/
























































































































Текст
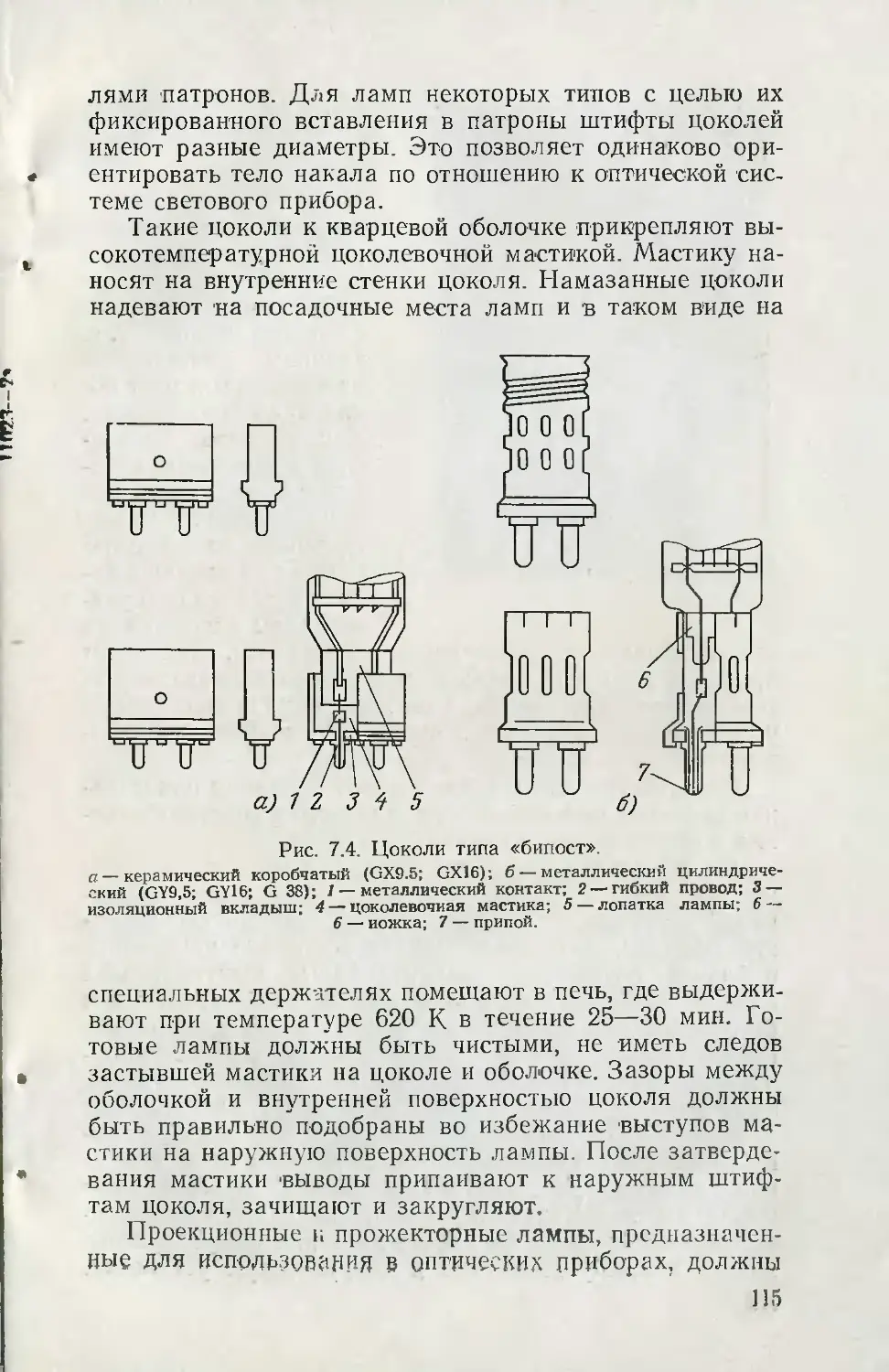
1
Библиотека светотехника
С.М.Вугман, В.И.Волков
Галогенные
лампы ч
накаливания
БИБЛИОТЕКА
СВЕТОТЕХНИКА
Выпуск 5
С. М. ВУГМАН, В. И. ВОЛКОВ
ГАЛОГЕННЫЕ
ЛАМПЫ
НАКАЛИВАНИЯ
МОСКВА ЭНЕРГИЯ
1980
ББК 31.294
В 88
УДК 621.326
Вугман С. М., Волков В. И.
В 88 Галогенные лампы накаливания. М.: Энергия,
1980.— 136 с., ил.— (Б-ка светотехника; Вып. 5).
40 к.
В книге приводятся особенности конструкции и технологии изго-
товления электрических галогенных ламп накаливания. Излагаются
физические основы и принципы работы, рассматриваются свойства
применяемых материалов. Описаны основные технологические про-
цессы изготовления отдельных узлов и сборки ламп. Приведены пара-
метры ламп разных типов.
Книга рассчитана на инженерно-технических работников, зани-
мающихся разработкой, производством н эксплуатацией тепловых
источников излучения, в первую очередь галогенных ламп накали-
вания.
30310-295
В------—----- 152-80. 2302060000
051f01J-80
ББК 31.294
БП2.19
САМСОН МОИСЕЕВИЧ ВУГМАН
ВАЛЕРИЙ ИВАНОВИЧ ВОЛКОВ
ГАЛОГЕННЫЕ ЛАМПЫ НАКАЛИВАНИЯ
Редактор В. С. Литвинов
Редактор издательства В. И. Митрофанова
Технический редактор В. В. Хапаева
Корректор М. Г. Гулина
ИБ № 1494
Сдано в набор 31.01.80 Подписано в печать 19.08.80 Т-12471 Формат 84у1081/за
Бумага типографская № 1 Гари, шрифта литературная. Печать высокая
Усл. печ. л. 7,14 Уч-изд. л. 7,48 Тираж 9000 экз. Заказ 531 Цена 40 к.
Издательство «Энергия», 113114, Москва, М-114, Шлюзовая наб., 10
Московская типография № 10 Союзполиграфпрома при Государствен-
ном комитете СССР по делам издательств, полиграфии и книжной
торговли. 113114, Москва. М-114, Шлюзовая наб., 10
£) Издательстве «Эпеогия»( 1980 г.
ПРЕДИСЛОВИЕ
Лампы накаливания в стеклянных оболочках как
тепловые источники света существуют уже более 100 лет.
За этот период их световая отдача увеличилась в 5—
8 раз (для разных типов ламп), достигнуты большие
успехи в конструировании и методах производства, на-
коплен большой научный материал в области исследо-
ваний физических процессов, созданы методы расчета
элементов конструкции и параметров ламп.
Кажущаяся простота ламп накаливания и достигну-
тые результаты побудили многих к высказываниям
о том, что этот вид теплового источника света исчерпал
себя. Такие утверждения усилились с появлением более
экономичных газоразрядных источников света.
Однако жизнь опровергла такие суждения. Производ-
ство и потребление ламп накаливания не только не со-
кращаются, а постоянно увеличиваются. Новым доказа-
тельством жизненности этого вида источников света яв-
ляется появление в конце 50-х годов галогенных ламп
накаливания, что представляло собой дальнейшее раз-
витие и совершенствование тепловых источников света.
Благодаря ряду преимуществ галогенные лампы нака-
ливания нашли широкое применение во многих областях
науки, техники, быта. Их номенклатура и выпуск быст-
ро растут.
Если за последние годы об обычных лампах накали-
вания появился ряд книг и монографий, то о галогенных
лампах, насколько известно, нет цельного, систематизи-
рованного издания, хотя и имеется обстоятельный обзор
по развитию галогенных ламп [37]. Результаты много
численных исследований и у нас в стране и за рубежом
изложены лишь в отдельных статьях и патентах. Накоп-
ленный большой теоретический и экспериментальный
материал, касающийся различных сторон исследования,
разработки, технологии изготовления и эксплуатации
галогенных ламп, не обобщен и не собран воедино.
3
Предлагаемая книга предназначена в определенной
степени восполнить такой пробел. Авторы стремились
обобщить имеющийся литературный материал по этому
виду тепловых источников света, а также изложить мно-
голетний личный опыт, накопленный в процессе иссле-
дований и разработки галогенных ламп накаливания.
Авторы благодарят за помощь работников лаборато-
рий галогенных ламп ВНИИИС имени А Н. Лодыгина
и в первую очередь ведущих разработчиков И. О. Явно,
Н. А. Ивенина, В. И. Царькову, М. П. Горбачеву, плодо-
творный и творческий труд которых привел к появлению
и развитию галогенных ламп в нашей стране; рецензен-
та канд, техн, наук П. В. Пляскина и редактора канд.
техн, наук В. С. Литвинова за ценные замечания и пред-
ложения и за существенную помощь при подготовке кни-
ги к изданию.
Авторы
ВВЕДЕНИЕ
Краткий исторический обзор. По принципу работы
лампы накаливания относятся к класс)' тепловых ис-
точников света, в которых излучение света является ре-
зультатом нагрева тела накала до высоких температур
электрическим током. Датой рождения ламп накалива-
ния принято считать 1872 г., когда русский инженер
А. Н. Лодыгин сконструировал и получил привилегию
на «Способ и аппараты дешевого электрического осве-
щения». Лампа Лодыгина состояла из цилиндрической
стеклянной оболочки, из которой откачали воздух и
в которую герметично вмонтировали тонкий угольный
стержень. Такие лампы имели низкую световую отдачу,
не превышающую 2—3 лм/Вт.
В последующие десятилетия творческая мысль уче-
ных была направлена на изыскание новых материалов,
пригодных для использования в качестве тела накала.
Появились лампы с телом накала из тантала, иридия,
осмия, молибдена. В 1910 г. был разработан металлоке-
рамический метод изготовления тонких вольфрамовых
нитей. До сего времени вольфрам является незаменимым
материалом для тела накала, совершенствуются лишь
технология изготовления тела накала и его конструктив-
ное оформление. В 1913 г. для повышения световой отда-
чи ламп накаливания при неизменном сроке службы
тело накала стали выполнять в виде вольфрамовой мо-
носпирали, а в 30-х годах стали применять и биспираль.
Важно было также создать необходимые условия ра-
боты тела накала в лампе. Известно, что вольфрам быст-
ро окисляется в атмосфере воздуха. Поэтому с первых
шагов создания ла?лп накаливания встал вопрос о техни-
ке откачки воздуха и создании условий герметизации
стеклянной оболочки ламп. Анализ исторического пути
развития ламп накаливания показывает, что их прогресс
был неотъемлемо связан с прогрессом в области вакуум-
ной техники. Успехи, достигнутые в первые десятилетий
20-го столетия в области получения и применения ва-
куума, позволили значительно усовершенствовать конст-
рукцию ламп накаливания и методы их изготовления. t
Световая отдача вакуумных ламп с вольфрамовым те-
лом накала значительно возросла по сравнению с лам-
пами с угольным телом накала. Обеспечение хорошего
вакуума в лампах позволило увеличить продолжитель-
ность горения до 1000 ч. Вакуумные лампы накаливания
нашли широкое применение. И до сего времени, несмотря
на создание новых, более эффективных конструкций,
многие типы ламп изготовляются в вакуумном исполне-
нии и являются незаменимыми во многих случаях.
Тем не менее, существенным недостатком вакуумных
ламп является сравнительно низкая световая отдача
в связи с невозможностью эксплуатации тела накала
при температурах выше 2600—2800 К, при которых ис-
парение вольфрама сильно возрастает. В условиях ва-
куума вольфрам беспрепятственно испаряется и осажда-
ется на внутренние стенки колбы (оболочки), приводя
к резкому снижению светового потока.
Одним из путей противодействия испарению вольфра-
ма является наполнение ламп азотом и инертными газа-
ми — аргоном, криптоном и ксеноном. Появление газо-
наполненных ламп явилось следующим крупным шагом
в направлении дальнейшего совершенствования конст-
рукции ламп и повышения их эффективности.
Однако газовое наполнение в лампах накаливания
не устраняет вредного действия термического испарения
вольфрама, оно лишь значительно его уменьшает. Сле-
довательно, если термическое испарение вольфрама яв-
ляется неизбежным физическим процессом, необходимо
каким-то образом очищать стенки оболочек от оседаю-
щих частичек вольфрама.
И решение было найдено: стали применять так назы-
ваемый галогенный цикл. Благодаря введению внутрь
ламп определенных добавок к инертному газу создают-
ся возможности и условия для возникновения и проте- р
кания таких физико-химических реакций, которые при-
водят к полной очистке стенок оболочек от оседающего
вольфрама и переносу его обратно на тело накала.
В связи с интенсивным развитием работ в области *
космической техники в 50-х годах возникла необходи-
мость исследования поведения космических объектов
6
при вхождении в плотные слои атмосферы. Возможность
имитации таких тепловых ударов потребовала быстрого
интенсивного нагрева металлических поверхностей и
обеспечения больших облученностей нагреваемых объек-
тов. Для этого фирма «Дженерал Электрик» (США) со-
здает трубчатые кварцевые нагреватели. Кварцевые обо-
лочки были использованы ввиду высокой температуры
нагрева, а трубчатая форма в виде длинного цилиндра
сравнительно малых диаметров дала возможность созда-
ния путем набора большого количества таких ламп вы-
сокой поверхностной плотности облучения, достигающей
сотни киловатт на 1 м2. Однако неизбежное распыление
вольфрама на стенки кварцевых трубок сильно ограни-
чивало срок службы нагревателей; они быстро чернели
и оказывались практически непригодными, несмотря на
то что тело накала продолжало работать. И тут иссле-
дователи «вспомнили» о регенеративных галогенных цик-
лах, которые, как оказалось, давно известны в науке.
Использование галогенов и их соединений в электро-
вакуумных приборах, и в частности в лампах накалива-
ния, имеет давнюю историю. Такие работы были про-
ведены еще задолго до использования вольфрама в лам-
пах. В их основу были положены достаточно изученные
к тому 'времени явления диссоциации галогенных соеди-
нений. Необходимость улучшения световых параметров
ламп направила мысль исследователей на использова-
ние металлических нитей вместо угольных. Поскольку
изготовление тонких металлических нитей тоже пред-
ставляло трудную проблему, то в первую очередь были
поставлены работы по металлизации угольных нитей.
И тут пригодились галогенные соединения. Способы по-
крытия угольных нитей путем осаждения металлов из
их галогенных солей и окислов оказались удобными.
По сути дела эти же химические процессы соедине-
ния и диссоциации имеют место в галогенных лампах.
Еще в 1882 г. Скрибнер в США получил патент на не-
посредственное введение внутрь вакуумной лампы
с угольной нитью малого количества хлора. В последую-
щие годы был получен ряд патентов на введение в лам-
пы различных галогенов и их смесей, так как при этом
было обнаружено, что лампы не чернеют. В указанных
патентах это объяснялось тем, что галоген, соединяясь
с испаряющимся веществом (уголь, металл), образует
прозрачную пленку на стенке колбы Ныне эти явления
7
хорошо изучены и мы знаем, что объяснения, приведен-
ные в указанных патентах, ошибочны; тем не менее факт
использования галогенов в лампах накаливания для
уменьшения почернения стенок заслуживает внимания.
В 1923 г. был получен патент на введение в лампу
щелочного галогенного соединения, которое, как предпо-
лагалось, выполняет двоякую роль — реагирует с за-
грязнениями на стенках колб, образуя с ними прозрач-
ную пленку, и одновременно, соединяясь с вольфрамом,
возвращает его (в регенеративном цикле) обратно на
тело накала. В 1933 г. Ван Лимпт получает патент на
использование смесей хлора, брома, йода вместе с инерт-
ными газами для обеспечения протекания регенеративно-
го галогенного цикла. В 1949 г Нойнхоффер и Шульц по-
лучают в ФРГ патент на «самоочищающуюся» лампу
накаливания благодаря добавлению к газонаполнителю
добавок галогенов и их соединений с тугоплавкими ме-
таллами, например хлорида вольфрама, бромида и йоди-
да рения. Регенеративный цикл действовал в таких лам-
пах очень короткое время и прекращал свое действие
из-за связывания галогенов посторонними металлами,
имеющимися в лампах (никелевыми электродами, молиб-
деновыми поддержками), а также из-за неоптимального
конструктивного исполнения ламп. Такие же неудачи
постигли ряд исследователей фирмы «Дженерал Элек-
трик» в начале 50-х годов при изучении влияния доба-
вок йода в обычных лампах накаливания со стеклян-
ными оболочками. Даже замена никелевых электродов
молибденовыми не дала ожидаемых результатов (хотя
срок службы ламп несколько увеличился), так как экс-
перименты проводились на лампах «классической» кон-
струкции с шаровыми стеклянными баллонами. Только
в конце 50-х годов, когда в космической технике стали
применять кварцевые трубчатые нагреватели, появились
предложения использовать галогенный цикл в лампах
такой конструкции для устранения почернения стенок
оболочек.
В апреле 1959 г. Фридрих и У или получили патент
р США на конструкцию трубчатого кварцевого нагрева-
теля с добавкой йода. В патенте довольно подробно и
с учетом накопленного опыта описывалось действие гало-
генного цикла, указывался необходимый предел темпе-
ратуры стенок баллона (500—1500 К) и приводилась
нужная дозировка йода (0,01—1 мкмоль на I см3 объ-
8
ёма лампы). Однако и эти лампы быстро чернели, тай
как танталовые диски, служащие для поддержания тела
накала, быстро связывали йод и приводили к прекра-
щению его действия. Чистый и действенный йодный цикл
мог проходить только при отсутствии посторонних ме-
таллов и наличии внутри лампы только вольфрама. По-
следний шаг был сделав в конце 1959 г., когда сотруд-
ники фирмы «Джеперал Электрик» Цаблер и Мосби по-
лучили полноценную трубчатую кварцевую лампу нака-
ливания с добавками йода Поддержки спирали были
сделаны также из вольфрама. Были устранены все по-
мехи, мешающие нормальному функционированию йод-
ного цикла. Лампы с йодным циклом получили завер-
шенную форму и оказались пригодными для использова-
ния как для нагрева, так и в качестве высокоинтенсив-
ных источников света.
В 1960 г. появились первые галогенные лампы и
в СССР. Это были лампы-термоизлучатели типа
КИ220-1000 (220 В, 1000 Вт), разработанные во Всесо-
юзном научно-исследовательском институте света [38].
В 1963 г. Шурген в США предложил вместо чистого
йода использовать йодистый, бромистый или хлористый
водород. Эти соединения более технологичны для введе-
ния в лампу и подмешивания к наполняющим газам. Бро-
мистые соединения значительно уменьшают почернение
концевых участков ламп, что имело место при использо-
вании йода.
Во-второй половине 60-х годов и у нас в стране и за
рубежом начали применять углеводородные соединения
галогенов. Они неагрессивны, не реагируют с материа-
лами откачных постов. Появилась возможность тщатель-
но регулировать количество галогена в лампах, так как
различные типы ламп в зависимости от их назначения
и параметров требуют галогенных добавок разных со-
ставов
Особенности и характеристика галогенных ламп на-
каливания. Появление кварцевых галогенных ламп на-
каливания (ГЛН) явилось большим прогрессом в обла-
сти тепловых источников света. Они являются 'высокоин-
тенсивными источниками излучения (с малыми габарит-
ными размерами), благодаря чему нашли широкое при-
менение во многих областях науки, техники и быта.
Имеется много примеров того, как использование ГЛН
позволило найти принципиально новые технические ре-
9
Шения многих интересных задач, которые райеё либо вб-
все были невозможны, либо не давали должного эф-
фекта. f
На рис. 1 показан внешний вид двух типов линейных
ламп. В эту группу входят лампы, предназначенные для
общего и специального освещения, для нагрева, сушки,
использования в репродукционной технике и для других *
технологических целей. Общими признаками ламп этой
Рис. 1. Линейные галогенные лампы.
Рис. 2. Малогабаритные галогенные лампы.
группы являются линейная конструкция, оболочка в ви-
де длинной кварцевой трубки и двустороннее софитное
расположение токовых вводов.
В табл. 1 приведены основные параметры линейных
ГЛН различного назначения. При сходстве внешнего
оформления эти типы ламп имеют большое разнообразие
размеров и конструктивного исполнения оболочек, тела
10
67&)1—13
Параметры лине.шых галогенных ламп накаливания
Таблица 1
Лампа Световая отдача, ли/Вт Цветовая температу- ра тела накала, К Средняя продолжи- тельность горения, ч Диаметр оболочки, мм Длина лампы, мм Диаметр тела нака- ла, мм Длина тела нака- ла, мм Цоколь
Лампы для общего освецения
КИ220-1008*5 22 3000 2000 11 190 1,3 116 R7s
КИ240-1000 22 3030 2000 11 190 1,17 130
КИ240-1500 22 3000 2000 И 254 1,33 185
КИ220-2000-4 22 3000 2000 11 335 1,32 260
КИ240-2000 22 3000 2000 11 335 1,3 270
КГ220-5000-1 22 3000 2000 20 520 3,0 275 K27s/96
КГ220-10000-1 22 3000 2000 26 675 4,3 375
КГ220-20000-1 22 3000 2000 36 890 6,6 570
Лампы для студийного освещения
КГ220-500 27 3200 150 11 132 0,83 77 Плоский металли-
КГ220-500-1 27 3200 150 11 132 0,83 77 ческий R7s
КГ-220-1000-4 26 3200 420 11 180 1,16 ПО
КГ-220-2000-3 27 3200 450 11 236 1,6 160
КП 10-500 26 3200 400 11 132 1,06 64
КП10-10Э0-1 26 3200 500 11 180 1,26 110
КГ 110-2000 26 3200 600 14 262 1,88 105 KlOs/25
П родолжение табл. 1
Лампа Световая отдача, лм/Вт Цветовая температу- ра тела накала, К Средняя продолжи- тельность горения, ч Диаметр оболочки, мм Длина лампы, мм Диаметр тела нака- ла, мм Длина тела нака- ла, мм Цоколь
КГ22Э-5003 25 3203 1500 20 520 2,88 237 K27S/96
КП 10-5003 26 3200 1500 26 520 4,14 210
КГ220-100Э0 26 3203 1500 26 675 4,16 320
Лампы для термокопирэзальных и элзктрэграфл-оскчх аппзратэз
КИ220-1303 — 2800 3000 11 308 1,3 240 Плоский металли- ческий
КГ220-1300-1 — 2800 3000 11 305 1,3 240 K7S/12
КГ220-1800 — 2800 2000 11 407 1,3 350
КГ220-400 16 — 500 8 280 0,65 225 R7s
КГ220-360 21 — 250 8 180 0,7 128
КГ220-710 22 — 250 8 240 1,0 180
Лампы-термоизлучатели для лучистого нагрева
КГ 127-500 — 2600 5003 11 250 1,3 190 Плоский металли-
bT220-j003-1 — 2500 10 030 11 375 1,3 300 ческий
КГ220-2000 — 2600 5030 11 500 1,5 425
Продолжение табл. I
Лампа Световая отдача, лм/Вт Цветовая температу- ра тела накала, К Средняя продолжи- тельность горения, ч Диаметр оболочки, мм Длина тампы, мм Диаметр тела нака- ла, мм Длина тела нака- ла, мм Цоколь
КГО220-2509-3 — 2650 2909 11 440 1,6 435
КГ0220-2500-2 — 2650 2000 11 470 1,6 480
КГТД220-609 — 2200 2009 и 509 1,1 425
КГТД220-1000 — 2400 2000 11 500 1.3 425
КГТД220-1000-1 — 2690 200. и 375 1.4 300
КГТ220-1000 — 2609 2)00 11 500 1,1 430
КГТ220-690 — 2000 2000 и 500 1,1 430
КГТД220-400-1 — 2350 3000 9 280 1,1 245 R7s
Примечание. Условные ооозначения в типах ламп (табл. 1. 2, 3): К —кварцевая, И—йодная, Г—галогенная М— малогабапнтнач
МН —миниатюрная, СМ — самолетная, А —авт мооипьная, КГК — с концентрированным телом накала, О— с отогнутыми 'концами ММ—мяяч
ная, Д—дифференциальное тело накала (с чередующимися участками спирали и тире),Т-термоизлучатель. Первое числ- после букв’-аоминальноё
электрическое напряжение в вольтах; второе —номинальная электрическая мощность в ваттах, третье посла знака —номинальная'могпногтк
g второй спирали, цифра после второго дефиса — модификация лампы. .ня мощность
накала, цоколей, а также состава и свойств наполняю-
щих газов.
Так как длина тела накала и ламп определяется
в основном расчетным напряжением питания, то естест-
венно, что лампы на низкое напряжение имеют значи-
тельно меньшие габаритные размеры.
На рис. 2 показан общий вид малогабаритных ламп
на низкое напряжение. В табл. 2 приведены их основные
параметры.
Отличительной чертой этой группы ламп является на-
личие трубчатых оболочек сравнительно малой длины
при двустороннем или одностороннем (пальчиковое ис-
полнение) расположении вводов.
На рис. 3 показан внешний вид третьей группы гало-
генных ламп для проекционных и прожекторных устано-
вок и других световых приборов с оптическими система-
ми. В табл. 3 приведены их основные параметры. Об-
щим для этой группы ламп является одностороннее
расположение вводов и особая конструкция тела накала,
обеспечивающая высокую габаритную яркость. Эти лам-
пы часто снабжаются специальными цоколями и имеют
нормированное положение тела накала.
Приведенное выше разделение ламп на группы явля-
ется в большой степени условным. По мере углубления
исследований в области галогенных ламп и расширения
областей их применения создано и продолжает появлять-
ся большое количество типов ламп, и практически труд-
но провести какие-либо четкие грани между ними.
На рис. 4 показан внешний вид двух массовых типов
ламп—-для фарного автомобильного освещения и мало-
габаритных кинопроекционных приборов. Хотя эти лампы
являются малогабаритными, по конструкции они отлича-
ются от ламп в обычном исполнении. Автомобильные
лампы имеют цоколи особой конфигурации, сложную
внутреннюю арматуру, к ним предъявляются особые тре-
бования по светораспределению.
Кинопроекционная лампа КГИ-12-75 (рис. 4,а) выпол-
няет функции высокоинтенсивного источника света и оп-
тической системы. Благодаря нанесению на стеклянные
отражатели интерференционных пленок удается значи-
тельно снизить тепловой нагрев освещаемых объектов.
В частности, такие лампы являются наиболее пригодны-
ми в 8 и 16-миллиметровых кинопроекторах различных
14
Параметры малогабаритных галогенных ламп накаливания на низкое напряжение Таблица 2
Лямпа Световая отдача, ли/Вт Средняя продолжи- тельность горения, ч Диаметр оболочки, мм Длина лампы, мм Тело накала: Цоколь
Форма Диаметр1 (высота), мм Длина, мм
КГМН27-5 10 200
Г<1 М 1,3-15 14 200
КГМ9-70 20 200
КГМ12-100-1 22 300
К ГМ 12-200 28 150
КГМ27-200 24 30
КГМ27-42 ) 27 250
КГМ110-000 32 50
КГММ110-1000 22 500
Лампы различного назначения
4 25 Биспираль 0,4 3,5 Бесцокольная
6 30 Спираль 1,0 1,6
И 45 Плоская спираль 2,6 2,6
11 45 То же 2,7 5,5
18 105 Спираль 3,1 5,0 Штырьковый
20 100 Биспираль 1,7 11,2 1Ф-С34-1
25 85 5,7 9,5 Бесцокольная
15 96 4,5 17 R7s
30 102 » 13 13 Бесцокольная
АКГ12-55
АКГ12-Г5-1
АКГ12-60+55
АКГ24-70
АКГ24-70-1
АКГ24-75+70
27
24
21/14
25
23
22/15
150
300
200/100
150
300
200/200
Автомобильные лампы
9 62 Спираль 1,5 6,0 P14,5s
11 42 1,5 6,0 PK22S
15 80 1,5/1,3 4,5/5,5 P43t-38
9 62 Биспираль 1,5 6 Р14,5s
11 42 1,8 6,0 PK22s
15 80 1,6/2 5,3/5,3 P43t-38
КГСМ27-40 КГСМ27-85 КГСМ27-150 КГСМ27-200 22 22 22 22 500 500 500 100
КГМ6.6-45 КГМ6.6-65 КГМ0,6-100 17 17 20 1000 1000 1000 500
КГМ6,6-200 22
КГМ6,6-100-1 20 500
КГМ5,6-200-1 22
1 Высота стносится к плоской спирали
Лампы для самолетного освещения
9 40 Биспираль 1,4 4 Керамический
12 50 Спираль 2,1 5,8
12 50 - 2,5 8
18 100 Биспираль 2,8 7,1 1Ф-С31-1
Лампы для аэродромного освещения
8 60 Спираль 1,4 5,5 Плсский металлически?
11 60 1,5 7,0
И 60 1,4 10
14 60 Биспираль 2,9 11,5
И 64 Спириль 1,4 10 R7s
14 64 Биспираль 2,9 11,5 R7s
Параметры галогенных ламп накалипания для оптических систем
Таблица 3
Лампа Световая отдача, лм/Вт Цветовая тем- пература тела накала, К Средняя продолжи- тельность горения, ч Диаметр оболочки, мм Длина лампы, мм Тело накала
Форма Диаметр1 (высота), мм Длина, мм
КГМ12-100 29 Пре 3250 екционнь 85 е и оптич 12 еские’ ла 45 мпы Плоская спираль 2,3 4
КГМ24-150 31 3400 50 12 45 2,9 5,8
КГМ24-259 34 3450 50 12 55 3,5 7
КГМ127-500 24 3200 50 22 85 Моноплан 11,5 11,5
КГМ 220-500 24 3200 50 22 85 11,5 11,5
КГМ40-750 29 3300 100 25 115 Плоская спираль 8,9 13,5
КГМ127-750 25 3200 50 25 90 Моноплан 14,5 13
КГМ220-750 24 320Э 50 25 90 14 13
КГМ 48-1000 33 3500 50 25 145 Плоская спираль 9 13,5
КГМ 1'0-1800 32 3400 30 36 150 Биплан 13,5 13,5
кгк110-2000 Пр 28 эжекторные 3250 лампы с 200 концентр 46 чрэванны 220 и телом накала’ Моноплан 18 23
КГК200-2000 28 3250 170 46 220 19 2ч
КГК220-3000 28 3250 220 56 265 21 33
КГК110-5000 28 3250 300 65 280 29 34
КГК220-5000 28 3250 250 65 280 28 39
КГК1 ю-юооо 27 3250 400 80 400 41 48
КГК220-20000 28 3250 270 80 400 • 39 50
1 Высота относится к плоскому телу накапа.
2 Бесцоколъные.
3 Цоколь G-38.
конструкций. Аналогичные галогенные лампы, вмонтиро-
ванные в большие прессованные оболочки (фары) с пе-
редними рассеивающими специально обработанными
стеклами, позволяют значительно повысить цветовую
температуру излучения, что является обязательным при
киносъемке, особенно на цветную пленку.
Рис. 3. Оптические галоген-
ные лампы.
Рис. 4. Кинопроекционная лампа
КПП 2-75 (а) и автомобильная
лампа АКГ24-75+70 категории
Н4 (б).
Кроме указанных основных групп имеется еще ряд
типов ламп специфической конструкции. К ним относят-
ся лампы с отогнутыми концами, специальные лампы
вертикального горения с вспомогательным балластным
объемом, лампы в двойной оболочке и пр.
2—531 17
ГЛАВА ПЕРВАЯ
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ВОЗНИКНОВЕНИЯ
И ПРОТЕКАНИЯ ВОЛЬФРАМО-ГАЛОГЕННЫХ ЦИКЛОВ
1.1. Характеристика галогенных циклов
Под вольфрамо-галогенными циклами понимают ком-
плекс химических реакций (процессов), в результате ко-
торых частицы вольфрама, испарившиеся с нагретой до
высокой температуры поверхности тела накала, переме-
щаются с помощью галогенов в обратном направле
нии — из области более низких в область более высоких
температур.
Назначение таких циклов — предотвращать почерне-
ние оболочки испарившимся с тела накала вольфрамом,
сохранять ее чистой, светлой, прозрачной на протяжении
всего срока службы ламп. Поскольку, как будет указа-
но ниже, наряду с вольфрамо-галогенным циклом вы-
нужденно создаются благоприятные условия для проте-
кания других посторонних циклов, основной задачей яв-
ляется создание таких конструкций ламп, в которых мак-
симально предотвращалось бы вредное воздействие по-
сторонних циклов.
Иногда вольфрамо-галогенный цикл называют реге-
неративным: возвращая испарившийся вольфрам назад
на тело накала, он как бы «регенерирует» его. Но в дей-
ствительности он нс является таковым, поскольку не спо-
собен и не может восстанавливать полностью тело нака-
ла в его первоначальном виде. Частицы вольфрама ис-
паряются с одних участков и оседают на другие. Особен-
но интенсивно испарение происходит с более горячих
участков тела накала, образующихся как в результате
неравномерного распределения температуры вдоль тела
накала из-за охлаждающего действия токовых вводов и
поддержек (крючков), так и вследствие отдельных ло-
кальных дефектов (например, дефекта диаметра) нити.
Галогенный цикл не в состоянии «залечивать» такие де-
фектные участки вольфрамовой проволоки.
Конечно, желательно иметь тела накала, у которых
по всей длине температура была бы одинаковой. В этом
случае и испарение и обратное оседание вольфрама бы-
ли бы практически одинаковыми по всей длине. Однако
это невозможно реализовать. «Горячие» точки на поверх-
ности тела накала так и остаются «горячими». Более
того, в процессе срока службы относительное превыше-
ние их температуры по срав-
нению с другими участками
тела накала может все более
и более усиливаться. Таким
образом, в процессе работы
ламп лишь утоньшается в од-
них местах и утолщается
в других; но благодаря га-
логенному циклу общая мас-
са вольфрамового тела на-
кала остается практически
постоянной. Если в обычных
лампах накаливания крити-
ческая потеря массы тел на-
кала может служить каким-1
Рис. 1 1. Упрощенная схема
прохождения галогенного цик-
ла.
1 — тело накала; 2 —кварцевая обо-
лочка.
критерием срока службы
источников света, то в галогенных лампах, как следует
из изложенного, этот «фактор» теряет смысл. На срок
службы влияет нс общее количество испаряющегося
вольфрама, или критическая потеря массы тела накала,
а температурное поле тела накала, испарение и воз-
врат вольфрама на отдельные участки спирали.
Вольфрамо-галогенные циклы возможны при исполь-
зовании в качестве транспортирующего средства (пере-
носчика) любого из четырех галогенов — йода, брома,
хлора, фтора — и проходят, в принципе, по одинаковой
схеме, которую в общем виде можно представить следу-
ющим образом:
при н.-.зкой температуре
w + «X ------- wx„,
при высокой температуре
где X—используемый галоген; п — количество атомов.
Схематично упрощенное представление об этих про-
цессах показано на рис. 1. 1 и объясняется так: при низ-
кой температуре на стенках оболочки испарившийся
2* 1Q
вольфрам и галоген образуют химическое вольфрамо-
галогенное соединение — галогенид. При определенной
температуре это газообразное соединение улетучивается
и из-за повышенной концентрации вблизи стенки диф-
фундирует в направлении к раскаленному телу накала.
Здесь галогениды диссоциируют на исходные составные
части — вольфрам, который оседает на тело накала, и га-
логен, который в свободном виде движется в обратном
*7001—1»
Рис. 1.2 Характеристика отдельных зон внутри галогенной лампы.
Тт н — температура тела накала; TQ — температура стенки; — ма-
ксимальная температура образования галогенидов; Т1Пгп,л..г— минимальная
температура термической диссоциации галогенидов.
направлении к стенке оболочки для соединения с новой
порцией вольфрама. В действительности картина проис-
ходящих в вольфрамо-галогенных лампах физических и
химических процессов чрезвычайно сложна.
Условно внутренний объем лампы можно подразде-
лить на четыре зоны (рис. 1.2).
Первая зона — область, непосредственно примыкаю-
щая к раскаленному телу накала. В -связи с очень высо-
кой температурой в этой области никакие химические
реакции невозможны. Имеющийся здесь вольфрам (ис-
парившийся с поверхности тела накала и продукт диссо-
циации галогенидов) находится в атомарном виде, пред-
ставляя собой некое парообразное состояние, вольфра-
мовое «облако», окутывающее тело накала (при темпе-
ратуре тела накала 3200 К давление вольфрамового па-
ра равно примерно 10-1 Па). В этой высокотемператур-
ной зоне молекулярный галоген, появляющийся в резуль-
20
тате разложения галогенида, также полностью распада-
ется на атомарный. Атомы вольфрама и галогена ведут
себя здесь, как частицы нейтральных инертных газов.
Так как в лампе давление и концентрация частиц напол-
няющего инертного газа несравненно больше давления
и концентрации частиц вольфрама и галогена, вероят-
ность столкновения и рекомбинации последних чрезвы-
чайно мала. Поэтому образование вольфрамо-галоген-
ных соединений происходит в результате реакций эле-
ментов только в атомарном виде.
При стационарном режиме в рассматриваемой зоне
1 устанавливается равновесие, при котором парциальное
давление диссоциированного атомарного вольфрама, по-
лучающегося в результате разложения галогенидов,
уравновешивается давлением сублимации вольфрама на
тело накала. Таким образом, образующийся атомарный
вольфрам высвобождается не непосредственно на самом
теле накала, а где-то в близлежащей зоне и только лишь
вследствие сублимации из парообразного состояния осе-
дает на более холодные участки тела накала и других
металлических деталей. Это явление можно наглядно на-
блюдать на возникновении и росте дендритов, усов и
утолщений.
К зоне / непосредственно примыкает область терми-
ческого равновесия продуктов диссоциации и соединения
(зона 2). В этой области возможны реакции как образо-
вания, так и разложения галогенидов.
Под диссоциацией обычно понимается процесс распа-
да более сложных химических соединений на более про-
стые вещества. Диссоциация оценивается степенью дис-
социации, т. е. отношением количества вещества, разло-
жившегося к моменту равновесия, ко всему количеству
данного вещества; степень диссоциации измеряется в до-
лях одного моля и зависит от многих условий.
За областью термического равновесия следует зона
3 стабильных галогенидов.
В зоне 4, которая примыкает непосредственно к стен-
кам оболочки, происходит образование галогенидов. При
этом температура стенки должна быть такой, чтобы обес-
печить безостановочное улетучивание вольфрамо-гало-
генного соединения При установившемся процессе в лам-
пе атомы вольфрама могут вообще не достигать стенок
оболочки, а соединяться с галогеном в непосредственной
близости от нее; тогда почернение оболочки исключается.
21
Но галогенид, разумеется, может образоваться и на са-
мой стенке оболочки. В этом можно легко убедиться,
если изготовить разборную лампу, откачать из нее воз-
дух и, подавая напряжение на тело накала, добиться
испарения определенного количества вольфпама и его
оседания на стенки оболочки [78]. Если в такую почер-
невшую лампу затем ввести галоген и лампу снова вклю-
чить, можно визуально обнаружить быструю очистку
оболочки. Протекание вольфрамо-галогенного цикла
усиливается по мере перехода от йода к брому и далее
к хлору и фтору (в таком же порядке повышается тем-
пература диссоциации соединений). Однако одновремен-
но растет опасность нежелательного разрушения более
холодных участков тела накала и поддержек. Циклы,
протекающие на базе использования йода, брома и хло-
ра в качестве транспортирующего газа, отличаются от
фторного цикла тем, что в первом случае разложение
галогенидов происходит при температурах ниже средней
температуры тела накала, т. е. они распадаются не на
самом теле накала, а в близлежащей области; при фтор-
ном цикле галогениды устойчивы до очень высоких тем-
ператур и распадаются в основном на самом теле на-
кала.
Но дело не только в выборе того или иного галогена,
но и в его оптимальной концентрации. Она должна быть
достаточной, чтобы не дать остановиться циклу, но и не
слишком большой, чтобы не привести к разрушению бо-
лее холодных участков металлических деталей ламп.
Необходимо подчеркнуть, что механизмы оседания
вольфрама на более холодные участки тела накала и
разъедания их различны и зависят от локальных темпе-
ратурных градиентов и ряда термодинамических факто-
ров, связанных с наличием различных соотношений при-
месей кислорода и водорода по сравнению с основным
галогеном
Для вольфрамо-йодного цикла «вопрос» оптималь-
ной концентрации иода не особенно критичен. Во-первых,
йод наименее агрессивен из всех галогенов и, во-вторых,
температура распада его галогенидов сравнительно низ-
ка. Поэтому за время срока службы ламп не успевают
сказаться явления разрушения более холодных участков
металлических деталей.
Сложнее обстоит дело при работе с бромом и хлором.
Их агрессивность выше, чем у йода, и температура рас-
22
Лада галогенидов настолько высока, что перенбс воль-
фрама происходит вплотную к телу накала. Чтобы избе-
жать разрушения более холодных участков тела накала
и поддержек в процессе эксплуатации лампы, нужно
с меньшим разбросом поддержать необходимую концен-
трацию галогенов п предпринимать меры к уменьшению
их активности.
При относительно низком содержании брома и хлора
лампы остаются определенное время прозрачными, но
потом внезапно цикл 'прекращается и оболочки сильно
чернеют. При относительно высоком содержании этих
элементов почернения не наступает, но срок службы
существенно сокращается в результате образования ден-
дритов на теле накала и сильного разъедания поддер-
жек.
Желаемый компромисс можно получить при опти-
мальных парциальных давлениях галогенов, примесных
элементов и уравновешивании их соотношений.
Что касается фтора, то указанные выше трудности
еще больше усугубляются ввиду высокотемпературной
устойчивости таки:; галогенидов и их разложения в са-
мых «горячих» точках тела накала. Казалось бы, что
такие способности фтора к «залечиванию» дефектных
участков вольфрамовой проволоки с более высокой ло-
кальной температурой должны с успехом использовать-
ся. Практически это не получается из-за больших техно-
логических трудностей, связанных с агрессивностью фто-
ра по отношению как к металлическим частям армату-
ры. так и к кварцевой оболочке лампы.
1.2. Влияние примесных элементов на протекание
галогенных циклов
В галогенных лампах практически трудно получить
вольфрамо-галогенпый цикл в «чистом» виде, т. е. толь-
ко путем взаимодействия вольфрама и галогена. Всегда
имеются посторонние элементы, случайно оказавшиеся
в лампах либо введенные специально.
Например, невозможно избежать наличия небольшо-
го количества воды. Она содержится в кварце, который
начинает выделять ее уже при температуре около 900 К.
Абсорбированную воду также вводят вместе с галогеном.
Наличие в лампах кислорода объясняется несовершен-
ными методами откачки и выделениями из различных
деталей арматуры и оболочки. Углерод й водород вводя!
вместе с галогеном в виде углеводородных соединений.
Не все посторонние элементы, однако, оказывают толь-
ко вредное воздействие. Одни элементы в определенных
условиях остаются нейтральными, другие оказываются
полезными и даже необходимыми для нормального функ-
ционирования цикла. Выявился удивительный факт: если
на первых порах считалось, что необходимо всячески из-
бегать попадания в лампу кислорода и водорода (ссы-
лались, в частности, на цикл Лэнгмюра), то проведенные
в последние годы тщательные анализы механизмов пере-
носа показали не только безвредность, но и необходи-
мость этих элементов. Если химические реакции перено-
са с бромом, хлором и фтором возможны в «чис.тсм»
виде, без участия дополнительных элементов, вольфра-
мо-иодный цикл может протекать только при наличии
кислорода и образования йодноокисных соединений воль-
фрама.
Общая картина происходящих вольфрамо-галогенных
явлений чрезвычайно сложна и представляет собой сис-
тему химических реакций равновесия с участием пяти
элементов — вольфрама, галогена, кислорода, водорода
и углерода. Эти элементы, участвующие как компоненгы
в химических реакциях, сами могут находиться в ато-
марном пли молекулярном состоянии и образовывать до
40 различных двойных и тройных соединений.
На рис. 1. 3 схематично изображены возможные сис-
темы химических реакций [77]. Круги символизируют
компоненты (элементы), участвующие в реакциях; пере-
сечение кругов показывает возможные образования сис-
тем. Как видно из рисунка, в первую очередь образу-
ются две системы реакций: вольфрам - кислород и
вольфрам- галотен (X — галоген). Далее могут образо-
вываться системы W — О - - X, в которые может проник-
нуть водород с образованием галогеноводородного сое-
динения и воды. Одновременно в реакцию может всту-
пить и углерод с образованием галогеноуглеводородных
соединений, окиси углерода и углеводородов.
Поведение и взаимодействие отдельных подсистем,
а также направления химических реакций переноса мо-
гут быть объяснены только на основе законов химиче-
ской термодинамики. Как показали многие авторы [91,
111], происходящие процессы настолько сложны, что пу-
тем теоретического анализа и термодинамических расче-
24
Рис. 1.3. Упрощенная схема возможных хи-
мических систем реакций, возникающих
в галогенных лампах.
тов образующихся систем и подси-
стем в настоящее время практически
невозможно представить обобщен-
ную картину, по крайней мере с ко-
личественной стороны
Постараемся изложить имею-
щиеся данные, характеризующие
качественную сторону этих вопро-
сов.
Галогенные циклы из-за высокой
температуры, имеющейся внутри
ламп, и высокой реактивности гало-
генов обладают чрезвычайной чув-
ствительностью к посторонним при-
месям. Возникающие различные пе-
реносные циклы имеют порой проти-
воположные действия. Направления переноса вольфрама
по температурному градиенту в сторону как увеличения,
так и уменьшения температуры зависят от рода и состава
газов, с которыми он реагирует.
Для упрощения рассматриваемой картины протека-
ния всего комплекса процессов — проанализируем в от-
дельности действия каждого из элементов — кислорода,
водорода и углерода.
Как показано рядом авторов, правильное представле-
ние о явлениях переноса можно получить только с по-
мощью рассмотрения окислительных процессов вольфра-
ма при высокой температуре, к которым применимы об-
щие принципы химических реакций переноса. По этой
теории небольшое количество кислорода обязательно для
нормального протекания галогенного цикла. Кислород
во всех системах путем образования оксигалогенидов
вольфрама оказывает активирующее влияние на воль-
фрамо-галогенный цикл. Он ускоряет протекание цик-
лов, чем способствует предотвращению потемнения обо-
лочки. Исследования активирующего действия кислорода
на вольфрамо-галогенные циклы привели к необходимос-
ти исследования соединений типов WO2I2. WO2Br2,
25
WOBr4, WOCI4, WO2CI2. Ранее их совсем не связывали
с механизмом протекания вольфрамо-галогенных циклов.
Химические реакции с участием кислорода проходят
[91, 111] по следующей схеме:
W + 4-O2^WO;
WO+4-°2-W°2’
wo24-x2^wo2x2-
Количество кислорода в лампе должно быть в опреде-
ленных пределах. Если кислород в избытке, то тело на-
кала быстро разрушается из-за интенсивного развития
водного цикла (при наличии водорода). Если кислорода
мало, зедный цикл подавляется галогенным и лампы ра-
ботают нормально. Как видно из рис. 1.4, вблизи тела
Испарение
•vJ-r^VJr,
II ’
Окисление
\н+г/гог-*--т
Диссоциация
W0^W+7/Z0z
Диссоциация
\иог^р1-г1/го
W0,
Окисление
шем/го^шо-.
I СоеОинение
I W02*ZX^WC2X2
Рис. 1.4. Раздельная диаграмма
прохождения галогенного цикла
с участием кислорода.
WT — вольфрам в твердом состоянии,
связанный с телом накала; Wn — воль-
фрам в парообразном состоянии.
Диссоциация
WGgXg ~*~lVGg +Х g
накала вольфрам реаги-
рует с кислородом, обра-
зуя сначала WO и затем
WO2. В зонах, близких к
стенке оболочки, и на са-
мой стенке эти окислы
взаимодействуют с гало-
геном, образуя сложные
вольфрамоокисные гало-
генные соединения, кото-
рые остаются в газооб-
разном виде и участвуют
в обратном перемещении
вольфрама от стенки к те-
лу накала. Здесь происхо-
дит диссоциация окиси
с выделением свободного
вольфрама.
Пространственная кар-
тина и температурная по-
следовательность отдель-
ных этапов химических
реакций вольфрамо-гало-
генного цикла с участием
кислорода показаны на
рис. 1.5 [91]. Здесь схе-
матично приведено попе-
речное сечеййе цилиндрической лампк и Наглядно Изо-
бражены передвижения отдельных частиц и соединений.
В обшем виде можно себе представить, что реакции
протекают параллельно в двух направлениях — вольфра-
мо-галогенный цикл и вольфрамо-оксигалотеппый цикл.
При использование йода имеет место только второе на-
правление. При галогенном цикле нельзя говорить в пря-
Рис. 1.5. Схематичное изображение пространственной картины про-
хождения вольфрамо-галогенного цикла с участием кислорода.
Т — тело накала; 2 — галоген; 3 — кислород; 4 — вольфрам; 5 — стенка обо-
лочки.
мом смысле об испарении отдельных атомов вольфра-
ма, передвижении их прямолинейно к оболочке и пере
мещении в обратном направлении на тело накала.
Правильней будет говорить о наличии «коллективной»
системы химических соединений, находящихся постоян-
но в состоянии химического и динамического равнове-
сия; при этом постоянно происходят реакции соедине-
ния, диссоциации и рекомбинации, конечным результатом
которых является воспрепятствование достижению обо-
лочки испаряющимися атомами вольфрама. Все химиче-
ские процессы происходят одновременно с взаимным про-
никновением продуктов реакции.
27
Такой механизм действия кислорода полностью со-
гласуется с экспериментальными данными и подтверж-
дается тем простым фактом, что в лампе, абсолютно сво-
бодной от кислорода, вольфрамо-галогенпый цикл не
протекает.
Иное влияние оказывает водород в лампе либо в сво-
бодном виде, либо в виде галогеноводородпых соедине-
ний. Водород во всех системах оказывает тормозящее
действие на протекание вольфрамо-галогенного цикла.
Он замедляет реакционноспособность галогенов, выпол-
няет роль буфера при протекании химических процессов
соединения и диссоциации. Если в лампе имеется опти-
мальное количество водорода, то вольфрамовые и молиб-
деновые детали медленнее подвергаются разрушитель-
ному действию галогена. К тому же водород способен
проникать через кварц, особенно если последний нахо-
дится в разогретом состоянии. Поэтому количество водо-
рода в лампах в процессе их срока службы непрерывно
уменьшается. Это очень важно учитывать, особенно для
ламп с большим сроком службы; для ламп с малым сро-
ком службы утечка водорода не успевает сказаться
в полной мере. Рассеивание и утечка водорода из объема
лампы могут привести на определенной стадии к избытку
чистого галогена и нарушению нормального хода гало-
генного цикла, почернению оболочек и коррозии воль-
фрамовых спиралей и поддержек. Одно из средств борь-
бы с этим явлением использование более высокомолеку-
лярных (по водороду) углеводородных соединений. Кро-
ме того, определенных результатов можно добиться регу-
лированием давления и состава наполняющего инертного
газа и парциальных давлений галогенных добавок. Та-
кие характеристики должны подбираться конкретно для
каждого типа ламп в зависимости от их конструкции,
параметров и назначения. Галогеноводородные соедине-
ния способствуют также сохранению в течение всего сро-
ка службы ламп постоянного парциального давления
галогенов. Действуя как химические Оуферы, они освобо-
ждают по мере необходимости такое количество свобод-
ного галогена, которое нужно для протекания и поддер-
жания цикла (в зависимости от изменяющихся темпе-
ратурных условий: при высокой температуре освобождая
галоген, а при низкой связывая его). Этим самым сохра-
няется необходимая концентрация элементов в области
критических температур распада.
28
Ьодород в свооодном виде оказывает действие, про-
тивоположное кислороду благодаря возникновению вод-
ного цикла — водород отбирает у химических систем кис-
лород или галоген, образуя галогеноводородпые системы
и воду. В результате снижается «растворимость» воль-
фрама в газообразной фазе, что приводит к его осажде-
нию в виде дендритов па более холодные концы тела на-
кала. При избыточном содержании водорода лампы бы-
стро чернеют.
Рис. 1.6. Диаграмма прохождения вольфрамо-галогенного цикла
с участием бромоводородных соединений.
Схематично протекание галогенного цикла с участи-
ем бромоводородных соединений показано на рис. 1.6.
Углерод также играет определенную роль в лампах.
В зоне высокой температуры он отбирает кислород из
системы вольфрам — кислород, образуя окиси СО и СОг-
Он действует как кислородный геттер. Этим самым
уменьшается содержание вольфрама в газообразной фа-
зе и снижается «оборот» материала в процессе переме-
щения. В зоне низких температур окись углерода дейст-
вует как кислородный донор с образованием оксигало-
генидов вольфрама, благодаря чему сохраняется гало
генный цикл и не чернеет оболочка. Таким образом, уг-
лерод действует двояко: с одной стороны, противодейст-
вует образованию карбидов вольфрама, вызывающих
хрупкость тела накала и его механическое разрушение,
с другой стороны, создает химический буфер для кисло-
рода. Как показали масс-спектрометрические исследова-
ния [111], в химические реакции вступает даже углерод,
растворенный в вольфраме, который выделяется из него.
29
с то приводит к понижению содержания углерода в воль-
фрамовой проволоке.
По мнению ряда исследователей [111], на благопри-
ятное протекание галогенного цикла действует специаль-
ное введение в лампу небольших количеств СО, которая
способствует «перемешиванию» кислорода. Если в лампе
имеется вода, то она благоприятствует переносу воль-
фрама в направлении от
тела накала к оболочке,
поддержкам и крючкам.
Вода противодействует
Тело накала.
Рис. 1.7. Схематичное изображе-
ние прохождения вольфрамо-гало-
генного цикла с участием углеро-
да и воды.
Количественная оценка всех
галогенному циклу и ней-
трализует регенеративное
действие галогена. Если
водный цикл по интенсив-
ности превалирует над га-
логенным и количество
галогена оказывается не-
достаточным для связы-
вания всего вольфрама,
осаждающегося на стен-
ки оболочки, лампа быст-
ро чернеет. Схематично
процессы с участием угле-
рода и воды показаны на
рис. 1.7.
Мы рассмотрели дей-
ствия отдельных компо-
нентов систем. Общая
картина, как следует из
сказанного, получается
чрезвычайно сложной,
одновременно происходя-
щих циклов в этой системе в настоящее время практиче-
ски невозможна. Качественная диаграмма в общем виде
приведена на рис. 1.8. В стационарном состоянии уста-
навливается какое-то равновесие всех этих систем и под-
систем, соответствующее определенным термодинамиче-
ским условиям (в зависимости от температуры, давления
и соотношения реагирующих элементов).
Отметим в заключение, что физико-химические про-
цессы, происходящие в галогенных лампах, очень слож-
ны, связаны с условиями термодинамического и термо-
химического равновесия и на сегодняшний день нет об-
30
Рис. 1.8. Общая картина прохождения вольфрамо-галогенного
цикла.
щепризнанного обобщающего изложения теории галоген-
ных циклов. Многие данные противоречивы, и обоснова-
ния различных авторов не согласуются между собой.
Добавим к сказанному, что картина внутри объема ламп
значительно усложняется многочисленными газовыми
выделениями из кварца, вольфрама и материала других
деталей ламп.
ГЛАВА ВТОРАЯ
КВАРЦЕВЫЕ ДЕТАЛИ ЛАМП
2.1. Физические свойства кварцевого стекла
и методы его обработки
Значительное уменьшение габаритных размеров
галогенных ламп и необходимость создания условий для
действия галогенного цикла потребовали наличия вы-
соких температур на стенках оболочки. Все это сделало
невозможным применять обычные электровакуумные
стекла. Потребовалось использование кварца.
3}
Кварцевое стекло кроме высокой температуры плав-
ления имеет большую прозрачность в ультрафиолето-
вой, видимой и инфракрасной областях спектра, малую
газопроницаемость, химически инертно к наполняющим
газам и галогенным соединениям, имеет низкий темпе-
ратурный коэффициент линейного расширения и мало-
чувствительно к термоудару, сравнительно хорошо
обрабатывается.
Кварц широко распространенный в природе мине
рал. Он является одной из кристаллических модифи-
каций кремнезема, химический состав которого пред-
ставляет двуокись кремния SiO2. В зависимости от со-
става, структуры, внешнего вида, светопрозрачности и
окраски различают виды кремнезема: горный хрусталь,
агат, дымчатый кварц и др. Чистый кремнезем встреча-
ется в природе очень редко. Как правило, кроме двуоки-
си кремния в зависимости от географического располо-
жения месторождений всегда имеется немало иных
сопутствующих минералов, примесей и загрязнений.
Лучший кварц входит в состав горного хрусталя. В чис-
том виде кварц совершенно бесцветен. Ничтожные
посторонние примеси вызывают структурные дефекты и
приводят к разнообразной окраске и ухудшению его
физических свойств. В этом смысле горный хрусталь
представляет собой чистый кварц и пригоден без ка-
ких-либо дополнительных очисток для варки стекла.
Остальные разновидности кварцевого сырья непригодны
для получения оптически чистых кварцевых стекол и
подвергаются сложному процессу обогащения. Сырье
сначала промывают, потом следуют процессы дробле-
ния, измельчения, рассеивания и отбора частиц, затем
идут кислотная обработка, промывка дистиллированной
водой, сушка и отбор инородных включений.
Кварцевое стекло выплавляется из мелких чистых
кристаллов кварца (кварцевого песка). Качество такого
стекла зависит от многих факторов, определяемых ис-
ходным сырьем, способом получения, а также техноло-
гией его переработки. Отметим, что одним из основных,
трудно устранимых недостатков кварцевого стекла явля-
ется наличие пузырьков газа, которые в дальнейшем
при выработке труб вытягиваются, образуя капилляры.
Кварцевое стекло, представляющее собой плавленый
кварц, можно получить различными методами. Харак-
терным является то, что многие физические свойстрр
32
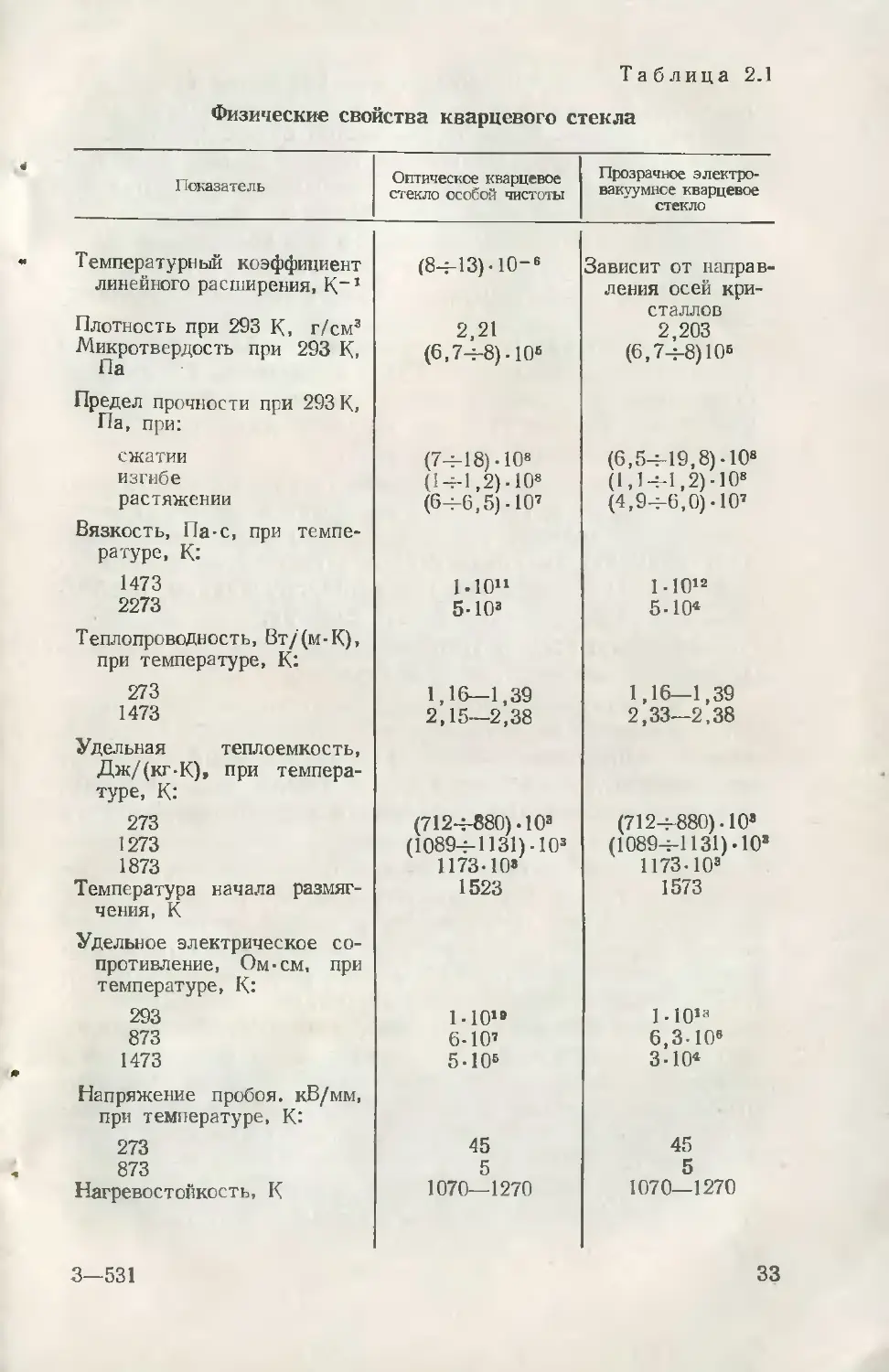
Таблица 2.1
Физические свойства кварцевого стекла
Показатель Оптическое кварцевое стекло особой чистоты Прозрачное электро- вакуумное кварцевое стекло
Температурный коэффициент линейного расширения, К-1 Плотность при 293 К, г/см3 Микротвердость при 293 К, Па (8-4-13)-10-» 2,21 (6,7-4-8). 10» Зависит от направ- ления осей кри- сталлов 2,203 (6,74-8)10»
Предел прочности при 293 К, Па, при: сжатии изгибе растяжении Вязкость, Па-с, при темпе- ратуре, К: 1473 2273 Теплопроводность, Вт/(м-К), при температуре, К: 273 1473 Удельная теплоемкость, Дж/(кг-К), при темпера- туре, К: 273 1273 1873 Температура начала размяг- чения, К Удельное электрическое со- противление, Ом-см, при температуре, К: 293 873 1473 Напряжение пробоя. кВ/мм, при температуре, К: 273 873 Нагревостойкость, К (7-4-18)-10» (1-4-1,2)-10» (64-6,5)-10’ 1.10“ 5-Ю3 1,16—1,39 2,15—2,38 (712-4-880). 103 (1089-4-1131) -103 1173-10» 1523 1-10” 6-10’ 5-10» 45 5 1070—1270 (6,5-4-19,8)-10» (1,14-1,2) 10» (4,94-6,0)-10’ 1-1012 5-Ю4 1,16—1,39 2,33—2,38 (7124-880). 10» (10894-1131)-10’ 1173-Ю3 1573 1-Ю’8 6,3-10» 3-104 45 5 1070—1270
3—531
33
разных видов кварцевого стекла различны (табл. 2.1),
несмотря на практически полную идентичность их хими-
ческого состава: 99,8—99,9% чистой окиси кремния.
За температуру плавления кварца принимают тем-
пературу плавления наиболее высокотемпературной мо-
дификации кремнезема, равную 1986 К-
Добавим, что кварц проницаем для водорода и гелия,
это объясняется сравнительно легкой миграцией атомов
этих газов в междоузлие кристаллической решетки
кварца.
Различают два вида кварцевого стекла — прозрачное
(оптическое и техническое) и непрозрачное. Непрозрач-
ность кварцу придает большое количество распределен-
ных в нем мелких газовых пузырей диаметром 0.03—
0,3 мкм, которые рассеивают свет.
Оптически прозрачное кварцевое стекло, изготовлен-
ное из горного хрусталя, не содержит видимых газовых
включений; поэтому оно совершенно однородно, обла-
дает наименьшим среди стекол показателем преломле-
ния (1,4584) и наибольшим светопропусканием, особен-
но в ультрафиолетовой области спектра.
Кварцевое стекло устойчиво к электронной бомбар-
дировке и радиоактивному облучению.
Для изготовления кварцевых элементов ламп исполь-
зуются кварцевые трубки для источников света, выпус-
каемые промышленностью. Государственный стандарт
регламентирует выпуск трубок длиной 250—1000 мм,
диаметрами 4—50 мм и соответственно толщиной стенки
0,8—4,5 мм.
В зависимости от предельных отклонений наружного
диаметра, толщины стенки, овальности, конусности, раз-
ностенности, стрелы прогиба, а также от показателей
внешнего вида трубки выпускаются различных испол-
нений, классов и категорий. Лучшими являются трубки,
для которых отклонения по наружному диаметру и по
толщине стенки являются минимальными. Естественно,
что для изготовления галогенных ламп они являются
наиболее подходящими, хотя и более трудоемкими при
выработке; поэтому в повседневной работе часто при-
ходится пользоваться кварцевыми трубками с худшими
характеристиками.
Очень важными показателями качества кварцевых
трубок являются характеристики внешнего вида — на-
34
пичие полос, посторонних включений, царапин, посечек,
трещин, вмятин, рисок и свилей.
Для галогенных ламп, предназначенных для исполь-
зования в проекционной и прожекторной технике, а так-
же ламп другого назначения, где внешний вид и качество
поверхности имеют первостепенное значение, использо-
вание кварцевых трубок с дефектами внешнего вида
для изготовления оболочек недопустимо.
Таблица 2.2
Коэффициенты спектрального пропускания
Длина ВОЛНЫ, нм Толшпна стенок трубки, мм
1.0 1,Б 2,0 2.5 3,0 4,5 „
210 50' 36 26 19 14 7
220 69 49 40 33 26 14
240 61 53 /5 37 31 18
2ГЗ,7 72 65 56 51 44 32
290 81 77 73 68 64 52
В зависимости от прозрачности и толщины стенок
стандарт предусматривает выпуск трубок из кварцевого
стекла с номинальными значениями коэффициентов
спектрального пропускания т, приведенными в табл. 2.2
(с исключением поправки на отражение).
На рис. 2.1 приведена кривая коэффициента спект-
рального пропускания для кварца в области спектра
0,21—4,3 мкм.
Основными технологическими процессами обработки
кварцевых трубок в процессе изготовления ламп явля-
ются обработка пламенем кварцедувных горелок и очи-
стка поверхности.
Кварцевое стекло обрабатывают кислородно-водо-
родным или кислородно-газовым пламенем горелок.
К видимым порокам заготовки из кварцевого стекла
относятся газовые пузыри и каналы, остатки графитовой
пыли, инородные включения (камни), разноцветные по-
лосы.
Для удаления пузырей и каналов кварцевые трубки
проплавляют в пламени горелок путем последователь-
ного разогрева всей длины заготовки до температуры,
близкой к размягчению (белого свечения). Проплавлен-
ные трубки становятся значительно прозрачнее, так как
крупные пузыри и каналы либо исчезают совсем, либо
3* 35
остаются мелкие пузырьки, от которых практически
невозможно избавиться и которые не оказывают суще-
ственного влияния на внешний вид заготовки.
Процесс проплавления особенно эффективен при ма-
лых диаметрах трубок — до 20—30 мм. Если трубки,
особенно больших диаметров, сильно загрязнены гра-
фитовой пылью, то их проплавлять нельзя, так как гра-
Рис. 2.1. Кривая коэффициента спектрального пропускания кварце-
вого стекла толщиной 1 мм.
фит вызывает кристаллизацию стекла. Такие трубки
необходимо предварительно тщательно очистить пла-
виковой кислотой. Температурная обработка кварцевых
трубок больших диаметров (более 50—60 мм) сильно
затруднена, поскольку температура пламени горелок
должна быть высокой.
При размягчении кварцевой трубки пламенем горел-
ки на соседних, менее горячих участках трубки как
с внутренней, так и с наружной стороны образуется
белый налет, состоящий из мельчайшего порошка квар-
цевой пыли и представляющий собой испарившуюся и
конденсирующуюся окись кремния. Этот налет легко
удаляется дополнительным сильным прогревом пламе-
нем горелки. Налет следует удалять по мере его появ-
36
ления путем периодического прогрева участков загото-
вок, где он образовался. Если его не удалять сразу, то
налет наращивается другими осаждающимися слоями,
утолщается и в дальнейшем избавиться от него очень
трудно, а часто и невозможно. Если прогреваемый уча-
сток трубки все время находится в состоянии, близком
к размягчению, то испаряющаяся окись кремния не смо-
жет конденсироваться и налета не образуется.
В процессе обработки кварцевой трубки нужно ста-
раться, чтобы пламя горелки как можно меньше попа-
дало внутрь заготовки. Это очень важно и потому, что
во время сгорания газа в пламени горелки в местах,
близких к соплу, образуется вода, которая вступает
в реакцию с распыляющейся окисью кремния и другими
загрязнениями, выделяющимися из стекла, образуя стой-
кие кремниевые соединения, избавиться от которых поч-
ти невозможно. Если по технологическим соображениям
нельзя очистить внутреннюю поверхность трубки от
белого налета прогреванием, то ее следует подвергнуть
химической очистке путем выдерживания в концентри-
рованной плавиковой кислоте в течение 10—15 мин.
При необходимости защитить какие-либо детали от
образования или оседания белого налета рекомендуется
использовать защитные экраны, которыми временно за-
крывают те места, где оседание налета нежелательно.
Случается, что после обработки детали она начинает
приобретать молочный цвет, который по мере остыва-
ния кварца распространяется «по площади». Это явля-
ется результатом кристаллизации стекла и начинается
в местах, загрязненных солями щелочных и щелочно-
земельных металлов. Кристаллизация может появиться
даже от следов солей, попавших на поверхность трубки
от потных рук. Наиболее вероятная температура начала
рекристаллизации кварца 1480 К, поэтому перед обра-
боткой пламенем горелок кварцевые заготовки должны
быть тщательно обезжирены, промыты и просушены. Это
требование полностью остается в силе и для готовых
ламп-—нельзя брать лампы голыми руками за кварце-
вую оболочку и перед включением их надо тщательно
протирать.
Рекристаллизованные участки кварцевых трубок
трудно поддаются восстановлению вторичным прогре-
вом пламенем горелок, даже до температуры размяг-
чения. Такие заготовки подлежат выбракованию. В свя-
37
зи с тем что в процессе разогрева кварц интенсивно
•светится, необходимо всегда пользоваться защитными
очками с синими стеклами.
Кварцедувные горелки бывают различными по кон-
струкции. При обработке трубок малых диаметров
с тонкими стенками обычно пользуются газо-кислород-
ными смесями. Трубки больших диаметров с толстыми
стенками (свыше 1 мм) требуют использования водо-
родно-кислородных смесей, которые позволяют довести
рабочую температуру до 2100 К-
При работе с кварцевыми стеклами необходимо
иметь в виду, что они наиболее «короткие» из всех из-
вестных стекол, т. е. их затвердевание после размягче-
ния происходит в доли минуты. Поэтому обрабатывать
такие стекла следует быстро.
Существует мнение, что в связи с высокой нагрево-
стойкостыо кварц совсем не боится резких охлаждений.
Это справедливо, только для трубок малых диаметров
с тонкими стенками. Если нагреть трубку диаметром
свыше 35 мм с толщиной стенок более 2 мм узким пла-
менем кварцедувной горелки по всей окружности и по-
лить это место водой, то по месту нагрева образуется
кольцевая трещина. Отсюда следует, что при обработке
кварца в пламени в нем возникают внутренние напря-
жения, хотя они значительно меньше чем в обычных
стеклах. Остаточные напряжения легко снимаются про-
греванием обрабатываемых участков кварца широким
пламенем горелки.
Очень важным процессом обработки кварцевых тру-
бок является очистка. Применяют два вида очистки
трубок-- простую промывку обычной водопроводной во-
дой и химическую обработку поверхности. Промывка
проводится для удаления с поверхности трубок различ-
ных загрязнений, налетов, а также кварцевой пыли,
образующейся при резке и оседающей на стенки заго-
товок.
Поступающие на производство кварцевые трубки
при упаковке и хранении часто загрязняются органиче-
скими соединениями. Кроме того, на стенках трубок
в результате различных дефектов изготовления имеются
механические загрязнения, в первую очередь частицы
графита, которые в дальнейшем могут привести к де-
фектам ламп. Такие частицы прочно удерживаются по-
верхностью и простой промывкой в воде не снимаются.
38
Поэтому трубки, особенно диаметром выше 8—10 мм,
сначала промывают в воде с одновременной протиркой
волосяными ершами, затем очищают плавиковой кисло-
той.
Плавиковая кислота относится к наиболее эффектив-
ным средствам очистки всех стекол, поскольку она
растворяет двуокись кремния. Реакция происходит сле-
дующим образом:
SiO2+4HF=SiF4+2H2O.
Плавиковая кислота проникает сквозь пористые
покрытия кварца, подтравливает тонкий наружный слой,
в результате чего он отслаивается и легко смывается
последующей промывкой в воде.
Растворяя поверхностный слой кварца, плавиковая
кислота способствует одновременно удалению адсорби-
рованных примесей и возможных рисок и посечек с по-
верхности.
Для химической обработки кварцевых трубок ис-
пользуют концентрированную плавиковую кислоту. За-
готовки, уложенные в специальные винипластовые
кассеты, помещают в ванночку с кислотой до полного
погружения и выдерживают в течение 10—15 мин. После
этого кассету с заготовками помещают в ванну для
нейтрализации остатков кислоты и тщательно промыва-
ют проточной водопроводной водой, затем дистиллиро-
ванной. Промытые заготовки помешают в низкотемпе-
ратурную печь и просушивают при температуре 400—
420 К в течение 10—15 мин.
Очищенные заготовки должны быть нематовыми,
прозрачными, без каких-либо следов загрязнений.
2.2. Кварцевые элементы консгрунции ламп
В состав конструкции галогенных ламп входят де-
тали, изготовляемые из кварцевого стекла: оболочка,
штенгель, мостик, ряд вспомогательных и технологиче-
ских элементов. Исходными материалами для всех
деталей являются в основном кварцевые трубки с раз-
личными диаметрами и толщинами стенок (в зависи-
мости от типа и конструкции ламп). Некоторые детали,
например, мостики, изготовляются из кварцевых штаби-
ков. Для ряда элементов конструкции трубки исполь-
зуются без каких-либо изменений геометрических раз-
меров и конфигурации. При изготовлении других дета-
39
лей, в зависимости от их назначения, трубки подверга-
ются некоторым видоизменениям и служат исходными
элементами для других деталей ламп, например чашек,
которые впоследствии входят в состав оболочки мощ-
ных ламп.
В технологию изготовления кварцевых деталей ламп
входит ряд первоначальных подготовительных процессов,
общих для всех деталей: калибровка, резка, промывка
трубок.
Калибровка предназначена для сортировки поступа-
ющих трубок по наружному и внутреннему диаметрам
и толщине стенок. Выпускаемые кварцевые трубки не
всегда удовлетворяют требованиям, предъявляемым
к лампам; поэтому из всего поступающего кварца при-
ходится отбирать такие трубки, которые в наибольшей
степени удовлетворяют требованиям конструкции ламп
и технологии их изготовления. Допускаемые стандартом
отклонения геометрических размеров трубок часто не
позволяют оперировать нужным набором деталей. Даже
калибровка и отбор не всегда полностью решают эти
задачи.
Обычно калибровочные операции проводятся вруч-
ную с помощью универсального мерительного инстру-
мента и набора калибров. На электроламповых заводах,
использующих трубочное стекло обычных марок в боль-
ших количествах, процессы калибровки частично меха-
низированы. Безусловно, имеющиеся станки могут быть
использованы и для калибровки кварцевых трубок.
Правильные геометрические размеры трубок имеют
большое значение как для качественного испол-
нения ламп, так и для оптимального построения всех
технологических процессов их обработки.
Откалиброванные трубки затем нарезаются на за-
готовки определенной длины в зависимости от типа
ламп, ее конструкции и технологического назначения
трубок. Резка производится вручную на станках с дис-
ковыми быстровращающимися алмазными или корун-
довыми кругами толщиной 1—2 мм и диаметром 100—
200 мм. Из-за большой твердости кварца при резке
всегда необходимо пользоваться водяным охлаждением
режущих дисков.
Большое значение имеет правильно подобранная ча-
стота вращения дисков, которая в зависимости от диа-
метров трубок должна быть 2500—3000 об/мин.
40
Станки для резки трубок должны быть оборудо-
ваны вытяжной вентиляцией. Следует строго соблюдать
правила техники безопасности.
Нарезанные заготовки должны иметь минимальный
разброс по длине, оговоренный техническими инструк-
циями, так как это существенно влияет на стабиль-
ность режимов дальнейших процессов и на качество их
выполнения. Особенно это важно в серийном производ-
стве, где имеются точно отработанные инструменты и
приспособления. Плоскость среза заготовок должна
быть ровной, кромки не должны иметь заусенцев, ско-
лов, трещин и выбоин.
Часто для ламп отдельных типов повторно калиб-
руют нарезанные заготовки для окончательного отбора
годных деталей, способных полностью удовлетворить
высокие требования к готовым лампам.
При определении качества трубок, предназначенных
для изготовления оболочек, следует обратить особое
внимание на толщину стенки и ее равномерность по
длине, овальность, конусность и другие нарушения гео-
метрических параметров. Наличие заготовок с откло-
нениями, превышающими установленные нормы, суще-
ственно влияет на выход годных ламп и снижает каче-
ство готовых изделий.
С учетом сравнительно малых линейных размеров
галогенных ламп допускается использовать исходные
кварцевые трубки различной длины. Это в конечном
счете влияет лишь на коэффициент их использования,
поскольку при нарезании заготовок определенная часть
трубок уходит в отходы. Однако более короткие исход-
ные трубки, как правило, стабильнее по геометрическим
размерам, что способствует повышению эффективности
их использования.
Немаловажным является должное хранение загото-
вок. Во избежание их механического повреждения и за-
грязнения, рекомендуется хранить и переносить заготовки
в специальных кассетах, уложенных в технологическую
тару, которая должна плотно закрываться крышкой; за-
готовки в них не должны касаться друг друга. При
необходимости более длительного хранения заготовок
рекомендуется пользоваться герметичными шкафами,
выпускаемыми промышленностью.
После резки и калибровки заготовки обычно повтор-
но очищают плавиковой кислотой. Готовые промытые
41
и просушенные заготовки подвергают контролю и тща-
тельному внешнему осмотру.
Как известно, основной кварцевой деталью лампы
является оболочка. Назначение оболочки галогенных
ламп - герметично изолировать тело накала от внешней
среды и обеспечить условия его нормальной работы.
Наряду с этим во многих типах ламп, особенно малога-
баритных, оболочка служит конструктивным остовом
лампы, определяющим положение тела накала, вводов
и других элементов конструкций.
Оболочка по качеству и назначению должна удовлет-
ворять следующим требованиям:
обеспечивать нормальную работу лампы при темпе-
ратурах, определенных условиями протекания галоген-
ного цикла;
обладать при рабочих температурах необходимой
механической прочностью, достаточной для того, чтобы
выдерживать значительные внутренние давления напол-
няющего газа;
быть прозрачной в нормальных и рабочих условиях
в заданных областях спектра;
не иметь дефектов стекла и других дефектов, сни-
жающих качество готовой лампы.
Оболочки галогенных ламп в процессе эксплуатации
подвержены воздействию больших тепловых нагрузок,
возникающих в результате повышенной поверхностной
плотности потока излучения, обусловленной малыми га-
баритами ламп.
Одним из основных требований нормального проте-
кания галогенного цикла в лампах является определен-
ный температурный режим оболочки. Например, для
успешного функционирования йодного цикла в лампе
необходимо, чтобы на любых участках оболочки внут-
ренняя температура была не ниже 520 К и не выше
1500 К; для бромного цикла минимальная температура
равна 440 К
Форма оболочек галогенных ламп любых типов
в основном цилиндрическая, трубчатая. Различное ис-
полнение определяется конструктивными и технологиче-
скими соображениями. Встречаются лампы с шаровид-
ной или U-образной оболочкой.
В настоящее время для изготовления галогенных
ламп применяется в основном прозрачная кварцевая
трубка. Однако для ламп ряда назначений перспективно
42
использование и матированного кварца. Благодаря на-
личию такой диффузно-рассеивающей поверхности зна-
чительно уменьшается яркость свечения тела накала и
улучшается внешний вид ламп. Имеются сведения об
использовании в изготовлении галогенных ламп цветных
кварцевых трубок, а также трубок с определенными
покрытиями.
Правильный выбор геометрических размеров оболо
чек — диаметра, длины, а также толщины стенки имеет
большое значение для обеспечения заданных парамет-
ров готовых ламп. Должные соотношения между диа-
метром и длиной оболочки очень важны для правильного
протекания галогенного цикла в лампах. Толщина стен-
ки существенно влияет на механическую прочность
готовой оболочки и на качественное оформление узла
вводов на дальнейших операциях. Нужно всегда пом-
нить, что в работающих галогенных лампах давление
наполняющих газов достигает 1 МПа и более и кон-
струкция ламп должна обеспечить длительную работу
в таком состоянии. Заниженные толщины стенок трубок,
используемые для изготовления оболочек, могут вызвать
разрушение последних, сопровождающееся взрывом
ламп и сильным разлетанисм осколков. Если добавить
к сказанному большие термические нагрузки оболочек,
то становится понятным, насколько важны вопросы пра-
вильного выбора геометрических размеров и конструкции
оболочек, а также ламп в целом.
Первым процессом изготовления оболочек является
штенгелевание, т. е. приварка к основной трубке другой
вспомогательной трубки (штенгеля), служащей для от-
качки и наполнения ламп. В оболочках, предназначен-
ных для изготовления ламп пальчиковой конструкции
с односторонним расположением вводов, штенгель при
варивают к одному из торцов заготовки. При изготовле-
нии оболочек для ламп в софитном исполнении с дву-
сторонним расположением вводов штенгель приварива-
ют к цилиндрической части заготовки, как правило,,
в середине заготовки, однако в зависимости от конст-
рукции и назначения лампы возможно и другое распо-
ложение места впая штенгеля.
На рис. 2.2 приведен внешний вид встречающихся
штенгелеванпых оболочек. Технология приварки штен-
геля сравнительно несложна. При ручном выполнении
шт°нгелевания пальчиковых ламп кварцедув берет
43
в одну руку цилиндрическую заготовку для оболочки,
помещенную предварительно в специальный держатель,
и в жестком пламени горелки разогревает торец. Вра-
щая заготовку то в одну, то в другую сторону, он разо-
гревает ее до размягчения кварца и закругляет торец
до тех пор, пока не остается маленького отверстия, рав-
ного диаметру штенгеля. После этого для придачи ку-
полу необходимой формы его формуют придавливанием
размягченного и заплавленного торца к гладкой метал-
лической поверхности.
Рис, 2.2. Различные виды штенгелеванных оболочек галогенных
ламп.
Затем припаивают штенгель. Конец штенгеля и ранее
обработанный заплавленный конец заготовки с отвер-
стием помещают соосно в пламя горелки и при размяг-
чении стекла соединяют их. Вращая обе трубки в пла-
мени, проплавляют спаи. Спаянные трубки должны
быть соосны без искажения внутреннего диаметра штен-
геля. Длина штенгеля зависит от типа изготовляемых
ламп и конструкции заварочных и откачных установок.
Штенгелевание оболочек софитных ламп производит-
ся аналогично. Кварцевую заготовку разогревают
острым пламенем в месте будущей приварки штенгеля
до образования отверстия нужного диаметра. Затем при-
ставляют штенгель перпендикулярно к заготовке и пла-
менем горелки сплавляют обе трубки
44
После этого проверяют с помощью искрового тече-
искателя герметичность места соединения двух труб и
затем обрабатывают его плавиковой кислотой.
После промывки и сушки оболочки должны быть
чистыми, прозрачными, без каких-либо следов загряз-
нений.
Описанная выше технология штенгелевания пальчи-
ковых и софитных заготовок относится к изготовлению
оболочек для всех типов малогабаритных галогенных
ламп и мощных линейных ламп с двусторонним распо-
Рис. 2.3. Последовательность технологических операций изготовле-
ния кварцевого узла ножки мощных галогенных ламп.
ложением токовых вводов. Для всех этих групп ламп
штенгелеванные заготовки представляют собой готовые
узлы, поступающие в дальнейшем на процессы сборки
ламп. Особую группу представляют собой мощные гало-
генные лампы прожекторного типа с концентрированным
телом накала на 2—20 кВт. Сравнительно большие га-
бариты и токи (до 150—200 А) ламп, а также необхо-
димость конструктивного оформления ламп с односто-
ронним расположением токовых вводов особой конст-
рукции значительно усложняют технологию изготовления
оболочки и узла впая токовых вводов.
45
На рис. 2.3 схематично изображены заготовительные
и сборочные детали, входящие в состав оболочек таких
ламп, в последовательности их изготовления.
Заготовка кварцевой трубки 1 поступает на опера-
цию развертки одного конца. Полученная деталь назы-
вается тарелочкой 2. Затем тарелочку сваривают еще
с одной кварцевой цилиндрической заготовкой 3 боль-
шего диаметра. Деталь 4 подвергают развертке ранта 5,
Рис. 2.4. Различные виды собранных мостиков.
а — для пальчиковых малогабаритных ламп; б — для двухспиральных ламп;
в —для ламп с секционным телом иакала; г — для ламп с планарным телом
накала.
и к ней приваривают третью заготовку 6 диаметром еще
больше, чем у трубки 3. Полученную деталь 7 снова
подвергают развертке ранта 8, затем обрезают нижний
конец трубки и формуют гладкое дно 9. После этого
в дне прокалывают два отверстия 10 и к ним привари-
вают две трубки малых диаметров 11. Готовая деталь
12 называется кварцевым узлом ножки и служит для
вваривания токовых вводов.
Еще одной деталью из кварцевого стекла, входящей
в конструкцию многих типов галогенных ламп, является
мостик. Он имеет различные назначения: в одних лам-
пах служит для крепления крючков и поддержек для
монтажа тела накала, в других — мостик является
к тому же остовом для крепления токовых вводов.
Размеры и количество впаиваемых в мостик крючков
и поддержек различны для разных типов ламп. Мостики
изготовляются из кварцевых трубок или штабиков соот-
ветствующих размеров. В малогабаритных лампах, как
правило, имеется один мостик. В лампах проекционного
46
и прожекторного типа, особенно мощных, имеются два
мостика различной конфигурации.
На рис. 2.4 показаны конструкции основных видов
собранных мостиков, применяемых в производстве га-
логенных ламп.
Необходимо отметить, что имеющееся многообразие
конструктивного оформления ламп многих типов неиз-
бежно вызывает необходимость использования также
ряда других вспомогательных деталей из кварцевого
стекла и большого разнообразия технологических прие-
мов их изготовления и поузловой сборки.
ГЛАВА ТРЕТЬЯ
ТОКОВЫЕ ВВОДЫ
3.1. Виды спаев металла со стеклом и требования к ним
Достижения современной электровакуумной техники
тесно связаны с успехами в области вакуумно-плотных
спаев различных металлов со стеклами разных марок,
в том числе и с кварцем. Обеспечение качественной ва-
куумной плотности токовых вводов в галогенных лампах
имеет первостепенное значение.
Для получения идеального спая стекла с металлом
необходимо выполнение двух основных условий:
температурные коэффициенты линейного расширения
металла и стекла должны быть одинаковыми во всем
интервале температур от комнатной до температуры из-
готовления спая;
температурные зависимости температурных коэффи-
циентов линейного термического расширения спаиваемых
материалов и скорости их изменения должны быть рав-
ными.
При выполнении этих условий спаи называются со-
гласованными, при невыполнении — несогласованными.
В природе нет металлов с такими низкими температур-
ными коэффициентами линейного расширения, как
у кварца; кроме того, имеются физические различия
в характере изменения температурных коэффициентов
линейного расширения у металлов и стекол — расшире-
ние металла следует, как правило, обычному линейному
47
закону, а расширение стекла имеет экспоненциальную
зависимость (рис. 3.1).
В повседневной жизни имеют дело с несогласованны-
ми спаями, в которых всегда имеются различия в тем-
пературных свойствах стекла и металла. Таким спаям
всегда присущи температурные напряжения.
Теоретические исследования и практический опыт
показывают, что добиваться идеальных спаев путем аб-
солютного совпадения температурных коэффициентов
Рис. 3.1. Характер изменения
температурных коэффициентов
линейного расширения у метал-
лов (7) и стекол (2).
линейного расширения
нет необходимости. Раз-
личными конструктивны-
ми и технологическими
приемами всегда можно
значительно снизить тем-
пературные напряжения
до безопасного уровня,
а также целенаправленно
создать такое благопри-
ятное распределение на-
пряжений в спае, которое
дает желаемые резуль-
таты.
Так как идеально согласованных спаев в природе
нет, обычно под термином «согласованный спай» при-
нято называть спаи стекла с металлом, у которых тем-
пературные коэффициенты линейного расширения мало
отличаются друг от друга и в рассматриваемых интерва-
лах температур их разница не превышает допустимых
пределов.
В технике накоплен большой опыт по изготовлению
не только таких «согласованных» спаев, но и удовлет-
ворительных по качеству несогласованных спаев.
Качество спая определяется в значительной степени
адгезией стекла к металлу и должной подготовкой по-
верхности металла, геометрическими размерами спаи-
ваемых деталей и конструктивным исполнением спая,
технологическими приемами изготовления, обработки и
отжига как исходных материалов, так и готового спая,
правильностью расчета теплоотвода от металлических
деталей, подверженных тепловым нагрузкам.
Дефекты спаев вызываются в основном появлением
и действием внутренних напряжений в стекле в резуль-
тате его неравномерного нагревания и охлаждения, что
48
приводит к появлению в толще стекла отдельных зон
с различной степенью деформации, которые, взаимодей-
ствуя между собой, ведут к образованию трещин, ско-
лов, а также отлипанию стекла от металла. Поэтому
при конструировании вводов нужно все это учитывать
И подбирать условия таким образом, чтобы напряжения
в стекле были минимальными и, что очень важно, чтобы
напряжения сжатия преобладали над напряжением рас-
тяжения, поскольку предел прочности стекла на сжатие
(600—1800 МПа) значительно выше, чем на растяжение
(30—50 МПа).
Ниже приведены характеристики напряжений стекла
в спаях:
Напряжение. МПа
Менее 9,8
9,8—19,6
19,6—29,4
Более 29,4
Характеристика спая
Подбор спаиваемых материалов удовлетворитель-
ный, спай высококачественный
Подбор материалов допустимый, спай необходимо
выполнять особо тщательно. Опасность разру-
шения тем больше, чем больше размеры соеди-
нения
Неблагоприятный подбор материалов. Спай допу-
стимый, есди он не будет подвергаться механи-
ческим нагрузкам
Недопустимый спай
Стекла, применяемые в электровакуумной технике,
классифицируют в зависимости от их нагревостойкости
и за основу берут температурный коэффициент линей-
ного расширения. Принято деление на четыре группы:
первая — платинитовые стекла с низкой нагревостой-
костью и с температурным коэффициентом линейного
расширения (70-ь-90) -10-7 К-1;
вторая — молибденовые стекла с повышенной нагре-
востойкостью и с температурным коэффициентом ли-
нейного расширения (50-г-бб) ПО-7 К-1;
третья —- стекла с высокой нагревостойкостью и
с температурным коэффициентом линейного расширения
(32^49)-10-7 К"1;
четвертая — особо высоконагревостойкие стекла типа
кварцевого с температурным коэффициентом линейного-
расширения (5^-6) -10-7 К-1.
Кварцевое стекло по своим физическим свойствам
существенно отличается от стекол остальных групп.
Очень малый коэффициент термического расширения
делает невозможным получение полностью согласован-
ных спаев с металлами, поскольку у последних он зна-
чительно выше. Поэтому в кварцевых галогенных лампах
для получения вакуумно-плотных соединений вынужде-
ны пользоваться, где это возможно, несогласованными
спаями. Когда использование таких спаев невозможно,
применяют стекла, называемые переходными, с проме-
жуточными температурными коэффициентами линейного
расширения, близкими между собой и находящимися
внутри интервала (6 --40) • 10-7 К-1- Благодаря такому
набору удается уменьшить напряжения на границах
отдельных переходов до допустимых значений. Изготов-
ление таких промежуточных переходов путем последо-
вательного набора ряда стекол с разными коэф-
фициентами термического расширения — трудоемкий
технологический процесс, однако он позволяет удовлет-
ворительно решить проблему герметичности токовых
вводов.
В табл. 3.1 приведены данные о некоторых свойствах
переходных стекол от кварца к вольфраму и молибдену.
Обозначение стекол условное.
Таблица 3.1
Свойства переходных стекол
Стекло Температурный ко эффициент линейного расширения, 10-7 К"1 Температура размягчения, К
Кварц 6 1173
П1 15,1 1158
П2 18,7 1016
ИЗ 24,3 948
П4 29,1 888
П5 33,4 848
46 42,0 841
В табл. 3.2 приведены некоторые физические свойст-
ва металлов, используемых для получения вакуумно-
плотных, хотя и несогласованных, спаев с кварцевым
стеклом.
Хороший спай вольфрама со стеклом получается,
если их температурные коэффициенты линейного расши-
рения отличаются не больше чем на 10-10~7.
Вакуумно-плотные соединения кварцевого стекла
с металлами можно получить двумя способами:
изготовлением ленточных (фольговых) спаев, которые
хотя и являются несогласованными, но при выполнении
.50
ряда требований позволяют получить вакуумно-плотные
соединения;
изготовлением стержневых (проволочных) спаев
с использованием переходных стекол со значениями
коэффициентов термического расширения, находящимися
внутри интервала крайних значений.
Таблица 3.2
Свойства металлов
Метали Средний температурный коэффи- циент линейною расширения при 293—473 К, Ю'7 К"1 Температура пязвления, К Теплопровод- ность при 293 К». 1СУ- Вг/(м*К)
Вольфр-'м 44,4 3683 1,3
Молибден 55 2933 1,46
Тантал 65 3239 0,54
Платина 90,7 2041 0,71
Ленточными спаи называются потому, что исполь-
зуемый металл имеет вид тонкой гладкой неширокой
фольги толщиной не более 0,01—0,05 мм и шириной не
более 10 мм. В этом случае металл и стекло соприка-
саются плоскими поверхностями, и так как фольга тон-
кая и эластичная, она легко деформируется, следуя за
деформацией стекла, не вызывая при этом напряжений.
Ленточные спаи широко используются в электро-
вакуумной технике, в том числе при изготовлении га-
логенных ламп многих типов. Они сравнительно легки
в изготовлении и технологичны, однако пригодны толь-
ко для вводов на малые токи. Например, для ленты тол-
щиной 0,015 и шириной 2 мм максимально допустимый
ток равен 5 А.
Для ленточных спаев можно использовать различные
металлы — вольфрам, молибден, тантал, платину, но
чаще предпочитают применять молибден. Он имеет низ-
кий температурный коэффициент линейного расширения,
хорошо прокатывается, обладает высокой пластич-
ностью. Ввиду того что молибден легко окисляется на
воздухе, при разогревании соединение его с кварцем
нужно проводить либо в вакууме, либо в защитной сре-
де— водороде или инертных газах. Платину можно об-
рабатывать и на воздухе, поскольку она не окисляется
при разогревании.
В некоторых случаях для улучшения механической
прочности спая применяют вместо гладкой перфориро-
4* 51
ванную или волнистую ленту (рис. 3.2). Однако они
менее технологичны.
Увеличение токовой нагрузки можно получить путем
использования нескольких ленточных спаев, соединенных
параллельно и размещенных либо в одной плоскости,
либо по кругу цилиндрической кварцевой заготовки.
При изготовлении стержневых или проволочных токо-
вых вводов обычно используется вольфрам. Разность
температурных коэффициентов линейного расширения
вольфрама-и кварца равна примерно 38-10-7, и для ее
ОООО
ООО
ОООО
ООО
ОООО
ООО
ОООО
ООО
ОООО
а)
Рис. 3.2. Различные виды ме-
таллических лент для спая
с кварцевым стеклом.
а — перфорированная; б — вол-
нистая; в — прокатанная в двух
взаимно перпендикулярных на-
правлениях.
компенсации используют обычно два-три переходных
стекла. Галогенные лампы некоторых типов благодаря
определенному конструктивному исполнению токовых
вводов удается изготовлять и с одним переходным стек-
лом. Практически доказано, что при впаивании вольф-
рамовой проволоки диаметром менее 1 мм однопере-
ходный спай дает вполне положительные результаты.
Так как абсолютное значение температурного расшире-
ния проволоки небольшого диаметра меньше, чем про-
волоки большого диаметра, тонкая проволока при лю-
бой температуре вызывает меньшие напряжения в спаях
со стеклом.
Геометрические размеры спаиваемых деталей и фор-
ма спая имеют большое значение. Одна и та же разность
температурных коэффициентов линейного расширения
в одном случае может вызвать опасные напряжения,
а в другом случае вполне допустима. Стержневые спаи
с переходными стеклами значительно более трудоемки
в изготовлении, чем ленточные, но зато позволяют полу-
чать токовые вводы на большие токи.
52
Различают два вида сцепления стекла с металлом —
механическое и химическое (окисное). При механиче-
ском сцеплении между стеклом и металлом отсутствует
какой-либо промежуточный слой. К таким соединениям
относятся ленточные спаи. Химическое сцепление более
прочное. В этом случае между стеклом и металлом
образуется тонкий промежуточный окисный слой, кото-
рый частично или полностью диффундирует в стекло и
растворяется в нем Между стеклом и металлом обра-
зуется своего рода тонкий переходный, связывающий
стекло металлический слой, который (благодаря своей
эластичности) без разрушения следует за деформацией
металла, не вызывая больших напряжений в стекле.
В зависимости от режимов обработки спая вольфрам и
молибден могут образовывать как механическое, так и
химическое сцепление.
На прочность спая оказывают влияние газы, погло-
щенные металлами. При разогреве металла они выделя-
ются и накапливаются на поверхности раздела стекла и
металла в виде пузырьков. Чтобы этого избежать,
металл следует предварительно тщательно прокалить.
Рис 3.3. Напряжения, возникающие на грани-
це спая металл—стекло.
/ — металл; 2 — стекло; 3 — осевое напряжение; 4 —
радиальное напряжение; 5 — тангенциальное (каса-
тельное) напряжение.
Очень существенным является изменение температу-
ры спая в процессе эксплуатации, поскольку оно при-
водит к появлению новых и к перераспределению уже
имеющихся напряжений в стекле. Это во многом объ-
ясняется тем, что при прохождении тока металлические
токовые вводы быстро нагреваются, а отвод теплоты
стеклом происходит значительно медленнее.
На рис. 3.3 схематично изображены возникающие на-
пряжения при стержневом спае. При конструировании
ламп следует стремиться к тому, чтобы напряжения,
возникающие из-за нагрева проволоки, по возможности
53
компенсировали существующие напряжения в стекле,
а не складывались в одном направлении.
Для сохранения работоспособности стержневого спая
вольфрамовая проволока, впаянная в стекло и являю-
щаяся токовым вводом, не должна чрезмерно нагре-
ваться в процессе эксплуатации ламп. Допустимые то-
ковые нагрузки на вольфрамовые проволоки при оди-
ночных токовых вводах приведены ниже:
Диаметр проволоки, мм Ток, А Диаметр проволоки, мм Ток, А
0,254 1 1,27 15
0,380 2 1 ,52 20
0,508 3 2,03 25
0,635 4 2,54 40
0,760 6 3,18 50
0,890 8 3,30 70
1,020 10
Если в одну ножку впаяны два токовых ввода, рас-
положенные близко, температурные условия ухудшаются
и диаметр каждого из них нужно увеличить до следую-
щего за ним в таблице. (Например, вольфрамовая про-
волока диаметром 1,27 мм может пропустить ток 15 А
без перегрева, но если 15 Л должен пропустить каждый
из двух токовых вводов, впаянных рядом, то диаметр
проволоки должен быть 1,52 мм.)
Любой токовый ввод в лампах состоит из трех час-
тей: внутреннего звена — ввода, среднего вакуумного
звена, впаиваемого в кварц и обеспечивающего вакуум-
ноплотное соединение, и наружного звена — вывода.
В отдельных типах ламп в зависимости от их кон-
струкции роль этих частей могут выполнять только
двухзвенные токовые вводы.
3.2. Токовые вводы с
ленточными спаями
Как указано выше, ленточные спаи по своей конст-
рукции способны выдерживать значительно меньшие
токовые нагрузки, чем стержневые. Они применяются
для изготовления всех малогабаритных галогенных
ламп, а также линейных и прожекторных ламп на мак-
симальный ток 18—20 А. Ленточные спаи обеспечивают
хорошую вакуумную плотность и высокую надежность
ламп благодаря тому, что возникающие растягивающие
напряжения очень малы и не превышают 1 /20 сопро-
тивления кварца на разрыв.
54
В зависимости от конструкции и параметров ламп
в качестве вакуумного звена для таких спаев исполь-
зуется плоская молибденовая фольга в виде полоски
толщиной 15—35 мкм, различной ширины и длины. При
выборе геометрических размеров молибденовой фольги
следует учитывать не только физические характеристи-
ки самого токового ввода, но и конструктивное исполне-
Рис. 3.4. Виды ленточных спаев.
а — для одного токового ввода; б — для двух токовых вводов; в—поперечное
течение лепты; 1— кварцевое стекло; 2 — молибденовая лента; 3, 4 — внутрен-
нее и внешнее звенья токового ввода.
ние ламп, их габаритные размеры, параметры и назна-
чение. При изготовлении ламп с двусторонним распо-
ложением токовых вводов (софитные) каждый спай
является однофольговым. Условия работы фольги в этом
случае более легкие, отстуствует дополнительное про-
гревание от соседних токовых вводов, практически нет
ограничения на линейные размеры фольги. Ее можно
изготовить любой необходимой по расчету ширины.
При изготовлении ламп с односторонним располо-
жением токовых вводов (пальчиковые) рядом размеща-
ют два токовых ввода, что не позволяет в больших
пределах варьировать ширину фольги. Длина фольги
в обоих случаях регламентируется конструкцией ламп.
Па рис. 3 4 приведены конструкции различных ва-
риантов ленточных спаев, применяемых в галогенных
лампах. Большое значение для качественного исполне-
ния спаев имеют правильные соотношения линейных
размеров плоской штампованной кварцевой лопатки,
молибденовой фольги и проволочных отрезков, служа-
щих в качестве внутренних и внешних звеньев токо-
вводов. Должно быть выдержано определенное расстоя-
ние между фольгой как с точки зрения взаимного пере-
гревания, так и с учетом соблюдения условий электри-
ческой изоляции. В двухфольговых токовых вводах не
55
всегда возможно выдерживать требуемые по расчету
размеры фольги, приходится находить оптимальные ком-
промиссные решенья.
Наилучшие спаи получаются при использовании лен-
ты, которая имеет в сечении эллиптическую форму. Для
этого ее подвергают химическому травлению в смеси
азотной и серной кислот в соотношении 4:1 и затем
электролитическому травлению в 20%-ном растворе
Рис. 3.5. Влияние тока и размеров фольги на температурный ре-
жим лопатки.
щелочи. Травленая лента должна иметь толщину в сере-
дине около 15—35 мкм и по краям не более 2 мкм. При
травлении достигается также определенная шерохова-
тость поверхности, что улучшает ее адгезию со стеклом
(рис. 3.4,в).
Влияние различных факторов на температурный ре-
жим лопатки иллюстрируют зависимости, приведенные
на рис. 3.5 [63], зависимости рис. 3.6 дают возможность
определить допустимые токовые нагрузки на спаи при
постоянной температуре спая 320 К.
Технологический процесс изготовления токовых вво-
дов содержит ряд заготовительных и сборочных опе-
раций.
В качестве наружных звеньев — выводов использу-
ется молибденовая проволока диаметром 0,3—1,5 мм
-в зависимости от конструкции и параметров ламп. На
рис. 3.7 показаны образцы применяемых выводов. По-
рядок их изготовления следующий: проволока нареза-
56
ется на отрезки определенной длины, затем проволоки
диаметром менее 0,8—1 мм расплющивают с одного
конца. Проволоки диаметром более 1 мм труднее под-
даются расплющиванию, поэтому один из концов ста-
чивают на определенную длину до половины диаметра.
Плоский конец необходим для облегчения последующей
приварки молибденовой фольги и улучшения электри-
ческого контакта между свариваемыми деталями.
cj 6) в)
Рис. 3.6. Зависимость токов от размеров фольги.
а — толщина; б—ширина; в — длина.
Для определенных типов ламп, работающих при
больших токовых нагрузках либо при высокой темпера-
туре окружающей среды, используют двойные выводы.
Фольгу в этом случае приваривают к месту закругле-
ния, которое также предварительно расплющивают.
Возможно использование одного вывода с петлеобраз-
ным концом. Для ламп, которые изготовляются без то-
коведущих цоколей, применяют молибденовые выводы
с прикрепленными к ним медными или никелевыми кон-
тактами.
Так как молибденовая лента имеет очень низкий
предел прочности, для выводов пальчиковых ламп ис-
пользуют проволоку в виде скобы для одновременной
приварки обоих фольговых звеньев. В дальнейшем лиш-
нюю закругленную часть скобы обрезают. Для пальчи-
ковых ламп с двумя телами накала применяют заготов-
ки с тремя выводами, у которых потом также обрезают
закругленные части.
57
Изготовленные таким образом заготовки выводов
должны иметь правильную форму, без трещин и сколов,
расплющенный конец не должен иметь заусенцев и
задиров. После механической обработки их полируют
в растворе из смеси уксусной, ортофосфорной, азотной
и серной кислот, подогретой до 350 К в течение 10—15 с.
Фольга, предназначенная для изготовления среднего
вакуумного звена токового ввода, также проходит ряд
Рис. 3.7. Виды применяемых выводов.
а — отрезок проволоки, расплющенный с одного конца; б — отрезок проволоки
с заточенным концом; в — образцы одинарного н двойного выводов для ламп
с увеличенным током; г — вывод с гибким канатиком; д — выводы для паль-
чиковых ламп; е — выводы для двухспиральных пальчиковых ламп.
операций. Молибденовую ленту толщиной 50—70 мкм
разрезают на узкие полоски такой же ширины, как
фольговая часть, и длиной обычно 180--200 мм. Наре-
занные полоски травят в смеси азотной и серной кислот
для уменьшения толщины до 40 мкм и образования
шероховатости. Кроме того, такое химическое травление
служит для подготовки поверхности к следующему про-
цессу— электролитическому травлению в 20%-ном раст-
воре едкого натра при плотности тока 1,6 А/см2 для
придания молибденовой полоске необходимой эллипти-
ческой формы сечения. Электролитическое травление —
очень важный технологический процесс, и его нужно
строго контролировать. Поверхность молибдена после
травления должна быть чистой, светлой, блестящей, без
58
пятен и загрязнений. Размеры проверяют микрометром.
Затем полоску разрезают на заготовки определенной
длины и подготавливают их для соединения с наруж-
ными выводами. Эту операцию производят на монтаж-
но-сварочном столе путем сварки фольги с выводом
в двух-трех точках. Высокое качество сварки и надеж-
ность соединения получают благодаря использованию
промежуточной танталовой ленты (в виде маленького
Рис. 3.8. Части токовых вводов, состоящих из молибденовых полосок,
сваренных с выводами.
а — заготовка молибденовой полоски; б — заготовки полосок молибдена с за-
гнутыми краями; в — образцы полосок, сваренных с выводами.
отрезка, помещенного между фольгой и выводом). Для
ламп ряда типов с целью улучшения механической проч-
ности соединения молибденовую фольгу загибают в мес-
те будущей сварки. На рис. 3.8 показаны образцы мо-
либденовых полосок, сваренных с выводами.
Качество приварки наружного звена токового ввода
к молибденовой фольге имеет большое значение для
надежной работы лампы. Дело в том, что место соеди-
нения этих звеньев обращено к наружной части лампы
и подвержено воздействию атмосферы. В процессе ра-
боты лампы и разогрева спая кислород из воздуха
химически соединяется с молибденом и окисляет его.
Если температура в месте спая превышает 570—620 К,
окисление происходит особенно быстро, что приводит
к разрушению контакта и выходу лампы из строя.
Требование о том, чтобы температура места спая не
59
превышала указанного значения, является одним из
основных для обеспечения должной работоспособности
галогенной лампы.
Заготовленные соединения вакуумного и наружного
звеньев токовых вводов поступают на операции сборки
и монтажа тела накала.
Внутреннее звено изготовляют отдельно из вольфра-
мовой или молибденовой проволоки. По технологической
схеме его сначала соединяют с телом накала и потсм
приваривают к молибденовой фольге.
Рис. 3.9. Внутренние звенья токовых вводов.
а — отрезки прямолинейной и формованной молибденовых проволок; б — вну-
тренние звенья из вольфрамовой проволоки с спиральными присоединитель-
ными элементами.
Технология изготовления внутренних звеньев следу-
ющая. Сначала проволоку очищают от аквадага пере-
моткой через водородную печь. Толстые проволоки
диаметром 1—1,5 мм очищают электролитически. Затем
проволоку рихтуют, устраняют изгибы и придают ей
прямолинейный вид. После рихтовки ее разрезают на
отрезки необходимой длины и зачищают концы от за-
усенцев. Нарезанные, отрихтованные и очищенные отрез-
ки молибденовых проволок расплющивают в местах
будущей сварки с фольгой. Так же как внутренние
звенья, концы толстой проволоки сошлифовывают.
Вольфрамовые проволоки применяют обычно малых
диаметров, и их концы не расплющивают (рис. 3.9,а).
Необходимость использования для вводов вольфра-
ма или молибдена диктуется требованиями обеспечения
нормального протекания галогенного цикла в лампах.
Соединение таких вводов с вольфрамовым телом нака-
ла сваркой вызывает трудности. Использование проме-
жуточной танталовой фольги внутри объема ламп не-
желательно, потому что она быстро разрушается под
60
действием галогенных соединений и прочность сцепле-
ния ввода с вольфрамом нарушается. Поэтому ввод
с телом накала для большинства типов соединяют меха-
ническим креплением, что в свою очередь вызывает
необходимость придачи присоединительным элементам
внутреннего звена специальной конфигурации, показан-
ной на рис. 3.9,6. Заготовленные отрезки проволок фор-
муют определенным образом и частично навивают спи-
рали на постоянном керне. Навитые участки вводов
впоследствии вручную навинчивают на спиральное тело
накала; поэтому внутренний диаметр и шаг этого нави-
того участка ввода должны быть равны наружному
диаметру тела накала и его шагу витков.
Вводы имеют различную конфигурацию в зависи-
мости от типа и конструктивного оформления лампы.
Для ламп, тело накала которых изготовляют из тонкой
вольфрамовой проволоки с большой токовой нагрузкой,,
на конец ввода, подлежащий соединению с фольгой,
надевают вспомогательную спираль (рис. 3.9,6). Такая
конструкция увеличивает механическую прочность вво-
да, способствует лучшей свариваемости с молибденовой
фольгой и обеспечивает лучший режим работы ввода
в месте контакта с фольгой.
Поверхность отформованного ввода затем очищают
путем кипячения в щелочи и выдержки в соляной кисло-
те с последующей промывкой в воде.
Последней операцией подготовки вводов является их
отжиг в препарировочной печи при температуре 1100—
1200 К в течение 10—15 мин для окончательной очистки
поверхности от возможных загрязнений, закрепления
формы и снятия внутренних напряжений в проволоке.
Вводы являются внутренними деталями ламп, поэ-
тому при изготовлении и обращении с ними следует
соблюдать правила вакуумной гигиены.
В некоторых типах малогабаритных (особенно мало-
мощных) галогенных ламп внутреннее звено токового
ввода в отдельном виде отсутствует. Его роль выпол-
няет отформованный прямолинейный участок тела на-
кала. При изготовлении такого тела накала из одного
отрезка вольфрамовой проволоки изготовляют спираль-
ную часть и длинные концевые участки (тире), которые
непосредственно приваривают к молибденовой фольге.
61
3.3. Токовые вводы со стержневыми спаями
Для ламп, работающих при токе выше 18—20 А, лен-
точные спаи непригодны. Такие лампы изготовляются
только со стержневыми или проволочными спаями. Они
надежно работают при токе до 130—150 А. Такие спаи
являются несогласованными и изготовляются с приме
пением переходных стекол, обеспечивающих надежный
вакуумно-плотный спай кварцевой оболочки с вольфра-
мовым вводом. Для этого приходится пользоваться раз-
личными конструктивными приемами для максимального
уменьшения вредного воздействия несогласованности
температурных коэффициентов линейного расширения
разных материалов и получения ненапряженных спаев.
В качестве металла для стержневых спаев приме-
няют шлифованные вольфрамовые прутки диаметром
1,5—5 мм с тщательно очищенной поверхностью.
Прутки разрезают на отрезки необходимой длины.
Резка толстых вольфрамовых проволок и прутков —
трудоемкая операция и производится дисковыми алмаз-
ными кругами. Затем концы отрезков зачищают. Это
делается для того, чтобы можно было легко надеть на
токовый ввод смонтированное тело накала. Для мощных
линейных ламп с двусторонним расположением токовых
вводов используют прямолинейные отрезки проволок.
Для мощных прожекторных ламп с односторонним рас-
положением токовых вводов отрезки проволок формуют
определенным образом и придают им конфигурацию,
соответствующую конструкции ламп.
Механически обработанные вольфрамовые заготовки
затем очищают в растворе щелочи и электролитически
полируют поверхность. Целью обработок перед спаива-
нием является создание шелковисто-белого, слегка ма-
тового шероховатого покрытия, которое обеспечивает
качественное соединение со стеклом. Для удаления
адсорбированных на поверхности металла газов и окон-
чательной очистки заготовок их отжигают в водородных
печах при температуре 1200—1250 К в течение 10—
15 мин. Готовые к спаиванию стержни должны иметь
чистую поверхность, без трещин, заусенцев, рваных
кромок.
Токовые вводы галогенных ламп, в которых исполь-
зуются вольфрамовые стержни диаметром до 2- 2,5 мм,
изготовляют с одним переходным стеклом. При исполь-
62
зовании вольфрамовых стержней диаметром свыше
2,5 мм применяют три переходных стекла
На рис. 3.10 и 3.11 показаны технологические схемы
подготовки вводов линейных и прожекторных ламп.
Перед сваркой остекловывают те участки стержней,
которые будут соединяться с основным стеклом. При
изготовлении галогенных ламп используют безокисные
спаи, которые получают благодаря применению стекол
с высокими температурами спаивания. При интенсив-
Рис. 3.10. Технологическая схема процесса остекловывания вводов
линейных мощных ламп.
а — вольфрамовый стержень; б, в — стержни, остеклованные переходными
стеклами; г — заготовки кварцевых трубок; д — заготовка кварцевой трубки,
спаянная с переходным стеклом; е — готовый токовый ввод для сварки с квар-
цевой оболочкой.
ном прокаливании вольфрамового стержня (рис. 3.10,а)
до температуры белого каления образующиеся окислы
быстро испаряются. Одновременно с прокаливанием ме-
таллического стержня размягчают тонкий стеклянный
штабик диаметром 2—3 мм и, вращая стержень, посте-
пенно обматывают его размягченным стеклом на необ-
ходимую длину (рис. 3.10,6). Для облегчения сварки
на остеклованном участке стержня в определенном мес-
те образуют выпуклость в виде бусинки или шайбы
(рис. 3.10,в). При остекловывании металлического
стержня нельзя допускать перегрева стекла и металла,
так как при этом образуется большое количество газо-
вых пузырей, избавиться от которых практически не-
63
возможно. Остеклованный участок стержня должен быть
равномерным по всей длине, концы должны быть округ-
ленными и иметь гладкий переход. Цвет проволоки на
участке переходного слоя должен быть металлическим.
Безокисные спаи имеют высокие нагревостойкость и
влагостойкость. Это объясняется тем, что температурный
коэффициент линейного расширения переходного стек-
лометаллического слоя значительно выше температур-
ного коэффициента линейного расширения вольфрама
(для вольфрамата натрия он равен 187-10~7 К-1).
а)
В)
Рис 3.11. Технологическая
схема остеклования вводов
и сборки ножек мощных
прожекторных ламп.
1 — формованный вольфрамовый
стержень; б — остеклованные
вводы; в — ножка с впаянными
вводами.
Кварцевые трубки для спаивания готовят следую-
щим образом: разогревают интенсивно конец трубки,
вводя в пламя горелки штабик первого переходного
стекла, размягчают и в таком виде вращают, наматывая
на торец кварцевой трубки слой переходного стекла
определенной толщины (по всей длине окружности тор-
ца). Затем аналогично наносят слой второго переход-
ного стекла и потом третьего. Переходные слои стекла
формуют шпателем, они должны быть гладкими и иметь
одинаковую толщину. Последнее переходное стекло за-
кругляют и продувают в нем отверстие, диаметр кото-
рого немного меньше диаметра бусинки на остеклован-
ном стержне (рис. 3.10). Затем стержень вставляют
остеклованным участком в кварцевую заготовленную
трубку и сплавляют бусинку с крайним переходным
слоем стекла.
При однопереходном спае остекловывают вольфрамо-
вый стержень стеклом с температурным коэффициентом
линейного расширения (13-:—15) • 10~7 К-1 (П1). На за-
готовку кварцевой трубки в этом случае также нама-
64
тывают только один переходный слой из стекла марки
Ш.
При изготовлении токовых вводов с тремя переход-
ными спаями на кварцевую заготовку наматывают пер-
вый переходный слой из стекла Ш, на него — переход-
ный слой из стекла П2 с температурным коэффициентом
линейного расширения примерно (18^-19) • 10-7 К1 и
затем последний слой из стекла ПЗ с температурным
коэффициентом линейного расширения (24^-25) X
Х10~7 К1. При этом предварительно вольфрамовый
стержень остекловывают стеклом ПЗ. На рис. 3.10,е
показан внешний вид такого токового ввода линейных
галогенных ламп. Токовые вводы с тремя переходными
стеклами, предназначенные для мощных прожекторных
галогенных ламп, впаивают в заготовку кварцевой труб-
ки (рис. 3.10,в).
ГЛАВА ЧЕТВЕРТАЯ
ТРЛО НАКАЛА
4.1. Физико-механические свойства вольфрамовой
проволоки В
В качестве материала для тела накала во всех лам-
пах накаливания применяется вольфрамовая проволока.
В нашей стране и за рубежом разработаны марки
вольфрама с различными легирующими присадками,
в том числе предназначенные специально для галоген-
ных ламп. В зависимости от назначения они обладают
различными физико-механическим свойствами примени-
тельно к конкретным условиям эксплуатации ламп.
В отечественных галогенных лампах используется
только одна марка вольфрама ВА. Ведутся работы
в направлении как совершенствования технологии изго-
товления проволоки из такого вольфрама, так и созда-
ния новых марок, в частности с присадками цезия и
кобальта, которые в большей степени, чем ВА, должны
удовлетворять требованиям галогенных ламп. Это отно-
сится прежде всего к сохранению формы при высоких
рабочих температурах и механической прочности, по-
скольку в галогенных лампах как высокоинтенсивных
источниках света вольфрам работает при температурах,
5-531 ’ 65
равных 0,85—0,9 температуры плавления. Кроме того,
специфическая галогеносодержащая газовая среда вок-
руг вольфрама также предъявляет особые требования
к качеству поверхности проволоки.
Вольфрам имеет кубическую объемно-центрирован-
ную кристаллическую структуру решетки; температура
плавления 3653 К. В вакуумных лампах его принято
использовать при температурах не выше 2600—£800 К,
так как скорость испарения при более высоких темпера-
турах сильно возрастает. В галогенных лампах воль-
фрам применяется при температурах до 3500 К, так как
вредным явлениям испарения противодействуют повы-
шенная концентрация атомов газов в лампах и в опре-
деленной степени галогенный цикл; ограничивающим
фактором является не только испарение вольфрама, но
и его физико-механические свойства. Плотность прово-
лочного вольфрама равна 19,3 г/см2; микротвердость
Таблица 4.1
Зависимость свойств вольфрамовой проволоки от температуры
Истинная темпера- тура, К Яркостная температура при 4=665 нм. К Цветовая температу- ра, К Поверхностная плотность по- тока излучения, Вт/см» Световая отдача, лм/Вт Скорость испарения в вакууме, г/(см2-с)
1800 1684 1825 14,15 1,2
2000 1857 2033 23,65 2,8 1,75.10-”
2200 2026 2242 37,20 5,5 1,25-10-”
2400 2356 2452 80,60 ’ 9,4 8,79-10-’
2800 2516 2878 112,5 20,5 6,34-IO-8
3000 2673 3094 154,5 27,2 7,10.10-’
3200 2827 3311 203,0 34,7 6,67-10“6
3400 2979 3533 264,0 43,2 3,55-Ю-Б
3600 3127 3761 350,0 49,4 1.51-10-4
3655 3165 3817 — 53,1 2,28-Ю-4
4320-106 Па, при нагревании до 2070 К она снижается
наполовину; удельное электрическое сопротивление
0,555 мкОм-м; температурный коэффициент электриче-
ского сопротивления 5,1 -10~3С~’; коэффициент линейного
расширения 44-10-7С~!.
В табл. 4.1 приведены температурные зависимости
основных физико-механических свойств проволоки из
вольфрама ВА [1].
Применительно к газополным лампам очень важна
скорость испарения вольфрама в различной газовой
66
среде. Ниже в качестве примера приведены данные
о скорости испарения вольфрамовой проволоки диамет-
ром 0,98 мм при 7’=2870 К в смеси 86% аргона и 14%
азота [14]:
Давление газовой среды, 103 Па............... 66,6 93,3 219,9
Скорость испарения, 10~В 9 г/(см2-с).......... 5,4 4,2 2,0
Вольфрамовая проволока после волочения имеет
волокнистую структуру. При ее нагреве происходят яв-
ления рекристаллизации, которые сильно изменяют
механические свойства проволоки. В галогенных лампах
эти изменения имеют большое значение.
Таблица 4.2
Зависимость предела прзчност.. проволоки из вольфрама
ВА от температуры отжига
Температура отжига, К Предел прочности проволоки» 9,8-106 Па, при диаметрах, мм
0,4 0,3 0,2 0.1 0,05 0,025
1273 230 230 225 225 245
1473 208 215 220 250 220 —.
1673 200 195 215 230 220 275
1873 185 170 200 215 205 228
2073 184 155 189 195 195 183
2273 184 145 155 180 190 172
2473 125 140 150 135 135 132
2673 — 140 125 115 90 92
Таблица 4.3
Температура рекристаллизации, К
Диаметр проволоки, мм Первична л (образование зерен, видимых при увеличении в 600 раз) Вторичная (образование крупнокристаллической структуры)
1,0—0,4 1670—1870 2870-2970
0,3—0,1 1870—1970 2870—2970
0,1—0,03 1970—2170 2870—2970
В табл. 4.2 приведены данные о влиянии температу-
ры отжига вольфрама ВА на предел прочности (для
разных диаметров нити). Отжиг проводили в атмосфере
осушенного водорода в течение 15 мин [14]
На рис. 4.1 приведены зависимости температуры
перехода отожженной проволоки из вольфрама В А диа-
метром 0,2 мм из пластичного состояния в хрупкое от
температуры отжига.
5* 67
В табл. 4.3 даны температуры рекристаллизации
вольфрамовой проволоки разных диаметров.
Стапельная структура проволоки из вольфрама ВА
с наличием крупных зерен образуется при высоких тем-
пературах (2800—3000 К) в течение нескольких секунд.
Рис. 4.1 Зависимости температуры пе-
рехода ТПер отожженной вольфрамовой
проволоки из пластичного состояния
в хрупкое от температуры отжига Рот-
/ — вольфрам хорошего качества; 2 — среднего
качества; 3 — плохого качества.
Стапельная структура проволок больших диаметров об-
разуется в течение 1—3 мин. Она может быть получена
и при более низких температурах 2370—2470 К при
медленном подъеме температуры и выдержке при
2470 К в течение 10 мин [14].
4.2. Конструкция и изготовление тела накала
Тело накала в галогенных лампах изготовляют из
вольфрамовой проволоки как прямолинейной, так и
спирализованной, причем применяют и моноспираль и
биспираль. Технология изготовления тела накала ана
логична таковой для обычных ламп накаливания и под-
робно изложена в литературе. Она состоит из операций
навивки, промывки в растворителях и щелочи, ряда
процессов термообработки для удаления графитовой
смазки, закрепления формы и образования должной
структуры, из операций вытравливания керна и конт-
роля.
В галогенных лампах нашли применение многие
конструктивные исполнения тел накала, геометрические
размеры и формы которых определяются конструкцией,
параметрами, назначением и условиями эксплуатации
ламп. Диаметры используемой вольфрамовой проволоки
68
0,02- -2 мм. Применение проволок малых диаметров, как
правило, затруднительно, поскольку они не позволяют,
даже при малых размерах колб, получать температуры
на стенке оболочки, необходимые для нормального про-
текания галогенного цикла в лампах. Применение про-
волоки чрезмерно больших диаметров ограничивается
током, который способны выдерживать токовые вводы.
Подбор оптимальных диаметров вольфрамовой прово-
локи очень важен при конструировании ламп.
Большинство моно- и биспиралей навивают на спи-
ральных машинах на непрерывном проволочном молиб-
деновом керне. Некоторые типы спиралей, особенно
с малым количеством витков, большим шагом навивки,
плоские и конические, изготовляют на ручных приспо-
соблениях с использованием постоянного керна.
В процессе изготовления спиралей молибденовую
проволоку, используемую в качестве керна, предвари-
тельно очищают от графитовой смазки (аквадага) либо
электролитически (при малых диаметрах), либо отжи-
гом в водородных печах (при диаметрах более 0,4 мм).
Для получения качественных спиралей большое значе-
ние имеет соблюдение технологических режимов на всех
операциях. Очень важно также правильное натяжение
вольфрамовой проволоки при спирализации, чрезмерно
большое натяжение приводит к растяжению нагретой
проволоки, врезанию ее в керн, обрыву, а слабое на-
тяжение— к скольжению вольфрама по керну и нару-
шению равномерности навивки. Обязательным является
нагрев вольфрама при навивке. В нагретом состоянии
проволока становится более пластичной, плотнее и рав-
номернее ложится на керн, лучше закрепляется форма
витков. Нагреть вольфрам можно косвенным путем (на-
каленной нихромовой дужкой, расположенной на выходе
керна из дюзы) или пропусканием тока через проволо-
ку. Косвенный нагрев применяют в основном при диа-
метрах проволоки менее 60 мкм. Температура проволоки
при навивке спирали должна быть около 670 К. При
навивке вольфрамовой проволоки на керн и образовании
витков на наружный слой проволоки действуют растя-
гивающие силы, а на внутренний, касающийся керна,—
сжимающие. Эти силы могут вызвать расслоение про-
волоки, особенно диаметром свыше 80—100 мкм. При
использовании качественной вольфрамовой проволоки,
соблюдении режимов навивки и выдерживании должных
69
соотношений между диаметрами вольфрама и керна
расслоения не наблюдается.
При изготовлении ламп часто встречаются с явле-
ниями хрупкости спиралей. Она может быть результа-
том двух причин: нарушения термообработки и загряз-
нения вольфрама. Большинство типов спиралей посту-
пает на монтаж после первичной термообработки. Если
исходная проволока качественная, то после отжига спи
раль не должна быть хрупкой. Микроструктура такой
проволоки должна соответствовать стадии начала пер-
вичной рекристаллизации, когда только начинается
распад волокнистой структуры. Хрупкость вольфрама
появляется при полном переходе волокнистой структуры
в зернистую, т. е. после окончания первичной рекристал-
лизации, что наблюдается при отжиге проволоки при
температуре выше 1970 К- Бывает, что попадаются
отдельные партии вольфрама, которые вследствие раз-
личных причин, возникающих на стадии изготовления,
обладают заниженной температурой первичной рекри-
сталлизации. Такие спирали оказываются хрупкими уже
на монтаже. Ряд типов спиралей (для автомобильных,
кинопроекционных ламп) поступает на монтаж в от-
формованном виде после отжига при 2570—2770 К. Если
спираль хорошего качества и произошла полностью
вторичная, собирательная рекристаллизация, она не
должна быть хрупкой. Хрупкость свидетельствует о на
рушении режимов отжига или о том, что температура
вторичной рекристаллизации данной партии вольфрама
выше нормы и структура полностью еще не стабилизи-
ровалась.
Спираль может быть хрупкой из-за загрязнения
углеродом, железом, никелем. Загрязнение является
результатом плохой очистки вольфрама от аквадага.
Возможно также загрязнение спирали на различных
технологических операциях в процессе ее изготовления.
При взаимодействии вольфрама с углеродом образуется
либо твердый раствор углерода в вольфраме, либо хи-
мическое соединение WC или W2C. Оба случая вызыва-
ют хрупкость спиралей.
В производстве иногда появляется хрупкость спи-
ралей при их приварке к токовым вводам контактной
точечной сваркой. Это объясняется нарушением режи-
мов сварки. При правильной сварке в точке соприкосно-
вения вольфрама с токовым вводом температура не пре-
70
вышает 1770 К и в вольфраме не происходит никаких
структурных изменений. Если ток сварки или время
выдержки завышены, возможно появление хрупкости
вольфрамовой проволоки. Возможны случаи окисления
вольфрама в местах сварки — такие участки имеют
повышенное электрическое сопротивление, что приводит
Рис. 4 2 Моноспирали (а) и биспирали (б) малогабаритных гало-
генных ламп.
71
к местному повышению температуры и разрушению
контакта.
На рис. 4.2 показаны конструкции некоторых типов
спиралей для малогабаритных галогенных ламп. Это —
прямолинейные моноспирали с удлиненными концами
или без них, навитые на круглые керны или пластинча-
тые сердечники (рис. 4.2,а). Такие плоские спирали при-
Рис. 4.3. Моноспирали линейных ламп в софитном исполнении.
меняют в кинопроекционных или других типах ламп,
где требуется наличие плоской площадки для повыше-
ния габаритной яркости тела накала. Для многих типов
малогабаритных ламп применяют и прямые моноспира-
ли с неравномерной навивкой и биспирали (рис. 4.2,6).
Характерным для всех спиралей малогабаритных ламп
является то, что они рассчитаны на низкие напряжения;
поэтому они короткие и к их геометрическим размерам
предъявляют строгие требования.
Для линейных галогенных ламп софитного исполне-
ния тела накала имеют вид длинных моноспиралей
(рис. 4.3) как со сплошной, так и с прерывистой навив-
кой. Тела накала с прерывистой навивкой применяют
в лампах для электрографических и термокопироваль-
ных аппаратов и др., где необходимо опре хеленное
светораспредслсние по длине лампы. Чередованием
навитых и прямолинейных участков тела накала и варь-
72
йрованйем их длины удается компенсировать охлажда-
ющее действие токовых вводов и получать нужное
распределение температуры по длине тела накала, что
в конечном счете обеспечивает и заданные параметры
готовых ламп.
Рис 4.4 Спирали прожекторных ламп.
Рис. 4.5. Секционная спираль прожекторной лампы с различными
направлениями навивки проволоки.
Для большой группы ламп, особенно прожекторных,
тела накала изготовляют в виде многосекционных спи-
ралей, расположенных как в одной плоскости (моно-
план), так и в двух (биплан). Конструкция такого тела
накала представляет собой несколько секций коротких
прямолинейных спиралей, расположенных параллельно
и соединенных между собой короткими отрезками пря-
73
Молннейной пройолоки, сформованными ё виде дужек.
Некоторые виды таких спиралей показаны на рис. 4.4.
В некоторых типах прожекторных ламп, к которым
предъявляются повышенные требования по акустическим
шумам, направления навивки проволоки в смежных сек-
циях должны быть противоположными (рис. 4.5). Бла-
годаря этому удается нейтрализовать действие возни-
кающих электромагнитных полей в лампах при прохож-
дении электрического тока, что приводит к снижению
акустических шумов, возникающих при работе лампы.
Расчеты геометрических параметров спиралей прово-
дят исходя из заданных световых и электрических пара-
метров ламп. Они не отличаются от аналогичных рас-
четов для обычных ламп накаливания. Однако при раз-
работке необходимо учитывать кроме световых и
электрических параметров еще ряд других факторов:
габаритные размеры и конструктивное исполнение ламп,
требования к вибропрочности и ударопрочности тела
накала, светораспределение в пространстве, срок служ-
бы и надежность работы лампы в эксплуатации. Все это
требует выбора оптимальных решений и приводит к не-
обходимости корректировать расчетные данные гео-
метрических параметров спиралей.
ГЛАВА ПЯТАЯ
ГАЗОВОЕ НАПОЛНЕНИЕ ЛАМП
5.1. Инертные газы
Для наполнения галогенных ламп используются че-
тыре газа — азот, аргон, криптон и ксенон; применяются
и смеси этих газов. Выбор рода и состава наполняющих
газов зависит от типа ламп, их параметров и назначе-
ния.
Применение инертных газов обусловлено тем, что
они в обычных условиях не реагируют с какими бы то
ни было элементами. Из перечисленных выше к «чисто»
инертным газам относятся только аргон, криптон и
ксенон (за их исключительную химическую «безучаст-
ность»). Азот в большинстве случаев также инертен,
но при повышенных температурах соединяется с неко-
торыми металлами, образуя нитриды, которые обычно
74
весьма стабильны даже при комнатной температуре.
С некоторыми элементами азот реагирует только в при-
сутствии катализаторов, например с водородом образует
аммиак NH3.
Инертные газы не имеют запаха, цвета и вкуса
В условиях, когда их атомы или молекулы обладают
лишь тепловыми скоростями, они не растворяются ни
в жидких, ни в твердых металлах и очень слабо адсор-
бируются ими. В ионизованном виде они могут образо-
вывать с металлами растворы внедрения, особенно если
в кристаллической решетке имеются полости с размера-
ми, соответствующими диаметрам атомов газов.
Практически единственный и неисчерпаемый источник
получения инертных газов — это атмосферный воздух.
Газы получают с помощью воздухоразделительных ма-
шин, которые производят в огромных количествах кис-
лород и азот с попутным извлечением аргона, криптона
и ксенона.
Примерный состав воздуха приведен ниже:
Молярная доля. %
Азот N2................................... 78,09
Кислород О2............................... 20,95
Аргон Аг.................................. 0,93
Углекислый газ СО2........................ 0.03
Неон Ne .......................... 1,8-10~3
Гелий Не.......................... 5,2-К)-*
Криптон Кг.............................. l,1.10-4
Водород Н2 ....................... 5,0-10-5
Ксенон Хе ........................ 9,0-10-6
Озон О3........................... 1,0-10-6
Радон Rn.......................... 6,0.Ю~18
Азота в составе воздуха почти 80%; поэтому его
получение не составляет больших трудностей и он
дешев. Аргона в воздухе несравненно меньше (около
1%), и его извлечение довольно трудно. Оно усложня-
ется еще тем, что температура кипения, а значит, и
улетучивания аргона находится между температурой
кипения азота и кислорода. Это требует применения спе-
циальных схем ректификации.
Криптона и ксенона в воздухе — ничтожное количе-
ство, и поэтому эти газы очень дороги. Только лишь
в последние годы в связи с большим развитием техники
получения огромных количеств кислорода для метал-
лургической промышленности оптовые цены на криптон
и ксенон несколько уменьшились (чтобы получить 1 м3
75
ксенона, надо переработать 11-106 м3 воздуха, или
14-103 т.)
Аргон, криптон и ксенон являются одноатомными
газами, азот — двухатомным, или молекулярным, газом.
Его молекула очень устойчива, и даже при температуре
3570 К степень диссоциации атомов лишь 0,1%.
В табл. 5.1 приведены физические свойства этих газов
[25], по которым оценивают срок службы галогенных
ламп накаливания.
Таблица 5.1
Физические свойства газов
Газ Атом- ный номер Масса ато- ма или мо- лекулы, 10“®* г Диаметр частиц (атомов или молекул), нм Атомная масса1 Плотность при 273 К и давле- нии 1,013-105 Па, кг/м3
Азот2 7 46,5 0 380 14 1,25
Аргон 18 66,3 0,367 40 1,78
Криптон 36 139,0 0,415 84 3,74
Ксенон 54 218,0 0,491 131 5,85
1 Отношение массы молекулы или атома данного вещества к массы изотопа
углерода еС12, коте рая составляет приблизительно 19,63-10"®* г.
2 Молекулярная масса равна 28.
Таблица 5.2
Среднеарифметическая скорость, м/с, частиц газов
Газ Температура, К
4,2 77 273 293 373 773 2773
Азот 56 245 455 470 530 770 1450
Аргон 47 200 380 395 445 640 1210
Криптон 33 140 265 270 310 445 840
Ксенон 26 НО 210 220 245 355 670
Таблица 5.2 содержит данные о среднеарифметиче-
ской скорости частиц инертных газов и азота при раз-
личных температурах.
Благодаря хаотичному тепловому движению частиц
газы, находящиеся в замкнутой оболочке, проявляют
тенденцию к быстрому выравниванию концентрации и
равномерному распределению частиц во всем занимае-
мом объеме. Такое явление называется диффузией; она
играет большую роль в галогенных лампах. Когда речь
76
идет о диффузии частиц одного и того же газа, принято
говорить о самодиффузии.
В табл. 5.3 даны ориентировочные [18] коэффициен-
ты самодиффузии инертных газов и азота при 273 К и
давлении 1,013-105 Па.
Таблица 5.3
Коэффициент самодиффузии газоз
Газ Коэффициент самодиф- фузии,' см2/с Теплопроводность при 273 К, 10-а Бт/(см-К)
Азот 0,18 1,76
Аргон 0,15 0,93
Криптон 0,08 0,65
Ксенон 0,05 0,51
Коэффициент самодиффузии уменьшается с увели-
чением молекулярной массы и размера частиц газов.
Этим, в частности, и объясняется одно из преимуществ
применения в лампах накаливания более тяжелых
наполняющих газов. Такой же вывод следует и из рас-
смотрения теплопроводности тех же газов (табл. 5.3).
Чем тяжелее газ, тем меньше его теплопроводность и
выгоднее его использовать в качестве наполняющего
газа, поскольку и теплоотвод от тела накала будет
меньшим.
Газы находятся в лампах при высоких температурах
и давлениях. Указанные условия, а также эмиссионные
явления с поверхности раскаленного тела накала могут
быть причинами ионизации газов, что в свою очередь
может привести к возникновению разряда в лампах.
В табл. 5.4 приведены значения энергии ионизации
и возбуждения метастабильных состояний атомов инерт-
ных газов и азота, во многом обусловливающие воз-
никновение разряда в лампах.
Галогенные лампы наполняются газами до давления
выше 105 Па (в холодном состоянии) путем выморажи-
вания введенных в лампу газов глубоким охлаждением
оболочки ламп жидким азотом. Жидкий азот не опасен
в работе, не воспламеняется и не ядовит. В отличие от
него жидкий кислород горюч и взрывоопасен, поэтому
он не используется в качестве охладителя.
Ожиженные газы хранят в открытых сосудах Дьюа-
ра. При давлении выше IQ5 Па и нормальной теодцера-
77
Таблица 5.4
Энергия, эВ, ионизации и возбуждения метастабильного
состояния атомов газов
Газ Энергия ионизации Энергия возбуждения мета- стабильного состояния
Азот 15,8 14,1
Аргон 15,7 11,56; 11,77
Криптон 14,0 9,98; 10,59
Ксенон 12,1 8,39; 9,52
Таблица 5.5
Теплофизические свойства газов
Г аз Тройная точка Критическая точка Температура, К, при 105 Па Плотность
Др* К Ртр» 105Па ДР- к Аср’ 10s Па кипения плавления газа, г/сма
Азот 63,2 0,12 126,2 33,9 77,3 63,2 0,81
Аргон 83,8 0,67 151,1 48,8 87,3 83,9 1,40
Криптон 116,0 0,72 209,3 54,9 120,0 116,2 2,41
Ксенон 161,3 0,80 289,8 59,2 165,0 161,2 3,06
туре они прогреваются до температуры кипения и интен-
сивно испаряются.
При проведении расчетов давления наполняющих
газов необходимо учитывать их свойства и характерис-
тики при низких температурах.
Любое вещество, в том числе и газы, может нахо-
диться в трех фазовых состояниях — твердом, жидком и
газообразном в зависимости от давления и температуры.
Для любого вещества имеются свои характерные точки
состояния. Это — тройная точка с температурой Ттр и
давлением ртр, соответствующая состоянию равновесия
всех трех фаз, и ряд критических точек, находящихся
на кривых равновесия двух фаз: пар — твердое тело,
пар — жидкость и жидкость — твердое тело
Например, при очень низком давлении, если темпе-
ратура газа 7'<7’тр, он может затвердевать, если
Т>7'тр, то может произойти его ожижение, С другой
78
стороны, любой температуре Т>Ттр или давлению
Р>Ртр соответствует определенное состояние равнове-
сия на кривой конденсация — сублимация либо на кри-
вой ожижение — испарение.
В табл. 5.5 приведены теплофизические свойства
применяемых в галогенных лампах инертных газов и
азота.
Рис. 5.1. Зависимость давления паров ожиженных инертных
газов от их температуры кипения.
На рис. 5.1 показаны кривые, характеризующие
связь температуры кипения ожиженных инертных газов
с равновесными давлениями их паров. Эти графики
позволяют оценить давление паров различных газов
в лампах при их ожижении. При использовании одного
и того же охладителя, в нашем случае жидкого азота,
при температуре 77,3 К нельзя получить давление выше
предельных значений, Па, указанных ниже:
Азот.................................. 1,013-10s
Аргон................................. 2,666-104
Криптон .............................. 2,666-1О2
Ксенон ............................... 1,333-10-*
79
Нужно иметь в виду, что при переходе от газообраз-
ного состояния к жидкому происходят большие измене-
ния давления газа (пара). Таким образом, меняя тем-
пературу на поверхности кварцевой оболочки, можно
оказывать значительное влияние на давление газов
внутри готовых ламп.
5.2. Галогены и их соединения
Галогенные добавки, вводимые в лампы накалива-
ния, составляют химически активную часть газового
наполнения, выполняющую регенеративную роль путем
превращения вольфрама, испаряющегося с раскален-
ного тела накала, в летучие соединения и последующего
их обратного разложения на теле накала.
При выборе состава и количества галогенных доба-
вок необходимо учитывать три требования: 1) должны
быть созданы условия оптимального режима работы
лампы и максимального использования возможностей
галогенного цикла; 2) галогенные добавки по своему
составу и состоянию должны позволять их точную до
зировку в лампы и применение таких методов введения,
которые обеспечивали бы постоянство концентрации и
количества; 3) должна быть обеспечена технологичность
процесса введения в лампы, безвредность в обращении,
отсутствие агрессивности по отношению к откачному и
наполняющему оборудованию (насосам, трубопроводам,
кранам, приборам контроля).
В принципе галогенные добавки могут быть в любом
виде — твердом, жидком и газообразном. Способы вве-
дения в лампы тоже могут быть разными — непосредст-
венное введение в лампы либо нанесение на тело накала
или на другие элементы конструкции ламп, либо пред-
варительное подмешивание к инертным газам. В лампы
могут быть введены один или несколько галогенов как
в чистом виде, так и в виде различных соединений. При
всех способах главным является максимальное обеспе-
чение указанных выше трех требований и минимальное
загрязнение ламп посторонними элементами.
Укажем также, что выбор методов введения галоге-
нов, а также их состава и количества зависит от пара-
метров и конструкции ламп. Здесь нужен комплексный
подход со всесторонним учетом всех факторов. Одна и
та же добавка может быть пригодна для одного типа
80
ламп и непригодна для другого. В лампах происходят
сложные физические, химические и тепловые процессы.
Механизмы протекания многих процессов трактуются
различными авторами по-разному, порой с противоре-
чивыми объяснениями [83, 85, 90, 91J. Все это лишь
подтверждает сложность явлений, происходящих в лам-
пах в рабочем состоянии.
Таблица 5.6
Свойства галогенов в газообразном состоянии
{Газ Плотность (от- носительно воздуха) при 273 К, г /см3 Цвет в газообразном ос стоянии Запах
Йод 4,942 Фиолетовый Своеобразный, ядовитый
Бром 3,14 Крас новато-корич- певый Едкий, неприятный
Хлор 1,57* Желтовато-зеленый Резкий, сильно действую- щий на слизистую обо- лочку дыхательных пу- тей
Фтор 1,108* Слабый зеленовато- желтый Резкий, одурманивающий
* Для жидкого состояния при точке -кипения.
К группе галогенных элементов относятся йод, бром,
хлор и фтор (иногда их называют галоидами). Все они
входят в VII группу периодической системы элементов
Менделеева. Они получили такое название благодаря
своим свойствам образовывать соли при соединении
с металлами (по-гречески солеобразователи). Все эти
элементы реакционноспособны и непосредственно соеди-
няются с большинством химических веществ, но их ак-
тивность уменьшается от фтора к йоду по мере увели-
чения атомного радиуса.
Все молекулы галогенов двухатомные. В обычных
нормальных условиях йод — твердое вещество, бром —
жидкость, хлор и фтор — газы.
В табл. 5.6 приведены некоторые свойства этих эле-
ментов в газообразном состоянии [25].
Галогены встречаются в природе в виде своих сое-
динений; больше распространен хлор. Они могут обра-
зовывать соединения между собой; их молекулы содер-
G—531 81
Жат тем больше атомой, чем Дальше образующие их
элементы отстоят друг от друга в группе галогенов.
Такие соединения легколетучи. Самое высококипящее
из них — трифторид брома BrF3, его температура кипе-
ния 400 К.
В табл. 5.7 приведены основные физические свойства
галогенов в нормальных условиях [25].
Таблица 5.7
Свойстаа^галогенов
Элемент Порядке вый номер Атомная масса Температура, К Степень термической диссоциации, %
плавления кипения юоок 2000К
Йод I 53 126,904 386,7 457,5 2,8 89,5
Бром Вг 35 79,904 265,7 331,8 0,23 72,4
Хлор < J 17 35,453 170 6 239,0 0,035 37,0
Фтор F 9 18,998 50,0 85,1 4,3 98,9
йод в твердом виде образует слоистую решетку,
поэтому его кристаллы имеют чешуйчатое строение
с металлическим блеском. Хотя его температура плав-
ления 386,7 К, он уже при комнатной температуре за-
метно летуч и даже при малом нагревании сублимиру-
ется без плавления. Заметная диссоциация молекулы
йода на атомы наблюдается при температуре выше
573 К, а также под действием света. Он диссоциирует
значительно легче, чем другие галогены, и менее акти-
ген, чем остальные. На рис. 5.2 показаны изотермы
диссоциации йода в зависимости от давления. С метал-
лами йод энергично взаимодействует при легком на-
гревании, образуя йодиды. Однако при более высокой
температуре легко диссоциирует, образуя йод и металл.
С вольфрамом образует дийодид вольфрама WI2 —
аморфный коричневый порошок, который в газообраз-
ном виде имеет максимальную устойчивость при тем-
пературе около 1398 К, создавая при этом давление
около 102 Па. В элементарном виде йод не соединяется
с углеродом ни при каких условиях, йодиды углерода
можно получить только в результате сложных промежу-
точных реакций.
Бром при 273 К — жидкость, легко переходит в пар.
При затвердевании образуется кристаллическая красно-
коричневая масса со слабым металлическим блеском.
82
Заметная диссоциация молекулы брома на атомы на-
чинается при температуре около 1070 К; диссоциирует
бром под действием света. Бром весьма химически
активен и непосредственно соединяется с большинством
элементов, создавая бромиды; хорошо реагирует с ос-
тальными галогенами, образуя соединения IBr, ВгС1,
BrF3, BrF5. Ниже приведены значения давления паров
брома при разных температурах.
Температура, К
261
273
293
313,0
331 8
Давление, 103 Па
3,99
8.79
23,06
52,26
101,30
Хлор — очень активный элемент, в свободном виде
почти не встречается. Давление паров при 293 К равно
6,68-105 Па; поэтому его хранят и перевозят в жидком
виде. Хлор соединяется с другими галогенами, образуя
CIF, C1F3, BrCl, IC1 и IC13.
Рис. 5.2. Степень диссоциации йода при различных давлениях и
температурах.
Фтор является самым реакционноспособным из всех
известных элементов, разлагает даже стекло и кварц
и встречается в природе только в виде соединений. Он
реагирует даже с инертными газами, образуя KrF2,
KrF4, XeF2, XeF4, XeF6; с другими галогенами соединя-
ется даже в холодном состоянии, образуя IF3, IF7, BrF,
BrF3. Реагирует энергично с большинством металлов,
вытесняя остальные галогены. При температуре ниже
460,9 К сгущается в бледно-желтую жидкость плот-
ностью 1,108 г/см3.
Все галогены химически соединяются с водородом,
образуя галогеноводороды типа НС1. В обычных усло-
6* 83
виях они находятся в газообразном состоянии, легко
растворяются в воде, образуя кислоты.
Известны четыре соединения галогенов с углеродом:
С14, СВг4, ССЦ, CF4. Соединения галогенов с вольфра-
мом бывают следующих типов: WX2 (где X—Cl, Br, I),
WX4 (где X —F, Cl, I), WX5 (где X —С1, Вг) и WX6
(где X —F, С1, Вг).
Исторически первые галогенные лампы были изго-
товлены с использованием чистых галогенных элементов
сначала йода, а затем и брома. Как показали много-
численные последующие работы, именно эти, наименее
агрессивные галогены оказались единственно пригодны-
ми для использования в лампах накаливания. Имеются
данные о попытках изготовить лампы с хлором и фто-
ром, но от их широкого использования пришлось
отказаться из-за исключительной агрессивности.
Йод обеспечивает нормальное протекание галоген-
ного цикла. Йодные лампы уже на первых порах пока-
зали своп явные преимущества по сравнению с обычны-
ми лампами накаливания. Впоследствии по мере
расширения исследовательских и конструкторских ра-
бот в области галогенных ламп и освоения их крупно-
серийного промышленного производства наметился ряд
изменений в технологии их изготовления и использова-
нии галогенных добавок.
Основной недостаток применения чистых йода и
брома заключается в крайней трудности соблюдения
режимов их введения в лампы и необходимости строгой
дозировки галогена. Эти условия имеют первостепенное
значение для нормальной работы лампы. В частности,
при комнатной температуре пары йода имеют очень низ-
кое давление и поэтому ими трудно заполнить оболочку
ламп до необходимого количества. Чистый бром при
комнатной температуре — жидкость, что также неудобно
для введения в лампы и дозировки. Избыток галогена
приводит к коррозии вольфрамовых и молибденовых
деталей ламп, а недостаточное количество вызывает
почернение стенок оболочки; поэтому колебания кон-
центрации галогена в лампах должны находиться
в очень узких пределах. Кроме того, все галогены в чис-
том виде в определенной степени агрессивны, что вы-
зывает большие трудности технологического характера,
связанные с нарушением установок откачки и напол-
нения ламп, разъеданием составных элементов кон»
84
струкций оборудования — трубопроводов, кранов и при-
боров.
Все это вместе взятое привело к мысли использовать
в качестве галогенных добавок не чистые галогены,
а некоторые из их неагрессивных, нетоксичных соеди-
нений. Это позволило, с одной стороны, более строго
контролировать количество вводимого в лампы галоге-
на, с другой — создавать технологические режимы их
введения, пригодные для промышленного производства.
Галогенные соединения внутри лампы диссоциируют
при высоких температурах, высвобождая свободный
галоген, который включается в регенеративный цикл
путем взаимодействия с вольфрамом.
Известно большое количество химических соедине-
ний галогенов.
При выборе наиболее оптимальных из них следует
руководствоваться следующим основным принципом:
внутрь ламп должно попадать минимальное количество
посторонних элементов, которые, не участвуя в реге-
неративном цикле, не вредили и не мешали бы его
нормальному протеканию. Естественно, что поскольку
в лампу вводится не чистый галоген, а какое-то его
соединение, совсем избавиться от попутных элементов,
входящих в химический состав данного соединения, не-
возможно. Но свести к минимуму воздействие посторон-
них элементов возможно.
Теоретические и экспериментальные исследования
показали, что наиболее пригодными для этих целей
являются галогеноводородные соединения HI, HBr, НС1
и галогеноуглеводородные соединения СНИХИ (где X —
галоген). Такие соединения имеют, как правило, низкие
температуры кипения и стабильны при нормальных
температурных условиях, что очень важно с технологи
ческой точки зрения. Имеется много работ с различ-
ными обоснованиями целесообразности использования
других видов соединений галогенов. Например, предло-
жен для применения трибромид бора ВВг3 (жидкость),
давление его паров 113-102 Па при температуре 303 К
(температуры плавления и кипения равны соответ-
ственно 257 и 183 К). Предлагается использовать три
бромид неодима NdBr3. Другие авторы предлагают при-
менять соединения олова Snl2, SnBr2, SnCl2, которые
в возбужденном состоянии обладают молекулярным из-
лучением, что позволяет увеличить световую отдачу
85
ламп. В ряде работ предлагается использовать трибро-
мпдсилан SiHBr3 и фосфонитриловые соединения
(PNBr2)3, (PNBr2)4, (PNC12)4. Последние соединения
остаются инертными во время обработки и наполнения
ламп. В лампах они являются источниками свободного
галогена, а получающийся при разложении фосфор вы-
полняет геттерирующие функции.
Однако все эти соединения, обладая положитель
ными свойствами, имеют каждое в отдельности и отри-
цательные стороны. Поэтому практически в силу
разнообразных причин они не нашли широкого приме-
нения в массовом производстве галогенных ламп. Как
мы уже указывали, водородные и углеводородные сое-
динения галогенов, хотя и обладают недостатками, все
же наиболее пригодны для промышленного производ-
ства ламп, причем более подходящими как с техноло-
гической точки зрения, так и с точки зрения параметров
готовых ламп оказались углеводородные соединения
СНПХП, которые на сегодняшний день являются наибо-
лее употребляемыми для всех типов галогенных ламп.
Таблица 5.8 содержит данные, характеризующие
некоторые физические свойства ряда таких соединений
[23—25, 35].
Укажем, что йодистые и бромистые соединения обла-
дают во многих случаях одинаковыми преимущества-
ми и являются равнозначными для ламп многих типов.
Однако, когда к лампам предъявляются особые требо-
вания по световой отдаче и цветности излучения, йоди-
стые соединения являются менее предпочтительными,
поскольку йод в газообразном состоянии в лампах имеет
специфическое голубовато-фиолетовое свечение и по-
глощает до 10% излучения в видимой области спектра.
Кроме того, йод в большей степени, чем бром, склонен
к сепарации и осаждению. В отличие от йода бром,
а также хлор и даже фтор не поглощают света и обра-
зуют прозрачные соединения.
Данные табл. 5.8 показывают, что эффективность
различных углеводородных соединений неодинакова.
Вместе с галогеном внутрь ламп попадают углерод
и водород. После диссоциации свободный углерод реа-
гирует с вольфрамом, образуя карбиды, которые очень
вредны для тела накала, приводят к его хрупкости и
преждевременному разрушению Поэтому одним из кри-
териев выбора того или иного соединения является
•S—ЕЕЙП
86
Стремление добиться минимального загрязнения гаЗойОгО
наполнения ламп углеродом. Другими словами, следует
отдавать предпочтение соединениям, в химический со-
став которых входит не молекулярный, а атомарный
углерод. Имеется ряд патентов на технологические спо-
собы предварительной обработки углеводородных сое-
динений с целью уменьшения количества углерода,
попадающего в лампу.
Таблица 5.8
Физические свойства углеводородных соединений
Углеводородное соединение Молеку- лярная масса Температура кипения при давлении 1.013Х ХЮ5 Па, К Давление паров жидкости при 293 К, 10& Па Плотность при 293 К. г/см3
Йодистый метил СН31 141,94 315,5
Бромистый метил СН3Вг 94,95 276,6 1,89 —
Хлористый метил СН3С1 119,37 334,2 0,21 —
Йодистый метилен СН212 267,84 454, раз- лагается — —
Бромистый метилен CH2tJr2 93,94 371 -—. 2,491
Хлористый метилен СН,С12 84,93 313 0,46 1,331
Бромистый этил С2Н5Вг 108,98 311,3 —. —
Хлористый этилен СН2С1 93,96 356,7 0,08 -—
Йодоформ СН13 393,73 393, раз- лагается — —
Бромоформ СНВга 252,75 422,5 .— —
Хлороформ СНС13 50,48 249,3 — 1 .—
Хлорбромметан СН2С1Вг —- 342 — 1,939
Что касается водорода, то, как показали теоретиче-
ские и экспериментальные исследования, в определенных
количествах он не только не вреден, но и играет поло-
жительную роль. Поэтому при выборе углеводородных
соединений необходимо использовать такие из них, в со-
ставе которых водород находится в оптимальных коли-
чествах.
То же можно сказать и о кислороде, попадающем
в лампы по различным каналам. В определенных пре-
делах он также не оказывает пагубного действия, более
того, он даже необходим.
Таким образом, самыми подходящими галогенными
соединениями, которые нашли в настоящее время наибо-
лее широкое применение в промышленном производстве
галогенных ламп, являются бромистый метил СН3Вг и
бромистый метилен СН2ВГ2.
87
Глава шестая
СБОРКА ЛАМП
6.1. Заштамповка арматуры и заварка памп
В предыдущих главах были изложены операции за-
готовки деталей галогенных ламп и монтажа арматуры.
Следующим технологическим процессом является гер
метичнос соединение ножки с собранной арматурой и
кварцевой оболочки. В электровакуумной технике такой
процесс называют заваркой ламп. В прямом смысле
такой термин применим в основном для мощных гало-
генных ламп, в которых собранная арматура на токо-
вводах непосредственно заваривается в кварцевую труб-
ку без изменения конфигурации последней. В большин-
стве же типов галогенных ламп, особенно малогабарит-
ных, процесс герметичного соединения собранной арма-
туры с кварцевой трубкой-оболочкой сопровождается
изменением конфигурации последней, и производится
это путем формования одного или обоих концов трубки
в виде плоской лопатки с одновременной заштамповкой
арматуры на участках вакуумного звена токовводов.
Плоская заштампованная лопатка (или заваренный
шов) должна обеспечивать вакуумную плотность спая
и сохранять герметичность ламп на протяжении всего
их срока службы при воздействии различных механи-
ческих нагрузок и климатических факторов. Другими
словами, место сварки должно быть механически-, тер-
мически- и влагостойким. Качество заштампованного и
заваренного спая во многом определяет надежность
ламп, их долговечность и способность к длительному
хранению.
Необходимо иметь в виду, что внутри оболочки
в процессе работы лампы развивается относительно
большое давление наполняющих газов (до 8—10-105 Па
и выше) и поэтому место спая должно быть способным
длительно выдерживать такие перепады давления.
При заварке ламп спай образуется соединением двух
кварцевых деталей — заготовленной чашечки и трубки.
При операции заштамповки арматуры вакуумный
спай образуется соединением плоской молибденовой
фольги с кварцевой трубкой.
Технологические процессы заштамповки и заварки
имеют отличительные черты и специфические особен-
88
ности, зависящие от размеров и конструкции сваривае-
мых деталей, которые в свою очередь определяются
конкретными типами ламп.
Любой процесс заварки или заштамповки произво-
дится горячей обработкой стекла и состоит из трех
этапов: медленного разогрева кварцевого стекла до его
размягчения, соединения свариваемых деталей в одно
целое и отжига места сварки. Эти процессы произво-
дятся на специальном технологическом оборудовании
с применением различных по мощности газовых или
водородно-кислородных горелок. Для кварцевых трубок
малых диаметров с малой толщиной стенки возможно
использование газокислородных горелок. Зато при за-
варке мощных ламп с большими размерами и толщиной
стенки кварцевой трубки свыше 1,5—2 мм требуется
мощное пламя водородно-кислородной горелки.
Условия образования высококачественных спаев
стекла с металлом уже были рассмотрены в § 3.1. На-
помним, что большое значение имеет чистота поверх-
ностей металла и стекла; поэтому требуется строго
выполнять правила вакуумной гигиены.
Образцы различных заштампованных типов малога-
баритных ламп показаны на рис. 6.1.
При заштамповке таких ламп в специальный дер-
жатель устанавливают и закрепляют заготовку кварце-
вой трубки с приваренным заранее штенгельным
отростком. На конец штенгеля надевают наконечник
гибкой трубки для подачи внутрь лампы инертного
газа. Ввиду небольших размеров ламп и большой ком-
пактности размещения арматуры неминуем разогрев
внутренних деталей ламп, а это может привести к их
окислению; поэтому использование защитного инертного
газа обязательно. Применение постоянной продувки та-
кого газа сквозь внутренний объем ламп необходимо
еще и для защиты от окисления молибденовой фольги
и вывода токоввода. Для этих целей обычно использу-
ется газообразный азот, тщательно очищенный и осу-
шенный до точки росы не выше 218 К, что соответствует
содержанию паров воды в газе 0,02 г/см3 В газообраз-
ном азоте не должно быть кислорода более 0,005% во
избежание окисления металлических деталей ламп.
Продувка ламп инертным газом во время заштам-
повки необходима также для правильной формовки
очертаний места заштамповки и перехода от плоской
89
Рис. 6.1. Малогабаритные лампы после заштамповки.
— пальчиковые лампы со штенгелями в куполе; б — пальчиковые лампы со штенгелем на боковой поверхности; в — софитные
лампы.
лопатки к Цилиндрической части ламп. Находясь под
избыточным давлением защитного газа, размягченное
стекло немного раздувается и приобретает плавные пе-
реходы.
Закрепив должным образом кварцевую трубку,
устанавливают на другом держателе собранную армату-
ру, отцентровывают ее относительно трубки и закрепля-
ют таким образом, чтобы края молибденовой фольги
находились в определенном положении относительно
нижнего торца трубки, в соответствии с конструктивны-
ми размерами лампы. Детали лампы не должны сме-
щаться относительно друг друга, так как в процессе их
сваривания и заштамповки формируются в основном
габаритные размеры и конструктивное исполнение лам-
пы в целом.
Включив подачу защитного газа во внутренний объ-
ем трубки, необходимо проследить по ротаметру его по-
ступление в необходимом количестве и исключить обра-
зование застоя газа. При заштамповке ламп софитного
исполнения верхний конец трубки следует закрыть проб-
кой. После этого разогревают участок кварцевой трубки
в месте будущей заштамповки до ее размягчения и пу-
тем двух-трехкратного сближения штампующих губок
формуют лопатку и плотно прижимают размягченный
кварц к молибденовой фольге. Затем отжигают заштам-
пованный участок мягким пламенем горелок.
Большое значение для получения высококачественно-
го вакуумно-плотного спая имеет правильный выбор раз-
меров и конфигурации штампующих губок и зазора меж-
ду ними в сомкнутом виде, а также соответствующих
им диаметра и толщины стенки кварцевой трубки-обо-
лочки. Нарушение этих размеров может привести либо
к слабому соединению кварца с молибденовой фольгой,
что вызовет негерметичность спая, либо к образованию
излишних наплывов стекла на лопатке, что приведет
к деформации формы спая, к появлению треска и ско-
лов стекла. Такие отклонения недопустимы. Лопатка
должна иметь правильные очертания в соответствии
с конструктивными чертежами, стекло в местах касания
с металлом не должно содержать пузырьков и капилля-
ров. Поверхность молибденовой фольги внутри лопатки
должна сохранять металлический цвет без следов окис-
ления, фольга не должна иметь надрывов и расслоя,
внутренняя арматура должна оставаться чистой. У ли-
91
нейных ламп с двусторонним расположением токовводов
(рис. 6.2,с) сначала штампуют первый конец лампы,
затем второй в последовательности, указанной выше.
Отличительной чертой линейных ламп является длинное
тело накала, распсложенное по оси 'кварцевой трубки
и поддерживаемое кольцевыми держателями. Нужно
следить, чтобы во время заштамповки не сместилось
б)
Рис. 6.2. Линейные лампы после заштамповки с фольговым (с) и
со стержневым токовым вводом (6).
тело накала и не изменились его геометрические раз-
меры. При заштамповке второго конца рекомендуется
слегка натянуть тело накала для придания ему прямоли-
нейной, упругой формы.
На рис. 6.2,6 показана заваренная линейная лампа
большой мощности, в которой из-за повышенной токовой
нагрузки неприменим фольговый спай. Здесь использу-
ется стержневой токовый ввод. Заварка таких ламп про-
изводится без штамповки, путем соединения в размяг-
ченном состоянии кварцевой трубки и заранее заготов-
ленного остеклованного токового ввода.
Особую группу составляют мощные прожекторные
лампы (рис. 6.3). Заварку таких ламп производят сле-
дующим образом: собранную ножку со смонтированной
арматурой вставляют в держатель; к торцу чашечки
встык приставляют торец заготовленной трубки-оболоч-
92
ки, и обе детали вместе медленно прогревают горелкой.
Если торцы трубки и чашечки предварительно хорошо
сошлифованы и плотно пристают друг к другу, то ника-
ких дополнительных деталей для их сварки не нужно.
Но точная «пригонка» стеклянных поверхностей тор-
цов—трудная и трудоемкая технологическая операция,
поэтому часто ее не делают. Образующийся зазор между
б)
Рис. 6.3. Заштампованные и заваренные мощные прожекторные
лампы.
а — с ленточным спаем; б — со стержневыми токовыми вводами.
трубкой и чашечкой заполняют тонким кварцевым шта-
биком диаметром 3—5 мм. Введя его конец в пламя го-
релки одновременно со свариваемыми деталями, посте-
пенно его разогревают вместе с торцами трубки и ча-
шечки. Вращая лампу, последовательно сплавляют места
соединения по всей длине окружности. Необходимо под-
черкнуть, что во время заварки нужно постоянно проду-
вать внутренний объем защитным инертным газом. Мощ-
ные лампы обычно изготовляются из толстостенных квар-
цевых трубок, для их размягчения и сварки используют
мощные кварцедувные кислородо-водородные горелки,
пламя которых интенсивно разогревает также и внутрен-
нюю собранную арматуру на ножке. В необходимых слу-
чаях рекомендуется использовать специальные защитные
экраны. Образовавшийся шов нужно тщательно прове-
рить по всей толще кварца; он должен быть равномер-
ным по толщине, без впадин, выступов, гладкий и не
должен выходить за пределы диаметра трубки-оболочки.
93
Прожекторные лампы обычно рассчитаны на боль-
шие мощности; в них имеют место большие тепловые
нагрузки на стенки оболочки и места сварки. Поэтому
шов должен обеспечивать герметичность и вакуумную
плотность внутренних деталей ламп как при тепловых
перегрузках, создаваемых самими лампами, так и в раз-
нообразных эксплуатационных условиях. Кварцевое стек-
ло в местах заварки не должно иметь пузырей, капилля-
ров и непроваренных участков.
В результате интенсивной обработки огнем на части
оболочки может образоваться белый налет частиц ис-
парившегося кварца Необходимо принять защитные ме-
ры, чтобы такой налет появлялся на минимальной по-
верхности, причем только в зоне заварки в нижней части
ламп. Только в таком случае его можно безболезненно
удалить на последующих операциях.
Заштампованные и заваренные лампы еще не обеспе-
чивают полной герметизации внутренней арматуры, так
как через открытый конец штенгеля могут попадать
внутрь влага, посторонние частицы и другие загрязнения.
Поэтому после заштамповки необходимо закрыть отвер-
стие штенгеля пробкой и хранить лампы в соответствую-
щих условиях. В дальнейшем нужно соблюдать общее
правило для всех электровакуумных приборов — мини-
мально сократить время от заварки до откачки и на-
полнения ламп.
6.2. Методы составления газовых смесей
и введения галогенных соединений в лампы
Газовое наполнение галогенных ламп состоит из двух
частей: химически неактивной из одного или смеси двух
или более инертных газов и химически активной, содер-
жащей пары галогенных соединений.
Методы введения в лампы инертных газов хорошо
разработаны и в основном не отличаются от таковых для
обычных ламп накаливания. В производстве галогенных
ламп используют (см. гл. 1) четыре газа — аргон, крип-
тон, ксенон и азот, причем, так же как и в обычных лам-
пах накаливания, основными являются аргон, криптон и
ксенон. Азота вводят в процентном отношении значи-
тельно меньше, чем остальных газов. По современным
представлениям ею основная роль сводится к увеличе-
94
нию напряжения зажигания и противодействию возник-
новению дугового разряда в лампах. Прожекторные лам-
пы с концентрированным телом накала наполняют толь-
ко чистым азотом во избежание появления разряда.
Галогенные лампы сравнительно дороги из-за высо-
кой стоимости кварца и повышенной трудоемкости изго-
товления, но по габаритным размерам они в десятки раз
меньше обычных; поэтому их преимущественно 'наполня-
ют криптоном и ксеноном, которые хотя и дороже арго-
на, зато позволяют существенно повысить световые па-
раметры ламп.
Процентное содержание азота в смеси бывает разным
и зависит в основном от напряжения, на которое рассчи-
тана лампа. Различным для разных типов ламп является
и давление наполняющих газов. Кроме указанных выше
факторов оно в решающей степени зависит от габарит-
ных размеров ламп, толщины стенок оболочки и ее ме-
ханической прочности. Для одного и того же состава га-
за чем больше давление наполнения, тем выше при не-
изменном сроке службы могут быть световые параметры
ламп. Однако имеются пределы давления, при превыше-
нии этих давлений лампы становятся взрывоопасными.
Из-за малого расхода инертных газов и повышенных
требований к их чистоте для галогенных ламп недопу-
стимо использование технических газов. Применяют
только особо чистые газы. Содержание в них кислорода,
углекислого газа и паров воды не должно превышать
10—3 % (по объему) каждого в отдельности.
Галогенные лампы очень чувствительны к составу и
состоянию газового наполнения. При одинаковых геомет-
рических размерах и конструктивном оформлении тела
накала и других элементов лампы световые и электриче-
ские параметры источников света, а также стабильность
во времени определяются газовым наполнением. От-
клонения состава и давления газового наполнения
влияют на параметры ламп и прежде всего на срок
службы.
Введение галогенных соединений в лампы — ответст-
венная операция. Они составляют химически активную
часть газового наполнения, и поэтому важна их точная
дозировка. В количественном отношении они составля-
ют весьма малую часть по сравнению с вводимыми
инертными газами и могут рассматриваться как полез-
ные примеси.
95
Методы и способы введения галогенных соединений
должны удовлетворять следующим требованиям:
постоянство концентрации галогена в лампах;
из-за чрезвычайно малых количеств вводимого гало-
гена, точная дозировка с минимальными отклонениями
от нормы;
технологичность процесса наполнения в промышлен-
ных условиях и гарантия их воспроизводимости.
Имеется большое количество методов введения гало-
генов, причем каждый из авторов по-своему обосновыва-
ет преимущества и достоинства своих методов. Предло-
жены методы нанесения различных твердых соединений
непосредственно на внутренние детали ламп, а также
введения в лампы определенных порций твердых ве-
ществ. Имеются описания ряда способов введения жид-
ких растворов галогенных соединений путем их впрыс-
кивания в лампы определенными лозами. Однако как
показали многочисленные экспериментальные данные,
наиболее технологичными в работе оказываются газо-
образные соединения. Их можно точно дозировать, и, что
очень важно, в таком виде они пригодны для механиза-
ции процессов откачки и наполнения ламп.
В газообразном состоянии галогенные соединения
можно вводить в лампу двумя способами: индивидуаль-
ным дозированием каждой лампы в отдельности и при-
менением готовых нормированных газогалогенных сме-
сей.
Метод индивидуального дозирования применялся
в основном на первом этапе изготовления галогенных
ламп и в период становления и развития технологии их
массового производства. В свою очередь его можно реа-
лизовать двояко — либо индивидуальной дозировкой
каждой лампы из общего вспомогательного сосуда при
ее откачке и наполнении на постах, либо так называе-
мым ампульным методом.
Схема откачного поста с индивидуальной дозировкой
газообразных соединений из общего вспомогательного
сосхда (емкости) показана на рис. 6.4. Порядок дозиров-
ки следующий во вспомогательный сосуд /, представля-
ющий собой цилиндрическую емкость из нержавеющей
стали с плотно закрывающейся крышкой, помещают
определенное количество бромистого или йодистого ме-
тила или метилена. Эти вещества в нормальных усло-
виях имеют довольно высокое давдение паров, которые
96
скапливаются в насыщенном виде в верхней части сосу-
да. Далее установленную в откачное гнездо лампу 4
сначала откачивают при закрытом кране 2. а затем, пе-
рекрывая кран 5, открывают на некоторое время кран 2
и впускают в лампу заданное количество паров галоген-
ного соединения, после чего
кран 2 снова перекрывают.
Указанный метод прост и
не требует каких-либо под-
готовительных работ. Его
недостатком является то,
что он не обеспечивает точ-
ной дозировки галогена, по-
тому что интервал времени
его поступления в лампу
трудно вручную выдержать
с требуемой точностью.
Кроме того, в силу неизбеж-
ных колебаний температуры
окружающего воздуха дав-
ление паров галогенного со-
единения также меняется
в определенных пределах.
Более точным методом
индивидуальной дозировки
является ампульный. Он за-
ключается в предваритель-
ной одновременной заготов-
ке большого количества оди-
наковых ампул, содержащих
парообразное галогенное со-
единение в определенном ко-
личестве. Операция заготов-
ки ампул производится на
Рис. 6.4. Схема поста откачки
и наполнения ламп с индиви-
дуальной дозировкой галогена
из вспомогательной емкости.
1 —• емкость с галогенным соедине-
нием СН2Вг2 или СНзВг: 2, 5, 6, //,
12 — вакуумные краиы; 3 — откачное
гнездо; 4 — откачиваемая лампа
(в данном случае типа КГМ); 7 —
паромасляный насос; 8 — механиче-
ский вращательный иасос; 9, 10 —
баллоны с инертными газами: 13 —
манометрическая лампа МЛ-3: 14 —
манометрическая лампа ЛТ-2.
установке, схематично по-
казанной на рис. 6.5. Это обычный откачной пост, в гнез-
до 10 которого вставляется стеклянная гребенка 3 с от-
ростками, к которым припаивается одновременно боль-
шое количество заготовленных капилляров с отформо-
ванными цилиндрическими участками с наружным диа-
метром 2 3 мм. После тщательной откачки, обезгажи-
вания стекла и промывки внутреннего объема инертным
газом из баллона 5 открывают кран 2 сосуда с галоген-
ным соединением и наполняют одновременно все капил-
7—531
97
ляры парообразным веществом. Затем впускной кран 2
перекрывают и поочередно отпаивают каждую ампулу
в отдельности. Для наполнения ламп галогенными сое-
динениями таким способом заранее заготовляют лампы
с так называемым вспомогательным объемом (рис. 6.6).
Перед вставлением лампы в откачное гнездо во вспомо-
гательный объем штенгельного отростка помещают та-
Рис. 6.5. Схема установки откачки и наполнения ампул.
1—емкость с галогенным соединением; 2, 4, 5, 9 — вакуумные краны; 3 —
гребенка с напаянными ампулами; 6 — паромасляный насос; 7 — механический
насос; 8 — баллон с инертным газом; 10 — откачное гнездо; //—манометриче-
ская лампа JIT-2; 12 — манометрическая лампа МЛ-3.
кую ампулу. Затем лампу откачивают, наполняют инерт-
ным газом и вместе с ампулой отпаивают, после этого
легким встряхиванием разбивают ампулу и содержимое
диффундирует во весь внутренний объем лампы. Затем
газовой горелкой отпаивают вспомогательный объем
штенгеля с остатками ампулы. Необходимо иметь в виду,
что содержимое ампулы заполняет как объем самой
лампы, так и объем вспомогательного штенгельного от-
98
ростка. Поэтому для обеспечения должной концентра-
ции галогена в готовой лампе вспомогательный участок
штенгеля, в который помещается ампула, должен иметь
строго установленные размеры и точный, откалиброван-
ный, объем. Для полного выравнивания концентрации
ларов галогена рекомендуется после разбивки ампулы
выдержать лампы определенное время в термостате.
Рис. 6.6. Образцы заготовок ламп с вспомогательным калиброван-
ным объемом.
1 — лампа с ампулой до откачки; 2 — лампа после откачки и отпайки штенге-
•ля; 3 — готовая лампа; 4 — заготовка линейной лампы с ампулой и вспомога-
тельным баллоном после отпайки штенгеля.
Достоинства ампульного метода введения галогена
заключаются в высокой степени однородности газового
наполнения и постоянстве концентрации галогена в лам-
пах. Однако такой метод связан с дополнительными опе-
рациями изготовления калиброванных отростков штенге-
лей и заготовки ампул, их введения и удаления из ламп.
Поэтому от него отказались.
На сегодняшний день общепринятым является тре-
тий метод введения галогена путем предварительной за-
готовки соответствующей смеси инертного газа с гало-
генной добавкой.
Схема установки для подготовки такой газогалоген-
ной смеси показана на рис. 6.7. Порядок работы следу-
ющий: баллон 8 тщательно откачивают и из емкости 1 по-
дают расчетное кочичество галогенного соединения. Пе-
рекрывая трехходовым краном 3 емкость 1, открывают
кран 5 и добавляют в баллон 8 нз баллона 9 расчетное
7* 99
Рис. 6.7. Схема установки для
приготовления газогалогенной
смеси.
1 — емкость с галогенным соедине-
нием; 2, 3, 5 — вакуумные краны;
4 — образцовый мановакуумметр;
6 — газовый редуктор; 7 — вакуум-
ный насос; 8 — баллон с готовой га-
зогалогенной смесью; 9 — баллон
с инертным газом.
количество инертного газа. Такую газогалогенную смесь
приготовляют обычно в маленьких 5—10-литровых бал-
лонах и наполняют до давления (10—15) • 105 Па, что
вполне достаточно для изготовления большого количе-
ства ламп. Составленную смесь положено выдерживать
2—3 сут для полного выравнивания концентраций газов.
Ввиду того что количество вводимой в лампу готовой
газогалогенной смеси сравнительно велико, ее дозировка
по давлению не составляет
трудности и, что очень важ-
но, чревата меньшей погреш-
ностью, так как относитель-
ные отклонения давления
значительно меньше сказы-
ваются на количестве гало-
гена, попавшего в лампу.
Метод смеси технологи-
чен, и это позволяет его ис-
пользовать при механизиро-
ванном изготовлении ламп.
Введение в лампу смеси по
сути не отличается от обще-
принятой технологии напол-
нения инертными газами
обычных ламп накалива-
ния.
Смешивать пары гало-
генных соединений нужно
только с одним, как правило,
инертным газом — аргоном,
криптоном или ксеноном.
Второй инертный компонент
(когда это необходимо) —азот — вводится в лампу от-
дельно, в чистом виде.
Как показали проведенные нами эксперименты, каж-
дый тип лампы в зависимости от конструкции, парамет-
ров, назначения, объема оболочки, температуры стенок
и удельной электрической нагрузки на стенки оболочки
требует использования конкретной газогалогенной сме-
си, которая в настоящее время подбирается эксперимен-
тальным путем. В малогабаритных лампах с относитель-
но малым объемом, а также в некоторых типах линей-
ных ламп давление галогенного соединения находится
в пределах 260—80V Па. В других типах (мощных ламп)
100
с большими объемами, например прожекторных, оно
равно 33—66 Па. Это объясняется тем, что вместе с чис-
тым галогеном в лампу одновременно вводятся и другие
элементы, которые в зависимости от термодинамических
условий, создающихся в лампах, оказывают определен-
ные отрицательные влияния на галогенный цикл. Поэто-
му подбором количественного состава смесей определен-
ным образом нейтрализуют повышенную концентрацию
вредных веществ
В табл. 6.1 [72J приведены целесообразные области
применения различных галогенов и галогеносодержащих
соединений.
Таблица 6.1
Зависимость применения галогенов и галогеносодержащих
соединений от удельной электрической нагрузки на
внутренней стенке оболочки
Удельная электри- ческая нагрузка, Вт/см2 Срск службы, ч Рекомендуемые вещества
5—25 >2000 g, HI, BBr,
15—25 500—2000 Cli3Br, BBr3, 1C13
15—30 25—500 CH2Br2, HBr, (PNBr2)n
30—60 5—500 Br2, HBr
60—120 1—100 Br2, Cl 2
В отечественных лампах используют бромистый ме-
тил СН3Вг и бромистый метилен СН2Вг2.
Смесь рассчитывают с использованием уравнения со-
стояния газов, которое при определенных допустимых
приближениях пригодно для определения параметров па-
ров галогенных соединений:
С = /7У=-^-ЯТ=/Д?Т,
где <2 — общее количество галогенного соединения в еди-
ницах pV; р — давление (парциальное) галогенной
смеси, Па; V— объем лампы, см3; т — общая масса
паров, г; Мг — молекулярная масса галогенного соеди-
нения, моль; п — количество галогенного соединения,
моль; Д— универсальная газовая постоянная,
8,3143-103 Дж/(кмоль-К); Т— абсолютная температу-
ра, к.
Рассмотрим конкретный пример.
101
Предположим, что необходимо наполнить лампу объ-
емом 5 см3 бромистым метиленом СНгВг2 (Л4Г= 159,8)
до давления 400 Па при 7—293 К. Тогда
n=pV/RT=400-5{ (8,3143- 10s) -293=
==8,2-10-7 моль=0,82 мкмоль.
Молярная концентрация в лампе
С=п/К=0,82/5=0,16 мкмоль/см3.
При проведении расчетов удобно пользоваться едини-
цами массы. Общая масса паров СН2ВГ2
ш=/гМг=8,2-10-7-159,8=131-IO-6 г=
= 131 -10 3 мг.
Массовая концентрация в лампе
Рл= 131 -10~3/5 = 0,0262 мг/'см3.
Эти данные должны быть исходными для составле-
ния газогалогенной смеси в баллонах. Давление напол-
няющего инертного газа (газовой смеси) также зависит
от типа, конструкции и параметров ламп; в настоящее
время оно подбирается экспериментально. Для разных
типов ламп давление берется (90-^450) • 103 Па.
Предположим, что в 10-литровом баллоне нам нужно
приготовить смесь при давлении 106 Па, причем такую,
чтобы обеспечить подачу в лампу галогенного соедине-
ния при 400 Па на каждые 1,33-105 Па инертного газа.
Составляя пропорцию, определяем, что СН2ВГ2 в та-
ком бал тоне должен быть введен до давления
Количество галогенного соединения, поданного в бал-
лон,
3,007-ЮМО1 . о. 1П_2
п 3,3143-10э-293 1-24-10 моль
Масса СН2ВГ2, вводимая в баллон,
щ=1,24-10-2-159,8=1,98 г=1980 мг.
102
Массовая концентрация СН2Вг2 в баллоне при давле-
нии газовой смеси )0ь Па
рб= 1980/10000=0,198 мг/см3.
Легко заметить, что рб=^Рл, где А — отношение дав-
лений СН2Вг2 в баллоне и лампе (Л=3007/400=7,5).
В табл. 6.2 приведены расчетные данные состава га-
зогалогенных смесей для галогенных ламп некоторых
типов
Т а б л и ц а 6.2
Расчетный состав газогалогенных смесей
Лампа Удельная элек- трическая на- грузка, Вт/см2 Кг, % Хе. % NS, % Давление при 293 К, смеси, 10= Па СН2Вг2 СН3Вг давление га- логенного сое- динения,! О2 Па
Г Мб,3-15 10 1С0 4 + 6,7
Г МН27-5 10 — 90 10 3,3 + 6,7
КГМ27-50 25 — 85 15 4,6 + — 8,0
КГ Ml 2-20 45 -—- 100 — 3,3 + -— 6,7
КГМ12-40 15 80 —- 20 3,3 + — 5,3
КГМ 12-75 25 80 — 20 3,3 + —- 5,3
КГМ12-1Г0 20 — 100 •— 2,7 + •— 5,3
КГМ24-150 20 — 100 .— 4,6 + — 5,3
КГМ24-250 30 80 .— 20 3,3 + 6,7
КГ110-5000 30 — 100 — 1,5 — + 4,0
КГ220-50СО 25 — 100 -— 1,3 — + 3,3
КГ220-1СС00 35 — 100 — 1 ,5 -—- + 4,0
КГ220-20000 35 -— 100 —— 1. — + 4,0
КГК220-5000 25 — -— 100 0,96 + 0,3
КГК220-10000 20 — -— 100 0,96 + .— 0,3
КГД220-1200 20 — 100 — 2,0 + 2,0
Как следует из изложенного выше, основной пара-
метр, по которому контролируется дозировка галоген-
ной добавки,— это давление, определяемое по образцо-
вому манометру. Контрольную проверку проводят мето-
дами химического анализа готовых ламп, разбиваемых
в закрытых объемах, и сравнением полученных резуль-
татов с данными анализа газовой смеси, отбираемой не-
посредственно из баллонов
Нужно всегда иметь в виду, что если количество га-
логенных соединений и состав смеси выбраны правильно
для ламп данной конструкции, стенки оболочки остают-
ся практически чистыми в процессе эксплуатации.
ЮЗ
6.3. Откачка и наполнение ламп
Операции откачки и наполнения являются последни-
ми в технологическом процессе вакуумной обработку
ламп. Они заканчиваются герметизацией внутреннего
объема и обеспечением необходимой газовой среды для
нормальной работы тела накала и всей внутренней «арма-
туры». У ламп многих типов, для которых не требуется
дополнительных операций по их внешнему оформлению,
процессы откачки и наполнения являются заключитель-
ными во всей цепочке изготовления источников света;
от качества наполнения ламп зависят во многом срок
службы, а также электрические и световые параметры
готовых изделий.
Откачку и наполнение газами производят через штен- .
гельный отросток по технологии, принятой во всей элек-
тровакуумной технике. Эти процессы выполняются как
Рис. 6.8. Схема установки откачки и наполнения ламп.
/ — линия подачи водорода для препарирования тела накала; 2— линия пода-
чи очищенного азота для промывки ламп; 3— мановакуумметр; 4, 5, 10, 14,
16, 19, 20 — вакуумные краны; 6 — баллон с газогалогенной смесью; 7 — бал-
лон с особо чистым азотом; 8 — паромасляный насос: 9 — механический насос;
11— емкость с жидким азотом; 12 — откачиваемая лампа; 13— откачное гнез-
до; 15, 11 — манометрические лампы ЛТ-2 и МЛ-3; 18 — образцовый манова
куумметр.
104
на ручных постах, так и на механизированном оборудо-
вании. Назначение и последовательность выполнения
всех операций в принципе одинаковы. Принципиальная
схема установки, на которой они проводятся, показана
на рис. 6.8. Она состоит из двух частей — откачной (ва-
куумной) и наполняющей (газополной), соединенных
между собой системой трубопроводов и снабженных кра-
нами (вентилями), измерительными и контрольными
приборами. Трубопроводы и соединительные элементы
изготовляют из нержавеющей стали, устойчивой к дей-
ствию галогенных соединений. Желательно применение
стеклянных деталей, однако они ломкие и менее прак-
тичны в серийном производстве. Не допускается исполь-
зование резиновых шлангов.
К установке должны быть подведены трубопроводы
с подачей осушенного водорода, кислорода и горючего
природного газа. Инертные газы подаются из баллонов,
находящихся непосредственно на рабочем месте.
Установка должна быть снабжена емкостью для за-
ливки жидкого азота. Обычно это открытый бачок
с двойными теплоизоляционными стенками, который мо-
жет подниматься для удобства погружения лампы при
вымораживании газов и опускаться на время выполне-
ния остальных операций.
Вакуумная система установки включает в себя меха-
нический вращательный насос для создания предвари-
тельного низкого вакуума в лампе (1,33—0,133 Па) и
диффузионный паромасляный насос для откачки до дав-
ления (1,33-М),13) 10“3 Па. Вообще при изготовлении
газополных ламп допустимо пользоваться только меха-
ническими насосами. Однако из-за чувствительности га-
логенных ламп к наличию вредных остаточных примесей
в технологии предусмотрено использование и диффузи-
онных насосов. Хотя это и связано с некоторым услож-
нением процессов откачки и наполнения ламп, тем не
менее, как показала многолетняя практика, вполне
оправдано, так как значительно повышаются качество
ламп и действенность протекающего галогенного цикла.
Наполняющая часть установки содержит баллон с за-
готовленной газогалогенной смесью, баллон с чистым га-
зообразным азотом и систему подводящих трубопрово-
дов с детандерами, регулирующими кранами, натекате-
лями и приборами контроля давления. Вся система
должна быть вакуумно-плотной и газонепроницаемой.
б—531
105
Особое внимание следует обращать на места сочленения
металлических деталей, коммутирующих элементов и уз-
ла откачного гнезда, в которых должны применяться
фторопластовые или металлические уплотнители. Соеди-
нения трубопроводов между собой должны быть жестки-
ми и выполнены с помощью сварки. Очень важным явля-
ется обеспечение того, чтобы фактическое количество
газов, поданное и поступившее непосредственно в лам-
пу, соответствовало расчетным данным. Для этого необ-
ходимо точно замерить, постоянно выдерживать и учи-
тывать геометрические размеры трубопроводов, рабочие
объемы откачного гнезда и измерительных приборов. Ис-
пользуемый способ введения газов в лампу называется
методом ступенчатого наполнения, при котором обяза-
тельным является учет полезного объема всех соедини-
тельных элементов системы. Зная объемы лампы Vi и
соединительных элементов Уг, можно рассчитать «пода-
ваемое» давление г2> обеспечивающее нужное давление
pi в лампе. В процессе изготовления ламп необходимо
постоянно обращать внимание на следующее: при дли-
тельном использовании баллонов с готовыми газогало-
генными смесями, находящимися в вертикальном поло-
жении, возможны конденсация и некоторое фракциони-
рование парообразных галогенных соединений, что мо-
жет нарушить состав смеси. Чтобы избежать этого, не-
обходимо систематически контролировать состав газовой
смеси.
Отличительной чертой галогенных ламп по сравнению
с обычными лампами накаливания является необходи-
мость наполнения ламп газами при давлении выше
105 Па (в холодном состоянии). В литературе известны
многие методы реализации этого требования. Примени-
тельно к технологии изготовления галогенных ламп
с кварцевыми оболочками наиболее приемлемым оказал-
ся метод вымораживания наполняющих газов жидким
азотом. Он позволяет вводить в лампу практически лю-
бое количество газа, и при этом отпайка штенгеля в нор-
мальных атмосферных условиях не представляет ника-
ких трудностей. Впоследствии в готовой лампе после от-
пайки штенгеля ожиженный газ испаряется, создавая
при этом необходимое давление газа в газообразном со-
стоянии. При работе лампы в результате большого по-
вышения температуры газа внутри лампы его давление
соответственно также сильно возрастает.
106
Давление газа в лампе в рабочем состоянии можно
подсчитать, пользуясь законом Шарля.
По нашим данным, согласующимся со [116], средняя
температура газа может быть принята равной 1,2—1,5
температуры стенок оболочки.
В табл. 6.3 приведены рассчитанные (оценочные) зна-
чения рабочего давления газа для ламп некоторых типов.
Последовательность процессов откачки и наполнения
приведена на рис. 6.9.
Таблица 6.3
Расчетные значения рабочего давления газа в лампах
Лампа Давление газа при 293 К, 10» Па Истинная тем- пература тела накала, К Температура внешней стенки „оболочки,> К Рабсчее давле- ние в лампе, 105 Па
КГМН27-5 3,3 2650 570 6,6
КГМ27-50 4,6 2900 570 9,3
КГМ 12-250 2,7 3100 870 8,0
КГМ24-250 3,3 32С0 900 10,0
КГ220-500Э-1 1,3 3900 870 4,0
КГ220-2000С-1 1,6 3000 870 4,8
КГК220-5000 0,96 3150 870 2,8
КГК220-10000 0,96 3150 920 2,8
Рассмотрим их подробнее. Заваренную лампу встав-
ляют штенгелем в центральный канал откачного гнезда
и поворотом рычага плотно зажимают. Патрон откачного
гнезда должен быть хорошо уплотнен эластичной ваку-
умной резиной для обеспечения хорошей вакуумной плот-
ности закрепленного штенгеля. Затем начинают откачи-
вать воздух механическим насосом.
Известно, что на поверхности кварцевой оболочки
имеется большое количество адсорбированных газов и
паров воды, которые, если их не удалить, приведут к за-
грязнению внутреннего объема, к нарушению галогенно-
го цикла и преждевременному выходу ламп из строя.
Поэтому уже на первой стадии следует тщательно обез-
гаживать оболочку путем ее разогрева пламенем ручной
газовой горелки. Иеобходимо иметь в виду, что в рабо-
чем состоянии оболочка лампы разогревается до высо-
ких температур, поэтому и температура обезгаживания
должна быть такой же. Обычно оболочку разогревают
до красного свечения кварца, что соответствует темпера-
туре 1170—1270 К-
8* 107
Рис. b 9 Технологическая схе-
ма откачки п наполнения ламп.
Необходимо также ос-
вободить от газов и вну-
треннюю арматуру ламп и
в первую очередь тело на-
кала от адсорбированных
газов. Для этого лампу
наполняют водородом при
(0,8-:-0,9) • 105 Па и пря-
мым пропусканием элек-
трического тока разогре-
вают тело накала в тече-
ние 50—60 с примерно до
номинальной температу-
ры. Такая операция тре-
нировки очень важна для
ламп, для которых требу-
ются высокая стабиль-
ность параметров в тече-
ние срока службы и высо-
кая надежность работы.
Чтобы поглощенные газы
не накапливались в лам-
пе в результате большого
газовыделения, темпера-
тура тела накала повы-
шается медленным увели-
чением подаваемого на-
пряжения.
После выключения на-
- пряжения и остывания
лампы водород откачивают и производят так называе-
мую промывку ламп очищенным газообразным азотом.
Она заключается в подаче азота до давления (0,8-s-
0,9) • 105 Па и последующей его откачке. Такой процесс
повторяется 2—3 раза, что обеспечивает значительное
уменьшение парциального давления вредных остаточных
газов в лампе, так как при каждом наполнении азотом
вредные газы смешиваются (разбавляются) с промы-
вочным газом и вместе откачиваются.
108
Следующей операцией является окончательная откач-
ка ламп сначала механическим, затем диффузионным
паромасляным насосами. Имеется в виду, что все дета-
ли ламп обсзгажены, удалены все возможные загрязне-
ния и лампа подготовлена для наполнения.
Если лампу нужно наполнить смесью двух газов, то
сначала подается в лампу смесь инертного газа с гало-
геном при более низком давлении. Затем из другого бал-
лона вводят газообразный особо чистый азот.
Создание в лампах давления наполняющего газа вы-
ше 105 Па достигается путем вымораживания газов
в объеме газоподводящей системы и в самой лампе.
В ожиженном состоянии давление паров низкое, что
обеспечивает возможность беспрепятственной отпайки
ламп в нормальных атмосферных условиях. Для прове-
дения этой операции лампы погружают в емкость
с жидким азотом и выдерживают определенное время
в зависимости от объема лампы и давления наполняю-
щих газов. Скорость вымораживания, см3/с, можно ори-
ентировочно оценить по следующей эмпирической фор-
муле [29]:
ш=3,64у£ У Т/Мг,
где S —площадь стенки оболочки лампы, см2; у — коэф-
фициент прилипания вымораживаемого газа; Т абсо-
лютная температура вымораживаемого газа (пара), К;
ЛЕ—молекулярная масса газа (пара).
После окончания вымораживания газов и их осажде-
ния в жидком виде в нижней части лампы ее отпаивают.
Для этого штенгель разогревают двусторонней газовой
горелкой до размягчения кварца, в таком виде лампу
оттягивают и заплавляют образовавшийся капилляр.
Стекло штенгеля во время его разогрева и размягчения
выделяет определенное количество примесных газов;
поэтому отпайку нужно проводить быстро. Для крупных
ламп со штенгелями больших диаметров предварительно
необходимо провести перетяжку штенгеля в месте буду-
щей отпайки для уменьшения внутреннего отверстия, что
позволит быстрее произвести отпайку. Чтобы место от-
пайки штенгеля (носик) у лампы не получилось острым,
его дополнительно прокаливают пламенем горелки и
в размягченном виде прижимают к плоской металличе-
ской поверхности.
109
Качество отпайки и форма носика в большой степе-
ни определяют внешний вид лампы. В зависимости от
конструкции ламп он расположен либо на купольной
части (малогабаритные лампы), либо на боковой поверх-
ности (линейные лампы), либо в нижней части, в месте
цоколевки (прожекторные лампы). По своми очертани-
ям размеры носика должны соответствовать установлен-
ным, он должен быть правильной формы без наплывов,
не выступать за определенные оговоренные пределы и
не мешать нормальной эксплуатации ламп.
Отпаянные лампы проверяют по внешнему виду и на
включение при номинальном напряжении для предвари-
тельной оценки качества и отбраковки некондиционных
ламп.
ГЛАВА СЕДЬМАЯ
ЗАКЛЮЧИТЕЛЬНЫЕ ОПЕРАЦИИ
7.1. Типы применяемых цоколей и цокопевание
Галогенные лампы после откачки, наполнения и от-
пайки имеют свободно выступающие выводы. Некоторые
типы малогабаритных ламп не подвергаются больше ка-
ким-либо сборочным операциям и в таком виде предна-
значены для использования. Концы свободно выступаю-
щих прямолинейных молибденовых выводов лишь за-
остряют и зачищают для лучшего вставления в патроны.
Как правило, они имеют длину 1Q—20 мм, что обеспечи-
вает хороший контакт лампы с патроном и арматурой.
При вставлении таких ламп в патроны нельзя сгибать
или каким-либо иным способом изменять прямолиней-
ную форму выводов, так как при этом можно нарушить
целостность стеклянной лопатки и вывести лампу из
строя.
Большинство типов галогенных ламп снабжено
специальными цоколями, с помощью которых лампы кре-
пятся к патронам и подключаются к источникам пита-
ния. Имеется большое разнообразие типов и конструк-
ций применяемых цоколей, что определяется конструк-
цией ламп, назначением и условиями их эксплуатации,
конструктивным оформлением лопатки и узла гермети-
110
зации токовых вводов. Немаловажное значение имеют и
параметры ламп, в частности потребляемый ток.
Цоколи ламп должны обеспечивать прочное скрепле-
ние с кварцевой оболочкой и создавать надежный кон-
такт с токоподводящими деталями патронов. В некото-
рых лампах, работающих в сочетании со светотехниче-
ской арматурой, используются фокусирующие цоколи,
определенным образом юстированные по отношению
к телу накала и обеспечивающие однозначное размеще-
ние лампы по отношению к оптическим элементам све-
товых приборов. В некоторых типах ламп для обеспече-
ния определенных габаритных размеров источника све-
та и высоты светового центра тела накала используются
специальные переходные, промежуточные детали между
лампой и цоколем.
Во многих типах ламп цоколь не является токоведу-
щей деталью, а служит лишь для удержания и крепле-
ния ламп в осветительной арматуре. В этом случае к цо-
колю приваривают дополнительные гибкие провода с на-
конечниками для подключения к источникам питания.
Ввиду того что с помощью цоколей лампы сочленя-
ются с приборами л установками, выпускаемыми серийно
и применяемыми в различных отраслях народного хозяй-
ства, необходимо строго выдерживать размеры цоколей
и их составных частей, особенно посадочных мест. Как
правило, цоколи галогенных ламп тестированы. Для
ламп особо широкого применения (автомобильных, про-
екционных), являющихся предметом международной тор-
говли, конструкция и размеры цоколей стандартизованы
в международном масштабе и содержатся в различных
рекомендациях МЭК и СЭВ.
Имеются цоколи одноконтактные для софитных ламп
и двухконтактные для ламп с односторонним располо-
жением выводов. Конструктивно они состоят из одной
или нескольких составных деталей. Корпуса цоколей из-
готовляют как металлическими, так и керамическими.
Для каждого типа цоколя характерен определенный ме-
тод крепления к кварцевой оболочке и соединения
с выводами ламп.
Рассмотрим процессы цоколевания трубчатых ламп
софитной конструкции с двусторонним расположением
выводов. Для таких ламп с диаметром трубки до 12 мм
и током до 10 А используются два вида цоколей — метал-
лические пластинчатые и керамические торцовые типа
Ш
Рис. 7.1. Металлические цоколи.
а — плоский лепестковый; б — с фокусирую-
щими выступами; в — цилиндрический; / —
место приварки ввода; 2 — пластина.
R7s/15 (международное обо-
значение). На рис. 7.1 показа-
на конструкция некоторых ти-
пов металлических цоколей;
для ряда специальных приме-
нений имеются и другие моди-
фикации. Такие цоколи изго-
товляются из никелевой ленты.
Процесс цоколевания заключа-
ется в надевании цоколя на
плоскую штампованную лопат-
ку лампы и приварке ввода
к нему. Цоколь к кварцу крепят
ленитовой цоколевочной мастикой. Вариант, показанный
на рис. 7.1,6, имеет калиброванные 'выступы с двух сто-
рон на плоской поверхности цоколя, что позволяет фик-
сировать лампу в патроне. Деталь цоколя — пластина
загибается вокруг лопатки и скрепляется замком, что
улучшает прочность крепления к лампе.
На рис. 7.2 показана конструкция двух типов керами-
ческих цоколей и схематично изображен порядок цоко-
левания. Молибденовый ввод 3 обрезается на длину 3—
4 мм и с помощью медно-фосфорного припоя соединяет-
ся с цилиндрическим металлическим (латунным) контак-
том 2. Место соединения металлических элементов про-
дувается азотом во избежание возможного окисления.
Затем на плоскую лопатку 5 лампы наносят с двух сто-
рон слой ленитовой цоколевочной мастики и на ввод на-
девают керамический корпус цоколя таким образом, что-
бы лопатка лампы плотно вошла в пазы цоколя. Выход-
ное отверстие цоколя при этом закрывается латунным
контактом. Для удушения контактирования лампы с пат-
роном торцовый контакт с наружной стороны имеет лун-
кообразную форму.
Расположенные с противоположных сторон цоколи
должны быть соосны по отношению к лампе, углубления
на контактах не должны иметь наплыва припоя или
окисленную поверхность. Прочность крепления цоколя
112
R лампе должна быть такой, чтобы выдерживалось дей-
ствие растягивающей силы 10-12 Н. Лампы с такими
цоколями обеспечивают надежный контакт с патронами
и хорошо зарекомендовали себя в эксплуатации.
Для более мощных софитных ламп приведенное вы-
ше оформление керамического цоколя непригодно.
В данном случае лампы к источникам питания подклю-
чают с помощью гибких многожильных проводов в виде
Рис. 7.2. Керамические цоколи.
а— с торцовым контактом (R7s-15); б —с гибким проводом; / —керамический
изолятор; 2 -- металлический контакт; 3 — молибденовый токовый ввод; 4— цо-
колевочная мастика; 5 — лопатка лампы; 6 — наконечник; 7 — гибкий провод.
канатиков с наконечниками (рис. 7.2,6). В данном слу-
чае керамический цоколь также не является токоведу-
щим, а служит лишь элементом соединения молибдено-
вого вывода с наружным канатиком. Такой цоколь вы-
полняет также роль держателя ламп в арматуре. Вывод
с канатиком соединяют медно-фосфорным припоем. Так
же как и для предыдущей группы ламп, керамический
цоколь крепят к кварцевой трубке с помощью ленитовой
мастики.
Для линейных ламп большой мощности (свыше
2 кВт), изготовляемых с токовыми вводами на переход-
ных стеклах, применяют металлические цоколи цилинд-
рической формы, с разрезными рантами и прижимным
кольцом (рис. 7.3). Молибденовый вывод с канатиком
соединяют медно-фосфорным припоем. Цоколь к лампе
прикрепляют асбестовой мастикой следующим образом:
асбестовый картой нарезают на полосы шириной 25 мм,
смачивают водой для размягчения и в таком виде на-
113
матывают на копен кварцевой трубки. Затем на лампу
плотно надевают цоколь и прижимным кольцом сжима-
ют лепесткообразный рант. В таком виде лампу выдер-
живают на водухе несколько часов.
Размеры цоколей для мощных ламп стандартизова-
ны в международном масштабе и должны строго вы-
держиваться, поскольку они служат держателями ламп
в светильниках и по размерам должны сочленяться
с патронами и осветительной арматурой. Отдельную
группу составляют мало- и крупно! абаритные проекци-
Рис. 7.3. Металлический цоколь (K20s/250, K25s/250, K27s/300) для
мощных линейных ламп.
1—кольцо; 2 — корпус цоколя; 3—ввод вольфрамовый; 4—ножка лампы; 5 —
асбестовая мастика; 6 — металлический контакт; 7 — гибкий провод.
онные и прожекторные лампы, для которых попользуют
цоколи типа «бипсст». Одни имеют керамический кор-
пус («коробчатые»), другие (для ламп большой мощно-
сти) — цилиндрический металлический 'корпус с разрез-
ными рантами и вырезами для охлаждения места сварки
вводов.
Цоколи типа «бипост» показаны на рис. 7.4. Для них
характерным является наличие толстых латунных или
медных выводов (штифтов), непосредственно вставляе-
мых в охлаждаемые патроны. Такие выводы обеспечи-
вают надежный контакт ламп с токоподводяшими дета-
114 t
лями патронов. Для ламп некоторых типов с целью их
фиксированного вставления в патроны штифты цоколей
имеют разные диаметры. Это позволяет одинаково ори-
ентировать тело накала по отношению к оптической сис-
теме светового прибора.
Такие цоколи к кварцевой оболочке прикрепляют вы-
сокотемпературной цоколевочной мастикой. Мастику на-
носят на внутренние стенки цоколя. Намазанные цоколи
надевают на посадочные места ламп и в таком виде на
Рис. 7.4. Цоколи типа «бипост».
а — керамический коробчатый (GX9.5; GX16); б — металлический цилиндриче-
ский (GY9.5; GY16; G 38); / — металлический контакт; 2 — гибкий провод; 3 —
изоляционный вкладыш; 4 — цоколевочиая мастика; 5 — лопатка лампы; 6 —
6 — иожка; 7 — припой.
специальных держателях помещают в печь, где выдержи-
вают при температуре 620 К в течение 25—30 мин. Го-
товые лампы должны быть чистыми, не иметь следов
застывшей мастики на цоколе и оболочке. Зазоры между
оболочкой и внутренней поверхностью цоколя должны
быть правильно подобраны во избежание выступов ма-
стики на наружную поверхность лампы. После затверде-
вания мастики выводы припаивают к наружным штиф-
там цоколя, зачищают и закругляют.
Проекционные и прожекторные лампы, предназначен-
ные для использования в оптических приборах, должны
115
Рис. 7.5. Юстировочная
установка.
цоколеваться на юсти-
ровочных установках
(рис. 7.5) со строгим
соблюдением высоты
светового центра, т. е.
заданных расстояний
от посадочных мест цо-
колей до тела накала.
Как правило, оптиче-
ская схема таких уста-
новок одинакова для
ламп разных типов.
Принцип их работы
основан на проецирова-
нии тела накала в уве-
личенном масштабе на
две взаимно перпендикулярные плоскости, при этом
проекции должны укладываться в определенным обра-
зом рассчитанные рамки. При юстировке цоколь лампы
удерживается патроном в строго фиксированном поло-
жении.
Особую сложность представляют операции цоколева-
ния автомобильных ламп для головного фарного освеще-
ния в фарах ближнего и дальнего света.
Сложность объясняется тем, что цоколи должны
прочно удерживать лампу в условиях постоянных виб-
раций и тряски в строго фиксированном положении та-
ким образом, чтобы тело накала постоянно находилось
в фокусе оптического элемента фары. Фокусирующие
цоколи состоят из двух основных деталей—корпуса и
фокусирующего кольца. Конструкция таких цоколей по-
казана на рис. 7.6. Они стандартизованы в международ-
ном масштабе. Прсцессящоколевания следующий- обре-
зают выводы ламп на необходимую длину, зачищают от
заусенцев и окислов и приваривают к ним отрезки гиб-
кой никелевой проволоки. Лампу вставляют в корпус
цоколя до упора и контактной сваркой присоединяют
к нему выводы. Корпус к лампе прикрепляют цоколевоч-
пой мастикой. Затем на корпус надевают фокусирующее
кольцо и лампу вставляют в юстировочную установку.
П6
Перемещением лампы в горизонтальной и вертикальной
плоскостях добиваются требуемого расположения тела
накала по отношению к кольцу таким образом, чтобы
изображения проекции тела накала не выходили за пре-
делы рамок, нанесенных на экраны установки. Добив-
шись нужного расположения, припаивают фокусирующее
кольцо к корпусу цоколя.
Рис. 7.6. Цоколи для автомобильных ламп.
а — категории Hl (P14,5s); б — категории НЗ (PK22s); в — для двухспираль-
ных ламп категории Н4 (P43t-38); 1 — корпус; 2— наконечник; 3 — гибкий
провод; 4 — лопатка лампы; 5 — цоколевочная мастика; 6 — фокусирующее
кольцо; 7 — контактная пластина.
Крепление фокусирующего кольца должно быть проч-
ным и выдерживать осевую силу до 3G Н. Выводы ламп
необходимо припаивать таким образом, чтобы лампы
можно было беспрепятственно вставлять в патроны и
калибры для проверки размеров и расположения контак-
тов цоколя.
Готовые лампы проверяют на зажигание (на вклкы
чение), наносят маркировку на оболочку или на цоколе,
и упаковывают в индивидуальные коробки.
117
I
7.2, Приготовление и применение технохимических
материалов
К технохимическим материалам, применяемым при
изготовлении галогенных ламп, относятся цоколевочные
и маркировочные мастики, светозащитные покрытия,
припои.
Цоколевочные мастики или цементы, служащие для
крепления цоколей к 'кварцевой оболочке, должны удов-
летворять следующим требованиям:
сохранять в оговоренных температурных условиях
прочность крепления в течение срока службы ламп;
не затвердевать быстро в процессе цоколевания и об-
ладать необходимыми технологическими свойствами;
практически не изменять своих физических свойств
в процессе срока службы ламп, не выделять веществ,
вредно влияющих на свойства стекла или материал цо-
коля;
обладать определенными диэлектрическими свойства-
ми как в нормальных, так и в оговоренных климатиче-
ских условиях.
При использовании любой цоколевочной мастики не-
обходимо предварительно очистить поверхность стекла
от влаги и жировых загрязнений, так как они ухудша-
ют прочность крепления цоколей. В зависимости от кон-
струкции, назначения и параметров ламп применяют
различные виды цоколевочных мастик. Это объясняется
различными условиями эксплуатации ламп и разной тем-
пературной нагрузкой на цоколи.
Для ряда типов малогабаритных ламп для крепле-
ния металлических цоколей применяют хлормагнезиаль-
ную мастику. Наполнителем служит молотый пылевид-
ный кварц КП-2. Вяжущим веществом является окись
магния; затвердитель — раствор хлористого магния
в дистиллированной воде. Готовая мастика должна быть
однородной, без посторонних включений и должна со-
хранять свою консистенцию в течение 1—1,5 ч с момен-
та приготовления. Рекомендуется использовать ее непо-
средственно после изготовления. Режим затвердевания
мастики следующий: постепенный подъем температуры
50 490 К (за 25 мин) и выдерживание при этой темпера-
туре в течение 1,5—2 ч. Хлормагнезиальная мастика об-
ладает хорошей прилипаемостыо к кварцевому стеклу
И металлу, она обеспечивает прочное крепление цоколей
и выдерживает тепловую нагрузку до 720 К Мастика
118
обладает хорошей устойчивостью в нормальных условиях
и при повышенных тепловых и климатических нагруз-
ках.
Для цоколевания малогабаритных ламп, для которых
по условиям эксплуатации требуется высокое электри-
ческое сопротивление мастики при воздействии повышен-
ных температур и влажности, применяют цоколевочную
мастику на основе лака КО-О8К- Ее приготовляют путем
тщательного перемешивания указанного лака, стабили-
затора МФСН-В и мраморного порошка. Готовая масти-
ка должна быть мягкой на ощупь и может храниться
только в герметичной таре при комнатной температуре
не более 1 сут. Такой мастикой заполняют весь проме-
жуток между цоколем и лопаткой лампы. Режим отвер-
девания следующий: медленный подъем (в течение 2 ч)
температуры до 390 К, затем повышение температуры
до 510 К и выдержка в течение 1,5 ч.
Для цоколевания оптических ламп с керамическими
«коробчатыми» цоколями необходимо, чтобы мастика
быстро скрепляла цоколь с лампой, поскольку процесс
цоколевания совмещается с юстировкой тела накала от-
носительно посадочного места цоколя. Диэлектрические
свойства мастики не являются решающими, желателен
хороший внешний вид. В этом случае используется бе-
лая сульфомагнезиальная цоколевочная мастика. Ее при-
готовляют тщательным перемешиванием окиси магния,
раствора сернокислого магния в дистиллированной воде
и молотого пылевидного кварца КП-2. Режим затверде.
вания следующий — разогрев до 490 К и выдержка в те-
чение 1,5—2 ч. Мастику рекомендуется готовить непо-
средственно перед употреблением. Отвердевшая суль-
фомагнезиальная мастика получается плотной и обес-
печивает качественное крепление керамических цо-
колей.
Для цоколевания линейных ламп как с металличес-
кими плоскими цоколями, так и с торцевыми керамичес-
кими применяется цоколевочная мастика на основе жид-
кого натриевого стекла с мраморным порошком. Такая
мастика быстро схватывается с поверхностями цоколя
и лопатки и обладает высокой климатической устойчиво-
стью, но она вспучивается. Поэтому ее применяют толь-
ко в местах, где нельзя наносить большой слой мастики.
В условиях линейных ламп ее наносят тонким слоем на
лопатку, что позволяет избежать влияния вспучивания.
119
Температурные нагрузки на цоколи в линейных Лампах
невелики.
Для этой же группы ламп нашла применение лени-
товая мастика, состоящая из смеси полевого шпата, очи-
щенного каолина, молотого талька и жидкого стекла.
Основное ее достоинство — быстрое затвердевание на
воздухе в течение 15—20 мин.
Для цоколевапия мощных прожекторных ламп
с большой поверхностью соприкосновения цоколя с лам-
пой и с высокой температурной нагрузкой (620—670 К)
используется мастика МЦ-3. Ее изготовляют смешивани-
ем мраморного порошка, клея ИП-9, себациновой кисло-
ты и сиккатива. Мастику наносят толстым слоем на рант
цоколя, она затвердевает при 570—620 К- Мастика
МЦ-3 нашла широкое применение во многих других ти-
пах ламп с большой температурной нагрузкой на цоколь
в течение длительного срока службы.
Маркировку на лампу наносят либо на цоколь, либо
на кварцевую оболочку. Она должна быть четкой, ясной,
не должна изменять своего вида в течение требуемого
времени в условиях эксплуатации ламп. В производстве
галогенных ламп применяют методы маркировки как ме-
ханические— накатывание и выдавливание знаков на
металлические цоколи, так и химические — использова-
ние маркировочных мастцк. Для нанесения маркировки
на кварцевую трубку используется мастика, состоящая
из окиси серебра, борнокислого свинца и глицерина.
С помощью резинового штампа наносят маркировку на
трубку, после чего это место слегка прогревают водоро-
до-кислородной горелкой.
При изготовлении оптических ламп, используемых
в световых приборах, купол лампы закрашивают чер-
ным светонепроницаемым покрытием (во избежание ис-
кажения сформированного светового пучка прямым све-
том лампы). Такое покрытие применяют для закраши-
вания автомобильных фарных ламп, некоторых прожек-
торных ламп. Светонепроницаемое покрытие должно об-
ладать хорошей адгезией к кварцу и, что очень важно,
быть нагревостойким, поскольку на кварцевых оболоч-
ках создается высокая температура Покрытие представ-
ляет собой органосиликатный материал в виде суспензии
измельченных силикатов и окислов в толуольных рас-
творах полиорганосилоксанов. Наносят ее на купол обо-
лочки вручную, методом окунания и последующей сушки
120
й 'течение 50—60 мин при температуре 430—450 К.
Для прикрепления выводов к цоколям применяют
различные припои.
Если паяные изделия имеют рабочую температуру
ниже 470—520 К, используют, как правило, оловянно-
свинцовые припои. Некоторые мощные лампы изготовля-
ются с применением серебряных припоев, которые вы-
держивают температуру до 870—970 К.
ГЛАВА ВОСЬМАЯ
КОНТРОЛЬ ПАРАМЕТРОВ ЛАМП
8.1. Методы измерения электрических и световых
величин
Контроль параметров ламп и испытания их на со-
ответствие требованиям стандартов и технических усло-
вий являются последними завершающими операциями,
удостоверяющими качество и пригодность ламп для экс-
плуатации. Электрические и световые параметры явля-
ются основными, определяющими критериями оценки и
ценности ламп, характеризующими их как источники
оптического излучения. Требования к лампам определя-
ются их конкретным назначением и условиями примене.
ния. Например, для осветительных ламп основным свето-
вым параметром является световой поток. Лампы, слу-
жащие для облучения или технологических целей сушки,
нагрева, должны обладать определенными спектральным
составом и светораспределением. К лампам, используе-
мым в прожекторах, предъявляются требования к габа-
ритной яркости тела накала.
Методы измерения световых и электрических величин
в основном стандартизованы, что обеспечивает единство
способов и воспроизводимость полученных результатов.
Электрические и световые величины измеряют на
электрических схемах с применением источников пита-
ния как постоянного, так и переменного тока промыш-
ленной частоты 50 Гц. Как установлено эксперименталь-
но, род тока не влияет на параметры галогенных ламп.
Однако когда необходима особая точность измерения,
рекомендуется использовать источники постоянного тока.
В некоторых случаях допускается применение источни-
9-531 121
ков переменного тока частотой 400 Гц. Система питания
должна обеспечить напряжение на лампе с погрешностью
не более ±0,5%, применяемые приборы должны быть
не ниже класса 0,5 для переменного тока и 0,2 для по-
стоянного. Практически измерение электрических вели-
чин всегда совмещают с измерением некоторых свето-
вых величин.
Рис. 8.1. Схема фотометрической установки для измерения свето-
вого потока.
1 —‘ светомерный шар; 2, 9 — экраны; 3 — светорассеивающее стекло; 4 — диа-
фрагма; 5 — нейтральный поглотитель света; 6 — корригирующий поглотитель
света; 7— приемник излучения; 8 — шуит; Л1— измеряемая лампа; Л2 — вспо-
могательная лампа.
Световой поток измеряют на фотометрической уста-
новке (рис. 8.1) с помощью светомерного шара. Диа-
метр 'светомерного шара должен соответствовать разме-
рам измеряемых ламп и составлять не менее шести длин
ламп. Внутренняя поверхность шара должна быть окра-
шена неселективний матовой краской с коэффициентом
отражения не менее 0,8. Фотометрическое отверстие ша-
ра, в которое вмонтирован приемник излучения, не
должно превышать 0,1 диаметра шара, оно должно
быть защищено экраном от попадания прямых
лучей от измеряемой лампы. Градуировка светомерного
шара производится с помощью специальных контроль-
ных ламп, которые в свою очередь поверяются соответ-
ствующими типами светоизмерительных ламп.
Световой поток измеряют путем поочередного срав-
нения освещенностей фотометрического отверстия свето-
122
мерного шара при горении светоизмерительной лампы
(с известным световым потоком) и измеряемой лампы.
Измерение силы света проводится на фотометричес-
кой скамье (рис. 8.2|). Она представляет собой две мас-
сивные металлические направляющие, на которых разме-
щены измеряемая лампа, ряд диафрагм и приемник из-
лучения. Отверстия диафрагм располагаются на одной
оси с центрами лампы и приемника. Количество диа-
Рис. 8.2. Схема фотометрической установки для измерения силы
света.
1 — скамья; 2 —-концевые экраны; 3 — диафрагма перед лампой; 4— промежу-
точные диафрагмы; 5 — диафрагма перед приемником излучения; £ —ней-
тральный светофильтр; 7 — корригированный приемник излучения; 8 — шунт.
фрагм и их расположение должно исключать влияние
окружающего рассеянного света на результаты измере-
ний. Приемник излучения градуируют с помощью кон-
трольных и светоизмерительных ламп.
Измеряют силу света, так же как и световой поток,
методом сравнения путем поочередного освещения при-
емника излучения светоизмерительной и измеряемой
лампами.
Для ламп ряда типов необходимо определять распре-
деление силы света в пространстве. Такие измерения
проводят на распределительных фотометрах либо с по-
мощью поворотной головки, смонтированной на обычной
фотометрической скамье и позволяющей поворачивать
измеряемую лампу в нужном положении.
Важным параметром для ламп многих типов, в част-
ности предназначенных для освещения в цветном теле-
8* 123
видении, является цветовая температура тела накала.
Ее определяют объективным методом. Он заключается
в сравнении фототоков приемника излучения, освещае-
мого через два цветных поглотителя света поочередно
стветоизмерительной и измеряемой лампами. Для значе
ний (Ф) и /Ф2 фототоков приемника, освещаемого свето-
измерительной лампой через первый и второй поглоти-
тели света, строят градуировочный график зависимости
цветовой температуры Тц=1(1Ф}/1Ф2). Затем определя-
ют отношение фототоков ГФД/'Фг для измеряемой лампы
при освещении фотоприемника через те же поглотители
света и по градуировочной кривой определяют цветовую
температуру измеряемой лампы.
Для проекционных и прожекторных ламп одним из
основных параметров является яркость тела накала.
В стандартах и технических условиях, как правило, ука-
зывается габаритная яркость, которая равна отношению
силы света в осевом направлении к площади проекции
тела накала (в указанном направлении). Последняя ве-
личина находится путем измерения габаритных размеров
тела накала с помощью любого проекционного прибора.
При измерении габаритной яркости ламп, тела накала
которых имеют специальную конфигурацию, за габарит-
ные размеры следует принимать только эффективно ис-
пользуемую поверлность, без учета концевых охлажден-
ных участков.
Измерения световых и электрических величин требу-
ют высокой квалификации исполнителей; они должны
проводиться в специализированных лабораториях, на ат-
тестованных установках и с помощью приборов, регуляр-
но подвергаемых периодическим поверкам.
8.2. Механические и климатические испытания
Большинство типов галогенных ламп в процессе экс-
плуатации подвергается воздействиям определенных ме-
ханических и климатических факторов. Естественно, для
того чтобы лампа удовлетворяла необходимым требова-
ниям и могла полностью выполнять свои функции, она
должна сохранять свои параметры как в процессе, так
и после воздействия указанных факторов. Для проверки
работоспособности ламп в реальных условиях эксплуа-
тации их подвергают специальным испытаниям на спе?
циализированном технологическом и испытательном обо*
124
1 П9 4.
рудовании, позволяющем имитировать и воспроизводить
в стендовых условиях реальные условия эксплуатации.
Надежность работы ламп предполагает сохранность и
стабильность параметров в условиях таких испытаний.
К механическим факторам относятся вибрационные,
ударные, транспортные нагрузки, к климатическим —
воздействия пониженных и повышенных температур
в различных условиях влажности, состава и состояния
окружающей среды.
Механические воздействия способны в большой сте-
пени влиять на параметры и характеристики ламп. Под
их влиянием может нарушиться целостность конструкции
лампы и ее отдельных составляющих узлов и деталей,
могут появиться микротрещины в стекле и спаях, что вы-
зовет нарушение [ерметичности оболочки, могут изме-
няться расстояния между элементами конструкции ар-
матуры. К механическим нагрузкам особо чувствительно
тело накала: оно может коробиться, провисать в моно-
спиралях и особенно биспиралях; опасным является воз-
можное замыкание отдельных витков спиральной нити.
Крайне нежелательным является смещение тела накала
от нормируемого положения. В оптических лампах со
строго юстированным телом накала по отношению к по-
садочным местам цоколя такие явления выводят лампу
из строя. Отдельные элементы конструкции лампы
в процессе воздействия периодических колебательных
нагрузок сами совершают колебания как с вынужден-
ной, так и с собственными частотами. Когда эти частоты
совпадают, наступает резонансное состояние, которое,
как правило, оказывается гибельным для лампы.
Вибрационные нагрузки предполагают испытания
ламп на вибропроиность и вибростойкость. Под вибро-
прочностью понимают способность ламп сохранять свои
параметры после воздействия вибрационных нагрузок,
причем лампы можно испытывать как в рабочем, так и
в выключенном состоянии. Цель этого вида испытаний—
обнаружить более слабые места конструкции и оценить
прочность конструктивного исполнения лампы и ее от-
дельных элементов. Вибростойкость характеризует со-
храняемость параметров в процессе воздействия нагру-
зок, причем также во включенном или выключенном со-
стоянии.
Вибрационные нагрузки характеризуются амплиту-
дой, частотой и ускорением свободного падения g —
125
=9,81 м/с2. Ускорение определяется соотношением а —
—0,04gf2H, где а — ускорение, м/с2; f — частота колеба-
ний, Гц; Н — амплитуда колебаний, см. Разумеется, пер-
востепенное значение имеет длительность воздействия
вибрационных нагрузок.
Испытания на вибрюпрочность и вибростойкость про
водят на механических или электрических стендах. Лам-
пы прочно крепят к платформе стенда с помощью спе-
циальных колодок и приспособлений, причем особое вни-
мание обращают на равномерное распределение нагруз-
ки на платформе. Всегда желательно размещать испы-
туемые лампы поближе к центру платформы или на
одинаковом расстоянии от него. Этим гарантируется бо-
лее точная передача на лампы истинных вибрационных
нагрузок, создаваемых стендом. Таким испытаниям лам-
пы подвергаются в различном положении.
Испытания на ударопрочность и удароустойчивость
проводятся на механических или электродинамических
ударных стендах. Ударные нагрузки характеризуются
количеством ударов в минуту, ускорением и, что осо-
бенно важно, длительностью ударного импульса. По-
следнему фактору необходимо уделить особое внимание,
так как длительность импульса очень сильно влияет на
результаты испытаний. Испытания на удар и крепление
ламп производят аналогично виброиспытаниям.
Испытания на транспортную тряску заключаются
в проверке способности конструкции ламп, выдерживать
нагрузки, возникающие при транспортировании ламп,
упакованных в нормируемую тару. Такие испытания про-
водят на вибрационных и ударных стендах по специаль-
ной программе, имитирующей условия перевозки различ
ными видами транспорта.
Отдельно следует сказать о механических испытаниях
автомобильных ламп. Проведенные многочисленные ис-
следования показали, что автомобильные лампы в про-
цессе эксплуатации подвергаются комбинированным виб-
роударонагрузкам. Поэтому дополнительно к раздельным
испытаниям на вибрацию и удар автомобильные лампы
испытываются также на специальном испытательном
стенде. Основной деталью стенда является длинный ба-
рабан, на боковой поверхности которого имеются четы-
ре продольных выступа высотой 1,8 мм. Барабан враща-
ется с частотой 200 об/мин. При проведении испытаний
лампы закрепляют в специальной колодке таким обра-
126
зом, чтобы оси лампы и тела накала находились в гори-
зонтальном положении, а стеклянная оболочка сопри-
касалась с поверхностью барабана. Во время вращения
барабана лампы, закрепленные в колодке, совершают
свободные колебательные движения под действием собст-
венной массы и благодаря выступам на барабане посто-
, янно подвергаются ударным воздействиям. Такая мето-
дика испытаний принята во многих странах и, как по-
казали исследования, достаточно хорошо соответствует
действительным нагрузкам на лампы, возникающим при
езде автомобилей. При таких испытаниях на динамиче-
скую долговечность лампы находятся в рабочем состоя-
нии при периодическом включении и выключении номи-
нального напряжения.
Климатические факторы могут оказывать неблагопри-
ятное воздействие на внешний вид ламп, на прочность
крепления цоколей к кварцевым оболочкам, на физиче-
ские свойства цоколевочной мастики и других деталей
ламп. Для оценки степени влияния климатических на-
грузок испытывают лампы в специальных климатических
камерах, в режимах, по возможности близко имитирую-
щих условия эксплуатации. Практикуются также испы-
тания ламп на тснмоудар последовательным воздейст-
вием на лампы быстро сменяющихся отрицательных и
положительных температур. Цель климатических воз-
действий — определение работоспособности ламп при ис
пытаниях на тепло-, холодо- и влагостойкость в услови-
ях, оговоренных нормативными документами.
Следует отметить испытания ламп на воздействие
факторов, имитирующих тропический климат. Для этого
лампы изготовляются в специальном тропическом испол-
нении, при котором предусматриваются более жесткие
требования к защитным покрытиям металлических дета-
лей, изоляции, пайке выводов и составу цоколевочной
мастики.
8.3. Испытания на продолжительность горения
и надежность
Одним из основных свойств любого изделия является
его долговечность, т. е. свойство сохранять работоспо-
собность до наступления предельного состояния. Приме-
нительно к источникам света это — продолжительность
горения лампы. Пользуются также термином «срок
127
Службы» (физическим срок службы), который является
средней продолжительностью горения ламп.
На продолжительность горения испытывают любые
типы ламп, они предназначены для проверки сохраняе-
мости параметров в течение определенного времени горе-
ния, указанного в стандартах и технических условиях.
Как правило, лампы испытываются-на стендах, в стаци-
онарном режиме питания, при подаче на лампу номи-
нального напряжения с колебаниями не более ±2%-
Однако многие типы ламп испытывают не на стендах,
а в приборах, в которых они применяются при эксплуа-
тации. При таких испытаниях создаются более тяжелые
условия для ламп, связанные с ограниченным объемом
прибора и как следствие повышенными температурами.
Самым «узким» местом для галогенных ламп являются
лопатка и место заштамповки токовых вводов; поэтому
в таких условиях необходимо строго следить за соблюде-
нием требуемых режимов эксплуатации. В необходимых
случаях нужно предусматривать принудительное охлаж-
дение.
Продолжительность горения характеризуется двумя
величинами — средней продолжительностью горения
(сроком службы) определенного количества ламп из
партии и минимальной продолжительностью горения
каждой лампы в отдельности. В нормативных докумен-
тах указываются обе эти величины. Учитывая, что по
правилам приемки допускается определенное количест-
во отказов, для получения необходимой средней продол-
жительности горения лампы испытывают в течение вре-
мени, как правило, превышающего номинальную продол-
жительность горения на 20—25%. Распределение ламп
по долговечности (по продолжительности горения) обыч-
но близко к нормальному закону.
Очень важным параметром ламп является их надеж-
ность, т. е. способность выдержать положенную продол-
жительность горения в реальных условиях эксплуатации
при воздействии всего комплекса нагрузок, предусмот-
ренных нормативными документами. Надежность явля-
ется комплексным параметром ламп и может быть опре-
делена в результате длительных испытаний большого
количества партий ламп, выпускаемых постоянно в усло-
виях серийного производства. Имеется несколько пока-
зателей надежности. Применительно к лампам исполь-
зуют вероятность безотказной работы—вероятность
128
того, что за предусмотренную продолжительность горе-
ния не произойдет выхода какого-либо параметра за
установленные пределы.
Для ламп с большой продолжительностью горения
(1000 ч и более) допустимо проводить испытания на про-
должительность горения при повышенном напряжении.
При этом исходят из того, что пользуются известным
соотношением, согласно которому повышение напряже-
ния на 1% (против номинального) снижает продолжи-
тельность горения ла 13—14%• Отметим, однако, что эти
значения для галогенных ламп могут рассматриваться
лишь как первое приближение и для каждого типа ламп
в зависимости от ее конструкции и параметров следует
(принято) пользоваться уточненными выражениями. Не-
обходимо иметь в виду, что испытания на продолжитель-
ность горения при повышенном напряжении не всегда
позволяют получать истинную картину работоспособно-
сти ламп.
Испытания на продолжительность горения и надеж-
ность относятся к так называемым пер .одическим испы-
таниям. Такие испытания трудоемки и длительны и про-
водятся 1 раз в год, в квартал или в какой-либо иной
промежуток времени, указанный в стандартах и техни-
ческих условиях.
Применительно к источникам света под отказом
обычно понимают спад светового потока ниже допусти-
мого предельного значения, нарушение целостности ламп
(например, отвал цоколя) и перет-орание или разруше-
ние тела накала. Первые два фактора для галогенных
ламп не являются критическими, ибо галогенный цикл
обеспечивает практически стабильный световой поток на
протяжении срока службы ламп. Нарушение же целост-
ности конструкции ламп — явление довольно редкое. Ос-
новные причины выхода ламп из строя связаны с целост-
ностью и формоустойчивостыо тела накала — наиболее
чувствительного элемента конструкции ламп ко всем
перегрузкам. Узким местом галогенных ламп является
место впая.
Основной задачей изготовителей ламп является стро-
гое соблюдение установленных технологических режимов
и конструктивных требований к лампам. Только в таких
условиях могут быть гарантированы высокое качество
галогенных ламп и полное соответствие их параметров
установленным нормам.
129
СПИСОК ЛИТЕРАТУРЫ
1. Иванов А. П. Электрические источники света. Ч. 1. Лампы
накаливания. — М.: ГОНТИ, 1938. —350 с.
2. Рохлин Г. Н. Газоразрядные источники света. — М.: Энер-
гия, 1966. — 560 с.
3. Скобелев В. М., Афанасьева Е. И. Источники света и пуско-
регулирующая аппаратура. — М.: Энергия, 1973. — 368 с.
4. Роус В. Стекло в электронике. — М.: Советское радио, 1969.—
354 с.
5. Эспе В. Технология электровакуумных материалов. Т. 1.—
М.: Госэнергоиздат, 1962. — 632 с.
6. Вознесенская 3. С., Скобелев В. М. Электрические источники
света. — М.: Госэнергоиздат, 1957. — 216 с.
7. Гуторов М. М. Основы светотехники и источники света. —
М.: Энергия, 1968. — 392 с.
8. Ульмишек Л. Г. Производство электрических ламп накали-
вания.— М.: Энергия, 1966. — 636 с.
9. Денисов В. П. Производство электрических источников све-
та. — М.: Энергия, 1975. — 488 с.
10. Литвинов В. С., Рохлии Г. Н. Тепловые источники оптиче-
ского излучения. — М.: Энергия, 1975,- 247 с.
11. Смителлс К. Д. Вольфрам. — М.: ГНТИ по черной и цветной
металлургии, 1958. — 347 с.
12. Александров Л. Н., Вугман С. М. Улучшение параметров
ламп накаливания при очистке вольфрама от углеродных загрязне-
ний.—-Светотехника, 1968, № 7, с. 6—8.
13. Коль В. Технология материалов для электровакуумных при-
боров. - М.: Госэнергоиздат, 1957. -448 с.
14. Свойства и применение металлов и сплавов для электро-
вакуумных приборов. Справочное пособие/ Р. Г. Андреева, С. И. Ипа-
това, И. С. Розинова и др. — М.: Энергия, 1973. — 336 с.
15 Агте К., Вацек И. Вольфрам и молибден. — М.: Энергия,
1964.— 453 с.
16. Куркин В. И., Житников В. С. Устройство и наладка обору-
дования электровакуумного производства. — М.: Высшая школа,
1976. —362 с.
17. Иориш А. Е., Кацман Я. А., Птицын С. В., Шеингауз А. А.
Основы технологии производства электровакуумных приборов, —
Л.: Энергия, 1971.-3'12 с.
18. Финкельштейн Д. Н. Инертные газы. — М.: Изд-во Академии
наук СССР, 1961. — 198 с.
19. Зимин В. С. Стеклодувное дело и стеклянная аппаратура
для физико-химического эксперимента. — М.; Химия, 1974,--327 с
130
20. Любимов М. Л. Спаи металла со стеклом. — М.: Энергия,
1968. - - 280 с.
21 Кауфман М. С., Кузнецова А. А., Хруничев Ю. А. Произ-
водство спиралей, сеток и вводов электровакуумных приборов. —-
1 М.—Л.: Госэпергоиздат, 1962. — 263 с.
22. Розбери Ф. Справочник по вакуумной технике и техноло-
гии.— М.: Энергия, 1972. — 456 с.
23 Ксензснко В. И., Стасиневич А. С. Технология брома и
иода. — М: Госхимиздат, 1960. — 303 с.
24. Ролстен Р. Ф. Иодидные металлы и иодиды металлов. — М.:
Металлургия, 1968. — 456 с.
25. Реми Г. Курс неорганической химии. — М.: Мир, 1972.—
824 с.
26. Каменецкий И. Я., Санчурский Г. М. Заварка электро-
вакуумных приборов. — М.: Высшая школа, 1973. —77 с.
27. Каменецкий И. Я., Санчурский Г. М. Откачка электрова-
куумных приборов. — М.: Высшая школа, 1975. — 96 с.
28. Бокин П. Я. Механические свойства силикатных стекол.—
Л.: Наука, 1970. — 180 с.
29. Грошковский Я. Техника высокого вакуума. — М.: Мир,
1975, —622 с.
30. Дэшман С. Научные основы вакуумной техники. — М.: Мир,
1964.— 716 с.
31. Королев Б. И., Кузнецов В. И., Пипко А. И., Плисков-
ский В. Я. Основы вакуумной техники. — М.: Энергия, 1975. — 416 с.
32. Ботвинкин О. Е., Запорожский А. И. Кварцевое стекло. —
М.: Стройиздат, 1965. — 259 с.
33. Пивоваров Г. Я., Саминский А. А. Технохимические процес-
сы электровакуумного производства —М.: Энергия, 1975. — 203 с.
34. Саркисов П. Д., Казаков В. Д. Технология стеклодувных
работ. — 2-е изд. — М.: Высшая школа, 1973. —222 с.
35. Браун Д. Галогениды лантаноидов и актиноидов. — М.:
Атомиздат, 1972. — 272 с.
36 Вугман С. М. Конструирование и производство специальных
ламп накаливания. — Светотехника, 1972, № 10, с. 11—13.
37. Явно И. О. О развитии галогенных ламп накаливания.—
Светотехника, 1972, № 10, с. 8—И.
38. Тиркельтауб М. В. Кварцевые инфракрасные лампы. —
Светотехника, 1962, № 8, с. 12—17.
39. Вугман С. М., Явно И. О., Ивенин Н. А. Галогенные лампы
накаливания. -Светотехника, 1970, № 1, с. 25—27
40 Волков В. И., Гонченко Г. Д. Галогенные лампы накалива-
ния малой мощности. — Светотехника, 1970, № 10, с. 5—6.
41. Царькова В. И. Малогабаритные лампы накаливания с йод-
ным циклом.—Научно-технический сборник, 1968, вып. 3, с. ПО—115.
42. Голостенов Г. А., Царькова В. И. Кинопроекционные квар-
9 цево-галогенные лампы накаливания.—Техника кино и телевиде-
нии, 1970, № 3, с. 18—22.
43. Акимов В. В. Требования к кварцевому стеклу для электри-
ческих источников света. — Электрические источники света, 1976,
, вып. 7, с. 203—206.
44. Волков В. И., Царькова В. И., Арефьев А. А. Новые гало-
генные малогабаритные лампы накаливания. — Электротехническая
промышленность. Сер. Светотехнические изделия, вып. 5 (41), 1976,
с. 3—4.
131
45. Абрамян А. А., Восканян С. А. Дозировка брома в лампы
накаливания. — Светотехника, 1976, № 6, с. 23.
46. Вугман С. М„ Волков В. И. Процессы термодпффузни и
конвекции в галогенных лампах. — Электротехническая промышлен-
ность. Сер. Светотехнические изделия, вып. 6 (21), 1973, с. 15—17.
47 Волков В. И., Соболева Л. Н„ Березина Г. Ф. Малогаба
ритные галогенные механически прочные лампы накаливания. —
Электротехническая промышленность. Сер. Светотехнические изделия,
вып 6 (30), 1974, с. 9—'10.
48. Царькова В. И., Белова И. Д. Кварцевая галогенная мало-
габаритная лампа накаливания типа КГМ 48-1000-04. — Электро-
техническая промышленность. Сер. Светотехнические изделия,
вып. 2 (38), 1976, с. 6.
49. Андреева Н. П., Горбачева М. П., Мизоиова В. К. Новые
кварцевые термоизлучатели. — Светотехника, 1975, № 9, с. 12- 13.
50 Новикова Т. М., Талалаевский М. Б., Акимова Л. В. и др.
Определение концентрации бромистого метилена в газовом напол-
нении галогенных ламп. — Электротехническая промышленность. Сер.
Светотехнические изделия, вып. 7 (15), 1972, с. 19—21.
51. Горбачева М. П., Завьялова Л. Н. Кварцевые галогенные
лампы накаливания серии КГК. — Электротехническая промышлен-
ность. Сер. Светотехнические изделия, вып. 1 (37), 1976, с. 5.
52 Иванцев А. С., Семенов Л. Н. Кинопроекционные лампы на-
каливания.— Светотехника, 1976, № 1, с. 4-5.
53 Щетинин Н. М., Мазурин О. В., Отставное И. И. и др.
Однопереходные спаи кварцевого стекла с вольфрамом. - Электро-
техническая промышленность. Сер. Светотехнические изделия,
вып. 6 (30), 1974, с. 11 — 12.
54. Щетинин Н. М., Отставной И. И. Исследования спаев пере-
ходных стекол для сильноточных токовводов в кварцевые лампы. —
Электронная техника. Сер. 6, 1974, вып. 7, с. 100—105.
55 Царькова В. И., Кантур Г. Н. Кварцевая галогенная лампа
накаливания КГМ 40—750. — Электротехническая промышленность.
Сер. Светотехнические изделия, вып. 4 (34), 1975, с. 3.
56 Царькова В. И., Алексеев Г. А. Кварцевая галогенная мало-
габаритная лампа накаливания КГМ 27—400. — Электротехническая
промышленность. Сер. Светотехнические изделия, вып. 2 (38), 1976,
с. 5.
57. Царькова В. И., Савинова Г. Н. Кварцевые галогенные лам-
пы накаливания типов КГММ ПО 1000, КГММ 110-1000-1. — Элек-
тротехническая промышленность. Сер. Светотехнические изделия,
вып. 2 (38), 1976, с. 5—6.
58 Мизонова В. К., Хоменко О. А. Лампы для освещения
карьеров. - Светотехника, 1976, № 12, с. 13—14.
59. Вугман С. М., Завьялова Л. Н., Ивенин Н. А. Галогенные
лампы накаливания для термокопировальных и электрографических
аппаратов. - Светотехника, 1975, № 4, с. 4—5.
60. Ягодин А. И. Галогенные лампы накаливания.-—Электриче-
ские источники света, 1974, вып. 6, с. 77 78.
61 Царькова В. И., Белова И. Д. К вопросу газового наполне-
ния галогенных ламп. Электрические источники света, 1974, вып. 6,
с. 89—93
62. Вугман С. М., Волков В, И., Ягодин А. И. и др. Исследо-
вания вакуумных спаев кварцевых галогенных ламп накаливания.—
Электрические источники света, 1976, вып. 7, с. 98—104.
132
63. Волков В. И., Ягодин А. Троельникова Г. Д. Анализ
причин отказов галогенных малогабаритных ламп накаливания. —
Электрические источники света, 1976, вып. 7, с 139 -145.
64. Явно И. О., Волков В. И., Гонченко Г. Д. и др. Мнниатюр-
J ная галогенная лампа накаливания типа КГМП 12 20.—Электро-
техническая промышленность. Сер. Светотехнические изделия,
вып. 5 (29), 1974, с. 10.
65. Коняшкина В. И., Родина И. В., Борисова Н. В. Цоколева-
’ ние малогабаритных кварцевых ламп накаливания с галогенным
циклом - Электрические источники света, 1976, вып. 7, с. 219—223.
66. Ягодин А. И. Основные этапы технического развития гало-
генных ламп накаливания. -Электрические источники света, 1976,
вып. 7, с. 264—275.
67. Акимов В. В., Филатов Ф. Н. Развитие работ по кварцевому
и увиолевому стеклу для источников света. — Электрические источ-
ники света, 1974, вып. 6, с. 206—211.
68. Голубцов Л. А., Макеев В. И. О перспективных направле-
ниях работ в области переходных стекол и спаев на их основе. —
Электрические источники света, 1974, вып. 6, с. 224—227.
69. Zubler Е. G., Mosby F. А. Ап iodine incandescent lamp
with virtually lOOper cent lumen maintenance. — Ilium. Eng., 1959.
№ 12, p. 100.
70. Schilling W. Der zeitiger Entwicklungsstand auf dem Gebiet
der Halogengliihlampen. — Lichttechnik, 1968, Bd 20, № 12,
S. 139A—142A.
71. Coaton G. R. Modern tungsten — halogen lamp technology.—
Journal Proc, IEE, 1979 vol. 117, № 10, p. 1953—1959.
72. Coaton G. R. Nitrogen separation iri linear tungsten — ha-
logen lamps. —Proc. IEE, 1972, № 12, p. 1698—1700.
73. Hangos J. The role of impurity metals in halogen lamps. —
Acta technica academica scientarum hungaricae, 1974, vol. 78,
№ 3—4, p. 405—416.
74. T — Jampens G. Consideratios theoretiques sur les lamps a
incandescence aux halogens. — Revue Gen. de L’Electricite, 1966,
№ 7, 8, p. 81—84.
75. Menale J. J. Tungsten transport in quartz — iodine lamps.—
Ill. Eng., 1971, April, p. 280—286.
76. Neumann G. M. Thermodynamik heterogener Gasqleichge-
wichte. — Z. Naturforsch., 1971, № 26a, S. 863—869.
77. Neumann G. M. Physik und Chemie der Wolfram — Halogen-
lampen. — Abhandlungen der OSRAM Gesellschaft, 1969, № 10,
S. 49—66.
78. Schafer H. Thermodynamische Untersuchung auf Reaktion
von Wolframdrahten mit O2 und CO2 bei Temperaturen zwischen
1500 und 2500 K. — Z. fur anorganische und allgemeine Chemie,
1970, Bd 8, № 376, S. 11—27
79. Jannopoulos L. N., Pebler A. On the role of oxygen, hyd-
rogen and carbon in a tungsten bromine lamps. — Journal of IES,
1971, vol. I, № 1, p. 21—24.
80. Lemons T. M. New tungsten-halogen high wattage lamps.—
American Cinematogr., 1968, May, p. 342—345.
81. Geszmi T. Thermodynamical studies of halogen lamps.—
Journal of Appl. Phys., 1972, № 5, 8, p. 67—68.
82. Neumann G. M. Einfluss von Sauerstoff auf die Transport-
reaktionen beim Wolfram — Brom — Kreisprozess in Halogenglilh-
133
lampen.-—Journal of the Less Common Metals, 1974, № 35, p. 51—64.
83. Schafer H. Thermodynainische Gesichtspunkte bei der Aus
wahl chemischer iransportvorgange.— Journal of Crystal Growth,
1971, № 9, p. 17- 30.
84. Holcomd R. H., Paugh R. L. New tungsten-halogen techno-
logy for long life lamps. — Light. Des. and Application, 1975, № 9,
p 25—29.
85. Coaton G. R Universal-burning linear tungsten-halogen
lamps. — Proc. I EE, 1971, vol. 118, № 7, p. 871—874.
86. Burgin R., Edwards E. The tungsten halogen lamp decade. —
Lighting Res. and Technology, 1970, vol. 2, № 2, p. 95—108.
87. Levin R. E., Westlung A. E. Design parameters for the use
of quartz rndine lamps. — Journal of the SMRTE, 1966, June, vol. 77,
p. 589—593
88. Neumann G. M. Betriebsgesetze der Halogengluhlampe. —
Lichttechnik, 1969, Ns 6, S. 63A—65A.
89. Praik D. H. Chemistry of tungsten halogen incandescent fi-
lament lamps. — G. E. C. Journal of Science Technology, 1972,
vol. 39, № 3, p. 125—130.
90. Jerome C. W. Light source progress. — Ill. Eng., 1967, № 6,
p. 339—440.
91. Bartha L., Hangos J. Some observations on transport pro-
cesses in halogen lamps. — Intern. Journal of Appl. Radiation and
Isotopes, 1973, vol. 24, № 10, p. 605—608.
92. Dayton D. R. Quartz halogen lamps two kw and up. — Ill.
Eng., 1968, vol. 63, № 4, p. 153—156.
93. Ducksing H. Halogen in der Lichttechnik. — Elektrotechnik,
1966, № 1, S. 51—55.
94. Covington E. L, Green D. H. Gas phase thermal diffusion
separation in regenerative cycle lamps. — Ill. Eng., 1971, № 4,
p. 196—204.
95. Neumann G. M., Miiller U. Halogengliihlampen. Experiment
telle Beobachtungen der chemischen Transportreaktionen. — Techn.
Wiss., Abh. Osram Ges 1973, Bd 11, S. 42—54.
96. Geszti T. On the theory of the halogen lamps. — Acta tech-
nica academica scientarum hungaricae, 1974, vol. 78, № 3—4,
p. 463—488.
97. Gupta S. K., Suresh K. A. A thermodynamic investigation
of the tungsten-oxygen-bromine system. — Journal of Physical Che-
mistry, 1971, vol. 75, № 1, p. 112—118.
98. Levin R. E. New developments in tungsten — halogen
lamps. — Industrial Photography, 1968, vol. 17, p. 38—41, 44.
99. Schaik L. W. Neue Entwicklungstendenzen bei Halogengliih-
lampen insbesondere fur Aufnahme und Projektionszwecke. — Kino-
Technik, 1967, № 9, S. 18—22.
100. Bond I. The design implications of recent lamp develop
ments. — Electrical Review, 1970, № 3, p. 97 -100
101. Mosby F. A., Shupp L. 1. Incandescent bromine cycle
lamps. — Ilium. Eng., 1967, № 4, p. 198—203.
102. Levin R. E., Lemons T. M. Television and film application
of tungsten halogen lamps. — Journal of the SMRTE, 1968, vol. 77,
№ 2, p. 124—128.
103. Schilling W. Der zeitiger Entwicklungsstand auf dem Ge-
biet der Halogengliihlampen. — Lichttechnik, 1968, № 12, S 139A—
142 A.
134
104. Zubler E. G. The kinetics of the tungsten-oxygen-bromine. —
Physics Chemistry, 1970, № 12, p. 2479—2484.
105. Suresh K., Gupta S. K. Comments on thermochemical calcu-
lations of tungsten halogen lamps. — Journal of Appl. Physics, 1971,
vol. 42, № 13, p. 5855—5856.
106. Brody I., Korosy F. Convection and conduction of heat in
gases. — Applied Physics, 1939, vol. 10, № 8, p. 584—596.
107. Toison M. B. Role de la pression dans les lampes a in-
candescence.— Lux, 1971, № 63, p. 268—272.
108. Rees I. M. Bromophosphonitrile lamps. — Lighting Research
and Technology, 1970, vol. 2, № 4, p. 257—260.
109. Kopelman B., van Warmer K- A. Thermodynamics of tungs-
ten halogen lamps containing chlorine, fluorine and hydrogen. —
Ilium. Eng., 1969, April (Section 1). p. 230—235.
110. Kopelman B., van Warmer K. A. Thermodynamic considera-
tion of tungsten halogen lamps. — Ilium. Eng., 1968, № 4,
p. 176—182.
111. Rabenau A. Zur Chemie der Gliihlampe. — Angew. Cheni.,
1967, № 1, S. 43—49.
112. Lemons T. M., Levin R. E. Tungsten-halogen replacement
lamps for standard incandescent types. — Journal of the SMRTE,
1968, vol. 77, № 11, p. 1194—1197.
113. Coaton J. R. Innovations in lighting. — Electronics and Po-
wer, 1971, № 3, p. 351—354.
114. Hart A. L. Incandescents: new role, growth in tungsten
halogen. — Lichting Design and Application, 1972, № 12, p. 19—20.
115. Hangos J., Salomon A. The role of chemical reactions in
halogen — containing incandescent lamps. — Acta technica academica
scientarum hungaricae, 1974, vol. 78, № 3, 4, p. 417—426.
116. Coaton J. R. Operating pressure of incandescen and tung-
sten-halogen lamps and influence of envelope temperature on life. —
Lighting Research and Technology, 1977, vol. 9, № 1, p. 25—30.
ОГЛАВЛЕНИЕ
Предисловие . ................. .
Введение...................... .........................
Глава первая. Физико-химические основы возникновения
и протекания вольфрамо-галогенных циклов
1.1. Характеристика галогенных циклов................
1.2. Влияние примесных элементов на протекание гало-
генных циклов ..........................
Глава вторая. Кварцевые детали ламп.....................
2.1. Физические свойства кварцевого стекла и методы его
обработки . .................
2.2. Кварцевые элементы конструкции ламп
Глава третья Токовые вводы . ....
3.1. Виды спаев металла со стеклом и требования к ним
3.2. Токовые вводы с ленточными спаями .
3.3. Токовые вводы со стержневыми спаями . . . .
Глава четвертая. Тело накала
4.1. Физико-механические свойства вольфрамовой прово-
локи ............................................
4.2. Конструкция и изготовление тела накала
Глава пятая. Газовое наполнение ламп
5.1. Инертные газы ...
5.2. Галогены и их соединения
Глава шестая. Сборка ламп
6.1. Заштамповка арматуры и заварка ламп . . . .
6.2. Методы составления газовых смесей и введения гало-
генных соединений в лампы
6.3. Откачка и наполнение ламп
Глава седьмая. Заключительные операции
7.1. Типы применяемых цоколей и цоколевапие
7.2. Приготовление и применение технохимических мате-
риалов .
Глава восьмая. Контроло параметров ламп
8.1. Методы измерения электрических и световых величин
8.2. Механические и климатические испытания . . . .
8.3. Испытания на продолжительность горения и надеж-
ность . . ....
Список литературы ... .......................
136
3
5
18
18
23
31
31
39
47
47
54
62
65
65
68
74
74
80
88
88
94
104
ПО
ПО
1 18
121
121
124
127
130
40 к.