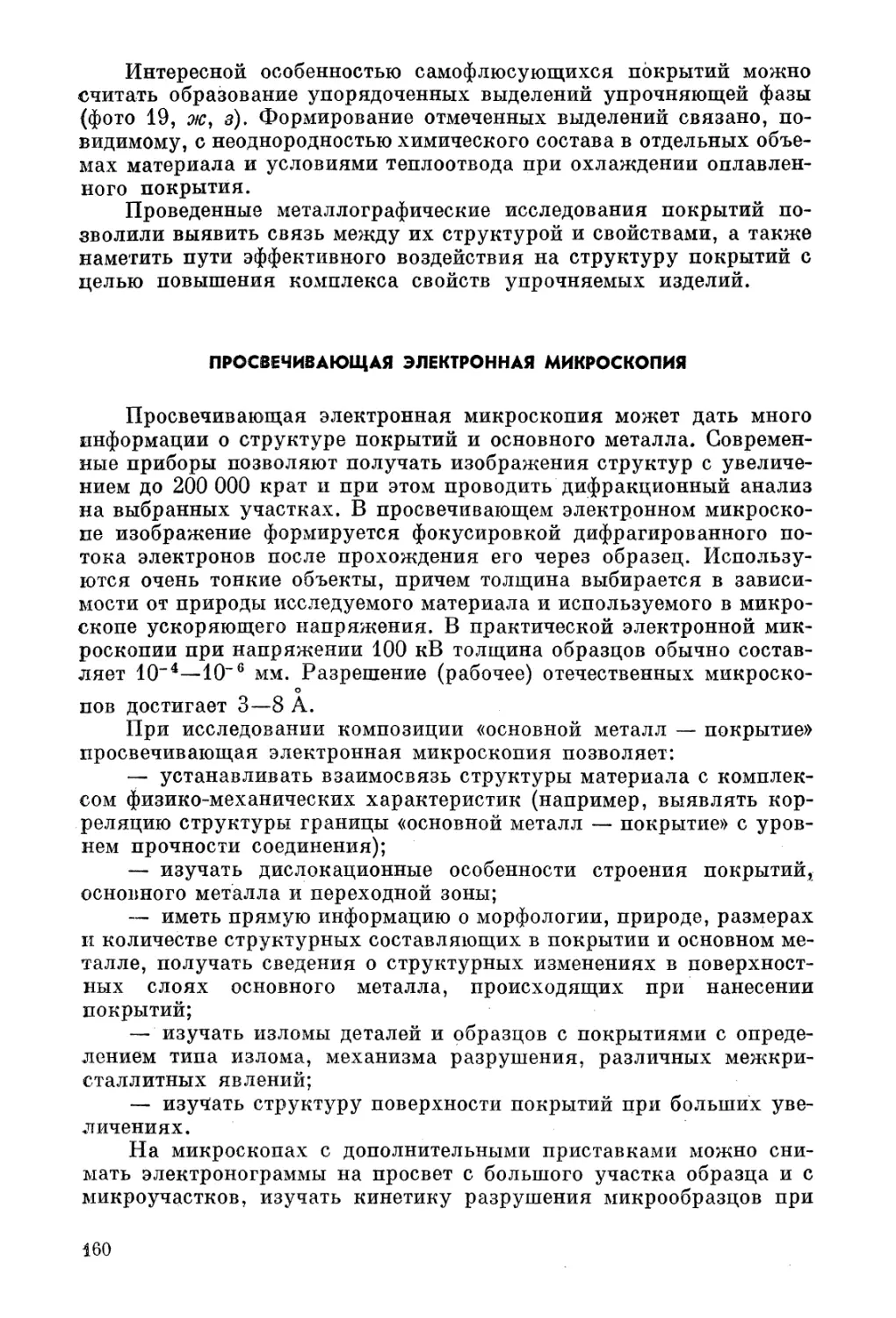
Рис. 3.4. Схема механизма зарождения
усталостных трещин в материале при
наличии напыленного покрытия.
1 — материал; 2 — покрытие; з — источник
дислокаций; оп —^растягивающие «..
ния в покрытии; Р ^"приложенная**
ка.
IIIIIINI
выносливости. [Главными из них
можно отметить следующие:
ение покрытий и основного
ла (структура, пористость,
ватость, толщина покрытия,
тер соединения на границе
дела, наличие или отсутствие
реходной зоны и др.); технология
изготовления образцов (размеры
и форма, наличие или отсутствие
концентраторов напряжений,
соб нанесения покрытий, величина
распределения и знак остаточных
напряжений, предварительная под-
р готовка поверхности
го образца перед нанесением
крытия и т. д.); режим нагружения (частота, период, максимальное
напряжение, амплитуда, коэффициент асимметрии цикла
жений и др.); среда испытания (наличие агрессивной среды,
ная или пониженная температура и т. д.).
По-видимому, ни один из видов нарушения сплошности
зиции «основной металл — покрытие» не зависит от столь большого
числа переменных факторов, как усталостное разрушение.
Повышение износостойкости, улучшение защитных свойств и
многих эксплуатационных характеристик покрытия обычно
вождаются снижением усталостной прочности.
Модель механизма зарождения трещины в композиции «основной
металл — покрытие» при циклическом нагружении предложена в .
работах [11, 50]. Схема (рис. 3.4) основана на предположении, что
покрытие блокирует дислокации в поверхностном слое основного
металла и стесняет развитие пластической деформации. При
жении источник дислокаций 3 начинает функционировать, испуская
дислокации. Граница «покрытие — основной металл» блокирует
слокации, создавая локальные повышения их плотности. В
объеме, непосредственно прилегающем к границе, образуется
ское скопление краевых дислокаций, причем они могут находиться
на столь близком расстоянии друг от друга, что их экстраплоскости
сливаются, вызывая появление растягивающих напряжений оп.
Если покрытие достаточно хрупкое, то растягивающие напряжения
приводят к возникновению в покрытии микротрещин,
няющихся в основной металл.
30
Согласно другой схеме, появление и распространение трещин
может происходить непосредственно от поверхности покрытия.
вестно, что даже на гладких образцах при циклическом нагружении
трещины появляются прежде всего на поверхности. Что касается
поверхности покрытия, на которой всегда имеются готовые
траторы напряжений в виде пор, несплошностей, то она играет роль
источника трещин и уменьшает долговечность композиций
ной металл — покрытие» [11].
Металлопокрытия, нанесенные электролитическим методом,
жают усталостные характеристики [51, 52], причем коэффициент
снижения предела выносливости пропорционален толщине покрытия.
В. С. Калмуцким разработаны методики статистического
та прочности и надежности деталей с электролитическими
тиями при циклическом нагружении, установлены статистические
закономерности повреждения и разрушения, проведена
онная проверка выдвинутых положений [53, 54].
Причиной понижения предела выносливости образцов с
литическими железными покрытиями являются остаточные
жения растяжения на границе «основной металл — покрытие»,
стигающие 100—960 МПа. Эти напряжения оказывают
ное влияние на трещиностойкость гладких цилиндрических образцов
при асимметричном цикле нагружения и обусловливают особый
рактер деформации и разрушения. Предел выносливости при этом
может снижаться на 50% [55].
По-видимому, остаточные внутренние напряжения, возникающие
при формировании покрытия, играют двоякую роль при
нии и распространении усталостных трещин. Если в покрытии и
поверхностных слоях основного металла имеются сжимающие
точные напряжения, то они увеличивают долговечность, задерживая
зарождение и распространение усталостных трещин. При
нии напряжений растяжения (что происходит чаще),
ных с точки зрения конструктивной прочности, разрушение образца
ускоряется вследствие усиления напряженности состояния и
ирования трещинообразования.
Двойственный характер влияния покрытия на разрушение
цов был отмечен в работах, осуществленных в Физико-механическом
институте АН УССР им. Г. В. Карпенко [И, 56]. Малоцикловые
испытания проводились на плоских образцах из технического
за сечением 1,5.х2 и длиной 20 мм. Покрытия из порошков
ма, молибдена и никеля наносили на плазменной установке. В
стве схемы нагружения был выбран чистый изгиб. Часть образцов
с покрытием подвергали диффузионному отжигу. У этих образцов
наблюдалось наибольшее снижение малоцикловой прочности, что
объясняется образованием хрупких переходных слоев.
вая прочность образцов с плазменными тонкими покрытиями (без
отжига) практически не отличается от таковой для контрольных
(без покрытия). Результаты микроскопических исследований на
перечных шлифах показали, что усталостное разрушение начинается
во всех случаях с поверхности образцов. Микротрещины зарождают-
31
ся и развиваются в приповерхностных слоях покрытия, а затем
реходят в основной металл. При испытании образцов с никелевым
покрытием наблюдается другая картина. В интервале малых
бающих напряжений отмечается некоторое повышение усталостной
прочности, происходит локальное отслаивание участков покрытия.
Авторы работы [11] объясняют это установлением только
ских связей никелевого покрытия с основным металлом, а
ское взаимодействие при этом отсутствует. Незначительное
шение усталостной прочности образцов вследствие нанесения на
верхность плазменного покрытия из окиси алюминия отмечено в
боте [57]. Предел усталости стали 40 на базе 109 циклов понижается
со 190 до 170 МПа, а стали 12Х18Н10Т на базе 108 циклов — со
195 до 175 МПа. Зарождение и распространение усталостной
ны начинается от границы «основной металл — покрытие».
Получены результаты [58, 59], показывающие связь
ности плазменных покрытий из карбида титана с распределением
остаточных напряжений по толщине покрытия. В поверхностном
слое покрытия значительные напряжения растяжения приводят к
отслоению покрытия уже в начальный период нагружения.
ные напряжения сжатия, обнаруженные в центральной части слоя
и достигающие 450 МПа, изменяют характер трещинообразования,
переносят очаг зарождения трещины под покрытие.
Усталостное нагружение образцов с покрытиями иногда
вождается отслаиванием покрытия от основного металла.
ние может носить адгезионный, когезионный или смешанный
тер. В отдельных случаях усталостная прочность ограничивается
прочностью соединения покрытия с основным металлом или когези-
онной прочностью покрытия.
Положительная роль никель-алюминиевых и никель-титановых
плазменных покрытий показана при испытании в коррозионной среде
C%-ном водном растворе поваренной соли). Условный предел
розионной выносливости стали с покрытием из NiAl увеличивается
почти в два раза; с покрытием из NiTi — на 25% [60].
ется, что покрытие оказывает благоприятное влияние на улучшение
пассивируемости поверхности. Фрактографический анализ,
ный с помощью электронного микроскопа, выявил в образцах о
крытием NiTi фасетки скола, т. е. хрупкое разрушение. Поверхность
изломов образцов с покрытием NiAl иная — отмечается типичное
чашечное строение, т. е. разрушение происходит вязко.
Микроскопические исследования поперечных шлифов,
ных в зоне усталостного разрушения, обнаружили большое
ство трещин, перпендикулярных границе покрытия с основным
таллом. Обычно трещины проходят через частицу и останавливаются
у границы, разделяющей частицы. Эта особенность характерна как
для хрупких покрытий, так и для пластичных.
Большое влияние на поведение изделий с покрытиями при
клических нагрузках оказывает предварительная обработка
ности перед напылением. В книге [61] для различных сталей и
крытий рассмотрено воздействие предварительной подготовки по-
32
верхности на относительное изменение предела выносливости.
нивалась роль следующих подготовительных операций: обдувки
стальной крошкой, нарезки рваной резьбы, проточки канавок,
катки, электроискровой обработки. Показано, что только обдувка
стальной дробью может положительно влиять на усталостную
ность образцов с покрытием. Все остальные подготовительные
ботки значительно снижают предел выносливости, особенно проточка
канавок и нарезка рваной резьбы.
Испытания могут проводиться по методикам, регламентируемым
ГОСТами для металлических образцов. На стандартные образцы
наносится покрытие и оценивается его влияние на сопротивление
усталости в сравнении с контрольными образцами. Размеры гладких
образцов круглого и прямоугольного сечения, применяемых для
лостных испытаний, стандартизированы [46].
Большое количество возможных схем нагружения обусловило
создание многочисленных вариантов методик испытаний и
ций испытательных машин.
В нашей стране изготавливают типовые машины для
ний по различным схемам нагружения: чистый и консольный изгиб
вращающегося образца, изгиб плоских образцов, растяжение —
сжатие, кручение. Основные технические параметры типовых
лей приведены в работе [62]. Стандарт [48] определяет
тики механических, электромеханических и гидравлических машин.
Нормируются следующие параметры: наибольшая суммарная
грузка, наибольшая амплитуда нагрузки, частота циклов
ния и некоторые другие показатели, характерные для конкретного
типа машин.
Для испытаний образцов при отрицательных температурах
назначена установка, разработанная в Институте проблем
сти АН УССР [63]. Она позволяет испытывать материалы на
вость при плоском изгибе с возбуждением нагрузок кривошипным
механизмом. Погрешность измерения амплитуды напряжения в
разце не превышает ±0,5%, точность поддержания температуры
±3°С, минимальная температура испытаний —196°С.
Оценивая направления развития методики усталостных
таний, следует отметить, что для образцов с покрытиями не всегда
удается обеспечить соответствие условий испытания условиям
плуатации, так как в образце трудно создать такие же, как и в
ли уровень и распределение остаточных напряжений, масштабные
соответствия, изменение структуры в направлении от поверхности
покрытия к основному металлу и т. д. Кроме того, при испытаниях
образцов с покрытияхлш обычно наблюдается значительный разброс
полученных результатов, поэтому самые достоверные и точные
рактеристики сопротивления усталости можно получить, испытывая
непосредственно деталь с покрытием, максимально приблизив
вия эксперимента к условиям эксплуатации.
В Лаборатории ИГД СО АН СССР по проблеме упрочнения
таллических сплавов разработана серия установок для испытаний
объемно упрочненных сплавов и образцов с покрытиями на
вость при циклических нагружениях.
3 Л. И. Тушинский, А. В. Плохов 33
Рис. 3.5 Схема стенда для
ния образцов с покрытиями при
ческом нагружении.
1 — микроскоп; 2 — зажим; 3, 14 — образцы;
4 — толкатель; 5 — пружина; 6 —
ник; 7 — электродвигатель; 8 — муфта; 9 —
эксцентрик; 10 — шатун; ц — шток; 12—
подвижный захват; 13 — подшипниковая
ра; 15 — неподвижный захват; 16 — блок
томатики.
Испытания плоских образцов,
упрочненных объемно, и с
тиями проводятся на
ванных, экспериментальных
новках, позволяющих: определять
предел выносливости, строить
вые малоцикловой усталости,
людать за процессом зарождения
трещины в покрытии от заранее
созданного концентратора
жения, определять кинетику
пространения трещины в покрытии
и в основном металле.
Эксперименты осуществляются на специальном стенде (рис. 3.5),
состоящем из двух установок, имеющих общий привод. Одна из них
предназначена для определения долговечности, а вторая — для
следования закономерностей зарождения и распространения
лостных трещин [64].
Испытание на долговечность можно проводить при
ном циклическом изгибе десяти плоских образцов 2 (рис. 3.6).
ним из концов каждый образец жестко закреплен в индивидуальной
неподвижной колодке 7, установленной на плите; другие концы
образцов входят в пазы подвижных колодок 8, закрепленных на
штоке 7. Шток получает возвратно-поступательное движение от ша-
тунно-эксцентрикового узла 6, преобразующего вращательное
жение шпинделя 5. При перемещении штока образцы нагружаются
регулировочными винтами подвижных колодок. Амплитуду изгиба
можно измерять индикатором по перемещению штока или
ным микроскопом. Асимметрию цикла нагружения изменяют
новкой колодок на штоке или регулировкой винтов. На установке
имеется блок автоматики (блок управления) 5. Все образцы
ны последовательно в низковольтную электрическую цепь. Поломка
любого образца приводит к разрыву этой цепи. Через систему реле
отключается электродвигатель и электрочасы, срабатывает
лизация.
Амплитуда изгиба достигает 5 мм при любой асимметрии цикла
нагружения, частота нагружения 24 с~ х. Формы и размеры образцов
приведены на рис. 3.7.
Для непосредственного наблюдения стадий усталостного
шения образцов прямоугольного сечения поверхность образца в
34
5 6 7 8 9
Рис. 3.6. Схема испытательной машины для определения предела выносливости
материалов с покрытиями на плоских образцах.
1 — неподвижные колодки (захваты) образцов; 2 — испытуемые образцы с покрытиями; 3 —
блок автоматики для отключения установки при разрушении одного из образцов; 4 —
родвигатель; 5,6 — шатунно-кривошипный механизм; 7 — подвижный шток; 8 —
ные колодки (захваты) образцов; 9 — основание неподвижных захватов; 10 — индикатор
амплитуды деформации.
плоскости изгиба нужно подготавливать как микрошлиф. Это
ляет, в частности, определять момент зарождения трещины,
вать скорость ее распространения, следить за кинетикой роста
щины на фоне предварительно выявленной микроструктуры.
Исследование закономерностей зарождения и распространения
усталостных трещин можно проводить также на плоских образцах
при пульсирующем нагружении с постоянной амплитудой (рис. 3.8).
Образец 11 закреплен шарнирно на двух опорах и нагружается в
R2
2,5hi
C\J
10
4€
70
Рис. 3.7. Образец для определения малоцикловой выносливости материалов с
крытиями.
Неуказанные предельные отклонения размеров HI2, М2, ± AГ12)/2; А — поверхность, на
которую наносится покрытие.
3*
35
Рис. 3.8. Схема установки для исследования
рости распространения усталостной трещины.
1 — электродвигатель; 2,4 — муфты; з — редуктор; 5 —
подшипниковые опоры; 6 — индикатор; 7 вал; 8 —
эксцентрик; 9 — толкатель; Ю, 13 — пружины; 11 —
образец; 12 — зажим.
центре толкателем
ние толкателя обеспечивается
пружиной 10 и эксцентриком 8.
При вращении шпинделя 7
шипник качения на нижнем
конце толкателя 9 катится по
поверхности эксцентрика 8.
Пружина 10 поддерживает
тоянный контакт между подшипником и эксцентриком, в
тате толкатель совершает возвратно-поступательное движение.
Поверхность образца можно наблюдать с помощью оптической
системы (фото 2), которая при применении иммерсионной оптики
обеспечивает 1400-кратное увеличение. Микроскоп закрепляется на
координатном столике. Это позволяет проводить наблюдение и
ходимые замеры без снятия образца с установки. Для
вания используется фотонасадка. Для испытаний применяются
ские образцы 70x10x3 мм.
Методика усталостных испытаний, при которой регистрируется
только число циклов до разрушения, не отвечает возросшим
ваниям практики, не дает картины распространения усталостной
трещины. Поэтому все чаще проводятся испытания с непрерывной
регистрацией длины развивающейся трещины.
Создана установка и разработана методика для измерения длины
трещины в процессе ее роста, основанные на пропускании через
разец электрического тока и измерении электрического
ния и связанного с ним падения напряжения на участке образца с
трещиной [65]. Это дает возможность контролировать трещину,
рождающуюся под износостойким покрытием, когда трещина не
на на поверхности. Общий вид установки для испытаний на
ную трещиностойкость с непрерывной регистрацией длины
ной трещины показан на фото 3.
При обработке записанных на потенциометре диаграмм ось
мени (с учетом скорости протяжки ленты самописца и частоты
жения) перестраивается в ось «число циклов нагружения». Длина
трещины в данный момент определяется из градуировочного графика
«отклонение пера самописца — приведенная длина трещины».
В принципе на этом оборудовании можно проводить
ты, связанные с построением кинетических диаграмм усталостного
разрушения (КДУР) — новейшим методом оценки циклической
щиностойкости (вязкости разрушения) любых металлических
вов, в том числе и с покрытиями. Для этого создана специальная
36
Таблица 3.2. Влияние ионно-плазменного
тия из TiN на малоцикловую выносливость стали У8
Время
нанесения
покрытия,
мин
30
45
60
Образец
с покрытием
контрольный
с покрытием
контрольный
с покрытием
контрольный
Характеристики
усталости
<J_V МПа
884
863
870
857
884
845
Число циклов до
разрушения, Х104
1,5
1,1
1,3
1,0
1,4
1,3
установка, описанная в главе 8. На ней проведены многочисленные
эксперименты, целью которых было определение усталостной
ности основного металла после различных видов объемного
ния и оценка роли различных покрытий в этой характеристике,
В частности, нами определялась усталостная прочность
цов из стали У8 с напыленным на ионно-плазменной установке
тридом титана. Время напыления 30—60 мин. Механические
ства контрольных образцов и образцов с нанесенным покрытием
даны в табл. 3.1. Контрольные образцы находились в камере вместе
с напыляемыми. Перед усталостными испытаниями покрытие TiN
с них сошлифовывалось. Испытания проводились на установке^
представленной на фото 3. Результаты испытания приведены в
табл. 3.2, Установлено положительное влияние покрытий из TiN
на малоцикловую выносливость.
ИССЛЕДОВАНИЕ МИКРОПЛАСТИЧНОСТИ
Данные авторов [66—70] показывают, что процессы в области
микродеформации (пластическое удлинение от 0 до 10~3) являются
структурно-чувствительными.
Поскольку повышение предела текучести, характеризующего
сопротивление большой (макропластической) деформации, не всегда
сопровождается ростом предела упругости, исследование
ностей проявления микропластической деформации в зависимости
от различных факторов, формирующих структуру материалах
ставляет большой практический интерес.
37
Именно на ранних стадиях деформирования, задолго до
пления текучести, проявляются индивидуальные свойства
ций и их построений. Следовательно, структурные и субструктурные
характеристики материала с покрытием могут быть оценены в
зультате исследований микропластичности [67].
Изучение этих особенностей дает дополнительные данные о
свойствах и структуре композиции «основной металл — покрытие»,
так как проявление малых пластических деформаций может
ся незамеченным при обычных механических испытаниях с
лением макросвойств.
При действии статической нагрузки дислокации, возникающие
в межфазной зоне, должны перемещаться на поверхность, однако
граница «покрытие — основной металл» блокирует их. При этом
покрытие может либо деформироваться, либо разрушаться.
пластическая деформация определяет развитие субмикрорелаксаци-
онных процессов у вершины распространяющейся трещины.
Большие значения микропластической деформации при
ковом значении приложенного напряжения к образцам с покрытиями
свидетельствуют об увеличении подвижности дислокаций после
несения покрытий. Благодаря облегчению передвижения дислокаций
уменьшается вероятность опасных локальных напряжений, часто
водящих к образованию трещины. В случае возникновения трещины
микропластическая деформация способствует затуплению ее кончика^
снижая тем самым коэффициент концентрации напряжений, и,
довательно, повышает трещиностойкость.
Для исследования микропластичности объемно упрочненного
новного металла, а также оценки влияния покрытий нами
дуется разработанная методика и экспериментальная установка [68],;
основанные на фиксировании остаточного прогиба образца при
личении прилагаемых нагрузок до предела текучести изучаемого
материала.
Микропластичность образцов оценивается по характеру
чения остаточного прогиба образца или остаточной пластической
формации его поверхностного волокна при возрастании приложенного
к образцу напряжения вплоть до достижения предела текучести
териала.
Испытанию на микропластичность при изгибе могут быть
вергнуты как однородные (объемно упрочненные), так и
но упрочненные металлы, обладающие достаточной склонностью к
упругопластическому деформированию.
Сопротивление металлов или сплавов микропластической
формации принято характеризовать величиной предела упругости,;
т. е. напряжением, которое возникает от приложенной внешней
грузки и вызывает минимальную относительную пластическую
формацию. В ряде случаев эта характеристика является более
ствительной к объемному или поверхностному структурному
янию металлов или сплавов, чем другие механические
стики, например предел текучести. Именно на ранних стадиях
формирования могут проявляться особенности строения микрообъ-
38
емов металлов или сплавов, находящихся внутри массивного
дуемого образца или на его поверхности и сформировавшихся в
зультате того или иного внешнего воздействия (термического,
механического, механического наклепа, нанесения инородных слоев
на поверхность и др.).
Четкой границы между исследованиями микро- и
тичности нет, и весь спектр остаточных деформаций подразделяют
на области миллимикродеформаций A0~6 и менее), микродеформаций
(от 10"*6 до 10) и макродеформаций (от 10 и более). Подобное
разделение основано на возможностях оборудования, применяемого
для измерения остаточных деформаций.
Область микродеформации характеризуют обычные кривые
пряжение — деформация», для построения которых используются
механические устройства испытательных машин для записи
мости «нагрузка — деформация». Этот интервал изучают с помощью
датчиков перемещений (сопротивления, индуктивных или
ных), а также с помощью прецизионных электромеханических
устройств.
Миллимикродеформацию можно исследовать с применением
циально конструируемого нестандартного оборудования или с
мощью метода «ямок травления». Необходимо иметь в виду, что выбор
метода измерения деформаций должен определяться уровнем
ряемой величины, так как при завышенной чувствительности метода
на результат исследования микропластичности могут накладываться
дополнительные эффекты, возникающие в области нелинейной
гости (релаксация, упругое последействие и др.).
Сущность предлагаемого испытания на микропластичность
ключается в прецизионном измерении приращения малых
ческих деформаций поверхностного волокна напыленного образца,,
подвергаемого изгибу при периодическом снятии возрастающей
грузки (рис. 3.9).
Для увеличения чувствительности метода на один из концов
образца прикреплен удлинитель с нанесенной на торец визирной
кой. С помощью оптико-измерительного устройства наблюдают за
положением риски после каждой очередной разгрузки образца,
меряя невозврат к исходному положению. За исходное положение
риски принимается положение перед началом испытаний
ленного образца. Невозврат риски свидетельствует о начале
ческой деформации поверхностного волокна. Увеличение нагрузки
при каждом новом повторном нагружении зависит от уровня
ности материала и обычно оценивается предварительными
ями. Испытания продолжаются до достижения остаточного прогиба
образца, соответствующего остаточному удлинению
го волокна на 0,2%, т. е. до достижения предела текучести
при изгибе.
Известна расчетная формула, связывающая размеры образца
и его остаточный прогиб:
/ост = ~Щ% W-2)
39
70
\\
2,5/77
40
V(vO
200
Рис, 3.9. Форма, размеры и схема нагружения образца при испытании на мик-
ропластичность.
Р — усилие нагружения; П — покрытие; Уост— прогиб образца; а — угол наклона
нителя; Н — подъем конца удлинителя; неуказанные предельные отклонения размеров
разца Я12, Л12, ± AГ12)/2.
где I — длина рабочей части; h — высота сечения; 8 —
ное удлинение поверхностного волокна. Если задаться допуском на
относительное удлинение, таким же как при испытаниях на
ние, а именно: для определения предела упругости еу = 0,0005^
для определения предела текучести 8Т = 0,002, то соответствующие
остаточные прогибы можно определить по приведенной выше
ле, т. е.
^0,05
/ост :
0,0005ZV6fc; /ост = 0х0021Щк.
Установка для определения микропластической деформации
разцов с покрытиями (фото 4) работает следующим образом:
зец 11 (рис. 3.10) с закрепленным на концах удлинителем 13 и
грузиком 5 помещается на опорные призмы 6 предметного столика 12.
Предметный столик жестко соединен со стаканом §, который одет на
вал 20 и застопорен винтами 7. Вертикальное перемещение вала 20
для поднятия столика с образцом осуществляется вращением
вой гайки 9, опирающейся на неподвижную опору 10 станины 22.
После соприкосновения уложенного на призмы образца с
жающей призмой 4 и поднятия стержня 3 с площадкой для грузов 2
над опорой-втулкой 17 на высоту 3—4 мм производится настройка
отсчетной системы. Для этого с помощью реечной зубчатой передачи
75, закрепленной на стакане 8, к концу удлинителя 13 подводится
оптическая трубка 15 с окуляр-микрометром. Оптическая трубка
смонтирована на микроскопном столике, имеющем возможность
40
Рис. 3.10» Схема установки для
таний на микропластичность.
1 — тарированные грузы; 2 — площадка для
грузов; з — нагружающий стержень; 4 —
гружающая призма; 5 — контргруз; 6 —
ные призмы; 7 — стопорные винты; 8 —
кан; 9 — ходовая гайка; 10 — неподвижная
опора; 11 — исследуемый образец; 12 —
ный столик; 13 — удлинитель; 14 —
тор; 15 — окуляр-микрометр; 16 — базовая
пластина; 17 — втулка; 18 — реечная
тая передача; 19 — стопорный винт; 20 —
довой вал; 21 — кронштейн; 22 ¦— станина.
перемещения в горизонтальной плоскости в двух взаимно
кулярных направлениях. Для этого на ребрах столика имеются
циальные микрометрические винты. Основание столика закреплено
на подвижной рейке зубчатой передачи 18 с помощью пластины 16
и кронштейна 21. Положение отсчетного устройства по высоте
руется винтом 19. После совмещения нуля окуляр-микрометра с
зирной риской удлинителя 13 установка готова к работе. В случае
измерения перемещений визирной риски, больших чем 1 мм, когда
она выходит из поля зрения окуляр-микрометра, отсчетное
ство может быть поднято в новое положение нуля, а высота поднятия
при этом определяется по шкале индикатора часового типа 14.
Образец нагружается тарированными грузами 1 на площадку 2%
которая закреплена на стержне 3 с нагружающей призмой 4. Грузы
представляют собой стальные квадратные пластины (толщиной 3—
6 мм) двух типоразмеров. Вес пластин 400 ± 0,5 и 800 чь 0,5 г.
Наложение грузов и снятие их необходимо производить плавно,;
без толчков и смещений во время контакта грузов с площадкой.
Грузы следует укладывать так, чтобы общий центр тяжести
дился на оси нагружающего стержня, а сама площадка — в
тальном положении. При опускании и поднятии грузов центр
сти должен перемещаться точно вверх или вниз по вертикали.
пускается наложение или снятие грузов поочередно партиями
стин, приблизительно равных по весу.
По выбранной нагрузке вычисляется напряжение изгиба в месте
максимального прогиба образца. Для этого используется формула
0.5И п оч
где Р — действующая нагрузка, кг @,5 — вес площадки для грузов,*
кг); I — расстояние между опорными призмами, мм; W — момент
сопротивления сечения рабочей части образца, равный V6 bh2\ b —
ширина рабочего сечения образца, мм; h — толщина образца, мм.
По измеренным остаточным перемещениям визирной риски Н
удлинителя вычисляется остаточная деформация поверхностного
локна образца (в мм)
0,6»fr-ff ,о /ч
41
МПа
1500-
1100-
700-
500
10
10'
€0CTi MM/MM
Доверительный интервал
разброса значений ег
ется с помощью критерия Стыо-
дента.
Результаты проведенных
следований рациональных схем
упрочнения основы деталей
шин перед нанесением
стойких покрытий показали
большую информативность
дики определения
тичности. На рис. 3.11
но изменение
ти стали У8А, упрочненной
личными способами. Большая
микропластическая деформация
стали после упрочнения
лируемой термопластической
обработкой (РТПУ) по
нию с изотермической
кой и ВТМО указывает на
бое субструктурное состояние
бейнита, обеспечившее
шенные значения вязкости
рушения.
Применение данной
ки для оценки свойств покрытий
весьма перспективно, так как источником информации при этом
будут тонкие приповерхностные слои, состав и дислокационная
тура которых в конечном счете определяют надежность и
ность изделия с покрытием.
Рис. ЗЛ1. Влияние предварительно!0
упрочнения основного металла на
витие микропластической деформации
стали У8А.
1 — изотермическая закалка (?а= * 000°С),
йиз~ 300°С); 2 — термомеханическая
мическая обработка (?а= *деф= * 000°С, 8 =
= 40%, *из= 300°С); 3—регулируемое
мопластическое упрочнение (^а" ^деф —
= 1 000°С, ei=40%, Ti= 15 с, 82=18%,
*из= 300°С); 4 — изотермическая закалка
(*а= 850°С, *из= 300°С); о*изг— изгибающее
напряжение; гост— относительная остаточная
деформация поверхностного волокна; ?а, гиз,
*деф—температуры соответственно аустенити-
зации, изотермической выдержки, деформации;
е, 8i, s2— степени деформации; xt—
формационная пауза.
ОПРЕДЕЛЕНИЕ КОНТАКТНОЙ ВЫНОСЛИВОСТИ
Согласно стандарту [71], контактная усталость — процесс на-
копления повреждений и развитие разрушения поверхностных слоев
материала под действием переменных контактных нагрузок,
ющих образование ямок выкрашивания (питтингов) или трещины и
снижение долговечности изделия.
Усталостное выкрашивание наблюдается при пониженной кон*
тактной прочности материалов или высоких контактных
ниях на рабочих поверхностях зубчатых колес, подшипников
ния, бандажей, крановых колес, рельсов и т. д.
Несмотря на то что по схеме нагружения контактные испытания
отличаются от усталостных, например при изгибе или растяжении —
сжатии, кинетика процесса (постепенное накапливание
ний — образование трещин — рост трещин — разрушение),
ночные характеристики (предел выносливости, коэффициент вари-
42
ации пределов выносливости и др.)> роль концентраторов
ний у них аналогичны.
В зоне контактирования образца и контртела возникают
ные и касательные напряжения. В отличие от нормальных
ний, монотонно снижающихся по мере удаления вглубь от
ности, распределение касательных напряжений является более
ным. Кривая зависимости касательных напряжений от расстояния
до поверхности имеет максимум. В работах [72, 73] показано, что
усталостные трещины, возникшие при контактном нагружении,
пространяются в направлении, совпадающем с действием
ных напряжений.
Следует отметить, что наряду с указанными напряжениями в
не контактирования возникают силы трения, которые, действуя
одновременно с касательными напряжениями, усиливают последние,,
приводя к образованию питтингов. Склонность к образованию пит-
тингов определяется многими факторами. Прежде всего необходимо
стремиться к понижению контактных нагрузок и увеличению
ности приповерхностных объемов. Повышение скорости качения и
скорости течения смазывающей жидкости, исключение
вания, уменьшение температуры в зоне контактирования приводят
к увеличению усталостной прочности поверхности трения [74].
Вопросы терминологии, обозначений, статистической обработки
результатов испытаний, а также условия испытаний для четырех схем
нагружения регламентированы стандартом [71 ] и здесь не
ваются.
При нанесении покрытий на поверхность деталей с целью
личения контактно-усталостной долговечности следует учитывать
два обстоятельства. Во-первых, толщина покрытия должна
чать совпадение зоны распространения максимальных касательных
напряжений с границей раздела «покрытие — основа». Во-вторых,;
основной металл должен быть достаточно упрочнен, чтобы
вратить деформацию и продавливание покрытия, приводящих к
слаиванию покрытия даже в случае достаточно высокой прочности
соединения с основным металлом.
Существенное влияние на особенности разрушения материалов
с покрытиями и на характеристики контактной усталости оказывают
условия деформирования, толщина покрытий и другие факторы.
Для электролитических покрытий, по данным В. С.
чество таких факторов достигает 15. Для газотермических покрытий
их, вероятно, значительно больше. В. С. Калмуцкий предлагает
решать задачу повышения контактной прочности металлов с
тиями с учетом вероятностно-статистического характера реальных
условий получения и нагружения покрытий [53, 54, 75, 76].
мизация условий формирования и последующих обработок некоторых
электролитических покрытий позволила повысить ресурс покрытий
при контактном нагружении на 15—20%. Работоспособность деталей
с покрытиями оценивалась по вероятности разрушения композиции
«сталь — покрытие» или покрытия при заданном уровне
го нагружения.
43
В лабораторных условиях наиболее надежной проверкой
вильности выбора покрытия и основного металла для работы^при
контактном нагружении являются испытания, которые с наибольшим
приближением моделируют условия эксплуатации реальных
конструкций. К переменным факторам, действующим при
ях, относятся характер нагружения образца, состав, толщина и
структура покрытия, чистота обработки рабочей поверхности
ца, формы и размеры концентраторов напряжений, температура,;
наличие или отсутствие смазки и др. Многообразие схем испытаний
обусловливает различие в конструкциях испытательных установок.
Однако все они должны [62, 71]: позволять моделировать схему
гружения образцов; обеспечивать при необходимости подачу смазки;
регулировать величину нагрузки на образец (она может отличаться
от заданной не более чем на 2%); автоматически выключаться при
резком увеличении или уменьшении нагрузки, либо при прекращении
подачи смазочного материала; автоматически выключаться и
ровать, согласно принятому критерию разрушения, момент
шивания на рабочей поверхности образца.
Методы испытаний для четырех схем нагружения: качение без
проскальзывания; качение с проскальзыванием; качение с внешней
касательной нагрузкой; пульсирующий контакт —
рованы [71]. Первая и третья схема могут быть реализованы на
шине типа МКВ-КМ, на которой испытание проводят путем обкатки
образца между двумя контртелами. Для второй схемы можно
менять серийные машины моделей СМЦ-2 и.СМТ-1.
В Кишиневском политехническом институте при определении
долговечности и предела выносливости стали с покрытиями при
тактном нагружении использовали двухконтактную роликовую
шину вертикального типа [76]. Образцы из нормализованной стали
45 покрывали слоем электролитического железа толщиной 0,2 мм.
Испытывали роликовые образцы с длиной контактной линии 10 мм>
Температуру поверхности образца измеряли хромель-копелевой
мопарой, горячий спай которой приваривали к поверхности ролика.
Для повышения точности испытаний и уменьшения погрешностей
перед началом исследований машина «прогревалась», т» е. вместо
испытуемого образца устанавливали ролик, который обкатывали до
тех пор, пока температура контртела не достигала 45— 48°О* Кроме
того, предварительно проводили приработку поверхности образца
по методике ступенчатого нагружения. Шероховатость
вали по ГОСТу 2789—73. Приработанные образцы подвергали
танию по схеме качения без проскальзывания при суммарной
сти качения 8,4 м/с при подаче в зону качения моторного масла.
Испытания моделировали работу шеек коленчатого вала двигателя
ЯМЗ-240. Начало прогрессирующего выкрашивания поверхности
фиксировали как визуально, так и при помощи специальной
паратуры.
Многочисленные схемы существующих машин для испытаний
на контактную усталость рассматриваются в книгах [62, 72].
Разработан электронный автоматический выключатель*
ливающий электродвигатель машин при поверхностном выкрашива-
44
Рис. 3.12. Определение контактной усталости,
с —схема нагружения; 1—индентор; 2 — образец; 3'—опора скольжения; 4 — рамка
для крепления образца; Рт— средняя нормальная нагрузка; Ра— амплитуда нормальной
нагрузки цикла; б — цикл напряжений; Гц— период цикла*
нии образца. Для исследования упрочненной основы и различных
покрытий на контактную выносливость при^пульсирующем контакте
нами рекомендуется методика и специальная установка,
щая условия работы материала при регулярных законах
ния [77].
Испытания по предлагаемой схеме проводят при нагрузке,,
меняющейся по синусоидальному закону (рис. 3.12), и критерием
потери стойкости является появление на контактной поверхности по
контуру пятна контакта усталостных трещин, которые можно
ровать при помощи специальной дефектоскопической аппаратуры или
визуально.
Кинематическая схема установки представлена на рис. 3.13.
От электродвигателя 1^ (п = 1500 об/мин) через муфту 2 вращение
передается на вал 27, установленный на двух опорах 3 с
ками качения. На валу 17 на шпонке закреплен эксцентрик 4. По-
Рис. 3.13. Кинематическая схема установки для
таний образцов с покрытиями на контактную
вость по схеме «пульсирующий контакт».
1 — электродвигатель; 2 — муфта; з — опоры качения; 4 —
эксцентрик; 5 —толкатель; 6 — опоры скольжения; 7 — шток;
§ _ пружина; 9 — стакан; 10 — гайка; и — шток; 12 —
разец с покрытием; 13—индентор; 14—динамометр; 15 —
рамка; 16 — счетчик; 17 — вал.
15
45
2,4h6
Z,5
Рис. 3.14. Образец для испытания на
контактную усталость.
Неуказанные предельные отклонения разме-
ров Л12; А — поверхность с покрытием*
ступательное движение от эксцентрика через толкатель 5 передается
на шток 7, перемещающийся в подшипнике скольжения. На конце
штока 7 нарезана резьба, на которую навинчивается регулирующий
стакан 9. На шток 11 устанавливается нагружающая пружина <?,
жесткость которой регулируется стаканом 9 и гайкой 10. При
щении стакана вращается гайка, что приводит к сжатию или
жатию пружины. Шток 11 установлен в подшипнике скольжения в
и передает движение от кулачка 4 через толкатель 5, шток 7 и
ну 8 на индентор 15, который ввинчивается в шток 11 и фиксируется
там. Образец 12 вставляется в рамку 15 и фиксируется в шести
личных положениях. Усилие пружины определяется динамометром
14 после снятия образца. Число циклов нагружения фиксируется
по счетчику 16. Общий вид установки показан на фото 5.
Для проведения серии испытаний образцы необходимо готовить
по одному технологическому процессу, макро- и микроструктура
должны быть идентичны, а значение твердости для образцов —
кими. Предельное отклонение по твердости не должно превышать
НВ + 5 или HRC ± 0,5. Термическая обработка металла
дится до финишных операций изготовления образцов.
му упрочнению подвергаются окончательно изготовленные образцы
(рис. 3.14). Рабочую часть их необходимо полировать*
Подготовка к исследованиям состоит из следующих этапов.
Образец 2 зажимается в подвижной рамке 1 (рис. 3.15) и прочно
ксируется винтами 3. Перемещение образца в процессе нагружения
не допускается. Рамка с образцом устанавливается в направляющие
и прочно крепится там двумя коническими винтами через отверстия
4. Путем вращения вала 17 кулачок 4 устанавливается в нулевое
положение (см. рис. 3.13). Индентор 13 вывинчивается из штока 11
до касания с поверхностью образца и фиксируется контргайками.
При этом необходимо следить, чтобы между кулачком 4 и
лем 5 не было зазора. Далее вращением стакана 9 устанавливается
необходимое усилие пружины 8.
Воспроизводимость результатов испытаний образцов на
тактную усталость обеспечивается комплексом требований к
тельному оборудованию, методом отбора образцов и условиями
ведения испытаний. За расчетное напряжение в зоне контакта
нимается максимальное нормальное напряжение (МПа)
cw = 2165,88 VW, C.5)
где Р — нормальная нагрузка, Н; d — диаметр индентора, мм.
Выбор уровней напряжений должен обеспечивать в процессе испыта-
46
Рис. 3.15. Рамка для закрепления образца.
1 —>. зажимы; 2 —• образец; з— фиксирующие
винты; 4 — коническое отверстие.
ния|постоянство размеров и формы площади контакта.
ное значение azmax при испытании образцов на верхнем уровне кривой
контактной усталости выбирают в зависимости от уровня твердости
покрытий [71].
Конструкция установки позволяет проводить испытания
дого образца для шести уровней напряжений. Для построения кривой
контактной усталости и определения предела контактной
сти число образцов в партии должно быть 4—6.
Кривые контактной усталости при пульсирующем контакте
строятся для партии одинаковых образцов, испытанных при
ковых средних напряжениях цикла (tfzmax)m- За критерий разрушения
при испытаниях по схеме «пульсирующий контакт» принимается
интервал времени до образования микротрещин в зоне контакта.
Но так как фиксация первой микротрещины затруднительна и при
исследовательских испытаниях допустимы иные критерии
ния, то нами рекомендуется использовать момент образования пит-
тингов по контуру пятна контакта. Для более точного определения
числа циклов нагружения, при котором образуются первые питтин-
ги, в процессе испытания образца строится график Du = /(Л^ц), где
Dn — диаметр пятна контакта (мкм), измеряемый с помощью
скопа, N4 — число циклов нагружения (рис. 3.16). В момент
ния питтингообразования (начало третьей стадии развития
ния) происходит резкое увеличение пятна контакта, что означает
начало разрушения при заданном уровне напряжения цикла.
делив таким образом количество циклов нагружения, при которых
происходит контактно-усталостное разрушение на различных
нях напряжений, строится график контактной усталости в
тах azmax = /С#ц).
Рассмотренная методика позволяет оценить контактную
ливость упрочненной металлической основы и отдельно покрытия,;
нанесенного струйно-плазменным методом на образцы [78],
47
Рис. 3.16. Схема развития разрушения.
2 — упругопластическая деформация; 2 — накопление усталостных повреждений; 3 —
тактно-усталостное разрушение.
В отличие от испытаний упрочненных сталей оценка
ной выносливости образцов с покрытиями имеет свои особенности.
Во многих случаях это связано с высокой хрупкостью покрытий и
низкой прочностью соединения покрытий с основным металлом.
Существенное влияние на результат контактно-усталостных
риментов оказывают пористость и низкая когезионная прочность
покрытий.
При малых удельных нагрузках в износостойких струйно-плаз-
менных покрытиях ПН85Ю15, как правило, довольно легко
кают трещины, приводящие в дальнейшем к образованию выколов
(фото 6). При больших контактных нагрузках в районе пятна
такта возможно отслаивание покрытия от основного металла. Это
ление сопровождается вспучиванием и интенсивным выкрашиванием
покрытия по периметру пятна контакта.
Результаты исследований самофлюсующихся покрытий
венно отличаются от данных, полученных при испытаниях струйно-
плазменных покрытий ПН85Ю15. Несмотря на высокую твердость
(Я.ЙС53), покрытие ПН70Х17С4Р4 толщиной 0,6 мм испытывает
чительную пластическую деформацию без образования крупных
щин. При экспериментах с большими контактными давлениями
грузка 900 Н, диаметр индентора 2,5 мм) наблюдается вдавливание
материала покрытия в основной металл. После двух миллионов
лов нагружения с помощью металлографических исследований на
глубине 0,2—0,5 мм обнаружены микротрещины длиной 0,1—0,7 мм,
располагающиеся параллельно плоскости покрытия. Между
ным металлом и покрытием трещин не обнаружено. Процесс
ния диаметра пятна контакта сопровождается появлением на
ности покрытия касательных и радиальных микротрещин. После
слияния отдельных микротрещин по периметру пятна образуются
выколы (фото 7).
48
Однако в связи с особенностями микроструктуры покрытий
не во всех случаях удается выявить три стадии процесса контактно-
усталостного разрушения, как это было показано для объемно
ненного основного металла.
Большую информацию о кинетике и механизме разрушения
разцов при повторно-контактном нагружении дают испытания на
установке, представленной на рис. 3.17 [79]. Сущность испытаний
заключается в обкатке замкнутого контура из шести образцов
ными закаленными шариками из стали ШХ15. Образцы 2
ются в виде шестиугольника на кольцевой зазор магнитной плиты 1
и дополнительно закрепляются механическими упорами во
ние сдвига. На образцах устанавливается нагружающий узел,
ящий из сепаратора 3 с тремя шариками 4 и обоймы 5 упорного
шипника. При вращении обоймы шпинделем 6 сверлильного станка
С-25 шарики получают вращательное движение и перемещаются по
поверхности образцов. Необходимое контактное давление создается
грузом 7.
Осмотр, фотографирование и замеры параметров контактной
ны образцов после необходимого числа циклов нагружения
ществляются с помощью микроскопа 8.
На данной установке исследовалась стойкость образцов из
ли 65Г при повторно-контактном нагружении после
турной термомеханической
ботки с диффузионным
нием аустенита (ВТМДО) [79] п
после комбинированного
ния, включающего ВТМДО и
последующее деформационное
рение (обжатие 3%, старение при
250°С).
2S)-
1,2
50В
Рис. 3.17. Схема установки для
ки контактной выносливости при
катке шариками (а) и расположение
образцов на магнитной плите (б).
1 — электромагнитная плита; 2 —
зец; 3 — сепаратор; 4 — шарик; 5 —
ма упорного подшипника; 6 — шпиндель;
7 — груз; 8 — микроскоп; 9'~
двигатель; Р — нагружающее усилие; пх—
частота вращения вала электродвигателя;
п2—частота вращения шпинделя.
12.
Рис, 3.18. Изменение ширины канавки
(*к) в стали 65Г при
ном нагружении.
Стальные образцы предварительно упрочнены:
1 —/ВТМДО; 2 — ВТМДО + ДС
пературная термомеханическая обработка с
дополнительной деформацией поверхности и
старением); Иц— число циклов нагружения;
нагрузка 144 Н«
4 Л. И. Тушинский, А. В. Плохов
49
При обкатке шариками на образцах сначала появляется
ка, ширина которой может быть мерой сопротивления стали смятию.
Затем образуются поверхностные трещины и отслоения
ние). По величине выкрашивания можно судить об интенсивности
контактного разрушения.
Результаты определения контактной выносливости
ны на рис. 3.18. Так же как и при испытании по схеме нагружения
«пульсирующий контакт», в изменении величины канавки можно
делить три периода (см. рис. 3.18). Первый характеризуется
сивным увеличением ширины, обусловленным пластической
цией испытуемых образцов. Во втором периоде ширина канавки
меняется незначительно, что связано с исчерпанием запаса
ности. При этом образуются и развиваются микротрещины. В
ем периоде наблюдается ускоренное увеличение ширины канавки,
образуется много питтингов, в результате чего канавка интенсивно
разбивается в связи с изменением траектории их движения при
никающих динамических ударах в местах отслоений.
ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ПОКРЫТИЙ
Предел прочности покрытий всегда значительно ниже предела
прочности аналогичного монолитного материала. Это объясняется
тем, что прочностные свойства обусловлены не прочностью
ных частиц, составляющих покрытие, а теми силами соединения
между частицами, которые возникают в процессе формирования
напыленного покрытия [80].
При механических испытаниях отмечается большой разброс
зультатов. Это связано, например, с трудностью изготовления
меняемых микрообразцов, с неоднородностью их строения,
ем микротрещин, с локальной пористостью покрытий. Поэтому
тания обычно проводят на большом количестве образцов F—10).
Не много имеется работ, в которых оценивали прочностные
ристики материала покрытий. Наиболее систематические
ния механических свойств покрытий на микрообразцах проводились
в Кишиневском сельскохозяйственном институте им. М. В. Фрунзе
[81-83].
Серийно выпускаемые машины, предназначенные для макро-
образцов, обычно не используются для микромеханических
ний из-за трудности крепления микрообразцов, высоких
стей измерения, отсутствия специальной регистрирующей
ры и т. д. Конструкции оригинальных установок для механических
испытаний образцов в интервале толщины 10—100 мкм, а также
особенности деформации и разрушения пленок и фольг рассмотрены
в обзоре [84].
Микромашины для исследования механических свойств должны
обеспечивать [85] регистрацию небольших усилий и деформаций,
дежную установку и точную центровку образцов в захватах, малую
скорость нагружения.
Рис. 3.19. Образцы для испытаний
крытий на растяжение в продольном
(а) и в поперечном (б) направлениях.
J, 4, 6 — покрытия; 2 — утолщение на
ке; 3 — трубка; б, 7 — оправки; 8 — клей.
Для образцов малых размеров
характерно разрушение при
шей деформации по сравнению с
массивными образцами. Причиной
этого являются, во-первых,
меримость размеров зерен-частиц с
толщиной образца, во-вторых,
кое уменьшение доли
ной деформации, локализуемой .в
весьма узкой области возле
ны разрыва [84]. Размеры микрообразцов целесообразнее выбирать
геометрически подобными стандартным. Образцы обычно
ваются из отделенного от основного металла покрытия. Отделение
можно производить либо механически, либо путем химического
ворения основного металла. Иногда, особенно для конденсированных
покрытий, образцы изготавливают напылением через маску.
Предел прочности в продольном направлении и относительное
удлинение различных металлических покрытий оцениваются на
трубчатых образцах [61 ]. На стальную трубку 3 (рис. 3.19, а), на
цах которой имеются утолщения с внутренней резьбой, наносится
крытие 1. Для локализации места разрушения в покрытии в
ральной его части делается проточка глубиной 0,05 мм. После
ния трубки образец устанавливается в захватах разрывной машины
при помощи резьбы в утолщениях 2. Для облегчения удаления
ки М. Милевский предлагает на ее поверхность перед напылением
нанести тонкий слой поваренной соли, которую потом нужно
рить в воде.
При другом способе испытаний прочности в продольном
лении покрытие 4 наносится на цилиндрическую поверхность
вок 5, плотно прижатых друг к другу. Испытание покрытия
водится после шлифования.
Предел прочности в поперечном направлении определяется
евым методом. Отделенное от основного металла покрытие 6
ивается с обеих сторон к оправкам 7 (рис. 3.19, б). Когезионную
прочность можно найти, если разрушение произошло по покрытию*
а не по клею S. В последнем случае можно лишь считать, что
ность покрытия больше прочности клеевого соединения.
Для испытаний на растяжение тонких пленочных покрытий
предназначен разработанный А. И. Ильинским и Г. Е. Ляхом на
зе аналитических весов Т1-1 прибор, обладающий возможностью
томатической записи диаграммы растяжения. Усилия задаются
электромагнитом и измеряются с точностью ±10%. Деформация ре-
51
гистрируется индуктивным датчиком с точностью ±0,5 мкм. Образец
устанавливается в захватах и тщательно центрируется. Диаграмма
растяжения записывается в координатах «сила тока — перемещение».
Соответствующий пересчет проводится на основе тарировочного
фика для электромагнита. Микромашина относится к приборам
кого нагружения. Для испытаний микрообразцов в широком
вале температур этими же авторами (совместно с И. П. Сапелкиным)
разработана «жесткая машина», нагружающее устройство которой
состоит из электродвигателя, редукторов и винтовой пары [84].
В некоторых случаях для исследования образцов, изготовленных
из отделенного от основного металла покрытия, можно
зоваться рекомендациями из стандартов для порошковой
гии по определению механических характеристик при изгибе и
жении [86, 87].
Из четырех констант упругих свойств для материалов покрытий
наиболее важными являются модуль Юнга (модуль упругости при
растяжении) и коэффициент Пуассона. Эти критерии сопротивления
упругой деформации необходимо знать не только для оценки
сти и прочности, но прежде всего для вычисления одной из главных
характеристик покрытия — величины остаточных напряжений.
У металлов модуль Юнга практически не зависит от структуры и
термической обработки и определяется только прочностью
ных связей. Легирование и пластическая деформация также не
зывают заметного влияния на модуль упругости. При нагреве
риалов отмечается падение величины Z?, причем между
ным коэффициентом модуля Юнга и термическим коэффициентом
нейного расширения наблюдается прямая зависимость. Это связано
с увеличением расстояния между атомами в кристаллической решетке
из-за роста температуры, а следовательно, и уменьшением сил
атомного взаимодействия.
Иная картина наблюдается у газотермических покрытий, модуль
Юнга которых зависит не только от температуры при испытаниях,;
но и от способа напыления, технологических режимов, пористости
и т. д. Поэтому для каждого конкретного покрытия модуль Юнга
должен находиться экспериментально. Попытки установить
цию между значениями пористости и модулем упругости не
чались успехом [81].
Модуль Юнга плазменных покрытий определяется статическими
(А. М. Вирник, В. В. Кудинов и др.) и динамическими методами
(Л. И. Дехтярь, Б. А. Ляшенко, В. А. Барвинок, Г. М. Козлов и др.)'
Модуль упругости окисных покрытий при температурах 20, 600,:
1000°С оценивали на специальной высокотемпературной установке
при скорости деформирования 1 мм/мин. За схему нагружения
нимали трех-, четырехточечный изгиб брусков размером 5 X 5 X 70 мм2
[9]. Образцы изготавливались следующим образом: в плазменном
покрытии толщиной 5,5—6 мм, нанесенном на цилиндрическую
равку, прорезались алмазным кругом пазы по образующей до
ного металла. После механического отделения брусков проводили их
шлифование в оправке до указанных размеров. Испытания проводи-
52
лись в атмосфере аргона с предварительным вакуумированием. Для
покрытия из окиси алюминия отмечается значительное уменьшение
модуля упругости с увеличением температуры. Так, при 20°С Е =
= 127 ~ 169 кПа, при 1000°С Е = 17 ч- 20 кПа [9].
Интересные данные при послойном определении модуля
гости в плазменных металлических покрытиях получены Л. И. Дех-
тярем, В. С. Лоскутовым и др. [81 ]. Результаты испытаний на
нальных установках показали, что при послойном осаждении
хрома и вольфрама величины модуля упругости постоянны по
не каждого слоя и незначительно (на 1—8%) изменяются в
ных слоях из одного и того же материала. Факторы, влияющие на
температурное состояние частиц напыляемого покрытия, оказывают
более существенное воздействие на характеристики упругости
менных покрытий, чем факторы, определяющие температурное
стояние основного металла [81].
Для определения модуля Юнга могут быть использованы
машина Шевенара, вертикальная испытательная машина ИРМ-0,2,
микромашина ВИАМ и другое оборудование для микромеханических
испытаний [84, 85, 88].
Статические измерения констант упругости покрытий имеют по
крайней мере два недостатка. Отмечаются большие трудности
товления брусков-образцов: при отделении покрытия от основного
металла и особенно при шлифовании. Кроме того, проведение
таний статическими методами весьма затруднительно из-за высокой
хрупкости материала. Незначительная упругая деформация обычно
завершается разрушением без следов пластической деформации.
Использование высокочувствительных тензорезисторов и тензостан-
ций с большим коэффициентом усиления сопровождается
ем погрешности измерений. Динамические методики определения
констант упругости покрытий, разработанные более детально,
водят к меньшим погрешностям и применяются чаще.
В. А. Барвинок и Г. М. Козлов определяли коэффициент
сона плазменных покрытий звуковым методом, путем возбуждения
в образце стоячей волны первого тона [89]. Этот динамический
соб выгодно отличается от статических испытаний, так как усиление
переменного сигнала от тензорезисторов не составляет особых
нений. В основе метода лежит особенность деформации стержня
стоянного поперечного сечения при возбуждении в нем стоячей
ны первого тона. Периодические продольные деформации растяжения
и сжатия с частотой собственных колебаний стержня вызывают
перечные сокращения слоев материала, величина которых зависит от
коэффициента Пуассона. Эти деформации измеряются тензорезисто-
рами типа 2ФКПА с базой 5 мм и сопротивлением 200 Ом, которые
наклеиваются на образец прямоугольного сечения. Схема для
рения коэффициента Пуассона состоит из двух мостов Уитстона, один
из которых служит для определения продольной деформации,
гой — для измерения поперечной деформации. Коэффициент
на находится по формуле
,; C-6>
53
где Д?/П<ш— амплитуда напряжения на выходе моста для
ния периодической поперечной деформации; АС/пр — амплитуда
напряжения на выходе моста для измерения периодической
ной деформации. Колебания в образце возбуждаются звуковым
нератором [89].
Определив экспериментально коэффициент Пуассона и модуль
Юнга, можно рассчитать две остальные константы упругости
тия: модуль сдвига и модуль объемной упругости. Интересна
ка применения метода акустической эмиссии для исследования
тики разрушения покрытий [90]. Появляется возможность при
пользовании соответствующей аппаратуры провести
но-временную локацию и идентификацию нарушения сплошности
покрытия. Основными информативными параметрами при этом
ляются амплитуда сигнала — величина, связанная с увеличением
линейного размера дефекта, и интенсивность сигнала, т. е. число
элементарных актов перераспределения полей напряжений в единицу
времени [91, 92].
Образцы представляют собой систему, состоящую из упругой
либденовой основы, на поверхность которой наносятся хрупкие ди-
силицидные покрытия толщиной от 40 до 250 мкм [90]. С датчика,
прижатого к образцу, сигнал акустической эмиссии поступает на
предварительный усилитель, а затем на вход прибора акустической
эмиссии. При растяжении образца в хрупком покрытии развитие
трещины от дефекта до основного металла происходит с высокой
ростью и в один акт. Число зарегистрированных импульсов
ческой эмиссии будет пропорционально количеству разрывов, начи-х
ная с первых микротрещин и заканчивая появлением магистральной
макротрещины. В работе [90] показана принципиальная
ность применения перспективного метода акустической эмиссии для
анализа качества покрытий, в частности определения зависимости
прочности покрытия от его толщины.
Нами рекомендуется методика определения когезионной
ности покрытий с использованием специальной установки,
наченной для исследования микропластичности (см. рис. ЗЛО).
Покрытие из интерметаллических порошков, нанесенное на
скую металлическую поверхность струйно-плазменным методом,
щиной 0,3—1,0 мм отделяется от основы механически благодаря
лой прочности соединения с полированной поверхностью плоского
металлического образца. Предварительно, до отделения покрытия,
из образца вырезается электроэрозионным методом призма сечением
4x20 мм. Отделенные от основы пластинки покрытий помещаются
на опорные призмы установки и нагружаются сосредоточенной
грузкой до разрушения. Определяется Свизг — предел прочности при
изгибе и / — прогиб, характеризующий величину упругой
ции покрытия. Этот метод имеет, по нашему мнению, преимущества
перед более универсальными испытаниями на растяжение,
ными выше. Он исключает опасные перекосы, неизбежные при
креплении образцов в захватах машины, и "обеспечивает надежные
зультаты, удобные для сравнительных оценок качества различных
54
покрытий в зависимости от режимов их нанесения и химического
става порошка. Данные о когезионной прочности покрытий из
металлических порошков, нанесенных струйно-плазменным способом,
приведены на рис. 6.20 в сопоставлении с их износостойкостью в
разивной среде.
Глава 4
ПРОЧНОСТЬ СОЕДИНЕНИЯ ПОКРЫТИЯ
С ОСНОВНЫМ МЕТАЛЛОМ
КОЛИЧЕСТВЕННАЯ ОЦЕНКА ПРОЧНОСТИ СОЕДИНЕНИЯ
МЕТОДОМ ВЫТЯГИВАНИЯ ШТИФТА
В настоящее время нет единого термина, обозначающего силу
связи между основным металлом и покрытием, отнесенную к
це их общей поверхности. Наиболее часто используются следующие
понятия: адгезия, адгезионная прочность, прочность сцепления
крытия с основой, адгезионная прочность соединения с основой и др.
Такая неопределенность в терминологии для одной из важнейших
характеристик покрытия, разумеется, вносит путаницу как в
альной литературе, так и в технологической документации при
следовании свойств покрытий в производственных условиях.
Адгезия (прилипание, слипание, схватывание) и производные от
этого слова не всегда корректно характеризуют те многообразные
причины, которые приводят к соединению основного металла с
крытием. На наш взгляд, более правильным термином, описывающим
удельную силу этой связи, является «прочность соединения покрытия
с основным металлом», или «прочность соединения покрытия с
новой».
При выборе материала покрытия и метода его нанесения
но оценивается уровень прочности соединения. Эта характеристика
считается одним из основных критериев, которые определяют как
область применения, так и эксплуатационные характеристики
тия 161], особенно в том случае, если изделие с покрытием
ет роль несущей конструкции. Разумеется, при нанесении,
мер, защитных (антикоррозионных) покрытий внимание прежде
го должно уделяться специальным свойствам. Несмотря на то что
прочность соединения является «в большинстве случаев основной
рактеристикой. .. паспортом, удостоверяющим работоспособность
покрытия» [16], разработка теоретических методов расчета прочности
соединения только начинается.
В. С. Калмуцкий предлагает методы расчета работоспособности
деталей с покрытиями с учетом случайного характера переменных
55
нагрузок. Вводится «коэффициент безопасности по сцепляемости»,
представляющий собой отношение наименьшего вероятностного
чения прочности соединения при заданном уровне риска отслоения
покрытия к максимально возможной величине напряжений в детали,
определяемой статистическими методами [53, 54, 75]. Предлагаются
формулы для оценки масштабного фактора прочности соединения,
погрешность вычисления которых не превышает 10%. Однако,
смотря на то что реализация разработанных принципов позволила
повысить прочность соединения более чем в три раза [54],
женные закономерности апробированы только на композиции
«сталь — электролитическое покрытие» (электролитическое железо).
Применение вероятностно-статистических методов анализа и
зирование прочности соединения покрытия для газотермических,
детонационных покрытий будет, по-видимому, затруднено
ствие более сложного строения последних по сравнению с
литическими.
Ранее считалось, что соединение покрытия с основным металлом
при большинстве способов напыления происходит за счет
ских связей [61], что предварительная подготовка поверхности,
в частности пескоструйная обработка, приводящая к повышению
роховатости, способствует усилению механических связей за счет
заклинивания деформированных напыленных частиц в рельефе
новного металла. В настоящее время полагают, что наряду с
ческим взаимодействием прочность соединения определяется
ленными при напылении химическими связами и силами Ван-дер-
Ваальса. Последние, однако, играют весьма малую роль в
нии прочности соединения. Что касается химического
ствия, то его значение может быть определяющим. При
ном напылении высокую прочность соединения покрытия А12О3 с
ниобием авторы [15] объясняют химическим взаимодействием частиц
напыляемого материала и основного металла. Высокая прочность
соединения наблюдается при нанесении тугоплавких покрытий на
металлы с более низкой температурой плавления. При этом
дит перемешивание двух различных по химическому составу и
ствам материалов, и достигается высокая прочность соединения
крытия с основным металлом. Предварительная пескоструйная
ботка необходима не только для создания на поверхности металла
нужного рельефа, но и для увеличения контактной площади и
полнительной активации поверхности [15]. Выявление причин,
определяющих уровень прочности соединения, будет, вероятно,
новываться на систематических и глубоких исследованиях границы
«покрытие — основной металл» с привлечением современных
дов изучения структуры.
Прочность соединения покрытия с основным металлом зависит
не только от характера связей между металлом и покрытием.
шое значение оказывает также уровень внутренних напряжений
[8, 93].
Наряду с остаточными напряжениями отрицательное влияние
на прочность соединения могут оказывать также следующие факторы
56
18, 9]: образование прочных связей между материалами покрытия и
основного металла происходит только на отдельных участках
тактирования; прочность соединения в зоне сваривания ниже
ности компактного материала из-за макро- и микроскопической
фектности образовавшегося соединения, а также за счет небольшого
взаимного проникновения основного металла и покрытия. Кроме
того, при нанесении покрытий конкретными способами могут быть и
другие характерные причины, снижающие прочность соединения.
В настоящее время для определения прочности соединения покрытия
с основным металлом создано специальное оборудование,
ны оригинальные методики, позволяющие качественно и
но оценивать эту важную характеристику в различных условиях.
Одним из основных способов определения прочности соединения
покрытия с основным металлом является штифтовый метод. Образцом
служит шайба, в отверстие которой устанавливается цилиндрический
штифт таким образом, что его торцевая поверхность находится
подлицо с плоскостью основания шайбы. На общую поверхность
ца штифта и шайбы после соответствующей подготовки наносится
покрытие. Испытания проводят путем вытягивания штифта из шайбы
с записью усилия. После отрыва штифта от покрытия определяют
ношение максимальной нагрузки к площади торца штифта. Это
ношение является количественной характеристикой прочности
единения покрытия с основой. Данный способ находит все более
ниченное применение и в настоящее время используется практически
только для оценки гальванических покрытий (метод Е. Олларда).
Технологические возможности изготовления пары
ский штифт — шайба» обычно не обеспечивают необходимой высокой
точности сопряжения этих деталей, поэтому в зазоре между ними
дет находиться участок покрытия, подверженный воздействию
симальных напряжений, приводящих к его разрушению при усилиях,
меньших чем при отрыве от штифта. Если же сопряжение штифта и
шайбы «тугое», то на точность измерения большое влияние оказывают
сила трения и сила Ван-дер-Ваальса. Испытание плазменных, и
бенно детонационных, покрытий в основном осуществляется на
вершенствованных образцах, у которых штифт и отверстие в шайбе
имеют форму конуса (рис. 4.1). Такая форма штифта наряду с
чением влияния сил трения уменьшает зазор в сопряжении и
чивает точность измерения.
Зависимость «перемещение штифта — прилагаемое усилие»
(рис. 4.2) рассмотрена в работах [15, 61]. В начале нагружения
бираются люфты (участки 1 и 2). Далее отмечается быстрый рост
грузки при незначительной упругой деформации штифта (участок 3).
Точка А соответствует началу отрыва штифта от покрытия, что
провождается падением величины нагрузки (участок 4). При
нии достаточно пластичного покрытия оно начинает отслаиваться
прежде всего от краев штифта. С уменьшением площади участков
соединения покрытия с торцом штифта продолжает снижаться
чина нагрузки до полного отрыва. В случае хрупкого слабодефор-
мируемого покрытия отрыв штифта может происходить одновременно
57
Рис. 4.1. Схема испытаний на прочность
динения с основным металлом методом
гивания конического штифта.
1 — штифт; 2 — шайба; 3 — покрытие.
Рис. 4,2. Характер изменения нагрузки Р при
вытягивании штифта.
х — перемещение штифта..
по всей поверхности торца штифта [15]. Это приводит к более
му падению нагрузки, наклон участка 4 увеличивается.
ское обоснование штифтового метода затрудняется сложным
женным состоянием покрытия при нагружении. Соотношение
временно действующих напряжений среза и изгиба и величины
ности соединения покрытия обусловливает характер разрушения
крытия. Различаются четыре вида разрушения (рис. 4.3). Торец
штифа (рис. 4.3, а) отделяется от покрытия строго по границе
ла. При таком «чистом» отрыве прочность соединения покрытия будет
определяться только нормальным напряжением асоед, которое нахо-
АР
дится по формуле
(ТСоед =
nd
г#е Р — максимальное значение
на рис. 4.2); d — диаметр торца
разрушающего усилия (точка А
штифта.
Противоположный случай — поперечное разрушение (прорыв)
покрытия по периметру штифта — наблюдается при высоких
жениях среза (рис. 4.3, б). При этом нагрузку разрушения, конечно,;
нельзя использовать при определении сгсоед.
В другом варианте отделение покрытия от основного металла по
границе раздела произойдет лишь на отдельных участках, т. е. будет
наблюдаться смешанное разрушение: по покрытию и по границе
дела (рис. 4.3, в).
Преимущественно в слоистых покрытиях возможен случай
внутреннего разрушения, когда на всей поверхности торца штифта
остается равномерный слой покрытия (рис. 4.3, г), часть же покрытия
(над штифтом) сохраняется неразрушенной.
Многие исследователи показали зависимость прочности
нения от размеров образца [16, 94—96 и др. ]. В работе [94] представ-
58
Рис. 4.3. Схемы разрушения покрытий при испытаниях образцов штифтовым
методом.
а —«чистый» отрыв; б — прорыз покрыгия; в — смешанное разрушение; г — внутреннее
разрушение,
лены экспериментальные результаты определения зависимости
ности соединения детонационного покрытия с основным металлом от
диаметров штифта и шайбы.
В последнее время отмечается повышенный интерес к механизму
разрушения при данном методе испытания покрытий, так как,
ря на недостатки, штифтовый метод наиболее распространен, а что
касается детонационных покрытий, то он остается единственным при
определении одной из основных эксплуатационных характеристик —
прочности соединения. Если раньше данные, полученные на основе
штифтового метода, рассматривались в качестве первого
ния [94], то сейчас, благодаря работам, проделанным в различных
институтах [94—98 и др.], может идти речь о повышении
водимости и стабильности получаемых результатов. Прояснилась
картина событий, происходящих при разрушении покрытия,
лась возможность обеспечения отрывного характера разрушения,
усовершенствована методика проведения испытаний.
Взаимосвязи геометрических размеров штифта и толщины
крытия с возникающими напряжениями и характером разрушения
посвящены работы [16, 95, 96]. Диаметр штифта должен быть около
2 мм. При использовании штифтов иного диаметра наблюдаются либо
поперечное разрушение (см. рис. 4.3, б) покрытия по периметру
штифта, либо смешанный тип разрушения, когда часть покрытия
отслаивается по границе раздела «покрытие — штифт», а другая —
по покрытию (см. рис. 4.3, в).
Толщина покрытия, так же как геометрические размеры и форма
штифта, может влиять на характер разрушения.
Таким образом, отрывной характер разрушения можно
чить варьированием толщины покрытия и диаметра торца штифта.
Авторами [95] в качестве критерия корректности испытаний
жено отношение радиуса штифта г к толщине покрытия 6. Расчеты
показали, что штифтовый метод определения прочности соединения
покрытия можно применять только при малых значениях г/8 (^2,0).
При других величинах г/б этот метод испытаний можно использовать
только для покрытий, у которых когезионная прочность
но выше прочности соединения с основным металлом. Представляют
59
интерес полученные авторами [95] графики, позволяющие
лять действительную величину напряжений, возникающих в
тии при нагружении в зависимости от указанного отношения.
Результаты работ, связанных с уточнением механизма
ния покрытия при штифтовых испытаниях, показали
ную возможность повышения точности и надежности методики.
ко многие вопросы остаются нерешенными. Так, отсутствуют
точно точные способы расчета сложного напряженного состояния.
Это обусловлено тем, что в покрытии и на границе «покрытие —
новной металл» при испытании одновременно возникают напряжения
трех видов: нормальные, сдвига и изгиба. Поэтому разрушение
крытия наступает при малых значениях нагрузки, что приводит к
заниженным результатам [16, 61, 95]. Отрывной характер
ния (см. рис. 4.3, а) обычно возможен лишь для покрытий толщиной
более 0,3—0,4 мм. Применение штифтов с диаметром менее 2 мм для
испытаний более тонких покрытий не всегда возможно из-за
гических трудностей изготовления образцов.
Изменение цилиндрической формы штифта на коническую
шило зазор между торцом штифта и верхним отверстием в шайбе,
но не устранило его полностью. Величина зазора колеблется от
скольких до десятков микрон. Очень малая величина зазора также
нежелательна, так как это приводит или к возникновению
ных сил Ван-дер-Ваальса, или к свариванию, или к склепыванию
штифта и шайбы высокоскоростными частицами [15]. При большой
величине зазора покрытие, перекрывающее его, становится
ратором напряжений, что вносит еще большую неопределенность в
сложнонапряженное состояние.
Корреляция между пористостью покрытия и разбросом значений
прочности соединения не установлена. Крупные поры, расположенные
в области торца штифта, приведут к снижению результатов
ний. Кроме того, показано, что чем выше пористость покрытия и
меньше диаметр штифта, тем выше степень разброса
ных значений прочности соединения [97].
Многообразие и взаимодействие факторов, определяющих
ность соединения покрытия с основой, а также отсутствие
ной методики затрудняет, а иногда и делает невозможным
ление данных, полученных на образцах разных размеров и форм у
различных исследователей. Практически еще не решены вопросы
стандартизации образца, особенно в части геометрических размеров
и форм штифта.
Применение штифтов с диаметром торцевого сечения 2 мм для
измерения прочности соединения структурно-неоднородных
тий (со значительной слоистостью, пористостью, несплошностью)
приводит к большему разбросу результатов. В этом случае
ется лишь локальная (микроадгезионная) прочность покрытий [96].
Таким образом, несмотря на очевидные достоинства,
вающие широкое использование штифтовой методики, она обладает
рядом существенных недостатков. Поэтому непрерывно
ся поиски способов, позволяющих повысить точность^ воспроизводи-
60
Рис. 4.4. Формы торцевых сечений штифтов.
а — круглая; б — треугольная; в — кольцевая; Du dt-— наружный и внутренний диаметры
штифта,
мость результатов, а также расширить сферу применения
ваемого способа. Можно выделить четыре основных направления»
Во-первых, предлагаются варианты по усовершенствованию
дики, основанные на уменьшении зазора между штифтом и шайбой»
Во-вторых, некоторыми авторами рекомендуется прочность
нения покрытия с основным металлом оценивать исходя из
ческих соображений, т. е. определять удельную работу по
нию связи между покрытием и металлом. В-третьих, методика
шенствуется за счет рационального выбора размеров, и особенно
мы штифта. В-четвертых, эксплуатация жаростойких и
ных покрытий потребовала распространения испытаний в области
высоких температур.
Далее рассмотрим наиболее характерные методы определения
прочности соединения покрытия с основным металлом для каждого
из выделенных направлений.
Для повышения надежности испытаний предлагается
ление, поджимающее штифт к шайбе при напылении [99]. Примером
использования штифтовой методики для определения прочности
единения является изобретение, описанное в [100], также
ленное на повышение точности испытаний. Наряду с силовой
кой прочности соединения существует и энергетический подход.
Находится величина работы, необходимая для отделения покрытия
от основного металла, отнесенная к площади поперечного сечения
штифта. Известно устройство для оценки прочности соединения,
основанное на определении крутящего момента, способствующего
разрушению покрытия [101].
В работе [96] делается вывод о том, что вероятность разрушения
по границе «покрытие — основной металл» тем больше, чем больше
отношение периметра торцевого сечения штифта, по которому
сено покрытие, к его площади. Анализируя влияние различных форм
торцевых сечений штифтов (рис. 4.4) на характер разрушения,
но убедиться, что наиболее предпочтительной является форма
па в. Условие гарантированного разрушения по границе
тие — основной металл» при такой форме штифта имеет вид [96]
I-d1<46
D.1)
61
Рис. 4.5. Образец с кольцевой формой
торца штифта.
1 — обойма; 2 — штифт; 3 — покрытие; 4 —
корпус; Р — приложенная нагрузка.
V Р
где Тщах — предел прочности
крытия на срез; атах— предел ко-
гезионной прочности покрытия.
Таким образом, в данном случае
характер разрушения не зависит
от абсолютных значений диаметра
штифта, как, например, у формы
типа а, т. е. существует
ность определения практически
более важной усредненной
ности соединения покрытий.
Схема образца с кольцевой
формой торца штифта показана на
рис. 4.5. После нанесения
тия на рабочую поверхность
ца последний устанавливается в
разрывной машине таким образом*
чтобы буртик обоймы закреплялся в одном зажиме разрывной
ны, а тяга — в другом. Испытывали покрытие из А12О3 толщиной
500 мкм, диаметры штифта D1 и dx равнялись соответственно 26 и
22 мм. Во всех случаях происходил чистый отрыв покрытая от
та [96]. Следовательно, использование кольцевого штифта вместо
круглого (по форме поперечного сечения торца) дает возможность
прогнозировать результаты испытаний, т. е. выбором рациональных
размеров и формы заранее с большой степенью вероятности
сказывать характер отделения штифта от покрытия.
Известен ряд установок, разработанных в Институте проблем
прочности АН УССР для исследования прочности соединения
тий с основным металлом при высоких температурах [97, 98, 102,
103]. Несмотря на некоторые различия, эти установки имеют общий
принцип действия, основанный на нагреве образца в вакууме до
нужной температуры с последующим нагружением.
В работе [104] описаны результаты определения температурной
зависимости прочности соединения покрытия с основным металлом^
причем покрытие отделялось за счет центробежных сил.
Кроме рассмотренных, существует большое количество
образных установок для определения прочности соединения
тий с основным металлом штифтодым методом. К ближайшим
чам в этой области можно отнести: дальнейшее развитие
ских работ по расчету сложнонапряженного состояния в покрытии
при отделении штифта; выбор на основании этих расчетов
ных размеров и формы штифта; разработку ГОСТа на испытание с
использованием аппаратуры и образцов, обеспечивающих высокую
62
Рис. 4.6. Схема образца (а) и
ва для испытания (б) на прочность
динения покрытия с основным
лом методом конического штифта.
1 — штифт; 2 — оправка; з — стопорный
винт; 4 — образец в сборе с нанесенным
крытием; 5 — шаровая опора; 6 — стакан;
7 — крышка стакана.
точность и повторяемость результатов; распространение методики на
область отрицательных температур с параметрами испытаний,
жающими в известной степени условия работы деталей в Сибири и на
Крайнем Севере.
Анализ имеющегося опыта использования штифтового метода
определения прочности соединения покрытия с основой и результаты
экспериментальных исследований, выполненных в Лаборатории
ИГД СО АН СССР по проблеме упрочнения металлических сплавов,,
позволяют рекомендовать наиболее, на наш взгляд, приемлемый,
однако не лишенный недостатков вариант.
Конический штифт 1 фиксируется в оправке 2 с помощью
порного винта 3 (рис. 4.6, а). После нанесения покрытия образец,
устанавливается в приспособление для испытания (рис. 4.6, б),
порный винт предварительно удаляется. Сферической частью
ки образец 4 опирается на шарики 5, расположенные в нижней части
стакана #, для обеспечения нормального приложения нагрузки к
штифту при проведении испытания. В верхнюю часть стакана
чивается крышка 7 с винтом для крепления захвата в подвижной
версе машины. Резьбовая часть штифта i, проходящая через
стие в нижней части стакана, крепится в нижней траверсе. После
го образец нагружается до отрыва штифта от покрытия.
Установлены правила, выполнение которых обязательно при
подготовке образца (рис. 4.7):
1. Штифт делается из того же материала и с такой же
рой, что и деталь, прочность соединения покрытия с которой нужна
определить. Точность изготовления — не ниже 12-го квалитета
СТ СЭВ 144-75.
2. Допуск диаметра конуса в любом сечении для шайбы #7, для
штифта hi.
3. Шайба выполняется из стали любой марки. Поверхность, на
которую наносится покрытие, состоит из торцевой поверхности
та и поверхности шайбы. Она шлифуется после сборки и фиксации
штифта до шероховатости Ra 1,25 мкм по ГОСТу 2789—73.
димо учесть, что при шлифовании диаметр торца штифта и внутрен-
ний диаметр шайбы
чивается, поэтому при их
изготовлении нужно дать
припуск на шлифование.
личина припуска зависит от
толщины сошлифованыого
слоя. После шлифования
штифт вынимается,
ются заусенцы, затем
зец собирается вновь.
4. Нагрев образца при
изготовлении не должен
зывать структурных
ний в материале. Припуски
на обработку, параметры
жима и последовательность
обработки должны сводить к
минимуму наклеп и
чать местный перегрев
разцов, особенно рабочей
поверхности штифта.
5. Подготовка поверхности образца перед нанесением покрытия
обычно включает дробеструйную обработку, после чего необходимо
проверить возможность свободного выпадения штифта из шайбы при
вывинчивании стопора 3 (см. рис. 4.6). Штифт промывается в спирте
или бензине «калоша». Затем с погрешностью 0,01 мм измеряется диа-
Рис. 4.7.
тальный образец для
пытаний на прочность
соединения покрытий с основой штифтовым
методом.
А —поверхность, на которую наносится покры-
Рис. 4.8. Схема модернизированной установки МИП-100-2 для испытаний на
прочность соединения покрытий с основный металлом.
1 — верхняя траверса: 2 — направляющая; з — гайка; 4 — ходовой винт; 5 — корпус;
6 — редуктор; 7 — электродвигатель; 8 — муфта; 9, ю — шестерни; 11 — мотор-редуктор;
12 — регулятор тока; 13 — переключатель подачи; 14 — конечные выключатели; 15 —
ругий элемент; 16 —тензостанция ТОПАЗ-4; 17 — регистратор КСГТ-4,
64
метр торца штифта. После этого образец собирается вновь, и штифт
фиксируется стопором. Нами была модернизирована установка
МИП-100-2 для определения прочности соединения покрытий с
новой.
Рабочая траверса 1 (рис. 4.8) на двух направляющих 2
гается вниз и вверх при вращении ходового винта 4 в гайке 3.
правляющие закреплены в корпусе 5, где располагается привод
щения винта. Он состоит из реверс-редуктора 6 с коническими
шестернями, приводимого в движение электромотором 7 с частотой
вращения п = 25 с через муфту 8,
Модернизация установки заключается в том, что на валу ручного
привода смонтирована шестерня 9, которая соединена с шестерней
10. Последняя установлена на моторе-редукторе 11. Мотор 11
янного тока может изменять частоту вращения с помощью
ра 12 от 0,04 до 0,13 с. Это обеспечивает скорость перемещения
версы 1 в пределах @,8—3,5)-10~5 м/с. Измерение усилия отрыва
обеспечивается упругим элементом 15, на котором расположен тензо-
метрический полумост. При растяжении упругого элемента сигнал
от тензодатчиков поступает на тензостанцию ТОПАЗ-416,
ся и фиксируется на ленте прибора КСП-4 17,
Даже при тщательном изготовлении образцов в сопряжении
«штифт — оправка» имеется зазор. При малом зазоре в конусной
садке сближаются сопрягаемые поверхности на расстояния, при
торых появляются значительные силы Ван-дер-Ваальса (рис. 4.9, а).
В случае большой величины зазора возможно либо проникновение в
него твердых высокоскоростных частиц, заклинивающих штифт в
оправке (рис. 4.9, б"), либо затекание расплавленного напыляемого
материала и, как следствие, сваривание деталей образца (рис. 4.9, в).
Данные факторы вызывают дополнительные силы, фиксирующие
Рис. 4.9. Схемы возможных препятствий вытягиванию штифта.
а — силы Ван-дер-Ваальса; б — проникновение твердых частиц в зазор; в — сплавление
штифта с оправкой расплавленным покрытием; 1 — штифт; 2 — оправка; 3 — жвкрытме*
5 Л. И. Тушинский, А. В. Плохов
65
/ / / / А / /\/ ///////
i 1 -""i T""
//М///А
z
//
-1
flf//
I
1 -j 1
T
/////
/j
10
¦11
Рис. 4.10. Схемы образца (а), приспособления для напыления (б) и устройства
для испытания (в) на прочность соединения покрытия с основой методом термо-
фиксированного штифта.
1 — штифт; 2 — припой в зазоре; 3 — оправка; 4 — покрытие; 5 — образцы; в —
собление для охлаждения; 7 — охлаждающая среда; 8 — корпус испытательного
ва; 9 — нагреватель; 10 — траверса машины; 11 — штифт; 12 — термопара; Р — нагрузка,
штифт, на преодоление которых необходимо затрачивать
тельную энергию. Это приводит к завышению полученных
тов определения прочности соединения покрытия с основным
таллом.
Предложен способ, исключающий недостатки существующей
методики, заключающийся в замене конического штифта
ским. Штифт 1 фиксируется с помощью припоя 2, вводимого в зазор
между штифтом и оправкой 3 (рис. 4.10, а). Зазор выполняется
мальным. Припой может быть различным в зависимости от
ходимой температуры испытаний [105].
Перед нанесением покрытия образец подготавливается особым
образом. Штифт и отверстие в оправке облуживаются, затем штифт
впаивается в оправку. Рабочая поверхность образца 5 шлифуется и
подвергается пескоструйной обработке. После этого образец 5
навливается в корпус приспособления для напыления (рис. 4.10, б)#
Через штуцер к приспособлению подводится сжатый воздух для
лаждения образцов в процессе нанесения покрытия.
Образец с напыленным покрытием вынимают из приспособления
и устанавливают в испытательный блок (рис. 4.10, в), состоящий из
корпуса 8 с катушкой нагревателя 9. Затем блок разогревается до
температуры испытания, которая контролируется с помощью
пары 12. После выдержки в течении 15 мин, достаточной для полного
расплавления припоя, образец нагружается до разрушения.
66
////////Д////// ///
3
1
\
Рис. 4.11. Общий вид (а) и схема
пытания (б) образца с
ным штифтом.
1 — оправка; 2 — штифт; 3 —
щие стержни; Р — нагрузка.
////////77|7/////////
Рис. 4.12. Схемы определения
сти соединения покрытия с основным
металлом испытанием на сдвиг.
а?— на цилиндрическом образце: 1 —
тие; 2 — матрица; 3 — основной металл; б —
н с плоском образце: 1 — покрытие; 2 — нош;
з — основной металл; Р — нагрузка.
Полученный образец имеет ряд достоинств.
1. При нанесении покрытия припой не позволяет напыляемому
материалу попадать в зазор и обеспечивает оптимальные условия
формирования покрытия над кольцевым стыком «штифт — оправка».
2. При проведении испытания расплавленный припой,
щийся в зазоре, играет роль смазки и исключает трение между
том и оправкой.
3. Применение цилиндрического штифта позволяет проводить
многократные испытания на одном образце без изменения расчетной
площади отрыва штифта.
Недостатком рассмотренного метода следует считать
ность проведения испытаний при пониженных температурах.
С целью упрощения и удешевления конструкции предложен
образец с прямоугольным штифтом (рис. 4.11, а). Боковины,
вающие штифт, образуют прямоугольный паз, в котором штифт
ет возможность перемещаться. Для его фиксации при напылении
служат два цилиндрических стержня 3. Поверхность образца с
крепленным штифтом подвергается дробеструйной обработке, затем
производится напыление покрытия. Стержни извлекают из образца^
и его устанавливают в разрывную машину (рис. 4.11Л б).
МЕТОД СДВИГА (СРЕЗА)
В отличие от штифтового метода отделение покрытия от
ного металла в данном случае происходит за счет напряжений
га (среза). Существуют две разновидности данного метода (рис. 4.12).
При испытании цилиндрических образцов (рис. 4.12, а) покрытие
наносится на центральную часть боковой поверхности. Пуансон из
основного металла 3 и матрица 2 изготовлены таким образом, что
гут перемещаться относительно друг друга с минимальной силой
5*
67
трения. При нагружении покрытие отделяется по всей боковой по-
верхности основного металла. В случае плоских образцов
(рис. 4.12, б) покрытие наносится на отдельные участки при помощи
маски. Нож 2 под действием усилия Р срезает участок покрытия 1 по
всей площади его контактирования с основным металлом 3 за один
проход.
В обоих вариантах критерием прочности соединения является
отношение максимального усилия Р либо к площади
ской поверхности, на которую нанесено покрытие (см. рис. 4.12, а),}
либо к площади контактирования материала покрытия и основного-
металла на плоском участке (см. рис. 4.12, б). Для исследования
контактных процессов плазменно напыляемых частиц с металлом
предлагается специальная прецизионная методика [8].
Покрытие напыляется на полированные и специально
ленные поверхности основного металла [8, 9], срезаются лишь
ничные частицы покрытия.
В Ворошиловградском машиностроительном институте
таны устройства для определения прочности соединения покрытия с
основным металлом, сочетающие в себе элементы из обеих схем,
браженных на рис. 4.12 [106].
Следует отметить, что обе схемы обладают рядом недостатков^
могущих приводить к искажению действительных результатов. При
реализации схемы, показанной на рис. 4.12, а, главная трудность
состоит в обеспечении соосности матрицы и пуансона в течение всего
времени приложения нагрузки. При нарушении этого условия
ка матрицы начинает перемещаться не по границе покрытия с
ным металлом, а «срезает» с одной стороны материал покрытия, а с
другой — пуансона.
Корректное определение прочности соединения при реализации
схемы, изображенной на рис. 4.12, б, затруднено по следующим
чинам. Во-первых, наряду с касательными напряжениями будут
ствовать и изгибающие. При этом произойдет смятие покрытия с
разованием локальных напряжений, т. е. еще более усложнится
тина напряженного состояния.
Во-вторых, трудно оценить истинную площадь пятна
го взаимодействия материалов покрытия и основного металла. Как
было показано в [8], строение пятна очень неоднородно. Контактная
поверхность между материалом покрытия и основным металлом
заполнена очагами схватывания (приваривания). Плотность
ложения этих очагов различна.
В-третьих, применение маски влияет на характер формирования
покрытия и приводит к различию структуры и свойств основной части,
покрытия и периферийной [15]. Это, в свою очередь, влечет
ние реальных значений прочности.
Отмеченные недостатки не исключают дальнейшего развития
метода определения прочности соединения покрытия с основным
металлом на сдвиг. Вместе с тем следует отметить его ограниченное
применение в сравнении со штифтовым или клеевым методом.
Для оценки прочности соединения порошковых покрытий нами
68
#14
$15д 6
013
I
V///////////A
015til
** 0 25
1
r
Рис. 4.13. Чертеж образца, используемого для определения прочности
ния покрытия с основным металлом на сдвиг.
А — поверхность, на которую наносится покрытие.
рекомендуется методика, основанная на схеме, изображенной на
рис. 4.12, а. Чертеж образца для испытаний по этой схеме
ставлен на рис. 4.13. При подготовке образцов необходимо выполнять
ряд условий. Пуансон изготавливается из того же материала и с
кой же структурой, что и изделие, на .которое планируется наносить
покрытие и прочность соединения которого нужно определить.
ность изготовления — не ниже 12-го квалитета по СТ СЭВ 144—75,
Матрица изготавливается с твердостью не ниже HRC 60. При
нии покрытия на рабочую часть пуансона необходимо все другие
поверхности защитить. Рекомендуемая толщина покрытия — не
меньше 0,1 мм, торцевые поверхности покрытия должны быть строго
горизонтальными. Наносимое покрытие должно быть равномерным^
без трещин и других дефектов, если это не предусмотрено задачами
исследования.
Испытания можно проводить на любой машине, позволяющей
фиксировать максимальную нагрузку, при которой произойдет
сдвиг покрытия. При установке образца нужно обратить внимание
на соосность пуансона и матрицы, а также на то, чюбы ось
ния нагрузки совпадала с их осью.
Нагрузку постепенно наращивают до разрушения образца.
ле сдвига покрытия пуансон осматривают для определения характера
разрушения. Испытание считается действительным, если покрытие
отделилось по границе с основным металлом.
МЕТОД СКЛЕИВАНИЯ
Все варианты клеевого метода можно объединить в две схемы
(рис. 4.14). Схема, изображенная на рис. 4.14, а, показывает
цип испытаний специальных образцов. Образцы обычно имеют фор-
а
,4
// // /Y/777/i/ ///// / ////
2 1
Рис. 4.14. Схемы определения
ности соединения покрытия с основ'
ным металлом.
а — на образце: 1 — образец; 2 —
тие; з — клей; 4 — контробразец; б — на
детали: 1 — основной металл; 2 —
тие; з — клей; 4 — контробразец; Р —
грузка * j
Рис. 4.15. Зависимость
го напряжения а покрытия А12О3,
не пропитанного стеклом, от
ны слоя 6 (клеевая методика).
му цилиндра. На торцевую поверхность подобного образца 1 после
соответствующей подготовки известным способом наносится
тие 2. Другой образец, имеющий такой же диаметр, приклеивается
к покрытию. Усилие Р, при котором произошло отделение покрытия
по границе с основным металлом при растяжении, отнесенное к
щади поверхности торца, является критерием прочности соединения.
Схема, показанная на рис. 4.14, б, предназначена для испыта-
йия покрытий, нанесенных на реальные изделия. К покрытию 2Г
нанесенному на плоскую поверхность детали 1, приклеивается
линдрический контробразец 4. Растягивающее усилие прилагается
к образцу 4 до отделения покрытия по границе с основным металлом
(испытание с разрушением).
Рассмотрим некоторые особенности испытаний. На величину
разрушающего усилия, также как и при штифтовом методе,
вает влияние масштабный фактор. Доказано, что при нанесении
менного покрытия в одинаковых условиях на образцы различных
диаметров значения прочности соединения отличаются весьма резко.
Уменьшение диаметра образца от 50 до 25 мм сопровождается
нием величины разрушающего напряжения почти в два раза [61].
Это, вероятно, связано со сложностью механизма отделения
тия. Отрыв покрытия обычно не наблюдается одновременно по всей
площади контактирования, даже если происходит по границе
тие — основной металл». Прежде всего отрыв идет от края образца,
а затем распространяется к центру. Поэтому прочность соединения
для данного покрытия, определенная на образце большего диаметра,
будет выше, чем на тонком (краевой эффект). С увеличением
ра образца роль краевого эффекта уменьшается. Кроме того,
ны варианты разрушения, такие же как и для штифтовой методики
(см. рис. 4. 3).
На характер разрушения покрытия влияет глубина
ния клея. Авторы [15] использовали клеевую методику для оценки
Рис. 4.16. Схема установки для
деления прочности соединения
тия с основным металлом.
1 — образец; 2 — линейка рычага; 3 — груз;
4 — деталь; 5 — покрытие; 6 — проточка; 7—
клей.
////////////////////////л
прочности соединения детонационного покрытия из А12О3 с основным
металлом — ниобием. Склеивание производили расплавом стекла.
При помощи микрорентгеновского спектрального анализа
ли глубину проникновения стекла в покрытие. Увеличение глубины
пропитки сопровождается не только ростом разрушающего
жения (рис. 4.15), но и изменением характера разрушения. При
значительной глубине проникновения стекла в покрытие малому
чению напряжения соответствует чисто когезионныи характер
ва. Увеличение времени пропитки, а следовательно, и глубины
никновения стекла в покрытие сопровождается ростом величины
рушающего напряжения и сменой характера отрыва сначала на
межуточный, а затем на чисто адгезионный. При этом разрушающее
напряжение максимально и является реальным значением прочности
соединения покрытия с основным металлом [15].
Следовательно, при клеевом методе необходимо подбирать
мальный диаметр образца (для уменьшения краевого эффекта), а
же регулировать глубину пропитки клеем.
При практической реализации схемы, изображенной на
рис. 4.14, а, для повышения точности и надежности результатов
торы [10, 107] предлагают подвергать напылению одновременно
10 образцов, закрепленных в специальном приспособлении. Это,:
с одной стороны, обеспечивает одинаковые условия напыления, а с
другой — облегчает изготовление больших партий образцов.
В зависимости от конструкции захватов разрывной машины
образцы могут иметь для крепления либо резьбу [61], либо
ально выточенные головки. Обычно влияние касательных и
бающих напряжений может проявляться при несоосном склеивании
образцов, неравномерности толщины покрытия или при
ном приложении нагрузки. Диаметр образцов 10—40 мм.
Известны установки, принцип действия которых —
ция схемы, изображенной на рис. 4.14, б [10, 61, 107].
ческий образец приклеивается к поверхности изделия с покрытием*
После отвердения клея вокруг торца образца в покрытии делается
проточка до основного металла. Схема установки для испытаний
казана на рис. 4.16. В производственных условиях при
мости проведения неразрушающих испытаний образец нагружается
заранее заданным усилием. Если покрытие не разрушается, то
но считать напыление удовлетворительным. Отделение образцов от
покрытия после испытаний в этом случае производится при помощи
71
электронагревателя [10, 108]. Схема устройств, в которых усилие к
образцу прикладывается от гидравлического цилиндра,
на в книге [61].
Клеевой метод имеет ряд недостатков. Прочность соединения
покрытия с основным металлом, определенная клеевым методом,;
зависит не только от способа нанесения покрытия, но и от размеров
образца. Большему образцу соответствуют большие значения
ности. Стандартные экспериментальные образцы не разработаны»
Испытание возможно только в том случае, если прочность
евого соединения при отрыве выше прочности соединения покрытия
с основным металлом. Вместе с тем прочность эпоксидных клеев не
превышает 20, а полиамидных — 60 МПа. Поэтому при образовании
прочных связей между материалом покрытия и металлом отделение
произойдет по клею. При испытании детонационного покрытия из
окиси алюминия в 90—95% случаев разрыв происходил по клею [15].
Проникновение клея через открытые поры в покрытии до
ного металла может завысить результаты испытаний. С другой
ны, недостаточная глубина пропитки будет способствовать коге-
зионному разрушению покрытия. Для разрешения этого
чия пока еще не предложены теоретически и технически реализуемые
решения. В каждом конкретном случае глубина пропитки
ется методом проб и ошибок.
Многочисленные попытки практического усовершенствования
клеевого метода [109—111] в сочетании с теоретическими
ками, вероятно, позволят в ближайшее время отнести клеевой метод
к наиболее объективным способам оценки прочности соединения
крытия с основным металлом и стандартизировать испытания.
Чертеж рекомендуемого нами
образца представлен на рис. 4.17.
При нанесении покрытий и
готовке к испытаниям необходимо
выполнять следующие требования.
Толщина покрытия должна быть
равномерной по всей поверхности
торца образца. Взаимное смещение
образцов не должно превышать
0 12 h5
t
R2
0S.S
0,5 мм. Склеиваемые поверхности
нужно изготавливать плоскими и
перпендикулярными продольной
оси образца, а опорные
ности головок образца должны
быть параллельны склеиваемым
поверхностям.
Для склеивания
ся применять клей следующего
Рис. 4.17. Образец для определения
прочности соединения покрытия с
новным металлом клеевым методом.
72
состава (в частях по массе): смола эпоксидная — 100, пластификатор
(дибутилфталат) — 13, наполнитель — кварцевый песок (марша-
лит) — 150 -f- 120, отвердитель (полиэтиленполиамин) — 10 [10]*
Склеивание производится при нагреве до 100°С в течение трех
сов или при комнатной температуре в течение суток. Разумеется,
можно применение и других клеевых композиций, обеспечивающих
максимальную прочность соединения.
Остатки клея, выступившие по периметру торцов после
девания, тщательно удаляются. Исследования проводятся на машине
для механических испытаний. Образцы устанавливаются таким
разом, чтобы их ось совпадала с направлением приложенной
ки. Для предотвращения перекоса рекомендуется головки
цов крепить в приспособлении, работающем как универсальный
шарнир, что позволит создавать только напряжения растяжения и
исключить возможные напряжения сдвига и изгиба.
После испытаний зона отрыва тщательно осматривается.
вительными считаются только те испытания, при которых
ние произошло по границе «покрытие — основной металл».
СКЛЕРОМЕТРИЧЕСКИЙ МЕТОД
Известны два варианта этого метода оценки прочности
ния покрытия с основным металлом. При нанесении одной канавки о
прочности соединения можно судить по величине усилия царапания1;
при котором разрушается покрытие. Если вырезается ряд
ных канавок, то критерием служит расстояние между ними, при
тором покрытие начинает отслаиваться.
Недостатками обоих вариантов является пониженная точность
измерения, так как нанесение царапины механическим путем
но с затуплением режущего инструмента и колебаниями глубины
разрушения покрытия.
Предлагаемый авторами [112] инструмент отличается от
конечного индентора-иглы тем, что он выполнен в виде тела вращения
с тороидальной рабочей поверхностью, расположенного на
ке, разрешающей поворот относительно своей оси. При износе
чей поверхности индентор поворачивают на оси на некоторый угол и
фиксируют в этом положении. Таким образом, вся рабочая
ность тора используется для царапания, чем достигается увеличение
его долговечности.
Известен способ, когда в роли инструмента для нанесения
вок применяется разряд электрической высоковольтной искры [ИЗ]*
Образец с покрытием размещается между двумя электродами, к
торым прикладывается напряжение от источника питания. При
нировании разряда электрической высоковольтной искры по
ности покрытия создается координатная сетка. Далее определяются
площади разрушенных участков покрытия и вычисляется прочность
соединения с основным металлом по отношению суммы площадей
разрушенных участков к площади неразрушенного покрытия. Нами
73
рекомендуется метод скрайбирования покрытия с нанесением
лельных канавок различной глубины.
Экспериментальная установка создана на базе
ческого микроскопа ММУ-3.
В качестве индентора для скрайбирования использован
ный конус с углом при вершине 120° (рис. 4.18). Индентор закреплен
в специальной оправке 7, которая может перемещаться вертикально
механизмами макро- и микроподач 1. Цена деления нониуса
подачи составляет 2 мкм. Образец (или небольшая деталь) 4 с
тием 3 крепится винтами 6 на предметном столике 5 микроскопа 2,
который имеет механизм взаимно перпендикулярного перемещения
в горизонтальной плоскости с ценой деления нониуса 0,1 мм. Перед
нанесением царапины проверяется поверхность покрытия: она
на быть плоской и очищенной от загрязнения. Шероховатость
верхности не ниже Ra = 0,63 мкм по ГОСТу 2789—73. Образец
с покрытием устанавливается на предметном столике прибора так,
чтобы в процессе испытаний исключался прогиб и смещение, а
верхность была перпендикулярной к оси царапающего наконечника.
Прибор должен обеспечивать плавное возрастание нагрузки при
гружении наконечника в покрытие и сохранять постоянство
женной нагрузки в течение процесса царапания.
Испытание проводится в следующем порядке. При помощи
микровинтов грубой и тонкой подачи алмазный конус подводится
к исследуемому покрытию до касания с поверхностью.
нием столика на покрытие наносится риска (царапина) длиной
10 мм. Далее индентор
ется на 1 мм в горизонтальной
кости и углубляется в покрытие на
2 мкм (одно деление винта
дачи). Проводится линия,
ная первой. Таким образом, на
верхности образца наносится ряд
параллельных линий (рисок) с
стоянием между ними 1 мм. Каждая
следующая риска заглубляется на
2 мкм по сравнению с предыдущей.
Рис. 4.18* Схема установки для
определения прочности
ния покрытия с основным
лом склерометрическим методом.
1 —механизм подачи индентора; 2 —¦
микроскоп; 3 — покрытие; 4 —
зец; 5 — предметный столик; 6 —
пежный винт; 7 — оправка^
У/
V/,
Рис. 4.19. Схема разрушения ионно-плаз-
менного покрытия TiN с
ной (а) и неудовлетворительной (б)
ностью соединения покрытия с основой
(метод царапания).
1 — индентор; 2 — покрытие; з — основной
талл; frmin— глубина риски.
74
Линии наносятся до разрушения покрытия и его отрыва от основы*
На рис. 4.19 приведена схема разрушения ионно-плазменного
покрытия из нитрида титана на поверхности детали,
ной из стали.
При хорошем качестве нанесенного ионно-плазменного
тия и его высокой прочности соединения с основой при скрайбирова-
нии наблюдается пластическая деформация покрытия и основы
(см. рис. 4.19, а). Глубина внедрения индентора рассчитывается по
формуле h = 0,29 6, где h — глубина, Ъ — ширина риски в мкм*
Качество соединения покрытия с основой оценивается минимальной
глубиной риски femin, при которой наблюдается разрушение
тия и его отслаивание от основы (см. рис. 4.19, б).
МЕТОД ВДАВЛИВАНИЯ ИНДЕНТОРА
Метод позволяет оценивать стадии повреждения покрытия в
висимости от степени пластической деформации основного металла*
В поверхность плоского образца, противоположную поверхности с
покрытием, на прессе Бринелля (рис. 4.20) вдавливается при
деленной нагрузке индентор — стальной закаленный шар диаметром
10 мм. При этом на поверхности образуется выпуклость, ведущая к
появлению повреждений на покрытии. Образец деформируется при
возрастающей нагрузке, выбираемой в зависимости от материала
основы. Измеряется величина деформации и общая протяженность
всех повреждений (трещин) на покрытии. Диаметр отпечатка
чина деформации) измеряется с помощью лупы Бринелля. Образцы
представляют собой пластины с покрытием, нанесенным на широкую
поверхность (рис. 4.21). Используется приспособление в виде
ла — державки, в гнездо которого устанавливается образец.
циальная оправка прижимает образец к столу, удерживая его от
изгиба и втягивания в отверстие. По экспериментальным данным
строится график зависимости общей протяженности дефектов от
диаметра отпечатка.
Rz2O/
Рис. 4.20. Схема определения
сти соединения покрытия с основным
металлом методом вдавливания
тора.
1 — инлентор-шар; 2 — оправка; 3 —
зец; 4 — покрытие; 5 — матрица; Р —
грузка.
Рис. 4.21. Чертеж образца для
ределения прочности соединения
крытия с основным металлом
дом вдавливания индентора.
А — поверхность, на которую наносится
покрытие.
75
Рис. 4.22. Зависимость суммарной длины
дефектов покрытия (/д) при различных
пературах испытания (t5 > t± > t3 > t2 >
;> tt) от энергии деформирования К.
МЕТОД ДИНАМИЧЕСКИХ НАГРУЖЕНИЙ
По образцу с покрытием,
новленному на опорах копра,
носится серия ударов маятником с
определенным запасом энергии. По
состоянию покрытия (наличию
щин, выколов, разрушения и т. д.)
оценивают его когезионную проч-
' к кД$с ^ ность и прочность соединения с
новой.
Образец может находиться при комнатной или пониженной
пературе (испытание покрытия на хладостойкость).
Для исследований можно применять маятниковый копер КМ-5Т
с набором из трех молотов разной массы.
При испытании на хладостойкость применяется термостат —
емкость с теплоизоляционными стенками, где образцы
ся в хладоагенте до полного охлаждения. Температура
ется термопарой «медь — константан» с гальванометром. В качестве
охлаждающей жидкости используется петролейный эфир или
зин с жидким азотом для охлаждения до —75°С и жидкий азот до
температуры —196°С.
Применяются гладкие образцы размером 2x8x55 мм с
тием. Образцы устанавливаются на опоры таким образом, чтобы
удар бойка приходился на сторону, обратную покрытию. На
тие наносятся две риски на расстоянии 3 мм по обе стороны от
дины образца. Этим выделяется для наблюдения зона максимальных
растягивающих напряжений при пластической деформации.
зультат испытания представляется в виде графика зависимости
марной длины дефектов покрытия от энергии деформации (при
ругой деформации) или от величины деформации и затраченной
гии (при пластической деформации). Для определения хладостойко-
сти покрытия фиксируется его состояние после динамического
гружения при каждой из выбранных температур. Строится график
зависимости суммарной длины дефектов (/д) от энергии
вания (К) при всех температурах (рис. 4.22).
Глава 5
ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОКРЫТИЙ
ОПРЕДЕЛЕНИЕ ПОРИСТОСТИ
Пористость — одна из важнейших характеристик покрытий*
Особенности пористой структуры, а также ее стабильность влияют
на такие эксплуатационные свойства покрытий, как тепло- и
проводность, газопроницаемость, электросопротивление и др.
1114-126].
Влияние пористости на конструктивную прочность двояко. Если
пористое покрытие наносится на поверхность, работающую в паре
трения, то при смазывании может увеличиваться износостойкость,)
так как находящаяся в порах смазка будет сравнительно равномерно
подаваться в зону трения. Отрицательный эффект от наличия пор
рактерен для защитных покрытий, когда по открытым порам
сивные газы или жидкости достигают основного металла.
тельно, покрытие, работающее без смазки при высоких температурах
или в агрессивных средах, должно иметь минимальную пористость.
При анализе покрытий различают общую Побщ, открытую П0ТК1
крытую Язакр? рассеянную Ярас пористости. Общая пористость
ставляет собой отношение общего объема пор к полному объему
тия. Открытая и закрытая пористости— части общей пористости,
деляемые как отношение объема пор, соответственно сообщающихся
с атмосферой и не имеющих выхода на поверхность, к полному
ему покрытия: #общ = Яотк +Язакр-
Рассеянная пористость возникает при уменьшении
сти газов в материале покрытия при охлаждении последнего.
ны появления такой пористости рассмотрены в работе [93].
но, что при большинстве применяемых методов напыления частицы
порошка оплавляются. Это обусловливает повышенную
мость кислорода, азота и других газов в жидком материале при
пературе плавления по сравнению с комнатной температурой. При
охлаждении и кристаллизации наблюдается выход растворенных
газов из кристаллической решетки растворителя благодаря процессу
диффузии. Если выход в атмосферу затруднен, то газы остаются в
покрытии, образуя мельчайшие поры сферической формы. Такие
микропоры могут располагаться в покрытии как по границам
тиц, так и внутри их.
Имеется ряд стандартов, регламентирующих определение
ристости материалов [121—123]. ГОСТ 9.302—79 распространяется
только на покрытия, получаемые электрохимическим и химическим
способами. Контроль пористости проводится методами погружения,
паст и наложения фильтровальной бумаги. Сущность методов
ит в том, что для выявления пор образец подвергают воздействию
77
химически активных веществ, которые, не реагируя с материалом
крытия, образуют с материалом основы достаточно четко различимые
продукты реакции. Количество точек коррозии служит критерием
открытой пористости. Основным реагентом для выявления пор
ляется раствор красной кровяной соли K3Fe(CNN. Эти методы^
хорошо зарекомендовавшие себя для электрохимических и
ских покрытий, могут найти лишь ограниченное применение для
оценки пористости детонационных, плазменных и газотермических
покрытий из-за большой толщины последних.
Пористость данных покрытий оценивается по ГОСТу 18898—73„
устанавливающему методы определения плотности и пористости
сованных и спеченных изделий порошковой металлургии. Испытания
по ГОСТу предусмотрены типовыми технологическими инструкциями
ряда предприятий.
Различают три основных метода определения пористости
тий: гидростатического взвешивания, ртутной порометрии и
лографический.
Сущность метода гидростатического взвешивания заключается
в измерении массы отделенного от основного металла покрытия на
воздухе и в жидкости с известной плотностью. При определении
щей пористости по ГОСТу 18898—73 покрытие сначала взвешивают
на воздухе с точностью ±0,005 г. После этого поверхностные поры
покрытия закрывают путем пропитки в расплавленном парафине или
тонким слоем вазелина или лака. Покрытие пропитывают, полностью
погружая его в расплавленный парафин и выдерживая в нем до
прекращения выделения пузырьков воздуха. Если на покрытие
носится лак, то после погружения излишки лака удаляют, а
тие помещают в сушильный шкаф и выдерживают при температуре
50—609С 10—15 мин. Вазелин наносят на поверхность покрытия*
намазывая его тонким слоем с последующим втиранием.
После обработки покрытие опять взвешивают на воздухе и в
де на одних и тех же весах. При взвешивании покрытия в воде не
пускается образования пузырьков воздуха на его поверхности.
щую пористость вычисляют по формуле
) EЛ)
где т — масса покрытия, взвешенного на воздухе, г; т1 — масса
пропитанного покрытия, взвешенного на воздухе, г; т2 — масса
пропитанного покрытия, взвешенного в воде, г; dB — плотность воды,;
г/см3; dK — теоретическая плотность компактного материала, г/см3.
При определении открытой пористости по ГОСТу 18898—73
покрытие взвешивают на воздухе на лабораторных весах с точностью
±0,005 г. Затем его пропитывают в вакууме 1-Ю — 10 мм рт. ст.
жидкостью, которую выбирают в соответствии с материалом
тия и размерами пор. В качестве пропитывающей жидкости могут
применяться дегазированное или обычное индустриальное масло,
лол, бензиловый спирт или дистиллированная вода, имеющие малую
78
упругость паров и постоянную плотность. Для уменьшения влияния
случайных факторов при пропитке покрытий разработана
ция надежной и простой в эксплуатации установки [126].
Время пропитки оказывает значительные влияния на точность
полученных результатов. Для детонационных покрытий [116]
чины пористости, приведенные в большинстве публикаций,
ваются заниженными. Так, общая пористость покрытий из А12О3
составляет 6—9%, хотя во многих работах указываются значения
0,5—2,0%. Это, вероятно, связано с особенностями методики гидро*
статического взвешивания при оценке детонационных покрытий из
©киси алюминия. Открытая пористость в этом случае незначительно
отличается от общей, и для того чтобы определить истинные ее
чения, необходимо, чтобы время пропитки предварительно вакууми-
рованных детонационных покрытий было около 1 ч. Если условия не
выполняются, т. е. не производится предварительного вакуумирова-
ния и время пропитки невелико, то вычисляется кажущаяся
ная) пористость, не имеющая физического смысла и являющаяся
функцией от времени пропитки, формы пор и т. д. Для плазменных
и газопламенных покрытий необходимо меньшее время пропитки —
около 5 мин [116].
Открытую пористость вычисляют по формуле
Яотк = A-i hr- • ЮО, E.2)
где dm — плотность пропитывающей жидкости, г/смэ.
Закрытую пористость вычисляют как разность между общей и
открытой пористостью. Для определения значений пористости
пытывают не менее трех образцов. За окончательный результат
принимают среднее арифметическое результатов параллельных
ределений. Допускаемые расхождения результатов анализа не
ны превышать 4% [121].
Применение стандартной методики может приводить к
тельным погрешностям из-за особенностей строения покрытий и их
малой толщины [9, 15, 116]. С. С. Бартенев предложил уточненную
методику, представляющую собой разновидность метода
ческого взвешивания [15, 124]. Вместо капроновой нити, вес которой
не учитывается в рассмотренной выше методике, автор использует
тонкую проволоку. Максимальный диаметр этой проволоки
ся по формуле, учитывающей вес покрытия и применяемую жидкость.
Для удаления адсорбированной влаги образцы сушатся в течение
5—8 ч при температуре 120—150°С и после остывания взвешиваются
на аналитических весах с точностью 0,0001 г. Вакуумная пропитка
покрытия производится в специальном приборе по методике,
ляющей оценивать потерю вещества при вакуумировании и пропитке.
Для определения истинных значений т± рекомендуется определять
массу пропитанного образца (после пропитки в жидкости) несколько
раз через определенные промежутки времени с последующим
строением зависимости полученных величин от времени и экстрапо-
79
ляцией кривой к нулевому моменту времени. С целью повышения
точности предлагается [125] образец после пропитки выдерживать
некоторое время в атмосфере насыщенного пара пропитывающей
кости, а затем помещать в герметичный тарированный бокс и
шивать.
Усовершенствованная методика позволяет снизить погрешность
испытаний примерно до 0,1% при толщине покрытия 0,5 мм и да
0,3% при толщине 0,1 мм [124]. При выборе весов и минимально
пустимых размеров исследуемого образца можно воспользоваться
рекомендациями работы [126].
Оценка пористости методом гидростатического взвешивания
возможно также и на образцах без отделения покрытия от основного
металла. Особенности испытаний изложены в [15]. Необходимо
полнительно к рассмотренной выше уточненной методике определить
массу и плотность основного металла. При взвешивании образца
(покрытие + основной металл) после пропитки нужно
тельно осушить поверхности, не защищенные покрытием, обдувкой
сжатым воздухом. Открытая пористость вычисляется по формуле с
учетом массы и плотности основного металла [15].
Анализируя точность экспериментального определения
смотренных характеристик, авторы [126] приходят к выводу, что
метод гидростатического взвешивания позволяет достаточно надежно
определять лишь открытую пористость. Определение характеристик
покрытий и отработка технологий их нанесения с привлечением
Побщ и Пзакр нецелесообразны. Это связано с тем, что при
вании формулы E.1) необходимо знать теоретическую плотность
пактного материала, т. е. истинный химический и фазовый состав
лучаемых покрытий. Окись алюминия, например, имеет семь
фикаций, отличающихся не только кристаллическими решетками, но
и физическими свойствами, в частности плотностью. Использование
а-А12О3 в качестве порошка для напыления не означает, что
рованные плазменное или детонационное покрытия в этом случае
однородны и в них будет отсутствовать определенное количество у-
фазы, имеющей другую плотность. Результаты расчетов показывают
[126], что значения /73акр могут резко различаться, если
сто теоретической плотности для ^'А^Оз использовать
гичные данные для а-А12О3. Напыление твердых сплавов
вождается уменьшением содержания углерода и кобальта в покрытии
по сравнению с исходным порошковым материалом и, следовательно,;
изменением плотности.
Метод ртутной порометрии в приложении к окисным покрытиям
подробно рассмотрен в работах С. С. Бартенева [15, 127, 128].
Элементы качественного и количественного анализов геометрии
пор с применением оптической микроскопии даны в монографии
[15]. Используя приемы стереоскопической металлографии [129],
можно вычислять удельную поверхность крупных пор, число
ческих пор в единице объема, среднее расстояние между порами,-
средний реальный диаметр сферических пор и др.
Микроскопический метод определения пористости обладает по
80
крайней мере тремя существенными недостатками. Во-первых, он
дает информацию о пористости только в одном случайном сечении
покрытия и не позволяет оценивать качество покрытия в объеме. Во-
вторых, получаются заниженные значения пористости, так как
чительная часть пор/ размер которых менее 1 мкм, при анализе не
фиксируется. В-третьих, точность оценки пористости данным
дом в несколько раз ниже, а трудоемкость выше, чем при методике
гидростатического взвешивания [15, 115, 116].
ОЦЕНКА ПРОНИЦАЕМОСТИ
Проницаемость — это способность материалов пропускать
сквозь себя жидкости или газы. Особенно важно знать
мость для защитных покрытий, работающих в агрессивной среде
при высокой температуре.
Численными критериями проницаемости являются
ты проницаемости Кп и фильтрации Кф. В работах С. С. Бартенева
и др. [15, 127, 128, 130] подробно рассматривается влияние формы
поровых каналов, открытой пористости, давления газа и других
торов на коэффициент фильтрации. Проницаемость увеличивается
с ростом пористости, а также зависит от перепада давлений в
це, толщины и анизотропии покрытия. Обычно наблюдается четкая
корреляция между значениями пористости и проницаемости. Это
стоятельство может быть использовано, в частности, для выявления
микротрещин в покрытиях [15]. При анализе детонационных и
менных окисных покрытий было обнаружено, что газопроницаемость
на порядок и более превосходит значение их открытой пористости.
В результате микроскопических исследований покрытий
ровано наличие микротрещин, которые, незначительно увеличивая
пористость, резко повышают газопроницаемость. Проницаемости
окисных покрытий, полученных разными методами, могут
ся на пять порядков, но даже наиболее плотные детонационные
крытия не смогут надежно защитить основной металл от коррозии в
особо агрессивных средах [118, 131].
В работе [15] описаны схемы установок для определения
фициента фильтрации за интервал времени от 15 с до 100 ч, оценена
точность измерения, определены основные погрешности.
Весьма точным, но трудоемким является метод расчета
цаемости по данным, полученным на ртутных порометрах [127, 128]..
ИЗМЕРЕНИЕ И КОНТРОЛЬ ТОЛЩИНЫ
Толщина покрытия — кратчайшее расстояние между
ностями покрытия в данной точке и основного металла [132].
ясь технологической характеристикой, толщина влияет на такое
важное эксплуатационное свойство, как прочность соединения с
новным металлом. Увеличение толщины покрытия выше оптималь-
6 Л. И. Тушинский, А. В. Плохов 81:.
яой приводит не только к ухудшению качества (уменьшению
ности соединения), но и к экономическим издержкам. Требования к
толщине нанесенного слоя всегда указываются в технологической
кументации. Исходя из равномерности распределения толщины
крытия на поверхности изделия, можно судить об устойчивости
жима напыления. Однако следует отметить, что даже при
ном стационарном режиме толщина покрытия неодинакова на
личных участках [133]. Особенно это характерно для изделий,
щих сложную форму. Поэтому часто бывает необходимо
ровать минимальную толщину покрытия и характер распределения
толщины (разнотолщинность).
Методы контроля толщины покрытий, получаемых
мическими и химическими способами, а также термины и
ния основных понятий в области измерения толщины
рованы [122, 132]. Анализ литературы показал, что из девяти
дов определения толщины покрытий, рекомендуемых стандартом
1122], для газотермических покрытий используются лишь три:
магнитный, электромагнитный (вихревых токов) и
ческий. Остальные методы не применяются либо из-за высокой
розионной стойкости керамических покрытий (кулонометрический
метод и методы струи и капли), либо из-за сложности и
ности необходимого оборудования (радиационный и оптический
тоды), либо из-за больших погрешностей (гравиметрический метод).
Магнитный метод имеет две разновидности. Отрывной
ный метод (рис. 5.1, а) основан на измерении с помощью пружины 4
усилия, которое необходимо приложить к магниту для отрыва его от
поверхности покрытия 2, нанесенного на основной металл 1. Сила
отрыва магнита коррелирует с толщиной покрытия. Метод хорошо
зарекомендовал себя в производственных условиях при серийном и
массовом выпуске изделий [134]. Для определения толщины
тий предварительно строятся градуиров очные кривые для эталонных
образцов с известной толщиной покрытия. К недостаткам метода
следует отнести влияние чистоты и структуры покрытия, а также
мической обработки и химического состава основного металла на
результаты измерений. Метод применяется для оценки толщины
магнитных покрытий, нанесенных на ферромагнитную основу,
можно использование его и в тех случаях, когда магнитные свойства
материалов резко различаются. Некоторые приборы, основанные на
эгом методе, выпускаются серийно (толщиномер конструкции
Н. С. Акулова, ИТП-5 и др.) и характеризуются простотой
струкции и портативностью. Пределы измерения этими
рами 0—2000 мкм. Наибольшая погрешность измерения ±10%«
продолжительность измерения 5—6 с. В некоторых конструкциях
приборов постоянный магнит заменен на электромагнит, и усилие
измеряется не пружинными динамометрами, а изменением силы тока
намагничивания.
Индукционный магнитный метод (рис. 5.1, б) заключается в
ределении магнитного потока, проходящего через двухполюсный
наконечник 5. Напряжение, снимаемое вольтметром 6Х находится
82
Рис* 5J. Схемы измерения толщины покрытия отрывным (а) и индукционным^
(б) магнитными методами.
1 — основной металл; 2 — покрытие; 3 — магнит; 4 — пружина; 5 — двухполюсной
конечник; 6 — регистрирующий прибор; Р — усилие отрыва магнита от поверхности
крытия,
в логарифмической зависимости от толщины покрытия [135]. Метод
применяется только в том случае, если магнитная проницаемость
покрытия значительно меньше магнитной проницаемости основного
металла. В качестве рабочего зонда может использоваться и
полюсный наконечник, однако в этом случае увеличивается
ность измерения. Большинство приборов, основанных на
ционном магнитном методе, имеют переносные датчики-зонды,
зволяющие измерять толщину покрытия на труднодоступных
ках деталей сложной формы и в отверстиях. Среди широко
страненных и выпускаемых серийно приборов можно отметить
щиномеры типа МТ. Диапазон измерения этих приборов от 0 до
10000 мкм, погрешность измерения 5—10%, шероховатость
ности покрытия не должна быть более Rz20 мкм. Выпускаются
боры со стрелочной и цифровой индикацией.
Компенсацию влияния краевого эффекта (явления искажения
информативного параметра входного сигнала на краях покрытого
участка или на участках изменения формы поверхности [132]) или
магнитных свойств при использовании магнитных методов
дят установкой нуля прибора для непокрытой детали, подобной
контролируемой.
Электромагнитный (вихревых токов) метод основан на
ции изменения взаимодействия собственного магнитного поля
тушки с электромагнитным полем, наводимым этой катушкой в
ли с покрытием [122, 134]. Катушка индуктивности создает
менное магнитное поле, в которое помещается испытуемая деталь с
6*
83
покрытием. В поверхонстном слое детали возникают вихревые токи„
магнитное поле которых взаимодействует с полем катушки
ности и вызывает изменение ее полного сопротивления. Величина
этого изменения, зафиксированная измерительным прибором,
сит, в частности, и от толщины покрытия. При помощи
нитного метода можно измерять толщины практически любых
таний основного металла и покрытия, за исключением
ских покрытий на диэлектрике. Отечественной промышленностью
выпускается несколько типов толщиномеров, основанных на
магнитном методе. Наибольшее распространение получили
щие типы приборов: ВТ-ЗОН и ВТ-40НЦ. Диапазон измерения
щины от 0 до 1000 мкм, погрешность измерения 5%, шероховатость
поверхности покрытия не должна быть более Rz 20 мкм. Первый
бор имеет стрелочную индикацию, второй — цифровую.
К недостаткам приборов, основанных на использовании
вых токов, следует отнести зависимость сопротивления магнитной
катушки не только от толщины, но и от качества подготовки
ности покрытия, электрофизических свойств покрытия и основного
металла, геометрических параметров детали и т. д. Поэтому
можно иметь единую шкалу для различных сочетаний материалов
покрытия и изделия, и в каждом конкретном случае требуется
ветствующая тарировка прибора [134].
Магнитный и электромагнитный (вихревых токов) методы
сятся к неразрушающим методам контроля. Главным требованием к
приборам неразрушающего контроля является исключение влияния
посторонних факторов на результаты замеров толщины. Краевой
фект, наличие кривизны, повышенная шероховатость, изменение
зико-химических свойств и структуры основного металла и
тия — все эти обстоятельства приводят к искажению показаний
прибора. Для устранения или уменьшения побочных влияний на
зультаты замеров толщины обычно используют один из следующих
приемов [134]: внесение поправок при помощи таблиц, графиков,,
монограмм; создание специальных конструкций датчиков; тарировка
приборов для каждой партии однотипных деталей. Магнитный и
электромагнитный методы применяются в основном в
ных условиях для замера толщины покрытий при массовом и
ном выпуске изделий.
Металлографический метод является разрушающим и пригоден
преимущественно в лабораторных исследованиях. Он заключается
в измерении толщины покрытий при помощи оптических
пов на поперечных шлифах. В зависимости от толщины покрытия
рекомендуется выбирать следующие увеличения: 500—1000 крат
до 20 мкм, 200 крат свыше 20 мкм. Приготовление шлифа должно
выполняться в соответствии с рекомендациями для изготовления
металлографических образцов. Особое внимание следует обратить
на предотвращение отслаивания и выкрашивания покрытия. Если
между покрытием и основным металлом отсутствует четкая
ца, то для получения наибольшего контраста можно применять
ление шлифа. Относительная погрешность измерений ±10%. Не-
84
достатками метода являются сравнительно высокая трудоемкость и
возможность проводить измерения только в плоскости шлифа.
Измерение толщины покрытий любым из рассмотренных выше
методов нужно проводить на доступных участках, не имеющих
катки, дефектов поверхности, удаленных не менее чем на 5 мм от
мок, ребер углов, отверстий, мест контакта детали с
нием [122].
ОПРЕДЕЛЕНИЕ ЭЛЕКТРИЧЕСКИХ СВОЙСТВ
Опыт, накопленный при изучении проводимости металлов и
сплавов, экспериментальная техника, созданная для исследования
электроизоляционных материалов, служат базой для определения
электрических свойств покрытий. Рассматриваются многие свойства:
удельное электрическое сопротивление, электрическая прочность,,
электрическая проводимость, контактное сопротивление между
крытием и основным металлом, диэлектрическая проницаемость^
температурный коэффициент электрического сопротивления. Что
касается керамических покрытий, которые используются в качестве
электроизоляционного материала, то основным их свойством следует
считать электрическую прочность. За электрическую прочность часто
принимают напряженность пробоя, отнесенную к усредненной
щине покрытия.
Разброс значений электрической прочности достигает при
натной температуре 30%, увеличение температуры испытаний
вождается уменьшением разброса данных [136]. Пробой может
ступить либо при критическом значении напряженности поля, либо
из-за локального разогрева покрытия электрическим током. В
стве электроизоляционных применяют покрытия с удельным
трическим сопротивлением не ниже 1010 Ом.
Электроизоляционные покрытия используются при
нии изолирующих прокладок, для защиты индукторов установок
ТВЧ, при изготовлении чехлов термопар, в цифропечатающих и
форирующих агрегатах [15, 137].
Хорошими диэлектрическими характеристиками обладают
лы алюминия, магния, бериллия, нитриды алюминия, бора,
ния и т. д. У электроизоляционных покрытий пробойная
ность при прочих равных условиях максимальна при минимальной
пористости. На электрическую прочность оказывают влияние также
характер распределения пор по размерам, метод и технология
ления, чистота исходного порошка, температура и др. [15, 16, 61 „
117, 136]. Кроме того, покрытия обладают большей дефектностью
структуры и повышенным содержанием примесей в сравнении с
пактным материалом, что также отрицательно сказывается на
не электрической прочности [136]. Полагают, что величина
женности пробоя С/Пр и толщина керамического
ного покрытия б связаны зависимостью [61]
ипР = а.Ьп% E.3)
85
где а, п — постоянные, зависящие от метода напыления и
ческой обработки покрытия.
В работе [118] на примере окиси алюминия показано, что
трическая прочность покрытий слабо зависит от толщины, а
ляется способом нанесения и, следовательно, структурой B кВ/мм —
у газопламенного порошкового покрытия; 30 кВ/мм—у
ного при автоматическом напылении). Уменьшение пористости
канием, пропиткой нитратом алюминия в 1,5—2 раза повышает
трическую прочность. Особенно важно уменьшение доли крупных
пор, так как пробой в покрытиях обусловлен пробоем газа в
лее крупных порах [15, 117, 118]. Результаты изучения
ляционных характеристик наиболее распространенного плазменного
покрытия из окиси алюминия показали [136], что электрическая
прочность в практически используемом диапазоне толщин 0,1 —
1,0 мм при нормальных температурах имеет значения в пределах
6—12 кВ/мм, а с ростом температуры плавно уменьшается до
ний 1—2 кВ/мм при 1250°С.
Электрическую прочность покрытий целесообразно изучать на
серийно выпускаемых универсальных пробойных установках.
электрические окисные покрытия подробно исследовались С. С.
теневым и другими на установке УПУ-1М. Рассматривалась
ческая прочность в системе «игла — плоскость». На одном и том же
образце пробой производили в 15—30 точках. Это, наряду с
лением средних значений пробойной напряженности, дает
ность оценивать однородность покрытия [15, 117, 138].
При изучении разнообразных газотермических покрытий об
электрической прочности судили по току утечки после 24-часовой
выдержки образцов при повышенной температуре во влажной
мосфере [61].
В связи с перспективностью использования покрытий в качестве
электроизоляционного материала при высоких температурах
довали закономерности измерения электрической прочности и
димости окиси алюминия, нанесенной плазменным методом на
левые пластинки [136]. Электрический пробой покрытия при
личных температурах (до 1600 К) на воздухе осуществлялся между
основным металлом и полусферическим электродом, прижимаемым к
поверхности покрытия. Радиус полусферы никелевого или
ленного из дисилицида молибдена электрода подбирался таким
разом, чтобы электрическое поле в зоне пробоя было равномерным.
Напряжение, которое подавалось на электроды, увеличивалось с
постоянной скоростью я^200 В/с.
Электрическое сопротивление покрытий обычно измеряют мего-
метрами (например, марок ЕК-6-7 или Е-6). Рекомендуется [15]
для увеличения точности измерений в качестве одного из электродов
брать основной металл, а в качестве другого — медный слой,
сенный на исследуемое покрытие. Вместо медного слоя можно
менять никелевую фольгу, плотно прижатую к поверхности покрытия,
Перед измерением электропроводности образцы необходимо
но очистить, высушить и отжечь в вакууме. Для измерения электро-
86
Рис, 5.2. Схема ячейки для измерения контактных электросопротивлений.
1"— основной металл;.2 — покрытие; з — электрод; 4 — оправка; 5 — токовые концы; 6 —
потенциальные концьь
проводности покрытий использовали цилиндрические образцы [9].
Покрытие толщиной 0,5—1,0 мм наносится на трубку из основного
металла, охранные и измерительные электроды устанавливаются на
боковую поверхность образца.
Измерения удельного электрического сопротивления
ционного покрытия из твердого сплава ВК15 в направлениях,
пендикулярном и параллельном оси напыления, выявили
пию электропроводимости. Численные значения удельного
сопротивления в двух взаимно перпендикулярных направлениях
личаются в 2—3 раза [16, 139]. Наличие границ между слоями и
формированными частицами в направлении, перпендикулярном оси
напыления, значительно уменьшает проводимость, в то время как
проводимость в направлении, параллельном оси напыления,
ближается к этой характеристике для спеченного твердого сплава,;
так как в этом случае определяющую роль играет проводимость
дельных слоев [16, 139].
Интересная методика определения переходного (контактного)
электросопротивления на границе между напыленным покрытием
и основным металлом предложена В. И. Копыловым (рис. 5.2) [11„
140]. Основной металл 1 с напыленным покрытием 2 зажимается,;
между медными электродами 3 и оправками 4 винтовой струбцины,
сжимающее усилие от которой (постоянное во время измерения)
передается через сферические поверхности. Токовые концы 5
пятся посредством разъемных клеммных соединений, потенциальные
концы б привариваются один к образцу, другой — к электроду.
реходное электросопротивление определяется двойным мостом
противления. При этом контролируется чистота поверхностей торца
электрода, покрытия и основного металла, величина контактной
нагрузки, влияние наводок. Численные значения переходного кон-
87
тактного сопротивления вычисляются по приведенным в [И, 140]
формулам. Метод позволяет также определять удельное
противление разнообразных покрытий.
Электропроводные покрытия используются при изготовлении
точечных контактов, электрических вводов в вакуумные приборы,;
для нанесения через трафарет электропроводников [15], для
товления электронагревателей и т. д.
В качестве электропроводных применяют различные
ческие покрытия, проводимость которых, однако, в 2—11 раз хуже*
чем у литого металла. Причиной этого является прежде всего наличие
окислов в объеме напыленного слоя [141].
ИЗМЕРЕНИЕ ТЕРМИЧЕСКОГО КОЭФФИЦИЕНТА
ЛИНЕЙНОГО РАСШИРЕНИЯ
Знание термического коэффициента линейного расширения:
(ТКЛР) покрытий дает возможность: выбирать оптимальное
тание материала покрытия и основного металла для работы при
шенных температурах: рассчитывать одну из важнейших
ристик покрытий — величину остаточных напряжений;
ровать работоспособность изделий с покрытиями при
ном нагружении.
Несоответствие ТКЛР основного металла и покрытия приводит
к растрескиванию и отслоению последнего при термическом
действии. Задача оптимального сочетания свойств покрытия и
новного металла может быть частично решена при равенстве
них значений ТКЛР. Вместе с тем при нагреве из-за несовпадения
хода кривых расширения даже при равенстве средних значений
тинные значения ТКЛР покрытия и основного металла могут
венно различаться. Вследствие этого в покрытиях возникают
ные термические напряжения, которые действуют лишь в момент
нагревания или охлаждения изделий и вызываются разностью
тинных термических коэффициентов покрытия и основного металла
[142]. Следовательно, необходимо учитывать как средние, так и
тинные значения ТКЛР. Если для основного металла термические
коэффициенты можно взять из таблиц, то для покрытий приходится
экспериментально определять как средние, так и истинные
ния ТКЛР.
Исследования термического расширения разнообразных
менных покрытий в продольном и поперечном направлении в
зоне температур 20—900°С проводились А. М. Вирником, Г. М.
лининым и В. Ф. Кузовиткиным.
Определение ТКЛР покрытий по стандартной методике [143]
невозможно, так как ГОСТ распространяется на пластмассы и
дусматривает испытания макрообразцов толщиной не менее 7 мм*
ТКЛР покрытий чаще всего определяют при помощи
ального оптического дилатометра Шевенара. В комплект прибора
входят измерительная головка и регистрирующая аппаратура. В го-
ловке (собственно дилатометре) имеются две кварцевые трубки, в
варенные торцы которых упираются заостренными концами образец
и эталон. Удлинение образца и эталона при нагреве передается от
их свободных концов на кварцевые стержни и, далее, на подвижную
механическую систему и систему фотозаписи.
Наиболее приемлемой конструкцией дилатометров для оценки
ТКЛР материала покрытий являются бесконтактные приборы,
ключающие нагрузки при замере длины образца [144]. Одной из
новок, которую можно рекомендовать для исследования хрупких
покрытий, является оптический дилатометр^ предназначенный для
исследования пленочных материалов, сочетающий простоту
рукции с надежностью и точностью получаемых экспериментальных
результатов [145]. Прибор позволяет проводить испытания в
вале температур от —180 до +500°С ПрИ скоростях нагрева до 5—
6 град/мин с перепадом температур по образцу во всем рабочем
пазоне не более 0,2°С. Для испытаний используются образцы
щиной от 15 мкм до 2 мм.
Анализ опубликованных данных показал, что для определения
ТКЛР покрытий практически не применяются перспективные и
статочно точные дилатометры с фотоэлементами, индуктивными и
емкостными датчиками.
ОПРЕДЕЛЕНИЕ ТЕПЛОПРОВОДНОСТИ
Коэффициент теплопроводности (теплопроводность) является
служебной характеристикой теплоизоляционных покрытий. Кроме
теплоизоляционных покрытий, преграждающих путь тепловому
току, применяют теплозащитные покрытия, оберегающие детали и
конструкции от термического воздействия главным образом за счет
поглощения тепла. Теплостойкие покрытия служат для повышения
жаропрочности и жаростойкости [42]. Наряду с экономией основного
металла эти покрытия дают возможность сократить теплопотери или
предохранить основной металл от воздействия тепла.
Выбор теплоизоляционных покрытий сопряжен с разрешением
известных противоречий. Обычно покрытие одновременно с тепловой
защитой должно обеспечивать защиту от газовой коррозии, т. е.
обладать достаточной жаростойкостью. В первом случае желательно
применять пористое тугоплавкое покрытие, во втором — наиболее
плотное. Увеличение толщины покрытия, приводящее к улучшению
теплоизоляции и жаростойкости, отрицательно сказывается на
ности соединения с основным металлом. Поиски оптимальных путей
повышения теплоизоляции без уменьшения жаростойкости и
ности соединения — одна из важных задач при выборе и разработке
технологии напыления защитных покрытий.
Теплопроводность покрытий определяется несколькими
ми: химическим составом наносимого материала (металлические
крытия имеют худшие теплоизоляционные характеристики, чем
рамические), структурой покрытия1 строением границы «покрытие —
89
основной металл» (рыхлая граница уменьшает передачу тепла),
щиной покрытия.
Можно полагать, что коэффициент теплопроводности покрытий
является структурно-чувствительной характеристикой. Он зависит от
абсолютных значений пористости, величины микротрещин, наличия
окислов, размера зерна, площади пятна контакта зерен и т. д. [146,,
147].
В монографиях В. В. Кудинова [8, 9] рассматриваются
ные механизмы теплопереноса в покрытиях. Основываясь на
тических предпосылках и результатах собственных оригинальных
исследований, с учетом слоистого строения покрытий, наличия пор
и многочисленных поверхностей, делается вывод, что перенос тепла
осуществляется: электронами в объеме напыленных частиц, а также
на участках сваривания и химического взаимодействия (Яе),
ной (фононной) теплопроводностью (Хф), молекулярной
водностью газа в порах (км), лучистым теплообменом в порах при
нагреве покрытия до высокой температуры (Хп). Суммарная
проводность покрытия (к « Хе -f Кф +^м + ^п) намного ниже,;
чем у аналогичных по химическому составу компактных материалов*
Причиной этого является прежде всего небольшая площадь участков
сваривания и малая роль Хе и Хф в повышении теплопроводности.,
К другим характерным особенностям теплопереноса можно отнести
различие в значениях теплопроводности покрытий, замеренных в
двух взаимно перпендикулярных направлениях (вдоль и поперек
слоя).
С ростом температуры в некоторых покрытиях отмечается
чение теплопроводности, в то время как у аналогичных компактных
материалов теплопроводность при нагреве уменьшается. Такую
необычную зависимость у покрытий можно объяснить активизацией
механизмов Ям и Яп [8, 9].
Анализ литературы по теплопроводности газотермических
крытий показывает, что результаты, представленные разными
рами, противоречивы. О связи структурных характеристик с
проводностью покрытий в настоящее время трудно сказать что-либо
определенное, кроме весьма общих соображений о том, что
ние пористости уменьшает теплопроводность.
При испытании покрытий применяются стационарные [61,,
148—150], относительные [146, 151, 152] и регулярного теплового
режима [9, 153] методы определения теплопроводности.
Большинство известных испытательных установок позволяют
создавать в испытуемом образце стационарный одномерный
вой поток. Особенностью стационарных методов является
во температуры в определенных точках исследуемого образца.
верхностные участки (наружные и внутренние) покрытия находятся
при различных, но неизменных в процессе испытаний температурах.
Температура любой точки покрытия при этом зависит только от ее
положения, но не от времени. Определив распределение температур,
в покрытии и оценив количество перенесенной теплоты, можно
считать теплопроводность. Исследования теплофизических свойств.
90
отделенных от основного металла плазменных покрытий из окиси
алюминия и двуокиси циркония проводили на специальной
ке [149]. Образец в виде цилиндра длиной 100 мм с толщиной стенок
1 мм устанавливался таким образом, чтобы один из его концов
вался от верхних электрических нагревателей, а другой находился в
эвтектическом расплаве. Охранное приспособление, экраны,
ция из кремнеземистого волокна, а также возможность измерения
теплового потока на сравнительно большой длине исключали
ность выполнения условий стационарности и одномерности.
ент температур определялся термопарами.
Для подсчета количества теплоты, проходящей через покрытие,;
рекомендуется использовать охлаждающую воду [61]. Допустив, что
вся теплота без потерь уносится водой, зная расход воды и
туру ее на входе и выходе, можно легко определить количество
теплоты Q. Теплопроводность вычисляется по формуле
E'4)
где т — время; s — площадь покрытий; grad Т — градиент темпера-
тур; 1Т — расстояние между точками замера температур.
Результаты, полученные стационарными методами определения
теплопроводности, у различных авторов весьма противоречивы. ЭтоЛ
вероятно, связано с очевидными техническими трудностями при
ном определении градиента температур в покрытии, несоблюдением
условий стационарности и одномерности, влиянием контактного
лового сопротивления между исследуемым покрытием и термопарой
и т. д. [9, 153].
Оценивать теплопроводность покрытий можно с помощью
носительных методов измерения. При этом достигается упрощение
за счет сравнения температурных полей в исследуемом покрытии и в
эталонном, заранее изученном, материале. По эталонному образцу
измеряется полный тепловой поток.
В Ленинградском физико-техническом институте им. А. Ф.
фе эффективную теплопроводность плазменных покрытий
вали на усовершенствованной установке, используя сравнительный
метод измерения. При оценке теплопроводности покрытий в
ве эталона применяли плавленый кварц. Его теплопроводность
вестна, он обладает высокой стабильностью и может работать в
интервале температур от 100 до 1700 К [151, 152].
Теплопроводность десяти различных плазменных керамических
покрытий изучали нестационарным методом регулярного теплового
режима [9, 153]. Это один из наиболее простых методов, он дает
можность оценить теплопроводность многослойных покрытий на
разцах разнообразной формы. Сущность метода состоит в том, что
образец с покрытием помещается в расплавленный металл
ний) и при помощи термопар фиксируется разница температур в
плаве и в центре образца. Рассматривая образец как калориметр,,
определяют сумму эффективного теплового сопротивления покрытия
и поверхностного теплового сопротивления образца. Предваритель-
91
но измерив толщину покрытия по расчетным формулам [9, 153 ],:
вычисляют теплопроводность.
Для исследования теплопроводности покрытий в интервале
соких температур (до 2600 К) может быть рекомендован метод
ских температурных волн [154].
Глава 6
ИЗНОСОСТОЙКОСТЬ ПОКРЫТИЙ
ОБЩЕЕ ОПРЕДЕЛЕНИЕ ИЗНОСОСТОЙКОСТИ
И АНАЛИЗ СХЕМ ИСПЫТАТЕЛЬНЫХ УСТРОЙСТВ
Изнашивание — это процесс разрушения материала и отделения
его от поверхности твердого тела и (или) накопления остаточной
формации при трении, проявляющийся в постепенном изменении
меров и (или) формы тела. Износ — результат изнашивания,
деляемый в единицах длины, объема, массы и др. Износостойкость —
свойство материалов оказывать сопротивление изнашиванию в
деленных условиях трения, оцениваемое величиной, обратной
рости или интенсивности изнашивания. Скорость изнашивания
ражается отношением значения износа к интервалу времени, в
ние которого он возник. Интенсивность изнашивания — это
ние значения износа к пути, на котором происходило изнашивание^
или к объему затраченной работы [155]
В работах Б. И. Костецкого, И. В. Крагельского, М. М. Хрущо-
ва, В. Н. Кащеева, В. Н. Ткачева, В. А. Белого, Ю. М. Виноградова
и др. износостойкость материалов (в том числе и покрытий)
ливается в основном их тонким строением, так как только
ра предопределяет дислокационную природу изнашивания.
На кривой интенсивности изнашивания деталей, работающих
в паре трения (рис. 6.1), можно выделить три стадии: 1 —
ка, 2—установившееся изнашивание, 3 — ускоренное изнашивание*
Первая стадия характеризуется ростом интенсивности изнашивания,,
что объясняется малой площадью контакта поверхности из-за макро-
и микронеровностей и большими контактными нагрузками вследствие
этого. В конце стадии приработки устанавлрхвается равновесная,
бильная шероховатость поверхности. Одновременно происходят
структурные превращения в поверхностном слое с образованием
ричных структур. В стадии установившегося изнашивания
сивность изнашивания невелика и постоянна по величине. При
шении условий работы может наблюдаться третья стадия —
ренное изнашивание. В реальных условиях эксплуатации какая-либо
из стадий может отсутствовать.
92
Рис. 6.1. Общий вид кривой изнашивания
бой поверхности, в том числе и покрытия.
1 — стадия приработки; 2 — стадия равномерного
изнашивания; 3 — стадия ускоренного изнашивания;
КИ— интенсивность изнашивания; т — время.
Среди многих классификаций испытательных средств наиболее
полно информирует о существующих методах и средствах оценки»
покрытий при изнашивании и контактном нагружении в парах
ния классификация (рис. 6.2), предложенная А. И. Григоровым и
О. А. Елизаровым [121. Она позволяет выбрать кинематическую
му установки, подходящую для моделирования конкретных условий
эксплуатации деталей с покрытием. Испытательные средства
разделяются на четыре основные группы машин трения.
При выборе материалов и покрытий для опор типа «подпятник»
может быть использована машина торцевого трения верчения
ма 1—1). Машину торцевого трения скольжения (схема 1—4)
меняют для оценки износостойкости покрытий при работе в паре
ния «диск—палец». Машина (схема 1—3) предназначена для
вания покрытий при нагружении в вакууме, триботехнические
рактеристики покрытия оцениваются по дальности отскока
рительно раскрученного шарика. Принципы испытаний на машинах
1—2, 1—5, 1—6 ясны из схем. В машинах торцевого трения
ния (схемы 1—7; 1—8) моделируется работа при
тельном движении. При выборе материалов и покрытий для
ников применяются машины трения по схемам 2—2 и 2—4. Износ
узлов типа «вал—втулка» может быть определен на машинах
рийного трения скольжения (схема 2—5). Износостойкость
ностно-упрочненных деталей подшипников оценивается на машинах
(схемы 2—6, 2—7, 2—8), моделирующих трение шариков в гнездах
сепараторов. Моделирование условий работы муфт, демпферов
мозных устройств и других узлов, передающих или рассеивающих
кинетическую энергию, осуществляется на машинах по схемам 2—1,
2—2, 2—3. Контактная выносливость при качении может быть
делена при реализации схем третьей группы. Лабораторные
ния на изнашивание элементов подшипников осуществляются
на машинах трения четвертой группы, которые воспроизводят
ние шариков по желобным кольцам [12].
Выбор методики испытаний покрытий на изнашивание
ется прежде всего целью исследования. При этом могут решаться
дующие задачи: рассмотрение процесса разрушения с целью
ния общих закономерностей изнашивания покрытий; определение
влияний технологических параметров нанесения покрытий, состава
и свойств порошков на износостойкость; оценка влияния структуры
и свойств покрытий на износостойкость при данных условиях внеш-
93
С ееемь/ машин трения
Торцевого трения скольжения
Верчения
1-1
1-2.
1-J
Скольжения
Лерирерипные
трения скольжения
1-4
1-&
N
1-7
N
X
N
1-9
2-1
N
2-3
24
IN ./V
I
1ш
2-5
R
2-6
2-7
2-8
N
Роликовые
/ррения каления
3-1
N
1 N
3-2
3-3
N
N
3-5
r>V
3-6
Шариковые
трения качения
4-2
On
Ш
^ТГГп А
4-3
N
4-4
4-5
4-6
Рис. 6.2. Кинематическая классификация испытательных устройств для определения
крытиями.
износостойкости материалов с по-
него воздействия. В двух последних случаях правильный выбор
тодики особенно важен. При этом нужно подбирать схему,
ные параметры нагружения и рабочую среду наиболее близкие к
плуатационным. Труднее всего обеспечить соответствие нагрузок
и площадей, потому что в большинстве испытательных установок
из-за недостаточной мощности нельзя получать удельные нагрузки,,
как и в рабочих узлах трения. Такая же по величине удельная
грузка может быть достигнута лишь уменьшением площади
та. Однако при этом в полученные результаты вносятся элементы
определенности, так как еще не доказано, что величина износа
зависима от площади контактирования [156]. Испытательное
дование для оценки износостойкости должно конструироваться в
ответствии со следующим принципом: с одной стороны, основные
параметры установок должны как можно лучше моделировать
вия эксплуатации, с другой — для ускорения испытаний
тельно ускорять процесс изнашивания.
СПОСОБЫ ОЦЕНКИ ВЕЛИЧИНЫ ИЗНОСА
При испытаниях на изнашивание обычно используют [157, 1581
методы микрометрирования, искусственных баз, весовой метод,
мический и спектральный анализы, профилографирование,
изотопные методы; износ в условиях эксплуатации оценивают по
менению технических параметров машин.
Сущность последнего метода заключается в анализе изменений
рабочих характеристик машины и определении на основании этого
интегральной величины износа. Величину износа, например
невого кольца двигателя внутреннего сгорания, находят по
нию расхода масла и уменьшению производительности. К
кам данного способа следует отнести большую длительность и
емкость испытания. Кроме того, невозможно судить о месте
вания и распределения износа по поверхности. Для оценки
стойкости покрытий такой метод применяется редко.
Когда изнашивание приводит к большим изменениям размеров
деталей, о величине линейного износа судят по разности размеров
до и после испытаний. В качестве мерительного инструмента могут
применяться концевые меры длины, оптические инструментальные
микроскопы, микрометры и т. д. Приборы, позволяющие определять
размеры с точностью до 1 мкм, дают возможность оценить линейный
износ с точностью не менее 5 мкм. Увеличение погрешности связано
с наличием деформации, неточностью установки инструмента,
стоянством температуры измерений. С помощью микрометрирования
можно найти лишь конечную величину износа без оценки его
ки. Увеличение количества замеров связано с еще большими
ностями из-за необходимости дополнительных разборок-сборок.
нос покрытий при изнашивании о закрепленные абразивные
цы рекомендуется [159] оценивать методом микрометрирования,
меряя длину пальчиковых образцов с точностью не менее 0,01 мм.
Истирающая способность покрытий определяется в соответствии
с уменьшением толщины контробразца из фторопласта [160].
Метод искусственных баз наиболее точен. Он широко
ется для оценки износа направляющих металлорежущих станков^
деталей текстильных машин, цилиндров авиационных и тракторных
двигателей, поршневых колец и т. д. Им, в частности, можно
делять износ цилиндров двигателей внутреннего сгорания после
100—150 ч испытаний [157 ]. Сущность метода состоит в оценке
ного износа по уменьшению размеров суживающегося углубления
заранее известной формы. Искусственной базой может служить
дно углубления (лунки), от которого измеряется расстояние до
нашиваемой поверхности. Углубление наносят либо путем
вания четырехгранной пирамидки на твердомере Виккерса или на
приборе ПМТ-3, либо вырезанием специальным резцом. При
вании пирамиды с квадратным основанием величина линейного
носа
АЬ = ьг - b2 = (Ct - C2)/z, F.1)
где Ъх, b2 — глубины, Съ С2 — длины диагонали отпечатка
ветственно до и после изнашивания, z — коэффициент
нальности (z = 7 для пирамиды с квадратным основанием и углом
при вершине между противоположными гранями 136°).
При использовании прибора ПМТ-3 для нанесения отпечатка
точность измерения износа составляет доли микрометра (^0,3 мкм).
Вдавливание пирамиды на твердомерах сопровождается
нием металла на краях отпечатка, что снижает точность метода.
ме того, мелкие отпечатки довольно трудно обнаружить после
тенсивного изнашивания. При нанесении отпечатка на очень твердое
покрытие вследствие «упругого восстановления» после снятия
грузки размеры отпечатка могут заметно уменьшиться. При
вании пластичных покрытий, работающих при высоких контактных
нагрузках, может наблюдаться «заплывание» отпечатка, потеря его
отчетливой формы.
Разработанный Е. С. Берковичем и М. М. Хрущовым метод
резанных лунок имеет ряд преимуществ перед методом отпечатков:
отсутствует вспучивание по краям лунки, уменьшается погрешность
испытаний. В нашей стране с 1973 г. методика измерения местного
линейного износа деталей машин и образцов с плоскими,
ческими выпуклыми и вогнутыми поверхностями
на [161]. Линейный износ в месте нанесения лунки оценивают по
уменьшению ее длины после изнашивания. Лунка вырезается на
боре алмазным резцом в виде трехгранной пирамиды, причем резец
вращается вокруг оси. Место вырезания лунки и ее размеры
деляются предполагаемым износом. Необходимо, чтобы продольная
ось симметрии лунки была перпендикулярна направлению
сительного перемещения трущихся поверхностей. Измерение длины
лунки до и после изнашивания проводятся на микроскопе с ценой
деления шкалы окуляра 0,03 мм. Линейный износ вычисляется по
соответствующим формулам или находится по таблицам с точностью
±0,001 мм,
96
Рис. 6.3. Пример использования
тода искусственных баз для оценки
эффективности ионно-плазменных
крытий из TiN на деталях ткацкого
станка СТБ-330.
h — износ поверхности без покрытия (а),
с покрытием (б); в, г — поверхность
нашивания до и после испытания
ственно; д — исследуемые поверхности на
детали СТБ «сухарик».
Типы, основные параметры и технические требования к
рам для измерений износа даны в стандарте [162].
При оценке износостойкости покрытий необходимо учитывать
локальную пористость и . анизотропию свойств, могущих повлиять
на соотношение глубины и длины отпечатка и увеличить погрешность
испытаний.
Следует отметить, что метод искусственных баз может быть
меним к покрытиям, поверхность которых имеет незначительную
роховатость. Распространение метода на поверхности с грубой
боткой приводит к искажению результатов.
Метод искусственных баз был успешно использован нами для
оценки износостойкости ионно-плазменных покрытий из TiN на
талях ткацкого станка-автомата СТБ-330. На рабочую поверхность
детали с покрытием наносился укол алмазной пирамидой
бор ПМТ-3), и после определенных периодов эксплуатации этой
тали производились необходимые замеры лунки (рис. 6.3).
Сущность весового метода заключается в оценке износа путем
взвешивания деталей до и после изнашивания. Этот метод
дуется применять при стандартных испытаниях покрытий [159,
163—166]. Он дает возможность оценить интегральный износ, так
как при взвешивании находится суммарная потеря массы со всей
площади рабочей поверхности трения. Точность метода зависит от
массы образца или детали, поэтому взвешиванию подвергаются
имущественно небольшие изделия. Весовой метод предполагает
тельную очистку всего объекта от частиц износа, масла, нагара
и т. д. Для оценки износа пористых покрытий, работающих со
кой, этот метод может оказаться вообще неприемлемым из-за
чия в порах масла и продуктов изнашивания, удаление которых
ма затруднительно. При испытании образцов, резко отличающихся
по химическому составу и пористости, необходимо учитывать
личия в плотности покрытий, и результаты исследований
лять в относительных единицах в сравнении с эталонным образцом.
Химический и спектральный анализы применяются для оценки
интегрального износа преимущественно у деталей двигателей
реннего сгорания и различных редукторов. От масла отбирается
проба, для которой с помощью данных анализов находится степень
7 Л. И. Тушинский, А. В, Плохов
97
ее обогащения продуктами изнашивания. Оба метода являются
сокочувствительными, однако получили ограниченное
нение из-за трудоемкости и высокой стоимости оборудования.
Метод профилографирования заключается в оценке износа по
профилограммам, снятым на определенном участке до и после
шивания. Его рекомендуется использовать при стандартных
ниях покрытий на изнашивание при фреттинг-коррозии [167].
ходят расстояние между средними линиями профиля и на основании
полученных данных вычисляют интенсивность изнашивания с
грешностью не более 1 • 10~8. Применяются профилограф-профило-
метр модели 253 или оптические приборы: двойной микроскоп,
интерферометр Линника и т. д. Износ методом профилографирования
определяется обычно на образцах и деталях несложной формы с
статочно хорошо обработанной поверхностью.
В последнее время получили распространение разновидности
радиоизотопоного метода. Сущность его состоит в том, что в материал
исследуемой детали вводится радиоактивней изотоп. При
нии отделившиеся частицы осаждаются в масле. О величине износа
судят по концентрации радиоактивного вещества, попавшего в масло.
МЕТОДИКИ ОПРЕДЕЛЕНИЯ
ИЗНОСОСТОЙКОСТИ ПОКРЫТИЙ
В ПАРАХ ТРЕНИЯ
Из стандартных машин, выпускаемых в нашей стране и
назначенных для оценки триботехнических характеристик
лов* нами использовалась универсальная установка СМТ-1 (ПО Точ-
прибор, г. Иваново). В комплект оборудования входят машина
ния СМТ-1 и блок с контрольно-измерительными и
ми приборами. Кинематическая схема машины СМТ-1 приведена на
рис. 6.4.
Электродвигатель 18 через зубчатый ремень 1 вращает шкивы
3 и 5 (частота 75—1500 (±3%) мин). Шкив 3 через
ный штифт 4, вал, муфту 7, датчик момента трения Р, муфту 10
мещает вал бабки 12, на котором устанавливают образец 15. Шкив 16
через вал, кулачковую муфту 8, вал, шестерни вращает вал каретки
13, на котором устанавливается образец 14. Образцы 14 и 15
жимаются друг к другу силой пружины устройства нагружения 16.
Величину нагружения B00—2000 Н) регулируют осью-винтом,
торый передает нагрузку на образцы через пяту, кронштейн и
пус каретки 13.
Частота вращения привода регистрируется тахогенератором 11\
количество оборотов образца 15 — бесконтактным датчиком 2.
личина момента трения измеряется датчиком 9 и непрерывно
рируется на самопишущем потенциометре.
Для испытаний на машине СМТ-1 заводом-изготовителем
дусмотрено три типа пар образцов (рис. 6.5). Проведение испытаний
в условршх смазки трущихся поверхностей обеспечивает специальная
98
Рис. 6.4, Кинематическая схема машины СМТ-1.
2 — зубчатый ремень; 2 — бесконтактный датчик числа оборотов; 3,5 — шкивы; 4 —
дохранительный штифт; 6—задний подшипниковый узел; 7, 10 — муфты; 8— разъемная
муфта; 9 — индукционный датчик момента трения; 11—передний подшипниковый узел;
12 — передняя бабка; 13 — каретка; 14, 15 — образцы; 16 — механизм нагружения; 17 —
тахогенератор; 18—-электродвигатель; 19 — пульт управления.
герметичная камера. В качестве смазки может использоваться любая
жидкость (масло, вода и т. д.). Благодаря тому что запись значений
момента трения ведется непрерывно, установка позволяет наблюдать
за процессом изнашивания и фиксировать изменения коэффициента
трения непосредственно во время работы. На основании технических
характеристик установки СМТ-1 и опыта, полученного во время
плуатации машины, нами разработаны методики испытаний
лов с различными покрытиями на изнашивание с определением
эффициента трения в условиях скольжения (рис. 6.6, а, в) и качения
с проскальзыванием (рис. 6.6, б). Исследуемые образцы
ваются по размерам, указанным на рис. 6.5. Для пары трения «вал —
втулка» посадка выполняется с зазором (FQ/fQ). Покрытие наносится
на любую из обозначенных поверхностей А (см. рис. 6.5.) Выбор
раметров испытаний (тип пары трения, скорость скольжения,
ная нагрузка на поверхность трения, наличие смазки, путь трения
и т. д.) зависит от условий эксплуатации исследуемого покрытия.
Перед проведением испытаний по определению износостойкости
крытий пары трения необходимо приработать до стабилизации
мента трения. При исследовании тонких покрытий (например, ионно-
плазменного) образцы парами прирабатываются до нанесения слоя.
Для пары трения «диск—колодка» рассчитывается весовая
тенсивность изнашивания, в кг-см~2 за 1000 м пути трения; Kv =
= 103- AU/(SK-L), где АС/ — весовой износ, кг; SK — площадь
такта, см2; L — путь трения, м. Величина износа АС/ определяется
взвешиванием до и после испытаний на лабораторных
ских весах.
А-А
8
1
1
IS.
\\\
\V
\\\
12
Ш
12
A
10
12
Ш
A
\
5
\\w\\\\\
30
Рис. 6.5. Типы образцов,
используемых для
ний на машине СМТ-1.
а — пара трения «диск —
лодка»; б —«диск — диск»; в —
«вал — втулка»; шероховатость
поверхностей Rz = 20;
ные предельные отклонения
меров Н7, hi, ± AГ7)/2; А —
поверхность, на которую может
быть нанесено покрытие.
В случае выражения ACT" в единицах объема (например, мм3) по
результатам испытаний рассчитывается объемная интенсивность
изнашивания' Kv в мм «см за 1000 м пути трения. Объемная и
вая интенсивности изнашивания, полученные при испытаниях пары
трения «диск—-колодка», характеризуют износостойкость покрытия
в данных условиях скольжения.
При испытаниях покрытий на парах трения «вал — втулка»
и «диск—диск» определяется относительная интенсивность
шивания: Kjj = Д?7И/Д[/К, где ДС/И — весовой износ образца с
следуемым покрытием; Af/K — весовой износ контрольного образца
(например, изготовленного из термообработанной конструкционной
стали). Величину износа следует замерять на однотипных образцах
пар при одинаковом пути трения. При Ки < 1 износостойкость
следуемого покрытия выше, чем контрольного материала.
Коэффициент трения скольжения рассчитывается по
щей формуле: / — FTV/N = MTp/(i?«P), где (см. рис. 6.6) FTp —
= MTp/R — сила трения, возникающая в процессе испытания;
Жтр — момент трения, определяемый по показаниям индукционного
датчика; R — радиус образца; N = Р — нормальная составляющая
сил, возникающих в зоне контактирования поверхностей трения;
Р — внешняя приложенная нагрузка.
100
Рис, 6.6* Схемы испытаний материалов с покрытиями на изнашивание с
лением коэффициента трения в условиях:
а •— трения скольжения (пара трения «диск — колодка»); б — трения качения с
зыванием (пара трения «диск — диск»); в — трения скольжения (пара трения «вал —
ка»); 1у 2 — образцы.
С привлечением описанных методик нами исследовались трибо-
технические характеристики различных покрытий: тонкого ионно-
плазменного, струйно-плазменного, самофлюсующегося,
электрического.
Исследования износостойкости ионно-плазменного покрытия
TiN в условиях, сходных с условиями работы режущего
та [13], подтверждают целесообразность применения этого покрытия
в инструментальном производстве. Вместе с тем комплекс физико-
механических свойств, присущий покрытию TiN, позволяет
ложить, что данное покрытие может успешно использоваться также
при изготовлении и восстановлении деталей машин, работающих
в условиях трения скольжения, и особенно без смазки. Для проверки
такого вывода нами на машине СМТ-1 проводились исследования
влияния ионно-плазменного покрытия TiN на коэффициент трения
при скольжении термообработанной стали 45 (HRC 35—37) в
ловиях, характерных для работы ряда деталей ткацких станков:
небольшие (до 5 МПа) удельные нагрузки на поверхности трения;
отсутствие смазывающей жидкости; высокая (до 20 м/с) скорость
скольжения.
Установлено (рис. 6.7), что нанесение покрытия TiN на обе
верхности трения приводит к снижению коэффициента трения
с 0,60—0,85 до 0,20т-0,45. Но еще более благоприятным фактором
является нанесение покрытия только на одну из поверхностей
ния. При этом коэффициент трения составляет 0,12—0,09; механизм
повреждаемости поверхностей трения можно охарактеризовать как
«нормальный механохимический износ» [168], которому
вует минимальная интенсивность изнашивания (в пределах 0,001 —
0,1 мм3/см2 за 1000 м пути трения) [169].
101
50-
0,8-
0,4-
50 С,°/о
Рис. 6.7. Влияние ионно-плазменного Рис. 6.8. Зависимость интенсивности
покрытия TiN на коэффициент трения / изнашивания Ку оплавленных по-
стали 45 при скольжении без смазки, крытий из порошков ПН70Х17С4Р4
1 —сталь 45 по стали 45; 2 —TiN по TiN; B) и ПН77Х15СЗР2 B) от содержа-
3 — TiN по стали 45; р —удельная нагруз- х капбиггя хпплтя (Г кпнттотттпя-
ка на поверхность трения. нпя каРоиДа хрома (С —
ция карбида хрома).
Большой интерес представляет создание сложных по составу
оплавляемых покрытий, состоящих из
ся сплава типа Ni—Gr—В—Si, и упрочняющей фазы—карбидов, бо-
ридов и др. Нами определялась износостойкость оплавленных
тий из порошков ПН70Х17С4Р4 и ПН77Х15СЗР2, содержащих до
60% упрочняющей карбидной фазы Сг3С2. Результаты испытаний
в условиях трения скольжения при смачивании водой (скорость
скольжения 18 м/мин: удельная нагрузка на поверхность трения
8 МПа; индентор—ВК8; коэффициент трения 0,68—0,75) показали
(рис. 6.8), что износостойкость таких покрытий зависит как от
ва матрицы, так и от количества упрочняющей фазы. В частности,
интенсивность изнашивания оплавленного покрытия ГШ70Х17С4Р4
составляет 30 мм3-см за 1000 м пути трения, а покрытия
ПН70Х17С4Р4 + 60% Сг3С2 — 3 мм3-см~2 за 1000 м пути. Сравнивая
изнашивание плазменных интерметаллидных покрытий из порошков
ПН55Ю45 и ПН85Ю15 в таких же условиях, можно отметить, что
увеличение содержания алюминия в порошке существенно снижает
износостойкость слоя (табл. 6.1.)
Результаты испытаний магнитоэлектрического покрытия FeB,
которые моделировали условия ра-
Интенсив- боты деталей горных машин
шивание в паре с индентором из
Таблица 6.1.
ность изнашивания Ку
ных покрытий (мм3-см)
1000 м пути трения
Марка
порошка
ПН85Ю15
ПН55Ю45
Ку при дистанции
напыления
80 мм
78
190
120 мм
48
202
за сплава ВК8 при трении скольжения
без смазки), показали, что такое
крытие имеет большую
кость, чем стали Г13 и ЗОХГСА
(рис. 6,9).
Разработанная нами
ка при другой схеме нагружения
состоит из привода, кривошипно-
102
Рис. 6.9. Интенсивность изнашива_ %
ния Kjj магнитоэлектрического по., ч
крытия FeB C) и сталей Т13A) и *
30ХГСАB). ^
Р — удельная нагрузка на поверхность v
трения. :
2,0-
Рис. 6.10. Кинематическая схема установки для испытания материалов на
шивание при трении скольжения.
1 — электродвигатель; 2 — кривошипно-шатунный механизм; 3 — плунжерная пара; 4 —
индентор; 5 — образец с покрытием.
70
Рис. 6.11. Образец для испытания на
^ изнашивание покрытий при трении
^ скольжения.
Предельные отклонения размеров Л12; А -—
изнашиваемая поверхность с покрытием.
Рис. 6.12. Зависимость весового
носа AU стали 40X(i) и стали 40Х
с ионно-плазменным покрытием из
TiN B) от пути трения L (нагрузка
на индентор 5 Н).
&1),10~3г
4Л
4 а 12 16
L,1O5Ui
Рис. 6.13. Зависимость весового
са A U стали 45 B) и стали 45 с
ным покрытием ПН55Т45A) от пути
ния L (нагрузка на индентор 5 Н).
103
шатунного механизма, н -равляющего плунжера и рычага с инден-
тором (рис. 6.10). Электродвигатель постоянного тока 1 передает
вращение на кривошипно-шатунный механизм 2, а от него на
плунжерную пару 3. Плунжерная пара служит для обеспечения
точности хода индентора 4, связанного с ней посредством
го рычага. Индентор изготовлен из твердого сплава ВК8. Для
равномерного, стабильного контакта поверхностей индентор
имеет две степени свободы. С помощью двигателя постоянного
тока возможна плавная регулировка скорости скольжения
тора по образцу в интервале от 0 до 0,4 м/с.
Нагрузка на индентор изменяется ступенчато, путем подбора
гирь определенного веса (до 1,5 кг). Число двойных ходов
ся счетчиком, связанным с механизмом привода. Для промывки
разцов перед испытаниями и перед взвешиваниями с целью удаления
грязи, продуктов износа и окислов, образующихся во время
вания, используют бензин, ацетон. Технические требования,
являемые к образцам, указаны на рис. 6.11.
Данный метод позволил нам ©ценить износостойкость тонких
C—20 мкм) покрытий, напыленных на ионно-плазменных установках
(рис. 6.12), и порошковых интерметаллидных покрытий, нанесенных
струйно-плазменным методом, после дополнительной механической
обработки шлифованием (рис. 6.13).
СПЕЦИАЛЬНЫЕ ИСПЫТАНИЯ ОБРАЗЦОВ
С ПОКРЫТИЯМИ
Определение коэффициента трения и интенсивности
ния образцов с покрытием, работающих в паре трения при
ционном разогреве, описано в ГОСТе [170]. Стандарт [171]
ливает методику оценки коэффициента трения скольжения
лов и покрытий для узлов трения при ударе. Методы оценки проти-
возадирных свойств металлических покрытий в сочетании со
ными материалами регламентированы стандартом [172]. Расчет
ности адгезионной связи, возникающей при трении, нужно проводить
в соответствии с [173].
Об истирающей способности нанесенного покрытия можно судить
после проведения испытания по методике [160]. Дисковый образец,,
на радиальную поверхность которого нанесено покрытие,
вает при вращении эталонный образец из прессованного
та. В зону трения из резервуара подается смазочное масло. В
се испытаний следует непрерывно измерять относительное
щение плоского образца и оси ролика. Частота вращения образца
100 мин, сила прижатия диска к плоскому эталонному образцу
98 Н A0 кгс). Об истирающей способности поверхности судят по
чениям параметров линейной функции, аппроксимирующей
мость интенсивности изнашивания от давления.
Ориентировочную оценку ресурса изделий с покрытием можно
провести по стандартной методике ускоренных ресурсных испыта-
104
ний [174]. Сущность метода заключается в последовательном
чатом чередовании нормального и форсированного режимов. По
зультатам ускоренных испытаний устанавливается зависимость
рости изменения контролируемого параметра (скорости
ния) от уровня изменения этого параметра (износа). Ресурс при
мальных режимах нагружения определяют путем установления
ций наработки испытываемого изделия в нормальном режиме от
ня износа. Стандарт распространяется только на те изделия, отказ
которых обусловлен постепенным накоплением износных
ний, проявляющихся в монотонном изменении контролируемого
параметра.
ИЗНАШИВАНИЕ ПРИ ФРЕТТИНГ-КОРРОЗИИ
Изнашивание при фреттинг-коррозии — это коррозионно-меха-
ническое изнашивание соприкасающихся тел при малых
ных перемещениях 1155]. Результатом фреттинг-коррозии является
интенсивное хрупкое разрушение поверхностей трения. Для данного
вида изнашивания характерно два одновременных процесса —
тывание и окисление, причем их интенсивность значительно выше,-
чем в условиях обычного трения скольжения. Схватывание —
ное соединение контактирующих поверхностей — наблюдается даже
при невысоких нагрузках. Разрушение поверхности при фреттинг-
коррозии проявляется в виде натиров, налипаний, раковин или вы-
рывов, заполненных продуктами изнашивания. Первым
ческим признаком фреттинг-коррозии служит появление на
ности трения окрашенных пятен, в которых находятся
ванные окислы. Рост амплитуды колебаний трущихся тел приводит
к разрушению поверхности вследствие отслоения частиц материала
и увеличения толщины окисных пленок, причем продукты
вания обычно не удаляются из зоны контакта. Наряду с процессами
микросхватывания и окисления изнашивание интенсифицируется
наложением усталостных процессов и абразивным разрушением [74t
175—177]. Определяющая роль какого-либо процесса зависит от
кретных условий изнашивания.
Факторы, влияющие на развитие фреттинг-коррозии,
ные механизмы разрушения, вопросы защиты и методики
венной оценки рассмотрены в работах Н. Л. Голего с сотрудниками
1177-179 и др.].
Фреттинг-коррозия сопровождается дислокационными
нениями в поверхностных слоях металла [177]. По мере удаления
от поверхности отмечаются три зоны с различными дислокационными
ситуациями. В объемах, непосредственно прилегающих к зоне
такта, наблюдается высокая плотность дислокаций, металл тексту^
риро,ван и наклепан. В следующей зоне характерным является
чие большого количества двойников и интенсивная фрагментация
с большой степенью разориентировки блоков. В третьей, наиболее
удаленной зоне, отмечается обычная дислокационная сетка. Пола-
105
гают [177]х что, при фреттинг-коррозии на поверхности
вания возможно образование неравновесных структур,
щихся к аморфному состоянию.
Фреттинг-коррозия наблюдается у валов, резьбовых соединений^
подшипников качения, муфт и других деталей, находящихся в
вижном контакте. Значительные скорости и интенсивности
вания при малых относительных перемещениях контактирующих
поверхностей деталей авиационных двигателей приводят к
ковке большого количества дорогостоящих изделий [180]. Фреттинг-
коррозия является одним из самых опасных процессов разрушения
деталей машин и может происходить как в условиях сухого трения^
так и при наличии смазки у многих материалов.
Влияние поверхностного упрочнения на фреттингостойкость
личных сталей изучалась в Брянском институте транспортного
шиностроения [175, 181]. В работе [175] описаны результаты
ления влияния на изнашивание структурных изменений в
ностном слое девяти сталей после лазерной обработки. Выявлен
сложный характер воздействия лазерного излучения на структуру
поверхностного слоя и глубину фреттинг-повреждений и объемного
износа. Показано, что лазерное поверхностное упрочнение позволяет
создавать благоприятную структуру и повышать износостойкость
в 1,5—3 раза в зависимости от содержания углерода в стали и
метров испытаний.
Влиянию ионного внедрения шести различных элементов в
верхностные слои стали 45 на триботехнические характеристики при
фреттинг-процессе посвящена работа [181]. Авторы рассматривают
ионную имплантацию как технологию, позволяющую получать
ку-покрытие, своеобразный поверхностный «сплав» с переменным
составом, постепенно переходящий в основной металл. Результаты
испытания на изнашивание при фреттинг-коррозии показали, что
образцы после имплантации изнашиваются меньше. Так, при
рении ионов бария фреттинг-усталостная прочность при базе 107 —
10е циклов повышается более чем на 30%. Это происходит вследствие
того, что во-первых, на поверхности образца образуется плотная,;
прочная и пластичная окисная пленка ВаТЮ3, во-вторых,
ет явление схватывания, в-третьих, в поверхностных слоях
ся весьма значительные напряжения сжатия. Нанесенные пленки
уменьшают коэффициент трения на 10—17% и сохраняют его в
чение длительного времени испытанийг причем изнашивается в
ном неупрочненный контробразец.
В работах, проведенных в Киевском институте гражданской
авиации [180, 182], оценивалась роль газопламенных и
ных покрытий в повышении надежности и долговечности при
тинг-коррозии. Для детонационных покрытий ВК15 определялись
оптимальные и граничные условия эксплуатации: удельная нагруз-
Kaf амплитуда относительного перемещения, температура.
вание при фреттинг-коррозии оценивалось по линейному износу и по
параметру* характеризующему неравномерность рельефа дорожки
трения» Совместный анализ результатов по износу при комнатной
106
температуре и данных металлографического исследования позволил
выделить три области (А9 Б, В), различающиеся характером
ления повреждаемости и механизмами разрушения. В области А
четание параметров (температуры, нагрузки, амплитуды
ний) обеспечивает надежную и устойчивую работу покрытий. Износ
проявляется в виде пластической деформации и нивелирования
ронеровностей поверхности.
Область Б характеризуется типичным для фреттинг-коррозии
процессом изнашивания с отделением дисперсных частиц, причем
разрушение обусловливается усталостным и абразивным
низмами.
В области В самое неблагоприятное сочетание переменных
торов, это — область недопустимых условий эксплуатации. В
зультате металлографического анализа поверхности трения
жены трещины, сколы, глубокие бороздки. Резко возрастают
тенсивность и скорость изнашивания.
Что касается влияния температуры на работоспособность
тий, то отмечено, что в диапазоне 223—673 К величина износа
тически неизменна. При повышении температуры активизируются
процессы схватывания и окисления, сопровождающиеся резким
растанием износа [182].
Результаты испытаний газопламенных покрытий БрАЖЮ-1,5
и «алюмник» в сравнении с цементованной сталью 12Х2Н4А и
тированной сталью 38ХМЮА в широком интервале удельных
зок, температур и амплитуд перемещения показали [180], что
фициент трения покрытий ниже и износостойкость выше, чем у
лей без покрытий.
Для унификации испытаний и совершенствования средств
периментального определения фреттингостойкости разработан
дарт [167], устанавливающий метод испытаний металлических и
металлических покрытий на изнашивание при фреттинг-коррозии
со смазочными материалами и без них. Рекомендуется испытание
водить на установке МФК-1 (рис. 6.14). Контробразец 8
ся торцом с неподвижным цилиндрическим образцом 9,
ным в самоориентирующей цанге 10. Нагружение образцов
вляется устройствами 12, 13 через вал подвижной бабки 11.
тельное движение от электродвигателя 2 передается эксцентрику 3
с регулируемым эксцентриситетом. Эксцентрик 3 через шатун 4
зан с кулисой 6 вала 7 привода возвратно-вращательного движения
контробразца 8. Амплитуда перемещения контробразца 8
лируется эксцентриком 3 и подстроечным устройством 5.
На установке регулируются следующие переменные параметры;
нагрузка от 200 до 3000 Н, .частота возвратно-вращательного
ния контробразца от 10 до 30 Гц, амплитуда от 10 до 1000 мкм.
тания проводят в различных смазочных средах, количество циклов
при испытаниях 5«10б ± 50. Оценочной характеристикой при
таниях является интенсивность изнашивания.
Для того, чтобы наблюдать за кинетикой разрушения
ности при фреттинг-коррозии (образование полос скольжения^ раз-
107
jdo
12
13
Рис, 6,14. Кинематическая схема экспериментальной установки МФК-1 для
испытаний образцов с покрытиями на фреттинг-коррозию.
I — счетчик оборотов; 2 — электродвигатель; 3 — эксцентрик; 4 — шатун; 5 — иодстроеч-
ное устройство; 6 — кулиса; 7 — вал; 8 — контробразец; .9 — испытуемый образец; Ю —
цанга; 11 — подвижная бабка; 12, 13 — нагружающие устройства,
витие микротрещин, поверхностное окисление), в работе [181]
пользовали установку, изготовленную на базе микроскопа МИМ-7.
Методика позволяет вести непрерывные наблюдения за накоплением
повреждений на шлифе.
Несмотря на то что фреттинг-коррозия часто приводит к
строфическому разрушению ответственных деталей, применение
крытий для повышения износостойкости еще не нашло должного
пространения. Это, вероятно, связано с недостаточным изучением
особенностей работы и разрушения покрытий, с отсутствием данных
о трибомеханических характеристиках при колебательных
щениях соприкасающихся тел*
УДАРНО-АБРАЗИВНОЕ ИЗНАШИВАНИЕ
Ударно-абразивное изнашивание — это механическое
вание в результате динамического контакта взаимодействующих
верхностей при наличии между ними частиц, превосходящих по
дости поверхности индентора и покрытия. Такому изнашиванию
подвергаются рабочие органы многих машин в нефтяной и горной
промышленности (при бурении шпуров, скважин, при ударном и
роударном способе измельчения пород, при вибропогрузке и т. д.),;
в машиностроении (при клепке, штамповке, виброударной очистке,
обрубке, насечке и т. д.), в строительстве (при разрушении бетона,;
вскрытии мерзлого грунта, забивке свай и т. д.).
При проектировании лабораторных установок для ударных
пытаний авторы [183] стремились, с одной стороны, обеспечить
чественную картину, подобную условиям эксплуатации, и с другой —-
унифицировать испытания для возмояшости сравнения результатов.
108
Разработаны методики и спроектированы установки для испытаний
при ударе: по незакрепленному слою абразива определенной
ны, расположенному на металлическом основании; по абразиву,
крепленному на тканевом основании; по монолитному абразиву; по
образивной массе; по металлическим поверхностям без абразива.
Схемы и описания установок даны в [183, 184]. Для всех методов
испытаний был выбран единый цилиндрический образец. В работах
Г. М. Сорокина показано, что механизм разрушения при ударно-
абразивном изнашивании определяется большим количеством
ров: энергией удара, физико-механическими характеристиками
разива, составом и свойствами испытуемого материала, степенью
закрепленности абразивных частиц и т. д. [183—185]. Общепринятые
характеристики прочности и пластичности (предел текучести,
дел прочности, твердость, относительное удлинение, относительное
сужение, ударная вязкость) неоднозначно влияют на износостойкость
при ударно-абразивном изнашивании. Повышение прочности или
пластичнссти сказывается благоприятно только до определенного
порогового уровня. Дальнейшее увеличение этих характеристик
приводит к возрастанию износа, но причины понижения
кости различны. Если рост прочности сопровождается повышением
вязкохрупкого перехода, то износ увеличивается за счет
кации хрупкого выкрашивания. Значительное повышение
ности приводит к падению износостойкости из-за активного
ческого течения и сопутствующего наклепа. По-видимому,
мальной износостойкостью обладают сплавы, находящиеся на
це хрупкого и вязкого разрушения.
Традиционные методы поверхностного упрочнения стали
ментация и азотирование) оказываются неприемлемыми для деталей,
работающих в условиях ударно-абразивного изнашивания. Тонкие
поверхностные упрочненные слои, обладающие высокой хрупкостью^
интенсивно выкрашиваются под действием ударных нагрузок.
чем трещины зарождаются не только на поверхности, но и на
це, отделяющей упрочненный слой от основного металла. Не
ны преимущества твердых сплавов, хорошо зарекомендовавших себя
при абразивном изнашивании. При определенных условиях
ния их износостойкость оказалась ниже, чем у стали 45 [185].
Влияние покрытий — наплавок системы Fe—С—Cr—W—Ti на
ударно-абразивную износостойкость исследовали при энергиях удара
5—10 Дж [183]. На торцы цилиндрических образцов наносили
дые сплавы толщиной 7—8 мм с твердостью от 35 до 62 HRC*.
В качестве абразива использовали карбид кремния зернистостью 63.,
Износостойкость покрытия оценивали по весовому методу с учетом
различных значений плотности испытуемых материалов.
Результаты испытаний большого числа наплавок различного
става и свойств показали, что у всех наплавок, за исключением двух,,
износ выше, чем у эталонного образца из стали 45 после закалки и
низкого отпуска. Установлено неоднозначное влияние твердости
плавки на износостойкость: максимум износостойкости соответствует
HV 4500 МПа, дальнейшее увеличение твердости сопровождается
109
понижением износостойкости. Меняется характер разрушения: при
малых значениях твердости отрыв частиц происходит после
тельного пластического течения (вязкая область разрушения), при
твердости свыше HV 4500 МПа отмечается хрупкое выкрашивание
без заметной пластической деформации (хрупкая область
шения).
Рассмотрение основных закономерностей изнашивания с
временным анализом структурных изменений позволило сделать
вод: сопротивляемость материалов прямому воздействию абразивных
зерен в условиях удара имеет явную зависимость только от
ления срезу, с ростом которого износ уменьшается [183, 185].
ГИДРОЛБРЛЗИВНОЕ ИЗНАШИВАНИЕ
Гидроабразивное изнашивание происходит в результате
вия твердых частиц, взвешенных в жидкости и перемещающихся
относительно изнашиваемого тела. Гидроабразивному изнашиванию
подвергаются диафрагмы и рабочие колеса насосов, детали
сов, лопасти и камеры гидротурбин, различные детали насосного
и трубопроводного оборудования.
Результаты исследований, проведенных М. М. Тененбаумом
[186—189], показывают, что гидроабразивное изнашивание
ся сложным, самонастраивающимся процессом, зависящим прежде
всего от угла атаки, скорости абразивных частиц в момент удара о
верхность детали, отношения значений твердости изнашиваемого
материала и абразива (коэффициент твердости), концентрации
зивных частиц в жидкости. Гидроабразивное изнашивание
ется не только действием абразивных частиц, но и
ми реакциями с жидкостью. При определенных условиях
вие жидкости может быть столь активным, что гидроабразивное
нашивание (действие твердых частиц) подавляется кавитацией или
коррозией. Обычно гидроабразивному разрушению предшествуют
пластическая деформация, микроусталостные явления или процессы
микрорезания, на которые накладываются гидравлические удары
захлопывающихся кавитационных пузырьков и адсорбционно-кор-
розиоиные реакции [186, 190].
Систематические исследования механизмов гидроабразивного
изнашивания, проведенные во Всесоюзном
ском институте сельскохозяйственного машиностроения им. В. П. Го-
рячкина, позволили сформулировать научный подход к проблеме
выбора материала и определить влияние и взаимодействие внешних
факторов, обусловливающих гидроабразивный износ.
При собственно гидроабразивном изнашивании наиболее
ным переменным фактором является угол атаки. Среди
ных материалов (более 80), подвергнутых разнообразным
щим обработкам, лишь винипласт оказался малочувствительным
к изменению угла атаки. Для сталей и чугунов отмечается
значное влияние угла атаки на износ: максимальный износ соот-
110
Рис, 6.15. Схемы машин для лабораторной оценки гидроабразивной
стойкости материалов в постоянном объеме суспензии (а) и в проточной
сти с обновляемым абразивом (б).
I— подъемный механизм; 2 — бак; з — патрубок; 4 — образец; 5 — ротор; 6 — электро-
двигатель; 7 — кран; 8 — дозатор; 9 — перегородка,
ветствует диапазону 18—-60°. Особенно сильно с изменением угла
ки меняется численная величина износа у прочных, но хрупких ми-
нералокерамик и твердых сплавов: смена угла атаки с 10 до 70°
личивает скорость изнашивания в 1,5—8 раз.
Величина износа и скорость удара абразивных частиц связаны
степенной зависимостью, в которой показатель степени скорости
частиц колеблется от 1,5 до 4 и определяется физико-механическими
свойствами изнашиваемого материала.
Так же как и при некоторых других видах абразивного
вания, влияние твердости на износ носит двойственный характер:
рост твердости сопровождается повышением износостойкости при
вязком разрушении и снижением при хрупком. Величина износа
зависит не только от абсолютных значений твердости изнашиваемой
поверхности, но и от соотношения твердостей абразива и детали.
Поскольку гидроабразивное изнашивание определяется
нием большого числа разнообразных факторов и в настоящее время
отсутствует теория разрушения для этого сложного процесса, то
ректная оценка износа реальных материалов и ресурсные
ния должны проводиться в условиях, максимально имитирующих
эксплуатационные. М. М. Тененбаумом и Э. Л. Ароновым
ны две разновидности машины ПВ-12, удовлетворяющие данным
бованиям [186]. Машина для изнашивания образцов в постоянном
объеме суспензии (рис. 6.15, а) предназначена для проведения
пытаний в химически активных жидкостях. Из бака 2 суспензия при
111
помощи проволочной спирали, вращаемой электродвигателем 6,
подается к патрубкам 3, на концах которых установлены
ванные твердосплавные сопла. Суспензия непрерывно
ся через сопла и взаимодействует под заданным углом атаки с
верхностью испытуемого образца 4, закрепленного на роторе 5.
Опускание бака для установки образцов осуществляется винтовым
механизмом 1. Количество жидкости, заливаемой в бак,— 9 л,
разцы имеют форму пластин размером 30x20x4 мм.
Другая разновидность машины (рис. 6.15, б) может быть
зована для исследований образцов в проточной жидкости с
ляемым абразивом. Бак разделен на два отсека перегородкой 9.
разив и жидкость поступают через дозатор 8 и кран 7. После
сывания из сопла жидкость стекает по перегородке и удаляется.
смотренную методику предполагается стандартизировать [186].
Следует отметить, что данные об исследовании процесса
вания газотермических покрытий практически отсутствуют. В
те [1901 описываются результаты изучения поведение диффузионных
покрытий при гидроабразивном изнашивании для различных углов
атаки.
ИЗНАШИВАНИЕ ПОКРЫТИЙ
В МАССЕ АБРАЗИВНЫХ ЧАСТИЦ
Интенсивному изнашиванию подвергаются материалы при
такте с движущейся абразивной массой. Изнашивание в потоке
разива характерно для рабочих органов горных,
венных, строительных машин, многих деталей металлургического
оборудования, трубопроводов для перемещения сыпучих тел и т. д.
В. Н. Кащеев и М. М. Тененбаум считают, что процесс
вания при трении в абразивной массе определяется многими взаимо-
влияющими факторами [187, 191—194]. Для процесса характерна
малая площадь контакта абразивной частицы с рабочей
ностью, что вызывает значительные напряжения, величины которых
зависят от формы и механических свойств частицы, а также от
жимающей силы. При этом возможны два случая: если возникающие
напряжения превышают предел упругости, но ниже предела
чести, то происходит усталостное разрушение; если уровень
жений выше предела текучести, то изнашивание сопровождается
пластической деформацией микрообъемов и происходит последефор-
мационное разрушение [187, 193]. Иногда отмечается процесс
жирования [191, 192, 194], при котором за счет уменьшения
ховатости поверхности износ резко снижается. Его величина может
даже принимать отрицательное значение, т. е. размеры и масса
разца будут увеличиваться. Причинами шаржирования,
му, являются неизбежное ударное действие острых абразивных
тиц, их дробление и некоторые процессы адгезионного характера.
Эффект шаржирования зависит от скорости перемещения абразивной
массы и соотношения твердостей абразива и образца. Вероятно, он
может наблюдаться только у мягких, пластичных покрытий.
112
Для проведения испытаний на абразивное изнашивание
ложено несколько типов оборудования, реализующего различные
схемы воздействия абразива на образцы [165, 192]. Общий вид
новки для испытаний на изнашивание при трении о нежестко
ленные частицы абразива изготовленной в Лаборатории ИГД СО
АН СССР, представлен на фото 8. Принцип действия ее заключается
в том, что к испытуемому образцу прижимается резиновый ролик,
который при вращении захватывает частицы абразива, поступающего
из бункера, и протягивает их по поверхности образца. С целью
номерного поступления абразива в зону контакта используется
зирующее устройство, состоящее из бункера типа воронки, нижняя
часть которой находится на определенном расстоянии от медленно
вращающегося диска. Изменяя величину зазора между воронкой и
диском, регулируют расход абразива. Отсекатель, находящийся на
некотором расстоянии от бункера, направляет абразив в лоток,
няя часть которого находится у зоны контакта ролика с образцом.
Результаты испытаний струйно-плазменных покрытий
ны в табл. 6.2. По сравнению с углеродистой сталью, имеющей
дость 1IRB 91, скорость изнашивания исследуемых покрытий в 1,5—
2 раза меньше, что объясняется более высокой способностью
крытий сопротивляться процессам микрорезания. Особенностью
веденных исследований является то, что, несмотря на более высокие
прочностные свойства покрытия ПН85Ю15, скорость его
ния существенно выше, чем покрытия ПН70Ю30. Это может быть
связано с тем, что в процессе изнашивания покрытия ПН70Ю30,
обладающего высокой пористостью B0%), проявляется эффект
жирования, т. е. происходит внедрение частиц абразива в покрытие,
которые в определенной степени препятствуют изнашиванию
ца. Результаты исследований поверхности изнашивания образцов
подтверждают данный вывод. Поверхность в лунке износа покрытия
ПН85Ю15 блестящая, ровная (фото 9, а). В процессе испытаний на
ней не могут удерживаться частицы абразива. В отличие от
тия ПН85Ю15 поверхность изнашивания на покрытии ПН70Ю30
содержит большое количество микронеровностей и раковин, которые
могут задерживать частицы абразива, препятствующие в дальнейшем
интенсивному разрушению поверхности образца (фото 9, б).
Исследования покрытий ПН55Т45 и ПН65Т35 привели к выводу,
что в условиях трения о нежестко закрепленные частицы абразива
более стойким является покрытие ПН55Т45 (рис. 6.16); их пористость
соответственно 9 и 24%. По-видимому, эффект повышения стойкости
покрытий при изнашивании за счет увеличения пористости, как это
Таблица 6.2. Скорость изнашивания материалов при
трении о нежестко закрепленные частицы абразива (мг/с)
Нагрузка
на ролик,
МПа
10
20
Материал
Сталь 45
0,31
0,70
ПН55Т45
0/14
0,34
ПН65Т35
0,23
0,36
ПН70Ю30
0,14
0,38
ПН85Ю15
0,21
0,66
8 Л. И. Тушинский, А. В. Плохов
ИЗ
,иг
~~1 i I I I I II 1 i i ГТТТП Г~~ 1 I I I I I 11 I I I I ГI III Г"
2 4 68102 2 4 681032 2 4 6S1022 -4 6 810*2
1 \ I i 1 I 1 { I (
J I I I J I 1 \ I i 1 I 1 { I ( Г
3 4 56 8 1OZ 2 5- 5~ 7 S103 2
Puc. 6.16. Зависимость потери веса \U покрытий и углеродистых сталей от
времени изнашивания т.
а — нагрузка на ролик Р — 20 Н; б — 30 Н; в — 10 Н; 1 — покрытие ПН65Т35 не
ванное; 2—ПН55Т45 не шлифованное; 3 — ПН55Т45 шлифованное; 4—сталь 45; 5—.
сталь У8,
114
Рис. 6.17. Скорость изнашивания vm самофлюсующихся
крытий ПН77Х15СЗР2 A) и ПН70Х17С4Р4 B) с различным
содержанием карбида хрома (нагрузка 30 Н, С —
трация карбида хрома).
отмечалось при испытании
тий системы «никель—алюминий»,
в данном случае не проявляется.
Влияние предварительной
подготовки поверхности покрытий
на скорость изнашивания
ляется только в начальный период
испытаний. После
ной приработки скорость
вания шлифованных и
ванных покрытий стабилизирует-
ся и находится на одном уровне.
' Эта закономерность отмечается
при изменении нагрузки на ролик от 10 до 30 МПа.
Самофлюсующиеся покрытия, как и отмеченные выше
металлические, изнашиваются менее интенсивно, чем образцы
из углеродистых сталей. Скорость изнашивания самофлюсующихся
покрытий возрастает в последовательности: ПН77Х17СЗР2,
ПН73Х16СЗРЗ, ПН70Х17С4Р4. В такой же последовательности-
растет и твердость указанных покрытий. В связи с меньшей
турной однородностью газопламенные покрытия, как правило,
шиваются интенсивнее, чем покрытия, нанесенные плазменным
тодом. Увеличение содержания в исходных порошках
щихся сплавов карбида хрома приводит к снижению скорости
шивания покрытий (рис. 6.17). Анализ проведенных исследований
позволяет предположить, что возможно эффективное использование
покрытий с содержанием карбида хрома более 60%.
Процесс изнашивания в движущейся абразивной массе в
тельной степени определяется степенью закрепленности абразивных
частиц. Чем она выше, тем вероятнее абразивное разрушение [192]
и менее вероятно усталостное.
М. М. Хрущевым показано, что при изнашивании о
ный абразив (наждачное полотно) соотношение твердости абразива
и испытуемого материала HJHM определяет характер изнашивания
и величину износа [195]. При На меньших, чем Нм, износ очень мал
либо отсутствует вообще. Если #а/#м !> 1,44-1,6, то величина
носа постоянна и не зависит от твердости абразива. Изнашивание
осуществляется за счет микрорезания.
Используя рассматриваемую методику, Цум Гар исследовал
влияние вязкости разрушения различных материалов на
кость в широком диапазоне нагрузок [196]. Выявлена критическая
нагрузка, превышение которой вызывает смену механизма
вания: микрорезание заменяется хрупким выкрашиванием. Интен-
115
сивность изнашивания при нагрузках, меньших критической,
сит только от твердости, а при нагрузках, превышающих
скую,^— прежде всего от показателя трещиностойкости Kic.
чина критической нагрузки является функцией от структуры
риала и физико-механических свойств абразива.
Для испытаний на изнашивание при трении о жестко
ные частицы абразива может быть рекомендовано несколько типов
установок [40, 197]. Общий вид одной из них, изготовленной в
ветствии со схемой, описанной в [159], показан на фото 10.
ными узлами ее являются диск с наждачной бумагой, приводимый
в движение двигателем, и ходовой винт с двумя держателями
цов. Во время испытаний образцы прижимаются к диску за счет веса
держателей и гирь, закрепляемых на штоках. Относительно диска
образцы совершают движение по спирали Архимеда. В поперечном
направлении образцы перемещаются за счет вращения ходового
та. Смена направления перемещения осуществляется в
ском режиме с помощью конечных выключателей. Удобная
рукция держателей обеспечивает быструю установку и смену
разцов.
ГАЗОАБРЛЗИВНОЕ ИЗНАШИВАНИЕ
Газоабразивное изнашивание является результатом
вия твердых частиц, взвешенных в газе и перемещающихся
тельно изнашивающегося тела. В результате данного вида
вания разрушаются лопатки газовых турбин, детали оборудования
электростанций, работающих на твердом топливе, стволы
тов, лопасти тягодувных машин, различные детали газопроводного
и газонасосного оборудования.
Наиболее обстоятельно исследования газоабразивного
вания конструкционных материалов проводились в Таллинском
техническом институте [198—201] и Московском институте
химической и газовой промышленности им. Н. М. Губкина [202 —
204].
Величина износа и механизм изнашивания определяются
турой и свойствами изнашиваемого материала (количеством,
рами и расположением упрочняющих фаз, степенью легирования,,
прочностью, пластичностью и т. д.) и параметрами газоабразивного
нагружения (углом атаки, скоростью ударения,
скими характеристиками абразива и т. д.). Одним из важнейших
параметров внешнего силового воздействия является угол атаки.
Различают малые, средние углы и углы, соответствующие прямому
динамическому внедрению. При малых углах атаки разрушение
верхности обусловлено действием касательных напряжений. Вместе
с тем было показано, что разрушение не связано с процессами
резания. На это указывают данные рентгеноструктурного анализа
и замеры микротвердости поверхностного слоя, свидетельствующие
о незначительном наклепе [202].
116
При прямом динамическом внедрении абразивных частиц
венными за разрушение являются прежде всего нормальные
жения. У вязких пластичных материалов наблюдаются значительно
более высокое деформационное упрочнение, локальный рост
па, увеличивается неоднородность микроискажений. Частицы износа
отделяются лишь после того, как материал будет достаточно охруп-
чен и в поверхностном наклепанном слое возникнут микротрещины.
Прямое ударное воздействие абразивных частиц на твердые
лы обусловливает возникновение высоких нормальных напряжений,,
активное зарождение и развитие микротрещин, интенсивное
шение. Причем изнашивание с отделением частиц происходит без
пластической деформации сразу же после первых ударов абразива,;
т. е. отсутствует предразрушающая фаза наклепа, характерная для
пластичных материалов.
При средних углах атаки разрушение происходит из-за
менного действия нормальных и касательных напряжений, т. е. носит
смешанный, промежуточный характер, сочетая элементы
ния, характерные для малых углов атаки, с динамическим
нием абразива в поверхность материала.
На основании литературных данных, требований ГОСТа 23.201 —
78, результатов исследований, проведенных в Лаборатории ИГД
СО АН СССР, для испытания покрытий на газоабразивное
вание можно рекомендовать установку типа центробежного
теля. Основными узлами машины являются ротор с четырьмя
ренними радиальными пазами, бункер с абразивом, основание с
надцатью держателями образцов, герметизирующий кожух с
лятором для удаления пыли, образующейся при проведении
ний. Ротор с частотой 3000 об/мин приводится во вращение
лем, расположенным под основанием. Абразив поступает из бункера
в ротор и по радиальным пазам за счет центробежных сил
ется к образцам, закрепленным в держателях. На выходе из пазов
ротора скорость абразива достигает 38 м/с. Удобная конструкция
держателей обеспечивает быструю установку и смену испытуемых
образцов (фото 11). Испытания проводятся при четырех углах атаки:
15, 30, 60, 90°. В качестве критерия стойкости материалов при
действии газоабразивного потока возможно использование величины
скорости их изнашивания. Эта характеристика оценивается на
молинейных участках зависимостей «потеря массы образца — время
испытаний». В качестве контрольных применяются образцы из
ли 45.
Анализ результатов исследований, проведенных на описанной
установке, показал, что стойкость струйно-плазменных покрытий
в условиях газоабразивного изнашивания, как правило, невысока
и во многих случаях существенно ниже, чем стойкость углеродистых
сталей (табл. 6.3, рис. 6.18).
Данные испытаний свидетельствуют о том, что механизмы
рушения стали 45 и струйно-плазменных покрытий в одинаковых
условиях воздействия газоабразивного потока существенно
чаются. Это объясняется внутренним строением наносимых покры-
117
Таблица 6.3. Скорость изнашивания материалов в
зивной среде A0~3 г/мин)
Угол
атаки,
град
90
60
30
Материал
Сталь 45
0,26
0,33
0,30
ПН55Т45
1,07
0,92
0,38
ПН65Т35
1,58
1,48
0,53
ПН85Ю15
0,55
0,55
0,39
ПН70Ю30
6,97
6,88
2,56
ZrO2
18,29
15,95
6,29
тий, в частности наличием пор и раковин. Влияние отмеченных
фектов на характер износа материалов можно рассматривать с двух
позиций. Во-первых, поры и раковины, уменьшая живое сечение
несенного слоя и являясь концентраторами локальных
ний, способны существенно снизить прочностные свойства покрытий.
Во-вторых, из-за особенностей микрорельефа, связанных с
вием крупных поверхностных дефектов, изменяются условия
шивания образцов. В каждой конкретной точке угол атаки абразива
определяется размером и формой пор и раковин. Как правило,
вия изнашивания образцов в районе поверхностных дефектов
ваются более жесткими, чем на бездефектных плоских участках. В
зультате влияния указанных факторов возможно интенсивное
лывание крупных блоков покрытий, имеющих большую объемную
долю крупных пор и раковин. Наибольшая скорость изнашивания
образцов из стали 45 с твердостью HRB 91 получена при испытаниях
с углом атаки, равным 60°. Исследованные покрытия интенсивнее
изнашиваются при воздействии на образец потока частиц с углом
атаки 90° (см. табл. 6.3). Следует отметить, что изменение угла атаки
от 60° до 30° приводит к снижению скорости изнашивания стали 45
на 10%. Скорость изнашивания покрытий при этом уменьшается
в 1,5—3 раза. На основании полученных данных можно сделать
вод о том, что применение указанных покрытий при углах атаки,
превышающих 30°, нерационально. Выявленные закономерности
заны с тем, что твердость исследуемых покрытий выше твердости
стали 45. Поэтому при больших углах атаки F0 и 90°) для
ния пластичности покрытий и создания на них наклепанного слоя,
способного разрушаться, необходимо меньше времени, чем для
черпания пластичности образцов из стали.
Рис. 6.18. Кривые
ния плазменного покрытия
ZrO2 и стали 45 в
зивной среде.
1 — ZrO2, угол атаки а = 90°; 2 —
ZrO2, а = 60°; 3 — ZrO2, a = 30°;
4 — сталь 45, а = 60°; АV —
теря веса образца; т — время
нашивания.
118
го
100 140.
ZT.MUH
Рис. 6.19. Кривые
ния струйно-нлазменных
крытий ПН55Т45, ПН65Т35 и
углеродистых сталей в
разивной среде.
а — угол атаки а = 30°; б — 60°;
в — 90°; 1 — покрытие ПН65Т35
не шлифованное; 2 — покрытие
БН55Т45 не шлифованное; 3
крытие ПН55Т45 шлифованное;
4 —сталь 45; 5 —сталь У8.,
--••л
При испытании покрытий системы «никель—титан» при углах
атаки, равных 30, 60 и 90°, влияние предварительной обработки
верхности обнаруживается только в период приработки. В
нейшем скорости изнашивания шлифованных и нешлифованных
крытий существенно не различаются, несмотря на наличие сетки
щин, образующихся при шлифовании (рис. 6.19). По-видимому,,
энергии удара отдельных частиц абразива не хватает для того, чтобы
отделить крупные блоки покрытий, на которые их делит сетка
трещин.
Самофлюсующиеся покрытия изнашиваются менее интенсивно,,
чем интерметаллические. В определенных условиях испытаний
рость изнашивания самофлюсующихся покрытий в два раза меньше*
Таблица 6.4. Скорость изнашивания самофлюсующегося
^1окрытия^^1170Х17С4Р4 в газоабразивной среде A0~3 г/мин)
Способ нанесения
покрытия
Газопламенный
Плазменный
Угол
атаки,
град
90
60 •
30
90
60
30
Количество карбида хрома, вес. %
0 | 20
0,38
0,38
0,22
0,33
0,32
0,18
0,29
0,42
0,21
0,30
0,33
0,16
40
0,42
0,40
0,23
0,30
0,28
0,16
60
0,52
0,43
0,31
0,38
0,32
0,19
119
,МПа
700-
600-
300-
Q-
-
2-
0
ZT
ГГ
О
§
cz
{^
ад
3Z
cz
/^
5T45
nr
a
Щ
ю
H657
с
|
1
NN
\N
N^s
vwг/мин -10
Рис. 6.20. Зависимость скорости
ния в газоабразивной среде от
ных свойств покрытий при изгибе.
°изг—прочность при изгибе; а — угол атаки;
Уи— скорость изнашивания,
чем стали 45. Добавление перед
пылением в порошки
щихся покрытий карбида хрома Сг3С2
в некоторых случаях приводит к
личению скорости изнашивания
крытий (табл. 6.4). Это связано,
роятно, со склонностью хрупкой
ставляющей сплавов к
нию под действием частиц абразива.
Увеличению скорости изнашивания
способствует также огрубление
структуры самофлюсующихся
вов, происходящее в результате
регрева материала при оплавлении.
Скорость изнашивания покрытий, нанесенных плазменным методом,
как правило, на 15—25% выше, чем покрытий, нанесенных
пламенным методом (см. табл. 6.4).
Несмотря на различие методов нанесения покрытий и на
ность получения поверхностных слоев с существенно
ся свойствами, можно выделить общие требования для повышения
их стойкости в газоабразивной среде. Наиболее важное требование
связано с необходимостью повышения уровня когезионной прочности
материала покрытия. Эта характеристика, в свою очередь, зависит
от химического состава порошка, соотношения структурных
ляющих в покрытии, пористости, уровня остаточных напряжений
и от других свойств. Исследованиями установлено, что скорость
изнашивания струйно-плазменных покрытий на всех углах атаки
находится в обратной зависимости от их прочностных свойств, в
ности от величины разрушающего напряжения при изгибе (рис. 6.20).
Результаты испытаний самофлюсующегося покрытия из порошка
ПН70Х17С4Р4 подтвердили эту зависимость.
ИССЛЕДОВАНИЕ ЭКСПЛУАТАЦИОННОЙ СТОЙКОСТИ
ИЗДЕЛИЙ (ДЕТАЛЕЙ) С ПОКРЫТИЯМИ
НА СПЕЦИАЛЬНЫХ ЛАБОРАТОРНЫХ СТЕНДАХ
Недостаточная мощность установок, предназначенных для
ведения испытаний опытных образцов, не позволяет обеспечить
ветствие нагрузок и площадей контактов. Вынужденное уменьшение
площадей контакта приводит к изменению условий испытаний, к
соответствию их реальным условиям эксплуатации, и результаты
120
Рис. 6.21. Кинематическая схема
тановки для испытаний деталей
ткацкого станка
1 — основание; 2 — электродвигатель, з —
клиноременная передача, 4 — червячный
редуктор; 5 —шатунно-эксцентриковьш
механизм; 6 — рамка; 7—.9 — крепежные
приспособления.
Рис. 6.22. Влияние ионно-плазменного
покрытия из TiN на износостойкость
поверхности кронштейна ткацкого
ка.
а — износ поверхности детали без покрытия;
б —-с покрытием; в, г — расположение
рольного отпечатка до и после испытания
ответственно.
опытов оказываются не всегда достоверными. Все это требует
ботки специальных стендов для испытания деталей в условиях,
симально приближенных к эксплуатационным. Нами для решения
задач комбинированного упрочнения деталей бесчелночных ткацких
станков СТБ (фото 12) разработан и изготовлен ряд лабораторных
стендов, имитирующих работу различных узлов и деталей ткацких
станков.
Для увеличения срока службы деталей бесчелночных ткацких
станков СТБ на их поверхность наносились износостойкие покрытия
из нитрида титана толщиной 5 —10 мкм на ионно-плазменных
новках. Текстильной промышленности требуются детали, имеющие
высокие характеристики не только поверхности (износостойкость^
антифрикционность и др.), но и объема детали (прочность,
ность, вязкость и др.).
Это может быть достигнуто созданием на деталях износостойких
слоев с рациональным сочетанием термической обработки основного
металла. Нанесение покрытий из нитрида титана на предварительно
упрочненные детали СТБ позволили осуществить такое
ванное упрочнение.
Эксплуатационная стойкость пар трения «кронштейн—нитедер-
жатель», «движок—зажимы» определялась на установке (рис. 6.21)
в условиях трения скольжения при возвратно-поступательном
жении контактирующих поверхностей. Именно такова кинетика
жения большинства деталей бесчелночного ткацкого станка СТБ.
При включении электродвигателя 2 вращение с его вала через
клиноременную передачу 3 и червячный редуктор 4 передается на ша-
тунно-эксцентриковый узел 5, где преобразуется в
пательное движение рамки 6. Вместе с рамкой 6 возвратно-поступа-
121
Рис 6.23, Схема установки для испытаний пары «сухарик — прокладчик утка».
1 — электродвигатель; 2 — муфта; 3 — эксцентриковая втулка; 4 —головка шатуна; 5 —
¦узел крепления прокладчика утка; 6,7 — сухарики; 8, 9 — механизм нагружения; 10 —
узел крепления сухариков.
тельно перемещаются испытуемые подвижные детали узлов трения.
Длину хода рамки с деталями можно регулировать изменением
центриситета узла 5. Установка обеспечивает движение деталей с
тотой 180 ходов в минуту.
Испытаны детали кронштейна нитедержателя после ионно-плаз-
менного напыления в контакте с нитедержателем. Износ оценивался
с помощью метода искусственных баз. В сравнении с деталями,
ботанными на заводе, установлено увеличение износостойкости
крытия на напыленных деталях в 3,4 раза (рис. 6.22).
Для оценки работоспособности пар трения: «прокладчик утка—
зуб батана», «прокладчик утка—сухарик» нами изготовлен стенд,
моделирующий работу указанных деталей (рис. 6.23). Узел,
разующий вращение шпинделя в возвратно-поступательное
ние штока с прокладчиком утка выполнен так, что консоль
деля имеет эксцентриковую проточку, на которую насажена
риковая втулка 3. Поворот эксцентриковой втулки 3 позволяет
нять общий эксцентриситет узла и, следовательно, перемещение
ка с прокладчиком. Соединение втулки 3 с головкой шатуна 4 для
уменьшения трения и износа выполнено по типу подшипника
ния. В качестве тел вращения используются ролики игольчатого
шипника.
Сухарики 6, 7 устанавливаются в специальном устройстве,
готовленном в виде неподвижной колодки 10 с направляющими: для
крепления зуба батана на этой же установке предусмотрен
ный узел.
122
Рис 6*24. Схема ударно-усталостных испытаний прокладчика утка ткацкого
станка с целью оценки износостойкости передней части.
1,2 — регулировочное устройство; 3 — пружина; 4 — ударник; 5 — неподвижная опора;
6' — палец; 7 — ролик; 8 —• боек; 9 — электродвигатель; 10 — кулачок; 11 — образец —
редняя часть прокладчика утка; 12 — контртело.
Нагрузка, создающая силу трения при контакте сухариков
с прокладчиком утка или зуба батана с прокладчиком утка,
чивается грузами через рычажный механизм 8, 9.
Амплитуда перехчещения прокладчика утка измеряется с
мощью индикатора часового типа. Число циклов нагружения
деляется количеством двойных ходов за один оборот вала
двигателя и временем испытания.
В процессе эксплуатации прокладчика утка наиболее часто
мечались, кроме износа поверхностей контакта «прокладчик утка—
зуб батана», «прокладчик утка—сухарик», смятие передней части
(носика) и разрушение перемычки концевой части (хвостика). Выход
из строя прокладчика утка, как правило, приводит к необходимости
остановки ткацкого станка для переналадки. Это снижает
дительность труда и ухудшает качество продукции.
Для оценки эксплуатационной стойкости прокладчика утка
после комбинированного упрочнения проведены ускоренные
тания передней и задней части данной детали на специально
ных для этой цели установках.
Установка, схема которой приводится на рис. 6.24, дает
можность моделировать реальные условия работы передней" части
(носика) прокладчика утка при полете и соударении его с
лом. Вращение от электродвигателя 9 передается на дисковый
чок 10, который через ролик 7 и палец 6 отводит влево боек 8. Боек
передает поступательное движение ударнику 4, вследствие чего
мается пружина 5, которая опирается на регулировочное устройство
2, 2. В момент, когда ролик и кулачок контактируют в точке а,
ществляется окончательное поджатие пружины, определяющее
гию удара. При сбегании ролика с выступа кулачка пружина отдает
запасенную энергию бойку 8 через ударник 4. Ударник 4
вается неподвижной опорой 5, и боек самостоятельно продолжает
полет, в результате чего происходит соударение образца 22,
ленного в бойке, с контртелом 12. Полусферический образец и плоское
123
11
10
Рис 6.25. Схема ударно-усталостных испытаний перемычки хвостовой части
прокладчика утка.
1 — электродвигатель; 2 — муфта; 3 — пружина; 4 — ролик; 5 — шестерня-кулачок; 6 —
шестерня: 7 — ударник; 8 — боек; 9 — контртело; 10 — образец (хвостовая часть
чика); 11 — возвратная пружина*
контртело в контакте приводят к оптимальному распределению
пряжений на поверхности контакта. Энергия удара регулируется
поджатием пружины 3 с помощью винта 1.
На данной установке исследовались носики прокладчиков утка,
изготовленные из стали 4ОХН2МА, термически обработанные по
дующим режимам:
1. Закалка с 800°С, отпуск при 260°С/
*2. Изотермическая закалка с 900°С, выдержка при 300°С.
Кроме того, испытывались носики корпуса прокладчика из стали
5ХВ2С, подвергнутые обычной закалке при 900°С с отпуском при
300°С и изотермической закалке при 900°С и выдержке при 300°С.
Величина смятия носика оценивалась по изменению его высоты
после определенного количества ударов, и определялась площадь
контактного пятна.
По результатам экспериментов можно сделать вывод о
образности изготовления носика прокладчика утка PI3 стали 5ХВ2С,
термически обработанной по следующему режиму: закалка при 900°С,
отпуск при 300°С.
Установка, показанная на схеме рис. 6.25, предназначена для
испытания задней части (хвостика) прокладчика утка. Вращение от
электродвигателя 1 через кулачковую муфту 2, шестерню 6
ется на шестерню-кулачок продольного перемещения 5, которая через
ролик 4 отводит влево ударник 7, вследствие чего осуществляется
сжатие пружины 5. При вращении кулачка пружина передает
сенную энергию бойку 8 через ударник 7. Контртело 9, закрепленное
в бойке, внедряется в паз образца 10, закрепленного неподвижно
в державке, и расклинивает его. Возвращение бойка осуществляется
124
за счет возвратных пружин 11. Количество ударов зависит от числа
оборотов двигателя и передаточного отношения зубчатой пары.
гия удара определяется пружиной 3. Внешний вид установки
зан на фото 13.
Глава 7
ПРОЧНОСТЬ И ЖАРОСТОЙКОСТЬ
МАТЕРИАЛОВ С ПОКРЫТИЯМИ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
ИСПЫТАНИЕ ПОКРЫТИЙ НА ЖАРОСТОЙКОСТЬ
Под жаростойкостью (окалиностойкостью) понимают [205]
собность материала противостоять химическому разрушению
ности под воздействием горячего воздуха или другого газа в ненагру-
женном или слабо нагруженном состоянии. Жаростойкие стали,
сплавы и покрытия должны надежно работать при температурах
выше 550°С.
Во многих случаях попытки улучшения жаростойкости
лов металлургическим путем не дали положительных эффектов.
зультаты, достигнутые в последние годы в этом направлении,
ляют считать, что применение защитных жаростойких покрытий для
ответственных конструкций, работающих при температурах выше
800°С,— наиболее реальный и перспективный путь повышения
структивной прочности. Защитные покрытия могут формироваться
из различных жаростойких материалов: тугоплавких металлов
и сплавов, керамико-металлических соединений, керамик
плавких оксрщов, боридов, карбидов).
Механизмы защитного действия оксидных пленок,
ся на металлических покрытиях и на жаростойких сплавах,
гичны, поэтому при выборе состава жаростойких покрытий можно
учитывать достаточно подробно разработанные принципы
ния стали. Для повышения окалиностойкости в сталь добавляют
легирующие элементы, обладающие большим сродством к кислороду,
чем железо. Такими элементами чаще всего являются хром,
ний, кремний, которые образуют на поверхности при нагреве
кую, плотную пленку окислов, надежно защищающую металл от
дальнейшего окисления. Жаростойкость практически не зависит от
структуры металла, а определяется химическим составом.
ние процентного содержания хрома, алюминия или кремния,
образующих плотные окислы Cr2O3, A12O3, SiO2, обусловливает
вышение жаростойкости и уровня рабочих температур. Лучшие
зультаты обычно получают при комбинированном легировании алю-
125
минием, хромом и кремнием (сильхромы). В качестве других
рующих элементов могут использоваться молибден, титан, никель
и др. Наряду с оптимизацией состава основного металла и
стойких покрытий предлагается [206] изменять состав
ных сред. Это может быть достигнуто герметизацией, добавкой в
бочее пространство поглотителей кислорода, размещением рядом с
окисляющимся изделием летучего борсодержащего неорганического
вещества, которое вызывает образование плотной защитной оксидной
пленки, введением специальных ингибирующих и пассивирующих
добавок.
Практика показывает, что жаростойкие покрытия могут
ситься различивши методами, но лучшими защитными свойствами
обладают диффузионные и электролитические покрытия [207—209].
Оптимальный выбор технологии нанесения и исходных
лов должен обеспечить максимальную окалиностойкость, достаточно
высокую прочность соединения покрытия с основой, минимальные
открытую пористость и газопроницаемость и близкое соответствие
коэффициентов линейного расширения покрытия и основного
металла.
Задача исследования жаростойкости покрытий состоит в том,,
чтобы, во-первых, оценить роль покрытия в защите основного
ла и, во-вторых, прогнозировать срок работы композиции основного
металла с покрытием в реальных условиях эксплуатации [210—212].,
В большинстве работ, касающихся жаростойкости материалов
с покрытиями, о защитных свойствах последних судят по весовым
показателям. Исследование в этом случае целесообразно вести в
ветствии со стандартом [213]. Из трех методов, на которые
раняется стандарт, наиболее подходящим для определения
стойкости покрытий является весовой. Числовой характеристикой
жаростойкости служит отношение увеличения массы образца после
длительных нагревов в печи к суммарной площади поверхности
1214, 215].
Не отрицая определенных достоинств данной методики,
но в сочетании с измерением толщины покрытия и количественной
оценкой структурных изменений, В. И. Никитин вместе с тем
чает следующие недостатки [210]: метод дает неверные результаты
в случае сравнения покрытий, образованных металлами со
но отличающимися плотностями; он неприменим для покрытий, у
торых наблюдается частичное испарение образующегося окисла;
достоверные результаты получаются при интенсивной взаимной
фузии покрытия и основного металла.
Применительно к высокотемпературной коррозии разработан
метод прогнозирования долговечности защитных покрытий
ной от 50 до 150 мкм. Предполагается [210], что этот метод лишен
недостатков, присущих стандартному весовому. Сущность его
чается в проведении испытаний при более высокой, чем
ционная, температуре или при такой же температуре, но в более
рессивной среде. При этом покрытие разрушается значительно
рее. Критерием жаростойкости является долговечность покрытия
126
Рис. 7.1. Схема кинетических зависимостей
ростойкости защитного покрытия.
I — при удалении продуктов окисления; 2 — без
ления продуктов окисления; т — время испытания; тп—
время разрушения покрытия; Am — изменение массы
разца*
%п — наиболее универсальная и прямая
характеристика защитных свойств [210].
Испытания проводят, увеличивая
каждую последующую выдержку на
ределенную величину, например на 200 ч,
по сравнению с предыдущей. Перед
дым взвешиванием с поверхности
тия удаляют продукты коррозии и
вают удельную потерю массы образца.
При другом варианте испытаний продукты коррозии не удаляются
и оценивается удельный прирост массы после каждой очередной
выдержки. По результатам испытаний строятся зависимости
удельной потери массы и удельного прироста массы образца от
времени т. Обе зависимости обычно прямолинейны (рис. 7.1) лишь
до момента разрушения покрытия. Разрушение покрытия
дается резким увеличением скорости окисления, что на графике
ражается перегибом кривой. В качестве долговечности покрытия
принимается время, которому соответствует начало интенсивного
окисления [210].
Из других методик оценки жаростойкости покрытий можно
метить применяемый в работах П. Т. Коломыцева способ определения
времени, в течение которого происходит снижение концентрации
гирующего элемента в покрытии до уровня концентрации в основном
металле. Метод распространяется прежде всего на диффузионные
покрытия [216, 217].
В области выбора оптимальных по составу композиций
тие — основной металл» наряду с изучением цельных покрытий
обходимо оценивать характер воздействия покрытия на
кость при нарушении его сплошности: отслаивании, образовании
щин и т. д. Этот вопрос еще на нашел практического решения.
Для получения более полной информации о поведении
стойких покрытий в конструкциях желательно проводить
ные исследования, включающие в себя: испытание на жаростойкость;
микроскопический, рентгеноструктурный фазовый анализы
ного порошка и покрытия; оценку газопроницаемости, испытания
на термическую усталость; определение закрытой, открытой и общей
пористости, прочности соединения покрытия с основным металлом
коэффициента теплового линейного расширения.
Анализ работ различных авторов, а также имеющихся ГОСТов
позволяет рекомендовать две схемы для определения жаростойкости
покрытий: непрерывный печной нагрев и термоциклироваиие.
127
ИСПЫТАНИЯ МАТЕРИАЛОВ С ПОКРЫТИЯМИ
НА ТЕРМИЧЕСКУЮ УСТАЛОСТЬ
Термическая усталость — это разрушение материала под
вием циклических изменений температуры, которые возбуждают
переменные температурные напряжения. Однократное изменение
температуры с высокой скоростью носит название теплового удара.
При тепловом ударе, так же как при термоциклировании, возникшие
температурные поля и обусловленные ими температурные
ния могут привести к разрушению образца. Термическую усталость
относят к разновидности малоцикловой низкочастотной усталости.
Вопросы разрушения металлургического оборудования при
ческой усталости рассмотрены в работах М. А. Тылкина [40,
218, 219].
При работе, например, деталей газовых турбин, двигателей
реннего сгорания воздействие термоусталостных напряжений
вождается газоабразивным изнашиванием, коррозионным
нием поверхности. Одним из эффективных способов защиты
ности от воздействия продуктов сгорания является нанесение
циальных покрытий. Известно, что усталостные трещины (в том
ле и термоусталостные) зарождаются обычно на поверхности
лия. Поэтому важно знать характер влияния покрытия на кинетику
термоусталостного разрушения. Защищая основной металл от
действия среды, т. е. увеличивая тем самым долговечность, покрытие
может стеснять пластическую деформацию поверхностных слоев,,
способствовать возникновению и росту трещин, уменьшать
ность детали.
К внешним параметрам, определяющим усталостное разрушение,:
относятся характеристики термоциклирования, т. е. уровень
ператур, частота теплосмен и время выдержки при максимальной
температуре.
Наряду с внешними факторами усталость определяется
ческими характеристиками материала: теплопроводностью,
ческим расширением, макронеоднородностью. Следует отметить, что
термоциклирование может сопровождаться не только появлением
усталостных микротрещин, но и существенным формоизменением^
т. е. наложением статического механизма повреждения.
ное протекание двух различных по характеру процессов при
ческих изменениях температуры усложняет изучение термической
усталости [220].
Методы испытаний на термическую усталость делятся на
венные, количественные и натурные. При качественных методах
разцы подвергаются периодическому нагреву и охлаждению без
ки деформаций и напряжений, возникающих при этом. Определяется
только количество теплосмен до разрушения.
При натурных испытаниях в каждом конкретном случае,
мер для материалов паропроводов, турбинных лопаток, штампов
рячего деформирования, применяют методику, имитирующую
вия работы детали при эксплуатации. Такие исследования, проводя-
128
щиеся на лабораторных стендах, позволяют оценить
ность не только материала, но и конструкции, выбрать наиболее
подходящий металл, разработать технологию термической
ки, повышающую теплостойкость. Вместе с тем они носят частный
рактер, не позволяют обнаружить обобщающие закономерности
ния различных факторов и сопоставить результаты различных
дований [40].
Количественные методы позволяют анализировать
лостное разрушение с учетом значений температурных напряжений
и деформаций. Л. Ф. Коффин установил зависимость, связывающую
деформацию и число циклов до разрушения [221]:
Авва = 1T-D, G.1)
где Абпл — изменение пластической деформации за цикл; N —
ло циклов до разрушения; т и D — постоянные.
Выявлены [62] непостоянство условий деформирования в
симости от числа циклов и влияние ряда других факторов на
ну деформации, а также характер ее протекания. Поэтому
мо регистрировать значение деформации непосредственно в процессе
испытаний. Результаты испытаний представляются в виде кривой
термической усталости в координатах lg A8max — lg Лг, где Детах —
максимальное изменение величины пластической деформации.
Различают две группы методик по оценке поведения материала
при термической усталости. Испытания со свободным образцом
назначены для определения роли внутренних напряжений.
ния с закрепленными образцами позволяют оценивать влияние
пряжений от формоизменения (внешних напряжении).
Тёрмоусталость существенно зависит от конструктивных
бенностей методики. Различия в форме, размерах и условиях
крепления образцов оказывают значительное влияние на получаемые
результаты. Иногда получаются прямо противоположные оценки:
сплав, лучший при жестком закреплении образца, может оказаться
худшим при мягком, и наоборот [62].
В работе [222] рассматриваются типовые формы образцов для
испытаний, получившие наибольшее распространение.
Влияние покрытий на эксплуатационные характеристики
прочного сплава, применяемого при изготовлении лопаток газовых
турбин, изучалось [223] на установке Коффина с построением
вых термической усталости. Для выяснения характера разрушения
оценивали изломы и проводили металлографический анализ
шлифов продольного сечения. Многокомпонентные покрытия
CoCrAlY, NiGrAlY, NiCoGrAlY наносились на образцы с применением
электронно-лучевой технологии со скоростью конденсирования
2 мкм/мин.
Был показан сложный характер влияния нагружения на
ность и выявлена роль покрытия в разрушении. При Детах > 0,8—
1,0% образцы с покрытием выдерживали на 30—50% циклов до
рушения меньше, чем контрольные; при Детах < 0,6%, количество
циклов до разрушения примерно одинаково.
9 Л. И. Тушинский, А. В. Плохов 129
4 фаски
Рис, 7*2. Образец корсетного типа, предназначенный для испытаний на
ческую усталость.
Неуказанные предельные отклонения размеров Я12, Л12, ± BТ12)/2; А — поверхность с
крытием,
Во всех случаях основной очаг разрушения образцов совпадает
с трещиной в покрытии, однако кинетика разрушения покрытия
и основного металла неодинаково определяется свойствами покрытия.
У более пластичного покрытия NiCoGrAlY отмечаются разветвлен-
ность трещины и ее замедленное развитие, что обеспечивает
шее число циклов до разрушения. В покрытии CoCrAlY все трещины
из покрытия распространяются радиально и переходят в основной
металл, значительно уменьшая количество циклов до разрушения
образца 1223].
Установка Коффина, обладая
рядом достоинств, обусловливающих
ее широкое применение, не
ляет фиксировать структурные
менения, происходящие в материала
при термоусталостном нагружении,
следить за появлением и развитием
микротрещин непосредственно в
процессе испытаний. Л. Б. Гецовым
и др. разработан метод
го микроструктурного изучения
повреждений в металлах при терми-
Рис. 7.3. Приспособление для жесткого
крепления образца в камере установки
ИМАШ-Киргпзстан.
2 плашки; 2 — винты; 3 — миканитовая
лирующая прокладка; 4 — изолирующая шайба;
5 — фторопластовая втулка; 6 — стальная
ка; 7 — испытуемый образец с покрытием; 8 —
конусные крепежные болты; 9 — болты»
130
Воздух_
Puc:JA. Общая схехма испытания материалов с покрытиями на те рмическую
усталость при жестком креплении концов образца .
1 — насос предварительной откачки; 2 — вакуумные вентили; з — диффузионный насос;
4 — стягивающие болты; 5 — винты крепления исследуемого образца; б —> образец с
крытием; 7 — прокладки; 8 — плашки; 9 — микроскоп; 10 — термопара; 11 — вакуумная
камера; tmSiXt ?mjn— максимальная и минимальная температуры цикла; т — время
ния,
ческой усталости [224, 225]. Методика Л. Б. Гецова была
использована нами для испытаний плоских образцов с
тиями на термическую усталость. Исследования проводились на
конструированной установке типа ИМАШ-Киргизстан при режимах
нагружения и нагрева, характерных для условий испытания на
мическую усталость (фото 14). В экспериментах использовались
разцы корсетного типа (рис. 7.2.) Для непрерывного
ского наблюдения за изменениями в исследуемом материале
няли метод высокотемпературной вакуумной металлографии.
Специально созданное приспособление (рис. 7.3) обеспечивает
высокую жесткость крепления образца. Нагрев проводится
ческим током до выбранной температуры испытания. Термоциклиро-
вание осуществляется одним из известных электронных устройств
(рис. 7.4). В центральной части образца длиной не менее 4 мм
печивается постоянная температура. Деформация в этой зоне
вается с помощью микроскопа МВТ по смещению реперных точек,
нанесенных на микротвердомере ПМТ-3. Покрытие наносится на
ковые поверхности образцов (см. рис. 7.2). При испытаниях
ляются величины JVn, №'ш, Nv — количество циклов до
ния микротрещин соответственно в покрытии, в основном металле,
до разрыва образца на две части. По соответствующим формулам
вычисляются количественные характеристики термической
лости: размах деформации за цикл и необратимая деформация
ральной части образца.
Соотношение Nn и №'ш характеризует влияние покрытия на
дежность и долговечность композиции «покрытие — основной
талл». Покрытие является работоспособным при термоциклическом
нагружении, если ЛгП > №м, и покрытие снижает долговечность
-9*
131
5-10" Л
N
16-
12-
л _
О
100 80 SO 40 20 1С7%
Рис. 7.6. Кинетика отслаивания
крытия ПН85Ю15 от стали 20 при
испытании на термоусталость.
Минимальная температура цикла 300°С;
максимальная температура: 1 — 700°С, 2
— 800°С, з — 900°С; N — количества
теплосмен; 1С— длина линии сцепления
покрытия с основой, отнесенная к общей
длине контактирования.
Рис. 7.5. Влияние покрытия из ин-
терметаллида ПН85Ю15 на
скую усталость стали 20.
Минимальная температура цикла 300°С; 1 — сталь 20 без покрытия; 2 — сталь 20 с
крытием ПН85Ю15; ?тах—максимальная температура цикла; Np— количество циклов до
разрушения.
600
ТОО
образца, если Nu <С №'ш. Если отношение NU/№'M остается
мерно одинаковым для разных режимов испытаний, то оценку
ботоспособности покрытий можно ограничивать сравнительно
ковременными испытаниями при большом интервале температур
в цикле [225].
В процессе испытаний на термическую усталость
ся также изменение деформационного рельефа, оценивается скорость
роста трещин в покрытии и в основном металле, фиксируется
крытие трещин.
Изложенная выше методика позволила нам выявить роль
тий в термической усталости стали 20 (рис. 7.5), косвенно определить
прочность соединения покрытия с основой при теплосменах (рис. 7.6).
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ МАТЕРИАЛОВ С ПОКРЫТИЯМИ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Прочность материалов при высокой температуре является
ной практической характеристикой. Особое значение ее определение
приобретает при нанесении покрытий на детали, эксплуатируемые
при высоких рабочих температурах. Суть испытаний —измерение
напряжения течения при горячей деформации, по величине которого
можно судить о структурных изменениях в стали при этих
турах. Наложение конкурирующих процессов упрочнения и
прочнения приводит к сложному виду зависимости «напряжение —
132
Рис. 7.8. Образец для
ратурных испытаний на прочность.
Предельные отклонения размеров Я7,
Л7, ± AТ7)/2.
€,°А>
Рис. 7.7. Изменение сопротивления
стическому деформированию стали 20
при растяжении в вакууме.
8 — истинное напряжение течения; 8 —
тинная деформация.
Рис. 7.9. Усовершенствованная система
вакуумной коммутации установки
ИМАШ 9-66.
1 — вакуумная камера; 2 — исследуемый
разец с покрытием; з — тензосистема; 4, 5 —
электрические выводы; 6, ю, 13, 15, 16, 17 —
вакуумные вентили; 7 — термоэлектрическая
ловушка; 8 — диффузионный насос; 9 — фор-
баллон; 12 —- датчики контроля вакуума; 14—•
дозатор напуска воздуха.
12
деформация», но тем не менее по ней можно идентифицировать стадии
горячего наклепа, полигонизации, рекристаллизации.
Метод состоит в измерении усилия деформирования при высокой
температуре образцов с известными размерами. Далее, по этим
ным могут быть получены кривые напряжения течения в истинных
координатах (рис. 7.7).
Испытания проводятся на высокотемпературной установке
ИМАШ 9-66 в вакууме с целью предохранения поверхностных слоев
материала от действия атмосферы. Для исследований используются
образцы, форма и размеры которых приведены на рис. 7.8.
Основные узлы установки ИМАШ 9-66 и порядок работы описаны
в инструкции по эксплуатации. Для повышения точности измерений
в конструкцию установки нами внесены следующие изменения. Тен-
133
зометрическая система изготавливается из упругого элемента с
клеенными датчиками и тензостанции ТА-5, устанавливаемой
нительно. Выход тензостанции подключается к потенциометру ПСР-
1-01. Вакуумная система выполнена по схеме, приведенной на
рис. 7.9.
В камере для ускоренного охлаждения образцов установлены
медные ламели, которые сводятся механизмами «винт-гайка» с
мощью рукоятки на передней стенке камеры. Электромагнитная
та установлена в цепи растяжения и слуяшт для быстрого снятия
нагрузки (фото 15).
При испытании образцы перед установкой в захваты очищаются
петролейным эфиром или ацетоном. Термопара приваривается с
мощью блока конденсаторной сварки на базе выпрямителя ВСА-5А.
Камера закрывается крышкой, и система откачивается. После
жения нужного вакуума образец нагревается и нагружается.
После нагружения до заданной степени деформации включается
реверс системы нагружения и выключается муфта. При
мости ускоренного охлаждения к образцу прижимаются ламели.
Глава 8
ТРЕЩИНОСТОЙКОСТЬ (ВЯЗКОСТЬ РАЗРУШЕНИЯ)
ОБЪЕМНО УПРОЧНЕННЫХ СПЛАВОВ С ПОКРЫТИЯМИ
ОБЩИЕ СВЕДЕНИЯ О ВЯЗКОСТИ РАЗРУШЕНИЯ
Качество покрытия оценивается прежде всего специальными
свойствами. Для деталей с покрытиями, работающих в парах трения
или в условиях ударного воздействия абразивных частиц, основными
оценочными критериями являются скорость и интенсивность
шивания. Если изделие работает при знакопеременных нагрузках^
то важно знать влияние покрытия на характеристики усталостной
прочности и т. д.
^Однако сейчас к современным материалам должны
ся несколько иные требования, чем раньше. Смысл этих
ний — обязательное сочетание высокого уровня специальных свойств
с достаточным запасом вязкости разрушения.
Оценка качества металла только по показателям прочности
и пластичности не считается в настоящее время достаточной для
деления надежности материала при его использовании на практике*
Общей закономерностью при проведении большинства видов
няющих обработок является одновременное падение вязкости
рушения и рост прочности материала. Эти важнейшие показатели
конструктивной прочности находятся, таким образом, между собой
134
в противоречии: если пойти по пути увеличения прочности, то падает
надежность материала в работе, если же увеличивать надежность
(уменьшая тем самым прочность материала), то существенно
растает материалоемкость конструкции. Задача, связанная с
делением оптимального уровня предела текучести и вязкости
рушения, является одной из наиболее сложных в современном
ловедении. Решение ее существенно осложняется при использовании
изделий с защитными покрытиями.
Результаты исследования структуры покрытий и переходной
зоны «покрытие — основной металл» показывают, что в
ностных объемах практически всегда имеются готовые зародыши
разрушения различной величины и формы. В покрытии
торами напряжений являются поры, несплошности на границе с
новным металлом, готовые трещины, возникшие в процессе
ния, рыхлые границы между слоями и т. д. Если покрытие
руется при достаточно высокой температуре, то в диффузионной зоне
образуются объемы с повышенной плотностью дислокаций и
сий [226 ]. Перераспределение избыточных вакансий и их сток в
деленных точках обусловливают появление микропор. Образующиеся
в диффузионной зоне области растяжения и сжатия способствуют
микропластической деформации основного металла и превращению
микропор в трещину. Таким образом, нанесение покрытия в этом
случае сопровождается повышением дефектности поверхностных
слоев основного металла. Причем, чем больше упрочнено покрытие,
т. е. чем более оно склонно к хрупкому разрушению, тем опаснее
новятся любые несплошности, поры [227].
Особый интерес к проблеме хрупкого разрушения возникает
в связи со случаями внезапного разрушения ответственных
струкций, на поверхность которых нанесены хрупкие износостойкие
покрытия. Для оценки надежности материалов с покрытиями
ходимо экспериментальное определение их склонности к зарождению
трещин, а также определение способности материалов противостоять
процессу развития трещины или разрушению. Эти показатели
единяются в общее понятие — вязкость разрушения.
Для практических расчетов деталей машин и элементов
рукций значение характеристик вязкости разрушения состоит в том,
что по ним, задаваясь рабочим напряжением, можно оценить
ческий размер трещины, при котором произойдет хрупкое
ние, и, наоборот, определив какими-либо методами дефектоскопии
размер и форму трещин, можно найти величину разрушающих
пряжений.
Определенные для образцов с покрытием характеристики
кости разрушения могут быть использованы для: обоснования выбора
основного металла и материала покрытия при изготовлении
ных изделий; сопоставления различных вариантов технологических
режимов нанесения покрытий; нахождения оптимального сочетания
состава и свойств композиции «покрытие — основной металл»;
лиза причин разрушения изделий с покрытиями.
На протяжении последних десятилетий делаются попытки улуч-
135
шения методов оценки вязкости разрушения йа основе современных
дислокационных представлений о кинетике распространения трещин.
Сейчас можно считать, что испытания на вязкость разрушения
тическую трещиностойкость) благодаря работам многочисленных
исследователей достаточно теоретически обоснованы и апробированы.
В первых публикациях по механике разрушения А. А. Гриффите
показал, что противоречия между теоретическим сопротивлением
разрушению и реальной трещиностойкостью может быть объяснено
наличием в материалах дефектов в виде трещин. Даже в случае
значительных нагрузок концентрация напряжений у вершины
щин может достигать значений когезионной прочности. Позднее
Г. Р. Ирвином было доказано, что локальные напряжения в устье
трещины при статическом нагружении пропорциональны
циенту интенсивности напряжений К, который может быть определен
по формуле
К = а0УШ^ (8.1)
где о>с — номинальное напряжение без учета трещины, МПа; ZT —
длина трещины, м; а— коэффициент, зависящий от геометрии и
формы тела.
При разрушении отрывом в случае нестабильного
ния трещины коэффициент интенсивности напряжений достигает
тической величины КС1 которая определяется геометрией образца,;
прежде всего толщиной. При некоторых значениях толщины образца
у вершины трещины наблюдается смена плосконапряженного
ния на плоскодеформированное. Последнее весьма опасно, так как
может привести к неожиданному хрупкому разрушению без
ков пластической деформации. Коэффициент интенсивности
жений при таких условиях (К1С) можно рассматривать как
ту материала (рис. 8.1).
Основное затруднение для применения К1с в практике при
ке материалов — необходимость использования образцов
тельных размеров.
Для плоских и дисковых образцов при осевом и внецентренном
растяжении, а также изгибе [228] толщина образца t должна
летворять условию
* > Р(#IC/<r0l2J, (8.2)
где К 1с — коэффициент интенсивности напряжений в условиях
8.1, Изменение коэффициента
сивности напряжений Кс и доли хрупкого
излома xlt в зависимости от толщины
разца с трещиной.
Kjc— коэффициент интенсивности напряжений в
условиях плоской деформации; t — толщина
разца; х — ширина зоны хрупкого излома
ца.
136
кой деформации, МПа^м*; a0j2 — условный предел текучести
туемого материала, МПа; E — коэффициент.
Для сталей с пределом текучести ниже 800 МПа требования
линейной механики разрушения, т. е. условия уравнения (8.1),
полняются только в случае использования крупномасштабных
цов. Вес образцов может достигать 1,5 т, а толщина — 300 мм [229 ].
Таким образом, из-за методических трудностей оценка
кости по К1С сложна для широко распространенных
родистых сталей [230]. *}
Определение К1С малоуглеродистой стали на компактных
раторных образцах при оценке трещиностойкости крупного изделия
является совершенно не правомерным. Для случаев эксплуатации
конструкции при низких температурах в соответствующих
ментах возможно определение К1С на образцах меньших размеров*
При этом с понижением температуры испытаний предел текучести
повышается, а К1С уменьшается. Согласно формуле (8.2) можно
пытывать образцы меньшей толщины.
Для оценки трещиностойкости пластичных материалов в
торых случаях применяется критерий бс — критическое раскрытие
в вершине трещины. Этот критерий определяет способность металла
к пластической деформации в зоне трещины. Измерение
ского раскрытия трещины (КРТ) проводится с использованием
циальных приспособлений и характеризуется определенными
дическими трудностями. Кроме того, в отличие от величины К1С,
ляющейся основной и постоянной характеристикой материала, бс
лишь сравнительная характеристика. Поэтому бс дает меньше
мации о трещиностойкости материала.
Необходимость распространения методов оценки вязкости
рушения на сплавы с пределом текучести 400—800 МПа привела
к разработке метода /-интеграла. Новый метод оценки базируется
на работах Г. П. Черепанова и Д. Р. Раиса.
Метод / — интеграла позволяет применять основные
ния механики разрушения в области упругопластической
ции [231]. По определению Т. Екобори, / — интеграл — это
гия, поступающая в зону вершины трещины при увеличении
ны на единицу длины [232]. / — интеграл выражается отношением
величины уменьшения внутренней энергии dU к изменению длины
трещины dl:
J = —dU/dl. (8.3)
При разрушении материала по законам линейной механики
вводится параметр /1С, который связан с величиной К1С соотношением
(8.4)
где v — коэффициент Пуассона; Е — модуль нормальной упругости.
Хорошая корреляция значений Kic, определенных на
ногабаритных образцах, и значений /ic, вычисленных при испыта-
137
нии компактных образцов с пересчетом по уравнению (8.4), показана
в работах [229—233].
Эксперименты и расчеты подтверждают, что / — интеграл
зависим от геометрии в гораздо большей области размеров, чем Кгс
и бс. Толщина образца, при которой может быть найдено значение
/-интеграла, не зависящее от геометрических параметров образца^
ориентировочно в 50 раз меньше, чем толщина образца для
ния Кге [232]. При определении /1С должно выполняться следующее
условие, касающееся толщины образца'
'0,2
(8.5)
где а — коэффициент; ав — временное сопротивление (предел
ности), МПа; /1С — вязкость разрушения в условиях плоской
мации, Дж/м2.
Это значительно менее жесткое условие, чем при определении
Кге. Таким образом, целесообразность использования /-интеграла
в качестве критерия вязкости разрушения по сравнению с другими
методиками очевидна.
ИСПЫТАНИЯ НА СТАТИЧЕСКУЮ ТРЕЩИНОСТОЙКОСТЬ
Специальная аппаратура и методики для определения основных
характеристик вязкости разрушения при статическом, динамическом
и циклическом нагружениях разрабатывались в Лаборатории ИГД
СО АН СССР по проблеме упрочнения металлических сплавов с
том имеющихся нормативных документов [228, 234—236].
Коэффициент интенсивности напряжений Кгс, величина
ческого раскрытия трещины 6С или /-интеграл определяются с
мощью жестких машин растяжения, оснащенных специальными
устройствами. Общий вид испытательного комплекса показан на
фото 1 [237]. Установка
^ позволяет проводить
перименты на плоских
образцах с трещинами на
изгиб и внецентренное
растяжение. Форма и
меры образцов (рис. 8.2,
8.3, 8.4),
ных для определения
эффициента интенсивности
напряжений и /-интегра-
±
0,5-Ь
Рис» 8,2. Дисковый образец для определения
вязкости разрушения при испытании на
центренное растяжение.
I =@,45 -т- 0,55)Ь; * = 0,5Ь; с— 1,25b; d = 0,25b;
J== 0,55b; h « @,35 -5- 0,45)b; D = 1,33b; К <
^. о 06b; если b < 25 мм, то К = 1,5 мм. Покрытие
' наносится на боковые стороны образца.
138
#.#. Прямоугольный ( 6-
разец для определения
сти разрушения при
нии^ на внецентренное растя-
&?0*~ жение. . г|
I =@,45—0,55N; t = 0,5Ь; с"=
= 1,256; d = 0,25b; J =@,25—
0,45)b; H = 1,2b; К ^ l/16b; если
Ь < 25 мм, то К = 1,5 мм. Покры-
тие^наносится на боковые стороны
образца.
' (
А
Рис. 8А. Образец для определения вязкости разрушения при испытании на
средоточенный изгиб.
1 в ЪЙЬ1 ГЙк45^*0'55^ Л1== @'25-0,45)Ь; К = 0,06Ь; если Ь « 25 мм, то К « 1,5 М.
w «в @,15—0,3)©. Покрытие наносится на боковые стороны образца.? 1 — надрез выполнен^
ный на электроискровом^станке; 2 — усталостная трещина» *
139
Рис. 8.5. Схемы рабочих частей
цов для испытания на критическое
крытие трещины.
е — образец с подвижными захватами; б, в —
образцы с неподвижными захватами; 1 —
вижные планки-захваты; 2 — стопорные
ты; з — сквозное отверстие; 4 —
тор напряжений; 5 — усталостная трещина;
I — длина трещины; К — ширина надреза;
г — расстояние от кромки образца до места
установки датчика смещения,
Рис. 8.6. Схема испытания плоских
образцов с надрезом и трещиной на
вязкость разрушения.
1 — упругий элемент усилия ; 2 —
жуточное кольцо; з — упругий элемент
прогиба; 4, в — тензодатчики; $ —
скоп; Р — усилие.
ла, выбираются в соответствии с методическими указаниями [228].
Для нахождения значений критического раскрытия трещины
пользуются плоские образцы, имеющие специальные захваты для
крепления датчика смещения (рис. 8.5).
При определении значений коэффициентов интенсивности
жений возможно использование плоских и цилиндрических
цов при различных схемах нагружения. Наибольшее
ние получили испытания образцов на внецентренное растяжение
и изгиб.
Подготовка образцов к испытаниям заключается в нанесении
на боковые грани покрытий, шлифовании этих поверхностей,
сении концентраторов напряжений и наведении усталостных
щин. Для облегчения контроля длины усталостной трещины при ее
выращиваний боковые поверхности образцов целесообразно
ровать. В качестве концентраторов напряжений для образцов
ной более 25 мм рекомендуется [228] применять надрезы шевронной
440
формы. Эффективным концентратором, облегчающим зарождение
усталостпой трещины, является надрез, выполненный на
кровом станке проволочкой диаметром 0,1—0,15 мм. Усталостную
трещину выращивают из устья надрезов на специальных машинах.
Конечный участок трещины длиной не менее 0,3 от всей длины
лостной трещины должен создаваться в условиях нагружения с
эффициентом интенсивности напряжений при максимальном усилии
в цикле -К/max ^ 0,6 К1С. Если при формировании трещины
можно контролировать нагрузку,^ число циклов нагружения должно
быть не менее 5-Ю4. Зарождение усталостной трещины является
нечной операцией по подготовке образцов к испытанию.
Узел крепления плоских призматических образцов
ного комплекса, установленного в Лаборатории ИГД СО АН СССР/
представлен на фото 16. Образцы нагружаются по схеме
ного изгиба (рис. 8.6). Усилие, приложенное к образцу, передается
через кольцо 2 на четырехлепестковый упругий элемент 2 и с
мощью тензодатчиков 6 преобразуется в электрический сигнал,
торый через тензометрический усилитель воспроизводится по
динате «У» двухкоординатного самопишущего прибора. Показания
тензодатчика нагрузки тарируются с помощью динамометра сжатия.
Величина прогиба образца в точке приложения силы фиксируется
тензодатчиком ^, наклеенным на упругую пластину 3. Тарировка
датчика производится микрометрическим глубиномером с точностью
±0,01 мм. С помощью микроскопа 5 осуществляется визуальный
контроль за процессом разрушения.
Диаграммы разрушения образцов, построенные в координатах
«сила Р — перемещение точки приложения нагрузки /р», позволяют
получить данные, необходимые для расчета коэффициентов
сивности напряжений. Четыре основных типа диаграмм разрушения
показаны на рис. 8.7. Величина PQ — расчетная нагрузка для
числения вязкости разрушения — определяется в зависимости
от типа диаграммы «Р—/р». Если диаграмма «Р — /р» оканчивается
внутри угла, тангенс которого на 5% меньше, чем тангенс угла
сательной к начальной части диаграммы, тогда сила PQ равна
рушающей нагрузке Рс (тип I). Для диаграммы типа II, имеющей
скачок внутри этого угла, сила PQ соответствует максимальному
гружению при скачке. При диаграмме типов III и IV силу PQ
деляют в месте пересечения диаграммы с указанной 5%-ной
нагрузкой.
По значениям расчетной нагрузки находят предполагаемую
личину критического коэффициента интенсивности напряжений,
пользуя формулу
к«-7Тъ'Т> <8-6)
где Ъ — ширина образца; Y — безразмерная функция, зависящая
от отношения глубины трещины к ширине образца.
Численные значения функции Y для каждого типа образцов
(см. рис. 8.2—8.5) приведены в [228].
141
Рис. 8,7. Характерные типы диаграмм «нагрузка — прогиб» и схемы их
ботки.
С — точка, соответствующая максимуму на диаграмме; Q — точка, определяющая значение
силы Pq и прогиба Уд, используемые при расчете величины Kq; О — точка,
щая1^ чалу докритического подрастания трещины; а —угол наклона зависимости
ка — прогиб» на линейном участке,
KQ можно принять за К1С, лишь когда выполняется условие
(8.2). В противном случае необходимо увеличить толщину образцов
и провести повторное испытание.
При определении значений /-интеграла на плоских
ских образцах используется то же оборудование, что и для
ния коэффициента интенсивности напряжений Кг с. Для проведения
расчетов строится кривая «нагрузка Р — прогиб в точке
ния силы /р» (рис. 8.8).
Наибольшие трудности встречаются при определении
рала вязких низкопрочных материалов. При нагружении
цов, изготовленных из таких материалов, перед разрушением
ходит подрастание предварительно наведенной усталостной
ны. С целью фиксирования момента начала подрастания трещины
испытания проводят на нескольких образцах, имеющих
тельные трещины одинаковой длины. Первый образец нагружается
до разрушения или заметного спада нагрузки, остальные — до
ших значений /Р, а затем разрушаются на маятниковом копре. Зона
пластического разрушения может быть отмечена «термическим: от-
тенением» (нагрев до температуры 500—600°С, приводящий к
нию плоскости разрушения), методом красок, циклическим
жением или доломом разгруженных образцов при отрицательных
температурах. На рис. 8.9 показана схема изломов образцов при
кой последовательности нагружения (зона пластического разрушения
фиксировалась доломом образцов при температуре жидкого азота).
В плоскости разрушения образца измеряется подрастание трещины
142
Рис. 8.8» Диаграмма нагружения образца при
ределении вязкости разрушения по методу
рала.
А — работа, ватраченная при нагружении образца; Р —
нагрузка; /р — прогиб*
Рис. 8.9. Схема поверхности излома образца при
определении /1с.
— зона концентратора; 2 — зона предварительного уста*
лостного разрушения; з — зона вязкого разрушения; 4 —
зона хрупкого долома; Ь — ширина; t — толщина образца;
I — длина трещины; А1 —- подрастание трещины,
*
X X X X X X
X X X X X
X X X X X X
X X X X X
X X X X X X
\
\ \ \ \ ч ч^
\ \ \ \ \
t
Рис. 8.10. Схема определения /-интеграла
а0,2— предел текучести; о~в — предел прочности
образца; А1 — приращение длины трещины
мер зоны вязкого разрушения).
Рис. 8.11. Схема установки на
зец датчика смещения при
нии критического раскрытия
ны.
1 — тензодатчики; 2 — упругий элемент;
з — корпус датчика; 4, б — концентратор
напряжений; 5 — отверстие в испытуемом
образце; 7 — усталостная трещина»
/Л
( d
\Ц
1
/
|— — — —
I
2
/
143
AZ. По диаграмме «Р — /Р» определяют работу Л, затраченную при
нагружении каждого образца. Для расчета /-интеграла при
жении изгибом плоских призматических образцов используется
формула
/ = 2A/t(b — 1)% (8.7)
где t — толщина образца, м; Ъ — ширина образца, м; I — длина
трещины, м; А — полная работа разрушения образца, Дж.
По результатам проведенных испытаний строится кривая в
ординатах «/ — AZ». Величина /с определяется экстраполяцией
зависимости «/ — AZ» на прямую /(а0J + crB)AZ (рис. 8.10).
денное таким образом значение /с контролируется по формуле
(8.5), и если условие выполняется, то /с = /1С, если нет, испытания
повторяются с использованием образцов большей толщины.
Для определения критического раскрытия трещины бс
няется датчик смещения, схема установки которого на образец
казана на рис. 8.11. В соответствии с методическими указаниями
[228] рекомендуется устанавливать два подобных датчика на
личных расстояниях от вершины трещины. Возможпо определение
бс с помощью одного датчика, расположенного на расстоянии а от
вершины трещины. При этом критическое раскрытие трещины
ределяют по формуле
(8.8)
где Vc.— критическое смещение кромок надреза в месте установки
датчика смещения:
п1 = 3,0; gn = ——-—5- (для испытаний на изгиб); ц —
ный коэффициент; Ъ — ширина; t — толщина образца; I — длина
трещины: а — расстояние от вершины трещины до датчика
ния; L — расстояние между опорами; сг0>2 — условный предел
кучести; Рс — максимальная нагрузка на диаграмме «Р — У».
Более подробные рекомендации о выборе формы и размеров
разцов, способов нагружения, конструкции установок,
рующих устройств и другие важные особенности испытаний можно
получить в методических указаниях [228] и работах [229, 230г
238-242].
ИСПЫТАНИЯ НА ЦИКЛИЧЕСКУЮ ТРЕЩИНОСТОЙКОСТЬ
Оценить способность материалов сопротивляться развитию
щин в условиях циклического нагружения позволяет специальный
метод испытаний [234, 236]. Трещиностойкость при циклическом на-
144
Рис, 8.12. Кинетическая диаграмма
талостного разрушения материалов Чг
(КДУР).
1, 2, з — характерные участки КДУР; v — "i
скорость распространения усталостной
ны, м/цикл; Ктах— наибольшее значение
коэффициента интенсивности напряжений в
цикле, МПа-м; АК — размах коэффициента
интенсивности напряжений в цикле; R —
коэффициент асимметрии цикла; Кх_2» ^-2-3—'
коэффициенты интенсивности напряжений в *2
точках, соответствующих смене участков q
КДУР с первого на второй и со второго на
третий соответственно; Щ^— пороговый
фициент интенсивности напряжений; KfC—
критический коэффициент интенсивности
пряжений; с, п — параметры степенной
симости Пэриса v=" •Kmax.
/
А
2
Ьдп
3
"th
ус
гружении определяется с помощью кинетической диаграммы
лостного разрушения (КДУР), которая показывает зависимость
скорости роста трещины v от наибольшего коэффициента
ности напряжений цикла i?max или от его размаха АК (&К =¦
= ^max - ^min) (рис. 8.12).
Как правило, на КДУР можно выделить три типичных участка.
Первый участок — криволинейный. Ему соответствуют низкие
чения коэффициента интенсивности напряжений и малые скорости
распространения трещины. Второй участок КДУР в координатах
«lg v — lg Kmax» — прямолинейный. Он описывается уравнением
Пэриса: v = сК^х. Величина п определяет угол наклона
линейного участка КДУР к оси абсцисс, «с» показывает длину
резка, отсекаемого на оси ординат линией, продолжающей
линейный участок диаграммы. Третий участок КДУР
зуется большими значениями коэффициента интенсивности
жений и большими скоростями распространения трещины.
ная точка этого участка соответствует моменту разрушения образца.
Основными параметрами, которые могут быть определены с
помощью КДУР, являются: 1) с, п — параметры уравнения
риса — степенной зависимости скорости роста трещины,
мирующей среднеамплитудный участок КДУР; 2) пороговый
фициент интенсивности напряжений Kth — максимальное значение
i?max» ПРИ котором трещина не развивается на протяжении
ного количества циклов; 3) критический коэффициент
ности напряжений (циклическая вязкость разрушения) KfC —
чение if щах, при котором наступает долом образца.
Для сопоставления материалов и анализа различных условий
испытаний можно использовать наибольшее значение или размах
коэффициента интенсивности напряжений К(&К), соответствующие
определенным скоростям роста трещины Vk(V&k) при заданных
чениях Кт&х(&К).
Как и при оценке статической трещиностойкости, для
ния испытаний рекомендуется применять плоские и цилиндрические
образцы [234, 236]. Плоские образцы более удобны с точки зрения
10 Л. И. Тушинский, А. В. Плохов
145
Рис. 8.13. Схема установки для испытаний
на циклическую трещиностойкость.
— электродвигатель; 2 — муфта; 3 — пружина;
4 — регулирующая гакка; 5 — шток; 6 —
зец; 7 — упругий элемент с тензодатчиками; 8 —»
вал; .9 — неуравновешенная масса.
контроля длины усталостной трещины. Для исследований
зуются специальные установки, обеспечивающие постоянство
грузки в пределах, установленных ГОСТом 23026—78.
Общий вид установки, изготовленной в Лаборатории ИГД СО
АН СССР по проблеме упрочнения металлических сплавов,
ставлен на фото 17. На ней испытываются плоские образцы с
стоянной амплитудой усилия в цикле (рис. 8.13). Вращение от
тродвигателя 1 через компенсирующую муфту 2 передается на вал 5.
Неуравновешенная масса 9 при вращении вала 8 создает усилие Р%
которое через обойму подшипника передается на шток 5 и далее на
образец 6:
р а тгсй2 cos сот, (8.10)
где т — неуравновешенная масса вращающихся частей вала 8;
г — расстояние от центра тяжести неуравновешенной массы до
центра вращения; со — угловая скорость вращения вала; т — время.
Электрический сигнал, пропорциональный величине силы,
ложенной к образцу, с тензодатчиков 7 поступает на тензоусилитель
и далее на осциллограф. Тарировка сигнала датчиков 7
ется с помощью динамометра сжатия. Пружина 3 предназначена
для регулирования коэффициента асимметрии цикла. Двигатель
постоянного тока 1 позволяет проводить испытания в широком
пазоне частот F—20 Гц).
В процессе исследований контролируются количество циклов
нагружения и длина усталостной трещины. Наиболее трудоемким
процессом является определение порогового коэффициента
сивности напряжений. В этом случае наибольшую нагрузку цикла
Ртах понижают и находят ее значение, при котором трещина не
растет на протяжении 108AZmin циклов (AZmin—минимальный^
поддающийся измерению прирост трещины, мм). Для определения
циклической вязкости разрушения Kfc испытания проводят с
личивающимся наибольшим коэффициентом интенсивности
жений цикла jfiTmax» фиксируя нагрузку и длину трещины,
ствующие началу долома образца.
Скорость роста трещины и коэффициенты интенсивности
жений рассчитываются с помощью ЭВМ в соответствии с
скими указаниями [234, 236].
146
ИСПЫТАНИЯ НА ДИНАМИЧЕСКУЮ ТРЕЩИНОСТОЙКОСТЬ
Иногда целесообразна оценка динамической трещиностойко-
t т. е. трещиностойкости материалов при нагружении с большими
скоростями. Кроме того что многие детали машин и элементы
струкций работают в условиях ударных нагрузок и тем самым
влекают к себе внимание специалистов в области механики
ния и конструкторов, создающих образцы новой техники, интерес
к динамической трещиностойкости определяется также и развитием
теории остановки трещин [235, 243]. Как известно, в хрупких
риалах трещина может перемещаться с большой скоростью, поэтому
для описания кинетики ее распространения и остановки
мо учитывать динамические эффекты.
Существует несколько разновидностей испытаний материалов
на динамическую трещиностойкость (вязкость) разрушения. Одна
из них реализуется на маятниковом копре. При разрушении
ца с предварительно наведенной усталостной трещиной
ются осциллограммы «нагрузка — время» или «нагрузка —
мация». Для проведения эксперимента с помощью этого метода
обходимо использовать осциллограф, позволяющий фиксировать •
быстропротекающие процессы. Нагрузка, приложенная к образцу*
фиксируется тензодатчиками, расположенными на опорах копра,
на образце или на ноже маятника. Недостатком методики
ской трещиностойкости является то, что из-за малой жесткости
темы «нож маятника — образец — опора» появляется ошибка,
занная с инерционностью системы [244].
Возможно определение динамической трещиностойкости на
обычных жестких машинах растяжения. Сущность метода
ется в том, что в специальные захваты 2 машины растяжения
10*
Рис. 8.15. Схема испытаний на
скую вязкость разрушения с
нием поперечного (а) и продольного {б)
клина.
1 — образец с покрытием; 2 — клин.
Рис. 8.14. Схема испытаний на динамиче-1
скую вязкость разрушения.
1 — испытуемый образец; 2 — захваты ма шины
растяжения; 3 — образец-вставка,
147
вставляются испытуемый образец 1 с трещиной и вспомогательный
образец-вставка 3, изготовленный из высокопрочного материала,
например из стали У8 (рис. 8.14). Для охрупчивания образца-
вставки рекомендуется на его поверхности наносить концентратор —
кольцевой надрез. При проведении испытаний для динамического
нагружения образца 1 используется энергия, накопленная в
вых элементах испытательной машины, которая выделяется в
мент разрушения вставки. Подбирая материал и размеры образца-
вставки, можно изменять величину энергии, подводимой к
емым образцам. Отмечается, что данная испытательная система
личается большей виброустойчивостыо, чем маятниковые копры.
Динамическое нагружение компактных образцов может
ществляться за счет резкого удара по клину, расположенному в
лости образца (рис. 8.15). Существуют две разновидности этого
тода: нагружение поперечным и нагружение продольным клином.
ИССЛЕДОВАНИЕ ВЯЗКОСТИ РАЗРУШЕНИЯ
ПРИ ОПТИМИЗАЦИИ ОБЪЕМНОГО УПРОЧНЕНИЯ СТАЛИ У8
Использование описанных выше методов определения вязкости
разрушения позволяет оценить комплекс важных свойств
лов после объемного упрочнения по различным режимам. Для
мера можно привести выбор оптимальных параметров
го термопластического упрочнения (РТПУ) стали У8 при распаде
аустенита в изотермических условиях. На рис. 8.16 представлена
диаграмма конструктивной прочности стали со структурой
чатого перлита. Вязкость разрушения оценивали методом
теграла.
При изменении предела текучести от 850 до 700 МПа вязкость
разрушения стали У8 возрастает. Это соответствует имеющимся
представлениям, согласно которым увеличение прочности
вождается снижением вязкости разрушения, и, наоборот, снижение
прочностных свойств сопровождается ростом трещинностойкости.
Однако в отличие от этих представлений дальнейшее снижение
дела текучести стали (ниже 700 МПа) ведет также к снижению вяз-
60-
т-
40-
Рис. 8.16. Диаграмма
руктивной прочности стали У8
со структурой пластинчатого
перлита.
1 — температура аустенитизации
ta= 950°C; температура
ния *из= 600°С; 2 — *а= 950°С,
степень горячей деформации 30%,
последеформационная выдержка
5 с, *и
: 600°С.
450 550 650
750 602 7№й
148
Рис. 8.17. Диаграмма
ной прочности стали У8 со
рой бейнита, упрочненной
ми методами после изотермического
превращения аустенита в интервале
температур 250— 450°С.
1 — ИЗО (температура аустенитизации
*а= 850°С); 2 — BTMH3O(fa= 1000°С,
температура деформации ,'гдеф = 1000°С,
степень деформации б = 40%); 3 — РТПУ
(*а=*деф= 1000°С, степень
ной деформации ei = 40%, последеформа-
циоиная выдержка 15 с, степень второй
деформации е2— 18%).
50-
30-
10-
1000
1400
кости разрушения. Это явление наблюдается как для образцов,
вергнутых обычной диффузионной изотермической обработке
вая 1, рис. 8.16), так и для горячедеформированных образцов
вая 2).
Анализируя представленную диаграмму конструктивной
ности, можно отметить, что с точки зрения получения высоких
рактеристик стали со структурой перлита не имеет смысла
ние предела текучести более чем до 700 МПа. Объяснение
ной зависимости связано со структурными особенностями перлита.
Чем больше межпластинчатое расстояние в перлите, тем меньше
препятствий для движения дислокаций, больше возможностей для
релаксации локальных напряжений в стали, меньше предел
сти и больше значение вязкости разрушения. Очевидно, это явление
имеет место на диаграмме конструктивной прочности при изменении
предела текучести от 850 до 700 МПа. Однако в дальнейшем при
личении межпластинчатого расстояния увеличивается и толщина
цементитных пластин. Цементитные пластины теряют способность к
пластической деформации, что приводит к облегчению процесса
продвижения трещины. В связи с этим одновременно со снижением
предела текучести снижается вязкость разрушения стали.
Экстремум на диаграмме конструктивной прочности ^ыл
ружен также и при изотермическом превращении аустенита в
вале температур 250—450°С (рис. 8.17). Наибольшие значения
кости разрушения стали со структурой бейнита соответствуют
пературе распада переохлажденного аустенита, равной 350°С.
жение температуры распада до 250°С ведет к росту предела
сти и уменьшению значений вязкости разрушения. Это связано
главным образом с увеличением содержания углерода в а-фазе и
увеличением степени блокировки дислокаций внедренными
ми углерода. Уменьшение пластичности ферритной матрицы
няет протекание релаксационных процессов в вершине трещины и
увеличивает скорость ее распространения, снижая тем самым
тивление стали хрупкому разрушению. Сложный характер
мы конструктивной прочности объясняется не только влиянием
структурных изменений в бейните при варьировании температурой
распада аустенита, но и сменой морфологии бейнита, т. е. переходом
от нижнего бейнита к верхнему. При температурах образова-
149
Iff9'
2,5-id16-
6 7 8 9 10
15
20 25 30 35
МПаУм
текучести приводит
Рис. 8.18. Кинетические
граммы усталостного
ния стали У8 с различным
структурным состоянием
нита перед бейнитным
щением (температура
щения *из = 300°С).
1%— ИЗО (температура аустенити-
зации *а= 1000°С); 2 — ВТМИЗО
(fa= 1000°C, температура
мации tдеф = 1000°С, степень
мации е,= 40%); 3 — РТПУ(*а=
= ^деф= Ю00°С, степень первой
деформации et — 40%, поеледефор-
мационная выдержка 15 с, степень
второй деформации е2 == 18%);
4 — ИЗО(*а = 850°C).
ния верхнего бейнита а-
фаза содержит углерода
гораздо меньше, чем при
образовании нижнего
нита. Цементит
ся в виде грубых пластин
преимущественно вдоль
длинной оси ферритных
кристаллов. Такая
тура с одновременным сни-
к уменьшению вязкости
жением предела
разрушения.
Повышению вязкости разрушения стали со структурой бейнита
способствует реализация оптимальных режимов регулируемого
мопластического упрочнения. Суть этой обработки заключается в
здании горячей деформацией с последующей выдержкой
нистой структуры аустенита и образовании субзеренных построений
в мелком зерне аустенита за счет окончательной деформации. Анализ
диаграммы конструктивной прочности стали со структурой бейнита
свидетельствует о том, что с понижением температуры
ского превращения эффект РТПУ, заключающийся в повышении
казателей конструктивной прочности, проявляется более заметно.
В диапазоне предела текучести от 1300 до 1900 МПа величина
кости разрушения стали, обработанной по режиму РТПУ [245],
существенно превышает вязкость разрушения образцов,
тых высокотемпературной термомеханической изотермической
работке (ВТМИЗО) и обычной изотермической обработке (ИЗО).
При проведении усталостных испытаний также было показано,
что основные показатели циклической трещиностойкости образцов,-
обработанных по режимам РТПУ, выше соответствующих
телей образцов, подвергнутых ИЗО и ВТМИЗО (рис. 8.18).
ченные факты связаны с благоприятным влиянием РТПУ на
турные изменения в бейните, а именно: с уменьшением длины бей-
150
нитных кристаллов и снижением пересыщенности ферритной
цы углеродом.
В случае изотермического распада переохлажденного аустени-
та в области температур перлитного превращения эффект РТПУ
проявляется слабее, чем при бейнитном превращении. Однако при
реализации непрерывного охлаждения стали У8 с получением
тур перлитного типа было показано, что получение структуры аус-
тенита с мелким зерном и субзеренными построениями приводит к
заметному росту показателей конструктивной прочности по
нению с недеформированными образцами.
Таким образом, изменяя структурное состояние материалов и
исследуя влияние его на основные показатели конструктивной
ности, были разработаны практические рекомендации по выбору
оптимальных режимов объемного термопластического упрочнения
углеродистых сталей.
ВЯЗКОСТЬ РАЗРУШЕНИЯ МАТЕРИАЛОВ С ПОКРЫТИЯМИ
В настоящее время весьма трудно оценить роль покрытий в
менении вязкости разрушения. Работы по влиянию
ских, детонационных и плазменных покрытий на надежность и
говечность образцов с дефектами в виде трещин отсутствуют,
ются лишь весьма немногочисленные данные исследований
ления роли наплавки на вязкость разрушения. Наиболее интересна^
на наш взгляд, работа [238], в которой описаны трудоемкие
ния, на основании которых сделаны однозначные выводы о влиянии
конкретного покрытия на трещиностойкость ответственной
рукции.
Определяли влияние покрытия на вязкость разрушения стали^
применяемой для изготовления силовой части корпуса реактора.
В качестве основного материала использовалась корпусная сталь
15Х2НМФА, химический состав которой удовлетворял требованиям
ТУ 108—765—72. Были изготовлены образцы для испытаний на вне-
центренное статическое растяжение в соответствии с
ми [228]. На боковую поверхность образцов методом наплавки
силось покрытие толщиной 7—9 мм. Всего испытывалось 16
цов толщиной 50—150 мм, в том числе 6 контрольных без наплавки.
Испытания проводились при комнатной и отрицательной
турах в соответствии с методическими указаниями [228].
ты испытаний свидетельствуют, что покрытие (наплавка) не
шает вязкость разрушения основного металла во всем интервале
следуемых температур (от— 80°Сдо +20°С). Значения Ке (для
ратур —20°С и выше) и К1С (для температур ниже —20°С) у
родных образцов и образцов с покрытием соответствуют друг другу
в пределах обычного разброса экспериментальных данных.
Авторы [238] рассматривали влияние толщины образца на
вязкость разрушения при комнатной температуре. Данные
риментов оказались принципиально отлцчными от ожидаемого (см*
151
рис. 8.1), т. е. с увеличением толщины образца значения К1С
растали. Аналогичная зависимость была обнаружена ранее в
те [229] при оценке трещиностойкости этой же стали: для образцов
толщиной 300 мм Кс в три раза больше, чем для образцов толщиной
18 мм. По-видимому, иной характер связи между t и Кс,
женный в работе 1238], по сравнению с данными на рис. 8.1
няется не наличием на боковой поверхности образцов покрытия,;
а некоторой неопределенностью толкования показателя Кс. В
зи с этим авторы [229] рекомендуют для оценки трещиностойкости
стали 15Х2НМФА использовать показатель /1С, при определении
которого геометрия образца йе является столь важным фактором.
Анализируя роль покрытия в конструктивной прочности
ных элементов корпуса реактора, делается вывод [238] о том, что
нанесение наплавки из аустенитной стали на сталь 15ХНМФА
печивает такой уровень пластичности и вязкости в наплавке и
не термического влияния, при котором, несмотря на присутствие
соких остаточных напряжений, наличие наплавки не снижает
щиностойкости.
Нами оценивалось влияние плазменного и ионно-плазменного
покрытий на трещиностойкость стали У8. Определяли значения
/с, согласно рекомендаций [228], на компактных образцах толщиной
5 мм при сосредоточенном изгибе.
Механические свойства основного металла, определенные после
нанесения ионно-плазменного покрытия из нитрида титана
ются незначительно, независимо от времени нагрева при
лении (<то,я = И50 МПа; ав = 1400 МПа; б - 5,5%; ф = 36%).
Структура стали У8 — отпущенный сорбит. Металлографические
следования показали, что даже на нетравленных шлифах граница
между покрытием и основой проявляется сравнительно четко,
крытие копирует рельеф металла. На участках, нормальных к
правлению движения напыляемых частиц, толщина покрытия
ше, чем на остальных. Поверхность покрытия неровная,
ются впадины и бугры. Дно крупных впадин, имеющих форму
ченного конуса, обычно оплавлено, края гладкие. Аналогичные
разования были обнаружены цри исследовании поверхности
тия на растровом микроскопе [246]. Полагают, что в данном случае
имеет место химическое взаимодействие материалов покрытия и
основы. Результаты определения трещиностойкости приведены в
табл. 8.1.
Контрольная обработка (без покрытия) заключалась в нагреве
образца до температуры ионной очистки и последующем медленном
охлаждении.
Анализ полученных данных показывает, что влияние
ния поверхности и стеснения пластической деформации,
му, компенсируется в этом случае воздействием возникших при
пылении благоприятных сжимающих напряжений, величина
рых может быть достаточно высокой [246]. Нанесение
менного покрытия не ухудшает трещиностойкости образца,
ния, определенные для различных обработок, примерно одинаковы
152
Толщина
тия, мкм
Без покрытия
5
9
16
Время
нанесения,
мин
30
45
60
Jc, кДж/м8
29,0
29,0
29,5
29,6
(в интервале обычного разбро- Таблица 8.1. Трещиностойкость
са экспериментальных резуль- образцов с ионно-плазменным
то,™ \ тием из нитрида титана
Обнаружено
ное влияние плазменного
мофлюсующегося покрытия
ПН70Х17С4Р4 на
стойкость горячекатаной
ли У8. Покрытие толщиной
0,7 мм наносилось на одну из
широких сторон
кого образца после
ной обработки поверхности. Характерна слоистая структура
крытия и наличие недеформированных частиц исходного порошка
(^20% по объему). Общая пористость составляет 8—10%, поры
расположены в основном по границам недеформированных частиц.
Вязкость разрушения образцов с покрытием несколько выше, чем
контрольных, но разброс значений значительно больше,
ственно 127 ± 28 кДж/м2 и 120 ± 11 кДж/м2.
Оценивая перспективы развития методов определения
стойкости в приложении к образцам с покрытиями, можно отметить
следующее.
1. Характеристики вязкости разрушения, полученные при
пытании однородных образцов, служат прежде всего для расчетов
прочности изделий с учетом наличия в них дефектов в виде трещин.
Используя положения линейной механики разрушения, можно
ределить критический размер трещин, при котором произойдет
кое разрушение, или оценить уровень разрушающих напряжений
при данной величине дефекта. Что касается результатов,
ных на образцах с покрытиями, то их использование в аналогичных
расчетах в настоящее время затруднено. Это связано с тем, что
ка еще не разработан комплексный подход к проведению расчетов
прочности для композиционного материала, каким можно
вить основной металл с нанесенным на него покрытием.
2. Опыт, накопленный при испытании однородно упрочненных
образцов, должен служить базой для разработки стандартных
тодик по определению характеристик трещиностойкости образцов
с покрытиями. Необходимость создания таких унифицированных
тодик очевидна. Успешное использование результатов, полученных
при испытании обычных образцов, подтверждает важность поисков
методических решений для испытаний образцов с покрытиями.
3. Необходимо оценить роль покрытия в изменении вязкости
разрушения основного металла. С одной стороны, стеснение
тической деформации, увеличение концентрации поверхностных
фектов, возникновение остаточных напряжений растяжения,
ние дополнительных препятствий для дислокаций на границе с
новным металлом — все эти обстоятельства, возникшие при
мировании покрытия, должны снизить уровень вязкости
ния. С другой — ряд положительных факторов (благоприятные на-
153
пряжения сжатия, залечивание поверхностных дефектов основного
металла и некоторые другие) может повысить вязкость разрушения.
Для выяснения результатов конкурирующего влияния
ложных факторов на вязкость разрушения необходимы
ческие испытания образцов с плазменными, детонационными и
термическими покрытиями, нанесенными при различных
гических режимах.
Особо нужно отметить важность соблюдения следующего
ципа: выбранный метод нанесения покрытий не должен снижать
показатели вязкости разрушения композиции «основной металл —
покрытие».
4. Характеристики трещиностойкости, вероятно, будут
няться не только для оценки роли покрытия в поведении основного
металла при статическом, динамическом и циклическом
ниях, но и для выявления закономерностей абразивного
вания покрытий (Е. Хорнбоген, В. Дэвил, X. Дворак) и для
четов прочности соединения основного металла с покрытием
(К. Берндт, Р. Мак-Ферсон).
Глава 9
СТРУКТУРА ПОКРЫТИЙ
МЕТАЛЛОГРАФИЯ
Назначение микроструктурного анализа композиции
тие — основной металл» заключается в установлении связи между
условиями напыления, химическим составом исходных материалов,
особенностями микроструктуры и эксплуатационными
ристиками.
Микроанализ позволяет определить особенности
ры покрытия, основного металла и переходной зоны, а также
вести качественный и количественный анализы их фазового
ва. Применяемое увеличение обычно не превышает 1000 крат.
пользование ультрафиолетовых лучей или иммерсии дает
ность повысить увеличение до 1800—2000.
Структура покрытий зависит от механизма их формирования*
Исходя из теорий формирования покрытий, предложенных авторами
работ [8, 9, 11, 15, 16], можно выделить следующие основные
тия, происходящие с порошковым материалом при напылении:
— нагрев и плавление (или частичное поверхностное
ние), сфероидизация [11];
— движение к изделию, взаимодействие во время движения с
окружающей атмосферой с образованием окислов;
— динамическое контактирование с поверхностью основного
154
металла или смежного слоя, деформация и растекание по
ности.
Последние события сопровождаются образованием границ трех
типов. Если для компактного материала характерны два типа
ниц — межзеренные и межфазные, то в покрытии добавляются еще
три разновидности границ: между деформированными частицами,
между слоями, граница, разделяющая покрытие и основной металл.
Все типы границ существенно влияют на уровень адгезионной и ко-
гезионной прочности покрытия [16].
Образование границ между частицами зависит от особенностей
их взаимодействия при образовании единичного слоя. При
нии пластичного никеля отмечается [16], что все частицы находятся
в одинаковых условиях, они одновременно активированы нагревом
и пластической деформацией при ударе о поверхность. Одинаковые
состав и структура облегчают установление связи между ними.
этому на границах между частицами отсутствуют поры, частицы
плотно прилегают друг к другу, степень их деформации весьма
чительна. Это обусловливает высокую когезионную прочность
крытия.
Частицы наносимого материала в газовой среде нагреваются до
высоких температур и, находясь в воздушной атмосфере, могут
окисляться. На поверхности частиц во время движения образуется
пленка окислов, которая переходит в покрытие. Поэтому границы
между частицами формируются с участием окислов. При
нии окисных пленок может происходить сплавление металлических
частиц. Напыление в контролируемой атмосфере, исключающей
окисление, приводит к сплавлению частиц по всем поверхностям
контактирования [61 ].
Граница между слоями может определять работоспособность
детонационного покрытия. При выстреле (образовании единичного
слоя) наряду с частицами, разогнанными до оптимальной скорости,
движутся частицы, имеющие гораздо меньшую скорость, которые
достигают поверхности последними. Вместе с ними на уже
рованный слой могут осаждаться продукты сгорания ацетилена,
например сажа. Сажа и «медленные» частицы ухудшают условия
взаимодействия между слоями. При несоблюдении условий
ния возможно образование повышенной пористости и неснлошностей
на границе между слоями, что приводит к расслоению покрытия
[16]. Дефектное строение границы между слоями легко
вается при микроскопических исследованиях.
При плазменном напылении образование границ между слоями
обусловлено различной длительностью пребывания частиц в
фере [11]. Временной интервал осаждения частиц в одном слое на
несколько порядков меньше, чем временной интервал осаждения
частиц в смежных слоях, который зависит от формы и размера
тали и производительности установки. За промежуток времени
жду нанесением предыдущего и последующего слоев на поверхность
покрытия осаждаются пылевидные фракции распыляемого
ла или его окислов, происходит адсорбция газов из окружающей ат-
155
мосферы [8]. Наибольшую толщину адсорбированного слоя имеют
межслойные границы и граница между покрытием и основным
таллом.
Установление связи между покрытием и основным металлом
происходит в основном за счет механического взаимодействия и
сплавления частиц покрытия и металла. От того, какой вид связи
превалирует, будут зависеть структуры границы и переходной
ны, выявляемые при микроскопических исследованиях.
Взаимодействие приповерхностных слоев основного металла с
нагретыми частицами и высокотемпературным газовым потоком
жет привести к локальным фазовым превращениям. Так 161], при
плазменном напылении молибдена на полированную поверхность
стального образца, имеющего перлитную структуру, при
пическом анализе были обнаружены участки с характерным
чатым строением. Замеры микротвердости подтвердили образование
мартенсита. Следовательно, в тонком поверхностном слое,
щем из зерен перлита, вследствие нагрева до температуры выше
Ас1 и последующего быстрого охлаждения произошло фазовое
вращение с образованием мартенситной структуры.
Изучение структуры границы и переходной зоны между
тием и основным металлом связано с определенными трудностями.
Во-первых, необходимо применять раздельное травление материалов
покрытия и основного металла, что затрудняет получение
ного объекта исследования. Во вторых, если при напылении
зуется переходная зона, то размеры ее обычно невелики, и
ствие этого сложно получить достоверную информацию о структуре
приграничных участков.
По характеру границы между основным металлом и покрытием
можно судить об уровне прочности их соединения. Если граница
статочно четкая, то связь основного металла и покрытия
ется за счет механического взаимодействия. В этом случае важно,
чтобы покрытие плотно прилегало к поверхности основного металла
и копировало его рельеф. Несплошности на границе говорят в этом
случае о некачественном процессе напыления [16]. Об образовании
переходной зоны и химическом взаимодействии материалов
тельствует размытость изображения границы.
Процесс изготовления образцов для оптической микроскопии
включает в себя вырезку образца с покрытием, шлифование,
рование, травление (при необходимости).
При выборе количества образцов, их размеров, места и
сти вырезки руководствуются задачами микроструктурного
за и особенностями строения покрытия. Обычно вырезают
ные образцы, плоскость исследования которых расположена
пендикулярно к покрытию.
В елучае тонких покрытий для более детального изучения
туры и ловышения точности при замере толщины вырезают косые
шлифы, плоскость которых расположена под острым углом к
верхности покрытия. Площадь рабочей поверхности образца
но составляет 1—2 см2, высота образца 2,0—2,5 см.
156
При вырезке образцов необходимо следить за тем, чтобы
щий инструмент двигался от покрытия к основному металлу. В
тивном случае увеличивается вероятность отслоения покрытия из-за
возникновения растягивающих напряжений при. выходе
та к поверхности. Для резки.твердых и хрупких покрытий
зуются алмазные круги, для менее прочных покрытий —
довые. Требуется, чтобы при вырезке образцы не нагревались до
высоких температур, так как возникновение дополнительных
пряжений, обусловленных градиентом температур, приводит к
трескиванию покрытия или к его отслоению. Кроме того, возможно
изменение структуры основного металла из-за нагрева или наклепа»
При вырезке образцов применение охлаждающей жидкости
тельно.
Шлифы для оптической микроскопии можно изготавливать в
ответствии с рекомендациями [15, 114, 122, 247—249]. Для
чения разрушения контролируемого покрытия при шлифовании и
полировании на него специально наносят защитный слой металла
толщиной от 20 до 30 мкм, обладающий хорошей прочностью
нения с покрытием и достаточной твердостью. Для предотвращения
завала кромок, а также увеличения опорной поверхности шлифа
проводят заливку образца легкоплавкими сплавами (сплавы Вуда,
Розе и т. п.). Можно также использовать эпоксидные смолы,
ческое стекло, полистирол и др. Образец устанавливают в
рической оправке высотой 10—20 мм, диаметром 30—'40. мм.
временно в одной оправке целесообразно подготавливать несколько
образцов. Если образцы плоские, то заливку можно не производить,
а образцы следует поместить в специальный зажим [249].
При изготовлении образцов с пористыми покрытиями особенно
важно тщательно очищать поры от абразивного материала, чтобы
при переходе к более тонкой пасте не загрязнять полированный
круг частицами крупной фракции. Хорошие результаты дает
развуковая очистка.
Контроль полирования нужно проводить после каждой
ции просмотром поверхности на оптическом микроскопе.
вание можно считать удовлетворительным, если при увеличении
300 крат на основном металле не заметны риски.
При микроструктурном анализе тонких покрытий часто
зуется методика косого шлифа. Она позволяет, с одной стороны,
посредственно и детально рассмотреть структуру покрытия, а с
гой — облегчить измерение его микротвердости и толщины.
Для изготовления косого шлифа нужно изменить поверхность
полировки так, чтобы она составляла с поверхностью покрытия
большой угол (рис. 9.1). В результате при пересечении плоскости
полировки с поверхностью образца наблюдается «расширение»
чения покрытия. Это «расширение пропорционально косекансу
ла наклона поверхности а. Угол в 5° 44' дает десятикратное
чение толщины покрытия, его можно создать непосредственно при
шлифовании образца, но более целесообразно наклонить образец
на угол примерно в 6° при установке в оправку. Это осуществляется
157
10$
Рис 9.1. Схема приготовления косого шлифа для исследования структуры и
мера микротвердости покрытий,
j —основной металл; 2 —покрытие; з —плоскость шлифа; 6 «толщина покрытия*
введением в оправку тонкой проволоки или металлической
ки заданной толщины, располагающейся параллельно «косой»
верхности. Таким образом, можно легко рассчитать «расширение»,
замерив под микроскопом видимую толщину прокладки [250].
При изготовлении единичных образцов лучше использовать
ручное шлифование и полирование. Если нужно большое
ство шлифов, целесообразнее прибегнуть к автоматической
ке и полировке. Многочисленные схемы установок для
ской и полуавтоматической обработки образцов можно найти в
нале «Заводская лаборатория».
Метод электрополирования, широко применяемый для чистых
металлов, однофазных сплавов и сталей, не используется для
цов с керамическими покрытиями. Для металлических покрытий он
также применяется редко из-за разной скорости анодного
ния материалов покрытия и основы. Кроме того, отрицательное
яние на качество шлифа в этом случае оказывают краевые эффекты
и преимущественное травление металла покрытия вокруг пор —
электрополирование приводит к искажению структуры.
Микроскопические исследования покрытий проводятся на
леных и нетравленых шлифах. Анализ нетравленых шлифов
ляет выявить слоистость покрытия, наличие пор, окислов. При
чении некоторых покрытий, например самофлюсующихся,
нием можно дифференцировать структурные составляющие
тия, т. е. провести фазовый анализ [251], оценить размер и состав
диффузионной зоны. Из-за различий в химической активности
риалов покрытий и основы необходимо использовать нескольких
травителей, так как одним травителем обычно нельзя качественно
выявить структуру одновременно и покрытия и основного металла.
Металлографические реактивы, которые применяются для
ния структуры основного металла, а также для некоторых видов
крытия, представлены в книге [252].
Из отечественных микроскопов для исследования можно
мендовать ММР-4, МИМ-8, МИМ-9, ММУ-3, из зарубежных — «Нео-
фот-21» (ГДР), «Квантимет» (Англия).
Ниже описаны некоторые данные изучения структуры наиболее
распространенных порошковых покрытий, выполненных в
ратории ИГД СО АН СССР по проблеме упрочнения металлических
сплавов.
158
Особенности структуры струйно-плазменных покрытий могут
быть выявлены исследованиями на нетравленых шлифах и на шли-
фах после травления. В плоскости, перпендикулярной поверхности
покрытия (поперечный шлиф), структура большинства нетравленых
струйно-плазменных покрытий имеет ярко выраженный слоистый
характер (фото 18, а). Однако в некоторых случаях слоистость
травленых покрытий отчетливо не проявляется, например в
тии ПН70ЮЗО (фото 18, б). Химическое травление позволяет
ружить границы между отдельными слоями и равноосными
ми, образующимися при напылении (фото 18, в, г). В плоскости
фа, параллельной поверхности основного металла, структура
травленого покрытия отличается от структуры, наблюдаемой при
следовании поперечных шлифов. Наряду с порами и отдельными
замкнутыми границами можно увидеть параллельные замкнутые
границы, по форме близкие к окружностям (фото 18, д).
ние этих колец является следствием расплющивания при
ном напылении отдельных частиц порошка.
Химическое травление струйно-плазменных покрытий
ляет в некоторых случаях выделить отдельные фазовые
щие. Для примера можно назвать структуру покрытия ПН70ЮЗО*
протравленную в реактиве, состоящем из смеси 100 мл насыщенного
водного раствора хромпика и 10 мл серной кислоты (фото 18, е).
Необходимо отметить, что в связи с трудностью выявления
структуры, сложностью фазового состава и малым размером
торых структурных составляющих иногда металлографический
лиз не позволяет ответить на многие вопросы, связанные со
турным состоянием материала покрытия. В этих случаях
мо параллельное проведение электронно-микроскопических и рент-
геноструктурных исследований.
Одними из самых сложных для металлографического изучения
являются самофлюсующиеся покрытия системы Ni — Сг — В —
—Si — С, состоящие из твердого раствора на основе никеля, эвтек-
тик сложного состава, упрочняющих фаз (фото 19, б — м).
тура частицы порошка сплава ПН77Х15СЗР2 показана на фото 19, а*
Методом химического травления выявлено четкое дендритное
ние частицы. При неполном проплавлении напыленного покрытия
это строение сохраняется (фото 19, б). Изменение температуры
лавления заметно отражается на структуре, а следовательно, и на
свойствах покрытий. Наилучшие свойства обеспечивает однородная
по сечению структура с мелкодисперсными выделениями
щей фазы (фото 19, а, я). Чрезмерное повышение температуры
ления сплавов приводит к огрублению структуры, образованию
крупных выделении упрочняющей фазы (фото 19, в, д),
нию дендритной структуры (фото 19, е). Результатом огрубления
структуры самофлюсующихся сплавов является снижение
ческих свойств покрытий. Особенно тщательно необходимо
лировать размер выделений упрочняющей фазы, которая, согласна
литературным данным и результатам исследований, полученным в
Лаборатории ИГД СО АН СССР, представлена карбидами, боридами
и карбоборидами хрома, борокарбидами никеля.
152
Интересной особенностью самофлюсующихся покрытий можно
считать образование упорядоченных выделений упрочняющей фазы
{фото 19, ж, з). Формирование отмеченных выделений связано, по-
видимому, с неоднородностью химического состава в отдельных
мах материала и условиями теплоотвода при охлаждении
ного покрытия.
Проведенные металлографические исследования покрытий
зволили выявить связь между их структурой и свойствами, а также
наметить пути эффективного воздействия на структуру покрытий с
целью повышения комплекса свойств упрочняемых изделий.
ПРОСВЕЧИВАЮЩАЯ ЭЛЕКТРОННАЯ МИКРОСКОПИЯ
Просвечивающая электронная микроскопия может дать много
информации о структуре покрытий и основного металла.
ные приборы позволяют получать изображения структур с
нием до 200 000 крат и при этом проводить дифракционный анализ
на выбранных участках. В просвечивающем электронном
пе изображение формируется фокусировкой дифрагированного
тока электронов после прохождения его через образец.
ются очень тонкие объекты, причем толщина выбирается в
мости от природы исследуемого материала и используемого в
скопе ускоряющего напряжения. В практической электронной
роскопии при напряжении 100 кВ толщина образцов обычно
ляет 10—10 мм. Разрешение (рабочее) отечественных
пов достигает 3—8 А.
При исследовании композиции «основной металл — покрытие»
просвечивающая электронная микроскопия позволяет:
— устанавливать взаимосвязь структуры материала с
сом физико-механических характеристик (например, выявлять
реляцию структуры границы «основной металл — покрытие» с
нем прочности соединения);
— изучать дислокационные особенности строения покрытий,
основного металла и переходной зоны;
— иметь прямую информацию о морфологии, природе, размерах
и количестве структурных составляющих в покрытии и основном
талле, получать сведения о структурных изменениях в
ных слоях основного металла, происходящих при нанесении
покрытий;
— изучать изломы деталей и образцов с покрытиями с
лением типа излома, механизма разрушения, различных межкри-
сталлитных явлений;
— изучать структуру поверхности покрытий при больших
личениях.
На микроскопах с дополнительными приставками можно
мать электронограммы на просвет с большого участка образца и с
микроучастков, изучать кинетику разрушения микрообразцов при
160
тепловом и механическом нагружении, наблюдать размножение и
передвижение дислокаций.
О качестве и возможностях электронных микроскопов судят
прежде всего по разрешению, которое они позволяют получить.
роскопы в зависимости от величины разрешения делятся на три
о
класса. Первый класс включает приборы с разрешением менее 10 А,
о
второй класс содержит приборы с разрешением 10—25 Аг третий —
о
более 25 А. Для изучения образцов, состоящих из покрытия и
новного металла, используются обычно микроскопы первого класса,
предназначенные для тонких экспериментов.
Различают три метода электронно-микроскопического
вания материалов: косвенный, полупрямой и прямой. В практике
изучения покрытий получил распространение методически более
простой косвенный метод анализа с помощью реплик, снимаемых с
поверхности образца. При этом определяется характер границы
крытия с основным металлом, рассматривается тонкое строение
личных видов покрытий, устанавливаются фазовые и структурные
изменения в поверхностных слоях основного металла,
ются изломы и т. д. [15,16, 61 и др. ]. Снятие реплик с образцов с
крытиями проводится по стандартным методикам, описанным в
гах [247, 253—255 и др.]. Изломы металлов с покрытиями можно
следовать в соответствии с рекомендациями [256].
Полупрямой метод, сочетающий в себе элементы косвенного,
т. е. снятия реплик, и прямого микродифракционного изучения
рой фазы, частицы которой извлекаются из материала в реплику,
может быть использован для анализа основного металла. Для
ки структуры покрытия метод распространения не получил.
Наиболее информативным методом является прямой,
щийся в непосредственном изучении структуры тонкой пленки
ги). Этот метод для материалов с покрытиями пока еще не нашел
должного практического применения из-за сложности изготовления
образцов, которые должны иметь параллельные и отполированные
поверхности и быть достаточно тонкими.
Наиболее известный метод приготовления металлических
разцов — электрополировка — не пригоден для изучения покрытий
по следующим причинам: значительная анизотропия и структурная
неоднородность покрытий приводят к избирательному травлению»
предотвратить которое практически не удается; многие покрытия
не являются электропроводными; поры и микротрещины, обычно
имеющиеся в покрытиях, будут растравливаться, увеличиваясь в
размерах и искажая реальную структуру; покрытие и основной
металл обладают отличающимися химическими свойствами, поэтому
травление комбинированного образца (основной металл с
тием) будет преимущественно развиваться на одном из участков или
на границе раздела.
Эти трудности задержали распространение метода фольг при
следовании материалов с покрытиями, и
ский анализ преимущественно ограничен косвенным методом.
11 Л. И, Тушинский, А, В. Плохов 161
I
1
\\\L
4
3
In
Ifl
i
4
t
II
у
I
1
Рис. 9.2. Схема установки для ионного
препарирования (травления) образцов с
покрытиями.
1 — впуск аргона; 2 — образец; з — окно для
наблюдения; 4 — передвижные датчики для
измерения ионного тока; 5 — вакуумные
сосы; Ф — угол падения ионного пучка,
Работы, опубликованные в последнее время, позволяют
яться на то, что прямое исследование покрытий получит большее
развитие благодаря препарированию образцов в установках для
ионного утонения [251, 253, 257]. Утонение ионным пучком в
торых случаях может оказаться единственной методикой
ления образцов из керамических, тугоплавких и пористых
лов. Сущность метода состоит в том, что ионы с энергией 3—6 кэВ,
бомбардируя образец, выбивают из него один или несколько атомов
в расчете на один ион, Происходит утонение образца со скоростью
015—5 мкм/ч.
В качестве рабочего газа обычно применяется аргон,
тельно тяжелый газ, не вступающий в химическую реакцию с
цом. В схеме ионного утонения [253, 257] для одновременной
бардировки образца с обеих сторон используются две ионные
ки (рис. 9.2).
Установка, разработанная в Институте проблем
дения АН УССР [257] на базе вакуумного универсального поста,
позволяет вращать объект со скоростью 15 об/с при угле падения
ионного пучка 60—85°. Обе ионные пушки питаются от одного
соковольтного выпрямителя, напряжение может варьироваться от
1 до 10 кВ. Величина тока ионных пучков изменяется двумя
выми натекателями аргона и составляет, как правило, 15—30 мкА.
Регулировка установки заключается в установлении оптимального
разрядного промежутка передвижением анода. Для выхода ионного
пучка в катоде имеется отверстие. Разряд зажигается между торцом
цилиндрического анода и плоским катодом, изготовленным из
миния толщиной 1 мм. Исходными заготовками служили пластинки,;
которые утонялись на достаточно большой площади до появления
нескольких отверстий с краями, прозрачными при исследовании на
электронном микроскопе. Ширина участков, пропускающих
тронный пучок, достигает 100 мкм [257].
При изучении тонких покрытий хорошо зарекомендовал себя
следующий прием [253]. Две одинаковые заготовки склеиваются
эпоксидной смолой так, чтобы поверхности покрытия были
ны друг к другу. Из образовавшегося соединения изготавливается
цилиндр, который затем разрезается на диски, включающие в себя
основной металл, покрытие и клей. Диски утоняются по
ренной выше методике на установке для ионного травления* Элек-
162
тронно-микроскопический анализ полученных образцов позволяет
выявить структуру по всему поперечному сечению покрытия и
новного металла.
Ионное утонение дает возможность провести
скопические исследования тугоплавких материалов, полученных
методом порошковой металлургии (A1N; TiC; SiC; Si3N4) 1257],
ристых керамик и материалов, содержащих фазы с различными
мическими свойствами [253]. В работе [251] описаны результаты
изучения дислокационной структуры плазменных покрытий из
си алюминия.
К недостаткам метода следует отнести малую скорость утонения,-
нагрев образца и повреждение образца ионами. Исходную заготовку
нужно сделать как можно более тонкой, используя механические или
другие подходящие обработки. Малая скорость утонения приводит
к низкой производительности препарирования. Если исходная
готовка имеет толщину 30 мкм, то потребуется 10—30 ч, чтобы
лучить достаточно тонкие образцы [253]. Температура нагрева
разца невелика и вряд ли повлияет на тонкую структуру
ческих покрытий. Однако эффект нагрева нужно учитывать при
лизе основного металла после упрочняющих обработок.
ные повреждения распространяются на малую глубину образца и
внешне проявляются в виде множества светлых и темных точек,
торые фиксируются на снимках структур.
РАСТРОВАЯ МИКРОСКОПИЯ.
РЕНТГЕНОСТРУКТУРНЫЙ АНАЛИЗ
Растровая (сканирующая) электронная микроскопия широко
используется в исследованиях материалов с покрытиями.
ные микроскопы позволяют получать увеличение до 100 000 крат,
о
обеспечивая разрешающую способность 50—70 А.
Изображение формируется тонким пучком электронов, который
сканирует по поверхности образца, вызывая вторичную эмиссию.
Вторичные электроны улавливаются специальными датчиками,
нал от которых подается после усиления на модулятор
лучевой трубки. Величина сигнала зависит прежде всего от
ностей рельефа поверхности, которую обегает электронный луч.
Изменение силы сигнала обусловливает изменение яркости свечения
экрана и формирования изображения изучаемой поверхности.
шифровка полученных микроснимков обычно не вызывает
ний, так как изображения выглядят как трехмерные, весьма
ближенные к действительности.
Исследование материалов с покрытиями с помощью растровых
микроскопов позволяет: проводить морфологический анализ
мов деталей с покрытиями; оценивать структурную неоднородность
в поперечных и продольных сечениях покрытий; выявлять
структуру переходной зоны «покрытие — основной металл»;
делять количественные характеристики пористости покрытия; изу-
11* 163
чать структуру поверхности покрытий и основного металла после
предварительной подготовки, например пескоструйной обработки;
анализировать изменения рельефа поверхности, происшедшие в
зультате изнашивания.
Выпускается большое количество марок растровых
пов, различающихся по назначению, техническим данным,
тивным решениям.
Приготовление образцов с покрытиями для просмотра в
ровом микроскопе обычно не вызывает затруднений и может
диться в соответствии с рекомендациями по подготовке
ских образцов [256]. Особое внимание следует обратить на
вращение изменений рельефа (отслоение и выкрашивание покрытий)
при механической подготовке объектов исследования. При изучении
неэлектропроводных покрытий для стекания заряда, возникшего на
поверхности при сканировании электронного пучка, на образец
носится проводящая пленка углерода или металла. В качестве
екта изучения могут применяться сравнительно крупные образцы —
до 70x20 мм в сечении (размеры должны соответствовать объекто-
держателю).
В сравнении с просвечивающим электронным микроскопом
пользование растровых приборов дает ряд преимуществ.
вых, отпадает нужда в кропотливом и трудоемком изготовлении
лик и фольг, во-вторых, наиболее полно и достоверно фиксируется
рельеф поверхности, в-третьих, исследованию доступна значительно
большая площадь образца и, наконец, растровый микроскоп
ляет проводить изучения в непрерывном и широком интервале
личений — от 20 и до 100 000 крат. К недостаткам растрового
роскопа можно отнести более низкую разрешающую способность в
сравнении с разрешением, которое возможно на просвечивающем
приборе.
Имеется много работ, в которых применение растрового
скопа позволило получить ценную информацию о структуре
тий. Изучались шлифы и изломы детонационных покрытий.
зано, в частности, исключительно плотное прилегание первого слоя
покрытия (толщиной меньше 15 мкм) к поверхности основного
талла [15]. В результате параллельных исследований на
щем микроскопе и микрозонде образцов с детонационными слоями и
целыми покрытиями из твердых сплавов было отмечено, что в
граничных участках со стороны покрытий образуются зоны
дисперсной смеси размером 15 мкм, при напылении формируется
поверхностная граница распада со своеобразным^анкерным»
лением [258]. В Институте машиноведения АН СССР проводился
фрактографический анализ структуры детонационного покрытия
из окиси алюминия на поверхностях косого шлифа и излома [259].
Кинетику развития усталостной трещины в образцах с плазменными
покрытиями изучали по снимкам поверхности излома [61].
Следует отметить, что в последние годы в различных
риях при анализе материалов с покрытиями все чаще обращаются
к растровому микроскопу. Это, вероятно, связано с большой инфор-
164
мативностыо данных и оперативностью получения результатов при
работе на приборе.
Для исследований материалов с покрытиями широко
ется рентгенография. Она позволяет: анализировать фазовый состав
основного металла и покрытий [260—2651; определять упругие
формации решетки, оценивать уровень остаточных напряжений в
композиции «основной металл — покрытие» [266, 267]; изучать
локационную структуру, дефектность кристаллического строения
упрочненных материалов [247, 268—270]; исследовать фазовый
став поверхностей трения [74, 2501.
Рентгеноструктурный анализ используется для решения
торых специальных вопросов по отработке технологических режимов
нанесения покрытий, выбору оптимального состава порошковых
териалов и т. д.
Изготовление образцов и методика рентгеноструктурного
лиза покрытий принципиально не отличаются от аналогичных
тодик для металлов и сплавов, изложенных в книгах [250, 268—
270]. Технические характеристики отечественного оборудования
для рентгеноструктурного анализа приведены в справочниках
[85, 247].
МЕТОД ВЫЯВЛЕНИЯ СТРУКТУРЫ ОСНОВЫ И ПОКРЫТИЙ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Многие способы нанесения покрытий требуют повышения
пературы детали до уровня, при котором может полностью или
тично произойти объемное разупрочнение материала основы (в ряде
случаев температура основы повышается до уровня а — у-превра-
щения в стали). В связи с этим возникает необходимость прямого
анализа структуры аустенита и продуктов его распада.
Выявление структуры аустенита существующими методами
ного вакуумного травления [271 ] происходит в течение длительного
времени B—30 мин). Поэтому ни эти, ни другие известные методы
тепловой микроскопии [272—274] не годятся для изучения
турных изменений в стали при объемном упрочнении
нием со скоростями, близкими к условиям горячей обработки
нием (прокатка, штамповка, ковка и т. д.).
Нами разработана методика исследований скоростных
структурных изменений в стали при высоких температурах и
тической деформации [275]. При рассмотрении недеформированного
аустенита этот метод имеет существенное преимущество перед
куумным травлением, так как он: фиксирует структуру аустенита
практически мгновенно, что важно для динамических процессов;
резко выделяет слаботравящиеся двойниковые границы созданием
цветового контраста пограничных объемов; надежно исключает из
рассмотрения в качестве границ следы движения границ аустенит-
ных зерен; отличается большой наглядностью.
165
Другой важной особенностью этого метода является также
можность исследования процессов структурообразования при
емном упрочнении основы. Его применение позволяет изучить
нетику изменения аустенитной структуры при проведении
ческой деформации и кинетику формирования продуктов распада
аустенита. И наконец, метод дает возможность более детально
явить структуру нанесенного покрытия.
Испытания проводились на установке ИМАШ 9-66 с
шенствованной системой вакуумной коммутации. В новой схеме
(см. рис. 7.9) введены вакуумные сильфонные вентили 6, 13, 16,
17 и игольчатые натекатели 10 и 15. К рабочей камере 1 через
умный клапан 13 подключен баллон-дозатор 14, емкость которого
регулируется в пределах 0,5—1,0 см3. Вентиль 6 позволяет отсекать
диффузионный насос от камеры в момент травления образца.
Полированный образец (см. рис. 7.8) устанавливается в
умную камеру и нагревается в вакууме пропусканием
го тока до заданной температуры, контролируемой приваренной к
образцу термопарой. В необходимый момент времени в камеру
пускается строго дозированная порция воздуха. Под воздействием
кислорода на поверхности образца образуется окисная пленка. Ее
толщина зависит от величины поверхностной энергии, которая, в
свою очередь, зависит от кристаллографической ориентации
ности и плотности дефектов. В результате толщина окисной пленки
скачкообразно изменяется при переходе от одного зерна к другому.
Регулированием объема вводимого воздуха можно добиться, чтобы
толщина пленки не превосходила величины, необходимой для
ференции света в видимом диапазоне. Тогда при скачкообразной
смене поверхностной ориентации изменяется цвет на участках.
После образования первичной окисной пленки дальнейшее
ление образца затруднено, так как оно ограничивается скоростью
диффузии кислорода или металла через пленку. Кроме того, этому
препятствует и обязательное в данном методе ускоренное
ние. Поэтому ни последующие изменения в исходной структуре, ни
полиморфное превращение, направленное на получение конечной
структуры основы, не искажают полученной рельефной цветной
картины.
На фото 20 представлена структура нижнего бейиита стали У8,
выявленная методом высокотемпературного скоростного цветного
окисления по режиму: температура аустенитизации 850°С, ее
должительность 10 мин; напуск воздуха для выявления границ
аустенитных зерен; быстрое охлаждение до 300°С с последующим
бейнитным распадом при этой температуре в течение 30 мин. На
тографии отчетливо просматриваются границы «бывшего» аустенит-
ного зерна A) и образовавшиеся сдвиговым путем бейнитные
сталлы B).
Схема выявления структуры покрытий и сталей методом
котемпературного скоростного цветного окисления показана на
рис. 9.3. Для фиксирования структурных изменений,
щих при горячей деформации, воздух из баллона-дозатора должен
166
Рис. 9.3. Схема выявления структуры покрытий и сталей методом
высокотемпературного скоростного "цветного окисления.
1—'вакуумная камера; 2 — термопара; 3 — захват; 4 — исследуемый образец;
5 — вентили; 6 — диффузионный насос; 7 — форвакуумный насос.
напускаться в камеру в момент снятия нагрузки. Расшифровка
лученной картины представляет некоторые трудности. Пленка
лов появляется на фоне рельефа, который возникает на поверхности
образца при его деформации. Исходные границы зерен (на фото 21
отмечены цифрой 1) выявляются при аустенитизации в вакууме,
а при последующей деформации углубляются и расширяются.
формируются и сами зерна. На их поверхности появляются линии
сдвига. Окисная пленка в пределах одного зерна копирует рельеф,
а при переходе к другому меняет свою толщину. В результате
терференции световых лучей в пленках при наблюдении такой
верхности в оптическом микроскопе возникает цветная картина.
На границах зерен вследствие их большой химической активности
толщина пленки максимальна. Границы зерен, образовавшиеся при
рекристаллизации, отличаются меньшей шириной (цифра 2). Внутри
новых рекристаллизованных зерен сохраняется след от «бывшей»
границы в виде канавки (цифра 3).
В некоторых случаях применение обычных способов
ского травления не обеспечивает выявления тонкой структуры
крытий. Использование для этих целей метода
ного вакуумного травления позволило обнаружить в покрытии
ПН85Ю15 структуру, напоминающую блочное строение с размером
блоков 1—3 мкм (фото 22). Травление осуществлялось на
зированной установке ИМАШ 9-66 при температуре 950°С в
ние 25 мин.
На фото 23 на фоне выявленной структуры показана трещина,
возникшая в основном металле при термоусталостном нагружении
корсетных образцов с покрытием в установке ИМАШ 9-66,
167
ОПРЕДЕЛЕНИЕ ВНУТРЕННЕГО ТРЕНИЯ МАТЕРИАЛОВ
С ПОКРЫТИЯМИ
В публикациях последних лет уделяется все большее внимание
влиянию покрытий на внутреннее трение. Это, вероятно, не
ется случайным, так как развитые в работах Н. Н. Давиденкова,
Г. С. Писаренко, М. А. Криштала, В. С. Постникова и др.
ния о поглощении и рассеивании энергии колебаний в
ских системах позволили решить ряд важных научных и
ских задач структурного характера. Поэтому естественным было
распространение методики внутреннего трения на область
риалов с покрытиями.
Исследованию особенностей внутреннего трения материалов
с покрытиями посвящены работы, проведенные в
ческом институте им. Г. В. Карпенко АН УССР [И, 25, 276 и др.],
результатом которых, в частности, явилась разработка
онных моделей механизмов разрушения твердых тел с плазменными
покрытиями.
Под внутренним трением понимают способность твердых тел
необратимо поглощать и рассеивать внутрь материала сообщаемую
извне механическую энергию. Внутреннее трение — это неупругое
релаксационное свойство, проявляющееся как вязкое
ние взаимному перемещению частей одного и того же твердого тела
при его деформировании или при сообщении ему механических
лебаний [277—279]. Знание величины внутреннего трения
зволяет выбирать демпфирующие материалы для гашения
ческих колебаний (здесь необходимо высокое внутреннее трение) или
рекомендовать сплавы, практически не рассеивающие упругую
гию, т. е. обладающие незначительным внутренним трением. Кроме
того, измерение внутреннего трения дает информацию о механизмах
фазовых превращений, диффузии, кинетике выделения избыточных
фаз и др. Методика внутреннего трения может быть использована
для оценки работоспособности материалов в условиях их
ной работы при сложных температурных и силовых
виях [227].
Что касается материалов с покрытиями, то особый интерес
тодика вызывает потому, что она дает возможность изучения
локационных изменений в структуре материала при механическом
нагружении, которые в настоящее время исследовать иными
бами на таких объектах не представляется возможным. Метод
реннего трения позволяет также установить характер влияния
крытия на кинетику дислокаций в приповерхностных слоях
ного металла и прогнозировать долговечность, прочность и
прочность конструкционных металлов и сплавов с покрытиями [25].
168
Глава 10
ВНУТРЕННИЕ НАПРЯЖЕНИЯ
В ОСНОВНОМ МЕТАЛЛЕ И ПОКРЫТИЯХ
Остаточные напряжения — это напряжения, которые
ются в материале после устранения причины, вызвавшей их
ление.
По И. Н. Давиденкову, различают остаточные напряжения трех
родов. В основе классификации лежит объем, в котором
ния уравновешиваются. Напряжения I родал возникающие в
цессе изготовления детали, уравновешиваются в объеме всего тела
или в объеме макрочастей. Напряжения II рода формируются
ствие фазовой деформации отдельных кристаллитов, зерен и
новешиваются в объеме последних. При наличии развитой субзерен-
ной структуры напряжения будут локализоваться в объеме
рен, которые могут иметь различное упругонапряженное состояние.
Напряжения III рода уравновешиваются в микрообъемах
лической решетки. Причина их появления — упругие смещения
атомов кристаллической решетки. Напряжения I рода часто
вают тепловыми, напряжения II и III рода — фазовыми или
турными. В покрытиях обычно возникают напряжения всех родов,
причем их величина колеблется в зависимости от метода напыления,;
толщины покрытия, природы напыляемого материала,
тельной подготовки поверхности напыления, технологического
жима напыления, условий охлаждения и т. д. При нанесении
крытий возникают остаточные напряжения, которые могут иметь
противоположные знаки, достигать весьма значительных величин,,
неравномерно распределяться в напыленном слое и основном
талле. Наличие остаточных напряжений характерно для покрытий,,
нанесенных любыми способами.
Наибольшее влияние остаточные напряжения оказывают на
прочность соединения покрытия с основным металлом: при их
соких значениях происходит самопроизвольное отслоение или
никают трещины в покрытиях. Если изделие не имеет достаточной
жесткости, то остаточные напряжения приводят к изменению его
формы или короблению. Уровень, знак и характер распределения
остаточных напряжений определяет конструктивную прочность
делий, влияет на химические, механические и электрофизические
свойства покрытий.
По мнению многих исследователей [8—11], появление в
крытиях остаточных напряжений вызывается несколькими
нами: различием коэффициентов термического расширения
лов покрытия и основного металла (температурные остаточные
пряжения); изменением удельного объема структурных фаз;
номерностью распределения порошкового материала в плазменной
12 Л. И. Тушинский, А. В. Плохое 1^9
струе или газовом потоке; конструкционными особенностями
ляемого изделия и т. д. При охлаждепии в покрытии возможно
разование напряжений нормальных и касательных к границе
крытие — основной металл». Результатом воздействия этих
жений являются деформации, которые могут привести либо к
кому (для высокопрочных покрытий), либо к вязкому (для
ных покрытий) разрушению. Это характерно для случая, когда
эффициент термического расширения материала покрытия больше
соответствующего коэффициента основного металла и возникают
растягивающие напряжения. Если коэффициент термического
ширения напыляемого порошка меньше, чем у основного металла,
то в покрытии образуются остаточные напряжения сжатия, которые
оказывают благоприятное воздействие на эксплуатационные
ства [280].
Механизм формирования остаточных напряжений в
ных покрытиях, нанесенных на призматические образцы при
креплении их концов и в свободном состоянии, рассмотрен в работе
[281]. В качестве образцов использовались полоски из стали ЭП718
размером 80x10x2,5 мм с напыленным слоем А1 -f- BN.
ментально было установлено, что в данном случае возникают как
растягивающие, так и сжимающие напряжения, раскрыт характер
их распределения. Предложены две схемы формирования
турных остаточных напряжений в покрытии и основном металле
в зависимости от условий закрепления образцов. При свободном
состоянии образцов характерным является возникновение в первом
напыленном слое остаточных напряжений сжатия. Величина их
висит от толщины образца и теплосодержания плазменной струи.
Затем наблюдается понижение остаточных напряжений сжатия и
переход в область растягивающих напряжений. Смена знака
жений объясняется тем, что формирование остаточных напряжений
сжатия в первом слое покрытий определяется изгибом образца, а
причиной образования растягивающих напряжений в последующих
слоях можно считать пластическую деформацию [281].
При жестком креплении концов образца изгиб последнего при
напылении должен приводить к формированию остаточных
жений сжатия, так же как и в первой схеме. Однако смены знаков
напряжений в этом случае не происходит, так как увеличение
пературы основного металла вследствие подогрева при напылении
последующих слоев увеличивает прогиб, способствуя росту
ющих напряжений по всему поперечному сечению покрытия.
нение механизма формирования и характера распределения
ных напряжений в плазменном покрытии позволило авторам
мулировать некоторые практические рекомендации по снижению
уровня неблагоприятных растягивающих напряжений [281].
А. М. Вирник, И. А. Морозов, А. В. Подзей [80] дали
ческую оценку остаточных напряжений, возникающих в плазменных
покрытиях. Покрытия рассматривались как сплошная беспористая
среда, и вывод формул проводился на основе существующих теорий
физики сплошной среды без учета особенностей структуры покры-
170
i
ъ
'Л.
1/
Рис. 10.1. Схема образца с покрытием
(к расчету остаточных напряжений).
Ъ, I, hx, h, б — геометрические размеры
ца с покрытием; у — глубина расположения
расчетного сечения; Рк— реакция заделки
концов образца.
тия. Делались определенные допущения при рассмотрении
менной струи как поверхностного нормально распределенного
точника тепла. Кроме того, допускалось, что толщина наносимого
покрытия увеличивается непрерывно в процессе напыления и что
покрытие наносилось одновременно по всей длине образца. При
ставлении расчетной схемы учитывались условия закрепления
цов образца. Авторами [80] получена следующая формула
ления остаточных напряжений в напыленном слое:
-т
<10Л)
где аоУ — величина остаточных напряжений в слое покрытия,
жащем на глубине у (рис. 10.1); ах, а2 — коэффициенты линейного
расширения покрытия и основного металла; Ту — температурное
поле, соответствующее моменту образования напыленного слоя на
глубине у (может быть определено аналитически или
тально); Рк — сила, соответствующая реакции заделки концов
разца, при свободном расширении Рк = 0; Ъ — ширина образца;
Ei, Е2 — модули упругости при растяжении покрытия и
новного металла; h, hx — толщины образца и основного металла;
Т сп Тгс2 — средние температуры напыленного покрытия и
го металла в момент образования слоя; | — текущая координата.
Было показано [80], что, если выполняются условия hlh1 ^ о,
Ег^Е2, формулу A0.1) можно упростить, причем погрешность
вычислений по ней не превысит 2%. Тогда получим для полного
стеснения деформаций
аоу - а&Ту; A0.2)
для свободного расширения
воу - КГ, - ^2ТС2)Е±. A0.3)
Ш При напылении в несколько проходов находятся средние
точные напряжения в единичных слоях, а затем строятся эпюры
остаточных напряжений по глубине всего напыленного слоя.
нение данных, вычисленных по предлагаемым формулам, с
татами, полученными экспериментально, показало
ную сходимость [80].
Систематические исследования механизма формирования
точных напряжений в плазменных покрытиях в соответствии с
тическими рекомендациями по методикам определения уровня и
12* 171
распределения остаточных напряжений проводятся в
ском авиационном институте [281—284]. С помощью механического
подхода для образца с покрытием (полоска-брус) получена формула,
которая может служить для расчетов напряженного состояния в
тонком покрытии и основном металле [281, 282].
Методики определения остаточных напряжений в
ческих покрытиях для образцов, отличающихся по форме и
рам, с использованием различных механических моделей, даны в
книгах [11, 61].
М. Л. Козловым [285] сделана интересная попытка построения
механико-математической модели определения остаточных
жений непосредственно в процессе нанесения покрытий.
ществом такого подхода по сравнению с механическими методами,
основанными на послойном удалении, является возможность
ведения неразрушающих испытаний. Остаточные напряжения в
этом случае могут быть определены с привлечением математического
аппарата механики деформируемого твердого тела. Разработан
щий принцип неразрушающих методов исследования остаточного
напряженного состояния покрытий, заключающийся в том, что
вместо данных о деформации основного металла с покрытием
лагается использовать сведения о величине внешних силовых
торов, непрерывно удерживающих композицию «основной металл —
покрытие» в исходном состоянии либо возращающих ее в это
ние. Применение общего принципа неразрушающих методов дает
возможность вычислять остаточные напряжения без привлечения
классической расчетной схемы, для которой необходимо построение
различных моделей нанесения покрытия в зависимости от вида
нения и формы покрываемого образца [285].
Большое число факторов, влияющих на формирование
ных напряжений в покрытиях и приповерхностных участках
ного металла, делает достаточно сложным расчетное и теоретическое
определение их уровня и распределения. Поэтому остаточные
пряжения часто определяют экспериментально. Среди большого
личества практических методик наряду с рентгенографическим
деляют механические способы [80, 281, 282, 285, 286], основанные
на последовательном удалении слоев покрытия. К несомненным
имуществам механических методов следует отнести: простоту
деления искомых характеристик; доступность и легкость
ния испытательного оборудования и образцов; широкий диапазон
определяемых параметров; сопоставимость результатов, полученных
на различных установках; достаточно высокую чувствительность,,
селективность и точность. Величина и характер распределения
таточных напряжений зависят от формы образцов. В Кишиневском
сельскохозяйственном институте им. М. В. Фрунзе проводились
следования влияния девяти технологических факторов при
менном напылении (ток дуги, суммарный расход газа, дистанция
напыления, диаметр сопла и др.) на величину и характер
деления остаточных напряжений в боросодержащих покрытиях
[287]. В качестве образцов использовались тонкостенные кольца из
172
стали 3 с внешним и внутренним диаметром соответственно 20 и 19 мм
и шириной 12 мм, а также плоские стержни из стали 12Х18Н9Т с
размерами 100x12x1,5 мм. В покрытиях из боридов циркония и
хрома, нанесенных на кольцевые образцы, формируются только
сжимающие напряжения величиной до 22,3 МПа. Однако при
сении этих же покрытий на призматические образцы наблюдается
переход сжимающих напряжений в растягивающие (до 26 МПа).
Следовательно, остаточная напряженность плазменных покрытий
является конструктивно-чувствительной характеристикой.
Результаты работ [266, 267, 288], касающихся
ческого определения напряжений I и II родов в разнообразных
крытиях позволяют считать, что предлагаемая авторами методика
съемок удобна и доступна для исследовательских лабораторий.
чет макронапряжений по стандартной методике усложняется по
крайней мере двумя факторами: наличием фазовых превращений и
изменением химического состава при напылении. При
лярной съемке расчет макронапряжений по относительному
нению параметра решетки материала покрытий недостаточно точен,
так как в этом случае не учитываются изменения химического
ва покрытия. Т. П. Шмырева и Г. М. Воробьев [266] предлагают
менять метод наклонных съемок и оценивать величину
жений по формуле
где к = —?У[х, Е — модуль упругости при растяжении, \i —
фициент Пуассона; L = 2Е/A -f- ,Ll): 'Ф — угол поворота образца
относительно стандартной (исходной) фокусировки; а± — параметр
решетки, рассчитанный по рентгенограмме, снятой при стандартной
фокусировке образца (перпендикулярная съемка); а^ — параметр
решетки, рассчитанный по рентгенограмме, снятый после поворота
образца на угол г|) относительно стандартной (исходной) фокусировки.
Использование предложенной методики позволяет вычислять
остаточные напряжения, не прибегая к разрушению образца.
нение A0.4) дает возможность определять величину
ний при образовании твердого раствора, не обращаясь к эталонному
(табличному) значению параметра решетки материала покрытия,,
найти который обычно довольно сложно.
Метод наклонных съемок использовался, в частности, при
ке макронапряжений в детонационных покрытиях из никелевого
рошка и твердого сплава ВК15 [266]. При напылении этих
лов происходит изменение химического состава и параметров
сталлической решетки. Рентгенограммы снимали на дифрактометре
ДРОН-2 в железном излучении при угле поворота образца г|) = 90,
90 + 30, 90 + 45, 90 + 65°. В результате испытаний установлен
сложный характер распределения остаточных макроиапряжений по
глубине детонационных покрытий.
Модуль упругости материала напыленного покрытия,
щий в формулу A0.4), значительно отличается от модуля упругости
173
к^////////////////////////
Рис. 10.2. Схема установки для электрополирования образцов.
1 -ч- медная пластина; 2 — образец '(анод); 3 — тензодатчики; 4 — упругий элемент; 5 —
регулировочная прокладка; 6 — катод; 7 — уровень электролита.
исходного материала. Он может быть найден на специальных
цах при динамических испытаниях с помощью звука [281].
Величину остаточных напряжений часто вычисляют по
рению стрелы прогиба образца-пластины путем послойного
ния материала покрытия.
Слои можно удалять фрезерованием, обтачиванием,
тическим или химическим травлением. Два последних способа
почтительны, так как в этом случае не наводятся дополнительные
пряжения, искажающие реальную картину остаточного
ного состояния поверхностных слоев покрытия.
Стрела прогиба образца при постепенном удалении с его
ности покрытия измеряется на специальной электрополировальной
установке [80]. Для замера прогиба используются (рис. 10.2) тен-
зодатчики, наклеенные на упругий элемент, соединенный с
цом. Показания датчиков регистрируются самопишущий
метром ПСР1-04 через промежуточный усилитель и делитель
жения. Послойное удаление покрытия осуществляется
ровкой (напыленный вольфрам удаляется в 12%-ном водном
ре NaOH). Образец-пластина размером 150x6x1,6 мм является
дом, катод изготавливается из нержавеющей стали. Участки,
рые^ не должны подвергаться стравливанию, защищаются химически
стойким лаком. Остаточные напряжения в слоях покрытия
тываются по формуле для бруса с переменным по сечению модулем
упругости [80].
Метод стравливания применялся для оценки распределения
таточных напряжений в плазменных композиционных покрытиях
составов Ni + Nb -f- С (в качестве электролита использовался —
40%-ный водный раствор H2SO4) [282], Al + BN (электролит —
174
15%-ный раствор КОН) [281]. В 1280] исследование распределения
остаточных напряжений плазменных покрытий проводили методом
химического стравливания слоев покрытий в 14%-ном растворе
HNO3 с помощью установки типа «Пион».
Остаточные напряжения по деформации образца могут быть
определены на разрезном кольце 161]. На участок кольца, один из
концов которого закреплен в неподвижном основании, наносится
покрытие. Из-за воздействия остаточных напряжений кривизна
кольца будет меняться, что зафиксируется указателем отклонения.
По изменению кривизны с привлечением формул из механики можно
рассчитать уровень остаточных напряжений.
Кривизна образца — пластины с нанесенным покрытием —
жет быть измерена на прецизионной оптико-механической
ке, предназначенной для испытаний на микропластичность (см,
рис. 3.10).
ЗАКЛЮЧЕНИЕ
Как уже отмечалось, в последние годы наблюдается
тельно бурное развитие технологий нанесения защитных и
стойких покрытий. Результатом можно считать несомненные успехи
в увеличении конструктивной прочности изделий, достигнутые за
счет напыления покрытий детонационно-газовым, струйно-плазмен-
ным, ионно-плазменным и другими прогрессивными методами.
вышение надежности и долговечности деталей обусловлено не
ко технологиями, но и совершенством методик, используемых для
изучения структуры и свойств покрытий и материалов с покрытиями.
Именно рассмотрение и критический анализ новых
ских возможностей было целью авторов данной книги, написанной
по итогам работ, проведенных в Лаборатории по проблеме
нения металлических сплавов Института горного дела СО АН СССР,
Оценивая перспективы развития исследований в этой области,,
можно сформулировать ряд задач, которые должны быть решены
в ближайшие годы.
1. При анализе многочисленных экспериментальных результа-
тов> полученных в различных лабораториях, становится ясным, что
противоречия и несопоставимость данных изучения материалов с
покрытиями объясняются прежде всего отсутствием унификации
тодик испытаний. Корректность результатов исследований, их
рологическое обеспечение обусловливается в конечном счете
мативными документами (ГОСТами, РД — руководящими
тами, МР — методическими рекомендациями). Если методики три-
ботехнических испытаний покрытий можно считать достаточно
дартизированными, то вопрос унификации оценки физических
свойств, прочности соединения, усталостных характеристик и
гих других остается открытым.
С помощью разработанных новых ГОСТов должны быть
дочены отбор проб и подготовка образцов, определено их количество,;
размеры и форма, рекомендованы необходимые приборы,
тированы порядок проведения испытаний и обработка результатов.
2. Назрела необходимость в создании и серийном выпуске
боров, предназначенных исключительно для изучения
ских характеристик покрытий и материалов с покрытиями
сти, прочности соединения, внутренних напряжений,
ности и т. д.). Эти приборы Должны быть достаточно просты,
ствительны, автоматизированы, недороги.
3. При разработке новых методик исследования композиции
«покрытие — основной металл» необходимо учитывать, что сейчас
в машиностроении значительно расширилась номенклатура изде-
176
лий, работающих в экстремальных условиях (например, при —50°С),;
при форсированных режимах динамического, статического и
циклического нагружений, при наложении абразивного
ния, при воздействии агрессивных сред и т. д. Поэтому наряду с
традиционными испытаниями необходимо комплексно использовать
такие методы исследования, как акустическая эмиссия,
ный анализ продуктов изнашивания, непрерывная регистрация
структурных изменений в зоне контакта металла с покрытием при
работе в паре трения с учетом воздействия окружающей среды на
разрушение. Для изучения структуры композиции «покрытие —
основной металл» следует шире привлекать стереологию, рентгено-
спектральный микроанализ, ядерный гамма-резонанс,
скопию. Принципы механики разрушения должны применяться не
только для оценки трещиностойкости, но и для вычисления
чины износа при абразивном изнашивании, а также учитываться при
расчетах при теоретическом прогнозировании прочности соединения
покрытия с основным металлом.
Для Сибири представляется особенно важным вопрос влияния
отрицательных температур на адгезию покрытий и на скорость и
интенсивность изнашивания последних.
4. Все работы, связанные с изучением структуры и свойств
крытий, с оптимизацией режимов нанесения и выбора состава
рошков, должны проводиться с применением основных принципов
статистической обработки экспериментальных данных. Современные
электронно-вычислительные машины могут значительно ускорить
исследования, освободить от рутинных вычислений, например, при
оценке усталостных характеристик образцов с покрытиями.
Стандартные программы для компьютеров обеспечат повышение
точности расчетов, помогут учитывать особенности эксплуатации и
в конечном счете, снизить металлоемкость изделий с покрытиями при
сохранении уровня конструктивной прочности.
Планирование экспериментов на ЭВМ дает возможность
мизировать стратегию и тактику постановки и проведения
ваний, а также интерпретацию полученных результатов. Математи-
ко-статистические и эвристические методы позволят добиться
большего эффекта при наименьших затратах при изучении
ции «покрытие — основной металл».
5. Всесторонний анализ структуры и свойств материалов с
крытиями поможет реализовать на практике комбинированное
рочнение, при котором покрытие обеспечивает, например,
шенную износостойкость, жаростойкость, а объемно упрочненный
основной металл обладает достаточным запасом трещиностойкости.
При этом успешно используются все главные дислокационные
ханизмы управления структурой: создание субзерен, полигонов,;
ячеек и зеренных микроструктурных барьеров — для упрочнения
объема; выделение дисперсных фаз, введение растворенных атомов
замещения и внедрения и увеличение плотности дислокаций — для
формирования специальных свойств поверхности. Полученное таким
образом композиционное изделие будет удовлетворять требованию
гармоничного сочетания надежности^ долговечности прочности.
177
ЛИТЕРАТУРА
1. Тушинский Л. И., Тихомирова Л. Б. Структурные аспекты повышения
конструктивной прочности сплавов,— Физ.-хим. механика материалов,
1975, № 6, с. 10-14.
2. Тушинский Л. И., Тихомирова Л. Б. Перспективные пути повышения
ности сталей.— В кн.: Структура и конструктивная прочность стали.
восибирск; НЭТИ, 1974, с. 3—49.
3. Тушинский Л. И. Перспективы повышения конструктивной прочности
ли,— В кн.: Субструктура и конструктивная прочность стали.
бирск: НЭТИ, 1986, с. 3—38.
4. Irvine К. I., Gladman Т., Orr J., Pickering F. В. Controlled rolling of
ral steels — J. Iron and Steel Inst., 1970, v. 208, N 8, p. 717—726.
5. Плохое А. В. Исследование регулируемого термопластического
ния стали: Автореф. дис. ... канд. техн. наук.— Киев, 1981.— 26 с.
6. Тихомирова Л. Б., Плохое А. В., Батаев А. А. Термопластическое
нение стали 20 с различным аустенитным зерном.— В кн.: Новые методы
упрочнения и обработки металлов. Новосибирск: НЭТИ, 1980, с. 84—93.
7. Djaic R. A. P., Jonas I. J. Static Recrystallization of austenite between
tervals of hot working.— J. Iron and Steel Inst., 1972, N 4, p. 253—261.
8. Кудинов В. В. Плазменные покрытия.— М.: Наука, 1977.— 184 с.
9. Кудинов В. В., Иванов В. М. Нанесение плазмой тугоплавких покрытий.—
М.: Машиностроение, 1981.— 192 с.
10. Костиков В. Н., Шестерин 10. А. Плазменные покрытия.— М.:
гия, 1978.— 159 с.
11. Максимович Г. Г., Шатинский В. Ф., Копылов В. И. Физико-химические
процессы при плазменном напылении и разрушении материалов с
тиями.— Киев: Наук, думка, 1983.— 264 с.
12. Григоров А. И., Елизаров О. А. Ионно-вакуумные износостойкие покрытия.
Обзор.— М.: НИИМаш, 1979.—48 с.
13. Джеломанова Л. М. Прогрессивные методы нанесения износостойких
крытий на режущий инструмент. Обзор.— М.: НИИМаш, 1979.— 48 с.
14. Шоршоров М. X., Харламов Ю. А. Физико-химические основы детонацион-
но-газового напыления покрытий,— М.: Наука, 1978.— 227 с.
15. Бартенев С. С, Федько 10. П., Григоров А. И. Детонационные покрытия
в машиностроении.— Л.: Машиностроение, 1982.— 215 с.
16. Зверев А. И., Шаривкер С. 10., Астахов Е. А. Детонационное напыление
покрытий.— Л.: Судостроение, 1979.— 232 с.
17. Самсонов Г. В., Борисова А. Л. Состояние и перспективы использования
защитных покрытий в народном хозяйстве.— Защитные покрытия на
таллах, Киев, 1977, вып. 11, с. 3—13.
18. Работнов Ю. Н., Фролов К. В., Когаев В. П. и др. Научные основы и
правления унификации и стандартизации методов расчетов и испытаний
на прочность.— В кн.: Унификация и стандартизация методов расчетов и
испытаний на прочность. Вып. 1. М.: Изд-во стандартов, 1982, с. 5—12.
19. Федорченко И. М. Защитные покрытия — путь к экономии металлов.—
Защитные покрытия на металлах, Киев, 1980, вып. 14, с. 3—6.
20. Вествуд А. Влияние среды на процессы разрушений.— В кн.: Разрушение
твердых тел. М.: Металлургия, 1967, с. 344—349.
21. Шоршоров М. X., Алехин В. П. Влияние^среды и состояния поверхности
на процесс пластической деформации кристаллов (обзор).— Физика и
мия обраб. материалов, 1976, № 1, с. 61—76.
22. Livesay В. R., Starke E. A. Interaction of dislocation with interfaces.-— Acta
met., 1973, v. 21, N 3, p. 247—254.
23. Дубинин Г. И. Структурно-энергетическая гипотеза влияния
го слоя на объемные свойства сплавов.— Защитные покрытия на металлах,
Киев, 1976, вып. 10, с. 86—90.
24. ПодстригачЯ. С, Шевчук П. Р. Влияние тонких покрытий и
ных слоев на диффузионные процессы и на напряженное состояние в
дых телах.— Защитные покрытия на металлах, Киев, 1971, вып. 5, с. 180—
185.
25. Шатинскнй В. Ф., Копылов В. И., Стронгин Б. Г. и др. Влияние покрытий
и их дислокационной структуры на механические свойства и внутреннее
трение твердых тел.— В кн.: Свойства конструкционных материалов при
воздействии рабочих сред. Киев: Наук, думка, 1980, с. 267—276.
26. ГОСТ 1497—73. Металлы. Методы испытания на растяжение.— Введ.
01.01.74.
27. ГОСТ 9651—73. Металлы. Методы испытаний на растяжение при
ных температурах.— Введ. 01.01.75.
28. ГОСТ 11150—75. Металлы. Метод испытаний на растяжение при
ных температурах.— Введ. 01.01.76.
29. ГОСТ 22706—77. Металлы. Метод испытания на растяжение при
турах от минус 100 до минус 269°С— Введ. 01.01.79.
30. Испытательная техника: Справочник: [В 2-х кн.]/Под ред. В. В.
ва. Кн. 1.— М.: Машиностроение, 1982.— 528 с.
31. Тушинский Л. И., Решедько В. В., Шмерлин И. М. и др. Устройство для
автоматической записи кривой растяжения стали с повышенной
стью — Завод, лаб., 1974, № 7, с. 888—890.
32. Тушинский Л. И., Решедьйо П. В., Шмерлин И. М. и др. Устройство для
автоматической записи процесса растяжения.— В кн.: Температурная
микроскопия металлов и сплавов. М.: Наука, 1974, с. 72—76.
33. ГОСТ 9012—59. Металлы и сплавы. Метод измерения твердости по Бри-
неллю.— Введ. 01.016.60.
34. ГОСТ 9013—59 Металлы и сплавы. Метод.измерений твердости по Роквел-
лу. Шкалы А, В и С— Введ. 01.01.69.
35. ГОСТ 2999—75. Металлы и сплавы. Метод измерения твердости по Вик-
керсу.— Введ. 01.07.76.
36. ГОСТ 9450—76. Измерение микротвердости вдавливанием алмазных
нечников.— Введ. 01.01.77.
37. ГОСТ 21318—75. Измерение микротвердости царапанием алмазными
нечниками.— Введ. 01.07.76.
38. ГОСТ 18835—73. Металлы. Метод измерения пластической твердости.—.
Введ. 01.01.74.
39. ГОСТ 23677—79. Твердомеры для металлов. Общие технические
ния.— Введ. 01.01.81.
40. Тылкин М. А. Справочник термиста ремонтной службы.^- М.:
гия, 1981.— 648 с.
41. Дрозд М. С, Славский Д. И., Барон А. А. Развитие методов определения
твердости металлов. Обзор.— Завод, лаб., 1978, № 5, с. 599—604.
42. Шведков Е. Л., Денисенко Э. Т., Ковенский И. И. Словарь-справочник по
порошковой металлургии.— Киев: Наук, думка, 1982.— 270с.
43. Гудков А. А., Славский Д. И. Методы измерения твердости металлов и
вов.— М.: Металлургия, 1982.— 168 с.
44. ГОСТ 23207—78. Сопротивление усталости. Основные термины,
ния и обозначения.— Введ. 01.01.79.
45. Иванова В. С, Терентьев В. Ф. Природа усталости металлов.— М.:
таллургия, 1975.— 455 с.
46. ГОСТ 25.502—79. Расчеты и испытания на прочность в машиностроении.
Методы механических испытаний металлов. Методы испытаний на
лость.— Введ. 01.01.81.
179
47. ГОСТ 25504—82. Расчеты и испытания на првчность. Методы расчета
рактеристик сопротивления усталости.— Введ. 01.07.83.
48. ГОСТ 24217—80. Машины для испытания металлов на усталость. Типы.
Основные параметры.-— Введ. 01.07.82.
49. Горицкий В. М., Тереитьев В. Ф. Структура и усталостное разрушение
металлов.— М.: Металлургия, 1980.— 207 с.
50. Чаевский М. И., Шатинский В. Ф. Повышение работоспособности сталей в
агрессивных средах при циклическом нагружении.— Киев: Наук, думка,
1970.— 310 с.
51. Влияние диффузионных покрытий на прочность стальных изделий/Г. В.
пенко, В. И. Похмурский, В. Б. Далисов и др.— Киев: Наук, думка,
1971.— 167 с.
52. Похмурский В. И. Влияние диффузионных покрытий на прочностные
ства сталей.— Защитные покрытия на металлах, Киев, 1970, вып. 3, с. 191—
201.
53. Калмуцкий B.C. Прочность и надежность деталей с металлопокрытиями. —^
Пробл. прочности, 1980, № 9, с. 96—101.
54. Калмуцкий B.C. Вероятностно-статистические закономерности повреждения
сталей с покрытиями: Автореф. дис. ... д-ра техн. наук.— М., 1984. — 37 с.
55. Калмуцкий В. С. Критерии усталостного разрушения деталей с
ми.— Пробл. прочности, 1983, № 12, с. 7—10.
56. Шатинский В. Ф., Копылов В. И., Рыбаков СВ. Кинетика формирования
металлических плазменных покрытий и оценка их физико-механических
свойств.— Физ.-хим. механика материалов, 1973, № 3, с. 27—30.
57. Уманский Э. С, Афонин Н. И., Борисов Ю. С. и др. Влияние плазменного
покрытия на выносливость сталей 40 и 1Х18Н10Т.— Пробл. прочности,
1977, № 10, с. 112—113.
58. Онищенко Г. Г., Земсков Г. В., Балыков В. С. и др. Композиционные
плазменные покрытия и их влияние на усталостные свойства стали.—
Защитные покрытия на металлах, Киев, 1979, вып. 13, с. 95—97.
59. Афонин Н. И., Борисов Ю. С, Вяльцев А. М. и др. Исследование
ционной стойкости конструктивных элементов «сталь — плазменное
крытие».— В кн.: Тез. докл. и сообщ. Всесоюз. научно-техн. совещ.
вые методы нанесения покрытий напылением», 12—14 окт. 1976 г.
ловград: Б. и., 1976, с. 72—73.
60. Похмурский В. И., Борисов Ю. С, Каличак Т. Н. и др. О влиянии Ni—Al
и Ni—Ti плазменных покрытий на сопротивление усталости и
ной усталости среднеуглеродиетой стали — Физ.-хим. механика
лов, 1980, № 4, с. 22—25.
61. Хасуй А. Техника напыления.— М.: Машиностроение, 1975.— 236 с.
62. Школьник Л. М. Методика усталостных испытаний. Справочник.— М.:
Металлургия, 1978.— 304 с.
63. Побировский В. И. Установка для испытания материалов на выносливость
при низких температурах.— Пробл. прочности, 1972, № 12, с. 118—119.
64. Тушинский Л. И., Тихомирова Л. Б., Муратов В. М. и др. Стенд для
дования поведения стали при циклическом нагружении.— Завод, лаб.,
1973, № 4, с. 491—492.
65. Теребило Г. И., Абабков Г. В., Куроедов 10. Б. и др. Исследование
ки распространения трещин методом электросопротивления.-— В кн.:
Субструктура и конструктивная прочность стали. Новосибирск: НЭТИ,
1976, с. 116-121.
66. Тушинский Л. И., Каллойда 10. В., Тихомирова Л. Б. Повышение
руктивной прочности углеродистой стали ВТМО с изотермическим
дом аустенита. Металловедение и терм, обраб. металлов, 1977, № 12, с. 58—
59.
67. Каллойда 10. В. Оценка микропластической деформации стали на плоских
образцах при изгибе.— В кн.: Структура и конструктивная прочность
ли. Новосибирск: НЭТИ, 1974, с. 105—109.
68. Каллойда Ю. В. Повышение конструктивной прочности сталп с перлитной
структурой термомеханической обработкой при диффузионном; распаде
аустенита в изотермических условиях (ВТМДИО): Автореф. дпс. ... канд.
техн. наук.— Новосибирск, 1974.— 24 с.
180
69. Стейн Д. Микроиластичность с точки зрения динамики дислокаций.—
В кн.: Микропластичность. М.: Металлургия, 1972, с. 117—130.
70. Алехин В. П., Шоршоров М. X. Особенности микропластического течения
в приповерхностных слоях материалов и их влияние на общий процесс
макропластической деформации.— М.: Ин-т металлургии АН СССР, 1973.—
82 с.
71. ГОСТ 25.501—78. Расчеты и испытания на прочность в машиностроении.
Методы испытаний на контактную усталость.— Введ. 01.01.80.
72. Орлов А. В., Черменский О. И., Нестеров В. М. Испытания
ных материалов на контактную усталость.— М.: Машиностроение, 1980.—
227 с.
73. Пинегин С. В. Контактная прочность и сопротивление качению.— М.:
Машиностроение, 1969.— 218 с.
74. Любарский И. М., Палатник Л. С. Металлофизика трения. Серия «Успехи
современного металловедения».— Металлургия, 1976.— 176 с.
75. Калмуцкий В. С. Анализ и оптимизация качества материалов.— Кишинев:
Штиинца, 1978.— 160 с.
76. Калмуцкий B.C. Распределение пределов контактной выносливости сталей
с металлопокрытиями.— Машиноведение, 1982, № 2, с. 83—88.
77. Потапов В. М. Регулируемое термопластическое упрочнение стали с бей-
нитным превращением: Автореф. дне. ... канд. техн. наук.— Новокузнецк,
1984.— 18 с.
78. Потапов В. М., Миронов Е. И. Механические свойства стали У8 со
турой бейнита после РТПУ.— В кн.: Оптимальная структура стали для
повышения конструктивной прочности. Новосибирск: НЭТИ, 1983, с. 15—
23.
/9. Тушинский Л. И., Муратов В. М., Ланцевич В. Н. и др. Оценка стойкости
стали при повторно-контактном нагружении.— Завод, лаб., 1973, № 5,
с. 609-611.
80. Вирник А. М., Морозов И. А., Подзей А. В. К оценке остаточных
жений в покрытиях, нанесенных плазменным напылением.— Физика и
химия обраб. материалов, 1970, № 4, с. 53—58.
81. Дехтярь Л. И., Лоскутов В. С, Горшков Б. Н. и др. Методы определения
и основные свойства плазменно-напыленных покрытий из нихрома.— В кн.:
Высокотемпературная защита материалов. Л.: Наука, 1981, с. 167—172.
82. Дехтярь Л. И., Лоскутов В. С. Остаточные напряжения и
ческие свойства высокотемпературных покрытий.— В кн.:
ная прочность двигателей. Куйбышев, 1978, с. 47—49.
83. Дехтярь Л. И., Зильберман Б. В. Определение модулей упругости в
нородных материалах.— В кн.: Повышение прочности деталей
зяйственной техники. Кишинев, 1974, с. 4—13.
84. Ильинский А. И., Лях Г. Е. Методы механических испытаний пленок и
фольги (обзор).— Завод, лаб., 1978, № 12, с. 1507—1511.
85. Испытательная техника. Справочник: [В 2-х кн.]/Под ред. В. В.
ва. Кн. 2.— М.Машиностроение, 1982.— 559 с.
86. ГОСТ 18227—72. Порошковая металлургия. Образцы для испытания на
растяжение.— Введ. 01.01.73.
87. ГОСТ 18228—72. Порошковая металлургия. Метод определения предела
прочности при изгибе.— Введ. 01.01.73.
88. Максимович Г. Т. Микромеханические исследования свойств металлов п
сплавов.— Киев: Наук, думка, 1974.— 243 с.
89. Барвинок В. А., Козлов Г. М. Определение коэффициента Пуассона
менных покрытий звуковым методом.— Изв. вузов. Аеиац. техника, 1979,
№ 4, с. 102—104.
90. Иечипоренко Е. П., Петриченко А. П., Прокофьев А. Л. и др. Применение
метода акустической эмиссии для анализа качества защитных покрытий.—¦
В кн.: Антикоррозионные покрытия. Л.: Наука, 1983, с. 62—65.
91. Прокошкнн Д. А., Барзов А. А., Лоскутов В. С. и др. Изучение
вания о.кисных пленок на MoSi2 методом акустической эмиссии.— В кн.:
Высокотемпературная защита материалов. Л.: Наука, 1981, с. 25—30.
92. Грешников В. А., Дробот 10. В. Акустическая эмиссия.— М.:
ение, 1976.— 343 с.
181
93. Дружинин Л. К., Кудинов В. В. Получение покрытий
ным распылением.— В кн.: Получение покрытий высокотемпературным
напылением. М.: Атомиздат, 1973, с. 7—59.
94. Ляшенко Б. А., Ришин В. В., Астахов Е. А. и др. Исследование прочности
сцепления детонационно-напыленных покрытий.— Пробл. прочности,
1972, № 3, с. 35-38.
95. Пузряков А. Ф., Еремичев А. И., Гаранов В. А. Механизм разрушения
пыленных покрытий при определении их адгезионной прочности
вым методом.— Порошковая металлургия, 1984, № 4, с. 94—98.
96. Рогожин В. М., Смирнов Ю. В., Петров В. Я. Определение адгезионной
прочности газотермических покрытий.— Порошковая металлургия, 1982,
№ 7, с. 87-91.
97. Ришин В. В., Харламов Ю. А., Калинин Л. И. и др. Исследование
ности сцепления детонационных покрытий.— В кн. Защитные покрытия.
Л.: Наука, 1979, с. 100—104.
98. Коркев А. Д., Лизунов В. М., Ришин В. В. Исследование прочности
пления некоторых покрытий, нанесенных детонационным методом.—
ки и инструмент, 1976, № 9, с. 25—26.
99. А. с. 577439 (СССР). Приспособление для определения адгезии покрытия
с основным материалом/В. А. Федоров, Е. А. Астахов, В. С. Клименко.—
Опубл. в Б. И., 1977, № 39.
100. А. с. 691739 (СССР). Способ изготовления образца для испытания на
зионную прочность/А. Д. Осипов.— Опубл. в Б. И., 1979, № 38.
101. А. с. 794440 (СССР). Устройство для определения прочности покрытия/
PL В. Семенов, В. И. Горячко.— Опубл. в Б. И., 1981, № 1.
102. А. с. 404000 (СССР). Установка для исследования прочности сцепления
териалов при высоких температурах/В. В. Ришин, Б. А. Ляшенко, В. Н. Ру-
денко.— Опубл. в Б. И., 1973, № 43.
103. Ляшенко Б. А., Шаривкер С. Ю., Ришин В. В. и др. Прочность сцепления
плазменно-напыленных покрытий при высоких температурах.— В кн.:
Жаростойкие и теплостойкие покрытия. Л.: Наука, 1969. с. 289-294.
104. Кудинов В. В., Стацура В. В., Нырков И. М. и др. Определение прочности
сцепления покрытий при повышенных температурах.— Завод, лаб., 1967,
№ 2, с. 232—234.
105. Цемахович Б. Д., Цемахович Д. Б. Усовершенствование штифтового метода
определения прочности сцепления покрытий с основой.— В кн.:
ры объемно и поверхностно упрочненной стали. Новосибирск: НЭТИ,
1984, с. 95-100.
106. А. с. 746255 (СССР). Устройство для определения прочности сцепления
крытия с основой на сдвиг/Ю. А. Харламов, В. В. Ришин.— Опубл. в
Б. И., 1980, № 25.
107. Готлиб Л. И. Плазменное напыление.— М.: ЦИНТИхимнефтемаш, 1970.—
72 с.
108. Ясь Д. С, Мурашов А. П., Каденацкий Л. А. и др. Прибор для
ления прочности сцепления напыленных покрытий.— Технология
и орг. пр-ва, 1976, № 11, с. 49—51.
109. А. с. 873049 (СССР). Способ определения адгезионной прочности покрытия
к основе/В. М. Котов, И. Б. Шнейдман.— Опубл. в Б. И., 1981, № 38.
110. А. с. 909630 (СССР). Способ определения прочности сцепления покрытия с
подложкой/А. Г. Сбрижер, В. В. Архипов, В. П. Антонов, С. Ф. Халак.—
Опубл. в Б. И., 1982, № 8.
111. А. с. 389445 (СССР). Способ определения прочности сцепления покрытия с
основой/В. В. Стацура, В. В. Кудинов, Ю. А. Харламов, В. М. Зузлов.—
Опубл. в Б. И., 1973, № 29.
112. А. с. 448370 (СССР). Инструмент для исследования адгезии пленки к
ложке методом царапания/А. Е. Лихтман, Г. А. Кубецкий, Б. Г. Доничев,
Б. М. Воронов, В. И. Стримбан.— Опубл. в Б. И., 1974, № 40.
ИЗ. А. с. 847166 (СССР). Способ определения прочности сцепления покрытия с
подложкой/Н. П. Демидова, Н. В. Тинт.— Опубл. в Б. И., 1981, № 26.
114. Herrman E. Metallographic examination of components with sprayed — on
wear resistent layers.— Practical Metallography, 1977, v. 14, N 9, p. 462—
475.
182
115. Берман В. А., Майорова Л. А., Сухова Е. Е. Пористость детонационных
покрытий на основе карбида хрома.— Порошковая металлургия, 1984,
№ 7, с. 17—20.
116. Бартенев С. С, Кийко А. В., Федько Ю. П. Измерение пористости
ционных покрытий.— Порошковая металлургия, 1980, № 4, с. 47—50.
117. Бартенев С. С, Кийко А. В., Козлова И. Р. и др. Определение некоторых
технических характеристик детонационных покрытий из окиси
ния.- Физика и хихмия обраб. материалов, 1977, № 3, с. 80—85.
118. Соколова Т. В., Бартенев С. С, Шумилов А. В. Современные методы
чения газотермических керамических покрытий с заданными
ционными характеристиками.— В кн.: Антикоррозионные покрытия.
Л.: Наука, 1983, с. 100—107.
119. Ощепков Ю. П., Кузнецов В. В., Никольский Н. Н. Влияние
го и теплового активирования на структурообразование и свойства
сплавных покрытий.— В кн.: Защитные покрытия. Л.: Наука, 1979,
с. 229-232.
120. Соколова Т. В., Козлова И. Р., Дерко X. и др. Исследование параметров
пористой структуры и фазового состава плазменных покрытий на основе
высокотемпературных окислов.— В кн.: Высокотемпературная защита
материалов. Л.: Наука, 1981, с. 172—177.
121. ГОСТ 18898—73. Порошковая металлургия. Изделия. Методы
ния плотности и пористости.— Введ. 01.01.75.
122. ГОСТ 9.302—79. Единая система защиты от коррозии и старения.
тия металлические и неметаллические неорганические. Правила приемки
и методы контроля.— Введ. 01.01.80.
123. ГОСТ 9391—80. Сплавы твердые спеченные. Методы определения
сти и микроструктуры.—Введ. 01.01.81.
124. Соколова Т. В., Бартенев С. С, Кийко А. В. Комплексное исследование
пыленной окиси алюминия.— В кн.: Неорганические и органосиликатные
покрытия. Л.: Наука, 1975, с. 128—135.
125. А. с. 494665 (СССР). Способ определения пористости капиллярно-пористых
материалов/Е. Г. Махаринский, Л. X. Кац, И. 3. Хазина.— Опубл. в Б. И.,
1975, № 45.
126. Рогожин В. М., Акимова Л. В., Смирнов 10. В. Определение пористости
пыленных покрытий методом гидростатического взвешивания.—
ковая металлургия, 1980, № 9, с. 42—46.
127. Бартенев С. С. Коэффициент фильтрации и распределение пор по
рам.— ЖФХ, 1975, т. 49, с. 1472—1479 (сообщ. 1, 2), с. 1757—1764 (сообщ.
3, 4).
128. Бартенев С. С. Распределение пор по размерам и проницаемость окисыых
покрытий.— Порошковая металлургия, 1977, № 11, с. 98—101.
129. Салтыков С. А. Стереоскопическая металлография.— М.: Металлургия,
1976.— 271 с.
130. Бартенев С. С, Федько Ю. П., Неделько В. Е. Зависимость коэффициента
фильтрации детонационных покрытий из окиси алюминия от состава
нирующей газовой смеси.— В кн.: Высокотемпературная защита
лов. Л.: Наука, 1981, с. 109—111.
131. Федько Ю. П. Теоретические предпосылки к обоснованию выбора
гических режимов получения детонационных покрытий.— В кн.:
нические и органические покрытия. Л.: Наука, 1975, с. 76—80.
132. ГОСТ 8.362—79. Государственная система обеспечения единства
ний. РТзмерение толщины покрытий. Термины и определения.— Вввед.
01.01.80.
133. Плохов А. В., Соболев А. Ю., Кузьмин II. Г. и др. Исследование
стойкого покрытия, нанесенного магнитоэлектрическим методом.— В кн.:
Оптимальная структура стали для повышения конструктивной прочности.
Новосибирск: НЭТИ, 1983, с. 89—93.
134. Валитов А. М.-З., Шилов Г. И. Приборы и методы контроля толщины
крытий: Справочное пособие.— Л.: Машиностроение, 1970.— 120 с.
135. Вернер X. Гюринг. Методы и приборы для измерения толщины слоев.—-*
Дефектоскопия, 1977, № 4, с. 113—125,
183
136. Дудко Д. Я., Примак А. В., Фальковский Н. И. и др.
ные характеристики плазменно-напыленных покрытий из окиси алюминия
при высоких температурах.—Порошковая металлургия, 1982, №2, с. 82—86.
137. Семенов А. П., Федько Ю. П., Григоров А. И. Детонационные покрытия и
их применение.— М.: НИИМаш, 1977,— 66 с.
138. Дунаева Т. Ю., Дьяков Б. Б. Оценка пористости керамических покрытий
методом их электрического пробоя.— Изв. АН СССР. Сер. Неорган,
риалы, 1971, т. 7, № 4, с. 677—683.
139. Каневская Щ. А., Шаривкер С. Ю., Гарда А. П. и др. Электропроводность
твердосплавных детонационных покрытий.— Порошковая металлургия,
1975, № 12, с. 93—96.
140. Копылов В. И. Метод оценки сцепления подложки с покрытием.-— Физ.-
хим. механика материалов, 1973, № 5, с. 79—81.
141. Кречмар Э. Напыление металлов, керамики и пластмасс—М.:
строение, 1966.— 431 с.
142. Аппен А. А. Температуроустойчивые неорганические покрытия.— Л.:
Химия, 1976.—295 с.
143. ГОСТ 15173—70. Пластмассы. Метод определения среднего коэффициента
линейного теплового расширения.— Введ. 01.07.70.
144. А. с. 309288(СССР). Дилатометр/И. И. Коробков, И. П. Баринов.— Опубл.
в Б. И, 1971, № 22.
145. Кириллов В. Н., Аблекова 3. П., Гудкова Г. К. и др. Оптический
метр для определения линейного расширения волокон, пленочных и
тичных материалов в широком диапазоне температур.— Завод, лаб., 1978,
№ 12, с. 1505—1506.
146. Соколова Т. В., Обухов А. П., Мень А. А. и др. Исследование эффективной
теплопроводности плазменных покрытий из окиси алюминия при лучистом
нагреве в интервале температур 100—900°С.— Инж.-физ. журн., 1973,
т. 25, № 1, с. 66—72.
147. Гупалов В. К., Стацура В. В. Пути повышения стойкости плазменных
лозащитных покрытий.— В кн.: Тез. докл. и сообщ. Всесоюз. научно-
техн. совещ. «Новые методы нанесения покрытий напылением», 12—14
тября 1976 г. Ворошиловград: Б. и., 1976, с. 94—95.
148. Пустотина СР., Новиков И. Н., Соловьев Б. М. Разработка и
ние свойств многослойных теплоизоляционных покрытий на основе термо,-
реагирующих мета л ло керамических композиций, наносимых плазменным
напылением.— В кн.: Антикоррозионные покрытия. Л.: Наука, 1983,
с. 122—127.
149. Уткин О. И., Коршаков Л. И., ИвановВ. М. и др. Исследование теплофи-
зических свойств плазмонапыленных покрытий из окиси алюминия и
окиси циркония.— Вопросы атомной науки и техники, 1974, вып. 4, с. 11 —
14.
150. Обухов А. П., Соколова Т. В., Дунаева Т. Ю. и др. Теплопроводность окиси
алюминия, полученной методами напыления.— Неорган, материалы,
1969, № 6, с. 1152 - 1159.
151. Бузовкина Т. Б., Мень А. А. Об использовании плавленного кварца в
честве эталона в сравнительных методах измерения теплопроводности.—•
Инж.-физ. журн. 1972, т. 23, № 4, с. 669—672.
152. Бузовкина Т. Б., Соколова Т. В., Обухов А. П. и др. Влияние структурных
параметров и температуры на эффективную теплопроводность плазменно-
напыленной окиси алюминия.— Теплофизика высоких температур, 1972,
10, № 2, с. 395—399.
153. Иванов В. М., Калинин Г. М., Кузовиткин В. Ф. Измерение
ности плазменных керамических покрытий.— Физика и химия обраб.
териалов, 1976, № 1, с. 57—60.
154. Костиков В. И., Шестерин Ю. А., Милов В. П. и др. Свойства плазменных
вольфрамовых покрытий.— Физика и химия обраб. материалов, 1982,
№ 6, с. 47—51.
155. ГОСТ 23.002—78. Обеспечение износостойкости изделий. Трение,
вание и смазка. Термины и определения.— Введ. 01.07.79.
156. Selection and use of wear tests for metals.— ASTM special technical
cation, 1975.— 615 p.
184
157. Борисов М. В., Павлов И. А., Постников В. И. Ускоренные испытания
шин на износостойкость как основа повышения их качества.— М.: Изд-во
стандартов, 1976.— 352 с.
158. Ясь Д. С, Подмоков В. Б., Дяденко И. С. Испытания на трение и износ.
Методы и оборудование.— Киев: Технша, 1971.— 140 с.
159. ГОСТ 17367—71. Металлы. Метод испытания на абразивное изнашивание
при трении о закрепленные абразивные частицы.— Введ. 01.01.73.
160. ГОСТ 23.204—78. Обеспечение износостойкости изделий. Метод оценки
тирающей способности поверхностей при трении.— Введ. 01.01.80.
161. ГОСТ 17534—72. Надежность изделий машиностроения. Метод измерения
износа по глубине вырезанных лунок.— Введ. 01.01.73.
162. ГОСТ 23.301—78. Обеспечение износостойкости изделий. Приборы для
мерения износа методом вырезанных лунок. Технические требования,—
Введ. 01.01.80.
163. ГОСТ 23.201—78. Обеспечение износостойкости изделий. Метод испытания
материалов и покрытий на газоабразивное изнашивание с помощью
бежного ускорителя.— Введ. 01.01.79.
164. ГОСТ 23.207—79. Обеспечение износостойкости изделий. Метод пспытанпй
машиностроительных материалов на ударно-абразивное изнашивание.—
Введ. 01.01.81.
165. ГОСТ 23.208—79. Обеспечение износостойкости изделий. Метод испытания
материалов на износостойкость при трении о нежестко закрепленные
разивные частицы.— Введ. 01.03.81.
166. ГОСТ 23.212—82. Обеспечение износостойкости изделий. Метод испытаний
материалов на изнашивание при ударе в условиях низких температур.—
[Введ. 01.07.83.
167. ГОСТ 23.211—80. Обеспечение износостойкости изделий. Метод испытаний
материалов на изнашивание при фреттинге и фреттинг-коррозии.— Введ.
01.01.82.
168. Костецкий Б. И., Носовский И. Г., Караулов А. К. и др. Поверхностная
прочность материалов при трении.— Киев: Техшка, 1976.— 296 с.
169. Потеряев Ю. П., Лобанов В. М., Цемахович Д. Б. Износостойкость стали
45 с покрытием из нитрида титана.— В кн.: Новые методы повышения
конструктивной прочности стали. Новосибирск: НЭТИ (в печати).
170. ГОСТ 23.210—80. Обеспечение износостойкости изделий. Метод оценки
фрикционной теплостойкости материалов.— Введ. 01.07.81.
171. ГОСТ 23.202—78. Обеспечение износостойкости изделий. Метод
ния коэффициента трения при ударе.— Введ. 01.01.79.
172. ГОСТ 23.213—83. Обеспечение износостойкости изделий. Метод оценки
противозадирных свойств машиностроительных материалов.— Введ.
01.07.84.
173. ГОСТ 23.203—78. Обеспечение износостойкости изделий. Метод
ния прочности адгезионной связи твердых тел при трении.— Введ. 01.01.79.
174. ГОСТ 23.205—79. Обеспечение износостойкости изделий. Ускоренные
сурсные испытания с периодическим форсированием режима.— Введ.
01.01.80.
175. Алябьев А. Я., Ковалевский В. В., Мельников В. В. Влияние лазерной
работки сталей с различным содержанием углерода на износостойкость в
условиях фреттинга.— Трение и износ, 1983, '№ 3, с. 508—513.
176. Алябьев А. Я., Шевеля В. В., Рожков М. Н. Структурные изменения и
нетика коррозионных процессов при фреттинг-коррозии металлов.— В кн.:
Физико-химическая механика контактного взаимодействия и фреттинг-
коррозии. Киев: Наук, думка, 1973, с. 140—141.
177. Голего Н. Л., Алябьев А. Я., Шевеля В. В. Фреттинг-коррозия металлов.—
Киев: Техшка, 1974.— 269 с.
178. Трение, изнашивание и смазка: Справочник: [В 2-х кн.]/Под ред. И. В. Кра-
гельского, В. В. Алисина.— М.: Машиностроение, 1978.— Кн. 1. 400 с.
179. Голего Н. Л., Козаков А. В. Схемы и динамические модели машин трибо-
технических испытаний.— Трение и износ, 1980, № 2, с. 334—340.
180. Алябьев А. Я., Шарипов А. 3., Латынин И. И., Милецкий А. В.
вание износостойкости некоторых газопламенных покрытий в условиях
13 Л. И. Тушинский, А. В. Плохов 185
фреттияг-коррозии.— В кн.: Тез. докл. и сообщ. Всесоюз. научно-техн*
совещ. «Новые методы нанесения покрытий напылением», 12—14 окт«
1976 г. Ворошиловград: Б. п., 1976, с. 94—95.
181. Ковалевский В. В., Мельников В. В., Большунов В. В. Исследование
состойкости в условиях фреттинга имплантированных ионных пленок.—
Трение и износ, 1983, № 2, с. 344—347.
182. Ильинский И. И., Духота А. И., Сергеев В. В. Оптимальные и граничные
условия фреттингостойкости детонационных покрытий на основе карбида
вольфрама.— Трение и износ, 1981, № 5, с. 850—855.
183. Виноградов В. Н., Сорокин Г. М., Албагачиев А. Ю. Изнашивание при
ре.— М.: Машиностроение, 1983.— 192 с.
184. Сорокин Г. М. Методы испытания на изнашивание при ударе.— Вестн.
шиностроения, 1976, № 4, с. 11—14.
185. Сорокин Г. М. Основные особенности ударно-абразивного изнашивания
лей и сплавов.— Трение и износ, 1982, № 5, с. 773—779.
186. Тененбаум М. М. Гидроабразивная износостойкость материалов.—
ние и износ, 1982, № 1, с. 76—82.
187. Тененбаум М. М. Сопротивление абразивному изнашиванию.— М.:
ностроение, 1975.— 271 с.
188. Тененбаум М. М., Аронов Э. Л. Моделирование гидроабразивного процесса
изнашивания деталей сельскохозяйственных машин.— В кн.:
вание трения и износа. М.: НИИМаш, 1970, с. 93—100.
189. Гаршин А. П., Тененбаум М. М. Абразивная износостойкость
го материала С2.— Вестн. машиностроения, 1972, № 6, с. 40—42.
190. Голубев В. И., Сытов В. П., Довгаль Ю. Г. и др. Гидроабразивная стойкость
металлов и сплавов с диффузионными покрытиями.— Защитные покрытия
на металлах, 1978, вып. 12, с. 66—68.
191. Кащеев В. II. Физико-механические процессы абразивного разрушения
таллической поверхности.— Трение и износ, 1980, № 3, с. 425^435.
192. Кащеев В. Н. Процессы в зоне фрикционного контакта металлов.— М.:
Машиностроение, 1978.— 213 с.
193. Тененбаум М. М. Износостойкость конструкционных материалов и деталей
машин при абразивном изнашивании.— М.: Машиностроение, 1966.—
331 с.
194. Кащеев В. Н. Об изнашивании при трении в абразивной массе.— В кн.:
Проблемы трения и изнашивания. Киев: Технша, 1973, с. 53—59.
195. Хрущов М. М., Бабичев М. А. Абразивное изнашивание.— М.: Наука,
1970.— 252 с.
196. Zum Gahr K.-H. Zusammenhang zwischen abrasivem Verschleib und der
Bruchzahigkcit von metallischen Werkstoffen.— Zeitschrift fur Metallkunde,
1978, v. 69, N 10, p. 643—650.
197. Словарь-справочник по трению, износу и смазке детален машин.— Киев:
Наук, думка, 1979.— 188 с.
198. Клейс И. Р. Основы выбора материалов для работы в условиях
ного изнашивания.— Трение и износ, 1980, № 2, с. 263—271.
199. Клейс И. Р. О некоторых закономерностях ударного изнашивания.—
Вестн. машиностроения, 1967, № 8, с. 52—54.
200. Юксти Л. А., Клейс И. Р. Некоторые результаты исследования эрозии
таллов в струе влажного абразива.—Труды ТПИ, Таллин, 1973, № 347,
с. 39-47.
201. Клейс И. Р., Паппель Т. А. Об эрозионной стойкости некоторых
ванных материалов.—Труды ТПИ, Таллин, 1973, № 347, с. 23—38.
202. Платова С. Н., Левин СМ., Лившиц Л. С. Влияние условий
ного изнашивания на структурные изменения в углеродистых сталях.—
Изв. вузов. Черная металлургия, 1979, № 3, с. 101—106.
203. Левин С. М., Лившиц Л. С, Мартиросян М. М. и др. Изнашивание корро-
зионностойких легированных хромистых и хромоникелевых сталей в
абразивном потоке.— Строительство объектов нефтяной и газовой про-
мышленпости, 1978, № 16, с. 21—27.
204. Виноградов В. Н., Платова С. Н., Лившиц Л. С. и др. Некоторые вопросы
механизма разрушения сталей в условиях газоабразивного изнашивания.—
Трение и износ, 1980, № 4, с. 656—661.
186
205. ГОСТ 21810—76. Металлы. Характеристики жаростойкости.
ния, определения, расчетные формулы и единицы величин.— Введ. 01.01.77.
206. Сосновский Л. А., Цигунов О. В. К вопросу о резервах жаростойкости
крытий,— В кн.: Антикоррозионные покрытия. Л.: Наука, 1983, с. 47—50.
207. Самсонов Г. В., Эпик А. П. Тугоплавкие покрытия.— М.: Металлургия,
1973.- 400 с.
208. Бялобжеский А. В., Цирлин М. С. Принципы защиты тугоплавких металлов
от высокотемпературного окисления.— В кн.: Защитные покрытия. Л.:
Наука, 1979, с. 3—8.
209. Цобкалло CO., Федоров В. Н., Антонова Е. Л. Возможность увеличения
долговечности жаростойких сплавов путем применения покрытий.— В кн.:
Жаростойкие и теплостойкие покрытия. Л.: Наука, 1969, с. 482—490.
210. Никитин В. И. Метод прогнозирования долговечности защитных
тий.— Физ.-хим. механика материалов, 1982, № 3, с. 95—99.
211. Никитин В. И. Расчет жаростойкости металлов.— М.: Металлургия, 1976.—
208 с.
212. Горин Л. Ф. Критерий для количественной оценки эффективности
ких покрытий.— В кн.: Высокотемпературная защита материалов. Л.:
Наука, 1981, с. 68—70.
213. ГОСТ 6130—71. Металлы. Методы определения жаростойкости.— Введ.
01.01.72.
214. Соловьев Б. М., Дегтев Г. Ф., Гасик Л. Н. и др. Сравнительные
ния свойств жаростойких покрытий, получаемых электродуговой
лизацией и плазменным напылением.— В кн.: Высокотемпературная
та материалов. Л.: Наука, 1981, с. 164—166.
215. Слободянюк А. А., Земсков Г. В., Коган Р. Л. Исследование жаро- и
мостойкости алитированных плазменных покрытий на титане.— В кн.:
Антикоррозионные покрытия. Л.: Наука, 1983, с. 114—118.
216. Коломыцев П. Т. Жаростойкие диффузионные покрытия.-— М.:
гия, 1979.— 272 с.
217. Коломыцев П. Т. Жаростойкие диффузионные покрытия для деталей
зотурбинных двигателей.— В кн.: Исследование диффузионных покрытий
для газотурбинных двигателей: Тр. ВВИА. Вып. 1295. М.: Изд. ВВИА,
1970, с. 5—19.
218. Тылкин М. А. Прочность и износостойкость деталей металлургического
оборудования.— М.: Металлургия, 1965.— 347 с.
219. Тылкин М. А. Повышение долговечности деталей металлургического
рудования.— М.: Металлургия, 1971.— 608 с.
220. Гопкало А. П., Заслоцкая Л. А., Синявский Д. П. и др. Методические
бенности экспериментальных исследований термической усталости
лов.— Пробл. прочности, 1980, № 9, с. 25—29.
221. Коффин Л. Ф. О термической усталости сталей.— В кн.: Жаропрочные
сплавы при изменяющихся температурах и напряжениях. М.: Госэнерго-
издат, 1960, с. 188—258.
222. Гецов Л. Б. Термостойкость макронеоднородных материалов.— Пробл.
прочности, 1981, № 5, с. 23—27.
223. Бокштейн С. 3., Бычков Н. Г., Дульнев Р. А. и др. Сопротивление
ской усталости жаропрочных сплавов с защитными покрытиями.— Пробл.
прочности, 1980, № 4, с. 59—63.
224. Гугелев Б. М., Гецов Л. Б., Журавлев Ю. А. и др. Метод
го исследования повреждений в металлах при термической усталости.—
Завод, лаб., 1976, № И, с. 94—98.
225. Гецов Л. Б., Рыбников А. И., Ольшанская Э. Л. Использование методов
вакуумной металлографии для оценки работоспособности материалов с
щитными покрытиями.— Завод, лаб., 1982, № 7, с. 74—77.
226. Криштал М. А. Физические основы прочности и разрушения диффузионных
слоев и покрытий.— Защитные покрытия на металлах, 1979, вып. 13, с. 3—6.
227. Криштал М. А. Исследование дефектов, возникающих при образовании
покрытий, поверхностном упрочнении и эксплуатации деталей машин
большого ресурса.— Пробл. прочности, 1981, № 3, с. 84—90.
228. РД 50—260—81. Методические указания. Расчеты и испытания на прочность
13* 187
в машиностроении. Методы механических испытаний металлов. Определение
характеристик вязкости разрушения (трещиностойкости) при статическом
нагружении.— М.: Изд-во стандартов, 1982.— 55 с.
229. Красовский А. Я., Вайншток В. А., Кашталян Ю. А. и др. Применение
линейной и нелинейной механики разрушения для оценки сопротивления
развитию трещин в конструкционной стали 15Х2НМФА.— Пробл.
ности, 1978, № 1, с. 40—44.
230. Романив О. Н. Вязкость разрушения конструкционных сталей. Серия
стижения отечественного металловедения».— М.: Металлургия, 1979.—
176 с.
231. Плохое А. В., Артемьев А. П., Батаев А. А. Вязкость разрушения стали
20 после регулируемого термопластического упрочнения.— В кн.: Новые
методы упрочнения и обработки металлов. Новосибирск: НЭТИ, 1981,
с. 21-33.
232. Екобори Т. Научные основы прочности и разрушения металлов.— Киев.:
Наук, думка, 1978.— 352 с.
233. Романив О. Н., Никифорчин Г. И. Использование метода /-интеграла
для оценки трещиностойкости конструкционных материалов—. Физ.-хим.
механика материалов, 1978, № 3, с. 80—95.
234. Определение характеристик сопротивления распространению трещины
(трещиностойкости) металлов при циклическом нагружении. Методические
указания.— Физ.-хИхМ. механика материалов, 1979, № 3, с. 83—97.
235. РД 50—344—82. Методические указания. Расчеты и испытания на
ность. Методы механических испытаний металлов. Определение
ристик вязкости разрушения (трещиностойкости) при динамическом
гружении.— М.: Изд-во стандартов, 1982.— 51 с.
236. РД 50—345—82. Методические указания. Расчеты и испытания на
ность. Методы механических испытаний металлов. Определение
ристик вязкости разрушения (трещиностойкости) при циклическом
жении.— М.: Изд-во стандартов, 1982.— 46 с.
237. Решедько П. В. Универсальный испытательный комплекс УНИК-1-71 для
определения физико-механических свойств металлов и сплавов.— В кн.:
Новые методы упрочнения и обработки металлов. Новосибирск: НЭТИ,
1980, с. 32-39,
238. Ильинский К. Л., Васильченко Г. С, Попов А. А. и др. Влияние
зионной наплавки на вязкость разрушения стали 15Х2НМФА.— Пробл.
прочности, 1983, № 12, С; 46—48.
239. Артемьев А. П., Попелюх О. П., Потеряев 10. П. Влияние
ского упрочнения на трещиностойкость стали У8 с перлитными
ми.— В кн.: Оптимальная структура стали для повышения конструктивной
прочности. Новосибирск: НЭТИ, 1983, с. 44—50.
240. Артемьев А. П., Потеряев Ю. П. Исследование процессов разрушения
ли У8 после термопластического упрочнения.— В кн.: Структуры объемно
и поверхностно упрочненной стали. Новосибирск: НЭТИ, 1984, с. 35—40.
241. Schutz W. Versuchsmethoden der Bruchmechanil.— Der Maschinenschaden,
1975, v. 48, N 5, p. 137—148.
242. Тушинский Л. И., Токарев А. О., Власов В. С. Создание оптимальной
структуры и конструктивной прочности углеродистой стали регулируемой
термопластической обработкой.— В кн.: Новью методы упрочнения и
работки металлов. Новосибирск: ИЭТИ, 1979, с. 3—10.
243. МР 71-82. Методические указания. Расчеты и испытания на прочность в
машиностроении. Методы механических испытаний металлов. Определение
характеристик вязкости разрушения (трещиностойкости) на стадии
ки трещины.— ВНИИНМАШ, 1982.— 27 с.
244. Пакасюк В. В., Ковчик С. Е., Ходань И. В. Исследование
сти материалов при ударном нагружении.—• Физ.-хим. механика
лов, 1976, № 6, с. 3—7.
245. Потапов В. М., Миронов Е. Н. Механические свойства стали со структурой
бейнита после РТПУ.— В кн.: Оптимальная структура стали для
ния конструктивной прочности. Новосибирск: НЭТИ, 1983, с. 15—23.
246. Кальнер В. Д., Ковригин В. А., Ярембаш И. Е. Структура и свойства ни-
188
тридных покрытий на инструментальных сталях.— Металловедение и
мическая обработка металлов, 1980, № 9, с. 56—58.
247. Металловедение и термическая обработка стали: Справочное издание.—
3-е изд., перераб. и дои. [В 3-х т.] Т. 1. Методы испытаний и
ния/Под ред. М. Л. Бернштейна, А. Г. Рахштадта. М.: Металлургия, 1983.
352 с.
248. Металлография железа: [В 3-х т.] Т. 1. Основы металлографии/Пер, с англ.
под ред. Ф. И. Тавадзе.— М.: Металлургия, 1972.— 240 с.
249. Лаборатория металлографии Е. В. Панченко, Ю. А. Скаков, Б. И. Пример
и др.— 2-е изд.— М.: Металлургия, 1965.— 439 с.
250. Приборы и методы физического металловедения: [В 2-х т.] Т. 1/Пер. с англ,
под ред. Н. Т. Чеботарева.— М.: Мир, 1973.— 427 с.
251. Safai S., Herman H. International Conference on Advances Surface Coating
Technology.— London: Proceedings, 1978, v. 1, p. 1—14.
252. Коваленко В. С. Металлографические реактивы. Справочное издание.—-
3-е изд., перераб. и доп.— М.: Металлургия, 1981.— 120 с.
253. Практические методы в электронной микроскопии/Под ред. Одри М. Гло-
эра. Пер. с англ. под ред. В. Н. Верцнера.— Л.: Машиностроение, 1980.—
375 с.
254. Утевский Л. М. Дифракционная электронная микроскопия в
нии.— М.: Металлургия, 1973.— 583 с.
255. Томас Г. Электронная микроскопия металлов.— М.: Изд-во иностр. лит.,
1963.- 351 с.
256. Расчеты и испытания на прочность в машиностроении. Методы
вания изломов металлов. Рекомендации.— М.: ВНИИНМАШ, 1979.— 51 с.
257. Пилянкевич А. Н., Бритун В. Ф. Препарирование образцов тугоплавких
соединений для исследования на просвет в электронном микроскопе.—
рошковая металлургия, 1981, № И, с. 97—101.
258. Штейн Л. М. Исследование структурной и химической неоднородности
тонационных покрытий.— В кн.: Тез. докл. и сообщ. Всесоюз. научно-
техн. совещ. «Новые методы нанесения покрытий напылением», 12—14 окт.
1976 г. Ворошиловград: Б. и., 1976, с. 36—38.
259. Семенов А. П., Лютцау В. Г., Фадюков Е. М. и др. Фрактография
ционного покрытия из окиси алюминия.— В кн.: Тез. докл. и сообщ.
союз. научыо-техи. совещ. «Новые методы нанесения покрытий
ем», 12—14 окт. 1976 г. Ворошиловград: Б. и., 1976, с. 77—80.
260. Борисова А. Л., Борисов Ю. С, Браун С. М. и др. Исследование
ного взаимодействия плазменных покрытий из эвтектических сплавов на
жаростойких сталях.— В кн.: Высокотемпературная защита материалов.
Л.: Наука, 1981, с. 115—120.
261. Карпинос Д. М., Зильберберг В. Г., Вяльцев А. М. и др. Плазменные
тия из тугоплавких окислов и их композиций.— В кн.:
ная защита материалов. Л.: Наука. Ленингр. отд-ние, 1981, с. 120—124.
262. Шмырева Т. П. Фазовый состав детонационных покрытий из сплавов типа
ВК.— Порошковая металлургия, 1982, № 12, с. 30—35.
263. Китаев Ф. И., Цыдулко А. Г., Намычкин А. С. и др. Особенности
рования плазменных покрытий из плакированных порошков карбидов.—
В кн.: Антикоррозионные покрытия. Л.: Наука, 1983, с. 128—133.
264. Борисова А. Л., Клименко В. С., Шляковская И. Е. и др. Фазовые
щения при детонационном напылении и их влияние на износостойкость
покрытий из окиси алюминия.— В кн.: Высокотемпературная защита
териалов. Л.: Наука, 1981, с. 112—115.
265. Козлова И. Р. Структурные превращения в напыленной окиси алюминия.-—
Изв. АН СССР. Неорган, матер., 1971, № 8, с. 1372—1376.
266. Шмырева Т. П., Воробьев Г. М. Рентгенографическое определение
ны макронапряжений в покрытиях.— Пробл. прочности, 1983, № 8, с. 71 —
73.
267. Корпев А. Д., Воробьев Г. М., Шмырева Т. П. Исследование напряжений
первого и второго рода в покрытиях, нанесенных детонационным методом.—¦
Пробл. прочности, 1976, № 4, с. 66—68.
268. Русаков А. А. Рентгенография металлов.— М.: Атомиздат, 1977.— 480 с.
189
269. Хейкер Д. М., Зевин Л. С. Рентгеновская дифрактометрия.— М.: Физмат-
гиз, 1963.— 280 с.
270. Миркин Л. И. Рентгеноструктурный анализ. Получение и измерение
генограмм: Справочное руководство.— М.: Наука, 1976.— 326 с.
271. Лозинский М. Г. Строение и свойства металлов при высоких
рах.— М.: Металлургиздат, 1963.— 535 с.
272. Гудцов И. Т., Лозинский М. Г. Цветное вакуумное травление
ских шлифов при высоких температурах.— Завод, лаб., 1950, № 9, с. 1032—
1033.
273. Лозинский М. Г., Матвеева М. П. Выявление микроструктуры металлов и
сплавов методом высокотемпературного цветного окисления в вакууме.—
Завод, лаб., 1951, № 1, с. 67—70.
274. Лозинский М. Г. Высокотемпературная металлография.— М.: Машгиз,
1956.- 312 с.
275. Тушинский Л. И., Тихомирова Л. Б., Токарев А. О. Метод прямого
турного исследования горячей деформации углеродистой стали.— Завод,
лаб., 1979, № 3, с. 231—232.
276. Копылов В. И., Шатинский В. Ф, Механизм разрушения твердых тел с
плазменными покрытиями.— В кн.: Тр. VIII Всесоюз. совещ. по
ким покрытиям. Л.: Наука, 1979, с. 104—108.
277. Криштал М. А., Головин И. С. Внутреннее трение и структура металлов.—
М.: Металлургия, 1976.— 376 с.
278. Постников B.C. Внутреннее трение в металлах.— М.: Металлургия, 1974.—
352 с.
279. Гранато А Г, Люкке К. Структурная модель дислокаций и дислокационное
поглощение звука.— В кн.: Физическая акустика. Т. 4. Ч. А. М.: Мир,
1969, с. 261-3.44.
280. Федорченко И. М., Ищенко Е. И., Безыкорнов А. И. Остаточные
ния в плазменных покрытиях.— Защитные покрытия на металлах, Киев,
1980, вып. 14, с. 55—57.
281. Барвинок В. А., Китаев Ф. И., Козлов Г. М. и др. Остаточные напряжения
в покрытиях плазменного напыления.— Изв. вузов. Машиностроение,
1977, № 5, с. 118—122.
282. Барвинок В. А., Борисов Л. И., Фокин В. Г. Определение остаточных
пряжений в покрытиях плазменного напыления.— Изв. вузов.
строение, 1974, № 5, с. 115—119.
283. Барвинок В. А., Богданович В. И. Расчет остаточных напряжений в
менных покрытиях с учетом процесса наращивания.— Физика и химия
обраб. материалов, 1981, № 4, с. 95—100.
284. Фокин В. Г., Иванов СИ. Метод полосок для исследования остаточных
пряжений в многослойных пластинах.— Тр. Куйбышев, авиац. иы-та,
1971, вып. 53, с. 83—87.
285. Козлов М. Л. Общий принцип неразрушающих механических методов
следования остаточного напряженного состояния покрытий.— Пробл,
прочности, 1982, №3, с. 31—35.
286. Дехтярь Л. И. Определение остаточных напряжений в покрытиях и
таллах.— Кишинев: Картя Молдовеняска, 1968.— 175 с.
287. Дехтярь Л. И., Игнатьков Д. А., Лоскутов В. С. и др. Остаточная
женность боросодержащих плазменных покрытий.— В кн.: Тез. докл. и
сообщ. Всесоюз. научно-техн. совещ. «Новые методы нанесения покрытий
напылением», 12—14 окт. 1976 г. Ворошиловград: Б. и., 1976, с. 86—89.
288. Воробьев Г. М., Шмырева Т. П. Фазовые и структурные превращения при
металлизации с использованием энергии детонации.— В кн.: Диффузия,
сорбция, фазовые превращения в процессах восстановления металлов. М.:
Наука, 1981, с. 88—92.
предметный указатель
Адгезия 55, 104, 177
Антифрикционность 121
Аустенит 42, 49, 148—150, 165
Аустенитизация 42, 148, 149, 166,
167
Бойнит 42, 148—150, 166
Вакансия 135
Ван-дер-Ваальса сила 56, 57, 60, 65
Взвешивание гидростатическое 18,
78—81
Выкрашивание 42, 44, 48, 50, 84,
164
Выносливость
-— контактная 42—50
— усталостная 29—37
Газопроницаемость 18, 126, 127
Деформация высокотемпературная
133
— микропластическая 20, 37—42,
135
— пластическая 27, 38, 39, 76, 112,
128, 136, 137, 165, 166, 170
— упругая 27, 52
Диаграмма изгиба 41
— истинных напряжений 133
— конструктивной прочности 148,
149
— «нагрузка — прогиб» 142, 143
— растяжения 23, 51, 52
Дилатометр бесконтактный 89
— емкостный 89
— индуктивный 89
— Шевенара 88
Долговечность 3, 5, 6, 20, 31, 32,
34, 42, 126-128, 131, 151, 168,
176
Жаростойкость 3, 5, 9, 18, 19, 89,
125-127, 177
Изнашивание абразивное 19, 95,
112—116
— в паре трения 19, 98—104
— газоабразивное 116—120, 128
— гидроабразивное 110—112
— при фреттинг-коррозии 19, 105—-
108
— ударно-абразивное 108—110
— ускоренное 92
— установившееся 92
Изнашивания интенсивность 92, 99,
Ю1—104, 106, 107, 115, 134, 177
— скорость 92, 105, 107, ИЗ, 115,
117—119, 134, 177
Износ, определение весовым методом
95, 97
— — в условиях эксплуатации 95
— — методом искусственных баз
95—97
— — микрометрированием 95
— — профилографированием 95, 98
— — радиоизотопным методом 95,
98
— — спектральным анализом 95, 97
— — химическим анализом 95, 97
Интеграл-/ 6—8, 137, 138, 142—
144, 148
Истирающая способность 96
Карбидные фазы 159
Кинетическая диаграмма
ного разрушения 36, 144
Коффина установка 129, 130
Коэффициент интенсивности
жений 8, 136-142, 144-146
— проницаемости 81
— температурный электрического
сопротивления 85
— теплопроводности 89—92
— термический линейного
рения 18, 52, 88, 89, 126, 127,
170, 171
— трения скольжения 18, 99, 100,
106, 107
— фильтрации 81
Критическое раскрытие трещины 8,
137, 138, 140, 143, 144
191
Легирование комбинированное 125
— объемное 3
Макронапряжения 173
Мартенсит 156
Микрорезание 110, .113, 115, 116
Микроскопия оптическая 156—160
Микроскопия электронная
вающая:
косвенный метод 161
полупрямой метод 161
прямой метод 161—163
Микроскопия электронная
вая 163—165
Микротвердость 17, 27, 28, 157
Микрошлифы:
полирование механическое 157, 158
— электролитическое 158
шлифование 156—158
Надежность 3, 5, 6, 20, 128, 129,
135, 151, 176
Наклеп 116, 117, 133, 157
Наплавка 109, 151, 152
Напряжения изгиба 58, 68, 73
— локальные 68, 118, 149
— нормальные 22, 43, 58, 60, 117,
170
— остаточные 19, 21, ,30, 31, 120,
169-175
определение 171—175
.— сдвига 60, 67, 73
— среза 58, 67
— температурные 128
— термоусталостные 128—132
— трения решетки 9
Напряженность пробоя 85
Окалиностойкость 126
Относительное сужение 23, 109
— удлинение 23, 109
Пайерлса — Наббарро сила 8, 9
Перлит 6, 148, 149, 156
Петча — Холла соотношение 6, 8
Питтинг 42, 43, 47, 50
Пластичность 17, 38, 39
Плотность 18, 97
Покрытие газотермическое 17, 56,
78, 82, 86, 112, 151, 154, 163,
172
— детонационное 12, 18, 56, 57, 59,
70, 72, 78, 79, 81, 86, 87, 151,
154-155, 164, 173
— диффузионное 21, 126, 127
— защитное 3, 4, 55, 81, 89, 176
— ионно-плазменное 12, 75, 97, 99,
101, 103, 152
— износостойкое 3, 98—104, 121,
176
— интермета л лидное 102, 104, 119
— керамическое 89, 158
— магнитоэлектрическое 101—103
— окисное 52, 81
— оплавляемое 102, 159, 160
— плазменное 12, 18, 32, 52, 53,
57, 70, 78, 81, 86, 102, 103, 119,
120, 151-156, 163, 164, 168, 170,
173—175
— самофлюсугощееся 48, 101, 115,
119, 120, 158, 159
— струйно-плазменное 48, 101, ИЗ,
117, 153, 159
— теплозащитное 19, 89
— теплоизоляционное 18, 19, 89
— теплостойкое 19, 89
— электролитическое 31, 44, 56,
126
Полигонизация 133
Пористость закрытая 77—81, 127
— кажущаяся 79
— общая 77-81, 127, 153
— открытая 77—81, 126, 127
— рассеянная 77
— условная 79
Порометрия ртутная 80
Предел выносливости 6, 30, 31, 34,
35, 42, 44
— пропорциональности 23
— прочности 6, 17, 23, 54, 62, 109,
143
— текучести 3, 4, 6—9, 21, 23, 38,
40, 109, 112, 135, 137, 143, 144,
148-150
— упругости 23, 38, 40, 112
Проводимость электрическая 85
Прочность когезионная 17, 32, 48,
51, 54, 55, 76, 120, 136, 155
— конструктивная 3, 20, 21, 31—
33, 125, 150, 151, 169, 176, 177
— локальная 60
— микроадгезионная 60
— электрическая 18, 85, 86
Прочность соединения, определение
— вдавливанием индентора 75
— испытаниями на сдвиг 67—69
— клеевым методом 69—73
— склерометрией 73—75
¦— ударными испытаниями 76
— штифтовым методом 55—67
Пуассона коэффициент 17, 52—54,
137, 173
Разрушение покрытия внутреннее
58, 59
— — отрывом 58, 59
— — поперечное 58, 59
— — смешанное 58, 59
Рекристаллизация 133, 167
Рентгенослектральный анализ 177
Рентгеноструктурный анализ 127,
165
192
Система тензометрическая 134
Сопротивление усталости 29
— удельное электрическое 85
Способ нанесения покрытий:
газотермический 11
детонационно-газовыи 12
ионно-плазменный 12
струйно-плазменный 11
Стойкость коррозионная 32
— усталостная 29, 30
Структура основного металла
— покрытия
Твердость по Бринеллю 26
— — Виккерсу 26
— —- Роквеллу 25
Температура охрупчивания 10
Теплоизоляция 18, 89
Теплопроводность, метод
ния:
относительный 90, 91
плоских температурных волн 92
регулярного теплового режима 90,
91
стационарный 90, 91
Теплопроводность молекулярная 90
— решеточная 90
— суммарная 90
— фононная 90
Теплосмены 128
Теплостойкость 89
Термоциклирование 127—132
Толщина покрытия, метод
ления:
вихревые токов 82—84
гравиметрический 82
индукционный 82, 83
капли 82
кулонометрический 82
магнитный 82—84
металлографический 82, 84
оптический 82
отрывной 82
радиационный 82
струи 82
электромагнитный 82—84
Травление вакуумное 165—167
Трение внутреннее 20, 168
Трещиностойкость динамическая
147, 148
— статическая 136, 138—144
— циклическая 144—146
Угол атаки 110—112, 116—120
Ударная вязкость 109
Удар тепловой 128
Упрочнение дисперсными фазами 8—
10
— комбинированное 5, 7, И, 121,
123, 177
— микроструктурными барьерами
8-10
— объемное 5, 148, 151, 166
— поверхностное 106
— растворенными атомами 8, 9
— увеличением плотности
ций 8—10
Упругости константы 52
Усталость контактная 42—50
— малоцикловая 29, 128
— многоцикловая 29
— низкочастотная 128
— термическая 127, 128—132
Утонение ионное 19, 162, 163
Феррит 149
Фреттинг-коррозия 19, 98, 105—108
Хладостойкость 5.
Цементит 149
Шлиф косой 156, 157, 164
— поперечный 27, 28, 31, 32, 84
156, 159
— продольный 27
Штифт вплавленный 66
— кольцевой 62
— конический 57, 63, 64
— прямоугольный 67
— цилиндрический 57
Эмиссия акустическая 54, 177
Эффект краевой 83, 84, 158
— шаржирования 112, ИЗ
Юнга модуль 17, 52—54
ИМЕННОЙ УКАЗАТЕЛЬ
Абабков Г. В. 36
Аблекова 3. П. 89
Акимова Л. В. 77
Акулов Н. С. 82
Албагачиев А. Ю. 108—110
Алехин В. П. 21, 37
Алисин В. В. 105
Алябьев А. Я. 105—107
Анании В. А. 4
Антонов В. П. 72
Антонова Е. П. 126
Аппен А. А. 19, 142
Аронов Э. Л. 110, 111
Артемьев А. П. 4, 137, 138, 144 '
Архипов В. В. 72
Астахов Е. А. 12, 55, 58—61, 85,
87, 154—156, 161
Афонин Н. И. 32
Бабичев М. А. 115
Балыков В. С. 32
Барвинок В. А. 52—54, 170, 172,
174, 175
Барзов А. А. 54
Баринов И. П. 89
Барон А. А. 26
Бартенев С. С. 12, 18, 56—58, 60,
68, 70—72, 77, 79—81, 85, 86,
88, 154, 157, 161, 164
Батаев А. А. 4, 10, 137, 138
Батаев В. А. 4
Безыкорнов A. PL 170, 175
Белый В. А. 92
Беркович Е- С. 96
Берман В. А. 77
Берндт К. 154
Бернштейн М. Л. 157, 161, 165
Богданович В. И. 172
Бокштейн С. 3. 129, 130
Большунов В. В. 106, 108
Борисов Л. И. 172, 174
Борисов М. В. 95, 96
Борисов 10. С. 32, 165
Борисова А. Л. 16, 165
Браун С. М. 163
Бритун В. Ф. 162, 163
Бузовкина Т. Б. 90, 91
Быков А. А. 4
Бычков Н. Г. 129, 130
Бялобжеский А. В. 127
Вайншток В. А. 137, 138, 144, 152
Валитов А. М.-З. 82—84
Васильченко Г. С. 144, 151, 152
Вернер X. 83
Верцнер В. Н. 161—163
Вествуд А. 21
Виноградов В. Н. 108—110, 116
Виноградов Ю. М. 92
Вирник А. М. 19, 50, 52, 88, 170—
172, 174
Власов В. С. 144
Воробьев Г. М. 165, 173
Воронов Б. М. 73
Вяльцев А. М. 32, 165
Гаранов В. А. 58—60
Гарда А. П. 87
Гаршин А. П. НО
Гасик Л. Н. 126
Гельтман И. С. 4
Гецов Л. Б. 129—132
Гладюк Н. В. 4
Глоэр О. М. 161-163
Голего Н. Л. 105, 106
Головин И. С. 168
Голубев В. И. 110, 112
Гопкало А. П. 128
Горин Л. Ф. 126
Горицкий В. М. 29
Горшков Б. М. 50, 52, 53
Горячко В. И. 61
Готлиб Л. И. 71
Гранато А. 168
Грешников В. А. 54
Григоров А. И. 12, 56—58, 60, 68,
70—72, 79—81, 85, 88, 93, 154,
157, 161, 164
Гриффите А. А. 136
Гугелев Б. М. 131
Гудков А. А. 28
Гудкова Г. К. 89
194
Гудцов Н. Т. 165
Гупалов В. К. 90
Гутенберг К. С. 4
Давиденков Н. Н. 168, 169
Далисов В. Б. 31
Дворак X. 154
Дегтев Г. Ф. 126
Демидова Н. П. 73
Денисенко Э. Т. 28, 89
Дерко X. 77
Дехтярь Л. И. 19, 50, 52, 53, 172
Джеломанова Л. М. 12, 101
Довгаль Ю. Г. 110, 112
Доничев Б. Г. 73
Дробот Ю. В. 54
Дрозд М. С. 26
Дружинин Л. К. 56, 77
Дубинин Г. Н. 21
Дудко Д. Я. 85, 86
Дульнев Р. А. 129, 130
Дунаева Т. Ю. 86, 90
Духота А. И. 106, 107
Дьяков Б. Б. 86
Дэви л В. 154
Дяденко И. С. 95
Екобори Т. 137, 138
Елизаров О. А. 12, 93
Еремичев А. И. 58—60
Жуков М. Ф. 4
Журавлев 10. А. 131
Заслоцкая Л. А. 128
Зверев А. И. 12, 55, 58, 60, 85, 87.
154—156, 161
Зевин Л. С. 165
Земсков Г. В. 32, 126
Зильберман Б. В. 50
Зильберберг В. Г. 165
Зузлов В. М. 72
Иванов В. М. 12, 52, 53, 57, 68,
79, 87, 90—92, 152, 169
Иванов С. И. 172
Иванова В. С. 29
Игнатьков Д. А. 172
Ильинский А. И. 50—53
Ильинский И. И. 106, 107
Ильинский К. Л. 144, 151, 152
Ирвин Г. Р. 136
Ищенко Е. И. 170, 175
Каденецкий Л. А. 72
Калинин Г. М. 88, 90—92
Калинин Л. И. 59, 60, 62
Каличак Т. Н. 32
Каллойда Ю. В. 4, 37, 38
Калмуцкий В. С. 31, 43, 44, 55
Кальнер В. Д. 152
Каневская Щ. А. 87
Караулов А. К. 101
Карпенко Г. В. 31
Карпинос Д. М. 165
Кац Л. К. 77, 80
Кашталян 10. А. 137, 138, 144, 152
Кащеев В. Н. 92, 112, ИЗ, 115
Кийко А. В. 77, 79, 81, 85, 86
Кириллов В. Н. 89
Китаев Ф. И. 165, 170, 172, 174, 175
Клейс И. Р. 116
Клименко В. С. 61, 165
Клюев В. В. 22, 50, 53, 165
Ковалевский В. В. 28, 105, 106, 108
Коваленко В. С. 158
Ковенский И. И. 28, 89
Ковригин В. А. 152
Ковчик С. Е. 147
Когаев В. П. 16
Коган Р. Л. 126
Козаков А. В. 105
Козлов Г. М. 52-54, 170, 174, 175
Козлов М. Л. 172
Козлова И. Р. 77, 85, 86, 165
Коломыцев П. Т. 127
Кольцов С. И. 4
Копылов В. И. 12, 21, 31, 32, 87,
88, 154, 165, 168, 169, 172
Корнев А. Д. 59, 62, 165, 173
Коробков И. И. 89
Коршаков Л. И. 90, 91
Костецкий Б. И. 92, 101
Костиков В. Н. 12, 71, 73, 92, 169
Котов В. М. 72
Коффин Л. Ф. 129
Крагельский И. В. 92, 105
Красовскии А. Я. 137, 138, 144, 152
Кречмар Э. 88
Кример Б. И. 157
Криштал М. А. 135, 168
Кубецкий Г. А. 73
Кудинов В. В. 12, 18, 19, 52, 53,
56, 57, 62, 68, 72, 77, 79, 87,
90—92, 152, 156, 169
Кузнецов В. В. 77
Кузовиткин В. Ф. 88, 90—92
Кузьмин Н. Г. 4, 82
Куроедов 10. Б. 36
Ланцевич В. Н. 49
Латынин И. И. 106, 107
Левин С. Н. 116
Лившиц Л. С. 116
Лизунов В. М. 59, 62
Лихтман А. Е. 73
Лобанов В. М. 101
Лозинский М. Г. 165
Лоскутов В. С. 19, 50, 52—54, 172
Любарский И. М. 43, 105, 165
Л юкке К. 168
195
Лютцау В. Г. 164
Лях Г. Е. 50—53
Ляшенко Б. А. 52, 58, 59, 62
Майорова Л. А. 77, 81
Максимович Г. Г. 12, 21, 31, 32,
53, 87, 88, 154, 168, 169, 172
Мак-Ферсон Р. 154
Манохин А. И. 4
Мартиросян М. М. 116
Матвеева М. П. 165
Махаринскии Е. Г. 77, 80
Мельников В. В. 105, 106, 108
Мень А. А. 90, 91
Милевский М. 51
Милецкий А. В. 106, 107
Ми лов В. П. 92
Миркин Л. И. 165
Миронов Е. Н. 4, 47, 150
Морозов И. А. 50, 170—172, 174
Муратов В. М. 34, 49
Мурашов А. П. 72
Намычкин А. С. 165
Неделько В. Е. .81
Нестеров В. М. 43, 44
Нечипоренко Е. П. 90
Никитин В. И. 126, 127
Никифорчин Г. И. 138
Никольский Н. Н. 77
Новиков И. Н. 90
Носовский И. Г. 101
Нырков И. М. 62
Обухов А. П. 90
Ольшанская Э. Л. 131, 132
Онищенко Г. Г. 32
Орлов А. В. 43, 44
Осипов А. Д. 61
Ощепков Ю. П. 77
Павлов И. А. 95, 96
Палатник Л. С. 43, 105, 165
Панасюк В. В. 147
Панин В. Е. 4
Панченко Е. В. 157
Паппель Т. А. 116
Петриченко А. П. 90
Петров В. Я. 58—62
Пилянкевич А. Н. 162, 163
Пинегин С. В. 43
Писаренко Г. С. 168
Платова С. Н. 116
Плохов А. В. 10, 82, 137, 138
Побировский В. И. 33
Подзей А. В. 50, 170—172, 174
Подмоков В. Б. 95
Подстригач Я. С. 24
Попелюх О. И. 144
Попов А. А. 144, 151, 152
Постников В. И. 95, 96
Постников В. С. 168
Потапов В. М. 4, 45, 47, 150
Потеряев 10. П. 4, 101, 144
Похмурский В. PL 31, 32
Примак А. В. 85, 86
Прокофьев А. Л. 90
Прокошкин Д. А. 91
Пузряков А. Ф. 58, 59, 60
Пустотина С. Р. 90
Работнов 10. И. 16
Райе Д. Р. 137
Рахштадт А. Г. 157, 161, 165
Решедько В. В. 24
Решедько П. В. 4, 138
Ришин В. В. 58—60, 62, 68
Рогов Н. В. 4
Рогожин В. М. 58—62, 77
Рожков М. Н. 105
Романив О. Н. 137, 138, 144
Руденко В. Н. 62
Русаков А. А. 165
Рыбаков С. В. 31
Рыбников А. И. 131, 132
Салтыков С. А. 80
Самсонов Г. В. 16, 19, 126
Сапелкин И. П. 52
Сбрижер А. Г. 72
Семенов А. П. 85, 164
Семенов И. В. 61
Сергеев В. В. 106, 107
Серенсен С. В. 29
Синявский Д. П. 128
Скаков Ю. А. 157
Славский Ю. И. 26, 28
Слабодянюк А. А. 126
Смирнов Ю. В. 58—62, 77
Соболев А. Ю. 4, 82
Соколова Т. В. 77, 79, 81, 86, 90
Соловьев Б. М. 90, 126
Сорокин Г. М. 108—110
Сосновский Л. А. 126
Стацура В. В. 62, 72, 90
Стейн Д. 37
Стримбан В. И. 73
Стронгин Б. Г. 21, 165, 168
Сухова Е. Е. 77, 81
Сытов В. П. 110, 112
Тавадзе Ф. Н. 157
Тененбаум М. М. 110—112
Теребило Г. И. 36
Терентьев В. Ф. 29
Тимофеев А. П. 4
Тинт Н. В. 73
Тихомирова Л. Б. 4, 6, 7, 10, 34,
37, 165
Ткачев В. Н. 92
Токарев А. О. 144, 165
196
Томас Т. 161
Трощенко В. Т. 29
Тушинская К. PL 4
Тушинский Л. И. 6, 7, 8, 24, 34,
37, 49, 144, 165
Тылкин М. А. 26, 116, 128, 129
Уманский Э. С. 32
Утевский Л. М. 161
Уткин О. И. 90, 91
Фадюков Е. М. 189
Фальковский Н. И. 85, 86
Федоров В. А. 61
Федоров В. Н. 126
Федорченко И. М. 17, 170, 175
Федько 10. П. 12, 56—58, 60, 68,
70—72, 77, 79—81, 85, 88, 154,
157, 161, 164
Фокин В. Г. 172, 174
Фокин В. Н. 4
Фролов К. В. 16
Хазина И. 3. 77, 80
Хасуй А. 32, 51, 55—57, 60, 70—
72, 85, 86, 90, 91, 155, 156, 161,
164, 172, 175
Халак С. Ф. 72
Харламов Ю. А. 12, 59, 60, 62, 68,
72
Хейкер Д. М. 165
Ходань И. В. 147
Хорнбоген Е. 154
Хрущов М. М. 92, 96, 115
Цемахович Б. Д. 66
Цемахович Д. Б. 4, 66, 101
Цигунов О. В. 126
Цирлин М. С. 126
Цобкалло С. О. 126
Цыдулко А. Г. 165
Чаевский М. И. 30
Чеботарев Н. Т. 157, 158, 165
Черепанов Г. П. 137
Черменскии О. И. 43, 44
Шаривкер С. Ю. 12, 55, 58, 60, 62,
85, 87, 154—156, 161
Шарипов А. 3. 106, 107
Шатинский В. ф. 12, 21, 30 — 32,
87, 88, 154, 165, 168, 169, 172
Шведков Е. Л." 28, 89
Шевеля В. В. 105, 106
Шевчук П. Р. 21
Шестерин 10. А. 12, 71, 73, 92, 169
Шилов Г. И. 82—84
Школьник Л. М. 29, 33, 44, 129
Шляховская И. Е. 165
Шмерлин И. М. 24
Шмырева Т. П. 165, 173
Шнейдман И. Б. 72
Шоршоров М. X. 4, 12, 18, 21, 37
Штейн Л. М. 164
Шумилов А. В. 77, 81, 86
Эпик А. П. 126
Юксти Л. А. 116
Ярембаш И. Е. 152
Ясь Д. С. 72, 95
Djaic R. А. Р. 10
Gladman Т. 10
Herrman E. 77, 157
Herman H. 158, 162, 163
Irvine К. I. 10
Jonas I. J. 10
Livesay В. R. 21
Orr J. 10
Pickering F. В. 10
Safai S. 158, 162, 163
Schutz W. 144
Starke E. A. 21
Zum Gahr K. 115
Фото 1. Универсальный испытательный комплекс,
1 — силовой блок; 2уз — измерительные блоки.
Фото 2. Установка для исследования скорости распространения усталостной
трещины с применением оптического микроскопа.
Юа Л. и. Тушинский, А. В. Плохое
Фото 3, Машина для усталостных испытаний с непрерывной регистрацией
длины трещины методом электросопротивления.
Фото 4 Прибор для определения микропластической деформации образцов с
г покрытиями.
Фото 5. Установка для испытаний образцов с покрытиями на контактную выносливость по схеме
«пульсирующий контакт».
Фого tf. Кинетика контактно-усталостного разрушения струйно-плазменного
покрытия ПН8Г)Ю15 (нагрузка 150 Н):
а — .3,2»1(L, б — 9,Г).10а, « — 1,1.10" циклон, X 200,
Фото 7. Кинетика контактно-усталостного разрушения самофлюсующегося
крытия ПН70Х17С4Р4 (нагрузка 900 Н):
а — 1,1.10*, б — .1,4.10*, в — 1,5-10* циклов, X 200.
Фото 8. Установка для проведения испытаний на изнашивание при трении о нежестко закрепленные частицы абразива.
Фото 9. Луи kit износа покрытии 11118Г)|(IГ) (<i) и ПН701СШ (б)
нежестко закрепленные частицы абразина, X Ь*.
рп трешш о
Фото 10. Установка для испытаний на изнашивание при трении о жестко
крепленные частицы абразива.
Фото 11. Центробежный ускоритель для испытания образцов с покрытиями на
газоабразивиое изнашивание.
Фото 12. Детали бесчелночного ткацкого станка СТБ, подвергнутые
рованному упрочнению.
Фото. 13, Стенд для ударно-усталостных испытаний перемычки хвостовой
сти прокладчика утка.
Фото 14. Установка типа ИМАШ-Киргизстан, модернизированная для
дения испытаний на термическую усталость.
Фото 15. Усовершенствованная цепь растяжения на модернизированной
новке ИМАШ 9-66.
Фото 16. Испытание призматического образца на вязкость разрушения.
1 — образец; 2 — упругий элемент^усилия;"^ — упругий элемент прогиба; 4 — микроскоп.
Фото 17. Установка для испытаний на циклическую трещиностойкость.
1 испытуемый образец; 2 — нагружающий шток9
Фото IS. Микроструктура струйно-илазменных покрытий из интерметаллидов
системы Ni—Ai.
а — нетравленое покрытие ПН85Ю15, X 400; б — нетравленое покрытие ПН70Ю30,
X 200; в, г, д, е — покрытие ПН70Ю30 после химического травления, X 500.
II d 4 <i. Л v О И i/. Г.Г
Фото 19. Микроструктура самофлюсующихся покрытий.
а—частица порошка ПН77Х15СЗР2, х 500; б — покрытие ПН77Х15СЗР2, X 500; в —
покрытие ПН73Х16СЗРЗ, X 200; г, д — покрытие СИГН, X 500; е, ж, з — покрытие
ПН70Х17С4Р4 + 20% Сг3С2; (е X 120, ж, .? — х 200); и, к, л — покрытие ПН70Х17С4Р4 +
+ 40% Cr.jC, X 1000; м -покрытие ПН70Х17С4Р4 + 60% Сг3С,, X 1000,
Фото 20. Структура нижнего бейнита стали У8, вытравленная методом
температурного скоростного цветного окисления, X 300.
I — граница «бывшего» аустенитного зерна; 2 — бейнитный кристалл (игла),
Фото 21. Характерная картина окисленной поверхности горяче деформирован-
ной стали, X 300.
I — исходная граница аустенитного зерна; 2 — граница рекристаллизованного зерна; 3 -*
след от «бывшей» аустенитной границы.
2, T
Леонид Иннокентьевич Тушинский
Александр Васильевич Плохое
ИССЛЕДОВАНИЕ СТРУКТУРЫ
И ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ПОКРЫТИЙ
Утверждено к печати
Институтом горного дела СО АН СССР
Редактор издательства Т. Д* Семченко
Художественный редактор Т, Ф. Иаминина
Художник В. М. Рузайкип
Технический редактор С. А. Смородииова
Корректоры Р. Н. Червова, Г. Д. Смоляк
ИБ № 29861
Сдано в набор 20.12.85. Подписано в печать 11.05.86. МН-01660. Формат бОХЭО'Ле-
га книжно-журнальная офсетная. Обыкновенная гарнитура. Высокая печать. Усл. печ.
л. 12,5 + 1 на мел. бум. Усл. кр.-отт. 13,8. Уч.-изд. л. 15,4. Тираж 2300 экз.
каз № 1038. Цена 1 р. 70 к.
Ордена Трудового Красного Знамени издательство «Наука», Сибирское отделение.
630099, Новосибирск, 99, Советская, 18.
4-я типография издательства «Наука». 630077, Новосибирск, 77, Станиславского, 25,
ОГЛАВЛЕНИЕ
Предисловие 3
Глава 1. Роль покрытий в повышении надежности и
сти деталей машин и конструкций 5
Общие принципы комбинированного упрочнения деталей машин и
конструкций —
Основные способы нанесения покрытий 11
Глава 2. Общая классификация методов исследования структуры и
физико-механических свойств покрытий и материалов с
покрытиями 13
Глава 3. Механические свойства материалов с покрытиями ... 21
Статические испытания —
Определение твердости 25
Оценка усталостной прочности 29
Исследование микропластичности 37
Определение контактной выносливости 42
Определение механических свойств покрытий 50
Глава 4. Прочность соединения покрытия с основным металлом . . 55
Количественная оценка прочности соединения методом
ния штифта —
Метод сдвига (среза) 67
Метод склеивания 69
Склерометрический метод 73
Метод вдавливания индентора 75
Метод динамических нагружений 76
Глава 5. Физические характеристики покрытий 77
Определение пористости 9 , —
Оценка проницаемости 81
Измерение и контроль толщины —
Определение электрических свойств 85
Измерение термического коэффициента линейного расширения ... &8
Определение теплопроводности 89
Глава 6. Износостойкость покрытий 92
Общее определение износостойкости п анализ схем
ных устройств „ —
Способы оценки величины износа 95
Методики определения износостойкости покрытий в парах трения 98
Специальные испытания образцов с покрытиями 104
Изнашивание при фреттинг-коррозии 105
Ударно-абразивное изнашивание 108
Гидроабразивное изнашивание 110
Изнашивание покрытий в массе абразивных частиц 112
Газоабразивное изнашивание 116
Исследование эксплуатационной стойкости пзделий (деталей) с
крытиями на специальных лабораторных стендах 120
Глава 7. Прочность и жаростойкость материалов с покрытиями при
высоких температурах 125
Испытание покрытий на жаростойкость —
Испытания материалов с покрытиями на термическую усталость 128
Определение прочности материалов с покрытиями при высоких
температурах 132
Глава 8. Трещиностойкость (вязкость разрушения) объемно
чненных сплавов с покрытиями 134
Общие сведения о вязкости разрушения —
Испытания на статическую трещиностойкость 138
Испытания на циклическую трещиностойкость 144
Испытания на динамическую трещиностойкость 147
Исследование вязкости разрушения при оптимизации объемного
. упрочнения стали У8 148
Вязкость разрушения материалов с покрытиями 151
Глава 9. Структура покрытий 154
Металлография —
Просвечивающая электронная микроскопия . 160
Растровая микроскопия. Рентгеноструктурный анализ 163
Метад выявления структуры основы и покрытий при высоких
температурах 165
Определение внутреннего трения материалов с покрытиями 168
Глава 10. Внутренние напряжения в основном металле и покрытиях 169
Заключение 176
Литература 178
Предметный указатель 191
Именной указатель 194