/






























































































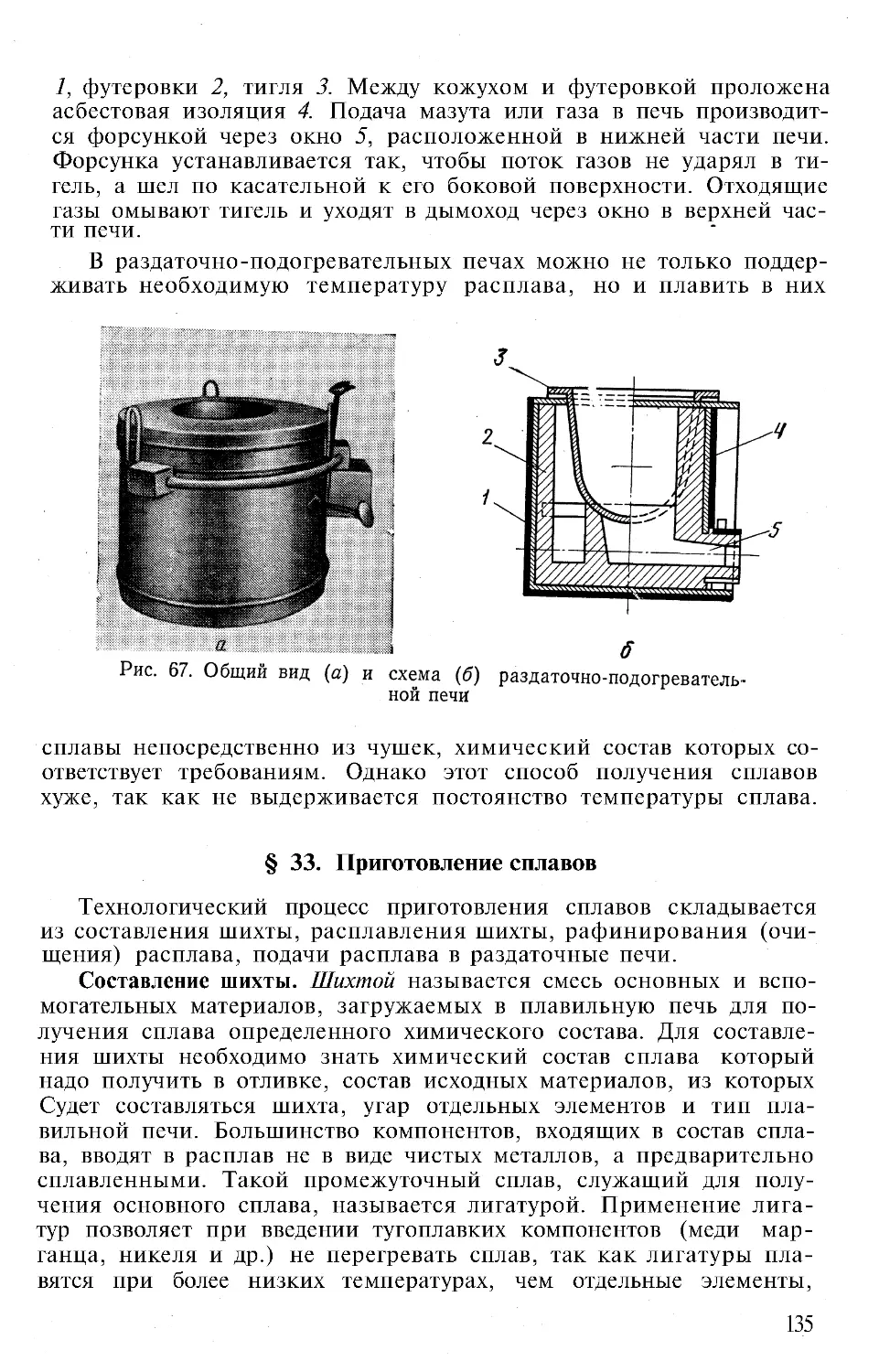
























































Текст
МОСКВА «ВЫСШАЯ ШКОЛА» 1978
М. Б. БЕККЕР
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
ИЗДАНИЕ ТРЕТЬЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено
Ученым советом Государственного комитета
Совета Министров СССР
по профессионально-техническому образованию в качестве учебника
для подготовки рабочих на производстве
6П4.1
Б42
Отзывы и замечания направлять по адресу: 101430, Москва, К.- 51, Не-
глинная ул., д. 29/14, издательство «Высшая школа».
ВВЕДЕНИЕ
Развитие отечественного машиностроения и других отраслей
промышленности в значительной степени определяется темпами
развития и совершенствования литейного производства.
Литейное производство как одна из заготовительных баз ма-
шиностроения выпускает литые детали (отливки), идущие на из-
готовление машин, различных механизмов и приспособлений. Наи*
большее применение литые детали получили в металлообрабатии
вающих станках, двигателях внутреннего сгорания, компрессорах,
насосах, электродвигателях, автомобилях, сельскохозяйственных
машинах, электро- и тепловозах.
Методами литья изготовляется в среднем около 65% заготовок
деталей машин (по массе), а в некоторых отраслях машинострое-
ния, например в станкостроении, массовая доля литых деталей
доходит до 95%.
Основными задачами литейного производства в десятой пяти-
летке являются:
повышение производительности труда на основе создания и
внедрения нового высокопроизводительного оборудования, систем
машин, комплексной механизации и автоматизации производствен-
ных процессов и систем управления;
улучшение качества, надежности и точности отливок с опти-
мальным приближением их размеров к размерам готовых деталей
для сокращения объема механической обработки;
увеличение выпуска отливок, изготовленных из высококачест-
венных чугунов, легких и специальных легированных сплавов с
улучшенными физико-механическими свойствами (прочностью,
жаропрочностью, жаростойкостью, износостойкостью и др.);
дальнейшее совершенствование организационной структуры ли-
тейного производства и улучшение условий труда.
Для успешного решения этих задач потребуется тщательный
анализ всех резервов литейного производства, наиболее полная
и последовательная оценка нового в теории и передовом опыте про-
изводства отливок, совершенствование и более широкое примене-
ние специальных способов литья (под давлением, в кокиль, цент-
робежного, в оболочковые формы, по выплавляемым моделям
и др.).
Одним из наиболее экономичных и производительных способов
является литье под давлением. Сущность его заключается в том,
что в стальные пресс-формы под большим давлением поступает
сплав, находящийся в жидком или полужидком состоянии. В пресс-
3
форме происходит быстрое охлаждение и кристаллизация, что
обеспечивает мелкозернистую структуру и высокие механические
свойства отливки. Весь цикл литья длится от долей секунды до
нескольких минут, например изготовление такой сложной отливки,
как блок цилиндров V-образного автомобильного двигателя из
алюминиевого сплава, — всего 8—10 мин.
Размеры отливок, полученных литьем под давлением, наиболее
близки к размерам готовых деталей, что позволяет уменьшить или
совсем исключить их механическую обработку и, следовательно,
сэкономить расход цветных металлов и сплавов.
Благодаря высокой производительности по сравнению с дру-
гими способами (штамповкой, резкой, ковкой) получения заготовок
литье под давлением получило широкое распространение при вы-
пуске изделий массового производства.
Глава I
ОСНОВНЫЕ СВЕДЕНИЯ О ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
И ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА
§ 1. Основные и вспомогательные цехи
машиностроительного предприятия
Основной производственной единицей предприятия является
цех, в котором изготовляется продукция (или часть ее) или выпол-
няется определенная стадия производства. В машиностроении цехи,
как правило, подразделяют на основные, вспомогательные и по-
бочные.
Задачей основных цехов является изготовление основной
продукции, предназначенной для реализации. Основные цехи ма-
шиностроительных заводов делят на заготовительные (чугуноли-
тейный, сталелитейный, литья под давлением, кузнечный или куз-
нечно-прессовый, термический и др.), механические и сборочные.
Вспомогательные цехи непосредственного участия в вы-
пуске основной продукции не принимают, но производят изделия,
Необходимые для основного производства или обеспечивают необ-
ходимые условия для работы основных цехов. К вспомогательным
цехам, например, относят ремонтный, инструментальный, энергети-
ческий, цехи по производству тары для упаковки продукции и др.
Следующая группа цехов — побочные цехи — занята ути-
лизацией отходов. Это цехи ширпотреба и скраповая база с копра-
ми и прессами, служащими для разделки скрапа (отходов метал-
лургического производства) и превращения стружки в компактную
массу, удобную для использования в мартеновских печах.
§ 2. Типы литейного производства
Литейное производство разделяют на три основных типа: мас-
совое, серийное и единичное.
Массовое производство характеризуется непрерывным
выпуском отливок ограниченной номенклатуры большими партия-
ми. Примером могут служить литейные цехи автомобильных, трак-
торных и других подобных предприятий. Массовое производство
позволяет механизировать и автоматизировать технологический
процесс в целом и организовать его более экономично.
Серийное производство характеризуется определенной
периодичностью выпуска отливок ограниченной или широкой но-
менклатуры партиями (сериями). Примером является выпуск ли-
5
тых заготовок станкостроительными заводами. При серийном про-
изводстве можно выделить сходные группы отливок по габаритам
и массе, а также механизировать и автоматизировать отдельные
операции. Эти условия являются наиболее благоприятными для
внедрения передовой технологии при изготовлении определенной
группы отливок.
Единичное производство характеризуется выпуском
разнообразных отливок в небольших количествах, а иногда отдель-
ных сложных литых деталей для опытных образцов станков, при-
боров, машин. В единичном производстве значительный процент
технологических операций выполняется вручную, так как различная
номенклатура выпускаемых отливок не позволяет механизировать
их производство. Примером единичного производства может слу-
жить выпуск уникальных корпусов турбин, станин, деталей экска-
ваторов, мощных прессов и других машин.
§ 3. Организация работы цеха литья под давлением
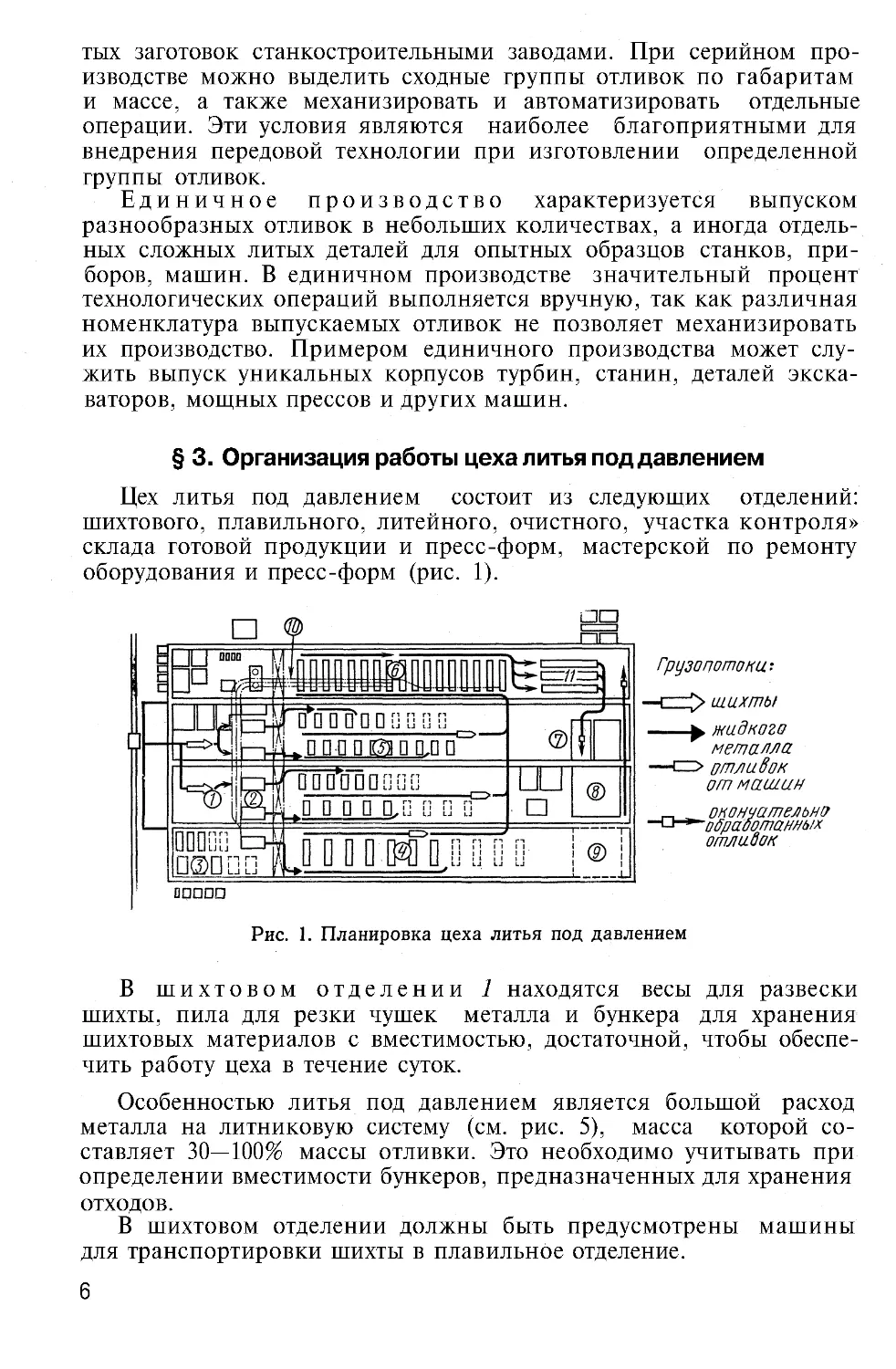
Цех литья под давлением состоит из следующих отделений:
шихтового, плавильного, литейного, очистного, участка контроля»
склада готовой продукции и пресс-форм, мастерской по ремонту
оборудования и пресс-форм (рис. 1).
В шихтовом отделении 1 находятся весы для развески
шихты, пила для резки чушек металла и бункера для хранения
шихтовых материалов с вместимостью, достаточной, чтобы обеспе-
чить работу цеха в течение суток.
Особенностью литья под давлением является большой расход
металла на литниковую систему (см. рис. 5), масса которой со-
ставляет 30—100% массы отливки. Это необходимо учитывать при
определении вместимости бункеров, предназначенных для хранения
отходов.
В шихтовом отделении должны быть предусмотрены машины
для транспортировки шихты в плавильное отделение.
6
Плавильное отделение 2 расположено между шихтовым
и литейным и оборудовано плавильными печами в соответствии с
применяемыми сплавами и производственной мощностью литейно-
го отделения. Для транспортировки расплава от плавильных печей
к раздаточным проложены монорельсовые пути. В плавильном от-
делении установлена мощная вытяжная вентиляция.
В литейных отделениях 4 и 5 расположены машины для
литья под давлением, раздаточно-подогревательные печи и подъ-
емно-транспортное оборудование (кран-балка, тельфер или моно-
рельс с тельферами).
Машины для литья под давлением должны быть размещены
так, чтобы можно было свободно подойти к любой из них и произ-
водить ремонт и демонтаж одной машины без остановки других.
Около машины устанавливают переносные экраны или стационар-
ные ограждения, предназначенные для защиты работающих от
брызг расплава при неплотном закрытии пресс-формы.
В литейном отделении устанавливают общую и местную (у
каждой машины) вентиляцию, пол устилают чугунными рифлены-
ми плитками, прокладывают канализационные каналы для отвода
масла и эмульсии.
Насосно-аккумуляторное отделение 3 располага-
ется рядом с литейным. Здесь устанавливают насосы с аккумуля-
торами, питающими литейные машины, не имеющие встроенных
насосов и аккумуляторов. Большинство современных машин (515М,
516М2, а также машины фирм «Бюлер» — Швейцария, «Идра»,
«Триульци», «Кастматик» — Италия и др.) выпускают со встроен-
ными насосами и аккумуляторами. Машины, не имеющие встроен-
ных насосов, обслуживаются центральной насосно-аккумуляторной
станцией. При этом затраты на ремонт насосов и расход электро-
энергии значительно меньше, а ремонт отдельных насосов и акку-
муляторов не вызывает простоев литейных машин. При большом
количестве машин необходимую их мощность обеспечивают не-
сколько насосно-аккумуляторных станций.
Отделение очистки 6, как правило, занимает большую
производственную площадь. В очистном отделении производят об-
работку литников и промывников, запиловку заусенцев и поверх-
ностей отливки.
Боковые литники и промывники небольшого сечения обламыва-
ют вручную, массивные литники обрезают дисковыми и ленточными
пилами. Центральные литники обрезают на токарных станках или
в специальных обрезных штампах на эксцентриковых (или пнев-
матических) прессах при массовом производстве. Отходы отли-
вок из очистного отделения удаляются ленточными конвейерами 10.
В массовом производстве зачистку и обрубку отливок выполня-
ют на поточных линиях. Отливки после зачистки хранят в специ-
альных ящиках и контейнерах с гнездами, чтобы предохранить их
от повреждений и облегчить учет.
На участок контроля 11 отливки поступают после зачи-
стки для окончательной проверки годности и соответствия их чер-
7
тежу. На участке контроля должны находиться контрольно-изме-
рительные приборы, необходимые для проверки размеров, а также
оборудование, на котором разрезают отливки для контроля их раз-
меров и равностенности. После проверки годные отливки клеймят.
Участок контроля должен примыкать к складу готовой продукции.
Склад готовой продукции 7 представляет собой поме-
щение со стеллажами, на которые ставят ящики с готовыми отлив-
ками. Каждая партия отливок снабжается маршрутной картой, где
указывают их количество, назначение и т. д. Склад должен иметь
подъемно-транспортное оборудование для перемещения ящиков с
отливками.
При кооперации заводов отливки из специализированных цехов
и заводов литья под давлением перевозят на заводы-потребители,
В связи с этим на складах готовой продукции организуют упаков-
ку готовых отливок в специальную тару или контейнеры для за-
щиты их от повреждений при транспортировке. Для этого приме-
няют картонные коробки, мягкие прокладки, перегородки и т. д.
Отделение ремонта 8 представляет собой инструменталь-
но-механическую ремонтную мастерскую. В крупных цехах отделе-
ние ремонта пресс-форм и ремонта машин разделены.
В ремонтном отделении производят ремонт пресс-форм, а также
доводку литников и вентиляционных каналов при опробовании но-
вых пресс-форм.
В ремонтном отделении установлено следующее оборудование:
токарно-винторезный, универсально-фрезерный, сверлильный, шли-
фовальный станки, винтовой пресс для запрессовки и распрессовки
втулок, колонок и вкладышей, кран-балка или монорельс с элект-
роподъемником.
Все пресс-формы после изготовления отливок поступают в ре-
монтную мастерскую, откуда их после осмотра, очистки передают
на склад форм 9. Кроме того, в отделении выполняют техническое
обслуживание и ремонт машин (см § 17) по установленному гра-
фику.
§ 4. Рациональная организация рабочего места
Рабочее место литейщика должно быть организовано рацио-
нально. На рис. 2 изображена схема наиболее удобного располо-
жения оборудования. Основным требованием при этом является
обеспечение безопасных проходов, проездов, свободного доступа к
оборудованию и максимальной защиты рабочего от возможности
получения травм (табл. 1).
Наиболее удобным можно считать расположение раздаточной
печи 3 со стороны камеры прессования машины 4. Расстояние меж-
ду краем печи и наиболее выступающими частями машины около
500 мм; вторая ось печи может быть смещена на 250 мм от центра
машины в сторону рабочего места 5 литейщика. Высота печи над
уровнем пола должна быть не более 800 мм, чтобы рабочему была
удобно зачерпывать металл.
8
К пусковой аппаратуре насоса 1 и запорному вентилю аккуму-
лятора 2 должен быть свободный подход. Для защиты литейщика
от внезапного выброса металла из формы служат щиты 6, которые
должны быть переносными и уста-
навливаться в наиболее опасных
местах.
Оборудование и рабочее место
надо содержать в чистоте. Литей-
щик должен аккуратно обращаться
с пресс-формой и машиной. От пра-
вильного обслуживания пресс-фор-
мы и машины зависит срок их служ-
бы и качество получаемых деталей.
С целью обеспечения максималь-
ной производительности труда и бо-
лее полного использования машин-
ного времени литейщики полностью
освобождены от всех вспомогатель-
ных операций.
Расплав из плавильного отделе-
ния в раздаточно-подогревательные
печи подают вспомогательные ра-
бочие-разливщики. Устанавливают пресс-форму на машину и нала-
живают ее слесари-ремонтники и наладчики, обслуживающие обо-
рудование цеха. Отливки в процессе литья через небольшие проме-
жутки времени проверяют контролеры.
чики полностью подготавливают оборудование и оснастку для ра-
боты в первой и второй сменах.
Нормальную работу оборудования обеспечивает правильная ор-
ганизация ремонта. На многих заводах внедрен узловой метод ре-
монта машин, при котором по установленному графику основные
узлы машины заменяют другими, предварительно укомплектован-
ными. Этот метод резко сокращает время проведения ремонта.
После ремонта литейную машину принимает мастер соответствую-
щего участка.
Рабочее место литейщика (рис.3) находится непосред-
ственно у машины 8, на которую устанавливают пресс-форму 4 для
получения отливки. С правой стороны от машины расположена раз-
даточно-подогревательная печь 5.
Пусковая аппаратура насоса 11 и аккумулятор 1 расположены
за машиной и не мешают свободному проходу рабочего. С обеих
сторон от машины установлены защитные экраны 3.
10
При таком разделении труда литейщик все рабочее время тра-
тит непосредственно на производство отливок.
При работе машины в три смены своевременное начало работы
обеспечивается заблаговременной (за час до смены) установкой
пресс-форм и опробованием машины наладчиком до начала смены.
При работе машин в две смены третья смена является подгото-
вительной. В течение третьей смены слесари-ремонтники и налад-
Щипцы для захвата отливок, разливочные ложки, банки со
смазкой хранят в специальном шкафу 9. Во время работы пользу-
ются смазкой, находящейся в бачке 6.
Щит с приборами 10, контролирующими технологический про-
цесс, располагают так, чтобы литейщику было удобно вести конт-
роль.
На рабочем месте устанавливают ящик 7 или стеллаж для хра-
нения готовых отливок, а также ящик для сборки отходов. Рабо-
чее место оборудуют местным освещением и вентиляцией 2.
В обязанности литейщика входит наблюдение за температурой
и состоянием металла в печи, за температурой пресс-формы, очист-
ка, смазка и обдувка пресс-формы, заливка расплава, наблюдение
за процессом прессования, осмотр отливок и выполнение других
операций, связанных непосредственно с обслуживанием машины.
§ 5. Задачи техники безопасности
Техника безопасности — это ряд технических и организационных
мероприятий, направленных на создание безопасных условий труда
на производстве.
Мероприятия вырабатываются на основании исследования про-
изводственных процессов, изучения средств производства и основ-
ных трудовых приемов. Изучение требований техники безопасности
является обязанностью каждого рабочего.
Законодательство и органы надзора по охране труда в СССР.
В социалистическом государстве в основу производственного про-
цесса положена организация безопасных и здоровых условий труда.
Советское государство, заботясь о здоровье трудящихся, еже-
годно выделяет большие средства на улучшение условий труда
работающих на производстве. Наблюдение за выполнением зако-
нов по охране труда и внедрением мероприятий по улучшению ус-
ловий труда ведут профсоюзы и Государственный комитет Совета
Министров СССР по вопросам труда и зарплаты. В Советском
Союзе имеются специальные научно-исследовательские институ-
ты, которые занимаются изучением условий труда и профессиональ-
ных заболеваний и разрабатывают мероприятия, направленные на
создание безопасных и здоровых условий труда.
На предприятиях существуют специальные отделы техники без-
опасности, комиссии охраны труда и инспектора, контролирующие
условия труда работающих.
Техника безопасности на территории завода. Каждый рабочий,
поступающий на предприятие, в обязательном порядке должен
ознакомиться с правилами поведения на территории завода.
На территории завода (во дворе, здании, на подъездных путях)
рабочий должен быть внимательным. Запрещается входить в цехи
и участки (компрессорную, генераторную, электростанцию и дру-
гие помещения), на дверях которых имеется надпись «Посторон-
ним вход строго воспрещен».
11
Железнодорожные пути и автомагистрали, расположенные на
территории предприятия, нужно переходить в специально установ-
ленных местах, обращая внимание на предупредительные сигналы.
При закрытом шлагбауме или сигнале о приближении поезда или
автомашины переходить пути запрещается.
Следует обходить места погрузки. Категорически запрещается
находиться под грузом.
§ 6. Производственная санитария и противопожарные
мероприятия
Для того чтобы создать балгоприятные санитарно-гигиениче -
ские условия в литейных цехах, избежать профессиональных забо-
леваний и травм, необходимо соблюдать правила производствен-
ной санитарии.
Температура воздуха в холодное время года в литейном цехе
должна быть не ниже 4-15° С, а в теплое время года не больше чем
на 5° выше наружной температуры воздуха.
Агрегаты и оборудование, дающие тепловые излучения, и уча-
стки с повышенными концентрациями пыли и газов, должны быть
оборудованы общей и местной приточно-вытяжной вентиляцией,
обеспечивающей снижение содержания в воздухе ядовитых паров
и газов до концентрации не выше санитарных норм.
Все производственные и санитарно-бытовые помещения должны
быть хорошо освещены, для этого в крыше и стенах литейного цеха
устраивают стеклянные фонари (окна), пропускающие дневной
свет. Фонари очищают от пыли и копоти не реже одного раза в три
месяца. Применяют также подвесные светильники с лампами нака-
ливания и люминесцентными лампами общего и местного освеще-
ния. Кроме того, при отделке и осмотре пресс-форм применяют пе-
реносные лампы.
В течение рабочего дня и после каждой смены рабочие места,
проходы и проезды должны убираться.
После работы литейщик обязательно должен принять горячий
душ и переодеться в чистую одежду. Спецодежду надо оставлять
в специальном шкафу, находящемся в гардеробной душа. Жела-
тельно иметь два комплекта спецодежды, чтобы поочередно отда-
вать их в стирку и ремонт.
Противопожарные мероприятия. Во избежание пожаров необ-
ходимо соблюдать правила противопожарной безопасности. Основ-
ные из них следующие:
курить разрешается только в специально отведенных для этого
местах;
хранить горючие и воспламеняющиеся материалы разрешается
в специально оборудованных кладовых вне цеха; нельзя оставлять
на рабочих местах масляные тряпки;
цех должен быть оборудован противопожарными средствами:
огнетушителями, брандспойтами со шлангами, ящиками с песком,
12
лопатами и баграми, кнопочной электросигнализацией для вызова
пожарной команды, а также дежурным освещением;
в цехах должны быть предусмотрены пожарные проезды, необ-
ходимо следить за тем, чтобы проезды и проходы цеха не загро-
мождались, чтобы был обеспечен свободный доступ к противопо-
жарным средствам и сигнализации.
Для того чтобы гасить обычные горючие материалы (древесину
и т. д.), следует пользоваться брандспойтом, а легко воспламеняю-
щиеся и горючие жидкости (бензин, керосин, масло) — огнетуши-
телями; горящий магний надо засыпать флюсом и песком. Катего-
рически запрещается гасить горящий магний водой, так как при
этом может произойти взрыв.
Контрольные вопросы
1. Расскажите об организации производства в цехе литья под давлением.
2. Какие работы должен выполнять литейщик на машине литья под давле-
нием?
3. Кто обслуживает и подготавливает к работе машины, пресс-формы,
сплав?
4. Как должно быть организовано рабочее место литейщика?
5. Перечислите правила безопасности на территории завода.
6. Как обеспечить безопасную работу на литейной машине?
7. Расскажите о задаче промышленной санитарии.
8. Какое противопожарное оборудование должно быть в цехе?
Глава II
КЛАССИФИКАЦИЯ ЛИТЕЙНЫХ ФОРМ И СПОСОБЫ ПОЛУЧЕНИЯ
ОТЛИВОК
§ 7. Виды литейных форм и их назначение
Фасонные отливки из металлических сплавов получают путем
заполнения полости специально изготовленных форм расплавлен-
ным металлом (расплавом), который, затвердевая, образует от-
ливку. В зависимости от многократности использования литейные
формы разделяют на разовые и многократные
Разовые формы служат для одной заливки в них жидкого
металла, т. е. для получения только одной отливки или нескольких,
если форму используют для одновременного получения нескольких
отливок. После затвердевания отливок такие формы разрушают.
Разовые формы могут быть сухими, сырыми, подсушенными и хи-
мически твердеющими в зависимости от метода упрочнения форм
(сушка, химическое твердение).
По толщине стенок разовые формы делят на толстостенные с
толщиной стенок до 300 мм и более и оболочковые (см. рис. 11) с
толщиной стенок от 5 до 15 мм. К разовым литейным формам от-
13
носятся также неразъемные формы, изготовляемые по выплавляе-
мым моделям, с толщиной стенок 2,5—5 мм (см. рис. 12).
Для изготовления разовых форм используют исходные формо-
вочные материалы: кварцевые, кварцево-полевошпатовые и глини-
стые пески, различные связующие (глину, жидкое стекло, органиче-
ские и неорганические крепители), противопригарные (тальк, гра-
фит, каменный уголь), высокоогнеупорные (магнезит, шамот,
асбест), некоторые специальные (чугунную дробь, каустическую
соду) и вспомогательные (модельные пудры, разделительные жид-
кости), клей и др. Из исходных формовочных материалов смеши-
ванием их в определенных количествах и последовательности полу-
чают формовочные и стержневые смеси.
Формовочные смеси делят на облицовочные, наполнительные и
единые. Смеси содержат неорганические материалы: кварцевый
песок, огнеупорная глина. Из органических материалов добавляют:
опилки, каменноугольную пыль, которые снижают пригар формо-
вочной смеси к поверхности отливки.
Для форм мелких (до 100 кг) и средних (101—1000 кг) отливок
используют единую смесь, которая полностью перерабатывается
после каждого употребления.
Для форм крупных отливок (1001—5000 кг) применяют облицо-
вочную и наполнительную смеси. Облицовочными называют такие
смеси, которые непосредственно прилегают к поверхности отливки.
Смесь приготовляют с применением свежих материалов, образую-
щих в форме слой толщиной 20—50 мм. При заливке формы обли-
цовочная смесь непосредственно соприкасается с расплавом и,
следовательно, находится в тяжелых условиях. Поэтому она долж-
на обладать высокой прочностью и огнеупорностью.
Наполнительные смеси применяют для изготовления остальной
части формы. Эти смеси в основном состоят из смеси, поступившей
после регенерации (переработка использованной формовочной
смеси). Наполнительные смеси должны обладать достаточной газо-
проницаемостью — способностью в уплотненном состоянии пропу-
скать сквозь себя газы.
Многократные формы изготовляют из высокоогнеупор-
ных материалов (шамота, графита, асбеста и др.). В них получают
крупные стальные и чугунные отливки. Охлажденную отливку
извлекают из формы, стараясь при этом как можно меньше ее по-
вредить. После небольшого ремонта форму вновь используют.
Такие формы выдерживают несколько десятков заливок. При не-
обходимости после каждой заливки производят исправления.
Многократные формы изготовляют также из стали и чугуна, а
в отдельных случаях из алюминия. Металлические формы приме-
няют в массовом и крупносерийном производстве для получения
отливок центробежным или кокильным способом, методом ваку-
умного всасывания, выжимания и др. При литье под давлением
используют стальные пресс-формы. В зависимости от температуры
заливаемого расплава такие многократные формы выдерживают
от нескольких десятков до десятков тысяч заливок.
14
§ 8. Литье в песчаные формы
Наиболее известным с давних пор способом получения отливки
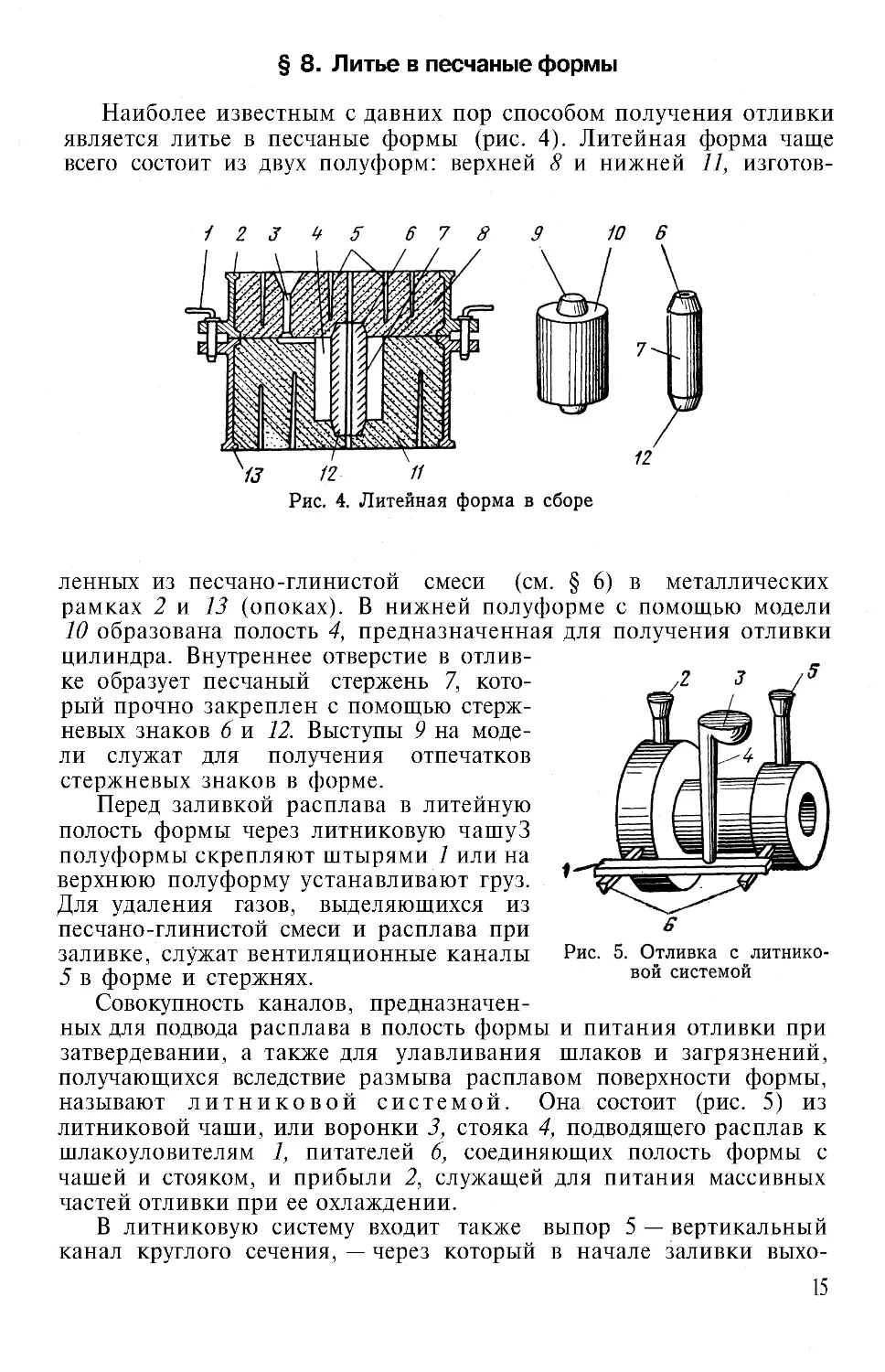
является литье в песчаные формы (рис. 4). Литейная форма чаще
всего состоит из двух полуформ: верхней 8 и нижней 11, изготов-
ленных из песчано-глинистой смеси (см. § 6) в металлических
рамках 2 и 13 (опоках). В нижней полуформе с помощью модели
10 образована полость 4, предназначенная для получения отливки
цилиндра. Внутреннее отверстие в отлив-
ке образует песчаный стержень 7, кото-
рый прочно закреплен с помощью стерж-
невых знаков 6 и 12. Выступы 9 на моде-
ли служат для получения отпечатков
стержневых знаков в форме.
Перед заливкой расплава в литейную
полость формы через литниковую чашуЗ
полуформы скрепляют штырями 1 или на
верхнюю полуформу устанавливают груз.
Для удаления газов, выделяющихся из
песчано-глинистой смеси и расплава при
заливке, служат вентиляционные каналы
5 в форме и стержнях.
Совокупность каналов, предназначен-
ных для подвода расплава в полость формы и питания отливки при
затвердевании, а также для улавливания шлаков и загрязнений,
получающихся вследствие размыва расплавом поверхности формы,
называют литниковой системой. Она состоит (рис. 5) из
литниковой чаши, или воронки 3, стояка 4, подводящего расплав к
шлакоуловителям 1, питателей 6, соединяющих полость формы с
чашей и стояком, и прибыли 2, служащей для питания массивных
частей отливки при ее охлаждении.
В литниковую систему входит также выпор 5 — вертикальный
канал круглого сечения, — через который в начале заливки выхо-
15
дят газы. Выпор позволяет определить момент окончания заливки
и питает отливку при остывании.
Изготовление форм и стержней. Процесс изготовле-
ния разовых песчано-глинистых форм называют (рис. 6) фор-
мовкой. Существует несколько способов формовки: ручная в
почве или опоках, по модели или по шаблону и машинная в опоках
по модели. Моделью называют приспособление, повторяющее
очертания будущей отливки и служащее для получения в форме
литейной полости.
Шаблоны — это профилированные доски, с помощью которых
получают необходимую полость формы (см. рис. 7, а).
Изготовление литейной формы в земляном полу литейного це-
ха называют формовкой в почве. Для формовки в почве при-
готовляют основание — постель, которая должна иметь горизон-
тальную поверхность, хорошо отводит газы при заливке. Формовка
в почве допустима для простых неответственных отливок, а в ос-
новном этим способом получают тяжелые (свыше 5000 кг) корпус-
16
ные отливки (станины станков и т. д.). Очень крупные отливки
формуют в кессонах (яма в формовочном плацу цеха со стенками
и дном из железобетона и реже из кирпича). Когда нужно быстро
отлить одну или несколько отливок больших размеров и сократить
время и средства на изготовление моделей, формовку в почве про-
изводят по шаблонам (рис. 7, а).
Наиболее распространенным способом изготовления форм яв-
ляется формовка в опоках. В зависимости от конфигурации,
сложности и размеров отливки существует несколько способов
формовки в опоках: формовка в двух (см. рис. 4) и более опоках;
по целой или разъемной модели, по модели с отъемными частями.
Формы для отливок небольших размеров изготовляют в опоках
2 (рис. 7, в), снимаемых после формовки. Перед заливкой на фор-
му 1, находящуюся на подмодельной плите 4, чтобы она не разру-
шалась, надевают жакет 3.
В современных литейных цехах ручная формовка полностью
заменена машинной формовкой, производимой в опоках по
модельному комплекту, который устанавливают на столах формо-
вочных машин. На формовочных машинах механизировано уплот-
нение смеси в опоке и извлечение модели из формы.
17
По способу уплотнения смеси формовочные машины делят на
прессовые — с верхним прессованием (рис. 8, а), с нижним прес-
сованием (рис. 8, б) и встряхивающие, пескометы (рис. 8, в). При
изготовлении форм применяют также машины с комбинированны-
ми методами уплотнения (прессование под высоким давлением в
сочетании с пескодувным или встряхивающим с амортизацией
удара, вибропрессование) и автоматические формовочные линии.
Стержни, представляющие собой отдельно изготовленную
часть литейной формы, предназначе-
ны для образования внутренних по-
лостей. Во время заливки металла они
находятся в более тяжелых условиях,
чем литейная форма, так как в боль-
шинстве случаев почти вся их поверх-
ность омывается расплавленным ме-
таллом. Стержни должны обладать
высокой прочностью, газопроницаемо-
стью, податливостью, а также проти-
вопригарной стойкостью. Эти свойства
обеспечиваются правильной сушкой
стержней, их армированием, устрой-
ством каналов для вентиляции, ок-
раской.
Способ изготовления стержней зависит от типа производства.
В мелкосерийном и единичном производстве сложные и большие
стержни изготовляют вручную в деревянных стержневых ящиках,
а в серийном и массовом производстве — на специальных машинах
в металлических стержневых ящиках.
Стержневой ящик (рис. 9) представляет собой коробку 2, от-
крытую с одной стороны. Внутренние поверхности боковых стенок
ящика имеют уклон. К ним прилегают вставки 5, образующие под-
нутрения на боковой поверхности стержня 1. После набивки ящика
стержневой смесью на него устанавливают сушильную плиту 4,
затем ее вместе с ящиком поворачивают на 180°, ящик снимают,
оставляя на плите стержень со вставками, а вставки отводят от
стержня в стороны и вновь закладывают их в ящик.
18
Стержни формуют на пескодувных и пескострельных машинах.
Наряду с пескодувными и пескострельными машинами использу-
ют пескометы и встряхивающие машины, а также машины для из-
готовления стержней, твердеющих в холодной и горячей оснастке.
Технологический процесс изготовления стержней в горячей ос-
настке позволяет резко поднять производительность труда, полно-
стью заменить формовку стержней с печной сушкой, отказаться
от драйеров (сушильных плит) и каркасов.
Стержни в основном изготавливают пустотелыми с толщиной
стенки 8—10 мм. Они легки, обладают высокой податливостью, что
уменьшает образование горячих трещин в отливках.
Размерная точность стержней порядка 5-го, 7-го классов
(ОСТ 1010 и ОСТ 1015).
Изготовление стержней по горячей оснастке производится на
машинах с вертикальным или горизонтальным разъемами автома-
тически. Формовочным материалом служит песчано-смоляная
смесь на основе карбамидно-фурановой смолы марки КФ-90 и
КФ-40 в комплекте с катализатором ЛЕФ-А и ЛЕФ-Б . Время
отвердевания стержней в нагреваемой оснастке 15—45 с при тем-
пературе 220—300° С.
Обогрев стержневой оснастки производят газовыми горелками,
а в случае применения в оснастке больших деталей (болванок),
оформляющих внутреннюю полость, используют комбинирован-
ный нагрев — газовый и электрический.
Сборка, заливка форм и выбивка отливок. Сборка форм —
одна из ответственных завершающих операций, особенно при изго-
товлении сложных и крупных отливок. Она состоит из установки и
крепления стержней; проверки точности установки стержней; про-
верки размеров полостей формы, определяющих толщину стенок
отливки; удаления из формы сора, пыли; наложения верхней полу-
формы на нижнюю и скрепления их между собой; установки лит-
никовых и выпорных чаш.
В зависимости от типа производства, размеров отливки, сборку
форм осуществляют на конвейерах, сборочных стендах или плацу
(специально отведенная площадка в литейном цехе). Перемещение
и установка тяжелых стержней и наложение тяжелых полуформ
механизированы.
Заливка форм (см. рис. 7, б) производится различными
ручными (рис. 10, а) и крановыми ковшами (рис. 10, б, в, г). За-
литые литейные формы определенное время выдерживаются для
затвердевания расплава и охлаждения отливки.
Продолжительность охлаждения отливок устанавливается тех-
ническими условиями и зависит от массы, толщины стенок, конфи-
гурации отливок, свойства металлов и других факторов.
Выбивка отливок — это извлечение готовых отливок, сопровож-
дающееся разрушением форм на специальном оборудовании; мел-
кие и средние отливки извлекают на выбивных решетках, крупные
отливки на инерционно-ударных решетках.
19
После выбивки пустые опоки поступают обратно в формовоч-
ное отделение. Выбитая из форм горелая формовочная смесь ох-
лаждается, просеивается и идет на приготовление формовочных
смесей, а отливки транспортируются к месту обрубки и очистки.
20
Очистку мелких отливок производят в галтовочных и
дробеметных барабанах, очистку крупных отливок — в гидравли-
ческих и дробементных камерах. После очистки отливок от приго-
ревшей и приставшей смеси обрубают остатки литниковых систем,
заливы металла, заусенцы. Для этого применяют пневматические
инструменты, молотки, кувалды. Окончательную зачистку поверх-
ностей отливок осуществляют шлифовальными кругами. После
очистки, обрубки и зачистки отливки подвергаются термообработ-
ке, грунтовке и окраске. Готовые отливки контролируют и затем
сдают на склад готовой продукции.
§ 9. Специальные способы литья
В литейном производстве получили широкое применение новые
способы изготовления отливок. Использование этих способов дает
ряд преимуществ по сравнению с литьем в песчаные формы: воз-
можность максимально механизировать и автоматизировать про-
изводственный процесс, улучшение условий труда, увеличение
производительности, значительное снижение расходов формовоч-
ных материалов (а иногда полное исключение их из процесса
литья) и получение заготовки с минимальными припусками на ме-
ханическую обработку.
Литье в оболочковые формы. Изготовление оболочковых форм
основано на свойствах термореактивной смолы плавиться при на-
гревании и обволакивать зерна песка. Затем смола затвердевает
и, связывая зерна песка, образует прочную оболочку. Оболочковая
форма представляет собой две скрепленные рельефные полуформы
с толщиной стенок 5—15 мм. Такие формы изготавливают из пес-
чано-смоляной смеси, состоящей из мелкого кварцевого песка и
фенолформальдегидной порошкообразной термоактивной смолы,
которую используют в качестве связующего. Оболочковые полу-
формы изготовляются на специальных автоматических и полуавто-
матических машинах. Технологический процесс состоит из следую-
щих операций (рис. 11):
I. Очистка металлической модельной плиты 1 и покрытие ее
из пульверизатора 2 специальным термостойким разделительным
составом для легкого отделения и снятия оболочки с плиты.
П. Нагрев модельной плиты в электрической печи 8 до темпе-
ратуры 220—250° С.
III. Установка и закрепление нагретой модельной плиты на по-
воротном бункере 5, содержащем песчано-смоляную смесь 6.
IV. Поворот бункера с моделью на 180°, нанесение
песчано-
смоляной смеси на нагретую модельную плиту и формирование
оболочки.
V. Возврат бункера с модельной плитой в исходное положение,
удаление излишней песчано-смоляной смеси и снятие плиты с об-
разовавшейся на ней оболочкой 7 с бункера.
21
VI. Поворот модельной плиты на 180° и установка ее в электри-
ческую печь для окончательного отверждения оболочки (при тем-
пературе 300—350° С в течение 90—180 с).
VII. Съем оболочки с модельной плиты с помощью толкателей
3иплиты4.
Аналогичным путем изготовляют вторую (парную) полуформу.
В полученные оболочковые полуформы устанавливают стержни.
Спаривание полуформ производят по фиксаторам, с помощью скоб,
струбцин или склеиванием. При заливке форм для крупных отли-
вок составляющие оболочки успевают выгорать до застывания от-
ливки. Создается опасность разрушения перегоревших оболочко-
вых форм. В таких случаях нижние полуформы перед заливкой
обкладывают металлической дробью или песком, а верхние — на -
гружают, чтобы предупредить размыкание.
Способом литья в оболочковые формы получают отливки из
стали, чугуна и цветных сплавов. Точность отливок достигает 5-го,
7-го классов ОСТ 1010 и ОСТ 1015, а шероховатость поверхности
4—6-го классов ГОСТ 2789—73 .
Литье в оболочковые формы имеют преимущества: получение
точных отливок с чистыми (гладкими) поверхностями, уменьшение
расхода формовочных материалов, сокращение производственных
площадей, высокая производительность труда при изготовлении
форм, возможность длительного хранения оболочковых форм и
стержней, экономия металла из-за уменьшения литниковой систе-
мы и прибылей, сокращение процессов обрубки и очистки.
К недостаткам литья в оболочковые формы относятся высокая
стоимость смолы, оснастки, оборудования, длительность доводки
процесса. Все это позволяет применять способ литья в оболочковые
формы только в условиях крупносерийного и массового производ-
ства.
Литье по выплавляемым моделям. Особенностью литья по вы-
плавляемым моделям является получение неразъемных литейных
форм выплавлением, растворением или выжиганием из них модель-
ного материала, состоящего обычно из легкоплавких компонентов:
парафина, церезина, стеарина, буроугольного и торфяного восков
и других веществ, которые плавятся при температуре 50—90° С.
Для изготовления модели расплавленный. или пастообразный со-
став запрессовывают в металлическую разъемную пресс-форму,
изготовляемую обычно из стали или алюминиевых сплавов, реже
из гипса или пластмасс и имеющую полость, которая по конфигу-
рации и размерам точно соответствует модели. После затвердева-
ния модельного состава форму раскрывают и извлекают модель.
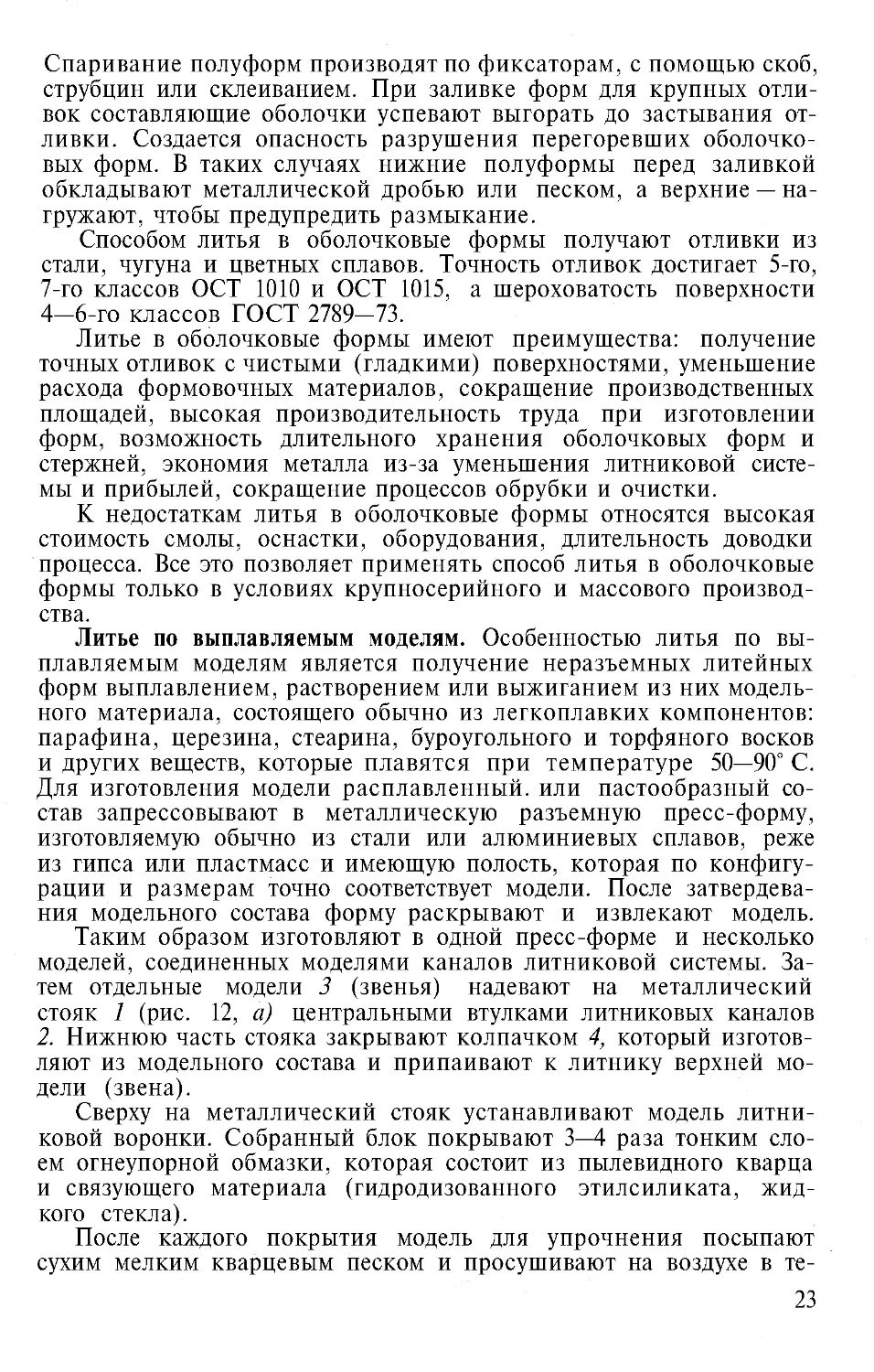
Таким образом изготовляют в одной пресс-форме и несколько
моделей, соединенных моделями каналов литниковой системы. За-
тем отдельные модели 3 (звенья) надевают на металлический
стояк 1 (рис. 12, а) центральными втулками литниковых каналов
2. Нижнюю часть стояка закрывают колпачком 4, который изготов-
ляют из модельного состава и припаивают к литнику верхней мо-
дели (звена).
Сверху на металлический стояк устанавливают модель литни-
ковой воронки. Собранный блок покрывают 3—4 раза тонким сло-
ем огнеупорной обмазки, которая состоит из пылевидного кварца
и связующего материала (гидродизованного этилсиликата, жид-
кого стекла).
После каждого покрытия модель для упрочнения посыпают
сухим мелким кварцевым песком и просушивают на воздухе в те-
23
чение 2—6 ч. Полученная таким образом оболочка имеет толщину
3—5 мм. После сушки из моделей извлекают металлический стояк,
а легкоплавкие модели вытапливают из оболочковых форм. Для
этого пользуются горячей водой, имеющей температуру около
90° С, или производят выплавление в расплаве модельного состава
паром, горячим воздухом. В ряде случаев модели выжигают или
растворяют.
Неразъемную форму 5 (рис. 12, б) устанавливают в опоку 6,
засыпают песком 7 и помещают в электропечь для прокаливания
при температуре 850—900° С. В печах выжигаются остатки модель-
ной смеси, а форма после прокаливания еще немного упрочняется
и приобретает необходимую прочность. Затем нагретую форму по-
дают на заливку. После охлаждения отливки форму выбивают.
От отливки отделяют литниковую систему, которая поступает на
переплавку. Отливку очищают, зачищают, подвергают нормализо-
ванному отжигу и направляют на склад или в механические цехи.
Литье по выплавляемым моделям применяют для получения
отливок, конфигурация которых при изготовлении их из сортового
металла или поковок потребовала бы большой и сложной механи-
ческой обработки. Этим способом изготовляют отливки с толщи-
ной стенок от 0,5 до 10 мм, массой от 20 г до 100 кг.
Точность литья достигает 5-го и 7-го классов ОСТ 1010 и
ОСТ 1015, а шероховатость поверхности. 5—6-го классов ГОСТ
2789—73 .
24
Наиболее экономично применение литья по выплавляемым мо-
делям в серийном и массовом производстве мелких стальных от-
ливок.
Центробежное литье. Центробежное литье осуществляется на
специальных машинах. Расплав, заливаемый во вращающуюся
форму, центробежными силами плотно прижимается к внутренним
стенкам формы и воспринимает ее конфигурацию. Формы могут
вращаться вокруг горизонтальной, вертикальной и наклонной осей.
Наиболее распространены машины с горизонтальной осью враще-
ния. Методом центробежного литья, как правило, получают
отливки, представляющие собой тела вращения (втулки, трубы,
диски).
Центробежные силы не только распределяют жидкий металл к
форме, но и способствуют перемещению на внутреннюю поверх-
ность отливки более легких, чем сплав, шлаковых и газовых вклю-
чений. Отливка получается более чистой и плотной.
Для получения втулок применяют машины с горизонтальной и
вертикальной осями вращения (рис. 13). Определенная доза рас-
плава из ковша 4 заливается во вращающуюся форму 1 через
металлоприемник 3. Под действием центробежных сил металл 2
отбрасывается к стенкам формы. Форма вращается до тех пор,
пока расплав не затвердеет, затем отливку 5 извлекают из формы.
Перед каждой заливкой внутреннюю полость формы покрывают
противопригарной краской или присыпкой.
Центробежным способом можно получать биметаллические
отливки, поочередно заливая в форму разнородные расплавы.
Преимуществом центробежного литья является получение от-
ливок без литниковых систем. Отливки имеют плотную; мелкозер-
нистую структуру и повышенные механические свойства по срав-
нению с отливками, изготовленными литьем в песчаные формы.
Этим способом получают отливки 5-го класса точности с хорошим
качеством поверхности. Недостатком способа центробежного
литья является необходимость больших припусков на механиче-
скую обработку наружных поверхностей 1,5—2,5 мм, внутренних
25
поверхностей 2,5—3,5 мм. Центробежное литье применяют в мас-
совом, крупносерийном и мелкосерийном производствах.
Литье в кокиль. Кокилем называют металлическую разъемную
форму, многократно используемую для получения отливок. Такую
форму применяют для изготовления мелких и средних отливок из
различных сплавов как простой, так и очень сложной формы с
резкими переходами от тонких частей отливки к толстым.
Кокили подразделяют на разъемные (с вертикальной, горизон-
тальной и криволинейной плоскостью разъема) и неразъемные
(вытряхные).
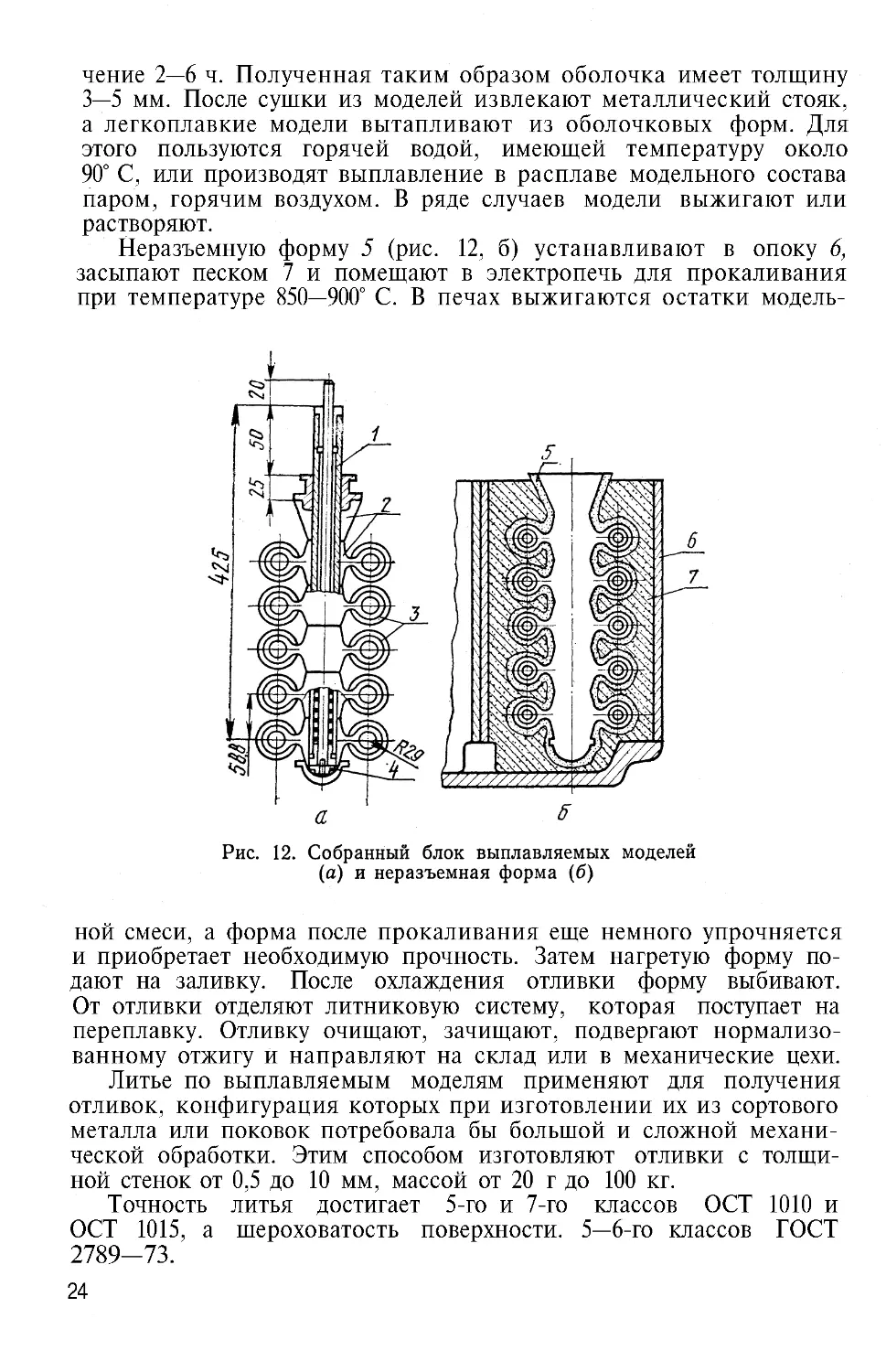
Кокиль с вертикальной плоскостью разъема (рис. 14, а) состо-
ит из двух половин 5 и 6, в которых имеется литейная полость 2,
литниковые каналы 9 и 10 с чашей 3 и выпором 4. Точное совпаде-
ние половин при сборке кокиля достигается применением центри-
рующих штырей 1 и втулок 7. Штыри 8 наружной поверхности спо-
собствуют лучшему охлаждению кокиля.
Отливку извлекают из кокиля специальными толкателями, ко-
торые при раскрытии половин кокиля выходят из своих гнезд и вы-
талкивают отливку (рис. 14, б).
Технологический процесс имеет такую последовательность:
нагретый до температуры 250—300° С кокиль покрывают огне-
упорной краской;
в кокиль устанавливают стержни;
соединяют и скрепляют половинки формы;
заливают в кокиль жидкий металл из ковша;
выдерживают металл до начала кристаллизации и остывания
отливки;
раскрывают кокиль и извлекают из него отливку;
охлаждают кокиль и подготавливают для следующей заливки.
Для повышения производительности и уменьшения трудоемко-
сти ручных работ кокили устанавливают на специальных станках,
26
на которых все операции сборки кокиля, кроме установки стерж-
ней, механизированы.
Стойкость кокилей зависит от температуры заливаемого метал-
ла и от массы получаемых отливок. Точность отливки при литье в
кокиль соответствует 5—9 -му классам, а шероховатость поверхно-
сти 4—6-му классам. Припуск на механическую обработку колеб-
лется в пределах 0,5—2 мм.
Преимуществами кокильного литья являются возможность мно-
гократно использовать форму, высокая механическая прочность
отливок, незначительные припуски на механическую обработку,,
экономия металла. К недостаткам следует отнести высокую стои-
мость кокилей, сложность получения тонкостенных отливок, поэто-
му литье в кокиль целесообразно применять в условиях массового
и крупносерийного производств.
Литье под давлением. Сущность этого способа заключается в*
том, что расплав металла подается в стальную разъемную пресс-
форму под давлением. Рабочее давление на расплав осуществля-
ется непосредственно сжатым воздухом (газом) или поршнем, ко-
торый перемещается под действием сжатого воздуха (газа), эмуль-
сии или масла. Давление может достигать нескольких сот
атмосфер, что обеспечивает хорошую заполняемость пресс-формы
и получение отливок 3—5-го классов точности и с шероховатостью
поверхности, соответствующей 5—8 -му классам. При этом обеспе-
чивается большая производительность.
Литье под давлением ведут на компрессорных и прошневых ма-
шинах. Поршневые машины выполнены с вертикальной и горизон-
тальной камерами прессования. Камеры могут быть холодными в
горячими.
Схема литья под давлением на машине с вертикальной камерой
(рис. 15, а) следующая. Расплав 2 заливают мерной ложкой в ка-
меру прессования 3. Верхний поршень 1, опускаясь, оказывает
большое давление на порцию расплава, который передает давле-
ние на нижний поршень 8. Поршень, передвигаясь, открывает лит-
никовый канал 11, через который расплав заполняет полость пресс-
формы.
Пресс-форма состоит из двух полуформ 4 и 5. После затверде-
вания расплава полуформа 4 отходит в сторону, а отливка 7 вмес-
сте с литником 10 выталкивается толкателями 6. Излишек метал-
ла 9, который не вошел в полость пресс-формы, выталкивается из
камеры поршнем 8 и поступает на переплавку.
Литье под давлением на машине с горизонтальной камерой
(рис. 15, б) протекает в той же последовательности.
Основные преимущества литья под давлением заключаются в
следующем. Литье под давлением позволяет решить одну из важ-
нейших задач литейного производства: максимально приблизить
размеры отливки к размерам готовой детали. Отливки, полученные
в металлических пресс-формах, имеют чистую и гладкую поверх-
ность, что значительно сокращает поверхностную отделку деталей
(шлифование, полирование и т. д.). Этим способом отливают от-
27
ветственные детали с тонкими стенками, сложной конфигурации.
Кроме того, литье под давлением применяют для соединения не-
скольких деталей или получения отливок с арматурой из других
металлов. Отливки, полученные литьем под давлением, имеют
мелкозернистую структуру и высокие механические свойства.
Экономически выгодным также является то, что в одной пресс-
форме можно изготовить в короткий срок большое количество
отливок. Высокая производительность этого способа литья и мини-
мальные припуски снижают себестоимость производства как в ли-
тейном, так и в механических цехах.
Кроме того, литье под давлением исключает применение фор-
мовочных смесей, поэтому санитарно-производственные условия
лучше, чем в обычных литейных цехах.
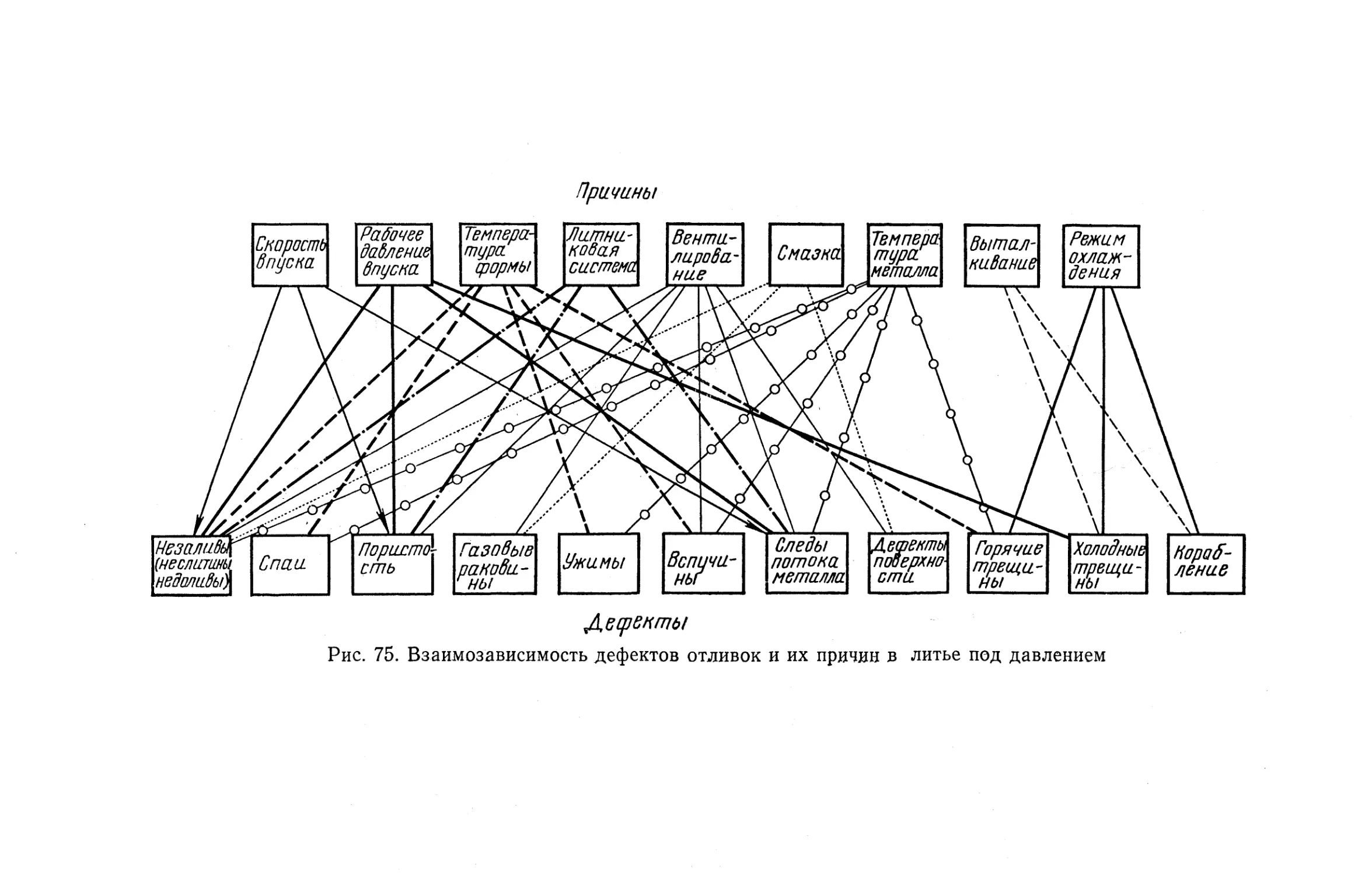
Таким образом, литье под давлением — один из наиболее про-
грессивных способов изготовления отливок.
С другой стороны, литье под давлением — сложный технологи-
ческий процесс, который требует знаний металлургии сплава, тех-
нологии литья, специальных знаний инструментального производ-
ства при изготовлении пресс-форм и, наконец, механики при экс-
плуатации машин для литья под давлением.
28
Литье под давлением имеет некоторые недостатки, например
появление в отливках мелких воздушных раковин (пористости).
Находящийся в полости пресс-формы воздух не успевает полностью
выходить наружу и частично смешивается с расплавом. Не успева-
ют выйти из отливки и газы, растворенные в металле, из-за пори-
стости отливки нельзя подвергать термообработке, так как при
нагреве появляются вздутия. Трудно, а иногда и невозможно, от-
лить этим способом деталь с поднутрением и внутренними поло-
стями.
Существующие в современном производстве машины и пресс-
формы пригодны лишь для изготовления отливок из сплавов с
температурой плавления ниже 1000° С. Для литья стали изготов-
лены специальные опытные литейные машины и пресс-формы (см.
гл. VI).
Литьем под давлением можно получать отливки не из всех спла-
вов. Наиболее пригодные — цинковые сплавы, некоторые алюми-
ниевые, латуни. Труднее получать этим способом детали из стали
и чугуна. Не отливают под давлением детали из бронз.
Высокая стоимость оборудования и пресс-форм делает не всег-
да выгодным производство небольших партий отливок способом
литья под давлением, поэтому способ литья под давлением широ-
ко распространен в серийном и массовом производствах.
Контрольные вопросы
1. Из каких операций состоит технологический процесс получения отливок?
2. Как устроена песчаная литейная форма?
3. Какие машины применяют для изготовления форм и стержней?
4. Из каких элементов состоит литниковая система?
5. Назовите специальные методы получения отливок, их преимущества и не-
достатки.
6. В чем сущность литья под давлением?
7. Укажите преимущества и недостатки литья под давлением.
Глава III
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
§ 10. Общие сведения и классификация
Почти все известные машины для литья под давлением имеют
гидравлический привод, т. е. их механизмы приводятся в движение
жидкостью под давлением. Такой привод имеет ряд преимуществ:
механизмы машин работают спокойно, без толчков, поршни машин
передают большие усилия.
Работа гидравлического привода основана на физическом зако-
не, согласно которому давление, производимое на жидкость в зам-
кнутом сосуде, передается по всем направлениям с одинаковой
силой. Следовательно, если жидкость находится под давлением
в одном или нескольких сообщающихся сосудах, то давление, при-
29
ходящееся на 1 см
2
площади стенок, дна и крышек сосудов, будет
одинаковым.
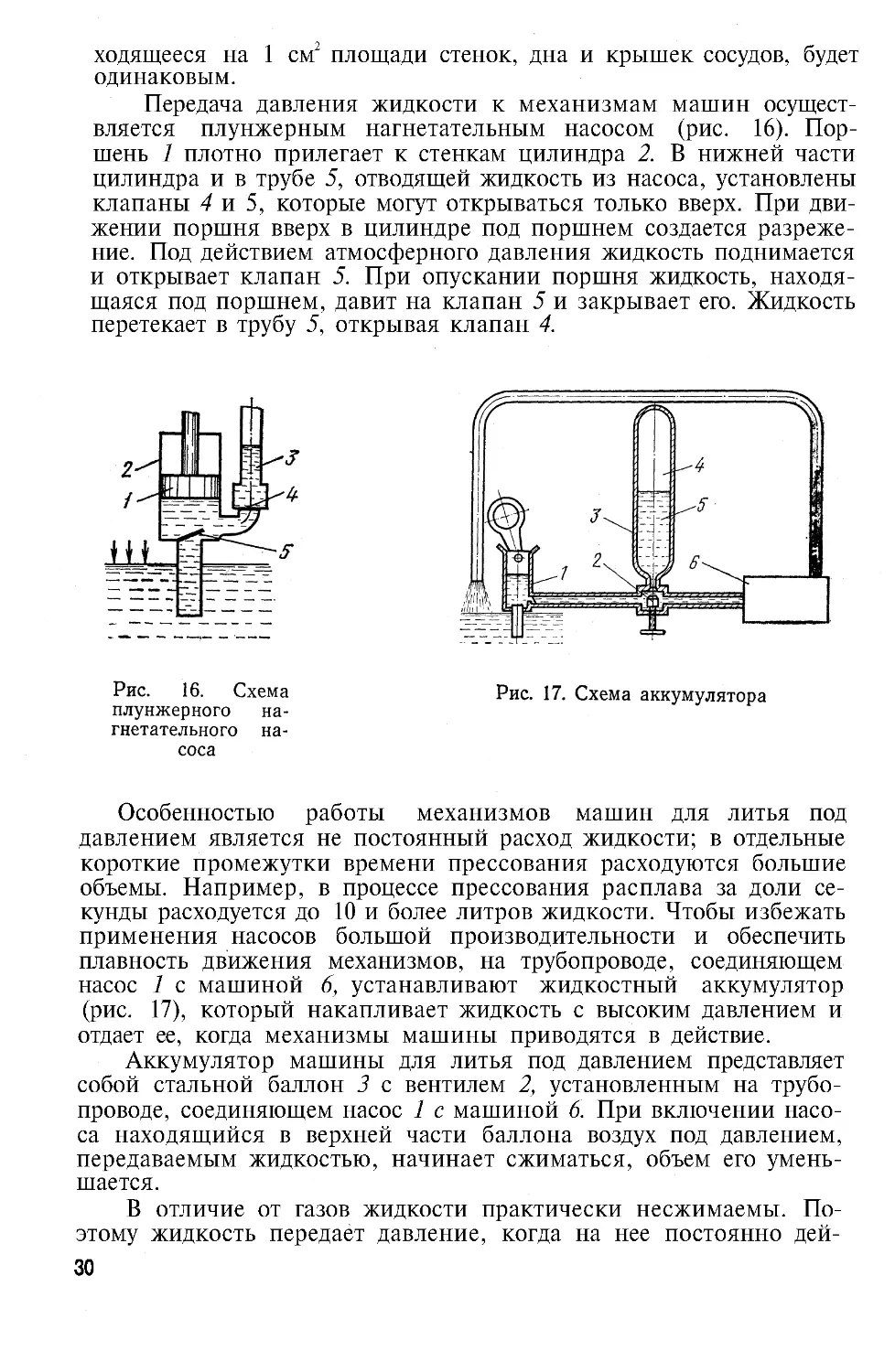
Передача давления жидкости к механизмам машин осущест-
вляется плунжерным нагнетательным насосом (рис. 16). Пор-
шень 1 плотно прилегает к стенкам цилиндра 2. В нижней части
цилиндра и в трубе 5, отводящей жидкость из насоса, установлены
клапаны 4 и 5, которые могут открываться только вверх. При дви-
жении поршня вверх в цилиндре под поршнем создается разреже-
ние. Под действием атмосферного давления жидкость поднимается
и открывает клапан 5. При опускании поршня жидкость, находя-
щаяся под поршнем, давит на клапан 5 и закрывает его. Жидкость
перетекает в трубу 5, открывая клапан 4.
Особенностью работы механизмов машин для литья под
давлением является не постоянный расход жидкости; в отдельные
короткие промежутки времени прессования расходуются большие
объемы. Например, в процессе прессования расплава за доли се-
кунды расходуется до 10 и более литров жидкости. Чтобы избежать
применения насосов большой производительности и обеспечить
плавность движения механизмов, на трубопроводе, соединяющем
насос 1 с машиной 6, устанавливают жидкостный аккумулятор
(рис. 17), который накапливает жидкость с высоким давлением и
отдает ее, когда механизмы машины приводятся в действие.
Аккумулятор машины для литья под давлением представляет
собой стальной баллон 3 с вентилем 2, установленным на трубо-
проводе, соединяющем насос 1 с машиной 6. При включении насо-
са находящийся в верхней части баллона воздух под давлением,
передаваемым жидкостью, начинает сжиматься, объем его умень-
шается.
В отличие от газов жидкости практически несжимаемы. По-
этому жидкость передает давление, когда на нее постоянно дей-
30
етвует какая-нибудь сила. Например, если перекрыть баллон вен-
тилем и отключить насос при давлении до 120 ат, жидкость оста-
нется под давлением, так как в баллоне находится сжатый воздух.
Воздух будет давить на жидкость с такой силой, с какой жидкость
ранее сжала его, т. е . давление в баллоне будет 120 ат.
Если открыть вентиль баллона и слить 10 л жидкости, то объем
воздуха в баллоне увеличится на 10 л, давление в баллоне резко
снизится. Опытным путем можно установить, что в баллоне ем-
костью 250 л при отборе 10 л давление снизится со 120 приблизи-
тельно до 90 ат.
Чтобы при отборе жидкости давление в баллоне снижалось
меньше, перед заполнением баллона жидкостью в него нагнетают
больше воздуха, т. е . создают в нем давление воздуха выше атмо-
сферного. Если баллон емкостью 250 л предварительно заполнить
воздухом с давлением 65 ат и накачать жидкостью с давлением
120 ат, то при отборе 10 л жидкости давление в баллоне упадет
не на 30, как раньше, а только на 10 ат.
В рабочем состоянии аккумулятор заполнен газом 4 и жид-
костью 5. Плунжерный насос не может постоянно давить на жид-
кость, и поэтому, создав нужное давление в аккумуляторе, автома-
тически отключается. В это время аккумулятор сохраняет давление
жидкости в трубопроводах, а при включении того или иного меха-
низма сжатый воздух выталкивает из баллона жидкость и направ-
ляет ее в цилиндры машины. Давление в баллоне падает незначи-
тельно. При определенном снижении давления насос автоматически
включается. Рабочей жидкостью является эмульсия (механическая
смесь масла и воды) или масло веретенное (тогда вместо воздуха
применяют азот). В машинах последних конструкций в качестве
рабочей жидкости применяют специальные негорючие жидкости,
улучшающие противопожарное состояние цеха.
Машины для литья под давлением делятся на два типа: ком-
прессорные и поршневые гидравлические. Компрессорные машины,
в которых расплав подается в пресс-форму под действием на него
непосредственно сжатого воздуха (газа), применяют редко.
Различают поршневые гидравлические машины с горячей и хо-
лодной камерами прессования.
Машины с горячей камерой прессования используют главным
образом для литья сплавов с низкой температурой заливки на осно-
ве цинка, олова, свинца.
Машины с холодной вертикальной (или горизонтальной) каме-
рой прессования применяют для литья всех сплавов.
§ 11. Машины с холодной вертикальной камерой прессования
В отличие от машин с горячей камерой прессования на машинах
с холодной камерой прессования печь с расплавом отделена от ма-
шины. Расплав рабочий берет из раздаточно-подогревательной печи
мерной ложкой, заливает его в камеру через специальное окно,
31
после чего включает механизм запрессовки, и поршень подает
жидкий металл в полость пресс-формы.
В промышленности наиболее распространены отечественные
машины 511, 71808, а также чехословацкие машины «Полак» и
CLPO.
Машина 511 (рис. 18) состоит из четырех основных узлов: насо-
са, аккумулятора, механизмов прессования и запирания. В качестве
рабочей жидкости используют масло типа «Веретенное-2» или
эмульсию.
Рабочая жидкость от аккумулятора к машине подводится через
вентиль 44 по трубе 56. При открытом вентиле 63 жидкость, имею-
щая постоянное давление 120 ат, поступает в трубы 61, 12 и 66. Из
трубы 61 жидкость попадает под поршень 24, удерживая его в верх-
нем положении вместе с тягами 25 и траверсой 23, упирающейся в
поршень 22, к которому привернут пуансон (поршень) 21. Из тру-
бы 12 жидкость через канал штока 11, закрепленного в цилиндре,
переливается в полость 9, удерживая поршень 16 в крайнем левом
положении (пресс-форма раскрыта).
Из трубы 66 жидкость попадает в распределительный аппарат
и дальше по трубе 5, через телескопическую трубу и ручной клапан,
под поршень 17 стержневытаскивателя. При установке стержня
в пресс-форму поворачивают ручной клапан и жидкость по трубе 18
подается под поршень 17, опуская его вниз. При обратном повороте
клапана жидкость через телескопическую трубу по трубе 20 пере-
текает в сливную трубу 19.
Из трубы 66 по каналу 2
через отжатый пружиной /
клапан 76 (клапан 71 при
этом закрыт) жидкость по
трубе 58 поступает в золотни-
ковый распределитель и давит
на поршень 57, который удер-
живает поршень золотника 64
нижнем положении, закры-
вая доступ жидкости из поло-
сти 62. В таком положении
машина готова к работе.
Первая
операция — за -
крытие
пресс-формы.
Рабочий нажимает на педаль
67 (педаль имеет защелку), от-
крывая клапан 71 и закрывая
клапан 69. Жидкость припод-
нимает клапан 72, проходит по
каналу 70 и по трубе 77 в ав-
томатический вентиль, дальше
по трубе 8 в полость 15 и да-
вит на поршень 16, передвигая
его вправо. Давление в поло-
сти 9 преодолевается вследствие разности площадей. Полость 10
заполняется жидкостью из баллона через обратный клапан 13.
В конце хода поршня 16 штангой с кулачком 6 открывается кла-
пан 3, через который жидкость по трубе 4 поступает в полость 10,
закрывает клапан 13 и дополнительно зажимает пресс-форму.
Вторая операция — прессование. При нажатии на пе-
даль 78 открывается клапан 74 и закрывается клапан 76. Жидкость
по трубе 58 и по каналам 75, 73 сливается в трубу 14\ золотник 64
передвигает вверх, жидкость по трубе 65 попадает в мультиплика-
тор, поршень 7 которого создает дополнительное давление в поло-
сти 10. Жидкость по трубе 52 поступает в полость прессового
цилиндра и опускает пуансон 21, который, войдя в стакан 53, давит
на нижний поршень 54 и через литниковую втулку (мундштук) 55
впрессовывает расплав в пресс-форму. Скорость опускания и подъ-
ема поршня регулируется игольчатыми клапанами 59 и 60.
Заливку порции расплава в стакан производят вручную, мер-
ной ложкой. При прессовании педаль удерживают в нижнем поло-
жении 2—3 с, для того чтобы произошла окончательная допрессов-
ка отливки.
При снятии ноги с педали 78 пружина 1 открывает клапан 76,
а клапан 74 закрывается. Жидкость по трубе 58 снова поступает
в золотниковый распределитель 64, который соединяет полость
прессового поршня со сливной трубой 14. Поршень 24, находящий-
ся под постоянным давлением, поднимает при помощи тяги 25 пу-
ансон 21 и поршень 54. Труба 65 также соединяется со сливной
трубой, освобождая поршень мультипликатора от давления.
Третья операция — раскрытие пресс-формы. Защелка
снимается с педали 67, которая пружиной 68 поднимается вверх,
открывая клапан 69 и закрывая клапан 71. Таким образом, полость
15 через трубы 77 и 8 соединяется со сливной трубой, и поршень 16
под действием постоянного давления перемещается влево, раскры-
вая пресс-форму и вытесняя жидкость из полости 10 в трубу 4 через
клапан 3 в трубу 77 и дальше в сливную трубу. Машина снова го-
това к работе.
Гидропривод машины 511 включает насос I и однобал-
лонный аккумулятор III.
Шатуны 26 насоса сообщают усилие нагнетательным поршням
42, при перемещении которых жидкость засасывается из бака по
трубе 50 через клапан 51. Жидкость сжимается до 120 ат и через
нагнетательный клапан 41 по трубе 28 поступает в автоматический
переключатель 29, имеющий обратный клапан 30 и выпускной кла-
пан 31. Жидкость поднимает клапан 30 и по трубе 27 перетекает
в корпус 46 вентиля 44 аккумулятора и дальше в трубу 56. Когда
отвернут вентиль 44 и открыт клапан 45, жидкость поднимает кла-
пан 48 и переливается в баллон 39 аккумулятора, сжимая газовую
подушку до 120 ат (давление в аккумуляторе показывает мано-
метр 40). В это время клапан 31 удерживается давлением жидко-
сти, поступающей по каналу 34 через фильтр 37. При повышении
давления толкатель 38, преодолевая силу пружины 43, повернет
34
рычаг переключателя по часовой стрелке, клапан 36 закроется, а
клапан 35 откроется и выпустит из верхней полости клапана 31
жидкость, которая по каналам 34 и 33 пойдет к сливному отвер-
стию 32. Клапан 31 поднимается, и насос начнет работать, подавая
жидкость обратно в бак. Когда давление упадет ниже заданного,
рычаг возвратится в прежнее положение и насос будет подавать
жидкость в систему.
Аккумулятор III нужен для обеспечения достаточного количест-
ва жидкости 47 при прессовании и запирании пресс-формы. Энер-
гия, накопленная аккумулятором, расходуется частично на выем
подвижных деталей пресс-формы и выталкивание отливок. Груз 49
служит для закрытия аккумулятора при снижении давления до
70—80 ат.
Перед включением насоса (рис. 19, а) необходимо проверить
уровень рабочей жидкости в баке 1, а также наличие смазки в кар-
тере 2 насоса, крепление шатунов и подшипников, легкость движе-
ния всех трущихся частей при ручном проворачивании шкива 3,
сальниковые уплотнения плунжеров; все крепления и, если болты
или гайки ослаблены, подтянуть их.
Если насос не забирает жидкость из бака, то следует остановить
двигатель, вывинтить пробки всасывающих клапанов 4, залить по-
лости клапанов жидкостью, провернуть шкив, завернуть пробки
и снова
пустить двигатель.
Перед зарядкой аккумулятора
35
(рис. 19,6) из него выпускают рабочую жидкость в бак 1 и пере-
крывают вентиль 8.
Порядок зарядки аккумулятора 5 следующий. Баллон с газом
(азотом) подсоединяют к штуцеру 7, открывают вентиль 6 акку-
мулятора и вентиль на баллоне с газом. Газ заполняет аккумуля-
тор. После выравнивания давления в аккумуляторе и баллоне с
газом баллон отключают и заменяют новым, чтобы поднять дав-
ление газа в аккумуляторе до 50—55 ат.
В качестве газа используют сжатый азот (рабочая жидкость —
масло) или сжатый воздух (гидропривод работает на эмульсии).
Зарядив аккумулятор, включают насос и осторожно открывают
вентиль 6. Когда давление достигает 120 ат, производят регулиров-
ку переключателя на насосе. Аккумулятор перезаряжается один
раз в 5—6 месяцев.
§ 12. Машины с холодной горизонтальной камерой прессования
Горизонтальное расположение камеры прессования более удоб-
но и позволяет упростить конструкцию литейных машин. Наиболее
распространены в промышленности машины с горизонтальной ка-
мерой 515М, 512Г, 5А14, 516М2, 71107, 71108, чехословацкие ма-
шины CLOO, машины итальянских фирм «Триульци», «Идра», ма-
шины швейцарской фирмы «Бюлер» и западногерманских фирм
«Вайнгартен» и «Вотан».
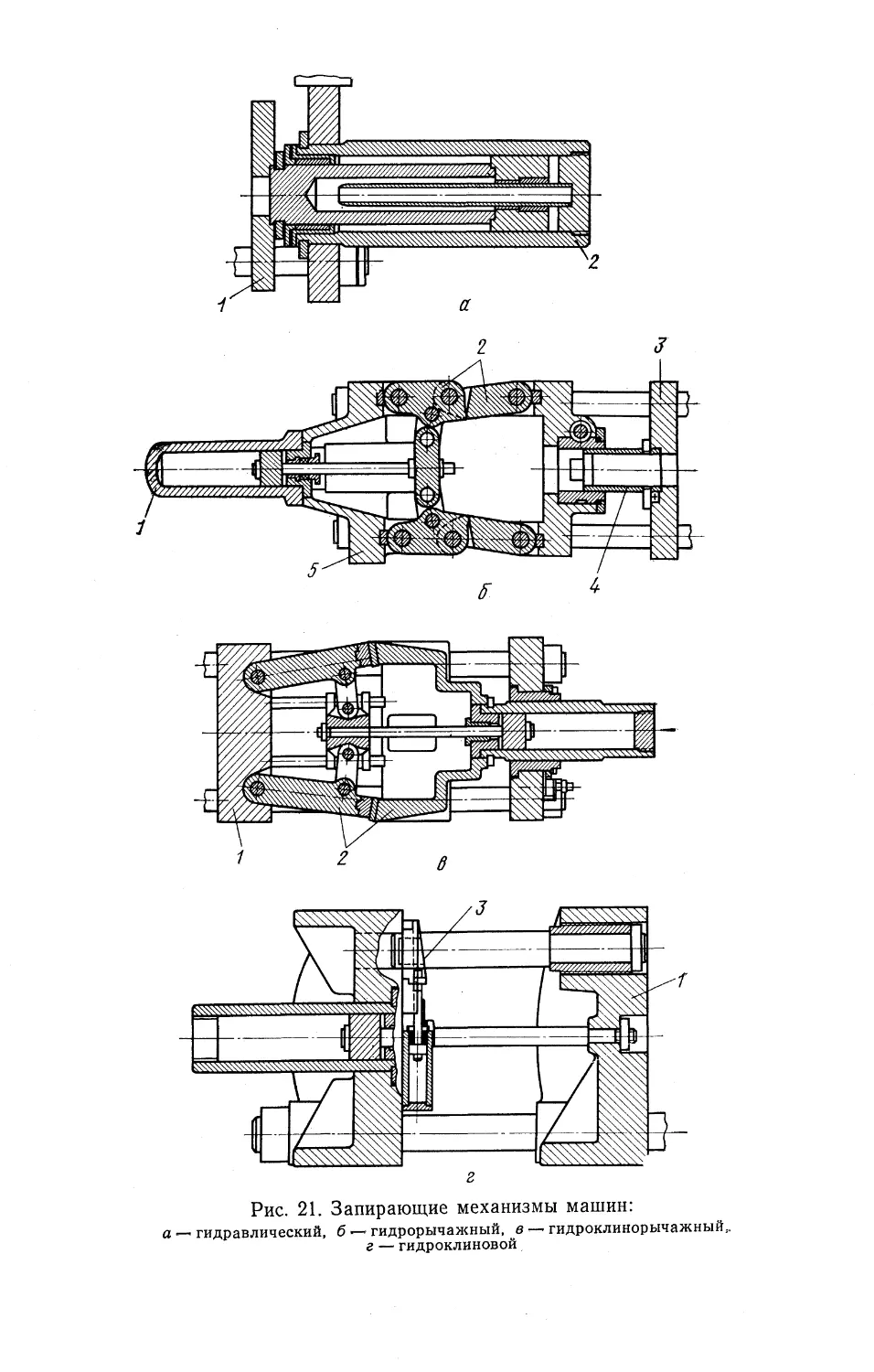
Устройство и работа узлов машины 515М. Машина (рис. 20)
состоит из двух горизонтальных гидравлических блоков: левого,
закрывающего пресс-форму, и правого, запрессовывающего рас-
плав в пресс-форму и удаляющего из камеры прессования остаток
сплава.
Оба блока смонтированы на сварной станине 18, внутри которой
установлен бак 22 с рабочей жидкостью. Насос 26 и аккумулято-
ры 29 также установлены на станине 18. Жидкость подается в ци-
линдр 7, поршень которого передает движение через систему ры-
чагов 5 на подвижную плиту 7, перемещающуюся по четырем на-
правляющим штангам 21. Таким образом происходит запирание
пресс-формы, причем система рычагов занимает «мертвое» поло-
жение, и при заливке расплава пресс-форма не раскроется. Отлив-
ка выталкивается плитой 6.
Камера прессования 9 (заливочный стакан) закреплена в не-
подвижной плите 8. Прессующий плунжер 20 соединен со штоком
13 поршня 15 через стержень 10, который имеет штуцер 11 для по-
дачи и отвода воды, охлаждающей плунжер. Весь прессовый меха-
низм, закрепленный на неподвижной плите 12, может перемещать-
ся по вертикали с помощью винтового подъемника 17 (домкрата).
Преимуществом машины является двухступенчатая скорость
движения прессующего плунжера, Сначала поршень движется
медленно, но с поступлением расплава в пресс-форму автоматиче-
ски включается дополнительный приток жидкости, вследствие чего
давление на поршень и скорость его движения возрастают. В ре-
36
зультате подобного распределения скоростей уменьшается захват
воздуха улучшается качество отливок.
Насос 26 состоит из двух сидящих на одном валу лопастных
насосов а и б с подачей соответственно 150 и 25 л/мин и давлением
17 и 65 ат. Жидкость (масло) в цилиндры 1 и 14 распределяется
при помощи двух золотников 36 и 37, поршни которых перемеща-
ются от четырехходового золотника 39 с электромагнитным управ-
лением поворотом крана 33.
Насос подает масло в систему через панель 44, которая служит
для разделения потока масла, подаваемого лопастными насосами,
и для предохранения их от перегрузки. При давлении масла в сети,
превышающем настройку пружины клапана низкого давления 43
(17 ат), поток масла автоматически разделяется. Если давление
в сети превышает 17 ат, то насос с большей подачей 150 л/мин раз-
гружается. При давлении, превышающем 17 ат, жидкость, подава-
емая обоими насосами, попадает в гидросистему. Этого давления
достаточно для перемещения подвижной плиты в обе стороны и
для возврата прессующего поршня в исходное положение. Макси-
мальное давление в системе 65 ат поддерживается работой насоса
с подачей 25 л/мин.
Аккумулятор 29 представляет собой стальной баллон, объем ко-
того на 1/3 заполнен инертным газом — азотом, а остальной объ-
ем занят маслом, находящимся под давлением 65 ат. Масло, посту-
пающее из аккумулятора, перемещает поршень цилиндра при прес-
совании вперед со скоростью 0,9—1,0 м/с и давит на поршень до
раскрытия пресс-формы.
При повышении в системе давления поток масла разделяется.
При этом труба 41 соединена с баком 22 и давление в сети акку-
мулятора не ниже давления настройки регулятора 48. При пониже-
нии давления поршень золотника 45 разделительной панели 44 пе-
реместится в крайнее верхнее положение и соединит лопастной
насос с подачей 25 л/мин с аккумулятором 29. Труба 41 в этом
случае окажется под давлением, поршень золотника 42, разгру-
жающий насос с подачей 150 л/мин, займет крайнее нижнее поло-
жение и поток масла от двух лопастных насосов пойдет на зарядку
аккумулятора. Работа обоих насосов под давлением 65 ат требует
мощности 25 кВт. На машине установлен электродвигатель 14 кВт.
Допустима почти двойная перегрузка, так как зарядка аккумуля-
тора длится всего 1,5 с.
Зарядку аккумулятора производят следующим образом: откры-
вают вентили 52 и 51 для спуска масла в бак 22. Оставшийся азот
заполняет свободное пространство. Баллоны с азотом при давлении
150 ат соединяют с помощью трубопроводов с одним из вентилей 53,
затем открывают вентиль баллона и азот, находящийся под давлени-
ем 150 ат, из баллона поступает в аккумулятор, давление в котором
показывает манометр 30, включаемый вентилем 31. При показании
манометра 32—35 ат первый этап зарядки аккумулятора заканчи-
вают, т. е. отсоединяют трубопроводы, предварительно закрыв вен-
тиль азотного баллона. Затем запускают электродвигатель 27 мас-
37
ляного насоса для повышения давления в аккумуляторе (второй
этап зарядки) до 65—70 ат, после чего электродвигатель масляного
насоса останавливают и закрывают вентили 51 и 52. Зарядка ак-
кумулятора считается законченной.
Включение масляного насоса осуществляют следующим обра-
зом: открывают запорный вентиль 28, регулирующий скорость
сближения половин пресс-формы, затем включают электродвига-
тель нажатием кнопки «Пуск» на коробке управления. Включение
насоса производят в обратном порядке: нажимают на кнопку
«Стоп» и закрывают вентиль 28. Во избежание разноса включать
электродвигатель, не открыв запорный вентиль 28, категорически
запрещается.
Перед включением машины нужно открыть вентиль 52, регули-
рующий скорость перемещения плунжера прессующего механизма,
а также запорный вентиль 28, затем включить электродвигатель,
нажав кнопку «Пуск» на коробке управления 23. Для полуавтома-
тической работы необходимо установить переключатель режима
работы в положение «полуавтоматический режим». Цикл начина-
ется с перемещения подвижной плиты после нажатия на две кноп-
ки «Закрытие пресс-формы» пульта управления. При этом проис-
ходит возбуждение электромагнитов 32 и 34, результатом чего яв-
ляется поворот крана управления 33. Масло от насоса поступает
в левую полость золотника 36, перемещая его плунжер вправо.
После того как плунжер золотника 36 займет крайнее правое по-
ложение, левая полость цилиндра 1 сближения пресс-форм ока-
жется под давлением, а правая будет соединена с баком 22. Дав-
ление в сети 17 ат. В конце закрытия формы давление в сети воз-
растает до 65 ат.
При закрытии пресс-формы срабатывает конечный включатель
43, подготавливая электрическую цепь включения операции «Прес-
сование». Это обеспечивает безопасность работы: пока обе поло-
вины пресс-формы не закроются, прессование не происходит. После
заливки расплава в камеру прессования 9 (заливочный стакан)
мерной ложкой нажимают кнопку «Прессование» или ножную пе-
даль.
Рабочий цикл машины длится от 20 до 150 с в зависимости от
массы и размера отливки. Этот цикл включает следующие опера-
ции: сближение половин пресс-формы (3 с), заливку расплава (5—
12 с), прессование (2 с), выдержку для охлаждения отливки (3—
120 с), раскрытие пресс-формы и выталкивание отливки (2 с) воз-
врат плунжера в исходное положение (2 с), подготовку пресс-фор-
мы (3—10 с). Из семи операций только две — заливка расплава и
подготовка пресс-формы — ручные.
Пресс-форму на машину подают с помощью электротельфера
или крана-балки. Устанавливают пресс-форму между направляю-
щими штангами 21 на выступающий буртик камеры прессования 9
специальным отверстием в плите пресс-формы, затем выравнивают
(или центрируют) относительно неподвижной плиты 8 и дожимают
вручную подвижной плитой 7, рейкой 25 и валиком 24. Затем пресс-
40
форму крепят к плитам машины с помощью специальных при-
хватов.
Подвижная половина пресс-формы перемещается цилиндром
сближения 1, управляемым реверсивным золотником 36. Прессую-
щий плунжер 20 перемещается поршнем 15 цилиндра прессования
14, управляемым золотниками 37 и 39. При этом расплав запрессо-
вывается в отличие от других операций от аккумулятора 29, назна-
чение которого — перемещение поршня 15 с большой скоростью
при высоком давлении и создание усилия в течение всего процесса
заливки и затвердевания расплава вплоть до раскрытия пресс-
форм.
Пресс-остаток выталкивается прессующим плунжером 20 в мо-
мент, когда прессующий цилиндр занимает крайнее левое поло-
жение.
В комплект машины входят три камеры прессования с диамет-
рами 40, 50 и 65 мм. Выбор одного из них зависит от размеров
отливки и вместимости пресс-форм. Установку и съем камер прес-
сования осуществляют следующим образом. В гнездо, имеющееся
в неподвижной плите 8 со стороны пресс-формы, вводят камеру
прессования 9. С противоположной стороны неподвижной плиты 8
в отверстие камеры вставляют прессующий плунжер 20, камеру
прессования подают до упора заплечиками о плиту 8 и закрепля-
ют прессующий плунжер 20 с помощью натяжной самоцентрирую-
щейся муфты 19 со штоком 13 прессующего поршня 15.
Регулировка узлов машины. После закрепления пресс-формы
следует несколько раз открыть и закрыть ее, перемещая плиту 7
с минимальной скоростью, управляя запорным вентилем 28. Закрыв
пресс-форму, нужно включить электродвигатель и проверить плот-
ность прилегания ее полуформ по всем четырем углам. Если плот-
ность прилегания недостаточна, то с помощью гаек 2 и 4, фикси-
рующих плиту 3 в осевом направлении, следует пригнать подвиж-
ную и неподвижную полуформы и тем самым обеспечить
параллельность и соосность их установки.
Конструкция машины 515М предусматривает возможность раз-
личной установки выталкивателей, для чего плита 7 имеет 30 от-
верстий. Выталкиватели, устанавливаемые в эти отверстия, должны
упираться в выталкивающую плиту пресс-формы раньше оконча-
тельной остановки плиты, обеспечивая при этом достаточное усилие
для выталкивания отливки.
Прессующий цилиндр 14 может опускаться по горизонтальной
оси машины на 100 мм. Горизонтальная ось должна быть располо-
жена ниже уровня литника пресс-формы во избежание самопро-
извольного затекания расплавленного металла в полость пресс-
формы.
Необходима регулировка и гидравлических механизмов: разде-
лительной панели 44, регулятора давления 48 дросселей в крышках
золотника 36 и 37, вентиля 52.
Разделительная панель 44 осуществляет разгрузку насоса боль-
шой производительности при давлении в системе около 17 ат, слив
41
производится без сопротивления. Кроме того, панель регулирует
слив масла в бак из насоса малой производительности, что обеспе-
чивает поддержание в системе максимального давления. Слив мас-
ла из малого насоса происходит с сопротивлением. Регулирование
разделительной панели производят при помощи двух винтов 46 и
43, расположенных на ней. Меняя положение винта для поджима
пружины предохранительного клапана, можно изменять макси-
мальное давление в системе (от 65 ат и ниже); следить за давле-
нием можно по манометру 47.
Регулятор давления 48 служит для поддержания установленно-
го давления в сети аккумулятора с целью обеспечить нормальную
работу плунжера. Вращением маховичка 49 поджимают пружину
регулятора 48, т. е . устанавливают необходимое давление.
Дроссели золотников 36 и 37 могут переключаться мгновенно,
так как плунжеры золотников передвигаются соленоидами. Пере-
мещение золотников регулируют с помощью встроенных в их
крышки конусных дросселей с клапанами. Меняя положение дрос-
сельных винтов в крышках золотников, можно получить плавное их
переключение. Дроссель 16 в прессующем цилиндре снижает дав-
ление на линии от аккумулятора до тех пор, пока поршень не от-
кроет полностью питающее отверстие.
Медленное движение плунжера в начале хода обеспечивает
лучшее удаление воздуха из полости пресс-формы. Величину от-
крытия дросселя устанавливают опытным путем.
Вентиль 52 служит для регулирования скорости хода плунжера
во время прессования. Для создания постоянного направления по-
тока масла в системе служат обратные клапаны 35, 40, 50.
Основные неисправности машины и способы их устранения. При
нажатии кнопки «Пуск» двигатель не включается. Причина — не-
исправность контактов магнитного пускателя или предохранителей.
Необходимо зачистить и отрегулировать контакты или заменить
предохранители.
Насос не создает достаточного давления в системе. Наиболее
вероятной причиной является засорение всасывающего фильтра за-
грязненным маслом. Если насос работает с шумом и быстро гре-
ется, надо проверить, подается ли масло из бака.
Наличие воздуха в системе также препятствует поступлению
масла и вызывает шум в насосе. Масляный бак при этом обильно
заполняется пеной, стрелка манометра непрерывно колеблется. Для
устранения этой неисправности необходимо:
слить масло из бака, промыть его и залить чистым маслом, очи-
стить и промыть всасывающий фильтр;
проверить уровень масла в баке и при необходимости Долить
масло;
проверить всасывающий трубопровод, если можно, перебрать
его, устранить неплотности в соединениях.
Насос работает неравномерно (толчками) и с шумом при ис-
пользовании несоответствующего масла, что ведет к образованию
в нем сгустков, или при попадании посторонних предметов между
42
лопаткой и ротором, из-за чего происходит заклинивание лопаток.
В последнем случае необходимо снять крышку насоса и диск. По-
вертывая вал рукой, проверить свободное перемещение лопаток в
пазах ротора. Если лопатки перемещаются туго, снять ротор с вала,
проверив соответствие лопаток определенному пазу (лопатки не
взаимозаменяемые), промыть детали и при необходимости прите-
реть лопатки до свободного движения их в пазах ротора.
Неравномерная подача масла насосом наступает при выходе из
строя лопатки или попадания ее в паз ротора (сопровождается
шумом и стуком). При этом необходимо сломанную лопатку за-
менить новой.
Утечка масла по валу насоса происходит в случае износа уплот-
нения со стороны вала двигателя. Необходимо сменить уплотнение.
Подзарядка аккумулятора отсутствует, если вышла из строя
пружина регулятора давления; засорился трубопровод от регуля-
тора давления и разделительной панели. Чтобы устранить неис-
правности, необходимо: разобрать регулятор давления, поставить
новую пружину; отсоединить трубопровод, прочистить и продуть
его воздухом.
При включении кнопки «Прессование» нет движения прессую-
щего плунжера, не срабатывает конечный выключатель 38 или
магнит четырехходового золотника 39.
В этом случае необходимо проверить и отрегулировать конеч-
ный выключатель; проверить исправность или заменить контакты
магнита.
Отсутствует возврат прессующего плунжера, не сработал конеч-
ный выключатель. Необходимо проверить его, прочистить контак-
ты и отрегулировать.
После прекращения работы машины при закрытом вентиле 52
давление в аккумуляторе постепенно падает, есть утечка масла
в бак через вентиль 52. В этом случае необходимо притереть кла-
пан вентиля 52 к седлу. Быстрое падение давления вызывается
также сильным износом золотника 37 или золотника регулятора
давления 48.
§13. Основные механизмы машин с холодной камерой прессования
Механизм запирания форм. Конструкция механизма запирания
современных машин должна обеспечивать надежность запирания
полуформ, свободный доступ к пресс-форме, достаточный ход от-
крытия пресс-формы, возможность регулирования хода открытия
для установки пресс-форм, различных по высоте, достаточное уси-
лие для размыкания пресс-форм и выталкивания отливки.
Применяют четыре основных типа механизма запирания: гид-
равлический, гидрорычажный, комбинированный (гидроклиноры-
чажные и гидроклиновые).
В гидравлическом механизме (рис. 21,а) запираю-
щее усилие создается гидравлическим цилиндром 2 большого диа-
метра. Достоинствами механизма являются простота наладки
43
пресс-форм по высоте, отсутствие перекосов подвижной плиты 1
и, следовательно, получение более точных размеров отливки. Недо-
статки: большой расход сжимаемой жидкости, что требует увели-
чение вместимости бака гидроагрегата, и быстрый износ уплотняю-
щих манжет, приводящий к утечке рабочей жидкости. Применяют
этот механизм в машинах фирм «Идра», «Триульци» и в отечест-
венных машинах моделей 512Г, МГ200, 5А11 и др.
В гидрорычажном механизме (рис. 21, б) запирающее
усилие создается гидравлическим цилиндром 1 и системой рыча-
гов 2. Достоинствами механизма являются меньший объем необ-
ходимой рабочей жидкости по сравнению с гидравлическим запо-
ром; быстроходность, но с необходимым замедлением движения
плиты 3 при закрывании пресс-формы; надежность запирания
пресс-формы; нежесткие требования к гидроаппаратуре.
К недостаткам этого механизма относятся меньшая размерная
точность изделия за счет температурных перекосов плит, сложность
настройки пресс-формы по высоте, малое усилие обратного хода.
Применяют этот механизм на отечественных машинах 515М, 51Б5,
машинах фирмы «Триульци» и др.
Существует два способа настройки пресс-формы на определен-
ную высоту. При первом способе это достигается перемещением
неподвижной плиты 5 совместно с гидроцилиндром смыкания. Во
втором случае подвижная плита состоит из двух частей, соединен-
ных винтом 4, при настройке их сближают или раздвигают, дости-
гая нужной высоты.
В комбинированн ых механизмах (рис. 21, в, г,) запи-
рающие усилия создаются за счет запирания подвижной плиты 1
клином 3. К достоинствам этих систем относятся простота наладки
на различный размер пресс-форм, отсутствие перекоса подвижной
плиты 1 и, следовательно, получение точных размеров отливки. Не-
достатки: большая масса машины, сложность изготовления кли-
нового запора и быстрый его износ. Клиновые запирающие меха-
низмы используют на машинах большой мощности.
Механизм прессования. Конструкция механизма прессования
должна обеспечивать возможность регулирования в определенных
пределах давления и скорости прессования; свободный доступ к
камерам прессования, в особенности у машин с ручной заливкой
расплава; возможность перестановки механизма прессования по
вертикали для получения отливок с центральным или смещенным
литником.
Механизм прессования машин с вертикальной
камерой (рис. 22, а) имеет наполнительный стакан 6, дно кото-
рого образуется подвижным нижним поршнем (пяткой). Чтобы
расплав не пошел в пресс-форму 3 самотеком, литниковле отвер-
стие до начала запрессовки закрывается нижним поршнем. Ниж-
ний поршень перемещается вниз, открывая литниковое отверстие,
только после соприкосновения верхнего поршня 5 с расплавом.
Верхний поршень запрессовывает под большим давлением расплав
в форму 1. После запрессовки верхний и нижний поршни подни-
45
маются. При обратном ходе нижний поршень отрезает пресс-оста -
ток 4 от стояка с отливкой 2 и выбрасывает его из камеры прессо-
вания.
Рабочая жидкость в полость прессующего цилиндра 7 поступа-
ет из аккумулятора 13 по трубам через клапанную коробку 12 и
редуктор давления. Уменьшая проходное сечение труб клапанной
коробки при помощи дроссельных игл 11 и 10, снижают подачу
жидкости в прессующий цилиндр и, следовательно, скорость дви-
жения литейного поршня. При помощи вентилей 9 и 8 регулируют
давление жидкости на прессующий цилиндр 7. При охлаждении от-
ливки в пресс-форме жидкость в бак возвращается насосом.
Механизм прессования машин с горизонталь-
ной камерой (рис. 22, б) отличается от описанного выше ме-
46
ханизма тем, что расположен горизонтально и не имеет механизма
отрезки пресс-остатка, так как плунжер 19 находится под давлени-
ем до конца цикла. После заливки расплава 21 в камеру прессо-
вания 20 и включения клапана 18 рабочая жидкость в полость М
прессующего цилиндра 14 подается насосом высокого давления и
аккумулятором 16. Поршень 15 с плунжером 19 перемещается в
направлении, обозначенном на рисунке стрелкой. Пройдя расстояние
l, поршень открывает канал 17, после чего его скорость увеличи-
вается за счет притока дополнительной жидкости.
В прессующем механизме (рис. 23) машин с холодной верти-
кальной (или горизонтальной) камерой прессования заливка рас-
плава происходит за три стадии: начальное медленное перемещение
поршня, быстрое перемещение для заполнения пресс-формы рас-
плавом с необходимой скоростью, окончание заливки.
После нажатия кнопки «Прессование» плунжер 2 прессующего
цилиндра 8 вначале медленно движется вперед, чтобы предотвра-
тить выплескивание расплава из заливочного отверстия 1. Началь-
ную скорость (см. график рис. 23) поршня устанавливают при по-
мощи ограничительного клапана 5, регулирующего подачу рабочей
жидкости от насоса и аккумулятора.
Когда прессующий поршень пройдет заливочное отверстие 1,
ограничительный клапан 5 полностью открывается и масло (рабо-
чая жидкость) из левой части цилиндра поступит под давлением
через регулировочный клапан 4 и клапан 5 в правую часть цилинд-
ра. Вследствие разности диаметров поршня 6 и штока 7, а также
благодаря дополнительной подаче масла из левой части цилиндра
47
в правую (через клапаны 4 и 5) скорость прессующего поршня уве-
личивается в три раза (см. график рис. 23, II ступень давления).
После заполнения расплавом рабочей полости пресс-формы
возникает противодавление в системе, обусловливающее открытие
разгрузочного клапана 3. Через клапан 3 и клапаны 4 и 5 в што-
ковую часть цилиндра 8 поступает из сети жидкость под давлением
70 ат и снова увеличивается давление на поршень в цилиндре 8.
Так, при диаметре прессующего поршня 57 мм удельное давление
на металл составит 1 690 ат. Оно действует только в период кри-
сталлизации сплава для повышения плотности и прочности отлив-
ки. Включение высокого давления в конечной стадии прессования
происходит мгновенно после заливки расплава в полость пресс-
формы. Продолжительность действия высокого давления (см. гра-
фик рис. 23, III ступень давления) устанавливают с помощью элек-
трического реле времени.
Механизмы ступенчатого прессования применены на машинах
515М; 516М2, а также на машинах фирм «Бюлер» (Швейцария),
CLPO (ЧССР), «Триульци», «Идра» (Италия), «Вайнгартен», «Во-
тан» (ФРГ).
На большинстве машин зарубежных фирм изменена конструк-
ция гидрооборудования. На машинах со старой системой прессую-
щего узла аккумулятор смонтирован со стороны, противоположной
механизму прессования, что удлиняет трубопровод от аккумуля-
тора к цилиндру прессования. Масло в этой магистрали и аккуму-
ляторе, а также масса подвижных частей цилиндра прессования
составляет значительную инерционную массу, которая приводится
в движение при прессовании и в момент окончания заполнения
пресс-формы жидким металлом резко останавливается. При этом
некоторая часть кинетической энергии преобразуется в потенци-
альную энергию деформации, а остальная часть — порождает гид-
равлический удар, вызывающий резкое повышение давления и зна-
копеременные автоколебания, затухающие со временем. Статиче-
ское давление на плунжер становится эффективным только после
затухания колебаний (рис. 24, в, кривая 1). Мгновенное повыше-
ние давления в прессующей системе приводит к выплеску распла-
ва, который, застывая, образует по разъему пресс-формы облой
(рис. 24, а).
Получение качественных отливок без облоя (рис. 24, б) обес-
печивается применением новой системы прессующего узла. В этой
системе все гидрооборудование машины смонтировано со стороны
прессующего поршня, вместо обычного аккумулятора использован
небольшой аккумулятор с поршнем, отделяющим масло от азота.
Полость аккумулятора соединена с полостью мультипликатора ко-
ротким трубопроводом большого сечения через быстродействую-
щий клапан с электроуправлением. Мультипликатор представляет
одно целое с цилиндром прессования, отделен от прессующего по-
ршня. Поршневой аккумулятор смонтирован над прессующим ме-
ханизмом.
48
шень 4 останавливается (рис. 25, б), а внутренний подпрессовоч-
ный поршень 5 (рис. 25, в) продолжает двигаться, ломая корочку
и увеличивая давление на расплав, так как в момент остановки
внешнего поршня в камере прессования наблюдается резкое повы-
шение давления. После окончания подпрессовки внутренний пор-
шень останавливается, а внешний поршень приходит в движение,
выталкивая пресс-остаток 6 (рис. 25, г).
При акурад-процессе необходимо соблюдать следующие усло-
вия: толщина питателя должна быть равна или больше толщины
стенки отливки, чтобы обеспечить более позднее затвердевание
расплава в питателе; питатель должен подводить расплав в наи-
более массивную часть отливки и снизу, чтобы предотвратить про-
извольное затекание расплава из полости пресс-формы; полость
пресс-формы должна заполняться сплошным потоком расплава
при скоростях впуска не более 0,5 м/с;
подпрессовку начинать только после образования корочки рас-
плава на стенках пресс-формы и камеры прессования;
система охлаждения должна предусматривать направленное за-
твердевание отливки.
Медленное заполнение пресс-формы расплавом при акурад-про-
цессе исключает захват газовых включений, эффективная под-
прессовка, устраняющая усадочные раковины, позволяют изготов-
лять отливки из сплавов, подвергающихся высокотемпературной
обработке. Акурад-процесс требует тщательного контроля и регули-
рования температурного режима пресс-формы. Область использо-
вания акурад-процесса ограничивается отливками не очень слож-
ной конфигурации с толщиной стенки не менее 5 мм.
50
§ 14. Машины с горячей камерой прессования
В этих машинах камера прессования помещена непосредст-
венно в ванне с расплавом. Часть канала (металлопровод), находя-
щаяся над уровнем расплава, обогревается дополнительно газом
или электричеством. При этом струя расплава не застывает и легко
поступает через металлопровод и мундштук в металлическую пресс-
форму, что особенно важно при производстве отливок из цинковых
и оловянно-свинцовых сплавов с низкой температурой заливки.
Принцип действия этих машин следующий (рис. 26). В чугун-
ный тигель 3 заливают расплав. Для поддержания постоянной тем-
пературы тигель снизу подогревается. Расплав при верхнем поло-
жении поршня 2 через отверстие 4 заполняет канал 6 и полость ци-
51
линдра 5. Перед заливкой расплава пресс-форма 8 закрывается и
конец мундштука 7 заходит в канал 6, соединяя полость пресс-
формы с каналом. При автоматическом включении цилиндра 1
поршень опускается, давит на расплав, находящийся в цилиндре 5,
и вытесняет его из канала в полость пресс-формы. После затвер-
девания отливки поршень поднимается, пресс-форма открывается,
а затвердевшая отливка выталкивается из пресс-формы. Затем
пресс-форму обдувают и рабочий цикл машины повторяется снова.
Производительность полуавтоматических машин до 250, а ав-
томатических — до 1 000 отливок в час при обслуживании несколь-
ких машин одним человеком. Рабочее давление в разных конструк-
циях машин колеблется от 10 до 75 ат.
Основным недостатком машин является быстрый износ поршне-
вой пары в условиях высокой температуры расплава (порядка
500° С).
Современная литейная машина 71305 с горячей камерой прес-
сования спроектирована на Тираспольском заводе литейных ма-
шин имени С. М . Кирова (г. Тирасполь). Машина предназначена
для изготовления деталей из сплавов на основе цинка в массовом
и крупносерийном производстве.
Основные узлы: станина, механизмы прессования и запирания,
печь, ограждение, блок охлаждения, механизм смазки, гидроагре-
гат, электрооборудование. Все узлы расположены на станине или
внутри нее. Электрошкаф установлен отдельно от машины. Общая
компоновка машины выполнена таким образом, что станина раз-
гружена от всех усилий, возникающих в механизмах запирания и
прессования. На машине принято нижнее расположение камеры
прессования относительно отливки и центра плиты.
Гидрорычажный механизм запирания пресс-форм во время за-
прессовки расплава настраивают на требуемую высоту пресс-фор-
мы при помощи домкрата, расположенного между двумя подвиж-
ными плитами. Горячая камера прессования обеспечивает работу
машины на автоматическом режиме.
Механизм прессования обеспечивает ступенчатую скорость прес-
сования и высокое конечное давление на расплав после заполнения
пресс-формы, способствующие удалению воздуха из полости пресс-
формы и повышению плотности отливки.
Отливка выталкивается гидравлическим выталкивателем, нахо-
дящимся в подвижной плите. Коллектор позволяет регулировать
интенсивность водяного охлаждения прессующего плунжера, пресс-
формы (в четырех точках) и неподвижной плиты. За сливом воды
из каждой точки можно наблюдать визуально. Безопасность рабо-
ты на машине обеспечивается блокировками, предотвращающими
неправильное включение механизмов, защитными дверью с рабо-
чей стороны машины и кожухом вокруг механизма запирания. Кно-
почное управление, автоматический режим работы в сочетании с
рациональным размещением органов управления и основных мест
обслуживания сводит к минимуму утомляемость литейщика, что
позволяет ему обслуживать сразу несколько машин.
52
§ 15. Выбор машины
Чтобы правильно выбрать машину, необходимо знать техниче-
ские характеристики, преимущества и недостатки машин.
Преимущества и недостатки машин с горячей и холодной каме-
рами. К основным преимуществам машин с горячей камерой отно-
сятся: небольшие потери сплава при изготовлении отливок, ста-
бильность технологических параметров и хорошая заполняемость
пресс-формы расплавом. Машины с горячей камерой прессования
улучшают условия труда и обычно работают в полуавтоматическом
и автоматическом режимах, обеспечивая, например, при усилии
запирания 60 тс 500 циклов в час и более.
Однако машины с горячей камерой имеют и ряд недостатков,
к которым относятся: повышенная пористость и нестабильная ше-
роховатость поверхности отливки, образование неплотной корочки
и быстрое изнашивание поршня, находящегося в расплаве, что ве-
дет к увеличению зазора между камерой прессования и поршнем и
резкому снижению прессующего давления. Такой тип машин не
применяют при литье сплавов, растворяющих железо, и сплавов с
температурой плавления выше 500° С.
Машины с холодной камерой прессования не имеют плавильно-
го агрегата. Камера прессования не окружена расплавом и, следо-
вательно, нагревается значительно меньше, что позволяет созда-
вать большие давления на расплав, обеспечивающие получение
плотных отливок высокого качества из различных цветных сплавов:
цинковых, алюминиевых, магниевых и медных. Например, в маши-
нах с горячей камерой удельное давление достигает 300 кгс/см
2
,
а в машинах с холодной камерой при литье алюминиевых и мед-
ных сплавов удельное давление может быть 300—1 500 и даже
3 000 кгс/см
2
.
При изготовлении отливок на машинах с холодной камерой
прессования расплав практически не насыщается газами и не ре-
агирует с частями машины, в соприкосновении с которыми он на-
ходится очень короткое время; поршень лишь незначительное вре-
мя находится в соприкосновении с расплавом, а поэтому меньше
изнашивается; можно применять тугоплавкие сплавы.
К недостаткам большинства машин (без дозирующих устано-
вок) с холодной камерой относится то, что расплав приходится
заливать вручную, что снижает производительность. Вакуумный
метод, применяемый на машинах с холодной камерой, является-
более сложным, так как требует удаления воздуха из камеры прес-
сования и полости пресс-формы с помощью дополнительного обо-
рудования.
В промышленности машины с холодной камерой прессованна
имеют наибольшее распространение, чем машины с горячей каме-
рой. Применяют и комбинированные машины, снабженные сменны-
ми камерами-приставками (горячей и холодной).
Преимущества и недостатки машин с вертикальной и горизон-
тальной камерой. Машина с :вертикальной камерой имеет следую-
53
щие преимущества: возможность получать отливки с центральными
литниками; расположение тяг машины по диагонали облегчает
доступ к пресс-форме и обеспечивает изготовление сложных отли-
вок с большими габаритами; пленки и окислы расплава не попада-
ют в полость пресс-формы, так как отверстие мундштука очень
мало по сравнению с камерой прессования и оно их задерживает.
К недостаткам этих машин относятся: невозможность открытия
пресс-формы до среза нижним поршнем пресс-остатка, что пони-
жает производительность; п
(х) Tj
2.958 T п
(х) Tj
2.958 T
поршня и ступень давления в соответствии с выбранным сплавом
по паспорту машины (см. табл. 2, 3, 4). Затем производят провер-
ку величины запирающего усилия пресс-формы. Для этого площадь
проекции отливки и литниковой системы в плоскости разъема
пресс-формы умножают на удельное давление в камере прессова-
ния выбираемое по таблице (см. гл. VI). Полученное усилие не
должно превышать запирающего усилия соответствующих машин.
В противном случае необходимо выбрать машину с большим запи-
рающим усилием или уменьшить количество отливок в пресс-фор-
ме и провести расчет заново. При выборе машин руководствуются:
также их конструктивными особенностями.
§ 16. Установка пресс-форм на машины
Перед установкой пресс-формы на литейную машину необхо-
димо изучить чертежи и взаимодействие ее частей, характер креп-
ления пресс-формы на машине, систему выталкивания отливок,
а также проверить лег-
кость перемещения по-
движных частей пресс-
формы вручную. Необхо-
димо также проверить
размеры гнезда под вы-
ступающую часть мунд-
штука камеры прессова-
ния и убедиться в исправ-
ности машины и специ-
альных
подвижных
подвесок, имеющихся на
некоторых машинах.
Специальные подвиж-
ные подвески пресс-форм
(рис. 27) установлены на
верхней штанге 2 маши-
ны. Над штангой 2 меж-
ду двумя планками 6 на
ось насажен ролик 7 с же-
лобом. Планки 6 попе-
речными связями жестко соединены между собой и двумя шпиль-
ками 5 скреплены с подвижной частью пресс-формы 4. Между
планками 6 закреплен толкатель 5, опирающийся кронштейном 1
на верхнюю часть формодержателя. Подвижная подвеска устраня-
ет провисание подвижной части пресс-формы, прикрепленной к
формодержателю. Кроме того, подвеска в значительной степени
уменьшает износ направляющих и скользящих по ним втулок.
Пресс-форму с помощью грузозахватного приспособления ус-
танавливают неподвижной частью на выступающий буртик мунд-
штука машины и крепят к машине болтами (рис. 28, а, б), не затя-
гивая их до конца, чтобы пресс-форма имела некоторую свободу.
59
После этого медленно подводят к пресс-форме подвижный стол ма-
шины и крепят к нему подвижную часть пресс-формы. Затем затя-
гивают болты обеих частей пресс-формы, снимают поддерживаю-
щие пресс-форму тросы грузозахватного приспособления и регу-
лируют системы выталкивания отливки, скорость закрытия пресс-
формы и другие устройства. При этом проверяют зазор между
плоскостями разъема пресс-формы по всем четырем углам, доби-
ваясь, чтобы они были одинаковыми. Это необходимо для обеспе-
чения параллельности и соосности установки половин пресс-формы.
Перекос между подвижной и неподвижной половинами пресс-фор-
мы допускается не более 0,05 мм на длине 100 мм.
После закрепления пресс-формы на машине проверяют плав-
ность перемещения подвижных частей (подвижной части пресс-фор-
мы при заходе на направляющие колонки, толкателей боковых
стержней и др.), медленно раскрывая и закрывая пресс-форму.
До начала работы делают несколько холостых рабочих циклов
для проверки срабатывания машины.
Сопряжение пресс-форм с горизонтальной и вертикальной каме-
рой прессования производится с помощью отверстия в плите, в ко-
торое своим выступающим буртиком входит стакан камеры прес-
сования или мундштук. Размеры сопрягаемых деталей приведены
в табл. 5.
5. Сопрягаемые размеры машины с пресс-формой
Выбор мундштука зависит от количества и массы заливаемого
расплава. Отверстие, в литниковой втулке пресс-формы должно
быть на 1 мм больше, чем диаметр отверстия в мундштуке.
62
Мундштук изготовляют с таким расчетом, чтобы при темпера-
турном расширении (нагреве) его диаметр не превышал диаметр
отверстия наполнительного стакана. Головку мундштука также
пригоняют по размерам пресс-формы так, чтобы не сдавливалась
наполнительная камера и расплав не заливался между головкой
мундштука и пресс-формой.
На машинах с горизонтальной камерой пресс-формы непосред-
ственно сопряжены с камерой прессования, которая своим высту-
пом входит в отверстие плиты пресс-формы. Литниковая втулка
пресс-формы в сборе с камерой прессования является ее продолже-
нием.
§ 17. Эксплуатация и ремонт машин
Машины литья под давлением работают в условиях повторяю-
щихся динамических и гидравлических ударов жидкости, ускоряю-
щих износ отдельных узлов машин и насосов.
Эксплуатация машин. Для обслуживания машин назначают
дежурного сменного слесаря, который должен перед работой про-
верять смазку в масленках, пополнять их, проверять крепления и
при необходимости подтягивать все гайки фланцевых соединений,
так как ослабление одной или двух гаек на шпильках фланцев
может привести к срезу всех шпилек. Слесарь должен подтянуть
радиусным ключом концевые гайки направляющих горизонталь-
ных колонн машины, чтобы не допустить перекоса их при работе;
проверить работу машины; произвести раскрытие, закрытие и хо-
лостое прессование.
Если машина исправна, заливщику разрешают приступить к
работе. Все неисправности, которые не могут быть устранены де-
журным слесарем, должны быть записаны в специальный журнал
и устранены слесарями ремонтной бригады.
При эксплуатации машин возможны, следующие основные не-
поладки: утечка жидкости в местах соединений (чтобы исправить,
нужно проверить манжеты и подтянуть гайки в местах соединений);
машина не закрывает пресс-форму (для исправления нужно про-
верить впускные вентили и клапаны, так как возможно засорение
их разрушившимися манжетами); поршень не опускается (необ-
ходимо проверить все клапаны распределительной коробки); ниж-
ний поршень на машинах с вертикальной камерой прессования
после прессования не поднимается (следует увеличить скорость
подъема и, если нужно, заменить пятку новой, обеспечивающей
меньший зазор).
Смазку машин производят различными способами: автомати-
чески, масленкой и вручную. Смазывают направляющие колонки
и втулки, цилиндры системы выталкивания, отливок, направляю-
щие траверсы и т. д . Для смазки применяют масло индустриаль-
ное (20, 30) или УС-8.
Организация ремонта. В целях продления срока службы машин
принята следующая система планово-предупредительного ремонта:
63
межремонтное обслуживание, периодический осмотр и плановый
ремонт (текущий, средний и капитальный).
Межремонтное обслуживание заключается в еже-
сменном профилактическом осмотре оборудования и его регулиров-
ке, в устранении мелких неполадок, проверке и подтяжке крепле-
ний, проверке наличия смазки и регулировке клапанов и вентилей,
а также в замене прокладок, пропускающих эмульсию, во фланце-
вых соединениях. Межремонтное обслуживание осуществляет де-
журный слесарь.
Периодические осмотры заключаются во внешнем ос-
мотре машин и насосов, осмотре при опробовании отдельных узлов
машин или частичной их разборке для определения состояния обо-
рудования в целом. При этом делают соответствующие записи в
журнале, чтобы при плановом ремонте устранить неполадки. Кро-
ме того, при периодическом осмотре проверяют систему смазки;
положение траверсы горизонтального блока на направляющих ко-
лоннах (нет ли провисания); состояние направляющих колонн (нет
ли задиров и забоин); крепление направляющих планок траверсы
прессующего поршня; состояние поршней, их направляющих вту-
лок и монтажных колец.
Обнаруженные при осмотре изношенные клапаны, клапанные
гнезда и золотники, не поддающиеся восстановлению, заменяют.
Вместо изношенных крепежных деталей (болтов, шпилек, гаек)
ставят новые.
Осмотры должны проводиться по графику не реже одного раза
в межремонтный период и выполняться слесарями ремонтной
бригады.
При осмотре необходимо составлять предварительный перечень
дефектов и вычерчивать эскизы деталей, подлежащих замене при
очередном плановом ремонте.
При текущем ремонте (один раз в 3 месяца) обеспечи-
вают нормальное рабочее состояние оборудования до тех пор, пока
необходимость в замене или ремонте основных узлов машин не по-
требует следующего планового ремонта. При плановом текущем
ремонте должны выполняться следующие работы: чистка и про-
верка всех узлов; частичная разборка горизонтального и верти-
кального блоков с заменой манжет и поломанных манжетных ко-
лец; разборка клапанных коробок, главного золотникового распре-
делителя и других распределительных устройств с притиркой кла-
панов, заменой манжет и прокладок; зачистка заусенцев и забоин
на направляющих колоннах машин, эскизирование деталей, подле-
жащих замене при последующих ремонтах.
Средним ремонтом (один раз в 9—10 месяцев) преду-
сматривается помимо работ выполняемых при текущем ремонте,
полная разборка вертикального и горизонтального узлов (блоков),
коробок переключения и коробок управления и золотниковых уст-
ройств.
При этом разбирают плунжерную головку насоса и вскрывают
кривошипный механизм насоса. Поршни вертикального и горизон-
64
тального блоков, поршни мультипликатора и телескопические тру-
бы, имеющие на поверхности риски и выработку, протачивают и
шлифуют. Изготовляют новые манжетные кольца. Материалом для
колец является марганцовистая бронза или антифрикционный
чугун.
Клапаны и золотники, имеющие на рабочих фасках выработку
незначительной глубины, притирают наждачным порошком и пастой
ГОИ. Клапаны и золотники, имеющие значительную выработку
по рабочей фаске, заменяют новыми. Одновременно производят
замену всех манжет и прокладок и промывку клапанных коробок.
Крепежные детали заменяют в зависимости от степени их износа.
В насосах заменяют значительна изношенные направляющие
стаканов, промывают картер и меняют пружинные шплинты вкла-
дышей шариковых подшипников коленчатого вала.
Капитальный ремонт (один раз в 2 года) предусмат-
ривает полную разборку машин и насосов и включает все работы,
выполняемые при текущем и среднем ремонтах.
Производят замену плунжеров, поршней, клапанов и клапанных
гнезд, золотников, манжет и манжетных колец, ремонт клапанных
и распределительных коробок, крепежных деталей (болтов, шпи-
лек, гаек), проточку и шлифовку направляющих колонн, замену
втулок, поршней и втулок траверсы горизонтального блока, тяг,
ремонт вентилей регулировки давления и скорости прессования,
промывку фильтров, замену масленок и окраску машин и насосов.
В насосах проверяют выработку шариков и роликов подшипни-
ков коленчатого вала, а также заменяют вкладыши подшипников.
Электрическую часть машин и электродвигатели насосов ремон-
тируют электромонтеры отдела главного энергетика.
После капитального ремонта машины принимают представи-
тели ОТК отдела главного механика и механик цеха.
§ 18. Правила Госгортехнадзора по безопасному обслуживанию
сосудов высокого давления
При поступлении машин для литья под давлением на предпри-
ятие проверяют правильность заполнения заводом-изготовителем
паспорта на сосуд высокого давления (аккумулятор). К паспорту
должны быть приложены расчеты пропускной способности предо-
хранительного клапана и акт о проверке качества изготовления со-
суда вместе с сертификатом на трубопровод, идущий от баллона
сосуда к его запорному устройству, Завод-изготовитель машин обя-
зан заключить предохранительный клапан сосуда высокого давле-
ния в защитный колпак и опломбировать манометр с указанием
срока последней проверки.
Срок проверки не должен превышать 12 месяцев. На корпусе
манометра или на его шкале (но не на стекле) у цифры разрешен-
ного рабочего давления должна быть красная черта (ограничитель
давления), показывающая, что выше этого давления работать нель-
зя. Перед манометром на трубке должен быть установлен треххо-
довой вентиль для проверки или отключения манометра. Трубка
3—3333
65
должна иметь компенсаторное кольцо для демпфирования гидро-
ударов на пружинную трубку манометра.
Производя монтаж машины, необходимо строго соблюдать тре-
бования к установке сосудов высокого давления. Установка должна
обеспечивать свободный доступ ко всем частям машины, возмож-
ность осмотра, очистки и исключать опрокидывание сосуда, кото-
рый должен быть окрашен для предохранения от коррозии. На
сосуде или на специальной табличке, закрепленной на сосуде, долж-
ны быть нанесены краской регистрационный номер, разрешенное
давление, дата (месяц и год) следующего гидравлического испы-
тания.
Регистрационный номер присваивается сосуду (аккумулятору)
после регистрации его в местных органах Госгортехнадзора. Перед
регистрацией администрация предприятия назначает из состава ин-
женерно-технических работников лицо, ответственное за безопас-
ное состояние сосуда. Ответственный за безопасное состояние сосуда
должен пройти обучение с последующей сдачей экзаменов в орга-
нах Госгортехнадзора или в соответствующих организациях минис-
терств и ведомств. Через каждые три года ответственные лица
повторно проверяются на знание правил безопасной эксплуатации
сосудов высокого давления.
Литейщики, работающие на машинах для литья под давлением,
также должны пройти обучение и проверку знаний в квалификаци-
онной комиссии, созданной по приказу руководителя предприятия.
Каждому литейщику выдается инструкция, которая должна быть
вывешена на видном месте около сосуда вместе со схемой подклю-
чения его к насосу и машине. Через каждые 12 месяцев произво-
дится повторная проверка знаний литейщиков лицом, ответствен-
ным за безопасное состояние сосудов. Результаты проверки зано-
сятся в специальный журнал с указанием даты проверки и оценки
знаний литейщиков по безопасному обслуживанию сосудов.
Для регистрации сосуда высокого давления предприятие-владе-
лец подает в местный орган Госгортехнадзора заявление. К заяв-
лению прилагаются:
1. Паспорт на сосуд, составленный заводом-изготовителем, в ко-
торый заносятся данные о названии, адресе и принадлежности к
министерству или ведомству предприятия-владельца сосуда; фами-
лия, имя, отчество, должность лица, ответственного за безопасное
состояние сосуда; дата проверки его знаний; дата установки сосуда;
чертеж и расчет пропускной способности предохранительного кла-
пана.
2. Акт, удостоверяющий, что монтаж и установка сосуда произ-
ведены в соответствии с правилами Госгортехнадзора и что сосуд
и его элементы находятся в исправном состоянии.
3. Схема включения сосуда с указанием источника давления и
параметров его внутренней среды, краткое описание схемы работы
сосуда с насосом и машиной.
4. Копия приказа о назначении лица, ответственного за безопас-
ное состояние сосуда.
66
5. Протокол комиссии по проверке знаний литейщиков.
После приемки документации, установленной для машин, сосуд
принимает контролер Госгортехнадзора.
Сосуды высокого давления подвергают гидравлическим испыта-
ниям перед пуском в работу, после ремонта, при монтаже на новом
месте, при периодическом обследовании и до него, если в этом есть
необходимость. При периодическом обследовании, проводимом
один раз в четыре года, в сосуд подается давление, превышающее
рабочее на 25%. Через каждые два года проводят внешний осмотр
с проведением гидравлического испытания на рабочее давление.
Для успешного проведения проверки и сдачи сосуда Госгортех-
надзору лицу, ответственному за безопасное состояние сосуда, не-
обходимо убедиться в исправности действия сосуда и его арматуры.
Манометр и предохранительный клапан должны быть опломбиро-
ваны, инструкция и схема подключения сосуда к насосу и машине
должны быть вывешены на видном месте. Во время осмотра следует
убедиться в надежности крепления трубопроводов от насоса к со-
суду и от сосуда к машине. Шпильки крепления фланцев трубо-
проводов на корпусе запорного вентиля должны выступать из-под
фланца не менее чем на высоту гайки. Проверяется состояние свар-
ных швов трубопроводов от сосуда к запорному вентилю, от насоса
к машине, надежность крепления манометра и его трубки. Прове-
ряется исправность запорного вентиля сосуда и исправность дейст-
вия насоса.
Перед проведением гидравлического испытания необходимо убе-
диться в отсутствии азота или воздуха в сосуде. К трехходовому
вентилю подключают контрольный манометр, а при его отсутствии
давление в сосуде измеряют двумя проверенными рабочими мано-
метрами. Предохранительный клапан снимают и на его место ста-
вят заглушку. Гидравлическое испытание сосуда проводят пробным
давлением, превышающим рабочее на 25%. Под этим давлением
сосуд выдерживают 5 мин, после чего давление снижают до рабо-
чего и производят осмотр сосуда. Если во время испытания внутри
сосуда слышны удары, шум и стук или если происходит резкое па-
дение давления, то гидравлическое испытание прекращают и про-
изводят осмотр сосуда. После окончания испытаний устанавливают
предохранительный клапан, регулируют его и снова пломбируют.
Аккумулятор заряжают азотом и в паспорте делают запись о
проведенном освидетельствовании и гидравлическом испытании,
после чего машина для литья под давлением с сосудом допускается
к эксплуатации.
При эксплуатации машины кроме паспорта необходимо иметь
журнал ежедневного осмотра сосуда, акты о проведении наружных
осмотров, журнал проверки знаний обслуживающего персонала, ин-
струкцию по безопасному обслуживанию сосуда, приказ о назначе-
нии лица, ответственного за безопасное состояние сосуда. Работа
на машинах для литья под давлением запрещается, если истек
срок очередного освидетельствования сосуда или выявлены дефек-
ты, угрожающие надежной и безопасной работе, о чем должна быть
67
произведена запись в паспорте сосуда. К работе на машинах не до-
пускаются рабочие, не прошедшие обучения или неудовлетвори-
тельно знающие правила безопасной работы с сосудами высокого
давления.
Персонал ремонтной службы, работающий с машинами для
литья под давлением, также должен быть обучен правилам обслу-
живания и эксплуатации сосудов высокого давления. Перечень ре-
монтных работ по аккумулятору, производимых службой ОГМ
предприятия, регламентируется Правилами Госгортехнадзора по
безопасному обслуживанию сосудов высокого давления. Любые
ремонтные работы на аккумуляторе или его запорном вентиле
можно проводить только при отключенном насосе, когда из баллона
полностью слита жидкость и выпущен сжатый газ. Запрещается
производить какие-либо ремонтные работы на сосуде высокого дав-
ления без ведома и разрешения инспектора Госгортехнадзора.
Баллоны с азотом должны храниться на складах или на спе-
циально выделенных площадках в вертикальном положении в спе-
циально оборудованных клетках, гнездах, контейнерах и ограж-
даться барьером.
Перемещение баллонов производится на специально приспособ-
ленных для этого тележках, электро- или автокарах. Если при
транспортировке баллоны укладывают горизонтально, то между
ними устанавливают мягкие (резиновые, веревочные, деревянные)
прокладки для предохранения баллонов от ударов друг о друга.
Все баллоны во время перевозки должны укладываться вентилями
в одну сторону и на вентили должны быть навернуты предохрани-
тельные колпаки.
При погрузочно-разгрузочных работах, транспортировке и за-
рядке аккумуляторов азотом должны приниматься меры против
падения баллонов, повреждения, загрязнения и, что особенно опас-
но, попадания масла на вентиль баллона. Запрещается самостоя-
тельно производить ремонт вентилей баллонов.
Баллоны, имеющие дефекты, отправляют для ремонта на завод-
изготовитель.
Контрольные вопросы
1. Укажите виды наиболее распространенных машин для литья под дав-
лением.
2. Расскажите о работе машин 511, 515М.
3. Объясните принципы работы основных узлов (блоков) машин для литья
под давлением.
4. Каковы преимущества и недостатки машин с вертикальными и горизон-
тальными камерами?
5. Расскажите, как выбирается машина для литья под давлением той или
иной отливки.
6. Как устанавливаются формы на машину литья под давлением?
7. В чем заключается текущий, средний и капитальный ремонт литейных
машин?
8. Какие вы знаете мероприятия по безопасной работе на машине литья под
давлением?
68
Глава IV
ПРЕСС-ФОРМЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
§19. Конструкция пресс-форм
Для литья под давлением применяют стальные пресс-формы,
имеющие одну или несколько полостей, очертания которых явля-
ются негативным (обратным) отпечатком отливки. Полость прес-
формы, за исключением пространства для усадки заливаемого
расплава, должна соответствовать готовой отливке без припусков на
обработку или с припусками, если они заранее предусмотрены.
Собранная пресс-форма (рис. 29) чаще всего представляет собой
прямоугольный параллелепипед или цилиндр, состоящий из под-
вижной и неподвижной частей, в которых смонтированы все ее
детали.
Неподвижную часть пресс-формы при помощи плиты 12 крепят
к неподвижному блоку машины, а подвижную часть при помощи
плиты 19 — к постаменту, устанавливаемому на подвижном блоке
машины. Крепление производят захватами. Расплав поступает в
пресс-форму через литниковую втулку 8, ударяется о защитную
вставку 6 и растекается по литниковым каналам 7 в гнезда пресс-
формы, образуя отливки.
В плиты 13 и 16, называемые обоймами, вставлены дополнитель-
ные подкладные плиты 5 и 23 и промежуточные обоймы / и 2, в ко-
торых устроены каналы для циркуляции охлаждающей воды. Меж-
ду обоймами 1 и 2 я плитами 5 и 23 вставлены вкладыши 3 и 4, в
которых оформляется внешний контур отливки 9. Внутренние по-
лости отливки образуются подвижными стержнями 10 и 21.
При раскрытии пресс-формы отливка остается на подвижных
стержнях 10 и 21 в подвижной части пресс-формы, вместе с которой
движется до тех пор, пока плита 25 не упрется в толкающие шпиль-
ки, находящиеся в подвижном постаменте машины. За это время
происходит выдвижение боковых подвижных стержней, при помощи
наклонных клиньев-пальцев 20, закрепленных в неподвижной обой-
ме 13.
При дальнейшем движении подвижной части пресс-формы уста-
новленные в плитах 24 и 25 выталкиватели 22 снимают отливку с
выступающих частей вкладыша 3.
При закрытии пресс-формы обратные толкатели 29, установлен-
ные в подвижной обойме 16 и закрепленные в плитах 24 и 25, упира-
ются в неподвижную обойму 13 и устанавливают выталкиватели 22
в исходное положение. Одновременно боковые стержни возвраща-
ются в исходное положение.
Для предохранения от поломки выталкивателей 22 подвижными
стержнями 10 и 21 во время закрытия пресс-формы служит узел
опережения, который опеспечивает возвращение выталкивателей в
исходное положение до начала движения стержней. Узел опереже-
ния состоит из пальца 28, имеющего на конце скос под углом 45° и
укрепленного в неподвижной обойме 13, пальца 26, закрепленного
в подкладной плите 18 и имеющего скос 45°, и ползушки 27 со ско-
69
сами 45° с двух сторон. При закрытии пресс-формы палец 28 своим
концом упирается в ползушку и отводит плиты 24 и 25 в исходное
положение, в этот момент ползушки 27 отходят в сторону под скос
45° пальца 26. давая возможность пальцу 28 пройти дальше.
Для предотвращения отхода подвижных стержней под действием
расплава на наклонных клиньях-пальцах имеется скос 6° с каждой
стороны. Для того чтобы при раскрытии стержни 21 находились в
заданном положении, во фланцах втулок 30, служащих направляю-
щими для их ползунов, имеются пружинные фиксаторы 11.
Регулирование температуры пресс-формы осуществляется систе-
мой охлаждения, вода в которую поступает из водопровода по рези-
новому шлангу к штуцерам 17.
Спаривание подвижной и неподвижной частей пресс-формы про-
изводят по направляющим втулкам 15 и направляющим колон-
кам 14.
Таким образом, все детали пресс-формы, которые во время
заливки занимают положение, препятствующее выталкиванию от-
ливки, должны быть выполнены подвижными, чтобы удалив их пос^
ле заливки, можно было вынуть изделие из полости пресс-формы.
Конструкции пресс-форм для литься под давлением отличаются
большим разнообразием. Это обусловлено рядом факторов: конст^
рукцией самой отливки, свойствами сплава, из которого она должна
отливаться, выбранной машиной, характером производства и т. п.
Пресс-формы для отливок из алюминиемых и медных сплавов из-
готовляют с запасными формообразующими деталями, соблюдая
взаимозаменяемость деталей.
Литье под давлением характерно для массового и серийного про-
изводства. Однако когда деталь другим способом изготовить невоз-
можно, то и для получения небольшого количества отливок исполь-
зуют способ литья под давлением.
Пресс-формы для серийного производства отличаются от форм
для массового производства упрощенной конструкцией. Выем стерж-
ней и выталкивание отливок осуществляют большей частью вруч-
ную. Пресс-формы, как правило, одногнездные (можно получить
только одну отливку). Кроме того, применяют универсальные блок-
формы со сменными пресс-формами или делают многогнездные
пресс-формы для получения нескольких различных отливок.
Пресс-формы для массового производства характеризуются на-
дежной конструкцией, автоматизацией всех операций по извлече-
нию стержней и выталкиванию отливок. Эти пресс-формы, как пра-
вило, имеют систему охлаждения. Пресс-формы для небольших
деталей массового производства чаще всего делают многогнездные,
В таких пресс-формах не одна оформляющая полость, а несколько,
которые соединены с одним питающим их литником. Применяя мно-
гогнездные пресс-формы, увеличивают производительность труда,
так как за одну запрессовку в этом случае можно получить несколь-
ко отливок. Для простых деталей применяют пресс-формы с 45—75
гнездами. Использование многогнездных пресс-форм позволяет эко-
номить сплав, так как на один и тот же литник и пресс-остаток
приходится большее количество отливок.
Кроме того, из-за сложности конструкции и большой массы от-
ливки или недостаточной мощности машины в массовом производ-
стве также применяют одногнездные пресс-формы. Например, для
71
отливки детали 2, имеющей отверстия с шести сторон (рис. 30),
применение многогнездной пресс-формы невозможно.
Но применение многогнездных пресс-форм целесообразно только
в массовом производстве, так как стоимость их по сравнению с од-
ногнездными значительно выше. Наиболее трудоемкой и дорогосто-
ящей частью пресс-формы являются детали, оформляющие ее по-
лость При определении необходимого количества гнезд решающим
фактором подсчета экономической целесообразности является коли-
чество заданных отливок.
Получение разных отливок в многогнездных пресс-формах в се-
рийном производстве нецелесообразно, так как потребность в от-
ливках неодинаковая.
Одногнездные пресс-формы бывают с внутренней и внешней лит-
никовыми системами. Внутреннюю (рис. 31, а) литниковую систему
применяют в пресс-формах, если отливка 3 имеет отверстие, распо-
ложенное перпендикулярно плоскости разъема, и если отверстие
имеет диаметр, достаточный для установки рассекателя 2, являю-
щегося в этом случае неподвижным стержнем. Расплав подводят в
полость пресс-формы через литниковую втулку 1 и питатель 4.
В случае когда деталь не имеет отверстия, достаточного для ус-
тановки рассекателя, применяют внутреннюю литниковую систему
со специальным рассекателем-арматурой. Арматуру изготовляют из
того же сплава, что и отливаемую деталь. Такая литниковая система
способствует повышению качества отливки.
По внешней литниковой системе (рис. 31, б) расплав подводится
в полость пресс-формы через литниковую втулку 1 и литниковые
каналы А. Такую систему применяют для литья несимметричных де-
72
талей без отверстий для рассекателей, в многогнездных пресс-фор-
махит.д.
Для машин с горизонтальной и вертикальной камерами прессо-
вания применяют пресс-формы с различным устройством подачи
расплава. В пресс-форме для машин с горизонтальной камерой прес-
сования 6 (рис. 32, а) расплав из литниковой втулки 5 попадает в
литниковый канал 4, направленный вверх для того, чтобы расплав
до момента прессования не смог попасть в полость пресс-формы са-
мотеком, затем в общий распределительный литниковый канал 2, а
оттуда в гнезда 3. Для предотвращения быстрого износа вкладыша
против литниковой втулки устанавливают сменную вставку 1.
В пр,есс-формах для машин с вертикальной камерой прессования
7 (рис. 32, б) расплав через мундштук 8 и литниковую втулку 9 об-
текает рассекатель 11 и затем по литниковым каналам 10 попадает
в гнезда 3.
В различных конструкциях разъем пресс-формы и выталкивание
отливок осуществляются за одно или несколько движений.
На рис. 33 изображена пресс-форма, в которой для освобождения
отливки требуется только одно движение, т. е . перемещение подвиж-
ной части пресс-формы от неподвижной части перпендикулярно
плоскости разъема.
Отливка 2 расположена во вкладыше 3 неподвижной части пресс-
формы. При раскрытии пресс-формы отливка остается на стержне 1
и вместе с подвижной частью пресс-формы будет двигаться до тех
пор, пока плита 10 своими боковыми выступами не натолкнется на
упоры И машины и остановится. В плитах 9 и 10 установлены об-
76
ратные толкатели 8, которые при дальнейшем движении подвижной
части формы упираются в обойму 6, в результате чего происходит
снятие отливки со стержня. При спаривании подвижной и неподвиж-
ной частей пресс-формы в направляющие, втулки 5 входят направ-
ляющие колонки 4. Для предупреждения выпадания обоймы 6 в нее
ввернут специальный винт 7.
На рис. 34 изображена двухгнездная пресс-форма, в которой для
освобождения отливки требуется четыре движения. Внутренняя по-
лость отливки 17 выполняется подвижными стержнями 2, 15 и 18,
укрепленными штифтами 14 в ползунах 1, 13 и 19, и неподвижными
стержнями 4 и 6, установленными в плитах 7, 9.
Внешний контур отливки образуется во вкладышах 16. Для осво-
бождения отливки требуется кроме основного движения, необходи-
мого для разъема пресс-формы и выталкивания отливки, еще три
других для извлечения подвижных стержней. При раскрытии пресс-
формы ползуны 1 и 13 скользят по наклонным клиньям-пальцам 3
и 20, закрепленным в неподвижной обойме 21. При этом происходит
извлечение стержней 4 и 18 из отливки. Одновременно неподвижная
рейка 11, закрепленная в неподвижной обойме 21, при движении
подвижной части пресс-формы входит в зацепление с зубчатым ва-
ликом 12, вращающимся в подвижной обойме 22 и приводит в дви-
жение ползун 13, в резуль-
тате чего происходит извле-
чение стержня 15 из отлив-
ки.
Извлечение подвижных
стержней из отливок может
производиться
вручную
(рис. 35). После раскрытия
пресс-формы при повороте
рычага 7 зубчатый валик 11
поворачивается в подвиж-
ной обойме 8 и перемещает
ползун 10 со стержнем 9,
извлекая его из полости от-
ливки. При повороте рычага
4 зубчатый валик 3 приво-
дит в движение рейку 5, за-
крепленную в плитах 1 и 2.
При движении плит уста-
новленные в них выталкива-
тели 6 освобождают отлив-
ку из полости пресс-формы.
Ручные пресс-формы применяют главным образом в серийном
производстве и при изготовлении отливок с арматурой.
В массовом производстве применяют в основном автоматические
пресс-формы, в которых извлечение подвижных стержней и вытал-
кивание отливок осуществляется за счет движения подвижной части
при раскрытии пресс-формы или гидравлическими цилиндрами.
Во избежание столкновения выталкивателей с пересекающимися
стержнями в пресс-формах предусматривают определенную после-
довательность их-движения. Например, в пресс-форме (см. рис. 34)
для этой цели применяют механизм отвода стержней 5, обеспечива-
ющий при закрытии пресс-формы отвод плит 9 и 10 с выталкивате-
лями 8 в исходное положение до -возвращения стержней 2, 15 и 18
в свое рабочее положение.
Кроме того, применяют гидравлические постаменты и гидравли-
ческие стержнеизвлекатели. В этом случае последовательность дви-
жений осуществляется микропереключателями, дающими команду
включения цилиндров.
78
Для производства отливок с арматурой применяют специальные
пресс-формы, в которых предусматриваются специальные устройст-
ва для фиксации арматуры в определенном положении в отливке.
Для армированных отливок применяют пресс-формы трех видов:
ручные, полуавтоматические и автоматические.
В ручных пресс-формах (рис. 36, а) закладку арматуры 4 в пли-
ты 1 и выталкивание отливки производят вручную. Фиксаторы 2 и
3 закрепляют арматуру в неподвижной части пресс-формы. При рас-
крытии пресс-формы отливка с залитой арматурой остается в под-
вижной части, откуда выталкивается при повороте рукоятки 5.
В полуавтоматических пресс-формах (рис. 36, б) закладку арма-
туры 10 производят вручную, а выталкивание отливок — автомати-
чески. Стержень-арматуру вставляют до упора в выталкиватель 7,
помещенный в направляющих втулках 9 и 6. При раскрытии пресс-
формы, после того как плита 4 натолкнется на упорные штанги
машины и получит встречное движение, помещенный в ней ползун
5, находящийся под действием пружины 3, своим зубом подхваты-
вает за выступ выталкиватель 7, и в этот момент происходит вытал-
кивание отливки. Ползун своим пазом попадает на клин 2, закреп-
ленный в подкладной плите 1, и отводится в крайнее положение. Ос-
вободившийся выталкиватеь под действием пружины 8 возвраща-
ется в исходное положение перед заливкой.
В пресс-формах (рис. 37) закладка арматуры и выталкивание
отливок производится автоматически. Арматура 11 заранее закла-
дывается в обоймы 3, которые установлены против гнезд пресс-
формы. Арматура проталкивается в гнездо пресс-формы вы-
талкивателем 5 при раскрытии пресс-формы. На боковом пол-
зуне 2, приводимом в движение наклонным клином-пальцем 1,
укреплен стержень 4 с заостренным краем. Этот стержень вклини-
вается между вкладышем и арматурой, продвигаемой выталкивате-
лем, который в данном случае сделан на 1,5 мм короче обычного.
При закрытии пресс-формы, когда выталкиватели отводятся назад,
стержень 4 задерживает арматуру. В боковом ползуне укреплен
также небольшой подвижной стержень 12, оформляющий внутрен-
нее отверстие. Выталкивание отливки 9 производят выталкиватели
5, 6 и 8. При закрытии пресс-формы выталкиватели отводятся назад
обратным толкателем 7, при этом стержень 10 фиксирует положение
арматуры.
Создание больших литейных машин для литься под давлением
позволило осуществить литье крупногабаритных отливок. Для них
изготовляют специальные крупногабаритные пресс-формы, имеющие
большую массу. Выдвижение подвижных стержней и выталкивание
отливок производится автоматически. Съем тяжелых отливок, вы-
толкнутых из полости пресс-формы, производится специальным уст-
ройством — съемником.
Крупногабаритная пресс-форма (рис. 38, б) для литья четырех-
цилиндрового блока двигателя автомобиля «Москвич» из алюми-
ниевого сплава (рис. 38, а) состоит из двух частей, которые крепят-
ся к подвижной и неподвижной плитам машины. Отливка офор-
80
мляется вкладышами и вставками 5, смонтированными в обоймах
3, а также подвижными щеками 1, 2, 6, 8.
Свыше ста отверстий в отливке оформляются неподвижными и
подвижными стержнями 4. Камера прессования смонтирована в не-
подвижной полуформе. Расплав из камеры поступает в литниковую
систему и далее в полость пресс-формы.
При раскрытии пресс-формы для извлечения подвижных щек и
освобождения отливки (см. рис. 38, б) применяют гидравлические
приводы 7, работа которых регулируется распределителем, вклю-
ченным в общую гидравлическую систему машины. После раскры-
тия пресс-формы и удаления подвижных стержней включается при-
способление для выема отливки.
Для осуществления температурного контроля в подвижной и не-
подвижной частях пресс-формы, а также во вставках установлены
81
термопары и регуляторы. Система охлаждения пресс-формы — во-
дяная. Мелкие стержни охлаждаются воздухом.
Литьем под давлением получают отливки ответственного назна-
чения, прочностные и герметичные, с хорошей поверхностью и т. д.,
для изготовления которых необходимы пресс-формы специальной
конструкции, например вакуумные с устройством специальных слив-
ных каналов, куда стекает загрязненный расплав, а также специаль-
ных систем регулирующих температуру пресс-форм. Классификация
рассмотренных конструкций пресс-форм для литья под давлением
приведена на рис. 39.
§ 20. Основные детали пресс-форм
Детали пресс-форм в зависимости от их назначения можно раз-
делить на три основные группы: формообразующие, конструктивные
и детали, входящие в состав приводов всех подвижных частей.
Формообразующие детали, оформляющие отливку, не-
посредственно соприкасаются с расплавом, участвуют в той или иной
степени в формообразовании отливки и являются рабочими деталя-
ми. К этой группе относят: вкладыши, вставки, стержни неподвиж-
ные и подвижные, литниковые втулки и рассекатели, выталкиватели.
Так как эти детали взаимодействуют с расплавом и воспринимают
гидравлические и тепловые удары, их изготовляют из легированной
термостойкой стали, обладающей высокими механическими свойст-
вами в нагретом состоянии.
Для уменьшения сопротивления при удалении отливок из пресс-
формы и получения отливок высокого качества поверхности, оформ-
ляющие полость, должны иметь точные размеры и шероховатость не
менее 9-го класса .
Для повышения износоустойчивости и уменьшения взаимодейст-
вия с расплавом формообразующие детали подвергают термической
и другим видам обработки (закалке, азотированию, низкотемпера-
турному цианированию, алитированию).
Вкладышем называют часть пресс-формы, которой оформляется
наружная часть отливки. От удачного выбора их конструкции и рас-
положения в них оформляющих полостей зависит конструкция, га-
баритные размеры пресс-формы и качество отливки.
Вдоль лицевой плоскости вкладышей проходит плоскость
разъема оформляющей полости пресс-формы. Очертание внутренней
полости вкладышей определяется конфигурацией отливки. Наруж-
ная конфигурация вкладышей чаще всего бывает прямоугольной
или цилиндрической. Их габаритные размеры зависят от расстояния
внутренней полости до края вкладыша. Оно должно быть не менее
15—20 мм. Только в случае серийного производства, не требующего
длительной эксплуатации пресс-форм, можно уменьшить сечение
тела вкладыша до 10 мм.
Высота вкладышей должна быть больше глубины оформляющей
полости не менее чем на 15 мм для устойчивого положения посадоч-
ной части стержня или вставки. Определяя размеры вкладышей,
особое внимание обращают на равномерность сечений.
83
Вкладыши и вставки крепят в обоймах пресс-формы (рис. 40)
разными способами. Врезной вкладыш 2 (рис. 41, а) крепят винта-
ми 3: Недостатком этого способа является растягивание резьбы на
винтах, в результате чего посадка вкладышей ослабляется.
Сквозной вкладыш 2 (рис. 41, б) крепится в обойме 1 пресс-фор-
мы с помощью опорного буртика. Высота буртика в зависимости от
усилия выталкивания отливки равна 6—12 мм. Этот способ крепле-
ния более надежен и прост, однако требует большего расхода мате-
риала.
Вкладыши могут быть изготовлены из целой стальной заготовки
или из небольших, жестко скрепленных между собой частей (вста-
вок).
При изготовлении сложных отливок, когда требуются неподвиж-
ные стержни большой длины или сложная пресс-форма, применяют
несколько вставок, что значительно упрощает механическую обра-
ботку при изготовлении пресс-формы.
Оформляющие размеры вкладышей и вставок выполняют в пре-
делах 3—4 -го классов точности, посадочные размеры — по напря-
женной посадке класса точности 2а. Шероховатость оформляющих
поверхностей вкладышей и вставок должна быть 9—10-го классов,
посадочных — 7-го класса .
Стержнями оформляют все внутренние контуры отливки (полос-
ти, подрезы, отверстия), которые невозможно получить с помощью
вкладышей или вставок. От тугоплавкости сплава, его литейных
свойств и конфигурации отливки зависят размеры отверстия (высо-
та и диаметр), которые можно оформить стержнями. Используют
неподвижные и подвижные стержни.
Неподвижные стержни устанавливают в пресс-формах перпен-
дикулярно плоскости разъема, чтобы не препятствовать удалению
отливки. Для облегчения удаления отливки на стержнях делают ли-
тейные конусы. Конус на стержнях, установленных в неподвижной
части пресс-формы, делают больше, чтобы отливка при раскрытии
пресс-формы осталась на подвижной части.
Наиболее распространены неподвижные стержни с буртиком,
опирающиеся на подкладную плиту 1 (рис. 42, а). Высота буртикам
посадочной части стержня задается в зависимости от диаметра офор-
мляющей его части. При отсутствии подкладной плиты для крепле-
ния стержней применяют планку 3 с винтами (рис. 42, б) или
прижимную гайку 4 (рис. 42, в).
Для обеспечения устойчивости применяют установку стержней в
замок 2. Установленный в замок стержень имеет дополнительную
опору, благодаря которой значительно повышается точность его рас-
положения.
Подвижными стержнями оформляются все полости и отверстия
в отливке, расположенные не перпендикулярно плоскости разъема,
а параллельно или под углом к ней (см. рис. 29). Подвижные стерж-
ни с помощью различных устройств извлекают из отливки сразу же
после раскрытия пресс-формы или во время раскрытия и до раскры-
87
тия. Требования к рабочей части этих стержней такие же, как и к
рабочей части неподвижных стержней.
Чтобы обеспечить плавное возвратно-поступательное движение
подвижных стержней в пресс-форме, предусматривают увеличенную
длину направляющей части. Это дает возможность избегать пере-
косов, подливов расплава и
подтеков смазки, мешающих
движению стержня.
Посадочные места подвиж-
ных стержней с целью предо-
хранить их от грязи и обеспе-
чить плавный ход выполняют
для алюминиевых и цинковых
сплавов по широкоходовой по-
садке 2-го класса точности,
для медных сплавов — по теп-
лоходовой посадке 2-го класса
точности. Шероховатость по-
верхности посадочных разме-
ров выполняют по 7-му классу,
а шероховатость поверхности
оформляющих частей — по 9—
10-му классам.
Литниковые втулки предна-
значены для сопряжения поло-
сти пресс-формы с камерой
прессования машины. Литни-
ковые втулки больше всего
подвержены действию гидрав-
лического удара струи и на-
греву. В зависимости от конст-
рукции машины литниковые
втулки имеют свои особенно-
сти.
Литниковая втулка пресс-
формы для машин с горизонтальной камерой прессования
(рис. 43, а) имеет диаметр отверстия (канала), равный внутрен-
нему диаметру камеры прессования, так как она является продол-
жением камеры и в нее входит прессующий поршень.
В литниковой втулке пресс-формы для машины с вертикальной
камерой прессования (рис. 43, б, в, г) диаметр отверстия канала
делают на 1 мм больше диаметра выходного отверстия мундштука
машины, чтобы при недостаточно точной установке и несовпадении
осей втулок и машины или же при износе мундштука машины стояк
всегда свободно проходил через канал литниковой втулки.
Литниковую втулку (рис. 43, д) для машины с горячей камерой
прессования выполняют с гнездом под мундштук. Литниковая втул-
ка 2 и рассекатель 3 интенсивно охлаждаются водой через специально
ввернутые штуцера 6. Это особенно необходимо для многогнездных
88
пресс-форм, в которых диаметр литникового хода значительно пре-
вышает толщину стенок отливки.
Для облегчения удаления литника из втулки в ней делают укло-
ны (2—3°) с увеличением размера в сторону плоскости разъема
пресс-формы. Шероховатость поверхности канала втулки 10-го клас-
са. Чем лучше отполирована поверхность литникового канала втул-
ки, тем меньше гидродинамическое сопротивление, тем меньше пе-
регрев втулки и меньше ее износ.
Для повышения срока службы литниковых втулок их изготавли-
вают из легированной стали и подвергают термической обработке.
Рассекатели — не менее нагруженные детали пресс-формы, чем
литниковые втулки. Их основное назначение — направлять струю
расплава, поступающего через литниковые втулки, в пресс-форму.
Рассекатель, испытывая на себе гидравлический удар, быстро изна-
шивается, поэтому его изготовляют в виде сменной вставки.
Простейший, широко применяемый тип рассекателя 3, изобра-
жен на рис. 43, а, б. Крепят его в подвижной обойме или во вклады-
ше с помощью буртика. Высота буртика 5—8 мм. Посадочные раз-
меры выполняют по 3-му классу точности. Чтобы литник после рас-
крытия пресс-формы остался в подвижной части, на рассекателе
делают канавку 2—3 мм и глубиной 1 мм. Для снятия литника с
89
рассекателя на него уста-
навливают
выталкива-
тель, связанный с общей
системой выталкивания
пресс-формы (см. рис.
43, в).
При внутренней лит-
никовой системе рассека-
тель одновременно явля-
ется неподвижным стерж-
нем, оформляющим от-
верстие и другие внутрен-
ние контуры в отливке.
Для уменьшения расхода
расплава и улучшения
условий заливки приме-
няют рассекатели, на-
правляющие струю рас-
плава (см. рис. 43, г).
Выталкиватели
2
предназначены для уда-
ления отливки 1 из
оформляющей
полости
пресс-формы. В зависимо-
сти от конструкции отли-
вок применяют различные
виды
выталкивателей
(рис. 44).
Конструктивные
детали несут на себе
формообразующие дета-
ли, осуществляют раскры-
вание
и
закрывание
пресс-формы, обеспечива-
ют точное взаимное рас-
положение и направление
всех рабочих деталей и
крепление
пресс-формы
к машине.
К конструктивным де-
талям относятся плиты-
обоймы для вкладышей
и вставок, плиты под-
кладные, прижимные и
обратные толкатели, стой-
ки, формодержатели, пол-
зуны, направляющие ко-
лонки и втулки, упоры,
замки, фиксаторы и т. д.
Конструктивные детали должны быть прочными, массивными, не
деформироваться при передаче усилий на формообразующие дета-
ли, обеспечивать точное взаимное расположение разъемных половин
пресс-формы и всех движущихся частей, а также удобное закрепле-
ние пресс-формы на машине.
Вкладыши, вставки, литниковые втулки и рассекатели крепят в
плитах обоймами. Вдоль обоймы проходит плоскость разъема пресс-
формы. Иногда в этих обоймах выполняют оформляющую полость и
тогда они являются формообразующими.
В зависимости от конструкции пресс-формы, габаритных разме-
ров и конфигураций вкладыша обоймы бывают прямоугольные и
круглые. Отверстия под вкладыши в обоймах выполняют прямо-
угольными, круглыми, сквозными и несквозными.
При выборе габаритных размеров обойм учитывают, что рассто-
яние от края обоймы до вкладыша должно быть не менее 50 мм, а
толщина обоймы — не менее 40 мм.
Обратный толкатель (см. рис. 29) предназначен для установки
выталкивателей в исходное положение при закрывании пресс-
формы.
Детали механизмов приводов подвижных частей
пресс-формы (стержней, съемных деталей и выталкивателей) долж-
ны обеспечивать нормальную работу всех движущихся деталей в
условиях повышенной температуры, движение рабочих деталей беа
перекосов и устойчивое положение их во время впуска расплава. К
деталям приводов относят направляющие колонки и втулки (см. рис.
29), которые предназначены для точного совмещения оформляющих
полостей подвижной и неподвижной частей пресс-формы при запи-
рании.
§ 21. Стержнеизвлекающие механизмы
Механизмы для извлечения стержней бывают ручные и автома-
тические. Ручное извлечение стержней применяют в серийном про-
изводстве, а также при литье армированных деталей. Автоматичес-
ское извлечение стержней осуществляется с помощью клина-пальца,
прямоугольного клина, неподвижной рейки и т. п.
При раскрытии пресс-формы ползун 4 со стержнем 1 (рис. 45, а)
скользит по клину-пальцу 5, и стержень извлекается из отливки.
Угол наклона клина-пальца а составляет не более 25°. Длина
клина зависит от хода стержня. На основании практических данных
выведены следующие зависимости:
91
где S — полный ход стержня ползуна, мм; l — длина стержня, об-
жимаемая сплавом, мм; l1—длина направления для стержня, мм;
l2 — длина направления ползуна, мм; D — диаметр ползуна, мм; l3 —
рабочая часть клина, мм; l4 — посадочная часть клина, мм; L — об-
щая длина клина, мм; R — радиус сферы на конце клина.
Ползун этого механизма помещен в специальную втулку 3. Втул-
ка 2 служит для того,
чтобы защитить трущие-
ся части ползуна от попа-
дания грязи и частиц
сплава. Такой механизм
с круглыми клиньями
прост в изготовлении, но
позволяет
извлекать
стержни на длину не бо-
лее 90 мм и требует, что-
бы ползун в отведенном
положении хорошо был
зафиксирован, иначе мо-
жет произойти поломка
клиньев.
Во многих пресс-фор-
мах имеются
круглые
клинья с замковым уст-
ройством на самом клине-
пальце (рис. 45, б), при-
меняемые в том случае,
если диаметр стержня не
больше 15 мм.
Прямоугольные
кли-
нья (рис. 46) применяют,
когда ход стержня боль-
ше 40 мм, когда необхо-
димо извлечь стержень
большого размера, когда
необходимо избежать де-
формации отливки, кото-
рая может произойти при
вытягивании
стержня,
оформляющего основную
часть внутренней поверх-
ности.
Наименее подвержены
деформации отливки из
цинковых сплавов. Для
получения латунных и
алюминиевых отливок с
большой и глубокой по-
лостью требуются специ-
альные устройства, которые обеспечивают движение стержней в
два приема. Один конец прямоугольного клина 2 надежно закреп-
лен в неподвижной части пресс-формы, а другой при закрытии
пресс-формы заходит в плиту 1 подвижной части пресс-формы.
Центральное отверстие в отливке оформляется стержнем 5, вхо-
дящим в основной боковой стержень 6. В стержне 5 имеется паз для
прохода прямоугольного
клина. В ползуне 3 смон-
тирован стальной ролик
4. При раскрытии пресс-
формы сначала выдвига-
ется боковой стержень 5
за счет контакта ролика
с прямоугольным клином
на участке, наклоненном
под углом 15°. Когда то-
рец бокового стержня,
пройдя путь в 6 мм, со-
прикоснется со стенкой
основного стержня 6, про-
изойдет совместное извле-
чение стержней. При мак-
симальном усилии вытя-
гивания рабочий участок
тяги наклонен под углом
15°, в конце вытягивания
участок тяги наклонен
под углом 25°.
Большие прямоуголь-
ные клинья применяют
также при литье крупно-
габаритных отливок. Не-
достатком этого механиз-
ма является сложность
изготовления и закрепле-
ния клина на неподвиж-
ной части пресс-формы.
Неподвижную рейку
(рис. 47) применяют при
ходе
стержня
свыше
40 мм. При раскрытии
пресс-формы рейка 6
входит в зацепление с
зубчатым валиком 4, на-
ходящимся в сборе с ре-
ечным ползуном 5, в кото-
ром штифтом 3 закреплен
стержень 2. Рейка враща-
ет валик, и таким обра-
зом происходит отвод ползуна со стержнем. Замок 1 служит для
фиксации положения стержня в пресс-форме.
При монтаже пресс-формы необходимо соблюдать параллель-
ность оси впадины зубчатого валика плоскости разъема. Несоблю-
дение этого правила может привести к поломке рейки.
Эта конструкция имеет тот недостаток, что усилие раскрытия
воспринимается последним зубом рейки, что при больших усилиях,
необходимых для извлечения стержней, приводит к быстрому из-
носу.
Гидравлический стержнеизвлекатель (рис. 48) по сравнению с
другими механизмами прост по конструкции. Он представляет собой
цилиндр 3 двойного действия. Поршень 4 цилиндра заканчивается
хвостовиком, соединяющимся непосредственно со стержнем 7 при
помощи муфты 5.
Гидравлический цилиндр укрепляют на специальном кронштейне
6, установленном на наружной поверхности пресс-формы. В завись
мости от распределительного устройства машины гидравлические
приводы могут действовать согласованно с движением машины или
включаться специальным распределителем. В этом случае движение
стержней не связано с движением пресс-формы, и они могут уда-
ляться и при закрытой пресс-форме.
Порядок работы механизма следующий. Под давлением жидкос-
сти, выпускаемой через штуцер 2, поршень 4 продвигается вперед и
устанавливает стержень 7 в рабочее положение. При переключении
клапана (вручную или автоматически) и прекращении подачи жид-
кости, поступающей через штуцер 2, поршень под давлением жид-
кости, поступающей из сети через штуцер 1, вытесняет жидкость
94
из полости, входит в цилиндр и извлекает стержень из отливки. Ме-
ханизм работает плавно, что улучшает эксплуатационные качества
пресс-формы, так как уменьшаются перекосы при движении стерж-
ней и возможность их коробления при выдвижении. К недостатку
этого механизма следует отнести продолжительность монтажа (3—
4 ч).
В производстве большое распространение получили комбиниро-
ванные механизмы для извлечения стержней. Отрыв стержня 1 от
отливки 4 может быть произведен клином-пальцем 2, а дальнейшее
движение осуществляется с помощью рейки 3 (рис. 49) Такая же
комбинация возможна для клина-пальца с гидравлическим стержне-
извлекателем.
Иногда применяют одновременно извлечение стержней, располо-
женных под углом, с помощью одного ползуна. Движение ползуна
осуществляется в этом случае валиком и рейкой.
Общей для всех стержне извлекающих механизмов частью явля-
ется замок (рис. 50), предназначенный для удерживания подвижных
стержней в рабочем положении во время заполнения полости пресс-
формы расплавом.
Выбор и расчет замков 1 производят по давлению расплава на
стержень 2. Если Р — сила, с которой давит расплав на стержень
(кгс), F — площадь стержня, на который давит расплав (см
2
),р—
давление расплава (кгс/см
2
), то
95
с неподвижной обоймой и сменными металлическими пластинами,
применяемый при больших нагрузках, и замок врезной, приме-
няемый в пресс-формах с длинным плоским ползуном с креплением
через неподвижную обойму.
§ 22. Механизмы выталкивания
Механизмы выталкивания отливок из пресс-формы бывают руч-
ные, механические и гидравлические. Ручные механизмы выталки-
вания отливок устанавливают на пресс-формах с зубчатой переда-
чей, с эксцентриковыми приводами и различными шарнирными
механизмами. Применение ручного механизма выталкивания харак-
терно для серийного производства, при изготовлении небольшого
количества отливок, когда нет необходимости в изготовлении слож-
ной пресс-формы с механическим выталкиванием.
Механическое выталкивание отливок из пресс-форм производит-
ся различными видами выталкивателей, смонтированными в плите
96
пресс-формы, или непосредственно самой подвижной обоймой пресс-
формы (см. рис. 32). Сущность механического привода заключается
в том, что при раскрытии пресс-формы плиты выталкивателей
упираются в неподвижные упоры машины, а вся пресс-форма про-
должает двигаться дальше. В результате происходит изменение
положения выталкивателей относительно подвижного вкладыша и
находящейся в нем отливки (они продолжают двигаться вместе с
формодержателем машины), и отливка выталкивается.
В рабочее положение выталкиватели возвращаются при смыка-
нии пресс-формы обратными толкателями, находящимися в плитах
выталкивателей и упирающимися в неподвижную часть пресс-формы.
При наличии в пресс-форме подвижных стержней, расположен-
ных параллельно плоскости разъема (перпендикулярно выталкива-
телям), выталкиватели устанавливают так, чтобы они не встрети-
лись с движущимися стержнями (при механизированной подаче вы-
талкивателей).
Чтобы выталкиватели не встретились с подвижными стержнями,
их отводят назад в исходное положение до того, как подвижные
стержни начнут свое движение при закрывающейся пресс-форме с
помощью специального механизма отвода выталкивателей.
Механизм отвода выталкивателей предохраняет выталкиватели
от поломки стержнями при закрывании пресс-формы, позволяет
стержням войти в оформляющую полость пресс-формы только в том
случае, если выталкиватели занимают исходное положение.
97
Гидравлическое выталкивание (рис. 51) отливок из пресс-формы
производится при помощи гидропостамента, который представляет
собой гидравлический цилиндр 3 двойного действия, вмонтирован-
ный в корпус 7.
Поршень 2, снабженный манжетами и сальниками, имеет на тор-
це резьбовое отверстие, в которое вставляют хвостовик 1, закреп-
ленный в плитах выталкивателей пресс-формы. Под давлением жид-
кости поршень движется. В корпусе 7 смонтировано золотниковое
распределительное устройство 5, подключенное к гидравлической се-
ти и приводимое в действие рукояткой 6. При нажатии на рукоятку
жидкость под давлением подается к заднему торцу поршня 2 и вы-
талкиватели 9 выдвигаются вперед. Когда рукоятку отпустят, пру-
жина 4 установит клапан на место, поршень и выталкиватели после
удаления отливки 8 вернуться в исходное положение.
Основным преимуществом гидравлического способа является то,
что не требуется изготовления механизма отвода стержней (в слу-
чае их пересечения с выталкивателями).
§ 23. Расчет пресс-формы на раскрытие
При литье под давлением большое значение имеет плотное при-
легание одной половины пресс-формы к другой. При неплотном при-
легании происходит уменьшение давления в конце прессования, вы-
зывающее недолив металла, нарушение размеров, выбрасывание
расплава в зазор разъема, что не только ведет к поломкам машины
и пресс-формы, но и опасно для рабочих.
Основным условием нормальной работы пресс-формы является
создание запирающего усилия R, которое должно превосходить си-
лу давления (кгс) расплава Р:
R>kР,
где k — коэффициент запаса, принимаемый для машин с вертикаль-
ной камерой прессования 1,15; для машин с горизонтальной камерой
прессования—1,25.
Сила давления (кгс) расплава, которое стремится раскрыть
пресс-форму,
Р=рF,
где F — площадь проекции рабочей поверхности полости пресс-фор-
мы, см
2
; р — давление расплава, кгс/см
2
.
На машине (рис, 52, а) пресс-формы располагают по-разному.
Площадь проекции 4 полости 2 пресс-формы 1 может быть располо-
жена симметрично оси камеры прессования 3, которая совпадает
с осью цилиндра закрытия машины, т. е . с линией приложения за-
пирающего усилия R. В этом случае запирающее усилие можно оп-
ределить по формуле, приведенной выше.
Площадь проекции 4 полости 2 пресс-формы может быть распо-
ложена несимметрично относительно оси камеры прессования и оси
цилиндра закрытия машины (рис. 52, б). При расчете запирающего
98
усилия устанавливают зависимость его от размеров пресс-формы.
Чем больше несимметричность пресс-формы относительно оси ци-
линдра, тем меньше запирающее усилие.
Площадь проекции 4 полости 2 пресс-формы может быть распо-
ложена несимметрично относительно оси камеры прессования и
иметь боковой подвижной стержень, а ось камеры прессования не
совпадать с осью цилиндра закрытия машины (рис. 52, в). Подвиж-
ной боковой стержень имеет большую боковую поверхность и за-
креплен с помощью выступающего замка. В этом случае может воз-
никнуть опрокидывающий момент, что повлияет на величину запи-
рающего усилия R.
99
Помимо рассмотренных выше случаев в практике встречается их
сочетание. Нужно стремиться к такому расположению пресс-формы
на машине, при котором центр тяжести площади проекции рабочей
полости совпадал бы с линией приложения запирающего усилия.
§ 24. Расчет исполнительных размеров полости пресс-формы
Точность размеров отливки — одно из важнейших условий хоро-
шего качества литья. Перед тем как определить размеры деталей
оформляющих частей пресс-формы, составляют так называемый ус-
ловный литейный чертеж отливки, на котором проставляют разме-
ры с учетом усадки и литейных уклонов, а также классы точности, с
которой должна быть выполнена полость пресс-формы.
Порядок назначения исполнительных размеров пресс-формы сле-
дующий. Сначала по чертежу детали, предназначенной для изготов-
ления методом литья под давлением, выполняют чертеж отливки.
На чертеже отливки указывают все технологические требования,
необходимые для проектирования пресс-форм.
Разъем пресс-формы рекомендуется выполнять в одной плоскос-
ти, так как это значительно облегчает ее изготовление. Криволиней-
ный разъем пресс-формы применяют лишь в тех случаях, когда это
необходимо из-за конфигурации оуливки. Разъем пресс-формы дол-
жен быть выполнен с таким расчетом, чтобы при раскрытии пресс-
формы отливка вместе с литниками оставалась в подвижной части
пресс-формы.
Припуск на механическую обработку предусматривают на те раз-
меры отливки, на которые требуется допуск. Припуск на обработку
в зависимости от размеров обрабатываемой площади колеблется в
пределах от 0,4 до 1 мм на сторону и должен быть не меньше до-
пуска, назначаемого на размер отливки.
Место подвода литника выбирают в зависимости от конфигу-
рации и расположения отливки в пресс-форме с учетом наилучшего
заполнения полости пресс-формы расплавом.
Места выталкивания отливок из пресс-формы и конфигурацию
выталкивателей выбирают в соответствии с отливкой. Как правило,
выталкиватели устанавливают в наиболее глубоких местах, а также
вблизи неподвижных стержней. Кроме того, предусматривают воз-
можность коробления отливки при выталкивании. На обрабатывае-
мых плоскостях отливки отпечатки выталкивателей должны быть
выступающими, а на необрабатываемых - выступающими или уг-
лубленными до 0,5 мм по согласованию с конструктором изделия.
Литейные уклоны назначают на поверхностях отливок, располо-
женных перпендикулярно плоскости разъема, для облегчения съема
отливок со стержней и удаления из полости пресс-формы. Особенно
важны литейные уклоны на внутренних поверхностях отливки, обра-
зуемых стержнями. Величину литейных уклонов выбирают в зави-
симости от сплава отливки (табл. 6). Если литейный уклон необхо-
димо выполнить в пределах допуска на размер изделия, он не дол-
100
Допуски на размеры оформляющей полости пресс-формы опре-
деляют в зависимости от классов точности изготовления отливок.
Если размеры отливки имеют допуск по 4—5-му классу точности
ОСТ 1014, то номинальные размеры рабочей полости имеют допуски
во вкладыше А3, на стержне С3 — по ОСТ 1013.
Если размеры отливки имеют допуски по 7-му классу точности
по ОСТ 1010, то номинальные размеры рабочей полости имеют до-
пуски во вкладыше А4, а на стержне С4 по ОСТ 1014.
Допуски на межосевое расстояние в пресс-форме назначают в 5
раз меньшими допусков на соответствующие расстояния между ося-
ми отверстий в отливках.
§ 25. Водоохлаждающие и воздухоотводящие устройства
пресс-форм
В пресс-формах применяют водяное охлаждение для повыше-
ния производительности труда и улучшения качества отливок.
Температура пресс-формы — один из основных факторов ее нор-
мальной работы. Из-за перегрева пресс-формы без охлаждения
пришлось бы делать остановки в работе или же снижать темп.
Для регулирования температуры пресс-формы и для охлаждения
устраивают каналы, по которым циркулирует проточная вода, по-
ступающая из водопроводной сети и отводимая в канализацию.
Наиболее распространенный способ охлаждения пресс-формы —
водой, циркулирующей по просверленным каналам диаметром
8—12 мм в обоймах или во вкладышах (рис. 54, а). Вода к форме
подводится с помощью резиновых трубок, надетых на штуцера и
соединенных с водопроводом и канализацией. При таком способе
охлаждения проточной водой пресс-формы, особенно небольших
размеров, работают с постоянной температурой.
При охлаждении непосредственно вкладышей (рис. 54, б) или
вставок применяют удлиненные штуцера. Размеры и количество
каналов зависят от конфигурации отливки, от необходимости ин-
тенсивного охлаждения, от количества заливаемого металла.
Неподвижные стержни (рис. 54, в) охлаждаются водой, кото-
рая подается в полость стержня через штуцера, ввернутые в поса-
дочную часть стержня. Подвижные стержни можно охлаждать
через внутреннюю трубку.
Во вкладышах, в которых нельзя просверлить каналы (рис. 55)
для охлаждения, каналы выфрезеровывают и в них прокладывают
медные трубки, которые для плотного прилегания заливают оло-
вянно-свинцовым сплавом. Большие вставки охлаждаются водой,
которая подается в просверленные в них каналы через штуцера
(рис. 55).
Водяное охлаждение действует наиболее эффективно, повышая
производительность труда, и, качество отливок, когда водяные
каналы расположены в непосредственной близости от отливок и
литниковой втулки, а не на периферии пресс-формы.
108
Кроме водяного охлаждения осуществляют интенсивную обдув-
ку поверхностей разъема пресс-форм сжатым воздухом после каж-
дой заливки.
Во время заливки жидкого сплава необходимо удаление возду-
ха из оформляющей полости пресс-формы для того, чтобы улуч-
шить качество отливки
(уменьшить возмож-
ность образования га-
зовых и воздушных ра-
ковин).
Одной из основных
причин
образования
раковин является труд-
ность вытеснения воз-
духа из оформляющей
полости при заполне-
нии ее расплавом. По-
этому литниковые си-
стемы и вентиляцион-
ные каналы в пресс-
формах устраивают та-
ким образом, чтобы
воздух постепенно вы-
теснялся из полости
пресс-формы по мере
ее заполнения.
Вентиляционные
каналы должны быть
такими, чтобы брыз-
ги расплава при рас-
пылении или струя
расплава не могли бы
закупорить их. Встреч-
ные движения распла-
ва и воздуха не допус-
каются, так как в этом
случае воздух не успевает уйти через каналы и образуются рако-
вины.
В пресс-формах устраивают также сливные резервуары (про-
мывники), куда вытесняется воздух при поступлении первой пор-
ции жидкого металла.
Вентиляционные каналы 5 (рис. 56) обычно выполняют в разъ-
еме пресс-формы, в той ее части, где расположена оформляющая
полость, от которой отводится канал шириной (в зависимости от
конфигурации и объема этой полости) 5—20 мм и глубиной 0,1 —
0,2 мм. (в зависимости от сплава отливки и ее габаритных разме-
ров).
Особенно трудно осуществить вентиляцию глубоких мест пресс-
формы. Расплав, попадая в них сверху, отрезает находящийся в
109
оформляющей полости воздух от разъема и вентиляционных ка-
налов.
В этих случаях применяют вставки 1, образующие дно полости.
Для улучшения удаления воздуха из полости пресс-формы венти-
ляционные каналы устраивают во вставках и подвижных и непо-
движных стержнях, а также в выталкивателях 2.
Все эти меры даже при самых оптимальных технологических
режимах, особенно при литье алюминиевых сплавов, не позволяют
полностью устранить в отливках воздушные раковины. Это воз-
можно лишь при применении в литье под давлением вакуума.
Для решения этой задачи успешно применяется система удале-
ния воздуха непосредственно из пресс-формы.
§ 26. Стандартизация пресс-форм
Многообразные виды деталей пресс-формы для литья под дав-
лением можно свести к ограниченному числу типов с установлени-
ем определенных конструкций и размеров, а также с определением
материала и порядка изготовления.
110
Стандартизация узлов и деталей. Стандартизуются следующие
детали пресс-форм: стержни круглого сечения, выталкиватели, рас-
секатели, литниковые втулки, заготовки вкладышей и вставок; пли-
ты, направляющие колонки и втулки, ползуны, постаменты, фикса-
торы, замки, упоры ц т. д.; приводы стержней или выталкивателей,
клинья-пальцы для выема стержней, гидравлические стержнеизвле-
катели и т. ц.
Детали и узлы изготовляют заранее полностью или в виде за-
готовок, которые затем доделывают для каждой пресс-формы по
необходимым для нее размерам. Изготовление таких деталей, уз-
лов и механизмов заранее большими партиями сокращает время
на изготовление пресс-формы и снижает ее стоимость. При массо-
вом и крупносерийном производстве благодаря нормализации мож-
но организовать централизованное изготовление пресс-форм, нор-
мализованных деталей и заготовок к ним.
Универсальные пакеты пресс-форм. На многих заводах приме-
няют универсальные стандартные пакеты пресс-форм (рис. 57),
представляющие собой уже готовый пакет (полуфабрикат). Изго-
товителю следует только сделать вкладыши с оформляющей поло-
стью, подвижные и неподвижные стержни (если они необходимы),
а в обоймах пресс-формы — посадочные места для вкладышей и
стержней, а также установить выталкиватели. Все остальное, что
необходимо для пресс-формы, имеется в стандартном пакете. Та-
кую универсальную пресс-форму можно использовать для пресс-
форм как с горизонтальной, так и с вертикальной камерами
111
Специальные пресс-формы. В массовом производстве для одно-
го типа отливок применяют специальные пакеты (рис. 58), в кото-
рых заранее предусмотрены все механизмы для извлечения стерж-
ней и выталкивания отливки. Изготовителю пресс-формы остается
только сделать во вкладышах 1 оформляющую полость, подвиж-
ные (или неподвижные) стержни 4 закрепить их в ползунах 3, сде-
лать в обоймах 2 направляющие отверстия.
Применение готовых, полностью собранных пакетов дает воз-
можность сократить трудоемкость и сроки изготовления пресс-
форм.
Универсальные блоки для сменных пресс-форм. В серийном про-
изводстве применяют универсальные блоки, предназначенные для
многократного использования при получении различных деталей.
Сменные пресс-формы после отливки определенной детали вы-
нимают из универсального блока, который затем заряжают новой
сменной формой для другой детали.
Такой способ перезарядки универсального блока под отливку
различных деталей может быть осуществлен непосредственно на
машине за 10—15 мин, что значительно повышает производитель-
ность труда.
В универсальный блок (рис. 59) входит неподвижная и подвиж-
ная часть. Неподвижная часть блока состоит из плиты основания
7 с отверстием 8 и деталями 5 для сменной пресс-формы, узла за-
ливки 9 и направляющих колонок 10.
Подвижная часть универсального блока состоит из рамы осно-
вания 3, в которую входят выталкивающие плиты 1,2 с закрепляю-
113
щими деталями 4 для плиты выталкивателей 15 сменной пресс-
формы, средняя часть с литниковыми каналами 11 и направляю-
щими втулками 6.
В сменной пресс-форме (рис. 59, б), которая состоит также из
неподвижной и подвижной частей, соединенных между собой на-
правляющими колонками 12 и втулками 14, отливают определен-
ную деталь 13. Сменная пресс-форма имеет плиту выталкивателей
15 для крепления к плитам 1, 2 универсального блока.
Для снятия сменной
пресс-формы с машины
необходимо,
освободив
закрепляющие
детали
обоймы 5 и плиты вытал-
кивания, вынуть пресс-
форму из гнезда блока,
который остается на ма-
шине. Затем в универсаль-
ный блок вставляют но-
вую сменную пресс-фор-
му, закрепляют ее и отли-
вают другую деталь.
Для лучшего исполь-
зования мощности маши-
ны применяют универ-
сальные блоки, в которых
можно устанавливать од-
новременно две сменные
пресс-формы и получать
разные детали за один
рабочий цикл (рис. 60).
Установка сменной
пресс-формы на машине в универсальном блоке занимает несколь-
ко минут, в то время как для замены обычной пресс-формы требу-
ется несколько часов. Кроме того, можно иметь только несколько
универсальных блоков, к которым делаются различные сменные
пресс-формы, что экономит место для хранения пресс-форм
в цехе.
27. Материалы, применяемые для изготовления деталей
пресс-форм
Литье под давлением производится при высоких температурах
с быстрым нагревом и охлаждением пресс-формы, поэтому сталь,
применяемая для изготовления формообразующих деталей, должна
обладать следующими свойствами: сопротивлением против дейст-
вия расплава (отсутствием привариваемости), высокой твердостью
при нагреве, высокой ударной вязкостью, сопротивлением теплово-
114
му удару, малым коэффициентом температурного расширения, хо-
рошей ковкостью, хорошей обрабатываемостью, малой величиной
деформации при термообработке.
В наибольшей степени этим требованиям отвечают стали, содер-
жащие вольфрам, хром, молибден, ванадий, кобальт и некоторые
другие элементы (табл. 12).
Сталь ЗХ2В8Ф обладает способностью сохранять твердость при
высоких температурах и не теряет это свойство при длительной ра-
боте, поэтому чаще всего применяется для изготовления формооб-
разующих деталей пресс-форм для литья высокотемпературных
алюминиевых, магниевых и медных сплавов. Сталь ЗХ2В8Ф в
некоторых случаях можно заменять сталью 4Х2В5ФМ и 4Х5В2ФС.
В пресс-формах для литья низкотемпературных цинковых сплавов
формообразующие детали могут выполняться из стали 5ХНМ,
5ХГМ, У10, Х12.
Для изготовления конструкционных деталей пресс-форм при-
меняют стали 35, 45, 40Х.
Для улучшения механических свойств, выравнивания структуры
металла и снятия внутренних напряжений после механической об-
работки детали в процессе изготовления подвергаются термической
обработке.
Порядок термообработки стали ЗХ2В8Ф следующий:
заготовки формообразующих деталей после ковки подвергают-
ся отжигу: нагрев до 850—870° С; выдержка при этой температуре
2—3 ч, охлаждение вместе с печью;
после предварительной механической обработки формообразу-
ющие детали подвергаются закалке (улучшению) до твердости
HRC 28—32;
после окончательной механической обработки снова осущест-
вляют закалку до твердости HRC 42—52 или 28—36 в зависимости
от назначения детали и химико-термическую обработку (азотиро-
вание или низкотемпературное цианирование);
перед закалкой производят подогрев деталей в течение часа на
толщину сечения 25 мм.
Термическую обработку хромистых сталей с низким содержани-
ем вольфрама производят в такой последовательности:
отжиг — нагрев до 880° С с выдержкой при этой температуре
4—6 ч для полного прогрева и охлаждения вместе с печью приме-
няется для снятия напряжений, понижения твердости, выравнива-
ния структуры, улучшения обрабатываемости деталей;
закалка — медленный нагрев до 850° С и выдержка при этой
температуре до полного прогрева (выдержка полчаса на каждые
25 мм толщины); быстрый нагрев до 1000° С и выдержка при этой
температуре до полного прогрева;
охлаждение в масле (применяется для повышения прочности
и твердости);
отпуск — выдержка в печи, нагретой до 240° С в течение 2 ч,
затем температура в печи поднимается до 580° С, после чего вы-
держка в 2 ч на каждые 25 мм толщины сечения. Охлаждение на
115
воздухе применяется для снятия напряжений, понижения твердо-
сти, увеличения пластичности.
Для повышения стойкости формообразующих деталей их по-
верхности улучшают различными способами химико-термической
обработки, создавая на поверхности твердые пленки.
Для предохранения формообразующих деталей от прилипания
к ним расплава их поверхность подвергают воронению.
Образующаяся при этом окисная пленка является прослойкой
между деталью и сплавом и предотвращает прилипание расплава.
Для увеличения поверхностной твердости одновременно с со-
хранением вязкой сердцевины применяется азотирование —
насыщение поверхности стали азотом на глубину до 0,5 мм.
Применяют также низкотемпературн ое цианирова-
ние — одновременное насыщение поверхностного слоя легирован-
ной стали азотом и углеродом на глубину 0,1—0,2 мм. Этот про-
цесс производится в жидком цианизаторе или газовой среде в ин-
тервале 540—560° С. Цианирование придает стали следующие
свойства: высокую твердость; устойчивость против отпуска при
высоких температурах; повышенный предел усталости; высокую
износостойкость; малую смачиваемость расплава и повышенную
стойкость поверхности против разъедания.
Кроме указанных процессов для улучшения поверхностных
свойств формообразующих деталей применяют оксидофосфатное
покрытие, электроискровое покрытие, устранение трещин в самом
начале их развития шлифованием.
§ 28. Эксплуатация и ремонт пресс-форм
Стальная литейная пресс-форма является сложным и точным
инструментом, при помощи которого получаются высококачествен-
ные сложные детали с точными размерами, и требуют аккуратно-
го и бережного отношения.
Эксплуатация пресс-форм. Приступая к работе на новой пресс-
форме, литейщик в присутствии мастера должен разобраться в ее
механизмах и, установив пресс-форму на машине, опробовать ее
сначала на невключенной, а затем на включенной машине, после
чего можно приступить к литью. Перед началом работы пресс-фор-
му надо продуть сжатым воздухом и смазать.
Не следует заливать расплав в холодную неподогретую пресс-
форму, так как это создает резкий тепловой удар по нерабочей
поверхности и вызывает растрескивание ее. Перед началом работы
пресс-форму следует подогреть и поддерживать температуру
пресс-формы постоянной во время работы.
Водяное охлаждение должно быть включено до полного про-
грева пресс-формы. Пуск водяного охлаждения в горячую пресс-
форму может привести к появлению глубоких трещин. Вода, попав-
шая в оформляющую полость, может явиться причиной брака
отливок и вызвать взрыв и разрушение пресс-формы.
118
При запрессовке расплава нецелесообразно превышать удель-
ные давления и скорости, предусмотренные для данной детали тех-
нологией, так как их превышение способствует более быстрому
износу пресс-формы и машины, часто приводит к неполадкам и
авариям.
При работе наиболее сильно нагреваются стержни. Под дейст-
вием высокой температуры тонкие стержни подвергаются отпуску
и при заполнении пресс-формы изгибаются от удара струи распла-
ва, а при съеме отливки снова выпрямляются. В результате частых
перегибов тонкие стержни ломаются. Поверхность более толстых
стержней от частого перегрева растрескивается, а в местах наибо-
лее сильного удара струи расплава они размываются и в них обра-
зуются углубления.
Если стержни удаляются механизмами, приводимыми в дейст-
вие от руки, то в этом случае литейщик должен соблюдать особую
осторожность и при заедании не пользоваться длинными вагами,
сильными ударами и т. п .
Причинами, затрудняющими удаление стержней, в большинст-
ве случаев является подлив расплава, попадание в механизм брызг
расплава и грязи, чрезмерный разогрев стержней, особенно при
литье алюминиевых и медных сплавов, поломки в механизме
пресс-формы, неисправность гидравлического устройства, удаляю-
щего стержни, и т. д .
Неполадки механизмов следует немедленно устранять на ма-
шине или отправлять пресс-форму в ремонт.
При внимательном осмотре отливок при удалении их из пресс-
формы можно обнаружить поломку мелких стержней, неправиль-
ную работу упора или фиксатора стержня, замков; изгиб стержня
ит.п.
К наиболее разогретым деталям пресс-формы расплав может
привариваться, в особенности при заливке алюминиевых и медных
сплавов. В этих случаях пресс-форму надо охлаждать и применять
соответствующую смазку. Очищать пресс-форму от прилипшего
расплава следует струей сжатого воздуха, если лицевые плоскости
вкладышей и обойм покрыты тонким слоем масла. Если расплав
прилип в стыках деталей пресс-формы, то его надо снять при по-
мощи зубила, изготовленного из латуни или алюминия, нанося по
нему легкие удары.
Перегрев выталкивателей приведет к изгибу, заеданию и по-
ломке, поэтому в процессе работы выталкиватели следует охлаж-
дать, применяя обдувку и легкое смазывание.
Перегрев выталкивателей так же, как и подвижных стержней,
чаще всего наблюдается при литье медных сплавов. Признаком
перегрева выталкивателей и стержней может служить появление
скрипа и затруднение их движения.
При ручном выталкивании необходимо соблюдать строгую по-
следовательность операций, приводя выталкивающее устройство в
действие лишь после полного удаления всех стержней из отливки
и немедленно возвращать его в исходное положение. Несоблюде-
119
ние последовательности рабочих операций приводит к поломке
выталкивателей и стержней.
Сломанный литник удалять из литниковой втулки следует с
особой осторожностью. Сначала несколько раз закрывают и от-
крывают пресс-форму, производя при этом прессование вхолостую.
Если литник при этом не будет захвачен рассекателем и извле-
чен из литниковой втулки, то прибегают к помощи ломика, у кото-
рого один конец несколько заострен и загнут почти под прямым
углом.
Открыв машину и установив с помощью ваги или нижнего гид-
равлического цилиндра контршток и пятку в крайнее положение,
в камеру прессования опускают ломик и подводят его загнутый
конец к застрявшему литнику. Сильными ударами молотка по дру-
гому концу ломика выбивают литник. Противоположную горячую
подвижную обойму следует защитить, прикрыв ее листком фанеры
или железа.
При перерыве в работе пресс-форму следует закрыть и выклю-
чить охлаждающую систему. Это предохраняет пресс-форму от
случайных повреждений и замедляет ее охлаждение.
При окончании изготовления одной детали необходимо несколь-
ко последних отливок сдать в ОТК для контрольной проверки.
Пресс-форму перед отправкой в мастерскую для подготовки ее к
литью следующей партии следует снимать с машины в закрытом
состоянии, чтобы избежать поврежденный фасонной части.
Профилактический осмотр и капитальный ремонт пресс-форм.
При эксплуатации пресс-формы мастер должен учитывать и запи-
сывать все неисправности, чтобы устранить их при профилактиче-
ском ремонте. Контролер ОТК замеряет отливки и сообщает ре-
зультаты мастеру. На основе этих данных ремонтники получают
задание на исправление пресс-формы.
Пресс-форма должна быть во время профилактического осмот-
ра разработана, очищена от грязи и просушена; в ней должны
быть заменены изношенные и поврежденные детали. После сборки
пресс-форму проверяют на пробной партии отливок и лишь затем
после смазки сдают на склад для хранения.
На каждую пресс-форму должен быть заведен паспорт, в кото-
ром должны быть записаны замеченные дефекты, количество отли-
тых деталей, сроки выполнения профилактического и капитального
ремонта и другие данные.
При капитальном ремонте в пресс-формах должны быть заме-
нены вставки, оформляющие фасонные полости, при необходимо-
сти прошлифованы лицевые плоскости вкладышей и обойм, заме-
нены износившиеся части механизмов, фиксаторы, стержни, замки.
После капитального ремонта производится полная проверка
пресс-формы на пробных отливках, как при освоении новой пресс-
формы.
Хранение пресс-форм. Новые пресс-формы, изготовленные в ин-
струментальном цехе завода, поступают на склад пресс-форм в
цехе литья под давлением.
120
После окончательной доводки и освоения пресс-форму переда-
ют через склад для эксплуатации на производственный участок.
После выполнения заказа или при необходимости ремонта
пресс-формы ее возвращают на склад. Здесь определяется степень
ее износа и вид ремонта, отсюда пресс-форму направляют в ре-
монтную мастерскую цеха.
На складе хранятся только отремонтированные, пригодные к
эксплуатации пресс-формы. На складе должен быть достаточный
запас нормализованных деталей: литниковых втулок, рассекате-
лей, выталкивателей и т. д .
Склад для хранения пресс-форм должен быть просторным,
светлым и обязательно сухим. В нем должны быть стеллажи с про-
нумерованными местами для каждой пресс-формы. Пресс-формы,
также должны иметь номера, четко написанные, хорошо видимые-
и защищенные от стирания. Пресс-формы хранятся на складе в
закрытом состоянии, слегка смазанные тавотом или машинным
маслом.
На складе должен находиться список с порядковыми номерами
пресс-форм и мест на стеллаже.
Срок службы пресс-форм. На долговечность работы пресс-фор-
мы влияют следующие факторы: конструкция и размеры отливки
и пресс-формы, температура сплава, условия эксплуатации, ремонт,
хранение и др.
Пресс-форма считается негодной, если изменились размеры ее
оформляющей полости в результате частых зачисток и шлифовок
и получаемые отливки не удовлетворяют техническим условиям,
направляющие пазы и отверстия ползунов и стержней сильно раз-
работаны и стоимость ремонта не меньше, чем при изготовлении
новой пресс-формы.
Стойкость пресс-форм зависит от ряда причин. По практиче-
ским данным ее можно принять: для оловянно-свинцовых спла-
вов — 250 000 —400 000, для цинковых сплавов — 150 000 —300 000,
для алюминиевых и магниевых сплавов — 50 000—80 000, для мед-
ных сплавов (вкладышей) — 5000—10000 запрессовок.
Контрольные вопросы
1. Перечислите основные конструктивные элементы пресс-форм и их назна-
чение.
2. Назовите основные детали и механизмы пресс-форм.
3. Для чего необходимо охлаждение пресс-форм?
4. С какой целью проводится нормализация пресс-форм и их деталей?
5. Каков порядок ремонта пресс-форм?
Глава V
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЛИТЬЯ ПОД ДАВЛЕНИЕМ
§ 29. Общие сведения
Сущность процесса литья под давлением состоит в том, что на
расплав, залитый в камеру прессования литейной машины, сооб-
щающуюся с полостью спецальной металлической пресс-формы,
оказывают давление поршнем или сжатым воздухом, в результате
чего расплав заполняет полость пресс-формы и застывает в ней,
приобретая очертания будущей детали.
Следовательно, для осуществления литья под давлением необ-
ходимо наличие машины, пресс-формы и нагревательной печи для
получения расплава.
Процесс литья под давлением на литейных машинах с холод-
ной камерой прессования происходит в такой последовательности:
литейщик разливочным ковшом (ложкой) переносит нужное коли-
чество расплава из раздаточно-подогревательной печи в камеру
прессования машины, после чего немедленно приводит в действие
прессующий поршень, часть залитого в камеру прессования рас-
плава через входной литниковый канал (стояк) поступает в рабо-
чую полость предварительно плотно закрытой пресс-формы, изли-
шек расплава остается в камере прессования в виде пресс-остатка
и затем удаляется, после затвердевания расплава пресс-форму от-
крывают и, удалив стержни, отливку выталкивают из пресс-формы.
На этом рабочий цикл заканчивается. На машинах с горячей ка-
мерой прессования расплав заливается без участия литейщика.
Для литья под давлением характерны высокая скорость прес-
сования и большое удельное давление на расплав в пресс-форме.
Кроме того, на качество отливок влияют выбор сплава и его при-
готовление, конструкция отливки, литниковой и вентиляционных
систем, температура сплава и пресс-формы в момент заливки.
§ 30. Выбор сплавов для литья под давлением
Сплавы, применяемые в литье под давлением, по механическим
и физическим свойствам можно разделить на две группы:
к первой относятся сплавы, которые плавятся при низкой тем-
пературе на основе: цинка, свинца, олова; ко второй — сплавы, ко-
торые плавятся при высокой температуре на основе: алюминия,
магния, медных сплавов, черных металлов *.
Сплавы, отливаемые литьем под давлением, должны удовле-
творять следующим требованиям.
* Черные металлы можно отнести ко второй группе только условно, так как
при литье их под давлением возникают специфические требования к формам, ма-
шинам и технологическому процессу (см. § 41).
122
Сплав должен хорошо заполнять рабочую полость пресс-фор-
мы, т. е . иметь достаточную жидкотекучесть* при небольшом
перегреве (15—20° С выше температуры плавления). Большой
перегрев увеличивает износ пресс-форм. Это особенно важно при
литье тонкостенных крупногабаритных отливок, Жидкотекучесть
сплава зависит от его состава, температуры литья и давления на
расплав, а также размеров и расположения литниковой системы,
теплопроводности пресс-формы и обработки ее поверхности.
Сплав должен иметь минимальную усадку. При литье под дав-
лением невозможно полностью компенсировать усадку, поэтому в
средней части сечения отливок появляется усадочная пористость,
которая тем меньше, чем меньше усадка сплава. Кроме того, мень-
шей усадке сплава соответствуют меньшие внутренние напряже-
ния в отливках, а следовательно более слабый обжим стержней.
Применение сплавов с минимальной усадкой позволяет исключить
коробление деталей и появление трещин.
Сплав должен обеспечить достаточную прочность отливки к мо-
менту удаления ее из пресс-формы. Если при этой температуре
сплав недостаточно прочен, то в отливке могут образоваться тре-
щины.
Сплав должен возможно меньше прилипать к стенкам пресс-
формы.
Сплав при литье на машинах с холодной камерой прессования
в момент нахождения в раздаточной печи не должен окисляться,
а его компоненты должны выгорать минимально.
Сплав должен соответствовать эксплуатационным условиям от-
ливаемой детали, т. е . должен обладать определенными сопротив-
лением коррозии, плотностью и т. д .
Сплав должен обеспечивать полную монолитность детали. Мно-
гочисленные мелкие брызги и отдельные струи металла, образую-
щиеся при поступлении в пресс-форму с большой скоростью, долж-
ны сливаться в однородную массу.
Технологические свойства сплава должны отвечать требовани-
ям принятого технологического процесса получения отливки.
Экономические показатели сплава должны быть наиболее вы-
годными, т. е . использованы недефицитные исходные материалы с
низкой стоимостью, отходы и т. д .
§ 31. Характеристика сплавов
Сплавы на основе алюминия. Литье под давлением отливок из
алюминиевых сплавов (рис. 61) получило широкое распростране-
ние.
Сплавы на основе алюминия характеризуются небольшой плот-
ностью 2,5 г/см
3
, сравнительно высокой прочностью на разрыв
* Жидкотекучестью называется способность жидких металлов и сплавов
заполнять полость литейной формы.
123
15—22 кгс/мм
2
, относительным удлинением 0,5—2% и твердостью
по Бринеллю 50—90 кгс/мм
2
.
Высокая тепло- и электропроводность способствуют примене-
нию алюминиевых сплавов для изготовления деталей двигателей
внутреннего сгорания, а также разных деталей электроаппаратуры.
Детали из алюминиевых сплавов, подвергающиеся атмосферно-
му влиянию в течение длительного времени, образуют на поверх-
ности окисную пленку, предохраняющую деталь от коррозии.
Алюминиевые сплавы способны сохранять свои металлические
свойства в условиях низкой температуры, поэтому они широко
применяются для изготовления изделий, подвергающихся действию
низкой температуры.
Особенно часто применяют сплавы группы алюминий — крем-
ний: АЛ2, АЛ4, АЛ4В, АЛ9, АЛ9В, которые обладают высокими
литейными свойствами. Кремний придает жидкотекучесть, пластич-
ность при высоких температурах и уменьшает усадку. Из сплава
АЛ2, содержащего 10—13% кремния, изготовляют подавляющее
большинство алюминиевых отливок, не требующих термической об-
работки. Недостаком сплава является образование пористости и
усадочных раковин и плохая обрабатываемость режущим инстру-
ментом.
Из сплавов АЛ4, АЛ4В изготовляют особо сложные тонкостен-
ные герметичные отливки. Для повышения твердости и антикорро-
зионных свойств эти отливки подвергают термообработке (искусст-
венному старению) в течение 8 ч при температуре 175° С.
Сплавы группы алюминий — магний обладают высокими меха-
ническими и антикоррозионными свойствами. Особенно прочным
124
является сплав АЛ 13. Однако получение отливок из алюминиево-
магниевых сплавов требует применения сложной технологии. Спла-
вы с содержанием магния более 8% во избежание самовоспламене-
ния плавят с применением флюсов. Существенным недостатком
алюминиево-магниевых сплавов является пониженная жидкотеку-
честь и пластичность и повышенная усадка при высоких температу-
рах.
Из сплавов на основе группы алюминий — кремний — медь наи-
большее распространение получили АЛЗ и АЛ 10В. Присадка меди
повышает механические свойства, но понижает его устойчивость
против коррозии и ухудшает литейные свойства.
Сплав группы алюминий — цинк АЛИ имеет пониженную анти-
коррозионную устойчивость и является самозакаливающимся. Од-
нако цинк повышает жидкотекучесть и уменьшает прилипание
сплава к пресс-форме.
Общим недостатком алюминиевых сплавов является их склон-
ность прилипать к поверхности оформляющей полости и к стерж-
ням. Прилипание наблюдается в местах наибольшего разогрева
рабочей полости пресс-формы.
Уменьшает прилипание сплавов примесь железа. Допускается
содержание железа не более 1,5%, так как увеличение его понижа-
ет механические и антикоррозионные свойства.
Химический состав алюминиевых сплавов установлен ГОСТ
2685—63.
Кристаллизация алюминиевых сплавов, особенно сплава АЛ2,
сопровождается образованием концентрированных усадочных ра-
ковин. Учитывая то, что в условиях литья под давлением питание
отливки затруднено, в конструкциях деталей, отливаемых из этих
сплавов, не следует допускать значительных местных утолщений.
Сплавы на основе цинка. Детали из цинковых сплавов, отли-
тые под давлением, широко применяются в различных отраслях
промышленности. Так, например, в автомобилестроении из цинко-
вых сплавов изготовляют корпуса карбюраторов, фильтры, отстой-
ники, корпуса бензонасосов, в электротехнике — щеткодержатели
электродвигателей, корпуса и отдельные части приборов (рис. 62).
Цинковые сплавы используют также для получения изделий ши-
рокого потребления.
Для литья под давлением применяют сплавы на основе цинка:
ЦА4 (Сu-0,7%; Аl-3,5-5,0%); ЦАО1 (Сu —4,0—5,5%; Аl —
0,1—0,2%); ЦАМ1 (Сu —0,5%; Аl —3,0—4,0%); ЦАМ4-3 (Сu —
2,5—3,5%; Аl — 3,9—4,3%); ЦАМ4-1 (Сu —0,75—1,25%; Аl — 3,5—
4,3%); ЦАМ5-10 (Сu —9,5—10,5%; Аl— 4,5—5,5%); ЦАМ10-5
(Сu —4,0—5,5%; Аl —9,0—12,0%). Общим компонентом для всех
сплавов является Mg — 0,1—1,25%.
К этим сплавам предъявляются жесткие требования: примесей
не должно быть больше 0,005% кадмия, 0,015% свинца, 0,002%
олова.
Цинковые сплавы обладают хорошими литейными свойствами.
Высокая пластичность цинковых сплавов в горячем состоянии по-
125
зволяет отливать из них детали сложной конфигурации с мини-
мальной толщиной стенок. Цинковые сплавы не реагируют с желе-
зом пресс-формы и не прилипают к ней. Из них отливают сложные
детали с глубокими полостями, резьбой. Детали отличаются высо-
кой точностью и чистотой поверхности.
Цинковые сплавы имеют сравнительно высокие механические
свойства (предел прочности 20—38 кгс/мм
2
, относительное удли-
нение 0,5—2%, твердость по
Бринеллю 65—110). и хорошо
обрабатываются.
К недостаткам цинковых
сплавов относится большая
плотность (7 г/см
3
), склонность
к старению и коррозии. Приме-
си свинца, олова и кадмия уси-
ливают и ускоряют процесс
старения, поэтому их содержа-
ние в сплаве ограничено.
Процесс старения цинко-
вых сплавов сопровождается
понижением
механических
свойств и изменением объема
(в начале старения объем
обычно уменьшается, а затем
наблюдается увеличение объ-
ема, перекрывающее первона-
чальное его уменьшение).
Для уменьшения склонно-
сти к коррозии в цинковых
сплавах допускается
строго
ограниченное содержание маг-
ния (обычно не более 0,1%).
Более высокое содержание
магния вызывает горячелом-
кость отливок.
Для продления срока службы готовые детали из цинковых спла-
вов подвергают всем видам защитных (антикоррозионных) и де-
коративных покрытий: никелированию, хромированию, кадмирова-
нию.
Наибольшее распространение получили сплавы ЦАМ1, ЦАМ4-1,
содержащие 4% алюминия и 1% меди. Сплав ЦА4 имеет значи-
тельно меньшее применение в промышленности, хотя по таким
показателям, как стабильность размеров отливок во времени, ста-
бильность механических и антикоррозионных свойств превосходит
сплавЦАМ4-1.
Медно-алюминиевый сплав на цинковой основе ЦАМ5-Ш, со-
держащий 5% алюминия и 10% меди, отличается высокими меха-
ническими и антифрикционными свойствами. Из медно-алюминие -
вого сплава на цинковой основе ЦАМ10-5, содержащего 10%
126
алюминия и 5% меди, изготовляют детали мотоциклов. Сплав об-
ладает высокими литейными качествами, из него можно получать
тонкостенные отливки. Благодаря высоким антикоррозионным
свойствам этот сплав применяется также для изготовления под-
шипников скольжения.
Сплавы на основе магния. Магниевые сплавы имеют ряд преи-
муществ перед алюминиевыми сплавами: они обладают малой
плотностью (1,8 г/см
3
), высокой удельной прочностью, хорошо об-
рабатываются, не лрилипают к вкладышам пресс-форм.
Наиболее распространенными для литья под давлением явля-
ются сплавы МЛ5, МЛ6 (ГОСТ 2856—55), содержащие железо,
кремний, натрий и другие элементы. Железо значительно понижа-
ет коррозионную стойкость; кремний увеличивает усадку и порис-
тость; натрий увеличивает ликвацию и пористость, а также вызы-
вает образование трещин. Бериллий (до 0,01%) или кальций (до
0,3%) образуют защитную пленку на поверхности расплава, что
предохраняет его от окисления.
Сопротивляемость коррозии повышают путем применения маг-
ния без примеси железа и введения в сплав 0,04% марганца. Сплав
МЛ5 обладает сравнительно хорошими литейными свойствами и
имеет небольшую склонность к образованию пористости и трещин,
поэтому из него изготовляют детали, работающие с высокими на-
грузками, испытывающие ударные и вибрационные действия (для
самолетов), корпусов приборов, деталей аппаратуры.
Сплав МЛ6 предназначен для средненагруженных деталей и
корпусов приборов, обладает сравнительно хорошими литейными
свойствами, но несколько худшими пластическими свойствами, чем
сплав МЛ5, поэтому реже применяется в промышленности. Повы-
шенное содержание цинка в сплаве МЛ6 (до 2%) повышает склон-
ность к пористости. К полезным примесям магниевых сплавов от-
носят бериллий и кальций, которые в отдельных случаях вводят
специально для предохранения сплава от окисления.
Магниевые сплавы применяют в тех случаях, когда особенное
значение имеет уменьшение массы деталей, т. е. главным образом
в авиации.
К отрицательным свойствам магниевых сплавов следует отнести
слабую антикоррозионную стойкость во влажной атмосфере, горя-
челомкость и высокую химическую активность по отношению к
кислороду, обусловливающую опасность самовозгорания расплав-
ленного сплава, а также загорание и взрывы магниевой стружки
и пыли. Загорание магниевого сплава может произойти, если он
будет нагрет до температуры, близкой к температуре плавления.
Сплав МЛ5 загорается при нагревании до температуры 430° С.
Опасность самовозгорания магниевых сплавов значительно услож-
няет технологию литья. Плавку магниевых сплавов ведут под сло-
ем флюса, при разливке, струю металла присыпают серным цве-
том или смесью серы с борной кислотой из специального
распылителя.
127
Сплавы на основе меди. Из числа медных сплавов для литья
под давлением наибольшее применение получили свинцовистые и
кремнистые латуни, обладающие низкой температурой плавления,
хорошей жидкотекучестью, а также сравнительно небольшой
склонностью к окислению в расплавленном состоянии. Присадка
свинца к медным сплавам способствует сохранению сплава в плас-
тическом состоянии в течение длительного срока и улучшает обра-
батываемость отливок. Свинец
повышает также антифрикцион-
ные свойства сплава.
Из медных сплавов изготов-
ляют главным образом детали
арматуры (рис. 63).
Для литья под давлением так-
же пригодны кремнистые лату-
ни ЛК80-ЗЛ и ЛКС80-3-3, обла-
дающие высокой жидкотекуче-
стью и хорошо заполняющие
пресс-формы. Детали, получен-
ные литьем под давлением из
кремнистой латуни, выдержива-
ют воздушное и гидравлическое
давление, а также хорошо обра-
батываются и свариваются. Вве-
дение кремния в латунь с относи-
тельно малым содержанием цин-
ка позволяет получить сплавы с
хорошими литейными свойства-
ми, устойчивы против коррозии.
Кремнистая латунь ЛКС80-3-3,
содержащая свинец, обладает по-
вышенными антифрикционными свойствами и химической стойко-
стью. Присадка свинца способствует сохранению сплава в пласти-
ческом состоянии в течение длительного срока и улучшает обраба-
тываемость.
Присадка алюминия в небольших количествах (до 0,2%) спо-
собствует образованию оксидной пленки, которая облегчает извле-
чение отливок из пресс-формы. Однако примесь алюминия свыше
0,2% приводит к привариванию сплава к вкладышам пресс-формы.
Хорошо обрабатывается режущим инструментом свинцовистая
латунь ЛС59-1Л .
Эта латунь отвечает требованиям, предъявляемым к сплавам
для литья под давлением: она обладает хорошей пластичностью
и допускает заливку при сравнительно низких температурах. Од-
нако снижение содержания цинка в латуни ниже 35% приводит
или к разрушению отливок во время выема из пресс-форм, или к
прилипанию их к вкладышам формы. При содержании цинка свы-
ше 43% увеличивается хрупкость и твердость и значительно ухуд-
шается обрабатываемость отливок.
128
Сплавы на основе свинца и олова. Сплавы на основе свинца и
олова нашли применение в полиграфической промышленности для
изготовления шрифтов, в машиностроении для изготовления под-
шипников, деталей, работающих с небольшими нагрузками, для
деталей механизмов счетных машин, цифровых барабанов и т. д.
Это большей частью мелкие сложные детали, не несущие боль-
ших нагрузок, но отличающиеся высокой точностью. Присадками
оловянно-свинцовых сплавов служат медь и сурьма. Содержание
меди колеблется от 0,5 до 10%. Увеличение содержания меди более
10% не улучшает механических свойств, а резко повышает темпе-
ратуру плавления сплава. Содержание сурьмы в сплавах колеблет-
ся от 6 до 15%. Повышение содержания сурьмы приводит к появ-
лению трещин в отливках. Содержание сурьмы в сплаве более 15%
допускается только для мелких и тонкостенных отливок.
Главным преимуществом оловянно-свинцовых сплавов являет-
ся их способность выполнять всевозможные рельефы пресс-форм
при малых удельных давлениях.
Сплавы на основе черных металлов. Способом литья под давле-
нием можно получать отливки из черных сплавов — стали и чугуна.
Однако их внедрение для широкого промышленного применения
встречается с рядом трудностей. Чугунные отливки сравнительно
простой конфигурации очень трудно получить без горячих трещин
даже при самой минимальной выдержке их в пресс-форме из-за их
склонности к отбеливанию при затвердевании в металлических
пресс-формах. Поэтому литье под давлением чугунных отливок ши-
рокого применения не имеет по сравнению со сталями, которые,
несмотря на более высокую температуру плавления, значительную
величину усадки при затвердевании и меньший диапазон допусти-
мых отклонений химических элементов не склонны к образованию
горячих трещин при затвердевании в пресс-форме и являются от-
личным литейным материалом при литье под давлением фасонных
тонкостенных деталей. При этом чем ниже температура плавления
стали, чем меньше твердость отливки при температуре удаления ее
из пресс-формы, тем более пригодна сталь для литья под давле-
нием. К настоящему времени для внедрения в промышленность ре-
комендуются для литься под давлением углеродистые стали марок
20, 30, 40, 50, 50ХГ, 40ХФА и нержавеющие конструкционные стали
1Х18Н9Л, 2Х13Л.
§ 32. Плавильные и раздаточно-подогревательные печи
Применяемые для приготовления расплава при литье под дав-
лением печи (табл. 13) разделяются на собственно плавильные пе-
чи и раздаточно-подогревательные печи.
В плавильных печах, которые расположены на значительном
расстоянии от машины для литья под давлением, сплав плавят и
в жидком виде подают в находящуюся около машины раздаточно-
подогревательную печь, откуда расплав черпают разливочным ков-
шом (ложкой) и заливают в камеру прессования, если работают
129
на машинах с холодной камерой прессования. На машинах с горя-
чей камерой прессования раздаточная печь (ванна) вмонтирована
в корпус машины.
Плавильные печи. При литье под давлением применяются пла-
менные и электрические плавильные печи: тигельные и отража-
тельные; печи сопротивления и индукционные. Топливом для них
служит газ, мазут, кокс, электроэнергия.
Плавильные печи должны обеспечивать необходимое качество
сплава; минимальную продолжительность плавки, потери на угар,
расход топлива, удобство работы с ними.
В тигельных печах (рис.64) расплав не соприкасается с
продуктами горения. Плавку алюминиевых, магниевых, цинко-
вых, свинцовых и оловянных сплавов ведут в печах с металлически-
ми или графитовыми тиглями, работающих на мазуте, газе или
электроэнергии. Они бывают стационарными (рис. 64, а) и пово-
ротными (рис. 64, б).
Преимуществом печей с графитовыми тиглями является легкий
перевод печи с плавки одного сплава на плавку другого. Но из-за
быстрой изнашиваемости и дороговизны тиглей эти печи не нашли
широкого применения. Более стойки чугунные тигли, но и они име-
ют существенный недостаток — способствуют обогащению алюми-
ниевых сплавов железом.
Перед плавкой алюминия чугунные тигли смазывают жаростой-
ким покрытием, которое предотвращает насыщение расплава же-
лезом. В состав покрытий входят маршалит, каолин, жидкое
стекло и вода или графит, каолин и вода.
В отражательных печах, в которых сплав соприкасается
с продуктами горения, плавят алюминиевые, магниевые и медные
сплавы. Вместимость и производительность отражательных печей
в большинстве случаев значительно выше тигельных. Сплав в от-
ражательных печах нагревается только сверху, а для расплавления
необходимо прогреть, всю его толщу, поэтому ванну печи делают
неглубокой, но с большой поверхностью. Этим объясняется повы-
шенный угар сплава. Печные газы соприкасаются с расплавом,
поэтому расплав получается загрязненным. Возможны местные пе-
регревы, так как перемешивать расплав в этих печах трудно.
В настоящее время большинство отражательных печей рабо-
тает на жидком топливе, газе или электроэнергии. Плавку ведут
под флюсом и применяют рафинирование сплава, что дает возмож-
ность в отражательных печах получать сплавы довольно хорошего
качества.
Электрические печи по сравнению с пламенными имеют
ряд преимуществ, к числу которых относятся: лучшие санитарно-
гигиенические условия труда вследствие отсутствия продуктов сго-
рания топлива, загрязняющих атмосферу цеха; значительно более
высокий к. п . д. (до 0,7—0,8); более высокое качество расплава;
меньший угар; возможность ведения плавки в вакууме или в ат-
мосфере защитного газа; возможность легкой регулировки темпе-
ратуры, более простая конструкция.
131
Электропечи сопротивления имеют различную вме-
стимость от 0,5 до 2 т. Наибольшее распространение в литейных
цехах с большим объемом производства получили камерные (ван-
ные) печи для плавки алюминиевых сплавов. Эти печи подразделя-
ются на стационарные (типа САК) и наклоняющиеся (типа САН)
132
(рис. 65). Расплавление сплава в этих печах происходит за счет
тепла, излучаемого нагревательными элементами, а также за счет
отраженного тепла от стейок и свода печи.
Тигельные электропечи сопротивления применяют обычно как
раздаточно-подогревательные.
Дуговые печи типа ДМБ (раньше эти печи обозначались
ДМК) (рис. 66, а), в которых подогрев осуществляется электри-
ческой дугой, предназначены для медных сплавов. Они имеют вме-
ститость от 0,25 до 1 т. Существенным недостатком электродуговых
печей типа ДМБ является неизбежность местного перегрева спла-
ва за счет сконцентрированного источника тепла (электродуги).
Во время плавки производят покачивание расплава, что способ-
ствует перемешиванию и выравниванию его состава, а также уст-
ранению местного перегрева в зонах, расположенных близко к
электрической дуге, и уменьшению угара сплава. Например, угар
при плавке латуни в печи ДМБ составляет 3—6%.
Индукционные печи (рис. 66, б) являются наиболее со-
вершенными. Они бывают двух типов: с железным сердечником
(канальные) и печи без сердечника (тигельные).
Качество сплава, получаемого в индукционных печах, зависит
от температуры плавки, степени газонасыщения и окисления рас-
плава, а также от материала футеровки печи.
Рассмотрим работу печи с железным сердечником с вертикаль-
ными каналами (типа «Аякс»).
При включении первичной обмотки трансформатора печи в сеть
переменного тока в короткозамкнутом витке вторичной обмотки —
в расплаве, заполняющем вертикальные каналы пода печи, индук-
тируется электрический ток большой силы. За счет тепла, развива-
емого электрическим током, сплав нагревается. Расплав почти все
133
тепло, получаемое от преобразования электрической энергии в
тепловую, передает шихте, загруженной в шахту печи.
Форма шахты печи обеспечивает минимальную поверхность
зеркала ванны. Нагрев сплава электрическим током большой силы
и форма шахты обеспечивают при плавке минимальный угар, мак-
симальный коэффициент полезного действия (0,7—0,86) и исклю-
чает возможность местного перегрева сплава.
Раздаточно-подогревательные печи. Из раздаточно-подогрева-
тельных печей для сплавов литья под давлением наиболее распро-
странены электрические печи сопротивления (рис.
67, а). В этих печах температура сплава поддерживается теплом,
выделяемым при нагреве нихромовых спиралей. В этих печах тре-
буемая температура сплава поддерживается автоматически с по-
мощью терморегуляторов, включающих и выключающих печь. На
подобных печах могут применяться графитовые и чугунные тигли,
Во избежание насыщения алюминиевого сплава железом на чугун-
тые тигли наносят специальную обмазку (6% мелкого кварцевого-
песка, 30% огнеупорной глины и 10% жидкого стекла). Подобные
печи для алюминиевых сплавов имеют вместимость при малых ма-
шинах 30—60 кг и при средних машинах до 150 кг. Делать эти
печи большей емкости не рекомендуется, так как в этом случае
расплав слишком долго будет находиться в печах, что приведет к
большому его окислению. Удобны в эксплуатации передвижные
печи. При необходимости ремонта их можно быстро заменить, не
останавливая литейную машину.
Применяют также печи, работающие на жидком или газообраз-
ном топливе (рис. 67, б). Печь состоит из металлического кожуха
134
1, футеровки 2, тигля 3. Между кожухом и футеровкой проложена
асбестовая изоляция 4. Подача мазута или газа в печь производит-
ся форсункой через окно 5, расположенной в нижней части печи.
Форсунка устанавливается так, чтобы поток газов не ударял в ти-
гель, а шел по касательной к его боковой поверхности. Отходящие
газы омывают тигель и уходят в дымоход через окно в верхней час-
ти печи.
В раздаточно-подогревательных печах можно не только поддер-
живать необходимую температуру расплава, но и плавить в них
сплавы непосредственно из чушек, химический состав которых со-
ответствует требованиям. Однако этот способ получения сплавов
хуже, так как не выдерживается постоянство температуры сплава.
§ 33. Приготовление сплавов
Технологический процесс приготовления сплавов складывается
из составления шихты, расплавления шихты, рафинирования (очи-
щения) расплава, подачи расплава в раздаточные печи.
Составление шихты. Шихтой называется смесь основных и вспо-
могательных материалов, загружаемых в плавильную печь для по-
лучения сплава определенного химического состава. Для составле-
ния шихты необходимо знать химический состав сплава который
надо получить в отливке, состав исходных материалов, из которых
Судет составляться шихта, угар отдельных элементов и тип пла-
вильной печи. Большинство компонентов, входящих в состав спла-
ва, вводят в расплав не в виде чистых металлов, а предварительно
сплавленными. Такой промежуточный сплав, служащий для полу-
чения основного сплава, называется лигатурой. Применение лига-
тур позволяет при введении тугоплавких компонентов (меди мар-
ганца, никеля и др.) не перегревать сплав, так как лигатуры пла-
вятся при более низких температурах, чем отдельные элементы,
135
входящие в их состав. Применение лигатур способствует равно-
мерному распределению и лучшей растворимости компонентов в
сплаве. Легкоплавкие металлы вводят непосредственно в расплав,
например магний, цинк.
Химический состав расплава несколько изменяется за счет
угара составляющих его компонентов, при этом некоторые элемен-
ты— магний, цинк и др. — дают большой угар, алюминий и крем-
ний — несколько меньший. Величина угара наиболее употребитель-
ных сплавов колеблется от 0,5 до 3% и более и зависит главным
образом от длительности и температуры плавки, а также от при-
меняемого плавильного агрегата.
При литье под давлением безвозвратные потери сплава на уга-
ре повышаются, если сплав в жидком состоянии долго находится
в раздаточных печах.
Плавка алюминиевых сплавов. Плавка алюминиевых сплавов,
представляет ряд трудностей. Малая плотность алюминиевых спла-
вов способствует образованию газовых раковин и пористости, так
как газы легко проникают в металлическую среду и насыщают ее.
Алюминий легко окисляется. Очищать расплав от шлака и окислов
трудно.
Шлак и окисы остаются в расплаве в мелкораздробленном виде
во взвешенном состоянии, что в значительной степени влияет на
качество сплава.
Применение флюсов (хлористого цинка, криолита) или модифи-
каторов также не позволяет очистить расплав полностью, так как
затруднено отделение их от расплава.
При приготовлении алюминиевых сплавов особенно важное зна-
чение имеют чистота исходных материалов и точность состава ших-
ты. Нередко ничтожные количества вредных примесей значитель-
но ухудшают механические свойства сплавов. Все это вызывает
необходимость особенно тщательной сортировки отходов. Без пере-
плавки можно пользоваться ими только в том случае, если извес-
тен их химический состав. Лом неизвестного происхождения или
плохо отсортированный и переплавы (вторичные сплавы), содер-
жащие много окислов и вредных примесей, следует переплавлять
в чушки. Во время переплавки очищают расплав от примесей и
производят химический анализ.
Плавку и заливку алюминия производят при строгом соблюде-
нии температурного режима и постоянном и точном контроле наг-
рева сплава. Даже незначительный перегрев и излишнее выдержи-
вание сплава при высокой температуре ведут к чрезмерному на-
сыщению его газами и окислами и появлению усадочных раковин.
Для удаления окислов и шлаков необходимо применять флюсы,,
действующие как химически, так и механически.
После очистки расплава от окислов не следует его перемеши-
вать. Разливку надо производить осторожно, короткой струей. При
приготовлении алюминиевых сплавов следует придерживаться та-
кого порядка: расплавление около
2
/з чушкового алюминия; при-
садка и расплавление лигатуры; присадка остального чушкового
136
алюминия; присадка отходов и литников; очистка расплава от окис-
лов после его расплавления путем добавки очистительных флюсов
и хорошего перемешивания; выемка тигля и снятие шлака и окис-
лов (не следует снимать шлак во время плавки, так как поверх-
ностная пленка окислов защищает расплав от дальнейшего окис-
ления); выдерживание расплава перед заливкой до требуемой тем-
пературы.
Пример плавки сплава АЛ2. Сплав АЛ2 можно изготовить из чуш-
ковых силуминов. В случае отсутствия силуминов в качестве шихтовых материа-
лов можно использовать чушковый алюминий и кремний. Приготовление сплава
происходит следующим образом: расплавляют чушковый алюминий и нагревают
«го до температуры 850° С. В подогретый алюминий добавляют небольшими
порциями кремний, который перед введением в алюминий завертывают в алю-
миниевую фольгу для того, чтобы он не покрылся окисью алюминия, затрудняю-
щей растворение кремния. После полного растворения всего кремния сплав рафи-
йируют и подвергают модифицированию.
Плавка цинковых сплавов. Трудности приготовления цинковых
сплавов состоят в том, что содержание примесей в цинковых спла-
вах должно быть минимальным: железа не более 0,1%, кадмия
0,005%, свинца 0,015%, олова 0,002%. Вторичные цинковые спла-
вы, которые содержат до 2—2,5% примесей, не используют для
приготовления шихты сплавов для литья под давлением.
Отходы литейного производства, химический состав которых из-
вестен, могут входить в состав шихты в количестве до 40—50%.
Исходными материалами для плавки цинковых сплавов служат
оборотные сплавы (литники, брак), чушковый цинк и лигатура
алюминиево-медная, алюминиево-магниевая .
Плавка цинковых сплавов ведется в такой последовательности.
Перед загрузкой тигель подогревается и окрашивается жаростой-
кой краской. Плавить в тигле другие сплавы категорически запре-
щается. Перед загрузкой шихты тигель тщательно очищают от
остатков сплава предыдущей плавки. В первую очередь загружа-
ют несколько чушек цинка, алюминий и алюминиево-медную лига-
туру. После расплавления шихты печь выключают, с поверхности
снимают шлак, затем печь включают и загружают небольшими
порциями остальной цинк. Температура расплава не должна пре-
вышать 440—480° С, так как перегретый сплав при литье склонен к
образованию трещин. После того как весь загруженный металл
расплавился, снимают шлак и расплав рафинируют хлористым
цинком. После выдержки снимают окислы и берут пробу для хими-
ческого анализа. Готовый расплав разливают в раздаточные печи,
следят, чтобы расплав не перегревался, а поверхность ванны оста-
валась чистой. Шлак периодически снимают. Загрузку новых пор-
ций сплава надо производить осторожно. Необходимо обязательно
следить за тем, чтобы чушки были сухими и подогретыми. Пробу
на химический анализ из раздаточной печи берут два раза в смену.
Плавка магниевых сплавов. Плавка магниевых сплавов требует
применения защитных средств, изолирующих расплав от соприкос-
137
новения с воздухом, так как он в расплавленном состоянии энер-
гично реагирует с кислородом воздуха.
В настоящее время в промышленности применяют плавку
магниевых сплавов в вакууме; в водороде и аргоне, с добавкой ме-
таллов, понижающих окисляемость, под слоем защитных флюсов.
Плавка в вакууме — сложный способ, так как требует
специальной плавильной печи с вакуумной установкой; применяет-
ся редко.
Плавка в атмосфере нейтральных газов водорода и арго-
на ввиду сложности не нашла широкого применения в промышлен-
ности.
Плавка с добавкой металлов, понижающих
окисляемость, — распространенный способ. Чаще всего как
добавку используют бериллий. После введения 0,001—0,002% бе-
риллия окисляемость магниевого сплава резко снижается. Берил-
лий уплотняет оксидную пленку, находящуюся на поверхности маг-
ния, придавая ей защитные свойства. Однако бериллий снижает
качество отливок, так как способствует образованию крупных зе-
рен, что может привести к появлению трещин и других литейных
пороков.
Плавка под слоем защитных флюсов — самый рас-
пространенный способ. Флюсы создают на поверхности расплава
защитный покров, изолирующий сплав от контакта с воздухом, а
также удаляют из расплава окислы и другие вредные соединения,
образовавшиеся во время плавки. Плавку магниевых сплавов под
слоем защитных флюсов осуществляют в выемных тиглях. Тигли
перед началом плавки очищают от остатков предыдущей плавки и
проверяют. Затем тигель устанавливают в газовую или электри-
ческую печь, нагревают до температуры 400—500° С и присыпают
дно и стенки флюсом (MgCl2 34—40%, KCl 25—36%, NaCl + CaCl2
не больше 8%, CaF2 15—20%, MgO 7—10%). Флюс составляет 2—
3% массы загружаемой шихты. После расплавления флюса произ-
водят загрузку шихтовых материалов в твердом или жидком сос-
тоянии. Твердые шихтовые материалы сверху засыпают флюсами
и следят за тем, чтобы они во время расплавления не загорались.
Если загорание все же происходит, его присыпают флюсом. Рас-
плав нагревают до 700—720° С и рафинируют. При рафинирова-
нии, которое длится 4—6 мин, расплав осторожно перемешивают,
а зеркало расплава засыпают флюсом. Затем с поверхности сни-
мают загрязненный флюс и шлак и подогревают расплав для моди-
фицирования различными присадками до температуры 720—780° С.
После модифицирования засыпают свежий флюс и выдерживают
расплав в течение 10—15 мин. В это время берут пробу на хими-
ческий экспресс-анализ (быстрый), а затом заливают расплав в
пресс-форму. При этом следят, чтобы в пресс-форму не попал
флюс.
Цехи и отделения, занимающиеся плавкой и обработкой маг-
ниевых сплавов, должны быть обеспечены материалами для туше-
ния очагов возгорания. На тушение 1 кг магния требуется 100 г
138
молотого флюса или до 2 кг сухого кварцевого песка или сухого
графита в порошке, или сухого магнезита, или окиси магния.
Плавка медных сплавов. Для плавки латуни применяют медь
марки МЗ, цинк чушковый марки Ц1, свинец чушковый марки СЗ,
вторичную латунь, литники и брак производства (лом, отходы ме-
ди латуни известного химического состава). Шихта должна быть
рассчитана и взвешена согласно химическому анализу исходных
материалов. Недопустимо применение загрязненной шихты.
Плавку латуни ведут, как правило, в электродуговой печи (ти-
па ДМБ). Перед загрузкой шихты очищенную от шлака печь прог-
ревают до температуры 700° С (темно-красный цвет футеровки).
На под печи засыпают древесный уголь (толщина слоя примерно
30 см). В первую очередь загружают медь. Ее поверхность покры-
вают тонким слоем древесного угля. Медь по мере расплавления
перемешивают. Для этого используют качание печи. После рас-
плавления меди с поверхности снимают шлак и порциями вводят
подогретый цинк. Расплав перемешивают и вводят свинец. Через
некоторое время при температуре 1050—1100° С снимают шлак и
еосле перемешивания и взятия пробы на химический анализ рас-
плав разливают по раздаточным печам.
§ 34. Определение температуры сплава при плавлении
Для измерения температуры расплава применяют специальные
контрольные измерительные приборы: пирометры, термоэлектри-
ческие пирометры погружения, измеряющие температуру при не-
посредственном погружении их в расплав, и пирометры излучения
(оптические и радиационные), измеряющие температуру без не-
посредственного соприкосновения с расплавом.
Термоэлектрические пирометры
погружения
измеряют температуру в пределах от 200 до 1850° С.
Пирометр — это устройство, содержащее спай двух различ-
ных металлов, на свободных (неспаянных) концах которых возни-
кает э. д . с . постоянного тока.
Величина электродвижущей силы зависит от температуры ра-
бочего конца пирометра, погруженного в расплав, и свободного
конца пирометра, расположенного в зоне невысокой температуры
(не выше 20° С).
Пирометр погружения снабжен прибором, измеряющим непо-
средственно электродвижущую силу, возникшую между спаями.
Это показывающий или самопишущий милливольтметр, имеющий
шкалу в градусах Цельсия, и присоединяемый при помощи прово-
дов к концам компенсационных проводов пирометр. Для изготов-
ления спаев пирометра погружения используют пары металлов:
хромель-капелевые, хромель-алюминиевые, платино-платинородие-
вые, вольфрам-молибденовые.
Оптический пирометр ПИРОПТО-45 (рис. 68, а) состоит из объ-
ектива 1, диафрагмы 2, окуляра 6, светофильтра 5, фотометричес-
кой лампочки с нитью накаливания 8, источника тока 7, реостата
139
4 и милливольтметра 3. Принцип его действия основан на сравне-
нии яркости света, излучаемого расплавом с яркостью нити спе-
циальной фотометрической лампочки накаливания (рис. 68,6), на-
кал которой изменяется при помощи реостата. При совпадении
яркости света нити с яркостью света, излучаемого расплавом, произ-
водится отсчет температуры
по милливольтметру. Шка-
ла оптического пирометра
градуирована на излучение
абсолютно черного тела, т. е.
тела с максимальной луче-
испускающей способностью.
§ 35. Классификация
отливок и особенности
их производства
Детали,
получаемые
литьем под давлением, мож-
но классифицировать в за-
висимости от их назначения
по группам.
Отливки силовые ответ-
ственного назначения (рис.
69). К этим отливкам отно-
сятся те, которые в процессе
работы испытывают значи-
тельные
статические или
динамические
нагрузки
(блоки цилиндров, шатуны
и крышки компрессоров, ко-
лодки
тормозов и др.) .
Литьем под давлением их
стали производить с появлением новых литейных машин с подпрес-
совкой и внедрением совершенной технологии и вакуумирования.
При литье под давлением силовых деталей, ответственного на-
значения удельное давление на сплав должно быть достаточно вы-
соким (не менее 750 кгс/см
2
). Скорость заливки в сечении впуска
выбирают в зависимости от средней толщины стенок отливки и рас-
стояния питателя от наиболее удаленного места детали.
Для обеспечения надежности силовых деталей, получаемых
литьем под давлением, производят анализ напряжений при помощи
электрических датчиков и другими методами, проверяют порис-
тость всей партии отливок рентгеноскопией.
Отливки герметичные. К этим отливкам относятся: блоки ци-
линдров автомобилей, детали гидротрансформаторов, фитинги, де-
тали гидроусилителей и т. д. В зависимости от рабочего давления
среды (воздуха, газа, масла, воды, бензина) их можно разделить на
140
отливки, работающие при давлении до 20, и отливки, работающие
при давлении до 80 ат.
Литье под давлением герметичных отливок позволяет намного
сократить объем механической обработки по сравнению с литьем
в кокиль.
Толстостенные отливки хорошего качества можно получить при
скорости заполнения пресс-формы не выше 5 м/с. Основными при-
чинами брака являются спаи, окисные пленки (поверхностное
окисление), включения, усадочная пористость. Течь из-за усадоч-
ной пористости чаще всего возникает возле утолщений и в местах
сопряжения стенок.
Отливки из алюминиевых сплавов имеют лучшую герметичность
при содержании кремния до 10—12%. Присадка меди ухудшает
герметичность, ее содержание ограничивают до 2%. Для повыше-
ния герметичности в месте стыка армированных отливок арматуру
перед заливкой нагревают для цинковых сплавов до 150—200° С,
для алюминиевых и магниевых сплавов — до 200—250° С. С этой
же целью проводят металлизацию отливок цинком или алюминием
на толщину 0,3—0,5 мм. Повышает герметичность также сетчатая
накатка арматуры.
141
Крупногабаритные отливки. К крупногабаритным относятся от-
ливки массой 3 кг с габаритом более 300X300 мм. Стоимость
пресс-форм для производства их литьем под давлением высокая.
Поэтому отливки должны быть особенно технологичными.
На качество крупногабаритных отливок большое влияние ока-
зывает температура расплава и пресс-формы. Она должна быть
постоянной. Необходимым условием получения отливок высокого
качества является точное дозирование расплава. На ряде заводов
эта операция механизирована.
Скорость прессующего поршня рассчитывается в зависимости
от габаритов отливки и устанавливается окончательно опытным
путем. В процессе работы ее постоянство контролируется осцил-
лографом или фотографированием.
Декоративные отливки. К декоративным отливкам относятся:
различные эмблемы, декоративные накладки, панели управления
приборов, решетки радиаторов. Такие отливки получают из цинко-
вых и иногда алюминиевых сплавов. Для их производства необхо-
димы чистые исходные материалы. Примесь олова не допускается
выше 0,002% а свинца — 0,015%. Отливки должны иметь чистую
поверхность, так как обычно, их покрывают декоративным хромом.
Узорчатая поверхность, так называемый (мороз», на декоративных
отливках получается, если пресс-форма и расплав имеют недоста-
точную температуру. Для устранения этого вокруг оформляющей
полости литниковыми каналами создают дополнительный нагрев
пресс-формы от самого расплава. В некоторых случаях используют
дополнительный нагрев пресс-формы от постороннего источника.
Армированные отливки. Армирование дает возможность объ-
единять в одном отлитом узле детали, полученные механической
обработкой, штампованные из листа, кованые и литые. Этим спо-
собом армируют блоки цилиндров чугунными гильзами и трубками
для прохода масла; различные детали разьбовыми шпильками,
скобами; запальные свечи двигателей внутреннего сгорания фар-
форовыми изоляторами и электродами; поршни, различные узлы
машин для сборочных целей и т. д .
Особенностью литья армированных деталей является требова-
ние-выдерживать минимальные зазоры между арматурой и поло-
стью пресс-формы. Для цинковых и алюминиевых сплавов зазор
должен быть не более 0,1 мм, а для латуни — 0,2 мм. Толщина сте-
нок отливаемого сплава вокруг арматуры должна быть не менее
1,5—2 мм, чтобы не возникли трещины в стенках отливки из-за
усадки. В настоящее время армирование широко применяется. На
некоторых заводах этот процесс механизирован.
Прочие отливки. К этой группе относятся отливки неответст-
венного назначения. К неответственным отливкам относятся те, к
которым не предъявляются жесткие требования по пористости и
шероховатости поверхности. Эти отливки в большинстве случаев
не подвергаются механической обработке. Особенностью их техно-
логии является применение многогнездных пресс-форм с обиль-
ным охлаждением, которое позволяет увеличить темп работы и
142
максимально использовать литейную машину. Чаще всего эту груп-
пу отливок стремятся получать на машинах с горячей камерой
прессования.
Отливки с резьбой. Все вышеописанные группы отливок могут
иметь на части поверхности литые резьбовые нитки. Резьба в отли-
вах может быть с внутренней стороны и с наружной.
Изготовление литьем под давлением отливок с резьбой позво-
ляет сократить механическую обработку. Кроме того, литая резьба
намного прочнее полученной механической обработкой. Нарезание
резьбы на литой заготовке является сложной и трудоемкой опера-
цией, поэтому получать литую резьбу экономичней. Если резьба
должна быть особенно точной, то ее дополнительно обрабатывают
на станке. Однако и в этом случае получать литую резьбу целесо-
образней, чем полностью нарезать ее.
§ 36. Элементы конструкций отливок
Основные конструктивные элементы. Технологичность отливки
определяют такие конструктивные элементы отливки, как габариты
(основные размеры), толщина стенок, ребра жесткости, закругле-
ния, поднутрения и т. д ., а также механическая обработка, если она
предусматривается. На рис. 70 показаны отливки, выполненные
правильно и неправильно.
Очень важно правильно определить габариты отливки.
Увеличение размеров по сравнению с необходимыми влечет за со-
бой дополнительный расход цветного металла. Размеры и масса
деталей должны соответствовать мощности машины. Исходя из
данных технической характеристики литейной машины, в которых
обычно указывается максимальная масса отливки и максимальная
площадь проекции, отливок и литниковой системы на плоскость
разъема, можно проектировать изделие целиком или разбить это
изделие на отдельные более мелкие части.
Отливки должны иметь толщину стенок, обеспечивающую дос-
таточную прочность и жесткость. Выполнение этого правила ведет
не только к уменьшению массы изделия из-за уменьшения толщи-
ны стенок по сравнению с другими видами литья, но и к увеличе-
нию производительности, так как сокращается время охлаждения
отливки в пресс-форме. Уменьшение толщины стенок в изделии
связано с прочностью, поэтому необходимо изменять толщину се-
чения отливок с учетом напряжений. Необходимо считаться с осо-
бенностью процесса литья под давлением, которая состоит в том,
что с уменьшением толщины стенок увеличивается толщина плот-
ной мелкозернистой наружной корки.
Структура внешнего слоя отливок, полученных литьем под дав-
лением, на толщине 0,8—1,2 мм очень мелкозернистая и плотная.
Во внутренних слоях размеры зерен увеличиваются и именно там
возникают усадочные и газовые раковины. Так, предел прочности
сердцевины алюминиевой отливки на 30% ниже, чем предел проч-
ности внешней корки. Получение отливок с большей поверхностью
143
и минимальной толщиной затруд-
нено, так как возможно незапол-
нение полости пресс-формы рас-
плавом из-за большой теплоот-
дачи стенкам пресс-формы.
В практике известно получе-
ние деталей с толщиной стенок
1,5—7,0 мм (детали карбюрато-
ра, панель управления автомо-
бильного гидротрансформатора,
блоки цилиндров автомобиля,
тормозные колодки автомобиля,
фитинги и краники из латуни для
автомобильной
промышленно-
сти) .
Ребра жесткости повышают
прочность тонкостенных изделий
и противодействуют их коробле-
нию. Ребра должны иметь конус-
ность, равномерную толщину и
закругленные внешние и внутрен-
ние края. Правильное применение
ребер в большинстве случаев по-
зволяет получить более легкую
отливку и сберечь цветной ме-
талл. Профилирование поверхно-
стей и укрепление их ребрами
повышает прочность изделия, ус-
траняет
коробление. Толщина
ребер жесткости обычно равна
0,7—1,0 толщины стенок отливки.
Ребра следует располагать рав-
номерно и симметрично по всей
отливке. Сопрягаются ребра с
сечением основной отливки гал-
телью (радиусом закругления),
равной 1/3 суммы толщины соеди-
няемых сечений. Следует избе-
гать скоплений металла. Если от-
ливка имеет ребра с внутренней
и наружной сторон, то их надо
чередовать.
В отливках, получаемых лить-
ем под давлением, не следует де-
лать острые наружные и внутрен-
ние углы, так как в результате
концентрации местных напряже-
ний в этих углах они ослабляют
прочность отливки и пресс-фор-
144
мы. Рекомендуется все острые углы скруглять. Закругление долж-
но составлять 1/3 от суммы толщин сопрягаемых стенок.
Острые углы допускаются только на линии разъема пресс-фор-
мы и в местах, обусловленных изготовлением пресс-формы. Когда
это допустимо, то вместо необходимых углов применяют минималь-
ный радиус R = 0,6 мм, который мало заметен на отливках.
Края отливок должны быть прочными, не иметь чрезмерных
утолщений. На оформление края полых деталей следует обращать
особое внимание.
При конструировании надо предусматривать опорные поверх-
ности. Делать сплошные основания в отливках нецелесообразно,
так как практически трудно получить опорную поверхность без ко-
робления. Поэтому сплошные опорные поверхности заменяют от-
дельными выступами, бортами или ножками. Крепежные проушины
и выступы должны быть достаточно прочными, чтобы выдерживать
напряжение крепления.
В отливках под давлением следует избегать поднутрений, так
как они вызывают необходимость применения в пресс-формах до-
рогих разъемных вкладышей, боковых подвижных стержней, что
увеличивает стоимость изготовления пресс-формы и снижает про-
изводительность. Кроме того, по линии разъема вкладышей неиз-
бежно получаются заусенцы: следовательно, возникает необходи-
мость дополнительной механической обработки.
Заусенцы в отливках получаются по линии разъема, в местах
сопряжений вкладышей со стержнями и выталкивателями, между
подвижными вкладышами. Способ сопряжения стержня с вклады-
шами определяет направление заусенца. Конструировать отливку
нужно так, чтобы расходы на снятие заусенцев были минимальны-
ми. Заусенцы ухудшают поверхность изделия, а следовательно, его
внешний вид. Заусенец у разъема обычно удаляют на обрезном
штампе или на станке во время механической обработки.
Отверстия в отливках, полученные литьем под давлением, вы-
полняются тремя способами: полностью при литье; частично при
литье с последующим рассверливанием; сверление в отлитой дета-
ли. Выбор способа зависит от конструкции и технологических воз-
можностей.
Отверстия, оформляемые в литье, должны иметь конусность в
направлении длины. Стенки отливки, расположенные в направле-
нии, перпендикулярном плоскости разъема, должны иметь
литейные уклоны для облегчения удаления отливки из
пресс-формы.
При выборе основных конструктивных элементов отливок поль-
зуются технологическими нормами (табл.14).
На отливках, получаемых литьем под давлением, делают над-
писи: буквенные и числовые обозначения, заводские знаки, ди-
аграммы и т. д . Их следует помещать так, чтобы не образовывались
подрезы, препятствующие выталкиванию отливки. Надпись на от-
ливке следует изображать выступающей, так как вогнутые надписи
трудно выполнимы в пресс-форме.
145
Способы улучшения конструкций. Механическая обра-
ботка требуется тогда, когда необходимы более точные размеры-
чем размеры, получаемые в отливке, когда невозможно получить
отдельные конструктивные элементы в отливке или когда нужна
более чистая поверхность. Величина припуска на обработку колеб-
лется от 0,25 до 1,2 мм в зависимости от размеров обрабатываемой
площади и размеров установочных баз до обрабатываемых поверх-
ностей. Увеличение припуска не желательно, так как может при-
вести к вскрытию пористости в отливке во время механической
обработки.
Для обеспечения большей прочности отливки, твердости, вяз-
кости или придания каких-либо свойств, которыми не обладает
сплав отливки, применяется армирование. Арматура может
быть залита или вставлена в отливку механическим путем. Арма-
тура выполняется из различных металлов и пластмасс. При ее за-
ливке надо соблюдать следующие условия.
Сечение металлической арматуры должно быть небольшим по
сравнению с сечением сплава, чтобы не вызвать образования тре-
щин на отливке вследствие усадки из-за появления внутренних
напряжений.
Арматура должна достаточно прочно фиксироваться в пресс-
форме, чтобы противостоять течению расплава при заливке, для
чего на ней делают надрезы, выступы и т. п .
146
Для устранения возможного во время заливки подлива сплава
вокруг арматуры ее посадочные места следует делать точными (с
минимальным зазором).
При армировании крепежными деталями резьба должна быть
удалена от торца отливки не менее чем на 3 мм, а от стенок — на
1,5—2 мм.
Хорошо соединяется со сплавом арматура, покрытая цинком,
никелем, хромом (особенно с цинковыми сплавами). Для цинковых
сплавов не допускается применение арматуры, покрытой кадмием,
свинцом или оловом.
Пресс-форму арматуры выбирают самую разнообразную, в за-
висимости от ее назначения.
Таким образом, конструкция деталей, изготовляемых литьем
под давлением, должна соответствовать особенностям технологи-
ческого процесса и отвечать определенным требованиям.
Отливке следует придавать наиболее простую пресс-форму.
Внутренние и наружные поверхности необходимо выполнять с ук-
лонами, чтобы облегчить удаление отливки.
Линия разъема пресс-формы, делящая условно отливку на две
части, должна лежать, как правило, в одной плоскости.
Сечения стенок отливки должны быть равномерными. При из-
менении толщины стенок переходы от тонкого к толстому сечению
должны быть плавными. Острые и тонкие места должны скруг-
ляться. Толщина основной стенки должна быть минимальной в со-
ответствии с механической прочностью, требуемой от отливки. Для
увеличения жесткости и прочности следует применять ребра жест-
кости.
Отверстия и углубления, которые могут быть получены только
с помощью подвижных стержней, должны иметь простейшую кон-
фигурацию. Следует избегать перекрещивающихся глухих от-
верстий.
Для отверстий, имеющих слишком маленький диаметр, а так-
же для слишком глубоких отверстий, особенно если они глухие, в
пресс-форме намечают только центр отверстия.
Необходимо предусматривать припуск на механическую обра-
ботку всех поверхностей, имеющих допуски, требования парал-
лельности или перпендикулярности более точные, чем это может
быть выдержано в литье.
§ 37. Выбор литниковой системы
Литниковой системой называется совокупность всех каналов,
по которым расплав поступает под давлением в оформляющую по-
лость пресс-формы из камеры прессования литейной машины.
Литниковая система должна обеспечивать: наилучшее заполне-
ние полости пресс-формы без спаев и недоливов, получение отли-
вок с минимальной пористостью и хорошей чистотой поверхности,
удаление воздуха и газов из полости пресс-формы в процессе за-
ливки. Она не должна затруднять обрубку и зачистку отливок, а
147
также легко удаляться из пресс-формы. Расход расплава на лит-
никовую систему должен быть минимальным.
Различают два основных вида литниковых систем: внутреннюю
(подвод расплава осуществляется по внутреннему контуру отлив-
ки) и внешнюю (с подводом расплава по внешнему контуру от-
ливки).
Внутреннюю литниковую систему применяют в од-
ногнездных пресс-формах для получения отливок, имеющих в цент-
ре свободную полость (кольца, рамы, плиты, диски, втулки), или
для отливок, имеющих глухую полость, тогда литник подводят пря-
мо в дно отливки. Для улучшения качества отливок применяют
сливные резервуары — промывники. Устройство внутренней литни-
ковой системы позволяет легко отделять отливку от литника, не
увеличивая при этом габаритные размеры одногнездной пресс-
формы.
Внешняя литниковая система применяется в одно-
гнездных и многогнездных пресс-формах.
Выбор литниковой системы обусловливается выбором машины,
конструкцией отливки, сплавом.
К литниковой системе относится камера прессования 9, етояк 8
(рис. 71, а), литниковые каналы 7, питатель 2, промывник 5
(рис. 71, б).
Камерой прессования называется резервуар, в который из раз-
даточной печи заливается порция расплава, необходимая для за-
148
полнения полости пресс-формы. Размеры камеры прессования вы-
бирают в зависимости от необходимых порций расплава и удель-
ного давления.
Для получения годной отливки 3 в камеру прессования залива-
ют расплав с избытком.
После заполнения полости пресс-формы в камере остается
небольшое количество сплава, так называемый пресс-остаток 10.
Наружный размер пресс-остатка соответствует внутреннему диа-
метру камеры прессования, высота его должна быть наименьшей
с целью экономии сплава, но не меньше диаметра входного отвер-
стия литниковой втулки для машин с вертикальной камерой и не
меньше размера входного отверстия в литниковый канал для ма-
шин с горизонтальной камерой. Для получения наименьшего пресс-
остатка и доброкачественной отливки необходимо правильно опре-
делить порцию заливаемого в камеру расплава. Величина пресс-
остатка должна составлять 8—12% от порции расплава.
Пресс-остатки делятся на две части: технологическую, обеспе-
чивающую получение годной отливки и нерабочую, формирующую-
ся за счет корочки затвердевшегр расплава, которая образуется на
стенке камеры прессования за период заливки в нее расплава и
в процессе прессования. Нерабочая часть пресс-остатка не должна
превышать 50% технологической.
По стояку 8 расплав проходит от вертикальной камеры прессо-
вания 9 к литниковым каналам 7. На машинах с горизонтальной
камерой прессования стояков нет.
Во внешней литниковой системе стояк доходит до плоскости
разъема пресс-формы. Во внутренней литниковой системе стояк на-
правлен к питателю, расположенному в верхней точке рабочей по-
лости. У плоскости разъема в поперечное сечение стояка
(см. рис. 71) входит рассекатель 1, который служит для направле-
ния струи в литниковые каналы и извлечения стояка.
От стояка к питателю отливки расплав поступает по литнико-
вому каналу. Литниковые каналы должны иметь достаточный раз-
мер, чтобы расплав, проходя по ним, не охлаждался и не терял ско-
рость. Но очень большие размеры могут привести к тому, что
горячий расплав перегреет пресс-форму. Обычно сечение литнико-
вых каналов имеет трапецеидальную пресс-форму.
Одним из важнейших элементов литниковой системы является
канал, по которому расплав поступает из литникового канала в
отливку, — питатель 2. Служит он для того, чтобы заполнить рас-
плавом полость пресс-формы с необходимой скоростью, а также
облегчать отделение отливки от литниковой системы.
Резервуар 5, выполненный в плоскости разъема подвижной или
неподвижной половины пресс-формы и сообщающийся с полостью
пресс-формы соединительным каналом 4, а с внешней атмосферой
вентиляционным каналом 6, называется промывником, или слив-
ным резервуаром. В промывник поступает воздух из полости пресс-
формы вместе с первой порцией вспененного металла и с продук-
тами возгонки смазки пресс-формы. Устройство промывника улуч-
149
шает условия заполнения участков отливки с небольшой толщиной
стенок, расположенных далеко от питателя, помогает устранить
неслитины, появляющиеся на поверхности отливок, что нередко
наблюдается на участках, удаленных от литника при отливке круп-
ных деталей коробчатого и корпусного типа. Кроме того, промыв-
ник служит для подогрева удаленных от питателя участков пресс-
формы в целях устранения дефектов поверхности, образующихся
ори соприкосновении расплава с холодными стенками пресс-фор-
мы. Назначение промывников тре-
бует, чтобы они были достаточно
емкими.
При выборе литниковых систем
необходимо правильно определить:
местоположение литника по отноше-
нию к отливке; площади сечений и
геометрию элементов литниковой
системы.
Выбор рационального положения
литника является ответственной и
трудной задачей. На основании
практики литник устанавливают
так, чтобы расплав заполнял по-
лость пресс-формы с наименьшей
потерей скорости, т. е. чтобы на его
пути не было лишних переходов от
тонких мест к толстым, поворотов
и ударов струи; чтобы предохранить
сложные, дорогие части пресс-фор-
мы от преждевременного износа
под действием удара струи; чтобы
отделение литника от отливки про-
изводилось наиболее простым спо-
собом; чтобы струя расплава не за-
крывала выход воздуха из полости
пресс-формы.
При выборе внутренней литниковой системы подвод расплава
можно осуществлять через центр отливки (рис. 72,а). В этом слу-
чае стержень, оформляющий отверстие в отливке, служит одновре-
менно рассекателем. Расплав можно подвести к отливке через глу-
хое дно (рис. 72, б), если отливка коробчатого типа. Стержень так-
же является одновременно рассекателем.
При выборе внешней литниковой системы подвод расплава
можно осуществлять разными способами в зависимости от конст-
рукции отливки (рис.73).
При литье под давлением основным расчетным элементом лит-
никовой системы является сечение впускного канала питателя.
Размеры питателя влияют на режимы литья, и, следовательно, от
них зависит качество отливок. Площадь поперечного сечения пи-
тателя (м
2
) определяется по формуле
150
Подогрев пресс-формы и сплава. Включив машину и убедив-
шись, что пресс-форма прочно закреплена, плотно закрывается и
все механизмы ее работают исправно, приступают к ее подогреву.
Нагрев пресс-формы производят различными способами: элек-
трокассетой, газовой горелкой, паяльной лампой. Нельзя разогре-
вать холодные пресс-формы запрессовкой расплава, так как из-за
резкой разницы температуры может повредиться рабочая поверх-
ность пресс-формы, что сокращает срок службы пресс-форм, осо-
бенно при литье сплавов на основе меди и алюминия. Полуформы
разводят на небольшую величину так, чтобы одновременно обо-
гревались обе части поверхности разъема. Предварительно все по-
движные тонкие стержни и выталкиватели вводят во вкладыши. На
тонкие неподвижные стержни пламя горелок и прочих источников
тепла не направляют, чтобы избежать перегрева стержней. От не-
посредственного воздействия пламени тонкие стержни защищают
также асбестом.
Детали, отлитые в холодной пресс-форме, получаются пористы-
ми, так как расплав, сокрикасаясь с холодными стенками пресс-
формы, быстро охлаждается. Чрезмерно быстрое охлаждение рас-
плава является одной из причин, способствующей образованию на
поверхности отливки узора, так называемого «мороза», и трещин,
увеличивает обжатие выступающих частей пресс-формы, а также
приводит к преждевременному образованию мелких трещин (сет-
ки разгара) на вкладышах.
Перегрев пресс-формы приводит к увеличению пористости от-
ливки, особенно в утолщенных местах, поэтому во время ра-
боты необходимо поддерживать определенную температуру
пресс-формы.
Расплав перед заливкой в пресс-форму находится в раздаточно-
подогревательной печи, где он подогревается до необходимой рабо-
чей температуры. Рабочую температуру расплава следует выбирать
наиболее низкой, но такой, при которой возможно хорошее запол-
нение полости пресс-формы без спаев и недоливов при данном дав-
лении. Чем ниже температура заливаемого расплава, тем выше
стойкость пресс-формы. Недостаток литья с пониженной темпера-
турой расплава — захватывание расплавом шлаков и окислов, а
также образование включений свободного кремния у силумина.
Высокая температура заливаемого расплава нежелательна, так
как приводит к быстрому разрушению поверхности полости пресс-
формы, увеличению пористости в отливках, изменению химического
состава сплава. Так, например, при литье латуни при высоких тем-
пературах выгорает часть цинка. Поэтому рабочая температура
расплавов в раздаточной печи выбирается в зависимости от тол-
щины стенок отливаемых деталей, причем более высокая темпе-
ратура применяется для тонкостенных отливок.
Смазка пресс-формы. Для уменьшения прилипания расплава к
стенкам пресс-формы (особенно при литье алюминиевых сплавов),
для уменьшения износа пресс-формы, а также для уменьшения за-
диров на литых деталях производят смазку пресс-формы. Смазы-
155
вают также и детали камеры прессования (наполнительный ста-
кан, пятку, поршень),
Смазка должна быть нанесена тонким слоем. Избыток смазки
стекает на нижние части оформляющей полости пресс-формы, не
дает четкого заполнения контура и способствует образованию «мо-
роза». Кроме того, при обильной смазке увеличивается газообра-
зование, создающее в пресс-форме дополнительное давление и спо-
собствующее образованию облоя на отливках. Облоем называется
часть расплава, затекающая в плоскость разъема и остающаяся на
отливке.
Необходимо смазывать те места пресс-формы, к которым может
прилипнуть сплав, и места, оставляющие на отливке риски или за-
диры. Смазку пресс-формы и стержней производят периодически
во время работы в зависимости от конфигурации отливки. Пресс-
формы для сложных отливок необходимо смазывать чаще, чем для
простых. Детали камеры прессования необходимо смазывать после
нескольких ударов. При литье латуни первые отливки после смаз-
ки отбрасывают, так как они насыщены газом.
Лучше всего наносить смазку на все рабочие поверхности пресс-
формы с помощью пульверизатора, который обеспечивает нанесе-
ние тонкого и ровного слоя.
Смазки, применяемые для пресс-форм, должны удовлетворять
следующим требованиям: быть стойкими при высоких температу-
рах и давлении, не вызывать коррозии отливок и частей пресс-фор-
мы, не оказывать вредного действия на работающих, образовывать
устойчивую пленку на поверхности полости пресс-формы и камеры
прессования, быть удобными для применения.
Поскольку подобрать составы смазок, отвечающие указанным
требованиям, очень трудно, а также одна и та же смазка не может
обеспечить получение качественных отливок из различных сплавов,
существует большой ассортимент смазок для литья под давлением.
Условно их можно разделить на три группы.
1. К твердым смазочным покрытиям относятся животные жиры
и воск, в чистом виде их применяют редко, служат компонентами
мазеобразных и жидких смазок.
2. Мазеобразные смазки представляют собой густую смесь из
парафина, мазута, нигрола, озокерита, церезина, минеральных ма-
сел и других веществ. Для повышения разделительной способно-
сти в них добавляют алюминиевую пудру и графит.
3. В состав жидких смазок входит разбавитель, способствующий
получению жидкой консистенции и отводу теплоты от пресс-формы.
Жидкие смазки приготовляют на нефтяной (или водной) основе с
добавкой мелкодисперсных наполнителей или присадок. В состав
смазок на водной основе входят минеральные масла, жиры и
эмульгаторы, обеспечивающие равномерность и дисперсность
эмульсии.
Ниже приведены составы смазок для различных сплавов:
алюминиевых и магниевых: 1) 30% церезина или воска, 14%
вазелина, 26% графита, 30% парафина; 2) 50% графита, 50% мо-
156
торного масла; 3) 1,5%-ный раствор фтористого натрия; 4) 52%
масла, 43% разбавителя, 5% трихлорэтилена (смазка ЛД);
оловянно-свинцовых и цинковых: 1) 30% парафина, остальное
моторное масло; 2) 5% графита, остальное моторное масло;
медных: 1) 8% графита, 92% машинного масла; 2) 10%-ный
водный раствор желтой кровяной соли.
Для прессующего поршня и камеры прессования применяют
смазки, содержащие 20—40% графита на основе тяжелых мине-
ральных масел.
Получение пробных отливок. Проверка качества изготовленной
пресс-формы производится путем пробной ее заливки. При этом
проверяется точное взаимодействие всех подвижных частей пресс-
формы, отсутствие заедания; легкость удаления отливки из пресс-
формы, чистота поверхностей получаемых отливок (отсутствие ца-
рапин, задиров, вмятин, повышенной узорчатости, пористости и об-
лоя), излом отлитых деталей для определения скопления воздуха,
наличия газовых пузырей и раковин; размеры отливок. Термически
необработанную пресс-форму устанавливают на машину, тщатель-
но и осторожно проверяют работу ее механизмов и, убедившись в
их исправности, пресс-форму подогревают и смазывают. Затем, от-
регулировав скорость прессования и силу давления, нагревают
камеру прессования. Для этого в нее заливают несколько ложек
расплава, через 2—4 мин затвердевший металл удаляют из камеры
прессования. Для хорошего прогрева камеры необходимо сделать
3—4 заливки. Когда пресс-форма и камера прессования будут на-
греты до нужной температуры, производят смазку и обдув обоймы
вкладышей и стержней, литниковой втулки, поршня и пятки и при-
ступают к работе.
Первые две-три заливки следует производить несколько охлаж-
денным расплавом. Зачерпнув разливочной ложкой расплав из
раздаточной печи, дают ему несколько остыть, прежде чем залить
в камеру прессования. Затем уже начинают работать, нормально
производя 30—40 запрессовок для получения пробных отливок.
В случае отклонений пробных отливок от заданной пресс-формы
и размеров обрабатываемых и необрабатываемых поверхностей
пресс-форму исправляют в цехе. Если отклонения не позволяют ис-
править пресс-форму в цехе, ее отправляют на переделку в инстру-
ментальный цех.
§ 39. Освоение пресс-форм
Освоение новой пресс-формы является весьма сложным и от-
ветственным делом.
В крупных цехах для литья под давлением (20 и более литейных
машин) для освоения вновь изготовленных пресс-форм выделяют
специальную машину и организуют группу, в которую входят ква-
лифицированные литейщики, слесари и технический руководитель.
Всякая вновь изготовленная пресс-форма должна быть опро-
бована на машине для доводки размеров, проверки работы меха-
низмов и для разработки производственной технологии литья.
157
Доводка размеров полости пресс-формы и литниковой системы.
Из пробных отливок отбирают такие, которые, несмотря на дефек-
ты, оформились достаточно полно и по которым можно проверить
размеры. Результаты размеров записывают в протокол; его вместе
с пресс-формой направляют в инструментальный цех для доводки
тех размеров, где есть отклонения. После исправления размеров
пресс-форму, как правило, вторично проверяют на машине и затем
подвергают термической обработке. После термической обработки
в пресс-форме могут возникнуть новые неполадки, поэтому ее снова
проверяют на машине. Если пресс-форма удовлетворяет всем тре-
бованиям, то приступают к ее освоению.
Освоение заключается в доводке литниковой системы, в устрой-
стве дополнительных воздухоотводных каналов и определении ос-
новных технологических параметров: температуры пресс-формы и
расплава, скорости и удельного давления прессования, смазки,
темпа работы и т. д.
Конечной целью освоения пресс-формы является получение
годных отливок при максимальной производительности, поэтому
первый этап работы по освоению заключается в исследовании при-
чин, дефектов отливок и в выборе способов их устранения. Второй
этап освоения заключается в разработке оптимального темпа ра-
боты, в установлении предварительной нормы выработки, предъ-
явлении контролеру ОТК пробной партии отливок и в составлении
технической документации.
Доводка работы механизмов производится в пресс-форме, на-
гретой до рабочей температуры. Механизм должен работать плав-
но и ровно, без больших усилий, особенно если привод ручной. До-
водку размеров полости пресс-формы следует делать осторожна
и постепенно, учитывая, что ошибка вызовет переделку всей де-
тали.
При доводке литниковой системы пользуются проверочным рас-
четом площадей сечений элементов литниковой системы.
При освоении пресс-формы ведут журнал, в котором записы-
вают все сделанные в пресс-форме и технологии изменения с ука-
занием их результатов. В журнале отмечают также замеченные
в пресс-форме конструктивные недостатки. При повторном изготов-
лении пресс-формы все замечания по конструкции и данные освое-
ния учитываются.
Журнал освоения является документом, в котором отражается
накопленный опыт по технологии литья под давлением. Использо-
вание данных журнала освоения способствует более быстрому ов-
ладению сложным технологическим процессом, помогает его совер-
шенствованию, а также ускоряет и удешевляет изготовление и
освоение последующих пресс-форм.
Освоение пресс-формы заканчивается составлением технологи-
ческой карты и паспорта на пресс-форму. Технологическая карта
(ГОСТ 3.1405 —74) содержит следующие сведения:
1. Номер цеха и.номер операции.
2. Код отливки, ее номер, название, литеру изменений.
158
3. Код сплава, его название, обозначение шихты.
4. Код единицы измерения массы сплава, расход сплава на де-
таль, отливку, литниковую систему, а также расход жидкого спла-
ва на отливку и на запрессовку пресс-формы. Выход годного литья.
5. Сведения о литниковой системе: диаметр камеры прессования
(или стояка у машин с холодной вертикальной камерой прессова-
ния), размеры литникового хода и питателей.
6. Код пресс-формы, количество в ней мест, массу пресс-формы
в бборе, стойкость пресс-формы (количество запрессовок), способ
нагрева пресс-формы, рабочую температуру пресс-формы, дпособ
охлаждения пресс-формы. Характер крепления пресс-формы к ли-
тейной машине.
7. Код смазки пресс-формы, ее наименование, массу расхода.
8. Заливку сплава в пресс-форму, вместимость ковша, темпера-
туру заливаемого сплава, время выдержки отливки в пресс-форме,
скорость и давление прессования.
9. Наименование и содержание операций (заливка на машине
литья под давлением, обрубка облоя на прессе, ручная зачистка
заусенцев и др.), номер участка цеха, номер операции, обозначение
документа, применяемое оборудование (код, наименование, инвен-
тарный номер), приспособления и инструмент (код и наименова-
ние), количество занятых рабочих, код профессии, разряд работы,
единицу нормированного времени (коды вида нормы и тарифной
сетки), коэффициент штучного времени, количество одновременно
обрабатываемых отливок, объем производственной партии.
10. Технологическую карту подписывают: технолог-разработчик,
технолог по нормоконтролю, начальник технической части цеха.
На каждую поступающую в эксплуатацию пресс-форму состав-
ляют паспорт, в котором отмечают срок службы пресс-формы, ко-
личество отлитых на ней деталей, характер проводившегося
ремонта, достоинства и недостатки пресс-формы, замеченные при
ее эксплуатации.
Обязательным документом, хранящимся обычно вместе с пас-
портом, является окончательный протокол промеров отливки, со-
ставленный техническим контролером, с надписью о разрешении на
сдачу пресс-формы в эксплуатацию.
§ 40. Взаимозависимость параметров технологического процесса
Получение литьем под давлением отливок высокого качества
зависит главным образом от правильного выбора основных техно-
логических параметров, к которым относятся: температура распла-
ва и пресс-формы, величина удельного давления, приведенные
в табл. 16, и скорость прессования.
Необходимо комплексно учитывать взаимную связь между все-
ми технологическими параметрами.
Определение темпа. Под темпом литья понимается количе-
ство запрессовок, которое производится на литейной машине в оп-
159
ределенный промежуток времени; под ритмом работы — непре-
рывность процесса литья в течение рабочего дня.
При различных темпах литья тепловой режим пресс-формы меня-
ется, так как технологические параметры при определенном темпе
литья не подходят для другого.
Для нормальной работы должен быть подобран такой темп
литья, который выдерживал бы необходимый тепловой режим
пресс-формы, т. е. за рабочий цикл (время за одну запрессовку)
приток тепла был равен его расходу, а температура пресс-формы
оставалась постоянной.
Температура заливки сплава. Во всех случаях температура за-
ливки расплава должна быть минимальной, но достаточной для
четкого заполнения пресс-формы и для получения отливок без спа-
ев (неслитин).
Излишнее повышение температуры расплава при заливке при-
водит к нежелательным последствиям: усиливается неблагоприят-
ное химическое воздействие некоторых сплавов на чугунные тигли
раздаточных печей;
быстрее разрушаются литейные пресс-формы;
расплав вытекает из пресс-формы, вокруг отливок образуются
приливы;
ускоряется износ наполнительного стакана камеры прессования,
поршня и пятки;
увеличивается пористость в отливках;
более интенсивно окисляется сплав, образуются окисные плен-
ки, попадающие в отливки и снижающие качество отливок;
возникают многие виды брака: трещины, утяжины, газовая по-
ристость и др.
160
С другой стороны, низкая температура расплава (кашеобразное
состояние) несколько снижает механические свойства отливок и
ускоряет износ пресс-формы, особенно стержней, подвергающихся
удару полужидкого расплава.
При работе на полужидком расплаве во избежание загрязнения
его шлаками необходимо сплав предварительно нагреть до жидко-
го состояния, тщательно прорафинировать и затем, удалив шлак,
дать спокойно остыть до полужидкого состояния.
Технологические параметры (см. табл. 16) зависят прежде всего
от свойств сплава, из которого получают отливку.
Например, цинковые сплавы чувствительны к перегреву.
Перегрев сопровождается массовым появлением в отливках
трещин.
Магниевые сплавы из-за их повышенной склонности к окислению
на открытом воздухе отливают при минимальных температурах.
Технология литья некоторых алюминиевых сплавов значительно
упрощается при пониженных температурах, свойства отливок при
этом улучшаются.
В таблице указаны температуры расплавов в тигле раздаточной
печи. Фактически при заливке их в пресс-форму температура будет
на 30—40° С ниже, так как они охлаждаются при переносе от печи
к камере прессования и в момент движения под действием прессу-
ющего поршня.
Температура расплавов в раздаточной печи снижается, когда
в печь добавляют новую порцию сплава (особенно в чушках), име-
ющего высокую температуру плавления. Кроме того, загрузка в
раздаточную печь чушек увеличивает возможность появления в
расплаве неметаллических включений. Это снижает качество спла-
ва. Поэтому добавлять металл в раздаточную печь надо в жидком
виде.
Температура пресс-формы. Температура пресс-формы зависит
от температуры и теплоемкости заливаемого сплава, от темпа ра-
боты, от соотношения массы литейной пресс-формы и количества
расплава, заливаемого в нее, и от эффективности применяемого
принудительного обогрева или охлаждения пресс-формы. Чем вы-
ше температура рабочего расплава, тем больше тепла он отдает
пресс-форме при затвердевании и тем сильнее она нагревается. Чем
чаще заливают металл в пресс-форму, тем выше температура пресс-
формы, так как при быстрой работе перерывы между заливками
незначительны, пресс-форма нe успевает охладиться, и количество
тепла, вносимого в единицу времени, увеличивается.
Чем больше масса пресс-формы по сравнению с массой заливае-
мого расплава, тем труднее ее прогреть этим расплавом и тем ни-
же ее температура в процессе работы. Чем меньше размеры отлив-
ки по сравнению с размерами вкладышей и стержней, соприкасаю-
щихся с расплавом, тем труднее прогреть их и тем холоднее они
будут во время работы.
Следовательно, при отливке мелких деталей необходимо изго-
товлять либо многогнездные пресс-формы, либо одногнездные, но
161
с фасонной полостью, выполненной во вкладыше небольших раз-
меров.
Темп литья взаимосвязан с температурой расплава и пресс-
формы, которые в сочетании со скоростью заполнения пресс-формы
(скоростью впуска) определяют тепловой режим формова-
ния отливки, т. е. тепловое состояние расплава от момента заливки
его в камеру прессования машины до момента удаления затвердев-
шей отливки из пресс-формы.
Определение температуры расплава и пресс-формы. Во время
работы литейной машины температура расплава и пресс-формы
должна быть постоянной. Для контроля температуры пользуются
специальными теплоизмерительными приборами: для расплавов —
термопарами погружения и оптическими пирометрами, для пресс-
формы— контактной термопарой (медь-константан) или термиче-
скими цветными карандашами. Замер контактной термопарой про-
изводят на участке, наиболее близко расположенном к полости
пресс-формы, с противоположной стороны питателя. Точность за-
мера в этом случае +/-15° С. Иногда эти термопары устанавливают
в полости пресс-формы, тогда литейщик может наблюдать за тем-
пературой пресс-формы во время работы. Термические цветные ка-
рандаши дают возможность за 1—2 с определить температуру
пресс-формы по изменению цвета штриха, нанесенного на ее нагре-
тую поверхность (каждый цвет соответствует определенной темпе-
ратуре).
Подбор давления. Удельное давление и скорость прессующего
поршня зависят от конструкции отливки, размеров и положения пи-
тателя, свойства сплава и его температуры плавления и т. д. Даже
при уверенности, что пресс-форма сконструирована правильно, ус-
ловия литья надо- проверить практически, так как нет общего пра-
вила, действительного для всех сплавов и пресс-форм.
В литье под давлением подача расплава из камеры прессования
в пресс-форму и его дополнительное прессование осуществляются
принудительно.
Давление на расплав необходимо для заполнения расплавом
сложных тонкостенных переходов в отливках, получения крупнога-
баритных отливок или получения нескольких мелких отливок за
одну заливку, получения в отливках мелкозернистой структуры из-
мельчения газовых включений до размеров микроскопической по-
ристости, уплотнения отливки под действием допрессовки, т. е. дав-
ления на расплав после того, как он заполнит пресс-форму.
Давление на залитый в камере прессования расплав определя-
ется при данной мощности прессующего цилиндра машины диамет-
ром камеры прессования и сопряженного с ней пуансона. Так, на-
пример, при усилии прессующего цилиндра 15 тс и диаметре ка-
меры прессования 60 мм давление составит
162
Чем меньше площадь поршня, действующего непосредственно
на расплав, находящийся в камере прессования, и чем больше пло-
щадь поршня, воспринимающего давление рабочей жидкости, тем
больше давление на расплав.
При переходе расплава в литниковый канал кинетическая энер-
гия потока расплава тратится на заполнение полости пресс-формы.
Когда по окончании заполнения поступающий в пресс-форму с
большой скоростью и под большим давлением расплав соприка-
сается со стенками пресс-формы и мгновенно останавливается, соз-
дается гидравлический удар. В этот момент удельное давление
достигает наибольшей величины.
В современных, наиболее распространенных на отечественных
заводах машинах, для литья под давлением можно в значительных
пределах менять удельное давление на расплав, меняя стаканы ка-
меры прессования и прессующие поршни.
Такой способ выбора давления сложен, так как требует много
времени.
Другой способ подбора давления — это регулирование его при
помощи вентилей. Так, например, машины типа «Полак» имеют три
ступени давления. Жидкость давит на весь поршень и создает мак-
симальное давление на расплав, когда вентили открыты (III сту-
пень). При закрытом верхнем вентиле создается среднее давление
(II ступень), а при закрытом нижнем вентиле наименьшее давле-
ние (I ступень). Величина давлений указана в паспорте
машины.
В машинах с горизонтальной камерой прессования давление ре-
гулируется также при помощи вентиля.
Регулировать удельное давление за счет изменения рабочего
давления в сети не следует, так как это плохо сказывается на ра-
боте всей гидравлической системы. При повышении рабочего дав-
ления в сети даже на 20—30 ат увеличивается износ трубопроводов
и деталей распределительных и регулирующих устройств машины,
Наряду с этим снижение давления в сети на 20—30 ат вызывает
резкое повышение брака отливок из-за плохого оформления и по-
вышенной пористости.
Повышение удельного давления на расплав полезно во время
его запрессовки в пресс-форму, так как устраняет брак по недоли-
вам, заворотам, нечеткому оформлению тонких сечений и по чистоте
поверхности.
Применение высоких удельных давлений (900—1200 кгс/см2)
является наиболее эффективным средством устранения дефектов
на поверхности отливок. Поэтому необходимо уделять особое вни-
мание поддерживанию установленного по паспорту машины дав-
ления рабочей жидкости в сети.
Повышая удельное давление путем установки поршня меньшего
диаметра, необходимо учитывать силу давления, запирающего
пресс-форму. При неисправности запирающего блока машины или
при значительном повышении удельного давления на расплав под-
вижная половина пресс-формы может частично отойти, вследствие
163
должает проходить через эмульсию, пока не заполнит полость
пресс-формы. Поэтому при недостатке вентиляционных каналов,
если они будут заглушены оболочкой затвердевшего расплава, воз-
дух остается в отливке, образуя воздушные раковины.
Скорость прессования должна соответствовать характеру отли-
ваемой детали. Чем проще конфигурация детали, чем толще сече-
ние ее стенок и чем толще питатель, тем меньше должна быть ско-
рость прессования.
Скорость впуска для алюминиевых отливок 35—55 м/с. Выбор
этой скорости определяется следующим. Скорость в сечении пи-
тателя— почти постоянная величина, а скорость расплава в самой
полости непрерывно уменьшается по мере удаления от питателя,
так что в тонкие места полости расплав попадает в последний мо-
мент. Вследствие этого необходимо, чтобы в тонкие места полости
пришел расплав еще с достаточной скоростью для ее заполнения.
Таким образом, для простых по конфигурации отливок можно вы-
брать скорость, наименьшую из указанных пределов; для отливок
средней сложности — среднюю, а для сложных отливок — верхний
предел. При подборе скорости прессования надо помнить: чем
больше скорость впуска, тем быстрее происходит разрушение по-
верхности пресс-формы. Но при подборе скорости прессования са-
мым важным показателем является качество отливки.
На машинах литья под давлением скорость впуска регулируют
по скорости движения поршня. Регулировка скорости прессования
осуществляется игольчатым клапаном, установленным в канале,
подающим жидкость в прессовый цилиндр. При завертывании кла-
пана частично перекрывается подача жидкости и скорость прессо-
вания уменьшается, и наоборот. При постоянной скорости поршня
скорость впуска регулируют изменением сечения питателей.
Машины типа CL0200/22; 400/36 и другие имеют на вентиле гра-
дуировку, указывающую скорость прессования.
Большинство же машин литья под давлением не имеют посто-
янных приборов для замера скорости движения поршня. Для этого
существует много различных приспособлений. Простейшим из них
является способ замера при помощи электросекундомера. К штан-
ге цилиндра машины прикрепляют ролик, который на своем пути
дважды размыкает электрическую цепь, питающую электросекун-
домер. Если размыкающие контакты установить на расстоянии
200—250 мм один от другого, то электросекундомер покажет время
прохождения поршня на этом пути. Величина скорости, замеренная
таким способом, является ориентировочно средней на заданном
участке, достаточно точной.
Таким образом, получение отливок с чистой поверхностью, не
имеющих воздушной и усадочной пористости, зависит от выбора и
соблюдения правильных технологических параметров процесса
литья под давлением. Причем они должны выбираться с учетом
наиболее благоприятного теплового режима формирования данной
отливки. Для этого литейщик должен строго соблюдать техноло-
гию, а также инструкции по эксплуатации литейной машины и
165
можно получать отливки с более тонкими стенками (на 25%)
повышенной прочности, экономя тем самым цветной металл;
можно отливать ответственные крупногабаритные детали, что
дает большой эффект.
Системы вакуума, применяемые в литье под давлением, самые
различные. Все они могут быть разделены по следующим призна-
кам: месту удаления воздуха (из плоскости разъема формы, из ко-
жуха, окружающего форму, и т. д.); типу машин (с холодной или
горячей камерами, горизонтальные или вертикальные); степени ав-
томатизации (автоматические, полуавтоматические, с ручным вклю-
чением); системе применения вакуума с засасыванием расплава из
тигля в камеру прессования;
Сущность процесса литья под давлением с применением вакуума
в полости пресс-формы на машинах с вертикальной камерой прес-
сования заключается в следующем (рис. 78, а). По плоскости
разъема на пресс-форму 1 надевают кожух 2 с резиновой проклад-
кой. Во избежание подсоса воздуха через толкатели в прижимной
плите устанавливают сальники из красной меди или термостойкой
резины.
Разрежение в полости пресс-формы создается при по-
мощи вакуумной установки 6, смонтированной около машины. Воз-
дух из полости пресс-формы удаляется через вентиляционные ка-
налы в плите 5, сделанные на плоскости разъема. Однако такой
отсос не дает значительного эффекта, так как глубина вентиляци-
онных каналов незначительна (0,1—0,2 мм). Для удаления воздуха
из полости пресс-формы требуется значительное время.
Для быстрого удаления воздуха из полости пресс-формы раз-
работан специальный узел прессования, при применении которого
воздух из полости пресс-формы удаляется через литник, далее че-
рез специальные каналы, выполненные в пятке 4, и через трубо-
провод 5 из камеры прессования в вакуум-аккумулятор.
Порядок работы такого устройства на машинах с вертикальной
камерой прессования состоит в следующем: после закрытия пресс-
формы в камеру прессования заливается расплав с одновременным
168
подключением вакуумного резервуара. Через 1—2 с расплав за-
прессовывается из камеры прессования в пресс-форму.
Для машины с горизонтальной камерой прессования разрабо-
тано другое вакуумное устройство (рис. 78,б). Удаление воздуха
из полости пресс-формы производится через литниковую систему.
Основными элементами этого устройства является специальная гер-
метичная камера 1, в которую помещается пресс-форма, а также
169
Камера прессования 2, на коническую поверхность которой навер-
тывается муфта 3.
После заливки расплава в камеру прессования муфта повора-
чивается, перекрывая заливочное отверстие. Затем открывается ва-
куумный вентиль, и воздух быстро удаляется из вакуумной камеры
и камеры прессования.
Вакуум в полости пресс-формы создается примерно в течение
1 с, после чего производится запрессовка расплава в пресс-форму.
Недостатками вакуумного метода литья под давлением явля-
ются значительная стоимость вакуумного оборудования, увеличение
потребной площади, сокращение проводительности труда, так как
на каждый цикл работы затрачивается больше времени. Этим ме-
тодом отливают детали, от которых требуется очень хорошая по-
верхность под хромирование или под покрытие эмалью, или когда
деталь должна иметь особые механические свойства (прочность
или герметичность).
Кислородный процесс. Сущность способа заключается
в следующем. Перед заливкой оформляющую полость пресс-фор-
мы и камеру прессования продувают кислородом (О2), который
замещает воздух и газообразные продукты. При литье кислород,
химически взаимодействуя с заливаемым расплавом, переходит
в окисел — твердую фазу, например при литье алюминиевых спла-
вов Аl2О3. Образовавшиеся в результате химической реакции ча-
стицы окислов очень малы (менее одного микрона), а масса их
составляет 0,1—0,2% массы отливки. .Окислы в расплаве находятся
в мелкодисперсном состоянии, их удается обнаружить только при
увеличении в 40000
х
.
Этот способ обеспечивает значительное по-
вышение качества отливок по пористости.
Пресс-формы с применением кислородного процесса имеют ме-
ханизм надежного впуска кислорода в оформляющую полость 4 и
надежного перекрытия отверстий, через которые поступает кисло-
род. В подвижную часть пресс-формы (рис. 79) встраивают специ-
альный гидроцилиндр 1, штоком 2 которого является один из непод-
вижных стержней.
Система предварительной продувки пресс-формы кислородом
под давлением 0,8—4,5 кгc/см
2
работает следующим образом. При
закрытии пресс-формы конечный выключатель подает команду на
подачу масла в гидроцилиндр. Поршень, а вместе с ним и стержень
(шток) 2 отходят влево и открывают отверстие, через которое
оформляющая полость пресс-формы заполняется кислородом. Од-
новременно открывается клапан подачи кислорода. После закры-
тия пресс-формы и по истечении некоторого времени реле времени
подает команду для работы гидроцилиндра, поршень которого, пе-
ремещаясь вправо, устанавливает стержень 2 в рабочее положение.
При этом перекрывается отверстие для подачи кислорода. Одно-
временно закрывается клапан подачи кислорода.
Литье под давлением черных сплавов. При за-
твердевании стали в пресс-форме и требуемом по технологии ох-
лаждении отливки, последняя, уменьшаясь в размере, настолько
170
плотно садится на выступающих частях пресс-формы, что для уда-
ления ее из пресс-формы требуются большие усилия. Вследствие
этого поверхности пресс-формы, которые обжимаются отливкой,
быстро изнашиваются. Температура стали во время заполнения
полости пресс-формы достигает 1600—1620° С, а температура формы
колеблется в пределах от 400—500° С, таким образом, формирова-
ние отливок происходит при перепаде температур 1000° С и для уст-
ранения дефектов усадочного характера в стальных отливках тре-
буются эффективные меры по питанию отливок. При литье стали
под давлением температурный перепад между расплавом и пресс-
формой настолько большой, что отливка немедленно затвердевает,
как только расплав касается стенки полости пресс-формы.
Таким образом, вопрос стойкости пресс-формы имеет решающее
значение для литья под давлением сплавов черных металлов.
В настоящее время вопрос этот решается путем изыскания для
пресс-форм более стойких материалов и разработки более рацио-
нальных режимов их термообработки, а также путем разработки
режимов литья, уменьшающих агрессивное действие расплава на
материал пресс-формы и обеспечивающих уплотнение структуры
отливки.
В процессе изыскания режимов литья стали под давлением бы-
ли опробованы некоторые материалы для пресс-форм и выявлено,
что наиболее перспективными являются спекаемые и деформиро-
ванные сплавы на основе тугоплавких металлов — молибдена и
вольфрама.
Молибденовые сплавы обладают высокой прочностью при на-
греве до 700° С, низким коэффициентом теплового расширения, вы-
сокой теплопроводностью и отсутствием структурных превращений
в области рабочих температур пресс-форм. В последнее время на-
ходят применение сплавы, подвергаемые горячей деформации и
термообработке. Эти сплавы содержат 0,1—0,2% углерода,
0,1—0,5% циркония, 0,5—1,5% титана, остальное — молибден.
Из изложенного видно, что изыскание материалов для пресс-
форм является в настоящее время наиболее важной задачей в
проблеме освоения и внедрения процесса литья стали под давле-
нием.
Высокая стоимость молибденовых сплавов и еще недостаточно
высокая стойкость (1000—3000 запрессовок) формообразующих
вкладышей наложили свой отпечаток на конструкцию пресс-форм.
Они представляют собой блок из стальных обойм, плит нагревате-
лей с размещенными в них нихромовыми лентами, сменных взаимо-
заменяемых вкладышей и унифицированных плит выталкивателей,
направляющих колонок и втулок. Такая конструкция позволяет до
минимума снизить массу дорогостоящих молибденовых вклады-
шей, сократить время на их замену прямо на машине.
Технологические и конструктивные особенности процесса. При
литье стали под давлением одновременно с увеличением количества
и размеров воздушных включений возникают также и дефекты уса-
дочного порядка, так как через быстро образующуюся при сопри-
косновении со сравнительно холодными стенками пресс-формы
кристаллическую корку очень затруднено (при применяемых удель-
ных давлениях и литниковых системах) питание отливки. Для
литья стали под давлением нужны не только более высокие удель-
ные давления, но это давление должно передаваться отливке не че-
рез тонкий, быстро затвердевающий питатель, а через большую
площадь.
172
Значительные затруднения в получении качественных отливок
вызывает повышенная склонность стали к образованию трещин,
особенно в период их затвердевания.
Поэтому при конструировании стальных отливок для литья под
давлением необходимо учитывать следующее:
а) толщина стенки не должна превышать 6 мм, резкие переходы
в стенках разной толщины недопустимы;
б) недопустимы внутренние и наружные острые углы, внутрен-
ние и наружные радиусы должны быть не менее 2 мм;
в) литейные уклоны внутренние должны быть не менее 2°, а на-
ружные не менее 1°. При конструировании стальных отливок с от-
верстиями необходимо учитывать, что минимальная перемычка
между краями отверстия и отливки должна быть не менее 10 мм,
и литейные уклоны в отверстиях должны быть не менее 1° на сто-
рону.
Литье под давлением стали осуществляется на машинах с гори-
зонтальной камерой прессования моделей 516Ма и ВМЛС-25/350
завода «Сиблитмаш».
Машина 516Ма предназначена для литья неокисляющихся при
плавке на воздухе сталей, оснащена поворотной индукционной
плавильной печью вместимостью 2 кг расплава, подключенной к
машинному генератору ВП4-100/2400. В печи переплавляются на-
рубленные из прутка диаметром 30—45 мм мерные заготовки, пред-
варительно очищенные от ржавчины в галтовочном барабане. Рас-
плавление заготовки в плавильной печи проходит со скоростью
1 кг/мин. Рабочий цикл машины изменяется в зависимости от мас-
сы шихты и колеблется от 1,5 до 2,5 мин. Машина ВМЛС-25/350
предназначена для литья стали и сплавов, окисляющихся при плав-
ке на воздухе. Вместимость плавильной печи до 2 кг. В простран-
стве вакуумных камер с помощью высоковакуумного насоса созда-
ется разрежение до 3-10
-2
мм рт. ст . Рабочий цикл без охлаждения
отливки в вакууме равняется 3—4 минутам, а при охлаждении от-
ливки в вакууме он увеличивается примерно вдвое. Значитель-
ный перепад температур между жидкой сталью, камерой прессова-
ния и стенками вкладышей пресс-формы, превышающий 1000° С,
накладывает специфические особенности на процесс. Залитая с
достаточным перегревом сталь, теряет запас своего тепла во время
заливки и нахождения в камере прессования с перегревом 60—
100° С и поступает в полость пресс-формы с перегревом в 20—30° С
над температурой ликвидуса.
Высокая теплопоглощающая способность и низкая скорость вы-
пуска стали в полость пресс-формы приводят к тому, что в подав-
ляющем большинстве случаев заполнение происходит полужидкой
сталью, т. е в интервале температур кристаллизации. В этом случае
процесс заполнения подчиняется правилу «последовательного за-
полнения полости пресс-формы от толстых сечений к тонким». Раз-
брызгивание потока при выходе из питателя вызывает образование
внутри отливки раковин и пор с окисленной поверхностью, а на по-
верхности следов слияния капель металла.
173
Литниковая система должна иметь минимальную протяжен-
ность, возможно большую толщину питателей, подведенных к наи-
более толстой стенке отливки, а размеры питателей должны обес-
печить скорость впуска, исключающего разбрызгивание потока
металла. Время выдержки отливки в пресс-форме определяется
временем затвердевания пресс-остатка, длина которого должна в
2—3 раза превышать толщину литников.
Полученные отливки очищаются от облоя в виброголтовочном
барабане, предварительно у них отрезается на специальном станке
литниковая система. После чего они проходят отжиг в течение од-
ного часа при температуре 900° С в конвейерной печи с защитной
атмосферой КВП-60Б.
Отожженные отливки контролируются на отсутствие вздутий от
тазовых включений, по твердости и при необходимости правятся.
Правленые отливки подвергаются дополнительному низкотемпе-
ратурному отпуску в камерной печи.
Литье стали под давлением имеет большую перспективу, но для
этого необходимо изыскать более дешевые материалы для пресс-
форм и простые способы их изготовления, а также разработать бо-
лее широкую гамму конструкций литейных машин, предназначен-
ных для литья стали под давлением.
§ 42. Мероприятия по технике безопасности
при изготовлении отливок
Рабочие-литейщики должны хорошо знать и строго соблюдать
правила по технике безопасности. Правила безопасной работы при
литье под давлением сводятся к следующему.
Рабочие литейных цехов и участков должны быть обеспечены
спецодеждой, спедобувью и индивидуальными защитными средст-
вами согласно действующим нормам.
Литейщик перед началом работы должен проверить исправность
оборудования плавильных печей и всех агрегатов, правильность ус-
тановки пресс-формы, а также исправность вентиляции. Необхо-
димо проверить наличие и исправность ограждений и внешним
осмотром удостовериться в том, что корпус электродвигателя, за-
щитные кожухи пусковых устройств и другое оборудование зазем-
лены, а оградительный щит стоит против линии разъема пресс-
формы.
Между машинами должны быть установлены щиты из листовой
стали длиной не короче самой машины и высотой не ниже 2 м. Рас-
стояние между щитом и машиной должно быть не менее 1,5 м. Все
зоны литейной машины, откуда возможен случайный выброс брызг
расплава, должны быть закрыты щитками.
При обнаружении каких-либо неисправностей литейщик должен
сообщить об этом мастеру, механику или энергетику цеха. Само-
стоятельно производить какие-либо исправления машин, пресс-фор-
мы и электропечи категорически запрещается.
174
Пресс-форму устанавливают на машину под руководством
бригадира. Правильность ее установки перед началом работы про-
веряет мастер участка.
Перед началом работы литейщик обязан пройти инструктаж,
выполнять только ту работу, которая поручена администрацией,
и знать устройство и принцип действия машины, насоса, аккуму-
лятора.
Запрещается включать электропечи без разрешения мастера,
оставлять включенные печи без присмотра, вынимать тигель из
включенной печи, хранить около машины масляные тряпки и обти-
рочные концы.
При работе необходимо быть внимательным, не отвлекаться по-
сторонними делами и разговорами. Не допускать на свое место лиц,
не имеющих отношения к данной работе. Нельзя самому и позво-
лять другим лицам находиться в плоскости разъема пресс-формы.
Заливку металла в камеру прессования можно производить
только ложкой с длинной ручкой около 1 м. Применение ложек с
короткой ручкой запрещается. Ложку, перед работой следует про-
греть.
При работе с жидким сплавом, с автоматически закрывающи-
мися пресс-формами опасность ожогов и травм особенно велика,
поэтому работа литейщиков требует большой внимательности. Осо-
бая осторожность требуется при рафинировании алюминиевых
сплавов газообразным хлором. Попадание воды в расплав может
вызвать взрыв, поэтому категорически запрещается закладывать
в печи влажную шихту, литники и пресс-остатки.
Во время работы необходимо следить, чтобы сплав не оставался
на плоскостях разъема пресс-формы и в гнездах для контрольных
шпилек, а также чтобы при закрытии пресс-формы в нее не попали
посторонние предметы. Если пресс-форма или плунжер пропускают
расплав, необходимо вызвать мастера для осмотра машины и ис-
правления дефекта.
Облой с плоскости разъема пресс-формы необходимо удалять
специальной линейкой (рис. 80, а). Для очистки плунжера от на-
липшего сплава применяют специальную счищалку (рис. 80,6).
При попадании жидкости в камеру прессования категорически
запрещается заливка расплава. Отливки из пресс-форм необходимо
вынимать при помощи специального инструмента (рис. 80, д), смаз-
ку пресс-формы и камеры прессования производить при помощи
пульверизатора или помазком на длинной ручке.
Нельзя допускать перегрева расплава, так как в этом случае
возможен выброс его через вентиляционные каналы, а также со-
прикосновения с расплавом
влажных предметов: ломика
(рис. 80, г), ложки и др. В случае вытекания расплава из тигеля
печи необходимо немедленно выключить печь, а вытекший расплав
засыпать песком.
При загрузке чушек сплава в ванну печи необходимо опускать
их плавно, не допуская разбрызгивания расплава. Чушки сплава
надо хранить в сухом месте.
175
Не допускается выбивать литник из мундштука при открытой
пресс-форме прессующим поршнем. Удаление остывшего литника
можно производить только с помощью специального ломика (рис.
80, в, г).
После окончания работы литейщик должен выключить машину,
печь, перекрыть воду для охлаждения и произвести уборку машины
и рабочего места.
При техническом обслуживании осмотр пресс-формы и ее очист-
ку в плоскости разъема от налипшего сплава производить при за-
176
крытом главном вентиле машины. При осмотре обратить внимание
на плотность прилегания частей пресс-формы между собой (прове-
ряется пластиной толщиной 0,05 мм), прочность ее крепления к
плитам машины, правильность посадки прессующего плунжера в
камере прессования. Запорные устройства машин должны гаран-
тировать надежное запирание пресс-форм.
Категорически запрещается: производить смазку машины, под-
тягивание болтов или другой ремонт машины, не остановив ее.
После проверки машины и пресс-формы необходимо произвести
пробное литье в присутствии мастера.
Места, где происходит обрубка отливок, должны быть обеспе-
чены защитными устройствами, чтобы отскакиваемые кусочки не
попали в работающего рядом. Обрубные пресса должны быть снаб-
жены двухкнопочным включением, чтобы обе руки рабочего в мо-
мент обрубки были заняты. Пространство между рабочим и прес-
сом в момент обрубки должно быть перекрыто защитным экраном.
Литейщик должен знать и строго соблюдать правила безопас-
ной работы. Эти правила записаны в инструкции, которая должна
быть выдана каждому рабочему и вывешена на видном месте
в цехе.
Контрольные вопросы
1. Из каких сплавов можно получать детали методом литья под давлением?
2. Какие плавильные печи применяются в цехах литья под давлением?
3. Как замеряется температура сплава и пресс-формы?
4. Каковы конструктивные особенности деталей, отливаемых литьем под
давлением?
5. Чем обусловливается выбор литниковых систем и укажите их элементы?
6. Для чего смазывают поверхность пресс-формы?
7. Укажите основные технологические параметры процесса литья под дав-
лением.
8. Какие вы знаете мероприятия по технике безопасности при литье под
давлением?
Глава VI
КОНТРОЛЬ КАЧЕСТВА ОТЛИВОК
§ 43. Виды контроля
Правильно разработанный технологический процесс и четкое
исполнение разработанной и утвержденной технологии обеспечива-
ет хорошее качество деталей.
В литейном цехе должен быть хорошо организован контроль за
соблюдением технологического процесса и качеством готовых от-
ливок.
Приемка отливок производится в соответствии с технологиче-
скими условиями, принятыми литейным цехом и согласованными
с механосборочным цехом. В технических условиях указываются
химический состав и механические свойства отливок, допуск на
размеры и припуск на механическую обработку, а также требова-
ния к внешнему виду.
177
Поверхность отливок, как правило, не должна иметь трещин,
неслитин, сквозных раковин и рыхлот. Но на некоторых деталях
допускаются и не являются причиной для забраковки следующие
дефекты: следы от трещин пресс-формы, следы от стыков деталей
пресс-формы и выталкивателей (+/-0,4 мм), мелкие утяжины и не-
доливы (до 0,25 мм), небольшие задиры. Литники на обрабаты-
ваемые поверхности должны зачищаться заподлицо с поверхностью
отливок. Поверхность отливок, идущих на хромирование, должна
быть гладкой. Технические условия также допускают в теле отливки
очень мелкие раковины и поры, если они находятся не ближе чем
0,8 мм от поверхности. В технических условиях приводятся также
требования к данной конкретной отливке, так как не все детали ма-
шин работают в одинаковых условиях, следовательно, и требования
к ним различны.
Отливки, получаемые литьем под давлением, по своему назна-
чению делятся на силовые, герметичные, декоративные, армирован-
ные и пр. Для каждой группы разработаны соответствующие виды
и методы контроля.
Контроль химического состава. В цеховой или заводской лабо-
ратории проверку состава сплава производят методами химическо-
го или спектрального анализа. Химическому анализу подвергаются
расплавы всех плавок. Проверяют основные элементы сплава и
количество вредных примесей. Если химический состав шихты из-
вестен точно, то контроль химического состава производится вы-
борочно, например для каждой десятой плавки.
Химический анализ позволяет после растворения неко-
торого количества исследуемого сплава выделить в чистом виде
или в виде соединений отдельные элементы сплава и определить
их процентное содержание. Химический анализ дает точные све-
дения о содержании элементов в сплаве, но требует много времени.
Спектральный анализ получил в последнее время боль-
шое распространение для определения химического состава сплава.
Основан он на рассмотрении спектра лучей, излучаемых при воз-
действии лугового разряда на поверхность материала. По спектру
определяется качественный и количественный состав сплава.
Преимущество спектрального анализа перед химическим состоит
в быстроте, высокой точности даже при малой концентрации в спла-
ве определенного элемента, универсальности и возможности опре-
делить химический состав без повреждения отливки.
Внешний осмотр отливок. Внешний осмотр отливок производят
два раза. Первый, предварительный осмотр делают сразу же после
выталкивания отливки из пресс-формы, что позволяет выявить
причины литейных дефектов на поверхности и наметить меры уст-
ранения брака. Второй осмотр проводят после окончательной очист-
ки отливок от литников и облоя.
Чистоту поверхности отливок оценивают визуально, сравнивая
их с эталоном. Отливки, имеющие дефекты, сравнивают с допу-
стимыми дефектами утвержденных эталонов или описанными в тех-
нических условиях.
178
Контроль размеров. Геометрические размеры проверяют по ли-
тейному чертежу, на котором обычно указаны только те размеры,
которые следует проверять в литейном цехе.
Проводят два вида контроля: периодический контроль всех раз-
меров отливки и постоянный контроль колеблющихся размеров. Bсe
размеры отливок проверяются при освоении новой пресс-формы
после ее изготовления и доводки. В этом случае все отливки не-
скольких партий обмеряют, результаты сверяют с размерами чер-
тежа; чтобы получить точные размеры ребер и стенок, отливки,
разрезают на части.
При длительной работе пресс-формы размеры оформляющей
полости изнашиваются, поэтому периодически производят контроль
размеров отливок.
Проверку размеров отливок ведут от базовых поверхностей, от
которых их затем обрабатывают в механическом цехе.
Контроль механических свойств. Механические свойства отли-
вок характеризуют твердость, сопротивление растяжению, относи-
тельное удлинение.
Твердость отливок определяют после термической обработки
(если она
предусмотрена
технологией) на рычажном
прессе Бринелля шариком
диаметром 10 мм при на-
грузке не менее 1000 кгс.
Прочность при растяже-
нии обычно проверяют ис-
пытанием образцов, выре-
занных из готовой отливки,
на разрывных машинах.
Этот метод часто применя-
ют для определения слабых
мест отливок.
Относительное
удлине-
ние определяют при растя-
жении образца, вырезанно-
ра из отливки, и представля-
ет собой отношение прира-
щения длины его к исходной
длине. Относительное удли-
нение выражается в процен-
тах и является характери-
стикой пластичности мате-
риала.
Контроль структуры от-
ливок. Структура отливок
проверяется по макро- и
микроструктуре (рис. 81),
Макроструктура дает пред-
ставление о
зернистости
сплава, его однородности, наличии неметаллических включений,
строении сплава. При изучении макроструктуры выявляют также
воздушные и газовые пористости, их распределение и трещины в
отливках.
Микроструктуру отливок проверяют на микрошлифах под мик-
роскопом с увеличением в 60—500
х
.
Эту проверку осуществляют
лри специальных исследованиях структуры сплава.
Обнаружение трещин. Из всех дефектов отливок труднее всего
обнаружить трещины, незаметные для невооруженного глаза. Обыч-
но в таких случаях применяется
цветная дефектоскопия. Отливку
смачивают специальной краской,
способной проникнуть в мельчайшие
трещины, затем эту краску смыва-
ют с поверхности и отливку окра-
шивают другой краской (фоном),
обладающей поглотительной спо-
собностью, на которой выступает из
трещин ранее нанесенная краска,
точно обозначая расположение тре-
щин и их длину. Трещины опреде-
ляют с помощью рентгеновских
лучей. Лучи, проходя через отливку,
частично
поглощаются сплавом,
частично пронизывают его, а частич-
но отражаются многочисленными по-
верхностями металлических крис-
таллов, давая рассеянное вторичное излучение. Наиболее рас-
пространенным методом рентгеноскопии является фотографиче-
ский метод. Заключается он в следующем: на пути рентгеновских
лучей 1 устанавливается проверяемая отливка 2, а за ней фотогра-
фическая пленка 3 (рис. 82). В зависимости от плотности металла
отливки и от его поглощающей способности на фотографической
пленке рентгеновские лучи дают большее или меньшее потемнение.
Если на пути лучей встречаются пустоты (раковины, рыхлоты), т. е .
меньшее количество сплава, в этих местах на фотопленке появят-
ся более темные пятна. Все ответственные прочностные отливки
проверяют 100%-ной рентгеноскопией.
Контроль герметичности. Герметичность отливок проверяют во-
дой, маслом, керосином или воздухом, которые под давлением по-
ступают в полость отливки и выдерживаются там определенное
время. При проверке жидкостью о негерметичности отливки судят
по появлению жидкости на наружной поверхности. При испытании
воздухом закупоренную отливку помещают в воду или обмазывают
мылом. В месте утечки воздуха образуются пузыри. В массовом
производстве изготовляют специальные испытательные стенды для
определения герметичности отливок.
§ 44. Виды брака, меры его предупреждения
и исправления
Классификация дефектов отливок. Брак возникает из-за недо-
работки конструкции детали или технологии, из-за нарушения тех-
нологического процесса.
Брак появляется, если при конструировании детали не учиты-
вают особенности литья под давлением.
Недоработка технологии — наиболее часто встречающаяся при-
чина брака, поэтому очень важно выбрать правильную технологию
и опробовать ее на партии отливок. Брак, вызванный нарушениями
технологии, может появиться на отливке во время любой операции,
например в результате небрежного приготовления сплава, при не-
соблюдении температурных режимов в процессе литья, а также из-
за неудовлетворительного состояния литейных машин и пресс-форм.
Контроль за соблюдением технологии входит в обязанность мастера
и технолога.
Отливки могут иметь условный брак, когда они имеют от-
клонения, не влияющие на работу и не ухудшающие работу детали.
Такое литье используют в производстве. Иногда получают окон-
чательный брак, когда исправление отливки невозможно
или экономически нецелесообразно. Брак некоторых отливок мож-
но исправить. Это так называемый исправимый брак, когда
отливки могут быть исправлены различными методами и исполь-
зованы.
Брак подразделяется на внутренний и внешний в зависимости
от того, где он обнаруживается. Внутренний брак — выяв -
ленный в литейном цехе. Внешний брак — это брак, обнару-
женный в механическом или других цехах завода. Наибольшие
убытки производству приносит внешний брак, так как к стоимости
отливок добавляется стоимость их последующей обработки. Для
того чтобы принять необходимые меры по предупреждению брака,
следует правильно определять его причины (табл. 17).
Причинами появления различных дефектов может быть неис-
правность пресс-форм и машин, нарушение технологии, непра-
вильное конструирование и т. д .
Исправление дефектов отливок. Если затраты на исправление
забракованной отливки меньше стоимости ее изготовления, исправ-
ление дефектов следует считать целесообразным. Исправлять де-
фекты в отливках можно досверловкой, пропиткой, зачисткой, за-
варкой, металлизацией и т. д.
Досверливание производят на обычном сверлильном стан-
ке, когда имеется пленка внутри отливки, образовавшаяся от не-
плотной пригонки стержней пресс-формы.
Пропитку отливок производят для того, чтобы улучшить ее гер-
метичность, внутреннюю антикоррозионность и повысить чистоту
поверхности под обработку. Обычно пропитку делают после меха-
нической обработки, используя различные специальные составы
(синтетические смолы): эпоксидную смолу, грунт-эмаль, полисти-
181
рол и др. Смолы, применяемые для пропитки отливок, должны
обладать сильным поверхностным натяжением, способностью легко
проникать в поры отливок, необратимым переходом из жидкого со-
стояния в твердое, после затвердевания — хорошей сопротивляе-
мостью агрессивным средам (кислотам, газам, бензину и т. д .) .
Пропитку деталей из алюминиевого, цинкового сплавов и ла-
туней производят на специальной установке (рис. 83), перед про-
питкой отливки очищают от грязи, масла, промывают и подогре-
вают до температуры 150—220° С. Затем их помещают в автоклав 3t
закрываемый плотной крышкой, включают вакуум-насос 1, который
183
создает разрежение в авто-
клаве 580—600 мм рт. ст.
Выдержав отливку в авто-
клаве 10—15 мин, закрыва-
ют вентили 4 и 5.
Автоклав
заполняется
пропиточным составом при
открывании вентилей 6 и 8.
Пропиточный раствор в бан-
ке 9 для улучшения его
жидкотекучести
подогрева-
ется до 70—75° С. Для этого
служит система насосов и
труб с водой, нагреваемой
до 90—95° С.
Включая насос 7, давле-
ние в автоклаве повышают
до 10—12 ат, после чего за-
крывают вентили 6 и 8. На-
сос 8 выключают. Под дав-
лением 10—12 ат детали на-
ходятся в автоклаве 10 мин,
затем, открыв вентиль 2,
снижают давление до нуля.
Детали извлекают из авто-
клава, промывают горячей
водой, сушат сухим сжатым
воздухом и проверяют их
герметичность на специаль-
ном стенде при давлении
8—10 ат.
Существуют и
другие
схемы пропитки.
Зачистку
отливок
производят на шлифоваль-
ных и наждачных станках,
а также ручным способом.
Часть отливок (из лату-
ни) очищают во вращаю-
щихся галтовочных бараба-
нах, после чего их поверх-
ность становится блестящей,
без острых кромок и заусен-
цев.
Заварку
применяют
для устранения наружных
раковин. Дефектное место
вырубают на всю глубину
дефекта и заваривают спла-
184
вом, из которого получена отливка. Заварку ведут как в холодном
состоянии, так и с предварительным нагревом, газовой, газоэлек-
трической, электродуговой с металлическим электродом и другими
видами сварки.
§ 45. Организация контроля
Качество продукции — один из важнейших показателей работы
предприятия. Повышение качества продукции наряду с повышени-
ем производительности труда и снижением себестоимости являет-
ся одной из решающих задач успешного выполнения государствен-
ного плана.
Правильно организованный технический контроль должен га-
рантировать высокое качество отливок.
Ликвидация брака — задача сложная. Чтобы успешно осуще-
ствить ее, необходимо определять причины возникновения брака
на разных этапах технологического процесса и стремиться устра-
нить их.
На предприятиях эту работу выполняют отделы технического
контроля (ОТК). Главная обязанность ОТК состоит в разрешении
выпуска продукции, соответствующей стандартам, нормалям, чер-
тежам. Основное внимание должно уделяться всестороннему конт-
ролю годовой продукции, а также анализу (вместе с представите-
лями цехов, отделов, лабораторией завода) недостатков, выявлен-
ных в изделиях, и устранению этих недостатков.
В распоряжении ОТК имеются различные лаборатории: хими-
ческая, в которой проверяют поступающие на завод материалы;
измерительная, где проверяют контрольные приборы, измеритель-
ные инструменты, размеры отливок, полости пресс-форм и т. д .
В цехах ОТК организуют бюро технического контроля. Основ-
ными задачами этих бюро являются:
требование выпуска отливок в пределах норм, установленных
техническими условиями, ГОСТами и чертежами или специальны-
ми соглашениями между литейным цехом и потребителями литья;
контроль за соблюдением технологической дисциплины-
выявление брака и его предупреждение;
учет и анализ брака.
Четкой организации контроля способствует правильно состав-
ленная документация — карта контроля или операционные техно-
логические карты, где записаны контрольные операции. Партию
отливок на всех стадиях обработки должен сопровождать марш-
рутный лист, где делается отметка о количестве годных отливок,
принятых на каждой операции. После окончательного контроля от-
ливки сдают на склад литья, а в маршрутном листе проставляют
количество бракованных отливок (в %) на всех операциях.
На некоторых предприятиях существует бездефектная сдача
отливок с первого предъявления. Партия отливок вместе с маршрут-
ным листом, где указано количество и номер изделий, предъявля-
ется контролеру цеха, который при обнаружении хотя бы одной
185
дефектной отливки отклоняет всю партию. При этом он указывает
в маршрутном листе дефект и по чьей вине допущено предъявление
дефектных отливок.
После исправления обнаруженного дефекта партию отливок
предъявляют второй раз, но при этом же требуется разрешение на-
чальника бюро технического контроля цеха. Если партия отливок
не была принята при втором предъявлении, то тогда третий раз
можно предъявлять ее только с разрешения начальника цеха. При
этом каждый раз в маршрутном листе указываются принятые ме-
ры, чтобы не допустить повторного предъявления дефектной про-
дукции. Опыт работы по этому методу показал, что, как правило,
отливки сдаются с первого предъявления.
Технический контроль является неотъемлемой частью техноло-
гического процесса, без которого нельзя изготовить доброкачест-
венные изделия.
Контрольные вопросы
1. Укажите виды контроля отливок.
2. Каковы причины возникновения дефектов в отливках?
3. Какие дефекты целесообразно и можно исправлять?
4. Как организован контроль отливок в цехе?
Глава VII
КОМПЛЕКСНАЯ МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
§ 46. Основные направления механизации
и автоматизации
Механизация и автоматизация производственных процессов —
одно из главных направлений технического прогресса в современ-
ной промышленности. Повышая производительность труда, меха-
низация и автоматизация позволяет улучшить качество продукции,
резко сократить длительность производства и обеспечить непрерыв-
ность процесса.
Механизация процесса — частичная замена ручного труда ра-
ботой машин, механизмов и приспособлений. Автоматизация явля-
ется высшей ступенью механизации, при которой роль рабочего
сводится к контролю работы машины. При комплексной механиза-
ции и автоматизации механизированы и автоматизированы все
основные и вспомогательные работы.
Литье под давлением относится к числу наиболее механизиро-
ванных видов литейного производства. Механизированы такие
операции, как дозировка расплава и заливка камеры прессования,
удаление отливки, обрезка литников, заливов и некоторые конт-
рольные операции. Комплексная механизация и автоматизация
широко внедрены при литье отдельных деталей из цинковых спла-
вов. Для большинства других деталей в настоящее время прово-
дится работа по механизации и автоматизации основных и вспо-
могательных операций.
186
§ 47. Механизация заливки расплава в камеру прессования
Дозирование и заливка расплава в камеру прессования являют-
ся трудоемкими операциями. Вычерпывание расплава из печи лож-
кой, перенесение ложки от раздаточной печи к камере прессова-
ния, заливка расплава в камеру прессования — все это связано с
тяжелыми условиями труда литейщиков, с образованием окислов
и загрязнением сплава шлаком, неточностью дозировки и перерас-
ходом расплава на пресс-остаток. В настоящее время на больших
машинах применяют автоматические заливочные устройства —
дозаторы, которые подают расплав из печи в камеру прессования.
При этом количество расплава регулируется автоматически.
Заливочно-дозирующие устройства должны быть надежными в
работе. В них должна поддерживаться и регулироваться в нужных
пределах температура заливки расплава. Они должны точно дози-
ровать расплав при его передаче из печи в камеру прессования;
обеспечивать быструю подачу расплава при спокойной струе, от-
сутствии разбрызгивания и захвата воздуха. Конструкция дозато-
ра должна исключать попадание в пресс-форму шлаков, окислов,
неметаллических включений и других примесей.
Заливочно-дозирующие устройства для литья под давлением
имеют различные конструктивные решения.
Сравнительно простое устройство показано на рис. 84, а для
автоматической заливки расплава в машину с холодной горизон-
тальной камерой прессования. В ковш 9, футерованный огнеупор-
ным материалом 8 и обогреваемый электрическими нагревательны-
ми элементами 7, установлен чугунный тигель 6. Ковш может
поворачиваться вокруг оси 1. В положении 4 расплав из ковша за-
ливается в камеру прессования 10. Перегородку 5 можно переме-
щать с помощью цепи 5, присоединенной к поршню пневматическо-
го цилиндра. Температуру расплава показывает термопара погру-
жения 2. Количество расплава, заливаемого в камеру, определяют
регулированием угла наклона ковша с применением часового ме-
ханизма. Как только ковш возвращается на место, начинается
запрессовка расплава в пресс-форму. Систему заливки ковшом
применяют при изготовлении блоков цилиндров. В пресс-форму
можно заливать до 45 кг расплава в течение 7—8 с.
НИИТАвтопром разработал ряд дозаторов (рис. 84, б), в уст-
ройстве которых использован принцип вытеснения расплава сжа-
тым воздухом в камеру прессования. Эти дозаторы предназначены
для автоматизации заливки алюминиевых сплавов на машинах с
горизонтальной и вертикальной холодными камерами прессования.
Установка представляет собой нагревательную электропечь сопро-
тивления, в которой помещена ванна 1 со специальным сливным
носком 7. К кожуху печи 6 прикреплен лоток 8, по которому рас-
плав поступает в камеру прессования Р. Дозирующая установка
имеет механизм поворота 10 для наклона ее на 25°. Загружают
сплав через люк 2, который закрывается специальной пробкой.
Нагрев сплава производится нихромовой спиралью 3, смонтирован-
187
тейщик подхватывает отливку клещами и укладывает ее в сборник
отливок. Задача механизации сводится к тому, чтобы падающая
отливка попадала на приспособление и поступала в сборник. Для
этого используют обычные ленточные транспортеры или вибриру-
ющие склизы (рис. 85).
Крупные массивные отливки снимать вручную тяжело. Для их
удаления из машины и транспортирования применяют специаль-
ный съемник, смонтированный на машине и работающий с ней в
одном цикле.
189
ной внутри печи. Сжатый воздух, при помощи которого произво-
дится вытеснение расплава в камеру прессования, поступает через
штуцер 4, укрепленный в крышке 5. Во время работы количество
поступающего расплава контролируется блоком уровнемеров.
Механизировать и автоматизировать операции съема и удале-
ния отливок из пресс-формы на машинах литья под давлением
целесообразно не только при работе на автоматическом режиме
машин, но и в ряде случаев при полуавтоматической работе. За
последние годы в СССР и за рубежом разработано значительное
количество различных конструкций съемников, которые большей
частью работают синхронно с машиной литья под давлением и
предназначены для выема определенных отливок. Для включения
в действие съемников применяются гидравлические, пневматиче-
ские, механические, комбинированные и ручные приводы.
Фирма «Вотан» (ФРГ) разработала универсальный съемник
для машин литья под давлением, отличающийся наибольшей про-
стотой (рис. 86, а). Принцип действия этого устройства в четырех
различных фазах движения показан на рис. 86, б. Съемное устрой-
ство крепится на неподвижной части пресс-формы. Оно состоит из
трех подвижных шарниров. Прямолинейных направляющих дви-
жений избегают, так как они не надежны в тяжелых условиях
работы литейного цеха. Первая фаза движения на верхнем левом
рис. 86, б называется «разгрузка». Захватная лапа (грейфер) с
клещами вошла в пространство между половинами формы. Ее кле-
щи захватили деталь за литник. Деталь отделена от выталкивате-
лей пресс-формы. Шарнирная цепь приводится в движение
электромотором через кривошип, с поворотом которого захватная
лапа с клещами описывает кривую, обозначенную на рисунке
штрихами. Вторая фаза, называемая «изворот», поясняет конфигу-
рацию кривой движения. В третьей фазе захватная лапа, с зажа-
той клещами деталью, достигает конечной точки. Чтобы освобо-
дить деталь, клещи следует повернуть на 90°.
Поэтому между
захватной лапой и клещами устанавливается шарнирное соедине-
ние. Поворот осуществляется пневматическим поршнем. Совершив
поворот, клещи разжимаются и, как видно в четвертой фазе движе-
ния, деталь откладывается. Цикл движения совершается очень
быстро, время поворота для разгрузки детали составляет 5 с.
Вместо захватной лапы с клещами можно установить плиту для
съема различных по форме отливок.
Снятие литников и облоя с отливок отличается большой трудо-
емкостью. В большинстве случаев эти операции выполняются
вручную в обрубных отделениях.
Снижение трудоемкости по отделочным операциям может быть
обеспечено за счет создания более совершенных конструкций
пресс-форм с обрезкой литника и облоя, правильной эксплуатации
форм и своевременного их ремонта.
Наиболее значительное снижение трудоемкости отделочных
операций достигается за счет их механизации. Механизация отде-
лочных операций производится в следующих направлениях:
применение прессов усилием 50—60 тс для обрезки литников и
заусенцов в обрезных штампах, пневматических легких прессов
для мелких деталей, двусторонних шлифовальных станков типа
СПС-20, легких сверлильных станков;
191
применение высокопроизводительного оборудования: опиловоч-
но-заточных машин с гибким валом, пневматических шлифоваль-
ных машин типа МР-06, электро- и пневмодрелей, изготовляемых
нашей промышленностью специально для зачистки и отделки литья;
проектирование одновременно с пресс-формами обрезных штам-
пов, собираемых из нормализованных элементов, универсально-
сборных приспособлений для зачистки заусенцев на специальных
станках и отрезки литников на пилах, ручных зажимных приспо-
соблений для мелких деталей со сложной конфигурацией.
Перечисленное оборудование, приспособления и инструменты
экономически выгодны только в том случае, если они будут уни-
версальными и их можно легко переналаживать для любых дета-
лей. Специальная оснастка оправдывается только при массовом
производстве отливок.
Применяют различные сочетания приспособлений. Существует
конструкция пресс-формы, в которой одновременно с выталкива-
нием отливки производится обломка литника (рис. 87). В прижим-
ной плите 1 под головки выталкивателей сделаны углубления Я.
В плиту основания 2 вставлены заподлицо с плитой 5 глухие штиф-
ты 3, упирающиеся в головки выталкивателей 4 так, что выталки-
ватели находятся в положении, готовом к заливке пресс-формы.
При снятии отливки выталкиватели входят в углубления на ве-
личину Н. В это время отливка 6 отламывается от литников и па-
дает. Выталкиватели, дойдя до дна углубления, выталкивают лит-
никовую систему.
Обрезку литника можно производить при раскрытии пресс-фор-
мы (рис. 88) с помощью ножа. Нож 1 скользит по клину-пальцу 2
192
вверх и отрезает литник 3. Это облегчает дальнейшее освобожде-
ние отливки 4.
Обрезку литников и облоя осуществляют также в обрезных
штампах.
Конструкция обрезных штампов может быть самой разнообраз-
ной. Наиболее распространены обрезные штампы (рис. 89), в ко-
торых отливка 2 под действием пуансона 3 проваливается через
матрицу 1 на склиз и далее в тару.
В обрезных штампах (рис, 90) после обрезки отливка возвра-
щается в исходное положение выталкивателем, который приводит-
ся в действие специальным устройством, расположенным в ползу-
не пресса. Отливка 5 по контуру обрезается матрицей 3, закреп-
ленной в верхней плите 2. Отверстия просекаются пуансонами 4.
Затем деталь выталкивается толкателем 1. Штамп применяется
для одновременной обрубки заусенцев по наружному контуру и
194
просечки отверстий. Все детали этих штампов нормализованы,
кроме матрицы 3 и пуансонов 4 и 6, которые являются сменными.
Для обрезки сложных отливок применяют комбинированные
штампы, в которых облой обрезается по нескольким плоскостям.
Производительность таких штампов зависит от квалификации ра-
бочих и составляет 5—7 тыс. отливок за смену.
Полуавтоматический обрезной штамп для обрезки облоя у всех
разновидностей тройников и угольников (рис. 91) представляет
собой диск 7, на котором укреплены 12 матриц 2 и один пуансон 3.
Прессовщик только закладывает отливки в матрицы и нажимает
195
на педаль, освобождая конечный выключатель. При освобождений
педали пресс останавливается.
Производительность этого штампа 25 200 отливок за смену
(7 ч), т. е . одна отливка в секунду. Темп работы штампа 60 ударов
в минуту.
Заливы внутри отливок на стыках стержней высверливают или
удаляют пробойниками.
Автоматизация и механизация очистки плоскости разъема и
полости пресс-формы, а также ее смазка имеют важное значение
для повышения производительности труда и улучшения качества
отливок.
В плоскости разъема и в рабочей полости пресс-формы часто
остается грат, представляющий собой тонкие лепестки сплава.
Грат на плоскости разъема препятствует полному смыканию пресс-
196
формы. При последующей заливке он может увеличиться и вызвать
разбрызгивание расплава из пресс-формы. Наличие грата в поло-
сти пресс-формы приводит к браку.
Наиболее простым способом удаления грата является обдувка
пресс-формы сильной струей воздуха (рис. 92, а). Однако более
надежно очищают пресс-форму щеточные устройства (рис. 92, б).
Механизация и автоматизация операций смазывания пресс-
форм повышает производительность машин для литья под давле-
нием, уменьшает трудоемкость изготовления детали, стабилизиру-
ет основные параметры процесса и в значительной мере обеспечи-
вает получение качественных отливок. Повышение качества при
автоматизации смазки объясняется получением более равномерно-
го и, как правило, более тонкого слоя смазки. Например, при руч-
ной смазке ее слой может колебаться от 1—2 до 25—30 мкм, а при
автоматической от 0,5 до 10—14 мкм. При автоматической смазке
легче достигается стабилизация температуры пресс-формы.
Смазывание пресс-форм при литье под давлением в настоящее
время на отечественных и зарубежных предприятиях осуществля-
ется вручную, механизированным и автоматизированным спосо-
бом.
Способов и устройств нанесения смазки пресс-форм и камеры
прессования машины разработано очень много. На рис. 93 показа-
но устройство автоматической смазки с подвижным блоком 1 фор-
сунок 2, которые устанавливаются в необходимом положении и
через них подается смазка на оформляющие поверхности пресс-
формы 3. Показанное устройство предназначено не только для
смазки, но и для обдувки поверхностей пресс-формы сжатым воз-
духом.
197
На рис. 94 показан полностью автоматизированный цикл рабо-
ты двух литейных машин для литья под давлением 1 во взаимо-
действии с обрубным прессом 2. Выем отливок из пресс-форм и
подачу их для обрубки на пресс осуществляет автоматический ро-
бот 3 конструкции фирмы «Юнимейт» (США). В данном случае
все операции производятся без участия человека. Однако трудность
наладки этой автоматической линии состоит в том, что необходимо
полностью синхронизировать по времени рабочий цикл различных
машин. При этом в случае поломки на одной из машин вся линия
выходит из строя.
§ 49. Транспортирование сплавов и отливок
Транспортирование расплавов от плавильных печей к раздаточ-
ным в современных цехах литья под давлением осуществляется с
помощью монорельса, с помощью электропогрузчика с укреплен-
ным на его стреле поворотным ковшом и для цинковых сплавов
по электрообогревательным наклонным желобам. В отдельных
случаях ковш с расплавом перемещают мостовым краном.
Выбор того или иного способа зависит от площади цеха и его
планировки. Чаще всего пользуются транспортировкой расплавов
по монорельсу и электропогрузчиками с ковшами, так как маши-
ны этими видами транспорта можно обслуживать в любом поряд-
ке и по наиболее удобному маршруту.
Транспортировка отливок осуществляется конвейером или
электрокарами. Наиболее прогрессивным является использование
конвейера.
Применяют конвейеры не только для транспортировки отливок
от литейных машин на участок очистки, но и для передачи их в
пределах участка очистки и на контроль. Применение конвейеров
резко сокращает общий цикл производства и способствует увели-
чению производительности труда, снижает трудоемкость транспорт-
ных операций, увеличивает съем литья с квадратного метра площа-
ди цеха, повышает качество отливок.
§ 50. Механизация и автоматизация контроля
Измерительные приборы и приспособления для проверки литья
под давлением в настоящее время на большинстве машин отсутст-
вуют, за исключением некоторых импортных литейных машин, ко-
торые имеют отдельные измерительные приборы. Отсутствие изме-
рительных приборов затрудняет для литейщика ведение процесса
литья согласно технологической карте.
Этому вопросу в последнее время уделяется большое внимание.
Спроектированы литейные машины, оснащенные прибором для за-
мера скорости прессования, устройством для контроля величины
усилия запирания, манометрами для определения давлений жид-
кости в системе прессования и запирания, реле, контролирующим
время цикла, реле, определяющим продолжительность кристаллы-
199
зации отливки в пресс-форме, прибором для определения темпера-
туры в различных точках пресс-формы при помощи термопары.
Освоение таких машин позволит улучшить технологический
процесс литья под давлением.
Контрольные вопросы
1. В чем заключается механизация и автоматизация производственных про-
цессов?
2. Каковы основные направления повышения производительности труда в
литье под- давлением?
3. Для чего служит дозатор?
4. Как удаляют литники и облой?
5. Что дает применение конвейеров в цехах литья под давлением?
Глава VIII
ОСНОВНЫЕ СВЕДЕНИЯ ОБ ОРГАНИЗАЦИИ
И ЭКОНОМИКЕ ПРОИЗВОДСТВА
§ 51. Структура управления предприятием
Социалистическое государственное производственное предпри-
ятие является основным звеном народного хозяйства СССР. Его
деятельность строится на сочетании централизованного руковод-
ства с хозяйственной самостоятельностью и инициативой пред-
приятия.
Машиностроительные заводы состоят из основных, заготови-
тельных и вспомогательных цехов, которые связаны между собой
единым планом выпуска продукции. Цехи литья под давлением
относятся к заготовительным цехам.
Во главе машиностроительного завода стоит директор, который
организует всю работу предприятия и несет полную ответствен-
ность за его состояние и деятельность. Он представляет предпри-
ятие во всех учреждениях, и организациях, распоряжается в соот-
ветствии с законом имуществом и средствами предприятия, заклю-
чает договоры, выдает доверенности, открывает в банках расчет-
ные и другие счета предприятия. Директор издает приказы по пред-
приятию; в соответствии с трудовым законодательством принимает
и увольняет (при согласии профсоюзной организации предприя-
тия) работников, поощряет и накладывает взыскания на работни-
ков предприятия.
Цехи, отделы и службы производства действуют в соответствии
с положениями, утвержденными директором предприятия.
Первым заместителем директора и руководителем производст-
венных отделов, цехов и служб является главный инженер.
Работой цеха руководит начальник цеха, который несет ответ-
ственность за всю работу цеха. Мастер руководит непосредствен-
ной работой на участке цеха. Он выдает задание рабочим, контро-
лирует ход работы и несет ответственность за выполнение произ-
200
водственного задания своей смены. В цехах, имеющих большое
количество участков, возглавляемых мастерами, могут устанавли-
ваться должности старших мастеров при условии, что в подчине-
нии старшего мастера находится не менее трех мастеров. Поэтому
мастер, старший мастер и начальник производственного участка
являются полноправными руководителями и непосредственными
организаторами производства и труда. Все указания, даваемые
мастером, являются обязательными для всех работающих на
участке.
Мастер непосредственно подчиняется начальнику цеха, а где
имеются начальник участков и старшие мастера, он подчиняется
соответственно начальнику участка или старшему мастеру. Масте-
ра и начальники участков имеют следующие права:
принимать на работу, расстанавливать рабочих на участке и с
согласия начальника цеха освобождать лишних рабочих, а также
увольнять рабочих, систематически нарушающих производствен-
ную или трудовую дисциплину;
присваивать рабочим тарифные разряды в установленном по-
рядке;
премировать рабочих за высокие производственные показатели;
налагать в установленном порядке дисциплинарные взыскания
на рабочих, допускающих нарушение производственной и трудовой
дисциплины, переводить на нижеоплачиваемую работу рабочих,
систематически не выполняющих нормы выработки и допускающих
брак в работе;
не допускать выполнения работы на неисправном оборудовании
и с применением неисправных инструментов, приспособлений и
контрольно-измерительных приборов, а также использования в
производстве материалов, не отвечающих техническим условиям.
Рабочий обязан производительно использовать свой рабочий
день, в срок выполнять производственные задания, осуществлять
строгий режим экономии, вести борьбу за улучшение качества из-
делий, снижение потерь от брака и других непроизводительных
расходов, содержать в чистоте рабочее место, бережно относиться
к оборудованию, инструменту и другому имуществу предприятия,
соблюдать правила внутреннего распорядка и техники безопасно-
сти. Рабочий должен знать, кто обязан обслужить его оборудова-
ние, чтобы не терять времени на вспомогательные работы. Для
этого он должен знать обязанности обслуживающего персонала
участка или цеха.
Общественные организации (партийная, профсоюзная, комсо-
мольская) организуют коллектив предприятия для широкого учас-
тия в обсуждении и осуществлении мероприятий по обеспечению
выполнения государственного плана, развитию и совершенствова-
нию производственно-хозяйственной деятельности предприятия,
улучшению условий труда и быта его работников.
Профсоюзные организации совместно с администрацией разра-
батывают коллективный договор и проверяют его выполнение, ре-
шают различные трудовые споры, организуют соцсоревнование,
201
подводят итоги и определяют победителей соревнования, решают
вопросы о поощрении передовых коллективов и работников, рас-
пределяют жилую площадь предприятия, устанавливают правила
внутреннего трудового распорядка на предприятии, утверждают
смету использования средств фонда предприятия и других фондов
поощрения рабочих и служащих, премируют и оказывают едино-
временную помощь из указанных фондов.
Для широкого привлечения рабочих и служащих к участию в
решении производственных вопросов на предприятии и в крупных
цехах действуют производственные совещания, являющиеся одной
из основных форм широкого привлечения рабочих и служащих к
управлению производством.
Администрация предприятия должна регулярно проводить
производственные совещания и организовывать выполнение их ре-
шений.
На предприятиях создаются группы и посты содействия народ-
ному контролю, которым администрация предприятия обязана ока-
зывать всемерную помощь, рассматривать их предложения и при-
нимать необходимые меры к устранению вскрытых недостатков.
§ 52. Формы организации труда
Научная организация труда (НОТ)—это такая организация
труда, которая основывается на достижениях науки и передовом
опыте, систематически внедряемых в производство.
Основываясь на достижениях науки и техники, НОТ обеспечи-
вает наиболее эффективное использование трудовых и материаль-
ных ресурсов, непрерывное повышение производительности труда
при сохранении работоспособности и здоровья человека.
Правильно организовать труд — значит создать все условия для
полного и наиболее производительного использования каждым ра-
ботником своего рабочего времени.
Форма и методы организации труда коллектива и отдельных
работников определяются конкретными условиями производства,
уровнем развития техники и типом производства (единичные, се-
рийные и массовые).
Социалистический принцип организации труда — всемерное ук-
репление трудовой и производственной дисциплины, рациональное
использование производственных возможностей оборудования, не-
уклонный рост производительности труда, повышение материаль-
но-культурного уровня и улучшение условий труда работающих.
Формы организации труда на рабочем месте разнообразны и
определяются принятым разделением труда и расстановкой рабо-
чих.
Различают следующие формы организации труда: индивидуаль-
ную, когда на рабочем месте занят один рабочий; бригадную, ког-
да работы выполняются рабочими одной или разных специально-
стей и квалификаций; многостаночную, когда один рабочий обслу-
живает несколько машин (аппаратов).
202
В литье под давлением, как правило, применяют бригадную
форму организации труда. Одна бригада обслуживает плавильные
печи, другая работает на литейных машинах и т. д.
Мастер или бригадир перед началом смены выдает рабочим за-
дания. Выполненную работу принимает контролер, мастер или бри-
гадир. В целях лучшего использования дорогостоящего оборудова-
ния цехи литья под давлением работают в две или три смены.
Квалификация рабочих определяется специальной комиссией,
которая проверяет их профессиональные навыки и технические
знания согласно требованиям Единого тарифно-квалификационно-
го справочника.
§ 53. Техническое нормирование и зарплата
Техническое нормирование. Для правильной организации труда
на производстве нужно определить, какое количество труда необ-
ходимо для выполнения данной работы. Время, необходимое для
выполнения работы, зависит от производственных условий, орга-
низации труда и квалификации рабочих.
При установлении нормы времени, необходимого на изготовле-
ние изделия или выполнения определенной операции, изучают вли-
яние каждого из указанных выше факторов в отдельности, выби-
рают их наилучшее сочетание, обеспечивающее наименьшие затра-
ты рабочего времени. Такие нормы времени называются технически
обоснованными нормами, а способ нормирования — техническим
нормированием.
Для литейщиков на машине литья под давлением нормы време-
ни определяются путем измерения затрат времени на различные
операции по изготовлению определенного количества отливок, при
этом учитывается оптимальный режим работы оборудования. Окон-
чательные нормы времени устанавливаются с учетом опыта пере-
довых рабочих.
Прогрессивные технические нормы — один из важнейших фак-
торов, обеспечивающих улучшение организации труда и повыше-
ние его производительности. Прогрессивные технические нормы
заставляют 'отстающих рабочих подтягиваться до уровня передо-
вых, позволяют организовать работу по-новому, с учетом послед-
них достижений науки и техники, производственного опыта и пере-
довой технологии.
Заработная плата. В условиях социализма действует закон рас-
пределения по труду, при котором личная материальная заинтере-
сованность работников в результатах их труда является важнейшим
условием общих хозяйственных успехов. Распределение по труду
осуществляется в форме заработной платы.
В социалистическом обществе заработная плата представляет
собой часть национального дохода, которая в плановом порядке
распределяется между отдельными отраслями народного хозяйст-
ва и в денежной форме выплачивается рабочим и служащим в со-
ответствии с количеством и качеством затраченного ими труда.
203
Организация заработной платы в социалистическом государст-
ве обеспечивает рост производительности труда, квалификации ра-
ботников, повышение материального и культурного уровня жизни
трудящихся.
Знания и навыки рабочих различны. Некоторые в совершенст-
ве владеют своим мастерством, другие же только начинают его
осваивать. Для оплаты труда рабочих машиностроительной про-
мышленности действует тарифная система, состоящая из тарифной
сетки, тарифных коэффициентов, тарифных ставок и формы и си-
стемы оплаты труда. На машиностроительных заводах все работы
делятся в зависимости от квалификации рабочего на шесть разря-
дов. Тарифная ставка определяет размер оплаты труда рабочего
данного разряда в единицу рабочего времени (обычно 1 ч).
Тарифный коэффициент показывает, во сколько раз тарифная
ставка данного разряда повышает тарифную ставку рабочего 1-го
разряда.
Тарифная ставка часовой оплаты любого разряда определяет-
ся ставкой 1-го разряда, умноженной на соответствующий тариф-
ный коэффициент, присвоенный данному разряду.
В нашей промышленности существуют две основные формы за-
работной платы: сдельная и повременная. Та или иная форма оп-
латы труда зависит от конкретных условий производства. При по-
временной оплате рабочий получает не за выполненную им работу,
а за проработанное время. При сдельной оплате рабочий получает
за количество изготовленных им деталей. Сдельная оплата — наи-
более распространенная в СССР форма оплаты труда на произ-
водстве. Сдельная расценка на данную работу определяется
нормой времени и разрядом работы. Премиальная оплата
труда служит дополнением к сдельной или повременной
оплате труда.
Тарифно-квалификационный справочник — это сборник квали-
фикационных характеристик по профессиям и разрядам, определя-
ющий объем знаний и производственных навыков, необходимых
рабочему для выполнения заданий, относящихся к данному раз-
ряду.
Ниже приводится квалификационная характеристика литейщи-
ка на машинах литья под давлением 2-го разряда.
Литейщик на машинах литья под давлением должен уметь:
отливать мелкие простые и средней сложности детали из цвет-
ных сплавов на машинах для литья под давлением;
самостоятельно вести плавку, подогревать расплав в раздаточ-
ной и подогревательной печах;
налаживать обслуживаемую машину под руководством масте-
ра или литейщика более высокой квалификации и устранять мел-
кие дефекты в работе машины во время работы;
устанавливать и налаживать пресс-формы для литья под дав-
лением; рафинировать расплав под руководством литейщика более
высокой квалификации;
извлекать отливки из машины;
204
очищать, подогревать, смазывать и менять рабочие части пресс-
формы;
осуществлять уход за машинами;
загружать шихту в плавильные печи;
применять передовые приемы работы и способы организации
труда и рабочего места;
экономно расходовать электроэнергию, сжатый воздух и мате-
риалы, бережно обращаться с оборудованием и инструментами;
проверять качество отливок;
оказывать первую помощь при несчастных случаях;
выполнять правила техники безопасности, промышленной сани-
тарии и пожарной безопасности.
Литейщик на машинах литья под давлением должен знать:
устройство, принцип работы и правила эксплуатации обслужи-
ваемой машины для литья под давлением;
назначение, правила применения пресс-форм и обращение с
ними, их температуру перед заливкой;
применяемыеконтрольно-измерительныеприборы;
литейные свойства разливаемых металлов и сплавов, виды сма-
зочных материалов и их назначение;
виды смазок для пресс-форм и способы их применения;
требования, предъявляемые к качеству отливок;
состав шихтовых материалов и порядок загрузки шихты в пла-
вильные печи;
возможные неполадки в пресс-формах и машинах литья под
давлением во время работы, меры их предупреждения и устране-
ния;
технологический процесс;
правила чтения чертежей и эскизов;
дефекты отливок, способы их предупреждения и устранения;
передовые способы организации труда и рабочего места; нор-
мы выработки и системы оплаты труда литейщика на машинах
литья под давлением, пути снижения себестоимости продукции;
способы экономного расходования материалов и электроэнер-
гии;
правила оказания первой помощи при несчастных случаях;
инструкцию по технике безопасности, правила пожарной без-
опасности и правила внутреннего распорядка.
Работа литейщика на машинах литья под давлением оплачива-
ется по тарифной сетке для рабочих-сдельщиков с особо вредными
и тяжелыми условиями труда. Сдельная расценка на изготовление
определенной партии отливок определяется путем умножения уста-
новленной нормы времени на тарифную ставку.
Заработная плата литейщика на машинах литья под давлени-
ем определяется умножением установленной сдельной расценки на
количество изготовленных отливок, отвечающих техническим тре-
бованиям.
Для начисления заработной платы оформляют рабочие наряды,
в которых проставляют установленную сдельную расценку и коли-
205
чество изготовленных отливок за определенное время. В рабочем
наряде расписываются контролер и мастер, подтверждающие пра-
вильность записанных данных.
§ 54. Понятие о планировании и экономике
Социалистическое хозяйство является плановым. Планирова-
ние имеет огромное значение для народного хозяйства, так как оно
обеспечивает правильные пропорции между отдельными отрасля-
ми, непрерывное развитие производительных сил, систематический
рост выпуска продукции, улучшение ее качества, повышение про-
изводительности труда. Планирование деятельности социалистиче-
ских промышленных предприятий и их цехов и участков представ-
ляет собой звено единой системы социалистического планирова-
ния.
Планы предприятий, цехов и их участков являются частями го-
сударственного плана развития народного хозяйства и отражают
хозяйственную политику партии и правительства. Невыполнение
плана на отдельных участках нарушает нормальный процесс про-
изводства предприятия в целом и тем самым ставит под угрозу
выполнение заданий народнохозяйственного плана.
Производственный план составляют на год с подразделением
на кварталы и через плановый отдел предприятия доводят до це-
хов. Планово-диспетчерское бюро цеха в свою очередь составляет
месячный план с подразделением на декады и сообщает его руко-
водителям участков. Начальники участков и мастера знакомят с
планом рабочих.
Одним из важнейших технико-экономических показателей рабо-
ты предприятия является себестоимость. Под себестоимостью про-
дукции понимается сумма затрат на производство и сбыт выпуска-
емой продукции, выраженная в денежной форме.
Себестоимость бывает плановой и фактической. Плановая себе-
стоимость исчисляется на основе норм расхода затрат труда, ма-
териалов, топлива и других ресурсов для условий данного пред-
приятия или цеха на выпуск продукции. Плановая себестоимость —
это государственное задание по использованию ресурсов производ-
ства, нарушение которой наносит ущерб государству и приводит
к дополнительным затратам живого и общественного труда.
Фактическая себестоимость ежемесячно определяется на осно-
вании данных бухгалтерского учета. Она показывает, как исполь-
зованы трудовые и материальные ресурсы, каковы действительные
затраты на производство продукции. На табл. 18 показано, из чего
складывается себестоимость и отпускная цена в машиностроении.
На рис. 95 изображены диаграммы себестоимости получения
заготовок из различных сплавов: цинка (а), латуни (б), алюминия
(в) и среднее значение (г) ее для способа литья под давлением.
Эти данные получены на основе анализа показателей по статьям
затрат для большой группы отливок массового производства. Сни-
жение себестоимости продукции при литье под давлением можно
206
добиться за счет следующих факторов: повышением производи-
тельности труда путем внедрения прогрессивной технологии, меха-
низацией и автоматизацией операций, более рациональной орга-
низацией производства, специализацией на выпуске определенной
продукции и кооперацией с другими предприятиями, экономным
расходованием основных и вспомогательных материалов. Большим
источником снижения затрат на оснастку является применение
многогнездных пресс-форм, нормализованных блок-форм и пакетов
пресс-форм. Все это позволит улучшить технико-экономические по-
казатели цехов.
Из приведенных примеров видно, что литье под давлением эко-
номически самое выгодное при массовом производстве.
Из табл. 19, 20 видно, что перевод на литье под давлением зна-
чительно повышает выход годного литья, снижает трудоемкость
литья и дает большую экономию цветного металла, особенно при
массовом производстве.
Снижение себестоимости способствует переводу предприятия
на хозрасчет. Хозеяйственный расчет — это социалистический ме-
тод планового руководства всем предприятием в целом и его от-
дельными частями постоянного сравнения доходов и расходов.
Целью хозрасчета является обеспечение увеличения выпуска про-
дукции с наименьшими затратами труда, материалов и энергии при
высоком качестве изделий. Поэтому необходимо постоянно сопо-
ставлять все затраты на производство и его результаты, т. е . рас-
ход и доход. Преобладание дохода над расходами хозрасчетного
предприятия — чистый доход (прибыль) определяет рентабельность
(доходность), которая является одним из важнейших показателей
работы.
Повышения рентабельности предприятия можно добиться толь-
ко при обязательном выполнении производственной программы по
выпуску продукции, строгом соблюдении режима экономии, т. е,
при расчетливом расходовании средств.
Рентабельность применения литья под давлением в значитель-
ной степени зависит от организации труда и масштабов производ-
ства. Чем крупнее производство и совершеннее организация, тем
ниже себестоимость отливок.
Совершенствование форм и методов планирования способству-
ет улучшению всей хозяйственной деятельности предприятия. До-
стигнутые успехи в увеличении прибыли позволят предприятию за
счет этой прибыли повысить оплату труда рабочих и служащих и
тем самым увеличить их материальную заинтересованность.
§ 55. Технический прогрессе промышленности
Техника непрерывно развивается и совершенствуется. Это не-
прерывное развитие техники называется техническим прогрессом.
Прогрессивность новой машины, аппаратов, приспособления,
режущего инструмента и т. д. должны оцениваться не только уров-
нем технического совершенства новой конструкции или технологии,
а их экономической эффективностью. Чем выше экономическая
эффективность, тем прогрессивнее данная техника.
Основным методом анализа экономической эффективности яв-
ляется метод сравнения новых машин, аппаратов, приспособлений,
инструментов с существующими или с подобными.
Научно обоснованные меры по дальнейшему развитию промыш-
ленности и повышению эффективности производства способствуют
техническому прогрессу, увеличению темпов роста национального
дохода, подъему благосостояния советского народа. Технический
прогресс выражается не только в механизации и автоматизации
производства, но и в творческой инициативе трудящихся, участву-
ющих в распространении передового опыта, вносящих свои рацио-
нализаторские предложения.
Критическое отношение к технике производства, личная иници-
атива, опыт и знания дают возможность любому рабочему, инжене-
ру и технику внести изменения в действующие технологические
209
процессы и конструкции изделий, станков и других объектов с
целью их совершенствования или создания новых.
Государство оказывает изобретателям и рационализаторам
необходимую помощь в деле осуществления полезных и нужных
народному хозяйству предложений.
Авторы внедренных предложений получают вознаграждение за
свой творческий труд, их интересы защищаются законами нашей
страны.
В подаваемом предложении необходимо указать на недостатки
и отрицательные стороны существующего технологического про-
цесса или конструкции, которые подлежат изменению или совер-
шенствованию. Надо изложить содержание предлагаемых измене-
ний, усовершенствований, а также высказать соображения об
ожидаемых результатах внедрения предложений (снижение трудо-
емкости, улучшение условий труда, экономия материалов и т. п.) .
К предложению следует приложить поясняющие эскизы, схемы,
описания, модель, образец, которые, с одной стороны, должны дать
полное представление любому специалисту о сущности предложе-
ния (конфигурации деталей, кинематике, размерах и т. д .), и, с
другой стороны, стать основанием для полной разработки предло-
жения в технических службах цеха или завода при создании соот-
ветствующей технической документации в целях внедрения предло-
жения.
Если в предложении описана только идея без ее технического
решения, это предложение не может быть признано рационализа-
торским.
На принятое к внедрению предложение автору выдается свиде-
тельство. Сроки внедрения предложения в производство контроли-
рует БРИЗ.
Система рационализаторской деятельности в СССР гарантиру-
ет защиту интересов новаторов и способствует быстрейшему внед-
рению полезных предложений в производство.
Контрольные вопросы
1. Как организовано управление промышленностью и предприятиями в
СССР?
2. Какова роль общественных организаций на предприятиях?
3. Укажите, какие существуют формы организации труда в литейном цехе?
4. Что такое НОТ?
5. Что такое техническое нормирование, тарифная сетка и ставка?
6. Как осуществляется планирование на предприятии?
7. Что такое себестоимость, хозрасчет?
8. Как организована работа рационализаторов на предприятии?
ЛИТЕРАТУРА
Антонов В. А. и др. Машины для литья под давлением. Под ред.
Б. Е. Розенберга. М ., «Машиностроение», 1973.
Беккер М. Б . и др. Экономическая эффективность изготовления и экс-
плуатации форм для литья под давлением. М., НИИНАвтопром, 1969.
Белопухов А. К- и др.Литье под давлением. Под ред. А.К.Белопухо-
ва. М., «Машиностроение», 1975.
Заславский М. Л. и Шестопал В. М . Литье под давлением. Ме-
ханизация и автоматизация. Технология и оборудование литейного производст-
ва. М ., ВИНИТИ, серия «Машиностроение», 1971.