





















































































































































































































































































































































































































Автор: Чамберс Д. Уилер Д.
Теги: организация производственного процесса производственное планирование управление качеством экономика экономические науки менеджмент бизнес ведение бизнеса управление процессами
ISBN: 978-5-9614-0832-4
Год: 2009



«Модели менеджмента ведущих корпораций»
Дональд Уилер
Дэвид Чамберс
Статистическое
управление
процессами
Оптимизация бизнеса
с использованием
контрольных карт Шухарта
Перевод с английского
Москва
2009
УДК 658.5
ББК 65.291.216
У36
Переводчики В. Кузьмин (главы 1-10),
Ю. Адлер (главы 11-13, предисловие, приложения)
Научные редакторы Ю. Адлер, В. Шпер
Редактор С. Турко
Уилер Д.
УЗ6 Статистическое управление процессами: Оптимизация бизнеса с
использованием контрольных карт Шуха рта / Дональд Уилер, Дэвид
Чамберс; Пер. с англ. — М.: Альпина Бизнес Букс, 2009. — 409 с. —
(Серия «Модели менеджмента ведущих корпораций»).
ISBN 978-5-9614-0832-4
Статистическое управление процессами (SPC) — мощное орудие менеджмен-
та, предназначенное для непрерывного мониторинга и диагностики любых
бизнес-процессов. Если диагностика показывает, что процесс находится в ста-
тистически управляемом состоянии, то его улучшением должен заниматься
менеджмент. Напротив, если процесс не стабилен, только сотрудники имеют
шанс отыскать причину нестабильности и устранить ее. Успех многих компаний,
в первую очередь Toyota, основан на эффективном использовании статистиче-
ского управления процессами для повышения качества продукции.
Это первая книга на русском языке, в которой ясно, наглядно и профессио-
нально изложены принципы и методы статистического управления процессами
на основе контрольных карт, разработанных Уолтером Шуха ртом в Bell Laborato-
ries, и показаны недостатки традиционного подхода к контролю качества,
основанного только на соблюдении допусков. Книга будет полезна как практи-
кам, которым нужны простые рецепты оптимизации процессов, так и бизнес-
консул ьтантам, интересующимся процессным менеджментом.
УДК 658.5
ББК 65.291.216
ISBN 978-5-9614-0832-4 (рус.)
ISBN 0-945320-13-2 (англ.)
Все права защищены. Никакая часть этой
книги не может быть воспроизведена в ка-
кой бы то ни было форме и какими бы то ни
было средствами без письменного разреше-
ния владельца авторских прав.
© SPC Press, 1992
Первое издание на английском языке
выполнено SPC Press, Knoxville, Tennessee.
All Rights Reserved
© Издание на русском языке, перевод,
оформление. ОСЮ «Альпина Бизнес Букс»,
2009
Содержание
Предисловие к русскому изданию..........................9
Предисловие Уильяма Эдвардса Деминга....................27
Предисловие ко второму изданию на английском языке.....29
Предисловие к первому изданию на английском языке......31
Глава 1. Два подхода к вариации.................................33
1.1. Инженерная концепция вариации.....................33
1.2. Концепция вариации Шухарта........................36
1.3. Два пути улучшения производственного процесса.....38
1.4. Доктор Уильям Эдвардс Деминг......................39
1.5. Две альтернативы..................................43
1.6. Потребность в контрольных картах..................44
1.7. Пути применения карт Шухарта......................51
Глава 2. Свертка данных..........................................53
2.1. Меры положения....................................53
2.2. Меры рассеяния....................................55
2.3. Гистограммы.......................................58
2.4. «Стебель и листья», или «опора и консоль».........62
2.5. Графики хода процесса.............................63
2.6. Выводы............................................65
Глава 3. Контрольные карты Шухарта...............................69
3.1. Логика работы контрольных карт....................69
3.2. Использование подгрупп для мониторинга процесса...72
3.3. Карты среднего и размаха..........................74
3.4. Пределы для индивидуальных значений...............77
3.5. Другие карты для сгруппированных данных...........79
3.6. Контрольные карты для подгрупп,
состоящих из одного элемента...........................80
3.7. Выбор масштаба для контрольных карт...............82
3.8. Какова разумная степень статистической управляемости?....83
3.9. Выводы............................................84
Глава 4. Теория и мифы контрольных карт.........................87
4.1. Правильно построенные карты.......................88
4.2. Почему трехсигмовые пределы?......................92
4.3. Что. если данные не распределены по нормальному закону?.. 97
4.4. Мифы о картах Шухарта............................106
4.5. Четыре «кита» карт Шухарта.......................113
5 СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Глава 5. Эффективное применение контрольных карт................121
5.1. Структуры в текущих результатах...................121
5.2. Простые критерии серий............................122
5.3. Более сложные критерии серий......................124
5.4. Четыре правила определения отсутствия управляемости.127
5.5. Другие структуры текущих данных...................128
5.6. Рациональная группировка..........................131
5.7. Вопросы о данных..................................143
Глава 6. Воспроизводимость, стабильность и качество
мирового класса.................................................149
6.1. Воспроизводимость стабильного процесса............149
6.2. Неразбериха в показателях воспроизводимости.......157
6.3. Преобразование индексов воспроизводимости
в долю брака......................................160
6.4. Что можно сказать о нестабильном процессе?........162
6.5. Гипотетическая воспроизводимость
нестабильного процесса............................166
6.6. Исследование краткосрочной воспроизводимости......169
6.7. Качество мирового уровня..........................172
6.8. Выводы............................................178
Глава 7. Применение контрольных карт
для непрерывного улучшения......................................181
7.1. Блок-схема использования контрольных карт.........181
7.2. Непрерывное улучшение.............................184
7.3. Будет ли это работать в Северной Америке?.........210
7.4. Выводы............................................215
Глава 8. Установка цели процесса................................219
8.1. Разница между целью и однородностью процесса......219
8.2. Процесс должен быть стабильным....................221
8.3. Установка цели процесса с использованием
последовательности значений.......................222
8.4. Установка цели процесса с использованием
многократных измерений............................227
8.5. Выводы............................................231
Глава 9. Особенности контрольных карт
для непрерывных переменных (факторов)...........................235
9.1. Неадекватные единицы измерения....................235
9.2. Правильные карты индивидуальных значений
и скользящих размахов.............................242
9.3. Когда стоит использовать XmR-карту?...............244
9.4. Контрольные карты скользящих средних..............247
9.5. Трехсторонние контрольные карты...................249
9.6. Пересмотр контрольных пределов....................254
Содержание
7
9.7. Обновление контрольных пределов..................257
9.8. Карты для групповых медиан и групповых размахов...258
9.9. Как рассчитываются константы для построения
контрольных карт?.....................................264
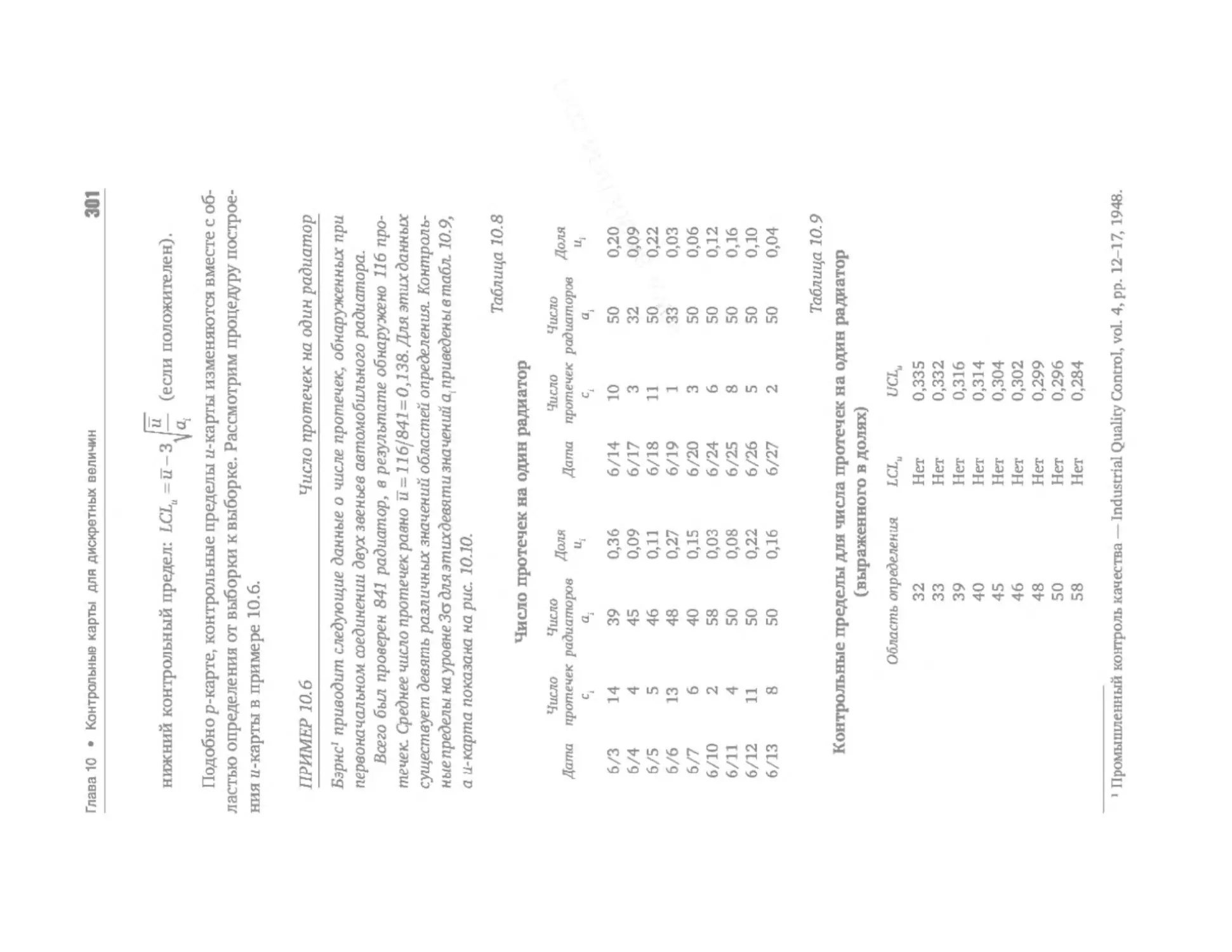
Глава 10. Контрольные карты для дискретных величин.............281
10.1. Простой подход к дискретным величинам...........282
10.2. Карты для биномиальных величин..................285
10.3. Карты для долей, основанных на биномиальном
распределении.........................................288
10.4. Проблемы с картами, построенными
для биномиальных величин..............................293
10.5. Карты для данных, основанных
на распределении Пуассона.............................296
10.6. Карты для числа дефектов
на единицу области определения........................300
10.7. Выводы..........................................304
Глава 11. Эффективное использование дискретных величин.........309
11.1. Три характеристики дискретных данных............309
11.2. Эффективное использование дискретных данных ....314
11.3. Заключение......................................327
11.4. Выводы..........................................328
Глава 12. Начало работы........................................331
12.1. Блок-схемы......................................331
12.2. Диаграмма причин и результатов..................333
12.3. Диаграмма Парето................................337
12.4. Выводы..........................................341
Глава 13. Вопросы дальнейших исследовании......................343
13.1. Интерпретация асимметрии и эксцесса.............344
13.2. Исследования количественные и аналитические.....350
13.3. Характеристики продукции........................352
13.4. Проблема модифицированных контрольных пределов...361
13.5. Ошибочность приемочного статистического контроля.362
13.6. Оценивание доли несоответствий..................364
13.7. Преобразование данных...........................365
13.8. Влияние вариации на сбалансированные системы....366
Приложения.....................................................371
Словарь терминов......................................373
Список обозначений....................................374
Библиография..........................................376
Ответы к упражнениям..................................378
Таблицы...............................................402
Предисловие к русскому изданию
Глаза и уши менеджмента
Сотри случайные черты,
И ты увидишь: мир прекрасен.
Александр Блок
Шел 1923 год. Работы по телефонизации Америки быстро расширялись.
Это стало возможным благодаря изобретению Александра Белла и соз-
данию им специальной корпорации — American Telephone and Telegraph
(AT&T) для внедрения телефона в жизнь. Как всегда, в новом деле не все
ладилось. А тут еще, откуда ни возьмись, появились конкуренты. Пришлось
принимать меры. Сгоряча компания объявила, что берется исправлять любую
ситуацию, связанную с претензией клиента, в течение суток с того момента,
когда о ней узнает.
Одна из главных проблем заключалась в том, что внезапно отказывали
промежуточные усилители сигнала, включенные в проводную сеть через
каждые 500 м. Без них сигнал становился таким слабым, что практически
ничего не было слышно. Так вот, эти усилители были ламповыми (полупро-
водники еще только предстояло открыть) и часто переставали работать из-за
отказов той или иной лампы. Хотя в технических условиях были указаны
гарантийные сроки их безотказной работы, лампы про это ничего не знали
и гарантийных сроков совершенно не соблюдали. Из-за этого не удавалось
сосчитать, сколько требуется аварийных бригад, необходимого для них транс-
порта и запасных ламп для замены перегоревших.
Компания AT&T обратилась за помощью в исследовательский центр, соз-
данный А. Беллом специально для таких целей. Он-то и назывался Bell
Laboratories. Случилось так, что как раз в это время туда поступил на работу
молодой инженер-физик, которого звали Уолтер Шухарт. Ему и поручили
разбираться с проблемой вариабельности (непостоянства) моментов, когда
происходили отказы электронных ламп. И он разобрался, причем не только
с лампами, но и с тем, как устроены сложные системы и какое воздействие
на них оказывает вариабельность.
В мае следующего, 1924 г., Шухарт предложил решение проблемы ана-
лиза вариабельности любого процесса, которое оказалось гораздо шире
проблемы отказов ламп и привело к созданию концепции статистического
10
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
мышления, изменило существовавшие представления о свойствах систем
и создало предпосылки для современных систем менеджмента качества.
Словом, решение У. Шуха рта совершило революцию в нашем понимании
мира. Судьба этой революции сложилась, однако, совсем не так гладко, как
хотелось бы. И этот урок для нас очень важен. Идея У. Шухарта, позже раз-
витая Э. Демингом, как раз и описана в данной книге — подробно и тща-
тельно. Мы к ней еще вернемся. Но сначала попробуем извлечь урок из
истории.
Как известно, в 1905 г. Альберт Эйнштейн открыл сначала специальную,
а затем, в 1916 г., и общую теорию относительности. А примерно в 20-х гг.
того же XX в. Вернер Гейзенберг и Эрвин Шредингер сформулировали основ-
ные положения квантовой механики. Эти открытия в корне перевернули
физику как науку, изменив наше понимание того, как устроена природа.
В очередной раз оказалось, что реальный мир совсем не похож на наше
представление о нем.
Большинство людей жили (и живут) в статичном детерминированном
мире, где четко прослеживаются причины и их следствия, где заранее из-
вестно, «что будет, если...». Открытие теории относительности и квантовой
механики похоронило эту картину мира. Оказалось, что нет ни абсолютно-
го пространства, ни абсолютного времени, что результат наблюдения влия-
ет на объект, за которым мы наблюдаем, и что предсказать, что «будет, ес-
ли...», можно только с некоторой вероятностью или неопределенностью.
Детерминизм как концепция утратил свои доминирующие позиции в науке.
При этом на обычную жизнь простого человека ни теория относительности,
ни квантовая механика никакого практического влияния не оказывали и не
оказывают.
Почти одновременно с этими великими достижениями человеческого
разума было совершено еще одно открытие, которое, на наш взгляд, имеет
ничуть не меньшее значение для человечества, — это открытие фундамен-
тальной роли вариабельности мира и способа минимизировать ее влияние
на решения, которые мы принимаем. Его как раз и совершил Уолтер Шухарт
в 1924 г.
Конечно, еще Гераклит говорил, что «нельзя дважды войти в одну и ту
же реку», имея в виду изменчивость мира. Да и Фредерик Тейлор понимал,
что мир вариабелен. Но именно открытие Шухарта имеет потенциал, спо-
собный оказать громадное влияние на большую часть человечества. Вместе
с тем число людей, знающих о нем, ничтожно мало. И, что более важно,
практическая реализация этого открытия идет крайне медленно, встречая
жесткое сопротивление людей, привыкших с детства к детерминистским
суждениям. Возможные причины такой ситуации сводятся, на наш взгляд
(см. также [1]), к следующему.
• Наука, в которой Шухарт совершил революцию — а речь идет о менедж-
менте, —находилась в зачаточном состоянии, ее статус был несравним
со статусом физики.
Предисловие к русскому изданию
11
• Парадигмы кусочно-лоскутного статичного мышления, не позволяю-
щего видеть систему в целом и понимать сложность связей причина —
результат, господствовали и продолжают господствовать в наших го-
ловах.
• Система воспитания, обучения и управления людьми, построенная по
принципу «сделай это — получится то», ежедневно и ежечасно приуча-
ет нас именно к такой модели восприятия окружающего мира.
• Отсутствие потребности в борьбе с вариабельностью, вызванное го-
сподством рынка изготовителя на протяжении значительной части
XX в., не делало проблему актуальной в глазах высшего руководства.
Кроме того, к вышеперечисленному следует добавить тот факт, что о ре-
волюциях в физике нам рассказывают в средней школе—т. е. эта информация
носит статус обязательных знаний, которыми должен владеть любой образо-
ванный человек. В отличие от физики менеджменту в средней школе не учат
(и зря?!), и следовательно, знание о вариабельности мира не входит в тот
минимальный набор, который в XXI в. должен быть в голове любого челове-
ка. Интересно, что физические представления не переносятся автоматически
на менеджмент. Физика и менеджмент живут как бы в разных мирах.
Основная идея теории Шухарта очень проста: мир сложен, и точно пред-
сказать результат большинства реальных процессов невозможно в принци-
пе. Но для практики этого и не нужно: достаточно научиться предсказывать
результаты с той степенью уверенности, которая экономически оправданна
на данном этапе развития человечества и при данном уровне последствий
принимаемых решений. Чтобы это сделать, следует принять во внимание,
что большая часть результатов любого процесса определяется системой,
в которой этот процесс проходит, и лишь небольшая их часть вызвана внеш-
ними по отношению к этой системе причинами.
Это важное открытие сделал Джозеф Джуран, предложивший правило
85:15. Оно означало, что 85% всех неприятностей обусловлено поведением
системы и только 15% зависят от конкретных внутренних или внешних
обстоятельств, например от поведения людей в системе или от качества
сырья. Доктор Эдвардс Деминг много раз уточнял оценку Дж. Джурана и в
конце жизни пришел к соотношению 98:2, оставляя без присмотра системы
всего 2% неприятностей. Поэтому прежде всего нам надо научиться опреде-
лять, какие результаты принадлежат системе, а какие — внешним или вну-
тренним внесистемным силам.
Результатами, обусловленными системой, можно управлять, только из-
меняя саму систему. Но сначала надо устранить все внесистемные воздействия,
поскольку они по определению неуправляемы и, следовательно, непредска-
зуемы. Инструментом, помогающим понять, какие воздействия принадлежат
системе, а какие нет, и служат контрольные карты Шухарта (ККШ), теория
которых была разработана в книгах [2, 3], а затем развита и расширена
в работах другого выдающегося ученого — Эдвардса Деминга [4, 5].
12
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
По сути, речь идет о том, что все системы и все процессы очень болтливы.
Они хотят рассказать нам о том, как устроены. Проблема в том, что разгова-
ривают они на своем языке, который надо научиться понимать, т. е. научить-
ся слушать и слышать «голос процесса» или «голос системы». ККШ — это как
раз способ перевода информации о процессе или о системе на наш обычный
человеческий язык, инструмент, с помощью которого мы можем общаться с
нашими процессами и оптимально управлять ими.
К сожалению, этот инструмент почти незнаком современным менеджерам,
а те немногие, кто о нем знает, часто не вполне корректно его применяют.
Отчасти это объясняется тем, что обе книги У. Шуха рта до сих пор не пере-
ведены на русский язык, а имеющаяся по ККШ литература грешит различ-
ными изъянами [например, 6-12]. Эти изъяны не случайны. Случилось так,
что первую работу о контрольных картах У. Шухарт опубликовал в статисти-
ческом журнале, что автоматически стало рассматриваться как появление
нового статистического инструмента. Вот тут-то и таилась серьезная ошибка.
Хотя У. Шухарт, несомненно, был статистиком, его детище было устроено
так, что помогало избегать «пагубного влияния статистических моделей».
Дело в том, что при решении некоторых важных статистических задач
введение некой модели неизбежно. Иначе просто нельзя создать основу для
анализа и интерпретации данных. Но в случае практического управления
бизнес-системой в этом нет необходимости. Здесь статистическая модель
создает лишь ненужные ограничения, сковывающие наши действия. Управ-
ление — не результат дедуктивного вывода, а следствие индуктивного рас-
суждения, возникающего при взаимодействии человека и системы или про-
цесса, которыми он управляет.
Более того, практика, то бишь жизнь, гораздо сложнее и ответственнее,
нежели любая теоретическая наука, в том числе и статистика. Вот что писал
по этому поводу д-р Э. Деминг [4], ссылаясь на У. Шуха рта: «Практика более
требовательна, чем чистая наука; более требовательна, чем обучение». И еще:
«Как чистая, так и прикладная науки постоянно ужесточают требования к
точности и сходимости... Тем не менее прикладная наука, особенно в массо-
вом производстве взаимозаменяемых деталей, даже более требовательна по
отношению к некоторым аспектам точности и сходимости, чем чистая наука.
Например, теоретик проводит серию измерений и на их основе делает то,
что он считает наилучшими оценками точности и сходимости, безотноси-
тельно к тому, как мало измерений у него есть. Он охотно согласится, что
будущие исследования могут доказать ошибочность этих измерений. Воз-
можно, все, что он сможет про них сказать, — это то, что они настолько
хороши, насколько любой разумный специалист мог получить на основе тех
данных, какие были доступны в момент, когда проводились измерения. Но
давайте теперь посмотрим на практика. Он знает, что если бы он действовал
на основе тех скудных данных, какие доступны теоретику, то он сделал бы
такие же ошибки, как и теоретик. Он также знает, что из-за его ошибки кто-
то может потерять кучу денег, или получить травму, или и то и другое».
Предисловие к русскому изданию
13
Статистики же рассматривали ККШ в рамках различных статистических
моделей, коих были построены сотни1. Они породили огромную литературу,
описывающую тонкие нюансы поведения разных моделей. Все это было за-
хватывающе интересно и остроумно, дало возможность публиковать книги
и защищать диссертации, только не имело отношения к замыслу У. Шухарта
и его последователей, что сыграло роковую роль в судьбе этих идей. Долгие
десятилетия результаты У. Шухарта извращались, и только благодаря усили-
ям Э. Деминга и его последователей, к которым принадлежат и авторы дан-
ной книги, ситуация постепенно начала исправляться.
Что же такое особенное не разглядели статистики в работах Шухарта? Он
обнаружил, что система (т. е. вся совокупность элементов, определяющих
результат бизнес-процесса), если она находится в стабильном, управляемом,
устойчивом состоянии, ведет себя так, что ее результаты можно предсказы-
вать с определенной точностью до тех пор, пока что-то или кто-то не выведет
ее из этого состояния. Такую систему принято называть статистически управ-
ляемой. Предсказуемость — бесценный дар. Именно она позволяет управлять
процессом, а значит, и улучшать его. Без предсказуемости никакое совер-
шенствование невозможно.
Напротив, если есть какие-то внешние вмешательства в систему, то о
предсказаниях можно забыть. Система становится не только непредсказуе-
мой, но и неуправляемой. Тогда надо как можно быстрее выявить и устранить
источник внешнего вмешательства и вернуть ее в управляемое состояние.
Дело за малым. Нужно научиться различать состояния, в которых находится
система, а затем решать, что и кому надо с ней делать (или не делать).
ККШ — это и есть диагностический инструмент для ответа на вопрос:
надо или не надо вмешиваться в систему, и если надо, то кому? Он построен
с помощью статистических методов, но сам не имеет, как мы уже говорили,
статистической природы. Это сделано для того, чтобы модели могли избежать
«смирительной рубашки» теоретической статистики. В условиях накопления
информации система может и сама служить себе эмпирической моделью,
гораздо более естественной, чем теоретические модели, навязанные извне.
Их призвана заменить концепция операциональных определений.
Когда процесс предсказуем, важны не столько конкретные значения па-
раметров карты, сколько постоянство методов их выбора. Тогда сравнение
ситуаций окажется разумным. А взять ли в качестве контрольных гр ан иц три
сигмы или, как предлагали некоторые английские статистики, 3,09<з (в рам-
ках построенной ими статистической модели) — вопрос непринципиальный.
Поэтому три сигмы и побеждают — в силу своей простоты. За рассуждения-
’ Справедливости ради надо отметить, что речь в первую очередь идет о теоретической
статистике и ее представителях. Конечно же, всегда были и будут статистики, которые
занимаются конкретными практическими задачами. Но и у многих представителей
этой группы в силу специфики их сознания наблюдается тенденция к подгону эмпи-
рических данных под некую теоретическую модель. Именно от этого Шухарт и отка-
зался в своем подходе.
14
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ми У. Шухарта скрывались не столько статистика, сколько экономика и его
соображения о том, оправдаются ли расходы, связанные с выявлением при-
знаков неуправляемости процесса, теми выгодами, которые мы получим
благодаря их обнаружению и устранению. Поэтому даже изменение эконо-
мической конъюнктуры может повлиять на решение о принадлежности не-
которых значений системе или наличии возмущения.
Именно вследствие этого неверны многие утверждения относительно
требований, которые важно соблюдать при использовании ККШ. Вот самые
распространенные среди статистиков утверждения, естественные в рамках
статистической парадигмы, но ненужные при подходе Шухарта:
— ККШ применимы только к данным, которые распределены по нормаль-
ному закону;
— ККШ работают благодаря центральной предельной теореме теории
вероятностей;
— ККШ работают только тогда, когда данные независимы; для данных с
автокорреляцией они неприменимы;
— ККШ применимы только к данным, находящимся в состоянии стати-
стической управляемости;
— ККШ применимы только к результатам массового производства.
Из этой книги вы, дорогой читатель, узнаете, почему именно эти требо-
вания ложны. Почему вообще понимание статистического управления про-
цессами, чему посвящена данная книга, вовсе не есть понимание теории
вероятностей и математической статистики. Этот вопрос очень важен, осо-
бенно для правильного распространения знаний о ККШ среди менеджеров
и специалистов самых разных направлений.
Дело в том, что хотя теория вероятностей и математическая статистика
действительно лежат в основе работ Шухарта-Деминга, они составляют
только часть того фундамента, на котором построено здание статистическо-
го управления процессами. К сожалению, как мы уже говорили, история
развития человечества сложилась так, что, поскольку эту часть фундамента
могли понять только узкие специалисты — статистики, они же и присвоили
себе монополию на изложение методов статистического управления про-
цессами всей прочей публике.
Для организации диалога со статистиками Э. Демингу пришлось ввести
представление о количественных и аналитических исследованиях. Под ко-
личественными исследованиями он понимал изучение свойств фиксирован-
ной совокупности собранных данных, направленное на извлечение из них
всей возможной информации. При этом не ставится вопрос о прогнозирова-
нии, о предсказании результатов будущих наблюдений или измерений. А ес-
ли такой вопрос ставится, то приходится использовать непроверяемые гипо-
тезы, например об устойчивости частот.
Аналитическое исследование — это предсказание будущего поведения
процесса/системы и принятие относительно них некоторых решений.
Предисловие к русскому изданию
15
Ни теория вероятностей, ни математическая статистика сами по себе не
могут помочь нам предсказывать будущее. Нужен некий переход от прошло-
го поведения процесса к его будущему поведению, причем такой, который
будет основан не на каких-то гипотезах о вероятностях, чего в реальной
жизни мы никогда не знаем, а основанный на данных («голосе») самого про-
цесса. Оказалось, что очень многие статистики не понимали и до сих пор не
понимают принципиальной разницы между этими видами исследований.
А Шухарт предложил удивительно простое и изящное решение, доступное
любому человеку, в том числе и не имеющему никакого понятия о теории
вероятностей и математической статистике. Благодаря этому менеджер может
не беспокоиться о недостаточности своей статистической подготовки и не
сожалеть о тех лекциях по статистике, которые он в свое время прогулял.
И что удивительно: оказалось, что это решение, предложенное У. Шухар-
том, когда массовое производство делало свои первые шаги и никакого
опыта применения такого подхода не было и в помине, сейчас работает, и
работает очень хорошо. Это подтверждают бесчисленные примеры успеш-
ного применения ККШ для совершенствования любых процессов. Сегодня
ККШ применяются не только в производстве, где они исторически появились
раньше всего, но и в сферах обслуживания, в медицине, образовании, управ-
лении городами и странами и т. д. и т. п.
Среди новых сфер применения ККШ стоит обратить внимание на их ис-
пользование при оценке групповой и индивидуальной деятельности людей.
С такими примерами читатели могут ознакомиться в любой из книг Э. Де-
минга [4, 5].
В настоящее время в связи с резким ростом автомобилизации России в
нашей стране широко внедряется комплекс стандартов, объединенных под
шапкой ИСО/ТУ 16949. В этих стандартах применение ККШ для анализа
стабильности процессов — обязательное требование, и поэтому данная кни-
га, на наш взгляд, должна стать настольной для большинства сотрудников
любого предприятия, внедряющего эту систему требований.
Самого стандарта и всех его приложений недостаточно, чтобы оценить
многочисленные нюансы, прекрасно описанные в книге Д. Уилера и Д. Чам-
берса. В частности, хотелось бы обратить внимание читателя на проблемы,
связанные с расчетом и использованием индексов воспроизводимости про-
цессов Ср и С*. Суть проблемы в следующем. В классическом менеджменте
важную роль играет представление о допусках. Их ввел в менеджмент еще
Ф. Тейлор. Принято считать, что для любого показателя товара или услуги,
важного с точки зрения покупателя, есть некоторое значение — номинал,
о котором мечтает покупатель.
В силу присущей всему и вся вариабельности обеспечить точное попада-
ние в номинал для партии продукции не представляется возможным. Поэто-
му продавец (производитель) и покупатель (потребитель) заключают кон-
венцию — соглашение о границах поля допуска, т. е. о таких предельных
отклонениях от номинала, которые потребитель готов считать все еще «год-
16
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ной продукцией», а производитель берется обеспечить своей технологией,
организацией производства и квалификацией персонала.
Понятно, что за конкретные значения допусков идет настоящая борьба.
Потребитель, конечно, хочет, чтобы допуски были как можно уже, дабы га-
рантировать получение только качественной продукции, а производитель,
напротив, стремится сделать их как можно шире. В этом случае он получит
больше свободы, и большая доля продукции будет принята потребителем как
годная. Правда, при ближайшем рассмотрении это напоминает борьбу на-
найских мальчиков, поскольку, ужесточая допуск, потребитель должен счи-
таться с возможным ростом цен на товары, а производитель, расширяя допуск,
сужает свою рыночную нишу и, если погорячится, может остаться ни с чем.
Казалось бы, все ясно. У производителя простая задача — всегда попадать
в интервал поля допуска, в диапазон между его верхней и нижней граница-
ми. Но в силу существования вариабельности процессов все оказывается не
так просто. Если производитель готов это осуществить, то можно ударить по
рукам — сделка заключена. Вот только интересно, что же он будет делать с
той продукцией, которая у него получится бракованной? Вы скажете, что
производитель либо ее переделает, если, конечно, это возможно, либо вы-
бросит. Правильно! А куда же он спишет расходы на переделки и утилизацию
брака, не поддающегося переделке? Сомнений нет — запихнет их в себе-
стоимость проданной продукции, т. е. в цену, которую заплатит потребитель.
Хотели бы вы быть этим потребителем? Ответ ясен: нет.
Мы всегда хотим получать только годную продукцию по цене, в которой
не спрятаны неэффективные затраты производителя. Получается, что по-
требителю далеко небезразлично, какова фактическая себестоимость про-
дукции у производителя. Ее никак нельзя выковырять из продажной цены,
поэтому потребители в прошлом веке научились договариваться с изгото-
вителями о так называемом приемлемом уровне дефектности, что позволи-
ло обеим сторонам приходить к компромиссу между качеством поставок и
их ценой. Но в XXI в. оказалось, что этот подход бесперспективен. Он не
позволяет бороться за совершенствование процессов, поскольку, если суще-
ствует «приемлемый уровень дефектности», то изготовителю больше ниче-
го и не надо.
Однако выход есть. Вместо того чтобы торговаться за «приемлемую» долю
брака и скрупулезно высчитывать соотношение «цена-качество», надо просто
начать вечный процесс непрерывного совершенствования, направленный,
в конце концов, на ориентацию не на границы допуска, а на номинал.
Такой подход в середине прошлого века предложил Г. Тагути в Японии.
Допуск остается рабочим инструментом проектировщика, конструктора и
рабочего, но уходит из жизни продавца и потребителя. Ему на смену при-
ходят индексы воспроизводимости. Они определяются соотношением между
шириной поля допуска и естественной вариацией вашего процесса.
Естественную вариацию процесса можно оценить. Обычно она выража-
ется шестью квадратичными ошибками (плюс-минус три сигмы относитель-
Предисловие к русскому изданию
17
но среднего арифметического). Деление ширины поля допуска на шесть сигм
как раз и дает величину индекса воспроизводимости Ср. Теперь потребитель
может с открытыми глазами оценить риски, связанные с переплатами за
некачественную продукцию, ее переделку или утилизацию, и принять реше-
ние о заключении контракта или об отказе от него. А если не удается на-
строить процесс на номинал, то приходится учитывать еще и смещение
центра настройки относительно номинала.
Анализ этой ситуации требует введения другого индекса воспроизводи-
мости — С*. Общение на языке индексов выгодно и производителю, и по-
требителю. Снижение вариабельности процесса означает снижение себе-
стоимости продукции благодаря уменьшению потерь от брака, несоответствий
и других обстоятельств. А потребителю это сулит в перспективе снижение
закупочных цен без ущерба для производителя. Тогда становятся возможны-
ми долгосрочные взаимовыгодные отношения поставщик-потребитель.
Но расчет и оценка индексов воспроизводимости возможны только для
стабильных, т. е. управляемых процессов, а для этого надо вести ККШ — ин-
струмент мониторинга и диагностики. Что же касается непрерывного со-
вершенствования, то для него есть масса инструментов, которые в Японии
объединены под «зонтиком кайдзен», а в США на той же основе разработана
ныне весьма популярная методология «шести сигм». В рамках этой методо-
логии ставится задача сжать естественную вариацию процесса настолько,
чтобы она укладывалась в половину поля допуска. Понятно, что тогда будет
очень мало дефектов любого рода. Вопросы оценивания и интерпретации
этих индексов подробно обсуждаются в книге.
Однако оценивание индексов лишь первая часть задачи, которая подроб-
но разобрана в книге Д. Уилера и Д. Чамберса. Но есть еще и вторая часть —
расчет доли дефектных изделий позначениям индексов воспроизводимости.
Такой расчет рассматривается авторами как «обычная фантазия» или «от-
кровенная галлюцинация» (п. 6.3). К сожалению, именно для этого, как
правило, используются значения Ср и в автомобильной промышленности.
Более того, часто эти индексы рассчитываются для нестабильных процессов,
что «неизменно ведет к ложной картине процесса» (п. 6.5).
Такая ситуация возникла, видимо, в значительной степени потому, что в
отношениях потребитель-поставщик делается упор не на взаимное и совмест-
ное непрерывное совершенствование, а на «перетягивание каната». Другими
словами, нам бы хотелось, чтобы читатели очень внимательно отнеслись к
обсуждению индексов воспроизводимости, представленному в рассматри-
ваемой нами книге.
Есть еще одна важная проблема, связанная с применением методов ста-
тистического управления процессами. Иногда кажется, что их внедрение
чисто техническая задача. Сначала надо обучить людей, а затем предложить
им использовать полученные знания на практике. При полной поддержке
руководства. Но в действительности всякая работа с цифрами требует суще-
ственного изменения человеческих отношений в организации. Самое глав-
18
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ное — категорически отказаться от идеи наказания и убедить сотрудников
в искренности и необратимости такого отказа. Поскольку страх всегда по-
рождает ложь, вы получите такие цифры, которые, как думают сотрудники,
вы хотите получить. Иного не дано.
Как обычно бывает при переводе, у нас возникли трудности с некоторыми
терминами. К сожалению, до сих пор нам не удалось найти адекватный
русскоязычный термин для понятия «assignable cause of variation». Дословный
перевод таков: причина вариаций, которую можно чему-то приписать (к чему-
то отнести). В данной книге мы, следуя уже сложившейся в русскоязычной
литературе традиции, используем термины «специальная причина вариаций»
и «особая причина вариаций» как равноправные.
Есть проблемы и с терминами, относящимися к картам для дискретных
переменных. Исторически так сложилось, что терминология в этой области
весьма запутанна, и, чтобы читателю было легче ориентироваться, отметим
следующее. Обычно различают результаты измерений и результаты счета
(подсчета), что не совсем удачно, так как в общей теории измерений подсчет
рассматривается как частный случай измерения. Традиционное разделение
проистекает из классической метрологии, которая относила к измерениям
только то, что связано с «физическими величинами».
На наш взгляд, эта традиция давно нуждается в пересмотре. С измере-
ниями связывают количественные переменные, а с подсчетами — ка чествен-
ные. И это тоже не вполне удачно, поскольку слово «качественные» пере-
гружено многими смыслами. Особенно в системах менеджмента качества.
Причем количественные переменные называют непрерывными, поскольку
в принципе они могут принимать значения из некоторого непрерывного
интервала (континуума, как говорят математики), а с подсчетами всегда
соотносятся дискретные значения (множество которых, опять-таки как го-
ворят математики, имеет меру ноль).
Наконец, в прикладной статистике непрерывные переменные принято
называть факторами, (как в регрессионном анализе и планировании экс-
периментов), а дискретные — атрибутами. Положение усугубляется еще и
тем, что конкретные значения и факторов, и атрибутов — суть реализации
случайных величин с теми или иными статистическими свойствами. Полу-
чается, что эти два ряда терминов отчасти синонимичны, поэтому мы будем
употреблять их так, как нам удобно, без особой надобности не делая между
ними различий. Нет у нас и однозначного мнения относительно того, какие
аббревиатуры лучше использовать: англо- или русскоязычные. Например,
верхний контрольный предел можно обозначить как UCL или как ВКП. Оба
способа имеют свои плюсы и минусы.
Все это естественные вопросы, которые разрешатся сами собой при интен-
сивном использовании ККШ. А книга Дональда Уилера и Дэвида Чамберса
«Статистическое управление процессами», которая предлагается вашему
вниманию, — выдающееся произведение, открывающее путь к успешному
применению ККШ в любых практических ситуациях. Авторы — признанные
Предисловие к русскому изданию
19
всем миром специалисты в области ККШ. Одного из них —Д. Чамберса—уже
нет в живых, другой — Д. Уилер — уже много лет пропагандирует ККШ, рас-
ширяет области их применения и обучает их правильному использованию.
На наш взгляд, это первое полное и систематичное изложение теории вариа-
бельности на русском языке, адекватно передающее основные идеи У. Шухар-
та и Э. Деминга.
До сих пор мы говорили о ККШ и о статистическом мышлении как о
самостоятельных и самодостаточных концепциях. И это верно. Однако наш
рассказ был бы неполным, если бы мы не коснулись связи идей У. Шухарта
и систем менеджмента качества. Как мы знаем, У. Шухарт работал в Bell
Laboratories, организации, которой в XX в. было суждено сыграть выдаю-
щуюся роль в развитии идей и методов управления качеством.
Собственно, как раз с работ У. Шухарта и начался современный период
борьбы за качество. Постепенно в это движение приходили люди, далекие от
знания и глубокого понимания статистических методов и, в частности, ста-
тистического мышления. Это привело к тому, что, например, в первой версии
стандарта ИСО 9000 содержалась норма о том, что статистические методы
следует применять только в тех случаях, когда без этого нельзя обойтись.
Надо заметить, что у такой постановки вопроса были свои резоны. Из-
ложение статистиками статистических методов напоминало непосвященным
шаманские камлания. Только перевод на европейские языки японских посо-
бий по статистическим методам, таких, например, как книга X. Кумэ «Ста-
тистические методы повышения качества» [13], показал нам путь к обучению
людей современному отношению к статистическим методам.
Здесь наметилось два подхода. Первый, как в упомянутой книге X. Кумэ,
направлен на обучение всех желающих, прежде всего рабочих, практике
применения статистических методов, а второй, как в данной книге, — на
создание учебника для профессионалов университетского уровня. Статисти-
ческие методы и статистическое мышление обязаны взять реванш, иначе
бизнес не сумеет достичь тех высот, на какие он вправе рассчитывать. Ста-
тистическое мышление — основа качества.
Основа, но не единственная. Статистическое мышление — часть склады-
вающейся на наших глазах более широкой концепции, призванной объеди-
нить время, деньги и вариабельность в новую парадигму менеджмента.
Там-то статистическое мышление и развернется во всей красе.
Для кого предназначена эта книга?
Прежде всего для менеджеров всех уровней, работающих в любых ком-
паниях и организациях. Ведь, по сути, идея Шуха рта-Деминга, если изложить
ее простым языком, сводится к следующему: мы живем в мире, где резуль-
таты любого процесса подвержены вариабельности, т. е. случайным колеба-
ниям. В таком мире нельзя принимать решения, основываясь на сравнении
двух (трех, четырех) точек, вырванных из процесса. Надо обязательно смо-
треть на весь процесс в целом и отделять случайные колебания от возму-
щающих внешних воздействий.
20
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Пока не стерты «случайные черты», нельзя даже говорить о разумных
решениях. Если этого не делать, то мы обречены на то, что применительно
к оценке людей называется наказанием невиновных и награждением непри-
частных. К сожалению, именно так принимаются сегодня многие управлен-
ческие решения. Большинство российских (и не только российских) менед-
жеров смотрит на любое отклонение от целевого значения как на проблему,
требующую немедленного реагирования. А поскольку причина отклонения
обычно неясна, то принимается простейшее решение, имитирующее актив-
ную реакцию, — наказание непосредственного исполнителя. В итоге мы
постоянно вспоминаем бессмертные слова: «Хотели как лучше, а получилось
как всегда».
Кроме того, обсуждая вопрос о том, для кого предназначена эта книга,
нельзя не привести слова Э. Деминга из его книги «Новая экономика» [5]:
«Многие учебники создают у читателей впечатление, что принципы, разра-
ботанные доктором У. Шухартом, применимы только на производстве. На са-
мом деле они не менее нужны сферам промышленности, образования и го-
сударственного управления... а прежде всего — управлению человеческими
ресурсами» (Курсив наш. — Ю.А., В.Ш.).
Книга нужна всем, кто хочет совершенствоваться и/или совершенствовать
свои процессы/системы. Ее можно и нужно использовать при обучении ме-
тодам статистического управления процессами на любом уровне такого обу-
чения и в любой аудитории. Наконец, это незаменимый подсказчик и ис-
точник информации для всех, кому приходится обрабатывать реальные
данные и строить ККШ для реальных процессов.
Статистическое управление процессами—мощное орудие менеджмента,
предназначенное для непрерывного мониторинга ключевых процессов биз-
неса и диагностики их текущего состояния. Если диагностика показывает,
что процесс находится в статистически управляемом состоянии, то его улуч-
шением должен заниматься менеджмент. Сотрудники здесь вряд ли помогут.
Напротив, если процесс нестабилен, то только у них есть шанс отыскать
причину нестабильности и устранить ее, вернув процесс в управляемое со-
стояние.
Инструмент диагностики (контрольная карта) был предложен Уолтером
Шухартом в США более 80 лет назад. Но лишь в последние два-три десяти-
летия он начал применяться в широких масштабах. Теперь ясно, что такой
инструмент резко повышает эффективность принимаемых решений на всех
уровнях организации, усиливая ее конкурентоспособность и увеличивая до-
ходы.
Данная книга — систематизированный курс, университетский учебник,
адресованный всем, кто нуждается в создании эффективных систем менедж-
мента. С его помощью читатель научится строить и анализировать контроль-
ные карты многих видов. Книга написана простым и понятным языком
с минимальным использованием математического аппарата и широким
применением наглядных графиков и диаграмм. Она будет неоценимым ис-
Предисловие к русскому изданию
21
точником информации для студентов, обучающихся многим специально-
стям — от общего менеджмента до менеджмента качества, а также для
специалистов-управленцев всех уровней.
Книга будет полезна и высшим руководителям, и владельцам бизнесов,
если они смогут преодолеть свою природную нелюбовь к математике. Стоит
заметить, что тем читателям, кому это не удастся, можно посоветовать про-
честь другую книгу Д. Уилера, написанную без всякой математики [14].
Если же среди читателей найдутся, напротив, сторонники более глубокого и
строгого математического анализа, то к их услугам — еще одна книга того
же автора [15]. К сожалению, обе эти книги пока не переведены на русский
язык, так что их придется прочесть в оригинале.
Книга о статистическом управлении процессами такого уровня впервые
выходит на русском языке, и нам очень хотелось бы надеяться, что она по-
служит толчком к распространению и правильному применению этого под-
хода в русскоязычной части мира.
Ю. Адлер, В. Шпер
Литература
1. Адлер Ю.П., Шпер В.Л. Истоки статистического мышления // ММК, 2003, № 1,
с. 34-40. (Это первая статья серии из восьми публикаций в журнале «Методы менедж-
мента качества», посвященных пониманию и применению ККШ. См. также: ММК,
2003, №3, 5,7, 11; 2004, № 2, 3, 6.)
2. Shewhart W. (1931, reprint 1980). Economic Control of Quality of Manufactured
Product. — Milwaukee, WI: ASQ Quality Press. — P. 501.
3. Shewhart WA. (1939, reprint 1986). Statistical Method fromthe Viewpoint of Quality
Control — N.Y., Dover Publications, Inc. — 163 p.
4. Деминг Э. Выход из кризиса: Новая парадигма управления людьми, процессами
и системами: Пер. с англ. — М.: Альпина Бизнес Букс, 2007. — 370 с.
5. Деминг Э. Новая экономика: Пер. с англ. — М.: Эксмо, 2006. — 208 с.
6. Глудкин О.П., Горбунов Н.М., Гуров А.И. и др. Всеобщее управление качеством. —
М.: Радио и связь, 1999. — 600 с.
7. Ильенкова С.Д. и др. Управление качеством. — М.: ЮНИТИ, 1998. — 199 с.
8. Жулинский С.Ф., Новиков Е.С., Поспелов В.Я. Статистические методы в совре-
менном менеджменте качества. — М.: Фонд «Новое тысячелетие», 2001. — 208 с.
9. Мердок Дж. Контрольные карты: Пер. с англ. — М.: Финансы и статистика,
1986.
10. Шиндовский Э., Шюрц О. Статистические методы управления качеством. Кон-
трольные карты и планы контроля: Пер. с нем. — М.: Мир, 1976.
11. Миттаг Х.-Й., Ранне X. Статистические методы обеспечения качества: Пер. с
нем. — М.: Машиностроение, 1995. — 616 с.
12. ГОСТ Р 50779.42-99. Статистические методы. Контрольные карты Шуха рта.
13. Кумз X Статистические методы повышения качества: Пер. с англ. — М.: Фи-
нансы и статистика, 1990. — 302 с.
14. Wheeler D. Understanding variations. The Key to Managing Chaos. — SPC Press. —
168 p.
15. Wheeler D. Advanced Topics in Statistical Process Control. — SPC Press, 1995. —
470 p.
Дональд Уилер
Дональд Уилер — статистик-консультант, которому посчастливилось работать
с Дэвидом Чамберсом в период с 1970 по 1989 г. Начиная с 1971 г. Уилер
преподавал статистическое управление процессами, сначала — студентам
университета штата Теннесси, затем — менеджерам промышленных пред-
приятий многих стран мира. С середины 1970-х гг. он активно работал как
консультант. В 1974 г. Уилер впервые прослушал курс лекций доктора Демин-
га и... остался его студентом навсегда. Начиная с 1981 г. он иногда помогал
Демингу проводить его четырехдневные семинары. Его собственная фило-
софия улучшения процессов твердо покоится на философии Деминга. Дональд
Уилер — автор и соавтор шести книг и более чем 60 статей. Ему довелось
поработать с самыми разными промышленными предприятиями мира. Он чи-
тает лекции как в США, так и за их пределами.
Донал цд Уилер получил степень бакалавра по физике и математике в
университете штата Техас, в Остине, а в Южном методистском университе-
те — степени магистра наук и доктора философии. С 1970 по 1982 г. он пре-
подавал на факультете статистики университета штата Теннесси. В 1982 г.
Уилер оставил преподавательскую деятельность и сосредоточился на консал-
тинге в промышленности и других сферах. В настоящее время Дональд Уилер
живет в г. Ноксвилле, штат Теннесси.
Дэвид Чамберс
(1917-1989)
Дэвид Чамберс — близкий друг и коллега доктора Уильяма Эдвардса Демин-
га, всемирно известный консультант и преподаватель статистического
управления процессами. Он был членом, президентом и председателем
правления Американского общества контроля качества (ASQC), лауреатом
премии Юджина Гранта, академиком Международной академии качества.
Список его коллег и бывших студентов вполне мог бы служить справочником
«Кто есть кто?» в области контроля качества.
Дэвид Чамберс родился в техасском городе Кларксвилле. Степени бака-
лавра и магистра были им получены в Техасском университете, в котором
он преподавал с 1941 по 1947 г., пока не стал доцентом статистики Универ-
ситета штата Теннесси. Здесь он проработал профессором статистики с 1958
по 1981 г., после чего вышел в отставку, что позволило ему сосредоточиться
на преподавательской деятельности.
По словам доктора Деминга, потеря такого человека невосполнима.
Предисловие
Уильяма Эдвардса Деминга
Право написания предисловия к книге моего друга доктора Дональда
Уилера для меня огромная честь.
Читатели, возможно, помнят, что доктор Шухарт различал два вида ва-
риации:
1) вариация, обусловленная постоянными причинами, неизменными от
часа к часу и от работника к работнику, была названа «случайной»;
2) вариация, вызванная особыми причинами.
Как люди обратили внимание на проблему вариации? Руководство чикаг-
ского завода Хоторн, принадлежащего Western Electric Company, пыталось
добиться однородности продукции, которая была важна для покупателя —
телефонной компании. Цель была в высшей степени благородной. Но мето-
ды ее достижения оказались весьма бестолковыми. Менеджеры вмешивались
в процесс всякий раз, когда появлялись признаки отклонений от однород-
ности. Впрочем, они были достаточно умными и честными людьми, чтобы
увидеть, что от всех этих действий ситуация становилась только хуже. Раз-
решить ситуацию помог Уолтер Шухарт, сотрудник Bell Telephone Laboratories,
расположенной в Нью-Йорке.
Он понял, что при попытках добиться однородности люди делают два
вида ошибок.
Ошибка 1. Объяснять вариацию какими-то особыми причинами в то
время, когда она обусловлена обычными факторами.
Ошибка 2. Объяснять вариацию обычными причинами в то время, ког-
да она порождается особыми причинами.
Обе ошибки обходятся весьма дорого! Всякий может установить для себя
безупречное правило никогда не совершать ошибку 1. Это просто: всего-
навсего нужно во всех случаях связывать вариацию с обычными причинами.
Однако при этом максимизируются потери от совершения ошибки 2. И на-
оборот, зарекаясь от совершения ошибки 2 путем объяснения любой вариа-
ции особыми причинами, мы увеличиваем потери от ошибки 1.
Было бы здорово никогда не совершать ошибок ни первого, ни второго
вида,, но, к сожалению, это невозможно.
Шухарт установил совершенно другую цель: не бояться совершать ошиб-
ки обоих видов, но регулировать частоту этих ошибок таким образом, чтобы
28
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
минимизировать экономические потери от обеих. В итоге он создал инстру-
мент — контрольную карту с границами на уровне За. С тех пор его кон-
трольная карта позволяет получать поразительные результаты в самых разных
прикладных областях. Она действительно работает!
Статистической управляемости можно достичь, охотясь на каждую особую
причину и идентифицируя ее всякий раз, когда некоторая точка выходит за
контрольные пределы, и принимая соответствующие меры.
Мне не нужно подчеркивать здесь важность поддержания процесса в со-
стоянии статистического управления, ибо в этом случае все издержки ста-
новятся предсказуемыми с высокой степенью надежности, равно как и
пределы вариации.
В заключение я бы хотел использовать выпавшую мне возможность вы-
соко оценить математические достижения доктора Уилера. Его понимание
теории и практики основано на глубоком понимании математики. И я счаст-
лив возможности поучиться у него.
Уильям Эдвардс Деминг
Вашингтон
8 июня 1992 г.
Предисловие ко второму изданию
на английском языке
Статистическое управление процессами (SPC) — передовой способ мыш-
ления, который одновременно служит прекрасным инструментом. Я имею
в виду целостное мировоззрение, основанное на признании статистических
идей важными, понятными и полезными. Без такого мировоззрения при-
менение статистики не может быть полностью эффективным. Цель SPC —
улучшение процесса, а это требует как понимания самого процесса, так и
знания способа использования инструментов и методов SPC для непрерыв-
ного совершенствования системы. В предлагаемой вашему вниманию книге
мы постарались проиллюстрировать эти фундаментальные аспекты стати-
стического управления процессами.
Увы, никто не может высказать в одной книге все, что хотел бы. Сразу
после выхода в свет первого издания мы с Дэвидом Чамберсом обнаружили
ряд недостатков, которые нам захотелось исправить. Таким образом, мы за-
планировали это издание еще в 1987 г. и уже тогда очертили крут основных
изменений. Обсуждение проходило в том же самом неформальном ключе,
который всегда отличал наши рабочие отношения. Мы постоянно созвани-
вались и добивались полного согласия, основываясь на нашем совместном
опыте использования статистических инструментов, а также опыта других
исследователей. Хотя Дэвид Чамберс и не принимал непосредственного уча-
стия в подготовке второго издания, его помощь позволила нам определить
основные принципы и приоритеты сделанных изменений.
Кроме того, я должен искренне поблагодарить доктор а Деминга за неоце-
нимые идеи, комментарии и просто мудрые наблюдения за природой стати-
стической практики и статистических методов. Многие из наиболее суще-
ственных исправлений в этом издании сделаны именно благодаря ему.
Первая глава объединяет новые материалы, посвященные вкладу доктора
Деминга. Они включают некоторые выдержки из его лекций, прочитанных в
1950-х гг. в Японии, а также ранние формы некоторых из его знаменитых
рисунков.
Третья и четвертая главы полностью перестроены. Третья глава теперь
стала вводной в вычисление контрольных пределов для карты среднего и
размаха, а также карты индивидуальных значений и скользящих размахов
(XmR). В четвертой главе мы даем ответы на фундаментальные вопросы,
связанные с картами Шухарта, обсуждаем верные и неверные способы рас-
чета пределов контрольной карты, рассказываем о том, почему именно трех-
сигмовые пределы стоит использовать для планирования действий, показы-
ваем, каково влияние отклонений от нормальности распределения и раз-
венчиваем некоторые мифы о контрольных картах Шухарта.
30
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
В пятой главе расширен раздел о рациональных подгруппах. В эту главу
не только включено окончание примера разбиения на подгруппы, но и до-
бавлены список вопросов о данных и дискуссия о принципах их рациональ-
ного группирования.
Шестая глава существенно пересмотрена и расширена. К новому мате-
риалу об общих численных сводках о воспроизводимости мы добавили раздел
о графическом представлении воспроизводимости процесса. Здесь же объ-
ясняется, почему ошибочно преобразовывать численные значения воспро-
изводимости в долю несоответствующей продукции. В разделе о качестве
мирового класса объясняются функции потерь по Тагути и ее использование
в производственной операции.
Восьмая глава включает новый метод установки цели процесса. Он осно-
ван на использовании карты XmR, которая весьма полезна в тех ситуациях,
когда нельзя получить более одного значения в данный момент времени.
Существенно расширена девятая глава. Помимо разделов, ранее опубли-
кованных в первом издании, здесь описываются верные и неверные пути
вычисления контрольных пределов для карты индивидуальных значений,
построения карт скользящего среднего, а также дается общее руководство по
использованию различных карт для результатов измерений. В двух новых
разделах обсуждается процедура пересмотра пределов контрольных карт и
сами обновленные пределы. Наконец, в последнем параграфе этой главы по-
казываются и объясняются исходные данные для констант контрольной кар-
ты и объясняется, что это за константы.
В десятой главе представлен новый пример с использованием карты XmR
для анализа дискретных данных (т. е. данных подсчетов, приведена дискуссия
об ограничениях модели биномиальной вероятности, а также дана новая блок-
схема для выбора контрольной карты для практического использования.
В двенадцатую главу включены новые материалы о блок-схемах и диа-
граммах Парето, а также многие новые примеры.
Добавлена тринадцатая глава, которая может быть интересна наиболее про-
двинутым студентам. В ней рассмотрены интерпретации асимметрии и эксцесса,
влияние вариации на сбалансированную систему. Самый последний раздел этой
главы, который мы написали совместно с Дэвидом Чамберсом, касается характе-
ризации партии изделий. Завершают главу короткая дискуссия о вычислительных
и аналитических методах и некоторые сведения о преобразовании данных.
Во всех главах имеются обновленные упражнения, решения которых даны
в приложении.
Наконец, я должен искренне поблагодарить друзей и коллег за помощь, ко-
торую я получил при подготовке этого издания. В первую очередь я признателен
Дэвиду Уилеру, Шейле Полинг и Фрэнсис Уилер — за графические материалы и
редактирование рукописи, доктору Демингу — за рецензирование черновика,
доктору Эндрю Палму, Рэю Филлипсу и Кэй Горднер — за советы и предложения,
которые сделали возможными существенное улучшение книги.
Дональд Уилер
16 января 1992 г.
Предисловие к первому изданию
на английском языке
На протяжении всей профессиональной карьеры мы занимались препо-
даванием статистического управления процессами. Благодаря этому мы
поняли, что имеется острая нужда в книге, которая бы объяснила, как ис-
пользовать эти инструменты и мотивировать людей их применять.
Мы старались сделать книгу понятной для практиков от промышленности,
которые плохо знакомы или вообще не знакомы со статистическими мето-
дами. Чтобы сделать книгу проще, мы активно использовали графики и при-
меры, основанные на реальных данных. Графики и примеры даны для объ-
яснения сути статистических методов, реальные данные помогают понять
контекст использования этих методов. Мы надеемся, что читатель постара-
ется подчерпнуть из каждого примера как можно больше информации, что
позволит ему лучше усвоить используемые принципы и подходы. Только
в этом случае он будет достаточно подготовлен, чтобы легко справиться
с самыми разными ситуациями.
В этой книге мы также уделили особое внимание факторам, которые
мотивируют людей применять те или иные статистические методы. Хотя
в структуре методов и порядке их использования нет особых сложностей,
многие испытывают определенные трудности, когда пытаются достичь при
помощи них результата. По нашему опыту, эти проблемы с внедрением в
основном сосредоточены вокруг концептуальных основ статистических ме-
тодов. Следовательно, именно их следует объяснить в первую очередь. Мы
считаем, что нам удалось это сделать.
Наконец, заметим, что эта книга неполная. Многие вещи могли и, вероят-
но, должны были быть сказаны, но... рано или поздно ее нужно было закон-
чить. Мы надеемся, что вы сами на практике сможете убедиться в эффектив-
ности контрольных карт в деле повышения качества и производительности.
Дэвид Чамберс
Дональд Уилер
15 декабря 1985 г.
Глава 1
Два подхода к вариации
Лишь одна аксиома была очевидна людям с тех пор,
как они занялись созидательной деятельностью.
ДВУХ ОДИНАКОВЫХ ОБЪЕКТОВ НЕ БЫВАЕТ!
Любой, кто когда-нибудь пытался работать с предположительно одинако-
выми объектами, рано или поздно приходил к этому открытию. Вот
почему производители в целом согласны с этой аксиомой. Но простого при-
знания существования вариации недостаточно. Для того чтобы детали точно
подходили друг к другу, с вариацией надо что-то делать. Как раз то, что мож-
но и нужно делать с вариацией, и есть предмет данной книги. Если менед-
жеры компании работают совместно над внедрением изложенной здесь
философии, то двойная цель — повышение производительности и высокая
однородность продукции — может быть достигнута при сегодняшнем уровне
технологии и имеющейся рабочей силе.
1.1. Инженерная концепция вариации
До промышленной революции все делали вручную, каждая деталь была ин-
дивидуальной. Вещи получались уникальными, но дорогими.
В 1793 г. Эли Уитни пришел к идее взаимозаменяемости деталей. Хотя
это была революционная идея, ее было трудно реализовать практически.
Задача состояла в том, как сделать детали взаимозаменяемыми. Как ни ста-
райся, они никак не хотели быть совершенно одинаковыми! Следовательно,
производители должны были стремиться к тому, чтобы сделать их похожими.
Если бы детали были достаточно похожи, они часто подходили бы друг к дру-
гу и изделие было бы работоспособно (более или менее).
34
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Так как экономическая выгода от внедрения данного подхода огромна и
для производителя, и для потребителя, то он стал образом жизни индустри-
ального мира. Были созданы допуски, чтобы понять, насколько детали долж-
ны быть одинаковыми, чтобы подходить друг другу, а всю вариацию стали
делить на две группы:
ДОПУСТИМАЯ — соответствующая инженерным требованиям;
НЕДОПУСТИМАЯ — не соответствующая инженерным требованиям.
Суть этой инженерной концепции вариации была ясна. Она состояла в
попытке определить детали, которые можно было успешно использовать для
сборки работоспособной продукции, в попытке провести четкую линию
между «хорошими» и «плохими» деталями. Однако эта концепция совершен-
но не помогала производителям выпускать детали, соответствующие требо-
ваниям, или хотя бы понимать, почему не всегда удается попасть в допуск.
Все, что предполагала такая концепции вариации, — это сортировка про-
дукции на «хорошую» и «плохую» в самом конце производственного про-
цесса. Основными стадиями производственного процесса были соответствен-
но создание продукции, ее проверка и переделка.
Создание —-----------► Проверка
Проверка-----------►
Упаковка --------► Отгрузка
Аудит качества
I I
1— Переделка ч——► Отходы
Отчеты руководству
РИС. 11. Типичный западный производственный процесс
Естественным следствием такой концепции вариации были дополнитель-
ные сложности для производителей. Пока они не поняли, что эти лишние
сложности негативно отражаются на производительности, не было никакой
возможности что-либо предпринять. Так была устроена жизнь.
Отрасль за отраслью привыкали к процессу изготовления — проверки —
сортировки — сборки «подходящих» деталей. «Плохие» детали выбрасывались
или переделывались, после чего переделанные проверялись еще раз. В итоге
производители стали добиваться соответствия выдвинутым требованиям по-
средством процесса сортировки. Если «хорошей» продукции не хватало, то
для соблюдения графика поставок отгружались изделия, находящиеся на
границе допуска.
В результате следующим шагом стало принятие «отклонений» от инже-
нерных требований. Это произошло потому, что часто требовалось отгружать
всю или почти всю продукцию, чтобы выполнить производственную про-
грамму. Поэтому вместо приведения качества деталей в соответствие с тре-
Глава 1 • Два подхода к вариации
35
бованиями допусков, производители старались изменить допуски, чтобы как
можно больше деталей стали годными. Это было неизбежно, так как допуски
не помогали производителю определить причины выпуска несоответствую-
щих деталей. Он действовал в потемках, надеясь на лучшее, и, когда этим
надеждам не суждено было сбыться, страдал потребитель.
Этот конфликт положил начало бесконечному спору о том, насколько
хорошими должны быть детали: производители всегда искали послаблений
в допусках, потребители требовали их ужесточения, инженеры оставались
где-то посредине.
Исходная фундаментальная задача— как производить детали с настолько
малой вариацией, насколько это возможно, ушла на второй план. Из поля
зрения производителей исчез тот факт, что если размеры будут практически
идентичны, то нечего волноваться по поводу «хороших» и «плохих» деталей.
В этом случае исчезнет надобность в сортировке, в расходах на переделку или
на отходы; все детали будут годными без дополнительных материальных или
трудовых затрат. Изначальная цель была попросту забыта в борьбе за соот-
ветствие между вчерашними квотами на производство и сегодняшними рас-
ходами на утилизацию и переделку брака.
Если производственный процесс производит практически однородную
продукцию, то в такой борьбе более нет никакой нужды. Теперь весь процесс
выглядит иначе.
Производство
Упаковка
—Отгрузка
РИС. 12. Производственный процесс, при котором выпускается
практически однородная продукция
Состояния практической однородности продукции можно достигнуть
только путем внимательного изучения источников вариации в производ-
ственном процессе и целенаправленной работе менеджмента по снижению
или полному исключению источников внешней или чрезмерной вариации.
Эта идея знаменует абсолютно новый подход в менеджменте и про-
изводстве. Изучение максимально возможного числа источников вариации,
влияющих на качество конечного продукта, а также принятие мер по ее
снижению должны стать ежедневными задачами менеджеров. Пока это не
так, устаревший метод сортировки, переделки и повторной сортировки будет
гарантированно приводить к отсутствию прогресса, низкой производитель-
ности и все возрастающей неконкурентоспособности.
Одними из самых мощных и эффективных инструментов улучшения про-
изводства путем уменьшения вариации оказались концепции и методы,
созданные Уолтером Шухартом и развитые Уильямом Эдвардсом Демингом.
Они помогают произвести перемены, столь важные для выживания любой
компании.
36
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Доктор Шухарт — основоположник концепции «управления» вариаци-
ей, разработал простой способ классификации вариабельности процесса.
Эта классификация служит первым шагом на пути уменьшения вариации
продукции.
12. Концепция вариации Шухарта
Основываясь на опыте своей работы в Bell Laboratories в начале 20-х гг. про-
шлого века, д-р Шухарт рассматривал вариабельность с точки зрения того,
находится ли она внутри некоторых пределов, определяемых случаем, или
вне их. Если вне, считал он, то источник вариабельности можно определить.
Эта точка зрения была основана на личном опыте Шухарта, полученном при
изучении законов изменчивости в природе. В своих исследованиях он ис-
пользовал статистику для описания того, как вариация влияла на результаты.
Когда он попытался приложить те же самые принципы к производственным
данным, то обнаружил, что эти данные ведут себя не всегда так, как при-
родные. Из этого несоответствия он вывел различие, которое можно сфор-
мулировать так:
Любые процессы подвержены вариабельности, но некоторые из них обладают
управляемой вариабельностью, а некоторые — неуправляемой.
Управляемая вариабельность характеризуется тем, что ее структура
стабильна и устойчива во времени. Д-р Шухарт объяснял такую вариабель-
ность действием «случайных» причин.
Неуправляемая вариабельность характеризуется тем, что ее структура
переменна во времени. Д-р Шухарт объяснял такую вариабельность действи-
ем причин, какие могут быть установлены.
Рассмотрим процесс последовательного производства отдельных деталей,
обладающих неким набором измеримых характеристик. Некоторые из деталей
периодически отбираются и измеряются. Эти измерения подвержены вариаци-
ям, так как все составные части производственного процесса — материалы,
станки, персонал, технологии—взаимодействуют случайным образом, порож-
дая вариацию. Такая «случайная» вариация — результат действия многих фак-
торов, и поэтому она относительно устойчива во времени. Д-р Шухарт называл
эти факторы «случайными причинами», а возникающую в результате их дей-
ствия вариацию — «управляемой». Идеализированная модель такой вариации
показана на рис. 1.3.
Помимо множества «случайных причин» время от времени появляются
некие особые факторы, оказывающие существенное влияние на измеряемые
характеристики продукта. В качестве примера таких факторов можно при-
вести разлаженные станки, небольшие изменения в качестве сырья или в
технологическом процессе, различия между рабочими или даже изменения
в обстановке, вызванные непоследовательностью руководства. Д-р Шухарт
Глава 1 • Два подхода к вариации
37
Рис. 11 Идеализированная концепция управляемой вариации
утверждал, что подобные факторы можно идентифицировать и подобные
особые причины могут создавать существенные сдвиги в характере вариации.
Пример неуправляемой вариации показан на рис. 1.4.
В соответствии с выводами Шухарта особые причины могут не только
ощутимо воздействовать на вариацию данных, но и значительно снижать
Рис. 1Л Пример неуправляемой вариации
38
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
предсказуемость процесса. На стр. 6 своего труда «Экономический контроль
качества производимой продукции» (Economic Control of Quality of Manufac-
tured Product) он писал:
Явление следует называть управляемым тогда, когда, используя прошлый
опыт, мы можем предсказать, по крайней мере в некоторых пределах, каких
его вариаций можно ожидать в будущем.
Поэтому, в то время как суть статистической управляемости — в пред-
сказуемости, обратное утверждение содержится в данном определении в
неявном виде. Процесс, который не демонстрирует статистической управ-
ляемости, будет непредсказуемым. Хотя все компоненты «входа» такого про-
цесса могут остаться неизменными, «выходы» нестабильного процесса будут
непредсказуемо меняться во времени.
И, пока кто-то справедливо замечает, что такая непоследовательность
«выхода» доказывает, что процесс не очень хорошо построен (и следователь-
но, не заслуживает права называться «процессом»), мы будем для удобства
продолжать говорить о «процессе, демонстрирующем отсутствие управляе-
мости». Заметим, что в данном случае мы используем термин «процесс» в ши-
роком смысле слова.
Любые потоки данных можно рассматривать в качестве «выхода» какого-
то процесса. Если такой поток демонстрирует разумную степень управляемой
вариации в течение длительного времени, то мы можем предсказать, в опре-
деленных пределах, как он может повести себя в будущем. Планирование,
производство и управление таким процессом становятся проще. С другой
стороны, когда поток данных характеризуется неуправляемой вариацией,
становится практически невозможно предсказать его поведение в будущем.
Планирование, производство и управление таким процессом будут сопряже-
ны с неопределенностью. Вот почему предложенное Шухартом разграничение
существенно для любой интерпретации любых реальных данных.
1.3. Два пути улучшения производственного процесса
Согласно классификации Шухарта, есть два разных пути улучшения произ-
водственного процесса.
С одной стороны, если процесс демонстрирует управляемую вариацию,
его следует воспринимать как стабильный и устойчивый. Вариация, присут-
ствующая в процессе, отражает только то, что присуще самому процессу.
Следовательно, чтобы снизить вариацию, нужно изменить сам процесс! Го-
воря словами Шухарта,
состояние управляемости — некий предел, которого мы можем стремиться
достичь экономически выгодными методами, выявляя и ликвидируя причины
вариабельности, не меняя основу... процесса1.
1 Economic Control of Quality of Manufactured Product, p. 25.
Глава 1 • Два подхода к вариации
39
С другой стороны, если процесс демонстрирует неуправляемую вариацию,
то он время от времени изменяется. Он и неустойчив, и нестабилен во времени.
Эта нестабильность создает избыточную вариацию, которая не имеет ничего
общего с нормальным режимом работы процесса. Следовательно, первым ша-
гом на пути улучшения поведения «выхода» процесса служит определение
особых причин излишней вариации. Если особая причина наносит ущерб,
ликвидируйте ее. Если она приносит выгоду, сделайте ее частью процесса.
Шухарт дает несколько примеров того, как удаление наносящих ущерб специ-
альных причин ведет к последовательному улучшению поведения процесса1.
Заметим, что эти два подхода к улучшению процесса принципиально раз-
личны. Один из них выглядит механизмом улучшения устойчивого и хорошо
организованного процесса, другой сам создает устойчивый процесс. Выбор
подхода целиком зависит от типа вариации рассматриваемого процесса. Таким
образом, любые попытки улучшить процесс должны начинаться с ответа на
вопрос, проявляет ли он неуправляемую вариацию. Инструментом для обна-
ружения неуправляемой вариации служит контрольная карта Шухарта.
Контрольные карты Шухарта — это сочетание теории вероятностей и прак-
тического опыта, они очень эффективны для обнаружения неуправляемой
вариации любого процесса. Первая контрольная карта Шухарта была опубли-
кована в 1924 г., а к 1931 г. Шухарт завершил написание своей первой моно-
графии «Экономический контроль качества производимой продукции».
К сожалению, в то время идеи Шухарта не были широко известны в про-
мышленности и почти не использовались. В Bell System знали о его работе,
но лишь несколько менеджеров и инженеров имели подготовку в области
статистики. Поэтому методы Шухарта тогда воспринимались как чисто тех-
нические, которые могли применяться в каких-то особых случаях или при
решении конкретной сложной инженерной проблемы. Персонал предприятия
не понимал, как их внедрить в производственный процесс, управленцы не
знали, как с их помощью организовать бизнес. Единственным исключением
стал Уильям Эдвардс Деминг.
1.4. Доктор Уильям Эдвардс Деминг
Доктор Деминг работал с доктором Шухартом в компании Western Electric
и быстро оценил потенциал его методов. Он начал говорить о более широком
применении контрольных карт Шухарта в американской промышленности.
В 1938 г. Деминг организовал курс лекций Шухарта в магистратуре при Ми-
нистерстве сельского хозяйства США. Годом позже, в 1939 г. эти лекции были
отредактированы Демингом и опубликованы в книге «Статистические мето-
ды с точки зрения контроля качества» (Statistical Method from the Viewpoint
of Quality Control).
1 Economic Control of Quality of Manufactured Product, p. 18, 21, 29.
40
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Вступление Соединенных Штатов во Вторую мировую войну предостави-
ло д-ру Демингу возможность применить статистические методы при произ-
водстве военной продукции. Он помог организовать краткосрочные стати-
стические курсы при Стэнфордском университете, на которых он обучал
представителей оборонной промышленности. Эти курсы быстро распростра-
нились по другим образовательным центрам Америки. К 1945 г. их успело
закончить более 30 000 инженеров и техников. Эти люди впоследствии ста-
ли ядром Американского общества контроля качества (ASQC, American Society
for Quality Control), которое было основано в феврале 1946 г.
Однако, несмотря на всесторонний характер обучения и значительное
снижение количества отходов и затрат на переделку, ставшее возможным
благодаря использованию методов Шуха рта, тогда никто не думал применить
их в бизнесе. Как позже сказал доктор Деминг, «эти курсы были хорошо при-
няты инженерами, но менеджеры не обратили на них никакого внимания».
После окончания войны Деминг стал периодически наведываться в Япо-
нию для оказания помощи военному ведомству в организации исследований
и сборе данных. Во время этих визитов он подружился с несколькими япон-
скими статистиками и учеными. В тот же самый период специально для
поиска путей восстановления Японии был создан Японский союз ученых и
инженеров (JUSE, Union of Japanese Scientists and Engineers). Благодаря уси-
лиям доктора Нисибори при поддержке Деминга, JUSE обратил внимание на
статистические методы как на один из элементов, способных помочь воз-
рождению страны. В конце 1949 г. управляющий директор JUSE господин
Коянаги пригласил Деминга в Японию для обучения статистическим методам.
Деминг приехал в июне 1950 г. и приступил к чтению лекций для двух групп
студентов. Первая из них находилась в Токио и состояла из 230 студентов.
Вторая располагалась в Фукуоке и насчитывала 110 студентов. Однако Деминг
был в отчаянии. В своем дневнике он писал:
Они были прекрасными студентами, но в первый день лекций мне в голову при-
шла ужасная мысль: ничего вЯпонии не получится; мои усилия будут приносить
ничтожную пользу, если я не поговорю с высшим менеджментом! К этому
времени у меня уже были кое-какие идеи о том, что именно должно делать
высшее руководство. Есть много задач, которые могло решить только оно...
Я знал, что я просто обязан добраться до высшего менеджмента. В противном
случае фиаско было бы тем же самым, как в Америке.
Деминг стал просить помощи у друзей и в конце концов смог трижды по-
беседовать с основателем Кей-дан-ран, ассоциации японских руководителей
Итиро Исикава, который организовал встречу Деминга с 45 ведущими про-
мышленниками страны. В ходе этой и еще нескольких встреч Деминг смог
убедить лидеров японской индустрии в важности использования предлагае-
мых им статистических методов для управления их бизнесом. Впоследствии,
когда Деминг приезжал в Японию, эти же самые люди демонстрировали ему
свои выдающиеся успехи. Некоторые из них были лично вовлечены в работу.
Глава 1 • Два подхода к вариации
41
Доктор Деминг продолжил работать с этими менеджерами, и в результате они
глубоко поняли роль непрерывного перепроектирования и совершенствова-
ния производственных процессов и выпускаемых изделий. Методология не-
прерывного совершенствования была основана на «цикле Деминга» — так
его называли в Японии. Именно сочетание этого цикла с описанием разных
категорий вариаций, выполненным Шухартом, позволило японцам превра-
тить идею Деминга о постоянном улучшении в реальность.
В лекциях, прочтенных Демингом во время его визитов в Японию, было
несколько тем, сохраняющих свою важность и сегодня. Одна из них — «Про-
изводство, рассматриваемое как система». Приведем цитату из вступления
к одной из его японских лекций, которая описывает раннюю форму этой
концепции1.
А теперь позвольте мне рассказать вам о том, что я подразумеваю под исполь-
зованием статистических методов на всех стадиях производства. На любом
заводе «входное» сырье втекает, а готовые изделия —вытекают... Существует
производственная цепочка, и чтобы представить проблему в достаточно про-
стом виде, нарисуем следующую диаграмму:
Поставщики
сырья
Производство,
проверка сборки,
испытание
Окончательная
проверка
Потребители
и обслуживание
потребителей
Распростра-
нение
РИС. 1J. Рисунок из лекции Деминга в Японии
Под статистическим контролем качества я подразумеваю статистиче-
скую работу на всех этапах производства.
Еще одну важную тему Деминг называл «Циклом Шухарта». В то время
как приведенная ниже концепция содержалась в курсе лекций Шухарта 1938 г.
в неявном виде, д-р Деминг популяризовал ее до такой степени, что теперь
она известна как «Цикл Деминга»* 2. Цитируемый фрагмент одной из его
японских лекций показывает, что эта идея полностью сформировалась еще
40 лет назад!
’ Material on рр. 9-10 from Cecelia Kilian, The World of W. Edwards Deming, Secon Edition,
1992.
2 Statistical Method from the Viewpoint of Quality Control, p. 45.
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
СТАРЫЙ СПОСОБ
Раныие производители думали, что производство состоит из трех этапов, как
показано на рисунке. Успех зависел от того, угадает ли производитель, изделия
какого типа и дизайна будут лучше продаваться и сколько их нужно сделать.
При старом способе производства все три этапа абсолютно независимы.
Разработай
Сделай Попытайся продать
РИС. 16. Рисунок из лекции Деминга: старый способ
НОВЫЙ СПОСОБ
Новый способ производства предусматривает введение четвертого этапа,
заключающегося в исследовании реакции потребителей. Менеджмент осущест-
вляет эти четыре этапа в виде цикла, снова и снова, как показано на рис 1.7
(а никак не в виде линии, как на предыдущем рисунке). Производственный про-
цесс теперь выглядит так:
1. Разработай изделие (с соответствующими испытаниями).
2. Изготовь изделие, проведи испытания на производстве и в лаборатории.
3. Выпусти изделие на рынок.
4. Изучи особенности эксплуатации изделия, исследуй, что покупатели
думают об этом изделии и почему потенциальные покупатели не ку-
пили его.
5. Усовершенствуй изделие в соответствии с пожеланиями покупателей
и их реакцией на цену и качество.
И далее еще и еще раз по кругу...
РИС. 17. Рисунок из лекции Деминга: новый способ
Но еще лучше такой способ производства и продажи изделия, при котором
оно сначала выпускается в пилотном режиме, а уже потом его производство
ставится на серьезную промышленную основу (как только станет понятной
реакция рынка) с периодическим совершенствованием в свете потребительских
нужд и пожеланий.
Глава 1 • Два подхода к вариации
43
Те, кто посещал лекции доктора Деминга в 1990-е гг., сразу замечали, на-
сколько современны эти цитаты. Приведенные в них концепции остаются
ключевыми, они представляют собой основу подхода, связанного с использова-
нием контрольных карт. Статистическое управление процессами всегда было
в первую очередь способом мышления, подкрепленным, если надо, статисти-
ческими процедурами. Но без правильных концепций, без глубокого понима-
ния концепции «производства как системы» и цикла Деминга как инструмен-
та непрерывного улучшения продукции процедуры имеют мало смысла.
Позднее доктор Деминг охарактеризовал тему японских лекций так: хороший
менеджмент заключается в уменьшении вариации любых характеристик каче-
ства (скажем, толщины или производительности) вне зависимости от того,
управляемы ли они или нет, и даже когда обнаружено мало или ноль дефектов1.
Стремиться к нулю дефектов недостаточно. Промышленность должна делать
много больше, чем просто соответствовать стандартам. Менеджмент должен
учиться исследовать свой производственный процесс. Изделия должны по-
стоянно улучшаться благодаря поиску и исключению источников вариации.
Для этой цели следует использовать контрольные карты. Как только вариация
процесса уменьшится, детали станут почти одинаковыми и изделие будет ра-
ботать лучше. Все это говорилось в обращении Деминга к японским руководи-
телям в 1950 г. Они поняли его слова и успешно используют их по сей день.
1.5. Две альтернативы
В качестве философского принципа производства инженерная концепция
вариации не имеет ничего общего с концепцией Шуха рта. У них разные цели
и разные результаты. Цель инженерной концепции — соответствие допускам.
В итоге характеристики изделия могут скольугодно варьировать внутри уста-
новленных допуском пределов: все, что внутри, считается «достаточно хоро-
шим». Цель концепции Шухарта — устойчивость процесса, в результате ха-
рактеристики продукции получаются близкими, насколько это возможно.
Следовательно, поиски компромисса между этими концепциями не имеют
никакого смысла. Менеджмент просто должен выбрать одну из них и стре-
миться либо к соответствию допускам, либо к постоянному улучшению про-
изводственного процесса.
Менеджмент шел по первому пути с самого начала промышленной рево-
люции. Прошло 200 лет, а цель таки не была достигнута. Результатом акцен-
та только на соответствие стандартам стало отсутствие прогресса. Нет ника-
ких причин надеяться, что в будущем ситуация изменится1 2.
Японский опыт доказал эффективность постоянного улучшения произ-
водственных процессов. Применяя концепции Шухарта, японцы уверенно
1 W.E. Deming, Interfaces, 1975, vol. 5, № 4.
2 Ларри Салливан из Ford Motor Company изучил 4583 производственных процесса; в по-
ловине случаев результаты не соответствовали допускам; в 42% случаев отмечено
отсутствие статистической управляемости. См.: Reducing variability: A New Approach
to Quality // Quality Progress, июль 1984 г.
44
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
повысили качество своей продукции и производительность труда. В итоге
соответствие допускам стало не более чем одним из этапов на пути постоян-
ного совершенствования.
Итак, мы приходим к парадоксу: пока менеджеры ставили своей целью со-
ответствие допускам, она оставалась недостижимой. Как только действия ме-
неджмента говорят об удовлетворительном соответствии допускам, продукция
оказывается неизменно несоответствующей. Полное соответствие допускам
возможно только в ходе непрерывного совершенствования процессов. Таким
образом, только когда менеджмент начинает поддерживать постоянное совер-
шенствование производства и на словах, и на деле, ставя его в качестве своей
цели, только тогда повысится качество и вырастет производительность.
1.6. Потребность в контрольных картах
Если цель — непрерывное улучшение процесса, то что может служить мерой
такого улучшения? Одна из точек сравнения — достижение 100-процентно-
го соответствия допускам. Другая — обеспечение полной статистической
управляемости процесса. Но ни на одной из них процесс не может находить-
ся вечно, с каждой возможен откат назад. Таким образом, всего возможно
четыре состояния, в которых находится любой производственный процесс.
Идеальное состояние
Первое из четырех возможных состояний называется идеальным. При идеальном
состоянии процесс полностью статистически управляем, а вся продукция на 100%
соответствует допускам. Такое полное соответствие означает, что все изделия
подходят для использования по назначению. Статистическая управляемость
означает, что вариация, фиксируемая в потоке продукции, устойчива, неизмен-
на во времени. Такой процесс не будет производить ничего другого, кроме хо-
роших изделий, — от часа к часу, изо дня в день, неделю за неделей, пока он
остается управляемым. Понятно, что это некий идеал для любого процесса.
Как процесс может стать идеальным? Это может произойти только в том
случае, если удовлетворены четыре условия.
1. Процесс должен быть стабильным во времени по своей сути.
2. Производитель должен управлять этим процессом стабильно и после-
довательно. Параметры работы не должны выбираться или меняться
произвольно.
3. Среднее процесса должно устанавливаться и поддерживаться на долж-
ном уровне.
4. Естественная изменчивость процесса должна быть меньше установ-
ленных допустимых пределов для продукции.
Пока процесс удовлетворяет этим четырем условиям, производитель мо-
жет быть уверен, что будет отгружаться только качественная продукция. Как
только не выполняется хотя бы одно из этих условий, появляется возможность
отгрузки бракованных изделий. Чуть ниже мы объясним, почему единствен-
Глава 1 • Два подхода к вариации
45
ным для руководителя способом регулярно убеждаться в выполнении этих
условий и поддерживать производство в надлежащем состоянии день ото
дня служит использование контрольных карт.
Итак, если производитель имеет процесс, находящийся в идеальном со-
стоянии, и хочет, чтобы процесс и дальше работал также, он будет использо-
вать контрольные карты. Это позволит ему всегда знать о возникновении
проблем прежде, чем они повлекут за собой выпуск бракованной продукции.
Более того, пока процесс находится в идеальном состоянии, непрерывное при-
менение контрольных карт будет гарантировать его постоянное улучшение, что
повлечет еще большую однородность изделий, снизит их себестоимость и повысит
производительность. Примеры случаев, когда все это стало возможным благо-
даря правильному использованию контрольных карт, представлены в главе 7.
Пороговое состояние
Второе из четырех возможных состояний называется пороговым. В нем процесс
демонстрирует разумную степень статистической управляемости и при этом
производит некоторое количество брака. Как и в предыдущем случае, управляе-
мость означает, что вариация потока изделий постоянна во времени. С течением
времени структура вариации на выходе процесса остается одной и той же, и эта
устойчивость будет длиться до тех пор, пока процесс остается «управляемым».
Если такая устойчивость обнаруживается в процессе, производящем некоторое
количество несоответствующей продукции, изготовитель может положиться
на одно и то же количество несоответствий изо дня в день до тех пор, пока он
не найдет способ изменить либо производственный процесс, либо допуски.
Традиционное решение — контроль качества 100% изделий, не приводит
к удовлетворительному результату, поскольку контроль тоже несовершенен:
рано или поздно бракованная продукция будет отгружена потребителю.
100%-ный контроль только снижает долю брака, покидающего предприятие,
но не может исключить его полностью. Настоящее решение проблемы за-
ключается в полном прекращении выпуска брака. Чтобы добиться этого с
процессом, находящимся в пороговом состоянии, производитель должен мо-
дифицировать процесс, поскольку процесс уже работает настолько устойчиво,
насколько это возможно.
Если брак появляется по причине неправильной настройки процесса,
может пригодиться весьма простая процедура, описанная в главе 8.
В то же время, если причиной брака служит естественная вариация про-
цесса, при которой он эпизодически выходит за допустимые пределы, произ-
водитель должен изменить либо допуски, либо вариацию процесса. Если он
решит изменить допуски, ему придется убедить потребителя согласиться с
этим. Это сделать трудно, так как большинство потребителей идут на подоб-
ные уступки с большой неохотой, пока не будут полностью убеждены в ста-
бильности и устойчивости процесса. В этом случае контрольная карта может
послужить ключом к успеху в деле ослабления требований допусков.
46
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Если же решено уменьшать вариацию процесса, придется изменить сам про-
цесс. Каждая модификация процесса может иметь те или иные последствия, поэ-
тому производитель должен будет их оценить и проанализировать. Но и в этом
случае всю нукную информацию можно получить благодаря контрольной кар-
те. Таким образом, она не только помогает добиться стабильности и устойчиво-
сти, но и помогает перевести процесс из порогового состояния в идеальное.
На грани хаоса
Третье состояние называется «на грани хаоса». В этом состоянии процесс
статистически неуправляем, даже если все 100% выпускаемых изделий со-
ответствуют требованиям допусков.
Многим трудно представить эту ситуацию: они привыкли считать, что,
если процесс производит 100% продукции, соответствующей требованиям,
все в порядке. В некотором смысле они правы. Пока нет брака, не будет про-
блем с его возвратом. Однако вполне вероятно, что это счастье будет недол-
гим. Факт неуправляемости означает, что структура вариации потока изделий
неустойчива во времени. Процесс нестабилен, и эта нестабильность будет
непрерывно изменять характеристики изделий.
Проблема неуправляемых процессов неразрывно связана с эффектом воз-
действия особых причин (assignable causes). Эти эффекты можно представить
в виде изменений процесса, происходящих через случайные моменты времени.
Поэтому пока соответствие ТУ убаюкивает изготовителя, думающего, что все
хорошо, особые причины продолжают изменять процесс таким образом, что
рано или поздно появится бракованное изделие. И в этот момент производитель
начинает понимать, что у него большие проблемы, но у него нет никаких идей
относительно того, как он попал в эту ситуацию и как из нее выбраться.
Эта неожиданная паника случается из-за того, что, несмотря на видимость
обратного, процесс «на грани хаоса» не находится под контролем произво-
дителя. Особые причины определяют среднее и разброс процесса и решают,
каковы будут параметры изделия. В этом случае нельзя предположить, что
выдаст этот процесс завтра, через неделю или даже через час. Переход от
100%-го соответствия к появлению несоответствующей продукции может
произойти в любой момент времени без малейшего предупреждения, но
когда это произойдет, процесс уже будет находиться в состоянии хаоса.
Единственный способ выбраться из состояния «на грани хаоса» — своев-
ременное исключение особых причин вариации. А для этого нужны контроль-
ные карты.
Состояние хаоса
Состояние хаоса возникает тогда, когда процесс неуправляем и производит
бракованную продукцию. Потеря управляемости означает, что уровень бра-
ка в потоке изделий постоянно меняется. Даже если изготовитель в курсе
того, что выпускает брак, весьма вероятно, что он не сможет предсказать
долю несоответствующей продукции в ближайшем будущем.
Глава 1 • Два подхода к вариации
47
Производитель, чей процесс находится в состоянии хаоса, знает о суще-
ствовании проблемы, но обычно не представляет себе, как ее решить и что
именно нужно исправить. Более того, все его усилия по выходу из создавше-
гося положения проваливаются по причине случайных изменений процесса,
порождаемых особыми причинами. Даже если он выполняет столь важные
в этой ситуации улучшения, какой-либо эффект наблюдается только в течение
очень короткого промежутка времени, так как особые причины продолжают
изменять процесс. Когда он осуществляет не обязательные изменения, слу-
чайные сдвиги процесса, вызванные особыми причинами, только вводят его
в заблуждение. Не важно, что именно старается предпринять этот менеджер,
ничто долго работать не будет, так как процесс все время продолжает изме-
няться. В конце концов менеджер окончательно отчаивается, перестает вос-
принимать производственный процесс как нечто рациональное и начинает
оперировать такими словами, как «магия» или «искусство».
Единственный способ вывести процесс из состояния хаоса — это сначала
исключить все особые причины с помощью контрольных карт. Если же они
продолжают присутствовать, то любые действия производителя будут напо-
минать прогулку по зыбучим пескам: чем больше усилий он прилагает, что-
бы выбраться, тем глубже погружается.
Эффект энтропии
Итак, все процессы принадлежат к одному из четырех состояний, но состояние
процесса — характеристика не постоянная. Процессы могут переходить из
одного состояния в другое. Существует некая универсальная сила, действующая
на каждый процесс, которая заставляет их двигаться в определенном направ-
лении. Это энтропия. Она постоянно воздействует на все процессы, вызывая
ухудшение качества, разрушение, износ и разрывы, аварии и отказы.
Энтропия безжалостна. Любой процесс будет естественно и неминуемо
стремиться к состоянию хаоса, и единственная возможность удержать его от
этого состоит в постоянном преодолении эффекта энтропии, ликвидации его
последствий. Конечно, это означает, что эффекты энтропии для данного про-
цесса известны до подобного рода мероприятий, которые в этом случае не
представляют особой сложности.
Трудно что-либо отремонтировать, если непонятно, что же именно нужно
чинить. Если же негативные последствия влияния энтропии не исправлять,
то процесс продолжит неминуемое движение к состоянию хаоса.
Круг отчаяния
Так как каждый знает, что у него большие проблемы, когда процесс находит-
ся в состоянии хаоса, то приглашается «спасатель» — кризис-менеджер, чья
задача — вывести процесс из этого состояния. Если повезет, «спасатель»
вернет процесс в состояние «на грани хаоса», которое для многих ошибочно
ассоциируется с отсутствием проблем. При этом кризис-менеджер считает
48
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Процесс управляем Пороговое состояние • ПРОЦЕСС УПРАВЛЯЕМ. • НЕКОТОРОЕ КОЛИЧЕСТВО НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ. • Требуется — либо изменить процесс, — либо изменить допуски (ТУ). • Сортировка — временная мера. • Контрольные карты позволяют: — поддерживать процесс в управляемом состоянии; — оценить результаты улучшения процесса. Идеальное состояние • ПРОЦЕСС УПРАВЛЯЕМ. • 100% СООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ. • Контрольные карты позволяют: — поддерживать процесс в управляемом состоянии; — своевременно информируют о проблемах.
Процесс неуправляем Состояние хаоса • ПРОЦЕСС НЕУПРАВЛЯЕМ. • НЕКОТОРОЕ КОЛИЧЕСТВО НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ. • Доминируют особые причины, причинами, препятствуют любым мерам по улучшению процесса. • Единственный выход из состояния хаоса — прежде всего исключить особые причины. На грани хаоса • ПРОЦЕСС НЕУПРАВЛЯЕМ. • 100% СООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ. Кажется, что все в порядке, но... — особые причины влияют на то, что производит процесс: — качество и уровень соответствия могут неожиданно измениться.
Некоторое количество продукции не соответствует требованиям 100% изделий соответствуют требованиям
Рис. 1J. Четыре состояния любого процесса
свою работу выполненной и отправляется на решение других проблем. Как
только он ушел, процесс под воздействием энтропии начинает двигаться
к состоянию хаоса.
Новые технологии, всевозможные усовершенствования и все прочие
«волшебные палочки» не в состоянии разорвать этот круг отчаяния. Замена
Глава 1 • Два подхода к вариации
49
ЭНТРОПИЯ
Идеальное состояние
• ПРОЦЕСС УПРАВЛЯЕМ.
• 100% СООТВЕТСТВУЮЩЕЙ
ПРОДУКЦИИ.
• Контрольные карты позволяют:
— поддерживать процесс
в управляемом состоянии;
— своевременно информируют
о проблемах.
Пороговое состояние
• ПРОЦЕСС УПРАВЛЯЕМ.
• НЕКОТОРОЕ КОЛИЧЕСТВО
НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ.
• Требуется
— либо изменить процесс,
— либо изменить допуски (ТУ).
• Сортировка — временная мера.
• Контрольные карты позволяют:
— поддерживать процесс в управляемом
состоянии;
— оценить результаты улучшения
процесса.
Состояние хаоса
На грани хаоса
• ПРОЦЕСС НЕУПРАВЛЯЕМ.
100% СООТВЕТСТВУЮЩЕЙ
ПРОДУКЦИИ.
Кажется, что все в порядке, но...
— особые причины влияют на
то, что производит процесс;
— качество и уровень \
соответствия могут 1
неожиданно измениться. \
СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА
• ПРОЦЕСС НЕУПРАВЛЯЕМ.
• НЕКОТОРОЕ КОЛИЧЕСТВО
НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ.
• Доминируют особые причины.
• Случайные флуктуации, порождаемые особыми
причинами, препятствуют любым мерам
по улучшению процесса.
• Единственный выход из состояния хаоса —
прежде всего исключить особые причины.
Рис. 1JL Эффект энтропии
50
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Идеальное состояние
ЭНТРОПИЯ
• ПРОЦЕСС УПРАВЛЯЕМ.
• 100% СООТВЕТСТВУЮЩЕЙ
ПРОДУКЦИИ.
• Контрольные карты:
— поддерживать процесс
в управляемом состоянии;
— своевременно информируют
о проблемах.
Пороговое состояние
• ПРОЦЕСС УПРАВЛЯЕМ.
• НЕКОТОРОЕ КОЛИЧЕСТВО
НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ.
• Требуется
— либо изменить процесс,
— либо изменить допуски (ТУ).
• Сортировка — временная мера.
• Контрольные карты позволяют:
— поддерживать процесс в управляемом
состоянии;
— оценить результаты
улучшения процесса.
СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА
Состояние хаоса
о
На грани хаоса
ПРОЦЕСС НЕУПРАВЛЯЕМ.
1 ОО°/о СООТВЕТСТВУЮЩЕЙ
ПРОДУКЦИИ.
Кажется, что все в порядке, но...
— особые причины влияют
на то, что производит
процесс;
— качество и уровень
соответствия могут
неожиданно измениться.
• ПРОЦЕСС НЕУПРАВЛЯЕМ.
• НЕКОТОРОЕ КОЛИЧЕСТВО
НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ.
• Доминируют особые факторы.
• Случайные флуктуации, порождаемые особыми
причинами, препятствуют любым мерам
по улучшению процесса.
• Единственный выход из состояния хаоса —
прежде всего исключить особые причины.
Рис. 1.10. Единственный выход
Глава 1 • Два подхода к вариации
51
технологий часто напоминает прыжок из раскаленной сковородки прямо
в огонь, ибо непонимание, которое всегда существует, когда процесс находится
«на грани хаоса», позволит энтропии взять свое и переместить процесс обратно
в состояние хаоса. Иными словами, ориентация только на соответствие допускам
обрекает нас на вечные метания между состоянием хаоса и на грани хаоса.
Единственный выход
Существует только один способ разорвать этот круг отчаяния и переместить
процесс в пороговое или даже идеальное состояние: правильное использо-
вание контрольных карт Шухарта.
Каждый производитель сталкивается с двойной проблемой: он должен
определить и влияние энтропии, и присутствие особых причин. Энтропия
загоняет процесс в круг отчаяния, особые причины обрекают его на вечное
нахождение в нем.
Единственный способ, с помощью которого производитель может преодо-
леть барьер, создаваемый особыми причинами и влиянием энтропии, — это
контрольные карты процесса. Ни один другой инструмент не сможет последо-
вательно предоставлять надежную информацию в ясной и понятной форме.
Итак, любой процесс, действующий без поддержки контрольных карт, так
или иначе обречен на переход в состояние хаоса. Самое лучшее, что может
сделать «спасатель» (кризис-менеджер), — это переместить процесс в со-
стояние «на грани хаоса» на очень непродолжительное время. Только кон-
трольные карты смогут разорвать этот порочный круг отчаяния.
1.7. Пути применения карт Шухарта
Множество различных путей использования контрольных карт в промыш-
ленном производстве и сфере обслуживания можно объединить в пять основ-
ных классов, которые приведены ниже в порядке сложности.
Первый из них — это отчетные карты (ОК). Они хранятся в обычных
папках и могут использоваться время от времени для получения информации
о положении дел, для проверки факта имевших или не имевших место со-
бытий. Такие карты не используются для улучшения процессов и систем
в режиме реального времени. Это правильный, но весьма слабый путь ис-
пользования контрольных карт.
Следующий класс состоит из карт регулировки (КР) процессов, на которые
наносятся данные о тех или иных характеристиках изделия. Этот вид карты
очень полезен для мониторинга изменений характеристик изделия и, кроме
того, позволяет отслеживать производственный процесс и, если надо, вносить
в него поправки. Во многих случаях КР позволяют достигнуть значительно
большей устойчивости процессов, чем это было до начала использования
контрольных карт. (Здесь мы подразумеваем, что на предприятии есть некто,
кто знает, как правильно наладить процесс. В некоторых случаях такое зна-
52
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ние можно получить только в результате опыта применения описанных ниже
видов контрольных карт.) Однако как только первоначальное улучшение
достигнуто, КР просто препятствуют дальнейшему улучшению, оберегая до-
стигнутый статус-кво. При использовании этого вида карт потенциал дина-
мичного и последовательного улучшения теряется. К сожалению, этот способ
применения карт Шухарта чуть ли не единственный, который рассматрива-
ется в статьях, публикуемых в последнее время в теоретических журналах.
Третий класс включает карты, применяемые для анализа данных, полу-
ченных в результате простых экспериментов при помощи производственно-
го оборудования. Они называются картами испытаний процесса (КИП).
Кратковременное использование таких карт— это простой и легкодоступный
путь, альтернативный дисперсионному анализу (ANOVA) и другим статисти-
ческим процедурам. Область их применимости часто пересекается с областью
применимости карт из следующего класса.
К четвертому классу относятся карты расширенного мониторинга (КРМ).
Мониторинг считается расширенным, если он нацелен на одновременное
отслеживание нескольких связанных характеристик с помощью множества
контрольных карт. Это позволяет определить, какие карты позволяют наи-
лучшим образом предсказывать работоспособность процесса или изделия.
Такой способ использования контрольных карт, как правило, требует вовле-
чения в исследовательский процесс целых аналитических групп, выполняю-
щих определенную научную миссию. Это один из предварительных шагов
к эффективному использованию как контрольных карт, так и планирования
экспериментов. Без постоянства цели (о котором свидетельствует использо-
вание методов расширенного мониторинга), без обеспечения стабильности
процесса путем статистического управления ожидание долгосрочной пользы
от проводимых экспериментов представляется крайне сомнительным.
Наконец, пятый класс объединяет карты постоянного улучшения про-
цесса (КГГУ). Только посредством неизменного следования к намеченной
цели, требуемого для расширенного мониторинга и многократных испытаний
процесса, можно добиться какого бы то ни было прогресса в использовании
КПУ. Контрольная карта становится мощным инструментом постоянного
улучшения процесса только в том случае, если все вовлеченные в этот про-
цесс специалисты знают, как правильно ее использовать для поиска и удале-
ния особых причин неуправляемой вариации. Каждая точка, выходящая
из-под контроля — это возможность совершенствования. Но подобные воз-
можности могут реализовать только те, кто знает, как это делать. Статисти-
ческое управление процессами (SPC, Statistical Process Control) в конечном
счете —это образ мышления, использующий контрольные карты в качестве
катализатора мыслительного процесса.
Глава 2
Свертка данных
Статистическое управление процессами (SPC) — это образ мышления,
подкрепленный некоторыми методами. Философия SPC уже была описа-
на в первой главе, но более полно она будет раскрываться на протяжении
всей книги. Что же касается обсуждения методов SPC, то давайте начнем с
обзора способов свертки данных.
Как свернуть данные? Этот вопрос чем-то напоминает занятого человека,
который говорит: «У меня нет времени читать весь рассказ. Дайте мне его
сжатую версию!» С одной стороны, в полном рассказе можно было бы найти
какие-то интересные места. С другой стороны, в сжатой версии наверняка
не будет никаких занудных фрагментов. Поскольку таблицы с цифрами дей-
ствительно кажутся скучными, свертка данных — это способ выудить из них
наиболее любопытную информацию, пропустив все ненужные подробности.
Для этого существует несколько очень полезных методов.
В то время как Шухарт внимательно и скрупулезно рассмотрел самые
разные пути представления данных1, мы опишем только некоторые из них.
В этой главе мы определим наиболее общие меры положения и рассеяния
данных, а также проиллюстрируем некоторые из наиболее мощных графи-
ческих инструментов свертки и анализа данных.
2.1. Меры положения
Среднее
Среднее — это наиболее общая мера положения множества чисел, показы-
вающая «центр масс» этих значений, точку его равновесия. Среднее интуи-
1 Economic Control of Quality of Manufactured Product, p. 55-120.
54
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
тивно характеризует наиболее типичное значение множества данных. Если
элементы выборки обозначить через X, то среднее будет обозначаться так:
X.
Вычислить среднее несложно. Это сумма значений всех величин, разде-
ленная на их число. (Чтобы минимизировать ошибку округления, среднее
вычисляется с большей — обычно на 2-3 знака — точностью, чем исходные
измерения.)
ПРИМЕР 2.1 Вычисление среднего
Рассмотрим простой набор чисел, состоящий из 8 значений:
3, 10, 16, 1, 5, 14, 11, 6.
Среднее — это сумма всех этих чисел, разделенная на 8.
3 + 10 + 16 + 1 + 5 + 14 + 11 + 6 = 66.
Х = — = 8,25.
8
Это значение — точка равновесия этих данных.
Медиана
Медиана — еще одна мера положения множества данных. Эта статистика
определяет так называемый 50-й «процентиль» данных. По крайней мере,
одна половина данных больше или равна медиане, другая половина — мень-
ше или равна медиане. В то время как среднее показывает точку равновесия,
медиана делит ряд данных пополам. Обычно медиана находится очень близ-
ко к среднему, за исключением случаев, когда данные резко асимметричны
или скособочены.
Для расчета медианы сначала надо упорядочить данные, т. е. расположить
их в порядке возрастания (или убывания). Это главное. Затем нужно отыскать
середину этого упорядоченного (вариационного) ряда. Если количество
элементов нечетно, то в середине будет одно число и медиана будет равна
этому числу. Если количество данных четно, то в середине будут два числа и
медиана определяется как середина между ними. Если элементы выборки
обозначить через X, то медиана будет обозначаться так:
X.
ПРИМЕР 2.2 Расчет медианы
Рассмотрим то же самое множество данных, что и в примере 2.1:
3, 10, 16, 1, 5, 14, 11, 6.
Медиана находится в три приема.
Глава 2 • Свертка данных
55
(1) Расположим данные по возрастанию:
1, 3, 5, 6, 10, 11, 14, 16.
(2) В этом примере четное число элементов (8), поэтому выбираем два
значения из середины:
6 и 10.
(3) Середина между этими значениями и будет медианой:
2
В данном случае половина элементов ряда больше или равна 8, половина —
меньше или равна 8.
ПРИМЕР 2.3 Вычисление среднего и медианы
Рассмотрим множество из 15 значений:
44, 50, 80, 72, 97, 12, 93, 10, 25, 26, 32, 44, 56, 63, 70.
Найдем точку равновесия — среднее:
- 774
Х = — = 51,60.
15
Для определения медианы упорядочим числа по возрастанию:
10, 12, 25, 26, 32, 44, 44, 50, 56, 63, 70, 72, 80, 93, 97
Число элементов нечетно (15), следовательно, медиана будет распола-
гаться в середине ранжированного ряда:
Х=50.
Очевидно, что 8 из 15 значений меньше или равны 50 и ровно столько же
значений больше или равны 50.
2.2. Меры рассеяния
Размах
Размах — это простейшая мера рассеяния множества данных. Эта статисти-
ка определяется как разность между наибольшим и наименьшим значения-
ми и обозначается символом R.
ПРИМЕР 2.4
Вычисление размаха
Рассмотрим данные из примера 2.1:
3, 10, 16, 1, 5, 14, 11, 6.
Наибольшее значение равно 16, наименьшее — единице.
R = max-min = 16 - 1 = 15.
56
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Для данных из примера 2.3:
44, 50, 80, 72, 97, 12, 93, 10, 25, 26, 32, 44, 56, 63, 70.
Наибольшее значение равно 97, наименьшее — 10.
R = max - min - 97 -10 = 87
Так как размах зависит только от двух значений, его очень легко вычис-
лять. Легкость определения делает эту статистику предпочтительной для
описания рассеяния множеств данных, состоящих из сравнительно неболь-
шого числа элементов. Но к сожалению, размах практически не отражает
«срединных» значений, поэтому он неэффективен для описания больших
массивов данных и используется для описания множеств, число элементов
которых не превосходит 15. Однако, так как при управлении процессами
приходится работать с небольшими наборами данных, размах будет исполь-
зоваться на протяжении всей книги.
Следующие параграфы описывают две другие меры рассеяния. Они вклю-
чены в основном для полноты изложения и могут быть опущены по желанию
читателя.
Корень из среднего квадрата отклонения
При вычислении корня из среднего квадрата отклонения sn, в отличие от раз-
маха, используется вся информация об имеющихся данных. В следующем при-
мере показано, что именно отражает эта статистика и как она вычисляется.
ПРИМЕР 2.5 Отыскание корня из среднего квадрата отклонения
Рассмотрим данные из примера 2.1:
3, 10, 16, 1, 5, 14, 11, 6.
Корень из среднего квадрата отклонений рассчитывается в четыре приема:
(1) Отыскиваем отклонение каждого значения от среднего (вычитая из
каждого значения уже найденное среднее):
3,0 10,0 16,0 1,0 5,0 14,0 11,0 6,0
-8,25 -8,25 -8,25 -8,25 -8,25 -8,25 -8,25 -8,25
-5,25 1,75 7,75 -7,25 -3,25 5,75 2,75 -2,25
Эти отклонения описывают расположение каждого из значений относитель-
но среднего и содержат 100% информации о рассеянии данных. Далее мы
сворачиваем эту информацию в одно число. Однако поскольку среднее полу-
ченных чисел — всегда ноль (сумма положительных отклонений равна сумме
отрицательных), полученные отклонения нужно как-то модифицировать.
(2) Модифицируем полученные отклонения от среднего, возведя их в ква-
драт:
27,5625 3,0625 60,0625 52,5625 10,5625 33,0625 7,5625 5,0625.
Глава 2 • Свертка данных
57
(3) Находим среднее найденных квадратов отклонений. Их сумма:
27,5625 + 3,0625 + 60,0625 + 52,5625 + 10,5625 + 33,0625 + 7,5625 +
+ 5,0625 = 199,5.
Таким образом, среднее квадратов отклонений равно:
^^- = 24,9375.
8
(4) Осталось привести рассчитываемую статистику к размерности исход-
ного ряда. Для этого извлечем из полученного числа квадратный корень:
s„ = j24J>375= 4,9937.
Итак, корень из среднего квадрата отклонений использует всю информацию
о рассеянии, которая содержится в данных. Это свойство делает его самой эф-
фективной статистикой рассеяния, поэтому оно рекомендуется для свертки
больших количеств однородных данных1. Порядок вычисления легко запомнить,
двигаясь по названию справа налево и назад: сначала нужно найти отклонения,
потом возвести их в квадрат, потом взять среднее квадратов и, наконец, извлечь
корень из этого среднего. Так, получив небольшой практический опыт, можно
научиться легко вычислять среднее квадратов отклонений $л, не обращаясь
к формуле. Ну а для тех, кто предпочитает использовать формулы, мы выразим
эту статистику следующим образом (для ряда, состоящего из п элементов):
Разумеется, на современных калькуляторах средний квадрат отклонений
можно вычислить нажатием одной кнопки. Однако читателю следует про-
верить инструкцию к этому калькулятору и выяснить, правильную ли стати-
стику он выдает. Причина этого предостережения станет ясной чуть ниже.
Стандартное отклонение
Третья широко используемая статистика рассеяния называется стандартным
отклонением (или просто стандартом) и обозначается символом $. Для мно-
жества чисел, состоящего из п. значений, стандартное отклонение рассчиты-
вается по формуле
s =
(П-1)
1 Данные, собираемые одинаковым образом о процессе, демонстрирующем статистиче-
скую управляемость, можно считать однородными. Однородность всех данных из ре-
альной жизни сомнительна априори, и это несколько ограничивает применение
среднего квадрата отклонений для анализа больших массивов данных.
58
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
которая отличается от формулы для среднего квадрата отклонений только
знаменателем подкоренного выражения1. Таким образом, среднее квадратов
отклонений и стандартное отклонение, рассчитанные для одних и тех же
данных, будут очень близки, но все же различны. Для данных из примера 2.5
эти статистики выглядят так:
= 4,9937 и s = J^^ = 5,3385.
4 8 V 7
И s, и sn содержат одну и ту же информацию, и факт, что они имеют разные
значения, может вводить в некоторое замешательство, которое лишь усили-
вается от того, что названия и символьные обозначения этих статистик
в различных книгах, калькуляторах, компьютерных программах очень часто
различны. Это означает, что пользователь должен быть очень внимателен
при определении типа статистики в используемых приложениях. (Многие
студенты находят этот факт убедительным аргументом в пользу статистики
размаха!)
И еще одно предостережение... Несмотря на то что некоторые учебники
говорят о применении s для «генеральных совокупностей», a sn —для выборок,
и то и то — статистики, они обе — просто арифметические функции данных.
2.3. Гистограммы
Помимо численных методов свертки данных, существует и целый ряд графи-
ческих. Возможно, простейший из них— это гистограммы. Гистограмма — это
такой вид графика, при котором вдоль одной из координатных осей отклады-
ваются значения переменной, а вдоль другой — их частоты. По традиции
частоты откладываются вдоль вертикальной оси. В результате каждое новое
наблюдение увеличивает «столбик» соответствующего значения.
ПРИМЕР 2.6 Гистограмма для диаметров подшипников
распределительного вала
Рассмотрим данные, представленные в табл 2.1. Каждое из чисел пред-
ставляет собой значение диаметра подшипника распределительного вала
(в дюймах). Количество цифр весьма велико, поэтому очень трудно оценить
эти данные визуально. Гистограмма — удобный и эффективный способ
спрятать ненужные детали и выделить главное.
’ Примечание для гурманов: в действительности $ и sn отличаются не только «единичкой
в знаменателе подкоренного выражения». Эта единичка косвенно учитывает смещение
второго момента, вызванного небольшой длиной ряда. Поэтому при анализе рядов
различной длины, когда нет уверенности, что все они достаточно репрезентативны,
использование стандартного отклонения (как более робастной статистики, чем корень
из среднего квадрата отклонения) несколько предпочтительнее. — Прим. пер.
Глава 2 • Свертка данных
59
Таблица 2.1
Диаметр подшипников распределительного вала
Первый подшипник Второй подшипник Третий подшипник
1,3749 1,3751 1,3751 1,3750 1,3750 1,3752 1,3750 1,3746 1,3752
1,3752 1,3756 1,3752 1,3749 1,3752 1,3749 1,3751 1,3742 1,3750
1,3751 1,3752 1,3750 1,3749 1,3750 1,3748 1,37505 1,3744 1,3748
1,37495 1,3751 1,3752 1,3748 1,3749 1,3748 1,3749 1,3743 1,37495
1,3753 1,3752 1,3751 1,3750 1,3749 1,3749 1,3750 1,3746 1,3749
1,3751 1,3755 1,3751 1,3751 1,3751 1,3752 1,3743 1,3742 1,3745
1,37505 1,3749 1,3751 1,3750 1,3750 1,3748 1,3742 1,3743 1,3743
1,3751 1,37525 1,3750 1,3749 1,3750 1,3750 1,3745 1,3742 1,3746
1,3750 1,3750 1,3753 1,3748 1,3750 1,3747 1,3747 1,3745 1,3742
1,3752 1,3750 1,3753 1,3748 1,3749 1,3748 1,3749 1,3749 1,3752
1,3752 1,3752 1,37515 1,3752 1,3752 1,3753 1,3746 1,3750 1,3751
1,3751 1,37495 1,3752 1,3753 1,3751 1,3751 1,3750 1,3751 1,3750
1,3751 1,37515 1,3751 1,37515 1,3749 1,37545 1,3752 1,3752 1,3754
1,3751 1,3750 1,37505 1,3750 1,3748 1,3750 1,37525 1,3754 1,3751
1,3751 1,3751 1,3751 1,3747 1,3749 1,3749 1,3751 1,3751 1,37495
1,3756 1,3750 1,3750 1,37525 1,3757 1,3748 1,3750 1,3752 1,3748 1,3748 1,3752 1,3749 1,3749 1,3750 1,3750
Гистограммы диаметров для этих трех подшипников показаны на рис. 2.1.
Для их построения значения диаметров были нанесены вдоль горизонталь-
ной оси, затем над каждым из них был выстроен «столбик», путем до-
бавления «кубика» каждый раз, когда встречалось это значение. Эти ги-
стограммы показывают, что между тремя наборами данных существует
весьма заметное различие. Можно было бы потратить много времени на
изучение по таблицам той информации, которая кажется очевидной при
одном взгляде на приведенные гистограммы.
Если рассчитать обобщенные статистики для каждого из подшипников по
отдельности, смещение положения и рассеяния их диаметров можно заме-
тить, изучая эти данные в виде чисел.
Первый подшипник: п = 50,
Второй подшипник: п = 50,
Третий подшипник: п = 50,
Х = 1,375146, s = 0,000168.
X = 1,374978, s = 0,000168.
X = 1,374820, s = О,000354.
Если «пройтись» от первого подшипника ко второму, а затем к третьему,
то мы увидим, что средний диаметр уменьшается. Более того, стандартное
отклонение диаметра третьего подшипника почти вдвое больше, чем у двух
других. Несмотря на заметные различия, выраженные в цифрах, гистограм-
мы позволяют сделать намного более важные выводы.
60
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. 2.1 Гистограммы диаметров подшипников распределительного вала
Графики всегда служат наиболее мощным и эффективным способом пере-
дачи информации, содержащейся в данных. Численные обобщения могут до-
полнять гистограммы или графики хода процесса, но никогда не заменят их.
Глава 2 • Свертка данных
61
Фактически любой график частот, соотнесенных со значениями, можно на-
звать гистограммой. Даже простой лист бумаги, на котором напротив пере-
считываемых предметов ставятся палочки или галочки, тоже гистограмма.
Иногда разброс данных настолько широк, что обычный график частот
будет выглядеть столь же размашистым и слабоинформативным. В этом
случае есть традиционное средство: группировка данных в интервалы, после
чего строится график частот для этих интервалов. При построении гисто-
грамм для интервалов полезно придерживаться следующих рекомендаций.
1. Используйте равные интервалы1.
2. Выбирайте конечные точки так, чтобы их было легко использовать, и так,
чтобы было ясно, к какому интервалу отнести то или иное значение.
3. Используйте примерно от 10 до 15 интервалов.
Пример гистограммы для сгруппированных данных приведен на рис. 2.2.
ПРИМЕР 2.7 Гистограмма для весов партий товара
В табл. 2.2 приведен вес 36 отгруженных партий товара. Среднее равно
911,53, средний квадрат отклонений равен 18,73. Гистограмма для сгруп-
пированных данных представлена на рис. 2.2.
Таблица 2.2
Вес 36 партий товара
950 895 950 902 919 895
901 908 877 883 904 912
884 908 950 892 921 950
908 921 908 903 916 900
925 915 907 916 908 898
902 909 950 920 899 909
Наименьшее значение равно 877, наибольшее — 950. 15 или 16 интер-
валов с шагом, равным 5, вполне хорошо опишут этот диапазон данных.
В первый из них попадут значения с 875 до 879, во второй — с 880 до 884,
затем — 885-889, 890-894, 895-899 ит.д.В последний интервал войдут
значения с 950 до 954.
При таком выборе крайних точек мы получили 16 интервалов. Часто-
та, с которой данные попадают в каждый интервал, выражается высотой
столбиков на гистограмме.
Итак, гистограммы раскрывают многие детали, которых не видно
в таблице. Заметим, что в данном примере численные характеристики
выборки не отразили наиболее интересного аспекта — «выброса» со зна-
чением 950.
1 Бывают случаи, когда принято использовать неравные интервалы. См.: Lloyd Nelson.
«Technical Aids», Journal of Quality Technology, v. 20,1988, pp. 273-274.
62
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. 2.2. Гистограмма веса партий товара
2.4. «Стебель и листья», или «опора и консоль»
График «стебель и листья» служит еще одной формой отображения сгруп-
пированных данных, показывающей в отличие от обычной гистограммы не
только частоту попадания значения в заданные интервалы, но и сами зна-
чения.
Идея графика «стебель и листья «заключается в разделении чисел на части.
Наиболее важная часть числа слева формирует стебель (или ствол, или опо-
ру), а остальные цифры справа — это листья (ветви или консоли). В следую-
щем примере используются данные из табл. 2.2.
ПРИМЕР 2.8 График «стебель и листья» для веса партий товара
В связи с тем что данные из табл. 2.2 представляют собой трехзначные
числа, цифры, обозначающие сотни, заведомо будут образовывать «сте-
бель». Все наши числа начинаются с 8 или 9, поэтому «стебель», образо-
ванный только числом сотен, будет состоять только из двух значений.
Добавив к стеблю число десятков, получим столбик:
85
86
87
88
и т. д.
Последние цифры каждого числа образуют «листья» этого стебля. Запишем
числа из таблицы так, чтобы единицы располагались напротив соответ-
Глава 2 • Свертка данных
63
ствующих десятков, составляющих «стебель». Например, число 950 будет
записываться в виде О напротив 95, а 901 — как 1 напротив 90. Располо-
жив таким образом все 36 чисел, получим:
87
88
89
90
91
92
93
94
95
96
97
7
3
5
2
9
1
4
5 2 8 9
1848883078299
2 6 5 6
15 0
0 0 0 0
Рис. 2J. График «стебель и листья», отражающий распределение
веса партий товара
И снова этот график показал то, что скрыла таблица. Он позволил
увидеть все те интересные детали, которые мы увидели на гистограмме
(рис. 2.2). На нем оказалось меньше интервалов (10 вместо 16), но смысл
не изменился.
График «стебель и листья» —это, возможно, один из самых быстрых
способов свертки данныхбез потери какой бы то ни было информации. Он
особенно хорошо подходит для предварительной оценки данных Техника
«стебля и листьев» более подробно описана в книге Дж. Тьюки1.
2.5. Графики хода процесса
В описанных выше методах отсутствует один аспект анализируемых данных,
а именно очередность их появления. Между тем временная последователь-
ность данных очень важна во многих ситуациях, поэтому нужна графическая
свертка таких данных. График хода процесса — как раз то, что надо.
График хода процесса — это график, на котором вдоль одной из осей (как
правило, вертикальной) откладываются наблюдаемые значения, а вдоль
другой (горизонтальной) — очередность их появления.
1 John Tnkey, Explanatory Data Analysis, Ad dison-Wesley, 1977. Есть русский перевод:
Дж. Тьюки. Анализ результатов наблюдений. Разведочный анализ: Пер. с англ. / Под
ред. В.Ф. Писаренко. — №.: Мир, 1981. — 693 с.
64
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ПРИМЕР 2.9 График хода процесса для третьего подшипника
Рассмотрим данные из табл. 2.3.
Таблица 2.3
Диаметры третьего подшипника распределительного вала
1,3750 1,3743 1,3746 1,3752 1,3752
1,3751 1,3742 1,3750 1,3750 1,3746
1,37505 1,3745 1,3752 1,3749 1,3742
1,3749 1,3747 1,37525 1,3754 1,3743
1,3750 1,3749 1,3751 1,3751 1,3745
1,3746 1,3742 1,3750 1,3749 1,3752
1,3742 1,3743 1,3751 1,3750 1,3750
1,3744 1,3742 1,3752 1,37495 1,3748
1,3743 1,3745 1,3754 1,3751 1,37495
1,3746 1,3749 1,3751 1,3750 1,3749
Данные из первого столбца были собраны раныие, чем данные из второго
и т. д. Внутри столбца время замера нарастает сверху вниз. Таким об-
разом, точки графика хода процесса имеют следующие координаты:
(1; 1,3750), (2; 1,3751), (3; 1,37505),..., (50; 1,3749),
где первая координата обозначает очередность, а вторая — величину,
полученную в результате измерения. График хода процесса показан на
рис. 2.4.
Этот график позволяет следить за процессом в течение некоторого пе-
риода времени. Если с процессом произойдет что-то внезапное, график вы-
явит любые такие перемены процесса и сделает их видимыми. Поэтому такой
график и гистограмма отлично дополняют друг друга: график показывает
ход процесса, не видный на гистограмме, зато гистограмма описывает общую
форму данных.
1.3760 —
1.3740 —
Временная последовательность
Рис 2.4. График хода процесса для третьего подшипника распределительного вала
Глава 2 • Свертка данных
65
Обе эти графические свертки — мощные средства отображения данных.
Любая из них гораздо лучше, чем табличное представление данных, даже
если в табличные данные включаются численные свертки.
2.6. Выводы
Методы свертки описательных статистик обобщают информацию о данных
в форме, которую очень легко понять. Для большинства данных посторонние
и ненужные подробности надо удалять, а важную информацию выражать
в ясной и понятной форме.
Численные стати стики-свертки игнорируют излишние детали, отражая
в численной форме характерные особенности рассматриваемых данных. Каж-
дая статистика направлена на отражение некоторой характеристики. Напри-
мер, среднее и медиана показывают разные характеристики, хотя обе стати-
стики «отвечают» за положение «центра» данных. Такая узкая и конкретная
интерпретация численных статистик делает их полезными для сравнения раз-
личных наборов данных. И она же помогает им не замечать многие необычные
черты данных. Проще говоря, численные статистики не рассказывают нам всей
истории, так как они и не пытаются ответить на все возможные вопросы.
Графические методы свертки данных также исключают тонкие нюансы,
выражая в геометрической форме наиболее общие отношения структуры
точек. Они гораздо менее специфичны, чем сводки чисел, и поэтому часто
раскрывают многие любопытные и необычные свойства чисел, которые
никак не отражаются в численных свертках. Даже если они обнаруживают
отсутствие интересных и необычных свойств, это само по себе — полезная
информация, не выявляемая итоговыми статистиками.
Итак, численные и графические методы свертки дополняют друг друга.
И те и другие нужны для тщательного изучения множества данных. Когда
они используются одновременно, эти методы позволяют раскрыть большин-
ство структур данных, встречающихся на практике.
Наконец, было бы неплохо вспомнить два правила Шухарта относительно
представления данных.
Правило 1. Исходные данные следует представлять таким образом,
чтобы сохранять их убедительность для всех предполагаемых
вариантов дальнейшего использования. В частности, это озна-
чает, что данные надо всегда интерпретировать в их исходном
контексте.
Правило 2. Никаким сверткам распределения чисел в виде симметричных
функций (таких, как средние, размахи, гистограммы и т. д.),
используемым для выводов или предсказаний, не стоит до-
верять в степени, которая могла бы привести к действиям,
значительно отличающимся от тех, какие можно было бы
66
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
сделать на основе исходных данных. Проще говоря, никогда
и ни при каких обстоятельствах не лгите с помощью стати-
стики, опуская или искажая данные!
Упражнение 2.1
Толщины четырех деталей округлены в ближайшую сторону с точностью до
одной тысячной дюйма. Приведенные значения — это число тысячных, на
которые каждая деталь превышает установленный предел допуска, равный
0,300 дюйма: [3, 7, 5, 5].
а) Проверьте, что среднее значение этих чисел равно 5.
Ь) Проверьте, что размах этих данных равен 4.
с) Проверьте, что их медиана равна 5.
d) Проверьте, что средний квадрат отклонений равен 1,414.
е) Проверьте, что стандартное отклонение равно 1,633.
Упражнение 2.2
Восемь дополнительных деталей измерены тем же самым способом, как в
упражнении 2.1. Найдены следующие значения: [4, 5, 9, 2, 7, 5, 6, 5].
а) Проверьте, что среднее значение этих чисел равно 5,375.
Ъ) Проверьте, что размах этих данных равен 7.
с) Проверьте, что их медиана равна 5.
d) Проверьте, что средний квадрат отклонений равен 1,9325.
е) Проверьте, что стандартное отклонение равно 2,0659.
Упражнение 2.3
Ниже показан вес 100 резиновых изделий, которые были последовательно
произведены на одном и том же станке. Приведенные числа — это отклоне-
ния веса от номинала (в граммах).
3 -3 -2 2 -4 -6 -2 -5 -2 5 5 3 2 6 2 4 7 11 6 3
3-2 3 -1 -3 4 -1 -2 2 3 -4 -11 -5 -7 -5 —б 15 -5 -1 -1
1 3 7 -6 2-1-5 1 2 1 2 2 -1 -8 -7 5 3 6 13 1
-2 -2 4 9 16 7 1 3 2 5 2 9 5-3 -3 -5 -1 -2 -1
3 -1 -1 1 -2 -3 2 -7 -9 -1 -3 -2 -6-2-6 —8 -2 4 -1 -1
а) Постройте гистограмму для этих 100 чисел.
Ь) Какие необычные характеристики этих данных видны на гистограмме?
Глава 2 • Свертка данных
67
с) Предположим, что эти значения появлялись последовательно по 20
в ряду (слева направо), ряд за рядом (сверху вниз). Постройте график
хода процесса.
Упражнение 2.4
144 150 180 193 210
116 85 65 88 111
145 102 83 80 101
181 173 163 158 147
133 125 112 105 95
181 180 202 250 205
118 115 92 99 79
225 235 233 228 198
120 138 160 179 200
106 95 90 107 127
134 128 113 104 113
63 72 97 112 126
175 157 148 140 157
111 127 135 130
190 178 168 137 121
245 248 211 201 155
142 159 167 178 199
122 108 135 145 158
132 144 156 163 170
139 121 131 125 111
а) Найдите «стебель» и «листья» для этих 99 значений. Пусть десятки
и сотни образуют «стебель», а единицы — «листья».
Ь) Приведенные числа появлялись последовательно по 15 в строке, строка
за строкой. Постройте график хода процесса для этих 99 значений.
с) Что видно на графике хода процесса, но не видно на графике «стебель
и листья»?
Упражнение 2.5
Раскаленный металл транспортируется из доменной печи в сталеплавильную
печь по рельсам. Время транспортировки (в минутах) для 140 последователь-
ных разливок приведено ниже — по 20 значений в строке.
40 45 125 100 40 40 100 65 55 40 125 65 40 45 95 105 45 ПО 40 50
120 45 65 105 35 70 55 25 50 55 50 40 40 45 55 50 45 125 55 100
40 70 40 40 ПО 55 50 30 50 105 45 45 55 50 25 65 60 60 55 70
55 45 100 60 45 145 45 50 65 180 60 45 35 35 55 55 55 50: 120 35
45 35 45 55 50 70 45 75 60 45 60 40 60 40 50 60 65 95 65 60
50 25 25 100 50 60 45 35 40 30 180 50 30 30 30 65 130 80 20 45
65 65 45 40 50 25 120 115 50 85 40 35 40 40 30 55 50 25 75 55
а) Постройте гистограмму или график «стебель и листья» для этих дан-
ных.
Ь) Что говорит построенный график об этих данных?
Глава 3
Контрольные карты Шухарта
Шухарт провел различие между управляемой и неуправляемой вариаци-
ей и создал контрольную карту, которая может показать, когда возни-
кает неуправляемая вариация. Таким образом, он одним выстрелом убил
двух зайцев: во-первых, разработал простое, но эффективное средство пред-
ставления данных и, во-вторых, дал операциональное определение, когда
процесс находится в беде. В этой главе мы рассмотрим две основные кон-
трольные карты.
3.1. Логика работы контрольных карт
Контрольные карты решают не те вопросы, какие ставятся обычно перед
статистическими процедурами. Вместо того чтобы искать теоретическую
модель для данных, полученных для какого-нибудь хорошо определенного
явления, с помощью контрольной карты решают, можно ли использовать
последовательностьданных для предсказания того, что произойдет в будущем.
В отличие от большинства статистических процедур, дедуктивных по своей
природе, контрольная карта — в основном метод индуктивного вывода.
Дедуктивный метод подразумевает логический переход от общих прин-
ципов к конкретным и неизбежным выводам. Не надо никакой экстраполя-
ции. Все ясно и понятно.
Индуктивный метод подразумевают экстраполяцию в обратном направ-
лении — от конкретных наблюдений к общим принципам. Это движение от
частного к общему никогда не останавливается. В нем всегда присутствует
некая степень неопределенности.
Дедуктивные рассуждения используют интерполяцию, а индуктивные —
экстраполяцию. И пусть многих студентов пугают опасностями экстраполя-
70
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ции, они очень скоро откроют, что в реальном мире прогнозирование нужно
очень часто, а это нельзя сделать без экстраполяции.
Контрольные карты — это инструменты индуктивного решения проблем
реального мира. Когда предсказание возможно и делается подходящим об-
разом, контрольные карты становятся основой такого предсказания. Когда
же предсказание невозможно или непригодно из-за неуправляемой вариации,
контрольные карты предупредят об этой нестабильности. Вспомним опреде-
ление статистической управляемости Шухартом: «Явление следует называть
управляемым тогда, когда, используя прошлый опыт, мы сможем предсказать,
хотя бы в каких-то пределах, каких его вариаций можно ожидать в будущем».
Сущность статистической управляемости — в предсказуемости. Процесс
предсказуем, если он статистически управляем, и непредсказуем, если он не
находится в состоянии статистической управляемости. Поскольку решение
должно основываться на прошлом опыте, приходится начинать со сбора
данных об интересующем нас явлении. Как только накопится достаточно
этих данных, по ним можно вычислить подходящие пределы, в которых на-
ходится изучаемое явление. Если прошлые («исторические») данные укла-
дываются в эти пределы и если данные, собранные после того, как пределы
были вычислены, тоже остаются внутри этих исторических границ, то имеет
смысл сделать какие-то предсказания относительно будущих наблюдений.
В то же время, если исторические данные не вписываются в границы,
определенные по ним же, то нет никаких оснований полагать, что будущие
наблюдения в них впишутся, а также нет никаких оснований для прогнози-
рования будущих результатов наблюдений.
Таким образом, контрольная карта не связана непосредственно с вероят-
ностями или с тем, какая вероятностная модель лучше всего подходит данным.
Она просто помогает людям понять, когда они могут предсказывать будущие
наблюдения, а когда они не могут сделать это надежно. Именно для этой
цели Шухарт создал простой, робастный и хитроумный инструмент, который
мы сегодня называем контрольной картой. Но чтобы полностью раскрыть
потенциал этого инструмента, надо внимательно изучить те сложности,
которые с ним связаны, и те фундаментальные принципы, которые лежат
в его основе.
Логика применения контрольной карты Шухарта показана на блок-схеме
(рис. 3.1). Первоначально предполагается, что исследуемый процесс стабилен
на протяжении некоторого времени, требуемого для сбора данных о подгруп-
пах. Это предположение позволяет использовать среднее средних (среднее из
групповых средних) и средний размах для отыскания контрольных пределов.
Далее, опираясь на полученные значения среднего средних и среднего
размаха, делается предсказание того, как мог бы вести себя процесс. В част-
ности, это предсказание проявляется в форме рассчитанных пределов ожи-
даемой вариации групповых средних и групповых размахов.
Наконец, наблюдаемые групповые средние и групповые раз махи сопостав-
ляются с предсказанными пределами. При этом возможны два варианта.
Глава 3 • Контрольные карты Шухарта
71
Рис. ЗЛ Логика работы контрольных карт
1. Если наблюдения хорошо согласуются с предсказаниями, процесс может
быть стабилен. По крайней мере, нет ничего, что бы противоречило
этому предположению. Если процесс продолжает протекать в пределах
рассчитанных границ и дальше, это доказывает его стабильность.
2. Если процесс не попадает в пределы, он нестабилен. Этот вывод сле-
дует из методики вычисления контрольных пределов. Несоответствия
между наблюдениями и предсказаниями свидетельствует скорее о не-
верности предположения о стабильности, чем о нарушении принципов
их вычисления.
Итак, свидетельство отсутствия управляемости служит достаточным осно-
ванием для действий. Но отсутствие таких свидетельств не ведет к доказа-
тельствам и не требует никаких действий. Просто в этом случае надо пред-
ставить процесс самому себе, пока контрольные карты не просигналят об
изменениях.
Было бы ошибочным делать что-либо, пока не обнаружены перемены
в процессе. Не важно, насколько красноречиво выглядят доводы в их пользу,
72
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
любые действия, не подтвержденные существенными данными, будут осно-
вываться только на наших ожиданиях. Вот почему принципиально важно
понять, как отличать потенциальные сигналы от вероятных «шумов». Кон-
трольные карты Шухарта — это отличный фильтр для «шумов», присутству-
ющих в любых наборах данных.
Заметим, что нет никаких требований относительно числа подгрупп, тре-
буемых для того, чтобы любая вышедшая за контрольный предел точка стала
свидетельством неуправляемой вариации. Логический вывод на этот счет уже
был сделан выше. Любого свидетельства несоответствия достаточно, чтобы
почти наверняка объяснить его существованием особых причин. Следова-
тельно, даже если есть всего две или три подгруппы, любой «выброс» может
свидетельствовать о неуправляемой вариации (см. пример 8.1, глава 8).
3.2. Использование подгрупп для мониторинга процесса
Рассмотрим некое явление, тем или иным образом генерирующее поток
чисел. Как можно использовать этот поток чисел для индуктивных выводов
о самом явлении? Шухарт ответил на этот вопрос так: надо просто предста-
вить эти данные рационально, т.е. так, чтобы можно было одновременно
прослеживать и положение, и рассеяние чисел. Это легко сделать с помощью
периодического выделения подгрупп. Если к некоторому моменту времени
сделано несколько измерений, их результаты можно сгруппировать и рас-
сматривать как отдельное множество данных.
Если подгруппы демонстрируют устойчивое поведение, то логично пред-
положить, что процесс не меняется во времени. А если нет, то процесс, ви-
димо, имеет неуправляемую вариацию.
Предположим, что процесс стабилен во времени (статистически управляем).
Пусть кривые, изображенные на рис. 3.2, отражают общий выход процесса
каждый час. Так как процесс стабилен, эти кривые остаются во времени не-
изменными, час за часом.
Если каждый час отбираются четыре изделия и они измеряются, то в раз-
ных подгруппах будут получены различные результаты. Пусть крестики (X)
показывают эти результаты. По каждой подгруппе вычисляются статистиче-
ские свертки — групповое среднее и групповой размах. Эти итоговые стати-
стики наносятся затем на контрольные карты, как показано на рис. 3.3. Эти
контрольные карты представляют собой графики хода процесса с отмечен-
ными на них контрольными пределами. Способ расчета пределов будет объ-
яснен ниже в этой главе.
Пока процесс остается стабильным и неизменным, средние и размахи
подгрупп будут «болтаться» случайным образом в пределах установленных
границ. В данном случае можно сказать, что никакой неконтролируемой
вариации не обнаружено и рассматриваемое явление оставалось неизменным
все время наблюдения.
Глава 3 • Контрольные карты Шухарта
73
Рис. 12. Четыре подгруппы, отобранные из идеального стабильного процесса
Рис. 13. Карта среднего и размаха для стабильного процесса
А теперь посмотрим, что произойдет, если процесс начнет изменяться от
часа к часу. Пусть кривые на рис. 3.4 описывают его выход с часовым интер-
валом. Крестики под этими кривыми изображают отдельные измерения. Как
и в предыдущем примере, данные в подгруппах свернуты в средние и раз-
махи подгрупп, величины которых нанесены на соответствующие контроль-
ные карты (рис. 3.5).
Как видим, на втором часу резко увеличилось среднее процесса — среднее
подгруппы переместилось выше верхнего контрольного предела.
Еще через час среднее резко упало — групповое среднее оказалось ниже
нижнего контрольного предела.
Заметим, что на протяжении первых трех часов рассеяние процесса не
менялось и размахи подгрупп оставались в пределах установленных границ.
А вот на четвертом часу рассеяние возросло, а среднее вернулось к своему
первоначальному значению. Групповой размах вышел за пределы, а групповое
74
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. ЗА Четыре подгруппы, отобранные из нестабильного процесса
РИС. 3.5. Карта среднего и размаха для нестабильного процесса
среднее в них вернулось. Таким образом, наблюдая за подгруппами с помощью
контрольных карт, можно своевременно обнаружить изменения процесса.
3.3. Карты среднего и размаха
Заметим, что вместе с предложенным Шухартом выделением подгрупп мы по-
лучаем две дополнительные переменные — групповое среднее и групповой
размах. Фактически именно эти переменные используются для мониторинга
процесса. Индивидуальные измерения используются в первую очередь именно
для их расчета. Следующий пример иллюстрирует поведение этих двух новых
переменных и их связь с измерениями в случае, если процесс стабилен.
Глава 3 • Контрольные карты Шухарта
75
ПРИМЕР 3.1
80 измерений толщины
Измерения, показанные в табл. 3.1, — это толщины некоторых деталей.
Приведенные числа показывают число тысячных дюйма, на которое пре-
вышено значение 0,300 дюйма. На рис. 3.6 изображены три гистограммы,
построенные по этим данным: одна — для 80 измерений, другая — для
20 групповых средних, третья — для 20 групповых размахов.
Таблица 3.1
Данные для примера 3.1
Номер
под-
группы
Значения
Сред- Раэ-
нее мах
Гистограммы на рис. 3.6 построены в одном и том же горизонтальном
масштабе. Едва приступив к их рассмотрению, мы сразу замечаем, что ги-
стограммы для этих трех переменных существенно различаются и по форме,
и по рассеянию. Значит, это совершенно разные переменные. Это особенно
ясно при сравнении индивидуальных измерений и групповых средних. Ги-
стограмма для групповых средних всегда уже, чем гистограмма для индиви-
дуальных измерений.
Контрольные пределы для данных, сгруппированных в к подгрупп по
п элементов в каждой, вычисляются следующим образом.
1. Рассчитывается среднее и размах для каждой из к подгрупп.
2. Рассчитывается среднее средних X (усреднением к групповых сред-
них).
76
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
3. Усреднением групповых размахов рассчи- тывается средний размах R. Таблица 3.2 Константы
4. Центральной линией для карты средних для контрольных карт
(Х-карты) будет X, а для карты размахов среднего и размаха,
(Я-карты) — R. основанные на среднем
5. Определяются значения констант А2, D3 размахе
и Da, соответствующих объему подгрупп, п А2 D3 Da
равному п (см. табл. 3.2). 2 1,880 — 3,268
6. Рассчитывается произведение A2R. 3 1,023 — 2,574
7. Величина, рассчитанная на шаге 6, добав- 4 0,729 — 2,282
ляется к среднему средних, чтобы получить 5 0,577 — 2,114
верхний контрольный предел Х-карты:
UCLX =X + A2R. 6 0,483 — 2,004
8. Величина, рассчитанная на шаге 6, вычи- 7 0,419 0,076 1,924
тается из среднего средних, чтобы получить 8 0,373 0,136 1,864
нижний контрольный предел Х-карты: 9 0,337 0,184 1,816
LCL^X-A^. 10 0,308 0,223 1,777
9. R умножается на1>4, чтобы получить верх-
ний контрольный предел К-карты: UCLR = D.R.
10. Я умножается на £)3, чтобы получить нижний контрольный предел
R-карты: LCLR = D3R.
ПРИМЕР 3.2 Вычисление контрольных пределов для данных
о толщинах деталей
Контрольные пределы для данных, приведенных в табл. 3.1, рассчитыва-
ются так:
— непосредственно из данных:
среднее средних X = 4,7625;
средний размах R = 4,05;
объем подгруппы п = 4;
— из табл. 3.2:
А, = 0,729, D=0uD= 2,282.
2 9 9 6 Л 9
Получаем:
UCLX = X + A2R=4,763+0,729 4,05 = 7,715;
CL^ = X = 4,763;
LCLX =^-A2R- 4,763- 0,729 4,05 = 1,811;
UCLr = D4R = 2,282 4,05 = 9,24;
CLr=R = 4,O5;
LCLr = D-Д = (не существует для n = 4).
Глава 3 • Контрольные карты Шухарта
Рис. 3.1 Карта среднего и размаха для данных о толщинах деталей
Контрольные пределы надо вычислять с таким числом знаков после за-
пятой, чтобы обеспечить требуемую точность. В предыдущем примере (3.1)
групповые средние вычислялись с точностью до 0,25, поэтому двух или трех
знаков после запятой для вычисления контрольных пределов Х-ка рты будет
вполне достаточно. Групповые размахи выражались целыми числами, поэто-
му для вычисления контрольных пределов Я-карты достаточно одного знака
после запятой. Однако, так как все вычисления основаны на использовании
среднего средних и среднего размаха, эти значения не надо округлять, пока
не рассчитаны контрольные пределы.
В случае если данные поступают сравнительно быстро, стоит накопить
примерно 20-30 подгрупп и лишь затем вычислять контрольные пределы. Это
делается для того, чтобы избежать влияния одного-двух выбросов, которые
могут быть на вычисленные границы. Если же число данных невелико или
они генерируются медленно, можно выполнять расчеты, основываясь лишь
на имеющейся информации.
При этом любые «выходы из-под контроля» воспринимаются именно как
неуправляемость, и. следовательно, единственной формой риска, на который
мы идем, используя небольшие выборки, будет риск пропустить сигнал. По-
скольку это та же самая форма риска, которая отмечается при ожидании
накопления данных, нет никаких угроз со стороны пределов, определенных
при малых объемах данных. Тогда и только тогда, когда появятся дополни-
тельные данные, можно будет обновлять пределы. Пересмотр контрольных
пределов более подробно обсуждается в главе 9, раздел 9.6.
3.4. Пределы для индивидуальных значений
Хотя обычно контрольные пределы для индивидуальных значений не вы-
числяются, это можно сделать. Такие пределы называются «естественными»
границами процесса NPL. Это небольшое изменение терминологии служит
78
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
двум целям. Оно подчеркивает различия между этими пределами для X и
контрольными пределами для средних подгрупп, и оно корректно описыва-
ет прогностическую роль, которую они играют, когда данные демонстрируют
разумную степень статистической управляемости.
Для определения естественных границ пределов процесса для X исполь-
зуются те же самые статистики-свертки, что и при вычислении контрольных
пределов. Расчеты производятся следующим образом:
11. Определяется значение d2, соответствующее объему
подгруппы п (табл. 3.3 или табл. А1 в приложениях).
12. Средний размах делится на d2, чтобы получить* 1
“2
13. Полученная величина умножается на 3, чтобы получить
3<5(Х) = ^Д
14. Среднее средних будет центральной линией. Прибавляя
к среднему средних и вычитая из среднего средних
результат, полученный на предыдущем этапе, находят
верхнюю и нижнюю естественные границы процесса:
Таблица 3.3
П ^2
2 1,128
3 1,693
4 2,059
5 2,326
6 2,534
7 2,704
8 2,847
9 2,970
10 3,078
— Sfi
UNPLX = Х+—;
d2
LNPL.=X- — .
“ <>2
Найденные границы можно использовать на гистограмме индивидуальных
значений X, их можно показать как контрольные пределы на карте хода про-
цесса, построенной по индивидуальным значениям, и, когда процесс демон-
стрирует разумную степень управляемости, эти границы можно использовать
для предсказания того, что процесс может произвести в будущем. Иначе го-
воря, естественные границы могут служить критерием для суждения о том,
демонстрирует ли набор данных статистическую управляемость, и при случае
для предсказания того, что можно ожидать в будущем.
ПРИМЕР 3.3 Естественные границы для данных о толщинах деталей
Непосредственно из данных (см. пример 3.1 и табл. 3.1) получаем:
Среднее средних: 4,763;
средний размах: 4,05;
объем подгрупп: 4.
Из формул:
11) п = 4 => d2 = 2,059;
1 Символ <т(Х) обозначает одну из мер рассеяния (см. табл. А1 в приложениях).
Глава 3 • Контрольные карты Шухарта
79
12)
13)
14)
R _ 4,05
Т2~ 2,059
= 1,967;
3R г.
— = 5,901;
“2
— = 3R
UNPLx=X + = 10,664 и LUPLx=X--------= -1,138.
d2 d2
Все 80 индивидуальных значений, лежат внутри этих границ, так же, как
20 групповых средних лежат внутри своих и 20 групповых размахов — вну-
три своих.
Групповые
средние
Г.... I--
О 1
Групповые
размахи
1----1---
О 1
РИС. ЗЛ: Гистограммы для индивидуальных значений, средних и размахов
3.5. Другие карты для сгруппированных данных
Некоторые предпочитают использовать вместо групповых размахов другие
статистики рассеяния, например стандартное отклонение s или корень из
среднего квадрата отклонений sn. Эти замены абсолютно приемлемы, если
они произведены корректно, т. е. статистики рассеяния рассчитаны отдельно
для каждой подгруппы. В табл. А4 и А5 (см. приложения) показаны соответ-
ствующие этому виду карт формулы и коэффициенты для вычисления соот-
ветствующих пределов.
Иногда для вычисления контрольных пределов вместо групповых средних
используется медиана групповых размахов. Этот подход вполне правомерен,
но у него есть два недостатка. Во-первых, многие из тех, кто умеет вычислять
среднее, не знают, как найти медиану. Во-вторых, при определении контроль-
ных пределов при помощи медианы групповых размахов эффективно ис-
пользуется только примерно две трети информации, содержащейся в данных.
80
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Разумеется, во многих примерах применение этой статистики вполне оправ-
данно, но ее тем не менее нельзя рекомендовать в общем случае.
Коэффициенты, требуемые для расчета медианы групповых размахов,
приведены в табл. АЗ и А7 (см. приложения).
В заключение заметим, что существуют случаи, когда используется груп-
повая медиана вместо группового среднего. Эта методика рассмотрена
в главе 9, раздел 9.8.
3.6. Контрольные карты для подгрупп,
состоящих из одного элемента
Бывают ситуации, когда естественный объем подгруппы равен 1. Например,
это происходит в случаях, если одно измерение представляет целую партию,
или когда измерения совершаются сравнительно редко, или когда каждое
измерение надо использовать для оценки процесса.
При п = 1 нельзя вычислить групповой размах. Поэтому обычные форму-
лы неприменимы. Надо вернуться к концептуальным основам и попытаться
разработать приемлемый способ расчета контрольных пределов.
В карте среднего и размаха контрольные пределы рассчитываются на основе
средней вариации каждой из подгрупп. Поскольку выбор подгрупп осуществля-
ется таким образом, чтобы минимизировать эту вариацию, в обычной контроль-
ной карте, в сущности, краткосрочная вариация используется для определения
долгосрочных пределов вариации всего процесса. Тот же самый принцип можно
применить и к отдельным измерениям, но надо действовать несколько иначе.
Краткосрочную вариацию для последовательности индивидуальных зна-
чений можно представить как вариацию от одной точки к другой. Долгосроч-
ная вариация представляется тогда длинной последовательностью таких
значений. Краткосрочная вариация оценивается с помощью среднего значе-
ния скользящего размаха, учитывающего последовательные разности между
индивидуальными значениями. Эта оценка используется для определения
трехсигмовых пределов, как для индивидуальных значений, так и для сколь-
зящих размахов по следующим формулам:
UNPLX =Х + 2,660тЯ;
CLx=X;
LNPLX =Х-2,660гпЯ;
UCLX =3,268шЯ;
CLr = mR,
где 2,660 — это множитель 3, разделенный на 1,128. В свою очередь, 1,128 —
это значение параметра d2, соответствующего подгруппе с п = 2. Множитель
3,268 — это значение параметра DA для подгруппы с п = 2.
Глава 3 • Контрольные карты Шухарта
81
ПРИМЕР 3.4
Карта индивидуальных значений
и скользящих размахов (для вагонеток)
Производитель использует для ежемесячной отгрузки химикатов вагонет-
ки определенного вида. Каждая отгрузка сопровождается сертификатом
с результатами анализа. Чтобы избежать нежелательного вмешатель-
ства в производственный процесс, потребитель прослеживает ключевые
ингредиенты содержимого каждого вагона с помощью отдельных контроль-
ных карт. Так как рассматривается вопрос об идентичности каждой по-
следующей партии предыдущей, в измерении групповых значений нет ни-
какого смысла. При измерении в 12 партиях одного из ключевых ингреди-
ентов были получены следующие значения X и скользящего размаха mR:
X 39 41 41 41 43 44 41 42 40 41 44 40
mR 20021312134
Среднее Х = 41,42;
средний скользящий размах mR = 1,73;
UNPLX = X + 2,660 mR = 41,42 + 2,66 1,73 = 46,02;
CLx = X = 41,42;
LNPLX = X - 2,660mR = 41,42 -2,66 1,73 = 36,82;
UCLr = D^rnR-3,268 mR = 5,65;
CLR=mR = l,73.
РИС. 3.9. Х/иЯ-карта для данных о вагонетках
В данном случае скользящие размахи рассматриваются так, как будто они
составляют подгруппу, состоящую из двух элементов (и = 2). Любой сколь-
зящий размах, превышающий UCLR, указывает на неожиданное смещение
временного ряда. Это смещение объясняется присутствием особой причины,
которую, как всегда, следует найти и исключить. Кроме того, стоит заметить,
что скользящий размах rnR может находиться в «неуправляемом» состоянии
даже тогда, когда оба определяющих его индивидуальных значения лежат
82
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
в пределах естественных границ процесса. Вот почему важно всегда проверять
график скользящих размахов: хотя большинство сигналов о выходе процесса
из-под контроля видны на обычном графике индивидуальных значений, ино-
гда они видны только на графике скользящих размахов.
3.7. Выбор масштаба для контрольных карт
Как выбрать масштаб для построения контрольных карт? Легче всего ответить
на этот вопрос так: надо подождать, пока накопится небольшое количество
данных и затем рассчитать «пробные пределы» для карт индивидуальных
значений X, средних X и размахов R.
Вертикальный масштаб карты средних надо сделать примерно вдвое боль-
ше расстояния между контрольными пределами, т. е. если разность между
верхним и нижним контрольными пределами составляет 12 единиц, то верти-
кальный масштаб графика следует сделать в 24-25 единиц. Чтобы построить
вертикальную ось с удобной ценой деления, удобно выполнить такую про-
цедуру: собрать несколько подгрупп, вычислить пробные контрольные грани-
цы для средних значений, затем выбрать какое-нибудь «хорошее» значение
вблизи среднего средних и принять его в качестве точки, соответствующей
центральной линии. Затем нужно выбрать единичный отрезок на оси и раз-
метить ось так, чтобы отрезки были кратны выбранной единице (т. е. 100; 10;
1; 0,1; 0,001 и т.п.). Если при этом пробные контрольные пределы окажутся
приблизительно на равном расстоянии между центральной линией и краями
графика, то этот масштаб можно использовать. В противном случае вместо
единицы попробуйте использовать двойку для выбора масштаба (т. е. 200; 20;
2; 0,2; 0,02 и т.п.). Если и этот масштаб представляется неудачным, то вместо 2
используется 5 (т.е. 500; 50; 5; 0,5; 0,05 и т.п.). Следует добиться, чтобы по-
лоса, ограничиваемая пробными контрольными пределами, занимала при-
мерно половину карты. Если контрольные пределы оказались чересчур широ-
кими, следует увеличить цену деления оси, если узкими — уменьшить.
Вертикальная ось карты размахов должна начинаться с нуля и заканчиваться
числом, примерно вдвое превышающим «пробный» верхний контрольный предел.
Дискретность этой оси всегда соответствует дискретности исходных данных,
поэтому для начала можно выбрать единичный отрезок, равный единице изме-
рения. И в этом случае масштаб на графике подбирается так, чтобы охватить
значения между нулем и двойной величиной пробного контрольного предела.
Масштаб карты индивидуальных значений подбирается так же, как мас-
штаб карты средних. Пробные естественные границы процесса можно вы-
числить по небольшому объему данных, но и в этом случае вертикальный
масштаб должен охватывать примерно вдвое большее расстояние, чем дис-
танция между пределами.
В любом случае строить, читать и использовать контрольные карты легче,
если ось размечена числами, кратными 1, 2 или 5. Для удобства рекоменду-
ется подписывать каждое пятое и десятое деления оси.
Глава 3 • Контрольные карты Шухарта
83
Например, среднее значение первой подгруппы из табл. 3.1 равно 3,75. Сле-
довательно, центральная линия карты будет около 4,0. Размах первой подгруп-
пы равен 5, поэтому пробные нижний и верхний контрольные пределы будут
соответственно равны 3,75 - 0,73 • 5 = 0,1 и 3,75 + 0,73 • 5 = 7,4. Полоса между
0,1 и 7,4 окажется посредине графика и займет его половину в случае, если вер-
тикальная ось будет начинаться с -3, а заканчиваться 11. Остается только раз-
метить этот интервал, и ось готова. Аналогично строится вертикальная ось
карты размахов: пробный контрольный предел равен 2,3 • 5 = 11,5, а это озна-
чает, что ось от 0 до 20 будет вполне удобной для этой карты.
Если вам приходится постоянно отслеживать одни и те же измерения (на-
пример, вязкость), то будет значительно проще хранить и использовать такие
карты, которые имеют идентичные масштабы и разметку делений.
3.8. Какова разумная степень
статистической управляемости?
Поскольку контрольные карты предназначены для обнаружения отсутствия
статистической управляемости (рис. 3.1), то постоянное присутствие про-
цесса в пределах установленных границ можно считать показателем стати-
стической управляемости. Если мы, подобно Шуха рту, будем рассматривать
состояние статистической управляемости как некий идеал, к которому на
практике можно лишь приблизиться, то перед нами неминуемо возникнет
вопрос о критерии, позволяющем оценить, насколько наш процесс близок к
этому идеалу. Применительно к картам средних значений и размахов про-
цесса, который описывается с помощью подгрупп, состоящих из четырех
элементов, Шухарт предложил такой критерий минимальной управляемости:
если по меньшей мере 25 последовательных подгрупп не показывают при-
знаков отсутствия статистической управляемости, то такой процесс считает-
ся обладающим разумной степенью управляемости1. В своем следующем
предложении Шухарт интерпретирует этот минимальный критерий в терми-
нах полного числа присутствующих наблюдений, таким образом, его можно
адаптировать так: когда по крайней мере 100 последовательных наблюдений
не выявляют потери управляемости, о процессе можно сказать, что он обна-
руживает разумную степень статистической управляемости.
Предлагая критерий минимальной управляемости, Шухартподчеркивал,
что существует принципиальная разница между отсутствием признаков не-
управляемости и выводом, что процесс находится в состоянии статистиче-
ской управляемости. Отсутствие признаков неуправляемости может объяс-
няться особенностями описываемого картой временного интервала. Особые
причины могут приходить и уходить, и сравнительно небольшие промежут-
ки времени наблюдений могут не выявить точек, выходящих за пределы
1 Statistical Methods from the Viewpoint of Quality Control, p. 37 — «Статистические мето-
ды с точки зрения контроля качества», р. 37.
84
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
контрольных границ. Однако чем больше накапливается наблюдений, не вы-
являющих присутствия каких бы то ни было особых причин, тем больше
уверенности, что процесс находится в состоянии статистической управляе-
мости. Шухарт также замечал, что практически уверенным в управляемости
процесса можно быть, когда не 100, а 1000 последовательных измерений не
обнаруживают отсутствия управляемости.
3.9. Выводы
Построенные вручную контрольные карты среднего и размаха — простой
и эффективный способ представления данных для последующего использова-
ния. Исходные данные сохраняют свой временной порядок совместно с кон-
текстом, нужным для понимания процесса. В то же время карты среднего
и размаха служат эффективным инструментом свертки данных и позволяют
отделить естественную вариацию от неожиданных изменений в результате
действия особых причин. В главе 7 показаны особенно любопытные примеры,
иллюстрирующие эти возможности контрольных карт.
Процесс начинает вызывать беспокойство, как только теряется его устойчи-
вость. Контрольные карты дают операциональное определение присутствия осо-
бых причин потери управляемости. За пользователем остается принятие решения
на основе этих знаний процесса, поиск особых причин и шаги к улучшению.
Упражнение 3.1
В упражнении 2.3 был представлен вес 100 последовательно произведенных
резиновых деталей. Эти детали были разбиты на 20 групп по пять в каждой.
Ниже даны результаты измерений (в граммах), а также среднее и размах
каждой группы.
Групповые значения X R Групповые значения X R
1 3 -3 -2 2 -4 -0,8 7 11 2 2 -1 -8 -7 -2,4 10
2 -6 -2 —5 -2 5 -2,0 11 12 5 3 6 13 1 5,6 12
3 5 3 2 6 2 3,6 4 13 -2 -2 4 9 1 2,0 11
4 4 7 11 6 3 6,2 8 14 6 7 1 3 2 3,5 6
5 3 -2 3 -1 -3 0,0 6 15 5 2 9 5 -3 3,6 12
6 4 -1 -2 2 3 1,2 6 16 -3 -5 -1 -2 -1 -2,4 4
7 А -11 -5 -7 -5 -6,4 7 17 3 -1 -1 1 -2 0,0 5
8 -6 15 -5 -1 -1 0,4 21 18 -3 2 -7 -9 -1 -3,6 11
9 1 3 7 —6 2 1,4 13 19 -3 -2 —6 -2 -6 -3,8 4
10 -1 -5 1 2 1 -0,4 7 20 -8 -2 4 -1 -1 -1,6 12
Глава 3 • Контрольные карты Шухарта
85
а) Убедитесь, что среднее 20-й подгруппы равно -1,6.
Ь) Убедитесь, что размах 20-й подгруппы равен 12.
с) Постройте карты размаха и среднего для этих данных.
d) Сравните карту среднего с картой хода процесса для 100 индивидуаль-
ных значений из упражнения 2.3.
Упражнение 3.2
Давление охлаждающей воды подвергается мониторингу и записывается
с помощью самописца на круговую диаграмму. Периодически диаграмма
заменяется; старые записи выбрасываются. (Никто не знает, что еще можно
делать с этими данными.) Один инженер, посещавший курсы по SPC, решил
их использовать для построения контрольных карт.
Дата Давление X R Дата Давление X R
12/1 60 59 54 57 58 57,6 6 12/17 55 55 55 52 58 55,0 6
12/2 60 59 56 63 59 59,4 7 12/18 58 66 60 62 61 61,4 8
12/3 61 55 56 61 58 58,2 6 12/21 70 69 70 70 70 69,8 1
12/4 63 60 57 59 61 60,0 6 12/22 70 70 70 61 71 68,4 10
12/7 57 58 54 59 61 57,8 7 1/4 55 51 44 53 58 52,2 14
12/8 56 58 54 59 61 57,6 7 1/5 52 58 48 49 52 51,8 10
12/9 58 50 51 52 66 55,4 16 1/6 44 46 51 46 46 46,6 7
12/10 58 53 52 58 56 55,4 6 1/7 57 58 46 46 56 52,6 12
12/11 56 62 53 59 60 58,0 9 1/8 59 65 52 56 52 56,8 13
12/14 57 58 58 58 60 58,2 3 1/11 62 57 56 60 58 58,6 6
12/15 64 64 53 54 60 59,0 11 1/12 58 53 43 43 62 51,8 19
12/16 64 61 66 48 51 58,0 18 1/13 52 63 48 54 54 54,2 15
Этот инженер случайным образом соотнес данные измерений с началом
каждого из пяти часов и, таким образом, получил подгруппы по пять значе-
ний, каждая из которых описывает один день. После этого им были по-
строены контрольные карты среднего и размаха. Таким образом, каждая
подгруппа представляет данные одного дня, а последовательные подгруппы —
это последовательные дни.
а) Постройте график хода процесса для групповых средних и размахов.
Ь) Инженер решил использовать первые 12 подгрупп для вычисления кон-
трольных пределов. Как выдумаете почему? Используйте эту же инфор-
мацию для определения контрольных пределов для среднего и размаха.
с) Теперь используйте все 24 подгруппы для вычисления этих же кон-
трольных пределов.
d) Как повлияли «выбросы» на графике средних на пределы, определенные
на шаге (с)?
е) Как повлияли «выбросы» на графике размахов на пределы, определен-
ные на шаге (с)?
86
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Упражнение 3.3
Среднее средних выборки, состоящей из 44 подгрупп по 2 элемента в каждой,
равно 936,08 единицы, а средний размах — 27,84 единицы. Вычислите кон-
трольные пределы для карт среднего и размаха.
Упражнение 3.4
Некоторые химикаты производятся партиями, и каждая партия отдельно от-
гружается потребителю. (Партии никогда не смешиваются.) Поскольку каждая
партия хорошо перемешана и поэтому однородна, она определяется одним
результатом испытаний. Вот результаты испытаний последних 15 партий:
35 39 38 42 37 37 39 37 37 40 39 39 38 42 36
а) Так как каждое число описывает целую партию, не стоит разбивать
данные на подгруппы. Нанесите эти 15 измерений на графики инди-
видуальных значений и скользящих размахов.
Ь) Если бы измерение партии № 16 оказалось равным 34, как ее можно
было бы оценить по отношению к 15 предыдущим?
с) Если бы измерение партии № 17 оказалось равным 44, как ее можно
было бы оценить по отношению к 16 предыдущим?
Упражнение 3.5
Иногда сложные данные несколько видоизменяются для облегчения работы
с ними. Например, из исходных данных вычитается константа, затем перено-
сится запятая. Рассмотрим данные из табл. 2.3. Первые пять значений равны
1, 3750; 1,3751; 1,37505; 1,3749 и 1,3750. В каждом случае часть «1,37хх» толь-
ко занимает место. Вычитая из исходных данных 1,3700 и передвинув запятую
на 4 знака, получим новый ряд: 50; 51; 50,5; 49 и 50. После такого преобразо-
вания данных, значения, приведенные в табл. 2.3, будут выглядеть так:
50 43 46 52 52 46 42 50 49 52
51 42 50 50 46 42 43 51 50 50
50,5 45 52 49 42 44 42 52 49,5 48
49 47 52,5 54 43 43 45 54 51 49,5
50 49 51 51 45 46 49 51 50 49
Этим группам данных соответствуют следующие групповые средние и раз- махи:
X 50,1 45,2 50,3 51,2 45,6 44,2 44,2 51,6 49,9 49,7
R 2 7 6,5 5 10 4 7 4 2 4
а) Вычислите контрольные пределы и постройте карты среднего и раз-
маха для этих данных.
Ь) Будет ли процесс производства подшипников для распределительного
вала настолько устойчивым, насколько это возможно?
Глава 4
Теория и мифы
контрольных карт
Большинство из того, что написано о контрольных картах, как в техниче-
ских журналах, так и в бизнес-периодике, противоречиво. Некоторые
авторы разрешают почти все (контроль, «зональные» карты, границы на
уровне 2ст, модифицированные контрольные пределы и т.д.), другие сопро-
вождают карты такими предостережениями, что их почти невозможно ис-
пользовать («данные должны быть распределены нормально и независимо»,
«вам нужны границы на уровне 3,09ст», «надо использовать средние значения»
и т. д.). Более того, искажения и извращения идеи контрольных карт зачастую
выдаются за «модификации» и «альтернативные подходы», когда они полно-
стью игнорируют философскую сущность контрольных карт. Внимательное
прочтение подобного материала неизбежно покажет, что очень часто люди
не понимают суть контрольных карт Шухарта. Ситуация с обучением вы-
глядит как пример «четвертого правила воронки»1: начинающий учит на-
чинающих или слепой ведет слепого.
Цель этой главы — дать читателю противоядие против путаницы, окру-
жающей контрольные карты. Хотя подробное рассмотрение некоторых во-
просов лежит за рамками этой книги, данная глава все-таки очертит основ-
ные фундаментальные принципы карт Шухарта. Это должно помочь читате-
лю более эффективно их использовать.
В первом разделе главы на трех примерах демонстрируется важность
корректного расчета контрольных пределов. Приведены два неверных мето-
да, позволяющие четко проиллюстрировать их отличие от верных.
1 Имеются в виду известные правила воронки, рассмотренные Демингом, см., напри-
мер: Деминг Э. Выход из кризиса: Пер. с англ. — М.: Альпина Бизнес Букс, 2007. —
Прим. ред.
88
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Во втором разделе мы объясняем, почему именно уровень За так эффек-
тивен на практике. В третьем разделе мы расскажем о том, что получится,
если данные не распределены по нормальному закону. Для этого мы пред-
ставим результаты имитационного моделирования в виде серии гистограмм.
Материал этих двух разделов покажет вам, почему контрольные карты столь
робастны (устойчивы) на практике.
В четвертом разделе мы опишем некоторые наиболее распространенные
мифы, связанные с использованием контрольных карт, и объясним, почему
они неверны. Наконец, в пятом разделе приведены четыре краеугольных
камня карт Шухарта и объясняется их связь с 14 пунктами Деминга.
4.1. Правильно построенные карты
Формулы для построения контрольных карт получены не случайно. Они
были тщательно продуманы — так, чтобы контрольные пределы получа-
лись исключительно робастными. В данном случае под «робастностью»
понимается вычислительная робастность: даже если контрольные пределы
вычисляются по данным, «находящимся» за контрольными пределами, по-
лученные пределы все равно можно использовать для обнаружения отсут-
ствия статистической управляемости. Это тот самый вид робастности,
который делает технику применения контрольных карт столь эффектив-
ной на практике, так как изначально никогда неизвестно, находится ли
процесс в состоянии статистической управляемости или нет. Следующий
пример иллюстрирует два правильных способа построения пределов кон-
трольных карт.
ПРИМЕР 4.1 Правильно построенная карта средних
Ниже приведены три подгруппы, состоящие из восьми элементов:
№ Значения Среднее Размах s
I 4 5 5 4 8 4 3 7 5 5 1,690
II 0 2 15 3 2 0 3 2 5 1,690
III 6 9 9 7 8 7 9 9 8 3 1,195
Среднее средних X = 5,0; средний размах R = 4,333. Пределы контроль-
ных карт средних и размахов вычисляются таю При п — 8 (табл. А.2):
А2 = 0,373; D3 = 0,136; D4 = 1,864.
Поэтому:
UCL- = X + A2R = 5,0 + 0,373 4,333 = 6,62;
CLx=X=5,0;
Глава 4 • Теория и мифы контрольных карт
89
LCLX = X - A2R = 5,0-0,373 -4,333 = 3,38;
UCLr = D4R= 1,864 4,333 = 8,08;
CLr = R=4,333;
LCLr = D3R = 0,136 4,333 = 0,59.
Исходные данные можно было бы также использовать для вычисления
контрольных пределов для средних и стандартных отклонений.
Среднее средних X = 5,0; среднее стандартное отклонение Т = 1,525.
Пределы для контрольных пределов карт средних и стандартных откло-
нений вычисляются так. При п = 8 из табл. А.5:
А_ = 1,099; В = 0,185; ВА = 1,815.
Поэтому:
UCLX = X + A3s =5,0+1,099-1,525 = 6,68;
CLx=X = 5,0;
LCLX =X-A3s= 5,0 -1,099 1,525 = 3,32;
UCLS = B4s = 1,815 1,525 = 2,768;
CLs = s= 1,525;
LCLS = B3s = 0,185 1,525 = 0,282.
Эти пределы показаны на рис. 4.1.
РИС. 4.1 Карты для среднего X и размаха R; среднего X и стандартного отклонения s
Заметим, что оба графика средних говорят об отсутствии статистической
управляемости. Оба метода вычисления контрольных пределов обнаружили
отсутствие управляемости, хотя при расчетах использовались неуправляе-
мые данные. Это говорит о том, что контрольные пределы определены верно.
Цель использования контрольных карт — обнаружение выхода процесса из-
под контроля, если это имеет место, и это должно быть возможным, по край-
90
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ней мере, большую часть времени, даже если контрольные границы вычис-
лялись по вышедшим из-под контроля данным. Иначе этот метод не нашел бы
столь широкого применения. Эта способность обнаруживать отсутствие управ-
ляемости тесно связана со способом вычисления контрольных пределов.
Также стоит заметить, что оба способа вычисления контрольных пределов
привели к близким результатам несмотря на то, что при этом были исполь-
зованы различные статистики рассеяния. Более того, графики размаха и стан-
дартного отклонения несут практически одну и ту же информацию.
Следующие примеры демонстрируют два неверных способа расчета кон-
трольных пределов.
ПРИМЕР 4.2
Неправильно построенная карта
Снова воспользуемся данными из примера 4.1.
Рассмотрим три подгруппы по восемь элементов:
№ Значения Среднее
I 4 5 5 4 8 4 3 7 5
U 0 2 15 3 2 0 3 2
III 6 9 9 7 8 7 9 9 8
Теперь мы пойдем неправильным путем и рассчитаем стандартное
отклонение по всем 24 элементам, после чего найдем пределы контрольной
карты «от печки».
__ = 5
Предполагаемые контрольные пределы для среднего X-X ±3—^=.
= -Jn
Среднее средних X - 5,0.
Стандартное отклонение для всех 24 элементов s = 2,904.
2 904
«Предполагаемый» верхний предел UCLX = 5,0+3 = 8,08.
CLx=5,0.
2,904
«Предполагаемый» нижний предел LCLK -5,0-3 ’ = 1,92.
у 8
Эти пределы показаны на рис. 4.2.
Рис. 42. Неправильно рассчитанные пределы для карты средних значений
Контрольные пределы из примера 4.2, показанные на рис. 4.2, скрыли тот
факт, что последнее групповое среднее — вне контроля! Это произошло по
той причине, что расстояние между контрольными пределами, рассчитан-
Глава 4 • Теория и мифы контрольных карт
91
ными некорректно, оказалось на 90% шире, чем расстояние, рассчитанное
в предыдущем примере.
Хотя многие новички и даже некоторые компьютерные программы исполь-
зуют для расчета контрольных пределов метод из примера 4.2, он совершенно
неверен! Нет таких ситуаций, где бы этот подход был правомерным. Дело в том,
что принцип, лежащий в основе этого метода, требует полной однородности
данных, поэтому он совершенно бесполезен для анализа данных с возможной
неоднородностью. Шухарт взвешенно и аргументированно отверг использование
этого метода на с. 302 монографии Economic Control of Quality.
Вернемся к блок-схеме на рис. 3.1, начинающейся с предположения о ста-
бильности процесса. К этому предположению следует отнестись скептически.
Оно сделано намеренно, в целях дальнейших расчетов, а вовсе не потому,
что кто-то действительно верит, что процесс находится в статистически
управляемом состоянии.
ПРИМЕР 4.3 Еще один вариант неправильно построенной карты
Снова рассмотрим данные из примера 4.1.
№ Значения Среднее
I 4 5 5 4 8 4 3 7 5
II 0 2 1 5 3 2 0 3 2
III 6 9 9 7 8 7 9 9 8
Вычисляем стандартное отклонение для средних по подгруппам и затем
рассчитываем формулы для карты средних:
X = X±3sT.
Среднее средних X = 5,0.
Стандартное отклонение для трех групповых средних: = 3,0.
«Предполагаемая» верхняя граница: UCLX = 5,0 + 3 3,0 = 14,0.
Центральная линия: CL* = 5,0.
«Предполагаемая» нижняя граница: UCL^ = 5,0-3 3,0 = -4,0.
Эти пределы показаны на рис. 4.3.
Рис. 4JL Еще более некорректный способ расчета пределов для карты средних (пример 4.3)
92
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Пределы на рис. 4.3 более чем на 455% шире, чем пределы на рис. 4.1.
Они полностью скрывают факт выхода графика средних из-под контроля!
Подобная картина получалась при компьютерном построении контрольных
карт на одном из заводов штата Индиана, когда использовался тот же самый
подход. Разве удивительно, что исследователи никогда не обнаруживали
никаких выходов из-под контроля?
Подобно тому как метод расчета контрольных пределов, описанный в при-
мере 4.2, требовал полной однородности данных, метод из примера 4.3
требует полной однородности групповых средних. Оба этих требования со-
вершенно несостоятельны с точки зрения цели применения контрольных
карт — обнаружения различий между подгруппами, поэтому данные методы
очень ненадежны для решения поставленной задачи. Эти методы не под-
разумевают наличия какой бы то ни было неоднородности, поэтому их ис-
пользование для вычисления пределов контрольных карт недопустимо.
В чем же заключается принципиальная разница между правильными и
неправильными подходами к вычислению контрольных пределов? Непра-
вильные методы неизменно используют единственную статистику рассея-
ния. Правильные же методы основаны на применении средней из к статистик
рассеяния (или, возможно, медианы к статистик рассеяния). Использование
среднего статистик рассеяния — это один из фундаментальных принципов
контрольных карт Шухарта.
4.2. Почему трехсигмовые пределы?
Решение применять трехсигмовые пределы на контрольных картах не было
основано только на теории вероятностей. Этот момент регулярно не понима-
ется теми, кто пытается использовать теорию вероятностей для «корректиров-
ки» пределов контрольных карт. Чтобы представить аргументы самого Шухар-
та, приведем несколько цитат относительно выбора трехсигмовых границ1:
«Следовательно, нам надо использовать пределы так, чтобы благодаря их при-
менению мы не теряли слишком много времени на поиски ненужных проблем».
«Наш метод—это определение пределов вариабельности... таким образом,
чтобы, когда наблюдаемое значение оказывается вне их, поиск особых причин
имел бы смысл».
«Если используется более чем одна статистика, то пределы всех этих
статистик надо выбрать так, чтобы вероятность идентификации “проблем"
при выходе хотя бы одной из них за свои контрольные пределы была экономи-
чески оправданна».
«...обычно мы выбираем симметричный диапазон, ограниченный пределами1 2
0±toe».
1 Economic Control of Quality of Manufactured Product, p. 147-148, 276-277.
2 Здесь 0 — принятое Шухартом обозначение математического ожидания, a t — множи-
тель, связанный в статистике с критерием Стьюдента. — Прим. ред.
Глава 4 • Теория и мифы контрольных карт
93
«Опыт показывает, что t = 3 — экономически приемлемое значение».
«Следовательно, метод установления границ допустимой вариации ста-
тистики 0 зависит от теории, описывающей математическое ожидание 0
и стандартное отклонение и от эмпирических свидетельств, оправдываю-
щих выбор границ как 0±Гов».
Трехсигмовые границы — это не вероятностные пределы. И когда мы
будем обсуждать их свойства, обращаясь к всевозможным теориям, важно
помнить, что существуют и другие предпосылки, использовавшиеся Шухар-
том при выборе именно этого критерия. Как сказано в последней из приве-
денных цитат, важнейшая причина использования именно трехсигмовых
пределов — эмпирическое подтверждение их эффективности при работе
с реальными данными. Аргументы, которые мы приводим ниже, не могут
обосновать применение трехсигмовых пределов, однако они могут раскрыть
некоторые причины того, почему три сигмы работают так хорошо.
Поскольку строгого вероятностного доказательства не существует, рас-
смотрим эмпирическое правило, предоставляющее нам полезный способ
описания данных при помощи меры положения и меры рассеяния.
ЭМПИРИЧЕСКОЕ ПРАВИЛО. Если дано однородное множество данных:
1) примерно 60-75% данных находятся в пределах одной сигма-единицы
по обе стороны от среднего;
2) ориентировочно от 90 до 98% данных лежат на расстоянии две сигма-
единицы от среднего;
3) приблизительно 99-100% данных удалены от среднего не более чем
на три сигма-единицы.
Сигма-единица — это мера масштаба данных. Общие статистики рассеяния
можно преобразовать в ст-единицы при помощи формул, приведенных в табл. А1
(см. приложение). Переходя от собственно единиц измерения ко-единицам,
можно оценить, сколько данных находится на определенном расстоянии по
обе стороны от среднего. Таким образом, а-единицы показывают, сколько
единиц измерений соответствует одной стандартной единице рассеяния.
Заметим, что в приведенном эмпирическом правиле не содержится никаких
требований относительно нормальности (или даже приблизительной нор-
мальности) распределения данных. Оно весьма общо и применимо к самым
разным видам данных. Однако, так как проиллюстрировать робастность с
помощью набора данных довольно трудно, мы будем использовать для этой
цели вероятностные модели. В этих моделях приведенные проценты соответ-
ствуют площади под кривой распределения, ст заменяется параметром рассея-
ния SD(X), а эмпирическое среднее — параметром положения MEAN(X)\
’ Параметры теоретических моделей — это описательные константы. Соотношения
гистограмм и их эмпирических статистик с параметрами теоретических моделей рас-
смотрены в разделе 9.9.
94
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
РИС. 4А Первый пункт эмпирического правила
Чтобы продемонстрировать робастность правила, были использованы
шесть различных вероятностных моделей. Все они были подобраны таким
образом, что MEAN (X) = 0 и SD(X) = 1,0. Следовательно, интервал, опреде-
ленный первым пунктом правила, распространяется от -1 до 1. Во втором
пункте говорится об интервале от -2 до 2, в третьем — от -3 до 3.
Глава 4 • Теория и мифы контрольных карт
95
РИС. 4Л. Второй пункт эмпирического правила
Эти три части правила проиллюстрированы на рис. 4.4; 4.5 и 4.6.
Первый пункт эмпирического правила оказался самым слабым: ему соот-
ветствовало только четыре из шести выбранных распределений, показанных на
рис. 4.4. Несмотря на это, первый пункт может служить полезным инструмен-
том для описания положения основной массы распределения (или данных).
96
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
РИС. 4.6. Третий пункт эмпирического правила
Второй пункт правила несколько сильнее первого: ему не соответствует
только одно распределение из шести.
Третий пункт, несомненно, сильнейший: вне зависимости от асимметрич-
ности или наличия так называемых «тяжелых хвостов», все шесть распределений
фактически вписываются в пределы трех стандартных отклонений от среднего.
Глава 4 • Теория и мифы контрольных карт
97
Что касается однородности данных, третий пункт правила утверждает,
что независимо от «поведения» практически все данные попадают в трех-
сигмовые пределы. Поскольку находящиеся в управляемом состоянии данные
демонстрируют по определению разумную однородность, эмпирическое
правило объясняет, почему контрольные карты редко поднимают «ложную
тревогу». В то же время, если некая точка оказывается за трехсигмовыми
пределами, то это, скорее всего, обусловлено появлением особых причин.
В предыдущем разделе было показано при помощи формул и данных наблю-
дений, что контрольные карты — это нечто большее, чем приложение третьего
пункта эмпирического правила. Тем не менее третий пункт эмпирического
правила — это важный фактор успешной работы трехсигмовых пределов.
4.3. Что, если данные не распределены
по нормальному закону?
Что, если данные не распределены по нормальному закону? Для тех, кто ис-
пользует контрольные карты, этот вопрос интересен хотя бы потому, что
многие воспринимают требование нормальности распределения данных как
препятствие для успешного применения контрольных карт. И они рекомен-
дуют подробно разработанные ритуалы проверки и подтверждения нормаль-
ности, например построение графиков на вероятностной бумаге, критерии
отсутствия нормальности, логарифмические преобразования данных и пр.).
Эти ритуалы, конечно же, еще сложнее, чем сами контрольные карты; они
кажутся очень наукообразными, даже когда не имеют смысла.
Предположение о нормальности распределения данных использовано при
определении констант (табл. А1-А7 в приложениях). Численные значения
констант рассчитаны в предположении нормальности исходных данных. Одна-
ко, к счастью, требование нормальности не критично: если данные распреде-
лены не по нормальному закону, константы меняются лишь незначительно1.
Итак, контрольные карты будут хорошо работать даже в том случае, если
данные не распределены по нормальному закону. Эта проблема была рас-
смотрена Шухартом еще в его первой книге, и она не должна была бы воз-
никать снова. Но... поскольку она все равно возникает, мы посвятим этот
раздел поведению карт средних значений и размахов в тех случаях, когда
распределение не нормально.
Чтобы проверить робастность контрольных карт, Шухарт имитировал
распределения. Он рассмотрел только два ненормальных распределения.
В этой книге мы рассмотрим пять таких распределений (одно из шести рас-
пределений на рис. 4.7 нормально).
1 Ирвинг Бэрр (Irving Burr) проверил 26 ненормальных распределений и обнаружил, что А2
варьируется в интервале менее чем 2% от своего среднего значения, a D4 — менее чем на
6%. Чтобы отклонения констант стали существенно влиять на контрольные пределы, их
надо рассчитать поданным о как минимум 150 подгруппах по пять элементов в каждой.
98
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. 4.Z Шесть теоретических распределений
Итак, на рис. 4.7 изображены следующие распределения (сверху вниз):
равномерное распределение;
правое треугольное распределение;
нормальное распределение;
распределение Бэрра;
^-распределение с двумя степенями свободы;
экспоненциальное распределение.
Первые три распределения были использованы Шуха ртом в его исследо-
вании. Последние три включены в список, чтобы рассмотреть поведение
контрольных карт при распределениях с «тяжелыми хвостами».
Эксперимент был поставлен таким образом. С помощью генератора псевдо-
случайных чисел были имитированы результаты наблюдений, соответствую-
щие одному из шести распределений. Затем эти данные были разбиты на
подгруппы объема п; для каждой из полученных подгрупп были вычислены
групповые средние и размахи. Кроме того, эти данные были использованы
для построения гистограмм для отдельных измерений, для групповых средних
и групповых размахов. Эта процедура была повторена для подгрупп трех
объемов (п = 2, 4, 10). Так как эти данные были получены из однородного
Глава 4 • Теория и мифы контрольных карт
99
источника, они априори находятся в статистически управляемом состоянии.
Поэтому, как это видно из гистограмм, большинство индивидуальных зна-
чений, групповых средних и групповых размахов не должно выходить за
трехсигмовые контрольные пределы.
Имитация трех вариантов подгрупп и шести распределений позволила
получить 18 выборок. Каждая из них была обобщена при помощи трех ги-
стограмм (индивидуальных значений, групповых средних и групповых раз-
махов). На каждой из них были отмечены контрольные пределы на уровне
трех сигм, а также число измерений, оказавшихся внутри этих пределов.
На следующих девяти рисунках (начиная с рис. 4.8 и заканчивая рис. 4.16)
показаны объединенные в пары результаты 18 имитаций: сначала представ-
лены шесть имитаций при п = 2, затем шесть имитаций при п = 4 и, наконец,
еще шесть имитаций при п = 10. Каждую пару сопровождает краткое объ-
яснение полученных результатов.
Начнем с равномерного и правого треугольного распределений при п =2
(рис. 4.8).
Средние
Рис. 4Л Результаты для равномерного и правого треугольного
распределений при л = 2
Размах и
100
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. 4.9. Результаты для нормального распределения и распределения Бэрра при п - 2
При равномерном распределении и п = 2 все 2000 индивидуальных из-
мерений оказались внутри интервала [-3; 3], все 1000 значений групповых
средних — внутри интервала [-2,12; 2,12], а все 1000 размахов — внутри
интервала [0; 3,68].
При правом треугольном распределении и п = 2 в тот же диапазон по-
пали все 2000 индивидуальных значений, 995 из 1000 групповых средних
(99,5%) и 999 из 1000 групповых размахов (99,9%).
На следующем рисунке (рис. 4.9) показаны гистограммы для нормально-
го распределения и распределения Бэрра при п = 2.
В контрольный диапазон попали 9987 из 10 000 элементов нормального
распределения, а также 4985 из 5000 групповых средних (99,7%) и 4948 из
5000 групповых размахов (99,0%).
При распределении Бэрра внутри контрольных пределов оказались 9926
из 10 000 индивидуальных измерений (99,3%), 4964 из 5000 групповых
средних (99,3%) и 4937 из 5000 групповых размахов (98,7%).
Далее представлены гистограммы % ^распределения и экспоненциально-
го распределения для п = 2.
Глава 4 • Теория и мифы контрольных карт
101
РИС. 4.10. Результаты для х2’РаспРеДеления с двумя степенями свободы
и экспоненциального распределения при п = 2
При ^-распределении «хорошими» оказались 9840 индивидуальных зна-
чений (98,4%), 4952 из 5000 групповых средних (99,0%) и 4872 из 5000 груп-
повых размахов (97,4%). При экспоненциальном — 9817 из 10 000 индиви-
дуальных значений (98,2%), 4939 из 5000 групповых средних (98,8%) и 4868
из 5000 групповых размахов (99,1%).
На следующих трех рисунках показаны результаты экспериментов для
подгрупп, состоящих из четырех элементов. Как и в прошлый раз, начнем с
равномерного и правого треугольного распределений.
Все 4000 «измерений», сгенерированных в соответствии с равномерным
распределением, легли в контрольный интервал [-3; 3], все 1000 групповых
средних оказались в интервале [-1,5; 1,5], а все 1000 групповых размахов —
102
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Равномерное
распределение
Правое треугольное
0 1 2 5 4 5
РИС. 4.11 Результаты для равномерного и правого треугольного
распределений при п = 4
в диапазоне [0; 4,70]. При треугольном распределении картина почти полно-
стью повторилась — в контрольные пределы для групповых средних не по-
пало лишь одно значение, а индивидуальные значения и групповые размахи
попали в них полностью.
На рис. 4.12 показаны результаты для нормального распределения и рас-
пределения Бэрра при п = 4.
При нормальном распределении в контрольные интервалы индивидуальных
значений [—3; 3], групповых средних [-1,5; 1,5] и групповых размахов [О; 4,70]
попало 19 960 из 20 000 (99,8%), 4987 из 5000 (99,7%) и 4977 из 5000 (99,5%)
соответствующих статистик, а при распределении Бэрра — 19 838 из 20 000
(99,2%) индивидуальных значении, 4996 из 5000 (99,9%) групповых средних
и 4954 из 5000 (99,1%) групповых размахов.
Теперь рассмотрим гистограммы ^-распределения и экспоненциального
распределения для п = 4 (рис. 4.13).
Как видим, при ^-распределении в контрольные пределы попали 19 686
из 20 000 индивидуальных значений (98,4%), 4956 из 5000 групповых сред-
них (99,1%) и 4868 из 5000 групповых размахов. Для экспоненциального
распределения эти числа равны соответственно 19 619 из 20 000 (98,1%),
4949 из 5000 (99,0%) и 4868 из 5000 (97,4%).
Глава 4 • Теория и мифы контрольных карт
103
Нормальное Распределение
Рис. 4.12. Результаты для нормального распределения
и распределения Бэрра при л = 4
Перейдем к результатам экспериментов при другом объеме подгрупп
и рассмотрим гистограммы равномерного и треугольного распределений при
п = 10 (рис. 4.14).
Как и в двух предыдущих случаях, все характеристики равномерного рас-
пределения оказались внутри контрольных пределов: 10 000 индивидуальных
значений попали в интервал [-3; 3], 997 из 1000 групповых средних — в ин-
тервал [-0,95; 0,95], все из 1000 групповых размахов — в интервал [0,69;
5,47]. Для треугольного распределения эти показатели соответственно равны
10 000 (100%), 995 (99,5%) и 1000 (100%).
Далее рассмотрим нормальное распределение и распределение Бэрра при
п = 10 (рис. 4.15).
Интересующие нас показатели для нормального распределения равны
49 897 из 50 000 (99,8%), 4982 из 5000 (99,6%) и 4977 из 5000 (99,5%), а для
распределения Бэрра — 49 603 (99,2%), 4984 (99,7%) и 4946 (98,9%).
И наконец, последняя серия гистограмм иллюстрирует результаты экс-
периментов для ^-распределения и экспоненциального распределения для
п = 10 (рис. 4.16).
Данные, соответствующие//-распределению, расположились следующим
образом: в контрольные пределы попали 49 310 из 50 000 индивидуальных
104
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
^-распределение с двумя
степенями свободы
РИС. 4.11 Результаты для х2-распределения с двумя степенями свободы
и экспоненциального распределения при п = 4
значений (98,6%), 4972 из 5000 групповых средних (99,4%) и 4896 из 5000 груп-
повых размахов (97,9%). Для экспоненциального распределения эти характе-
ристики равны соответственно 49 070 из 50 000 (98,1%), 4964 из 5000 (99,3%)
и 4800 из 5000 (96,0%).
Способ получения данных в рассмотренных выше примерах обусловливал
их статистическую управляемость. Мы были вправе ожидать, что основная
масса данных окажется внутри контрольных пределов. Эксперимент под-
твердил, что это действительно так: почти все значения, показанные на ги-
стограммах индивидуальных данных, групповых средних и групповых раз-
бросов, лежат внутри контрольного интервала.
Рассматривая процент данных, попавших в контрольные пределы, мы
можем заметить, что хотя он зависит от типа распределения, его фактическое
влияние на результат крайне мало. Доля выбросов среди групповых средних
не превышает 1%. Что касается групповых размахов, то 2%-ный уровень вы-
бросов был превышен лишь дважды — при рассмотрении экспоненциально-
го и х2-распределений.
Глава 4 • Теория и мифы контрольных карт
105
Равномерное
распределение
LMPL,
Правое треугольное
Средние
РИС. 4.14. Результаты для равномерного и правого треугольного
распределений при п = 10
Размахи
Это означает, что даже весьма существенное отклонение эмпирического
распределения от нормального не препятствует контрольным картам иден-
тифицировать неуправляемую вариацию. И даже в том случае, когда рас-
пределение измеренных величин подчиняется закону, отличающемуся значи-
тельной асимметрией или «тяжелыми хвостами», число «фальшивых сигналов»
о возникновении неустойчивости не становится чрезмерным. Следовательно,
вне зависимости от того, как ведут себя данные, любые выбросы, по всей
вероятности, свидетельствуют о появлении особых причин нестабильности
процесса.
Итак, карты средних и размахов робастны по отношению к тем отклоне-
ниям от нормальности, которые встречаются на практике. Этим картам
106
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Нормальное
Распределение
Рис. 4.15. Результаты для нормального распределения
и распределения Бэрра при п = 10
можно доверять: они будут хорошо работать даже в том случае, когда рас-
пределение отличается от нормального.
4.4. Мифы о картах Шухарта
ПЕРВЫЙ МИФ: говорят, что контрольные карты можно использовать
только для нормально распределенных данных.
Еще не скоро результаты моделирования, представленные в предыдущем
разделе, смогут рассеять это заблуждение. Хотя используемые в картах кон-
станты получены в предположении о нормальности распределения, метод
контрольных карт совершенно не чувствителен к этому предположению.
И эта нечувствительность делает контрольные карты достаточно робастны-
Глава 4 • Теория и мифы контрольных карт
107
Рис. 4.16. Результаты для ^-распределения с двумя степенями свободы
и экспоненциального распределения при л = 10
ми, чтобы работать в реальном мире в качестве процедуры индуктивного
вывода.
Миф о нормальности — следствие непонимания отношений между кон-
трольной картой и методами статистического вывода. Как отмечал Шухарт,
«нам безразлична функциональная форма генеральной совокупности, нам
достаточно того, что она существует»1.
«Некоторые из ранних попыток охарактеризовать состояние статисти-
ческой управляемости были побуждены верой в существование некой особой
формы функции частот f(x), и ранее считалось, что нормальный закон дей-
ствительно характеризовал это состояниие1 2. Когда же выяснилось, что и
нормальный закон неадекватен, стали пробовать различные обобщенные
1 Statistical Method from the Viewpoint of Quality Control, p. 54.
2 Adolphe Quetelet (Адольф Кетле), около 1845 г.
IM
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
функциональные формы. Однако сегодня все надежды отыскать единственную
форму функции f(x) полностью иссякли»'.
Итак, чтобы наносить данные на контрольную карту, им не обязательно
быть распределенными по нормальному закону: их нормальность или не-
нормальность практически не влияет на вычисления. В то же время, наличие
разумной степени статистической управляемости вовсе не означает, что эти
данные распределены по нормальному закону. Нормальное распределение
данных не условие и не следствие статистической управляемости.
В качестве последнего свидетельства того, что это представление о нор-
мальности — миф, обратимся к с. 23 оригинала книги Economic Control of
Quality of Manufactured Product, на которой Шухарт представляет данные,
показанные нами на рис. 4.17. Он характеризует эти данные как «по меньшей
мере, приблизительно [находящиеся] в состоянии статистической управляе-
мости». Но они явно не распределены по нормальному закону!
ВТОРОЙ МИФ: говорят, что контрольные карты работают благодаря
центральной предельной теореме.
Модуль разлома (в сотнях фунтов на квадратный дюйм)
РИС. 4.17. Вариация модуля разлома образца еловой доски,
рисунок Шухарта из работы Statistical Nature of Physical Properties
(«Статистическая природа физических свойств*)
1 Statistical Method from the Viewpoint of Quality Control, p. 12.
Глава 4 • Теория и мифы контрольных карт
109
Центральная предельная теорема действительно применима к групповым
средним: с ростом объема подгруппы п гистограмма групповых средних будет
в пределе становиться все более и более нормальной вне зависимости оттого,
как распределены индивидуальные измерения. Эта тенденция заметна на
рис. 4.18. (Эти гистограммы взяты из раздела 4.3.) Даже когда распределения
отдельных измерений абсолютно различны, распределения групповых сред-
них становятся все более похожими друг на друга по мере роста п.
Многие статистические процедуры, основанные на средних, используют
центральную предельную теорему. Она действительно настолько широко ис-
пользуется, что тезис о том, что эта теорема служит основой и для контрольных
карт, кажется вполне естественным. Однако в данном случае это не так.
Да, центральная предельная теорема применима к групповым средним, но
не в этом причина эффективности контрольных карт. Во-первых, эта теорема
РИС. 4.18. Центральная предельная теорема для групповых средних
110
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
неприменима к групповым размахам, поэтому, если бы именно она опреде-
ляла работу контрольных карт, то карта размахов не работала бы. Это видно
из рис. 4.19, где показаны два распределения индивидуальных значений и
гистограммы для групповых размахов при п = 2, 4 и 10. Очевидно, что воз-
растание п не приводит к увеличению сходства между этими гистограммами.
Более того, заметен противоположный эффект: чем больше п, тем больше
различий между ними.
Вторая причина того, почему центральная предельная теорема не может
считаться основой контрольных карт, заключается в консервативной при-
роде трехсигмовых пределов. В случае, когда мы практически насильно
«запихали» в контрольные пределы от 99 до 100% данных, нет надобности
апеллировать к каким бы то ни было теориям, чтобы понять, что точка,
выпадающая из этой группы, скорее всего, служит сигналом о нарушении
стабильности процесса. Консервативная природа трех сигм делает централь-
Рис. 4.18. Непригодность центральной предельной теоремы для подгрупп размахов
Глава 4 • Теория и мифы контрольных карт
111
ную предельную теорему ненужной, что и было проиллюстрировано на
рис. 4.6.
Этот миф, несомненно, одно из главных препятствий на пути эффективно-
го использования контрольных карт для анализа управленческих и промыш-
ленных данных. Всякий раз, когда есть только одно измерение в единицу
времени, логично использовать подгруппы единичного объема (и = 1). Од-
нако, если кто-то верит в миф о центральной предельной теореме, ему требу-
ется каждый раз что-либо усреднить, чгобы получить ее благословение, и ра-
циональность анализа данных будет принесена в жертву предрассудкам.
ТРЕТИЙ МИФ: говорят, что наблюдения должны быть независимыми —
автокоррелированные данные неприемлемы для контрольных карт1.
И снова мы имеем дело с искусственным барьером, выстроенным на тео-
ретических предположениях и игнорирующим природу реальных данных и
робастность контрольных карт. Фактически все данные, характеризующие
производственные процессы, демонстрируют определенную автокорреляцию.
Рассмотрим, например, данные из табл. 2, книги Economic Control of Quality of
Manufactured Product (они также показаны в упражнении 4.2 в конце четвертой
главы данной книги). Эти 204 измерения сопротивления электроизоляцион-
ного материала (в МОм) имеют коэффициент автокорреляции, равный 0,548.
Автокорреляционный график рассеяния (с шагом 1) показан на рис. 4.20.
Рис. 420. Автокоррелированные данные из книги
Economic Control of Quality of Manufactured Product, c. 20
1 Значительная положительная автокорреляция наблюдается, когда данные характеризу-
ются следующим: 1) последовательные индивидуальные значения близки, в то время
как 2) непоследовательные индивидуальные значения могут сильно различаться. Под-
робнее см. в работе Wheeler 1989.
112
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Шухарт разбил эти данные на 51 подгруппу по четыре элемента и построил
контрольные карты. Карта средних значений показала отсутствие статистиче-
ской управляемости. Эта карта приведена на с. 21 его книги в левой части рис. 7.
мг
Q.
£ м
Случайна ли эта вариабельность?
о 4»
С 40 .
Р
I I____1—1
О 10 м
Выборка
Ответ «да»
Рис. 421. Карта средних Шухарта для коррелированных данных
По поводу этих данных Шухарт писал:
«Несколько наблюдаемых [средних] значений находилось вне контрольных
пределов. Это указывало на существование причин вариации, которые следо-
вало найти и ликвидировать.
Дальнейшие исследования были ориентированы на нахождение этих причин.
Некоторые из них были обнаружены и устранены После этого наблюдения
возобновились (полученные величины показаны на рис. 76). Теперь мы видим,
что все точки лежат внутри контрольных пределов. Из этого мы заключили,
основываясь на контрольной карте, что нет смысла в продолжении анализа
и исключении причин вариации. Эксперимент был важен, и была проделана
огромная работа, однако это не позволило раскрыть все причины вариации.
Данный пример иллюстрирует случай, при котором контрольная карта по-
казывает вариацию, вызванную только случайными причинами».
Напомним, что цель анализа — понимание, а вовсе не цифры. Контроль-
ные карты имеют дело не с вероятностными моделями, они используют
данные для принятия решений в реальной жизни и работают с авто коррели-
рованными данными уже более 60 лет!
Поскольку полный анализ влияния автокорреляции исходных данных вы-
ходит за пределы содержания этой книги, приведем лишь одно дополнитель-
ное наблюдение по этому поводу. Действительно, чрезмерная положительная
автокорреляция (скажем, больше 0,8) сужает контрольные пределы. Но в этом
случае график процесса становится легко интерпретировать. Это тот случай,
Глава 4 • Теория и мифы контрольных карт
113
когда автокорреляционные искажения пределов делает одновременно ре-
зультаты более полезными. Это повышение интерпретируемости текущих
данных обычно проливает свет на то, как надо улучшать процесс, и дальней-
шие вычисления становятся ненужными.
ЧЕТВЕРТЫЙ МИФ: говорят, что процесс должен находиться в состоянии
статистической управляемости, прежде чем наносить данные на контроль-
ную карту.
Источником этого мифа служит один из неверных способов расчета кон-
трольных пределов, рассмотренных в начале этой главы. Одно из наиболее
абсурдных следствий этого мифа — предложение отбраковывать данные,
прежде чем нанести их на контрольную карту, после чего использовать преде-
лы 2а или 2,33а. Не стоит и говорить, что эти и многие другие манипуляции
абсолютно бессмысленны. Цель использования контрольных карт — обнару-
жение отсутствия управляемости. А если ее нельзя использовать для этой
цели, то зачем вообще ее использовать? Взгляните-ка снова на рис. 4.21.
Существуют и другие мифы. И еще какие-то мифы, видимо, появятся в
будущем. Цель этой главы — борьба с мифами, окружающими контрольные
карты Шухарта, чтобы помочь читателю использовать карты более эффек-
тивно. Продолжая в том же ключе, мы посвящаем следующий раздел четырем
«китам», на которых строятся карты Шухарта.
4.5. Четыре «кита» карт Шухарта
ПЕРВЫЙ «КИТ»: контрольные пределы карт Шухарта всегда уста-
навливаются на расстоянии три сигмы по обе стороны от цен-
тральной линии
Вне зависимости от того, работаем ли мы с индивидуальными значениями,
с групповыми средними, с групповыми размахами, с групповыми стандарт-
ными отклонениями, со скользящими размахами или со скользящими сред-
ними, контрольные пределы строятся по одному и тому же принципу.
Расчет контрольных За-пределов всегда основывается на данных. Их
нельзя определить с помощью вычислений, основанных на допусках. Кон-
трольные пределы, рассчитанные с помощью как «модифицированных кон-
трольных пределов», так и «предконтроля» и основанные на допусках, никог-
да не будут столь же эффективными, как обычные, основанные на данных.
Они будут всегда вызывать либо повышенное число ложных тревог, либо,
наоборот, пропусков реальных сигналов.
Трехсигмовые пределы — это пределы действия, они показывают, когда
надо действовать в процессе. Это не вероятностные пределы. Хотя их основа,
несомненно, — в теории вероятности, они предоставляют разумный критерий
114
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
того, когда и как следует действовать. Они обеспечивают экономический
баланс между двумя видами ошибок, которые можно сделать при интерпре-
тации данных процесса. Они никогда не поднимают слишком много ложных
тревог и не пропускают слишком много сигналов1.
Как уже было сказано выше, большая часть робастности контрольных
карт порождается именно За -пределами. Эти пределы достаточно консерва-
тивны, чтобы быть нечувствительными к отклонениям фактического рас-
пределения от нормального, даже если подгруппа состоит только из одного
элемента. Вот почему не надо апеллировать к центральной предельной тео-
реме для подтверждения правомерности использования контрольных карт.
Их эффективность полностью доказана более чем 60 годами успешной прак-
тической работы. Принять безоговорочно.
ВТОРОЙ «КИТ»: при вычислении трехсигмовых контрольных пределов
всегда используется среднее статистик рассеяния1 2
Определение нескольких статистик рассеяния и использование либо
среднего, либо медианы статистик рассеяния вносит в процедуру вычисления
контрольных пределов определенную стабильность. Более того, если это
делается для описания внутригрупповой вариации, то достигается гораздо
меньшая чувствительность к отсутствию управляемости, чем при любом
другом подходе. Это было показано в разделе 4.1.
Выбор статистик рассеяния не так уж и важен: можно использовать раз-
мах, стандартное отклонение или корень из среднего квадрата отклонений.
При правильном подходе использование всех этих статистик приводит к сход-
ным результатам, а при неправильном — к сходным неверным результатам.
Четкое следование подходу обязательно (см. табл. К2.-К7 в приложениях).
При п = 1 для построения контрольных пределов можно использовать сколь-
зящий средний размах (правильные и неправильные нуги расчета контрольных
пределов карты индивидуальных измерений обсуждаются в разделе 9.2).
ТРЕТИЙ «КИТ»: концептуальной основой карт Шухарта служит
рациональный отбор данных и правильное выделение подгрупп
Метод сбора данных, их распределение по подгруппам и нанесение этой
информации на контрольную карту всецело зависит от свойств наблюдаемого
процесса, источников вариации, целей, поставленных перед картой, и пользы,
которую должно принести полученное с ее помощью понимание процесса.
1 Для дальнейшего чтения поэтому вопросу см.: Economic Control of Quality of Manufactured
Product, p. 147,148, 276, 277, 304.
2 Единственное исключение —карты качественного типа, использующие для вычисле-
ния пределов локальные статистики, а не статистики рассеяния. См. раздел 10.2.
Глава 4 • Теория и мифы контрольных карт
115
Ошибки, сделанные при учете этих факторов, могут привести к получению
абсолютно бессмысленной контрольной карты. И наоборот, уважительное
отношение к ним служит дополнительным рычагом ее информативности
и полезности. Именно эта гибкость делает контрольные карты отличным
инструментом наилучшего понимания процесса при наименьших усилиях.
К сожалению, новичок может запутаться в этой гибкости.
Еще одно условие успешного использования контрольных карт — рацио-
нальный выборочный процесс и рациональная организация подгрупп. Более
полно этот вопрос рассмотрен в главе 5.
ЧЕТВЕРТЫЙ «КИТ»: контрольные карты эффективны только тогда,
когда организация правильно использует получаемые с их помощью
знания
Без организации, которая способна воплотить знание в действие, это
знание бесполезно. И наоборот, знание полезно только тогда, когда оно слу-
жит критерием для действий. Если вы не можете адекватно отреагировать
на предоставленное контрольной картой знание, SPC не будет столь эффек-
тивным инструментом в ваших руках, каким мог бы быть. Пока на пред-
приятии есть великое множество внутренних барьеров и препятствий для
использования контрольных карт, ничего не произойдет само собой. Вот
почему многие из знаменитых 14 пунктов доктора Деминга связаны с этим
основополагающим принципом.
Самой по себе методики статистического управления процессами мало.
Если один из краеугольных камней потерян, здание обязательно рухнет. В то
же время любая попытка повысить эффективность предприятия без статисти-
ческого управления процессами обречена на провал. Причина — старые при-
вычки не хотят умирать. Нужен некий катализатор, способный ускорить пере-
мены в организации, и именно таким катализатором может стать SPC. Каждая
крупица знания, полученного при помощи SPC, предъявляет к организации
определенные требования. Если организация реагирует на эти требования,
произойдет замена какой-нибудь старой привычки на новую. А как только
накопится несколько таких изменений, статистическое управление станет еще
более эффективным, требования к предприятию возрастут, улучшится обрат-
ная связь — это и служит основой непрерывного улучшения.
Этот четвертый «кит» не был явным в работе Шухарта, который предпо-
лагал, что предприятие будет действовать разумно и рационально. Однако
Деминг обнаружил, что так происходит не всегда. Недостаточно дать бизнес-
менам эффективные методы сбора, обработки и анализа данных. А ведь
в отсутствие таких методов бизнес управляется на основе эмоционального
восприятия имеющихся цифр: «Я сам все знаю! Зачем мне ваши факты?»
Проанализировав столь сильные различия между опытом, приобретенным
в Японии, и опытом, полученным в Америке, Деминг приступил к выработке
118
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
общего понимания того, что нужно делать, чтобы организация смогла дей-
ствовать рационально. В 1967 г. он выпустил в свет работу под названием
«Что произошло в Японии?» (What Happened In Japan?), в которой указал
девять ключевых пунктов. Позднее «Некоторые новые принципы админи-
стрирования» (Some New Principles of Administration) вошли в статью «О не-
которой статистической поддержке экономичного производства» (On Some
Statistical Aids Toward Economic Production), опубликованную в 1975 г. В на-
чале 1980-х гг. появились и 14 пунктов.
Эти 14 пунктов не отражают всей философии Деминга, но служат исходной
точкой для ее понимания. Это не методы, не перечень инструкций и не кон-
трольный список. Это своего рода вйдение статистического управления про-
цессами. Эти пункты в конечном итоге ведут к иному, радикально новому
пути организации бизнеса и работы с людьми. Однако прежде чем применять
их для коренной перестройки бизнеса, их надо глубоко осознать. Не надо
«внедрять 14 пунктов» (вместе или порознь), нужно просто создать для них
благоприятную атмосферу.
14 пунктов доктора Деминга
1. Добейтесь постоянства цели — постоянного улучшения товаров и услуг
для общества и распределения ресурсов с целью решения долгосрочных
стратегических задач, а не только получения сиюминутной прибыли,
что позволит стать конкурентоспособным, надолго остаться в бизнесе
и обеспечить людей работой.
2. Усвойте новую философию! Мы живем в новом экономическом веке,
который возник в Японии. Мы не можем больше мириться с обще-
принятым уровнем задержек, ошибок, качества материалов и непро-
фессионализма. Только изменение западного стиля менеджмента
может остановить продолжающийся упадок экономики.
3. Откажитесь от потребности в массовых проверках как от способа су-
ществования, добивайтесь качества, прежде всего встраивая его в про-
дукцию. Требуйте статистического подтверждения встроенного каче-
ства в производстве и закупках.
4. Перестаньте судить о бизнесе только по ценникам! Вместо этого тре-
буйте содержательных показателей качества. Сократите число постав-
щиков одинаковой продукции, исключая тех, кто не в состоянии ста-
тистически или иначе подтвердить качество. Наша цель — уменьшить
общие, а не только начальные затраты, минимизировав вариацию. Это
достигается наличием только одного поставщика для каждого вида
сырья и долгосрочными доверительными отношениями лояльности и
доверия. У менеджеров по закупкам теперь новая работа, они должны
учиться.
5. Постоянно улучшайте каждый процесс планирования, производства и
обслуживания. Постоянно ищите проблемы, решение которых позволит
Глава 4 • Теория и мифы контрольных карт
117
улучшить каждое действие в компании, повысить качество и произво-
дительность и, следовательно, постоянно снижать затраты. Введите
инновации и постоянно совершенствуйте товары, услуги и процессы.
Работа менеджмента — постоянно улучшать систему (разработку про-
дукции, закупку сырья, ремонт и совершенствование оборудования,
общее руководство, подготовку и переподготовку персонала).
6. Введите современные методы обучения на рабочем месте для всех,
включая менеджмент, чтобы лучше использовать каждого человека.
Новые навыки нужны при переменах в материалах, методах, продук-
ции, оборудовании, технологии и услугах.
7. Учредите институт лидерства, чтобы помогать людям лучше делать
свою работу. Ответственность менеджеров и руководителей надо из-
менить от учета штук к качеству. Повышение качества автоматически
повышает производительность. Менеджмент должен гарантировать,
что предпримет немедленные действия при получении отчета об обна-
руженных дефектах, об обслуживании оборудования и смене инстру-
ментов, о нечетких операциональных определениях и обо всех других
условиях, определяющих качество.
8. Поощряйте двусторонний обмен информацией и другие способы из-
гнания страха из организации, чтобы каждый мог трудиться эффек-
тивно на благо компании.
9. Ломайте барьеры между отделами и подразделениями. Люди из разных
подразделений, таких как отделы исследований, проектирования,
снабжения, управления и производства, должны работать в командах
над решением проблем, возникающих с товарами или услугами.
10. Устраните лозунги, плакаты и призывы к рабочим, требующие нуля
дефектов и нового уровня производительности, если не указаны мето-
ды достижения этих целей. Такие призывы только создадут атмосферу
соперничества, которая снизит и производительность, и качество,
и общий потенциал рабочей силы.
11. Исключите рабочие стандарты, которые предписывают нормы выра-
ботки для исполнителей и количественные цели для менеджеров.
Вместо этого организуйте лидерство, чтобы достичь постоянного по-
вышение производительности и качества.
12. Разрушьте барьеры, лишающие постоянных рабочих и менеджеров
права гордиться своим мастерством. Это подразумевает, между прочим,
отмену всевозможных годовых рейтингов (оценки результатов) и управ-
ления по целям. И снова ответственность менеджеров, руководителей,
маете ров надо переключить от штук к качеству.
13. Организуйте сильную образовательную программу и поощряйте само-
совершенствование каждого сотрудника. Организации не нужны про-
сто хорошие люди, нужны хорошие люди, постоянно повышающие свое
образование. Продвижение на конкурентную позицию должно осно-
вываться на знаниях.
118
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
14. Ясно определите постоянную приверженность высшего менеджмента
к постоянному повышению качества и производительности и его обя-
зательство следовать этим принципам. Действительно, недостаточно
для высшего руководства просто быть приверженным идее повышения
качества, нужно еще и действовать в этом направлении. Создайте
в высшем руководстве специальную структуру, которая будет ежеднев-
но «продвигать» все 13 пунктов, приведенных выше, и действовать для
таких преобразований. Простой поддержки недостаточно. Нужно дей-
ствовать.
Для более тщательного изучения этих 14 пунктов полезно обратиться
к книгам Генри Нива «Организация как система» (Альпина Бизнес Букс, 2007)
и Эдвардса Деминга «Выход из кризиса» (Альпина Бизнес Букс, 2007).
Упражнение 4.1
В примере 2.6 представлены 50 измерений диаметра подшипника № 3 для
распределительного вала. Их среднее значение равно 1,37482, а стандартное
отклонение — 0,000354.
Преобразование данных, показанное в упражнении 3.5, приводит к пре-
образованному среднему средних, равному 48,20, и стандартному отклоне-
нию 3,54-
а) В упражнении 3.4 эти 50 измерений распределены по 10 подгруппам
по 5 элементов в каждой. 10 групповых средних равны:
X 50,1 45,2 50,3 51,2 45,6 44,2 44,2 51,6 49,9 49,7
Используя среднее средних X - 48,2 и стандартное отклонение $ = 3,54,
= 3s
по формуле SCLX =X±—j= определите НЕПРАВИЛЬНЫЕ пределы для груп-
yjn
новых средних.
Ь) Попадают ли эти групповые средние за пределы НЕПРАВИЛЬНО опре-
деленных границ? Сравните полученный результат с результатом из
упражнения 3.5.
с) Вычислите стандартное отклонение 10 групповых средних, показанных
выше. Затем по формуле из упражнения 4.3 рассчитайте другую пару
НЕПРАВИЛЬНЫХ контрольных пределов для групповых средних:
SCI,* =J±3sx.
Глава 4 • Теория и мифы контрольных карт
119
Упражнение 4.2
Данные из табл. 2 книги Шухарта, изданной в 1931 г., разбиты на 51 под-
группу по четыре элемента. Ниже показаны эти подгруппы вместе с номера-
ми, отображающими их временную последовательность, а также их группо-
выми средними и размахами.
-1- -2- -3- 4- -5- •6- -7- -8- •9- -10- -11- -12- -13-
5045 4290 3980 3300 5100 4635 4410 4725 4790 4110 4790 4740 4170
4350 4430 3925 3685 4635 4720 4065 4640 4845 4410 4340 5000 3850
4350 4485 3645 3463 5100 4810 4565 4640 4700 4180 4895 4895 4445
3975 4285 3760 5200 5450 4565 5190 4895 4500 4790 5750 4255 4650
4430,0 43725 3827,5 3912,0 5071,25 4682,5 4557,5 4725,0 4733,75 4372,5 4943,75 4722,5 4278,75
1070 200 335 1900 815 245 1125 255 245 680 1410 745 800
-14- -15- -16- 17- -18- -19- -20- -21- -22- -23- -24- -25- -26-
4170 4175 2920 4090 4640 4215 4615 4700 4095 4445 4560 5000 4850
4255 4550 4375 5000 4335 4275 4735 4700 3940 4000 4700 4575 4850
4170 4450 4375 4335 5000 4275 4215 4700 3700 4845 4310 4700 4570
4375 2855 4355 5000 4615 5000 4700 4095 3650 5000 4310 4430 4570
4242,5 4007,5 4006,25 4606,25 4647,5 4441,25 4566,25 4548,75 3846,25 4572,5 4470,0 4676,25 4710,0
205 1695 1455 910 665 785 520 605 445 1000 390 570 280
-27- -28- -29- -30- -31- -32- -33- -34- -35- -36- -37- -38- -39-
4355 4100 4050 4430 3075 4425 4840 4700 4450 3635 4340 5000 4770
4160 4340 4050 4300 2965 4300 4310 4440 4450 3635 4340 4850 4500
4325 4575 4685 4690 4080 4430 4185 4850 4850 3635 3665 4775 4770
4125 3875 4685 4560 4080 4840 4570 4125 4450 3900 3775 4500 5150
4366,25 4222,5 4367,5 4495,0 3550,0 4498,75 4476,25 4528,75 4550,0 3701,25 4030,0 4781,25 4797,5
730 700 635 390 1115 540 655 725 400 265 675 500 650
-40- 41- 42- 43- 44- 45- -46- -47- -48- -49- -50- -51
4850 5000 5075 4925 5075 5600 4325 4500 4850 4625 4080 5150
4700 4700 5000 4775 4925 5075 4665 4765 4930 4425 3690 5250
5000 4500 4770 5075 5250 4450 4615 4500 4700 4135 5050 5000
5000 4840 4570 4925 4915 4215 4615 4500 4890 4190 4625 5000
4887,5 4760,0 4853,75 4925,0 5041,25 4835,0 4555,0 4566,25 4842,5 4343,75 4361,25 5100,0
300 500 505 300 335 1385 340 265 230 490 1360 250
а) Средний размах равен 658,6. Вычислите контрольные пределы для
групповых размахов.
Ь) Превышает ли какой-нибудь из размахов верхний контрольный предел?
с) Генеральное среднее равно 4498,18. Используя формулы из упражне-
ния 4.1 вычислите правильные контрольные пределы для групповых
средних. Соответствуют ли эти пределы пределам, показанным на
рис. 4.21?
d) Стандартное отклонение всех 204 измерений s = 466,4. Используй-
те это значение и процедуру из примера 4.2 для построения пары
120
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
НЕПРАВИЛЬНЫХ контрольных пределов для приведенных выше
групповых средних.
е) Стандартное отклонение 51 группового среднего =352,3- Исполь-
зуйте процедуру из примера 4.3 для построения другого НЕПРАВИЛЬ-
НОГО набора контрольных пределов для групповых средних.
f) Какой из найденных наборов контрольных пределов наиболее чув-
ствителен к выходу из-под контроля процесса, отражаемого этими
данными?
Глава 5
Эффективное применение
контрольных карт
Контрольные карты служат мощным инструментом обнаружения не-
управляемой вариации. В предыдущей главе мы рассмотрели, как и
почему нужно использовать контрольные карты, и проиллюстрировали
эффективность их работы для практически любого вида данных. Именно
поэтому контрольные карты могут пригодиться в самых разнообразных
ситуациях.
Есть несколько различных способов применения контрольных карт. Не-
которые способы оказываются более эффективными, чем остальные, однако
по мере накопления опыта вы научитесь находить правильный.
В этой главе мы обсудим два пути повышения эффективности контрольной
карты. Первый заключается в том, чтобы повысить чувствительность карт к
переменам в процессе. Второй ориентирован на использование карт для от-
вета на конкретные вопросы.
5.1. Структуры в текущих результатах
Контрольные карты Шухарта очень редко служат ложным сигналом. Точка,
оказавшаяся за пределами За, скорее всего, служит сигналом наличия какой-
то особой причины, которую надо выявить и исключить. Пока результаты
остаются в пределах трех сигм и варьируют относительно центральной
линии случайным образом, можно уверенно сказать, что наш процесс ста-
билен.
Но что, если текущие данные не варьируют относительно центральной
линии случайным образом? Что, если в текущих данных проявляется неко-
122
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
торая структура? Если эту структуру можно разумно интерпретировать
с точки зрения процесса, то ее стоит воспринимать как индикатор особой
причины. Если же эта структура не имеет смысла с точки зрения процесса и
образования подгрупп и если она краткосрочна, выводы делать не стоит.
Чтобы не обращать внимания на структуру, которая образуется по слу-
чайным причинам, следует определить критерии, какую структуру данных
считать неслучайной. В следующем параграфе будут представлены такие
критерии.
5.2. Простые критерии серий
Серии — одна из неслучайных структур в текущих данных. Есть разные виды
серий, но самая распространенная из них — это серия относительно цен-
тральной линии.
Серия может представлять собой группу последовательных точек, нахо-
дящихся по одну сторону от центральной линии. Если две соседние точки
расположены по одну сторону от центральной линии, говорят о серии из двух
точек. Если рассматривается точка, «соседки» которой лежат по другую сто-
рону от центральной линии, эту точку называют серией из одной точки.
Чтобы увидеть, как серия относительно центральной линии свидетель-
ствует о перемене состояния процесса, рассмотрим игру в подбрасывание
монеты. Нет ничего удивительного в выпадении двух «орлов» подряд. Даже
три «орла» выпадают довольно часто. Четыре «орла» подряд — это уже ин-
тересно, не говоря о пяти, шести или семи... С ростом длины серии «орлов»
появляется структура. Если же «орел» выпадет и при восьмом броске подряд,
создастся впечатление, что в игре произошло что-то неслучайное. (Теорети-
чески вероятность выпадения восьми «орлов» подряд при восьми бросаниях
честной монеты равна 1 к 128.)
По этой же самой причине, если восемь или более точек подряд оказы-
ваются по одну сторону от центральной линии карты средних значений,
они могут рассматриваться в качестве свидетельства устойчивого смеще-
ния среднего процесса, даже если все точки лежат внутри контрольных
пределов.
Когда критерий серий применяется к карте размахов (или к карте любой
другой меры рассеивания), надо сделать некоторые допущения об отсут-
ствии симметрии распределения размахов. Это отсутствие симметрии уве-
личивает шансы появления длинных серий ниже центральной линии. Есть
два способа избавиться от этой проблемы. Простейшее лекарство — осто-
рожно интерпретировать серии ниже центральной линии на карте размахов.
Действительно, вместо восьми точек подряд, лежащих ниже центральной
линии, может понадобиться 12, чтобы говорить об особой причине. Чуть
лучше, но более сложно действует второе лекарство — использование ме-
дианы размахов в качестве центральной линии. В этом случае серии из вось-
Глава 5 • Эффективное применение контрольных карт
123
ми точек, расположенных либо выше, либо ниже центральной линии, будут
по-прежнему свидетельствовать о систематическом сдвиге центральной
линии.
Эти простые критерии серий иллюстрируются с помощью данных табл. 5.1.
Таблица 5.1
99 измерений содержания кремния в доменной печи
Под- группа Измерения Среднее Раз- мах Под- группа Измерения Среднее Раз- мах
1 144 80 72 98,67 72 19 88 128 157 124,33 69
2 150 101 97 116,00 53 20 111 113 139 121,00 28
3 180 106 112 132,67 74 21 120 104 121 115,00 17
4 193 95 126 138,00 98 22 138 113 131 127,33 25
5 210 90 132 144,00 120 23 160 122 125 135,67 38
6 225 107 144 158,67 118 24 179 108 111 132,67 71
7 235 127 156 172,67 108 25 200 135 118 151,00 82
8 233 142 163 179,33 91 26 245 145 115 168,33 130
9 228 159 170 185,67 69 27 248 158 92 166,00 156
10 198 167 181 182,00 31 28 211 133 99 147,67 112
11 190 178 180 182,67 12 29 201 125 79 135,00 122
12 178 199 202 193,00 24 30 155 112 П1 126,00 44
13 168 181 250 199,67 82 31 145 105 127 125,67 40
14 137 173 205 171,67 68 32 102 95 135 110,67 40
15 121 163 175 153,00 54 33 83 63 130 92,00 67
16 116 158 157 143,67 42
17 85 147 148 126,67 63
18 65 134 140 113,00 75
ПРИМЕР 5.1 Содержание кремния в доменной печи.
Серии длиной в восемь и более точек
Данные в табл. 5.1 содержат 99 измерений содержания кремния в пробах
расплавленного металла, взятых из доменной печи. Результаты были
сгруппированы в 33 подгруппы (п = 3). Контрольные карты для этих дан-
ных показаны на рис. 5.1.
Хотя все точки лежат внутри контрольных пределов, текущие данные
на карте средних не ведут себя ожидаемым образом. В действительности
есть две длинные серии, одна из них состоит из десяти точек над цен-
тральной линией, а другая содержит девять точек под центральной ли-
нией. Обе серии свидетельствуют об отсутствии управляемости.
На карте размахов видны десять серий относительно центральной
линии. Две из них состоят из шести значений и лежат выше центральной
линии. Но ни одна из них не удовлетворяет критерию серий.
124
СТАТИСТИЧЕСКОЕ УПРАЕЛЕНИЕ ПРОЦЕССАМИ
Рис. 5.1
Для серий относительно центральной линии новая серия начинается всякий
раз, как только текущие данные пересекут эту линию. Как только некоторая
точка попадет точно на центральную линию, она дает старт новой серии.
В некоторых книгах советуют выделять «восходящие» и «нисходящие»
серии в дополнение к «центральным». В первом случае каждое последующее
значение больше предыдущего, во втором — меньше. Рис. 5.1 содержит не-
сколько восходящих и нисходящих серий. Впрочем, некоторые недавние
работы свидетельствуют, что использование таких серий, во-первых, не мо-
жет ощутимо повысить чувствительность контрольной карты и, во-вторых,
может увеличить число ложных тревог. Скоро мы увцдим, что такие эффек-
ты крайне нежелательны.
5.3. Более сложные критерии серий
Критерии серий, описанные в этом разделе, сложнее тех, что были показаны
выше, поскольку в качестве критерия отсутствия управляемости использует-
ся не только длина серии, но и расстояние от центральной линии. Эти кри-
терии основаны на идее о том, что короткие серии точек, находящихся очень
далеко от центральной линии, служат столь же явным свидетельством сдви-
га, что и более длинные серии, лежащие ближе к центру.
Первый из этих двух критериев серий, о которых мы собираемся расска-
зать, указывает на сдвиг в процессе, если:
а) по меньшей мере два из трех последовательных значений лежат по
одну сторону от центральной линии;
Глава 5 • Эффективное применение контрольных карт
125
Ь) эти два значения удалены от центральной линии больше, чем на 2ст
(третье может лежать с любой стороны от центральной линии).
ПРИМЕР 5.2 Содержание кремния в доменной печи:
серии за пределами 2g
Вернемся к данным из табл. 5.1. Контрольные пределы для карты средних
значений равны 215,69 и 73,40. Центральная линия — 144,54. Поскольку
расстояние между центральной линией и контрольными пределами равно
За (Х)‘,двухсигмовые линии легко вычислить следующим образом:
За(Х) = UCL*-CL- = 215,69 -144,5 = 71,15 единицы.
Следовательно, значение а(Х) равно 1/3(71,15) = 23,72 единицы.
Тогда двухсигмовые линии для карты средних получаются равными
144,54 ± 47,43 = 191,97 и 97,11.
Эти линии показаны на рис. 5.2. Чтобы использовать критерий серий,
приведенный выше, нужно найти по крайней мере две из трех последова-
тельных точек за пределами этих линий. Подгруппы 12 и 13 обе превы-
шают 191,97, следовательно, они удовлетворяют этому критерию серий.
Эти две точки показывают одно из смещений в среднем процесса, которое
уже было обнаружено раньше.
’ Статистики ст (X) и ст (К) — это меры рассеяния, определенные в табл. А1 приложений.
Здесь они рассчитаны по контрольным пределам, а не найдены прямо из статистики
среднего рассеивания.
126
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Верхний контрольный предел карты размахов определяется подобным
образом:
3g(R) = UCLr - CLr = 179,0 - 69,5 = 109,5 единицы.
3a(R) = у • 109,5 = 36,5 единицы.
Верхняя и нижняя двухсигмовые линии соответственно равны: 69,54 +
+ 73,00 = 142,54 и 69,54 - 73,00 = -3,46. Верхняя линия показана на
рис. 5.2. Нижняя линия не показана, так как размах не может быть от-
рицательным. Карта размахов не дает никаких свидетельств смещения
на основе этого критерия серий.
Второй из двух критериев серий, приведенных в этом разделе, позволяет
обнаружить сдвиг, если:
а) по меньшей мере четыре из пяти последовательных точек лежат по
одну сторону от центральной линии;
Ь) все эти четыре точки отстоят от этой линии не менее чем на одну сиг-
му (пятая точка может быть с любой стороны от центральной линии).
Это правило позволяет обнаруживать сдвиг путем идентификации срав-
нительно длинных серий, расположенных недалеко от центральной линии.
ПРИМЕР 5.3 Содержание кремния в доменной печи:
серии за пределами одной сигмы
Снова рассмотрим данные из табл. 5.1. Рассчитаем <з(Х) и u(R) так же,
как и в примерах 5.1 и 5.2. Получим следующие значения верхней и нижней
односигмовой линий для карты средних:
144,54 ± 23,72 = 168,26 и 120,82.
Глава 5 • Эффективное применение контрольных карт
127
Эти линии показаны на рис. 53. Поищем не менее четырех из пяти по-
следовательных точек за пределами линий одна сигма. Подгруппы с седьмой
по 14-ю лежат выше верхней односигмовой линии. Они указывают на тот же
самый сдвиг, который уже был обнаружен в предыдущих примерах. Подгруппы
18 и 21 оказались ниже нижней односигмовой линии. Поскольку это только
две точки из четырех последовательных, гипотеза о наличии смещения не
подтверждается, равно как и при выходе за эти линии 32-й и 33-й подгрупп.
Определим односигмовые границы для карты размахов:
69,54 ± 36,50 = 106,04 и 33,04.
Эти линии показаны на рис. 5.3. Подгруппы 5, 6 и 7 лежат выше верх-
ней линии, но этого мало, чтобы подтвердилась гипотеза о наличии
сдвига, надо иметь четыре «выброса», а не три. По этой же причине под-
группы 10-12 и 20-22 не удовлетворяют нашему критерию. А вот под-
группы 26-29 удовлетворяют. Следовательно, они показывают рост
рассеивания процесса, которое не было обнаружено ни одним из иных рас-
смотренных способов.
5.4. Четыре правила определения отсутствия управляемости
Если эти три правила объединить с исходным критерием отсутствия управ-
ляемости, получатся четыре правила определения особых причин. Для яс-
ности можно пользоваться следующим их списком1.
ПРАВИЛО 1. Выход одной точки за трехсигмовые пределы указывает на
отсутствие управляемости.
ПРАВИЛО 2. Выход хотя бы двух из трех последовательных точек, лежа-
щих по одну сторону от центральной линии, задвухсигмовые пределы
указывает на отсутствие управляемости.
ПРАВИЛО 3. Выход по меньшей мере четырех из пяти последовательных
точек, лежащих по одну сторону от центральной линии, за пределы
одной сигмы указывает на отсутствие управляемости.
ПРАВИЛО 4. Расположение по меньшей мере восьми последовательных
точек по одну сторону от центральной линии указывает на отсутствие
управляемости.
По мере продвижения от правила 1 к правилу 4 нужны все более и более
длинные серии для обнаружения отсутствия управляемости по точкам, ле-
жащим сравнительно недалеко от центральной линии. Эти четыре правила
образуют полный набор правил принятия решения при идентификации
’ Эти четыре правила иногда называют «зональными критериями Western Electric».
128
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
сдвига процесса. К сожалению, не все эти правила одинаково просто при-
менять на практике.
Поскольку правила 1 и 4 не требуют никаких дополнительных вычислений,
их целесообразно использовать в первую очередь. Затем, если требуется
большая чувствительность и быстрый отклик, можно воспользоваться пра-
вилами 2 и 3.
Наконец, стоит иметь в виду, что цель применения контрольных карт—это
углубление в понимание процесса. Это означает, что главной частью иденти-
фикации перехода процесса в неуправляемое состояние служит способность
исследователя интерпретировать полученные карты сточки зрения характера
протекания процесса. Без этой способности даже очень эффективный критерий
серий будет иметь малую ценность. Поэтому применение этих правил, равно
как и любых других критериев серий, всегда требует осмотрительности.
Стоит еще заметить, что каждый из критериев серий чувствителен к
одному типу структур. Критерии серий, представленные в этой главе, ориен-
тированы на выявление устойчивых сдвигов. Другие критерии серий чув-
ствительны к осцилляциям, хотя есть еще и такие, что удобны для определе-
ния трендов.
Этот список бесконечен. В него можно было бы включить массу других
методов. Но добавление каждого нового критерия отсутствия управляемости
увеличивает вероятность ложных тревог. Чем больше критериев использу-
ется, тем чаще возникает что-то, что кажется сигналом.
Типичный путь характеризации данного набора правил обнаружения —
вычисление средней длины серии (ARL) между ложными тревогами. Значения
ARL теоретические, поэтому они могут служить только очень грубым руко-
водством для практики. В то же время они могут указывать на проблемы,
связанные с разрастанием числа критериев серий.
При использовании правила 1 теоретическое расстояние между сигнала-
ми ложной тревоги на карте средних равно 370 подгруппам.
Если правило 1 сочетается с правилом 4, то ARL = 153.
Если одновременно применяются все четыре правила, то ARL = 92.
Хотя теоретическая величина, равная 92, вполне приемлема, дополни-
тельные критерии будут ее понижать, доводя до неприемлемо малой вели-
чины. Поэтому, пока многие призывают к одновременному применению
более дюжины критериев, авторы этой книги рекомендуют ограничиться
правилами, описанными в этом разделе. О причинах этого будет рассказано
в следующем разделе.
5.5. Другие структуры текущих данных
Поскольку интерпретация любого конкретного критерия серий зависит от
структуры данных, почти невозможно предложить некий универсальный
набор критериев, пригодный на все случаи жизни. Если структура данных
Глава 5 • Эффективное применение контрольных карт
129
предполагает, что определенная конфигурация свидетельствует об особом
состоянии, убедитесь, что это так. Рассмотрим два примера.
ПРИМЕР 5.4 Три оператора
Три оператора, работающие на одном прессе, каждый день проверяют
в лаборатории партии резиновых изделий на твердость. От каждого
оператора отбиралось по пять образцов, и дюрометр записывал резуль-
таты для каждого образца. Когда в лаборатории были введены контроль-
ные карты, персонал лаборатории решил нанести данные измерений этих
пяти ежедневных образцов на контрольные карты каждого оператора.
Данные по каждому оператору группировались в свою подгруппу. Карта
размахов за первые восемь дней показана на рис. 5.4.
Поскольку разные подгруппы представляют разных рабочих, можно
ожидать, что любые различия между рабочими будут видны на картах.
Следовательно, данная группировка данных, когда подгруппа представля-
ет собой специалиста, правильная. Руководитель лаборатории обнаружил,
что все случаи выхода из-под контроля (карта размахов) наблюдаются
в подгруппах оператора № 27. Более того, показатели этого оператора
всегда были над центральной линией карты размахов, тогда как показа-
тели операторов № 65 и№ 75 всегда оказывались ниже центральной линии.
Поскольку карта размахов отражает рассеивание подгрупп, это означает,
что оператор №27 производит менее однородную продукцию, чем другие
операторы.
о -------------------------------------------------------------
Оператор № 27 • Оператор № 65 л Оператор № 75
РИС. 5.4. Карта размахов длн трех операторов
Оператор № 27был очень опытным человеком, ветераном с 30-летним
стажем. Он рассматривался руководством как один из самых лучших на
производстве, поэтому руководитель лаборатории отнесся к показаниям
контрольной карты несколько скептически. Тем не менее из-за очевидности
ее структуры он стал пристально наблюдать за «лучшим работником»
предприятия и очень скоро обнаружил, что он обычно стоит далеко от
пресса и всегда просит кого-нибудь из коллег прочитать техническое за-
дание на каждую партию.
Оказалось, что зрение 27-го оператора настолько ухудшилось, что
он практически ослеп. Он не мог ни читать документы, ни тщательно
смешивать партии резины. Он клал заготовки под пресс и отступал
130
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
назад, но не настолько далеко, чтобы находиться в безопасности, ибо
в этом случае он совсем ничего не видел. Как только компания обнару-
жила, что на опасном оборудовании работает слепой, она тут же от-
правила инвалида труда на заслуженный, отдых. К счастью, он дожил
до него.
ПРИМЕР 5.5
Автоматический контроль толщины
Толщина штампованного листа контролируется автоматически. Сенсор
измеряет толщину листа, и в соответствии с этим контроллер коррек-
тирует скорость штамповки при помощи специального винта. Измерения
хранятся в электронном виде; выдается только общий отчет о харак-
теристиках каждого рулона. К сожалению, этот отчет выпускается раз
в час, поэтому он не отражает кратковременных изменений в поведении
пресса. Для того чтобы понять, что же происходит с оборудованием,
инженер решил самостоятельно снять показания с монитора и постро-
ить график средних значений на контрольной карте (рис. 5.5, слева).
Нанеся точки на карту, инженер обнаружил определенные колебания
толщины листа. Действуя по интуиции, он отключил режим автомати-
ческой настройки пресса и стал настраивать его вручную (рис 5.5, спра-
ва; контрольные пределы соответствуют автоматическому режиму).
Очевидно, что с системой автоматической корректировки толщины
что-то не так.
РИС. 15. Средняя толщина листов
В первом из этих двух примеров постоянная структура карты стала по-
водом для обнаружения особых причин нестабильности. (Одним из показа-
телей постоянства структуры служит ее восьмикратное повторение.) Во вто-
ром примере структура оказалась достаточно устойчивой, чтобы инженер
решился на эксперимент. В обоих случаях именно интерпретации полученных
карт дали повод к исследованиям. Внимание к структурам, которые соот-
носятся со способом сбора и представления данных, нельзя запрограммиро-
вать. Оно скорее зависит от наблюдательности и способности понять при-
роду данных. Эта способность всегда была, есть и будет основой эффектив-
ного использования контрольных карт.
Глава 5 • Эффективное применение контрольных карт
131
5.6. Рациональная группировка
Важный аспект эффективного использования контрольных карт—их способ-
ность отвечать на правильные вопросы. Для этого способ распределения
данных по подгруппам должен соответствовать структуре данных. Обычно
это означает, что в каждую подгруппу следует группировать данные из не-
которой «малой области» — пространства, времени, партии продукции,
чтобы внутри подгруппы данные были как можно более однородными.
Акцент на минимизации вариации внутри подгрупп проистекает из того
факта, что именно эта вариация используется при расчете контрольных
пределов. Контрольные пределы зависят от среднего размаха, который, в свою
очередь, зависит от индивидуальных групповых размахов, отражающих ва-
риацию внутри подгрупп. Именно вариация внутри подгрупп используется
для установления контрольных пределов, которые определяют, какая вариа-
ция допустима между подгруппами.
Вопрос, который ставит контрольная карта средних: «А не варьируют ли
групповые средние больше, чем должны, если опираться на внутригрупповую
вариацию?» Иначе говоря: «При допущенной вариабельности внутри под-
групп определимы ли различия между групповыми средними?»
Карта размахов спрашивает: «Устойчива ли вариация внутри подгрупп
от подгруппы к подгруппе?» Или, иначе: «При допущенной средней вариа-
ции внутри подгрупп определимы ли различия вариаций в разных подгруп-
пах?» Поскольку эти вопросы сформулированы в довольно общих выраже-
ниях, давайте попробуем несколько их разъяснить при помощи приме-
ров 5.4 и 5.5.
На рис. 5.6 воспроизведена часть графика средних значений из приме-
ра 5.5. Ширина листа, выходящего из-под пресса, — 30 дюймов. Сканер пере-
мещается поперек двигающегося листа и измеряет его толщину в определен-
ные моменты движения. А инженер собирал все данные в тот момент, когда
сканер находился в 10 дюймах от правого края пресса. Каждая подгруппа
содержит пять последовательных измерений в этом положении. Время,
Автоматический режим
50 J__________________________________________
РИС. 5.6. Карта средних из примера 5.5
132
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
в течение которого получаются эти пять результатов, — около 90 секунд.
Таким образом, на карте средних каждая точка показывает среднюю вели-
чину толщины с интервалом в 90 секунд.
Показанные контрольные пределы определяют область, внутри которой долж-
ны находиться средние значения, если долговременная вариация (продолжи-
тельностью в несколько минут) примерно такая же, как и кратковременная
(90 секунд). Пока измерения производились в автоматическом режиме, два из
28 средних оказались вне контрольных пределов. В дополнение к циклической
структуре это свидетельство того, что долговременная вариация больше, чем
кратковременная: средние варьируют сильнее, чем должны были бы — на
основании данных о вариации между последовательными измерениями.
На рис. 5.7 воспроизведена карта размахов из примера 5.4. Эти размахи
служат мерой вариации некой физической характеристики пяти образцов
изделий, извлеченных из продукции, произведенной каждым из трех опера-
торов. Средний размах обобщает все групповые размахи, контрольные преде-
лы рассчитываются на основании среднего размаха. Если все подгруппы
имеют одинаковые рассеивания, их размахи должны лежать внутри этих
контрольных пределов. Другими словами, если вариация продукции стабиль-
на от подгруппы к подгруппе, то размах подгрупп должен быть постоянным.
В данном примере три размаха превысили верхний контрольный предел,
а это означает, что вариация продукции нестабильна при переходе от одной
подгруппы к другой. Поскольку разные подгруппы относятся к различным
операторам, это говорит о том, что разные операторы производят продукцию
с различной степенью устойчивости.
Заметим, что в обоих рассмотренных примерах структура данных и способ
их объединения в подгруппы были существенными для понимания ситуации.
Без этой информации контрольные карты не имели бы никакого смысла.
Итак, именно внутригрупповая вариация определяет чувствительность
контрольных карт. Следовательно, сначала надо рассмотреть источники
вариации для каждого конкретного измерения, а затем выбрать соответ-
ствующие подгруппы. Некоторые данные можно сгруппировать только одним
способом, некоторые — несколькими способами. Последний случай иллю-
стрирует следующий пример.
о
Оператор № 27 • Оператор № 65 ▲ Оператор № 75
Рис. 5.7. Карта размахов из примера 5.4
Глава 5 • Эффективное применение контрольных карт
133
ПРИМЕР 5.6
Литые шаровые муфты
Шаровые муфты отливаются под давлением, по четыре штуки в одной
изложнице. На момент сбора данных на производстве проходила смена
материалов и технологии. Следовательно, требовалась сертификация
процесса перед тем, как запустить его в полномасштабное производство.
Дейв, руководитель производства, решил использовать контрольные кар-
ты для оценки хода сертификации.
Поскольку была только одна излож-
ница, процесс сертификации шел на одном
прессе, с одним оператором. Собранные
данные описывали рабочую толщину
шаровой муфты в сотых долях милли-
метра. Поскольку одна из сторон муфты
была круглой, для измерения толщины
использовали специально разработан-
ный для этой цели шаблон. Он был сде-
лан так, что измерялось превышение
толщины муфты в 12,00 мм. Дейв под-
ходил к прессу четыре раза в день и от-
бирал для измерения все четыре муфты,
выпущенные в течение пяти последова-
тельных циклов работы пресса. Таким
Рис. 5Л. Сечение шаровой муфты
образом, он получал для измерения по 20 изделий каждые два часа. Будучи
очень внимательным, Дейв отмечал, из каких полостей изложницы взяты
муфты, после чего вписывал эти 20 измерений в следующую таблицу.
Цикл работы пресса
Время измерения А В С D Е
Полость I 15 16 17 16 18
Полость II 10 13 1] 10 10
Полость Ш 7 8 10 7 10
Полость IV 8 9 10 10 10
РИС. 5.9. Данные о толщине муфты
Существует три возможных источника вариации этих данных. Во-первых,
это временная вариация, происходящая от часа к часу, которая отражается
различными наборами по 20 измерений. Во-вторых, это вариация между
циклами работы пресса, представленная в разных столбцах таблицы данных
на рис. 5.9 (А, В, С, D, Е). В-третьих, это вариация, порождаемая различными
полостями пресс-формы (зафиксированная в различных строках таблицы
данных, от 1 до 4).
Дейв должен был решить, каким образом разбить эти данные по подгруп-
пам и как организовать подгруппы на контрольных картах. Для иллюстрации
сделаем это тремя разными способами.
134
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Первый из способов группировки показан в
табл. 5.2. Здесь для образования подгрупп использу-
ются столбцы. Некоторые источники вариации рас-
пределяются так, чтобы они показывали различия
между подгруппами, а другие—чтобы они показыва-
ли различия внутри подгрупп
Например, данные для первого и второго часов
оказываются в разных подгруппах, поэтому времен-
ную вариацию можно заметить только при переходе
от подгруппы к подгруппе. Точно так же для каждого
часа данные цикла А попадают в иную подгруппу,
чем данные цикла В, и т. д., поэтому различия между
циклами будут проявляться между подгруппами. В от-
личие от этих двух видов вариации, вариация, обу-
словленная раздичными полостями изложницы, про-
является внутри каждой подгруппы.
РИС. 5.10.
Изложница для муфт
Таблица 5.2
Первый способ организации данных о толщине муфт
1: A В С D Е 2: А В С D Е 3: А В С D Е
I 15 16 17 16 18 I 13 18 15 15 15 I 14 14 18 14 14
II 10 13 11 10 10 П 9 10 11 8 9 II 9 10 10 12 9
Ш 7 8 10 7 10 1П 7 11 10 10 9 Ш 8 10 9 10 8
IV 8 9 10 10 10 IV 10 13 13 10 9 IV 8 9 10 8 9
X 10 11,5 1210,75 12 X 9,75 1312,2510,75 10,5 X 9,75 10,75 11,75 11 10
R 8 8 7 9 8 R 6 8 5 7 6 R 6 5 9 6 6
4: A В С D Е 5: А В С D Е 6: А В С D Е
I 14 15 15 15 14 1 12 13 13 12 13 I 14 15 17 14 13
II 10 10 11 11 10 П 8 7 8 7 7 II 7 11 12 8 6
Ш 7 9 12 10 10 ID 5 6 8 5 4 Ш 6 4 7 6 5
IV 11 12 11 10 13 IV 4 4 5 3 4 IV 4 7 6 5 4
X 10,5 11,5 12,25 11,5 11,75 X 7,25 7,5 8,5 6,75 7 X 7,75 9,25 10,5 8,25 7
R 7 6 4 5 4 R 8 9 8 9 9 R 10 11 11 9 9
7. A В С D Е 8: А В С D Е 9: А В С D Е
I 12 12 13 13 11 I 13 15 16 14 13 I 15 16 17 14 13
II 6 6 6 6 7 П 9 8 7 7 8 II 11 13 11 13 8
III 4 5 4 4 6 1Л 10 8 6 7 5 Ill 9 9 6 8 10
IV 4 4 5 4 5 IV 6 6 8 6 5 IV 9 10 11 9 5
X 6,5 6,75 7 6,75 7,25 X 9,5 9,25 9,25 8,5 7,75 X И 12 11,25 11 9
R 8 8 9 9 6 R 7 9 10 8 8 R 6 7 11 6 8
ia A В С D Е 11: А В С D Е 12: А В С D Е
i 13 13 14 13 13 1 13 16 13 16 18 I 16 18 18 16 13
n 7 8 7 6 7 П 10 8 10 10 11 II 13 8 8 10 7
in 4 5 6 5 5 ш 8 7 8 7 11 Ш 13 10 10 6 7
IV 5 5 6 6 5 IV И 10 9 10 10 IV 9 6 8 7 7
X 7,25 7,75 8,25 7,5 7,5 X 10,5 10,25 1010,75 125 X 12,75 10,5 11 9,75 8,5
R 9 8 8 8 8 R 5 9 5 9 8 R 7 12 10 10 6
Глава 5 • Эффективное применение контрольных карт
135
Окончание табл. 5.2
13: А В С D £ 14: А В С D £ 15: A В С D £
I 13 18 18 14 13 1 13 13 14 14 14 I 13 15 18 15 14
II 11 10 9 10 10 П 7 8 9 8 8 И 7 12 10 10 7
Ш 14 9 10 9 7 ш 6 6 7 6 6 III 7 8 12 12 6
IV 9 12 И 11 6 IV 6 7 6 6 6 IV 11 12 12 12 6
X 11,75 12,25 12 11 9 X 8 8,5 9 8,5 8,5 X 9,5 11,75 13 12,25 8,25
R 5 9 9 5 7 R 7 7 8 8 8 R 6 7 8 5 8
16: А В С D £ 17. А В С D £ 18: A В С D £
I 15 14 15 14 12 I 14 16 14 13 14 I 12 15 15 15 14
П 6 7 8 6 10 П 9 10 13 7 6 II 9 7 8 10 9
III 7 10 8 6 6 Ш 6 5 5 7 5 III 5 7 6 6 10
IV 6 8 7 9 7 iy 7 7 4 7 5 IV 6 8 7 12 12
X 8,5 9,75 9,5 8,75 8,75 X 9 9,5 9 8,5 7,5 X 8 9,25 9 10,75 11,25
R 9 7 8 8 6 R 8 11 10 6 9 R 7 8 9 9 5
19: A В C D £ 20: A В C D £
I 17 15 18 18 17 I 18 16 17 14 13
II 10 10 12 12 6 П 8 10 11 10 7
in 5 9 7 8 7 III 7 7 7 10 5
iy 7 7 5 12 8 IV 10 7 9 8 8
X 9,7511 0,25 10,5 12,5 9,5 XI 0,75 10 11 10,5 8,25
R 12 8 13 10 11 R 11 9 10 6 8
Итак, подгруппы, изображенные в табл. 5.2, распределяют главные ис-
точники вариации этих данных следующим образом.
Источник вариации (первый способ) Проявляется
От часа к часу Между подгруппами
От цикла к циклу Между подгруппами
От полости к полости Внутри подгруппы
Как видим, первые два вида вариации соответствуют вариации между
подгруппами, третий — внутригрупповой вариации. Мы не можем двигаться
дальше, пока не поймем, что нам дает этот способ расположения данных.
РИС. 5.11 Контрольные карты, первый способ группирования данных
136
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
У нас получилось 100 подгрупп по четыре элемента. Среднее средних
равно 9,74, средний размах — 7,90. Верхний и нижний контрольные преде-
лы для карты средних равны соответственно 15,50 и 3,98. Верхний контроль-
ный предел для карты размахов равен 18,03. Обе эти карты показаны на
рис. 5.11.
Таблица 5.3
Второй способ организации данных о толщине муфт
1: А В С D Е X R 2: А В С D Е X R 3: А В С D Е X R
1 15 16 17 16 18 16,4 3 1 13 18 15 15 15 15,2 5 1 14 14 18 14 14 14,8 4
П 10 13 11 10 10 10,8 3 II 9 10 11 8 9 9,4 3 II 9 10 10 12 9 10 3
Ш 7 8 10 7 10 8,4 3 Ш 7 11 10 10 9 9,4 4 III 8 10 9 10 8 9 2
IV 8 9 10 10 10 9,4 2 IV 10 13 13 10 9 11 4 IV 8 9 10 8 9 8,8 2
4: А В С D Е X R 5: А в с D Е X R 6: А В С D Е X R
I 14 15 15 15 14 14,6 1 I 12 13 13 12 13 12,6 1 I 14 15 17 14 13 14,6 4
11 10 10 11 11 10 10,4 1 11 8 7 8 7 7 7,4 1 11 7 11 12 8 6 8,8 6
Ш 7 9 12 10 10 9,6 5 1П 5 6 8 5 4 5,6 4 Ш 6 4 7 6 5 5.6 3
IV 11 12 11 10 13 11,4 3 IV 4 4 5 3 4 4 2 IV 4 7 6 5 4 5,2 3
7: А В С D Е X R 8: А В С D Е X R 9: А В С D Е X R
I 12 12 13 13 11 12,2 2 1 13 15 16 14 13 14,2 3 I 15 16 17 14 13 15 4
II 6 6 6 6 7 6,2 1 II 9 8 7 7 8 7,8 2 II 11 13 11 13 8 11,2 5
Ш 4 5 4 4 6 4,6 2 Ш 10 8 6 7 5 7,2 5 Ш 9 9 6 8 10 8,4 4
IV 4 4 5 4 5 4,4 1 IV 6 6 8 6 5 6,2 3 IV 9 10 11 9 5 8,8 6
10: А В С D Е X R 11: А В С D Е X R 12: А В С D Е X R
I 13 13 14 13 13 13,2 1 1 13 16 13 16 18 15,2 5 I 16 18 18 16 13 16,2 5
II 7 8 7 6 7 7 2 11 10 8 10 10 И 9,8 3 II 13 8 8 10 7 9,2 6
Ш 4 5 6 5 5 5 2 Ш 8 7 8 7 11 8,2 4 III 13 10 10 6 7 9.2 7
IV 5 5 6 6 5 5,4 1 IV 11 10 9 10 10 10 2 IV 9 6 8 7 7 7,4 3
13: А В С D Е X R 14: А В С D Е X R 15: А В С D Е X Л
I 13 18 18 14 13 15,2 5 1 13 13 14 14 14 13,6 1 I 13 15 18 15 14 15 5
11 11 10 9 10 10 10 2 П 7 8 9 8 8 8 2 П 7 12 10 10 7 9,2 5
Ш 14 9 10 9 7 9,8 7 III 6 6 7 6 6 6,2 1 III 7 8 12 12 6 9 6
IV 9 12 11 11 6 9,8 6 IV 6 7 6 6 6 6,2 1 IV 11 12 12 12 6 10,6 6
16: А В С D Е X R 17: А В С D Е X R 18: А В С D Е X R
I 15 14 15 14 12 14 3 I 14 16 14 13 14 14,2 3 I 12 15 15 15 14 14,2 3
П 6 7 8 6 10 7,4 4 11 9 10 13 7 6 9 7 И 9 7 8 10 9 8,6 3
Ш 7 10 8 6 6 7,4 4 Ш 6 5 5 7 5 5,6 2 III 5 7 6 6 10 6,8 5
IV 6 8 7 9 7 7,4 3 IV 7 7 4 7 5 6 3 IV 6 8 7 12 12 9 6
19: А В С D Е X R 20: А В С D Е X R
I 17 15 18 19 17 17 3 I 18 16 17 14 13 15,6 5
II 10 10 12 12 6 10 6 11 8 10 11 10 7 9,2 4
Ш 5 9 7 9 7 7,2 4 III 7 7 7 10 5 7,2 5
IV 7 7 5 12 8 7,8 7 IV 10 7 9 8 8 8,4 3
Второй способ организации данных показан в табл. 5.3. В качестве при-
знака группировки использованы строки. В этом случае временная вариация
и вариация, вызванная различиями в полостях, обнаруживаются при пере-
ходе от подгруппы к подгруппе, а «циклическая» вариация — внутри под-
группы.
Глава 5 • Эффективное применение контрольных карт
137
Источник вариации (второй способ) Проявляется
От часа к часу Между подгруппами
От цикла к циклу Внутри подгруппы
От углубления к углублению Между подгруппами
Этот способ обобщения данных позволяет получить 80 подгруп по пять
элементов. Генеральное среднее не изменилось — 9,74, а средний размах
стал равняться 3,51. Контрольные пределы для карты средних — 7,71 и 11,77.
Верхний контрольный предел карты размахов — 7,42. Обе карты представ-
лены на рис. 5.12.
РИС. 5.12. Контрольные карты, второй способ группирования данных
Контрольные карты на рис. 5.11 и 5.12 значительно отличаются, хотя и
отражают одни и те же данные, и это различие объясняется исключительно
способом образования подгрупп.
Карта средних на рис. 5.12 обладает одним очевидным свойством: каждое
четвертое значение превышает верхний контрольный предел. Эти значения
соответствуют изделиям, отлитым в первой полости, следовательно, в нем
получаются муфты, которые заметно толще муфт из трех других полостей.
Почему это не было видно на рис. 5.11? Да потому, что не был задан пра-
вильный вопрос! Напомним, что при первом варианте организации данных
мы обладали такой информацией:
Источник вариации (первый способ) Проявляется
От часа к часу Между подгруппами
От цикла к циклу Между подгруппами
От полости к полости Внутри подгруппы
Фактически это означает, что мы задали — на языке контрольной карты —
следующие вопросы:
1) заметны ли различия от часа к часу;
2) заметны ли различия от цикла к циклу;
3) стабильны ли различия между полостями?
138
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Во втором случае исходная информация была такой:
Источник вариации (второй способ) Проявляется
От часа к часу Между подгруппами
От цикла к циклу Внутри подгруппы
От полости к полости Между подгруппами
Для контрольной карты это значит:
1) заметны ли различия от часа к часу;
2) стабильны ли различия от цикла к циклу;
3) заметны ли различия от полости к полости?
Поскольку различия между отдельными циклами намного меньше, чем
различия между полостями, расстояние между контрольными пределами на
рис. 5.12 значительно уже, чем на рис. 5.11. Следовательно, кроме того, что
эти две карты отвечают на разные вопросы, контрольная карта на рис. 5.12
еще и более чувствительна.
Третий способ обобщения данных — это просто перераспределение подгрупп
из табл. 5.3: подгруппы, соответствующие каждой из полостей, собраны вместе.
Это позволяет построить свою контрольную карту для каждой полости.
Таблица 5.4
Третий способ организации данных о толщине муфт
Полость I:
АВС
1: 15 16 17
4: 14 15 15
7: 12 12 13
10: 13 13 14
13: 13 18 18
16: 15 14 15
19: 17 15 18
Полость П:
АВС
1: 10 13 11
4: 10 10 11
7: 6 6 6
10: 7 8 7
13: 11 10 9
16: 678
19: 10 10 12
Полость Ш:
АВС
1: 7 8 10
4: 7 9 12
7: 4 5 4
10: 4 5 6
13: 14 9 10
16: 7 10 8
19: 597
D Е X R
16 18 16,4 3
15 14 14,6 1
13 11 12,2 2
13 13 13,2 1
14 13 15,2 5
14 12 14 3
18 17 17 3
D Е X R
10 10 10,8 3
11 10 10,4 1
6 7 6,2 1
6 7 7 2
10 10 10 2
6 10 7,4 4
12 6 10 6
D Е X R
7 10 8,4 3
10 10 9,6 5
4 6 4,6 2
5 5 5 2
9 7 9,8 7
6 6 7,4 4
8 7 7,2 4
А В С D Е X R
2: 13 18 15 15 15 15,2 5
5: 12 13 13 12 13 12,6 1
8: 13 15 16 14 13 14,2 3
И: 13 16 13 16 18 15,2 5
14: 13 13 14 14 14 13,6 1
17: 14 16 14 13 14 14,2 3
20: 18 16 17 14 13 15,6 5
АВС
2: 9 10 11
5: 8 7 8
8: 9 8 7
11: 10 8 10
14: 7 8 9
17: 9 10 13
20: 8 10 11
АВС
2: 7 11 10
5: 5 6 8
8: 10 8 6
11: 8 7 8
14: 6 6 7
17: 6 5 5
20: 7 7 7
D Е X R
8 9 9,4 3
7 7 7,4 1
7 8 7,8 2
10 11 9,8 3
8 8 8 2
7 6 9 7
10 7 9,2 4
D Е X R
10 9 9,4 4
5 4 5,6 4
7 5 7,2 5
7 11 8,2 4
6 6 6,2 1
7 5 5,6 2
10 5 7,2 5
А В С D Е X R
3: 14 14 18 14 14 14,8 4
6: 14 15 17 14 13 14,6 4
9: 15 16 17 14 13 15 4
12: 16 18 18 16 13 16,2 5
15: 13 15 18 15 14 15 5
18: 12 15 15 15 14 14,2 3
АВС
3: 9 10 10
6: 7 11 12
9: 11 13 11
12: 13 8 8
15: 7 12 10
18: 9 7 8
АВС
3: 8 10 9
6: 6 4 7
9: 9 9 6
12: 13 10 10
15: 7 8 12
18: 5 7 6
D Е X R
12 9 10 3
8 6 8,8 6
13 8 11,2 5
10 7 9,2 6
10 7 9,2 5
10 9 8,6 3
D Е X R
10 8 9 2
6 5 5,6 3
8 10 8,4 4
6 7 9,2 7
12 6 9 6
6 10 6,8 5
Глава 5 • Эффективное применение контрольных карт
139
Окончание табл. 5.4
Полость IV:
А В С D Е X
1: 8 9 10 10 10 9,4
4: 11 12 11 10 13 11,4
7: 4 4 5 4 5 4,4
10: 5 5 6 6 5 5,4
13: 9 12 11 11 6 9,8
16: 6 8 7 9 7 7,4
19: 7 7 5 12 8 7,8
R А В С D Е X
2 2: 10 13 13 10 9 11
3 5: 44534 4
1 8: 6 6 8 6 5 6,2
1 11: 11 10 9 10 10 10
6 14: 6 7 6 6 6 6,2
3 17; 7 7 4 7 5 6
7 20: 10 7 9 8 8 8,4
R А В С D Е X R
4 3: 8 9 10 8 9 8,8 2
2 6: 4 7 6 5 4 5,2 3
3 9: 9 10 11 9 5 8,8 6
2 12: 9 6 8 7 7 7,4 3
1 15: 11 12 12 12 6 10,6 6
3 18: 6 8 7 12 12 96
3
Теперь мы можем детально рассмотреть различия в толщинах муфт, от-
ливаемых в разных полостях.
Полость 2
Полость 3
Полость 4
1
РИС. 5.13. Контрольные карты, третий способ группирования данных
Полость 1: среднее средних — 14,65; средний размах — 3,30; нижний
контрольный предел для карты средних — 12,75; верхний контрольный
предел для карты средних — 16,55; верхний контрольный предел для карты
размахов — 6,98.
Полость 2: среднее средних — 8,97; средний размах — 3,45; нижний
контрольный предел для карты средних — 6,98; верхний контрольный предел
для карты средних — 10,96; верхний контрольный предел для карты разма-
хов — 7,29.
Полость 3: среднее средних — 7,47; средний размах — 3,95; нижний
контрольный предел для карты средних — 5,19; верхний контрольный предел
для карты средних — 9,75; верхний контрольный предел для карты разма-
хов — 8,35.
Полость 4: среднее средних — 7,86; средний размах — 3,35; нижний
контрольный предел для карты средних — 5,93; верхний контрольный предел
для карты средних — 9,79; верхний контрольный предел для карты разма-
хов — 7,08.
При построении всех четырех карт средних в одном и том же масштабе
различия между полостями становятся совершенно очевидными. Кроме того,
140
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
по-прежнему ощущается нехватка статистической управляемости. Этот спо-
соб группирования позволяет также непосредственно сравнить долговремен-
ную вариацию (от часа к часу) с кратковременной (от цикла к циклу). Карта
очень четко демонстрирует чрезмерность долговременной вариации. Следо-
вательно, существуют какие-то особые причины, из-за которых детали по-
лучаются то толще, то тоньше. Их идентификация и ликвидация помогут
добиться значительно большей однородности изделий практически без до-
полнительных затрат.
Итак, третий способ группирования данных оказался наиболее чувстви-
тельным из трех рассмотренных, поскольку он позволяет непосредственно
сравнить вариацию от полости к полости. Кроме того, он показал отсутствие
статистической управляемости от часа к часу. Это видно на всех трех кон-
трольных картах. Но для того, чтобы обнаружить его на первой карте (рис. 5.11),
нужно применить третье правило обнаружения выхода процесса из-под кон-
троля, а на второй карте (рис. 5.12), потеря управляемости погребена под
вариацией от полости к полости.
ПРИМЕР 5.7 Изменения в процессе
Дейв использовал третий способ представления данных, показанный на
рис 5.13. Он заметил, что толщина муфт, отливаемых в полости 1, зна-
чительно завышена, т.е. процесс неуправляем. По этому поводу он выска-
зался так: «Я не знал, как вернуть процесс в управляемое состояние. Рань-
ше я никогда этого не делал! Но я точно знал, что делать с полостью 1!»
И тогда он решил отыскать причину различий между полостями.
Гистограммы для всех четырех полостей показаны на рис 5.14. Все они
построены при допуске от 0 до 15. Значения, соответствующие полости 1,
расположились вокруг верхней границы допуска, причем 28 из 100 значений
оказались за его пределами. Значения для полости 2 располагались в верх-
них двух третях поля допуска. И только полости 3 и 4 оказались хорошо
центрированными относительно этих допусков. Основываясь на этих
данных, Дейв вынул изложницу из-под пресса и отослал ее в инструмен-
Рис. 5.14. Гистограмма по 4 полостям
Глава 5 • Эффективное применение контрольных карт
141
тальную мастерскую. Он хотел сместить столбики гистограммы поло-
сти 1 в сторону уменьшения на 0,075 мм, поэтому попросил подложить
под нее специальную прокладку толщиной 0,003 дюйма. Гистограмму по-
лости 2 требовалось сместить на 0,025 мм, поэтому под эту полость
нужно было подложить прокладку толщиной 0,001 дюйма. Через пару дней
он получил эту изложницу назад, установил ее под тот же самый пресс
и приступил к сбору данных, после чего построил контрольную карту (так
же, как это показано на рис 5.13), пересчитал контрольные пределы и по-
смотрел, к чему привела установка прокладок
Оказалось, что толщина деталей, отливаемых во всех четырех полос-
тях, стала меньше: в первом углублении — на 0,005 дюйма, во втором —
на 0,003 дюйма, в третьем — на 0,001 дюйма, в четвертом — на 0,002 дюйма.
— Что вы сделали с пресс-формой? — спросил Дейв у мастера-инстру-
ментальщика.
— Только то, о чем вы просили! — ответил тот.
— Тогда почему второе и третье углубления стали мельче, чем прежде?
— Не знаю, я только подложил прокладку толщиной 0,003 мм под
первую полость и толщиной 0,001 мм — под вторую!
— А вы делали с этой пресс-формой что-нибудь еще?
— Практически нет!
— Что значит «практически»?
— В ней было много воска... Я просто вычистил ее как следует!
И тогда в голове Дейва будто бы зажглась лампочка. Конечно же, в из-
ложнице постоянно накапливается воск, который оператор должен пери-
одически вычищать. Но он не делал этого достаточно часто, что и по-
служило причиной неустойчивости процесса от часа к часу! Как только
пресс-форму стали прочищать регулярно, этот источник неуправляемой
вариации исчез. Убедившись, что процесс стал устойчивым и стабиль-
ным, Дейв пришел к выводу о возможности начала серийного произ-
водства.
Дата 3 января 4 января 1/5 1/7
Полость! 443743333328539343344433
Полость!! 7 6467 4 94 6556 10 9 687676 776 5
ПолостьШ 663444323327565545456332
Полость IV 775733437353224443363632
Средние 6 53 33 6 4,5 3,5 43 3 4,8 33 ЗД 6 53 5 6 5 43 4Д 4,2 52 5 5* 33 3
Размахи 332341 624235875533424433
ГццрввличеСжвя протечка
Рис. 5.15. Контрольная карта длл толщины муфт, после изменений
142
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Когда был начат выпуск серийной продукции, у оператора под рукой
всегда была контрольная карта Для удобства все четыре полости образо-
вывали одну подгруппу (рис. 5.15). Как видим, процесс показывает вполне
допустимую степень статистической управляемости. Представленная
карта описывает четырехдневный временной интервал, имевший место
через четыре месяца после начала серийного производства. Первые девять
точек получены на следующий день после окончания двухнедельных рожде-
ственских каникул, вторые девять —днем позже; затем подгруппы стали
отбираться по две в день.
Между картами, изображенными на рис. 5.11 и 5.15, есть принципиальная
разница. При построении карт на рис. 5.11 не было известно, одинаковы ли
полости или нет; было сделано допущение, что они работают одинаково.
Это было неверно, поэтому карты на рис. 5.11 были нечувствительными.
Предположение, что параллельные операции абсолютно идентичны, всегда
опасно. Для проверки этого допущения нужно использовать специально
предназначенные для этой цели контрольные карты.
При построении графиков с рис. 5.15 полости были отрегулированы,
и было известно, что они одинаковы, поэтому их группирование не вызвало
зашумления информации. Идентичность свойств полостей можно увидеть
так. Средний размах, равный 3,71 на рис. 5.15, соответствует различиям «от
полости к полости», что дает значение о(Х), равное 1,80. Средний размах,
равный 3,51 на рис. 5.12, соответствует различиям «от цикла к циклу». Это
дает значение сигма отХ, равное 1,51. Таким образом, вариация «от полости
к полости» практически не отличается от вариации «от цикла к циклу» для
одной полости. Во всех четырех полостях производятся детали примерно
одинаковой толщины. При таких условиях объединение измерений деталей,
отлитых в этих четырех полостях, в одну общую подгруппу сколь-нибудь
значительно чувствительность контрольной карты не ухудшает, что суще-
ственно облегчает для оператора работу с ней.
Если данные отражают параллельные операции, то всегда лучше собирать
их в отдельные подгруппы. Если каждая из параллельных операций будет
представлена на отдельной карте, то она будет более чувствительной и легко
интерпретируемой. Однако при наличии серьезных свидетельств того, что
параллельные операции идентичны, их можно, конечно же, объединить
в одну подгруппу.
Другой вывод из примера 5.7 — возможность переменного объема под-
групп. В первые два дня после двухнедельной остановки данные собирались
гораздо чаще, чем в последующие дни. Это дало больше данных для вычис-
ления пределов и позволило вести мониторинг процесса более тщательно
с самого начала. Как только выяснилось, что процесс ведет себя предсказуе-
мо, число образцов уменьшили.
Итак, способ разбиения данных на подгруппы и порядок их отображения
на контрольных картах определяются вопросами, которые мы хотим вы-
яснить. Источники вариации, которые представлены внутригрупповыми
Глава 5 • Эффективное применение контрольных карт
143
различиями, должны представлять меньший интерес, в то время как меж-
групповые источники вариации должны быть самыми интересными. Раз-
личия, которые фиксированы (как, например различия между полостями)
можно учесть при помощи разных контрольных карт.
Наконец, всегда нужно суметь выразить словами, какие источники ва-
риации существуют между подгруппами и внутри их. Пока это не сделано,
от контрольных карт большой пользы не будет.
5.7. Вопросы о данных
Контрольные карты сами по себе не имеют никакого смысла. Их можно
интерпретировать только в определенном контексте. Вне зависимости от
того, используются ли они отдельными людьми или коллективами, есть ряд
вопросов, на которые нужно ответить, прежде чем можно будет интерпре-
тировать карту.
1. Что представляют собой отдельные значения? Что означают эти числа?
2. Как получены эти значения? Кто их получает? Как часто? Где? Каким
способом? При помощи каких инструментов или приборов?
3. Какие источники вариации представлены в этих данных?
4. Как эти данные организованы в подгруппы? Каковы источники ва-
риации внутри подгрупп? Каковы источники вариации между под-
группами?
5. Как должны себя вести эти данные? Существуют ли какие-нибудь есте-
ственные барьеры в пределах интервала наблюдаемых значений?
Помимо этих вопросов существуют еще некоторые принципы группиров-
ки, которые следует соблюдать при построении контрольных карт.
ПЕРВЫЙ ПРИНЦИП ГРУППИРОВКИ: никогда сознательно не собирайте
в одну подгруппу непохожие вещи
Каждая подгруппа должна быть логически однородной. Понятно, что
никому не придет в голову усреднять рост и вес! Вместе с тем существует
ряд более тонких способов ошибочного объединения разнородных пред-
метов. Например, количества обрезанного справа (одна операция) и слева
(другая операция) не могут принадлежать к одной и той же подгруппе, так
как эти два значения представляют два разных процесса. Их смешивание
попросту скроет различия между ними.
Подгруппы, отраженные на контрольной карте на рис. 5.11, содержат
информацию о полостях, которые заведомо различны. Одним из «маячков»
наличия проблем служит вид графика процесса, который прижимается к
центральной линии. Карта размахов на рис. 5.11 продублирована на
рис. 5.16. Заметим, что 100 значений размаха не покрывают две трети
контрольной области, как этого можно было ожидать. Вместо этого они все
144
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
плотно прижимаются к центральной линии. Напомним, что, в соответствии
с эмпирическими правилами, 2/3 точек должны находиться в пределах по-
лосы Х + ст, а примерно 95%точек— в пределахХ + 2ст. В нашем же случае
точки лежат чересчур плотно: 95% не превышают границ на уровне ст (как
показано на рис. 5.16). Когда 15 последовательных точек оказываются в
пределах ст-интервала, это может свидетельствовать о неправильном раз-
биении на подгруппы.
-------------------------------------------------------------------------------
о----------------------------------------------------------------------------------
РИС. 5.16. Карта размахов при первом способе группирования данных
о толщине шаровых муфт
В некоторых случаях тяготение данных к центральной линии — это есте-
ственное состояние процесса, но когда данные первый раз наносятся на
контрольную карту, это может служить сигналом неудачного разбиения на
подгруппы.
ВТОРОЙ ПРИНЦИП ГРУППИРОВКИ: минимизируйте вариацию внутри
каждой подгруппы
Именно вариация внутри каждой подгруппы задает основной уровень шу-
ма для наших данных. Любые сигналы, какие могут быть в наших данных, мы
имеем шансы обнаружить только на фоне этого основного шума. Следователь-
но, уменьшая внутригрупповую вариацию, мы делаем создаваемую контроль-
ную карту более чувствительной к присутствующим сигналам. Конечно, этот
принцип надо применять разумно. Ниже будет показано, что в некоторых
случаях получаются чересчур однородные подгруппы. В главе 9 будет показано,
как это отражается на карте и как решить подобную проблему.
ТРЕТИЙ ПРИНЦИП ГРУППИРОВКИ: максимизируйте возможную вариа-
цию между подгруппами
Если существует какая-нибудь возможность того, что две вещи могут раз-
личаться, убедитесь, что они в разных подгруппах. Если надо просто сравнить
две вещи, скажем А и Б, то убедитесь, что они в разных подгруппах. Кон-
трольная карта нацелена именно на различия между подгруппами. Она ис-
пользует внутригрупповую вариацию для определения того, какой вариаци-
ей можно пренебречь. Следовательно, минимизируя внутригрупповую и
максимизируя межгрупповую вариацию, мы получим полезную и чувстви-
тельную контрольную карту.
Глава 5 • Эффективное применение контрольных карт
145
ЧЕТВЕРТЫЙ ПРИНЦИП ГРУППИРОВКИ: усредняйте шумы, а не сигналы
Цель использования групповых средних заключается в усреднении шумов,
чтобы выделить сигнал и сделать его легче обнаруживаемым. Никогда не
стоит усреднять измерения, полученные таким образом, что априори из-
вестна их логическая неэквивалентность. Усреднение сигналов или потен-
циально возможных сигналов всегда ошибочно.
ПЯТЫЙ ПРИНЦИП ГРУППИРОВКИ: обрабатывайте карту в соответ-
ствии с тем, как будете использовать данные
Частоту отбора подгрупп следует согласовать с мониторингом и частотой
принятия решений, подходящей для данного процесса. Если отбираются
единичные значения, подгруппа единичного объема может оказаться самой
подходящей для таких данных. Если же одновременно отбирается множество
измерений одного процесса, то их логично сгруппировать вместе. Всякий
раз, когда мы встречаемся с ограниченными экспериментальными данными
хода процесса, эксперимента или сертификационных испытаний, всегда
стоит взглянуть на графики индивидуальных значений. Они могут раскрыть
то, что было бы скрыто при группировке. Вот почему автоматическое раз-
биение на подгруппы — не лучший прием.
ШЕСТОЙ ПРИНЦИП ГРУППИРОВКИ: сформулируй те операциональное
определение процедуры сбора данных
В тех случаях, когда в процессе сбора информации присутствует субъек-
тивность, вполне вероятно, что на свойства собранных данных существенно
влияет смена наблюдателей. Систематическая, стабильная процедура изме-
рения — важное условие получения качественных данных.
Упражнение 5.1
Данные о содержании кремния в доменной печи (см. табл. 5.1) представля-
ют собой 99 последовательных измерений концентрации кремния. Посколь-
ку пробы расплавленного металла, отправляемые в лабораторию, берутся
из первой плавки каждой смены, получается ровно три измерения каждый
день. Поэтому представление этих 99 значений в виде 33 групп по три эле-
мента (табл. 5.1) продиктовано желанием отражать при помощи каждой
подгруппы результаты отдельно взятого дня. Таким образом, эти «тройки»
чисел образовали подгруппы, которые легли в основу описанной контроль-
148
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ной карты. Единственная проблема — форма записи: данные были записа-
ны не в строчки (по три значения), а в столбики. Рассмотрим первую груп-
пу значений из табл. 5.1.
144 80 72
150 101 97
180 106 112
Концентрация кремния в первый день была такой: [144, 150, 180], а не
такой: [144, 80, 72]. В действительности значения [80, 101, 106] были по-
лучены на 12-й день, а значения [72, 97, 112] — на 23-й. Поэтому принцип
группирования, приведший к получению табл. 5.1, можно считать нерацио-
нальным. Это произошло только потому, что подгруппы были сформированы
без учета структуры данных, так как они были записаны в лаборатории.
Тогда данные перегруппировали более рациональным способом, и теперь
каждая подгруппа представляет один день, а последовательные подгруппы
представляют последовательные дни.
День Измерения Среднее Размах День Измерения Среднее Размах
1 144 150 180 158,00 36 18 128 113 104 115,00 24
2 193 210 225 209,33 32 19 113 122 108 114,33 14
3 235 233 228 232,00 7 20 135 145 158 146,00 23
4 198 190 178 188,67 20 21 133 125 112 123,33 21
5 168 137 121 142,00 47 22 105 95 63 87,67 42
6 116 85 65 88,67 51 23 72 97 112 93,67 40
7 88 111 120 106,33 32 24 126 132 144 134,00 18
8 138 160 179 159,00 41 25 156 163 170 163,00 14
9 200 245 248 231,00 48 26 181 180 202 187,67 22
10 211 201 155 189,00 56 27 250 205 175 210,00 75
11 145 102 83 110,00 62 28 157 148 140 148,33 17
12 80 101 106 95,67 26 29 157 139 121 139,00 36
13 95 90 107 97,33 17 30 131 125 111 122,33 20
14 127 142 159 142,67 32 31 118 115 92 108,33 26
15 167 1 78 199 181,33 32 32 99 79 111 96,33 32
16 181 173 163 172,33 18 33 127 135 130 130,67 8
17 158 147 134 146,33 24
а) Вычислите контрольные пределы для карт средних и размахов. По-
стройте контрольные карты.
Ь) Какой источник вариации представлен на карте размахов?
с) Какой источник вариации представлен на карте средних?
d) Учитывая среднюю величину вариации в течение дня, какую вариацию
в среднем дневном уровне кремния можно было бы ожидать, если про-
цесс управляем?
Глава 5 • Эффективное применение контрольных карт
147
Упражнение 5.2
Постоянство толщины спекаемой детали от начала до конца очень важно для
выполнения последующих операций. Измерение толщины проводится в ходе
процесса, из которого отбираются 10 деталей из одной партии исходной
смеси, спекаемых в одной печи. Толщина каждой детали измеряется в вось-
ми точках, как это показано на схеме.
Во время этого исследования измеряемые детали были помещены в печь
таким образом, что край с точками 1, 2 и 3 торчал из печи, а точки 6, 7 и 8
оказались закрепленными в печи.
Позиция Изделие
А В С D Е F G Н I J
1 ,311 ,311 ,309 ,311 ,310 ,310 ,311 ,311 ,310 ,310
2 ,311 ,312 ,313 ,312 ,310 ,310 ,310 ,312 ,311 ,311
3 ,312 ,312 ,314 ,312 ,312 ,312 ,312 ,313 ,313 ,312
4 ,315 ,314 ,310 ,313 ,312 ,310 ,313 ,314 ,313 ,315
5 ,312 ,312 ,314 ,313 ,315 ,313 ,311 ,315 ,312 ,314
6 ,315 ,319 ,315 ,318 ,313 ,316 ,316 ,316 ,316 ,315
7 ,312 ,314 ,313 ,314 ,312 ,312 ,314 ,314 ,313 ,313
8 ,314 ,314 ,314 ,315 ,313 ,313 ,314 ,315 ,315 ,314
а) Используя приведенные данные, постройте контрольную карту, которая
отвечала бы на вопрос: «Есть ли заметная разница между средней
толщиной на концах деталей?»
Ъ) Что бы вы ответили на вопрос «а» из предыдущего задания?
с) Как бы вы сгруппировали эти данные, чтобы сравнить толщину в каждой
из восьми позиций?
Глава 6
Воспроизводимость, стабильность
и качество мирового класса
Может ли процесс производить продукцию, которая соответствует допу-
скам? Этот вопрос существует ровно столько же, сколько и само понятие
допусков. Для ответа на него предлагались многие процедуры, однако боль-
шинство из них вскоре отвергалось, так как с их помощью ничего нельзя
было предсказывать. Прежде чем говорить о воспроизводимости процесса,
следует убедиться, что он демонстрирует достаточную степень статистической
управляемости. Следовательно, воспроизводимость процесса зависит от со-
ответствия продукции и от его собственной стабильности.
6.1. Воспроизводимость стабильного процесса
Стабильный процесс демонстрирует разумную степень статистической управ-
ляемости. Иначе говоря, мы можем предсказать с определенной степенью
точности его поведение в будущем. При наличии такой предсказуемости,
а это основа статистической управляемости, стабильный процесс может быть
назван процессом с хорошо определенной воспроизводимостью. Фактически
это означает, что, пока процесс управляем, все индивидуальные значения
остаются внутри его естественных пределов.
Самый простой и легкий способ оценить воспроизводимость стабильно-
го процесса — построить гистограмму индивидуальных значений прямо
с контрольной карты. На горизонтальную ось гистограммы можно нанести
границы допуска, а взаимосвязь между гистограммой и этими границами
будет свидетельствовать о воспроизводимости стабильного процесса.
150
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ПРИМЕР 6.1 Воспроизводимость процесса производства
шаровых муфт
Контрольная карта, показанная на рис. 6.1, отражает процесс, состоящий
из четырех параллельных операций, описанных в примерах 5.6 и 5.7
Дат 3 января 4 января 1/5 1/7
Полость Г 443743 333328539343344433
Полость П 76 4 67 494 6556 ТО 9687676776 5
Полость ПТ 663444323327565545456332
Полость IV 775733437353224443363632
Средние 6 55 35 6 45 3.5 45 3 45 35 35 6 55 5 6 5 45 <2 45 5Д 5 5* 35 3
Гнтуинчг спя цршечиа
РИС. 6.1. Контрольная карта оператора для толщин муфт
Эти четыре параллельные операции решено
сгруппировать, так как все четыре полости прак-
тически одинаковы.
Итак, гистограмма по данным из примера 6.1
приведена вместе с допусками на рис. 6.2. Точка 0,0
соответствует нижней границе допуска, так, что
границы простираются от нуля до 15 сотых милли-
метра.
Ясно, что стабильный процесс способен удовле-
творить требования этих допусков.
Рис. 62. Гистограмма
для толщины муфт
Если бы отдельные измерения оказались за пре-
делами допусков, то доля несоответствий на гисто-
грамме была бы наилучшей оценкой доли несоот-
ветствий процесса. Помимо графических оценок воспроизводимости устойчи-
вого процесса, есть и численные. Эти численные значения можно использо-
вать независимо, но они становятся более эффективными, если их совместить
с гистограммой, подобной той, что показана на рис. 6.2.
Естественные границы процесса (NPL) можно использовать для опреде-
ления фактической воспроизводимости стабильного процесса. Их можно
вычислить прямо из среднего средних и среднего размаха:
= = R
NPL для индивидуальных значений = X ± Зо(Х) = X ± 3 —.
d2
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
151
Неважно, как ведут себя данные. Эмпирическое правило позволяет нам
убедиться в том, что все измерения действительно оказываются в пределах
NPL (рис. 6.3).
Рис. 6.1 Естественные границы процесса на уровне За
для шести теоретических распределений
ПРИМЕР 6.2 Естественные границы процесса производства муфт
Генеральное среднее данных, график которых построен на рис. 6.1, равно 4,66,
а средний размах — 3,71. Таким образом, NPL для этих данных равны:
(3 71 }
—=-0,75 и 10,07
2,059)
В соответствии с эмпирическим правилом практически все измерения
толщин муфт должны лежать внутри этих границ. Действительно, все
96 значений из 96 лежат в пределах рассчитанных NPL
152
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Симметричная формула NPL, показанная выше, — обычная. Она под-
ходит для большинства приложений. Большинство таких симметричных
NPL приведено на рис. 6.3. Однако если процесс обладает достаточной
степенью статистической управляемости на протяжении длительного пе-
риода времени, и если данные описываются асимметричной гистограммой,
может возникнуть желание модифицировать формулу для вычисления NPL,
чтобы отразить эту асимметричность. Изучение рис. 6.3 показывает, что,
когда распределение существенно асимметрично, короткий «хвост» сжат
больше, нежели длинный растянут. Поэтому даже при использовании мо-
дифицированных формул для NPL расстояние между ними не будет превы-
шать 6стг
ПРИМЕР 6.3 Модифицированные естественные границы
процесса производства шаровых муфт
Исследование гистограммы на рис. 6.2 показывает, что распределение
асимметрично. Левый «хвост» оказался более коротким, чем правый. При-
рода этого процесса такова, что существует предел, ниже которого тол-
щина детали быть не может, поэтому левый «хвост» вполне может
служить характеристикой этого процесса. Следовательно, диапазон NPL
можно определить как:
(3 71 \ ( 3 71 А
- до 4,66 + 3 ' L т. е. от 1,06 до 10,07.
2,059) \ 2,059 )
Все 96 измерений лежат внутри этого интервала. Как видим, такой
стабильный процесс протекает внутри интервала от -2<з(Х) до +3&(Х).
NPL — это «голос процесса», поэтому вполне естественно оценивать вос-
производимость, сравнивая NPL с полем допуска.
Если естественные границы стабильного процесса полностью попадают
в поле допуска, то можно сказать, что процесс находится в идеальном со-
стоянии: он управляем и выпускает 100% годной продукции. Такой процесс
и стабилен, и воспроизводим.
Если одна или обе естественные границы выходят за пределы допусков,
процесс находится в пороговом состоянии: он управляем, однако не вся про-
дукция годна. Такой процесс стабилен, но не воспроизводим.
Есть два варианта, когда стабильный процесс становится невоспроизво-
димым.
Если процесс выходит и за верхнюю, и за нижнюю границы допуска, то
возможно, что они просто заужены. Разброс может выходить за определен-
ные таким образом границы допуска. Короче, процессу может просто не
хватать «жизненного пространства». Когда процесс невоспроизводим по
этой причине, мы можем работать над снижением его вариации и/или
расширять границы допуска. Центрирование процесса может помочь
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
153
в снижении количества несоответствующей продукции, появляющейся
справа или слева от границы допуска, но исключить несоответствующую
продукцию таким способом нельзя. Без снижения вариации или расшире-
ния границ допуска некоторое количество несоответствующей продукции
будет всегда.
Нижняя граница допуска^. ~ Верхняя граница допуска
Рис. 6А. Процессу не хватает жизненного пространства
Жизненное пространство процесса — расстояние между границами до-
пуска. Это расстояние можно назвать полем допуска. Оно может измеряться
как в единицах измеряемых величин, так и в единицах сигм.
В единицах измеряемых величин:
Поле допуска =
= Верхняя граница допуска - Нижняя граница допуска.
В сигмах:
Поле допуска =
(Верхняя граница допуска - Нижняя граница допуска)
о(Х)
где а(Х) — статистика1 внутригруппового рассеивания, например
На рис. 6.5 видно, что, если поле допуска превышает 6 сигм, то процесс
имеет достаточно пространства. А если он еще и правильно центрирован,
это автоматически гарантирует, что 100% продукции будет качественной.
Стабильный процесс, поле допуска которого меньше 6ог считается «не
имеющим простора». Даже если он центрирован, все равно остается вероят-
ность, что некоторая часть продукции будет дефектной. Чем меньше поле
допуска, тем выше вероятность получения некачественной продукции.
Заданный допуск описывает имеющееся для стабильного процесса про-
странство в терминах стандартных единиц рассеивания для индивцдуальных
значений — о(Х), что облегчает его понимание и практическое применение.
Поле допуска, равное 6 сигмам, обычно рассматривается как минимальное
условие воспроизводимости процесса. Кроме того, допуск связан с некото-
рыми другими значениями, связанными с воспроизводимостью. Эти связи
обсуждаются в разделе 6.2.
1 См. приложение, табл. А1, где приведены другие формулы для о(Х).
154
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
РИС. 6l5. Покрытие шестью сигмами для шести теоретических распределений
ПРИМЕР 6.4 Допуски для данных о толщинах шаровых муфт
Для данных о шаровых муфтах:
R 3 71
а(Х) = — - = (единицы измерения/^),
тогда
„ 15,0 ед. - 0,0 ед. п „ z
Плановый допуск =----у-^—-------= 8,33 (^-единицы)
Очевидно, что процесс производства шаровых муфт имеет достаточ-
но пространства по отношению к полю допуска.
Другой случай, когда процесс может потерять воспроизводимость, если
его среднее находится не там, где надо. Если такое случится, нужно поста-
раться снизить долю или даже вообще исключить несоответствующую про-
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
155
дукцию, просто центрируя процесс. Конечно, если это ведет к росту опера-
ционных издержек, все равно придется поработать над проблемой снижения
вариации процесса. Если вариация снижена, то настройка процесса может
смещаться к границе допуска, не создавая несоответствующей продукции.
Нижняя граница допуска LSL
РИС. L6. Неверная настройка процесса
Степень центрирования процесса относительно границ допусков (или
границ) можно описать при помощи расстояния до ближайшей границы.
Расстояние (в о-единицах) от среднего средних до верхней границы
определяется так:
(Верхняя граница допуска - Среднее средних)
С(Х)
Расстояние от среднего средних до нижней границы определяется анало-
гично:
(Среднее средних - Нижняя граница допуска)
0(Х)
Если среднее средних расположено «правильно» относительно границ, то
оба значения (Z[; и Z() будут положительными, в противном случае одно из
них станет отрицательным.
Расстояние до ближайшей границы (в о-единицах) — DNS (от англ, the
distance to the nearest specification. — Прим, nep.) — можно определить как
минимум из пары значений (ZL. nZL):
DNS = min {Z[;; ZL}.
Эта величина будет наименьшей из двух положительных значений или
отрицательной, если одна из них отрицательна.
Согласно эмпирическому правилу, в общем желательно, чтобы это рас-
стояние превосходило За. В этом случае высока вероятность, что 100% вы-
пускаемой продукции будет годной (до тех пор, пока процесс остается
в статистически управляемом состоянии). Если DNS меньше 3 о-единиц,
вероятность выпуска некачественной продукции возрастает. Заметим также,
что DNS следует интерпретировать только в неразрывной связи с гистограм-
мой, например, изображенной на рис. 6.2.
156
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Итак, DNS выражает степень центрирования распределения процесса от-
носительно допусков в единицах измерения той или иной характеристики
продукции. Расстояние DNS связано и с некоторыми другими значениями,
относящимися к воспроизводимости процесса. Эти зависимости обсуждают-
ся в следующем разделе.
ПРИМЕР 6.5
DNS для данных шаровых муфтах
Рассчитаем DNS для данных о толщинах шаровых муфт:
„ 15,0ед.-4,66ед. г
Zy = —-------------=5>74(У;
1,80 ед./о
_ 4,66 ед. - 0,0 ед.
= 2,59а;
1,80 ед./а
DNS = min {5,74а; 2,59а}= 2,59а.
Получается, что среднее процесса приблизительно на 2,5 а-единицы больше
нижней границы. Поскольку данные о толщине описываются асимметричным
распределением (см. рис. 6.2), это значение ничего не говорит о текущей про-
блеме с некачественной продукцией. Однако так как смещение среднего процесса
на1 ед. (т.е. 0,01 мм) до отметки 3,6 сдвинет среднее значение прямо к нижней
границе, это служит сигналом к планированию дополнительной обработки
изложницы
Когда у процесса заданы обе границы, можно рассчитать и поле допуска,
и DNS, но DNS всегда будет меньше или равно половине поля допуска (если,
конечно, и DNS, и поле допуска выражены в одинаковых единицах, например,
в сигмах):
DNS < поля допуска.
Основное достоинство использования поля допуска и DNS для оценивания
воспроизводимости заключается в том, что они фокусируют внимание на
областях, нуждающихся в улучшении, когда процесс невоспроизводим. Более
того, они выполняют эту задачу, не прибегая к жаргону, так как выражаются
не в процентах и не в индексах, а в масштабе естественной вариации —
в о-единицах. Поскольку нам уже известно эмпирическое правило трех сигм,
применение a-единиц позволяет легче понять поведение процесса относи-
тельно допусков.
Логика оценивания воспроизводимости устойчивого процесса показана в бпок-
схеме на рис 6.7. Как видим, вопрос о воспроизводимости очень непрост. Блок-
схема состоит из нескольких цепочек, заканчивающихся в разных местах.
Нестабильные процессы не имеют хорошо определенной воспроизводи-
мости. Стабильные процессы тоже могут оказываться невоспроизводимыми
из-за некорректной настройки на номинал или из-за слишком узких допусков.
Когда процесс стабилен, но невоспроизводим, есть некоторые приемы, по-
зволяющие привести его в стабильное и воспроизводимое состояние.
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
157
Рис. 6.Z Оценивание воспроизводимости стабильного процесса
6.2. Неразбериха в показателях воспроизводимости
Как поле допуска, так и расстояние до ближайшей границы, выраженные
либо в единицах измерения, либо в с-единицах, можно легко и явным об-
разом интерпретировать. Однако оба этих значения обычно преобразуют
(зачастую неправильно) в другие меры воспроизводимости.
158
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Индексы воспроизводимости — это простой способ выражения отношения
«голоса процесса» к «голосу потребителя». Результат обычно выражается
в безразмерных единицах или процентах.
Один из вариантов расчета индекса воспроизводимости, обозначаемого
символом Ср, — это деление расстояния между границами допуска на рас-
стояние между NPL:
_ Верхняя граница допуска - Нижняя граница допуска
С” = 6с(х) ’
Заметим, что Ср — это поле допуска, выраженное в сигма-единицах и де-
ленное на 6,01. Символ Ср широко используется для обозначения самых разных
величин, причем чаще всего — для обозначения индекса воспроизводимости.
Однако этот индекс в разных книгах может обозначаться по-разному. Кроме
того, во многих учебниках выдвигается требование нормальности распреде-
ления данных, для которых рассчитывается Ср. Рассмотрение рис. 6.3 позво-
ляет заключить, что — это вполне приемлемая оценка интервала меж-
ду NPL даже для распределений, не являющихся нормальными.
Другой способ определения индекса воспроизводимости — деление ин-
тервала NPL на расстояние между границами допуска. Такой коэффициент
обозначается PCI:
PCI =
______________________6а(Х)______________________
Верхняя граница допуска - Нижняя граница допуска
Очевидно, что это величина, обратная Сэ. Если одни специалисты исполь-
зуют индекс PCI, а другие — Ср, возможны определенные сложности в по-
нимании друг друга.
Индексы — весьма простые величины. Есть только два способа построить
отношение двух чисел: разделить либо А на В, либо В на А. Во многих ситуа-
циях это не порождает никаких проблем. Например, экономию бензина
можно выразить в «милях на галлон», а можно — в «галлонах на милю».
Понимание, что перед нами —«мили на галлон» и «галлоны на милю», облег-
чается тем фактом, что каждое соотношение сопровождается своими соб-
ственными единицами измерениями. В итоге их трудно перепутать. Однако
в случае, если размерности нет, путаница неизбежна.
Обоим авторам этой книги приходилось общаться с производственниками,
которые выдумывали иные способы расчета индексов воспроизводимости.
Иногда кажется, что люди будут всегда пытаться заново изобрести хорошо
известные способы сравнения «голосов» процесса и потребителя. Поэтому
вопрос «Как рассчитан этот индекс или отношение?» будет возникать всегда.
Кроме того, нужно еще и спросить, какая, статистика рассеяния была ис-
пользована и как она была получена?
1 Величина сигма (X), используемая в этой формуле, — это статистика среднего внутри-
группового рассеяния.
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
159
Все было бы ничего, но существует еще одна величина, обозначаемая С.
(и тоже называемая индексом воспроизводимости), определяемая как рас-
стояние до ближайшей границы (в G-единицах), деленное на 3,0:
„ DNS
С. =-----•
* 3,0
Это отношение характеризует центрированность процесса относительно
допусков. Некоторые авторы не различают эту меру центрирования и опи-
санные ранее меры жизненного пространства внутри допуска.
Разумеется, для характеристик продукции, имеющих и верхний, и нижний
границы допуска (двусторонний допуск), можно определять оба индекса:
Ср и Срк. Стабильный процесс, допуск которого превосходит 6 a-единиц в
естественной вариации, будет иметь индекс Ср больше 1,0. А если DNS пре-
высит 3,0, то и показатель С^ будет больше 1,0. То, что DNS ограничивается
половиной допуска, автоматически ограничивает значение С^, которое долж-
но быть меньше или равным Ср.
А теперь позвольте нам сделать важное замечание о содержании предыду-
щего абзаца. И допуск, и DNS были преобразованы в индексы (в которых
значение 1,0 выступает в качестве границы двух различных ситуаций). Эти
«индексы воспроизводимости» легко перепутать. На самом деле одна из них
описывает «жизненное пространство» процесса, другая — «положение про-
цесса» в этом пространстве, что вуалируется преобразованиями.
Как решить эту проблему? Простейший способ— использовать величины,
которые имеют размерности. Рассудите, какое из утверждений легче понять:
«Поле допуска равно 4,5 с-единицы;
расстояние до ближайшей границы — 2 о-единицы»,
или «Величина Ср равна 0,75; значение PCI равно 1,33;
индекс С. равен 0,67».
Первое высказывание самодостаточно, второе — это жаргон, если он
только не вписан в некоторые внешние рамки. Действительно, без тщатель-
ного обдумывания не ясно, хороша или плоха ситуация, описываемая по-
следним утверждением.
ПРИМЕР 6.6 «Индексы воспроизводимости»
для данных о шаровых муфтах
Толщины шаровых муфт имеют поле допуска, равное
8,33 а-единицы, и расстояние до ближайшей границы,
равное 2,59 а-единицы. Гистограмма на рис. 6.8 отра-
жает процесс, который, согласно контрольной карте,
стабилен. Кроме того, он воспроизводим, так как:
величина Ср равна 1,39;
величина PCI равна 0,720;
величина Срк равна 0,86.
Заметим, что этот процесс дает 100% годной про-
дукции, хотя С < 1,0.
Рис. L8. Гистограмма
для толщины муфт
ш
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Ни одну из численных характеристик воспроизводимости не стоит
интерпретировать отдельно от гистограммы индивидуальных значений
с нанесенными на нее границами допуска. И точно так же ни одна из
этих характеристик не имеет смысла при отсутствии разумной степени
статистической управляемости (которую можно установить только при
помощи контрольных карт).
6.3. Преобразование индексов воспроизводимости
в долю брака
В большинстве книг даются рекомендации о переводе мер воспроизводимо-
сти, перечисленных в предыдущем разделе, в доли несоответствующей про-
дукции. Такие утверждения могут быть основаны либо на простой фантазии,
либо на иллюзиях. Например, такие высказывания: «Если Ср равно 1,0, то
99,7% производимых изделий будутгодными» — это фантазия, «При Ср = 1,50
процесс даст 6,8 бракованных деталей на миллион» — это уже настоящая
иллюзия.
Подобного рода преобразования значений воспроизводимости в доли не-
соответствий всегда будут требовать некоторых предположений о распреде-
лении. Разумеется, чаще всего предполагается, что данные распределены по
нормальному закону. Однако подобные допущения трудно проверить. Как
заметил Шухарт, нормальное распределение характеризует некое предельное
поведение бесконечной последовательности случайных величин и ни в коем
случае не может служить характеристикой конечной последовательности1.
Поскольку мы всегда работаем с конечными последовательностями, это
значит, что мы просто не имеем права объявлять наши данные «нормально
распределенными». Поэтому любые вычисления, основанные надопущении
нормального (равно как и любого другого!) распределения, будут верны
ровно настолько, насколько верно само допущение, которое редко дает нам
больше, чем одна или две цифры (один или два надежных знака после за-
пятой). Несомненно, никакие допущения не позволяют производить расчеты
в долях на миллион.
Да, верно, что некоторые законы теории вероятностей, такие как нера-
венство Чебышева, дают границы для процентов значений, которые могут
выпадать из заданного интервала. Более того, грубые правила, такие как
эмпирическое правило, могут характеризовать лишь примерный процент
значений, выпадающих за пределы заданного интервала. Например, если
примерно от 99 до 100% точек лежит в пределах Зст от среднего, то выраже-
ние Ср = 1,00 будет означать, что будет приблизительно 1% брака или меньше.
Есть существенная разница между этой фразой и утверждением, что «не бо-
лее 3 из 1000 будут браком». Степень точности «3 из 1000» просто недоступна
1 Statistical Method from the viewpoint of Quality Control, p. 12.
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
161
простым смертным! Выражение «примерно 1% или меньше» содержит некую
уверенность в том, что брак будет выпускаться весьма редко, и не обещает
большего, чем известно.
Более того, не надо преобразовывать значения воспроизводимости в на-
думанные цифры, выражающие долю брака. Если процесс стабилен, но не-
воспроизводим, то вас всегда будут преследовать либо горы деталей для
переделки, либо перерасход бюджета, либо излишние расходы на гарантий-
ное обслуживание, либо груды продукции, возвращенной потребителями.
Но это только верхушка айсберга, хотя и весьма заметная. Чтобы обнаружить
существование проблемы, не нужно никаких эзотерических вычислений.
При стопроцентном контроле всей выпускаемой продукции отношение
числа обнаруженных бракованных изделий к числу проверенных— гораздо
лучший путь определения доли некачественной продукции, чем любые чис-
ла, полученные из индексов воспроизводимости процесса.
В то же время, если процесс стабилен и воспроизводим, то в вычислениях
доли брака нет никакой нужды. При снижении вариации и центрировании
процесса можно добиться полной уверенности, что некачественной продук-
ции практически не будет. Поддержание процесса в состоянии статистической
управляемости требует постоянного внимания. При таком уровне внимания
маловероятно, что кто-нибудь сотворит нечто, что могло бы повлечь выпуск
некачественной продукции. Вот почему практика оценивания поставщиков,
основанная на значениях Ср и им подобных без учета стабильности процессов,
ошибочна и недопустима.
Более того, если мы имеем дело с процессом, который одновременно и
стабилен и воспроизводим, то любые попытки преобразования индексов
воспроизводимости в доли брака обречены на провал. Это происходит по-
тому, что такие попытки обычно базируются на неком осреднении свойств
«хвостов» распределения. Однако «хвосты» — это простые математические
абстракции, которые вовсе не в состоянии характеризовать реальный мир.
Даже при наличии 10 000 измерений процентили гистограммы будут близ-
ки к процентилям теоретического распределения только для центральных
90% распределения. А вот в «хвостовых» 5% частях распределения с каждой
стороны наблюдаются наибольшие расхождения. Поэтому неважно, сколько
данных использовано для построения распределения, все равно построить
исчерпывающее и идеальное распределение для стабильного процесса не-
возможно! Доктор Деминг писал: «Даже если данных достаточно, не суще-
ствует такой кривой, которая идеально описала бы результаты экспери-
мента!»1.
Итак, операция расчета доли брака по индексам воспроизводимости не
имеет ничего общего с действительностью. Это всего-навсего фантазия,
и результат таких расчетов — это иллюзия, если не откровенный бред.
1 «On Probability As a Basis for Action», American Statistician, v. 29, p. 148, 1975 («Вероят-
ность как основа для действия»).
162
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
6.4. Что можно сказать о нестабильном процессе?
Не так уж и много!
Если процесс статистически неуправляем, это означает, что он не демон-
стрировал статистической управляемости в прошлом. Следовательно, совер-
шенно нелогично ожидать, что он спонтанно станет управляемым в будущем.
Этот факт ограничивает возможность предсказать однородность продукции
в будущем. Фактически производится анализ исторических данных, а это не
более чем обобщение поведения процесса в прошлом.
Как показано на блок-схеме (рис. 6.7), неуправляемый процесс не об-
ладает достаточной степенью воспроизводимости. Следовательно, одина-
ково бессмысленно характеризовать такие процессы как воспроизводимые
или как невоспроизводимые. Все, что мы можем сделать, — это взять исто-
рические данные и описать, каким процесс был в прошлом. Но даже такое
описание во многом случайно. Если собранные данные неустойчивы, то
как они смогут характеризовать поведение процесса на протяжении всего
периода времени?
Если все измерения, выполненные в прошлом, оказались в пределах до-
пусков, то о процессе можно сказать, что он находился на краю хаоса. Если
же некоторые измерения вышли за пределы допусков, то о процессе можно
сказать, что он побывал в состоянии хаоса. И в любом случае дальнейшее
поведение процесса предсказать нельзя, так как этот процесс по определению
подвержен непредсказуемым переменам. Следовательно, знание того, что
происходило вчера, почти ничего не говорит о том, что можно ожидать се-
годня. Такую непредсказуемость нестабильного процесса иллюстрирует
следующий пример работы одного европейского завода.
ПРИМЕР 6.7
Данные о весе замеса
В процессе производства сырье смешивается всухую, а затем растворяет-
ся в фенольных смолах. Получаемый замес должен весить 1000 кг. В табл. 6.1
показан вес каждого из замесов, выпущенных в течение одной недели (из-
мерения следует читать по строкам по 15 значений в каждой).
Вес 259 замесов
Таблица 6.1
905 930 865 895 905 885 890 930 915 910 920 915 925 850 905
925 925 905 915 930 890 940 860 875 985 970 940 975 1000 1035
1020 985 950 945 965 940 900 920 980 950 955 970 970 1035 1040
1000 1000 990 1000 950 940 965 920 920 925 900 905 900 925 885
1005 1005 950 920 875 865 880 960 925 925 875 900 905 990 970
910 980 900 970 900 895 885 925 870 875 910 915 900 950 880
910 965 910 880 900 920 940 985 965 925 925 975 905 890 950
975 935 940 900 915 980 880 905 925 960 900 915 920 865 980
935 840 900 965 890 875 1020 780 900 900 800 960 845 820 910
885 940 930 925 850 965 1010 1030 980 1010 950 940 1005 880 930
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
163
8*5 935 905 965 975
8*0 1050 935 940 920
1050 890 1005 915 1070
905 910 860 1045 820
960 950 1020 975 950
960 1000 1000 8 60 ИЗО
915 975 940 870 890
1110 975 970 1090
985 975 950 905 965
985 970 915 935 950
970 1040 770 940 950
900 860 875 1005 880
960 950 880 1000 1005
830 965 930 950 945
915 935 1060 1015 1100
Окончание табл. 6.1
905 950 905 995 900
1030 875 880 955 910
1040 1035 1110 845 900
750 900 835 930 860
990 1020 980 1020 920
900 990 865 945 970
810 1010 1140 805 1020
Веса первых 45 замесов использованы для построения XmR-карты, ко-
торая показана на рис. 6.9. Вычисление контрольных пределов представ-
лено в п. 9.2 (глава 9).
100
mR
Т,7
0
Рис. fi.fi. XmR-карта для веса замесов
Карта индивидуальных значений содержит несколько случаев выхода
процесса из-под контроля. 6 из 45 измерений лежат за контрольными
пределами. Кроме того, есть еще две серии в районе среднего (длиной 21 и
12 элементов). Процесс смешивания явно статистически неуправляем и,
следовательно, непредсказуем.
Контрольными пределами для карты индивидуальных значений нарис. 6.9
служат вычисленные NPL. Однако в этом случае они просто суждения о
прошлом (в данном случае), что этот процесс неуправляем, но ни в коем
случае не могут служить предсказанием поведения процесса в будущем. Таким
образом, при одних и тех же вычислениях интерпретация их результатов
зависит от характера контрольной карты. Если процесс неуправляем, кон-
трольные пределы для карты индивидуальных значений не могут быть
использованы для предсказания потому, что надежных способов прогнози-
рования поведения таких процессов просто не существует.
164
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Для того чтобы еще лучше понять эту точку зрения, рассмотрим по-
пытку использования вычисленных NPL (863 и 1010 кг) для предсказаний.
На рис. 6.10 показан вес всех 259 замесов за неделю вместе с этими кон-
трольными пределами.
На верхней карте контрольные пределы, равные 863 и 1010, приближен-
но определяют область, в которой лежат многие веса замесов. Однако на
среднем графике появляется сравнительно много точек, выходящих за
пределы этой области. Наконец, на нижней карте мы видим, что процесс
протекает в значительно более широком диапазоне, чем полоса между 863
и 1010.
Фактически 8 из 12 весов, измеренных в пятницу, оказались вне кон-
трольных пределов, рассчитанных по данным измерений, выполненных
в понедельник!
Рис. 6.10. Х-карта для веса 259 замесов
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
165
Когда процесс статистически неуправляем, он характеризуется стохасти-
ческими, «блуждающими» переменами. По этой причине выход процесса за
контрольные пределы, вычисленные по историческим данным, лишь дело
времени. Нестабильные процессы предсказуемы лишь в одном: они совер-
шенно непредсказуемы!
К сожалению, многие вычисляют «индексы воспроизводимости» для про-
цессов, ведущих себя подобно описанным измерениям веса замесов. Эти
характеристики в лучшем случае говорят о прошлом, но не предсказывают
будущее. Именно поэтому многие идентифицируют данные характеристики
скорее как «рабочие характеристики»1, а не «индексы воспроизводимости».
Более того, поведение процесса (в отличие от воспроизводимости!) вполне
уместно характеризовать общей статистикой рассеяния, s, а не средними
внутригрупповыми статистиками.
Вычисление следующих величин — это в известной степени упражнение
от безысходности, так как они не имеют никакой прогностической ценности.
Однако если надо вычислить рабочие характеристики статистически неуправ-
ляемого процесса, то вместо формул для воспроизводимости стоит исполь-
зовать следующие формулы.
Вместо Ср вычисляется индекс работоспособности (возможностей) Р:
Верхняя граница допуска - Нижняя граница допуска
Рп z *
р 6s
где s — обычное стандартное отклонение, вычисленное по всем данным.
Вместо С^_ вычисляется центрированный индекс работоспособности про-
цесса Ррк:
т1п{(Верхняя граница допуска - X); (Нижняя граница допуска - X)}
Ц •
Эти значения характеризуют, по крайней мере, попытку описать поведе-
ние статистически неуправляемого процесса в прошлом. Насколько удачно?
Все зависит от качества используемых данных.
ПРИМЕР 6.8 Индексы работоспособности для данных о весах замесов
Границы допуска для весов замесов — 900 и 1100 кг.
Средний размах, вычисленный по первым 44 скользящим размахом, равен
27,84 кг, тогда sx = 24,7 кг. Среднее значение первых 45 весов равно 936,9 кг.
Этим статистикам соответствуют следующие значения:
Р = 1,35;
Р' = 0,50.
Для тех же 45 измерений статистика s равна 45,8 кг. Этому значению
соответствует Р = 0,73; если же использовать среднее, равное 936,9, то
Р =0,27.
р
1 В русскоязычной литературе их называют еще «индексами возможностей» (ГОСТ
Р 50779.44-2001), что только усугубляет ситуацию и ведет к совершенно неверному
применению этих характеристик. —Прим. науч. ред.
166
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Теперь используем все 259 измерений. Среднее равно 937,0, s = 61,3. Им
соответствуют Рр = 0,54 и Ррк — 0,20.
Хотя последние величины наилучшим образом описывают ужасное пове-
дение процесса в течение последней недели, их существенная вариация явно
указывает на тщетность всех этих вычислений. Все зависит от того, какие
данные использовались для вычислений, а так как эти данные статистически
неуправляемы, результаты могут варьировать как угодно.
Подобная непредсказуемость также характерна для любых вычислений
доли брака для нестабильного процесса. Для первых 129 весов 20 измерений
оказались нике нижнего допуска, и ни один не превзошел верхний допуск.
Из этого можно было бы сделать вывод о том, что 15,5% замесов бракованы.
Для последних 129 весов 33 измерения оказались меньше нижнего допуска
и 5 — больше верхнего, что соответствует 29,5%. Таким образом, данные,
полученные за первую половину недели, не позволили предсказать поведение
процесса даже для второй половины недели!
Так что же можно сказать о нестабильном процессе? Действительно, не так
уж и много!
6.5. Гипотетическая воспроизводимость
нестабильного процесса
Если процесс нестабилен, вычисленные NPL позволяют получить некое суж-
дение о процессе, но они ничего не говорят о том, что будет с процессом в
будущем. Все. что можно сказать о таком процессе, — это то, что его можно
улучшить, найдя и ликвидировав особые причины избыточной вариации. Это
часто приводит к резкому росту однородности выпускаемой продукции.
Если надо хотя бы приблизительно оценить, какого улучшения можно
добиться, приведя процесс в управляемое состояние, можно рассчитать ги-
потетическую воспроизводимость процесса. Для этого начнем с карты раз-
махов
и проделаем следующие операции:
1)
2)
3)
удалим все точки, выходящие за контрольные пределы, и пересчитаем
средний размах;
заново вычислим контрольные пределы для карты размахов;
будем повторять первый шаг до тех пор, пока не исчезнут точки, ле-
жащие вне пересмотренных контрольных пределов.
Когда никаких новых точек не будет за пересмотренными границами,
можно приближенно оценить гипотетическую область разброса HPS (от англ.
Hypothetical Process Spread), используя самое последнее из пересчитываемых
значений среднего размаха:
HPS = ~.
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
1В7
Если скорректировать настройку процесса на номинал сравнительно
легко, то полученное значение HPS — это все, что надо. С другой стороны,
если корректировать процесс очень трудно, то очень полезной процедурой
может стать расчет гипотетических пределов процесса HPL (от англ. Hypo-
thetical Process Limits). Для этого продолжим, теперь уже с картой средних,
и выполним следующие шаги:
4) удалим все точки, выходящие за контрольные пределы на карте сред-
них, и пересчитаем среднее средних;
5) используя новые значения среднего средних и среднего размаха, за-
ново вычислим контрольные пределы для карты средних;
6) будем повторять шаг 4 до тех пор, пока не исчезнут точки, лежащие
вне пересмотренных контрольных пределов.
Как только никаких средних не останется за контрольными пределами,
применим самые последние из найденных значений среднего средних и
среднего размаха для оценивания гипотетических пределов процесса HPL:
= R
HPL=X±3—~.
Следует отметить, что приведенные выше формулы ничем не отличаются
от формул для вычисления контрольных пределов стабильного процесса. Все
отличие состоит в обработке данных. Обе оценки — HPS и HPL — просто от-
ражают то, что может случиться, если процесс будет приведен в управляемое
состояние. Они абсолютно ничего не говорят о текущем состоянии процесса.
ПРИМЕР 6.9
Гипотетическая воспроизводимость
четвертой полости шаровых муфт
Толщина шаровой муфты, полученной в четвертой полости, показана
в табл. 5.4 и воспроизведена в табл. 6.2. Контрольная карта, построенная
по этим данным, представлена на рис 6.11. Генеральное среднее равно 7,86,
средний размах — 3,35 единицы.
Таблица 6.2
Измерения толщины шаровых муфт из четвертой полости
АВС
1: 8 9 10
2: 10 13 13
3: 8 9 10
4: 11 12 11
5: 4 4 5
6: 4 7 6
7: 4 4 5
D Е X
10 10 9,4
10 9 11
8 9 8,8
10 13 11,4
3 4 4,0
5 4 5,2
4 5 4,4
R А
2 8: 6
4 9: 9
2 10: 5
3 11: 11
2 12: 9
3 13: 9
1 14: 6
В С D Е
6 8 6 5
10 11 9 5
5 6 6 5
10 9 10 10
6 8 7 7
12 И И 6
7 6 6 6
X R
6,2 3 15:
8,8 6 16:
5,4 1 17:
10,0 2 18:
7,4 3 19 :
9,8 6 20:
6,2 1
А В С D
11 12 12 12
6 8 7 9
7 7 4 7
6 8 7 12
7 7 5 12
10 7 9 8
Е X R
6 10,6 6
7 7,4 3
5 6,0 3
12 9,0 6
8 7,8 7
8 8,4 3
Поскольку карта размахов находится в контролируемом состоянии,
в пересмотре среднего размаха нет никакой нужды, и его можно использо-
вать для оценивания HPS. Однако оно остается гипотетическим, так как
ш
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
отсутствие управляемости на карте
средних порождает распределение с бо-
лее широким разбросом, чем предпо-
лагает HPS.
HPS = ^^- = 8,6 ед.
2,326
Поскольку поле допуска равно 15 еди-
ницам, процесс станет воспроизводи-
мым, если сделать его стабильным и
правильно центрировать. Однако пока
процесс статистически неуправляем,
он пока что не действует с разбросом
8,6 единицы. На рис. 6.12 показана ги-
стограмма индивидуальных значений
из табл. 6.2. Как видим, действитель-
Рис. 6.1 L Толщина штекеров,
произведенных в четвертом углублении
ный размах равен 10 единицам.
Процедура вычисления гипотетических границ
процесса HPL такова.
Шаг 4. Удалим все средние, выходящие за кон-
трольные пределы и вычислим новое среднее сред-
них:
у 85,4 л
X = ~~ = 7,76 ео.
Шаг 5. Вычислим новые контрольные пределы
для карты средних:
S ± A,R -7,76± 0,577 3,35 = от 5,83 до 9,69.
Шаг 6. Замечаем, что ни одна из точек не лежит
вне контрольных пределов. Значит, мы можем рас-
считать HPL:
HPL = X±3^- = 7,76±3^ = 3,44 и 12,08.
d2 2,326
Вскоре после получения данных из табл. 6.2 про-
цесс был приведен в управляемое состояние. Затем
он поддерживался в этом состоянии. Данные на
рис. 6.13 содержат толщины 24 муфт из 4-й по-
лости. Их собрали примерно через девять месяцев
после получения данных из табл. 6.2. Размах этой
РИС. 6.12. Гистограмма
толщины для полости 4
РИС. 6.11 Полость 4,
процесс управляем
о
гистограммы равен 6 единицам. Это лучше, чем найденный выше гипоте-
тический размах, равный 8,6 единицам. Таким образом, процесс, приведенный
в управляемое состояние, стал лучше, чем мы предсказывали при помощи
гипотетических оценок. (Генеральное среднее, равное 4,125 ед. оказалось
меньше рассчитанной выше гипотетической оценки, равной 7,76, вслед-
ствие износа инструмента в течение девяти месяцев.)
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
169
Фактически данные для всех четырех полостей представлены на гисто-
грамме рис. 6.2. Размах этих данных — всего 9 единиц, т.е. все четыре
полости в целом более однородны, чем одна 4-я полость вначале. Это типич-
ный пример того, что происходит, если процесс приводится в состояние
статистической управляемости и затем поддерживается в нем.
Таким образом, гипотетические размахи границы процесса — лишь при-
близительные оценки того, что может быть. Пока не предприняты меры по
идентификации и ликвидации причин неконтролируемой вариации, реаль-
ные индексы воспроизводимости процесса нельзя предсказать по гипотети-
ческим значениям.
Любая процедура оценивания воспроизводимости процесса, которая не
учитывает его стабильность, будет неминуемо приводить к ошибочной картине.
Нестабильные процессы, в отличие от стабильных, непредсказуемы, и никакие
вычисления и никакие манипуляции с данными не могут обойти этот факт.
6.6. Исследование краткосрочной воспроизводимости
Иногда нужно оценить показатели отдельного станка, по которому ранее не
собиралось данных для контрольной карты. В этом разделе мы представим
процедуру, полезную в подобных случаях.
Прежде всего надо понять, что любые выводы, построенные на изучении
малых краткосрочных выборок, — это лишь малая часть общей картины.
Факторы, которые обычно приводят к росту вариации продукции или про-
цессов, могут не успеть проявиться на коротком отрезке времени, пока ис-
следуется процесс. Вот почему такие исследования надо рассматривать как
«наилучший» возможный сценарий.
Краткосрочные исследования обычно используют от 25 до 50 значений.
Это могут быть размеры последовательно произведенных деталей, или по-
вторные измерения одного и того же объекта, или же значения, полученные
в повторяющихся операциях на одном и том же рабочем месте.
Наивный подход к краткосрочной воспроизводимости предлагает нанести
эти 25-50 значений на гистограмму и вычислить некоторые численные зна-
чения. Проблема такого подхода — в полном игнорировании стабильности
процесса. Напомним, что нас не интересуют эти 50 значений, нам нужна
возможность предсказания поведения процесса в будущем. А вопрос о вос-
производимости неотделим от вопроса о стабильности. Если данные получа-
ются из каких-то пробных опытов, стоит проверить их на предмет нестабиль-
ности. Если станок или процесс нестабильны в близких к идеальным лабо-
раторных условиях, что же будет в условиях реального производства?
Другие процедуры предлагают скорректировать этот недочет, автомати-
чески нанося эти данные на карты средних и размахов (например, разбивая
их на 5-10 подгрупп по 5 элементов в каждой). По сравнению с подходом,
упомянутым выше, это улучшение, но все еще не наилучший способ.
170 СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Поскольку даже карты размахов и средних могут пропустить «сигнал»,
особенно если они используются в условиях ограниченности данных, разумно
просто взглянуть на график хода процесса1.
Таким образом, обладая результатами всего 25-50 значений, стоит начать с
построения графика, на котором они нанесены в порядке их получения. Затем
надо проанализировать этот график для выявления каких-либо особых структур,
например трендов или устойчивых сдвигов. Если ничего подобного не обнару-
жено, можно прибегнуть к вычислению скользящих размахов и превратить
график хода процесса в карту индивидуальных значений, которую затем иссле-
довать на наличие точек, свидетельствующих о выходе процесса из-под контроля,
а карту скользящих размахов исследовать на наличие скачков.
Наконец, если кто-то все еще хочет разбить данные на подгруппы и по-
строить карты средних и размахов, это тоже можно сделать. Конечно, раз-
биение на подгруппы во многом произвольно, однако этот подход иногда
позволяет ясно увидеть момент выхода процесса из-под контроля.
Итак, любой подход к изучению воспроизводимости по коротким выборкам
стоит начинать с построения графика хода процесса, а затем искать любые
признаки потери статистической управляемости. Если карта показывает, что
станок или процесс нестабильны, стало быть, они и невоспроизводимы.
Если на контрольной карте ничто не говорит о нестабильности, то можно пред-
положить, что станок или процесс воспроизводимы, если они работают в тех же
условиях, в которых испытывались. Для оценки этой воспроизводимости подан-
ным контрольной карты вычисляются естественные границы процесса NPL. Раз-
умеется, эти границы применимы тол ько для данных проводимого эксперимента.
Более того, они применимы к станку или процессу, находящемуся только в тех же
условиях, в которых были получены данные. Эти условия обычно подразумевают
участие одного оператора, использование одной партии сырья, а также возмож-
ность нал адки станка или процесса их разработчиками. В этих сравнительно иде-
альных условиях воспроизводимость описывает самое лучшее, что можно ожидать
от станка или процесса без проведения каких-либо улучшений. Если эта воспроиз-
водимость неудовлетворительна, такой станок или линию приобретать не стоит.
Если же эта «идеальная» воспроизводимость представляется достаточной,
то станок или технологический процесс могут работать, как и планировалось,
в цехе. Ограниченные условия предварительного эксперимента затрудняют
вывод о том, насколько могут ухудшиться показатели при переходе в цех. Все,
что известно из краткосрочной воспроизводимости, — это анализ наилучше-
го случая, поэтому следует предусмотреть допуски для дополнительных ис-
точников вариации, которые есть на каждой производственной операции.
ПРИМЕР 6.10 Исследование системы видео наблюдения
Некая компания приобрела новую систему видеонаблюдения для контро-
ля вращающейся втулки в производстве стальной проволоки. Втулка
1 Рекомендации доктора Деминга в письме к автору.
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
171
помещается на подсвечиваемую сзади панель, а видеокамера записывает
изображение. Компьютер определяет число пикселей внутри изображе-
ния, и это число используется для определения эффективного диаметра
втулки.
После установки оборудования возникли некоторые проблемы, поэтому
инженер и статистик решили исследовать измерительную систему. После
того как статистик предложил многократно измерить одну и ту же
втулку, инженер взял с конвейера первую попавшуюся втулку и приступил
к ее измерениям. Менее чем через час он собрал 30 измерений и построил
XmR-карту, показанную на рис. 6.14.
Рис. 6.14. ХтЯ-карта для гримера системы видеонаблюдения
Поскольку при каждом измерении использовалась одна и та же деталь,
график последовательных измерений должен представлять собой практи-
чески горизонтальную линию с незначительными отклонениями, возни-
кающими вследствие погрешности измерения, а скользящие размахи
должны быть внутри контрольных пределов. Очевидный тренд на карте
средних (Х-карте) и «выбросы» на карте скользящихразмахов (mR-карте)
указывают на наличие неполадок в системе видеонаблюдения.
Измеряемый диаметр вырос на четверть дюйма за часовой период на-
блюдения. Этот «рост» объясняется проблемой в проектировании видео-
системы: как оказалось, размер пикселя медленно менялся во времени, и это
приводило к сдвигу измерений диаметра.
Скользящие размахи в данном случае отражают чистую ошибку из-
мерения. Вышедшие из-под статистического управления размахи порож-
дены плохо установленной видеосистемой. Компьютер сбивался со счета
числа пикселей, когда штамповочный пресс сотрясал здание во время за-
мера. В итоге получались неверные значения и огромные скользящие раз-
махи. Итак, наше весьма кратковременное исследование воспроизводимо-
172
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
сти позволило распознать в применяемой видеосистеме высокотехноло-
гичную и электронную... резиновую линейку. Ясно, что эта измерительная
система не имеет хорошо определенной воспроизводимости.
6.7. Качество мирового уровня
Вариация всегда порождает затраты. Действия, направленные на снижение
вариации после того, как она возникла, неизбежно приведут к росту затрат,
вто время как действия, направленные на снижение вариации у ее истоков,
не только снижают последующие потери, но и увеличивают качество про-
дукции. Чем ближе к источнику вариации мы действуем ради ее снижения,
тем меньше затраты.
Пусть, например, X обозначает некую рабочую характеристику конкрет-
ного изделия, ат — номинал для X. Если номинал определен правильно,
и произведенное изделие имеет значениеX = т, то с этим изделием не долж-
но быть проблем. Проблема возникает тогда, когда X т. Для нашего обсуж-
дения предположим, что любое отклонение X от т ведет к ухудшению пока-
зателей продукции. Вообще говоря, малые отклонения приводят к незначи-
тельной деградации, а большие отклонения — к большей деградации.
Традиционный подход к решению проблемы вариации неразрывно связан
с понятием допуска. Используя границы допуска, определяющие некоторую
окрестность точки т, например, т ± Ах, производители надеялись установить
приемлемые границы ухудшения показателей продукции. Пока характери-
стика качествах л ежит в пределах допуска, качество изделия считается при-
емлемым. Как только значение X выходит за пределы допуска, качество из-
делия внезапно начинает считаться неприемлемым и предпринимаются
некоторые действия, предназначенные для «исправления» ситуации.
Чтобы понять естественные следствия использования допусков, рассмо-
трим поток изделий, произведенных и оцененных в соответствии с номи-
налом т = 100 и Ах = 10. Оцениваемый параметр первого изделия оказал-
ся равным 108 единицам, и, следовательно, изделие было признано годным.
Измерение следующего изделия показало 102 единицы, что тоже вполне
приемлемо. Было принято и третье изделие с параметром 96 единиц. Чет-
вертое и пятое измерения — соответственно 92 и 90 единиц — также были
восприняты как приемлемые. Однако измерение шестого изделия дало
цифру 89! Что тут началось! Весь отдел контроля качества вдруг зажужжал,
пытаясь выяснить, кто и почему выпускает несоответствующую продукцию!
Инженеры создали проектные команды, чтобы работать над процессом.
Менеджеры принялись выяснять, надо ли отзывать продукцию, уже отправ-
ленную потребителям. Рабочие корректировали процесс, чтобы поднять
значение X. Внезапный каскад усилий, направленных на решение проблемы,
разумеется, существенно повысил общие затраты на производство данной
продукции. (Стоит заметить, что разница между пятым и шестым изделия-
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
173
ми составила всего единицу — меньше, чем разница в измерениях всех
предыдущих изделий, однако пятое изделие было признано годным, а ше-
стое — нет.)
Итак, пределы допуска — это на самом деле искусственные границы, ко-
торые используются для произвольных решений о том, как будет работать
изделие. Это наивный взгляд на проблемы, вызванные вариацией характе-
ристик изделий. Вся продукция подразделяется на хорошую и плохую, а гра-
ница между ними представляет резкий обрыв.
L(x)
LSI
USL
РИС. 6.15. Функция потерь Цх) для концепции соответствия допуску
График на рис. 6.15 показывает функцию потерь L(x) для основанного на
допусках подхода к вариабельности продукции. Потери, связанные с исполь-
зованием данного изделия, представляются функцией характеристики X.
На рис. 6.15 потери отложены на вертикальной оси и обозначены через £(х),
а значения X — вдоль горизонтальной оси. При таком подходе затраты, обу-
словленные вариацией при использовании данного изделия, по определению
равны нулю, пока X лежит внутри допуска (Г(х) равно нулю, когда X лежит
между нижним и верхним границами). И потери приобретают некоторое
(ненулевое) значение, как только величина X выходит за границы допуска.
В результате получается ступенчатая функция, изображенная на рис. 6.15.
Широко распространенная в мире философия, иллюстрируемая при по-
мощи рис. 6.15, подкрепляется массой манипуляций, которые начинаются,
как только X выходит за границы допуска. Сортировка, смешивание, пере-
делка или выбрасывание продукции, отладка процесса — все это вносит
вклад в потери, связанные с несоответствующей продукцией, а такой вне-
запный переход к иному способу обращения с продукцией будет, конечно,
создавать ступенчатую функцию при любой кривой затрат. Однако следует
заметить, что эта «ступенька» скорее результат реакции менеджмента, чем
следствие каких-либо внезапных и серьезных изменений величины X. Раз-
личия между 108 и 102, 102 и 96, 96 и 92 и, наконец, 92 и 90 были больше,
174
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
чем между 90 и 89, — а только получение цифры 89 вызвало столь бурную
реакцию. В соответствии с концепцией допусков, принятой в мире, числа
108, 102, 96, 92 и 90 практически эквивалентны друг другу, а 89 существен-
но отличается от 90. Этот скачок от «все в порядке» к «авралу» всегда кажет-
ся неожиданным и непредсказуемым.
Если следовать концепции допусков, вполне естественно пренебрегать
вниманием к вариации в благоприятный период и резко повышать свой ин-
терес к процессу, лишь когда он выходит за пределы допуска. В благоприятные
периоды глубокое понимание процесса обычно теряется, совершенствование
процесса не производится, а качество продукции начинает уходить от номина-
ла снова и снова. Вот почему концепция допусков теперь уже не конкуренто-
способна в сегодняшнем мире. Она не порождает постоянства цели настойчи-
во учиться у процесса и непрерывно его совершенствовать. Пока соответствие
допускам рассматривается как главная цель любой операции, непрерывное
улучшение процесса невозможно. (Вот почему планируемые эксперименты
всегда более успешны в условиях, когда налицо постоянство цели, нужное,
чтобы привести хотя бы некоторые из процессов в состояние статистической
управляемости. Если какой-нибудь завод не демонстрирует способности ис-
пользования контрольных карт Шухарта в программе устойчивого улучшения
процесса, то на что можно надеяться при использовании более сложных ме-
тодов и как можно ожидать, что знания, полученные в результате экспери-
ментов, будут постоянно использоваться в течение недель и месяцев?)
Итак, требовался иной подход к проблеме вариации продукции.
В сентябре 1960 г. доктор Ге нити Тагути предложил весьма элегантный
подход к решению проблемы вариации. Он основан на новой интерпретации
хорошо известного математического аппарата. В итоге был получен очень
мощный и перспективный метод борьбы с вариацией.
ПустьXпо-прежнему обозначает некую измеряемую характеристику про-
дукции, ат — номинал, целевое значение X. При варьировании X относи-
тельно т возникают определенные потери, связанные с каждым конкретным
значением X. Когда X ~ х, потери обозначаются Г(х). Эта функция потерь
L(x), в общем, предполагает, что:
1) она не отрицательна для любых х;
2) равна 0 при х = т;
3) кусочно-гладка в окрестности т.
В этих, весьма общих, условиях для аппроксимации функции£(х) в окрест-
ности т можно использовать разложение в ряд Тейлора для аппроксимации
функции потерь в некоторой области, близкой к т. Тогда первые три члена
аппроксимации будут выглядеть так:
L(X) = L(T) + Г(Т)[(Х - Т)] + 1/2 • Г'(Т)[(Х- Т)2].
Предположение (2) приводит к тому, что первый член (справа) £(т) = 0.
Предположения (1) и (2), взятые вместе, означают, что функция потерь име-
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
175
ет минимум в точке х — т и, поскольку первая производная в точке миниму-
ма равна 0, второй член исчезает: 1'(т) = 0. Таким образом, первым ненуле-
вым членом разложения ряда Тейлора в окрестности т будет слагаемое,
содержащее (х - т)2, отсюда простейший вид функции потерь — это:
L(x) =К(х-хУ,
где К — некоторая константа.
Рис. 6.16. Кусочно-гладкая функция потерь
Поскольку размерность (х -т)2 равна квадрату размерностих, константа К
должна выражаться в некоторых денежных единицах, деленных на квадрат
размерности х. При подходящем рассмотрении затрат, связанных с данными
отклонениями X от т, практически можно определить значение К для кон-
кретного приложения.
Следует подчеркнуть, что реальная функция потерь £(х) не обязательно
должна выглядеть как квадратичная функция отХ. Логично предположить, что
существует некое максимальное значение потерь, ограничивающее функцию
£(х) сверху. Однако несмотря на то, что реальная функция потерь может быть
значительно более сложной, чем рассмотренная выше, этой аппроксимации
должно быть вполне достаточно, чтобы описать потери в окрестности т.
В то время как функция L (х) выражает потери в долларах в зависимости от
конкретного х, она не учитывает вероятность появления каждого из возмож-
ных значенийX. Чтобы сделать это, рассмотрим распределение значенийX.
Для начала рассмотрим производство 100 изделий. Каждое из них будет
иметь некоторое значение характеристикиX = х. Для каждогоХ должны быть
некоторые потери, скажем Z(x). Эти 100 значений потерь, соответствующие
100 изделиям, можно просуммировать. В итоге мы получим общие потери.
Если их разделить на 100, получатся средние потери на единицу выпущенной
продукции.
Этот подход можно распространить на любой производственный процесс,
обладающий достаточной степенью статистической управляемости.
178
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. 6.17. Квадратичная функция потерь и распределение значений X
Чтобы увидеть, как это делается на практике, будет полезно сначала рас-
смотреть некий идеальный процесс, обладающий абсолютной стабильностью.
Представим, что нам известна функция плотности вероятностей f(x) этого
процесса. Тогда эта функция определит вероятность каждого из значенийX,
отложенных на горизонтальной оси. А функция потерь будет определять по-
тери, L(x), соответствующие каждому X. Следовательно, средние потери на
единицу продукции можно найти интегрированием произведения L(x) и/(х).
Этот интеграл называется ожидаемым значением L(x):
е|1(х)| = Ji(х) fMd(х), (где интегрирование ведется по всемХ).
х
Если вместо 1(х) использовать функцию потерь Тагути К(х - т)2, то урав-
нение для средних потерь можно переписать следующим образом:
£[ZU)] = - T)2/(x)dx = к\а2 + (ц - г)2],
где о2 — квадрат стандартного отклонения (или дисперсия) распределе-
ния X, а (ц - т)2 — это квадрат смещения распределения X. Этот результат
не зависит от формы распределения X. Таким образом, если процесс абсо-
лютно стабилен, средние потери на единицу продукции можно выразить
через параметры распределениях. В частности, можно заметить, что сред-
ние потери, обусловленные вариацией, пропорциональны квадрату стан-
дартного отклонения (т. е. дисперсии) и квадрату величины, на которую
среднее процесса отклоняется от номинала. Это означает, что средние по-
тери будут всегда минимальны, если работать в номинале с минимальной
дисперсией.
Поскольку средние потери — это фактические затраты производства, их
снижение — желанная цель. И приведенные выше уравнения предлагают
одну из стратегий ее достижения. Если речь идет об уже существующем про-
цессе, то работа в номинале означает правильную настройку процесса, а ра-
бота с минимальной вариацией имеет место, когда процесс находится в ста-
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
177
тистически управляемом состоянии. Если процесс обладает разумной управ-
ляемостью, его работа устойчива настолько, насколько это возможно.
Итак, концепция доктора Тагути, основанная на анализе функции потерь,
неизбежно ведет к новому определению понятия качества мирового класса:
точно в соответствии с целью при минимальной дисперсии! Первое требо-
вание — «точно в соответствии с целью» — означает, что среднее процесса
установлено таким образом, что оно настолько близко к цели (номиналу),
насколько возможно. Некоторые виды контрольных карт, облегчающие ре-
шение этой задачи, будут описаны в главе 8. Второе требование — «мини-
мальная дисперсия» — означает, что процесс должен обладать разумной
степенью статистической управляемости.
Невыполнение принципа «в соответствии с целью при минимальной дис-
персии» неминуемо повлечет существенный рост средних потерь на единицу
продукции. Эти потери могут быть очень серьезными, но всегда ненужными.
«Соответствие допускам», «нуль дефектов», «качество шести сигм», «за-
траты на качество» и все другие лекарства, основанные на допусках, просто
не могут удовлетворить этому принципу. Концепция «точной настройки на
цель с минимальной дисперсией» определяет качество мирового класса на
протяжении последних тридцати лет! И чем быстрее вы сделаете этот
принцип главным законом своей жизни, тем быстрее станете конкуренто-
способным!
Уравнение для определения средних потерь на единицу продукции за-
писывается так:
£[L(x)J = J LMfMdx = К{<з2 +(ц - т)2}.
Оно представляет собой функцию от параметров вероятностной модели.
В таком виде ее практически нельзя вычислить. Однако можно получить их
количественные оценки, используя статистики, служащие основой контроль-
ных карт. В частности, приближенную оценку средних потерь можно опре-
делить так:
K{MSD(t)},
где MSD(t) — средний квадрат отклонения от номинала для стабильного
процесса:
MSO(T) = [(c(X))2+a-t)2],
где а(Х) и X —статистики, используемые в контрольных картах.
Средний квадрат отклонения от номинала характеризует стабильность
работы процесса относительно стремления «к номиналу с минимальной дис-
персией». Более того, эта мера прямо пропорциональна средним потерям,
вызванным вариацией характеристик продукции. Она не заменяет ни поля
допуска, ни расстояния до ближайшей границы (DNS), однако она существен-
но превосходит их возможности в прослеживании улучшений процесса и по-
следующего снижения затрат.
178
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Чтобы найти значение К, надо связать определенные затраты с конкретным
отклонением от номинала. Один из путей для этого — определение затрат
на несоответствующую продукцию Схгар и их связь с фактическим отклоне-
нием от номинала, которое привело к забракованию этого изделия (х*гар).
Как только это сделано, можно рассчитать Ссшр и коэффициент К:
С =К(х -т)2;
С
к _ _
(^гцр-Т)2'
При данных MSD(t) и К можно вычислить оценку средних потерь на еди-
ницу продукции путем их перемножения.
6.8. Выводы
При определении воспроизводимости процесса вопрос о его статистической
управляемости — главный. Любой статистически управляемый процесс мо-
жет быть четко описан. Непрерывность состояния статистической управляе-
мости — основа для использования прошлого в предсказании будущего.
Пока процесс находится в статистически управляемом состоянии, естествен-
ные границы процесса адекватно описывают величину вариации, присущей
этому потоку продукции.
Хотя статистически неуправляемый процесс выглядит несколько шизоф-
реническим. Он может постоянно и непредсказуемо меняться в случайные
моменты времени, следуя приходящим и уходящим особым причинам. В си-
туациях такого рода численные сводки будут попросту отражать исторические
данные. Их нельзя разумно обобщить для представления чего-либо, помимо
этих данных. Они могут обобщать, а могут и не обобщать поведение про-
цесса в прошлом, однако о будущем они не смогут сказать ровным счетом
ничего! Любые процедуры, применяемые для описания производственного
процесса, которые не признают этих реалий, неизбежно позволят нарисовать
лишь искаженную картину процесса.
Для стабильных процессов такие показатели, как естественные гра-
ницы процесса, поле допуска, расстояние до ближайшей границы и сред-
ний квадрат отклонения от номинала, могут использоваться для описа-
ния различных аспектов поведения процесса. Они будут отражать и
прошлое, и будущее, пока процесс остается в статистически управляемом
состоянии.
Глава 6 • Воспроизводимость, стабильность и качество мирового класса
179
Упражнение 6.1
Контрольная карта, построенная с использованием данных из примера 3.1,
изображена на рис. 3.7. Среднее средних равно 4,763, а средний размах —
4,05 на основе подгрупп объема п = 4. Данные демонстрируют достаточную
степень статистической управляемости. Границы допуска для толщины рав-
ны — 5 и 15 единиц.
а) Рассчитайте а(х) для этого процесса.
Ъ) Определите естественные границы (NPL) для толщин.
с) Выразите поле допуска в ст-единицах и рассчитайте значение Ср.
d) Выразите расстояние до ближайшей границы допуска (DNS) в ст-еди-
ницах и рассчитайте значение С*.
е) Принимая номинал равным 5 единицам, вычислите этого про-
цесса.
f) Предположим, что изделие бракуется, если его толщина выходит за преде-
лы допусков, а стоимость утилизации равна 0,05 долл, за штуку. Вычис-
лите средние потери на единицу, используя результат задания (е). Най-
дите средние потери суточной выработки, состоящей из 50 000 изделий,
и рассчитайте средние суточные потери, обусловленные вариацией.
Упражнение 6.2
15 тестовых значений, приведенных в упражнении 3.4, показывают, что в
прошлом процесс находился в статистически управляемом состоянии. Если
поставщик будет поддерживать его таковым, то поведение процесса в буду-
щем должно оставаться таким же, каким оно было в прошлом. Нижняя гра-
ница допуска для этих значений равна 25, среднее — 38,33 фунта, средний
скользящий размах— 2,36 фунта.
а) Вычислите ст(х) для этого процесса.
Ь) Найдите расстояние до ближайшей границы допуска (DNS) в а-едини-
цах и рассчитайте значение С^.
с) Каков должен быть номинал, если Срк = 1,33?
d) В случае если некая характеристика описывается условием «чем боль-
ше, тем лучше», MSD принято определять так1:
•7 Л.
Для тестовых значений 35, 39, 38, 42, 37, 37, 39, 37, 37, 40, 39, 39, 38,
42, 36 определить MSD(oo).
1 Значение MSD для неотрицательных характеристик продукции, если наиболее жела-
тельным значением служит 0, обычно вычисляется так:
MSD(0)=i^X2.
180
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Упражнение 6.3
Используя данные из табл. 6.1, выполните следующие задания.
а) Постройте гистограмму групповых частот для первых шести строк
данных Используйте интервалы шириной 20 фунтов.
Ь) Постройте гистограмму с такими же интервалами для строк с 7-й по
12-ю.
с) Постройте гистограмму с такими же интервалами для строк с 13-й по
18-ю.
d) Говорят ли эти гистограммы о том, что производственный процесс
стабилен и прогнозируем?
Упражнение 6.4
а) Среднее значение и стандартное отклонение трех нижних теоретиче-
ских распределений, изображенных на рис. 6.5, равны соответственно
О и 1. Допуская, что стрелками изображены верхняя и нижняя границы
этих «процессов», рассчитайте Ср и С^.
Ь) Какая часть этих распределений находится в пределах допусков?
Глава 7
Применение контрольных карт
для непрерывного улучшения
В блок-схеме, изображенной на рис. 6.7, упоминается необходимость сни-
жения вариации процесса. В прошлом, из-за отсутствия подходящих
инструментов, эта задача казалась чрезвычайно трудной. Сегодня это не так.
Контрольные карты дают возможность систематически снижать рассеивание
процесса. Фактически непрерывное снижение вариации процесса — это
естественный результат эффективного использования контрольных карт.
7.1. Блок-схема использования контрольных карт
На рис. 7.1 приведена блок-схема, которая описывает применение контрольных
карт для целей непрерывного улучшения. Она начинается с определения тех
характеристик, которые нужно изучить. Затем определяется порядок сбора
данных. Вопрос «С чего начать?» рассматривается позже, как и вопрос о том,
что делать, если единицы измерения слишком малы. Эта глава посвящена
тому, как использовать контрольные карты для постоянного улучшения.
Обратите внимание на циклы в правой части блок-схемы. Постоянное улуч-
шение возможно в результате выполнения длинной последовательности малых
шагов. Некоторые из них могут привести к быстрым и резким улучшениям.
Большинство же улучшений тем не менее требует выполнения всех шагов.
По этой причине крайне редко получается мгновенно перепрыгнуть из
текущего состояния процесса в его наилучшее состояние! Наоборот, чтобы
лучше понять процесс, надо тщательно и кропотливо работать с контрольной
картой. Циклы на блок-схеме показывают последовательность решений и
возможности для каждого вида карт. Каждый из этих циклов можно было бы
182
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. Z1. Использование контрольных карт Шухарта для непрерывного улучшения
Глава 7 • Применение контрольных карт для непрерывного улучшения
183
разбить на три части: 1) составление контрольных карт; 2) интерпретация
контрольных карт; 3) внедрение знаний, полученных с помощью контроль-
ных карт1.
Первая часть этих циклов описывает получение данных и создание кон-
трольной карты. Некоторые моменты, связанные с выбором переменных
для контрольных карт, рассмотрим позже. Вопросы разбиения на подгруппы
и механизмы практического построения контрольных карт уже были рас-
смотрены ранее. Вторая часть циклов связаны с интерпретацией контроль-
ных карт, которая уже была подробно описана в предыдущих главах. Часть,
связанная с внедрением этих циклов, — это ключ к тому, будут ли контроль-
ные карты использоваться так эффективно, как могли бы в любом практи-
ческом приложении. Если процесс статистически неуправляем, контрольная
карта быстро обнаружит это. Именно пользователи должны выявить и лик-
видировать причины неуправляемой вариации. И наоборот, если процесс
статистически управляем, то контрольную карту можно использовать для
оценки результатов экспериментирования с процессом. Именно пользова-
тель должен провести эксперимент и затем устранить дефекты системы.
Контрольная карта просто помогает легче понять, что происходит. Сила
контрольной карты — не в ней самой, а в тех выгодах, которые можно при-
менить на практике.
Внедрение знаний, полученных при помощи контрольной карты, опи-
сывается на блок-схеме петлей цикла, возвращающейся назад к вопросу
об изменении процесса. В любой компании возможность начать переме-
ны зависит от корпоративной культуры. Если менеджмент активно не
поддерживает такие усилия, результата не будет. Иные специалисты вне-
дряют изменения спорадически и непоследовательно. Иногда же измене-
ния возможны, только если информация получена и понята правильными
людьми.
Таким образом, сила контрольных карт зависит оттого, насколько эффек-
тивно компания использует уникальную способность контрольных карт
проникать в самую суть процессов. Если эта способность используется полно-
стью, пределов для улучшения процесса практически нет. Проходя шаг за
шагом через один или несколько циклов, контрольная карта будет непре-
рывно отслеживать процесс и накапливать информацию о его природе, по-
зволяя осуществлять непрерывные улучшения.
Если же информация, предоставляемая контрольной картой, использует-
ся неэффективно, бесконечный цикл совершенствования разрывается. Такие
разрывы позволяют энтропии разрушить процесс и, так как при этом про-
должают появляться все новые и новые особые причины, бессистемные
улучшения не помогут справиться с негативными факторами. Процесс мед-
ленно деградирует.
’ Эти три части параллельны трем шагам контроля качества, приведенным Шухартом
на 1-й странице Statistical Method from the Viewpoint of Quality Control («Статистические
методы с точки зрения контроля качества»).
184
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Ну а теперь приведем последний комментарий к блок-схеме на рис. 7.1.
Пунктирные стрелки в ее левой части обозначают факультативные анализы,
основанные на контрольных картах. Они включают исследование воспроиз-
водимости процесса и оценивание процесса измерения. Обе эти возможности
реализуемы одновременно. Поскольку они отражают различные свойства
процесса, проявляющиеся в контрольных картах, они не обязательны в улуч-
шении процесса. Очень часто организации так увлекаются этими вопросами,
что забывают использовать контрольные карты для постоянного улучшения
процессов!
В этой главе вы прочтете о двух компаниях, которые использовали кон-
трольные карты для непрерывного совершенствования. Первый пример ка-
сается простого использование контрольной карты, а второй описывает по-
следствия принятой на предприятии философии непрерывного улучшения.
72. Непрерывное улучшение
Эта контрольная карта была привезена в США группой руководителей от-
дела кузовов и сборки Ford Motor Company, в марте 1982 г. посетивших
японскую Tokai Rika Company — производителя автомобильных деталей.
Во время осмотра завода специалисты Ford увидели, как восемь рабочих со-
брались что-то обсуждать вокруг этой карты. Американцам показалось, что
с процессом, изображенным на этой контрольной карте, что-то не так. Они
ожидали наличия каких-то внутренних производственных проблем, проблем,
связанных со сборкой, или проблем со слишком большим браком. Японцы
терпеливо отвечали, что все нормально, что идет обычная каждодневная
работа по наблюдению за процессом, который находится в статистически
управляемом состоянии и в результате чего получается продукция, характе-
ристики которой лежат в пределах допусков. Чтобы подтвердить это, пред-
ставители Tokai Rika перевели карту и передали копию гостям с Ford.
На этой контрольной карте был представлен
процесс производства электрических розеток-при-
куривателей. Размер, отслеживаемый картой, —
это расстояние между фланцем розетки и фикси-
рующим выступом внутри ее, как это показано на
рис. 7.2. Номинал равен 15,9 мм и допуск ±0,10 мм.
Измерения, показанные на карте, были сделаны при
помощи фотоизмерителя с округлением до 0,01 мм.
Контрольная карта начинается в августе 1980 г., как
это показано на рис. 7.3. Допуски четко указаны в
ее верхней части. При построении карты были ис-
пользованы подгруппы, состоящие из четырех элементов (п = 4), по одной
подгруппе в день. В августе и начале сентября процесс находился в статисти-
чески управляемом состоянии.
РИС. 72. Автомобильная
розетка-прикуриватель
фирмы Tokai Rika
Глава 7 • Применение контрольных карт для непрерывного улучшения
185
АВТОМОБИЛЬНАЯ
РОЗЕТКА-ПРИКУРИВАТЕЛЬ фирмы tokai KIKA
АВГУСТ -
СЕНТЯБРЬ
Г/г, 1,4 «//о - «/г?
РИС. 7.3. Контрольная карта Tokai Rika с 1 августа по 15 сентября 1980 г.
Согласно статистическим данным, представленным ниже, ежедневно про-
изводилось около 17 000 деталей. Измерения деталей выполнялись в 10, 11,
14 и 16 ч и образовывали подгруппу (п = 4), среднее и размах которой на-
носились на контрольную карту.
Ю.'оо Ц;оо d>\00
Illi
Рис. 7А Время отбора образцов
186
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Вы можете удивиться, что четырех образцов в день достаточно. Похоже,
этот вопрос волновал и рабочих компании Tokai Rika, так как их соображения
систематически записывались в нижней части контрольных карт.
Пока контрольная карта в состоянии обнаружить моменты выхода процес-
са из-под контроля, она достаточно чувствительна для мониторинга процесса.
Не надо увеличивать чувствительность карты, увеличивая объемы подгрупп.
август - сентябрь
fi7?,X4 «//о *
леший леший
[ * \ • \ 1 W'--. —Г—) V » / 8/i то Я/io X - 1ST. в^Ч 1 R » 0.0304 Из предыдущей контрольной карты Карта размахом в порядке из 25 точек рыкодят за контрольные пределы карты средних Используемый метод измерений в состоянии обнаружить изменение процесса
РИС. 75. Примечания к карте компании Tokai Rika от 1 августа 1980 г.
Глава 7 • Применение контрольных карт для непрерывного улучшения
187
Более того, показано, что хватило бы и одной подгруппы в день, так как про-
цесс обычно выходит из-под контроля медленно, в течение нескольких дней.
По этим причинам объем подгрупп и частота измерений не менялись.
Рис. 7.3 показывает процесс, находящийся в статистически управляемом
состоянии в течение августа и остающийся в пределах допусков. Это видно
на гистограмме, построенной по данным 244 измерений, выполненных в пе-
риод с августа по октябрь 1980 г. (рис. 7.6).
РИС. 16. Гистограмма компании Tokai Rika, выполненная по данным измерений
с августа по октябрь 1980 г.
Очевидно, что такой процесс находится внутри допусков и центрирован
по отношению к ним. Пока этот процесс управляем, он считается пребываю-
щим в идеальном состоянии, и наоборот. Состояние статистической управ-
ляемости не естественно для производственного процесса. Наоборот, для его
достижения и поддержания нужно предпринимать усилия. Особые причины
всегда появляются время от времени. Для поддержания идеального состояния
надо выявить и исключить особые причины.
Как вцдим, 25 и 26 сентября 1980 г. был отмечен выход процесса из-под
контроля. Первые точки, находящиеся вне контрольных пределов, обнаруже-
ны 25 сентября, но серия, включающая эти точки, началась еще 17 сентября.
Отметив эту серию, персонал Tokai Rika смог определить период времени,
в течение которого могли присутствовать особые причины. Следуя информа-
ции, они увидели эту причину. Заметки, сделанные в нижней части контроль-
ной карты, документируют предпринятые меры. Чтобы понять смысл этих
заметок, обратимся к рис. 7.8, на котором показана часть накатного станка.
Пресс-шайба удерживает заготовку розетки в позиционирующей втулке, по-
ка внешний ролик формирует бороздку.
188
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
СТРАНИЦА Л
АВТОМОБИЛЬНАЯ
розеткл-прикурирАтель фирмы tokai rika
сентябрь -ibso
1
1-0022
11 -Я. *
Hl
t»HM .i’Я»
.. «МИЙ
Используемый метод измерений
9 СОСТОЯНИИ ОБНАРУЖИТЬ
изменение процесса
Износ
ПОЗИЦИОНИРУЮЩЕЙ
ЯТУЛКИ
Из предыдущей контрольной карты
РАЗМАХОВ 9 ПОРЯДКЕ
46 из £5 точек яьооддят за контрольные
ПРЕДЕЛЫ КАРТЫ СРЕДНИХ
Й
I
ял
it 111 _____
itfl
г! fl ДII ,пА
иЛ
лГрлшъ */>>{>
* пи
'ИРЯ/Гл^»/ШХ.У?
РИС. 7.Z Контрольная карта компании Tokai Rika
с 25 августа по 26 сентября 1980 г.
Глава 7 • Применение контрольных карт для непрерывного улучшения
189
Рис. Z8. Операция накатки
Такая конструкция оборудования явно ведет к износу позиционирующей
втулки. Как оказалось, именно это и было причиной выхода процесса из-под
контроля в конце сентября 1980 г.
Рис. 7.9. Примечания к карте Tokai Rika в период с 29 сентября по 1 октября 1980 г.
190
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Уже на следующий день процесс был возвращен к номиналу 15,9 мм.
И опять комментарий рассказал нам, что произошло.
В качестве временного решения рабочий развернул позиционирующую
втулку несущей стороной назад. Через два дня была установлена новая втулка.
Этот случай показывает желание части рабочих компании Tokai Rika нацели-
ваться на номинал. Процесс не угрожал выпуском некачественной продукции,
тем не менее они нашли проблему, ликвидировали ее и нацелили станок на
номинал 15,9 мм. Более того, если возвращение процесса в нормальное со-
стояние вследствие разворота втулки, произошедшее 29 сентября, характери-
зует стремление рабочих работать в номинале, то полная замена втулки, вы-
полненная 1 октября, показывает поддержку менеджментом этих действий.
Зачем рабочие и их руководители хотят работать в номинале, имея столь
широкие допуски? Не чрезмерны ли эти усилия? Не было бы дешевле просто
подождать, пока среднее процесса не превысит 15,95 мм? Конечно, для одной
этой операции, может быть, и дешевле, но определенно дороже для компании
в целом. Вспомним определение качества мирового уровня: «Точная настрой-
ка на цель (номинал) с минимальной дисперсией!» Данный пример показы-
вает, как сделать это на практике.
Стоимость использования любой детали растет с ростом отклонения ее
характеристик от номинала. Поскольку вариация встроена в поток продукции,
последовательные операции должны быть настроены на работу с этой ва-
риацией. Это влияет на конструирование инструментов и приспособлений
и на то, как детали, параметры которых подвержены вариабельности, со-
бираются друг с другом. Наконец, это влияет на то, как продукция ведет
себя при эксплуатации. Все мелкие отклонения накапливаются, увеличивая
затраты на использование вариабельных деталей в производстве и затраты
на гарантийное обслуживание у потребителя.
Функция потерь Тагути позволяет получить вполне удовлетворительную
аппроксимацию потерь из-за отклонений от номинала: любому отклонению
соответствуют определенные потери, и чем больше отклонение, тем больше
потери. Пример функции потерь Тагути показан на рис. 7.10.
В потоке продукции каждое изделие имеет определенное значение, и ги-
стограмма этих значений будет характеризовать поток в целом (если процесс
статистически управляем). Аппроксимация этой гистограммы для центри-
рованного процесса также показана на рис. 7.10. Комбинируя функцию потерь
Тагути и гистограмму продукции, можно получить средние потери на еди-
ницу продукции. Это делается умножением каждого значения потерь на
долю продукции с соответствующей вариацией. То есть средние потери на
единицу продукции будут определяться площадью под кривой, которая по-
лучается в результате перемножения графиков, изображенных на рис. 7.10.
Эта площадь показана на рис. 7.11 для центрированного процесса.
Если производственный процесс смещается от номинала, средние потери
на единицу продукции неминуемо возрастут. Например, рис. 7.10 и рис. 7.11
представляют процесс выпуска розеток-прикуривателей за период с 1 августа
Глава 7 • Применение контрольных карт для непрерывного улучшения
191
Рис. 7.11 Средние потери на единицу продукции
для центрированного процесса
по 15 сентября 1980 г. Приблизительно с 17 сентября среднее значение про-
цесса начало отклоняться от номинала, равного 15,9 мм. 26 сентября груп-
повое среднее равнялось 15,94 мм. Поскольку средний размах в августе был
0,0304 мм, рассчитанное значение для с(Х) получается:
, ч R 0,0304 мм
а(Х)= — =-----------= 0,0148 мм (а-единиц),
dj 2,059а
Следовательно, сдвиг групповых средних на 0,04 мм соответствует:
0,04 мм
0,0148мм/о
= 2,7ст-единицы.
Если производственный процесс сместится настолько, что среднее будет
равняться 15,94 мм, как это случилось 26 сентября, то он отклонится от
центра на 2,7 с-единицы. Эта ситуация показана на рис. 7.12.
Следует заметить, что процесс, показанный на рис. 7.12, все еще остается
в пределах допусков. Однако соответствие допускам — это еще не показатель
качества мирового класса, что хорошо иллюстрируется при помощи графика
средних потерь на единицу продукции, показанного на рис. 7.13.
Когда среднее процесса отклоняется от номинала на 2,7ст, средние потери
на единицу продукции более чем в восемь раз превышают потери центриро-
ванного процесса.
192
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Процесс неправильно
центрирован:
когда процесс смещен
от центра на 2,7 о единицы,
средние потери на единицу
продукции пропорциональны
площади под этой кривой
Процесс правильно
центрирован:
когда процесс
центрирован
правильно, средние
потери на единицу
продукции
пропорциональны
площади
под двухмодальным
графиком
РИС. 7.13. Два графика средних потерь на единицу продукции
По этой причине многие японские компании стремятся поддерживать
свои производственные процессы центрированными на номинал даже в слу-
чаях, когда расстояние между допусками равно 20 или 30 ст-единиц. Бес-
смысленно допускать выход процесса ниже уровня его воспроизводимости.
Процесс, который обладает разумной степенью статистической управляемо-
сти, должен полностью реализовывать свой потенциал. В результате выпу-
скаемая продукция будет настолько однородной, насколько это возможно.
Глава 7 • Применение контрольных карт для непрерывного улучшения
193
Когда процесс выходит из-под контроля, эта однородность теряется. Такой
процесс функционирует гораздо хуже, чем позволяет его потенциал. В этом
случае поток продукции будет обладать большей вариацией, чем присуще
процессу, и компания будет испытывать определенный рост себестоимости
продукции. Эти затраты можно сдвинуть на последующие операции или
даже на гарантийное обслуживание, но это реальные затраты.
Конечно, пока процесс статистически управляем и правильно центрирован
по отношению к допускам, единственный способ еще уменьшить потери на
единицу продукции— это изменить сам процесс (уменьшив его вариацию).
ОКТЯБРЬ
Рис. Z14. Контрольная карта Tokai Rika за период с 30 сентября по 31 октября 1980 г.
194
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Вот почему постоянное улучшение процесса ведет к росту производитель-
ности. Именно это произошло на заводе Tokai Rika осенью и зимой 1980-
1981 гг. Контрольная карта показывает, как это было сделано.
После установки 31 октября новой позиционирующей втулки были со-
браны новые данные, которые позволили пересчитать контрольные пределы.
Процесс оставался внутри этих пределов до 27 октября, когда он снова вне-
запно вышел из-под контроля. Факт неожиданных скрытых перемен процес-
са стал ключом к пониманию природы проблемы, как это и было отмечено
в нижней части контрольной карты.
14 Во
НОЯБРЬ -НЗо
>1
Ь*Цм2
SJfliT
U'.
I' II»
Проведено исследование
it
ОТРЕМОНТИРОВАН
штамп и ЗАменем
БОЛТ ПРбСС-ШАЙБЫ
Должно БЫТЬ,
дефект был
на предыдущем
ШАГЕ ПРОЦЕССА
ft it»
AJ>
ifj»
all
ah jfb
d« -d»
\ М4Г) .
А*1*КП» НАКАТКИ
HE ОБНАРУЖЕНО
да. "VC ttofc о (*
Mo oco t.
т
pilfer. E.tftTtte
X иеожидАнмо
ВЫХОДИТ
ЗА КОНТРОЛЬНЫЕ
пределы
ft»
f/f и
rw ih If frkfp
лЬ
О
♦11
Какой-то дефект должен
влиять ил процесс
РыЗВАЛО СКЛАДКУ
МА ФЛАНЦЕ
<0,06 мм)
ипш
4
Рис. 7.15. Контрольная карта Tokai Rika за период с 16 октября по 25 ноября 1980 г.
Глава 7 • Применение контрольных карт для непрерывного улучшения
195
Поиск особых причин привел к возврату к операции обработки заготовки.
Когда источник проблемы был обнаружен, рабочие проверили, соответству-
ет ли эта причина показаниям контрольной карты. Поскольку проблема за-
ключалась в вышедшем из строя болте, ее решение было отложено до окон-
чания выходных (15 и 16 ноября).
НОЯЬРЬ-НЯо
деКАЬРЬ’Н2о
РИС. 7.16. Контрольная карта Tokai Rika за период с 12 ноября по 22 декабря 1980 г.
После произведенного ремонта, который был отражен на контрольной
карте, вновь были собраны данные для вычисления новых контрольных
пределов. И как только эти пределы были вычислены, стало ясно, что процесс
вернулся в идеальное состояние, в котором оставался до конца года. По-
скольку состояние статистического контроля не естественно для производ-
ственных процессов, очередной выход процесса из-под контроля был делом
времени. На сей раз это случилось 16 января 1981 г. Комментарий, сделанный
198
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
в этот день, показывает, что в данном случае процесс вышел из-под контроля
и удалился от центра потому, что был заказан новый тип втулки. Судя по
действиям персонала до и после выхода процесса из-под контроля и удаления
его от центра, это произошло только потому, что сотрудники Tokai Rika ожи-
дали новую втулку. В соответствии с требованиями технической документа-
ции, они знали, что пока среднее значение процесса не превышает 15,95 мм
и размах остается в допустимых пределах, угрозы выхода некачественной
продукции нет. Заметим, что оба этих требования в период смещения про-
цесса от центра были удовлетворены.
ЯНВАРЬ -
ФеррАЛь- 1Я?|
Nev/ Ve*R
Заказана новая позиционирующая втулка
На этот момент с продолжением
ПРОИЗВОДСТВА ВСЕ 8 WPUfifU
РИС. 7.1Z Контрольная карта Tokai Rika за период с 8 января по 23 февраля 1981 г.
Глава 7 • Применение контрольных карт для непрерывного улучшения
197
ФЕВРАЛЬ- 1Я 21
МАРТ - 1Я Я/
Рис. 718. Контрольная карта Tokai Rika за период с 9 февраля по 30 марта 1981 г.
В конце концов 24 февраля была установлена новая втулка, а персонал
продолжил сбор данных для построения новых контрольных пределов. Цен-
тральная линия и контрольные пределы показаны в нижней части контроль-
ной карты. Особый интерес представляет величина среднего размаха. В ав-
густе 1980 г. средний размах равнялся 0,0304 мм, а в марте 1981 г. — 0,0207 мм.
Это 32%-ное уменьшение вариации процесса показано на рис. 7.19, где
сравниваются гистограммы, построенные по данным за периоды с августа
по октябрь 1980 г. и с апреля по июнь 1981 г. Поскольку в течение обоих
198
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. 7.18. Гистограммы процесса (1980 и 1981 гг.)
периодов отмечались случаи выхода процесса из-под контроля, на каждой из
гистограмм можно заметить точки, лежащие за пределами естественных
пределов процесса.
Как сотрудники Tokai Rika улучшили производственный процесс? Что для
этого они должны были сделать? Они просто вовремя реагировали на сиг-
налы о потере статистической управляемости, подаваемые контрольной
картой. Искали и устраняли особые причины, и в результате процесс, который
и был, и остался стабильным, стал еще лучше. Это вполне естественное след-
ствие правильного использования контрольных карт. Такое использование
контрольных карт — ключевое условие непрерывного совершенствования
процесса. Сотрудники фирмы не только вели контрольные карты и правиль-
Глава 7 • Применение контрольных карт для непрерывного улучшения
199
но их интерпретировали, но и внедряли перемены, указываемые контроль-
ными картами.
Изначально не планировалось специально совершенствовать этот про-
цесс. Большую часть времени он пребывал в идеальном состоянии, опе-
раторы снимали показания и наносили их на график всего один раз в два
или три дня. Они действовали на основании того факта, что процесс вы-
ходит за контрольные пределы через некоторое время после потери ста-
бильности, т. е. через некоторое время после появления первых признаков
потери статистической управляемости. Например, на рис. 7.7 отмечен
тренд, две точки которого выходят за контрольные пределы; карта на
рис. 7.15 содержит три такие точки; и наконец, карта на рис. 7.17 содер-
жит три или четыре «выброса». Это означает, что в каждом из рассмо-
тренных случаев тренды обнаруживались через один день или более после
того, как первая точка оказывалась за контрольными пределами. Подоб-
ное пренебрежение отклонением процесса от нормы плохо согласуется с
проводимой программой улучшения процесса. Однако когда сотрудники
фирмы наконец отреагировали на сигналы, подаваемые контрольной
картой, они не успокоились, пока не нашли источник проблемы и не
ликвидировали его.
Сотрудники Tokai Rika открыли секрет успешного улучшения процесса с
минимальными усилиями. Они просто использовали контрольные карты для
выявления областей, нуждающихся в дополнительном внимании. Свое-
временно реагируя на эти нужды, они улучшали свой процесс.
Также интересно заметить, что пока персонал Tokai Rika успешно зани-
мался улучшением производственного процесса, допуски были ослаблены
до 15,90 ± 0,15 мм. Это изменение можно заметить на рис. 7.20, что было
несущественно для компании Tokai Rika, продолжившей уделять повышенное
внимание выпуску практически идентичных изделий. Многие западные
производители, возможно, спросят, не делает ли такой подход выпускаемую
продукцию более дорогостоящей. Поскольку западный подход к решению
проблемы качества был таким: «передержать тост и затем соскрести уголь-
ки», ощущение, что стабильное качество должно требовать дополнительных
расходов, глубоко въелось в психологию предпринимателей. В приведенном
примере с прикуривателями компании Tokai Rika это не так: описанный
выше процесс был в состоянии производить однородную продукцию без
особых дополнительных затрат. Персонал фирмы просто добивался стабиль-
ности работы каждого звена производственного процесса — не больше и не
меньше.
Сотрудники компании Tokai Rika продолжали использовать контроль-
ную карту для поддержания своего производственного процесса в кон-
трольных пределах даже тогда, когда он стабильно функционировал в
пределах допуска. Да, достижение и поддержание идеального состояния
весьма желательно, и этого можно добиться с помощью банальных кон-
трольных карт.
200
СТАТИСТИЧЕСКОЕ УПРАЕЛЕНИЕ ПРОЦЕССАМИ
АПРЕЛЬ
x-R g 3 И-Х Я ЙЕ Я ИЙ.»
Рие. 720. Контрольная карта Tokai Rika за период
с 1 апреля по 4 мая 1981 г.
Еще одно примечательное событие произошло в мае. На фланце образо-
валась складка, и персонал попытался исправить этот дефект, но проблема
повторилась через несколько дней.
Поэтому они продолжили поиск особой причины. В отчете о выходе про-
цесса из-под контроля имеется заметка, отражающая суть происходящего.
Поскольку сотрудники должны были писать отчеты обо всех случаях выхода
процесса из-под контроля, логично предположить, что это происходило срав-
нительно редко.
В данном примере проблемы возникали во время операции штамповки,
и их можно было бы решить только ремонтом штампа. Когда такая замена
была сделана, один из инструментальщиков сделал соответствующую замет-
ку на контрольной карте.
Глава 7 • Применение контрольных карт для непрерывного улучшения
201
Jlu
МАЙ-4934
1«*
г*
Подгонка завершена
Складки
НА ФЛАНЦЕ
ИДУТ
К ВАРИАЦИИ
ОПЕРАЦИИ
ШТАМПОВКИ
Складка на флаще
ПРИВОДИТ К ПРЕЖДЕВРЕМ0ЫОМУ
ИЗНОСУ ШТАМПА
•di
iJ-
rb
ТУ
и
itS?
Й'
Корректировка:
УВЕЛИЧЕНО
ДАВЛЕНИЕ
КА ПРЕСС—ШАЙВУ
Отчет р/4 _
О ВЫХОДЕ ПРОЦЕССА
ИЗ-ПОД КОНТРОЛЯ
Нет различий
между старыми
и новыми
ПАРТИЯМИ СТАЛИ
Склады «л фланк
* Cfttw» и >•»•#)
H<№n
7V.1V-/P.J-*)
-k Al rsA
£17“
^•’5^-IM*
..... Ай
Ж
бМЮ
j'fiv-i’ <**4
Рж. Z21. Контрольная карта Tokai Rika за период
с 24 апреля по 5 июня 1981 г.
Как только проблема, связанная с операцией штамповки, была решена,
процесс вернулся в идеальное состояние.
В начале июля процесс начал смещаться вверх. Поскольку позициони-
рующая втулка была новой (после термообработки), рабочие не были уве-
рены, что смещение процесса связано с ее износом, поэтому они не предпри-
202
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
X R t Я Й-Т 8 № л И S $
ДЛЯ ОбРАбОТКИ
ФЛАНЦА
К И
РИС. Z22. Контрольная карта Tokai Rika с 1 июня по 7 июля 1981 г.
няли никаких действий. 29 августа были пересчитаны контрольные пределы
(по данным, собранным после 9 июля). Эти пределы показали, что среднее
процесса сместилось до 15,93 мм.
Процесс продолжал смещаться вверх и наконец в сентябре превысил
новый верхний контрольный предел. На этот раз источник проблемы был
очевиден: позиционирующая втулка существенно износилась. Новая втулка
была установлена 5 октября 1981 г.
Поскольку позиционирующая втулка с термообработкой была новым
инструментом, сотрудники Tokai Rika использовали контрольную карту для
анализа ее поведения. Хотя старая втулка работала семь с половиной месяцев,
Глава 7 • Применение контрольных карт для непрерывного улучшения
М3
ИЮ/1Ь-4934
АВГУСТ-4934
РИС. Z23. Контрольная карта Tokai Rika с 6 июля по 24 августа 1981 г.
они решили менять новые втулки каждые четыре месяца. Это решение было
основано на анализе контрольной карты, которая показывала, что с марта
по июнь процесс накатки протекал без каких бы то ни было проблем. По-
степенное смещение процесса вверх, отмеченное в июле, августе и сентябре,
объяснялось исключительно износом этой детали. Они не хотели, чтобы про-
цесс смещался от номинала таким образом. Даже когда в прошлом они ра-
204
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
сентябре-И9М
АЗГУСГ->19$>1
летний отттиск
РИС. 724. Контрольная карта Tokai Rika с 20 августа по 30 сентября 1981 г.
бот ал и с таким смещением, они посчитали это нежелательным из-за роста
средних потерь на единицу продукции. Замена втулки через каждые четыре
месяца позволила процессу оставаться в своем наилучшем состоянии и вы-
давать продукцию в полном соответствии со своей воспроизводимостью.
В ноябре 1981 г. точки снова оказались за контрольными пределами. Некото-
рые из них отражали проблемы, зафиксированные в комментариях на контроль-
ной карте. Эти заметки помогли рабочим понять, что именно исправлять.
Глава 7 • Применение контрольных карт для непрерывного улучшения
205
ОКТЯБРЬ-И9М
иг-roof J-mz?
ОБРАТИТЕ
ИА
ГЦНМ плане
maomasa
Я
а* Ч|_
Вычисление
пределов
ЗА ПЕРИОД
с 6 по
30 ОКТЯБРЯ
< ~о,о2зз
Надо менять втулку
раз в 4 месяца
rfobpoOn
Срок эксплуатации втулки:
24 февраля 4934 г. —
5 октября 4934 г. (выпущаю
2 млн 906 тыс. деталей)
|Ш*К1ЫМ*4
ап
—Ф «into |аt Зэ Ч. Следующая
!•«>»* 1»А 3<Л ------ ЗАКЕНА
«, ..os-Отчет N*5 о выходе процесса из-под контроля 4 февраля
4932 г.
аИ
'»Ч
Рлсшитеиие масштаба карты средних
Замена позиционирующей втулки
к
Рис. 725. Контрольная карта Tokai Rika за период с 1 октября по 6 ноября 1981 г.
Комментарий, сделанный 17 ноября, может показаться немного странным.
Оператор описал все, что было в порядке, но не описал ничего такого, что
было бы не в порядке. Ключ к решению проблемы был найден во время
очередной проверки рукописных комментариев на контрольной карте. С этой
картой работали несколько различных операторов, каждый из которых вы-
полнял различные поручения, и в комментарии от 17 ноября один оператор
сообщал другому, что не нашел ничего подозрительного.
206
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Следующий оператор не отметил никаких точек, выходящих за контроль-
ные пределы, однако он зафиксировал длинную серию вдоль центральной
линии. Хотя все точки лежали выше центральной линии, они прекрасно
центрировались относительно 15,9 мм. Истинный источник этой проблемы
был обнаружен 15 декабря.
Заметка от 15 декабря 1981 г. очень эмоциональна: «Мы делали это не-
правильно! Убедитесь, что записано наименьшее значение!» Еще один ком-
ментарий показывает, что изменения в измерительной процедуре были об-
суждены с господином Мацуи.
ЛИ
JL
Надо
менять
ЭТУЛКУ РАЗ
Б 4 МЕСЯЦА
ПРИЧИНА
Втулка з порядке
Шаблон 9 порядке
Следующая . л „
замена о rot Потеря болта
Л фмедм НА ПОЗИЦИОНИРУЮЩЕЙ
И932 г. wv/,Ke
Рис. 726. Контрольная карта Tokai Rika за ноябрь 1981 г.
nt
вдгы
Смена
ПАРТИИ
СЫРЬЯ
Щ НАЙТИ ПРИЧИНУ
Толщина
ШАБЛОНА
ПОРЯДКЕ
J2 У
Л
Глава 7 • Применение контрольных карт для непрерывного улучшения
207
Последующие комментарии не только имеют четкую временную привязку,
но и указывают на моменты возникновения проблем в связи со способом из-
мерений. В результате персонал Tokai Rika увязал скачок, отмеченный в период
с 15 до 16 декабря, с введением нового метода измерения деталей. Также сле-
дует заметить, что средних размах остался равным приблизительно 0,02 мм.
Позиционирующая втулка была заменена 4 февраля 1982 г., а следующая
замена запланирована на начало июня.
В отличие от более ранних изменений на этот раз процесс впервые не
вышел за контрольные пределы. Кроме того, не было никакой надобности
ДбКАВРЬ-4934
новогодние
ПРАЗДНИКИ
ЯНВАРЬ
ОТДЕЛА
Рис. 121 Контрольная карта Tokai Rika с 26 ноября по 18 января 1982 г.
208
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
в их пересчете, так как заменили инструмент прежде, чем он повлиял на
процесс.
Рис. 7.29 переносит нас в момент времени, когда делегация с Ford про-
гуливалась по заводу Tokai Rika. Это происходило 12 марта с 2 до 4 часов дня.
Рассматриваемый процесс находился в идеальном состоянии с декабря про-
шлого года. Допуски располагались на расстоянии ЗОсг ед. друг от друга,
а процесс был хорошо центрирован относительно них.
В течение последних 13 месяцев процесс поддерживался в устойчивом
состоянии, что отражено при помощи гистограммы на рис. 7.30. Эта гисто-
ЯНВАРЬ-49SZ
ФЕВРАЛЬ --1982
Рис. 728. Контрольная карта Tokai Rika с 17 января по 23 февраля 1982 г.
Глава 7 • Применение контрольных карт для непрерывного улучшения
209
грамма описывает период наблюдений от сдвига до записи наименьшего
значения, вот почему ее среднее несколько отличается от 15,90. Естественные
границы процесса рассчитаны по обобщающим статистикам, определенным
19 января 1982 г. (см. рис. 7.27). Все 232 измерения, использованные для
построения гистограммы, показывают, что процесс, во-первых, целиком
лежит внутри естественных границ и, во-вторых, охватывает только 20%
поля допуска.
MAFT-ИШ
РИС. Z28. Контрольная карта Tokai Rika с 22 февраля по 12 марта 1982 г.
Размах естественных границ около 0,06 мм. Измерения выполнялись с
точностью до 0,01 мм. Это означает, что в(Х) приближенно равна наименьшей
единице измерения. Следовательно, процесс был улучшен настолько, что
вариация «от изделия к изделию» стала определяться исключительно по-
210
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
РЖ. Z30. Гистограммы процесса с марта 1981 г. по март 1982 г.
грешностью округления метода измерений. Для дальнейшего повышения
однородности процесса компании Tokai Rika нужно совершенствовать из-
мерительное оборудование.
Итак, эффективное использование этой карты было не случайным. Прежде
чем рабочие смогли действовать таким образом, им надо было заручиться
поддержкой менеджмента. Прежде чем менеджеры могли оказать эту под-
держку, они должны были научиться применять карты в качестве инструмен-
та для принятия решений. Прежде чем ремонтники, технологи, продавцы
или закупщики смогут воспользоваться картами, они должны научиться по-
нимать эти карты. В итоге контрольные карты будут применяться по всей
организации.
Статистические инструменты не могут существовать в вакууме, они долж-
ны быть эффективными. Способ организации работы в компании и позиция
его менеджеров определяют, как применяются знания, получаемые при по-
мощи контрольных карт. Поскольку в большинстве американских компаний
сильны внутренние барьеры, мешающие сотрудничеству и обмену информа-
цией, велика вероятность, что контрольные карты в США не будут исполь-
зоваться так же эффективно, как в Японии. Чтобы улучшить ситуацию,
корпоративная культура в американских компаниях должна измениться
сверху донизу.
Далее мы покажем, что может произойти в случае, если президент ком-
пании принял новую философию бизнеса, основанную на применении ста-
тистических инструментов, и продвигает эти идеи повсюду в организации.
7.3. Будет пи это работать в Северной Америке?
Приведенный ниже пример показывает, как одна американская компания
последовательно улучшала и качество выпускаемой продукции, и произво-
Глава 7 • Применение контрольных карт для непрерывного улучшения
211
дительность своих заводов. Ключевым фактором этих преобразований стали
действия президента компании, который лично учился у доктора Деминга.
Без непрерывного давления и указаний сверху многое из произошедшего
никогда не случилось бы1.
В первом примере описывается производство копировальной бумаги без
угля. Порядок достижения прогресса в этом примере ничем не отличается от
пути, проходящего красной нитью через всю эту книгу. Первый шаг — при-
ведение процесса в статистически управляемое состояние, так как в этом
случае значительно легче работать над его улучшением.
При производстве копирки применяется специальная грунтовка на водной
основе, которая позволяет избавиться от «паутинки» (рисунок на сырой, не-
отбеленной бумаге). Грунтовочная машина наносит в среднем 3,6 фунта
(т. е. приблизительно 1,6 кг) сухой грунтовки на 3000 квадратных футов
(—280 кв. м), обрабатывая 1100 погонных футов (335,5 м) в минуту. Соглас-
но сложившемуся порядку оператор этой машины выполнял корректировку
грунтовочного процесса, основываясь на измерении количества грунтовки в
образцах, взятых с конца каждого рулона бумаги. Кроме проверки оператором,
техник-контролер определял степень интенсивности покрытия. Для этого
бумага тестировалась дважды: сразу же после нанесения грунтовки и после
высушивания. Если первый из этих тестов показывал слишком светлый или
слишком темный фон, то техник рекомендовал оператору грунтовочной
машины подкорректировать процесс. Этот подход в целом позволял выпускать
продукцию достаточно высокого качества, но расход грунтовки (3,6 фунта
на 3000 кв. ф. бумаги) был слишком высоким и, кроме того, грунтовочную
машину приходилось переналаживать слишком часто.
Менеджер знал, что нужно что-то делать, но он не имел ни малейшего
представления о том, как уменьшить расход грунтовки. В то время, когда он
думал об изучения зтого процесса при помощи контрольных карг, в качестве
альтернативной меры рассматривалась покупка нового распылителя грун-
товки стоимостью $700 000. Для того чтобы получить данные для контроль-
ной карты, в начале августа 1979 г. грунтовочная машина была запущена на
несколько часов в тестовом режиме. В то же время началась программа по
приведению свойств грунтовки в статистически управляемое состояние.
Дальнейшая работа с поставщиками позволила значительно снизить вязкость
грунтовки и уменьшить вариацию.
Контрольные карты, построенные после улучшения грунтовки, показали,
что процесс находится в статистически управляемом состоянии: распылитель
наносил грунтовку с естественной вариацией, равной ±0,4 фунта относи-
тельно среднего. Кроме того, данные, взятые непосредственно после нане-
сения грунтовки, показали, что операторы и техники в действительности все
время неправильно корректировали процесс.
1 Информация из этого раздела получена из публичных выступлений президента ком-
пании.
212
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Следуя этим начальным исследованиям, оператор смог использовать
контрольную карту для ведения процесса. Отныне корректировки процесса
делались исходя из характера точек, выходящих за контрольные пределы,
с использованием измерений, которые положительно коррелировали с ка-
чеством продукции, а не были реакцией на «шумы». Более того, лица, обслу-
живающие этот процесс, обнаружили, что средний вес покрытия уменьшил-
ся, а качество продукции при этом не пострадало1.
На эти исследования ушло семь месяцев. Когда выводы были обнародо-
ваны внутри компании, некоторые техники, специалисты по контролю ка-
чества и менеджеры попытались встать в оппозицию. Однако из-за личной
поддержки со стороны президента компании начатая программа была про-
должена. Время шло, и оппозиционерам было все труднее и труднее спорить
с ее успехом.
К апрелю 1980 г. распылитель наносил в среднем 2,8 фунта сухой грун-
товки на 3000 кв. ф. бумаги. Уменьшение расхода грунтовки на 0,8 фунта
позволяла сэкономить $800 000 в год. Кроме того, качество продукции стало
выше, а сама продукция — однороднее. Работа оператора стала, с одной
стороны, более легкой, а с другой — более важной, поскольку теперь он сам
контролировал качество. Помимо этого, резко уменьшилось число коррек-
тировок, поэтому часть техников, отвечающих за контроль качества, высво-
бодилась для выполнения других работ.
В начале 1981 г. менеджер отдела грунтовки решил, что контрольные
карты показали возможность улучшения распылителя. Изучая диаграммы
Парето и диаграммы причин и результатов, менеджеры обнаружили, что
главная причина простоев оборудования и потери грунтовки — засорения
распылителя примесями в грунтовке. Дополнительные возможности для
улучшения заключались в ликвидации чрезмерных простоев для чистки и
замены резиновых роликов. Используя эту информацию, менеджер разрабо-
тал простую и недорогую модификацию головки распылителя, которая по-
зволила уменьшить вариацию до 0,3 фунта на 3000 кв. ф., что в свою очередь
уменьшило средний расход грунтовки до 2,7 фунта и позволило дополнитель-
но сэкономить $100 000. Более того, эти изменения существенно снизили
вынужденные простои и время чистки распылителя.
В ходе проведенного исследования выяснилось, что, поскольку вес грун-
товки уменьшился, стало возможным увеличение скорости ее нанесения.
И к лету 1981 г. распылитель заработал со скоростью 1400 погонных футов
в минуту, что дополнительно принесло около $750 000 в год.
’ Использование контрольных карт для корректировки механизмов требует, чтобы кто-
нибудь знал специфику корректировки этого процесса. Более того, использование
контрольных карт для этого сравнительно неэффективно. Контрольная карта Tokai Rika
показывает, как использовать ее возможности полностью: ничего не делать, пока не
обнаружатся особые причины. Затем решить проблему, а не только скорректировать
процесс и продолжать.
Глава 7 • Применение контрольных карт для непрерывного улучшения
213
Поскольку теперь процесс находился в состоянии статистического контро-
ля и позволял получить продукцию высокого качества с уменыпеным расходом
грунтовки, меньшими потерями, сокращенными простоями и более высокой
скоростью, персонал завода получил время обдумать пути дальнейших улуч-
шений. Люди начали интересоваться, почему они должны расходовать 2,7 фун-
та грунтовки. Тесты показали, что примерно половина этой краски расходу-
ется на глубокое впитывание. Были проведены дополнительные исследования,
в результате которых были снижены потери на впитывание, увеличилась
экономия расходных материалов, уменьшено время высушивания и увеличе-
на скорость. К осени 1981 г. скорость, равная 2000 погонных футов в минуту,
стала казаться достижимой в ближайшем будущем.
Развивая достигнутый успех, президент решил сделать акцент на внедрение
контрольных карт на другой линии. В 1980 г. компания производила магнит-
ные диски для компьютеров, делая это точно так же, как и ее конкуренты.
Вначале этот завод позволял получить прибыль в размере 20%, а в результате
улучшений процесса удалось повысить эту величину в среднем до 66% до вы-
чета налогов. Поскольку средняя по отрасли величина прибыли составляла
55%, компания была чуть выше среднего. Однако этого казалось недостаточ-
но, и около 30 техников, химиков и инженеров начали работу по снижению
высоких затрат на брак, стремясь увеличить выход годных.
В конце 1980 г. президент поставил перед компанией новую цель: удвоить
производительность за два года. Эта цель включала и производство, и адми-
нистративное обслуживание. Для успешного достижения этой цели надо
добиться ежемесячного роста на уровне 3%. Разумеется, простая постановка
задачи без определения пути достижения цели — верный путь разрушения
и данных, и системы. В этом случае президент обеспечил средство улучшения
системы — он нанял компетентного статистика, который должен был обучить
персонал завода методам улучшения процессов, чем он успешно и занимал-
ся, хотя прием во всей компании был в это время заморожен.
Итак, в начале двухлетнего периода, который должен был закончиться
удваиванием производительности, завод, расположенный на площади
100 000 кв. ф. и имеющий в своем распоряжении 225 сотрудников, работающих
на полную ставку, и 225 почасовиков, продавал дисков на сумму $40 млн
в год, что соответствовало общей прибыли 11% перед уплатой налогов.
Первые контрольные карты были построены в январе 1981 г. К концу
месяца 30 карт велось рабочими и еще 100 — техническим персоналом,
который на протяжении предыдущих 18 месяцев изо всех сил старался улуч-
шить производственный процесс.
Прибыль предприятия в январе составила 71%. Скептики замечали, что
подобные цифры встречались и в прошлом и предсказывали падение в фев-
рале. Однако февральская прибыль составила 75%, и голоса скептиков не-
сколько поутихли. В марте было отмечено то же самое значение — 75%, а в
апреле оно изменилось, составив 80%. Результат мая достиг отметки 82%,
июня — 90%, августа — 94%.
214
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Через восемь месяцев после начала реализации программы те же самые
люди на том же самом заводе выпускали на 42% качественной продукции
больше! Снижение затрат на утилизацию и переработку брака составило
$450 000 в месяц. С августа и до конца года прибыль варьировалась от 91
до 98%, а ее средняя величина составила 94%.
Из 130 контрольных карт, которые велись с января 1981 г., 25 использова-
лись для контроля производственного процесса. Потребность в большей части
других карт отпала, и их ведение было прекращено. Теперь только шесть слу-
жащих из технического персонала требовались для поддержания производ-
ственного процесса, а остальные 24 перешли в другие отделы или вернулись
к исполнению своих прежних обязанностей, оставаясь при этом членами
«пожарной команды» на случай возникновения непредвиденных проблем.
К концу 1981 г. отдел производства дисков смог снизить цену на свою
продукцию на 20%. В результате в апреле 1982 г. объем продаж возрос на 50%
по сравнению с августом 1981 г. Поскольку нужды потребителей возросли
за этот же период на 15%, это увеличение фактически означает рост доли
продукции рассматриваемой компании на рынке магнитных дисков, что
легко объяснить: более качественная продукция продавалась по более низ-
кой цене.
Чтобы удовлетворить растущие потребности, нужно было производить
больше дисков. Персонал завода должен был получать от своих процессов
все больше и больше. К счастью, это стало вполне возможно, так как кон-
трольные карты позволяли обнаружить проблему задолго до того, как си-
туация выходила из-под контроля. Теперь процессы протекали более гладко,
чем когда-либо. В итоге потребности рынка были удовлетворены.
К концу 1982 г. завод располагался все на тех же 100 000 кв. ф. и имел в
своем распоряжении 225 постоянных рабочих и 225 почасовиков. Однако
РИС. Z3L Производство магнитных дисков, выход (по месяцам)
Глава 7 • Применение контрольных карт для непрерывного улучшения
215
годовой объем продаж достиг отметки $ 100 млн в год, что соответствовало
получению прибыли в размере 18% (до выплаты налогов). Учитывая 20%-ное
снижение цены, объем продаж увеличился в три раза по сравнению с концом
1980 г., хотя люди и завод остались теми же самыми.
Таким образом, подразделение существенно превзошло президентскую
цель1. Производительность утроилась за два года и продолжила расти при-
мерно на 30% в год.
Улучшение работы всего предприятия стало очевидным. Оборот запасов
сократился с 94 до 34 дней. Доля отгрузок точно вовремя возросла с 50 до
80%, а прямые трудозатраты на выпуск единицы продукции сократились с
7,4 до 2,0 человеко-часов. Подобные достижения были отмечены и по десят-
кам других показателей работы предприятия.
В 1980 г. описываемая в этом примере компания не считалась крупным
производителем магнитных дисков. Она конкурировала с местными компа-
ниями, в то время как на американский рынок стремились японские фирмы.
К концу 1982 г. три основных американских конкурента ушли с рынка, затем
это же сделали и японцы. Они просто не могли конкурировать с компанией,
производящей более качественную продукцию и продающей ее по более
низкой цене.
7.4. Выводы
Итак, все статистические методы подразумевают рациональную организацию
работы предприятия. Без этого использование статистики не принесет пользы.
О неспособности предприятий правильно реагировать на знания написаны
целые книги. В частности, этому посвящены такие темы в философии доктора
Деминга, как «Четырнадцать пунктов», «Пять смертельных болезней» и «Семь
смертных грехов». Любая организация, планирующая эффективно использо-
вать контрольные карты, сначала должна сломать все барьеры, описанные
Демингом.
Нельзя просто «внедрить статистическое управление процессами». Кон-
трольные карты не работают в вакууме. Их использование выдвигает опреде-
ленные требования к рабочим и менеджменту, и организация должна сделать
все возможное, чтобы отвечать этим требованиям. Когда философия работы
с контрольными картами станет частью корпоративной культуры или даже
частью структуры самой организации, отдельные помехи со стороны рабочих
или администрации уже не смогут ничему помешать.
1 Вот почему не стоит пытаться устанавливать цель для нестабильного процесса — не-
известно, на что он способен. Точно так же не стоит пытаться устанавливать цель для
стабильного процесса — он уже достиг всего, на что он способен. Задание целей ме-
неджерами — это обычно способ переложить ответственность на других, когда они не
знают, как изменить нечто.
218
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Статистическое управление процессами—это в первую очередь целое миро-
воззрение, подкрепленное определенными методами. Это способ мышления,
и в этом вся суть. Без такого мышления методы совершенно бесполезны!
Обозначить важность контрольных карт для непрерывного совершенство-
вания может только высшее руководство. Если высшее руководство оказы-
вает этому активную поддержку, потенциальный эффект от внедрения кон-
трольных карт превзойдет все ожидания!
Упражнение 7.1
Рассмотрим процесс производства розеток-прикуривателей фирмы Tokai Rika.
На рис. 7.3 изображены допуски (15,9 ± 0,1 мм), а на рис. 7.5 — среднее
средних (15,899 мм) и средний размах (0,0304 мм). Определите следующие
величины для этого процесса на 12 сентября 1980 г.
а) Вычислите <5(Х) процесса.
Ь) Вычислите естественные границы процесса.
с) Определите поле допуска (в (5-единицах) и рассчитайте Ср.
d) Определите расстояние до ближайшей границы допуска DNS (в <5-еди-
ницах), рассчитайте С*.
е) Определите квадратичное отклонение MSD(t) от номинала 15,9 мм.
f) Пусть затраты на брак розетки составляют 20 иен. Определите коэф-
фициент К и вычислите средние потери на розетку из-за вариации
относительно 15,9 мм.
Упражнение 7.2
Рассмотрим процесс производства розеток-прикуривателей фирмы Tokai Rika.
17 марта 1981 г. среднее средних составило 15,9057 мм. Средний размах,
определенный при п = 4, составил 0,0207. Для допусков 15,9 ±0,1 мм:
а) вычислите о(Х) процесса;
Ъ) вычислите естественные границы процесса;
с) выразите поле допуска в <5-единицах и рассчитайте Ср;
d) определите расстояние до ближайшей границы допуска DNS в <5-еди-
ницах и рассчитайте С*;
е) определить квадратичное отклонение MSD(t) от номинала 15,9 мм;
f) используя значение коэффициента К из упражнения 7.1, определите
средние потери на розетку из-за вариации относительно номинала;
g) как отразилось снижение вариации на С? на Срк? на MSD( 15,90)?
Глава 7 • Применение контрольных карт для непрерывного улучшения
217
Упражнение 7.3
Рассмотрим процесс производства розеток-прикуривателей фирмы Tokai Rika.
17 января 1981 г., учитывая изменение метода измерений, были установлены
новые допуски (15.9 ± 0,15 мм). Среднее средних составило 15,8864 мм.
Средний размах, определенный при п — 4, составил 0,0225.
а) Вычислите о(Х) процесса.
Ь) Вычислите естественные границы процесса.
с) Выразите поле допуска в а-единицах и рассчитайте Ср.
d) Определить расстояние до ближайшей границы допуска DNS в a-еди-
ницах и рассчитайте С*.
е) Определите квадратичное отклонение MSD(t) от номинала 15,88 мм.
Смещение номинала связано с изменением метода измерения.
0 Используя значение коэффициента К из упражнения 7.1, определите
средние потери на розетку из-за вариации относительно этого номи-
нала.
g) Как отразилось увеличение допусков на С? на С^? на MSD?
Глава 8
Установка цели процесса
Выполняя все более и более короткие производственные прогоны, можно
настроить каждый прогон так, чтобы он действовал в номинале. При от-
сутствии запасов сырья, в ситуации, когда времени цикла не хватает, чтобы
исправить или переделать изделие, один неудачный прогон может погубить
всю сборочную операцию. Таким образом, в сегодняшнем мире коротких
прогонов еще важнее, чем прежде, правильно настроить каждый прогон.
В этой главе мы рассмотрим некоторые пути использования данных, выра-
батываемых процессом, для оценки цели процесса. Хотя эти процедуры по-
лезны для коротких прогонов, их можно применить практически в любых
производственных процессах.
8.1. Разница между целью и однородностью процесса
В следующем примере показаны три производственных процесса. Два из них
весьма однородны, но не соответствуют допускам из-за того, что процесс
плохо нацелен. Третий процесс и того хуже: у него и цель не та, и однород-
ность низкая.
ПРИМЕР 8.1 Длина соединительных проводов
Контрольная карта, показанная на рис. 8.1, была построена инженером,
работающим над проблемой неодинаковой длины соединительных проводов.
Эти провода закупались у трех разных поставщиков. Их длина должна
была равняться 100 мм с допусками ±4 мм.
Каждая подгруппа состоит из пяти измерений длин кусков провода.
В подгруппу попадают изделия из одной партии.
220
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Немецкий Американский Португальский
провод провод провод
РИС. 8.1. Контрольная карта для длин соединительных проводов
Среднее значение длин четырех поставок от немецкого поставщика
равно 112,7 мм при среднем размахе 4,6 мм. Хотя были измерены всего
четыре подгруппы, отсутствие статистической управляемости видно
как на карте средних значений, так и на карте размахов.
Среднее значение и средний размах длин проводов от американского
поставщика (при п = 5 поставках), равны соответственно 102,2 мм
и 0,6 мм. При этом все точки на карте средних выходят за контрольные
пределы, а все точки на карте размахов лежат внутри установленных
границ.
Подобная же ситуация наблюдается на третьей карте (среднее —
104,0 мм, средний размах — 1,4 мм). Шесть измерений длин проводов от
португальского поставщика, лежащих на карте средних, явно вне контроля.
Так что же делать? Американский и португальский поставщики от-
личаются однородностью продукции внутри партий поставки, но совер-
шенно не однородны в разных партиях. Немецкая продукция неоднородна
и внутри партии, и между партиями.
Поскольку продукция всех поставщиков неуправляема, инженер решил
выяснить, могут ли все они что-то сделать. Гипотетический разброс
процесса для американских проводов был около 1,6 мм, для португальских—
3,6 мм, а немецких — 5,9 мм. Исходя из этого, было решено полностью
прекратить закупки из Германии и обсудить с американской и португаль-
ской фирмами, смогут ли они улучшить однородность в каждой партии
поставки, что нужно для улучшения качества при номинале 100 мм.
Подход доктора Тагути (квадратичная функция потерь) свидетельствует,
что настройка на номинал при минимальной дисперсии всегда минимизи-
рует затраты, связанные с вариацией относительно номинала. Нет нужды в
строгой формулировке: не надо знать точно фактический вид функции потерь
или распределение характеристики продукции. Важно, чтобы ее минимум
совпадал с номиналом, а сама она была неотрицательной и кусочно-гладкой.
Тогда минимум средних потерь на единицу продукции будет достигаться
тогда, когда процесс центрирован и имеет минимальную дисперсию. Таким
Глава 8 • Установка цели процесса
221
образом, помимо поддержания процесса в статистически управляемом со-
стоянии, надо еще знать, настроен ли процесс на номинал.
Ради ясности напомним смысл терминов, используемых в этой главе.
«Цель процесса» — это то значение или значения, на которые процесс на-
строен. Таким образом, цель — это параметр, который корректирует опера-
тор при настройке. «Среднее процесса» — это среднее значение некоторой
характеристики продукции, усредненной для всей продукции, произведенной
при заданной цели. «Номинал» — это желаемое значение среднего.
В приведенном выше примере номинал равен 100 мм, среднее было сво-
им для каждой партии, а цель — это то значение, которое задавалось каждым
из трех производителей.
Проще говоря, цель — это то, что вы задали, среднее — то, что вы полу-
чили, а номинал — то, что хотели получить. Суть процедуры наладки — за-
дать цель так, чтобы среднее оказалось достаточно близко к номиналу.
Почему мы говорим «достаточно близко» к номиналу, а не «совпало» с
ним? Просто потому, что на практике приходится оценивать среднее про-
цесса неким средним, а средние всегда подвержены выборочной вариации.
В результате никакие процедуры не способны обеспечить постоянное совпа-
дение среднего и номинала. Самое лучшее, чего можно добиться на практи-
ке, — это близость среднего к номиналу бблыпую часть времени. Для этого
следует использовать максимум информации о процессе и хорошо продуман-
ные правила принятия решений.
Таким образом, проблема установки цели процесса — это проблема ис-
пользования нужного объема информации и правильных решений при ин-
терпретации этой информации. Ниже будут подробно рассмотрены несколь-
ко методов установления цели. Часть из них использует контрольные карты,
а остальные — другие методы сбора данных.
8.2. Процесс должен быть стабильным
Процедура установки цели процесса будет совершенно бесполезной, если
процесс статистически неуправляем. В этом случае трудно определить само
понятое среднего процесса. Фактически можно определить не одно среднее,
а массу средних. Более того, сам процесс не существует как нечто целостное,
если он статистически неуправляем. Любая попытка установить цель такого
процесса будет бесполезной. Если известно, что процесс нестабилен, сначала
следует выявить и ликвидировать особые причины, а уже потом заниматься
его тонкой настройкой.
Не стоит использовать процедуру, описанную ниже, для процессов, ко-
торые не прослеживались при помощи контрольной карты. Более того,
карта размахов должна показывать, что процесс находится в разумной сте-
пени статистической управляемости и что любые точки, выходящие за
контрольные пределы на карте средних, соответствуют известным случаям
222
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
корректировки процесса. В противном случае нужно обнаружить и ликви-
дировать особые причины неконтролируемой вариации и уже потом дви-
гаться дальше.
В.З. Установка цели процесса с использованием
последовательности значений
Задача установки цели процесса несколько отличается от обычных задач,
решаемых с помощью контрольных карт. В общем случае любая точка, вы-
ходящая за контрольные пределы, свидетельствует об особой причине. Кон-
трольная карта организована таким образом, чтобы показывать только ис-
тинные проблемы, игнорируя все случаи «ложной тревоги». Однако, когда
цель процесса была изменена сознательно, возникает вопрос не о наличии
особых причин, а о том, дало ли изменение желаемый эффект.
Получить опровержение всегда легче, чем подтверждение. Поэтому мы
предположим, что настройка цели процесса достигла желаемого результата,
т.е. среднее процесса находится в окрестности номинала, и затем поищем
свидетельства того, что это не так. Один из самых легких путей для этого —
использование карты индивидуальных значений.
Пусть цель процесса скорректирована и процесс теперь стабилизирован
на новом уровне. Периодически из потока продукции отбирается и из-
меряется один образец. Это единичное измерение наносится на специ-
альную карту и используется для проверки того, насколько процесс сме-
щен относительно номинала. Эта карта должен обладать следующими
свойствами.
1. Центральная линия Х-карты должна соответствовать номиналу.
2. Для установления трехсигмовых пределов по обе стороны от централь-
ной линии используется прошлое значение с(Х).
3. Помимо контрольных пределов, наносятся линии на расстоянии одна
сигма и две сигмы по обе стороны от центральной линии.
4. Получаются и наносятся на Х-карту индивидуальные измерения.
5. После нанесения каждой точки для проверки данных на неуправляе-
мость используются правила I-IV (см. п. 5.4).
6. Любое нарушение управляемости на карте индивидуальных значений
проявится в отклонении процесса от номинала. Когда такое нарушение
обнаружится, среднее наблюдений даст разумную оценку того, где на-
ходится цель процесса относительно номинала, тогда цель надо соот-
ветственно скорректировать. Вслед за каждой корректировкой соби-
раются и анализируются новые данные, чтобы увидеть, сильно ли
среднее процесса отличается от номинала.
7. Когда десять последовательных измерений не показывают никакой не-
управляемости по критериям всех четырех правил, сложно сказать, что
среднее процесса близко к номиналу. В этот момент можно перейти
Глава 8 • Установка цели процесса
223
от режима установки цели к режиму мониторинга, при котором контроль-
ная карта следит за процессом в ожидании очередного катаклизма.
При установке цели процесса в первую очередь мы будем работать с кар-
той индивидуальных значений. Можно считать и скользящие размахи, одна-
ко карта скользящих размахов в данном случае представляет лишь дополни-
тельную информацию. Верхний контрольный предел для карты скользящих
размахов можно определить так:
[d2 + 3d3]aQ0 = 3,686oQO,
а центральную линию скользящих размахов — так:
d2ax = 1,1 28g(X).
ПРИМЕР 8.2 Установка цели процесса при помощи карты
индивидуальных значений и размахов (XmR-карты)
Изделие 15F производится в отделе 15. Его номинал равен 9,0 единицам.
Контрольная карта, построенная для изделия 15F, показала, что а(Х) =
= 1,84 единицы. ТЬгда на карту индивидуальных значений можно нанести
следующие линии:
верхняя естественная граница процесса: UNPLX = 9,0 + 3 • 1,84 = 14,52;
верхний 2<у-предел: = 9,0 + 2 • 1,84 = 12,68;
верхний 1а-предел: La = 9,0 + 1,84 = 10,84;
центральная линия (номинал): CL = 9,0;
нижний la-предел: La = 9,0 -1,84 — 7,16;
нижний 2а-предел: L2a = 9,0-2 • 1,84 = 5,32;
нижняя естественная граница процесса UNPLX = 9,0 - 3 • 1,84 = 3,48.
Карта скользящих размахов будет иметь следующие линии:
верхний контрольный предел размахов: UCLR - 3,686 1,84 = 6,78;
центральная линия размахов: CLR = 1,128 • 1,84 = 2,08.
После того как цель процесса скорректирована и среднее приблизилось
к номиналу 9,0, надо собрать и нанести на XmR-карту новые данные.
Первое значение равно 11.
Само по себе это значение ни-
чего не говорит об отклонении
среднего от номинала, поэтому
никакие действия не предприни-
маются.
X 11
Рис. 82. Установка цели 1
22U
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Второе значение равно 16. Оно
явно свидетельствует о потреб-
ности в корректировке цели. Сред-
нее из двух значений и есть вели-
чина поправки:
Корректировка цели
X И 16
mR 5,,
О
5
О
РИС. 83. Установка цели 2
Цель процесса сдвинута вниз при-
мерно на 4 единицы.
Следующее после корректи-
ровки значение равно 8 и нано-
сится на карту.
В этот момент карта не по-
казывает необходимости коррек-
тировок.
Следующее значение равно 11.
Ни само это значение, ни его
объединение с предыдущим не ука-
зывает на потребность в даль-
нейшей корректировке.
Корректировка цели
РИС. 8А Установка цели 3
Корректировка цели
X 11 16 8 11
Рис. 8.5. Установка цели 4
Глава 8 • Установка цели процесса
225
Следующее значение равно 8.
Оно наносится на карту
Оно также находится вблизи
от центральной линии, поэтому
коррекция не нужна.
Последующие семь значений рав-
ны 11, 6, 9, 8, 9, 10 и 9. Ни одно
из них не свидетельствует о не-
обходимости дальнейшей коррек-
тировки.
Поскольку все десять значе-
ний не свидетельствуют о по-
требности в корректировках,
цель процесса достаточно близка
к номиналу.
Корректировка цели
РИС. 8.6. Установка цели 5
Корректировка Цель установлена
РИС. 8.7. Установка цели 6
Прежде чем корректировать цель, стоит собрать некоторые данные о
самом процессе и нанести их на контрольную карту. Если это уже сделано,
то значение а(Х), полученное при помощи контрольной карты, можно будет
использовать для построения контрольной карты индивидуальных значений,
в частности:
О(Х)=Д
При отсутствии априорной информации о процессе приходится использо-
вать данные, собираемые для определения рассеивания процесса и его сред-
него. Любая ошибка в первом определении рассеивания неминуемо ведет к
неправильной корректировке цели. В этом случае просто нельзя решить, на-
сколько среднее процесса близко к номиналу, пока не сделаны некоторые
измерения рассеяния процесса. Вот одна из возможных процедур:
226
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Ml. Центральная линия X-карты должна устанавливаться на уровне но-
минала. От 5 до 10 индивидуальных значений надо получить и на-
нести на карту. Если 8 и более измерений лежат по одну сторону от
центральной линии, переходим к шагу М7.
М2. Скользящие размахи для этих 5-10 измерений вычисляются и на-
носятся на карту скользящих размахов. Средний скользящий размах
используется для вычисления <?(Х):
mR
1,128
= GOT.
М3. Вычисленная с(Х) используется для определения трехсигмовых преде-
лов по обе стороны от центральной линии Х-карты.
М4. Аналогично по обе стороны от центральной линии Х-карты отклады-
ваются односигмовые и двухсигмовые линии.
М5. Первые 5-10 измерений проверяются на статистическую управляе-
мость при помощи правил I—IV. Если по какому-либо из критериев
регистрируется неуправляемость, цель процесса надо откорректиро-
вать. Пропускаем следующий шаг и сразу переходим к шагу М7.
Мб. Если нанесенные на карту измерения не говорят о неуправляемости,
можно продолжить сбор данных. После каждой новой точки мы
снова и снова применяем правила I—IV. Любой выход из-под контро-
ля на карте индивидуальных значений говорит, что процесс не по-
падает в номинал.
М7. При обнаружении неуправляемости среднее наблюдений дает разум-
ную оценку сдвига среднего процесса относительно номинала и
процесс следует соответственно скорректировать. После каждой
коррекции возврат к шагу Мб.
М8. Если 10 последовательных измерений не говорят о неуправляемости
согласно всем четырем правилам, это значит, что процесс достаточ-
но близок к номиналу. С этого момента можно перейти из режима
установления цели в режим мониторинга, когда контрольная карта
используется для слежения за процессом до появления очередного
катаклизма.
Хотя о(Х), найденная в этой процедуре, может быть рассчитана не на
очень большом массиве данных, ее использование все же лучше, что простое
гадание, особенно если ненужная корректировка может привести к увели-
чению объема некачественной продукции. Разумеется, всем хочется отреа-
гировать на смещение процесса как можно быстрее и никому не хочется
долго ждать, прежде чем будет сделана нужная коррекция. Но как узнать,
нужна ли она?
Корректировка цели процесса всегда будет ошибочной, если не получен
четкий сигнал, что среднее процесса отклонилось от номинала.
Глава 8 • Установка цели процесса
227
Помимо всего прочего, контрольная карта дает операциональное опреде-
ление момента, когда цель процесса надо корректировать. Когда дети игра-
ют в шофера, они крутят руль то вправо, то влево. Настоящие же водители
пользуются рулем, только когда хотят изменить курс или же коща получают
сигнал о том, что они едут не туда. Никто не ездит по синусоиде только для
того, чтобы показать всем, что он не спит за рулем! Если важна именно
своевременность корректировки, нужно просто собирать и обрабатывать
данные как можно быстрее. Если априори значение а(Х) неизвестно, то,
прежде чем даже попытаться корректировать цель процесса, нужно произ-
вести измерения и оценить эту статистику. И разумеется, при отсутствии
самой контрольной карты любая попытка откорректировать процесс будет
весьма сомнительна. Если же это неизбежно, то наилучший путь для коррек-
тировки — четкое следование процедуре, описанной выше.
Много лет назад Фрэнк Граббс опубликовал процедуру установки цели
процесса, которая не требует предварительного определения cQO1. Метод,
предложенный Граббсом, весьма прост, однако по сути это некая модифици-
рованная форма вмешательства. Дело в том, что он корректирует цель про-
цесса до фильтрации «шума».
В действительности при помощи правила Граббса можно взять процесс,
настроенный на номинал, и сдвинуть его в сторону. Как и любая другая про-
цедура, не учитывающая естественную вариацию процесса, это правило
может ввести в заблуждение: используя это правило, оператор должен вводить
поправки уже после первого измерения и продолжать это делать после каж-
дого последующего измерения. Эта операция продолжается определенное
время, создавая иллюзию действия.
Даже если вам лень собирать 5-10 измерений, не вмешиваясь в процесс,
все равно это — единственный разумный путь. Коррекция без сигнала, ука-
зывающего на потребность в ней, всегда будет ошибочна.
8.4. Установка цели процесса с использованием
многократных измерений
Основная процедура корректировки производственного процесса при на-
личии многократных измерений выглядит так:
1) установить цель процесса;
2) измерить п отобранных образцов и вычислить среднее;
3) если это среднее НЕ находится внутри некоторого критического рас-
стояния (D) от номинала, вернуться к шагу 1;
4) продолжить производственный процесс, пока среднее из п измерений
не станет отличаться меньше чем на D единиц от номинала.
’ Frank Е. Grubbs, “An Optimum Procedure for Setting Machines or Adjusting Processes”,
Journal of Quality Technology, v. 15, No. 4, October 1983, pp. 186-189, reprinted from the
July 1954 issue of Industrial Quality Control—перепечатка из журнала «Промышленный
контроль качества», июль 1954 г.
228
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Если оператор имеет дело с неизменными величинами п и D, он может бы-
стро и эффективно приблизить среднее процесса к номиналу так близко, как
пожелает. Более того, пока он продолжает применять эту процедуру, и он сам,
и его мастер могут быть уверены в том, что цель процесса установлена верно.
Как же тогда мастер предоставит оператору значения п и D? Правило, со-
гласно которому принимается решение о величинах nnD, должно учитывать
объем имеющихся данных; это решение нельзя принять произвольно. Ниже
приведены планы для комбинации значений п и D, которые работают.
Даже при наличии этих планов проблема выбора конкретного плана
остается. Среднее процесса будет тем ближе к номиналу, чем больше данных
используется. Насколько близко? Ответ на этот вопрос дает практика. И все-
таки как оценить степень близости? Разве совершенство, полное совпадение
среднего и номинала, — не наша конечная цель? Как уже отмечено, среднее
процесса никогда не будет точно совпадать с номиналом, поэтому мы долж-
ны привыкнуть к фразе «достаточно близко». Таким образом, нам нужна
мера близости. Путь к ней лежит через функцию потерь Тагути.
При квадратичной аппроксимации функции потерь в окрестности цели,
средние потери на единицу продукции будут пропорциональны квадратич-
ному отклонению от номинала:
MSD(t) = {[о(Х)]2 4- [Среднее процесса - номинал]2}.
Самое лучшее, что можно сделать с любым процессом, не модифицируя
его, — это поддерживать его в стабильном состоянии и идеально нацеливать
на номинал. Как только среднее процесса отклонится от номинала, возрастет
квадратичное отклонение. Если выбранный вариант плана для п и D уста-
навливает цель процесса так, что среднее близко к номиналу, то квадратич-
ное отклонение MSD(t) будет малым.
Выходит, каждый из планов устанавливает цель процесса, при этом получа-
ется некоторое среднее процесса (хорошо бы вблизи номинала) и соответ-
ствующее ему отклонение MSD(t). Если эти отклонения усреднить для выбран-
ного плана, то его можно использовать для характеристики этого плана при
установке цели. Это среднее для данного плана назовем средними потерями по
Тагути. Средние потери выражаются в процентах от минимальных потерь,
которые возникнут при совпадении среднего процесса с номиналом. Средние
потери будут равны 100%, если среднее всегда равно номиналу без ошибок.
Ключ к эффективной процедуре установки цели процесса — учет зависи-
мости между объемом собранных данных и правилом принятия решения при
их интерпретации. Если они соответствуют друг другу, то решение практиче-
ски всегда будет верным, а если нет, то решение гораздо чаще будет ошибоч-
ным. Ниже показаны восемь планов установки цели. Все они хорошо согла-
суются с правилом принятия решений, поэтому в большинстве случаев они
дают средние процесса, которые будут достаточно близкими к номиналу.
Ради обобщения мы будем выражать расстояние между средним и номи-
налом в о-единицах (т. е. в множителях с(Х)). Это означает, что для приме-
Глава 8 • Установка цели процесса
229
нения этих планов надо сначала вычислить с(Х). Лучше всего найти ее из
контрольной карты продукции или процесса.
ПЛАН А. Если надо, чтобы среднее процесса было в пределах 2,88о(Х) от
номинала, используйте п = 1, D = 1,44<Т(Х). Средние потери по
Тагути в этом случае будут менее чем 495% от минимума.
ПЛАН В. Если надо, чтобы среднее процесса было в пределах 2с(Х) от номи-
нала, используйте п = 3, D = 1,0о(Х). Средние потери в этом случае
будут менее чем 260% от минимума.
ПЛАН С. Если надо, чтобы среднее процесса было в пределах 1,5а(Х) от
номинала, используйте п = 5, D = 0,75о(Х). Средние потери в этом
случае будут менее чем 190% от минимума.
ПЛАН D. Если надо, чтобы среднее процесса было в пределах 1,0с(Х) от
номинала, используйте п = 10, D = 0,5о(Х). Средние потери в этом
случае будут менее чем 140% от минимума.
ПЛАН Е. Если надо, чтобы среднее процесса было в пределах 0,75а(Х) от
номинала, используйте п = 15, D — 0,37<5(Х). Средние потери в
этом случае будут менее чем 129% от минимума.
ПЛАН F. Если надо, чтобы среднее процесса было в пределах 0,5а(Х) от
номинала, используйте п - 25, D = 0,25с(Х). Средние потери в
этом случае будут менее чем 114% от минимума.
ПЛАН G. Если надо, чтобы среднее процесса было в пределах 0,ЗЗо(Х) от
номинала, используйте п = 40, D = 0,17с(Х). Средние потери в
этом случае будут менее чем 110% от минимума.
ПЛАН Н. Если надо, чтобы среднее процесса было в пределах 0,20с(Х) от
номинала, используйте п = 71, D = 0,10с(Х). Средние потери в
этом случае будут менее чем 103% от минимума.
Эти процедуры годятся для большинства корректировок, если получить
много измерений не представляет сложности.
Таблица 8.1
Планы установки цели процесса
План Число измерений п Критическое расстояние D Средние потери по Тагути
А 1 1,44 oQO 495%
В 3 1,00 о(Х) 260%
С 5 0,75 а СЮ 190%
D 10 0,50 а(Х) 140%
Е 15 0,37 а(Х) 129%
F 25 0,25 а(Х) 114%
G 40 0,17 <т(Х) 110%
Н 71 0,10 а(Х) 103%
230
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
На рис. 8.8 показаны средние потери и число измерений для каждого
плана.
Рис. 8Л Средние потери по Тагути и число измерений в планах установки
цели процесса
Если затраты на отклонение от номинала относительно выше затрат на
сбор данных и установление цели процесса, то такая ситуация аналогична
той, что приведена на рис. 8.9. Здесь годятся планы D, Е и F.
План установления цели процесса
Рис. 8.8. Высокая стоимость вариации и низкая стоимость измерений
Если затраты на отклонение от номинала малы по сравнению с затратами
на сбор данных и установление цели процесса, то стоит предпочесть планы В,
С или D. Этот случай показан на рис. 8.10.
Если четкое соотношение затрат на вариации и затрат на измерения и
корректировку неизвестно, то из приведенных выше графиков следует, что
разумно выбрать план D.
Пример рабочего листка, удобного при использовании этих планов для
корректировки цели процесса, приведен на рис. 8.11. Он существенно об-
легчает процесс принятия решения в цехе.
Глава 8 • Установка цели процесса
231
РИС. НО. Низкая стоимость вариации и высокая стоимость измерений
Если природа процесса или природа измерений требует использования
одного-единственного измерения для установления цели процесса, то наши
возможности проверить близость среднего и номинала оказываются весьма
ограниченными. План А дает при n = 1 значение!) = 1,44с(Х). Это означает,
что если одно-единственное измерение лежит в пределах D = 1,44о(Х) от но-
минала, то весьма вероятно, что среднее будет лежать в пределах 2D от цели.
Использование меньших значений D не добавляет определенности. При од-
ном измерении информация ограниченна и никакие манипуляции не помогут
изменить ситуацию. Единственным следствием искусственного уменьшения D
может стать возрастающее число абсолютно бесполезных корректировок
процесса.
Если же можно использовать последовательность единичных измерений,
то следует не многократно использовать план А, а использовать карту инди-
видуальных значений из раздела 8.3.
8.5. Выводы
Описанные в этом разделе статистические процедуры, применяемые вместе
с контрольными картами для мониторинга стабильности производственного
процесса, позволяют рабочим направлять процесс «точно в номинал с мини-
мальной дисперсией». Разумеется, при таком подходе получится минимум
некачественной продукции. Нет никаких других подходов или стратегий,
которые могли бы привести к такому же результату!
Контрольная карга — непревзойденный инструмент обнаружения особых
причин, открывающий возможности улучшения процесса. Простые процедуры
232
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Дата Номер детали Оператор
Процесс или станок Другие идентификаторы
Измеряемый размер Номинал
стх СигмаОО Используемый план
Объем выборки п =Критическое расстояние D -
Выполнить корректировку цели, если среднее из л измерений
находится вне интервала принятия решения:
Интервал принятия решения Номинал - D -Номинал + D =
1 Первый образец Измерения Второй образец Измерения Третий образец Измерения План п D
2 А 1 1,44 стОО
3 В 3 1,00 СТ(Х)
4 С 5 0,75 СТ 00
5 D 10 0,50 СТ (X)
6 Е 15 0,37 СТ (X)
7 F 25 0,25 СТ Q0
8 G 40 0,17 СТ 00
9 Н 71 0,10 СТ 00
10
11
12
13
14
15
Среднее __________
Решение __________
Рис. 8.11 Рабочий листок для установки цели процесса
при наличии многократных измерений
Глава 8 • Установка цели процесса
233
установки цели процесса, рассмотренные в этой главе, — это надежный путь
поддержания стабильного процесса на желанном уровне.
Но чтобы эти процедуры были эффективными, их нужно сочетать с осо-
знанной приверженностью и постоянством цели. Если все это так, средние
потери на единицу продукции снизятся, а производительность возрастет.
Этот факт был доказан на практике тысячи раз. Те организации, которые не
в состоянии оставаться мотивированными и сохранять постоянство цели,
неминуемо будут неконкурентоспособными.
Упражнение 8.1
Вы наполняете контейнеры, на которых обозначена масса нетто — 16 унций.
По закону масса по меньшей мере 95% ваших контейнеров должна быть рав-
на или превосходить массу нетто. Предыдущие измерения массы ваших кон-
тейнеров были нанесены на контрольную карту, которая показала разумную
степень статистической управляемости с в(Х), равной 0,36 унции.
а) Используя эмпирическое правило, определите, какой номинал надо
установить, чтобы всегда удовлетворять требованиям закона.
Ь) Если вы используете план D с номиналом, определенным выше, то
какой размах средних весов десяти контейнеров привел бы к вынесению
решения «Не корректировать цель процесса»?
Предположим, что вы используете процедуру, описанную в п. 8.3. Рас-
считайте ординаты центральной линии, 1<з-линии, 2с-линии и кон-
трольных пределов на уровне 3g для Х-карты, а также центральную
линию и верхний контрольный предел для карты размахов.
с) Какое скрытое допущение принимается при использовании величины
0,36 унции в качестве основы для установки цели процесса и его мо-
ниторинга?
d) Как бы вы стали обнаруживать изменения среднего веса контейнеров
в этом примере?
е) Как бы вы стали обнаруживать изменения вариации этого процесса?
f) Как бы вы снизили «перевес» без нарушения требований закона к на-
полнению ваших контейнеров?
Глава 9
Особенности контрольных карт
для непрерывных переменных
(факторов)
В этой главе собраны дополнительные вопросы, связанные с контрольны-
ми картами для факторов (измеряемых характеристик). В первом раз-
деле описана ситуация, в которой контрольная карта может дать ошибку
из-за неадекватных единиц измерения. В следующем показаны верные и
неверные пути расчета пределов для карт скользящих средних и размахов
(ХтЯ-карт). В третьем разделе обсуждается, когда использовать ХпгК-карту,
и проводится различие между «регулярными данными для контрольной кар-
ты» и «периодически собираемыми данными». Здесь же приведена таблица,
помогающая выбрать контрольную карту для данной ситуации. Четвертый
параграф посвящен карте скользящих средних, пятый — трехсторонним
контрольным картам (в приложении к партиям химикатов), шестой — пере-
смотру начальных контрольных пределов, седьмой — вопросам, связанным
с обновлением существующих пределов. В восьмом разделе рассмотрена
карта медиан и размахов. И наконец, в последнем, девятом разделе показаны
формулы для расчета контрольных карт в терминах базовых констант, вы-
ражения для табличных констант контрольных карт через базовые и пока-
зано, откуда берутся базовые константы.
9.1. Неадекватные единицы измерения
Цель этого раздела — объяснить проблему неадекватности единиц из-
мерения. Что произойдет с контрольной картой, если единицы измерения
будут чересчур большими? Как влияют на контрольные карты округления
236
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
результатов измерений? Мы покажем, почему существует проблема не-
адекватности единиц измерения, и предложим пути ее решения, если она
возникнет.
Простейший способ ощутить эффект неадекватности единиц измерения —
искусственно создать единицы измерения, которые слишком велики. После
этого можно сравнить контрольные карты, построенные по исходным и из-
мененным данным и, таким образом, исследовать влияние чрезмерно гру-
бого округления. Рассмотрим эту процедуру при помощи данных о переклю-
чателе реостата.
ПРИМЕР 9.1
Данные о ручке реостата
Ручка реостата крепится в отверстии корпуса. Измерения, приведенные
в таблице 9.1, — это расстояния от задней крышки реостата до дальне-
го края отверстия. Измерения выполнены с точностью до тысячных
дюйма. Те же измерения, округленные до сотых дюйма, приведены в табли-
це 9.2. Они показывают, какие данные могли бы получиться, если бы из-
мерения производились с точностью до 0,01 дюйма. Контрольные карты,
построенные по данным таблиц 9.1 и 9.2, показаны на рис. 9.1.
Различие между этими картами очевидно. Трудно предположить, что
они описывают одни и те же измерения одних и тех же деталей. График
хода процесса на рис. 9.1 (б) имеет всего несколько уровней. Это происходит
потому, что наименьшая единица измерения на этом графике в десять раз
больше, чем на графике рис. 9.1(a). Кроме того, контрольные пределы кар-
ты на рис. 9.1(6) уже, чем контрольные пределы карты на рис. 9.1(a).
Таблица 9.1
Данные о ручке реостата, измеренные с точностью
до 0,001 дюйма
№ подгруппы X R № подгруппы X R
1 ,140 ,143 ,137 ,134 ,135 ,1378 ,009 15 ,144 ,142 ,143 ,135 ,144 ,1416 ,009
2 ,138 ,143 .143 ,145 ,146 ,1430 ,008 16 ,133 ,132 ,144 ,145 ,141 ,1390 ,013
3 ,139 ,133 ,147 ,148 ,149 ,1432 ,016 17 ,137 ,137 ,142 ,143 ,141 ,1400 ,006
4 ,143 ,141 ,137 ,138 ,140 ,1398 ,006 18 ,137 ,142 ,142 ,145 ,143 ,1418 ,008
5 ,142 ,142 ,145 ,135 ,136 ,1400 ,010 19 ,142 ,142 ,143 ,140 ,135 ,1404 ,008
6 ,136 ,144 ,143 ,136 ,137 ,1392 ,008
7 ,142 ,147 ,137 ,142 ,138 ,1412 ,010
8 ,143 ,137 ,145 ,137 ,138 ,1400 ,008
9 ,141 ,142 ,147 ,140 ,140 ,1420 ,007
10 ,142 ,137 ,134 ,140 ,132 ,1370 ,010
20 ,136 ,142 ,140 ,139 ,137 ,1388 ,006
21 ,142 ,144 ,140 ,138 ,143 ,1414 ,006
22 ,139 ,146 ,143 ,140 ,139 ,1414 ,007
23 ,140 ,145 ,142 ,139 ,137 ,1406 ,008
24 ,134 ,147 ,143 ,141 ,142 ,1414 ,013
11 ,137 ,147
12 ,137 ,146
13 ,142 ,142
14 ,137 ,145
,142 ,137 ,135
,142 ,142 ,146
,139 ,141 ,142
,144 ,137 ,140
,1396 ,012
,1426 ,009
,1412 ,003
,1406 ,008
25 ,138 ,145 ,141 ,137 ,141 ,1404 ,008
26 ,140 ,145 ,143 ,144 ,138 ,1420 ,007
27 ,145 ,145 ,137 ,138 ,140 ,1410 ,008
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 237
Данные о ручке реостата, измеренные с точностью
до 0,01 дюйма
Таблица 9.2
№ подгруппы X R № подгруппы X R
1 ,14 ,14 ,14 ,13 ,14 ,138 ,01 15 ,14 ,14 ,14 ,14 ,14 ,140 ,00
2 ,14 ,14 ,14 ,14 ,15 ,142 ,01 16 ,13 ,13 ,14 ,14 ,14 ,136 ,01
3 ,14 ,13 ,15 ,15 ,15 ,144 ,02 17 ,14 ,14 ,14 ,14 ,14 ,140 ,00
4 ,14 ,14 ,14 ,14 ,14 ,140 ,00 18 ,14 ,14 ,14 ,14 ,14 ,140 ,00
5 ,14 ,14 ,14 ,14 ,14 ,140 ,00 19 ,14 ,14 ,14 ,14 ,14 ,140 ,00
6 ,14 ,14 ,14 ,14 ,14 ,140 ,00 20 ,14 ,14 ,14 ,14 ,14 ,140 ,00
7 ,14 ,15 ,14 ,14 ,14 ,142 ,01 21 ,14 ,14 ,14 ,14 ,14 ,140 ,00
8 ,14 ,14 ,14 ,14 ,14 ,140 ,00 22 ,14 ,15 ,14 ,14 ,14 ,142 ,01
9 ,14 ,14 ,15 ,14 ,14 ,142 ,01 23 ,14 ,14 ,14 ,14 ,14 ,140 ,00
10 ,14 ,14 ,13 ,14 ,13 ,136 ,01 24 ,13 ,15 ,14 ,14 ,14 ,140 ,02
11 ,14 ,15 ,14 ,14 ,14 ,142 ,01 25 ,14 ,14 ,14 ,14 ,14 ,140 ,00
12 ,14 ,15 ,14 ,14 ,15 ,144 ,01 26 ,14 ,14 ,14 ,14 ,14 ,140 ,00
13 ,14 ,14 ,14 ,14 ,14 ,140 ,00 27 ,14 ,14 ,14 ,14 ,14 ,140 ,00
14 ,14 ,14 ,14 ,14 ,14 ,140 ,00
R
(а) Данные из табл. 9.1
.020
.010
.000
Л102
Л048
(б) Данные из табл. 9.2
Рис. в.1. Контрольные карты для данных о ручке реостата
Точки, выходящие за контрольные пределы (на рис. 9.1(6)), возникли не
потому, что с процессом какие-то проблемы. Они появились исключительно
из-за чрезмерно грубого округления (табл. 9.2).
Избыточное округление измерений может привести к тому, что кон-
трольная карта укажет на выход процесса из-под статистического кон-
троля даже в том случае, если процесс стабилен.
К счастью, когда возникает такая ситуация, ее очень легко распознать.
Обычные контрольные карты покажут неадекватную дифференциацию дан-
ных, возникшую из-за чересчур низкой точности измерений (или чересчур
238
СТАТИСТИЧЕСКОЕ УПРАЕЛЕНИЕ ПРОЦЕССАМИ
грубого округления): в этом случае мы увидим на карте размахов всего не-
сколько значений R в пределах контрольных границ.
Если внутри контрольных пределов лежат всего 1, 2 или 3 возможных
значения размахов, то единицы измерения слишком велики для целей этой
контрольной карты. Более того, если объем подгруппы равен или больше 3
и на карте размахов присутствуют только четыре возможных значения R,
единицы измерения определенно чересчур крупны для данной карты.
РИС. 12. Карта размахов для данных, измеренных с точностью до 0.001 дюйма
Деления на вертикальной оси графика размахов, приведенного на рис. 9.2,
соответствуют возможным значениям групповых размахов. Всего девятнад-
цать таких значений находятся внутри контрольных пределов. Это свидетель-
ствует об адекватности единиц измерения.
РИС. 13. Карта размахов для данных, измеренных с точностью до 0,01 дюйма
На рис. 9.3 деления на вертикальной оси отражают возможные значения
групповых размахов. Но на этот раз их всего два! Это явное свидетельство
того, что данная контрольная карта основана на неадекватных единицах
измерения. Иначе говоря, они слишком велики для целей этой контрольной
карты. В подобных случаях контрольная карта плохо отражает поведение
процесса, и корректность ее интерпретации весьма сомнительна (точки
могут оказываться за контрольными пределами исключительно по причине
чересчур грубого округления), поэтому данную проблему' нужно решить до
построения и использования контрольной карты.
Глава 9 • Особенности контрольных карт дла непрерывных переменных (факторов) 239
Проблема, проиллюстрированная на рис. 9.1(6) и 9.3, — следствие не-
способности выбранного способа измерений правильно обнаружить и отра-
зить вариацию процесса. Когда измерения округляются до 0,01 дюйма, ббль-
шая часть информации о рассеивании теряется при округлении. В итоге
округленные данные имеют много нулевых размахов, а в исходных данных их
нет. Эти нулевые размахи уменьшают средний размах и сужают контрольные
пределы. В то же время большая дискретность средних и размахов приводит к
большему разбросу точек. В конечном счете это приводит к тому, что некоторые
точки оказываются за контрольными пределами несмотря на то, что процесс в
действительности остается в статистически управляемом состоянии.
Поскольку рассматриваемая проблема появляется из-за неспособности
отразить вариацию внутри подгрупп, решение заключается в увеличении
способности ее обнаружения. Это можно сделать одним из двух способов:
либо используя меньшие единицы измерения, либо увеличивая вариацию
внутри подгрупп до различимого уровня. Последнее обычно достигается
путем удлинения периода сбора данных. В этом случае иногда удается уве-
личить групповую вариацию, не прибегая к изменению единиц измерения.
Правила обнаружения неадекватных единиц измерения
Чтобы обосновать правила обнаружения неадекватных единиц измерения,
рассмотрим теоретическую модель абсолютно стабильного процесса. На прак-
тике. конечно же, таких процессов не бывает, однако теоретическая модель
полезна для понимания основных зависимостей. В этом случае есть опреде-
ленное соотношение между наименьшей фактической единицей измерения
и стандартным отклонением стабильного процесса.
Для понимания этой зависимости рассмотрим подгруппу объема п = 2.
Средний размах таких подгрупп приблизительно равен 1,128SD(X). (Стан-
дартное отклонение распределениях, умноженное на 1,128.) Поскольку этот
размах как раз и есть расстояние между двумя измерениями в подгруппе и
поскольку все измерения, взятые из строго стабильного процесса, всегда
можно произвольным образом разбить на подгуппы с п = 2, мы можем ска-
зать, что среднее расстояние между любыми двумя случайно выбранными
измерениями приблизительно равно 1,1SZ)(X) (1,128 — это значение пара-
метра d2 для подгрупп объема 2).
А теперь давайте возьмем два различных измерения, округленных до
одной и той же величины, и посмотрим, что произойдет, если эти оба из-
мерения отличаются от «круглой» величины менее чем на половину единицы
измерения. Например, при округлении до целых миллиметров, измерения,
равные 14,51 мм и 15,49 мм, будут округлены до одной и той же величины —
15 мм. Таким образом, измерения можно округлить до одной и той же вели-
чины, если их разность меньше одной единицы измерения.
Для более глубокого понимания сути проблемы, возникающей при ис-
пользовании неадекватных единиц измерения, позвольте объединить данные,
240
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
описанные в двух предыдущих абзацах. Когда стандартное отклонение про-
цесса SD(X) меньше единицы измерения, производимые измерения будут
округляться до одних и тех же величин. Это округление сожмет средний раз-
мах и, следовательно, исказит стандартное отклонение SD(X). Более того,
чем меньше SD(X) по сравнению с единицей измерения, тем существеннее
будет это искажение.
Следовательно, проблема неадекватных единиц измерения (некор-
ректное различение из-за того, что единицы измерения слишком вели-
ки) начинает негативно влиять на контрольную карту тогда, когда еди-
ница измерения превосходит стандартное отклонение процесса.
Контрольные карты оказываются на границе появления этой проблемы,
когда стандартное отклонение процесса равно единице измерения. Правило
обнаружения этой проблемы основывается на данном граничном условии.
Происхождение правила показано ниже.
Рассмотрим формулы для расчета верхнего и нижнего контрольных преде-
лов для карты размахов:
UCLr = da-r;
LCLr = d3'R,
где R — средний размах.
Ниже, на рис. 9.19, будет показано, что средний размах связан с SD(X) так:
R = d2 • SD(X).
Объединяя три последних уравнения, получим:
UCLr = D4 • d2 • SD(X);
LCLr = D3-d2- SD(X).
Если SD(X) равно единице измерения, уравнения будут выглядеть так:
UCLr = D4 • d2 единицы измерения;
LCLr = D3’ d2 единицы измерения.
Эти значения определены для подгрупп объемом отп = 2доп=10
(табл. 9.3).
Поскольку значения, приведенные в таблице 9.3, отражают граничные
условия, можно установить следующий порядок обнаружения неадекватных
единиц измерения.
Единицы измерения близки к предельно допустимому значению,
если только пять возможных значений находятся внутри контрольных
пределов карты размахов. Четыре значения внутри пределов указывают
на неадекватность единиц измерения, а если их менее четырех, то кон-
трольные пределы будут сильно искажены.
Единственное исключение — случаи, когда и = 2. В этом случае четы-
ре (а не пять) значения соответствуют предельной величине единицы
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 241
измерения, три значения продемонстрируют ее неадекватность, а менее
трех — сделают контрольные пределы непригодными.
Таблица 9.3
Контрольные пределы контрольной карты размахов для случая,
если стандартное отклонение равно единице измерения
Объем подгруппы Нижний контрольный предел Верхний контрольный предел Возможные значения размахов внутри контрольных пределов Число возможных значений размахов внутри пределов
2 Нет 3,69 0, 1, 2, 3 4
3 Нет 4,36 0, 1, 2, 3, 4 5
4 Нет 4,70 0, 1, 2, 3, 4 5
5 Нет 4,92 0, 1, 2, 3, 4 5
6 Нет 5,08 0, 1, 2, 3,4,5 6
7 0,21 5,20 1, 2, 3, 4, 5 5
8 0,39 5,31 1, 2, 3, 4, 5 5
9 0,55 5,39 1, 2, 3, 4, 5 5
10 0,69 5,47 1, 2, 3, 4, 5 5
Итак, никакая путаница относительно единиц измерения попросту невоз-
можна. Контрольная карта четко указывает, когда они слишком велики.
К счастью, как только возникает эта проблема, контрольная карта сама под-
сказывает решение. Однако его надо принять прежде, чем использовать
контрольную карту на практике.
А теперь надо сделать одно важное замечание. Иногда единицы измерения
могут оказаться слишком большими только потому, что данные усекаются
на каком-то уровне, чтобы устранить «шумы». Когда такое усечение создает
неадекватное различение, теряется также часть «сигнала». Обычно этого
удается избежать, измеряя на одну значащую цифру больше.
В контрольной карте компании Tokai Rika рассмотренной в главе 7, ис-
пользованы единицы измерения, близкие к своему предельному значению
на протяжении практически всего периода наблюдений. Средний размах
снижается в марте 1981 г. до 0,02 мм и остается на этой отметке в течение
всего года. Поскольку п = 4, верхний контрольный предел для карты раз-
махов равен 0,046 мм. При измерениях, сделанных с точностью порядка
0,01, внутри контрольных пределов находятся ровно пять возможных зна-
чений размаха (0,00, 0,01, 0,02, 0,03 и 0,04). Можно заметить, что персонал
Tokai Rika к этому моменту уже увеличил время между взятием образцов
(четыре образца отбирались в 10, 11, 14 и 16 часов). После исключения
вариации «от часа к часу», используемые единицы измерения, скорее всего,
окажутся чересчур большими и не смогут отразить вариацию «от детали
к детали».
Таким образом, нельзя ошибиться насчет того, достаточно ли малы на
практике единицы измерения. Карта размахов всегда покажет, так это или
242
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
нет. Кроме того, решение проблемы, если она возникает, очевидно: нужно
либо уменьшить единицы измерения, либо увеличить внутригрупповую
вариацию.
9.2. Правильные карты индивидуальных значений
и скользящих размахов
Карты индивидуальных значений и скользящих размахов были описаны в
п. 3.6 и иллюстрировались в п. 6.4. В данном разделе же показано различие
между правильным и ложным способами расчета пределов для этих карт.
Вернемся к данным о весе замесов химикатов из примера 6.7.
ПРИМЕР 9.2 Правильная карта индивидуальных значений
и скользящих размахов (XmR-карта)
Ниже показаны веса первых 45 последовательных замесов химикатов, вы-
пущенных в течение недели (они записаны в столбик в порядке поступле-
ния). По этим данным построена XmR-карта. Среднее значение равно
936,89, средний скользящий размах равен 27,84. Рассчитаем контрольные
пределы:
верхний: UNPLX = 936,89 + 2,66 • 27,84 = 1010,94;
центральная линия для средних: CLX = 936,89;
нижний: LNPLX = 936,89 - 2,66 • 27,84 = 862,84;
верхний контрольный предел для размахов: UCLR = 3,268 • 27,84 — 90,98;
центральная линия для размахов: CLR = 27,84.
XmR-карта для этих данных показана на рис. 9.4. На обеих картах
хорошо видны несколько признаков неуправляемости. Таким образом,
эта контрольная карта позволила обнаружить неуправляемость не-
смотря на то, что для вычисления контрольных пределов использовались
точки, выходящие за контрольные пределы. Как отмечалось в главе 4,
это отличительная черта правильного способа расчета контрольных
пределов.
X mR X mR X mR X mR X mR
905 — 910 5 915 10 975 35 900 40
930 25 920 10 930 15 1000 25 920 20
865 65 915 5 890 40 1035 35 980 60
895 30 925 10 940 50 1020 15 950 30
905 10 860 65 860 80 985 35 955 5
885 20 905 45 875 15 960 25 970 15
890 5 925 20 985 110 945 15 970 0
930 40 925 0 970 15 965 20 1035 65
915 15 905 20 940 30 940 25 1040 5
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 243
100
91JD
znR
о
РИС. ЯЛ. Правильно построенная контрольная карта
А теперь мы используем те же данные для иллюстрации неправильного
пути вычисления контрольных пределов карты индивидуальных значений.
ПРИМЕР 9.3 Неправильно построенная карта
индивидуальных значений
Ошибка заключается в использовании при расчете контрольных пределов
для карты индивидуальных значений как среднего значения, так и стан-
дартного отклонения для ВСЕХ данных Среднее значение рассмотренных
в предыдущем примере 45 измерений равно 936,89, а стандартное откло-
нение — 45,80. Неверный способ расчета дает следующие значения:
«предполагаемая» верхняя NPL: UNPLX = 936,89 + 3 • 45,80 = 1074,3;
центральная линия для средних CLX = 936,89;
«предполагаемая» нижняя NPL: LNPLX = 936,89 - 3 • 45,80 = 799,5.
Рис. ЯЛ. Неправильно построенная контрольная карта
244
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Поскольку при таком подходе используется единая статистика рас-
сеяния, карты размахов в данном случае нет. На рис. 9.5 показана карта
индивидуальных значений с неправильными пределами, ограничивающими
полосу, которая на 86% шире, чем полоса между правильными контроль-
ными пределами на рис. 9.4. Рассматриваемые данные имеют ярко выра-
женные тренды, но неверно рассчитанные контрольные пределы полностью
скрывают измерения, соответствующие статистически неуправляемому
состоянию процесса.
Любое вычисление контрольных пределов, основанное на использовании
единой статистики рассеяния всегда приведет к неправильному результату.
Подобные вычисления приводят к расширению полосы между контрольными
пределами (при статистической неуправляемости), их можно использовать
только в том случае, если в статистической управляемости процесса нет
никаких сомнений. Поскольку такой уверенности нет и быть не может, под-
ход, основанный на использовании единой статистики рассеяния, всегда
ошибочен.
Правильный путь вычисления контрольных пределов для карты индиви-
дуальных значений всегда должен использовать двухточечные скользящие
размахи. Трех- и четырехточечные размахи не так хороши, как двухточечные,
по двум причинам: во-первых, они используют имеющиеся данные менее
эффективно, а во-вторых, их сложнее вычислять (вместо простого определе-
ния последовательных разностей нужно находить минимальное и максималь-
ное значения для каждой скользящей группы).
Более того, двухточечное скользящее стандартное отклонение (иногда
называемое средним квадратом последовательных разностей) ничем не
лучше обычных двухточечных скользящих размахов: оно ничуть не эффек-
тивнее и не приведет к получению лучших контрольных пределов, но его
труднее вычислять.
Итак, при правильном вычислении контрольных пределов для индивиду-
альных значений всегда используется двухточечный скользящий размах.
9.3. Кота стоит использовать XmR-карту?
Чтобы понять, когда использоватьXmR-карту, полезно различать две катего-
рии данных для контрольных карт: 1) регулярно собираемые и 2) периоди-
чески собираемые.
Для регулярных данных можно произвольно выбрать объем подгрупп и
их частоту, т.е. объем подгрупп независим от их частоты. Для таких данных
лучше всего использовать карту средних и размахов. Свобода выбора часто-
ты подгрупп позволяет сделать так, чтобы адекватно отразить перемены в
процессе. Свобода выбора объема подгрупп позволяет собрать нужное чис-
ло измерений в короткое время, что повышает чувствительность карты
средних.
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 245
Периодически собираемые данные — это такие данные, для которых вы-
бор объема подгрупп и выбор их частоты НЕ независимы. Каждое полученное
значение жестко привязано к определенному периоду времени. В этом случае
любое изменение объема подгруппы приведет к изменению периода време-
ни, охвачиваемого этой подгруппой. Примером периодически собираемых
данных могут служить ряды ежемесячных значений, периодические измере-
ния непрерывного процесса или результаты испытаний серии партий.
Периодические данные — первые кандидаты для использования при по-
строении XmR-карты. Вместо того чтобы ждать, пока пройдут два или боль-
ше интервалов времени между последовательными подгруппами, мы просто
можем наносить на ХтЯ-карту одно измерение за другим. Таким образом,
периодически собираемые данные естественным образом представляются
в виде подгрупп с п = 1.
Однако есть и более существенная причина строитьХтR-карту именно
с периодически собираемыми данными — она часто наиболее чувствительна
именно для этого типа данных. С регулярно собираемыми данными мы можем
менять объем подгрупп, не заботясь об их частоте. Нужно только следить,
чтобы каждый добавляемый к группе элемент не нарушал ее однородность.
Следовательно, увеличение объема подгруппы для регулярно собираемых
данных не должно существенно изменять задачу, поставленную перед кон-
трольной картой. Свобода выбора объема подгруппы дает скорее возможность
использовать чувствительность групповых средних, а не просто работать с ин-
дивидуальными значениями. Это означает, что для регулярно собираемых
данных карта средних в большинстве случаев выглядит предпочтительнее.
С периодически собираемыми данными дело обстоит иначе. Любое уве-
личение объема подгруппы автоматически требует, чтобы эта подгруппа
отражала больше временных интервалов. Это изменение не только откры-
вает возможность нарушения однородности подгрупп, но и коренным об-
разом изменяет вопрос, на который должна отвечать контрольная карта. Это,
в свою очередь, делает невозможным сравнение подгрупп разного объема.
Дело в том, что подгруппы разного объема представляют различные наборы
вопросов и, следовательно, получаемые контрольные карты будут абсолютно
разными. Так, например, обычные способы сравнения подгрупп нельзя при-
менять для периодически собираемых данных. Для этого вида данных все
сравнения надо делать в определенный момент времени. Однако, если есть
конкретное количество подходящих данных, каков наилучший способ их
организации на контрольной карте, чтобы определить признаки выхода из-
под контроля? Ответ на этот вопрос может показаться немного странным:
контрольная карта индивидуальных значений, построенная для периодически
собираемых данных, имеет большую чувствительность, чем любая другая
карта, и, если она используется совместно с правилами обнаружения неуправ-
ляемости I-IV, эта карта так же чувствительна, как и любая другая карта1.
1 См. подробности в кн.: Дональд Уилер. Сравнение контрольных карт для индивидуаль-
ных измерений и контрольных карт для скользящих средних. 1988.
246
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Таблица 9.4 Виды контрольных карт, соответствующих типу данных
Регулярно собираемые данные: Можно выбрать и объем подгрупп, и их частоту
Сформировать группы рационального объема Использовать карту средних и размахов
Периодически собираемые данные: Частота индивидуальных значений постоянна Выбор объема подгрупп определяет их частоту
Организовать данные рациональным способом Использовать ХгпЯ-карту индивидуальных значений и размахов
или
Для медленно меняющихся процессов Использовать карту скользя- щих средних
или
Для исторических сводок Использовать карту средних и размахов
Помимо этого, карта индивидуальных значений будет более чувствитель-
ной, чем обычные карты, если мы имеем дело с данными, порядок получения
которых неизвестен. Типичный пример — набор измерений образцов про-
дукции до начала ее серийного производства, когда порядок их производства
неизвестен. При неизвестности естественного порядка любые манипуляции
с данными подразумевают их произвольную упорядоченность. Следователь-
но, формирование групп по случайному принципу может скрыть любые
признаки выхода процесса из-под контроля, а на карте индивидуальных
значений могут проявиться признаки необычности (даже при произвольном
порядке).
Завершая этот раздел, сделаем одно важное техническое замечание. Если
последовательные скользящие размахи вычисляются по общим значениямX,
возникает тенденция к удлинению серий на карте скользящих размахов. По-
скольку эти тренды скорее следствие вычислений, чем характеристика про-
цесса, то при интерпретации контрольной карты их рассматривать не нужно.
Самое лучшее, что можно сделать, — применять к карте скользящих разма-
хов только правило 1. Как только одна из точек графика скользящих размахов
окажется за контрольными пределами, это станет сигналом о неожиданных
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 247
изменениях в ряду индивидуальных значений. Эта способность карты сколь-
зящих размахов идентифицировать любые сбои исходного временного ря-
да — это ее ключевое достоинство.
9.4. Контрольные карты скользящих средних
Некоторые авторы рекомендуют использовать периодически собираемые
данные для построения карт скользящих средних. Это то же самое, что и кар-
ты средних и размахов, построенные для скользящих подгрупп при п > 2.
ПРИМЕР 9.4 Карты скользящих средних и скользящих размахов
Ниже показаны веса первых 45упаковок продукции, выпущенной за неделю
(слева направо, строка за строкой). Эти значения будут использованы для
построения карты скользящих средних.
905 930 865 895 905 885 890 930 915 910 920 915 925 860 905
925 925 905 915 930 890 940 860 875 985 970 940 975 1000 1035
1020 985 960 945 965 940 900 920 980 950 955 970 970 1035 1040
Единственным отличием процедуры построения карты скользящих
средних и скользящих размахов от карты обычных средних и размахов
служит построение скользящих подгрупп. Ниже показано, как первые
14 значений сгруппированы в скользящие подгруппы объемом п = 2. Для удоб-
ства вычисления скользящих средних и скользящих размахов каждое из-
мерение записано дважды со смещением на один шаг по диагонали.
905 930 865 895 905 885 890 930 915 910 920 915 925 860
4 905* 930*865*895*905*885*890* 930* 915* 910 *920* 915*925*860
905
930 I 865 । 895 । 905 । 885 । 890 i 930 i 915 i 910 i 920 i 915 । 925 । 860 i
905? 930j 865^ 895? 905j 885V 8901f 930? 915? 910 if 920if 975? 925 if 860
Скользящие 9J75 89 5 o 895 08Q75 9100 922,5 912,5 915,0 917,5 920,0 892,5 ...
средние
Скользящие & 65 3Q w 20 5 40 15 5 10 5 10 65
Среднее значение скользящих средних равно 936,08; средний скользящий
размах равен 27,84. Контрольные пределы для карт скользящих средних и
скользящих размахов вычисляются точно так же, как для обычных карт
средних и размахов для групп с п — 2 (см. упражнение 3.3).
Для периода усреднения п каждое измерение записывается сверху вниз
п раз и одновременно смещается на один шаг вправо. Как только п изме-
рений образовали колонку, она считается скользящей группой объема п,
для которой вычисляются среднее и размах. Затем вычисляются контроль-
ные пределы, которые наносятся на карту вместе с групповыми средними
и размахами.
24В
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
РИС. AL6. Карта скользящих средних и скользящих размахов
Карту с рис. 9.6 можно сравнить с картой с рис. 9.4. Обе карты — ин-
дивидуальных значений и скользящих средних — позволяют обнаружить в
рассматриваемых данных неуправляемость. Карты скользящих размахов
на этих рисунках ничем не отличаются, так как обе построены для
л = 2.
Так же, как и на карте скользящих размахов, последовательные скользя-
щие средние вычисляются с использованием некоторых из тех же самых
индивидуальных значений. Это перекрытие данных, используемых для опреде-
ления скользящих средних, будет ухудшать эффект применения правил,
основанных на выявлении серий. По этой причине некоторые исследователи
не рекомендуют применять для карт скользящих средних правила 2, 3 и 4.
Для карт скользящих средних и скользящих размахов лучше всего исполь-
зовать правило 1.
Скользящие средние будут несколько запаздывать в отражении любых
сдвигов процесса. Это делает карту скользящих средних изначально менее
чувствительной к изменениям процесса, чем XmR-карта. Разумеется, карта
скользящих средних в конечном итоге тоже распознает установившиеся из-
менения процесса или появившиеся тренды. Но на карте индивидуальных
измерений эти же самые признаки будут заметны гораздо раньше. Более
того, карта скользящих средних часто не позволяет обнаружить скрытые
кратковременные явления. Прежде чем карта скользящих средних обнаружит
проблему, эта проблема уже будет существовать в течение, по крайней мере,
п временных интервалов. Конечно, эта карта в состоянии обнаруживать
скрытые перемены временного ряда, но ее чувствительность обратно про-
порциональна объему подгрупп.
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 249
Скользящие средние — это инструмент сглаживания временных рядов,
при котором нивелируется кратковременная вариация, и основное внимание
уделяется более глубоким и долгосрочным трендам. Например, при анализе
месячных данных усредненное по 12 элементам скользящее среднее усреднит
все сезонные эффекты и вариацию от месяца к месяцу, но покажет тренд за
эти 12 месяцев. Примерно то же самое произойдет при поквартальном
усреднении.
Карта скользящих средних, в которой комбинируются эти свойства, ре-
комендуется для анализа процессов, которые сравнительно медленно изме-
няются относительно частоты взятия образцов, а сами измерения отличают-
ся существенной вариацией.
9.5. Трехсторонние контрольные карты
Если некая весовая продукция выпускается партиями, то определенно будет
иметь место вариация от партии к партии. Если продукция внутри каждой
партии сравнительно однородна, то вариация от партии к партии может
многократно превышать вариацию внутри одной партии. Если это случится,
то обычная контрольная карта может не дать реальной картины исследуе-
мого процесса. В такой ситуации есть подходящий путь ее модификации.
Единственный способ убедиться, что вариация от партии к партии дей-
ствительно больше, чем вариация внутри партии, — измерить каждую из
них. Это потребует нескольких измерений внутри одной партии. Если про-
изводитель заинтересован в изучении вариации внутри партии, он должен
выполнить в ней не менее двух измерений, если не заинтересован, то до-
статочно и одного.
XmR-карта — это самый удобный инструмент описания данных, характе-
ризуемых как «одно измерение в каждой партии». Если таких измерений
несколько, нужен иной подход. Рассмотрим следующий пример.
ПРИМЕР 9.5 Данные о прочности на разрыв стали
Данные в табл. 9.5 представляют собой значения прочности на разрыв
для 25 плавок стали. Все эти плавки выпущены в соответствии с одни-
ми и теми же стандартами, 125 образцов были отобраны и измерены
одним и тем же способом, в один и тот же день, при помощи одного и
того же оборудования. Данные сгруппированы таким образом, что каждая
подгруппа отражает одну плавку Прочность округлялась в ближайшую
сторону с точностью до 500 фунтов и выражалась в единицах, равных
1000 фунтов.
Среднее средних равнялось 55,145, среднийразмах —1,016. Для подгрупп
сп = 5 контрольные пределы для групповых средних равны 54,559 и 55,731,
а для групповых размахов — 2,148. Карта средних и размахов показана на
рис. 9.7.
250
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Таблица 9.5
Данные о прочности на разрыв стали
Прочность на разрыв X R
1 52,0 52,0 52,5 52,5 52,5 52,30 0,5
2 56,0 55,5 56,0 55,5 55,5 55,70 0,5
3 54,0 54,0 53,5 54,0 58,0 54,70 4,5
4 58,0 58,5 58,0 58,0 58,0 58,10 0,5
5 56,5 57,0 57,0 55,0 57,5 56,60 2,5
Прочность на разрыв X R
14 55,5 56,0 55,5 55,5 56,5 55,80 1,0
15 52,5 52,5 52,5 52,5 52,5 52,50 0,0
16 50,5 50,5 50,5 50,5 51,0 50,60 0,5
17 53,5 53,5 53.5 53,0 53,5 53,40 0,5
18 55,5 55,5 56,0 56,0 56,0 55,80 0,5
6 49,5 50,0 50,0 50,0 50.0 49,90 0,5
7 56,0 5 5,0 55,0 55,0 55,0 55,20 1,0
8 57,5 57,5 57,5 57,5 57,5 57,50 0,0
9 53,0 53,0 53,0 53,0 53,0 53,00 0,0
10 58,5 58,5 58,5 59,0 58,5 58,60 0,5
11 53,5 53,0 53,0 52,5 53,0 53,00 1,0
12 57,0 49,6 56,5 56,5 56,5 55,22 7,4
13 57,5 57,5 57,5 57,5 57,5 57,50 0,0
19 56,0
20 54,5
21 55,5
22 56,5
23 55,5
24 57,5
25 57,5
55,5 56,0
54,5 55,0
55,5 55,5
57,0 56,0
56,0 56,0
57,5 57.5
57.0 57,5
56,0 56,0
55,0 54,5
56,0 56,0
56,0 55,5
56,0 56,0
57.5 57,5
57,0 57,5
55,90 0,5
54,70 0,5
55,70 0,5
56,20 1,5
55,90 0,5
57,50 0,0
57,30 0,5
60-1
Рис. 6.7. Обычная контрольная карта для данных о прочности на разрыв стали
На контрольной карте на рис. 9.7 вариация внутри каждой партии
осталась «спрятанной» внутри каждой подгруппы, хотя вариация между
партиями показана. Из этой карты видно, что вариация от партии к
партии значительно превышает вариацию внутри партий. Поскольку
вариация внутри подгрупп определяет контрольные пределы, а межгруп-
повая вариация не совместима с внутригрупповой, следует ожидать, что
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 251
процесс, изображенный на рис. 9.7, может выйти из-под контроля. Следо-
вательно, внутригрупповая вариация не подходит для измерения вариации
от партии к партии.
На практике часто приходится иметь дело с данными, описывающими
процессы с более чем одним источником вариации. Например, в пятой главе
мы рассматривали данные о параметрах шаровых муфт, содержащие не-
сколько источников вариации, и эти данные наносились на контрольную
карту тремя различными способами. Отличие между данными о муфтах и
данными о прочности на разрыв заключается во взаимозависимости множе-
ственных источников вариации друг от друга. В примере сданными о муфтах
вариация от углубления к углублению фактически была сведена к вариации
от цикла к циклу. В примере с данными о прочности на разрыв образцов
стали бессмысленно ожидать, что различные партии будут так же однородны,
как и одна отдельно взятая партия. Использование внутригрупповой вариа-
ции для построения контрольных пределов неминуемо приведет к непомер-
ному сужению контрольных пределов карты средних.
Итак, мы подходим к самому важному. Если резонно предположить, что
вариацию от партии к партии можно уменьшить до уровня вариации в преде-
лах одной партии, то контрольная карта на рис. 9.7 — правильная. Если же
уменьшить вариацию от партии к партии нельзя (для данного процесса), то
эта контрольная карта может только ввести в заблуждение. В последнем слу-
чае решение проблемы заключается в получении таких контрольных преде-
лов, которые будут учитывать обычные вариации от партии к партии. Тогда
карта размахов будет следить за вариацией внутри партии, а карта средних
(с пересмотренными контрольными пределами) сможет отразить вариацию
от партии к партии, если она превысит обычный уровень.
Наилучший способ установить вариацию от партии к парпш — прямо
измерить ее. Это можно сделать скользящими размахами и групповыми
средними.
ПРИМЕР 9.6 Трехсторонняя карта для данных о прочности стали на разрыв
X mR X mR X mR X mR X mR
52,30 — 49,90 6,7 53,00 5,6 50,60 1,9 55,70 1,0
55,70 3,4 55,20 5,3 55,22 2,22 53,40 2,8 56,20 0,5
54,70 1,0 57,50 2,3 57,50 2,28 55,80 2,4 55,90 0,3
58,10 3,4 53,00 4,5 55,80 1,7 55,90 0,1 57,50 1,6
56,60 1,5 58,60 5,6 52,50 3,3 54,70 1,2 57,30 0,2
Вычислим контрольные пределы карты групповых средних, используя пред-
ставленные в таблице скользящие размахи:
mR — 2,533.
252
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Поскольку скользящие размахи вычислялись с использованием групповых
средних,
а(Х) =
mR _ 2,533
~d^~ 1,128
= 2,246.
Тогда контрольные пределы для групповых средних равны:
X = Зв(Х) = 55,145±6,738 = 48,407; 61,883.
Следует заметить, что, поскольку эти пределы рассчитаны тем же
самым способом, что и NPL, они основаны на групповых средних, однако их
правильнее назвать контрольными пределами, чем границами процесса.
Верхний контрольный предел для скользящих размахов равен 8,28. Если
какой-нибудь из скользящих размахов превысит этот предел, это будет
сигналом о скрытом сдвиге между подгруппами, даже если все средние
остаются внутри контрольных пределов. Трехсторонняя контрольная
карта дана на рис. 9.8.
РИС. 9.8. Трехсторонняя контрольная карта для исходных данных
о прочности на разрыв стали
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 253
Карты средних и скользящих размахов непрерывно следят за вариацией
от партии к партии, а обычная карта размахов — за внутригрупповой
вариацией. Поскольку все нужные контрольные пределы уже найдены, трех-
сторонняя карта показана на рис. 9.9. Ее можно использовать для даль-
нейшего мониторинга процесса.
РИС. 9.9. Трехсторонняя контрольная карта для дополнительных данных
о прочности на разрыв стали
ПРЕДУПРЕЖДЕНИЕ! Этот подход нельзя использовать непродуманно!
Скользящие размахи можно вычислять по групповым средним только в том
случае, если их можно использовать.
В частности, это касается партий химикатов: 1) каждая подгруппа
должна однозначно представлять партию; 2) надо иметь более чем одно
измерение на партию; 3) производителю следует вести мониторинг ва-
риации и внутри партии, и между партиями; 4) не стоит ожидать, что
вариация между партиями будет столь же малой, как и вариация внутри
одной партии.
254
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Описанный прием с трехсторонней контрольной картой можно исполь-
зовать лишь в том случае, когда исследуемый процесс имеет два внутренних
источника «базовой» вариации и существует какая-либо дополнительная
причина следить за ними на одной контрольной карте. Этот метод надо
всегда соотносить с контекстом задачи. Нельзя делать никаких выводов,
если данные рассматриваются сами по себе. Напомним, что некоторые про-
цессы настолько статистически неуправляемы, что описывающая их кон-
трольная карта может выглядеть так же, как карта на рис. 9.7.
9.6. Пересмотр контрольных пределов
Правильно вычисленные контрольные пределы всегда робастны по отноше-
нию к неуправляемости. Точки, выходящие за контрольные пределы, все
равно будут обнаружены, даже если они сами использовались для вычисления
этих пределов. Однако выходящие за контрольные пределы значения раз-
махов приводят к необоснованному расширению контрольных пределов,
поэтому такие пределы могут пересматриваться. Ниже показаны два спосо-
ба такого пересмотра.
Прежде чем решить, что контрольные пределы нуждаются в корректиров-
ке, нужно остановиться и еще раз подумать, действительно ли в ней есть
нужда? Цель контрольной карты — раскрыть статистическую сущность про-
цесса, а не практиковаться в арифметике. Если карта уже показывает точки,
выходящие за контрольные пределы, то логично разобраться в особых при-
чинах неконтролируемой вариации в этих точках. Если вы этого не делаете
даже с точками, которые вам уже известны, зачем вам искать все новые и
новые точки? Пересмотр контрольных пределов, образно говоря, увеличит
«громкость» вашей карты, поэтому спросите себя, не достаточно ли «громко»
она звучит уже сейчас.
Вместо пересмотра пределов лучше поработать над уже обнаруженными
картой особыми причинами. Как только вы их найдете и ликвидируете, вам
потребуется собрать новые данные и заново рассчитать контрольные преде-
лы. (См. рис. 4.21, на котором показано, что ликвидация особых причин не
только возвращает процессу его статус-кво, но и может действительно улуч-
шить его.) Значит, если вы собираетесь пересмотреть контрольные пределы,
обнаружив и ликвидировав особые причины, помните, что неизвестно, все
ли «выбросы»были идентифицированы при прежних контрольных пределах.
Правильнее сказать, что нам надо идентифицировать достаточно «выбросов»
для обнаружения нескольких особых причин.
После этих оговорок мы все-таки должны признать, что иногда пересмотр
контрольных пределов будет очень полезным шагом. Как это сделать? Самый
простой путь — найти и удалить все «выбросы» на графике средних размахов
и затем пересчитать контрольные пределы. Эту процедуру надо повторять
до тех пор, пока все размахи не окажутся внутри контрольных пределов.
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 255
(Ту же самую операцию можно сделать и на карте групповых средних,
удаляя выбросы и меняя среднее средних. Однако при этом будет происходить
лишь незначительная корректировка центральной линии карты средних,
поэтому данный способ не обязателен.)
ПРИМЕР 9.7 Пересмотр пределов для данных о массе партий.
Рассмотрим данные, нанесенные на XmR-карту в примере 9.2 (см. рис. 9.4).
На карте скользящих размахов есть один «выброс». После удаления этой
точки средний размах становится равным 25,93. Изменяются и контроль-
ные пределы:
верхняя NPL для средних: UNPLX - 936,89 + 2,66 • 25,93 - 1005,9;
центральная линия для средних: CLX — 936,89;
нижняя NPL для средних: LNPLX = 936,89 - 2,66 • 25,93 = 867,9;
верхний контрольный предел для размахов: UCLR = 3,268 • 25,93 - 84,7;
центральная линия для размахов: CLR = 25,93.
Поскольку ни один из оставшихся размахов не превышает 84,7, эти
контрольные пределы можно больше не пересматривать. На рис 9.10 по-
казана контрольная карта для этих данных
100
84.6
mR
25.9
0
РИС. 110. XmR-карта для весов партий
Принципу «удали и пересмотри» многие предпочитают корректировку
контрольных пределов при помощи медианного размаха.
Поскольку «выбросы» сравнительно велики, они ведут к росту пределов.
Медианный размах больше зависит от ранжирования размахов, чем от их
отдельных значений, поэтому он испытывает меньшее влияние экстремаль-
256
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
них точек, чем средний размах. Корректировка контрольных пределов,
основанная на использовании медианного размаха, не требует выполнения
никаких циклов, удалений или пересмотров.
Хотя медианный размах можно получить непосредственно с карты раз-
махов, наилучший путь его вычисления — построение гистограммы размахов.
Медианный размах определяется 50-м процентилем гистограммы размахов.
Если медианный размах известен, то контрольные пределы вычисляются,
используя формулы и константы из таблиц А1 и АЗ в приложении.
Некоторые всегда используют медианный размах вместо среднего, но это
не самый хороший подход к улучшению контрольных пределов. Во-первых,
многие привыкли работать со средним, а не с медианой. Во-вторых, исполь-
зование медианного размаха приводит к контрольным пределам, опираю-
щимся только примерно на 2/3 данных. Поэтому такие карты более эффек-
тивны, когда процесс неуправляем, и менее эффективны, когда процесс
управляем. Значит, прежде чем выбрать эту— менее эффективную и более
проблематичную процедуру, нужно убедиться, что имеются достаточные
основания. Вот почему многие авторы рекомендуют использовать медианный
размах только в том случае, если есть основания полагать, что пределы,
основанные на среднем размахе, явно завышены.
ПРИМЕР 9.8
Пределы для весов партий, основанные
на медианном размахе
На рис. 9.11 показан график «ствол и листья» (или
«опора и консоль») для скользящих размахов первые
45 весов партий. Так как всего 44 размаха, медианный
размах—это среднее между 22-м и 23-м элементами
гистограммы (с любого конца). Следовательно, ме-
дианный размах R.-20.
Тогда а(Х) = А = _?А_ = 20,96,
d, 0,954
а контрольные пределы для средних и размахов соот-
ветственно равны
= о о
X±—uD6R;
d-!
UNPLX = 936,89 + 3 20,96 = 999,8;
CLX = 936,89;
LNPLX = 936,89-3 • 20,96 = 874,0;
UCLr = 3,865 • 20 = 77,3;
CLr = 20.
Контрольная карта с пересмотренными контроль-
ными пределами показана на рис. 9.12.
0
0
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
00
55555
0000
5555555
00000
5555
000
555
000
5
0
0
555
РИС 8.11 Ствол и листья
0
0
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 257
К» “
mR
о-1
Рис. 9.12. ХтR-карта для данных о весах партий, с контрольными пределами,
основанными на медианном размахе
9.7. Обновление контрольных пределов
В отличие от пересмотра контрольных пределов, выполняемого на стадии их
вычисления для новых данных, обновление контрольных пределов произво-
дится при модифицировании существующих пределов действующей карты.
Как правило, контрольные пределы обновляются после перемен в процессе.
Использовать контрольную карту только для подтверждения того, что уже из-
вестно, — не лучший путь ее применения. Карта нужна для познания неизвест-
ного. Поэтому, если сделаны продуманные изменения процесса, вполне логич-
но накопить новые данные и пересчитать контрольные пределы. Однако прежде
чем сделать это, нужно подтвердить, что процесс действительно изменился,
нанеся новые данные на график со старыми контрольными пределами. Если
перемены обнаружатся, надо вычислить и нанести на карту новые контрольные
пределы. А если все новые данные прекрасно вписываются в старые пределы,
то в обновлении контрольных пределов нет никакого смысла1.
Помимо этого, обновление может потребоваться, если имеющиеся преде-
лы — «пробные». Такие пределы вычисляются по очень ограниченным ис-
ходным данным. Разумеется, если данных по-прежнему мало, возможность
извлечения пользы от обновления пределов останется весьма спорной. Всег-
да можно вычислить пределы, используя имеющиеся данные, и любые сиг-
налы о выходе процесса из-под контроля почти наверняка будут верными1 2.
1 Для дополнительной информации о продуманных переменах процесса см. Short Run
SPC — SPC при коротких временных рядах.
2 См. первый пример в главе 8, где показано, как это выглядит на практике.
258
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Выходит, не надо ждать, пока накопится много данных. Пределы можно вы-
числить по данным нескольких первых подгрупп, но потом, когда данных
станет больше, и в нашем распоряжении будет 20 или 30 групп, «пробные»
контрольные пределы рекомендуется обновить. Рекомендация обновлять
пределы при наличии 20 или 30 групп содержит элемент подстраховки.
При наличии 20 или 30 групп эффект любого экстремального значения будет
минимизирован. Разумеется, если какое-то отдельное значение группового
размаха будет, например, в 10 раз больше, чем средний размах, оно по-
прежнему будет доминирующим и существенно завысит средний размах.
Однако групповые размахи, лишь слегка выходящие за контрольные пределы,
будучи усредненными с размахами других 20-30 групп, лишь незначительно
повлияют на существующие контрольные пределы.
Приступая к обновлению «пробных» контрольных пределов, можно вы-
брать или метод, который мы условно назвали «удали и пересмотри», или
метод, основанный на использовании медианного размаха, описанный в пре-
дыдущем параграфе. Главное — найти реалистичные и надежные контроль-
ные пределы самым простым из подходящих для этого способов.
Наконец, если для вычисления контрольных пределов используется около
сотни измерений, дальнейшие обновления не приведут к их существенным
изменениям. Пока процесс не изменится фундаментально, или самопроиз-
вольно, обновлять контрольные пределы не нужно. Практика автоматическо-
го пересчета контрольных пределов по мере построения контрольных карт
и дальнейшего использования этих пределов до момента очередного обнов-
ления может привести к пропуску вялотекущих процессов, отражаемых сла-
быми трендами. То же самое может произойти, если для обновления контроль-
ных пределов применяется некая компьютерная программа, использующая
по умолчанию все имеющиеся данные — даже те, которые больше не имеют
к текущему состоянию изучаемого процесса никакого отношения.
Контрольная карта — это универсальный инструмент для использования
в реальной жизни. Следовательно, стоит всегда проверять, соответствуют ли
контрольные пределы этой карты текущему состоянию процесса. Вычисление
пределов нельзя отделить от контекста задачи, решаемой картой.
9.8. Карты для групповых медиан и групповых размахов
Поскольку расчет групповых средних и групповых размахов — задача не-
сложная, часто имеет смысл закодировать данные и тем самым избежать
чересчур больших или отрицательных чисел. Если же вычисление средних
или размахов по какой-то причине создает неудобства в использовании кон-
трольной карты, вместо них можно строить карты групповых медиан и груп-
повых размахов.
Преимущество от использования в контрольных картах групповых меди-
ан и групповых размахов заключается в том, что, помимо эпизодического
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 259
вычисления контрольных пределов, такими картами можно пользоваться,
не прибегая к какой-либо арифметике.
Создание карты групповых медиан начинается с графика индивидуальных
измерений. Наблюдения в каждой подгруппе наносятся в столбец, а медиана
помечается, например, кружочком (рис. 9.13). Для максимальной простоты
нахождения медианы примем, что число элементов подгруппы будет всегда
нечетным.
Если группа состоит из трех измерений, групповой медианой будет среднее
из трех значений, если из пяти — третье сверху или снизу, из семи — чет-
вертое сверху или снизу. Таким образом, чтобы найти медиану, надо просто
отсчитать несколько элементов сверху вниз или наоборот.
Чтобы найти медиану
пцдгр уппы...
...отсчитать
сверху вниз...
1
2
3 t3
2
1 1
...или
снизу вверх
нанести это значение
на карту размахов
затем обвести
в кружок медиану
РИС. 9.11 Расчет групповых медиан и групповых размахов
Групповой размах подсчитать просто. Нужно сосчитать все возможные
значения размахов сверху вниз или наоборот, присваивая первому (наи-
меньшему или наибольшему) из них нулевой номер. Полученное значение
и будет групповым размахом, и его можно нанести на обычную карту раз-
махов. При ведении этой контрольной карты очень важно позаботиться о том,
чтобы процедура нанесения точек была настолько простой, насколько это
возможно. Кроме того, нужно обратить внимание на некоторые очевидные
вещи. Например: достаточно ли велик масштаб карты? Не пользуйтесь бу-
магой со множеством линий, лежащих близко друг к другу. Четко ли разме-
чены оси? По меньшей мере каждое второе возможное значение стоит на-
нести с двух сторон листа бумаги и, если возможно, посредине графика.
Охватывают ли оси все практически возможные значения групповых медиан
и размахов? Если наносить точки легко и просто, то может получиться очень
полезная контрольная карта —даже несмотря на то, что групповые медианы
менее эффективны, чем групповые средние.
260
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Центральная линия карты медиан обычно соответствует среднему значе-
нию групповых медиан. (Иногда в качестве центральной линии можно ис-
пользовать медиану групповых медиан.) Центральной линией карты раз-
махов может служить как средний, так и медианный размах. Для вычисления
контрольных пределов используются следующие формулы:
UCL^=X + A€R или CL*=X LCL* = X-A*R UCLr=D4R ая = й LCL„ =D2R UCL^=X + A^R CL*=X LCL* = X-A^R иск. =d6r к о CL* =R lclr =d5r
В этих формулах вместо X можно использовать X.
Константы для построения карт медиан и размахов даны ниже, втабл. 9.6,
а также в табл. А6 и А7 в приложении. Порядок использования этих формул
будет проиллюстрирован в примере 9.9.
Таблица 9.6
Коэффициенты для карт медиан и размахов
n ^4 n A, A
3 1,187 — 2,574 3 1,265 — 2,745
5 0,691 — 2,114 5 0,712 — 2,179
7 0,509 0,076 1,924 7 0,520 0,078 1,967
9 0,412 0,184 1,816 9 0,419 0,187 1,850
ПРИМЕР 9.9
Карты медиан и размахов
В упражнении 3.1 представлены данные о весах 100 последовательно про-
изведенных резиновых деталей. Эти 100 значений собраны в 20 подгрупп
по пять элементов. Ниже записаны отклонения веса от номинала, выра-
женные в граммах.
Под- группа Значения X R Под- группа Значения X R
1 3 -3 -2 2 —4 -2 7 11 2 2 -1 -8 -7 -1 10
2 6 -2 -5 -2 5 -2 21 12 5 3 6 13 1 5 12
3 5 3 2 6 2 3 4 13 -2 -2 4 9 1 1 11
4 4 7 11 6 3 6 8 14 6 7 1 3 2 3 6
5 3 -2 3 -1 -3 -1 6 15 5 2 9 5 -3 5 12
6 4 -1 -2 2 3 2 6 16 -3 -5 -1 -2 -1 -2 4
7 -4 -11 -5 -7 -5 -5 7 17 3 -1 -1 1 -2 -1 5
8 -6 15 -5 -1 -1 -1 21 18 -3 2 -7 -9 -1 -3 11
9 1 3 7 -6 2 2 13 19 -3 -2 -6 -2 —6 -3 4
10 -1 -5 1 2 1 1 7 20 -8 -2 4 -1 -1 -1 12
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 281
Медиана первой подгруппы равна -2, размах 7 (см. рис. 9.13), медиана
второй подгруппы равна -2, размах 11. Среднее групповых медиан равно
0,30, средний групповой размах 8,85. Используя коэффициенты А& D3 и D4
(см. табл. А6 приложения), рассчитаем контрольные пределы для карты
медиан и размахов:
UCL* = J = 0,30 + 0,691 8,85 = 6,4;
CL*=X=0,30;
LCLk = X-A6R=0,30-0,691 8,85 = -5,8;
UCLr = D4R = 2,114 8,85 = 18,7;
CLr = R = 8,85.
Хотя ни одна из групповых медиан не лежит вне этих контрольных
пределов, значение одного из размахов оказывается выше допустимого.
Поскольку карта размахов показывает неуправляемость, есть вероят-
ность того, что контрольные пределы, определенные по среднему размаху,
несколько завышены. Чтобы проверить это, мы должны пересмотреть
определенные выше контрольные пределы при помощи медианного размаха,
равного 7,5. Используя константы А9, Ds и Db из табл. А7 приложения,
рассчитаем пересмотренные контрольные пределы для карты медиан и
размахов:
UCL* =X+A9R=0,30+0,7127,5=5,6;
CL* = Я = 0,30;
LCL* = X-A9R=0,30- 0,712 • 7,5 = -5,04;
UCLr = D6R =2,179 • 7,5 = 16,3;
CLK=R=7,5.
Эти контрольные пределы ограничивают чуть более узкую полосу, чем
в предыдущем случае. Одна групповая медиана и один групповой размах
явно лежат вне допустимой области (рис. 9.14).
Кроме вычисления контрольных пределов, для ведения карт групповых
медиан и групповых размахов не нужно никакой арифметики. Но, помимо
этого достоинства таких карт, есть и один недостаток: карта групповых
медиан никогда не будет столь же чувствительной, как обычная карта
групповых средних, так как она всегда медленнее реагирует на изменения
процесса, чем последняя. В общем, переход от групповых средних к груп-
повым медианам приблизительно эквивалентен уменьшению объема под-
группы до двух наблюдений. Эту потерю чувствительности картой медиан
по сравнению с картой средних можно обнаружить, сравнивая карту меди-
ан на рис. 9.14 с картой средних на рис. 9.15. Пока первая карта показы-
262
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
вает одну точку за контрольными пределами, вторая обнаружила целых три
таких точки.
Итак, карта средних более чувствительна, чем карта медиан, и, следова-
тельно, именно ее нужно предпочесть при практическом использовании.
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 263
РИС. 9.15. Карта средних для данных о весе резиновых деталей
Однако карта медиан может использоваться в качестве альтернативы полно-
му отсутствию каких-либо карт. Если те, кто использует контрольные карты,
не могут или не хотят иметь дело с вычислениями для работы с картами сред-
них и размахов, вместо них можно использовать карты медиан и размахов.
Таблица 9.7
100 подгрупп (л=5), извлеченных из «стабильной системы»
Значения X R Значения X R Значения X R
12 9 9 8 9 9,4 4 9 10 10 11 10 10,0 2 10 12 11 9 13 11,0 4
11 13 11 11 11 11,4 2 11 8 11 9 11 10,0 3 10 7 11 8 13 9,8 6
14 6 11 8 9 9,6 8 12 11 13 8 10 10,8 5 12 10 9 8 13 10,4 5
10 12 13 8 10 10,6 5 9 11 11 11 11 10,6 2 12 10 11 10 10 10,6 2
11 10 12 11 8 10,4 4 13 11 10 7 7 9,6 6 11 10 12 10 9 10,4 3
7 10 7 7 9 8,0 3 10 9 13 10 12 10,8 4 7 8 12 10 10 9,4 5
12 12 14 7 10 11,0 7 8 9 7 10 11 9,0 4 8 9 11 9 8 9,0 3
11 10 9 10 10 10,0 2 7 15 7 8 11 9,6 8 9 14 12 12 11 11,6 5
9 9 11 11 9 9,8 2 И 9 10 11 13 10,8 4 7 8 9 9 9 8,4 2
11 12 10 9 11 10,6 3 10 13 10 9 11 10,6 4 12 9 10 10 9 10,0 3
9 10 11 11 10 10,2 2 12 9 7 13 13 10,8 6 10 8 12 9 И 10,0 4
9 9 10 11 7 9,2 4 9 11 9 10 9 9,6 2 12 10 10 10 13 11,0 3
7 10 12 И 10 10,0 5 8 15 11 10 9 10,6 7 8 9 9 11 7 8,8 4
8 10 11 9 10 9,6 3 7 9 5 12 13 9,2 8 9 9 10 8 9 9,0 2
10 8 11 12 11 10,4 4 10 9 10 11 10 10,0 2 10 9 7 9 9 8,8 3
11 8 9 11 7 9,2 4 12 12 10 11 11 11,2 2 11 7 5 9 8 8,0 6
9 9 11 11 8 9,6 3 11 11 12 10 14 11,6 4 9 11 11 10 9 10,0 2
12 9 11 10 6 9,6 6 12 9 12 9 9 10,2 3 12 10 13 12 13 12,0 3
12 11 10 15 12 12,0 5 8 10 14 13 9 10,8 6 12 10 11 8 12 10,6 4
9 12 11 9 9 10,0 3 10 10 10 14 11 11,0 4 10 9 12 9 13 10,6 4
264
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Окончание табл. 9.7
Значения X R Значения X R Значения X R
13 11 12 78 10,2 6 11 11 8 11 7 9,6 4 11 12 9 11 7 10,0 5
9 9 13 8 7 9,2 6 10 9 11 8 10 9,6 3 7 8 13 10 10 9,6 6
10 12 9 11 10 10,4 3 11 11 10 10 13 11,0 3 9 9 8 7 9 8,4 2
8 8 12 10 8 9,2 4 12 11 5 9 7 8,8 7 9 10 11 9 7 9,2 4
9 13 7 10 13 10,4 6 11 9 9 11 12 10,4 3 10 И 11 9 10 10,2 2
11 10 12 10 10 10,6 2 14 11 14 10 8 11,4 6 12 9 13 9 8 10,2 5
11 9 9 8 8 9,0 3 9 10 10 15 11 11,0 6 11 13 11 11 7 10,6 6
11 12 8 12 10 10,6 4 10 13 7 12 10 10,4 6 7 8 9 10 8 8,4 3
11 14 8 13 8 10,8 6 11 9 12 10 13 11,0 4 9 11 12 11 9 10,4 3
14 12 9 9 10 10,8 5 6 10 11 10 10 9,4 5 9 10 9 10 10 9,6 1
9 11 13 10 7 10,0 6 10 10 11 7 10 9,6 4
10 11 10 12 11 10,8 2 10 12 12 8 10 10,4 4
9 10 9 13 14 11,0 5 13 7 11 12 11 10,8 6
12 10 9 8 8 9,4 4 12 10 7 10 9 9,6 5
9 7 14 12 9 10,2 7 9 9 9 10 10 9,4 1
9.9. Как рассчитываются константы для построения
контрольных карт?
Формулы для вычисления контрольных пределов, приведенные в таблицах
А2-А7 приложения, носят справочный характер, они зависят от констант
типа Ар D3 или D4. Хотя эти формулы существенно облегчают вычисления,
они не делают структуру контрольных пределов наглядной. Поскольку одним
читателям нужны только эти формулы из справочника, а другим — еще и
понимание, откуда берутся параметры этих формул, последние хотят знать,
РИС. 9.16. Карта средних и размахов (для данных из табл. 9.7)
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 265
каким образом были получены эти константы. В этом разделе будет объяс-
нена структура формул и показана природа применяемых в них констант.
Начнем с некоторых данных. Сгенерированная таблица случайных чисел
представляет собой 100 групп по пять элементов, полученных методом ме-
ханического случайного отбора. Пока производился сбор данных, настройки
устройства не менялись, так что эти данные можно рассматривать как выход
стабильной системы, которые должны быть статистически управляемыми.
На рис. 9.17 показаны гистограммы для 500 индивцдуальных значений,
100 групповых средних и 100 групповых размахов. Горизонтальный масштаб
Рис. 9.1Z Гистограммы для индивидуальных значений, средних и размахов
(для данных из табл. 9.7)
266
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
всех трех гистограмм одинаков, а вертикальный выбран так, чтобы сделать
области под этими гистограммами одинаковыми.
Следует заметить, что гистограмма групповых средних всегда уже, чем
гистограмма индивидуальных значений. Вот почему не годится сравнивать
допуски с контрольными пределами карты групповых средних.
Задача построения контрольных пределов, в сущности, сводится к опреде-
лению границ гистограмм, изображенных на рис. 9.17. Чтобы решить ее, мы
должны руководствоваться определенными теоретическими зависимостями.
Следовательно, нам потребуются некие теоретические модели для всех этих
гистограмм. Они показаны на рис. 9.18.
Распределение
индивидуальных значений
Распределение
РИС. 9.18. Теоретические модели для индивидуальных значений, средних и размахов
(данные стабильного процесса)
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 257
Каждое из этих теоретических распределений характеризуется параме-
трами положения и рассеяния.
X — параметр положения для распределения индивидуальных значе-
ний;
X — параметр положения для распределения групповых средних;
R — параметр положения для распределения групповых размахов;
SD(X) — параметр рассеяния для распределения индивидуальных значений;
SD(X) — параметр рассеяния для распределения групповых средних;
SD(ft) — параметр рассеяния для распределения групповых размахов.
Распределение
групповых размахов
РИС. 9.19. Параметры теоретических моделей для индивидуальных значений,
средних и размахов (данные стабильного процесса)
268
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Все шесть параметров, изображенных на рис. 9.19, связаны между собой.
Параметры распределения групповых средних можно выразить через пара-
метры распределения индивидуальных значений, а параметры распределения
групповых размахов — через стандартное отклонение SD(X).
Эти зависимости показаны на рис. 9.20. Именно на их основе получены
формулы для контрольных пределов гистограмм, показанных на рис. 9.17.
Вернемся к этим гистограммам и получим формулы для вычисления кон-
трольных пределов каждой из них, используя характеристики положения.
Две наиболее распространенные меры — это «центр тяжести» (точка бал ан-
РИС. 920L Взаимозависимость параметров теоретических моделей для индивидуальных
значений, средних и размахов (для стабильного процесса)
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 259
са, среднее значение) и 50-й процентиль (медиана). Здесь мы будем опреде-
лять положение гистограммы при помощи точки баланса.
Точка баланса гистограммы групповых средних определяется средним
средних:
«Центр тяжести» гистограммы X = Среднее средних = X = 10,084.
«Центр тяжести» гистограммы групповых размахов определяется средним
размахом:
«Центр тяжести» для гистограммы размахов =
= Средний размах = R = 4,11.
Наконец, принимая во внимание зависимость между X и X (рис. 9.20),
«центр тяжести» гистограммы индивидуальных значений будет также опре-
деляться средним средних:
«Центр тяжести» для гистограммы индивидуальных значений =
= Среднее средних — X — 10,084.
Итак, два средних значения отражают положение всех трех гистограмм.
Все «центры тяжести» показаны на рис. 9.21.
А теперь нам нужно охарактеризовать рассеяние точек на каждой из этих
гистограмм. Но прежде чем использовать самый простой (и весьма наивный)
способ непосредственного измерения рассеяния непосредственно по гисто-
граммам, давайте попробуем использовать уже имеющуюся информацию
и зависимости, проиллюстрированные на рис. 9.20.
ШАГ 1
На рис. 9.21 показан «центр тяжести» гистограммы размахов — средний
размах:
«Центр тяжести» гистограммы размахов = R.
На рис. 9.20 показано, что R = d2 • SZ)(X). Следовательно, мы можем
объединить эти два уравнения и получить выражение для меры рассеяния
индивидуальных значений:
0(Х) = Т*
“2
ШАГ 2
Согласно рис. 9.20, SD(X} = SD(X)/yfn .
Это выражение, будучи объединенным с уравнением для рассеяния, по-
лученным на предыдущем шаге, позволяет получить следующую меру рас-
сеяния для групповых средних:
а(Х)=-^=
d2yjn
270
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Групповые
средние
10,084
Рис. 9-21. «Центры тяжести» для гистограмм индивидуальных значений,
средних и размахов
ШАГ 3
Рис. 9.20 показывает, что SD(R) = d3 • SD(X).
Объединив это выражение с мерой рассеяния (см. шаг 1), получим ста-
тистику для выражения меры рассеяния групповых размахов:
“2
Эта мера рассеяния показана на рис. 9.22.
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 271
Групповые
средние
Рис. 9-22. Почки баланса и меры рассеяния для гистограмм индивидуальных значений,
средних и размахов
В то время как использование среднего размаха в качестве основы лю-
бой меры рассеяния очень удобно и экономит затраты на вычисления,
существует и более серьезная причина использовать описанные выше
уравнения.
Использование статистики, выражающей среднее рассеяние, — это тща-
тельно продуманный элемент работы с контрольными картами. Вместо
того чтобы непосредственно описывать рассеяние точек на каждой гисто-
грамме с помощью различных статистик, методология вычисления кон-
272
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
трольных пределов подразумевает использование средней из к групповых
статистик рассеяния.
Как следует из многочисленных примеров, в которых контрольные преде-
лы специально рассчитывались неверными способами, альтернативы ис-
пользованию усредненной статистики рассеяния попросту не существует.
За исключением контрольных карт для данных, получаемых в результате
подсчета, рассмотренных в главе 10, контрольные пределы должны рассчи-
тываться на основе либо средней, либо медианной статистики рассеяния.
Отметим экономичность рассмотренных выше формул. Две основные
статистики: положение и рассеяние обобщают три различные гистограммы
(итого — шесть значений). Это не только существенно облегчает вычисление
контрольных пределов, но и служит основой робастности формул, исполь-
зуемых при построении традиционных контрольных карт.
Все эти формулы можно объединить и получить уравнения для вычисле-
ния трехсигмовых контрольных пределов карты индивидуальных значений,
представленные на рис. 9.23.
Для этого За либо прибавляется к точке баланса, либо вычитается из нее.
В итоге получаем естественные границы процесса (NPL):
NPLr = j?±3—.
* Ъ
При вычитании или прибавлении За к значению точки баланса групповых
средних получаются контрольные пределы для групповых средних:
„ ,-7 3R
Контрольные пределы для X = X±---=.
Если За вычитается или прибавляется к точке баланса групповых разма-
хов, получается еще один вид контрольных пределов:
rz - 3d.R
Контрольные пределы для R = R ± ——.
Таким образом, «три сигмы» — это скорее выражение общего подхода,
чем какое-то фиксированное расстояние. Контрольные пределы на уровне
За для различных карт определяются по одним и тем же принципам,
однако различные переменные будут иметь различные пределы. Приве-
денные формулы раскрывают структуру контрольных пределов, основан-
ную на принципе трех сигм, в то время как традиционные формулы де-
лают ее неявной.
Сравнивая уравнения, приведенные на рис. 9.23, с формулами из табли-
цы А2, можно понять суть констант, используемых для построения контроль-
ных карт средних значений и размахов:
. 3 3d. 3d.
Л=-----7='> О3=1---D. =1+—-.
d2 -хДГ d2 d2
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 273
РИС. 121 Контрольны© пределы на уровне За для индивидуальных значений,
средних и размахов
Эти формулы выражают параметры карт средних и размахов через пере-
менные dr d3 и объем подгруппы п.
Константы d2 и d3 не что иное, как среднее значение и стандартное от-
клонение для теоретического распределения нормированных размахов (для
нормально распределенных индивидуальных значений) при заданном объ-
еме подгруппы. Некоторые из этих распределений показаны на рис. 9.24.
Значения констант d2 и d3 даны в табл. А1 приложения.
274
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. 924. Распределения для нормированных размахов
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 275
Упражнение 9.1
На рис. 7.14 показана часть контрольной карты, построенной по данным о
размерах прикуривателя фирмы Tokai Rika, контрольные пределы которой
были пересмотрены после установки нового позиционирующего кольца. Эти
пределы заметно уже тех, которые использовались ранее.
а) Сколько возможных значений находится внутри контрольных пределов
карты размахов?
Ь) Было ли внезапное улучшение процесса 1 октября?
Упражнение 9.2
Процесс, изображенный на рис. 9.7, находится в статистически неуправляе-
мом состоянии.
а) Удалите «выбросы» и пересмотрите контрольные пределы карты раз-
махов.
Ь) Какую проблему раскрывают карты размахов с пересмотренными
контрольными пределами?
с) Какой источник вариации оказался скрытым? Как решить эту про-
блему?
d) Используя 25 групповых размахов, показанных в табл. 9.5, найдите
медианный размах и используйте его для расчета контрольных преде-
лов карты размахов.
е) Какой верхний предел был использован в карте размахов, показанной
на рис. 9.8 и 9.9?
f) Что представляют «выбросы» на карте групповых размахов (рис. 9.9)?
g) Что представляют «выбросы» на карте групповых средних (рис. 9.9)?
h) Взгляните на исходные данные в табл. 9.5. Принимая во внимание
описание данных в приведенном примере, можно ли найти какие-либо
аномалии среди индивидуальных значений?
Упражнение 9.3
Ниже показаны 24 измерения концентрации извести, получаемые каж-
дый час.
Час %СаО Час %СаО Час %СаО
1 0,19 9 0,10 17 0,14
2 0,13 10 0,14 18 0,16
3 0,11 11 0,17 19 0,14
4 0,19 12 0,14 20 0,10
5 0,16 13 0,16 21 0,13
6 0,17 14 0,15 22 0,20
7 0,13 15 0,20 23 0,26
8 0,17 16 0,16 24 0,16
276
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
а) Используйте эти данные для построения XmR-карты.
Ь) Следующие 12 измерений:
0,01 0,18 0,18 0,20 0,11 0,30 0,21 0,11 0,17 0,18 0,13 0,28
Нанесите эти данные на контрольную карту из задания «а».
с) Какие характеристики процесса становятся явными при добавлении
новых данных?
Упражнение 9.4
Ниже показаны 24 измерения концентрации извести, получаемые каждый час.
Час %СаО Час %СаО Час %СаО
1 0,19 9 0,10 17 0,14
2 0,13 10 0,14 18 0,16
3 0,11 11 0,17 19 0,14
4 0,19 12 0,14 20 0,10
5 0,16 13 0,16 21 0,13
6 0,17 14 0,15 22 0,20
7 0,13 15 0,20 23 0,26
8 0,17 16 0,16 24 0,16
а) Используйте эти данные для построения карты скользящих средних
с периодом 2.
Ь) Следующие 12 измерений:
0,01 0,18 0,18 0,20 0,11 0,30 0,21 0,11 0,17 0,18 0,13 0,28
Нанесите эти данные на карту скользящих средних.
с) Что говорит карта скользящих средних об этом процессе?
d) Адекватно ли карта скользящих размахов дополняет карту скользящих
средних?
е) Какая из этих двух карт (XmR-карта или карта скользящих средних)
удобнее для анализа периодических данных?
Упражнение 9.5
Ниже показаны 24 измерения концентрации извести, получаемые каждый час.
Час %СаО Час %СаО Час %СаО
1 0,19 9 0,10 17 0,14
2 0,13 10 0,14 18 0,16
3 0,11 11 0,17 19 0,14
4 0,19 12 0,14 20 0,10
5 0,16 13 0,16 21 0,13
6 0,17 14 0,15 22 0,20
7 0,13 15 0,20 23 0,26
8 0,17 16 0,16 24 0,16
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 277
а) Используйте эти данные для построения карты средних значений и раз-
махов, разбив эти данные на 12 подгрупп объема 2.
Ь) Следующие 12 измерений:
0,01 0,18 0,18 0,20 0,11 0,30 0,21 0,11 0,17 0,18 0,13 0,28
Используйте эти данные для формирования очередных шести подгрупп
и нанесите их на карту средних и размахов.
с) Присутствуют ли на этой карте какие-нибудь сигналы неконтролируе-
мой вариации?
d) Какая из нижеперечисленных карт лучше раскрывает свойства при-
веденных данных: ХшЯ-карта, карта скользящих средних или карта
средних и размахов?
е) Какие принципы формирования подгрупп нарушены при построении
карты средних и размахов?
Упражнение 9.6
Первые десять значений, приведенных в табл. 2.3, таковы: 1,3750; 1,3751;
1,37505; 1,3749; 1,3750; 1,3743; 1,3742; 1,3745; 1,3747 и 1,3749. Вычитая из
каждого из них 1,37 и перемещая десятичную запятую на четыре разряда,
получим следующий ряд: 50, 51, 50,5, 49, 50, 43, 42, 45, 47 и 49.
а) Вычислите среднее из этих десяти преобразованных величин.
Ь) Используйте преобразованные величины для расчета девяти скользя-
щих размахов; вычислите средний скользящий размах.
с) Рассчитайте NPL для индивидуальных измерений и сравните их с графи-
ком процесса, показанным на рис. 2.4 или с числами из примера 2.9.
d) Оказывается ли какой-нибудь из диаметров распределительного вала
за пределами этих Л/PL? Как это характеризует производственный про-
цесс?
е) Выходят ли за контрольные пределы какие-нибудь скользящие разма-
хи? Как это влияет на вычисление NPL? Повлияли ли «выбросы» на
способность карты отмечать моменты выхода процесса в статистически
неуправляемое состояние?
О Удалите все «выбросы» на графике размахов и пересчитайте NPL для
диаметров распределительного вала.
Упражнение 9.7
Не было большого смысла группировать данные о массе 100 последователь-
но выпущенных резиновых деталей в группы по пять элементов, однако это
было сделано как для карт средних и размахов, так и для карт медиан и раз-
махов. Ниже приведены 20 значений массы и их скользящие размахи:
X 3 -3 -2 2 -4 -6 -2 -5 -2 5 5 3 2 6 2 4 7 11 6 3
mR 6146243370214423453
278
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
а) Используйте эти 20 чисел для определения контрольных пределов
XmR- карты.
Ь) Текущий график всех 100 измерений был построен как часть упражне-
ния 2.3 (в). Если вы выполняли это упражнение, нанесите контрольные
пределы, рассчитанные в задании «а», на этот график. Если нет, ис-
пользуйте 80 измерений, приведенных ниже, для построенияХтЯ-карты
для этих данных.
X mR 3 0 -2 5 3 -1 -3 2 4 -1 -2 7 2 4 3 1 7 -11 7 -5 -7 -5 -6 15 21 -5 20 -1 4 -1 0
5 4 7 5 6 2 2 1
X 1 3 7 -6 2 -1 -5 1 2 1 2 2 -1 -8 -7 5 3 6 13 1
mR 2 2 4 33 8 3 4 6 I 1 2 0 3 7 1 12 2 3 7 12
X -2 -2 4 9 1 6 7 1 3 2 5 2 9 5 -3 -3 -5 -1 -2 -1
mR 3 0 6 5 5 1 6 2 1 3 3 7 4 8 0 2 4 1 1
X 3 -1 -1 1 -2 -3 2 -7 -9 -1 -3 -2 —6 -2 —8 -8 -2 4 -1 -1
mR 4 4 0 2 3 1 5 9 2 8 2 1 4 4 4 2 6 6 5 0
Упражнение 9.8
а) Используйте первые пять подгрупп из первого столбца табл. 9.7 для
вычисления контрольных пределов для карт групповых средних и
групповых размахов.
Ъ) Выходят ли какие-нибудь из 100 имеющихся средних и размахов за
контрольные пределы?
с) Надо ли отложить вычисление контрольных пределов до момента, по-
ка не накопится 100 измерений?
Упражнение 9.9
Пленка выпускается в виде широких рулонов. Вдоль края каждого рулона
в девяти точках берутся образцы и испытываются на разрыв. Измерительные
приборы установлены так, что эти девять точек разбиты на три зоны. По-
скольку разрывную нагрузку нельзя измерить прямо по линии, эти девять
проб используются для определения характера производственного процесса
и качества рулона.
Зона 1
Зона 2
Зона 3
Глава 9 • Особенности контрольных карт для непрерывных переменных (факторов) 279
а) Контролеры, отвечающие за измерения в каждой
из зон, работают независимо друг от друга. До-
пустимо ли использовать размахи, рассчитанные
Хг X, Х3 Хг RT
Х4Х5Х6 Х2 R2
х7 х8 х9 хз R3
для каждой из трех зон (Rv R2, R3) для построения
контрольных пределов карт средних для зоны (Хр Х2, Х3)?
Ь) Как было бы целесообразно использовать в контрольных каргах сред-
ние для каждой из зон? Как бы вы построили контрольные пределы и
какой аспект производственного процесса можно было бы проследить
на этой карте?
с) Как было бы целесообразно использовать в контрольных картах раз-
махи, рассчитанные для каждой из зон? Как бы вы построили контроль-
ные пределы и какой аспект производственного процесса можно было
бы проследить по этой карте?
d) Для слежения за процессом от рулона к рулону было предложено, что-
бы девять измерений, полученных с одного рулона, образовывали бы
одну подгруппу для карты средних и размахов. Что неверно в этом
предложении?
е) Одна из карт, предложенных для исследования этого процесса, пред-
ставляла собой карту размахов, использующую размах средних (для
каждой зоны). Поведение какой характеристики могла бы описать
такая карта? Описывается ли эта характеристика какой-нибудь другой
картой из рассмотренных выше?
f) В случае если бы образцовый рулон, показанный на рисунке, был бы
разделен на три маленьких рулончика одинаковой ширины, было бы
интересно продолжать пользоваться картой из задания «е»?
Упражнение 9.10
Рассмотрим данные из примера 4.2.
а) Удалите «выбросы» на карте размахов, пересмотрите контрольные
пределы и повторите эту процедуру, пока все точки не останутся внутри
контрольных пределов.
Ь) Используя последний пересмотренный средний размах для вычисления
контрольных пределов для карты групповых средних и рассчитайте
значение с(Х).
с) Используя 51 групповой размах, найдите медианный размах и рас-
считайте контрольные пределы для групповых средних и значение
ОСЮ.
Глава 10
Контрольные карты
для дискретных величин
В предыдущих главах мы обсуждали непрерывные величины, т. е. изме-
ряемые данные или факторы. Примерами таких данных служат высота,
вес, плотность, время, температура, геометрические размеры и другие по-
добные характеристики.
К другой категории относятся дискретные величины — результаты под-
счета чего-либо, например числа дефектов какого-либо изделия или числа
бракованных изделий в проверенной партии. Поскольку эти величины пред-
ставляют собой число появлений некоего признака (атрибута) изделий, они
иногда называются атрибутами. В этой главе пойдет речь о том, как строить
карты для атрибутов, а в следующей — как построенные контрольные карты
эффективно использовать.
Существуют два коренных отличия атрибутов от факторов. Во-первых,
в отличие от факторов атрибуты обладают естественной неустранимой дис-
кретностью. Во-вторых, любой подсчет должен предусматривать выбор «об-
ласти определения» или «множества возможных значений».
Строго говоря, непрерывные величины (факторы) тоже имеют некоторую
дискретность, но ее всегда можно уменьшить, используя меньшие единицы
измерения. Для счетных данных, основанных на появлении отдельных со-
бытий или признаков (атрибутов), это невозможно. Атрибуты — это всегда
натуральные числа. Дискретность им внутренне присуща и поэтому неустра-
нима. Дискретность атрибутов обязательно надо учитывать при построении
контрольных карт.
Область определения представляет собой основу для интерпретации ре-
зультатов счета. Для сравнения двух дискретных величин надо, чтобы они
имели совпадающие области определения. Если же их области определения
282
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
не совпадают, пусть даже незначительно, то сравниваемые величины надо
превратить в относительные показатели (дроби), и лишь тогда их можно
осмысленно сравнивать. Такое преобразование дискретных данных в доли
достигается делением результатов подсчета на их область определения.
Операции с дискретными данными предполагают ответ на два вопроса.
Сильно ли мешает их неустранимая дискретность построению контрольных
карт? Равны ли области определения? Когда число событий мало, дискрет-
ность служит препятствием и нужны специальные методы построения кон-
трольных карт. Если области определения не совпадают (хотя бы приблизи-
тельно), результаты подсчета нельзя сравнивать (пока они не обращены
в доли).
Таблица 10.1
Карты для дискретных величин (атрибутов)
Величины, описываемые биномиальной моделью Величины, описываемые моделью Пуассона Другие величины, основанные на счете
Область определения Область определения Область определения
п постоянно пперемен. постоянная переменная постоянная переменная
пр-карта или XmR р-карта или XmR с-карта или XmR п-карта или XmR XmR для подсчетов XmR для долей
В табл. 10.1 указаны варианты контрольных карт для дискретных вели-
чин. Стоит отметить, что все эти карты построены для индивидуальных
значений. Поэтому мы начнем эту главу с рассмотрения процедуры по-
строения XmR-карты.
10.1. Простой подход к дискретным величинам
При работе с дискретными величинами каждый образец описывается одним
числом. Поскольку каждый результат подсчета — это индивидуальное зна-
чение, XmR-карту можно использовать для отражения самих значений или
доли этих значений. Каждое значение или доля рассматривается как наблю-
дение, и скользящий размах используется для измерения вариации от одно-
го значения к другому.
ПРИМЕР 10.1
Данные о доле срочных грузов
Завод ежемесячно получает тысячи комплектующих Некоторые из них
маркируются как срочные поставки. Поскольку такие поставки стоят
в 3,5 раза дороже, чем обычные, руководитель отдела снабжения отража-
ет их количество в своих ежемесячных отчетах Данные, собранные в те-
чение 12 последовательных месяцев, показаны в табл. 10.2. Общее количе-
ство поступаемых грузов непостоянно, поэтому непосредственное сравне-
Глава 10 • Контрольные карты для дискретных величин
283
ние числа срочных поставок невозможно (их «области определения»
неодинаковы!). Проблема решается путем определения дали срочных по-
ставок (т. е. деления числа срочных отгрузок в каждом месяце на общее
число поставок в этом месяце и умножения результата на 100).
Таблица 10.2
Данные о количестве срочных поставок
Общее число Число Доля Доля расходов
Месяц поступивших срочных срочных на срочные
грузов поставок поставок, % поставки, %
1 7226 496 6,9 20,2
2 4440 161 3,6 28,8
3 4896 232 4,7 20,7
4 6019 352 5,9 23,3
5 4101 277 6,8 19,9
6 3775 252 6,7 18,2
7 5068 229 4,5 21,4
8 4040 239 5,9 19,6
9 4038 274 6,8 19,6
10 5275 324 6,1 23,4
11 4059 268 6,6 27,7
12 5133 361 7,0 25,3
XmR-карта для этих данных показана на рис. 10.1.
Не так важно, хороши эти результаты, плохи или нейтральны, важно,
что они стабильны. Доля срочных отгрузок стабильна в течение 12 меся-
цев со средним 6%.
X 6,9 3.6 4,7 5.9 6,8 6,7 4,5 5,9 6Д 6.1 6,6 7,0
Рис. 10.1 XmR-карта для доли срочных поставок
284
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Данные для следующих восьми месяцев показаны в табл. 10.3.
Таблица 10.3
Дополнительные данные о срочных поставках
Месяц Общее число поступивших грузов Число срочных поставок Доля срочных поставок, % Доля расходов на срочные поставки, %
13 5311 487 9,2 24,7
14 2977 290 9,7 26,5
15 4050 535 13,2 29,3
16 5546 654 11,8 32,2
17 5658 506 8,9 36,4
18 7357 588 8,0 30,2
19 7585 714 9,4 30,7
20 5196 480 9,2 34,3
Продолжение XmR-карты для этих данных показано на рис. 10.2.
Очевидно, что доля срочных поставок за последние восемь месяцев су-
щественно возросла. Для этой перемены есть некая особая причина, кото-
рую хотелось бы найти. За эти восемь месяцев на доставку примерно 9-10%
грузов было потрачено около 30% всех средств.
РИС. 10.2. Продолжение Xmft-карты для доли срочных поставок
Ранее мы показывали, как использовать XmR-карту для работы с непре-
рывными величинами. При переходе к дискретным величинам нет проблем,
если их дискретность мала относительно области определения. Иными сло-
вами, когда среднее число событий (в выборке или за период времени) ве-
лико, различия между факторами и атрибутами не так важны, как в случае,
если это значение мало.
Глава 10 • Контрольные карты для дискретных величин
285
Насколько большим должно быть среднее число событий? Достаточ-
но большим, чтобы предотвратить влияние дискретности на контрольные
пределы карты или вид хода процесса. В п. 9.1 уже обсуждалась проблема
дискретности результатов измерений. В частности, было показано, что па-
губное влияние дискретности на контрольную карту начинается тогда, когда
стандартное отклонение процесса становится меньше единицы измерения.
Во многих случаях стандартное отклонение примерно пропорционально
квадратному корню из среднего дискретного значения. В то же время наи-
меньшая единица «измерения» дискретных величин всегда целое число.
Объединяя эти факты, мы можем заключить, чтоХшЯ-карту для дискретных
данных можно построить во всех случаях, когда среднее значение подсчета
больше единицы. Если же оно больше двух, то влияние дискретности на
контрольные пределы будет ничтожным.
Эта нижняя граница (от одного до двух подсчетов на выборку) гораздо
ниже обычно применяемого ограничения. Причина, по которой столь низкое
ограничение приемлемо для контрольной карты, заключается в ее специфи-
ке: контрольная карта призвана скорее обозначить границы гистограммы,
чем описать ее форму. Дискретность атрибутов ощутимо не влияет на кон-
трольные пределы (на уровне За), если среднее дискретное значение не
очень мало.
Это означает, что большинство атрибутов можно успешно описывать
обычными XmR-картами. Применение специальных контрольных карт (опи-
санных в последующих разделах) может потребоваться только в том случае,
если среднее дискретное значение будет очень мало.
Это вовсе не означает, что приведенные ниже карты бесполезны. Кон-
трольные карты, обсуждающиеся в следующих разделах, нацелены на кон-
кретные типы дискретных величин. Таким образом, можно использовать
некоторые свойства дискретных данных для вычисления более узких кон-
трольных пределов. Поэтому применяйте описанные ниже типы контрольных
карт для дискретных данных всегда, когда выполняются соответствующие
им условия. Но когда этого не происходит или же когда вы не уверены, сме-
ло применяйте XmR-карту.
10.2. Карты для биномиальных величин
Подсчеты производятся не в вакууме. Любая дискретная величина должна
иметь область определения. Именно она и определяет ключевое различие
между двумя главными типами дискретных величин.
Рассмотрим выборку, состоящую из п элементов, отобранных в случайные
моменты времени из потока продукции в некоторой точке производствен-
ного процесса. Если каждое из отобранных изделий считается либо годным,
либо негодным, то число негодных будет искомой дискретной величиной.
Обозначим это число символом У. Очевидно, что его область определения
286
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
задается числом отобранных изделий. Оно не может быть меньше 0 и боль-
ше п, следовательно, интервал [0; п] полностью определяет набор всех воз-
можных значений величины Y.
Последовательность таких выборок даст ряд результатов наблюдений:
Y Y Y Y Y ...
1’ 2’ 3’ 4’ 5’
При определенных условиях для характеристики поведения этого ряда
Ур Y2, Y3, Y, Y5, ... можно использовать модель биномиальных вероятностей.
Биномиальное условие 1: область определения дискретной величины Y
должна состоять из п различных значений.
Биномиальное условие 2: каждое из этих значений можно классифициро-
вать как либо обладающее, либо не обладающее неким атрибутом. Обыч-
но таким атрибутом служит несоответствие допускам.
Биномиальное условие 3: пусть р есть вероятность того, что объект обла-
дает атрибутом. Значение р должно быть постоянным для всех п объектов
любой выборки. Хотя карта проверяет, изменяется ли р от выборки к вы-
борке, р должно быть постоянным внутри каждой выборки.
Биномиальное условие 4: вероятность того, что некий объект обладает атри-
бутом, не зависит от того, обладал ли им предыдущий объект. (Негодные
объекты обычно не образуют кластеры и независимы друг от друга.)
Когда дискретная величина удовлетворяет этим четырем условиям, для
расчета контрольных пределов последовательности Ур У2, У3, У4, У5,... можно
использовать модель биномиальных вероятностей. Следовательно, мы можем
использовать в наших вычислениях известное соотношение между средним
и стандартным отклонением биномиального распределения. При этом не
надо строить карту размахов.
Читателю стоит иметь в виду, что буква п здесь обозначает область опре-
деления биномиальных величин, а не объем подгруппы (число значений,
используемых для вычисления среднего). Биномиальная величина У — это
индивидуальное значение, единственное для каждой «подгруппы».
Рассмотрим последовательность наблюдаемых значений Ур У2, У3, У У5,...,
удовлетворяющую четырем условиям. Эти значения могут рассматриваться
в качестве элементов биномиального распределения с параметрами пир.
Среднее для этого распределения равно
У = пр,
а стандартное отклонение
5О(У) = 7пр(1-р).
На практике параметр р заменяется средней долей негодной продукции
р за базовый период наблюдений:
Глава 10 • Контрольные карты для дискретных величин
287
Число негодных изделий в базовой выработке
Р =----------------------------------------------------•
Общее число проверенных изделий в базовой выработке
Таким образом, формулы для расчета Зет-пределов будут выглядеть сле-
дующим образом:
верхний контрольный предел: UCL^ = пр + 3^пр(1-р);
центральная линия: CL^ =пр ;
нижний контрольный предел: LCLnp = пр-Зу]пр(1-р).
Рассматриваемые нами контрольные карты называются пр-картами, что
позволяет легко отличать их от карт, построенных для факторов.
ПРИМЕР 10.2 Число отвергнутых деталей в каждой таре
При выполнении операции по проверке и расфасовке деталей использовалась
пр-карта. Это делалось следующим образом. Дважды за смену цеховая
учетчица приходила на участок и наблюдала за 60 последовательно вы-
полненными операциями. При каждом возврате детали на переработку
она выясняла причину возврата Затем она записывала зти случаи и на-
носила число возвращенных деталей на пр-карту, показанную на рис. 10.3.
60 штук образовали область определения возможных дискретных значений.
Выборка 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 М И
Дискретное и 20 19 24 19 18 16 42 18 24 15 17 19 26 19 22 21 32 22 33 30
значение
Рис. 10-3. лр-Карта для числа отброшенных деталей
Для этих данных средняя доля негодных изделий равна
Общее число негодных в базовых выборках 467 3705
? Общее число изделий проверенных в базовых выборках 1260
Для п = 60 получим:
пр = 60 0,3706 = 22,24,
•jnp(l~p) = 3,74,
288
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
поэтому:
верхний контрольный предел:
UCLnp = пр + 3^(1-Р) = 22,24 + 11,22 = 33,46;
центральная линия: CLup = пр = 22,24;
нижний контрольный предел:
LCL^ = пр- 3yjnp(l~p) = 22,24 -11,22=11,02.
Заметим, что процедура использования пр-карты подразумевает равную
вероятность негодности для каждой из проверенных деталей. Иными слова-
ми, вероятность обнаружения негодной продукции внутри каждой выборки,
состоящей из 60 элементов, не меняется. (Сама карта предполагает, что ве-
роятность меняется от выборки к выборке.)
10.3. Карты для долей, основанных на биномиальном
распределении
Итак, пр-карты следует использовать в тех случаях, когда данные распреде-
лены по биномиальному закону и все выборки имеют одинаковые области
определения. Если же области распределения меняются от выборки к вы-
борке, напрямую сравнивать результаты нельзя. Каждое дискретное значение
надо скорректировать, разделив на его область определения. В результате
получаются доли р. Карта атрибутов, построенная для долей р, называется
р-картой.
В основе р-карты лежит значение выборочной доли негодных изделий рр
которое определяется по формуле
где У. — подсчет для i-й выборки;
п. — число проверенных изделий в i-й выборке.
Средняя доля негодных изделий р рассчитывается так же, как и раньше,
а контрольные пределы для значений р1 определяются так:
верхний контрольный предел: UCL = р + 3
N ".
центральная линия: CLp = р;
ir'i - q /р(1 -р)
нижнии контрольный предел: LCL =р-3 -----—, где нижнии контроль-
V ni
ный предел имеет смысл только если он положителен.
Глава 10 • Контрольные карты для дискретных величин
289
Проблема, связанная с р-картой, заключается в том, что стандартное от-
клонение зависит о переменной области определения и. Поскольку область
определения меняется, изменяется и вычисленное значение стандартного
отклонения, а контрольные пределы приближаются или, наоборот, удаляют-
ся от центральной линии. Это означает, что контрольные пределы нужно
рассчитывать всегда, когда меняется область определения пг Если значения п.
для каждой выборки различны, контрольные пределы приходится постоянно
пересчитывать, и это делает использование р-карт чересур громоздким и
неудобным.
ПРИМЕР 10.3 Неполные счета
В одной из фирм электронная платежная система была организована
таким образом, что поступление счетов отражалось несколькими спосо-
бами. Для того чтобы информация об инвойсе корректно воспринималась
системой, требовалось заполнить все графы каждого счета. Если часть
этой информации по каким-то причинам отсутствовала, рассматривае-
мый документ считался неполным, и его исправление требовало дополни-
тельной работы. В табл. 10.4 представлены данные, собранные за четы-
ре недели.
Таблица 10.4
Суточная доля неполных инвойсов
Число Общее Суточная Число Общее Суточная доля
Дата неполных число доля неполных Дата неполных число неполных
счетов счетов счетов, pt счетов счетов счетов, pt
9/27 20 98 0,204 10/11 7 50 0,140
9/28 18 104 0,173 10/12 7 53 0,132
9/29 14 97 0,144 10/13 9 56 0,161
9/30 16 99 0,162 10/14 5 49 0,102
10/1 13 97 0,134 10/15 8 56 0,143
10/4 29 102 0,284 10/18 9 53 0,170
10/5 21 104 0,202 10/19 9 52 0,173
10/6 14 101 0,139 10/20 10 51 0,196
10/7 6 55 0,109 10/21 9 52 0,173
10/8 6 48 0,125 10/22 10 47 0,213
Чтобы построить р-карту для доли неверно оформленных счетов,
нужно сначала построить график суточных долей. При добавлении преде-
лов для каждой точки этот график превращается в р-карту.
Средняя доля неполных счетов соответствует центральной линии этой
карты:
CL =р = ^- = О,169.
” н 1424
290
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Контрольные пределы для нанесенных точек определяются по величинер
и соответствующему значению п. При этом пересчитыватьчислитель выра-
жения для трехсигмовой добавки не нужно. Величина Зу1р(1-р) = 1,124
остается неизменной для всех выборок, однако ее нужно разделить на
квадратный корень из п для каждого Y. Найденные таким образом кон-
трольные пределы представлены в табл. 10.5 и нанесены на график, показан-
ный на рис. 10.4.
Таблица 10.5
Контрольные пределы для данных о доле неполных счетов
Дата Y 1 п 1 Р, UCL р LCL р Дата Y 1 п ] Р. UCL р LCL р
9/27 20 98 0,204 0,282 0,055 10/11 7 50 0,140 0,327 0,010
9/28 18 104 0,173 0,279 0,058 10/12 7 53 0,132 0,323 0,014
9/29 14 97 0,144 0,283 0,055 10/13 9 56 0,161 0,319 0,018
9/30 16 99 0,162 0,281 0,056 10/14 5 49 0,102 0,329 0,008
10/1 13 97 0,134 0,283 0,055 10/15 8 56 0,143 0,319 0,018
10/4 29 102 0,284 0,280 0,057 10/18 9 53 0,170 0,323 0,014
10/5 21 104 0,202 0,279 0,058 10/19 9 52 0,173 0,324 0,013
10/6 14 101 0,139 0,280 0,057 10/20 10 51 0,196 0,326 0,011
10/7 6 55 0,109 0,320 0,017 10/21 9 52 0,173 0,324 0,013
10/8 6 48 0,125 0,331 0,006 10/22 10 47 0,213 0,332 0,005
0,000 J
Рис. 10.4. р-Карта для данных о доле неполных инвойсов
Многие рекомендуют вычислять контрольные пределы по средней области
определения й, если величины п, отклоняются от него не более чем на 20%.
В приведенном примере этот подход не работает, поскольку области опреде-
ления варьируют от 47 до 104.
Однако, поскольку большинство п. близки либо к 50, либо к 100, можно
использовать два набора приближенных контрольных пределов. Один осно-
ван на п = 50, а другой — на п = 100. В этом случае точные значения кон-
трольных пределов потребуются только для тех точек, которые лежат очень
близко к приближенным. Понятие «близко» субъективно. Во всех случаях,
Глава 10 • Контрольные карты для дискретных величин
291
когда рассчитанные доли чуть меньше или чуть больше приблизительных
контрольных пределов, надо определять их точные значения.
Другой способ, позволяющий избежать вычисления точных значений
контрольных пределов для каждого п., заключается в определении узких и
широких пределов. Дело в том, что увеличение области определения ведет
к сужению контрольных пределов. Следовательно, если их рассчитывать по
наибольшему из и, вероятность которого достаточно высока при нормальном
протекании процесса, то получатся наиболее узкие контрольные пределы из
всех возможных. И пока область определения не превышает использованное
для вычислений значение и., все величины долей негодной продукции, ле-
жащие внутри узких контрольных пределов, будут заведомо находиться
и внутри точных пределов.
Так же рассчитываются и широкие контрольные пределы: при использо-
вании наименьших из имеющихся п. мы получаем чрезмерно завышенные
оценки пределов, и, пока область определения превышает наименьшее из
имеющихся значений и, доли, оказывающиеся вне широких пределов, будут
заведомо находиться и вне точных. Очевидно, что такие точки будут служить
сигналами выхода процесса из состояния статистической управляемости.
Что же касается точек, лежащих между широкими и узкими пределами,
то для них приходится вычислять точные значения контрольных пределов.
Хотя описанные методы и помогают решить проблему переменных кон-
трольных пределов, самый лучший подход — избегать неравных областей
определения. Когда подсчеты имеют заведомо неравные области определения,
редко удается построить для них эффективные контрольные карты. Контроль-
ные карты для атрибутов эффективнее всего тогда, когда данные собирают-
ся специально для анализа при помощи этих контрольных карт. В таком
случае обычно легко удается избежать различия областей определения. По-
добный случай приведен в примере 10.2 (вместо использования 100% данных
отбиралось только по 60 образцов дважды за смену).
Хотя для биномиальных величин с неодинаковыми областями определения
рекомендована р-карта, для таких данных можно построить и пр-карту. Эта
карта используется крайне редко по причинам, показанным на рис. 10.5, где
построена пр-карта для данных о неполных счетах.
Хотя контрольные карты на рис. 10.4 и 10.5 говорят об одном и том же,
выглядят они совершенно по-разному. Меняющаяся центральная линия на
рис. 10.5 затрудняет интерпретацию этой карты. В этом и состоит главная
причина редкого использования карт с неравными областями определений.
Точно так же можно построить р-карту для величин с равными областями
определений, как это было сделано для числа отвергнутых деталей в таре
(рис. 10.6). При беглом сравнении этой карты с пр-картой, показанной на
рис. 10.3, можно заметить, что они не отличаются друг от друга. Все отличия
между ними заключаются в наименовании вертикальной оси. Одну и ту же
ось можно разметить в процентах, долях или результатах подсчета. График
хода процесса и контрольные пределы при этом не изменятся.
292
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. KL5. лр-Карта для данных о неполных инвойсах
Выборка I 2 3 4 5 6 7 8 9 10 И 12 13 И 15 16 17 18 19 20 21
Значение 11 20 19 24 19 18 16 42 18 24 15 17 19 26 19 22 21 32 22 33 30
Дмя 0,18 033 032 0,40 032 030 0,27 0,70 030 0,40 035 038 032 0,43 032 037 035 033 037 035 05С
Рис. 10L6. р-Карта для данных о числе отвергнутых деталей
Чем отличаются р-карты и пр-карты от карт индивидуальных значений и
скользящих размахов? Контрольные пределы, определяемые любым из этих
методов, обычно довольно близки. Различия заключаются в способе их по-
лучения. Так, например, р-карты и пр-карты изначально ориентированы на
биномиальные величины. По этой причине их преимущество основано на
четкой связи среднего и стандартного отклонения биномиального распреде-
ления. Это позволяет определять контрольные пределы по всего лишь одной
статистике — средней доле негодной продукции. Это делает вычисленные
контрольные пределы менее чувствительными к внутривыборочной вариации.
В результате р-карты и пр-карты становятся наиболее эффективными для
анализа данных, распределенных по биномиальному закону.
Глава 10 • Контрольные карты для дискретных величин
293
10.4. Проблемы с картами, построенными
для биномиальных оеличин
Выше приведены четыре условия, при которых для описания данных можно
применить биномиальное распределение. Некоторые типы дискретных дан-
ных и некоторые данные, выраженные в процентах, этим условиям не удо-
влетворяют, и, следовательно, их нельзя анализировать при помощи р-карт
и пр-карт.
Заметим, что проценты, подсчитанные на базе непрерывных величин,
а не дискретных, нельзя исследовать при помощи р-карт. Разумеется, про-
центы вполне могут описывать доли, однако области определения перестают
быть дискретными. Поэтому наносить данные этого типа на р-карты не име-
ет смысла. Для их анализа больше подойдут карта индивидуальных значений
и скользящих размахов или карта средних значений и размахов.
Доли
Доли, основанные
на подсчетах
Используйте
Используйте р-карту
или XmR-карту
РИС. 10.7. Количественные характеристики, обычно выражаемые в процентах
Точно так же дроби, которые не являются долями, не годятся для р-карт.
Все доли — дроби, но не все дроби — доли. Дробь можно считать долей тог-
да, когда знаменатель будет описывать область определения для значений
числителя.
Многие дроби, используемые в промышленности, — это не доли. Например,
отношение числа переделанных изделий к общему числу произведенных в этот
день изделий. Это отношение может быть для чего-то полезно, но это не доля,
объем произведенной сегодня продукции не влияет на сегодняшние переделки.
Единственный способ построения карт для таких данных — использование
методов, разработанных для факторов. Более того, для таких данных возника-
ют необычные карты. Описанная выше контрольная карта для дроби выска-
кивала из статистически управляемого состояния и вверх, и вниз за два по-
следовательных дня. Причиной этого скачка стала авария, из-за которой все
294
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
переключились с производства на переделку. Таким образом, в первый из этих
двух дней знаменатель был очень маленьким, и дробь стала очень большой.
На следующий день, когда с переделкой было покончено, числитель стал очень
маленьким, и это повлияло на значение дроби. В общем, всегда лучше на-
носить на карту индивидуальные значения, а не дроби, как в этом примере.
Другая ситуация, которая не удовлетворяет условиям применимости мо-
дели биномиальнных вероятностей, возникает в тех случаях, когда доля
негодной продукции непостоянна. В частности, и р-карты, и пр-карты под-
разумевают систему, имеющую стабильную долю негодной продукции, если
процесс статистически управляем. Из этого предположения следует, что вы-
борки, имеющие заведомо различные значения р, не стоит смешивать на
одной карте. Примерами могут служить выборки, представляющие разные
станки, разные линии или смены, о которых заранее известно, что они име-
ют разные доли негодной продукции. В таких случаях надо для каждой груп-
пы выборок вести отдельные карты. В то же время, если предполагается, что
различные станки должны работать идентично, точки, относящиеся к этим
станкам, можно наносить на одну карту различными символами. Если эти
станки существенно различны, карта это покажет. Руководящим принципом
организации контрольных карт должно быть раскрытие неизвестных сторон
процесса, а не демонстрация того, что и так понятно.
Еще один случай, при котором неоднородность доли негодной продукции
от выборки к выборке не будет постоянной, встречается, когда область
определения становится чрезмерно большой. Когда п выражается тысячами,
то практически невозможно получить как р-карты, так и пр-карты, которые
показывали бы разумную степень статистической управляемости. Причин
этого явления может быть много, но почти все они связаны с корректностью
постановки задачи: что именно подсчитывается? Если некий контролер про-
веряет всю продукцию подряд, то может возникнуть проблема усталости: то,
что кажется негодным в 9 утра, к концу рабочего дня может показаться вполне
приемлемым. Итак, даже если поток выходящей с конвейера продукции
имеет постоянную долю негодных изделий, контрольная карта этого постоян-
ства может и не заметить. Если работает много контролеров, то возникает
проблема вариации «от контролера к контролеру» в дополнение к проблеме
усталости. Эта проблема делает весьма сомнительным использование р-карт
для 100% данных. Большие области определения создают узкие пределы, что
приведет к ложным сигналам тревоги и побуждает людей к поиску особых
причин в процессе, тогда как истинная проблема заключается в контроле
и подсчете или же в предположении о модели биномиальных вероятностей.
Для данных такого вида гораздо лучше обычная ХтЯ-карта.
ПРИМЕР 10.4 р-Карта для данных о срочных поставках
В табл. 10.6 использованы данные о срочных поставках из табл. 10.2,
к которым добавлены контрольные пределы для нанесения этих данных
на р-карту. Поскольку общее число грузов меняется от месяца к месяцу,
Глава 10 • Контрольные карты для дискретных величин
295
надо определить контрольные пределы для каждого месяца. Полученная
контрольная карта показана на рис. 10.8.
Данные о срочных поставках
Таблица 10.6
Месяц Y ni Pi LCL р UCL р
1 496 7226 0,0686 0,0513 0,0681
2 262 4440 0,0363 0,0490 0,0704
3 232 4896 0,0474 0,0495 0,0699
4 352 6019 0,0585 0,0505 0,0689
5 277 4101 0,0675 0,0486 0,0708
6 252 3775 0,0668 0,0481 0,0713
7 229 5068 0,0452 0,0497 0,0697
8 239 4040 0,0592 0,0485 0,0709
9 274 4038 0,0679 0,0485 0,0709
10 324 5275 0,0614 0,0499 0,0695
11 268 4059 0,0660 0,0485 0,0709
12 361 5133 0,0703 0,0498 0,0696
р-Карта для первых 12 месяцев наблюдения за долей срочных поставок
показывает две точки, выходящие за верхние контрольные пределы, и еще
три точки, выходящие за нижние. А XmR-карта, построенная для тех же
данных и представленная на рис. 10.1, подобных точек не показывает.
Которой из этих двух карт можно верить?
Контрольные пределы р-карты основаны на целом ряде предположений.
Если бы мы наблюдали за несколькими тысячами изделий, отобранными
из однородного потока с постоянной долей негодной продукции, равной 6%,
то некоторые проценты были бы очень большими, а другие — очень ма-
ленькими. Но реалистична ли эта модель для наших данных? В эти данные
включены все виды поставок. Поскольку данные агрегированы, маловераят-
296
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
но, что все поставки данного месяца имеют одинаковые вероятности
оказаться срочными. Непостоянство р от поставки к поставке в течение
любого месяца делает неприемлемой модель биномиальных вероятностей.
Поэтому контрольные пределы для р-карты, приведенной на рис. 10.8, не
соответствуют данным.
XmR-карты используют, вариацию, присутствующую в данных для по-
строения пределов. При этом не делаются предположения о природе данных.
Данные говорят сами за себя.
В тех случаях, когда предположение о биномиальной модели представ-
ляется сомнительным, наилучшим выбором будет XmR-карта.
Наконец, в ситуациях, когда негодные изделия появляются группами,
использовать карты для дискретных величин не следует. В этом случае не
удовлетворяется условие 4 и, следовательно, нельзя применять биноми-
альную и пуассоновскую вероятностные модели. Когда негодная продукция
образует кластеры, можно использовать 100%-ный контроль для отбраков-
ки и нанести данные на карту хода процесса. Но будет неверным нанести
на эту карту контрольные пределы, используя биноминальную или пуас-
соновскую модель. В примере 11.5 показаны два таких графика. Когда
присутствует группировка данных и 100%-ный контроль, карты для дис-
кретных величин почти наверняка укажут на статистическую неуправляе-
мость, безотносительно к тому, насколько хорош или плох исследуемый
процесс на самом деле.
10.5. Карты для данных, основанных
на распределении Пуассона
Для биномиальных величин каждое изделие может быть годным или негод-
ным. Такое разделение становится проблемой, если объекты очень сложны
или непрерывны. Рассмотрим автомобиль. Его довольно трудно однозначно
назвать годным или негодным. При имеющейся его сложности любой авто-
мобиль был бы несоответствующим. В таком случае возникает вопрос:
«Сколько дефектов в принципе может быть?» Следующий пример — рулон
ткани. Один-единственный дефект в большинстве случаев не сделает этот
рулон непригодным для использования. Однако чрезмерное число дефек-
тов — достаточная причина для признания этого рулона некачественным.
В подобных случаях можно сосчитать сами дефекты. Результаты таких
подсчетов будут иметь свои области определения, но их природа будет со-
вершенно иной, чем в случае с биномиальной моделью. Для примеров из
предыдущего абзаца области определения — это, соответственно, весь авто-
мобиль или весь рулон ткани. Хотя область определения в каждом из этих
случаев состоит из одной явно определенной сущности (автомобиль или
рулон), подсчитываемая величина (число дефектов) не ограничивается ну-
лем и единицей. Такая дискретная величина может принимать огромные
Глава 10 • Контрольные карты для дискретных величин
297
значения, а область определения изменилась от «числа отдельных объектов»
до «ограниченной области пространства, времени или изделия».
Другой способ различать биномиальные и пуассоновские величины мож-
но сформулировать при помощи следующего принципа. Для биномиальных
величин можно сосчитать либо число годных, либо число негодных изделий.
Для пуассоновских величин можно сосчитать только число дефектов, но ни
в коем случае не «число недефектов».
Вот предварительные условия применения пуассоновского распределения:
Пуассоновское условие 1. Подсчет описывает число событий.
Пуассоновское условие 2. Эти дискретные события встречаются в хорошо
определенной конечной области пространства,
времени или изделия.
Пуассоновское условие 3. Эти события случаются независимо друг от друга
и их вероятности прямо пропорциональны раз-
мерам областей определения. (Это означает, что
вероятность события не зависит от того, какую
часть пространства, или времени, или продукта
вы выбрали как область определения — вероят-
ность события однородна в каждой выборке.)
Первые два условия легко проверить для каждого конкретного случая,
однако их выполнения недостаточно для суждения об использовании модели
Пуассона. Именно третье условие существенно для использования распреде-
ления Пуассона.
Стандартное отклонение величины, распределенной по закону Пуассона,
равно квадратному корню из ее среднего значения. Это свойство позволит
нам обойтись без карты размахов и определить контрольные пределы лишь
по одной статистике положения — среднему.
Еще раз напомним, что для сравнения отдельных результатов подсчетов
они все должны иметь одну и ту же область определения. Если это требо-
вание выполнено, мы можем выразить среднее число обнаруженных де-
фектов так:
Общее число дефектов во взятых образцах
с = --------------------------------------.
Число образцов, отобранных для проверки
Вот формулы для вычисления контрольных пределов с-карты:
верхний контрольный предел: UCLc = c+3>/F;
центральная линия: СЬс=Г;
нижний контрольный предел: LCLc =с-3у/^.
Когда распределение Пуассона характеризует последовательность под-
счетов, эти пределы определяют их естественную вариацию. Удовлетвори-
тельные результаты можно получить, только если все три условия распреде-
ления Пуассона выполнены.
298
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ПРИМЕР 10.5
Число дефектов в образце
Некоторый процесс производит виниловые листы шириной 30 дюймов
с цветным верхом и серым низом. Дефекты представляют собой зоны,
в которых серый цвет проступает насквозь, или зоны с нечетким рисунком.
Для проверки качества с конца рулона берется кусок длиной два ярда, за-
тем подсчитываются дефекты, а результаты наносятся на с-карту.
На рис. 10.9 показана с-карта, на которую нанесены результаты подсчета
дефектов для одного цвета.
Среднее число дефектов на образец с равно 2,725.
Тогда
UCLc = с + 3>/F = 2,725 + 3 • 1,651 = 2,725 + 4,953 = 7,678 (- 7,7);
CLc=c=2,725(« 2,7);
LCLe = с - = 2,725 - 4,953 = -2,228
(т.е. нижнего контрольного предела нет).
дефектов 241 145212443521 123243243235 1434236401231
Рис. 10.9. с-Карта для числа дефектов на образец
В случае если продукция не непрерывная, может возникнуть другая про-
блема, связанная со сбором данных д ля с-карты. Это проблема «отбрасывания
при первом дефекте». Поскольку чаще всего контроль в промышленности
организован таким образом, что вся выпускаемая продукция сортируется на
годную и негодную, большинство контролеров бракуют изделие, как только
увидят одно несоответствие, и переходят к следующему изделию. Анализи-
ровать такие данные при помощи с-карт нельзя.
Данные для с-карты должны состоять из подсчетов общего числа дефектов
(данного типа), обнаруженных в исследуемой области. Следовательно, кон-
тролер должен продолжать поиск дефектов и после обнаружения первого из
них (пусть даже самого серьезного!). Многим контролерам бывает трудно
привыкнуть к этому, особенно для дискретных изделий.
Другой важный аспект использования с-карт связан с тем, что при малых
средних распределение Пуассона сильно скошено. А скошенность меняет
вероятности случаев ложных тревог. Если среднее значение дефектов в вы-
борке менее 1, то вероятность превышения верхнего предела на уровне За
составляет 3-4%; для среднего числа дефектов от 1 до 3 вероятность ложной
тревоги равна 2%; для среднего числа дефектов от 3 до 10 — 1%; для интер-
Глава 10 • Контрольные карты для дискретных величин
299
вала от 7 до 12 вероятность ложной тревоги составляет приблизительно 0,5%.
В то же время приведенные уравнения для пределов не дает нижнего кон-
трольного предела, пока среднее число дефектов не превышает 9. По этой
причине трудно обнаружить какие бы то ни было улучшения процесса, если
среднее число дефектов меньше 10.
Таблица 10.7
0,005 и 0,995 вероятности пределов для с-карт
Значения Значения
для среднего числа дефектов 0,005 LCL 0,995 UCL для среднего числа дефектов 0,005 LCL 0,995 UCL
От До От До
0,0 0,10 LCL нет 1,5 10,36 10,97 2,5 20,5
0,10 0,33 LCL нет 2,5 10,97 11,08 3,5 20,5
0,33 0,67 LCL нет 3,5 11,08 11,81 3,5 21,5
0,67 1,07 LCL нет 4,5 11,81 12,54 3,5 22,5
1,07 1,53 LCL нет 5,5 12,54 12,59 3,5 23,5
1,53 2,04 LCL нет 6,5 12,59 13,28 4,5 23,5
2,04 2,57 LCL нет 7,5 13,28 14,02 4,5 24,5
2,57 3,13 LCL нет 8,5 14,02 14,14 4,5 25,5
3,13 3,71 LCL нет 9,5 14,14 14,77 5,5 25,5
3,71 4,32 LCL нет 10,5 14,77 15,53 5,5 26,5
4,32 4,94 LCL нет 11,5 15,53 15,66 5,5 27,5
4,94 5,30 LCL нет 12,5 15,66 16,28 6,5 27,5
5,30 5,58 0,5 12,5 16,28 17,05 6,5 28,5
5,58 6,23 0,5 13,5 17,05 17,13 6,5 29,5
6,23 6,89 0,5 14,5 17,13 17,82 7,5 29,5
6,89 7,57 0,5 15,5 17,82 18,57 7,5 30,5
7,57 8,25 0,5 16,5 18,57 18,59 8,5 30,5
8,25 8,43 0,5 17,5 18,59 19,36 8,5 31,5
8,43 8,95 1,5 17,5 19,36 20,00 8,5 32,5
8,95 9,27 1,5 18,5
9,27 9,65 2,5 18,5
9,65 10,36 2,5 19,5
Такие проблемы при работе с обычными трехсигмовыми пределами пре-
одолимы. Регулярные пределы слишком консервативны, чтобы быть прак-
тически полезными. Однако, поскольку предположения, которые оправды-
вают использование с-карты, в то же время оправдывают и использование
распределения Пуассона, существует простой путь избавления от обоих не-
достатков За-пределов для пуассоновских данных. Этот путь заключается в
использовании контрольных пределов, соответствующих вероятности 0,005
и 0,995, представленных в таблице 10.7. И несмотря на то, что верхний
предел, соответствующий 0,995 может оказаться как выше, так и ниже
300 СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
предела на уровне За, вероятность того, что некое измерение окажется выше
0,995, никогда не превышает 0,005, если процесс управляем. Аналогично,
хотя нижний предел для 0,005 всегда находится выше, чем Зст-предел, вероят-
ность того, что некое измерение окажется ниже его, никогда не превышает
0,005. Таким образом, эти пределы минимизируют риск ложных тревог и
тем самым обеспечивают баланс между чувствительностью к улучшению и
ухудшению процесса. Это разумная альтернатива применению в с-картах
контрольных пределов на уровне Зс.
Если среднее число дефектов превышает20, вероятностные пределы 0,005
и 0,995 рассчитываются так:
LCLr (0,005) = с -2,477?;
(7CL(0,995) = c+2,85V?.
10.6. Карты для числа дефектов на единицу
области определения
Если область определения меняется от выборки к выборке, нельзя прямо
сравнивать величины. Прежде чем нанести такие данные на карту, их надо
преобразовать в дроби. Если эти данные удовлетворяют условиям примени-
мости вероятностной модели Пуассона, полученные дроби станут дефектами
на единицу области определения. Такие дроби обычно получаются делением
числа дефектов с на соответствующую область определения а,. Полученные
значения и. наносятся на карту хода процесса.
Теперь нам хотелось бы обратить внимание на то, что, если вариация а
случайна по своей природе и, следовательно, значения и. представляют собой
отношения двух случайных величин, применять контрольные пределы н-карты
в данном случае нельзя. С другой стороны, если вариация ст задается искус-
ственно или внутренне присуща (например, если она основана на физических
различиях деталей), то можно приближенно использовать контрольные
пределы, процедура расчета которых показана ниже.
Среднюю долю дефектов на единицу области определения, обычно обо-
значаемую символом й, можно рассчитать так:
Общее число дефектов у всех образцов
и = --------------------------------------.
Общая область определения всех образцов
Таким образом, й представляет собой средневзвешенное значение на
единицу области определения. Как только определена величина й, можно
рассчитать контрольные пределы:
верхний контрольный предел: UCLU = й + 3 —;
центральная линия: С1и = й;
Глава 10 • Контрольные карты для дискретных величин
301
(если положителен).
нижний контрольный предел: LCLu=u-3
Подобно р-карте, контрольные пределы и-карты изменяются вместе с об-
ластью определения от выборки к выборке. Рассмотрим процедуру построе-
ния u-карты в примере 10.6.
ПРИМЕР 10.6
Число протечек на один радиатор
Бэрнс' приводит следующие данные о числе протечек, обнаруженных при
первоначальном соединении двух звеньев автомобильного радиатора.
Всего был проверен 841 радиатор, в результате обнаружено 116 про-
течек Среднее число протечек равно и = 116/841 = 0,138. Для этих данных
существует девять различных значений областей определения. Контроль-
ные пределы на уровне За для этих девяти значений адриведенывтабл 10.9,
а и-карта показана на рис. 10.10.
Таблица 10.8
Число протечек на один радиатор
Дата Число протечек с 1 Число радиаторов а 1 Доля Ч Дата Число протечек с 1 Число радиаторов а J Доля Ч
6/3 14 39 0,36 6/14 10 50 0,20
6/4 4 45 0,09 6/17 3 32 0,09
6/5 5 46 0,11 6/18 11 50 0,22
6/6 13 48 0,27 6/19 1 33 0,03
6/7 6 40 0,15 6/20 3 50 0,06
6/10 2 58 0,03 6/24 6 50 0,12
6/11 4 50 0,08 6/25 8 50 0,16
6/12 11 50 0,22 6/26 5 50 0,10
6/13 8 50 0,16 6/27 2 50 0,04
Таблица 10.9
Контрольные пределы для числа протечек на один радиатор
(выраженного в долях)
Область определения LCLU UCL*
32 Нет 0,335
33 Нет 0,332
39 Нет 0,316
40 Нет 0,314
45 Нет 0,304
46 Нет 0,302
48 Нет 0,299
50 Нет 0,296
58 Нет 0,284
’ Промышленный контроль качества — Industrial Quality Control, vol. 4, pp. 12-17,1948.
302
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рнс. 10.10. и-Карта для числа протечек радиаторов (в долях)
Поскольку контрольные пределы для u-карты изменяются вместе с об-
ластью определения от выборки к выборке, невозможно предугадать их
значения и применить к данной выборке. Это создает дополнительные слож-
ности для пользователя этой карты. Однако существует два пути определения
приблизительных контрольных пределов (подобно р-карте), которые помо-
гают решить эту проблему.
Если области определения меняются в пределах ±20% от некоего среднего
значения, то приблизительные контрольные пределы можно найти по среднему
значению областей определения. Для точек, находящихся рядом с приблизитель-
ными контрольными пределами, придется рассчитать их точные значения.
В качестве альтернативного подхода можно использовать узкие и широкие
пределы. Наибольшим значениям а. соответствуют узкие пределы, а наи-
меньшим — широкие. Точки, оказавшиеся за широкими пределами, опреде-
ленно соответствуют моментам выхода процесса из статистически управляе-
мого состояния; точки, оказавшиеся внутри узких пределов, гарантированно
будут и внутри точных. Таким образом, точные значения пределов нужно
определить только для тех точек, которые лежат между широкими и узкими
пределами, или тех, которым соответствуют очень большие или очень ма-
ленькие области определения.
Однако наилучший способ решить эту проблему — избежать переменных
областей определения. Это невозможно, если, например, данные непрерыв-
но поступают в ходе продолжающейся проверки качества, однако в таких
случаях карты для атрибутов редко оказываются эффективными. Такие дан-
ные обычно слишком агрегированы, и слишком медленно накапливается
информация для улучшения процесса. Данные, которые достаточно подроб-
ны и своевременны, обычно собираются специально для карт. В этом случае
причин для формирования переменных областей определения практически
нет. Более подробно об этом будет рассказано в следующей главе.
Наконец, в некоторых случаях можно определить и использовать при по-
строении и-карт вероятностные контрольные пределы. Они будут по-прежнему
варьироваться вместе с областями определения, но центральная линия оста-
нется такой же, как и при использовании обычных Зо-пределов. Такие вы-
числения показаны в следующем примере.
Глава 10 • Контрольные карты для дискретных величин
303
ПРИМЕР 10.7 Вероятностные контрольные пределы для и-карты
Предположим, что для данных из примера 10.6 желательно определить
контрольные пределы, соответствующие вероятностям 0,005 и 0,995.
Среднее число протечек на один радиатор й равно 0,138; области опреде-
ления для полученных выборок варьируют от 32 до 58 единиц.
Широкие вероятностные пределы для долей, распределенных по закону
Пуассона, определяются так:
1) сначала надо превратить среднюю долю протечек й в минималь-
ное среднее значение. Для этого средняя доля протечек умножа-
ется на наименьшую область определения для этих данных:
йа^О,138-32 = 4,416;
2) минимальное среднее значение используется для определения веро-
ятностных пределов из табл. 10.7: для = 4,4LCLc(0,005) не сущест-
вует, a UCLc(0,995) = 11,5;
3) теперь надо преобразовать вероятностные пределы для подсчетов
в широкие вероятностные пределы для долей. Для этого каждое из
полученных значений вероятностных пределов делится на наи-
меньшую область определения для этих данных: LCLJ0,005) не
существует, UCLu(0,995) = 11,5/32 = 0,3594.
Далее вычисляются узкие вероятностные пределы:
4) сначала надо превратить среднюю долю й в максимальное среднее
значение. Для этого средняя доля умножается на наибольшую об-
ласть определения для этих данных: йа = 0,138 58 = 8,004;
5) максимальное среднее значение используется для определения вероят-
ностных пределов из табл. 10.7: для с = 8,004 LCLc(O,OO5) = 0,5,
a UCLc(O,995) = 16,5;
6) теперь надо превратить вероятностные пределы для подсчетов
в узкие вероятностные пределы для долей. Для этого каждое из полу-
ченных значений вероятностных пределов делится на минимальную
область определения для этих данных: LCLu(0,005) = 0,5/58 = 0,0086,
UCLu(0,995) = 16,5/58 = 0,2845.
РИС. 10.11. Узкие и широкие вероятностные пределы
для данных о числе гротечек радиаторов (в долях)
304
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
10.7. Выводы
В табл. 10.1 приведены виды контрольных карт, которые можно строить по
дискретным данным. Чтобы понять, какую карту использовать в каждом
конкретном случае, рассмотрим блок-схему на рис. 10.12.
Дискретные величины основаны на подсчетах. Величины, не основанные
на подсчетах, прослеживаются при помощи либо карты средних и размахов,
либо XmR-карты, либо карты скользящих средних. Если выполняются все
четыре условия биномиальной модели, для анализа дискретных величин
можно взять либо пр-карту, либо р-карту. Если выполняются все три условия
модели Пуассона, можно использовать либо с-карту, либо u-карту. Если есть
сомнения в выполнимости условий применимости этих распределений,
дискретные величины всегда можно отслеживать при помощи XmR-кар-
ты. Если области определения меняются от выборки к выборке, подсчеты
преобразуются в доли, и лишь затем используются карты для дискретных
величин.
Условия биномиальной модели и модели Пуассона служат основой для
вычисления контрольных пределов пр-, р-, с- и и-карт. Все эти четыре карты
предполагают, что вариация служит функцией среднего; этот принцип ис-
пользуется при построении контрольных пределов. Если упомянутые условия
не выполняются, то это предположение становится некорректным, поэтому
использовать пр-, р-, с- и u-карты нельзя. Пользователь контрольных карт
обязан проверять эти условия при любом применении.
Упражнение 10.1
Ниже приведены числа негодных деталей из примера 10.2:
11 20 19 24 19 18 16 42 18 24 15 17 19 26 19 22 21 32 22 33 30
а) Найдите скользящие размахи для этих данных и определите пределы
для карты скользящих размахов.
Ь) Удалите точки, выходящие за контрольные пределы на карте скользя-
щих размахов, и пересчитайте средний скользящий размах.
с) Определите естественные пределы процесса для числа негодных дета-
лей и нанесите эти данные на XmR-карту.
d) Сравните эту XmR -каргу с пр-картой, изображенной на рис. 10.3. Оди-
наковы ли «сигналы», обнаруженные этими картами?
Глава 10 • Контрольные карты для дискретных величин
305
Карта средних
и размахов
Исходные
данные
Да
Сформировать
рациональные
подгруппы
I или
XmR-карта
и >1000?
Карта
скользящих
средних
«Нет»
или
«неизвестно»
Медленно ли
меняется
процесс?
Основаны ли
данные
на подсчетах?
Делятся ли
изделия на годные
и негодные?
Собираются ли
индивидуальные
значения
периодически?
Да
Нет
Данные можно охарактеризовать
при помощи биномиального
распределения
Да
Можно
использовать
р-карту
Можно
использовать
тр-карту
Данные можно
охарактеризовать при помощи
распределения Пуассона
Редки ли
дефекты?
Подсчитываются ли
ванные изделия?
Постоянно ли
число п для всех
выборок?
область определения
для всех выборок?
Постоянна ли
дефекты, а не брако-
Нет-
ил и
«Нет»
или «неизвестно»
ооласть определения
для всех выборок?
Можно
использовать
с-карту
Постоянна ли
Можно
использовать
и-карту
Преобразовать
подсчеты в доли
XmR-карта
РИС. 10.12. Выбор контрольной карты
306
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Упражнение 10.2
Данные из упражнения 10.1 собирались в ноябре. В следующем апреле чис-
ло отвергнутых деталей на тару для того же изделия было:
18 9 14 15 10 16 12 13 25 9 9 10 10 6 4 1 2 3 5 7 13
а) В каждой выборке было 60 деталей. Нанесите эти данные на пр-карту.
Ь) Изменился ли процесс между ноябрем и апрелем?
Упражнение 10.3
20 дробей из табл. 10.4 распределены по четырем столбцам:
0,204 0,284 0,140 0,170
0,173 0,202 0,132 0,173
0,144 0,139 0,161 0,196
0,162 0,109 0,102 0,173
0,134 0,125 0,143 0,213
а) Найдите скользящие размахи для этих данных и рассчитайте пределы
для карты скользящих размахов.
Ь) Исключите скользящие ранги, вышедшие из-под контроля, и пересчи-
тайте среднее.
с) Вычислите естественные пределы процесса для суточных данных о до-
ле неполных счетов и нанесите эти данные на XmR-карту.
d) Сравните эту XmR-карту с р-картой, изображенной на рис. 10.4. Оди-
наковые ли «сигналы» обнаружены этими картами?
Упражнение 10.4
Завод, производящий рабочие сапоги и ботинки, действует в соответствии
с принятой програмой обеспечения качества. Вся произведенная обувь под-
вергается 100%-ной проверке после помещения на специальные подставки,
которые затем отвозят на упаковку. На каждую подставку помещается 12 пар
сапог или ботинок. При обнаружении любого (большого или маленького)
дефекта пара откладывается в сторону.
Соблюдая эту процедуру 100%-ной проверки и сортировки, контролер
отбирает 225 пар обуви в день в случайном порядке по пять пар с каждой
подставки, пока не наберется 45 подставок. После он проверяет их на пред-
мет наличия каких бы то ни было дефектов.
Приведенные ниже данные представляют собой результат этой проверки.
Эти дроби соответствуют доле пар обуви (из 225 проверенных пар) со зна-
чительными дефектами, зафиксированными в течение 36 дней.
Глава 10 • Контрольные карты для дискретных величин
307
1/2 0,084 1/15 0,080 1/28 0,084 2/22 0,098
1/3 0,098 1/16 0,084 1/29 0,080 2/23 0,102
1/4 0,089 1/17 0,089 1/30 0,093 2/26 0,093
1/7 0,080 1/18 0,087 1/31 0,080 2/27 0,089
1/8 0,107 1/21 0,089 2/1 0,084 2/28 0,107
1/9 0,093 1/22 0,084 2/4 0,089 2/29 0,089
1/10 0,089 1/23 0,093 2/5 0,084 3/3 0,084
1/11 0,098 1/24 0,080 2/6 0,087 3/4 0,098
1/14 0,089 1/25 0,093 2/21 0,093 3/5 0,080
а) Какова область определения для каждой из суточных выборок?
Ь) В этих данных присутствуют два «странных» значения. Их можно об-
наружить, нанеся эти данные на гистограмму. Постройте ее и найдите
эти значения.
с) Удовлетворяют ли эти 36 дробей (за исключением обнаруженных
«странных» значений) четырем условиям применимости биномиаль-
ного распределения?
d) Нанесите эти данные на р-карту.
е) Что на этой карте не так, как следовало бы ожидать? Какова причина
этого явления?
Упражнение 10.5
Пузырьки на окрашенной поверхности считаются дефектами. Ежечасно
проверяется поверхность площадью 300 кв. дюймов. Ниже показаны данные,
представляющие собой число пузырьков, площадь которых превышает
0,0001 кв. дюймов.
002320101121432014201
а) Какова область определения для каждой выборки?
Ь) Удовлетворяют ли эти данные условиям модели Пуассона?
с) Нанесите эти данные на с-карту.
d) Нанесите эти данные на XmR-карту.
е) Одно ли и то же говорят о процессе эти две карты?
Упражнение 10.6
На конвейере окрашиваются детали от мини-тракторов. Все детали различ-
ны по размерам и площади окрашиваемой поверхности. Периодически
оператор отбирает с конвейера окрашенную деталь и подсчитывает дефекты.
Ниже приведены данные проверки качества 14 образцов, выпущенных в
течение одной смены. Площадь окрашенной поверхности выражена в ква-
дратных дюймах
308
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Число дефектов Площадь Доля 2 13 4 16 4 38 13 13 25 13 25 38 0,053 0,077 0,231 0,160 0,077 0,240 0,105
Число дефектов Площадь Доля 2 2 0 3 2 1 7 25 13 13 38 13 13 38 0,080 0,154 0,000 0,079 0,154 0,077 0,184
а) Удовлетворяют ли эти данные условиям модели Пуассона?
Ь) Нанесите эти данные на п-карту.
с) Какие сведения о процессе покраски деталей сообщает эта карта?
Упражнение 10.7
Используя разъяснение, сделанное при помощи рис. 10.7, охарактеризуйте
процентное отношение стоимости срочных поставок к общим затратам из
примера 10.1.
а) Служат ли эти процентные отношения: обычными дробями, долями,
основанными на измерениях, или долями, основанными на подсчете?
Ь) Какую контрольную карту следует использовать для этих данных?
Глава 11
Эффективное использование
дискретных величин
В предыдущей главе рассматривалось три разных способа представления
дискретных величин на контрольной карте. Каким бы ни был подход
к представлению конкретного множества, эффективность любой контрольной
карты для дискретных величин сильно зависит от структуры данных.
11.1. Три характеристики дискретных данных
Три характеристики присущи всем типам дискретных данных. Понимание
этих характеристик — первый шаг к эффективному использованию атри-
бутов.
Сначала надо признать внутреннее несовершенство дискретных данных.
Чем лучше процесс, тем больше должна быть область определения для по-
лучения чувствительных контрольных карт. Если среднее значение на вы-
борку меньше единицы, карты будут неэффективными. Это демонстрируют
0,995 контрольные пределы для с-карт. Когда среднее значение равно 2,0,
верхний предел равен 6,5, что в три раза больше среднего. Когда же среднее
значение равно 1,1, верхний предел будет 5,5, что в пять раз больше средне-
го, а когда среднее значение равно 0,50, верхний предел становится 3,5, что
превышает среднее в семь раз. Такая нечувствительность для малых средних
величин означает, что для процессов с малым числом несоответствий нужна
большая область определения.
Далее, дискретные данные не заменяют результатов измерений. Даже
если шаблон «проходит — не проходит» можно использовать для эффек-
тивной 100%-ной проверки, он не дает удовлетворительных данных для
310
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
использования в контрольных
картах. Более того, всегда, когда
можно использовать такой ша-
блон, возможны и измерения. Из-
мерения нескольких изделий го-
раздо содержательнее, чем доля
несоответствий в большой выбор-
ке. Причину этого можно увидеть
на рис. 11.1. Хотя приведенные
здесь три распределения совер-
шенно разные, все они покажут
16% несоответствий на р-карте.
Наконец, третья общая характе-
ристика дискретных данных заклю-
чается в том, что трудно идентифи-
цировать вариацию из разных ис-
точников. Эта характеристика обу-
словлена внутренней структурой
Рис. 111. Три распределения с 16%
несоответствий
данных. Эта проблема может проя-
виться несколькими способами. Первый из них — неопределенность результа
тов процесса сбора данных и поведения производственного процесса.
ПРИМЕР 11.1
Множества пр-карт
Рассмотрим четыре пр-карты, показанные на рис. 11.2. Все детали были
проверены в ходе операции упаковки. Дважды в смену сотрудник вел мони-
торинг состояния 40 последовательных деталей. Карты, представленные
слева на рис. 11.2, отражают результаты этих выборок на участке про-
верки и упаковки. Значения на этих картах отражают начальную долю
несоответствий в этом процессе.
Из-за претензий потребителя отдельные детали, представленные на
этих картах, были также изъяты для дополнительной 100%-ной проверки.
Поскольку детали были упакованы в корзины по 40 штук, области опреде-
ления оставались одинаковыми для обоих наборов пр-карт. Такие же кар-
ты для повторной проверки показаны справа на рис. 11.2. Эти цифры
отражают число несоответствий, обнаруженных после того, как опера-
тор последовательно исключил всю несоответствующую продукцию!
Как же объяснить расхождения между 100%-ными перепроверками? Два
инспектора использовали разные методы? Или были различия в тщатель-
ности операций проверки и упаковки? Или, может быть, процесс по-разному
шел в разные смены? Вскрыла ли повторная проверка проблемы в регуляр-
ном производстве и операции проверки, или сама повторная проверка
была в неуправляемом состоянии? Карты не дают ответа. Они лишь
ставят важные вопросы о том, что не стоит рассматривать данный
процесс как нормальный ход вещей.
Глава 11 • Эффективное использование дискретных величин
311
первая смена
100%-ная перепроверка:
первая смена
Проверка и упаковка: 100%-ная перепроверка:
вторая смена вторая смена
Рис. 112. Четыре пр-карты для числа несоответствий одного продукта
Трудности различения вариации, обусловленной способом сбора данных и
производственным процессом, сопровождают исследователя при использовании
дискретных данных. Это особенно верно, когда имеешь дело со 100%-ной про-
веркой в конце линии. Как только результаты такой проверки наносятся на
карту, возникают проблемы, подобные той, что встретилась в предыдущем при-
мере. Какую согласованность можно гарантировать при нескольких контролерах?
В то же время как можно учесть влияние усталости при одном контролере?
Поэтому результаты 100%-ной проверки редко служат хорошими данными
для карты дискретных значений. Цель 100%-ной проверки — сортировка про-
дукции на «хорошую» и «плохую». А контрольная карта, со своей стороны,
служит для улучшения процесса настолько, чтобы отпала нужда в 100%-ном
контроле. Простое нанесение результатов проверки на карты —это лучше, чем
ничего, но это не оптимальный способ использования карт. В общем, малое
количество результатов измерений, собранных в управляемых условиях, гораз-
до полезнее, чем большое количество данных, собранных как попало.
Объединение различных типов несоответствий на одной карте для дис-
кретных величин — другой способ затруднить различение вариации из
разных источников. Это показывает следующий пример.
ПРИМЕР 11.2
Число негодных деталей, на корзину
Данные в примере 10.2 содержат общее число деталей, признанных негод-
ными по разным причинам в 60 последовательных деталях, поступивших
в отделение контроля и упаковки. Всего было семь конкретных категорий
312
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
несоответствий в дополнение к категории «все вместе». Распределение
итогового числа несоответствий по категориям показано в табл. 11.1,
а пр-карта для итоговых значений воспроизведена на рис. 11.3.
Выборка I 2 3 4 5 6 7 8 9 W И 12 13 14 15 16 17 18 19 20 21
Значение 11 20 19 24 19 18 16 42 18 24 15 17 19 26 19 22 21 32 22 33 30
РИС. 11Д. лр-Карта для числа негодных деталей на корзину
Таблица 11.1
Распределение числа негодных деталей по категориям
Выборка
Итого
Чужеродный
материал
Дефектный
край
Стоки
Дефектная
верхушка
Признаки
перенапряжения
Пузыри
Плохой срез
Прочее
1 2 3 4 5
11 20 19 24 19
3 5 4 4 4
2 4 5 3
1 1 1
1 14 2
15 17
3 1
5 11 1
2 8 3
6 7 8 9 10 11
18 16 42 18 24 15
3 3 30 4 11 2
5 1 3 3 4 2
1 1
112 19
2 6 3 2
4 6 6 1
6 4 3 2 1
12 13 14 15 16
17 19 26 19 22
3 3 5 3 7
3 7 3 3 3
1 5 2 7 6
3 1 11 1
1 2 1
5 1 1
7 2 2 4
17 18 19 20 21
21 32 22 33 30
4 5 5 15 2
1 10 6 2 14
2 1
5 12 1
2 4 3
2 1 7 2
3 2 2 2
4 7 3 7 11
пр-Карты для всех восьми категорий показаны на рис. 11.4. Приведен-
ные контрольные пределы пересчитаны после исключения выборок, кото-
рые вышли из-под контроля. Если информацию обо всех восьми картах
объединить, 14 из 21 выборки демонстрируют по крайней мере одну точ-
ку, вышедшую из-под контроля в сторону завышения. Однако контроль-
ная карта для итоговых значений, показанная на рис. 11.3, не выглядит
так, будто две трети всех выборок вышли из-под контроля в большую
сторону.
Глава 11
Эффективное использование дискретных величин
313
Чужеродный материал
Дефектная верхушка
Пузыри
Рис. 11А. лр-Карты для восьми причин отбрасывания
Проблема, проиллюстрированная на рис. 11.3, — это одна из проблем
нанесения на карту агрегированных подсчетов. Чем больше источников не-
соответствий объединяются на одной карте, тем более вероятно, что карта
будет казаться находящейся в состоянии контроля. Карты, такие как на
рис. 11.3, могут нести полезную информацию о том, что происходит, но они
не слишком полезны для улучшения процесса. Они просто свидетельствуют
о том, что происходит, но малополезны при идентификации особых причин
избыточной вариации.
Это еще одна причина того, что 100%-ная проверка данных не эффектив-
на при использовании карт для дискретных величин. Они редко различают
разные источники несоответствий, а величины обычно слишком агрегиро-
ваны, чтобы быть полезными.
Особенности дискретных величин создают ловушки для легковерных.
Снижение чувствительности таких карт, когда процесс улучшается, возмож-
314
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ность агрегирования дискретных данных до тех пор, пока они не станут
бесполезными, природа данных «все или ничего», которой они обладают, —
все это делает весьма трудным эффективное использование дискретных
данных. Однако, как только мы разберемся в природе этих проблем, можно
сделать шаги, направленные на то, чтобы их избежать.
112. Эффективное использование дискретных данных
Проблемы, выявленные в предыдущем параграфе, показывают, что дискрет-
ные величины может быть использовать труднее, чем непрерывные. Но надо
сделать так, чтобы и дискретные данные были полезными. Пользователь
должен выбрать между тремя разными подходами к нанесению данных на
карту, определить категории несоответствий и выбрать адекватную область
определения. Затем надо дезагрегировать источники несоответствий.
Главная трудность в определении, в разукрупнении, в типах несоответ-
ствий — это проблема операциональных определений. Поскольку редко
имеет смысл использование дискретных величин, когда можно получить
результаты измерений, использование атрибутов, в общем, ограничивается
такими ситуациями, когда можно подсчитывать «ляпы». Однако определение
«ляпа» обычно представляет огромную трудность.
Доктор Эдвардс Деминг полагает, что определение, чтобы стать опера-
циональным, должно содержать три части: 1) критерий применимости;
2) способ определения того, выполняется ли этот критерий; 3) способ интер-
претации результатов испытаний1. Пока все три элемента не будут четко
определены для конкретного типа несоответствия, нельзя подсчитать число
случаев появления этого несоответствия. Потребность в операционных
определениях фундаментальна для всех типов данных, но особенно критич-
на, когда данные дискретны.
Конечно, полноценное операциональное определение для каждого типа
несоответствия требует некоторого времени для разработки. Этот процесс
эволюции должен основываться на анализе контрольных карт в реальном
времени. Для этого надо только интерпретировать карту по мере ее запол-
нения, чтобы она смогла пролить свет на природу различных источников
несоответствия. Этот свет создает основу как для улучшения операциональ-
ных определений, так и для улучшений процесса.
ПРИМЕР 11.3 Число отвергнутых деталей на корзину
В примере 11.2 источники несоответствий были разделены на восемь ка-
тегорий. Спустя шесть месяцев эти восемь категорий были разделены на
16 различных категорий. Новые категории показаны в табл 11.2. При новом
1 Смотри главу 9 в книге «Выход из кризиса» (М.: Альпина Бизнес Букс, 2007), где дает-
ся более полное объяснение операциональных определений. — Прим. ред.
Глава 11 • Эффективное использование дискретных величин
315
группировании многие категории стали четко указывать на особые при-
чины. Поскольку категории служат эффективными индикаторами на-
личия особых причин, это сильно упрощает их идентификацию и устра-
нение.
Таблица 11.2
Число отвергнутых деталей на корзину
(шесть месяцев спусти после момента составления табл. 11.1)
Выборки
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
642151442 42
11112 3
12211146135
Чужеродный 8
материал
Дефектная
кромка
Признаки пере- „ „ „ „
напряжения
Блики
на кромке
Пух
Линия потока
(наружная)
Линия потока
(центр)______
Вибрация
кромки
Сток в центре
Сток по кромке
Плохая под- _ „
резка втулки
Пузыри 1 1
Конденсация 1
влаги
2 112 3 1
1 1 1 5 10
1 16 2 1
2 10 5 1 1
10 8 16
38 30
3 3 8
5 1
2
1 4 1
1 2
1 1
1 1 2
7 2 3 1
1
1 3
Блики в центре
Плохая подрезка
кромки
Прочее
Итого
3 1 1
1
2
18 6 1
12 2 2 1
1 2
21 31 7 24 26 18 9 14 15 10 16 12 13 25 9 9 10 10 6 4 1 2 3 5 7 13 38 30
Браковка из-за пуха раныиеучитывалась как браковка из-за чужеродно-
го материала, как и браковка, обусловленная конденсацией и другими вида-
ми загрязнений. Поскольку все в отделении носили хлопчатобумажные
перчатки, пух казался неистребимым. Но как только пух стал учитывать-
ся как отдельная категория, данные немедленно бросили вызов этой кон-
цепции. Отбрасывание из-за пуха образовывало кластеры, какможно видеть
по первым 18 выборкам в табл. 11.2. После того как данные по пуху стали
представляться отдельно, у одного из рабочих возникла мысль, что появ-
ление пуха коррелирует с числом исправлений, приходящихся на участок
проверки и упаковки. Эти исправления содержат чистовую обработку
318
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
пластмассовой детали марлей, смоченной ацетоном, которая служит
очевидным источником загрязнения. Когда дальнейшие исследования под-
твердили эту догадку, марлю заменили органди (тонкой кисеей). Эта
замена произошла перед 19-й выборкой. Как говорят данные, такая про-
стая замена в системе решила проблему пуха.
При анализе категорий, определяющих конкретные специальные при-
чины, подсчет становится очень эффективным инструментом монито-
ринга. Но когда значения объединены, они становятся гораздо менее по-
лезными.
Итоговое число несоответствий описывает общую результативность,
а индивидуальные категории указывают на проблемы. Взглянув на итого-
вые значения в табл. 11.2, можно заметить, что процесс существенно
улучшился за шесть месяцев. И эти улучшения произошли прежде всего
благодаря решению простых проблем вроде той, что описана выше, а та-
кие решения стали результатом разделения итогового числа несоответ-
ствий на составляющие.
В табл. 11.2 можно увидеть скрытое возрастание числа отвергнутых
изделий, которое обусловлено исключительно плохим подрезанием втулки.
Эта проблема возникает в тех случаях, когда оператор, занимающийся
обрезкой, использует тупой резец. Однако из-за стремления сократить
непроизводственные запасы операторам разрешалось использовать одно-
временно только один резец и им не следовало покидать рабочее место для
получения нового резца до окончания смены. Поэтому они оставались на
своих местах, производя некачественную продукцию. Контрольная карта
раскрыла менеджменту глаза на внутреннюю проблему системы. Простое
наличие у каждого оператора перед началом смены двух резцов позволило
им всегда заменять затупившиеся резцы и, таким образом, ликвидировать
проблему.
Такой процесс сфокусированного и конкретного использования атрибу-
тов — самое важное в эффективном использовании дискретных данных.
Фактический способ достижения этого зависит от ситуации, но принцип
остается одним и тем же во всех случаях. Следующий пример показывает,
как этого добиться, когда процесс сильно зависит от оператора.
ПРИМЕР 11.4 Операция петлевания
Чулочная фабрика среднего размера, на которой работают 1500 рабочих,
имеет репутацию производителя качественных чулок. Эта репутация
основывается на 100%-ной проверке операции, которая делит произведен-
ную продукцию на четыре категории: стандартная, нестандартная,
второсортная и тряпье.
Имея такую репутацию, фабрика столкнулась с реальной проблемой.
Поскольку рабочим платили сдельно, каждый должен был произвести не-
которое количество чулок в неделю, чтобы получить минимальную зар-
плату. А если результат какого-то рабочего не соответствовал количеству,
Глава 11 • Эффективное использование дискретных величин
317
требуемому для получения минимальной оплаты, компания производила
доплату. Столкнувшись с ростам минимальной оплаты труда, менеджеры
осознали, что практически нельзя работать на установленном оборудо-
вании и с существующей технологией без существенного подъема платежей
каждую неделю. Надо было найти какой-то способ увеличения доходов
с учетом мягкого рынка и острой конкуренции.
Очевидное решение заключалось в изменении соотношения стандартных,
нестандартных, второсортных изделий и тряпья. При производстве боль-
шего количества стандартных чулок и меньшего — всех остальных кате-
горий доходы должны возрасти без увеличения затрат. Операторы тоже
должны быть в выигрыше, поскольку система штрафов за плохую работу
действовала (у каждого рабочего из зарплаты вычитались два годных из-
делия за каждое несоответствие, выявленное выходным контролем).
После консультации с одним из авторов президент решил послать
около 20 мастеров учиться статистическому управлению процессами.
Оказалось, что это был первый раз, когда многие из мастеров получили
возможность поговорить друг с другом. После обучения один из авторов
встретился с этими мастерами и помог им спланировать использование
SPC на фабрике. Благодаря природе работы и энтузиазму бригадира они
решили начать с участка петлевания.
Эта операция завершает вывязывание мыска чулка. Она была утоми-
тельной и требовала применения гребнеобразного приспособления, на-
зываемого настройщиком петелы В каждый зазор между зубьями гребен-
ки должна проходить точно одна нить с каждой стороны чулка. Пропуск
хотя бы одного зазора приведет к дырке в готовом чулке, а попадание двух
ниток с одной стороны зазора ведет к складке. Если складка будет слиш-
ком длинной, шов станет толстым, что приведет в итоге к снижению
категории чулка. Если же складка окажется слишком короткой, чулок вы-
падет из устройства и оператору придется начинать все сначала. После
начала складки палец чулка прострачивается петельным станком, и го-
товые чулки автоматически изымаются из ящика готовой продукции
петельщика.
Для сбора данных в петельный участок был направлен инспектор из
отдела упаковки. Ему поручалось проверять четыре последовательно про-
изведенные пары чулок четыре раза в день у каждого оператора. Таким
образам, проверялось по 16 пар чулок у каждого оператора каждый день.
Инспектор был обучен тому, как обеспечить случайный порядок визитов
к разным операторам, чтобы предотвратить манипулирование данными
при загрузке операторами ящика с готовой продукцией. Инспектор запи-
сывал тип и число обнаруженных дефектов по операторам и записи хранил
в хронологическом порядке в течение июня и июля. (Поскольку эти данные
рассматривались как персональные отчеты, секретарь отдела персонала
фактически вел контрольные карты.)
В это время ничего не делалось для улучшения процесса. Цель заключа-
лась просто в измерении качества процесса плетения. Отдельные отчеты
объединялись в отчет участка за каждый день в течение двух месяцев.
318
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Среднее число дефектов для участка оказалось 4,8% за два месяца. р-Карта
для участка показана на рис. 11.5. Контрольные пределы основаны на
средней области определения.
10%-|
2% -
0%-*--------------------------------------------------------
Июнь Июль
Рис. 11.5. пр -Карта длп участка плетения за июнь и июль
Карта на рис. 11.5 демонстрирует высокую степень стабильности
всего с двумя точками за контрольными пределами. Первую точку можно
было ожидать, поскольку никогда раньше научастке не было инспектора
Наличие человека, следящего за работой станка и замечающего его малей-
шие недостатки, сильнейшим образом воздействует на оператора На вто-
рой день проверок операторы были так подавлены, что это отразилось
на карте. В самом деле, в этот день операторы были так взволнованы,
что пришлось им сказать, что компания предоставила возможность
одному профессору собрать реальные производственные данные для ис-
пользования в учебном процессе и что их работе это не угрожает. Объ-
яснение показалось операторам убедительным, и после этого никаких
инцидентов не возникало.
Вторая точка, вышедшая из-под контроля, имеет совершенно другую
причину. В легкой промышленности есть традиция останавливать про-
изводство на неделю в районе 4 июля. И вторая точка за контрольными
пределами случилась в понедельник сразу после этого летнего праздника.
Результаты, показанные на рис. 11.5, вице-президенту по производству
представили таю Условия на участке плетения были описаны как отно-
сительно стабильные. Полагая, что никакие перемены небыли произведе-
ны, еженедельно должно было бы производиться около 5% дефектных из-
делий. Услышав это, вице-президент понял, что 5% дефектов — это очень
много и если так пойдет и дальше, компания может вообще закрыться
в течение шести месяцев.
Конечно, он не знал заранее об уровне дефектов на этом участке или на
любом другом. Был только отчет с финишной операции упаковки. Никто
Глава 11 • Эффективное использование дискретных величин
319
и никогда не знал о том, как плохо обстояли дела в различных подразде-
лениях кампании, хотя существовала она в течение 65 лет.
Так как вице-президента весьма разочаровал уровень дефектности в
5% на операции плетения, его спросили, каким же должен быть «хороший»
уровень. В итоге он решил, что хорошая операция «не должна давать более
2% дефектов». Конечно, утверждения такого рода ведут к установке целей.
Однако, поскольку простая постановка цели ничего не говорит о методах
улучшения системы, такие цели легко могут способствовать искажению
как данных, так и самой системы1. К счастью, на этой фабрике уже был
план действий для улучшения процесса.
Была организована встреча всех сотрудников, вовлеченных в операцию
плетения, на которой договорились об оптимальном методе улучшения —
инструктировать индивидуально каждого оператора, который нуждает-
ся в помощи. Соответственно, на основе ранее собранных данных создали
пр-карту для каждого рабочего за два месяца — июнь, июль. Центральная
линия располагалась на уровне 0,8 (16, умноженное на 0,048, равно 0,77,
а верхний предел соответственно равен 3,4).
Эти карты показали, что операторов можно разделить на хороших,
средних и плохих. Мастер участка проанализировал эти карты, чтобы про-
инструктировать каждого из тех операторов, которому нужна помощь.
Эффект от этой программы сказался почти мгновенно. В начале августа
мастер встретился с операторами один на один и показал им карты. (Хотя
сотрудницы не видели карт друг друга, через 10 минут анализа каждая, ка-
залось, знала, как работали все остальные. Эти новости распространялись
со скоростью звука.) Операторам сказали, что среднее качество работы
означает не более трех дефектов из 16. Были внимательно проанализирова-
ны трудовые навыки каждой, произведено обучение.
♦ _
Я Л /X.....................Л ----------
Июль Август Сентябрь Октябрь
Рис. 116. лр-Карта для оператора 75
Оператор 75 была самой лучшей. Мастер сумел включить некоторые
из ее навыков в стандартную процедуру, что принесло пользу всем.
В июле оператор 22 показала результаты гораздо хуже среднего. После
наблюдения за ее работой мастер посоветовал ей обратиться в отдел
персонала для проверки зрения. Во время проверки доктор обнаружил, что
она вообще не видит левым глазом, а правый видит только на 6/20. С но-
выми очками, которые позволили полностью скорректировать зрение
правым глазом, ее работа сразу улучшилась.
1 Брайан Джойнер перечисляет три способа достижения целей: улучшение системы,
искажение системы, искажение данных.
320
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
101
Новые очки
Рис. 11.Z лр-Карта для оператора 22
Этот случай показал компании, что у нее нет процедур в области про-
верки зрения. В итоге была введена периодическая проверка зрения всех
операторов. Несколько таких проверок выявило и других операторов, ко-
торые испытывали реальные трудности со зрением, недостаточно хорошим
для выполнения такой работы.
Новые очки помогли оператору 22 повысить ее часовую оплату при-
мерно на 15%. Одновременно она так улучшила качество, что получила
знак «Золотая звезда». (Основное требование для получения этого знака —
сделать не более трех устранимых дефектов в месяц. Наличие знака «Зо-
лотая звезда» очень почетно, и тот, кто его лишился, старается изо всех
сил, чтобы вернуть его в следующем месяце.)
В анализируемом периоде оператор 27 казалась самой неспособной.
Когда мастер обсудил с ней ее карту и объяснил программу повышения
качества, она ответила: «Яработаю здесь пять лет, и это первый случай,
когда кто-то сказал мне, что он заинтересован в хорошем качестве. Я мо-
гу работать гораздо лучше, если это кому-то важно». Ее отчет за август
и последующие месяцы свидетельствует, что она права.
Показатели оператора 106 разладились между июнем и июлем. Изуче-
ние ее личного отчета показало, что она перешла из учебного класса на
производственную линию в июне. В начале июля от нее требовали улучше-
Глава 11 • Эффективное использование дискретных величин
321
РИС. 11.0. лр-Карта для оператора 106
ния работы для минимизации доплат. В ответ на это давление она уве-
личила производство вместе с ростом доли дефектных чулок.
Как обнаружил мастер, ее личный отчет говорит о проблемах с правой
рукой. Это затрудняет для нее загрузку чулок в петельный станок, что
замедляет работу. После получения «Документа об ограниченной трудо-
способности» от Департамента труда США менеджер смог освободить ее
от необходимости выдавать минимальное число изделий. Теперь ее главная
цель стала не производить больше, а работать более качественно.
Несмотря на эти успехи, только после случая с оператором 73 сопротив-
ление SPC на фабрике прекратилось. Этим операторам была дама шести-
десяти с небольшим лет, которая работала здесь около десяти лет. В тече-
ние июня и июля ее результаты были то отличными, то ужасными. Мастер
обратил на нее особое внимание в августе. В сентябре она решила, что ей
могут помочь новые очки, но карта не показала никаких улучшений.
РИС. 11.10. лр-Карта для оператора 73
В октябре казалось, что она улучшила результаты настолько, насколь-
ко могла. При сравнении ее результатов с результатами других операторов
за тот же период времени было видно, что она на самом деле работает
плохо. В тот момент мастер не считал, что ей стоит предложить какую-
нибудь другую работу на фабрике, и не решался предложить ей уволиться,
особенно учитывая ее длительный стаж. Было решено подождать.
Но в ноябре ее отчет был не лучше. К этому времени все операторы на
участке знали, что все сотрудники, за исключением оператора 73, достиг-
322
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ли огромных результатов. Остальные плетельщицы начали возмущать-
ся тому, что ихусилия, направленные на улучшения, ничего не дают из-за
плохой работы оператора 73. За ноябрь она сделала 20% брака всего
участка!
Операторы начали спрашивать мастера, что он собирается сделать
с оператором 73. Давление группы усиливалось до тех пор. пока мастер не
обратился наконец в отдел персонала с просьбой что-то сделать. Менед-
жеры неохотно и опасаясь последствий согласились ограничить ее работу
концам декабря.
На рождественской вечеринке оператор 73 выиграла в лотерее дорогую
электрическую плиту, якобы «случайно» вытянув выигрышный билет.
А в конце года ей сообщили, что компания более не нуждается в ее услугах,
в связи с чем ей придется уйти на пенсию. Когда об этом было заявлено,
оператор 73 не удивилась и не испугалась. Она сказала, что на самом деле
она уже десять лет знает, что не умеет хорошо плести, и это для нее не
ново. Она уже десять лет знала то, что менеджмент понял только не-
давно! Она не злилась на менеджеров, понимая, что мастер сделал все
возможное, чтобы помочь ей улучшить результаты.
Рис. 1111 лр-Карта для участка плетения
Общий отчет участка плетения непрерывно улучшался. В первый месяц
процент дефектных изделий снизился с 4,8 до 2,4, а в последующие месяцы
он редко оказывался более 2%. В феврале он снизился в среднем до 0,8%.
За период в семь месяцев число произведенных дефектов снизилось на 83%.
Глава 11 • Эффективное использование дискретных величин
323
Когда качество продукции в сильной степени зависит от оператора, обыч-
но нужны индивидуальные карты для каждого оператора для дискретных
значений. А когда оператор не оказывает прямого воздействия на продукцию,
надо использовать другие факторы, чтобы сделать карты дискретных значе-
ний полезными.
ПРИМЕР 11.5
Операция автоматической сборки
Один поставщик автомобильных компонентов
попробовал использовать шесть роботов для
установки на дверную панель уплотняющих гаек.
Две дверные панели перемещаются на тележ-
ке между роботами. Пока тележка останавли-
вается у каждой станции, робот успевает уста-
новить четыре гайки. Каждая панель спроек-
тирована так, что всего нужно 12 гаек.
РИС. 1112. Уплотняющая
гайка
Рис. 11.13. Линия роботов
Конечно, роботы снабжены системами искусственного зрения, которые
определяют положение, в котором надо фиксировать гайки. Под неусыпным
вниманием 12 обученных людей эти шесть роботов постоянно устанав-
ливают окало 70% гаек. Остальные 30% просто падают на панель и со-
скальзывают. На самом деле падает так много гаек, что эти шесть робо-
тов нуждаются в модернизации — они ненадежны. Под каждый робот
подложили большой лист полиэтилена для сбора упавших гаек, которые
потом кладут через воронку в ящик-накопитель.
В узком пространстве за роботами два человека устанавливают недо-
стающие гайки вручную. Надо ли говорить, что это узкое место всей
операции.
Технологи и цеховой персонал думали над решением проблемы. Исследо-
вания воспроизводимости, которые они провели, показали, что есть
324
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
2 дюйма прослойки, хотя эти данные и были совершенно бесполезны. Ни-
кто в этих исследованиях воспроизводимости не рассматривал производ-
ственные процессы. Никто не соединил собранные данные в рациональные
подгруппы. Никто не знал, сколько параллельных наблюдений надо про-
делать с каждым экземпляром, и не понимал, управляем ли производствен-
ный процесс статистически или нет. Короче говоря, они пять месяцев
собирали данные, хотя не имели ни малейшего понятия, как их экстрапо-
лировать, чтобы получить разумный прогноз.
В то же самое время они пытались также собирать некоторые данные
об операции сборки. Эти данные собирались следующим образом. В течение
дневной смены случайным образом выбирался на некоторое время один из
шести роботов. Отмечалось число пропущенных гаек либо за некоторый
период времени, либо до смены производимой детали. В конце дня эти
данные вводились в компьютерную базу данных. На следующий день инже-
неры получали таблицы цифр.
Этот подход не давал результата, поскольку было девять разных де-
талей, используемых на каждой сборочной линии, что давало всего 54 ком-
бинации робот-деталь. Хотя каждая «подгруппа» представлена только
одной комбинацией, последовательность «подгрупп» не представляет те
же самые комбинации. Фактически требуется несколько дней, чтобы
в данных повторилась та же самая комбинация. Это весьма затрудняет
интерпретацию данных. Несмотря на то что были собраны данные обо
всех комбинациях, отчет получился неоднородным и фрагментарным.
Случилось так, что в этот момент с группой начал работать один из
авторов. По его предложению группа начала с диаграммы причин и резуль-
татов («Рыбий скелет»). А здесь их широкая, но несфокусированная база
данных оказалась полезной, особенно при построении диаграммы Парето
для проблем этого процесса. После этого они начали собирать данные
только для одной комбинации робот-деталь. Отобрали того робота (7L),
что демонстрировал самые плохие результаты, а деталь выбрали самую
распространенную (панель А).
Через две недели инженер описал автору одну проблему со стопорным
механизмом тележки на линии сборки. Он был уверен, что это и было при-
чиной срыва установки, и он попытался обдумать способы измерения поло-
жения остановки для каждой тележки. Когда его спросили, на каких данных
основано утверждение, ведь именно в этом суть дела, он сказал, что таких
данных нет. Он вернулся к старому методу решения проблем: пытался пере-
скочить от формулировки проблемы кее решению без всяких промежуточных
шагов. Автор предположил, что сборка очень динамичный процесс и что
данные можно собирать только с помощью динамического мониторинга,
такого, что дает контрольная карта Если дело в тележках, то надо из-
менить метод сбора данных для получения информации о них. С этого мо-
мента начали использовать новый рабочий листок для сбора данных. Кроме
того, в базу данных добавили еще одну деталь. Теперь за роботом 7L наблю-
дали всякий раз, когда он работал с одной издвух наиболее распространенных
деталей. Копия этого листка для сбора данных приведена на рис. 11.14.
Глава 11 • Эффективное использование дискретных величин
325
Обнаружилось семь разных причин для неудачного монтажа, которые
можно было наблюдать вне клети робота. При взгляде на этот новый
листок для сбора данных становится понятен контекст каждой неудачи
при монтаже. Для каждого случая неудачной установки теперь можно
определить, какой это был робот, какая монтировалась панель, какая
была тележка, на какой позиции это случилось. Требуется около десяти
минут для полного оборота тележек через линию роботов. На каждом
обороте используется новый лист бумаги. Каждая отметка в столбце
о проблеме отражает четыре неудачные установки. Сумма этих отметок,
числом четыре, задает область определения для общего числа неудачных
установок Таким образом, листок по сбору данных организует эти данные
так, чтобы было легко представить контекст каждого события.
С такими углубленными данными о конкретных комбинациях робот-
деталь специалисты обнаружили, что с контрольным листком можно
быстро и легко выявлять проблемы. Например, одно исследование показало,
что фильтр вакуумной системы надо чистить каждые три дня, а не раз
в неделю. Конечно, это исследование применили ко всем шести роботам.
Новый листок по сбору данных запускается всякий раз, когда тележки
делают полный цикл наличии сборки или когда меняется номер детали.
Структура сбора данных, предусмотренная листком, позволяет при по-
326
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
мощи одних и тех же данных отвечать на множество разных вопросов.
Если неудачи повторяются в одном и том же положении, значит, дело в
программаторе. Если отказывает все время одна тележка, значит, надо
искать причину в ней. Другие комбинации характера отказов и положений
указывают на иные проблемы. Текущие записи для этих двух комбинаций
робот-деталь показаны на рис. 11.15 и 11.16.
оло
РИС. 11.15. Текущие записи отказов для панели А
Рис. 1116. Текущие записи отказов для панели В
Глава 11 • Эффективное использование дискретных величин
327
Обе эти записи свидетельствуют о том, что 3 и 12 апреля были от-
личными днями. Ноужасающие результаты в другие дни показывают, что
все еще присутствует много особых причин. Похоже, что оборудование
может работать нормально, а вот персонал все еще не обучен тому, как
его правильно обслуживать. В самом деле, на карте для панели В данные
от 2 апреля показывают, как быстро процесс может разладиться Каждая
отдельная точка относится к десятиминутному интервалу, и большин-
ство из них были последовательными. От третьей точки до восьмой,
в пределах одного часа, процесс ушел с 6% дефектов до 34%. Это показы-
вает, что до тех пор, пока роботы не будут работать более устойчиво,
за ними надо почти постоянно наблюдать.
Хотя многие были довольны тем, что уровень качества взлетел с 70
до 92% за то время, что данные использовались эффективно, эти резуль-
таты были далеки от того, что можно было бы получить. Роботы долж-
ны работать на 100% — в случае, когда они находятся в состоянии ста-
тистической управляемости.
11 Л. Заключение
Основная особенность методов сбора данных, описанных в предыдущем
примере, — это четкая фиксация каждого значения в пространстве и вре-
мени с тем, чтобы можно было воспользоваться этой информацией для
интерпретации результатов. Когда люди думают об особых причинах в
терминах простых соответствий, они обычно ошибаются в структуре дан-
ных. Эта ошибка — главная причина плохих результатов при использова-
нии дискретных величин.
Вот почему к интерпретации дискретных величин надо подходить особо.
С непрерывными величинами это совсем не главная проблема, поскольку
сам акт получения результата измерения обычно делает значение вполне
конкретным. Но для данных-атрибутов всегда актуален вопрос: что же было
подсчитано? Каково операциональное определение этого атрибута?
Более того, как только сделан конкретный подсчет, структуру данных на-
до представить таким образом, чтобы это значение имело смысл. Измерения
различных характеристик обычно не комбинируются, а для атрибутов это
обычное дело, и всякий раз, когда это случается, исчезают некоторые струк-
туры данных. Этой потери информации можно избежать только разумными
действиями исследователя.
Есть два направления таких действий. Первое —четко выделить категории
несоответствий таким образом, чтобы на каждую особую причину приходи-
лось только по одной категории. Второе — создать такую систему сбора
данных, которая позволяла бы обратное прослеживание, чтобы всегда мож-
но было перепроверить, что произошло и где. Пока этих действий не пред-
принимается, процесс сбора данных можно улучшать.
328
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Дискретные данные просто так не появятся. Это возможно только тогда,
когда менеджмент осознанно планирует сбор данных для контрольных карт.
Конечно, для непрерывных величин это также важно, но тем более это важ-
но для атрибутов.
11.4. Выводы
Конечно, дезагрегирование данных — ключевое условие работы с дискрет-
ными величинами, но оно важно и для непрерывных величин, в чем можно
убедиться на следующем примере.
ПРИМЕР 11.6 Крепление для. мотора
Одна компания, производящая крепления для мотора, постоянно сталки-
валась с отказами из-за адгезии. Из каждой партии креплений некоторое
число испытывалось на отказы. Значением, которое определялось в этом
испытании, было усилие, при котором наступает отказ. Квартал за
кварталом испытания показывают, что не менее 4% опор отказывают
при расчетной нагрузке. Эти результаты становятся еще хуже весной
и летом. Такой высокий уровень сохраняется годами, несмотря на те
многократные усилия, что предпринимали инженеры в надежде на улуч-
шения. Фактические проценты креплений, отказавших при расчетной
нагрузке, приведены на рис. 11.17.
10%
8%
6%
4%
2%
0% -----
Годы 76
78
80 81
РИС. 1117. Процент отказов при расчетной нагрузке за 1976-1981 гг.
Компания по производству креплений начала внедрять методы, при-
веденные в этой книге, в конце зимы 1982 г. Уже весной того же года толь-
ко 3% креплений отказали при той же нагрузке. А клету отказы снизились
до 2,5%. Такое непредвиденное улучшение привлекло всеобщее внимание.
Когда директор завода спросил, что было сделано, инженеры и мастера не
смогли сказать ничего конкретного. Единственным явным изменением
было использование контрольных карт на каждом шаге производства. Эти
карты показали, что на каждом шаге процесса была слегка снижена вариа-
Глава 11 • Эффективное использование дискретных величин
329
ция. Снижение доли отказов стало результатам кумулятивного действия
этих уменьшенных вариаций. Более того, улучшения продолжались и в
следующих кварталах, что видно из рис. 11.18.
Небольшие, но постоянные улучшения на каждом шагу производствен-
ного процесса дают эффект. Как только вариация снизится на одном
шаге, улучшать следующие шаги становится легче. Материал, поступаю-
щий на каждую стадию, имеет меньшие средние потери по Тагути. Это
позволяет тратить меньше времени на подготовку процесса к работе и
больше — на улучшение процесса. При продолжении этого цикла сквозь весь
процесс конечный продукт можно существенно улучшить.
10%
8%
6%
4%
ЛдлШ
2%
0% ____
Годы 76
78
80 81 82 83 84
РИС. 11.18. Процент отказов при расчетной нагрузке за 1976-1984 гг.
Рис. 11.17 и 11.18 — это карты-отчеты. Фактически они не указывают
причину перемен, имеющих место. Тем не менее они отмечают кумулятивный
эффект улучшения, достигнутый благодаря контрольным картам на каждом
из 14 шагов процесса. Информация на этих рисунках слишком обобщена,
чтобы указать на конкретные проблемы. Наконец, заметим, что в этом про-
цессе не было никакой «магической пилюли». Не было ничего, что надо
было бы изменить для улучшения результатов. Вместо этого надо было делать
все то же самое, только с меньшей вариацией. Все это стало возможным
благодаря эффективному использованию контрольных карт на каждом шаге
процесса.
Глава 12
Начало работы
Как подчеркивалось повсюду в этой книге, цель сбора данных — получить
основу для действий. Чтобы успешно выполнять эту роль, собранные дан-
ные должны удовлетворять трем условиям: 1) они должны быть верными;
2) их надо анализировать таким образом, чтобы результаты можно было лег-
ко понять; 3) их надо интерпретировать в контексте исходных данных.
Наша книга посвящена тому, как выполнить два последних пункта: анализ
и интерпретацию данных. В этой же главе мы расскажем о том, как собирать
верные данные.
Поскольку большинство проблем в промышленности возникает из-за не-
ясной структуры факторов, влияющих на процесс, первый шаг к использо-
ванию данных заключается в том, чтобы выбрать переменные для монито-
ринга. Такой выбор легче сделать с помощью одного или нескольких из трех
основных графических методов: блок-схемы, диаграммы причин и результа-
тов и диаграммы Парето.
12.1. Блок-схемы'
Блок-схемы — это инструменты визуализации процесса. Как и все остальные
инструменты в этой книге, блок-схемы наглядны и поэтому могут ясно и
быстро показать весьма сложные вещи. Блок-схемы жизненно важны на
первом этапе процесса непрерывного совершенствования, поскольку они
помогают понять процесс, который мы хотим улучшить. Вовлечен ли в про-
ект один человек или несколько, все равно точная визуализация процесса
существенна для того, чтобы делать правильные вещи.
1 В русскоязычной литературе иногда используется эквивалентный термин «диаграмма
потока». — Прим. науч. ред.
332
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
РИС. 12.1 Заказ инструментов на центральном складе
Блок-схемы, возможно, единственный инструмент, помогающий сделать
видимым процесс администрирования. В самом деле, при помощи блок-
схемы можно исправить проблемные элементы бизнес-процесса. Пример
одного бизнес-процесса показан на рис. 12.1. Хотя элементы рис. 12.1 не
обозначены, его сложность бросается в глаза: простое действие — заказ
инструментов в центральном складе — включает 60 шагов! Блок-схема не
только фиксирует состояние процесса, она также указывает на области для
улучшения. После того как директор завода взглянул на эту блок-схему,
система была упрощена.
Блок-схемы — очень мощный инструмент, который стоит только однажды
попробовать — ивы не сможете представить, как жили без него раньше. Блок-
схема нужна не только для решения несколько туманных административных
проблем, но и для гораздо более конкретных проблем производства.
Базовая идея блок-схемы — показать поток материалов, или бумаг, или
коммуникаций, или информации, в отношении к результатам некоторой ра-
боты или процедуры. Относительно того, как рисовать блок-схемы, есть не-
которые правила, однако они весьма гибкие. Некоторым нравится помещать
начало и конец блок-схемы в овалы, а для элементов процесса использовать
прямоугольники. Ромбы обычно используются для обозначения моментов
принятия решений, где процесс разделяется на две или три ветви. Кружки ис-
пользуются для соединения частей блок-схемы. Можно принять эти обозначе-
ния, но следует понимать, что реальная сила блок-схемы заключена вовсе не
в использовании изящной графики. Скорее она заключена в визуальных связях
Глава 12 • Начало работы
333
между разными элементами процесса, образующими блок-схему. Эта сила
может проявиться только при реальной работе над блок-схемой.
Блок-схемы макроуровня рисовать легко, и такие схемы обязательно сто-
ит сделать, так как без них может быть сложно начертить более детальные
схемы. Например, один завод испытывал трудности со своевременным рас-
четом расценок. Этот процесс занимал у них 71 рабочий день с момента
запроса и до ответа. Один запрос и вовсе выполнялся 271 день. Блок-схема
процесса расчета цены имела 17 шагов, по крайней мере, все так думали.
Когда же люди сели и построили реальную блок-схему, то оказалось, что
полная процедура включает более 400 шагов, причем более 70% из них не
добавляют процессу никакой ценности.
Пока вы не нарисовали блок-схему процесса, вы не можете знать, каков
он на самом деле.
122. Диаграмма причин и результатов
Довольно часто в проблему вовлечено много факторов, которые нужно
определенным образом упорядочить. Диаграмма причин и результатов —
один из простейших инструментов такой организации.
Диаграмма причин и результатов впервые была применена в связи со
статистическим управлением процессами в Японии. Доктор Каору Исикава
обнаружил, что многих сотрудников предприятий пугает большое число
факторов, которые могут повлиять на продукцию или процесс. Поэтому
в 1950 г. он начал использовать «дерево отказов» для решения проблем. Этот
подход оказался столь эффективным, что мгновенно распространился по всей
Японии. Гибкость диаграммы делает ее полезным инструментом решения
проблем в любой области производства или обслуживания.
Эта гибкость связана с методом построения диаграммы, а ее сила кроет-
ся в графическом представлении связей между проблемами и их источниками.
Вот общая процедура получения диаграммы причин и результатов:
а) выбрать результат, который следует изучить, и поместить его в конце
горизонтальной стрелки;
Ь) перечислить все факторы, влияющие на рассматриваемый результат;
с) структурировать эти факторы. Выбрать главные факторы, операции и
подразделения, связанные с данным действием. Так образуются главные
ветви вне горизонтальной стрелки;
d) нарисовать ветви второго порядка для различных факторов второго
порядка или для различных действий второго порядка. Этот процесс
продолжать до тех пор, пока все переменные не будут включены
в диаграмму;
е) проверить диаграмму, чтобы быть уверенными в том, что все известные
источники вариации в нее включены.
334
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Простая диаграмма причин и результатов показана на рис. 12.2. Типичные
диаграммы обычно имеют больше главных ветвей, чем в этом примере. Чаще
всего используется пять главных ветвей, описывающих следующие факторы:
материалы, оборудование, операторы, методы и окружающую среду. Воз-
можны и другие варианты. Главное, чтобы структура диаграммы соответ-
ствовала ситуации.
При построении диаграммы следует советоваться с как можно большим
числом лкадей, хорошо понимающих исследуемый процесс. Диаграммы, по-
строенные одним или двумя сотрудниками, обычно оказываются плохими,
поскольку им не хватает широты мнений реальных участников процесса.
Поэтому диаграмму причин и результатов часто строят в ходе мозгового штур-
ма с привлечением рабочих. Вот некоторые правила построения диаграммы:
а) участвовать в обсуждении должны все;
Ь) ни в каком предложении не должно быть критики;
с) предложения не ограничиваются только факторами, относящимися
к деятельности говорящего;
d) период наблюдений между началом построения диаграммы и оконча-
нием может оказаться полезным;
е) сосредоточьтесь на решении проблем, а не на объяснении их происхож-
дения.
После того как диаграмма построена, может понадобиться ее модифика-
ция и перестройка, чтобы выявить характерные зависимости. Могут потре-
боваться ветви третьего и более высокого порядка. Хотя эту диаграмму и
называют «рыбьим скелетом», завершенная диаграмма вовсе не похожа на
скелет рыбы. Если она будет похожа на скелет, это означает, что диаграмма
построена плохо, так как указание только базовых факторов без детализации
не дает возможности определить, с чего начать улучшения.
После того как диаграмма причин и результатов построена и, если надо,
перестроена, группе, которая этим занимается, предстоит проанализировать
все факторы, с тем чтобы выяснить, что же делать, чтобы управлять ими. Вот
вопросы, которые стоит обсудить:
а) есть ли какие-нибудь записи об этой причине;
Ь) есть ли контрольная карта или график хода процесса;
с) производится ли настройка (значения фактора) ежедневно;
d) стандартизовано ли значение этого фактора;
е) это количественный или качественный фактор;
f) влияет ли этот фактор на смещение или точность;
g) взаимодействует ли этот фактор с другими факторами?
Достоинство диаграммы причин и результатов в том, что она четко вы-
деляет области, которые требуют немедленных улучшений. После того как
получены первые результаты, следует разработать регламент по использова-
нию диаграммы на постоянной основе.
Глава 12 • Начало работы
335
РИС. 12.2. Диаграмма причин и результатов для задержек поставок
Во-первых, диаграмму причин и результатов стоит использовать в качестве
основы для коллективных действий. Если процесс управляем, диаграмма
поможет спланировать действия по улучшению. Если же характеристики
качества вышли из-под контроля, диаграмма укажет на те области, которые
надо вернуть под контроль, чтобы стабилизировать ситуацию.
Во-вторых, диаграмма — это эффективный способ анализа того, что уже
сделано. Диаграмма часто побуждает персонал по-новому взглянуть на про-
блему. Колоссальное улучшение одного главного фактора может лишь слабо
повлиять на показатели качества, в то время как умеренные улучшения не-
скольких главных факторов может привести к существенному улучшению
качества продукции.
В-третьих, диаграмма может указать новым сотрудникам на проблемы,
которые существуют в той или иной области. Зная основные проблемы, они
не повторят ошибок предшественников.
В-четвертых, диаграмма может помочь выявить проблемы, выходящие за
пределы определенных областей или подразделений. Например, оказание
услуг часто довольно трудно визуализировать и координировать, и этот про-
цесс часто затрагивает работу многих отделов.
336
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Рис. 113. Диаграмма причин и результатов для ремонта вилочных погрузчиков
Эффективность диаграммы причин и результатов состоит еще и в том,
что сам процесс ее создания заставляет мыслить и создает новую информа-
цию. Это хороший инструмент структурирования мышления. К тому же это
настолько просто, что практически каждый может понять и принять участие
в построении диаграммы.
Наконец, тот же самый макро/микроэффект, отмеченный у блок-схем,
работает и с диаграммами. На рис. 12.3 показана диаграмма причин и ре-
зультатов для проблем, связанных с ремонтом вилочных погрузчиков. Эта
диаграмма — общая, а не детальная. Когда одна команда собирала данные
для этой диаграммы, она обнаружила, что очень много сложностей возни-
кает с заявками на ремонт. На рис. 12.3 заявка на ремонт размещена на
ветви второго порядка, от которой идет только одна ветвь третьего порядка:
«неправильная информация», т. е. других источников проблем с заявками на
этой диаграмме нет. (См. выделенный светлым овал на рис. 12.3.) Однако
когда команда более детально изучила этот аспект, была построена диаграм-
ма причин и результатов уже для проблем с заявками на ремонт (она пока-
зана на рис. 12.4). Обратите внимание, насколько более детальна диаграмма
на рис. 12.4.
Такой сдвиг от макроуровня к микроуровню часто возникает в ходе рабо-
ты с диаграммами. На основании диаграммы на рис. 12.4 был перепроекти-
рован бланк заявки на ремонт, персоналу объяснили, как работать с новым
Глава 12 • Начало работы
337
РИС. 12.4. Диаграмма причин и результате» для проблем,
связанных с заявками на ремонт
бланком, а затем были снова собраны данные, чтобы посмотреть, не произо-
шло ли положительных сдвигов в исходной проблеме.
12.3. Диаграмма Парето
Диаграмма Парето — еще один простой инструмент, помогающий сосредо-
точить усилия на проблемах, имеющих наибольший потенциал для улучше-
ний. Поскольку ресурсы у всех компаний ограниченны, очевидно, что следу-
ет направлять их на решение самых важных проблем.
Диаграмма Парето по своей структуре похожа на гистограмму. По каждой
проблеме собираются данные, например затраты. Подсчитываются общие
затраты и их доли по каждой проблеме. Затем эти затраты представляются
в виде столбиковой диаграммы. Обычно категории упорядочиваются в по-
рядке убывания значений, таким образом получается картинка, напоминаю-
щая лестницу. Если информацию о затратах получить трудно, в качестве
значений можно использовать число случаев появления каждой проблемы.
Поскольку такую гистограмму можно эффективно использовать для опре-
деления приоритетов для действий, она была названа в честь Парето, который
сформулировал «принцип Парето»1: 20% проблем дают 80% головной боли.
Другими словами, основные возможности для улучшений обычно связаны с
очень малым числом проблем. И именно эти проблемы и нужно решать
организации в первую очередь.
’ Этот принцип сформулировал Дж. Дкуран. Он назвал его в честь итальянского мате-
матика В. Парето, который одним из первых количественно описал неравномерность
распределения благосостояния в обществе. —Прим науч. ред.
338
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ПРИМЕР 12.1 Кошмар с обслуживанием
Оскар был старшим мастером отделения, которое считалось худшим на
заводе. В нем стояли 72 станка разных годов выпуска и разных конструк-
ций, причем все они делали одно и то же. У каждого станка было по
36 шпинделей, что дает всего 2592 шпинделя, и каждый из них мог от-
казать в любой момент. Хаос был скорее правилом, чем исключением. Тем
не менее что-то надо было делать и срочно.
Оскар быстро понял, что он сможет изменить ситуацию, и первое, что
он сделал, — это построил диаграмму Парето. В середине большого листа
бумаги он указал номера станков. Затем он стал отмечать отказы одно-
го типа с одной стороны от колонки с номерами станков, а другого ти-
па — с другой. Получившаяся карта показана на рис. 12.5.
До конца месяца Оскар отмечал на карте проблемы и в результате
выявил те станки, которые нуждаются в тщательном обследовании. Затем
он построил план обследований в порядке уменьшения приоритетов. Через
три месяца, когда он закончил эту работу, число отказов снизилось при-
мерно на 70%. Сотрудникам отделения больше не требовалось все время
заниматься ремонтом станков.
Рис 12J. Диаграмма Парето, построенная Оскаром
Чтобы диаграмма Парето, построенная по затратам или отказам, была
максимально эффективна, следует всегда сохранять порядок расположения
категорий проблем. Хотя диаграммы Парето иногда могут быть крайне
Глава 12 • Начало работы
339
полезны для процессов, находящихся в состоянии хаоса, как показано в
предыдущем примере, они не всегда эффективны в случаях, если процесс
неуправляем. Давайте рассмотрим следующий пример.
ПРИМЕР 12.2
Диаграммы Парето для типов несоответствий
В табл. П.1 показано, что весь брак делился на восемь категорий в зави-
симости от причины. Эти данные использовались в конце каждого месяца
для создания диаграммы Парето (см. рис. 12.6). Эти восемь категорий
располагались на диаграмме в порядке убывания числа бракованных дета-
лей по каждой категории в соответствующем месяце.
В июле главной причиной брака
был чужеродный материал. Далее
в порядке убывания шли: дефект-
ный край, прочее, признаки пере-
напряжения, дефектная верхушка,
плохой срез, пузыри и стоки. В со-
ответствии с этой диаграммой
Парето чужеродный материал и
дефектный край ответственны за
45% брака всех деталей, а это озна-
чает, что именно на такие пробле-
мы следует акцентировать перво-
очередное внимание.
В августе этими проблемами
никак не удалось заняться. В конце
месяца сотрудник отдела качества
сделал новую диаграмму Парето.
Представьте себе, какое разочаро-
вание все испытали, когда оказа-
РИС. 12-6. Диаграмма Парето для числа
забракованных деталей в корзине
лось, что на диаграмме Парето
двумя главными проблемами ста-
ли перенапряжение и стоки. В июле
они были на четвертом и восьмом
местах соответственно.
Процесс был неуправляемым. Он был не готов к улучшениям, но нуж-
дался в стабилизации. Диаграмма Парето в данном случае просто выдала
статистику случаев для неуправляемого процесса. С помощью такой диа-
граммы можно понять, насколько плоха ситуация и каковы главные про-
блемы в каждом месяце, но это ничем не поможет в выявлении и устра-
нении особых причин неуправляемой вариации, поскольку такая реакция
всегда будет запаздывающей.
Два предыдущих примера показывают, как использовать диаграммы Па-
рето для неуправляемых процессов. В первом примере применение диаграм-
мы Парето было эффективным, так как исследуемая проблема — процесс
340
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
разрушения — развивался в одном направлении до тех пор, пока не был про-
изведен ремонт. Во втором примере диаграмма не дала нужных результатов,
поскольку она отслеживала только особые причины неуправляемой вариации
и не смогла помочь их найти и устранить. Единственный надежный путь
выявления этих особых причин — ведение своевременной контрольной
карты и по возможности выполнение операций корректировки.
Давайте посмотрим, как могла бы выглядеть диаграмма Парето для ито-
говых результатов процесса за целый год (речь идет о процессе, показанном
в табл. 11.1).
Хотя в каждом месяце причины брака меняются, за год они будут усредне-
ны и диаграмма Парето получится весьма плоской, без явно выраженной
главной причины. Такую диаграмму Парето нельзя использовать для концен-
трации усилий на одной проблеме. Более того, это было бы ошибкой. Тот
факт, что процесс вышел из состояния управляемости, означает, что начинать
надо с выявления и устранения особых причин неуправляемой вариации.
Кавалерийская атака на отдельные проблемы, вместо работы над процессом
в целом, ничего не даст. Как только одна проблема будет решена, другая
займет ее место и никакого улучшения не произойдет.
Один из способов повышения результативности диаграммы, показанной
на рис. 12.6, состоит в том, чтобы дополнить ее кумулятивной кривой, по-
казывающей накопленные проценты. Такая кривая проверяет, работает ли
принцип Парето. Этот принцип можно сформулировать и так: «80% ваших
трудностей проистекают из 20% ва-
ших проблем». Кумулятивные доли
объясняют, нашлись ли в данной
точке доминирующие категории,
или же все категории попали в эту
группу. В предыдущем примере все-
го было забраковано 467 деталей
(см. табл. 11.1). Из них 125 — в свя-
зи с чужеродным материалом, зна-
чит, чужеродный материал отвечал
за 125/467 = 0,268 всех проблем.
В сумме чужеродный материал и де-
фектный край составили 209 случа-
ев, следовательно, эти две категории
дают 209/467 = 0,448 всех проблем.
Продолжая в том же духе, мы сдви-
нем категорию «прочие» в конец,
и вся диаграмма Парето примет вид,
как показано на рис. 12.7. Получа-
ется, что шесть из семи категорий
вписываются здесь в 80%! Таким
образом, в данном случае принцип
44,8%
26,8%
83,7%
82,0%
74,9%-
66,1%-
56,1%
РИС. 12.7. Законченная диаграмма Парето
для данных табл. 11.1
Глава 12 • Начало работы
341
Парето не работает. Надо заниматься всеми проблемами, а не двумя «самы-
ми главными».
Все это возвращает нас к основному принципу: «Всякий процесс, который
неуправляем, нельзя описать сколько-нибудь определенно». Нельзя опреде-
лить потенциал таких процессов. Они всегда выдают меньше, чем могут. Вот
почему усилия по модификации таких процессов терпят крах. На практике
реально улучшить стабильность такого процесса можно, просто приведя его
в состояние разумной степени статистической управляемости. Вот почему
первой целью производства должно быть приведение процесса в состояние
статистической управляемости. И только после, если процесс не удовлетво-
ряет требованиям допусков, можно начать работу по его изменению.
12.4. Выводы
В этой книге представлены семь основных инструментов. Совместное ис-
пользование этих семи инструментов — проверенное и очень эффективное
средство выявления проблем, определения проблем, решения проблем и пред-
отвращения проблем.
Три инструмента, рассмотренные в этой главе, относятся к категории
организационных средств решения проблем. Блок-схемы, диаграммы Парето
и диаграммы причин и результатов эффективны потому, что представляют
зависимости графически. Эти инструменты удобно использовать при вне-
дрении единой системы обмена информацией в организации.
Простые статистические инструменты — гистограммы и графики хода
процесса — дают отдельным сотрудникам и группам простые, но мощные
средства обобщения данных. С помощью таких графических средств удобно
обмениваться большими массивами информации, поскольку информация
представляется в виде картинок. Люди всегда понимают картинки быстрее
и легче, чем столбцы чисел.
Более сложные инструменты — контрольные карты и установка цели про-
цесса — дополняют простые. Контрольные карты позволяют проводить углу-
бленное исследование сложных проблем. Использование контрольных карт во
время установки цели процесса позволяет операторам поддерживать улучше-
ния, сделанные раньше, одновременно выявляя и устраняя особые причины
вариации, возникающие время от времени. Таким образом, эти методы эффек-
тивны при определении и предотвращении проблем. Контрольные карты служат
источниками информации для принятия решений во всех областях деятель-
ности. Сочетание простоты и гибкости делают их самыми полезными из всех
известных статистических методов, применяющихся в промышленности.
Глава 13
Вопросы дальнейших
исследований
Здесь собраны некоторые вопросы, которые будут полезны для более про-
двинутых читателей. Советуем обращаться к ним по мере надобности.
В первом разделе обсуждается интерпретация понятий «асимметрия»
и «эксцесс». Приводятся формулы и параметры для обеих статистик, а также
примеры их вычисления.
Во втором разделе проводятся различия между количественными и ана-
литическими исследованиями. Этот краткий обзор показывает, что у двух
типов исследований разные цели, и объясняет, почему контрольные карты
Шухарта — не то же самое, что методы статистического вывода.
В третьем разделе мы распространим результаты предыдущего раздела на
обсуждение характеристик продукции относительно требований допусков.
В помощь характеризации измеряемых объектов будет введено представле-
ние о вероятностной ошибке. Мы обсудим экстраполяцию, требуемую для
характеризации неизмеряемых изделий, и природу предпосылок, нужных
для этого.
В четвертом разделе мы будем обсуждать модифицированные контрольные
пределы. В пятом разделе мы покажем, в чем состоит ошибочность процедур
выборочного контроля. Далее, шестой раздел вернет нас к проблеме оцени-
вания доли несоответствующей продукции, а седьмой — расскажет, как про-
изводить преобразования данных перед их анализом.
В восьмом разделе будут проиллюстрированы эффекты вариации для
«сбалансированной» производственной линии. Для объяснения того, почему
кучи запасов неизбежно возникают в любой сбалансированной системе, мы
использовали имитационное моделирование. Мы покажем, почему бессмыс-
ш
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ленно настаивать на снижении запасов процесса, и объясним, как это делать
правильно.
13.1. Интерпретация асимметрии и эксцесса
С использованием статистических программных пакетов многие люди стали
склонны к измерению не только положения и рассеивания. В дополнение к
среднему и стандартному отклонению набора данных они еще находят стран-
ные числа с названиями «асимметрия» и «эксцесс». Поскольку эти числа
рассчитываются автоматически, естественно желание узнать, как же ими
воспользоваться на практике. Цель этого раздела — пролить некий свет на
то, что же такое значат асимметрия и эксцесс.
Прежде всего надо провести различие между статистиками и параме-
трами. Статистики для асимметрии и эксцесса — это просто функции данных.
Они вычисляются по некоторым конкретным формулам и характеризуют
некоторые особенности данных. А параметры — это константы, описывающие
некоторые характеристики функции распределения вероятности.
Статистики асимметрии и эксцесса часто вычисляют по формулам:
S(Xf-X)3
«3 =----s----•
£(Xt-X)4
“ 4 *
Так как в этих формулах используются третья и четвертая степени откло-
нений от среднего, очевидно, что они обе чувствительны к крайним значе-
ниям в любом наборе данных.
При заданном распределении вероятности, характеризуемом функцией
f(x), параметр асимметрии определяется выражением:
«3= J
А С
для всех х
а параметр эксцесса определяется так:
г (х-ц)4 Cf ..
а4 = J ------f—fMdx.
для всех х
В этих уравнениях р означает среднее распределения вероятности, а ст —
стандартное отклонение распределения вероятности.
Параметры асимметрии и эксцесса обычно называют параметрами фор-
мы распределения. Следующий пример иллюстрирует природу этих двух
параметров.
Глава 13 • Вопросы дальнейших исследований
345
ПРИМЕР 13.1
Асимметрия и эксцесс
правостороннего треугольного распределения
Рассмотрим распределение вероятности с функцией плотности f(x), где
f(x) - —-——, когда ->J2 <х< 2у/2}
9
u f(x) - 0 в остальных случаях.
Это распределение известно как стандартизованное правостороннее
треугольное распределение. У него среднее равно 0,0 и стандартное от-
клонение — 1,0. Пример такого распределения показан на рис. 13.1.
РИС. 13.1 Стандартизованное правостороннее треугольное распределение
Для такого распределения формулы асимметрии и эксцесса сводятся
к следующим:
«з = J x3f(x)dx = J х3 - - dx,
для всех х Jz \ 7 /
2^2 ( /Я-хУ
а4 ~ J x4f(x)dx = j х4 ---------- dx.
для всех х -]2 \ >
Первый из этих интегралов — площадь под кривой, определяемая умно-
жением функции плотности f(x) на кубическую кривую х3. Второй инте-
грал — площадь под кривой, определяемая умножением функции плотности
f(x) на кривую четвертой степени от х4. Эти функции плотности вместе
с кубической функцией и функцией четвертой степени отх приведены на
рис. 13.2.
Произведения кривых из рис. 13.2 показаны на рис. 13.3 и 13.4. Параметр
асимметрии для этого распределения равен области справа от вертикаль-
ной оси минус область слева на рис. 13.3.
а3 = 1,005663 - 0,439978 = 0,565685.
Параметр эксцесса для этого распределения равен площади под кривой
нс рис. 13.4.
а4 = 0,503704 + 1,896296 = 2,400000.
346
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Тот факт, что все четыре области на рис. 13.3 и 13.4 не приближаются
к средним, показывает, что центральная область распределения вносит весь-
ма малый вклад в эти два параметра. Так как в этом примере распределение
представлено уже в стандартизованной форме, единицы горизонтальных
осей соответствуют стандартизованным расстояниям от среднего. Значит,
вклад центральной части распределения можно определить, выяснив, какая
часть общей площади под кривыми соответствует значениям X между -1,0
Глава 13 • Вопросы дальнейших исследований
347
и +1.0. Хотя для исходного распределения на эту область приходится 63% пло-
щади, для рис. 13.3 это только 11%, а для рис. 13.4 всего 5% попадает в этот
интервал. Следовательно, и асимметрия, и эксцесс непосредственно харак-
теризуют хвосты распределения.
Параметр асимметрии измеряет относительный размер двух хвостов.
У симметричных распределений параметр асимметрии равен нулю. Если
правый хвост тяжелее левого, то параметр асимметрии будет положитель-
ным. А если тяжелее левый хвост — отрицательным. Более того, чем
больше разница между хвостами, тем больше будет величина параметра
асимметрии.
Параметр эксцесса измеряет совместный вес хвостов относительно осталь-
ного распределения. По мере утяжеления хвостов распределения эксцесс
будет расти. А по мере их облегчения —уменьшаться. Первоначально эксцесс
мыслился как мера «островершинности» распределения. Однако, поскольку
этот параметр практически игнорирует центральную часть распределения,
эксцесс не может непосредственно служить мерой островершинности. Кор-
реляция между островершинностью и эксцессом существует, но она не ли-
нейная и в лучшем случае не жесткая.
Наконец, зависимость этих двух параметров от хвостов распределения
говорит, что для надежной оценки этих статистик нужна уйма данных. На-
помним, что центральная часть большинства распределений содержит от
60 до 75% значений. А это значит, что статистики асимметрии и эксцесса,
в общем, основаны максимум на 25-40% данных. Следовательно, надо со-
брать сотни данных в условиях статистически управляемого процесса, пре-
жде чем можно будет надежно получить статистики асимметрии и эксцесса.
С параметрами формы асимметрии и эксцесса обычно ассоциируются два
заблуждения. Первое из них — утверждение о том, что два распределения,
имеющие одинаковые среднее, стандартное отклонение, асимметрию и экс-
цесс, будут иметь одинаковую форму. Второе заблуждение — это представ-
ление о том, что распределение с асимметрией, равной нулю, будет симме-
тричным. То, что это действительно заблуждения, показывают следующие
примеры.
348
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
ПРИМЕР 13.2 Простое симметричное распределение
Следующие уравнения определяют некоторую функцию плотности:
f(x) = 0,6391 + 1,0337х при -0,0091 < х <0,5387;
=1,7527 - 1,0337х при 0,5387 < х < 1,0864;
-О в остальных случаях
Это распределение вероятности имеет следующие значения параме-
тров:
среднее = р = 0,5387;
стандартное отклонение = о = 0,2907;
асимметрия = а3 =0,0000;
эксцесс = а4 = 2,0000.
График этой функции показан на рис. 13.5.
Это простое симметричное распределение имеет параметр асимметрии,
равный нулю, как и ожидалось. А параметр эксцесса, равный 2,0, крайне мал,
такое распределение можно назвать «легкохвостым». (У нормального рас-
пределения параметр эксцесса равен 3,0. Это значение рассматривается как
граница между распределениями с легкими и тяжелыми хвостами.)
Среднее, стандартное отклонение, асимметрию и эксцесс для симметрич-
ного распределения с легкими хвостами, которое уже рассмотрено, стоит
сравнить с распределением из следующего примера.
ПРИМЕР 13.3 Несимметричное распределение вероятности
Семейство функций плотности описывается следующим уравнением:
f(x) = ck x~(e + [1 + х~*]~а + 1J = 0 ' при х > 0,0; в других случаях.
Глава 13 • Вопросы дальнейших исследований
349
Когда константы с и к принимают значения с = 18,1484 и к = 0,0629,
функция плотности примет следующие значения параметров:
среднее = р = 0,5387;
стандартное отклонение = а = 0,2907;
асимметрия - а3 =0,0000:
эксцесс = а4 = 2,0000.
Эта конкретная функция плотности показана на рис 13.6, она опреде-
ленно не симметрична, хотя ее параметр асимметрии и равен нулю. Дей-
ствительно, при небольшом воображении можно увидеть контуры слона.
РИС. 13.fi. Несимметричная функция плотности вероятности
Сравнивая распределения на рис. 13.5 и рис. 13.6, мы обнаруживаем, что
они имеют одинаковые средние, одинаковые стандартные отклонения, оди-
наковые асимметрии и одинаковые эксцессы, но тем не менее совершенно
не похожи. Значит, можно уверенно заключить, что «параметры формы» —
асимметрия и эксцесс — не могут даже отличить слона от дома!
Рис. 13.7. Относительность параметров асимметрии и эксцесса
350
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Если параметры асимметрии и эксцесса работают так плохо, то на что
можно надеяться при использовании статистик асимметрии и эксцесса?
Надеяться не на что.
В книге «Контроль качества произведенной продукции» Шухарт рассма-
тривал построение контрольных карт для асимметрии и эксцесса. (Он называл
эксцесс «плоскостностью».) Но после тщательного исследования информации,
даваемой этими статистиками, он отказался от этого. Делая это, Шухарт за-
метил, что статистики положения и рассеивания дают практически все, что
полезно, все, что можно извлечь из численных сводок данных. Использование
дополнительных статистик, таких как асимметрия и эксцесс, излишне1.
132. Исследования количественные и аналитические
Различие между количественными и аналитическими исследованиями впер-
вые провел доктор Деминг много лет назад. Он считал, что это различие
лежит в основе любого использования данных в реальном мире1 2.
Если не проводить такого различия, то применение теории вероятности
и теории статистического вывода может быть ошибочным и вести к неверным
решениям. Вообще, никакую теорию нельзя понять до конца, пока мы не
знаем границ ее применения. Хотя эта книга полностью посвящена исполь-
зованию статистического мышления в приложении к аналитическим про-
блемам, различать эти проблемы и проблемы количественных исследований
жизненно важно для всех, кто хочет использовать данные корректно.
Количественные исследования всегда предполагают существование не-
которых рамок (областей определения), внутри которых они проводятся.
Эти рамки представляют собой список некоторых физических единиц, име-
ющих серийный номер, некоторые или все из которых можно отобрать для
изучения.
Количественные исследования — это действия с данными, содержащими-
ся внутри некоторых рамок. Те действия, что надо выполнить в этих рамках,
зависят исключительно от оценок или от полноты подсчетов для одной или
нескольких конкретных частей изучаемой области. Цель статистического
исследования количественных проблем — описательная: определить, «сколь-
ко» или «насколько много». Цель не состоит в том, чтобы выяснить, почему
так много или почему именно столько, нужно просто количественно описать
материал в этих рамках.
Аналитические исследования — это действия с процессами или системой
причин, которые создают изучаемые рамки и которые осуществляются
ради улучшения результатов в будущем. Цель состоит именно в улучшении
продукта в будущем, а не просто в изучении некоторого материала.
1 Economic Control of Quality of Manufacturing Product, pp. 97-98.
2 См., например: «On Probability as a Basis for Action», The American Statistician, v. 29,
pp. 146-152,1975.
Глава 13 • Вопросы дальнейших исследований
351
Таков простой способ различения количественных и аналитических ис-
следований. 100%-ное изучение выборки позволит дать ответ на вопрос по
количественной проблеме (с учетом, конечно, ошибок, пропущенных ответов
и ограничений методов, используемых для получения результатов измерений
в определенных рамках). Но для аналитического исследования изучения даже
100%-ной выборки будет не достаточно, чтобы сделать правильный вывод.
При количественных исследованиях для выбора объектов из некоторых
рамок (областей определения) используются таблицы случайных чисел, мо-
делируя процесс случайного выбора, который служит одной из основ теории
вероятности. Получив случайную выборку, можно оценить выборочное рас-
пределение исследуемой статистики. Таким образом, можно воспользовать-
ся теорией вероятности как руководством для оценки неопределенности
выборочного метода в количественных исследованиях. (Это тем не менее не
описывает ошибки, не связанные с выборкой.)
В аналитическом исследовании нет способа определить случайную вы-
борку для будущих данных. Все данные вообще, и особенно данные для
анализа — исторические. Однако в аналитических исследованиях представ-
ляют интерес предсказания, экстраполяция в будущее. И теория вероятности
здесь бессильна. Все выборки не вполне случайны, и нет способа приписать
вероятности конкретным событиям будущего.
Но мы можем и должны использовать предсказания в любом виде чело-
веческой деятельности. Как же нам успешно экстраполировать данные из
прошлого в будущее? В этом суть аналитических исследований, и контроль-
ная карта — первый кандидат на роль инструмента. Контрольная карта по-
зволит сделать разумный (индуктивный) вывод о том, как данный процесс
вел себя в прошлом. Если этот процесс в прошлом демонстрировал разумную
степень статистической управляемости, то нет никаких оснований считать,
что он спонтанно станет неуправляемым в будущем. А если станет, то пред-
сказание можно сделать только на основе знаний конкретной области. Таким
образом, если процесс был статистически управляемым в прошлом, то
разумно предположить, что он сохранит это состояние в ближайшем буду-
щем. А в этом случае предсказание будущего разумно основывать на прошлых
данных, и есть надежда, что такое предсказание оправдается. Тем не менее
не существует доверительного уровня для такого предсказания. Его просто
не может быть.
Вот почему некорректно использовать вероятностную модель при преоб-
разовании отношения воспроизводимости или индекса воспроизводимости
в процент несоответствующей продукции. Вот почему теоретические кривые
мощности для контрольных карт неприменимы на практике. Вот почему всю
структуру дедуктивных вероятностных рассуждений, которую мы называем
теорией статистического вывода, нельзя непосредственно приложить к тем
индуктивным выводам, которые нужны в реальном мире. В лучшем случае
вероятность и статистика могут служить лишь советчиком для практики.
Решающим доказательством того, что данная процедура полезна в реальном
352
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
мире, служит эмпирический опыт ее работы, а не теоретические (вероят-
ностные) рассуждения.
Для выявления малых отклонений от среднего было (и еще будет) пред-
ложено много методов. Среди этих методов контрольные карты Шухарта
выделяются как единственные, которые фактически оценивают внутреннюю
состоятельность данных, служащую условием всякой экстраполяции в буду-
щее. Таким образом, в отличие от разных «критериев» и «интервалов» теории
статистического вывода, контрольные карты — это инструменты аналити-
ческих исследований. Вместо математического моделирования или оцени-
вания карты Шухарта нацелены на планирование соответствующих действий
в будущем, основанных на анализе данных из прошлого. Из всех известных
на сегодня статистических процедур только они спроектированы для индук-
тивного вывода в реальном мире.
13.3. Характеристики продукции
Вычисление коэффициента воспроизводимости ставит целью охарактеризо-
вать процесс по отношению к допускам. Поскольку это предполагает предска-
зание, д-р Деминг назвал такое использование данных «аналитическим». Исполь-
зование измерений для характеризации продукции относительно допусков —
это несколько иной вопрос. Вместо того чтобы пытаться определить будущее
качество потока продукции, мы пытаемся решить, что делать с уже готовым
изделием либо партией продукции или материала, отгрузкой. Д-р Деминг на-
зывал такое описание «количественным» использованием данных.
Когда измерения используются для описания измеряемого изделия от-
носительно допусков, главным источником неопределенности такого реше-
ния служит сам процесс измерения. Когда же измерения используются для
характеризации массы продукции, из которой было отобрано изделие, или
несколько изделий, экстраполяция от измеренных изделий на изделия, ко-
торые не были измерены, вносит в решение дополнительный элемент не-
определенности. Простой и прямой подход к учету неопределенности в первом
из этих случаев описан в этом разделе. Во втором случае редко бывает так,
что можно оценить фактическую величину неопределенности, связанной
с принимаемым решением. Причины такого явления тоже описаны ниже.
Характеризация продукции, которая измерялась
Сначала рассмотрим ситуацию, когда предпринимается попытка охарактеризо-
вать измеряемое изделие относительно допусков. Если результат измерения
оказался как раз между пределами допуска, то изделие признается соответ-
ствующим. А если результат попал за пределы допуска, то изделие признается
несоответствующим. Вычисление того, насколько близок результат к допуску,
и неопределенность выбора образца подвержены вероятностной ошибке (ВО).
Глава 13 • Вопросы дальнейших исследований
353
Эта вероятностная ошибка характеризует вариацию, которую можно от-
нести только к процессу измерения. Чтобы получить эту величину, надо
получить некоторые данные, способные изолировать ошибку измерения от
остальных источников вариации. Простой способ сделать это — провести
параллельные измерения того же самого образца, с помощью тех же самых
методов, тем же инструментом и тем же оператором. (В случае разрушающих
испытаний, когда нельзя заранее гомогенизировать образцы, приходится
подбирать пары как можно более похожих друг на друга образцов, испытывать
эти пары и оценивать разности между такими парными измерениями.)
Теперь рассмотрим результаты измерений одного и того же образца
большое число раз. Эти измерения неизбежно будут варьировать (если, ко-
нечно, их не слишком сильно округлить). При заданном конкретном методе
измерений определенное среднее повторных измерений одного и того же
образца дает «наилучшее значение», характеризующее данные измерения.
(Разные методы, видимо, дадут различные «наилучшие значения».) Мера
рассеивания параллельных измерений опишет вариацию данного метода
измерений. При отсутствии лучшего символа обозначим эту меру вариации
измерительного процесса через . На рис. 13.8 показана гипотетическая
гистограмма повторных измерений одного и того же образца.
Рис. 13.fi. Гистограмма повторных измерений одного образца
Рис. 119. Некоторые площади под нормальной кривой
354
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Если воспользоваться для аппроксимации повторных измерений нормаль-
ным распределением, то области под нормальной кривой можно использовать
для аппроксимации поведения повторных измерений. В этом случае нам
интересны средние 50% от нормального распределения. Как видно из рис. 13.9,
эти 50% под нормальной кривой при данном среднем g и стандартном от-
клонении ст включают интервал, задаваемый
/1 ± 0,6745 ст.
Такое использование нормального распределения в качестве модели ошиб-
ки измерения восходит к Гауссу (1809) и Лапласу (1810). Обнаружено, что, в
общем, получается очень хорошая аппроксимация гистограммы на рис. 13.8.
Таким образом, основываясь на нормальной модели, можно ожидать, что
около половины повторных наблюдений одного образца попадут в интервал:
Х±0,67ст,.
Точно так же можно ожидать, что примерно половина повторных изме-
рений одного образца окажутся за пределами этого интервала.
Если разницу между отдельным измерением и средним большого числа по-
вторных измерений определяется как ошибка измерения, то эти ошибки, как
можно ожидать, будут примерно половину времени лежать между средним и
0,67 СТб, а другую половину времени попадут за пределы этого интервала. Сле-
довательно, величина 0,67 СТ, оценивает медиану ошибки единичного измере-
ния. Исторически эта величина была названа вероятностной ошибкой.
Рис. 13.10. Ошибка единичного измерения
Вероятностная ошибка играет существенную роль в установлении нижней
границы разрешающей способности единичного измерения. Если некоторое
измерение отличается от «наилучшего значения» на величину, равную веро-
ятностной ошибке, по меньшей мере половину времени, значит, нет смысла
пытаться интерпретировать это число более точно. Такая вероятностная
ошибка как раз и определяет основную неопределенность данного измерения.
Пока вероятностная ошибка больше, чем единица измерения, получается,
Глава 13 • Вопросы дальнейших исследований
355
что именно она определяет эффективную разрешающую способность от-
дельного значения. Значит, вероятностная ошибка определяет эффективную
дискретность измерений и служит руководством в том, насколько узко сле-
дует интерпретировать некое отдельное значение.
Один из способов использования этого значения для характеризации
измеряемого продукта относительно границ допуска описан в следующем
примере.
ПРИМЕР 13.4 Вероятностная ошибка измерений вязкости
Изделие 42LF производится малыми партиями. Малый объем партии
вместе с мощным перемешиванием входе процесса делают резонным пред-
положение о том, что каждая партия надежно гомогенизирована. От пар-
тии отбирался на испытание образец во время перемешивания. Образец
делился пополам, и вязкость измерялась дважды. Результаты в сентисто-
ках (сс) (единицах кинематической вязкости) для семи партий показаны
ниже.
Партия 78 79 80 81 82 83 84
Вязкость 2480 2870 2350 2990 3070 3020 2510
2530 2730 2390 2930 3050 3000 2610
Размахи 50 140 40 60 20 20 100
Такое дублирование измерений дает простой и удобный способ оцени-
вания ошибки измерения. Приведенные выше размахи представляют ошиб-
ку «тест — ретест» на одном и том же продукте и, следовательно, могут
использоваться для вычисления ошибки :
л R 61,4 ..
о = — = ——— = 54 сент истока.
d2 1,128
Значит, вычисленное значение для вероятностной ошибки (ВО) этих
измерений будет:
ВО = 0,67(54) = 36 сентистоков.
Индивидуальные измерения вязкости округлялись до ближайших 10 сс,
а было бы правильно округлять до ближайших 36 сс. А среднее из двух из-
мерений вязкости надо округлять до ближайших
36 СС S -4 -
- 25 сс - ВО для среднего из двух измерении.
Поскольку вероятностная ошибка определяет разрешение измерения, она
будет определять и эффективное отклонение при неопределенности относи-
тельно пределов допуска. Когда расстояние между измерением и пределом
допуска меньше, чем вероятностная ошибка, возникает неопределенность
относительно того, где же лежит данное значение.
Когда же измерение отстоит от границы допуска более чем на одну веро-
ятностную ошибку, то появляется, по крайней мере, много шансов, что про-
356
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
дукт находится по ту же сторону от границы, что и результат измерения.
Таким образом, измерение, отстоящее более чем на одну вероятностную
ошибку от предела допуска, скорее всего, указывает на несоответствие этого
продукта требованиям, а когда измерение отстоит более чем на одну вероят-
ностную ошибку вглубь поля допуска, это, видимо, говорит о том, что продукт
годен.
Нельзя точно сосчитать все варианты, но можно получить некое прибли-
женное указание на то, что же означает выражение «скорее всего» в преды-
дущем абзаце. Начнем с предположения о равном неведении: данный продукт
имеет равные шансы быть годным и негодным. Таким образом, полагая, что
нормальное распределение дает удовлетворительную аппроксимацию рас-
пределения ошибок измерения, можно воспользоваться теоремой Байеса для
вычисления апостериорной вероятности годности продукта при данном
конкретном результате измерения. Хотя эти вероятности неточны, ими мож-
но воспользоваться для грубой характеризации продукта при данных кон-
кретных результатах измерения1.
Приблизительно Приблизительно Приблизительно
два шанса два шанса s'---два шанса
из пяти, \ из трех, [ из пяти,
что продукт X что продукт 2 что продук
годен § g гцден g g годен
Нижний
предел
допуска
Верхний
предел
допуска
Рис. 1311. Измерения в пределах одной вероятностной ошибки от границ допуска
Рассмотрим, например, неопределенность допусков при ±1 ВО. Если из-
мерение оказалось вне допуска, но менее чем в 1 ВО от границ, то есть при-
мерно два шанса из пяти, что оно принадлежит годному изделию. Если же
измерение оказалось внутри поля допуска, но в пределах 1 ВО от границ, то
есть примерно два шанса из трех, что измерение принадлежит годному из-
делию. Ясно, что измерения, попавшие в диапазон 1 ВО относительно гра-
ницы допуска, несколько сомнительны. В противоположность этому рассмо-
трим шансы, которые возникают у измерения, оказавшегося дальше от
границ допуска.
У измерения, отстоящего от допуска более чем на 1 ВО, есть менее чем
один шанс из пяти, что оно принадлежит годному изделию, соответствую-
1 Определение годного изделия должно быть таким, чтобы «наилучшее значение* по
пало внутрь поля допуска.
Глава 13 • Вопросы дальнейших исследований
357
Менее
чем один шанс
из пяти,
что продукт
годен
Более
чем пять шансов
из шести,
что продукт
годен
Менее
чем один шанс
из пяти,
что продукт
годен
Нижняя
граница
допуска
Верхняя
граница
допуска
Рис. 13.12. Границы допуска неопределенны при разнице в одну вероятностную ошибку
щему допускам. А у измерения, которое попало внутрь допуска более чем на
1 ВО от границы, есть по меньшей мере пять шансов из шести, что оно при-
надлежит годному изделию.
Менее
чем один шанс из 20,
что продукт о
годен д д
еч г-
Более
чем 19 шансов из 20,
О О что продукт
PQ PQ годен дй
г* еч«н
Менее
чем 1 шанс из 20,
что продукт
годен
Верхний
предел
допуска
Нижний
предел
допуска
Рис. 1111 Неопределенность допусков при разнице в две вероятностные ошибки
Рассмотрим далее неопределенность допусков при ±2 ВО. Измерения,
отстоящие от границ допуска более чем на 2 ВО, имеют менее одного шанса
из 20, что они принадлежат годному изделию. Измерения, оказавшиеся вну-
три поля допуска более чем на 2 ВО, имеют не менее 19 шансов из 20, что
они принадлежат годному изделию.
Рассмотрим, наконец, неопределенность допусков при ±3 ВО. Измере-
ния, отстоящие от границ допуска более чем на 3 ВО, имеют менее одного
шанса из 100, что они принадлежат годным изделиям.
Измерения, попавшие внутрь поля допуска и отстоящие от границ более
чем на 3 ВО, имеют не менее 99 шансов из 100, что изделие годное.
Эти шансы нельзя рассматривать как точные вероятности. Скорее они
могут служить неким указанием, призванным помочь пользователю развить
интуитивное представление о том, что же могут значить конкретные резуль-
таты измерений на практике.
358
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Менее чем
один шанс
из 100,
что продукт
гццен
Более чем
99 шансов из 100,
что продукт
годен
Менее чем
один шанс
из 100,
что продукт
годен
ООО
рс рс рс
го ечгч
ООО
« РС »
г-1 СЧ СО
ООО
PC PC PC
ООО
PC pc «
r-iCN CO
Нижняя
граница
допуска
Верхняя
граница
допуска
Рис. 1114. Неопределенность допусков при разнице в три вероятностные ошибки
ПРИМЕР 13.5 Интерпретация измерений относительно допусков
Допуски для изделия 42LFзаданы значениями 2500 и 3000 сс. Для харак-
теристики каждой партии используется среднее парных измерений.
Вероятностная ошибка среднего из двух измерений оказалось равным 25сс.
Следовательно, вот какова неопределенность пределов допуска:
2425
2450
2475
2500
, 2525
3075
3050
; 3025
3000
I. . . .
2975
I
J___________L
2550
। 2575
2950
2925 ।
Партия 80 82 83 78 81 84 79
Вязкость 2350 3070 3020 2480 2990 2510 2870
2390 3050 3000 2530 2930 2610 2730
Среднее 2370 3060 ЗОЮ 2505 2960 2560 2800
Вне Вне (?) ? ? Внутри (?) Внутри (?) Внутри
Партия 80: значение 2370явно за 3 ВО вне допуска: менее чем 0,01 шанса,
что продукт годен.
Партия 82: значение 3060 лежит между 2 и 3 ВО вне допуска: примерно
0,05 шанса за годный продукт.
Партия 83: значение ЗОЮ отстоит от верхней границы менее чем на
1 ВО: примерно 0,39 шанса за годный продукт.
Партия 78: значение 2505 лежит менее чем в 1 ВО внутри допуска: при-
мерно 0,64 шанса за годный продукт.
Партия 81: значение 2960 лежит внутри в 2 ВО от верхней границы до-
пуска: примерно 0,84 шанса за годный продукт.
Партия 84: значение 2560 лежит внутри в 3 ВО от нижней границы:
примерно 0,95 шанса за годный продукт.
Партия 79: значение 2800лежит внутри, гораздо дальше, чем 3 ВО: более
0,99 шанса за годный продукт.
Глава 13 • Вопросы дальнейших исследований
359
Правильное понимание эффективной разрешающей способности измере-
ния критически важно для его правильного применения. Без такого пони-
мания появятся заблуждения относительно объективности измерений и, как
следствие, могут быть приняты неверные решения.
Описанная выше методология может применяться повсеместно для харак-
теризации самих измеряемых объектов относительно допусков. Примеры тако-
го использования измерений применимы при неразрушающих измерениях
отдельных изделий или емкостей с однородными жидкостями, где идентичность
партии сохраняется, по крайней мере, до момента отгрузки продукции. Но эти
методы неадекватны при характеризации продукции, которая не измерялась.
Характеризация продукции, которая не измерялась
Использование измерений для характеризации продукции, которая не из-
мерялась, — общая черта многих операций. Это встречается всякий раз,
когда используются разрушающие испытания, и часто, даже если испытания
не разрушающие. Когда измерения используются для характеризации партий,
упаковок, потенциально неоднородной массы продукции, проводится экс-
траполяция и утверждения о продукции, которая не измерялась, делаются
на основе продукции, которая измерялась. В некоторых случаях неопределен-
ность такой экстраполяции можно оценить. В других случаях остается толь-
ко скрестить пальцы в надежде, что неопределенность экстраполяции не
приведет к ошибочным решениям.
Так что же делать, чтобы оценить неопределенность экстраполяции при
характеризации продукции по одному или нескольким измерениям? Это
главный вопрос теории выборочного метода. Сначала надо придать экстра-
поляции точный смысл: измеряемый объект или объекты должны извлекать-
ся из той партии продукции, которая характеризуется. Далее нужно сделать
вывод о том, что выборка (измеренная продукция) представляет партию
(неизмеренную продукцию). Обычно это обосновывается выборочной про-
цедурой. Общий признак выборочных процедур — наличие рамок. Эти рам-
ки представляют собой совокупность материала (продукции), из которого и
надо получить выборку. Стоит заметить, что эти рамки могут отличаться
(слегка) от той партии, которая характеризуется. Пока рамки примерно со-
ответствуют партии продукции, экстраполяция сохраняет смысл. Если же
различия между рамками и партией продукции становятся слишком боль-
шими, экстраполяция теряет всякий смысл. Наконец, в дополнение к рамкам
выборочная процедура должна определить, как надо отбирать объекты из
рамок, и таким образом обеспечить каждому объекту в рамках равные шан-
сы быть отобранным (доктор Деминг называет это «равные шансы и полный
охват»). Когда эти условия выполняются, можно использовать измерения для
экстраполяции от измеренной продукции к продукции, которая не измеря-
лась, и методы количественной статистики можно использовать для оценки
неопределенности экстраполяции.
360
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Определение рамок и установление выборочной процедуры — сложные и
трудоемкие задачи. При дорогих одноразовых исследованиях успех часто за-
висит от тщательности определения рамок и процедуры отбора. Однако
в текущих промышленных приложениях редко встречаются хорошо опреде-
ленные рамки. В некоторых случаях удается найти какую-нибудь стандартную
процедуру отбора для данной продукции. Но в большинстве промышленных
ситуаций ни рамки, ни план выборки не дают равных шансов и полного
охвата. Таким образом, отсутствие этих предварительных условий в про-
мышленности почти всегда делает невозможным оценивание неопреде-
ленности, связанной с экстраполяцией от измеренных образцов к партии.
А когда это происходит, то пропадает основа для использования теории ста-
тистического вывода и нет никакой возможности узнать, насколько разумной
может быть экстраполяция от измеренных образцов к партии продукции.
В лучшем случае эти выборки можно характеризовать как удобные или слу-
чайные, с ясным подтекстом, что любые основы для экстраполяции таких
выборок рискованны.
Проблема со случайными или удобными выборками дает возможность
субъективного смещения при отборе образцов. Любая субъективность в от-
боре образцов подрывает надежду на репрезентативность выборок и раз-
рушает основу для экстраполяции.
Получается, что большинство промышленных выборок — это удобные
выборки, но вправе ли мы использовать такие измерения для характеризации
продукции в партии или для характеризации потока продукции? Честный
ответ таков: пока производственный процесс не обладает разумным уровнем
статистической управляемости, мы не вправе этого делать. Состояние ста-
тистической управляемости создает основу для использования измерений
при характеризации потока продукции. Когда процесс демонстрирует стати-
стическую управляемость, он предсказуем и устойчив. Эта предсказуемость
поддерживает экстраполяцию от выборки к продукции, которая не измеря-
лась, а устойчивость поддерживает предположение о том, что выборка ре-
презентативна для потока продукции.
В то же время наличие статистической управляемости подводит основу
под характеризацию каждой партии продукции в отдельности. Пока процесс
остается статистически управляемым, поток продукции можно рассматривать
как однородный. Пока процесс остается статистически управляемым, не воз-
никает никаких указаний на то, что поток продукции меняется во времени,
и классификация некоторой части потока как «годные» партии, а другой —
как «негодные» партии весьма произвольна.
Таким образом, когда каждая партия в производственном потоке характе-
ризуется измерениями, полученными из образцов, извлеченных из этих же
партий, последовательность измерений стоит нанести на контрольную карту.
Если эта контрольная карта демонстрирует разумный уровень статистической
управляемости, то снова предположим, что поток продукции остается ста-
бильным от партии к партии, и все эти партии следует обрабатывать одина-
Глава 13 • Вопросы дальнейших исследований
361
ково. То есть либо поток продукции содержит некоторые негодные изделия
и каждый отдельный образец надо измерять и сравнивать с допусками, либо
поток продукции состоит на 100% из годной продукции и отдельные изме-
рения нужны лишь для мониторинга контрольной карты.
Когда контрольная карта выборочных измерений не говорит о статисти-
ческой управляемости, можно попробовать разделить поток продукции на
«годную» и «негодную». Однако резкая непредсказуемость неуправляемых
процессов обычно делает такое деление неэффективным. Если процесс ме-
няется быстро относительно частоты выборки, остается слабая надежда на
то, что единичные измерения, сделанные близко, до и сразу после взятия
выборки, будут репрезентативны для продукции и что деление потока про-
дукции будет произвольным и неэффективным. В то же время, если процесс
изменяется медленно относительно частоты отбора выборок, можно быть
уверенным, что выборочные измерения будут характеризовать продукцию,
близко, до и сразу после взятия выборки. В таком случае возможно разумное
разделение на «годные» и «негодные» партии. Правда, в такой ситуации про-
цесс обычно оказывается неуправляемым.
13.4. Проблема модифицированных контрольных пределов
При анализе проблемы измерений для характеризации продукции, которая
не измеряется, относительно допусков некоторые авторы пытаются исполь-
зовать модифицированные контрольные пределы. (Эти нечеткие пределы
иногда называют «браковочными контрольными пределами».)
Пусть используется среднее нескольких измерений. Тогда модифициро-
ванные контрольные пределы равны:
Верхний контрольный предел - 3<з(Х) + 3<з(Х);
Нижний контрольный предел 4- Зс(Х) - Зс(Х).
Основанием для такой инверсии контрольной карты служит мысль о том,
что пока среднее подгруппы лежит внутри пределов, процесс производит
годную продукцию. Даже в том случае, когда можно использовать эти преде-
лы вместе с обычными контрольными пределами, гораздо более вероятно,
что они будут использоваться сами по себе. Следствия такого использования
обсуждаются ниже.
С модифицированными контрольными пределами могут быть связаны
два типа проблем. В одном случае средние подгрупп могут болтаться между
модифицированными пределами и вместе с тем находиться в неуправляемом
состоянии с точки зрения свойств исходной контрольной карты. Здесь от-
сутствие управляемости подрывает саму экстраполяцию, которая требуется,
чтобы характеризовать неизмеренную продукцию. А поскольку использова-
ние этой процедуры направлено на характеризацию неизмеренной продук-
ции, возникает серьезная проблема.
362
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
В другом случае средние подгрупп могут все лежать внутри пределов ис-
ходной контрольной карты, в то время как некоторые из них будут за преде-
лами модифицированных контрольных пределов. Наличие разумного уровня
статистической управляемости указывает на однородность потока продукции,
а использование модифицированных контрольных пределов будет делить
этот поток на сегменты, которые затем обрабатываются по отдельности.
Когда средние подгрупп лежат внутри контрольных пределов, такие решения
о продукции равносильны черной магии.
Процесс, находящийся в статистически управляемом состоянии, сможет
дать только то, на что он способен. Использование модифицированных кон-
трольных пределов не способствует достижению этого потенциала. Вместо
этого, хотя требуется тот же объем работы, что и для обычной контрольной
карты, они нацелены на меньшее, чем достижение потенциальных возмож-
ностей процесса.
Таким образом, модифицированные контрольные пределы противоречат
непрерывному совершенствованию. Нет никакой направленности на постоян-
ство цели, на стабильность операций, на стабилизацию процесса, поскольку
все сфокусировано только на соответствии допускам. Это лишь поощряет
смену периодов легкого пренебрежения и страшной паники. Особые при-
чины могут приходить и уходить неузнанными, а с ними теряются и возмож-
ности улучшения процесса. Наконец, поскольку экстраполяция от измеренных
объектов к неизмеренным зависит от уровня стабильности процесса, моди-
фицированные контрольные пределы не позволяют получить уверенность
в том, что экстраполяция безопасна и уместна.
13.5. Ошибочность приемочного статистического контроля
Весь приемочный статистический контроль построен на идее о том, что
можно принять некоторые партии и отвергнуть другие, опираясь на измере-
ния образцов, взятых из каждой партии. Использование такой процедуры
эквивалентно игре в рулетку.
Скрытое предположение приемочного статистического контроля состоит
в том, что качество партии сильно варьирует от выборки к выборке. Если
это не так, то почему же надо принимать одни выборки и отвергать другие?
Однако если качество партии широко варьирует от выборки к выборке, то
что же можно предполагать относительно однородности продукции внутри
каждой партии? Прием или отбрасывание каждой выборки будет зависеть
от экстраполяции — от продукции, которая измерена, к продукции, которая
не измерена, а предположение об однородности каждой выборки существен-
но для того, чтобы экстраполяция имела смысл. Таким образом, использова-
ние приемочного статистического контроля предполагает, что качество
продукции сильно варьирует от выборки к выборке и в то же самое время
весьма однородно внутри каждой выборки.
Глава 13 • Вопросы дальнейших исследований
363
Если качество продукции сильно варьирует между выборками и внутри
выборок, то экстраполяция от образца к утверждению относительно качества
партии будет очень неопределенной. Если качество продукции очень одно-
родно и внутри выборки и между выборками, то приемка некоторых партий
и отбрасывание других будет весьма произвольной.
Наконец, если известно, что качество сильно варьирует от выборки к вы-
борке, а каждая выборка весьма однородна, то известная однородность вы-
борок предполагает, что продукция, которая не измерена, практически такая
же, как и измеренная. В таком случае для характеризации каждой партии
можно использовать границы допуска, учитывая вероятностную ошибку.
ПРИМЕР 13.6 Качество на складе
Одна компания производит паркет из твердых пород дерева. При этом она
использует следующую процедуру в качестве своего плана обеспечения ка-
чества. Производятся паркетные плитки размером 6x6, склеиваются в
квадраты 12x12 и упаковываются в ящики. Из каждой палеты с ящиками,
готовой к отправке на склад, инспектор отбирает определенное число
ящиков для проверки на основе 5%-ного среднего предела выходного качества
плана Доджа-Ромига. Если число дефектных квадратов, найденных в ото-
бранных ящиках, превосходит браковочное число, всю палету следует
изъять и подвергнуть 100%-ной проверке с заменой негодных квадратов
годными. Если же число дефектных квадратов оказалось меньше, чем бра-
ковочное число, то данную палету следует принять, а обнаруженные де-
фектные квадраты заменить годными, после чего снова упаковать ящики
и отправить палету на склад.
Таким образом, склад заполняется палетами с паркетными плитками.
Некоторые палеты будут содержать материал, подвергнутый 100%-ной
просеивающей проверке. А другие палеты будут содержать материал, при-
шедший непосредственно с производственной линии. Однажды менеджер
отдела управления качеством позвал инспектора и спросил его, уверен ли
он в том, что президент компании найдет на складе по меньшей мере
95% годной продукции. Хотя ответ на этот вопрос был «да», сам вопрос
поставлен неверно, поскольку потребители не покупают склад, они по-
купают по одной палете за раз.
Дистрибьютор получает палету с паркетом и продает своим оптовым
покупателям несколько ящиков. Когда дистрибьютор получает «просеян-
ную» палету, оптовики находят удовлетворительный материал, и у них
создаются некоторые ожидания относительно этой продукции. Когда же
дистрибьютор получает непросеянную палету, оптовики обнаруживают
гораздо больше дефектов, чем они ожидали. В результате у них не хватает
материала для завершения работы. Им приходится докупать материал.
В результате потребитель недоволен, оптовик недоволен и дистрибьютор
недоволен всеми этими жалобами и возвратами материала. Уже и прези-
дент, и директор по качеству плохо спят по ночам, не будучи уверенными
в том, что на складе имеется не менее 95% годной продукции.
364
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Когда речь идет об исправлении дефектов, есть только два экономически
оправданных уровня контроля: все или ничего. Проверка наобум, основанная
на приемочном статистическом контроле, не минимизирует затраты ни
в каком случае. Фактически она может только ухудшить ситуацию.
13.6. Оценивание доли несоответствий
В шестой главе описывалось заблуждение относительно обращения индексов
воспроизводимости в доли несоответствий. Утверждалось, что наилучшая
оценка доли несоответствий — это просто отношение числа изделий, ока-
завшихся негодными, к общему числу испытанных изделий. Это отношение
известно как биномиальная точечная оценка.
Во многих книгах к биномиальной точечной оценке прилагаются «дове-
рительные интервалы». Такие интервалы пытаются охарактеризовать коли-
чественно неопределенность этой оценки. По существу, это те же проблемы,
что и описанные раньше в этой главе. Короче говоря, те условия, что требу-
ются для таких доверительных интервалов, практически никогда не выпол-
няются в реальной промышленности. А это значит, что подобными интерва-
лами нельзя воспользоваться для описания того, насколько хорошей может
быть оценка. На практике нельзя проверить, выполняются ли требуемые
условия. Однако можно использовать эти доверительные интервалы, чтобы
определить, насколько плохой может быть конкретная биномиальная точеч-
ная оценка.
Доверительные интервалы только пытаются количественно характеризо-
вать неопределенность, связанную с ошибками выборки. Ранее в этом раз-
деле было показано, что невыборочные ошибки оценивания обычно больше,
чем ошибки выборки. Следовательно, неопределенность конкретной бино-
миальной точечной оценки доли несоответствующей продукции, как прави-
ло, будет больше, чем может показаться, если основываться на доверительном
интервале. Такой доверительный интервал может лишь установить нижнюю
границу неопределенности. Значит, хотя узкие доверительные интервалы не
могут гарантировать хорошей оценки, широкие доверительные интервалы
указывают на непригодность оценки.
ПРИМЕР 13.7 Доля несоответствий и приемочный
статистический контроль
Отгрузка содержит 1000 изделий, каждое из которых прошло следующую
схему отбора: отбирались 10 изделий и подвергались контролю, число не-
соответствующих обозначалось буквой Y и вычислялась биномиальная
точечная оценка доли несоответствий в партии по формуле:
Глава 13 • Вопросы дальнейших исследований
365
Как обычно, не было оговорено, как отбирать выборки, и не были
определены никакие рамки — просто взяли выборки, и порядок!
Пока число проконтролированных образцов не превышает 10% объема
партии, можно воспользоваться следующей формулой для аппроксимации
95% доверительного интервала биномиальной точечной оценки:
„+,
р ±2. -----.
У П
Проблема в там, что этот интервал соответствует сценарию САМОГО
ЛУЧШЕГО СЛУЧАЯ. Невыборочные ошибки всегда понижают качество
оценки, так что все не так хорошо. Следовательно, если этот интервал
слишком широк, чтобы пользователь чувствовал уверенность, то для
принятия решений ему нужны дополнительные данные.
Пусть 1 из 10 изделий оказалось негодным. Биномиальная точечная
оценка для доли несоответствий в партии равна р-0,1. Примерно 95%
доверительный интервал будет от О до 0,29. Только выборочная ошибка
вносит в вычисления такую неопределенность. Невыборочные ошибки
могут вносить даже еще большую неопределенность. САМОЕ ЛУЧШЕЕ
считать, что у вас нет достаточно информации, чтобы иметь более
точную оценку, чем утверждение о том, что «неопределенность менее
30% негодной продукции». А может быть и еще хуже.
Хотите ли вы принимать решение о принятии или отбрасывании этой
отгрузки, основываясь на таких результатах?
Таким образом, хотя биномиальная точечная оценка и может быть наилуч-
шей общей оценкой доли несоответствий, ее неопределенность обычно не
позволяет получить количественный результат. «Доверительный интервал»
количественно показывает, насколько плохой может быть данная оценка в наи-
лучшем случае, но он не говорит нам, насколько она может быть хорошей.
13.7. Преобразование данных
Когда данные используются в бизнесе, надо заботиться о том, чтобы пред-
ставить их в форме, удобной для интерпретации. Обычно это значит, что
следует обходить нелинейные преобразования данных, такие как логариф-
мирование, квадратные корни, тригонометрические функции и вероятност-
ные преобразования. Ниже кратко излагаются соображения Х.С. Типпетта
по этому поводу.
Пустьх — наблюдаемая переменная, ay — ее (нелинейное) преобразо-
вание, причем/ имеет подходящие статистические свойства (такие как дис-
персия, независимая от среднего). Тогда, если у может заменять х в техни-
ческой интерпретации и приложениях результатов, то не стоит беспокоить-
ся относительно использования преобразованной переменной в анализе.
Однако если / не может заменить х в технических интерпретациях результа-
366
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
тов, то использование у в анализе затрудняет интерпретацию. Например,
допустим, что измеряется доля обрывов основы на ткацком станке и что есть
взаимодействие между обработкой ткани и станками. Это взаимодействие
может исчезнуть, если анализировать логарифмы долей обрывов основы
ткани. Хорошо, но как же тогда интерпретировать подобные результаты?
Различаются ли станки при интерпретации эффектов обработки? Понятно,
что и с точки зрения математики, и с точки зрения процесса их надо раз-
личать при анализе логарифмов долей обрывов основы ткани. Более того,
ситуация становится еще более трудной, когда мы вспоминаем, что утверж-
дение «нет выявленного взаимодействия» не эквивалентно утверждению «нет
вз аимод ействия ».
Если результаты эксперимента интерпретируются в терминах наблюдаемой
переменной х, а анализ ведется с использованием преобразованной пере-
менной/, то все средние подгрупп и эффекты обработки надо преобразовы-
вать обратно. Такое обратное преобразование будет создавать трудности при
интерпретации, которые многое переворачивают. Эти воды весьма глубоки,
и «читателям советуем не делать преобразований только на статистических
основаниях, пока они не научатся хорошо плавать и не приобретут опыт»1.
Поскольку нелинейные преобразования редко используются в бизнесе,
их использование в анализе данных для бизнеса не оправданно. Робастны
даже простые методы, такие как контрольные карты. Гораздо лучше пользо-
ваться именно ими, чем менее робастными, но более сложными методами,
анализ которых зависит от преобразований.
13.8. Влияние вариации на сбалансированные системы
С тех самых пор, когда началась промышленная революция, инженеры ра-
ботали над балансировкой производственных операций. Цель балансировки
системы заключается в согласовании мощностей различных шагов (или
стадий), с тем чтобы нигде в системе не было избыточной мощности. К со-
жалению, объекты никогда не работают точно так, как запланировано.
Поскольку всегда есть некоторая вариация, в которой работают производ-
ственные системы, нельзя определить точную и неизменную мощность.
Установим ли мы мощность на максимум или на среднее значение, все
равно, всегда есть некоторая вариация, поскольку ничто не совершенно.
Наладки занимают больше времени, чем планировалось, материалы не
годятся, детали ведут себя иначе при сборке и т.д. Эта неустранимая ва-
риация служит причиной разбалансировки системы.
Следующий пример показывает результаты имитационного моделирования
многошагового процесса, состоящего из сбалансированных шагов, каждый
из которых имеет одинаковые средние производительности и одинаковые
1 The Methods of Statistics, 4,h Ed., pp. 344-345. Выделено в оригинале.
Глава 13 • Вопросы дальнейших исследований
367
вариации производительности. Если спрос совпадает со средней производи-
тельностью, то каждый шаг будет узким местом и мы неизбежно получим
результаты, описанные ниже.
ПРИМЕР 13.8
Сбалансированная система
Рассмотрим процесс, состоящий из пяти последовательных операций.
Предположим, что каждая из этих пяти операций может производить
в среднем десять изделий в час. При нормальном ходе событий каждая
операция будет иногда производить более десяти изделий в час, а в другое
время —менее десяти изделий в час. Чтобы характеризовать эту вариа-
цию, положим, что стандартное отклонение часовой производительности
каждой операции равно 1,6 изделия. Поскольку эти пять операций имеют
одинаковые средние производительности и одинаковые вариации произво-
дительности, они должны быть прекрасно сбалансированы. Это, каза-
лось бы, идеальная ситуация для использования концепции «точнововремя».
Но давайте посмотрим, что происходит на самом деле.
Первый цикл
Операция А произвела в первый час 11 изделий.
Операция Б могла произвести 14 изделий, но получила с шага Л
только 11 штук
Операция В могла произвести восемь штук, так что три остались
на потом.
Операция Г могла произвести 12 штук, но получила с шага В толь-
ко восемь штук.
Операция Д могла произвести только семь штук, так что одна
штука осталась на потом.
Всего произведено семь изделий, три изделия хранятся
между операциями Б и В, и одна штука хранится меж-
ду операциями Г и Д.
Второй цикл
Операция А произвела за второй час девять штук
Операция Б могла произвести 13 штук, но было только девять.
Операция В могла произвести 13 штук, три взяли из бункера, а еще
девять поступили с предыдущей операции, всего полу-
чилось 12 штук на шаге В.
Операция Г могла произвести девять штук, так что три остались
на потом.
Операция Д могла произвести 10 штук, что точно соответствует
запасу плюс текущее поступление. Всего произведено
10 изделий, и три остались в процессе между операция-
ми Ви Г.
Третий цикл
Операция А произвела 12 изделий за третий час.
Операция Б смогла произвести восемь штук, четыре штуки остались.
368
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Операция В могла произвести 10 штук, но было только восемь.
Операция Г могла произвести 10 штук, поэтому две взяли из бунке-
ра, добавили к восьми пришедшим, да еще одна штука
осталась.
Операция Д могла произвести восемь штук, поэтому две штуки
остались. Всего произведено восемь изделий, а семь
остались в процессе. Четыре из них перед операцией Б,
одна — перед операцией Г и две перед операцией Д.
Таким образом, за три цикла было произведено всего 25 изделий, хотя
материал был приобретен для производства 32 изделий в этой системе. Раз-
ность между этими двумя числами показывает рост запасов в процессе.
Заметим, что для любого одного цикла число произведенных изделий
равно минимальной производительности пяти операций на этом цикле.
Эта зависимость существует всегда, вне зависимости от узких мест. Сле-
довательно, минимум почти всегда будет меньше, чем среднее, и невозмож-
но создать такую последовательность узких мест, которая дала бы произ-
водительность, равную средней производительности отдельных шагов.
В этом примере каждая операция имеет производительность, варьи-
рующую около 10 штук в час. В любом цикле одна из операций почти на-
верняка будет иметь производительность ниже, чем 10 штук в час, так
что эффективная производительность системы всегда будет несколько
меньше, чем 10 штук, поскольку операции связаны друг с другом.
После 24 циклов имитационного моделирования результат получился
216 штук и 21 штука осталась в процессе, при среднем выходе девять штук
на цикл, вместо ожидаемых 10. В следующих 24 циклах выход возрос до
9,875 штуки на цикл, а запасы в процессе составили 20,5 штуки. Следова-
тельно, этот процесс может со временем достичь точки, где среднее
равно 10 штук в час в цикле, но это становится возможным только после
того, как запасы в процессе достигнут определенного уровня. Этот уровень
запасов в процессе показан на рис. 13.15.
До тех пор, пока операции замкнуты и зависят друг от друга, некоторое
количество материалов, поступивших на вход процесса, неизбежно создаст
запасы в процессе. По мере накопления в процессе незавершенной продукции,
эти запасы будут стремиться разъединить операции процесса, благодаря
чему эти операции смогут выполняться независимо друг от друга. В этот
момент произойдут две вещи. Случайные простои, которые неизбежны,
когда операции зависят друг от друга, исчезнут, а выход процесса будет расти
до состояния средней мощности сбалансированных шагов.
Этот цикл ожиданий на предыдущем шаге, возникший в результате слу-
чайных простоев и запасов, накопленных в процессе, неизбежен в любой
сбалансированной системе, состоящей из узких мест. Пока запасы в процес-
се не вырастут до уровня, который сделает операции независимыми, выход
системы всегда будет ниже, чем средняя мощность отдельных шагов. Более
того, этот цикл повторяется при каждой перемене в продукции, которая про-
Глава 13 • Вопросы дальнейших исследований
369
РИС. 1115. Запасы в процессе за 72 цикла
исходит в системе. Если перемен продукции достаточно, то установившееся
состояние никогда не будет достигнуто и выход годной продукции никогда
не будет таким, как средняя производительность индивидуальных шагов
процесса. Если это происходит и спрос случайно оказывается равным средней
мощности, то завод будет все дальше и дальше уходить от производственной
программы. По этой причине современные производственные условия с
короткими производственными сериями для каждого продукта эффективно
разрушают возможность для сбалансированных систем работать с присущей
им пропускной способностью.
Причина этих проблем лежит в вариации производства, и снижение ва-
риации может уменьшить масштабы проблем. Поскольку большая часть
вариации в производстве обусловлена тем, что дело не делается правильно,
эта вариация будет естественно снижаться по мере того, как продукция будет
производиться с возрастающей стабильностью. Квадратичная функция по-
терь по Тагути — это просто абстрактный способ описания данного феноме-
на. Второй фактор, снижающий эту вариацию, — рост постоянства в обслу-
живании и ремонте оборудования. В любом случае методы статистического
управления процессами будут ключом к достижению такого постоянства.
Примеры из раздела 7.3 показывают, какое влияние на мощность производ-
ственной операции может оказать снижение вариации.
Пока такого роста стабильности не происходит, единственный способ
обойти накопление запасов в процессе — действовать в сбалансированной
системе, т. е. в последовательности операций без узких мест. Это значит, что
спрос должен быть ниже, чем средняя мощность каждой операции. Насколь-
ко ниже? Настолько, чтобы материал не накапливался между операциями.
В приведенном выше примере спрос в восемь штук за цикл был бы достаточ-
но низок, чтобы таких проблем не возникало.
Второй подход — это увеличение средней мощности некоторых опера-
ций, — так, чтобы только одна из операций оставалась узким местом. Если
370
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
поток материалов будет планироваться по узкому месту, запасов возникать
не будет. Если спрос будет равен средней производительности для одного
узкого места, система сможет работать по графику.
К сожалению, обе такие корректировки системы предусматривают рост
мощности производственной операции. (Стоит заметить, что они оказывают
благотворное влияние на снижение запасов в процессе.) Единственный путь
снижения этой избыточной мощности — сначала снизить вариацию произ-
водства с помощью повышения стабильности материалов, оборудования
и операций. А такое увеличение возможно только через программу непре-
рывного улучшения, решительно проводимую в масштабах всей организации
при помощи инструментов статистического управления процессами.
Усилия, направленные на урезание мощности, балансировку работы и
повышение эффективности, не дают желаемых результатов до тех пор, пока
одновременно не стабилизируется процесс и не снижается его вариация.
Приложения
Словарь терминов
Разъяснения терминов даны на указанных страницах
Автокорреляция 111
Асимметрия 344
Биноминальные подсчеты 285
Блок-схема (схема потоков) 331
Воспроизводимый процесс 149
Выборка из системы 350
Гипотетические пределы процесса 166
Гистограмма 58
График «опора и консоль»
(«стебель и листья») 62
Диаграмма Парето 337
Диаграмма причин и результатов 333
Дискретные данные 281
Доля несоответствий 160
Естественные пределы процесса 77
Идеальное состояние 44
Индекс воспроизводимости
процесса 157
Индивидуальные значения 77
Карта размахов 88
Карта средних 72
Квадратичные потери 174
Контрольный предел 72
Корень из среднего квадрата
отклонения 57
Медиана 54
Медианный размах 79
Минимум дисперсии 177
На грани хаоса 46
Неуправляемая вариация 36
Нормальное распределение 114, 160
Особая причина 36
Отношение воспроизводимости 157
Периодически собираемые данные 244
Пороговое состояние 45
Приемочный
статистический контроль 362
Пуассоновские подсчеты 296
Размах 55
Размах подгруппы 72
Расстояние
до ближайшей границы 155
Серии 122
Скользящее среднее 247
Скользящий размах 80
Состояние хаоса 46
Среднее 53
Среднее подгруппы 72
Среднее процесса 221
Средние потери 176
Средний квадрат отклонения 177
Средний размах 70
Стабильный процесс 150
Стандартное отклонение 57
Трехсторонние карты 249
Управляемая вариация 36
Функция потерь Тагути 191
Цель (номинал) 177
Цель процесса 219
Центральная предельная теорема 109
Центрированное отношение
воспроизводимости 159
Эксцесс 344
Эмпирическое правило 94
374
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Список обозначений
с Область возможностей для пуассоновской дискретной величины
в i-й выборке
аэ Статистика асимметрии для множества данных
Статистика эксцесса для множества данных
а3 Параметр асимметрии для теоретического распределения
вероятности
а4 Параметр эксцесса для теоретического распределения вероятности
Ар А2,А3 Константы контрольной карты: таблица А2-А5
А4, А6,А9 Константы контрольной карты: таблица АЗ-А7
В3, В4 Константы контрольной карты: таблица А4-А5
с Пуассоновское дискретное значение для i-й выборки
с Среднее значение в выборке из пуассоновских дискретных значений
с2 Множитель, корректирующий смещение при пересчете $н в а(Х)
с, Множитель, корректирующий смещение при пересчете в о(Х)
CL Центральная линия контрольной карты
Ср Отношение воспроизводимости
(X Центрированное отношение воспроизводимости
Ссагр Затраты на отходы на один экземпляр
D Критическое расстояние от установленной цели процесса
Dy D*, Ds, Db Константы контрольной карты: таблица А2-АЗ
Множитель, корректирующий смещение при пересчете размахов
во(Х)
d3 Множитель, корректирующий смещение при пересчете размахов
в a(R)
DNS Расстояние до ближайшей границы допуска
Е ] Ожидаем ое значение
f(x) Функции плотности вероятности для теоретического
распределения
к Число подгрупп в множестве данных
К Фактор пересчета средних потерь на единицу продукции
LCL Нижний контрольный предел контрольной карты
LNPL Нижний естественный предел процесса
LSL Нижний предел допуска
L(x) Функция потерь, связанная с вариацией относительно номинала
MEAN(X) или р
Среднее теоретического распределения вероятности
mR Средний скользящий размах
тХ Скользящее среднее
MSD(t) Средний квадрат отклонения от номинала для стабильного
процесса
л Число единиц в подгруппе
и или п Область определения для биномиального подсчета
Приложения
375
Р
Р
Р,
PCI
рР
рР>
R
R
R
s
s
S
л
SD(X) или а
а2
0(Х)
а(Я)
t
т
ё
U.
й
UCL
UNPL
USL
X
X
Параметр биномиальной вероятностной модели
Статистика средней доли несоответствий для биномиальных
данных
Выборочная доля несоответствий для данных биномиальных
подсчетов
Индекс воспроизводимости процесса
Отношение работоспособности процесса
Центрированное отношение работоспособности
Размах множества данных
Средний размах
Медианный размах
Стандартное отклонение множества данных
Среднее стандартное отклонение
Корень из среднего квадрата отклонений множества данных
Стандартное отклонение средних подгрупп
Параметр стандартного отклонения для теоретического
распределения
Параметр дисперсии теоретического распределения вероятности
Параметр собственного рассеивания, использовавшийся Шухартом
Мера рассеивания индивидуальных значений
Мера рассеивания средних подгрупп
Мера рассеивания размахов подгрупп
Множитель Шухарта для пределов контрольных карт
Поминал для характеристики качества продукции
Собственный параметр положения, использовавшийся Шухартом
Пуассоновская доля для i-й выборки
Средняя доля несоответствий на единицу области определения
Верхний контрольный предел контрольной карты
Верхний естественный предел процесса
Верхний предел допуска
Среднее множества данных
Среднее средних, среднее средних подгрупп
X Среднее медиан подгрупп
X или X Единичное измерение
X Медиана множества данных
х^гор Характеристика продукции, по которой изделие портится
XmR Обозначение карты индивидуальных значений и скользящих
размахов
У Биномиальное дискретное значение
Z, Нормированное расстояние между средним средних и нижним
пределом допуска
ZL, Нормированное расстояние между средним средних и верхним
пределом допуска
376
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Библиография
Burr, Irving W., Elementary Statistical Quality Control, Marcel Dekker Inc., New
York, 1979.
Burr, Irving W., Statistical Quality Control Methods, Marcel Dekker Inc., New
York, 1976.
Deming, W. Edwards, Elementary Principles of the Statistical Control of Quality,
Nippon Kagaku Gijutsu Renmei, Tokyo, 1952.
Deming, W. Edwards, Out of the Crisis, Massachusetts Institute of Technology,
Center for Advanced Engineering Study, Cambridge, 1986. (Русский пере-
вод: Деминг Э. Выход из кризиса: Новая парадигма управления людьми,
системами и процессами: Пер. с англ. — М.: Альпина Бизнес Букс,
2007.)
Deming, W. Edwards, Quality, Productivity, and Competitive Position, Massachu-
setts Institute of Technology, Center for Advanced Engineering Study, Cam-
bridge, 1982.
Duncan, A.J., Quality Control and Industrial Statistics, Richard D. Irwin Inc.,
Homewood, Illinois, 1982.
Gitlow, Howard S. & Process Management International Inc., Planning for Qual-
ity, Productivity, & Competitive Position, Dow Jones-Irwin, Homewood, Illinois,
1990.
Gitlow, Howard S. and Shelly J. Gitlow, The Deming Guide to Quality and Com-
petitive Position, Prentice Hall, Inc., Englewood Cliffs, New Jersey, 1987.
Gitlow, Howard S., Tools and Methods for the Improvement of Quality, Richard D.
Irwin Inc., Homewood, Illinois, 1989.
Grant, E.L., and R.S. Leavenworth, Statistical Quality Control, McGraw Hill, New
York, 1980.
Ishikawa, Kacru, and DJ. Lu, What is Total Quality Control? The Japanese Way,
Prentice-Hall, Inc., Englewood Cliffs, New Jersey, 1986.
Ishikawa, Kaoru, Guide to Quality Control, Asian Productivity Organization,
Tokyo, 1976. (Русский перевод: Исикава Каору Японские методы управле-
ния качеством / Пер. с англ, под ред. А.В. Гличева. — М.: Экономика,
1988.)
Kane, Victor Е., Defect Prevention, Use of Simple Statistical Tools, Marcel Dekker,
Inc., New York, 1989.
Kilian, Cecelia S., The World of W. Edwards Deming, 2nd ed., SPC Press, Inc.,
Knoxville, Tennessee, 1992.
Mann, Nancy R., The Keys to Excellence, Prestwick Books, Los Angeles, 1985.
Neave, Henry R., The Deming Dimension, SPC Press, Inc., Knoxville, Tennessee,
1990. (Русский перевод: Нив Г. Организация как система: Принципы по-
строения устойчивого бизнеса Эдвардса Деминга: Пер. с англ. — М.:
Альпина Бизнес Букс, 2007.)
Scherkenbach, William W., Deming's Road to Continual Improvement, SPC Press,
Inc., Knoxville, Tennessee, 1991.
Приложения
377
Scherkenbach, William W., The DemingRoute to Quality and Productivity, CEEPress,
Washington, D.C., 1987.
Scholtes, Peter R., The Team Handbook., Joiner Associates, Madison, Wisconsin,
1988.
Shewhart, Walter A., Economic Control of Quality of Manufactured Product,
American Society for Quality Control, Milwaukee, Wisconsin, 1980.
Shewhart, Walter A., Statistical Method from the Viewpoint of Quality Control,
Dover Publications, New York, 1986.
Tukey, John W., Exploratory Data Analysis, Addison-Wesley Publishing Company,
Reading, Massachusetts, 1977. (Русский перевод: Дж. Тьюки Анализ ре-
зультатов наблюдений. Разведочный анализ. — М.: Мир, 1981.)
Walton, Mary, Deming Management at Work, G. P. Putnum's Sons, New York,
1990.
Walton, Mary, The Deming Management Method, Dodd, Mead & Co., New York,
1986.
Western Electric, Statistical Quality Control Handbook, AT&T, Indianapolis,
1985.
Wheeler, Donald J., «Comparing Control Charts for Individual Values and Con-
trol Charts for Moving Averages», 32nd Annual ASQC/ASA Fall Technical
Conference, East Rutherford, N.J., October 20-21, 1988. Manuscript No. 35,
Statistical Process Controls, Inc. Reprint Series, 1988.
Wheeler, Donald J., «Correlated Data and Control Charts», The Fifth Annual
Forum of the British Deming Association, Birmingham, England, April 28-30,
1992, Manuscript No. 37, Statistical Process Controls, Inc. Reprint Series,
1989.
Wheeler, Donald J., and Richard W. Lyday, Evaluating the Measurement Process,
2nd ed. SPC Press, Inc., Knoxville, Tennessee, 1989.
Wheeler, Donald J., Short Run SPC, SPC Press, Inc., Knoxville, Tennessee, 1991.
Wheeler, Donald J., Understanding Industrial Experimentation, 2nd ed., SPC Press,
Inc., Knoxville, Tennessee, 1990.
378
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Ответы к упражнениям
Упражнение 2.3
а) Гистограмма для 100 весов:
Ь) Отсутствие нулевых значений необычно. Человек записывал отклоне-
ния от номинального веса и выяснил, что каждая деталь отклонялась
от номинала.
с) График хода процесса для этих данных:
Упражнение 2.4
а) График «стебель с листьями» для этих 99 значений выглядит так:
r-NO
1Л 1Л 1Л
Юг- r«ON
Ш г-» х© О ОО Ьч
Ох QO ГМ «> <М чг х©
гмм'гчсмсптаото
orxtxtnaotntxcocncooosui
comx©mtxM,e40xtxao^O<M
споче©о»-'»“>осот»поо\»-ао»-'г->оосооо
алгчтюгч^^ь-^оаоеоопооттшо
чСС>дР2>о^<мспм'и-)\сс^ас<з\Ог-.смспт>1т
ООООг-^-.— ^-»-r-r~r-r-₽-<N<4<M<M<M<M
Форма гистограммы не зави-
сит от порядка, в котором по-
являются данные, но порядок
значений в каждом столбце
графика «ствол с листьями»
будет зависеть от того, счи-
тываются ли данные по стро-
кам или по столбцам. График
«ствол с листьями», показан-
ный здесь, был получен в ре-
зультате считывания данных
по строкам.
Приложения
379
Ь) Вот график хода процесса для этих 99 значений:
с) График хода процесса демонстрирует циклическую структуру, которая
не видна на графике «ствол с листьями».
Упражнение 2.5
а) Гистограмма для этих времен перехода:
Ь) На этой гистограмме между значениями 20 и 85 видна гора, которая,
в общем, включает множество разных типов данных. Однако хвост за
значением 85 очень длинный и содержит несколько групп значений.
Следовательно, значения верхнего хвоста не принадлежат к той же
самой системе, что и данные из «горы». Или, говоря словами началь-
ника сталелитейного цеха, «здесь одновременно идут два процесса».
И он был прав. Длинное время перехода получается в том случае, ког-
да локомотивная бригада отцепляет ковш с металлом и делает другую
работу прежде, чем доставит горячий металл к печи.
Упражнение 3.1
с) Генеральное среднее для этих данных равно 0,22.
Средний размах равен 8,85.
Верхний контрольный предел для среднего равен 5,33.
Нижний контрольный предел для среднего равен -4,89.
Верхний контрольный предел для размаха равен 18,7.
380
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
d) График хода процесса для этих 100 индивидуальных значений наложен на
карту средних ниже. Хотя оба графика демонстрируют одни и те же основ-
ные тенденции, средние подгрупп сглаживают шум, свойственный инди-
видуальным значениям. В то же время индивидуальные значения показы-
вают детали, которые не видны на картах средних. Для некоторых данных
карта индивидуальных значений выявляет интересные детали лучше, чем
карта средних. А для других данных ситуация может быть обратной.
Упражнение 3.2
а) Вот график хода процесса для групповых средних и групповых размахов:
о
Приложения
381
Ь) Инженер использовал для вычисления контрольных пределов первые
12, потому что он опасался, что использование всех 24 подгрупп может
испортить контрольные пределы. Для первых 12 подгрупп генеральное
среднее равно 57,883, а средний размах равен 8,5. Это дает верхний
контрольный предел для средних, равный 62,79, и нижний контрольный
предел для средних, равный 52,98, наконец, верхний контрольный
предел для размахов, равный 17,97.
с) При использовании всех 24 подгрупп генеральное среднее будет 57,242,
а выборочный размах получается равным 9,29. Это дает верхний кон-
трольный предел для средних, равный 62,60, нижний контрольный
предел для средних, равный 51,88, и верхний контрольный предел для
размахов, равный 19,64. Оба множества пределов показаны на следую-
щей карте.
d) Если взять первые пределы, то семь из последних 12 будут неуправ-
ляемыми. Если же использовать все 24 средних подгрупп, то генераль-
ное среднее уменьшится с 57,883 до 57,242. Таким образом, средние,
вышедшие из-под контроля, вносят минимальный вклад в пределы,
вычисленные в части (с).
е) Если основываться на первом множестве пределов, то два из 24 раз-
махов будут вне статистического контроля. А если использовать все
24 подгруппы, то средний размах увеличится с 8,5 до 9,29. Этот рост
среднего размаха слегка расширил пределы. И хотя теперь ни один из
размахов не выходит за рамки статистической управляемости при
втором наборе пределов, целых пять групповых средних оказываются
за пределами, вычисленными в части (с). Какой бы набор пределов ни
брать, результат остается тем же самым: давление охлаждающей воды
статистически неуправляемо день ото дня.
382
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Упражнение 3.3
Верхний контрольный предел для групповых средних равен
936,08 + 1,88(27,84) = 988,42.
Нижний контрольный предел для групповых средних равен
936,08 - 1,88(27,84) = 883,74.
Верхний контрольный предел для групповых размахов равен
3,268(27,84) = 90,98.
Карта для этих данных приведена на рис. 9.6.
Упражнение 3.4
а) Скользящие размахи:
4, 1, 4, 5, 0, 2, 2, 0, 3,1, 0, 1, 4, 6.
Среднее равно 38,333.
Средний скользящий размах равен 2,357.
Верхний естественный предел процесса равен 44,6.
Нижний естественный предел процесса равен 32,06.
Верхний контрольный предел для рангов равен 7,7.
Ь) Контрольное значение, равное 34 фунтам, для партии № 16 согласует-
ся со значениями, приведенными на карте индивидуальных значений
выше.
с) Контрольное значение, равное 44 фунтам, для партии № 17 тоже
вполне согласуется с предыдущими значениями. Однако скользящий
размах между 16-й и 17-й партиями вышел из-под контроля, что,
видимо, говорит о сдвиге процесса. Хотя индивидуальные значения
и соответствуют тем, что были получены ранее, переход от 34 к 44
служит некоторым сигналом о том, что процесс нарушен и его сле-
дует изучить.
Приложения
383
Упражнение 3.5
а) Генеральное среднее равно 48,20.
Средний размах равен 5,15.
Верхний контрольный предел для средних равен 51,17.
Нижний контрольный предел для средних равен 45,23.
Верхний контрольный предел для размахов равен 10,9.
Ь) Нет, этот процесс работает не стабильно. Эти данные показывают, что
данный процесс работает на двух разных уровнях.
Упражнение 4.1
а) Вот некие НЕПРАВИЛЬНЫЕ контрольные пределы для групповых сред-
них:
3(3,54)
48,20± ^—
V5
= от 43,45 до 52,95.
45
Ь) Они на целых 60% шире, и ни одно групповое среднее не выходит за
эти раздутые пределы, даже те 5 из 10 групповых средних, которые
были за правильными пределами из упражнения 3.5.
с) = 3,0089, следовательно, другой набор НЕПРАВИЛЬНЫХ пределов
для средних выглядит так:
48,20 ± 3(3,01) = от 39,17 до 57,23.
Эти пределы шире на целых 204%.
384
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Упражнение 4.2
а) Верхний контрольный предел для рангов равен
2,282(658,6) = 1502,9.
Ь) Да, ранги подгрупп 4 и 15 выходят за этот верхний контрольный предел,
с) Верхний контрольный предел для средних равен
4498,18 4- 0,729(658,6) = 4978,3.
Нижний контрольный предел для средних равен
4498,18 - 0,729(658,6) = 4018,1.
Эти пределы соответствуют рисунку, сделанному доктором У. Шухартом.
ДЕСЯТЬ групповых средних лежат за этими пределами.
d) НЕВЕРНЫЕ контрольные пределы для групповых средних равны 3798,6
и 5197,8.
Эти пределы на 46% шире. За этими пределами лежат только два груп-
повых средних.
е) Эти НЕПРАВИЛЬНЫЕ контрольные пределы для групповых средних
равны 3441,3 и 5555,1.
Они на 120% шире. Ни одно групповое среднее не выходит за них.
f) Правильные пределы гораздо чувствительнее к отсутствию управляе-
мости.
Упражнение 5.1
а) Среднее средних равно 144,525. Средний размах равен 30,697. Объем
подгруппы равен п = 3.
Верхний контрольный предел для средних равен
144,525 + 1,023(30,697) = 175,928.
Приложения
385
Нижний контрольный предел для средних равен
144,525 - 1,023(30,697) = 113,122.
Верхний контрольный предел для рангов = 2,574(30,697) = 79,01.
Из 33 групповых средних 17 лежат вне этих пределов.
Ь) Вариация внутри дня представлена на карте рангов.
с) Вариация между днями представлена на карте средних.
d) Пределы для дневного среднего —это 113 и 176, поэтому можно ожи-
дать, что данный процесс обладает разумной степенью статистической
управляемости.
Упражнение 5.2
а) Любая карта, которая разделяет данные для позиций 1, 2 и 3 в разные
подгруппы, иные, чем для позиций 6, 7 и 8, может обеспечить такое
сравнение. В следующей карте используются данные свободного конца
для каждой из 10 деталей для первых 10 подгрупп, а данные для за-
крепленного конца — для последних 10 подгрупп.
о
ABCDEFGHIJAB CDEFGHIJ
386
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Ь) Да, существует определенное различие между средними толщинами
концов.
с) Восемь подгрупп объема п = 10 позволяют провести сравнение средних
толщин в каждой из восьми позиций. Это может дать информацию о
формах для спекания этих десяти деталей. Вот карта средних и раз-
махов для этих восьми подгрупп:
0,005 7
R
0
0,00577
0.00325
0,00072
1 2 3 4 5 6 7 8
И снова есть определенные различия. На этой карте видны явные раз-
личия между восемью позициями. Позиции 1 и 2 ниже генерального
среднего, а позиции 6 и 8 — заметно толще, чем генеральное среднее.
Упражнение 6.1
а) 0(х) = А= А21 = 1,967.
' d2 2,059
b) Вот естественные пределы: 4,763 ± 3(1,967) = от-1,14 до 10,66.
. 20 единиц
с) Заданные допуски = 20 единиц =----------------= 10, 17g,
1,967 единицы /о
следовательно, Ср = = 1,69.
„ _ 15-4,763 4,763-(-5) . _
d) Z. =---------= 5,20; Z. =-----------=4,96,
" 1,967 1 1,967
и, следовательно, DNS = минимум {5,20, 4,96} = 4,96 и
С = ™ = 1,65.
рх 3
е) MSD(5) = {(1,967)2 + (4,763 - 5)2} = 3,93 единицы2.
f) При значении К, равном 0,05 цента/единицу2, это значение MSD(5)
дает средние затраты на единицу произведенной продукции, равные
3,93(0,05) = 0,1965 цента.
При дневной производительности 50 000 штук это приводит к за-
тратам на вариацию, равным 98,25 доллара в день. Апоскольку процесс
статистически управляем и неплохо настроен на номинал, это состав-
Приложения
387
ляет всего 4% от общих затрат на производство. Плохая настройка
процесса или большая вариация могут резко повлиять на результаты.
Упражнение 6.2
2 36
а) с(Х) = 1128 = 2,092 единицы/с.
, ч 38,33 - 25 единиц
Ъ) Z, =---------------- = 6,37с = DNS, следовательно,
L 2,092 единицы/с
с) Если Срк= 1,33, то номинал должен быть равен 25 + 4(2,092) =
= 33.37 единицы.
---Л й" + й" + й~ + й- + й* + й- --------------«г + й* -----й“ +
15 (352 392 382 422 37 37 39 37 37
111111
402 392 392 382 422 362 J
0,0006856.
Упражнение 6.3
I 1 1 I " ' I 1 " I 1 1 ' I 1 1 Ч ' 1 1 I 1 | Т1 Т ’ ТТГГТ гТ тгтГ-г,Тг-т~тг т т р-гл , . . г; и .-р т ч . . ; . , . |1 I .
Г"* ГИ
! ' ' ’ I ’ ' ’ I ' ' Ч ' ' ' I ' ' ' I ’ ' Ч ’ ' Ч ' ’ Ч ' Ч ’ ' Ч ' ' Ч ' ' Ч ' ' I ' ' ’ I ’ ' ' I ' ’ ' I ’ ' ' I ' ' 1 I ' ' ' I ' ' ' I '
388
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
d) Поскольку каждая партия взвешивалась, эти три гистограммы сум-
мируют результаты за последнюю неделю, но они также показывают
в графической форме, что данный процесс нестабилен и непред-
сказуем.
Упражнение 6.4
а) Значения Срдля всех шести распределений на рис. 6.5 равны 1,00.
А значения Срк для трех нижних распределений на рис. 6.5 соответ-
ственно равны 0,667, 0,500 и 0,333.
Ь) Доли попавших в допуск для этих трех распределений соответственно
равны 0,9986, 0,9978 и 0,9975.
с) Нет закономерных и постоянных отношений между Срк и долей годной
или негодной продукции.
Упражнение 7.1
х л 0,0304 мм
а) <з(Х) =--------------= 0,0148 мм/о.
2,059 единицы с
Ь) Естественные границы процесса равны 15,899 мм ± 3 (0,0148 мм) =
= от 15,855 мм до 15,943 мм.
с) Заданные границы допуска равны 0,200 мм или 13,5 единицы о, сле-
довательно, Ср = 2,25.
d) Z[; = 6,82с, в то время как ZL = 6,69g, откуда DNS - 6,69с и Сок -
= 2,23.
е) MSD(15,90) = (0,0148)2 + (15,899 - 15,900)2 = 0,0002200 мм2.
0 Если затраты на брак равны 20 иенам на деталь и если деталь браку-
ется, когда ее размеры совпадают с границами допуска, то мы можем
записать уравнение в следующем виде:
1(х) = 1(16,0) = 20 иен = К(х- т)2 =
= К(16,0 мм - 15,90 мм)2 = К(0,01 мм2),
значит, К = 2000 иен на мм2.
g) Таким образом, в сентябре 1980 г. средние потери на изделие, обуслов-
ленные вариацией, оцениваются величиной порядка:
K{MSD(t)} = 2000(0,000220) =0,44 иены.
Упражнение 7.2
х л 0,0207 мм
а) о(Х) =---------------= 0,0101 мм/о.
2,059 единицы с
Ь) Естественные границы процесса равны 15,906 мм ± 3 (0,0101 мм) =
= от 15,876 мм до 15,936 мм.
Приложения
389
с) Заданные границы допуска равны 0,200 мм или 19,8 единицы о, сле-
довательно, Ср = 3,30.
d) Zy — 9,34с, в то время как ZL — 10,47с, откуда DNS = 9,34с и Срк —
= 3,11.
е) MSD(15,90) = (0,0101)2 + (15,9057 - 15,900)2 = 0,000135 мм2.
f) Величина (^возросла на 47%, возросла на 39%, MSD(15,90) снизи-
лась на 39%.
g) Таким образом, в марте 1981 г. средние потери на изделие, обуслов-
ленные вариацией, оцениваются величиной порядка:
K{MSD(t)} = 2000(0,000135) = 0,27 иены.
Упражнение 7.3
ч Л 0,0225 мм
а) с(Х) = - ----------= 0,0109 мм/с.
2,059 единицы с
Ь) Естественные границы процесса равны 15,886 мм ± 3 (0,0109 мм) =
от 15,853 мм до 15,919 мм.
с) Заданные границы допуска равны 0,300 мм или 27,5 единиц с, следо-
вательно, С = 4,59.
р
d) Zy = 15,01с, в то время как ZL = 12,51с, откуда DNS = 12,51с и С к =
= 4,17.
е) MSD(15,88) = (0,0109)2 + (15,8864 - 15,880)2 = 0,000160 мм2.
f) Из-за изменения допусков величина Ср возросла на 39%, а величина
С— на 34%. Хотя величина MSZ)(15,88) тоже возросла на 18%, ее рост
не связан с изменением допусков.
g) Таким образом, в январе 1982 г. средние потери на изделие, обуслов-
ленные вариацией, оцениваются величиной порядка:
K{MSD(x)} = 2000(0,000160) =0,32 иены.
(Если они изменят «точку бракования» с 15,8 на 16,0, чтобы совпасть
с новыми границами допуска, равными 15,75 и 16,05 мм, то значение К
снизится до 1183,4 иены на мм2 и средние потери станут 0,19 иены.)
Упражнение 8.1
а) Любой процесс, который демонстрирует статистическую управляе-
мость, произведет по меньшей мере от 90 до 98% изделий, попа-
дающих в полосу плюс-минус две сигмы относительно среднего.
Значит, можно ожидать от 1 до 5% значений за линией двух сигм
по одну сторону от среднего на гистограмме. Если номинал уста-
новлен на две сигмы выше чистого веса в 16 унций и среднее про-
цесса близко к номиналу, то можно ожидать, что не менее 95% кон-
тейнеров будут иметь вес, превышающий номинал. Таким образом,
390
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
при <т(Х) = 0,36 унции, для номинала надо задать значение 16,72 ун-
ции.
Ь) Номинал ± 0,50о(Х) = 16,72 ± 0,18 = от 16,54 до 16,90 унции. Его не
надо корректировать для использования со средним из п = 10 полных
весов.
с) Для карты средних:
Верхний естественный предел процесса 4-2 сигма 4-1 сигма Центральная линия = Номинал -1 сигма -2 сигма Нижний естественный предел процесса 17,80 унции. 17,44 унции. 17,08 унции. 16,72 унции. 16,36 унции. 16,00 унции. 15,64 унции.
d) Эти прошлые измерения годятся для характеристики текущего про-
цесса.
е) Значения, выходящие из-под контроля, или серии на карте средних
либо на карте индивидуальных значений будут сигналом, если изме-
нятся средние веса.
f) Значения, выходящие из-под контроля, или серии на карте размахов
будут сигналом любых перемен, какие могут произойти с вариацией
весов.
g) Единственный способ сократить «дальние отклонения» для обеспече-
ния формальных требований — это снижение вариации процесса. Для
этого надо сдвинуть номинал как можно ближе к значению чистого
веса.
Упражнение 9.1
а) Внутри пределов карты размахов находятся три значения. Это указы-
вает, что перед вычислением пределов измерения округлялись.
Ь) Нет, суженные пределы возникли из-за неверного выбора единиц
измерения и не указывают на улучшение процесса. Работа карты
компании Tokai Rika с неверными единицами измерения имеет
20-месячную историю. В данном случае они вычислили контрольные
пределы всего по нескольким подгруппам, а умножение нулевых
размахов базового периода годится, чтобы они перескочили через
порог.
Упражнение 9.2
а) После удаления трех размахов, вышедших из-под контроля, которые
ввдны на рис. 9.7, средний размах стал равен 0,50. А значение верхне-
го контрольного предела стало равным 1,057.
Приложения
391
Подгруппа № 22 имеет размах 1,5. После исключения этого значе-
ния средний размах становится равным 0,04524. А значение верхнего
контрольного предела для размахов стало равным 0,956.
Теперь размахи для подгрупп 7, 11 и 14 вышли из-под контроля.
После исключения этих значений средний размах стал равным 0,3611,
а верхний контрольный предел теперь равен 0,763.
Ь) При верхнем контрольном пределе, равном 0,763, внутри контрольных
пределов остается только два возможных значения: 0 и 0,5. Это значит,
что пересмотренная карта размахов представляет неадекватную меру
дискриминации, хотя и исходная карта размахов ограниченна, по-
скольку была несколько девальвирована вышедшими из-под контроля
рангами.
с) Неадекватная дискриминация будет вуалироваться вариацией внутри
партии. Единственный способ решения этой проблемы — в более точ-
ном измерении прочности на разрыв. Измерение с точностью до 500 фун-
тов недостаточно для выявления вариации внутри партии.
d) Медианный размах равен 0,5. Используя это значение, получим верх-
ний контрольный предел, равный 1,089.
е) Дефектный предел, основанный на среднем всех размахов, использо-
вался в рис. 9.8 и 9.9.
||.
111
О Вышедшие из-под контроля размахи на рис. 9.9 превосходят этот де-
фектный верхний предел, и, следовательно, они определенно пред-
ставляют партии, которые имеют завышенные вариации измерений
прочности на разрыв. Эти стальные стержни не так однородны, как
остальные.
g) Средние, которые вышли из-под контроля на рис. 9.9, представляют
стальные стержни, которые определенно имеют меньшую прочность
на разрыв, чем остальные.
h) Аномалия в этих данных — это значение 49,6 для подгруппы 12. Как
можно получить прочность на разрыв, равную 49 600 фунтов, когда
измерения округляются до 500 фунтов?
Упражнение 9.3
а) 23 скользящих размаха таковы: 0,06, 0,02, 0,08, 0,03, 0,01, 0,04, 0,04,
0,07, 0,04, 0,03, 0,03, 0,02, 0,01, 0,05, 0,04, 0,02, 0,02, 0,02, 0,04, 0,03,
0,07, 0,06 и 0,10. Среднее первых 24 значений равно 0,1567. Средний
392
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
скользящий размах равен 0,0404. Естественные пределы процесса 0,049
и 0,264, а верхний контрольный предел для размахов равен 0,132. Нет
указаний на отсутствие управляемости этих 24 значений.
-0.049
— 0.264
— 0,1567
Ъ) Вот продолжение этой XmR-карты:
с) Процесс неуправляем. Условия неуправляемости проявляются в изо-
лированных точках за контрольными пределами Х-карты. Таким об-
разом, этот процесс может меняться внезапно.
Упражнение 9.4
а) Ниже приведены 23 скользящих средних для двух периодов: 0,16,0,12,
0,15, 0,175, 0,165,0,15, 0,15,0,135,0,12,0,155, 0,155, 0,15,0,155, 0,175,
0,18, 0,15, 0,15, 0,15, 0,12, 0,115, 0,165, 0,23 и 0,21. Эта карта для двух
периодов показана ниже. Среднее для 23 скользящих средних равно
0,1559, а средний скользящий размах равен 0,0404.
Вот пределы для карты скользящего среднего: 0,0799 и 0,2318.
Верхний контрольный предел для карты размахов равен 0,132.
Ни одно из этих 23 скользящих средних или скользящих размахов не
выходит за эти пределы.
Приложения
393
b) А вот следующие 12 скользящих средних: 0,085, 0,095,0,18,0,19,0,155,
0,205, 0,255, 0,16, 0,14, 0,175, 0,155 и 0,205. Далее приводится про-
должение карты скользящих средних.
с) Одно скользящее среднее (на 31-м часу) вышло за пределы карты
скользящих средних. Значит, хотя это и служит указанием на выход
из-под контроля, здесь нет так много свидетельств этого, как на карте
индивидуальных значений из упражнения 9.3.
d) Только карта скользящих размахов показывает, что иногда случается
на 25-м и на 36-м часу.
е) Карта XmR гораздо лучше для этих данных, чем карта скользящих
средних.
Упражнение 9.5
а) Вот средние 12 подгрупп: 0,16, 0,15,0,165, 0,15, 0,12, 0,155,0,155, 0,18,
0,15, 0,12, 0,165 и 0,21. Карта средних и размахов показана ниже. Ге-
неральное среднее для этих 12 подгрупп равно 0,1567, а средний размах
равен 0,0450.
Пределы для карты средних: 0,0721 и 0,2413.
394
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Верхний контрольный предел для карты размахов равен 0,147.
Ни одно из этих 12 групповых средних или групповых размахов не
выходит за границы.
Ь) Вот следующие шесть групповых средних: 0,095, 0,19, 0,205, 0,16, 0,175
и 0,205. А вот продолжение для них карты средних и размахов.
с) Сигналы от этих данных видны на карте размахов, а вовсе не на карте
средних.
d) Следовательно, именно XmR-карта — самая пригодная карта для этих
данных.
е) Карта средних и карта скользящих средних усредняют потенциальные
сигналы. А принцип гласит: «усредняй шум, а не сигналы».
Упражнение 9.6
а) Среднее этих десяти преобразованных значений равно 47,65.
Ь) Ниже приведены девять скользящих размахов: 1,0,5,1,5, 1, 7,1, 3, 2 и 2.
Средний скользящий размах равен 2,111.
Приложения
395
с) Это среднее и средний скользящий размах дают естественные пределы
процесса:
2 111
47,65 ± 3-----= от 42,03 до 53,26.
1,128
d) Да, пять наблюдений со значениями 42 и два наблюдения со значе-
ниями 54 выходят за эти пределы. Это достаточное свидетельство,
чтобы утверждать, что производственный процесс статистически не-
управляем.
е) Да, верхний контрольный предел для скользящих размахов равен 6,9,
так что скользящий размах 7,0 — неуправляем. Это не защищает
пределы, вычисленные в части «с» от определения условий выхода из-
под контроля для этих данных.
0 Если исключить значение 7,0, то средний скользящий размах снизится
до 1,50. Используя это значение, получим такие естественные границы
процесса: 43,66 и 51,64. Всего 17 индивидуальных значений оказыва-
ются за пересмотренными пределами.
Упражнение 9.7
а) Среднее первых 20 весов равно 1,75 г.
Средний скользящий размах равен 3,368.
Вот вычисленные естественные пределы процесса:
1,75 ± 2,66(3,368) = от-7,21 до 10,71.
Верхний контрольный предел для карты размахов равен 11,007.
398
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Ъ) Кроме того, что процесс дрейфует, что видно на карте индивидуальных
значений, вышедшие из-под контроля скользящие ранги указывают на
внезапные перемены в процессе.
Упражнение 9.8
Первые пять подгрупп в первом столбце табл. 9.7 имеют генеральное среднее,
равное 10,28, и средний размах 4,60. Эти значения дают следующие кон-
трольные пределы для карты средних: от 7,63 до 12,93, и предел для карты
размахов, равный 9,72. Все оставшиеся 90 групповых средних и 90 групповых
размахов укладываются в эти пределы. Когда ограниченного количества
данных достаточно, остается только вычислить контрольные пределы. Поме-
ре поступления новых данных эти контрольные пределы можно пересматри-
вать. Однако полезные контрольные пределы можно вычислить и по малому
количеству данных.
Упражнение 9.9
а) Внутри зоны размахов не проявляется возможная вариация между
зонами. Поскольку зоны контроллеров действуют независимо, их мож-
но считать параллельными операциями и, следовательно, рассматри-
вать по отдельности.
Ь) Средние зон можно представить на трех отдельных XmR-картах. Сред-
ние в данной зоне дают индивидуальные значения для целей своей
карты, а скользящие размахи строятся от рулона к рулону. Такие карты
могут следить за стабильностью средних прочностей на разрыв от-
дельно для каждой зоны.
с) Зоны размахов можно представить в трех разных картах размахов.
Значения для данной зоны можно нанести на карту после испытания
Приложения
397
каждого рулона. Контрольные пределы для этих карт размахов можно
получить по обычным формулам для подгрупп объема три, поскольку
каждая зона размахов — это размах трех значений прочности. Такие
карты позволяют следить за однородностью от рулона к рулону от-
дельно для каждой зоны.
d) Объедините все девять значений прочности в одну подгруппу для
каждого рулона, пренебрегая потенциальными различиями между
зонами. Такое усреднение идет через сигналы, и это нарушает прин-
ципы группирования. Более того, размахи для всей пленки — плохое
мерило для установления пределов от рулона к рулону. Предлагаемые
подгруппы будут содержать различия между подгруппами, но карта
размахов будет отражать только вариацию всей пленки, а не от руло-
на к рулону.
е) Размахи средних в зоне будут следить за стабильностью между тремя
зонами в данном рулоне. Это послужит сигналом, если различия от
зоны к зоне станут крайне большими. Такая характеристика приложи-
ма к каждому рулону и не прослеживается ни на одной из рассмотрен-
ных выше карт.
О Если эталонный рулон разбить на три параллельных рулона, то карта
размахов, представленная выше, скажет, когда между параллельными
рулонами появятся экстраординарные различия.
Упражнение 9.10
а) Удаление двух размахов, вышедших из-под контроля, снижает средний
размах до 612,1, давая высший контрольный предел, равный 1369,9.
В 11-й и 16-й подгруппах размахи превышают этот предел. При исклю-
чении этих двух значений средний размах снижается до 577,2, давая
верхний контрольный предел для рангов, равный 1317,2. Но размахи
в подгруппах 45 и 50 превосходят
этот предел. Исключение этих
двух групповых размахов дает
средний размах, сниженный до
541,8, давая верхний контроль-
ный предел для размахов, равный
1236,5. И больше нет групповых
средних, выходящих за пределы.
Ь) Используя для среднего размаха
значение 541,8, получим кон-
трольные пределы для средних
подгрупп, равные 4103,2 и 4893,2,
а о(Х) = 263,1.
с) Гистограмма для 51 групповых
размахов показана справа.
0
1
2 00 05 30 45 45 50 55 65 65 80
3 00 00 35 35 40 90 90
4 00 45 90
5 00 00 05 20 40 70
6 05 35 50 55 65 75 80
7 00 25 30 45 85
8 00 15
9 10
10 00 70
11 15 25
12
13 60 85
14 10 55
15
16 95
17
18
19 00
398
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Средний размах равен 570. На основе этого значения пределы группо-
вых средних равны 4066,1 и 4930,2, а о(Х) = 288,2.
Упражнение 10.1
а) Вот 20 скользящих размахов: 9, 1, 5, 5, 1, 2, 26, 24, 6, 9, 2, 2, 7, 7, 3, 1,
11, 10, 11 иЗ.
Средний скользящий размах равен 7,25.
Верхний контрольный предел для скользящих размахов равен 23,69.
Ь) Исключение двух вышедших из-под контроля скользящих размахов
дает средний скользящий размах, равный 5,278, и верхний контрольный
предел для размахов, равный 17,25.
с) При среднем 22,24 естественные пределы процесса для числа отвергну-
тых деталей на корзину равны 22,2 ± 2,66(5,278) — от 8,20 до 36,28.
d) Естественные границы процесса чуть-чуть шире, чем пределы, на йденные
для пр-карты. Хотя обе карты показывают, что образец № 8 вне контро-
ля, только пр-карта показывает, что и образец № 1 тоже вне контроля.
Упражнение 10.2
_ 211
а) п = 60, р- 2260 ~0’1675, и вот пр-карта:
Ь) Да, были существенные перемены. Верхний предел в апреле меньше,
чем центральная линия в ноябре. Более того, эта пр-карта показывает,
что операции велись на двух уровнях — первые девять образцов не
центрированы относительно центральной линии, зато следующие
11 значений все лежат ниже центральной линии.
Упражнение 10.3
а) Вот 19 скользящих размахов: 0,031, 0,029, 0,018, 0,028, 0,150, 0,082,
0,063, 0,030, 0,016,0,015, 0,008, 0,029, 0,059, 0,041,0,027, 0,003, 0,023,
0,023 и 0,040.
Средний скользящий размах равен 0,03763, что дает верхний контроль-
ный предел для рангов, равный 0,12298.
Приложения
399
b) Значение 0,150 вне контроля. После его исключения пересмотренный
средний скользящий размах становится равным 0,03139, что дает
верхний контрольный предел для размахов 0,1026.
с) При среднем 0,16395, естественные пределы процесса для дневной
доли неполных инвойсов равны 0,16395 ± 2,66(0,03139) = от 0,0804
до 0,2474.
0.000 J
d) Эта XmR-карта показывает те же самые признаки отсутствия управ-
ляемости, что и р-карта на рис. 10.4.
Упражнение 10.4
а) Область возможностей для аудита качества образцов включает 225 де-
талей, отбираемых ежедневно.
Ь) Гистограмма для этих данных показыва- _
ет, что они определенно дискретны. ВВИВ
В частности, каждая доля должна быть В ВшВ В В
целым числом, делящимся на 225. Два 80 84 89 93 98 102 107
значения 0,087 не подходят под эту мо-
' v о гтглуютх
дель, и они не соответствуют целым чис-
лам, деленным на 225. Значит, эти два числа должны быть ошибками.
с) Да, эти доли соответствуют четырем условиям использования биноми-
альной модели.
d) Округляя значения 0,087 до 0,089, построим следующую р-карту:
а15 ~|--------------------------------------------------0.1466
0.05-
0.0325
400
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
е) Пределы этой р-карты очень широки для текущих результатов. По-
скольку длинный ряд текущих значений лежит ниже центральной
линии (15 из 18 значений), уже одно это свидетельствует о том, что
процесс статистически неуправляем, и даже если пределы подсчитаны
верно, данные слишком хороши, чтобы быть истинными. В данном
случае контролер подправил данные. Он опасался, что если найдет
менее 8°/о дефектов, то лишится работы. В то же время он был убежден,
что если дефекты превысят 11%, то вице-президент компании совсем
закроет завод! Следовательно, мотивируемый страхом, он делал так,
чтобы каждый день данные давали от 7 до 11% дефектов, причем так,
чтобы около 11% встречалось не слишком часто.
Упражнение 10.5
а) Область определения для каждого из этих подсчетов равна 300 кв. дюй-
мов крашеной поверхности.
Ъ) Да, эти данные удовлетворяют четырем условиям использования мо-
дели Пуассона.
с) Средний подсчет равен 1,428, а верхний предел 5,01. Вот с-карта для
этих данных:
d) Среднее равно 1,428, средний скользящий размах равен 1,35, следова-
тельно, верхний предел равен 5,02 и верхний предел для размахов
равен 4,4. Вот XmR-карта для этих данных:
е) И с-карта и XmR-карта рассказывают одну и ту же историю про эти
данные.
Упражнение 10.6
а) Да, эти данные удовлетворяют условиям применения модели Пуас-
сона.
Приложения
401
Ь) Средняя доля равна 0,1195. Так как область определения равна 13,
верхний предел равен 0,407, и для области, равной 25, верхний предел
будет равен 0,288. А нижнего предела нет. Вот п-карта:
с) Эта и -карта показывает, что процесс окраски статистически управ-
ляем.
Упражнение 10.7
а) Поскольку числитель процента срочных поставок в общих затратах
ограничен знаменателем, это отношение есть процент. В то же самое
время это не отношения подсчетов, следовательно, эти данные надо
классифицировать как «доли, основанные на измерениях».
Ь) Такие данные нельзя нанести на р-карту, поскольку для долей годится
только XmR -карта.
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Таблицы
Таблица А1
Множители коррекции смещения1
п d2 С2 С4 d4 n С2 С4 d4
2 1,128 0,5642 0,7979 0,8525 0,954 21 3,778 0,9638 0,9876 0,7242 3,730
3 1,693 0,7236 0,8862 0,8884 1,588 22 3,819 0,9655 0,9882 0,7199 3,771
4 2,059 0,7979 0,9213 0,8798 1,978 23 3,858 0,9670 0,9887 0,7159 3,811
5 2,326 0,8407 0,9400 0,8641 2,257 24 3,895 0,9684 0,9892 0,7121 3347
6 2,534 0,8686 0,9515 0,8480 2,472 25 3,931 0,9695 0,9896 0,7084 3383
7 2,704 0,8882 0,9594 0,8332 2,645 30 4,086 0,9748 0,9915 0,6927 4,037
8 2,847 0,9027 0,9650 0,8198 2,791 35 4,213 0,9784 0,9927 0,6799 4,166
9 2,970 0,9139 0,9693 0,8078 2,915 40 4,322 0,9811 0,9936 0,6692 4,274
10 3,078 0,9227 0,9727 0,7971 3,024 45 4,415 0,9832 0,9943 0,6601 4372
11 3,173 0,9300 0,9754 0,7873 3,121 50 4,498 0,9849 0,9949 0,6521 4,450
12 3,258 0,9339 0,9776 0,7785 3,207 60 4,639 0,9874 0,9957 0,6389 4391
13 3,336 0,9410 0,9794 0,7704 3,285 70 4,755 0,9892 0,9963 0,6283 4,707
14 3,407 0,9433 0,9810 0,7630 3,356 80 4,854 0,9906 0,9968 0,6194 4306
15 3,472 0,9490 0,9823 0,7562 3,422 90 4,939 0,9916 0,9972 0,6118 4392
16 3,532 0,9523 0,9835 0,7499 3,482 100 5,015 0,9925 0,9975 0,6052 4,968
17 3,588 0,9551 0,9845 0,7441 3,538
18 3,640 0,9576 0,9854 0,7386 3,591
19 3,689 0,9599 0,9862 0,7335 3,640
20 3,735 0,9619 0,9869 0,7287 3,686
Для данных к подгрупп объема п статистика коррекции среднего рассеяния:
s_ s R R
—, или —, или —, или —
^2 ^4 ^2 ^4
будет обозначаться общим символом с(Х).
Точно так же следующие отношения:
s. Г R R
--ИЛИ —=, или —=, или =
с2л/п сАу/п d2y/n d^yjn
будут обозначаться общим термином о(Х),
d3R _ d,R
и пусть g(R) обозначает либо ----, либо-----.
<*2 d4
1 Значения для d2, d3 и d4 взяты из работы Хартера (H.L. Harter, “Tables of Ranges and
Studentized Ranges”, Annals of Mathematical Statistics, v. 31, p. 1122-1147,1960). Значения
для c2 и cA были вычислены по формулам:
Приложения
403
Таблица А2
Множители для использования средних размахов
при поиске контрольных пределов для средних подгрупп
и размахов подгрупп
п
2 1.880 — 3,268
3 1,023 — 2,574
4 0,729 — 2,282
5 0,577 — 2,114
6 0,483 — 2,004
7 0,419 0,076 1,924
8 0,373 0,136 1,864
9 0,337 0,184 1,816
10 0,308 0,223 1,777
11 0,285 0,256 1,744
12 0,266 0,283 1,717
13 0,249 0,307 1,693
14 0,235 0,328 1,672
15 0,223 0,347 1,653
При данных к подгруппах с п наблюдениями в каждой для вычисления
среднего средних X и среднего размаха К используются эти константы с
формулами, приведенными ниже.
UCL- — X + A2R = Среднее средних + Д2, умноженное на средний
размах.
CL- = X = Среднее средних.
LCL% — X -A2R — Среднее средних - А,, умноженное на средний
размах.
UCLr = DaR = D4, умноженное на средний размах.
CLR = R = Средний размах.
LCLr = D3R = D3, умноженное на средний размах.
А для п > 15 константы для контрольной карты можно вычислить с по-
мощью следующих формул, взяв основные множители, корректирующие
смещение из табл. А1:
£>3 =
404
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Таблица АЗ
Множители для использования медианных размахов
при поиске контрольных пределов для средних подгрупп
и размахов подгрупп
п Ds
2 2,224 — 3,865
3 1,091 — 2,745
4 0,758 — 2,375
5 0,594 — 2,179
6 0,495 — 2,055
7 0,429 0,078 1,967
8 0,380 0,139 1,901
9 0,343 0,187 1,850
10 0,314 0,227 1,809
11 0,290 0,260 1,773
12 0,270 0,288 1,744
13 0,253 0,312 1,719
14 0,239 0,333 1,697
15 0,226 0,352 1,678
При данных к подгруппах с п наблюдениями в каждой для вычисления
среднего средних X и медианы размаха R используются эти константы с
формулами, приведенными ниже.
UCL* = X + AaR = Среднее средних 4- Д4, умноженное на медиану
размаха.
CL- = X = Среднее средних.
LCLX = X -AaR = Среднее средних - А4, умноженное на медиану
размаха.
UCLH = D6R = D6, умноженное на медиану размаха.
CLr = R = Медиана размаха.
LCLR = D5R = D5, умноженное на медиану размаха.
А для п > 15 константы для контрольной карты можно вычислить с по-
мощью следующих формул, взяв основные множители, корректирующие
смещение из табл. А1:
. 3 (L — 3d _ d, - 3d
d4 у/п d4 d4
Приложения
405
Таблица А4
Множители для использования средних отклонений корня квадратного
из средних квадратов при поиске контрольных пределов
для средних подгрупп и групповых отклонений корня квадратного
из средних квадратов
л вз в.
2 3,760 — 3,267
3 2,393 — 2,568
4 1,880 — 2,266
5 1,595 — 2,089
6 1,410 0,030 1,970
7 1,277 0,118 1,882
8 1,175 0,185 1,815
9 1,095 0,239 1,761
10 1,028 0,284 1,716
11 0,973 0,322 1,678
12 0,925 0,354 1,646
13 0,884 0,382 1,619
14 0,848 0,407 1,593
15 0,816 0,428 1,572
При данных к подгруппах с п наблюдениями в каждой для вычисления
среднего средних X и среднего RMS Deviation sn используются эти констан-
ты с формулами, приведенными ниже.
UCLf = X 4- = Среднее средних 4- Ар умноженное на среднее от-
клонение корня квадратного из средних квадратов.
CL* = X = Среднее средних.
LCL* = X ~Axsn = Среднее средних 4- Ар умноженное на среднее от-
UCL = BJ
CL = S
Ь, W
LCL = B,s
3 Л
клонение корня квадратного из средних квадратов.
= В4, умноженное на среднее отклонение корня ква-
дратного из средних квадратов.
= Средний RMS Deviation.
= Ву умноженное на среднее отклонение корня
квадратного из средних квадратов.
А для п > 15:
или
3
406
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Таблица А5
Множители для использования средних стандартных отклонений
при поиске контрольных пределов для групповых средних
и групповых стандартных отклонений1
п
2 2,659 — 3,267
3 1,954 — 2,568
4 1,628 — 2,266
5 1,427 — 2,089
6 1,287 0,030 1,970
7 1,182 0,118 1,882
8 1,099 0,185 1,815
9 1,032 0,239 1,761
10 0,975 0,284 1,716
11 0,927 0,322 1,678
12 0,886 0,354 1,646
13 0,850 0,382 1,619
14 0,817 0,407 1,593
15 0,789 0,428 1,572
При данных к подгруппах с п наблюдениями в каждой для вычисления
среднего средних X и среднего стандартного отклонения s используются эти
константы с формулами, приведенными ниже.
UCL* =
Х + A3s
X
X-A3s
UCL = BJ
s 4
CLS= s
LCL = B.s
& 3
А для n > 15:
= Среднее средних 4- /Ц, умноженное на среднее стан-
дартное отклонение.
= Среднее средних.
= Среднее средних 4- умноженное на среднее стан-
дартное отклонение.
= В4, умноженное на среднее стандартное отклонение.
= Среднее стандартное отклонение.
= В3, умноженное на среднее стандартное отклонение.
или
1 Хотя эти формулы для В3 и ВА отличны от формул на предыдущей странице, это те же
самые константы. Различия проявляются в зависимости между константами с2 и с4.
Приложения
407
Таблица А6
Множители для использования средних рангов при поиске контрольных
пределов для групповых медиан и групповых размахов
п
3 1,187 — 2,574
5 0,691 — 2,114
7 0,509 0,076 1,924
9 0,412 0,184 1,816
11 0,350 0,256 1,744
При данных к подгруппах с п наблюдениями в каждой для вычисления
средней медианы X и среднего размаха R используются эти константы с
формулами, приведенными ниже.
UCL* = X + A6R = Средняя медиана 4- Л6, умноженное
на средний размах.
CL* = X = Средняя медиана.
LCL* = X -A6R = Средняя медиана + А6, умноженное
на средний размах.
UCLK = D^R = D4, умноженное на средний размах.
CLR = R = Средний размах.
LCLK = D3R = Dv умноженное на средний размах.
ш
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ
Таблица А7
Множители для использовании медианных размахов при поиске
контрольных пределов для групповых медиан и групповых размахов
п
3 1,265 — 2,745
5 0,712 — 2,179
7 0,520 0,078 1,967
9 0,419 0,187 1,850
При данных к подгруппах с п наблюдениями в каждой для вычисления
средней медианы X и медианного размаха R используются эти константы
с формулами, приведенными ниже.
UCL- = X + R = Средняя медиана + Ау, умноженное
на медианный размах.
CL* = X = Средняя медиана.
LCL* = X -AyR = Средняя медиана + умноженное
на медианный размах.
UCLr = DtR
а„ = п
LCL* = DSR
= D6, умноженное на медианный размах.
= Медианный размах.
= Ds, умноженное на медианный размах.
Уилер Дональд
Чамберс Дэвид
Статистическое
управление процессами
Оптимизация бизнеса
с использованием
контрольных карт Шухарта
Менеджер проекта С. Турки
Технический редактор Н. Лисицына
Корректор О. Ильинская
Компьютерная верстка С. Соколов, А. Абрамов
Дизайнер обложки А. Мищенко
Подписано в печать 18.09.2008. Формат 70x100 1/16.
Бумага офсетная № 1. Печать офсетная.
Объем 26,0 печ. л. Тираж 2500 эю. Заказ №
Альпина Бизнес Букс
123060, Москва, а/я 28
ТЪл. (495) 980-53-54
www.alpina.ru
e-mail: info@alpina.ru