



























































































































































Автор: Багров Б.М. Козлов А.М.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы машиностроение металлорежущие станки учебное пособие для студентов многоцелевые станки
ISBN: 5-88247-183-4
Год: 2004




Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Липецкий государственный технический университет»
Б.М. Багров А.М. Козлов
МНОГОЦЕЛЕВЫЕ СТАНКИ
Учебное пособие
Допущено Учебно-методическим объединением вузов по образованию в
области автоматизированного машиностроения (УМО AM)
в качестве учебного пособия для студентов высших учебных заведений,
обучающихся по направлению подготовки дипломированных специалистов
«Конструкторско-технологическое обеспечение
машиностроительных производств»
Липецк 2004
УДК 621.90(07)
Б147
Багров, Б.М. Многоцелевые станки [Текст]: учебное пособие
/Б.М. Багров, А.М. Козлов.- Липецк: ЛГТУ, 2004.-193 с.
ISBN 5-88247-183-4
Даны общие сведения о многоцелевых станках.
Приведены технические характеристики и рассмотрены технологические
возможности, компоновки, особенности конструкции и кинематики наиболее
применяемых моделей.
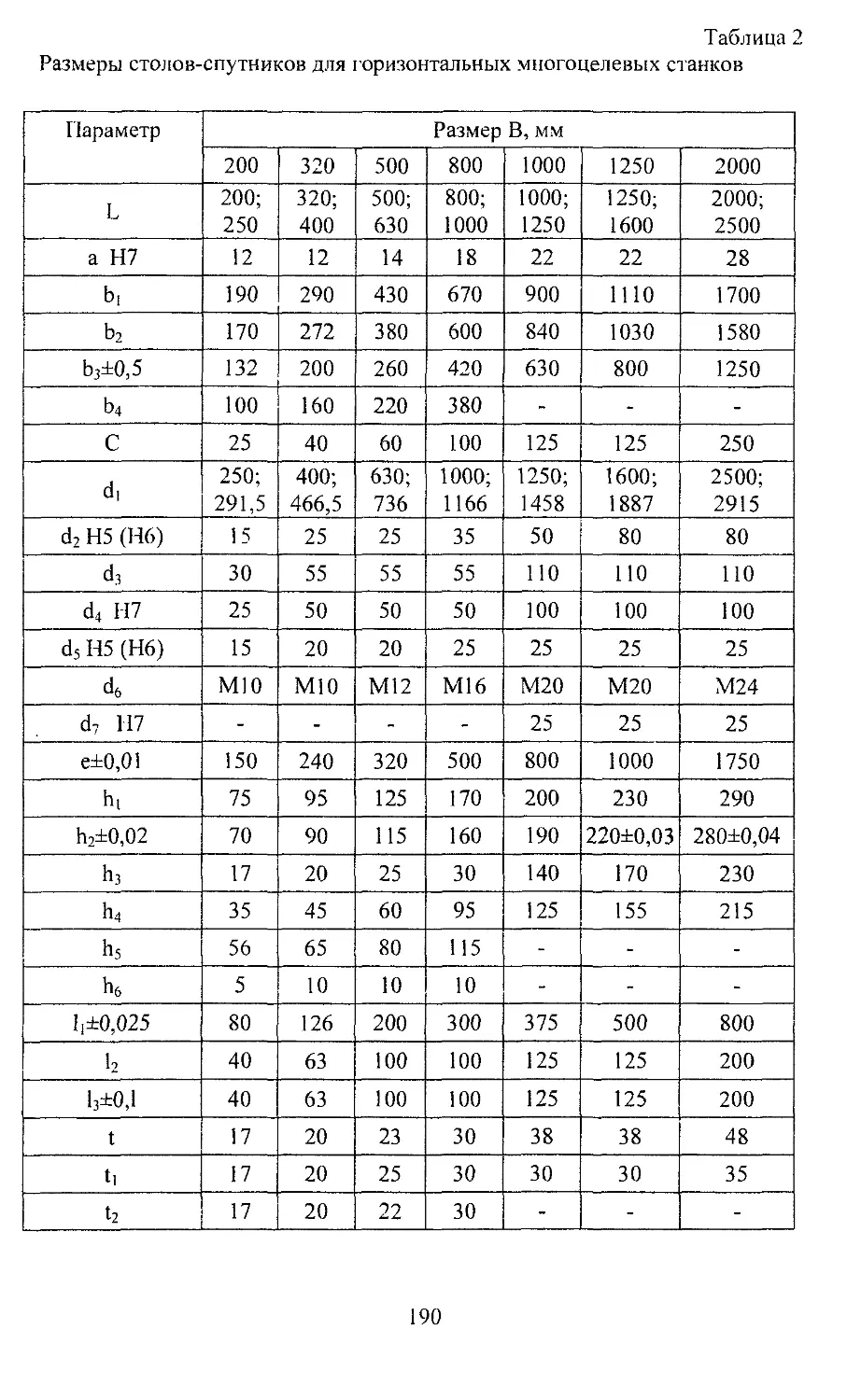
Представлены данные о конструктивных исполнениях и параметрах
столов-спутников, столов дополнительной комплектации и хвостовиков
вспомогательного инструмента.
Учебное пособие предназначено для студентов высших учебных
заведений специальности 120100 «Технология машиностроения».
Табл. 10. Ил. 192. Библиогр.: 5 назв.
Рецензенты: кафедра технологии машиностроения Тульского государственного
технического университета, зав. кафедрой д.т.н., профессор
А.С. Ямников;
д.т.н., профессор кафедры технологии машиностроения
Муромского института (филиала) Владимирского
государственного технического университета В.В. Орлов
ISBN 5-88247-183-4
© Государственное образовательное
учреждение высшего профессионального
образования «Липецкий государственный
технический университет», 2004
© Багров Б.М., Козлов А.М., 2004
1. ОБЩИЕ СВЕДЕНИЯ О МНОГОЦЕЛЕВЫХ СТАНКАХ
Многоцелевой станок (МС) или обрабатывающий центр (ОЦ) - это ме-
таллорежущий станок, предназначенный для комплексной обработки сложных
деталей путем последовательного выполнения различных видов механической
обработки, имеющий систему числового программного управления (ЧПУ) и
оснащенный системой автоматической смены инструментов (АСИ).
Многоцелевые станки являются универсальным оборудованием [1] и по
виду обрабатываемых заготовок и характеру преобладающих выполняемых пе-
реходов их можно разделить на три группы [2]:
- сверлильно-фрезерно-расточные с главным движением - вращением ин-
струмента и компоновкой, аналогичной фрезерным, расточным, сверлильным
станкам, предназначенные для обработки призматических деталей;
- токарно-сверлильно-фрезерно-расточные с главным движением - вра-
щением детали или инструмента и компоновкой, аналогичной компоновке
станков токарной группы, предназначенные для обработки в основном деталей
типа тел вращения;
- с выполнением разнородных переходов и оригинальной компоновкой.
Данные станки отличаются особо высокой концентрацией обработки. На
них производят черновую, получистовую и чистовую обработку сложных заго-
товок, содержащих различные обрабатываемые поверхности, выполняют самые
разнообразные технологические переходы. Во многих случаях МС обеспечи-
вают высокоэффективную полную обработку деталей без переустановки и пе-
ребазирования. С этой целью в современных конструкциях МС предусматрива-
ется наличие поворотных узлов. В станках для обработки призматических дета-
лей применяют поворотные конструкции шпиндельной головки и стола с пе-
риодическим или непрерывным движением по одной или двум (стол глобусно-
го типа) координатам. При необходимости возможно дополнительно комплек-
товать станки поворотно-подвижными столами различных типов (см. приложе-
ние 1). Столы обеспечивают перемещение заготовки во время ее обработки с
высокой точностью и большим диапазоном подач в позиционном и непрерыв-
ном режимах. Управление работой стола осуществляется от системы ЧПУ
станка или от собственной автономной системы ЧПУ.
В станках для обработки деталей типа тел вращения предусматривается
движение точного позиционирования шпинделя с заготовкой.
Для последовательного выполнения по программе большого числа разно-
образных переходов МС обязательно имеют быстродействующую систему ав-
томатической смены инструмента (АСИ) манипуляторного или безманипуля-
торного типов. Необходимый запас инструментов создается в револьверных го-
ловках или инструментальных магазинах барабанного или цепного исполнений.
Для обеспечения автоматической смены режущего инструмента при использо-
вании инструментальных магазинов в системе АСИ применяют вспомогатель-
ный инструмент со стандартными конструкциями хвостовиков различных ти-
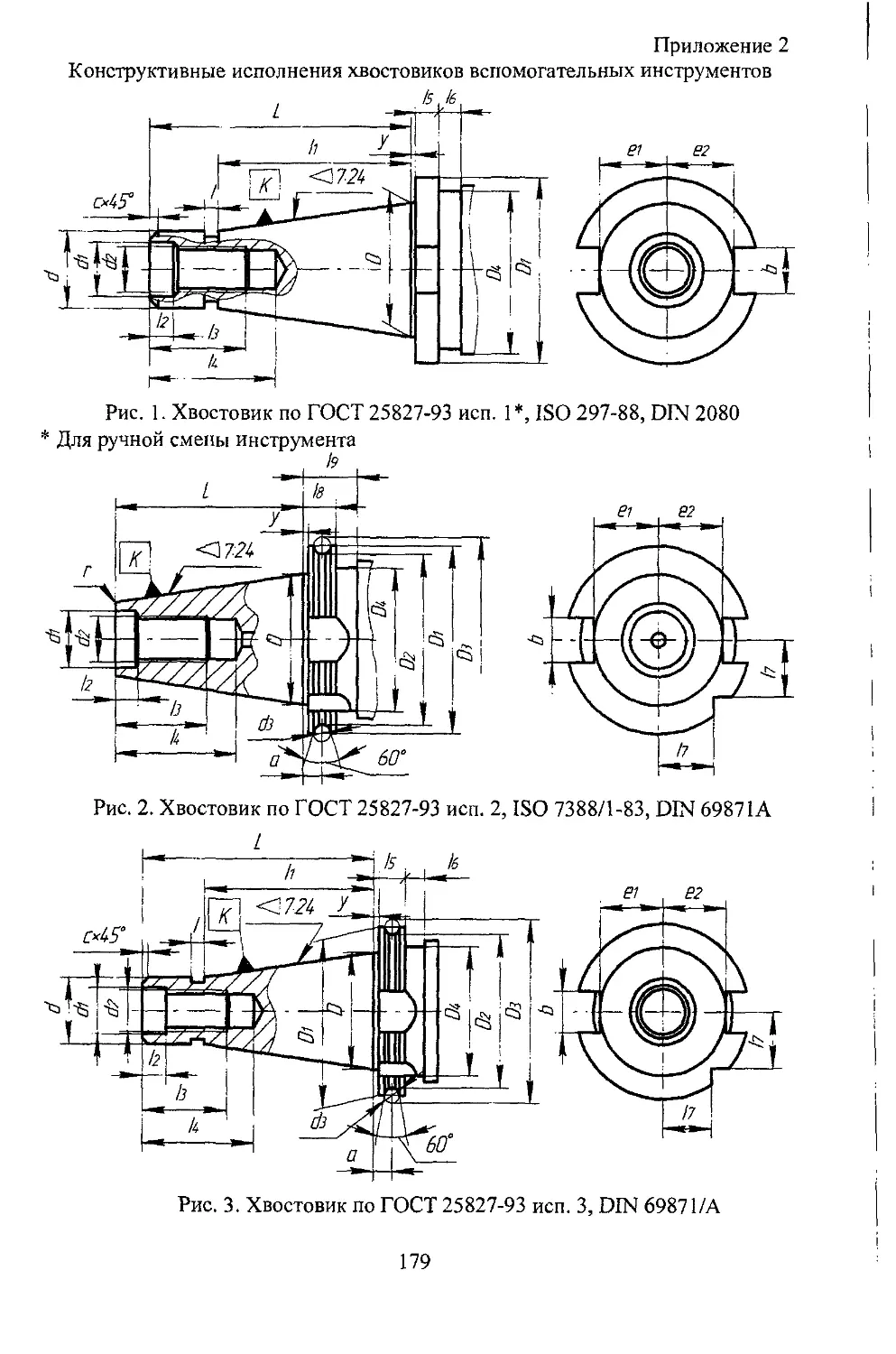
пов и исполнений (см. приложение 2) [3]. В настоящее время в современных
высокоскоростных МС отечественного и зарубежного производства для ста-
бильного обеспечения требуемого качества обрабатываемых поверхностей
применяют новый вид конструкции хвостовика (тип HSK) вспомогательного
3
инструмента (см. приложение 2) и его зажима в шпинделе. Такая конструкция
обеспечивает высокую жесткость соединения за счет не только конусно-
цанговой части, но и за счет прижима оправки к торцу шпинделя.
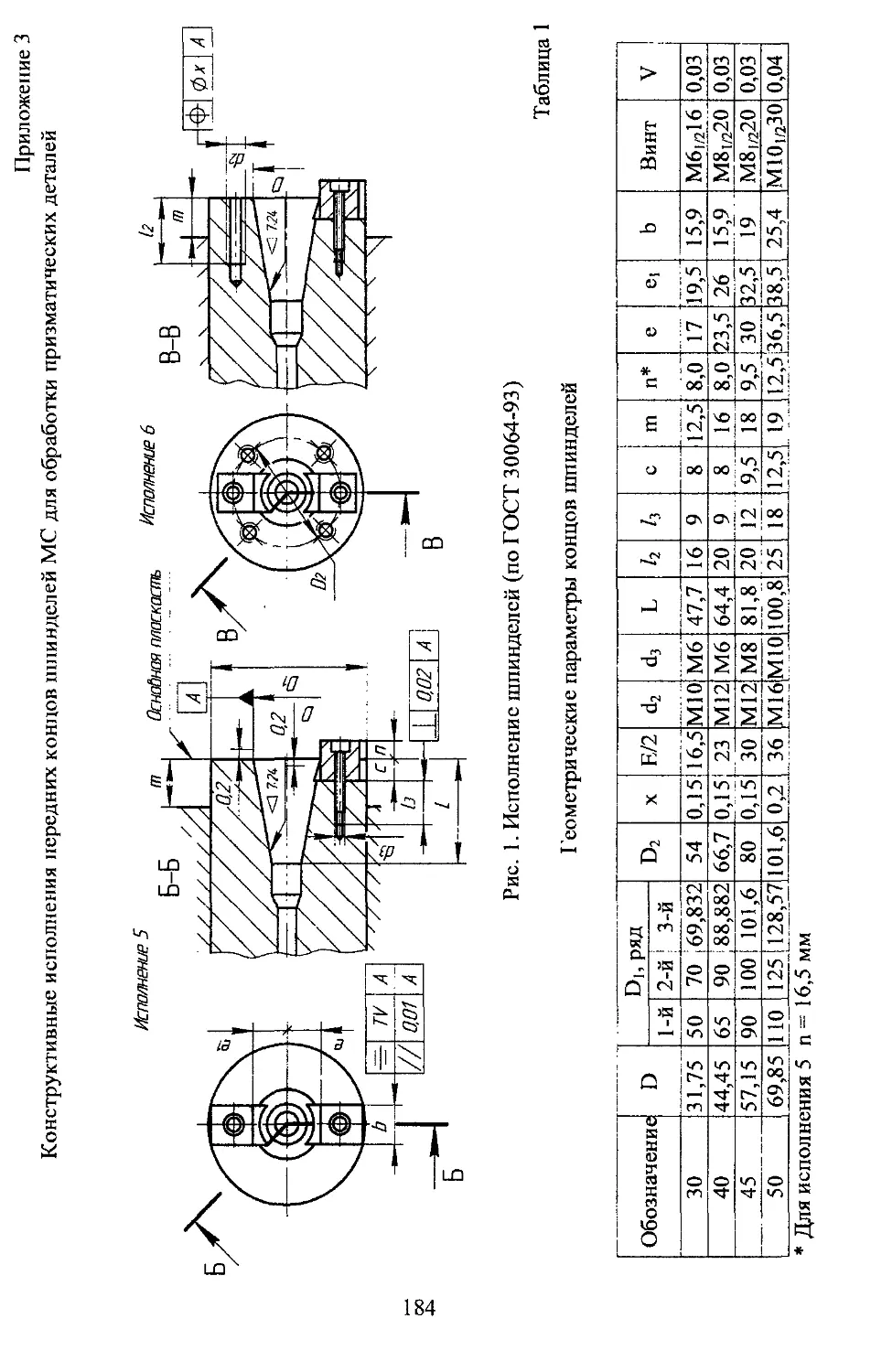
С целью возможности применения стандартизированного вспомогатель-
ного инструмента конструкции передних концов шпинделей МС унифицирова-
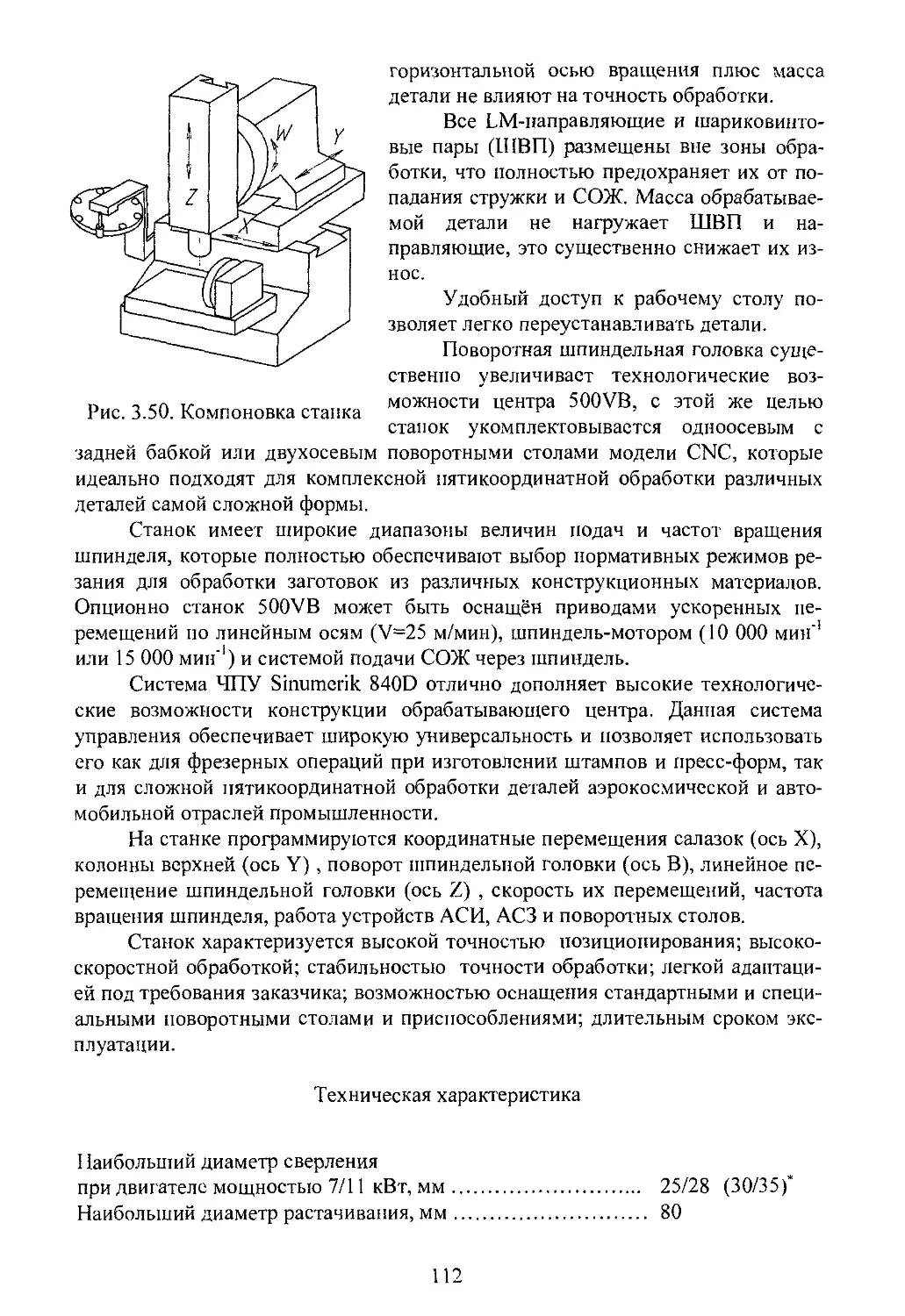
♦X
б)
Рис. 1.1. Правая прямоугольная
система координат МС:
а - станка вертикальной
компоновки;
б - станка горизонтальной
компоновки
ны и стандартизированы (см. приложение 3).
Большинство моделей современных МС для
обработки призматических деталей оснащаются
системами автоматизированной смены заготовок
(АСЗ). При этом заготовка устанавливается на
сменном столе-спутнике (палете) и вместе с ним
она попадает на основной стол станка. Установку
заготовки на стол-спутник и снятие обработанной
детали производят во время работы станка. С целью
обеспечения возможности применения нормализо-
ванной технологической оснастки конструкции сто-
лов-спутников в МС также унифицированы и нор-
мализованы (см. приложение 4) [4].
Многоцелевые станки выпускаются как с тра-
диционной компоновкой станков соответствующих
групп, так и с оригинальной. Компоновка МС в
первую очередь определяется его технологиче-
скими возможностями, но если проанализировать
новые виды современных обрабатывающих цен-
тров, у всех есть единая концепция - очень жест-
кая, неподвижная («рамная») базовая конструкция
и «легкие» перемещаемые узлы.
Для всех станков с ЧПУ, в том числе и для
МС, принята единая система обозначения координат, рекомендованная между-
народной организацией по стандартизации (ISO). Все перемещения рассматри-
вают в прямоугольной системе основных осей координат X, Y, Z (рис. 1.1). По-
ложение осей координат и положительные направления перемещений относи-
тельно них принимают в соответствии с правилом правой руки (рис. 1.2). Ось Z
совпадает или параллельна оси главного шпинделя. Положительное направле-
ние оси (+Z) соответствует направлению удаления инструмента от заготовки.
Кроме перемещений относительно основных осей координат, возможны
перемещения относительно вторичных (U, V, W), параллельных основным и
третичным (Р, Q, R), осям.
Эффективность современных МС в сравнении с одноцелевыми станками
достигается не только за счет сокращения времени транспортирования деталей
и уменьшения подготовительно-заключительного времени, но и за счет
возможности обеспечения высокоскоростной обработки заготовок как из
черных, так и из цветных металлов.
4
б)
Рис. 1.2. Правила правой
руки:
а - правило определения
положения и направлений
осей;
б - правило определения
положительного направле-
ния вращения вокруг осей
Приводы главного движения МС обеспечивают очень широкий диапазон
регулирования (пгаах до 24000...30000 мин'1) с бесступенчатым изменением час-
тоты вращения шпинделя.
В большинстве случаев в приводах главного
движения более ранних моделей МС применяются ре-
гулируемые электродвигатели в сочетании с шесте-
ренными коробками диапазонов на две или три ступе-
ни. Все новейшие модели ОЦ оснащаются высокоско-
ростными мотор-шпинделями. В приводах подач при-
меняются в основном высокомоментные электродвига-
тели и шариковые винтовые передачи. Однако в на-
стоящее время многие станкостроительные фирмы
предлагают МС с принципиально новыми приводами
подач, оснащенными линейными двигателями, обеспе-
чивающими перемещения подвижных узлов с макси-
мальными скоростями до 120...200 м/мин.
Многоцелевые станки имеют чаще всего контурную
или комбинированную микропроцессорную систему ЧПУ,
обеспечивающую автоматическое управление с высокой
степенью точности и гибкости при многокоординатной
обработке разнообразных деталей.
Шести - и более координатные МС, называе-
мые «гексаподами», в основном применяются в об-
ласти авиакосмических технологий при обработке
сложных профилей у деталей из труднообрабатывае-
мых материалов. Наибольшее распространение полу-
чили МС общего назначения, как правило, трех-
пятикоординатные станки, используемые на произ-
водствах самого широкого профиля.
Современные МС отличаются высокой точностью перемещений узлов,
жесткостью конструкции и наличием надежных многофункциональных систем
ЧПУ. Благодаря этому имеется возможность контроля обрабатываемых загото-
вок и деталей непосредственно на станке при помощи измерительных головок
без передачи изделия на координатно-измерительные машины.
Для МС любой модели технологические возможности определяются по-
мимо обычных параметров технической характеристики рядом специфических
показателей. К ним в первую очередь относятся: емкость инструментального
магазина, характеристика инструментального блока, время смены инструмента,
размеры рабочего пространства, количество столов-спутников, их размеры,
время смены столов-спутников, тип системы управления, число одновременно
управляемых координат, дискретность и точность перемещений по координа-
там и др. Наличие информации о технических характеристиках и конструктив-
ных особенностях современных МС позволит правильно выбирать и эффектив-
но применять их в условиях переналаживаемых производств как в виде само-
стоятельных единиц оборудования, так и в составе гибких производственных
систем (ГПС).
а)
♦Айда *К *27 |
*Alu/iu +В. +С)
5
2. МНОГОЦЕЛЕВЫЕ ГОРИЗОНТАЛЬНЫЕ СТАНКИ ДЛЯ
ОБРАБОТКИ ПРИЗМАТИЧЕСКИХ ДЕТАЛЕЙ
Рис. 2.1. Положение
осей координат гори-
зонтальных МС
Горизонтальные МС в основном предназначены для обработки корпус-
ам деталей кубообразной или близкой к “кубу” формы, обладающих доста-
точной жесткостью. Среди призматических деталей они составляют большин-
ство. Поэтому среди МС для обработки призматических деталей преобладают
станки с горизонтальным расположением шпинделя. Именно на таких МС, ос-
тащенных поворотным столом, а иногда и поворотной шпиндельной головкой,
юзможна обработка за одну установку деталей особо сложной конструкции с
тескольких сторон. На них производят фрезерование плоскостей, пазов и кри-
юлинейных поверхностей торцовыми и концевыми фрезами; обработку отвер-
стий мерными и регулируемыми на размер инструментами; нарезание резьбы
летчиками и резцами. На некоторых современных моделях МС возможно вы-
толнять операции плоского и внутреннего шлифования.
МС с горизонтальным расположением шпинделя имеют компоновки как с
неподвижной, так и с подвижной стойкой. У станков меньших размеров стойка
наполняется неподвижной, а стол может совершать перемещения по координа-
там Z и X. Такой стол часто называют крестовым. В горизонтальных МС ось X
гак же, как и ось Z, горизонтальная. Положительное ее направление (+Х) всегда
зправо, если смотреть от шпинделя на стол станка (рис. 2.1).
Для обработки средних и крупногабаритных дета-
1ей применяют горизонтальные МС с продольно-
подвижной стойкой и поперечно-подвижным поворот-
зым столом. Отдельные станки имеют выдвижной
ппиндель. Такая компоновка для станков с шириной
:тола более 400 мм имеет преимущество по жесткости и
прочности перед компоновкой с неподвижной стойкой и
фестовым столом. У наиболее крупных горизонтальных
V1C, предназначенных для тяжелого машиностроения,
заготовку закрепляют на дополнительном столе или на
неподвижной плите, установленной на полу цеха. В
этих станках крестовая стойка осуществляет перемеще-
ние по двум осям Z и X.
Большинство моделей МС, предназначенных для мелко- и среднесерий-
ного производств, имеют компоновку, предусматривающую одноинструмен-
гальную обработку. Для повышения производительности и расширения области
применения используются сменные многошпиндельные коробки, обработка ко-
торыми совмещается с обработкой инструментом, установленным в шпинделе.
При создании конструкции МС широко применяется агрегатно-
иодульный принцип проектирования, позволяющий на базе унифицированных
нодулей получать рациональные компоновки оборудования.
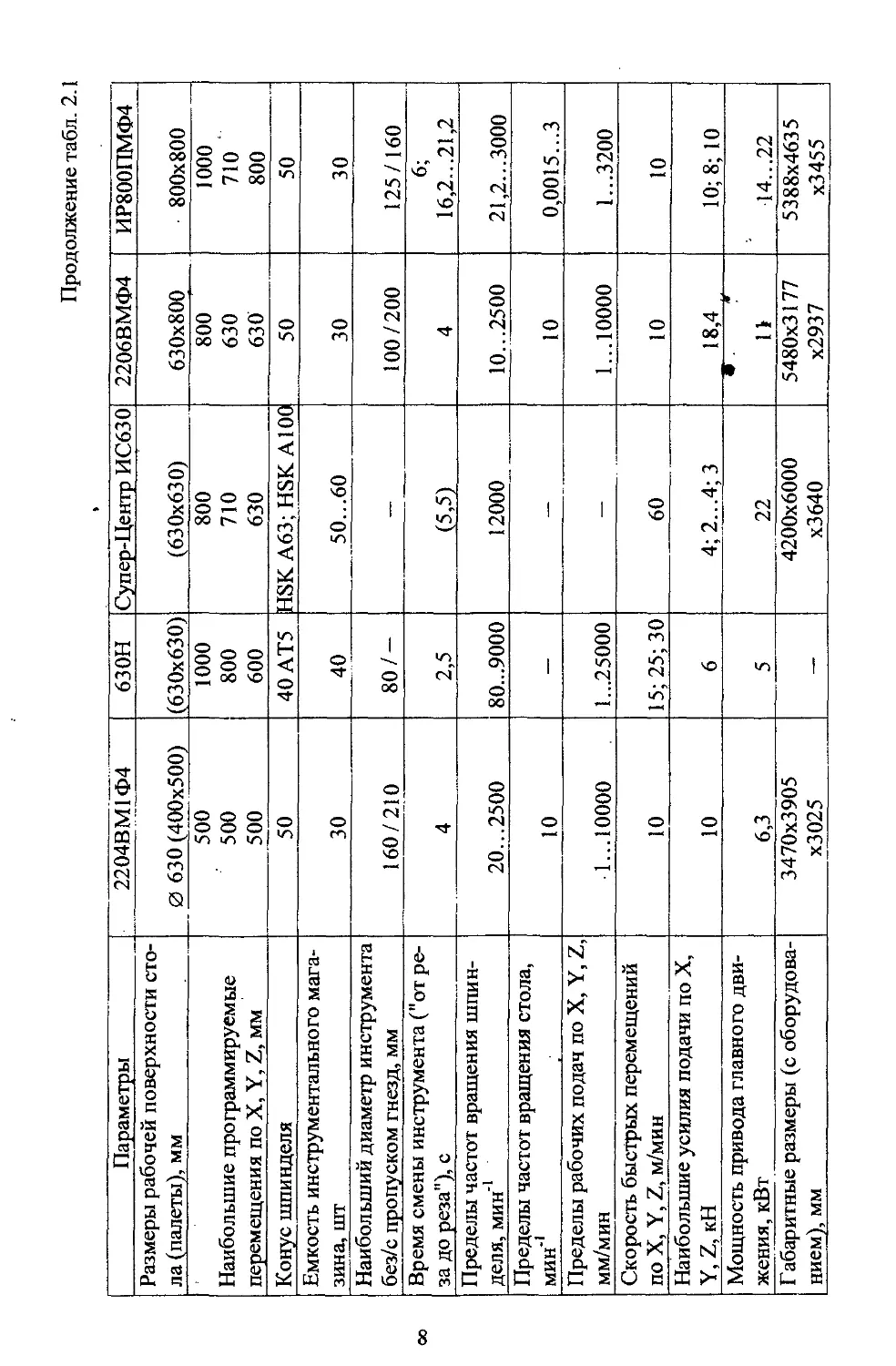
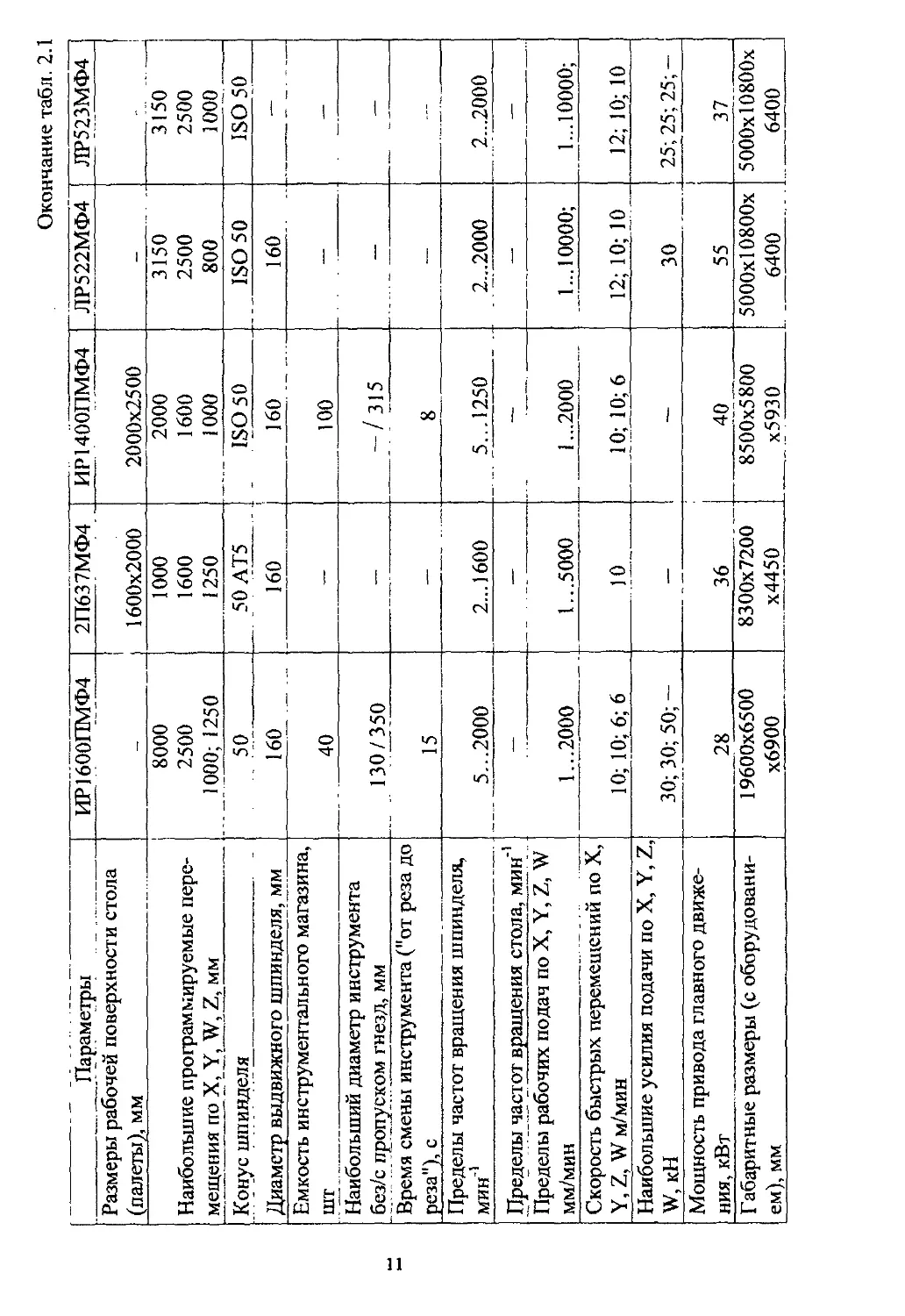
Основные показатели технических характеристик ряда наиболее приме-
няемых моделей горизонтальных МС для обработки призматических деталей
приведены в таблице 2.1, а полная техническая характеристика представлена
далее в описании технологических возможностей, особенностей конструкции и
кинематики этих станков.
6
Многоцелевые горизонтальные станки для обработки призматических деталей
Таблица 2.1
Параметры ИР200ПМФ4 ИР320ПМФ4 ИС320/ИСЗ 20-ГЛОБУС ИР500ПМФ4 ИС500ПМФ4
Размеры рабочей поверхности стола (палеты), мм (200x200) (320x320) (320x320) 500x500 (500x500)
360 400 360 * г *800 1000
Наибольшие программируемые 240 360 250 500 630
перемещения по X, Y, Z, мм 320 400 320 500 800
Конус шпинделя 30 АТ5 40 SK30 50 50 АТ5
Емкость инструментального ма- газина, шт 24 36 24 30 64
Наибольший диаметр инстру- мента без/с пропуском гнезд, мм 80/- 125/150 80/- 125/160 125/315
Время смены инструмента ("от реза до реза"), с 14; 18 12,5 10 6 (16,2. ..21,2) 20
Пределы частот вращения шпинделя, мин’1 60... 8000 13...5000 50...7100 21,2...3000 8...4500
Пределы частот вращения стола, мин’1 0,002... 14 0,05... 200
Пределы рабочих подач по X, Y, Z, мм/мин 1...7100 1...6000 — 1...3600 1...6000
Скорость быстрых перемещений по X, Y, Z, м/мин 12 — 12 8 15
Наибольшие усилия подачи по X, Y, Z, кН 4,6 — 4 8; 4; 8 12,5; 10; 15
'Мощность привода главного движения, кВт 5,5...7,5 н' 5,5
Габаритные размеры (с обору- 3840x3020 3840x2300 3990x2560x7300/ 4450x4635 (5813x4750
дованием), мм х2560 х2507 3990x3560x8800 х3205 х3560)
Продолжение табл. 2.1
Параметры 2204ВМ1Ф4 630Н Супер-Центр ИС630 2206ВМФ4 ИР800ПМФ4
Размеры рабочей поверхности сто- ла (палеты), мм 0 630(400x500) (630x630) (630x630) 630x800 800x800
500 1000 800 800 1000
Наибольшие программируемые 500 800 710 630 710 ‘
перемещения по X, Y, Z, мм 500 600 630 630 800
Конус шпинделя 50 40 АТ5 HSK А63; HSKA100 50 50
Емкость инструментального мага- зина, шт 30 40 50...60 30 30
Наибольший диаметр инструмента без/с пропуском гнезд, мм 160/210 80/- — 100/200 125/160
Время смены инструмента ("от ре- за до реза"), с 4 2,5 (5,5) 4 6; 16,2...21,2
Пределы частот вращения шпин- деля, мин1 20... 2500 80...9000 12000 10...2500 21,2...3000
Пределы частот вращения стола, мин"1 10 — — 10 0,0015...3
Пределы рабочих подач по X, Y, Z, мм/мин 1...10000 1...25000 — 1... 10000 1...3200
Скорость быстрых перемещений по X, Y, Z, м/мин 10 15; 25; 30 60 10 10
Наибольшие усилия подачи по X, Y, Z, кН 10 6 4; 2...4;3 18,4 10; 8; 10
Мощность привода главного дви- жения, кВт 6,3 5 22 • • * 11 14...22
Габаритные размеры (с оборудова- 3470x3905 4200x6000 5480x3177 5388x4635
нием), мм х3025 — х3640 х2937 х3455
Продолжение табл. 2.1
Параметры ИС800ПМФ4 Супер-Центр ИС800 Супер-Центр ИС800 - Глобус САМ5- 850А4 2А459АМФ4 22912Н7Ф4
Размеры рабочей поверхности стола (палеты), мм (800x800) (800x800) 800x800 800x800 1000x1000 (800x800) (1250x1250)
1000 1200 1200 1000 1250 1600
Наибольшие программируемые пере- 1000 1000 1100 520 1000 1250
мещения по X, Y, Z, мм 800 1200 1200 950 800 1000
Конус шпинделя 50 АТ5 50; HSK А100 HSK 63, HSK 100 50 50 50АТ5
Емкость инструментального магазина, шт 64 50 50 39 40 50
Наибольший диаметр инструмента без/с пропуском гнезд, мм 125/315 — — 170 / 320 — —
Время смены инструмента ("от реза до реза"), с 20 (7) — — (7)
Пределы частот вращения шпинделя, мин'1 8...4500 8000 12000 8...3000 20...2500 12,5...3150
Пределы частот вращения стола, мин’1 — — 20 — — —
Пределы рабочих подач по X, Y, Z, мм/мин 1...6000 — — 1...3000 2...2500 1...3200
Скорость быстрых перемещений по X, Y, Z, м/мин 15 40; 30; 40 60 10 8 10
Наибольшие усилия подачи по X, Y, Z, кН 12,5; 10; 15 8 — — — 19,6; 15,7; 15,7
Мощность привода главного движе- ния, кВт 22 22 — 23,5 14 25
Габаритные размеры (с оборудован и- 6150x4750 4740x7220 5025x6530 6030x4800 4040x3970 6000x7450
ем), мм х4000 х4330 х4310 х4500 х3570 х5000
Параметры 26912Н7Ф4 2В622Ф4
Размеры рабочей поверхности стола (палеты), мм (1250x1250) 1250x1250
Наибольшие программируемые пере- мещения по X, Y, Z, мм 1600 1250 1000 1250 1000 1000
Конус шпинделя 50 ЛТ5 ISO 50
Диаметр выдвижного шпинделя, мм 125 —
Емкость инструментального магазина, шт 50
Наибольший диаметр инструмента без/с пропуском гнезд, мм —
Время смены инструмента ("от реза до реза"), с
Пределы частот вращения шпинделя, мин'1 6,3... 1600 6,3... 2000
Пределы частот вращения стола, мин'1 — —
Пределы рабочих подач по X, Y, Z, мм/мин 1...3200 1...9000
Скорость быстрых перемещений по X, Y, Z, м/мин 10 9
Наибольшие усилия подачи по X, Y, Z, W, кН 19,6; 15,7; 15,7; 10,8 12
Мощность привода главного движе- ния, кВт 25 20
Габаритные размеры (с оборудовани- ем), мм 6000x7450 х5000 7600x3750 х3250
Продолжение табл. 2.1
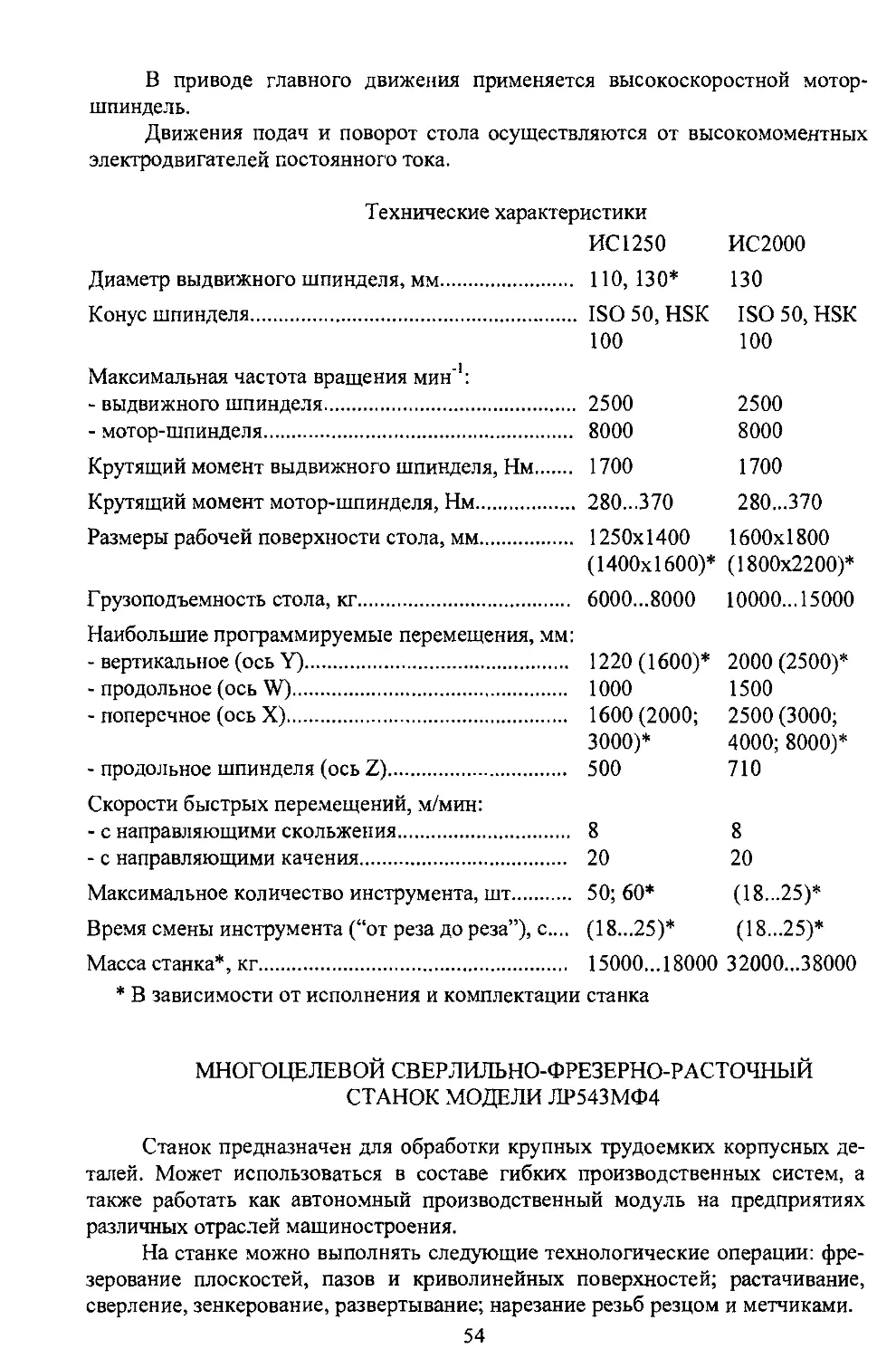
2627ПМФ4М 1250x1250 ИР1250ПМФ4 1250x1400 ИС 1250 1250х 1400 ЛР543МФ4 ИС2000
1250x1600 1600x1800
2000 1600 1600 2000 2500
1600 1220 1220 1600 2000
1000 500 500 710 710
50АТ5 ISO 50 HSK 100 50 АТ5 HSK 100
125; 110 110 110; 130 125 130
60 100 50; 60 40 50; 60
125/250 125/315
15±3 8 _Q8) (18)
6...2500 8...2250 2500 6...2500 2500
- — — —
1...6000 1...6000 - 1...7000 __
10 6 8 9 8
12 12,5; 10; 10; 15
28,8 30 39
7000x7650 х4900 5670x5030 х4280 — 5450x9250 х4500 —.
Окончание табл. 2.1
Параметры ИР1600ПМФ4 2П637МФ4 ИР1400ПМФ4 ЛР522МФ4 ЛР523МФ4
Размеры рабочей поверхности стола (палеты), мм 1600x2000 2000x2500
8000 1000 2000 3150 3150
Наибольшие программируемые пере- 2500 1600 1600 2500 2500
мещения по X, Y, W, Z, мм 1000; 1250 1250 1000 800 1000
Конус шпинделя 50 50 АТ5 ISO 50 ISO 50 ISO 50
Диаметр выдвижного шпинделя, мм 160 160 160 160 —
Емкость инструментального магазина, шт 40 — 100 — —
Наибольший диаметр инструмента без/с пропуском гнезд, мм 130/350 — -/315 — —
Время смены инструмента ("от реза до реза"), с 15 — 8 — —
Пределы частот вращения шпинделя, мин'1 5...2000 2... 1600 5...1250 2...2000 2...2000
Пределы частот вращения стола, мин-' — — — — —
Пределы рабочих подач по X, Y, Z, W мм/мин 1...2000 1...5000 1 ...2000 1... 10000; 1... 10000;
Скорость быстрых перемещений по X, Y, Z, W м/мин 10; 10; 6; 6 10 10; 10; 6 12; 10; 10 12; 10; 10
Наибольшие усилия подачи по X, Y, Z, W, кН 30; 30; 50; - — — 30 25; 25; 25;-
Мощность привода главного движе- ния, кВт 28 36 40 55 37
Габаритные размеры (с оборудована- 19600x6500 8300x7200 8500x5800 5000x10800х 5000хЮ800х
ем), мм х6900 х4450 х5930 6400 6400
ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ИР200ПМФ4
Гибкий производственный мо-
дуль с комбинированной системой
числового программного управления
(ЧПУ), с автоматической сменой ин-
струмента и обрабатываемых изделий
предназначен для работы в составе
ГПС по комплексной обработке про-
странственно-сложных корпусных
деталей в условиях многономенкла-
турного и мелкосерийного производ-
ства.
На ГПМ можно производить
Рис. 2.2. Общий вид станка
сверление, зенкерование, развертыва-
ние, растачивание точных отверстий,
Рис. 2.3. Компоновка станка
связанных координатами, фрезерование и
шлифование по контуру с линейной и круго-
вой интерполяцией и нарезание резьб метчи-
ками.
На жесткой станине размещены пово-
ротный стол (ось В) с горизонтальным распо-
ложением рабочей поверхности, инструмен-
тальный магазин (ось Т) и продольно-
подвижные (ось Z) сани, по которым попереч-
но (ось X) перемещается портальная стойка,
несущая вертикально-подвижную (ось Y)
шпиндельную бабку (рис. 2.3).
Модуль оснащен системами автоматизированной смены заготовок, сис-
темой диагностики, контроля и по уровню автоматизации может использовать-
ся в условиях малолюдной технологии в составе ГПС.
При обработке особо сложных деталей массой до 15 кг станок может
комплектоваться глобусным столом размером 160 х 160 мм.
Привод главного движения осуществляется от электродвигателя постоян-
ного тока Ml через коробку диапазонов, что позволяет получать широкий диа-
пазон частот вращения шпинделя (рис. 2.4). Широкий диапазон частот враще-
ния шпинделя и скоростей подач позволяет производительно обрабатывать об-
ширную номенклатуру конструктивных материалов от легких сплавов до высо-
копрочных легированных и вязких жаропрочных сталей.
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока М2, М3, М4, М5.
Поворот стола на любой угол и непрерывное вращение с заданной часто-
той значительно расширяют технологические возможности ГПМ, в том числе
позволяют вести обработку соосных отверстий коротким консольным инстру-
ментом с поворотом стола на 180°, а также вести обработку криволинейных по-
верхностей на торцах и цилиндрических поверхностях тел вращения.
12
Рис. 2.4. Кинематическая схема станка модели ИР200ПМФ4
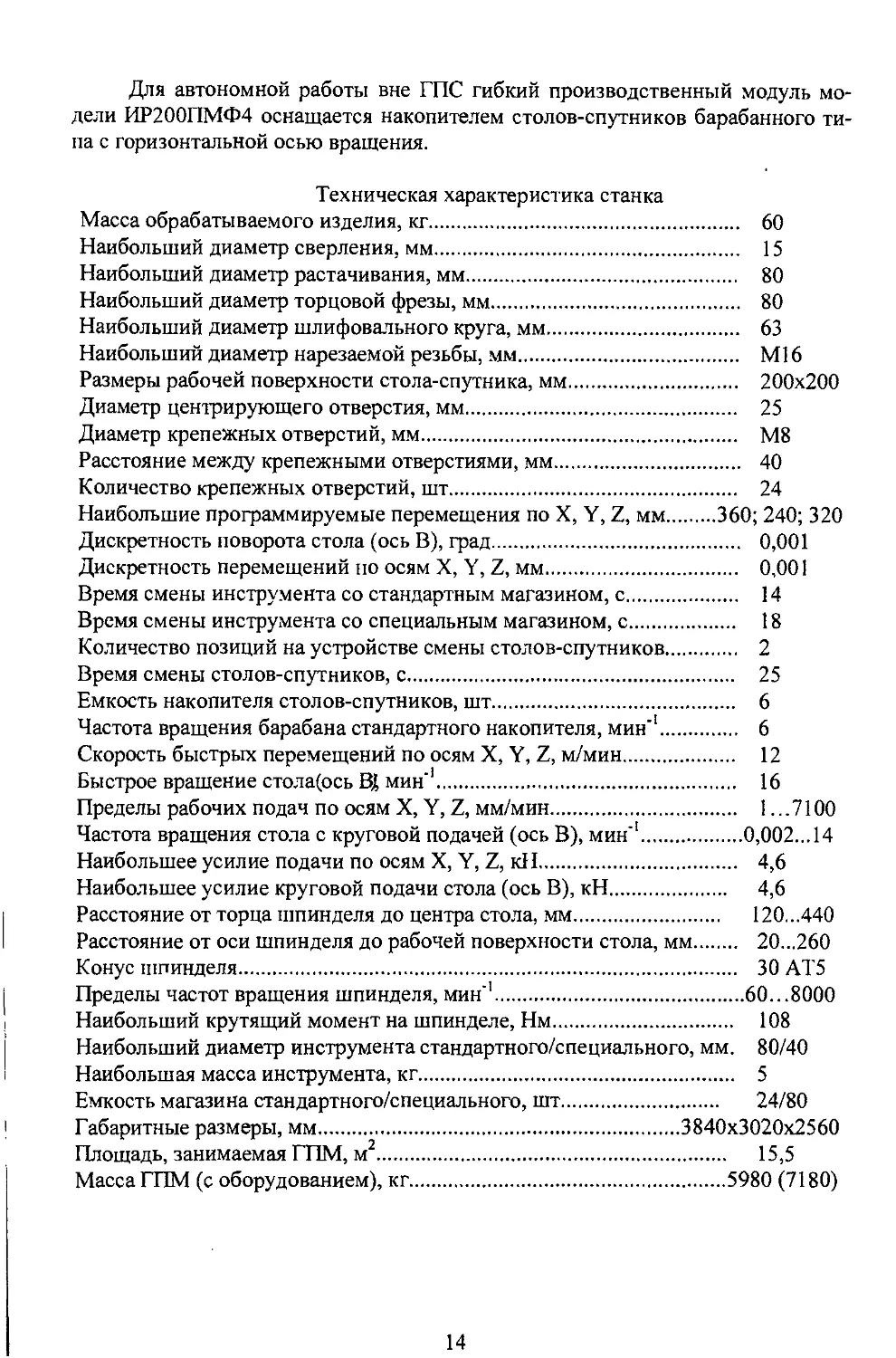
Для автономной работы вне ГПС гибкий производственный модуль мо-
дели ИР200ПМФ4 оснащается накопителем столов-спутников барабанного ти-
па с горизонтальной осью вращения.
Техническая характеристика станка
Масса обрабатываемого изделия, кг............................ 60
Наибольший диаметр сверления, мм............................ 15
Наибольший диаметр растачивания, мм......................... 80
Наибольший диаметр торцовой фрезы, мм....................... 80
Наибольший диаметр шлифовального круга, мм.................. 63
Наибольший диаметр нарезаемой резьбы, мм.................... Ml 6
Размеры рабочей поверхности стола-спутника, мм.............. 200x200
Диаметр центрирующего отверстия, мм......................... 25
Диаметр крепежных отверстий, мм.............................. М8
Расстояние между крепежными отверстиями, мм................. 40
Количество крепежных отверстий, шт.......................... 24
Наибольшие программируемые перемещения по X, Y, Z, мм.......360; 240; 320
Дискретность поворота стола (ось В), град................... 0,001
Дискретность перемещений но осям X, Y, Z, мм................ 0,001
Время смены инструмента со стандартным магазином, с......... 14
Время смены инструмента со специальным магазином, с......... 18
Количество позиций на устройстве смены столов-спутников..... 2
Время смены столов-спутников, с............................. 25
Емкость накопителя столов-спутников, шт..................... 6
Частота вращения барабана стандартного накопителя, мин’1.... 6
Скорость быстрых перемещений по осям X, Y, Z, м/мин......... 12
Быстрое вращение стола(ось BJ, мин’1........................ 16
Пределы рабочих подач по осям X, Y, Z, мм/мин............... 1...7100
Частота вращения стола с круговой подачей (ось В), мин’1....0,002...14
Наибольшее усилие подачи по осям X, Y, Z, кН................ 4,6
Наибольшее усилие круговой подачи стола (ось В), кН......... 4,6
Расстояние от торца шпинделя до центра стола, мм............ 120...440
Расстояние от оси шпинделя до рабочей поверхности стола, мм. 20...260
Конус шпинделя.............................................. 30 АТ5
Пределы частот вращения шпинделя, мин’1.....................60...8000
Наибольший крутящий момент на шпинделе, Нм.................. 108
Наибольший диаметр инструмента стандартного/специального, мм. 80/40
Наибольшая масса инструмента, кг............................ 5
Емкость магазина стандартного/специального, шт............ 24/80
Габаритные размеры, мм.................................3840x3020x2560
Площадь, занимаемая ГПМ, м2................................. 15,5
Масса ГПМ (с оборудованием), кг.............................5980 (7180)
14
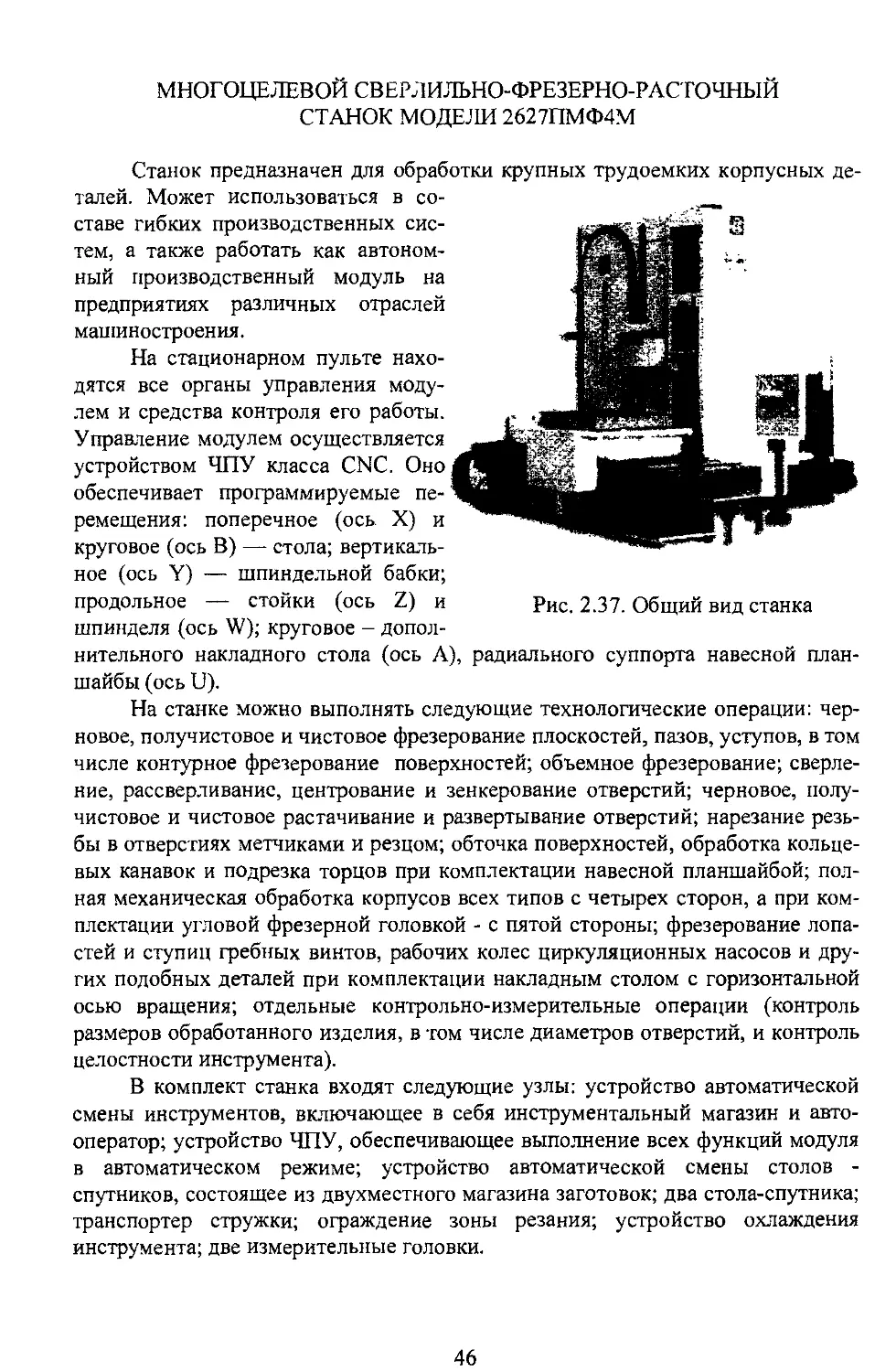
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ
СТАНОК МОДЕЛИ ИР320ПМФ4
Многоцелевой сверлильно-
фрезерно-расточный станок предна-
значен для комплексной обработки
сложных малогабаритных корпусных
деталей из конструкционных мате-
риалов в условиях многономенкла-
турного производства в автономном
режиме или в составе гибких произ-
водственных систем.
Помимо традиционных опера-
ций, выполняемых на обрабатываю-
щих центрах, широкий диапазон кру-
Рис. 2.5. Общий вид станка
говых подач рабочего стола станка
позволяет производить токарную
обработку, а также круговое фрезерование и обработку криволинейных профи-
лей на цилиндрической поверхности.
Станок с комбинированной системой числового программного управле-
ния, с автоматической сменой обрабатываемых деталей имеет вертикально-
продольно-подвижный шпиндель и поперечно-подвижный поворотный стол с
вертикальным расположением рабочей поверхности (рис. 2.6).
Все узлы станка смонтированы на жесткой Г-образной станине, являю-
щейся общим основанием. Конструкция базовых деталей обеспечивает необхо-
димую жесткость и виброустойчивость при всех видах обработки и длительное
сохранение первоначальной точности станка.
Вращение шпинделя осуществляется от регулируемого электродвигателя
Ml через двухступенчатую коробку диапазонов (рис. 2.7).
Шпиндель станка смонтирован в прецизионных радиально-упорных шарико-
подшипниках. Поверхность шпинделя термообработана до твердости 62 НИСэ.
Вертикально-подвижная шпиндельная бабка с
продольно-подвижным ползуном расположена в
портальной стойке, где вертикальное перемещение
обеспечивает электродвигатель М2, а продольное -
электродвигатель М4. Перемещения рабочих орга-
нов осуществляются серводвигателями через пре-
цизионные шарико-винтовые пары.
Отличительной особенностью конструкции
станка является рабочий стол с непрерывным деле-
нием на любой угол с высокой степенью точности и
Рис. 2.6. Компоновка
станка
высокоскоростным вращением, позволяющим про-
изводить операции точения. Привод вращения стола
осуществляется от регулируемого электродвигателя
М5 через коробку скоростей.
15
Рис. 2.7. Кинематическая схема станка модели ИР320ПМФ4
Поперечное перемещение стола-спутника производится от электродвигателя
Мб. Поворотный рабочий стол станка расположен вертикально, что позволяет с
наибольшей эффективностью осуществлять уборку стружки и очистку деталей.
Автоматическое устройство смены столов-спутников с четырехместным
накопителем устанавливается перед станком. Устройство приводится в движе-
ние от электродвигателя М7. Четырехместный или 12-местный накопитель па-
лет и устройство смены обеспечивают длительную автономную работу станка,
в том числе в составе ГПС.
Смена инструмента на станке безманипуляторная и выполняется непо-
средственно шпинделем из инструментального магазина барабанного типа,
расположенного на верхнем торце стойки. Наличие безманипуляторной систе-
мы автоматической смены инструмента непосредственно из шпинделя в мага-
зин и обратно значительно упрощает конструкцию и повышает ее надежность.
Поворот инструментального магазина осуществляется от электродвигателя М3.
Перед установкой инструмента конус шпинделя обдувается сжатым воздухом.
Зона обработки детали герметично закрыта, что позволяет использовать
обильное охлаждение как самой детали (до 140 л/мин), так и инструмента, а
также производить смыв продуктов обработки в свободное пространство под
вертикально расположенной рабочей поверхностью стола, где смонтированы
механизмы отвода стружки из зоны обработки. СОЖ подается на инструмент и
в зону резания через восемь отверстий в корпусе шпинделя.
Рабочая зона станка и все его узлы имеют ограждения, обеспечивающие
безопасные и комфортные условия эксплуатации.
Рис. 2.8. Габариты рабочего пространства станка
Техническая характеристика
Класс точности....................................... П
Размеры рабочей поверхности стола-спутника, мм....... 320x320
Наибольшая масса обрабатываемого изделия, кг......... 150
Наибольшие габариты обрабатываемой детали, мм........ 300x250x250
(250x300x300)*
Конус шпинделя....................................... 40 АТ4
17
Величина рабочих перемещений подвижных узлов, мм:
- поперечно-подвижного стола (ось X)................. 400
- вертикально-подвижной шпиндельной бабки (ось Y)... 360
- продольно-подвижного ползуна (ось Z).............. 400
- индексируемый поворот стола (ось А)............... ЗбООООх 0,001°
Точность позиционирования:
- линейного, мм.................................... 0,020
- углового, угл. с.................................. 25
Наибольшие параметры обработки, мм:
- диаметр растачиваемого отверстия................... 125
- диаметр сверления в стали средней твердости....... 20
- диаметр торцовой фрезы............................ 125
Количество столов-спутников в накопителе, шт......... 4
Максимальная неуравновешенность столов-спутников, кг.... 100
Частота вращения, мин'1:
- шпинделя инструмента............................... 13...5000
-стола............................................... 0,05...200
Наибольший крутящий момент, Нм:
- на шпинделе........................................ 200
- на столе.......................................... 340
Пределы рабочих подач по X, Y, Z, мм/мин............. 1.. .6000
Число инструментов, устанавливаемых в магазине, шт... 36
Наибольшие размеры устанавливаемых инструментов, мм:
- диаметр рядом стоящих инструментов................. 125
- диаметр инструмента с пропуском гнезд............. 150
- наибольшая длина инструмента от торца шпинделя.... 220
Наибольшая масса инструмента с оправкой, кг.......... 10
Время смены инструментов (“от реза до реза”), с...... 12,5
Время автоматической смены столов-спутников, с....... 35
Производительность, см3/мин.......................... 320
Электродвигатель привода главного движения:
- мощность, кВт...................................... 7... 11
- номинальная частота вращения, мин'1.............. 1000
Электродвигатели приводов подач:
- номинальный момент, Нм.............................. 24
- мощность, кВт..................................... 2,8
- номинальная частота вращения, мин'1............... 1000
Электродвигатель привода подач поворота стола:
- номинальный момент, Нм.............................. 24
- мощность, кВт..................................... 1,05
- номинальная частота вращения, мин'1............... 1000
Вес станка, кг....................................... 10000
Габаритные размеры станка, мм........................ 3840x2300x2507
* В зависимости от исполнения и комплектации станка
18
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ МОДУЛИ ИС32О, ИС320-ГЛОБУС
Станки предназначены для
прецизионной комплексной обра-
ботки сложных корпусных деталей
из легких сплавов, чугуна, конст-
рукционных и высокопрочных ста-
лей. Станок может выполнять опе-
рации сверления, зенкерования,
развертывания, растачивания по
точным координатам, фрезерования
плоскостей и пазов, фрезерования с
линейной и круговой интерполяци-
ей, нарезания резьб метчиками.
Массивная станина коробча-
той формы, обладающая высокой
жесткостью и демпфирующими
Рис. 2.9. Общий вид станка
свойствами, на которой смонтированы все подвижные узлы станка, обеспечи-
вает прецизионность и стабильность обработки.
Особая жесткость станины не требует специального фундамента и обес-
печивает установку на три винтовые опоры или виброопоры без закрепления.
Привод главного движения осуществляется от электродвигателя постоян-
ного тока, что позволяет получать широкий диапазон частот вращения шпинде-
ля. Скоростная обработка легких сплавов и тяжелая обработка чугуна и легиро-
ванных сталей с большим крутящим моментом выполняется при использовании
двухступенчатой коробки скоростей. Производительность и точность обработ-
ки обеспечивается рабочим шпинделем не только за счет рациональной схемы
расположения прецизионных радиально-упорных подшипников, но и за счет
очистки конического отверстия сжатым воздухом. Постоянство геометрических
соотношений станка обеспечивается циркуляционной системой отвода тепла от
подшипниковых опор шпинделя. Консистентная смазка шпиндельных подшип-
Рис. 2.10. Компоновка
станка
ников, произведенная на заводе-изготовителе,
обеспечивает работу шпинделя в течение всего
срока службы станка.
Движения подач и поворот стола осуществ-
ляются от высокомоментных электродвигателей
постоянного тока. Направляющие качения и ша-
риковые винтовые пары обеспечивают жесткость,
долговечность приводов и точность рабочих пе-
ремещений подвижных узлов.
Обработка точных соосных отверстий жест-
ким консольным инструментом с поворотом на
180° обеспечивается поворотным столом на пре-
цизионном подшипнике. Обдув базовых платиков
стола во время смены обеспечивает высокую ста-
бильность установки столов-спутников. Высокая
точность углового положения стола обеспечива-
19
ется прецизионным оптикоэлектронным датчиком.
Высоконадежная безманипуляторная смена инструмента из барабанного
магазина обеспечивается координатными перемещениями шпинделя.
Надежность и долговечность работы направляющих качения, шариковых
винтовых пар, коробки скоростей и других механизмов обеспечивается центра-
лизованной системой смазки. Охлаждение инструмента и обрабатываемой де-
тали, а также отвод стружки обеспечиваются системой подачи СОЖ и шнеко-
вым транспортером.
Ограждение зоны резания защищает оператора, узлы и механизмы станка
от неблагоприятных воздействий СОЖ и продуктов обработки.
ИС320 комплектуется поворотным столом вокруг оси В и имеет четыре
одновременно управляемые координаты. ИС320-Глобус комплектуется глобус-
ным столом с поворотом по координатам А, В и имеет пять одновременно
управляемых координат.
Станки также могут изготавливаться с размером рабочей поверхности
стола 200x200 и шестипозиционным накопителем столов-спутников; с конусом
для закрепления инструмента SK40 или HSK А-63; с частотой вращения шпин-
деля для обработки легких сплавов и сталей до 9000 мин'1, для обработки, в ос-
новном, легких сплавов со встроенным мотор-шпинделем - 12000...18000мин'';
с подачей СОЖ через инструмент давлением до 50 атм и расходом до 10 л/мин;
со скоростью установочных перемещений до 30 м/мин; с 80- местным магази-
ном для инструмента SK30 и манипуляторной сменой "от реза до реза" за 7 с; с
60- местным магазином для инструмента SK40 или HSK А-63 и манипулятор-
ной сменой "от реза до реза" за 7 с; с комплектом электрооборудования отече-
ственного с СЧПУ "NC110" и импортного с СЧПУ фирм "Siemens", "Bosch",
"Heidenhain"; классов точности "А" и "С" по ГОСТ 300027-93.
Технические характеристики станков
ИС320 ИС320-Глобус
Наибольшая масса обрабатываемой заготовки, кг 100 60
Конус инструмента SK30; (SK40; HSK А-63)’
Емкость инструментального магазина, шт 24; (60; 80)* 24; (60; 80)*
Наибольшая длина инструмента, мм 200 200
Наибольший диаметр инструмента, мм 80 80
Наибольшая масса инструмента с оправкой, кг.. 5 5
Время смены инструмента "от реза до реза", с.„. 10 10
Размер рабочей поверхности стола-спутника, мм 320x320 (200x200)*
Время смены столов-спутников, с 8 8
Количество палет, шт 2; 6* 2...4; 6*
Наибольшие программируемые перемещения по: - X, Y, Z, мм 360, 250, 320 360, 250, 320
- В, град Неппепывное
- А, град — 90
20
Дискретность поворота стола по оси В и А, град. 0,001 0,001
Скорость быстрых перемещений по осям X, Y, Z, м/мин 12 (30)* 12 (30)*
Наибольшее усилие подачи по всем осям, кН...... 4 4
Наибольший крутящий момент на шпинделе, Нм. 108 108
Пределы частот вращения шпинделя, мин'1.... 50...7100 50. ..7100
Мощность привода главного движения, кВт...... 5,5
Габаритные размеры с приставным оборудова- 3990x2560
нием, мм..................................... х7300
5,5
3990x3560
х8800
* В зависимости от исполнения и комплектации станка
СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК ИР500ПМФ4
Станок с комбинированной
системой числового программного
управления, с автоматической сме-
ной инструмента и обрабатываемых
деталей, с продольно-подвижной
стойкой и поперечно-подвижным по-
воротным столом (рис. 2.11, 2.12)
предназначен для обработки корпус-
ных заготовок средних размеров из
черных и цветных металлов в усло-
виях серийного производства.
Контроль перемещений
шпиндельной бабки, стола и стой-
ки обеспечивается датчиками об-
Рис. 2.11. Общий вид станка
ратной связи - индуктосинами или (на некоторых модификациях станка) ре-
зольверами.
Позиционно-контурная система ЧПУ позволяет выполнять разнообраз-
ную обработку плоских, фасонных поверхностей и отверстий, включая контур-
ное фрезерование с линейной и круговой интерполяцией.
Шпиндельная бабка с мощным шпинделем размещена не сбоку, как у го-
ризонтально-расточного станка, а в проеме стойки. Бабка перемещается верти-
кально по направляющим, охватывающим ее с двух боковых сторон. Такая
компоновка, сочетающаяся с массивной, усиленной ребрами жесткости стойкой
портального типа, обеспечивает высокую жесткость шпиндельного узла и точ-
ность его линейных перемещений. Вращение шпинделя осуществляется от
электродвигателя Ml постоянного тока (рис. 2.13). Изменение частоты враще-
ния шпинделя обеспечивается регулированием двигателя и двухступенчатой
коробкой скоростей. Для переключения механических диапазонов служит под-
вижный блок зубчатых колес z=23 и z=56, который может входить в зацепление
с шестернями z=36 или z=66, закрепленными на общей ступице и связанными
со шпинделем зубчатой муфтой, размещенной в отверстии ступицы. Подвиж-
ный блок может занимать два положения, соответствующие первому и второму
21
диапазонам. Блок перемещается гидроцилиндром. При включении первого ме-
ханического диапазона возможно получение частоты вращения шпинделя в
пределах 21,2...1000 мин'1 при большом постоянном крутящем моменте 700 Нм.
Второй диапазон обеспечивает частоту вращения шпинделя 1000...3150 мин'1
при постоянной мощности 14 кВт. Изменение направления вращения достига-
ется реверсированием электродвигателя.
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока М2, М3, М4, М5, Мб.
На поворотный стол станка можно устанавливать заготовку массой семь
тонн. Поворачивая стол, можно изменять угловое положение заготовки по от-
ношению к шпинделю и производить обработку с четырех сторон при одном
установе. Для сокращения вспомогательного времени на установку и сня гие за-
готовок имеется двухпозиционный поворотный стол. Обработка заготовок ве-
дется с закреплением их в приспособлениях-
спутниках. Один из спутников находится на
основном поворотном столе станка вместе с
обрабатываемой заготовкой. На другом
спутнике в это время устанавливают сле-
дующую заготовку. После окончания обра-
ботки первой заготовки она автоматически
передвигается вместе со спутником вправо,
на двухпозиционный стол. После этого стол
поворачивается на 180°, и спутник со "сво-
ей" заготовкой поступает на стол в рабочую
зону станка, где начинается обработка заго-
товки. Обработанная деталь снимается со
Рис. 2.12. Компоновка станка спутника, и вместо нее устанавливают и за-
крепляют следующую заготовку.
Режущие инструменты, закрепленные вне станка в унифицированных ин-
струментальных оправках, размещаются при наладке в гнездах инструменталь-
ного магазина, расположенного сверху на стойке станка. Над каждым гнездом
имеется номер (в станке принята система кодирования гнезд магазина). Для пе-
редачи инструментов из магазина в шпиндель и обратно служит двухзахватный
автооператор.
Техническая характеристика
Класс точности............................................... П
Размеры рабочей поверхности стола, мм...................... 500x500
Количество резьбовых отверстий на поверхности стола, шт.... 25
Расстояние между резьбовыми отверстиями, мм................. 100
Резьбовые отверстия........................................ М20
Наибольшая масса обрабатываемого изделия, кг............... 700
Конус шпинделя (конусность 7:24)........................... 50 АТ5
Величина перемещений подвижных узлов по X, Y, Z, мм......800; 500; 500
Индексируемый поворотный стол..............72 позиции через 5 град
22
UJ
M=20,4 Нм; Пн-1500 мин'
Рис. 2.13. Кинематическая схема станка модели ИР500ПМФ4
Наибольшие параметры обработки, мм:
- диаметр растачиваемого отверстия......................... 160
- диаметр сверления в стали средней твердости............. 40
- диаметр торцовой фрезы.................................. 160
- диаметр растачиваемого отверстия специальной оправкой... 180
- наибольший диаметр нарезаемой резьбы метчиком........... М20
Диапазон частот вращения шпинделя, мин'1...................21,2. ..3000
Ступени частот вращения шпинделя........................Через 1 оборот
Скорость быстрых установочных перемещений, м/мин........... 8(10)*
Мощность электродвигателя главного движения, кВт........... 14
Номинальная частота вращения двигателя, мин'1.............. 1000
Пределы подач стола, шпиндельной бабки, стойки, мм/мин..... 1.. .3600
Наибольший крутящий момент на шпинделе, Нм................. 630
Наибольшее усилие подачи по X, Y, Z, кН....................8; 4; 8
Наибольшее тангенциальное усилие резания, кН............... 3
Количество инструментов, устанавливаемых в магазине, шт.... 30
Наибольшие размеры инструментов, мм:
- диаметр рядом стоящих инструментов в магазине............ 125
- диаметр инструмента при свободных соседних гнездах магазина.. 160
- длина инструмента от торца шпинделя...................... 300
Масса инструментальной оправки с инструментом, кг.......... 20
Время смены инструмента “отреза до реза”, с............(16,2...21,2)*
Устройство автоматической смены палет..............Поворотное на 180
Время смены столов спутников, с............................ 45
Габаритные размеры станка*, мм.........................4450x4635x3205
Масса станка (с оборудованием), кг.......................9350 (12785)
* В зависимости от исполнения и комплектации станка
ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ ИС500ПМФ4, ИС800ПМФ4
Станки ИС500ПМФ4,
ИС800ПМФ4 предназначены для
обработки сложных корпусных де-
талей из черных и цветных метал-
лов в условиях многономенклатур-
ного производства в автономном
режиме или в составе гибких про-
изводственных систем.
Эти станки обладают высокой
степенью автоматизации, надежны
в работе, обеспечивают высокую
производительность, точность и
экономичность обработки.
Степень унификации между
станками ИС500ПМФ4 и
Рис. 2.14. Общий вид станков
24
ИС800ПМФ4 лежит в пределах 60...80 % в
зависимости от модели.
Станина станка - единая Т-образная
отливка с направляющими стола и стойки.
Продольно-подвижная литая стойка пор-
тального типа смонтирована на жесткой
станине коробчатой формы. Конструкция
базовых деталей обеспечивает длительное
Рис. 2.16. Продольно-подвижная
литая стойка портального типа
станков
Рис. 2.15. Компоновка станков
сохранение первоначальной точности
станка.
В конструкции направляющих уз-
лов, совершающих движения подач, ис-
пользуются прецизионные роликовые
опоры качения с закаленными сталь-
ными направляющими прямоугольного
сечения твердостью 58 HRCa. Такие
направляющие обеспечивают низкий
коэффициент трения и способствуют
поглощению вибраций во время реза-
Бесконсольная, термосиммет-
ния. Это улучшает качество обрабаты-
ваемых поверхностей.
Станки оснащены оптическими
измерительными линейками.
ричная вертикально-подвижная шпин-
дельная бабка гидроуравновешена.
Шпиндельное устройство выполнено в
шпиндельной бабке в виде автономно-
го узла. Шпиндель смонтирован в пре-
цизионных радиально-упорных под-
шипниках, конус и торец шпинделя
термообработаны до твердости 58...61
НИСэ. Производится обдув конуса
шпинделя при смене инструмента. Ав-
томатическая циркуляционная смазка
узлов шпиндельной бабки происхо-
дит от отдельного агрегата. Рис. 2.17. Станина станков
Главный привод с регулируе-
мым двигателем Ml и двухступенчатой коробкой диапазонов с электрогидрав-
лическим переключением ступеней позволяет получать широкий диапазон час-
тот вращения шпинделя (рис. 2.18).
25
z=T7, т=8
Мотор-редуктор1МПв2-315-28-5310
№95
z=n №5i
Z=11; M25.i
{мт
то от
ю а
z=137: т=8
Двухместный накопитель
с*
z=H t=25A
Р-0,37 кВт,
п=920 мин'
Устройство для
смены столов-спутников
Мотор-редуктор 1МПв2-315-28-5310
Привод подачи шпиндельной р.796кВт ^000 мин 1
Р=10
Гидроцилиндр
z=16: т=2.5
Z=11; )=29.5
Р=22/30) кВт,
п=Ь500 мин''
Мотор-редуктор 1ММ0
Р-0.37кВт, п=920мин~'
Р=7,96 кВт;
п=2000 мин
Спал
дискретный
Вавки /ось у)
Шеек уворки
стружки
М3
z=i8; т=3
Z--52, т=2.5
Mi
М7
Мотор-редуктор 1МПз2-315-28-6310. Р=О,37кВт, п=920мин
-1
в а
К 3
Рис. 2.18. Кинематическая схема станка ИС800ПМФ4
Устройство для
смены столов-спутников
Привод подочи
стола /ось х)
V
Z=27;
РМО т--4
z=5i: m=i
Главныи привод
Мн=38 Нм
п=1Ь00 мин'1
R00i28
z=2i; лмЗ
z^2~m^25
Р=796 кВт;
п=2000 мин
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока М2, М3, М4, М5. Перемещения рабочих
органов осуществляются через прецизионные шарико-винтовые пары.
В станках имеется стальная телескопическая защита направляющих и
шарико-винтовых пар. Закаленные накладные направляющие симметрично
распределяют нагрузку резания, обеспечивают необходимую жесткость и виб-
роустойчивость при всех видах обработки.
Поворотный стол может быть выполнен с круговой рабочей подачей с
дискретностью поворота 0,001°х360000 и с дискретным позиционированием
(120 позиций через 3°). Точность кругового позиционирования стола обеспечи-
вается выборкой зазора при помощи червяка с переменной толщиной зуба.
Палеты изготовлены по стандарту DIN55201 и имеют сетку крепежных
отверстий и два базовых отверстия.
Станки комплектуются инструментальным магазином на 40, 64 или 100
инструментов. АСИ выполняется под стандарты ГОСТ25827, DIN69871,
VDI2814, MAS403 с соответствующими адаптерами для оправок инструмента.
Станки комплектуются двумя шнековыми транспортерами уборки струж-
ки, пластинчатым транспортёром доставки стружки в контейнер, герметичным
ограждением и электроосвещением зоны резания.
У станков имеется система подачи СОЖ с замкнутым циклом работы.
Также имеется автоматическая централизованная система дозированной смазки
механизмов.
Технические характеристики станков
ИС500 ИС800
Наибольшая масса обрабатываемой детали, кг 800; 450* 1600
Наибольший диаметр торцовой фрезы, мм 315 315
Пределы диаметров сверления, мм 3...45 3...45
Наибольший диаметр растачивания, мм 315 315
Наименьший диаметр резьбы, мм Мб Мб
Производительность съема стружки, см3/мин: 450 50
- для главного привода с мощностью 22 кВт 560 560
- для главного привода с мощность 22 кВт (ПВ 40 %)... 630 630
- для главного привода с мощностью 30 кВт 340 340
- для главного привода с мощностью 17 кВт
Размеры рабочей поверхности стола-спутника, мм 500x500 800x800
Диаметр центрирующего отверстия, мм 50Н6 50Н6
Диаметр поверочного отверстия, мм 20Н7 25Н7
Расстояние между центрирующими отверстиями, мм... 200 300
Диаметр крепежных отверстий, мм М12 М16
Количество крепежных отверстий, шт 75 47
Расстояние между крепежными отверстиями, мм 50 100
Программируемые перемещения по осям X, Y, Z, мм... 1000; 630; 1000;
800 1000; 800
Расстояние от торца шпинделя до оси стола, мм 200... 1000 200... 1000
Расстояние от оси шпинделя до поверхности стола, мм 65...695 20... 1020
27
Дискретность поворота стола (ось В):
- с дискретным позиционированием................ 120x3° 120x3°
- с непрерывной подачей......................... 0,001° 0,001 °
Конус шпинделя по ГОСТ 24644-81................. 50 АТ5 50 АТ5
Пределы частот вращения шпинделя, мин'1......... 8...4500 8...4500
Наибольший крутящий момент па шпинделе, Нм...... 980 980
Крутящий момент на шпинделе при ПВ 40%, Нм...... 1060 1060
Пределы рабочих подач по осям:
- X, Y, Z, мм/мин............................... 1...6000 1...6000
- В (для стола с непрерывной подачей), град/мин. 1... 1080 1... 1080
Скорость быстрого перемещения по осям:
- X, Y, Z, м/мин................................ 15 15
- В, град/мин................................... 3600 3600
Наибольшее усилие подачи по осям X, Y, Z, кН.... 12,5; 10; 12,5; 10;
15 15
Наибольший крутящий момент стола, Нм................ 1280 1200
Емкость инструментального магазина, шт............ 64(100)* 64(100)*
Диаметр инструмента (с пропуском гнезд), мм..... 125 (315) 125 (315)
Наибольшая длина инструмента, мм.................... 400 400
Наибольшая масса инструмента с оправкой, кг..... 25 25
Время смены инструмента "от реза до реза", с.... 20 20
Емкость накопителя столов спутников, шт......... 2 (8; 6)* 2 (8; 6)*
Время смены столов спутников, с................. 40 (50)* 40 (50)*
Габаритные размеры ГПМ с приставным оборудова- 581 Зх 6150х
нием, мм........................................ 4750x3560 750x4000
Масса станка, кг................................ 8750 10360
* В зависимости от исполнения и комплектации станка
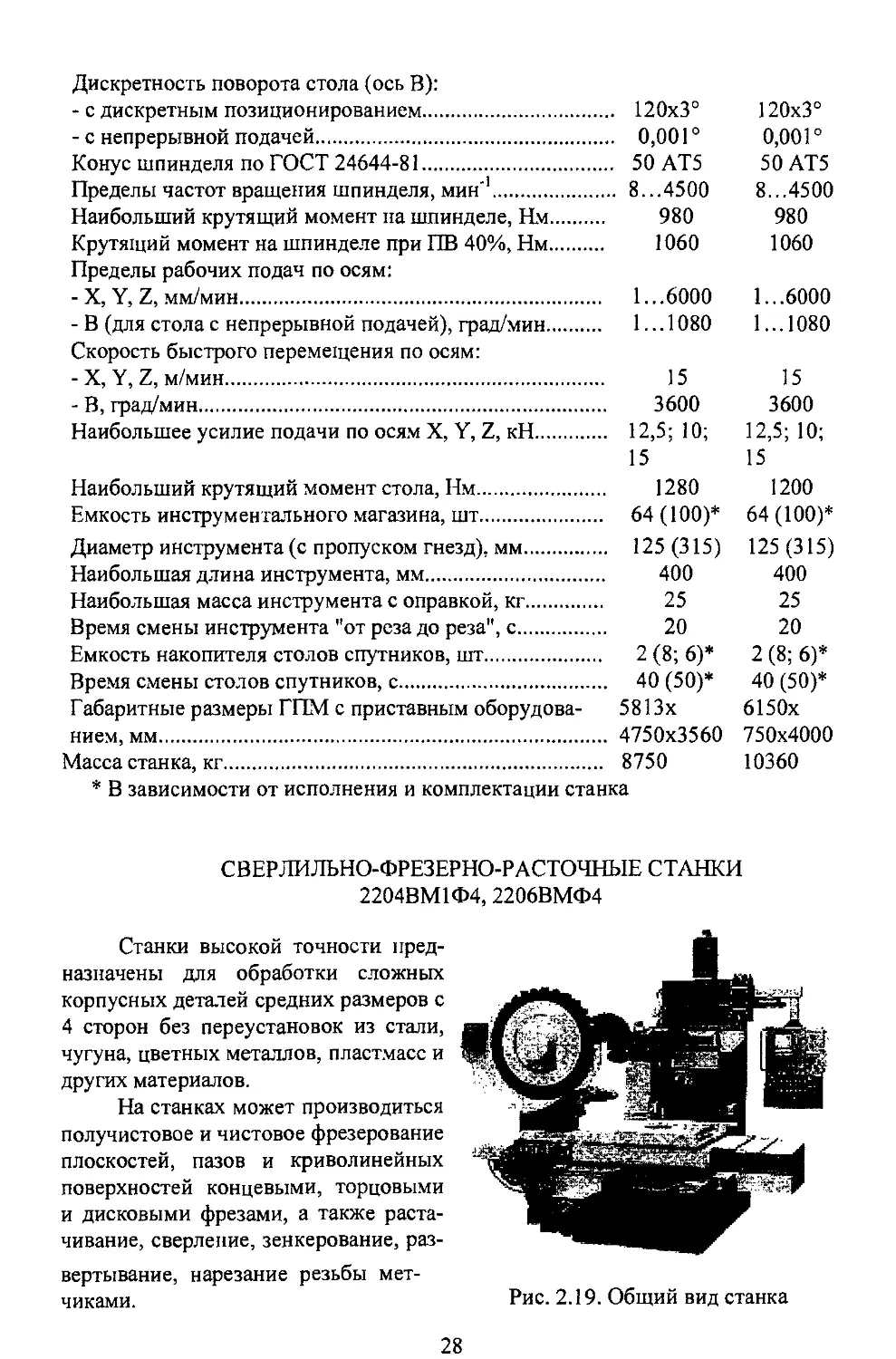
СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЕ СТАНКИ
2204ВМ1Ф4, 2206ВМФ4
Станки высокой точности пред-
назначены для обработки сложных
корпусных деталей средних размеров с
4 сторон без переустановок из стали,
чугуна, цветных металлов, пластмасс и
других материалов.
На станках может производиться
получистовое и чистовое фрезерование
плоскостей, пазов и криволинейных
поверхностей концевыми, торцовыми
и дисковыми фрезами, а также раста-
чивание, сверление, зенкерование, раз-
вертывание, нарезание резьбы мет-
чиками.
Рис. 2.19. Общий вид станка
28
онные показатели и упрощает
Рис. 2.20. Компоновка станка
Станки имеют крестовый стол с поворотной частью и вертикально-
подвижную шпиндельную бабку и комплектуются автономным инструмен-
тальным магазином модульной конструкции (рис. 2.19, 2.20). Станок
2204ВМ1Ф4 имеет двухпозиционное устройство автоматической смены столов-
спутников.
Станки могут работать как автономно функционирующие единицы с воз-
можностью повторения многократных циклов, а также имеют возможность
встраиваться в систему более высокого уровня.
На станках обеспечивается программирование координат стола, салазок и
шпиндельной головки; автоматический зажим их при остановке; программиро-
вание режимов обработки; автоматический выбор и смена инструмента по про-
грамме.
Применение замкнутых роликовых направляющих качения типа "танке-
ток" и беззазорных шариковинтовых пар обеспечивает долговечность станков,
плавность перемещения рабочих органов.
Привод главного движения осуществляется от электродвигателя постоян-
ного тока Ml через коробку диапазонов, что позволяет получать широкий диа-
пазон частот вращения шпинделя (рис. 2.21). Применение электродвигателя по-
стоянного тока в качестве привода главного движения улучшает эксплуатаци-
кинематику станка. Лобовое расположение
шпиндельной головки на колонне повышает
жесткость и точность станка. Имеется уст-
ройство для контроля угла поворота шпин-
деля, предназначенное для обработки вин-
товых поверхностей и выполнения перехо-
дов, требующих отвода (или подвода) резца
от обрабатываемой поверхности при опре-
деленном угловом положении оправки.
Движения подач и поворот стола осу-
ществляются от высокомоментных электро-
двигателей постоянного тока М2, М3, М4,
М5, Мб. Вращение ходовых винтов непо-
средственно от высокомоментных электро-
двигателей постоянного тока исключает длинные кинематические цепи, обес-
печивая таким образом высокую точность перемещений и гибкость в управле-
нии подачей, что необходимо для контурной обработки деталей.
Точность станков позволяет обрабатывать соосные отверстия последова-
тельно, поворачивая заготовку на 180°, короткими консольно закрепленными
инструментами. Возможна обработка с линейной и круговой интерполяцией.
Инструментальный магазин установлен отдельно от станка на индивиду-
альной опоре. Благодаря этому колебания, возникающие при работе его меха-
низмов, не передаются станку.
29
Технические характеристики станков
2204ВМ1Ф4 2206ВМФ4
Размеры рабочей поверхности стола, мм Количество пазов 0630 630x800 7
Расстояние между пазами по ГОСТ 6569 - 75, мм. — 80
Ширина центрального паза по ГОСТ 1574 - 75, мм - 18Н7
Конус шпинделя по ГОСТ 15945 - 82 50 50
Продольный и поперечный ход стола, мм 500±5% 800
Вертикальный ход шпиндельной головки, мм 500±5% 630
Расстояние от торца шпинделя до центра стола, мм 200±5% 195
Расстояние от оси шпинделя до поверхности стола, мм - 95
Пределы частот вращения шпинделя, мин'1 20...2500 10...2500
Регулирование скоростей шпинделя Бесступенчатое
Регулирование подач по осям X, Y, Z Бесступенчатое
Пределы подач по осям X, Y, Z, мм/мин 1...10000 1...10000
Скорость быстрых ходов по осям X, Y, Z, м/мин... 10 10
Наибольшая частота вращения стола, мин4 10 10
Максимальная нагрузка на стол, кг 600 800
Максимальное усилие подачи, кН 10 18,38
Наибольший крутящий момент на шпинделе, Нм.. 320 700
Емкость инструментального магазина, шт Наибольший диаметр инструментов, мм: 30 30
- рядом стоящих 160 160
- с пропуском гнезд 200 200
Максимальная длина инструмента, мм 350 —
Максимальная масса инструмента, кг 16 —
Время смены инструмента, с 4 4
Размеры рабочей поверхности спутника, мм 400x500 —
Ширина центрального паза спутника, мм 18Н7 —
Количество пазов стола-спутника 5 —
Расстояние между пазами спутника, мм 80 —
Высота спутника с приемником, мм 175 —
Расстояние от оси шпинделя до палеты, мм 80±10% —
Время смены заготовок, с 30 —
Количество управляемых осей координат, шт 6 —
Одновременно управляемые координаты, шт Дискретность задания геометрических размеров: 4 —
- по линейным координатам, мм 0,001 —
- по круговым координатам, град 0,001 —
Мощность привода главного движения, кВт 6,3 11
Суммарная мощность всех двигателей, кВт 16,82 —
Габаритные размеры станка, не более, мм 3470х3905х 5480x3177х
3025 2937
Площадь, занимаемая станком, м2 18,5 —
Масса станка (с оборудованием), кг 5500 (6500) 8500(12000)
30
Р-1.1 кВт п=2'000мин ’ Привод перемещения головки
Рис. 2.21. Кинематическая схема станков моделей 2204ВМФ4
Ю о/ .z=69 vm ' !V юч z-~2? \ \—\ z=3i \ , 1npa6 pA\' Гтвный привод БС-155А
_z-75 XIV хр \\ 1 прав. ш _£±L JEZ\\\ К г=100 Р-1.1 кВт z-ЗЗ \ г-25 А\ и —-4 "J \ \ vi/ \гХао —LСтол пн=75и мин \\ XII kgH L-.-rr- i Птах-2000 мин ’' “4rfr Т ВВ АГ z=47J XVJ 1прав. р=1ЛкВт , > n=2000мин' X! \ x Салазки P=1,1 кВт 1 gjg 9ППП -'i lx / —A* ^P06 > inpuood продольного перемещения i A-I] -TTWSJ г-92 a LL zjlgg Ajl л \ Шпиндельная цТхР головка k и '— 022O__ 7МГ-30 у/ 0 m T / ю q / ,2~ Г?71 063 ег-^г^’ ~^г' У P-6.3 кВт 0160 fi ДЮ} пн-1000 мин Птах-3000 мин
МНОГОЦЕЛЕВЫЕ СТАНКИ
СУПЕР-ЦЕНТР ИС630 и СУПЕР-ЦЕНТР ИС800
Скоростные прецизионные
обрабатывающие центры с че-
тырьмя одновременно управляе-
мыми осями предназначены для
обработки сложных корпусных и
базовых деталей из черных, цвет-
ных металлов и сплавов.
Высокие скорости резания,
скорости позиционирования узлов,
смены инструмента и палет позво-
ляют максимально увеличить про-
изводительность обработки.
Станки спроектированы для
предприятий общего машино-
строения, автомобильной, моторо-
строительной, энергетической и
Рис. 2.22. Общий вид станка
других отраслей промышленности. Обеспечивают гибкое, быстропереналажи-
ваемое на выпуск новых образцов производство на современном технологиче-
ском уровне.
Станки имеют поворотный продольно-подвижный стол и поперечно-
подвижную стойку с размещенной в ней вертикально-подвижной шпиндельной
бабкой (рис. 2.23). Станки оснащаются системой ЧПУ Sinumeric 840D и элек-
троприводами Siemens, измерительными системами Handenhein и другими
Рис. 2.23. Компоновка станка
комплектующими ведущих мировых произ-
водителей. Выпускается также модификация
станков с современной российской системой
ЧПУ NC100 и основной комплектацией рос-
сийского производства.
В качестве направляющих используют-
ся рельсовые роликовые направляющие ка-
чения, обладающие высокой жесткостью и
точностью. Применение автоматической до-
зированной смазки шариково-винтовых пар
и роликов опор качения гарантирует срок
службы не менее 10 лет.
Супер-Центр ИС800 дополнительно оснащается двумя платформами для
установки длинных инструментальных оправок и угловых многошпиндельных
головок. При комплексной обработке даже самых крупных деталей на станке
Супер-Центр ИС800 возможен отказ от разворота этих деталей на 180 градусов
с обеспечением высокой точности и производительности обработки.
Станки оснащены встроенным в шпиндельную бабку мотор-шпинделем,
имеющим высокие скорости вращения и обеспечивающим высокую точность
обработки за счет применения прецизионных подшипников с керамическими
телами качения. Для исключения тепловых деформаций и получения стабиль-
32
ных размеров обработки применяется контроль нагрева подшипников шпинде-
ля и жидкостное внутреннее охлаждение подшипников шпинделя и двигателя.
Консистентная смазка подшипников рассчитана на длительный срок службы.
Мотор-шпиндель оснащен устройством подачи СОЖ через инструмент с рас-
ходом 20 л/мин при давлении 50 атм. При специальном исполнении шпиндель-
ной бабки возможна установка и многошпиндельных головок. Применение тя-
желых и длинных инструментов стало возможным с внедрением в конструкцию
шпинделя современного прогрессивного способа крепления инструмента на
конус HSK по стандарту DIN69893-1. Существующие исполнения станков
имеют как традиционные шпиндели с конусами 40 или 50, так и шпиндели, вы-
полненные по стандарту HSK.
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока. Перемещение подвижных узлов осущест-
вляется с применением двухзаходных шарико-винтовых пар.
Четыре позиционных устройства (с конической поверхностью) отжима-
зажима столов-спутников на поворотном столе осуществляют высокую точ-
ность, повторяемость базирования и фиксацию при зажиме с помощью встро-
енных гидроцилиндров. Устройство смены палет "Супер-Центра ИС800" имеет
две дополнительные платформы, позволяющие устанавливать и автоматически
менять в шпинделе инструмент увеличенной до 800 мм длины и массы до 50 кг,
а также тяжелые торцовые фрезы массой до 70 кг.
Применение инструмента увеличенной длины и массы позволяет, в част-
ности, вести комплексную высокопроизводительную обработку деталей авто-
мобильных, тракторных и других двигателей. При работе обычным инструмен-
том их обработка ведется с поворотом стола на 180°, что приводит к дополни-
тельным затратам времени и снижает точность при растачивании соосных от-
верстий.
Технические характеристики
Наибольшие программируемые перемещения: ИС630 ИС800
- сани шпиндельной бабки по оси X, мм 800(1000)* 1200(1450)*
- шпиндельная бабка по оси Y, мм 710 1000
- рабочий стол по оси Z, мм 630 1200
- рабочий стол по оси В, град 360° 360°
Предельные размеры обрабатываемых поверхностей, мм 800x710 1000x1000
Расстояние от оси шпинделя до стола, мм 60...770 60...1060
Расстояние от торца шпинделя до оси вращения стола, мм 250...880 400...1600
Рабочая поверхность палеты, мм 630x630 800x800
Грузоподъемность палеты, кг 600 1000
Количество палет, шт 2 2(4)*
Время смены палет, не более, с 12 12
Наибольшая скорость вращения шпинделя, мин'1 12000; 8000;
8000* 12000*
Мощность главного привода при ПВ100%, кВт 22(30,40)* 22 (30, 40)*
Крутящий момент на шпинделе (ПВ 100%), Нм 90 280
33
Емкость инструментального магазина, шт:
- станков с конусами инструмента 2-40 АТЗ, HSK А-63.. 60
- с конусами 2-50 АТЗ, HSK А-100...............
Время смены инструмента "от реза до реза", с...
Наибольшие скорости перемещений рабочих органов:
- по X, Y, Z, м/мин............................
- ось В, мин’1.................................
Ускорение, м/с2................................
Наибольшее усилие подачи по X, Y, Z, кН........
Дискретность задания линейных перемещений, мм..
Дискретность задания поворота стола, град.
Класс точности станка по ГОСТ30027.
Питающий ток..................
Габариты станка BxLxll, мм....
...50 • 5,5 (5,8)* 50 7
. 60 (30; 40)* 40
. 30 30
5(3)* 5(3)*
.4; 4...2; 3 (6,0)* 8,0
. 0,0001° 0,0001 °
(0,001)* (0,001)*
0,0001° 0,0001°
(0,001°)* (0,001°)*
. П П
. 380В, 50Гц 380В, 50Гц
. 4200х6000х 4740х7220х
3640 4330
. 16000 22000
Общая масса станка, кг.
* В зависимости от исполнения и комплектации станка
СТАНОК СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ ИР800ПМФ4
Станок с автоматической сменой столов-спутников предназначен для
комплексной обработки корпусных деталей из черных и цветных металлов, вы-
полняет следующие операции:
сверление, зенкерование, развёрты-
вание, растачивание отверстий по ;
координатам, обработку деталей с
поворотом стола, фрезерование
плоскостей и пазов сложной конфи-
1*урации.
Широкие диапазоны частоты
вращения шпинделя и скоростей
подач, наличие поворотного стола,
высокая степень автоматизации
вспомогательных работ расширяют
технологические возможности
Рис. 2.24. Общий вид станка
станка и позволяют использовать
его в составе гибких производствен-
ных систем.
Станок имеет поворотный поперечно-подвижный стол, продольно-
подвижную стойку и вертикально-подвижную шпиндельную бабку (рис. 2.25).
Основание станка литое с закалёнными стальными направляющими.
34
Рис. 2.25. Компоновка станка
Привод главного движения осуществля-
ется от электродвигателя постоянного тока М1
через коробку диапазонов, что позволяет по-
лучать широкий диапазон частот вращения
шпинделя (рис. 2.26).
Движения подач и поворот стола осуще-
ствляются от высокомоментных электродвига-
телей постоянного тока М2, М3, М4, М5, Мб.
Станок имеет круговой стол с дискретным по-
зиционированием и круговой подачей. Точная
фиксация осуществляется посредством муфты
с торцовыми зубьями. Зажим стола спутника
гидравлический.
Система автоматической смены инструмента выполнена в виде барабан-
ного инструментального магазина, расположенного на верхнем торце стойки, и
двухзахватного манипулятора.
Наличие поворотного стола с установкой на углы, кратные 3°, с точно-
стью ±5 угловых секунд расширяет возможности станка и позволяет обрабаты-
вать соосные отверстия консольным инструментом с поворотом стола.
Ограждение зоны резания герметичное, со смотровыми окнами. Подача
смазочно-охлаждающей жидкости к инструменту осуществляется через сопла
над шпинделем. Стружка удаляется шнековым транспортёром из зоны резания
и транспортируется в контейнер скребковым транспортером.
В станке используется система числового программного управления
NC-110, позволяющая использовать привычные для технологического про-
граммирования G-функции и трёхбуквенные коды. Предусмотрены три вариан-
та ввода информации: вручную с клавиатуры, через последовательный канал и
посредством магнитного носителя HDD 3,5".
Графическая поддержка позволяет просматривать реальное движение ин-
струмента, проверять элементы траектории, проводить точную настройку при-
водов в режиме осциллокопирования на дисплее.
Техническая характеристика
Размеры рабочей поверхности стола, мм.................... 800x800
Количество резьбовых отверстий на поверхности стола, шт.. 45
Расстояние между резьбовыми отверстиями, мм.............. 125
Резьбовые отверстия, мм.................................. М20
Время смены столов-спутников, с.......................... 50...70
Пределы частот вращения стола, мин'1..................... 0,0015... 3
Скорость быстрого вращения стола, мин'1.................. 5
Окружное усилие подач на радиус 320 мм, кН............... 4
Диапазон частот вращения шпинделя, мин'1.................21,2...3000
Количество ступеней частот вращения шпинделя, шт......... 89
Наибольший крутящий момент на шпинделе, Нм............... 630
35
Рис. 2.26. Кинематическая схема станка модели ИР800ПМФ4
Пределы подач по X, Y, Z, мм/мин........................ 1.. .3200
Скорость быстрых установочных ходов по X, Y, Z, м/мин... до 10
Наибольшее усилие подачи по X, Y, Z, кН................. 10; 8; 10
Наибольшее тангенциальное усилие резания, кН............ 4
Количество инструментов, устанавливаемых в магазине, шт. 30
Диаметр рядом стоящих инструментов в магазине, мм....... 125
Диаметр инструмента в магазине с пропуском гнезд, мм.... 160
Длина инструмента от торца шпинделя, мм................. 300
Масса инструментальной оправки с инструментом, кг....... 20
Время смены инструмента (чистое), с..................... 6
Время смены инструмента “от реза до реза”, с..... 16,2...21,2
Конус для крепления инструмента в шпинделе.............. 50
Перемещения подвижных узлов по X, Y, Z, мм.............. 1000; 710;
800
Индексируемый поворот стола................... 120 позиций через 3°
Наибольшая масса обрабатываемого изделия, кг............ 1500
Диаметр растачиваемого отверстия, мм.................... 160
Диаметр сверления в стали средней твердости, мм......... 40
Диаметр торцовой фрезы, мм.............................. 160
Диаметр растачиваемого отверстия специальной оправкой, мм 180
Мощность привода вращения шпинделя, кВт................. 14... 22
Двигатели приводов подачи по X, Y, Z и поворота магазина:
- номинальный момент, Нм.............................. 25
- максимальная частота вращения, мин'1.................. 2000
- мощность, кВт......................................... 2,8
Электродвигатель привода подачи стойки:
- номинальный момент, Нм.............................. 38
- номинальная частота вращения, мин'1................... 1200
- мощность, кВт......................................... 3,9
Габаритные размеры станка, мм......................... 5388x4635
х3455
Масса станка, кг........................................ 10050
СУПЕР-ЦЕНТР ИС800 - ГЛОБУС
Обрабатывающий центр предназначен для обработки сверхсложных дета-
лей типа турбинных лопаток, крыльчаток, пресс-форм и т. п. Выполняются опе-
рации: сверления, зенкерования, развёртывания, растачивания точных отвер-
стий по точным координатам; фрезерования плоскостей и пазов, нарезания
резьб метчиками и резцом; обработки фасонных поверхностей с одновремен-
ным управлением пятью координатами.
Автоматическая смена инструментов, готовых деталей и заготовок, авто-
матический контроль параметров обработки, коррекция иофешностей, кон-
троль режимов резания, уборка стружки и другие технологические возможно-
37
сти позволяют объединять такие
обрабатывающие центры в гибкие
производственные системы (ГПС) с
управлением от ЭВМ верхнего
уровня.
Станок оснащен встроенным
в шпиндельную бабку мотор-
шпинделем с высокой скоростью
вращения, обеспечивающей высо-
кую точность обработки за счёт
применения прецизионных под-
шипников с керамическими телами
Рис. 2.27. Общий вид станка
качения и принципиально нового
вспомогательного инструмента.
Движения подач и поворот
Рис. 2.28. Компоновка станка
стола осуществляются от высокомомент-
ных электродвигателей постоянного тока.
Станок оснащен высокоскоростными под-
вижными рабочими органами. Перемеще-
ние подвижных рабочих узлов осуществля-
ется с применением двухзаходных шарико-
вых винтовых пар. В качестве направляю-
щих используются рельсовые роликовые
направляющие качения. Применение авто-
матической дозированной смазки шарико-
вых винтовых пар и роликов опор качения
гарантирует их длительный срок службы.
Одно из главных преимуществ данного обрабатывающего центра - нали-
чие управляемого по программе наклонно-поворотного стола глобусного типа.
Для достижения его высокой жесткости предусмотрен вал с оригинальной кон-
струкцией направляющих стола. При резании наклон стола осуществляется на
комбинированном прецизионном роликовом подшипнике. Эта конструкция
обеспечивает высокую жесткость при кручении, чем обеспечивается высокая
точность и чрезвычайно высокая надежность при тяжелых режимах резания.
Круговой оптический датчик на приводной стороне наклонного стола способст-
вует точному высокоскоростному позиционированию стола. Гидроцилиндр
уравновешивания компенсирует различие нагрузочных моментов, возникаю-
щих из-за угла наклона стола, для получения высокой точности позициониро-
вания и контурной обработки.
Техническая характеристика
Размеры кругового делительного стола (ось В), мм........ 800x800
Возможность поворота стола по оси В, град............... 360
Скорость поворота стола, мин ’’......................... 20
Максимальный вес обрабатываемой детали, кг.............. 600
Габариты обрабатываемой детали, мм...................... 1000x650
Точность деления стола, с............................... ±3
38
Наклон стола, град..................................... +130...-20
Точность делительного механизма, с....................... ±12
Перемещения узлов станка X, Y, Z, мм.................1200; 1100; 1200
Скорость быстрых перемещений по осям X, Y, Z, W, м/мин. 60
Максимальная частота вращения шпинделя, мин ’’........... 12000
Число инструментов в АСИ, шт............................. 50
Конус инструмента.................................HSK А-63; HSK А-100
Производительность подачи СОЖ в зону резания, л/мин......200
Подача СОЖ через шпиндель при Р=50 атм, л/мин..........20
Габаритные размеры станка с оборудованием (BxLxH), мм..5025x6530x4310
Вес станка, кг...........................................20000
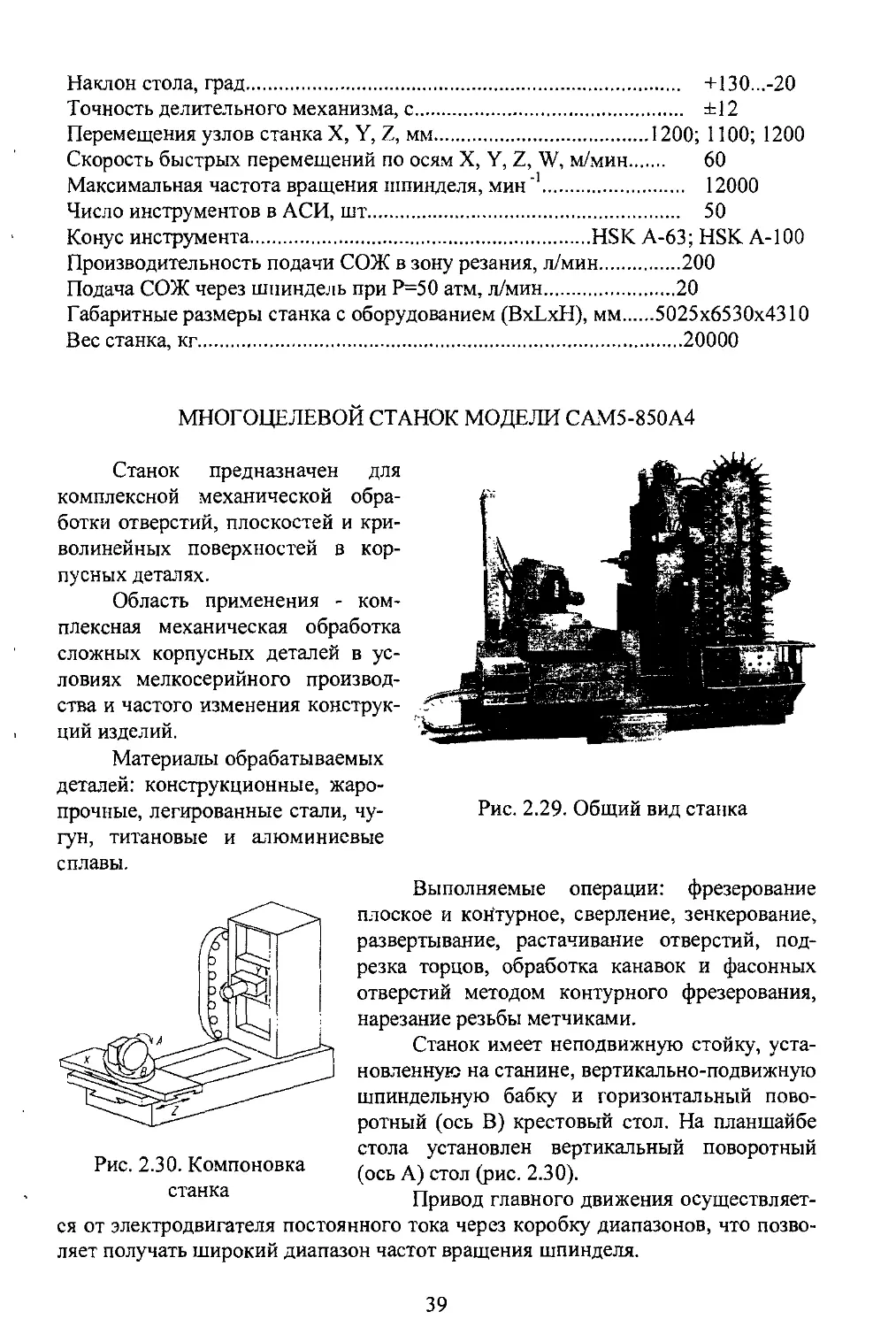
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ САМ5-850А4
Станок предназначен для
комплексной механической обра-
ботки отверстий, плоскостей и кри-
волинейных поверхностей в кор-
пусных деталях.
Область применения - ком-
плексная механическая обработка
сложных корпусных деталей в ус-
ловиях мелкосерийного производ-
ства и частого изменения конструк-
ций изделий.
Материалы обрабатываемых
деталей: конструкционные, жаро-
прочные, легированные стали, чу-
гун, титановые и алюминиевые
Рис. 2.29. Общий вид станка
сплавы.
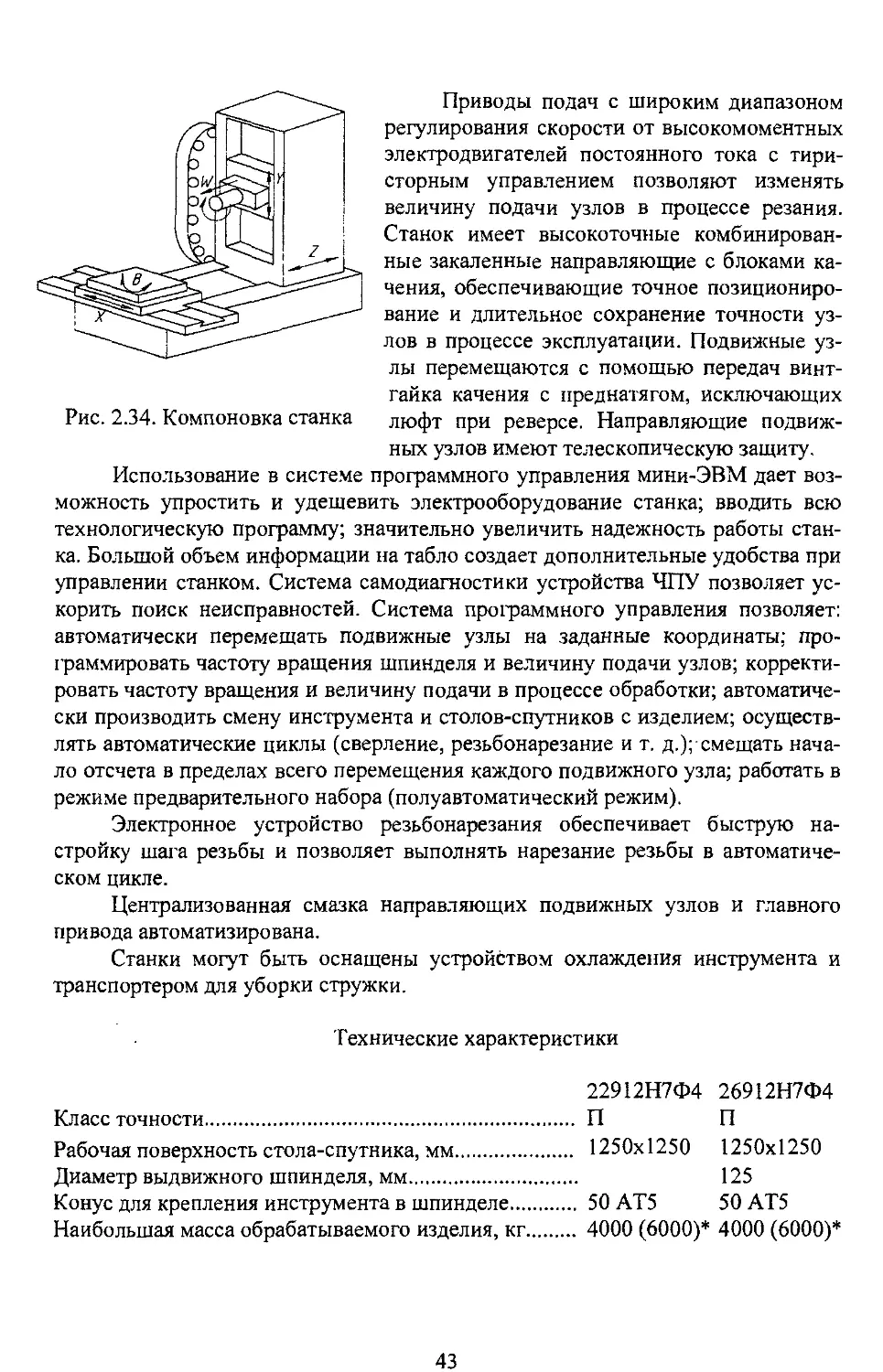
Рис. 2.30. Компоновка
станка
Выполняемые операции: фрезерование
плоское и контурное, сверление, зенкерование,
развертывание, растачивание отверстий, под-
резка торцов, обработка канавок и фасонных
отверстий методом контурного фрезерования,
нарезание резьбы метчиками.
Станок имеет неподвижную стойку, уста-
новленную на станине, вертикально-подвижную
шпиндельную бабку и горизонтальный пово-
ротный (ось В) крестовый стол. На планшайбе
стола установлен вертикальный поворотный
(ось А) стол (рис. 2.30).
Привод главного движения осуществляет-
ся от электродвигателя постоянного тока через коробку диапазонов, что позво-
ляет получать широкий диапазон частот вращения шпинделя.
39
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока.
Система ЧПУ NCT 99М.
Техническая характеристика станка
Размеры заготовки, устанавливаемой на столе, мм:
- вертикальном..................................... 500x500x400
- горизонтальном................................... 800x800x900
Наибольшие размеры инструмента 0 xL, мм:
- в каждом гнезде........................... 170x400
- через гнездо....................................... 320x400
Количество инструментов в магазине, шт....... 39
Конус шпинделя............................... 50 АТ4
Наибольшие перемещения по X, Y, Z, мм............. 1000; 520; 950
Поворот вертикального стола, град............ 360
Поворот горизонтального стола, град.......... 90
Дискретность задания перемещения:
- по линейным координатам, мм............... 0,001
- по поворотным координатам, град........... 0,001
Точность позиционирования:
- по линейным координатам, мм............... 0,025
- по поворотным координатам, град........... 0,006
Количество управляемых координат (одновременно), шт.....5 (5)
Пределы частот вращения шпинделя, мин’1...... 8...3000
Пределы рабочих подач:
- по линейным координатам, мм/мин........... 1 ...3000
- по поворотным координатам, град/мин....... 1 ...240
Скорости быстрых перемещений:
- по линейным координатам, м/мин............ 10
- по поворотным координатам, град/мин....... 720
Наибольший крутящий момент на шпинделе, Нм... 950
Мощность привода главного движения, кВт...... 23,5
Суммарная мощность электродвигателей, кВт.... 62
Габаритные размеры станка, мм................ 6030x4800x4500
Масса станка, кг..................V?:........ 25000
СВЕРЛИЛЬНО - ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК 2А459АМФ4
Станок предназначен для выполнения с высокой точностью сверления,
зенкерования, развертывания, растачивания, фрезерования и нарезания резьб
метчиками, обработки криволинейных контуров и контурной обработки отвер-
стий фрезой при изготовлении сложных деталей в условиях единичного и мел-
косерийного производств.
40
Предусмотрена возможность
обработки в режиме ручного управ-
ления с пульта.
Станок имеет поперечно-
подвижный стол, продольно-
подвижную стойку и вертикально-
подвижную шпиндельную бабку
(рис. 2.32).
Привод главного движения
осуществляется от электродвига- Рис. 2 3 j Общий вид станка
теля постоянного тока через ко-
робку диапазонов, что позволяет получать широкий диапазон частот вращения
Рис. 2.32. Компоновка
шпинделя.
Движения подач и поворот стола осуще-
ствляются от высокомоментных электродвига-
телей постоянного тока.
В зависимости от исполнения станок
комплектуется сменными столами-
спутниками.
Устройство автоматической смены инст-
румента устанавливается на фундаменте рядом
со станком и состоит из цепного инструмен-
тального магазина и манипулятора. Станок ос-
нащен устройством автоматизированной
уборки стружки.
станка
Техническая характеристика
Класс точности станка...................................... А
Размер рабочей поверхности стола, мм....................... 1000x1 000
Наибольший диаметр растачиваемого отверстия, мм............ 200
Размер встроенного поворотного стола, мм....-;............. 1000x1000
Размер рабочей поверхности стола-спутника, мм.............. 800x800
Наибольшая масса устанавливаемого изделия, кг.............. 2000
Расстояние от оси шпинделя до поверхности стола, мм........ 1040
Наибольший ход по X, Y, Z, мм..........................1250; 1000; 800
Диапазон частот вращения шпинделя, мин'1................... 20. ..2500
Диапазон подач, мм/мин..................................... 2...2500
Скорость быстрых перемещений рабочих органов, м/мин........ 8
Емкость инструментального магазина, шт..................... 40
Конус отверстия в шпинделе................................. 50 АТЗ
Наибольшая масса инструмента, кг........................... 20
Наибольшая длина инструмента, мм........................... 450
Время смены инструмента «от реза до реза», с............... 7
41
Дискретность задания перемещений, мм.................... 0,001
Точность установки координат стола и шпиндельной бабки, мм. 0,01
Мощность главного привода, кВт............................. 14
Габариты станка, мм.................................. 4040x3970x3570
Масса станка с приставным оборудованием, кг................ 21200
МНОГОЦЕЛЕВЫЕ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЕ СТАНКИ
МОДЕЛЕЙ 22912Н7Ф4, 26912Н7Ф4
Станки предназначены для
комплексной обработки сложных
корпусных деталей с закреплением
их на столе-спутнике или на встро-
енном поворотном столе.
На станках можно сверлить,
фрезеровать, зенкеровать, растачи-
вать и развертывать точные отвер-
стия, нарезать резьбу метчиками и
резцами.
Материал обрабатываемых
деталей — легированные, инстру-
Рис. 2.33. Общий вид станка
ментальные стали, чугуны, цветные и легкие сплавы.
Конструкция станков позволяет выполнять контурное фрезерование
двумя подачами: стола поперечно и шпиндельной бабки вертикально; стола
поперечно и стойки продольно; шпиндельной бабки вертикально и стойки
продольно. Привод главного движения осуществляется от электродвигателя
постоянного тока через коробку диапазонов, что позволяет получать широкий
диапазон частот вращения шпинделя. Изменение частоты вращения шпинделя
может производиться без остановки главного привода в одном из двух
механических поддиапазонов.
Конструкция высокоскоростного шпиндельного узла (модель
22912Н7Ф4), смонтированного на гидростатических подшипниках, и конструк-
ция шпиндельного узла с фрезерным шпинделем (модель 26912Н7Ф4), смонти-
рованным на прецизионных подшипниках качения с регулируемым натягом,
обеспечивают длительное сохранение точности, повышенную точность и виб-
роустойчивость. Станки выполнены в компоновке с продольно-подвижной
стойкой портального типа. Станок модели 22912Н7Ф4 — с продольно-
подвижной стойкой, вертикально перемещающейся шпиндельной бабкой, без
выдвижного шпинделя, с устройством автоматической смены инструмента и
устройством автоматической смены обрабатываемых деталей. Станок модели
26912Н7Ф4 — с продольно-подвижной стойкой, вертикально перемещающейся
шпиндельной бабкой, с выдвижным шпинделем, с устройством автоматической
смены инструмента и устройством автоматической смены обрабатываемых де-
талей (рис. 2.34).
42
Рис. 2.34. Компоновка станка
Приводы подач с широким диапазоном
регулирования скорости от высокомоментных
электродвигателей постоянного тока с тири-
сторным управлением позволяют изменять
величину подачи узлов в процессе резания.
Станок имеет высокоточные комбинирован-
ные закаленные направляющие с блоками ка-
чения, обеспечивающие точное позициониро-
вание и длительное сохранение точности уз-
лов в процессе эксплуатации. Подвижные уз-
лы перемещаются с помощью передач винт-
гайка качения с преднатягом, исключающих
люфт при реверсе. Направляющие подвиж-
ных узлов имеют телескопическую защиту.
Использование в системе программного управления мини-ЭВМ дает воз-
можность упростить и удешевить электрооборудование станка; вводить всю
технологическую программу; значительно увеличить надежность работы стан-
ка. Большой объем информации на табло создает дополнительные удобства при
управлении станком. Система самодиагностики устройства ЧПУ позволяет ус-
корить поиск неисправностей. Система программного управления позволяет:
автоматически перемещать подвижные узлы на заданные координаты; про-
граммировать частоту вращения шпинделя и величину подачи узлов; корректи-
ровать частоту вращения и величину подачи в процессе обработки; автоматиче-
ски производить смену инструмента и столов-спутников с изделием; осуществ-
лять автоматические циклы (сверление, резьбонарезание и т. д.); смещать нача-
ло отсчета в пределах всего перемещения каждого подвижного узла; работать в
режиме предварительного набора (полуавтоматический режим).
Электронное устройство резьбонарезания обеспечивает быструю на-
стройку шага резьбы и позволяет выполнять нарезание резьбы в автоматиче-
ском цикле.
Централизованная смазка направляющих подвижных узлов и главного
привода автоматизирована.
Станки могут быть оснащены устройством охлаждения инструмента и
транспортером для уборки стружки.
Технические характеристики
Класс точности.................................
Рабочая поверхность стола-спутника, мм.........
Диаметр выдвижного шпинделя, мм................
Конус для крепления инструмента в шпинделе.....
Наибольшая масса обрабатываемого изделия, кг...
22912Н7Ф4 26912Н7Ф4
П П
1250x1250 1250x1250
125
50 АТ5 50 АТ5
4000 (6000)* 4000 (6000)*
43
Перемещения, мм:
- стола-спутника поперечно..................... 1600 1600
- шпиндельной бабки вертикально................ 1250 1250
- стойки продольно............................. 1000 1000
- шпинделя продольно........................... - 500
- стола-спутника круговое, град................ 360 360
Пределы частоты вращения шпинделя, мин’1....... 12,5...3150 6,3...1600
Число ступеней частот вращения шпинделя............ Бесступенчатое
Пределы величин подач, мм/мин.................. 1...3200 1...3200
Количество ступеней подач.......................... Бесступенчатое
Скорости быстрых перемещений по осям
X, Y, Z, W, м/мин.............................. 10 10
Наибольшее осевое усилие при подаче, кН:
- выдвижным шпинделем.......................... - 10,78
- шпиндельной бабкой........................... 19,6 19,6
-столом-спутником.............................. 15,7 15,7
Мощность главного привода, кВт................. 25 25
Суммарная потребляемая мощность, кВт........... 48 52
Количество гнезд в инструментальном магазине, шт.. 50 50
Габаритные размеры станка, мм................. 6000х7450х 6000х7450х
5000 5000
Масса станка без приставного оборудования, кг... 32000 33000
* В зависимости от исполнения комплектации станка
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ
СТАНОК 2В622Ф4
Станок предназначен для обработки
корпусных деталей из стали, чугуна,
цветных металлов, пластмасс и других
материалов.
Выполняют следующие технологи-
ческие операции: объемное и контурное
фрезерование; обработку внутренних и
наружных конусов; фрезерование плос-
костей, пазов, уступов; сверление, рас-
сверливание, центрование и зенкерование
отверстий, растачивание и развертывание
отверстий; нарезание резьбы в отверстиях
метчиками и резцом; обточку поверхно-
стей, обработку кольцевых канавок и
Рис. 2.35. Общий вид станка
подрезку торцов съемной планшайбой.
Обработку детали ведут с четырех сторон,
а при комплектации угловой фрезерной
головкой - с пяти сторон.
44
Рис. 2.36. Компоновка станка
Управление станком осущест-
вляется устройством числового про-
граммного управления (УЧ1ТУ - Вт
C110CNC).
Привод главного движения
осуществляется от двигателя посто-
янного тока через коробку диапазо-
нов.
Движения подач осуществля-
ются от высокомоментных электро-
двигателей. Программируемые пе-
ремещения: поперечное (ось X) -
стола; вертикальное (ось Y) - шпин-
дельной бабки; продольное (ось Z) -
стола и шпинделя (ось W). Круговое
перемещение стола (ось В) программируется в режиме позиционирования (рис.
2.36). Комбинированные направляющие скольжения и качения, а также защита
направляющих позволяют обеспечивать точное позиционирование и длитель-
ное сохранение точности в процессе эксплуатации. Подвижные узлы переме-
щаются с помощью шарико-винтовых пар качения без промежуточного редук-
тора, что исключает люфт при реверсе.
Станок комплектуется гидравлическим зажимом поворотного стола; сис-
темой контроля параметров детали и инструмента, измерительными головками
и набором щупов фирмы RENISHAW; холодильной машиной для охлаждения
масла; устройством подачи СОЖ в комплекте с насосной станцией.
При дополнительной комплектации станок оснащается копировальным
прибором для реализации программно-копировального режима.
Техническая характеристика
Размеры рабочей поверхности поворотного стола, мм...... 1250x1250
Число управляемых координат: всего/одновременно........ 5/3
Программируемые перемещения:
- ио осям X, Y, Z, W, мм..........................1250; 1000; 1000; 710
- поворот стола (ось В), град.........................Неограничен
Пределы частот вращения шпинделя, мин"1 6,3... 2000
Пределы рабочих подач по осям X, Y, Z, W, мм/мин....... 1.. .9000
Скорость быстрых установочных движений по X, Y, Z, W, м/мин..9
Расточный шпиндель:
-диаметр, мм................................................. НО
- конус шпинделя....................................... ISO 50
Мощность электродвигателя главного движения, кВт....... 20
Наибольший крутящий момент на шпинделе, Нм............. 1800
Наибольшее усилие подачи по X, Y, Z, W, кН............. 12
Габариты станка, мм................................... 7600x3750x3250
Масса станка, кг....................................... 17000
45
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ
СТАНОК МОДЕЛИ 2627ПМФ4М
Рис. 2.37. Общий вид станка
Станок предназначен для обработки крупных трудоемких корпусных де-
талей. Может использоваться в со-
ставе гибких производственных сис-
тем, а также работать как автоном-
ный производственный модуль на
предприятиях различных отраслей
машиностроения.
На стационарном пульте нахо-
дятся все органы управления моду-
лем и средства контроля его работы.
Управление модулем осуществляется
устройством ЧПУ класса CNC. ОноД
обеспечивает программируемые пе-
ремещения: поперечное (ось X) и
круговое (ось В) — стола; вертикаль-
ное (ось Y) — шпиндельной бабки;
продольное — стойки (ось Z) и
шпинделя (ось W); круговое - допол-
нительного накладного стола (ось А), радиального суппорта навесной план-
шайбы (ось U).
На станке можно выполнять следующие технологические операции: чер-
новое, получистовое и чистовое фрезерование плоскостей, пазов, уступов, в том
числе контурное фрезерование поверхностей; объемное фрезерование; сверле-
ние, рассверливание, центрование и зенкерование отверстий; черновое, полу-
чистовое и чистовое растачивание и развертывание отверстий; нарезание резь-
бы в отверстиях метчиками и резцом; обточка поверхностей, обработка кольце-
вых канавок и подрезка торцов при комплектации навесной планшайбой; пол-
ная механическая обработка корпусов всех типов с четырех сторон, а при ком-
плектации угловой фрезерной головкой - с пятой стороны; фрезерование лопа-
стей и ступиц гребных винтов, рабочих колес циркуляционных насосов и дру-
гих подобных деталей при комплектации накладным столом с горизонтальной
осью вращения; отдельные контрольно-измерительные операции (контроль
размеров обработанного изделия, в том числе диаметров отверстий, и контроль
целостности инструмента).
В комплект станка входят следующие узлы: устройство автоматической
смены инструментов, включающее в себя инструментальный магазин и авто-
оператор; устройство ЧПУ, обеспечивающее выполнение всех функций модуля
в автоматическом режиме; устройство автоматической смены столов -
спутников, состоящее из двухместного магазина заготовок; два стола-спутника;
транспортер стружки; ограждение зоны резания; устройство охлаждения
инструмента; две измерительные головки.
46
Привод главного движения осуществляется от электродвигателя постоян-
ного тока М1 через коробку диапазонов, что позволяет получать широкий диа-
Рис. 2.38. Компоновка станка
пазон частот вращения шпинделя (рис. 2.39).
Переключение скоростей шпинделя в каждом
из двух механических диапазонов можно осу-
ществлять во время резания без остановки.
Конструкция шпиндельного узла с фрезерным
и расточным шпинделями, смонтированными
на прецизионных подшипниках качения с ре-
гулируемым натягом, обеспечивает длительное
сохранение точности, повышенную жесткость
и виброустойчивость. Комбинированные зака-
ленные направляющие с блоками качения для
перемещения шпиндельной бабки обеспечи-
вают точное позиционирование и длительное
сохранение точности в процессе эксплуатации.
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока М2, М3, М4, М5, Мб. Это позволяет бес-
ступенчато регулировать величину подач. Высокоточные гидростатические на-
правляющие для продольного перемещения стойки и поперечного перемещения
стола обеспечивают точное позиционирование и длительное сохранение точно-
сти в процессе эксплуатации.
Подвижные узлы модуля (кроме поворотного стола) перемещаются с по-
мощью шарико-винтовых пар качения без промежуточного редуктора, что ис-
ключает люфт при реверсе.
Смазка направляющих шпиндельной бабки и поворота стола автоматизи-
рована.
Техническая характеристика
Класс точности по ОСТ 2 Н72 6-85.............................. П
Наибольшая масса обрабатываемой детали, не менее, кг..... 5000
Размеры рабочей поверхности поворотного стола, мм........1250x1250
Количество Т-образных пазов.............................. 7
Диаметр выдвижного шпинделя, мм.......................... 125
Конус выдвижного шпинделя................................ 50 АТ5
Наибольшее программируемое продольное перемещение W, мм.. 710
Наибольшее программируемое продольное перемещение Z, мм.. 1000
Наибольшее программируемое вертикальное перемещение Y, мм.... 1600
Наибольшее программируемое поперечное перемещение X, мм.. 2000
Пределы частоты вращения выдвижного шпинделя, мин'1...... 6.. .2500
Дискретность задания вращения выдвижного шпинделя, мин'1. 1
Пределы величины подачи подвижных узлов по осям:
- X, Y, Z, W, мм/мин..................................... 1...6000
- В, град/мин............................................ 1... 360
Скорость быстрых перемещений по осям X, Y, Z, W, м/мин... 10
Скорость быстрого поворота стола, град/мин............... 1150
47
оо
Рис. 2.39. Кинематическая схема станка модели 2627ПМФ4М
Наибольший крутящий момент на выдвижном шпинделе, Нм..... 1765
Наибольшее усилие подачи по осям X, Y, Z, W, кН.......... 12
Наибольшее тангенциальное усилие резания, кН............. 7,85
Емкость инструментального магазина, шт..................... 60
Расстояние между соседними гнездами, мм.................... 135
Скорость цепи инструментального магазина, м/мин............ 20±1
Непосредственно время автоматической смены инструмента, с.. 15±3
Наибольший диаметр инструмента, мм:
- без пропуска гнезда...................................... 125
- с пропуском гнезда...................................... 250
Наибольшая длина инструмента (от торца шпинделя), мм....... 550
Наибольшая масса инструмента с оправкой, кг................ 25
Производительность транспортера стружки, м3/ч.............. 0.5
Количество управляемых осей координат, количество одновремен-
но управляемых осей координат................................ 5
Дискретность задания перемещений по осям:
-X, Y, Z, W, мм............................................ 0,001
- В, угл. град............................................ 0,001
Цифровая индикация координат.............................X, Y, Z, В, W
Предварительный набор координат..........................X, Y, Z, W, В
Смещение начала отсчета.................В пределах всего перемещения
Число коррекций размера инструмента по длине и диаметру....... 90
Мощность электродвигателя главного движения, кВт.............. 28,8
Суммарная мощность всех электродвигателей, кВт................ 76,8
Габаритные размеры станка, мм...........................7000x7650x4900
Масса без выносного электрогидрооборудования, кг.............. 26300
Общая масса, кг............................................... 28400
ОБРАБАТЫВАЮЩИЙ ЦЕНТР ИР1250ПМФ4
Станок с пятью управляемыми осями кдординат и с автоматической сме-
ной инструмента предназначен для обработки корпусных и базовых деталей из
черных и цветных металлов в условиях мелкосерийного и серийного производ-
ства.
На станке устанавливается система ЧПУ NC100.
В продольно-подвижной стойке портального типа находится бесконсоль-
ная термосимметричная конструкция вертикально-подвижной шпиндельной
бабки (рис. 2.41). Расположение шпиндельной бабки внутри портальной стойки
гарантирует высокую жесткость и виброустойчивость при работе в тяжелых
режимах и обеспечивает высокую точность обработки. Шпиндельная бабка пе-
ремещается внутри портальной стойки и уравновешивается гидроцилиндром.
Главный привод оснащен регулируемым двигателем Ml и двухступенчатой ко-
робкой скоростей с электрогидравлическим переключением ступеней (рис
2.42). Шпиндельное устройство выполнено в виде автономного узла. Большой
49
вылет переднего торца фрезерного
шпинделя относительно лобовой
поверхности шпиндельной бабки
позволяет работать на максималь-
ных режимах резания практически
в любой точке рабочей зоны. Азо-
тированный выдвижной расточный
шпиндель перемещается от преци-
зионной шарико-винтовой пары.
Движения подач и поворот
стола осуществляются от высоко-
моментных электродвигателей по-
стоянного тока М2, М3, М4, М5,
Мб. Станок комплектуется пре-
цизионными шарико-винтовыми
Рис. 2.40. Общий вид станка
парами по всем осям. Перемещения от-
считываются линейными измерительны-
ми датчиками типа ЛИР или LS186C
фирмы Heidenhain. Комбинированная
конструкция системы направляющих
(антифрикционные накладки по основ-
ным плоскостям и прецизионные роли-
ковые опоры качения по боковым плос-
костям и нижним полкам) гарантирует
длительное сохранение точности станка
и высокую жесткость узлов при больших
скоростях обработки в сочетании с высо-
кими демпфирующими свойствами.
Применяется стальная телескопическая
защита направляющих.
В приводе поворота стола исполь-
Рис. 2.41. Компоновка станка
зуются регулируемый высокомоментный двигатель переменного тока, кониче-
ский редуктор и червячная передача. Поворотный рабочий стол имеет дискрет-
ность поворота 0,001°. Дополнительно имеется реперное устройство для особо
точного поворота стола через 90°. Жесткая фиксация поворотной части стола
при повороте на любой угол осуществляется зажимом с помощью пакетов та-
рельчатых пружин, гарантирующих постоянную надежную фиксацию незави-
симо от уровня давления в гидросистеме; отжим поворотной части гидравличе-
ский. Беззазорная червячная передача обеспечивает высокую точность углового
позиционирования рабочего стола по оси В. Поворотная часть стола установле-
на на прецизионных радиально-упорном и упорном роликовых подшипниках и
двух кольцевых направляющих из полимерного антифрикционного материала.
Устройство смены инструмента установлено на отдельном фундаменте и
не оказывает влияния на точность обработки на станке. Цанговый зажим инст-
румента в шпинделе осуществляется механически с помощью пакета тарельча-
тых пружин, отжим инструмента гидравлический. Автоматизированный гидро-
50
механический зажим-отжим инструмента в шпинделе позволяет сократить чис-
тое время смены инструмента.
В станке применяется: автоматическая централизованная система дозиро-
ванной смазки; автоматическая циркуляционная смазка узлов шпиндельной
бабки от отдельного агрегата; шнековый транспортер уборки стружки, встроен-
ный в станину со стороны шпинделя.
Также в комплект станка входят: оптические измерительные линейки;
система подачи, сбора и очистки СОЖ; дополнительные транспортеры уборки
стружки; ограждение зоны резания.
Техническая характеристика
Диаметр выдвижного шпинделя, мм...................... 110
Программируемые перемещения рабочих органов, мм:
- по X.............................................. 1600 (2000)*;
- noY............................................... 1220 (1600)*;
- по W, Z........................................... 1000; 500
- поворотный стол (ось В), град..................... 360
Размер рабочей поверхности стола, мм................. 1250x1400
Грузоподъемность стола, кг........................... 5000
Количество Т-образных пазов, шт...................... 7
Ширина пазов, мм..................................... 22
Расстояние между пазами, мм.......................... 160
Дискретность поворота стола, град................... 0,001
Диаметр расточного шпинделя, мм...................... 110
Конус отверстия в шпинделе........................... ISO 50
Пределы частот вращения шпинделя, мин’1.............. 8...2250
Мощность главного привода, кВт....................... 30 (18)*
Наибольший крутящий момент, Нм....................... 1700
Емкость инструментального магазина, шт............... 100 (40; 64)*
Наибольшая масса инструмента, кг..................... 25
Наибольший диаметр инструмента без пропуска гнезд, мм.... 125
Наибольший диаметр инструмента с пропуском гнезд, мм. 315
Диаметр фрезы, устанавливаемой на фрезерном шпинделе, мм 450
Наибольшая длина инструмента, мм..................... 400
Время замены инструмента, с.......................... 8
Рабочие подачи по линейным осям, мм/мин.............. 1...6000
Ускоренные перемещения по осям X, Y, W, Z, м/мин..... 6
Усилие подачи по осям X, Y, Z, W, кН................. 12,5; 10,0; 15,0
Рабочие подачи оси В, град/мин....................... 1... 1080
Ускоренное перемещение по оси В, мин’1............... 3
Усилие подачи по оси В, кНм.......................... 3
Общая мощность электродвигателей, кВт................ 57 (45)*
Наибольшая общая мощность работающих двигателей, кВт.. 39
Питающий ток...........................................50 Гц, 380 В
Класс точности станка.................................. П
51
М=70 Нм, Р-10 кВт.
Птах—2000 М1Н ’
1ДВУ2Ы
М=70 Нм, Р-10 кВт, птах=2000 мин ’
2ДВУ215Г
Мотор-редуктор 1МПз2-31.5-2в-6310
М=35 Нм, Птах-2000 MUH ;
Р-6.3 кВт
1ШШ5$
М-70 Нм. Р-10 кВт,
Птах-2000 MUH
~ТШЗЧ2151
ана
//
VU
iOapi~\
loeni I OSH________
Рис. 2.42. Кинематическая схема станка модели ИР125011МФ4
Р=30 кВт; п-8 2250 мин
М-1700 Нм
ШФЮО МВБ
Птах—2000 MUH ,
Р--3 кВт.
М-17 Нм
2ДВУ165М
Точность линейного позиционирования, мкм.............. 25
Точность позиционирования стола на любой угол, угл. с. 15
Габаритные размеры, мм................................. 5670x5030x4280
Общая масса, кг....................................... 18500
*В зависимости от исполнения и комплектации станка
МНОГОЦЕЛЕВЫЕ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЕ СТАНКИ
МОДЕЛЕЙ ИС 1250, ИС2000
Станки предназначены для
прецизионной комплексной обра-
ботки сложных корпусных деталей
из легких сплавов, чугуна, конст-
рукционных и высокопрочных ста-
лей.
На станках можно выполнять
операции: сверление, зенкерование,
развертывание, растачивание по
точным координатам, фрезерование
плоскостей и пазов, фрезерование с
линейной и круговой интерполяци-
ей, нарезание резьб метчиками.
Рис. 2.43. Общий вид станков
Рис. 2.44. Компоновки станков: а - с продольно-подвижным столом;
б - с поперечно-подвижным столом
Данные станки созданы на основе агрегатно-модульного принципа проек-
тирования оборудования. Основными модульными единицами являются про-
дольно или поперечно-подвижные стойки с вертикально-подвижной шпин-
дельной бабкой и поворотно-подвижные столы. Концепция новой серии стан-
ков, сконструированных из модульных единиц, позволяет создать оптимальную
конфигурацию (рис. 2.44/
53
В приводе главного движения применяется высокоскоростной мотор-
шпиндель.
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока.
Технические характеристики ИС1250 ИС2000
Диаметр выдвижного шпинделя, мм ПО, 130* 130
Конус шпинделя ISO 50, HSK ISO 50, HSK
100 100
Максимальная частота вращения мин’1: - выдвижного шпинделя 2500 2500
- мотор-шпинделя 8000 8000
Крутящий момент выдвижного шпинделя, Нм 1700 1700
Крутящий момент мотор-шпинделя, Нм 280...370 280...370
Размеры рабочей поверхности стола, мм 1250x1400 1600x1800
(1400x1600)* (1800x2200)*
Грузоподъемность стола, кг 6000...8000 10000... 15000
Наибольшие программируемые перемещения, мм: - вертикальное (ось Y) 1220(1600)* 2000 (2500)*
- продольное(ось W) 1000 1500
- поперечное(ось X) 1600 (2000; 2500 (3000;
3000)* 4000; 8000)*
- продольное шпинделя (ось Z) 500 710
Скорости быстрых перемещений, м/мин: - с направляющими скольжения 8 8
- с направляющими качения 20 20
Максимальное количество инструмента, шт 50; 60* (18...25)*
Время смены инструмента (“от реза до реза”), с.... (18...25)* (18...25)*
Масса станка*, кг 15000... 18000 32000...38000
* В зависимости от исполнения и комплектации станка
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ
СТАНОК МОДЕЛИ ЛР543МФ4
Станок предназначен для обработки крупных трудоемких корпусных де-
талей. Может использоваться в составе гибких производственных систем, а
также работать как автономный производственный модуль на предприятиях
различных отраслей машиностроения.
На станке можно выполнять следующие технологические операции: фре-
зерование плоскостей, пазов и криволинейных поверхностей; растачивание,
сверление, зенкерование, развертывание; нарезание резьб резцом и метчиками.
54
Управление станком осуществляется устройством ЧПУ 2С42 - 65 класса
CNC. Оно обеспечивает программируемые перемещения: продольное (ось Z),
поперечное (ось X) и круговое (ось В) -— стола; вертикальное (ось У) — шпин-
дельной бабки и продольное (ось W) - выдвижного шпинделя (рис. 2.45).
Привод главного движения осуществляется от электродвигателя постоян-
ного тока Ml через коробку диапазонов, что позволяет получать широкий диа-
пазон частот вращения шпинделя (рис. 2.46). Переключение скоростей шпин-
деля в каждом из механических диапазонов можно осуществлять во время ре-
зания без остановки. Конструкция шпиндельного узла с фрезерным и расточ-
ным шпинделями, смонтированными на прецизионных подшипниках качения с
регулируемым натягом, обеспечивает длительное сохранение точности, повы-
Рис. 2.45. Компоновка станка
шенную жесткость и виброустойчи-
вость.
Движения подач и поворот стола
осуществляются от высокомоментных
электродвигателей постоянного тока
М», М3, М; М5, М8. Это позволяет
бесступенчато регулировать величину
подач. Подвижные узлы станка (кроме
поворотного стола) перемещаются с
помощью шарико-винтовых пар каче-
ния без промежуточного редуктора,
что исключает люфт при реверсе. Для
измерения дискретных перемещений
на станке применяются устройства ти-
па LS 701 фирмы HEIDEN HEIN.
Станок оснащен оптическим устройством точной установки поворота
стола.
Комбинированные закаленные направляющие с блоками качения обеспе-
чивают точное позиционирование и длительное сохранение точности в процес-
се эксплуатации. В станке увеличена длина направляющих для продольного и
поперечного перемещений стола и шпиндельной бабки. Смазка направляющих
шпиндельной бабки и поворота стола автоматизирована.
Устройство смены инструмента приводится в действие от электродвига-
телей Мб (привод автооператора) и М7 (привод вращения инструментального
магазина).
Техническая характеристика
Размеры рабочей поверхности стола, мм................. 1250x1600
Программируемые перемещения X, Y, W, Z, мм.........2000; 1600; 1000; 710
Количество управляемых координат (одновременно), шт... 4 (3)
Наибольшая масса обрабатываемой заготовки, кг......... 5000
Пределы частот вращения шпинделя, мин'1............... 6.. .2500
55
C\
Рис. 2.46. Кинематическая схема станка модели ЛР543МФ4
Пределы рабочих подач, мм/мин....................... 1... 7000
Скорость быстрых установочных перемещений, м/мин.... 9
Наибольший крутящий момент на шпинделе, Нм.......... 1765
Диаметр выдвижного шпинделя, мм..................... 125
Конус шпинделя...................................... 50 АТ5
Наибольший диаметр сверления, мм.................... 50
Наибольший диаметр фрезы, мм........................ 250
Емкость инструментального магазина, шт.............. 40
Мощность привода главного движения, кВт............. 39
Суммарная потребляемая мощность станка, кВт......... 74,7
Габаритные размеры станка, мм....................... 5450x9250x4500
Масса станка, кг.................................... 23000
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ
СТАНОК ИР1600ПМФ4
Уникальный станок, предна-
значенный для обработки особо
крупных корпусных деталей (длина
которых может достигать 8 м, а вы-
сота 2,5 м) в различных областях
тяжелого машиностроения, обеспе-
чивает комплексную обработку де-
тали за одну установку, высокую
точность и производительность.
Выполняет различные виды обра-
ботки, свойственные станкам свер-
лильно-фрезерно-расточной группы.
На станке можно производить свер-
ление, зенкерование, развертывание,
растачивание точных отверстий по
точным координатам, фрезерование
1*ис. 2.47. Общий вид станка
Рис. 2.48. Компоновка станка
по контуру с линейной и круговой ин-
терполяцией, нарезание резьб метчи-
ками, фрезами и резцом. При соответ-
ствующем оснащении агрегатными
узлами, инструментом и принадлеж-
ностями станок предназначен для об-
работки корпусных деталей инстру-
ментом, закрепленным в шпинделе
или в навесных инструментальных го-
ловках с подачей салазок (ось X),
шпиндельной бабки (ось У), стойки
(ось Z) или шпинделя (ось W).
57
Широкие технологические возможности, большие скорости рабочих и ус-
коренных перемещений в сочетании с высокой точностью позиционирования
позволяют эффективно использовать станки в условиях мелкосерийного произ-
водства на заводах тяжелого машиностроения, авиастроения, атомного энерго-
машиностроения и др.
Многоцелевой станок с контурно-позиционной системой программного
управления и автоматической сменой инструмента выполнен с бесконсольной
двухшпиндельной бабкой, расположенной внутри продольно-подвижной стой-
ки, перемещаемой по салазкам. Салазки вместе со стойкой и шпиндельной баб-
кой имеют поперечное перемещение по станине (рис. 2.48). Конструкция с же-
сткими сварными или литыми базовыми деталями коробчатой формы обеспе-
чивает обработку с большой точностью и производительностью.
С правой стороны салазок крепится помост, на котором монтируются
шкафы электрического управления станком и станция программного управле-
ния. На правом торце стойки станков установлен лифт с индивидуальным при-
водом, на котором расположено рабочее место оператора. Площадка оператора,
которая расположена на лифте, может выдвигаться в продольном направлении
для обеспечения ручной смены инструмента и обслуживания шпинделя. Ходо-
вой винт лифта защищен с помощью спиральной защиты. На левом торце стой-
ки станка смонтировано устройство автоматической смены инструмента с мага-
зином инструментов и двухзахватным поворотным манипулятором. Каретка
манипулятора имеет вертикальное перемещение, а манипулятор, перемещаясь
по каретке, производит замену инструмента в шпиндельной бабке в любой ко-
ординате ее хода. Устройство АСИ может быть выполнено под стандарты
ГОСТ25827, DIN69871, VDI2814, MAS403 с соответствующими адаптерами
для инструментальных оправок. Перед установкой инструмента конусы шпин-
деля и инструментальной оправки обдуваются сжатым воздухом.
Привод главного движения осуществляется от электродвигателя постоян-
ного тока Ml через коробку диапазонов, что позволяет получать широкий диа-
пазон частот вращения шпинделя с электрогидравлическим переключением
ступеней (рис. 2.49). Широкий диапазон частот вращения шпинделя и скоро-
стей подач позволяет производить обработку изделий из черных и цветных ме-
таллов. Жесткий шпиндель, вращающийся в прецизионных подшипниках, мон-
тируется в отдельном корпусе. Шпиндель и вал привода вращения сменных на-
весных головок имеют раздельные кинематические цепи отключения. Бескон-
сольная термосимметричная конструкция шпиндельной бабки, расположенной
внутри портальной стойки, гарантирует высокую жесткость и виброустойчи-
вость при работе в тяжелых режимах и обеспечивает высокую точность обра-
ботки. Фрезерный шпиндель в радиальном направлении смонтирован в двух
прецизионных двухрядных цилиндро-роликовых подшипниках и в аксиальном
направлении - в двух прецизионных двухрядных радиально-упорных подшип-
никах. На фрезерном шпинделе могут устанавливаться фрезы с помощью спе-
циального фланца, входящего в комплект поставки станка. Выдвижной расточ-
ный шпиндель азотирован до твердости 61 ...67,5 НКСэ.
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока М2, М3, М4, М5, М7. Конструкция на-
правляющих качения обеспечивает плавное перемещение подвижных узлов и
58
исключает их переориентацию. Подвижные узлы перемещаются на роликовых
опорах качения по стальным закаленным (НИСэ 60) направляющим. Время раз-
гона и торможения подвижных узлов минимальное. Силовое удержание узлов
при резании осуществляется следящим приводом, исключающим необходи-
мость применения зажимных устройств. Отсчет перемещений подвижных узлов
производится индуктосинами, а по оси Z (в зависимости от исполнения) ре-
зольвером. Прецизионные роликовые опоры качения в системе направляющих
обеспечивают длительное сохранение точности станка и высокую жесткость
узлов при работе в тяжелых режимах. Станок также комплектуется прецизион-
ными шарико-винтовыми парами по всем осям и стальной телескопической и
рулонной защитой направляющих.
Смазка направляющих, шариковых винтовых пар и механизмов автома-
тической смены инструмента автоматическая централизованная, а смазка зуб-
чатых колес и подшипников коробки скоростей — циркуляционная от отдель-
ной насосной установки.
Стружка из зоны резания на всей длине хода стойки удаляется механиче-
ски и транспортируется пластинчатым конвейером в накопитель, находящийся
вне рабочей зоны станка.
Станок снабжается установкой смазочно-охлаждающей жидкости, гидро-
станцией, предназначенной для осуществления движений вспомогательных ме-
ханизмов, и электрооборудованием.
Техническая характеристика
Наибольшая масса обрабатываемого изделия, кг............. 40000;
100000*
Диаметр выдвижного шпинделя, мм.......................... 160
Конус для крепления инструмента в шпинделе............... 50
Величина перемещения подвижных узлов, мм:
- ось X................................................... 8000 (3200)*
- ось Y................................................... 2500 (3200)*
- ocbZ................................................... 1250
- ось W.................................................. 1000
Частота вращения, мин'1:
- расточного шпинделя.................................. 5... 2000
- шпинделя для навесных инструментальных головок........2...750
Наибольший крутящий момент, Нм:
- на расточном шпинделе................................. 2450
- на шпинделе для навесных инструментальных головок..... 6300
Рабочие подачи всех подвижных узлов, мм/мин.............. 1.. .2000
Наибольшее усилие подачи, кН:
- салазок и шпиндельной бабки............................. 30
- стойки................................................ 50
Скорость быстрых установочных перемещений, м/мин:
- салазок:
- при оснащении станка винтовой передачей............ 4
- при оснащении станка шестеренно-реечной передачей.. 6
- шпиндельной бабки...................................... 6; 10*
60
- стойки................................................. 6
- выдвижного шпинделя.................................... 6
Наибольшие параметры обработки при АСИ, мм:
- диаметр растачиваемого отверстия...................... 400
- диаметр торцовой фрезы................................. 315
Диапазон параметров резьбы, мм:
- обрабатываемый метчиком...............................М6...М125х4
- обрабатываемый резцом.............................М80х6...М600х6
Инструменты, устанавливаемые в магазине:
- количество, шт.......................................... 40; 60*
- диаметр рядом стоящих инструментов, мм................. 130
- шаг цепи магазина, мм.................................. 135
- диаметр инструмента при соседних свободных гнездах, мм. 350
- вылет инструмента от торца шпинделя, мм................ 700
- масса инструмента, кг.................................. 30
Время смены, с:
- инструмента............................................ 15
- головок.............................................. 120
Скорость подвижных узлов манипулятора, м/мин.............. 20
Электродвигатели:
- главного привода:
- мощность, кВт.......................................... 28
- номинальная частота вращения, мин’1................... 815
- подачи саней (X), шпиндельной бабки (Y):
- номинальный момент, Нм................................. 81
- номинальная частота вращения, мин'1................... 800
- подачи стойки (Z), поворота магазина (Т):
- номинальный момент, Нм.................................. 81
- номинальная частота вращения, мин’1.................... 1600
Общая установочная мощность, кВт.......................... 93,7
Дискретность задания размеров, мм......................... 0,001
Количество программируемых осей...........................4; 6*
Управляемые оси при линейной и круговой интерполяции...... 2 из 3
Максимальный программируемый размер, мм................... ±19999,999
Габаритные размеры станка, мм............................. 19600x6500
х6900
Масса станка с электрооборудованием, кг................... 85000
* В зависимости от исполнения и комплектации станка
61
СТАНОК СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ МОДЕЛИ
2П637МФ4
Станок предназначен для высокопроизводительной черновой и чистовой
обработки корпусных деталей из
чугуна, стали, цветных металлов и
их сплавов в условиях единичного
мелкосерийного и серийного про-
изводства.
На станке можно производить
сверление, зенкерование, растачи-
вание, развертывание отверстий,
связанных системой координат; на-
резание резьб как однозаходных,
так и многозаходных резцами, мет-
чиками; фрезерование плоскостей и
пазов.
Наличие реперного устройст-
ва расширяет технологические воз-
можности станка, позволяет с боль- Рис. 2.50. Общий вид станка
шой точностью обрабатывать соос-
ные отверстия консольным инструментом с поворотом стола. На станке можно
производить фрезерование по контуру с линейной и круговой интерполяцией.
Рис. 2.51. Компоновка станка
Компоновка станка с продольно-
подвижной стойкой и поперечно-
подвижным столом дает возможность
увеличить жесткость поворотного стола,
поднять его грузоподъемность и легко
создавать модификации с увеличенным
поперечным ходом (рис. 2.51).
Применение гидростатических
подшипников шпинделя, гидростатиче-
ских направляющих, шариковых винто-
вых пар, установленных с предваритель-
ным натягом, беззазорных соединений в
приводах линейных и круговых подач
гарантирует высокие динамические ка-
чества станка, максимальную точность и
плавность перемещений, способствует
улучшению демпфирующих свойств несущей системы станка в процессе реза-
ния, позволяет повысить режимы обработки.
Повышенная степень точности станка обеспечивает обработку отверстий
по 6, 7 квалитетам точности с шероховатостью поверхности Ra 0,80 мкм.
Станок оснащен устройством ЧПУ типа CNC, имеет бесконтактную ло-
гику, обеспечиваемую применением программируемых командоконтроллеров.
62
Привод главного движения осуществляется от электродвигателя постоян-
ного тока Ml через коробку диапазонов, что позволяет получать широкий диа-
пазон частот вращения шпинделя (рис. 2.52).
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока М2, М3, М4, М5. Телескопическая защита,
установленная на всех координатных перемещениях, надежно защищает на-
правляющие и шариковые винтовые пары от попадания стружки и обеспечива-
ет длительное сохранение точности станка.
Надежная блокировка обеспечивает безаварийную работу станка. Уст-
ройство автоматической смены инструмента (АСИ), состоящее из магазина и
траверсы, по которой перемещается автооператор, устанавливающий и меняю-
щий инструмент в шпинделе станка, монтируется на боковом торце стойки.
Смазка всех трущихся деталей стайка осуществляется централизованно
от гидростанции.
Пневмосистема станка предназначена для обдува воздухом конусного от-
верстия шпинделя в момент смены инструмента. Зона резания имеет огражде-
ние для защиты оператора от стружки. Транспортер для уборки стружки ис-
ключает затраты рабочего времени на уборку стружки вручную и облегчает ус-
ловия труда рабочего-станочника.
Техническая характеристика
Класс точности станка..................................... П
Размеры рабочей поверхности стола по ГОСТ 6569-75, мм.....2000x1600
Расстояние между Т-образными пазами на столе, мм......... 160±0,6
Количество пазов, шт...................................... 9
Ширина паза по ГОСТ 1574-75, мм........................... 28Н12
Поворот стола, град.....................Автоматически, на любой угол
Диаметр выдвижного шпинделя, мм........................... 160
Конус выдвижного шпинделя................................. 50 АТ5
Диаметр центрирующей поверхности шпинделя фрезерного, мм.. 340 h6
Наибольшая масса изделия, кг.............................. 16000
Емкость инструментального магазина, шт.................... 40
Наибольшее продольное перемещение, мм:
-шпинделя................................................. 1000
- стойки................................................. 1250
Наибольшее вертикальное перемещение Y шпиндельной бабки, мм..1600
Наибольшее поперечное перемещение X стола, мм............. 2500
Частота вращения шпинделя, мин'1.......................... 2...1600
Величина подачи, мм/мин:
- по линейным координатам................................. 1.. .5000
- стола вкруговую........................................ 4.. .5000
Скорость быстрых перемещений, м/мин....................... 10
Наибольший крутящий момент на выдвижном шпинделе, кНм..... 3,5
Крутящий момент на фрезерном шпинделе, кНм................ 5,6
Мощность привода главного движения, кВт................... 36
Габарит станка, мм...................................8300x7200x4450
Масса станка, кг.......................................... 36500
63
Рис. 2.49. Кинематическая схема станка модели ИР1600ПМФ
Рис. 2.52. Кинематическая схема станка модели 2П637МФЗ
3ZZ
ОБРАБАТЫВАЮЩИЙ ЦЕНТР МОДЕЛИ ИР1400ПМФ4
Обрабатывающий центр по-
вышенного класса точности предна-
значен для обработки сложных кор-
пусных деталей из черных и цвет-
ных металлов, требующих операций
сверления и растачивания точных
отверстий по точным координатам,
фрезерования контурных поверхно-
стей, нарезания резьб в отверстиях в
условиях мелкосерийного и серий-
ного производства.
Станки имеют бесконсольную
Рис. 2.53. Общий вид станка
вертикально-подвижную шпиндель-
ную бабку с выдвижным шпинде-
лем, перемещающуюся внутри
продольно-подвижной портальной стойки. Заготовка устанавливается на встро-
енном поворотно-подвижном в поперечном направлении столе (рис. 2.54).
Бесконсольная термосимметричная конструкция шпиндельной бабки,
расположенной внутри портальной стойки, гарантирует высокую жесткость и
виброустойчивость при работе в тяжелых режимах и обеспечивает высокую
точность обработки. Фрезерный шпиндель в радиальном направлении смонти-
рован в двух прецизионных двухрядных цилиндро-роликовых подшипниках, а
в аксиальном направлении - в двух прецизионных двухрядных радиально-
упорных подшипниках. На фрезерном шпинделе могут устанавливаться фрезы
с помощью специального фланца, входящего в комплект поставки станка. Вы-
движной расточной шпиндель азотирован до твердости 61 ...67,5 HRC j.
Встроенный поворотный стол смонтирован на прецизионном двухрядном
роликоподшипнике и вращается на тефлоновых направляющих. Жесткая фик-
сация поворотной части стола при повороте на любой угол осуществляется за-
жимом с помощью пакетов тарельчатых пружин, гарантирующих постоянную
надежную фиксацию независимо от уровня давления в гидросистеме; отжим
поворотной части гидравлический. Круговой датчик ROD700 поддерживает
точные фактические данные положения стола с дискретностью программиро-
вания. Поворотный стол дополнительно оснащен реперным устройством для
особоточного поворота через 90°.
Привод главного движения осуществляется от электродвигателя постоян-
ного тока через коробку диапазонов с электрогидравлическим переключением
ступеней, что позволяет получать широкий диапазон частот вращения шпинде-
ля.
65
Рис. 2.54. Компоновка станка
Движения подач и поворот
стола осуществляются от высоко-
моментных электродвигателей по-
стоянного тока. Моноблочные базо-
вые детали вылиты из чугуна и
имеют накладные стальные направ-
ляющие, закаленные до твердости
59 НИСэ. На станке применены
прецизионные роликовые опоры ка-
чения в системе направляющих,
обеспечивающие длительное сохра-
нение точности станка и высокую
жесткость узлов при работе в тяже-
лых режимах. В приводах подач
применяются прецизионные шари-
ко-винтовые пары по всем осям и
стальная телескопическая защита направляющих.
Станок имеет устройство автоматической смены инструмента с магази-
ном и с двухзахватным поворотным манипулятором.
Устройство АСИ может быть выполнено под стандарты ГОСТ25827,
DIN69871, VDI2814, MAS403 с соответствующими адаптерами для инструмен-
тальных оправок. Перед установкой инструмента конусы шпинделя и инстру-
ментальной оправки обдуваются сжатым воздухом.
На станках устанавливаются система ЧПУ Синумерик 840Д и электро-
приводы Симодрайв 611 производства Сименс, измерительные системы Хай-
денхайн.
Станок комплектуется автоматической централизованной системой дози-
рованной смазки и системой автоматической циркуляционной смазки узлов
шпиндельной бабки от отдельного агрегата, системой подачи СОЖ, системой
автоматической уборки стружки.
Техническая характеристика
Программируемые перемещения, мм:
- стол поперечно (ось X)........................ 2000 (2500; 4000;
5000)*
- шпиндельная бабка вертикально (ось Y)......... 1600 (2000)*
- стойка продольно (ось W)...................... 1600 (1250; 2000)*
- выдвижной шпиндель (ось Z).................... 1000
- поворотный стол (ось В), град................. 360
Рабочая поверхность стола, мм................... 2000x2500*
Грузоподъемность стола, кг...................... 25000
Дискретность поворота по оси В, град............ 0,001
Ускоренные перемещения по оси В, мин'1.......... 2,0
Диаметр выдвижного шпинделя, мм................. 160 (125)*
Конус шпинделя.................................. ISO 50
Мощность двигателя главного движения, кВт....... 40 (50)*
66
бабки, гидравлические зажимы поворотно-
| Т го стола, гидростатические направляющие
'-ii по оси X; комбинированные направляющие
скольжения - качения по осям Y, U, защи-
ты напРавлЯ1°Щих> холодильная установка
для охлаждения масла, комплект устано-
J вочных башмаков, комплект захватных го-
ловок к оправкам, продольно-подвижный
поворотный стол, устройство автоматиче-
ской смены инструмента, головка угловая
фрезерная,* головка универсальная фре-
Рис. 2.56. Компоновка станка зерная,* навесная планшайба с комплектом
резцедержателей, транспортер для уборки
стружки, устройство подачи СОЖ в комплекте с насосной станцией, плита,
угольник, защита зоны резания, устройство реализации измерительных режи-
мов головками и набором щупов фирмы RENISHAW, съемный копировальный
прибор для реализации программно-копировального режима, комплект опра-
вок.
Привод главного движения осуществляется от электродвигателя постоян-
ного тока через коробку диапазонов, что позволяет получать широкий диапазон
частот вращения шпинделя.
Движения подач и поворот стола осуществляются от высокомоментных
электродвигателей постоянного тока.
Техническая характеристика
Выдвижной шпиндель:
- диаметр, мм......................................... 160
- конус шпинделя...................................... ISO 50
- пределы частоты вращения, мин’1..................... 2...2000
Наибольшие перемещения подвижных узлов, мм:
- стойки (ось X)............................3150, (5950,8750,11550)*
- ползуна продольно (ось Z).............................800
- шпиндельной бабки (ось Y).......................2500 (3000, 3500)*
- шпинделя (ось W)....................................1000
Пределы рабочих подач X, Y, W, Z, мм/мин.............. 1... 10000
Скорость быстрых перемещений X, (Y, W, Z), м/мин...... 12 (10)
Момент на выдвижном шпинделе, Нм...................... 2400
Момент на фрезерном шпинделе, Нм...................... 7000
Усилие подачи по X, Y, W, Z, кН....................... 30
Мощность электродвигателя главного привода, кВт....... 55
Габаритные размеры, мм..............................5000x10800x6400
Масса*, кг............................................ 37000
* В зависимости от исполнения и комплектации станка
68
ПЯТИКООРДИНАТНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР ЛР523МФ4
Станок предназначен для об-
работки пространственно-сложных
деталей типа ковочных, вытяжных и
вырубных штампов, литейных мо-
делей, кокилей, пресс-форм и другой
формообразующей оснастки, пло-
ских деталей сложного контура -
кулачков, шаблонов и др. Материал
обрабатываемых деталей - конст-
рукционные, легированные, инстру-
ментальные стали, чугуны, цветные
и легкие сплавы.
Программируемые переме-
щения: поперечное (ось X) - стой-
Рис. 2.57. Общий вид станка
ки, вертикальное (ось Y) - шпиндельной бабки, продольное (ось Z) - ползуна,
Рис. 2.58. Компоновка станка
круговое - поворот платформы
головок (ось С) и шпинделя фре-
зерной головки (ось А), продоль-
ное (ось U) и круговое (ось В) -
стола в зависимости от исполне-
ния (рис. 2.58).
В комплект станка входят:
система программного управле-
ния (до 7 программируемых
осей); двухкоординатная фрезер-
ная головка, управляемая от ЧПУ;
фотоэлектрические датчики по
осям X, Y, Z, U, В; механизиро-
ванный зажим инструмента, уст-
ройство гидроуравновешивания шпиндельной бабки, гидравлические зажимы
поворотного стола, гидростатические направляющие по оси X; комбинирован-
ные направляющие скольжения - качения по осям Y, U; защиты направляющих,
холодильная установка для охлаждения масла, комплект установочных башма-
ков, комплект захватных головок к оправкам, продольно-подвижный поворот-
ный стол, устройство автоматической смены инструмента; скоростная двухко-
ординатная фрезерная головка, управляемая от ЧПУ, транспортер для уборки
стружки, устройство подачи СОЖ в комплекте с насосной станцией, плита,
угольник, защита зоны резания, устройство реализации измерительных режи-
мов головками и набором щупов фирмы RENISHAW, комплект оправок,
69
Техническая характеристика
Поворотно-подвижный стол*:
- размеры рабочей поверхности, мм:
- длина........................................ 2800 (2240, 2500)*
- ширина..................................... 2240 (2500, 2800)*
- грузоподъемность стола, кг................... 25000 (40000)*
- масса, кг.................................... 20000
Диаметр платформы для установки головок, мм 510
Наибольшие перемещения подвижных узлов:
- стойки (ось X), мм........................... 3150 (5950, 8750,
11550)*
- шпиндельной бабки (ось Y), мм................ 2500 (3000, 3500)*
- ползуна (ось Z), мм.......................... 1000
- стола* (ось U), мм........................... 1600
- поворот стола* (ось В), угл. град............ неограниченно
- платформы головок (ось С), угл. град......... 360
Пределы рабочих подач по X, Y, Z, U, мм/мин..... 1... 10000
Скорость быстрых установочных перемещений по Y, Z,
U, (X) м/мин.................................... 10(12)
Главный привод:
- мощность, не менее, кВт...................... 37
- пределы частоты вращения приводного вала головок,
мин'1........................................... 2...2000
Двухкоординатная шпиндельная головка, управляемая
от ЧПУ:
- конус шпинделя............................... ISO 40
- наибольшая частота вращения шпинделя, мин'1.. 2000
- поворот шпинделя, град....................... ±100
Скоростная двухкоординатная шпиндельная головка,
управляемая от ЧПУ:
- инструментальный конус....................... ISO 40
- мощность электродвигателя шпинделя, не менее, кВт 12
- наибольшая частота вращения шпинделя, мин'1.. 50... 12000
- поворот шпинделя (ось А), угл. град.......... ±100
Габаритные размеры, мм.......................... 5000х 10800x6400
Масса*, кг...................................... 37000
* В зависимости от исполнения и комплектации станка
70
3. МНОГОЦЕЛЕВЫЕ ВЕРТИКАЛЬНЫЕ СТАНКИ ДЛЯ ОБРАБОТКИ
ПРИЗМАТИЧЕСКИХ ДЕТАЛЕЙ
МС вертикальной компоновки предназначены в основном для обработки
заготовок плоских призматических деталей. Как правило, у таких деталей обра-
батываемые поверхности расположены с одой стороны.
Для расширения технологических возможностей по номенклатуре обра-
батываемых деталей и с целью их полной комплексной обработки с одной ус-
тановки, данные МС оснащаются дополнительными поворотными столами (см.
приложение 1). Однако следует учитывать, что жесткость таких столов меньше,
чем жесткость встроенного поворотного стола горизонтального МС. Поэтому
при такой наладке станка труднее получить высокую точность размеров и вза-
имного расположения обрабатываемых поверхностей. В некоторых моделях
современных МС применяют уже встроенные конструкции поворотных столов
глобусного типа, имеющие высокие значения параметров моментной и кру-
тильной жесткостей. Другим современным направлением, расширяющим тех-
нологические возможности оборудования, является создание МС с поворотной
вокруг наклонной оси шпиндельной головкой. Такая конструкция позволяет
проводить многостороннюю обработку заготовок, сочетая преимущества стан-
ков вертикальной и горизонтальной компоновок.
МС с вертикальной компоновкой в подавляющем большинстве имеют
неподвижную стойку (колонну) с вертикально-подвижной шпиндельной бабкой
и подвижный крестовый стол. Консольные компоновки применяются редко и в
основном для станков, обрабатывающих относительно небольшие по габаритам
и весу заготовки. Для обработки длинномерных и крупногабаритных заготовок
применяются продольно-обрабаты-
вающие МС. Традиционная компо-
новка таких станков включает про-
дольно-подвижный стол и непод-
вижный портал, несущий траверсу с
поперечно-вертикально-подвижной
шпиндельной бабкой. Концепция ог-
раничения подвижности заготовки
при обработке применяется и в со-
временных МС для обработки малых
и средних деталей. В таких МС все
линейные движения формообразова-
ния выполняет инструмент, что дает
возможность повысить динамику и скорость перемещений [5].
Для всех вертикальных МС ось X горизонтальная и положительное ее на-
правление (+Х) всегда вправо, если смотреть со стороны шпинделя в односто-
ечных станках на стойку, а в двухстоечных - на левую стойку (рис. 3.1).
Основные показатели технических характеристик ряда наиболее приме-
няемых моделей вертикальных МС для обработки призматических деталей
приведены в таблице 3.1, а полная техническая характеристика представлена
далее в описании технологических возможностей, особенностей конструкции и
кинематики этих станков.
а) б)
Рис. 3.1. Положение осей координат
вертикальных МС:
а - одностоечных; б - двухстоечных
71
Частота вращения шпинделя, мин 1.................. 5... 1250 (1600,
2500)*
Наибольший момент на выдвижном шпинделе, Нм....... 3500
Наибольший момент на фрезерном шпинделе, Нм....... 5500 (6000)*
Рабочие подачи по X, Y, Z, W, мм/мин.............. 1 ...2000
Ускоренные перемещения по осям X, Y, W (Z), м/мин. 10 (6)
Емкость инструментального магазина, шт............ 100 (64)*
Время смены инструмента, с........................ 8
Наибольшая масса инструмента, кг.................. 30
Наибольшие размеры инструмента 0 xL, мм........... 315x400
Класс точности станка............................. П
Радиальное (осевое) биение шпинделя, мкм.......... 12 (10)
Точность позиционирования по X, Y, W (Z), мкм..... 30; 25; 50 (90)
Точность позиционирования стола через 90, угл. с.. 6
Точность позиционирования стола, угл. с........... 25
Общая масса станка, кг............................ 53000
Габаритные размеры с оборудованием (BxLxH), мм.... 8500x5800x5930
* В зависимости от исполнения и комплектации станка
ОБРАБАТЫВАЮЩИЙ ЦЕНТР МОДЕЛИ ЛР522МФ4
Станок предназначен для
выполнения следующих техноло-
гических операций: фрезерование
плоскостей, пазов, уступов, в том
числе контурное фрезерование
поверхностей, объемное фрезеро-
вание; сверление, рассверливание,
центрование и зенкерование от-
верстий; растачивание и развер-
тывание отверстий, нарезание
резьбы в отверстиях метчиками и
резцом, обточка поверхностей,
обработка кольцевых канавок и
подрезка торцов при комплекта- Рис 2.55. Общий вид станка
ции навесной планшайбой, обра-
ботка корпусов с четырех сторон, а при комплектации угловой фрезерной го-
ловкой - с пятой стороны.
Программируемые перемещения: поперечное (ось X) - стойки, верти-
кальное (ось Y) -шпиндельной бабки, продольное - ползуна (ось Z) и шпинделя
(ось W), круговое (ось В) и продольное (ось U) - стола в зависимости от испол-
нения (рис. 2.56).
В комплект станка входят: система программного управления (до шести
программируемых осей), фотоэлектрические датчики по осям X, Y, Z, U, W, В;
механизированный зажим инструмента, гидроуравновешивание шпиндельной
67
Многоцелевые вертикальные станки для обработки призматических деталей
Таблица 3.1
Параметры 2254ВМФ4 ГДВ400ПМФ4 24К40СФ4 400V ОЦ1И22 ОЦ1И32 ГФ2171С5
Размеры рабочей поверх- ности стола (палеты), мм 400x630 (400x630) 400x800 400x900 400x1600 400x1600 400x1600
Время смены инструмента ("от реза до реза"), с (Ю) (15) 2,5 14 8 20
Наибольший диаметр ин- струмента без/с пропус- ком гнезд, мм 100/160 85 / 125 80 / 145 125
Емкость инструменталь- ного магазина, шт 30 30 — 20 15 15 12
Конус шпинделя 50 40 40 40 АТ5 — — 50
Наибольшие программи- руемые перемещения по X,Y,Z, мм 500 500 500 630 400 560 640 400 500 560 400 460 - 1010 400 260
Пределы частоты враще- ния шпинделя, мин'1 40...2500 40...4500 6,3...3150 0...8000 20...2500 20.„3500 50.„2500
Наибольшие усилия пода- чи по X, Y, Z, кН 10 8; 8; 4 3; 3; 6 — 16; 16; 10
Пределы рабочих подач по X, Y, Z, мм/мин 1... 10000 1...10000 1...6000 1... 10000 — 1...6000
Скорость быстрых пере- мещений по X, Y, Z, м/мин 10 6 15 7
Мощность привода глав- ного движения, кВт 6,3 7,4 4,25 7 14 14 11
Габаритные размеры (с оборудованием), мм 3600x2312 х3235 3440x2200 х3150 2950x3500 хЗЗОО 2330x2620 х2640 4470x2300 хЗООО 4590x2460 х3200 (3680x4170 х3150)
- фрезерование (поверхностей и пазов) прямолинейное по одной из коор-
динат, позволяющее образовывать контур обрабатываемых поверхностей, па-
раллельный осям координат;
- контурное фрезерование по
двум координатам с линейной ин-
терполяцией, позволяющей образо-
вывать контур обрабатываемых по-
верхностей под любым углом к оси
координат;
- контурное фрезерование по
двум координатам с круговой ин-
терполяцией, позволяющей образо-
вывать криволинейный контур об-
рабатываемых поверхностей.
Станок имеет крестовый стол
и вертикально-подвижную шпин-
дельную бабку (рис. 3.6).
Рис. 3.5. Общий вид станка
Оснащается: устройством ЧПУ, авто-
номным устройством автоматической смены
инструмента, автономным устройством авто-
матической смены столов-спутников, систе-
мой удаления стружки из рабочей зоны, ог-
раждением типа "миникабинет". По заказу
потребителя станок может быть оснащен до-
полнительно контрольно-измерительной сис-
темой.
Рис. 3.6. Компоновка станка ПРИВ0Д равного движения осуществля-
ется от двигателя Ml и двухступенчатой ко-
робки диапазонов . Приводы подач осуществляются от высокомоментных регу-
лируемых двигателей М2, М3, М5 и шарико-винтовых передач (рис. 3.7).
Технические характеристики
ГДВ400ПМФ4 ГДВ500ПМФ4
Ширина и длина рабочей поверхности стола-
спутника по ГОСТ 6569-75, мм 400x630 500x630
Наибольшее рабочее перемещение по X; У; Z, мм 630;400;560 -
Конус шпинделя по ГОСТ 15945-82 40 40
Количество управляемых координат (одновременно) 3(2) -
Дискретность здания перемещений, мм 0,001 0,001
Наибольший диаметр сверления в стали 45, мм 25 -
Расстояние от торца шпинделя до рабочей поверхно- сти палеты наименьшее/наибольшее, мм 85/645 -
80
Параметры ГФ2171М4 ГФ3471М4 ГФ3571М4
Размеры рабочей поверх- ности стола (палеты), мм 400x1600 400x1600 500x1600
Время смены инструмента ("от реза до реза"), с 20 20 20
Наибольший диаметр ин- струмента без/с пропус- ком гнезд, мм 125/- 125/- 125/-
Емкость инструменталь- ного магазина, шт 12 12 12
Конус шпинделя 50 50 50
Наибольшие программи- 1010 1010 1010
руемые перемещения по 400 400 500
X, Y, Z, мм 260 400 400
Пределы частоты враще- ния шпинделя, мин'1 20...2500 20...4000 20...4000
Наибольшие усилия пода- чи по X, Y, Z, кН
Пределы рабочих подач по X, Y, Z, мм/мин 3...7000 3... 10000 3...10000
Скорость быстрых пере- мещений по X, Y, Z, м/мин 7 10 10
Мощность привода глав- ного движения, кВт И ДО 15 ДО 15
Габаритные размеры (с 3100x3135 2600x2600 2850x2600
оборудованием), мм х2950 хЗЮО хЗЮО
Продолжение табл. 3.1
ИС В500-ГЛОБУС ГДВ500ПМФ4 500V 500V/2
0500 (500x630) 500x1000 Два стола 500x1000
(6) (12) 7 7
80/ 125 85/125 80/- 80/-
30 30 20; 40 20; 40
SK40; HSK63 40 40 SK40
600 750 2150
500 — 450 500
500 450 460
20... 10000 20... 6000 0...8000 0...8000
4 — 6
1... 10000 1...10000 1...10000
60 15 15 15
25 9 5,5; 11 7; 11
2900x2300 (4800x3800 2600x3140 4010x2500
хЗООО хЗЮО) хЗОЗО хЗНО
Продолжение табл. 3.1
Параметры СС2В05ПМФ4 СЦ2В05ПМ1Ф4 МА-655С5А 600V 630VH 500VB
Размеры рабочей поверхно- сти стола (палеты), мм 500x1000 Два стола 500x1000 500x1250 600x1250 (630x630) 630x1000
Время смены инструмента ("от реза до реза"), с 15 8 — 7 2,5
Наибольший диаметр инст- румента без/с пропуском гнезд, мм 90/- 90/125 80/-
Емкость инструментального магазина, шт 20 или 20x2 12x2 — 20 40 20
Конус шпинделя 40 40 — 40 — ISO 40
Наибольшие программируе- 800 2x1075 1000 1000 1000 1000
мые перемещения по X, Y, Z, 500 450 500 600 800 500
ММ 710 400 450 600 600 450
Пределы частоты вращения шпинделя, мин'1 28...4500 28...3500 20...3150 28...8000 28...8000
Наибольшие усилия подачи по X, Y, Z, кН 6; 6; 15 7,5; 7,5; 15 68,1
Пределы рабочих подач по X, Y, Z, мм/мин 1...5000 1...5000 1...6000 1... 10000
Скорость быстрых переме- щений по X, Y, Z, м/мин 12 12 10...15 25 15
Мощность привода главного движения, кВт 5,5...11 12 10 1... 10000 11 7...12
Габаритные размеры (с обо- 3100x2800 3600x4040 4350x4100 2700x2900 2700x2500 2600x3140
рудованием), мм х3500 х3350 х3570 х2900 хЗЮО хЗОЗО
Параметры МЦ-1 800VF6
Размеры рабочей поверхно- сти стола (палеты), мм 630x1250 800x1250
Время смены инструмента ("от реза до реза"), с
Наибольший диаметр инст- румента без/с пропуском гнезд, мм 100
Емкость инструментального магазина, шт 16
Конус шпинделя — ISO 40
Наибольшие программируе- мые перемещения по X, Y, Z, мм 1500 900 600 1000 750 850
Пределы частоты вращения шпинделя, мин'1 1...20000 0...8000
Наибольшие усилия подачи по X, Y, Z, кН
Пределы рабочих подач по X, Y, Z, мм/мин 1... 10000
Скорость быстрых переме- щений по X, Y, Z, м/мин 20; 20; 10 10
Мощность привода главного движения, кВт 14 10...18,5
Габаритные размеры (с обо- рудованием), мм 4170x2970 х4350 3730x3460 х3690
Продолжение табл. 3.1
65А80ПМФ4 800V 65А90ПМФ4М 2550ПМФ4
800x1250 800x1600 1000x1600 1000x2000
— 7 —
90/- 140/-
24 20; 40 24
50 40 АТ5 50 ISO 50
1250 1400 1600 1600
800 800 1000 1000
620 1000 875 500
5...2000 25... 8000 5...2000 15...2500
20; 19; 20 8 30; 30; 17 5; 5; 15
1...6000 1...10000 2...6000 5...4800
9,6 10...15 9,6; 9,6; 7 10; 10; 6
20 11 20 11
9540x4100 3730x3460 4800x5050 (6200x4200
х4100 х3690 х4210 х4000) 1
Окончание табл. 3.1
Параметры 6М610МФ4 6М612МФ4 2560ПМФ4 6М616МФ4 2570ПМФ4 ВФ-5Н
Размеры рабочей поверхности стола (палеты), мм 1000x3150 1250x4000 1250x6000 1600x5000 2000x6000 2500x7000
Время смены инструмента ("от реза до реза"), с 20 20 30 20 30
Наибольший диаметр инстру- мента без/с пропуском гнезд, мм -/350 -/350 140/210 -/350 140/210
Емкость инструментального ма- газина, шт 40 40 24 40 24
Конус шпинделя 50 50 ISO 50 50 ISO 50 —
Наибольшие программируемые перемещения по X, Y, Z, мм 3650 2400 4500 2800 1000 4000 1250;2000 630; 800 5600 3150 4000 2000; 3150 630; 800 7190 2400 1165
Пределы частоты вращения шпинделя, мин'1 10... 1600 10... 1600 15...3000 10...1600 15...3000 20...2500
Наибольшие усилия подачи по X, Y, Z, кН 50; - 50; 40; 40 6; 6; 20 63; -; - 6; 6; 20
Пределы рабочих подач по X, Y, Z, мм/мин 3...10000, 3... 10000, 3...5000 3...10000, 3...10000, 3...5000 5...3000 3... 10000, 3...10000, 3...5000 5...3000 1...10000
Скорость быстрых перемеще- ний по X, Y, Z, м/мин 10; 10; 5 10; 10;5 10; 5; 6 10; 10; 5 10; 5; 6 10
Мощность привода главного движения, кВт 45 45 19 45 19
Габаритные размеры (с обору- дованием), мм (ЮбООх 7700x5500) (12100х7800х 5800) — (13800х 8200x5800) — 19000х 6500x6000
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ
СТАНОК МОДЕЛИ 2254ВМФ4
Станок предназначен для
многооперационной обработки с 4
сторон деталей сложной формы из
стали, чугуна, цветных металлов,
пластмасс и других материалов в
условиях мелкосерийного и се-
рийного производства.
На станке можно произво-
дить фрезерование плоскостей,
пазов и криволинейных поверхно-
стей фрезами различных типов,
сверление, зенкерование, развер-
тывание отверстий, нарезание
резьб метчиками и резцами.
Станок имеет крестовый
стол и вертикально-подвижную
шпиндельную бабку (рис. 3.3).
Станок оснащен инструмен-
тальным магазином барабанного
типа и устройством автоматиче-
Рис. 3.2. Общий вид станка
ской смены инструментов.
Наличие на станке устройства контроля угла поворота шпинделя позво-
ляет производить не только обработку винтовых
поверхностей, но и ряд технологических циклов,
при которых резец необходимо отвести из рабо-
чей зоны в точно определенную позицию, не по-
вредив изделие. На станке применены направ-
ляющие, повышающие долговечность станка,
плавность перемещений рабочих органов и кпд
их приводов.
Привод главного движения осуществляется
от двигателя постоянного тока Ml с широким
диапазоном регулирования и двухступенчатой
коробкой диапазонов. Приводы подач осуществ-
ляются от высокомоментных двигателей посто-
Рис. 3.3. Компоновка станка янного тока М2’ М3> М4 и шарико-винтовых пе-
редач (рис. 3.4).
Техническая характеристика
Размеры рабочей поверхности стола, мм................. 630x400
Расстояние между пазами, мм........................... 80
Ширина центрального паза, мм.......................... 18Н7
77
Рис. 3.4. Кинематическая схема станка модели 2254ВМФ4
78
Конус шпинделя по ГОСТ 15945-82...................... 50 АТ4
Программируемые перемещения по осям X; Y; Z, мм...... 500±5%
Наименьшее расстояние от торца шпинделя до рабочей по-
верхности стола, мм.................................. 110±10
Вылет шпинделя, мм................................... 520±5%
Пределы частоты вращения шпинделя, мин'1............. 40.. .2500
Регулирование частоты вращения шпинделя.............. Бесступенчатое
Регулирование скорости подач......................... Бесступенчатое
Пределы подач, м/мин................................. 0,96... 10020
Скорость быстрых перемещений, м/мин.................. 10,02
Максимальная масса обрабатываемой детали, кг......... 300
Максимальное усилие подачи, кН....................... 10
Наибольший крутящий момент на шпинделе, Нм........... 320
Емкость инструментального магазина, шт............... 30
Наибольший диаметр инструмента (с пропуском гнезд), мм 100 (160)
Максимальная длина инструмента, мм.................... 350
Максимальная масса инструментов, кг.................. 12
Время смены инструмента "от реза до реза", с......... 10
Дискретность задания геометрических размеров:
-по линейным координатам, мм......................... 0,001
-по круговым координатам, град....................... 0,001
-поворот магазина, ячейка............................ 1
-поворот шпинделя, об............................... 0,001
Количество управляемых координат..................... 6
Мощность двигателя привода главного движения, кВт.... 6,3
Суммарная мощность всех электродвигателей, кВт....... 10,765
Габаритные размеры станка, мм........................ 3600x2312x3235
Площадь станков с приставными устройствами, м2....... 13
Масса станка (с приставным оборудованием), кг........ 5500 (7850)
МНОГОЦЕЛЕВЫЕ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЕ
СТАНКИ МОДЕЛЕЙ ГДВ400ПМФ4, ГДВ500ПМФ4
Станки повышенного (П) класса точности предназначены для комплекс-
ной получистовой и чистовой обработки призматических деталей из стали, чу-
гуна и цветных металлов с одной установки в позиционном и контурном режи-
мах ЧПУ с применением режущего инструмента из быстрорежущей стали,
твёрдых сплавов, синтетических и сверхтвёрдых материалов в условиях серий-
ного и мелкосерийного производств.
На данных станках возможны следующие операции:
- обработка сквозных, глухих цилиндрических и конических отверстий:
сверление, зенкерование, расточка, нарезание резьбы метчиком, фрезерование
отверстий в режиме круговой интерполяции;
79
Мн=23 Нм; п=1500 мин''
Колонна
Рис. 3.7. Кинематическая схема станка модели ГДВ400ПМФ4
81
Пределы частот вращения шпинделя, мин'1 40...4500 20...6000
Дискретность вращения шпинделя, мм 1 1
Пределы подач по осям Z; X; Y, мм/мин 1...10000 1... 10000
Наибольший крутящий момент на шпинделе, Нм, 190 -
Наибольшая масса обрабатываемого изделия, кг Наибольший диаметр инструмента (с пропуском 350 400
гнезд), мм 85 (125) 85 (125)
Наибольшая масса инструмента, кг 10 -
Емкость инструментального магазина, шт 30 30
Точность позиционирования по осям X; Y; Z, мкм.... 25; 25; 40 -
Диаметр резьбы, нарезаемый метчиком, мм М24 -
Время смены инструментов “от реза до реза”, е 15 12
Общее время автоматической смены заготовок, с ... 35 -
Площадь, занимаемая станком с приставным обору- дованием, м2 14,5 -
Электродвигатель главного движения: -
мощность, кВт 7,4 9
номинальная частота вращения, мин'1 1500 -
Электродвигатели перемещений шпиндельной бабки
и стола:
-мощность, кВт 2,2 -
-номинальная частота вращения, мин'1 1500 -
Скорость быстрых перемещений, м/мин - 15
Дискретность задания скорости подачи, мм/мин - 1
Габаритные размеры станка без приставного обору- 3440х2200х (4800x3800
дования (с приставным оборудованием), мм 3150 3100)
Масса станка (с приставным оборудованием), кг 6570 (8400) -(10500)
Рис. 3.8. Посадочные и присоеди-
нительные размеры стола
Рис. 3.9. Размеры рабочего пространства
82
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО - ФРЕЗЕРНО - РАСТОЧНЫЙ
СТАНОК МОДЕЛИ 24К40СФ4
Станок предназначен для осо-
бо точной обработки широкого диа-
пазона деталей, отличающихся кон-
фигурацией, размерами и материа-
лами, а также для разметки и точ-
ных измерений в условиях единич-
ного и серийного производств.
Класс точности станка - П.
На станке можно выполнять
следующие технологические опера-
ции:
- обработка отверстий с точ-
ным расположением осей методом
растачивания (получистового и точ-
ного чистового); сверление, рас-
сверливание, центрование, зенкеро-
вание и развертывание отверстий;
нарезание резьбы в отверстиях мет-
чиками; получистовое фрезерова-
ние плоскостей, подрезка торцов;
Рис. 3.10. Общий вид станка
Рис. 3.11. Компоновка станка
- разметка и точные измерения (контроль размеров обработанного изде-
лия, в том числе диаметров отверстий).
Управление модулем осуществляется устройством ЧПУ 2С42-65 с управ-
лением одновременно по четырем координатам. Программируемые перемеще-
ния: поперечное (ось X) и круговое (ось В) — стола (при наличии делительного
приспособления); вертикальное (ось Z) — шпин-
дельной бабки; продольное (ось Y) — салазок
(рис. 3.11).
С помощью универсального поворотного
стола можно обрабатывать отверстия, заданные в
полярных координатах и расположенные под
любым углом к плоскости стола станка. Станок
оснащен фотоимпульсными преобразователями
линейных перемещений с дискретностью отсчета
0,001 мм.
Станок комплектуется устройством авто-
матической смены инструмента КК-3760. Инст-
рументальный магазин дискового типа с верти-
кальной осью вращения устанавливается и при-
крепляется к фундаменту слева от станка. Инст-
рументальные оправки зажимаются в конусе
шпинделя с помощью цангового зажима. При-
воды вращения магазина и выдвижения авто-
83
оператора - электромеханические.
На всех направляющих применены фторопластовые накладки, обеспечи-
вающие точное позиционирование и длительное сохранение точности в процес-
се эксплуатации.
Вращение шпинделя осуществляется от электродвигателя постоянного
тока Ml с тиристорным преобразователем через двухступенчатую коробку
диапазонов (рис. 3.12). Конструкция шпиндельного узла на прецизионных
подшипниках качения с регулируемым натягом обеспечивает длительное со-
хранение точности, повышенную жесткость и виброустойчивость.
Приводы подач осуществляются от высокомоментных электродвигателей
М2, М3, М4 с широким диапазоном регулирования скоростей и шарико-
винтовых пар качения без промежуточного редуктора, что исключает люфт при
реверсе (рис. 3.12).
На стационарном пульте находятся все органы управления станка и сред-
ства контроля его работы.
Техническая характеристика
Размеры рабочей поверхности основного стола, мм...... 400hl4x800hl4
Количество Т-образных пазов стола....................5
Ширина направляющего/зажимных пазов по
ГОСТ 1574-75, мм................................... 14Н8/14Н12
Расстояние между пазами, мм..........................80±0,37
Наибольшая нагрузка на стол с учетом сил резания, кН.8
Наибольшее программируемое перемещение по X; Y; Z, мм 640; 400; 500
Наиболынее/наименьшее расстояние от торца шпинделя до
рабочей поверхности стола, мм........................ 630/130
Расстояние от стойки до оси шпинделя, мм.............450
Конус шпинделя по ГОСТ 15945 - 82.................... 40 АТ4
Наибольший размер конуса закрепляемого инструмента... Морзе 4
Пределы частот вращения шпинделя, мин'1..............6,3...3150±10%
Регулирование частот вращения шпинделя...............Бесступенчатое
Наибольший крутящий момент на шпинделе, Нм........... 210
Пределы рабочих подач по осям X; Y; Z, мм/мин........ 1.. ,6000±10%
Регулирование подач по осям X; Y; Z, мм/мин..........Бесступенчатое
Скорость быстрого перемещения по осям X; Y; Z, мм/мин...6000± 10%
Наибольшее усилие подачи по оси Z, кН................4
Число управляемых координат..........................4
Число одновременно управляемых координат
при круговой/линейной интерполяции................ 3/3
Дискретность отсчета, мм.............................0,001
Электродвигатель главного движения:
- мощность, кВт.................................. 4,25
- номинальная частота вращения мин'1................. 730
84
Рис. 3.12. Кинематическая схема станка модели 24К40СФ4
85
Двигатели перемещений стола, салазок, шпиндельной бабки:
- вращающий момент, Нм.............................21
- номинальная частота вращения, мин’1..............750
Габаритные размеры станка.......................... 2950x3500x3300
Площадь, занимаемая станком с оборудованием, м2.... 17
Масса станка (с приставным оборудованием), кг...... 4355 (5600)
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО - ФРЕЗЕРНО - РАСТОЧНЫЙ
СТАНОК МОДЕЛИ 400V
Станок модели 400V предназначен для комплексной обработки деталей
из различных материалов в условиях мелкосерийного и серийного производств,
Рис. 3.13. Компоновка станка
Рис. 3.14. Общий вид станка
а также обработки деталей сложной формы без переустановки. Станки выпол-
няют операции сверления, прямолинейного, контурного и объемного фрезеро-
вания, растачивания, нарезания резьб и т. д.
Область применения: изготовление литейных моделей, штампов и пресс-
форм, инструментальное производство, специальное машиностроение, изготов-
ление и ремонт авто- и авиадвигателей, сельскохозяйственное машиностроение
и тракторостроение, обувная и легкая промышленность.
Станок с комбинированной системой числового npoi-раммного управле-
ния (FAGOR BOSCH HEIDEN HAIN или FANUC), с автоматической сменой
инструмента и обрабатываемых деталей имеет вертикально-продольно-
подвижный шпиндель и поперечно-подвижный стол (рис. 3.13).
Станок может комплектоваться кабинетным ограждением зоны резания.
86
Техническая характеристика
Наибольший диаметр сверления /растачивания, мм........
Пределы диаметров нарезаемой резьбы, мм...............
Наибольший диаметр торцовой фрезы, мм.................
Наибольшая длина инструмента, мм......................
Наибольший диаметр инструмента (с пропуском гнезд), мм ...
Наибольшая масса оправки, кг..........................
Емкость инструментального магазина, шт................
Объем стружки при фрезеровании по стали 45, см /мин...
Конус шпинделя с конусностью 7:24.....................
Размеры рабочей поверхности стола, мм.................
Количество Т-образных пазов стола.....................
Ширина направляющего паза стола, мм...................
Расстояние между Т-образными пазами стола, мм.........
Наибольшее расстояние от торца шпинделя до рабочей
поверхности стола, мм.................................
Программируемые перемещения по осям X; Y; Z, мм.......
Дискретность отсчета, мм..............................
Регулирование частот вращения шпинделя................
Количество управляемых осей координат.................
Количество одновременно управляемых осей координат
при линейной/круговой интерполяции....................
Пределы частот вращения шпинделя, мин'!...............
Наибольший крутящий момент шпинделя, Нм...............
Наибольшее усилие подачи по осям X; Y; Z, кН..........
Пределы рабочих подач по осям X; Y; Z, мм/мин.........
Точность позиционирования.............................
Регулирование скорости рабочих подач..................
Скорость быстрого перемещения по осям X; Y; Z, м/мин..
Мощность электродвигателя привода главного движения, кВт
Электродвигатели приводов подач по осям координат:
-максимальная частота вращения, мин'!.................
-номинальная мощность, кВт............................
-номинальная частота вращения, мин’1..................
Электродвигатель вращения манипулятора:
-номинальная частота вращения, мин'1..................
-номинальная мощность, кВт............................
Суммарная мощность электродвигателей, кВт.............
Время смены инструмента, не более, с..................
Габаритные размеры станка, мм.........................
Общая площадь станка в плане, не более, м2............
Масса станка, кг......................................
* В зависимости от исполнения комплектации станка
25/80
М6-М24
80
250
80(145)
5
20*
45
40 АТ5
400h4x900h4
3
18Н7
125
560
560; 400; 460
0,001
Бесступенчатое
3
3/2
0-8000*
55 (75)*
3; 3; 6
1...10000
0.005*
Бесступенчатое
15; (25; 30)*
7
X Y Z
3000 3000 3000
0,9 0,9 1,8
750
25
0,2
10*
2,5
2330x2620x2640
6,1
4500
87
МНОГОЦЕЛЕВЫЕ СГАЖИ МОДЕЛЕЙ ОЦ1И22 и ОЦ1И32
Станки предназначены для комплексной обработки корпусных деталей и
деталей типа тел вращения в условиях мелкосерийного и серийного произ-
Рис. 3.15. Компоновка станка
Рис. 3.16. Общий вид станка
водств. Выполняется фрезерование различных поверхностей (в том числе кри-
волинейных), сверление, зенкерование, развертывание и растачивание отвер-
стий, нарезание резьбы метчиками и фрезами (в станке ОЦ1И32 также и резца-
ми). Обрабатываемые материалы: сталь, чугун, цветные металлы и их сплавы.
Компоновка станка консольного типа с вертикально-подвижным по про-
грамме ползуном и продольно-поперечно-подвижным столом (рис. 3.15).
измерять и запоминать длину инструмента с точ-
Оба станка позволяют
Рис. 3.17. Поворотное
устройство
ностью до 0,01 мм,
что обеспечивает воз-
можность обработки
поверхностей на
слияние, исключает
необходимость руч-
ной настройки инст-
румента вне станка и
упрощает подготовку
программ. Измеряе-
Рис. 3.18. Пример
обработки детали
мые величины автома-
тически заносятся в
память устройства
ЧПУ. Устройство
ЧПУ типа CNC "Маяк-500" обеспечивает адаптивное управление скоростью
подачи по мощности привода главного движения, а также контроль износа и
88
поломки инструмента. По сравнению с серийно выпускаемым станком модели
ОЦ1И22, станок ОЦ1И32 имеет: увеличенные скорость быстрых перемещений
и частоту вращения шпинделя; возможность управления углом поворота шпин-
деля в следящем режиме; унифицированные инструментальные оправки; уст-
ройство автоматического учета радиуса фрезы; автоматическое измерение де-
тали.
Технические характеристики
Предельные размеры заготовки, мм:
- устанавливаемой на стол...............
- устанавливаемой в поворотном устройстве
(диаметр х длина).......................
Предельная масса заготовки, кг:
- устанавливаемой на стол...............
- устанавливаемой в поворотном устройстве..
Количество инструментов в магазине, шт..
Время автоматической смены инструмента, с
Количество управляемых координат, все-
го/одновременно управляемых.............
Пределы частоты вращения шпинделя, мин'1.
Мощность привода главного движения, кВт..
ОЦ1И22 ОЦ1И32
1200x400x350 1200x400x350
320x900 320x900
1000 1000
100 100
15 15
14 8
4/4 4/4
20-2500 20-3500
14 14
Габаритные размеры станка с оборудованием, мм 4470x2300x30004590x2460x3200
Масса общая, кг................................ 7500 7300
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО - ФРЕЗЕРНО - РАСТОЧНЫЙ
СТАНОК МОДЕЛИ ГФ2171С5
Станок консольный вертикальный нор-
мальной точности предназначен для многоопе-
рационной обработки разнообразных деталей
сложной конфигурации из стали, чугуна, цвет-
ных и легких сплавов в замкнутом полуавтома-
тическом цикле. Наряду с фрезерными опера-
циями на станке можно производить сверление,
зенкерование, развертывание и растачивание
точных отверстий, связанных координатами, а
также нарезание резьбы. Станок можно исполь-
зовать в индивидуальном и серийном
производствах.
Компоновка станка консольного типа с
вертикально-подвижным по программе ползу-
ном и продольно-поперечно-подвижным столом
представлена на рис. 3.20.
Рис. 3.19. Общий вид станка
89
Привод главного движения осуществляется от асинхронного электродви-
гателя Ml через коробку скоростей, дающую 18
частот вращения шпинделя. Приводы иодач осу-
ществляются от высокомоментных электродвига-
телей М2, М3, М4. Вертикальное перемещение
консоли (установочное) выполняется от электро-
двигателя М5 (рис. 3.21).
Дополнительные возможности:
- ручное управление перемещением координат
от выносного маховика;
подключение контрольно-измерительного
щупа типа SONDI 3D;
возможность ввода технологических про-
грамм с гибких магнитных дисков FD 3,5”;
- хранение технологических программ на же-
_ гг стком магнитном диске емкостью от 5 до 20 Гб
Рис. 3.20. Компоновка станка
Техническая характеристика
Размеры рабочей поверхности стола, мм............. 400x1600
Количество Т-образных пазов.........................3
Программируемые перемещения по осям X; Y; Z, мм..... 1010; 400; 260
Вертикальное перемещение консоли (установочное), мм. 250
Пределы подач стола, ползуна, мм/мин................1 ...6000
Скорость быстрого перемещения по осям X; Y; Z, м/мин.... 7
Конус шпинделя по ГОСТ 24644-81..................... 50 АТ4
Количество частот вращения шпинделя................. 18
Пределы частоты вращения шпинделя, мин'1............ 50. ..2500
Коэффициент ряда выходных частот вращения шпинделя... 1,26
Наибольший крутящий момент на шпинделе, Нм.......... 615
Допустимое усилие подачи по осям X; Y; Z, кН........ 16; 16; 10
Расстояние от торца шпинделя до поверхности стола, мм... 250x500
Расстояние от оси шпинделя до вертикальных направляю-
щих станины, мм....................................500
Предельная высота устанавливаемый заготовки, мм 380
Предельные размеры обрабатываемых поверхностей, мм ... 250x850x380
Наибольшая нагрузка на стол, кг.....................400
Емкость магазина инструментов, шт................... 12
Время смены инструмента, не более, с................20
Максимальный диаметр инструмента:
фрезы торцовой; фрезы концевой; сверла, мм.......... 125; 40; 30
Максимальный вес инструмента, кг.................... 15
Вылет инструмента от торца шпинделя, не более, мм...250
Количество управляемых осей координат............... 3
Количество одновременно управляемых осей координат
при линейной/круговой интерполяции.................3/2
90
Рис. 3.21. Кинематическая схема станка модели ГФ2171С5
91
Мощность привода главного движения, кВт............... 11
Габаритные размеры станка с оборудованием, мм......... 3680x4170x3150
Масса станка (с оборудованием), кг.................... 5000 (6580)
Рис. 3.22. Посадочные и присоединительные размеры стола
А-А(1:2)
МНОГОЦЕЛЕВЫЕ
СТАНКИ МОДЕЛЕЙ ГФ2171М4, ГФ3471М4, ГФ35 71М4
Станки предназначены для
многооперапионной обработки де-
талей сложной конфигурации из
стали, чугуна, цветных и легких ме-
таллов, а также других материалов.
Наряду с фрезерными операциями
на станке можно производить точ-
ное сверление, растачивание, зенке-
рование и развертывание отверстий
и нарезание резьб метчиками.
Станки имеют компоновку
консольного типа с вертикально-
подвижным по программе ползуном
и продольно-поперечно-подвижным
столом (рис. 3.24).
Большая мощность привода
главного движения, широкий диа-
пазон подач и частот вращения
шпинделя, высокая жесткость кон-
струкции станка позволяют приме-
нять фрезы, изготовленные из
быстрорежущей стали, а также
инструмент, оснащенный пластин-
Рис. 3.23. Общий вид станка
92
ками из твердых и сверхтвердых синтетических
материалов.
Станки оснащены поворотным устройством
(ось А) и следящими электроприводами подач,
что позволяет производить обработку сложных
криволинейных поверхностей. Комплектуются
трех-четырехкоординатными системами ЧПУ
NC-210, NC-200, NC-110, FMS-3000, 4СК, МАЯК,
SINUMERIC-802D.
Станки выпускаются в различных исполне-
ниях по напряжению и частоте питающей сети.
Рис. 3.24. Компоновка станков
Технические характеристики
ГФ2171М4 ГФ3471М4 ГФ3571М4
Размеры рабочей поверхности стола, мм Наибольшая масса детали (вместе с при- 400x1600 400x1600 500x1600
способлением), кг 200 1000 1250
Класс точности П П П
Программируемые перемещения по X; 1010; 1010; 1010;
Y; Z, мм 400; 260 400; 400 500; 400
Вертикальное перемещение консоли, мм 250 Скорость быстрого перемещения: - -
- по осям X, Y, Z, мм/мин 7000 10000 10000
- по координате А, мин’1 Пределы подач по осям координат: 13,89 13,89 13,89
- X, Y, Z, мм/мин 3-7000 3-10000 3-10000
- А, мин’1 0,0027-13,89 0,0027-13,89 0,0027-13,89
Частота вращения шпинделя, мин' 20-2500 Мощность двигателя главного движения, 20-4000 20-4000
кВт 11 до 15* до 15*
Суммарная мощность двигателей, кВт... 22 26 26
Емкость магазина инструментов, шт. ... 12 12 12
Наибольший диаметр инструмента, мм 125 125 125
Время смены инструмента, с Расстояние от оси координаты А до по- 20 20 20
верхности стола, мм 160 160 160
Конус шпинделя 50 АТ4 50 АТ4 50 АТ4
Максимальная масса инструмента, кг Количество одновременно управляемых координат: 15 15 15
- при линейной /круговой интерполяции 4/2 4/2 4/2
- при линейно-круговой интерполяции 4 4 4
93
Габаритные размеры станка с электро-и 3100; 3135; 2600; 2600; 2850; 2600;
гидрооборудованием, мм................. 2950 3100 3100
Масса станка с оборудованием, кг.... 6800 6800 6900
* В зависимости от комплектации и исполнения станка
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ ИС В 500-ГЛОБУС
Пятикоординатпый высоко-
скоростной прецизионный верти-
кальный многоцелевой станок
предназначен для обработки особо
сложных и точных деталей типа
крыльчаток, лопаток турбин, штам-
пов, прессформ и т.п. Целесообраз-
ная область применения - аэрокос-
мическая, авиационная, автомо-
бильная и другие отрасли промыш-
ленности.
Базой станка является жесткая
станина, представляющая собой оп-
рокинутый портал, на верхней части
которого смонтированы узлы и ме-
ханизмы, обеспечивающие все ко-
ординатные перемещения шпинделя
Рис. 3.25. Общий вид станка
с инструментом.
Роликовые линейные направляющие качения обеспечивают жесткость
механической системы и высокую точность перемещений подвижных узлов. В
станке применяется централизованная система консистентной смазки всех под-
вижных узлов.
Рис. 3.26. Компоновка станка
Рис. 3.27. Глобусный стол станка
94
Особая жесткость станины не требует специального фундамента и обес-
печивает установку на три винтовые опоры или виброопоры.
Модульный принцип компоновки группы стола позволяет удовлетворять
самые разнообразные технологические требования по установке заготовок: не-
подвижный горизонтальный стол, глобусный стол, поворотное 4- позиционное
приспособление и др. (рис. 3.26).
Приводы подач, направляющие и отсчетные устройства расположены в
верхней части станка вне зоны обработки, где стружка и СОЖ не могут влиять
на надежность и долговечность работы стайка. Обильная подача СОЖ (от 100
до 200 л/мин) обеспечивает эффективное охлаждение инструмента и удаление
стружки из зоны резания.
Техническая характеристика
Класс точности станка................................. П, А
Количество одновременно управляемых координат......... 5
Наибольшие программируемые перемещения:
- шпиндельной бабки по осям X; Y; Z, мм.............. 600; 500; 500
- стола по координате С, град........................ 360
- стола по координате А, град........................ ±110
Дискретность задания размера, мм..................... 0,0001
Дискретность задания угла поворота по координате А, С. 360000x0,0001
Усилия подач по всем осям, кН......................... 4
Скорость быстрых установочных перемещений, м/мин...... 60
Пределы частоты вращения шпинделя, мин'1.............. 20... 10000
Мощность главного привода (ПВ40%), кВт................ 25
Крутящий момент (ПВ40%), Нм........................... 159
Конус инструмента...................................... SK40; HSK63
Количество инструментов в магазине, шт................ 30
Диаметр инструмента стандартный (наибольший), мм...... 80 (125)
Длина инструмента наибольшая, мм...................... 250
Вес инструмента наибольший, кг........................ 6
Время смены "от реза до реза", с...................... 6
Диаметр стола, мм..................................... 500
Грузоподъемность стола, кг............................ 200
Габаритные размеры без приставного оборудования, мм... 2900x2300x3000
Масса (ориентировочно), кг............................ 8500
По специальному заказу станок может быть оснащен:
1. Неподвижным рабочим столом:
- размер рабочей поверхности, мм..........................800x500
95
- грузоподъемность, кг.................................... 1000
2. Специальным поворотным установочным приспособлением для многомест-
ной установки малогабаритных деталей:
- количество рабочих поверхностей, шт.....................4
- размер рабочей поверхности, мм..........................800x160
- точность позиционирования поворота, с...................±5
3. Системой подачи СОЖ через шпиндель:
- производительность, л/мин...............................24
- давление, бар...........................................40
4. Системой контроля поломки инструмента
5. Системой бескабельной 3- координатной измерительной головки для
контроля формы детали и определения ее положения
6. Системой вытяжки масляно-эмульсионного тумана
7. Электрошпинделем:
- пределы частоты вращения, мин'1......................... 20... 16000
- мощность привода вращения (ПВ40%), кВт.................. 15
- крутящий момент (ПВ40%), Нм............................. 130
- конус шпинделя..........................................SK40, HSK.63
8. Электрошпинделем:
- пределы частоты вращения, мин'1......................... 10...40000
- мощность привода вращения, кВт..........................10
- крутящий момент (ПВ40%), Нм.............................6,5
- конус шпинделя..........................................SK40
9. Линейными приводами подач со скоростью перемещений до 100 м/мин
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ 500V
Станок многоцелевой сверлиль-
но-фрезерно-расточный предназначен
для комплексной обработки деталей
из различных конструкционных мате-
риалов. На обрабатывающем центре
могут производиться операции свер-
ления, зенкерования, развертывания
отверстий, нарезания резьб метчика-
ми, а также получистовое и чистовое
прямолинейное и контурное фрезеро-
вание деталей, чистовое растачивание
отверстий и канавок в них.
Станок имеет неподвижный
стол, вертикально-подвижную шпин-
дельную бабку на продольно-
поперечно-подвижной стойке
(рис. 3.31).
Рис. 3.28. Общий вид станка
96
Для расширения технологических возможностей может оснащаться пово-
ротным столом с горизонтальной осью вращения, который работает как четвер-
Рис. 3.29. Магазин
барабанного типа
тая координата, а также
двухкоординатным столом
глобусного типа.
Диапазоны изменения
величин подач и частот
вращения шпинделя полно-
стью обеспечивают выбор
оптимальных режимов реза-
ния для обработки загото-
вок из различных конст-
рукционных материалов.
На шпиндельной бабке
Рис. 3.30. Магазин
дискового типа
станка может быть установлен автоматический редуктор, увеличивающий кру-
тящий момент в 4 раза. На станке могут быть применены разные типы инстру-
Рис. 3.31. Компоновка станка
ментальных магазинов, производящие смену ин-
струмента с оправкой в шпинделе за 2,5 с (рис.
3.29) или за 7 с (рис. 3.30).
Станок может оснащаться различными сис-
темами ЧПУ производства MSH, SIEMENS,
HEIDENHAIN. На станке программируются ко-
ординатные перемещения шпиндельной бабки,
скорость перемещений, частота вращения шпин-
деля и смена инструмента. По заказу возможна
реализация измерительных циклов головками и
щупами фирмы RENISHAW или HEIDENHAIN, а
также реализация функции оцифровывания детали
со сканирующим щупом SR2-1 RENISHAW.
Техническая характеристика
Емкость инструментального магазина, шт................. 20 (40 и более)*
Объем стружки при фрезеровании по стали 45, см3/мин.... 45
Конус конца шпинделя...................................SK40; HSK80
Размеры рабочей поверхности стола, мм.................. 500 (630)* Ь4
х1000(1400)* Ы4
Количество Т-образных пазов............................4
Ширина направляющего паза стола, мм.................... 18Н7
Расстояние между Т-образными пазами стола, мм.......... 100js4
Наибольшее расстояние от торца шпинделя до рабочей по-
верхности стола, мм................................... 650
Наибольшее перемещение по осям X; Y; Z, мм............. 750 (1000)*;
450 (500)*; 450
Дискретность отсчета перемещения, мм...................0,001*
Регулирование вращения шпинделя........................Бесступенчатое
97
Количество управляемых осей координат, не менее........ 3*
Количество одновременно управляемых осей координат
при линейной/круговой интерполяции................... 3/2
Пределы частот вращения шпинделя, мин"1................ 0-8000*
Наибольший крутящий момент шпинделя, Нм................55 (7,5)*
Наибольшее усилие подачи по осям X; Y; Z, кН...........6
Пределы рабочих подач по осям X; Y; Z, мм/мин.......... 1... 10000
Точность позиционирования, мм.......................... ±0,01
Регулирование скорости подач........................... Бесступенчатое
Скорость быстрого перемещения по осям X; Y; Z, м/мин...15 (30)*
Номинальная мощность привода главного движения, кВт.... 5,5 (11)*
Максимальная частота вращения электродвигателей
главного движения / приводов подач, мин'1.............. 6000 / 2000
Суммарная мощность электродвигателей, кВт.............. 10(13)*
Время смены инструмента, не более, с................... 7 (2,5)
Габаритные размеры станка без оборудования, мм......... 2600x3140x3030
Общая площадь станка в плане, не более, м2............. 8,2
Масса станка с приставным оборудованием, не более, кг.. 4500
* В зависимости от комплектации и исполнения станка
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ 500V/2
Станок многоцелевой свер-
лильно-фрезерно-расточный пред-
назначен для комплексной обработ-
ки деталей из различных конструк-
ционных материалов. На обрабаты-
вающем центре могут производить-
ся операции сверления, зенкерова-
ния, развертывания отверстий, на-
резание резьб метчиками, а также
получистовое и чистовое прямоли-
Рис. 3.32. Общий вид станка
нейное и контурное фрезерование деталей,
чистовое растачивание отверстий и канавок
в них.
На станке обеспечивается высокоско-
ростная обработка; высокая точность обра-
Рис. 3.33. Компоновка станка ботки’’ Длительный срок эксплуатации; воз-
можность оснащения стандартными и специ-
98
альными поворотными столами и приспособлениями.
Станок имеет вертикально-подвижную шпиндельную бабку на продоль-
но-поперечно-подвижной стойке и два неподвижных стола (рис. 3.33). Конст-
рукция с двумя неподвижными столами обеспечивает сокращение вспомога-
тельного времени до минимума. В то время, как на первом столе осуществляет-
ся обработка, на втором можно переустановить деталь. Возможно обрабатывать
детали длиной до 2000 мм.
Техническая характеристика
Размер рабочей поверхности стола, мм.................. 2х(500х1000)
(2150x500)*
Количество Т-образных пазов........................... 8
Ширина Т-образного паза стола, мм................... 14
Наибольший диаметр сверления в стали 45, мм........... 25
Наибольший диаметр растачивания, мм...................90
Пределы диаметров нарезаемой резьбы, мм............... МЗ-М24
Наибольший диаметр торцовой фрезы, мм................. 80
Наибольшая длина инструмента, мм...................... 250
Наибольшая масса оправки, кг.......................... 10
Наибольшая масса детали, кг........................... 2x500 или 1000
Наибольший диаметр инструмента, мм.................... 80
Объем стружки при фрезеровании по стали 45, см3/мин... 45
Дополнительный поворотный стол:
-диаметр стола, мм....................................320 (500)*
-параметры рабочей поверхности стола, Т-образные пазы. 1х18Н7,4х18Н11
-максимальная частота вращения, мин'1................. 20
-максимальный крутящий момент, Нм..................... 1200*
-регулирование частот вращения стола.................. Бесступенчатое
Наибольшие программируемые перемещения:
-по осям X; Y; Z, мм..................................2150; 500; 460
-по координатам С; А, град............................ 360; 120 (180)*
Дискретность отсчета, мм..............................0,001*
Число ступеней частот вращения шпинделя............... Бесступенчатое
Пределы рабочих подач по осям X; Y; Z, мм/мин......... 1... 10000
Скорость быстрого перемещения по всем осям, м/мин..... 15 (25)*
Точность позиционирования, мм.........................±0.010*
Конус шпинделя 7:24................................... SK40 (HSK63)*
Пределы частоты вращения шпинделя, мин’1.............. 0...8000*
Наибольший крутящий момент, Нм........................ 44.6
Мощность электродвигателя главного движения, кВт......7 (11)*
Номинальная частота вращения электродвигателей приводов
подач по осям X; Y; Z, мин’1......................... 3000*
Суммарная мощность электродвигателей, кВт............ 20.24
Время смены инструмента, с............................ 7
99
Количество инструментов, шт............................. 20 (40 и более)*
Габаритные размеры станка, мм........................... 4010x2500x3110
Масса станка, кг........................................ 9500
* В зависимости от комплектации и исполнения станка
Ml ЮГО1 (ЕЛЕВОЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ
СТАНОК МОДЕЛИ СС2В05ПМФ4
Класс точности станка - II.
Станок предназначен для всех видов
сверления, растачивания, фрезеро-
вания, зенкерования, развертывания
отверстий, нарезания резьб метчи-
ками, а также для обработки криво-
линейных поверхностей деталей из
чугуна, сталей, цветных металлов и
легких сплавов. На повышенных
режимах резания высокоскорост-
ным шпинделем на станке возможна
обработка пластмасс.
Устройство ЧПУ обеспечива-
ет оперативный ввод, редактирова-
ние, исполнение программ и управ-
ление станком с клавиатуры пульта
непосредственно на рабочем месте,
возможен ввод программы с перфо-
ленты.
Крестовый стол обеспечивает Рис. 3.34. Общий вид станка
быстрые перемещения, позициони-
рование в заданных координатах, а также рабочую подачу обрабатываемого из-
делия при контурном и прямолинейном фрезеровании. Вертикальное переме-
щение сверлильной головки происходит по направляющим колонны (рис. 3.35).
Автоматическая смена инструмента позволяет осуществлять обработку деталей
типа крышек, фланцев, панелей без предварительной разметки и применения
кондукторов. По согласованию с заказчиком станок может быть оснащен вто-
рым магазином.
Передача вращения на шпиндель осуществляется от регулируемого элек-
тродвигателя Ml и двухступенчатой коробки диапазонов. Высокоточные под-
шипники качения обеспечивают точность и жесткость шпинделя. Приводы по-
дач с высокомоментными двигателями М3, М4, М5 постоянного тока и шарико-
винтовые передачи обеспечивают бесступенчатое регулирование скорости по-
дачи в широком диапазоне (рис. 3.36).
Направляющие стола и салазок, а также приводы продольного и попереч-
ного перемещений имеют телескопическую защиту, предусмотрено аварийное
торможение стола и салазок и отключение электропривода. Для смазки кон-
то
Рис. 3.35. Компоновка станка
тактирующих поверхностей на крестовом сто-
ле применяется система централизованной
импульсной смазки И-ЦСЭМ. Покрытие на-
правляющих, прижимных планок и клиньев
подвижных узлов антифрикционным материа-
лом гарантирует точность позиционирования.
В корпусе сверлильной головки смонти-
рованы шпиндельный узел и механизм разжи-
ма инструментальной оправки с приводом,
включающий электродвигатель М2 и криво-
шипно-шатунный механизм (рис. 3.36).
Обработка на станке ведется с подачей
СОЖ в зону резания, имеются устройства для
отвода СОЖ и уборки стружки.
Техническая характеристика
Пределы диаметров сверления, мм....................5-50
Наибольший диаметр растачивания, мм.................160
Пределы диаметров нарезания резьбы, мм.............. Мб.. .М36
Наибольший диаметр торцовой фрезы, мм.............. 125
Наибольшая длина инструмента, мм.................... 350
Наибольшая масса оправки, кг........................ 10
Наибольший диаметр инструмента, мм..................90
Емкость инструментального магазина, шт.
-единичных инструментов............................. 20 или (20x2)
-многошпиндельных головок........................... (5 или 10)
Объем снимаемой стружки при фрезеровании
по чугуну (НВ=170), см3/мин........................ 200
Конус шпинделя с конусностью 7:24................... 40 АТ5
Размеры рабочей поверхности стола, мм............... 500h 14xl000hl4
Количество Т-образных пазов.........................5
Ширина направляющего паза стола, мм.................18Н7
Расстояние между Т-образными пазами стола, мм....... 1 OOjs 14
Наибольшее расстояние от торца шпинделя до рабочей
поверхности стола, мм...............................950
Программируемые перемещения по осям X; Y; Z, мм..... 800; 500; 710
Дискретность отсчета, мм............................ 0,001
Регулирование частот вращения шпинделя..............Бесступенчатое
Количество управляемых осей координат...............4
Количество одновременно управляемых осей координат
при линейной интерполяции/круговой..................4/2
Пределы частот вращения шпинделя, мин’1............. 28-4500
(28-3500; 8-6000)*
Наибольший крутящий момент шпинделя при 11кВт, Нм.... 430
101
Узел разжима Р= 11 кВт.
Р=0,18 кВт инструмента =4500 мин
Р=22 кВт
Рис. 3.36. Кинематическая схема станка модели СС2В05ПМФ4
102
Наибольшее усилие подачи по осям координат X; Y; Z, кН...6; 6; (15)*
Пределы рабочих подач по осям X; Y; Z, мм/мин........ 1 ...5000
Число ступеней рабочих подач......................... Бесступенчатое
Скорость быстрого перемещения по осям X; Y; Z, м/мин. 12
Электродвигатель привода главного движения:
- номинальная мощность, кВт......................... (5,5... 11)*
- номинальная частота вращения, мин'1............... 1000
- максимальная частота вращения, мин’1.............. 4500 (3500;6000)*
Электродвигатели вращения магазина, устройства переме-
щения инструментального магазина, устройства разжима
инструмента:
- номинальная частота вращения, мин’1............... 1500
- номинальная мощность, кВт......................... 0,18
Электродвигатели приводов подач по координатам X; Y; Z:
- номинальная мощность, кВт......................... 2,2
- номинальная частота вращения, мин’1.............. 1000
Суммарная мощность электродвигателей , кВт........... (14...19)*
Время смены инструмента, с........................... 15
Габаритные размеры станка, мм........................3100x2800x3500
Общая площадь станка в плане, м2..................... 11,5
Масса станка (с приставным оборудованием), кг........5880 (6200)
* В зависимости от комплектации и исполнения станка
а)
б)
Рис. 3.37. Параметры рабочего пространств:
а - присоединительные размеры; б - эскиз стола
103
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО - ФРЕЗЕРНО-РАСТОЧНЫЙ
СТАНОК МОДЕЛИ СЦ2В05ПМ1Ф4
Станок повышенной точности,
предназначен для комплексной об-
работки плоских деталей с одной ус-
тановки из различных материалов в
условиях мелкосерийного и серийно-
го производства. Станок выполняет
операции сверления, зенкерования,
развертывания отверстий, нарезания
резьб метчиками, а также операции
получистового и чистового, прямо-
линейного и контурного фрезерова-
ния, чистового растачивания отвер-
стий и канавок в них.
Рис. 3.38. Общий вид станка
Станок имеет продольно-поперечно-подвижную стойку, вертикально-
подвижную шпиндельную бабку и два неподвижных стола (рис. 3.39).
Рис. 3.39. Компоновка станка
Привод главного движения осуществ-
ляется от двигателя постоянного тока Ml и
двухступенчатой коробки диапазонов. В
приводах подач применяются высокомо-
ментные двигатели постоянного тока М2,
М3, М4 и винтовые передачи качения. За-
жим оправки с инструментом производится
с помощью двигателя М5 и червячной пере-
дачи (рис. 3.40).
Станок укомплектован комбиниро-
ванной системой числового программного
управления 2С42-65.
Техническая характеристика
Пределы диаметров сверления/нарезания резьбы, мм..... 5-50/М6 - М36
Наибольший диаметр растачивания, мм.................. 160
Наибольший диаметр торцовой фрезы, мм................ 125
Наибольшая длина инструмента, мм..................... 350
Наибольшая масса оправки, кг......................... 10
Наибольший диаметр инструмента в магазине, мм........ 90
Емкость инструментального магазина, шт............... 2x12
Объем снимаемой стружки при фрезеровании по чугуну
(НВ=170),см3/мин..................................... 200
Конус шпинделя с конусностью 7:24.................... 40 АТ5
Размеры рабочей поверхности стола, мм................ 500Ы4x1000Ы 4
Количество Т-образных пазов.......................... 5
Ширина направляющего паза стола, мм.................. 18Н7
Расстояние между Т-образными пазами стола, мм........ 100js14
104
Рис. 3.40. Кинематическая схема станка модели СЦ2В05ПМ1Ф4
Наибольшее расстояние от торца шпинделя до рабочей
поверхности стола, мм................................. 600
Наибольшее программируемое перемещение по осям:
-X................................................... 2x1075 (2150)';
-Y; Z................................................ 450; 400
Дискретность отсчета, мм............................. 0,001
Число ступеней частот вращения шпинделя.............. Бесступенчатое
Количество управляемых осей координат................ 4
Количество одновременно управляемых осей координат
при линейной интерполяции/круговой................... 4/2
Пределы частот вращения шпинделя, мин’1.............. 28. ..3500
Наибольший крутящий момент шпинделя, Нм.............. 330
Наибольшее усилие подачи по осям X; Y; Z, кН......... 7,5; 7,5; 15
11ределы рабочих подач по осям X; Y; Z, мм/мин....... 1... 5000
Регулирование скорости подач......................... Бесступенчатое
Скорость быстрого перемещения по осям X; Y; Z. м/мин. 12
Наибольший условный диаметр сверления в стали 45, мм. 40
Электродвигатель привода главного движения:
- номинальная мощность, кВт............................ 12
- номинальная частота вращения, мин’1............... 1000
- максимальная частота вращения, мин’1.............. 3500
Электродвигатель устройства разжима инструмента:
- номинальная частота вращения, мин’1................ 1500
- номинальная мощность, кВт......................... 0,18
Электродвигатели приводов подач по осям X; Y; Z:
- номинальная мощность, кВт......................... 2,2
- номинальная частота вращения, мин’1............... 1000
Суммарная мощность электродвигателей, кВт........... 13,73
Время смены инструмента, с........................... 8
Габаритные размеры станка без оборудования, мм....... 3600x4040x3350
Общая площадь станка в плане, м2..................... 14,54
Масса станка (с приставным оборудованием), кг........ 8800 (9500)
Рис. 3.41. Размеры рабочего пространства
106
МНОГОЦЕЛЕВЫЕ СТАНКИ МОДЕЛЕЙ МА-655С5А, МА-655С5ВС
Станки предназначены для обработки деталей сложной формы типа дис-
ков, плит, рычагов, корпусных деталей и др. из любых сталей и сплавов.
Рис. 3.42. Компоновка станка Рис. 3.43. Обший вид станка МА-655С5А
На станках можно производить фрезерование плоскостей и пазов, свер-
ление, зенкерование, развертывание, нарезание резьб метчиком и
предварительное растачивание отверстий. Обработка ведется по пяти
координатам по программе.
Станок имеет крестовый стол и поворотную в вертикальной плоскости
шпиндельную головку с выдвижным ползуном (рис. 3.42).
Технические характеристики
Рабочая поверхность стола, мм Наибольшие перемещения: -по осям координат X; Y; Z, мм МА-655С5А 1250x500 .... 1000; 500; 450 МА-655С5ВС 1250x500 1000; 500; 450
-по координате В, град .... ±20 ±20
Пределы рабочих подач, м/мин до 20000
Пределы угловых подач, град/мин Частота вращения шпинделя, мин'1 Наибольший крутящий ... 0,5-240 0,5-480
.... 20-3150 до 18000
момент на шпинделе, Нм .... 500 124
Устройство ЧПУ ... «АЛЬФА» CNC
Мощность главного привода, кВт ... 10 19.5
Габариты станка, мм: .... 4350x4100x3570 4350x4100x3570
Масса, кг ... 11000 11000
107
МНОГОЦЕЛЕВЫЕ СВЕРЛИЛЬНО - ФРЕЗЕРНО - РАСТОЧНЫЕ
СТАНКИ МОДЕЛЕЙ 600V, 800V
Станки предназначены для
комплексной обработки корпусных
деталей сложных криволинейных
форм из различных материалов в
условиях мелкосерийного и серий-
ного производства. Выполняются
операции сверления, прямолиней-
ного, контурного и объемного фре-
зерования, растачивания, нареза-
ния резьб и т. д.
Станки аналогичны по кон-
струкции и имеют крестовый стол
и поворотную вертикально-
подвижную шпиндельную головку.
Наличие поворотной шпиндельной
головки позволяет значительно
Рис. 3.44. Общий вид станка
Рис. 3.45. Компоновка станка
расширить технологические возможности
станков при обработке сложных деталей
(рис. 3.45).
Несущая система станка представляет
собой конструкцию, собранную из литых
корпусных деталей, и обладает достаточной
жесткостью. Благодаря использованию высо-
коточных скоростных шариковых винтовых
пар и направляющих качения, достигаются высокие скорости перемещения
подвижных органов станка. Применяемые на станках асинхронные электропри-
воды обеспечивают бесступенчатое регулирование величин рабочих подач и
частот вращения шпинделя в широком диапазоне, что дает возможность обра-
ботки деталей высокопроизводительным режущим инструментом.
Станки могут комплектоваться кабинетным ограждением зоны резания и
различными комбинированными системами ЧПУ: SIEMENS, HEIDEN HAIN,
BOSCH, SELKA и др.
Технические характеристики
600V 800V
Наибольший условный диаметр сверления в ста-
ли 45 по ГОСТ 1050-88, мм - (25,40,50)’
Наибольший диаметр торцовой фрезы, мм.... - 125
108
Емкость инструментального магазина, шт.... 20
Время смены инструмента, с................ 7 (2,5)*
Наибольший диаметр инструмента, мм........ 90
Наибольшая длина инструмента, мм..........-
Наибольшая масса инструмента с оправки, кг.... -
Конус шпинделя с конусностью 7:24 ........ 40 АТ5
Размеры рабочей поверхности стола, мм..... 600 х 1250
Количество Т-образных пазов............ -
Ширина направляющего паза стола, мм..... -
Расстояние между Т-образными пазами, мм .... -
Наибольшее расстояние от торца шпинделя до
рабочей поверхности стола, не менее, мм. -
Наибольшие программируемые перемещения
20 (40 и более)
7(2,5)’
90*
350 *
10*
40 АТ5
800Ы 4х 1600h 14
(1250x1000)’
5
18Н7
160
1200
по осям, мм:
-X......................................... 1000 1400,1000
- Y........................................ 600 800
- Z........................................ 600 1000
Дискретность задания перемещения, мм....... 0,001 0,001
Регулирование частот вращения шпинделя
Бесступенчатое
Количество управляемых координат
(одновременно), шт....................... 3(3) 3(3)
Пределы частот вращения шпинделя, мин-|.... 28..8000* 25-8000 *
Наибольший момент на шпинделе, Нм........ - 70*
Наибольшее усилие подачи по осям X; Z; Y, кН 8 8
Пределы рабочих подач по X; Y; Z, мм/мин. 1... 10000 1... 10000
Регулирование скорости подач..............
Скорость быстрого перемещения, м/мин......
Электродвигатель привода главного движения:
-номинальная мощность, кВт................
-номинальная частота вращения, мин .......
-максимальная частота вращения, мин.......
Электродвигатели приводов подач :
- номинальная частота вращения, мин-|.....
Бесступенчатое
10(15)* 10(15)*
11 ‘
1500 ’
4500 ’
3000
- номинальная мощность, кВт.............. - 7
Электродвигатель вращения магазина........ - 1500
-номинальная частота вращения, мин ''.... - 0,75
-номинальная мощность, кВт............... - 0,18 0,2
Электродвигатель вращения манипулятора:
-номинальная частота вращения, мин -| .....
-номинальная мощность, кВт.................
Суммарная мощность электродвигателей, кВт ..
Габаритные размеры станка, мм..............
25 (с редуктором
0,2’
50’
2700х2900х 3730х3460х 3690
2900
109
Общая площадь станка в плане, м 2.......... - 14,6
Масса станка, кг........................... 7500 9200
* В зависимости от комплектации и исполнения станка
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ 630VH
Станок 630VH предназначен для комплексной 5- сторонней обработки
деталей из различных материалов в условиях мелкосерийного и серийного про-
изводства. Станок выполняет операции сверления, прямолинейного и контур-
ного фрезерования, растачивания, нарезания резьб и т. д.
Станок имеет поворотный продольно-подвижный стол, поперечно-
подвижную стойку и вертикально-подвижную шпиндельную головку (рис.
3.46). Специальная поворотная конструкция шпиндельной головки позволяет
производить обработку детали при вертикальном и горизонтальном расположе-
ниях шпинделя (рис. 3.48).
Станок может комплектоваться кабинетным ограждением зоны резания,
устройством смены палет, различными системами ЧПУ: SIEMENS, HEIDEN
HAIN, BOSCH, SELKA и др.
Рис. 3.46. Компоновка станка
Рис. 3.47. Общий вид станков
Техническая характеристика
Размеры рабочей поверхности палеты, мм................ 630 х 630
Программируемые перемещения по осям X; Y; Z, мм...... 1000; 800; 600
Наибольшее расстояние до рабочей поверхности стола, мм:
- при горизонтальном шпинделе (от оси шпинделя)....... 600
- при вертикальном шпинделе (от торца шпинделя)....... 800
Наименьший угол поворота стола, град.................. 3
110
Точность углового положения стола, с................... 5
Скорость быстрого перемещения но всем осям, м/мин......25-30*
Точность позиционирования по осям X, Y, Z, мм..........±0.010
Пределы частоты вращения шпинделя, мин'1............... 28...8000
Наибольший крутящий момент, Нм.........................96
Мощность главного привода, кВт.........................11
Время смены инструмента (от реза до реза), с........... 2.5
Количество инструментов, шт............................ 40
Общая мощность, кВт.................................... 31,3*
Габаритные размеры, мм................................. 2700x2500x3100
Масса станка, кг.......................................9500
* В зависимости от комплектации и исполнения станка
Рис. 3.48. Параметры рабочего пространства
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ 500VB
Станок применяется при про-
изводстве прессформ и штампов,
изготовлении моделей и для реше-
ния других универсальных задач
при механической обработке слож-
ных деталей.
Станок имеет неподвижный
стол, установленный на станине,
нродольно-поперечно-подвижную
колонну и поворотную вертикаль-
но-подвижную шпиндельную го-
ловку (рис. 3.50).
Благодаря особой конструк-
ции станка (рабочий стол полно-
стью неподвижен и установлен на
станине), масса поворотного стола с
Рис. 3.49. Общий вид станка
111
Рис. 3.50. Компоновка станка
горизонтальной осью вращения плюс масса
детали не влияют на точность обработки.
Все LM-направляющие и шариковинто-
вые пары (ШВП) размещены вне зоны обра-
ботки, что полностью предохраняет их от по-
падания стружки и СОЖ. Масса обрабатывае-
мой детали не нагружает ШВП и на-
правляющие, это существенно снижает их из-
нос.
Удобный доступ к рабочему столу по-
зволяет легко переустанавливать детали.
Поворотная шпиндельная головка суще-
ственно увеличивает технологические воз-
можности центра 500VB, с этой же целью
станок укомплектовывается одноосевым с
задней бабкой или двухосевым поворотными столами модели CNC, которые
идеально подходят для комплексной пяти координатной обработки различных
деталей самой сложной формы.
Станок имеет широкие диапазоны величин подач и частот вращения
шпинделя, которые полностью обеспечивают выбор нормативных режимов ре-
зания для обработки заготовок из различных конструкционных материалов.
Опционно станок 500VB может быть оснащён приводами ускоренных пе-
ремещений по линейным осям (V=25 м/мин), шпиндель-мотором (10 000 мин'1
или 15 000 мин'1) и системой подачи СОЖ через шпиндель.
Система ЧПУ Sinumerik 840D отлично дополняет высокие технологиче-
ские возможности конструкции обрабатывающего центра. Данная система
управления обеспечивает широкую универсальность и позволяет использовать
его как для фрезерных операций при изготовлении штампов и пресс-форм, так
и для сложной пятикоординатной обработки деталей аэрокосмической и авто-
мобильной отраслей промышленности.
На станке программируются координатные перемещения салазок (ось X),
колонны верхней (ось Y), поворот шпиндельной головки (ось В), линейное пе-
ремещение шпиндельной головки (ось Z) , скорость их перемещений, частота
вращения шпинделя, работа устройств АСИ, АСЗ и поворотных столов.
Станок характеризуется высокой точностью позиционирования; высоко-
скоростной обработкой; стабильностью точности обработки; легкой адаптаци-
ей под требования заказчика; возможностью оснащения стандартными и специ-
альными поворотными столами и приспособлениями; длительным сроком экс-
плуатации.
Техническая характеристика
11аибольший диаметр сверления
при двигателе мощностью 7/11 кВт, мм................... 25/28 (30/35)*
Наибольший диаметр растачивания, мм.................... 80
112
Пределы диаметров нарезаемой резьбы, мм..............МЗ-М24
Наибольший диаметр торцовой фрезы, мм................ 80 90*
Объем снимаемой стружки при фрезеровании торцовой
фрезой диаметром 80 мм по стали 45
при двигателе мощностью 7/11 кВт, см3/мин............120/180
Наибольшая длина инструмента, мм..................... 250
Наибольшая масса оправки, кг......................... 10
Наибольший диаметр инструмента, мм................... 80
Емкость инструментального магазина, шт...............20
Конус шпинделя....................................... ISO 40 АТ4
Размеры рабочей поверхности стола, мм................ 630h 14x1000h 14
Количество Т-образных пазов.......................... 5
Ширина направляющего паза стола, мм.................. 18Н7
Расстояние между Т-образными пазами стола, мм.........100
Наибольшее расстояние от торца шпинделя до рабочей
поверхности стола, мм.................................650
Наибольшая масса устанавливаемой на стол заготовки, кг 500
Программируемые перемещения по осям X; Y; W, мм...... 1000; 500; 450
Точность позиционирования по оси В, град............. 0,002
Дискретность отсчета, мм............................. 0,001
Наибольшая частота вращения по оси В, мин'1.......... 15
Номинальный крутящий момент, Нм...................... 2940
Входные обороты номинальные/максимальные, мин'1...... 1500/3000
Передаточное отношение............................... 191
Моментная жесткость, Нм/рад.......................... 3320
Крутильная жесткость, Нм/рад.........................560
Максимально допустимый опрокидывающий момент, Нм..... 12000
Допустимая радиальная сила, кН....................... 90,7
Допустимая осевая сила, кН ..........................68,1
Количество одновременно управляемых осей координат
при линейной/круговой интерполяции................... 3/2
Электродвигатель привода главного движения:
- номинальная мощность, кВт.......................... 7... 12
- номинальная частота вращения, мин'1............... 2000
Электродвигатели приводов подач:
- номинальная частота вращения, мин'1................ 2000...3000
- номинальная мощность по осям координат, кВт:
X.................................................... 2.3...3.8*
Y.............................................. 2.42...3.8*
W.................................................2.42...6.4*
Электродвигатель привода поворота шпиндельной головки:
- номинальная мощность, кВт......................... 5
- номинальная частота вращения, мин'1............... 3000
- крутящий момент, Нм............................... 16
ИЗ
Электродвигатель вращения магазина:
- поминальная мощность, кВт............................0,18
- номинальная частота вращения, мин'1...................... 1500
Суммарная мощность электродвигателей, кВт.................. 14
Габаритные размеры станка без оборудования, мм............. 2600x3140x3030
Общая площадь станка в плане, м2........................... 8,2
Масса станка (со станиной, залитой синтегранитом), кг .... 6500 (8300)
* В зависимости от комплектации и исполнения станка
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ МЦ-1
Предназначен для обработки
торцовыми и концевыми фрезами
деталей со сложными поверхностями
одинарной и двойной кривизны (ти-
па моделей элементов крыла и фюзе-
ляжа самолета), а также формообра-
зующей оснастки; возможно сверле-
ние, растачивание отверстий и наре-
зание резьбы.
На станке предусмотрены: тра-
верса рамной конструкции повы-
шенной жесткости; высокоточные
комбинированные направляющие;
шариковые винтовые пары; высоко-
скоростной шпиндель на прецизион-
ных опорах качения; централизован-
ная смазка; устройство автоматиче-
ской смены инструмента; система
диагностики и др.
Рис. 3.51. Общий вид станка
Техническая характеристика
Размеры рабочей поверхности стола, мм.................. 630x1250
Наибольшее перемещение по осям X; Y; Z, мм............. 1500;900;600
Наибольший угол поворота по координатам А; С, град..... ±105; ±200
Пределы рабочих подач по осям X; Y; Z, мм/мин.......... 1... 10000
Скорость быстрых перемещений по осям X; Y; Z, м/мин.... 20; 20; 10
Мощность главного привода, кВт......................... 14
Крутящий момент на шпинделе, Нм........................ 50
Пределы частот вращения шпинделя, мин'1................ 1.. .20000
Диаметр передней шейки шпинделя, мм.................... 70
Число инструментов в магазине.......................... 16
Наибольший диаметр инструмента, мм..................... 100
Наибольшая масса инструмента, кг....................... 10
114
Габаритные размеры станка, м.................................... 4,17x2,97x4,3 5
Масса станка, кг................................................ 8800
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ 800VF6-2000
Шестикоординатный станок
предназначен для комплексной (без
переустановки) обработки деталей
сложных криволинейных форм из
различных материалов в условиях
мелкосерийного и серийного произ-
водства. Станок выполняет операции
сверления, прямолинейного, контур-
ного и объемного фрезерования, рас-
тачивания, нарезания резьб и т. д.
Благодаря уникальной конст-
рукции станок универсален и широ-
ко применяется в различных отрас-
лях: изготовление литейных моде-
лей, штампов и пресс-форм, инстру-
ментальное производство, специаль-
ное машиностроение, изготовление и
Рис. 3.53. Компоновка станка
Рис. 3.52. Общий вид станка
ремонт авиадвигателей, сельскохозяй-
ственное машиностроение, тракторо-
строение и др.
Станок имеет поворотный про-
дольно-подвижный стол, поперечно-
подвижную стойку с вертикально-
подвижной шпиндельной бабкой.
Шпиндельная бабка поворотная (ось В)
с поступательно-подвижным ползуном
(рис. 3.53).
Особенные преимущества конструкции 800VF6-2000 обеспечивают воз-
можность обработки крупных деталей с широким выбором режущего инстру-
мента (ёмкость инструментального магазина 40, 60 инструментов и более).
Станок может комплектоваться кабинетным ограждением зоны резания,
различными системами ЧПУ: "МАКРО-80", SIEMENS.
115
Техническая характеристика
Наибольший диаметр сверления, мм..................... 25 (50)*
Наибольший диаметр растачивания, мм.................. 100 (125)*
Наибольший диаметр торцовой фрезы, мм................ 350
Наибольшая масса оправки, кг.........................10
Размер рабочей поверхности стола, мм................. 1250x800
Количество Т-образных пазов стола....................5
Ширина направляющего паза стола, мм.................. 18Н7
Расстояние между Т-образными пазами стола, мм........ 160jsl 4
Поворот стола (С), град.............................. 360
Точность углового положения стола, 1рад.............. 0,002
Наибольшее расстояние до рабочей поверхности стола, мм
-при вертикальном положении шпинделя (от торца шпинделя) 530
-при горизонтальном положении шпинделя (от оси шпинделя) 900
Максимальная частота вращения стола, мин ............. 60
Максимальный крутящий момент, Нм...................... 4400
Регулирование частот вращения стола................... Бесступенчатое
Наибольшие программируемые перемещения:
-продольное перемещение стола (X), мм................. 1000 (1400)*
-поперечное перемещение стойки (Y), мм................750
-вертикальное перемещение шпиндельной бабки (Z), мм... 850
-поворот головки в обе стороны (В), град..............±90
-выдвижение ползуна (W), мм........................... 250
-круговое перемещение стола (А) или (С), град......... 360
Скорость быстрого перемещения по всем осям, м/мин.....10(15)*
Точность позиционирования
по линейным осям, мм / по круговым осям, угл. с....... ±0.010 / ±5
Номинальная частота вращения электродвигателей приводов
подачи по осям X; Y; Z; W; В, мин'1................... 1500
Номинальная мощность двигателей приводов по осям, кВт:
- X; Y; W; В.........................................3,6
- Z; С................................................5,4; 1,8*
Суммарная мощность электродвигателей, кВт.............(38,54-42,14)*
Конус шпинделя 7:24...................................ISO 40
Пределы частоты вращения шпинделя, мин ............... 0...8000*
Мощность главного привода, кВт........................ (10... 18,5)*
Габаритные размеры станка, мм......................... 3730x3460x3690
Масса станка, кг...................................... 9200
* В зависимости от комплектации и исполнения станка
116
МНОГОЦЕЛЕВЫЕ СВЕРЛИЛЬНО - ФРЕЗЕРНО - РАСТОЧНЫЕ
СТАНКИ МОДЕЛЕЙ 65А80ПМФ4М, 65А90ПМФ4М
Станки предназначены для
обработки сложных плоских и
объемных деталей из черных и
цветных металлов, высоколегиро-
ванных и жаропрочных сталей, а
также из легких сплавов. Помимо
фрезерования, на станках можно
выполнять сверление, растачива-
ние и нарезание резьбы. Широкие
диапазоны частоты вращения
шпинделя и рабочих подач стола и
бабки в сочетании с высокой же-
сткостью станка позволяют эф-
фективно использовать различные
виды режущего инструмента.
Класс точности станков - Н и П.
Выпускается исполнение
станков со сменными столами-
Рис. 3.54. Общий вид станка
спутниками. Модуль
65А80ПМФ4М (рис. 3.55) предназначен для комплексной высокопроизводи-
тельной обработки деталей со сложной конфигурацией в мелкосерийном и се-
рийном производствах. Модуль создан на базе многоцелевого станка модели
65А80ПМ1Ф4, является самостоятельной производственной единицей и может
Рис. 3.55. Общий вид модуля
65А80ПМФ4М
встраиваться в гибкие производст-
венные системы с управлением от
ЭВМ.
На модуле производятся вы-
сокопроизводительное сверление,
зенкерование, развертывание, рас-
тачивание, нарезание резьб метчи-
ками, контурное, объемное и тор-
цовое фрезерование черных метал-
лов и легких сплавов, труднообра-
батываемых сталей с применением
прогрессивного инструмента, ос-
нащенного СТМ и минералокера-
микой, а также инструмента из бы-
строрежущих сталей и твердого
сплава.
Станки имеют крестовый стол, совершающий движение подач по осям X,
Y, и вертикально-подвижную по оси Z шпиндельную бабку (рис. 3.56). Устрой-
ство автоматической смены инструментов расположено около станка вне рабо-
чей зоны, состоит из вращающегося инструментального магазина барабанного
117
типа с нумерованными гнездами и автооператора
с двухзахватной рукой. Устройство смены сто-
лов-спутников состоит из одноместного приспо-
собления для базирования и крепления стола-
спутника, которое установлено на столе модуля;
поворотного двухместного перегружателя с цен-
ным гидромеханическим приводом перемещения
столов-спутников и приводом поворота от элек-
тродвигателя постоянного тока; поворотного
шестиместного накопителя с приводом от элек-
тродвигателя постоянного тока. Для управления
перегружателем и накопителем столов применен
программируемый контролер, позволяющий при
Рис. 3.56 Компоновка станка необходимости простыми способами изменять
алгоритм их работы.
В приводе главного движения шпиндель получает вращение от двигателя
постоянного тока Ml через трехступенчатую коробку скоростей (рис. 3.57).
Большая мощность двигателя главного привода и увеличенный крутящий мо-
мент на шпинделе в сочетании с большой жесткостью и виброустойчивостью
станка обеспечивают мощную режущую способность с удельным съемом: чу-
гуна - 600 см3/мин, стали - 400 (600) см3/мин. Жесткий шпиндель диаметром
120 мм и большая долговечность цилиндрических роликоподшипников позво-
ляют производить глубокое (до 200 мм) силовое фрезерование концевыми фре-
зами. Для стабилизации точности шпинделя передняя его опора охлаждается
проходящим потоком масла. В приводах подач применяются высокомоментные
электродвигатели постоянного тока М2, М3, М4 со встроенными тормозами и
датчиками обратной связи. Закаленные чугунные направляющие в паре с на-
кладками из наполненного фторопласта на основных несущих поверхностях и
роликовые опоры качения в паре с закаленными стальными планками на боко-
вых гранях направляющих обеспечивают высокую точность и плавность пере-
мещения подвижных узлов станка. Для повышения точности позиционирова-
ния специально разработана программа математического обеспечения для ком-
пенсации кинематической погрешности шарико-винтовых пар. В качестве дат-
чиков обратной связи используются резольверы, встроенные в электродвигате-
ли подач, что гарантирует отсутствие попадания в датчики стружки.
Устройство ЧПУ 2С42 - 65 типа CNC позволяет реализовать современ-
ные приемы программирования: прямое задание скорости подачи, смещение
нуля в пределах всего рабочего пространства, удобное редактирование про-
грамм, функции электроавтоматики станка.
В конструкции станка предусмотрены: периодическое дозированное сма-
зывание направляющих и передач винт - гайка качения, а также централизо-
ванное смазывание коробки скоростей бабки; гидравлическая разгрузка бабки;
охлаждение режущего инструмента поливом эмульсией; телескопические уст-
ройства защиты направляющих подвижных узлов; ограждение зоны резания;
отвод стружки из зоны резания с помощью вибротранспортера.
118
Мн-lt 7Нм, пи=750 мин
Рис. 3.57. Кинематическая схема станков моделей 65А80ПМФ4М,
65Л90ПМФ4М
119
Технические характеристики
65А80ПМФ4М 65А90ПМФ4М
Размеры рабочей поверхности стола, .мм........... 800x2000 1000x2500
Наибольшее расстояние от торца шпинделя до рабочей
поверхности стола, мм............................... 900 1000
Расстояние от оси шпинделя до направляющих, мм... 850 1050
Наибольшая масса заготовки с приспособлением, кг. 6000 7000
Конус шпинделя по ГОСТ 15945-82.................. 50 АТ4 50 АТ4
Усилие зажима оправки в шпинделе, Н................ 22000 22000
Наибольшее перемещение по оси координат, мм:
- Х-стола........................................... 1600 2000
- Y-салазок........................................ 800 1000
- Z-бабки.......................................... 775 875
Дискретность задания перемещения, мкм................ 1 1
Количество управляемых осей координат................ 3 3
Количество одновременно управляемых осей координат
при интерполяции линейной/ круговой/ винтовой.... 3/2/3 3/2/3
Пределы частот вращения шпинделя, мин1........... 5.. .2000 5.. .2000
Пределы рабочих подач по осям X; Y; Z, мм/мин.... 1.. .6000 1.. .6000
Скорости быстрых перемещений по осям X; Y; Z, м/мин.. 9,6 7
Наибольший крутящий момент на шпинделе, кНм...... 1,8 1,8
Наибольшее усилие подачи по осям X; Y; Z, кН..... 20; 19; 10 30; 30; 10
Номинальная мощность привода главного движения, кВт 22 22
Номинальный вращающий момент электродвигателей
приводов подач по осям X; Y; Z, Нм................... 47 47
Габаритные размеры станка с оборудованием, мм. 4050х6650х 4800х7100х
4100 4380
Масса станка с оборудованием, кг................. 17500 22800
Рис. 3.58. Посадочные и присоединительные размеры столов
(* Размеры для станка модели 65А90ПМФ4М )
120
СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЕ СТАНКИ
МОДЕЛЕЙ 2550ПМФ4, 2560ПМФ4 и 2570ПМФ4
Станки могут использоваться
для сверления, рассверливания,
растачивания, фрезерования и на-
резания резьб метчиками при об-
работке крупногабаритных дета-
лей.
Компоновка станков (рис.
3.62 и 3.63 ) включает:
- стационарный рабочий
стол, закрепленный на фундаменте
и снабженный Т- образными паза-
ми для крепления обрабатываемой
детали;
- одно- или двухстоечный
портал с возможностью продоль-
ного горизонтального перемеще-
ния по направляющим стола
(ось X);
Рис. 3.59. Общий вид станка
2550ПМФ4
Рис. 3.60. Общий вид станка
2560ПМФ4
- поперечно-подвижную по
направляющим портала (ось Y)
шпиндельную бабку;
- ползун вертикальнопо-
движный по направляющим шпиндельной бабки (ось Z).
Рабочие подачи обеспечиваются по осям X; Y; Z.
Регулируемые двигатели главного движения Ml и подач М2, М3, М4
(рис. 3.64) обеспечивают бесступенчатое изменение частоты вращения шпин-
деля и величин подач рабочих ор-
ганов.
В станках используются дат-
чики рабочих перемещений прямо-
го или косвенного измерения,
В стандартном исполнении
шпиндель поставляется с конусом
ISO 50. По заказу инструмент мо-
жет также устанавливаться на пе-
редний торец шпинделя посредст-
вом четырех резьбовых отверстий
Ml6 с центрированием по наруж-
ному диаметру конца шпинделя
0128,57 Ь5.
В стандартном исполнении
механизм зажима инструмента по-
ставляется под хвостовики инстру-
121
мента, изготавливаемые по черте-
жам поставщика станка. По выбору
заказчика механизм зажима инст-
румента и хвостовики инструмента
могут поставляться по стандартам
DIN, ISO или ANSI.
Привод механизма зажима-
отжима инструмента по выбору за-
казчика может изготавливаться гид-
равлическим или электромеханиче-
ским.
Смазочно-охлаждающая жид-
кость подается к инструменту через '
пиноль или через сопла на выдвиж-
ных штангах шпиндельной головки.
На портале расположены
пульт управления и платформа one- ^ис' 3.61. Общий вид станка 2570ПМФ4
ратора.
Магазин автоматической смены инструмента дискового типа располага-
ется на портале и имеет привод от pei-улируемого двигателя (ось W).
Смена инструмента производится перемещением ползуна и шпиндельной
бабки (оси Z и Y) и поворотом магазина (ось W).
Модель системы ЧПУ и ее функциональные возможности согласовыва-
ются с заказчиком и окончательно определяются при заключении контракта с
поставщиком системы ЧПУ.
Рис. 3.63. Компоновка станков
моделей 2560ПМФ4 и 2570ПМФ4
Рис. 3.62. Компоновка станка
Модели 2550ПМФ4
Технические характеристики
Наименование
2550ПМФ4 2560ПМФ4 2570ПМФ4
Диаметр сверления в стали, мм 50
50 50
122
z=22
Рис. 3.64. Кинематическая схема станка модели 2550ПМФ4
123
Диаметр рассверливания в стали, мм Диаметр растачивания, мм 200 80 210 80 210
Диаметр резьбы, мм М48х5* М60х5,5 М60х5,5
Наибольший диаметр тор- цовой фрезы, мм 200* - -
Наибольший размер фрезе- 1100x1700
руемой плоскости, мм * - -
Объем стружки при фрезе- ровании, см3/мин - 600 600
Длина стола, мм 2000 Min 6000 и далее с кратностью 3000
Ширина стола, мм 1000 1250 2000; 2500*
11агрузка на стол, кг 10000 10000 1000
Наибольшие размеры ин- струмента, устанавливае- мого в инструментальном магазине, мм - длина 350 300 300
- диаметр при 24- инстру- ментальном магазине 140 140 140
Наибольшая масса инстру- мента, кг 15 20 20
Размеры инструмента при установке с пропуском со- седних ячеек диа- метр/длина, мм -/- 210/300 210/300
Количество гнезд инстру- ментального магазина, шт 24 24 24
Время смены инструмента, с - 30 30
Расстояние от торца шпин- деля до стола, мм - 800; 1250* 800; 1250*
Конус шпинделя ISO50 ISO50 ISO50
Перемещение портала (ось X), мм 1600 Min 4000 и далее с кратностью 3000
Перемещение шпиндель- ной бабки (ось Y), мм 1000 1250; 2000 2000; 3150
Перемещение ползуна (ось Z), мм 500 (630) 630; 800 630; 800
Дискретность задания пе- ремещения по линейным координатам, мм 0,001 0,001 0,001
Частота вращения шпинде- ля, мин'1 15...2500 15 -3000 15 - 3000
124
Пределы подач по осям X; Y; Z, мм/мин 5...4800 5...3000 5...3000
Ускоренное перемещение, мм/мин
-по оси X 10000 10000 10000
-по оси Y 10000 5000 5000
-по оси Z 6000 6000 6000
Крутящий момент на шпинделе, Нм 710 1090 1090
Усилие подачи по осям X; Y; Z ,кН 5; 5; 15 6; 6; 20 6; 6; 20
Мощность главного двига- теля, кВт 11 19 19
Количество управляемых осей координат (одновре- менно), шт 3 (2) 4(2) 4(2)
Суммарная мощность электродвигателей, кВт... 19 Габаритные размеры с обо- рудованием, мм 6200x4200 - -
х 4000 - -
Масса станка (с оборудо- ванием), 9800 кг (12600) Точность линейного пози- - -
ционирования, мм 0,025...0,04 0,025...0,04 * В зависимости от комплектации и исполнения станка 0,025...0,04
Пазы стола-плиты
Средний паз
22 ’«.он
Рис. 3.65. Посадочные и присоединительные размеры стола станка 2550ПМФ4
125
МНОГОЦЕЛЕВЫЕ ПРОДОЛЬНО-ОБРАБАТЫВАЮЩИЕ
СТАНКИ МОДЕЛЕЙ 6М610МФ4 -20, 6М612МФ4, 6М616МФ4
Станки предназначены для
комплексной обработки крупногаба-
ритных корпусных деталей методом
фрезерования, сверления и растачи-
вания, в том числе деталей с криво-
линейными поверхностями, из чер-
ных и цветных металлов и некото-
рых видов пластмасс.
Компоновка станка портально-
го типа. Продольно-подвижный стол
с гидростатическими направляющи-
ми замкнутого типа и неподвижный
портал обеспечивают высокую жест-
кость, что позволяет вести как чер-
новую, так и чистовую обработку де- Рис 3 66 ОбщИЙ ввд станка
талей, а также сохранять точность
станка в период длительной эксплуа-
тации (рис. 3.67).
Станки оснащены одной вертикальной фрезерно-расточной ползунковой
Рис. 3.67. Компоновка станка
бабкой и накладной универсальной торцовой
поворотной (через 90°) головкой, что позволяет
обработать деталь с 5 сторон за одну установку.
Вертикальное перемещение бабки осуществля-
ется от электродвигателя М2, а ее горизонталь-
ное перемещение по поперечине - от двигателя
М3. Продольное перемещение стола осуществ-
ляется от высокомоментного двигателя посто-
янного тока Мб. Главное движение - вращение
основного шпинделя или вращение шпинделя
торцовой головки-осуществляется от регули-
руемого двигателя Ml и коробки диапазонов
(рис. 3.68 ). Смена инструмента производится
автоматически как в вертикальном шпинделе
ползуна, так и в горизонтальном шпинделе на-
кладной торцовой головки.
Технические характеристики
6М610МФ4 -20 6М612МФ4 6М616МФ4
Размеры рабочей поверхности стола, мм
Число Т-образных пазов................
Ширина среднего Т-образного паза, мм...
1000x3150 1250x4000 1600x5000
5 7 7
28Н8 28Н8 28Н8
126
Прибод ториобой голобки
Прибод продольной подачи стола
!□! юно;
z=108
z=lt5, т=Ь
z=23, т=5
z=60, т=5
хт
z=ti; т=5
Р=20
Ползун
Рн =8 кВт
пн =3000 мин''
Рн =Ь5 кВт
п,,=3000 мин'
Z=i8
z=iO
1=19
z=95
z=44, m=4
z=28. m=A
z=28. m=!t
z=21; m=it
z=55; m=i
z=50, m=3
z=27; m=3
z=110, m=1,5
z=69; m=3
z=19
М5
Io
е
|O
Io
e
Z=^2;
m=3
1^2
z=L2
z=kO
Рн =0,8 кВт
р=1500 мин
АО/12-12-4
Рис. 3.68. Кинематическая схема станков моделей 6М610МФ4 -20,
6М612МФ4, 6М616МФ4
z=95
z=i8
1=20
Рн=0,8 кВт
nH=1500 мин
1 ХИ
М3
z=W
z=48
Шпиндельная
голобка
Ph =08 кВт
n„=7500 мин''
A0/72-12-i
127
Расстояние между пазами, мм 200±0,575 200±0,575 200±0,575
Наиболыпее/наименьшее расстояние от торца шпинделя до поверхности стола, мм.. 1000/0 1275/275 1275/275
Расстояние между стойками, мм 1680±25 1950±25 2300±25
Расстояние от рабочей поверхности стола до поперечины, мм 900±25 1165±25 1165±25
Наибольшая высота устанавливаемой заго- товки на столе, мм 900 1150 1150
Наибольший диаметр сверления, мм 75 75 75
Наибольшая масса заготовки на 1 м длины рабочей поверхности стола, кг/пог. м 3150 4000 5000
Размер внутреннего конуса в шпинделе, мм: - ползуна вертикальной бабки 60 АТ5 60 АТ5 60 АТ5
- переходного патрона 50 АТ5 50 АТ5 50 АТ5
- торцовой головки 50 АТ5 50 АТ5 50 АТ5
Количество шпинделей (бабок) 1 1 1
Наибольшие размеры инструмента, уста- навливаемого на станке при автоматиче- ской смене, мм: - диаметр (с пропуском гнезд) 350 350 350
- длина до торца шпинделя 500 500 500
Количество оправок в инструментальном магазине, шт 40 40 40
Время автоматической смены инструмента (без учета времени установки бабки ползу- на и головки в положение смены), с 20 20 20
Наибольшая масса инструмента, кг 35 35 35
Опрокидывающий момент оправки относи- тельно оси симметрии V-образной канавки для захвата инструмента манипулятором (по ГОСТ 25827 - 83), Нм 40 40 40
Наибольшее перемещение, мм: - стола 3650 4500 5600
- бабки 2400 2800 3150
- ползуна - 1000 -
Пределы частот вращения шпинделя, мин'1 10...1600 10...1600 10...1600
Пределы рабочих подач, мм,'мин: - стола; бабки 3...10000 3...10000 3...10000
- ползуна 3...5OOO 3...5000 3...5000
Скорость быстрых перемещений стола; бабки; ползуна, м/мин 10; 10; 5 10; 10; 5 10; 10; 5
Наибольший крутящий момент на шпинде- ле, кНм: - на шпинделе ползуна 5 5 5
- на переходном патроне 2 2 2
- на шпинделе торцовой головки 2 2 2
128
Наибольшее усилие подачи
стола; бабки; ползуна, кН............
Усилие зажима оправок в шпинделе, кН ...
Мощность привода главного движения, кВт
Габаритные размеры станка с приставным
оборудованием, мм....................
Общая площадь станка в плане, м2.....
Масса станка (с приставным оборудовани-
ем), кг.............................
50; -; - 50; 40; 40 63; -; -
23 23 23
45 (37) 45 (37) 45 (37)
10600x770012100х7800х 13 800x8200
х 5500 5800 х 5800
81,62 94,38 113,16
39600 50300 66100
(42900) (54000) (70000)
Рис. 3.69. Посадочные и присоединительные размеры
стола модели 6М612МФ4
МНОГОЦЕЛЕВЫЕ ПРОДОЛЬНО-ОБРАБАТЫВАЮЩИЕ
СТАНКИ МОДЕЛЕЙ ВФ11М8К, ВФ1М8К, ВФЗМ8К, ВФ-5Н
Станки предназначены
для комплексной механической
обработки крупногабаритных
деталей со сложными аэродина-
мическими поверхностями из
особо прочных сталей, титано-
вых и легких сплавов. Станок
обеспечивает: фрезерование
плоскостей, пазов, выступов,
криволинейных контуров, свер-
Рис. 3.70. Общий вид станка
ление, зенкерование,
развертывание, растачивание
отверстий, нарезание резьбы
метчиком. Обработка производится по пяти координатам по программе.
129
Технические характеристики
ВФ11М8К ВФ1М8К ВФЗМ8К ВФ-5Н
Рабочая поверхность стола, мм Наибольшее перемещение по 500x1600 500x3000 2500x4000 2500x7000
осям, мм:
-X 1600 3000 4100 7190
- Y 700 700 2500 2400
-Z 320 320 640 1165
Пределы подач: - линейных, мм/мин - до 10000
- угловых, град/мин Пределы частоты вращения - - - до 360
шпинделя, мин'1 - - 20 - 2500
Мощность главного привода, кВт 30 30 30 -
Габариты, мм: длина х ширина х 19000х
высота - - - 6500x6000
Масса, кг 18000 21000 50000 105000
130
4. МНОГОЦЕЛЕВЫЕ СТАНКИ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ
ТИПА ТЕЛ ВРАЩЕНИЯ
Отличительными особенностями МС для обработки деталей типа тел
вращения от обычных токарных станков с ЧПУ являются:
- возможность обработки вращающимся инструментом;
- возможность поворота по программе шпинделя изделия на заданный
угол (режим точного углового позиционирования);
- возможность вращения шпинделя изделия в режиме круговой подачи.
Поэтому на этих станках можно выполнять все виды токарной обработки,
а также сверлильные, фрезерные и расточные операции вращающимся инстру-
ментом, параллельным и перпендикулярным оси изделия (рис. 4.1).
Режим точного углового по-
зиционирования шпинделя ис-
пользуется при обработке внецен-
тровых отверстий, продольных
или поперечных плоскостей, фре-
зерования лысок, шпоночных па-
зов и т. д. Режим круговой подачи
шпинделя применяется для кон-
турной обработки профильных
канавок, фасонных пазов, полос-
тей переменной глубины, кулач-
ков и других сложных поверхно-
стей.
Рациональные компоновки
современных МС данного типа
создаются по двум направлениям.
Первое направление, когда ком-
поновки МС аналогичны компо-
новкам традиционных токарных
станков с ЧПУ. Второе направле-
ние - компоновки МС аналогич-
ны компоновкам станков для об-
работки призматических деталей.
Станки выпускаются как с
горизонтальным, так и с верти-
кальным расположением оси
шпинделя изделия (ось Z). На-
Рис. 4.1. Примеры выполнения некоторых
характерных переходов на МС для обра-
ботки деталей типа тел вращения
правление оси X совпадает с направлением поперечной подачи.
Положительное направление оси (+Х) принимается по направлению удаления
инструмента от оси вращения заготовки.
Основные показатели технических характеристик ряда наиболее приме-
няемых моделей МС для обработки деталей типа тел вращения приведены в
таблице 4.1, а полная техническая характеристика представлена далее в описа-
нии технологических возможностей, особенностей конструкции и кинематики
этих станков.
131
Таблица 4.1
Многоцелевые станки для обработки деталей типа тел вращения
Параметры 450VT СТМ100П СТМ100П40К 11Б40ПФ30 1П420ПФ4 ИРТ180ПМФ4 17А20ПФ40
Наибольший диаметр заготовки, ус- танавливаемой над станиной, мм 120 125 125 450 400
Наибольший диаметр прутка, мм — 16 40 40 , 50 50 —
Наибольший диаметр обрабаты- ваемой заготовки над станиной / суппортом, мм 100/- 100/- 125/- 200/ 200/ -/250
Обрабатываемая длина (высота), мм — 209 200 100 130 165 1000; 860
Наибольшие перемещения суппор- та: ось Z, X, мм 400 835 - - - 200 200 400 245 1000 225
Число позиций револьверной голов- ки (емкость магазина), шт 12 12 16 (12) 12(12) 12
Пределы частот вращения шпин- деля (инструментального), мин'1 18...8000 50...4000 50...4000 40...4000 (40...2500) 20...4000 (20... 2500) 20...4000 (40...4000) 40...4000 (nmax = 3000)
Пределы рабочих подач: по осям X и Z, мм/мип по координате С, мин'1 1...6000 0,0028... 16 1...10000 0,0028...28 0,7... 6000 0,002...20 2...3000 0,008...5,5 1...5000 0,01...16
Скорости быстрых ходов: по оси X и Z, м/мин по координате С, мин'1 12 - - 10,6 10; 15 20 1; 1,5 - 10; 15
Наибольшие усилия подач по осям Z, X, кН — 8; 4 12; 6 6; 4 15; 7,5
Мощность двигателя, кВт: главного движения инструментальных шпинделей 10; 18 7,5 0,75 7,5 0,75 13,8 35 - 22 3,7 18,5
Габаритные размеры, мм 5100x3300 хЗЮО 3860х1720х 1675 3360x1720 Х1675 3200x1700 х2320 4130x2260 х2300 2751x2170 х1650 3850x1660 Х1750
_ Параметры Наибольший диаметр заготовки, ТМЦ-200
устанавливаемой над станиной, мм Наибольший диаметр обрабаты- ваемой заготовки над станиной / суппортом, мм 250/
Обрабатываемая длина (высота)» мм
Наибольшие перемещения суп- порта по осям Z, X, мм -
Число позиций револьверной го- ловки (емкость магазина), шт (16)
Пределы частот вращения шпин- деля (инструментального), мин 1 50... 3000 (100...3000)
Пределы рабочих подач: по осям X и Z, мм/мин по координате С, мин’1 5...1000
Скорости быстрых ходов: по оси X и Z, м/мин по координате С, мин'1 10
Наибольшие усилия подач по осям Z, X, кН __
Мощность двигателя, кВт: главного движения инструментальных шпинделей 11
Габаритные размеры, мм 3420x1410 х2300
Продолжение табл. 4.
МК7130ФЗ 1727Ф6 DL 20 СТМ220К СТМ320К 600VT
300 430
275 /- 300/300 320/- 400 / 220 500 / 320
100 120 165 500 450
300 315 400 600
550 300 245 800
12 15 . . .(12) .. £12) (20; 40)
10...3125 0...5000 12...2800 10...2000 600
3500 (4000) (40...4000) (30...3000) (30...3000) (25...6000)
- 4000 1...5000 0,01...16 1...10000 1... 10000 1...10000
30 10 15 — 10...15
- 20 —
— 1,4; 0,7 8
20 — 20; 26; 34 18,5 22
3 3 10
2650x2650 5890x2850 2870x2170 4700x2010 5000x1710 3730x3460
Х2200 x2J45 _ _х2100 _ х2520 _ х2750 х3690__
LU
Параметры 1740РФ3.31 ГВ63МФ5
Наибольший диаметр заготовки, ус- танавливаемой над станиной, мм 680 ._
Наибольший диаметр обрабатывае- мой заготовки над станиной / суп- портом, мм 630/400 630 / -
Обрабатываемая длина (высота), мм 400...1500 (700)
Наибольшие перемещения суппорта 1520; 1120;
по осям Z, X, Y, мм 385;- 1000; 870
Число позиций револьверной голов- ки (емкость магазина), шт 12 И...24
Пределы частот вращения шпинде- ля (инструментального), мин'1 10...2500 6,3... 1000; 8...1250 (8... 1600)
Пределы рабочих подач: по осям X, Z (Y), мм/мин 0,1... 10000 1...2000 (1...2000)
по координате С, мин'1 — --
Скорости быстрых ходов: по осям X, Z (Y), м/мин 10 10(10)
по координате С, мин'1 — —
Наибольшие усилия подач по осям Z, X, кН — —
Мощность двигателя, кВт: главного движения 51 70
инструментальных шпинделей ..... —
Габаритные размеры, мм 4490x2490 хЗЮО —
Продолжение табл. 4.1
ТВ63МФ4 1757Ф4 1П757Ф4 СТМ450 ГВ8ОМФ5
750 750
630/- 650 / 560 650 / 560 800 / 450 800/-
(700) 1000...3000 400 630 (700)
1120; 1100...3100 800; 1120;
1000; 420; - 420;- 1000; 870
И...24 12 12 _Л16) 11...24
6,3... Ю00; 5...800;
8... 1250 10...2000 10...2000 6...1400 6,3...1000
(8...1600) (10...1100) (10...1100) (30...3000) (8...1600)
1...2000
1...2000 1...4000 1...4000 1...10000 (1...2000)
- 0,1...10 0,1...10 -
10 10 10 — 10(10)
— 14 14 —
20 20 — —
70 30 30 37 70
— 3 -
5300x2700 4150x2700 5090x2040
— х2900 х2900 х2460 -
Параметры ТВ80МФ4 1А512МФ4
Наибольший диаметр заготовки,
устанавливаемой над станиной, —
ММ —
Наибольший диаметр обрабаты-
ваемой заготовки над станиной / суппортом, мм 800/- 1250/-
Обрабатываемая длина (высота),
ММ (700) (1000)
Наибольшие перемещения суп- 1120 800
порта по осям Z, X, мм 1000 1350
Число позиций револьверной го-
ловки (емкость магазина), шт 11...24 (7...12)
Пределы частот вращения шпин- 5...800;
деля (инструментального), мин'1 (8... 1600) 1...335
Пределы рабочих подач;
по осям X и Z, мм/мин 1...2000 0,1...1000
по координате С, мин'1 — —
Скорости быстрых ходов:
по оси X и Z, м/мин 10 6
по координате С, мин1 — —
Наибольшие усилия подач по осям Z, X, кН
Мощность двигателя, кВт:
главного движения 70 55; 70
инструментальных шпинделей —
4860x4860
Габари тные размеры, мм _ х6500
Окончание табл. 4.1
1А516МФ4 1А525МФ4 1А532ЛМФ4 1В540МФ4-01 1А550МФ4-01
- - -
- . . — — .
1600/ 2500/ - 3200/- 4000 / - 5000/-
(1000) (1600) (1600) (2500) (2500)
800
1350 — —
— - — --
(7-12) (10.. .12) (10...12) : -
0,80—278 0,27—138 0,22...110 0,63.. .63 0,45.. .45
0,1. ..1000 - - - -
— .
6 - -
— — — —
— — —
55; 70 55 55 125 140
4860x4860 6540x6090 7190x6370 4950x10100 9500x16400“
х6500 х5300 х5300 х12000 Х12370
МНОГОЦЕЛЕВОЙ ВЕРТИКАЛЬНЫЙ ТОКАРНЫЙ СТАНОК 450VT
Станок предназначен для обра-
ботки в условиях серийного произ-
водства деталей небольших разме-
ров типа фланцев (с соотношением
длины к диаметру L/D<3) с высокой
точностью и надежностью.
Типовые детали-представители:
фланцы, шестерни, кольца подшип-
ников, ролики, шкивы, детали насо-
сов и компрессоров, муфты, детали
гидравлической аппаратуры, детали
для нефтегазовой и химической
промышленности.
В качестве заготовок могут
быть использованы порезка из
Рис. 4.2. Общий вид станка
прутка, поковки или отливки, порошковые спеченные детали, пластмассовые
отливки, предварительно обработанные детали и другие виды заготовок.
Станок с двумя стационарными столами, на которых установлены револь-
верные головки, и с двумя шпиндельными бабками, оснащен манипулятором
перемещения детали (рис 4.2).
Данный модуль работает по принципу pick-up («пик-ап») - шпиндель стан-
ка с патроном забирает деталь с позиции загрузки и перемещается в позицию
выгрузки. Отсюда сокращение стоимости оборудования, производственных за-
трат на персонал и существенное сокращение времени загрузки-выгрузки при
одновременном упрощении конструкции. Благодаря коротким холостым пере-
мещениям время «от реза до реза» при смене детали не превышает 5-7 с.
Автоматическая загрузка также значительно облегчает полную автоматиза-
цию производства. Загрузочная позиция станка может быть легко соединена с
Рис. 4.3. Компоновка станка
общей цеховой транспортной системой и
превращает отдельно стоящий станок в
гибкую производственную ячейку. Авто-
номная работа станка гарантирует мно-
гостаночное обслуживание и сокращение
обслуживающего персонала. Дополни-
тельным преимуществом является воз-
можность разделения зон загрузки и раз-
грузки на две стороны станка, тогда как
для традиционного станка доступ возмо-
жен только спереди или сверху, т.е. и за-
грузка, и выгрузка осуществляются в од-
ном направлении.
Благодаря тому, что револьверная го-
ловка установлена на столе неподвижно,
станок имеет более высокую жесткость по
136
сравнению с традиционной компоновкой (где головка расположена на каретке).
Образующаяся при резании стружка ссыпается вниз на транспортер и не
попадает на направляющие и элементы привода и не остается на выступающих
элементах конструкции.
Благодаря применению направляющих качения, вынесенных из зоны обра-
ботки, достигается высокая точность позиционирования узлов станка.
Станок 450VT - это фактически два станка в одной рабочей зоне. Шпинде-
ли независимы друг от друга, что позволяет полностью использовать потенциал
режущего инструмента (режимы обработки на одном шпинделе не зависят от
другого шпинделя). Перемещения по осям двух шпинделей также полностью
независимы друг от друга, что позволяет изменять коррекцию инструмента на
обоих шпинделях независимо. Оптимальная конструкция станины и шпиндель-
ных бабок исключает взаимное влияние шпинделей, позволяя одновременно
осуществлять черновую обработку на одном шпинделе и чистовую - на другом.
Наличие устройства переворота детали (кантователя) позволяет осущест-
вить полную обработку детали с одной стороны на одном шпинделе, передать
деталь с переворотом на другой шпиндель, где обработать ее полностью с дру-
гой стороны. Кантователь за счет системы центрирования заготовки обеспечи-
вает практически полное отсутствие осевого и радиального биения после пере-
ворота, что гарантирует минимальное биение одного торца относительно дру-
гого.
Система ЧПУ работает в двухканальном режиме и обеспечивает комплекс-
ную обработку детали в позиционном и контурном режимах программного
управления.
Техническая характеристика
Наибольший диаметр устанавливаемой заготовки, мм........120
Наибольшие программируемые перемещения шпиндельной
бабки, мм:
-продольное перемещение (ось X)......................... 835 (каждая)
-вертикальное перемещение (ось Z)....................... 400 (каждая)
Скорость быстрого перемещения по осям X, Z, м/мин....... 12 (15)*
Точность позиционирования по осям X, Z, мм..............±0,01
Наибольшее расстояние от торца патрона до поверхности стола,
не более, мм ........................................... 500
Пределы частот вращения шпинделя, мин’1................. 18...8000*
Наибольший крутящий момент на шпинделе, Нм:
при мощности двигателя 10 кВт...........................60±10%
при мощности двигателя 18 кВт........................... 140±10%
Общая мощность установленных двигателей, кВт............ 33,15 (49,8)*
Габаритные размеры станка с приставным оборудованием, мм... 5100x3300x3100
Масса станка с приставным оборудованием, не более, кг... 11000
* В зависимости от исполнения и комплектации станка
137
МНОГОЦЕЛЕВЫЕ ПРУТКОВЫЕ СТАНКИ МОДЕЛИ
СТМ100П, СТМ100П40К
Станки предназначены для об-
работки деталей типа фланцев, вту-
лок, шестерен, валиков, коротких
осей, мелких корпусов, стаканов, по-
лумуфт из различных сталей и спла-
вов.
На станках можно выполнять
следующие операции:
- токарную обработку в патроне ци-
Рис. 4.4. Общий вид станка
линдрических, конических и фасон-
ных поверхностей деталей; подрез-
ку торцов, нарезание резьб, обработку внутренних поверхностей центровым
инструментом;
- сверление и фрезерование винтовых пазов и больших лысок вращающимся
инструментом при следящем вращении шпинделя изделия.
Станки оснащены: агрегатом подачи прутка; механизмом приема деталей;
устройством для удаления стружки из зоны резания; трехкулачковым и цанго-
вым патронами для крепления заготовок.
Технические характеристики
СТМ100П СТМ100П40К
Класс точности................................. В В
Нормы точности
Точность позиционирования:
- продольного перемещения, мм..................... 0,004 0,004
- поперечного перемещения, мм.................. 0,003 0,003
Круглость:
- образца изделия, мкм.............................. 3 3
- образца изделия из прутка, мкм................. 30 30
Шероховатость обработки Ra, мкм................ 0,63 0,63
Наибольший диаметр изделия, мм:
- устанавливаемого в патроне...................... 125 125
- обрабатываемой поверхности....................... 100 100
- прутка........................................... 16 40
Наибольшая длина заготовки, мм:
- в патроне........................................ 209 200
- прутка....................................... 1000 1000
Диапазон рабочих подач по осям:
- X, Z, мм/мин.................................... 1-6000 1-10000
- С, мин1....................................... 0,0028-16 0,0028-28
Пределы частоты вращения шпинделя, мин’1....... 50-4000 50-4000
138
Мощность главного привода, кВт................... 7,5 7,5
Мощность привода инструментального шпинделя,кВт 0,75 0,75
Количество позиций револьверной головки...... 12 12
УЧПУ............................................ 2Р32М 4СК
Габариты, мм:
-длина.......,............................... 3860 3360
-ширина.......................................... 1720 1720
- высота......................................... 1675 1675
Масса, кг........................................ 2200 2200
ТОКАРНО-РЕВОЛЬВЕРНЫЙ МНОГОЦЕЛЕВОЙ
АВТОМАТ С ЧПУ 11Б40ПФ30
Предназначен для
комплексной двусторонней
обработки деталей повышенной
сложности из прутков в
автоматическом цикле, а также
штучных заготовок — в
полуавтоматическом.
Применяется в мелко- и
среднесерийном производстве.
На автомате можно обрабаты-
вать-детали с обеих сторон.
Неподвижным инструментом,
закрепленным в револьверной голов-
ке, можно производить: обтачивание
Рис. 4.5. Общий вид станка
и растачивание цилиндрических поверх-
ностей, подрезку торцов, отрезку деталей, прорезание канавок, протачивание
конусов, обтачивание радиусных поверхностей, сверление, зенкерование, раз-
вертывание центрального отверстия, нарезание резьбы метчиком и плашкой;
нарезание резьбы резцом, точение и растачивание сложных криволинейных по-
верхностей.
Вращающимся инструментом, закрепленным в револьверной головке
(при заторможенном главном шпинделе), осуществляются: поперечное и осевое
сверление, зенкерование, развертывание, нарезание резьбы метчиком, обсвер-
ловка фланцев, зенкерование отверстий, прорезание шлицев дисковой фрезой;
фрезерование шпоночных пазов, прорезание торцовых пазов.
Вращающимся инструментом, закрепленным в револьверной головке, при
условии доворота левого шпинделя по координате С производится фрезерова-
ние поперечных лысок, плоских, торцовых и пространственных кулачков, кру-
говых пазов и винтовых канавок.
На его жесткой наклонной станине расположены две соосные и противо-
стоящие друг другу шпиндельные бабки, перемещающиеся вдоль линии цен-
тров (координаты Z, W), и поперечный суппорт (координата X) с 16- позицион-
139
ной револьверной головкой. Левая шпиндельная бабка оснащена приводом
вращения шпинделя (координата С).
Привод главного движения осуществляется от электродвигателя постоян-
ного тока через двухступенчатую коробку скоростей, поликлиновую ременную
передачу на приводной вал, с него двумя поликлиновыми ременными переда-
чами с помощью электромагнитных муфт движение передается на левую или
правую шпиндельные бабки. От коробки скоростей также передается вращение
инструменту, закрепленному в револьверной головке. Продольное перемеще-
ние шпиндельных бабок и поперечное перемещение револьверного суппорта
производятся от двигателей постоянного тока с помощью плоскозубчатых пе-
редач и передач винт-гайка качения. Поворот револьверной головки осуществ-
ляется от гидродвигателя и червячной передачи, а зажим — от гидроцилиндра.
Механизм индексации правой шпиндельной бабки позволяет осуществить
индексацию шпинделя через 15°. Точность
обрабатываемых деталей по диаметру — 7-й,
по длине—10-й квалитет.
Револьверная головка поворачивается
на любую позицию по кратчайшему пути без
промежуточной фиксации. Инструмент, за-
крепленный на головке, вращается только в ее
рабочей позиции. Зажимные полые патроны и
вращающиеся полые силовые гидроцилиндры
обеспечивают надежный зажим обрабатывае-
мой заготовки.
Все поверхности скольжения, зубчатые рис 4 6 Компоновка станка
зацепления и подшипники (за исключением
подшипников с бессменной смазкой) обслуживаются непрерывной и импульс-
ной автоматическими централизованными системами смазки.
Автомат оснащен ленточным транспортером для удаления стружки в сбо-
ре с баком и блоком охлаждения.
Ограждение каркасного типа с открывающейся дверью, откидными лю-
ками и возможностью быстрого демонтажа обеспечивает свободный доступ ко
всем узлам станка при его обслуживании и ремонте.
Электрошкаф с электрическим и электронным оборудованием встроен в
станок. Все коммутационные приборы расположены в доступных местах.
Станок оснащен шестикоординатной системой контурного ЧПУ «Уни-
кон-20».
Техническая характеристика
Класс точности................................... П
Предельные размеры обрабатываемой заготовки, мм:
- прутка....................................... 40x2000
-штучной...................................... 125x100
Наибольший диаметр сверления вращающимся инстру-
ментом, закрепленным в револьверной головке, мм.. 12
Наибольший диаметр пальцевой фрезы, мм........... 12
140
Наибольшая толщина дисковой фрезы, мм.............. 6
Частота вращения, мин'1:
- шпинделя левой бабки............................. 40—4000
- шпинделя правой бабки........................... 40—2500
- инструментальных шпинделей револьверной головки... 40—2500
Наибольший ход, мм:
- шпиндельных бабок............................... 220
- револьверного суппорта.......................... 90
Рабочая подача шпиндельных бабок и револьверного суп-
порта, мм/мин...................................... 0,7—6000
Круговая подача шпинделя левой бабки, мин'1........ 0,002—20
Скорость быстрых перемещений шпиндельных бабок и
револьверного суппорта, м/мин...................... 10,6
Дискретность перемещений шпиндельных бабок и ре-
вольверного суппорта, мм........................... 0,001
Дискретность по координате С левого шпинделя, град... 0,036
Дискретность угла механизма индексации правого шпин-
деля, град.................................... 15
Диаметр отверстия под державки, мм................. 40
Размеры сечения резцов, устанавливаемых в державках,мм 16x16
Число позиций револьверной головки................. 16
Усилие осевой/радиальной подачи, кН................ 8/4
Наибольший крутящий момент на шпинделе, Нм......... 225
Мощность электродвигателя главного движения, кВт... 13,8
Габаритные размеры без приставных агрегатов, мм.... 3200x1700x2320
Масса без приставных агрегатов (с агрегатами), кг.. 5000 (6000)
МНОГОЦЕЛЕВОЙ ПАТРОННО - ПРУТКОВЫЙ СТАНОК 1П420ПФ40
Станок предназначен для
токарной и
сверлильно-фрезерной
деталей типа тел
Рис. 4.7. Общий вид станка
доделочной .
обработки
вращения
(фланцев, колец, втулок, дисков и
др.) из стали, чугуна и цветных j
сплавов из прутка диаметром до
50 мм в автоматическом цикле, а
также штучных заготовок
диаметром до 200 мм
полуавтоматическом цикле
условиях мелкосерийного и се-
рийного производства. На станке
в
в
можно производить полную
токарную обработку, включая обработку криволинейных поверхностей, впе-
центровых отверстий с нарезанием резьбы на торце и по периферии детали,
141
фрезерование прямолинейных и криволинейных пазов, а также лысок и кулач-
ков. На станке возможна токарная обработка с большими усилиями резания и
на высоких скоростях.
Станок смонтирован на трубчатой литой чугунной станине с наклонными
закаленными прямоугольными направляющими, по которым перемещается
суппорт (рис. 4.8).
Крестовый суппорт имеет механизм уравновешивания револьверной го-
ловки. На всех направляющих наклеены накладки из наполненного фторопла-
ста для уменьшения сил трения при перемещении и улучшения характеристик
разгона-торможения. Прецизионный шпиндель смонтирован на высокоточных
радиально-упорных шариковых подшипниках в жестком чугунном корпусе
шпиндельной бабки. Все это позволяет добиться высокой точности обработки.
Двенадцатипозиционная револьверная головка (с возможностью установ-
ки в любую позицию осевого и радиального инструмента) обеспечивает высо-
кие технологические возможности станка. Жесткость и точность положения
инструмента обеспечиваются зажимом револьверной головки на высокоточные
зубчатые полумуфты.
Мощный привод главного движения, состоящий из двигателя постоянно-
го тока Ml (рис. 4.10), поликлиновой передачи и шпинделя, позволяет вести
высокоэффективную обработку на высоких режимах.
Значительное расширение технологических возможностей станка обеспе-
чивается наличием круговой подачи шпинделя изделия и привода вращения ин-
струмента в револьверной головке. Это позволяет производить обработку кре-
пежных и резьбовых отверстий, различных пазов, плоскостей как на торце, так
и на цилиндрической поверхности деталей.
Применение в приводах подач высокомоментных двигателей постоянного
тока М3, М4 и шариковых винтовых пар в комплекте с фотоимпульсными дат-
чиками обратной связи обеспечивает высокую точность перемещения суппорта
и обработки детали.
В станке предусмотрена встройка системы измерения детали и автомати-
ческой коррекции положения инструмента.
Станок оснащен устройством ЧПУ комбинированного типа "Электроника
МС 2101.05". Применяемая оперативная система управления значительно уп-
рощает процесс программирования благодаря наличию большого количества
вспомогательных функций (циклы многопроходной токарной обработки, наре-
зания резьб резцом и метчиком, глубокого сверления и зенкерования осевым
центровым и внецентровым, радиальным инструментом, фрезерования пазов и
плоскостей, измерения детали и другие).
Станок имеет автоматический гидрофицированный механизм зажима за-
готовок (диаметром до 200 мм) в трехкулачковом патроне.
Для выгрузки из рабочей зоны готовых деталей из пруткового материала
установлено разгрузочное устройство. Станок комплектуется транспортером
для уборки стружки. Наклонные направляющие станины и встроенный транс-
портер обеспечивают свободный сход стружки и ее автоматическое удаление.
142
Рис. 4.8. Компоновка станка Рис. 4.9. Размеры рабочего пространства
Техническая характеристика
Наибольший диаметр обрабатываемой заготовки, мм:
- над станиной.................................. 200
- пруток...................................... 50
Наибольшая длина заготовки, мм.................. 130
Перемещения суппорта по осям Z, X, мм........... 675, 200
Дискретность перемещений по осям:
-Х/Z, мм........................................ 0,0005/0,001
- С, град/импульс............................. 0,01
Индексируемый поворот шпинделя, град............ 0,01x36000
Конец шпинделя по ГОСТ 12595 - 85............... 2 - 6Ц
Количество инструментов в магазине, шт.......... 12
Наибольшие размеры вращающихся инструментов, мм:
- диаметр сверла................................. 12
- ширина дисковой фрезы....................... 6
- диаметр концевой фрезы...................... 20
- диаметр метчиков............................ М12
Пределы частот вращения, мин'1:
- шпинделя заготовки............................ 20... 4000
- инструментальных шпинделей.................. 20.. .2500
Пределы рабочих подач:
- X, Z, мм/мин.................................. 2.. .3000
- С, мин'1.................................... 0,008...5,5
Скорость быстрых перемещений:
-X7Z, м/мин................................... 10/15
- С, мин'1.................................... 20
Наибольшее усилие подачи по X, Z,kH............. 12, 6
Мощность главного привода, кВт.................. 35
143
Рис. 4.10. Кинематическая схема станка 1П420ПФ40
МНОГОЦЕЛЕВОЙ СТАНОК ИРТ180НМФ4
Станок предназначен для ком-
плексной высокопроизводительной об-
работки деталей типа тел вращения из
штучных заготовок и прутка в условиях
серийного производства.
На модуле можно производить
точение, нарезание резьб резцами, свер-
ление координатных отверстий по
наружной цилиндрической и торцовой
поверхностям деталей, фрезерование
плоскостей, поверхностей и пазов
сложной конфигурации, нарезание Рис. 4.11. Общий вид станка
резьб метчиками и резцами.
Станок имеет прямолинейную станину, на которой жестко закреплена
шпиндельная бабка. По стальным закаленным направляющим параллельно оси
шпинделя (ось Z) перемещаются сани, на которых установлен поперечно-
подвижный (ось X) ползун. Совместно сани и ползун образуют двухкоординат-
ный суппорт станка, на котором монтируется 12-позиционная револьверная го-
ловка с горизонтальной осью вращения (рис. 4.12)
Станок оснащается отдельно стоящим устройством для автоматической
смены инструментальных барабанов на револьверной головке. Сменные бара-
баны предварительно устанавливаются в на-
копителе, в котором возможно выполнять их
переналадку во время работы станка. Авто-
матическая размерная настройка инструмен-
тов осуществляется непосредственно на
станке с помощю измерительной контактной
головки, которая во время обработки убира-
ется.
Для автоматического контроля разме-
ров заготовки и обработанной на станке де-
тали в инструментальном барабане дополни- Рис 4 ] 2 Компоновка станка
тельно устанавливается контактная измери-
тельная головка. Система автоматического измерения заготовок и деталей по-
зволяет вводить необходимую коррекцию в управляющую программу для
обеспечения заданного качества обработки.
Станок оснащен многофункциональной контурно-позиционной системой
ЧПУ.
Главное движение осуществляется регулируемым электродвигателем Ml,
крутящий момент от вала которого передается к шпинделю через двухступен-
чатую коробку скоростей и зубчато-ременную передачу Z56/Z56 (рис 4.13).
Позиционирование шпинделя по угловой координате С с высокой точно-
стью и дискретностью 0,001° осуществляется высокомоментным электродвига-
телем М3 через редуктор и зубчатые передачи.
145
-U
о
т=3
т=2
Рис. 4.13. Кинематическая схема станка ИРТ180ПМФ4
Трехкулачковый самоцентрирующий патрон с быстросменными ком-
плектами кулачков обеспечивает быструю переналадку станка.
Разжим и зажим патрона осуществляется также электродвигателем М3,
который в этом случае с помощью выключающейся зубчатой передачи отсо-
единен от шпинделя, а другой включающейся передачей присоединен к корпу-
су с гайкой механизма зажима. Шпиндель при этом автоматически фиксируется
в исходном угловом положении. Усилие зажима патрона контролируется кру-
говым датчиком, соединенным с тарированной пружиной в механизме зажима с
помощью зубчато-реечного зацепления.
Крутящий момент инструментальному шпинделю с вращающимся инст-
рументом передается от электродвигателя М2 через зубчатый ремень, привод-
ной вал и зубчатую муфту.
Смена инструментальных барабанов осуществляется пневмоцилипдрами,
а поворот платформы устройства смены барабанов - высокомоментным элек-
тродвигателем М7 через редуктор и дополнительную зубчатую передачу.
Движение продольной подачи саней и поперечной ползуна осуществляет-
ся соответственно от высокомоментных электродвигателей постоянного тока
М4 и М5 через зубчато-ременные передачи и шарико-винтовые пары.
Герметичная рабочая зона обеспечивает обработку деталей с обильной
подачей СОЖ. Станок оснащен транспортером для уборки стружки из зоны ре-
зания. Степень автоматизации модуля позволяет использовать его как автоном-
но, так и в составе гибких производственных систем.
Техническая характеристика
Наибольший диаметр обрабатываемой детали, мм..... 200
Наибольшая длина обрабатываемой детали, мм........ 165
Наибольший диаметр прутка, проходящего через отвер-
стие в шпинделе, мм............................... 50
Наибольший диаметр сверления
не вращающимся/вращающимся инструментом, мм....... 20/12
Наибольшее сечение резца, мм...................... 20x20
Наибольший диаметр фрезы, мм...................... 20
Конец шпинделя по ГОСТ 12595-72................... 1-6М
Количество индексируемых рабочих позиций револьвер-
ной головки....................................... 12
Количество инструментальных гнезд:
- по периферии револьверной головки............... 12
- по торцу револьверной головки................... 12
Наибольшее программируемое перемещение по X, Z, мм... 245, 400
Диапазон частот вра!цепия шпинделя изделия, мин'1. 20.. .4000
Наибольший крутящий момент на шпинделе изделия, Нм 630
Диапазон частот вращения сверлильно-фрезерного шпин-
деля, мин'1....................................... 40.. .4000
Наибольший крутящий момент на сверлильном фрезер-
ном шпинделе, Нм.................................. 35
147
Диапазон рабочих подач, по осям X, Z, мм/мин........ 1...5000
Диапазон рабочих подач по оси С, мин’1.............. 0,01... 16
Скорость быстрых перемещений по осям X, Z, м/мин.... 10,15
Наибольшее усилие подачи по осям X, Z, кН........... 4,6
Время смены позиции револьверной головки, с......... 15
Габаритные размеры без приставного оборудования, мм... 2751х2170х 1650
Габаритные размеры с приставным оборудованием, мм.... 3810х3425х1650
Масса станка без приставного оборудования, не более, кг.. 4500
Масса станка с приставным оборудованием, не более, кг... 7500
Количество управляемых осей (одновременно), шт...... 3(2)
Дискретность перемещения:
- по осям X, У, мм................................ 0,001
- по координате С, град........................... 0,001
Привод шпинделя изделия:
- мощность, кВт................................... 22(18,5-25)*
- частота вращения (номинальная), мин’1............ 1500
- момент номинальный, Нм........................... 134
Электродвигатель подачи саней (ось Z):
-мощность, кВт...................................... 4,6
-частота вращения (максимальная), мин'1............. 2000
Привод сверлильно-фрезерного шпинделя:
-мощность, кВт...................................... 3,7 (3,7-6,2)*
-частота вращения (номинальная), мин'1.............. 1500
-момент номинальный, Нм............................. 23,5 (23,5-34)*
* В зависимости от исполнения и комплектации станка
148
МНОГОЦЕЛЕВОЙ ПАТРОННО-ЦЕНТРОВОЙ СТАНОК МОДЕЛИ
17А20ПФ40
Рис. 4.15. Общий вид станка
Станок предназначен для
выполнения всех видов токар-
ной обработки, включая нареза-
ние резьб резцами и обработку
нецентральных отверстий, ка-
навок, плоских и криволиней-
ных поверхностей.
Станок двухсуппортного
исполнения имеет компоновку,
принципиальная схема которой
приведена на рис. 4.16. Кинема-
тическая схема станка приведена
на рис. 4.17. Вращение шпинделя
осуществляется от двигателя Ml с регулируемой частотой вращения через ремен-
ную передачу со шкивами dl90 и d214, двухступенчатую коробку скоростей и
поликлиновую ременную передачу со шкивами d 187 и d236. Коробка скоростей в
зависимости от положения шестерни-муфты Z45, которая переключается с помо-
щью гидроцилиндра, обеспечивает передачу вращения или напрямую (передаточ-
ное отношение 1:1), или через шестерни Z20/Z56, Z31/Z45 с общим передаточ-
ным отношением 1 = 1:4. Резьбонарезание осуществляется при помощи датчика
BE 192, связанного со шпинделем зубчато-ременной передачей.
Натяжение ременной передачи на шпинделе изменяется в зависимости от
диапазонов частот вращения в коробке скоростей с помощью гидроцилиндра и
зубчато-реечной передачи.
Продольное и поперечное перемещения суппортов осуществляются от регу-
лируемых высокомоментных двигателей М3...Мб с встроенными датчиками об-
ратной связи через соответствующие зубча-
то-ременные передачи и шарико-винтовые
пары с шагом р = 10 мм или р= 5 мм. Для
контроля перемещений в поперечном направ-
лении (координата X) применяются фотоэлек-
трические датчики линейных перемещигий. В
направляющих, которые выполнены по схеме
типа "комбинированный ласточкин хвост",
применена пара трения "металл-пластик" из
антифрикционного композиционного мате-
риала на основе эпоксидной смолы.
Задняя бабка оснащена гидравлическим
приводом выдвижения пиноли и закрепляется
на переходном мостике, который перемещается с помощью продольной каретки
верхнего суппорта. Раскрепление мостика на направляющих станины и его соеди-
нение с кареткой производится с помощью гидроцилиндра Ц1.
Рис. 4.16. Компоновка станка
149
L/1
о
Рис. 4.17. Кинематическая схема станка 17А20ПФ40
Станок оснащен контактным щупом привязки инструмента, который при ра-
боте убирается за счет его поворота вокруг горизонтальной оси при помощи гид-
роцилиндра и передачи рейка-шестерня.
Привод полярной координаты получает вращение от регулируемого двига-
теля М2, который передает вращение на шпиндель через зубчато-ременную пе-
редачу Z20/Z40 и редуктор, содержащий косозубую передачу Z13/Z65 с выбор-
кой зазора и зубчатую передачу с колесами Z34 и Z170. При работе вращающим-
ся инструментом редуктор поворачивается относительно неподвижной оси, и
вводится в зацепление колесо Z34 с колесом Z170 на шпинделе. При токарной
обработке редуктор отключается от шпинделя с помощью пружины.
На станке применяется револьверная головка с вращающимся инструмен-
том.
Техническая характеристика
Наибольший диаметр заготовки над станиной, мм........ 400
Диаметр обрабатываемой заготовки над суппортом, мм... 250
Наибольшая длина обрабатываемой заготовки, мм........ 1 000, 860*
Наибольшая масса устанавливаемой заготовки, кг....... 60
Количество инструментов в револьверной головке, шт... 12
Наибольший ход суппортов по осям X, Z, мм............ 225, 1000
Дискретность задания перемещения по осям X, Z, мм.... 0,001
Количество управляемых осей координат (одновременно). 2 (2)
Пределы частот вращения шпинделя, мин'1.............. 40.. .4000
Пределы величин подач суппортов при перемещении, мм/об:
- продольном......................................... 0,001...40
- поперечном......................................... 0,005... 20
Скорость быстрых перемещений по X, Z, м/мин.......... 10, 15
Наибольший крутящий момент на шпинделе, кН м......... 0,115
Мощность привода главного движения, кВт.............. 18,5 (30)*
Суммарная мощность установленных двигателей, кВт..... 36 (45*)
Время смены инструмента на одну позицию, с........... 1.5
Передний конец шпинделя, условный размер............. 2 6 К
Диаметр патрона, мм.................................. 250 (200)*
Диаметр шейки шпинделя передней опоры, мм............ 100
Диаметр цилиндрического отверстия в шпинделе, мм..... 53
Посадочное отверстие в шпинделе, условный размер..... Морзе 6 АТ6
Диаметр отверстия в револьверной головке под цилиндриче-
ский хвостовик инструментального блока, мм........... 50 (40)*
Конус в задней бабке, условный размер................ 5 Морозе ук.
Наибольшее усилие пиноли, кН......................... 6
Максимальное усилие подач суппортов по осям X, Z, кН. 5; 8
Габаритные размеры полуавтомата, мм.................. 525Ох385Ох
1750
Масса полуавтомата с агрегатами, кг.................. 5800
* В зависимости от исполнения и комплектации станка
151
МНОГОЦЕЛЕВОЙ СТАНОК МОДЕЛИ ТМЦ-200
Станок предназначен для полной токарной обработки изделий тина флан-
цев из черных и цветных металлов в условиях единичного и мелкосерийного
производства.
На станке можно выполнять операции точения, прорезки различных ка-
навок, фрезерования лысок и пазов, сверления и растачивания отверстий на на-
ружной цилиндрической и торцовой поверхностях, нарезание резьбы резцами и
метчиками, фрезерование резьбы фрезами и т.д.
На станке можно вести обработку вращающимся инструментом парал-
лельно и перпендикулярно оси шпинделя.
Главное движение - вращение шпинделя VI (рис. 4.18)- осуществляется от
регулируемого электродвигателя постоянного тока Ml или непосредственно
через две зубчато-ременные передачи Zi/Z2, Z3/Z4 при включении муфты М,
или через передачи перебора Z51/Z93, Z22/Z122. Перебор используют для полу-
чения круговой подачи шпинделя по координате С. Переключение диапазо-
нов производят гидроцилиндрами Ц1, Ц2. В приводе главного движения пре-
дусмотрено тормозное устройство. Для зажима заготовки применяют механи-
зированный ключ с отдельным приводом (на схеме не показан).
Крестовый суппорт А перемещается по двум взаимно перпендикулярным
осям от двигателей постоянного тока М2 и М3. Двигатель М2 продольной
подачи (ось Z) непосредственно связан с ходовым винтом V, двигатель М3
поперечной подачи (ось X) — с ходовым винтом VI. На ходовых винтах уста-
новлены датчики обратной связи.
На суппорте закреплена инструментальная головка, куда можно устанав-
ливать блоки с неподвижными и вращающимися инструментами. Инструмент,
который может работать как в осевом, так и в радиальном относительно
главного шпинделя направлениях, получает вращение от электродвигателя
М4 через зубчатые пары Z36/Z48, Z20/Z30 при включенной муфте М2 в инстру-
ментальном блоке В для осевой обработки или через дополнительные переда-
чи Z24/Z24 в блоке Б для радиальной обработки. Инструментальные блоки
устанавливают на V-образные выступы инструментальной головки. Зажим
блока гидроцилиндром ЦЗ осуществляется через Т-образные пазы. К блоку
прикреплена планка, за которую он захватывается автооператором.
Задняя бабка Е имеет гидроцилиндр Ц4 для перемещения пиноли. За-
жим пиноли и закрепление бабки на станине осуществляется тарельчатыми
пружинами, а разжим - гидроцилиндрами (на рис. 4.18 не показаны).
Устройство автоматической смены инструмента состоит из магазина
Д и автооператора Г. Автооператор извлекает инструментальный блок из ма-
газина, переносит его к инструментальной головке и устанавливает блок в
головку. Автооператор имеет гидроприводы для поворота, вертикального и
горизонтального перемещений захватных губок. Захватные губки приво-
дятся в действие гидроцилиндрами Ц6 и Ц7. Перемещение правой и ле-
вой части автооператора производится гидроцилиндрами Ц8, Ц9, пово-
рот, автооператора— штоком цилиндра Ц5.
152
Рис. 4.18. Кинематическая схема станка модели TMI ], - 200
Цепной магазин с вместимостью шестнадцать блоков приводится во
вращение двигателем М5 через червячную пару Z1/Z60 и цепную переда-
чу Z6/Z6. Т-образный паз блока надевается на Т-образный выступ приспо-
собления на звене магазина и фиксируется под действием пружин, рас-
фиксация осуществляется гидроцилиндром. В качестве отсчетного уст-
ройства при выборе инструмента используют систему сельсинов С1-СЗ,
связанных с магазином через ряд зубчатых передач.
Устройство ЧПУ - «Размер 2М-1300». Программоноситель—перфолента,
ввод информации вручную или от ЭВМ.
Техническая характеристика
Максимальный диаметр обрабатываемой заготовки, мм...... 250
Частота вращения, мин’1:
- шпинделя изделия..................................... 50—3000
- инструментального шпинделя........................... 100 — 3000
Скорость рабочих подач суппорта, мм/мин................ 5... 1000
Скорость быстрого перемещения суппорта, м/мин.......... 10
Точность позиционирования:
- по Z и X, мм......................................... 0,005
- шпинделя в режиме отработки угла поворота............ 12'
Число инструментов в магазине.......................... 16
Габаритные размеры станка, мм.......................... 3420x1410x2300
ДВУХШПИНДЕЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК МОД. МК7130ФЗ
Двухшпиндельный многоцелевой
станок с верхним расположением
шпинделей и самозагрузкой для двусто-
ронней обработки деталей предназначен
для токарной или токарно-
многоцелевой обработки деталей типа
тел вращения в условиях серийного
производства.
Высокомощные и быстроходные
шпиндели обеспечивают высокоточную
окончательную обработку.
Санок оснащается револьверными
головками с вращающимся инструмен-
том и приводом полярной координаты
шпинделя изделия.
Высокопрочная станина из желе-
Рис. 4.19. Общий вид станка
154
зобетона высших марок в металлической оболочке обеспечивает стабильность
размеров, высокие демпфирующие свойства, снижение уровня шума и увели-
чение срока службы режущего инструмента.
Термообработанные шлифованные линейные роликовые направляющие
станины и суппортной группы обеспечивают длительный срок службы и повы-
шенную точность обработки.
На станке выполняется самозагрузка с подающего транспортера, автома-
тическая передача детали с первого шпинделя на второй с переворотом и вы-
грузка обработанной с двух сторон детали на отводящий транспортер. Оба
транспортера встроены в станок. Загрузка за- ,—
готовки и разгрузка детали с транспортера / /—
или на транспортер осуществляется за счет / I
горизонтального перемещения соответст- / / / / J//}/ f [ X \
вующего шпинделя из зоны обработки в зону fi/Sy / / /
транспортера е последующим вертикальным
перемещением в направлении транспортера. /
Транспортеры станка могут быть присоеди- Г Jfl—
йены к цеховой системе перемещения заго- ~~—/
товок и деталей. Подача СОЖ и отвод \
стружки производятся специальной сис-
темой подачи СОЖ и встроенным транс- Рис> 4-20- Компоновка станка
портером.
Станок может быть укомплектован как отечественными, так и импортны-
ми системами ЧПУ, приводами, револьверными головками, электрооборудова-
нием и другими комплектующими.
Техническая характеристика
Класс точности станка по ГОСТ 8-82............. П(В)
Диаметр патрона, мм............................ 250
Наибольший диаметр обрабатываемого изделия, мм.... 275
Наибольшая длина изделия, мм................... 100
Количество шпинделей, шт....................... 2
Количество револьверных головок, шт............ 2
Ход суппорта с шпинделем, мм:
- горизонтальный (координата X)................ 550
- вертикальный (координата Z).................. 300
Наибольшая частота вращения шпинделя, мин’1.... 3500; (2500 - по зака-
зу); (8000 - электро-
шпиндель)
Наибольшая скорость холостых ходов по осям, м/мин.. 30
Мощность главного привода, кВт:
- номинальная.................................. 20
- режим 30%-ной перегрузки..................... 30
Крутящий момент на шпинделе, Нм:
- номинальный................................. 200
155
- режим 30%-ной перегрузки..................... 300
Габаритные размеры станка, не более, мм........ 2650х2650х 2200
Масса станка, кг............................... 5500
Род тока питающей сети......................... Переменный трехфаз-
ный
Напряжение, В................................... 380
Частота тока, Гц............................... 50
ДВУХШПИНДЕЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР МОДЕЛИ 1727Ф6
Станок предназначен для об-
работки деталей (тел вращения) с
выполнением токарных, фрезер-
ных, зубообрабатывающих, свер-
лильно-расточных операций. Ста-
нок обеспечивает последователь-
ную двухстороннюю обработку с
автоматической передачей детали
из патрона в патрон двух шпин-
дельных бабок. Базовый станок
оснащен двумя револьверными
Рис. 4.21. Общий вид станка
Рис. 4.22. Компоновка станка
головками.
Многофункциональность станка, высо-
кие точность (некруглость до 2 мкм) и ско-
рость обработки, возможность применения
современного инструмента позволяют ис-
пользовать его для изготовления высокоточ-
ных и сложных деталей на предприятиях
различных отраслей промышленности.
Наклонная станина обеспечивает сво-
бодный сход стружки и удобный доступ к
обрабатываемой детали.
Техническая характеристика
Предельные размеры устанавливаемых поверхностей, не менее, мм:
наибольший диаметр над станиной............................. 300
диаметр в гидропатроне левом............................... 90-250
диаметр в гидропатроне правом............................... 70-200
Предельные размеры обрабатываемых поверхностей, не менее, мм:
наибольший диаметр над суппортом............................ 300
наибольшая длина (патронное исполнение)..................... 120
Высота устанавливаемого резца в автоматической 4- позиционной
головке с вертикальной осью вращения, мм..................... 20
Высота устанавливаемого резца в 12- позиционной револьверной го-
156
ловке, мм................................................. 20
Диаметр отверстия в 12- позиционной револьверной головке под
цилиндрический хвостовик державки, мм..................... 30
Наибольшее перемещение правой шпиндельной бабки, мм....... 1525
Наибольшее продольное перемещение левого суппорта, мм..... 315*
Наибольшее поперечное перемещение левого суппорта, мм..... 300
Наибольшее поперечное перемещение правого суппорта, мм.... 300
Наибольшее вертикальное перемещение головки револьверной, мм 100(±50)
Дискретность задания перемещения по осям X, U, Z, Y, W, мкм.... 1,0
Пределы частот вращения шпинделей бабки шпиндельной левой и
бабки шпиндельной правой, мин'1.......................... 10-3125
Наибольшая частота вращения инструментального шпинделя 12- по-
зиционной головки револьверной, мин'1.................... 4000
Наибольшая рабочая подача по осям X, U, Z, Y, W, мм/мин... 4000
Скорость быстрых перемещений по осям X, U, Z, Y, W, м/мин.10
Наибольший крутящий момент на шпинделе левой шпиндельной
бабки, кНм.............................................. 0,67
Наибольший крутящий момент на шпинделе правой шпиндельной
бабки, кНм...............................................0,376
Наибольший крутящий момент привода 12- позиционной револь-
верной головки, кНм..................................... 0,02
Суммарная мощность электродвигателей, кВт................. 60
Габаритные размеры станка (вместе с отдельно расположенными 5890х
агрегатами и электрооборудованием), мм.................... 2850х
2345
Масса станка (вместе с отдельно расположенными агрегатами и
электрооборудованием) ориентировочно, кг.................. 10200
* Для патронных работ в двухсуппортном исполнении.
ОБРАБАТЫВАЮЩИЙ МОДУЛЬ DL 20
Станок предназначен для ком- я.
плексной высокопроизводительной об- ПИШИ
работки деталей типа тел вращения из
черных и цветных металлов.
На станке можно производить то- жОйТ'А
чение, нарезание резьб резцами, свер-
ление координатных отверстий по на-
ружной цилиндрической и торцовой
поверхностям деталей, фрезерование
плоскостей, поверхностей и пазов
сложной конфигурации, нарезание Рис. 4.23. Общий вид станка
резьб метчиками.
Кинематическая схема станка представлена на рис. 4.24.
157
ООО Блок измерения L- . 1 инструмента ~ 0=168 мм ц । _ " _ О О z ООО —11—L1—I [ = ] о о ооо п= 1500 мин ' VpzZZ/ZZZz —J ооо ф Jssd- bsxk. Л\ \\JL ——л Г"1 IL pf] ИБКНм \ a L| —|!— —У Г п=1000мин \ —Ц-J Г1дроцилиндр \ Инструментальный L —1 ребольберной \ ^лок ' tjF\ ) \ головки 0=13с мм \ Инструментальный Злак
Рис. 4.24. Кинематическая схема станка модели DL 20
Привод главного движения смонтирован в корпусе шпиндельной бабки и
обеспечивает вращение шпинделя от регулируемого электродвигателя Ml при
токарной обработке, круговую подачу и точное позиционирование заготовке по
координате "С".
х Вращение сверлильно-фрезерных ин-
струментальных шпинделей осуществляется
от регулируемого электродвигателя М3 через
зубчато-ременную передачу.
Трехкулачковый самоцентрирующий
патрон с быстросменными комплектами ку-
। //// лачков обеспечивает быструю переналадку
। станка.
s' Станок оснащен направляющими,
обеспечивающими высокую точность пере-
Рис. 4.25. Компоновка станка мещения узлов.
Суппорт станка содержит продольно-
подвижные сани и поперечно-подвижный ползун со встроенной револьверной
головкой (рис. 4.25).
В приводах подач применяются высокомоментные электродвигатели М4,
М5 и шарико-винтовые передачи.
Станок оснащен контурно-позиционной системой ЧПУ, системами авто-
матического контроля размеров обрабатываемых деталей, автоматического кон-
троля размерной настройка инструмента, автоматического контроля поломки и
износа инструмента.
Станок имеет встроенный транспортер для уборки стружки из зоны реза-
ния.
Техническая характеристика
Наибольший диаметр устанавливаемой над станиной детали, мм. 430
Наибольший диаметр обрабатываемой детали, мм:
- при токарной обработке.................................. 320
- при сверлильно-фрезерной обработке....................... 200
Наибольший диаметр необрабатываемой части детали внутри шпин-
деля, мм............................................ 40
Наибольшая длина обрабатываемой части детали, мм........... 165
Наибольшее сечение резцов, мм.............................. 25 х 25
Наибольший диаметр сверления невращающимся инструментом, мм 32
Пределы диаметров сверления невращающимся инструментом, мм:
-по стали................................................ 3-14
-по цветным сплавам........................................ 3-20
Диапазон шагов резьб, нарезаемых резцом, мм................ 0,5-50
Диапазон резьб, нарезаемых метчиком, мм.................... М6-М16
Номинальная мощность привода главного движения, кВт........ 20;26*;34*
Диапазон частот вращения шпинделя, мин’1................... 0-5000
159
Дискретность задания подач, мм/мин:
-в токарном режиме.......................................... 1
-в фрезерном режиме......................................... 0,01
Дискретность задания углового перемещения, град............. 0,001
Скорость быстрых перемещений шпинделя (ось С), мин'1........ 20
Скорость быстрых перемещений по осям Хи/, м/мин............. 15
Дискретность задания линейного перемещения по осям Хи Z, мм. 0,001
Наибольшее перемещение по осям X и Z, мм.................... 245; 400
Усилие подачи по осям X и Z, кН............................. 0,7; 1,4
Количество индексируемых позиций револьверной головки, шт... 15
Количество инструментальных гнезд, шт....................... 15
Время поворота револьверной головки на одну позицию, с...... 0,8
Максимальное количество вращающегося инструмента, шт........ 15
Номинальный момент привода вращения сверлильно-фрезерного
инструмента, Нм............................................. 27
Диапазон частот вращения инструмента, мин'1................. 40-4000
Габаритные размеры станка без приставного оборудования, мм.. 2870x2170
х2100
Масса станка без приставного оборудования, кг............... 3800
* В зависимости от исполнения и комплектации станка
МНОГОЦЕЛЕВЫЕ СТАНКИ МОДЕЛЕЙ 1П757Ф4 И 1757Ф4
Полуавтоматы токарные многоце-
левые кроме традиционной токарной
обработки позволяют производить обра-
ботку гладких и резьбовых отверстий
(торцовых соосных и несоосных, ради-
альных), фрезерование радиальных пря-
молинейных пазов и лысок, торцовых
прямолиней-
ных и фасон-
ных
условиях мел-
косерийного и
серийного производств. Полуавтоматы изготавлива-
ются с приводами и устройствами ЧПУ
электротехнических фирм.
пазов в
Рис. 4.26. Общий вид станка
различных
Рис. 4.27. Компоновка станка
Технические характеристики
1П757Ф4
Наибольший диаметр заготовки, устанавливаемой над
кожухом станины, мм:.............................. 750
Наибольший диаметр обрабатываемой заготовки, мм:
- над кожухом станины............................. 650
1757Ф4
750
650
160
- над суппортом................................
Наибольшая длина обрабатываемой заготовки, мм..
Высота центров, мм.............................
Количество позиций револьверной головки........
Количество позиций в нижней револьверной головке па
2- суппортных станках..........................
Количество суппортов...........................
Размер конца шпинделя передней бабки по DIN....
Диаметр пиноли задней бабки, мм................
Диаметр сквозного отверстия в шпинделе, мм.....
Диаметр изделий, зажимаемых в люнетах, мм......
Наибольшее автоматическое перемещение пиноли зад-
ней бабки, мм..................................
Наибольший крутящий момент на шпинделе изделия
при круговой подаче (ось С), Нм................
Частота вращения шпинделя инструмента, мин’1...
Максимальный диаметр сверления вращающимся ин-
струментом револьверной головки, мм............
Максимальный диаметр резьбы, обрабатываемой вра-
щающимся инструментом револьверной головки, мм..
Размер хвостовика инструментального блока, мм..
Наибольшее перемещение суппорта, мм:
- продольное...................................
- поперечное...................................
Дискретность задания перемещения по осям Z, X, мм...
Частота вращения шпинделя, мин’1...............
Наибольшее усилие резания, кН..................
Пределы значений шага резьб, обрабатываемых токар-
ным инструментом, мм...........................
Количество управляемых координат/количество одно-
временно управляемых координат..............
Рабочие подачи:
- ио оси X, Z, мм/мин..........................
- по оси С шпинделя, мин'1.....................
Быстрые перемещения:
- суппорта по оси X, Z, мм/мин.................
- шпинделя по оси С, мин'1.....................
Наибольший крутящий момент на шпинделе, кНм....
Наибольший крутящий момент на шпинделе вращаю-
щегося инструмента, Нм.........................
Мощность главного привода, кВт.................
Габаритные размеры, мм:........................
Масса, кг......................................
560 560
400 1 000
405 405
12 12
12(6)* 1 (2)* 2-11М 12(6)* 1 (2)* 2-11М
- 120
103 103
20... 100 20... 100
160 160
600 600
10...1100 10...1100
30 30
16 16
60 60
800 1100
420 2100
0,001 0,001
10...2000 10...2000
20 20
3/3 3/3
1...4000 1...4000
0,1...10 0,1...10
10000 10000
14(20) 14(20)
2,5 2,5
0,1...9999,9 0,1...9999,9
* В зависимости от исполнения и комплектации станка
100 100
30 (60)* 30 (60)*
4150х2700х 5300х2700х
2900 2900
9500 11000
(9900)* (15000)*
161
МНОГОЦЕЛЕВЫЕ СТАНКИ СЕРИИ СЛТ
Многоцелевые токарные станки
типа СЛТ позволяют производить то-
карную обработку в патроне или на
планшайбе различных заготовок по
двум осям (X, Z). Дополнительно ста-
нок может
оснащаться
устройством
для пози- Рис. 4 28. Общий вид станка
ционирова-
ния шпинделя (координата С), позволяющим произ-
водить на заготовках сверлильные и фрезерные опе-
рации (аксиальные и радиальные).
Рис. 4.29. Компоновка станка
Технические характеристики
СЛТ240 СЛТ320 СЛТ400/ 1000 СЛТ500/ 1000
Наибольший диаметр детали, ус- танавливаемой над станиной, мм 420 450 535 610
Наибольший диаметр обработки над суппортом, мм 240 270 355 430
Наибольшая длина обработки детали, мм 500 600 1000 1000
Наибольший вес обрабатывае- мой детали, кг: - в патроне 100 135 190 (1500)* 300
- в центрах 180 270 600 800
Перемещение по осям, мм: - по оси Z 600 650 1115 1100
- по оси X 165 180 220 345
Пределы частот вращения шпин- деля, мин'1 30-5000 40-4000 30-3500 50-2800
Количество диапазонов переключения (6000)* 1 2 2 2
Диаметр проходного отверстия шпинделя, мм 60 82 82 102
Внутренний диаметр трубы для подачи заготовки через шпин- дель, мм 48 72 72 90
Количество инструментов в ре- вольверной головке 12 12 12 6
Размеры гнезда для инструмента, мм 20x20 25x25 25x25 35x25
162
Время смены инструмента, с 0,5(0,35)* 1,1 1,1 1,1
Мощность главного привода, кВт 11(15,0)* 18,5(22,0)* 20,0(24,0)* 22(26,0)*
Максимальный крутящий мо- мент главного привода, Нм.... 445 372 605 910
Скорость быстрого перемещения по оси Z/Х, м/мин 30/25 20/15 20/15 20/15
Диапазон рабочей подачи по осям Z, X м/мин 0-10 0-10 0-10 0-10
Патрон-размер, мм 160/12 200/12 200/12 250/12
Скорость вращения (ось С), мин'1 17 17 17 17
Крутящий момент, Нм 300 300 300 300
Максимальная частота враще- ния инструмента, мин'1 4000 4000 4000 4000
Мощность привода вращения инструмента, кВт 3,7 3,7 3,7 3,7
Усилие поджима пиноли,кН 8 9,8 9,8 10
Габаритные размеры, мм 3670х 2865х 3690х 3785х
1480х 1640х 1750х 1960х
1610 1830 1850 2010
Масса станка, кг 3500 5230 9000 9200
* В зависимости от исполнения и комплектации станка
МНОГОЦЕЛЕВОЙ ВЕРТИКАЛЬНЫЙ СТАНОК 600VT
Многоцелевой вертикальный станок с ЧПУ пред-
назначен для выполнения всех видов токарных и свер-
лильно- фрезерно- расточных работ на деталях типа
фланцев и шестерен из различных материалов. Станок
выполняет комплексную обработку детали в позицион-
ном и контурном режимах программного управления.
Рис. 4.30. Компоновка станка
Техническая характеристика
Наибольший диаметр инструмента, устанавливаемого в магазине
без пропуска гнезд, мм................................... 90
Наибольшая длина инструмента, устанавливаемого на станке, мм 350
Наибольшая масса инструмента с оправкой, кг.............. 10
Диаметр планшайбы, мм.................................... 500, 630*
Количество Т-образных пазов стола, шт....................8
Ширина Т-образного паза стола, мм........................ 18
Максимальная частота вращения, мин’1..................... 500...600*
163
Максимальный крутящий момент, Нм.........................300
Регулирование частот вращения стола...................... Бесступенчатое
Наибольшее расстояние от торца шпинделя до рабочей поверх-
ности стола, мм, не менее................................ 1200
Наибольшее программируемое перемещение по осям Y, Z, мм.... 800, 600 (1000*)
Дискретность задания перемещения, мм..................... 0,001
Регулирование частот вращения шпинделя................... Бесступенчатое
Число управляемых осей координат (одновременно).......... 3 (3)
Пределы частот вращения шпинделя, мин'1.................. 25...6000, 8000*
Наибольший крутящий момент на шпинделе*, Нм.............. 60...240
Наибольшее усилие подачи по осям Z, Y, кН................ 8
Пределы рабочих подач но осям Y, Z, мм/мин............... 1...10000
Регулирование рабочих подач.............................. Бесступенчатое
Скорость быстрого перемещения по осям Y, Z, м/мин........ 10; 15
Емкость инструментального магазина, шт................... 20 (40 и более)*
Время смены инструмента, не более, с..................... 7 (2,5)*
Конус конца шпинделя с конусностью 7:24.................. 40 АТ5
Габаритные размеры станка, мм............................ 3730x3460x3690
Общая площадь станка в плане, м2......................... 14,6
Масса станка, не более, кг............................... 9200
* В зависимости от исполнения и комплектации станка
Рис. 4.31. Размеры рабочего пространства станка
164
МНОГОЦЕЛЕВОЙ ПАТРОННО-ЦЕНТРОВОЙ СТАНОК 1740РФЗ.31
Станок предназначен для об-
работки в патроне или центрах дета-
лей сложной конфигурации с боль-
шим количеством технологических
переходов. Оснащен автоматизиро-
ванными люнетом и задней бабкой,
что дает возможность обрабатывать
длинные детали с отверстием за один
установ.
Станок имеет традиционную
для токарных станков с ЧПУ компо-
новку. Неподвижная шпиндельная
Рис. 4.32. Общий вид станка
бабка с горизонтальным шпинделем установлена на станине с наклонными на
Рис. 4.33. Рабочая
зона станка
станка
правляющими, по которым перемещается крестовый суп-
порт с револьверной головкой (рис 4.34).
Шпиндель изделия получает вращение от регули-
руемого электродвигателя Ml через четырехступенчатую
коробку диапазонов (рис.4.35).
Движения подач осуществля-
ются от высокомоментных дви-
гателей постоянного тока М2 и
М3 с датчиками обратной связи.
Станок оснащен револь-
верной головкой с вращающим-
ся инструментом.
Устройство ЧПУ обеспе-
чивает автоматическое управле-
ние исполнительными органами полуавтомата но двуг
координатам и бесступенчатое регулирование частот!
вращения шпинделя в четырех автоматически переключающихся диапазонах.
Техническая характеристика
Наибольший диаметр изделия над станиной, мм.......... 680
Наибольший диаметр обрабатываемого изделия, мм:
- над суппортом..................................... 400
-надстаниной......................................... 630
Наибольшая длина устанавливаемого в патроне / в центрах из-
делия, мм........................................... 400/1500
Наибольший диаметр сверления, мм..................... 40
Конус в шпинделе шпиндельной бабки по ГОСТ 25557-82.. Метр. 100 АТ7
Количество позиций в револьверной головке, шт........ 12
165
Рис. 4.35. Кинематическая схема станка модели 1740РФ3.31
Сечение устанавливаемых резцов, мм...................... 32x25 (32x32)*
Частота вращения шпинделя, мин’1 ....................... 10. ..2500(1600*)
Наибольший продольный/поперечный рабочий ход
суппорта, мм............................................ 1520 /385
Диапазон рабочих подач суппорта по осям X, Z, мм/мин.... 0,1... 10000
Скорость быстрых перемещений суппорта по осям X, Z, м/мин 10
Конус в шпинделе задней бабки по ГОСТ 25557-82.......... Морзе № 6
Наибольший ход пиноли задней бабки, мм..................200
Расстояние от основания полуавтомата до оси центров, мм. 1160
Мощность главного привода, кВт..........................51
Габариты полуавтомата без гидростанции, мм.............. 4490x2490x3100
Масса полуавтомата без гидростанции, кг................. 15000
ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ СЕРИИ ТВ
Станки ТВ имеют двухстоеч-
ную конструкцию с неподвижной
поперечиной, обеспечивающую вы-
сокую жёсткость и точность станка.
На станках можно произво-
дить все виды токарных операций;
фрезерование прямолинейных и
криволинейных поверхностей и па-
зов торцовыми и концевыми фреза-
ми с использованием вращения де-
тали и одновременного перемеще-
ния вращающегося инструмента;
сверление, растачивание, зенкерова-
ние и развертывание отверстий, рас-
положенных на любых поверхно-
стях детали, нарезание различных
резьб резцами или метчиками в отверстиях, расположенных на любых поверх-
ностях детали, различные виды специальных обработок (накатка, ручьи бараба-
нов и пр.) на поверхностях вращения.
В станке по направляющим поперечины перемещается в горизонтальном
направлении каретка суппорта с вертикально-подвижным ползуном (рис. 4.37 ).
На ползуне установлена поворотная головка с резцовыми блоками и инстру-
ментальными шпинделями.
Рис. 4.36. Общий вид станка
167
Рис. 4.37. Компоновки станка
В корпусе основания
размещен привод главного
движения, обеспечивающий
вращение планшайбы, в па-
троне которой устанавливает-
ся заготовка. Станки выпус-
каются с неподвижным и с
подвижным перпендикулярно
поперечине ( ось Y) основани-
ем (рис 4.37).
Технические характеристики
ТВ63
Наибольший диаметр обрабатываемой заготовки, мм... 630
Наибольшая высота обрабатываемой заготовки, мм.... 700
Наибольшая масса заготовки, тонн.................. 0,5
Наибольшее допустимое усилие резания, кН.......... 22
Пределы частоты вращения планшайбы, мин'1......... 6,3... 1 000;
8...1250
Пределы частоты вращения планшайбы при фрезерова-
нии, мин'1........................................ 0,0008...8
Наибольший крутящий момент, кНм................... 7
Мощность привода главного движения, кВт........... 70
Наибольшая длина хода основания, мм............... 870
Пределы рабочих подач основания, мм/мин........... 1.. .2000
Скорость установочных перемещений основания, м/мин.. 10
Наибольшая длина хода суппорта , мм:
- по горизонтали.................................. 1120
- по вертикали.................................... 1000
Пределы рабочих подач суппорта, мм/мин............ 1.. .2000
Скорость установочных перемещений, м/мин.......... 10
Пределы частоты вращения шпинделя инструмента, мин'1 8... 1600
Наибольший крутящий момент на шпинделе
инструмента, Нм................................... 250
Мощность сверлильно-фрезерного привода, кВт....... 5,5
Сечение державок закрепляемых резцов, мм.......... 40x40
Число позиций магазина сверлильно-фрезерного
инструмента, шт................................... 24
Число позиций магазина токарного инструмента, шт.. 11
Время смены инструмента, с........................ 60
Система управления.................................. УЧПУ
Масса станка, тонн................................ 16
ТВ80
800
700
0,5
22
5...800;
6,3... 1000
0,0008... 8
8,87
70
870
1...2000
10
1120
1000
1...2000
10
8...1600
250
5,5
40x40
24
11
60
УЧПУ
16,5
* Для многоцелевых станком (с подвижным основанием)
168
МНОГОЦЕЛЕВЫЕ КАРУСЕЛЬНЫЕ ОДНОСТОЕЧНЫЕ СТАНКИ МОДЕЛЕЙ
1А512МФ4, 1А516МФ4
Станки предназначены для токар-
ной обработки изделий из черных и
цветных металлов и сплавов в условиях
индивидуального, мелкосерийного и
серийного производства.
На станках в полуавтоматическом
цикле по заданной программе можно
производить: обтачивание поверхностей
изделий с прямолинейными и криволи-
нейными образующими, протачивание
торцовых поверхностей, протачивание
канавок, обработку центральных и не-
центральных отверстий, чистовое и по-
Рис. 4.38. Общий вид станка
лучистовое протачивание торцовых поверхностей с сохранением постоянной
скорости резания, нарезание резьб на цилиндрических, конических и торцовых
поверхностях, растачивание отверстий, фрезерование поверхностей.
Значительная мощность привода главного движения, высокая жесткость
базовых деталей, достаточная прочность всех элементов кинематических цепей,
широкие диапазоны регулирования частоты вращения планшайбы и величин
подач суппорта в сочетании с автоматическим управлением позволяют осуще-
ствлять на станках высокопроизводительную обработку деталей сложной кон-
Рис. 4.39. Компоновка
фигурации с поверхностями, имеющими точные
размеры.
Станки имеют верхний суппорт с магази-
ном для автоматической смены инструмента, ав-
томатизированный механизм точной выставки
поперечины и приводы постоянного тока.
Привод главного движения обеспечивает
вращение планшайбы от регулируемого электро-
двигателя Ml через трехступенчатую коробку
диапазонов (рис. 4.40). Вращение инструменталь-
ного шпинделя осуществляется от регулируемого
электродвигателя М2 и двухступенчатой коробки
диапазонов.
Приводы подач обеспечивают перемещения
салазкам суппорта и ползуну от высокомомент-
пых двигателей М4 и М3 через беззазорные ре-
станка дукторы и шарико-винтовые пары.
Устройство ЧПУ осуществляет автомати-
ческое управление поперечиной, суппортом, инструментальным магазином,
приводами вращения планшайбы и инструментального шпинделя по заданной
программе.
169
Рис. 4.40. Кинематическая схема станка моделей 1А512МФ4, 1А516МФ4
170
Технические характеристики
Класс точности по ГОСТ 8-82..............
Наибольший диаметр обрабатываемой заготов-
ки, мм...............................
Наибольшая высота обрабатываемой заготовки,
мм.......................................
Наибольшая масса обрабатываемой заготовки,
кг.......................................
Регулирование частоты вращения планшайбы..
Пределы частоты вращения планшайбы, мин’1..
Габаритные размеры станка, не более, мм..
Масса станка с электрооборудованием (без
электрооборудования), не более, кг.......
Количество резцедержателей в инструменталь-
ном магазине, шт.........................
Наибольшая высо та сечения хвостовой части
резца, не менее, мм......................
Наибольшая длина хода суппорта, мм:
- по горизонтали.........................
- по вертикали...........................
Регулирование подач......................
Пределы горизонтальных и вертикальных подач:
- мм/об. планшайбы.......................
- мм/мин.................................
Наибольшее допускаемое усилие резания, кН...
Скорость установочных перемещений, мм/мин
Наибольшее перемещение поперечины, мм....
Скорость перемещений, мм/мин.............
Диаметр планшайбы, мм....................
Диаметр центрирующего отверстия, мм......
Наибольший допустимый крутящий момент на
планшайбе, кНм...........................
Число независимо управляемых координат...
Дискретность задания перемещений по коор-
динатам, мм..............................
Габаритные размеры, мм
Мощность, кВт............................
1А512МФ4 1А516МФ4
П И
1250 1600
1000(1600)* 1000(1600)*
10000(15000)* 15000 (20000)'
Бесступенчатое Бесступенчатое
1...335 0,8...278
(2...400)* (2...330)*
6500x4860x4800 6500x4860x4801
26000(10500) 27000 (21500)
10 10
50 50
1315 1315
800(1000, 1250)* 800(1000, 1250):
Бесступенчатое Бесступенчатое
0,01. ..100 0,01. ..100
0,1.. .1000 0,1.. .1000
50 50
6000 6000
820 820
400 400
1120 1400
150Н7 150Н7
28 35
32 40
2 2
0,001 0,001
4860x4860x6500 4860x4860x6500
37 37
* В зависимости от исполнения и комплектации станка
171
МНОГОЦЕЛЕВЫЕ КАРУСЕЛЬНЫЕ ДВУХСТОЕЧНЫЕ СТАНКИ
МОДЕЛЕЙ 1А525МФ4, 1А532ЛМФ4.
и имеют
сечением
10 - 12
главного
ползуны
Рис. 4.41. Общий вид станка
с
Рис. 4.42. Компоновка
станка
Двухстоечные станки оснащены
устройством числового программного
управления класса CNC
расточные
210x210 мм, магазин на
инструментов, привод
движения планшайбы с регулируе-
мым элек-
тродвигателем
постоянного
или пере-
менного тока
и трехсту-
пенчатым ре-
дуктором.
Станки
имеют возможность выполнения обработки осевым ин-
струментом (сверление, растачивание, фрезерование) за
счёт применения ползуна с главным приводом для вра-
щающегося инструмента и дополнительного привода
углового позиционирования планшайбы (координата С).
Технические характеристики
1А525МФ4 1А532ЛМФ4
Максимальный диаметр обрабатывав-
мой детали, мм Максимальная высота обрабатываемой 2500 3200
детали, мм Наибольшая масса обрабатываемой за- 1600 (2000): * 1600(2000)*
готовки, кг 25000 25000
Диаметр планшайбы, мм Диапазон частот вращения планшайбы, 2240 2800
мин'1 0,27...138 0.22...НО
Диапазон рабочих подач, мм/об 0,01...100 0,01...100
Правый суппорт Токарный, с магазином инстру- ментов
Левый суппорт Мощность двигателя токарного С вращающимся шпинделем и магазином инструментов
главного привода планшайбы, кВт Устройство автоматического измерения 55 (70)* 55 (70)*
детали Устройство автоматического измерения По заказу По заказу
длины инструмента По заказу По заказу
172
Самоцентрирующая планшайба.........
Устройство подачи СОЖ..............
Ограждение со стружкоуборкой.......
Габариты ( LxBxH ), мм.............
Масса станка, кг...................
По заказу
По заказу
По заказу
6540x6090x5300
По заказу
По заказу
По заказу
7190x6370x5300
47500
55500
МНОГОЦЕЛЕВЫЕ ТОКАРНО-КАРУСЕЛЬНЫЕ ДВУХСТОЕЧНЫЕ
СТАНКИ МОДЕЛЕЙ 1В540МФ4-01, 1А550МФ4-01
Рис. 4.44. Компо-
новка станка
Станки предназначены для черновой и
чистовой обработки стальных и чугунных
деталей, изделий из
цветных металлов и
их сплавов.
На станках можно
производить все виды
токарных операций,
фрезерование прямо-
линейных и криволи-
нейных поверхностей Рис. 4.43. Общий вид станка
и пазов торцовыми и
концевыми фрезами с использованием вращения детали
и одновременного перемещения вращающегося инстру-
мента по нескольким осям; сверление, растачивание,
зенкерование и развертывание отверстий, расположен-
ных на любых поверхностях детали, нарезание различных резьб резцами или
метчиками в отверстиях, расположенных на любых поверхностях детали, раз-
личные виды специальных обработок (накатка, ручьи барабанов и пр.) на по-
верхностях вращения.
Привод главного движения и привод круговой подачи планшайбы объеди-
нены в одном механизме. Работа главного привода обеспечивается при включе-
нии в работу двигателя Ml (при положении зубчатого колеса Z32, показаном
на рис.4.45). В этом случае обеспечивается равномерное распределение нагруз-
ки между двумя выходными колесами Z20 и Z20 за счет "плавающего" шеврон-
ного колеса Z42 (в гидроцилиндр Ц масло не подается). Для работы в режиме
круговой подачи колесо Z34 перемещается вверх, и в работу включается
двигатель привода подачи М2. Одновременно в гидроцилиндр Ц подается
под давлением масло, и за счет осевого перемещения шевронного колеса Z42
выбирается зазор в зацеплении колес Z20 и Z20 с венцом Z315. На станке пре-
дусмотрен как токарный, так и фрезерно-расточный суппорты. Вращение инст-
рументального шпинделя осуществляется от регулируемого электродвигателя
Мб и двухступенчатой коробки диапазонов.
Для расширения технологических возможностей предусмотрены угловая
фрезерная головка и шлифовальная головка, которые с целью облегчения их
смены устанавливаются на поворотном магазине.
173
Рис. 4.45. Кинематическая схема станков моделей 1В540МФ4-01, 1Л550МФ4-01
Движение продольной подачи вертикальных суппортов осуществляется от
высокомоментных электродвигателей М5 через шарико-винтовые передачи.
Движение поперечной подачи суппортов осуществляется от высокомо-
ментных электродвигателей М3 через зубчато-реечные передачи с применени-
ем беззазорных редукторов.
Установочное движение поперечины выполняется от привода с электро-
двигателем М7.
Технические характеристики
1В540МФ4-01
Диаметр обрабатываемой детали, мм...... 4000
Высота обрабатываемой детали, мм....... 2500
Наибольшая масса детали, кг................ 100000
Класс точности станка по ГОСТ 8-82..... П
Тип УЧПУ и емкость инструментального
По заказу
магазина J
Пределы частот вращения планшайбы, мин’1 0,63.. .63
Мощность двигателя главного движения
планшайбы кВт.......................... 125
Габаритные размеры, мм................. 4950x101 ООх
12000
Масса станка, кг....................... 109800
1А550МФ4-01
5000
2500
П
По заказу
0,45...45
140
9500x16400х
12370
156000
175
Приложение 1
Поворотно-подвижные столы дополнительной комплектации
Рис. 1. Столы моделей ИРС2000; ИРС2500 и ИРС3500
Таблица 1
Основные технические характеристики столов моделей ИРС
Модель стола ИРС2000 ИРС2500 ИРС3500
Размер рабочей поверхности, мм 1600x2000 2000x2500 2900x3500
Грузоподъемность стола, кг 16000 25000 40000
Диаметр центрирующего отверстия, мм 100 100 -
Ширина пазов, мм 28 28
Расстояние между пазами, мм 200 200 —
Линейное перемещение, мм 2000 2500; 4000 Г2500; 4000
Рабочая подача, мм/мин 1...6000 1...6000 1...6000
Усилие подачи, кН 30 30 30
Ускоренное перемещение, м/мин 10 10 10
Дискретность поворота, град ЗбООООх 0,001 ЗбООООх 0,001 ЗбООООх 0,001
Ускоренное круговое перемещение, мин'1 2,5 2 1,3
Точность поворота на любой угол, угл. с. 15 15 —
Точность поворота на 90°, 180°, 270°, 360°, угл. с. 6 6 —
Суммарная мощность электродвигате- лей, кВт 26,6 26,6 —
Питающий ток переменный, трехфазный, 380В, 50Гц
Габариты стола без электрошкафа и без системы ЧПУ (BxLxH), мм 5920x2300 х1150 7070x2800 Х1250 8500x3200 х1460
Масса стола без электрошкафа и без сис- темы ЧПУ, кг 12000 16000 26500
176
Рис. 2. Столы моделей ПС25 и ПС40
Таблица 2
Основные технические характеристики столов моделей ПС
Модель стола ПС25 ПС40
Размеры рабочей поверхности стола, мм — Грузоподъемность стола, кг 2240x2800; 2500x2500; 2500x2800 25000 2240x2800; 2500x2500; 2500x2800 ч 40000 ’
Наибольшее перемещение: по оси W (стол вдоль), мм по оси В, град. 1600 360 1600 360
Количество управляемых осей координат, шт. 2 2
Пределы рабочих подач: по оси W, мм/мин по оси В, мин'1 4...6000 0,00065...! 4...6000 0,00065...!
Скорость быстрых перемещений: - по оси W, м/мин по оси В, мин'1 10 1,3 10 13
Наибольшее усилие подачи (для оси W), кН 30 30
Тип УЧПУ УЦИ УЦИ
Габаритные размеры стола (без электрошкафа и пульта), мм 5200х3300х 1100 5200х3300х 1100
Масса, кг 20000 20000
Рис. 3. Стол поворотный модели
CNC320
177
Рис. 4. Стол поворотный модели
CNC320R-01
Рис. 5. Стол поворотный модели
CNC 200R
Рис. 6. Стол поворотный модели
CNC320R
Таблица 3
Основные технические характеристики столов моделей CNC
Наименование параметров CNC 200R CNC 320R CNC 320
। Грузоподъемность стола, кг 300 500 500
Диаметр планшайбы, мм 200 320 320; 500
Диаметр центрального отверстия, мм 06ОН7 06ОН7 06ОН7
Размеры Т-образных пазов 12Н11 (12Н7) 14Н11 (14Н7) 8 14Н11 (14Н7) . J
Количество Т-образных пазов 8
Дискретность отсчета, град 0,001 0,001 0,001
Точность позиционирования(опция) 30” (6”)* 30” (6”)* 30” (6”)*
Крутящий момент на планшайбе, Нм 273 1020 1020
Наибольшая частота вращения стола, мип'1 (при двигателе с п=ЗООО мин-1) Число ступеней подач 28 17 17
Бесступен- чатое Бесступен- чатое Бесступен- чатое
Номинальный крутящий момент, Нм 495 890 890
Максимальные входные обороты, мин'1 4000 4000 4000
Моментная жесткость, Нм/рад 575 1010 1010
Крутильная жесткость, Нм/рад 100 185 185
Допустимый опрокидывающий момент, Нм 2430 3300 3300
Допустимая радиальная сила, кН 38,5 42,1 31,7
Допустимая осевая сила, кН 27,9 31,7
Передаточное отношение 105 169 169
Двигатель привода вращения стола: номинальный крутящий момент, номинальная частота вращения, мин'1 максимальная частота вращения, мин'1 2,6* 2000* 3000* 6* 2000* 3000* 6* 2000* 3000*
Масса стола, не более, кг 150 250 400
* В зависимости от исполнения
178
Приложение 2
Конструктивные исполнения хвостовиков вспомогательных инструментов
Рис. 1. Хвостовик по ГОСТ 25827-93 исп. 1 *, ISO 297-88, DIN 2080
* Для ручной смены инструмента
Рис. 3. Хвостовик по ГОСТ 25827-93 исп. 3, DIN 69871/А
179
Рис. 5. Хвостовик MAS 403 ВТ
Рис. 6. Хвостовик HSK тип Л по ГОСТ Р51547, DIN 69893
180
Таблица 1
Геометрические параметры хвостовиков
Хво- сто- вик ГОСТ 25827-93 исп. 1, ISO 297-88, DIN 2080 ГОСТ 25827-93 исп. 2, ISO 7388/1-83, DIN 69871A
Раз- К (ISO)
мер, мм 30 40 45 50 30 30 (DIN) 40 45 50
D 31,75 44,45 57,15 69,85 31,75 31,75 44,45 57,15 69,85
Di 50 63,0 80,0 97,5 46,05 50,00 65,55 82,55 97,50
D2 - - - - 39,25 44,30 56,25 75,25 91,25
D3 - - - - 54,85 59,30 72,30 91,35 107,25
d4 36 50 68 78 46,05 45 50 63 80
d 17,4 25,3 32,4 39,6 - - - - --
di 13 17 21 25 13 13 17 21 25
,d! M12 M16 M20 M24 M12 M12 M16 M20 M24
d3 - ... - 7 7 7 7 7
У 1,6 1,6 3,2 3,2 3,2 3,2 3,2 3,2 3,2
c 0,2 0,4 0,6 0,6 - - -
L 68,4 93,4 106,8 126,8 47,80 47,80 68,40 82,70 101,75
1 3 5 6 8 - - - - -
It 48,4 65,4 82,8 101,8 - - - - -
12 5,5 8,2 10,0 11,5 5,5 5,5 8,2 10,0 11,5
I3 24 32 40 47 24 24 32 40 l61,5
U 34 43 53 62 34,0 33,5 42,5 52,5
b 8 10 12 12 L " — -
u 9 11 13 16 - - ... __
I? - - - - 15,5 15,0 18,5 24,0 30,0
18 - - - 19,1 19,1 19,1 19,1 19,1
ь - - - - 35 35 35 35 35
r. - - - 0,75 0,75 1,20 2,00 2,50
a - - - - H,1 H,1 H,1 H,1 11,1
b 16,1 16,1 19,3 25,7 16,1 16,1 16,1 19,3 25,7
Cl 16,2 22,5 29,0 35,3 16,4 16,4 22,8 29,1 35,5
t'2 16,2 22,5 29,0 35,3 19,0 19,0 25,0 31,3 37,7
181
Продолжение табл. 1
Хвосто- вик ГОСТ 25827-93 исп. 3, DIN 69871/A ISO 7388/1, DIN 69871-B
! Размер, К (ISO)
ММ 30 40 45 50 40 50
D 31,75 44,45 57,15 69,85 44,45 69,85
D, 50 63 80 100 63,55 97,50
d2 46 58 74 94 56,25 91,25
1 01 55,07 69,34 87,61 107,61 72,35 107,3
D4 44 55 68 85 - -
d5 - - - 54 84
d 17,4 25,3 32,4 39,6 -
di 13 17 21 25 17 25
d2 M12 M16 M20 M24 M16 M24
d3 4 5 6 6 7 7
У 1,6 1,6 3,2 3,2 3,2 3,2
c 0,2 0,4 0,6 0,6 - -
L 68,4 93,4 106,8 126,8 68,4 101,6
I 3 5 6 8 -
Ii 48,4 65,4 82,8 101,8 - -
I2 5,5 8,2 10,0 11,5 8,2 11,5
I3 24 32 40 47 32 47
U 34 43 53 62 —
Is 8 10 12 12
1б 8 10 13 16 - -
15,5 18,5 24,0 30,0 18,5 30
Is - -- - - 19,1 19,1
a 5,6 6,6 9,2 9,2 H,1 H,1
b 16,1 16,1 19,3 25,7 16,1 25,7
e, 16,2 22,5 29,0 35,3 22,8 35,5
e2 22,5 29,0 35,3 25 37,7
182
Окончание табл. 1
Хво- сто- вик MAS 403 ВТ HSK тип А, ГОСТ P51547, DIN 69893
Раз- мер, мм К (ISO)
30 40 45 50 40 50 63 80 100
D 31,75 44,45 57,15 69,85 30 38 48 60 75
D| 46 63 85 100 40 50 63 80 100
d2 38 53 73 85 34,8 43,0 55,0 70,0 92,0
D3 55,07 75,6 100,1 118,9 45,00 59,30 72,30 88,80 109,75
d4 - - - - 34 42 53 67 85
D6 - - 29,05 36,90 46,53 58,10 72,60
di 13 17 21 25 21 26 34 42 53
d2 M12 M16 M20 M24 - -
d3 8 10 12 15 - - -
У 2 2 3 3 - - -
L 48,4 65,4 82,8 101,8 20 25 32 40 50
I2 7 9 11 13 6,0 7,5 10,0 12,0 15,0
I3 24 30 38 45 - -
k 34 43 53 62 - -
I5 20 25 30 35 20 26 26 26 29
lio 17 21 26 31 12 19 21 22 24
r 0,5 1 1 1 0,8 1,0 1,2 1,6 2,0
a 13,6 16,6 21,2 23,2 -- - - -
b 16,1 16,1 19,3 25,7 8,05 10,54 12,54 16,04 20,02
ei 16,3 22,6 29,1 35,4 17,0 21,0 26,5 34,0 44,0
e2 16,3 22,6 29,1 35,4 - 12,0 15,5 20,0 25,0
Xl 8 10 12 15 - - - - -
X 4 5 6 7 2,00 3,75 3,75 3,75 3,75
183
Приложение 3
Конструктивные исполнения передних концов шпинделей МС для обработки призматических деталей
Рис. 1. Исполнение шпинделей (по ГОСТ 30064-93)
Геометрические параметры концов шпинделей
Таблица 1
Обозначение D Г>1, ряд О2 X Е/2 d2 d3 L h Л С m п* е С| b Винт V
1-й 2-й ' 3-й
30 31,75 50 70 ,69,832 54 0,15 16,5 М10 Мб 47,7 16 9 8 12,5 8,0 17 19,5 15,9 М6|/216 0,03
40 44,45 65 90 *88,882 66,7 0,15 23 М12 Мб 64,4 20 9 8 16 8,0 рЗ,5 26 15,9 М81/220 0,03
45 57,15 90 1001 101,6 80 0,15 30 М12 М8 81,8 20 12 9,5 18 9,5 30 32,5 19 М8|/220 0,03
50 69,85 НО 1251128,57 101,6 0,2 36 М16 мю 100,8 25 18 12,5 19 12,5 36,5 38,5 25,4 М10)/230 0,04
* Для исполнения 5 n = 16,5 мм
Приложение 4
Конструктивные исполнения столов-спутников многоцелевых станков
Б-Б<Б
Рис. 1. Столы-спутники для вертикальных многоцелевых станков
185
Ill Л I .Г|~
Рис. 2. Столы-спутники для вертикальных многоцелевых станков
186
в
Исполнение 1
Рис. 3. Столы-спутники для горизонтальных многоцелевых станков
187
в
Рис. 4. Столы-спутники для горизонтальных многоцелевых станков
При В= 1250мм
При В= 1000, 1600,
2000мм.
Примечания;
1. Цифрами на рис. 1 и 2 прил. 1 обозначены:
1 -рабочая поверхность; 2 - базовая поверхность; 3 - базовые
отверстия; 4 - центрирующее отверстие; 5 - контрольные отверстия; 6 -
зажимные поверхности; 7 - направляющие поверхности.
2. Допуск перпендикулярности Д - не более 0,01 мм (для станков класса
точности П) и 0,005 мм (для станков класса точности А).
3. Допуск плоскостности Д, по ОСТ 2 Н72-6-85.
4. Допуски на размеры <33, 06 - не грубее Н6 (для станков класса точности
II) и Н5 (для станков класса точности А).
188
Таблица 1
Размеры столов-спутников для вертикальных многоцелевых станков
Параметр Размер В, мм
200 250 320 400 500 630 800 1000
L 320; 400 400; 500 500; 630 630; 800 800; 1000 1000; 1250 1250; 1600 1600; 2000
а Н7 12 12 12 14 14 18 18 22
bi 190 236 290 340 430 540 670 900
b2 170 212 272 300 380 480 600 840
Ь3±О,5 132 165 200 200 260 340 420 630
Ь4 100 132 160 160 220 300 380 -
С 25 25 40 50 60 70 100 125
d, Н5 (Н6) 15 15 25 25 25 30 35 50
d2 30 30 55 55 55 55 55 110
d3 Н7 25 25 50 50 50 50 50 100
d4 И5 (Н6) 15 15 20 20 20 25 25 25
ds M10 M10 M10 M12 M12 M16 M16 M20
ei±0,01 150 190 240 250 320 400 500 -
е2±0,01 270 340 420 540 640 800 1000 1260
hi 75 85 95 115 125 150 170 200
h2±0,02 70 80 90 105 115 140 160 190± 0,02
hj 17 20 20 25 25 30 30 140
h4 35 40 45 50 60 75 95 125
115 56 60 65 70 80 95 115 -
h6 5 5 10 10 10 10 10
l,±0,025 126; 160 160; 200 200; 250 250; 300 300; 375 375; 500 500; 640 640; 800
12 40 50 63 80 100 125 100 125
l3±0,l 63; 80 80; 100 100; 125 125; 100 100; 125 125; 125 125; 160 160; 200
t 17 20 20 23 23 30 30 38
ti 17 20 20 25 25 30 30 30
t2 17 20 22 22 30 30 -
189
Таблица 2
Размеры столов-спутников для горизонтальных многоцелевых станков
Параметр Размер В, мм
200 320 500 800 1000 1250 2000
L 200; 250 320; 400 500; 630 800; 1000 1000; 1250 1250; 1600 2000; 2500
а Н7 12 12 14 18 22 22 28
bi 190 290 430 670 900 1110 1700
Ь2 170 272 380 600 840 1030 1580
Ь3±0,5 132 200 260 420 630 800 1250
Ь4 100 160 220 380 - - -
С 25 40 60 100 125 125 250
di 250; 291,5 400; 466,5 630; 736 1000; 1166 1250; 1458 1600; 1887 2500; 2915
d2 Н5 (Н6) 15 25 25 35 50 80 80
d3 30 55 55 55 110 110 110
d4 И7 25 50 50 50 100 100 100
d5 Н5 (Н6) 15 20 20 25 25 25 25
d6 M10 M10 M12 M16 M20 M20 M24
d7 117 - - - - 25 25 25
е±0,01 150 240 320 500 800 1000 1750
ht 75 95 125 170 200 230 290
h2±0,02 70 90 115 160 190 220±0,03 280±0,04
Из 17 20 25 30 140 170 230
h4 35 45 60 95 125 155 215
115 56 65 80 115 - - -
h6 5 10 10 10 - - -
1^0,025 80 126 200 300 375 500 800
1? 40 63 100 100 125 125 200
13±0,1 40 63 100 100 125 125 200
t 17 20 23 30 38 38 48
ti 17 20 25 30 30 30 35
t2 17 20 22 30 - - -
190
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Васильев, В. С. Современная классификация металлорежущих станков и
станочных систем: Основные термины и определения [Текст] / В. С. Василь-
ев, П. Ю. Лещинский, Н. Ф. Хлебалин // Станки и инструмент. - 1984. - №2.
-С. 4-6.
2. Эксплуатация многоцелевых станков [Текст] / И. Г. Федоренко, И. С. Шур,
В. И. Давыгора и др.; под общ. ред. В. А. Федорца. - Киев: Тэхника, 1988. -
176 с.
3. Маслов, А. Р.Вспомогательный инструмент для станков с ЧПУ [Текст]:
справочник / А. Р. Маслов. - М.: ИТО, 2004 - 54 с.
4. Роботизированные технологические комплексы и гибкие производствен-
ные системы в машиностроении [Изоматериал]: альбом схем и чертежей /
Ю. М. Соломенцев, К. П. Жуков, Ю. А. Павлов и др.; под общ. ред. Ю. М.
Соломенцева. - М.: Машиностроение, 1989. - 182 с.
5. Воеводов, А. А. Современное станкостроение [Текст]: обзор / А. А. Воево-
дов, А. Р. Маслов. М.: ИТО, 2004. - 44 с.
191
ОГЛАВЛЕНИЕ
1. Общие сведения о многоцелевых станках.........................3
2. Многоцелевые горизонтальные станки для обработки призматических
деталей..........................................................6
3. Многоцелевые вертикальные станки для обработки призматических
деталей.........................................................71
4. Многоцелевые станки для обработки деталей типа тел вращения..131
Приложения
Приложение 1. Поворотно-подвижные столы дополнительной
комплектации.................................................. 176
Приложение 2. Конструктивные исполнения хвостовиков
вспомогательных инструментов...................................179
Приложение 3. Конструктивные исполнения передних концов
шпинделей МС для обработки призматических деталей..............184
Приложение 4. Конструктивные исполнения столов-спутников
многоцелевых станков.......................................... 185
Библиографический список.......................................191
192
МНОГОЦЕЛЕВЫЕ СТАНКИ
УЧЕБНОЕ ПОСОБИЕ
Борис Михайлович Багров
Александр Михайлович Козлов
Лицензия ИД № 06179 от 01.11.2001
Редактор Т.М. Курьянова
Подписано в печать 2.. 12.. 04. Формат 60x84 1/16. Бумага офсетная Печ. л. 12,0
Тираж 100 экз. Заказ № 9
Липецкий государственный технический университет.
398600 Липецк, ул. Московская, 30
Типография ЛЕТУ. 398600 Липецк, ул. Московская, 30