/


































Автор: Воронкова Т.Ю.
Теги: швейная промышленность производство одежды индустрия красоты швейное производство
ISBN: 5-8199-0257-2
Год: 2006




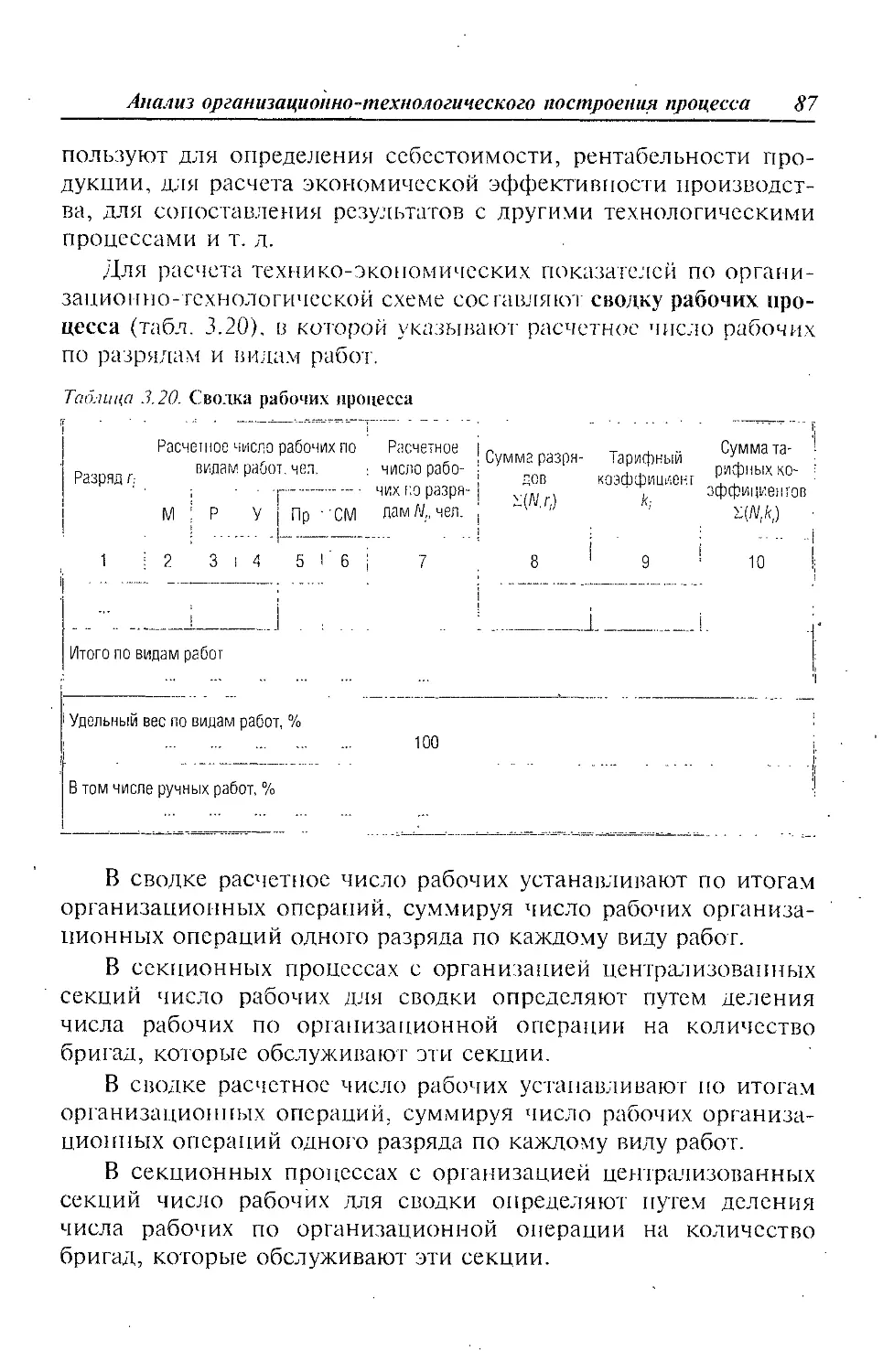
Текст
Т. Ю.Воронкова
ПРОЕКТИРОВАНИЕ
ШВЕЙНЫХ ПРЕДПРИЯТИЙ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПОШИВА ОДЕЖДЫ НА ПРЕДПРИЯТИЯХ СЕРВИСА
Рекомендовано Учебно-методическим объединением учебных
заведений Российской Федерации по образованию в области сервиса
Минобрнауки России в качестве учебного пособия для студентов
высших учебных заведений, обучающихся
по специальности 100101 Сервис
Библиотека
легкой промышленности
www.t-stile.info
Москва
ФОРУМ - ИНФРА-М
2006
УДК 687
ББК 37.24
' В7У"
Рецензенты:
зав. кафедрой «Конструирование и технология швейных изделий»
МГУ Сервиса, профессор //. М. Конопальцева\
кандидат техн. наук, доцент кафедры «Технология шпейного
производства» РОСЗИТЛП Т. С. Ржехшш
Воронкова Т. Ю.
В75 Проектирование швейных предприятий. Технологические
процессы пошива одежды на предприятиях сервиса: Учеб.
пособие. - М.: ФОРУМ: ИНФРА-М. 2006. - 128 С: ил. -¦ (Высшее
образование).
ISBN 5-8199-0257-2 (ФОРУМ)
ISBN 5-16-002603-7 (ИНФРЛ-М)
Изложены современные методы проектирования технологических
процессов швейных иехов на предприятиях сервиса. Дана характеристика
основных особенностей производства одежды по индивидуальным заказам,
определяющим подход к проектированию швейных предприятий сервиса
и технологических процессов. Рассмотрены основные принципы сапер
шенствования технологических процессов, критерии и показатели
прогрессивности процессов.
Для студентов вузов и инженерно конических рпСхппиков швейных
предприятий сервиса. Можсч истин.юпам.си учащимися к-мшкумон и
колледжей.
УДК (.N7
1 >I>К 32.2
ISBN 5-8199-0257-2 (ФОРУМ) 'ЛТ^ДНЦиI1Коиа, 2006
ISBN 5-16-002603-7 (ИНФРЛ-М) &<ИД,$О|^», 2006
Введение
В настоящее время развитие швейных предприятий как
легкой промышленности, так и сферы сервиса осуществляется в
условиях рыночной экономики, поиска наиболее гибких
производственных и организационных структур, установления
партнерства и конкурентоспособности предприятий.
В данной экономической ситуации нет другой альтернативы,
кроме насыщения рынка качественными товарами й услугами,
чему должна во многом способствовать деятельность
предприятий сервиса.
Швейные предприятия сферы сервиса изготавливают одежду
на индивидуального потребителя (по индивидуальным заказам).
Работа этих предприятий создает необходимые условия для
наиболее полного учета требований каждого конкретного
потребителя (заказчика) в отношении фасона и размера одежды. В учете
и удовлетворении индивидуатьных потребностей населения и
заключается социальное значение производства одежды по
индивидуальным заказам.
Главными задачами швейных предприятий сферы сервиса
являются наиболее полное удовлетворение спроса потребителей
в индивидуальной одежде высоких потребительских свойств и
эстетического уровня, разнообразного ассортимента,
соответствующей современным требованиям моды; повсеместная
доступность и полное удовлетворение спроса на всевозможные виды
услуг.
Повышение удовлетворенности потребителей услугами по
пошиву и ремонту одежды, а также эффективности работы
предприятий должно определяться не столько прямым увеличением
объемов услуг, сколько позитивными изменениями в их
качестве, структуре и большем соответствии спросу.
Производство одежды по индивидуальным заказам по
назначению продукции принципиально не отличается от мромышлен-
Введение
ного швейного производства, так как комплекс требований,
предъявляемых к одежде потребителем, в целом не зависит от
условий ее изготовления. Однако по условиям изготовления
одежды современное производство одежды по индивидуальным
заказам характеризуется низкой технико-экономической
эффективностью и значительно уступает промышленному швейному
производству по всем важнейшим технико-экономическим
показателям. Кроме этого, следует отметить и недостаточно
высокое качество обработки изделий.
Причины перечисленных недостатков вызваны низким
уровнем техники, технологии и организации производства одежды
по индивидуальным заказам. t
Эффективное функционирование швейных предприятий
сервиса в первую очередь определяется эффективностью
технологических процессов швейных цехов, на долю которых
приходится 85—90 % обшей трудоемкости изготовления одежды.
Кроме того, процессы пошива отличаются многообразием,
сложностью и подвижностью, вызванных индивидуальным характером
изготавливаемых изделий.
Достижения научно-технического прогресса на швейных
предприятиях сервиса находят отражение прежде всего в
технологических процессах пошива одежды.
Существенное повышение эффективности технологических
процессов пошива одежды требует комплексного подхода,
максимального использования достижений науки и техники,
богатейшего опыта промышленного швейного производства с
обязательным учетом основных особенностей производства одежды
по индивидуальным заказам.
В учебном пособии рассмотрены важнейшие вопросы
проектирования, экономической оценки и практического
совершенствования технологических процессов пошива одежды. Особое
внимание уделено принципам построения поточного
производства одежды по индивидуальным заказам.
Глава 1
ОСОБЕННОСТИ ФУНКЦИОНИРОВАНИЯ
И ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
НА ПРЕДПРИЯТИЯХ СЕРВИСА
Изготовление одежды по индивидуальным заказам по
назначению продукции принципиально не отличается от
промышленного швейного производства, так как комплекс требований,
предъявляемых к одежде потребителем, в целом не зависит от
условий, в которых она изготовлена. В то же время производство
одежды по индивидуальным заказам характеризуется рядом
особенностей, которые, с одной стороны, решающим образом
определяют уровень денежных, материальных и трудовых затрат, т. е.
юхнико-экономическую эффективность производства, а с дру-
i ой — направления совершенствования этого производства.
Особенности функционирования и научные принципы
построения технологических процессов являются следствием
общих организационно-экономических особенностей производст-
иа одежды по индивидуальным заказам.
1.1. Организационно-экономические особенности
производства одежды по индивидуальным заказам
Изготовление и реализация одежды по заказам конкретных
потребителей предполагает совместное функционирование двух
разных, но взаимосвязанных процессов:
1) процесса оказания услуг (обслуживания населения);
2) процесса производства, т. е. изготовления (ремонта,
обновления), одежды.
6 Глава 1. Особенности функционирования и проектирования...
Процесс обслуживания характерен для всех предприятий
сервиса и отражает специфику их деятельности.
Процесс производства одежды по индивидуальным заказам по
характеру-и последовательности основных переходов
принципиально не отличается от аналогичного процесса в промышленном
швейном производстве, и, следовательно, ему присущи обшие
закономерности развития промышленности.
Сочетание процессов обслуживания и производства
определяет важнейшую социально-экономическую особенность сферы
сервиса. При этом социальное значение сферы сервиса связано с
процессом обслуживания населения и определяется увеличением
свободного времени потребителя услуг, созданием
дополнительных удобств, освобождением от малопроизводительного
домашнего труда. Экономическая роль сферы сервиса связана с
процессом производства и определяется созданием новых
потребительных стоимостей (изготовление изделий) или восстановлением
потребительных стоимостей, находящихся у населения (ремонт
и обновление одежды).
Развитие производства одежды по индивидуальным заказам
должно быть подчинено двум принципам — территориальному и
отраслевому.
Территориальный принцип развития предполагает учет вне-
производственных факторов, определяющих процесс
обслуживания населения (оказания услуги). Обязательным условием
осуществления процесса обслуживания является контакт
потребителя услуг (заказчика) с предприятием, производящим услуги.
Отсюда — локальный (территориальный) характер деятельности
предприятий, изготавливающих одежду по индивидуальным
заказам.
Отраслевой принцип развития предполагает учет
внутрипроизводственных факторов, которые связаны с постоянно
растущим уровнем техники, технологии и организации производства.
Преобладание любого из двух принципов приведет к
снижению эффективности производства услуг.
Если размеры швейных предприятий сервиса будут
определяться только инепрои нюдственными факторами, это резко
ограничит использование достижений научно-технического
прогресса и обусловит шикую технико-экономическую
эффективность производства. Очсиилно также, что учет только
внутрипроизводственных фпморои приведет к ухудшению процесса об-
Организационно-экономические особенности 7
служивания и возросшая мощность предприятия окажется
недоиспользованной вследствие отказа потребителя от его услуг.
Отсюда следует, что экономической особенностью швейных
предприятий сервиса является их небольшая (по сравнению с
промышленными швейными предприятиями) мощность.
Оптимизация мощности швейных предприятий сервиса —
сложная научная проблема. Ее решение требует учета в равной
степени как внепроизводственных. так и
внутрипроизводственных факторов. Внутрипроизводственные факторы,
определяемые состоянием научно-технического прогресса в области
техники, технологии и организации швейного производства,
одинаковы для всех швейных предприятий. Внепроизводственные
факторы характеризуются огромным многообразием и различны
для каждого предприятия в конкретных районных условиях его
функционирования. К ним относятся численность, плотность
размещения, половозрастной и социальный состав населения,
его покупательная способность, обеспеченность населения
соразмерной готовой одеждой промышленного производства,
состояние дорог и развитие сети общественного транспорта,
географические и климатические особенности района и т. д.
Конкретный потребитель одежды предъявляет к услуге
совокупность требований или создает определенную «ситуацию»
спроса, зависящую от его индивидуальных особенностей, таких
как вкус, представление о моде, особенности телосложения,
темперамент, уровень образования, материальные возможности
и т. д. «Ситуация спроса» индивидуального потребителя является
уникальной. Следовательно, каждое изделие одежды,
изготовленное в соответствии с «ситуацией спроса» конкретного
потребителя, будет иметь те или иные отличительные особенности в
части фасона, покроя, отделки, материалов, размерных
характеристик и т. п.
Из сказанного обязательно следует, что, как правило,
единичный тип производства — характерная особенность
изготовления одежды по индивидуальным заказам.
Наконец, отличительные особенности каждого изделия
заранее неизвестны. Только при поступлении заказа на одежду
появляется возможность составить исчерпывающую
конструктивно-технологическую характеристику изделия. Поступление
индивидуальных заказов на одежду зависит от множества таких
факторов, которые невозможно заранее однозначно предусмот-
8 Глава 1. Особенности функционирования и проектирования...
реть или учесть, и носит вероятностный, стохастический
характер. При этом объемы и структура выпуска одежды,
изготавливаемой по индивидуальным заказам, переменны во времени. Эту
особенность работы предприятий неточно называют
«сезонностью», в то время как сезонные колебания являются лишь одним
(и не самым важным) ее проявлением. Гораздо важнее, что
случайный характер поступления заказов проявляется постоянно —
в течение сезона, месяца, недели и даже дня. Это -- важная
особенность производства одежды по индивидуальным заказам,
которая определяет специфику проектирования, расчета и
функционирования технологических процессов.
Таким образом, сформулируем важнейшие особенности
производства одежды по индивидуальным заказам:
1) наличие двух разных, но взаимосвязанных процессов —
процесса обслуживания и производственного процесса;
2) невысокая (по сравнению с промышленными швейными
предприятиями) мощность швейных предприятий сервиса,
которая определяется внепроизводственными (территориальными) и
внутрипроизводственными (отраслевыми) факторами;
3) единичный тип производства, обусловленный
особенностями каждого изделия, изготовленного в соответствии с
индивидуальными требованиями потребителя;
4) стохастический (вероятностный) характер поступления
заказов и функционирования технологических процессов.
1.2. Особенности технологических процессов
изготовления одежды по индивидуальным заказам
Организационно-экономические особенности производства
одежды по индивидуальным заказам находят свое отражение в
методах проектирования и условиях функционирования
технологических процессов.
Чтобы проследить влияние этих особенностей, обратимся к
таким характеристикам технологических процессов, как
мощность, трудоемкость, уровень механизации, степень
ритмичности и непрерывности.
Мощность технологических процессов изготовления одежды
по индивидуальным заказам значительно ниже (в 5—15 раз),
Особенности технологических процессов
чем в промышленном швейном производстве. Это объясняется
небольшой мощностью и низким уровнем предметной
специализации швейных предприятий сервиса. Кроме этого,
повышение мощности процессов ограничивает и единичный тип произ-
иодства.
Так, в Центральном и Центрально-Черноземном регионах
России фактическая средняя мощность процессов составляет 6
человек, и в них, как правило, изготавливается одежда малыми
сериями. Изготовление одежды по индивидуальным заказам в
большинстве случаев выполняют индивидуально. Степень охвата
рабочих бригадной формой организации труда не превышает
Ю %. Совершенно очевидно, что в этих условиях невозможно
достичь рационального разделения труда и необходимой специа-
шзации рабочих C0—50 технологических операций нескольких
специальностей в руках одного исполнителя).
Трудоемкость одежды, изготавливаемой по индивидуальным
ижазам, в 6—8 раз превышает трудоемкость аналогичных изде-
чий, изготовленных в промышленном швейном производстве.
Одной из причин такого увеличения трудоемкости является
процесс обслуживания заказчиков, вызывающий выполнение
таких специфических операций, как выбор фасона, измерение
фигуры, примерка и сдача готового изделия заказчику.
Недостаточная точность существующих методов измерения фигуры
заказчика во многом определяет необходимость проведения примерки,
которая, в свою очередь, предусматривает выполнение
дополнительных операций по временной сборке изделия и последующей
корректировке его конструкции. По данным проведенных нами
специальных обследований, более половины всех изделий до сих
пор изготавливается с двумя примерками. Каждая примерка уве-
шчивает трудоемкость в среднем на 5—7 %.
Другая причина, как уже отмечалось выше, заключается в
низком уровне специализации рабочих.
Большое влияние на трудоемкость одежды, изготавливаемой
по индивидуальным заказам, оказывают особенности оснащения
технологических процессов оборудованием и средствами оргтех-
оснастки. О неудовлетворительном уровне технического
оснащения процессов свидетельствует низкий уровень механизации ра-
иот, который в среднем составляет 20 96. Номенклатурный состав
применяемого оборудования составляет 10—15 % по сравнению с
парком оборудования на промышленных швейных предприятиях
10 Глава I. Особенности функционирования и проектирования...
и ограничен, как правило, универсальными и простейшими
специализированными машинами с ручным управлением. На
многих предприятиях в технологических процессах установлены
бытовые швейные машины.
Причины низкого уровня технического оснащения швейных
предприятий сервиса можно объединить в две группы:
экономические и организационно-технические.
Экономические причины обусловлены невысокой
мощностью предприятий и технологических процессов и находят свое
отражение в весьма низком коэффициенте использования
оборудования. Средний коэффициент внутрисменного
использования оборудования на швейных предприятиях сервиса не
превышает 0.23, или в 3—4 раза меньше, чем в промышленном
швейном производстве.
Организационно-технические причины связаны с
единичным типом производства одежды по индивидуальным заказам.
Постоянная изменчивость изготавливаемых изделий по
размерам, конструкциям, фасонным особенностям, применяемым
материалам и, следовательно, методам обработки ограничивает
возможность использования производительного оборудования —
специальных машин полуавтоматического и автоматического
действия. Диапазон регулирования параметров обработки в этих
машинах ограничен, а сами регулировки весьма сложны и
трудоемки. Кроме того, на многих предприятиях отсутствуют
механики, которые могли бы обеспечить функционирование сложных
видов специального оборудования.
Рассмотренные выше особенности производства одежды по
индивидуальным заказам приводят к важному выводу:
применяемое технологическое оборудование в целом не отвечает
экономическим и организационно-техническим условиям
производства. Для количественной оценки этого несоответствия
может быть использован коэффициент гибкости оборудования,
показывающий долю времени на наладку и регулировку
оборудования в общих затратах механизированного труда. Средние
значения коэффициентов гибкости Кт5, определенные автором
[5] для единичного, мелкосерийного и крупносерийного
производств, соответственно составляют 0,17; 0,092; 0,006, что
убедительно характеризует ч.пшеимость этого показателя от
организационных условий проичиодства.
Ж
Особенности технологических процессов 11
Действительно, швейные предприятия сервиса оснащены
оборудованием, спроектированным и изготовленным для
промышленных швейных предприятий.,.
Совершенствование парка оборудования должно
осуществиться в рамках более широкой проблемы: необходимо ком-
шексное совершенствование технологических основ произвол-
¦ та одежды по индивидуальным заказам, которое, во-первых,
обеспечит максимально эффективное использование наличного
марка оборудования и, во-вторых, определит экономически и
конически целесообразные границы и методы создания нового
оборудования.
Совершенно очевидно, что уровень механизации труда в
технологических процессах изготовления одежды
по'индивидуальным заказам (а следовательно, и уровень технологии)
оказывается столь Же низким ввиду теснейшей корреляции с уровнем
технической оснащенности.
Особенностью технологических процессов в производстве
'Нежды по индивидуальным заказам является их низкая
ритмичность, вызванная единичным типом производства и случайным
характером поступления изделий в процесс обработки. Она на-
\одит свое выражение в значительных колебаниях трудоемкости
каждой организационной операции процесса (трудоемкость из-
1слия — случайная величина). Следовательно, такт процесса
изменяется от изделия к изделию в широких пределах. В связи с
ним технологическая схема носит общий характер и не отража-
i г действительного функционирования процесса в каждый
конкретный момент времени. По этой же причине фактические за-
i раты времени на каждой организационной операции процесса
отличаются от расчетных величин и колеблются от изделия к
изделию.
Экспериментальные исследования, проведенные автором по
специальной методике, установили, что фактические затраты
нремени на организационные операции при обработке
конкретных изделий (в пределах одной сутко-партии в бригаде по изго-
ювлению женской одежды пальтово-костюмного ассортимента)
шачительно отличаются от средневзвешенной расчетной
трудоемкости этих операций по схеме разделения труда и составляют:
(,„„ = 0,70 - 1,35тсрвз„ при расчетных допускаемых отклонениях:
12 Глава 1. Особенности функционирования и проектирования...
Совершенно очевидно, что судить о ритмичности процесса
по средневзвешенным показателям такта и затратам времени на
организационные операции нельзя.
Помимо низкой ритмичности, технологические процессы
изготовления одежды по индивидуальным заказам
характеризуются и крайне высокой прерывностью.
Степень непрерывности процессов определяется
соотношением длительностей технологического (время непосредственной
обработки изделия) и производственного (срок выполнения
заказа) циклов.
Главной задачей сокращения производственного цикла
является ускорение движения предметов труда в производственных
процессах, сокращение времени превращения их в готовые
изделия. На швейных предприятиях сервиса эта скорость в 12—15 раз
меньше, чем в промышленном швейном производстве.
Анализ структуры производственного цикла показывает, что
причиной высокой прерывности технологических процессов
является непроизводительные пролежки предметов труда, которые
составляют 63—65 % длительности цикла. Причем большая их
доля приходится на участок запуска и швейные цеха и вызвана:
1) отсутствием организованного запуска изделий в процесс;
2) функционированием сменных процессов; 3) наличием
примерки при изготовлении изделий.
Технологические процессы швейных цехов в производстве
одежды по индивидуальным заказам характеризуются
отсутствием устойчивого организованного запуска изделий с учетом их
конструктивно-технологической однородности. В настоящее
время изделия поступают на обработку в составе сутко-партии,
которая формируется с учетом даты приема заказа. Конечно, при
изготовлении одежды по индивидуальным заказам нельзя
обеспечить запуск изделий в процесс по типу регулярно
повторяющегося запуска в промышленном швейном производстве ввиду
отсутствия серий одинаковых моделей. Однако имеются
неиспользованные возможности по совершенствованию способа запуска
изделий в процесс. Это прежде всего связано с наличием
участков и переходов с дли тельным пролеживанием материалов, кроя,
полуфабрикатов, на которых возможно осуществлять
комплектование изделий по их конструктивно-технологической
однородности, трудоемкости, цвету и волокнистому составу материалов.
Особенности технологических процессов 13
Существующие организационные условия и особенности
производства одежды по индивидуальным заказам являются
пажной причиной применения сменных процессов.
Конструктивно-технологические особенности каждого конкретного изде-
П1Я вызывают необходимость непосредственной связи1 закрой-
тиков с рабочими процесса, в котором это изделие
изготавливается. В настоящее время закройщик является, по существу,
единственным носителем информации об особенностях каждого
изготавливаемого изделия. Необходимо разработать такие носи-
юли необходимой информации, которые позволят без участия
:акройшика изготавливать изделия в процессах, разделенных не
юлько сменами, но и территориально.
Анализ технологических особенностей производства одежды
но индивидуальным1 заказам показывает, что все они, хотя и
обусловлены его важнейшими организационно-экономическими
особенностями, тем не менее не являются неустранимыми.
Кроме того, многие особенности технологии, технического
оснащения швейных предприятий сервиса и построения техно-
югических процессов правильнее квалифицировать как
недостатки, устранение которых возможно путем комплексного со-
иершенствования производства одежды по индивидуатьным
заказам.
Контрольные вопросы
1. Каковы преимущества производства одежды по индивидуальным
заказам?
2. В чем заключается социально-экономическое значение швейных
предприятий сервиса?
3. Что относится к основным особенностям производства одежды по
индивидуальным заказам?
4. Что такое единичный тип производства одежды?
5. Какие типы производства одежды характерны для швейных
предприятий сервиса?
6. Каковы основные особенности функционирования технологических
процессов изготовления одежды на индивидуального потребителя?
Глава 2
ТИПЫ И ОРГАНИЗАЦИОННЫЕ ФОРМЫ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ШВЕЙНЫХ ЦЕХОВ
2.1. Факторы, характеризующие типы процессов
Технологический процесс, как часть производственного
процесса, представляет собой производственную систему,
объединяющую исполнителей, рабочие места (расположенные в
пространстве в соответствии с принятой организационной формой
и оснащенные оборудованием) и предметы труда, подвергаемые
обработке и перемещаемые с одного рабочего места на другое
[20J.
Тип процесса — это комплексная его характеристика,
определяемая такими факторами, как мощность, уровень
специализации, структура, степень ритмичности и непрерывности, способ
запуска изделий, преемственность работы процесса по сменам,
характер движения предметов труда и применяемые
транспортные средства.
Фактор, имеющий одно из возможных конкретных
значений, становится признаком процесса. Сочетание определенных
признаков образует тот или иной тип процесса.
Обоснованный выбор типа процесса невозможен без знания
определяющих его факторов.
Рассмотрим содержание основных факторов.
1. Мощность процесса измеряется двумя показателями —
выпуском изделий в смену (М) и количеством рабочих в процессе
(/V). Оба эти показателя используются в промышленном
швейном производстве. В производстве одежды по индивидуальным
Факторы, характеризующие типы процессов 15
шказам вследствие единичного типа производства трудоемкость
м, следовательно, сменный выпуск изготавливаемых изделий
варьируются в широких пределах. По этой причине мощность
процесса целесообразно измерять количеством рабочих.
Условно процессы по мощности делятся на три группы: ма-
ivio, среднюю и большую. Содержание этих показателей
различно в промышленном швейном производстве и в производстве
одежды по индивидуальным заказам (табл. 2.1). .
1'ао.иша 2.1. Показатели мощности технологических процессов на предприятиях
пшенной промышленности и сферы сервиса
MOlUHOCIb _
процесса
Малая !
Средняя !
большая
Одежда пальтово-костюмного
ассортимента
Сфера сервиса, i
чел.
До 12 j
12—20 i
Более 20 '
Легкая
промышленность, чел. '
До 50
i
51—100
Более 100
Одежда платьево-блузочного
ассортимента
Сфера сервиса,
чел.
До 8
8—14
Более 14
Легкая
промышленность,
По 30
31—70
Более 100
|
—I
чел.
С увеличением мощности процесса растет его
эффективность за счет специализации рабочих мест, лучшего
использования оборудования и повышения уровня механизации. Однако в
производстве одежды по индивидуальным заказам увеличение
мощности технологических процессов ограничено такими его
особенностями, как невысокие мощность и уровень предметной
специализации предприятий и стохастический характер поступ-
юния заказов. В этих условиях с ростом мощности процесса
чрезвычайно обостряется проблема загрузки его заказами в це-
¦1ом и в отдельные месяцы.
С этой точки зрения актуальным является решение задачи по
оптимизации мощности технологических процессов пошива
одежды по индивидуальным заказам.
2. Уровень специализации процессов является очень важной
характеристикой, без которой нельзя точно оценить мощность
процесса.
Различают три вида специализации — предметную,
подетальную и технологическую (стадийную).
Глава 2
ТИПЫ И ОРГАНИЗАЦИОННЫЕ ФОРМЫ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ШВЕЙНЫХ ЦЕХОВ
2.1. Факторы, характеризующие типы процессов
Технологический процесс, как часть производственного
процесса, представляет собой производственную систему,
объединяющую исполнителей, рабочие места (расположенные в
пространстве в соответствии с принятой организационной формой
и оснащенные оборудованием) и предметы труда, подвергаемые
обработке и перемещаемые с одного рабочего места на другое
[20].
Тип процесса — это комплексная его характеристика,
определяемая такими факторами, как мощность, уровень
специализации, структура, степень ритмичности и непрерывности, способ
запуска изделий, преемственность работы процесса по сменам,
характер движения предметов труда и применяемые
транспортные средства.
Фактор, имеющий одно из возможных копкрпных шаче-
ний, становится признаком процесса. Сочетание опргдпи-ппих
признаков образует тот или иной тип процесса.
Обоснованный выбор типа процесса невозможен 1>п шлппя
определяющих его факторов.
Рассмотрим содержание основных факторов.
1. Мощность процесса измеряется двумя показателями пы-
пуском изделий в смену (М) и количеством рабочих п процессе
(N). Оба эти показателя используются в промышленном шией-
ном производстве. В производстве одежды по индмиилуаш. м
Факторы, характеризующие типы процессов 15
заказам вследствие единичного типа производства трудоемкость
и, следовательно, сменный выпуск изготавливаемых изделий
варьируются в широких пределах. По этой причине мощность
процесса целесообразно измерять количеством рабочих.
Условно процессы по мощности делятся на три группы:
малую, среднюю и большую. Содержание этих показателей
различно в промышленном швейном производстве и в производстве
одежды по индивидуальным заказам (табл. 2.1). ¦
Таблица 2.1. Показатели мощности технологических процессов на предприятиях
швейной промышленности и сферы сервиса
: Опежда пальтово-костюмного ¦ Одежда платьево-блузочного j.
i i ассортимента ассортимента
1 Мощность ¦ __ ; _.
•. процесса •' ' „, j _ ~~\
I I Сфера сервиса, Легкая i Сфера сервиса, Легкая
,' : чел. ¦ промышленность, чел. ' чел. i промышленность, чел. 1
! ! _ i _^_ |.
Шалая , До 12 До 50 | До 8 ' До 30 '',
) Средняя , 12—20 51—100 ' 8—14 ' 31—70
! Большая ! Более 20 ' Более 100 I Более 14 Более 100
С увеличением мощности процесса растет его
эффективность за счет специализации рабочих мест, лучшего
использования оборудования и повышения уровня механизации. Однако в
производстве одежды по индивидуальным заказам увеличение
мощности технологических процессов ограничено такими его
особенностями, как невысокие мощность и уровень предметной
специализации предприятий и стохастический характер
поступления заказов. В этих условиях с ростом мощности процесса
чрезвычайно обостряется проблема загрузки его заказами в
целом и в отдельные месяцы.
С этой точки зрения актуальным является решение задачи по
оптимизации мощности технологических процессов пошива
одежды по индивидуальным заказам.
2. Уровень специализации процессов является очень важной
характеристикой, без которой нельзя точно оценить мощность
процесса.
Различают три вида специализации — предметную,
подетальную и технологическую (стадийную).
16 Глава 2. Типы и организационные формы...
По уровню предметной специализации процессы делятся на:
1) узкоспециализированные; 2) специализированные и 3) разно-
ассортиментные.
В узкоспециализированных процессах изготавливают изделия
одного вида одежды или одной модели. Принципом подбора
изделий в такие процессы является однородность технологической
обработки и свойств материалов.
В промышленном швейном производстве применяются как
одномодельные, так и многомодельные процессы. При
изготовлении одежды по индивидуальным заказам вследствие
единичного типа производства проектируют многомодельные
процессы. При этом количество моделей, одновременно
изготавливаемых в процессе, соответствует его суточному выпуску.
Узкоспециализированные процессы целесообразно
применять на крупных швейных предприятиях сервиса (Дома моды.,
ателье, швейные производства Домов бытовых услуг и т. п.).
В специализированных процессах изготавливают два-три вида
одежды, близких по технологической обработке и свойствам
материалов. Такими на швейных предприятиях сервиса являются
процессы по изготовлению женской одежды пальтово-костюм-
ного ассортимента (пальто зимнее, демисезонное, жакет),
мужской одежды пальтово-костюмного ассортимента (пальто,
пиджак) и т. п.
Специализированные процессы целесообразно применять
как на крупных предприятиях сервиса, так и в городских ателье
средней и малой мощности.
В разноассортиментных процессах изготавливают несколько
различных видов одежды. Различают постоянные разноассорти-
ментные процессы и переключающиеся.
Постоянные разноассортиментные процессы характеризуются
стабильным, заранее установленным ассортиментом изделий. Их
проектируют в сельских ателье, которые характеризуются малой
численностью рабочих G—15 человек). В этих условиях
организация специализированных бригад не представляется возможной
даже при постоянном поступлении заказов.
Переключающиеся разноассортиментные процессы
предполагают переключение с одного ассортимента на другой по заранее
разработанному графику или плану (планово-переключающиеся)
или без него в случайном порядке, диктуемом изменениями
спроса (непланово-переключающиеся). Их необходимо проскти-
Факторы, характеризующие типы процессов 17
ровать в городских ателье наряду с узкоспециализированными и
специализированными процессами для обеспечения стабильной
работы предприятий в условиях изменяющегося по объему и
структуре спроса.
Подетальная специализация предполагает проектирование
процессов по изготовлению отдельных деталей и узлов одежды.
Примером такой специализации являются процессы по
изготовлению утепляющей прокладки, плечевых накладок, подкладки,
отделочных деталей и т. п.
Технологическая (стадийная) специализация предусматривает
выполнение той или иной части технологического процесса
изготовления изделия. Так, например, отдельные процессы могут
быть специализированы на выполнении операций по подготовке
кроя к пошиву, окончательной отделке и влажно-тепловой
обработке изделий, внутрипроцессной художественной отделке и др.
Технологическая специализация содержит огромные
возможности повышения мощности процессов и специализации
рабочих мест. К сожалению, в силу ряда причин она не находит
должного применения на швейных предприятиях сервиса.
3. Структура процессов характеризует наличие и количество
специализированных секций, участков или групп. По структуре
процессы делятся на несекционные и секционные.
Несекционные процессы целесообразно применять при
стабильности фасонного ассортимента изготавливаемых изделий.
Простота структуры и управления такими процессами сочетается
с их низкой гибкостью: изменение моды требует полной
перестройки процесса.
Деление процессов на секции обеспечивает повышение их
гибкости и мобильности.
Необходимым условием деления процесса на секции
является его мощность. Однако следует отметить, что такая
возможность появляется и при наличии на предприятии нескольких
процессов даже малой мощности, по изготовлению однородных
или близких видов изделий. При этом преследуют главную
цель — выделить технологически общие стадии (секции)
процесса или группы операций с последующей их централизацией
(укрупнением). Наличие примерки, прерывающей процесс пошива
одежды, также учитывают при членении процесса на секции.
Технологически наиболее общими для всех процессов
являются группы операций по подготовке кроя к пошиву й оконча-
2-5713
18
Глава 2. Типы и организационные формы...
тельной отделке и влажно-тепловой обработке. Поэтому
выделение секции подготовки кроя к пошиву, включающей операции
по проверке комплектности кроя, фронтальному дублированию
деталей, прокладыванию копировальных строчек, заполнению и
пришивке талонов и т. п., а также секции окончательной
влажно-тепловой обработки (ВТО) и отделки изделий выполняют с
целью их централизации в масштабах всего швейного цеха и
даже нескольких таких цехов. Секция подготовки к примерке
может быть централизована для процессов пошива одинаковых
или технологически однородных изделий. В ряде случаев
целесообразно централизовать группы операций, выполняемых на
специализированных и специальных машинах, с целью
специализации рабочих-портных и лучшей загрузки оборудования.
Типовая структура таких секционных процессов с
централизованными секциями представлена на рис. 2.1. На схеме
показаны 5-секционные процессы пошива пальто (платья) и 4-секци-
онный процесс пошива брюк. При возможности может быть
выделена и секция уточнения изделий после примерки.
Секционные процессы такого типа значительно усложняют
организацию производства и труда, транспортировку предметов
/
/
\
ПЛАТЬЕ
2
ПАЛЬТО
2
БРЮКИ
2'
\
—1
/
*
/у
/
¦*
А
-
ПЛАТЬЕ
4
ПЛАТЫ-:
ПАЛЬТО
4
\
. /
/
1
Рис. 2.1. Структура секционного технологического процесса: / — секция
подготовки кроя к пошиву; 2 — секция подготовки изделий к примерке; 2'
секция пошива брюк без примерки; 3 — секция специального оборудовании; •/ ¦-
секция пошива изделий после примерки; 5 — секция ВТО и окончательной
отделки изделий
Факторы, характеризующие типы процессов 19
труда, учет выработки рабочих, в частности — в
централизованных секциях. Однако все это многократно перекрывается
эффектом от повышения производительности труда (за счет
специализации рабочих), повышения уровня механизации труда и
внутрисменного использования оборудования (в первую
очередь — наиболее дорогостояшего специального оборудования).
Так, в секции подготовки кроя к пошиву становится
возможным использование специального пресса для дублирования
деталей, полная загрузка машины класса 1622 для прокладывания
копировальных строчек.
Централизация окончательной ВТО и отделки позволяет
внедрить специальные пресса для прессования отлета
воротников, плечевых швов и окатов рукавов,, паровоздушные
манекены для окончательной утюжки изделий, улучшить загрузку
прессов с универсальными подушками и некоторых спецмашин
в 3—5 раз.
Каждая из секций может иметь различные варианты
размещения в зависимости от мощности и количества швейных цехов,
конфигурации и площади производственных помещений и др.
Секцию подготовки кроя к запуску целесообразно располагать
на участке запуска, секцию ВТО и окончательной отделки — в
отдельном помещении, связанном со складом изделий. При
наличии на предприятии одного швейного цеха все секции чаще
всего располагают в нем.
Деление процессов на секции способствует повышению их
мощности, технологической специализации, улучшению
использования производственных мощностей и условий труда рабочих.
Важным достоинством секционных процессов является их
технологическая гибкость: при изменении содержания
«условного изделия» (объекта для проектирования процесса),
определяемого направлением моды, перерасчету будет подвергаться не
весь процесс, а отдельные его секции. Это, в свою очередь,
позволит сократить объем работ по технологической подготовке
производства.
И наконец, деление процессов на секции обеспечивает
возможность применения различных организационных форм,
транспортных средств, видов запуска, в наибольшей степени
соответствующих данной стадии процесса пошива изделия.
4. По степени ритмичности процессы могут быть со строгим
ритмом, со свободным ритмом и комбинированные.
20 Глава 2. Типы и организационные формы...
В процессах со строгим ритмом время организационных
операций жестко регламентировано с тактом процесса. Такая
строгая синхронизация может быть обеспечена только
принудительными средствами, к которым относится конвейер. Конвейер —
это транспортер, скорость которого строго согласована с тактом
процесса. В связи с этим конвейер сочетает в себе как
организационные, так и транспортные функции.
Процессы со строгим ритмом или конвейерные процессы
обеспечивают высокую производительность труда, так как
наиболее полно реализуют поточный метод работы. Следовательно,
область применения конвейерных процессов ограничена такими
условиями: высокая и стабильная мощность, узкая предметная
специализация, конструктивно-технологическая однородность
изготавливаемых изделий. Эти условия в настоящее время могут
иметь место при изготовлении специальной, ведомственной и
военной одежды, технических изделий. В промышленном
швейном производстве бытовой одежды (чаще всего мужской) их
удается иногда обеспечить в монтажных и отделочных секциях.
В производстве одежды по индивидуальным заказам
конвейерные процессы в принципе можно применять в процессах
большой мощности с подетальной специализацией. Например, в
процессах по изготовлению бортовых, утепляющих прокладок,
плечевых накладок и других стандартных узлов бытовой одежды.
В процессах со свободным ритмом отсутствуют технические
средства синхронизации времени организационных операций.
Предметы труда подаются на рабочие места и перемещаются
между ними вручную или механизированным способом. Различные
средства механизации в этом случае выполняют только транс-
портно-переместительные операции, и называть их конвейерами
ни в коем случае нельзя.
Отклонения времени операций от такта в процессах со
свободным ритмом определяются колебаниями индивидуальной
производительности рабочих и составляют в сумме не менее 20 %.
Процессы со свободным ритмом обладают более высокой
гибкостью по сравнению с конвейерными процессами, которая
проявляется в полном использовании индивидуальном
производительности труда рабочих, в возможности более широкою
выбора рациональной организационно-технологической структуры
процесса, в лучшем использовании оборудования мри
относительно небольшой мощности процесса и др.
Факторы, характеризующие типы процессов 21
К недостаткам этих процессов можно отнести большую
величину незавершенного производства, а также более низкий
уровень механизации и усложнение транспортно-переместитель-
ных операций.
В производстве одежды по индивидуальным заказам
применяют только процессы со свободным ритмом. Причем здесь
степень ритмичности будет при прочих равных условиях ниже, так
как фактические отклонения времени операций от такта
процесса значительно больше, чем расчетные средневзвешенные.
Комбинированные по степени ритмичности процессы (могут
иметь место в промышленном швейном производстве)
позволяют использовать достоинства свободного и строгого ритма
работы.
5. Степень непрерывности процессов определяется
соотношением длительностей технологического и производственного
циклов. В идеальном процессе значения циклов совпадают. В реаль-
( ных условиях технологический цикл (Цт) всегда меньше
производственного (Цп). Степень непрерывности процесса может быть
измерена также величиной незавершенного производства.
Степень непрерывности технологического процесса зависит
от ритмичности и структуры процесса, вида запуска.
Технологические процессы в производстве одежды по
индивидуальным заказам характеризуются, как отмечалось ранее,
крайне высокой прерывностью.
6. Важной характеристикой непрерывности процессов
является преемственность работы процесса но сменам. По этому
признаку их подразделяют на сменные и сквозные.
В сменных процессах рабочие одной смены выполняют
обработку и сборку «своих» изделий от начала и до конца. По
окончании смены предметы труда с различной степенью готовности
снимают с процесса и хранят в специально отведенных местах
до начала следующего рабочего дня.
В сменных процессах упрощаются контроль за работой
процесса и учет выработки, а также увеличиваются возможности
расширения ассортимента одежды.
Однако сменным процессам присущи следующие существен-'
ные недостатки:
• потери времени на съем и разборку предметов труда
B—3 % времени рабочей смены);
• значительное возрастание производственного цикла;
22 Глава 2. Типы и организационные формы...
• необходимость в дополнительных площадях для хранения
предметов труда;
• ухудшение санитарных условий и пожарной безопасности;
• загрязнение изделий и др.
Сквозные процессы в целом значительно прогрессивнее
сменных, и потому последние в швейной промышленности
практически не используются.
На швейных предприятиях сервиса до сих пор применяют
сменные процессы (за весьма редким исключением). В связи с
этим важной задачей является изыскание путей и методов
перехода к сквозным процессам.
7. Характеристика процессов по виду запуска моделей.
Запуском называется заранее определенный порядок поступления
моделей в процесс обработки и сборки, обеспечивающий
технологическую однородность и стабильность (повторяемость)
операций по содержанию и трудоемкости. Во всех случаях запуск
должен обеспечить повышение конструктивно-технологической
преемственности предметов труда. Это, в свою очередь,
позволит снизить потери времени, вызванные переналадкой
оборудования (смена ниток, изменение параметров строчек, режимов
ВТО, съем и установка приспособлений и т. п.), а также
возможным простоем рабочих из-за рассогласования времени операций.
В узкоспециализированных одномодельных процессах
проблема выбора способа запуска как таковая отсутствует.
В многомодельных и многоассортиментных процессах
применяют три способа запуска — последовательный, цикличный и
комбинированный (последовательно-цикличный).
Последовательный запуск представляет собой поочередное
(партиями) поступление моделей одежды в процесс: Л Л--Л— ...,
Б—Б—Б—..., В—В—В—...и т. д.
Количество единиц в партии и последовательность запуска
моделей могут быть различными в зависимости от заданного их
соотношения.
Замена одной модели другой не вызовет отрицательных
последствий в том случае, когда эти модели технологически
однородны, т. е. базируются на одинаковых или весьма близких
методах обработки, а трудоемкость их различается не более чем на
10—15 % (т. е. в пределах колебаний индивидуальной
производительности рабочих).
Факторы,' характеризующие типы процессов 23
Цикличный запуск применяется тогда, когда в процессе
одновременно изготавливаются модели, имеющие существенные
различия в методах обработки и трудоемкости (свыше 10 %). В этом
случае согласование времени операций не может быть
достигнуто по каждой модели. Так, например, при одновременном
изготовлении трех разных моделей изделия запускают циклами: А —
Б — В, А — Б — В и т. д. Структура цикла может меняться в
зависимости от заданного количественного соотношения изделий
по моделям (соотношение между моделями А, Б и В — 2 : 1 : 1
обеспечивается циклом А — А — Б — В).
При цикличном запуске изменение соотношения моделей
ограниченно, тогда как при последовательном запуске оно может
быть любым.
Выравнивание затрат времени на организационных
операциях происходит не по такту изделия, а по цикловому такту.
Это обстоятельство несколько снижает степень ритмичности
процесса. Однако цикличный запуск обладает существенным
достоинством — обеспечивает расширение фасонного
ассортимента одежды.
Если количество моделей велико (9—15) и различия между
ними существенны, применять цикличный запуск нельзя:
большая величина цикла приведет к значительному рассогласованию
операций на рабочих местах.
В этом случае применяют комбинированный запуск. Все
множество моделей разбивают на группы по 2—4 в каждой. Каждая
из групп образует цикл из различных по трудоемкости моделей.
Циклы сменяют друг друга последовательно. Для этого
необходимо, чтобы суммарная трудоемкость моделей каждого цикла
изменялась в пределах 10 % (как модели при последовательном
запуске). Время работы по каждому циклу различно и зависит от
заданного соотношения выпуска по моделям.
В производстве одежды по индивидуальным заказам ни один
из указанных видов запуска как средства обеспечения
конструктивно-технологической преемственности моделей не
применяется: при единичном тине производства отсутствует повторяемость
предметов труда. В связи с этим изделия поступают в процесс в
порядке поступления заказов в составе сутко-партии (т. е. с
одинаковым сроком выполнения). Такое движение изделий по уча1
сткам и процессам вплоть до склада готовой продукции
обеспечивает соблюдение установленных сроков выполнения заказов.
24 Глава 2. Типы и организационные формы...
Следует сказать, что исследованиями, проведенными
автором, установлена возможность и необходимость внедрения
организованных способов запуска в производство одежды по инди-
виду&1ьным заказам. При достаточно большой сутко-партии
имеется возможность выполнять в ее пределах группировку
изделий для обеспечения (хотя бы частично) их
конструктивно-технологической однородности (см. гл. 5).
8. Способ подачи предметов труда. По количеству изделий,
одновременно поступающих на рабочие места, различают
процессы с поштучной и пачковой подачей.
При поштучной подаче изделия поступают на рабочие места
поштучно с помощью механического транспортера,
бесприводных устройств или ручным способом. При непрерывном
поступлении изделий на рабочие места этот способ подачи
обеспечивает минимальное незавершенное производство и непрерывность
процесса.
К недостаткам поштучной подачи следует отнести большую
потерю времени на вспомогательные приемы («взять» и
«отложить» деталь).
При пачковой подаче изделия подаются на рабочие места и
обрабатываются непрерывно пачками A0—30 единиц). Наиболее
целесообразно применять пачковую подачу при обработке
мелких деталей, когда доля чисто машинного времени в общей
затрате времени на операцию невелика. В этом случае за счет
непрерывности обработки пачки деталей увеличивается машинное
время.
Однако пачковая подача снижает непрерывность процесса за
счет пролеживания пачки деталей в момент обработки одной
детали и значительно увеличивает незавершенное производство.
9. По характеру движения предметов труда и расположению
рабочих мест процессы делятся на одно- и миоголинейнме с
прямым, зигзагообразным и смешанным движением предметов
труда по рабочим местам.
На рис. 2.2 представлены схемы процессов с различным
расположением рабочих мест.
Характер движения предметов труда связан с типом
процесса, но во всех случаях стремятся выбрать такой, который
обеспечивает кратчайший и прямой путь движения предметов труда.
Факторы, характеризующие типы процессов
¦25
J
Л
Л
,. .Л I 1Л
\ / \ / \
V
\
г*
л
-1
_\
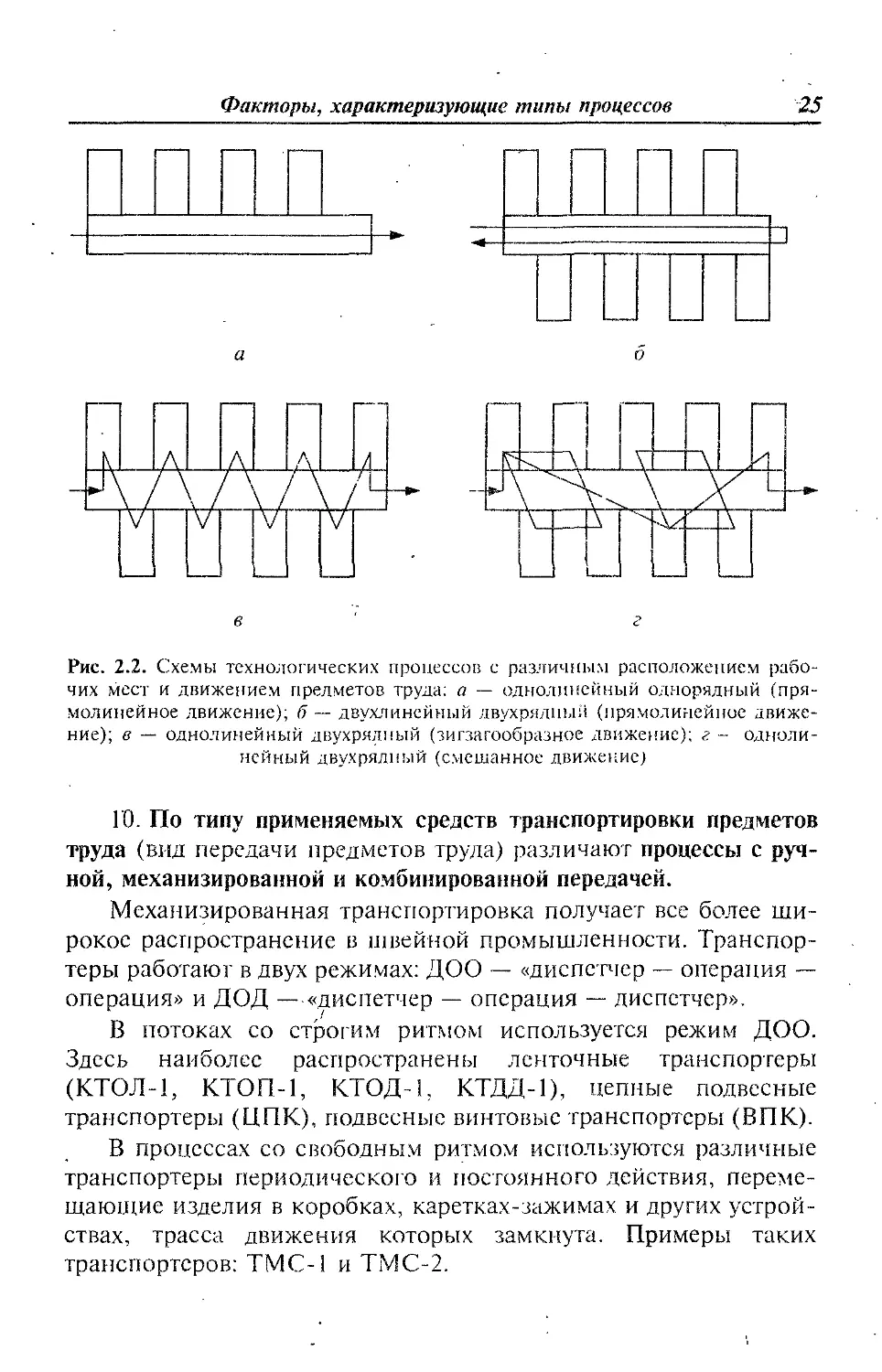
Рис. 2.2. Схемы технологических процессов с различным расположением
рабочих мест и движением предметов труда: а — однолинейный однорядный
(прямолинейное движение), б — двухлинейный двухрядны:! (прямолинейное
движение); в — однолинейный двухрядный (зигзагообразное движение); г -
однолинейный двухрядный (смешанное движение)
10. По типу применяемых средств транспортировки предметов
труда (вид передачи предметов труда) различают процессы с
ручной, механизированной и комбинированной передачей.
Механизированная транспортировка получает все более
широкое распространение в швейной промышленности.
Транспортеры работают в двух режимах: ДОО — «диспетчер — операция —
операция» и ДОД — «диспетчер — операция — диспетчер».
В потоках со строгим ритмом используется режим ДОО.
Здесь наиболее распространены ленточные транспортеры
(КТОЛ-1, КТОП-1, КТОД-1, КТДД-1), цепные подвесные
транспортеры (ЦПК), подвесные винтовые транспортеры (ВПК).
В процессах со свободным ритмом используются различные
транспортеры периодического и постоянного действия,
перемещающие изделия в коробках, каретках-зажимах и других
устройствах, трасса движения которых замкнута. Примеры таких
транспортеров: ТМС-1 и ТМС-2.
26 Глава 2. Типы и организационные формы...
Широко используются транспортеры с автоматическим
адресованием. К таким относится транспортер периодического
действия, работающий в режиме ДОД и позволяющий распределять
работу между исполнителями в агрегатно-групповых потоках.
Выбор транспортных средств зависит от вида и состояния
предметов труда, типа процесса, его мощности.
Существующие транспортные средства в большинстве
случаев не могут быть использованы в производстве одежды по
индивидуальным заказам. Исключение составляют некоторые типы
бесприводных средств (тележки, передвижные кронштейны).
В централизованных секциях ВТО и окончательной отделки
изделий могут быть использованы подвесные цепные, винтовые и
подобные транспортеры для перемещения одежды в
подвешенном состоянии.
2.2. Характеристика типов процессов
Различные сочетания рассмотренных выше факторов
определяют наличие множества организационных форм и типов
процессов. Их выбирают с учетом условий функционирования
процессов: типа производства (единичное, серийное, массовое),
вида изделий, мощности и уровня специализации предприятия.
В настоящее время эти условия на швейных предприятиях
сервиса могут быть настолько неблагоприятны, что их учет
приведет к построению несовершенных процессов.
Проектирование наиболее совершенных организационных
форм и типов процессов должно быть подчинено одному
критерию — внедрению поточного метода работы.
Поточной называют такую форму организации
производственного процесса или его части, при которой операции
выполняются в определенной, заранее установленной
последовательности (что требует соответствующего расположения
оборудования), имеют равновеликие задания по выпуску определенных
предметов труда за один и тот же относительно малый период и
выполняются одновременно.
При поточном методе работы создаются необходимые
условия для непрерывности производственного процесс;!, которая
достигается благодаря ритмичной работе всех исполнителей и
Характеристика типов процессов 27
поступлению предметов труда с одной операции на другую без
задержек на рабочих местах или с небольшими перерывами.
Ритмичность работы выражается в повторении всех
операций технологического процесса через определенный, заранее
установленный интервал времени.
Технологические процессы изготовления одежды по
индивидуальным заказам основаны на непоточном методе работы и как
следствие этого характеризуются низкой ритмичностью и
высокой прерывностью.
В настоящее время на швейных предприятиях сервиса
применяют две формы организации труда — индивидуальную и
бригадную.
Наиболее простой организацией работы является
изготовление изделия одним рабочим-портным высокой квалификации
(индивидуалистом). Применение индивидуальной формы
организации труда оправдано при пошиве изделий, отличающихся
оригинальностью и сложностью конструкции; изделий
авангардной моды; изделий на фигуры со значительными отклонениями
от типовой.
Ее используют и при срочном ремонте одежды ввиду
отсутствия необходимого объема работ для организации бригад.
Индивидуальная форма организации труда характеризуется
большой долей ручных работ за счет применения в основном
универсального оборудования и как следствие этого — низкой
производительностью труда.
Наиболее прогрессивной является бригадная форма
организации труда, которая характеризуется распределением операций
между рабочими по виду работ (машинные, ручные,
утюжильные и т. п.). При этом появляется возможность использовать
рабочих различной квалификации.
Применение бригадной формы организации труда
обеспечивает сокращение затрат времени в среднем на 10—12 % по
сравнению с индивидуальным изготовлением одежды.
Многообразие технологических процессов на швейных
предприятиях сервиса характеризуется в настоящее время тремя
факторами: мощностью, предметной специализацией и
организационно-технологической структурой.
Изготовление одежды различных видов услуг на
предприятиях сервиса возможно в процессах малой, средней и большой
мощности. Однако наибольшее распространение получили бригады
28 Глава 2. Типы и организационные формы...
малой мощности. Одной из причин этого является то, что
большинство ателье — это, как правило, небольшие предприятия.
Организация работ в бригадах малой мощности является
малоэффективной вследствие низкого уровня специализации
исполнителей: каждая организационная операция включает
обработку различных деталей и узлов изделия с различными
техническими условиями их выполнения. Такие процессы не удается
механизировать; работы ведутся примитивно, с огромными
материальными и трудовыми затратами.
Технологические процессы средней мощности
характеризуются более высоким уровнем специализации исполнителей по
сравнению с процессами малой мощности. Каждый рабочий
выполняет операции определенного вида работ по обработке не
всего изделия, а отдельных его деталей и узлов. При этом
появляется возможность более широкого использования
специального и специализированного оборудования, приспособлений
малой механизации.
Изготовление одежды в процессах большой мощности
сопровождается улучшением ее качества и повышением
эффективности производства.
Технологические процессы большой мощности являются
самыми эффективными с точки зрения использования всех трех
элементов производства: средств труда, предметов труда и
самого труда (рабочих): Для этих процессов характерны отдельные
элементы поточного производства.
В процессах большой мощности в наибольшей степени (по
сравнению с процессами средней мощности) реализуется
принцип поузловой обработки: обработка одной или нескольких
деталей (узлов) осуществляется в отдельных группах (микробригадах).
Передача обработанных деталей или узлов изделия в процессе
осуществляется прямолинейно без их возвратов в микробригады.
Технологические процессы малой мощности целесообразно
проектировать в неспециализированных ателье с небольшим
объемом работ; в ателье высшего разряда, изготавливающих
одежду, отличающуюся оригинальностью, сложностью и
разнообразием оформления; в салонах по срочному ремонту и утюжке
изделий и в ателье по ремонту одежды. Стохастический характер
поступления заказов на услуги по ремонту одежды не
обеспечивает строгое разделение груда между исполнителями.
Принципы построения технологических процессов 29
Проектирование технологических процессов средней
мощности является экономически оправданным в крупных ателье,
Домах моды и т. п.
Применение технологических процессов большой мощности
ограничено рамками крупных швейных предприятий сервиса с
централизованными цехами по изготовлению одежды.
Технологические процессы средней и большой мощности
целесообразно в первую очередь применять при изготовлении
одежды по готовым образцам, малыми сериями, а также при
изготовлении относительно стабильного ассортимента одежды по
индивидуальным заказам.
Необходимо помнить, что технологические процессы
большой, а иногда и средней мощности следует рассчитывать но
выпуску месяца с минимальным количеством заказов на изделия
определенного вида. Для удовлетворения спроса населения на
изделия этого вида в месяцы наибольшего поступления заказов
проектируют переключающиеся разноассортиментные бригады
малой мощности. ¦
2.3. Принципы построения технологических процессов
Проектирование технологических процессов швейных цехов
должно соответствовать целому ряду принципов. К основным из
них следует отнести: разделение труда между рабочими;
согласование времени организационных операций; расположение
оборудования и рабочих мест по ходу технологического процесса;
адресование предметов труда по рабочим местам; структуру
организационных операций.
Рассмотрим содержание этих принципов.
1. Разделение труда между рабочими процесса предполагает
выполнение каждым рабочим определенного числа
технологических операций. Совокупность технологических операций,
выполняемых одним рабочим на одном или нескольких рабочих
местах, одним или несколькими инструментами, образует
организационную операцию.
Организационные операции в зависимости от вида входящих
в них технологически неделимых операций могут быть
специализированными или смешанными.
30 Глава 2. Типы и организационные формы...
Специализированные операции состоят из технологических
операций одного вида работ (М, СМ, Пр, У, Р) и выполняются
на одном рабочем месте. Они характеризуются максимальным
использованием технологического оборудования.
Смешанные операции состоят из технологических операций
разных видов работ (М+Р, Пр+У, СМ+Р) и выполняются на
одном или нескольких рабочих местах. Проектирование
смешанных операций значительно снижает степень использования
оборудования. Однако следует отметить, что соединение операций
разных видов работ в организационную может быть вызвано
следующими причинами:
• недостатком времени технологических операций одного
вида работ для полной загрузки организационной
операции;
• технологической целесообразностью объединения разных
операций для обеспечения качества обработки
выполняемого узла одежды.
2. Согласование времени организационных операций. С целью
обеспечения ритмичной работы процесса затрата времени на
каждую организационную операцию должна быть согласована с
тактом процесса.
Такт процесса т — среднее время выполнения
организационных операций каждым рабочим: ^
т = T/N,
где Т — средневзвешенная затрата времени на изготовление
изделия, мин; N — число рабочих в процессе, чел.
Согласно этому принципу построения процессов ирсмя
каждой организационной операции должно ui.ni. раппо или кратно
такту процесса:
где К — количество исполнителей, выполняющих одну
организационную операцию.
В зависимости от числа исполнителей орпшичациоинме
операции делятся на равные такту, т. е. выполняемые одним
исполнителем, и кратные такту — выполняемые несколькими
исполнителями.
Принципы построения технологических процессов 31
Кратные операции возникают в тех случаях, когда время
одной технологической операции превышает такт процесса.
3. Размещение оборудования и рабочих мест по ходу
технологического процесса. Совокупность рабочих мест, объединенных ме-
ждустольем и расположенных в определенной
последовательности, образует агрегат. При изготовлении одежды по
индивидуальным заказам передача предметов труда в процессе, о чем
было сказано ранее, характеризуется многократными
возвратами. В связи с этим размещение оборудования и рабочих мест в
агрегатах выполняют с учетом минимального пути перемещения
предметов труда.
4. Адресование предметов труда по рабочим местам процесса.
В зависимости от типа процесса различают ручное,
механизированное и комбинированное адресования, что определяется
видом применяемой передачи предметов труда. В процессах
малой мощности применяют ручную передачу предметов труда,
поэтому рабочие места, взаимосвязанные между собой их
последовательной обработкой, располагают в зоне охвата руки
рабочих. В процессах средней и большой мощности с поузло-
вой обработкой адресование предметов труда внутри каждой
микробригады осуществляют вручную. Передача предметов
труда между микробригадами и от начала запуска в процесс
может производиться как вручную, так и с помощью
транспортера. При использовании транспортера периодического
действия адресование предметов труда к началу их обработки в
микробригадах производят путем автоматического останова короба
около заданного рабочего места. При использовании
транспортера непрерывного действия, работающего с постоянной
скоростью, адресование предметов труда производят нумерацией
коробок, соответствующей номеру организационной операции,
с которой начинается обработка конкретной детали в
определенной микробригаде.
5. Структура организационных операций технологического
процесса. Состав организационных операций во многом определяет
качество обработки изделия и эффективность технологического
процесса. Основными критериями оценки качества структуры
организационных операций являются специализация операций
по виду работ и минимальные затраты времени на
вспомогательные приемы «взять и передать деталь». Специализация
организационных операций повышает качество обработки изде-
32 Глава 2. Типы и организационные формы...
лия и обеспечивает максимальное использование оборудования.
Снижение затрат времени на вспомогательные приемы «взять и
передать деталь» обеспечивает обработку деталей и узлов на
меньшем количестве рабочих мест и сокращение обшей
трудоемкости обработки изделия. В соответствии с указанными
критериями наиболее рациональными по структуре являются
организационные операции, состоящие из одной или двух
технологических операций.
При изготовлении одежды по индивидуальным заказам
структура организационных операций зависит от мощности
процесса. Как было показано выше, в процессах малой мощности
все технологические операции одного вида работ формируют
одну или две организационные операции. В этом случае каждая
организационная операция содержит большое количество
технологических операций одного (а чаще нескольких) вида работ по
обработке всех деталей и узлов изделия. Такое формирование
организационных операций приводит к многочисленным
возвратам предметов труда на рабочие места и потерям рабочего
времени.
В процессах средней мощности при формировании
организационных операций появляется возможность организации
двух-трех микробригад по обработке нескольких деталей и узлов
изделия в каждой из них без их четкого разграничения. В этом
случае технологические операции, выполняемые на
спецмашинах и прессах, формируются в организационные для
обслуживания всего процесса, обеспечивая тем самым максимально
возможную загрузку оборудования.
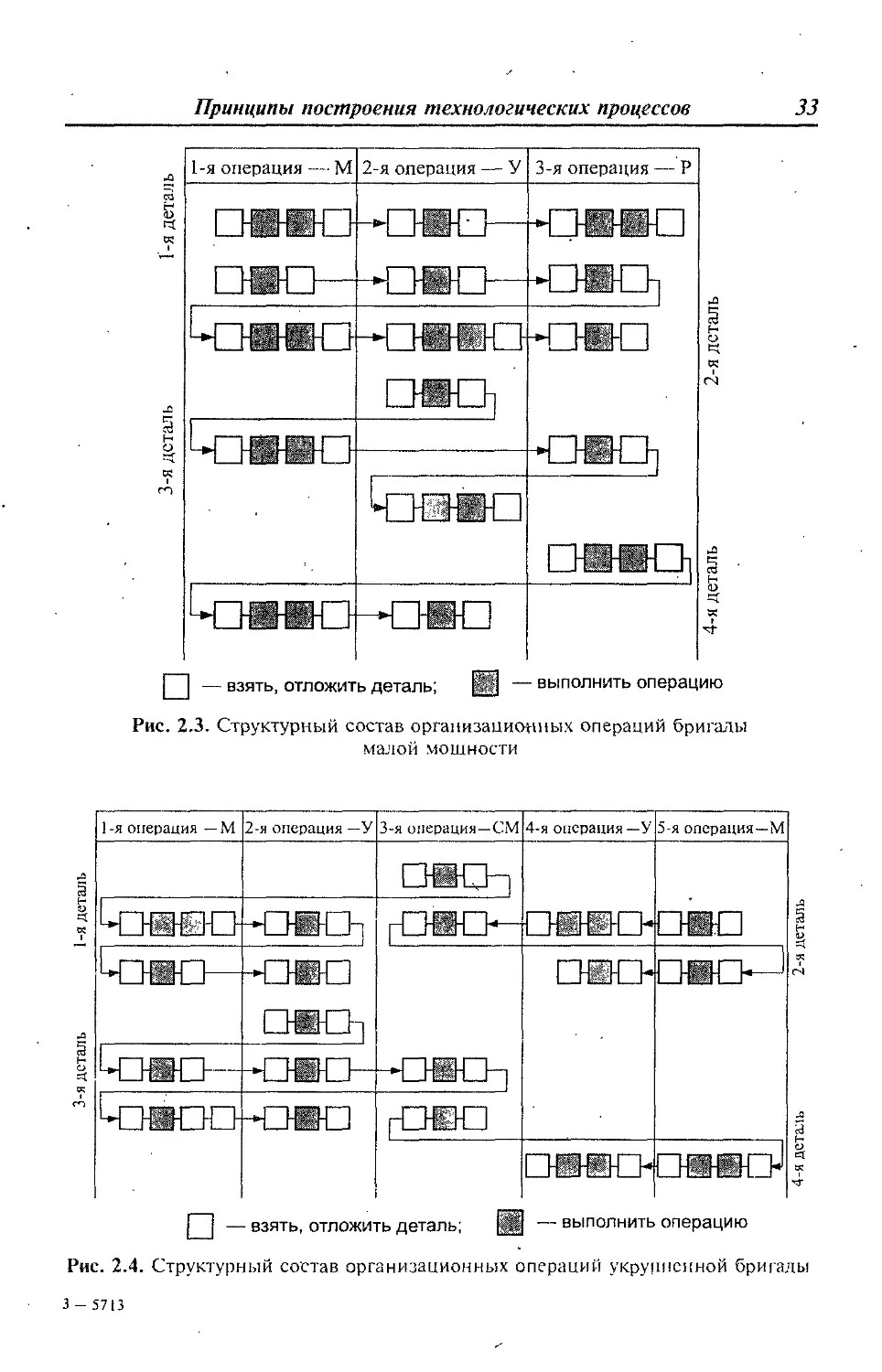
В процессах большой мощности максимально реализуется
принцип поузловой обработки путем четкого деления на
микробригады по обработке одного или нескольких деталей и узлов
изделия. Такие процессы характеризуются повышением уровня
специализации операций, что сопровождается повышением
производительности труда, улучшением качества обработки деталей
и узлов, сокращением времени на вспомогательные приемы по
передаче предметов труда. Кроме этого, создаются условия для
повышения внугрисменного использования оборудования.
На рис. 2.3, 2.4 представлены схемы структурного состава
организационных операций, предложенные А. И. Назаровой и
И. А. Куликовой [14].
Принципы построения технологических процессов
33
— взять, отложить деталь;
— выполнить операцию
Рис. 2.3. Структурный состав организационных операций бригады
малой мощности
4-я операция—У 5-я операция—М
— взять, отложить деталь; |Ц ~~ вь|полнить операцию
Рис. 2.4. Структурный состав организационных операций укрупненной бригады
3-5713
34 Глава 2. Типы и организационные формы...
Контрольные вопросы
1. Что такое производственный процесс и технологический процесс?
2. Что такое тип процесса?
3. Какими основными факторами характеризуется тип процесса?
4. Какой из признаков поточного производства реализуется в
технологических процессах изготовления одежды по индивидуальным заказам?
5. По какому принципу осуществляется разделение труда в процессах
малой, средней и большой мощности?
6. Чему способствует увеличение мощности технологических
процессов?
7. Как подразделяются технологические процессы по предметной
специализации?
8. Что такое организационно-технологическая структура процесса?
9. Как учитывают сезонные колебания в поступлении заказов при
проектировании технологических процессов?
10. Каковы основные принципы построения технологических процессов на
швейных предприятиях сервиса?
11. Какие основные типы процессов характерны для швейных
предприятий сервиса?
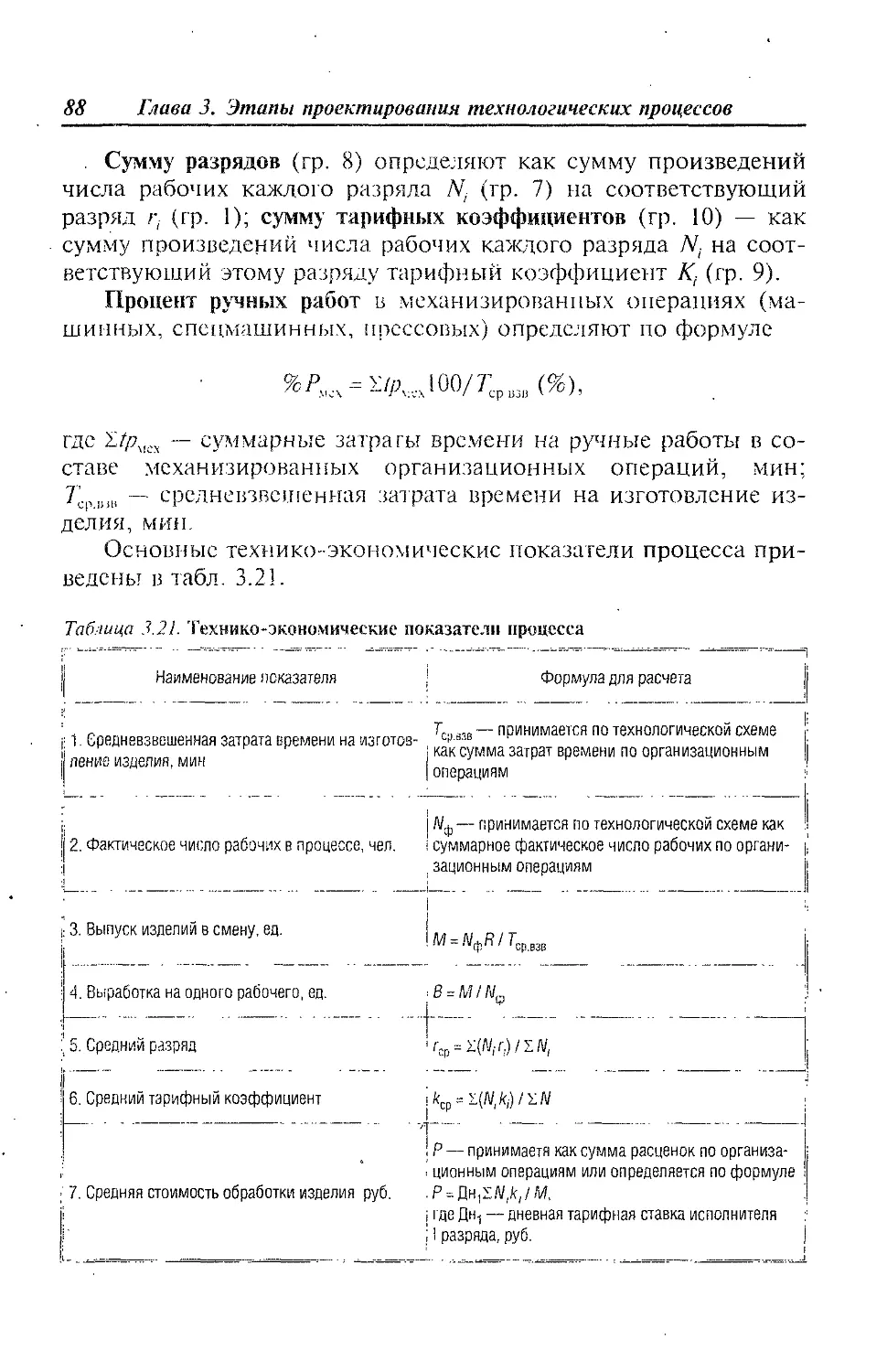
Глава 3
ЭТАПЫ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Особенности функционирования технологических процессов
на швейных предприятиях сервиса предопределяют и специфику
их проектирования.
Рассмотрим этапы проектирования технологических
процессов.
3.1. Выбор объекта для проектирования
технологических процессов
На швейных предприятиях сервиса одежда изготавливается в
условиях мелкосерийного (малые серии) и единичного
производства. В зависимости от типа производства меняется объект
для проектирования технологических процессов. Тип
производства определяет и совокупность требований, предъявляемых к
объекту. Эту совокупность требований можно условно разделить
на две группы:
1) требования, зависящие от типа производства;
2) требования, учитываемые при проектировании
технологических процессов (табл. 3.1). Две группы требований,
предъявляемых к объекту, обусловливают и два этапа выбора объекта.
Особенностью производства одежды малыми сериями
является изготовление изделий на типовую фигуру по заранее
отработанной конструкторско-технологической- документации. В этом
случае объектом для проектирования технологических
процессов являются конкретные модели из числа утвержденных на худо-
3*
36 Глава 3. Этапы проектирования технологических процессов
Таблица 3.1.. Требования к объекту проектирования процесса
Тип производства и группа
требований
Требования
Что обеспечивают требования
i 1.Требования,зависящие от типа ;
' производства: I
: мелкосерийное производство И .1. Соответствие моделей на1
'правлению молы
: 1.2. Технологичность моделей
; 1.3. Экономичность моделей
; единичное производство
; 2. Требования для расчета
¦ процесса:
, мелкосерийное производство
1 единичное производство .
1.1. Соответствие объекта
направлению моды
2.1. Однородность конструктив-
12.2. Разнообразие фасонных
особенностей
2.3. Однородность материалов
¦ 2.4. Однородность методов обра-
:ботки
! 2.1. Разнообразие конструктив-
\ ных основ
2.2. Разнообразие фасонных
особенностей
2.3. Разнообразие материалов ¦ То же
Удовлетворение спроса
потребителей '
' Оптимизация затрат на
изготовление моделей
1 Минимальная материалоемкость
i моделей
| Удовлетворение спроса потреби-
'телей
'¦• Одинаковая последовательность
сборки
Удовлетворение спроса
потребителей
Однородность параметров и ре-
: жимов обработки
. Однородность применяемого
' оборудования
Единичный тип производства
j 2.4. Разнообразие методов обра-
Iботки
Разнообразие материалов и
фасонных особенностей
жествснном совете предприятия. Таким образом, эти модели
известны заранее до начала проектирования технологического
процесса.
Выбор объекта для проектирования технологических процессов 37
Соответствие моделей направлению моды является общим
требованием, не зависящим от типа производства, и отражает
потребительские требования.
На первом этапе отбора моделей на художественном совете
учитывают соответствие моделей направлению моды, их
технологичность и экономичность. Технологичность и экономичность
моделей отражают технико-экономическую эффективность
процесса изготовления швейных изделий.
Технологичность модели • совокупность свойств ее
конструкции и материалов, характеризующих возможность
оптимизации затрат труда на всех стадиях производства. Повышение
технологичности конструкции одежды позволяет сократить
трудоемкость ее изготовления за счет:
• сокращения количества операций, переходов и стадий
обработки и сборки изделий при обеспечении заданных
потребительских свойств (матооперанионная технология);
• максимально возможной механизации и автоматизации
процессов подготовки производства, обработки, сборки и
( отделки изделий.
Технологичная конструкция одежды должна отвечать
следующим общим требованиям:
1) изделия должны состоять из минимального количества
деталей, узлов и соединений;
2) максимальное число узлов изделия должно состоять из
унифицированных деталей, максимальное число деталей должно
быть унифицировано в целом или по отдельным элементам;
3) виды и конструкция соединений должны обеспечивать
применение механизированной и автоматизированной сборки
параллельными методами;
4) высокая точность конструкции должна исключать
подгонку и уточнение при сборке деталей и изделия в целом.
Экономичность модели — это такая совокупность свойств ее
конструкции и материалов, которые обеспечивают его
оптимальную материалоемкость.
Из общего числа моделей, утвержденных на художественном
совете, технологи подбирают модели для их одновременного
изготовления в процессе с учетом второй группы требований (см.
табл. 3.1).Соблюдение этих требований обеспечивает стабильную
работу процесса. При смене изготавливаемых моделей следует
полный или частичный (в зависимости от конструктивно-техно-
38 Глава 3. Этапы проектирования технологических процессов
логической преемственности моделей) перерасчет
технологического процесса.
Особенностью проектирования технологических процессов
швейных цехов в производстве одежды по индивидуальным
заказам является то, что конкретные модели, конструкции и виды
изделий, которые будут в них изготавливаться, заранее
неизвестны.
Каждый заказ на изготовление, обновление или ремонт
одежды является отражением сложных и многообразных
требований потребителя (заказчика), образующих так называемую
«ситуацию спроса». Ситуация спроса каждого конкретного
потребителя является уникальной. Она формируется под
воздействием таких сугубо индивидуальных, личностных факторов,
как возраст, уровень образования и культуры, профессия,
характер и режим работы, особенности телосложения,
темперамент, вкус, денежные дохох1Ы, представления о моде и многих
других.
Стремление более полно удовлетворить эти индивидуальные
требования потребителя логически ведет к уникальности
каждого изготовленного изделия по фасону, конструкции, размерным
характеристикам, материалам и т. .п.
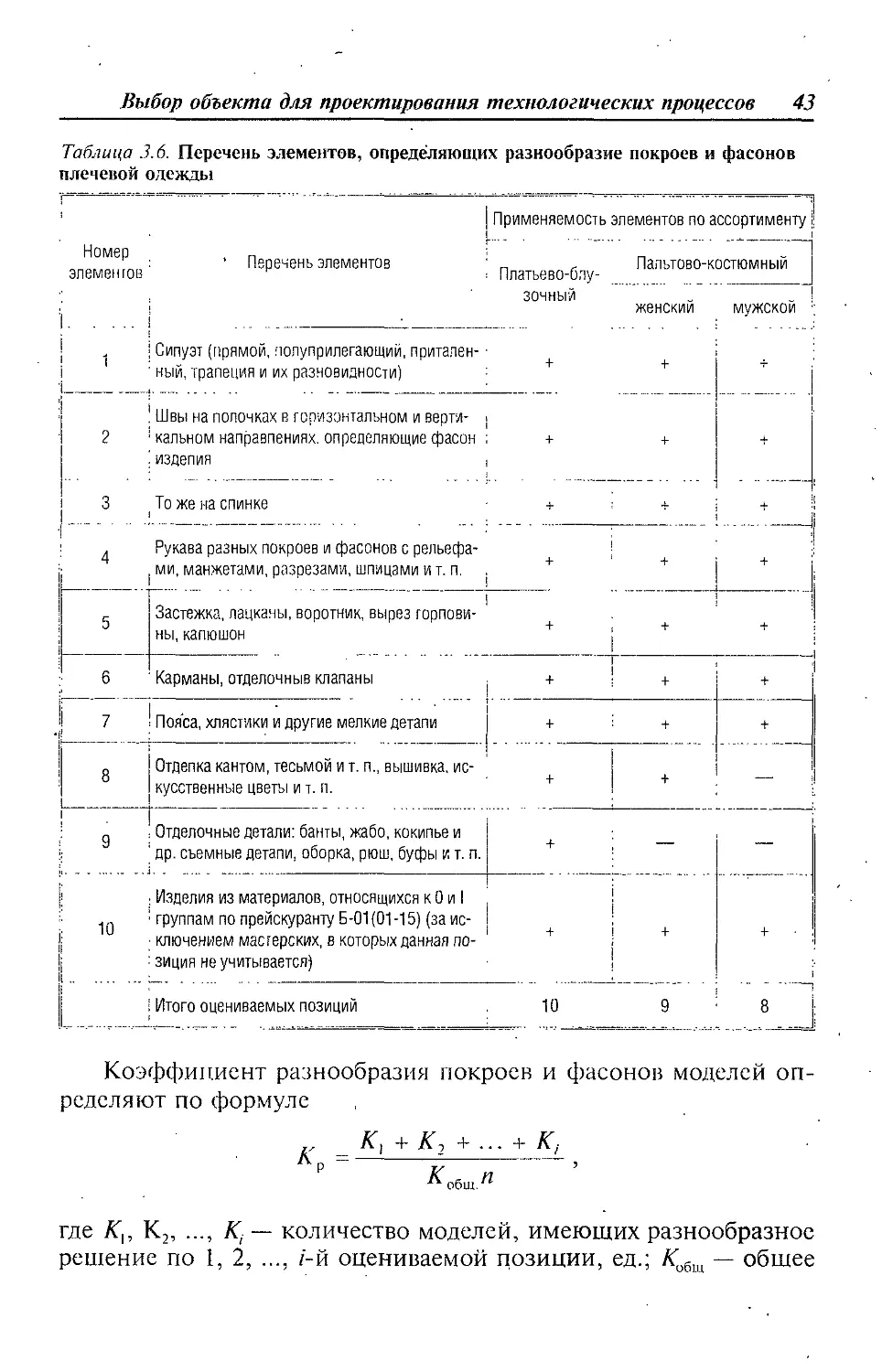
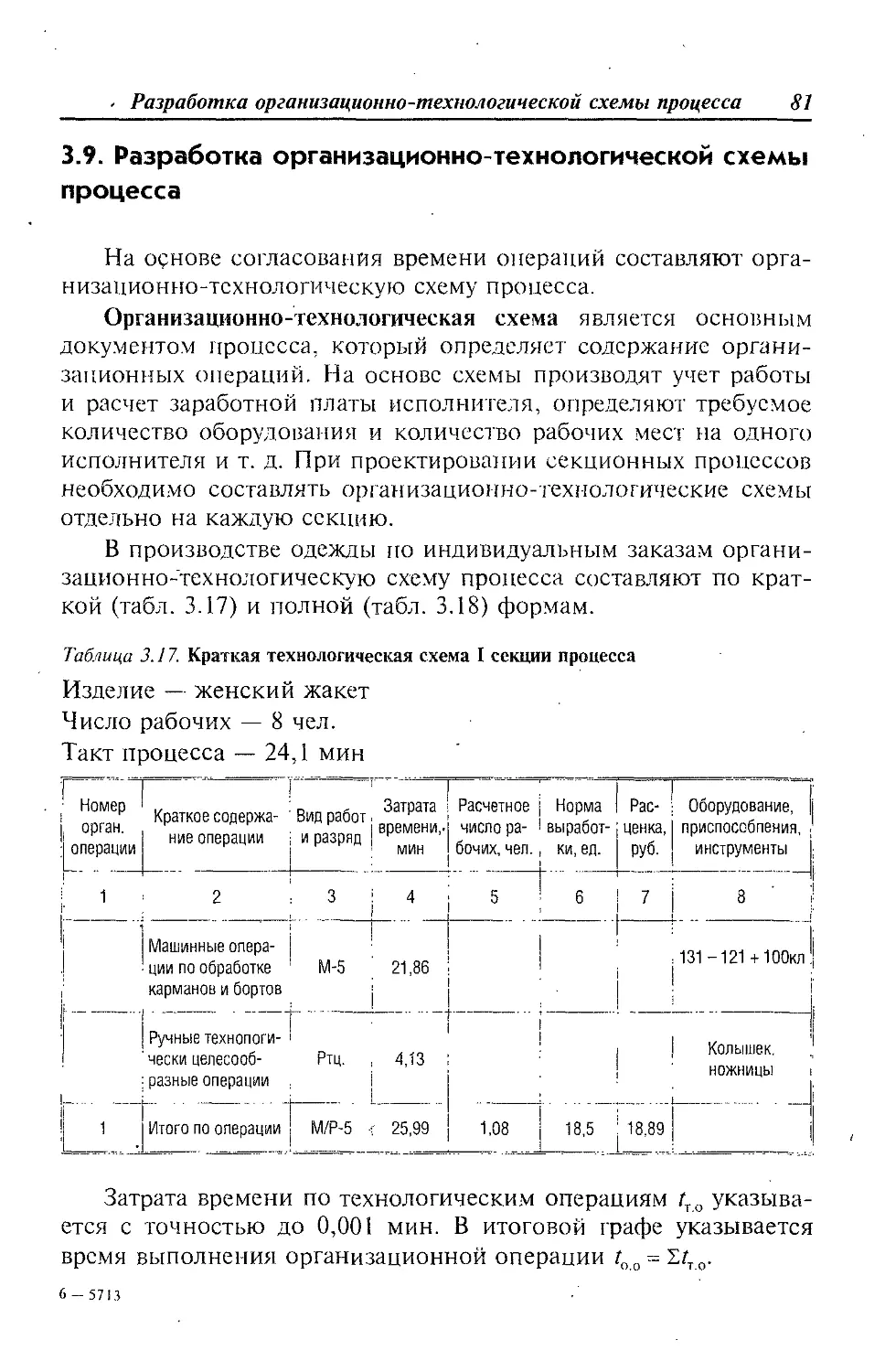
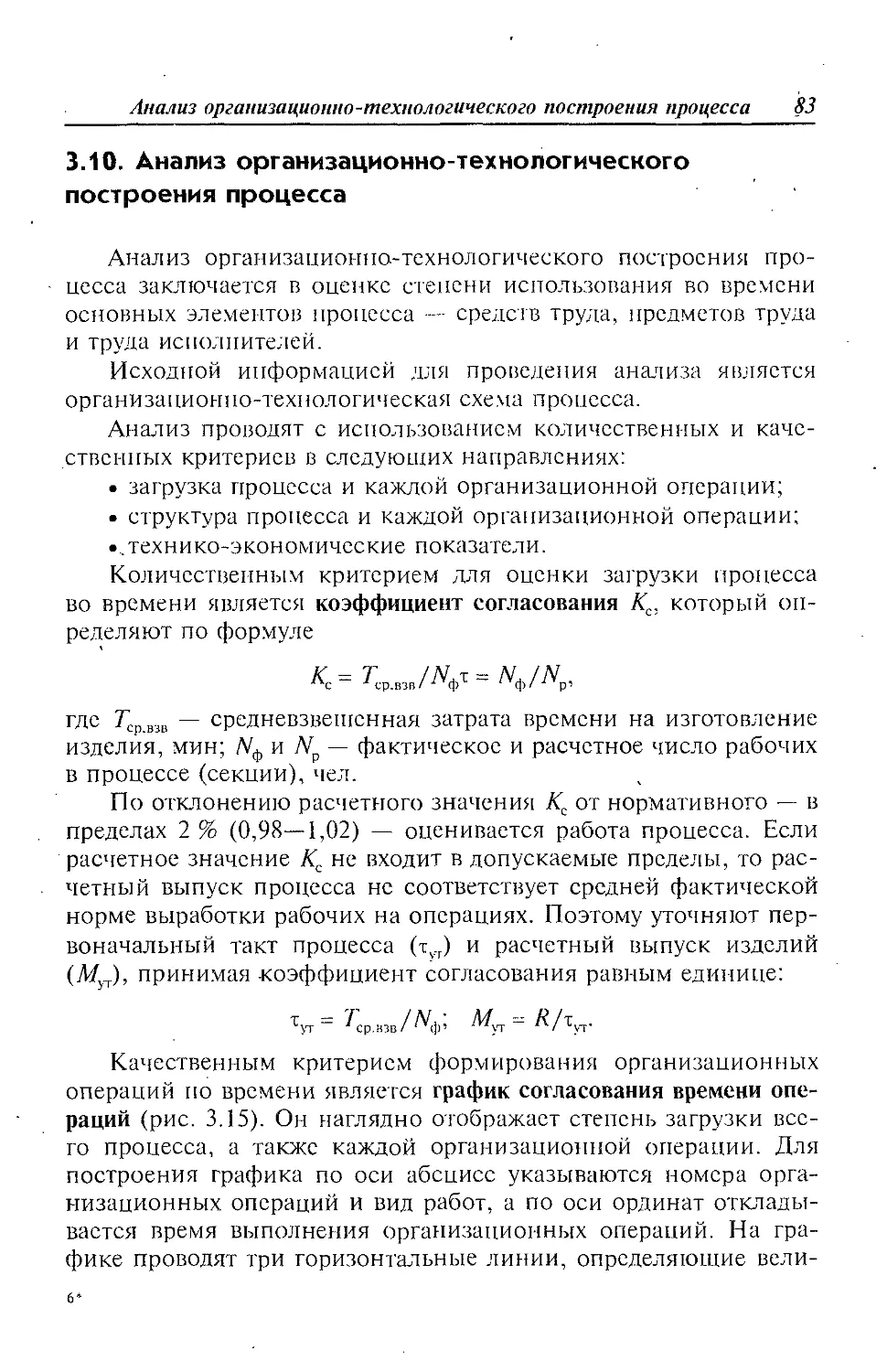
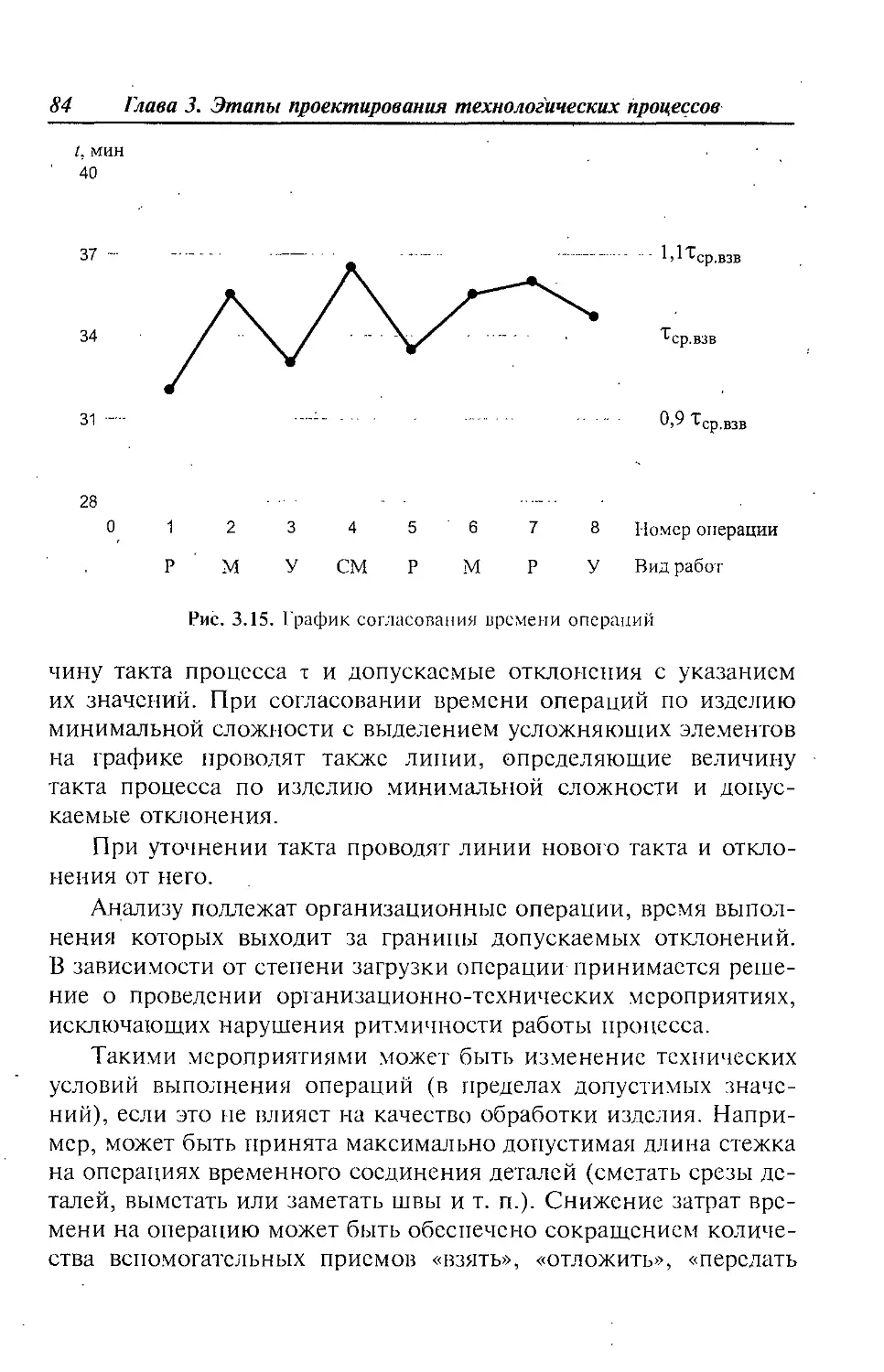
При изготовлении одежды по индивидуальным заказам
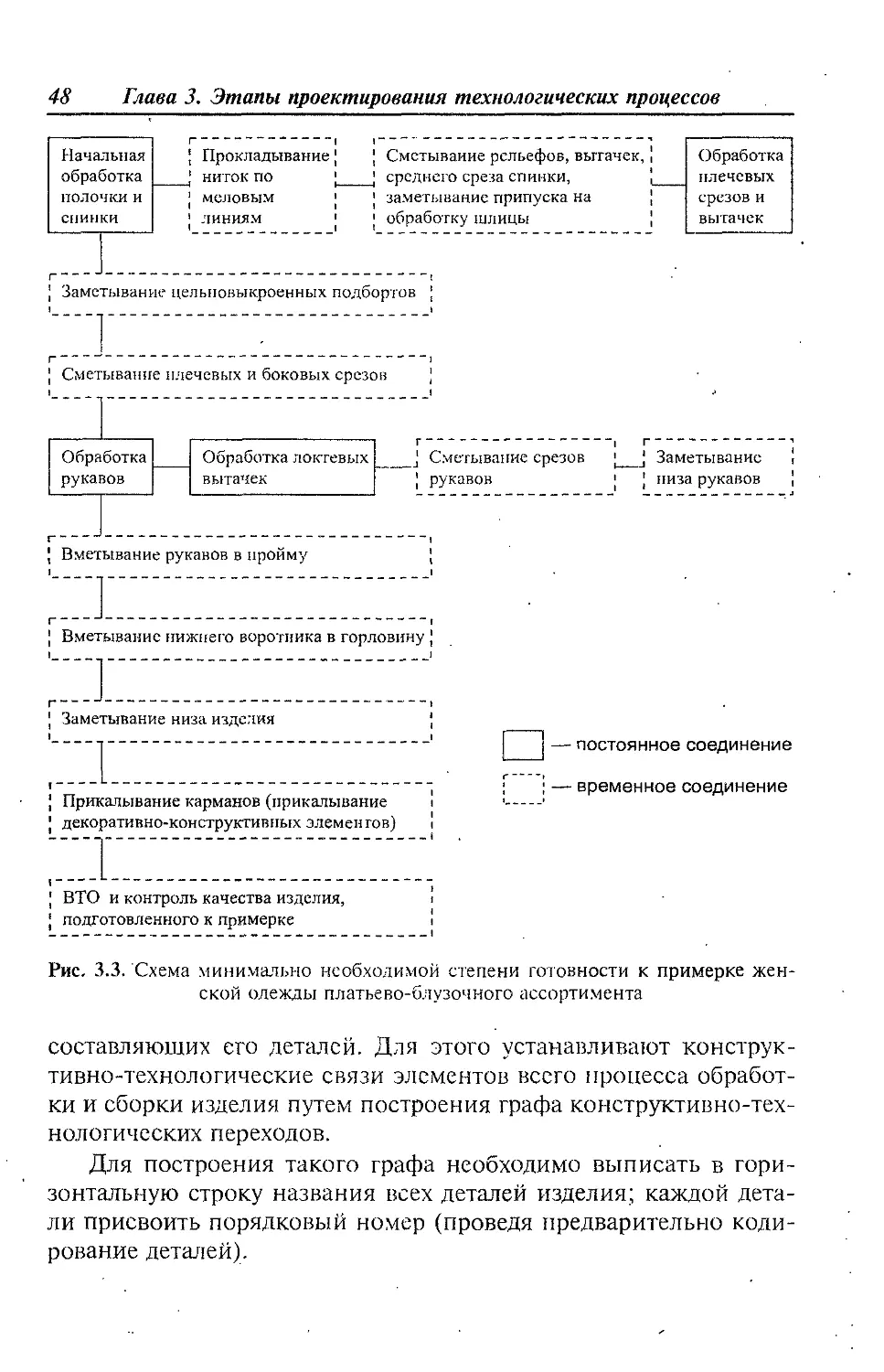
конструктивно-технологическая характеристика моделей, которые
закажет заказчик, заранее неизвестна. В то же время
технологический процесс должен быть спроектирован заранее до
поступления заказов на изготовление изделий. В этих условиях
возникает специфическая задача выбора объекта для расчета
технологического процесса. Очевидно, что ни одно конкретное изделие
роль такового выполнить не может.
В данных условиях объектом для расчета процесса является
так называемое условное изделие (УИ), которое представляет
собой средневзвешенную совокупность фасонных,
конструктивных и технологических элементов одежды данного вида с
указанием вероятности («процента повторяемости») каждого из них в
заказываемых изделиях.
Для получения трудоемкости единицы изделия затраты
времени на обработку всех элементов в условном изделии
принимают как средневзвешенные с учетом процента повторяемости
этих элементов в заказах.
Выбор объекта для проектирования технологических процессов 39
Суммарная затрата времени па изготовление изделий (Ттп)
подсчитывается как средневзвешенная величина с учетом
процента повторяемости каждой операции по формуле
где / — порядковый номер технологической операции; п —-
количество технологических операций; /, — затраты времени на
выполнение /-и операции, мин; П,- — повторяемость i-й операции в
совокупности заказываемых изделий, %.
По степени стабильности все элементы одежды можно
разделить на две группы: постоянные и переменные.
Совокупность постоянных элементов (повторяемость их
равна или близка к 100 %) образует изделие минимальной сложности
и составляет основу любого заказываемого изделия независимо
от его индивидуальных особенностей.
Переменные или, как принято их называть, усложняющие и
отделочные элементы встречаются в заказываемых изделиях лишь
эпизодически (повторяемость их значительно менее 100 %).
Различные сочетания усложняющих и отделочных элементов
определяют своеобразие и уникальность каждого изделия.
При проектировании технологических процессов используют
два варианта условного изделия: с выделением и без выделения
усложняющих элементов.
Расчет технологического процесса по первому варианту
заключается в том, что все организационные операции включают
элементы изделия минимальной сложности и усложняющие
элементы в определенном соотношении. Такой расчет гарантирует
постоянную загрузку любой из операций процесса в
соответствии с тактом изделия минимальной сложности независимо от
тех или иных особенностей каждого конкретного заказа. Кроме
этого, выделение усложняющих элементов упрощает перерасчет
процесса в связи с изменением моды.
Во втором варианте условного изделия постоянные и
переменные элементы не разделены и распределяются по операциям
без учета их повторяемости.
Характеристику условного изделия в зависимости от
варианта представляют путем перечня входящих в него элементов с
указанием процента повторяемости каждого (табл. 3.2, 3.3).
40 Глава 3. Этапы проектирования технологических процессов
Таблица 3.2. Характеристика условного изделия без выделения усложняющих
элементов
Наименование элементов условного изделия
Повторяемость элемента, %
.' Силуэт:
г прямой
I' приталенный
и т. д.
25
40
Таблица 3.3. Характеристика условного изделия с выделением усложняющих
элементов
-'-——"—-—- - - -••
Наименование элементов
условного изделия
Силуэт:
прямой
приталенный
Вытачки на полочке:
нагрудные
передние
Карманы:
¦ накладные
: прорезные слисточкои
прорезные с клапаном
в боковых швах
й т. д.
Распределение элементов ||
—
Повторяемость i
Минимальная Усложняющие элемента, % :
сложность элементы
" | j
1 1
+ ! 40
+ i 60
+ 20 !
+ 20
+
+
+
30
15
20
+ . ю i
¦
3.1.1. Конструктивно-технологическая оценка моделей
как объекта проектирования технологических
процессов
Объект проектирования ТП определяет и содержание
конструктивно-технологического анализа.
Ввиду многообразия фасонов одежды и различных
технологических свойств материалов большое значение при выборе
объекта для изготовления одежды малыми сериями и по готовым
образцам имеет определение конструктивно-технологической
однородности моделей с учетом конкретных производственных
Выбор объекта для проектирования технологических процессов 41
условий предприятия. Наиболее простым способом определения
конструктивно-технологической однородности является подсчет
абсолютного количества одинаковых по
конструктивно-технологическому решению деталей, узлов при сравнении каждой пары
моделей или общего числа моделей. При попарном сравнении
коэффициент конструктивно-технологической однородности KKt0
моделей приближенно можно определить по формуле
к - -
у .у
где /Vj — количество детатей с одинаковыми
конструктивно-технологическими решениями; Л/оС,.а.1 -- общее количество деталей.
При Ккт > 0,75 модели можно считать
конструктивно-технологически однородными. При одновременном изготовлении в
процессе моделей по разным видам услуг проводят оценку по
всем моделям и затем осуществляют их группирование
конкретно для каждого вида услуг.
Характеристику моделей по наименованию деталей, их
конструктивно-технологическому решению представляют в форме
табл. 3.4. Каждой детали присваивают соответствующий код.
Таблица 3.4. Характеристика моделей по составу деталей
Встречаемость деталей в моделях
Наименование деталей
Полочка целая
! Полочка с вертикальными швами-рельефами:
: Средняя часть полочки
| Боковая часть полочки
и т. д. .
Оценку условного изделия как объекта проектирования
технологического процесса производят путем расчета среднего
количества усложняющих элементов:
- =I%n/iooi-?c0.,,/cly.,J1,
где ]Г%П — суммарный процент повторяемости усложняющих
элементов (табл. 3.2); ^Соэл — суммарная стоимость отделоч-
42 Глава 3. Этапы проектирования технологических процессов
ных элементов с учетом процента повторяемости их в
условном изделии, руб.; С, — стоимость одного усложняющего
элемента, руб.
Значения Со;)Л и С1уэл определяют в соответствии с
прейскурантом Ь-01@1-15), II и III части.
Определение суммарной стоимости отделочных работ в
условном изделии выполняют в форме табл. 3.5.
Значение коэффициента усложняющих элементов
свидетельствует о соответствии или несоответствии объекта
проектирования процесса направлению моды.
Таблица 3.5. Определение стоимости отделочных работ в условном изделии
№ позиции1Ю
прейскуранту
Б-01 @1-15),
часть III
отделочных
элементов
Ед.
3—2
Настрочить го-
| товую тесьму •
на деталь
Стоимость
единицы отде-
; почных работ
в условном |
изделии, руб.
60—00
Количество
отделочных
элементов в
условном
изделии
3,0
Повторяемость
отделочных
элементов, %
20
Стоимость
отделочных
элементов в ус-
ловном изде
; лии, руб.
36—00
,- I.
Значение коэффициента усложняющих элементов
свидетельствует о соответствии или несоответствии объекта
проектирования процесса направлению моды.
Одним из показателей качества одежды, изготовляемой по
индивидуальным заказам, является коэффициент разнообразия
покроев и фасонов (Кр).
Главными факторами, формирующими этот показатель,
являются доминирующие в данный период времени модные
тенденции, определяющие разнообразие применяемых материалов,
силуэтов, количество и конфигурацию швов, используемых для
создания силуэтной формы изделий, разнообразие применяемых
видов отделки и отделочных деталей.
В табл. 3.6 приведен перечень элементов, определяющих
разнообразие покроев и фасонов для расчета соответствующего
коэффициента.
В рассматриваемой группе моделей по каждой позиции
подсчитывают количество моделей, имеющих различия в
конструктивном решении узла или детали и их фасонном оформлении.
Выбор объекта для проектирования технологических процессов 43
Таблица 3.6. Перечень элементов, опредёляюощх разнообразие покроев и фасонов
плечевой одежды
Номер
элементов
Перечень элементов
I Применяемость элементов по ассортименту \
Г" " ' ¦ I
Пальтово-костюмный I
Платьево-блу-
зочный
мужской
! Силуэт (прямой, полуприлегающий, притален- ¦
' ный,трапеция и их разновидности) :
. Швы на полочках в горизонтальном и верти- |
2 '• кальном направлениях, определяющие фасон ;
'.изделия I
3 То же на спинке
Рукава разных покроев и фасонов с
рельефами, манжетами, разрезами, шлицами и т. п.
!
Застежка, лацканы, воротник, вырез
горловины, капюшон
Карманы, отделочные клапаны
' Пояса, хлястики и другие мелкие детали
т~
Отделка кантом, тесьмой и т. п., вышивка,
искусственные цветы и т. п.
'. Отделочные детали: банты, жабо, кокилье и
' др. съемные детали, оборка, рюш, буфы к т. п.
: Изделия из материалов, относящихся к 0 и I
1 „ ' группам по прейскуранту Б-01 @1 -15) (за ис-
¦ ключением мастерских, в которых данная по-
'¦ зиция не учитывается)
i Итого оцениваемых позиций
10
Коэффициент разнообразия покроев и фасонов моделей
определяют по формуле
„ _ К1 + К 2 + • • • + К/
' общ.'
где Ки К,, ..., Ki — количество моделей, имеющих разнообразное
решение по 1, 2, ..., /-й оцениваемой позиции, ед.; Ко6ш — обшее
44 Глава 3. Этапы проектирования технологических процессов
количество моделей, ед.; п — общее количество оцениваемых
позиций.
Полученные значения показателя сравнивают с его
нормативным значением.
Нормирование коэффициента разнообразия покроев и
фасонов выполняют дифференцированно для предприятий разных
категорий и разного ассортимента изделий. При нормировании
показателя применяют метод экспертных оценок (эксперты:
художники-модельеры, конструкторы, технологи).
3.2. Конфекционирование материалов
При проектировании технологических процессов выбор
материалов осуществляют для установления параметров и режимов
обработки изделий, определяющих затраты времени на их
изготовление.
Сначала выбирают группы основных, подкладочных и
прикладных материалов с учетом предъявляемых к ним требований.
Затем из числа рекомендованных групп подбирают материалы, в
наибольшей степени соответствующие внешнему виду и
назначению моделей.
Одежда, как правило, является многослойным изделием,
состоящим из пакета материалов. Каждый слой пакета выполняет
определенные функции. Изготовление высококачественной
одежды во многом определяется правильным подбором всех
конструкционных материалов: необходимо, чтобы прокладочные и
подкладочные материалы по своим физико-механическим
свойствам соответствовали материалам верха [21]. Полная и точная
оценка свойств материалов необходима для правильного выбора
методов и режимов обработки изделий, технологического
оборудования и средств технического оснащения.
Разработкой рекомендаций по рациональному конфекцио-
нированию материалов и установлению технологических
режимов обработки различных материалов должны заниматься
экспериментальные цеха (группы) предприятий.
Следует отметить, что в настоящее время швейные
предприятия сервиса, учитывая условия их функционирования, с этой
задачей не справляются.
Выбор рациональной последовательности сборки изделия 45
В условиях экспоненциального роста ассортимента
искусственных и синтетических материалов (в результате химизации
текстильного производства) возрастает значение оценки их
физико-механических свойств с целью установления режимов
обработки швейных изделий, а ее содержание становится все
сложнее.
Для успешного решения этой задачи необходима
организация специальных, хорошо оснащенных лабораторий по
испытанию материалов с концентрацией в них
высококвалифицированных специалистов.
3.3. Выбор рациональной последовательности сборки
изделия (
Одежда, изготавливаемая на швейных предприятиях
сервиса, характеризуется не только разнообразием фасонов, но и
широким ассортиментом изделий. Например, специализированный •
процесс одновременно выпускает пальто, полупальто зимние и
демисезонные, жакеты. Особенно разнообразен ассортимент
платьево-блузочных изделий. Однако при изготовлении изделий
различных видов имеется много общего в последовательности
обработки, характере выполняемых операций, содержании
основных работ и приемов, особенно в пределах каждого вида
одежды. Это позволяет представить процесс изготовления
одежды в виде типовой последовательности обработки и сборки
узлов (рис. 3.1).
При изготовлении одежды по индивидуальным заказам
типовая последовательность сборки включает дополнительные
операции по временной сборке изделия к примерке и
корректировке его после примерки (рис. 3.2). Степень готовности
изделия к примерке во многом определяет последовательность
сборки изделия. Она может быть различной в зависимости от таких
факторов, как особенности фигуры заказчика, вид изделия,
конструкция и фасон изделия, вид материала, количество примерок,
квалификация закройщика и др.
При проектировании технологических процессов важно
выбирать рациональную степень готовности изделия к примерке.
46 Глава 3. Этапы проектирования технологических процессов
Пальто, пиджаки, жакеты, шинели, плащи и т. д.
Начальная
обработка
основных
деталей
Обработка
воротника
Обработка
карманов
Обработка
рукавов
Окончательная
отделка
Обработка
воротника
Обработка и
соединение
подкладки с
верхом
Обработка
верхних
краев и
застежки
Соединение
основных
частей
Обработка
низа
Брюки и юбки
Рис. 3.1. Схема типовой последовательности обработки и сборки одежды
пальтово-костюмного ассортимента
Начальная
обработка
основных
деталей
Примерка
изделия
Обработка
карманов
Уточнение
изделия
после
примерки
Обработка
и соединение,
подкладки
с изделием
Обработка
и застежки
• 1
Обработка
бортов
Обработка
воротника
Окончательная
отделка
изделия
Соединение
частей
Брюки и юбки
Временная
к примерке
Обработка
рукавов
Обработка
изделия
Рис. 3.2. Схема типовой последовательности обработки и сборки одежды
пальтово-костюмного ассортимента с примеркой
Выбор рациональной последовательности сборки изделия 47
Основными критериями выбора рациональной степени
готовности изделия к примерке являются:
• минимальные затраты времени на выполнение операций,
связанных с корректировкой изделия после примерки;
• наглядное представление заказчику о силуэтной форме,
конструкции изделия; размерах, конфигурации и
расположении деталей изделия и отделочных элементах.
При изготовлении одежды по индивидуальным заказам
возможны три степени готовности изделия к примерке: минимально
необходимая, максимально возможная и высокая.
Минимально необходимую степень готовности целесообразно
применять при изготовлении изделий сложных фасонов; для
заказчиков, фигуры которых, имеют существенные отклонения
от типовой; при изготовлении одежды из материалов с
малоизвестными технологическими свойствами. На рис. 3.3 приведена
схема минимально необходимой степени готовности изделия к
примерке для женской одежды платьево-блузочного
ассортимента.
Максимально возможная степень готовности изделия к
примерке предполагает помимо начальной обработки основных
деталей обработку таких сложных узлов, как карманы и борта.
Такая степень готовности при наличии одной примерки позволяет
полностью исключить операции по повторной обработке,
значительно сократить затраты времени на изготовление изделия без
ухудшения его качества. На рис. 3.4 представлена схема
максимально возможной степени готовности к примерке одежды паль-
тово-костюмного ассортимента.
Высокая степень готовности характеризуется большим
объемом законченных к примерке работ по изготовлению изделия.
Ее, как правило, применяют при изготовлении одежды из
пленочных материалов, искусственной и натуральной кожи и
замши и других материалов.
При проектировании одежды на индивидуального
потребителя широкие возможности открывает жилетно-макетный метод.
Его применение позволяет исключить примерку из
технологического процесса и значительно сократить затраты времени на
изготовление изделий.
С целью выбора рациональной последовательности сборки
изделия необходимо выявлять взаимосвязи между модельно-кон-
структивным построением изделия и очередностью обработки
48 Глава 3. Этапы проектирования технологических процессов
Начальная
обработка
полочки и
спинки
Прокладывание
ниток по
меловым
линиям
Сметывание рельефов, вытачек,
среднего среза спинки,
заметывание припуска на
обработку шлицы
Обработка
плечевых
срезов и
вытачек
\ Заметывание целыювыкроенных подбортов ]
\ Сметывание плечевых и боковых срезов
Обработка
рукавов
Обработка локтевых
вытачек
j Сметывание срезов
j рукавов
]_ j Заметывание
| ] низа рукавов
Вметывание рукавов в пройму
Вметывание нижнего воротника в горловину
Заметывание низа изделия
Прикалывание карманов (прикалывание
декоративно-конструктивных элементов)
1
ВТО и контроль качества изделия,
подготовленного к примерке
| | — постоянное соединение
• ; — временное соединение
Рис. 3.3. Схема минимально необходимой степени готовности к примерке
женской одежды платьево-блузочного ассортимента
составляющих его деталей. Для этого устанавливают
конструктивно-технологические связи элементов всего процесса
обработки и сборки изделия путем построения графа
конструктивно-технологических переходов.
Для построения такого графа необходимо выписать в
горизонтальную строку названия всех деталей изделия; каждой
детали присвоить порядковый номер (проведя предварительно
кодирование деталей).
Выбор рациональной последовательности сборки изделия
49
Начальная
обработка
полочки и спинки
Дублирование
деталей
Обработка
карманов
Прокладывание
копировальных
строчек
Обработка
конструктивных
линий
Обработка
бортов
Обработка
нижнего
воротника
Обработка
рукавов
Дублирование
деталей
нижнего воротника
Стачивание
передних или
верхних срезов
Сметывание и заметывание
плечевых и боковых срезов
Заметывание низа изделия
Вметывание нижнего
воротника в горловину
Вметывание рукавов в
пройму
Соединение
частей нижнего
воротника
Формование
нижнего воро: -
пика
Сметывание и
заметывание локтевых
или нижних срезов
Заметывание низа
рукава
[ ^J — постоянное соединение
\ ; — временное соединение
Рис. 3.4. Схема максимально возможной степени готовности к примерке одежды
пальтово-костюмного ассортимента
Номер детали, имеющей согласно последовательности
начальную обработку до соединения с другой деталью, следует
заключить в прямоугольник.
Детали, не подвергающиеся начальной обработке,
направляют непосредственно к элементу сборки ТП.
4-5713
Операционные
уровни
. Ill
IV
Нижняя Верхняя Нижний Верхний Спинка Полочка Подборт Под- Под- Подкладка Подкладка
часть часть воротник воротник кладка кладка верхней нижней
рукава рукава полочки спинки части ру- части
рукава кава
01
02
03
04
12
@1+02)
05
13
@3+04)
06
14
@6+07)
17
A4+05)
19
A7+13)
20
A9+12)
21
B0+18)
07
09
15
@8:09)
18
A5+16)
10
16
A0+1 1)
11
I
1
1
1
Рис. 3.5. Граф конструктивно-технологических переходов сборки женского демисезонного пальто
Разработка исходной информации... 51
Соединение деталей в какой-либо узел оформляют
соответствующим элементом ТП с присвоением очередного
порядкового номера, заключенного в прямоугольник.
Таким образом, получают схемы сборки деталей изделия и
примерное членение ТП его изготовления (граф
конструктивно-технологических переходов).
На рис. 3.5 в качестве примера представлен граф
конструктивно-технологических переходов сборки женского
демисезонного пальто.
Критерием рациональной схемы сборки изделия является
минимальное количество операционных уровней.
3.4. Разработка исходной информации для
проектирования технологических процессов
Исходной информацией для проектирования
технологических процессов является технологическая последовательность.
Ее разрабатывают на основе выбора методов обработки и
технологического оборудования.
3.4.1. Выбор и экономическая оценка методов
обработки
При проектировании технологических процессов выбор
методов обработки имеет решающее значение для выпуска изделий
высокого качества, повышения производительности труда и
эффективности процессов.
Выбор методов обработки осуществляется с учетом
многообразных факторов, которые условно можно объединить в две
группы.
Первая группа факторов включает вид, модель, конструкцию
изделия; применяемые конструкционные материалы —
основные, вспомогательные и отделочные.
В соответствии с этой группой факторов устанавливаются
все необходимые параметры и режимы обработки деталей и
узлов изделий.
Вторая группа факторов характеризует следующие
организационно-технические условия производства: тип производства
52 Глава 3. Этапы проектирования технологических процессов
(серийное, единичное); методы организации производства
(поточный, непоточный); масштабы и стабильность выпуска
продукции (мощность предприятия и технологического процесса).
Швейные предприятия сервиса характеризуются единичным
типом производства, непоточными методами работы,
небольшими и переменными во времени масштабами производства (см.
разд. 1.1).
Организационно-технические особенности производства
одежды по индивидуальным заказам оказывают самое
непосредственное влияние на выбор методов обработки.
Современная технология изготовления одежды является
механической и базируется в основном на механизированном
труде. Отсюда следует, что выбор методов обработки предполагает
и выбор соответствующего технологического оборудования и
средств технического оснащения. А эффективная работа
швейных машин и аппаратов определяется мощностью и типом того
технологического процесса, для которого они выбраны.
Невысокая мощность швейных предприятий сервиса и
технологических процессов, единичный тип производства
ограничивают широкое использование высокопроизводительного
специального и специализированного оборудования как
полуавтоматического, так и с ручным управлением по причине их весьма
низкого использования.
Таким образом, перечисленные особенности и условия
функционирования производства одежды по индивидуальным
заказам самым непосредственным образом сказываются на
уровне применяемой в нем технологии (большая доля ручного
труда). Следствием этого является низкая технико-экономическая
эффективность производства.
Задача технологов предприятий состоит в том, чтобы,
учитывая особенности производства одежды но индивидуальным
заказам, изыскать методы повышения его эффективности.
Общепринятый выбор методов обработки выполняется путем
сравнения двух вариантов обработки узла (изделия) по снижению
затрат времени PCi и повышению производительности труда Рип:
Рс, = ('/;- tjtjioo, р,3. = (Тс- тн/тн)ж,
где Тс — затраты времени на обработку узла при действующем
методе обработки, мин; ТИ — затраты времени на обработку узла
при проектируемом методе обработки, мин.
Разработка исходной информации... 53
Качество обработки оценивают по улучшению
физико-механических свойств узла и повышению степени механизации Смех
на операциях, определяющих качество узла:
Г =7/7
Мех мех ' общ'
где 7WX — затрата времени на механизированные операции по
обработке узла, мин; 7о6ш — общая затрата времени на обработку
узла, мин.
Такая оценка эффективности методов обработки имеет
серьезные недостатки. Первый из них заключается в сложности
выбора базового варианта обработки, с которым ведется сравнение.
В практике используется не один, а несколько различных
вариантов обработки одного и того же узла одежды. Особенно оно
велико на швейных предприятиях сервиса, которые
характеризуются крайне низким уровнем технологической унификации, что
подтверждается исследованиями, проведенными
Аникеевой Л. В. [1]. Технологи выбирают разные базы для сравнения,
опираясь на свои знания и опыт. Поэтому оценка нового
прогрессивного метода обработки будет различной и субъективной.
Второй недостаток связан с особенностями производства
одежды по индивидуальным заказам. Известно, что
экономическая эффективность методов обработки определяется суммарной
экономией трудовых, денежных и материальных затрат. На
швейных предприятиях сервиса затраты на содержание и
эксплуатацию оборудования всегда оказываются больше экономии
трудовых затрат: все существующее оборудование выпускается в
расчёте на организационно-технические условия
промышленного производства одежды (высокую мощность, серийный и
крупносерийный тип производства, поточный метод работы).
Именно по этим причинам в производстве одежды по
индивидуальным заказам такое оборудование оказывается очень часто
неэффективным из-за низкой загрузки.
Для оценки эффективности методов обработки в качестве
целевой функции целесообразно использовать минимальные
приведенные затраты 3min. Этот показатель, впервые предложенный
для производства одежды по индивидуальным заказам
Аникеевой Л. В., позволяет полно и точно оценить любой метод
обработки по минимуму всех приведенных затрат — трудовых,
денежных и материальных — на обработку узла, детали или
изделия. Наиболее эффективным будет считаться тот вариант
54 Глава 3. Этапы проектирования технологических процессов
обработки, при котором при соответствующем годовом выпуске
деталей (узлов, изделий) значение приведенных затрат будет
минимальным.
Подобные методы оценки технологических процессов
необходимо всемерно совершенствовать и развивать. Это позволит не
только исключить неэффективные и экономически неграмотные
технические решения, но и будет способствовать созданию
систем автоматизированного проектирования технологических
процессов для изготовления одежды по индивидуальным заказам.
3.4.2. Способы представления исходной информации
для проектирования технологических процессов
Основной информацией при проектировании
технологических процессов является технологическая последовательность
обработки изделия. Ее составляют на основе выбранных методов
обработки и технологического оборудования.
Технологический процесс изготовления швейных изделий
может быть представлен в виде схем сборки, таблицы
последовательности технологических операций и графа технологического
процесса.
Схемы сборки дают лишь общее представление о
последовательности выполнения операций по обработке изделия.
Табличный способ представляет собой" составление таблицы
последовательности технологических операций по обработке
изделия. Форма, таблицы последовательности зависит от типа
производства и вида оказываемых услуг (табл. 3.7, 3.8).
Технологическую последовательность составляют по
основным этапам обработки изделия: подготовка кроя к пошиву,
подготовка изделия к примерке и т. д. Внутри каждого этапа
выделяют обработку деталей, узлов и элементов изделия: начальная
обработка полочек, обработка карманов и т. д.
В гр. 2 указывают наименование каждой технологической
операции.
Вид работы (гр. 3) по каждой операции определяют по
применяемому оборудованию и обозначают сокращенно
следующими индексами: М — машинная; СМ — спецмашинная; Р —
ручная; Пр — прессовая; У — утюжильная.
Разработка исходной информации...
55
Таблица 3.7. Технологическая последовательность обработки конкретных моделей
Наименование изделия
I; ., Наименование i D
¦' Номер . Вид , п
i технологической , ¦ Разряд
операции работ
!. р операции И
1.2 3
25 Обгачагь клапаны М
! Затраты времени по моделям,
мин
I Оборудование,
' приспособления,
инсэументы
М1 : М2 МЗ
5 | 6 ; 7 8
0,9 ¦ — 0.9 131-121 +100 кл.
Таблица 3.8. Технологическая последовательность обработки условного изделия
Наименование изделия
Наименование ; Затрата време- Повторяе- ни с учетом Оборудование,
технологе- . а | ^ мостьопе- Утаповт0. способления.,
скои операции р ¦ рации, % рц , рументы
Стачать перед- ..
ние вытачки
4
1,2
40
0,48
i
131-121 + 100 кл. '¦
I
Одним из важных моментов проектирования
технологических процессов швейных цехов является установление
технически обоснованных норм времени по технологическим
операциям (гр. 4). Их устанавливают по отраслевым нормативам
времени или по типовой технической документации. Неправильно
установленные нормы времени приводят не только к изменению
трудоемкости и стоимости обработки изделия, но и к
нарушению ритмичности и стабильности работы процесса.
Затраты времени для нормативов определяют на основе фо-
тохронометражных данных передовых предприятий и
технических расчетов. Нормы времени рассчитывают на
средневзвешенные размер и длину. При резком изменении длины изделия в
соответствии с направлением моды нормы времени корректируют
с учетом переводного коэффициента.
При реконструкции или техническом переоснащении
действующих предприятий принимаются фактически достигнутые за-
56 Глава 3. Этапы проектирования технологических процессов
траты времени с учетом их ожидаемого снижения за счет
предусматриваемых организационно-технических мероприятий.
В последовательности предусматривается время на
контрольно-установочные операции.
Процент повторяемости операций (гр. 5) определяют исходя
из повторяемости конструктивных, фасонных и технологических
элементов в условном изделии.
Затрату времени с учетом процента повторяемости операций
(гр. 6) рассчитывают путем умножения данных гр. 5 и гр. 6.
В гр. 7 указывают оборудование (класс, марку) и все
необходимые для выполнения конкретной операции приспособления и
инструменты.
Использование технологической последовательности,
составленной по форме табл. 3.8, представляет определенные
трудности при формировании организационных операций из-за от-
сутствия наглядности всех аспектов
конструктивно-технологических связей операций по обработке изделия.
При проектировании технологических процессов
изготовления одежды по индивидуальным заказам обязательно учитывают
поузловую обработку, которая приводит к многочисленным
возвратам предметов труда (изделий) по операциям. Для
согласования времени организационных операций целесообразно
представлять технологическую последовательность в виде таблицы, в
которой обработка изделия представлена по этапам и видам
работ (табл. 3.9). В общей совокупности технологических ручных
операций необходимо установить технологически
целесообразные операции и выполнить их распределение по машинным,
спецмашинным, угюжильным, прессовым или другим ручным
операциям.
Учитывая небольшую мощность технологических процессов
при изготовлении одежды по индивидуальным заказам, можно
представлять технологическую последовательность в виде
обобщенной таблицы с указанием в ней суммарных затрат времени
по видам работ и этапам обработки изделия (табл. 3.10).
Последовательность обработки изделия может быть
представлена и в виде карточек, которые образуют отдельную
картотеку по видам изделий. Карточки складываются в порядке
выполнения технологических операций и в своем содержании
отражают все параметры и технические условия их выполнения.
Разработка исходной информации...
57
Таблица 3.9. Таблица последовательности технологических операций обработки
условного изделия для проектирования ТП
' ,, „ , ' Ручные технологиче- .,
i Машинные Ручные (игла, стол) , Угюжильныв
; * * ски целесообразные ¦
; i i . ! Другие
1 ., ; Затраты ,. Затраты ,. ! Заграты ¦ .. ' Затраты
¦• Номер Номер Номер ' Номер
;i .времени, „времени, ^. времени, h. времени,
операции ! операции операции операции •
; ни, МИН i и МИН н ^ МИН i ч МИН .
Начальная обработка полочек
Обработка вытачек
0,9
1,1
0,5
10
1,2
Таблица 3.10. Струтстура затрат времени на обработку условного изделия по этапам
и видам работ
Затрата времени по видам работ, мин
Наименование этапа обработки
(узла, операций)
ш, мин j
М :
i N'MQ
операций
•¦ У I 2222 тд. f
Затраты вре- ! ! кл. :-
менм, мин : ! ' |,
1. Начальная обработка полочек ; . ; ! : !
Обработка вытачек ¦ 7,9 I 3,1 : 7 | 0.4 • 2,7 j |
0,6
!: и т. д.
Следует отметить, что табличный способ представления
исходной информации является несовершенным, так как он
дает лишь общее представление о последовательности вы пол--
нения операций по обработке изделия и не обеспечивает
наглядное представление о конструктивно-технологических
связях между всеми элементами структуры технологического
процесса (ТПШИ).
Структура ТПШИ представляет собой конечное множество
элементов технологического процесса с взаимосвязями,
определяющими отношения между этими элементами [16]. Элементами
58 Глава 3. Этапы проектирования технологических процессов
технологического процесса могут быть отдельные его части.
Способ членения структуры ТГТШИ зависит от цели решаемой
задачи.
Для современных методов проектирования технологических
процессов с использованием ЭВМ необходимо формализовать
сведения о технологической обработке изделия в виде
ориентированных графов.
Математически граф G структуры ТИШИ можно определить
как пару множеств N и Т [ 16]:
G=(N,E),
где N = {«,, п2, пъ, .... пр\ — множество вершин, каждой из
которых соответствует технологическая операция; ?={/,, /,, /¦,, ...,
/J — множество дуг, соответствующих связям между операциями
технологического процесса.
Для каждого номера операции /V, задаются параметры
{С,., Г/, /,}, где С,. — специальность исполнителя; г; — разряд
выполняемых работ; г, — время выполнения операции (рис. 3.6).
Каждая технологическая операция на графе процесса
обработки изделия располагается на определенном уровне.
Операционный уровень обусловливает очередность выполнения
операций технологического процесса. Порядковый номер в вершине
графа ТП не отражает порядок выполнения операций, а служит
для нахождения места данной операции в справочнике
технологических операций.
Справочники технологических операций по обработке и
сборке швейных изделий создаются на швейных предприятиях
на каждый вид изделия и включают все возможные операции
при обработке изделия данного вида. Форма справочников
аналогична формам технологических последовательностей
обработки швейных изделий.
Построение графа процесса целесообразно начинать с
выделения условной сборочной единицы изделия, т. е. такой детали,
которая имеет наибольшее количество
конструктивно-технологических связей с другими деталями. Для этого составляют
матрицу связей деталей изделия, где под порядковым номером
детали указывается единица при наличии
конструктивно-технологической связи с другой деталью и ноль — при отсутствии связи
(табл. 3.11).
Разработка исходной информации...
59
01
02
Номер операции
Затраты
времени
03
04
Детали изделия
05 06
Рис. 3.6. Граф ТПШИ
При построении графа процесса обработки изделия следует
учитывать особенности технологии изготовления одежды. Так,
на графе операции, выполняемые параллельно на одной или
нескольких деталях (параллельная обработка), обозначают
параллельными цепочками работ, образуя параллельные ветви дерева
60 Глава 3. Этапы проектирования технологических процессов
Таблица 3.11. Матрица конструктивно-технологических связей деталей швейного
изделия
\"
;Коддетали! 01 ' 02 ! 03 • 04 I 05 • 06 j I
!, ' 01 X . 1 0 ; 1 | 1 1 4 J:
¦П 02 1 | X 'i 1 ~i О '~Г 0 ! 1 , 3 '
03 0.1 X 1 i 0 : 1 3 |:
! кт. д. | ', ' ' '
процесса (детали 01, 02, 03, 04, 07 и т. д.). Последовательная
обработка и сборка деталей изображается на графе
последовательной цепочкой работ (участок б—в).
Возможный одинаковый приоритет в обработке при сборке
деталей на графе указывают одинаковым уровнем начала их
сборки (участок а—б). Разветвление процесса обработки
отдельных деталей на графе характеризует ситуацию «или—или»
(участок в—г), т. е. в обработке будет участвовать первой или эта, или
другая цепочка операций. После составления схемы разделения
труда обе цепочки будут выполняться последовательно, так как
операции обеих цепочек принадлежат одной детали и
выполняться параллельно не могут.
В технологическом процессе возникают операции или целые
узлы, которые могут быть выполнены в любой момент на
протяжении определенного периода без нарушения
последовательности обработки изделия. Например, обработка
пристегивающегося воротника, окончательная влажно-тепловая обработка
карманов. Такие операции называют «плавающими», и на графе их
условно выносят за основной процесс с указанием интервала
времени возможной обработки (участок п).
При изготовлении одежды по индивидуальным заказам
технологический процесс должен обеспечить обработку различных
конструктивных, фасонных и технологических особенностей
изделий данного вида (а чаще нескольких видов). Формирование
организационных операций выполняют с учетом принципа их
специализации по видам работ в пределах одного или
нескольких узлов одежды, а обработка каждого узла должна
предусматривать всевозможные его конструктивно-технологические
решения. В связи с этим отображение
конструктивно-технологических связей операций внутри узла нецелесообразно, так как они
не влияют на формирование организационных операций [14].
Разработка исходной информации...
61
На рис. 3.7 показан граф ТП обработки кармана с листочком с
конструктивно-технологическими связями операций, а на
рис. 3.8 — граф ТП обработки карманов различных
конструктивно-технологических решений со связями групповых операций.
Все операции одного вида работ различных
конструктивно-технологических решений узлов всегда будут выполняться в
процессе одним рабочим, поэтому целесообразно разрабатывать
Рис. 3.7. Граф ТП обработки прорезного кармана с листочкой в женском платье
с конструктивно-технологическими связями неделимых операций
62 Глава 3. Этапы проектирования технологических процессов
М
i8,86
597
к 5,43
17,62
игла,;
мел
У
см
\2Л2
м
УПГЬ
зму
^0,79
56-1
VI 8,76
597
^8,69
37,25
м
У
см
0,3
у.8,22
УПП;
зму
Л ,58
8,96
У
СМ
и
УПП)
597
V2,96
10,67
У
СМ
УППу
зму
V0.79
56-1
Рис. 3.8. Граф ТП обработки карманов различных конструктивно-технологичен
ских решений в женском платье со связями групповых операций
граф операций условного узла с совмещением всех
технологических операций одного вида работ в одну групповую, образуя
вершину графа с указанием средневзвешенной затраты времени.
Таким образом, исходя из особенностей производства
одежды по индивидуальным заказам, исходная информация для
проектирования технологического процесса может быть
представлена в виде графа ТП обработки условного изделия (рис. 3.9), кото-
Разработка исходной информации...
63
рый представляет собой совокупность графов условных узлов
этого изделия. За ствол древовидного изображения следует
принимать граф одного узла, имеющего наибольшее число
конструктивно-технологических связей с графами других узлов. В
вершинах графа условного изделия указывают номер узла (детали)
или его условное обозначение, вид работ и средневзвешенную
затрату времени групповых операций по данному виду работ для
всего узла. На схеме графа условного изделия выделяют услож-
06
Рис. 3.9. Граф ТП обработки условного изделия
64 Глава 3. Этапы проектирования технологических процессов
няющис элементы УЭ. располагая их слева от соответствующего
узла изделия минимальной сложности, а также ручные
технологически целесообразные операции (заштрихованы) с указанием
их связей с основными операциями. Связь одной и той же
технологически целесообразной операции с несколькими
основными операциями характеризуется ситуацией «или—или».
Самая напряженная ггр времени выполнения цепочка
операций на графе процесса характеризует критический путь графа и
отражает продолжительность технологического цикла
изготовления изделия при условии соблюдения параллельной обработки.
При формировании организационных операций возникают
организационно-технологические связи операций, которые
могут изменить длительность критического пути. Поэтому сначала
проверяют возможность комплектования операций внутри
каждой параллельной ветви графа. Если мощность
технологического процесса не позволяет организовать самостоятельные
микробригады внутри каждой ветви графа или для нескольких ветвей,
то выполняют сквозное формирование операций, соблюдая
только специализацию по видам работ.
Таким образом, представление технологического процесса
изготовления швейного изделия в виде обобщенного графа
позволяет в сжатой форме дать полную информацию о технологии
изготовления изделий с учетом возможных фасонных и
конструктивных особенностей изделий, систематизировать эту
информацию, увязать технологические операции и их параметры со
структурой технологических связей между ними.
3.5. Предварительный расчет технологических
процессов
Мощность любого швейного предприятия определяется
мощностью швейных цехов, поэтому проектирование
предприятий начинают с проектирования швейных цехов.
Целью предварительного расчета швейного цеха является
установление нормативного числа рабочих в цехе, определение
специализации, мощности, количества бригад, их
организационно-технологической структуры и разработка модели швейного
Предварительный расчет технологических процессов 65
цеха с размещением агрегатов и необходимых
транспортирующих устройств.
Порядок предварительного расчета технологических
процессов швейных цехов зависит от исходных данных.
Наиболее часто как при проектировании новых швейных
предприятий, так и при техническом переоснащении и
реконструкции действующих предприятий задается площадь швейных
цехов E„).
При реконструкции и техническом переоснащении площадь
швейного цеха окончательно устанавливается в результате
перепланировок производственных помещений с учетом создания
рационального грузопотока, рационального использования
плошали, создания комфортных условий для работы рабочих во всех
производственных участках и цехах.
На первом этапе определяют общее число рабочих в
швейном цехе исходя из площади цеха (SJ и санитарной нормы
площади на одно рабочее место (Нсан):
¦"•общ = *\ / "сан-
В производстве одежды по индивидуальным заказам эта
норма составляет 8—8,5 м2.
На основании результатов изучения рынка товаров и услуг в
данном районе обслуживания устанавливают ассортимент и
удельный вес изготавливаемых изделий. Число рабочих по
каждому виду изделий (AQ определяют по формуле
где Tj — трудоемкость изделия /-го наименования, ч; а, —
удельный вес изделий /-го наименования, %; /Vu — общее количество
рабочих в швейном цехе, чел.; /= 1, 2, ..., п — количество
наименований изделий, изготавливаемых в швейном цехе.
Ассортимент и удельный вес изготавливаемых на
предприятии изделий определяют в результате маркетинговых
исследований рынка товаров и услуг в заданном районе обслуживания.
Расчет числа рабочих по ассортименту изделий выполняют в
табличной форме (табл. 3.12).
На основании данных табл. 3.12 формируют бригады,
выбирая их специализацию и мощность с учетом особенностей функ-
5-5713
66 Глава 3. Этапы проектирования технологических процессов
Таблица 3.12. Расчет числа рабочих по ассортименту изделий
i I Число рабочих N.. чел.!
u ., i Средневзвешенная ' ¦ . !
Наименова-: Удельный вес ость об ., Та Выпуск изделии в - •-
ние изделии изделии а. % ^ д ^ , . смену М, ед. . , фактиче-
| | СКОе
. ._ ^ . . . . — .. , __
1 I 2 3 4 : 5 i 6 7
ционирования и основных тенденций развития производства
одежды по индивидуальным заказам.
Зная затрату времени на единицу изделия G^,^) и число
рабочих в бригаде по составленной заранее технологической
последовательности, определяют такт процесса (т):
Выпуск изделий в смену (М) определяют по формуле
где R — продолжительность рабочей смены (8,0 ч).
С учетом различных факторов определяют структуру
процесса.
В случае проектирования секционного процесса определяют
число рабочих в каждой секции (/V,):
N - Т /т
где Тср взв/ — средневзвешенная трудоемкость обработки изделия
в /-й секции, ч; /=1,2, ..., п — количество секций в процессе.
Определив количество рабочих в каждой секции процесса,
рассчитывают длину их агрегатов:
где Z, — шаг рабочей зоны, м; Кср — число рабочих мест,
приходящихся на каждого рабочего в процессе; 2 — число рядов
рабочих мест в агрегате.
Значения /,рм и Кср зависят от вида изготавливаемых
изделий.
Выбор рациональной мощности технологических процессов 67
Данные предварительного расчета всех процессов швейного
цеха представляют в табличной форме (табл. 3.13).
Таблица 3.13. Предварительный расчет технологических процессов швейного цеха
! ! Количество секций и чис- ¦ Длина агрега- Характери- i
i Лссор- | Затра- Выпуск ; Число рабо- к ' по рабочих з секции, чел. ! тоз секций, м стика процес-!
тимент ты вре- i зсме- i чих в брига-! .' ' . - .; са по прел- ;
..! ! ¦ во бригад ¦ i - ¦.
¦ изделии ; мени. ч ! ну, ед. ; де. чел. : . ¦ . меткой спе-
I i j I i II III ' I II : III циализации
9 10-11: 12
На основании данных предварительного расчета выполняют
размещение агрегатов в^швейном цехе.
3.6. Выбор рациональной мощности технологических
процессов
Одним из важных факторов, определяющих мощность
технологических процессов с учетом их предметной
специализации, является помесячное поступление заказов по каждому виду
одежды.
Как было сказано ранее, швейные предприятия сервиса
характеризуются стохастическим характером поступления заказов,
частным проявлением которых являются сезонные колебания.
Для сглаживания неравномерности поступления заказов
необходимо проектировать наряду со специализированными и
переключающиеся бригады [19]. Для определения числа рабочих в
этих бригадах необходимо провести анализ поступления заказов
по месяцам в течение двух-трех лет работы предприятия.
Диапазон колебаний в поступлении заказов оценивается по
величине индексов сезонности (/,.„), которые определяют по
формуле
где М, — число заказов в /-м месяце года, шт.; Мср —
среднемесячное число заказов в году, шт.
5*
70 Глава 3. Этапы проектирования технологических процессов
I, мин
— Тз
— 0,9Т3
¦12
'0,9Х2
-1,1т,
¦Xi ¦
,9Xi
Вид работ
М У СМ Р Пр М У СМ Р Пр М У СМ Р
Полочка
Спинка
Рукава
Рис. 3.10. График выбора рационального такта
ни наибольшего скопления точек и по ним проводят линии.
Затраты времени, соответствующие выбранным линиям,
принимаются за варианты тактов. Для анализа и выбора рационального
такта составляют табл. 3.14.
Таблица 3.14. Выбор рационального такта
Такт
процесса, мин
Допускаемые
отклонения от такта, мин
Затраты времени на операции, мин
I
равные такту j кратные такту ';
> 3 ! 4
!
скомплектованные по такту
5
Удельный вес
времени операций по
каждому такту, %
я
В гр. 1 табл. 3.14 указывают значения тактов процесса,
выбранных по графику. Затраты времени на операции, равные
такту (гр. 3), кратные такту (гр. 4) и скомплектованные по такту
(гр. 5), указывают с учетом допускаемых отклонений от такта.
Удельный вес времени операций по каждому такту (гр. 6) опре-
Выбор рациональной мощности технологических процессов 71
деляют отношением суммарного времени (гр. 3—5) к общей
затрате времени на изделие. Рациональным будет являться такт с
наибольшим удельным весом времени операций. По
выбранному такту определяют и рациональную мощность процесса (число
рабочих в процессе).
Учитывая небольшую мощность швейных предприятий
сервиса, широкий ассортимент изготавливаемых изделий и, как
следствие, небольшую мощность технологических процессов,
рациональный такт чате выбирают на основе операций,
скомплектованных по такту.
Поскольку процессы рациональной мощности должны
обеспечивать условия для максимального использования
оборудования, это требование необходимо учитывать при выборе
рационального такта. Для этого линии тактов проводят через места
скопления точек условных механизированных операций. Для
выбора рациональной организационно-технологической
структуры процесса целесообразно определять мощность не всего
процесса, а каждой секции, что позволит выявить возможность
централизации отдельных секций.
Таким образом, в качестве одного из основных критериев
выбора рациональной мощности и
организационно-технологической структуры процесса может быть использован
коэффициент внутрисменного использования оборудования, который
определяют по формуле
где tji — время выполнения механизированных операций на у-м
виде оборудования в /-й секции процесса, мин; /V,. — число
рабочих в /-Й секции процесса, чел.; 7) — трудоемкость обработки
изделия в /-и секции процесса, ч; /- 1, 2, ..., п — количество
секций в процессе; j = 1, 2, ..., k — количество классов (марок)
оборудования.
Следует отметить, что рассмотренные выше методы не
решают в полной мере задачи определения рациональной мощности
технологических процессов для изготовления одежды по
индивидуальным заказам.
Как было показано ранее, швейные предприятия сервиса
подвержены различным колебаниям в поступлении заказов в
течение всего календарного года. На величину этих колебаний
68 Глава 3. Этапы проектирования технологических процессов
Равномерным считается поступление заказов при
Усе! - 0,9...1,1- В этом случае проектируют специализированные
бригалы, расчет числа рабочих для которых осуществляют по
среднемесячному поступлению заказов.
Если Уссз отличается от 1 более чем на 0,1, часть бригад
проектируют специализированными, а часть переключающимися.
В этом случае число рабочих в специализированных бригадах
осуществляют по среднемесячной величине в месяцы
минимального поступления заказов определенной группы изделий. Для
удовлетворения спроса населения на эти виды изделий в месяцы'
повышенного поступления заказов проектируют
переключающиеся бригады. За каждой переключающейся бригадой
целесообразно закреплять не более двух ассортиментных групп изделий
с разными периодами спада и подъема в поступлении заказов
(например, женские пальто и платья).
По исследованиям Т. Н. Реут [19], оптимальное число
рабочих для формирования специализированных бригад по
изготовлению определенной группы одежды можно определить по
формуле
МС-=ТКУЛМС/Ф,
где Ттл — средневзвешенная затрата времени на изготовление
изделий, ч; Л/с — годовой выпуск изделий данной группы
одежды специализированными бригадами, шт.; Ф — годовой фонд
времени явочного рабочего, ч. .
При этом
где М1 — годовой выпуск изделий данной группы одежды, шт.;
кст — коэффициент стабильности поступления заказов,
определяемый по формуле'
где A/min.cp — среднемесячное количество заказов на
определенный вид одежды в месяцы с минимальным поступлением
заказов, шт.
Выбор рациональной мощности технологических процессов 69
Число рабочих для формирования переключающихся бригад
определяют по формуле
N -- Т , М /Ф
где 7^,, —- средневзвешенная затрата времени на изготовление
изделия в бригадах малой мощности, ч; М., — годовой выпуск
изделий данной группы одежды переключающимися бригадами,
шт. При этом Ми -; М, - Мс.
Число рабочих в специализированных и переключающихся
бригадах определяют отдельно для каждой ассортиментной
группы одежды. Общее число рабочих для переключающихся бригад
равно сумме числа рабочих по каждой ассортиментной группе.
Число рабочих в переключающихся бригадах может достигать
30 % обшей численности рабочих швейных цехов.
После определения числа рабочих в специализированных и
переключающихся бригадах осуществляют выбор мощности
бригад и их организационно-технологической структуры,
которые, во многом определяют технико-экономическую
эффективность процесса изготовления швейных изделий.
Наилучшие технико-экономические показатели достигаются
в процессах рациональной мощности и
организационно-технологической структуры. Такие процессы обеспечивают
максимальное использование трех элементов производства — средств
труда, предметов труда и самого труда (рабочих).
Для определения рациональной мощности технологических
процессов в производстве одежды по индивидуальным заказам
применяют два метода: метод последовательного перебора и
графоаналитический метод.
Метод последовательного перебора заключается в составлении
нескольких организационно-технологических схем процессов
различной мощности и выборе лучшей из них путем
сравнительного технико-экономического анализа.
Графоаналитический метод заключается в выборе
рационального такта процесса. Для этого в соответствии с технологической
последовательностью обработки изделия составляют график
(рис. 3.10), в котором на оси абсцисс отмечают виды работ в
пределах каждого узла (так называемые «условные операции»), а
по оси ординат — суммарные затраты времени по указанным
видам работ («условным операциям»). На графике выявляют уров-
72 Глава 3. Этапы проектирования технологических процессов
влияют районные факторы размещения предприятий (см.
разд. 1,1). А это значит, что при определении рациональной
мощности технологических процессов в производстве одежды по
индивидуальным заказам наряду с внутрипроизводственными
факторами (техникой, технологией и организацией
производства) следует учитывать и внепроизводственные факторы.
Важным требованием при определении рациональной
мощности технологических процессов при изготовлении одежды по
индивидуальным заказам является и обеспечение их
равномерной загрузки в течение года.
Таким образом, задача определения рациональной мощности
технологических процессов не может быть сведена к получению
конкретных значений числа рабочих, занятых, в том или ином
процессе. Горазло важнее разработать научно обоснованную
методику определения рациональной мощности процессов с
учетом данных конкретного района обслуживания.
3.7. Организационно-технологическое построение
процессов
Основными составляющими производственного процесса
являются объект производства (изделие) и технологический
процесс его изготовления.
Технологический процесс, как часть целого, представляет
собой систему, объединяющую исполнителей, рабочие места
(расположенные в пространстве в соответствии с принятой
организационной формой и оснащенные технологическим
оборудованием) и предметы труда, подвергаемые обработке и перемещаемые
с одного рабочего места на другое [20].
Элементом технологического процесса является
организационная операция, которая несет функциональную нагрузку.
Взаимосвязь отдельных организационных операций во времени
определяет организационно-технологическую структуру процесса.
Вертикальное членение организационно-технологической
структуры (ОТС) определяет возможность выделения
технологически специализированных стадий (секций) по обработке
изделий (рис. 3.11).
Организационно-технологическое построение процессов 73
Технологический
процесс
Технологически
специализированные
участки (секции)
Организационные
операции
Рис. 3.11. Организационно-технологическая структура процесса
При изготовлении одежды по индивидуальным заказам
технологические процессы могут быть разделены на ряд секций.
К ним можно отнести: подготовку кроя к пошиву, подготовку
изделий к примерке, уточнение изделий после примерки и др.
Деление процесса на секции производят по принципу
технологической законченности обработки в каждой из них.
С целью повышения эффективности технологических
процессов целесообразно проектировать секции, централизованные
для нескольких бригад. Для этого необходимо выделить
технологически общие секции и группы операций для процессов
швейного цеха.
Технологически наиболее общими для всех процессов
являются группы операций по подготовке деталей кроя к пошиву и
окончательной отделке и влажно-тепловой обработке изделий.
Поэтому выделение секции подготовки к пошиву, включающей
проверку кроя, фронтальное дублирование деталей,
прокладывание копировальных строчек, заполнение и пришивку талонов
и т. п., а также секции ВТО и отделки изделий, выполняют с
целью их централизации для всех процессов швейного цеха.
Секция подготовки изделий к примерке и секция внутрипроцессной
художественной отделки (для изделий платьевого ассортимента)
могут быть централизованы для процессов изготовления
одинаковых или технологически близких видов изделий. В ряде
случаев целесообразно централизовать группы операций,
выполняемых на специальных и специализированных машинах с целью
специализации рабочих и лучшей загрузки оборудования.
74 Глава 3. Этапы проектирования технологических процессов
III
II
II
III
1а
II
III
la
I
Па
Рис. 3.12. Схемы организационно-технологической структуры процессов: 1а —
подготовка кроя к запуску; I подготовка изделия к примерке; Па
уточнение изделия после примерки; II — пошив изделия после примерки; 111 -
окончательная отделка и ВТО изделия
Формирование организационных операций... 75
На рис. 3.12 приведены варианты
организационно-технологической структуры процессов изготовления одежды по
индивидуальным заказам.
3.8. Формирование организационных операций
технологического процесса
Формирование (комплектование) организационных операций
представляет собой процесс согласования (выравнивания)
времени операций путем соответствующего подбора
технологических операций. Основная цель согласования заключается в том,
чтобы четко определить объем работ по каждой
организационной операции, руководствуясь тактом процесса.
Как было отмечено выше, для обеспечения ритмичной
работы процесса операции согласовывают так, чтобы их
продолжительность была равна или кратна такту процесса. Однако
технологические операции имеют различную
продолжительность, поэтому практически невозможно обеспечить загрузку
всех организационных операций в полном соответствии с
тактом. В связи с этим продолжительность организационных
операций может иметь отклонения от такта в определенных
пределах.
Величина допускаемых отклонений от такта зависит от типа
процесса. Так, в процессах со строгим ритмом эти отклонения не
должны превышать 5 %. В процессах со свободным ритмом, к
которым относятся и процессы изготовления одежды по
индивидуальным заказам, нижний предел отклонения не должен
превышать 10 %, а верхний предел отклонений — +10%, +15 %.
Учитывая пределы допускаемых отклонений, основное
условие согласования продолжительности организационных операций
с тактом процесса имеет вид:
В тех случаях, когда объектом для проектирования
технологических процессов является условное изделие с выделением
усложняющих элементов, при формировании организационных
76 Глава 3. Этапы проектирования технологических процессов
операций необходимо учитывать и дополнительное условие
согласования:
'опер, min ~~ V-'ts ' ' '/-^ciin'
где /„,„,;,.,„,., — затрата времени на организационную операцию по
элементам минимальной сложности, мин; imin — такт процесса
по изделию минимальной сложности, мин:
где Ттлтг< — трудоемкость изготовления изделия минимальной
сложности, мин.
Для достижения высоких технико-экономических
показателей процесса и высокого качества изготавливаемых изделий при
согласовании времени организационных операций, кроме
основного условия согласования, необходимо соблюдать и ряд
производственных требований (табл. 3.15).
Таблица 3.15. Требования к формированию организационных операций
Основные требования Дополнительные требования
; 1.1. Соблюдение технологической последова- 2.1. Обеспечение кратчайшего пути движения предме-
тельности выполнения операций тов труда
1.2. Объединение технологических операций по 2.2. Обеспечение максимально возможного использо-
виду работ . . вания оборудования
1.3. Объединение технологических операций по 2.3. Сокращение затрат времени на вспомогательные
технологической целесообразности приемы
1.4. Обеспечение поузповой обработки 2.4. Сосредоточение обработки деталей и узлов на ми-
¦ нимальном количестве организационных операций
1.5. Обеспечение квалификационной однород- 12.5. Максимальное использование квалификации ра-
ности выполняемых работ (разрядов) бочих
J
При формировании организационных операций могут быть
допущены возвраты предметов труда на отдельные рабочие места,
для повышения уровня специализации операций и загрузки
оборудования, создания поузловой обработки. В бригадах любой
мощности возвраты допускаются в пределах зоны охвата руки
исполнителя при использовании зигзагообразного движения.
При объединении технологических операций по виду работ
допускаются следующие отклонения:
• объединение машинных операций с ручными операциями,
выполняемыми без иглы на одном и том же узле без допол-
Формирование организационных операций... 77
нителыюго рабочего места, например «стачать рельефы» и
«удалить нитки сметывания рельефов»;
• объединение прессовых операций с ручными операциями,
выполняемыми без иглы, или утюжильными операциями;
• объединение технологических операций, выполняемых на
различных специальных машинах, если суммарная
трудоемкость операций, выполняемых на каждой из них,
меньше такта.
Соблюдение технологической целесообразности при
формировании организационных операций является одним из главных
требований, так как обеспечивает .высокое качество обработки
изделия, сокращает затраты времени на вспомогательные
приемы. Учитывая это требование, иногда целесообразно объединять
в одну организационную операцию даже разные по виду работ
технологические операции. Это позволяет сосредоточить
обработку деталей или узлов на минимально возможном числе
организационных операций. Например, «обмелить концы воротника
для обтачивания» и «обтачать воротник».
В соответствии с перечисленными требованиями и
основным условием согласования выполняют формирование
организационных операций для каждой секции отдельно.
Для процессов средней и большой мощности с поузловой
обработкой перед началом формирования необходимо
определить количество машинных, прессовых, утюжильных, ручных и
спецмашинных операций в пределах каждой секции:
«». =1>м/т; яу^2Х/т; "p^Z'pA ит-д-
Для получения целого числа операций п к времени
специализированных операций tM, ty и др. необходимо добавить время
технологически целесообразных операций /тш,л. Для повышения
загрузки отдельных видов специального оборудования возможно
сосредоточить их на отдельном участке для обслуживания
нескольких бригад швейного цеха. Данный расчет позволяет также
предварительно определить число микробригад в каждой секции
процесса.
Формирование организационных операций начинают с
машинных операций как основы микробригады процесса. Затем
комплектуют прессовые, утюжильные, спецмашинные и ручные
операции. При неполном формировании организационной
операции определенного вида работ операциями одного узла изде-
78 Глава 3. Этапы проектирования технологических процессов
лия добавляют ручные технологически целесообразные
операции, а затем операции очередного по последовательности узла
до полной загрузки организационной операции в соответствии с
основным условием согласования.
Для создания поузловой обработки организационные
операции утюжильные и ручные по возможности должны состоять из
технологических операций по обработке тех узлов, которые
выполняются в машинной операции этой микробригады. Спецма-
шинные операции, как правило, обслуживают несколько или все
микробригады секции из-за небольшого удельного веса этих
операций в обшей трудоемкости изготовления одежды.
Формирование организационно-технологических' связей
процесса обработки изделия можно представить графически
(рис. 3.13). Для этого вначале устанавливают основные этапы
обработки изделия в соответствии с технологической
последовательностью и выполняют их кодирование (табл. 3.16).
Таблица 3.16. Кодирование этапов обработки женского жакета
Код этапа обработки
01
02
03
04
Наименование этапа
1 Начальная обработка полочек
Обработка карманов
Обработка бортов
05
06
07
. Начальная обработка спинки
Обработка боковых и плечевых срезов
Обработка мелких деталей
Обработка рукавов покроя реглан и втачивание их в пройму
L_
Обработка нижнего воротника
09
10
11
12
I Обработка воротника и втачивание его в горловину
| Обработка втачных рукавов
Соединение втачных рукавов с изделием '
]Обработка подкладки
1
13
| Соединение подкладки с изделием
На рис. 3.13 вертикальные параллельные связи
соответствуют каждому этапу обработки и характеризуют структуру затрат
Формирование организационных операций...
79
01 02 03 04 05 06 07 08 09 МО II 12 13
UUQU
?>
В В
Рис. .3.13. Формирование организационно-технологических связей процесса
изготовления женского жакета малыми сериями
80 Глава 3. Этапы проектирования технологических процессов
Рис. 3.14. Граф организационно-технологических связей процесса изготовления
женского жакета малыми сериями: 1 — номер организационной операции; 2 —
вид работ; 3 — разряд операции; 4 — затраты времени на операцию; 5 —
оборудование, приспособления
времени на каждом этапе по виду работ. Горизонтальные связи
показывают объединение технологических операций отдельных
этапов в организационную операцию.
На основании формирования
организационно-технологических связей составляют граф организационно-технологических
связей процесса изготовления изделия (рис. 3.14). Вершины
графа представляют собой организационные операции и содержат
следующую информацию: номер организационной операции,
вид работ, разряд операции, затрату времени на операцию,
оборудование. Вершины графа соединены связями с указанием
направления движения предметов труда.
' Разработка организационно-технологической схемы процесса 81
3.9. Разработка организационно-технологической схемы
процесса
На основе согласования времени операций составляют
организационно-технологическую схему процесса.
Организационно-технологическая схема является основным
документом процесса, который определяет содержание
организационных операций. На основе схемы производят учет работы
и расчет заработной платы исполнителя, определяют требуемое
количество оборудования и количество рабочих мест на одного
исполнителя и т. д. При проектировании секционных процессов
необходимо составлять организационно-технологические схемы
отдельно на каждую секцию.
В производстве одежды по индивидуальным заказам
организационно-технологическую схему процесса составляют по
краткой (табл. 3.17) и полной (табл. 3.18) формам.
Таблица 3.17. Краткая технологическая схема I секции процесса
Изделие —¦ женский жакет
Число рабочих — 8 чел.
Такт процесса — 24,1 мин
гр^ :гт=-.-.-:д_ - --- - —— -
¦ Нпмрп '
, Н0мер Краткое содержа- : Вид работ. Затрата ! Расчетное i Норма Рас' '¦ Оборудование, |
число ра- I выработ-; ценка, приспособления, .
мин бочих, чел., ки, ед. руб. инструменты
Машинные
операции по обработке
карманов и бортов
| Ручные технологи-
1 чески целесооб-
I разные операции
Итого по операции М/Р-5
Затрата времени по технологическим операциям /то
указывается с точностью до 0,001 мин. В итоговой графе указывается
время выполнения организационной операции too = I.tJO.
6-5713
82
Глава 3. Этапы проектирования технологических процессов
Таблица 3.18. Технологическая схема I секции процесса
Изделие — женский жакет
Число рабочих — 8 чел.
Такт процесса — 24,1 мин
' Номер Наименование тех- _ , ¦ Затрата Расчетное Норма Рас- Оборудование,
опера- нологической one- : „' времени. g число ра- зыработ- ценка. приспособления,
ции ¦ рации
1 ' 2
„, | Обтачать клапаны
подкладкой
Подрезать шов об-
22 тачивания клапа-
! нов и т. д.
1 ' Итого по операции
3
М-5
Ртц.
М-5
мин
0,72
0,2
25,99
бочих, чел. км, ед.
5 ¦ "б
руб.
7
инструменты
| 131 -121 + ЮОкл.,
Ножницы
18,5 ; 18,89
При оформлении организационно-технологической схемы
по каждой организационной операции подводится итог всех по-
казателей. Номер организационной операции проставляется в ее
итоговой части. Вид работ в итоговой части указывается по
основному оборудованию, с использованием которого
выполняется операция. Разряд определяется по технологической операции
наивысшего разряда.
Затрата времени по технологическим операциям tT0
указывается с точностью до 0,001 мин. В итоговой графе указывается
время выполнения организационной операции: too = Y.tTO.
Расчетное число рабочих Np определяется с точностью до
0,01 по формуле
Норму выработки НВЬ|р определяют по формуле
^БЫр ~ / О.О"
Расценку Роо определяют по формуле
Анализ организационно-технологического построения процесса S3
3.10. Анализ организационно-технологического
построения процесса
Анализ организационно-технологического построения
процесса заключается в оценке степени использования во времени
основных элементов процесса -- средств труда, предметов труда
и труда исполнителей.
Исходной информацией для проведения анализа является
организационно-технологическая схема процесса.
Анализ проводят с использованием количественных и
качественных критериев в следующих направлениях:
• загрузка процесса и каждой организационной операции;
• структура процесса и каждой организационной операции;
•..технико-экономические показатели.
Количественным критерием для оценки загрузки процесса
во времени является коэффициент согласования Кс, который
определяют по формуле
где 7"срвзв — средневзвешенная затрата времени на изготовление
изделия, мин; Л^ и /Vp — фактическое и расчетное число рабочих
в процессе (секции), чел.
По отклонению расчетного значения Кс от нормативного — в
пределах 2 % @,98—1,02) — оценивается работа процесса. Если
расчетное значение Кс не входит в допускаемые пределы, то
расчетный выпуск процесса не соответствует средней фактической
норме выработки рабочих на операциях. Поэтому уточняют
первоначальный такт процесса (тут) и расчетный выпуск изделий
(Мрт), принимая коэффициент согласования равным единице:
тп = 7-ср.юв/УУф; М^Я/v
Качественным критерием формирования организационных
операций по времени является график согласования времени
операций (рис. 3.15). Он наглядно отображает степень загрузки
всего процесса, а также каждой организационной операции. Для
построения графика по оси абсцисс указываются номера
организационных операций и вид работ, а по оси ординат
откладывается время выполнения организационных операций. На
графике проводят три горизонтальные линии, определяющие вели-
84 Глава 3. Этапы проектирования технологических процессов
t, мин
40
37 -
34
31 ¦-
LCp.B3B
LCp.B3B
0,91,
ср.взв
2
М
3
У
4
СМ
5
Р
6
м
7
Р
8
У
Номер операции
Вид работ
28
Рис. 3.15. График согласования времени операций
чину такта процесса т и допускаемые отклонения с указанием
их значений. При согласовании времени операций по изделию
минимальной сложности с выделением усложняющих элементов
на графике проводят также линии, определяющие величину
такта процесса по изделию минимальной сложности и
допускаемые отклонения.
При уточнении такта проводят линии нового такта и
отклонения от него.
Анализу подлежат организационные операции, время
выполнения которых выходит за границы допускаемых отклонений.
В зависимости от степени загрузки операции принимается
решение о проведении организационно-технических мероприятиях,
исключающих нарушения ритмичности работы процесса.
Такими мероприятиями может быть изменение технических
условий выполнения операций (в пределах допустимых
значений), если это не влияет на качество обработки изделия.
Например, может быть принята максимально допустимая длина стежка
на операциях временного соединения деталей (сметать срезы
деталей, выметать или заметать швы и т. п.). Снижение затрат
времени на операцию может быть обеспечено сокращением
количества вспомогательных приемов «взять», «отложить», «передать
Анализ организационно-технологического построения процесса 85
деталь», если организационная операция включает несколько
технологических операций, выполняемых на одной и той же
детали без передачи на другие рабочие места. Кроме того,
ритмичность работы процесса может быть достигнута путем
закрепления наиболее загруженных операций за исполнителями,
имеющими высокие скоростные навыки.
Другим качественным критерием оценки
организационно-технологического построения процесса является схема дви-'
жения деталей по рабочим местам (рис. 3.16).
Каждая деталь на схеме обозначается соответствующей
линией. После присоединения отдельных деталей к основной
детали изделия (полочке) на схеме их не показывают, но место
присоединения выделяют-условным обозначением. Четкая
взаимосвязь рабочих мест между собой, наличие возвратов, дальних
передач деталей, отраженных на схеме, помогают рационально
расставить рабочие места для обеспечения кратчайшего пути
— полочка
— спинка
• — рукава
Рис. 3.16. Схема движения деталей по рабочим местам
86 Глава 3. Этапы проектирования технологических процессов
движения деталей. На схеме можно проследить состав
организационных операций по количеству обрабатываемых деталей и
оценить структуру процесса созданием микробригад по
обработке одного или нескольких узлов изделия.
Структура процесса может быть проанализирована и с
помощью графа организационно-технологических связей (см.
разд. 3.7).
Для анализа структуры организационных операций
составляют табл. 3.19.
Таблица 3.19. Структура организационных операций по виду работ
I ' : ' ~" .' ~~ [ I!
:j | . Вид операции |
| I р — Общее ко-;1
.! Показатель : специализированные I неспециализированные : личество ;
- • , — г— — операций I
Mi СМ | Пр ; У Р | М/Р СМ/Р | Пр/У! У/Р I М/CWl
-^ ¦ А [
.Количество операций
л Удельный вес, %
Наличие неспециализированных операций снижает внутри-
сменное использование (загрузку) оборудования.
Другим важным количественным критерием оценки
организационно-технологического построения процесса является
коэффициент внутрисменного использования (загрузки) оборудования:
где Е/мех, — суммарные затраты времени на технологические
операции, выполняемые на /-м виде оборудования, мин; /, — затрата
времени на у-ю организационную операцию, мин; /= 1, ..., п —
количество классов (марок) оборудования; j = 1, ..., к —
количество организационных операций в процессе.
Коэффициент внутрисменного использования оборудования
определяют для каждой единицы оборудования и по процессу в
целом.
При низких значениях коэффициента для отдельных видов
оборудования принимается решение об использовании этого
оборудования несколькими бригадами швейного цеха.
Качественную оценку технологического процесса проводят
по его технико-экономическим показателям. Эти показатели ис-
Анализ организационно-технологического построения процесса 87
пользуют для определения себестоимости, рентабельности
продукции, для расчета экономической эффективности
производства, для сопоставления результатов с другими технологическими
процессами и т. д.
Для расчета технико-экономических показателей по
организационно-технологической схеме составляю] сводку рабочих
процесса (табл. 3.20). в которой указывают расчетное число рабочих
по разрядам и видам работ.
Таблица 3.20. Сводка рабочих процесса
| Расчетное число рабочих по' Расчетное 1С т фный Сумма та- \
Разряд, вилам работ, чел. , число рабо- Г ™ коэФфи *„г ж
; - • "| - чих г;о разря- | V(/yr> к эффицкешов
j M i Р У i Пр "СМ лам Л/,, чел. ; * ''' ; ЩЦ
i ! | ! : : i
;1;23i45!j 7 8 ' 9 ' 10 !;
ji , j t •
Итого по видам работ
Удельный вес по видам работ, %
100
В том числе ручных работ, %
В сводке расчетное число рабочих устанавливают по итогам
организационных операций, суммируя число рабочих
организационных операций одного разряда по каждому виду работ.
В секционных процессах с организацией централизованных
секций число рабочих для сводки определяют путем деления
числа рабочих по организационной операции на количество
бригад, которые обслуживают эти секции.
В сводке расчетное число рабочих устанавливают по итогам
организационных операций, суммируя число рабочих
организационных операций одного разряда по каждому виду работ.
В секционных процессах с организацией централизованных
секций число рабочих для сводки определяют путем деления
числа рабочих по организационной операции на количество
бригад, которые обслуживают эти секции.
88 Глава 3. Этапы проектирования технологических процессов
. Сумму разрядов (гр. 8) определяют как сумму произведений
числа рабочих каждого разряда Ni (rp. 7) на соответствующий
разряд г, (гр. 1); сумму тарифных коэффициентов (гр. 10) — как
сумму произведений числа рабочих каждого разряда N: на
соответствующий этому разряду тарифный коэффициент К, (гр. 9).
Процент ручных работ в механизированных операциях
(машинных, спецмашинных, прессовых) определяют по формуле
где ^tpMSX — суммарные затраты времени на ручные работы в
составе механизированных организационных операций, мин;
Тср„,„ — средневзвешенная затрата времени на изготовление
изделия, мин.
Основные технико-экономические показатели процесса
приведены в табл. 3.21.
Таблица 3.21. Технико-экономические показатели процесса
]! Наименование показателя ¦ Формула для расчета
|: 1. Средневзвешенная затрата времени на изготов- Г*«" ~ пР™™ается ™ технологической схеме
ление изделия, мин как сумма затрат времени по организационным
операциям
i Л/ф — принимается по технологической схеме как
| 2. Фактическое число рабочих в процессе, чел. i суммарное фактическое число рабочих по органи-
:l . зационным операциям
13. Выпуск изделий в смену, ед. \м-ы в it
4. Выработка на одного рабочего, ед. ¦¦ В - МI Л/ф
5. Средний разряд (гср = х(Л/,-л) / ? N,
6. Средний тарифный коэффициент ¦kt.p = r.(Nlk^/Y.N •.
! Р — принимаетя как сумма расценок по организа- |
I " > ционным операциям или определяется по формуле I
:: 7. Средняя стоимость обработки изделия, руб. . Р = Дн,5;Л/1/с,/М, ]
i где Дн, — дневная тарифная ставка исполнителя ¦:
, I разряда, руб. |
Анализ организационно-технологического построения процесса 89
Окончание табл. 3.21
Наименование показателя
Формула для расчета
8. Процент механизированных рабог, % ; ^^Щ^ ю сз0дки рабочих
': 9. Средний коэффициент использования обору- ; где К,, _ коза.^фициен г загрузки каждой единицы
¦ дования ! оборудования; п -— общее количество единиц обо-
|! j рудования в процессе
,| 10. Съем продукции с одного квадратного ^ ?/g
!| метра площади, ед. . 1"
Выработка на одного рабочего в смену или
производительность труда В наиболее полно отражает уровень техники,
технологии и организации производства и труда процесса.
Средний тарифный разряд гср и средний тарифный
коэффициент кср характеризуют квалификационную сторону применяемой
технологии, но не прогрессивность процесса, так как
рассчитываются по технологическим операциям.
Для определения требуемого количества технологического
оборудования составляют сводку оборудования и рабочих мест
(табл. 3.22).
Таблица 3.22, Сводка оборудования и рабочих мест
Тип и класс
оборудования
основное
2
Количество оборудования
запасное ! резервное
| 3 . 4
i
всего
5 |
Наименование
рабочих мест
6
Размеры.
н во рабочих
1 мест
Количество основного оборудования (гр, 2) принимают по
организационно-технологической схеме.
Запасное оборудование (гр. 3) на швейных предприятиях
сервиса предусматривают только для универсальных машин из
соотношения: 1 единица запасного оборудования на 4—5 единиц
основного.
Резервное оборудование (гр. 4) находится на складе и
используется при проведении планово-предупредительного
ремонта основного и запасного оборудования. Запасное и резервное
90 Глава 3. Этапы проектирования технологических процессов
оборудование составляет 10 % основного, но не менее одной
единицы.
Количество' рабочих мест определяют по количеству
основного и запасного оборудования.
Для рабочих, работающих по индивидуальной форме
организации труда, следует каждому предусматривать универсальную
стачивающую машину.
3.11. Планировка швейного цеха
Планировка швейного цеха с размещением агрегатов,
оборудования и рабочих мест, устройств для хранения предметов
труда и необходимых транспортных средств представляет собой
модель цеха.
Разработка модели швейного цеха включает два этапа:
• размещение агрегатов в цехе;
• размещение оборудования и рабочих мест в агрегатах.
Размещение агрегатов в швейном цехе выполняют в
соответствии с данными предварительного расчета (см. разд. 3.5,
табл. 3.13).
Характер размещения агрегатов в швейном цехе зависит от
его размера, сетки колонн и естественного освещения.
При размещении агрегатов в швейном цехе необходимо
соблюдать следующие требования:
• рациональное использование площади;
• обеспечение запуска и выпуска в разных концах швейного
пеха;
• соблюдение техники безопасности и охраны труда.
В каждом агрегате предусматривается стол запуска, который
может иметь различные размеры в зависимости от мощности
бригад, секций, количества деталей в обрабатываемых изделиях.
Для бригад средней и большой мощности с ручной передачей
длина стола запуска принимается равной 1500—-2000 мм, для
бригад малой мощности — 800—1000 мм.
При формировании планировочного решения швейного цеха
необходимо соблюдать следующие требования:
• недопустимо пересечение людских и грузопотоков;
• расстояние от торцевых стен до агрегатов должно быть не
менее 2,5—3 м;
Планировка швейного цеха 91
• расстояние от боковых стен до рабочих мест должно быть
не менее 1,2 м;
• расстояние между агрегатами должно быть не менее
1,5-2 м;
• расстояние от колонн до рабочих мест должно быть не
менее 0,4 м;
• главный проход в цехе должен быть не менее 3,0—3,5 м.
Размещение рабочих мест в агрегате должно обеспечивать:
• рациональное использование плошали цеха:
• обеспечение максимума комфорта и безопасности работы
исполнителя;
• научную организацию труда на рабочем месте;
• кратчайший путь движения предметов труда в процессе
обработки изделия.
Исходными данными для размещения оборудования и рабочих
мест являются: организационно-технологическая схема
процесса, схема движения деталей по рабочим местам, тип процесса,
сводка оборудования и рабочих мест.
Перед выполнением планировки выбирают типы и размеры
рабочих мест по операциям процесса. В основе выбора рабочих
мест находится свободное размещение предметов труда. Тип
рабочего места должен обеспечивать свободные и короткие
движения рук исполнителей при выполнении работ.
Рабочая зона состоит из рабочего стола или оборудования и
зоны для размещения исполнителя. В зависимости от вида
выполняемых операций, вида изделия и оборудования применяют
различные рабочие столы (табл. 3.23).
Зона для размещения исполнителя может быть также
различной и зависит от характера выполняемых работ. Минимальные
размеры зоны составляют, мм:
Для работ, выполняемых стоя 500
Для работ, выполняемых сидя 550
Для работ, выполняемых сидя,
с расположением изделия на коленях 750
Для работ, выполняемых одним рабочим
на прессе и утюге (расстояние между
рабочими местами) 800
92 Глава 3. Этапы проектирования технологических процессов
Таблица 3.23. Размеры рабочих столов основных рабочих мест
Размеры рабочего стола, мм
Рабочее место и его назначение . Изделия | •• ; •]
! длина ширина
I Машинное длн различных универсальных и < шо j 65Q
специальных машин
Тоже Доже ¦' 1100 l 600
' Ручное для обработки изделий в развернутом , 800-1400 |
виде на столе ' : I
Тоже !Тоже , 1500—1600 900—1000 :
¦Платье 1200 ! 650
Ручное для работы с изделием, расположен- Все ' 400
ным на коленях исполнителя
Ручное для контроля качества готового i Пальто, костюмы 1800 ! 1000
изделия ' I Платье I 1200 , 900
! ^««ильное для внутрипроцессной обработ- . 1300-1400 . 800
ки изделии :
Утюжильное для окончательной обработки , „
изделии
костюмы
Стол-доска для утюжильных работ Платье
1400—1900 ! 800—1000 I
1600 500
Гп .п . 1400 1200
I Прессовое (зависит от марки пресса) Пальто, костюмы 1?nf. -,„„
Суммарная ширина рабочего стола и зоны для размещения
исполнителя образует шаг рабочей зоны. Он зависит от вида
изделий и составляет, мм:
для изделий пальтово-костюмного ассортимента —
1200-1300;
платьево-блузочного ассортимента — 1150—1200.
Расположение рабочих мест по отношению к междустолью
агрегата может быть поперечным, продольным и под углом (рис. 3.17).
Планировка швейного цеха
V./
э
X
с
о
X
с
э
X
с
э
X
с
э
X
с
о
о
о
0
X
X
0
3
X
X
0
э
X
X
хг
б
хг
Рис. 3.17. Варианты расположения рабочих мест:
а'— поперечное; б — продольное; в — под углом
Наиболее распространенным является поперечное
расположение рабочих мест. Оно обеспечивает наиболее короткий путь
движения предметов труда и создает индивидуальную зону для
каждого исполнителя. Поперечное расположение рабочих мест
не вызывает затруднений для прямого, возвратного и
зигзагообразного движения предметов труда и поэтому широко
используется в производстве одежды по индивидуальным заказам.
Рабочие места в агрегате располагают так, чтобы исполнитель брал и
возвращал детали с междустолья левой рукой. Расположение
рабочих мест под углом («елочка») также обеспечивает наиболее
короткие движения рук исполнителя при выполнении приемов
«взять и отложить деталь», увеличивает естественную
освещенность рабочей зоны, увеличивает зону для размещения деталей
на рабочем месте. Однако оно затрудняет возвратные и
зигзагообразные движения предметов труда. Продольное расположение
94 Глава 3. Этапы проектирования технологических процессов
рабочих мест не имеет никаких преимуществ, поэтому редко
встречается в практике.
Размещение оборудования и рабочих мест в агрегате может
быть выполнено с постоянным и переменным шагом рабочей зоны.
При постоянном шаге меняется размер зоны размещения
исполнителя (зависит от ширины рабочего стола). Но во всех
случаях размер этой зоны не должен быть меньше допускаемого
предела (см. ранее).
При переменном шаге сохраняется допустимая величина
размера зоны размещения исполнителя. Поскольку при
изготовлении изделий выполняются разные виды работ, иногда возникает
необходимость использования в одном процессе разного шага
рабочей зоны.
Размещение рабочих мест с постоянным шагом рабочей
зоны является приоритетным, так как обеспечивает
универсальность агрегата при изменении организационно-технологической
схемы процесса.
Планировку швейного цеха выполняют в масштабе 1 : 100,
нанося контуры агрегатов и рабочих мест. На междустолье
агрегата указывают наименование изделия и число рабочих, а на
рабочем месте — номер организационной операции и вид работ.
п \>x*m!~-.--i i frr
Ыю.
31
и
1 П П П |Т
тгптг
ппп
иш
? П т
X
DDD
ппппппппп П
uuuuuuuuJ U
р п п п п п п у
U U U U U LJ У1
V
и и и и U1
пппп
ииии
1ПППП
иииии
1 ^^
Рие. 3.18. Планировочное решение швейного цеха
Транспортные средства швейных цехов 95
На плане цеха должны быть нанесены оборудование для
хранения кроя, изделий готовых и подготовленных к примерке;
устройства для транспортировки предметов труда; межэтажные
транспортные средства и т. д.
Пример планировочного решения швейного цеха приведен
на рис. 3.18.
3.12. Транспортные средства швейных цехов
Транспортные средства в швейных цехах обеспечивают
взаимосвязь всех производственных участков и отдельных рабочих
мест в единый производственный процесс. Применение
транспортных средств в сочетании с механизированными операциями
создает комплексно-механизированный ноток.
В поточном производстве транспорт является не только
средством перемещения предметов труда, но и важным
фактором организации производства, обеспечивающим сокращение
длительности производственного цикла изготовления швейных
изделий.
Основная функция транспортных средств заключается в
обеспечении непрерывности движения предметов труда в условиях
максимальной загрузки оборудования и исполнителей.
Транспортные средства применяют как для внутрипроцесс-
ной, так и для внутрицеховой транспортировки предметов труда.
Выбор транспортных средств зависит от мощности и типа
технологических процессов, состояния предметов труда (крой, детали,
изделия) и планировки процессов.
Механизация транспортных работ обеспечивает
перемещение предметов труда в различные участки цехов, обеспечивая
равномерную загрузку цехов без участия подсобных рабочих.
Применяемые на швейных предприятиях сервиса
транспортные средства подразделяют:
• по способу передачи движущей силы — приводные и
бесприводные;
• по принципу действия — непрерывного действия,
периодического действия;
• по способу расположения — напольные, подвесные;
• по виду установки — стационарные, нестационарные.
96 Глава 3. Этапы проектирования технологических процессов
Малая мощность швейных предприятий ограничивает
применение транспортных средств. В швейных цехах предприятий
сервиса в основном применяют бесприводные нестационарные
транспортные средства: тележки-контейнеры (рис. 3.19),
тележки-стеллажи (рис. 3.20), тележки-кронштейны (рис. 3.21). Для
выполнения ручных работ на рабочих местах устанавливают
откидной кронштейн. С целью сохранения формы
обрабатываемых крупных деталей и изделий с нестачанными плечевыми срет-
зами на машинных и утюжильных рабочих местах применяют
вешалки с зажимным устройством, которые подвешивают на
тележку-кронштейн.
Рис. 3.19. Тележка-контейнер: а
с несъемным контейнером (размеры
510 х 510 х 770 мм); б — со съемным контейнером (размеры 800 х 500 х 900 мм)
Проектирование технологических процессов большой
мощности и централизация отдельных секций, обслуживающих
несколько бригад, создают необходимые предпосылки для
применения механизированных транспортных средств. В процессах
большой мощности с агрегатами длиной более 20 м детали от
места запуска к отдельным микробригадам (а также при возврате
деталей на отдаленно расположенные рабочие места)
целесообразно передавать с помощью транспортера периодического
действия, расположенного под междустольем или над ним, если
транспортер подвесной оснащен крючками для размещения
изделий. Скорость перемещения цепи постоянна и равна 6 м/мин.
Однолинейный транспортер обеспечивает однорядное левосто-
Транспортные средства швейных цехов
97
Рис. J.20. Тележка-стеллаж лвуполочный
(размеры 600 х 400 х 700 мм)
Рис. 3.21. Тележка-кронштейн с поперечной балкой
(размеры 883 х 500 х 1277 мм)
роннее расположение рабочих мест. Транспортер
периодического действия относится к приводным напольным транспортерам.
Он представляет собой деревянный короб, внутри которого с
помощью троса перемещается коробка с предметами труда.
Габариты коробки — 0,4 х 0,8 м, скорость ее движения —
6,0 м/мин. Транспортер работает в режиме ДОД (диспетчер —
операция — диспетчер). Связь рабочих мест с местом запуска
для вызова короба осуществляется световой сигнализацией. Для
этого на рабочем месте запускальшицы установлен пульт
управления с номерами рабочих мест, а на рабочих местах имеются
кнопки для сигнализации на пульт управления. Короб может пе-
7-5713
98 Глава 3. Этапы проектирования техпологических процессов
ремещаться под крышкой междустолья, а для удобства
пользования боковые стороны его должны быть откидывающимися.
В секциях окончательной отделки изделий с целью
сохранения товарного вида и улучшения качества одежды изделия по
рабочим местам передают с помощью подвесного цепного или
винтового транспортера.
Из числа приводных стационарных подвесных транспортных
средств известны ценные горизонтально-замкнутые транспортеры
непрерывного действия. Так. транспортер ГМ-200-Д/50
представляет собой однолинейный транспортер с однорядным
левосторонним или двухрядным расположением рабочих мест
(рис. 3.22). Тяговым элементом транспортера является цепь.
Трасса транспортера крепится растяжками к потолочному
перекрытию, не загромождая проходы и рабочие зоны. К пластинам
двухшарнирной цепи с шагом 0,8 м крепятся подвески. Цепь
обеспечивает подъем ходового пути над проходами и опускание
его в местах, где вешалка с изделием навешивается на подвеску.
Скорость движения цепи — 7,4 м/мин. Возле каждого рабочего
места размешено приемное устройство с
кронштейном-накопителем длиной 0,5 м, вместимость которого составляет 5 зимних
пальто. Возможно использование цепных подвесных
транспортеров, которые укрепляют на двухметровых стойках, установлен-_
ных на полу (рис. 3.23).
Цепные подвесные транспортеры могут быть использованы
и для внутрицеховой и межцеховой транспортировки предметов
труда, например, для транспортировки готовых изделий и
подготовленных к примерке к месту передачи их на склад.
Рис. 3.22. Цепной подвесной приводной транспортер (несущий орган
ка-полвсска)
Транспортные средства швейных цехов
99
Рис. 3.23. Цепной подвесной транспортер (несущий орган — кронштейн)
Винтовой подвесной транспортер отличается от цепного более
простым устройством. Он может быть одно- или двухлинейным
с двухрядным расположением рабочих мест. Транспортер не
имеет тягового элемента. Перемещение грузонесущей подвески с
фигурным захватом происходит по вращающемуся винту
аналогично паре винт—гайка. Винт изготавливается из трубы, на
поверхность которой с заданным шагом навивается и
приваривается проволока диаметром 6—8 мм. Подвеска своим фигурным
захватом попадает между витками проволоки и, подталкиваемая
ими, перемешается. Шаг навивки проволоки на трубу составляет
0,03—0,05 м, скорость перемещения подвески в пределах
4,5—10,0 м/мий. Все транспортеры работают в режиме ДОО
(диспетчер — операция — операция).
Контрольные вопросы
1. Какие этапы включает проектирование технологических процессов?
2. Что является объектом для проектирования технологических
процессов на швейных предприятиях сервиса?
3. Какие основные особенности производства одежды по
индивидуальным заказам определяют выбор объекта для проектирования
технологических процессов?
100 Глава 3. Этапы проектирования технологических процессов
4. По каким показателям проводится конструктивно-технологическая
оценка моделей как объекта проектирования технологических
процессов?
5. Какие основные требования необходимо учитывать при
формировании рациональных пакетов материалов для одежды?
6. Какой может быть степень готовности изделия к примерке?
7. Какие факторы влияют на последовательность обработки и сборки
изделия, изготавливаемого на швейных предприятиях сервиса?
8. Что является исходной информацией для проектирования
технологических процессов швейных цехов?
9. Какие известны способы представления исходной информации для
проектирования технологических процессов?
10. Каковы основные этапы предварительного расчета технологических
процессов швейных цехов?
11. Какие требования необходимо учитывать при выборе
организационно-технологической структуры процесса?
12. Как формулируется основное условие формирования
организационных операций?
13. Какие производственные требования необходимо учитывать при
формировании организационных операций и построении
организационно-технологической схемы процесса?
14. Каковы количественные и качественные критерии оценки
организационно-технологической схемы процесса?
15. Какие основные требования учитывают при формировании
планировочного решения швейного цеха?
16. Какие виды транспортных средств применяют в швейных цехах на
предприятиях сервиса?
17. От каких факторов зависит выбор транспортных средств,
применяемых в швейных цехах?
Глава 4
НАУЧНЫЕ ОСНОВЫ
СОВЕРШЕНСТВОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
4.1. Принципы построения поточных технологических
процессов изготовления одежды по индивидуальным
заказам
Современное производство одежды по индивидуальным
заказам основано па нспоточном методе,работы, что
предопределяет его низкую технико-экономическую эффективность.
Повышение эффективности производства требует выявления
принципов и предпосылок построения поточных технологических
процессов.
Совершенствование производства одежды по
индивидуальным заказам требует обязательного учета его важнейших
особенностей (см. гл. I). Эти особенности проявляются в высокой
нестабильности всех элементов технологического процесса.
В первую очередь это относится к изготавливаемым
изделиям. Как было показано ранее, изделия, отражая индивидуальные
требования каждого конкретного потребителя (заказчика),
неизбежно будут иметь те или иные эстетические и размерные
различия. Различия в предметах труда, в свою очередь, вызывают
нестабильность технологических процессов по методам, режимам
и трудоемкости обработки.
Таким образом, одежда, изготавливаемая по
индивидуальным заказам, как объект производства, является причиной его
102 Глава 4. Научные основы совершенствования...
нестабильности и препятствует внедрению поточных методов
работы. То есть возникает противоречие между требованиями
конкретного потребителя одежды, с одной стороны, и задачами
совершенствования производства этой одежды — с другой.
Проблема совершенствования производства одежды по
индивидуальным заказам заключается в том, чтобы, сохранив цели
и задачи производства (что соответствует наиболее полному
удовлетворению требований каждого конкретного потребителя),
перейти от непоточных методов работы к поточным (что
является обязательным условием повышения его эффективности).
Научной основой решения этой проблемы является
комплексная унификация всех элементов производственного процесса |4].
Смысл и содержание этого понятия определяются следующим:
уникальность некоего целого (в данном случае изделия бытовой
одежды) отнюдь не означает уникальности элементов,
составляющих это целое. Наоборот, своеобразие и неповторимость
конечного продукта производства может быть обеспечена на основе
ограниченной номенклатуры конструктивных, технологических и
технических элементов изделия и процесса его изготовления. При
этом все изделия данного вида одежды окажутся близкими с
точки зрения указанных элементов и, следовательно, обеспечат все
необходимые условия для внедрения поточного метода работы.
Комплексная унификация элементов производственного
процесса должна базироваться на следующих принципах.
1. Конструктивная преемственность изделий одежды,
изготавливаемой по индивидуальным заказам..
2. Технологическая преемственность изделий одежды,
изготавливаемой по индивидуальным заказам.
3. Механизация и автоматизация процессов на основе
использования технологического оборудования «гибкой»
конструкции.
Рассмотрим содержание этих принципов.
4.1.1. Конструктивная преемственность изделий
одежды, изготавливаемой по индивидуальным заказам
Теоретической основой реализации принципа
конструктивной преемственности изделий является унификация изделий, уз-
Принципы построения поточных технологических процессов... 103
лов, деталей одежды и их элементов (участков, срезов). Это
требует решения следующих научно-технических задач:
• разработка принципов классификации обрабатываемых
объектов производства (изделий, узлов, деталей и т. д.);
• выбор признаков классификации;
• разработка практических классификаторов по видам
одежды;
• унификация конструкций узлов и деталей одежды каждого
. классификационного подразделения;
• унификация элементов деталей (участков, срезов и их
частей).
Целесообразные границы конструктивной унификации
должны быть, очевидно, различными в зависимости от степени
изменчивости деталей и узлов одежды. По этому признаку все
детали и узлы бытовой одежды можно разделить на три группы.
Первую группу составляют наиболее стабильные детали и
узлы одежды, которые назовем квазистандартными. Отличительной
чертой этих деталей является постоянство конфигурации и
строго определенные размеры, которые могут быть
регламентированы для всех изделий данного вида одежды.
Ко второй группе относятся так называемые типовые детали и
узлы одежды. Эти детали и узлы неоднократно встречаются в
изделиях данного вида одежды и характеризуются
незначительными изменениями конфигурации. Размеры же у этих деталей
меняются в широком диапазоне.
Третью группу составляют так называемые уникальные детали,
характерные только для данной модели изделия либо
встречающиеся в других моделях с весьма существенными изменениями
конфигурации и размеров. Эти детали обеспечивают своеобразие
и неповторимость каждого изделия.
Первоочередным объектом конструктивной унификации
являются детали и узлы первой группы.
Большая часть деталей верха и подкладки относится к
типовым. Изменение конфигурации и размеров этих деталей
обеспечивает огромное разнообразие изделий по форме, силуэту,
объему, пропорциям, размерам. Это не позволяет подвергнуть
типовые детали полной унификации. Однако здесь возможна
частичная унификация — унификация отдельных элементов
деталей (участков, срезов). Анализ изменчивости типовых деталей
показывает, что частичной унификации могут быть подвергнуты
104 Глава 4. Научные основы совершенствования...
в первую очередь такие их элементы, как срезы проймы и
горловины, плечевые срезы, вытачки и др.
Большую сложность представляет унификация наиболее
изменчивых элементов деталей, параметры которых
непосредственно зависят от фасонных особенностей изделия. Характерным
примером таких элементов является срез лацкана и борта
полочек. Однако и здесь возможна унификация, которая, как
показали исследования М. М. Беленькой [2], должна заключаться в
разделении сложного контура на отдельные участки с
последующей их аппроксимацией кривыми класса эпи- и гипоциклоид.
В наименьшей степени подвержены унификации уникальные
детали, удельный вес которых в одежде сравнительно невелик.
Специфика изделий бытовой одежды,
художественно-эстетические требования к которой являются преобладающими по
сравнению со всеми другими требованиями, в известной мере-
ограничивают возможности конструктивной унификации.
Известно, что примерно 60—70 % всех деталей бытовой одежды
может быть подвергнуто унификации. Однако до настоящего
времени возможности конструктивной унификации полностью
не используются. Значение конструктивной унификации
возрастает со снижением серийности производства и особенно
актуально в производстве одежды по индивидуальным заказам.
Эффективность конструктивной унификации выражается,
во-первых, в. повышении технологичности и экономичности
конструкций одежды, во-вторых, в снижении трудоемкости и
сокращении сроков конструкторско-технологической
подготовки производства.
Конструктивная унификация является основой подетальной
специализации предприятий, т. с. создания предприятий
общеотраслевого значения по изготовлению стандартных деталей и
узлов одежды, связанных со швейными предприятиями сервиса
на условиях кооперирования. Кроме этого, появляются широкие
возможности для развития технологической специализации.
Однако только путем конструктивной унификации нельзя
обеспечить стабильность производства одежды по
индивидуальным заказам, достаточную для внедрения поточных методов
работы по следующим причинам:
1) не все детали и узлы бытовой одежды могут быть
подвергнуты конструктивной унификации;
Принципы построения поточных технологических процессов... 105
2) многообразие деталей и узлов одежды, значительно
уменьшенное путем конструктивной унификации, останется вес же
достаточно большим;
3) широкий ассортимент конструкционных и отделочных
материалов для одежды вызывает различие в процессах обработки
одинаковых деталей и узлов по параметрам, оборудованию,
инструментам и приспособлениям.
Поэтому конструктивная преемственность изделий является
лишь первым этапом обеспечения необходимой стабильности
процессов в производстве одежды по индивидуальным заказам
и должна быть дополнена технологической преемственностью
изделий.
4Л.2. Технологическая преемственность изделий
одежды, изготавливаемой по индивидуальным заказам
Технологическая преемственность изделий предполагает
сокращение многообразия технологических процессов путем их
типизации.
Под типизацией технологических процессов следует понимать
изыскание на основе анализа и обобщения возможных
процессов обработки объектов определенного типа, типового — общего
и наиболее рационального для данных производственных
условий — процесса обработки этих объектов с комплексным
решением всех технологических вопросов, включая выбор
последовательности обработки, технологического оборудования,
приспособлений и инструментов.
Типизация технологических процессов должна
осуществляться в двух взаимосвязанных направлениях:
• типизация процессов обработки однотипных деталей,
сборки узлов и изделий;
• типизация отдельных операций процесса обработки
различных изделий.
Технологическая унификация в производстве одежды по
индивидуальным заказам, вероятно, не может быть ограничена
разработкой только типовых процессов. Она должна быть
дополнена разработкой групповых процессов.
Групповые процессы в отличие от типовых проектируют для
обработки таких деталей и узлов, общность которых обеспечива-
106 Глава 4. Научные основы совершенствования...
ется не столько их конструктивно-технологическим сходством,
сколько возможностью использования при обработке
однотипного оборудования, инструментов и приспособлений.
Типовые технологические процессы должны найти широкое
применение прежде всего при изготовлении унифицированных
деталей и узлов одежды.
Внедрение групповых процессов — одно из направлений
технологической (постадийной) специализации, обеспечивающее
эффективное использование высокопроизводительного и
дорогостоящего оборудования.
Дальнейшее повышение преемственности технологических
процессов в производстве одежды по индивидуальным заказам
связано с тем, что поступление заказов носит стохастический
характер.
Случайность поступления изделий в процесс обработки
вызывает большие потери времени, связанные с наладкой и
регулировкой оборудования, сменой ниток, изменением параметров
влажно-тепловой обработки и т. п. Задача, таким образом,
заключается в разработке эффективных способов организованного
запуска изделий, исключающего эти потери или значительно
уменьшающего их.
Группировка изделий по принципу их однородности
предполагает обязательное наличие исчерпывающей
конструктивно-технологической характеристики каждого изделия. В
настоящее время в документах, сопровождающих движение заказов в
производстве, такая характеристика отсутствует. В качестве
носителя такой информации, как отмечалось выше, выступает
закройщик, поддерживающий непосредственную связь с
закрепленным за ним процессом. Такой порядок работы препятствует
внедрению организованного запуска изделий и вызывает
необходимость применения сменных процессов.
В связи с этим необходимы:
• разработка конструктивно-технологической карты на
изделие, содержащей все необходимые сведения о его фасоне,
конструкции, материалах, трудоемкости, особенностях
обработки, применяемых методах и др.;
• выявление признаков конструктивно-технологической
однородности изделий для их группировки;
• разработка методики группировки изделий на основных
этапах производственного процесса.
Принципы построения поточных технологических процессов... 107
Эффективное решение этих задач возможно лишь на основе
типизации методов обработки и технологических процессов.
Типизация методов обработки и технологических процессов
предполагает:
1) выявление критериев сравнительной оценки возможных
методов обработки с целью выбора типовых;
2) определение последовательности и целесообразных границ
типизации;
3) разработку типовых и групповых процессов обработки
деталей, узлов и изделий;
4) разработку методики автоматизированного
проектирования технологических процессов при изготовлении одежды по
индивидуальным заказам.
Технологическая унификация обеспечивает большой
экономический эффект сама по себе, но еще больший эффект она
обеспечит в качестве необходимой предпосылки для разработки
технологического оборудования «гибкой» конструкции.
4.1.3. Механизация и автоматизация процессов на
основе использования технологического оборудования
«гибкой» конструкции
В условиях единичного типа производства и стохастического
характера поступления заказов различия в объектах
производства, хотя и существенно сглаженные путем
конструктивно-технологической унификации, останутся весьма значительными.
В этих условиях необходимая стабильность может быть
достигнута только путем адаптации технологических процессов к
неизбежным конструктивно-технологическим различиям изделий,
поступающих на обработку. Решающим условием построения
таких «гибких» технологических процессов является наличие
оборудования «гибкой» конструкции.
Под «гибкостью» конструкции оборудования следует
понимать такое ее свойство, которое позволяет изменять параметры
оборудования в соответствии с изменениями технологического
процесса.
Оборудование «гибкой» конструкции должно обладать:
• высокой степенью универсальности;
108 Глава 4. Научные основы совершенствования...
• возможностью простого и быстрого переключения с одной
операции на другую.
По степени универсальности швейное оборудование может
быть разбито на три класса — универсальное,
специализированное и специальное. Деление оборудования на указанные классы
имеет весьма существенное значение для определения методов и
средств механизации и автоматизации производственных
процессов применительно к различным объемам и серийности
выпуска изделий.
Одним из важнейших свойств технологического
оборудования является степень его автоматизации, обеспечивающая
высокую производительность и качество выпускаемой продукции.
Этому требованию в наибольшей степени отвечает
полуавтоматическое и автоматическое агрегатированное оборудование.
Таким образом, построение высокоэффективных поточных,
процессов в производстве одежды по индивидуальным заказам в
условиях его комплексной механизации и автоматизации
возможно лишь при наличии полуавтоматов и автоматов «гибкой»
конструкции.
Существующее швейное оборудование, как показали
проведенные'исследования [5, 11], указанными свойствами не
обладает. Необходимо качественное обновление парка оборудования, а
не простая замена устаревшего оборудования новым.
Для создания нового технологического оборудования,
предназначенного для оснащения поточного производства одежды по
индивидуальным заказам, необходимо:
1) выявить критерии и разработать количественные
показатели прогрессивности технологического оборудования для
производства, одежды по индивидуальным заказам;
2) разработать ведущие направления создания нового (и
модернизации существующего) оборудования, обладающего
высокой степенью автоматизации.и «гибкости»;
3) разработать теорию и методику проектирования «гибких»
средств механизации и автоматизации.
Успешный переход к поточным технологическим процессам
в производстве одежды по индивидуальным заказам возможен
только при комплексной реализации всех рассмотренных
принципов.
Критерии и показатели прогрессивности... 109
4.2. Критерии и показатели прогрессивности
технологических процессов
Комплексная реализация рассмотренных выше принципов
построения поточных технологических процессов невозможна
без соответствующих критериев и показателей, характеризующих
прогрессивность (степень совершенства) всех их
составляющих — технологии, технологического оборудования и
организационных форм процессов.
4.2.1. Показатели уровня технологии
Под уровнем технологии производства следует понимать
совокупность показателей, характеризующих прогрессивность
принятых на предприятии технологических методов осуществления
производственного процесса. Прогрессивность производственного
процесса характеризуется высокой производительностью труда
при условии максимального использования средств механизации
и автоматизации, а также достижением высокого качества и
стабильности параметров изготавливаемых изделий.
Уровень технологии характеризуется в первую очередь
техническим совершенством применяемых средств производства, в
корне меняющих характер трудового процесса, сокращающих
затраты человеческой энергии, повышающих
производительность труда, улучшающих качество выпускаемых изделий.
Оценка уровня технологии должна включать в себя
качественные и количественные характеристики технологических
процессов.
Качественная сторона оценивается прогрессивностью
технологического процесса, показателем которой служит степень
совершенства применяемых средств производства, так как парк
оборудования, его качественный состав и структура,
определяющие техническую вооруженность труда, наиболее полно
характеризуют достигнутый предприятием уровень его технического
развития.
Количественным параметром может служить показатель охвата
рабочих прогрессивными средствами производства,
характеризующий техническую вооруженность труда.
НО Глава 4. Научные основы совершенствования...
Для оценки уровня технологии автор предлагает
использовать систему показателей, включающую один основной
(обобщающий) и ряд дополнительных (частных) показателей [3].
Основной показатель позволяет судить о состоянии уровня
технологии пошива одежды на предприятии, а дополнительные
показатели дают возможность выявить направления разработки
конкретных мероприятий по его повышению.
Технология пошива одежды является механической и
базируется на конкретных средствах производства (оборудовании).
Чем совершеннее средства производства, тем прогрессивнее
применяемая технология. Кроме того, важно не просто
использовать прогрессивные средства, но и обеспечить их
максимальную загрузку, что, в конечном итоге, сказывается на результатах
функционирования не только отдельных технологических
процессов, но и предприятия в целом.
Все сказанное отражает основной показатель уровня
технологии — коэффициент прогрессивности технологии (А^),
характеризующий долю механизированного труда, приходящегося на
одного рабочего, с учетом прогрессивности оборудования и его
загрузки:
где В — общее количество единиц технологического
оборудования, установленного в процессе; Кпр — средневзвешенный
коэффициент прогрессивности установленного в процессе
оборудования; Къ — средневзвешенный коэффициент загрузки
оборудования; Р — количество рабочих в технологическом процессе, чел.
Исходные данные для расчета основного показателя уровня
технологии позволяют оценить применяемые технологические
процессы по показателям:
• структура парка применяемого технологического
оборудования по степени его прогрессивности (Кпр);
• степень использования (загрузки) оборудования (Къ).
Дополнительные показатели уровня технологии
характеризуют:
• степень концентрации процесса обработки;
• уровень механизации труда;
• техническую оснащенность технологического процесса.
Критерии и показатели прогрессивности... 111
Степень концентрации операций технологического процесса
характеризуется коэффициентом концентрации:
^конц ~ ' мо "*" '-л\ю + с|1\о/ ' оо;ц'
где 7"Ж) — трудоемкость технологических операций,
выполняемых на многооперационном швейном оборудовании
(механическая обработка), мин; У'|(,ю ••- трудоемкость технологических
операций, выполняемых па прессах, паровоздушных манекенах
и т. п. (термо-физическая обработка), мин; 7фхо — трудоемкость
технологических операций склеивания и сваривания
(физико-химическая обработка), мин; 7"o6il — трудоемкость пошива
изделия, мин.
Необходимыми и важными предпосылками повышения
степени концентрации операций являются конструктивная и
технологическая унификация деталей и узлов одежды, применение
прогрессивных прикладных и скрепляющих материалов.
Важнейшим признаком прогрессивности технологии служит
степень замены ручного труда машинным. Экономическое
значение этой замены определяется ростом производительности
труда, улучшением качества обработки и повышением
привлекательности труда. Уровень механизации труда может быть
измерен коэффициентом механизации (А'жх):
К — Т IT
*Sie\ "" мех/ обш '
где Тмех — суммарная трудоемкость всех механизированных
операций, мин (при прочих ранее принятых обозначениях).
Более точное и полное измерение уровня механизации труда
возможно с помощью коэффициента «чистой» механизации:
где К.л — коэффициент автоматизации оборудования.
Коэффициент «чистой» механизации позволяет учесть
скрытый ручной труд, входящий в состав механизированных
операций, и потому является более точным.
Рациональность оснащения процессов обработки
технологическим оборудованием может быть измерена коэффициентом соот-
112 Глава 4. Научные основы совершенствования...
ветствия (К,.) и характеризует соответствие структуры парка
технологического оборудования, установленного в процессе,
структуре трудоемкости пошива изделия:
где атах и я,,,,,, — максимальное и минимальное значения двух
сопоставляемых величин (удельный вес трудоемкости по видам
работ и соответствующий ему удельный вес оборудования); /= 1,
2, ..., п — число групп технологического оборудования.
В идеальном технологическом процессе Кс равен нулю, так
как структура трудоемкости тождественна структуре
применяемого технологического оборудования. В реальном же процессе
это соответствие нарушается, так как доля того или иного
оборудования по сравнению с долей трудоемкости
соответствующих технологических операций оказывается либо больше (тогда
имеет место неполное использование оборудования), либо
меньше (тогда это свидетельствует о низком уровне
механизации операций).
Таким образом, Кс может меняться от 0 до оо. Чем меньше
его значение, тем рациональнее оснащен процесс.
Показателем оснащенности технологических процессов
также может служить коэффициент оснащенности процесса
различного рода устройствами и приспособлениями «малой»
механизации (Кс), облегчающими выполнение ручных приемов и
повышающими качество обработки:
оси ~~ оси/ общ,
где Тжи — суммарная трудоемкость технологических
операций, выполняемых с использованием средств «м&чой»
механизации, ч.
Анализ и определение достигнутого уровня технологии
производства в соответствии с изложенной методикой, а также
планирование его роста являются основой для разработки
мероприятий по повышению уровня технологии пошива одежды на
швейных предприятиях сервиса.
Критерии и показатели прогрессивности... 113
4.2.2. Показатели степени прогрессивности
технологического оборудования
Степень прогрессивности технологического оборудования в
производстве одежды по индивидуальным заказам, как было
показано ранее, определяется «гибкостью» конструкции оборуао-|
вания и степенью его автоматизации.
Количественным параметром «гибкости» конструкции
оборудования является затрата времени на наладку, регулировку и
перенастройку оборудования (смена ниток, изменение длины
стежка, изменение натяжения ниток, регулирование параметров
влажно-тепловой обработки, изменение давления лапки на
материал, смена рабочего органа и т. п.).
Степень «гибкости» конструкции оборудования может быть
измерена коэффициентом «гибкости» конструкции оборудования:
[ИО ~~ \!СХ Ч1ЛЛ / МСХ'
где /мал — затрата времени на все работы по наладке, регулировке
и перенастройке оборудования, мин; ?мех — затрата времени на
выполнение механизированной операции, мин.
Степень автоматизации оборудования измеряется
коэффициентом автоматизации оборудования (KJ, который показывает
долю чисто машинного времени на выполнение
механизированной операции:
¦"а = 'м/'мех'
где /м — чисто машинное время выполнения механизированной
операции, мин.
Прогрессивность (степень совершенства) оборудования
количественно может быть измерена коэффициентом прогрессивности
оборудования (Кпр):
Авторами [9] определены значения коэффициентов
прогрессивности технологического оборудования, применяемого на
швейных предприятиях сервиса. Разработана укрупненная
классификационная схема технологического оборудования, отражаю-
8-5713
114
Глава 4. Научные основы совершенствования...
щая его технический уровень и предусматривающая деление
оборудования на несколько категорий по степени
прогрессивности (табл. 4.1).
Таблица 4.1. Показатели прогрессивности швейного оборудования
Т"
Классификация
оборудования по
степени
универсальности
Номенклатура оборудования
11. Универсальные неавтоматизированные швейные машины 0,15 0,70 0,11
!: Универсальное
I оборудование
' 2. Универсальные швейные машины с малой автоматизацией . 0,20 : 0,70 • 0,14
3. Прессы с универсальными подушками
! 0,50 0,50 0,25
14. Швейные машины однониточного цепного потайного
; стежка
Специализированное оборудование
! 0,18 0,35 0,06
.5. Швейные машины двухниточного челночного стежка на
основе параллельно-последовательных методов обработки
Специализированное оборудование
¦ 0,20
6. Краеобметочные швейные машины
7. Швейные машины зигзагообразного стежка
0,20
0,22
0,40 ¦ 0,08
0,45 I 0,09
0,40 . 0,08
9. Специальные швейные машины-полуавтоматы — петель-
i „ , ные, пуговичные
" j 10. Специальные швейные машины с ручным управлением
,!рудование !Aб22кп.ит.п.)
; : 11. Специальные прессы (ПОР-3 и т. п.)
0,40 | 0,10
з. Швейные машины цепного стежка стачивающей строчки ! 0,22 ; 0,45 0,10
0,04
0,20 j 0,35 ' 0,07
0,50 ; 0,40 0,20
4.2.3. Показатели степени совершенства
организационных форм технологических процессов
Степень совершенства организации производственных
процессов определяется структурой их производственного цикла и
степенью использования в них трех элементов процесса труда:
предметов труда, средств труда и самого труда.
Методика расчета специфических показателей степени
совершенства организационных форм процессов была разработана
применительно к предприятиям легкой промышленности проф.
П. С. Пушкиным [17].
Методы повышения ритмичности и непрерывности 115
Степень использования предметов труда во времени (/)
определяется из отношения времени нахождения предметов труда в
обработке к общему времени нахождения их в процессе:
где tj — время нахождения предметов труда в обработке на /-й
операции технологического процесса, ч; / ¦ — время нахождения
предметов труда в у-и непроизводительной пролежке, ч.
Использование оборудования (средств труда) во времени
характеризует степень совершенства технологических процессов
по эффективности его использования и определяется
отношением времени фактической работы оборудования Gф/) ко времени,
в течение которого оборудование должно функционировать в
течение смены (Ту.
где /= 1, 2, ..., п — число видов оборудования, применяемого в
процессе.
Использование рассмотренных показателей позволяет
провести всестороннюю оценку степени прогрессивности
технологических процессов.
4.3. Методы повышения ритмичности и непрерывности
технологических процессов
Ритмичность технологических процессов является важным
условием их эффективной работы. Как было показано выше,
технологические процессы изготовления одежды по
индивидуальным заказам характеризуются крайне низкой ритмичностью
и высокой прерывностью.
До настоящего времени на швейных предприятиях сервиса
степень ритмичности не оценивалась. Автором разработана спе-
циачьная методика экспериментального исследования для
измерения степени ритмичности технологических процессов [5].
116 Глава 4. Научные основы совершенствования...
Ритмичность технологического процесса характеризуется
коэффициентом ритмичности технологического процесса (Крт):
где Крт: — коэффициент ритмичности /-Й организационной
операции технологического процесса; /--1, 2, .... п — количество
организационных операций в процессе.
Коэффициент ритмичности организационной операции
процесса определяется по формуле
¦^ рг ~~ 'mill /'max '
где /min и tm.K — минимальная и максимальная трудоемкости
выполнения организационной операции при обработке
конкретных изделий, мин.
В результате проведенных автором экспериментальных
исследований установлено, что фактические затраты времени на
организационные операции при обработке конкретных изделий
значительно отличаются от средневзвешенной расчетной
трудоемкости этих операций по технологической схеме процесса.
Трудоемкость организационных операций колеблется в пределах
@,7—1,35)т в процессах изготовления женской одежды пальто-
во-костюмного ассортимента и в пределах @,5-—1,65)т при
изготовлении женской одежды платьево-блузочного ассортимента.
Подчеркнем: эта низкая ритмичность вызвана объективными
причинами, не зависящими от условий работы конкретного
процесса, индивидуальной производительности рабочих, их опыта и
квалификации.
Для повышения ритмичности технологических процессов при
изготовлении одежды по индивидуальным заказам можно
использовать два метода.
Первый метод заключается в применении более «жесткого»
условия согласования расчетного времени организационных
операций, которое выражается формулой
/опср = @,95-1,05) Кхтп
(при ранее принятых обозначениях).
Методы повышения ритмичности и непрерывности 117
Синхронизация операций во времени в настоящее время
выполняется путем соблюдения следующего условия:
Исходя из этого условия, затраты времени на
организационные операции процесса определяются как колебания некоторой
расчетной средневзвешенной величины т,ш в пределах
допускаемых отклонений. В реальных же условиях, о чем
свидетельствуют результаты проведенных исследований, фактические затраты
времени на операции при обработке конкретных изделий не
совпадают с расчетной трудоемкостью (значениями
средневзвешенной) этих операций, а фактические отклонения
трудоемкости операций от такта процесса значительно отличаются от
величины их допускаемых отклонений.
Задача, таким образом, заключается в том, чтобы уменьшить
допускаемые отклонения в расчетном времени организационных
операций, уменьшая при этом колебания средневзвешенной тизд
и, следовательно, фактические отклонения времени операций.
Поскольку в производстве одежды по индивидуальным заказам
значения такта процесса выражаются значительными
величинами (следствие невысокой мощности технологических
процессов), поэтому формирование операций в этих условиях не будет
представлять никакого труда.
Реализация этого метода позволит повысить коэффициент
ритмичности процесса КрТ в среднем на 5—7 %.
Второй метод повышения ритмичности заключается в
предварительной группировке изделий, поступающих в процесс
обработки, по принципу их однородности. Для этой цели автором
разработана методика группировки изделий перед запуском их в
процесс.
Для оценки различий в изготавливаемых изделиях
использован прейскурант БО1 @1 —15) на изготовление швейных изделий
по индивидуальным заказам населения. В соответствии с
прейскурантом трудоемкость изделия определяется двумя основными
группами факторов:
• характеризующих технологические свойства материалов;
• характеризующих сложность
(конструктивно-технологическую характеристику) изделия.
-118 Глава 4. Научные основы совершенствования...
В соответствии с этим группировка изделий предусматривает
три этапа.
I этап предусматривает группировку изделий, находящихся
на участке запуска, на пять классов с учетом свойств материалов.
Первый класс включает изделия из натуральной кожи, нату:
ральной замши, спилка и других материалов, аналогичных по
трудоемкости обработки.
Второй класс включает изделия из искусственной кожи,
искусственной замши, дублированных материалов, плащевых тканей (из
всех видов волокон с разными видами пропитки), стеганых
полотен и других материатов, аналогичных по трудоемкости обработки.
Третий класс включает изделия из шерстяных и
полушерстяных тканей, в том числе с содержанием синтетических волокон,
трикотажных полотен, нетканых материалов и других
материалов, аналогичных по трудоемкости обработки.
Четвертый класс включает изделия из натурального шелка,
шелковых тканей с содержанием синтетических и
искусственных волокон, трикотажных полотен и других материалов,
аналогичных по трудоемкости обработки.
Пятый класс включает изделия из хлопчатобумажных и
льняных тканей, трикотажных полотен и других материалов,
аналогичных по трудоемкости обработки.
II этап предусматривает группировку изделий по цвету
материала.
Исходя из семи основных цветов спектра, а также смешения
и сочетания все материалы можно условно разбить на четыре
подкласса: 1) темные холодные цвета; 2) светлые холодные цвета;
3) темные теплые цвета; 4) светлые теплые цвета.
III этап предусматривает группировку по сложности
изготавливаемых изделий.
Согласно прейскуранту БО1 @1-15), сложность изделий,
изготавливаемых по индивидуальным заказам, характеризуется
минимальной сложностью (изделие минимальной сложности —
ИМС), включающей стабильные элементы изделий, и
усложняющими элементами.
Исходя из трудоемкости обработки все усложняющие
элементы разделяются на три группы.
I группа включает усложняющие элементы (УЭ,), которые
характеризуются минимальной трудоемкостью обработки;
Методы повышения ритмичности и непрерывности 119
II группа включает усложняющие элементы (УЭП),
трудоемкость которых вдвое превышает трудоемкость обработки
усложняющих элементов первой группы, т. е. ТуМ = 2Гуэ1.
III группа включает усложняющие элементы (УЭ|П),
трудоемкость которых в 4 раза превышает трудоемкость обработки
усложняющих элементов первой группы, т. е. 7'ч.э1ц--= "/„,.
За основу при группировке изделий на третьем этапе взято
изделие минимальной сложности (ИМТ) и усложняющие
элементы I группы, описание которых приведено в прейскуранте
БО1 @1-15).
Совокупность изделий, прошедших первые два этапа
группировки, подразделяется на шесть групп.
К первой группе относятся изделия минимальной сложности
(ИМТ).
Ко второй группе относятся изделия, сложность которых
характеризуется минимальной трудоемкостью и одним
усложняющим элементом (УЭ,), т. е. ИМТ + 1УЭ,.
К третьей группе относятся изделия, сложность которых
характеризуется минимальной трудоемкостью и двумя
усложняющими элементами, т. е. ИМТ + 2УЭ, (или 1УЭП).
К четвертой группе относятся изделия, сложность которых
характеризуется минимальной трудоемкостью и тремя
усложняющими элементами, т. е. ИМТ+ ЗУЭ, (или 1УЭ, + 1УЭ„).
К пятой группе относятся изделия, сложность которых
характеризуется минимальной трудоемкостью и четырьмя
усложняющими элементами, т. е. ИМТ + 4УЭ, (или 1УЭШ или 2УЭ„ или
2УЭ, + 1УЭ„).
К шестой группе относятся изделия, сложность которых
характеризуется минимальной сложностью и пятью (и более)
усложняющими элементами.
Группировка изделий во избежание увеличения сроков
исполнения заказов должна охватывать изделия одной сутко-
партии.
Под сутко-партией понимается совокупность изделий с oj\-
ним сроком изготовления. В зависимости от размера сутко-пар-
тии группировка может быть полной или неполной.
Под неполной группировкой следует понимать образование
меньшего числа групп, что может быть вызвано небольшим
размером сутко-партии.
120 Глава 4. Научные основы совершенствования...
Например, по материалам все изделия одной сутко-партии
могут быть разделены на два класса/а группировка по цвету
вообще окажется невозможной и т. п.
Запуск изделий в технологический процесс должен
осуществляться по признаку постепенного убывания или возрастания
трудоемкости.
Экспериментальная проверка этой методики подтвердила ее
эффективность: коэффициент ритмичности процесса
повышается в среднем на 20 %.
Важным направлением совершенствования технологических
процессов является повышение их непрерывности, которое
заключается в сокращении времени непроизводительных пролежек
предметов труда.
Для успешной реализации этого направления необходимо:
• совершенствовать технологию изготовления одежды по
индивидуальным заказам по пути ликвидации частых
чередований влажно-тепловых и механических (машинных,
машинно-ручных, ручных) воздействий на предметы труда,
т. е. создания технологических схем производства с
высокой степенью концентрации операций;
• сократить количество примерок, а в отдельных случаях
перейти к изготовлению одежды по индивидуальным заказам
без примерок;
• осуществить переход к сквозным процессам;
• выполнять предварительную группировку изделий перед
запуском их в процесс с целью снижения потерь времени
на наладку, регулировку и перенастройку оборудования.
Установлено, что наибольшая величина непроизводительных
пролежек предметов труда F0 %) вызвана наличием сменных
процессов. Поэтому обеспечение условий для перехода к
сквозным технологическим процессам необходимо рассматривать как_
важнейший путь повышения их непрерывности.
Для этого необходима разработка
конструктивно-технологической карты, сопровождающей каждое изделие в процессе
обработки и содержащей исчерпывающую характеристику его
основных особенностей: фасона, конструкции, трудоемкости,
сложности обработки, применяемых методов и др. Наличие такой
карты позволит исключить обязательный в настоящее время
«контакт» закройщика с бригадой.
Методы повышения ритмичности и непрерывности 121
Контрольные вопросы
1. Какими основными признаками характеризуется прогрессивный
технологический процесс?
2. Чем характеризуется конструктивная преемственность изделий
одежды?
3. Что такое «типизация технологических процессов»?
4. Каким основным требованиям должно соответствовать
технологическое оборудование, применяемое на швейных предприятиях сервиса?
5. Каковы количественные показатели степени прогрессивности
технологических процессов?
6. Что такое ритмичность и непрерывность технологических процессов?
7. В чем заключаются основные методы повышения ритмичности и
непрерывности технологических процессов на швейных предприятиях
Список литературы
1. Аникеева Л. В., Кулу-Заде Р. А. Оценка экономической
эффективности вариантов обработки деталей и узлов одежды,
изготавливаемой по индивидуальным заказам // Межвузовский сборник
«Актуальные проблемы развития непроизводственной сферы в условиях
зрелого социализма». Барнаул: Алтайский государственный
университет, 1982.
2. Беленькая М. М. Разработка технологических способов и
средств механизации отделки швейных изделий аппликациями: Ав-
тореф. дис. канд. техн. наук. М.: МТИЛП, 1970.
3. Воронкова Т. Ю., Пушкин П. С. Методика определения уровня
технологии пошива в производстве одежды по индивидуальным
заказам. М.: МТИ, 1982.
4. Воронкова Т. Ю., Пушкин П. С, Кулу-Заде Р. А. Принципы
построения поточных процессов в производстве одежды по
индивидуальным заказам // Технология легкой промышленности. Изв. вузов.
1981. №6.
5. Воронкова Т. Ю. Направления совершенствования
организации производства одежды по индивидуальным заказам: Автореф.
дис. канд. техн. наук. М.: МТИЛП, 1984.
6. Доможиров 10. А., Полухин В. П. Внутрипроцессный транспорт
швейных предприятий. М.: Легпромбытиздат, 1987.
7. Справочник по организации труда и производства на
швейных предприятиях / И. П. Кокеткин, Ю. А. ДомомЭиров, И. Г.
Никитина, и др. М.: Легпромбытиздат, 1985.
8. Куликова И. А. Проектирование технологических процессов
изготовления одежды по индивидуальным заказам. М.: Легкая
индустрия, 1976.
9. Кулу-Заде Р. А., Воронкова Т. Ю. Технологические процессы
пошива одежды по индивидуальным заказам (на предприятиях
бытового обслуживания): Учеб. пособие. М.: ИПК Службы быта, 1986.
Список литературы 123
10. Кулу-Заде Р. А. Подготовка производства на швейных
предприятиях бытового обслуживания. М.: ИПК Службы быта, 1984.
11. Кулу-Заде Р. А. Основы механизации производства одежды
по индивидуальным заказам: Учеб. пособие. М.: МТИ, 1978.
12. Мурыгин В. ?., Чаленко Е. А. Основы функционирования
технологических процессов швейного производства: Учеб. пособие. М.:
Компания Спутник ! , 2001.
13. Назарова А. П., Куликова И. А., Савостицкий А. В. Технология
швейных изделий по индивидуальным заказам. М.: Легпромбытиз-
дат, 1982.
14. Назарова А. П., Куликова И. А. Проектирование швейных
предприятий бытового обслуживания: Учебник для вузов. М.: Лег-
промбытиздат, 1991. v-> ;
15. Овчинников С. И., Пушкин П. С. Организация и
планирование предприятий легкой промышленности. М.: Легкая индустрия,
1980.
16. Проектирование технологических процессов изготовления
швейных изделий / А. В. Чечкин, И. В. Гудим, В. Е. Мурыгин,
Т. И. Буданова. М.: Легпромбытиздат, 1988.
17. Пушкин П. С. Вопросы совершенствования организации
поточного производства искусственной кожи и пленочных материалов
в условиях его комплексной механизации и автоматизации: Авто-
реф. дис. докт. техн. наук. М.: МТИЛП, 1966.
18. Реут Т. П., Костюкова Г. К. Совершенствование организации
технологических процессов изготовления одежды по
индивидуальным заказам. Обзорная информация // ЦБНТИ. Сер. I. «Пошив и
ремонт швейных изделий по заказам населения». М., 1981.
19. Реут Т. Н. Анализ неравномерности спроса на услуги по
изготовлению швейных изделий и расчет технологических процессов.
Обзорная информация // ЦБНТИ. Сер. I. »Пошив и ремонт
швейных изделий по заказам населения». М., 1975. № 1. С. 1 —16.
20. Современные формы и методы проектирования швейного
производства: Учеб. пособие / Т. М. Серова, А. И. Афанасьева,
Т. И. Илларионова, Р. А. Делль. М.: МГУДТ, 2004.
21. Стельмашенко В. И., Розаренова Т. В. Материалы для
изготовления и ремонта одежды: Учеб. пособие. М.: Высш. школа, 2001.
22. Фонарева Н. П., Носова В. В. Организация и планирование
предприятий пошива и ремонта одежды по индивидуальным
заказам: Учеб. пособие. М.: Легкая и пищевая промышленность, 1981.
124 Список литературы
23. Швейное производство предприятий бытового
обслуживания: Справочник / Е. М. Матузова, А. И. Назарова, Т. Н. Реут,
И. А. Куликова М.: Легпромбытиздат, 1988.
24. Рекомендации по организации комплексных и сквозных
бригад на швейных предприятиях службы быта / ЦОТШЛ. М.:
ЦОТШЛ, 1983.
25. Рекомендации по проектированию технологических
процессов при изготовлении одежды по индивидуальным заказам /
ЦОТШЛ. М.: ЦОТШЛ, 1975.
26. Рекомендации по повышению эффективности
использования оборудования на предприятиях швейной отраслевой
группы службы быта / ЦОТШЛ. М.: ЦОТШЛ, 1977.
Оглавление
Введение
Глава 1. ОСОБЕННОСТИ ФУНКЦИОНИРОВАНИЯ
И ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
НА ПРЕДПРИЯТИЯХ СЕРВИСА
1.1. Организационно-экономические особенности
производства одежды по индивидуальным заказам ... 5
1.2. Особенности технологических процессов
изготовления одежды по индивидуальным заказам ... 8
Глава 2. ТИПЫ И ОРГАНИЗАЦИОННЫЕ ФОРМЫ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ШВЕЙНЫХ ЦЕХОВ . . . 14
2.1. Факторы, характеризующие типы процессов 14
2.2. Характеристика типов процессов 26.
2.3. Принципы построения технологических процессов . . 29
Глава 3. ЭТАПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ 35
3.1. Выбор объекта для проектирования
технологических процессов 35
3.1.1. Конструктивно-технологическая оценка
моделей как объекта проектирования
технологических процессов 40
3.2. Конфекционирование материалов 44
126 Оглавление
3.3. Выбор рациональной последовательности
сборки изделия 45
3.4. Разработка исходной информации для
проектирования технологических процессов ..... 51
3.4.1. Выбор и экономическая оценка
методов обработки 51
3.4.2. Способы представления исходной
информации для проектирования
технологических процессов 54
3.5. Предварительный расчет технологических процессов . 64
3.6. Выбор рациональной мощности технологических
процессов 67
3.7. Организационно-технологическое построение
процессов 72
3.8. Формирование организационных операций
технологического процесса 75
3.9. Разработка организационно-технологической
схемы процесса 81
3.10. Анализ организационно-технологического
построения процесса 83
3.11. Планировка швейного цеха 90
3.12. Транспортные средства швейных цехов 95
Глава 4. НАУЧНЫЕ ОСНОВЫ СОВЕРШЕНСТВОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ
ОДЕЖДЫ ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ ... 101
4.1. Принципы построения поточных технологических
процессов изготовления одежды по индивидуальным
заказам 101
4.1.1. Конструктивная преемственность изделий
одежды, изготавливаемой по индивидуальным
заказам 102
4.1.2. Технологическая преемственность изделий
одежды, изготавливаемой но индивидуальным
заказам 105
4.1.3. Механизация и автоматизация процессов
на основе использования технологического
оборудования «гибкой» конструкции 107
Оглавление 127
4.2. Критерии и показатели прогрессивности
технологических процессов 109
4.2.1. Показатели уровня технологии 109
4.2.2. Показатели степени прогрессивности
технологического оборудования 113
4.2.3. Показатели степени совершенства
организационных форм технологических
процессов 114
4.3. Методы повышения ритмичности и непрерывности
технологических процессов 115
Список литературы 122