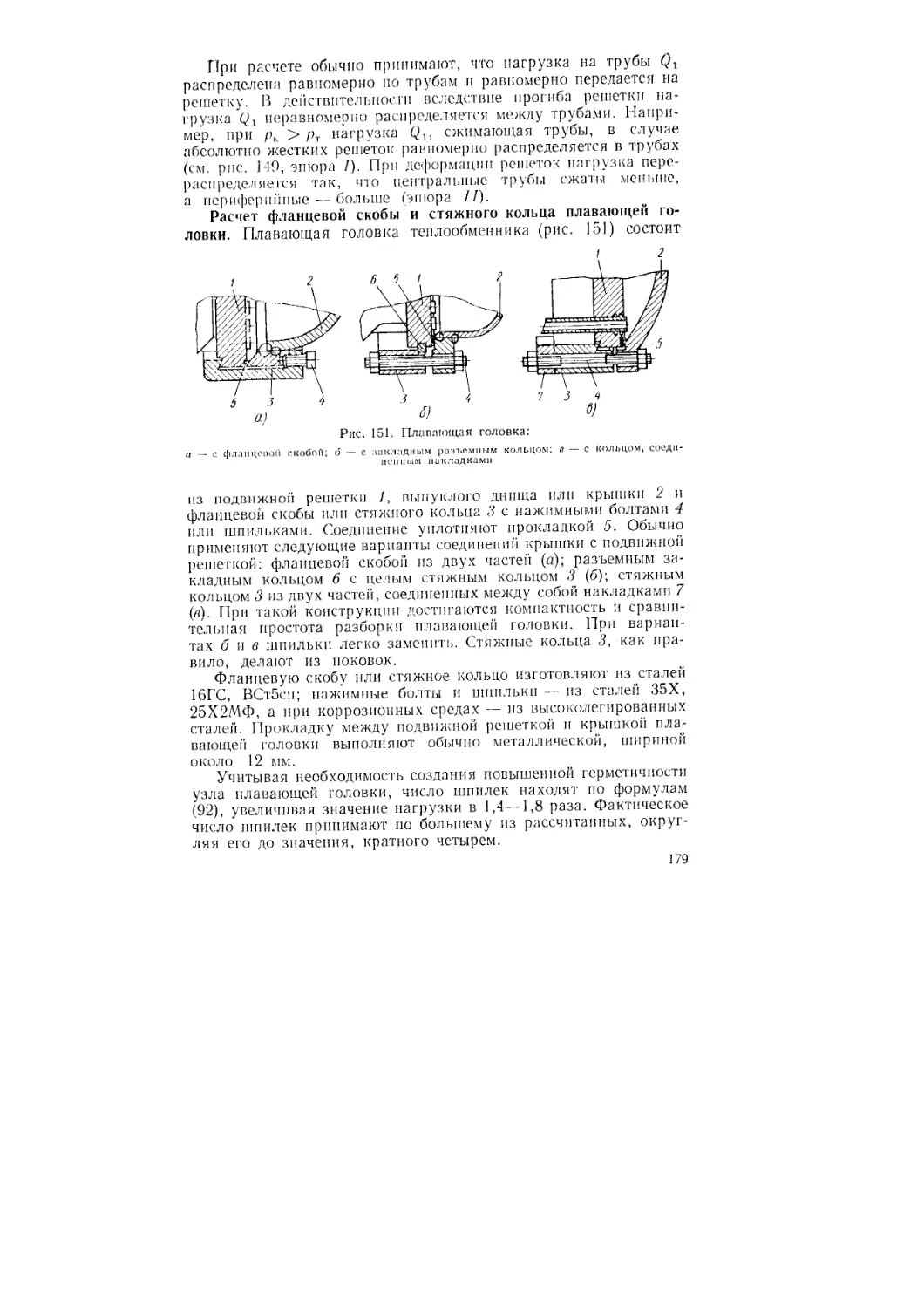
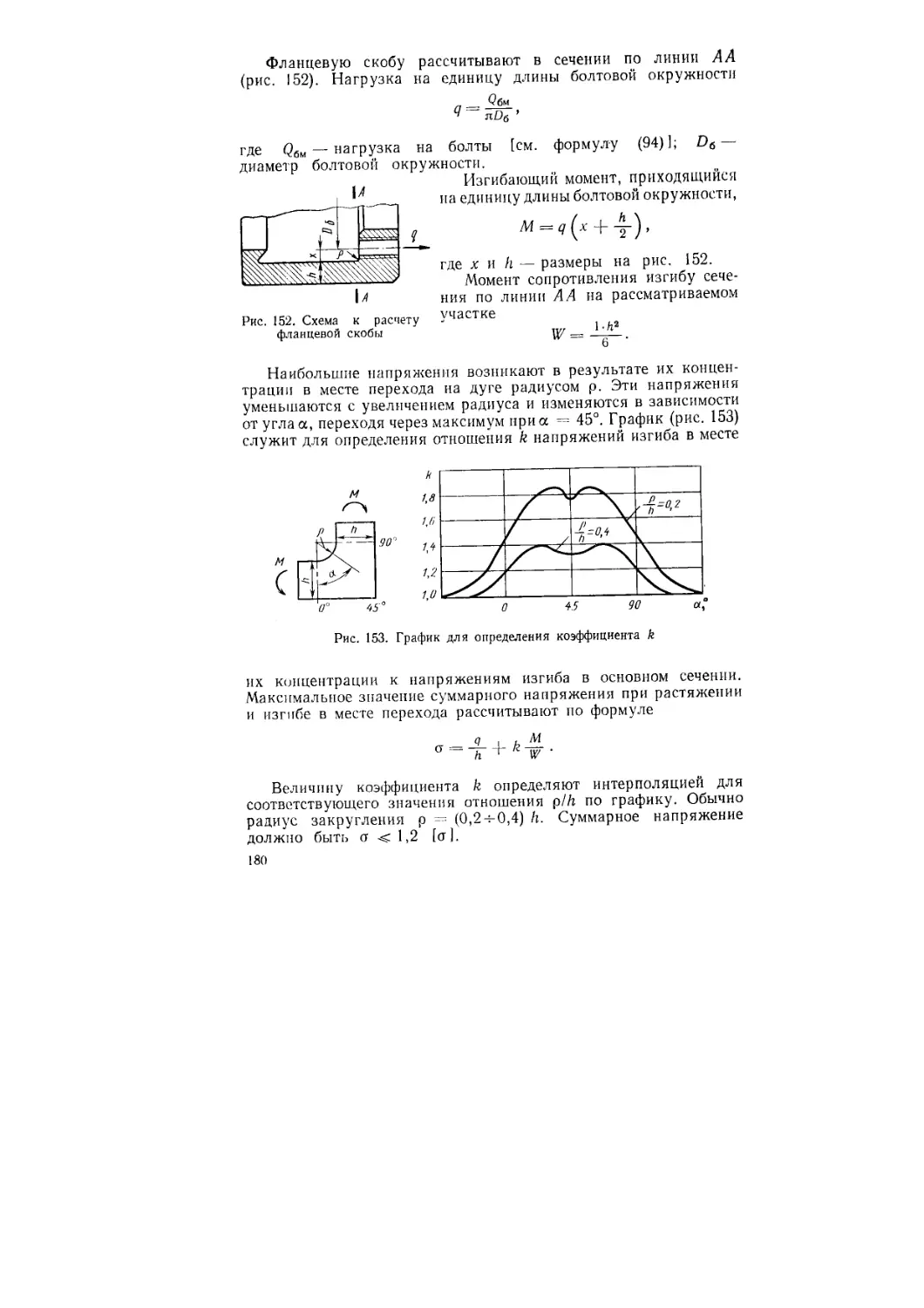
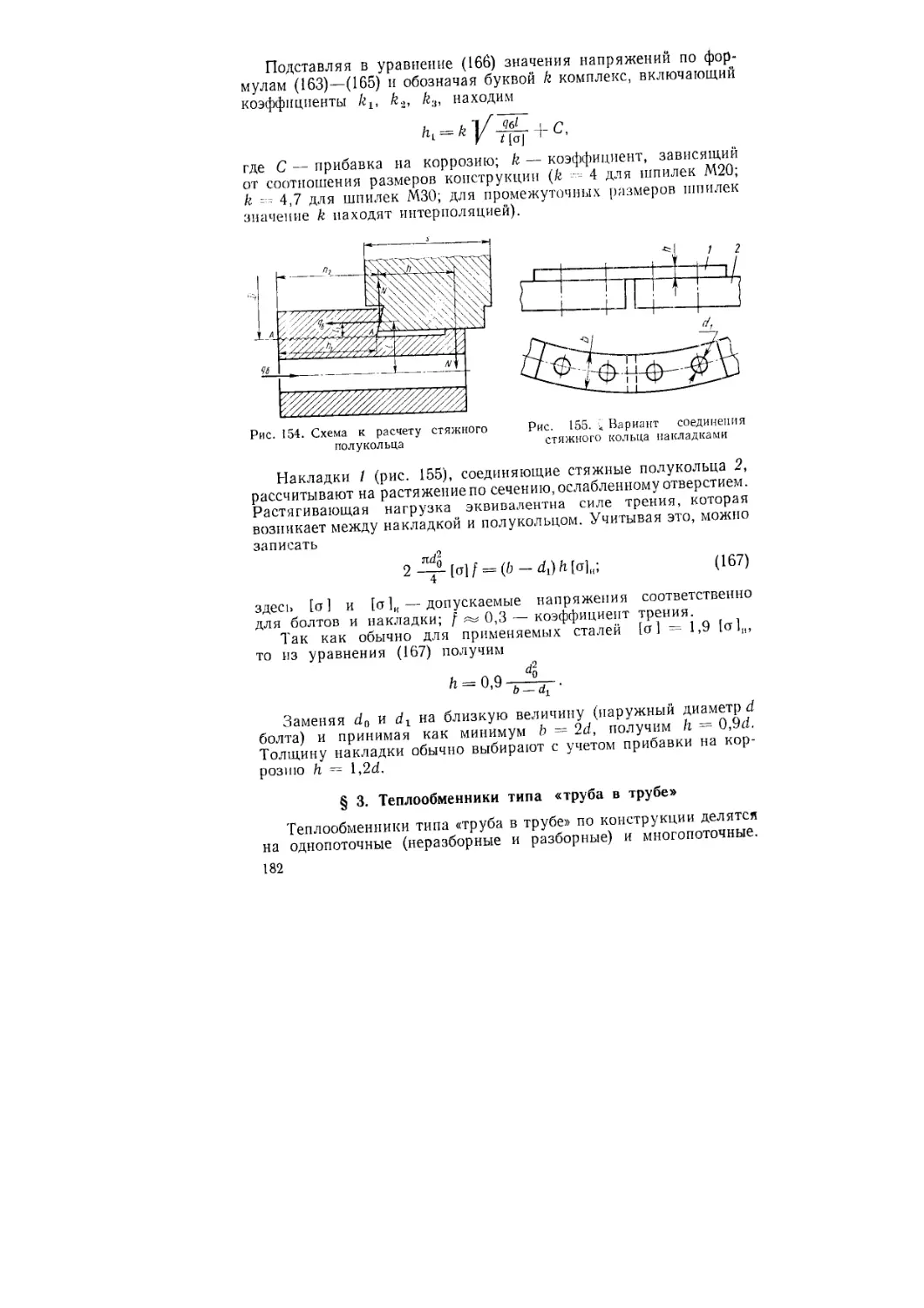
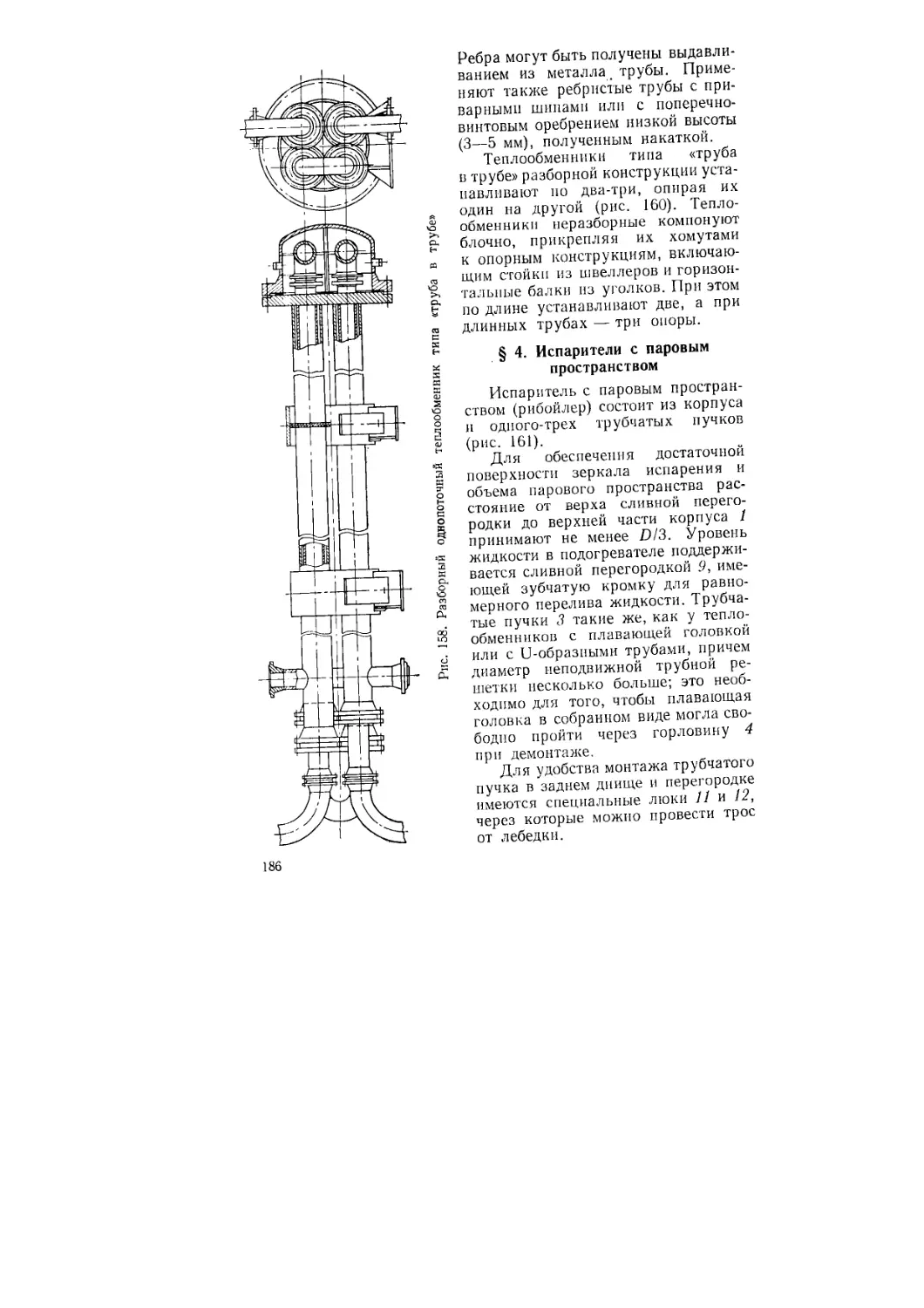
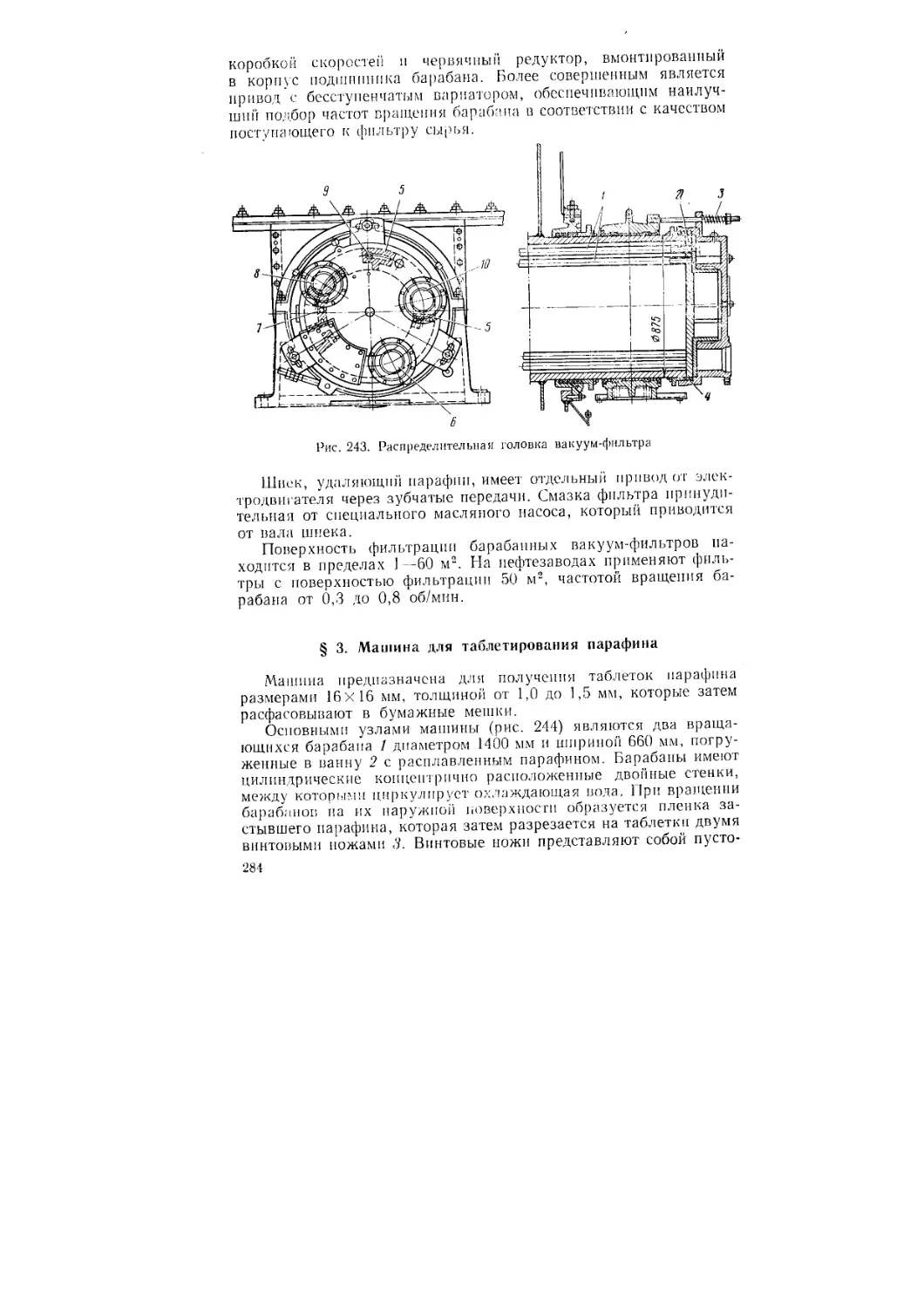
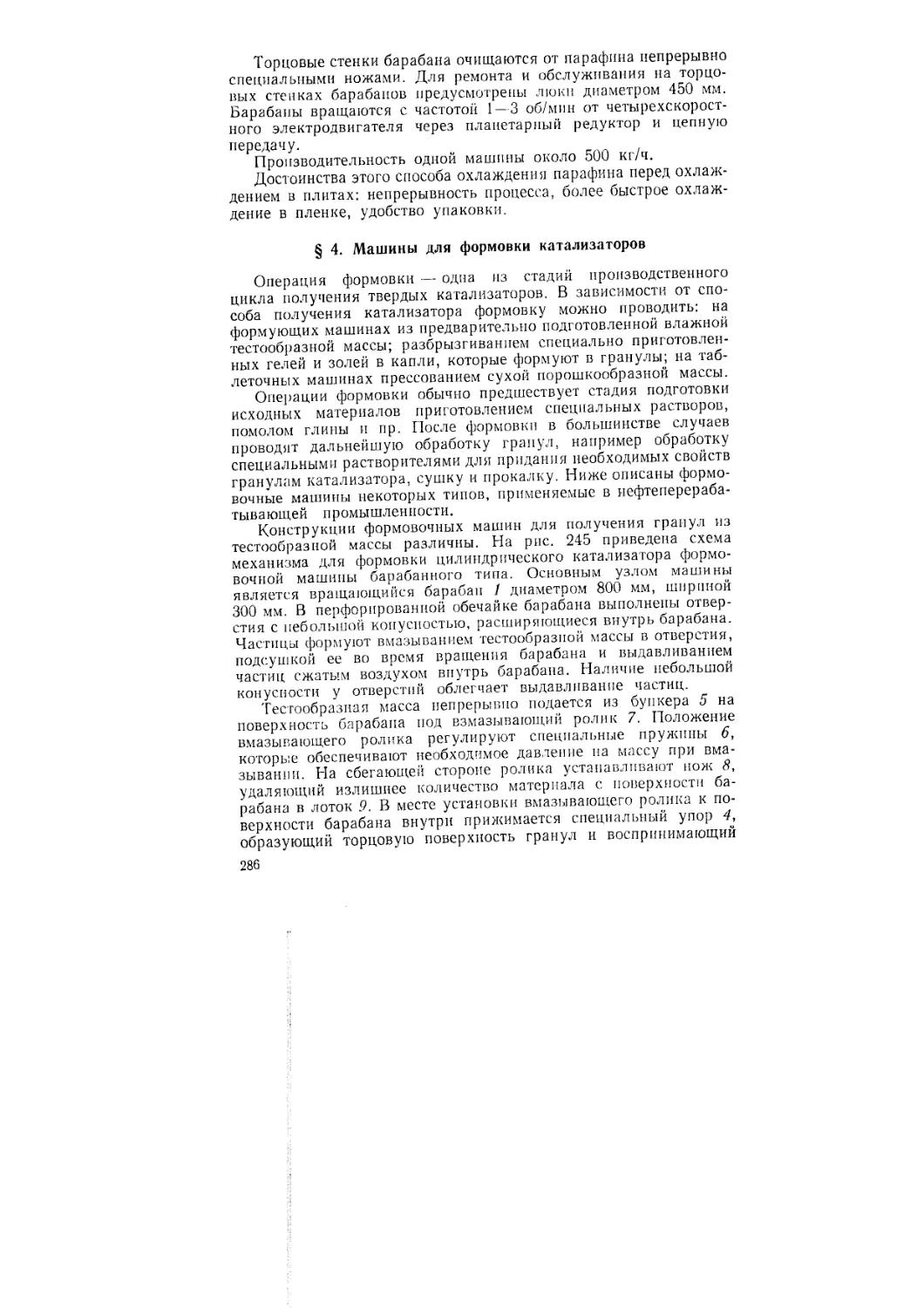
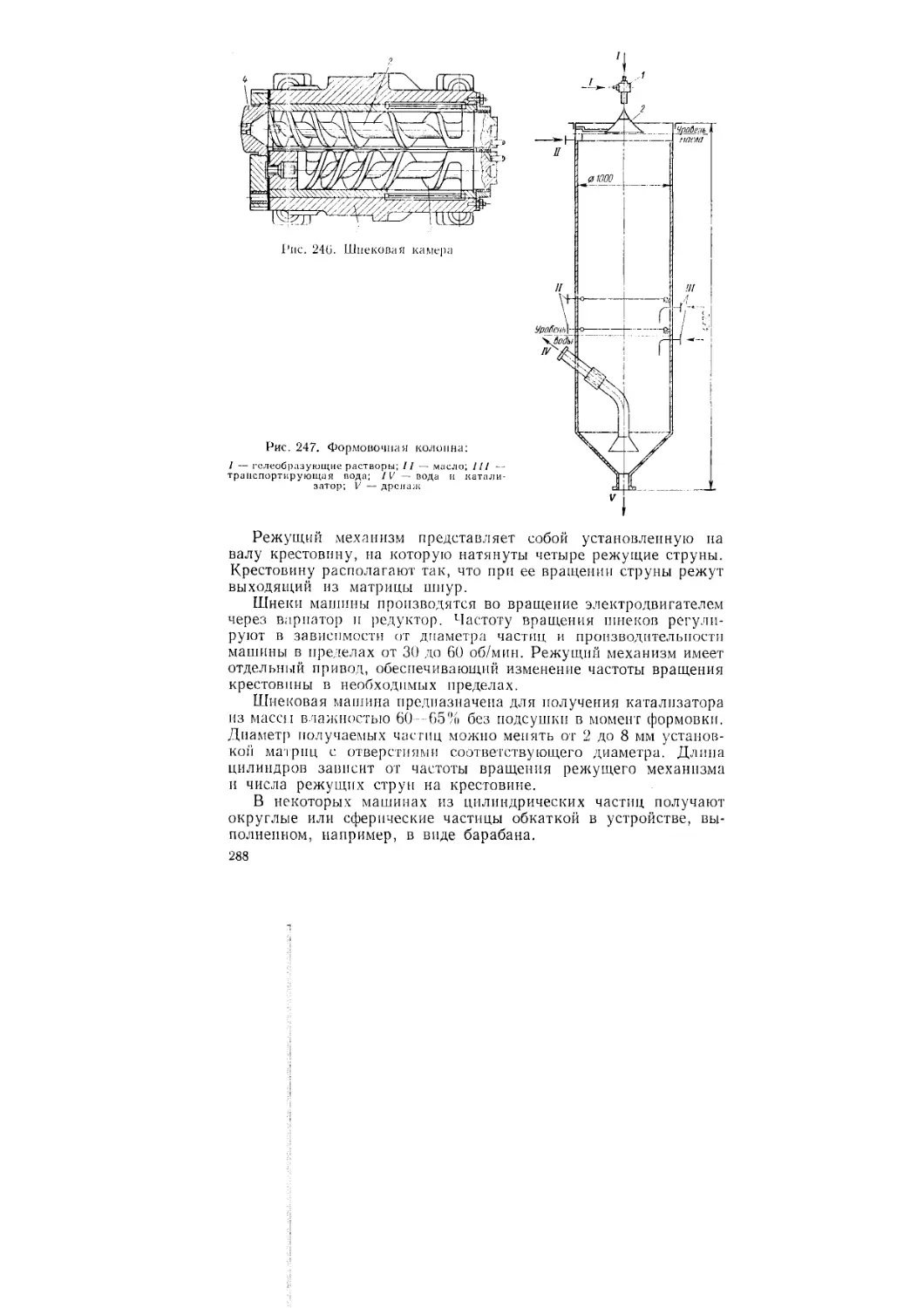
/






















































































































































































Текст
Г. Л. ВИХМАН, С. А. КРУГЛОВ
ОСНОВЫ КОНСТРУИРОВАНИЯ
АППАРАТОВ И МАШИН
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ
ЗАВОДОВ
ИЗДАНИЕ ВТОРОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Допущено Министерством высшего и среднего
специального образования СССР в качестве учебника
для студентов вузов, обучающихся по специальности
Машины и аппараты химических производств»
МОСКВА
«МАШИНОСТРОЕНИЕ»
1978
6П7.43
В41
УДК 66.002.5.001.2 (07)
Рецензент — Кафедра нефтезаводской аппаратуры
Грозненского Ордена Трудового Красного Знамени
нефтяного института им. акад. М. Д. Миллионщикова
Инв. Г________-
Биб ль .г У НИ
Вихман Г. Л., Круглов С. А.
В41 Основы конструирования аппаратов и машин нефте-
перерабатывающих заводов. Учебник для студентов вузов.
Изд. 2-е, перераб. и доп. М., «Машиностроение», 1978.
328 с. с ил.
В книге изложены основные методы расчета па прочность аппаратов и
машин нефтеперерабатывающих заводов. Описаны конструкции ректификаци-
онных колонн, теплообменных и реакционных аппаратов, трубчатых печей,
центрифуг, фильтров, формовочных машин, емкостей, оборудования пневмо-
транспорта, арматуры и рассмотрены особенности их механического расчета.
Приведены сведения о применяемых материалах.
Книга является учебником для студентов нефтяных вузов и может быть
полезна для широкого круга инженерно-технических работников нефтепе-
рерабатывающей промышленности и нефтеперерабатывающего машинострое-
ния.
61,7,3
© Издательство «Машиностроение», 1978 г.
ПРЕДИСЛОВИЕ
Учебник составлен на базе лекций, читаемых авторами в те-
чение ряда лет в Московском институте нефтехимической и га-
зовой промышленности имени И. М. Губкина.
Книга является учебником но курсам «Расчет и конструирова-
ние машин и аппаратов», «Машины и аппараты нефтеперерабаты-
вающих заводов» и «Оборудование нефтеперерабатывающих за-
водов», которые изучают студенты старших курсов нефтяных
вузов.
Книга базируется на теоретической части курсов сопротивле-
ния материалов и деталей машин и знакомит студентов с осно-
вами конструирования аппаратов и машин, применяемых в нефте-
перерабатывающей промышленности. В учебнике отражен пере-
довой опыт конструирования высокоэффективной аппаратуры —
ректификационных колонн, теплообменных аппаратов, аппаратов
воздушного охлаждения, трубчатых печей, реакторов и другого
оборудования.
В книге не приведены технологические расчеты аппаратуры,
так как они освещены в курсе «Процессы и аппараты».
Во втором издании учебника (1-е изд. — в 1962 г.) учтены за-
мечания и пожелания, полученные от организаций и специалистов.
Книга может быть полезной для широкого круга инженерно-
технических работников нефтеперерабатывающей промышлен-
ности и нефтеперерабатывающего машиностроения.
РАЗДЕЛ ПЕРВЫЙ
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ
НЕФТЕАППАРАТУРЫ
Глава /
ВЫБОР МАТЕРИАЛОВ
Выбор материалов для изготовления нефтезаводской аппара-
туры и оборудования определяется рядом факторов, которые можно
разделить на две группы: а) зависящие от внешних рабочих ус-
ловий; б) связанные со свойствами данного материала.
К фактором первой группы относятся температура, давление
и свойства среды.
Температура влияет на механические свойства материала.
При повышении температуры ухудшаются механические свойства
металлов. Например, при температуре выше 500° С механические
свойства углеродистых сталей настолько снижаются, что приме-
нение их становится нерациональным. Правилами Госгортех-
надзора 1 [10] и требованиями стандарта [161 не допускается
применение углеродистой стали для аппаратов, работающих
под давлением при температуре стенки выше 475° С. Механические
свойства легированных сталей при повышении температуры ухуд-
шаются менее резко, поэтому их используют в этих условиях.
При повышении температуры интенсифицируются коррозионные
явления. Так, высокотемпературная сернистая коррозия ста-
новится заметной, начиная с температуры 250° С. Снижение тем-
пературы также вызывает изменение механических свойств ма-
териалов.
При повышенных давлениях предъявляют более жесткие
требования к качеству стали. Например, углеродистые стали
обыкновенного качества разрешается применять для аппаратов,
работающих под давлением до 5 МПа, при больших давлениях
следует использовать стали с лучшими механическими свойствами
и пониженным содержанием серы, фосфора и других примесей.
Увеличение давления обычно приводит к интенсификации
коррозии. Так, при значительных давлениях в присутствии водо-
рода углеродистые стали подвергаются водородной коррозии.
1 Государственный комитет по надзору за безопасным ведением работ в про-
мышленности и горному надзору при Совете Министров СССР.
4
При выборе материалов необходимо учитывать коррозионное
и эрозионное воздействие среды. В этой связи часто возникают
трудности в выборе сталей недефицитпых марок; например, при
недостаточно полной очистке сырья от солей и воды в некоторых
процессах нефтепереработки для изготовления конденсационно-
холодильной аппаратуры не удается подобрать стали, обеспечи-
вающие достаточно длительный срок службы аппарата. В ряде
случаев, особенно в процессах нефтехимических производств,
в условиях агрессивных сред целесообразно применять неметал-
лические материалы [5].
Повышенные требования предъявляют при выборе материалов
для изготовления аппаратов, предназначенных для работы
с взрывоопасными веществами.
Ко второй группе факторов относятся физико-механические
и технологические свойства материалов.
Наиболее важными характеристиками механических свойств
при выборе материалов являются предел прочности или временное
сопротивление ст„, предел текучести <гт, относительное удлинение 6,
относительное сужение ф, модуль упругости при растяжении Е
(модуль продольной упругости), коэффициент Пуассона р, удар-
ная вязкость ац.
Кроме указанных механических характеристик, при выборе
сталей для изготовления элементов аппаратуры, работающих
при повышенных температурах, необходимо знать такие свойства,
как ползучесть и длительная прочность материала, склонность
к тепловой хрупкости, релаксации, чувствительность к старе-
нию, стабильность структуры, а для аппаратуры, работающей
при пониженных температурах — склонность к хладноломкости.
Из физических характеристик для выбора"материалов в ряде
случаев важно знать температурный коэффициент линейного
расширения и коэффициент теплопроводности материала. По-
следний является важной характеристикой при конструировании
теплообменной аппаратуры, особенно с оребренными поверхно-
стями.
Наиболее важными технологическими свойствами материалов,
которые следует учитывать при их выборе, являются сваривае-
мость, обрабатываемость давлением и резанием [6].
Помимо указанных факторов, при определении целесообраз-
ности применения того или иного материала необходимо учиты-
вать также и экономические соображения.
Большая часть аппаратов на нефтеперерабатывающих заво-
дах работает при повышенных температурах. Изменение механи-
ческих свойств сталей при повышенных температурах следует
учитывать при выборе допускаемых напряжений. Так, при по-
вышении температуры предел текучести сталей падает, а поскольку
рабочие напряжения не должны превышать предел текучести,
и их выбирают с определенным запасом, то при повышении тем-
пературы допускаемые напряжения уменьшают.
5
Изменение механических свойств различных углеродистых
сталей с содержанием углерода до 0,4% при повышенных темпера-
турах носит примерно одинаковый характер и может быть пред-
ставлено в относительных единицах (табл. 1).
Таблица 1
Механические свойства (%) углеродистых сталей
с содержанием углерода до 0,4%
Температура, °C % а т 6 п “и
20 100 100 100 100 100 100
100 100 95 80 95 98 НО
200 120 85 55 80 95 115
300 115 70 80 90 90 НО
400 90 58 100 100 85 85
500 00 40 НО 110 75 60
Как видно из табл. 1, предел прочности с ростом температуры
изменяется, увеличиваясь на 20% при температуре 200°С и
падая при дальнейшем увеличении температуры до 60% при 500° С.
Следует отметить, что увеличение прочности при 200° С в расчет
не принимают.
С повышением температуры характер диаграммы растяжения
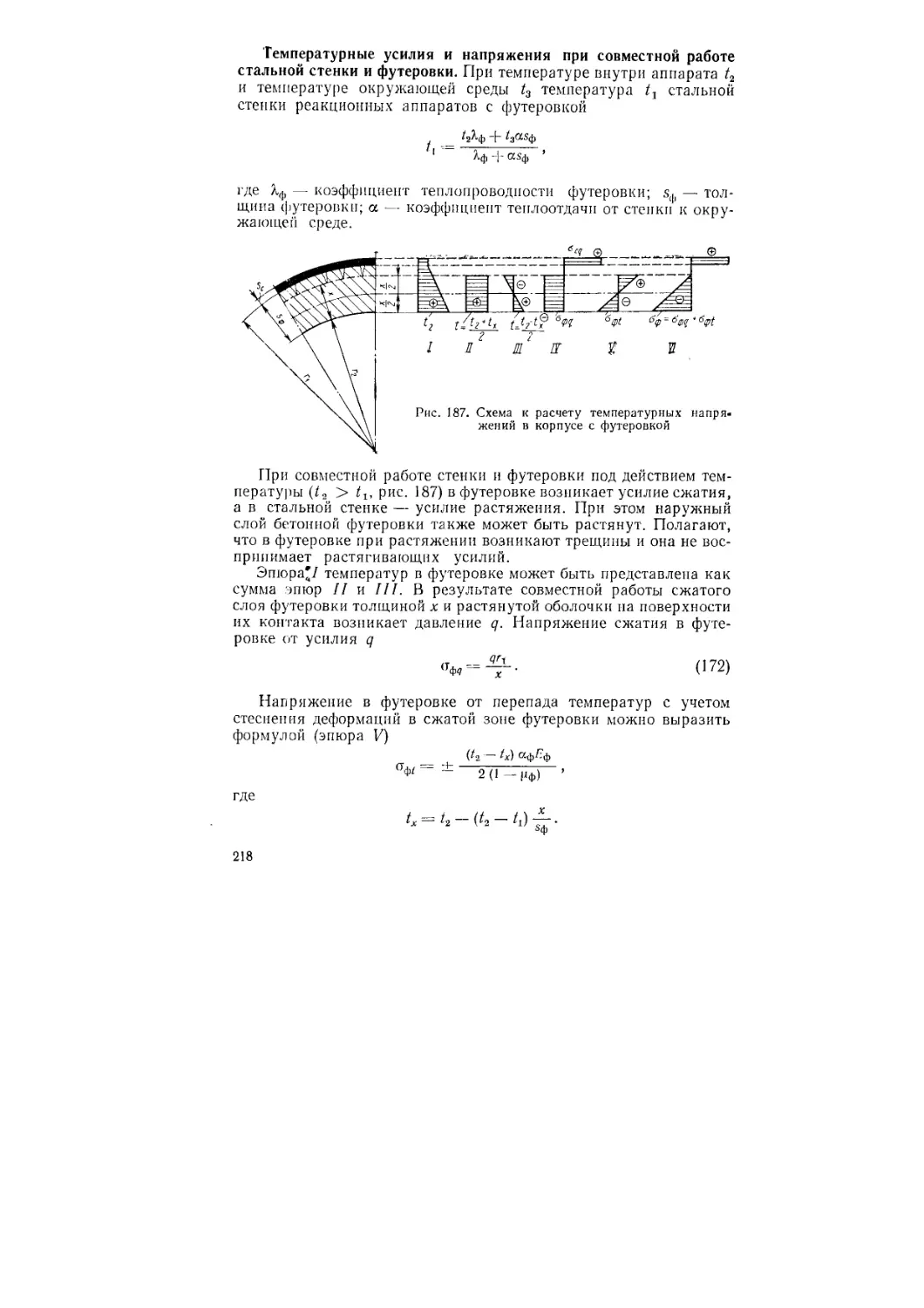
углеродистой стали изменяется: явление текучести становится
менее явным (рис. 1) и при температуре примерно 300° С площадка
текучест и исчезает. В этом случае свойства оценивают по так назы-
ваемому условному пределу текучести, который определяют как
напряжение, вызывающее заданную степень остаточной дефор-
мации (обычно 0,2%). Предел текучести и предел прочности при
нормальной температуре для низкоуглеродистых сталей связаны
соотношением пт = (0,55 ч-0,60) ов.
При повышении температуры предел текучести падает в боль-
шей степени, чем предел прочности, поэтому допускаемое напря-
жение следует выбирать с учетом предела текучести.
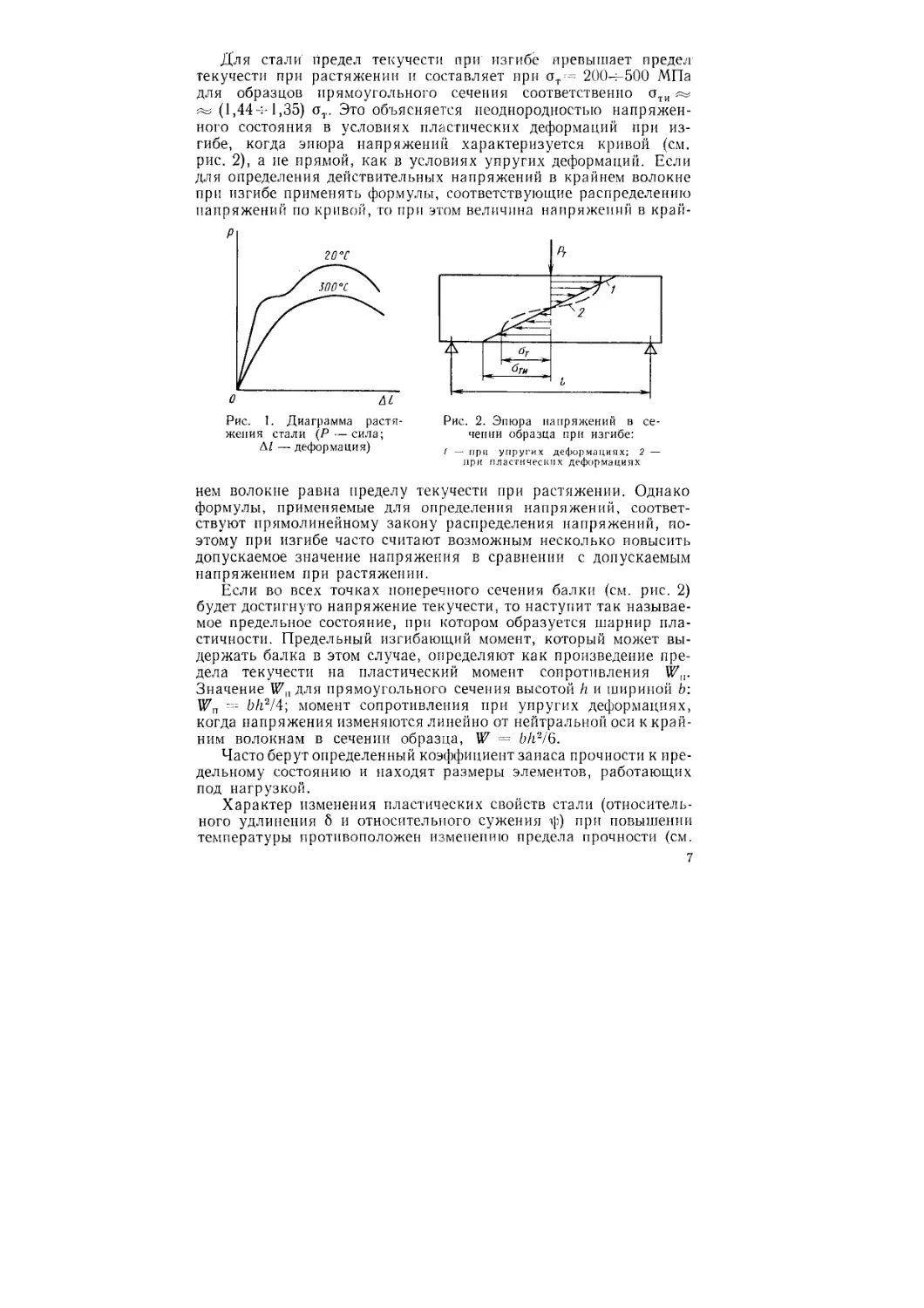
Величина предела текучести при изгибе определяется напря-
жением, которое вызывает в крайних волокнах остаточные де-
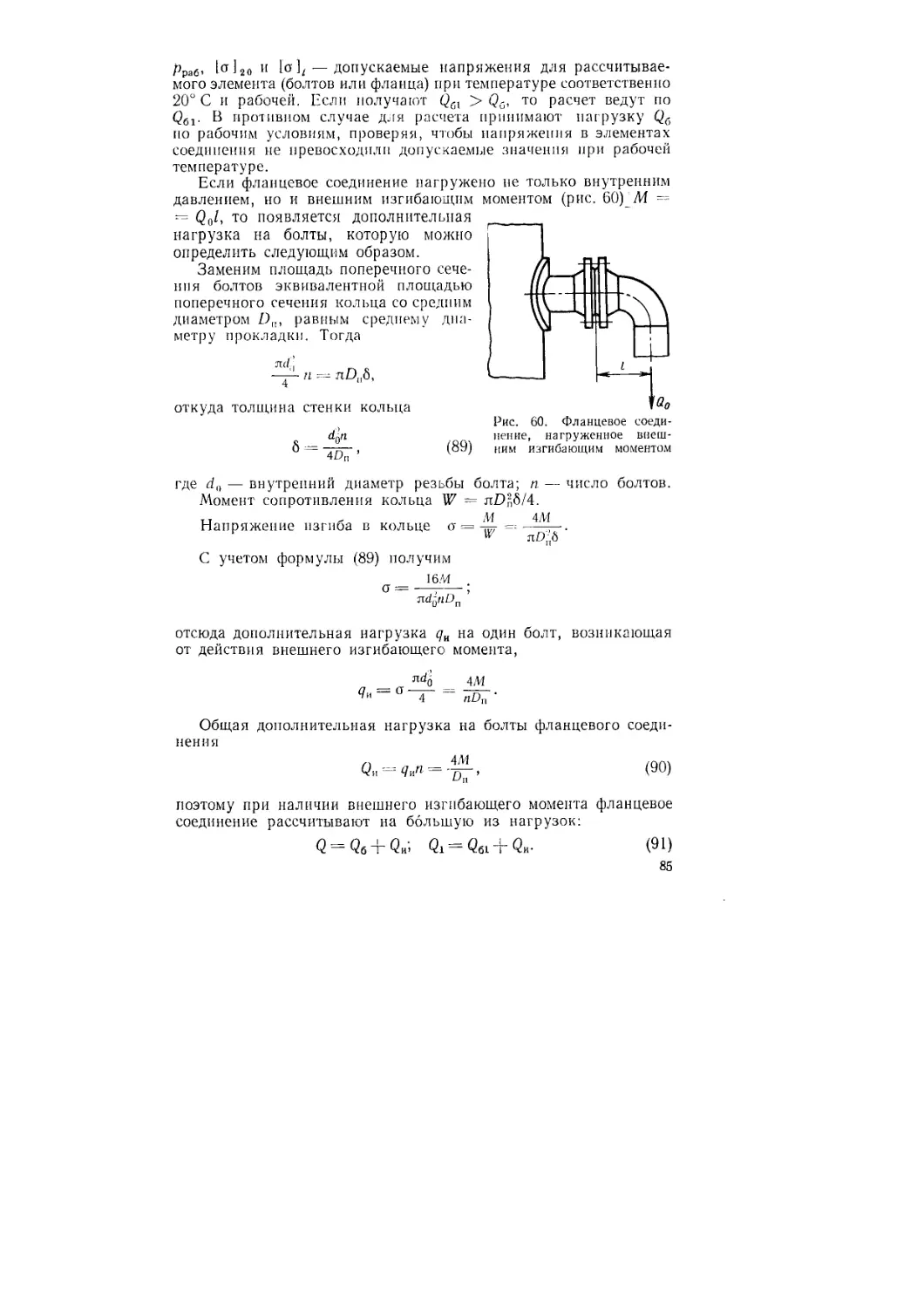
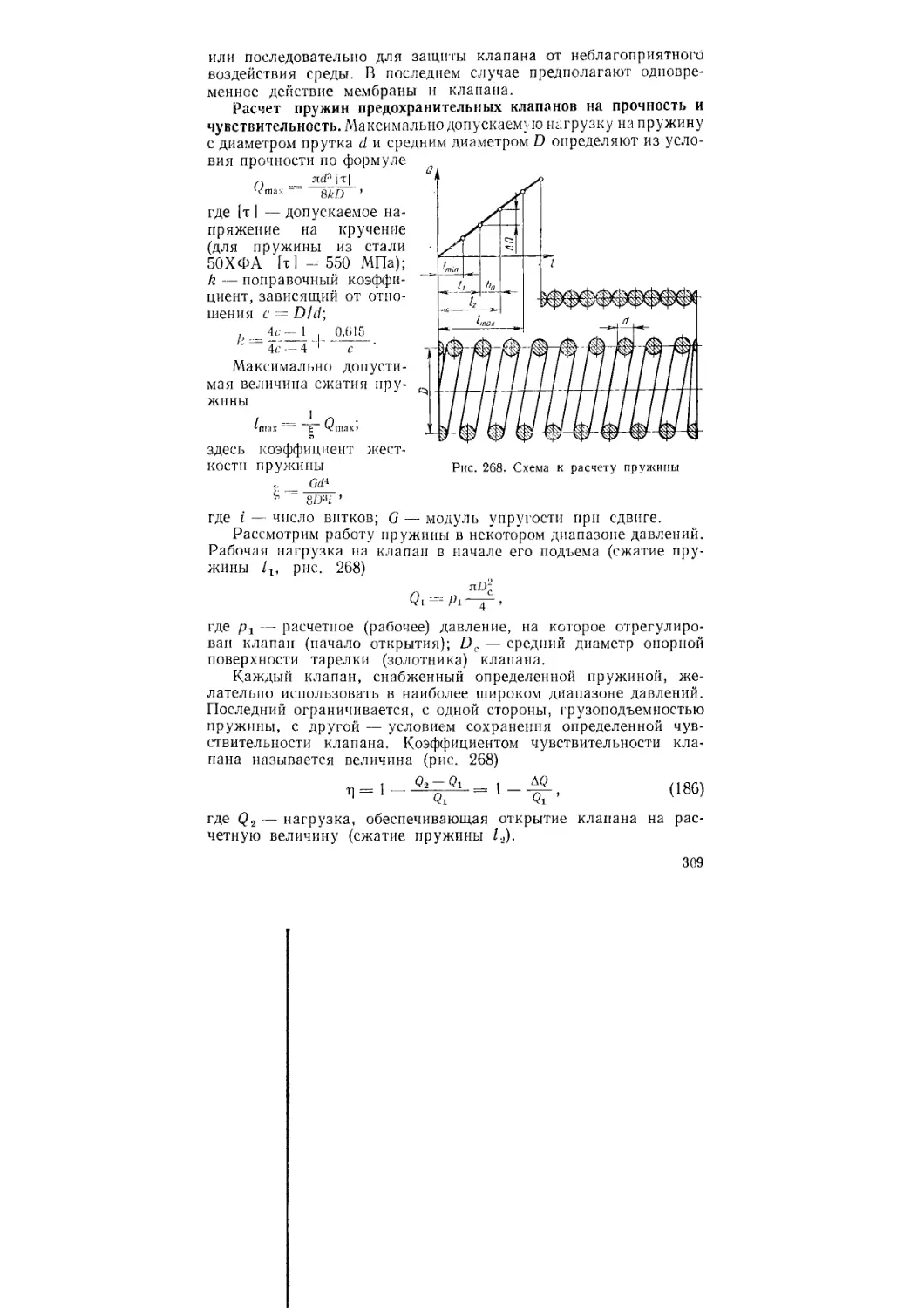
формации 0,2%. Изгибающий момент (рис. 2)
где Рт --сила, вызывающая остаточные деформации в крайних
волокнах образца, равные 0,2%; I — пролет образца.
Предел текучести при изгибе
_____ Р К
°™ — 41Г ’
где W — момент сопротивления сечения образца.
6
Для стали предел текучести при изгибе превышает предел
текучести при растяжении и составляет при ат 200-4-500 МПа
для образцов прямоугольного сечения соответственно оти
(1,44-1-1,35) от. Это объясняется неоднородностью напряжен-
ного состояния в условиях пластических деформаций при из-
гибе, когда эпюра напряжений характеризуется кривой (см.
рис. 2), а не прямой, как в условиях упругих деформаций. Если
для определения действительных напряжений в крайнем волокне
при изгибе применять формулы, соответствующие распределению
напряжений по кривой, то при этом величина напряжений в край-
Рис. 1. Диаграмма растя-
жения стали (Р— сила;
А/ —деформация)
Рис. 2. Эпюра напряжений в се-
чении образца при изгибе:
/ — при упругих деформациях; 2 —
при пластических деформациях
нем волокне равна пределу текучести при растяжении. Однако
формулы, применяемые для определения напряжений, соответ-
ствуют прямолинейному закону распределения напряжений, по-
этому при изгибе часто считают возможным несколько повысить
допускаемое значение напряжения в сравнении с допускаемым
напряжением при растяжении.
Если во всех точках поперечного сечения балки (см. рис. 2)
будет достигнуто напряжение текучести, то наступит так называе-
мое предельное состояние, при котором образуется шарнир пла-
стичности. Предельный изгибающий момент, который может вы-
держать балка в этом случае, определяют как произведение пре-
дела текучести на пластический момент сопротивления W,,.
Значение Wtl для прямоугольного сечения высотой h и шириной Ь:
Wn =-= bh2/4; момент сопротивления при упругих деформациях,
когда напряжения изменяются линейно от нейтральной оси к край-
ним волокнам в сечении образца, W = Wi2/6.
Часто берут определенный коэффициент запаса прочности к пре-
дельному состоянию и находят размеры элементов, работающих
под нагрузкой.
Характер изменения пластических свойств стали (относитель-
ного удлинения б и относительного сужения ф) при повышении
температуры противоположен изменению предела прочности (см.
7
табл. 1). С ростом температуры б и ф вначале уменьшаются одно-
временно с некоторым увеличением предела прочности, а затем
увеличиваются; сталь становится более пластичной, чем при нор-
мальных условиях.
При выборе материалов по их характеристикам следует раз-
личать относительное удлинение образца пяти- и десятикратной
расчетной длины, для которых соответственно:
I = 5d или / -- 5,65 ]/Д и
I = 10d или I — 11,3 j/F;
здесь d — диаметр образца; F — площадь поперечного сечения
образца.
Значения относительного удлинения б5 и б10 различаются;
для низкоуглеродистой стали 65 1,16610. Для углеродистых
сталей с содержанием углерода не более 0,25% обычно б1(| 20%.
Характеристика упругих свойств стали — модуль упругости
при растяжении и сдвиге — с повышением температуры падает
(табл. 2), а коэффициент Пуассона увеличивается.
Таблица 2
Модуль упругости при растяжении Е
Сталь Значения Е-10-*, МПа, при температуре °C
20 100 250 450 550
Углеродистая .... Легированная аустенит- 1,99 1,91 1,76 1,40 —
кого класса 2 2 1,94 1,75 1,61
Значения модуля упругости материала при различных темпера-
турах, в частности, необходимы при определении температурных
напряжений в элементах аппаратуры, расчете на устойчивость
формы аппаратов и их частей и в других случаях.
Для сталей, используемых при изготовлении сосудов и аппа-
ратов, допускаемое значение ударной вязкости при нормальной
и пониженных температурах ограничено минимальным пределом.
Глава II
ПОВЕДЕНИЕ СТАЛЕЙ ПРИ ПОВЫШЕННЫХ
И ПОНИЖЕННЫХ ТЕМПЕРАТУРАХ
При воздействии высоких температур в условиях напряжен-
ного состояния в сталях возникают ползучесть и релаксация,
протекающие с различной интенсивностью в зависимости от хими-
ческого состава стали, ее структуры, внутренних напряжений,
температуры и др. Некоторые стали проявляют склонность к на-
рушению стабильности структуры.
Обычные методы кратковременных испытаний в условиях по-
вышенных температур не дают возможности выявить действитель-
ные механические свойства сталей и не позволяют правильно
судить об их прочности и пластичности. В связи с этим, выбирая
допускаемые напряжения при высоких температурах, следует
учитывать изменения комплекса механических свойств, т. е. не
только изменения предела прочности, предела текучести, но и
длительную прочность и склонность стали к ползучести, релак-
сации. При определении работоспособности стали в данных ус-
ловиях необходимо учитывать также и ряд таких факторов, как
склонность к тепловой хрупкости, графитизации, старению и пр.
Ползучестью называют способность стали медленно, непре-
рывно, пластически деформироваться под действием постоянной
нагрузки при высоких температурах. Испытания на ползучесть
проводят в специальных электропечах, где образец выдерживают
длительное время при определенной температуре под действием
постоянной нагрузки. Время испытания обычно составляет 2000 —
3000 ч, но может быть и больше. При испытании измеряют дефор-
мацию образца. По результатам испытаний вычисляют скорость
ползучести.
Относительной скоростью ползучести называют скорость де-
формации образца в мм/(мм-ч):
где А/ — абсолютная деформация образца; / — расчетная длина
образца; т — время.
Пределом ползучести (условным) называют напряжение, ко-
торое вызывает общую деформацию ползучести 1% (А/ = 0,0П)
за определенное время (обычно т равно 101 или 103 ч). Следова-
тельно, величина предела ползучести определяется скоростью
ползучести
= 10'6 мм/(мм-ч);
= лвжо 10”7 ™м/(мм-ч).
9
Значения условного предела ползучести, отнесенные к вы-
численным скоростям ползучести, обозначают соответственно.
ОпЮ-3 И Ои ю-7.
При небольших напряжениях (кривая 1) пластические дефор-
мации с течением времени затухают (рис. 3). При высоких напря-
Рис. 3. Кривые ползучести
жениях (кривая 2) процесс ползуче-
сти разделяют на три стадии — I,
II и III-. ab — участок начальной
ползучести, которая появляется не-
посредственно за упругой деформа-
цией образца — скорость пластиче-
ской деформации изменяется от на-
чального максимального значения
до постоянной величины (цп—>tga);
be — участок с постоянной скоро-
стью ползучести (vn ~ tga); cd —
участок конечной ползучести до мо-
мента разрыва в точке d, характери-
зующийся обычно ростом скорости
ползучести.
Проведение испытаний при различных температурах позво-
ляет получить зависимость от температуры. Предел ползучести
с ростом температуры снижается быстрее, чем предел текучести,
поэтому начиная с некоторого значения температуры при расчетах
необходимо учитывать не только предел текучести, но и предел
ползучести. Для углеродистых сталей явление ползучести необ-
ходимо учитывать при темпе-
ратуре выше 380° С, для леги-
рованных сталей — выше 420° С,
для высоколегированных хро-
моникелевых сталей — выше
525° С.
Значения предела ползучести
для углеродистой стали марки
ВСтЗсп приведены в табл. 3.
Прибавки молибдена, воль-
фрама, ванадия в значительной
Таблица 3
Предел ползучести (МПа)
стали ВСтЗсп
Температура, апЮ-« ап10~’
400 130 90
450 80 50
500 45 30
степени повышают предел пол-
зучести. Введение в сталь никеля как аустенитообразующего
элемента также вызывает повышение сопротивления ползучести.
В расчетной практике значения допускаемых напряжений на-
ходят в зависимости от предела ползучести; часто принимают
за исходную величину значение предела ползучести апю-’-
Сопротивление стали ползучести является основным крите-
рием для суждения о теплоустойчивости стали.
Предел ползучести учитывают в тех случаях, когда важным
условием является ограничение деформации детали. Например,
при расчете болтов часто ставят условие, чтобы деформация пол-
2
0, 4
0,2
6л, МПа
4
/ 1 10 100 Т, ч
Рис. 4. Зависимость предела дли-
тельной прочности от времени при
различных температурах для хро-
момолибденокремнистой
(0,1% С; "
зучести не превышала упругое удлинение болта, т. е. приближенно
ипт < (ЕЕ, где о — рабочее напряжение; т — время эксплуата-
ции. Очевидно, это условие будет выполнено, если о с оп,
гдеоп — предел ползучести, отнесенный к скорости ползучести vn.
В случаях, когда общая деформация ползучести несущественна,
а деталь работает под напряжением при высокой температуре,
определяющей величиной для выбора значения допускаемого
напряжения является предел длительной прочности. Пределом
длительной прочности называют отношение к начальной площади
поперечного сечения образца нагрузки, под действием которой
образец доводится до разрыва
за определенный промежуток вре-
мени при заданной температуре.
Испытание на длительную проч-
ность проводят аналогично испы-
танию на ползучесть с гой лишь
разницей, что образец доводят
до разрушения. Данные испыта-
ний интерпретируются в логариф-
мических координатах прямыми
линиями [1 ] (рис. 4); это позво-
ляет легко экстраполировать дан-
ные на большее время.
Допускаемое напряжение на-
ходят в зависимости от предела
длительной прочности
стали
1,55% Si; 4,88% Cr;
0,51% Mo)
— коэффициент за-
1,5).
о j = —— ,
«д
где (тд — предел длительной прочности; /гд
паса по пределу длительной прочности (обычно пл
Релаксацией называют самопроизвольное снижение напряже-
ний при высокой температуре в образцах или деталях при их
неизменной деформации. Релаксация, например, характерна для
болтов или шпилек различных напряженных соединений, пру-
жин предохранительных клапанов, работающих при высокой
температуре.
Явления релаксации и ползучести различаются тем, что при
релаксации общая деформация детали постоянна, а напряжение
в ней падает, в то время как при ползучести напряжение постоянно
при непрерывно нарастающей деформации.
Явление релаксации заключается в перерастании упругой де-
формации еу в пластическую е„ при неизменной общей начальной
деформации е0, т. е. закон релаксации можно записать в виде
Ед Sy е,,.
В начальный момент пластическая деформация может вообще
отсутствовать (е„ 0), тогда е(| — е При полной релаксации
11
вся упругая деформация перерастает в пластическую и е0 = еГ|.
Величину пластической деформации можно определить через
напряжение
,, _ Ор - <Т
п — £ -
где -- начальное напряжение в детали; о — напряжение в дан-
ный момент времени (текущее значение).
В этом случае скорость пластической деформации
где т — время.
Скоростью релаксации называют скорость уменьшения напря-
жений в детали:
Разделив выражение (2) на (1), находим = Е.
^’п
Отсюда скорость релаксации можно выразить через скорость
пластической деформации:
vr = Еип-
С течением времени скорость релаксации уменьшается (рис. 5).
При расчете болтов фланцевого соединения, подверженных
релаксации, по усилию q6, обеспечивающему герметичность,
задаются условием: через т ч работы напряжение в болте состав-
ляет а 4 q6/(n.d2). Зная а, по графику (типа рис. 5) находят
начальное напряжение о0, на которое должны быть рассчитаны
болты в момент затяга, чтобы через т ч сохранилась герметичность
фланцевого соединения.
Важным фактором для оценки свойств сталей при их выборе
для работы в области высоких температур является стабильность
структуры. Нарушение стабильности структуры, в частности,
заключается в склонности некоторых сталей к графитизации,
межкристаллитной коррозии п тепловой хрупкости.
Графитизация — явление, связанное с разрушением карбида
углерода (Ге3С) и образованием цепочек свободного графита в ос-
новном в зоне сварных швов. Это явление, характерное для не-
которых сталей в области температур 475—600° С, приводит
к снижению ударной вязкости. Графитизации особенно подвер-
жены серый чугун и углеродомолибденовые стали, применяемые
иногда для изготовления корпусов аппаратов. Для предотвраще-
ния графитизации в сталь добавляют 0,4—0,6% хрома. Напри-
мер, сталь 12МХ не подвергается графитизации.
Межкристаллитная коррозия свойственна аустенитным хромо-
никелевым сталям, например стали 12Х18Н9. При работе их
в области температур 400—800° С по границам зерен выпадают
12
карбиды хрома. В результате границы зерен обедняются хромом
и теряют коррозионную стойкость, что особенно резко прояв-
ляется при работе в средах, являющихся электролитами. Выде-
ление карбидов хрома приводит также к некоторому ухудшению
механических свойств стали, например
снижению ударной вязкости.
Склонность стали к межкристаллитной
коррозии можно предотвратить ограниче-
нием содержания в стали углерода до
0,04% (но этот путь сравнительно доро-
гой), добавлением более сильных, чем хром,
карбидообразующих элементов (титан,
ниобий). Для более надежного предупре-
ждения явлений межкристаллитной кор-
Рис. 5. График изменения
напряжений в детали
во времени
розии целесообразно не только вводить
титан и ниобий, но и подвергать сталь
термообработке (стабилизирующему от-
жигу) при температуре 845—870° С.
Тепловой хрупкостью сталей называют снижение ударной
вязкости в результате их длительной работы в области температур
порядка 450—600° С. При этом остальные показатели механиче-
ских свойств практически не изменяются. Явление тепловой хруп-
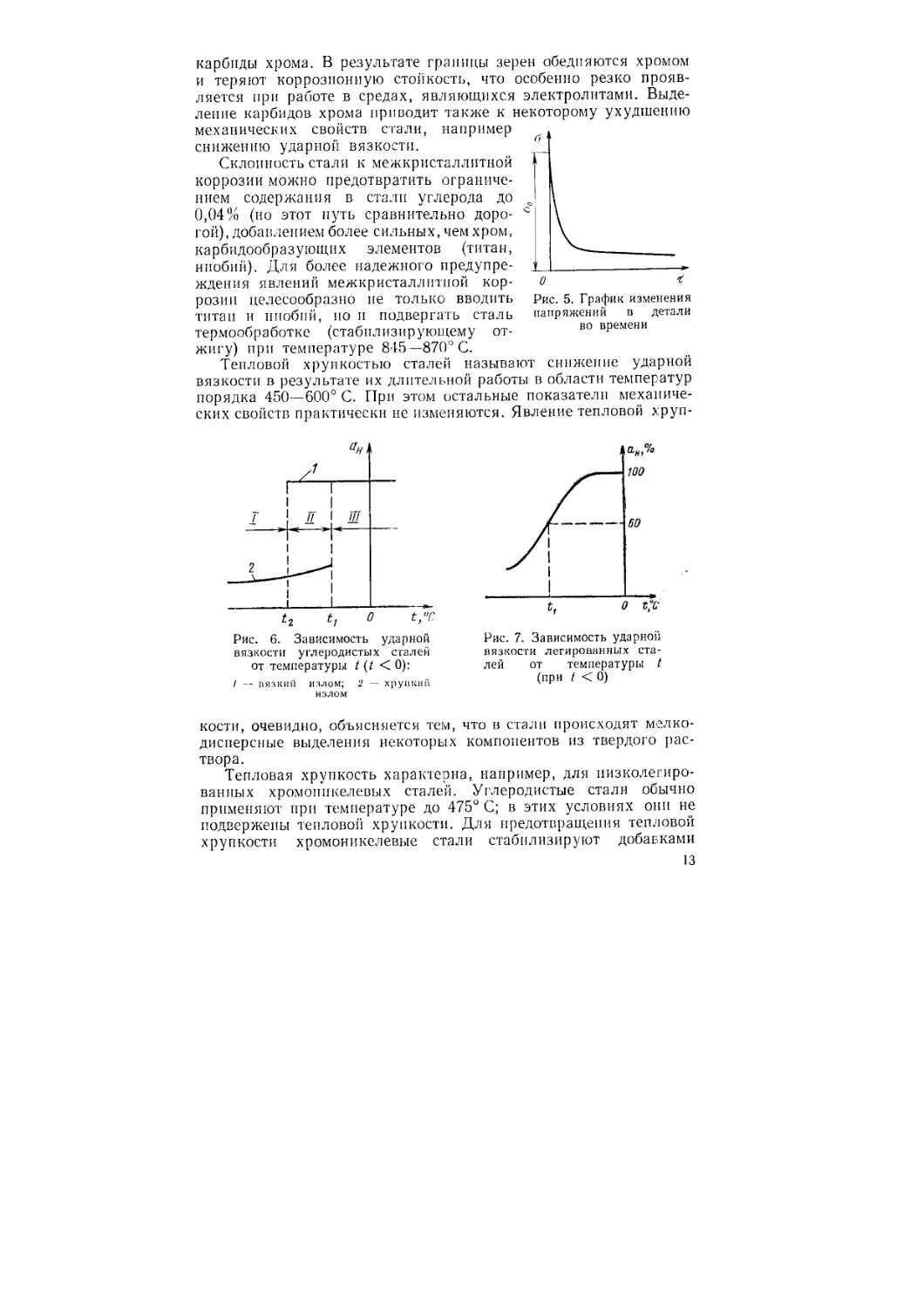
Рис. 6. Зависимость ударной
вязкости углеродистых сталей
от температуры t (i < 0):
/ — вязкий излом; 2 — хрупкий
Рис. 7. Зависимость ударной
вязкости легированных ста-
лей от температуры t
(при t < 0)
излом
кости, очевидно, объясняется тем, что в стали происходят мелко-
дисперсные выделения некоторых компонентов из твердого рас-
твора.
Тепловая хрупкость характерна, например, для низколегиро-
ванных хромоникелевых сталей. Углеродистые стали обычно
применяют при температуре до 475° С; в этих условиях они не
подвержены тепловой хрупкости . Дня предотвращения тепловой
хрупкости хромоникелевые стали стабилизируют добавками
13
молибдена, вольфрама, ванадия. Например, сравнительно неболь-
шое количество молибдена (порядка 0,3—0,4%) или вольфрама
(до 0,4%) предотвращает явление тепловой хрупкости.
При выборе материалов для работы в условиях таких процес-
сов, как, например, депарафинизация масел, сернокислотное
алкилирование, низкотемпературная ректификация газов, ко-
торые ведут при температурах ниже нуля, необходимо знать меха-
нические свойства материалов в области пониженных температур.
С понижением температуры для сталей предел прочности,
предел текучести и модуль упругости возрастают; относительное
удлинение и относительное сужение уменьшаются незначительно,
а ударная вязкость резко уменьшается. Явлению падения удар-
ной вязкости (хладноломкости) подвержены как углеродистые,
так и легированные стали.
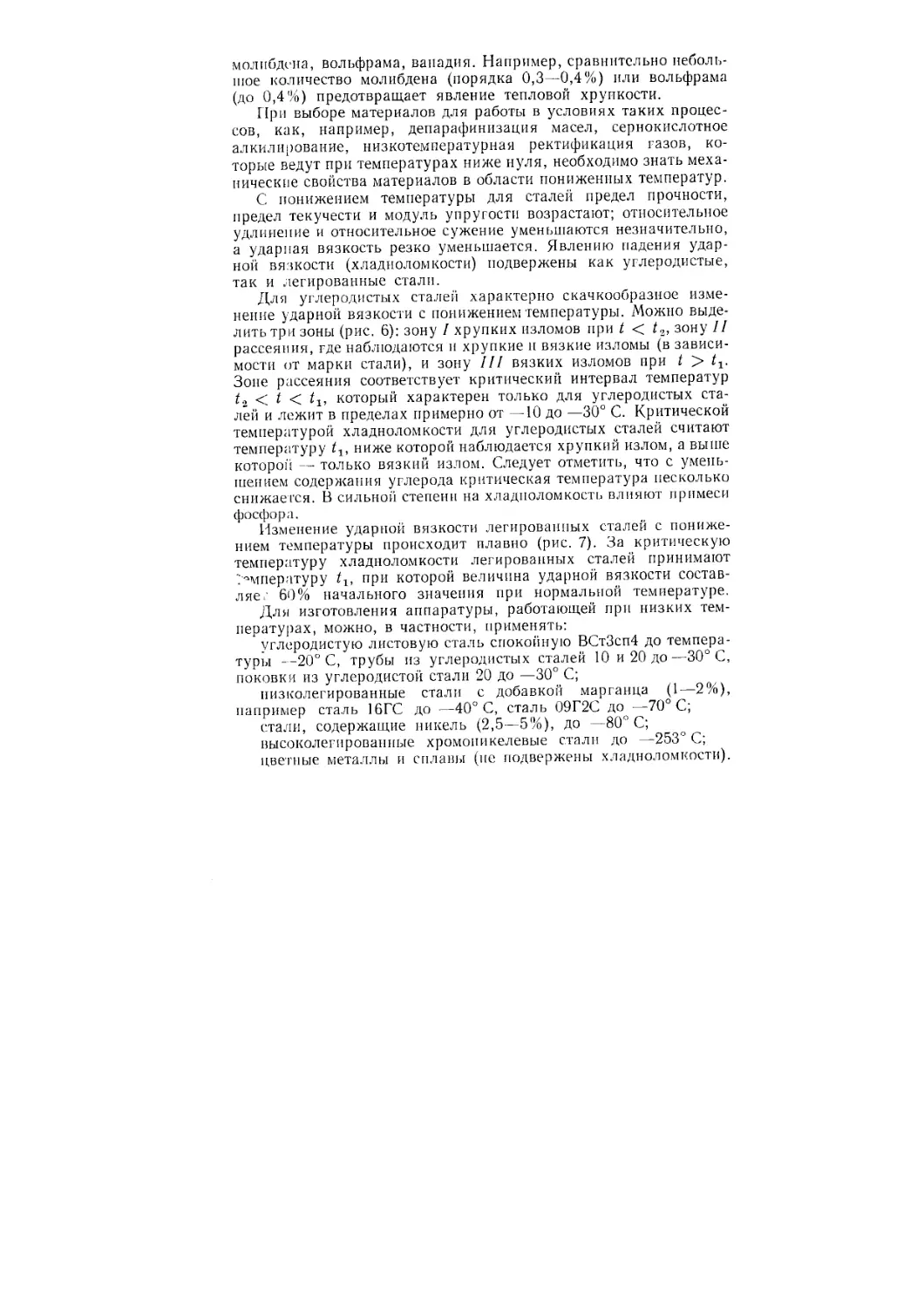
Для углеродистых сталей характерно скачкообразное изме-
нение ударной вязкости с понижением температуры. Можно выде-
лить три зоны (рис. 6): зону I хрупких изломов при t < i2, зону II
рассеяния, где наблюдаются и хрупкие и вязкие изломы (в зависи-
мости от марки стали), и зону III вязких изломов при t > tr.
Зоне рассеяния соответствует критический интервал температур
t2 < t < который характерен только для углеродистых ста-
лей и лежит в пределах примерно от —10 до —30° С. Критической
температурой хладноломкости для углеродистых сталей считают
температуру t1, ниже которой наблюдается хрупкий излом, а выше
которой — только вязкий излом. Следует отметить, что с умень-
шением содержания углерода критическая температура несколько
снижается. В сильной степени на хладноломкость влияют примеси
фосфора.
Изменение ударной вязкости легированных сталей с пониже-
нием температуры происходит плавно (рис. 7). За критическую
температуру хладноломкости легированных сталей принимают
'Ммпературу tlt при которой величина ударной вязкости состав-
ляем 60% начального значения при нормальной температуре.
Для изготовления аппаратуры, работающей при низких тем-
пературах, можно, в частности, применять:
углеродистую листовую сталь спокойную ВСтЗсп4 до темпера-
туры —20° С, трубы из углеродистых сталей 10 и 20 до—30° С,
поковки из углеродистой стали 20 до —30° С;
низколегированные стали с добавкой марганца (1—2%),
например сталь 16ГС до —40° С, сталь 09Г2С до —70° С;
стали, содержащие никель (2,5—5%), до —80° С;
высоколегированные хромоникелевые стали до —253 °C;
цветные металлы и сплавы (не подвержены хладноломкости).
Глава III
ОБЛАСТЬ ПРИМЕНЕНИЯ СТАЛЕЙ, ЧУГУНОВ,
ЦВЕТНЫХ МЕТАЛЛОВ, НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ И НЕКОТОРЫЕ ИХ МАРКИ
Нефтеаппаратуру обычно изготовляют из хорошо свариваемой
углеродистой стали с содержанием углерода не более 0,25%.
Углеродистые стали обыкновенного качества (ГОСТ 380—71)
кипящие применяют ограниченно, до температуры 200° С и давле-
ния 1,6 МПа, а спокойные — в пределах температур от —20
до +425° С и до давления 5 МПа.
К углеродистым сталям для котлостроения (ГОСТ 5520—69)
15К, 20К, содержащим пониженное количество серы и фосфора,
предъявляют более жесткие требования в отношении обеспечения
соответствующих механических свойств; эти стали применяют
при температурах от —20 до -(-475° С при любых давлениях.
Легированные стали разделяют ио их свойствам на следующие
группы.
1. Стали повышенной прочности (низколегированные) для
аппаратуры, работающей при повышенных давлениях и темпера-
туре до 475°С. Эти стали легируют в основном марганцем (1—2%)
или выплавляют из природных легированных чугунов. По сравне-
нию с углеродистыми эти стали обладают повышенной прочностью
и позволяют экономить до 20% металла.
2. Стали теплоустойчивые, механические свойства их изме-
няются незначительно с повышением температуры: отличаются
высокими сопротивлением ползучести и пределом длительной
прочности. Их легируют молибденом, вольфрамом и ванадием.
Наиболее эффективно повышает теплоустойчивость стали молиб-
ден (табл. 4). Однако применяют также и безмолибденовые тепло-
Таблица 4
Предел длительной прочности сталей некоторых марок (1J
Марка стали Вид проката Состояние Содер- жание молиб- ден а, % Значение <Тд, МПа, за 100 000 Ч при температуре, *С
500 550 600 650
20 Листовой Поставки 30
30ХМА Сортовой Закалка с отпуском 0,15— 0,25 135 77 —
12ХМ Л истовой Поставки 0,40— 0,55 ПО- 145 53—70 — —
15Х5М Т рубы Отжиг 0,45— 0,60 114 71 45 —
12Х18Н9Т Закалка — 140— 200 96— 130 26—75
15
устойчивые стали, легированные вольфрамом и ванадием. Хром
мало повышает теплоустойчивость, но присутствие его в стали
обеспечивает окалпностойкость.
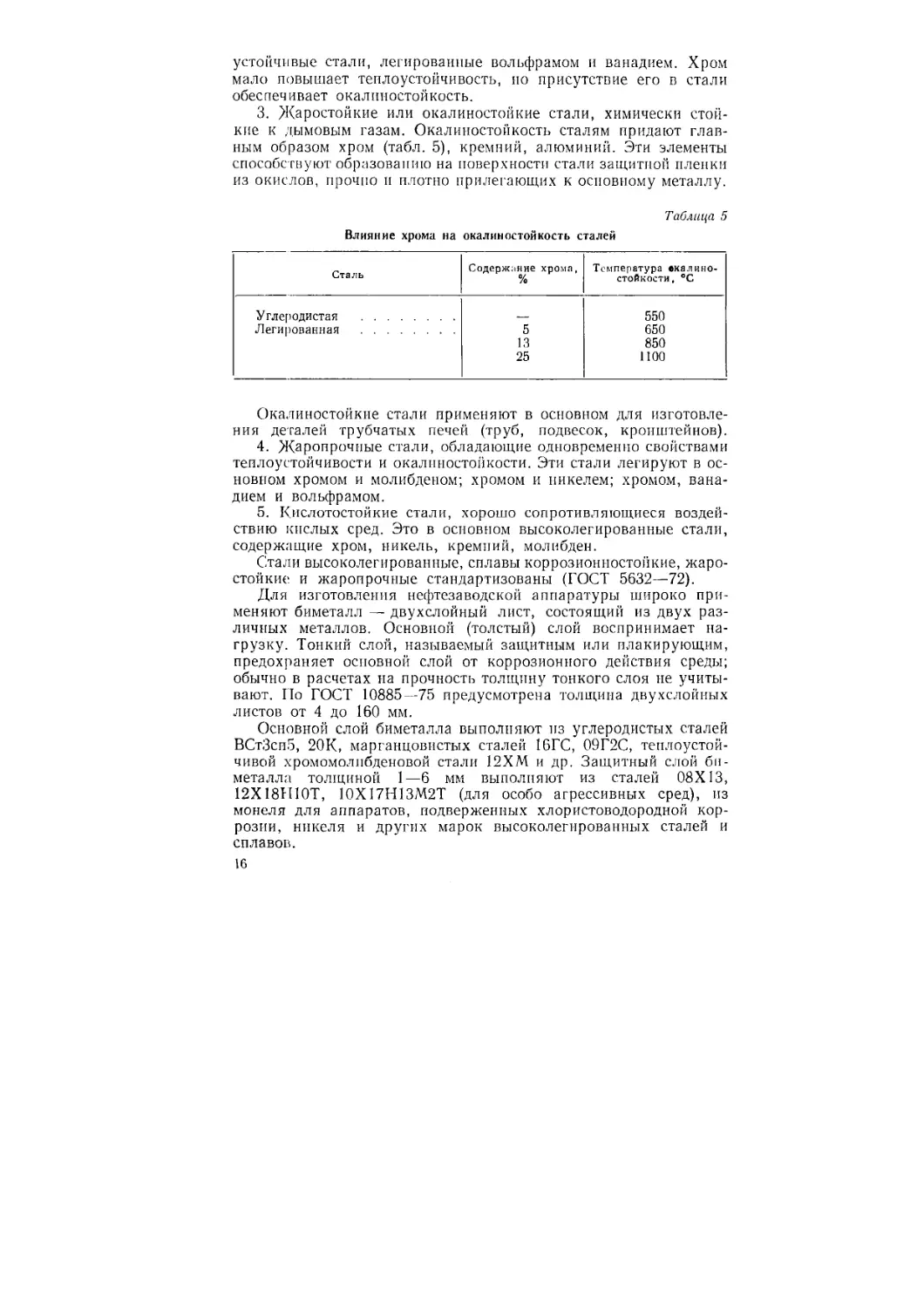
3. Жаростойкие или окалиностойкие стали, химически стой-
кие к дымовым газам. Окалпностойкость сталям придают глав-
ным образом хром (табл. 5), кремний, алюминий. Эти элементы
способствуют образованию на поверхности стали защитной пленки
из окислов, прочно и плотно прилегающих к основному металлу.
Влияние хрома на окалиностойкость сталей
Таблица 5
Сталь Содержание хрома, % Температура екалино- стойкости, °C
Углеродистая Легированная 5 13 25 550 650 850 1100
Окалиностойкие стали применяют в основном для изготовле-
ния деталей трубчатых печей (труб, подвесок, кронштейнов).
4. Жаропрочные стали, обладающие одновременно свойствами
теплоустойчивости и окалиностойкости. Эти стали легируют в ос-
новном хромом и молибденом; хромом и никелем; хромом, вана-
дием и вольфрамом.
5. Кислотостойкие стали, хорошо сопротивляющиеся воздей-
ствию кислых сред. Это в основном высоколегированные стали,
содержащие хром, никель, кремний, молибден.
Стали высоколегированные, сплавы коррозионностойкие, жаро-
стойкие и жаропрочные стандартизованы (ГОСТ 5632—72).
Для изготовления нефтезаводской аппаратуры широко при-
меняют биметалл — двухслойный лист, состоящий из двух раз-
личных металлов. Основной (толстый) слой воспринимает на-
грузку. Тонкий слой, называемый защитным или плакирующим,
предохраняет основной слой от коррозионного действия среды;
обычно в расчетах на прочность толщину тонкого слоя не учиты-
вают. По ГОСТ 10885—75 предусмотрена толщина двухслойных
листов от 4 до 160 мм.
Основной слой биметалла выполняют из углеродистых сталей
ВСтЗсп5, 20К, марганцовистых сталей 16ГС, 09Г2С, теплоустой-
чивой хромомолибденовой стали 12ХМ и др. Защитный слой би-
металла толщиной 1—6 мм выполняют из сталей 08X13,
12Х18Н10Т, 10Х17Н13М2Т (для особо агрессивных сред), из
монеля для аппаратов, подверженных хлористоводородной кор-
розии, никеля и других марок высоколегированных сталей и
сплавов.
16
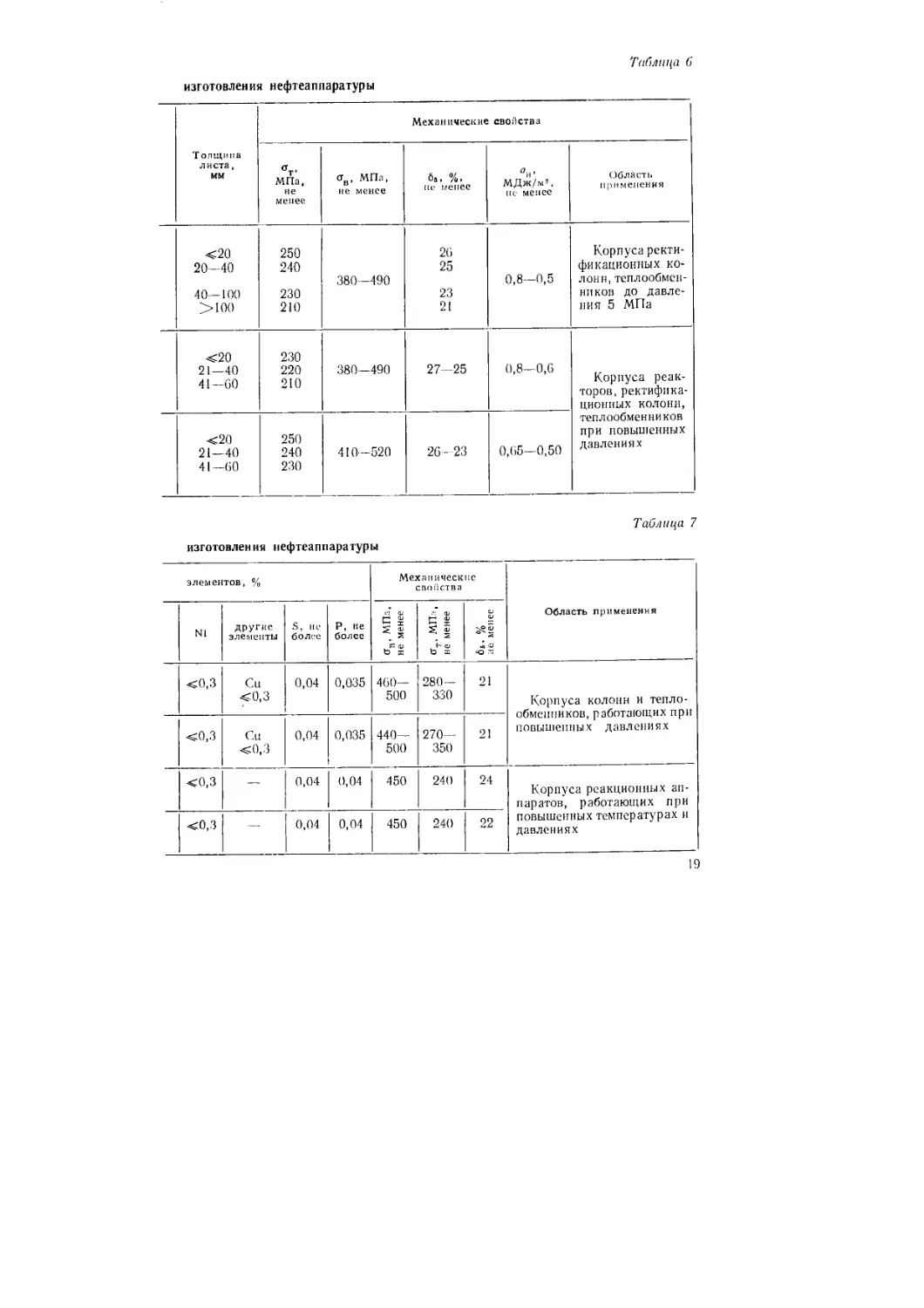
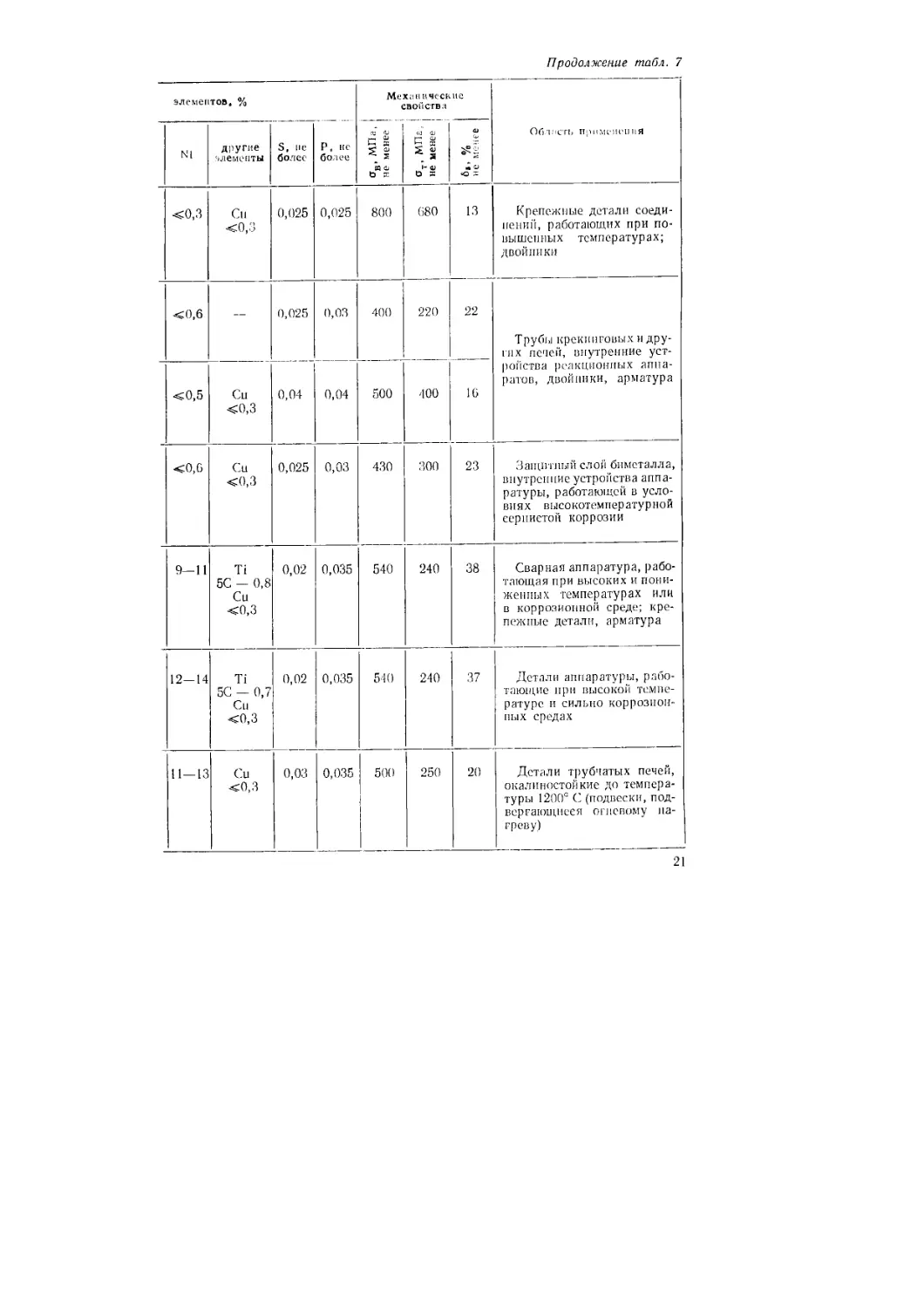
Марки наиболее распространенных сталей, их свойства и об-
ласти применения указаны в табл. 6—7.
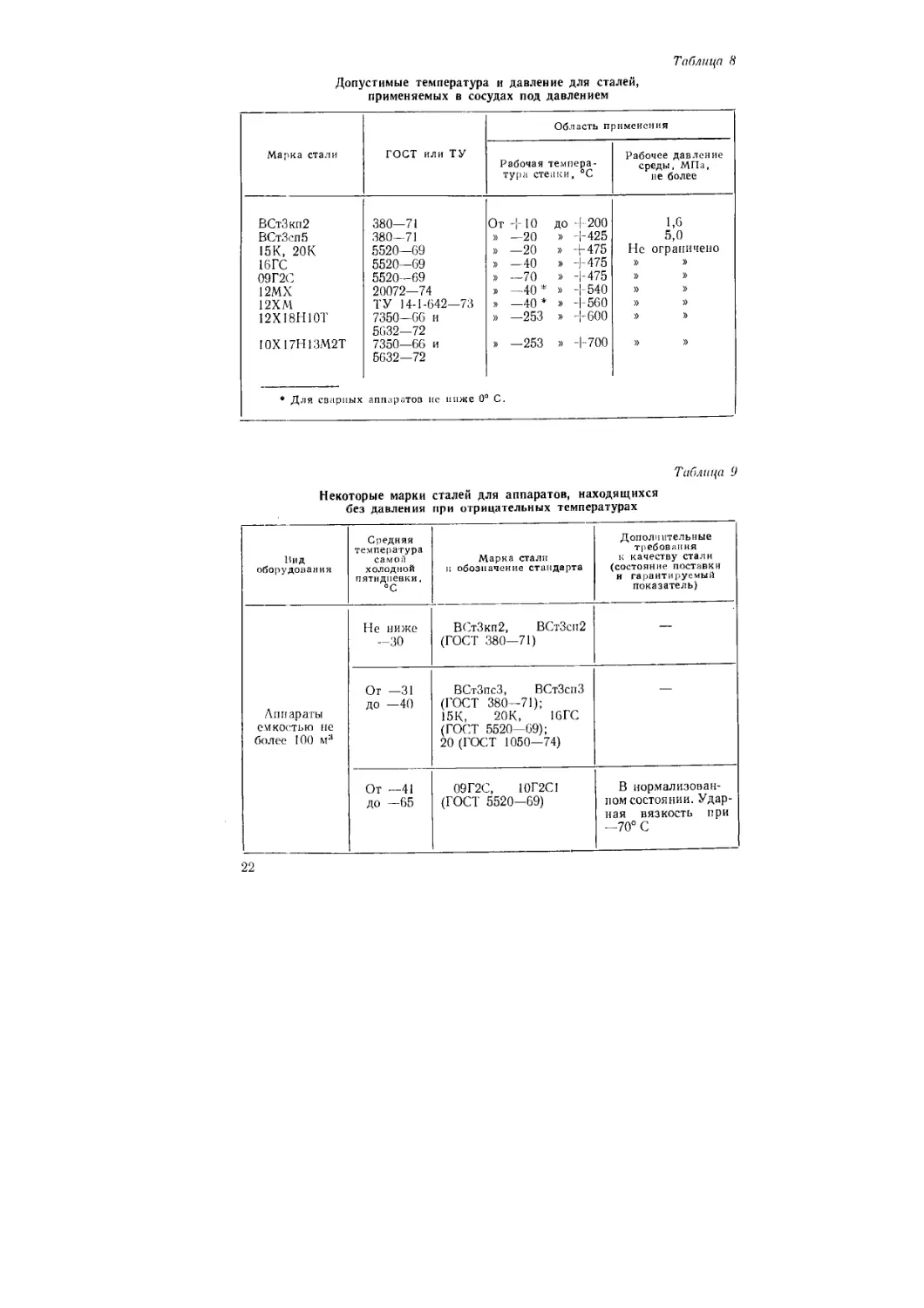
Допустимые температурные пределы и давление для некоторых
марок сталей, применяемых при изготовлении аппаратов, которые
относят к сосудам, работают,им под давлением, приведены
в табл. 8.
Для аппаратов, устанавливаемых на открытом воздухе, мате-
риалы следует выбирать также с учетом температуры окружаю-
щего воздуха. При этом возможны два случая: 1) температура сте-
нок аппарата может стать отрицательной от воздействия окружаю-
щего воздуха в условиях, когда аппарат находится под давлением
или вакуумом; в этом случае наименьшую расчетную температуру
стенки аппарата следует принимать равной минимальной темпера-
туре воздуха в зимнее время для данного района; 2) температура
стенок аппарата может стать отрицательной, когда аппарат на-
ходится без давления, например при ремонте и открытых люках;
в этих условиях аппарат рассматривают как металлическую строи-
тельную конструкцию, причем качество материала должно соот-
ветствовать требованиям табл. 9.
Чугуны в нефтезаводском оборудовании применяют для изго-
товления арматуры, труб конденсаторов-холодильников, фитин-
гов, деталей ректификационных тарелок, трубных решеток кон-
векционных камер и гарнитуры печей, корпусов и деталей насо-
сов и др.
Широко используют серый модифицированный и некоторые
специальные марки чугуна, а также коррозионностойкие
сплавы.
Из серого чугуна допускается изготовлять детали аппаратов,
работающих под давлением до 1 МПа при температуре от —15
до +250° С.
Свойства отливок из серого чугуна в основном зависят от со-
стояния графита. Свободный графит находится в отливках в виде
зерен, которые сильно снижают прочностные свойства чугуна,
уменьшают ударную вязкость и коррозионную стойкость. Удар-
ная вязкость серого чугуна а„ === 0,01 <-0,04 МДж/м21, поэтому его
не применяют в деталях, подверженных значительным динамиче-
ским нагрузкам.
При расчете на растяжение коэффициент запаса прочности
для серого чугуна принимают пв = 6<-8.
Механические свойства чугуна значительно улучшаются в ре-
зультате обработки его во время плавки модифицирующими при-
садками. Присадки в значительной степени улучшают структуру
чугуна, размельчая и распределяя графит равномерно по объему
отливки. Полученный в результате такой обработки модифициро-
ванный чугун используют главным образом для изготовления от-
ветственных деталей, например корпусов насосов, арматуры и др.
Добавки хрома, меди, никеля, молибдена значительно улучшают
качество чугуна.
Инв. № _________
Библио гена У НИ
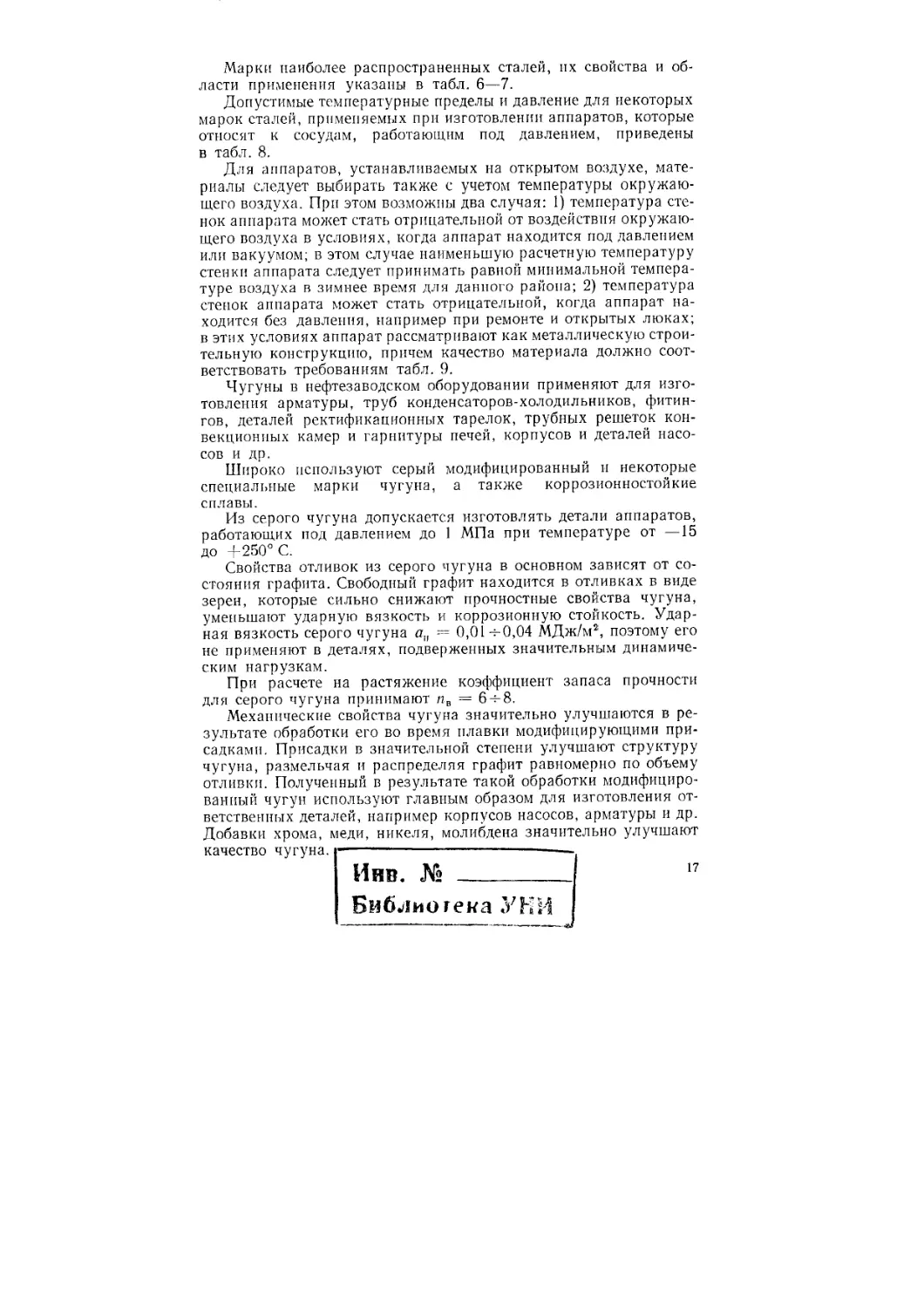
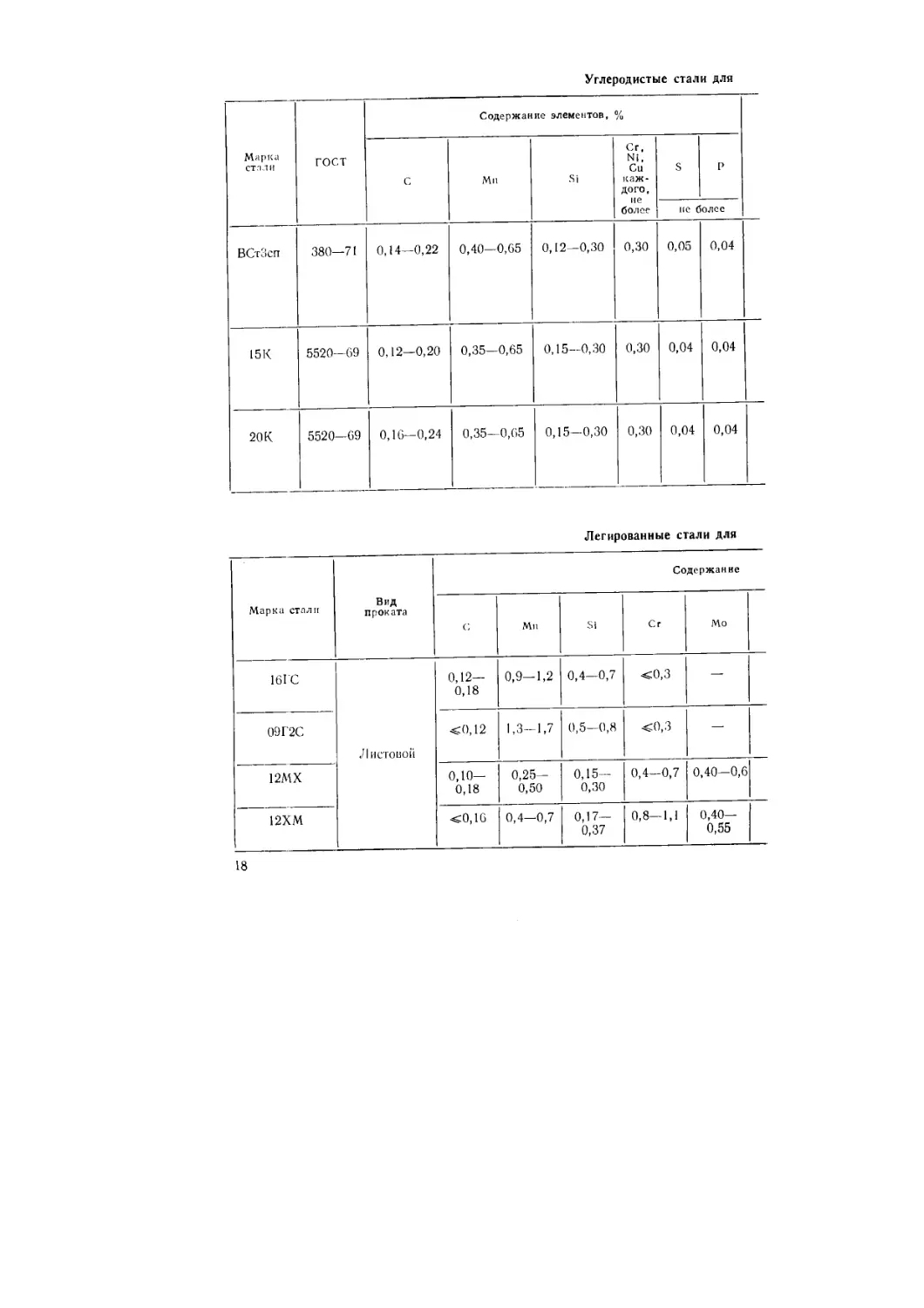
Углеродистые стали для
Марка стал и гост Содержание элементов, %
с Мп Si Сг, №. Си каж- дого, не более S р
не более
ВСтЗсп 380—71 0,14—0,22 0,40—0,05 0,12—0,30 0,30 0,05 0,04
15К 5520—69 0,12—0,20 0,35—0,65 0,15—0,30 0,30 0,04 0,04
20 К 5520—69 0,10—0,24 0,35—0,65 0,15—0,30 0,30 0,04 0,04
Легированные стали для
Марка стали Вид проката Содержание
С Мп Si Сг Мо
16ГС Листовой 0,12— 0,18 0,9-1,2 0,4—0,7 <0,3 —
09Г2С <0,12 1,3—1,7 0,5—0,8 <0,3 —
12МХ 0,10— 0,18 0,25— 0,50 0,15- 0,30 0,4—0,7 0,40—0,6
12ХМ «0,16 0,4—0,7 0,17— 0,37 0,8—1,1 0,40— 0,55
18
Таблица 6
изготовления нефтеаппаратуры
Т олщина листа, мм Механические свойства
<ТТ. МПа, не менее <гв, МПа, не менее б., %, пс менее °И’ МДж/м’, нс менее Область применения
«20 20-40 40—100 >100 250 240 230 210 380—490 26 25 23 21 0,8—0,5 Корпуса ректи- фикационных ко- лонн, теплообмен- ников до давле- ния 5 МПа
«20 21—40 41-60 230 220 210 380—490 27—25 0,8—0,6 Корпуса реак- торов, ректифика- ционных колонн, теплообменников при повышенных давлениях
«20 21—40 41—60 250 240 230 410-520 26-23 0,65—0,50
Таблица 7
изготовления нефтеаппаратуры
элементов, % Механические свойства Область применения
N1 Другие элементы S, нс более Р, не более сг„, МПа, не менее <Т?, МПа, не менее 6s. % не менее
«0,3 Си «0,3 0,04 0,035 460— 500 280— 330 21 Корпуса колонн и тепло- обменников, работающих при повышенных давлениях
«0,3 Си «0,3 0,04 0,035 440— 500 270— 350 21
«0,3 --- 0,04 0,04 450 240 24 Корпуса реакционных ап- паратов, работающих при . повышенных температурах и давлениях
«0,3 — 0,04 0,04 450 240 22
19
Марка стали Вид проката Содержание
С. Мп Si Сг Мо
ЗОХМА Сортовой, поковка, литье 0,26— 0,33 0,4—0,7 0,17— 0,37 0,8-1,1 0,15— 0,25
15Х5М Трубы, поковка, литье <0,15 <0,5 <0,5 4,5—6,0 0,45— 0,60
20Х5МЛ 0,15— 0,25 0,4—0,6 0,35— 0,70 4-6,5 0,40— 0,65
08X13 (0X13) Листовой <0,08 <0,8 <0,80 12—14 —
12Х18И10Т Листовой, сортовой, трубы, .литье <0,12 <2,0 <0,80 17—19 —
10XJ7HI3M2T Листовой, трубы <0,10 <2,0 <0,80 16—18 2—3
30X241112СЛ Литье <0,4 0,30— 0,80 0,5—1,5 22—26 —
20
Продолжение табл. 7
элементов, % Механические свойства Обчисть ПрНМСШ'ППЯ
NI Другие элементы S, не более Р, не более <Т_, МПа, 1 в 1 । не менее и Е * S О . 3 Н <и О X а> X® о « о «О
<0,3 Си <0,3 0,025 0,025 800 680 13 Крепежные детали соеди- нении, работающих при по- вышенных температурах; двойники
<0,6 — 0,025 0,03 400 220 22 Трубы крекинговых и дру- гих печей, внутренние уст- ройства реакционных аппа- ратов, двойники, арматура
<0,5 Си <0,3 0,04 0,04 500 400 16
<0,6 Си <0,3 0,025 0,03 430 300 23 Защитный слой биметалла, внутренние устройства аппа- ратуры, работающей в усло- виях высокотемпературной сернистой коррозии
9 11 Ti 5С — 0,8 Си <0,3 0,02 0,035 540 240 38 Сварная аппаратура, рабо- тающая при высоких И ПОНИ- ж е и и ы х гем пе р ату р ах или в коррозионной среде; кре- пежные детали, арматура
12—14 Ti 5С — 0,7 Си <0,3 0,02 0,035 540 240 37 Детали аппаратуры, рабо- тающие при высокой темпе- ратуре и сильно коррозион- ных средах
11—13 Си <0,3 0,03 0,035 500 250 20 Детали трубчатых печей, окалиностойкие до темпера- туры 1200° С (подвески, под- вергающиеся огневому на- греву)
21
Таблица 8
Допустимые температура и давление для сталей,
применяемых в сосудах под давлением
Марка стали ГОСТ или ТУ Область применения
Рабочая темпера- тура стенки, °C Рабочее давление среды, МПа, не более
ВСтЗкп2 380—71 От -г 10 до -1200 1,6
ВСтЗспб 380—71 » —20 » +425 5,0
15К, 20К 5520—69 » —20 » +475 Не ограничено
16ГС 5520—69 » —40 » 3-475 » »
09Г2С 5520—69 » —70 > -1-475 » »
12МХ 20072—74 » —40 * » 3-540 » »
12ХМ ТУ 14-1-642—73 » —40 * » 3-560 » »
12ХI8H10T 7350—66 и » —253 » 3-600 » »
5632—72
J0X17H13M2T 7350—66 и » —253 » -1-700 » »
5632—72
* Для сварных аппаратов не ниже 0° С.
Некоторые марки сталей для аппаратов, находящихся
без давления при отрицательных температурах
Таблица 9
Пид оборудования Средняя температура самой холодной пятидневки, °C Марка стали н обозначение стандарта Дополнительные требования к качеству стали (состояние поставки и гарантируемый показатель)
Аппараты емкостью не более 100 мя Не ниже -30 ВСтЗкп2, ВСтЗси2 (ГОСТ 380—71) —
От —31 до —40 ВСтЗпсЗ, ВСтЗспЗ (ГОСТ 380—71); 15К, 20К, 16ГС (ГОСТ 5520—69); 20 (ГОСТ 1050—74) —
От —41 до —65 09Г2С, 10Г2С1 (ГОСТ 5520—69) В нормализован- ном состоянии. Удар- ная вязкость при -70° С
22
Продолжение табл. 9
Вид оборудования Средняя температура самой холодной п ятид невки, °C Марка стали п обозначение стандарта Дополнительные требования к качеству стали (состояние поставки и гара п тир уемы 11 показатель)
Аппараты емкостью более 100 м3 Не ниже —30 ВСтЗисЗ, ВСтЗспЗ (ГОСТ 380—71) 15К, 20К (ГОСТ 5520-69) —
От —31 до —40 ВСтЗпс4, ВСтЗсп4 (ГОСТ 380—71); 15К, 20 К (ГОСТ 5520—69); 20 (ГОСТ 1050-74) Ударная вязкость при —20° С
16ГС, 09Г2С, 10Г2С1 (ГОСТ 5520—69) Ударная вязкость при —40° С
От —41 до —65 09Г2С, 10Г2С1 (ГОСТ 5520—69) В нормализован- ном состоянии. Удар- ная вязкость при —70° С
Сортовой прокат, трубы Нс ниже -40 10 н 20 ПоГОСТ 8731—74 с гарантией предела текучести
20, 25, 35, ВСтбсп — анкерные (фундамент- ные) болты
Жаростойкие чугуны (ЖЧХ16 и ЖЧХЗО), содержащие 15—
32% Сг и 1 — 2% Si, обладают окалиностойкостыо до температуры
1000—1200“ С при действии дымовых газов, содержащих сернис-
тые соединения.
Высокой коррозионной стойкостью отличаются также чугуны
с меньшим содержанием хрома, например ЖЧХ2, и с большим со-
держанием кремния, например ЖЧС5, а также высокохромистые
сплавы марок 75Х28Л и 135X34Л.
Ферросилиды С15 и G17, содержащие 15—17% Si, обладают
высокой стойкостью в кислотах и щелочах; их применяют в на-
сосах для нестабильного агрессивного бензина, содержащего
сероводорода хлористый водород, а также для изготовления арма-
туры.
Антихлор — сплав, содержащий 14,5—16% Si и 3,5—4%. Мо,
устойчив в горячих и холодных растворах соляной кислоты.
23
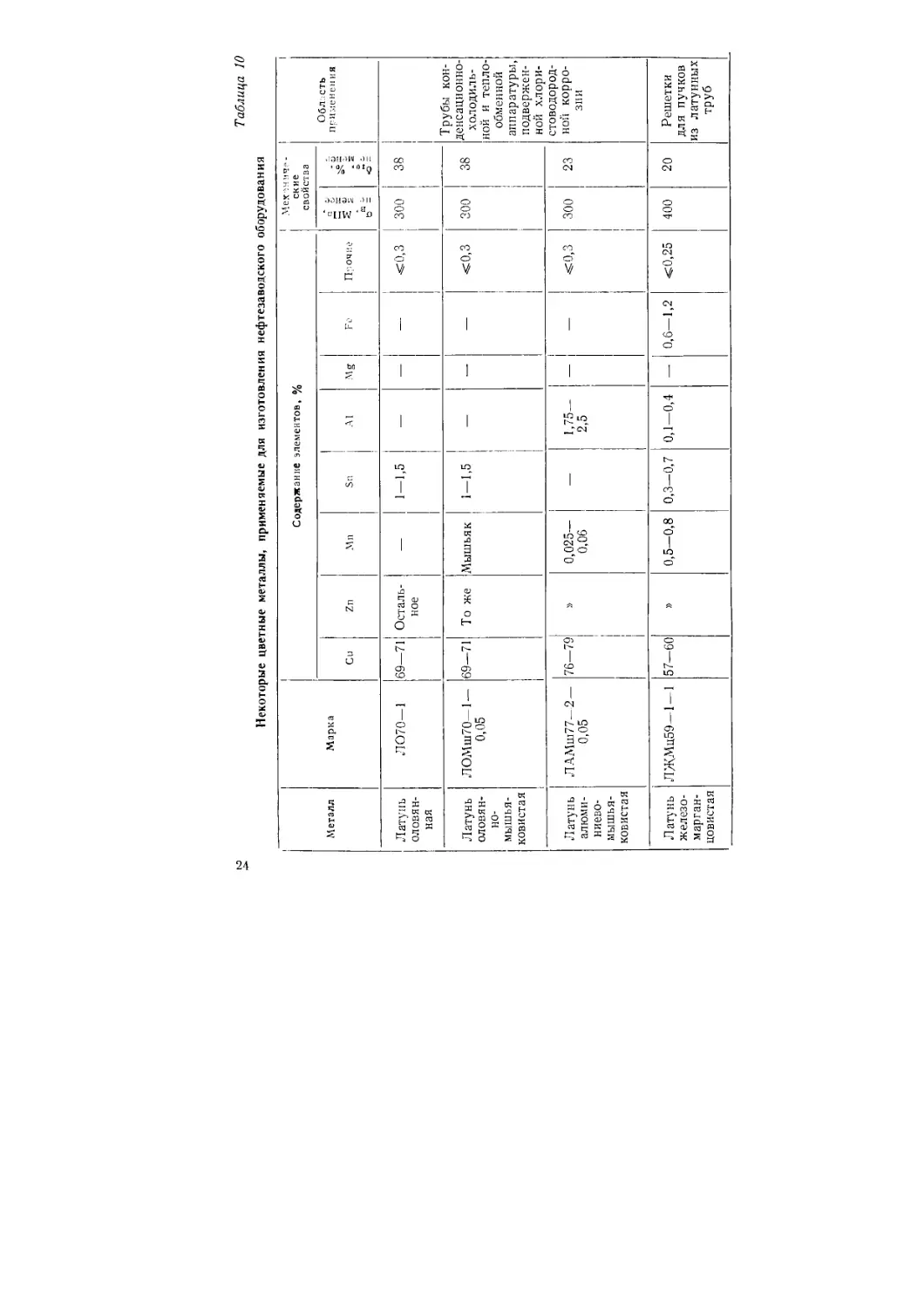
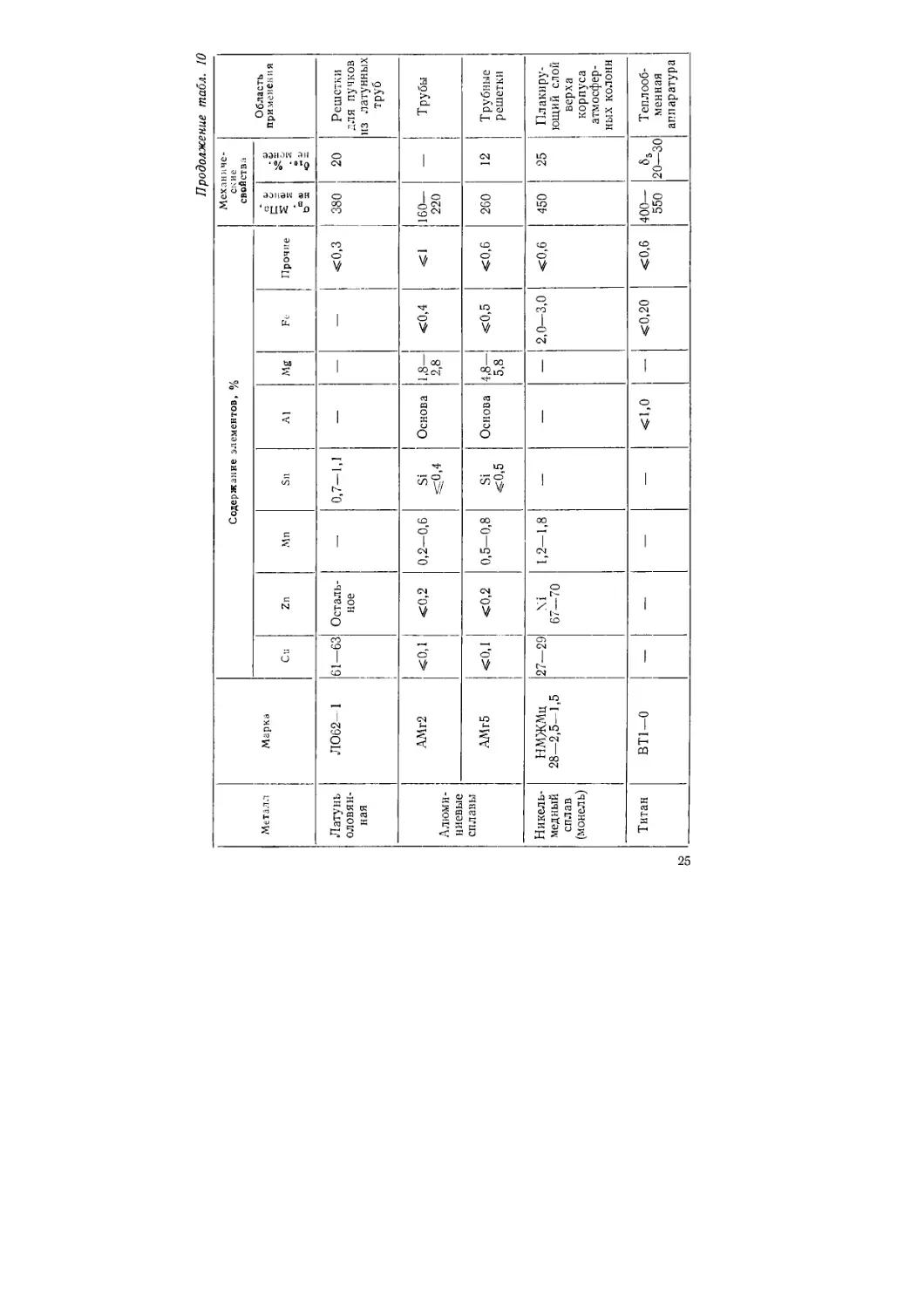
Таблица 10
Некоторые цветные металлы, применяемые для изготовления нефтезаводского оборудования
Металл Марка Содержание элементов, % Мехе н пч? - ские свойства 1 Область применен ия
Си Zn Мп Sn Al Mg Fi? Прочие (Ув, МПа, нс менее Л,о, %, не менее
Латунь оловян- ная ЛО70—1 69—71 Осталь- ное — 1—1,5 — — — <0,3 300 38 Трубы кон- денсационно- холодиль- ной и тепло- обменной аппаратуры, подвержен- ной хлори- стоводород- ной корро- зии
Латунь оловян- но- мышья- ковистая ЛОМш70— 1 — 0,05 69—71 То же Мышьяк 1—1,5 — — — <0,3 300 38
Латунь алюми- ниево- мышья- ковистая ЛАМш77— 2 — 0,05 76—79 » 0,025— 0,06 — 1,75- 2,5 — <0,3 300 23
Латунь железо- марган- цовистая ЛЖМц59— 1 — 1 57—60 » 0,5—0,8 0,3—0,7 0,1—0,4 — 0,6—1,2 <0,25 400 20 Решетки для пучков из латунных труб
Продолжение табл. 10
Металл Марка Содержание элементов, % Механиче- ские свойства Область применения
Си Zn Мп Sn Al Mg Fc- Прочие a0, МПа, не менее 610. %, не менее
Латунь оловян- ная ЛО62- 1 61—63 Осталь- ное — 0,7—1,1 - <0,3 380 20 Решетки для пучков из латунных труб
Алюми- ниевые сплавы АМг2 <0,1 <0,2 0,2—0,6 Si s£0,4 Основа 1,8— 2,8 <0,4 <1 160— 220 Трубы
АМг5 <0,1 <0,2 0,5—0,8 Si <0,5 Основа 4,8— 5,8 <0,5 <0,6 260 12 Трубные решетки
Никель- медный сплав (монель) НМЖМц 28—2,5-1,5 27—29 \1 67—70 1,2-1,8 — — — 2,0—3,0 <0,6 450 25 Плакиру- ющий слой верха корпуса атмосфер- ных колонн
Титан ВТ1-0 — — — — <1,0 — <0,20 <0,6 400— 550 бз 20—30 Теплооб- менная аппаратура
Никель-медисто-хромистый чугун (нирезист) ЧН15Д7Х2 при-
меняют для изготовления деталей конденсаторов установок,
подверженных хлористоводородной коррозии.
Наряду со сталями и чугунами в нефтезаводском оборудова-
нии используют и цветные металлы (табл. 10). Алюминий приме-
няют для изготовления трубных пучков теплообменников и сек-
ций аппаратов воздушного охлаждения. Медь, алюминий, а также
латунь хорошо сохраняют ударную вязкость при пониженных
температурах; поэтому их употребляют для изготовления обору-
дования и аппаратуры низкотемпературных процессов.
Для изготовления ректификационных тарелок, теплообменных
аппаратов и их трубных пучков используют титановые сплавы.
При наличии интенсивной хлористоводородной коррозии в кон-
денсационно-холодильной аппаратуре довольно широко приме-
няют оловянные и алюминиевые латуни марок ЛО70—1,
ЛОМш70—1—0,05, ЛАМш77—2—0,05 (с добавкой мышьяка) для
труб и ЛЖМц59—1 — 1 для трубных решеток или их защиты.
При переработке сильно засоленных нефтей облицовку и
внутренние детали аппаратуры изготовляют из никель-медного
сплава — монеля (см. табл. 10).
Для изготовления труб пиролизных нечей используют сталь
10Х23И18, радиантной части змеевиков химических печей —
центробежнолитые трубы из стали 45Х25Н20С (типа манурит 20),
которые работают при температуре стенки до 950° С и давлении
до 3,5 МПа, и другие марки сталей.
В нефтезаводском оборудовании применяют также ряд не-
металлических материалов: стеклопластики, фторопласты, вини-
пласт, резину, химически стойкий текстолит, фаолит, графитовую
композицию АТМ-1, бетонные футеровки и др. Винипласт ис-
пользуют в качестве защитного и конструкционного материала
до температуры 60° С. Он стоек почти во всех кислотах [4 I, хо-
рошо сваривается горячим воздухом. Из винипласта изготовляют
листы, трубы, арматуру. Стеклопластики используют для ло-
пастей вентиляторов и диффузоров аппаратов воздушного охлаж-
дения и градирен. Из фторопласта-4 изготовляют проходные
и подвесные изоляторы для электродегидраторов и электроразде-
лителей.
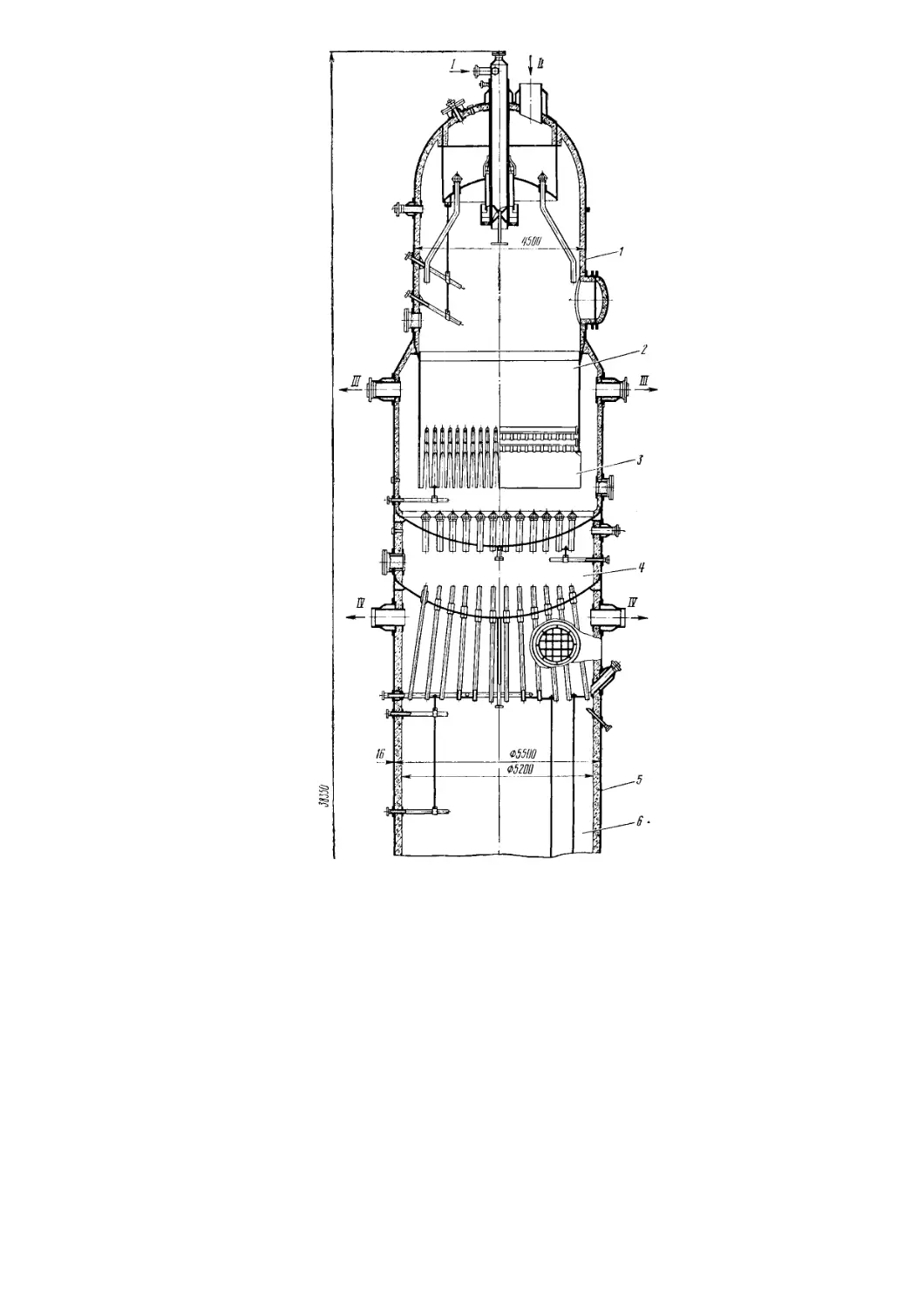
Ряд аппаратов изнутри покрывают коррозионностойкими или
теплоизоляционными материалами. Например, реакторы устано-
вок каталитического риформинга и крекинга футеруют изнутри
теплоизоляционным бетоном для снижения температуры стенки и
защиты ее от коррозионного воздействия среды. На фабриках
по производству алюмосиликатного катализатора применяют спо-
соб покрытия внутренних поверхностей аппаратов специальными
видами резины (гуммирование).
РАЗДЕЛ ВТОРОЙ
РАСЧЕТ ЭЛЕМЕНТОВ АППАРАТУРЫ
Глава IV
ОБЩИЕ ПОЛОЖЕНИЯ ПО УСТРОЙСТВУ, РАСЧЕТУ
И ИСПЫТАНИЮ АППАРАТОВ
§ 1. Основные требования к конструкции
нефтезаводской аппаратуры
Развитие нефтеперерабатывающей промышленности связано
с созданием новых эффективных и высокопроизводительных кон-
струкций аппаратов и оборудования. Создание новой аппаратуры
обусловливается рядом общих требований, которые заключаются
в следующем.
Конструкция должна обладать высокой эффективностью. Поня-
тие эффективности конструкции включает технологическую сто-
рону ее работы, и для правильного конструктивного решения
требуется изучение физико-химической сущности процесса. На-
пример, масса, приходящаяся на 1 м2 поверхности нагрева для
теплообменного аппарата типа «труба в трубе», составляет около
150 кг, а для аппаратов кожухотрубчатого типа — примерно
50 кг. Однако ответить на вопрос, какой из аппаратов эффектив-
нее, можно, только сравнив их дополнительно по количеству
тепла, передаваемому 1 м2 поверхности. Это позволит оценить
эффективность аппарата более обоснованно по количеству пере-
данного в единицу времени тепла, приходящемуся на 1 кг массы
конструкции. Последнее можно сделать, выполнив технологиче-
ский расчет аппарата.
Конструкция должна обеспечивать надежность и безопасность
эксплуатации. При конструировании следует учитывать возмож-
ность повышенной огне- и взрывоопасности производства, вероят-
ность установки аппаратов на открытом воздухе, сравнительно
жесткие условия их работы (повышенные температура и давле-
ние).
Аппарат должен обладать способностью к длительной экс-
плуатации и обеспечивать длительный межремонтный период.
Это требует выполнения правильного выбора конструкции, при-
менения соответствующих стойких и прочных материалов и над-
лежащего качества изготовления. Так, применение биметалла
и хромистых сталей для ректификационных колонн, торцовых
уплотнений вращающихся валов вместо сальниковых для кристал-
лизаторов установок депарафинизации масел позволило увеличить
межремонтный период агрегатов.
27
Конструкция аппаратов должна обеспечивать сравнительную
легкость сборки и разборки, доступность при ремонте.
При конструировании в большинстве случаев необходимо учи-
тывать температурные расширения в аппарате и проверять отдель-
ные узлы па температурные напряжения или предусматривать воз-
можность свободной деформации частей и деталей аппаратуры.
Конструкция аппарата должна быть достаточно простой,
экономичной, отличаться небольшим удельным расходом мате-
риалов (например, па 1 т перерабатываемого сырья). При увели-
чении производительности аппарата его удельный объем должен
уменьшаться.
§ 2. Испытание аппаратов
Различают испытание на заводе-изготовителе и испытание
при периодическом освидетельствовании аппаратов. Гидравли-
ческое испытание аппаратов на заводе-изготовителе проводят на
пробное давление (табл. 11).
Таблица 11
Пробное давление при гидравлическом испытании
Сосу ЦЫ Расчетное давление р, МПа Пробное давление РПр, МПа
Сварные Литые Свыше 0,07 до 0,5 0,5 и более Вакуум Не ограничено 1,5р ',211 , но не менее 0,2 [и]/ 1,25р ^,2(| , ио не менее р + 0,3 [о]/ 15 Мм. но не. менее 0,2 [и]/ 1,5р но не менее 0,3 [о]/
Поскольку аппараты испытывают при нормальной температуре,
а расчетное давление соответствует рабочей температуре, которая
может быть повышенной, аппарат имеет при испытании запас,
кроме заложенного расчетом при рабочих условиях, равный отно-
шению допускаемого напряжения Io L0 при нормальной темпера-
туре (20° С) к величине его (<rlz при рабочей (повышенной) тем-
пературе t. Это учитывают при выборе величины пробного'дав-
ления. Если элементы аппарата, несущие нагрузку от давления,
изготовлены из разных материалов, то указанное отношение до-
пускаемых напряжений принимают для материала, у которого
оно минимальное. Величину пробного давления для аппаратов,
работающих при отрицательных температурах, принимают та-
кой же, как для аппаратов на температуру 20° С.
Пробное давление гидравлического испытания при периодиче-
ском освидетельствовании принимают также по данным табл. 11.
28
При этом, если рабочая температура стенки сосуда лежит в пре-
делах от 200 до 400° С, то величина пробного давления не должна
превышать 1,5 р, если же температура стенки сосуда превышает
400° С, то принимают рпп — 2р.
Испытание аппаратов следует проводить с крепежными дета-
лями и прокладками, указанными в проекте.
При толщине стенки до 50 мм аппарат выдерживают под проб-
ным давлением не менее 10 мин, при толщине от 50 до 100 мм —
не менее 20 мин, при толщине более 100 мм — не менее 30 мин;
литые и многослойные сосуды независимо от толщины стенки вы-
держивают в течение 60 мин. Затем пробное’’ давление снижают
до рабочего, при котором выполняют осмотр аппарата.
При заполнении аппарата водой необходимо следить, чтобы
в нем не остался воздух. При спуске воды из аппарата следует
открывать воздушник, чтобы предотвратить нежелательное дей-
ствие на аппарат внешнего давления.
При невозможности проведения гидравлического испытания
из-за больших напряжений в стенках или фундаменте аппарата
или при трудностях удаления воды после испытания разрешают
проводить пневматическое испытание на такое же пробное давле-
ние. При этом вследствие повышенной опасности пневматического
испытания люди должны находиться в безопасных местах. После
снижения давления до рабочего проводят осмотр и проверку плот-
ности швов мыльной пеной.
При испытании воздухом аппарата, в котором содержались
взрывоопасные продукты, его следует предварительно продуть
водяным паром до полной очистки.
При гидравлическом испытании в нижней части аппарата воз-
никает давление, превышающее пробное на величину давления
столба воды:
• pr = p)Ip + //io-2,
где р, и р||р — гидравлическое и пробное давление, МПа; И — вы-
сота столба воды, м.
Давление в верхней точке аппарата, находящегося в рабочем
положении, должно быть равно пробному. При испытании верти-
кальных аппаратов в горизонтальном положении давление при-
нимают равным рг.
При расчете аппаратов следует проверять, чтобы напряжение
в стенке при гидравлическом испытании от суммарного давления
рг не превышало 0,9от, а при пневматическом испытании напря-
жение в стенке от р, не превышало 0,8от.
Обозначим внутренний диаметр цилиндрического аппарата £>в,
расчетную толщину стенки s', коэффициент прочности продоль-
ного сварного шва <р; тогда напряжение при гидравлическом испы-
тании
ст =
о,9стт.
2s (р т
29
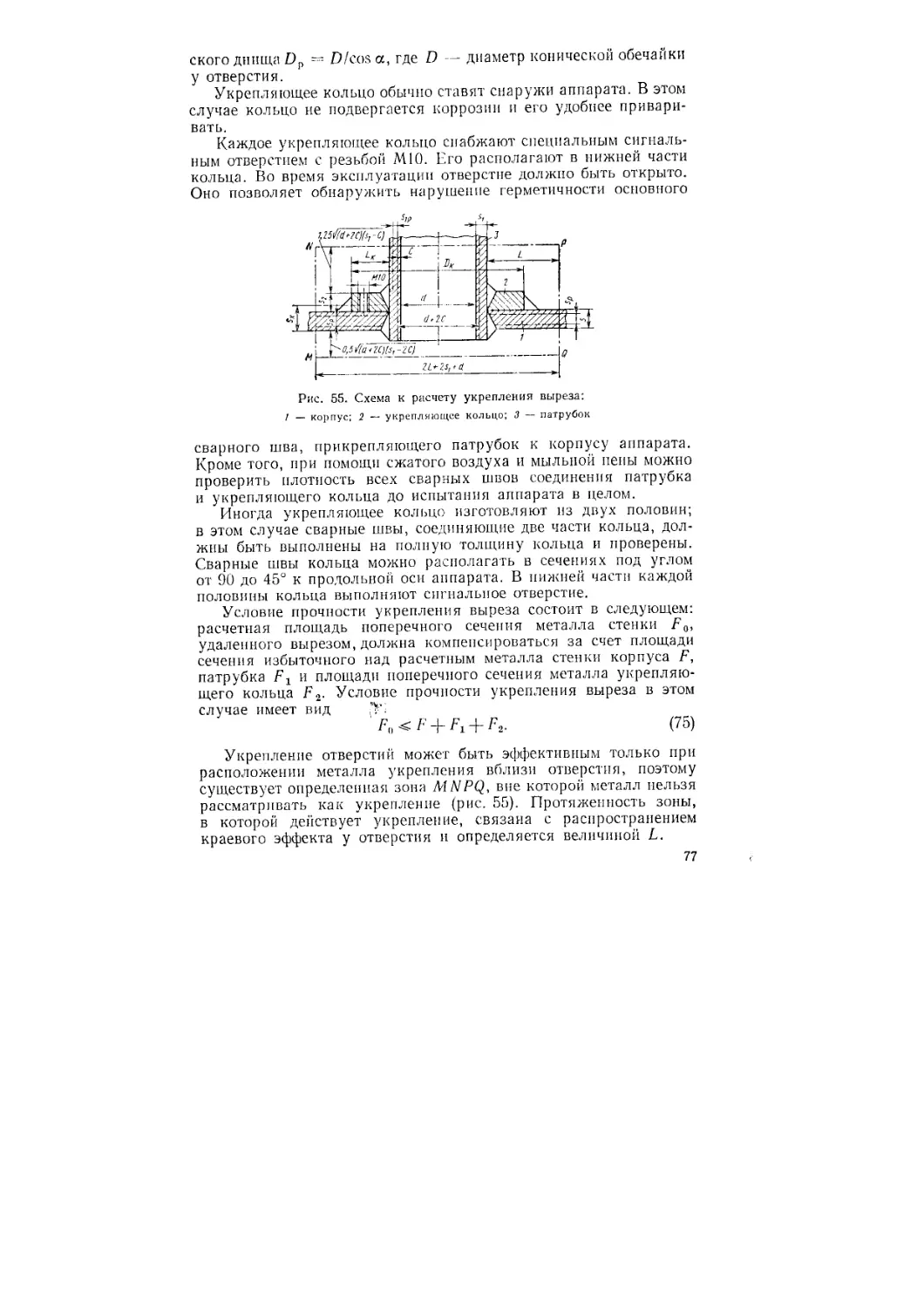
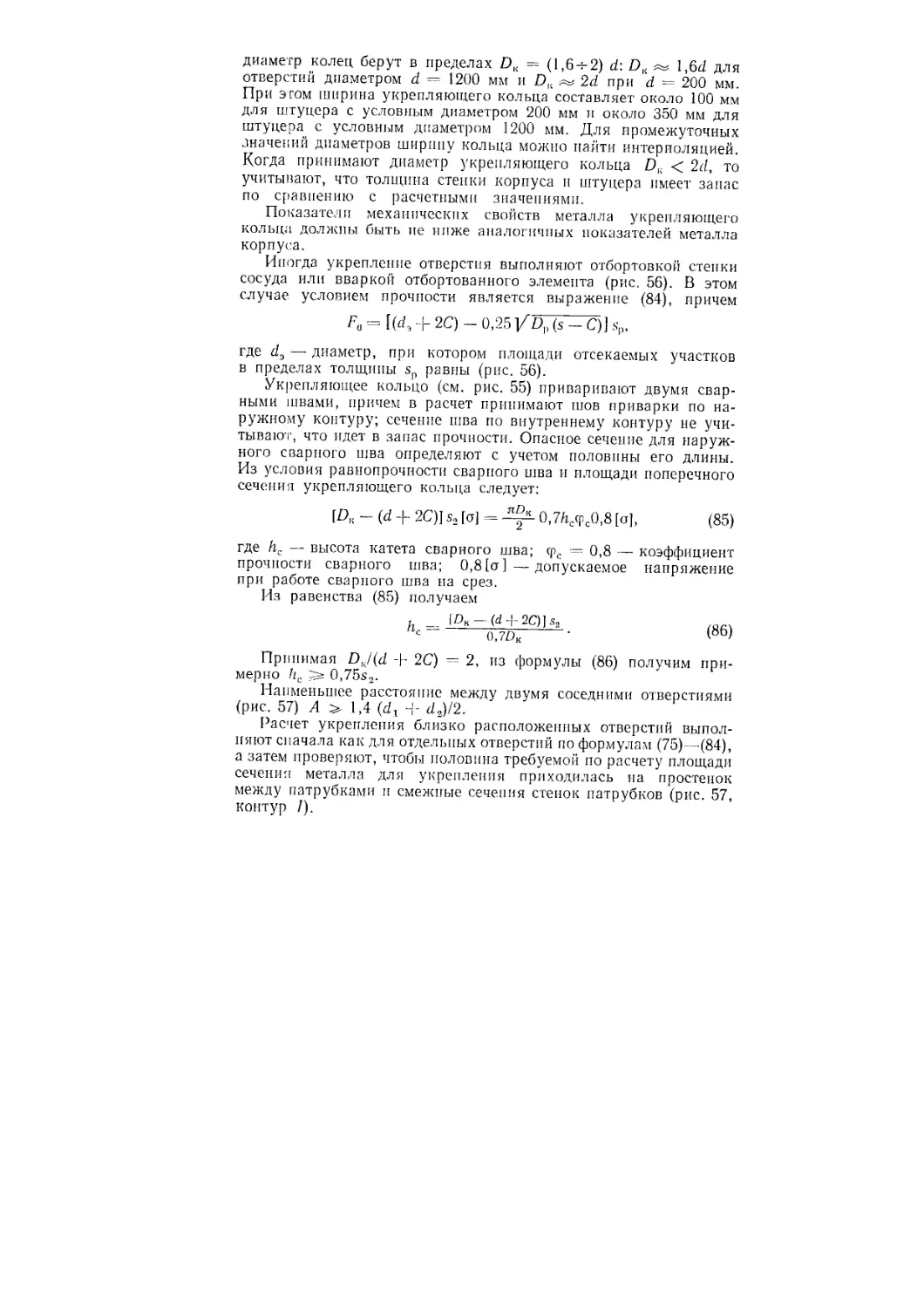
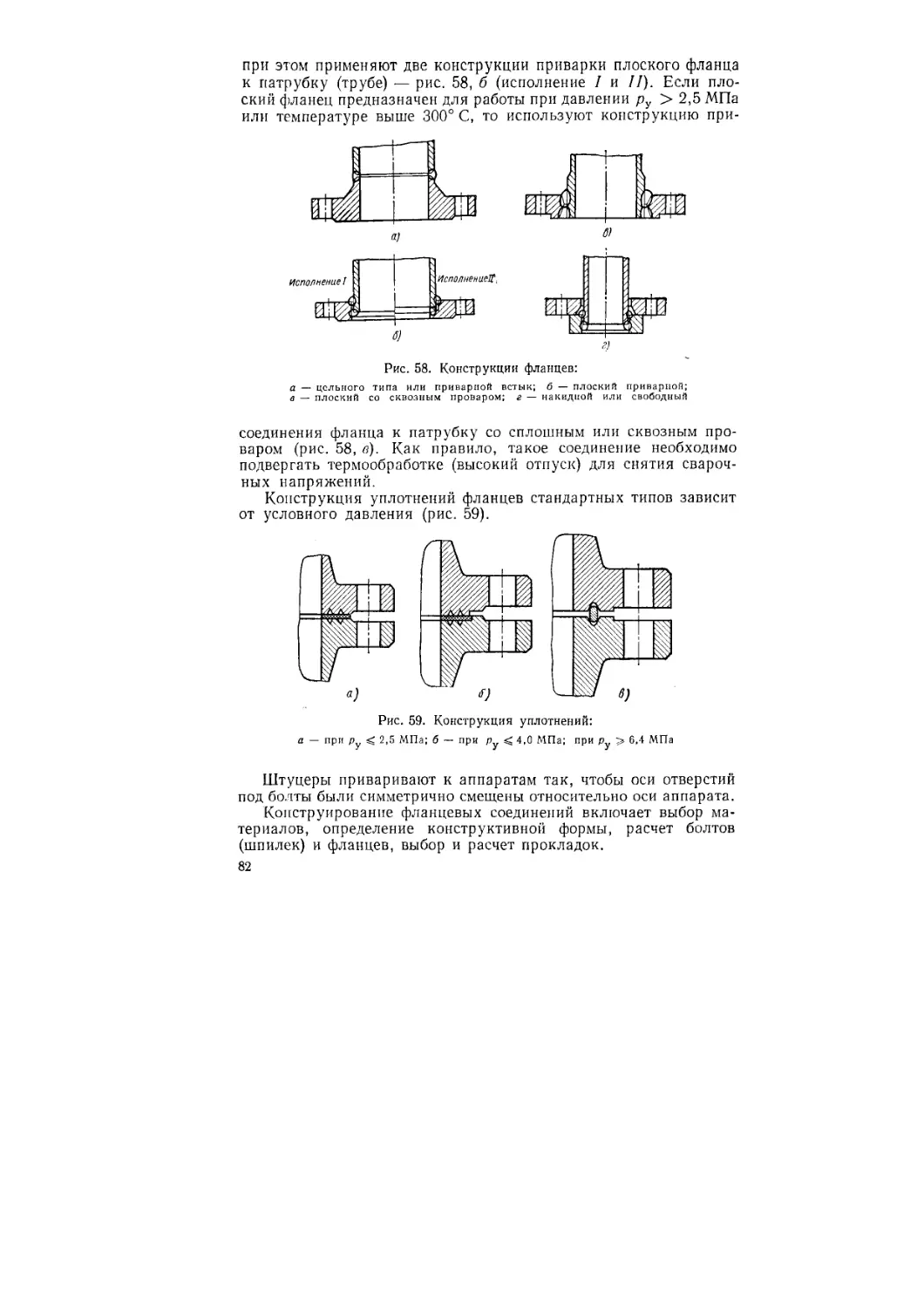
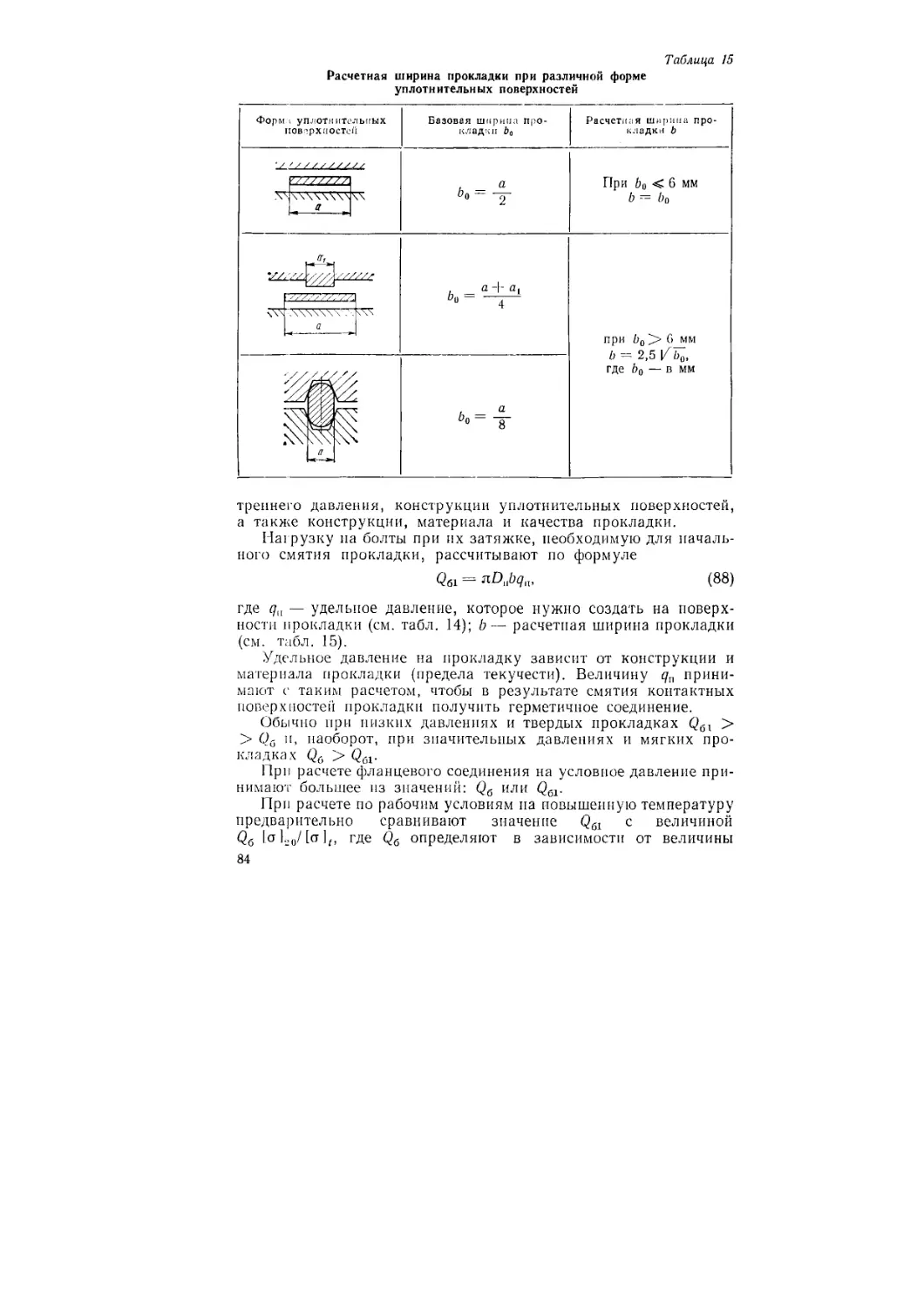
Плотность приварки укрепляющих колец и патрубков штуце-
ров проверяют через сигнальные отверстия пневматически дав-
лением 0,4—0,6 МПа с обмыливанием швов внутри и снаружи
аппарата.
§ 3. Основные положения правил по расчету,
устройству и изготовлению сварных аппаратов
Рис. 8. Варианты соедине-
ния листов различной тол-
щины
«Правила устройства и безопасной эксплуатации сосудов,
работающих под давлением» [10] распространяются па сосуды,
работающие под избыточным давлением свыше 0,07 МПа (без
учета гидростатического давления). Правила не распространяются
на трубчатые печи, трубные пучки тепло-
обменной аппаратуры, сосуды, работа-
ющие под вакуумом. Параллельно
с правилами Госгортехнадзора дейст-
вует стандарт ОСТ 26—291—71 [16]
па технические требования к сварным
стальным сосудам и аппаратам, который
распространяется как на сосуды, рабо-
тающие под давлением, так и на сосуды,
работающие без давления пли при ва-
кууме.
Правилами Госгортехнадзора и
ОСТ 26 - 291—71 установлены основные
положения по устройству (конструкции
и выбору материалов), изготовлению,
испытанию н безопасной эксплуатации
сосудов и аппаратов. Все сосуды с вну-
тренним диаметром более 800 мм дол-
жны иметь для обслуживания люки-лазы диаметром не менее
400 мм. Исключение составляют теплообменные аппараты, внутри
которых располагают трубные пучки. Если для открывания
или закрывания крышек люков требуется усилие более 200 Н,
то крышки следует снабжать приспособлениями, облегчающими
эту операцию.
Продольные и поперечные швы обечаек стальных сосудов
должны быть только стыковыми. Продольные швы обечаек, а также
меридиональные швы днищ не должны являться продолжением
один другого, а должны быть смещены один по отношению к дру-
гому на величину трехкратной толщины наиболее толстого листа,
но не менее чем на 100 мм между осями швов. Если разница в тол-
щине соединяемых стыковым швом листов превышает 5 мм или
составляет более 30% толщины тонкого листа, то следует преду-
сматривать специальный переход постепенным утонением тол-
стого листа на длине, равной не менее четырехкратной разности
толщин стыкуемых листов (рис. 8). Смещение кромок листов в сты-
ковых соединениях, определяющих прочность сосуда, не должно
Зо
превышать 10% номинальной толщины тонкого листа, но состав-
лять не более 3 мм.
Установка люков на продольных швах не допускается.
Для изготовления сосудов, работающих под давлением, при-
меняют сталь как выплавленную мартеновским способом, так и
полученную в электропечах или конверторах. Давления и тем-
пературные пределы применения некоторых марок сталей при-
ведены в табл. 8.
При расчете на прочность сосудов и аппаратов значения коэф-
фициентов прочности сварных швов следует принимать в соответ-
ствии с приведенными ниже максимальными значениями:
Стыковые и тавровые соединения с двусторонним сплошным проваром,
выполняемые автоматической сваркой ................................ 1,0
Стыковые соединения с подваркой корня шва и тавровые соединения с
двусторонним сплошным проваром, выполняемые вручную или автомати-
ческой сваркой с ручной подваркой..................................0,95
Стыковые соединения, доступные сварке только с одной стороны со
сплошным гарантированным проваром или выполняемые с подкладкой со
стороны корня шва, которая прилегает по всей длине шва к основному ме-
таллу ..............................................................0,9
Тавровые соединения, в которых не обеспечивается сплошное соеди-
нение свариваемых деталей, а также соединения внахлестку при наличии
швов с двух сторон .................................................0,8
При расчете аппаратов на прочность различают технологиче-
ское давление и расчетное. Под технологическим подразумевают
давление, при котором обычно идет процесс. Расчетным или рабо-
чим называют давление, которое принимают для расчета аппа-
рата на прочность.
На аппаратах, работающих под давлением, следует устанавли-
вать предохранительные клапаны, непосредственно соединенные
с аппаратами. Установочное давление (давление, при котором
клапан начинает открываться) принимают равным расчетному.
Клапан должен полностью открываться при превышении расчет-
ного давления не более, чем на 10%. Кратковременное превыше-
ние давления сверх расчетного не учитывают при расчетах аппа-
рата на прочность.
При расчете на прочность аппаратов, содержащих взрыво-
пожароопасные и токсичные среды и снабженных предохранитель-
ными клапанами, расчетное давление принимают на 10%, но не
менее, чем на 0,2 МПа больше технологического. Это позволяет
избежать загрязнения окружающей атмосферы и обеспечивает
нормальную эксплуатацию технологических установок.
При пуске аппараты, стенки которых после остановки (ре-
монта) имеют отрицательную температуру, рекомендуется про-
греть, например, паром, а затем поднимать в них давление. Если
это не представляется возможным, то пуск следует выполнять по
правилам, которые устанавливает «Регламент проведения в зим-
нее время пуска, остановки и испытания на плотность аппаратуры»
31
[2]. Для различных марок стали регламентом установлены наи-
меньшая температура /п и соответствующее ей давление рп, до-
пускаемые при пуске аппарата (рис. 9). Так, для аппаратов с ра-
бочим давлением 0,1 < рраб < 0,3 МПа давление при пуске рп =
= 0,35 рраб, но не более 0,1 МПа, а для аппаратов с рраб <
< 0,1 МПа значение р„ = рраб. При этом для сталей, у которых
значение допускаемой температуры (см. табл. 8) tp < tn, давле-
ние пуска может быть равно рабочему рп = рраб.
Повышение давления при пуске до
, р рпр или рраб рекомендуется проводить,
_____ступенчато увеличивая на 0,25 от рп
или рраб с выдержками по 15 мин.
Рекомендуемая скорость повышения
или снижения температуры не более
рп 30° С в час.
Аппараты или их элементы после
| сварки следует подвергать термообра-
I ботке:
—у £ если толщина их стенки превышает
п р ’ 36 мм или
Рис. 9. Зависимость допу-
скаемого давления при пу-
ске аппаратов от темпера-
туры (при t < 0)
s 0,009 (Dd + 120) см,
где DB — внутренний диаметр аппа-
рата, см;
если они изготовлены из хромомолибденовых, хромованадие-
вольфрамовых и хромистых сталей или из биметалла с основным
слоем из этих сталей;
в случаях, когда они предназначены для эксплуатации в сре-
дах, вызывающих коррозионное растрескивание (растворы ед-
кого натра, кали и др.).
Термообработке подвергают также днища и штампуемые эле-
менты из сталей 09Г2С и 10Г2С1, если они предназначены для
работы при температуре от —41 до —70° С.
Аппараты, изготовленные из высоколегированных хромонике-
левых аустенитных сталей (08Х18Н10Т и др.), необходимо подвер-
гать стабилизирующему отжигу, если они предназначены для
работы в средах, вызывающих коррозионное растрескивание,
а также при температурах выше 350° С в средах, вызывающих
межкристаллитную коррозию.
§ 4. Выбор допускаемых напряжений
Величину коэффициента запаса прочности при выборе допускае-
мого напряжения в общем случае необходимо принимать с уче-
том качества материала, технологии изготовления и методов кон-
троля, условий производства, свойств среды, характера прило-
жения и рода нагрузок, точности расчетов.
32
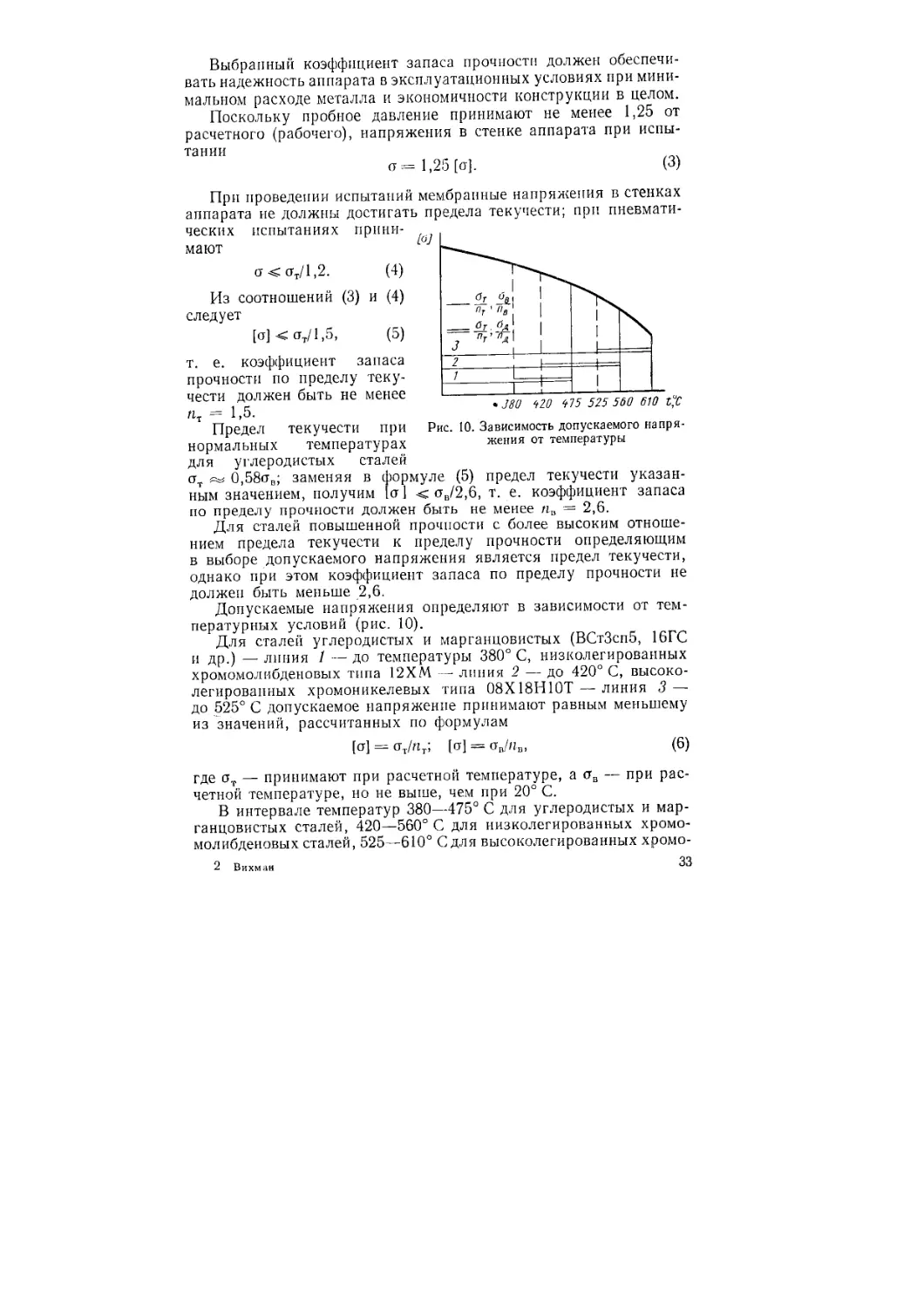
Рис. 10. Зависимость допускаемого напря-
жения от температуры
Выбранный коэффициент запаса прочности должен обеспечи-
вать надежность аппарата в эксплуатационных условиях при мини-
мальном расходе металла и экономичности конструкции в целом.
Поскольку пробное давление принимают не менее 1,25 от
расчетного (рабочего), напряжения в стенке аппарата при испы-
тании
а =1,25 [сг]. (3)
При проведении испытаний мембранные напряжения в стенках
аппарата не должны достигать предела текучести; при пневмати-
ческих испытаниях прини-
мают
ст<стт/1,2. (4)
Из соотношений (3) и (4)
следует
[ст] < стт/1,5, (5)
т. е. коэффициент запаса
прочности по пределу теку-
чести должен быть не менее
нт = 1,5.
Предел текучести при
нормальных температурах
для углеродистых сталей
стт 0,58ств; заменяя в формуле (5) предел текучести указан-
ным значением, получим [ст] < ств/2,6, т. е. коэффициент запаса
по пределу прочности должен быть не менее па = 2,6.
Для сталей повышенной прочности с более высоким отноше-
нием предела текучести к пределу прочности определяющим
в выборе допускаемого напряжения является предел текучести,
однако при этом коэффициент запаса по пределу прочности не
должен быть меньше 2,6.
Допускаемые напряжения определяют в зависимости от тем-
пературных условий (рис. 10).
Для сталей углеродистых и марганцовистых (ВСтЗспб, 16ГС
и др.) — линия / — до температуры 380° С, низколегированных
хромомолибденовых типа 12ХМ — линия 2 — до 420° С, высоко-
легированных хромоникелевых типа 08Х18Н10Т — линия 3 —
до 525° С допускаемое напряжение принимают равным меньшему
из значений, рассчитанных по формулам
[ст] = стт/ит; [ст] = ств/»в, (6)
где стт — принимают при расчетной температуре, а ста — при рас-
четной температуре, но не выше, чем при 20° С.
В интервале температур 380—475° С для углеродистых и мар-
ганцовистых сталей, 420—560° С для низколегированных хромо-
молибденовых сталей, 525—610° С для высоколегированных хромо-
2 Вихман 33
никелевых сталей допускаемое напряжение определяют в зависи-
мости от предела текучести и предела длительной прочности за
100 000 ч (среднее значение ад):
[ст] = ат/нт; [ст] = од/нд. (7)
Для расчета принимают меньшее из вычисленных значений до-
пускаемого напряжения. •<
В формулах (6) и (7) принимают следующие значения коэффи-
циентов запаса прочности: цт Д: 1,5; 2,6; пл 1,5.
Действительные напряжения в местах, где возможна их кон-
центрация, например у штуцеров, могут превышать величину
мембранных напряжений в стенке более, чем в 1,5 раза. При этом
в условиях высоких значений допускаемых напряжений при рас-
чете аппаратов, содержащих инертные жидкости и газы, особое
значение приобретают пластические свойства стали, обеспечиваю-
щие при упругопластических деформациях достаточную проч-
ность конструкции.
При расчете аппаратов нормативное допускаемое напряжение
выбирают в зависимости от температуры по стандарту [13]. Для
некоторых сталей нормативные допускаемые напряжения указаны
в табл. 12. В случае, есл»в аппаратах содержится взрыво-пожаро-
опасная или токсичная среда, допускаемое напряжение умень-
шают, умножая его на коэффициент т] — 0,80,9.
Таблица 12
Нормативные допускаемые напряжения
Сталь Значения напряжений, МПа, при температуре, вС
20 200 250 300 350 400 450 470 500 540 600 700
ВСтЗсп 140 126 120 108 98 85
16ГС, 09Г2С 170 148 145 134 123 105 71 56 — — — —
12МХ, 12ХМ 147 145 145 141 137 132 124 117 96 47 — —
12Х18Ы10Т 160 140 136 130 126 121 117 115 113 111 74 30
В последнее время придают значение вопросам прочности ап-
паратуры при малоцикловом нагружении; изучение и учет этого
фактора обеспечивают более точный расчет аппаратов.
§ 5. Стандарты
Для ускорения и облегчения проектирования, унификации
деталей и узлов аппаратов серийного изготовления, специализа-
ции производства и ускорения ремонта нефтеаппаратуры на це-
лый ряд деталей и оборудования установлены стандарты.
34
По стандартам выбирают отдельные узлы и детали аппаратуры:
днища, тарелки ректификационных колонн, штуцера, люки,
муфты, укрепляющие кольца, крепежные детали, фланцевые соеди-
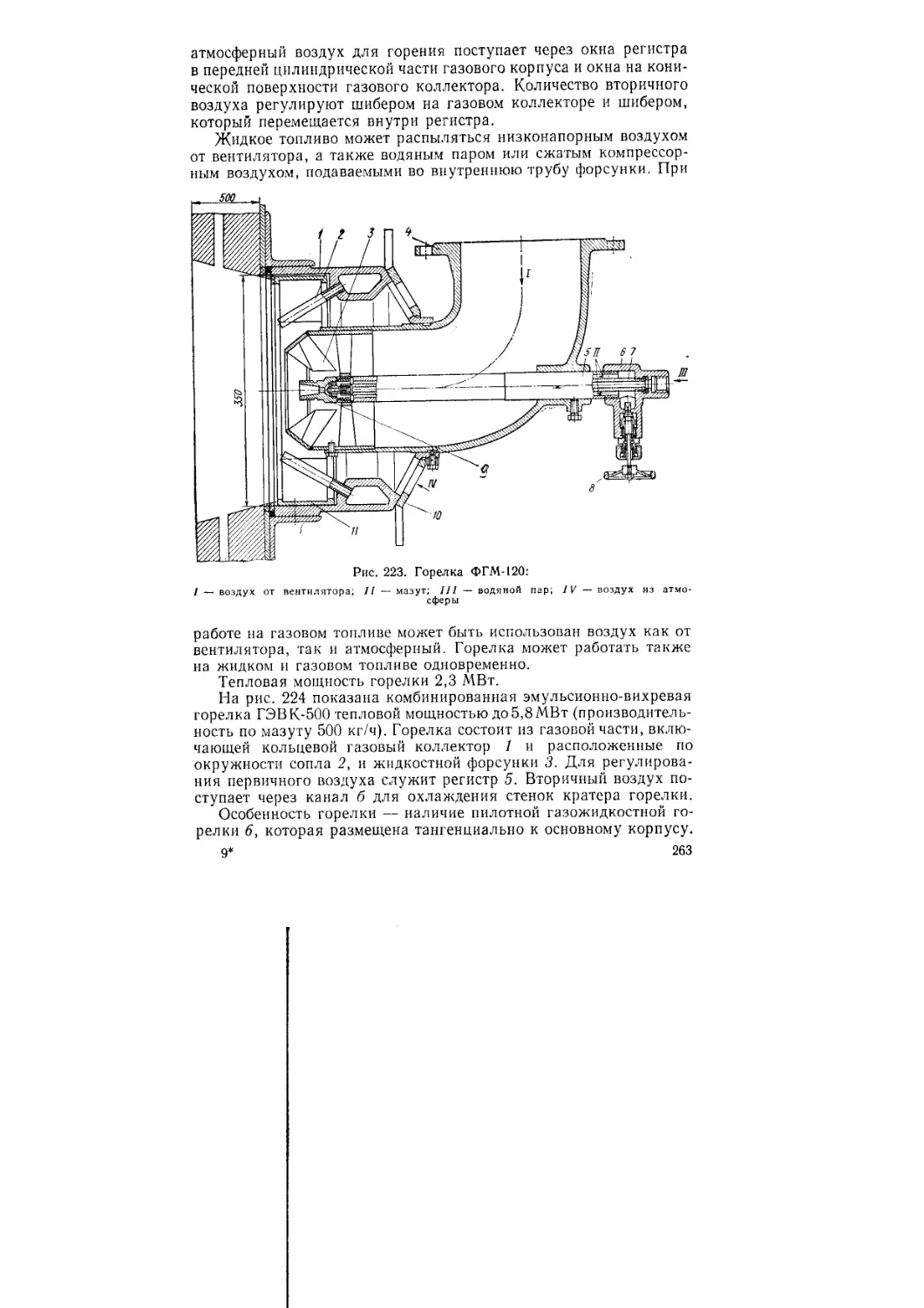
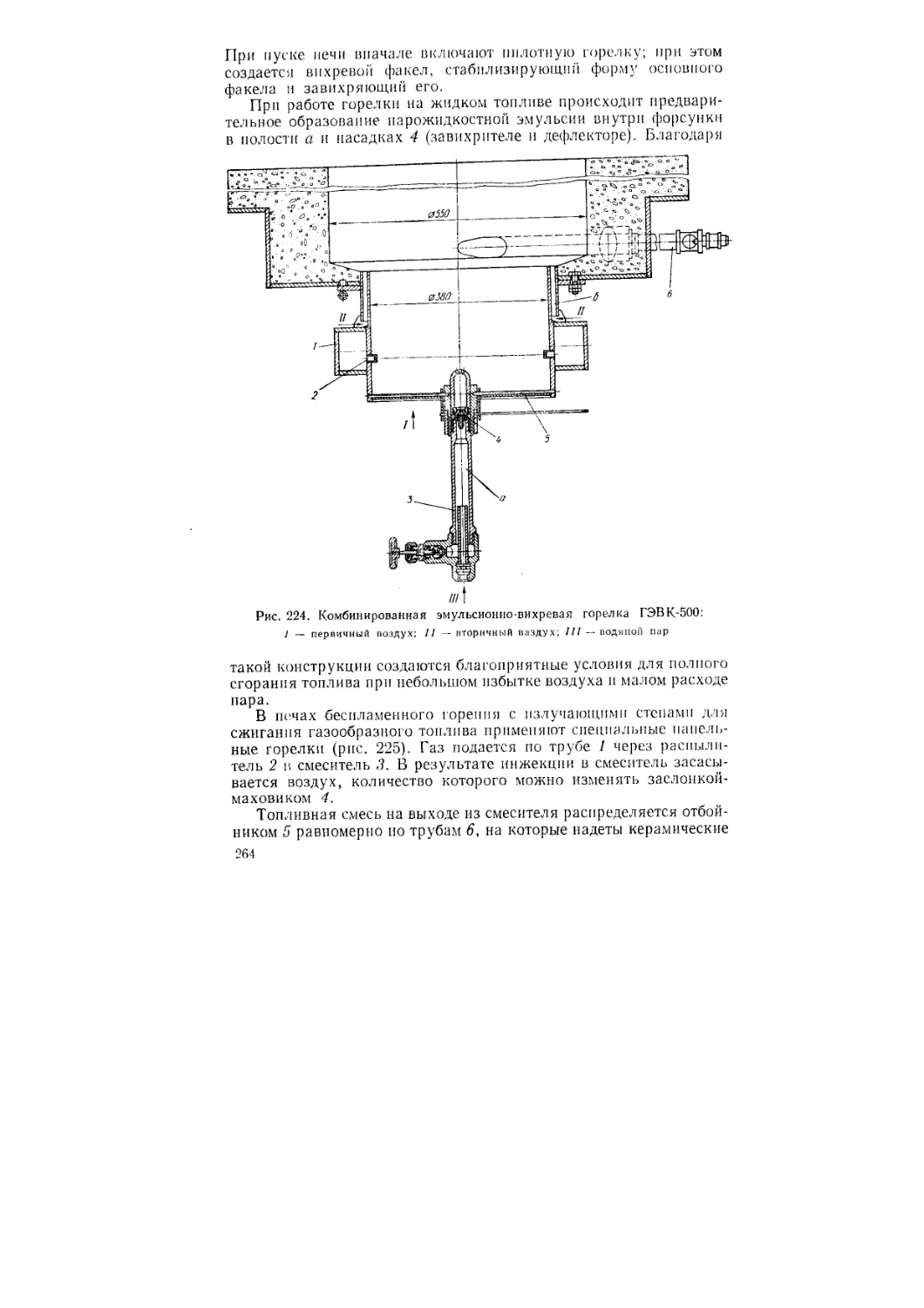
нения аппаратов, горелки, форсунки и др.
Стандартом ГОСТ 9493 —73 установлен ряд условных давлений
от 0,1 до 320 МПа (от 1 до 3200 кгс/см2), применяемый при стан-
дартизации металлических сосудов и аппаратов, а также их сбо-
рочных единиц и деталей.
Под условным понимают избыточное рабочее давление при
температуре 20° С. Стандартные сосуды и аппараты рассчитывают
па прочность при температуре 100° С, чтобы рабочее давление
в интервале температур от 20 до 100° С не снижалось. При повы-
шении температуры выше 100° С рабочее давление для данного
стандартного аппарата или его сборочных единиц снижают в со-
ответствии с изменением механических свойств используемого
материала. Пределы применения стандартного оборудования и его
деталей по давлению в зависимости от температуры приведены
в стандартах.
ГОСТ 9617—76 установлен ряд внутренних диаметров для
сосудов и аппаратов. Для стальных аппаратов рекомендованы
значения от 400 до 1000 мм через 100 мм, от 1200 до 4000 мм через
200 мм, 2500, 4500, 5000, 5600, 6300 мм, от 7000 до 10 000 мм через
500 мм, от 11 000 до 14 000 мм через 1000 мм и от 16 000 до 20 000 мм
через 2000 мм.
Фланцевые соединения сосудов и аппаратов регламентируются
отраслевыми стандартами на условные давления от 0,3 до 16 МПа
для двух групп аппаратов: группы А —'не содержащих взрыво-
пожароопасных и "’токсичных‘ сред и " группы Б — содержащих
взрыво-пожароопасные и токсичные среды. Так, фланцевые соеди-
нения па ру — 4 МПа можно применять в зависимости от темпера-
туры на давления, указанные в табл. 13.
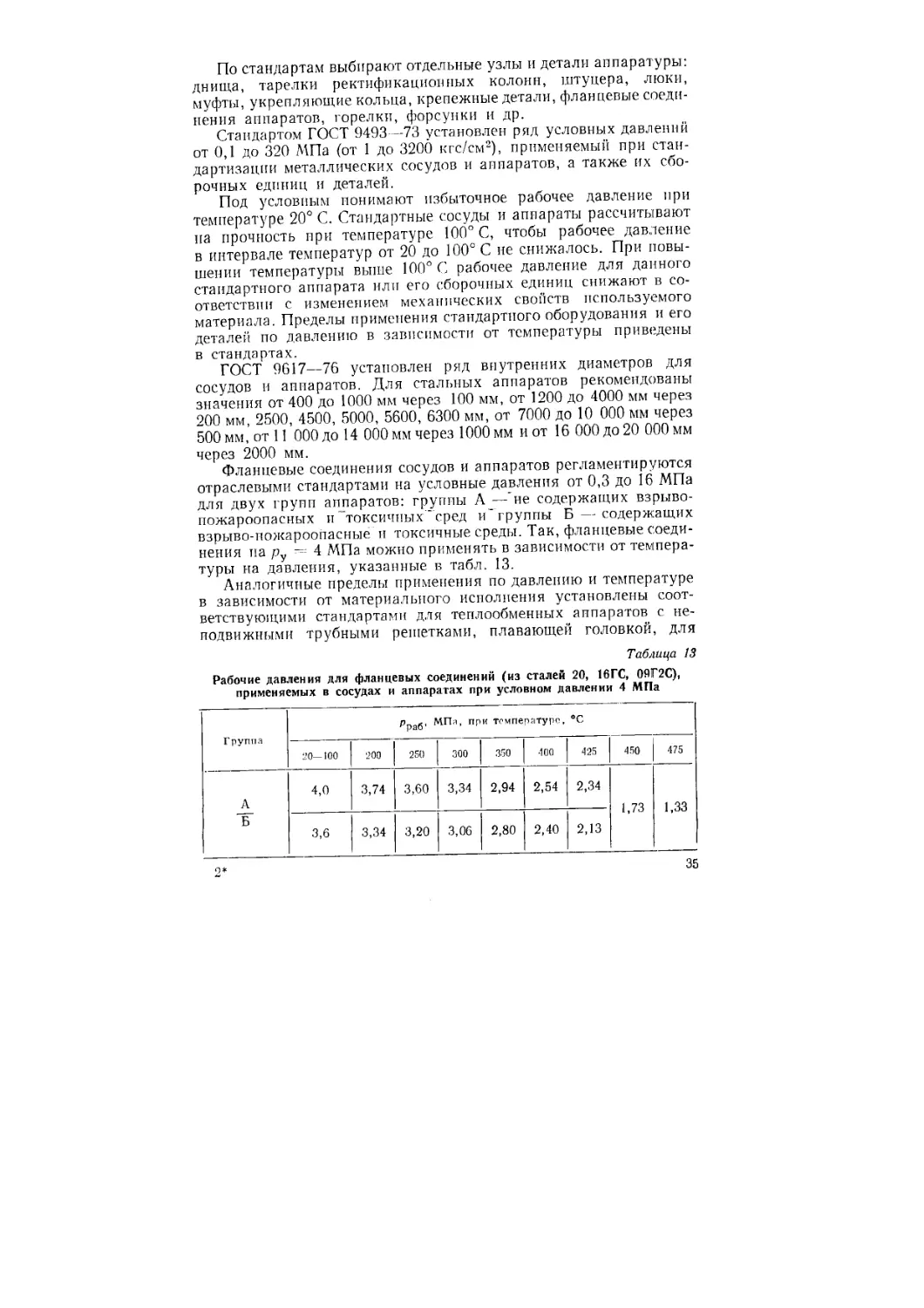
Аналогичные пределы применения по давлению и температуре
в зависимости от материального исполнения установлены соот-
ветствующими стандартами для теплообменных аппаратов с не-
подвижными трубными решетками, плавающей головкой, для
Таблица 13
Рабочие давления для фланцевых соединений (из сталей 20, 16ГС, 09Г2С),
применяемых в сосудах и аппаратах при условном давлении 4 МПа
Г руппа Ppag< МПа, при температуре, °C
20—100 200 250 300 350 400 425 450 475
А Б 4,0 3,74 3,60 3,34 2,94 2,54 2,34 1,73 1,33
3,6 3,34 3,20 3,06 2,80 2,40 2,13
2* 35
теплообменников с U-образными трубами, испарителей с паро-
вым пространством, аппаратов воздушного охлаждения и др.
Разработаны стандарты на элементы трубопроводов: фланцы,
фитинги, волнистые компенсаторы. По стандартам изготовляют
и прокладки некоторых конструкций.
Для стандартных арматуры и элементов трубопроводов, а
также упорядочения их выбора установлен ряд условных давлений
(ГОСТ 356—68) и ряд условных диаметров (ГОСТ 355—67).
Условным давлением для арматуры считают рабочее давление
при температуре 20° С. Для стальной арматуры его не снижают
до температуры 200° С, для чугунной и бронзовой арматуры — до
температуры 120° С. При более высоких температурах стандарт
предусматривает снижение рабочего давления для арматуры,
фитингов и трубопроводов из углеродистых сталей в соответствии
с приведенными ниже значениями (при условном давлении 1,6 МПа,
пробном давлении 2,4 МПа — водой при температуре 100° С):
Температура среды, °C . . . 200 250 300 350 400 425" 450
Давление рабочее максималь-
ное, МПа .................. 1,6 1,5 1,3 1,2 1,0 0,9 0,7
Условным диаметром характеризуют трубы, арматуру, фитинги
и другие детали и элементы трубопроводов. В качестве условного
принимают номинальный внутренний диаметр трубопровода. Ука-
занным выше стандартом предусмотрены условные диаметры
до 4000 мм.
Глава V
РАСЧЕТ КОРПУСОВ И ДНИЩ АППАРАТОВ
§ 1. Усилия и напряжения в оболочках
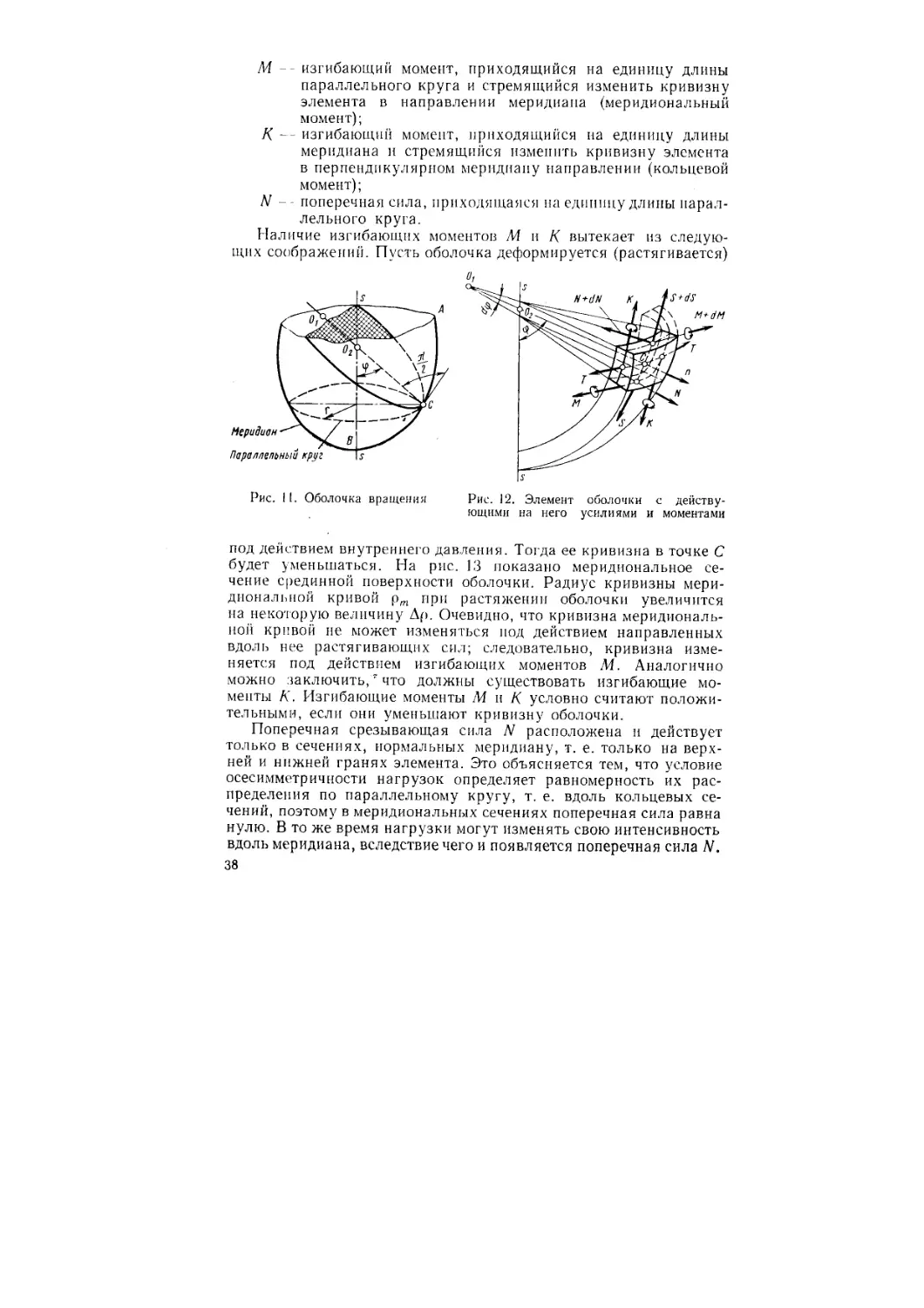
Срединной поверхностью оболочки называют поверхность,
равноудаленную от внутренней и наружной поверхностей оболочки.
Основными формами элементов сосудов и аппаратов являются
оболочки вращения. Срединная поверхность таких оболочек полу-
чена вращением отрезка плоской кривой АВ (образующей поверх-
ности) вокруг оси s—s, лежащей в плоскости отрезка и не пере-
секающей его (рис. 11). При этом ось вращения является осью
оболочки.
При вращении отрезка любая точка С описывает окружность
радиуса г, называемую параллельным кругом. Кривая пересече-
ния срединной поверхности плоскостью, проходящей через ось,
называется меридианом или первым главным сечением. Кривую
пересечения оболочки плоскостью, перпендикулярной меридиану
в какой-либо точке С (на рисунке заштрихована), называют вто-
рым главным сечением.
Радиус кривизны срединной поверхности в направлении мери-
диана называется первым главным радиусом кривизны ОгС =
= рт. Радиус кривизны О2С = р/г срединной поверхности в на-
правлении, перпендикулярном меридиану в точке С, называют
вторым главным радиусом кривизны.
Очевидно, для цилиндра, меридиан которого является прямой,
рт = оо, а рА = R; для шара рт = р/г = /?. У цилиндра парал-
лельные круги и вторые главные сечения совпадают.
Оболочку вращения называют осесимметричной, если она на-
гружена: силами, распределенными симметрично вокруг оси;
краевыми силами, распределенными равномерно по параллель-
ному кругу оболочки; краевыми моментами, равномерно распре-
деленными по параллельному кругу и действующими в плоскости
меридианов. В простейшем случае примером осесимметричной
оболочки может служить оболочка вращения, нагруженная вну-
тренним газовым давлением.
Рассмотрим напряжения, действующие в стенке осесимметрич-
ной оболочки вращения. Для этого выделим из оболочки элемент
двумя меридиональными и нормальными сечениями (рис. 12).
В общем случае на элемент осесимметричной оболочки действуют
следующие удельные нагрузки, распределенные равномерно по
всей толщине стенки оболочки s':
S — сила, приходящаяся на единицу длины параллельного
круга и растягивающая элемент в меридиональном на-
правлении (меридиональная сила);
Т — сила, приходящаяся на единицу длины меридиана и
растягивающая элемент в направлении параллельного
круга, т. е. в кольцевом направлении (кольцевая сила);
37
М - - изгибающий момент, приходящийся на единицу длины
параллельного круга и стремящийся изменить кривизну
элемента в направлении меридиана (меридиональный
момент);
К — изгибающий момент, приходящийся на единицу длины
меридиана и стремящийся изменить кривизну элемента
в перпендикулярном меридиану направлении (кольцевой
момент);
М -- поперечная сила, приходящаяся на единицу длины парал-
лельного круга.
Наличие изгибающих моментов М. и К вытекает из следую-
щих соображений. Пусть оболочка деформируется (растягивается)
Рис. II. Оболочка вращения
Рис. 12. Элемент оболочки с действу-
ющими на него усилиями и моментами
под действием внутреннего давления. Тогда ее кривизна в точке С
будет уменьшаться. На рис. 13 показано меридиональное се-
чение срединной поверхности оболочки. Радиус кривизны мери-
диональной кривой рт при растяжении оболочки увеличится
на некоторую величину Ар. Очевидно, что кривизна меридиональ-
ной кривой не может изменяться под действием направленных
вдоль нее растягивающих сил; следовательно, кривизна изме-
няется под действием изгибающих моментов М. Аналогично
можно заключить,7 что должны существовать изгибающие мо-
менты К. Изгибающие моменты М и К условно считают положи-
тельными, если они уменьшают кривизну оболочки.
Поперечная срезывающая сила N расположена и действует
только в сечениях, нормальных меридиану, т. е. только на верх-
ней и нижней гранях элемента. Это объясняется тем, что условие
осесимметричности нагрузок определяет равномерность их рас-
пределения по параллельному кругу, т. е. вдоль кольцевых се-
чений, поэтому в меридиональных сечениях поперечная сила равна
нулю. В то же время нагрузки могут изменять свою интенсивность
вдоль меридиана, вследствие чего и появляется поперечная сила N.
38
Условимся считать силу N положительной, если она направлена
к центру кривизны и действует па грань, внешняя нормаль к ко-
торой обращена в сторону положительных углов <р, или, если сила
направлена от центра кривизны и действует на грань, внешняя
нормаль к которой обращена в сторону отрицательных <р.
Указанные силы и моменты вызывают в выделенном элементе
напряжения, которые определяют обычным способом. Можно счи-
тать, что грани элемента, к которым приложены эти нагрузки
Рис. 13. Меридиональное сечение
оболочки
Рис. 14. Напряжения
в оболочке вращения
и моменты, имеют форму прямоугольника с основанием, равным
единице, и высотой, равной толщине стенки s'. Тогда напряжения
от сил S и Т:
s Т
°s —
Напряжения от изгибающих моментов М и К'.
GA1 , GK
Ом ~ ± = ± -7-775- •
Al (s') 2 Л (s') 2
Суммарные меридиональные и кольцевые напряжения
। s , 6М ,о.
। т , 6/( ._.
= <эт ф- = — ± • (9)
Поперечная сила N вызывает касательное напряжение
(Ю)
В соответствии с принятым правилом знаков удельных нагру-
зок знак плюс в формулах (8) и (9) относится к внутренней поверх-
ности стенки, знак минус — к внешней поверхности.
Формулы (8), (9) и (10) для расчета напряжений в стенке осе-
симметричной оболочки учитывают все нагрузки, в том числе
изгибающие моменты М и К, а также поперечную силу N и от-
носятся поэтому к формулам моментной теории оболочек.
39
На практике в большинстве случаев при расчетах тонкостен-
ных оболочек вращения, находящихся под воздействием равно-
мерно распределенного давления, изгибающие моменты и попе-
речную силу не учитывают. Такую теорию расчета оболочек, когда
учитывают только растягивающие или сжимающие усилия S и 'Г,
называют безмоментной или мембранной теорией оболочек. Во
многих случаях расчеты по этой теории дают вполне удовлетвори-
тельные результаты.
Основным исходным уравнением безмоментной теории для
расчета на прочность осесимметричных оболочек вращения, на-
груженных давлением, является уравнение Лапласа
От г Щ _ Р (11)
Pm ' Pk S' ’ '
где от — меридиональное напряжение (рис. 14); — кольцевое
напряжение; рш — радиус кривизны срединной поверхности обо-
лочки в направлении меридиональной кривой; р/г — радиус кри-
визны срединной поверхности в направлении, перпендикулярном
меридиональной кривой; р — внутреннее избыточное давление;
s' — расчетная толщина стенки оболочки.
§ 2. О краевой задаче
В большинстве случаев при расчете оболочек вращения их
края рассматривают свободными и расчет выполняют с достаточ-
ной для практики точностью по формулам безмоментной теории
расчета. В действительности край оболочки вращения обычно
нагружен равномерно распределенными краевой силой и краевым
радиальным моментом, появляющимися вследствие ограничения
свободы деформации края оболочки.
Рассмотрим цилиндрический сосуд радиусом R (толщина
стенки s) с коническим днищем (половина угла конуса а), нагру-
женный внутренним давлением р (рис. 15, а). Если представить,
что каждая часть сосуда может деформироваться свободно, то
под действием внутреннего давления по краям цилиндра и конуса
возникнут деформации (рис. 15, б): радиальные перемещения Дц,
Дк и угол поворота (угловое перемещение) 0Ц, 0к. Очевидно, что
эти деформации для цилиндра и конуса различные, т. е. Дц =/=
4= Дк и 0Ц 0К. Однако оболочки связаны одна с другой (края
их не свободны), и в рассматриваемом сечении деформации должны
быть одинаковыми. В результате по краю появляются равномерно
распределенные по окружности краевые нагрузки, лежащие в ме-
ридиональных сечениях: сила Ро (МН/м) и момент Мо (МН м/м)
(рис. 15, б). Кроме того, в случае, если обечайки соединены под
углом, возникает распорная, равномерно распределенная по краю
сила Р (МН/м). Краевая распорная сила равна проекции меридио-
нальных сил, взятых с обратным знаком, на плоскость, проходя-
щую через стыковое соединение. Например, для соединения, пока-
занного на рис. 15, Р = —S sin а.
40
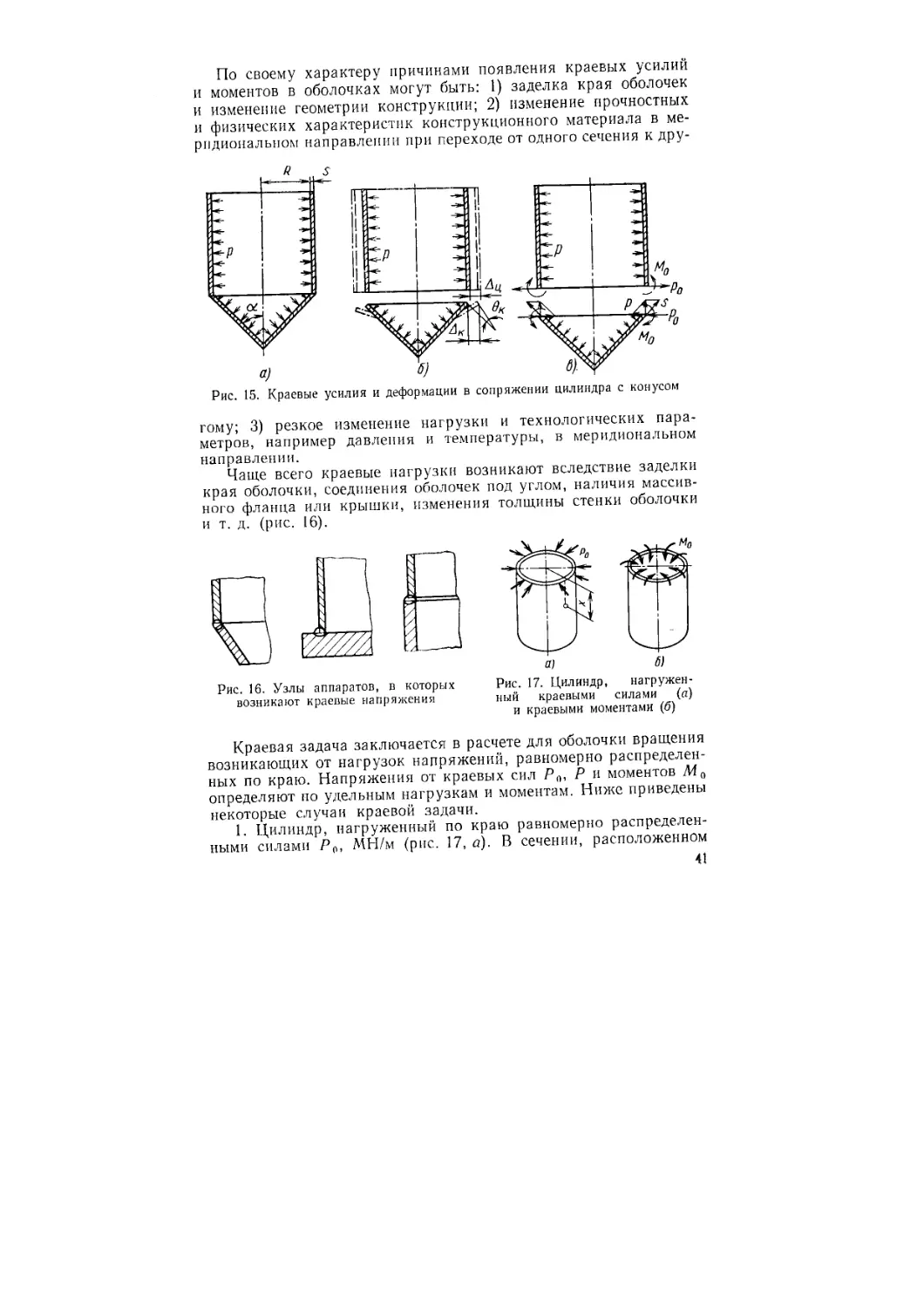
По своему характеру причинами появления краевых усилий
и моментов в оболочках могут быть: 1) заделка края оболочек
и изменение геометрии конструкции; 2) изменение прочностных
и физических характеристик конструкционного материала в ме-
ридиональном направлении при переходе от одного сечения к дру-
Рис. 15. Краевые усилия и деформации в сопряжении цилиндра с конусом
тому; 3) резкое изменение нагрузки и технологических пара-
метров, например давления и температуры, в меридиональном
направлении.
Чаще всего краевые нагрузки возникают вследствие заделки
края оболочки, соединения оболочек под углом, наличия массив-
ного фланца или крышки, изменения толщины стенки оболочки
и т. д. (рис. 16).
Рис. 16. Узлы аппаратов, в которых
возникают краевые напряжения
Рис. 17. Цилиндр, нагружен-
ный краевыми силами (а)
и краевыми моментами (б)
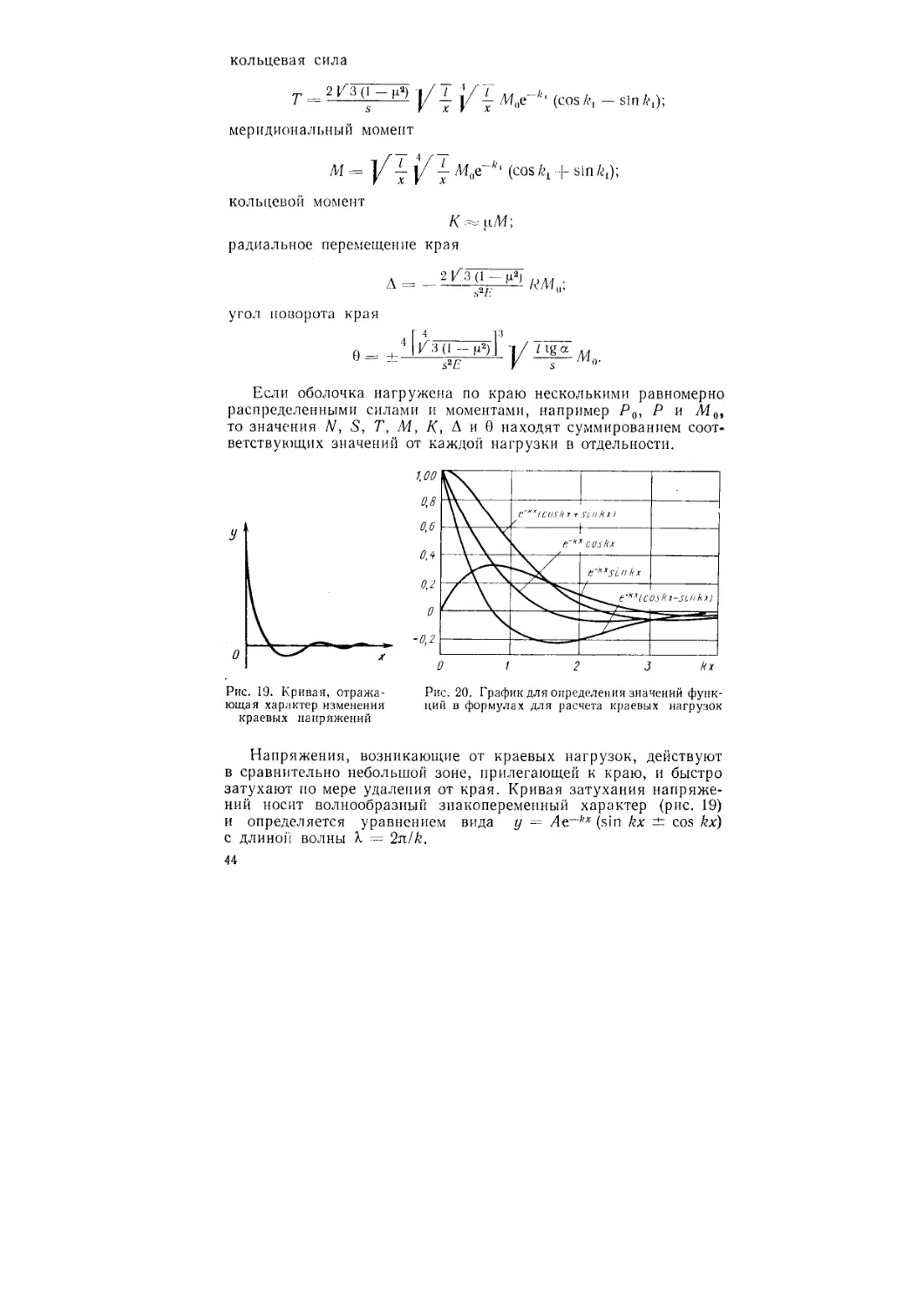
Краевая задача заключается в расчете для оболочки вращения
возникающих от нагрузок напряжений, равномерно распределен-
ных по краю. Напряжения от краевых сил Рп, Р и моментов Л40
определяют по удельным нагрузкам и моментам. Ниже приведены
некоторые случаи краевой задачи.
1. Цилиндр, нагруженный по краю равномерно распределен-
ными силами Ро, МН/м (рис. 17, а). В сечении, расположенном
41
на расстоянии х: от нагруженного края, возникают следующие
удельные нагрузки и деформации:
поперечная сила
N = РпеГкх (cos kx — sin /ех);
меридиональная сила
.s • 0;
кольцевая сила
Т = 2kRP(le~kx cos£x;
меридиональный момент
Л4 = -J- Р.£~кх sin /ех;
/г "
кольцевой момент
К= рМ;
радиальное перемещение края цилиндра
sE
угол поворота края цилиндра
_ _ 2/г2/?2 .
U ' sE <”
коэффициент затухания
к_ Г3(1-И2)
(12)
2. Цилиндр, нагруженный по краю равномерно распределен-
ными радиальными моментами Мп, МН-м/м (рис. 17,6):
поперечная сила
¥ = — 2kMne~kx sin kx\
меридиональная сила
.S =- 0;
кольцевая сила
Т = 2k2RM„e~kx (cos kx — sin kx\,
меридиональный момент
M = Мое~кх (cos kx р sin kx);
кольцевой момент
К = p/Vf;
радиальное перемещение края цилиндра
sE °’
цилиндра
s£
(13)
А =
угол поворота края
0 =
42
3. Конус, нагруженный по краю
равномерно распределенными си-
лами Р(), МН/м (рис. 18, а).
На расстоянии х от вершины ко-
нуса возникают следующие удель-
ные нагрузки и деформации:
поперечная сила
W = - 1/- cos ае"~к 1 (cos -
— sin kJ;
меридиональная сила
S =• — N tg а;
Рис. 18. Конус, нагруженный крае-
выми силами (а) и краевыми мо-
ментами (б)
кольцевая сила
4________ _
7’ = — i ]/tg а 1/ — Ри cos ае~*‘ cos /гр
И xs ь * х 0
меридиональный момент
М = -4-- *^tg -Z- у |/ -7 Ро cos ае~к' sin /гр,
/3(1 -ц2)
кольцевой момент
/г «г- р . 'П;
радиальное перемещение края
А = — R2PU;
sE VIs tg се
угол поворота края
О -= ±— 3(-~ ц2) RPI};
siE "
коэффициент
k,L == (// _
I s tg а
на крае х I.
4. Конус, нагруженный по краю равномерно распределенными
радиальными моментами 7И0, МН-м/м (рис. 18,6):
поперечная сила
R 1/Гк ']/1 м„^к‘ sin /г,;
-v/tga V х У s "
меридиональная сила
S — N tg а;
43
кольцевая сила
т = 2 Гз(1- ц») j/1 J/ 1 Л4(|е“А’‘ (cos /г, - sin /г,);
меридиональный момент
м=V V т м<^‘ (cos +sin
кольцевой момент
радиальное перемещение края
А—
угол поворота края
0 = ±4|ГЗ(1-Ца)| |/7tga
s2E V s °
Если оболочка нагружена по краю несколькими равномерно
распределенными силами и моментами, например Ро, Р и Л10,
то значения ?V, S, 71, Л4, /<, Л и 0 находят суммированием соот-
ветствующих значений от каждой нагрузки в отдельности.
Рис. 19. Кривая, отража-
ющая характер изменения
краевых напряжений
Рис. 20. График для определения значений функ-
ции в формулах для расчета краевых нагрузок
Напряжения, возникающие от краевых нагрузок, действуют
в сравнительно небольшой зоне, прилегающей к краю, и быстро
затухают по мере удаления от края. Кривая затухания напряже-
ний носит волнообразный знакопеременный характер (рис. 19)
и определяется уравнением вида у = Ae~kx (sin kx =t cos kx)
с длиной волны X = 2n!k.
44
Рис. 21. Схема распространения
краевых напряжений в цилиндри-
ческой оболочке
этих частей
Здесь величина А учитывает нагрузку, k характеризует скорость
затухания и зависит от произведения /?s; х определяется рас-
стоянием от края до рассматриваемого сечения.
Характер изменения функций, входящих в формулы для удель-
ных нагрузок, показан на рис. 20.
Для цилиндров краевые силы и моменты оказываются сущест-
венными только в пределах зоны протяженностью 2,5 ]fRs от
края (рис. 21). Очевидно, что при длине цилиндра меньше 2,5 Rs
краевые нагрузки, возникшие на
одном крае, оказывают влияние
на деформации другого края. Та-
кие цилиндры называют корот-
кими. В противоположность этому
у длинных цилиндров краевые на-
грузки, возникающие на одном
крае, не влияют на деформации
другого края.
Для определения краевых на-
пряжений предварительно выби-
рают принципиальную расчетно-
конструктивную схему. При этом
конструкцию разделяют на отдель-
ные элементы (оболочки) и замен:
на другую силами и моментами, приложенными к краю. Напри-
мер, распорная сила Р (см. рис. 15, в) вызывает, как и сила Ро,
радиальное и угловое перемещения края.
Результирующую краевых сил Ро — Р и моменты тИ0 опреде-
ляют из уравнений совместности деформаций для сопряженных
краев оболочек, в общем случае имеющих вид:
Ави + Ар0—р -ф- Длц — Авп Др0_р -ф- Ам0,
вви + 0р„—р -ф- 0'ма = 0вп 0ра-р -ф- 0Л10,
где А — линейные радиальные перемещения края; 0— угловые
перемещения края; верхний индекс у перемещений указывает,
к какой оболочке (краю) они относятся; нижний индекс указывает
нагрузку, вызывающую это перемещение (например, Авн и 0ВН —
линейное и угловое перемещения края от внешней нагрузки).
При составлении и решении уравнений совместности деформа-
ций следует учитывать знаки. Положительными считают: радиаль-
ные перемещения А, если радиус кривизны увеличивается; углы
поворота 0, если край поворачивается наружу, краевые силы
и моменты, если они вызывают положительные деформации.
При шарнирном закреплении оболочек краевые моменты не
возникают. При жесткой заделке края оболочки деформации равны
нулю, т. е.
Двн + Ар0 4~ Ар 4“ Ам0 = 0;
0ви 0р„ -|- 0р + 0м„ = 0.
45
Если край оболочки шарнирно скреплен с иедеформирующимся
основанием, то Л4о=О, и результирующую силу Ри—Р определяют
из уравнения
А„„ | = 0.
После определения краевых сил, а также моментов от них
и от внешних нагрузок находят удельные нагрузки N, S, Т, М, К,
и затем вычисляют напряжения но формулам (8), (9) и (10).
При конструировании аппаратов следует иметь в виду, что
на величину краевых воздействий оказывают влияние конструкция
узла и свойства материала. В жестких соединениях возникают
большие краевые воздействия. С увеличением пластичности мате-
риала краевой эффект проявляется в меньшей степени вследствие
большей податливости материала деформациям. Следует также
учитывать, что краевые напряжения имеют местный характер.
При расчете стальных оболочек с плавными переходами между
сопрягаемыми частями толщину стенок можно определять с ис-
пользованием формул безмомептной теории, учитывая только
мембранные напряжения. В случае применения сравнительно
хрупких материалов, таких как чугун, или наличия в конструкции
узлов с резкими переходами расчет следует проводить с учетом
краевых напряжений. При этом увеличение толщины стенок
должно иметь характер местного усиления зоны действия крае-
вых напряжений.
§ 3. Расчет корпусов тонкостенных цилиндрических
аппаратов, работающих под внутренним давлением
Тонкостенными называют цилиндрические аппараты, толщина
стенки которых не превышает 10% внутреннего диаметра.
Рис. 22. Схема деформации
оболочки
Исходным уравнением
для получения расчетной
формулы при расчете на
прочность тонкостенного
цилиндра служит уравне-
ние Лапласа (И) безмо-
ментпой теории расчета
тонкостенных оболочек,
учитывающей только рас-
тягивающие напряжения.
Строго говоря, под дейст-
цилипдрической вием внутреннего давления
стенка цилиндрической
оболочки работает па рас-
тяжение п изгиб. Так, в процессе деформации (рис. 22) поп пере,-
ходе из положения ab в ab” и далее в положение а Ь', элемент
оболочки должен удлиниться под действием растягивающих уси-
лий Т (переход из положения ab и ab") и изменить свою кри-
визну иод действием изгибающих моментов /(.
46
Растягивающее усилие Т в элементе длиной, равной единице,
можно выразить через кольцевое напряжение, которое для ци-
линдра определяют из уравнения Лапласа при рт оо и р/{ -=- R:
Эти напряжения вызовут относительное удлинение элемента ab
па величину
(15)
Е Es ' ’
Очевидно, радиус кривизны цилиндра увеличивается па вели-
чипу = = и кривизна цилиндра изменится па ве-
личину
R 4 гА> ' 7? -I- е7? ’
Из курса сопротивления материалов известно, что изгибаю-
щий момент в данном случае
Если пренебречь величиной e,R как малой по сравнению с R,
то получим
Подставляя С(ода значение е. из формулы (15), находим К =
р! -
, откуда можно получить значение изгибающего напряже-
ния
л/
К s' _ р_
1-2 ~~ 2 ’
(16)
где U7 — момент сопротивления изгибу.
Следовательно, изгибающее напряжение, возникающее в стенке
цилиндра под действием внутреннего давления, равно половине
величины последнего.
Сопоставляя величины а,, и <т„ [см. формулы (14) и (16)1,
можно видеть, что значение о1Л практически мало по сравнению
с величиной кольцевого напряжения <ук. В связи с этим в подав-
ляющем большинстве случаев изгибающие моменты в тонкостен-
ных цилиндрах не учитывают и расчет ведут только на растяги-
вающие напряжения по уравнению Лапласа.
Меридиональное напряжение в стенке цилиндра можно опре-
делить из условия равенства нагрузки на днище аппарата от
внутреннего давления и усилия в кольцевом сечении стенки аппа-
рата:
nR'1/) --= 2nRs'am.
47
Отсюда меридиональное напряжение
а = -^-
m 2s'
(17)
Из формул (14) и (17) вытекает, что в цилиндрическом аппарате
кольцевые напряжения ak (рис. 23) в 2 раза больше меридиональ-
ных от, поэтому продольный сварной шов и продольное сечение
цилиндра являются более опасными.
Согласно третье?! теории прочности, удовлетворительной для
сложного напряженного состояния таких относительно иластич-
Рис. 23. Напряжения в цилиндри-
ческом сосуде
Рис. 24. Схема к расчету цилиндри-
ческого аппарата
ных материалов, как стали, используемые для изготовления кор-
пусов аппаратов, касательное напряжение, равное полуразности
максимального и минимального напряжений, не должно пре-
восходить половину допускаемого напряжения при одноосном
растяжении, т. е.
„ _ Ok — аг [ст]
Т~ 2 ~
или
стА —стг<[ст], (18)
где стг — радиальное напряжение в стенке.
Учитывая, что аг — —р (см. § 5 данной главы), а также, что
величина внутреннего давления р для тонкостенных аппаратов
мала по сравнению с напряжением а*, полагаем в уравнении (18)
стг = 0. Тогда окончательно получим о/г < [ст].
Таким образом, расчет цилиндрических тонкостенных аппара-
тов следует вести по кольцевому мембранному напряжению стА.
Введем следующие обозначения (рис. 24): s — полная тол-
щина стенки; s = s' + С; С — прибавка на коррозию, величину
которой принимают в зависимости от коррозионных свойств среды
в пределах 0,1—0,6 см (при наличии данных о скорости коррозии
значение С находят, как произведение этой величины на срок
48
службы аппарата, а иногда для корпусов из сталей высоколегиро-
ванных или плакированных коррозионностойкой сталью при-
бавку на коррозию принимают равной нулю); Da — внутренний
диаметр цилиндра; DH — наружный диаметр цилиндра; Dc —
средний диаметр цилиндра; <р — коэффициент прочности продоль-
ного сварного шва, определяемый в соответствии со стандартом
[16] (см. стр. 31).
Толщину стенки цилиндра определяем по кольцевым напряже-
ниям из формулы (14):
о к
Выражая радиус через средний диаметр аппарата R = £)с/2,
получим
В последнюю формулу вместо сг/г следует подставить допускае-
мое напряжение [о] или, если аппарат сварной, произведение
Ш <р:
Заменяя средний диаметр внутренним диаметром аппарата
(Z?c = DB s'), определяем из последнего уравнения толщину
стенки
= ____PDb___
2[о]ф — р
Расчетная формула для полной толщины стенки с учетом при-
бавки на коррозию имеет вид
___рДв___
2 [о] <р — р
+ С.
(20)
Если в формуле (19) средний диаметр заменить наружным
(Dc = £)„ — s'), то нетрудно аналогичным образом получить
расчетную формулу в виде
s = 9 , -]- С.
2 [а] <р + р
(21)
Наряду с расчетными формулами (20) и (21), полученными
по третьей теории прочности, для расчета тонкостенных цилиндров
из пластичных материалов применяют расчетные формулы, полу-
ченные по четвертой теории прочности. Четвертая, так называе-
мая энергетическая, теория прочности основана на предположе-
нии, что момент наступления опасного состояния характеризуется
величиной удельной потенциальной энергии, накопленной в стенке
аппарата. При определении удельной энергии учитывают все три
главных напряжения.
49
Эквивалентное расчетное напряжение по четвертой теории
прочности выражается формулой
~ °^2 + ~ °^2 + (а’п ~ аЛ21 •
Для тонкостенного цилиндра, нагруженного внутренним дав-
pR . PR .
лением, главные напряжения составляют: сгА = —р—, а1П = ,
а,. 0.
Подставляя эти значения в формулу (22), получим
или после преобразований
„
3 2s'
Выражая радиус через средний диаметр аппарата /? DJ2,
получим
3 4s'
Для обеспечения прочности сосуда необходимо, чтобы расчет-
ное напряжение оэ < [о I или для сварного сосуда оэ < [а ] <р,
т. е. можно записать
г , pDc V 3
[<Фр = -Чг—
Отсюда расчетная толщина стенки
Подставляя в формулу (23) значение Dc = D„ -)- s' и опре-
деляя из полученного уравнения толщину стенки, получим рас-
четную формулу
, _ рОп
2,3 [а] ср - д
или
S = ------)- С.
2,3 [ст] ср — р 1
Если выразить в формуле (23) средний диаметр через наружный
Dc — DH — s', то аналогично получим
___ PPll J Q
2,3 [о] <рр 1 с-
50
Если принять одинаковую величину допускаемых напряжений,
то при расчете но формулам четвертой теории прочности получи-
лась бы меньшая толщина стенки, чем при расчете по формулам
первой теории прочности. В то же время, если исходить из оди-
наковой степени надежности аппарата при данных рабочих усло-
виях, то должны быть получены равные значения толщины стенки
по формулам, основанным на различных теориях прочности. Для
этого принимают соответствующие коэффициенты запаса проч-
ности или допускаемые напряжения применительно к выбранной
теории прочности.
§ 4. Расчет корпусов тонкостенных цилиндрических
аппаратов, работающих под внешним давлением
Тонкостенный цилиндр под внешним давлением находится
в менее благоприятных условиях по сравнению с цилиндром, на-
груженным внутренним давлением. Внешнее давление вызывает
нарушение цилиндрической формы аппарата, увеличивая имею-
щиеся первоначальные отклонения и вызывая при этом дополни-
тельные напряжения изгиба.
Расчет корпуса аппарата на прочность и устойчивость формы.
Смятие цилиндра, нагруженного внешним давлением, может
произойти в результате нарушения прочности цилиндра или по-
тери устойчивости формы.
Нарушение прочности цилиндра происходит, когда расчетные
напряжения в стенке достигают предела текучести металла стенки.
Это характерно для цилиндров с достаточной толщиной стенки,
у которых отношение толщины стенки к диаметру больше опре-
деленной заданной величины (например, при s7D > 0,04).
Явление потери устойчивости формы происходит при расчет-
ных напряжениях меньше предела текучести металла стенки, но
когда внешнее давление достигает определенной критической ве-
личины. Величина критического давления зависит от геометриче-
ской формы, размеров аппарата, механических свойств материала
его стенок. Явление потери устойчивости формы цилиндра ана-
логично явлению потери устойчивости при продольном изгибе
стержней. Цилиндр идеальной формы, выполненный из однород-
ного материала, теряет форму, если внешнее давление достигает
критического значения. Первоначальные отклонения от цилиндри-
ческой формы, являющиеся следствием неточности изготовления,
могут оказать влияние на прочность и устойчивость формы аппа-
рата. Это необходимо учитывать при выборе коэффициентов за-
паса прочности и устойчивости.
Предельное состояние обечайки под внешним давлением зави-
сит также от способа и конструкции закрепления ее концов, что
проявляется в большей степени для сравнительно коротких обе-
чаек с небольшим отношением длины к диаметру !/[),,; поэтому
при расчете рассматривают два случая.
51
1. Гладкие обейчайки при 1,5 ]/2s'/DB С l/DB < p^£)B/(2s').
Допускаемое давление из условия устойчивости формы
Рдоп 0,649В z ( оа ) db
(24)
Формула (24) применима для обечаек с s'/DB < 1,1 х
X {Л(//£>„)2 (от/£)2; ири больших s'/DB допускаемое давление
определяют из условия прочности по формуле
2.s'oT
/7"оп " D„nT ’
(25)
где пт — коэффициент запаса прочности по пределу текучести
пт= 1,5 Г 1 4 1,02 I •
т L \ hs ) s J
(26)
2. Гладкие обечайки при //£)„> p^DB/(2s'). Критическое да-
вление из условия устойчивости формы
Д<Р = 2,19В (4-)3. (27)
Формула (27) применима для обечаек с s'/DB <0,95 ]/стт/В; при
больших s'/D0 допускаемое давление определяют из условия проч-
ности по формуле (25) при коэффициенте запаса прочности
/гт= 1,5 [1 + (28)
При расчете допускаемого давления по формуле (24) коэффи-
циент запаса устойчивости по отношению к критическому давлению
принят равным 2,6, при расчете по формуле (27) — равным 2,6—
4,0; при расчете по формулам (25), (26) и (28) коэффициент запаса
прочности пт = 1,54-2,6.
Для укрепления цилиндров, работающих под внешним давле-
нием р, применяют кольца жесткости (рис. 25). При расчете устой-
чивости цилиндра на участке длиной I между кольцами жесткости
наряду с формулами (24) и (27) может быть использовано уравне-
ние Мизеса, определяющее критическое давление
(s')3
(2/?u)3
(29)
где RB — внутренний радиус цилиндра; п — число волн, обра-
зующихся в результате смятия цилиндра.
52
При определении критического давления число волн подби-
рают так, чтобы величина р была минимальной. Наиример, для
вакуумных колонн число воли, соответствующее минимальному
значению р лежит обычно в пределах п : - 6 20. Предварительно
число волн находят по графику (рис. 26). Коэффициент запаса
устойчивости при расчете с использованием (29) принимают рав-
ным иу = ркр//?Доп 2= 4.
Рис. 26. График для^определения числа волн, образующихся при смятии
оболочки
Расчет аппаратов на устойчивость имеет смысл при условии,
что напряжения сжатия в стенке аппарата от действия ркр =
= ЦуРдоп не превышают предел текучести при рабочей темпера-
туре, т. е.
Ркрбп
°'Ч> =
53
Рис. 28. Кольцо жест-
кости
Рис. 27. Схема нагруже-
ния кольца жесткости
Рассчитывая аппарат при повышенных температурах стенок,
значения предела текучести и модуля упругости следует принимать
при рабочей температуре.
Цилиндрический корпус закрытого аппарата работает под
одновременным воздействием наружного давления р, осевой
сжимающей силы Q (результата действия давления р на днища
и весовых нагрузок) и изгибающего момента М (например, от вет-
ровых сил); при этом устойчивость корпуса в поперечных сечениях
проверяют по формуле
-7Г— И’ "I- < 1 - (30)
//доп Л4доп Рдон
где Q;(On, Л4ДОН, рд01| — допускаемые значения осевой сжимающей
силы [см. формулу (123)], изгибающего момента [см. формулы
(124), (125)1 и внешнего давления.
Расчет колец жесткости. Нагрузка, приходящаяся на единицу
длины кольца жесткости (рис. 27), при расстоянии между кольцами
жесткости / 3,1 УRns'
q=\,b&p\TRy. (31)
Критическую нагрузку, при которой равномерно сжатое кольцо
теряет устойчивость, определяют ио формуле
_ ЗЕ/
^“р Е'1 ’
где I — момент инерции поперечного сечения кольца (без учета
примыкающей стенки корпуса) относительно оси у—у, проходя-
щей через центр тяжести кольца параллельно образующей ци-
линдра (рис. 28); R-t — расстояние от оси цилиндра до нейтраль-
ной линии кольца (Дх /?в); Е — модуль продольной упругости
при рабочей температуре.
Для обеспечения устойчивости кольца коэффициент запаса
устойчивости должен быть ц = q^lq 5.
Если кольцо жесткости расперто балками, то его свободную
часть можно рассматривать как арку (рис. 29), тогда
54
Если кольцо расперто одной центральной балкой, то угол
а = л и из формулы (32) следует, что одна такая балка не укре-
пляет кольцо, т. е. критическая нагрузка будет такой же, как
и для неукрепленного кольца.
Кроме проверки на устойчивость, кольцо необходимо рассчи-
тать на прочность. Напряжение сжатия, возникающее в сечении
кольца,
где F1 — площадь поперечного сечения кольца.
Обычно вследствие неточности изготовления кольцо имеет
первоначальную овальность, являющуюся причиной появления
в кольце напряжений изгиба. Величина первоначальной овально-
сти для сечения кольца, соответствующего углу 0 (рис. 30),
Со С() max COS 20,
где е() тах — наибольшая первоначальная овальность кольца
жесткости.
Под действием нагрузки q кольцо деформируется и овальность
увеличивается; ее приращение
Ле = -^-.
?кр ?
Из этой формулы следует, что при q = qKp происходит смятие
кольца. Суммарная овальность е является суммой первоначальной
овальности еа и приращения Ле. В результате суммирования
получим
?кр
Рис. 29. Арка
Рис. 30. Схема деформации кольца
жесткости
55
Овальность кольца максимальна в сечении, соответствующем
0 == 0:
<7кр
^гпах — ~ max-
Укр — ч
Изгибающий момент, действующий в сечении кольца, пропор-
ционален деформации и зависит от сжимающей кольцо силы
М = qRu. Максимальное значение изгибающего момента для
сечения, в котором 0=0,
М = aR р М =_________qRa р
Lvi с/ЛветаХ1 ivi у н) max*
?кр
Суммарное напряжение от сжатия и изгиба можно выразить
формулой
_ _ qRn । qRae0 max /QQ\
ак ““ p । / n \ *
\ 9кр /
Формулу (33) можно записать следующим образом (обычно
принимают первоначальную овальность 1%, т. е. еотах = 0,01/?п,
отношение q!ql{p = 1//гу):
qRa , °'01^
< [<Т],
где 1,1 — поправочный коэффициент, учитывающий неравномер-
ность распределения напряжений по толщине кольца; q — на-
грузка, определяемая ио формуле (31); W — момент сопротивле-
ния сечения кольца изгибу относительно оси, проходящей через
центр тяжести сечения кольца параллельно образующей цилиндра;
п 5 — коэффициент запаса устойчивости; [ст ] — допускаемое
напряжение (для кольца принимают [ст ] = <гт//2,2).
§ 5. Расчет корпусов толстостенных цилиндрических
аппаратов, работающих под внутренним давлением
Цилиндры, толщина стенки которых превышает 10% внутрен-
него диаметра, называют толстостенными.
В закрытом толстостенном сосуде, находящемся под внутрен-
ним давлением р, по граням вырезанного элемента (рис. 31)
действуют в направлении образующей цилиндра меридиональные
напряжения от, в направлении радиуса — радиальные напря-
жения стг, по касательной к окружности — тангенциальные на-
пряжения crft. Меридиональные напряжения равномерно распре-
делены по толщине стенки (рис. 32) и являются растягивающими:
_ vR\
С,п *2н-<
56
Рис. 32. Эпюры напряжений в стенке тол-
стостенного цилиндра
Рис. 31. Напряжения в толстостенном ци-
линдре
Радиальные сжимающие напряжения
изменяются по толщине
стенки
Р*в Л
(35)
Радиальные сжимающие напряжения максимальны на
ней поверхности стенки при R — RB, т. е.
внутрен-
РЛ12В
R2- -r'I
Следовательно, радиальное сжимающее напряжение на вну-
тренней поверхности стенки равно по абсолютной величине вну-
треннему давлению. На наружной поверхности стенки прн R =--
= RH это напряжение равно нулю.
Тангенциальные (кольцевые) напряжения изменяются по тол-
щине стенки и являются растягивающими:
(36)
Из сопоставления формул (34), (35) и (36) следует, что в любой
точке стенки цилиндра максимальными являются кольцевые на-
пряжения оу.
На внутренней поверхности стенки при R = Ra кольцевые
напряжения достигают максимума
p(R2„+R2b)
- R2
(37)
57
На наружной поверхности стенки при R = /?„ кольцевые
напряжения минимальны:
°к"
Нетрудно видеть, что akB — акн = р.
По первой теории прочности расчет ведут по максимальному
напряжению. В данном случае максимальным является танген-
циальное (кольцевое) напряжение на внутренней поверхности
стенки [см. формулу (37)1, т. е.
_Р(^ + ^В)
°пих — > d2
;Л1 — ^в
Для определения толщины стенки из последней формулы про-
ведем следующие преобразования:
ОтахДй OmaxRn pRn _Н P^bi
Дв (Оглах Д' Р) := (Ощах Р)> (28)
Так как R„ = Ru + s', то из формулы (38) находим
</ = яв(тЛ^±д_ 1).
\ Г СГтах — р /
Учитывая, что полная толщина стенки s s' + С и макси-
мальное напряжение для сварного цилиндра огаах < <р [ol, по-
лучим расчетную формулу по первой теории прочности
Эта формула соответствует характеру работы цилиндров из
хрупких и малопластичных материалов, однако ею пользуются
и при расчете цилиндров из относительно пластичных материалов.
Сравним результаты расчета по первой теории прочности для
тонкостенных и толстостенных цилиндров. В случае тонкостенных
цилиндров формулу для определения напряжения можно записать
в следующем виде:
= рРе _ р (/?н + Рв)
2s' ~ 2 (/?„-/?„) •
Отношение максимального напряжения в стенке по формуле
(37) к среднему по формуле (39) равно
Птах _Р (^и ~Ь ^в) (^н ^в)
58
Разделив числитель и знаменатель формулы (40) на RI и обозна-
чив отношение /?„//?„ -= р, получим
^тах
2 (fl* + 1) (р - 1)
(Ра 1) (PIO
Р2-Ы
(Р -I- О2 ‘
(41)
Для граничной толщины, когда s' - O,ID„ 0,2/?в или
Р - 1,2, ио формуле (41) получаем о1п;1Ч/о 1,01. Следовательно,
с небольшой погрешностью можно считать, что для сосудов с s' <
С 0, ID,, по формулам для определения толщины стенки толсто-
стенных и тонкостенных цилиндров получаются практически оди-
наковые результаты.
Формулу для расчета по энергетической теории прочности
можно получить, подставляя значения главных напряжений по
формулам (34), (35) и (36) в уравнение (22). Тогда после проведе-
ния преобразований получим для любой точки на расстоянии R
от оси величину эквивалентного напряжения
Очевидно, что эквивалентное напряжение максимально на
внутренней поверхности, т. е. при R ------ RB, и, если его величину
приравнять пределу текучести, то из выражения (42) можно найти
давление, соответствующее началу пластических деформаций,
Особенность расчета толстостенных аппаратов состоит в том,
что при неравномерном распределении напряжений в стенках
максимальные напряжения на внутренней поверхности не харак-
теризуют прочность и несущую способность стенки в целом, так
как эти показатели зависят также и от напряжении в соседних
слоях. Величина напряжений во внешних слоях по сравнению
с максимальными падает тем быстрее и больше, чем больше пока-
затель толстостенности р. В связи с этим при одинаковой несу-
щей способности, характеризуемой отношением разрушающего
давления к рабочему, коэффициент запаса прочности зависит
от показателя р.
При постепенном повышении давления после того, как напря-
жение на внутренней поверхности цилиндра достигнет предела
текучести, наступает упругопластическая стадия работы стенки
цилиндра, при которой зона пластических деформаций постепенно
распространяется к периферии (рис. 33). Давление, вызывающее
пластическую деформацию в части сосуда радиусом Rn [8],
59
Если пластичность распространяется на всю стенку сосуда,
то Rn = Rn и давление
pT = ^-ln4^ ^Inp. (43)
/3 /3
Давление разрушения рр > рт и зависит от отношения предела
текучести сгт к пределу прочности ов материала стенки [91:
'’-’тНЧН <44>
Расчет цилиндрических корпусов, работающих под высоким
давлением, в том числе толстостенных, выполняют с учетом их
Рис. 33. Схема деформа-
ции цилиндра:
/ — упругая зона; 2 — пла-
стическая зона
предельных состояний. При давлении
от 10 до 100 МПа допускаемое давление
определяют по формуле, которую можно
получить из выражения (43) с учетом
коэффициента запаса
р = [а]/(р1пр, (45)
где [<т — допускаемое напряжение при
рабочей температуре; ср — коэффициент
прочности сварного шва.
Из уравнения (45)
In 0 =
р
[арср ‘
При давлении от 100 до 250 МПа давление разрушения опреде-
ляют по уравнению, подобному выражению (44):
рр = хоа1п0, (46)
Принимая коэффициент запаса п = рр/р = 2,2 [а ]20/[а ]z
([crlao — допускаемое напряжение при температуре 20° С), из
выражения (46) находим
где х — коэффициент, принимаемый в зависимости от отноше-
ния стт/ств (х = 1 при от/ов < 0,68 и х = 1,47от/оа при от/оа 5=
0,68).
Учитывая, что 0 = RH/RB = 1 + 2s7Da, находят толщину
стенки
s' = O,5Da(0- 1).
Температурные напряжения в толстостенных цилиндрах. Если
в цилиндре находится нагретая среда, то температура внутренней
поверхности стенки выше температуры наружной поверхности;
поэтому внутренние слои металла, стремясь расшириться, создают
растягивающие напряжения в наружных слоях, а сами внутрен-
60
ние слои в результате противодействия наружных слоев находятся
в сжатом состоянии.
Когда температура внутри цилиндра ниже наружной, наблю-
дается обратная картина распределения напряжений: на вну-
тренней поверхности возникают напряжения растяжения, на на-
ружной — напряжения сжатия (рис. 34).
Следовательно, при наличии внутреннего давления более
опасен наружный обогрев цилиндра, так как в этом случае к рас-
Рис. 34. Эпюры танген-
циальных напряжений
в стенке цилиндрического
корпуса (температурные,
от давления и суммар-
ные)
тягивающим напряжениям от давления на внутренней поверхности
добавляются температурные напряжения.
Температурные напряжения в тангенциальном направлении:
на внутренней поверхности
Ea(tH-tB) / 2^'н_________1____V
iB 2(1—р) 1п/?н-1п7?в I ’
на наружной поверхности
_ £а (/„ - tB) [ 1 \.
/н 2 (I — р.) 1пЯн-1п/?в Г
здесь Е — модуль продольной упругости при средней температуре
стенки; а — температурный коэффициент линейного расширения
при средней температуре стенки; tB, tH — температура соответ-
ственно на внутренней и наружной поверхностях стенки; р —
коэффициент Пуассона при температуре стенки.
61
Кроме тангенциальных, в стенке действуют температурные
напряжения в меридиональном и радиальном направлениях.
При расчете по первой теории прочности с учетом темпера-
турных напряжений тангенциальное температурное напряжение
суммируют с максимальным тангенциальным напряжением от да-
вления, определяемым по формуле (37):
% = <Vl Д. (47)
При расчете по энергетической теории прочности температур-
ные напряжения суммируют с одинаковыми по направлению на-
пряжениями от давления и результирующие напряжения подста-
вляют в формулу (22).
Найденные таким образом суммарное по формуле (47) и экви-
валентное напряжения должны обеспечить определенный запас
по пределу текучести при рабочей температуре.
При внутреннем обогреве следует с учетом температурных
напряжений проверить суммарные или эквивалентные напряже-
ния на наружной поверхности цилиндра.
Конструкции корпусов аппаратов с толстой стенкой. Конструк-
ция корпуса аппарата с толстой стенкой в значительной степени
зависит от способа его изготовления, который предопределяется
габаритными размерами и массой аппарата, производственными
возможностями аппаратостроителыюго завода и экономическими
соображениями.
В зависимости от конструкции и способа изготовления корпуса
с толстой стенкой разделяют на цельнокованые, штампосварные,
свальцованные вгорячую, витые, многослойные с концентрическими
слоями и рулонированные (рис. 35).
Для изоготовления цельнокованых корпусов необходимы
исходная заготовка с примерно удвоенной массой (пористую серд-
цевину слитка удаляют), мощные термические печи и прессы.
Такие корпуса применяют лишь для аппаратов с внутренним диа-
метром примерно до 1,5 м.
Корпус штампосварной сваривают электрошлаковой сваркой
из корыт, полученных на прессах из толстых листов. В этом
случае также требуется мощное прессовое оборудование. Вальцов-
кой вгорячую изготовляют корпуса диаметром от 1000 мм и более
с толщиной стенки обычно не более 160 мм.
Витой корпус получают навивкой ленты специального профиля
на обечайку. При навивке лента проходит электронагреватель,
и нагрев обеспечивает необходимый натяг. Витки ленты благодаря
имеющимся выступам и впадинам скрепляются один с другим,
поэтому стенка воспринимает осевые нагрузки. Такие корпуса
применяют для аппаратов сравнительно небольшого диаметра
(до 1,2 м).
Для аппаратов диаметром до 5 м с толщиной стенки 200—
300 мм корпуса сваривают из многослойных обечаек. Многослой-
ные обечайки получают: последовательной приваркой снаружи
62
предварительно обтянутых на обечайке тонких листов; гпльзова-
нием — сборкой путем горячей или холодной напрессовки наруж-
ных или запрессовки внутренних обечаек; рулонировапием из
специальной тонкой ленты шириной 1,4—1,8 м, навиваемой на
внутреннюю обечайку.
Для многослойных корпусов применяют однослойные и много-
слойные днища. Последние получают последовательной штампов-
кой со сменой матрицы без съема предыдущего слоя с пуансона.
а)
Рис. 35. Варианты конструкции корпусов с толстой стенкой:
а — цельнокованый; б — штампосварной; в — витой; г — многослойный с концентри-
ческими слоями: б — рулонировапный; с — стенка с разделкой кромок кольцевого
сварного шва (/ — внутренняя обечайка; 2 — перфорированный слой)
Многослойные корпуса имеют ряд преимуществ перед одно-
слойными. Более тонкий лист обладает лучшими прочностными
характеристиками и позволяет обеспечить более тщательный кон-
троль качества. В случае образования трещины она локализуется
в пределах одного слоя, а при сплошной стенке трещина может
распространиться на всю толщину. В рулонированных сосудах
между слоями возникают силы трения, которые способствуют их
сцеплению и укреплению стенки в целом.
63
Внутреннюю обечайку о многослойных сосудах обычно выпол-
няют из коррозионностойкой или двухслойной стали, а много-
слойную часть стенки — из теплоустойчивой стали с необходимыми
механическими показателями. В некоторых случаях слой, прилега-
ющий к внутренней обечайке, выполняют с перфорацией и в мно-
гослойной части стенки делают радиальные сквозные отверстия
небольшого диаметра (рис. 35, е). Это обеспечивает «проветрива-
ние» корпуса при опасности диффузии водорода изнутри и водо-
родной коррозии. Наличие каналов у слоя, прилегающего к вну-
тренней обечайке, позволяет осуществлять контроль плотности
внутренней обечайки методом непрерывной продувки.
Следует учитывать, что наличие зазоров между отдельными
слоями в многослойном корпусе повышает перепад температур
в его стенке и вызывает появление больших температурных напря-
жений; поэтому в некоторых случах такой корпус может быть при-
менен только при условии использования внутренней теплоизо-
ляции, снижающей температуру стенки до допустимого уровня.
§ 6. Расчет днищ и плоских крышек
различных конструкций
По форме различают днища полушаровые, коробовые (торо-
сферические), эллиптические, сферические неотбортованные и
конические. Выбор формы и типа днища определяется рабочими
условиями, размерами и конструкцией аппарата.
Полушаровые днища. Такие днища обычно применяют в аппа-
ратах большого диаметра (DB > 4,0 м). Днища изготовляют свар-
кой отдельных заранее отштампованных частей — лепестков,
имеющих одинаковую кривизну (рис. 36).
Из уравнения Лапласа (11) при рт R и 'ат = a/t а
получим
где р — внутреннее давление.
Принимая во внимание, что о ~ [ст ] <р и R = RB + 0,5s', из
уравнения (48) получим
, pRa
2|п]<р —0,5р
или с учетом прибавки на коррозию
_ pRg I Q
2[ст]<р-0,5рГ
Значения допускаемого напряжения [ст], и С принимают
такими же, как в формуле (20).
Если толщина стенки полушарового днища принята меньшей,
чем для цилиндрической части корпуса аппарата, то соединение
64
Рис. 36. Полушаровое днище
Рис. 37. Узел соединения днища
с корпусом
днища с корпусом выполняют, как это показано на рис. 37, где
днище представляет собой не полушар, а шаровой сегмент, и
место.утонения стенки цилиндрической части фактически допол-
няет его до полушара.
Днище коробовой формы. Меридиональное сечение днища ко-
робового или торосферического представляет собой кривую, цен-
тральная часть которой Ьс выполнена окружностью большого
радиуса /?„ (рис. 38), а переходная часть ab — окружностью
меньшего радиуса г. Величина RB < Ов, где DB — внутренний
диаметр днища. Высота цилиндрического борта днища h = 50
-4-110 мм.
Под действием внутреннего давления днище деформируется,
и его меридиональная кривая изменяет свою форму (рис. 39).
Рис. 38. Днище коробовое
Рис. 39. Эпюры напряжений в коро-
бовом днище (штриховая линия —
форма деформации днища):
/ — меридиональных (на внутренней по-
верхности); 2 — кольцевых
3 Вихман
65
Рис. 40. График для определе-
ния коэффициента перенапря-
жения у для коробовых днищ
Рис. 41. Эллиптическое днище
В переходной зоне в кольцевом направлении возникают сжимаю-
щие напряжения, а в меридиональном — изгибающие. Меридио-
нальные напряжения могут значительно превышать напряжения
в центральной сферической и цилиндрической частях днища.
Таким образом, вследствие изгиба в переходной части днища воз-
никает концентрация напряжений, степень которой тем больше,
чем меньше отношение r/RB.
Напряжение в переходной части днища определяют умножением
напряжений, возникающих в центральной части [формула (48)],
на коэффициент у, показывающий, во сколько раз напряжения
в переходной части больше напряжений в центральной части:
о = ^.
2s'
Отсюда при о = [а] ср и R = PD + 0,5s' получим с учетом
прибавки на коррозию
. _ 'pRay , с
2[а]<р —О.бр-г ’
где у — коэффициент перенапряжения, величина которого больше
единицы и зависит от отношения г//?в (рис. 40); для полушарового
днища г//?в = 1 и у = 1.
Для стандартных днищ RB = 0,9£>в и r!RB = 0,19. При этом
глубина днища Н = 0,25DB; у = 1,3 и толщина стенки днища
незначительно превышает толщину цилиндрической части кор-
пуса.
Благодаря наличию борта высотой h сварной шов соединения
днища с корпусом располагается вне напряженной зоны.
Эллиптические днища. Для эллиптических днищ меридиональ-
ную кривую выполняют по полуэллипсу (рис. 41). У края днища
поверхность эллипсоида переходит в цилиндрический борт высо-
той h. Эллиптические днища преимущественно применяют в аппа-
ратуре, так как по форме они более выгодны в прочностном отно-
шении, чем коробовые днища. Это объясняется тем, что распре-
деление напряжений в них более равномерное вследствие посте-
66
пенного и непрерывного изменения радиусов кривизны в напра-
влении от центра к краю. Радиус кривизны в любой точке А
эллипса
(49)
где хну — координаты заданной точки А.
Толщину стенки эллиптического днища определяют в его вер-
шине, где поверхность имеет наибольший радиус кривизны ртах —
= Р = по формуле
2 [о] <р — 0,5р г
Для стандартных днищ с R D„ и Н 0,25£)п толщина
стенки днищ близка к толщине стенки цилиндрической обечайки.
В соответствии с ГОСТ 6533—68 эллиптические и коробовые
днища выполняют малых и больших диаметров. Днища малых
диаметров (159—720 мм) предназначены для присоединения к тру-
бам, поэтому для них, как и для труб, номинальным базовым раз-
мером является наружный диаметр. Днища диаметром 400—
4000 мм предназначены для присоединения к цилиндрическим кор-
пусам различных аппаратов, поэтому для них, как и для аппара-
тов, номинальным базовым размером является внутренний диа-
метр.
Обычно днище с внутренним диаметром от 1800 до 4000 мм
выполняют сварным из двух листов.
Расчет эллиптических и полушаровых днищ на внешнее давле-
ние. Внешним давлением для днищ является давление, действую-
щее с выпуклой стороны. Эллиптические днища тем лучше сопро-
тивляются действию внешнего давления, чем ближе их форма
приближается к полушаровой.
Толщину стенки эллиптического днища, нагруженного внеш-
ним давлением, принимают равной большему из двух значений:
5 = “збо" V lO-’fi "I”С'
s=Tpr|,<+c' (5|)
где k3— коэффициент, определяемый по графику (рис. 42), в пер-
вом приближении k3 принимают равным 1,0; pt— коэффициент,
рассчитываемый по формуле
Pi = 0,5 + ]/о,25+ 12^-^М.
В последнем выражении [о] — нормативное допускаемое на-
пряжение.
3* 67
Рис. 42. График для
определения коэффи-
циента k3
Формула (50) получена из предположения, что днище теряет
устойчивость формы в пределах упругости и коэффициент запаса
устойчивости равен 2,6. Формула (51) предполагает потерю устой-
чивости формы за пределом упругости, причем коэффициент за-
паса устойчивости по отношению к давлению, при котором до-
стигается предел текучести при расчетной температуре, принят
равным
п - 1,5 fl i •
\ Е s J
Формулы (50) и (51) применимы при условии, что рабочая
температура не вызывает явления ползучести и 0,2 < H/Da < 0,5.
Днища сферические неотбортованные. Днища, выполненные
без отбортовки (рис. 43), просты в изготовлении, но их используют
реже, чем днища с отбортовкой, и предпочтительно в малоответ-
ственных случаях — в аппаратах с невысоким давлением, в сосу-
дах, содержащих инертные жидкости и газы (вода, воздух, масло).
Днища без отбортовки преимущественно применяют в сочетании
с фланцами как отъемные крышки на болтах.
Конические днища и переходы. В ряде случаев при наличии
вязких или сыпучих сред применяют конические днища, обеспе-
чивающие полное удаление среды из аппарата. Конические пере-
ходы используют при переходе от большего диаметра аппарата
к меньшему. Конические днища и переходы можно выполнять
с отбортовкой в без нее (рис. 44).
Днища с отбортовкой (или тороконические) обеспечивают
меньшую концентрацию напряжений в переходной зоне, чем неот-
бортованные, поэтому опп более предпочтительны при повышенных
давлениях. Такие днища называют шароконическими, если радиус
отбортовки составляет половину диаметра цилиндрической части
аппарата, т. е. г — 0,5Du.
При расчете конических днищ на прочность под внутренним
давлением возможны три случая: 1) днище находится только под
действием давления газов или паров; 2) днище находится только
под действием гидростатического давления жидкости; 3) в аппа-
рате с коническим днищем над уровнем жидкости создается давле-
ние газов.
68
1. Днище под давлением газов и паров. Кольцевые напряже-
ния в любом сечении п—п конического днища (рис. 45) можно
найти из уравнения Лапласа. Радиус кривизны образующей ко-
нуса рт == оо; из формулы (11) кольцевое напряжение
п - рр|<
'У — •
Из треугольника Л ВС: р/г — cos а '' Тогда кольцевое напряже-
ние для сечения п—п
(53)
'* s cos а
Меридиональное напряжение можно определить из условия
равенства силы от давления на часть конуса ниже сечения п—п
и вертикальной составляющей усилия, возникающего в сечении
/г—п стенки конического днища:
рпг2 = 2nrs'am cos а,
откуда
= —. (54)
т 2s cos а ' '
Из формул (53) и (54) следует, что кольцевые и меридиональ-
ные напряжения максимальны по краю конуса (при г = R =
= DI2). У вершины конуса (г = 0) напряжения <yk и ат равны
нулю; в любом сечении кольцевые напряжения (как и для цилиндра)
в 2 раза больше меридиональных, т. е. <Jk = 2om.
Следовательно, кольцевое напряжение в коническом днище
максимально при значении г = D/2 [см. формулу (53)]:
Рис. 43. Сферическое днище неот-
бортованное
Рис. 44. Коническое днище
69
Рис. 45. Схема к расчету конического днища
под газовым давлением
Рис. 46. Схема к расчету конического днища
под гидростатическим давлением
Принимая ст/гП]ах == [а ] ср и D = D,, + s', из формулы (55)
получим с учетом прибавки па коррозию
s = -------1_ с. (56)
2 [<т] ср cos а р 1 '
2. Коническое днище нагружено гидростатическим давлением
жидкости. Как и в случае давления газов, кольцевые напряжения
по величине всегда превосходят меридиональные и расчет днища
проводят по кольцевым напряжениям, которые определяют по
формуле (52). Гидростатическое давление (рис. 46) в сечении «—п
P = Pg(H — У) (57)
и радиус кривизны из треугольников АВС и АОС
р = (58)
После замены в формуле (52) р и рА их значениями по формулам
(57) и (58) находим кольцевое напряжение
,г s cos а ' 7
Значение у, при котором ок максимально, определяют из усло-
вия равенства нулю первой производной правой части уравнения
(59):
л Г Pg (# — У) У tg а 1 = Q
dy [ s' cos a J ’
откуда у = И/2.
Максимальное напряжение находим после подстановки в фор-
мулу (59) значения у = Ш2. При этом возможны два следующих
случая:
70
а) при у < hK сечение, где напряжения максимальны, нахо-
дится ниже основания днища; при этом Н < 2ЛИ:
= Pg tg а Н3 .
k max s / cos a 4 i
подставляя значения tg a = £)/(2/iK); o/imax = [а] ср и учитывая,
что D =- Da + s' и s = s' + С, получим
s"«w^+C; <60>
б) если у hK, to // > 2/iK, а напряжения максимальны
у основания днища, т. е. при у = hK; подставляя у — hK;
tgа = D/(2hK); а,. = аАтах [о] ср и D = DB + s', получим
из уравнения (59) с учетом прибавки на коррозию
= + с (6])
2 [о] <р cos а — р 1 ' '
3. В аппарате с коническим днищем над уровнем жидкости
имеется давление газов.
Если давление газов незначительно по сравнению с гидроста-
тическим давлением, то расчет проводят по формулам (60) или
(61), причем к высоте столба жидкости добавляют эквивалентную
давлению газов высоту столба жидкости
т. е. расчетная высота
Н' = Н + h3.
Если давление газов над уровнем жидкости значительно по
сравнению с гидростатическим давлением столба жидкости, то
расчет ведут по формуле (56), причем к давлению газов следует
прибавить величину, эквивалентную гидростатическому давлению
жидкости:
Рз = Pg(H — hK),
т. е. расчетное давление
Р' = Р + Рэ-
Конические днища необходимо также проверять на напряже-
ния изгиба, возникающие в меридиональном направлении в пере-
ходной дуге (для днищ с отбортовкой) или сварном шве, соединяю-
щем коническую часть с цилиндрической. Толщина стенки кони-
ческого днища в этом случае
- nsT? + с- <62>
где ул — коэффициент перенапряжения (рис. 47), показываю-
щий, во сколько раз напряжения в переходной части радиуса г
больше, чем в шаровом переходе (г = £)в/2).
71
Рис. 47. График для определения ко-
эффициента перенапряжения ук
Рис. 48. Варианты соединения кони-
ческого днища с цилиндром:
а — без отбортовки; б — с тороидальным
переходом
Для днищ без отбортовки принимают г/Ов = 0,01 и по этой
величине находят коэффициент перенапряжения. Центральный
угол этих днищ 2а < 60°.
Толщину переходной зоны от конуса к цилиндру принимают
равной большему из значений, полученных по формулам (56) и
(62). В случае, когда по формуле (62) толщина получается больше,
возможно выполнение зоны перехода в соответствии с рис. 48.
При этом принимают
/ц > 0,5/Ов (s - С) и /к > 0,5]/£)B(s — C)/cosa.
Кроме того, для конических днищ без тороидального перехода
или без отбортовки (рис. 48, а)
, 2 [<т] <Р ($1 — С)
ОвУо + (S1 С) ’
где коэффициент
Расчет плоских круглых крышек. Плоская круглая крышка
работает на изгиб как тонкая пластина, равномерно нагруженная
по площади давлением р. В пластине действуют равномерно рас-
72
пределенные по окружностям удельные изгибающие моменты
(Нм/м): Мг — в радиальном, Mk — в кольцевом направле-
ниях. Рассмотрим следующие два случая.
1. Пластина свободно оперта по краю (рис. 49). При этом
максимальный изгибающий момент в центре пластины:
М = Мг = Mk = pR2 = -^1 pR2,
где R радиус пластины; ц — коэффициент Пуассона (для стали
Наибольшее напряжение в центре пластины
М 6М . 3 (3 + р.) р/?2 _ Ю pR2
Отах — w — ^2 ’ Отах — 8 (s')2 8 (s')2 ’ 7
где s' — расчетная толщина пластины.
Прогиб в центре пластины
____ 3 + ц PR* д ле /к/)
W ! + р, 64А1 4,08 64А/ ‘ 7
Здесь N — цилиндрическая жесткость,
N = - Е^ - (65)
12 (1 — JJ2) ’
где Е — модуль продольной упругости.
Подставляя в формулу (63) значение радиуса R = D/2, нахо-
дим расчетную толщину при <rmax = [or]
s' = 0,56D'(/-^-. (66)
2. Пластина, край которой оперт и защемлен (рис. 50). Макси-
мальный изгибающий момент по краю
М = Л4Г = -^- = ~pR2. (67)
Изгибающий момент в центре
М = Mr = М1г = pR2 = pR2. (68)
Рис. 49. Круглая пластина со
свободно опертым краем
Рис. 50. Круглая пластина
с опертым и защемленным краем
73
Из сравнения формул (67) и (68) видно, что изгибающий момент
в центре примерно в 1,5 раза меньше краевого момента, следова-
тельно, и напряжения в центре во столько же раз меньше напря-
жений по краю.
Наибольшее изгибающее напряжение по краю
з pR* ,до.
°max 4 (s')2' 69
Прогиб в центре пластины
Толщину пластины находим из формулы (69) при R — D/2 и
^гпах [о ].
= 0,437)]/-^. (71)
Из сравнения формул (64) и (70) видно, что прогиб в центре
пластины с опертым и защемленным краем примерно в 4 раза
меньше прогиба пластины со свободно опертым краем. Из формул
(66) и (71) следует, что толщина пластины с опертым и защемлен-
ным краем меньше толщины пластины с опертым краем примерно
в 1,3 раза.
В общем случае толщина плоской круглой крышки зависит
от способа закрепления, и ее определяют по формуле
s^kDj/^ + C. (72)
Здесь величина коэффициента k зависит от конструкции крышки:
k — 0,40 для крышки (рис. 51, а) с прокладкой по всей поверх-
ности фланца; k = 0,45 и 0,55 для крышки соответственно на
рис. 51, г и д; для крышек, у которых затяжка болтов вызывает
изгиб (рис. 51, б, в) величина k зависит от отношений D6ID„ и
Q6/Q,(, определяющих изгибающий момент,
4 - /о,05!5(^ -Ц)2+0.5(^.-l)(^-l) ,
где Q6 — нагрузка на болты в условиях эксплуатации [см.
формулу (87)]; Qa— равнодействующая внутреннего давления
на площадь по среднему диаметру £)п прокладки,
В формуле (72) за расчетный диаметр следует принимать для
крышки, показанной на рис. 51, а, значение D = £)б, для крышек
на рис. 51, б, а и г, — D = Dn.
Плоские круглые приварные крышки диаметром более 500 мм
применять не рекомендуется.
74
Рис . 51 . Конструк -
ции плоских круг-
лых крышек
Расчет плоских прямоугольных пластин, равномерно нагру-
женных по всей поверхности. Рассмотрим прямоугольную пла-
стину с размерами В/А = а < 1.
1. Прямоугольная сплошная пластина (рис. 52) с опертыми
краями. Равномерная нагрузка — давление р.
Изгибающее напряжение в центре максимально:
_ 0,75 рВ2
СТ‘пах 1 + 1,61а3 (s')2’ ’
где s' — расчетная толщина пластины; В — ширина пластины.
Прогиб в центре (при ц = 0,3)
0,142 pBi
W “ 1 + 2,21а3 Е (s')3 ’
2. Прямоугольная пластина
с защемленными краями (рис. 53).
Рис. 52. Прямоугольная пла-
стина со свободно опертыми
краями
Рис. 53. Прямоугольная пла-
стина с опертыми и защем-
ленными краями
75
Изгибающее напряжение максимально по краю в середине
длинной стороны:
0,5 рВ*
Щпах— 1 и 0,62.3а" (s')2 ’ ' ’
Прогиб пластины в центре:
при В/А < 0,5
при В/А > 0,5
_____________________________1_______рВ1
W 3 Ц- 2а2 + За4 л 4 Л' ’
где М— цилиндрическая жесткость [см. формулу (65)].
Из рассмотрения выражений (73) и (74) можно получить, что
при А!В > 3,2 и AIB > 1,6 соответственно влияние а становится
малым и прямоугольную пластину можно рассматривать как
имеющую бесконечную длину.
§ 7. Расчет укрепления вырезов в стенках аппаратов
В корпусе и днищах цилиндрических аппаратов для установки
люков и штуцеров вырезают отверстия. Они ослабляют сечение
по линии АА стенки аппарата (рис. 54), поэтому их необходимо
укреплять. Вырезанное сечение металла обычно компенсируют при-
варкой накладного укрепляющего кольца диаметром DK по его
наружному [периметру к кор-
Рис. 54. Цилиндрический аппарат
с вырезами в стенке
пусу аппарата пли утолщением
стенки корпуса и патрубка.
По краю отверстия возни-
кает концентрация напряжений.
Местные напряжения по краю
отверстия могут достигать пре-
дела текучести.
Укрепление отверстий обя-
зательно, если условный диа-
метр патрубка превышает 50 мм
или значение
= 0,25 ]/Dp (s - С),
где Dp — расчетный диаметр; s — толщина стенки аппарата;
С — прибавка на коррозию.
В этом выражении значения Dp принимают следующим обра-
зом. Для отверстий в цилиндрической обечайке Dp = D, где
D — диаметр обечайки. Для сферического днища Dp = 2R,
где R — радиус сферической части днища. Для эллиптического
днища Dp = 2р, где р определяют по формуле (49), подставляя
в нее в качестве х и у координаты центра отверстия. Для кониче-
76
ского днища £)р — D/cosa, где D — диаметр конической обечайки
у отверстия.
Укрепляющее кольцо обычно ставят снаружи аппарата. В этом
случае кольцо не подвергается коррозии и его удобнее привари-
вать.
Каждое укрепляющее кольцо снабжают специальным сигналь-
ным отверстием с резьбой М10. Его располагают в нижней части
кольца. Во время эксплуатации отверстие должно быть открыто.
Оно позволяет обнаружить нарушение герметичности основного
Рис. 55. Схема к расчету укрепления выреза:
1 — корпус; 2 — укрепляющее кольцо; 3 — патрубок
сварного шва, прикрепляющего патрубок к корпусу аппарата.
Кроме того, при помощи сжатого воздуха и мыльной пены можно
проверить плотность всех сварных швов соединения патрубка
и укрепляющего кольца до испытания аппарата в целом.
Иногда укрепляющее кольцо изготовляют из двух половин;
в этом случае сварные швы, соединяющие две части кольца, дол-
жны быть выполнены на полную толщину кольца и проверены.
Сварные швы кольца можно располагать в сечениях под углом
от 90 до 45° к продольной оси аппарата. В нижней части каждой
половины кольца выполняют сигнальное отверстие.
Условие прочности укрепления выреза состоит в следующем:
расчетная площадь поперечного сечения металла стенки Fo,
удаленного вырезом, должна компенсироваться за счет площади
сечения избыточного над расчетным металла стенки корпуса F,
патрубка и площади поперечного сечения металла укрепляю-
щего кольца F2- Условие прочности укрепления выреза в этом
случае имеет вид ’У
FI)<F + F1 + F2. (75)
Укрепление отверстий может быть эффективным только при
расположении металла укрепления вблизи отверстия, поэтому
существует определенная зона MNPQ, вне которой металл нельзя
рассматривать как укрепление (рис. 55). Протяженность зоны,
в которой действует укрепление, связана с распространением
краевого эффекта у отверстия и определяется величиной L.
77
Пусть sp — расчетная толщина стенки корпуса в месте про-
дольного сварного шва. Если учесть, что отверстие диаметром
d0== 0,25/Dp (s-C) можно не укреплять, то расчетная пло-
щадь металла поперечного сечения стенки, удаленного вырезом,
Fo = [(d + 2С) - 0,25 /Dp(s-Q] sp. (76)
Если вырез выполнен вне продольного сварного шва (на про-
дольных швах располагать отверстия не рекомендуется), то в фор-
мулу (76) вместо sp следует подставить cpsp; тогда
/ = [/ + 2С) - 0,25/Dp(s-Q] <psp. (77)
Площадь F поперечного сечения металла стенки, избыточного
над расчетным (рис. 55),
F = 2 [L ф- (S1 - С)] (s - С - sp),
где sx — толщина стенки патрубка.
При этом возможны три случая.
i- 1. Укрепляющее кольцо отсутствует; тогда L = ]/rDp(s — С) и
F = 2 [/Dp (s - С) + (S1 — С)] (s — С — sp). (78)
2. Имеется укрепляющее кольцо; его диаметр
DK > 2 /Dp (s - С + s2) + 2S1 + d; L = /Dp(s-C + s2) и
F = 2[/Dp(s-C + s2) + (s1-C)](s-C-sp), (79)
где s2 — толщина укрепляющего кольца.
3. Имеется укрепляющее кольцо; его диаметр
DK <7 2 /Dp (s — С s2) 2s} 4~ E = /Dpsx и
F = 2[/D7x4-(si-C)](s-C-sp); (80)
при этом sx находят подбором из уравнения
LKs2 = /Dpsx [sx — (s —С)], (81)
где LK — ширина укрепляющего кольца.
Уравнение (81) получено из условия замены сечения укрепляю-
щего кольца эквивалентным сечением протяженностью /Dpsx и
толщиной [sx — (s — С) ].
Избыточную над расчетной толщину стенки (s — С) — sp
можно получить округлением значения толщины стенки, например,
до ближайшего четного значения или увеличением толщины стенки
для уменьшения размера укрепляющего кольца. Избыточную
толщину стенки получают также, если вырез сделан вне продоль-
ного шва, а коэффициент прочности сварного шва <р < 1. В по-
следнем случае в формулы (78), (79) и (80) вместо sp подстав-
ляют (pSp.
78
Площадь поперечного сечения патрубка штуцера или люка,
которую можно рассматривать как укрепление (рис. 55),
Л = 2 • 1,25 /(d + 2С) (S1 - С) [(S1 — С) — slp], (82)
где Sj и slp — соответственно действительная и расчетная тол-
щина стенки патрубка.
Рис. 56. Схема к расчету
укрепления выреза отбор-
товкой
Площадь поперечного сечения укрепляющего кольца толщи-
ной s2
F2=[DK-(rf + 2C)]s2. (83)
Иногда укрепляющее кольцо не устанавливают по конструк-
тивным соображениям (например, его нельзя разместить) или для
упрощения изготовления и контроля и т. п. В этих случаях вырез
Рис. 57. Схема укрепле-
ния соседних отверстий
укрепляют только утолщением стенки обечайки корпуса (условие
прочности: Fo < F) или одновременно утолщением обечайки кор-
пуса и патрубка штуцера. В последнем случае условие прочности
имеет вид
FoCF + Fp (84)
Толщину укрепляющего кольца обычно принимают равной
толщине стенки корпуса s2 = s. Если корпус биметаллический,
то толщину кольца принимают равной толщине основного слоя.
Размеры укрепляющих колец нормализованы. Конструктивно
79
диаметр колец берут в пределах DK = (1,64-2) d: Dtl l,6d для
отверстий диаметром d = 1200 мм и О,. 2d при d = 200 мм.
При этом ширина укрепляющего кольца составляет около 100 мм
для штуцера с условным диаметром 200 мм и около 350 мм для
штуцера с условным диаметром 1200 мм. Для промежуточных
значений диаметров ширину кольца можно найти интерполяцией.
Когда принимают диаметр укрепляющего кольца Dti < 2d, то
учитывают, что толщина стенки корпуса п штуцера имеет запас
по сравнению с расчетными значениями.
Показатели механических свойств металла укрепляющего
кольца должны быть не ниже аналогичных показателей металла
корпуса.
Иногда укрепление отверстия выполняют отбортовкой стенки
сосуда или вваркой отбортованного элемента (рис. 56). В этом
случае условием прочности является выражение (84), причем
Fo = [(d3 + 2С) - 0,25 (s — С)] s,„
где d3 — диаметр, при котором площади отсекаемых участков
в пределах толщины sp равны (рис. 56).
Укрепляющее кольцо (см. рис. 55) приваривают двумя свар-
ными швами, причем в расчет принимают шов приварки по на-
ружному контуру, сечение шва по внутреннему контуру не учи-
тывают, что идет в запас прочности. Опасное сечение для наруж-
ного сварного шва определяют с учетом половины его длины.
Из условия равнопрочности сварного шва и площади поперечного
сечения укрепляющего кольца следует:
[DIt - (d + 2С)] So [о] = -ф- 0,7йсфс0,8 [а], (85)
где йс — высота катета сварного шва; срс = 0,8 — коэффициент
прочности сварного шва; 0,8 [сг ] —допускаемое напряжение
при работе сварного шва на срез.
Из равенства (85) получаем
Принимая DJ(d -)- 2С) = 2, из формулы (86) получим при-
мерно /гс 0,75s2.
Наименьшее расстояние между двумя соседними отверстиями
(рис. 57) А 1,4 (dx + d2)/2.
Расчет укрепления близко расположенных отверстий выпол-
няют сначала как для отдельных отверстий по формулам (75)—(84),
а затем проверяют, чтобы половина требуемой по расчету площади
сечения металла для укрепления приходилась па простенок
между патрубками и смежные сечения стенок патрубков (рис. 57,
контур /).
Глава VI
РАСЧЕТ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
Существует несколько методов расчета фланцевых соединений
[1, 15, 21 ]. Ниже приведены приближенный метод расчета, метод
расчета по коду США, который допускается для расчета аппарат-
ных и арматурных фланцевых соединений как в США, так и в не-
которых других странах, например Англии, Франции, Японии,
а также метод расчета аппаратных фланцевых соединений, при-
нятый в химическом и нефтяном машиностроении.
Аппаратные фланцевые соединения, применяемые для соеди-
нения частей аппаратов, таких как распределительная камера
и корпус теплообменника, царги разборной ректификационной
колонны, обычно нагружены внутренним давлением и лишь в не-
большой степени изгибающими внешними нагрузками от веса
присоединяемых деталей и других воздействий. Это дает возмож-
ность изготовлять фланцевые соединения аппаратов более ком-
пактными, а также более легкими (в части как фланцев, так и кре-
пежных изделий), чем это принято для фланцевых соединений
арматуры и в том числе для штуцеров аппаратов.
При расчете фланцевых соединений арматуры, а также флан-
цев штуцеров аппаратов следует учитывать значительные усилия
от веса примыкающих трубопроводов, температурные усилия,
возникающие в результате нагрева и охлаждения трубопроводов,
ветровую нагрузку на трубопроводы и др. Дополнительно к на-
грузке от внутреннего давления указанные нагрузки создают из-
гибающие и крутящие моменты на арматурное фланцевое соеди-
нение. В связи с этим, как правило, арматурные фланцевые соеди-
нения массивнее аппаратных.
Обычно фланцевые соединения рассчитывают только в случаях,
когда сочетание требуемых условного диаметра и условного дав-
ления отсутствует в стандартах.
§ 1. Конструкции фланцев
По конструкции фланцы разделяются на цельные со втулкой
или приварные встык, плоские приварные, накидные или свобод-
ные (рис. 58).
Конструкция, типы и размеры фланцев стандартизованы и
характеризуются условными давлением и диаметром.
Фланцы на условное давление ру == 1 МПа допускают к при-
менению для мятого пара, воздуха,' темных холодных нефтепро-
дуктов. Для светлых нефтепродуктов, нагретых жидкостей и
газов обычно используют фланцы приварные встык на условное
давление не ниже 1,6 МПа.
Фланцы цельного типа наиболее надежны; их применяют при
любых давлениях и температурах. Фланцы плоские приварные
используют обычно до температуры 300° С и давления ру <2,5 МПа,
81
при этом применяют две конструкции приварки плоского фланца
к патрубку (трубе) — рис. 58, б (исполнение I и II). Если пло-
ский фланец предназначен для работы при давлении ру > 2,5 МПа
или температуре выше 300° С, то используют конструкцию при-
Рис. 58. Конструкции фланцев:
а — цельного типа или приварной встык; б — плоский приварной;
в — плоский со сквозным проваром; г — накидной или свободный
соединения фланца к патрубку со сплошным или сквозным про-
варом (рис. 58, в). Как правило, такое соединение необходимо
подвергать термообработке (высокий отпуск) для снятия свароч-
ных напряжений.
Конструкция уплотнений фланцев стандартных типов зависит
от условного давления (рис. 59).
Рис. 59. Конструкция уплотнений:
а — при < 2,5 МПа; б — при ру < 4,0 МПа; при ру > 6,4 МПа
Штуцеры приваривают к аппаратам так, чтобы оси отверстий
под болты были симметрично смещены относительно оси аппарата.
Конструирование фланцевых соединений включает выбор ма-
териалов, определение конструктивной формы, расчет болтов
(шпилек) и фланцев, выбор и расчет прокладок.
82
Элементы фланцевых соединений обычно рассчитывают на
условное давление и затяжку при нормальной температуре; по-
лученные размеры проверяют расчетом на рабочие условия.
§ 2. Определение нагрузки на болты
Нагрузку на болты и шпильки от внутреннего давления при
расчетах по приближенному методу и по коду США находят по
формуле
лО’
Q6 = Qa + Rn = P~-\-mpnDn2b-, (87)
здесь р — внутреннее давление, которое при расчете на условное
давление принимают равным ру, а при расчете на рабочее давле-
ние — равным рраб; Dn — средний диаметр прокладки; т —
коэффициент удельного давления на прокладку, показывающий,
во сколько раз удельное давление должно быть больше внутрен-
него давления, чтобы условие герметичности было выполнено
(табл. 14); b — расчетная ширина прокладки, которую принимают
в зависимости от конструкции прокладки и уплотнительных по-
верхностей (табл. 15).
Нагрузку на болты согласно формуле (87) определяют как
сумму нагрузки Q.v воспринимаемой болтами от внутреннего да-
вления, и нагрузки /?п на прокладку, необходимой для обеспе-
чения герметичности. Нагрузка /?„ на прокладку зависит от вну-
Таблица 14
Значения коэффициента т и удельного давления qn
Материал прокладки т <?п Сечение прокладки
Прессованный асбест, асбестовая ком- позиция (паронит) толщиной 2 мм 2,75 30
Гофрированная металлическая обо- лочка с асбестовым заполнением (обо- лочка — алюминий, мягкая углероди- стая сталь, коррозионностойкая сталь 3,75 40—60
Цельнометаллическая прокладка: 4,0
плоская алюминиевая плоская овального или восьмигран- ного сечения 60 W/.ZZ1 |Ц
из стали 05 кп из коррозионностойкой стали 5,5 6,5 125 180
83
Таблица 15
Расчетная ширина прокладки при различной форме
уплотнительных поверхностей
Форма уплотнительных
поверхностей
Базовая ширина про-
кладки Ьо
Расчетная ширина про-
кладки b
При Ьо < 6 мм
b = Ьо
а а
при ba > G мм
b = 2,5 |ЛЬо,
где Ьо — в мм
а
~8
треннего давления, конструкции уплотнительных поверхностей,
а также конструкции, материала и качества прокладки.
Нагрузку па болты при их затяжке, необходимую для началь-
ного смятия прокладки, рассчитывают по формуле
Q6i = nDtlbqlv (88)
где qti — удельное давление, которое нужно создать на поверх-
ности прокладки (см. табл. 14); Ь— расчетная ширина прокладки
(см. табл. 15).
Удельное давление на прокладку зависит от конструкции и
материала прокладки (предела текучести). Величину qn прини-
мают с таким расчетом, чтобы в результате смятия контактных
поверхностей прокладки получить герметичное соединение.
Обычно при низких давлениях и твердых прокладках Q61 >
> Ой и, наоборот, при значительных давлениях и мягких про-
кладках Q6 > Q61.
При расчете фланцевого соединения на условное давление при-
нимают большее из значений: Q6 или Q61.
При расчете по рабочим условиям па повышенную температуру
предварительно сравнивают значение Q61 с величиной
Q6 |.ст].,0/[ст]„ где Q6 определяют в зависимости от величины
84
моментом (рис. бОр-М
'Qo
Рис. 60. Фланцевое соеди-
нение, нагруженное внеш-
ним изгибающим моментом
Рраб- и 1о 1/— допускаемые напряжения для рассчитывае-
мого элемента (болтов или фланца) при температуре соответственно
20° С и рабочей. Если получают QCll > Q6, то расчет ведут по
Q61. В противном случае для расчета принимают нагрузку Q6
ио рабочим условиям, проверяя, чтобы напряжения в элементах
соединения не превосходили допускаемые значения при рабочей
температуре.
Если фланцевое соединение нагружено не только внутренним
давлением, но и внешним изгибающим
— Q0Z, то появляется дополнительная
нагрузка на болты, которую можно
определить следующим образом.
Заменим площадь поперечного сече-
ния болтов эквивалентной площадью
поперечного сечения кольца со средним
диаметром /)„, равным среднему диа-
метру прокладки. Тогда
л</()
—— п -- nD,,8,
4 п
откуда толщина стенки кольца
6 4ОП ’
(89)
где dn — внутренний диаметр резьбы болта; п — число болтов.
Момент сопротивления кольца W = л£>п6/4.
4М
u , М
Напряжение изгиба в кольце о =
С учетом формулы (89) получим
I6M
о = -—;—;
nd^nDn
отсюда дополнительная нагрузка q„ на один
от действия внешнего изгибающего момента,
ndg 4Д4
У" ~ ° ~1~ nD^ •
болт, возникающая
Общая дополнительная нагрузка на болты фланцевого соеди-
нения
4/И
QИ 711^ ' Г)
(90)
поэтому при наличии внешнего изгибающего момента фланцевое
соединение рассчитывают на большую из нагрузок:
Q = Фб Н- Фи> Qi— Сбх 4“ Qh-
(91)
85
При сравнении нагрузки QT со значением нагрузки Q, рассчи-
танным по рабочим условиям, последнюю умножают на дробь
[<г]20/[о]/.
Иногда для определения дополнительной нагрузки на фланце-
вое соединение от внешнего изгибающего момента находят до-
полнительное внутреннее давление ри, которое по своему действию
на болты эквивалентно действию изгибающего момента М. С уче-
том уравнения (90) получим
„ = 4Qtl - JJ™.
Давление рк добавляют при расчете элементов фланцевого соеди-
нения к действующему внутреннему давлению.
Если величина дополнительного давления ри добавлена к ра-
бочему давлению или условное давление ру определено по их
сумме и нагрузка Q6 определена по формуле (87) с учетом найден-
ных таким образом значений давлений, то в этом случае вместо
расчета по формуле (91) следует принять Q = Q6.
§ 3. Расчет болтов фланцевого соединения
Число болтов (шпилек) определяют по наибольшей нагрузке
по формулам
п = Q6/q6 или п = Q61/q6, (92)
где q6 — допускаемая нагрузка на один болт,
= (93)
Для шпилек с проточенной средней частью, если наружный
диаметр dc средней части меньше внутреннего диаметра резьбы
d0, в формулу (93) вместо d0 следует подставить dc.
При расчете на условное давление принимают для крепежных
деталей фланцев аппаратных [сг] = сгв/4, арматурных [ст] =
= ст„/5. При расчете на рабочее давление допускаемое напряжение
следует принимать при рабочей температуре. При повышенных
температурах, когда металл еще не подвержен ползучести, для
низко- и среднелегированных сталей, например ЗОХМА, 25Х2М1Ф,
[ст ] =-от/2,8ч-стт/3,2; для углеродистых и высоколегированных
сталей коэффициент запаса прочности по пределу текучести сни-
жают и принимают пт = 1,9 ч-2,3. При температурах, обусловли-
вающих ползучесть металла под нагрузкой, допускаемое напря-
жение принимают не выше предела ползучести за 100 000 ч.
Допускаемые напряжения для болтов и шпилек аппаратных
фланцев указаны в табл. 16.
Диаметр болтов и шпилек принимают, как правило, не менее
16 мм.
86
Таблица 16
Допускаемые напряжения (МПа) для болтов и шпилек аппаратных фланцевых
соединений
Температура, °C [О] для стали
35; ВСт5сп2 35Х 25Х2М1Ф 45X14H14B2M
20 130 230 230 160
200 120 225 225 130
300 97 215 215 120
400 75 160 210 ПО
500 — — 150 100
540 — — 75 80
Шпильки малого диаметра могут быть перенапряжены при за-
тяжке, поэтому допускаемые напряжения снижают для шпилек
диаметром 16 мм на 25%, диаметром 20 мм на 15% по сравнению
с'указанными в табл. 16 значениями.
Для создания расчетного удельного контактного давления на
уплотнительных поверхностях прокладки необходимо, чтобы шаг
между болтами5d, где d — наружный диаметр резьбы болта.
При больших давлениях шпильки ставят с шагом 3d или
даже 2,5d, но не менее 2d + 18 мм; при этом для завертывания
гаек можно использовать только торцовые ключи.
Число болтов и их диаметр, найденные расчетом, округляют
в большую сторону, учитывая, что число болтов должно быть
кратно четырем (п =12; 16; 20 и т. д.), а диаметр должен соот-
ветствовать внутреннему диаметру метрической резьбы по стан-
дарту. В связи с этим максимальную нагрузку, которую могут
воспринять болты, находят по формуле
<2бм = «7б, (94)
где п — принятое число болтов; q6 — допускаемая нагрузка на
болт [см. формулу (93)].
При определении размеров фланца учитывают условную рас-
четную нагрузку
' / 0бф = ^4^, (95)
где нагрузкуГ<2б принимают равной большему из значений Q6
и Q6l [см. формулы (87) и (88)].
§ 4. Температурные напряжения в болтах
и шпильках фланцевых соединений
При повышенной температуре сред в аппаратах или трубопро-
водах элементы фланцевых соединений нагреваются неодинаково:
температура /б болтов и шпилек устанавливается ниже темпертуры
87
/ф фланцев. Фланцы расширяются больше, чем болты или шпильки,
и вызывают в последних возникновение дополнительных напря-
жений.
Дополнительное расширение фланцев обеспечивается за счет
разности температурных коэффициентов линейного расширения
аф — сей материала фланца и болтов при нагреве элементов до
температуры t6, а также дополнительным нагревом фланца на
величину /ф — /6:
б = [(<хф - аб) /б -Д (/ф - /б) осф] L -= (аф(ф - абС6) L.
Но аналогии с формулой (132) определим температурное уси-
лие в’болтах
(ссф/ф ЕбЕбЕфЕф
Qt = E6F6 + ЕфРф
где Еф, Еб — модули продольной упругости материала фланцев
и болтов; Еф п [(а 0,5/z)2 — d2]— условная площадь по-
перечного сечения фланца с учетом «конуса давления» [15] (п —
число болтов, а — диаметр кольцевой опорной поверхности
гайки, h — толщина фланца, d — диаметр отверстия под болт);
F6 == плб/б/4 — площадь сечения болтов на участке без резьбы.
Так как значение Рф в несколько раз больше F6, можно счи-
тать ЕфЕф/(ЕбЕб + ЕфЕф) =* 1. Тогда формула (96) примет вид
3/ = (аф^-аб^б)£б^б- (97)
(96)
Учитывая податливость деталей фланцевого соединения, в том
числе деформацию прокладки, в формулу (97) следует ввести ко-
эффициент у < 1, т. е.
Qt = У (°ЧА - аЛ) E6F6- (98)
При аф = аб = а получим QT = уа (/ф — t6) E6F6.
Обозначая площадь поперечного сечения болтов по внутрен-
нему диаметру резьбы F6o и учитывая, что отношение F(JF6f} =
== ф «=« 1,3, находим температурное напряжение в болтах
<тй/ = Qt/F60 = фу (аф/ф — ссб/б) Еб (99)
или
обг= 1,3уа(/ф-/б)£б. (100)
Нетрудно видеть, что площадь поперечного сечения шпилек
со сплошной резьбой или проточкой средней части (рис. 61)
Fm = = ndo/4 < F6 = ndg/4 и отношение ф = 1, т. е. температур-
ное усилие и напряжение согласно формулам (99) и (100) будут
меньше в 1,3 раза, чем у болтов, имеющих резьбу только на конце
стержня.
В связи с этим для фланцевых соединений при температуре
среды выше 300° С следует применять не болты, а шпильки со
88
сплошной резьбой или проточкой средней части до внутреннего
диаметра резьбы.
Коэффициент у [15] можно принять равным 0,1 для плоских
приварных фланцев и 0,2—0,3 при ру = 1,04-6,4 МПа для флан-
цев, приварных встык.
Из формулы (99) видно: если a6t6 больше или равно аф^ф,
то температурные напряжения о'
чение аб£б заметно превосходит
поверхности прокладки может
этого может нарушиться гер-
метичность фланцевого соеди- I
нения. Следовательно, необ- |
ходимо проверять, чтобы
общее усилие в шпильках
не было меньше значения,
обеспечивающего герметич- ___
ность соединения.
Из формулы (100) при
у = 0,2; а = 12 10"в °C’1;
£б = 2-103МПа и /ф—t6 = |
= 1° С получим: аб/ =
= 1,3- 0,2- 12-IO”6- 2 • 105 - I—
сутствуют; при этом, если зна-
ссф£ф, то удельное давление на
быть ослаблено и вследствие
= 0,624 МПа. Это означает, Рис. 61. Схема к расчету температур-
ЧТО при разности температур ных напряжений в болтах и шпильках
фланца и болтов 1° С возни-
кает температурное напряжение, равное 0,624 МПа; температур-
ное напряжение в этих же условиях для шпилек, нарезанных
по всей длине, составляет 0,48 МПа.
Обычно полагают, что фланцы, приварные встык, нагреваются
до температуры среды в аппарате (трубопроводе), а температура
шпилек составляет около 0,95/ф для неизолированных фланцев
и 0,97/ф для изолированных. *
Если один из фланцев соединения имеет толщину" и коэффи-
циент линейного расширения аг, а другой фланец (или крышка) —
толщину /г.2 и коэффициент расширения а 2, то усредненный коэффи-
циент линейного расширения аф такого фланцевого соединения
определяют по формуле
_ I + a2h2
* h1+h2
Зная коэффициент аф, находят по формуле (99) напряжения
в болтах и шпильках фланцевых соединений из разнородных ста-
лей. Для снижения температурных напряжений следует исполь-
зовать шпильки из материала с коэффициентом аб, приближаю-
щимся к коэффициенту теплового расширения более толстого
фланца.
Значения коэффициентов линейного расширения для некото-
рых марок стали указаны в табл. 17.
89
Таблица 17
Температурный коэффициент линейного расширения
для некоторых марок стали
Деталь Марка стали Значения а*10\ °C-1, при изменении температуры в пределах, °C
20-100 20—300 20—S0O
20 П.1 12,7 13,9
Фланцы 15ХМ 11,9 13,2 14,0
15Х5М — 12,2 12,5
12Х18Н10Т 16,6 17,2 17,9
Шпильки и 35Х 11,3 12,9 14,2
болты 25Х2М1Ф 12,5 13,3 14,0
45Х14Н14В2М — — 18,0
§ 5. Приближенный метод расчета фланцев
Фланцы цельного типа рассчитывают под действием силы <2бф
[см. формулу (95)1 на изгиб как консольную балку в опасных
сечениях по линиям АВ и ВС (рис. 62). Обозначим: Ds —• диаметр
втулки фланца; —• толщина втулки фланца; Dc — средний
диаметр втулки фланца; h — толщина кольца фланца.
Изгибающий момент в сечении по линии АВ
Мав — Обф^
где I = (£)с — Ds)/2 — плечо силы фбф.
Момент сопротивления изгибу площади опасного сечения
WAB = лОЛ2/6.
Напряжение в сечении по линии АВ
_______________________ МАВ 6(?бф2
лв WAB iiDsh*-
Изгибающий момент в сечении по линии ВС
Мвс = 0,4(?бф^1>
где 0,4 — коэффициент, учитывающий жесткость фланца; /х=
Df> — (Ps — Si) zi
= —°—1—5---±z---плечо силы ^бф.
Момент сопротивления изгибу площади опасного сечения
гу/ ____________________rtDc (sj — С)2
»НС--------6----’
где С — прибавка на коррозию (обычно С = 0,2 см).
Напряжение изгиба
Овс = AlBclWBC < [о].
90
Рис. 62. Схема к расчету фланца
цельного типа
Рис. 63. Схема к расчету плоского
приварного фланца
Плоские приварные фланцы рассчитывают на изгиб под дей-
ствием силы Q6(J) как консольную балку (рис. 63).
Изгибающий момент относительно места приварки фланца
Л1И = Qg^-
Момент сопротивления изгибу W = л£)11й2/6, где DtI — наруж-
ный диаметр патрубка фланца.
Напряжение изгиба во фланце
Сварные швы рассчитывают на изгиб и на срез.
Напряжение изгиба в сварном шве под действием изгибаю-
щего момента
о
" <pivc ’
где <р = 0,8 — коэффициент, учитывающий прочность сварного
шва; 1ГС — момент сопротивления изгибу сварных швов,
„п Н3 - Л?
UT? _ ЛЫц ]
с— 6 н
Напряжение среза в сварных швах
ФбФ
Т 2(рл£)н0,7й ’
где k — высота катета сварного шва.
Приведенное напряжение в сварных швах
апР = + т2 < 0,8 [а].
Обычно с учетом прибавки на коррозию С > 0,2 см рекомен-
дуют принимать толщину патрубка s > ft/4 + С. Для плоского
91
фланца со сплошным проваром (см. рис. 58, в) принимают s >-
> /i/З + С и расчет ведут как для фланца цельного типа.
Длину утолщенного патрубка принимают не менее 150 мм,
затем делают переход к более тонкой трубе, если фланец с патруб-
ком приваривают к трубопроводу с меньшей толщиной стенки.
При расчете фланцев на условное давление по приближенному
методу допускаемое напряжение принимают [ст] < ств/5.
Накидные (свободные) фланцы (рис. 64) рассчитывают на
изгиб. Опасным является сечение по оси у — у (рис. 65). На
фланец действуют расчетная нагрузка Обф и реакция опоры N.
Рис. 64. Схема к расчету на-
кидного фланца
У
Рис. 65. Схема размещения
точек приложения равнодей-
ствующих усилий в накидном
фланце
Равнодействующая расчетной нагрузки для левой половины
фланца приложена в центре тяжести болтовой полуокружности
на расстоянии 2ReJ^ от оси у—у, а равнодействующая реакции
опоры — в центре тяжести полуокружности опорного кольца на
расстоянии 2/?с/л от оси у—у.
Радиус опорной поверхности фланца можно принять равным
Яс = (/?„ + 02,
где /?„, — соответственно наружный и внутренний радиусы
опорной поверхности.
14згибающий момент относительно сечения по оси у—у
м = <2бф 27?б _ N 2RC
2 л 2л'
Так как фбф - /V, то Л4 - (?бф (R6 — Дс)/л.
Момент сопротивления изгибу сечения по оси у—у с учетом
ослабления сечения двумя отверстиями под болты
ну _ 2 (/?! — RB — d) h2
6
92
Напряжение во фланце
м 3(?бф(/?б-/?с)
°' и/..................... л(/?;-/?и-ф/?
Из формулы (101) находят толщину фланца. При ст ~ (а I
, 1 /~ (Яб /?с) ,. ,,0.
/1=1/ —7п------п---тгт—;> (102)
у л (/?! — Ra — d) [а] v ’
где допускаемое напряжение принимают равным 0,8 нормативного
допускаемого напряжения.
Толщина фланца зависит от разности /?6 — /?с, которую сле-
дует по возможности уменьшать.
Накидные фланцы менее распространены, чем приварные,
так как для их изготовления треб уется несколько больший расход
металла; они имеют большие размеры и более сложную конструк-
цию. Однако накидные фланцы имеют некоторые преимущества
по сравнению с фланцами приварного типа.
Накидные фланцы можно изготовлять из более прочных ста-
лей, чем фланцы приварные, например из сталей ВСт5сп4; 30.
Накидные фланцы на трубы из легированной стали при коррозион-
ной среде можно изготовлять из углеродистой стали. Однако, если
труба сделана из высоколегированной хромоникелевой стали,
то такое соединение в сочетании с болтами (шпильками) из низко-
легированной стали можно обычно использовать при температуре
не выше 200° С. Накидные фланцы более удобны при монтаже:
фланец всегда можно повернуть для совмещения болтовых отвер-
стий.
§ 6. Метод расчета фланцевых соединений по коду
США для котлов и сосудов под давлением
Метод применим как для фланцев цельного типа, так и для
плоских приварных и накидных фланцев [211. В этом методе
более точно учитывают конструктивные факторы (размеры втулки,
жесткость фланца, конструкцию и расположение прокладки),
а также более точно задают схему нагружения. Ниже изложена
методика расчета фланцев цельного типа.
На фланец действуют силы Q6, Q,,, Qn, QK (рис. 66).
Нагрузку на болты Q6, приложенную по линии болтовой ок-
ружности, рассчитывают по формуле (87).
Усилие от внутреннего давления на площадь фланца «в свету»,
приложенное к фланцу посередине толщины втулки,
л//
Усилие от внутреннего давления на площадь круга диаметром
D„ (здесь считают, что давление р распространяется до середины
прокладки) ,
л£>-
•
Q
93
Рис. 66. Схема приложения
сил, действующих на фланец
Рис. 67. Эпюра напряжений
во фланце цельного типа
Максимальное усилие, действующее на прокладку и приложен-
ное посередине прокладки, находят как разность между нагруз-
кой Q6 и усилием Q:
Qn^Q6-Q.
Усилие от внутреннего давления на кольцо с наружным диа-
метром Dn и внутренним диаметром DB
QK = Q-QB--=P~(Dl-DB).
Из условия равновесия фланца следует
Qe "= Qb + Ол + Qk-
Принимают, что усилия QB, Qri и имеют соответственно сле-
дующие плечи:
4 = /? + S1/2; /п = (Об - Оп)/2;
1 D& Dk < । R + Si — 1П R + Si + In
2 — 'n -p 2 - 2
Расчетный суммарный изгибающий момент
Мр = QBlB + Qnln + Qk^k-
При расчете всеми размерами фланца предварительно задаются
(рис. 67 и 66): s0, sx — соответственно наименьшая и наибольшая
94
толщина втулки; h1 — высота втулки; £)в, £)п — соответственно
внутренний и наружный диаметр фланца; h — толщина тарелки
фланца; й(| =]/r£)Bs0 — параметр.
Момент Мр является расчетным для определения следующих
трех напряжений, действующих во фланце:
меридионального (продольного) во втулке фланца
радиального в кольце фланца
тангенциального в кольце фланца
ak = -^-Y — oZ. (103)
к h2DB r v '
Рис. 68. График для определения коэффициентов У, Z, Т и U
95
Рис. 69. График для определения коэффициентов F и V
Коэффициенты:
здесь
Р — -|- 1
г _ Л» 1 , V 1гл
L Т ' U hnS’-'
"(РО
Коэффициенты Y и Z в формуле (103), а также величины [,
F, Т, V и U находят по графикам (рис. 68—70) в зависимости
от отношений DJDB, Sj/So и Нг/И0. Если значение f выходит за
нижний предел на графике, то принимают f = 1.
96
Для обеспечения прочности и жесткости фланца необходимо
соблюдение условий:
' 1,5 [о|; о; < [а]; ак < [а]; (104)
ат-^~ с М; (105)
При расчете на условное давление, а также на рабочее при тем-
пературах ниже 300" С принимают допускаемое напряжение
[ст 1 < а„/4. При расчете фланцев на рабочее давление и рабочие
температуры выше 300° С допускаемое напряжение принимают
с коэффициентом 0,9 от нормативного допускаемого напряжения
нестандарту [13].
В условиях затяга фланцевого соединения при отсутствии вну-
треннего давления и при нормальной температуре фланцы прове-
ряют по изгибающему моменту
при этом должны соблюдаться два условия (104) и (105).
4 Вихман
Рис. 70. График для определения коэффициента /
97
§ 7. Расчет аппаратных фланцевых соединений
по стандартному методу
Нагрузка на болты в условиях монтажа (при затяжке) при
нормальной температуре
(?б1 = I /O l-Qn. (1<>6)
где значения Qn и — см. формулу (87); QH — см. формулу (90);
£ и а — коэффициенты.
Коэффициент £ перехода от рабочих условий при повышенной
температуре к условиям затяжки болтов при нормальной темпера-
туре принимают равным меньшему из отношений допускаемых
напряжений для болтов (шпилек) или для материала фланцев;
? = 1<т ] 20/ [ст I/.
Коэффициент а > 1 характеризует необходимое увеличение
нагрузки на болты при затяжке (для создания герметичного соеди-
нения) по сравнению с нагрузкой от внутреннего давления. Зна-
чение а зависит от конструкции фланцевого соединения и мате-
риала прокладки: а - - 1,3-е-1,5 для плоских фланцев, а = 1,1 =
= 1,25 для фланцев приварных встык и а ~ 1 для фланцев с про-
кладкой восьмигранного сечения.
Нагрузку Q6| по формуле (106) сравнивают с величиной Q61,
определенной по формуле (88), и для расчетов берут большее зна-
чение.
Нагрузку иа болты в рабочих условиях Q62 определяют как
сумму нагрузки на болты в рабочих условиях Q6 по формуле (87),
температурного усилия Qt по формуле (98) и нагрузки [см.
формулу (90)] от изгибающего момента:
Q.&1. = Qe Ь Qt г Qh-
Напряжения в болтах в условиях монтажа сгм и в рабочих усло-
виях должны быть не выше допускаемых (см. табл. 16), т. е.
<К, = -% [ст]20; о, = < [ст]„
«/б «/б
где и — число болтов; [б — площадь поперечного сечения по вну-
треннему диаметру резьбы или (в случае шпильки с проточенной
средней частью) по диаметру проточенной части, если это сечение
меньше.
Прочность фланца проверяют по большему изгибающему мо-
менту (рис. 71) — при затяжке или при рабочих условиях:
при затяжке
= (107)
98
при рабочих условиях
[момент, приведенный к нор-
мальной температуре для воз-
можности сравнения с момен-
том по формуле (107)1
/О Рп ^В А Г 1211 .
2 ) [а], ’
здесь s3 — толщина эквива-
лентной цилиндрической
втулки, равная %s0 (коэффи-
циент х определяют по гра-
фику на рис. 72 в'зависимости
от, отношений s0/D, sjs,, и
Рис. 71. Схема к расчету фланца стан-
дартным методом
уклона i втулки).
Напряжение изгиба в
сечении втулки фланца толщиной Sj
а __________212°_____w
где w < 1 — коэффициент, учитывающий геометрическую форму
поперечного сечения и снижение напряжений вследствие общей
жесткости поперечного сечения,
_ 1
W - 1 +0,<)Л(1 ’
здесь А, — /1 ]/D3s3; j = h/s3;
4
Рис. 72. График для определения коэффициента % (штри-
ховые линии— 1 = 1/2.5; сплошные линии—i= 1/3; штрих-
пунктирные линии — I = 1/5
99
Рис. 73. График для определения ко-
эффициента
Рис. 74. График для определения ко-
эффициента ф2
величину ipj определяют по графику (рис. 73) в зависимости от
отношения DJDU.
Напряжение изгиба во втулке фланца в сечении толщиной su
<\> = Мт-
где f -- коэффициент по графику (см. рис. 70).
Тангенциальное напряжение в кольце фланца
G* =
где ф2 — коэффициент, характеризующий возможность снижения
напряжений за счет увеличения отношения DJDP и определяемый
по графику (рис. 74).
Эквивалентные напряжения:
в сечении втулки толщиной
У От + а* + amafe < [оф,
в сечении толщиной s0
У (<JQ ®0тУ ф- Оо/г — ((Го 4“ <7(1т) Щ)* < [ОфК
pDB
здесь аОт — — меридиональное напряжение от внутрен-
4 (Sq С)
него давления для сечения толщиной s0; аоА = ?-.-— танген-
циалыюе напряжение от внутреннего давления для сечения тол-
щиной s0.
100
Допускаемые напряжения для сечения толщиной sx [aj <
С1|от2(|, для кольца [сгД « 20, где <гт20—предел текучести
материала фланца при нормальной температуре; г] — коэффициент,
учитывающий свойства среды (для взрывоопасных и токсичных
сред I] -= 0,85-:-0,90).
Допускаемое напряжение для сечения s„ определяют, учитывая
возможность появления уиругопластического состояния: [а0] =
= е0£'207]; здесь е0 — предельное значение относительной пласти-
ческой деформации в крайнем волокне (е0 = 0,003 при ру <
< 4,0 МПа и 80 = 0,002 при ру > 4,0 МПа); £20 — модуль упру-
гости при нормальной температуре.
Жесткость фланцевого соединения проверяют ио углу пово-
рота фланца под нагрузкой
где [ср] —допускаемый угол поворота; для плоских фланцев и
фланцев приварных встык [<р ] = 0,009 рад при диаметре до 2000 мм
и [ср 1 = 0,013 рад при диаметре более 2000 мм.
Глава VII
РАСЧЕТ АППАРАТОВ НА ДЕЙСТВИЕ ВЕТРОВЫХ
И СЕЙСМИЧЕСКИХ СИЛ
§ 1. Расчет вертикальных аппаратов на действие
ветровой нагрузки
Высокие вертикальные аппараты нефтегазоперерабатывающих
заводов обычно устанавливают на открытом воздухе, и они под-
вержены действию ветра. Ветровые силы действуют на аппарат
в горизонтальной плоскости, создавая изгибающий и опрокиды-
вающий ветровой момент М„.
При расчете на ветровые нагрузки аппарат рассматривают
в трех состояниях: при рабочих условиях, когда аппарат имеет
вес Qp; при гидроиспытании, когда аппарат заполнен водой и имеет
максимальный вес Qmax (с учетом воды, внутренних устройств и
изоляции); после монтажа, когда аппарат имеет минимальный вес
Qnll„ (без учета веса изоляции и внутренних устройств).
В случае, когда аппарат залит водой и имеет максимальный
вес Qniax, в расчет принимают только 60% ветрового момента
(0,6Л4в).
Кроме момента ветровых сил на аппарат может действовать
момент Мэ от эксцентрично приложенных нагрузок, например от
шлемовых труб, площадок для обслуживания. Этот момент сле-
дует прибавить к ветровому моменту Ми и вести расчет на суммар-
ный момент.
Суммарный момент находят по формулам:
при максимальном весе аппарата (Qmax)
М = 0,6Мв + Мэ;
при рабочем весе (Qp)
АС - /ИЕ ф Мэ;
при минимальном весе (Qmln)
А4 = 7ИВ1-|-Л1Э; Мв1 = ^,
где D„ — наружный диаметр корпуса аппарата; £>и — наружный
диаметр аппарата с изоляцией (аппарат без изоляции имеет мень-
ший наружный диаметр, и ветровые силы и момент Л4В1, действую-
щие на него, уменьшаются).
Расчет цилиндрических аппаратов на действие ветровой на-
грузки включает:
1) выбор размеров площади опорной поверхности фундамент-
ного кольца 1 (рис. 75) и проверку фундамента на напряжения
сжатия, возникающие на опорной поверхности;
102
2) определение толщины фундаментного кольца и других эле-
ментов опоры;
3) расчет аппарата на устойчивость против опрокидывания
(выбор числа и размеров фундаментных болтов);
4) расчет сварного шва 2, соединяющего опорную часть 3
с аппаратом;
5) проверку устойчивости цилиндрической формы стенки опор-
ной части аппарата;
А
Рис. 75. Схема к расчету напряжений
на опорной поверхности аппарата при
весе аппарата:
а — минимальном; б — максимальном
Ось фундаментного
Qmtn-
F
6) проверку устойчивости цилиндрической формы стенки в ниж-
нем сечении корпуса аппарата и в других сечениях, если меняются
по высоте толщина стенки аппарата или его диаметр.
Расчет аппарата на действие ветровых и весовых нагрузок
следует выполнять при наиболее неблагоприятных сочетаниях
нагрузок. Так, расчеты по пунктам 1, 2, 4 и 5 проводят с учетом
соответствующих значений моментов М для двух состояний аппа-
рата: при максимальном весе (Qmax) и нормальной температуре;
103
при рабочем весе аппарата (Qp) и рабочей температуре. При
расчете устойчивости аппарата против опрокидывания (пункт 3)
наиболее опасен случай, когда аппарат имеет минимальный
вес Qmln. При расчете по пункту 6 аппарат рассматривают
в рабочем состоянии.
Высоту опорной части выбирают в зависимости от эксплуата-
ционных условий — компоновки группы аппаратов, необходимо-
сти создания в некоторых случаях определенного подпора (если
в нижней части аппарата содержится жидкость), температурных
условий и т. д. Обычно высоту /10 опорной части принимают не
менее 400 мм при условии /г0 > 6/ мм, где t — температура ниж-
него днища аппарата, °C.
Под действием ветра аппарат совершает колебания. Колебания
обусловливают наличие ускорений масс отдельных участков аппа-
рата, в результате чего возникают инерционные силы, оказываю-
щие динамическое воздействие на аппарат. Кроме этого, динамиче-
ские силы возникают вследствие порывов ветра, которые наиболее
интенсивны у поверхности земли из-за наличия неровностей и пре-
пятствий, вызывающих пульсацию скорости воздушных потоков.
При расчете ветровых нагрузок и моментов аппарат делят ио
высоте на участки длиной не более 10 м. Для аппаратов с меняю-
щимися по высоте формой и диаметром деление на участки целесо-
образно проводить так, чтобы границы участков соответствовали
отметкам изменения этих параметров.
Ветровую нагрузку (силу) на i-й участок (на высоте xz) опреде-
ляют как сумму статической Р и динамической Р ; составляющих
[141:
Pi = Pei + P,i,
где
Pei^Q^ РД1 = 0,75ЛШ;; (108)
здесь qHi — нормативное значение статической составляющей вет-
ровой нагрузки; F, — площадь проекции i-ro участка на плоскость,
перпендикулярную направлению ветра (Ft- = для участка
цилиндрического аппарата высотой Ht и диаметром D,:); М, —
масса i-ro участка аппарата; g — коэффициент динамичности, опре-
деляемый по графику (рис. 76) в зависимости от параметра е —
— Т ]/<7o/26O (71 — период собственных колебаний аппарата, с);
г], — приведенное ускорение центра масс i-ro участка, м/с2.
Нормативное значение статической составляющей ветровой на-
грузки
Яш =
где — скоростной напор ветра для высоты над поверхностью
земли до 10 м, принимаемый по приведенным ниже данным в зави-
симости от района установки аппарата (например, города Москва,
Минск расположены в I районе, Омск, Тобольск, Уфа — во
104
II районе, Куйбышев, Оренбург — в III районе); 0(- = (х(/10)0’16 —
коэффициент, учитывающий возрастание скоростного напора с уве-
личением высоты х, над поверхностью земли; при выборе О,- по
графику (рис. 77) учитывают высоту до середины i-ro участка;
Рис. 76. График для определения
коэффициента динамичности |
Рис. 77. График для определения ко-
эффициентов 0/ и пц
с — аэродинамический коэффициент, зависящий от формы аппа-
рата; для цилиндрического корпуса с = 0,7, для плоской стенки
(площадки для обслуживания) с --= 1,4.
Ниже указаны значения нормативного скоростного напора
ветра qn при высоте над поверхностью земли до 10 м для раз-
личных районов на карте районирования территории СССР по
скоростным напорам ветра [14]:
Районы .......................... I II III IV V VI VII
<7()-1О~6, МПа .................. 27 35 45 55 70 85 100
При расчете периода собственных колебании аппарат рассма-
тривают как упруго защемленный стержень. Период собственных
колебаний (с) аппарата с постоянным сечением
Т = 1,79/7 ]Л|(А + 4фо}) (109)
где Н — высота аппарата, м; Q — вес аппарата, МН; Е — модуль
продольной упругости материала корпуса аппарата, МПа; g =
= 9,81 м/с2 — ускорение свободного падения; I — экваториаль-
ный момент инерции площади поперечного сечения стенки корпуса
аппарата, м4; <рп — угол поворота опорного сечения фундамента
под действием единичного момента (МНм)-1.
Для цилиндрических аппаратов
/ = A (D4 _ о4) или / 2L Dis'-,
* •
здесьD„, DB ийс — соответственно наружный, внутренний и сред-
ний диаметр корпуса аппарата; s' — толщина стенки корпуса
аппарата.
105
Угол поворота опорного сечения фундамента
Фо сф/ф ’
где — коэффициент упругого неравномерного сжатия грунта,
определяемый поданным инженерной геологии или при отсутствии
таких данных в зависимости от нормативного давления RH на по-
дошву фундамента (для грунтов средней плотности при R„ =
= 0,3 МПа коэффициент Сф = 100 МН/м3); /ф — экваториальный
момент инерции площади подошвы фундамента (м4); если размеры
фундамента неизвестны, то можно принять /ф = 0,0650г, где О.2 —
наружный диаметр фундаментного кольца аппарата.
Для аппарата с переменной по высоте площадью сечения (см.
например, рис. 85) период собственных колебаний в секундах
определяют по формуле
Т = 2лЯ
8 (j 2EIt + <Ро)
(НО)
где Qt — осевая нагрузка от массы i-го участка; /г,- — относитель-
ное перемещение центров масс участков (МН-м)-1; — эквато-
риальный момент инерции площади поперечного сечения стенки
верхней части корпуса аппарата, м4.
Относительное перемещение центров масс участков от единич-
ного момента зависит от жесткости корпуса аппарата, упругих
свойств грунта, конструктивной схемы аппарата; для i-го участка
, н . ,
1 2EIi
(111)
где / — коэффициент, определяемый по графикам [14] в зависи-
мости от соотношения моментов инерции отдельных участков кор-
пуса (для корпуса с постоянным моментом инерции по высоте
/ = 0,67); At — коэффициент, определяемый по формуле А[ =
= 1,5а3 — 0,5а3; а, = xJH — относительные координаты центров
тяжести участков.
При определении периода собственных колебаний аппарата
в формулы (109) и (ПО) подставляют вес аппарата, который тре-
буется по условию выполняемого расчета — при расчетах по пунк-
там 1,2, 4 и 5 максимальный Qmax или рабочий Qp вес, при проверке
аппарата на устойчивость против опрокидывания минимальный
вес Qml
'xmln*
Приведенное ускорение центра масс i-го участка рассчитывают
в зависимости от величины статической составляющей ветровой
106
Нагрузки Pci, относительного пере-
мещения центра масс kh массы уча-
стка /И,:
п
£ ktmiPei
-----------
L klMi
1
где nil — коэффициент пульсации
скоростного напора ветра для сере-
дины t-го участка (см. рис. 77).
Ветровые нагрузки, действующие
на аппарат (рис. 78) (в соответствии
с формулами (108) I:
Л + 0,75ЛШ1;
= qu2DH2 + 0,75Л4.2^1]2;
Р3 = £7н3РЯ3 + 0,75ЛШ3;
Рис. 78. Схема ветровых нагру-
зок, действующих на аппарат
здесь D — наружный диаметр аппарата с учетом изоляции (при
проверке устойчивости аппарата против опрокидывания изоля-
цию не учитывают).
Ветровой момент, действующий на аппарат относительно опор-
ной поверхности фундаментного кольца (МНм),
= л 4~+ъ (/л I- 4-) ь р3 (Ч+4- 4) •
Максимальное напряжение на опорной поверхности фунда-
ментного кольца (см. рис. 75) при максимальном весе (Qmax) и при
рабочем весе (Qp) аппарата и соответствующих изгибающих момен-
тах М от действия ветровых и весовых сил:
_ Стах j М . _ Qp , М
^тах — р 1 IF ’ F ' W 1
где F — опорная площадь фундаментного кольца; W — момент
сопротивления изгибу опорной площади фундаментного кольца.
Для цилиндрических аппаратов внутренний и наружный диа-
метры опорного фундаментного кольца обычно принимают равными
соответственно
Di = £>н(1 — 0,65^); О2 = Г>„(1 + 1,35Аг0),
где k0 — коэффициент, определяемый по графику (рис. 79) и рав-
ный отношению ширины кольца к Dn.
107
Рис. 79. График для определения коэффи-
циента ku
Тогда
„ Di —
Ц7= JL__i____L
32 D2
При установке аппа-
рата на бетонном фунда-
менте максимальное на-
пряжение ошах не должно
превышать допускаемое
напряжение на сжатие для
бетона соответствующей марки. Последнее принимают с коэффи-
циентом запаса, равным примерно 2,5 по отношению к расчетному
пределу прочности. Например, для бетона марки 200 предел
прочности при осевом сжатии ов = 20 МПа, а допускаемое
напряжение [о] = 8 МПа.
Толщину фундаментного кольца 6К, не укрепленного ребрами
(рис. 80), рассчитывают из условия изгиба выступающей части
кольца длиной Ь под действием напряжения отах.
Нагрузка на полоску шириной, равной единице, и длиной b
Qu ^тах^-
Изгибающий момент для полоски (как для консольной балки)
_ СТтах^“
2 ~ 2
Момент сопротивления изгибу опасного сечения полоски
Г= 162/6.
Напряжение в кольце
_ 3(Т1Лах&2
W «к ’
Отсюда находят толщину фундаментного кольца
ЗсТщах
а
(Н2)
где о — напряжение в кольце, которое можно принять равным
нормативному допускаемому напряжению при 20° С; ср — коэффи-
циент, учитывающий увеличение жесткости конструкции при на-
личии ребер и возможность уменьшения при этом толщины кольца.
Для колец без ребер, а также при 1/Ь >4 (рис. 81) <р 1; при
lib с 1 коэффициент ср 0,5; при lib = 1 -г-4 значения ср находят
интерполяцией.
108
Толщину фундаментного кольца обычно рассчитывают по фор-
муле (112), но принимают не менее 8К > s + 6 мм; толщину ребра
принимают sp > s, где s — толщина стенки опорной обечайки.
Высоту опорных лап (рис. 81) выбирают в пределах 0,015// 2s
Л 2= 0,01// + 50 мм, где Н — высота аппарата, мм. Шайбу 3
принимают диаметром 100—130 мм и толщиной 0,5 8К. Расстояние
между ребрами 1г — 4d 4- 20 мм, но не более 160 мм, где d — диа-
метр фундаментного болта, мм. Толщина верхней накладки или
кольца 6„ 0,88к.
Минимальное напряжение на опорной поверхности фундамент-
ного кольца при минимальном весе аппарата и соответствующем
опрокидывающем моменте
__ Q ini 11_м
° mi» ’ р Ц/ ‘
Если минимальное напряжение crmln положительное или равно
пулю, то следует определить коэффициент устойчивости аппарата
__ Mq __ Qniln^l,
у ~~ ~ ’
где Mq — момент от собственного веса аппарата; — плечо силы
Qmln, принимаемое равным примерно 0,420,,.
Рис. 80. Схема к расчету
нагрузки на фундамент-
ное кольцо
Рис. 81. Опорные лапы аппарата:
/ — ребро; 2 — накладка; .? — шайба
109
При у > 1,5 устанавливать фундаментные болты не обяза-
тельно, но их всегда необходимо предусматривать для фиксации
аппарата. Число болтов принимают равным 4; 6; 8; 10 и далее
кратным четырем.
Отрицательное значение стт1п свидетельствует об отрыве фун-
даментного кольца от фундамента. В этом случае фундаментные
болты работают на растяжение. Нагрузку на наиболее нагружен-
ный болт Рб приближенно можно определить в зависимости от стт111,
площади фундаментного кольца F и числа фундаментных болтов п
(см. рис. 80) по формуле
^=^4- <113)
Внутренний диаметр резьбы фундаментного болта из условия
прочности на растяжение
ф, == V -4т + С’
u V я [а] ' ’
где [ст 1 — допускаемое напряжение на растяжение при темпера-
туре 20° С (для болтов выбирают по ГОСТ 14249—73); С»
==« 0,3 см — прибавка на атмосферную коррозию.
Способ определения усилия на фундаментный болт по формуле
(113) является приближенным.
При уточненном методе расчета фундаментных болтов равнове-
сие аппарата рассматривают под действием следующих нагрузок
(рис. 82): ветрового момента М, веса аппарата Qmln, опорной реак-
ции Ро, усилий Рб, растягивающих фундаментные болты. Растяги-
вающие фундаментные болты усилия удобно находить из условия
равенства нулю суммы моментов сил, которые действуют на аппа-
рат относительно оси, проходящей через точку А приложения опор-
ной реакции:
м - QminA’o - = °-
Точка приложения силы опорной реакции является центром
тяжести сжатой зоны эпюры напряжений на опорной поверхности.
При сравнительно малой ширине опорного кольца эпюру можно
заменить поверхностью наклонно срезанного цилиндра (рис. 83).
Тогда координата центра тяжести сжатой зоны
х0 = K/F,
где К — статический момент боковой поверхности усеченного ци-
линдра относительно оси у—у, F — площадь боковой поверхности
усеченного цилиндра.
Площадь боковой поверхности усеченного цилиндра можно
определить следующим образом:
dF = zdx\ (Н4)
г = (/?sina +/?sincp)tgy; О 15)
dx = R dtp. (116)
110
Рис. 82. Схема нагрузок, действу-
ющих на вертикальный аппарат
Рис. 84. Схема расположения фунда-
ментных болтов (/ и II — соответ-
ственно растянутая и сжатая зона;
— радиус окружности фундамент-
ных болтов)
Рис. 83. Схемы к определению точки
приложения равнодействующей опор-
ной реакции
111
Подставим значения z и dx в уравнение (114):
dF = R2 tg у (sin а ф- sin <р) dtp.
Площадь половины боковой поверхности
71 71
F\= R2tgy sin а [ dq R2 tg у j sin <p dtp
—a —a
= R2 tg у sin a -J- a) ф- R2 tg у cos a.
Статический момент элементарной площадки относительно
осп у — у
dK =- х dF = xzdx. (117)
Обозначая х = R sin <р и подставляя выражения (115) и (116)
в формулу (117), получим
dK = (R sin a 4~ R sin Ф) tg yR sin cp R dtp.
Статический момент половины площади эпюры
71 71
Ki = R3 tg у sin a J sintp dtp ф-R3tg у J sin2 tp dtp-
—a —a
л л
---/4“'lg у sin a j — cos<p | 4-RHgy|-^-sintpcostp |-ytp | =
—a —a
== R3 tg у sin a cos a 4- R3 tg у (-ft sin a cos a | =
\ 4 2. £• /
+ 4- + f).
Координата центра тяжести сжатой зоны
М И
v _ Kt Ч 4 h 4 ‘ 2 J
‘ ° Fx ( я \ .
I —I- a I sin a g- cos a
или x0 = Rc, где
sin 2a л a
—~ + — +-y
C (. " I \ Щ
I-y a \ sin a 4- cos a
112
Угол а находим из эпюры напряжений на опорной поверхности
(рис. 83). Положение нулевой линии на эпюре напряжений опре-
деляем из соотношения (Ц8) т п ' '
где Qrnin 1 М П| — F Н Г ’
Подставляя в соотношение (118) значение п — D., — т, полу-
чим q 111 In . tn O2 — m ’
отсюда tn _ ^2qmln °mln -T
Тогда 7?» — m sina = . i\
Когда в растянутой зоне расположено несколько болтов, то
усилия в них увеличиваются пропорционально расстоянию от бол-
тов до нулевой линии 00. Так, для случая, показанного на рис. 84,
уравнение равновесия имеет вид
Л4 Qmln'-O 2/3 Р Q2X2 = 0. (119)
При этом = (120) л 62 и2
Следовательно, найдя угол а и положение центра тяжести сжа-
той зоны х0, из уравнений (119) и (120) можно определить наиболь-
шую растягивающую силу Рб2, возникающую в фундаментном
болте.
При другом числе фундаментных болтов или ином направлении
ветра усилия в болтах находят аналогичным способом.
Напряжение в сплошном сварном шве, крепящем корпус аппа-
рата к цилиндрической опорной части (см. рис. 75), определяют
в опасном сечении (линия АА) по формулам
_ Отах । М' . _ бр । М'
с / W'c ’ с /с ’
где Д. — площадь опасного сечения сварного шва; Wc — момент
сопротивления сварного шва изгибу; М’ — изгибающий момент
относительно сечения сварного шва от ветровых и эксцентрично
приложенных массовых нагрузок, действующих выше сварного
шва.
113
При толщине опорной обечайки s и диаметре аппарата D •
/е - лО„0,7«; 1ЕС - 0,8 0.7sZ)2.
Напряжение в сварном шве при работе на срез
стс 0,8<р [ст],
где [а | — допускаемое напряжение растяжения для основного
металла; ср - 0,8 — коэффициент прочности сварного шва.
Если опора приварена к днищу, как показано на рис. 96, б, то
сварной шов работает на сжатие и стс с ср [ст].
Если аппарат работает при высоких температурах, то следует
проверять напряжения в сварном шве в сечении по линии АА в ра-
бочих условиях, учитывая вес Qp аппарата в эксплуатационных
условиях и допускаемое напряжение при рабочей температуре
стенки.
Максимальное напряжение сжатия в сечении опорной части
определяют как сумму напряжений от весовой нагрузки и
ствующих изгибающих моментов:
„ Стах । Л4 п _____ Qp । М
» ~ Fo + 1Г0 ’ °" - Fn 11% ’
где Fo nDs — площадь сечения стенки опорной части;
1Е() ~ D2s 0,8£)2s —момент сопротивления изгибу
опорной части (D — внутренний диаметр опорной части).
Иногда формулы (121) представляют в виде
соответ-
(121)
сечения
должно
где Q -- нагрузка, равная Qmax или QP-
Если аппарат заполнен водой, то напряжение ст0 не
превышать 0,8от (стт — предел текучести при температуре 20° С).
Если в опорной обечайке имеется вырез диаметром d, то вместо
Ео и IE0 в формулу (121) подставляют соответственно выражения
l,l</)s; IE -.= 1Е0 .
Все отверстия в обечайке опорной части за исключением отвер-
стий диаметром d < 100 мм или d < 0,8 ]/Ds должны быть укреп-
лены патрубками с толщиной стенки 6„ == s и длиной /0 > 0,25г/,
но не менее 50 мм.
При расчете аппарата на ветровую нагрузку стенки цилиндри-
ческой опорной части и корпуса проверяют на устойчивость формы
в сжатой зоне.
Явление потери устойчивости формы цилиндрической стенки
в сжатой зоне аналогично по своей сущности продольному изгибу
сжатых стержней. Нарушение формы — вмятие (см. рис. 82) может
произойти при напряжениях меньше предела текучести материала
стенки.
114
Устойчивость формы опорной части проверяют, как для цилин-
дрической обечайки, под действием осевой сжимающей силы Q =
— Qniax и изгибающего момента. Для обеспечения устойчивости
должно быть выполнено условие
#"+лГ~ (122)
ХДОП 7ИДО(1
где <?до„ — допускаемая осевая сжимающая сила; Мд„„ — допу-
скаемый изгибающий момент.
Допускаемая осевая сжимающая сила
<2ДОП = лО (s - С) фс [о]; (123)
здесь коэффициент уменьшения допускаемого напряжения <рс опре-
деляют по следующим зависимостям:
при D![2 (s — С) 1 < 0,18£/стт
при D/ [2 (s — С) I 0,18£/стт
Е 2 (s — С)
где /гс— коэффициент, принимаемый по приведенным ниже данным.
Значения коэффициентов /<,. и k„
D F F
-----От 0,18 — до 250 От 0,23 — до 250 250 500
2 (s — С) от стт
/гс.................. 0,14 — 0,14 0,12
/ги ................. — 0,17 0,17 0,13
Допускаемый изгибающий момент рассчитывают по формулам:
при D/[2 (s - - С) I < 0,23Е/стт
Л4ДОП = 0,785(ри [ст] D'2 (s — С); (124)
при Z>/[2 (s — С) 1 > 0,23£7стт
Мдог] -0,78а/?иЕО(х--С)2, (125)
где ф„, kH — коэффициенты; значения 1г „ принимают по указан-
ным выше данным, а фи определяют по формуле
1
В формулах (123)—(125): D — внутренний диаметр обечайки;
[о] — нормативное допускаемое напряжение 113]. При расчете
опорной части прибавку на коррозию С принимают равной нулю.
115
При проверке корпуса цилиндрического вертикального аппа-
рата на прочность п устойчивость в нижнем сечении учитывают
наибольший вес аппарата в рабочих условиях, а также суммар-
ный изгибающий момент, действующий на аппарат выше этого
сечения.
Напряжение в стенке корпуса аппарата, найденное по формуле,
аналогичной выражению (121), не должно превышать допускаемое
напряжение при рабочей температуре. При проверке устойчивости
стенки корпуса по условию (122) допускаемое напряжение, пре-
дел текучести и модуль упругости следует также принимать при
рабочей температуре стенки.
§ 2. Расчет вертикальных аппаратов на действие
сейсмических сил
Для районов, подверженных сейсмическим воздействиям (на-
пример, Кавказ, Средняя Азия, Дальний Восток и др.), возведение
и расчет сооружений и аппаратов необходимо выполнять с учетом
действия сейсмических сил. Сейсмичность районов оценивают по
картам сейсмического районирования.
Рис. 85. Схема к расчету вертикального аппарата на
сейсмическую нагрузку
В зависимости от сейсмичности района и категории сооружения
(ответственности и капитальности) согласно нормам назначают
расчетную сейсмичность сооружения в баллах. Для вертикаль-
ных аппаратов нефтеперерабатывающих заводов расчетную сейс-
мичность обычно принимают равной сейсмичности района, в кото-
ром устанавливают аппарат.
116
На сейсмические воздействия следует рассчитывать все аппа-
раты при H/D > 5, установленные в районах с сейсмичностью 7
баллов и более (по двенадцатибалльной шкале).
Сейсмические нагрузки в сочетании с другими силами и на-
грузками относят к особым воздействиям. Расчет ведут на одновре-
менное действие сейсмических сил, собственного веса конструкции,
полезных нагрузок. При этом не учи-
тывают ветровую нагрузку.
При расчете вертикального ци-
линдрического аппарата его следует
предварительно разделить по высоте
на п участков, приняв таким обра-
зом определенную расчетную схему
(рис. 85). При этом следует иметь
в виду, что с увеличением числа
участков повышается точность рас-
чета.
Сейсмические силы возникают как
результат сообщения массам участков
аппарата ускорений, вызванных сей-
смическими колебаниями почвы.
Рис. 86. Зависимость коэффи-
циента динамичности Р от пе-
риода Т собственных колебаний
аппарата
Величина сейсмической силы зависит
от формы колебаний аппарата, распределения масс и жесткости
по высоте его корпуса. Сейсмическую силу считают приложенной
горизонтально.
Расчетную сейсмическую нагрузку для i-ro участка аппарата
в точке, где согласно расчетной схеме сосредоточена масса Л4,,
определяют по формуле
£ kiMi
= «
2 Ь2.м(
где 7<с — сейсмический коэффициент, принимаемый в зависимости
от расчетной сейсмичности по приведенным ниже данным; (3 —
коэффициент динамичности, зависящий от периода собственных
колебаний аппарата Т (рис. 86); Q( — вертикальная нагрузка от
массы i-ro участка, определяемая с учетом собственных и полезных
нагрузок; k,- — относительное перемещение центра масс i-ro уча-
стка [см. формулу (111)1.
Значения сейсмического коэффициента Ki:
Расчетная сейсмичность сооружения, баллы 7 8 9
Сейсмический коэффициент................ 0,025 0,05 0,1
Определив таким образом сейсмические силы для принятых
в расчетной схеме участков аппарата и считая эти силы приложен-
ными горизонтально, находят изгибающий момент от сейсмических
сил относительно опасных сечений аппарата.
117
Максимальный изгибающий момент в нижнем сечении аппарата
при учете только первой формы колебаний
п
^гаах ~
1
Расчетный изгибающий момент Л4Р с учетом влияния высших
форм колебаний определяют в зависимости от Л4|пах в соответствии
с эпюрой на рис. 85.
Сейсмические нагрузки рассчитывают для двух состояний:
когда аппарат имеет минимальный вес и когда он находится в рабо-
чем состоянии (сочетание условий, при которых проводят гидро-
испытание, с сейсмическим воздействием считают маловероятным).
Для указанных состояний в расчет принимают больший изги-
бающий момент — либо от действия ветра, либо от действия сей-
смических сил;
М = Мп-\-М3\ М = ЛТрЛ1Э.
Методика расчета на прочность и устойчивость элементов аппа-
рата с учетом сейсмических сил аналогична расчету на действие
ветровых нагрузок.
РАЗДЕЛ ТРЕТИЙ
КОНСТРУКЦИИ АППАРАТОВ И РАСЧЕТ
ИХ НА ПРОЧНОСТЬ
Глава VJI1
СОСУДЫ, РАБОТАЮЩИЕ ПОД ДАВЛЕНИЕМ,
ДЛЯ ГАЗОВ И ЖИДКОСТЕЙ
Цилиндрические сосуды общего назначения, работающие под
давлением, разделяют на горизонтальные сосуды для различных
жидкостей, специальные сосуды для сжиженных нефтяных газов
(пропана, бутана, а также легких фракций бензина) и вертикаль-
ные сосуды для газов и для жидкостей.
Конструкция и основные, параметры сосудов (объем, давление,
материал) установлены соответствующими стандартами. Сосуды
рассчитаны на ряд давлений до 2 МПа и объем до 200 м3. На кор-
пусе сосудов размещают люк и необходимые штуцера и муфты
(рис. 87).
Сосуды для сжиженных газов предназначены для работы при
температуре от —40 до +50° С при избыточном давлении и вакууме
(при низких температурах). Рабочее избыточное давление для
пропановых сосудов 1,8 МПа, бутановых 0,7 МПа. Сосуды снаб-
жаются двумя системами предохранительных клапанов — рабо-
чими и контрольными клапанами, размещенными на общем коллек-
торе с трехходовым краном (рис. 88). Конструкция трехходового
крана должна исключать возможность одновременного отключе-
ния обоих предохранительных клапанов. Отключение одного пре-
дохранительного клапана возможно па короткий промежуток вре-
мени (например, для замены на исправный клапан). Запрещается
установка заглушки между трехходовым краном и клапаном. Та-
кие сосуды оборудуют также спускным незамерзающим клапаном
в нижней части аппарата, указателем уровня, штуцерами и муф-
тами для манометра и термометра. Корпус сосуда должен быть за-
землен.
Сосуды для сжиженных газов и легких фракций бензина
должны быть заполнены не более, чем на 0,8 объема при темпера-
туре 20° С; необходимо учитывать, что при нагреве жидкости
увеличивают свой объем. Стандартные сосуды для жидкостей
обычно заполняют не более, чем на 0,7 объема.
Горизонтальные сосуды обычно устанавливают на двух опорах,
причем для компенсации температурных перемещений опору, про-
119
тивоположиую месту присоединения трубопроводов к сосуду, вы-
полняют подвижной. На рис. 89 (вариант I) показана опора, к ко-
торой сосуд крепится болтами /, двумя лапами 2, приваренными
Рис. 87. Приемник для жидкости:
/ — люк; 2 — 6 — штуцера (2 — ввода среды; 3 — вывода газа; 4 — предох-
ранительного клапана; 5 — дренажа; 6 — вывода среды); 7,8 — муфты (7 —
манометра; 8 —указателя уровня)
к сосуду через подкладной лист 3. У подвижной опоры отверстия а
в лапах выполняют овальными и болты затягивают, оставляя зазор
0,5—1,0 мм для обеспечения свободного перемещения сосуда
Рис. 88. Схема установки предо-
хранительных клапанов;
1 — трехходовой кран; 2 — предохра-
нительные клапаны; 3 — тройники;
4 — крышки
в месте соприкосновения подклад-
ного листа с опорой. Опоры кре-
пят к фундаменту болтами.
По варианту II опоры жестко
приваривают к корпусу. В этом
случае в подвижной опоре отвер-
стия б под фундаментные болты
также выполняют овальными и
болты затягивают, оставляя не-
большой зазор. Подвижная опора
перемещается по плоскому под-
кладному листу 4. Поверхности,
по которым происходит перемеще-
ние, перед установкой сосуда сма-
зывают графитовой смазкой.
Горизонтальная реакция на
опорах при температурном пере-
мещении корпуса Уг = fN0, где
Л70 — вертикальная реакция на
подвижной опоре; / = 0,154-0,20—
коэффициент трения; для уменьшения горизонтальных усилий
при хранении нагретых жидкостей применяют катковые опоры,
для которых f — 0,05.
120
Толщину стенки корпуса горизонтального сосуда определяют
на основании расчета на прочность и устойчивость формы под
действием весовых нагрузок, а также расчета на внутреннее и
внешнее давление.
При незначительном рабочем давлении толщина стенки корпуса
сосуда без прибавки на коррозию
s' > 0.0015D + 0,0001/ 1 С,,
где О — диаметр сосуда, см; / — длина или высота цилиндрической
части сосуда, см; (\ — постоянная, равная для горизонтальных
сосудов 0,3 см, для вертикальных 0,2 см.
Вариант I Вариант П
Рис. 89. Опора горизонтального аппарата
При небольшой толщине стенок сосудов можно укреплять кор-
пус кольцами жесткости.
Корпус горизонтального аппарата рассчитывают на изгиб иод
действием весовых нагрузок как балку, нагруженную равномерно
распределенной нагрузкой. Расчетная длина сосуда (рис. 90) яв-
ляется суммой длины / цилиндрической части и удвоенной приве-
денной длины /пр выпуклой части днищ:
а = / + 2/пр;
для эллиптического днища приведенная длина равна половине
высоты выпуклой части /|1р = 0,5//.
Нагрузка на единицу длины аппарата q ~ G/a, где G — вес
аппарата, заполненного водой.
121
Рассмотрим случай, когда аппарат установлен на двух опорах.
Реакция опоры — G/2 — qalQ..
Изгибающие моменты над опорой и в середине сосуда (абсо-
лютные величины) соответственно равны
Л41=^; М2=^=^.
Из равенства , Л4 2 находят расстояние b = 0,207а. При
I) < 0,207а опасное сечение находится в
середине аппарата, при
b > 0,207а — над опо-
рой. При b = 0,207а,
моменты равны; 7И1 -=
- М 2 qa2/47.
Сжимающие напря-
жения от изгибающего
момента, которые возни-
кают в верхней части
сосуда, в середине и
в нижней части над опо-
рой, могут вызвать на-
рушение устойчивости
формы стенки аппарата.
Если аппарат предна-
значен для работы под
вакуумом, то к напряже-
нию изгиба добавляется
сжимающее напряжение
от внешнего давления
на днища. В этом случае
для обеспечения устой-
чивости формы и проч-
Рис. 90. Схема к расчету корпуса горизонталь- ности стенки корпуса
ного аппарата с эпюрами изгибающих момен- В поперечных сечениях
тов и перерезывающих сил ДОЛЖНО соблюдаться
условие (30). Если со-
суд не подвергается действию внешнего давления, то значения Q
и р в формуле (30) принимают равными нулю.
Кроме того, при работе сосуда под внешним давлением напря-
жения в стенке над опорой должны удовлетворять условию
[и]
____рР
4 (s - С)
мг О 1 Е <s — С)
W D
При наличии внутреннего давления напряжения в середине со-
суда проверяют по условию
0,9 [о]
рР
4 (s - С)
Mi < n 1 £ (s — С)
Г в
где U7 = 0,8Е)2 (s — С).
122
В стенке сосуда также возникают напряжения среза от дей-
ствия перерезывающей силы, значение которой максимально
(равно Nr) в сечении над опорой. Напряжения среза в опорном
сечении сосуда при bjD > 0,25 (см. рис. 87):
при установке кольца жесткости
т = 0,64 D (s 2 С) >
без колец жесткости
т — 2(4!
____2Уо____
D (s - С) '
При bJD < 0,25 проверяют напряжение:
в обечайке
т = 2сп* ТгДс) < °’8 [oi;
в днище
° == 2®з п//0 1125 —
(Sj —
(126)
где о0 — напряжение в днище от внутреннего давления; сох, <в2,
со3— коэффициенты, изменяющиеся в пределах со1 = 1,18-^0,7;
со2 = 0,9-ь0,4; со3 0,4-е0,28 при угле охвата корпуса опорой
120—160° соответственно (промежуточные значения можно нахо-
дить интерполяцией).
Для сосудов без колец жесткости при опорах с углом охвата
не менее 120° кольцевое напряжение в опорном сечении в самой
нижней точке
в точке, где кончается опора, но не далее а + 10° (если подклад-
ной лист выступает за опору, см. рис. 89)
при 1/D 2= 4
““ + <127>
при 1/D < 4
’=-<гДр(^ + 6“<4)- <‘28)
В этих выражениях: Дэф == В' 1,1 ]/Д> (s — С) (В' — ши-
рина подкладного листа); сщ—коэффициент, определяемый по
графику (рис. 91).
Из формул (126), (127) и (128), а также графика на рис. 91
видно, что в случаях, когда днище выполнено с избыточной толщи-
ной по сравнению с требуемой расчетом на внутреннее давление,
опоры можно приблизить к днищам и благодаря этому уменьшить
кольцевые напряжения в оболочке над опорами.
123
Если корпус аппарата оказывается неустойчивым в местах
опор, где возникают повышенные напряжения, то применяют под-
кладки (подкладные листы), привариваемые к корпусу. Подкладки
могут быть толще, чем корпус, но в расчет включают толщину под-
кладки s„ — s — Си расчет по формулам (127) и (128) ведут, под-
ставляя 2 (s — С). Ширину подкладки принимают В' В + 6s,
где В — ширина опоры.
Если с применением подкладного листа не удается снизить на-
пряжения в местах опор, то устанавливают кольца жесткости,
которые обычно усиливают распорной треугольной рамой
(рис. 92). Ниже приведен расчет кольца жесткости с такой рамой.
Эпюры изгибающих моментов М и продольных сил Т, дейст-
вующих в кольце при треугольной раме и седловой опоре с углом
охвата 120° и возникающих под действием веса содержимого
сосуда и его собственного веса, приведены на рис. 93 [7].
При отрицательном моменте:
а) в обечайке возникают напряжения растяжения ам = M/Wlt
которые суммируются с кольцевым напряжением от внутреннего
давления р и напряжением ат = ±T!F от действия продольной
силы Т,
' 2 (s — С) - F
б) на внутреннем контуре кольца жесткости возникают на-
пряжения сжатия = —MIW2, которые суммируются с напря-
жением от действия силы Т,
М Т . ,
°k ~
124
ппоро
Рис. 93. Эпюры изгибающих моментов и продольных
сил
При положительном моменте:
а) в обечайке возникают сжимающие напряжения, и суммарное
напряжение
М т .
ао UZj — F
б) на внутреннем контуре кольца жесткости возникают напря-
жения растяжения = Af/U/2, которые суммируются с напря-
жением от внутреннего давления р и напряжением от силы Т,
М pDL Т . .
а,{ — + ~2F~ - ~F~ ‘
В этих выражениях: F— сум-
марная площадь поперечного се-
чения кольца жесткости (рис.94),
включающая площадь Fn =
•-= Z-! (s — С) участка обечайки
длиной 20 (s—С) + (sK—2С)
и площадь FK собственно кольца
без прибавки на коррозию
= +
Рис. 94. Сечение кольца жесткости
125
Моменты сопротивления поперечного сечения кольца жесткости
соответственно равны:
где / — момент инерции поперечного сечения кольца жесткости
относительно оси х — х, проходящей через центр тяжести суммар-
ного сечения кольца; yv и уг — расстояния (см. рис. 94).
Значения момента М находят умножением безразмерного коэф-
фициента по эпюре моментов (рис. 93) на величину (pgaR3 +
+ 2^1cz/?2), а значения усилия Т находят умножением безразмер-
ного коэффициента по эпюре сил на величину (pgaR2 + 2q2aR),
где р — плотность среды (при расчетах в системе единиц МКГСС
для воды pg == 0,001 кгс/см3); — вес единицы поверхности со-
суда. Если Gj — собственный вес иустого сосуда с изоляцией и обо-
рудованием, то qi = G1/(2nRa).
Кольцо жесткости, укрепленное треугольной рамой с централь-
ным углом а = 2л/3, проверяют на устойчивость формы по фор-
муле (32), считая, что оно находится под действием равномерно
распределенной нагрузки со стороны опоры
q =---------- и > 5.
2А- sin -J- «
Усилия сжатия в наклонных стержнях рамы (при седловой
опоре с углом охвата 120°)
= 0,12 (pga№-ф 2^/?).
Усилие растяжения в горизонтальном стержне рамы
Р2 = 0,5 (pgaR2 + 2<7tfl/?).
Площадь сечения стержней рассчитывают, учитывая возмож-
ность коррозии.
Г ла в а IX
КОНСТРУКЦИЯ РЕКТИФИКАЦИОННЫХ И АБСОРБЦИОННЫХ
КОЛОНН, ИХ УЗЛОВ И ДЕТАЛЕЙ
§ I. Конструкция ректификационных
и абсорбционных колонн
Существует большое число различных типов ректификацион-
ных колонн. Рассмотрим конструкции этих аииаратов па примерах
наиболее распространенных колонн для атмосферно-вакуумной
перегонки нефти.
На рис. 95 показана конструкция атмосферной ректифика-
ционной колонны диаметром 7000 мм. Корпус колонны пред-
ставляет собой вертикальный цилиндрический сварной сосуд.
На колонне предусмотрены следующие штуцера: ввода сырья и
вывода продуктов, вывода и подачи циркуляционных орошений,
ввода паров из отпарных колонн, предохранительного клапана
на верху колонны, для регулятора уровня в нижней части ко-
лонны. В нижней части колонны в зависимости от ее назна-
чения и схемы устанавливают штуцера: ввода горячей струи,
подачи водяного пара, ввода паров из испарителя с паровым
пространством или парожидкостной смеси из термосифонного
испарителя. На верху колонны имеется штуцер или муфта для
прохода воздуха при заполнении аппарата водой или спуске
воды, внизу — штуцер для слива воды при промывке и гидра-
влическом испытании. В ряде случаев на корпусе аппарата уста-
навливают муфты для термопар, манометра, регулятора или из-
мерителя уровня.
При значительной высоте ректификационных колонн, когда
толщина стенки корпуса определяется весовыми и ветровыми на-
грузками, корпус колонн целесообразно выполнять, ступенчато
уменьшая толщину стенки обечаек по высоте аппарата в направ-
лении снизу вверх. Это позволяет уменьшить затраты металла
на изготовление корпуса.
К корпусу колонны снизу приварена опорная часть. В опорной
части имеются один или два лаза и отверстие для вывода трубо-
провода остатка. В верхней части опоры выполняют вентиля-
ционные отверстия для выхода паров, скапливающихся при недо-
статочной герметичности коммуникаций вывода остатка.
Различные конструкции опорных частей показаны на рис. 96.
При телескопическом соединении опоры с корпусом (см. рис. 95, а,
в) расстояние между сварным швом приварки опоры и кольцевым
сварным швом днища принимают h 1,6s -|- 16 мм при s < 30 мм
и й= 0,6s + 48 мм при s > 30 мм (где s — толщина стенки днища).
При одинаковых диаметрах опорной части и корпуса (рис. 96, б)
можно уменьшить высоту цилиндрического борта и этим облегчить
изготовление днища, а также упростить сборку опорной части
127
с днищем. Опорную часть кониче-
ской формы применяют для высо-
ких аппаратов небольшого диа-
метра, чтобы придать им большую
устойчивость и снизить напряже-
ния на опорной поверхности фун-
даментного кольца. Для придания
жесткости по окружности фунда-
ментного кольца приваривают
ребра.
Если днище колонны имеет
меридиональные швы, то они не
должны перекрываться обечайкой
опоры. Для этого в опоре в ме-
стах расположения меридиональ-
ных швов выполняют вырезы
(рис. 97).
Для крепления к фундаменту
опорную часть снабжают лапами
в виде столиков (см. рис. 81),
состоящих из верхнего опорного
элемента и двух ребер. При неболь-
шом расстоянии между фундамент-
ными болтами в качестве верхнего
опорного элемента используют
кольцо. Диаметр отверстий под
фундаментные болты принимают
в 1,5 раза больше диаметра бол-
тов, устанавливая под гайки под-
кладные шайбы. В фундаментном
кольце под болты часто делают
удлиненные пазы, а не круглые
отверстия. Это облегчает монтаж
аппарата.
Опорную часть, как правило,
снаружи изолируют до лап, а из-
нутри часто изолируют только
верхнюю часть опоры, чтобы тем-
пературы стенки опоры и днища
Рис. 95. Атмосферная ректификаци-
онная колонна:
/, 2, 4, 5, 10, 13 — штуцера (/ — предохра-
нительного клапана; 2 — продуктов; 4 —
орошения; 5 — ввода паров из отпарных
колонн; 10 — сырья; 13 — регулятора уров-
ня); 3 — отбойник; 6 — люки; 7 — тарелка;
8 — сборник флегмы; 9, 11 — муфты (9 —
термопар, // — манометра); 12 —опорная
часть
Рис. 96. Опорная часть колони:
а — соединенная внахлестку с корпусом;
б --- ранного диаметра с корпусом; а -
коническая
Рис. 97. Узел соединения
опорной’ части с днищем,
имеющим меридиональные
шин
были примерно одинаковыми, а температурные напряжения в месте
присоединения опоры к корпусу — минимальными .
Конструкция узла ввода сырья зависит от фазового состояния
сырьевой смеси. Жидкое сырье, а также орошающая жидкость
вводится непосредственно в сливные карманы тарелок. При значи-
тельной длине переливного устройства жидкость целесообразно
подавать в несколько точек через внутренний распределительный
коллектор.
При подаче сырья в парожидкостном состоянии необходимы
соответствующая конструкция п достаточное пространство для
сепарации паровой фазы сырья от жидкой. Некоторые варианты
узла ввода сырья в колонну показаны на рис. 98. Для защиты кор-
пуса колонны от воздействия сырьевого потока и придания на-
правления сырьевой струе устанавливают отбойные листы или
короба. Конструкция должна обеспечить пропуск жидкости с вы-
шерасположенной на нижерасположенную тарелку. На рис. 99
приведена конструкция ввода со сборником жидкой фазы сырья,
обеспечивающая ее подачу непосредственно в карманы расположен-
ной ниже тарелки.
Рпс. 98. Варианты узла ввода сырья:
а — тангенциальный; б — под тарелкой с боковыми сливами; в — под тарелкой с цен-
тральным едином; г - - радиальный одним протоком; / — отбойный лист; '’ — сливные
устройства
5 Вихман
129
Рис. 99. Узел ввода парожидкого
сырья с организованным отводом
жидкости:
1 — переточные трубы
Рис. 100. Атмосферная ректификаци-
онная колонна с переменным по вы-
соте диаметром
130
Для подачи в колонну паров могут быть предусмотрены кол-
лекторные распределительные устройства.
Жидкие продукты выводятся с тарелок со стороны слива флегмы.
Выводная труба должна быть погружена в жидкость во избежа-
ние попадания в нее паров. При полном выводе флегмы с тарелки
в карманах, из которых выводится флегма, предусматривают пере-
ливные трубы. Верхний уровень этих труб расположен над уров-
нем жидкости так, чтобы жидкость переливалась на нижнюю
тарелку только при переполнении сливного устройства.
В атмосферной колонне (см. рис. 95) установлены 38 двух-
поточных тарелок с S-образными элементами. Верхние три та-
релки расположены в плане под прямым углом к остальным та-
релкам. Для сбора флегмы и вывода циркулирующих орошений
служат кольцевые сборные устройства. Пары, поступающие
снизу, проходят через центральную часть этих устройств. Для
перетока флегмы устройства снабжены трубами. Для обслужи-
вания во время ремонта к нижнему днищу изнутри приварены
скобы.
В случаях, когда нагрузки по пару и жидкости значительно
изменяются по высоте колонны, ее целесообразно выполнять из
частей разного диаметра и использовать тарелки с различным чис-
лом потоков. Например, атмосферная колонна высокопроиз-
водительной установки (рис. 100) имеет в верхней и нижней ча-
стях меньший диаметр и тарелки с различным числом потоков. В се-
чениях с большим количеством жидкости — контуре циркуляцион-
ных орошений, средней и отгонной частях колонны — установлены
четырехгюточные клапанные тарелки. В сечении с небольшой
жидкостной нагрузкой — над вводом сырья — установлены одно-
поточные тарелки. Переток флегмы при смене числа потоков на
тарелках осуществляется распределительными коллекторами. Для
вывода орошения в верхней и средней частях колонны установ-
лены сборные тарелки с трубами для прохода паров. Эти тарелки
предназначены также для перераспределения флегмы при ее пере-
токе с двухпоточных на четырехпоточные тарелки. В месте ввода
сырья установлено устройство, состоящее из трех конических
обечаек, нижняя из которых является сборником-распределителем
флегмы. Сырьевой поток подается тангенциально по двум штуце-
рам: из одного штуцера поток попадает в кольцевое пространство
между верхней и средней коническими обечайками, а из второго —
в область между средней и нижней обечайками. Такое разделение
потоков способствует более спокойному их вводу и лучшей сепа-
рации жидкой фазы.
При переработке коррозионного сернистого нефтяного сырья
корпус ректификационных колонн установок первичной перегонки
нефти изготовляют из биметалла с защитным слоем из стали 08X13;
внутренние^устройства также выполняют из этой же стали. Если
сырье не обладает коррозионной активностью, то колонны целиком
изготовляют из углеродистых сталей.
5* 131
При хлористоводородной коррозии верхние пояса и днище ат-
мосферных ректификационных колонн защищают монелем, а верх-
ние тарелки полностью изготовляют из этого сплава.
§ 2. Конструкции тарелок ректификационных колонн
Тарельчатые контактные устройства ректификационных и
абсорбционных аппаратов классифицируют по числу потоков,
типам и конструкции контактных элементов, характеру взаимо-
действия фаз в зоне контакта, организации перелива жидкости н
другим признакам [17 I.
По числу потоков (сливов) тарелки выполняют одно-, двух- и
многопоточными (рис. 101). Применяют также многосливные та-
релки с равномерно распределенными по площади сливами и та-
релки с каскадным расположением полотна.
Многопоточные и многосливные тарелки используют в колон-
нах большого диаметра п при значительных расходах жидкости.
Такие тарелки обеспечивают более равномерные уровень жидко-
сти и распределение паров по площади контактных устройств.
Это связано с уменьшением напряженности слива в гидравличе-
ском отношении и длины пути жидкости на тарелке. В колоннах
со значительным изменением по высоте жидкостной нагрузки уста-
навливают тарелки с различным числом потоков.
По тину контактных элементов тарелки разделяются на кол-
пачковые с круглыми и прямоугольными колпачками, тарелки
из S-образных элементов, клапанные, ситчатые, решетчатые, че-
шуйчатые или язычковые и др.
В зависимости от направления движения паровой и жидкой
фаз в зоне контакта выделяют тарелки с перекрестным током, пря-
моточные и противоточные. По организации перелива жидкости
тарелки разделяют на переливные и беспереливные (провального
типа).
Рис. 101. Схемы тарелок:
а — (диопоточноп; б — двухпоточпои; в — трехпоточной; г — четырехпоточной;
о — каскадной
132
В зависимости от диаметра аппарата тарелки выполняют со
сплошным полотном и разборной конструкции.
При сравнительно небольших диаметрах аппаратов применяют
тарелки неразборной конструкции со сплошным полотном. На та-
ких тарелках для ремонта предусматривают в полотне люки
(рис. 102). Люк размещают с учетом схемы расположения контакт-
ных элементов. Крышку 1 такого люка изготовляют с контактными
элементами и размещают заподлицо с полотном тарелки на опор-
ном кольце 2.
Тарелки разборной конструкции собирают из отдельных поло-
тен, ширина которых позволяет заносить их в колонну через люки.
Полотна размещают на опорных балках. Для соединения полотен
используют прижимные планки, струбцины, клиновые соединения
(рис. 103). Вертикальная полка уголка и ребро, полученное отги-
бом одной из кромок полотна, увеличивают жесткость полотна
тарелок. Герметичность соединений обеспечивают установкой
прокладок.
133
Рис. 103. Варианты крепления секций полотна тарелки:
полотно; 2 — прокладка; 3 — планка; 4 — прижимный уголок; 5 — клин;
6 — скоба
Рис. 104. Варианты крепления полотна тарелки к корпусу:
а — сваркой; б — на прокладке с прижимной планкой сверху; в — на прокладке со
струбциной; г — на сальнике с набивкой
Существуют различные конструкции крепления полотна та-
релки к корпусу (рис. 104). Полотно приваривают сплошным свар-
ным швом к опорному уголку или применяют разборные соедине-
ния на прокладках или с набивкой в виде сальника.
Для удобства монтажа и ремонта тарелок расстояния между
ними обычно принимают не менее 450 мм, а в местах установки
люков в корпусе колонны — не менее 600 мм.
Если конструкция тарелки не обеспечивает сток флегмы при
остановке колонны, то в полотне тарелки, а также в сливных кар-
манах выполняют специальные отверстия диаметром 8—10 мм.
Отверстия в полотне тарелки следует располагать по возможности
ближе к сливному устройству.
Для вывода и ввода жидкости приемные карманы у сливных
устройств тарелок выполняют углубленными (см. рис. 108).
При использовании наклонных сливных перегородок сегмент-
ных и центральных сливов переливные устройства сужаются книзу.
Это позволяет обеспечить достаточную площадь сечения для дега-
зации газожидкостной эмульсии в верхней части перелива и не-
сколько увеличить площадь контактной части тарелки. Известны
конструкции переливов со специальными устройствами для интен-
сификации сепарации газа.
134
Для изготовления тарелок применяют стали ВСтЗсп, 08X13,
12Х18Н10Т, 10Х17Н13М2Т, чугун, монель и другие мате-
риалы.
Тарелки с круглыми колпачками. Круглые или капсульные
колпачки стандартной конструкции имеют диаметр 80, 100 и 150 мм.
Колпачки меньшего размера применяют в колоннах небольших
диаметров.
Колпачки на тарелках располагают по вершинам равносторон-
них треугольников с шагом от 1,3 до 1,9 диаметра колпачка.
Крепление колпачков на тарелке можно выполнить индивиду-
альным и групповым способами. При индивидуальном способе
в конструкции, показанной на рис. 105, а, колпачок 1 закреплен
гайками 4 и 5 на шпильке 3, приваренной к патрубку 2. Прямо-
угольное отверстие в колпачке под шпильку с двух противополож-
ных сторон имеет отогнутые кромки 2. Положение колпачка по
высоте регулируют его вращением, причем одновременно вра-
щается и нижняя гайка 5.
Применяют также варианты крепления колпачка, не позволя-
ющие регулировать его по высоте. При этом колпачок может упи-
раться нижними кромками прорезей в полотно тарелки (рис. 105, б).
По другому варианту (рис. 105, в) колпачок 1 установлен на трех
опорных ребрах 2 и притягивается к патрубку 3 шпилькой 4 с гай-
кой 5. При таком креплении неточность установки патрубков при-
водит к неправильному положению колпачков по высоте или пере-
косу, что вызывает их неравномерную работу. В связи с этим нужно
следить, чтобы верхние торцы патрубков лежали в одной горизон-
тальной плоскости.
Вариант одновременного (группового) крепления нескольких
колпачков на общем уголке показан на рис. 102. Уголки крепят
к кольцу, приваренному к корпусу колонны, или соединяют шпиль-
ками с полотном тарелки. При такой конструкции ускоряется и
облегчается монтаж тарелок.
Патрубки крепят к полотну тарелки развальцовкой или свар-
кой. Крепление развальцовкой требует увеличения толщины по-
лотна тарелки. Приварка патрубка позволяет уменьшить толщину
полотна до 1,5—2,0 мм. Во избежание коробления при сварке по-
лотно в месте крепления патрубка отбортовывают.
Колпачки тарелки изготовляют штампованными из углероди-
стой стали толщиной 2—4 мм или легированной стали толщиной
1,5—2,0 мм, а также литыми из чугуна толщиной 5 мм. В некото-
рых случаях колпачки выполняют из алюминиевых сплавов, пла-
стических масс, керамики. По окружности колпачка для прохода
паров имеются 20—40 прорезей высотой 20 или 30 мм. Патрубки
для стальных тарелок изготовляют из бесшовных труб.
Клапанные тарелки. Такие тарелки изготовляют с дисковыми
и прямоугольными клапанами. По направлению ввода паров в жид-
кость различают клапанные тарелки с перекрестным током и пря-
моточные.
135
Рис. 106. Конструкции клапанов:
а — типа «Глитч»; б — типа «ФлекситреЙ»
Рис. 107. Схема работы клапана прямоточной тарелки стандартной
конструкции при нагрузках по парам:
а — малых; б — средних; в — больших
136
Диаметр дисковых клапанов обычно составляет 50 мм; диаметр
отверстия под клапаном в полотне тарелки 30—40 мм, высота
подъема клапана 6—8 мм. При этом площадь проходного сечения
щели между полотном тарелки и пластиной клапана при его полном
подъеме немного меньше площади отверстия под клапаном. В ниж-
нем положении клапан опирается на выступы, которые получают
обычно просечкой и отгибанием краев пластины клапана так,
чтобы между пластиной и полотном тарелки оставался зазор 0,5—
1,5 мм. Это позволяет исключить влияние сил поверхностного натя-
жения на работу клапана.
Для направления при движении клапан снабжен направляю-
щими. Применяют клапаны (рис. 106) с нижними направляющими
(клапаны типа «Глитч») и направляющими, установленными на
полотне тарелки (клапаны типа «Флекситрей»).
Клапаны располагают рядами в шахматном порядке к направ-
лению потока жидкости с шагом t = (2ч-4) d, где d — диаметр от-
верстия.
В отечественной практике широко применяют прямоточные
тарелки с дисковыми клапанами. Клапан такой конструкции
(рис. 107) имеет три направляющие, расположенные в плане под
углом 120°, две из которых имеют большие вес и длину. При работе
с возрастающей скоростью паров сначала поднимается легкая
часть клапана, обращенная против потока жидкости, а затем
клапан принимает положение, при котором пары выходят в на-
правлении движения жидкости. Короткая ножка клапана распо-
ложена в вырезе на кромке отверстия полотна тарелки, что обеспе-
чивает заданное положение клапана в плане при его подъеме.
Стандартом предусмотрены тарелки однопоточные диаметром
1000—4000 мм, двухпоточные — 1400—9000 мм и четырехпоточ-
ные — 3200—5500 мм. Тарелки выполняют разборными. Тарелку
любого из этих диаметров можно изготовлять в трех вариантах
с шагом между рядами клапанов 50, 75 и 100 мм, что предопреде-
ляет различное число клапанов и соответственно разную площадь
свободного сечения тарелки. Кроме того, для каждого из этих ва-
риантов предусмотрены две модификации тарелок, отличающиеся
площадями слива. При больших диаметрах (7000—9000 мм) две
смежные по высоте тарелки опираются на общую центральную
балку и каждая тарелка имеет боковые балки (рис. 108).
На рис. 109 показан элемент жалюзийно-клапанной тарелки.
На полотне 1 тарелки в зависимости от ее диаметра (1000—4000 мм)
устанавливают от 10 до 350 таких элементов. Клапанами здесь
служат пластины-жалюзи 2, шарнирно закрепленные в отверстиях
боковых стенок рамки <3 элемента. Угол поворота пластин ограни-
чивается перемычкой 4.
В колоннах применяют балластные клапанные тарелки, кото-
рые благодаря более равномерной работе имеют улучшенные пока-
затели. Клапаны таких тарелок могут иметь индивидуальный
и групповой балласт. При работе таких устройств вначале подни-
137
Рис. 108. Комплект двухпоточных тарелок, опирающихся на
общую балку:
/ — центральная балка; 2 — боковая балка; 3, 4 — соответственно
боковой и центральный карманы
мается пластина 1 клапана (рис. ПО), затем она упирается в бал-
ласт 2 и поднимается вместе с балластом. Клапаны прямоточной
тарелки с групповым балластом показаны на рис. 111.
Клапанные тарелки благодаря регулируемому сечению обеспе-
чивают высокую эффективность в сравнительно широком диапа-
зоне нагрузок. Они менее склонны к загрязнениям, но загряз-
нения и коксоотложения могут нарушать их работу.
Тарелки с желобчатыми и туннельными колпачками. В ряде
действующих ректификационных колонн установлены тарелки
с желобчатыми колпачками. Тарелки выполнены однопоточными
при диаметре аппаратов 1000—3400 мм и двухпоточными при боль-
ших диаметрах.
Основные детали тарелки (рис. 112): сегментный сливной кар-
ман 1, два глухих сегмента 13, опорные уголки 3, на которые опи-
раются желоба 4, колпачки 5, прикрепляемые к опорным уголкам
на шпильках 8, сливная перегородка 9 со сливной планкой 10.
Опорные уголки со стороны слива крепят на приваренных к кор-
пусу колонны уголках 7 и" 6 и с противоположной стороны — на
Рис. НО. Балластный клапан
Рис. 109. Элемент жалюзийно-
клапанной тарелки
138
Рис. 111. Клапаны прямоточной тарелки с групповым балластом:
/ — полотно; 2 — клапан; 3 — балласт
уголках 2. В полукруглых вырезах опорных уголков свободно
лежат желоба, прижимаемые прямоугольными шайбами 13 и
шпильками 11. Колпачки в нижней части имеют трапециевидные
прорези размером по высоте 25 мм, предназначенные для равно-
мерного распределения паров. Герметичность тарелки создается
шнуром, который уложен перед установкой желоба в паз, выпол-
ненный в полке опорного уголка по всей длине полукруглого
выреза.
Жидкость, стекающая с вышерасположенной тарелки, попадает
в сливной сегментный карман. Е5ерхняя кромка сегментного кар-
мана имеет треугольные вырезы для равномерного распределения
жидкости по ширине тарелки, причем вырезы расположены против
желобов. Жидкость движется на тарелке по желобам вдоль кол-
пачков. Уровень жидкости на тарелке регулируют перемещением
сливной планки, которая имеет для этого продольные пазы в месте
крепления шпильками.
Размеры желобов и колпачков, кроме длины, не зависят от
диаметра тарелки. Колпачки устанавливают с шагом 200 мм.
Недостатки желобчатых тарелок — сравнительно невысокая
эффективность, малая производительность и большая металлоем-
кость. В настоящее время эти тарелки изготовляют только для
ремонта действующих колонн.
Туннельные колпачки имеют прямоугольную форму; их крепят
на полотне тарелки шпильками. Жидкость на таких тарелках
течет вдоль колпачков.
139
140
Тарелки из S-образных элементов. Конструкция тарелки
(рис. 113) состоит из отдельных элементов, каждый из которых об-
разует одновременно полость для жидкости п паров. В вертикаль-
ной стенке части S-образного элемента, играющей роль колпачка,
имеются трапециевидные прорези. В начале тарелки установлен
паровой элемент, у слива с тарелки — жидкостной элемент. При
Рис. 113. Тарелка с S-образными элементами
141
большом числе элементов вдоль потока жидкости в середине уча-
стка предусматривают разъемный S-образный элемент, что позво-
ляет начинать разборку тарелки также и в средней части.
Особенностью этой тарелки является течение жидкости не вдоль
колпачков, как у тарелок с желобчатыми и туннельными колпач-
ками, а поперек. Слой жидкости движется единым потоком по
тарелке в направлении к сливу, проходя над S-образными элемен-
тами и переливаясь через них. Пары проходят через прорези S-об-
разных элементов, барботируют через жидкость и при этом способ-
ствуют ее движению по тарелке.
Паровая часть S-образного эле-
мента 1 (рис. 114) с торцов пере-
крыта заглушками 2, что 6>i не до-
пустить выхода паров через торцы.
По длине элемента для повышения
устойчивости формы приваривают
поперечные перегородки 3. S-об-
разные элементы крепят болтами
к кольцу,приваренному к корпусу
колонны, и к опорным балкам
(у тарелок больших диаметров).
Рис. 114. S-образный элемент
Профиль сечения S-образного элемента имеет повышенную жест-
кость по сравнению с элементами желобчатой тарелки, что по-
зволяет выполнить S-образные элементы с небольшой толщиной
стенки.
У тарелки из S-образпых элементов более полно используется
сечение колонны, чем у тарелки желобчатого типа, и она обладает
более высокой производительностью. Простота конструкции та-
релки позволяет быстро собрать и разобрать ее. В зарубежной
практике такая тарелка получила название тарелка типа «Юниф-
лакс».
Стандартом предусмотрены тарелки из S-образных элементов
диаметром: однопоточные 1000—4000 мм, двухпоточные 1600—
8000 мм, четырехпоточные 4000—5000 мм. При диаметре до 4000 мм
тарелки имеют безбалочную конструкцию. При больших диаметрах
в конструкции предусматривают центральную двутавровую балку
высотой, равной расстоянию между тарелками; на верхнюю и
нижнюю полки этой балки опирают элементы двух соседних таре-
лок.
Применяют также модификацию тарелки из S-образных эле-
ментов, у которой на верхних плоскостях S-образных элементов
по их длине установлены клапаны прямоугольной формы. Вес
клапанов выбирают так, чтобы они открывались, когда про-
рези элементов уже вступили в работу. Такая тарелка имеет
меньшее гидравлическое сопротивление и большую производи-
тельность.
Заготовку для S-образных элементов получают прокаткой на
металлургическом заводе.
142
Ситчатые тарелки с отбойными элементами. Полотно тарелки
выполняют из просечно-вытяжных листов. Направление просечки
совпадает с направлением движения жидкости. Над полотном та-
релки (рис. 115) поперек потока жидкости с шагом 200 мм и углом
наклона 60" к полотну устанавливают отбойные элементы из про-
сечно-вытяжного листа высотой 150 мм. Отбойные элементы рас-
полагают на расстоянии 40 мм от полотна тарелки. Направление
просечки отбойных элементов ориентировано так, что газожидкост-
Рис. 115. Ситчатая тарелка с отбойными элемен-
тами:
1 — отбойные элементы; а — дренажное отверстие
ный поток, попадая на них, отбрасывается вниз к полотну
(рис. 116). Отбойные элементы организуют зону контакта фаз, спо-
собствуют сепарации жидкости и снижают ее унос.
Имеется модификация тарелок из просечно-вытяжных листов,
с различным направлением просечки у отдельных секций полотна.
Это обеспечивает взаимодействие потоков в контактной зоне и бла-
гоприятно сказывается на работе тарелки. За рубежом такие та-
релки получили название «Перформ».
Ситчатые тарелки с отбойными элементами имеют высокую про-
изводительность по пару, низкое гидравлическое сопротивление;
их примепяют наряду с клапанными тарелками в вакуумных ко-
лоннах.
143
Рис. 116. Элемент тарелки из просеч-
но-вытяжных листов:
/ — полотно тарелки; 2 — отбойный эле-
мент
Рис. 117. Полотно ситчатой тарелки
Ситчатые тарелки. Такие тарелки представляют собой пло-
ский перфорированный лист со сливными устройствами. Перфора-
цию выполняют в виде круглых отверстий (рис. 117) диаметром
d ~ 3-е4 мм и более, с шагом t (Зл-5) d. Площадь отверстий
в зависимости от производительности тарелки по пару составляет
от 8 до 30% от площади сечения колонны.
Известны конструкции многосливных тарелок с двумя зонами
контакта фаз с ситчатым полотном или контактными элементами
другого типа. В этом случае переливное устройство (рис. 118)
в нижней части имеет щель, из которой жидкость вытекает в виде
пленки, перекрывающей сечение колонны под полотном тарелки.
Таким образом образуется вторая зона контакта фаз в простран-
стве между тарелками.
Решетчатые и ситчатые тарелки провального типа. Решетча-
тая тарелка состоит из отдельных секций, укрепленных на балках
каркаса планками и болтами. В секциях тарелки имеются прямо-
угольные прорези размером 4x140 мм. Шаг между прорезями
определяют расчетом из условия, чтобы суммарная площадь про-
резей правильно сочеталась с нагрузками по жидкости и пару.
Обычно плош.адь прорезей состав дяет 10 --80°<о в тощадц всей та -
релкп. На двух смежных тарелках прорези выполняют во взаимно
перпендикулярных направлениях.
144
Стандартные тарелки диаметром 1000—2400 мм имеют ширину
прорезей 4 и 6 мм, шаг от 8 до 36 мм.
Тарелка работает следующим образом. На тарелке благодаря
подпору паров, идущих снизу, создается определенный слой жид-
кости, которая перетекает через прорези по всей площади тарелки
на нижерасяоложенную тарелку. Прорези работают периодически:
в определенный момент времени одна часть прорезей пропускает
в основном пары, другая — жидкость; в следующие моменты вре-
мени роли их меняются.
Жидкость выводят со специальной тарелки, полотно которой
не имеет прорезей. На этой тарелке установлен ряд патрубков
для прохода паров. Если жидкость забирают с тарелки не пол-
ностью или вводят в колонну, то па тарелке устанавливают па-
трубки двух размеров по высоте; через низкие жидкость стекает
вниз, а высокие патрубки служат для свободного прохода паров.
Для решетчатых тарелок провального типа необходимо равно-
мерное распределение орошения по всей площади тарелки. Решет-
чатые тарелки устанавливают через 300—600 мм. Производитель-
ность у решетчатых тарелок примерно в 1,3 раза больше, чем
у колпачковых, а гидравлическое сопротивление и эффективность
меньше.
Один из недостатков решетчатых тарелок провального типа —
их чувствительность к изменению расходов паровой и жидкой
фаз; поэтому их применяют в случаях, когда возможно лишь
сравнительно небольшое колебание расходов.
Размещение отверстий в полотне провальной тарелки на разных
уровнях (тарелки с волнистым полотном) позволяет несколько
расширить диапазон ее устойчивой работы. При этом происходит
раздельная работа отверстий: отверстия, расположенные ниже,
служат для стока жидкости,
а через отверстия, расположен-
ные выше, где имеется меньший
гидравлический затвор, барбо-
тируют нары.
Струйные тарелки. Такие та-
релки имеют полотно^ с просеч-
ками, металл которых отогнут
в виде лепестков пли язычков
(рис. 119). На этих тарелках,
как и па клапанных прямоточ-
ных, кинетическая энергия па-
ров используется для интенси-
фикации контакта с жидкостью.
В ряде случаев на струйной
тарелке устанавливают попереч-
ные перегородки. В перегород-
ках у полотна тарелки выпол-
няют щель высотой 10—15 мм
Рис. 118. Тарелка с двумя зонами
контакта фаз
145
для прохода жидкости. Перегородки секционируют поток
жидкости, улучшают контакт и создают необходимый запас
жидкости на тарелке.
Разновидностью струйных тарелок являются кольцевые или
тангенциальные тарелки. На таких тарелках просечки ориентиро-
ваны тангенциально, и пары, выходя из них, сообщают жидкости
круговое движение. Под действием напора и центробежных сил
жидкость движется от центра к периферии. С кругового слива
на периферии жидкость поступает по переточным трубам в центр
на расположенную ниже тарелку.
Рис. 119. Струйная тарелка с секционирующими пере-
городками
К струйным относятся пластинчатые тарелки, полотно кото-
рых состоит из набора наклонно расположенных пластин.
Тарелки под насадку. Такие тарелки применяют в аппаратах
насадочного типа — адсорберах, скрубберах, экстракционных
колоннах.
Тарелка (рис. 120) состоит из отдельных секций, которые можно
монтировать через люк. Секции опираются на кольцо 1, приварен-
ное к корпусу, и балку 2. Балки установлены на столиках 3 так,
что поверхность балки, на которую опирается секция, находится
на одном уровне с опорным кольцом.
Секцию изготовляют из полос (колосников) 4, установленных
на ребро и приваренных к планкам 5. Расстояние между полосками
не должно превышать 3/4 наименьшего размера элемента насадки,
чтобы исключить возможность ее просыпания.
146
Рис. 120. Тарелка под насадку
147
Для загрузки и выгрузки насадки непосредственно на уровне
засыпки и над поддерживающей насадку таре юлой в гювоине уста-
навливают люки.
§ 3. Отбойные устройства
В ректификационных колоннах для отделения капель жидко-
сти от паров над вводом сырья н в верхней части колонны устанав-
ливают отбойные устройства. Отбойные устройства представляют
собой обычно конструкцию лабиринтного типа, выполненную из
пластин, уголков, проволочной сетки, колец или другой насадки.
Работа отбойника разделяется на две стадии: при прохождении
потока паров через отбойник капли жидкости выделяются из потока
вследствие соприкосновения с поверхностью элементов, а затш
Рис. 121. Схемы секции отбойников:
а пластинчатой; 6 •— уголковой; а - жалю.зинпоп
отводятся с этой поверхности. В ряде конструкций (отбойники
с организованным отводом жидкости) предусмотрены специальные
приспособления для отвода жидкости. Отбойные устройства рабо-
тают эффективно лишь при скоростях паров, не вызывающих ре-
жима «захлебывания», при котором жидкость задерживается на
отбойнике и начинается унос нарами ее капель.
Конструкция отбойника характеризуется двумя основными
показателями: долей свободного сечения и удельной (в единице
объема) поверхностью. Увеличение доли свободного сечения отбой-
ника повышает его производительность, увеличение поверхности
улучшает сепарацию капель.
На рис. 121 показаны некоторые конструкции отбойников, ис-
пользуемые в ряде действующих ректификационных колонн. Кон-
струкции их отличаются сравнительно небольшой долей свобод-
ного сечения и могут эффективно работать только при небольшой
скорости. Для высокопроизводительных установок применять
такие отбойники нецелесообразно.
Высокой эффективностью отличаются отбойники, выполненные
из металлической сетки в многослойном пакете (рис. 122), Эти от-
бойники имеют долю свободного сечения до 97%; значительная
поверхность контакта обеспечивается увеличением числа сеток
в пакете. Сетку изготовляют из проволоки диаметром около 0,25 мм
из стали 12Х18Н10Т, а затем гофрируют. Высота гофр составляет
около 10 мм. Таким образом, пакет из 10—15 слоев сетки имеет
148
Рис. 122. Сетка для отбойных
устройств;
а — сетка в плане (способ вязки); б —-
профиль сетки после гофрирования; в —
расположение сеток в пакете отбойника
(/ — верхний слой, 1 — нижний слой)
Рис. 123. Отбойник с вертикальным
расположением элементов
высоту 100—150 мм. Сетку выполняют также в виде сплющенного
чулка. Обычно отбойники собирают из отдельных секции, которые
укладывают на каркас из балок.
В ряде случаев над сетчатым отбойником для периодической
промывки его от загрязнений устанавливают коллектор, через
который подают промывную жидкость (менее тяжелую фракцию).
В сетчатых отбойниках тарелка, поддерживающая сетчатые
пакеты, имеет большее свободное сечение, чем элементы отбойника.
На рис. 123 показана конструкция отбойника с вертикальным
расположением элементов. Элементы 1 из листов, согнутых под
углом 120", имеют специальные карманы 2, по которым жидкость
стекает вниз. Сливная труба 3 погружена в жидкость гидроза-
твора 4. Такие отбойники эффективны; их применяют в аппаратуре
и на коммуникациях газобензиновых заводов.
§ 4. Особенности конструкции вакуумных колонн
Вакуумные колонны для перегонки мазута работают под на-
ружным избыточным давлением около 0,693 МПа (700 мм рт. ст.)
и отличаются сравнительно большим диаметром корпуса.
149
На рис. 124 показана ва-
куумная колонна внутрен-
ним диаметром 8000 мм.
Корпус вакуумной ко-
лонны укреплен снаружи
кольцами жесткости, име-
ющими обычно в колоннах
большого диаметра дву-
тавровое сечение. Кольца
жесткости устанавливают
снаружи аппарата, так как
в этом случае они не ме-
шают внутренним устрой-
ствам и не подвергаются
коррозионному воздейст-
вию среды. Расстояние
между кольцами жесткости
принимают обычно от 1,5
до 2,5 м с таким расчетом,
чтобы они не мешали уста-
новке люков и штуцеров.
Диаметр нижней части
корпуса вакуумных ко-
лонн обычно меньше; для
колонны, показанной на
рис. 124, он равен 4500 мм.
С одной стороны, это обе-
спечивает меньшее время
пребывания гудрона в ни-
жней части колонны и
уменьшает вероятность его
термического разложения.
С другой стороны, объем
паров в нижней части ко-
лонны меньше, чем в верх-
ней части, поэтому нет
Рис. 124. Вакуумная колонна:
I — корпус1, 2, 6, 1! —тарелки
клапанные прямоточные соответ-
ственно трех, двух- и четырех-
поточпыс; 3 — монтажный штуцер;
4 — тарелка для сбора н вывода
флегмы; 5, 8 — тарелки ситчатые
с отбойными элементами соответ-
ственно двух- и однопоточпые; 7 —
тарелка для сбора флегмы с сет-
чатыми отбойниками; 9 — отбой-
ник сетчатый; 10 — улиты ввода
сырья; 12 — коллектор распреде-
ления водяного пара
150
необходимости выполнять нижнюю часть колонны большего
диаметра. В верхней части колонны паров меньше, чем в средней
части, поэтому верхняя часть колонны выполнена диаметром
7000 мм.
При изготовлении вакуумных аппаратов большого диаметра
должны быть обеспечены минимальные отклонения от правильной
формы, так как они ведут к перенапряжениям в стенке аппарата
и снижению запаса устойчивости формы корпуса.
Над вводом сырья и в верхней части вакуумных колонн уста-
навливают отбойные устройства, обеспечивающие достаточно
эффективное отделение капель от паров при высокой скорости
последних. В колонне на рис. 124 отбойное устройство преду-
смотрено также и в средней части под тарелкой вывода продукта;
оно выполнено из прямоугольных коробов с боковыми стенками
из многослойной сетки.
В колонне применены двухпоточные ситчатые тарелки с от-
бойными элементами и прямоточные клапанные тарелки; послед-
ние установлены в контуре циркуляционных орошений (в верх-
ней, средней части) и внизу колонны. Расстояние между тарел-
ками принято 800 мм.
Для ввода орошения предусмотрены коллекторы, для сбора
и вывода флегмы (орошения, продуктов) применены специальные
тарелки с патрубками прямоугольного сечения для прохода паров.
Ввод сырья в колонну выполнен тангенциальным в виде двух
расположенных одна над другой улит и обеспечивает сбор и
отвод флегмы в приемные карманы расположенной ниже тарелки.
Большое число люков в вакуумных колоннах нежелательно,
так как это снижает герметичность аппарата. Однако для обеспе-
чения ремонта тарелок большого диаметра необходимы люки
у каждой тарелки. Люки и штуцера, устанавливаемые в вакуумных
колоннах, принимают обычно на условное давление 1,6 МПа.
§ 5. Экстракционные колонны
Экстракционные колонны представляют собой вертикальные
цилиндрические аппараты, конструктивно различающиеся вну-
тренним устройством, которое обеспечивает контакт между двумя
жидкими фазами. Внутренние устройства выполняют из тарелок
(жалюзийных, колпачкового типа, перфорированных и каскад-
ных), а также различного типа насадки.
В качестве примера рассмотрим экстракционную колонну
для деасфальтизации пропаном, работающую под давлением 4,7МПа
(рис. 125). Сравнительно высокое давление обусловливается
необходимостью поддерживания пропана при температуре 70—
90° С в жидкой фазе. Внутренний диаметр колонны 3000 мм,
толщина стенки 70 мм. В колонне в зоне экстракции установлены
девять жалюзийных тарелок 1. Между тарелками имеются кол-
лекторы из перфорированных труб для’ввода и распределения
сырья 2 и растворителя 3.
151
Образующаяся при экстракции тяжелая фаза (раствор асфаль-
товых веществ в пропане) опускается, а легкая фаза (рафинатный
раствор, состоящий в основном из жидкого пропана и масляной
части) поднимается.
Для лучшего отделения рафинатного раствора на верху ко-
лонны в отстойной зоне встроены трубчатые пучки, в которые
подается водяной пар, и две жалюзийные тарелки. Это позволяет
интенсифицировать процесс отстоя.
Жалюзийная тарелка (рис. 126) состоит из секций, которые
опираются на каркас из пластин-балок J и распорных стержней 4.
Секция состоит из наклонно поставленных пластин (жалюзей) 1
и дистанционных ребер 2.
§ 6. Механический расчет тарелок
Механический расчет тарелки в зависимости от ее конструкции
включает расчет диска и опорного каркаса на прочность и же-
сткость, проверку контактных устройств (например, S-образных
элементов) на жесткость, что особенно существенно для тарелок
из легированных сталей, выполненных из тонких листов, расчет
на прочность колосников для тарелок под насадку и т. п.
Диск тарелки бескаркасного типа можно рассматривать как
тонкую круглую пластину, опертую по контуру и нагруженную
равномерной нагрузкой от собственного веса и веса жидкости.
В этом случае толщину диска и прогиб в центре тарелки опреде-
ляют по формулам (66) и (64).
Величина прогиба диска тарелки не должна превышать 1/2000
ее диаметра.
Каркас тарелки рассчитывают на нагрузку от веса тарелки QT,
веса жидкости или насадки QH, которые находятся на тарелке,
и собственного веса балок каркаса. Нагрузка на каркас
Q-Q. + Q..-
Удельная нагрузка на единицу площади тарелки
Нагрузки на площади Ft, ..., Fa, ограниченные по контуру
опорными балками и кольцом (рис. 127), Qt — pFx-, Q2 pF2
и т. д.
Удельную нагрузку, приходящуюся на единицу длины балок,
рассчитывают из условия равномерного распределения нагрузок
(Qi, Q2 и т. д.) по их опорным периметрам, т. е.
_ Qi . __ Q2
ab -|- be са ’ ас cf -р fe -|- еа И Т'
153
Рис. 127. Схема каркаса тарелки
Суммарные удельные равномерно распределенные нагрузки на
отдельные участки балки bh с учетом нагрузки от собственного
веса балки q6 можно подсчитать по формулам:
Яьс = <71 + 74 + 7б^
qd = 7а + 7в 4" 7б‘>
Qfh = 7з + 7в + 7б-
Кроме равномерно распределенной нагрузки, на центральную
балку bh действуют сосредоточенные силы в местах крепления
боковых балок в точках с и / (рис. 128):
Gc = (71 4“ ?2 "К 7б)ас 4—2~ (74 4“ 7s 4- 7б) cd',
Gf = -у (72 4~ 7з 4" 7б) cf 4- у (?5 4- 7б 4- 7б) fg,
где <7б — удельная равномерно распределенная нагрузка от соб-
ственного веса боковых балок.
Каркас тарелки должен придавать ей необходимую жесткость.
При недостаточной жесткости балок каркаса гидравлические за-
творы прорезей контактных устройств в центре тарелки будут
больше, чем у периферии. Это приведет к нарушению равномер-
ности барботажа. В связи с этим максимальный прогиб балок
каркаса должен быть не более 1/2000 их пролета и не более 3 мм.
При расчете балок следует подбирать необходимый профиль
с учетом прибавки на коррозию.
Глава X
ТЕПЛООБМЕННЫЕ АППАРАТЫ
§ 1. Теплообменные аппараты кожухотрубчатые
жесткого типа
Характерной особенностью рассматриваемых теплообменных
аппаратов (рис. 129) является жесткое крепление трубных решеток
к корпусу (рис. 130). Это обстоятельство обусловливает возник-
новение температурных усилий в трубах и корпусе (кожухе)
при различных температурах их нагрева, что может привести
к нарушению развальцовки или обварки труб в решетках, про-
дольному изгибу труб, если трубы нагреты больше, чем корпус,
и др. В связи с этим кожухотрубчатые теплообменные аппараты
жесткого типа (с неподвижными трубными решетками) обычно
применяют, когда разность температур стенок труб и корпуса не
превышает 30—50° С; большая разность температур допускается
для аппаратов большого диаметра (О 800 мм).
При пуске теплообменников жесткого типа, как правило,
сначала направляют среду в межтрубное пространство, так как
корпус и трубы имеют одинаковую температуру (температурные
напряжения отсутствуют), а затем вводят среду в трубы. При
таком порядке заполнения аппарата теплообменивающимися сре-
дами создаются оптимальные условия для предупреждения возник-
новения чрезмерных температурных напряжений. При остановке
аппарата доступ среды прекращают в обратном порядке.
Для снижения температурных усилий и напряжений на кор-
пусе теплообменных аппаратов жесткого типа устанавливают
компенсаторы. Жесткость конструкции таких аппаратов значи-
тельно уменьшается и решетки могут более свободно перемещаться
при возникновении разности температур труб и корпуса.
По стандартам кожухотрубчатые теплообменные аппараты
с неподвижными трубными решетками и с компенсатором на кор-
пусе применяют в качестве теплообменников, холодильников,
конденсаторов и испарителей.
В зависимости от условий работы предусмотрены различные
варианты материального исполнения аппаратов. Так, корпус,
распределительная камера, крышки теплообменника, трубные
решетки могут быть изготовлены монометаллическими и биметал-
лическими из сталей ВСтЗсп, 16ГС, 12Х18Н10Т, 10Х17Н13М2Т.
Применяют трубы из сталей углеродистых 10 и 20, хромоникеле-
вых 08Х18Н10Т и 08Х17Н13М2Т, а также из сталей с пониженным
содержанием никеля, например 08Х22Н6Т.
Определение температурных напряжений в трубах и корпусе.
При определении температурных напряжений предполагают, что
решетки теплообменника не деформируются и поэтому темпера-
турные усилия распределяются равномерно на все трубы.
155
сл
CH
Рис. 129. Теплообменник кожухотрубчатый жесткого типа:
1 — распределительная коробка; 2 — корпус; 3 — трубы; 4 — перегородки; 5 — трубная решетка; 6 — дннще
Рис. 130. Конструкции узла крепления
трубной решетки к коРпусу
В общем случае трубы и корпус теплообменника могут быть
выполнены из различных материалов.
Введем обозначения: / — длина труб или корпуса; ат, ак —
температурные коэффициенты линейного расширения соответ-
ственно труб и корпуса; £т, Ек — модули упругости материала
соответственно труб и корпуса; £т, — площади поперечного
сечения соответственно всех труб и корпуса; /т, — температуры
соответственно труб и корпуса.
Рассмотрим случай, когда /т > /|; и ат>ак. Тогда, если
трубы 2 и корпус 1 не связаны, трубы удлиняются больше,
чем корпус, на величину 6
(рис. 131, положения / и //).
Эта величина обусловлена
как разностью коэффициентов
линейного расширения при
нагреве труб и корпуса до
температуры корпуса I (ат—
— ак) так и дальнейшим
нагревом труб до темпера-
туры /т, т. е. /ат (7Г— /к).
Следовательно,
б I [(ат—ак) а,. (/т—/к)|,
Рис. 131. Схема температурных деформа-
ций труб и корпуса теплообменника
отсюда
6=/(ат1.г-ак/к). (129)
Однако в действительности трубы и корпус связаны между
собой; трубы не могут свободно удлиняться, и конструкция займет
положение III. Корпус окажется растянутым па величину бк,
а трубы — сжатыми на величину бт, причем
б = бт + б,(.
(130)
Очевидно, что усилие сжатия труб Q, равно усилию растяже-
ния корпуса Q, и в рассматриваемом случае каждое из этих уси-
лий равно температурному усилию Qt в конструкции:
По закону Гука
бт
Qtl . с Qtf
ETF.r ’ °11 EKFK •
(131)
Подставляя выражения деформаций по формулам (129) и (131)
в формулу (130), из последней находим
(ат/т — ак/к) £ТГТ£,/К
Е у! т “Г EKF к
(132)
157
Температурные напряжения в трубах и корпусе
Qi _________________ (схт/т 0&к^к) к
ETF, + EKFK
(ат/т — ак/к) ErEKF.
ErFT + EKFti
(133)
(134)
Из этих уравнений следует, что температурные усилия и напря-
жения не зависят от длины теплообменника.
Иногда при разных значениях <zT и ак учитывают температуру,
при которой изготовлен теплообменник, tH = 20° С; в этих слу-
чаях в формулы (132)—(134) вместо разности (aq/T — altQ вводят
разность [aT (tT — t„) — aK (tK — QI.
В случае, когда трубы и корпус выполнены из одинакового
материала (aT = ак = а; Ет = Ек == Е) и tT — tK = А/, получим
Из равенств (135) следует, что температурные напряжения
в трубах и корпусе обратно пропорциональны площадям попереч-
ного сечения металла труб и корпуса, т. е.
Пт Fк
Иц Fr
(136)
Величину температурных напряжений, пропорциональную раз-
ности температур труб и корпуса А/ = 1°С, можно оценить
по формулам (135), приняв FT = FK; a = 11,5-10-6 °C-1; E =
„ i mn -r 11,5-10“®-1-2,l IO6 , г-,
= 2,1-IO5 МПа. Тогда aT = aK =--------------------------------= l,2l МПа,
а при FT = 2FK : aT = 0,5crl( = 0,805 МПа. Следовательно, при раз-
ности температур А/ = 50° С напряжения от = 40,2ч-60,5 МПа.
Если трубные решетки имеют небольшую толщину, то макси-
мальные температурные напряжения возникают в периферийных
трубах. При этом температурные напряжения в трубах могут
значительно увеличиться и достигать при А/ -- 50° С значения
ат 100 МПа.
В то же время нагрузка на одну трубу от внутреннего давления
в межтрубном пространстве (р = 5 МПа, трубы размерами 25x2 мм
расположены по квадрату с шагом t = 32 мм)
пт = р (t2 - = 5-106 (0,0322 - —°2—= 2700 Н,
\ 4 / \ 4 /
и соответственно напряжение в трубе при площади поперечного
сечения ее стенки Д. — 1,45-Ю-4 м2
158
Из сопоставления полученных значений напряжений видно,
что, как правило, в теплообменниках жесткой конструкции
температурные напряжения в трубах превалируют над напря-
жениями от внутреннего давления и являются обычно опреде-
ляющими в расчетах на прочность и устойчивость труб и трубных
решеток, в также в расчетах на прочность соединения труб с труб-
ной решеткой.
Рассмотрим температурные усилия в теплообменнике жесткого
типа, на корпусе которого установлен компенсатор.
Деформация компенсатора, состоящего из г линз (на рис. 132
показан компенсатор из двух линз), пропорциональна нагрузке
на компенсатор, которая в рассматриваемом случае равна Q1; =
- Qt, т. е.
mQt
Е
л' Е
(137)
где т — параметр компенсатора, характеризующий его податли-
вость; Е — модуль продольной упругости материала компен-
сатора;
т. = г
0,06а, (1 — Р) О,
здесь р — отношение внутреннего диаметра линзы к наруж"
ному диаметру D 2; аг — коэффициент, определяемый в зависи-
мости от (3 по приведенным ниже данным; — внутренний диа-
метр линзы компенсатора; s — толщина стенки линзы компен-
сатора.
Значения коэффициентов (ц и 1 [см. формулу (141)]
Р . . . 0,50 0,55 0,60 0,65 0,70 0,75 0,80 0,85 0,90 0,92
ах . . . 6,03 3,95 2,50 1,60 0,99 0,58 0,32 0,145 0,060 0,036
. . . 0,231 0,191 0,157 0,128 0,103 0,080 0,061 0,039 0,027 0,022
Пусть корпус и трубы теплообменника выполнены из мате-
риалов с одинаковым коэффициентом теплового расширения, и раз-
ность температур труб и корпуса равна AL Тогда, если трубы не
связаны с корпусом, они удлиняются на величину 6. Как виднз
из рис. 132, деформация 6 = aAtl состоит из деформации сжатия
труб 6Т, удлинения металла корпуса 6,( и расширения компен-
сатора 6Л:
6 — 6Т 6К бл.
(138)
- Учитывая, что усилия QT = Q,< — и подставляя в равен-
ство (138) значения бт и бк, выраженные по закону Гука, а также
значение 6Л по формуле (137), получим
159
Рис. 132. Схема к расчету температурных усилий в теплообмен-
нике с компенсатором
Отсюда сила, действующая на трубы п корпус:
= KAZ./g---------• (139)
-К-'--ЁГ+т
Если корпус, трубы и компенсатор изготовлены из материалов
с различными значениями а и Е, а температура, при которой
изготовлен теплообменник, равна /,,,
6 = у = [ат(/т - t„) - ак (tK - /и)] I.
£-Т/ Т к2 к ‘-‘Л
Т огда
q I (А А) (А A) 1I (140)
I I т ’ ' '
+ ДДД + ~ЁГ
где Е„ — модуль продольной упругости металла компенсатора.
Для теплообменников с компенсатором на корпусе созданием
предварительных напряжений обратного знака можно повысить
несущую способность. Пусть заранее известно, что при эксплуата-
ции аппарата температурные условия таковы, что компенсатор
работает только на растяжение (/т > /к). Тогда при изготовлении
теплообменника компенсатор следует сжать на величину 6/2
так, чтобы после развальцовки труб в трубных решетках он
оставался сжатым силой —Q/2. Очевидно, что при эксплуатации
в результате нагрева труб до рабочей температуры, превышающей
на А/ температуру корпуса, усилие в компенсаторе, а следова-
тельно, и в конструкции сначала уменьшается от —Q/2 до нуля,
а затем увеличивается до +Q/2. Таким образом, по абсолютной
величине оно в 2 раза меньше рассчитанного по формулам (139)
или (140).
Аналогично, если при эксплуатации компенсатор постоянно
сжат, то для снижения температурного усилия при изготовлении
аппарата компенсатор следует растянуть на величину 6/2.
160
Толщину стенки линзы, по данным С. Н. Соколова, можно
определить ио формуле
(141)
где Ц — параметр, определяемый в зависимости от [3 по приве-
денным выше (см. стр. 159) данным; //,,,, - - пробное давление.
Напряжение в линзовом компенсаторе при его растяжении
(сжатии) под действием силы QK
Размещение труб и их диаметр. В теплообменниках жесткого
типа трубы размещают по вершинам равносторонних треугольни-
ков или шестиугольников с минимально возможным шагом. Это
позволяет разместить на площади трубной решетки большее число
труб и обеспечить большие скорости среды в межтрубном про-
странстве.
Шаг труб t обычно принимают в зависимости от их наружного
диаметра d„: t = Э6 мм при 4 = 20 мм' /= 32 мм при
25 мм (при этом ширина простенка между трубами получается
не меньше 6 мм). Для труб диаметром 17 < 60 мм шаг труб
определяют по формуле
t--= l,2dH ф- 2 мм. (142)
При разметке трубной решетки стараются занять всю площадь
круга, располагая трубы по возможности ближе к стенке корпуса
теплообменника.
Число труб, размещенных на решетке, можно определить,
зная площадь решетки, приходящуюся на одну трубу (0,866/2):
_ , л£>2
/г —4.0,866/2 ’
где 0,70л-0,85 — коэффициент заполнения; D — диаметр
круга, на котором размещаются трубы; t — шаг расположения
труб.
Введением коэффициента заполнения учитывают меньшую
плотность размещения труб по краю решетки и то, что часть пло-
щади трубной решетки обычно занимают перегородки, устанавли-
ваемые для образования ходов по трубам. Принимают также во
внимание, что па входе в межтрубное пространство установлен
отбойник и для его размещения приходится ряд труб не ставить.
Для многоходовых теплообменников небольшого диаметра при-
нимают меньшее значение коэффициента k1 (в указанном интер-
вале).
Наиболее часто в кожухотрубчатых теплообменниках приме-
няют трубы наружным диаметром 25 мм с толщиной стенки 1,6—
3,0 мм и трубы наружным диаметром 20 мм с толщиной стенки
6 Вихман
161
1,6—2,0 мм. Из высоколегированных коррозионностойких сталей
используют трубы с толщиной стенки 1,6 мм, из углеродистых
сталей обычно с толщиной стенки не менее 2 мм.
Конструкция соединения труб с трубной решеткой. Обычно
трубы соединяют с трубной решеткой па развальцовке (рис. 133).
Развальцовочное соединение должно обеспечить необходимые
прочность и плотность. Прочность соединения оценивают усилием
вырывания трубы из гнезда, плотность давлением среды, до
которого сохраняется герметичность.
Рис. 133. Варианты развальцовочного соединения при
небольшой (а) и большой (б) толщине решетки
При развальцовке конец трубы обычно выступает на 3—5 мм
из гнезда. Это повышает прочность и плотность соединения.
Для повышения прочности и плотности , развальцовку выпол-
няют с разбортовкой конца трубы. Длина разбортованного конца
трубы примерно равна толщине стенки трубы. «Колокольчик»
разбортовки должен начинаться у кромки отверстия, иначе раз-
бортовка не будет эффективной. Для того чтобы основание коло-
кольчика не повреждали острые края кромки отверстия, в послед-
нем снимают фаску размером 1—2 мм.
При развальцовке трубок в отверстиях с канавками значи-
тельно возрастают сопротивление трубок вырыванию и герметич-
ность соединения. В теплообменниках такую развальцовку соче-
тают обычно с разбортовкой. Размер канавки выбирают в зави-
симости от толщины стенки трубы: обычно глубина канавки s/5,
ширина s -|- 1 мм (где s — толщина стенки трубы).
Для обеспечения качественной развальцовки и возможности
смены труб при ремонте решетки изготовляют из материала боль-
шей твердости, чем трубы. При этом форма гнезда в решетке при
развальцовке не изменяется.
Диаметр отверстия определяется допусками на размеры труб
и отклонениями при изготовлении отверстий. В качественном раз-
162
Рис. 134. Схема к расчету
развальцовочного соединения
вальцовочном соединении зазор между трубой и отверстием
должен быть минимальным. Например, для труб диаметром 25 мм
отверстия обычно выполняют диаметром 25,4+0’1 мм.
Трубы обычно развальцовывают на глубину 1,5г/,, или, если
толщина решетки меньше этого значения, на полную глубину
отверстия. При этом со стороны межтрубного пространства остав-
ляют неразвальцованный поясок шири-
ной 3 мм, чтобы не повредить трубу
кромкой решетки. С этой целью на
кромке также может быть снята фаска.
При толстых решетках развальцовку
выполняют на глубину не менее 1,5dH
и со стороны межтрубного пространства
предусматривают развальцовку пояска
трубы шириной 0,75с!,,. Это позволяет
избежать проникновения среды в щель
между трубой и решеткой и возникно-
вения щелевой коррозии.
В случаях, когда требуется повы-
шенная герметичность, трубы можно
развальцовывать и обваривать. Обварка
без развальцовки не рекомендуется,
так как при этом возникают условия
для щелевой коррозии, двусторонней
коррозии сварного шва и появления
в нем изгибных напряжений.
Расчет развальцовочного соедине-
ния. При
соединения проводят проверку труб
на вырывание.
Если давление в трубах р.г незначительно по сравнению с дав-
лением в корпусе рк, можно считать, что воспринимаемая трубой
нагрузка q от давления па площадь f трубной решетки, заклю-
ченную между четырьмя трубами (рис. 134),
q = pJ;
расчете развальцовочного
при расположении труб по вершинам правильных треуголь-
ников
/ = 0,866/2 --.
' ’ 4
В общем случае необходимо учитывать одновременное действие
давлений р,; и р7. Давление в корпусе теплообменника рк стре-
мится выпучить трубные решетки наружу, а давление в трубах
рт — внутрь. Трубы удерживают трубные решетки и от давле-
ния подвергаются растяжению. При действии давления рт,
в случае достаточно жестких трубных решеток, все трубы также
работают на растяжение; при значительном прогибе трубных
6* 163
решеток под действием давления рт трубы, расположенные в цен-
тральной части трубной решетки, могут оказаться сжатыми.
Кроме давления, на трубы действуют температурные усилия.
Так, если трубы нагреты больше, чем корпус, то в них возникают
сжимающие напряжения и они подвергаются продольному изгибу,
поэтому развальцовочные соединения работают па вырыв труб
из решетки.
Растягивающее трубы и компенсатор (рис. 135, сечение по
линии АА) осевое усилие Q от давлений в трубном и межтрубном
пространствах является результирующей нагрузок: от давле-
Рис. 135. Схема к расчету усилий в трубах
ния рт па крышку теплообменника (Q,), на трубную решетку со
стороны распределительной камеры (Q2), а также распорной
силы от давления рк со стороны межтрубиого пространства на
трубную решетку (Q3) и на стенку линзы компенсатора (Q4), т. е.
Q = Qr - Q2 + Q3 + Q4; (143)
•тт7)2
= (144)
Q2 = Pt-^(D2-/^b); (145)
Q3 = Pk-J(d2-^,); (146)
Q4 = Pk-^(Ok-Z)2); (147)
здесь dB — внутренний диаметр трубы; DK — диаметр линзы
компенсатора (см. рис. 132); п — число труб.
Подставляя выражения нагрузок (144)—(147) в формулу (143),
получим
Q = Рк -у- (О2 - nd2) + ртп Л- d2.
(148)
164
Нетрудно видеть, что для теплообменника без компенсатора
осевое усилие, растягивающее трубы и корпус,
Q = А< -J- (D2 - п£) + pTn -J- d2B.
Если не учитывать, что часть осевой нагрузки от давления
воспринимает корпус, и считать, что вся нагрузка приходится на
трубы (например, в случае теплообменника с компенсатором на
корпусе), то усилие на одну трубу при условии равномерного
распределения нагрузки на трубы
4 п
Температурное усилие, приходящееся на одну трубу,
где /т l= -^-(d2 —d^)—площадь поперечного сечения стенки
тр убы.
Суммарное усилие
= я + (149)
При этом в формуле (149) принимают со знаком плюс,
когда корпус нагрет больше, чем трубы, и со знаком минус,
если трубы нагреты больше, чем корпус.
Удельная нагрузка от давления на единицу длины окружности
развальцовки (МН/м)
. _ д
0 лД„
Для обеспечения прочности развальцовки удельная нагрузка
от давления оп не должна превышать [сг0] = 0,04 МН/м при
развальцовке труб в отверстиях без канавок и [ст0] = 0,07 МН/м
при развальцовке в отверстиях с канавками.
Удельная нагрузка на развальцовку от действия суммарного
усилия с учетом давления и температурных напряжений (МН/м)
<7С
ст = —
с ndH
Допускаемую удельную нагрузку на развальцовку [ос] при
учете действия давления и температурных усилий можно увели-
чить приблизительно в 2 раза по сравнению со значением [о0].
При относительно толстых решетках проверку труб на вы-
рывание из гнезда можно вести с учетом глубины разваль-
цовки по удельной нагрузке (МПа)
0' = .
dnh
(151)
165
При таком расчете допускаемая удельная нагрузка на единицу
площади условной поверхности контакта трубы с гнездом не
должна превышать 12 МПа при развальцовке труб в отверстиях
без канавок и 20 МПа при развальцовке в отверстиях с канавками.
В случае приварки труб к трубной решетке (рис. 136) размер
катета сварного шва
ь _ _______। с
лф.0,7 [т] <р 1 ’
где ср = 0,8 — коэффициент прочности сварного шва; С — при-
бавка на коррозию (для труб из углеродистых сталей С = 0,1 см,
Рис. 136. Варианты при-
варки трубы к решетке
из высоколегированных хромоникелевых
сталей С == 0).
Если принять допускаемое напряжение
на срез сварного шва [т 1 = 0,8 [а], то
С*ц [О] 1
Размер катета сварного шва должен
быть fe > s + 0,5 мм (где s — толщина
стенки трубы).
Расчет трубных решеток. Для обеспе-
чения надежной развальцовки труб, сохра-
нения формы отверстий необходима доста-
точная площадь сечения простенка решетки
между соседними трубами (см. рис. 134):
Д, = (/-+) s',
где t — шаг не меньше значения, определяемого по формуле (142);
d' — диаметр отверстия в трубной решетке; s' — толщина труб-
ной решетки без прибавки на коррозию (обычно не менее 12 мм).
По практическим данным при развальцовке труб наименьшее
значение /м (мм2) определяют в зависимости от dtt (мм) по формуле
Таким образом,
толщина решетки
с учетом прибавки
+ = 4,35^,+15.
из условия надежной развальцовки труб
с' /м
t — d' ’
на коррозию
Например, для труб диаметром d„ == 25 мм (+ = 25,4 мм)
при их шаге [см. формулу (142)] t = 32 мм, толщина решетки
по условию надежной развальцовки, т. е. при fM = 4,35 25 + 15 =
= 124 мм2, и при прибавке на коррозию с двух сторон С = 2-3 мм
S = 32 — 25,4 +2’3= 24,8 мм.
166
В теплообменниках с неподвижными трубными решетками и
с компенсатором на корпусе трубы связывают и поддерживают
решетки, предохраняя их от изгиба. В связи с этим иногда при
давлении ру с 1,6 МПа п А/ < 15° С решетку рассчитывают из
условия изгиба ее участка, заключенного между четырьмя со-
седними трубами, учитывая, что: обеспечена надежная разваль-
цовка труб (проведен расчет на вырывание и решетка проверена
на минимально допустимое сечение простенка); трубы не подвер-
жены значительной коррозии; трубы обладают достаточной же-
сткостью против продольного изгиба.
Последнее условие выполняется, если гибкость труб А с 150:
А = /р/г; /р = 0,7/1; г = У I/fr, в этих выражениях 1г — рас-
стояние от решетки до второй перегородки; /р — расчетная длина
трубы на расстоянии 1Х\ г и / — соответственно радиус и момент
инерции площади поперечного сечения трубы; fT — площадь
поперечного сечения стенки трубы.
Обычно трубную решетку теплообменника жесткой конструк-
ции рассчитывают по уточненной методике. Решетку рассматри-
вают как круглую пластину, опертую и защемленную по краям
и находящуюся на так называемом упругом обобщенном основа-
нии. В этом случае предполагают, что при прогибе решетки каждая
труба создает упругие осевую реакцию и изгибающий момент
и это воздействие со стороны труб распределено осесимметрично
по перфорированной части решетки. Такая схема обеспечивает
получение решения с учетом совместной работы основных несущих
элементов конструкции как системы корпус—трубная решетка—
трубы пучка.
На периферии трубная решетка имеет неперфорированную
кольцевую часть и фланец с определенными конструктивными
параметрами. В связи с этим в принятой расчетной схеме
(рис. 137) рассматривают трубы 4, центральную перфорирован-
ную 1, кольцевую неперфорированную 2 части решетки, фланец 3
и корпус 5. На базе решения уравнений совместности деформаций
(перемещений и углов поворота) элементов системы получены
расчетные уравнения для нагрузок (растягивающих W и перере-
зывающих Q сил, изгибающих моментов М), действующих: в се-
чении трубы (7VT, Л4Т), в сечении кольцевой неперфорированной
части решетки с центральной перфорированной частью (Qa, Afa),
в сечении кольцевой неперфорированной части с фланцем (Q, Л-f),
в сечении фланца с корпусом (AfK, Л1к).
В результате по этой методике толщину трубной решетки
назначают конструктивно с учетом обеспечения условия надежной
развальцовки и выполняют последующую проверку пластических
деформаций решетки е по формулам:
на внешнем диаметре неперфорированной кольцевой части
6Л1
Е (s')*
100 с [6];
167
в центре решетки
бМтах
ФрЕ (s')2
100 « [е],
(152)
где k — коэффициент, зависящий от конструкции узла присоеди-
нения трубной решетки к корпусу или фланцу; М, Л4тах — из-
гибающие моменты для указанных сечений; Е — модуль упру-
гости материала решетки; фр — коэффициент прочности решетки;
s' — толщина решетки; [е ] — допускаемый размах пластической
деформации, %.
Рис. 137. Схема к расчету трубной решетки теплообмен-
ника жесткого типа
Максимальный изгибающий момент в уравнении (152) находят
в зависимости от нагрузок Ма и Qa на контуре перфорированной
части решетки и конструктивных характеристик (толщин, моду-
лей упругости и других параметров) решетки и труб.
Допускаемый размах пластической деформации решетки [е 1
назначают в зависимости от расчетного числа циклов N нагруже-
ний или теплосмен за срок службы аппарата; [е 1 — 0,234-0,40%
при N = 2000-^8000. Расчетное число циклов нагружения при-
нимают с 10-кратным запасом по отношению к фактическому.
Таким образом, рассмотренная стандартная методика расчета
трубных решеток основана на учете долговечности конструкции.
При расчете трубной решетки аппарата с компенсатором на
корпусе, учитывая сравнительно небольшую жесткость компен-
сатора, считают, что нагрузка от труб равномерно распределена
ио площади решетки. На решетку действуют нагрузки Q2 и Q3
(см. рис. 135) от давлений соответственно в трубном рт и межтруб-
ном рк пространствах, а также усилие QT со стороны труб.
Трубы нагружены усилием Q от внутреннего давления и тем-
пературным усилием Q(, определяемыми соответственно фор-
мулами (148) и (140),
q;=q+q<.
(153)
168
Суммарная нагрузка на площадь трубной решетки
<2Р = Qt + Q2 — Q3=: Q + Qi — Qs + Qt- (154)
Подставляя значение Q по формуле (143), находим
C?p ::= Qi + Qi И- Qt- (155)
Подставляя значения составляющих [см. формулы (144) и
(147)1, получаем
Qp 4t.r^D2 |-рн^(о’-О2) 1-Qp (156)
Расчетное давление на трубную решетку находим по нагрузке
Qv-
„ -=.1£l, (157)
Рр nD1’
Следует иметь в виду, что температурное усилие Qt может
растягивать или сжимать трубы. Практически, учитывая, что
возможны различные варианты применения теплообменника,
величину усилия Qz в формулах (153)—(157) принимают всегда
положительной (в сторону запаса), считая, что трубы растянуты.
Толщину трубной решетки определяют аналогично расчету
плоской круглой защемленной плиты по формуле
s =-ГГ 1/ ТТ7Г + (158)
4,7 |/ [о] <рр 1 v
где срр — коэффициент прочности решетки; С — прибавка на
коррозию.
При наличии канавок под прокладку к расчетной толщине
решетки добавляют глубину канавки и прибавку на коррозию
со стороны межтрубного пространства (для углеродистых сталей
С = 2д-3 мм, для высоколегированных сталей и цветных метал-
лов С = 0). Для решеток без канавок величину С следует выби-
рать с учетом двустороннейгкоррозии.
Коэффициент прочности .решетки <рр учитывает ослабление
сечения решетки отверстиями под трубы; срр определяют в за-
висимости от шага t и диаметра d отверстий по формуле
ФР=^-. (159)
§ 2. Теплообменные аппараты с плавающей головкой
и с U-образнымиЗтрубами
В кожухотрубчатых теплообменных аппаратах с плавающей
головкой или, как их иначе называют, с подвижной решеткой
(рис. 138) трубчатый’пучок со' стороны плавающей головки не
связан с корпусом и свободно меняет длину при изменении тем-
пературы труб. Это устраняет температурные напряжения в кон-
169
Рис. 138. Теплообменник кожухотрубчатый с подвижной решеткой:
/ — крышка распределительной камеры; 2 — распределительная камера; 3 — трубная
решетка неподвижная; 4 — корпус; 5 — труба; 6 — крышка корпуса; 7 — трубная
решетка подвижная; 8 — крышка плавающей головки; S — стяжное кольцо; 10 — опо-
ра; 11 — катковая опора трубчатого пучка
Рис. 139. Схемы кожухотрубчатых теплообменников с подвижной решеткой
Рис. 140. Монтажная шпилька с бур-
тиком
Рис. [141. Варианты уплотнения про-
дольной перегородки с корпусом сталь-
ными пластинами (а), асбестовым шну-
ром (б)
170
струкции. Температурные напряжения могут также возникать
в трубчатом пучке вследствие разности температур самих труб.
У многоходовых теплообменников диаметром более 1000 мм при
значительной разности температур входа и выхода среды в труб-
чатом пучке подвижную решетку выполняют разрезной по диа-
метру (рис. 139, а, б), что снижает температурные напряжения
в трубах.
Неподвижная решетка зажата между двумя фланцами шпиль-
ками со сплошной резьбой. Иногда четыре шпильки выполняют
с буртиками (рис. 140), чтобы можно было отделить распредели-
тельную камеру, не нарушая прокладочного соединения между
решеткой и фланцем корпуса.
Трубчатый пучок опирается на ближайшую к плавающей
головке поперечную перегородку, имеющую толщину (16—20 мм),
больше толщины других перегородок. В некоторых случаях для
поддержания трубчатого пучка к решеткам приваривают опорные
ребра. Длину опорной части ребра у подвижной решетки при-
нимают больше диаметра нижнего штуцера для обеспечения воз-
можности монтажа и демонтажа пучка.
При значительных размерах (диаметр корпуса 1000 мм и
более) и массе трубчатого пучка его опирают на катковые опоры
(см. рис. 138), которые крепят к продольной балке из швеллера
или двух полос, приваренной к поперечным перегородкам и не-
подвижной трубной решетке.
Теплообменник снабжают муфтой с пробкой или штуцером,
установленными на задней крышке корпуса для дренажа. На
патрубках штуцеров предусматривают муфты для термометров.
Для возможности свободного перемещения при нагреве корпус
крепят к одной из опор подвижно. Для этого в лапах, которые
крепят его к опоре, предусматривают под болты отверстия оваль-
ной формы. Обычно подвижное крепление корпуса предусматри-
вают со стороны плавающей головки, где к корпусу присоединяют
меньшее число трубопроводов.
Аппараты кожухотрубчатые с плавающей головкой предусмо-
трены соответствующими стандартами в качестве теплообменников,
холодильников и конденсаторов. Теплообменники и холодильники
выполняют в двух вариантах: горизонтальными и вертикальными.
Горизонтальные аппараты часто изготовляют сдвоенными.
В теплообменных аппаратах с подвижной решеткой можно
выполнять ремонт, замену трубчатого пучка, механическую чистку
труб снаружи. Однако следует отметить, что конструкция аппа-
ратов с подвижной решеткой относительно сложна, для их изго-
товления требуется больший расход металла на единицу поверх-
ности теплообмена, при работе аппарата плавающая головка
недоступна для осмотра.
Установкой перегородок в распределительной камере и пла-
вающей головке увеличивают число ходов по трубному про-
странству (см. рис. 139, а).
171
По корпусу (межтрубному пространству) аппараты с плава-
ющей головкой чаще всего выполняют одноходовыми. В аппаратах
с двумя ходами по корпусу устанавливают продольную перего-
родку; при этом обеспечивается противоток. В конструкции на
рис. 139, в продольную перегородку нужно вынимать из корпуса
вместе с трубчатым пучком, поэтому необходимо специальное
уплотнение между корпусом и перегородкой. Имеются различные
конструкции уплотнений: асбестовый шнур, заложенный в про-
дольный паз перегородки, гибкие металлические пластины, плотно
прилегающие к корпусу по краю перегородки (рис. 141) и др.
В конструкциях уплотнений со шнуром применяют распор-
ные системы, обеспечивающие прижатие шнура по всей длине
в месте уплотнения к корпусу. Эти конструкции сложны и при
эксплуатации не всегда удобны.
В конструкции аппарата (см. рис. 139, г) с разрезной плава-
ющей головкой и двойником, соединяющим части плавающей
головки, также обеспечивается противоток. Продольную пере-
городку приваривают к корпусу. Для уменьшения температурных
напряжений в трубчатом пучке на двойнике может быть установ-
лен компенсатор.
На установках риформинга и гидроочистки широко применяют
кожухотрубчатые теплообменники с компенсатором на плавающей
головке (см. рис. 139, д'). В таких аппаратах осуществляется про-
тивоточное движение теплообменивающихся сред и обеспечивается
компенсация деформаций трубчатого пучка. Трубчатый пучок
выполнен одноходовым и на штуцере плавающей головки уста-
подден волнистый компенсатор (рис. 142).
С В теплообменниках с U-образными трубами (рис. 143) обеспе-
чено свободное удлинение труб, что исключает возможность
Рис. 142. Узел теплообменника с компенсатором на пла-
вающей головке:
I — подвижная решетка; 2 — крышка корпуса; 3 — горловина;
4 — компенсатор
172
появления температурных напряже-
ний вследствие разности температур
труб и корпуса. Вместе с тем раз-
ность температур стенок труб по хо-
дам не должна превышать 100° С.
Преимущество конструкции с U-об-
разными трубами — отсутствие разъ-
емного соединения внутри корпуса.
Такие аппараты успешно применяют
при повышенных давлениях. При
U-образной форме труб затруднена
механическая чистка их внутренней
поверхности, поэтому в трубное про-
странство следует направлять чистую
среду, не вызывающую появления
загрязнений. Наружная поверхность
труб также неудобна для чистки,
поэтому, как правило, теплообмен-
ники с U-образными трубами приме-
няют для чистых сред. Трубы в таких
аппаратах располагают по вершинам
равносторонних треугольников; на-
ружный диаметр труб принимают
равным 20 мм, что позволяет полу-
чить большую поверхность при дан-
ном диаметре аппарата.
Стандартные теплообменники и
холодильники изготовляют диаме-
тром от 325 до 1400 мм с длиной труб
от 3 до 9 м. При этом поверхность
теплообмена составляет примерно
10—1200 м2. Эти аппараты предусмо-
трены на условное давление от 1,6
до 6,4 МПа.
По стандарту предусмотрены раз-
личные варианты материального ис-
полнения теплообменных аппаратов.
Корпус аппарата выполняют из ста-
лей ВСтЗсп, 16ГС п биметаллическим
с защитным слоем из сталей 08X13,
12Х18Н10Т, 10Х17Н13М2Т. Приме-
няют трубы из сталей 10, 20 и Х8
размерами 25x2 и 20x2 мм, из вы-
соколегированных сталей 08X13,
Рис. 143. Кожухотрубчатый теплообменник
с Ll-образными трубами
173
08Х22Н6Т, 08Х18Н10Т, 08Х17Н13М2Т размерами 25x1,8 и
20X1,6 мм, а также трубы из латуни и алюминиевых спла-
вов. Трубные решетки изготовляют из сталей 16ГС, 15Х5М,
12Х18Н10Т, а также биметаллическими — с наплавкой слоя
латуни толщиной около 10 мм или высоколегированного хромо-
никелевого сплава.
Поперечные перегородки. В теплообменниках с подвижной
решеткой широко используют внутренние поперечные перего-
родки (рис. 144). Это обеспечивает поперечное обтекание труб,
увеличивает скорость потока п, следовательно, повышает эффек-
тивность теплообмена.
Рис. 144. Схема установки перегородок:
/ — передний кожух (прикреплен к передней трубной решетке); 2 — тяги с распор-
ными трубами; 3 — поперечная перегородка (условно показаны нс все отверстия под
трубы); 4 — продольная перегородка; 5 — задний кожух со свободным краем
Толщина перегородок 5—8 мм. Диаметр отверстий для труб
в перегородках обычно на 1—2 мм больше номинального диа-
метра труб. Перегородки устанавливают на расстоянии одна от
другой от 200 мм до 50Д, (du — наружный диаметр трубы). Креп-
ление перегородок осуществляют обычно на четырех—шести тягах,
на которые надеты распорные дистанционные трубы.
При установке поперечных перегородок важно обеспечить
возможно меньший зазор между корпусом и перегородкой. Обычно
радиальный зазор между корпусом и перегородкой составляет не
более одного процента от внутреннего радиуса корпуса аппарата.
Конструкции поперечных перегородок показаны на рис. 145.
Наиболее часто применяют поперечные перегородки с сегментным
вырезом. Иногда устанавливают поперечные перегородки с сектор-
ными вырезами н продольную перегородку высотой, равной ра-
диусу теплообменника (см. рис. 144). Секторный вырез, равный
четверти круга, делают поочередно то справа, то слева. При такой
конструкции среда в корпусе совершает вращательное движение
попеременно то против, то по часовой стрелке. Сплошные пере-
174
Рис. 145. Поперечные перегородки:
а — сплошные; б — с секторным вырезом; в — с щелевым вырезом; г — с сегментным
вырезом; д — кольцевые
городки без выреза применяют для чистых жидкостей. В этом
случае жидкость протекает через перегородку по кольцевым щелям
между трубами и перегородкой (рис. 146). Для труб с наружным
диаметром 25 мм диаметр отверстий в такой перегородке обычно
равен 27—28 мм.
Для ликвидации застойных /юн и обеспечения наиболее пол-
ного обтекания пучка иногда на его концах устанавливают распре-
делительные кожухи с окнами для направления потока внутрь
пучка. Вследствие сравнительно небольшого зазора между край-
ней перегородкой и корпусом поток из штуцера направляется
внутрь кожуха через окна. При вязких и загрязненных нефтепро-
дуктах крайние перегородки, как и средние, выполняют с вы-
резом.
Размеи<ение труб. В теплообменниках с подвижной решеткой
трубы размещают, как правило, по вершинам квадратов (рис. 147,й).
При таком расположении труб вследствие большего зазора между
рядами труб удобнее чистить их наружную поверхность (направ-
ление чистки показано стрелкой). При этом среду, загрязняющую
теплообменную поверхность, направляют в трубы . Наружный
диаметр труб для таких теплообменников принимают обычно не
Рис. 146. Схема течения
жидкости через «сплошную»
перегородку
Рис. 147. Варианты размещения труб
175
менее 25 мм. При расположении труб по вершинам квадратов
можно установить примерно на 10% меньше труб, чем при их
расположении по вершинам треугольников.
Число труб при расположении по вершинам квадратов
, n.D2
где - - коэффициент (k1 — 0,75-^0,80 для двух- и четыреххо-
довых теплообменников по трубному пространству); D — наруж-
ный диаметр подвижной решетки; t — шаг между трубами.
Рис. 148. Схема размещения отбойника
Как правило, в горизонтальных теплообменниках с плавающей
головкой трубы располагают по повернутому па 45° квадрату
(рис. 147, б), при этом повышается тепловая эффективность аппа-
рата.
Отбойники. При входе среды в межтрубное пространство
теплообменника часто ставят отбойник, который защищает от
местного износа трубы, расположенные против входного штуцера
(рис. 148). Отбойник выполняют в виде круглой или прямоуголь-
ной пластины. Размер отбойника должен быть не менее внутрен-
него диаметра штуцера D Обычно его принимают на 10—20 мм
больше, т. е. D --- Dr -|- (Юл-20) мм. Отбойник не должен созда-
вать излишнее гидравлическое сопротивление, поэтому расстоя-
ние от внутренней поверхности корпуса до отбойника должно
быть h > O.^Dj. Отбойник приваривают к дистанционным тягам
или крепят хомутами (лапками) к трубам. Приваривать отбойник
к трубам не рекомендуется из-за опасности прожога стенки трубы.
Расстояние b от отбойника до первой перегородки должно быть
не менее 100 мм для обеспечения беспрепятственного распределе-
ния входящего потока среды.
Расчет трубных решеток. Для теплообменников с подвижной
решеткой л с U-образными трубами, как и для теплообменников
жесткого типа, минимальная толщина трубных решеток при раз-
вальцовке труб обусловлена допустимой мчнималыюп площадью
сечения простенка между отверстиями для труб.
I/O
На изгиб обычно рассчитывают неподвижную решетку, име-
ющую больший диаметр. Толщину подвижной решетки принимают
равной толщине неподвижной. Решетку рассчитывают на большее
из давлений.
Допустим, что давление рк в корпусе больше давления рт
в трубах. Тогда нагрузка от давления на’плавающую головку
со стороны ее днища' (рис. 149) больше нагрузки со стороны по-
движной решетки, поэтому трубы будут сжаты силой, равной
разности этих нагрузок,
<?, - я. -я. т w -
Усилие Qi передается трубами на неподвижную трубную
решетку. Кроме усилия Qt, на неподвижную трубную решетку
Рис. 149. Схема к расчету усилий в теплообменнике
П
ио площади, не занятой трубами, со стороны межтрубного про-
странства непосредственно действует давление и создает на-
грузку
( л/>2 \
2 = Р- - П — J
где D — диаметр неподвижной решетки, на котором действует
давление рк.
Суммарная нагрузка на решетку от действия труб и непосред-
ственна давления рк
л Г)2
Q = Qi + Q2 = Pk^--
Нетрудно видеть, что аналогичный результат получится и
при рг > рк.
Следовательно, решетка работает на изгиб как круглая плита,
опертая и защемленная по контуру и нагруженная большим
из давлений рк или рт. Решетку рассчитывают в сечении цен-
тральной части с учетом ослабления ее отверстиями. Толщину
решетки определяют по условию предельного состояния при
изгибе, считая, что напряжения по всему сечению достигли пре-
дела текучести и образовался так называемый пластический шар-
177
пир. Пластический момент сопротивления, приходящийся па
единицу длины сечения решетки,
Если выразить значение изгибающего момента по формуле
(68), то напряжения в сечении решетки
М 1 ,.3п/?2
(Т — ГГ -= ------- — ——---------
U т Гп 4(s')2
(160)
Вводя коэффициент
значения R -= D/2 и ог
прочности решетки <рр и подставляя
; 1,5 [<т I, из формулы (160) получаем
учетом прибавки на коррозию
Рис. 150. Схема к расчету
разрезной трубной ре-
шетки
4,2 > |а|срр
(161)
где D — средний диаметр прокладки;
ср — коэффициент прочности решетки,
учитывающий ослабление решетки отвер-
стиями и определяемый по формуле (159);
С — прибавка на коррозию, которую при-
нимают так же как при расчете по фор-
муле (158).
Разрезную подвижную трубную ре-
шетку (рис. 150) условно рассчитывают
как круглую плиту диаметром Од, равным диаметру вписан-
ного круга, по формуле (161).
Если давления в трубном и межтрубном пространствах возни-
кают одновременно и достигают расчетных значений так, что
в любой момент времени нельзя исключить давление в одном из
пространств при наличии давления в другом, при необходимости
можно вести расчет толщины решетки на перепад давления.
В таких случаях следует заранее определить порядок гидравли-
ческого испытания трубного и межтрубного пространств раздельно
и всего теплообменника в сборе.
Расчет развальцовочного соединения. При проверке прочно-
сти развальцовочного соединения по условию вырывания труб
нагрузку на трубу рассчитывают по формулам
nd*
По большему из этих значений усилий определяют нагрузку
на единицу длины окружности ио формуле (150) пли на единицу
условной поверхности контакта по формуле, аналогичной выра-
жению (151).
178
При расчете обычно принимают, что нагрузка на трубы
распределена равномерно по трубам и равномерно передается на
решетку. В действительности вследствие прогиба решетки на-
грузка неравномерно распределяется между трубами. Напри-
мер, при > рт нагрузка Q1; сжимающая трубы, в случае
абсолютно жестких решеток равномерно распределяется в трубах
(см. рпс. 149, эпюра /). При деформации решеток нагрузка пере-
распределяется так, что центральные трубы сжаты меньше,
а периферийные — больше (эпюра //).
Расчет фланцевой скобы и стяжного кольца плавающей го-
ловки. Плавающая головка теплообменника (рис. 151) состоит
Рис. 151. Плавающая головка:
а — с фланцевой скобой;
б — с закладным разъемным кольцом; в — с кольцом, соеди-
ненным накладками
из подвижной решетки /, выпуклого днища или крышки 2 и
фланцевой скобы или стяжного кольца 3 с нажимными болтами 4
или шпильками . Соединение уплотняют прокладкой 5. Обычно
применяют следующие варианты соединений крышки с подвижной
решеткой: фланцевой скобой из двух частей (а)-, разъемным за-
кладным кольцом 6 с целым стяжным кольцом 3 (б); стяжным
кольцом 3 из двух частей, соединенных между собой накладками 7
(в). При такой конструкции достигаются компактность и сравни-
тельная простота разборки плавающей головки. При вариан-
тах б и в шпильки легко заменить. Стяжные кольца 3, как пра-
вило, делают из поковок.
Фланцевую скобу пли стяжное кольцо изготовляют из сталей
16ГС, ВСтбсп; нажимные болты и шпильки -- из сталей 35Х,
25Х2МФ, а при коррозионных средах — из высоколегированных
сталей. Прокладку между подвижной решеткой и крышкой пла-
вающей головки выполняют обычно металлической, шириной
около 12 мм.
Учитывая необходимость создания повышенной герметичности
узла плавающей головки, число шпилек находят по формулам
(92), увеличивая значение нагрузки в 1,4—1,8 раза. Фактическое
число шпилек принимают по большему из рассчитанных, округ-
ляя его до значения, кратного четырем.
179
Фланцевую скобу
(рис. 152). Нагрузка
рассчитывают в сечении по линии А А
на единицу длины болтовой окружности
= _0бм
" nDg
Q6m — нагрузка на болты [см. формулу (94)]; D6 —
где
диаметр болтовой окружности.
Изгибающий момент, приходящийся
на единицу длины болтовой окружности,
где х и h — размеры на рис. 152.
Момент сопротивления изгибу сече-
ния по линии АА на рассматриваемом
Рис. 152. Схема к расчету участке
фланцевой скобы
о
Наибольшие напряжения возникают в результате их концен-
трации в месте перехода на дуге радиусом р. Эти напряжения
уменьшаются с увеличением радиуса и изменяются в зависимости
от угла а, переходя через максимум при а — 45°. График (рис. 153)
служит для определения отношения k напряжений изгиба в месте
Рис. 153. График для определения коэффициента k
их концентрации к напряжениям изгиба в основном сечении.
Максимальное значение суммарного напряжения при растяжении
и изгибе в месте перехода рассчитывают по формуле
Величину коэффициента k определяют интерполяцией для
соответствующего значения отношения р/Л по графику. Обычно
радиус закругления р =: (0,2-ь0,4) h. Суммарное напряжение
должно быть о < 1,2 [а].
180
Толщина фланца скобы s > 1,5d (где d — диаметр болта)
и не менее l,3/i.
Стяжное кольцо 3 (см. рис. 151, б) рассчитывают по формуле
(102) с заменой Q6(t) на Q6m. Внутренний диаметр кольца выпол-
няют с минимальным зазором (по посадке) по отношению к наруж-
ному диаметру подвижной решетки.
Стяжное полукольцо 3 (см. рис. 151, в) рассчитывают в сече-
нии по линии АА на изгиб, растяжение и срез (рис. 154). Изги-
бающий момент в этом сечении от действия усилия г/6 в одной
шпильке
= + + (162)
где q6 — усилие [см. формулу (93)].
Усилие, растягивающее сечение от действия одной шпильки,
^ = 7б4-
Момент сопротивления изгибу участка сечеипя по линии А А,
приходящегося на
одну шпильку,
Г =--- -V-
где hD//i t (л — число шпилек; t — шаг между шпиль-
ками).
Учитывая, что h2 «=? и обозначая ~ kxl п hr - /г2/г,
из формулы (162) получим
м=7б/(/г,-|-4).
Напряжение изгиба
а,( = -^б(/г1 + А)^. (163)
Напряжение растяжения
СТр ;= -А _ . (164)
р 2 th2 к '
Напряжение среза (с учетом, что /гх -- /г3/)
thi thrl = q&l * th2 ’ (165)
Суммарное напряжение с учетом среза
о = V (Стц + °Р)2+ < [оФ <166)
181
Подставляя в уравнение (166) значения напряжений по фор-
мулам (163)—(165) и обозначая буквой k комплекс, включающий
коэффициенты klt k2, k:i, находим
где С — прибавка на коррозию; k — коэффициент, зависящий
от соотношения размеров конструкции (/г ---= 4 для шпилек М20;
k 4,7 для шпилек МЗО; для промежуточных размеров шпилек
значение /е находят интерполяцией).
Рис. 155. «Вариант соединения
стяжного кольца накладками
Рис. 154. Схема к расчету стяжного
полукольца
Накладки / (рис. 155), соединяющие стяжные полукольца 2,
рассчитывают на растяжение по сечению, ослабленному отверстием.
Растягивающая нагрузка эквивалентна силе трения, которая
возникает между накладкой и полукольцом. Учитывая это, можно
записать
2-^[o]/ = (ft-z/1)/i[o],1;
(167)
здесь [о] и [о ]н — допускаемые напряжения соответственно
для болтов и накладки; f 0,3 — коэффициент трения.
Так как обычно для применяемых сталей [о 1 = 1,9 [о]„,
то из уравнения (167) получим
Заменяя d0 и d1 на близкую величину (наружный диаметр d
болта) и принимая как минимум b = 2d, получим /г = 0,9г/.
Толщину накладки обычно выбирают с учетом прибавки на кор-
розию h — l,2d.
§ 3. Теплообменники типа «труба в трубе»
Теплообменники типа «труба в трубе» по конструкции делятся
на однопоточные (неразборные и разборные) и многопоточные.
182
Конструкция однопоточного неразборного теплообменника по-
казана на рис. 156. Такой теплообменник выполняют целиком
сварным или с применением для соединения внутренних (тепло-
обменных) труб двойников на фланцах или муфтах. В последних
случаях возможна механическая чистка внутренней поверхности
теплообменных труб. Концы наружных (кожуховых) труб вы-
полняют из тройников, образующих отвод, и днищ, приваривае-
мых к внутренним трубам. Таким образом, неразборные тепло-
обменники типа «труба в трубе» являются конструкциями же-
сткого типа.
Рис. 156. Теплообменник «труба в трубе» жесткого типа:
1 — внутренняя труба; 2 — наружная труба; .7 — тройник; 4 — днище; 5 — двойник
Температурные напряжения в этом теплообменнике опреде-
ляют по формулам (135), в которых следует вместо площадей
поперечного сечения стенок корпуса FK и труб Тт подставить
площади поперечного сечения стенок труб соответственно наруж-
ной F,, и внутренней FB и обозначить ат и сгк соответственно через
температурные напряжения во внутренней ов п наружной
трубах.
По аналогии из формулы (136) следует
Так как обычно FnIFB > 1, то напряжения во внутренней
трубе больше.
При Л/ = 1°С; а - 12-1(Г; °C-1,- Е = 2,1 10й МПа темпе-
ратурные напряжения в соответствии с формулой (135)
__ aA/£FH
D ~ Л, + Тв
2,52
1 4--у-
Г||
МПа.
Можно видеть, что уже при разности температур 70° С напря-
жения во внутренней трубе в зависимости от величины FJF,,
(при значениях ее 0,75—0,25) составят 100—140 МПа, поэтому
конструкцию жесткого типа применяют при разности температур
труб ниже 70° С.
183
Для изготовления однопоточных неразборных теплообмен-
ников применяют трубы длиной от 3 до 12 м и диаметром внутрен-
ние от 25 до 159 мм, наружные соответственно от 48 до 219 мм.
Предусмотрено изготовление аппаратов на условные давления
внутри теплообменных труб от 1,6 до 16 МПа, снаружи от 1,6
до 6,4 МПа.
В разборных конструкциях теплообменников (рис. 157) вну-
тренние трубы могут удлиняться при повышении температуры
независимо от наружных. Наружные трубы крепят к средней
и задней трубным решеткам развальцовкой, иногда дополнительно
приваркой; внутренние трубы расположены в наружных концен-
трично и опираются на опорные ребра. Передние концы внутрен-
них труб проходят через переднюю решетку. Уплотнение между
трубой и решеткой достигается в результате деформации полу-
шаровой поверхности ниппеля, приваренного к концу трубы,
и конической поверхности гнезда в трубной решетке. С задней
стороны внутренние трубы соединяют двойниками, установлен-
ными на муфтах или приваренными.
В многопоточных теплообменных аппаратах для распределе-
ния потока по внутренним трубам служит передняя распредели-
тельная камера. Между передней и средней трубными решетками
образуется распределительная камера для среды, протекающей
по кольцевому пространству в наружных трубах. Многопоточные
теплообменники имеют два хода по внутренним трубам и два —
по наружным. Теплообменник имеет две опоры. Опорная кон-
струкция состоит из обечайки с опорой и опорной трубной решетки,
в которой закреплены наружные трубы.
Стандартами предусмотрены многопоточные теплообменники,
с числом параллельных потоков (в зависимости от числа труб
в трубной решетке) 3; 5; 7; 12 и 22. В теплообменниках применяют
трубы длиной от 3 до 9 м, размерами наружные 89x5 мм, вну-
тренние 48x4 мм. Теплообменная поверхность составляет от 3
до 66 м2. Аппараты изготовляют на условное давление 2,5 и
4,0 МПа.
Конструкции разборных однопоточпых теплообменников
(рис. 158) стандартизованы. Эти аппараты имеют четыре хода.
Для соединения передних и задних концов внутренних труб ис-
пользуют двойники при диаметре 25—60 мм на муфтах, при
диаметре 76—133 мм на фланцах.
В теплообменных аппаратах разборной конструкции внутрен-
ние трубы в ряде случаев с наружной стороны выполняют с ореб-
рением. Различные конструкции оребрения показаны на рис. 159.
Ребра можно изготовлять в виде штампованных корыт, приварен-
ных контактной сваркой, или из полос, которые вставляют в ка-
навки, полученные протяжкой, и затем закрепляют обжатием
кромок канавок (завальцовка ребер роликами). Ребра, присоеди-
ненные приваркой, эффективнее ребер, прикрепляемых заваль-
цовкой, вследствие лучшего прохода тепла в месте соединения,
184
Рис. 157. Теплообменник типа
«труба в трубе»:
а — общий вид (/ — крышка, 2 —
распределительная решетка, 3. 4 и
8 — передняя, средняя и задняя
трубная решетка, 5 — опорная
обечайка, 6,7 — наружная и вну-
тренняя труба, 9 — двойник, 10 —
задняя камера, на виде А условно
не показана, 11 — опоры); б, е,
г — конструкции соединений вну-
тренней трубы с передней решет-
кой (а), внутренней трубы с двой-
ником (в), наружной трубы с ре-
шеткой (г)
Ребра могут быть получены выдавли-
ванием из металла трубы. Приме-
няют также ребристые трубы с при-
варными шипами или с поперечно-
винтовым оребрением низкой высоты
(3—5 мм), полученным накаткой.
Теплообменники типа «труба
в трубе» разборной конструкции уста-
навливают по два-три, опирая их
один на другой (рис. 160). Тепло-
обменники неразборные компонуют
блочно, прикрепляя их хомутами
к опорным конструкциям, включаю-
щим стойки из швеллеров и горизон-
тальные балки из уголков. При этом
по длине устанавливают две, а при
длинных трубах — три опоры.
§ 4. Испарители с паровым
пространством
Испаритель с паровым простран-
ством (рибойлер) состоит из корпуса
и одного-трех трубчатых пучков
(рис. 161).
Для обеспечения достаточной
поверхности зеркала испарения и
объема парового пространства рас-
стояние от верха сливной перего-
родки до верхней части корпуса 1
принимают не менее D/3. Уровень
жидкости в подогревателе поддержи-
вается сливной перегородкой 9, име-
ющей зубчатую кромку для равно-
мерного перелива жидкости. Трубча-
тые пучки 3 такие же, как у тепло-
обменников с плавающей головкой
или с U-образными трубами, причем
диаметр неподвижной трубной ре-
шетки несколько больше; это необ-
ходимо для того, чтобы плавающая
головка в собранном виде могла сво-
бодно пройти через горловину 4
при демонтаже.
Для удобства монтажа трубчатого
пучка в заднем днище и перегородке
имеются специальные люки 11 и 12,
через которые можно провести трос
от лебедки.
186
Рис. 159. Труби! с ребрами:
а _ приварными яз корыт; б — завальцованными; в — выдавленными;
г — приварными ипиювиднымп; д — накатанными винтовыми
Рис. 160. Теплообменники «труба в трубе» разборной (а) и неразборной (б)
конструкции
187
00
Рис- 161. Подогреватель с паровым пространством:
/ — корпус; 2 — штуцер для предохранительного клапана; 3 — трубчатый пучок; 4 — горловина; 5 — распределительная камера; 6 — ко-
зырек; 7 — балка поперечная; 8 — штуцер для дренажа; 9—перегородку 10—муфты для регулятора уровня; 11—12 — люки; 13— муфты
для мерных стекол; а — отверстие для перетока в дренаж; /, II — продукт; III — пары продукта; IV — водяной пар; V — конденсат
В корпусе подогревателя трубчатый пучок поддерживается
на поперечных балках 7. К балкам приваривают прогоны из
уголков, по которым пучок’ скользит при демонтаже. Трубча-
тый пучок закрепляют хомутом, который прижимает подвижную
решетку к прогонам и гарантирует отсутствие смещения при
транспортировке. Для создания правильного обтекания трубча-
Рис. 162. Схемы аппара-
тов с полуконическим (а)
и эллиптическими (б) дни-
щами
того пучка и предотвращения эрозии труб над штуцером ввода
нагреваемой жидкости предусматривают козырек 6.
Со стороны, противоположной горловине, испаритель имеет
подвижную опору.
Существуют два варианта изготовления корпуса: с передним
полуконическим днищем и с эллиптическим днищем (рис. 162).
В конструкции с полуконическим днищем трубчатый пучок рас-
Рис. 163. Схемы установки трубчатых пучков
полагают у самого низа аппарата для обеспечения лучшего тепло-
обмена. Кроме того, при полуконическом днище диаметр испа-
рителя меньше и металлоемкость аппарата снижается. Однако
при установке двух и трех трубчатых пучков (рис. 163) передние
днища выполняют эллиптическими. При использовании в испа-
рителях эллиптических днищ трубчатые пучки располагают воз-
можно ниже, но с учетом чтобы стенка горловины была удалена
от наружной поверхности цилиндрического борта днища на рас-
стояние а 0,1£>„ или а > s + 0,09D (рис. 164). Близкое рас-
положение горловины к переходной зоне не позволяет поставить
189
укрепляющее кольцо, поэтому вырез в днище компенсируют утол-
щением стенки днища и стенки патрубка горловины.
Стандартные испарители изготовляют диаметром от 1400 до
2800'мм с условным давлением в корпусе 1,0—2,5, в трубчатом
пучке 1,6—4,0 МПа. Поверхность теплообмена испарителей со-
ставляет примерно 40—3.50 м2.
Применяют трубчатые пучки
диаметром от 500 до 900 мм.
Корпус аппарата изготовляют
из стали 16ГС, трубы из угле-
родистой стали и сталей Х8
и 15Х5М.
При расчете аппарата на
прочность необходимо, в част-
ности, обеспечить укрепление
выреза в днище под горловину
и проверить корпус аппарата
на устойчивость формы в ме-
стах опор.
Трубчатый пучок для обеспечения жесткости снабжают по-
перечными перегородками, расстояние между которыми выбирают
так, чтобы гибкость труб А. не превышала 150.
Момент инерции и площадь поперечного сечения стенки трубы
Тогда радиус инерции поперечного сечения трубы
Для труб диаметром 25x2,5 мм внутренний диаметр dB ==
— 0,8dH; при этом г — 0,32б/и.
Из условия допускаемой гибкости определяют расстояние I
между перегородками (см. рис. 161):
= — -- —х 150; I с 50Д,.
г 0,32ап 11
Переднее полуконическое (осенесимметрнчное) днище рассчи-
тывают по формулам (56) и (62), подставляя размер D вместо
диаметра Da (см. рис. 162). Днище выполняют без отбортовки,
если угол между верхней образующей и осью аппарата а с 30°.
При больших углах используют днище с отбортовкой.
§ 5. Аппараты воздушного охлаждения
Аппарат воздушного охлаждения состоит из ряда трубчатых
секций, расположенных горизонтально, вертикально, наклонно
в виде шатра или зигзагообразно (рис. 165). С торцов аппарат
закрыт металлическими стенками. Охлаждающий воздух засасы-
190
Рис.
165. Аппараты возДушнОго охлажденИя:
ша иг
а, б — горизонтальные соответственно с нижним и веРхним размещением вентилятора; * ~ чаттровый; г ~ вертикальный; д — ЗдЦзаго-
образный; е — на вер*у ректификационн°й колонны* ж — трехконтУрный; у _ секция Tw&a ая* 2 — колесо вентилятора; 3 — диффу-
зор; 4 — электродвигатеЛЬ; 5 _ ь.с.-.онна; 6 — решетка ограждающая; 7 — коллектор впР^с ор^симически очищенной воды; 8 — ж пюзи;
9 — механизм регулирования угла поворота лопастей; J0 — к н менная передача
вается и продувается через трубчатые секции вентилятором. По
трубам секций пропускают охлаждаемую или конденсируемую
среду. Для повышения эффективности аппарата при сравни-
тельно высокой температуре окружающего воздуха (в жаркое
летнее время) на выходе воздуха из вентилятора предусмотрен
кольцевой коллектор для увлажнения воздуха с целью снижения
его температуры.
Рис. 166. Секция аппарата воздушного охлаждения:
а — общий вид; б — узлы крепления труб; в — элемент поперечного сечения пучка
труб; / — решетка; 2 — крышка; <3 — дистанционная прокладка
Для предотвращения отложения накипи на трубах для увлаж-
нения нужно использовать химически очищенную воду. В неко-
торых конструкциях аппаратов воздушного охлаждения воздух
подается вентилятором, создающим разрежение.
(Секция аппаратов воздушного охлаждения состоит обычно
из четырех, шести или восьми рядов труб, которые расположены
по вершинам равносторонних треугольников и закреплены раз-
вальцовкой, а в ряде случаев последующей приваркой в двух
трубных решетках, имеющих крышки (рис. 166), Применяют
трубы длиной от 1,5 до 12 м с внутренним диаметром 21 или 22 мм.
Секции могут быть многоходовыми по трубному пространству.
192
Крышки таких секций снабжены перегородками, которые делят
трубчатый пучок па отдельные ходы. В конденсаторах воздушного
охлаждения, где конденсируется охлаждаемая среда и объем
ее уменьшается по ходу движения, число труб уменьшают после-
довательно по ходам. Для предотвращения взаимного смещения
труб в пучке между ними предусмотрены дистанционные про-
кладки из алюминиевой ленты шириной 15 мм. Такие секции
выпускают на условное давление от (1,6 до 6,4 МПа.
Для повышения эффективности трубы снабжают поперечным
оребрением. Коэффициент оребрения, равный отношению повер.х-
Рис. 168. Узел сварной неразъемной
распределительной камеры
Рис. 167. Трубы с поперечным оре-
брением:
а — накатанным; б — завальцопапным;
в — напрессованным
ности оребренной трубы к наружной поверхности гладкой трубы
ио основанию ребер, составляет 9; 14,6 и более (до 23). Оребрение
выполняют глубокой спиральной накаткой труб из деформируе-
мого алюминиевого сплава, а также завальцовкой в спиральную
канавку па трубе или приваркой металлической ленты пли па-
прессовкой ребер (рис. 167). Широко применяют биметаллические
трубы с накатанным оребрением, у которых в зависимости от
коррозионной активности и температуры охлаждаемой среды
внутреннюю трубу выполняют из стали углеродистой или леги-
рованной, либо из латуни. Например, для конденсаторов бензина,
содержащего хлористый водород и сероводород, внутренние трубы
изготовляют из латуни ЛОМш70-1-0,05. В этом случае трубные
решетки со стороны продукта наплавляют слоем латуни толщи-
ной 6—8 мм, а крышки защищают бакелитовым лаком, тонким
слоем титанового сплава и др. Крышки также можно изготовлять
целиком из коррозионностойких сплавов, например из титана.
Для защиты от атмосферной коррозии трубы с оребрением из
углеродистой стали оцинковывают снаружи. Внутренняя труба
биметаллических труб имеет размер 25x2 мм.
Применяют также конструкции секций с цельносварными
неразъемными распределительными камерами. 45 этом случае
для чистки внутренней поверхности труб в наружной стенке
камеры против каждой трубы предусматривают отверстие с резь-
бовой пробкой на прокладке (рис. 168).
7 Вихмап
193
Для подачи охлаждающего воздуха применяют осевые вен-
тиляторы пропеллерного типа с диаметром колеса от 0,8 до 7 м
производительностью до 1,5 млн. м3 в час. Колеса вентиляторов
изготовляют сварными из алюминия. Для изготовления колес и
диффузора целесообразно применение стеклопластиков. Вентиля-
тор приводится через редуктор или клипоременную передачу:
при использовании тихоходных электродвигателей колесо венти-
лятора можно крепить непосредственно к валу электродвигателя.
Обычно частота вращения 160—500 об/мин.
Аппараты воздушного охлаждения размещают на металло-
конструкциях, железобетонных опорах или непосредственно на
верху ректификационных колонн. В последнем случае обеспечи-
вается меньшее гидравлическое сопротивление для потока паров,
поступающих на конденсацию с верха колонны, что выгодно для
аппаратов, работающих под вакуумом.
Для снижения шума и уменьшения действия вибраций фун-
дамент привода аппаратов воздушного охлаждения целесооб-
разно выполнять отдельно от фундамента, к которому крепится
аппарат. В ряде случаев на вентиляторах можно устанавливать
устройства, сигнализирующие или отключающие двигатель при
возникновении чрезмерных вибраций. При использовании клино-
ременной передачи и сравнительно небольшой мощности электро-
двигателя привод можно монтировать непосредственно на метал-
локонструкции аппарата без специального фундамента.
Стандартные аппараты воздушного охлаждения в зависимости
от конструкции и назначения принято обозначать следующим
образом: АВГ — горизонтальные, АВЗ — с зигзагообразным рас-
положением секций, АВГ-Т — трехконтурные, АВМ — для ма-
лых потоков. Поверхность теплообмена этих аппаратов указана
в табл. 18.
Стандартные аппараты воздушного охлаждения горизонталь-
ного типа имеют три секции и вентиляторы с диаметром колеса
2,8 м. При длине труб 4 м устанавливают один вентилятор, при
Таблица 18
Поверхность теплообмена стандартных аппаратов
воздушного охлаждения
Тип аппарата Поверхность теплообмена труб, м2
внутренняя (трубы биме- таллические) наружная по оребрению при коэффициенте оребретмя
9 14,6 22
АВГ 58—300 875—3 500 1 250—5 100 1 620—6 600
АВЗ 170—440 2 650—5 300 3 750—7 500 4 900—9 800
АВМ 8—42 105—440 150—600 200—780
АВГ-Т 460—1200 7 060—14 000 1 000—20 400 13 000—26 500
194
длине 8 м — два, при длине 12 м — три вентилятора. Для аппа-
ратов горизонтального типа целесообразно некоторое увеличение
диаметра вентилятора, например, до 3,2 м.
При зигзагообразном расположении секций возможно разме-
щение в пределах заданной площади большего числа секций
и большей поверхности, чем при их горизонтальном расположе-
нии. Например, применяют аппараты с шестью зигзагообразно
расположенными секциями из труб длиной 6 м и одним венти-
лятором с колесом диаметром 5 м или с двумя вентиляторами
с колесом диаметром 2,8 м.
Еще более компактны аппараты трехконтурного типа при
размещении секций горизонтальными рядами в три яруса. В сред-
ний и верхний ряды (контуры) секций воздух поступает, пройдя
между секциями нижнего контура, п выводится с верха аппарата.
Из секций нижнего контура нагретый воздух выводится сбоку
в окна торцовых стенок аппарата. Таким образом, все секции
продуваются параллельными потоками свежего воздуха. Для
организации движения воздуха пространства между секциями
соседних контуров отделены листами с теплоизоляцией. Секции
изготовлены из труб длиной 8 или 12 м. Воздух нагнетается соот-
ветственно четырьмя или шестью вентиляторами с диаметром
колеса, как и в аппаратах горизонтального типа 2,8 м. Аппараты
трехконтурного типа наиболее крупные; поверхность теплообмена
по оребрению составляет 20—30 тыс. м2.
Аппараты воздушного охлаждения для малых потоков имеют
сравнительно небольшую поверхность теплообмена. Секции этих
аппаратов по конструкции аналогичны секциям аппаратов гори-
зонтального типа, но выполнены из труб длиной 1,5 или 3 м;
при этом устанавливают соответственно один или два вентилятора
меньшего диаметра. Колеса вентиляторов крепят непосредственно
на валу электродвигателя.
Аппараты воздушного охлаждения для высоких давлений
(10 МПа и выше) имеют неразъемные трубчатые пучки (рис. 169).
Пучки состоят из коллекторов /, выполненных из толстостенных
труб, в которые вварены оребренные теплообменные трубы 2.
При переохлаждении вязких продуктов (таких, как масла,
гудроны, битумы и крекинг-остатки) существует опасность засты-
вания продуктов в секциях. В связи с этим перед секциями уста-
навливают оребренные поверхности для подогрева воздуха, в ко-
торые можно подавать теплоноситель. Кроме того, внутри рабо-
чих труб устанавливают соосно греющие трубы, в которые при
необходимости подается теплоноситель (горячая вода, водяной
пар, нефтепродукт). В этом случае в аппаратах для охлаждения
масел и гудронов устанавливают рабочие трубы внутренним диа-
метром 34 мм и греющие трубы размером'16 X 2 мм, а для охлаж-
дения битумов и крекинг-остатков соответственно 76 мм и 20 X
X 2 мм. Рабочие трубы этих аппаратов выполняют с коэффициен-
том оребрения до 6.
7* 195
Рис. 169. Узел трубчатого пучка вы-
сокого давления
Рис. 170. Схема к расчету трубчатой
секции
При конструировании аппаратов воздушного охлаждения не-
обходимо предусматривать меры для регулирования режима
работы в связи с сезонными и суточными изменениями температуры
воздуха. Работу аппаратов воздушного охлаждения регулируют:
изменением частоты вращения колеса вентилятора; изменением
угла наклона лопастей вентилятора; жалюзийными устройствами,
дросселирующими поток воздуха; отключением части или всех
вентиляторов; рециркуляцией части воздуха и дренированием
в атмосферу; увлажнением воздуха. Применение жалюзийных
устройств, рециркуляция и дренирование воздуха не обеспечивают
экономию энергии и менее выгодны, чем другие способы.
Для изменения частоты вращения колеса вентилятора преду-
сматривают установку многоскоростных электродвигателей, управ-
ляемых гидравлических и электрических муфт, коробок передач
и вариаторов, двигателей постоянного тока с тиристорными вы-
прямителями, асинхронных двигателей с преобразователями ча-
стоты. Угол наклона лопастей колеса вентилятора можно изме-
нять периодически во время остановки вентилятора. Применяют
также конструкции вентиляторов, имеющих механизм поворота
лопастей с ручным или автоматическим управлением.
При опасности застывания или переохлаждения продукта
иногда предусматривают реверсирование вентилятора. При этом
воздух просасывается через ряды труб секций в обратном направле-
нии и нижние конечные ряды, через которые проходит уже охлаж-
196
дениый продукт, обдуваются воздухом, подогретым в верхних
рядах.
Аппараты воздушного охлаждения имеют ряд преимуществ
по сравнению с водяными холодильниками и конденсаторами:
в них не используют воду; не нужна специальная чистка наруж-
ной поверхности труб; сравнительно легко регулировать охлаж-
дение. Теплопередающая способность этих аппаратов не меняется
во времени, так как не образуются загрязнения на наружной
поверхности. Применение аппаратов воздушного охлаждения
способствует сохранению чистоты рек и водоемов, а также эконо-
мии легированных дорогостоящих сталей, которые требуются
для защиты от коррозии со стороны охлаждающей воды.
Расчет решетки, крышек и шпилек трубчатой секции. Обычно
трубная решетка секции имеет отношение размеров А!В 1,5
(рис. Г70). При этом толщину трубной решетки определяют по
формуле, которую получают из уравнения (74) при а <с 2/3:
s“0’68B”/iSr, + C’ <|68>
где ср., — коэффициент прочности трубной решетки [см. формулу
(159)1; [o]z — допускаемое напряжение при рабочей температуре.
Шпильки прямоугольной крышки распределительной камеры
секции расположены на различных расстояниях от центра давле-
ния О на крышку и поэтому нагружены по-разному. При опре-
делении нагрузки на шпильки от давления считают, что наиболее
нагружена шпилька, расположенная ближе к точке приложения
равнодействующей давления. Исходя из этого, усилие q(l от дав-
ления в наиболее нагруженной шпильке рассчитывают при А!В с
< 1,7 из предположения, что шпильки распределены по окруж-
ности радиуса г, равного расстоянию от центра давления до наи-
более близкой шпильки:
4° ‘2лг ‘
При А/В ~з> 1,7 это усилие рассчитывают как половину нагрузки
на полосу шириной t и длиной Вп:
qa = 0,5рВп/,
где Ап п — размеры контура середины прокладки.
Расчетную нагрузку на шпильку определяют как сумму двух
составляющих — от давления и от нагрузки на прокладку для
обеспечения плотности;
при А/В < 1,7
+ <169)
при А/В > 1,7
qa^0,5pB,:t [- 2btmp, (170)
где b и т — см. табл. 15 и 14,
197
Усилие па шпильку при ее затяжке, необходимое для началь-
ного смятия прокладки, находят в зависимости от удельного дав-
ления q (см. табл. 14) по формуле
q6r-btqa. (171)
Шпиль кп рассчитывают на большее из усилий, найденных
по формулам (169)—(171), и принимают размером не меньше М20
при шаге t < 3,5d.
Толщину днища крышки при А!В 1,5 определяют в сече-
нии 1-1 по формуле (168), подставляя В, вместо В(1 и <рр --- 1.
Кроме того, толщину днища проверяют по изгибающему моменту
Л4 = /</16 в середине в сечении 2—2\
S = 0,6B„j/^+C.
При рабочих условиях толщину фланца крышки в сечении 3—3
определяют, учитывая момент защемления М -== рВ„/12, по
формуле
'“°.68В»/пф+с-
Кроме этого, толщину фланца крышки проверяют в сечении
4—4 по изгибающему моменту М' (приведенному к единице
длины Аг, Н-м/м):
6ЛГ , г,
‘=lw+c’
где
ЛГ = __ 2Ьтр Вн-Вт-я .
здесь
_________________________Сб ~Н Сбм
Ч бф 2 ’
где q — большее из значений q6 или q6p, q6u — допускаемая
нагрузка па шпильку 1см. формулу (93)1.
Толщина фланид в сечениях 2—2, 3—3 и 4—4 из условия
предварительной затяжки шпилек должна быть пе меньше зна-
чения, определенного по формуле
'-У'нЁ+с-
где Ш.,()— допускаемое напряжение при температуре 20° С;
А4" --изгибающий момент, приведенный к единице
длины А, (Н м/м).
198
Толщину li фланца крышки принимают не меньше, чем для
круглой крышки радиуса г. При наличии отверстия толщину
днища крышки в месте отверстия следует принимать с учетом
необходимости его укрепления.
§ 6. Погружные конденсаторы-холодильники
Раньше погружные конденсаторы-холодильники применяли
на всех нефтеперерабатывающих заводах достаточно широко.
В настоящее время в связи с использованием аппаратов воздуш-
ного охлаждения погружные аппараты применяют лишь для
доохлаждения нефтепродуктов пресной или морской водой после
предварительного снижения их температуры в аппаратах воздуш-
ного охлаждения, а также когда для доохлаждения нерационально
применять, например, по условиям чистки более компактные
кожухотрубчатые аппараты.
Погружной конденсатор-холодильник состоит из металличе-
ского прямоугольного сварного ящика (резервуара), заполненного
проточной водой, и трубчатой поверхности охлаждения. Для
придания жесткости стенки резервуара укреплены вертикальными
стойками. Верхние концы противоположных стоек попарно свя-
заны тягами.
В резервуаре имеется коллектор для. равномерной подачи
воды в нижнюю часть резервуара по всей его ширине. Для вы-
вода воды с противоположной стороны по всей ширине верха
резервуара приварен карман, имеющий сливную планку. Для
слива воды при ремонтах резервуар снабжен спускной пробкой.
Нефтепродукт подают через специальные коллекторы в верх-
ние трубы охлаждающих поверхностей. Выводят продукт из
нижних труб через стенку резервуара.
По конструкции поверхности охлаждения можно разделить
на три типа: змеевиковые с прямыми трубами на фланцах, змееви-
ковые с гнутыми трубами и секционные.
Змеевиковые поверхности с прямыми трубами выполняют на
условное давление 1 н 4 МПа. Трубы соединяют на квадратных
фланцах литыми двойниками. Трубы и двойники изготовляют
чугунными или стальными.
Чугунные литые трубы условным диаметром 80 и 100 мм и
длиной 3000 мм соединяют встык попарно. Эти трубы укладывают
в ящике холодильника иа деревянных брусьях. Трубы и двой-
ники из чугуна применяют при давлении до 1 МПа п температуре
не выше 250° С.
Стальные трубы с. квадратными приварными фланцами и сталь-
ными двойниками можно использовать при более высоких давле-
ниях и температурах. Опорами для стальных труб служат ква-
дратные фланцы.
Змеевиковые поверхности с гнутыми трубами, соединенными
на сварке, могут быть различной конструкции. Гнутые змеевики,
199
выполненные из труб сравнительно небольшого диаметра (<7б мм),
применяют при повышенных давлениях.
Поверхности охлаждения в виде отдельных секций исполь-
зуют обычно при сравнительно низких давлениях и значительных
расходах среды. Каждая секция состоит из 144 труб длиной
6000 мм и размером 38x3 мм, развальцованных в вертикальных
трубных досках, которые закрыты крышками. Число перегородок
в крышках определяет число ходов в секции. Трубная доска,
которая расположена со стороны, противоположной входу про-
дукта, для уменьшения температурных усилий в трубах выпол-
нена из двух частей. Это допускает независимое удлинение верх-
ней и нижней половин трубчатого пучка.
По бокам секция имеет обшивку листовой сталью толщиной
3 мм. Охлаждающая вода подается в нижнюю часть каждой секции.
При наличии обшивки обеспечивается большая скорость движения
воды в секции и повышается эффективность аппарата. Однако
обшивку часто не используют, так как она затрудняет чистку на-
ружной поверхности труб.
Поверхность одной секции составляет около 100 м2. В ящике
холодильника устанавливают 10—12 секций. Трубы таких секций
изготовляют из стали 10, трубные доски — из стали ВСт5сп5 или
30. Крышки отливают из стали и чугуна. Секции с чугунными
крышками применяют при давлении до 1 МПа и температуре не
выше 250° С.
При возможности хлористоводородной и сернистой коррозии
трубы секций изготовляют из латуни ЛОМш70-1-0,05 и
ЛАМш77-2-0,05. Трубные доски выполняют либо целиком брон-
зовыми, либо наплавляют со стороны продукта слой’ латуни тол-
щиной 6—8 мм. Крышки покрывают фаолитом или бакелитовым
лаком с полимеризацией.
§ 7. Кристаллизаторы
Кристаллизаторы для депарафинизации масел по конструкции
разделяются на кожухотрубчатые и типа «труба в трубе».
Кристаллизатор типа «труба в трубе» (рис. 171) в зависимости
от поверхности охлаждения включает от 10 до 48 элементов «труба
в трубе» (поверхность охлаждения соответственно от 70 до 340 м2).
Элементы укреплены на металлоконструкции, состоящей из стоек
с горизонтальными связями из швеллеров и уголков. Эшмент
«труба в трубе» (рис. 172) состоит из наружной трубы 1 диаметром
219x8 мм и внутренней трубы 2 диаметром 168X10 мм. Общая
длина элемента 13,8 м.
Во внутренней трубе для удаления оседающего на стенке пара-
фина устанавливают полый вал со скребками. Из-за значительной
длины трубы вал выполняют из отдельных частей длиной по 2,7 м.
Отдельное звено вала представляет собой трубу 3 с вваренными
в нее цилиндрическими втулками для установки скребков 4.
Звенья вала соединяют вставным стержнем 9 и болтами 8.
200
2
2— секция кристаллизатора; 2
Рис. 171. Кристаллизатор «труба в трубе»: _ пр„сДаЧа; 6 - лИНэ0ВЫЙ
- емкость хладагента- 3 - электродвигатель' 4 _ редуктор; цеп
с компенсатор
Рис. 172. Узел секции кристаллизатора
Скребки вставлены в пазы пальцев 5 и могут быть приварены
к пальцам, которые входят в цилиндрические втулки вала и распи-
раются пружинами 6. Таким образом, каждый скребок имеет три
подпружиненные опоры. Это создает возможность перемещения
скребка в радиальном направлении. Длина скребка 545 мм.
Вал устанавливают внутри трубы в подшипниках скольжения
7. Передний конец вала выходит из фитинга, соединяющего концы
внутренних труб, и присоединяется к валу звездочки привода.
Выходящий конец вала уплотнен сальником; в новых конструк-
циях в крышке фланца фитинга, через которую выводится вал, уста-
навливают торцовое уплотнение. В кристаллизаторах с торцовым
уплотнением вал скребкового устройства соединен с валом звез-
дочки через промежуточный вал двумя зубчатыми муфтами. Такая
конструкция облегчает демонтаж торцового уплотнения при ре-
монте.
Кристаллизатор типа «труба в трубе» приводится от электро-
двигателя через редуктор и цепную передачу. Существуют кон-
струкции кристаллизаторов с индивидуальным приводом.
Кристаллизатор кожухотрубчатого типа состоит из двух или
четырех секций (рис. 173) и имеет поверхность охлаждения соот-
ветственно 90 и 180 м2.
Секция кожухотрубчатого кристаллизатора состоит из семи
труб диаметром 168x8мм,заключенных в цилиндрический кожух.
Трубы снабжены скребковыми устройствами, аналогичными опи-
санным выше. На центральном ведущем валу секции установлено
цилиндрическое зубчатое колесо, с которым входят в зацепление
шесть шестерен, приводящих скребковые валы периферийных
труб. Вал центрального зубчатого колеса может получать вра-
щение от электродвигателя через редуктор и цепную передачу
или, как это показано на рис. 173, непосредственно от мотор-
редуктора.
Кристаллизаторы разделяют на регенеративные, а также ам-
миачные или этановые. Охлаждающей средой регенеративных
кристаллизаторов служит смесь депарафинизированного масла и
растворителя, аммиачных или этановых — соответственно испа-
ряющиеся аммиак или этан. Аммиачные и этановые кристаллиза-
торы устанавливают с наклоном в сторону привода аппарата. Ам-
миак или этан из емкости сверху поступают в межтрубное про-
странство элементов и секций кристаллизатора по коллекторным
трубам со стороны привода. Испарившийся газ в виде пузырьков
проходит через жидкость в паровое пространство емкости. Емкость
имеет штуцер для установки регулятора уровня.
Для уменьшения температурных напряжений, возникающих
в конструкции из-за разности температур внутренних труб и на-
ружных труб или кожуха, в кристаллизаторах типа «труба в трубе»
на наружных трубах, а в кожухотрубчатом кристаллизаторе на
корпусе устанавливают компенсаторы. В кристаллизаторах типа
«труба в трубе» для этой цели также применяли сальник.
203
л-л
Рис. 173. Кристаллизатор кожухотрубчать'й;
; — секция; 2 — емкость хладагента; 3 — электродвигатель с реДукторо^
Вне корпуса аппарата в каком-либо звене привода (шестерне,
муфте) предусматривают предохранительный штифт, который сре-
зается при чрезмерных усилиях, возникающих при заедании или
других неполадках в скребковом устройстве. В результате отклю-
чается скребковое устройство одной трубы, а остальные продол-
жают работать. ।
Материалы для изготовления кристаллизаторов выбирают с уче-
том пониженной рабочей температуры. Для ряда деталей, под-
верженных износу, например внутренних опор скребкового вала
и самих скребков, целесообразно применять пластмассы.
§ 8. Пластинчатый теплообменник
Пластинчатый теплообменник состоит из двух рам, между
которыми зажат пакет из гофрированных пластин, полученных
штамповкой металлических листов толщиной 1 мм (рис. 174).
Между пластинами по их контуру установлены резиновые про-
Рис. 174. Схема пластинчатого теплообменника (/и II — теплообменивающиеся
среды)
кладки 1. В каждой пластине имеются четыре отверстия: одно
для ввода среды в пространство между пластинами, одно — для
вывода среды и два (с резиновыми уплотнительными кольцами) —
для сквозного прохода среды. Каждая из теплообменивающихся
сред проходит внутри аппарата несколькими параллельными по-
токами.
Теплообменники разборного типа изготовляют с поверхностью
теплообмена от 2 до 400 м2 для давлений до 1,6 МПа и температур
от —30 до 180° С. Сварные теплообменники выполняют с теплооб-
менной поверхностью от 20 до 600 м2, на рабочее давление до 4 МПа
и температуры от —150 до +400° С. Число пластин в аппарате
может достигать 300 и более.
Глава XI
РЕАКЦИОННЫЕ АППАРАТЫ
§ 1. Реактор и регенератор каталитического крекинга
с движущимся шариковым катализатором
Реактор типовой установки каталитического крекинга средней
производительности с шариковым движущимся катализатором
состоит из верхнего распределительного устройства 1, реакцион-
ной зоны а, сепарационного устройства 2, зоны отпарки б и ниж-
него сборного выравнивающего устройства <3 (рис. 175). Внутрен-
ний диаметр корпуса аппарата 3900 мм, высота 15,4 м. Верхнее
распределительное устройство служит для равномерного распре-
деления потока катализатора по сечению аппарата. Устройство
представляет собой цилиндрическую обечайку с отходящими от нее
распределительными трубами. Для уменьшения реакционного
объема аппарата длину распределительных труб можно увеличи-
вать при помощи специальных удлинителей.
Сырье подают по двум штуцерам в пространство над распреде-
лительным устройством катализатора.
Под реакционной зоной установлено сепарационное устройство
для отделения паров продуктов реакции от потока катализатора,
представляющее собой тарелку с вмонтированными в нее трубами
для вывода катализатора и паров продуктов реакции. Трубы рас-
положены по вершинам равносторонних треугольников чередую-
щимися рядами: для вывода катализатора и для вывода паров.
Снизу тарелка ] (рис. 176) укреплена ребрами жесткости 2.
По периферии тарелка уплотнена асбестовым шпуром для исклю-
чения попадания катализатора в пространство под тарелкой через
зазоры между тарелкой и корпусом. По высоте труб 3, выводящих
пары из слоя катализатора, установлены конические сборники
паров «колокольчики» 4. Под колокольчиками в трубах находятся
отверстия для вывода паров. Для выравнивания гидравлического
сопротивления при проходе потока паров и равномерного сбора
паров по высоте труб в нижних рядах под колокольчиками сделано
больше отверстий, чем в верхних рядах. Число колокольчиков
принято из такого расчета: под колокольчиками в сечении по ли-
нии А А должна быть обеспечена меныпая скорость выхода паров,
чем скорость псевдоожижения слоя, для исключения уноса катали-
затора. На нижнем конце трубы 3 для изменения направления ско-
рости потока выходящих из нее паров приваривают отбойники 5.
Пары из реактора выводят по двум штуцерам. У штуцера
вывода паров установлены отбойные листы, которые должны быть
погружены в слой катализатора, чтобы нефтяные пары проходили
сверху отбойных листов. Это уменьшает возможность уноса ката-
лизатора.
206
г
Рис. 175. Реактор каталитического
крекинга с шариковым движущимся
F катализатором:
/ — сырье; И — катализатор; III — про-
дукты реакции; IV — катализатор; V —
водяной нар
Рис. 176. Узел сепарационного уст-
ройства
Ш0_
А -А
Рис. 177. Узел сборного выравнива-
ющего устройства с прямыми_трубами
207
Из труб сепарационного устройства катализатор понадает
в зону отпарки, где продувается водяным паром. При этом часть
водяного пара уходит вместе с катализатором в нижний выводной
стояк, создавая гндрозатвор.
Для сбора катализатора внизу реактора имеется сборное вы-
равнивающее устройство, при помощи которого обеспечивается
равномерный вывод катализатора по всему поперечному сечению
и создается равномерное движение катализатора в поперечных
сечениях аппарата, расположенных выше сборного устройства.
Сборное выравнивающее устройство состоит из трех ярусов
воронок. В верхнем ярусе установлено 60 воронок, которые со-
бирают катализатор в 16 воронок второго яруса. В третьем ярусе
расположены четыре воронки. Каждая воронка верхнего яруса
сверху закрыта листом, в котором выполнены четыре отверстия,
следовательно, в сборное устройство катализатор поступает через
большое число отверстий. Верхние воронки опираются на опорные
балки и соединены одна с другой болтами.
Выравнивающее устройство может быть выполнено в двух ва-
риантах — с гнутыми и прямыми трубами. Выравнивающее уст-
ройство с прямыми трубами (рис. 177) меньше изнашивается, так
как при изменении направления потока катализатора в трубах
частицы катализатора скользят одна по другой. Однако при ис-
пользовании гнутых труб достигается более равномерный вывод
катализатора, исключается создание заторов, меньше изнаши-
вается катализатор. В связи с этим в более поздних конструкциях
реакторов выравнивающее устройство выполнено с гнутыми тру-
бами.
Угол наклона труб в верхнем распределительном и нижнем
сборном устройствах <р' должен быть больше угла естественного
откоса катализатора <р по крайней мере на 15°, т. е. <р' > ср + 15°.
Температура ввода катализатора в реактор 530° С. В связи
с этим корпус реактора выполнен из легированной стали
12Х18Н10Т. Внутренние устройства изготовлены из стали
12Х18Н10Т или 08X13.
Регенератор той же установки — сварной вертикальный ап-
парат квадратного сечения размерами 3500x3500 мм и высотой
24,4 м (рис. 178). В аппарате по высоте имеется девять зон. Каждая
зона включает коллекторы ввода воздуха 1, вывода дымовых га-
зов 2, а также охлаждающие змеевики 3. К коллекторам присоеди-
нены короба воздухораспределительные 4 и газосборные 5 для
равномерного распределения воздуха и сбора дымовых газов.
На ряде реконструированных установок число зон увеличено до 12,
что позволило повысить производительность аппарата.
/ — катализатор; II
Рис. 178. Регенератор:
дымовые газы; III — воздух; IV — пароводяная смесь
209
Для катализатора на верху аппарата снаружи имеется распре-
делительное устройство 10, выполненное из труб. Внизу установ-
лено сборное выравнивающее устройство 7, по конструкции анало-
гичное выравнивающему устройству реактора. Над выравниваю-
щим устройством установлена решетка 6 типа колосниковой, кото-
рая поддерживает слой катализатора, обеспечивая более благо-
приятные условия входа катализатора в сборные воронки, и спо-
собствует задержанию и раздроблению комков, образующихся
при спекании катализатора.
Рис. 180. Сечение корпуса регене-
ратора:
/ — горизонтальная балка; 2 — вер-
тикальная балка
тора:
/ — корпус; 2 — асбестовая
изоляция; 3 — полка; 4 — ас-
1 бостоный шнур; 5 — кирпич
Температура внутри аппарата достигает 700° С; поэтому вну-
тренние устройства регенератора выполнены из стали 12Х18Н10Т.
Корпус аппарата изготовлен из углеродистой стали, футерован
изнутри огнеупорным кирпичом 8 (толщина 250 мм) и изолирован
листовым асбестом 9. Это обеспечивает сравнительно невысокую
температуру стенок корпуса (около 100° С).
Кладка установлена па полках, приваренных к корпусу. Для
обеспечения независимой деформации корпуса и кладки под пол-
кой в футеровке оставлены температурные зазоры (рис. 179),
которые заполнены асбестовым шнуром.
Корпус регенератора выполнен из листов толщиной 12—14 мм
и укреплен ребрами жесткости — горизонтальными 1 и вертикаль-
ными 2 балками из швеллеров (рис. 180). Горизонтальные балки
являются основными; они образуют жесткий квадрат. Вертикаль-
ные балки передают нагрузку от давления на горизонтальные
балки.
Система для распределения воздуха по сечению регенератора
и сбора дымовых газов выполнена разборной. Она состоит из цен-
трального‘коллектора и 'отходящих с каждой стороны 14—15 ко-
210
робов (см. рис. 178). Опорой для коробов с одной стороны является
центральный коллектор, с другой — корпус аппарата; такая кон-
струкция должна обеспечивать свободное удлинение элементов
при повышении температуры.
Охлаждающие змеевики работают в жестких условиях; по-
этому они выполнены из бесшовных труб размером 60x5 мм из
стали 12Х18Н10Т. Применяют также трубы из стали 15Х5М,
которые при правильной эксплуатации вполне надежны. Трубы
соединены крутоизогнутыми фитингами н расположены с шагом
150мм; при этом обеспечиваются свободное движение катализатора,
а также достаточная эластичность конструкции змеевика при из-
менении температуры.
Каждый змеевик регенератора состоит обычно из трех рядов
труб, и только нижний змеевик, где катализатор окончательно
охлаждается, выполнен шестирядным.
Внутри змеевиков циркулирует пароводяная смесь (отношение
масс пара п воды 1 \ 5) при давлении около 3 МПа и температуре
около 236 ' С. Большее количество воды по сравнению с количест-
вом пара облегчает работу змеевика, исключает возможность пере-
грева и предотвращает быстрое отложение солей на внутренней по-
верхности труб. Для исключения расслоения пароводяной смеси
ее скорость поддерживают не менее 0,7 м/с.
Подключение змеевиков к сборным и распределительным кол-
лекторам должно быть параллельным. Это позволяет отключать
только один ряд в случае выхода трубы из строя и уменьшает длину
пути пароводяной смеси в трубах. Отключение змеевиков допу-
скается только в аварийных случаях, так как это приводит к на-
греву стенок труб до высокой температуры.
Процесс выжигания кокса обычно регулируют изменением ко-
личества и температуры воздуха, подаваемого в регенератор.
На установках с однократным подъемом катализатора приме-
няют реактор-регенератор, выполненный в общем блоке с разме-
щением реактора над регенератором (рис. 181). Регенератор таких
установок — цилиндрической формы с небольшим числом зон вы-
жига; тепло отводится в основном с катализатором за счет увели-
чения кратности его циркуляции.
Совмещенный реактор-регенератор такого типа имеет внутрен-
ний диаметр в верхней реакционной части 4500 мм, в нижней
части 5500 мм. Общая высота аппарата 37 м.
На верху аппарата размещена шлюзовая камера, куда подается
катализатор и вводится водяной пар для создания гидрозатвора.
Катализатор распределяется в сечении аппарата по трубам на
периферии и по кольцевому каналу в центре так, чтобы изолиро-
вать катализатором внутренние поверхности корпуса от сырья.
В этом случае предотвращается коксоотложен не в верхней части
аппарата при переработке тяжелого сырья. Для равномерного рас-
пределения парожидкостной смеси предусматривают центробеж-
ный завихритель.
211
Pirc. 181. Реактор-регенератор:
I — реактор; 2 — зона реакции; 3 — сепарационная зона; 4 — зона отпарки; 5 — ре-
генератор; 6, 7 и 8 — соответственно верхняя, средняя и нижняя зоны выжига; Р —
охлаждающие змеевики; !0 — сборное выравнивающее устройство; / — сырье; II, VI —
катализатор; III — продукты реакции; IV — дымовые газы; V — воздух
213
Сепарационное устройство (рис. 182) по высоте состоит из трех
рядов горизонтальных коробов 1. Короба верхних рядов связаны
вертикальными трубами 2 с коробами нижнего ряда. В трубах
иод коробами имеются отверстия для паров. Пары собираются
в нижних коробах и поступают в кольцевое пространство, откуда
выводятся по четырем штуцерам.
Катализатор проходит между коробами и из сепарационной
зоны по системе переточных труб поступает в зону отпарки —
в пространство между днищами, куда подается водяной пар. Водя-
2
Рис. 182. Сепарационное устройство
ной пар поднимается по переточным трубам и опускается по за-
творным патрубкам, осуществляя отпарку и обеспечивая создание
гидролизатора между реактором и регенератором. Катализатор по
системе затворных труб поступает в регенератор.
Регенератор состоит из трех зон выжига: верхней и нижней
противоточных и средней прямоточной.
Рассмотренная конструкция распределительных и сборных
устройств, выполненная в виде коробов с центральным коллекто-
ром коробчатого сечения, обладает рядом недостатков:
трудно обеспечить герметичность и прочность закрепления
элементов, сохранив при этом возможность свободного расшире-
ния элементов конструкции;
в сепарации потока газа из слоя катализатора участвует лишь
40% площади всего сечения аппарата, что вызывает необходимость
снижать скорость газа из-за опасности уноса катализатора;
как показывает опыт, газы по сечению аппарата распреде-
ляются неравномерно; основное количество воздуха проходит че-
рез начальные участки коробов, кроме того, на распределение воз-
духа влияет «пристеночный» эффект в связи с меньшей пористостью
слоя у стенок.
214
Рис. 183. Схема работы газосборного
устройства
Рис. 184. Воздухораспределительное
устройство:
I — патрубок для воздуха; 2 —переточная
труба для катализатора; 3 — защитная
сетка
Более совершенны конструкции газосборных и воздухораспре-
делительных устройств, применяемые в совмещенном реакторе-ре-
генераторе. В газосборном устройстве, выполненном в виде днища
с закрепленными в нем переточными трубами (рис. 183), для сепа-
рации газа используется до 95% площади сечения аппарата.
Для ввода воздуха применяют распределительную систему,
также состоящую из днища с патрубками, каждый из которых вы-
полнен в виде коаксиально расположенных труб (рис. 184). Часть
воздуха, подаваемого под днище, поднимается по кольцевому
пространству патрубков противотоком катализатору, а часть —
опускается прямотоком с катализатором.
В нижнюю противоточную зону регенерации воздух вводится
через нижнее днище аппарата и систему патрубков с коническими
колпачками, которые укреплены в днище сборного выравниваю-
щего устройства для катализатора (рис. 185). Последнее состоит из
системы вертикальных и наклонных труб, равномерно собирающих
и выводящих катализатор в систему коаксиальных конических
воронок, расположенных над общим выводным штуцером.
Катализаторные трубы выравнивающего устройства и переточ-
ные трубы газосборных п воздухораспределительных устройств
снабжены защитными сетками, предохраняющими их от закупорки
спекшимися кусками катализатора.
Для отвода избыточного тепла в средней части нижней проти-
воточной зоны установлены два трехрядных змеевика, которые
215
3 1
Рис_ I85. Сборное выравнивающее устройСТВо:
— патрубки ДЛЯ воздух^; 2 — Тр^бы для катализатора; s _ за
ная сетка
опираются на систему балок, воспринимающих силу давления
катализатора. В змеевики поступает пароводяная смесь при давле-
нии 1,5 МПа и температуре около 200° С.
Корпус реактора-регенератора выполнен из стали 16ГС и из-
нутри теплоизолирован слоем торкрет-бетона. Толщину торкрет-
бетопного покрытия выбирают с таким расчетом, чтобы темпера-
тура стенки корпуса аппарата не превышала примерно 150° С.
При этом в зависимости от температуры в аппарате толщина слоя
меняется в пределах от 100 до 200 мм.
Конструкция торкрет-бетоппого покрытия показана на
рис. 186. Для удержания бетона с внутренней стороны корпуса
предварительно приваривают с шагом 250 мм шпильки 1 с попереч-
ными планками 2, на которых па расстоянии 35 мм от стенки кор-
пуса крепят армирующую сетку 3. Основной теплоизолирующий
слой бетона наносят после установки шпилек. Затем к шпилькам
приваривают шайбы 4, устанавливают панцирную сетку 5, защи-
щающую бетон от эрозии, и наносят панцирный слой бетона, обла-
дающий повышенной эрозионной стойкостью. Панцирная сетка,
изготовляемая из стальных полос, имеет форму пчелиных сот.
К стенке корпуса приварены кольцевые перегородки с неко-
торым шагом по высоте. Перегородки препятствуют фильтрации
паров и газов вдоль стенки аппарата в случае образования трещин
в бетоне.
Люки и лазы снабжают изоляцией, которую выполняют из
бетона на крышке изнутри или заполняя теплоизолирующей ком-
позицией обечайку из тонкого листа, приваренную к крышке люка.
При расчете корпуса аппарата на прочность следует учитывать
наличие в аппарате катализатора, который создает вертикальное
и горизонтальное давление на стенки аппарата.
Вертикальное давление
Рк =
где рк — насыпная плотность катализатора; g— ускорение сво-
бодного падения; Нк—высота свободного слоя катализатора.
Горизонтальное давление слоя на стенки аппарата
здесь <р — угол естественного откоса материала (для шарикового
алюмосиликатного катализатора <р = 25-е 30°).
Корпус аппарата необходимо рассчитывать па полное давление
с учетом горизонтального давления катализатора:
Р = Рраб + Phi
где рраб — рабочее давление в аппарате.
Рабочее давление в аппарате определяют с учетом сопротивле-
ния слоя катализатора потоку паров сырья и газов; в реакторе
оно равно 0,07 МПа, в регенераторе 0,05 МПа.
217
Температурные усилия и напряжения при совместной работе
стальной стенки и футеровки. При температуре внутри аппарата t2
и температуре окружающей среды t3 температура 1А стальной
стенки реакционных аппаратов с футеровкой
где %ф — коэффициент теплопроводности футеровки; — тол-
щина футеровки; а — коэффициент теплоотдачи от стенки к окру-
жающей среде.
При совместной работе стенки и футеровки под действием тем-
пературы (/2 > tr, рис. 187) в футеровке возникает усилие сжатия,
а в стальной стенке — усилие растяжения. При этом наружный
слой бетонной футеровки также может быть растянут. Полагают,
что в футеровке при растяжении возникают трещины и она не вос-
принимает растягивающих усилий.
Эпюра'/ температур в футеровке может быть представлена как
сумма эпюр // и III. В результате совместной работы сжатого
слоя футеровки толщиной х и растянутой оболочки па поверхности
их контакта возникает давление q. Напряжение сжатия в футе-
ровке от усилия q
(Т
Ф<?
(172)
Напряжение в футеровке от перепада температур с учетом
стеснения деформаций в сжатой зоне футеровки можно выразить
формулой (эпюра V)
(^2 бг)
°*' = 2 (I - рф) ’
где
^=4-^-4)^-.
218
После подстановки значения 1Х получим
_ (Л, - /,) ЯфЕфХ
«Ф/-- 2(1- рф).Ч ’
(173)
где Еф, аф и рф — соответственно модуль продольной упругости,
температурный коэффициент линейного расширения и коэффи-
циент поперечной деформации футеровки.
Неизвестными являются q н х. Первое уравнение для их опре-
деления находим из условия отсутствия напряжений в футеровке
на границе радиуса г, х (эпюра VI). Сумма абсолютных значе-
ний напряжений
аф ==: аф/ 4" °ф<7 = О-
Подставляя значения напряжений по формулам (172) и (173), по-
лучаем
(4 — С) «фЕф-r _ qrt = „ , < 74ч
2(1— |1ф)зф х ' 7
Второе уравнение получаем из условия совместности деформа-
ций стальной стенки п футеровки. На радиусе гг сумма деформаций
футеровки Лф, и Аф, должна быть равна сумме деформаций стенки
Ас9 от давления q, Ас/ от нагрева до температуры tx и Аср от вну-
треннего давления р:
^ф/~ = AcgAcZ-ф-Аср; (175)
здесь
А — п г tl А = qri г
афг1 2 > аф</ хЕф >1’
= A^ = aEi'‘i;
где ас, Ес— соответственно коэффициент линейного расширения
и модуль упругости материала стенки.
Подставляя в уравнение (175) выражения для деформаций и
выражение q, найденное из уравнения (174), получим
(/2 — СХфЕф 2 I (С ^1) КФ ,. I
(1 - НФ) -4(1 — Рф) Т
+ 2ас11 -I- - «ф (/., + у = 0. (176)
•’С*-' с
Из уравнения (176) определяем х и, подставляя его значение
в выражение (174), находим контактное давление
_ — Е) афЕ1>х3
/4$ф (1 Ьф)
где D 2г1 — внутренний диаметр стального корпуса.
219
Напряжения в стальной стенке определяем от суммы давлений
q п р (jniopa напряжений от давлен ня q показана па рис 187)
Меридиональные температурные напряжения в стальной стенке
корпуса находим пз условия совместности деформаций стальной
стенки н футеровки по уравнению, аналогичному соотношению
(134):
(«ф/ф — acZc) /:е/?фРф («ф/ф - acZc) scLфЛ'ф
2 " / / с ; / /ф ~ /.'(А О о ' ’
где Fc н Рф -- площадь поперечного сечения соответственно
стальной стенки и футеровки.
Меридиональные температурные напряжения суммируют с ме-
ридиональными напряжениями от внутреннего давления.
§ 2. Реактор и регенератор каталитического крекинга
с псевдоожиженным пылевидным катализатором
Существует много различных конструкций реакторов и регене-
раторов с псевдоожиженным слоем пылевидного катализатора.
В зависимости от схемы установки реактор и регенератор конструк-
тивно могут быть отдельными аппаратами или выполнены в едином
блоке [20].
Схемы выполнения конструкции реактора приведены на
рис. 188. Реактор представляет собой цилиндрический аппарат
обычно с полушаровыми или коническими днищами. В зависимости
от производительности диаметр реакторов равен 2,5—12 м. Высота
цилиндрической части аппарата 10—16 м. Отношение высоты аппа-
рата к диаметру 1,4—4,0, причем меньшее значение принимают для
реакторов большого диаметра. Корпус аппаратов изготовляют из
углеродистых сталей, если температура стенки не превышает 475°С,
при коррозионно-активном сырье применяют биметалл. В ряде слу-
чаев изнутри аппараты снабжают теплоизоляционной футеровкой.
В реакторе можно выделить следующие зоны: зона г ввода и
распределения сырья и катализатора, реакционная зона в, сепара-
ционная зона б, зона а размещения циклонных устройств и отпар-
ная зона д.
Транспортируемый потоком сырья катализатор подается в реак-
тор под распределительное устройство. Последнее в большинстве
случаев представляет собой решетку с равномерно распределен-
ными отверстиями диаметром 35—50 мм. Площадь перфорации (от-
верстий) обычно составляет 2—5% всей площади решетки. Тол-
щину решетки принимают 20--40 мм с учетом сильной эрозии под
действием катализатора. Решетки из легированных (хромомолиб-
деновых) сталей обладают более высокой эрозионной стойкостью,
чем решетки из углеродистых сталей. В последнем случае в местах
расположения отверстий решетку можно защитить гильзами из ле-
гированной стали.
В ряде конструкций распределительным устройством служит
решетка, выполненная из параллельно уложенных труб.
220
S ш
Рис. 188. Схемы реакторов с пылевидным
катализатором:
/ — сырье; II — продукты реакции; III —
катализатор; IV — водяной пар
Рис. 189. Реактор с пылевидным ката-
лизатором:
I — корпус; 2 — циклоны; 3 — стояки цик-
лонов; 4 — распределительная решетка; 5 —
форсунки для шлама; 6 — десорбер; 7 — ствол;
8 — штуцер предохранительного клапана;
/ — сырье; II — катализатор; III продук-
ты реакции; IV — катализатор; V — водя-
ной пар
221
Обычно в реакционной зоне нет каких-либо устройств, но
в этой части аппарата иногда размещают решетки из труб, ограни-
чивающие внутреннюю циркуляцию сырья и катализатора. Это
уменьшает возможность попадания прореагировавших паров из
верхней части псевдоожиженного слоя в нижнюю и проскока
сырья, вследствие чего более строго выдерживается время пре-
бывания сырья.
В сепарационной зоне оседает мелочь, вынесенная из слоя.
Высоту сепарационной зоны обычно принимают не менее 4,5 м.
В верхней части аппарата подвешивают одноступенчатые или
двухступенчатые циклоны. Отсепарированная мелочь обычно от-
водится из циклонов в слой по отдельным стоякам. При большом
числе циклонов группа циклонов одной ступени может иметь общин
бункер с одним стояком. На нижних концах стояков имеются кла-
паны-захлопки, которые открываются под давлением катализа-
тора в стояке и предотвращают проход паров по стояку в циклон.
Для защиты от эрозии циклоны обычно футеруют изнутри износо-
стойким бетоном.
Отпарную зону, куда подают водяной пар, обычно создают
в аппарате установкой перегородки кольцевой или другой формы
с несколькими рядами горизонтальных прорезей для перетока
катализатора. Отпарную секцию можно также размещать в нижней
части корпуса аппарата, где для этой цели устанавливают каскад-
ные тарелки. Диаметр нижней части корпуса аппарата из-за мень-
шего количества паров обычно уменьшают. Существуют также
варианты конструкций реакторов с выносными отпарными сек-
циями.
При использовании высокоактивных цеолитсодержащих ката-
лизаторов можно значительно сократить время контакта. В этих
случаях реакторное устройство выполняют в виде пневмоствола,
в котором происходит основная стадия процесса при транспорти-
ровании катализатора нефтяными парами.
Реактор установки средней производительности (рис. 189)
имеет внутренний диаметр верхней части 8000 мм, средней (десор-
бера) 4500 мм и нижней (ствола) 1600 мм. Общая высота аппарата
55 м. Корпус аппарата изготовлен из стали 16ГС, внутренние уст-
ройства — из стали 08X13. Корпус аппарата изнутри футерован
слоем жаростойкого торкрет-бетона толщиной 150 мм.
Катализатор поступает из регенератора в нижний узел ствола,
где предварительно аэрируется водяным паром и затем смешивается
с сырьем. Смесь катализатора с сырьем и водяным паром подни-
мается по стволу и, пройдя конус с газораспределительной решет-
кой, поступает в зону форсированного кипящего слоя. От эрозии
ствол и конус защищены слоем жаростойкого бетона, нанесенного
на панцирную сетку. Ствол приварен к коническому днищу де-
сорбера и имеет вверху распорное устройство. Нижняя часть
ствола воспринимает горизонтальное усилие катализаторопровода
и передает его через скользящую опору на фундамент.
222
В верхней части аппарата установлены четыре блока двух-
ступенчатых циклов диаметром 1400 мм. Циклоны первой ступени
подвешены к верхнему полушаровому днищу, второй ступени —
к сборной камере. Изнутри циклоны футерованы слоем эро-
зионно-стойкого бетона толщиной 20 мм (на фосфатной связке
с корундовым наполнителем), нанесенным на панцирную сетку.
Катализатор, уловленный в циклонах, возвращается в кипящий
слой по стоякам, па концах которых установлены обратные кла-
паны-захлопки. Для предохранения от вибрации между стояками
циклопов установлены связи из труб.
Катализатор из кипящего слоя опускается в десорбер, где отпа-
ривается в противотоке с водяным паром. Десорбер секционирован
семью каскадными перфорированными конусами, препятствующими
созданию поршневого режима. В нижней части десорбера установ-
лены кольцевые коллекторы для ввода водяного пара, в верхней
части — форсунки для ввода шлама, т. е. части остатка из ректи-
фикационной колонны, содержащего унесенный из реактора ката-
лизатор.
Регенераторы представляют собой цилиндрические аппараты
с коническими или полушаровыми днищами. Диаметр регенерато-
ров больше диаметра реакторов и колеблется от 6 до 17 м. Приме-
няют регенераторы с одной зоной и секционированные — с двумя
зонами выжигания. В отдельных случаях для отвода избыточного
тепла внутри регенераторов устанавливают змеевики пароводяного
охлаждения или выносные котлы-утилизаторы. В большинстве
случаев этих устройств нет; все тепло используется для нагрева
катализатора.
Внутренний диаметр верхней части (зона сепарации) регенера-
тора (рис. 190) той же установки И ООО мм, нижней части (зона
выжигания) 9000 мм. Общая высота аппарата 27,2 м. Корпус аппа-
рата выполнен из стали 16ГС и изнутри теплоизолирован слоем
жаростойкого торкрет-бетона толщиной 200 мм с панцирной сет-
кой. Внутренние устройства изготовлены из сталей 12Х18Н10Т
и 08X13.
В нижней части, где происходит выжигание кокса с катализа-
тора в кипящем слое, регенератор секционирован цилиндрической
перегородкой на две зоны: внешнюю кольцевую и центральную.
Закоксованный катализатор поступает во внешнюю зону регенера-
ции по наклонному штуцеру диаметром 1000 мм. В этой зоне уста-
новлена радиальная перегородка. Катализатор движется по кольцу
и перетекает через два переточных окна в верхней части цилиндри-
ческой перегородки в центральную зону, откуда через штуцер по
наклонному трубопроводу направляется в реактор.
Для выжига кокса и поддержания кипящего слоя во внешнюю
и центральную зоны снизу подается воздух по двум независимым
коллекторам. Дымовые газы из кипящего слоя поступают в зону
сепарации, которую для улучшения осаждения катализатора вы-
полняют с большей площадью сечения.
223
21200
Рис. 190. Регенератор с пылевидным катализатором:
/ — корпус; 2 — цилиндрическая перегородка; 3 — радиальная перегородка; 4 —
топливная форсунка; 5 — форсунки для конденсата; 6 — циклоны; а — переточное
окно; 1 — катализатор из реактора; II — регенерированный катализатор; III — воздух;
IV — водяной пар; V — дымовые газы
В зоне сепарации сверху установлены шесть групп двухсту-
пенчатых циклонов. Циклоны первой ступени диаметром 1600 мм,
второй ступени— 1400 мм. Внутренняя поверхность циклонов, как
и циклонов реактора, защищена слоем эрозионно-стойкого бетона
на панцирной сетке.
Для предотвращения догорания окиси углерода в двуокись
предусмотрены ввод конденсата через восемь форсунок в зону сепа-
рации и водяного пара под днище сборной камеры и в циклоны
первой ступени.
Для разогрева катализатора при пуске установлены шесть
топливных форсунок по окружности внешней зоны кипящего слоя.
На корпусе аппарата установлены четыре люка диаметром
600 мм и монтажный люк диаметром 2600 мм, через который монти-
руют циклоны.
Реактор и регенератор выполняют также в общем блоке один
над другим с внешними изогнутыми или внутренними прямыми
катализаторопроводами. Установки с прямыми катализаторопро-
водами получили название «Ортофлоу» (рис. 191). При расположе-
Рис. 191. Схемы реак-
торов-регенераторов:
/ — реактор; 2 — регене-
ратор; 3 — стояки; 4 —
транспортная линия; 5 —
циклоны; 6 — распредели-
тельная решетка; 7 — пере-
городка; 8 — клапан стояка;
9 — клапан транспортной
линии; I — сырье; II — во-
дяной пар; III — продукты
реакции; IV — газы реге-
нерации; V — воздух
8 В н х м а н
225
нии реактора над регенератором (рис. 191, а) транспортирующим
агентом для катализатора служит сырье, если же регенератор рас-
положен над реактором (рис. 191, б), то транспортирующим аген-
том является воздух. Подачу катализатора регулируют специаль-
ными приводными клапанами, установленными по оси внизу стояка
и транспортной линии. В остальном конструкции этих аппаратов
аналогичны описанным выше.
§ 3. Реакторы каталитического риформинга
и гидроочистки
Реакторы каталитического риформинга и гидроочистки с не-
подвижным слоем катализатора представляют собой цилиндриче-
ские вертикальные аппараты с эллиптическими или полушаровыми
днищами. Внутренний диаметр аппаратов D == 2600-ь 4500 мм,
высота слоя катализатора обычно равна (1—3) D.
Реакторы каталитического риформинга в режиме реакции ра-
ботают при давлении до 5 МПа и температуре до 550° С, реакторы
гидроочистки — при давлении до 7 МПа и температуре до 450° С.
Аппараты изготовляют в двух вариантах: теплоизолирован-
ными изнутри слоем торкрет-бетона (в этом случае при работе тем-
пература стенки корпуса 150—200° С, а расчетную температуру
принимают равной 350° С); с горячим корпусом, изолированным
снаружи, при этом температура стенки равна температуре процесса.
Корпуса аппаратов изготовляют из стали 12ХМ или биметалла
12ХМ 4- 08Х18Н10Т. При наличии внутренней изоляции иногда
применяют стали 16ГС и 20К, но при этом температура стенок не
должна превышать 230° С. Внутренние устройства изготовляют из
стали 12Х18Н10Т.
По способу распределения и направлению движения сырья
реакторы разделяются на два типа: с аксиальным и радиальным
движением сырья. Реакторы с радиальным движением применяют
в случаях, когда среда находится только либо в жидком, либо
в парогазовом состоянии. В реакторах с радиальным движением
сырья обеспечиваются меньшие потери напора и соответственно
меньшее рабочее давление в аппарате, поэтому уменьшаются за-
траты энергии на подачу сырья.
Реактор каталитического риформинга с радиальным движением
сырья для установки производительностью 1 млн. т в год (рис. 192)
имеет внутренний диаметр корпуса 4500 мм. Реактор выполнен
с эллиптическими днищами и изолирован изнутри слоем торкрет-
бетона толщиной 100 мм. Бетонное покрытие защищено от непо-
средственного действия потока сырья стаканом, в котором разме-
щены внутренние устройства и катализатор.
Рис. 192,- Реактор каталитического риформинга:
/ — штуцер овода сырья; 2 — распределитель сырья; 3 — корпус; 4 — стакан защит-
ный; 5 короба б — сборник продуктов реакции; 7 — штуцер выгрузки катализатора;
8 — штуцер вывода продуктов; 9 — опора; 10 — муфта для термопары; 11 — цилин-
дрический стакан
226
8'
227
По периферии реактора на стенке стакана по окружности раз-
мещены 60 вертикальных коробов (рис. 193). Стенки коробов, обра-
щенные к катализатору, перфорированы.
По оси аппарата установлен сборник вывода продуктов реак-
ции, выполненный в виде перфорированной трубы. На трубе
снаружи укреплен слой крупной и мелкой сетки, предупреждаю-
щий унос катализатора в сборную трубу. Сырье вводится сверху
через распределитель, поступает в перфорированные короба, а за-
тем, пройдя в радиальном направлении через слон катализатора,
собирается в сборнике и выводится через штуцер снизу аппарата.
Рис. 193. Узел реактора каталитического риформинга (попе-
речное сечение):
/ — корпус; 2 — торкрет-бетон; 3 — стакан; 4 — короб; 5 — сборник;
б — сетки
В верхней части слоя катализатора под тарелкой имеется ци-
линдрический стакан, который при оседании слоя катализатора
во время эксплуатации аппарата остается погруженным в слой и
предотвращает проход среды над слоем катализатора. Для вы-
грузки катализатора при его смене на нижнем днище предусмотрен
наклонный штуцер.
Для контроля температуры внутри установлены три многозон-
ные термопары. Предусмотрен контроль температуры стенки кор-
пуса снаружи термопарами, для чего к корпусу приварены муфты.
Осмотр и монтаж внутренних устройств аппарата и загрузку
катализатора выполняют через верхний штуцер ввода сырья,
имеющий диаметр 800 мм.
Реактор гидроочистки дизельного топлива установки произво-
дительностью 2 млн. т в год (рис. 194) представляет собой аппарат
с аксиальным движением сырья внутренним диаметром 3560 мм
и общей высотой около 12 м. Корпус аппарата изолирован снаружи.
228
Рис. 194. Реактор гидро-
очистки дизельного топ-
лива:
/ — распределительная та-
релка; 2 — фильтрующее уст-
ройство; 3 — корпус; 4 —
решетка колосниковая; 5 —
коллектор для ввода пара;
6 — опорное кольцо; 7 —
кольцо жесткости; 8— опора;
9 — фарфоровые шары; 10-
штуцер для выгрузки ката-
лизатора; И — термопары
229
Рис. 195. Узел распреде-
лительного и фильтрую-
щего устройств:
/ — патрубок; '2 - тарелка;
.4 — фарфоровые тары; 4 —
корзнпа; 5 — катализатор;
а — жидкая фаза; б — паро-
газовый поток
В аппарате размещены два слоя катализатора: верхний высотой
2,6 м и нижний высотой 4,7 м. Сырье проходит через аппарат в на-
правлении сверху вниз. Каждый слой катализатора защищен от
динамического воздействия потока среды слоем фарфоровых шаров.
В верхней части реактора установлена распределительная та-
релка с патрубками, под которой размещено фильтрующее устрой-
ство (рис. 195). Устройство состоит из цилиндрических корзин,
погруженных в слой катализатора. Корзины сварены из прутка и
обтянуты сбоку и снизу сеткой. Сверху корзины открыты. Опорой
для корзин служит слой катализатора. В корзинах и в верхней
части слоя задерживаются продукты коррозии и механические
примеси.
Верхний слой катализатора поддерживается колосниковой
решеткой, на которой уложены два слоя сетки и слой фарфоровых
шаров. Решетка опирается на двутавровые балки. В пространстве
между верхним и нижним слоями катализатора находится коллек-
тор для ввода паров.
В нижней части реактора размещен слой фарфоровых шаров,
служащий опорой для нижнего слоя катализатора и обеспечиваю-
щий равномерный вывод продукта из аппарата. Над штуцером
вывода продукта установлен сборник: он состоит из обечайки,
имеющей прорези, и перфорированной вогнутой решетки, которые
обтянуты сеткой.
В верхнем днище имеются три штуцера для установки термо-
пар, контролирующих температурное поле в слое катализатора;
кроме того предусмотрена термопара в средней части реактора.
Катализатор выгружается из верхнего слоя через штуцер
в стенке аппарата, из нижнего слоя через дренажную трубу и шту-
цер в нижнем днище.
?30
В стенке между нижним и верхним слоями катализатора уста-
новлен люк. В нижней части имеются скобы для удобства обслу-
живания при ремонте.
Аппарат установлен на конической опоре. В опорном кольце,
приваренном к корпусу аппарата, выполнены сигнальные отвер-
стия для контроля перекрываемого кольцом участка продольного
сварного шва. Коническую опору часто не приваривают к опорному
кольцу корпуса аппарата, что позволяет более надежно компенси-
ровать разность температурных деформаций корпуса и опоры.
В верхней части опора имеет кольцо жесткости, поперечное сечение
которого можно определить по формуле
Qtg-J-
/ • •----— ,
2-0,8 |п| ’
где Q — вес реактора в рабочем состоянии; а — центральный угол
конической опоры; [о I — допускаемое напряжение при данной
температуре.
§ 4. Реактор гидрокрекинга
Реактор предназначен для гидрокрекинга тяжелых нефтяных
дистиллятов в стационарном слое катализатора при давлении
15 МПа и температуре 450° С; при регенерации катализатора дав-
ление 4 МПа, температура 560° С.
Реактор представляет собой цилиндрический вертикальный
аппарат внутренним диаметром 3000 мм и высотой 37 м (рис. 196).
Аппарат состоит из шести зон: верхняя зона фильтрующая, осталь-
ные — реакционные.
Смесь сырья с водородсодержащим газом поступает через верх-
ний штуцер в зону фильтрации, где в фильтрующем устройстве
улавливаются продукты коррозии и механические примеси. В зоне
фильтрации (рис. 197) установлена колосниковая решетка, покры-
тая сверху сеткой, на которую насыпан сначала слой фарфоровых
шаров, затем слой отработанного катализатора и сверху еще слой
фарфоровых шаров. На колосниковой решетке установлены распре-
делительные стаканы. Конструкция обеспечивает движение паров
и жидкости в слое в вертикальном и горизонтальном направле-
ниях, что увеличивает возможность прохода среды при засорении
слоя. Фильтрующее устройство опирается на балки, воспринима-
ющие силу от перепада давления в слое.
После зоны фильтрации смесь проходит пять реакционных зон
и выводится через нижний штуцер.
Сверху в каждой реакционной зоне установлено контактно-
распределительное устройство, которое обеспечивает равномерное
распределение и контакт парогазовой и жидкой фаз. Устройство
состоит из двух тарелок (сливной и распределительной), на кото-
рых равномерно по сечению установлены патрубки (рис. 198).
231
Рис. 196. Реактор гидрокре-
кинга:
1 — фильтрующее устройство; 2 —
труба подвода водорода; 3 — псре-
точиая труба; 4 •— корпус; 5 — ко-
лосниковая решетка; 6 — контактио-
распределительнос устройство; 7 —
стакан; 8 — торкрет-бетон; 9 — па-
трубок выгрузки катализатора;
10 — контрольная система; / --
термопара
38SZ0
232
233
Для поддержания слоя катализатора в каждой реакционной
зоне имеется колосниковая решетка. Снизу и сверху каждого слоя
катализатора уложен слой фарфоровых шаров высотой около
100 мм. В каждую реакционную зону подводится холодный водород
через штуцеры в верхнем и нижнем днищах и вертикальные трубы,
проходящие через слои катализатора. Для удаления катализатора
в каждой реакционной зоне по оси аппарата установлена переточ-
ная труба, а внизу — выводной наклонный патрубок. Темпера-
туру в зонах реакции контролируют три многозонные термопары.
Рис. 197. Узел зоны фильтрации:
/ — колосниковая решетка; 2 — стакан;
.7 — стакан погружной; 4 — фарфоровые
шары; 5 — катализатор
Рис. 198. Контактно-распределитель-
ное устройство:
/ — катализатор; 2 — фарфоровые шары;
-7 — колосниковая решетка; 4 — смеси-
тель диафрагменный; 5 — тарелка слив-
ная; 6 — тарелка распределительная; 7 —
труба для выгрузки
Внутри корпуса аппарата установлен стакан, в котором разме-
щаются внутренние устройства и катализатор. Внутренние устрой-
ства выполнены разборными, чтобы их можно было монтировать
через верхнюю горловину диаметром 800 мм.
Корпус аппарата многослойный в рулонированном исполнении,
изнутри изолирован слоем жаростойкого торкрет-бетона толщиной
100 мм. В кольцевое пространство между корпусом и стаканом сни-
зу подают холодный водород.
Для облегчения монтажа стакана и внутренних устройств верх-
нее днище аппарата можно соединять с корпусом па фланцах.
В этом случае стык фланцевого соединения герметизируют мем-
бранным или другим уплотнением.
Корпус аппарата выполнен из стали 12ХГМН и может иметь
внутреннюю гильзу из стали 12Х18Ы10Т; днища изготовлены из
стали 1Х2М1, внутренние устройства — из стали 12Х18Н10Т.
234
Для контроля и продувки пространства между гильзой и руло-
нированной стенкой корпуса на нем установлена контрольная
система (см. рис. 196). Для контроля температуры корпуса служат
наружные термопары.
§ 5. Реакторы сернокислотного алкилирования
изобутана бутиленом
Реакторы сернокислотного алкилирования разделяются па
вертикальные, горизонтальные и каскадные.
Вертикальный и горизонтальный аппараты имеют подобные
конструкции; их выполняют односекционными и для отвода тепла
снабжают трубчатыми пучками (холодильниками), через которые
циркулирует хладагент — испаряющийся аммиак. Известны также
установки, где в качестве хладагента в пучке используют осво-*
божденпые от кислоты испаряющиеся продукты реакции. В ряде
реакторов, изготовленных ранее, применены трубчатые пучки с ко-
аксиальными трубами (трубы филда); в настоящее время в аппара-
тах устанавливают конструктивно более простые трубчатые пучки
из U-образных труб.
Вертикальный реактор сернокислотного алкилирования пред-
ставляет собой цилиндрический аппарат и состоит из следующих
основных частей (рис. 199): корпуса 1, внутреннего цилиндриче-
ского кожуха 2, трубчатого пучка холодильника 3, распредели-
тельной камеры 4, пропеллерного насоса 5.
Корпус аппарата внутренним диаметром 2100 мм рассчитывают
на рабочее давление 1 МПа; внутренний диаметр цилиндриче-
ского кожуха 1610 мм. Трубчатый пучок состоит из U-образных
труб диаметром 25x2,5 мм и имеет длину около 6 м. Теплообмен-
ная поверхность по наружному диаметру труб около 650 м2. По
длине трубчатого пучка установлены устройства, фиксирующие
трубы и предохраняющие их от вибрации. Трубную решетку рас-
считывают на рабочее давление в холодильнике 1,25 МПа.
Жидкий хладагент поступает сверху через штуцер I и распреде-
лительную решетку в трубы, где испаряется, и выходит через шту-
цер II. Сырье вводится в нижнюю часть реакционного пространства
по штуцеру III, серная кислота — в верхнюю часть через штуцер
IV. Смесь кислоты и продуктов реакции отводится через штуцер V.
Для интенсивного смешения кислоты и углеводородов внизу
установлен пропеллерный насос, корпус которого является ниж-
ней частью корпуса реактора и присоединяется к аппарату фланце-
вым соединением. Производительность насоса (10 000 м3/ч) обеспе-
чивает внутреннюю циркуляцию реакционной смеси в направле-
нии сверху вниз по межтрубному пространству холодильника и
через насос вверх ио кольцевому пространству между корпусом
аппарата и внутренним кожухом. Для предотвращения вращатель-
ного движения жидкости в корпусе насоса со сто роиы всасывания
н снаружи внутреннего сюжухч устаи'авиивэют j )ддиальные ребра.
235
и
Рис. 199. Вертикальный реактор сернокислотного алкилиро-
вания
Рис. 200. Торцовое уплотнение вала реактора серно-
кислотного алкилирования
237
В месте выхода вала насоса из реактора установлено торцовое
уплотнение (рис. 200). В камеру 1 торцового уплотнения подают
затворную жидкость под давлением на 0,05 МПа выше давления
в корпусе аппарата. Уплотнение создается на торцовых поверхно-
стях неподвижной 3 и вращающейся 2 втулок. Неподвижную
втулку устанавливают в корпусе уплотнения, вращающуюся —
на базовой втулке 5 торцового уплотнения на валу. Втулка 2 может
перемещаться вдоль вала, вращаясь вместе с ним. Вращающаяся
втулка прижимается к неподвижной втулке пружинами 8, а также
избыточным давлением жидкости. Пружины упираются в стопор-
ное кольцо 9, укрепленное на базовой втулке, и передают усилие
на вращающуюся втулку через кольцо 7 и уплотнительный эле-
мент 6; последний предотвращает перетекание жидкости по по-
верхности базовой втулки. Между базовой втулкой и гильзой 4 вала
установлены герметизирующие кольца 10. Вращающаяся втулка
выполнена из стали, неподвижная — из углеграфитовой компо-
зиции.
Для предотвращения попадания кислоты к трущимся поверх-
ностям на валу установлен винтовой насос 11. К полости винто-
вого насоса по трубе 12 подается промывочная жидкость.
В качестве затворной и промывочной жидкости используют
нейтральные углеводороды.
Для увеличения жесткости вала над торцовым уплотнением
установлен подшипник скольжения 13, вкладыш которого выпол-
нен из фторопласта Ф4К20, содержащего 20% коксового наполни-
теля. Вал насоса состоит из двух частей, соединенных продольно-
свертной муфтой жесткого типа. Основные подшипники (подшип-
ники качения) установлены в нижней части вала.
Номинальная частота вращения пропеллерного насоса
500 об/мин. На ряде действующих установок насос приводится от
паровой турбины мощностью около 180 кВт (частота вращения
3000 об/мин) через зубчатые редукторы; сейчас для привода приме-
няют электродвигатель, соединенный с насосом непосредственно
или через редуктор.
Реактор имеет четыре опорные лапы и установлен на металло-
конструкциях так, что верхняя его часть выходит через перекры-
тие здания наружу. Над реактором имеются специальные металло-
конструкции с грузоподъемной талью для монтажа и демонтажа
трубчатого пучка. Общая высота реактора около 10 м.
Принципиальная схема каскадного реактора приведена на
рис. 201.
Корпус аппарата разделен L-образными перегородками 1 на
ряд секций. В каждую секцию вмонтирован цилиндрический кон-
тактор с пропеллерным насосом 2. Циркулирующий изобутан вме-
сте с серной кислотой поступает в головную часть 3 аппарата и про-
ходит последовательно все секции, образуя основной поток.
Охлаждение в аппарате осуществляют испарением части угле-
водородов. Пары углеводородов отводят сверху; после компрессии
238
и охлаждения их подают в головную часть аппарата, где, смеши-
ваясь с основным циркулирующим потоком, они снижают его тем-
пературу до рабочей.
Сырье подводят параллельными потоками к каждому контак-
тору. Здесь оно смешивается с основным циркулирующим потоком,
направляется через реакционные трубы 4 в сепарационную зону а,
где от потока отделяются пары; далее поток поступает в отстойную
Рис. 201. Горизонтальный каскадный реактор сернокислотного алкилирования:
/, И — циркулирующий изобутан; II — охлаждающий изобутан; III — пары; IV —
сырье; VI — продукты реакции
зону б, в которой он разделяется на две части. Сверху отстойной
зоны фаза с высоким содержанием углеводородов, переливаясь
через перегородку, направляется в следующую ступень к насосу.
Снизу отстойной зоны более тяжелая фаза с высоким содержанием
серной кислоты поступает вновь к насосу этой же секции для сме-
шения с сырьем.
Из последней секции поток попадает в отстойную зону, откуда
выводятся легкая фаза (продукты реакции) и тяжелая фаза (цир-
кулирующий поток избыточного нзобутана и кислоты). Циркули-
рующий поток направляется в головную часть аппарата.
При такой конструкции аппарата не требуется использование
специального хладагента и системы охлаждения с трубчатыми хо-
лодильниками.
§ 6. Реакционные камеры установок коксования
Реакционная камера работает периодически. Коксование осу-
ществляется за счет тепла, поступающего с сырьем. Рабочий цикл
длительностью около 48 ч включает последовательно стадии реак-
ции, пропаривания, охлаждения, выгрузки кокса, разогрева.
Коксовая камера 2 представляет собой цилиндрический аппа-
рат с верхним полушаровым и нижним шароконическим днищами
(рис. 202). Вверху камера снабжена горловиной 4, к обечайке кото-
239
рой приварены штуцера для вывода
нефтяных паров в ректификационную
колонну при коксовании и подачи этих
паров из соседней камеры при разо-
греве. Внизу имеется люк 1 для вы-
грузки кокса. В верхней части корпуса
установлены четыре штуцера 3 для фор-
сунок для разбрызгивания антипенной
присадки, предотвращающей образова-
ние и выброс пены. Корпус камеры изго-
товляют из биметалла 12ХМ 4-08X13
или 16ГС +08X13 и монометалличе-
ским из стали 12Х18Н10Т.
В стадии реакции камера запол-
няется па 3/4 высоты сырьем, нагретым
до температуры порядка 460—510° С.
Уровень заполнения контролируют ра-
диационные уровнемеры. Рабочее давле-
ние при реакции 0,4—0,6 МПа. В конце
стадии реакции для уменьшения коли-
чества летучих в коксе в ряде случаев
предусматривают циркуляцию через
камеру теплоносителя, которым служит
нагретый в отдельной печи до темпера-
туры 530° С газойль. После заверше-
ния стадии реакции удаляют нефтяные
пары водяным паром и охлаждают ка-
меру водой.
Камера установлена на постаменте
высотой 20~м. На этом же постаменте
смонтированы * металлоконструкции 7
с оборудованием для гидравлического
разрушения кокса. Оборудование вклю-
чает системы вращения и вертикаль-
ного перемещения гидроинструмента.
Гидрорезак 5, снабженный соплами
для бурения и резки, прикреплен к по-
лой штанге 12 квадратного сечения,
подвешенной через вертлюг 13 к бло-
ку 14 талевой системы; последняя обе-
спечивает вертикальное перемещение
гидрорезака. Снизу по стояку 9 и
шлангу 10 через вертлюг и штангу
к гидрорезаку поступает вода под давле-
нием 16—25 МПа. Штанга приводится
Рис. 202. Реакционная камера коксования
240
во вращение через ротор 6. Для предотвращения раскачивания
штанги вертлюг снабжен вертикальными направляющими 11;
таким образом штанга имеет две опоры — ротор и вертлюг.
Ротор и талевая лебедка 8 должны обеспечивать плавное изме-
нение скоростей вращательного и поступательного движения.
Это достигается применением гидропривода.
При удалении кокса камеру открывают, гидравлически разбу-
ривают начальную центральную скважину и затем струями воды
выполняют резку кокса, который выгружают через нижний люк.
Кокс в последующем подается на дробление.
Конструкция опорного узла камеры должна обеспечивать ра-
боту при циклическом изменении температуры корпуса.
Г л а в а XII
ТРУБЧАТЫЕ ПЕЧИ
Трубчатые печи различают по ряду технологических и кон-
структивных признаков. Печи могут быть спроектированы для ра-
боты либо только на газовом топливе, либо на комбинированном —
жидком и газовом. По способу сжигания топлива, особенностям
передачи тепла в камере радиации и форме факела различают печи:
со свободным факелом; беспламенного горения с излучающими сте-
нами топки; беспламенного горения с резервным жидким топливом;
с настильным и объемно-настильным факелом; с настильным фа-
келом и дифференциальным подводом воздуха.
В настоящее время применяют большое число различных кон-
струкций и типоразмеров трубчатых печей. Основными конструк-
тивными признаками трубчатых печей служат: форма каркаса —
печи коробчатые и цилиндрические; число топочных камер — одно-
камерные и многокамерные печи; расположение труб в камере ра-
диации — вертикальное и горизонтальное; число потоков в змее-
вике; способ соединения труб — на приварных гнутых двойниках
и на ретурбендах; размещение дымовой трубы — дымовая труба на
каркасе печи и на отдельном фундаменте; конструкция стен печи —
из кирпичей и легковесных панелей и др.
На рис. 203 показана трубчатая печь беспламенного горения
с излучающими стенами из панельных горелок. Горелки располо-
жены пятью рядами в каждой фронтальной стене камеры радиации.
Каждый горизонтальный ряд имеет индивидуальный газовый кол-
лектор, что создает возможность независимого регулирования
теплопроизводительности горелок одного ряда и теплопередачи
к соответствующему участку радиантного экрана. В печи преду-
смотрена возможность работы на резервном жидком и газовом (газ,
содержащий конденсат) топливе. Для этого в поду камеры радиа-
ции вдоль излучающих стен установлены резервные газомазутные
горелки. Факелы этих горелок настилаются на поверхность панель-
ных горелок и образуют сплошное зеркало излучения. При этом
первичный воздух подается к горелкам в поду через регистры с ши-
берами, а вторичный — по высоте настила факела через смесители
отключенных панельных горелок.
На рис. 204 показана трубчатая печь объемно-настильного сжи-
гания. Особенность конструкции этой печи — наличие в центре ее
настильной стены, которая делит камеру радиации на две камеры
с независимыми температурными условиями. Факелы под углом
с двух сторон настилаются на стену, и тепло передается трубам от
раскаленной кладки и факела.
На рис. 205 приведены продольный и поперечный разрезы
цилиндрической трубчатой печи. По оси камеры радиации установ-
лен рассекатель в виде пирамиды с вогнутыми гранями, который
разделяет печь на четыре независимые зоны и создает возможность
242
f — каркас; 2,3 — вы-
хлопное и смотровое
окна; 4 — люк-лаз; 5 —
резервная горелка; 6 —
панельные горелки; 7 —
змеевик; 8 — футеровка;
9 — газосборник
М70
7160
7160
Рис. 203. Трубчатая
лечь беспламенного го-
рения с излучающими
стенами:
Пар мачут (аз
1660
243
Рис. 204. Трубчатая печь объемно-настильного
сжигания:
/ — газосборник; 2 — змеевик; 3 — настильная стена;
4 — выхлопное окно; 5 — футеровка; 6 — каркас;
7 — горелки
244
регулирования теплонапряжения в радиантном экране. Внутрен-
няя полость рассекателя разделена на отдельные воздуховоды, по
которым вторичный воздух подается в зону настила и горения фа-
кела. Камера конвекции размещается на верху печи.
Трубчатая печь состоит из следующих основных узлов и дета-
лей: каркаса, змеевика (трубы и двойники — ретурбенды), труб-
ных решеток и подвесок, свода, стен и фундамента, подвесок для
кирпичей свода и стен печи, гарнитуры печи, лестниц и площадок
для обслуживания, топливного оборудования, системы паротуше-
ния, контрольно-измерительных приборов и дымовой трубы.
§ I. Конструкция и расчет металлического каркаса
печи
Каркас печи коробчатой формы представляет собой систему
вертикальных стоек-колонн, скрепленных фермами п горизон-
тальными балками, или целых рам, укрепленных на фундаменте
печи (рис. 206). Каркасом цилиндрических печей служит металли-
ческий цилиндр, футерованный изнутри и укрепленный снаружи
кольцевыми и продольными ребрами. Каркас печи несет основную
нагрузку от веса труб, змеевика, двойников, трубных решеток
и подвесок, кровли, подвесного свода, стен печи и других дета-
лей. Конфигурация каркаса соответствует по форме трубчатой
печи.
На рис. 207 показан поперечный разрез двускатной трубчатой
печи. Каркас печи включает пять ферм, установленных по длине
печи на колоннах (рис. 208). Колонны 1 (см. рис. 207) скреплены
горизонтальными балками 2 из швеллеров. Колонна каркаса печи
состоит из двух швеллеров, сваренных планками. Сверху к каждой
паре противоположных колонн прикреплена болтами ферма 3.
Нижний пояс 4 и верхний пояс 5 фермы, стойки 6 и раскосы 7
выполнены из двух уголков.
На верхний пояс фермы уложены прогоны 8 из швеллеров,
к которым прикреплена кровля печи. Кровлю обычно выполняют
из асбоцементных волнистых листов. К нижнему поясу фермы
присоединены на болтах промежуточные балки 9, к которым при-
креплены подвески для кирпичей наклонного и горизонтального
сводов печи (рис. 209). К нижнему поясу фермы прикреплены также
подвески для труб печи (рис. 210). К горизонтальным балкам, про-
ходящим между колоннами, присоединены подвески для кирпичей
стен печи (рис. 211).
Механический расчет каркаса печи включает расчет фермы,
колонн и горизонтальных балок. Обычно рассчитывают средние
фермы или раму печи как наиболее нагруженные. Однако следует
также проверять и крайние фермы или рамы, так как на эти эле-
менты каркаса приходится нагрузка от торцовых стен и двойников
печи.
245
/1-4
Рис. 205. Цилиндрическая трубчатая печь:
глнпекиии- 2 3 — выхлопное и смотровое окна,
конвекции 2 7 _ ,ределитель вторичного
л — рассекатель-распределитель,
тнлятор
— камера
— футеровка; - --х- - -
ассекателя-распределителя; J
4 — радиантный змеевик;
воздуха; 8 — футеровка
10 „ горелка; 11 — вей-
247
Рис. 20G. Схемы каркасов пе-
чей:
а — рама; б — ферма на колоннах
Рис. 207. Трубчатая печь (поперечный разрез)
Рис. 208. План трубчатой
печи:
/ — фундамент под колонну;
2 — ферма; 3 — кирпич; 4 —
подвеска для кирпича; 5 — бал-
ка; 6 — труба; 7 — двойник
248
Рис.209. Узел свода печи
Рис. 210. Узел крепления подвесок для труб
Рис. 211. Узел стены из подвесного кирпича:
/ — температурный шов
Нагрузка на верхний пояс фермы
= <?с i- Qi + <?2 +-г-
где Qc — снеговая нагрузка; — нагрузка от кровли; Q2 — на-
грузка от прогонов; Q(jl — нагрузка от фермы (значением <2Ф вна-
чале следует задаться, исходя из имеющихся данных).
249
Снеговая нагрузка
Qc = PcCF,
— вес снегового покрова на 1 м2, принимаемый в зависимости
от района территории СССР по нормам [18] (для районов Москвы,
Ленинграда, Оренбурга рс = 1000 Н/м2); с— коэффициент, зави-
сящий от профиля покрытия (для одно- и двускатных крыш с — 1
при угле наклона кровли к горизонтали а < 25°, с = 0 при а >
> 60 ’; для промежуточных значений а величину с находят линей-
ной интерполяцией); F — площадь горизонтальной проекции соот-
ветствующего участка кровли, приходящегося па одну ферму.
Нагрузка от веса кровли
= / cos а ’
здесь k — коэффициент, учитывающий перекрытие листами один
другого; q — вес одного асбоцементного листа; f — площадь листа.
Нагрузка на нижний пояс фермы
<?"=-% + Q,
где Q — суммарная нагрузка от веса балок для подвесок свода,
подвесок и кирпичей свода, подвесок для труб и труб с водой.
Полученные нагрузки на верхний и нижний поясы фермы Q' и
Q" распределяют по узлам фермы, принимая, что два крайних узла
нагружены вдвое меньше, чем остальные узлы. В этом случае
средние узлы — верхние и нижние — нагружены каждый соот-
ветственно следующими силами:
” п — 1 п — 1
здесь п — число узлов верхнего или нижнего пояса фермы.
На основе полученных данных графически или аналитически
определяют усилия в стержнях фермы и подбирают необходимые
сечения. Затем проверяют наиболее нагруженные стержни ниж-
него и верхнего поясов фермы с учетом сосредоточенных сил в ме-
стах крепления балок для кирпичей и подвесок для труб, прогонов
под кровлю. Для поясов и стоек над опорами фермы гибкость сжа-
тых элементов не должна превышать 120, для прочих элементов
фермы — 150.
При проектировании фермы рекомендуют использовать не более
двух-трех типоразмеров уголков.
Колонна (стойка) печи, к которой крепят ферму, работает под
действием нагрузки Ql( = 0,5 (Q' + Q"), передаваемой фермой, и
нагрузки QKJI от веса подвесок и кирпичей (теплоизоляционных
плит) подвесной кладки стен (рис. 212). Эти нагрузки приложены
эксцентрично и создают, кроме сжатия колонны, действующие на
нее изгибающие моменты.
250
Суммарная продольная сила
M = QK-\QKn-
Изгибающий момент
/И = QKll QKJ1/2-
Колонну из двух швеллеров, сваренных планками (рис. 213),
рассчитывают как внецентренно сжатый составной стержень по
предельным нагрузкам [19].
Приведенная гибкость
Хцр ]Лу 4“ ^1>
где Ху — гибкость всей колонны, рассчитанная для сечения А—А
относительно оси у—у по значению расчетной длины как для
стержня, защемленного только внизу, /р = 2Н (Н — высота ко-
лонны); Xj — гибкость одной ветви (швеллера) относительно оси
1—1, параллельной оси у—у, рассчитанная для расстояния между
планками й; гибкость Xi должна быть не более 40.
Xj = у- , причем t\ = "|/^-у-,
где f — площадь сечения швеллера; Iх — момент инерции швел-
лера относительно оси 1—1.
251
Необходимо, чтобы гибкости всей колонны и Xv по отноше-
нию к осям сечений х—х и у—у, а также приведенная гибкость Znp
не превышали 120.
Приведенная условная гибкость
^Пр ' ^"П[>
где 7? = 210 МПа - расчетное сопротивление для стали ВСтЗ.
Эксцентриситет приложения силы е = MIN. Относительный
эксцентриситет т = eF!W\ здесь W — момент сопротивления из-
гибу поперечного сечения колонны относительно оси у—у.
При расчете колонны на прочность определяют усилия в правой
Уп и левой Мл ее ветвях, учитывая силы, возникающие в них от
сжимающей нагрузки N и изгибающего момента М (рис. 213):
N = _k + 2L- N =л_
2 с ’ л 2 с
Под действием нагрузок МГ1 и N„ проверяют прочность и устой-
чивость ветвей, например, по соотношению
2k о
При этом для определения коэффициента продольного изгиба <р
в последнем уравнении гибкость рассчитывают на длине, равной
расстояникЛмежду планками.
Устойчивость колонны в плоскости действия момента прове-
ряют по формуле
<pBHF
где <fBH — коэффициент для проверки устойчивости при продоль-
ном изгибе внецентренно сжатых стержней, определяемый в зави-
симости от приведенной условной гибкости Хпр и относительного
эксцентриситета т [19].
Соединительную планку рассчитывают на изгиб моментом Мк,
действующим в ее плоскости, и на срез силой Т:
м ___ Qn^t . гр _ Qn^i
2 ’ с ’
где <2„ — условная поперечная сила — для строительной прокат-
ной стали класса С 38/23 (дробью обозначены пределы прочности
и текучести) Qr, = 200 F (здесь Qn — в Н, F — площадь сечения
колонны, см2); /гг — расстояние между центрами планок; с —
расстояние между осями ветвей (швеллеров).
Площадь опорной поверхности колонны выбирают так, чтобы
максимальное напряжение не превышало допускаемого напряже-
252
пия сжатия для бетона фундамента. Максимальное напряжение на
опорной поверхности
_ AZ , М
— Fn + Wn ,
где F„ = — площадь плиты (аг и — размеры плиты);
Wn = а^/в — момент сопротивления опорной площади плиты
изгибу относительно оси у—у.
Толщину опорной плиты определяют из расчета на изгиб по
сечению В—В. Расчетный изгибающий момент от нагрузки Q =
С2
M'lt — = ат11Ха,-~,
где сг — расстояние от края плиты до центра тяжести правого
стержня.
Напряжение в сечении В—В
где I — момент инерции сечения В—В относительно оси х0—х0;
у0 — наибольшее расстояние от точки сечения до центральной оси.
Усилия в фундаментных болтах при условии их растяжения
находят из уравнения
М- Nx0 — ЧР6хг = О,
где х0 и — расстояние соответственно от оси колонны и от оси
болта до центра тяжести сжатой зоны эпюры напряжений на опор-
ной поверхности.
При расчете каркасов печей следует учитывать ветровую на-
грузку.
§ 2. Змеевики, подвески, печные двойники
и другие детали печей
Змеевики трубчатых печей в настоящее время в основном изго-
товляют цельносварными, так как при необходимости удаление
кокса можно выполнять паровоздушным выжиганием. Однако
в некоторых случаях, когда происходит интенсивное коксообра-
зование и достаточно часто требуется чистка от кокса (например,
змеевики вакуумных печей установок первичной перегонки нефти
или змеевики печей установок коксования тяжелых остатков и др.),
можно предусматривать чистку механическим методом при по-
мощи пневматических инструментов. В этих случаях змеевик вы-
полняют из прямых труб, соединенных коваными или литыми двой-
никами (ретурбендами).
253
Рис. 214. Составная трубная ре-
шетка:
/, 2, 3 — верхняя, средняя и нижняя
части; 4 — соединительная планка;
5 — основание
В трубчатых печах применяют бесшовные трубы с наружным
диаметром от 60 до 325 мм. Наиболее распространены трубы диа-
метром 102, 127 и 152 мм. Толщину стенки труб принимают в зави-
симости от давления и коррозионных свойств среды обычно в пре-
делах 4—15 мм. Длина труб 6—
24 м. В камерах конвекции в ряде
случаев устанавливают оребрен-
ные и ошипованные трубы.
Материал труб выбирают в за-
висимости от температурного ре-
жима и коррозионных свойств
сырья. В печах для переработки
малосернистого некоррозионного
сырья и при температуре 300—
400°С (в печах атмосферно-вакуум-
ных установок) используют трубы
из углеродистых сталей 10 и 20.
При этом радиантную часть змее-
вика, где температура сырья выше
250° С и его агрессивность прояв-
ляется более интенсивно, часто
изготовляют из хромистых и хро-
момолибденовых сталей. При пере-
работке сернистого коррозионного
сырья в зонах змеевика с темпе-
ратурой среды до 400° С ставят
трубы из хромистой стали мар-
ки Х8. В печах для переработки
сернистого сырья при температуре
450—600° С (термический крекинг,
коксование) применяют трубы из
хромомолибденовых сталей 15Х5М
(Х5М, Х5МУ), а также трубы
из сталей, не содержащих молиб-
ден — 15Х5ВФ и 12Х8ВФ. Повы-
шенной стойкостью в этих усло-
виях обладают трубы из сталей,
содержащих несколько больше
хрома и молибдена (Х9М и
Х13М1). Для трубчатых печей
установок каталитического риформинга, где продукт нагревается
до температуры 530° С при давлении до 5 МПа, в случае
незначительной коррозионной активности среды применяют
сталь 1Х2М1, более прочную при высоких температурах, чем
сталь 15Х5М. Для высокотемпературных процессов (печи пиро-
лиза, конверсии) используют трубы из жаропрочных сталей
12Х18Н10Т, 10Х23Н18, 45Х25Н20С, сплава ХН32Т (19—20% Ст,
30—34% Ni) и др.
254
Трубные решетки являются опорами конвекционных труб.
Решетки (рис. 214) обычно изготовляют из чугунного литья и в ряде
случаев покрывают теплоизоляцией. Промежуточные трубные ре-
шетки конвекционной камеры для жестких температурных усло-
вий также отливают из стали 40Х9С2Л.
Рис. 215. Подвески для труб
Для предохранения радиантных труб от провисания устанав-
ливают трубные подвески. По конструкции их подразделяют на
подвески открытого (рис. 215, а) или закрытого (рис. 215, б) типов.
Недостаток подвесок закрытого типа — необходимость вырезания
части труб в случае смены подвесок. Трубные подвески работают
при высоких температурах (до 1000° С), поэтому их изготовляют из
высоколегированной жаропрочной стали. Для отливки подвесок
применяют стали 30Х24Н12СЛ и 25Х23Н7СЛ.
Для поддержания горизонтального и наклонного сводов труб-
чатых печей, а также подвесных боковых стен из кирпичей приме-
няют подвески (рис. 216) и кронштейны, прикрепляемые к балкам
каркаса печи. Подвески и кронштейны для кирпича находятся вне
зоны нагрева, поэтому их отливают из чугуна.
255
Кладку печи выполняют подвесной из специального огнеупор-
ного фасонного кирпича, собираемого на подвесках и кронштейнах
«в замок». Боковые поверхности кирпича иногда выполняют вол-
нистыми или зубчатыми для создания большей герметичности. Для
6
Рис. 217. Двойник двухтрубный литой:
/ — корпус; 2 — пробка; 3 — траверса; 4 — болт
компенсации теплового расширения в кладке предусматривают
температурные швы (см. рис. 211), заполняемые мягкой деформи-
руемой изоляцией. Снаружи стены может быть второй изоляцион-
ный слой кладки, выпол-
няемый из обычного или
легковесного кирпича или
теплоизоляционного мате-
риала. Для изготовления
печей также применяют
блоки из жаропрочного
железобетона. В настоящее
время вместо футеровки
печей кирпичом широко
применяют теплоизоляци-
онные панели. Такая па-
нель представляет собой
металлический лист, на ко-
торый со стороны, обра-
щенной внутрь печи, при-
варена арматура в виде
стержней и нанесен слой
огнеупорной легковесной
теплоизоляционной компо-
зиции толщиной 100—
200 мм.
К гарнитуре трубчатых
печей относят регистры
для регулирования потока
воздуха, смотровые окна для наблюдения за факелом и состоя-
нием внешней поверхности радиантных труб, лазы для проник-
новения в печь при ремонте, взрывные окна для выпуска газов
при возникновении «хлопка» в печи. Гарнитуру изготовляют
из чугунного литья.
Печные двойники (ретурбенды) служат для соединения труб
печи в непрерывный змеевик. Конструкция печных двойников
должна обеспечивать: прочность и герметичность соединения
труб печи, незначительное гидравлическое сопротивление, воз-
можность вскрытия труб и их смены, доступность при очистке
от кокса.
По конструкции двойники могут быть различными, например,
двухтрубными (рис. 217), четырехтрубными, угловыми, по способу
изготовления — литыми и коваными. В литых двойниках стандарт-
ной конструкции пробки к гнезду прижимают при помощи на-
жимного болта и траверсы, вставленной в проушины корпуса.
256
Траверса кованых двойников упирается в специальный подково-
образный выступ корпуса. В настоящее время преимущественно
применяют литые двойники, которые надежны и дешевы.
Двойники предусматривают соединения труб с шагом t =
= (1,7-е-2) dH, где Д, — наружный диаметр трубы. Трубы крепят
к двойникам на развальцовке. В корпусе двойника в цилиндриче-
ских отверстиях под трубы протачивают по две канавки глубиной
1,5—2,0 мм. Трубы развальцовывают с разбортовкой конца трубы.
Диаметр отверстий под трубу примерно на 1 мм больше наружного
диаметра трубы.
Соединение труб на развальцовке приемлемо при температуре
стенки трубы в месте развальцовки 560° С. При более высоких
температурах соединение следует выполнять на сварке.
Двойники характеризуют условным диаметром, который равен
наружному диаметру трубы. Двойники стандартной конструкции
изготовляют на три ступени 25; 65 и 100 для давлений соответст-
венно 2,5; 6,5 и 10 МПа (табл. 19).
Таблица 19
Условия применения печных двойников из стального литья
Ступень Материал корпуса и пробки Максимальное рабочее давление, МПа, при температуре среды, °C
410 450 475 500 525 550
25 25Л-П 20ХМЛ 20Х5МЛ 2,5 2,0 3,5 2,5 3,8 2,5 1,6
65 25Л-П 20ХМЛ 20Х5МЛ 6,5 5,0 6,5 5,0 7,0 4,0 5,5 4,0 2,8
100 20Х5МЛ — — 10 8,0 6,0 4,0
Для изготовления основных деталей двойника (пробки и кор-
пуса) при работе с нейтральными средами и температуре до
450° С применяют углеродистую сталь 25Л-П, при более высоких
температурах — легированные стали. Нажимные болты и траверсы
изготовляют для температур до 425° С из стали 35Х, при более вы-
соких температурах — из стали ЗОХМА.
Все детали двойника подвергают термообработке. Для обеспе-
чения надежной развальцовки твердость по Бринеллю НВ мате-
риала гнезда двойника должна быть больше твердости материала
трубы не менее, чем на 30 единиц.
Вихмав 257
§ 3. Расчет двойников
Расчет нажимного болта. Нажимной болт работает на сжатие
и кручение. Расчет болта ведут на усилие, возникающее при за-
тяжке, или на усилие от внутреннего давления.
Осевое усилие, возникающее в болте при затяжке, определяют
по моменту, создаваемому рабочим. Если пренебречь трением на
торце нажимного болта, то можно записать выражение для кру-
тящего момента
Мкр = QL = Prig (а-фр),
откуда
р -.
г tg (а + р) ’
где Р -- осевое усилие, сжимающее болт; Q — усилие на ключе,
создаваемое рабочим при затяжке (300 Н); L — длина ключа
(1,2 м); г — средний радиус резьбы болта; а — угол подъема на-
резки болта; р — угол трения.
По опытным данным tg (а + р) = 0,30ч-0,40. Обычно крутя-
щий момент в зависимости от диаметра и ступени двойника со-
ставляет 400—800 Нм.
Осевое усилие, возникающее в болте от внутреннего давления
на пробку,
P' = kp--±-
здесь k — коэффициент уплотнения; р — внутреннее давление (см.
табл. 19); О0 = -21Д±-£з. —средний диаметр пробки (где£>х иО2 —
соответственно наибольший и наименьший диаметр конической
пробки — см. рис. 219);
й = 1,1
Р
где рпр — пробное давление при опрессовке змеевика печи при
температуре 20° С (рпр = 1,7р).
На заводе-изготовителе двойники подвергают гидравличе-
скому испытанию на давление Зр, которое выдерживают в течение
5 мин, а затем снижают до 2р.
Сжимающие напряжения в болте рассчитывают по большему
из усилий (Р или Р'), например,
— 4Р
где da — внутренний диаметр резьбы болта.
Напряжение кручения
Л4Кр
т =-----г.
0,245
258
Приведенное напряжение определяют по формуле
опр = /о2+ Зт2< [ст],
где [о] — допускаемое напряжение, которое зависит от материала
болта и температуры.
Расчет корпуса двойника. Корпус двойника работает на раз-
рыв по сечению Л—А (рис. 217,218) от действия распорных усилий
пробок и внутреннего давления. При этом наиболее нагруженной
считают часть корпуса, где расположены конические пробки.
Рис. 218. Схема к расчету
двойника (сечение Л—А, см.
рис. 217)
Рис. 219. Гнездо пробки
двойника
Распорное усилие пробки является следствием действия на
пробку усилий от нажимного болта и внутреннего давления, кото-
рое отжимает пробку и уменьшает распорное усилие. Усилие, при-
ходящееся на единицу длины окружности по среднему диаметру,
от сил, действующих на пробку (рис. 219),
irDg
р-р—г
<177>
Удельное распорное усилие
tg 2
где р — угол конусности пробки.
Распорная сила
T = q'Da=-^.
tg т
Подставляя сюда значение q из формулы (177), получим
Т =____- 4 •
л tg Т"
259
Напряжение, возникающее от распорного усилия Т, рассчиты-
вают с учетом площади сечения только верхней доски корпуса
(см. рис. 218):
2Т
Fi
Fi^ tg -|-
где Fj = (А — 2Dn) 6.
Напряжение от внутреннего давления определяют с учетом
площади сечения верхней половины корпуса:
р(Л-26х)
где F2 -=2-^-Ьг.
Суммарное напряжение ас == 04 + а2 <0,8 [al. Коэффициент
0,8 учитывает снижение допускаемого напряжения для литья.
Расчет ушка двойника. Ушко двойника проверяют как полу-
кольцо на напряжение изгиба от действия сосредоточенной на-
грузки, равной PI2 (рис. 220). Изгибающий момент
Л1 = 0,318 ~ А ,
где Ln 2г + г) = 7? + г.
Момент сопротивления опасного сечения ушка изгибу U7 =
= ———• Напряжение изгиба
260
Расчет траверсы. Траверсу двойника рассчитывают на изгиб
как балку на двух опорах по опасному; сечению х-х (рис. 221):
Л4„ • ' Л
,г (Л'~^)^ . л _ А1и
И — 7 , О ~^г,
6
где Л,, Л', г/,,, ht — размеры (см. рис. 221).
Для изготовления цельносварных змеевиков печей
двойников применяют крутопзогиутые фитинги.
Кольцевое напряжение от внутреннего давления р
том участке трубы изменяется по окружности в зависимости от
угла а (рис. 222):
prn 2R -\- /ц sin а
° ~ 2s' R у /„ sin с/. ’
(178)
где г„ -- внутренний ра-
диус трубы; s' — расчетная
толщина стенки; R — ра-
диус изгиба двойника;
а — центральный угол,
определяющий положение
точки, для которой рас-
считывают кольцевое на-
пряжение.
Из формулы (178) следует, что кольцевые напряжения
гнутого двойника на его вогнутой стороне (а 90) достигают мак-
симума, а па выпуклой стороне (а — 270") — минимума. В сече-
ниях, соответствующих углам а ~ 0° и а 180°, кольцевые на-
пряжения равны напряжениям в прямой трубе.
Толщину стенки гнутого двойника рассчитывают по наиболь-
шей величине кольцевых напряжений на вогнутой части. В ряде
случаев при выборе толщины стенки определяющую роль играет
эрозионный износ, который может быть наиболее интенсивным на
внутренней стороне стенки выпуклой части двойника. В этих слу-
чаях толщину стенки следует оценивать также с учетом скорости
износа трубы, срока ее службы и для выпуклой стороны двойника.
Из уравнения (178) толщина стенки двойника с учетом прибавки С
па коррозию и эрозию
в качестве
на изогну-
крутоп30-
б=Р^
Рис. 222. Эпюра напряжений в
гнутом фитинге
в стенке
ppgk_____
‘2 [ст I (() — р
где Dt. - внутренний диаметр трубы двойника; С — прибавка,
равная сумме минусового допуска С\ на толщину стенки двойника
и прибавки на коррозию и эрозию, определяемой умножением ско-
рости изнашивания П на расчетный срок службы Т (С = Сг +
+ ПТ\, 1г — коэффициент, показывающий, во сколько раз расчет-
но напряжение в стенке на изогнутом участке трубы отличается
9 Вихмап 261
от напряжения на прямом участке трубы; ниже указаны значения
k в зависимости от отношения радиуса изгиба к диаметру RID:
R/D........................... 1 1,5 2 3 4 5
Значения k:
на вогнутой поверхности (а =
= 90°).................. 1,50 1,25 1,17 1,10 1,07 1,05
па выпуклой поверхности (а =
= 270°) ............... 0,83 0,88 0,90 0,93 0,94 0,95
Из этих данных видно, что при величине отношения радиуса
изгиба трубы к ее диаметру, равном или большем 5, разница между
кольцевыми напряжениями в стенке на гнутом и прямом участках
трубы не превышает 5%.
§ 4. Форсунки и горелки
Конструкция форсунки должна обеспечивать хорошее распы-
ление и смешение топлива с воздухом, а также полное сгорание
топлива при минимальном избытке воздуха. Для распыления
жидкого топлива используют водяной пар, сжатый воздух или
применяют механический способ. В последнем случае требуются
специальная подготовка топлива (фильтрация) и создание сравни-
тельно высокого давления в топливной линии.
В трубчатых печах в основном применяют форсунки с паровым
и воздушным распылением топлива. В зависимости от способа сме-
шения топлива с паром различают форсунки с внешним и внутрен-
ним смешением. Внутреннее смешение происходит в самой фор-
сунке. Форсунки с внешним смешением используют редко. Распы-
ление топлива воздухом более экономично и способствует сниже-
нию шума, характерного для форсунок с паровым распылением.
По длине факела форсунки делят на длинно- и короткофакель-
ные. В современных трубчатых печах часто применяют комбини-
рованные горелки, рассчитанные для работы на жидком или газо-
вом топливе.
Одна из таких конструкций газомазутных горелок типа
ФГМ-120 с воздушным распылением топлива приведена на рис. 223.
Горелка состоит из трех частей: газовой, жидкостной и воздушной.
Газовая часть представляет собой газовый корпус /, который вклю-
чает газовый коллектор, выполненный заодно с регистром атмо-
сферного воздуха, и распределительные трубки 2 для ввода газа
в топку. Воздушная часть состоит из корпуса 4, завихрителя 3,
шибера 11, установленного'внутри регистра, и шибера 10 на газо-
вом коллекторе. Жидкостная часть —‘мазутная форсунка состоит
из паромазутной’головки 6, внутренней трубы 7, заканчивающейся
соплом Лаваля, и наружной трубы 5, заканчивающейся диффу-
зором 9. Подачу мазута регулируют вентилем 8.
Первичный воздух от вентилятора подается через завихри-
тель, подхватывает и завихряет мазутную смесь. Вторичный
262
атмосферный воздух для горения поступает через окна регистра
в передней цилиндрической части газового корпуса и окна на кони-
ческой поверхности газового коллектора. Количество вторичного
воздуха регулируют шибером на газовом коллекторе и шибером,
который перемещается внутри регистра.
Жидкое топливо может распыляться низконапорным воздухом
от вентилятора, а также водяным паром или сжатым компрессор-
ным воздухом, подаваемыми во внутреннюю трубу форсунки. При
500
Рис. 223. Горелка ФГМ-120:
/ — воздух от вентилятора; // — мазут; /// — водяной пар; IV — воздух из атмо-
сферы
работе на газовом топливе может быть использован воздух как от
вентилятора, так и атмосферный. Горелка может работать также
на жидком и газовом топливе одновременно.
Тепловая мощность горелки 2,3 МВт.
На рис. 224 показана комбинированная эмульсионно-вихревая
горелка ГЭВ К-500 тепловой мощностью до 5,8 МВт (производитель-
ность по мазуту 500 кг/ч). Горелка состоит из газовой части, вклю-
чающей кольцевой газовый коллектор 1 и расположенные по
окружности сопла 2, и жидкостной форсунки 3. Для регулирова-
ния первичного воздуха служит регистр 5. Вторичный воздух по-
ступает через канал б для охлаждения стенок кратера горелки.
Особенность горелки — наличие пилотной газожидкостной го-
релки 6, которая размещена тангенциально к основному корпусу.
9* 263
При пуске печи вначале включают пилотную горелку; при этом
создается вихревой факел, стабилизирующий форму основного
факела и завихряющий его.
При работе горелки на жидком топливе происходит предвари-
тельное образование парожидкостной эмульсии внутри форсунки
в полости а и насадках 4 (завихрителе и дефлекторе). Благодаря
Рис. 224. Комбинированная эмульсионно-вихревая горелка ГЭВК-500:
1 — первичный воздух; II — вторичный ваздух; III — водяной пар
такой конструкции создаются благоприятные условия для полного
сгорания топлива при небольшом избытке воздуха и малом расходе
пара.
В печах беспламенного горения с излучающими степами для
сжигания газообразного топлива применяют специальные панель-
ные горелки (рис. 225). Газ подается по трубе 1 через распыли-
тель 2 в смеситель 3. В результате инжекции в смеситель засасы-
вается воздух, количество которого можно изменять заслонкой-
маховиком 4.
Топливная смесь на выходе из смесителя распределяется отбой-
ником 5 равномерно по трубам 6, на которые надеты керамические
264
шамотные горелки 7. В горелках смесь нагревается до температуры
воспламенения. Сгорание происходит в туннелях горелок. Между
шамотными горелками н металлическим каркасом-панелью 8
горелки засыпают диатомитовую изоляцию 9.
Размеры беспламенных панельных горелок 500x500 и 605X
Х605 мм. В зависимости от теплопроизводительности горелки из-
Рис. 225. Горелка беспламенная панельная
готовляют с разными числом туннелей (100, 144 и 196), диаме-
трами смесителя и труб.
Теплопронзводительностн горелок регулируют общей задвиж-
кой или клапаном, установленным на линии подвода газа к печи.
Расход воздуха при этом изменяется автоматически вследствие
изменения интенсивности подсоса. Маховиком 4 пользуются только
для предварительной регулировки процесса сгорания.
Тепловая мощность горелок беспламенных панельных в зави-
симости от ’нарки составляет 0,04—0,32 МВт. Например, тепловая
мощность горелки ГБПш-140 равна 0,16 МВт (140 000 ккал/ч).
Глава XIII
ЦЕНТРИФУГИ, ФИЛЬТРЫ, МАШИНЫ ДЛЯ РАЗЛИВА
ПАРАФИНА, ФОРМОВКИ КАТАЛИЗАТОРОВ,
ОБОРУДОВАНИЕ ПНЕВМОТРАНСПОРТА, ЭЛЕКТРОДЕГИДРАТОРЫ
§ 1. Конструкция основных узлов и механический
расчет центрифуг
По наиболее важным конструктивным признакам — способу
крепления вала ротора, а также его расположению в простран-
стве — центрифуги разделяют (рис. 226) на центрифуги с под-
пертым валом, висячие, подвешенные па колонках, горизонталь-
ные с промежуточным и консольным расположением ротора и
наклонные.
Рис. 22G. Схемы крепления вала центрифуги:
а — подпертого и жестких опорах; 6 — подпертого с упругой опорой; в — висячего;
г— подвешенного па колонках; д — горизонтального с ротором между опорами; е —
горизонтального с консольным ротором
Обычно роторы центрифуг устанавливают на опорах качения,
применяя радиально-упорные и упорные роликовые и шариковые
подшипники.
Общее требование для всех конструкции центрифуг — хоро-
шая уравновешенность ротора и устойчивая работа вала. Наруше-
ние устойчивой работы вала происходит в момент, когда угловая
скорость вращения становится равной критической угловой ско-
рости вращения, эквивалентной собственной круговой частоте
вала. В этот момент наступает резонанс.
266
Валы центрифуг по характеру работы разделяют на гибкие и
жесткие. Гибкими называют валы, работающие при угловых ско-
ростях, превышающих критическую (со > р), жесткими — валы,
рабочая угловая скорость которых меньше критической (со< <оГф).
В ряде случаев, особенно для гибких валов, в центрифугах
применяют упругие опоры, назначение и сущность которых видны
из следующего примера [31. Пусть вал (рис. 227) нагружен мас-
сами т, которые расположены с эксцентриситетом е относительно
оси вращения. Тогда при вращении вала с некоторой угловой
скоростью возникает центробежная
сила /иш2 (е + у), которая изгибает вал
и стремится увеличить первоначальный
эксцентриситет на величину у. По мере
приближения угловой скорости вала и
к критической величина смещения масс
возрастает и становится максимальной
при со сокр. Дальнейшее увеличение со
приводит к тому, что из-за большей
устойчивости движения вал займет та-
кое положение, при котором центр -----
масс т окажется на оси вращения, а __________
сам вал будет вращаться около линии,
соединяющей оиоры. При этом прогиб Рис 227. Схема работь, BaJla
вала будет равен по величине и про- центрифуги
тивоположен по направлению эксцен-
триситету {у — —е), центробежная сила исчезнет и работа вала
станет спокойнее. Это состояние наступает при угловых скоро-
стях, значительно превышающих величину ы.
При этом упругая или шарнирная опора, допускающая неко-
торое смещение или поворот вала, уменьшит величину сокр и значи-
тельно облегчит п ускорит наступление второго режима движения,
при котором со>со,.р. В центрифугах с вертикальным подпертым
валом для этой цели чаще всего используют верхнюю опору.
Такого рода «плавающую» опору выполняют в нескольких
вариантах. Подшипник может быть установлен в стакане, который
помещен в специальной втулке из упругого материала. Иногда
опорная поверхность стакана подшипника имеет сферическую
форму, позволяющую ему поворачиваться. Применяют также
опору с корпусом подшипника, раскрепленным тремя пружин-
ными тягами или поджатым пружинами, которые позволяют ему
смещаться (см. рис. 226, б).
Аналогичную цель преследуют при установке ротора центри-
фуги на специальных пружинных подвесках, закрепленных к трем
колонкам (рис. 226, г). В таких центрифугах точки подвеса на-
ходятся выше центра масс конструкции, что делает систему
устойчивой. Эти центрифуги в соответствии с принципом крепле-
ния получили название маятниковых или центрифуг, подвешен-
ных на колонках.
267
Перечисленные специальные способы обеспечения устойчивой
работы ротора центрифуг применяют особенно в тех случаях,
когда загружаемое сырье не может распределиться равномерно
по поверхности барабана и нарушает балансировку ротора, на-
пример, когда в центрифугах обрабатывают отдельные штучные
материалы. Однако установка упругой опоры всегда целесооб-
разна, так как создает возможность автобаланс1)])<;П!.н ротора при
вращении.
Рис. 228. Роторы центрифуг:
а — со сплошными стенками; б — с перфорированными стенками с ножовым съемом
осадка; в — со шнековой выгрузкой; г — с поршневой выгрузкой; U — с концентриче-
скими цилиндрическими вставками; е — тарельчатый; / — суспензия; // — фугат;
III — осадок
Конструкции роторов центрифуг разнообразны и определяются
их технологическим назначением, а также системой выгрузки
осадка (рис. 228). Ротор центрифуги может быть выполнен в виде
полого барабана со сплошными (рис. 228, а) или перфорирован-
ными (рис. 228, б) стенками. Барабан с перфорированными стен-
ками устанавливают в фильтрующих центрифугах.
Если осадок удаляется под действием сил тяжести, то барабан
снабжают коническим днищем (рис. 228, в), по стенкам которого
осадок сползает вниз. Осадок в этом случае находится под дей-
ствием трех сил (рис. 229): силы тяжести mg, центробежной!
силы ты2г и силы трения, которая возникает вследствие прижатия
осадка к стенкам двумя первыми силами. Для движения осадка
вниз необходимо, чтобы проекция результирующей силы тяжести
и центробежной силы на образующую конуса, направленная
к его вершине, была больше силы трения, т. е.
mg cos а — mco2r sin а — f (mg sin a — тш2г cos a) > 0,
где f — коэффициент трения осадка о стенку.
268
Обычно центробежный эффект настолько велик, что выгрузку
проводят лишь при сниженной частоте вращения или при оста-
новленном роторе. Иногда осадок выгружается под действием
центробежных сил.
В центрифугах со шнековой выгрузкой внутри барабана
размещен шпек (см. рис. 228, д), который вращается в ту же
сторону, что п барабан, но с частотой, несколько отличающейся
от частоты вращения барабана. В результате шнек перемещает
осадок вдоль стенки барабана к месту выгрузки или в ряде слу-
чаев (при выгрузке под действием центробежных сил) тормозит
движение осадка.
По другому способу осадок выгружается пульсирующим порш-
нем (см. рпс. 228, г), закрепленным на специальном штоке. Пор-
шень вращается вместе с барабаном и, кроме того, совершает
возвратно-поступательное движение, выталкивая при этом отдель-
ными порциями осадок с внутренней поверхности стенки бара-
бана.
Роторы центрифуг можно также выполнять в виде барабана,
который внутри разделен концентрическими цилиндрическими
перегородками па отдельные камеры (см. рис. 228, д). При работе
центрифуги суспензия проходит последовательно эти камеры, и
они постепенно заполняются осадком, который удаляют при
разборке ротора после остановки центрифуги. В такой конструк-
ции удлиняется путь прохождения суспензии и повышается чи-
стота разделения.
Ротор тарельчатых сверх центрифуг представляет собой ба-
рабан, внутри которого установлен ряд конических тарелок,
вращающихся вместе с барабаном и образующих полости для
прохода суспензии (см. рис. 228, е). При движении суспензии
между тарелками осадок оседает на нижней поверхности верхней
тарелки п соскальзывает по ней вниз. Суспензия движется па-
раллельными потоками. Так как расстояние между тарелками
небольшое (0,5 - 1,5 мм), осаждение происходит за короткий
промежуток времени.
Центрифуги приводятся от индивидуальных электродвигате-
лей. Электродвигатель можно соединять с валом центрифуги
жесткой муфтой или монтировать в общем блоке на одном валу.
В этом случае в центрифугах с качающимся валом предусматри-
вают упругое крепление всей системы (ротор — электродви-
гатель) на специальных пружинных подвесках. В ряде конструк-
ций электродвигатель жестко закрепляют и соединяют с валом
центрифуги упругой муфтой или ременной передачей.
Расчет ротора центрифуг. Рассмотрим быстро вращающийся
цилиндр с жидкостью и определим давление, которое жидкость
оказывает под действием центробежных сил на стенки. Центро-
бежная сила, действующая на выделенное кольцо массой din
(рпс. 230),
de = ы2г dm..
269
Рис. 230. Схема к расчету давления
на стенки роторов центрифуг
Подставляя сюда массу кольца толщиной dr
dm. — р2лг/7 dr,
получим
de = ро)22лг2Я dr\
скорость; г — ра-
здесь р -- плотность жидкости; « — угловая
ди ус кольца; Н — высота кольца.
Давление на единицу поверхности выделенного кольца от
действия силы de
dp, --
dc „ ,
о—гт -= pw г dr.
2nrll 1
Полное давление па стенки цилиндра, возникающее при
вращении кольца жидкости толщиной — /?и,
R
Р.~
я.
где R и /?0 — внутренний! радиус цилиндра и жидкостного кольца.
Разделив и умножив выражение (179) на R2, его можно запи-
сать в виде
(179)
Р2 - /?2
где
270
Коэффициент ф эквивалентен отношению площади сечения
жидкостного кольца к площади сечения всего цилиндра и харак-
теризует степень заполнения барабана.
В быстро вращающийся цилиндрической обечайке возникают
центробежные силы, которые вызывают ее растяжение. Центро-
бежную силу, действующую на элемент цилиндра, площадь
поверхности которого равна единице, можно рассматривать как
внутреннее давление, растягивающее обечайку,
q = <л2/?/и1.
Подставляя сюда массу рассматриваемого элемента стенки
с площадью поверхности, равной единице, тх pMs, получим
q =
где ри — плотность материала стенки; s — толщина стенки.
Следовательно, вращающуюся цилиндрическую обечайку
с жидкостью можно рассматривать как оболочку, находящуюся
под действием внутреннего давления р = рс Д- q.
Роторы центрифуг являются цилиндрическими или кониче-
скими обечайками, которые укреплены по краю, поэтому расчет
роторов проводят с учетом краевых сил и моментов, возникающих
в местах крепления.
При расчете ротора центрифуги предварительно принимают
определенную расчетную схему. При этом, особенно для сложной
конструкции барабана, допускают ряд упрощений, как это будет
показано ниже. Следует отметить, что изменения, вносимые при
упрощении, должны идти в запас прочности конструкции. Напри-
мер, при таких упрощениях, как замена плавного перехода на
резкое изменение формы в месте стыка днища с обечайкой или
допущение абсолютной жесткости ступицы, упрощается расчет
и не снижается запас прочности.
Рассмотрим сущность и порядок расчета на примере наиболее
простой конструкции ротора, расчетная схема которого приве-
дена на рис. 231. Ротор представляет собой барабан, состоящий
из цилиндрической обечайки 1, плоского днища 2, запорного
кольца 3.
На элементы ротора действуют следующие нагрузки:
па цилиндрическую обечайку — центробежные силы от соб-
ственной массы, центробежное давление вращающейся жидкости
рс, краевые силы и моменты па левом крае Рх и ЛЦ, па правом
крае Р., и М 2;
на днище — центробежные силы от собственной массы, цен-
тробежное давление вращающейся жидкости рс, распределенное
по параболическому закону, краевые силы и моменты Рх п М р,
на запорное кольцо — центробежные силы от собственной
массы, центробежное давление жидкости рс, распределенное
по параболическому закону, краевые силы и моменты Р.> и ЛЦ.
271
Под действием указанных нагрузок в местах сопряжения
отдельных элементов ротора возникают деформации: радиальные
перемещения на крае А и углы поворота сечения 0. Эти деформа-
ции в данном узле для элементов должны быть едина ковы, по-
этому для каждого узла можно составить уравнения совместности
деформаций. При этом полагают, что цилиндрическая обечайка
является длинной, а радиус днища достаточно болыпоп, чтобы
реакция в месте сопряжения со ступицей не оказывала влияние
па деформации внешнего края днища.
Рис. 231. Схема к расчету ротора
Для удобства обозначение деформации запишем с двумя
индексами: нижний указывает нагрузку (ц. с. — центробежная
сила), вызывающую деформацию, верхний — позицию детали
и обозначение узла, деформацию которых рассматриваем.
Для узла а сопряжения обечайки 1 с дншнрм 2
Д * • а I Д ' а 1 \ * • а I Д ' а X '*• а \ Л - • 11
Ь'ц. с т &рс — -'ц.с Г'ЫД. ,
n I . л I n 1. я л2, а . 2, с/ 0 )
Орх + ом1 = + 0Л1 , .
Для узла б сопряжения обечайки 1 с запорным кольцом ,?
0^ + oli».. оу« кй« ' (!S1)
После замены в уравнениях совместности (18(1) н (181) дефор-
маций их выражениями через соответствующие нагрузки полу-
чаем две системы. Из первой системы находим неизвестные на-
грузки f\ и Afj, из второй — нагрузки P.L и М.,_. Соотношения
между деформациями и нагрузками, которые их вызывают, для
различных случаев приведены в работе [31.
272
Следовательно, зная краевые силы и моменты, можно По
принципу независимости действия нагрузок определить извест-
ными методами напряжение в каждой детали ротора.
Например, в стенке цилиндрической обечайки возникают сле-
дующие удельные нагрузки в точке, расположенной на расстоя-
нии х от края.
I. Нагрузки от действия краевого усилия Р, [см. формулы
(12)1:
Л4 PQeK кх (cos kx — sin
SP =0;
Tpu^2kRP04~hxcoskx-
Mp: -= P„e~kx sin /er;
= цМР„;
здесь k — коэффициент затухания.
2. Нагрузки от действия краевого момента Мо [см. формулы
(13)1:
Nм,, = — 2kM0e kx sin kx;
SM, = 0;
7'л1„ = 2k2RMue~~kx (cos kx — sin kx);
M л[„ = Mne~ltx (cos kx sin kx);
Km, = !-i й!л| „.
Следует отметить, что в общем случае величины нагрузок Рд
и Л)о для правого и левого краев различаются.
3. Нагрузки от центробежного давления вращающейся жид-
кости (суспензия и осадок):
S'P РЛ> ГР< = Ч’
где ф — коэффициент заполнения барабана.
Здесь осевая сила SPc появляется от действия жидкости па
днище барабана.
4. Нагрузки от действия центробежных сил па стенки цилин-
дрической обечайки:
с =-= 0; 7\(. с =•= ps(o2№.
Суммарные удельные нагрузки определяем суммированием
найденных нагрузок с учетом их знаков:
N = Л-’Л(о; М — МРоМма;
S = SP(y
т ^Тро\-т^-\-TPi: 4-Л.е;
273
Напряжения от действующих нагрузок определяем в соответ-
ствии с формулами (8), (9), (10).
Расчет критической угловой скорости вала центрифуги. Устой-
чивая работа вала нарушается при приближении его скорости
к критической. При этом увеличивается прогиб вала. На рис. 232
приведена схема вала для наиболее типичного случая консоль-
ного закрепления ротора центрифуги. Вал центрифуги совершает
двойное вращательное движение. Кроме вращательного движения
около собственной изогнутой оси, вал совершает вращательное
Рис. 232. Схема к расчету критической
скорости вала
движение с такой же скоростью
вокруг первоначальной своей
оси, т. е. линии осей подшип-
ников. При анализе такого слу-
чая вращения вала полагают,
что его изогнутая ось является
плоской кривой.
Если направление вращения
вала и его изогнутой оси совпа-
При анализе явления обычно
дают, то такое движение назы-
вают прямой прецессией, в об-
ратном случае движение назы-
вают обратной прецессией.
силами тяжести, а также массой
всех деталей, кроме масс ротора и суспензии, пренебрегают.
В этом случае при вращении на ротор действует центробежная
сила с = тауЬу, увеличивающая прогиб вала, и момент М, воз-
никающий вследствие гироскопического эффекта быстро враща-
ющейся массы. При прямой прецессии гироскопический момент,
возвращающий вал в первоначальное положение,
Л4 = (/0 - 7Э) coV,
(182)
при обратной прецессии момент изгибает вал, увеличивая
прогиб при этом:
М = (4 + 4КЧ-
В этих выражениях: 10 и /э — соответственно полярный момент
инерции вращающихся масс ротора и суспензии относительно
оси вращения и экваториальный момент инерции этих масс отно-
сительно оси, проходящей через центр масс, нормально к оси
вращения ротора; т — масса; ср — угол наклона оси цилиндра.
Если оба подшипника жесткие, то критическую угловую ско-
рость вала определяют по формуле
_ , /в+ Гй2 + 4^ .
кр“ |/ 2А
здесь при прямой прецессии
Л = (д^ри — Ь1сап)т(70 — !э),
в = Рп (4 - 4) — т Ifhc + blcd)\
274
при обратной прецессии
А = (61Сап — alepu) т (/0 + /э);
В = Рп Uо + f3) 4" т (.aic + blcd),
где а1с ~ а1г + and; blc ~ Ьг1 Pud; d — расстояние от цен-
тра вращающихся масс до точки крепления ротора к валу.
Значения коэффициентов влияния йп, а1г, Ь1г, рг1 находят
по формулам
I[ 3F/j/2 ’ 11 6F/J.,
I ___Zi (3/i/a + 2^4) . о _ 3/^2 .
0,1 ~ ’ 1 11 ' ЗЕ/^2
здесь - длина консоли; —экваториальный момент инерции
ее сечения; /2 — расстояние между подшипниками; /2 — эквато-
риальный момент инерции сечения вала.
Для обеспечения устойчивой работы вала центрифуги необ-
ходимо, чтобы его скорость по возможности больше отличалась
от критической. Для жестких валов, для которых < <окр,
достаточно, чтобы и < (0,75 л-0,80) <о|(р. Для гибких валов, для
которых со > <вкр, необходимо, чтобы со > 1,35(о„р. В связи
с этим при конструировании центрифуг с жестким валом следует
стремиться к увеличению критической скорости. Этого достигают
уменьшением длины и увеличением диаметра вала, а также макси-
мальным сокращением расстояния между точкой крепления бара-
бана центрифуги к валу и центром вращающихся масс. Последнее
видно в конструкции центрифуги на рис. 226, а, где благодаря
специальной вогнутой форме днища узел крепления углублен
в барабане.
При конструировании центрифуг с гибким валом принимают
меры к снижению критической скорости вала увеличением длины
и уменьшением диаметра вала, что, однако, вызывает увеличение
габаритных размеров и снижение прочности конструкции. Чаще
при гибком вале применяют упругий подшипник, при установке
которого снижается <акр.
На критическую скорость влияют также величины 1„ и 1Э.
Как это следует из формулы (182), при прямой прецессии увели-
чение разности Iо — 1Э вызывает возрастание восстанавливаю-
щего момента и повышение критической скорости.
§ 2. Конструкция фильтров
К фильтрам, работающим под давлением (фильтр-прессам),
относят следующие основные конструкции: рамные, камерные,
листовые. Это аппараты периодического действия. Цикл работы
фильтра в общем случае включает фильтрацию, промывку, про-
дувку, разборку, удаление осадка и сборку.
275
Рамный фильтр-пресс (рис. 233) состоит из отдельных плит 1,
заключенных между рамами 2. Плиты и рамы опираются па
балки 3 и сжимаются специальным приспособлением 4, винт 5
которого упирается в нажимную плиту 6. Балки укреплены про-
дольными тягами 7 и вертикальными стойками <3. Фильтр установ-
лен на двух опорах 9 и 10.
Плиты фильтра (рис. 234) имеют двустороннюю рифленую по-
верхность. Между плитами 2 и рамами 3 прокладывают листы
(салфетки) 1 фильтровальной ткани. При значительном давлении
уплотнение между плитами и рамами выполняют в виде канавки
по контуру рам и плит, в которую закладывают край фильтру-
ющей ткани и металлическую прокладку овального сечения.
В собранном фильтре рамы образуют отдельные камеры.
В плитах и рамах имеются сквозные отверстия, которые при
сборке образуют каналы: один для подачи суспензии в полость
рам, другой для подачи промывочной жидкости. В салфетках
также имеются отверстия, совпадающие с отверстиями в плитах
и рамах. Суспензия под давлением по каналу подается в полость
рамы, где выделяется осадок; фильтрат, пройдя фильтрующую
ткань, собирается в полостях рифленой поверхности плит и
затем выводится через специальный кран отдельно из каждой
плиты. Фильтрат можно выводить и через общий канал, образуе-
мый в плитах н рамах, как коллектор. Однако при индивидуаль-
276
пом выводе легко провери ть качество фильтрата от каждой плиты;
если качество фильтрата неудовлетворительное, то плиту отклю-
чают. Фильтры с общим выводом фильтрата называют закрытыми.
Промывочную жидкость подводят не к каждой плите, а через
одну (рис. 235). Промывочная жидкость подается в полости риф-
лений плит, проходит фильтровальную ткань, двойной слой осадка
в камерах фильтра, затем опять слой фильтровальной ткани и
выводится с рифленых поверхностей соседних плит через откры-
тые крапы. Крапы плит, к которым подается жидкость, закрыты.
I’iic. 33'1. Схема работы р.тмного
фильтр пресса при фильтргщпп
Рис. 235. Схема работы рамного фильтр-
пресса при промывке (стрелки доказы-
вают движение промывочной жидкости):
/ — ткань-, 2 • - плиты промывные; .3 —
плита иелромывиая; 4 — рама
Конструкции плит фильтров могут быть различными как ио
форме, так и по типу рифления поверхности.
Зажимные устройства фильтров могут быть ручными (винто-
выми), гидравлическими, электромеханическими.
Рамные фильтры различают по размерам и числу рам, пло-
щади фильтрующей поверхности, объему pawnoro пространства.
Для стандартных конструкций фпльтр-прессов размеры рам
в свету составляют от 315x315 до 1000x1000 мм. Число рам
в фильтрах колеблется от Ю до 68. Площадь фильтрующей по-
верхности составляет от 2 до 140 м2.
' Автоматический фильтр-пресс типа ФПАКМ (рис. 236) со-
стоит из набора горизонтально расположенных одна над другой
фильтрующих рам 1, между которыми зигзагообразно протянута
бесконечная лепта фильтровальной ткани 2, приводимой в движе-
ние механизмом 10. Рамы располагаются с зазором между верхней
упорной 5 п ппжией пажпыиой 7 плитами и могут быть сжаты
механизмом зижкмг S. У слоне зажима воспринимают стойки 6.
Уплотнение между плитами и рамами осуществляют резиновой'’
прокладкой. Для натяжения ленты предназначено устройство 4.
277
to
oo
Рис. 236. матическийфильтр.пресс фПдкМ
Рис. 237. Конструкция и схема работы блока фильтрующих
плит:
Съем осадка при движении ленты выполняют ножи 3 по обе
стороны фильтр-пресса; после снятия осадка лента проходит
камеру регенерации 9.
Фильтрующая рама (рис. 237) состоит из двух частей — ниж-
ней со спиралями и отверстием для отвода фильтрата и верхней,
которая служит камерой для суспензии и осадка. Рамы имеют
бобышки, образующие при их сжатии коллектор подачи и коллек-
тор отвода.
Между верхней и нижней частями фильтровальной рамы уста-
новлена резиновая диафрагма, которая вытесняет жидкую фазу
и спрессовывает осадок.
Цикл работы фильтра включает стадии фильтрации, промывки,
отжима или просушки и выгрузку осадка.
При сжатых рамах суспензия под давлением поступает в про-
странство над фильтровальной.тканью. Жидкая фаза проходит
фильтровальную ткань, твердая фаза задерживается, образуя
слой осадка. При достижении нужной толщины слоя осадка по-
дачу суспензии прекращают и оставшуюся в полости рамы суспен-
зию вытесняют резиновой диафрагмой, подавая к ней под давле-
нием воду. В случае необходимости осадок промывают и затем
прессуют диафрагмой или продувают сжатым газом. После этого
плиты разжимаются, включается механизм передвижения ткани
и осадок удаляется.
Управление фильтр-прессом автоматическое.
/ Листовые (пластинчатые) фильтры представляют собой резер-
вуар,.В""кдтбром размещают фильтрующие элементы — листы,
состоящие из рамки с натянутой на нее тканью. Суспензия по-
дается под давлением в резервуар, а фильтрат выводится по
трубкам из внутренней полости каждого элемента. Остаток отжи-
мается от фильтрующей поверхности элементов воздухом или
паром, и поверхность очищают вручную либо, если это допустимо
по технологическим условиям,' остаток вымывают другой
жидкостью, не открывая фильтра.
Листовые фильтры различают по форме и расположению ре-
зервуара и фильтрующих элементов.
На рис. 238 показан распространенный листовой горизонталь-
ный фильтр-пресс с круглыми элементами. Эти фильтр-прессы
применяют в процессах очистки масел. Цилиндрический корпус
состоит из двух частей 1 и 2. Нижняя половина 2 закреплена на
оси 3 и прижимается к верхней откидными болтами 4. Герметич-
ное прижатие осуществляет эксцентриковый вал 5, поворотом
которого одновременно подтягивают все откидные болты. Вал
приводится через цилиндрическую передачу. Для подъема и опу-
скания нижней половины корпуса предусмотрено специальное
гидравлическое устройство.
Фильтрующий элемент (рис. 239) представляет собой метал-
лическую рамку, на которую натянута каркасная крупная сетка 1.
Поверх каркасной сетки уложены один или несколько слоев
279
более мелкой сетки 2, затем фильтрующая ткань 8, закрепленная
уплотняющим шнуром 4. Суспензия поступает в резервуар через
штуцер 6 (см. рис. 238) под распределительную решетку 7. Филь-
трат выводят от каждого элемента 8 через стеклянную трубку 9
Рис. 238. Листовой фильтр
в общий коллектор 10. Стеклянная трубка позволяет контроли-
ровать работу элемента. Трубку устанавливают между двумя
кранами, при помощи которых элемент отключают в случае его
неудовлетворительной работы.
Рис. 239. Фильтрующий элемент
Вакуумные фильтры — это в основном непрерывно действу-
ющие машины. По форме фильтрующей поверхности они разде-
ляются на барабанные, дисковые, ленточные п др.
На рис. 240 приведена одна из конструкций барабанного ва-
куум-фильтра с герметизированным корпусом для депарафиниза-
ции масел. Основными узлами фильтра являются барабан 1
с закрепленной на нем фильтрующей поверхностью, корпус филь-
тра, состоящий из нижнего полукорыта 2 и верхней крышки 3,
распределительная головка 4, система распределительных труб 5,
устройство для промывки осадка 6, механизм привода 7, нож
и шнек 8.
280
11S01
' “ фи’1ЬТр<и; 11 - пРОЧ“воЧН»я ж„дкость
Рис. 240- Sapa6ai<HbiH вакуум фильтр-
'‘'Тьтратом; — |фомь'ЬС11!Ная я<ИзК0^,ь ' L ‘,1 . глэом; IV L’ лг
Л‘°к; у 1 — инертиЬ1д га
Барабан (рис, 241) представляет собой горизонтальную ци-
линдрическую обечайку 1 наружным диаметром 3000 мм. Внутри
обечайка укреплена кольцами жесткости 2, снаружи по образу-
ющим по всей длине барабана приварены ребра 3 с пазом в виде
ласточкина хвоста, которые служат для закрепления фильтру-
ющей ткани (бельтинга). С торцов барабан закрыт стенками 4,
к которым приварены удлиненные цапфы 5. Степки укреплены
радиально расположенными ребрами жесткости.
1 '/
5ЧВ0
Рис. 241. Барабан вакуум-фильтра
На поверхности барабана уложена сетка 6 из легированной
стальной проволоки (диаметром 4 мм); размер ячеек 80x80 мм.
Сетка образует полости для сбора фильтрата. Поверх сетки 6
размещена мелкая сетка 7 из фосфористо-бронзовой проволоки
диаметром 0,9 мм с мелкой ячейкой, служащая для поддержания
ткани. На эту сетку уложена ткань 8, заклиненная в пазах ребер
прутками 9. Сверху ткань прижата спирально навиваемой на
барабан проволокой 10 диаметром 2 мм. Для навивки проволоки
служит специальное приспособление, состоящее из ходового винта
(установлен вдоль барабана) и перемещающейся по нему каретки.
Внутри барабана расположена система распределительных
труб, связывающих поверхность обечайки барабана с враща-
ющимся диском, который приварен к торцу правой цапфы. Бара-
бан опирается двумя цапфами на подшипники скольжения, уста-
новленные вне корпуса фильтра. В местах выхода цапф из кор-
282
пуса предусмотрены сальниковые уплотнения. Левая цапфа
оканчивается червячным колесом привода барабана. На правой
цапфе установлена распределительная головка барабана.
В верхней части корпуса над барабаном расположен ряд труб,
по которым к поверхности барабана подается растворитель для про-
мывки осадка. По образующей барабана установлен нож для съема
осадка, который понадает затем в шнек и выводится через штуцер.
Часть нижней поверхности барабана погружена в суспензию.
В барабане имеется несколько рабочих зон (рис. 242): фильтра-
ции, которой соответствует
центральный угол а, про-
мывки осадка растворителем
с центральным углом [3, про-
сушки с углом у, отдувки н
съема осадка с углом б.
При помощи распредели-
тельной головки фильтра
с поверхности барабана отво-
дят фильтрат и растворитель
(промывочную жидкость) и
подводят инертный газ для
отдувки осадка. Распредели-
тельная головка (рис. 243)
представляет собой неподви-
жную коробку, плотно при-
Рис.,242. Схема работы вакуум-фильтра
жатую своей торцовой по-
верхностью к вращающемуся
диску правой цафы 2, от ко-
торой отходят распределительные трубы 1. Прижатие головки
регулируют тремя пружинами 3. Для герметичности между голов-
кой и вращающейся цапфой установлен сальник 4.
Рабочая полость головки, выполненная в виде кольца, раз-
делена мостиками 5 па четыре части, соответствующие рабочим
зонам барабана. От распределительной головки из соответству-
ющих частей выводятся: фильтрат через штуцер 6 в зоне фильтра-
ции; растворитель (промывочный) с остатком фильтрата через
штуцер 10 в зоне промывки; инертный газ с остатком раствори-
теля через штуцер 8 в зоне просушки. По трубам 9 и 7 подается
инертный газ для продувки фильтрующей поверхности и отдувки
осадка при его съеме. Размеры зон регулируют перестановкой
разделительных мостиков в головке.
Корпус фильтра работает с небольшим избыточным внутрен-
ним давлением инертного газа (около 0,01 МПа), что предотвра-
щает пропуск воздуха и образование взрывоопасной смеси. Нож
и проволока, прижимающая ткань, изготовлены из материала,
не вызывающего искрообразования.
Фильтр приводится от взрывобезопасного электродвигателя
через клиноременную передачу, редуктор с трехступенчатой
283
коробкой скоростей и червячный редуктор, вмонтированный
в корпус подшипника барабана. Более совершенным является
привод с. бесступенчатым вариатором, обеспечивающим наилуч-
шпй подбор частот вращения барабана в соответствии с качеством
поступающего к фильтру сырья.
Рис. 243.
Распределительная головка вакуум-фильтра
Шнек, удаляющий парафин, имеет отдельный приводит элек-
тродвигателя через зубчатые передачи. Смазка фильтра принуди-
тельная от специального масляного насоса, который приводится
от вала шнека.
Поверхность фильтрации барабанных вакуум-фильтров на-
ходится в пределах 1—60 м2. На нефтезаводах применяют филь-
тры с поверхностью фильтрации 50 м2, частотой вращения ба-
рабана от 0,3 до 0,8 об/мин.
§ 3. Машина для таблетирования парафина
Машина предназначена для получения таблеток парафина
размерами 16x16 мм, толщиной от 1,0 до 1,5 мм, которые затем
расфасовывают в бумажные мешки.
Основными узлами машины (рис . 244) являются два враща-
ющихся барабана / диаметром 1400 мм и шириной 660 мм, погру-
женные в ванну 2 с расплавленным парафином. Барабаны имеют
цилиндрические коицептрично расположенные двойные стенки,
между которыми циркулирует охлаждающая вода. При вращении
барабанов на их наружной поверхности образуется пленка за-
стывшего парафина, которая затем разрезается на таблетки двумя
винтовыми ножами 3. Винтовые ножи представляют собой пусто-
284
телые цилиндры, на наружной поверхности которых выполнены
разнонаправленные (на одном правая, па другом левая) восьми-
заходные нарезки. Ножи установлены па полы-; осях-обогрева-
телях 4, внутрь которых подается водяной нар. Силу прижатия
винтовых ножей к поверхности барабана регулируют пружины 5.
Ножи вращаются за счет трепня о поверхность барабана. Обогрев
ножей предотвращает прилипание слоя парафина к их поверх-
ности н преждевременный отрыв таблеток от поверхности бара-
бана.
Рис. 244. Машина для таблетирования парафина
Съем охлажденного нарезанного на таблетки слоя парафина
с цилиндрической поверхности барабана выполняют два плоских
ножа 6. Ножи закреплены на траверсе 7. Овальные отверстия
под впиты для закрепления ножей позволяют устанавливать их
с минимальным зазором по отношению к поверхности барабана .
Траверса связана с двумя вращающимися роликами 8 и пружин-
ным фиксатором 9. Такая конструкция обеспечивает синхронное
перемещение ножей при биении поверхности барабана. Снятые
таблетки парафина по наклонным лоткам ссыпаются в бумажные
крафт-мешки.
Ванна 2 снабжена рубашкой, в которую подается водяной
пар для поддержания температуры расплавленного парафина
на уровне 66—70° С.
Вода для охлаждения стенок барабана подается через полый
вал барабана и систему труб, идущих внутри от вала к поверх-
ности барабана.
985
Торцовые стенки барабана очищаются от парафина непрерывно
специальными ножами. Для ремонта и обслуживания на торцо-
вых стенках барабанов предусмотрены люки диаметром 450 мм.
Барабаны вращаются с частотой 1—3 об/мин от четырехскорост-
ного электродвигателя через планетарный редуктор и цепную
передачу.
Производительность одной машины около 500 кг/ч.
Достоинства этого способа охлаждения парафина перед охлаж-
дением в плитах: непрерывность процесса, более быстрое охлаж-
дение в пленке, удобство упаковки.
§ 4. Машины для формовки катализаторов
Операция формовки — одна из стадий производственного
цикла получения твердых катализаторов. В зависимости от спо-
соба получения катализатора формовку можно проводить: на
формующих машинах из предварительно подготовленной влажной
тестообразной массы; разбрызгиванием специально приготовлен-
ных гелей и золей в капли, которые формуют в гранулы; на таб-
леточных машинах прессованием сухой порошкообразной массы.
Операции формовки обычно предшествует стадия подготовки
исходных материалов приготовлением специальных растворов,
помолом глины и пр. После формовки в большинстве случаев
проводят дальнейшую обработку гранул, например обработку
специальными растворителями для придания необходимых свойств
гранулам катализатора, сушку и прокалку. Ниже описаны формо-
вочные машины некоторых типов, применяемые в нефтеперераба-
тывающей промышленности.
Конструкции формовочных машин для получения гранул из
тестообразной массы различны. На рис. 245 приведена схема
механизма для формовки цилиндрического катализатора формо-
вочной машины барабанного типа. Основным узлом машины
является вращающийся барабан 1 диаметром 800 мм, шириной
300 мм. В перфорированной обечайке барабана выполнены отвер-
стия с небольшой конусностью, расширяющиеся внутрь барабана.
Частицы формуют вмазыванием тестообразной массы в отверстия,
подсушкой ее во время вращения барабана и выдавливанием
частиц сжатым воздухом внутрь барабана. Наличие небольшой
конусности у отверстий облегчает выдавливание частиц.
Тестообразная масса непрерывно подается из бункера 5 на
поверхность барабана под взмазывающий ролик 7. Положение
вмазывающего ролика регулируют специальные пружины 6,
которые обеспечивают необходимое давление па массу при вма-
зывании. На сбегающей стороне ролика устанавливают нож 8,
удаляющий излишнее количество материала с поверхности ба-
рабана в лоток 9. В месте установки вмазывающего ролика к по-
верхности барабана внутри прижимается специальный упор 4,
образующий торцовую поверхность гранул и воспринимающий
286
усилие со стороны вмазывающего ролика на стенку барабана.
Вмазанную в отверстия массу за один оборот барабана просуши-
вают электронагревательные элементы 10, установленные с на-
ружной стороны но всей поверхности барабана.
Подсушенные частицы выдавливаются внутрь барабана сжа-
тым воздухом, подаваемым под давлением 0,15—0,3 МПа к золот-
нику 2. Пружина 3 прижимает золотник к барабану и воспри-
нимает реактивную силу, создаваемую сжатым воздухом. Вы-
давленные частицы выводят через торец барабана по сиециаль-
Рис. 245. Схема формующего механизма машины бара-
банного типа
ному лотку 11. Барабан приводится во вращение электродвига-
телем через редукторы; частота вращения барабана около
0,4 об/мин. Такая машина предназначена для формования ката-
лизатора из массы влажностью 80—85%.
Другая конструкция формовочной машины — шнековая —
работает по принципу мясорубки и служит также для получения
цилиндрического катализатора. Основные узлы формующего ме-
ханизма машины — шнековая камера и режущий механизм с при-
водом.
Формуемая масса непрерывно подается в шнековую камеру 1
(рис. 246), где установлены два шнека: рабочий 2 п вспомога-
тельный (подающий) 3. При вращении шнеков масса прессуется
и продавливается рабочим шнеком через отверстия матрицы 4.
Образующиеся из массы шнуры при выходе из матрицы наре-
заются режущим механизмом на цилиндры одинаковой длины.
Шнековая камера имеет рубашку водяного охлаждения.
287
Рис. 247. Формовочная колонна:
/ — солеобразующие растворы; II — масло; III —
транспортирующая пода; I V — вода и катали-
затор; V — дренаж
Режущий механизм представляет собой установленную на
валу крестовину, на которую натянуты четыре режущие струны.
Крестовину располагают так, что при ее вращении струны режут
выходящий из матрицы шнур.
Шнеки машины производятся во вращение электродвигателем
через вариатор и редуктор. Частоту вращения шнеков регули-
руют в зависимости от диаметра частиц и производительности
машины в пределах от 30 до 60 об/мин. Режущий механизм имеет
отдельный привод, обеспечивающий изменение частоты вращения
крестовины в необходимых пределах.
Шнековая машина предназначена для получения катализатора
из массы влажностью 60-65% без подсушки в момент формовки.
Диаметр получаемых частиц можно менять от 2 до 8 мм установ-
кой матриц с отверстиями соответствующего диаметра. Длина
цилиндров зависит от частоты вращения режущего механизма
и числа режущих струн на крестовине.
В некоторых машинах из цилиндрических частиц получают
округлые или сферические частицы обкаткой в устройстве, вы-
полненном, например, в виде барабана.
288
При производстве алюмосиликатного шарикового катализа-
тора применяют метод разбрызгивания геля. Исходным материа-
лом при операции формовки служат гелеобразующие растворы.
Формующее устройство состоит из смесителя 1 и вогнутого конуса2,
которые устанавливают па верху формовочной колонны (рис. 247).
На поверхности конуса ;ia 2'.f его высоты от основания протачи-
вают 72 канавки в направлении от вершины к основанию ио
образующей конуса. Конус выполняют из плексигласа и его по-
верхность тщательно шлифуют. Формовочную колонну запол-
няют водой и маслом.
Исходные гелеобразующие растворы подают в смеситель,
откуда гель через сопло поступает к вершине конуса. На поверх-
ности конуса поток разбивается на отдельные струи, которые
стекают по канавкам вниз к основанию, где образуются капли.
Основание конуса расположено на высоте 5—10 мм над поверх-
ностью масла. При движении капель в масляном слое из них
образуются шарики, которые, попадая в слой воды, уносятся
Рис. 248. Принципиальная кинематическая схема таблеточной машины
289
ее потоком из формовочной колонны. Высота водяного слоя
должна обеспечивать исключение уноса масла гранулами.
При использовании порошков в качестве исходного материала
процесс формовки проводят на таблеточных машинах сухим прес-
сованием гранул катализатора. Принципиальная кинематическая
схема одной из таких машин приведена на рис. 248. Основными
узлами машины являются круглый вращающийся стол 1, в кото-
ром установлены матрицы, и блоки верхних 2 и нижних 3 пуан-
сонов, которые вращаются синхронно со столом. Вал стола при-
водится от электродвигателя 4 через ременные 5 и зубчатые 6
передачи. Для перемещения пуансонов при их вращении вместе
со столом на их концах установлены направляющие ролики 7
и 8, которые катятся по неподвижным направляющим 9 и 10.
Исходная смесь поступает в матрицы из бункера-питателя в мо-
мент прохода отверстия матрицы под отверстием в дне бункера.
Количество поступающей в матрицу смеси определяется глубиной
погружения нижнего пуансона в матрицу. Последнюю регули-
руют положением питательного ролика 11, действующего на
торец пуансона. Усилие прессования создает нажимной ролик 12,
действующий на пуансоны в момент прессования. Готовая таб-
летка выталкивается нижним пуансоном в момент действия на
него выталкивающего ролика 13. Для предотвращения создания
заторов при наполнении матриц порошком в бункере-питателе
установлена мешалка 14. Для очистки поверхности стола преду-
смотрены щетки 15.
§ 5. Аппараты пневмотранспорта
На нефтеперерабатывающих заводах широко используют пнев-
мотранспорт для катализатора и кокса. Транспортирующим аген-
том обычно является воздух, дымовые газы, нефтяные пары, водя-
ной пар.
На установках каталитического крекинга с отдельно уста-
новленными реактором и регенератором применяют двукратный
подъем катализатора, на установках с совмещенными аппаратами,
устанавливаемыми один над другим, — однократный подъем.
Пневмотранспорт катализатора осуществляют непрерывным спо-
собом.
Основные узлы пневмоподъемника установок каталитического
крекинга с движущимся шариковым катализатором — конический
пневмоствол, дозер и бункер-сепаратор. Система этих аппаратов
установки с совмещенными реактором и регенератором показана
на рис. 249. Ствол пневмоподъемника высотой около 74 м имеет
диаметр внизу 461 мм, вверху 728 мм. Диаметр ствола увеличи-
вается более интенсивно в верхней части, что обеспечивает сни-
жение скорости частиц в конце их подъема. Пневмоствол опи-
рается внизу на крышку дозера. Верхний конец ствола может
290
Рис. 249. Пневмоподъемник:
1 — пнопмостпол; 2 — дозер; 3 — бункер-сепаратор;
/ — катализатор из регенератора; // — воздух; /// —
катализатор в реактор; IV -- воздух в циклонные
сепараторы
Рис. 250. Роликовая опора пневмоствола:
/ — пневмоствол; 2 — роликовая опора; 3 — пло-
щадка
перемещаться свободно, для чего в нижнем днище бункера-сепа-
ратора установлено сальниковое уплотнение. В_местах прохода
через площадки для обслуживания установки ствол снабжен
роликовыми опорами (рис. 250), позволяющими ему перемещаться
в вертикальном направлении. Тепловое удлинение пневмоствола
составляет около 500 мм. В местах роликовых опор к стволу при-
варены швеллеры. Оси роликов закреплены в вилках подпру-
жиненных штоков, исключающих возможность заклинивания ко-
нического пневмоствола.
291
В средней части па отметке 51 630 мм ппевмоствол имеет опору,
которую используют при ремонте для демонтажа дозера. (/гпол
выполнен из стали 12ХМ.
Конструкция дозера с пневматической регулировкой подачи
катализатора приведена на рис. 251. Нижняя часть пневмоствола 1
проходит внутри по оси цилиндрического корпуса 5 дозера, не
доходя ДО нижней крышки 10. Пространство между стволам
и корпусом дозера разделено коаксиально расположенной гиль-
зой 6. Катализатор ио штуцеру 12 поступает в кольцевое про-
странство между корпусом дозера и гильзой и опускается сплош-
ным потоком. Воздух, необходимый для пневмотранспорта, по-
дается двумя потоками. Основной, так называемый первичный,
поток воздуха подается по штуцеру 2 и поступает по кольцевому
пространству между гильзой и пневмостволом к устью пневмо-
ствола, где подхватывает катализатор, увлекая его в ппевмоствол.
Расход катализатора регулируют изменением потока вторичного
воздуха, вводимого по штуцеру 8 и коллектору 7 через отверстия
в корпусе дозера. Вторичный воздух, выходя из-под фартука 9,
способствует захвату катализатора.
Для осмотра и ремонта дозера служит нижняя крышка, иа
которой расположен дренажный штуцер 11. Кроме этого, па
дозере предусмотрены патрубки 3 для ввода катализатора из
системы вторичной сепарации, а также свежего катализатора.
Дозер имеет четыре опорные лапы 4. Корпус дозера воспринимает
вес пневмоствола и усилен ребрами.
Для отделения катализатора от воздуха и накопления некото-
рой части катализатора служит бункер-сепаратор (рис. 252).
Над пневмостволом 1 в бункере-сепараторе установлен отража-
тель 6, выполненный в виде полого призматоида. Поток из ппев-
моствола попадает на наклонную плиту — стенку отражателя.
Частицы катализатора, отражаясь, ссыпаются по полкам .9
вниз. Воздух выходит через два круглых окна а в боковых сте-
нах отражателя. Выйдя из-под внутреннего стакана 8 в кольце-
вой зазор между ним и корпусом бункера-сепаратора, воздух
уходит через патрубки 7 в верхней части корпуса и через два цик-
лонных сепаратора, установленных выше бункера-сепаратора,
выбрасывается в атмосферу. Катализатор выводится через шту-
цера 10 и 11 в нижнем дпшце бункера-сепаратора в реактор и
частично в систему вторичной сепарации для отделения мелких
частиц.
Наклонная отражательная плита выполнена биметаллической
из стали 12ХМ с защитным слоем из износостойкого чугуна
Х28Н2М2.
Пневмоствол в месте прохода через сальник 2 в нижнем днище
бункера-сепаратора теплоизолирован и покрыт рубашкой. Это
снижает температуру сальника. Для предотвращения попадания
катализатора в зазор между пневмостволом и патрубком 4, окру-
жающим пневмоствол, на пневмостволе имеется стакан 5, закры-
292
Рис. 251. Дозер с пневматиче-
ской регулировкой
Рис. 252. Бункер-сепаратор
вающий зазор. Кроме того, в полость зазора между патрубком
и пневмостволом предусмотрена подача воздуха по штуцеру 3
для отдува.
§ 6. Электродегидратор горизонтальный
Электродегидратор 2ЭГ-160-2 (рис. 253) представляет собой
цилиндрический горизонтальный аппарат емкостью 160 м3, вну-
тренним диаметром 3400 мм и длиной около 18,7 м. Корпус аппа-
рата выполнен из стали 16ГС и рассчитан на давление 1,8 МПа
и температуру 160° С. Нижняя половина аппарата изнутри
защищена от коррозии слоем торкрет-бетонной футеровки (при
малой агрессивности среды аппарат не футеруют).
В корпусе 1 по длине размещены два одинаковых комплекта
устройств, каждый из которых включает распределитель сырья 8,
три плоских горизонтальных электрода 4, 5, 6, сборник обессо-
293
Рис. 253. Электродегидратор горизонтальный:
/, 11 — нефть; 111 — соленая вода
ленной нефти 2, расположенный вверху, и дренажный коллектор
7 для вывода соленой воды снизу.
Распределитель сырья представляет собой центральный кол-
лектор с горизонтальными и вертикальными отводами. Горизон-
тальные отводы имеют перфорацию; вертикальные отводы на
концах снабжены распределительными головками, которые рас-
положены в зоне с высокой напряженностью электрического поля
между нижним и средним электродами. Расстояние между этими
электродами (200 мм) меньше расстояния между средним и верх-
ним электродами, равного 300 мм.
В зависимости от характера эмульсии аппарат может быть
подготовлен к работе с использованием: только вертикальных
отводов (горизонтальные отглушены); только горизонтальных
отводов; и тех и других отводов одновременно. Работы с исполь-
зованием только вертикальных отводов рекомендуют при пере-
работке стойких эмульсий.
Сборник нефти 2 состоит из коллектора и перфорированных
отводов. Дренажный коллектор 7 используют периодически для
промывки аппарата. Для этого в него подают под давлением воду,
которая смывает грязь и выводится через штуцеры откачки воды.
Нижний и верхний электроды подвешены на общих изолято-
рах и питаются от двух общих трансформаторов 11. Средний
электрод имеет свою систему поддерживающих изоляторов и транс-
форматоров. Напряжение подается через проходные изоляторы 10,
установленные на соответствующих штуцерах. Изоляторы изго-
товлены из фторопласта-4 или фарфора. Электрическая система
позволяет устанавливать пять уровней напряжения между элек-
тродами от 22 до 44 кВ. Трансформаторы подключают к питающей
сети через реактивные катушки 12 мощностью по 50 кВт, которые
обеспечивают снижение напряжения при чрезмерном увеличении
силы тока. На корпусе установлены штуцера 3 для предохрани-
тельного клапана и 9 для межфазного регулятора уровня.
Глава XIV
АРМАТУРА
В зависимости от назначения арматуру разделяют на следу-
ющие группы: запорная, предназначенная для полного перекры-
тия потока среды; предохранительная, обеспечивающая частич-
ный выпуск среды при повышении давления сверх допускаемого
или предотвращающая создание обратного потока среды; регули-
рующая, применяемая для автоматического регулирования рас-
хода или давления в системах управления процессами.
К типовой арматуре нефтеперерабатывающих заводов относят
следующие запорные н предохранительные устройства: задвижки
клиновые, вентили, краны, клапаны обратные, клапаны пре-
дохранительные [121.
В зависимости от температуры типовую арматуру выполняют
из различных сталей:
Температура при-
менения, °C .... От —40
до +450
Сталь для корпу-
са и крышки .... Углероди-
стая 25 Л
От —40
до -4-550
От —253
до Н-600
От —41
до —70
Хромомолиб-
деновая
20Х5МЛ
Хромоникеле-
вая
10X18НЭТЛ
Хромони-
келевая
20ХНЗЛ
Для изготовления корпусов и крышек арматуры также воз-
можно применять вместо стали 20Х5МЛ среднелегированные без-
молибденовые стали, например 20Х5ТЛ и 20Х5ВЛ.
Типовая арматура предусмотрена на различное условное
давление: 1,6; 4,0; 6,4; 10 и 16 МПа.
К специальной арматуре относят редукционные вентили, за-
творы и клапаны для катализаторопроводов, коксопроводов,
которые применяют на установках крекинга и коксования, арма-
туру резервуаров для хранения нефти и нефтепродуктов, а также
регулирующую арматуру.
Широкое распространение получила арматура с дистанцион-
ным управлением, с пневмо- и электроприводом.
§ 1. Задвижки стальные клиновые
Задвижки клиновые служат для перекрытия трубопровода и
регулирования расхода протекающей среды. Задвижки имеют
сравнительно малое гидравлическое сопротивление, обеспечивают
плавное регулирование потока, исключающее гидравлический
удар, допускают течение среды в двух направлениях, обеспечи-
вают небольшие нагрузки на шпиндель; их можно применять
и для вязких жидкостей.
Конструкция клиновой задвижки с выдвижным шпинделем
приведена на рис. 254; основные детали, соприкасающиеся со
средой, и материалы для их изготовления указаны в табл. 20.
296
Маховик 1 задвижки крепят на призматической шпонке
к втулке 2 (рис. 255). При вращении маховика вместе с ним вра-
щается втулка; при этом шпиндель перемещается вертикально.
Втулка может иметь опору либо скольжения, либо качения.
Для создания более благо-
приятных условий работы сальник
задвижки удален от оси прохода;
перед сальником имеется конден-
сационная камера. Наличие в ряде
случаев перед сальником жид-
кости, а не паров, улучшает работу
сальника.
Для облегчения управления
задвижки снабжают зубчатой одно-
ступенчатой цилиндрической или
червячной передачами. Широко
распространены задвижки дистан-
ционного управления с электриче-
ским приводом в обычном и взры-
возащищен пом исполненииях.
На нефтезаводах обычно исполь-
зуют задвижки клиновые литые
с выдвижным шпинделем. Их
условно обозначают шифром ЗКЛ;
далее указывают цифры, обознача-
ющие диаметр условного прохода
и условное давление. Например,
задвижка клиновая литая с диаме-
тром условного прохода Dy =
= 100 мм на условное давление
ру = 1,6 МПа (16 кгс/см2) имеет
обозначение: ЗКЛ2-100-16.
В конструкциях задвижек
с невыдвижным шпинделем по-
следний соединен с клином через
гайку (рис. 256, а). При вра-
щении маховика вращается шпин-
дель, а гайка вместе с клином
совершают поступательное дви-
Рис. 254. Задвижка клиновая литая:
/ — корпус; 2 — крышка; 3 — клин;
4 — кольцо; 5 — шпиндель; 6 — на-
правляющая втулка; 7 — прокладка
жение.
Задвижки по конструкции бывают: со сплошным, упругим
и составным клиньями (рис. 256, б). Упругий клин выполнен
с разрезом и пружинит при посадке в седло. Составной клин
состоит из двух дисков, которые установлены в обойме. В момент
перекрытия диски под действием разжимного элемента, помещен-
ного между ними, раздвигаются, и уплотнительная поверхность
дисков перемещается по нормали к седлу. Благодаря этому за-
движки с составным клином отличаются повышенной герметич-
10 Вихмап
297
Таблица'20
Материал основных детален клиновых задвижек
I Позиция | на рис. 254 Деталь Материал детали при температурах, °C
от —40 до 4-450 от —40 до 4-550 от —253 до 4-600 от —41 до —70
1 Корпус 25Л 20Х5МЛ 10Х18Н9ТЛ 20ХНЗЛ
2 Крышка 25Л 20Х5МЛ 10Х18Н9ТЛ 20ХНЗЛ
3 Клин 30X13 30X13 45Х14Н14В2М 20ХНЗА
4 Кольцо 30X13 30X13 12Х18Н10Т 20ХНЗА
5 Шпиндель 30X13 30X13 12Х18Н10Т 20ХНЗА
6 Направля- ющая втулка 20X13 20X13 45Х14Н14В2М 20ХНЗА
7 ДИСТс * Прокладка * При ру > 6,4 я мягкая. При р 6, * • При Ру > 6/ Асбоалю- миние- вая * МПа npoi МПа цель : МПа цель Асбостальная с оболочкой из стали 08X13 или 08Х18Н10Т ** сладка целыюметалл! неметаллическая — ci неметаллическая — ci Асбостальная с оболочкой из стали 08Х18Н10Т *** {ческая — сталь низко аль 08X13. галь 08Х18Н10Т. Асбо- алюми- ниевая * углеро-
ностью, меньшими трением и износом уплотнительных поверх-
ностей, сниженным усилием на шпиндель.
Расчет задвижки с выдвижным шпинделем. Определение осе-
вого усилия и крутящего момента на шпинделе. Наибольшее
Рис. 255. Опора втулки маховика:
а — скольжения; б — качения
298
Рис. 256. Узлы задви-
жек:
а — с упругим клином и
невыдвижным шпинделем
(/ —- шпиндель; 2 — гайка;
3 — клин; 4 — седло); б —
с составным клином (/ —
шпиндель; 2 — внутренний
диск; 3 — обойма; 4 — сед-
ло; 5 — диск; 6 — раздвиж-
ной элемент)
7 2 3 ‘f
осевое усилие на шпинделе возникает в момент закрытия за-
движки. В этот момент на клин со стороны входа среды действуют
следующие силы (рис. 257).
Сила гидростатического давления среды
где ру — условное давление; 7)в — внутренний диаметр уплот-
нительного кольца; b — ширина уплотнительного кольца.
Рис. 257. Схема сил, дей-
ствующих на клип
10'
299
Реакция Nr уплотнительной поверхности корпуса со стороны
входа среды, которую рассчитывают по обеспечивающей герме-
тичность удельной нагрузке q -= (0,25л-0,50) ру на уплотни-
тельной поверхности:
где £>п - наружный диаметр уплотнительного кольца.
Сила трения
(183)
где f — коэффициент трения на уплотнительной поверхности
(можно принять равным 0,15).
В момент закрытия клин прижимается к уплотнительной по-
верхности со стороны выхода среды под действием сил Р, Nг,
Fr и на уплотнительной поверхности со стороны выхода среды
возникают реакция и сила трения F2 -- N2f, действующие
на клин. На клин также действуют сила давления шпинделя Q
и сила тяжести G, направленные по оси у — у.
Из условия равенства нулю суммы проекций на ось х—х
всех сил, действующих на клип,
(Р -)- АГ,) cos а — Ft sin ос -- jVa cos а N2f sin а — 0
можно определить силу
д, (Р + <V,) cos а — F, sin а
2 cos а — f sin а
Угол а принимают равным 5°, поэтому, учитывая малую
величину sin а, полагают
N^P^N^ (184)
Усилие QK, которое нужно приложить к оси шпинделя для
преодоления сил, действующих на клин, определяют из условия
равенства нулю суммы проекций на ось у—у всех сил, действу-
ющих на клин:
QK G — (Р + Л\) sin а — /ф cos ос — N2 since — F2cosa = 0. (185)
Используя равенства (183) и (184) и учитывая, что F2 --- N2f,
из уравнения (185) получаем
QK = Р (2 sin а -ф / cos ос) -ф 2N± (sin а -ф f cos ос) — G
или при а = 5° и f = 0,15
QK 0,32Р -ф 0,47Л\ - G.
300
Усилие на шпинделе, которое необходимо для преодоления
трения в сальниках,
Q,. = ncl,uO,4hfpy,
где dni — диаметр шпинделя; h — высота сальника; / = 0,1 —
коэффициент трения.
Усилие на шпинделе от внутреннего давления на торец шпин-
деля
<?о = РУ-^4-
Следовательно, суммарное осевое усилие, сжимающее шпин-
дель,
Q = Н- Qc + Q<>-
Момент трения, возникающий в резьбе,
M( = Qrctg (ai + p),
где гс — средний радиус резьбы; аг — угол подъема нарезки;
р = 6° — угол трения.
Шпиндель рассчитывают на сжатие и кручение под действием
силы Q и крутящего момента Afj, а также проверяют на продоль-
ный изгиб при закрытом положении задвижки.
Определение момента на маховике. Крутящий момент М,
который необходимо приложить к маховику, чтобы закрыть
задвижку, складывается из момента трения в резьбе МА и момента
трения в подшипнике втулки шпинделя М2:
м2.
Момент трения в подшипнике втулки
где Rc — средний радиус опорного заплечика втулки или радиус
до центра шариков подшипника (см. рис. 255); f — коэффициент
трения = 0,14-0,15 для опоры скольжения и f =0,01 для
опоры качения).
Проверка уплотнительного кольца на удельное давление. Уплот-
нительные кольца клина и корпуса рассчитывают на удельное
давление. Наибольшая сила прижатия^на уплотнительных по-
верхностях У2 возникает со стороны выхода среды. Удельное
давление на уплотнительных поверхностях
4Л/2
где D„ и D„ — внутренний и наружный диаметры уплотнитель-
ного кольца.
Удельное давление не должно превышать для колец из корро-
зионностойкой стали 40—60 МПа, для колец из бронзы 16 МПа,
для колец, наплавленных твердым сплавом, 60 МПа.
301
§ 2. Вентили
Запорные вентили, как и задвижки, служат для герметичного
перекрытия трубопровода и изменения расхода среды. В отличие
от задвижек золотник вентиля перемещается вдоль оси седла
корпуса. Вентили проще в изготовлении, так как их уплотнитель-
ные поверхности более доступны для обработки. Конструкция
вентиля обеспечивает меньший износ уплотнительных поверх-
ностей при открывании и закрывании; для полного открытия вен-
тиля необходим подъем золотника на высоту, в 4 раза меньшую,
чем для открытия задвижки. Однако гидравлическое сопротив-
ление вентиля больше, чем задвижки; вентили требуют большего
усилия на шпиндель, их не применяют для густых и вязких
жидкостей, и течение среды через них возможно только в одном
направлении. Конструкция вентиля более громоздкая по сравне-
нию с задвижкой, поэтому вентили изготовляют обычно на услов-
ный диаметр не более 150 мм.
По конструкции вентили выполняют с расположением резьбы
шпинделя перед сальником (рис. 258) и после него (рис. 259).
В последней конструкции исключается неблагоприятное влияние
среды и ее температуры на резьбу шпинделя.
По конструкции корпуса вентили разделяют на проходные,
прямоточные (с наклонным расположением шпинделя к оси по-
тока — рис. 260) и угловые.
Уплотнительные поверхности тарелки золотника и седла
выполняют в виде отдельных колец, в ряде случаев наплавленных
коррозионностойкой сталью или твердым сплавом. Конструкция
узла соединения золотника со шпинделем обеспечивает возмож-
ность некоторого смещения и поворота золотника относительно
шпинделя, что обеспечивает более плотное прилегание золотника
к седлу и уменьшает износ уплотнительных поверхностей, так как
золотник после соприкосновения с седлом может оставаться не-
подвижным.
Высота подъема тарелки золотника над седлом не должна
быть меньше теоретически минимального значения, при котором
создается площадь прохода, равная площади прохода в седле;
/imin -=: 0,25d, где d — диаметр прохода в седле.
При малом диаметре прохода золотник выполняют в виде
конуса. Такие вентили называют игольчатыми. Обычно вентили
выполняют с вводом среды иод золотник.
На рис. 259, б приведена конструкция вентиля, применяемого
для нефтепродуктов. Особенностью этой конструкции является
то, что для уменьшения усилия на шпиндель золотник вентилей
с диаметром прохода более 100 мм выполнен двойным. Разгрузоч-
ный золотник меньшего диаметра закреплен на конце шпинделя
и во время открывания при перемещении шпинделя вверх начи-
нает движение раньше и открывает проход для выравнивания
давления.
302
Рис. 260. Схемы расположения золотника вентиля перпен-
дикулярно (а) и под углом (б) к оси потока
303
§ 3. Краны
Рис. 261. Натяжной
кран
Краны принадлежат к запорной арматуре высокой герметич-
ности. По сравнению с задвижками и вентилями габаритные
размеры кранов меньше, они более дешевы и просты ио конструк-
ции, гидравлическое сопротивление их меньше, они обеспечивают
быстрое перекрытие трубопроводов и более удобны при ремонте.
Недостатки кранов: трудность проворачивания при больших
диаметрах, возможность заедания при высоких температурах,
меньшая плавность регулировки. Краны
изготовляют обычно до диаметра Dy -
= 400 мм.
Основные детали крана — корпус, под-
соединяемый к трубопроводу резьбовыми
или фланцевыми соединениями, и пробка
с отверстием, поворотом которой можно пе-
рекрыть трубопровод. Уплотнение в момент
перекрытия крана достигается благодаря
плотному прижатию хорошо притертых по-
верхностей пробки и гнезда корпуса. В зави-
симости от формы пробки краны разделяют
на конические, шаровые и цилиндрические.
В кранах с конической пробкой для обеспечения герметич-
ности и возможности притирки уплотнительная поверхность
пробки должна быть утоплена на величину 6 в коническое гнездо
корпуса в широкой части и несколько выступать из гнезда в месте
узкой части (рис. 261).
По конструкции конические краны подразделяют на натяжные,
сальниковые, самоуплотняющиеся и с выдвижной пробкой. В на-
тяжных кранах пробка прижимается к корпусу специальной
гайкой (рис. 261). В сальниковых кранах для этого предназна-
чена поджимаемая сальниковая набивка (рис. 262). В самоуплот-
няющихся кранах уплотнение достигается прижатием пробки
под давлением жидкости на ее торец (рис. 263). Особенность
кранов с выдвижной пробкой — предварительный подъем пробки
при ее повороте.
Наиболее распространенной конструкцией кранов, применяе-
мых в нефтяной промышленности, являются краны со смазкой.
Герметичность этих кранов обеспечивают подводом специальной
смазки к уплотнительной поверхности. В этом случае в пробке
крана выполняют специальные отверстия для периодической
подачи смазки. Смазка должна обладать необходимой вязкостью
в широком диапазоне температур, быть нерастворимой в среде.
Крапы со смазкой, имеющие пневмопривод дистанционного
управления, широко применяемые на нефтепродуктопроводах,
обеспечивают автоматическое управление.
Крапы больших диаметров снабжают механизмами для пово-
рота пробки.
304
Рис. 262. Сальниковый кран
со смазкой:
/ — корпус; 2 — пробка; 3 — на-
бивка сальника; 4 — обратный ша-
риковый клапан; а — камера для
смазки
Рис. 263. Кран самоуплотняющийся
приводной со смазкой:
/ — корпус; 2 — пробка; 3 — шариковая
опора пробки; 4 — червячный привод;
а — камера для смазки
§ 4. Обратные клапаны
Обратные клапаны предназначаются для самодействующего
запирания трубопровода при движении среды в обратном направ-
лении. Обратные клапаны, например, устанавливают на нагнета-
тельных линиях насосов. По конструкции обратные клапаны
могут быть поворотными (рис. 264, а) и подъемными (рис. 264, б).
Рис. 264. Обратные клапаны
306
В поворотных клапанах изменение направления движения среды
незначительно и гидравлическое сопротивление в них меньше.
Обратные клапаны следует устанавливать па горизонтальных
участках трубопроводов. На вертикальных линиях подъемный
клапан работать не может, а у поворотного возможно заедание
захлопки.
§ 5. Предохранительные клапаны и мембраны
Предохранительные клапаны служат для выпуска из аппарата
избыточного количества среды, когда давление в аппарате пре-
вышает допустимую величину. На аппаратах нефтеперерабаты-
вающих установок применяют главным образом пружинные пре-
дохранительные клапаны.
Для инертных сред (воздух, водяной пар) используют клапаны
открытого типа, в которых возможна утечка среды через неплот-
ности во втулке шпинделя при открытии клапана. Клапаны за-
крытого типа, в которых исключается возможность утечки среды
в атмосферу, устанавливают для взрывоопасных и ядовитых сред
и сообщают с конденсационной системой или линией на факел.
Производительность клапана зависит от степени его откры-
тия (подъема). По величине подъема тарелки над седлом разли-
чают клапаны трех групп: мало-, средне- и полноподъемные.
Подъем тарелки малоподъемных клапанов составляет от '/40 до
V20 диаметра прохода в седле, среднеподъемных — от Vjq до 1/е,
полноподъемных — не менее V4 диаметра прохода.
Необходимо, чтобы в полноподъемных клапанах после отрыва
золотника от седла сила, действующая на него со стороны среды,
была достаточна для сжатия пружины до высоты полного подъема
золотника. Этого достигают за счет того, что в полноподъемном
клапане увеличивают площадь тарелки золотника, на которую
после ее отрыва действует давление, а также среде, вытекающей
из-под тарелки, придают направление, позволяющее использовать
силу реакции струи для подъема золотника (рис. 265).
Предохранительный клапан имеет две регулировочные втулки
на резьбе: верхнюю устанавливают на направляющей втулке,
нижнюю — на седле. Перемещением втулок можно в некоторых
пределах изменять высоту подъема клапана над седлом. Направ-
ляющая втулка неподвижна и центрирует золотник при его пере-
мещении.
Пружины предохранительных клапанов изготовляют в основ-
ном из стали 50ХФА, реже из стали 60С2ХА.
Пружинный предохранительный клапан выполняют в двух
вариантах: для температуры среды до 350 и до 600° С. В послед-
нем случае клапаны изготовляют с разделителем (рис. 266),
который отделяет пружину от области с высокой температурой.
Для обеспечения нормальной работы клапана температура пру.
жины не должна превышать 200° С.
306
____f
to—
началу открытия клапана, регу-
Рис. 265. Сопло предохранительного
клапана:
1 — золотник; 2 — направляющая втулка;
3 — верхняя регулировочная втулка; 4 —
седло; 5 — нижняя регулировочная втулка
Рис. 266. Предохранительный клапан:
1 — седло с регулировочной втулкой; 2 —
направляющая втулка с регулировочной
втулкой; 3 — винт стопорный; 4 — золот-
ник; 5 — корпус клапана; 6 — раздели-
тель; 7 — крышка; 8 — пружина; 9 —
шток; 10 — резьбовая втулка
Давление, соответствующее
лируют сжатием пружины при помощи резьбовой втулки 10.
Конструкция предохранительного клапана должна обеспечи-
вать возможность проверки свободного подъема тарелки клапана.
Для этой цели служит рычажное подъемное устройство.
Клапаны, в которых ноток среды при движении сужается
(коническое сопло) и в результате повышается его скорость при
подходе к тарелке, называют сопловыми. Корпус таких клапанов
(рис. 266) или седло имеют некоторую конусность.
Для сосудов, работающих под давлением, предохранительные
клапаны должны быть отрегулированы в соответствии с суще-
ствующими нормами [10]. Установочное давление, которому
соответствует начало открытия клапана, принимают равным рас-
четному давлению. Расчетное (рабочее) давление рраб 1,1рт,
причем для взрывоопасных и токсичных сред рраб > рт + 0,2 МПа,
где рт — технологическое давление, при котором обычно идет
307
процесс. Давление при полном открытии предохранительного
клапана р1( с 1,1рраб.
Число, размеры и пропускную способность предохранительных
клапанов следует выбирать по расчету так, чтобы давление в аппа-
рате не превышало рк.
Пропускную способность (кг/ч) предохранительного клапана
определяют по формуле
G 498aFB ]/ (pL — р2) р,
где a — коэффициент расхода (определяют экспериментально
организация, сконструировавшая клапан, или завод-изготовитель);
F — площадь сечения проточной части клапана, см2 (для полно-
подъемных клапанов F ~ nd2/4, для неполноподъемпых клапанов
F = ndh, здесь d — наименьший диаметр прохода; h — высота
подъема тарелки); В — коэффициент, определяемый в зависимо-
сти от показателя адиабаты и отношения р2/рА 1101; рг — макси-
мальное абсолютное давление перед клапаном, МПа; р2 — абсо-
лютное давление за предохранительным клапаном, МПа; р —
плотность среды перед клапаном, кг/м3.
Для защиты аппаратов от разрушения при чрезмерном повы-
шении давления применяют также предохранительные мембраны.
В зависимости от характера разрушения различают разрывные,
ломающиеся, отрывные, срезные и другие мембраны. Предохра-
нительные мембраны применяют в условиях возможности очень
быстрого повышения давления, кристаллизации, полимериза-
ции и высокой коррозионности сред. Недостатки предохранитель-
ных мембран — возможность однократного применения; после
разрыва проход для среды остается открытым.
Предохранительные разрывные мембраны представляют собой
тонкий сферический диск, зажатый между двумя фланцами.
Разрывные мембраны иногда устанавливают (рис. 267) параллельно
с предохранительным клапаном с таким расчетом, чтобы мембрана
срабатывала после клапана, если давление продолжает расти,
Рис. 267. Схемы установки
предохранительной мембра-
ны перед (а) и параллельно
(б) с предохранительным
клапаном:
1 — аппарат; 2 — разрывная
мембрана; 3 — клапан
308
Рис. 268. Схема к расчету пружины
или последовательно для защиты клапана от неблагоприятного
воздействия среды. В последнем случае предполагают одновре-
менное действие мембраны и клапана.
Расчет пружин предохранительных клапанов на прочность и
чувствительность. Максимально допускаемую нагрузку на пружину
с диаметром прутка d и средним диаметром D определяют из усло-
вия прочности по формуле
'/max =- 8kf) ’ >
где [т ] —допускаемое на-
пряжение на кручение
(для пружины из стали
50ХФА [т ] = 550 МПа);
k — поправочный коэффи-
циент, зависящий от отно-
шения с = Did',
, Щ- 1 0,615
/г^4с — 4 ' с
Максимально допусти-
мая величина сжатия пру-
жины
/ = — О
‘щах £ 4шах>
здесь коэффициент жест-
кости пружины
? _ СИ1
“ 8/J3i ’
где i — число витков; G — модуль упругости при сдвиге.
Рассмотрим работу пружины в некотором диапазоне давлений.
Рабочая нагрузка на клапан в начале его подъема (сжатие пру-
жины 1г, рис. 268)
где рг — расчетное (рабочее) давление, на которое отрегулиро-
ван клапан (начало открытия); Dс — средний диаметр опорной
поверхности тарелки (золотника) клапана.
Каждый клапан, снабженный определенной пружиной, же-
лательно использовать в наиболее широком диапазоне давлений.
Последний ограничивается, с одной стороны, грузоподъемностью
пружины, с другой — условием сохранения определенной чув-
ствительности клапана. Коэффициентом чувствительности кла-
пана называется величина (рис. 268)
т)= 1 - 1 (186)
41 41
где Q2 — нагрузка, обеспечивающая открытие клапана на рас-
четную величину (сжатие пружины Z.J.
309
I io условию постоянной производительности величина откры-
тия клапана Нд должна быть постоянной во всем диапазоне ра-
боты клапана, поэтому увеличение нагрузки AQ по сравнению
с рабочей, соответствующей началу подъема, не должно изме-
няться. Отношение AQ/QX меняется при изменении нагрузки
на ^клапан Qx. Следовательно, для данной пружины при опре-
деленном значении AQ коэффициент чувствительности зависит
от рабочей нагрузки Qx, т. е. от давления, на которое отрегули-
рован клапан.
Каждая пружина клапана предназначена для работы в опре-
деленном диапазоне давлений и характеризуется двумя рабочими
давлениями: начальным pmln и конечным ртах.
Диапазон работы пружины определяется следующими усло-
виями:
1) превышение давления над рабочим при открытии клапана
на расчетную величину /г0 должно быть Ар с 0,1рх, т. е. AQ <
<O,IQ1 и, согласно формуле (186), л > 0,9;
2) при поминальном расчетном давлении рг = рп 0,5 X
X (Рты ’Ь Ртах) Для клапана должно быть Ар ~ (0,06-^0,07) р0,
т. е. AQ = (0,06-ь0,07) Qn или т] = 0,94-ь0,93 (где Qn — номи-
нальная нагрузка);
3) максимальная расчетная нагрузка может быть в 1,5 раза
больше номинальной, т. е. Qmax = l,5Qo-
Из первого условия для минимально допустимой нагрузки Qmln
(соответствующей сжатию /1П|П), согласно уравнению (186), можно
записать
0,9=1-^-. (187)
х ml п
Из второго условия для номинальной нагрузки Qg аналогично
(0,94-4- 0,93)= 1 -4г- (188)
хо
Совместным решением уравнений (187) и (188) получаем
Qo-l,5Qmln. (189)
С учетом равенства (189) и третьего условия можно полу-
чить соотношение между максимальной и минимальной нагрузкой
для определенной пружины
ф = 0пк>х = Ртах. = ^5 (190)
Qmln Р1П1П
Отношение максимальной рабочей нагрузки к минимальной
называют коэффициентом диапазона пружины.
Зная коэффициент диапазона пружины, можно рассчитать
необходимое число пружин для заданного интервала давлений
от наименьшего значения, которое здесь обозначим рх, до наи-
310
большего рп+1. Из соотношения конечных давлений в диапазо н
работы каждой из пружин (190) следует
’I’ == Рг/РР,
4’ = Ръ/Рг\
.............................. (191)
= Рп1рП-1\
= Рп+1//%-
Перемножая левые и правые части равенств (191), можно
получить
ф" == Рп± .
Pi
Отсюда необходимое число пружин для работы клапана в ин-
тервале давлений от рх до рп+1
/lg ip.
Очевидно, что применение пружины для работы в другом
диапазоне давлений недопустимо. При использовании пружины
для меньшего давления, чем это обусловлено ее расчетным диапа-
зоном, клапан обеспечит требуемую производительность только
при превышении давления выше допустимой нормы (10%). В ди-
апазоне более высоких давлений пружина работает с перенапря-
жением.
§ 6. Арматура для сыпучих материалов
Для отсечки потока сыпучих материалов применяют различ-
ные шиберные устройства (рис. 269), которые, как правило, не
создаю!' герметичного перекрытия трубопровода. Такие устрой-
Рис. 269. Схемы конструк-
ции арматуры для сыпу-
чих материалов (задвиж-
ка, секторный отсекатель)
ства при аэрированных потоках применяют и для регулирования.
На рис. 270 приведена конструкция шиберной электропривод-
ной задвижки условным диаметром 800 мм, которую устанавли-
вают на вертикальных линиях пневмотранспорта пылевидного
катализатора в реактор и регенератор установки каталитического
311
Рис. 270. Шиберная элсктроприводная задвижка пневмотранспортных линий
пылевидного катализатора:
1 — катализатор; IJ — водяной пар
Рис, 271. Заслонка поворотная для газоходов трубчатых печей
312
крекинга. Задвижка перекрывает линию и предотвращает обрат-
ный переток катализатора из аппарата.
Задвижка имеет сварной корпус 1 прямоугольной формы.
Изнутри к трем стенкам корпуса приварены пластины, образу-
ющие карманы. При эксплуатации карманы заполняются катали-
затором, что снижает температуру стенок корпуса и защищает их
от эрозии. Одна из стенок корпуса выполнена наклонной, что
обеспечивает свободное осыпание катализатора и исключает
возможность образования застойной зоны.
Шибер 4 перемещается в направляющих 2. На сопряженные
поверхности выступов шибера и пазов направляющих наплавлен
слой твердого сплава. Направляющие обеспечивают необходимый
зазор между нижним торцом патрубка 3 и поверхностью шибера.
Сальниковое уплотнение 9 штока 6 шибера имеет фонарное кольцо
10, к которому при необходимости восстановления герметичности
подается графит от лубрикаторного устройства 7.
Для защиты от износа к направляющим шибера по всей их
длине и к сальниковой втулке 5 штока непрерывно подается водя-
ной пар или воздух для сдувания абразивных частиц. Это обеспе-
чивает также охлаждение сальника.
Привод 8 задвижки выполнен во взрывозащищенном исполне-
нии. Мощность электропривода 2,3 кВт.
Задвижка работает при температуре среды до 600° С и давле-
нии до 0,4 МПа.
§ 7. Заслонка для газоходов трубчатых печей
Для регулирования работы трубчатых печей на газоходах
перед дымовой трубой устанавливают поворотные заслонки.
Такие заслонки в зависимости от их размера могут перекрывать
газоходы с поперечным сечением от 2 до 20 м2.
Заслонка (рис. 271) смонтирована на вертикальном участке
газохода так, чтобы ее вал был горизонтальным. Заслонка имеет
сварной прямоугольный корпус 1, в котором установлен шибер.
Последний представляет собой разъемный вал 3 с закрепленными
на нем лопастями 2. Вал установлен в выносных подшипниках
скольжения 4. Приводной конец вала закреплен в осевом направ-
лении кольцами 5, противоположный конец вала свободен, что
обеспечивает возможность температурного удлинения вала. Элек-
тропривод 6 во взрывозащищенном исполнении связан с валом
заслонки через винтореечный редуктор 7, прикрепленный к кор-
пусу заслонки. Вал 8 зубчатого сектора редуктора соединен
с валом заслонки кулачковой муфтой 9. Привод предусматривает
также ручное управление.
Изнутри корпус заслонки изолирован жаростойкой футеров-
кой 10. Вал и лопасти выполнены из стали 12Х18Н9Т.
Глава XV
ТРУБОПРОВОДЫ, ФИТИНГИ, КОМПЕНСАТОРЫ
§ 1. Классификация технологических трубопроводов
Технологические трубопроводы различают по роду транспор-
тируемой среды, рабочим условиям, территориально-производ-
ственному признаку (цеховые, межцеховые, общезаводские), кон-
струкции и материалу.
В соответствии со строительными нормами и правилами тех-
нологические трубопроводы разделяют в зависимости от вида и
характера среды на пять групп (А, Б, В, Г, Д); от величины
рабочего давления и температуры среды на пять категорий (I—V).
Строительные нормы и правила регламентируют требования
к проектированию, изготовлению и монтажу технологических
трубопроводов, не подведомственных Госгортехнадзору СССР.
В группу А включены трубопроводы для токсичных продуктов
и горючих газов.
Трубопроводы для взрывоопасных газов, а также легковос-
пламеняющихся и горючих жидкостей, в том числе нефтяных,
относят к группе Б (табл. 21).
На технологические стальные трубопроводы (газопроводы)
для нейтральных, мало- и среднеагрессивных газов, в том числе
природных, нефтяных и сжиженных газов, распространяются
«Правила устройства и безопасной эксплуатации трубопроводов
для горючих, токсичных и сжиженных газов», утвержденные
Госгортехнадзором СССР [111. По условному давлению эти
трубопроводы разделяют на газопроводы низкого давления (с ус-
ловным давлением до 10 МПа включительно и температурой от
—150 до +700° С) и газопроводы высокого давления (с условным
давлением от 10,1 до 250 МПа и температурой от —50 до +510° С).
В соответствии с приведенной классификацией эти газопроводы
относят к группам А и Б. Газопроводы низкого давления разде-
ляют на четыре категории (1—IV), а газопроводы высокого давле-
ния относят к категории I.
Устройство и эксплуатация трубопроводов для водяного пара
и горячей воды регламентированы специальными правилами
Госгортехнадзора СССР. Трубопроводы для перегретого водяного
пара составляют группу В, для горячей воды и насыщенного
водяного пара — группу Г. Каждая из этих групп разделена на
четыре категории (I—IV).
Группу Д составляют трубопроводы для негорючих газов,
жидкостей и паров. Эти трубопроводы разделены на пять кате-
горий.
Категорию трубопровода устанавливают по тому из параме-
тров, которому соответствует категория с более жесткими усло-
виями.
314
Таблица 2Т
Рабочее давление рраб (избыточное) и температура t среды трубопроводов категорий I—IV для горючих и активных газов,
легковоспламеняющихся и горючих жидкостей, не обладающих токсичностью (группа Б)
Среда I II III IV
Рраб. МПа t, °C Рраб' МПа /, °C ^раб’ МПа t, °C Рраб, МПа t. сс
Сжиженные газы с давлением насыщенных паров при темпера- туре 20° С более 0,6 МПа * Свыше 2,5 Более 250 До 2,5 От —150 до +250 — — —
Сжиженные газы с давлением насыщенных паров при темпера- туре 20° С менее 0,6 МПа * Свыше 2,5 Более 250 От 1,6 до 2,5 От 120 до 250 До 1,6 От —150 до +250 — —
Прочие взрывоопасные газы, легковоспламеняющиеся и го- рючие жидкости * Давление абсолютное. Незави- симо Ниже 0,08 до 0,001 * От 350 до 700 Незави- симо От 2,5 до 6,4 Ниже 0,095 до 0,08 * От 250 до 350 Незави- симо От 1,6 до 2,5 От 120 до 250 До 1,6 От —150 до' +120
Отнесение трубопровода к той или иной категории и группе
налагает определенные требования к выполнению работ по изго-
товлению, контролю, испытаниям, эксплуатации, а также каче-
ству исходного материала.
§ 2. Фитинги
Фитингами называют детали, служащие для соединения труб.
Соединения труб могут быть разъемными (резьбовые и фланце-
вые) и неразъемными на сварке.
Для присоединения к аппаратам манометров, пробных крапов,
регуляторов уровня, трубок для термометров, а также установки
пробок служат муфты (рис. 272). Муфты различают по условному
диаметру, который соответствует размеру трубной резьбы; для
муфт стандартной конструкции он находится в пределах от ’/2до 2".
Рис. 273. Ниппельное соеди-
нение:
1 — ниппель; 2 — муфта; 3 — на-
кидная гайка
При работе с коррозионно-активными средами вместо муфт
применяют фланцевые штуцера малого диаметра, иногда с заглуш-
ками, в которые вварены резьбовые муфты. В этом случае более
удобно заменять муфты.
На рис. 273 показано ниппельное или муфтовое соединение,
применяемое для труб условным диаметром 6—20 мм до давле-
ния ру = 6,4 МПа. В этом соединении уплотнение создается
благодаря деформации чисто обработанных сферической поверх-
ности ниппеля 1 и конической поверхности муфты 2. Резьбовые
соединения с таким уплотнением применяют при высоких тем-
пературах до давления 100 МПа.
К разъемным соединениям относят также фитинги на фланцах,
которые выполняют сварными и литыми. Литые фитинги
(рис. 274) изготовляют на условное давление от 1,6 до 16 МПа.
В зависимости от температуры фитинги, как и арматуру,
отливают из сталей 25Л, 20Х5МЛ, а также из сталей хромистых
безмолибденовых и 10Х18Н9ТЛ. Фитинги из углеродистой стали
применяют до температуры 450° С. При более высоких температу-
рах и агрессивных средах используют фитинги из легированных
сталей.
Для трубопроводов высокого давления применяют разъемные
фитинги с фланцами на резьбе.
316
Для неразъемных соединений используют фитинги под сварку
крутоизогнутые (рис. 275). Их изготовляют на специальном обо-
рудовании методами штамповки или протяжки. Эти фитинги вы-
Рис. 274. Фитинги литые:
а — угольник; б — тройник
Рис. 275. Фитинги крутоизогнутые:
а — угольник; б — тройник
полняют с небольшим радиусом изгиба /?, равным Dy, 1,5£>у
и 20 у вместо (3—5) Dy при обычном гнутье труб. При исполь-
зовании крутоизогнутых фитингов ускоряется монтаж и обеспе-
чивается компактность соединений.
§ 3. Компенсаторы
Для компенсации температурных деформаций на технологиче-
ских трубопроводах применяют П-образные, линзовые и волни-
стые компенсаторы. П-образные компенсаторы могут быть изго-
товлены изгибом трубы и сваркой с применением крутоизогну-
тых фитингов. Эти компенсаторы обладают сравнительно большой
компенсирующей способностью (до 700 мм); их можно применять
при любых давлениях. Однако П-образные компенсаторы гро-
моздки и требуют установки специальных опор. Обычно их рас-
полагают горизонтально и снабжают дренажными устройствами.
Линзовые компенсаторы состоят из ряда последовательно
соединенных линз (чаще всего компенсатор имеет три линзы).
Эти компенсаторы применяют па условное давление до 1,6 МПа.
Толщина стенки линз 2,5—4 мм.
Более совершенны по конструкции волнистые компенсаторы
(рис. 276). Гибкий элемент 4 представляет собой эластичную
тонкую гофрированную оболочку, которая может сжиматься,
растягиваться и изгибаться. Концы гибкого элемента приварены
к патрубкам 1. Ограничительные кольца 3 предотвращают выпу-
чивание оболочки под действием давления и ограничивают изгиб
ее стенки. Опорные кольца 7 прижимают стенку гибкого элемента
к патрубку. Кожух 5 приварен одним концом к стойке 8 и защи-
щает гибкий элемент от повреждений при транспортировке и
эксплуатации. Внутренняя обечайка 6 приварена одним концом
к патрубку и уменьшает завихрения среды; другой колец обе-
чайки 6 свободен. Шпильки 2 служат для растяжения и сжатия
компенсатора при монтаже; после установки компенсатора шпильки
удаляют.
317
Гибкий элемент изготовляют гидравлической формовкой из
высоколегированных сталей 08Х18Н10Т, 10Х17Н13М2Т, нике-
левых и'никель-медных сплавов. Применяют элементы^ й-образ-
ным и U-образным профилем волны.
При расчете на прочность гибкого элемента U-образного про-
филя под внутренним давлением принимают толщину стенки
равной большему из значений, рассчитанных по формуле (141)
или уравнению
s= 0,2(0,-^) У'~^,
где О] — внутренний диаметр гибкого элемента; D— наружный
диаметр гибкого элемента; рпр — пробное давление при гидравли-
ческом испытании; от — предел текучести при нормальной тем-
пературе.
Л
а)
Рис. 277. Схемы деформации волнистых компенсаторов:
а — осевого; б — углового; в — поворотного
Толщину стенки гибкого элемента й-образного профиля
находят по формуле
1,5р7?
М ’
где R — наружный радиус закругления волны; р — внутреннее
рабочее давление; [о 1 — допускаемое напряжение.
318
Толщину стенки гибких элементов принимают не менее 1,2 мм;
обычно она составляет 1,2—3,0 мм. Гибкий элемент компенсаторов
на сравнительно большие давления выполняют многослойным,
что повышает его гибкость. Допускаемое число циклов для гиб-
кого элемента и его долговечность определяют по данным экспе-
риментальных исследований.
Стандартом предусмотрены следующие типы волнистых ком-
пенсаторов (рис. 277): осевые КЕЮ, угловые КВУ, поворотные
КВП и шарнирные КВШ. Угловые компенсаторы (см. рис. 276, б)
имеют шарнирную связь между стойками, которая позволяет
компенсатору изгибаться в одной плоскости на угол примерно
от 2 до 10° в зависимости от диаметра, толщины стенки и "числа
волн компенсатора. Поворотный и шарнирный компенсаторы
имеют по два гибких элемента и тяги (у последнего двухшар-
нирные) и обеспечивают смещение в поперечном направлении.
Для уменьшения осевых усилий и увеличения компенсиру-
ющей способности компенсаторы при установке растягивают на
величину б, если трубопровод в рабочих условиях испытывает
сжатие, или сжимают на эту величину, если трубопровод при
рабочей температуре будет растянут. Предварительную деформа-
цию (сжатие) компенсатора определяют по формуле
6 = А _ Л
где а — температурный коэффициент линейного расширения ма-
териала трубопровода; L — длина участка трубопровода между
двумя неподвижными опорами; /р и /П11п — соответственно рабо-
чая и минимальная температура трубопровода при эксплуатации;
Si = aL (Д — Zmln) — поправка, учитывающая, что обычно тем-
пература при монтаже компенсатора tM выше минимально воз-
можной при эксплуатации fmln.
СПИСОК ЛИТЕРАТУРЫ
1. Бабицкий И. Ф., Вихман Г. Л., Вольфсон С, И. Расчет и конструиро-
вание аппаратуры нефтеперерабатывающих заводов. М., «Недра», 1965. 903 с.
2. Брейман М. И. Инженерные решения по технике безопасности в по-
жаро- и взрывоопасных производствах. М., «Химия», 1973. 344 с.
3. Канторович 3, Б. Машины химической промышленности. М., «Машино-
строение», 1965. 415 с.
4. Клинов И. Я- Коррозия химической аппаратуры и коррозионностойкие
материалы. М., «Машиностроение», 1967. 468 с.
5. Коррозия и защита химической аппаратуры. Т. 9. Нефтеперерабаты*
вающая и нефтехимическая промышленность. Л., «Химия», 1974. 576 с.
6. Кузмак Е. М. Основы технологии аппаратостроения. М., «Недра», 1967.
468 с.
7. Лессиг Е. Н., Лилеев А, Ф., Соколов А. Г. Листовые металлические
конструкции. М., Издательство литературы по строительству, 1970. 487 с.
8. Малинин Н. Н. Прикладная теория пластичности и ползучести. М.,
«Машиностроение», 1975. 400 с.
9. Никольс Р. Конструирование и технология изготовления сосудов да-
вления. Пер. с англ. Под ред. Н. Н] Зорева и Д. М. Шур, М., «Машинострое-
ние», 1975. 464 с.
10. Правила устройства и безопасной эксплуатации сосудов, работающих
под давлением. М., «Металлургия», 1975. 104 с.
11. Правила устройства и безопасной эксплуатации трубопроводов для
горючих, токсичных и сжиженных газов. М., «Недра», 1970. 168 с.
12. Современные конструкции трубопроводной арматуры для нерти и газа.
М., «Недра», 1976. 496 с. Авт.: Ю. М. Котелевский, Г. В. Мамонтов, Л. Н. Нис-
ман, И Г. Фукс, Л. И. Экслер.
13. Сосуды и аппараты. Нормы и методы расчета на прочность.
ГОСТ 14249—73. М., Изд. стандартов, 1976. 32 с.
14. Сосуды и аппараты. Нормы и методы расчета на прочность. Расчетные
усилия от ветровой нагрузки и сейсмического воздействия в вертикальных ци-
линдрических аппаратах. Проект ОСТа. М., Министерство химического и неф-
тяного машиностроения СССР, 1977. 36 с.
15. Сосуды и аппараты. Нормы и методы расчета на прочность. Фланце-
вые соединения. ОСТ 26—373—71. М., Министерство химического и нефтяного
машиностроения СССР, 1972. 31 с.
16. Сосуды и аппараты стальные сварные. Технические требования.
ОСТ 26-291—71. Министерство химического и нефтяного машиностроения СССР.
М., Издательство стандартов, 1974. 247 с.
320
17. Стабников В. Н. Расчет и конструирование контактных устройств рек-
тификационных и абсорбционных аппаратов. Киев. «Техника», 1970. 208 с.
18. Строительные нормы и правила. Ч. III. Нормы проектирования. Гл. 6.
Нагрузки и воздействия. М., Стройиздат, 1976. 61 с.
19. Строительные нормы и правила, ч. II, раздел В, гл. 3. Стальные кон-
струкции. Нормы проектирования. М., Стройиздат, 1974. 70 с.
20. Суханов В. П. Каталитические процессы в нефтепереработке. М., «Хи-
мия», 1973 . 416 с.
21. ASME, Boiler and Pressure Vessel Code. Section VIII. Unlired Pressure
Vessels. 1968. 265 p.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Аппараты воздушного охлаждения
190
— горизонтальные 121
— пневмотранспорта 290
Арматура 296
— для сыпучих материалов 311
Биметалл 16
Болты фланцевых соединений 86
— фундаментные НО
Бункер-сепаратор 292
Вакуум-фильтр барабанный 280
Вал центрифуги 266, 274
Вентили 302
Выбор допускаемых напряжений 32
— материалов 4
Вязкость ударная 14
Горелки 262
Давление критическое 52
— пробное 28
— расчетное 31
— технологическое 31
— условное 35
— установочное 307
Двойник печной 256
Деформации при краевой задаче 40
Днища конические 68
— коробовые 65
— пол у шаровые 64
— сферические неотбортованные 68
— эллиптические 66
Дозер 292
Задвижка клиновая 296
— шиберная электроприводная 311
322
Запас прочности 33
— устойчивости формы кольца 54
------- корпуса 52
Заслонка для газоходов 313
Змеевики охлаждающие 211
— трубчатой печи 253
Испаритель с паровым пространством
186
Испытание аппаратов 28
Каркас трубчатой печи 243
Кладка печи 256
Клапаны обратные 305
— предохранительные 306
Колонны вакуумные 149
— ректификационные 127
— экстракционные 151
Кольцо жесткости 54, 150
— укрепляющее 76
— фундаментное 109
Компенсатор линзовый 161
— волнистый 317
Конденсатор-холодильник погружной
199
Корпус многослойный 62
Коррозия водородная 4
— межкристаллитная 12
— сернистая высокотемпературная 4
Крышка плоская круглая 72
— прямоугольная 197
Коэффициент запаса прочности 33
— прочности сварного шва 31
— температурный линейного расши-
рения 90
— теплопроводности 5
— устойчивости аппарата 109
Краны 304
Кристаллизатор 200
Лапласа уравнение 40
Машина для таблетирования пара-
фина 284
---формовки катализаторов 286
Мембраны предохранительные 308
Металлы цветные 24
Мизеса уравнение 52
Нагрузка ветровая 104
— критическая на кольцо 54
— на болты и шпильки 83
— сейсмическая 117
Нагрузки при краевой задаче для
конуса 43
---------- для цилиндра 41
Напряжение допускаемое 32
— для болтов и шпилек 87
— нормативное 34
— кольцевое (тангенциальное) 39, 47
— меридиональное 39, 47
— радиальное 48, 57
Напряжения в крутоизогнутом фи-
тинге 261
— в стенке осесимметричной оболочки
39
— температурные в болтах и шпиль-
ках 87
---в толстостенных цилиндрах 60
---'в трубах и корпусе 155
--- в футерованном корпусе 218
Оболочка вращения 37
Опора вертикального аппарата 127
— горизонтального сосуда 120
Оребрение поперечное 193
— продольное 184
Отбойники 148, 176
Перегородка поперечная 174
Период собственных колебаний 105
Пластина прямоугольная 75
Пневмоподъемник 290
Подвеска трубная 255
Ползучесть 9
Правила Госгортехнадзора 30
Предел длительной прочности 11
— ползучести 9
— прочности’6
— текучести 6
Прокладки 83
Пуск аппарата 31
Развальцовка 162
Расчет болтов и шпилек 86
— каркаса трубчатой печи 243
— клиновой задвижки 298
— колец жесткости 54
— корпусов толстостенных цилиндри-
ческих аппаратов 56
---тонкостенных аппаратов на внеш-
нее давление 51
------------ на внутреннее давление 46
— критической скорости вала 274
— печных двойников 258
— плоских прямоугольных пластин
75
— пружин предохранительных кла-
панов 309
— развальцовочного соединения 16.3,
178
— ротора центрифуги 271
— тарелок механический 153
— трубных решеток 167, 177
— фланцев 90
— фланцевых соединений 81
— фундаментных болтов НО
Реактор гидрокрекинга 231
— гидроочистки 228
— каталитического крекинга с пыле-
видным катализатором 220
— с шариковым катализатором
206
— каталитического риформинга 226
Реактор-регенератор совмещенный 211
Реактор сернокислотного алкилиро-
вания 235
Реакционные камеры коксования 239
Регенератор каталитического крекинга
с пылевидным катализатором 223
-------с ^шариковым катализатором
209
Релаксация напряжений 11
Ретурбенд 256
Решетка трубная печи 255
--- теплообменника 155, 166
Рибойлеры 186
Ротор центрифуги 268
Скорость ползучести 9
Сосуды горизонтальные 119
— для сжиженных газов 119
Сплавы коррозионностойкие 16
Стабильность структуры 12
Стали жаропрочные 16
— жаростойкие 16
— кислотостойкие 16
— легированные 15, 18
— повышенной прочности 15
— теплоустойчивые 15
— углеродистые 15, 18
Стандарт на внутренние диаметры 35
— на давления условные 35
— на диаметры условные 36
323
Тарелки клапанные 135
— под насадку 146
— ректификационных колонн 1.32
— решетчатые провальные 144
— с желобчатыми колпачками 138
— ситчатые 144
— с круглыми колпачками 135
— струйные 145
— с S-образными элементами 141
Температура критическая хладнолом-
кости 14
Теплообменник жесткого типа 155, 183
— кожухотрубчатый 155
— пластинчатый 205
— с компенсатором на корпусе 159
-------на плавающей головке 172
— с плавающей головкой 169
— с Ll-образными трубами 172
— типа «труба в трубе» 182
Торкрет бетон 217
Трубопроводы 314
Трубы печей 254
Укрепление отверстий (вырезов) 76
Уплотнение торцовое 238
Уравнение Лапласа 40
— Мизеса 52
Устойчивость формы 51, 114
Фильтр-пресс автоматический 277
Фильтры листовые 279
— рамные 276
Фитинги 316
Фланец накидной (свободный) 81, 92
— плоский приварной 81, 91
— приварной встык (цельный со втул-
кой) 81,90
Форсунки 262
Хладноломкость 14
Центрифуги 26G
Циклоны 222
Чугун жаростойкий 23
— коррозионностойкий 23
— серый 17
Ширина прокладки базовая 84
--- расчетная 84
Шпильки фланцевых соединений 86
Электродегидратор 293
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
Раздел нерпый
Материалы, применяемые при изготовлении
нефтеаппаратуры
Глава I. Выбор материалов........................................... 4
Глава II. Поведение сталей при повышенных и пониженных темпе-
ратурах ............................................................ 9
Глава III. Область применения сталей, чугунов, цветных металлов,
неметаллических материалов и некоторые их марки .... 15
Раздел второй
Расчет элементов аппаратуры
Глава IV. Общие положения по устройству, расчету и испытанию
аппаратов ......................................................... 27
§ 1. Основные требования к конструкции нефтезаводской
аппаратуры ............................................ 27
§ 2. Испытание аппаратов .............................. 28
§ 3. Основные положения правил по расчету, устройству
• и изготовлению сварных аппаратов................... 30
§ 4. Выбор допускаемых напряжений...................... 32
§ 5. Стандарты......................................... 34
Глава V. Расчет корпусов и днищ аппаратов........................ 37
§ 1. Усилия и напряжения в оболочках................... 37
§ 2. О краевой задаче ................................. 40
§ 3. Расчет корпусов тонкостенных цилиндрических аппа-
ратов, работающих под внутренним давлением ... 46
§ 4. Расчет корпусов тонкостенных цилиндрических аппа-
ратов, работающих под внешним давлением................ 51
§ 5. Расчет корпусов толстостенных цилиндрических аппа-
ратов, работающих под внутренним давлением .... 56
§ 6. Расчет днищ и плоских крышек различных конструк-
ций ................................................... 64
§ 7. Расчет укрепления вырезов в стенках аппаратов ... 76
325
Глава j VI. Расчет фланцевых соединений............................ 81
§ 1. Конструкции фланцев ............................... 81
§ 2. Определение нагрузки на болты...................... 83
§ 3. Расчет болтов фланцевого соединения................ 86
§ 4. Температурные напряжения в болтах и шпильках
фланцевых соединений................................... 87
§ 5. Приближенный метод расчета фланцев................. 90
§ 6. Метод расчета фланцевых соединений по коду США для
котлов и сосудов под давлением ........................ 93
§ 7. Расчет аппаратных фланцевых соединений по стан-
дартному методу......................................... 98
Глава VII. Расчет аппаратов на действие ветровых и сейсмических сил 102
§ 1. Расчет вертикальных аппаратов на действие ветровой
нагрузки............................................... 102
§ 2. Расчет вертикальных аппаратов на действие сейсми-
ческих сил............................................. 116
ра зд е л трети ft
Конструкции аппаратов и расчет их на прочность
Глава VIII. Сосуды, работающие под давлением, для газов и жидкостей 119
Глава IX. Конструкция ректификационных и абсорбционных колонн,
их узлов и деталей................................................ 127
§ 1. Конструкция ректификационных и абсорбционных ко-
лонн ................................................... 127
§ 2. Конструкции тарелок ректификационных колонн . . . 132
§ 3. Отбойные устройства............................... 148
§ 4. Особенности конструкции вакуумных колонн .... 149
§ 5. Экстракционные колонны............................ 151
§ 6. Механический расчет тарелок ...................... 153
Глава X. Теплообменные аппараты.................................... 155
§ 1. Теплообменные аппараты кожухотрубчатые жесткого
типа .................................................. 155
§ 2. Теплообменные аппараты с плавающей головкой и
с U-образными трубами.................................. 169
§ 3. Теплообменники типа «труба в трубе» .............. 182
§ 4. Испарители с паровым пространством................ 186
§ 5. Аппараты воздушного охлаждения.................... 190
§ 6. Погружные конденсаторы-холодильники............... 199
§ 7. Кристаллизаторы .................................. 200
§ 8. Пластинчатый теплообменник........................ 205
Глава XI. Реакционные аппараты..................................... 206
§ 1. Реактор и регенератор каталитического крекинга с дви-
жущимся шариковым катализатором........................ 206
§ 2. Реактор и регенератор каталитического крекинга
с псевдоожиженным пылевидным катализатором . . . 220
§ 3. Реакторы каталитического риформинга и гидроочистки 226
§ 4. Реактор гидрокрекинга....................... 231
§ 5. Реакторы сернокислотного алкилирования изобутана
бутиленом.................................... 235
§ 6. Реакционные камеры установок коксования.......... 239
326
Глава ХИ. Трубчатые печи .......................................... 242
§ 1. Конструкция и расчет металлического каркаса печи 245
§2. Змеевики, тподвески, печные двойники и другие де-
тали печей ............................................ 253
§ 3. Расчет двойников ................................. 258
§ 4. Форсунки и горелки................................ 262
Глава XIII. Центрифуги, фильтры, машины для разлива парафина,
формовки катализаторов, оборудование пневмотранспорта,
электродегидраторы................................................. 266
§ 1. Конструкция основных узлов и механический расчет
центрифуг.............................................. 26G
§ 2. Конструкция фильтров.............................. 275
§ 3. Машина для таблетирования парафина................ 284
§ 4. Машины для формовки катализаторов................. 286
§ 5. Аппараты пневмотранспорта ..................... 290
§ 6. Электродегидратор горизонтальный.................. 293
Глава XIV. Арматура .............................................. 296
§ 1. Задвижки стальные клиновые ....................... 296
§ 2. Вентили........................................... 302
§ 3. Краны ............................................ 304
§ 4. Обратные клапаны.................................. 305
§ 5. Предохранительные клапаны и мембраны.............. 306
§ 6. Арматура для сыпучих материалов................... 311
§ 7. Заслонка для газоходов трубчатых печей............ 313
Глава XV. Трубопроводы, фитинги, компенсаторы................... 314
§ 1. Классификация технологических трубопроводов ... 314
§ 2. Фитинги.......................................... 316
§ 3. Компенсаторы...................................... 317
Список литературы................................................. 320
Предметный указатель .............................................. 322
ИБ № 2001
Георгий Львович Вихман,
Сергей Александрович Круглов
основы конструирования
АППАРАТОВ И МАШИН
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ
ЗАВОДОВ
Редактор издательства
инж. О. В. Маргулис
Технические редакторы
Н. В. Тимофеенко и Л. Т. Зубко
Корректор В. А. Воробьева
Переплет художника Е. Н. Волкова
Сдано в набор 24.09.77.
Подписано в печать 08.02.78.
Т-03225. Формат 60Х90]/1в.
Бумага типографская № 1.
Литературная гарнитура.
Печать высокая. Усл. печ. л. 20,5.
Уч.-изд. л. 19,95. Тираж 10 000 экз.
Зак. 576. Цена 1 р. 10 к.
Издательство «Машиностроение»,
107885, Москва, 1-й Басманный пер., 3
Ленинградская типография № 6
Союзполиграфпрома при Государственном
комитете Совета Министров СССР
по делам издательств, полиграфии
и книжной торговли
193144, Ленинград, С-144,
ул. Моисеенко, 10