/

































































































































































Текст
Н. Г Чумак
МАТЕРИАЛЫ
И ТЕХНОЛОГИЯ
МАШИНОСТРОЕНИЯ
Н. Г. Чумак
МАТЕРИАЛЫ И ТЕХНОЛОГИЯ
машиностроения
Одобрено Ученым советом Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебника для средних
профессионально-технических училищ
Второе издание
переработанное и дополненное
МОСКВА • «МАШИНОСТРОЕНИЕ» • 1979
ББК 34.5
490
УДК 621.002.3 + 621.9.002(075)
Рецензенты:
лауреат Государственной премии СССР проф. Г. Б. Лурье, инж. В. К. Степанов
Чумак Н. Г.
490 Материалы и технология машиностроения: Учебник для
профессионально-технических училищ. — 2-е изд., перераб. и
доп. М.: Машиностроение. 1979. — 158 с., ил.
25 к.
„ 31201.31203-064 ББК 34 5
4 —038(61 )-79---- 64’79- 2704010000 Б впм
© Издательство «Машиностроение», 1979 г.
ВВЕДЕНИЕ
Технология машиностроения изучает способы и процессы изготов-
ления машин заданного качества и в установленном производственной
программой количестве при наименьшей себестоимости. Создателями
технологии машиностроения как науки являются советские ученые:
А. П. Соколовский, А И. Каширин, М. Е. Егоров, Б. С. Балакшин,
Н. П. Бородачев, В. М. Кован, Э. А. Сатель, Д. Н. Решетов, А. Б. Яхин
и др. Ими разработаны теоретические основы технологии машино-
строения, научно обоснованы вопросы точности обработки деталей,
расчетов размерных цепей, жесткости системы станок — приспособле-
ние — инструмент — деталь (СПИД), вибрации при обработке на ме-
таллорежущих станках, типизации технологических процессов и др.
С давних пор русские умельцы вносили творческий вклад в разви-
тие промышленности. Многие технические открытия впервые были сде-
ланы в России значительно раньше, чем в других странах. Так, в России
были созданы непревзойденные шедевры литья. Еще в 1554 г. были
отлиты пушки калибром 650 мм. Мастер Андрей Чохов в 1586 г. отлил
знаменитую, сохранившуюся до наших дней «Царь-пушку» массой
39 т, а в 1734 г. мастер Иван Моторин отлил «Царь-колокол» мас-
сой 200 т. В эпоху Петра I русский умелец А. К. Нартов впервые в
истории машиностроения построил токарный станок, имеющий меха-
нический суппорт. Среди русских умельцев этого периода известно имя
талантливого токаря и создателя токарных станков Степана Яковлева.
В России работали такие ученые, как Иван Иванович Ползунов,
создавший в 1764 г. первую паровую машину, великий русский ученый
Михаил Васильевич Ломоносов, автор многих открытий и изобретений
в различных отраслях техники, геологии, химии, физики, горнорудно-
го производства, металлургии и т. д. Им созданы оригинальные стан-
ки для шлифования оптических линз.
Известны имена: Ефима Алексеевича и Мирона Ефимовича Чере-
пановых, построивших впервые паровоз; Игнатия Сафонова, по-
строившего в 1837 г. первую водяную турбину; Павла Петровича
Аносова, который внес большой вклад в изучение металлов и сплавов;
Амоса Черепанова, построившего автомобиль; Дмитрия Константи-
новича Чернова, которого считают отцом металлографии, и продолжа-
телей его идей в области науки о металлах — академиков Н. С. Кур-
з
какова, А. А. Байкова, А. Т. Гудцова, проф. А. М. Бочвара и др.
В области теории и технологии термической обработки стали известны
имена А. А. Бочвара, В. П. Вологдина, Н. Т. Гудцова и др.
Наряду с крупными учеными свой вклад в технологию машиностро-
ения вносят рабочие и мастера; своими изобретениями, рационализа-
цией они значительно улучшают процессы производства и повышают
производительность труда. Известны имена токарей-новаторов Г. С.
Борткевича, В. К. Семинского, П. Б. Быкова, В. А. Колесова и многих
других, которые своим изобретательским трудом совершенствуют ма-
шины, приспособления, инструменты и технологию машиностроения.
Введение в эксплуатацию первой в мире атомной электростанции и
строительство мощного атомного ледокола, запуск первых в мире ис-
кусственных спутников, создание самого мощного ускорителя в мире,
сооружение гидроэнергетических гигантов на реках Сибири, создание
воздушного лайнера «Антей» стали возможны благодаря передовой
машиностроительной промышленности.
О роли машиностроения в создании материально-технической базы
коммунизма в Программе КПСС сказано, что первостепенное значение
для технического перевооружения народного хозяйства имеет развитие
машиностроения, всемерное форсирование производства автоматичес-
ких линий и машин, средств автоматизации, телемеханики и электро-
ники, точных приборов.
В «Основных направлениях развития народного хозяйства СССР
на 1976—1980 гг.» поставлена важная задача, направленная на подъем
материального и культурного уровня жизни народа на основе динамич-
ного и пропорционального развития общественного производства и
повышения его эффективности, ускорения научно-технического про-
гресса, роста производительности труда, всемерного улучшения каче-
ства работы во всех звеньях народного хозяйства.
Технический прогресс коснулся всех отраслей народного хозяйст-
ва. Машиностроители, выполняя задачи, поставленные XXV съез-
дом КПСС, создают новые эффективные машины, изготовленные из
материалов высокой прочности, позволяющие снизить металлоемкость
и сократить расходы на изготовление запасных частей. Все это предъ-
являет высокие требования к квалификации современных рабочих, на
подготовку которых рассчитан данный учебник.
РАЗДЕЛ А
МАШИНОСТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
Глава I. СТРОЕНИЕ, СВОЙСТВА МЕТАЛЛОВ И МЕТОДЫ
ИХ ИСПЫТАНИЯ
В технике применяют различные металлы и сплавы. Чтобы судить о
пригодности данного металла или сплава для изготовления из него
определенной детали, необходимо знать его свойства. Металлы харак-
теризуются физическими, химическими, механическими, технологи-
ческими и другими свойствами.
§ 1. Кристаллическое строение металлов
Металлы и их сплавы в твердом состоянии являются кристалличес-
кими телами. Их свойства определяются структурой. Под структурой
понимают внутреннее строение металлов и сплавов, которое характе-
ризуется определенным закономерным расположением атомов и моле-
кул, образующих кристаллическую решетку.
Пространственное размещение атомов в кристалле может быть раз-
личным. Следовательно, и у металлов кристаллические решетки могут
быть различными. Наиболее распространенными считаются кристал-
лические решетки: кубическая объемно-центрированная (рис. 1,а),
кубическая гранецентрированная (рис. 1, б), гексогональная (рис. 1,
в). Кубическую объемно-центртрэванную решетку имеют а-железо,
хром, ванадий, молибден, вольфрам и др.; кубическую гранецентри-
рованную — у-железо, алюминий, медь; никель, свинец и др.; гексого-
нальную — цинк, магний, бериллий, кадмий и др.
Кристаллизация происходит при охлаждении металла до опреде-
ленной температуры, когда в нем образуются центры кристаллизации
или мельчайшие кристаллические зародыши. Дальнейшее охлажде-
ние способствует группированию вокруг центров атомов и появлению
новых зародышей. Пока кристаллы окружены жидкостью, процесс
происходит свободно, они имеют правильную геометрическую форму;
но наступает период, когда кристаллы сталкиваются друг с другом и со
стенками изложницы и форма их нарушается. Таким образом, форма
зерен зависит от условий прохождения процесса кристаллизации, ха-
рактера и количества примесей в жидком металле. Образовавшиеся
кристаллы приобретают древовидные, игольчатые, пластинчатые и
другие подобные формы.
5
Рис. 1. Кристаллические решетки
Рис. 2. Структура металла под микро-
скопом
Различают макро-и микроструктуру металлов и металлических
сплавов. Макроструктура — строение металла, которое можно вы-
явить невооруженным глазом при небольшом увеличении с помощью
лупы. Для изучения макроструктуры и выявления дефектов, имеющих-
ся в металле и сплаве, применяют макроанализ. Микроструктура —
кристаллическое строение металлов и сплавов, которое можно выявить
металлографическим анализом металла и сплава при значительном
увеличении с помощью металлографического микроскопа (увеличение
от 10 до 2500 раз) или электронного микроскопа (увеличение до 25 000
раз).
Структура металлов и сплавов зависит от химического состава, спо-
соба обработки и выплавки. Для определения структуры изготовляют
микрошлиф, поверхность которого рассматривают под микроскопом.
Форма и размеры зерен позволяют определить структуру (рис. 2).
Такой метод исследования внутреннего строения называют металло-
графическим анализом металлов и сплавов. К способам контроля и ис-
следования металлов и сплавов относят макро- и микроанализ, рентге-
носкопию и другие виды анализов.
§ 2. Механические свойства металлов
и методы их определения
Для сравнения качественных характеристик металлы испытывают
на прочность, твердость, ударную вязкость и другие механические
свойства.
Прочность — способность материалов сопротивляться действию
внешних сил, выдерживать их, не разрушаясь. Упругость — способ-
6
ность материалов возвращаться в первоначальное состояние по пре-
кращении действия силы, вызывавшей изменение положения, формы
и объема. Пластичность — способность материалов деформироваться
(изменять форму и объем) под действием внешних сил, не разрушаясь,
изменять свою форму и размеры после снятия сил, т. е. получать не-
обратимую деформацию. Твердость — способность материалов сопро-
тивляться проникновению в него другого более твердого материала.
Ударная вязкость — способность материалов сопротивляться динами-
ческим нагрузкам — ударам. Выносливость — способность материа-
ла выдерживать повторные или знакопеременные нагрузки. Ползу-
честь— способность металла медленно и непрерывно удлиняться («пол-
зти») от постоянных, приложенных к нему сил, особенно при условии
работы с повышенным и высоким температурными режимами, при
напряжениях ниже предела упругости для данного металла.
Для определения прочности проводят испытания на растяжение
специально приготовленных образцов из материала, подлежащего ис-
пытанию. Образцы изготовляют круглого или прямоугольного сечения
установленных стандартом размеров. Приготовленные образцы зажи-
мают в захваты разрывной машины и постепенно растягивают со все
возрастающей силой Р. По полученным значениям нагрузки Р и уд-
линениям образца А/ строят диаграмму растяжения (рис. 3), которая
показывает зависимость между растягивающей нагрузкой Р и вызыва-
емой этой силой деформацией. Диаграмма растяжения справедлива
только для пластичных материалов. Хрупкие материалы испытывают
на сжатие и строят диаграмму их сжатия.
Под деформацией понимают изменение образца по форме и длине.
Деформацию называют упругой, если по прекращении действия внеш-
них сил восстанавливается форма и длина, и пластической (остаточной),
если после снятия нагрузки не происходит восстановления формы и
длины. Может также произойти разрушение.
Силу Р [Н (кгс)|, которую может выдержать металл, называют
разрывной, а прочность при этой силе будет предельной; ее называют
пределом прочности ов [Н/м2 (кгс/мм2)1 и определяют по формуле
Р
°в^ —
(1)
где F — начальная площадь сечения образца, м2 (мм2).
Полученный предел прочно-
сти на разрыв считается тем ус-
ловным напряжением, которое
может выдержать металл.
На диаграме показаны точ-
ки, которые, кроме предела
прочности, соответствуют пре-
Рис. 3. Диаграмма деформации ме-
талла при растяжении
7
делу пропорциональности сгПр, пределу упругости оу и пределу те-
кучести от.
Пределом пропорциональности опр при растяжении называется
такое напряжение, при котором появляются первые признаки откло-
нения от линейной (ОА) пропорциональной зависимости, т. е. это такое
напряжение, при котором нарушается пропорциональность между си-
лой и удлинением.
Предел упругости — это такое напряжение (точка В), при котором
появляется необратимая деформация, не исчезающая при снятии на-
грузки; обычно условно остаточное удлинение достигает 0,05% перво-
начальной расчетной длины образца. Первоначальной расчетной дли-
ной образца называют длину образца до испытания согласно ГОСТ
1497—73. Практически для металлов величины пределов пропорцио-
нальности и упругости почти совпадают и их принимают одинаковыми.
Предел текучести — это наименьшее напряжение, при котором об-
разец получает остаточное удлинение без заметного увеличения нагруз-
ки. Обычно в справочной литературе дается условный предел текуче-
сти, который представляет собой напряжение, вызывающее остаточ-
ную деформацию, равную 0,2% начальной расчетной длины образца.
Пластичность металлов выражают изменением длины образца по от-
ношению к первоначальной:
6= 100 %, (2)
/о
где 6 — относительное удлинение образца, %; /к — длина образца
после разрыва, м (мм); Zo — первоначальная расчетная длина образца,
м (мм).
Испытания на твердость производят путем вдавливания в поверх-
ность испытуемого металла стального шарика (метод Бринеля), алмаз-
ного конуса (метод Роквелла) или алмазной пирамидки (метод Вик-
керса).
Различиные методы определения твердости применяют потому, что
металлы имеют неодинаковую твердость, металлические изделия —
разную толщину, а приборы — разную производительность. О величи-
не твердости судят по величине отпечатка на металле. Если, например,
нагрузку обозначить Р, а площадь сферической поверхности лунки
Р, то твердость по Бринелю [Н/м2 (кгс/мм2)]
НВ = — = ....................- (3)
F nD(D — VD2—d2 ) '
где d — диаметр отпечатка, м(мм); D — диаметр шарика, м (мм).
При определении твердости используют шарики диаметром 10,5
и ^5 мм под нагрузкой 3000; 1000; 750; 250; 187,5; 62,5 и 15,6 кгс.
Выбор диаметра шарика, нагрузки и выдержки под нагрузкой зависят
от испытуемого изделия.
Между твердостью и прочностью существует некоторая зависи-
мость, которую приближенно можно записать в таком виде:
ов - kHB, (4)
8
где k — коэффициент пропорциональности; для стали твердостью
НВ 175 k = 0,34; для стали твердостью выше НВ 175 k — 0,35; для
отожженной меди, бронзы и латуни k = 0,55; для алюминиевых спла-
вов £ = 0,36 4- 0,38.
Ударная вязкость Q [Дж/м2 (кгс- м/см2)] характеризует прочность
металла при воздействии на него ударной (мгновенной) нагрузки. По
величине она равна работе, затраченной на разрушение образца, от-
несенной к единице площади сечения:
Q-^г И
где А — работа, необходимая для разрушения образца, Дж (кгс-м);
F — площадь поперечного сечения образца, м2 (см2).
Испытание проводят на маятниковом копре, рабочим органом кото-
рого является массивный маятник, имеющий значительное плечо. Ис-
пытание на усталость проводят на специальных машинах, позволяю-
щих вращать круглые образцы и прикладывать знакопеременную на-
грузку. Испытание на ползучесть проводят на установках, в которых
можно автоматически поддерживать необходимую температуру нагре-
ва и растяжение, кручение, изгиб и т. д. при заданном нагреве. Чаще
всего ползучесть определяют при растяжении.
§ 3. Технологические свойства металлов и методы
их определения
Технологическое качество материалов определяют испытанием их
на пригодность для обработки тем или иным способом. Например, ис-
пытанием на удлинение определяют пригодность тонких листов для
холодной штамповки, вытяжки и т. д. Металл считается пригодным,
если после его продавливания в углублении, образовавшемся в плас-
тинчатом образце, отсутствуют трещины и надрывы.
Другим способом определения пригодности металла к пластичес-
кой деформации является проба его на изгиб. Этим способом испыты-
ваются листы, прутки, профильный материал, сварные соединения и
т. д. Пластические свойства металла определяют по углу изгиба, при
котором в металле появляются первые трещины. Наилучшим считает-
ся результат, когда в металле отсутствуют трещины после его изгиба
на 180°. Пластичность проволоки определяют пробой на закручивание,
для чего образец в холодном состоянии закручивают, а потом раскру-
чивают. Пригодность проволоки определяют по наличию после испы-
тания трещин, расслоения и т. д.
Для определения способности металлов закаливаться производят
пробу на закаливаемость загибом. Пластинчатый образец перед про-
бой на загиб нагревают до температуры 700° С и быстро опускают в
воду при комнатной температуре. После полного охлаждения обра-
зец испытывают на изгиб.
Применяются различные способы определения литейных качеств и
обрабатываемости металла. Для определения жидкотекучести жидкий
металл заливают в специальную форму, и по ее заполнению судят о
качестве металла.
9
Относительную обрабатываемость определяют интенсивностью ре-
жима резания, применяемого при обработке пробного образца, в
сравнении с эталонным.
§ 4. Общие сведения о коррозии металлов
Коррозией называется процесс разрушения металла под влиянием
химического или электрохимического воздействия внешней среды.
В зависимости от характера процесса различают коррозию химичес-
кую и электрическую.
Химическая коррозия заключается в разрушении металла в среде
сухих газов или жидкостей — диэлектриков, не проводящих электри-
ческого тока, например масла, бензин, керосин, нефть и т. д. Такой
коррозией является окисление металла в термических печах, разруше-
ние металла в керосине и т.д.
Электрохимической коррозией называется разрушение металла в
электролите с возникновением электрического тока. Металл поража-
ется такой коррозией в растворах солей, а также в воде и влажной
среде. Для защиты металла от коррозии существует много различных
способов, которые можно разделить на две группы.
К первой группе относятся способы защиты, основанные на изоля-
ции поверхности металла от внешней среды. Так, например, на предо-
храняемую поверхность наносят слой антикоррозионного металла,
краски, лака, эмали, пластмассы, смазки, окисной пленки и т. д., чем
достигается изоляция поверхности металла и защита его от коррозии.
В качестве антикоррозионного металла используют цинк, хром, никель,
свинец, олово, алюминий, серебро, золото и др.
Ко второй группе относятся способы защиты, которые основаны на
искусственном повышении коррозионной стойкости металла путем
затормаживания или устранения процессов коррозии. Для этой цели
используют легирование, диффузионную металлизацию, электрохими-
ческую защиту и ингибиторы.
Глава II. ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕОРИИ СПЛАВОВ
В технике преимущественно используют сплавы — сложные по
составу вещества, получаемые сплавлением нескольких металлов
вследствие их диффузии, т. е. взаимного проникновения частиц. До-
стоинством сплавов является возможность придания им разнообраз-
ных свойств, которыми не обладают чистые металлы.
§ 1. Понятие о металлических сплавах
Каждую составляющую сплава называют компонентом. Число со-
ставляющих может быть равно двум, трем, четырем и более, а поэтому
и сплавы бывают двух-, трех компонентные и т. д.
Главным условием образования сплава является возможность по-
лучения однородного жидкого раствора при сплавлении компонентов.
10
При этом в сплаве образуются новые однородные тела, которые назы-
ваются фазами. В процессе образования сплава при сплавлении компо-
нентов можно получить их механическую смесь, химическое соедине-
ние, твердые растворы или электронные соединения.
Сплав — механическая смесь образуется в случае, когда компонен-
ты не смешиваются и не способны образовать химическое соединение.В
жидком состоянии они могут расслаиваться в зависимости от плотности.
Сплав — химическое соединение получается вследствие химической
реакции, образуя решетки, непохожие на решетки входящих компонен-
тов. Такой сплав имеет определенную химическую формулу.
Сплав — твердый раствор образуется в случае, когда компоненты
хорошо смешиваются, взаимно растворяются в жидком состоянии,
превращаясь в однородную смесь, сохраняя однородность и в твердом
состоянии.
Сплав — электронное соединение является промежуточным между
сплавами, химическим соединением и твердым раствором. Его можно
получить при сплавлении Си, Ag, Au, Fe, Со, Ni, Pd, Pb и Be, Zn, Cd,
Al, Sn, Si с образованием таких сплавов, как, например, Си — Zn,
Си—Sn, Си —Al и т. д. Некоторые сплавы представляют собой смеси
из твердых растворов и химических соединений. Например, для
рассматриваемых ниже железоуглеродистых сплавов такими смесями
являются перлит и ледебурит.
§ 2. Аллотропические формы железа
Известно, что железо в зависимости от внешних условий может на-
ходиться в различных кристаллических формах. Это свойство носит
название аллотропии.
Важной физической характеристикой металлов являются темпера-
туры плавления и затвердевания его при охлаждении. Эти температу-
ры называют критическими или критическими точками. Принято
обозначать критические точки буквами Аг при охлаждении железа и
Ас при нагревании. На рис. 4 показаны кривые охлаждения и нагрева-
ния чистого железа (для различия модификаций введены цифровые
индексы). На диаграмме отображены превращения, происходящие в
чистом железе при охлаждении и нагревании его, критические точки
аллотропических превращений
и модификаций.
Наибольший интерес пред-
ставляют две модификации же-
леза а и у, имеющие кристалли-
ческие решетки соответственно в
виде объемно- и гранецентриро- §
ванного куба. Важное практи-
ческое значение имеет превра-
Рис. 4. Кривые охлаждения и нагре-
вания чистого железа
11
щение у-железа в модификацию а, происходящее в процессе охлаж-
дения металла при температуре 911° С. В результате такой перекри-
сталлизации удается получить весьма мелкозернистое строение ме-
талла.
§ 3. Диаграмма состояния железо-углерод.
Структурные составляющие и структуры
железо-углеродистых сплавов
На диаграмме состояния железо — углерод показано все разнооб-
разие превращений, происходящих в сплавах от чистого железа до це-
ментита, содержащего 6,67% углерода, при температурах от комнат-
ной до температуры плавления железа и цементита. Цементит РезС —
химическое соединение железа с углеродом, которое образуется при
кристаллизации сплава, содержащего 93,33% Fe и 6,67% С. Диаграм-
ма имеет большое практическое применение при термической обработке
и обработке металлов давлением.
На упрощенной диаграмме (рис. 5) по оси ординат отложены тем-
пературы, а по оси абсцисс — процентное содержание углерода в спла-
ве железо — углерод. Диаграмма ограничена левой и правой ор-
динатами, на которых имеются следующие критические точки: А —
соответствует температуре 1539° С, 6 — 911° С (левая ордината соот-
ветствует 100%-ному содержанию железа), D — 1600° С, F— 1147°С,
К — 727° С (правая ордината соответствует 100%-ному содержанию
РезС). Содержание углерода в сплаве 6,67% принимается предельным
по таким соображениям: сплавы с большим содержанием углерода в
промышленности применения не имеют, а указанное содержание уг-
лерода в сплаве соответствует образованию цементита.
°C
1539
Жидкая фаза
1Ч00\-
1Z00
1000
ООО
600 -
Z00-
Аустенит *
ледебурит (f*Fe3C)*
Fe3C
Цементит (Fe3C)*
ледебурит (перлит*
Fe3C)
Перлит (<x*Fe3O*
ледебурит (перлит-*
Fe3C)*Fe3Ci
Жидкая
фаза *
аустенит
Е
Аустенит
Аустенит*
-феррит(а)
Аусте-
нит*
Fe3 Ct
0,8
z,n
жидкал фаза*
С
Цемент um(Fe3C) *
ледебурит ty* Fe3C)
9,3
6,677.
К
0
D
Содержание углерода
Рис. 5. Упрощенная диаграмма состояния железо—углерод
12
Критические точки на диаграмме: Р — отвечает температуре 727°С
с содержанием углерода 0,0025%, S — 727° С с содержанием углерода
0,8%; Е — 1147° С с содержанием углерода 2,14%; С— 1147°С с со-
держанием углерода 4,3%: К—727° С с содержанием углерода 6,67% и
F — 1147° С с содержанием углерода 6,67%. Область диаграммы влево
от вертикальной линии, отвечающей содержанию углерода, равному
2,14%, характеризует стали, а вправо — чугун.
В верхней части диаграммы имеется линия ACD, соответствующая
температурам, выше которых сплавы с любым содержанием углерода
(от 0 до 6,67%) находятся в жидком состоянии. Эта же линия соответ-
ствует температурам начала затвердевания жидких сплавов. Линия
ACD является линией ликвидус, а линия AECF — солидус. Линин
GSE и PSK диаграммы — области затвердевающего сплава — объяс-
няют происходящие изменения структуры в системе сплава в твердом
состоянии. В процессе охлаждения в сплавах происходят внутренние
преобразования, при которых изменяется структура сплава.
Структурные составляющие железоуглеродистых сплавов в метал-
лографии имеют особые названия и обладают характерными свойства-
ми. К их числу относятся феррит, графит, цементит, аустенит, перлит и
ледебурит.
Феррит (чистое железо) обладает небольшой прочностью, невысо-
кой твердостью (НВ 80—100), сравнительно небольшой вязкостью и до
температуры 768° С магнитными свойствами.
Графит — одно из видоизменений углерода. Углерод в виде тон-
чайших пластинок графита выделяется при медленном охлаждении
чугуна (так называемый серый чугун).
Цементит представляет собой химическое соединение железа с угле-
родом РезС и иначе называется карбидом железа. Цементит обладает
весьма высокой твердостью (около НВ 800), очень хрупкий и содержит
по массе 6,67% углерода. Таким образом, предельное содержание угле-
рода, принятое при построении диаграммы, соответствует цементиту.
Аустенит представляет собой твердый раствор углерода в железе,
образующийся при содержании углерода в сплаве до 2,14%. В стали
аустенит существует только при высокой температуре (свыше 727° С).
При медленном охлаждении сплава аустенит распадается на феррит и
цементит. При быстром охлаждении аустенит не успевает распасться.
Частичный распад аустенита дает промежуточные структуры сплава —
мартенсит, троостит и сорбит. Эти промежуточные структуры представ-
ляют наибольший интерес при рассмотрении термической обработки.
Перлит образуется при распадении аустенита, содержащего 0,8%
углерода. Структура перлита имеет вид перемешанных очень мелких
светлых и темных частичек в виде пластинок или зерен; в соответствии
с этим первый называется пластинчатым, а второй — зернистым.
Темные частички являются ферритом, а светлые — цементитом. Пер-
лит обладает достаточно высокой вязкостью и невысокой твердостью
(около НВ 200).
Ледебурит представляет собой механическую смесь аустенита и це-
ментита при содержании углерода в сплаве 4,3%. Такую смесь пазы-
13
вают эвтектикой. Ледебурит обладает высокой твердостью и хрупко-
стью (так называемый белый чугун).
Температура плавления сплава по мере увеличения содержания
углерода понижается (линия ЛС), достигая наименьшего значения в
точке С, соответствующей 1147° С; для сплава с содержанием углерода
4,3% при дальнейшем увеличении содержания углерода повышается
(линия С£>), достигая 1600° С при содержании углерода 6,67% (см.
рис. 5).
Линия AECF соответствует температурам конца затвердевания жид-
кого сплава. Если сплав содержит углерода меньше 4,3%, затвердева-
ние его происходит в интервале температур между линиями АС и ЛЕС,
при этом из сплава выделяются кристаллы твердого раствора аустени-
та. Если в сплаве содержание углерода больше 4,3%, то он затверде-
вает между линиями CD и С/7, при этом выделяются кристаллы цемен-
тита. Ниже линии AECF все сплавы находятся в твердом состоянии в
виде стали или чугуна. При дальнейшем охлаждении стали аустенит
начинает распадаться, выделяя феррит или цементит, в зависимости от
содержания углерода. Начало распада аустенита происходит в зави-
симости от содержания углерода при температурах, соответствующих
линии GSE, и заканчивается при одной и той же температуре (727° С)
для всех сплавов независимо от содержания углерода, что показано на
диаграмме прямой РК. Линия PSK называется эвтектоидной, ниже
ее превращения в сплавах не происходят. При содержании в стали уг-
лерода 0,8% аустенит в точке S преобразуется в перлит. В соответст-
вии с этим сталь такого класса называется перлитной или эвтектоид-
ной, а точка называется эвтектоидной. При содержании углерода
менее 0,8% в области между линиями GS «и PS из аустенита будет вы-
деляться феррит до тех пор, пока концентрация углерода не достигнет
0,8%, после чего оставшийся аустенит перейдет в перлит при темпера-
туре 727° С.
Таким образом? структура стали, содержащей углерода менее 0,8%,
будет состоять из механической смеси феррита с перлитом.Если содер-
жание углерода в аустените больше 0,8%, то в области между линиями
SE и S/< из аустенита будет выделяться цементит, в связи с чем про-
центное содержание углерода в аустените будет уменьшаться, и когда
оно достигнет 0,8%, аустенит при температуре 727° С перейдет в пер-
лит. Структура такой стали будет состоять из цементита и перлита.
Сталь при достаточно медленном охлаждении может иметь одну из трех
структур, зависящих от содержания в ней углерода: при содержании
углерода до 0,8% структура стали представляет собой механическую
смесь феррита и перлита; при содержании углерода 0,8% структура
стали — перлит; при содержании углерода более 0,8% структура ста-
ли представляет смесь цементита с перлитом.
Однако такие структуры сталь преобретает лишь в случае мед-
ленного охлаждения. Если же сталь, нагретую выше линии GSE,
охладить с достаточно большой скоростью, то распад аустенита не ус-
певает произойти и в зависимости от скорости охлаждения сталь при-
обретает промежуточную структуру, не соответствующую диаграмме.
Это свойство стали используют при термической обработке.
14
Глава III. ЧУГУН
В настоящее время для литья различных деталей на машинострои-
тельных заводах наиболее употребительным материалом является чу-
гун. Например, из него отливают станины станков, суппорты, зубчатые
колеса, цилиндры, корпуса электродвигателей, плиты; детали швей-
ных, печатных, счетных, сельскохозяйственных, текстильных и дру-
гих машин.
§ 1. Характеристика и классификация чугуна
Чугуном называется сплав железа, углерода, кремния, марганца и
других веществ, содержащих 2,14—4,5% углерода. Чугун классифи-
цируется в зависимости от химического состава, назначения, структу-
ры и технологии получения.
Углерод, входящий в состав чугуна, может находиться в свобод-
ном состоянии в виде отдельных частиц графита, вкрапленных между
зернами железа, и в химически связанном состоянии — в виде карбида
железа РезС (цементита). В зависимости от того, в какой форме присут-
ствует углерод в чугуне, различают серый, белый, высокопрочный
и ковкий чугун.
Если чугун заливают в песчаные формы, то его структура приобре-
тает вид серого чугуна, а при быстром охлаждении (литье в металличес-
кие формы), при уменьшенном содержании кремния или повышенном
содержании марганца получается структура белого чугуна.
Белый чугун специальной обработкой можно превратить в ковкий.
Разновидностью белого чугуна является отбеленный чугун, который
образуется при быстром охлаждении отливки. Отливки из такого чу
гуна (валки прокатных станов, вагонные колеса) имеют весьма твер-
дый поверхностный слой с мягкой основной массой, т. е. структура бе-
лого чугуна постепенно переходит в серый.
Чугуны, содержащие легирующие примеси (никель, молибден,
хром, ванадий, алюминий, титан и др.) или обычные примеси (кремний,
марганец), но с повышенным их процентным содержанием, называются
легированными.
Легирующие составляющие вводят в состав чугуна для получения
отливок со специальными свойствами, например повышенной прочно-
стью, ударной вязкостью, электросопротивлением, кислотостойкостью
и т. д.
§ 2. Маркировка и влияние структуры
на механические свойства чугуна
Отливки из серого чугуна маркируют буквами СЧ и двумя двузнач-
ными числами, соединенными между собой дефисом; буквы обозначают
серый чугун; первое число — предел прочности при растяжении в
Н/м2 (кгс/мм2), а второе —предел прочности при изгибе в Н/м2 (кгс/мм2).
Так, например, марка СЧ28-48 расшифровывается: серый чугун
с прочностью при растяжении не менее 280 МН/м2 (28 кгс/мм2)
15
и пределом прочности при изгибе не менее 480 МН/м2 (48 кс/гмм2).
По ГОСТ 1412—70 установлены следующие марки серого чугуна:
СЧОО, СЧ12-28, СЧ15-32, СЧ18-36, СЧ21—40, СЧ24-44, СЧ28-48,
СЧ32-52, СЧ36-56, СЧ40-60, СЧ44-64. Применение необходимой марки
определяется механическими свойствами. Механические свойства от-
ливок из серого чугуна приведены в табл. 1.
Таблица 1. Механические свойства отливок из серого чугуна (ГОСТ 1412—70)
Марка чугуна Предел прочности, МН/м2 (кгс/мм2) Твердость по Бринелю НВ
при растяжении при изгибе
СЧОО*
СЧ12-28 120(12) 280 (28) 143—229
СЧ 15-32 150(15) 320 (32) 163—229
СЧ 18-36 180(18) 360 (36) 170—229
СЧ21 40 210(21) 400 (40) 170—241
СЧ24-44 240 (24) 440 (44) 170—241
СЧ28-48 280 (28) 480 (48) 170—241
СЧ32 52 320 (32) 520 (52) 187-255
СЧ36-55 360 (36) 560 (56) 197-269
СЧ40 60 400 (40) 600 (60) 207—269
СЧ44-64 440 (44) 640 (64) 229—289
* Не испытывается.
По механическим свойствам серые чугуны делят на три основные
группы: малой прочности (СЧОО — СЧ 18 36), повышенной прочно-
сти (СЧ21-40— СЧ44-64), высокой прочности (чугуны, прошедшие
специальную обработку магнием, имеющие высокую прочность и плас-
тичность — ВЧ38-12, ВЧ42-12, ВЧ45-5, ВЧ50-2, ВЧ60-2, ВЧ70-3,
ВЧ80-3, ВЧ100-4, ВЧ120-4 (ГОСТ 7293—70). Буквы ВЧ обозначают
высокопрочный чугун, первое число — предел прочности на разрыв в
Н/м2 (кгс/мм2), а второе — относительное удлинение в процентах.
§ 3. Высокопрочный чугун и способы повышения
прочности чугуна
Высокопрочный чугун получают введением в жидкий серый чугун
чистого магния или сплава его с никелем, медью, алюминием или крем-
нием. Количество вводимого магния равно 0,3—1% массы расплав-
ленного металла. Если кроме магния в чугун вводят также и ферроси-
лиций (0,6—2,2% массы металла), то его качество еще более улучшает-
ся. Применением термической обработки можно улучшить механичес-
кие свойства чугунов.
Модифицированием чугуна можно регулировать размеры и форму
графитовых включений, изменяя физико-механические и технологи-
ческие свойства чугуна. В качестве модификатора вводят присадки
16
ферросилиция, силикокальция, церия и другие в дозах до 0,8%.
Модифицированный чугун можно применять вместо ковкого чугуна,
стали и цветных металлов.
Существует много способов повышения прочности чугуна: легирова-
ние специальными примесями (никелем, хромом, молибденом и т. д.),
термическая обработка отливок и др.
§ 4. Ковкий чугун и его свойства
Ковкий чугун напоминает серый и отличается высокой вязкостью и
структурой; он имеет ферритную или перлитную механическую осно-
ву и графитные включения округленной или розетковой формы. Тех
нология изготовления отливок из ковкого чугуна заключается в от-
жиге белого чугуна с содержанием кремния 0,5—1,2%, марганца не
более 0,5—0,6% и углерода 2,1—3,1%
Обязательными характеристиками ковких чугунов является предел
прочности и относительное удлинение, по которым маркируют ковкие
чугуны. Так, например, марка КЧ37-12 расшифровывается следую-
щим образом: ковкий чугун, предел прочности при растяжении ов =
~ 370 МН/м2 (37кгс/мм2), относительное удлинение 6 = 12%.
По ГОСТ 1215—59 ковкие чугуны делятся на две группы: перлит-
ные и ферритные. Перлитный ковкий чугун марок КЧ45-6, КЧ50-4,
КЧ56-4, КЧ60-3, КЧ63-2 получают длительным отжигом. В результа-
те этого уменьшается содержание углерода в поверхностных слоях,
так как в процессе отжига цементит в поверхностных слоях распадается
на феррит и графит и имеет почти чистый феррит, который переходит в
ферритно-перлитную и частично перлитную структуры.
Структура металлической основы — перлит и 0—20% феррита,
поэтому такой чугун получил название перлитного. Детали, получен-
ные из таких чугунов, имеют повышенную прочность, твердость и из-
носостойкость. Если структура металлической основы ковкого чугуна
феррит и 3—10% перлита, го его называют ферритным. Этот чугун из-
готовляют марок КЧЗО-6, КЧЗЗ-8, КЧ35-10, КЧ37-12. Он отличается
умеренной прочностью и большей вязкостью по сравнению с перлит-
ным чугуном. Отливки, изготовленные из этого чугуна, можно пра-
вить, поэтому их применяют как заменители стали при изготовлении
деталей сельскохозяйственных машин, частей вагонов и т. д.
Ковкий чугун имеет различную структуру по сечению, поэтому
толщина изготовляемых из него деталей не превышает 10—12 мм. Пер-
литные чугуны обрабатываются хуже, чем ферритные, поверхность
деталей получается шероховатой. Ковкий чугун имеет поверхность с
повышенной износостойкостью, поэтому на деталях из таких чугунов
можно получить качественную поверхность резьбы.
Возможность нарезания на чугунных деталях резьбы позволяет ис-
пользовать чугун для изготовления фитингов трубных соединений,
тонкостенных деталей текстильных машин и т. д. Ковкий чугун, про-
шедший нормализацию, применяют как заменитель антифрикцион-
ных материалов.
17
Глава IV. УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ СТАЛИ
Сталь, так же как и чугун, — сложный сплав с углеродом, но с мень’
шим содержанием углерода (до 2,14%) и примесей: кремния (до 0,4%),
марганца (до 1,1 %), фосфора (до 0,06%) и серы (до 0,07%). Сталь, как
и чугун, относится к черным металлам.
§ 1. Характеристика и классификация стали
Сталь можно ковать, прокатывать и отливать. Она имеет высокие
механические характеристики, ее можно обрабатывать резанием, за-
каливать и т. д. В сравнении с чугуном сталь менее жидкотекучий и
легкоплавкий металл, но вследствие высоких конструкционных ка-
честв, благоприятного сочетания механических и технологических
свойств широко применяется как основной конструкционный металл в
машино- и приборостроении.
Сталь выплавляют из жидкого чугуна в конверторах (бессемеров-
ский, томасовский и кислородно-конверторный способы) или переплав-
ляют в пламенных (мартеновский способ) и электрических печах. Бес-
семеровский способ основан на продувке жидкого чугуна, находяще-
гося в конверторе (реторте) с динасовой (кислой) кладкой, холодным
воздухом. Из чугуна при продувке через днище конвертора выгорает
углерод, кремний, марганец, сера и фосфор, вследствие чего чугун
превращается в сталь. Если конвертор имеет кладку (футеровку) из
доломита (основную) и для плавки добавляют известь, способ назы-
вают томасовским. Кислородно-конверторный способ заключается в
продувке чугуна технически чистым кислородом. Мартеновский спо-
соб—это процесс получения стали из чугуна и .железного лома пере-
плавкой их на поду мартеновской печи. Переплавка металлов в пе-
чах, нагреваемых электрическим током, называется электрической
плавкой.
Основными классификационными признаками стали являются
способ производства, химический состав, назначение, качество, форма
и размеры заготовок.
§ 2. Влияние элементов, входящих в сталь,
на ее свойства
Углерод оказывает влияние на механические свойства отливок.
Большинство сталей имеет содержание углерода не более 0,5%.
Углерод благоприятно влияет на жидкотекучесть стали. Повыше-
ние содержания углерода снижает образование трещин, газовых рако-
вин и неметаллических включений, уменьшает пригар, снижает обра-
зование литейных напряжений и зональной ликвации.
Марганец при определенном соотношении ликвидирует вредное
действие серы, увеличивает усадку, что может повлечь за собой об-
18
разование горячих усадочных трещин, увеличивает жидкотекучесть
и износостойкость.
Кремний при содержании более 0,5% легирует сталь, уменьшает
теплопроводность, что приводит к увеличению объема усадочных рако-
вин, термических повреждений, трещин, газовых раковин и неметал-
лических включений. В низкоуглеродистых сталях кремний повыша-
ет пластичность и вязкость, а высокоуглеродистая кремнистая сталь
имеет повышенные прочностные свойства и пониженную пластичность.
Отливки из этих сталей хорошо сопротивляются пластическим дефор-
мациям и износу; их применяют для бегунов кранов, деталей, работаю-
щих в абразивных средах и в условиях коррозионного действия кислот
(за исключением соляной и фтористоводородной).
Фосфор снижает пластичность, вызывает хладноломкость, способ-
ствует ликвации в отливках с толщиной стенок более 100 мм.
Сера —вредня примесь, которая вызывает красноломкость, горячие
трещины и значительно ухудшает другие свойства отливок. Однако не-
большое количество серы (до 0,3%) улучшает обрабытываемость реза-
нием, например, автоматной стали марок А12, А20 и т. д.
Никель легирует металл, увеличивает его прокатываемость, повы-
шает предел текучести и предел прочности (второй больше первого),
уменьшает чувствительность к перегреву, повышает коррозионную
стойкость, влияет на магнитные свойства (что зависит от процентного
содержания), ухудшает литейные свойства, ускоряет затвердевание от-
ливок, уменьшает теплопроводность, что ведет к образованию боль-
ших усадочных раковин и увеличению термических напряжений.
Хром легирует сталь, увеличивает прокаливаемость, способствует
получению равномерной твердости по всему сечению, повышает сопро-
тивление пластическим деформациям и понижает пластичность, повы-
шает износостойкость, делает сталь коррозионно-стойкой, а при боль-
шом содержании — жаропрочной. Главным недостатком хромистой
стали при использовании ее для отливок является высокая вязкость,
склонность к крупнокристальному строению, перегреву, что ведет
к появлению усадочных раковин и трещин.
Молибден повышает отношение предела текучести к пределу проч-
ности при растяжении, повышает прокаливаемость, понижает отпуск-
ную хрупкость и повышает сопротивление ползучести, несколько по-
нижает жаропрочность. Ванадий способствует образованию мелкозер-
нистой структуры, повышает прочность и вязкость, а при температуре
ниже 0° С — ударную вязкость. Вольфрам повышает свойства инстру-
ментов, но дает усадочные раковины.
§ 3. Конструкционные стали
Конструкционная сталь бывает углеродистой и легированной. Она
служит для изготовления различных сооружений и инженерных кон-
струкций, деталей машин, станков, крепежных и других изделий. Их
делят на стали обыкновенного качества (ГОСТ 380—71) и стали качест-
венные машиностроительные (ГОСТ 1050—74).
19
В табл. 2 приведены марки углеродистых конструкционных сталей,
Сталь группы А поставляют по механическим свойствам и маркируют
буквами Ст с рядом стоящими цифрами от 0 до 6. Чем больше цифра,
тем больший процент углерода в стали, тем она тверже и прочнее с
соответствующим снижением пластичности. Например, сталь марки
Стб содержит около 0,56% углерода с пределом прочности на растяже-
ние 600 МН/м2 (60 кгс/мм2)»и более. Обозначение «кп» свидетельствует
о том, что во время разливки сталь была кипящей. Сталь группы Б
поставляют по химическому составу, а группы В — по механическим
свойствам и химическому составу. Буквы, стоящие перед маркой, обо-
значают группу стали.
Таблица 2. Классификация конструкционных углеродистых сталей
Сталь Группа Марка стали
Обыкновенного качества А Б В СтО, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, Ст4кп, Ст4пс,Ст4сп, Ст5пс, С15сп, СтбГпс, Стбпс, Стбсп БСгО, БСт1кп, БСт1пс, БС1сп, БСт2кп, БСт2пс, БСт2сп, БСтЗкп, БСгЗпс, БСтЗсп, БСтЗГпс, БСт4кп, БСт4пс, БСт4сп, БСтбпс, БСт5сп, БСтбГпс, БСтбпс, БСтбсп ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5, ВСтЗпс, ВСтЗсп, ВСтЗГпс, ВСт4пс, ВСт4сп
Качественная — 05кп, 08кп, 08, Юкп, 10, 15кп, 15, 20кп, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 60Г, 65Г, 70Г.
Стали обыкновенного качества идут для изготовления сортового и
листового проката, гвоздей, заклепок, болтов, труб, неответственных
конструкций и т. д. Сталь качественная (ОД ржит не более 0,8% мар-
ганца. Двузначное число обозначает количество углерода в сотых до-
лях процента, следовательно, сталь может содержать от 0,05 до 0,9% С.
Сталь может содержать повышенное количество марганца. Содер-
жание марганца в марке обозначается буквой Г, что означает содержа-
ние марганца около 1 %, а если после буквы Г следует цифра 2, то со-
держание марганца около 2%.
Углеродистые качественные стали идут на изготовление балок, осей,
рельсов, деталей машин, механизмов и т. д.
§ 4. Основные свойства легированных сталей и сталей
со специальными свойствами
Легированные стали обладают особыми свойствами. Так, например,
если к стали добавить легирующие примеси, то ее называют легирован-
ной и она приобретает новые ценные качества: повышается прочность,
твердость, вязкость и др. К легированным сталям со специальными
20
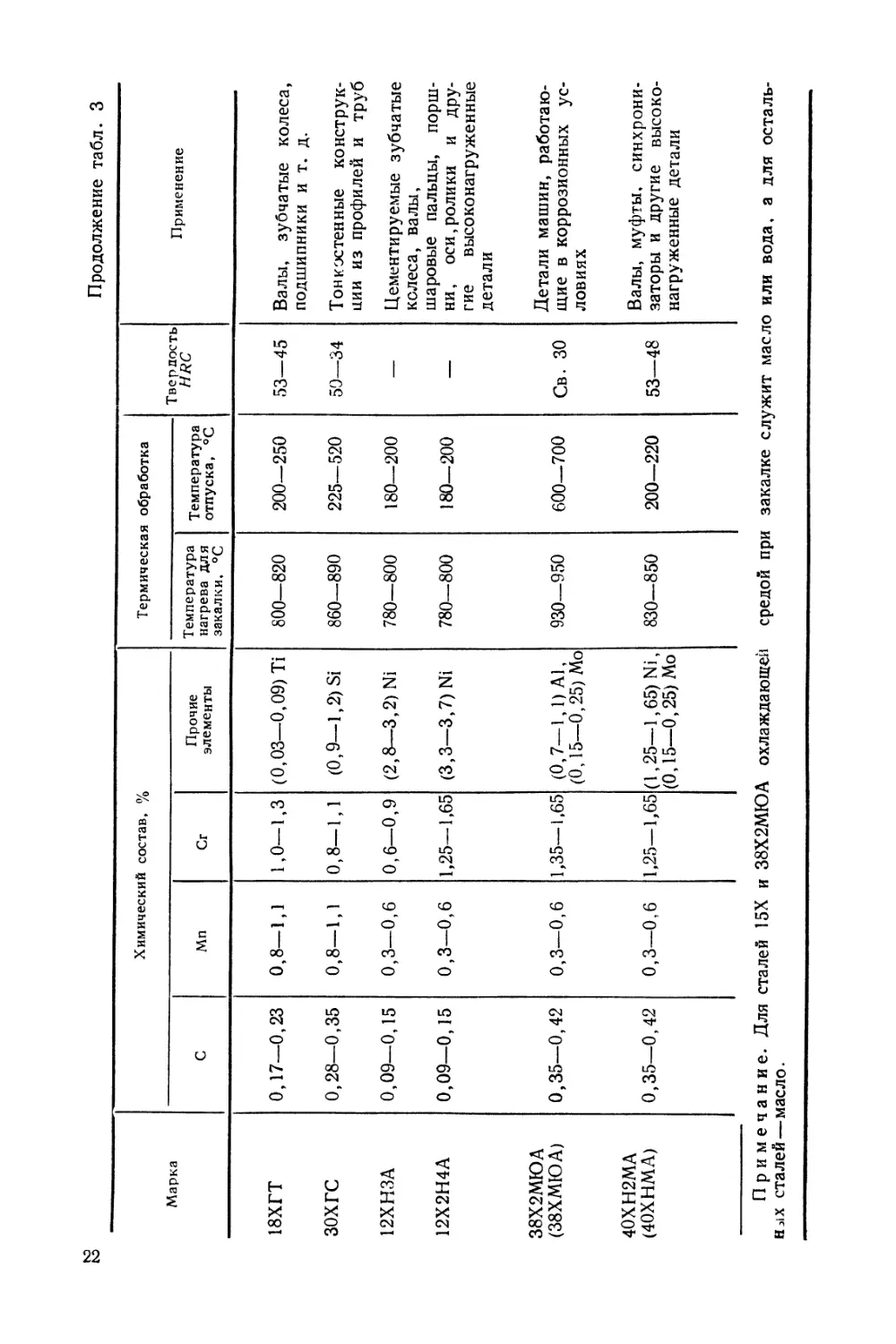
Таблица 3. Характеристика легированных сталей
- Марка Химический состав, % Термическая обработка Твердость HRC Применение
С Мп Or Прочие элементы Температура нагрева для закалки, °C Температура отпуска. °C
15Х зох 0,12—0,18 0,27—0,35 0,4-0,7 0,5—0,8 0,7—1,0 0,8-1,0 — 780—820 840—870 200 540—580 НВ 207— —229 Оси, валы, зубчатые ко- леса, кулачковые муфты, втулки, червяки и т. д.
38ХА 40Х 0,35—0,42 0,36—0,44 0,5—0,8 0,5—0,8 0,8—1,0 0,8—1,1 — 830—860 825—860 180—200 200—300 400—500 52—45 54—52 45—36 Валы, червяки, втулки, муфты, поворотные ку- лачки, полуоси и т. д.
40ХФА 0,37—0,44 0,5—0,8 0,8—1,1 (0,1— 0,2) V 840—880 450—500 35—42 Коленчатые валы, втул- ки, болты, травесы и т. д.
40Г2 0,36—0,44 1,4—1,8 — (0,17—0,37) Si 800—840 300—400 49—43 Зубчатые колеса, оси, болты и другие быстрой з- нашивающиеся детали
40ХС 0,36—0,44 0,3—0,6 1.3—1,6 (1,2—1,6) Si 900—920 240—260 55—52 Зубчатые колеса, детали с высокой прочностью
ЗЗХС 0,29—0,37 0,3—0,6 1,3—1,6 (1—1,4) Si 900—930 250—278 46—42 Валы, оси, трубы с вы- сокой прочностью
Продолжение табл. 3
Марка Химический состав, % Термическая обработка Твердость HRC Применение
С Мп Сг Прочие элементы Температура нагрева для закалки, °C Температура отпуска, °C
18ХГТ 0,17—0,23 0,8—1,1 1,0—1,3 (0,03—0,09) Ti 800—820 200—250 53—45 Валы, зубчатые колеса, подшипники и т. д.
ЗОХГС 0,28—0,35 0,8—1,1 0,8—1,1 (0,9—1,2) Si 860—890 225—520 59—34 Тонкостенные конструк- ции из профилей и труб
12ХНЗА 12Х2Н4А 0,09—0,15 0,09—0,15 0,3—0,6 0,3—0,6 0,6—0,9 1,25—1,65 (2,8—3,2) Ni (3,3—3,7) Ni 780—800 780—800 180—200 180—200 — Цементируемые зубчатые колеса, валы, шаровые пальцы, порш- ни, оси,ролики и дру- гие высоконагруженные детали
38Х2МЮА (38ХМЮА) 0,35—0,42 0,3—0,6 1,35—1,65 (0,7—1,1) Al, (0,15—0,25) Mo 930—950 600—700 Св. 30 Детали машин, работаю- щие в коррозионных ус- ловиях
40ХН2МА (40ХНМА) 0,35—0,42 0,3—0,6 1,25—1,65 (1,25—1,65) Ni, (0,15—0,25) Mo 830—850 200—220 53—48 Валы, муфты, синхрони- заторы и другие высоко- нагруженные детали
Примечание. Для сталей 15Х и 38Х2МЮА охлаждающей средой при закалке служит масло или вода, а для осталь-
ных сталей—масло.
свойствами относятся магнитная, коррозионно-стойкая, кислотостой-
кая, жаропрочная, окалиностойкая, износостойкая, с особым тепловым
расширением и электросопротивлением и т. д.
Химический состав легированных сталей является основой для их
маркировки буквенно-цифровой системой. Буквами обозначают' ле-
гирующие элементы. Если их более 1%, то после буквы ставят число,
которое обозначает процентное содержание его в стали. ГОСТ 4543-71
приняты следующие буквенные обозначения: X — хром, Н — никель,
Г — марганец, С — кремний, Т — титан, В — вольфрам, М — молиб-
ден, Ф — ванадий, Ю—алюминий, Д — медь, К — кобальт, Р — бор.
Если в конце названия марки стоит буква А, то это означает, что сталь
высококачественная, содержащая наименьшее количество вредных
примесей. Кроме того, высоколегированные стали обозначают буква-
ми, которые ставят впереди, например: Ш — шарокоподшипниковая
сталь, Е — магнитная, Э — электротехническая, Р — быстрорежу-
щая.
В табл. 3 дана основная характеристика легированных конструк-
ционных сталей. Число, стоящее впереди марки конструкционной ста-
ли, обозначает среднее содержание углерода в сотых долях процента.
За цифрами стоят буквы условных наименований легирующих элемен-
тов и числа, обозначающие процентное содержание их в стали.
§ 5. Инструментальные стали
Инструментальная сталь предназначена для изготовления разно-
образного инструмента: режущего, измерительного, штампового и спе-
циального.
По химическому составу инструментальную сталь делят на углеро-
дистую и легированную. Инструментальной углеродистой сталью обыч-
но называют сталь, содержащую 0,65—1,35% углерода. Углеродистую
сталь с большим содержанием углерода не применяют, так как она
чрезмерно хрупка.
Углеродистую инструментальную сталь выплавляют в мартенов-
ских и электрических печах. Эти стали делят на две группы (ГОСТ
1435—74): качественные и высококачественные.
Таблица 4. Стали глубокой прокаливаемое™ (ГОСТ 5950—73)
Химический состав, %
Марка | <$ Si Мп Сг W V
X 0,95-1,10 0,15-0.35 0,15—0,40 1,30—1,05 — —
9ХС 0,85-0,95 1,20-1,60 0,30—0,60 0,95—1,25 —- —
9ХВГ 0,85-0,95 0,15-0,35 0,90—1,20 0,50—0,80 0,50—0,80 —
ХВ4 1,25-1,45 0,15—0,35 0.15—0,40 0,40—0,70 3,50—4,30 0,15-0,30
ХВГ 0,80-1,05 0,15-0,35 0,80-1,10 0,90—1,20 1,20-1,60 —
Х12Ф1 1,25-1,45 0,15—0,35 0,15—0,40 11,0—12,5 — 0,7—0,9
В2Ф 1.15-1,22 0.15-0.35 0.20—0.50 0,20—0,40 1,60—2,00 0,20—0,28
23
Таблица 5. Быстрорежущие инструментальные стали (ГОСТ 19265—73]
Химический состав, %
Марка е Сг W V Со Мо S р
не бо. лее
Р18 0,7—0,8 3,8—4,4 17,0—18,5 1,0—1,4 Не более 1,0 0,03 0,03
Р12 0,8—0,9 3,1—3,6 12,0—13,0 1,5—1,9 — То же 1,0 0,03 0,03
Р9 0,85—0,95 3,8—4,4 8,5—10,0 2,0—2,6 — » 1,0 0,03 0,03
Р6МЗ 0,85—0,95 3,0—3,5 5,5—6,5 2,0—2,5 — 3,0—3,6 0,03 0,03
Р6М5 0,80—0,88 3,8—4,4 5,5—6,5 1,7—2,1 — 5,0—5,5 0,025 0,035
Р18Ф2 0,85—0,95 3,8—4,4 17,0—18,0 1,8—2,4 — Не более 1,0 0,03 0,03
Р14Ф4 1,2—1,3 4,0—4,6 13,0—14,5 3,4—4,1 — То же 1,0 0,03 0,035
Р9Ф5 1,4—1,5 3,8—4,4 9,0—10,5 4,3—5,1 — » 1,0 0,03 0,035
Р18К5Ф2 0,85—0,95 3,8—4,4 17,0—18,5 1,8—2,4 5,0—6,0 » 1,0 0,03 0,03
РЮК5Ф2 1,45—1,55 4,0—4,6 10,0—11,5 4,3—5,1 5,0—6,0 » 1,0 0,03 0,035
Р9К5 0,9—1,0 3,8—4,4 9,0—10,5 2,0—2.6 5,0—6,0 » 1,0 0,03 0,03
Р6М5К5 0,80—0,88 3,8—4,3 6,0—7,0 1,7—2,2 4,8—5,3 4,8—5,8 0,03 0,035
Р9КЮ 0,9—1,0 3,8—4,4 9,0—10,5 2,0—2,6 9—10,5 Не более 1,0 0,03 0,03
Р9М4К8 1,0—1,1 3,0—3,6 8,5—9,6 2,1-2,5 7,5—8,5 3,8—4,3 0,03 0,035
Примечание. Содержание в указанных сталях Мп—0,4%, Si—0,5%, Ni—0,4%.
Качественную сталь маркируют буквой У с последующей цифрой
от 7 до 13. Буква свидетельствует, что сталь углеродистая инструмен-
тальная, а цифра определяет примерное содержание в ней углерода в
десятых долях процента. Например, марка У9 — углеродистая инст-
рументальная сталь с примерным содержанием углерода 0,9%. Если
в марке стали в конце стоит буква А, то это высококачественная инст-
рументальная сталь второй группы, например У7А. Высококачествен-
ная сталь по сравнению с качественной содержит меньше марганца и
вредных примесей (серы до 0,02%, фосфора до 0,03%). Буква Г в наз-
вании марки (У8Г, У8ГА и т. д.) свидетельствует о повышенном содер-
жании марганца в стали.
Недостатком углеродистых инструментальных сталей является
то, что они обладают высоким коэффициентом теплового расширения,
низкой коррозионной стойкостью в агрессивных средах и при высоких
температурах, пониженными прочностными свойствами при повышен-
ных температурах и чувствительностью к перегреву. Поэтому инстру-
менты из этих сталей применяют при резании с небольшими скоростя-
ми. Особенно плохо такие инструменты работают при высокой темпера-
туре, когда понижается стойкость и твердость его материала.
Легированные стали (табл. 4) имеют повышенные механические
свойства и стойко работают в сложных условиях.
Цифры в марке стали обозначают примерный состав (в процентах)
входящих компонентов. Первая цифра слева от буквы определяет со-
держание углерода в десятых долях процента, если содержание угле-
рода менее 1 %. Цифры справа от буквы указывают среднее содержание
легирующего элемента в процентах.
К высококачественным инструментальным материалам относятся
быстророрежущие стали (табл. 5). Эти стали используют для изготов-
ления фасонных, резьбовых и отрезных резцов, фрез, зуборезного ин-
струмента, протяжек и других инструментов.
По режущим свойствам быстрорежущие стали делят на стали нор-
мальной и повышенной производительности. К первым относятся воль-
фрамовые (Р18, Р12, Р9, Р9Ф5) и вольфрамомолибденовые (Р6МЗ,
Р6М5), сохраняющие твердость не ниже HRC58 до температуры 620° С.
К сталям повышенной производительности относятся Р18Ф2, Р14Ф4,
Р6М5К5, Р9М4К8, Р9К5, Р9К10, Р10К5Ф5, Р18К5Ф2, содержащие
кобальт или повышенное количество ванадия и сохраняющие твердость
HRC 64 до температуры 630—640° С.
Глава V. ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ
ОБРАБОТКА СТАЛИ
Термической обработкой стали называется процесс преобразования
металла для изменения его структуры, механических и физических
свойств. Различают термическую (закалка, нормализация, отжиг, от-
пуск) и химико-термическую (цементация, азотирование, цианирова-
ние и др.) обработку Свойства стали определяются структурой, кото-
рая зависит от температуры нагрева и охлаждения.
25
§ 1. Основы термической обработки стали
Основным назначением термической обработки является повышение
механических свойств деталей машин и инструментов в отношении
прочности, твердости, износостойкости и обрабатываемости.
Технологический процесс термической обработки характеризуется
температурой нагрева стали, выдержкой при этой температуре и ско-
ростью охлаждения до комнатной температуры.
Температуру нагрева стали определяют по диаграмме состояния же-
лезо — углерод. Известно, что при нагреве доэвтектоидной стали до
точки Аа происходит фазовая перекристаллизация и переход перли-
та в мелкозернистый аустенит. При дальнейшем нагреве от точки Аа
до Ас3 происходит растворение избыточного феррита в аустените. При
нагреве заэвтектоидной стали выше критической точки Аа перлит
переходит в аустенит, а дальнейший нагрев способствует растворению
избыточного цементита в аустените. Нагрев стали до температуры вы-
ше точки Ас3 превращает сплав в аустенит. Выдержка при достиже-
нии температуры превращения или некоторое ее повышение способст-
вует выравниванию аустенита вследствие диффузии и получению од-
нородного состава аустенита.
Таким образом, температура для термической обработки стали
должна быть на 30—50° С выше критических точек Ас. или Ас,
с определенной выдержкой при этой температуре. При таком нагреве
и выдержке сталь подготовлена к охлаждению, так как в сплаве про-
изошли структурные преобразования, и теперь в зависимости от ско-
рости охлаждения можно осуществлять тот или иной вид термической
обработки.
При медленном охлаждении детали вместе с печью или в горячей
золе происходит отжиг, т. е. деталь становится мягкой, пластичной,
но невысокой прочности (ее легко можно обрабатывать резанием), и
приобретаются другие качества, присущие обработке отжигом. Отжиг
производят для устранения внутренних напряжений, возникающих
при обработке прокатыванием, ковкой и литьем, внутренней структур-
ной неоднородности, ликвации литых деталей; для уменьшения твер-
дости и повышения вязкости стали; улучшения обрабатываемости ста-
ли; изменения каких-либо других свойств, например магнитных у
трансформаторной стали. Полный отжиг — это продолжительный
процесс (3—6 суток) и поэтому дорогостоящий. С экономической точ-
ки зрения следует применять неполный отжиг.
Более выгодным видом обработки является нормализация, которую
применяют с той же целью, что и отжиг. Технологический процесс
нормализации отличается от отжига тем, что охлаждение после нагре-
ва производят на воздухе в закрытом помещении, вследствие чего уве-
личивается коэффициент использования печей и повышается эконо-
мичность.
Увеличивая скорость охлаждения нагретой стальной заготовки, до-
биваются закалки. В практике термической обработки стали приме-
няют закалку в одном охладителе, прерывистую, ступенчатую, с са-
моотпуском и др.
26
Для закалки простых по форме деталей чаще всего применяют за-
калку в одном охладителе. Процесс осуществляется погружением на-
гретой детали из среднеуглеродистой стали в воду, а из высокоуглеро-
дистых и специальных сталей в масло, до полного ее охлаждения.
При прерывистой закалке деталь охлаждают в двух охладителях
последовательно: сначала в воде, что обеспечивает более высокую ско-
рость охлаждения, а затем в менее интенсивном охладителе — масле
или на воздухе. Закалку этим способом применяют при изготовлении
инструментов из высокоуглеродистых и специальных сталей.
Для закалки тонких деталей из углеродистых сталей применяют
ступенчатую закалку, так как при этом способе обеспечиваются на-
именьшие внутренние напряжения. Для этого сначала деталь быстро
охлаждают в соляной ванне, имеющей температуру выше точки мар-
тенситного превращения (240—250° С), затем выдерживают до момента
выравнивания температуры по всему сечению детали с дальнейшим ох-
лаждением до комнатной температуры в масле или на воздухе в закры-
том помещении.
Закалку с самоотпуском применяют при термической обработке ин-
струментов. Сущность процесса состоит в том, что деталь охлаждают до
температуры, достаточной для осуществления отпуска. Посредством
отпуска устраняется чрезмерная хрупкость закаленной стали; струк-
тура получается наиболее устойчивая при обычной температуре с бо-
лее высокими механическими свойствами. Сущность отпуска заключа-
ется в том, что закаленные стальные детали нагревают до температуры
ниже границы структурных превращений (727° С), выдерживают неко-
торое время и затем охлаждают с произвольной скоростью. В зависи-
мости от температуры и образовавшейся структуры металла различа-
ют низкий, средний и высокий отпуск.
Низкий отпуск осуществляют нагревом детали до 120—250° С и
охлаждением с любой скоростью. Этот вид отпуска применяют при из-
готовлении режущего и измерительного инструмента. Средний отпуск
осуществляют нагревом до 350—450° С, когда мартенсит превращается
в троостит. Средний отпуск применяют, например, при изготовлении
пружин, рессор, пил, кос и т. д. Высокий отпуск осуществляют нагре-
вом детали до 500—650° С, когда мартенсит превращается в сорбит от-
пуска, при этом получаем однородную структуру. Для некоторых ста-
лей охлаждение следует производить быстро в воде или в масле. Высо-
кий отпуск применяют при изготовлении деталей из конструкционных
сталей, чтобы они обладали хорошими механическими свойствами:
прочностью, пластичностью, ударной вязкостью и т. д.
При закалке могут быть дефекты: недостаточная твердость, пере-
грев, пережог, обезуглероживание стали, коробление, трещины, боч-
кообразность, изменение объема и др. Иногда для достижения требуе-
мой скорости охлаждения деталей закалочную жидкость охлаждают.
Для закалки таких деталей, как зубчатые колеса, диски и плиты, при-
меняют закалочные прессы, что предупреждает появление .дефектов.
Процесс охлаждения стальных деталей является наиболее ответ-
ственной операцией закалки. Скорость охлаждения должна обеспечить
27
образование нужной структуры в соответствии с техническими требо-
ваниями.
При закалке наружная поверхность детали охлаждается быстрее
сердцевины, поэтому в деталях большой толщины сердцевина может
оказаться незакаленной. В связи с этим для характеристики глубины
закаленного слоя вводится понятие прокаливаемости стали. Прокали-
ваемоспгью стали называют глубину закаленной зоны. Глубину закал-
ки измеряют от поверхности детали до слоя с полумартенситной струк-
турой (50% мартенсита и 50% троостита).
Характеристика прокаливаемое!и стали является важным показа-
телем при выборе стали. Качественным показателем прокаливаемости
стали является критический диаметр — диаметр образца, когда он
закаливается полностью. Обычно для стали 40 критический диаметр
при охлаждении в воде равен 10 мм, а при охлаждении в масле 8 мм.
На величину прокаливаемости оказывает влияние скорость охлажде-
ния и химический состав стали. Легированные стали характеризуются
более повышенной прокаливаемостью, чем углеродистые.
Особый интерес представляют быстрорежущие стали, которые за-
каливаются при охлаждении на воздухе. Инструменты из быстрорежу-
щей стали подвергают термической обработке для придания им изно-
состойкости. Для получения качественного инструмента из быстроре-
жущих сталей их закаливают с применением многократного отпуска.
§ 2. Особенности термической обработки
быстрорежущих сталей
Быстрорежущие стали обладают специфическими особенностями
вследствие наличия в их структуре большого количества карбидов, вы-
зывающих хрупкость, твердость и пониженную теплопроводность.
Обычно это высоколегированные стали, подвергающиеся при закалке
нагреву до высоких температур, близких к эвтектическим, для раство-
рения в аустените всех вторичных карбидов. Нагрев производят сту-
пенчато до температуры 800—850° С медленно, а до температуры 1240—
—1300° С — быстро. Охлаждение производят в масляной подогретой
ванне или на воздухе. Закаленную сталь подвергают многократному
отпуску (2—3 раза) при температуре 560° С с выдержкой по 1 ч. Если
быстрорежущую сталь обрабатывают холодом, то делают один отпуск.
Иногда инструменты из быстрорежущей стали обрабатывают холодом
н подвергают низкотемпературному цианированию или обработке в ат-
мосфере водяного пара.
§ 3. Химико-термическая обработка стали
Химико-термическую обработку стали применяют в тех случаях,
когда необходимо получить более твердую, износостойкую или красно-
стойкую деталь с улучшенными механическими свойствами поверх-
ностного слоя.
Упрочнение поверхностного слоя детали достигается в процессе
химико-термической обработки в результате изменения химического
28
состава — насыщения поверхности нагретой стальной детали углеро-
дом, азотом, алюминием, хромом и другими элементами. В зависимости
от диффундирующих в поверхностный слой стали элементов различают
такие виды химико-термической обработки, как цементация, азотиро-
вание (нитрирование), цианирование и диффузионная металлизация
(алитирование, сульфидирование и др.).
Цементация — процесс насыщения поверхностного слоя малоугле-
родистой стали, нагретой до температуры выше критической точки Ас,
углеродом, в результате чего происходит упрочнение. Цементации под-
вергают детали, содержащие 0,1—0,3% углерода, количество которого
доводится обычно до 0,8%, а в некоторых случаях и до 1,2%. Обычно
цементируют детали, работающие на истирание в условиях ударных на-
грузок, например валы, зубчатые колеса, шейки коленчатых валов,
поршневые пальцы и т. д.
Применяемый при цементации карбюризатор (вещество, богатое
углеродом) определяет вид цементации. Если карбюризатором служит
древесный уголь (75%) и углекислые соли ВаСОз, СаСОз и др. (25%),
то такой вид называется цементацией твердым карбюризатором. Если
карбюризатором являются естественные и искусственные газы и их
смеси (метан, пропан, окись углерода, этилен, светильный газ), полу-
ченные при пиролизе — крекинге керосина, солярового масла, бензи-
на, пиробензола и т. п., то цементация называется газовой. Если кар-
бюризатором служат расплавленные соли Na2COs (80%), NaCI (10%),
SIC (10%), то цементация называется жидкостной.
Цементация твердым карбюризатором заключается в нагреве дета-
лей до температуры 900—950° С, упакованных вместе с карбюризато-
ром в ящики из огнеупорного материала, с выдержкой 2—10 ч.
Газовую цементацию осуществляют нагревом деталей в среде газов-
карбюризаторов в специальных герметических печах при температуре
900—950° С. При газовой цементации производственный процесс коро-
че в 2—2,5 раза, чем при цементации твердым карбюризатором, т. е.
более производительный.
Жидкую цементацию производят погружением деталей в жидкий
карбюризатор с температурой 840—860° С на 0,3—2,5 ч. Детали быстро
науглероживаются на глубину 0,3—0,7 мм при равномерном нагреве в
ванне, поэтому отсутствует окалина и деформация.
Азотирование — процесс насыщения поверхности детали азотом.
В качестве нитрирующей среды используют аммиак NHs, в атмосфере
которого сталь выдерживают при температуре 480—760° С в течение
20—90 ч. Азотирование сильно повышает твердость, не уменьшающую-
ся даже при нагрева до 600—650° С, износостойкость, предел усталости
и коррозионную стойкость к действию воздуха, воды, пара и т. д. Азо-
тируют, как правило, углеродистые стали, легированные алюминием,
хромом, молибденом, ванадием и другими элементами, а также чугун
Цианирование — процесс одновременного насыщения поверхнос-
тей детали углеродом и азотом. Так же как и при цементации, разли-
чают цианирование в твердых, жидких и газовых средах.
Цианирование производят при температурах 500—600° С или 800—
950° С. Процесс цианирования при температуре 500—600° С носит наз-
29
вание низкотемпературного} его применяют для упрочнения инстру-
ментов из быстрорежущих сталей на глубину 0,02—0,4 мм. Цианирова-
ние при температуре 800—950° С носит название высокотемпературного}
его применяют для упрочнения деталей из углеродистых и специаль-
ных сталей с содержанием углерода до 0,4% на глубину до 1,5 мм. Глу-
бина цианирования зависит от выдержки. Детали после цианирования
необходимо закалить и обработать холодом.
Диффузионная металлизация. Кроме описанных способов упроч-
нения деталей, в промышленности применяют также (правда, в мень-
ших масштабах) процессы диффузионной металлизации, заключающие-
ся в насыщении поверхности стальных деталей алюминием (алитиро-
вание), хромом (хромирование), кремнием (силицирование), бором
(борирование) и другими элементами.
§ 4. Термическая обработка холодом
Холодом (— 60° С и ниже) обрабатывают стали, содержащие свыше
0,5% углерода, и специальные стали. После воздействия на сталь-
ные детали холодом повышается твердость, износостойкость, особенно
цементированных деталей, а также усиливаются магнитные свойства
и при этом не изменяются размеры закаленных деталей.
Учитывая особенности обработки холодом, ее применяют для повы-
шения твердости и износостойкости шарикоподшипников, для восста-
новления размеров калибров и других инструментов, для стабилиза-
ции магнитных свойств магнитов, для повышения твердости и стойко-
сти инструментов и различных деталей, особенно после цементации.
Технологический процесс обработки деталей холодом заключается
в том, что деталь сразу после закалки помещают в специальные ох-
лаждающие устройства с охлаждающей средой не ниже — 60° С.
Детали охлаждают в жидкой среде с отрицательными температурами;
например, смесь сухого льда со спиртом или ацетоном дает — 75° С,
жидкий кислород — 183° С, жидкий азот — 195° С.
Сталь, обработанную холодом, отпускают, при этом нет необходи-
мости производить многократный отпуск.
§ S. Поверхностная закалка
Детали в процессе работы подвергаются значительному трению и
одновременно ударным нагрузкам. При этих условиях работы необхо-
димо, чтобы поверхностный слой у детали был высокой твердости и из-
носостойкости, сердцевина мягкой и вязкой, обеспечивающей сопро-
тивление удару. Такое переменное значение механических свойств по
сечению можно получить путем поверхностного упрочнения деталей и
поверхностной закалкой детали на глубину 0,1—2 мм.
Сущность поверхностной закалки заключается в нагреве верхних
слоев детали до температуры закалки с последующим быстрым охлаж-
дением. Вследствие такой обработки получают твердую поверхность
детали с вязкой сердцевиной. Поверхность детали под закалку нагре-
вают в газовом пламени, в электролите, токами высокой частоты (ин-
30
Рис. 6. Схема нагрева деталей в электролите
Аукционный нагрев) и электроконтакт-
ным методом.
При газопламенном нагреве приме»
няют горелки, с помощью которых на-
гревают поверхностные слои детали пла-
менем от сжигания ацетилена, паров ке-
росина или другого горючего газа в кис-
лороде.
Нагрев в электролите осуществляет-
ся в ванне путем пропускания тока на-
пряжением 250—350 В. Электролитом
служит 5—10%-ный раствор Ыа2СОз,
анодом — ванна, а катодом — нагреваемая деталь (рис. 6). Вокруг
катода образуется слой водорода с высоким электрическим сопротив-
лением, и поэтому происходит быстрый нагрев слоя детали до темпера-
туры 1800—2000° С. Поверхность детали, обволакиваемая высокотем-
пературной оболочкой, за несколько секунд нагревается до темпера-
туры закалки. Затем деталь охлаждают в электролите или закалоч-
ной ванне.
Нагрев токами высокой частоты (индукционная закалка) заключа-
ется в том, что ток высокой частоты (500—10 000 000 Гц) поступает в
индуктор, охватывающий деталь. На поверхности детали индуктируют-
ся вихревые токи (токи Фуко), вследствие чего деталь нагревается.
Нагретую поверхность детали охлаждают жидкостью, вызывая этим
закалку.
Глава VI. ТВЕРДЫЕ СПЛАВЫ
К спеченным твердым сплавам относятся материалы, состоящие из
высокотвердых и тугоплавких карбидов вольфрама, титана, тантала,
сцементованных металлической связкой методом порошковой метал-
лургии. В последнее время они приобрели широкое применение для
изготовления режущих инструментов и деталей специальных машин,
так как выдерживают высокие температуры нагрева, что объединяет их
в общую группу красностойких материалов. Инструменты, изготов-
ленные из металлокерамических сплавов, при нагреве до 1200° С, а ми-
нералокерамические до 1500° С не теряют твердости и режущих свойств.
Спеченные твердые сплавы получают методом порошковой метал-
лургии, который заключается в прессовании порошковой смеси и спе-
кании ее при температуре, не превышающей температуры плавления со-
ставляющих тугоплавких элементов или с частичным плавлением на-
именее тугоплавкого компонента смеси. Технология получения дета-
лей из порошков включает следующие процессы: приготовление по-
рошков и смеси элементов, входящих в будущие детали, подготовка и
заполнение пресс-форм смесью, прессование и спекание смеси, калиб-
ровка или чеканка в отделочных пресс-формах, термическая обработка
и обработка резанием.
31
Различают пористые, электротехнические, конструкционные, ин-
струментальные и жаростойкие материалы (керметы). Пористые мате-
риалы — это так называемые антифрикционные и фрикционные мате-
риалы, фильтры для химической промышленности и фильтры специ-
ального назначения. Антифрикционные металлокерамические материа-
лы применяют для деталей трения, где требуется стабильный коэф-
фициент трения с минимальным значением. Это железографит и брон-
зографит, полученные прессованием и спеканием порошков железа или
бронзы (2—5%) и графита таким образом, чтобы образовалась порис-
тость в пределах 15—30%, которую заполняют машинным маслом, и де-
таль становится самосмазывающейся. Фрикционные материалы приме-
няют для деталей с высоким коэффициентом трения, которые исполь-
зуют в тормозных устройствах, и они обычно бывают на медной и же-
лезной основах. В состав таких материалов входят свинец, никель, ас-
бест, графит и т. д. Фрикционные материалы используют в виде биме-
таллических изделий. Фрикционный слой крепят механически или на-
пекают на стальную основу. Спеченные фильтры применяют в химичес-
кой промышленности.
Электротехнические материалы — это композиции из порошков
вольфрама, молибдена с серебром или медью, графита с порошками ме-
ди или бронзы. Спеканием получают щетки, электроды, разрывные и
скользящие контакты, магниты рекордной мощности и ферриты.
Конструкционные спеченные материалы применяют для изготов-
ления деталей приборостроения, ЭВМ, деталей массой до 4 кг в авто-
мобильной промышленности. Спеченные детали в единичном и мелко-
серийном производствах применять невыгодно.
Среди большого многообразия металлокерамических материалов
особое место занимают твердые сплавы, которые отличаются высокой
твердостью, прочностью, износостойкостью и т. д.
§ 1. Спеченные твердые сплавы
Металлокерамические материалы называются спеченными тверды-
ми сплавами потому, что их изготовляют из мелких порошков карби-
дов металлов вольфрама, титана и других по технологии, напоминаю-
щей изготовление деталей из керамики. Из них изготовляют пластин-
ки для резцов, фрез, сверл и разверток.
Различают три группы твердых сплавов (ГОСТ 3882—74); вольф-
рамовые (В КЗ, ВКЗ-М, ВК4, ВК4-8, В Кб, ВК6-М, ВК6-ОМ, ВК6-В,
ВК8, ВК8-В, ВК8-ВК. ВКЮ, ВКЮ-М, ВКЮ-ОМ, вкю-кс, вкп-в,
ВКП-ВК, |ВК15, ВК20, ВК20-КС, ВК20-К, ВК25; титано-вольфрамо-
вые (Т30К4, Т15К6, Т14К8, Т5КЮ, Т5К12) и титано-тантало-вольфра-
мовые (ТТ7К12, ТТ10К8-Б, ТТ8К6, ТТ20К9). Твердые сплавы содер-
жат вольфрам, титан, тантал и кобальт примерно в таком процентном
количестве, как значится в числе, рядом стоящем с буквенным обозна-
чением. Так, например, сплав ВК8 содержит 92% карбида вольфрама
и 8% кобальта; сплав Т15К6 содержит 15% карбида титана и 6% ко-
бальта, а остальные 79% составляет карбид вольфрама. Твердосплав-
ные пластинки, напаянные на режущую часть инструментов, по твер-
32
дости приближаются к алмазу и применяются для обработки деталей из
закаленных стальных, отбеленных чугунных и других материалов.
В связи с дефицитом вольфрама производят безвольфрамовые твер-
дые сплавы — керметы, которые обладают одновременно жаропроч-
ностью, окалиностойкостью, коррозионной стойкостью и твердостью.
Керметы — это порошковые сплавы металлов и неметаллических
материалов (карбидов, окислов, нитридов, боридов силицидов и т. д.).
Обычно в качестве связующего материала используют порошки нике-
ля, кобальта, хрома и др Кермет на алюминиевой основе САП (80%
AI и 20% А180з) не теряет работоспособности при температуре 630° С
Твердые еплавы применяют для обработки материалов резанием,
оснащения горного бурового инструмента и бесстружковой обработки
металлов давлением. Обозначение марок твердых сплавов, их класси
фикация для обработки материалов резанием в соответствии с реко
мендациями ИСО Р513—66 и СЭВ PC 2453—70 приведена в табл. 6
(ГОСТ 3882—74).
Таблица 6. Обозначение марок гаер дых сплавов
И(ЙО ГОСТ 13882-/4 иоо ГО«Т 3882-74 и@о ГОСТ 3882-74
Р01 130К4 К01 в кз» вкз-м М05 ВК6ОМ
РЮ П5К6 К05 ВК6-ОМ MI0 ВК6-М, ТТ8К6
Р20 Р25 Г14К8 ГТ2ОК9 К10 ВК6-М, ГТ8К6 М20 ГТ10К8-Б
РЗО T5K1Q, ГТ10К8-Б К 20 ВК6, ВК4 МЗО ГП0К8-Б вкю-м
Р40 Т5К12, ГТ7К12 кзо ВК8. ВК4 М40 ВК8, ГТ7К12,
Р50 ГТ7К12 К 40 ВК8, ВК15 ВКЮОМ
§ 2. Наплавочные твердые сплавы
Наплавочные твердые сплавы наплавляютвя на упрочняемую по-
верхность или на режущую кромку резца электродуговым или ацети-
лено-кислородным пламенем. Наплавочные сплавы делятся на литые,
электродные и зернообразные.
Литые твердые еплавы чрезвычайно стойки к действию коррозии и
высоких температур. Они-применяются в виде прутков и круглых
стержней. Технология получения прутков заключается в переплавке
таких материалов, как феррохром, ферромарганец, хром, марганец,
кобальт, вольфрам, древесный уголь и чугун (в нужной пропорции)
в тигельной индукционной печи. Из переплавленных шихтовых мате-
риалов литьем получают прутки длинной 300—400 мм и диаметром
5—10 мм. Трущиеся поверхности деталей машин и режущие части ин-
струментов, штампов, ножей, ножнип и т. д. наплавляют, исполь-
зуя прутки сплава и газосварочные горелки.
2 Зак, 640
33
Материал деталей машин и инструментов, на который наплавляют
литые твердые сплавы,— это обычная углеродистая сталь. Стойкость
инструментов, прошедших наплавку, повышается в 8—12 раз и более.
Инструмент или детали после наплавки отжигают, обрабатывают реза-
нием для придания необходимой формы и размеров, закаливают и от-
пускают.
Электродными называются литые сплавы, которые используют при
наплавке на рабочие поверхности деталей машин в виде специальных
электродов с применением электродугового метода наплавки. Чаше
всего для наплавки на рабочие поверхности ножевых органов земле-
ройных машин, ковшов экскаваторов, щек дробилок и т. д. применяют
электродные материалы марок Т-540, Т-590 и Т-620.
С целью упрочнения поверхности деталей машин при грубой обра-
ботке рабочих поверхностей, например зубьев экскаваторов, бегунков,
щек дробилок и землечерпалок, ножей бульдозеров, буровых долот,
лопаток дымососов, а также соединительных муфт, деталей прокатных
станов и т. д., применяют зернообразные сплавы. Зернообразными на-
зываются твердые сплавы, которые имеют вид мелкозернистых или по-
рошкообразных материалов, наплавляемых на поверхности деталей.
Наплавку осуществляют газовой сваркой ацетилено-кислородным
пламенем или электродуговой (по методу Бенардоса угольной электри-
ческой дугой). Чаще всего как зернообразный сплав применяют ста-
линит, который характеризуется высокой твердостью (HRC 56—47),
износостойкостью и малой стоимостью.
Технология получения зернообразного сплава типа сталинит за-
ключается в дроблении таких материалов, как феррохром, ферромар-
ганец, нефтяной кокс или чугунная стружка, до порошкообразного
состояния с размером зерна до 1 мм. Приготовляют смесь такого со-
става: 30% феррохрома, 18% ферромарганца, 7% нефтяного кокса,
45% чугунной стружки и прокаливают в течение 3—4 ч при темпера-
туре 400—500° С. Полученную смесь выливают на противни и после
застывания измельчают в щековой дробилке. После контроля и рас-
фасовки порошок пригоден к применению. Порошок требуемого со-
става насыпают на поверхность, которую наплавляют газовой горел-
кой или наваривают электродуговой сваркой.
§ 3. Минералокерамические сплавы
Минералокерамические твердые сплавы — дешевые инструменталь-
ные материалы, обладающие высокой твердостью, износостойкостью
и хорошими режущими свойствами.
Минералокерамические сплавы имеют повышенную хрупкость и не
выдерживают изгибающих нагрузок. Так, например, спеченные твер-
дые сплавы характеризуются пределом прочности на сжатие до 4000
МН/м2 (400 кгс/мм2) и на изгиб до 1300 МН/м2 (130 кгс/мм2), а минера-
локерамические имеют предел прочности на сжатие 2500 МН/м2
(250 кгс/мм2) и на изгиб 300—400 МН/м2 (30—40 кгс/мм2).
Минералокерамические сплавы необходимо применять в условиях
работы без ударных нагрузок и вибраций. Следовательно, эти мате-
34
риалы нужно использовать при чистовых операциях и высоких скоро-
стях резания.
Минералокерамические пластинки изготовляют спеканием при вы-
сокой температуре порошков чистой окиси металлов или минералов с
незначительным количеством примеси, из которых образуется стекло-
образный белого цвета, напоминающий фарфор минерал.
Минералокерамические материалы имеют следующие физико-меха-
нические свойства: твердость HRA 90—93, температурная стойкость
1300—1500° С, плотность у = (3,75 4-3,8) • 103 кг/м3; кроме того
они не окисляются, уменьшают наростообразование, усадку стружки,
температуру при резании металла. Высокие физико-химические свой-
ства минералокерамических сплавов позволяют применять их как ог-
неупорные, химически стойкие и электроизоляционные материалы.
В настоящее время для режущих инструментов минералокерами-
ческие пластинки изготовляют из окиси алюминия А120з, применяя
метод прессования и термическую обработку. Минералокерамические
заводы выпускают две основные марки керамики: термокорунд ТВ и
микролит ЦМ. Микролит ЦМ-322, который имеет предел прочности
при изгибе 2450—3900 МН/м3 (245—390 кгс/мм2), твердость HR А
92—93, температурную стойкость 1200° С, допускает скорость резания
в 2 раза выше твердых сплавов.
Термокорунд и микролит хрупкие, поэтому дальнейшее развитие
керамики не ограничилось их применением, и в результате поисков по-
явился кермет и оксидно-карбидная керамика. В настоящее время для
изготовления режущих инструментов на некоторых заводах применяют
режущую керамику ВЗ, которая характеризуется высокими режущими
свойствами.
Глава VII. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Цветные металлы разделяют на благородные, тяжелые, легкие и
редкие.
К благородным относятся металлы с высокой коррозионной стой-
костью, как, например, золото, платина, палладий, серебро, иридий,
родий, рутений и осмий. Это металлы о красивым блестящим цветом,
качество которых улучшается в сплаве, поэтому их используют в виде
сплавов в электротехнике, электровакуумной технике, химическом
аппаратостроении, приборостроении, медицине, кинофотопромышлен-
ности, ювелирном деле, а также применяют для антикоррозионной
защиты изделий.
К тяжелым относятся металлы с большой плотностью, как, на-
пример, свинец, медь, цинк, никель, кобальт, марганец, сурьма, оло-
во, хром, висмут, ртуть, мышьяк Тяжелые металлы применяют глав-
ным образом в виде сплавов как легирующие компоненты. А такие ме-
таллы, как медь, свинец, цинк, никель, отчасти кобальт, используют
в чистом виде.
К легким относятся металлы с плотностью менее 5, как, напри-
мер, литий, калий, натрий, рубидий, церий, кальций, магний, берил-
лий, алюминий и титан. Их применяют в качестве раскислителей метал-
2»
35
лов и сплавов, для легирования, в пиротехнике, фотографии, медици-
не и т. д., используя особые химические свойства большинства этих
металлов. Практическое применение эти металлы имеют в виде спла-
вов.
К редким относятся цветные металлы с особыми свойствами, как,
например, вольфрам, молибден, тантал, ванадий, селен, теллур, ин-
дий, германий, церий, цирконий, талий и др. Используются они в ви-
де сплавов как легирующие тугоплавкие и твердые металлы.
§ 1. Медь и ее сплавы
Чистая медь обладает высокой пластичностью, электро- и теплопро-
водностью, коррозионной стойкостью. Из чистой меди изготовляют
электрические провода и кабели, детали приборов и электрических ма-
шин и т. д. Медь хорошо обрабатывается давлением и вытягивается в
тонкие листы (фольгу) толщиной 0,05—0,06 мм и в проволоку диамет-
ром 0,02—0,03 мм. Марки меди различаются по ГОСТ 859—78 в зависи-
мости от чистоты. Примерно 75% меди расходуется на сплавы с дру-
гими металлами — цинком, оловом, свинцом, алюминием и т. д. Спла-
вы на медной основе объединяются в две основные группы — латуни и
бронзы.
Латунью называется сплав меди в цинком. При содержании цинка
менее 20% латунь называется томпаком. Латунь обозначают буковой Л
с цифрами, соответствующими процентному содержанию меди в сплаве.
Если в латуни кроме меди и цинка имеются еще добавки, то после бук-
вы Л ставят обозначения добавок, после которых следуют цифры, ука-
зывающие среднее процентное содержание компонентов латуни, а ла-
тунь получает название по введенным в нее добавкам. Например, ла-
тунь марки ЛС 59—1 обозначает: латунь свинцовистая в 59% меди,
1% свинца и 40% цинка.
По технологическому признаку латуни делятся на литейные и де-
формируемые (обрабатываемые давлением). Для улучшения механи-
ческих свойств и обрабатываемости латуни в медноцинковый спЛав до-
бавляют 2—8% железа, алюминия, никеля и других элементов. Такие
латуни называются специальными.
, Бронзой называется сплав меди е оловом и другими элементами,
кроме цинка. Различают простые (оловянистые) и специальные (безо-
ловянистые) бронзы. Бронзы, в состав которых входит олово, являются
оловянистыми. В специальных бронзах олово заменено свинцом, алю-
минием, железом, марганцем, кадмием, бериллием и другими элемен-
тами. В зависимости от химического состава такие бронзы называются
свинцовистыми, алюминиевыми, марганцовистыми, беррилиевыми и
т. д. Как и латуни, бронзы делятся на литейные и деформируемые.
Принцип обозначения бронз такой же, как и латуней, лишь с той
разницей, что цифры, следующие за буквами, указывают только сред-
нее процентное содержание примесей в сплаве (остальное медь); на-
пример, БрОЦСН-3-7-5 обозначает: бронза оловянисто-цинко-свинцо-
висто-никелевая, содержащая 3% олова 7% цинка, 5% свинца и 1 % ни-
келя.
36
§ 2. Алюминий и его сплавы
Алюминий обладает хорошей пластичностью, электро- и теплопровод-
ностью, высокой коррозионной стойкостью в пресной воде, в атмосфер-
ных и некоторых других условиях. На воздухе поверхность алюминия
покрывается тонкой пленкой окислов А120з, которая защищает от
окисления нижерасположенные слои металла.
Сплавы алюминия делятся на литейные и деформируемые. На-
ибольшее применение из литейных сплавов получил силумин и из
деформируемых — дуралюмин.
Силумин представляет собой сплав алюминия с 8—14% кремния.
Он обладает хорошими литейными качествами и используется для от-
ливки сложных деталей в песчаные формы, в кокиль и под давлением.
Из силумина изготовляют колеса самолетов, детали электроизмери-
тельных, судовых и других приборов.
Дуралюминами называются сплавы алюминия с медью (2,25—5,2%), .
магнием (0,2—1,8%) и марганцем (0,1—1,0%). Они обладают доста-
точно высокой прочностью, пластичностью и делятся на три группы;
нормальный дуралюмин; дуралюмины с повышенной пластичностью;
дуралюмины с повышенной прочностью. Из нормального дуралюмина
изготовляют листы, ленты, трубы, проволоку разных профилей и т. п.;
из дуралюмина с повышенной пластичностью — заклепки; дура-
люмин с повышенной прочностью, так же как. и нормальный, применя-
ют для изготовления различных полуфабрикатов, кроме штампован-
ных деталей.
§ 3. Магний и его сплавы
Магний обладает хорошей гибкостью, ковкостью, твердостью при
небольшой вязкости, малоустойчив против коррозии, легко окисля-
ется и горит ослепительно ярким пламенем при температуре 600° С.
Чистый магний применяют в пиротехнике для осветительных целей,
в качестве раскислителя, в химии — в качестве восстановителя, для
приготовления термита, используемого при сварке проволоки элект-
рической сети.
Магний распространен в виде сплавов, которые в 1,5 раза легче
алюминиевых, хорошо обрабатываются резанием и сравнительно проч-
ны ав = 270 МН/м2 (27 кгс/мм2). К недостаткам следует отнести лег-
кую окисляемость и самовозгораемость, что требует производить плав-
ление и разливку сплавов под слоем флюсов или в вакууме. Кроме
этого, сплавы обладают худшими в сравнении с алюминием коррози-
онными и литейными свойствами. Введение в магниевые сплавы не-
большого количества бериллия, титана и других элементов улучшает
их свойства. Несмотря на некоторые недостатки, в сравнении с алюми-
ниевыми сплавами, сплавы магния широко применяют для изготовле-
ния авиационных деталей, корпусов и деталей пишущих и счетных ма-
шин, оптических приборов и т. д.
Магниевые сплавы делятся на литейные (ГОСТ 2856—68) и дефор-
мируемые. Первые обозначают буквами Мл с числом от 2 до 15, а
вторые — МА с цифрами от 1 до 5.
37
§ 4. Антифрикционные сплавы
Антифрикционные (подшипниковые) сплавы — это материалы, ко-
торые применяют в качестве вкладышей подшипников трения. Они
должны иметь низкий коэффициент трения; неоднородную структуру,
способствующую задержанию смазки, прочность на сжатие и на исти-
рание; пластичность, достаточную для хорошей прирабатываемости
трущихся поверхностей, и одновременно необходимую твердость, не
вызывающую сильного истирания, но достаточную, чтобы не вызывать
деформирования.
Наилучшими антифрикционными сплавами являются баббиты —
сплавы на оловянной или свинцовой основе, которые применяют для
заливки подшипников и вкладышей подшипников.
Баббиты делятся на три группы: оловянные, содержащие олова не
менее чем 72%; оловянно-свинцовые с содержанием олова 5—17% и
свинца 64—72%; безоловянные (свинцовые), содержащие не менее 80%
свинца.
Баббиты обозначаются буквой Б с числом, указывающим содер-
жание олова в сплаве. Так, баббит Б83 состоит из 83% олова, 10—12%
сурьмы и 5,5—6,5% меди. Он предназначен для заливки подшипни-
ков паровых турбин, турбокомпрессоров, дизелей, мощных автомо-
бильных и авиационных двигателей.
К оловянно-свинцовым относится баббит Б 16, имеющий в своем
составе 15—17% олова, 15—17% сурьмы, 1,5—2% меди и остальное —
свинец. Данный сплав служит для заливки подшипников паровых тур-
бин, электродвигателей, прокатных станов, дробилок и т. п. К безоло-
вянным относится кальциевый баббит сплав со свинцовой основой и
небольшими примесями кальция (0,75—1,1%) и натрия (0,65—0,95%),
применяющийся для заливки подшипников железнодорожных вагонов.
В зависимости от условий работы машины, скоростной характерис-
тики и температурного режима работы применяют антифрикционные
сплавы на алюминиевой, медной, цинковой и других основах, антиф-
рикционные чугуны, пористые металлокерамические сплавы, пласт-
массы, пластифицированную древесину и др.
Алюминиевый антифрикционный сплав применяют как заменитель
баббита Б16 и оловянных бронз. Иногда эти сплавы являются более
пригодными для работы, так как они имеют высокий предел прочности
на усталость и высокий коэффициент линейного расширения. Послед-
нее качество является недостатком для работы, где необходима точ-
ность.
Широкое применение имеет сплав, состоящий из 7,5—9,5% меди
и 1,5—2,5% кремния. Применяют также сплавы в никелем и медью;
обычно сплав состоит из 2,5% никеля и 8% меди.
Антифрикционные сгГлавы на медной основе бывают трех видов:
оловянные, свинцовые и специальные. Их применяют для изготовле-
ния подшипников машин, работающих в более тяжелых условиях,
при высоких удельных давлениях, скоростях скольжения и темпера-
турных режимах. Особый интерес представляют свинцовые бронзы
следующего состава: 30—60% свинца, 40—70% меди и в некоторых
3S
Рис. 7. Вкладыши подшипников:
/ — фиксирующие усики; 2 — антифрикционный сплав
марках 2,5% никеля. При невысоком
удельном давлении и скорости можно
применять сплавы на цинковой, желез-
ной и других основах.
Вкладыши подшипников заливают
баббитом и затем растачивают по раз-
меру шипа или шейки, оставляя слой баббита толщиной 1—3 мм.
В легких транспортных двигателях внутреннего сгорания используют
тонкостенные вкладыши (рис. 7), выштампованные из стальной ленты.
Рабочую поверхность покрывают тонким слоем антифрикционного
сплава толщиной до 1 мм. Обычно для тонкостенных вкладышей при-
меняют биметаллическую ленту: сталь — баббит, сталь — свинцовая
бронза и т. д.
Глава VIII. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Кроме металлов и их сплавов во всех отраслях народного хозяйст-
ва нашли широкое применение неметаллические материалы. К ним от-
носятся пластмассы, резиновые и эбонитовые материалы, графитовые
и абразивные материалы, лакокрасочные и клеющие материалы, кожа,
асбест, стекло, керамика, фарфор, мрамор, войлок, текстильные, бу-
мажные, смазочные и другие материалы.
§ 1. Пластмассы
Пластмассы — это большая группа искусственных материалов, по-
лученных на основе синтетических или природных высокомолекуляр-
ных соединений (смол).
Пластмассы делятся на простые и сложные (композиционные).
Простые пластмассы в основном состоят из чистых смол, а сложные —
из связующего вещества, наполнителя, пластификаторов, красителей,
смазывающих веществ, катализаторов и других специальных добавок.
В качестве связующего вещества применяют различные природные и
синтетические смолы, битум, асфальт, цемент. В качестве наполните-
лей применяют древесную муку, хлопчатобумажные и льняные во-
локна, древесный шпон, асбестовое и стеклянное волокно, мелко на-
резанную ткань и бумагу, мел, гипс, графит, каолин, воск, глицерин,
мыло и др. Для увеличения пластичности и текучести пластмассы ис-
пользуют пластификаторы. Обычно пластмассы содержат 1—2% сма-
зывающих веществ, основное назначение которых — устранить прили-
пание связующих веществ к пресс-форме. В качестве смазывающих
веществ применяют воск, стеарин, трансформаторное масло и др. Кра-
сители окрашивают пластмассу в необходимый цвет; для крашения
применяют охру, додалин, нигрозин, зеленый бриллиант и т. д.
39
Пластмассы в зависимости от входящих компонентов делятся на
следующие виды: пресс-порошки, волокниты, слоистые и литьевые,
пластики и листовые термопластмассы. Пресс-порошками называются
пластмассы, полученные из порошкообразных исходных материалов,
(древесной муки, молотого кварца, молотой слюды, асбеста). Волокни-
тами называются пластмассы, полученные из волокнистых исходных
материалов (хлопчатобумажных, стеклянных, асбестовых и др.).
Слоистыми называются пластмассы, полученные из исходных материа-
лов в виде ткани или бумаги (текстолит, стеклотекстолит, гетинакс).
Литьевыми пластиками называются пластмассы, состоящие толь-
ко из одного компонента—смолы, по типу которой они и классифици-
руются. Листовые — это пластмассы, в состав которых кроме смолы
входят еще в небольшом количестве пластификаторы и стабилизаторы
(органическое стекло, винипласт).
В зависимости от связующего вещества различают фенопласты,
аминопласты и эпоксипласты. От того, как ведет себя связующее ве-
щество при нагреве, пластмассы делятся на термопластические и тер-
мореактивные. Термопластические пластмассы обладают свойством
при нагревании размягчаться и плавиться, а после прессования при
охлаждении твердеть, не теряя способности к растворению и повтор-
ной переработке. Термореактивные пластмассы обладают свойством
при нагреве до определенной температуры вступать в химическую ре-
акцию. Они являются необратимыми и повторному формированию не
поддаются, поэтому бракованные детали после измельчения исполь-
зуются как наполнители при производстве пресс-порошков.
Пластмассы применяют во всех отраслях народного хозяйства.
В машиностроении имеют широкое применение конструкционные
пластмассы. Из них изготовляют различные детали машин. Ниже да-
ется краткое описание основных промышленных типов пластмасс,
имеющих распространение в машино- и приборостроении.
Полистирол — прозрачный бесцветный полимер с высокой водо-
стойкостью, стойкий к агрессивным средам, радиоактивному излуче-
нию и обладает высокими электроизоляционными свойствами. Наряду
с хорошими механическими свойствами полистирол удачно сочетает
в себе низкую плотность, твердость и другие качества, в результате
чего его широко применяют в высокочастотных установках, в радиотех-
нике, в химическом аппаратостроении. К недостаткам полистирола от-
носятся хрупкость, малая теплостойкость (80° С) и др.
Полиэтилен — наиболее легкая термопластическая пластмасса,
полученная полимеризацией газообразного этилена. Полиэтилен об-
ладает высокой кислотостойкостыо, диэлектричностью, прочностью,
имеет достаточную твердость и эластичность, которая сохраняется и
при температурах до —60° С. Полиэтилен применяют в основном как
изоляционный материал для высокочастотных кабелей, деталей радио-
аппаратуры в виде тонких пленок (до 0,04—0,05 мм), изоляционных
прокладок, упаковочного и защитного материала, изготовления водо-
проводных и нефтепроводных труб, емкостей, работающих в агрессив-
ных средах. Кроме того, из него изготовляют зубчатые колеса в при-
борах и станках при небольших нагрузках. Хорошая твердость, полу-
М)
прозрачность, нетоксичность и инертность позволяют применять поли-
этилен для изготовления небьющейся посуды.
Фторопласт-4 — материал с исключительно высокими диэлектри-
ческими свойствами, совершенно не смачивается водой и не набухает,
обладает высокой термической и химической стойкостью, по стойкости
к агрессивным средам превосходит золото и платину. Твердость фто-
ропласта-4 невысокая. Он текуч на холоде, и поэтому его используют
для изгоювления деталей методом холодной прессовки с последующим
спеканием. Фторопласт-4 используют как изоляционный материал в
технике сверхвысоких частот и для изготовления химически стойких
деталей. Тонкие пленки (0,02—0,04 мм) используют для пазовой изо-
ляции электрических машин и для изготовления пленочных конденса-
торов.
Фторопласт-3 при нагреве размягчается и плавится, на холоде те-
кучесть отсутствует; он обладает высокими механическими характе-
ристиками по сравнению с фторопластом-4. Фторопласт-3 перерабаты-
вают в детали методом горячего прессования, пресс-литьем, шприце-
ванием; используется в технике для изготовления особо ответственных
деталей как связывающий материал и для изготовления сложных дета-
лей (каркасов, катушек индуктивности и др.).
Полиамид — износостойкий материал с плотностью ИЗО кгс/м2
и температурой размягчения 240—260° С. Этот материал обладает вы-
сокой стойкостью к действию кислот, щелочи, углеводородов и масел;
используется для изготовления зубчатых колес, деталей счетных ма-
шин и других трущихся деталей. Детали из полиамида в 2—3 раза лег-
че и дешевле, чем детали из оловянного сплава.
Капрон — твердое вещество белого или светло-желтого цвета, по-
лучен в результате поликонденсации капролактана. Капроновые дета-
ли имеют высокую поверхностную твердость и прочность на изгиб и
удар, обладают малым коэффициентом трения скольжения и малым из-
носом, стойкие по отношению к жирам, маслам и щелочам. К недостат-
кам капрона следует отнести значительную усадку (до 2%) и склон-
ность к старению при повышенных температурах. Капрон применяют
для изготовления износостойких деталей, а также используют как
изоляционный материал для изготовления арматуры, каркасов и т. д.
Винипласт — продукт, полученный из полихлорвиниловой смолы,
жесткий, стойкий по отношению к воде, спирту, минеральным маслам,
почти всем щелочам и кислотам, хороший диэлектрик. Светочувстви-
тельность и склонность к ползучести в нормальных условиях являют-
ся его недостатком.
Винипласт применяют в химической промышленности для изготов-
ления деталей, подвергающихся действию агрессивных веществ, так
как он имеет высокую стойкость к действию кислот, щелочей, раство-
ров солей, бензина, смазочных веществ и т. д. Листы и трубы из ви-
нипласта используют как футеровки ванн и резервуаров, а также для
изготовления типографского шрифта, клише и других изделий.
При специальной обработке пластификаторами и веществами, об-
легчающими растворимость смол, получается эластичный материал —
поливинилхлоридовый пластикат. Из него изготовляют плащи, кле-
4)
енки, различные прокладочные и подстилочные материалы. Вини-
пласт и пластикат можно сваривать.
Полиметилметакрилат (плексиглас или органическое стекло) яв-
ляется продуктом переработки сложных органических соединений по-
лиметакриловых смол. Это прозрачный изоляционный материал, хо-
рошо противостоящий ударам, в 2 раза легче обычного силикатного
стекла, обладает достаточной твердостью и прочностью, антикорро-
зионными свойствами и стойкостью к многим минеральным и органи-
ческим растворителям. К его недостаткам следует отнести низкую теп-
лостойкость. Полиметилметакрилат применяют для остекления при-
боров, аппаратуры, изготовления печатных схем.
Волокниты — это пластмассы, полученные специальной обработ-
кой волокнистых наполнителей и термореактивной смолы. Изделия из
волокнита прессуются горячим прессованием на основе таких напол-
нителей, как хлопчатобумажные, асбестовые и стеклянные волокна с
фенолформальдегидными, анилиноформальдегидными, меламинофор-
мальдегидными, полисилоксановыми и другими смолами — связую-
щими веществами. Волокниты обладают повышенной удельной удар-
ной вязкостью.
В зависимости от наполнителя различают волокнит (хлопковые
очесы), асбоволокнит (асбестовое волокно), стекловолокнит (стеклян-
ное волокно). Волокниты применяют для изготовления деталей ма-
шин, работающих на удар, а асбестоволокниты используют для дета-
лей с высокой теплостойкостью (200—250° С) и хорошими фрикцион-
ными свойствами, как, например, тормозные колодки, фрикционные
муфты, диски сцепления и т. д. Детали из стекловолокнита коррози-
онностойки ко многим агрессивным средам, водо- и теплостойки (350°С)
и обладают высокими электроизоляционными свойствами. Из стеклово-
локнита изготовляют детали, работающие как диэлектрики, корро-
зионностойкие и высокопрочные трубы, маслоотсеки, кузова автомо-
билей, лодки, вагоны.
Слоистые пластмассы — это материалы, изготовленные прессова-
нием термореактивной смолы с листовыми наполнителями В зависи-
мости от наполнителя различаются текстолиты, асбестотекстолиты,
гетинаксы, стеклотекстолиты и древеснослоистые пластики.
Текстолиты получают прессованием наполнителя (многослойной
хлопчатобумажной ткани) совместно со связующим веществом, чаще
всего бакелитом. Текстолит обладает высокими электроизоляционны-
ми и фрикционными свойствами, износостойкостью. Промышленность
выпускает текстолит в виде листов (толщиной 0,5—50 мм), плит и
стержней. Его применяют для панелей аппаратов, для изготовления
подшипников, зубчатых колес и других машин и приборов. На дета-
лях из текстолита можно нарезать резьбу.
Асбестотекстолит в отличие от текстолита имеет наполнитель —
асбестовую ткань, в результате чего материал приобретает повышен-
ный коэффициент трения, высокую теплостойкость и способность вы-
держивать большие давления. Основное назначение асбестотекстоли
га —- использование в качестве теплоизоляционных облицовок для
различных деталей машин специального назначения.
12
Гетинакс, или бакелитовая фибра, является слоистой пластмассой,
в которой наполнителем является бумага. Гетинакс имеет хорошие
диэлектрические свойства с удовлетворительной механической проч-
ностью. Промышленность выпускает гетинакс в виде листов толщиной
0,2—50 мм. Его применяют для изготовления зубчатых колес, плит,
прокладок, силовых панелей и т. п. и как изоляционный материал.
Недостаток гетинакса — его гигроскопичность.
Стеклотекстолит — высокопрочная слоистая пластмасса, получае-
мая так же, как и текстолит, только в качестве наполнителя исполь-
зуют стеклянную ткань. Стеклотекстолит выпускают в виде листов
толщиной 0,5—30 мм; применяют в общем машиностроении, электро-
и радиотехнике для изготовления особо нагруженных деталей, так
как этот материал обладает высокой прочностью, упругостью, тепло-
стойкостью; это прекрасный диэлектрик.
Древеснослоистые пластинки отличаются от слоистых пластмасс
тем, что у них наполнитель состоит из тонких листов лущеной древе-
сины (древесного шпона), которые так же, как и пластмассовые напол-
нители, соединены между собой синтетической смолой при высокой
температуре и давлении.
Можно получить сополимеры с высокими теплоизоляционными
свойствами и пористые пластики с высокими тепло- и звукоизоляцион-
ными свойствами, которые не боятся влаги и мороза. Такие сравни-
тельно новые промышленные материалы относятся к классу газонапол-
ненных пластмасс. Пластмассы перерабатывают в изделия различными
способами — это обычное листовое прессование, литье под давлением,
выдувание, штамповка, сварка и обработка резанием. Выбор способа
зависит от химических и физических свойств материалов, подлежащих
переработке.
§ 2. Резиновые и эбонитовые материалы и изделия
Резина — упругий водонепроницаемый изоляционный материал,
имеющий широкое применение в народном хозяйстве. Резину полу-
чают из каучука путем вулканизации, при этом каучук с примесью
серы (4—10%) и наполнителей специально обрабатывают при темпера-
туре 140° С.
Эбонит, или твердая резина, имеет хорошие электроизоляционные
свойства, обладает стойкостью против действия кислот, щелочей, ма-
сел, едких паров и газов. Эбонит имеет достаточную техническую
прочность, красивый блестящий черный цвет; его применяют как изо-
ляционный материал в виде трубок для защиты проводов в местах их
пересечения и проходов сквозь стены, в виде изоляционных прутков
при электромонтажных работах (установке электросчетчиков, рубиль-
ников и т. п.). Необходимо отметить, что в настоящее время эбонит
используют все реже и реже и заменяют более дешевыми материалами
из пластмассы.
43
§ 3. Графитовые материалы
Графит — это группа минералов различных алотропных форм угле-
рода В природе графит встречается в виде прослоек, вкрапленных в
породы, или в виде сплошных масс, а также бывает и искусственный,
получаемый в электропечах из антрацита при температуре 2200° С.
Графит химически и термически стойкий материал, он малоактивен, от-
личается трудной свариваемостью и нерастворимостью, имеет малый
коэффициент трения Технически ценные свойства графита делают его
незаменимым для изготовления тиглей и химической изоляции, опы-
ливания литейных форм, приготовления графитовых смазок, электро-
дов, углей для гальванических элементов, дуговых ламп, электроще-
гок, для карандашей и красок, противонакипных средств и т. д.
§ 4. Абразивные материалы и инструменты
Абразивные материалы — это естественные и искусственные твер-
дые вещества, которые применяют для изготовления шлифующих ин-
струментов (кругов, брусков и т. д. ). Они характеризуются зернисто-
стью, связующим веществом, твердостью, формой и размерами.
По ГОСТ 3647—71 абразивные материалы делятся на следующие
группы: шлифзерно, шлифпорошки, микропорошки и тонкие микро-
порошки. Группа по крупности абразивного материала делится на
28 зернистостей:
Шлифзерно ..........200, 160, 125, 100, 80, 63 , 50, 40, 32, 25, 20, 16
Шлифпорошки.........12, 10, 8, 6, 5, 4, 3 >
Микропорошки........М63, М50, М40, М28, М20, Ml4
Тонкие микропорошки .М10, М7, М5
Цифры зернистости шлифзерна и шлифпорошка показывают сотую до-
лю миллиметра, а шлифпорошков — микроны. Чем меньше зерни-
стость, тем ниже будет шероховатость обработанной поверхности.
Связующее вещество — это связка для абразивных материалов.
Она бывает керамическая, бакелитовая, вулканитовая и металличес-
кая.
В качестве абразивных материалов применяют песчаник, наждак,
корунд, электрокорунд, карборунд, карбид бора, алмаз и другие мате-
риалы, твердость которых определяется микротвердостью. Самым
твердым материалом является алмаз. Алмаз используют в виде мелких
крошек и пыли, из которых изготовляют особенно твердые инструмен-
ты для обработки сверхтвердых материалов и правки шлифовальных
кругов.
Синтетические алмазы получают из графита специальными способа-
ми при температурах 2500° С и при давлении свыше 10 000 МН/м*
(100 000 кгс/см2). Синтетические алмазы подобно природным после об-
работки и сортировки используют при изготовлении режущих инстру-
ментов: кругов, брусков, надфилей, и других специальных инстру-
ментов. Синтетические алмазы применяют для окончательной обработ-
ки деталей в виде порошков и паст.
44
Рис. 8. Шлифовальные круги различной ,
формы:
а — прямого профиля; б — чашечный конический;
в — с выточкой; г — специальный
Получили широкое распростране-
ние сверхтвердые материалы — кубо-
нит (кубический нитрид бора), или
эльбор, и славутич. Кубонит—это хи-
мическое соединение бора и азота (43,6% бора и 56,4% азота). Он
твердый, как алмаз, но превосходит его по теплостойкости. Эль-
бор — это тоже кубический нитрид бора, который выпускает Ленин-
градский абразивный завод «Ильич». Славутич — сверхтвердый мате-
риал высокой износостойкости, созданный в Институте сверхтвердых
материалов АН УССР, превосходящий по прочности алмаз. Его при-
меняют для изготовления карандашей, брусков и роликов, необходи-
мых для правки абразивных кругов, и для оснащения режущих кро-
мок, требующих высокой стойкости.
Шлифовальные круги (рис. 8) классифицируются по химическому
составу (твердости), величине зерен (зернистости) и геометрической
форме. Твердость абразивных инструментов обозначают буквами и циф-
рами, например М — круги мягкие (Ml, М2, М3), СМ — средне мяг-
кие (СМ1, СМ2), С—средние (Cl, С2), СТ — среднетвердые (СТ1,
СТ2, СТЗ), Т — твердые (Tl, Т2), ВТ — весьма твердые (ВТ1, ВТ2),
ЧТ — чрезвычайно твердые (ЧТ1, ЧТ2).
Выбор шлифовального круга зависит от материала обрабатываемой
детали. Детали из твердой стали и чугуна обрабатывают мягкими кру-
гами, из мягкой стали — твердыми кругами с крупными зернами. На
выбор кругов влияет режим резания: чем больше скорость, тем мягче
должен быть круг и т. д. Кроме того, выбор абразивных инструментов
зависит от формы и размеров обрабатываемых поверхностей.
§ 5. Лакокрасочные материалы
Лакокрасочные материалы предназначаются для предохранения
металлических деталей машин и механизмов от преждевременной пор-
чи, от ржавления, а деревянных — от гниения и для придания краси-
вого внешнего вида, тепло- и электроизоляции и других целей.
Лакокрасочные материалы в своем составе имеют пленкообразую-
щие вещества, смолы, растворители, пигменты, пластификаторы, сик-
кативы и наполнители, благодаря которым они после высыхания при-
обретают оболочку определенной толщины, твердости и цвета с соот-
ветствующим блеском, требуемой эластичностью. В зависимости от
пленкообразующих веществ лакокрасочные материалы можно разде-
лить на масляные и эфироцеллюлозиые. Масляные пленкообразующие
вещества получают из растительных масел, искусственные — из ор-
ганических кислот, эфироцеллюлозиые — из хлопка со специальной
обработкой.
Смолы являются важной частью лаков; они придают нужную твер-
дость, прочность, блеск и липучесть. Для этих же целей применяют
45
канифоль, асфальт и т. д. Для растворения пленкообразующих ве-
ществ используют жидкие . органические растворители — скипидар,
бензин, ацетон, спирт, скипидарик и др. Их назначение — растворять
пленки, улучшая этим процесс окрашивания поверхности. Они долж-
ны быстро улетучиваться с окрашенной поверхности.
Пигменты — нерастворимые вещества в виде порошка, которые
придают поверхности определенный цвет. Они находятся в лакокрасоч-
ных материалах во взвешенном состоянии и придают пленке цвет.
В качестве пигментов применяют окислы или соли цветных металлов,
металлические порошки (алюминиевая, бронзовая пудры) и сажу. Бе-
лые пигменты — свинцовые и цинковые белила, тяжелый шпат и алю-
миниевый порошок. Желтые пигменты — цинковый и свинцовый крон,
вохраглинозем, окрашенные окисью железа. Красный пигмент —
свинцовый сурик, синий лазурь (сложное соединение железа с
синильной кислотой), зеленый — зеленый крон (хромовая зелень —
окись хрома), черный — сажа.
Пластификаторы — это вещества, придающие необходимую плас-
тичность пленке и предохраняющие ее от растрескивания. В качестве
пластификаторов применяют сложные эфиры минеральных и органи-
ческих кислот (дибутилфталат, трикрезилфосфат и др.) или масла.
Сиккативы вводят в лакокрасочные вещества для ускорения процес-
сов высыхания К ним относятся окись свинца, марганца, кобальта,
взятые в определенном соотношении. Наполнители — это вещества,
вводимые в состав лакокрасочных материалов для удешевления, а
иногда и повышения прочности. В качестве наполнителей применяют
мел, известь, тальк, каолин и др.
Кроме лаков и масляных лакокрасочных материалов, применяют
эмалевые краски и шпатлевки. Эмалевые краски — материалы, полу-
ченные из специального масляного лака путем прибавления к нему
краски и соответствующих растворителей. Эмали бывают грунтовоч-
ные и покровные. Шпатлевки — это лакокрасочные материалы, со-
держащие пленкообразующие вещества в растворителе, пигмент и
наполнитель в 2—3 раза больше, чем их содержится в эмалях. Добав-
ки указанных компонентов придают шпатлевке нужную густоту.
Для окраски загрунтованных металлических поверхностей деталей
машин применяют нитроцеллюлозные эмали марок НЦ-25 и НЦ-11,
а для изделий, эксплуатируемых на открытом воздухе, эмали марок
ХВ-1100 и НЦ-132 и др. Для окраски железных и алюминиевых при-
боров, а также инструментов применяют эмали марок ГФ-1426, а син-
тетические эмали марок Мч-13 — для окраски велосипедов, мотоцик-
лов и других изделий, марки Мч-139 — для окраски грузовых автомо-
билей. Кроме того, для окраски машин, приборов, изделий из различ-
ных материалов применяют много других масляно-смоляных, поли-
эфирных, кремнийорганических, битумных и других лаков и красок.
§ 6. Клеи
Клеи могут быть животного или растительного (белкового) и син-
тетического происхождения. Клеи животные — это столярный клей,
46
мездровый, костяной, рыбный, альбуминовый, казеиновый, которые
применяют для склеивания дерева, бумаги, текстильных изделий и
т. д. Клеи растительные — это канцелярский клей, гуммиарабик,
декстриновый, крахмальный, которые применяют для склеивания бу-
магокартонных изделий.
Клей резиновый — это раствор каучука в бензине, который приме-
няют для склеивания резиновых, кожаных и тканевых изделий. Сто-
лярный, крахмальный и другие клеи нестойки против влаги и грибка,
ими склеивают незначительное число материалов.
Синтетический клей бывает следующих видов: 1) фенольный марок
БФ-2, БФ-4 для горячего склеивания металлов, пластмасс, древесины,
керамики, фарфора; марки БФ-6 для склеивания тканей, резины, вой-
лока и для приклеивания их к металлам; марок ВК-32-200, ВС-35(Гдля
склеивания дюралюминия, стали, стеклотекстолита и пенопластов;
марок ВС-ЮМ, ВС-ЮТ для склеивания металлов, стеклотекстолита и
текстолитов; марок КР-4, КБ-3 для горячего и холодного склеивания
пластмасс, древесины, текстильных материалов; 2) эпоксидный марок
ЭД-5, ЭД-6 для холодного склеивания металлов, древесины, фарфора,
для приклеивания вулканизированной резины к металлам; марок
ВК-32-ЭМ для склеивания стали, дюралюминия между собой и с пено-
пластами; марки Л-4 для горячего и холодного склеивания стали,
дюралюминия, стеклотекстолита, пенопластов; 3) полиамидный марок
ППФЭ-2/10 для холодного и горячего склеивания алюминия, меди,
древесины, полиамидных пленок, кожи; МПФ-1 для горячего и холод-
ного склеивания металлов и приклеивания к ним неметаллических ма-
териалов; 4) карбамидный марок КМ-3, К-17 для горячего и холодного
склеивания пластмасс, древесины, бумаги, текстильных материалов;
5) глифталевый марок АМК для холодного приклеивания шерстяной,
хлопчатобумажной и стеклянной теплоизоляции к металлам, для скле-
ивания стекол; 6) карбинольный для склеивания металлов, стекла,
фибры, пластмасс и мрамора; 7) полиуретановый марки ПУ-2 для го-
рячего склеивания стали, дюралюминия, органического стекла между
собой, пластмасс и пенопластов с металлами.
Рекомендуется применение синтетического клея, который позволяет
склеивать различные материалы и обладает необходимой стойкостью.
Значительное распространение получили карбинольные клеи БФ-2,
БФ-4, БФ-20, эпоксидные ЭД-5, ЭД-6, Л-4. Карбинольным (универ-
сальным) называется клей, изготовленный на основе смолы БФ. Ис-
пользование этого клея упрощает процесс сборки машин и их ремонт,
так как он прочно соединяет различные материалы.
Перед склеиванием подготовляют места соединения, затем на по-
верхность наносят клей, детали соединяют и спрессовывают (темпера-
турный режим и время отвердевания зависят от качества клея). При
применении карбинольного клея поверхность покрывают одним слоем
и соединяют после покрытия через 5—10 мин, сжимая место соедине-
ния. При использовании клея БФ каждую поверхность покрывают
2 раза. Первый слой клея просушивают на воздухе в течение 1 ч, а по-
том 15 мин при температуре 55—60° С. После охлаждения поверхнос-
тей наносят второй слой клея теми же приемами, что и прежде, и затем
47
при температуре 82—90° С в течение 1 ч сушат и только после этого,
удалив растворитель, места соединения сжимают под прессом. Дав-
ление сжатия зависит от формы и рода деталей. Прочность шва будет
выше, чем тоньше слой, и наоборот.
§ 7. Смазочные материалы
К смазочным материалам относятся вещества, которые уменьшают
трение и предохраняют металл от коррозии. Смазочные материалы мо-
гут быть жидкие, твердые и консистентные. Жидкая смазка — масло
бывает минерального, растительного и животного происхождения,
Самым распространенным является минеральное масло — продукт,
полученный из нефти или каменного угля: вазелиновое, машинное,
цилиндровое и др.
К растительным маслам относятся хлопковое, касторовое, льняное
и репейное. К животным маслам относятся жиры: рыбий, тюлений и ки-
товый, сало различных животных. Эти масла имеют малую вязкость и
наилучшую маслянистость, поэтому применяют смесь минеральных
масел с животными и растительными маслами.
Жидкую смазку применяют для смазки машин, работающих с вы-
сокими скоростями. Наряду с жидкими имеют применение твердые
смазки, состоящие из минеральных масел, смешанных с мылом; обыч-
но это солидол, тавот, технический вазелин и др. Например, мазями
называются смеси минеральных масел с небольшим добавлением ма-
сел животного и растительного происхождения, сгущенными кальцие-
выми (консталины) или натриевыми (солидолы) мылами.
Консистентные смазки могут содержать, кроме мыла, наполните-
ли, например графит, тальк, слюду. К ним относятся приборная смаз-
ка АФ-70 (смазка УНМА), технический вазелин УН (универсальная
низкоплавкая смазка), консервационная смазка и др.
Вид смазочных материалов выбирают в зависимости от условий
работы, вида трения, конструкции трущихся деталей, их нагрузки,
нагрева, а также материала трущихся частей. Так, например: 1) ин-
дустриальные смазочные материалы применяют для смазки станков и
механизмов; 2) судовые — для смазки ходовых частей машин судов;
3) турбинные — для смазки подшипников турбин; 4) моторные — для
смазки двигателей, внутреннего сгорания стационарного типа; 5) авиа-
ционные — для смазки авиационных двигателей; 6) цилиндровые —
для смазки паровых машин; 7) смазочный мазут, полугудрон и гуд-
рон — для смазки букс вагонов и других механизмов.
Для правильного ухода за оборудованием с целью предохранения
его от преждевременного износа необходимо, чтобы смазку механизмов
выполнял персонал, входящий в состав службы главного механика за-
вода.
РАЗДЕЛ Б
ОСНОВЫ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ
Глава I. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Конечный продукт труда производства — изделие при изготовле-
нии проходит определенные стадии обработки на различном оборудо-
вании, станках (токарных, сверлильных, фрезерных, строгальных,
шлифовальных и др.) с перемещением от одного участка (цеха) к друго-
му по мере выполнения производственных операций. Число станков
зависит от производственной программы, а расположение их в цехах —
от технологического процесса.
§ 1. Производственный и технологический процессы
в машиностроении
Производственный процесс в машиностроении охватывает подго-
товку средств производства и организацию обслуживания рабочих
мест; получение и хранение материалов и полуфабрикатов; сборку из-
делий в процессе производства и доставку на склад готовой продук-
ции; технический контроль на всех стадиях производства, включая ис-
пытания готовых изделий, и т. д.
Производственный процесс включает ряд элементов (операций),
которые делятся на основные и вспомогательные. К основным относят-
ся процессы изготовления деталей и сборки из них машин, к вспомога-
тельным — изготовление и заточка инструментов, ремонт оборудова-
ния, внутризаводское транспортирование и т. п.
Главным содержанием производственного процесса является тех-
нологический процесс. Технологический процесс обрабатываемой дета-
ли представляет собой часть производственного процесса, содержащую
действия по изменению и последующему определению состояния пред-
мета производства.
§ 2. Виды производств
При изготовлении изделий в зависимости от объема и характера
выпуска различают три основных вида производства: единичное, се-
рийное и массовое.
Особенностью единичного производства является неустойчивая
номенклатура изделий, что оказывает влияние на организационные
формы производства.
49
Единичному производству свойственны следующие признаки: а)
отсутствие устойчивого технологического процесса, а следовательно,
невозможность специализации рабочих мест, что влечет за собой по-
требность использования высококвалифицированных рабочих; б) ис-
пользование универсального оборудования, универсальных приспо-
соблений и инструментов с большим набором технологической оснаст-
ки; в) весьма длительный производственный цикл, так как при исполь-
зовании оборудования, инструментов, приспособлений и другой ос-
настки тратится много времени на наладку при переходе с одной опе-
рации на другую; г) высокий процент ручных работ; д) размещение
оборудования группами по видам.
Указанная организация приводит к недоиспользованию основных
фондов, к низкой производительности труда и высокой себестоимости
продукции (за счет амортизации, высокой заработной платы, наклад-
ных расходов) и замедленному обороту средств.
Особенностью серийного производства является выпуск продук-
ции партиями или сериями, которые периодически повторяются. Это
приводит к организации более устойчивого технологического процес-
са, и поэтому появляется возможность закрепить за каждым рабочим
местом выполнение нескольких постоянно повторяющихся операций.
Этому виду производства свойственны следующие признаки: а) за-
висимость переналадки станков от размеров серии изготовляемых из-
делий; б) использование рабочих средней квалификации; в) применение
наравне с универсальным специальных инструментов, приспособле-
ний и оборудования, но в меньшей степени, чем в массовом производ-
стве; г) внедрение механизации и автоматизации производственного про-
цесса, но в меньшей степени, чем в массовом производстве; д) необходи-
мость наличия межоперационных складов; е) наличие более длинных
грузопотоков и более продолжительный производственный цикл, чем
в массовом производстве.
< Указанные преимущества серийного производства по отношению к
единичному характеризуют его как производство с более высокой про-
изводительностью труда, более низкой себестоимостью продукции и бо-
лее коротким производственным циклом, что приводит к ускорению
оборачиваемости оборотных средств.
Условно эти виды производства можно подразделить на мелкосе-
рийное, среднесерийное и крупносерийное. По технологическим призна-
кам единичное и мелкосерийное производство отличаются мало, круп-
носерийное — приближается к массовому производству.
Особенностью массового производства является выпуск одних и
тех же изделий в больших масштабах (от нескольких тысяч до миллиона
штук) в течение длительного времени, поэтому возможно закрепление
станков на выполнение только .определенной операции, что приводит
к организации четкого постоянно действующего технологического про-
цесса.
Этому виду производства свойственны следующие признаки:
а) значительная производственная программа, ведущая к глубокой спе-
циализации рабочих мест и поточному расположению оборудования;
б) закрепление за рабочим одной или нескольких операций и в соответ-
50
ствии с этим относительно низкая квалификация рабочих; в) исполь-
зование специализированного высокопроизводительного оборудова-
ния, специальных инструментов и приспособлений; г) внедрение высо-
комеханизированного и автоматизированного оборудования с поточ;
ным методом производства; д) отсутствие межоперационных складов
е) короткие грузопотоки на производственных участках и короткие по
продолжительности производственные циклы.
Этот вид производства характеризуется высокой производительно-
стью труда, более низкой себестоимостью продукции и ускоренной
оборачиваемостью оборотных средств.
Крупносерийное и массовое производство позволяет организовать
высшую форму работы непрерывно, поточным методом, вплоть до соз-
дания полностью автоматизированных цехов и заводов.
Вид производства по ГОСТ 3.1108—74 характеризуется коэффици-
ентом закрепления операций: 1 — К3 0 <10 — массовое и крупно-
серийное производство; 10<К3.о<20 — среднесерийное производ-
ство; 20 < К3>0 < 40 — мелкосерийное производство; К3 о не регла-
ментируется — единичное производство.
где О — число различных операций; Р — число рабочих мест, на ко’
торых выполняются различные операции. При этом значение коэффи*
циента/<3фО принимают для планового периода, равного одному месяцу.
Все виды производства существуют и необходимы, и из определения
их не вытекает, что в будущем единичное или серийное производство
будет ликвидировано, потому что народному хозяйству не все машины
или изделия требуются в массовом количестве. Развитие и создание
новых машин и изделий требует освоения новых единичных экземпля-
ров и малых серий, поэтому единичный тип производства будет суще-
ствовать, но удельный вес крупносерийного и массового производства
под влиянием технического прогресса систематически будет повышать-
ся. Это значит, что под влиянием технического прогресса будет проис-
ходить существенное повышение серийности и массовости производст-
ва и предприятия единичного производства, например, превратятся
в крупносерийные, где детали будут унифицированы. И все же, не-
смотря на это, в промышленности постоянно будет происходить освое-
ние новых объектов на предприятиях с единичным производством.
§ 3. Элементы технологического процесса
В современном производстве технологический процесс выбирают
так, чтобы обеспечить получение деталей необходимого качества с на-
именьшими затратами времени и труда при условии невысокой стоимо-
сти продукции. Технологический процесс состоит из технологических
операций, а операции, в свою очередь, из установок и позиций, перехо-
дов, рабочих и вспомогательных ходов.
Технологической операцией называется законченная часть техноло-
гического процесса, выполняемая на одном определенном рабочем мес-
51
те. Так, например, изготовление вала со шпоночной канавкой состоит
из двух операций: токарной (обтачивание вала на токарном станке)
и фрезерной (фрезерование шпоночной канавки на фрезерном станке).
В процессе обработки детали приходится изменять ее положение.
Часть операции, выполняемая при неизменном закреплении обрабаты-
ваемой детали, называется установом. Уставов состоит из отдельных
позиций. Позицией называется фиксированное положение, занимаемое
неизменно закрепленной заготовкой совместно с приспособлением от-
носительно инструмента для выполнения определенной части опера-
ции. Например, для нарезания многозаходной резьбы применяют спе-
циальные патроны, с помощью которых изменяют положение винта без
его переключения.
Законченная часть операции, характеризуемая постоянством при-
меняемого инструмента и поверхностей, образуемых обработкой или
соединяемых при сборке, называется технологическ нм переходом. Об-
тачивая деталь, делают рабочие и вспомогательные хода.
Законченная часть технологического перехода, состоящая из одно-
кратного перемещения инструмента относительно заготовки, сопро-
вождаемого изменением формы, размеров, шероховатости или свойств
заготовки, называется рабочим ходом.
Законченная часть технологического перехода, состоящая из одно-
кратного перемещения инструмента относительно заготовки, не сопро-
вождаемого изменением формы, размеров, шероховатости или свойств
заготовки, но необходимого для выполнения рабочего, хода, называ-
ется вспомогательным ходом.
Для осуществления того или иного элемента технологического
процесса рабочие выполняют ряд действий, например закрепление за-
готовки в патроне токарного станка или резца в резцедержателе. Под
рабочим приемом понимается определенное законченное действие ра-
бочего, направленное на выполнение элементов технологического про-
цесса.
Обработка заготовки на станках может быть выполнена на одном
станке одним резцом, на одном многорезцовом станке несколькими
резцами и на нескольких станках одним резцом. Соединение несколь-
ких переходов, операций по времени в одну, выполняемую ца одном
станке, называется концентрацией технологического процесса. Расчле-
нение технологического процесса на более мелкие переходы, чаще
всего однопереходные или двухпереходные, с целью выполнения их на
разных станках называется дифференциацией технологического про-
цесса.
Глава II. ЗАГОТОВКИ ДЕТАЛЕЙ МАШИН
Заготовками деталей машин является исходный материал, из кото-
рого в процессе дальнейшей обработки получают деталь. Отсюда сле-
дует, что чем больше форма и размеры заготовки приближаются к фор-
ме и размеру готовой детали, тем меньше будут затраты труда на обра-
ботку (формообразование), тем ниже себестоимость детали.
Е2
Заготовки, идущие на изготовление деталей, в зависимости от их
назначения, формы и размеров применяют следующие: а) отливки из
чугуна, стали и цветных металлов; б) поковки и штамповки из стали
и цветных сплавов; в) сортовой прокат из стали и цветных сплавов;
г) изделия из пластмасс, металлокерамики и других материалов.
§ 1. Получение отливок
Отливки получают литьем жидкого расплавленного металла в
разовые песчаные формы, а также другими способами. Литьем в разо-
вые песчаные формы получают примерно 80% отливок. Этим способом
отливают чугунные, стальные и цветные отливки в мелкосерийном и
единичном производстве.
Литейной формой (рис. 9) называется устройство с определенными
заданными очертаниями полости. Способ получения отливок в песча-
ные формы имеет большие недостатки. Он позволяет использовать фор-
му только один раз и получать отливки с малой точностью, требущие
больших припусков. Для устранения указанных недостатков разра-
ботаны прогрессивные способы литья, к которым относятся: литье в
металлические формы, центробежный способ литья, литье под давле-
нием, литье в оболочковые формы и др.
Литье в металлические формы (кокили) получило широкое примене-
ние, так как при этом достигается повышенная точность размеров,
снижается шероховатость поверхности, улучшается качество метал-
ла, устраняется необходимость приготовления формовочной смеси, по-
является возможность многоразового применения форм — до несколь-
ких тысяч отливок из легкоплавких сплавов; 1500—5000 чугунных от-
ливок и 400—700 мелких стальных отливок. Высокая стоимость метал-
лических форм и возможное отбеливание отливок является основным
недостатком этого способа литья, поэтому кокильное литье экономичес-
ки выгодно лишь при серийном и массовом производстве.
Центробежный способ литья заключается в заливке металла в фор-
му, вращающуюся вокруг горизонтальной или вертикальной оси. В ре-
зультате центробежных сил металл отбрасывается к периферийной
части формы, и при этом образуется пустотелая отливка, отличающая-
ся мелкозернистой структурой и высокой прочностью. К преимущест-
вам этого способа относятся высокая производительность и качество
отливок, увеличение коэффициента использования металла из-за от-
сутствия литников и выпаров, малых припусков на обработку реза-
Рис. 9. Литейная форма и ее элементы:
а — форма; б — деталь; в — модель; г — стержень
53
нием. Недостатком этого способа литья является дорогое оборудование
для центробежного литья и то, что им можно отливать только отливки
тел вращения.
Литье под давлением заключается в заполнении металлических
форм жидким металлом под давлением поршня или сжатого воздуха.
Обычно заготовки, отлитые под давлением, почти не нуждаются в даль-
нейшей обработке и имеют повышенную прочность и качество поверх-
ности. Этот способ применяют в массовом и крупносерийном произ-
водстве из алюминиевых, магниевых, медных и других сплавов массой
от нескольких граммов до десятков килограммов. Обычно отливки от-
ливают с толщиной стенок не более 6 мм, так как свыше 6 мм они полу-
чаются пористые.
Литье в оболочковые формы заключается в том, что подогретую
до 200—250° С модель засыпают формовочной смесью, состоящей из
92—95% мелкого кварцевого песка и 5—8% бакелитового порошка.
Вокруг модели быстро образуется оболочка (толщиной 6—8 мм) рас-
плавленной песчано-бакелитовой массы. Оболочку вместе с моделью
выдерживают 1 мин в печи при 300—350° С, в результате чего она при-
обретает необходимую прочность. Образуется полуформа, которую сое-
диняют струбцинами или скобами с аналогичной полуформой. Для за-
ливки металла формы собирают вертикально или горизонтально по не-
скольку десятков штук. Заготовки, отлитые в такие формы, отличаются
высокой точностью и малой шероховатостью поверхности. Полученные
отливки — фактически готовые детали.
Литье в оболочковые формы применяют для получения плоских,
сложных по форме и мелких отливок из любых сплавов. Способ высо-
копроизводительный, легко автоматизируется.
§ 2. Получение поковок, штамповок и сортового проката
Поковки, штамповки и сортовой прокат получают обработкой метал-
лов давлением. В единичном и мелкосерийном производстве поковки
получают свободной ковкой под молотами и прессами.
Поковки, полученные в штампах, называются штамповками, а
процесс — штамповкой. Сущность штамповки заключается в том, что
обрабатываемую заготовку помещают в штамп (рис. 10) и под давле-
нием она заполняет полости штампа, приобретая при этом заданную
форму.
Применяют прогрессивные методы штамповки — штамповка с по-
мощью резины (рис. 11, а), взрывом (рис. 11, б), гидравлическая
(рис. 11, в), с местным нагревом, по элементам, жидкого металла и
т. п. Для штамповки взрывом или гидравлической обычно изготовляют
только металлическую матрицу, по конфигурации которой образуется
заготовка под давлением взрывной волны или жидкости.
Преимущества штамповки по сравнению с ковкой: 1) высокая про-
изводительность (в 50—100 раз выше); 2) высокая точность размеров и
шероховатость поверхности; 3) возможность получения изделий слож-
ной формы с одинаковыми размерами; 4) не требуется высокая квали-
фикация рабочих; 5) холодная калибровка (чеканка) поковок может
54
Рис. 10. Штамп:
а — общий вид; б — деталь
заменять фрезерование, но волокна металла не режутся, что обеспе-
чивает высокую прочность.
К недостаткам необходимо отнести: 1) высокую стоимость штам-
пов; 2) возможность использования штампов только для одной детали;
3) малая масса деталей (0,3—100 кг).
Следует различать два основных вида штамповки — листовую и
объемную. Объемная горячая штамповка является основным способом
изготовления различных деталей машин. Она имеет ряд важных пре-
имуществ перед ковкой, а именно значительно увеличивается произ-
водительность за счет одновременного деформирования металла в не-
скольких направлениях, что позволяет изготовлять сложные по фор-
ме изделия рабочим невысокой квалификации. Благодаря повышенной
точности обработки, в сравнении с поковками, при штамповке припус-
ки можно уменьшить в 2—3 раза, а следовательно, окончательную об-
работку часто производить не нужно.
Однако штампы — дорогостоящая оснастка, поэтому штамповку
применяют только тогда, когда необходимо изготовить значительное
число одинаковых деталей, т. е. при серийном и массовом производстве.
В настоящее время для изготовления сложных фасонных внутрен-
них полостей штампов применяют электроискровую и другие электри-
ческие методы обработки. Различают штампы открытые и закрытые.
В открытых штампах металл во время штамповки имеет выход в об-
лойный ручей, а в закрытых он деформируется в закрытом объеме, и
штамповка называется безоблойной. Расход металла при этом способе
небольшой, поэтому эти штампы применяют все шире и шире. Вместе
с тем закрытые штампы сложнее, чем открытые, и изделия сложной
конструкции в них не штампуют.
Для холодной объемной штамповки характерными являются такие
операции, как холодная высадка и холодное выдавливание. Холодной
высадкой изготовляют заклепки, гвозди, винты, болты, шарики, ро-
лики и другие изделия из пруткового материала или проволоки, а
иногда делают и обжатие холодной детали (чеканку).
55
Рис. 12. Принцип прокатки металла:
а — схема; б — листовой стали; в — профильного сечения
Чеканку применяют для придания повышенной точности детали,
полученной штамповкой в горячем состоянии; кроме того, можно
получить рисунки и надписи на поверхности.
Листовой штамповкой изготовляют плоские и объемные изделия
из стали, цветных металлов и сплавов, пластмасс и кожи и т. п. (де-
тали часов, электроарматуры, радиоаппаратуры, велосипедов, мото-
циклов, автомобилей, автобусов, корпуса самолетов, железнодорож-
ных вагонов, кораблей и т. д.) При этом обеспечивается высокая точ-
ность размеров; экономный расход материалов и значительная произ-
водительность процесса, легко поддающегося автоматизации. Опера-
ции листовой штамповки можно выполнять с резанием металла (от-
резкой, ъырубкой, пробивкой и т. п.) и с изменением только формы
(гибкой, вытяжкой и т. д.).
В качестве заготовок машиностроительная промышленность исполь-
зует также разнообразный сортовой прокат. Прокатка заключается в
пропускании нагретого или холодного металла в виде слитка между
вращающимися валками соответствующего профиля (рис. 12). Ввиду
того, что между валками расстояние меньше толщины обрабатываемого
слитка, его размеры в сечении уменьшаются. Для получения требуе-
мой формы сечения делают прокатку в несколько ходов, применяя вал-
Рис. 13. Профили металла прокатного производства:
а — квадратный с закругленными углами и вогнутыми гранями; б — квадратный с закру!-
ленными краями; в — квадратный; г — круглый; д — плоский; е — трехугольный; ж — оваль-
ный; з — полукруглый; и — колонный; к — зетовый; л — рельсовый; м — тавровый; н — не-
равнобокий уголок; о — равнобокий уголок; п — швеллер; р — двутавровый
56
ки соответствующей формы. Полученный прокат может иметь форму
листов, полос, прутков, труб, уголков, двутавров, швеллеров и т. д.
(рис. 13). Прокат в дальнейшем можно сваривать, ковать, штамповать,
прессовать, волочить и резать.
§ 3. Припуски на обработку, коэффициент использования
материала и технологические потери
Готовые детали можно получать из заготовок, обрабатывая их ре-
занием путем последовательного удаления металла с поверхности.
Причем на каждом переходе технологического процесса с заготовки
удаляют определенный слой металла, вследствие чего размеры и ее
масса уменьшаются, а обрабатываемые поверхности постепенно при-
ближаются к форме и размерам готовой детали. Для суждения о вели-
чине разности размеров заготовки и детали введено понятие о припус-
ках.
Припуском называется избыточный (сверх чертежного размера де-
тали) слой металла заготовки, удаляемый в процессе обработки с целью
получения окончательной формы, размерен и нужной шероховатости
поверхности детали при наименьших расходах материала и себестои-
мости детали. Величина припуска, удовлетворяющая указанным тре-
бованиям, с экономической точки зрения должна быть целесообразной
и оптимальной.
Как правило, величину припуска дают на сторону в виде слоя ме-
талла по толщине, подлежащего удалению обработкой. Припуск мо-
жет быть с двусторонним и односторонним расположением. Для ци-
линдрических деталей припуск задается слоем избыточного металла на
диаметр, в этом случае при обработке снятию подлежит двойная тол-
щина металла. Чем больше будет припуск на обработку, тем толще слой
металла в процессе изготовления детали необходимо удалить, вслед-
ствие чего увеличивается трудоемкость и соответственно стоимость де-
тали. С целью экономии металла, превращаемого в стружку, удешев-
ления производства деталей при обработке, обеспечения эффективно-
сти технологического процесса необходимо назначать величину при
пуска исходя из условия получения требуемого качества детали при
наименьшей трудоемкости обработки.
Увеличенные припуски на обработку и ногда приводят к удалению
наиболее износостойких слоев поверхности детали, кроме того, вызы-
вают излишние затраты на процесс обработки, расход материала, энер-
гии, рабочего инструмента, вследствие чего увеличивается себесто-
имость детали, состоящая из расходов на материалы, на основную за-
работную плату производственных рабочих и накладных расходов.
Уменьшение припуска на обработку удешевляет продукцию, однако
заниженные припуски не гарантируют требуемое качество, так как
затрудняется технология обработки, не обеспечивается удаление де-
фектного слоя металла и необходимая точность и шероховатость поверх-
ностей, в результате чего получается брак, что также повышает себе-
стоимость изделия.
57
Правильный выбор припуска имеет весьма существенное технико-
экономическое значение, поэтому припуски и размеры заготовок не-
обходимо назначать в зависимости от способа их изготовления и ха-
рактера производства.
Величину припуска определяют в зависимости от материала заго-
товки, вида, размеров, величины дефектного слоя на обрабатываемой
поверхности, формы детали, требуемой точности и шероховатости по-
верхностей, сложности процесса обработки, величины погрешности ус-
тановки и прочих факторов. Так, например, припуск зависит от тол-
щины корки у отливок, обезуглероженного слоя у проката, глубины
поверхностных неровностей, раковин, трещин и т. д., а также от про-
изводственных погрешностей, взаимосвязанных с формой, размерами,
поверхностными микронеровностями и т д.
В машиностроении величину припуска определяют опытно-статис-
тическим методом и расчетно-аналитическим, разработанным проф.
В. М. Кованом. В машиностроении широко применяется выбор при-
пусков по ГОСТ.
Различаются межоперационные и общие припуски. Межопераци-
онным припуском называется слой металла, снимаемый в процессе
резания при выполнении определенной операции. Численно межопера-
ционный припуск равен разности размеров заготовки двух смежных
операций. Межоперационные припуски могут быть минимальными, но-
минальными и максимальными.
Минимальным припуском называется наименьший слой снимае-
мого металла за одну операцию, т. е. разность размеров минимального
после предшествующего и максимального после данной операции.
Номинальным припуском называется разность размеров номиналь-
ного предшествующего и номинального после данной операции. Он
определяется как сумма минимального припуска и допуска, необходи-
мого на выполнение предшествующей операции (рис. 14).
Максимальным припуском называется наибольший слой металла,
снимаемый за одну операцию, т. е. разность размеров наибольшего
после предшествующего и наименьшего после данной операции. Вели-
Черновое
обтачивание
Чистовое
IS
sxzzzzzz
5:
Допуск для чернового
/ обтачидания
- Номинальный припуск
на чистовое обтачивание
Допуск для чистового
обтачивания
Номинальный припуск
на щлифование
Допуск детали после
шлифования
Рис. 14. Схемы расположения припусков и допусков на обработку
58
Рис. 15. Припуск на обработку поверхностей:
а — наружных; б — внутренних
чина межоперационного припуска определяется разностью размеров
предшествующего и данного выполняемого. Например, для наруж-
ных поверхностей (рис. 15, а) — а2 = гх; а2 — а3 = г2; а3 — а4 =
— г3; для внутренних поверхностей (рис. 15, б) а3 — ar — zr-, а3 —
tz2 — z2, а4 а3 z3,
где гъ г2, гз — межоперационные припуски; аи а2, аз, аА — меж-
операционные размеры.
Общий припуск г0 равен разности размеров заготовки и детали.
Для наружных поверхностей
Zq = ах ait
для внутренних поверхностей
= а 4 Яр
где — размер заготовки; а4 — размер детали.
Общий припуск определяют как сумму всех операционных припус-
ков:
г0 = 3 г<,
1
где п — число технологических переходов.
Величина симметричного припуска (на две стороны) определяется
следующей зависимостью (рис. 16):
для обработки параллельных проти-
воположных плоских поверхностей
2г6 = 2[(//а + 7'а) + (ра + ^)1;
для обработки наружных и внутрен-
них цилиндрических поверхностей
2zb = 2\(На + Та) + КрГПГ ].
Рис. 16. Схема определения величины припуска
Нормальна/! структура.
59
Величина асимметричного припуска при последовательной обра-
ботке поверхностей определяется зависимостью
z» = (Ha + TJ+(pa + lb),
где гь — минимальный припуск на обработку (на сторону), отнесен-
ный к наименьшему размеру заготовки для наружных поверхностей
и к наибольшему размеру заготовки для внутренних поверхностей;
На — высота микронеровностей; Та — глубина дефектного поверхно-
стного слоя; р„ — суммарное значение пространственных отклонений
обрабатываемой поверхности; — погрешность установки с вывер-
кой заготовки для выполняемой операции.
Значение (На + Та) для черновых заготовок определяется: а) для
проката 0,3 мм; б) для поковок, полученных свободной ковкой,
2—5 мм, в зависимости от поперечного размера поковки, начиная от
50 до 2000 мм.
Расчеты для определения припусков сложны и трудоемки, поэто-
му более удобно пользоваться табличными величинами. Ниже приве-
дены припуски на чистовое обтачивание, причем меньшая величина
припуска берется при обработке вала длиной до 1000 мм, а большая—
при обработке вала длиной больше 1000 мм:
Диаметр вала, мм ... . 6—18 18—50 50—120 120—260 260—500
Припуск на диаметр, мм .1—1,5-1,5—2 1,5—2 2—3 3
Количество материала (норма расхода), необходимое для изготов-
ления детали,
Н q — Go ~Ь 2g,
где Go — масса готовой детали; — суммарная масса всех потерь
(технологических отходов и безвозвратных потерь).
Критерием оценки степени прогрессивности нормы расхода мате-
риала является коэффициент использования материала
Км = — ,
Таким образом, под коэффициентом использования материала
понимают отношение массы детали к норме расхода материала. Чем
больше коэффициент, тем больше экономия металла, а следовательно,
и ниже себестоимость.
Глава III. ТОЧНОСТЬ ОБРАБОТКИ И КАЧЕСТВО
ПОВЕРХНОСТИ
В современном машиностроении детали должны быть изготовлены
таким образом, чтобы сборка машин производилась без какой-либо
дополнительной подгонки деталей, входящих в состав машины.
60
$ 1. Понятие о точности размеров и форм
Под точностью обработки понимается соответствие размеров изго-
товленной детали размерам, указанным на чертеже. Чем меньше раз-
ница между этими размерами, тем более высокой считается точность об-
работки.
Размеры, поставленные конструктором на чертеже, называются
номинальными. Размеры, которые имеют детали после окончательной
обработки, называются действительными (рис. 17). Действительный
размер определяют, измеряя деталь соответствующими измерительны-
ми инструментами. Действительные размеры всегда отличаются от
номинальных; они бывают или больше, или меньше их. Величина этих
отклонений определяет точность изготовления детали, а допустимые
действительные размеры при данной точности называются предельными.
Наибольший допустимый действительный размер называют наибольшим
предельным размером, а наименьший допустимый действительный раз-
мер — наименьшим предельным размером. Разность между наиболь-
шим предельным размером и номинальным называется верхним откло-
нением, а разность между наименьшим предельным размером и наи-
большим — допуском. Промежуток между верхним и нижним предель-
ным отклонением называется полем допуска. Все детали, имеющие раз-
меры, не выходящие за пределы поля допуска, являются качествен-
ными, пригодными для использования.
При изготовлении деталей допускаются незначительные отклоне-
ния от номинальных размеров, чтобы детали были взаимозаменяемыми.
Взаимозаменяемыми называются детали, которые в случае износа или
поломки можно заменить другими без дополнительной обработки или
подгонки. Взаимозаменяемость делает современное производство бо-
лее совершенным и производительным, особенно при ремонте машин.
Соответственно для каждого класса точности стандартом установле-
ны определенные допуски. По стандарту СЭВ СТ СЭВ 145—75 установ-
лено 19 квалитетов. Квалитет — совокупность допусков, соответст-
вующих одинаковой степени точности для всех номинальных размеров.
В стандарте СЭВ приняты услов-
ные обозначения отклонений: верх-
нее отклонение отверстия ES',
верхнее отклонение вала es; ниж-
нее отклонение отверстия EJ; ниж-
нее отклонение вала ei.
Основное отклонение — какое-
либо отклонение (верхнее или ниж-
нее), определяющее положение по-
ля допуска относительно нулевой
линии. В системе СЭВ таким от-
клонением является отклонение,
ближайшее к нулевой линии.
Нижнее отклонение вала
Верхнее отклонение вала
Наименьший
предельный
размер
отверстия
Наибольший
предельный
размер
отверстия
Рис. 17. Поле допуска и допуск
Допуск отверст»»
Номинальный
размер
Наибольший
предельный
размер вала
Вал
Наименьший
предельный
размер вала
Допуск вола
верхнее
отклонение
отверстия
п * Нижнее
и отклонение
отверстия
Действительный
размер
61
Рис. 18. Возможные неточности изготов-
ления цилиндрических поверхностей
Рис. 19. Возможные неточности
расположения поверхностей
Характер соединения двух деталей образует посадку: с зазором,
с натягом и переходную, когда возможен и зазор и натяг. Для удовлет-
ворения требований посадок предусмотрены гаммы допусков и основ-
ных отклонений по отношению нулевой линии каждого номинального
размера. Допуск, величина которого зависит от номинального размера,
обозначают цифрами (квалитет): 01, 0, 1, 2, 3, 4, 5. 6, 7, 8, 9, 10, 11, 12,
13, 14, 15, 16, 17.
Поле допуска обозначают латинскими прописными буквами для
отверстия: Л, В, С, CD, D, Е, EF, F, FG, G, H, K, M, N, P, R, S,
конуса относитель-
но оси поверхности А
д) не более 0,01мм
Рис. 20. Возможные случаи геомет-
рических неточностей
62
T, U, V, X, У, Z, ZX, ZB, ZC и строчными для вала: a, b, с, cd, d, е,
ef, f> fg> g> h, j, j3, k, tn, n, p, r, s, t, u, v, x, y, z, za, zb, zc.
При изготовлении детали их поверхности в силу ряда причин име-
ют некоторые отклонения от геометрической формы и взаимного рас-
положения. Возможны следующие виды отклонений: а) от правильной
цилиндрической формы — в поперечном сечении образуется оваль-
ность (рис. 18, а) или огранка (рис. 18, б); б) в продольном сечении
наблюдается волнистость, бочкообразность (рис. 18, в), вогнутость
(рис. 18, г), криволинейность (рис. 18, д), конусность (рис. 18, е)
в) от правильного взаимного расположения поверхностей — несоос
ность (смещение осей) (рис. 19, а), радиальное биение (рис. 19, б), тор
цовое биение (рис. 19, в), непараллелыюсть осей (рис. 19, г), непра-
вильность расположения пересекающихся осей (рис. 19, д).
Отклонениями геометрической точности плоских поверхностей мо-
гут быть непараллельность (рис. 20, а), неплоскостность (рис. 20, б),
неперпендикулярность плоскостей, отклонение от прямого угла
(рис. 20, в), нецилиндричность (рис. 20, г), биение (рис. 20, д) и т. п.
Отклонение конусных и фасонных поверхностей от заданной формы
аналогично рассмотренным. Контроль их геометрической точности про-
изводят калибрами, шаблонами и «на краску».
§ 2. Факторы, влияющие на точность обработки
Точность детали характеризуется погрешностью Д отдельных участ-
ков в отношении размеров, форм и расположения. Считается точной та
деталь, у которой погрешность не превышает допуска 6, заданного
конструктором (Д 6). К основным неизбежным причинам, вызываю-
щим погрешности, относятся: неточность изготовления станка, приспо-
собления и инструментов, жесткость системы станок — приспособле
ние — инструмент — деталь (СПИД), неоднородность материала об-
рабатываемой заготовки, приспособлений и станков, деформация стан
ка под действием сил резания и нагрева трушихся частей и др.
Под влиянием силы резания происходит деформация упругой сис-
темы СПИД. Способность системы противостоять деформации опреде-
ляет ее жесткость. Жесткостью упругой системы СПИД J [Н/м
(кгс/мм)) является отношение радиальной составляющей силы реза-
ния Ру к смещению режущей кромки резца у.
Полученная неточность обработки поверхности является резуль-
татом влияния каких-либо факторов погрешности. Причем погрешно-
сти могут быть случайными или систематическими. Случайными назы-
вают погрешности, которые не подчиняются влиянию видимых зако-
нов. Систематическими называют погрешности, имеющие постоянный
характер, вызываемые закономерно при обработке заготовок. Напри-
мер, если будет неправильно установлен резец, то все обрабатываемые
детали получат систематическую погрешность, выраженную опреде-
ленной величиной, т. е. неправильность установки резца вызывает не
точность изготовления всех деталей, которые были изготовлены этим
ез
оезном. Кроме того, детали не получаются одинаковыми в результате
влияния случайных погрешностей, зависящих от материала, неравно-
мерности подачи и других причин
§ 3. Шероховатость обрабатываемой поверхности
Даже после обтачивания детали чистовым резцом на ее поверхно-
сти остаются микрометрические выступы и впадины — шероховато-
сти, напоминающие по своей форме резьбу (рие. 21).
Поверхность характеризуется шероховатостью. Под шерохова-
inoetntM поверхности (ГОСТ 2789—73) понимают совокупность неров-
ностей поверхности в относительно малыми шагами на базовой длине
(рис. 22, а) ГОСТ 2789—73 вводит следующие понятия шероховато-
сти поверхности деталей: Ra — среднее арифметическое отклонение
профиля; Rz — высота неровностей профиля по десяти точкам; /?1Г,ах~
наибольшая высота неровностей профиля; Sm — средний шаг неровно-
стей профиля; S — средний шар неровностей профиля по вершинам;
tp - относительная опорная длина профиля, где р —числовое значение
уровня сечения профиля.
Базовая длина I —- это установленная длина участка поверхности,
позволяющая определить качественные значения параметров шерохо-
ватости. Величину базовой длины выбирают 8,0; 2,5; 0,8; 0 25 0,08 мм.
Среднее арифметическое отклонение профиля Ra в пределах базо-
вой длины определяю! по формуле
Ra== Т 2 l7tl
I— ।
Высоту неровностей профиля Rz определяют по формуле
/5 \ п \
= — । 2 । 11 "Ь 2 । н* т,г‘')
ь \ «= 1 / /
т. е. Rz — это еумма средних арифметических абсолютных отклонений
точек пяти наибольших минимумов и пяти наибольших максимумов
профиля в пределах базовой длины.
Рис. 21. Вид обработан*
ной поверхности под лу-
пой
Вид обработки поверхности и (или)
другие дополнительные указания
Полка знака
базовая длина
fl)
Параметр (параметры)
шероховатости
по ГОСТ2789-73 |------1
Условное обозначение
направления неровностей
S)
Рис. 22. Шероховатость поверхности:
в — параметры; б — структура обозначения
ГОСТом установлена структура обозначения параметров шерохова
тости (рис. 22, б). Если в обозначение входит только параметр шерохо-
ватости, то знак выполняют без полки. Знак \ / применяют, когда
вид обработки не устанавливают; знак применяют, когда уда-
ляют слой материала в поверхности, например, точением, фрезеро-
ванием, травлением и т. д. Знак применяют, когда образуется
поверхность литьем, штамповкой, прокаткой и т. д. без удаления
слоя материала. Параметр Ra записывают на чертеже без символа, на-
пример, 0,5; а остальные параметры о указанием символа: /?г 32;
7?тах 6,3; Sm 0,63; /(0 70. В нужных случаях указывают диапазон зна-
чений параметра шероховатости в две строки, например.
1,00; /?г 0,080;
0,63 0,032
И T. Д
U, о/
Базовую длину в обозначении Ra и Rz можно не указывать, если
она отвечает таблице ГОСТ 2789—73, а для всех остальных парамет-
ров) Sm, Ф) базовую длину указывают обязательно.
В обозначениях пишут также вид обработки в тех случаях, когда
только он гарантирует требуемое качество обработки. В тех случаях,
когда это необходимо, указывается направление неровности поверх-
ности. По ГОСТ приняты следующие типы неровностей и их обозначе-
ния: 1) параллельная (==); 2) перпендикулярная (±); 3) перекрещи-
Я Я40
65
вающиеся (X); 4) произвольная (М); 5) кругообразная (С); 6) радиаль-
ная (/?). Получение минимальной шероховатости связано с дополни-
тельными затратами труда и средств и не всегда нужно. Поэтому, изу-
чив условия и характер работы детали, нужно установить, какие точ-
ность и класс шероховатости для нее необходимы и будут наиболее
целесообразными в технико-экономическом отношении.
Глава IV. ПРИНЦИПЫ БАЗИРОВАНИЯ
В производственных условиях заготовки в зависимости от способа
обработки можно устанавливать либо в тисках (слесарная обработка,
строгальная, сверление, фрезерование и т. д.), либо закреплять каки-
ми-то другими способами, например в патроне, центрах, люнетах при
токарной обработке. Для правильной ориентации заготовки при ее
установке большое значение имеют базовые поверхности, или, как их
называют, базы.
§ 1. Установка заготовок при обработке
Обрабатываемую заготовку для правильного и надежного крепле-
ния можно устанавливать с выверкой положения по необрабатывае-
мым базовым поверхностям, с выверкой по размеченным осевым лини-
ям и в приспособлении.
Первый способ установки является самым трудоемким и несовер-
шенным Его применяют высококвалифицированные рабочие в еди-
ничном производстве, при обработке отливок на токарных станках с
креплением в четырехкулачковом патроне или в планшайбах. Правиль-
ность установки заготовки проверяют рейсмусом или индикатором.
Второй способ установки применяют в единичном и мелкосерийном
производстве, так как установка по размеченным линиям ускоряет и
упрощает процессы установки и подготовки станков в работе. Разметка
трудоемкая и дорогостоящая операция, позволяющая получить точ-
ность в пределах 0,2—0,5 мм
Указанные недочеты делают нежелательным применение этих спо-
собов установки в условиях серийного производства и недопустимым в
крупносерийном и массовом производстве, когда выгодно производить
установку в приспособлениях. Установка в приспособлениях обеспе-
чивает самую быструю, точную, надежную ориентацию и закрепление.
§ 2. Понятие о базах и их выбор
Под базой понимают поверхность или линию, которая определяет
положение и служит ориентиром. Конструктор при создании детали
выполняет ее чертеж и при этом взаимное положение поверхностей
задает определенными линейными размерами и соотношениями (па-
раллельность, концентричность и г. д.). Основные размеры детали про-
ставляют от поверхностей, называемых конструкторскими базами.
65
Рис. 23. Примеры баз:
а — конструкторская; б и в — измерительные
Ими могут быть оси или поверхности, определяющие взаимную связь
и положение детали относительно поверхностей в машине при сборке
и при ее работе.
На рис. 23, а показан пример конструкторской базы — две взаимно
перпендикулярные оси конических зубчатых колес. В качестве баз
используются линии симметрии: оси валов и отверстий, биссектрисы
и т. д.
Еще различают технологические базы, которые часто не совпадают
с конструкторскими. Технологическими базами называют поверхности,
которые ориентируют деталь необходимым образом при установке ее
на станке или приспособлении и при обработке. Измерительными ба-
зами называются те поверхности, которые используют в процессе об-
работки для непосредственного измерения размеров Так, например,
измерительной базой для проверки отверстий в корпусе редуктора
(рис. 23, б) является основание (рис. 23, в). В точных деталях сбороч-
ная и измерительная базы должны совпадать.
Сборочными базами называют поверхности, по которым определяют
взаимное положение деталей в собранной машине. Это поверхности,
которыми соединяются детали и ориентируются по отношению к дру-
гим деталям в собранном виде. Например, тела вращения с отверстия-
ми имеют сборочную базу, отверстие и опорный торец.
Технологические базы бывают также черновыми и чистовыми. К
черновым относятся необработанные поверхности, служащие базой
для первых операций, а к чистовым — обработанные установочные по-
верхности на следующих операциях. Кроме того, базы делятся на ос-
новные, вспомогательные и дополнительные.
В случаях, когда в качестве технологической базы приняты сбороч-
ные, их называют основными. В тех случаях, когда обработанная по-
верхность не требуется по конструкции, а нужна только с целью бази-
рования, ее называют вспомогательной базой, например центровые от-
верстия валов, осей и т. д.
3*
67
От правильного выбора баз зависит рациональность технологичес-
кого процесса. Желательно стремиться к совмещению баз, так как при
этом обеспечивается более точная обработка. Кроме того, следует при-
держиваться принципа постоянства баз. Если возможно выдержать по-
стоянные базы при выполнении разнообразных операций, получается
рациональный, эффективный технологический процесс с минимальны-
ми погрешностями.
§ Э. Базирование заготовок в приспособлениях
Если рассматривать тело, условно расположенное для ориентации
в прямоугольной системе координат, то оно может свободно переме-
щаться в.направлениях осей X — Y — Z поступательно и вращаться
вокруг этих осей, чем объясняется шесть степеней свободы. Чтобы
жестко установить заготовку, необходимо лишить ее шести степеней
свободы. На рис. 24, а видно, что вокруг координатных осей X, Y и
Z можно построить три плоскости: I — образованная в плоскости X—
— У; II — в плоскости У — Z и III — в плоскости X — Z. Чтобы
устранить перемещение тела, необходимо прижать его к трем поверх-
ностям, устраняя при этом свободу шести направлений. В связи с этим
плоскости приспособлений, служащие для установки заготовок, на-
зывают: I — главной установочной; II — направляющей; III — упор-
ной. Поверхности на заготовках, сопрягаемых при установке с соот-
ветствующими плоскостями приспособления, называются: главной
установочной базой, направляющей базой и упорной установочной
базой.
Для создания нормальных условий при обработке заготовок в при-
способлении необходимо ее правильно ориентировать относительно
установочной, направляющей и упорной плоскостей. При этом очень
важен выбор опор для связывания шести степеней свободы заготовки.
Необходимо расположить опоры и приспособления так, чтобы шесть
опорных точек создавали жесткую установку. Правильное располо-
жение шести опор получило название правила шести точек. Согласно
Рис. 24. Базирование:
а, б, в — в приспособлениях; г — установка, не требующая шестой точки; д — установка
с дополнительными опорами; е — установочная база, являющаяся конструкторской; ж не-
совпадение баз; з — база, требующая указания допуска
68
этому правилу установочная поверхность приспособления должна
иметь три опорные точки, две направляющие и одну опорную. Увели-
чение числа опор создает неопределенность положения заготовки. База
лишает заготовку трех степеней свободы, обычно такой поверхностью
служит поверхность наибольших габаритных размеров (рис. 24, б).'
Приспособления для установки заготовок на поверхность наиболь-
ших размеров могут иметь три неподвижные опоры или устанавливать-
ся на эту поверхность. В первом случае опоры должны располагаться
так, чтобы образуемый ими треугольник был наибольшим. Важно так-
же, чтобы центр тяжести и равнодействующая сила резания зажимных
сил находилась внутри треугольника, вершинами которого являются
неподвижные опоры. Соблюдение указанных условий создает устой-
чивость в процессе обработки. Во втором случае допускается установка
для обработки небольших заготовок, при этом установочная плоскость
должна быть меньше технологической базы (рис. 24, в).
Направляющая технологическая база большой длины лишает за-
готовку двух степеней свободы. Приспособления в этой плоскости
имеют две неподвижные опоры. Чем больше расстояние между ними,
тем меньше погрешность установки. Упорная технологическая база не-
большой длины лишает заготовку одной степени свободы. Приспособ-
ления для установки имеют одну опору. При базировании заготовок в
приспособлении возможны случаи, когда по условиям обработки отпа-
дает надобность в шести точках (рис. 24, г) или в случае недостаточной
устойчивости возникает потребность в дополнительной опоре сверх шес-
ти точек (рис. 24, д),
§ 4. Погрешность базирования
В процессе изготовления деталей фактическая точность зависит
не только от точности станка, установки заготовки и самой обработки,
но и от погрешности базирования. Погрешность базирования возникает
при несовпадении измерительных баз с технологическими. Прибли-
женную допустимую погрешность базирования бб.доп можно опреде-
лить по формуле
£б. доп
где S — допуск на размер; А — величина погрешности на размер.
Действительная погрешность базирования должна быть меньше
допустимой: £б.д £б.доп. Погрешность базирования оказывает влия-
ние на точность установки. Известно, что погрешность установки £у
суммируется из: погрешностей базирования и погрешности закреп-
ления £3. Погрешность £б появляется при базировании по вспо-
могательным базам, поэтому следует стремиться к тому, чтобы
технологические базы были конструкторскими (рис. 24, е), тогда
погрешность базирования не возникает. В случае, когда конст-
рукторской базой будет поверхность II (рис. 24, ж), а технологи-
ческой вспомогательная поверхность /, погрешность базирования
неизбежна и она будет равна величине допуска на размер = 0,28 мм.
Тогда, по данным рисунка, на погрешность настройки и обработки ос-
69
тается 0,3—0,28 = 0,02 мм — явно недостаточный допуск. Следова-
тельно, необходимо произвести перерасчет допусков, указанных на
чертеже. С целью получения необходимой точности обработки поверх-
ности II необходимо уменьшить допуск на размер 50 мм по формуле
6б0 = б2о — А, где 620 по чертежу равно 0,3 мм, Д для 20 мм равно
0,1 мм, тогда Д50 — 0,3 — 0,1 = 0,2 мм, т. е. размер следует указать с
допуском, как указано на рис. 24, з, равным ± 0,1 мм.
Погрешности закрепления определяют опытным путем для каждого
конкретного случая. После определения составляющих погрешностей
можно определить погрешность установки
Глава V. ОСНОВЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
При изготовлении какой-либо детали или машины выполняется ряд
производственных операций, в результате чего заготовки превраща-
ются в детали, а детали — в машину.
До начала выполнения операций устанавливают вид и размер за-
готовки, идущей на выполнение изделий, оборудования, инструмент,
приспособления и т. п. с указанием регламентации и их использова-
ния и назначением режима работы, определяют трудоемкость, время и
себестоимость процесса обработки, т. е. разрабатывают (проектируют)
технологический процесс производства.
§ 1. Основные этапы проектирования
технологического процесса
При проектировании технологического процесса обработки реза’
нием операции запроектированного процесса определяют в зависимо-
сти от технической характеристики детали (конфигурации, размеров,
материала, технических требований), способа получения заготовки,
заданной программы, определяющей вид (тип) производства и органи-
зационной формы обработки поверхностей деталей с установлением
плана, способов и последовательности выполнения операций.
Необходимо отметить, что главным критерием, по которому проек-
тируют технологический процесс, является размер партии изделий или
годовая программа, а следовательно, и вид производства, который вы-
бирают в зависимости от партии изделий.
Решение перечисленных основных задач проектирования техноло-
гических процессов требует-назначения способа получения заготовки;
определения припусков на обработку; назначения операций и их по-
следовательности; выбора по количеству и качеству потребного обору-
дования; приспособлений и инструментов; расчленения операций на
установки, переходы; назначение рациональных режимов резания для
каждого станка и технико-экономической эффективности спроектиро-
70
ванного варианта; оформление разработанного процесса в виде техни-
ческой документации При этом в основу разработки технологического
процесса необходимо положить наиболее рациональный высокопро-
изводительный способ обработки, удовлетворяющий представляемым
требованиям точности и шероховатости обработки и принципу сокра-
щения пути резания для нестойких инструментов.
§ 2. Построение технологического маршруте
и средства осуществления его
Проектируя технологический процесс, инженер-технолог подби-
рает оборудование, на котором будет выполняться операция. При
этом он учитывает все паспортные данные, но главным является про-
изводительность станка, потому что решающим фактором выбора яв-
ляется экономичность процесса обработки. Выбирать станок следует
так, чтобы он удовлетворял техническим требованиям, был пригоден
для выполнения запроектированной обработки, соответствовал разме-
рам и был полностью использован по производительности.
Одновременно с выбором оборудования подбирают приспособле-
ния, которые должны обеспечить эффективность использования стан-
ка для выполнения запроектированной операции Характер и конст-
рукцию приспособления выбирают с учетом обеспечения надежности
крепления в зависимости от выбранных баз, геометрической формы,
размеров детали. При этом необходимо исходить из себестоимости
приспособления, приходящейся на одну деталь.
Режущий инструмент выбирают в зависимости от назначения пе-
рехода или операции. Он должен обеспечить наибольшую производи-
тельность, заданную форму, шероховатость и точность детали. Конст-
рукция, размеры и материал инструментов определяются типом стан-
ка, видом обработки, свойствами материала обрабатываемой детали,
ее формой, размерами, требуемой точностью и шероховатостью, конст-
рукцией крепления на станке инструмента, масштабами производства.
Инструмент должен быть подобран, так, чтобы его режущие свойства
использовались полностью, себестоимость была наименьшей, а про-
изводительность работы наибольшей.
Измерительные инструменты выбирают в зависимости от вида про-
изводства, точности и вида измеряемой поверхности. Экономически
целесообразно применять универсальные инструменты при единичном
и мелкосерийном производстве и специальные инструменты при се-
рийном и массовом производстве.
Измерительные, контрольные и вспомогательные инструменты в
соответствии с требованиями выполнения операций и контроля де-
тали подбирают по альбомам нормализованных инструментов. Выбор
оборудования, приспособлений, инструментов и т. п. производят на
основании разработанного технологического маршрута, включающего
технологическую последовательность изготовления и контроля изде-
лия, разряд работы выполняемой операции, нормы и расценки штуч-
ного и подготовительно-заключительного времени на операцию.
71
§ 3. Типизация технологических процессов
и классификация деталей
Запроектировать равнозначный технологический процесс обработ-
ки деталей в разных условиях для одной и той же детали невозможно.
Качество разработки зависит от опыта технического персонала, от-
дела технолога, установившихся приемов работы, возможности про-
извести необходимые расчеты в нужное время и в нужном объеме и
других факторов.
Для ускорения и упрощения проектирования технологических про-
цессов обработки создают типовые технологические процессы на ос-
нове обобщения передового опыта предприятий. Типизация заключа-
ется в классификации технологических процессов по типам деталей и
ограничений их числа отбором наиболее целесообразных и однохарак-
терных процессов применительно к определенному виду производства.
Практика машиностроения показала, что основным определяющим
признаком для классификации деталей и машин является подобие их
служебного назначения, так как к ним предъявляются одинаковые
требования, что, в свою очередь, вызывает единообразие кинемати-
ческих схем, конструктивных форм, размеров, материалов.
Детали машин по служебному назначению и конструктивным осо-
бенностям можно разделить по классификации проф. А. П. Соколов-
ского на классы. В пределах каждого класса различают группы, под-
группы и типы деталей, характеризующихся формой, размерами и наз-
начением, что создает совокупность деталей, более близких между со-
бой и более сходных по технологическим признакам, т. е. являющихся
типовыми. Для таких деталей и разрабатывают типовые технологи-
ческие процессы.
Групповой технологический процесс разрабатывают при условии,
когда за основу берут не одну деталь, а группу сходных и создают так
называемую «комплексную деталь», содержащую все обрабатываемые
элементы группы деталей, для которой разрабатывают технологичес-
кий процесс с наладкой станка. Любая деталь из группы проще комп-
лексной, поэтому ее можно обработать по этому процессу и наладке с
пропуском отдельных инструментов или с частичной переналадкой
станка. Возможна замена одного инструмента другим. Проектирова-
ние групповых приспособлений предусматривает создание такой конст-
рукции, чтобы при переходе на обработку детали другой группы не бы-
ло переналаживания или оно было частичным. Приспособление должно
быть быстродействующим.
РАЗДЕЛ В
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
ТИПОВЫХ ДЕТАЛЕЙ
Глава I. ОБРАБОТКА ДЕТАЛЕЙ ТИПА ВАЛОВ
§ 1. Заготовки для валов
Для изготовления деталей типа валов используют заготовки из
прутков, или поковки, полученные свободной ковкой, штамповки, по
лученные горячей штамповкой на прессах, молотах и ковочных ма
шинах, а также отливки.
Гладкие валы диаметром до 200 мм и с небольшими перепадами диа
метров ступеней чаще всего изготовляют из проката Заготовки из
проката имеют минимальный припуск под обработку. Их правят на
правильно-калибровочных станках и разрезают на штучные заготовки
Резку производят с помощью ацетилено-кислородных резаков, диско
вых и фрикционных пил, механических ножовок, токарно-отрезных
станков, отрезных станков шлифовальными кругами, рубки на прес-
сах и т. д. Ступенчатые валы с большими перепадами диаметров сту
пеней изготовляют из отливок, поковок или штамповок.
Заготовки для валов обычно имеют центровые гнезда, служащие
технологическими базами для последующего обтачивания и шлифова
ния наружных поверхностей вращения. Перед центрованием обраба
тывают торцы заготовки.
§ 2. Обработка на токарных станках
Детали с поверхностями вращения обрабатывают на токарных
станках точением, а точнее — на шлифовальных шлифовайием.
При точении заготовке сообщают вращательное (главное) движе-
ние, а режущему инструменту — поступательное движение (подачу),
при котором резец перемещается относительно оси заготовки. Необ-
ходимую форму и размеры деталь приобретает вследствие подачи. Так,
перемещая резец параллельно оси вращения заготовки, получают дета-
ли цилиндрической формы (рис. 25, а), а при перемещении резца под
углом к оси вращения заготовки — конической формы (рис. 25, б).
Если резец перемещать перпендикулярно оси вращения заготовки, то
получаются плоские поверхности (рис. 25, в), и, наконец, перемещая
резец по соответствующей кривой, получают фасонные поверхности
(рис. 25, г). При определенном соотношении скоростей главного движе-
ния и подачи на поверхности заготовки можно получить винтовую ли-
нию (рис. 25, б), т. е. резьбу.
73
Рис. 25. Виды работ, выполняемых на токарном станке, и инструмент:
а — обработка с продольной подачей; б — обработка конуса; в — обработка с поперечной
подачей, а —обработка фасонной поверхности; д — нарезание резьбы; е — резец с механи-
ческим креплением пластинки
На токарном станке можно выполнять самые различные опера-
ции. Самая [распространенная операция — обтачивание цилиндриче-
ских поверхностей проходными резцами. Резцы могут быть цельные
и составные. Составные резцы бывают с креплением пластинки сваркой,
пайкой и более современной конструкции с механическим креплением
пластинки (рис. 25, е).
Обработка плоскости торца детали называется лобовым обтачива-
нием, или подрезкой. При обработке деталей, имеющих ступенчатую
форму поверхности, кроме того, еще подрезают уступы с помощью
подрезных резцов. Следующей важной токарной операцией является
отрезка детали, производимая отрезным резцом. Этим же резцом выта-
чиваются канавки. Обработка внутренней поверхности детали называ-
ется растачиванием. Для этого используют расточные резцы, которые
закрепляют в резцедержателе таким образом, чтобы их корпус был на-
правлен параллельно линии центров станка. На токарных станках
производят и такие операции, как сверление осевых отверстий, зенке-
рование и развертывание.
§ 3. Шлифование и другие виды окончательной обработки
Шлифование является одним из видов обработки металлов резанием,
причем в отличие от точения при шлифовании металл срезается абра-
зивными инструментами. Шлифование обеспечивает высокую точность
и низкую шероховатость обработанной поверхности.
В зависимости от формы обрабатываемых деталей различают сле-
дующие виды шлифования: круглое (наружное и внутреннее), абразив-
74
ними лентами, плоское и бесцентровое. Шлифование валов выполня-
ют круглым или бесцентровым способами, причем подача может быть
продольной или поперечной. Продольную подачу применяют для шли-
фования длинных валов, а поперечную (врезание) — для коротких.
Притирка поверхностей осуществляется притирами — чугунными
или бронзовыми брусками, насыщенными абразивными порошками
(наждак, окись хрома, корунд, карборунд и др.), смешанными с мас-
лом. Иногда вместо порошков применяют притирочные пасты. Притир-
ка — очень точный способ обработки поверхностей.
Обработка происходит в результате относительного перемещения
детали по отношению притира при небольших скоростях. Притирами
служат вращающиеся диски, плиты, бруски, кольца и т. д., между
которыми помещают обрабатываемую деталь. Притирку осуществляют
на универсальных, специальных станках или вручную.
Полирование — отделочная операция, которая выполняется элас-
тичными кругами на полировальных станках. На рабочую поверхность
кругов наносят полировальные или шлифовальные пасты, а иногда аб-
разивные порошки. Чаще всего применяют пасты ГОИ (Государствен-
ный оптический институт). Полирование быстровращающимися (15—
35 м/с) кругами является окончательной операцией, а для хромирова-
ния и никелирования — подготовительной.
§ 4. Упрочняющая обработка методами
пластического деформирования
К окончательным отделочным процессам обработки деталей отно-
сится также обработка поверхностей без снятия стружки — пласти-
ческим деформированием. Обычно для этих целей применяют обкаты-
вание гладкими роликами и шариками и нанесение рифлений на по-
верхность накатыванием специальными роликами с насечками, зуб-
чики которых деформируют цилиндрические поверхности, придавая им
рифленую поверхность, удобную для пользования при переключении и
красивую внешне.
Накатывание и обкатывание применяют с целью поверхностного
упрочнения наружных поверхностей деталей. Упрочнение стальными
роликами шейки вала выполняют обкаткой обработанной части роли-
ком, укрепленным в резцедержателе токарного станка с подачей подоб-
но работе обыкновенного резца. Два-три прохода ролика по шейке да-
ет повышение твердости с НВ 220 до НВ 300, шероховатость поверхно-
сти Ra = 0,32 мкм и образует упрочненный слой 0,25 мм.
Глава II. ОБРАБОТКА ОТВЕРСТИЙ
В машиностроении обычно для соединения деталей между собой
применяются различные детали с отверстиями. Отверстия по форме бы-
вают цилиндрические, конические, квадратные, прямоугольные, цент-
ровые, ступенчатые, глубокие, глухие, шлицевые и пазовые.
75
Ступенчатые — это отверстия с общей осью и разными последова-
тельно расположенными диаметрами. Глубокими называются отвер-
стия, у которых диаметр значительно меньше длины, приблизительно в
5 раз и более. Отверстия, открытые с одной стороны, называются глу-
хими, а с трех — пазами. Фасонные отверстия бывают квадратными,
шестигранными, многогранными, шлицевыми и т. д.
К обработке отверстий предъявляют следующие технические тре-
бования: а) размеры должны удовлетворять заданным классу точности
и шероховатости; б) ось внутренних поверхностей должна быть прямо-
линейной; в) поверхность должна соответствовать чертежу по всей
длине; г) должна быть соблюдена соосность поверхностей; д) расстоя-
ния между осями поверхностей и от заданных баз должны быть выдер-
жаны в пределах допусков.
§ 1. Сверление, зенкерование, развертывание
и зенкование отверстий
Сверление. Наиболее распространенным способом образования от-
верстий является сверление с помощью специального инструмента —
сверла. Сверло, как и другие режущие инструменты, работает по прин-
ципу клина. Для осуществления процесса резания ему необходимо со-
общать одновременно два движения: вращательное — относительно его
геометрической оси, которое является главным движением, и поступа-
тельное — вдоль оси, являющееся подачей (рис. 26, а).
Точность сверления отверстий невысока и равна для небольших диа-
метров приблизительно 0,1 мм, а для больших — около 0,25 мм. Чтобы
просверленные отверстия были более точными, а также чтобы придать
им специальную форму, применяют дополнительную обработку —
зенкерование, развертывание и зенкование.
Зенкерование выполняют с помощью специальных многолезвий-
ных инструментов — зенкеров (рис. 26, б).
Развертывание. Развертыванием называется чистовая обработка
резанием отверстий для придания им высокой точности и низкой шеро-
ховатости. Развертыванием обрабатывают обычно цилиндрические от-
верстия и реже коничесские. Вы-
полняют развертывание с помощью
специальных инструментов — раз-
верток. По форме развертка напо-
минает зенкер. Характер ее рабо-
ты такой же, как и зенкера, но точ-
ность обработки получается на-
много выше благодаря наличию
большого числа режущих кромок.
Зенкование. Зенкованием назы-
вается обработка резанием входной
Рис. 26. Обработка отверстий:
а — сверлением; б — зенкерованием; в — зен*
кованием
76
части отверстия, в результате чего образуется углубление необходи-
мой формы и размеров. Обычно углубления делают конической или
цилиндрической формы для размещения в них головок болтов, заклепок
и других деталей. Зенкование выполняют с помощью многолезвийного
режущего инструмента — конической зенковки (рис. 26, в). Цекова-
ние выполняют торцовым зенкером (насадным или специальным) цеков
кой поверхности отверстия под головку болта или гайку.
§ 2. Растачивание отверстий
Растачивание отверстий выполняют расточными резцами на токар-
ных и расточных станках. На рис. 27 показаны установка резца и по-
следовательность растачивания отверстия. Необходимо помнить, что
после растачивания отверстия резец следует перемещать к центру от-
верстия, чтобы между вершиной резца и обрабатываемой поверхно-
стью образовался зазор. Это необходимо для того, чтобы не поцарапать
резцом обработанную поверхность. Продольное перемещение суппорта
при обработке глубоких отверстий можно определить, помечая мелом
на стержне резца длину растачиваемого отверстия. Продольное пере-
мещение резца прекращают при совпадении метки с торцом заготовки.
Глубину резания при растачивании определяют так же, как и при об-
работке наружных поверхностей.
§ 3. Протягивание отверстий
Протягивание — производительный метод обработки отверстий с
помощью протяжки или прошивки. Протяжки и прошивки — это мно-
горезцовые инструменты в виде стержней или полос, на поверхности
которых располагаются зубья с постепенно увеличивающейся их высо-
той от зуба к зубу. При прямолинейном движении протяжки припуск
снимается каждым зубом равномерными слоями за один ход или оборот.
77
°)
Рис. 28. Схема обработки отверстий протягиванием:
а — протяжкой; б — прошивкой •
Рис. 29. Отверстия, обработанные протягиванием:
а — круглое; б — трехгранное; в — квадратное; г — шестигранное; д — прямоугольное; е —
фасонное (сочетание дуг окружности и плоскости); ж — круглое с выступом; з — круглое
со шпоночной канавкой; w — круглое с двумя выступами; к — шлицевое; л — зубчатые ко-
леса с внутренним зацеплением; Mt н — фасонное; о — зев гаечного ключа
Название инструменты получили от способа воздействия на них
при обработке. Так, протяжку протягивают через отверстие (рис.
28, а\ а прошивкой (рис. 28, б) как бы пробивают отверстие.
Протягиванием обрабатывают отверстия различных профилей
(рис. 29) на горизонтально- и вертикальнопротяжных станках. Произ-
водительность процесса обработки в 8—9 раз выше, чем при разверты-
вании отверстий. К недостаткам протягивания относятся высокая сто-
имость протяжек, значительная сила резания, деформирующая тонко-
стенные детали, невозможность обработки деталей значительных раз-
меров, трудность точно координировать положение оси обрабатываемо-
го отверстия относительно других поверхностей.
§ 4. Внутреннее круглое шлифование
Шлифование применяют в основном для окончательной обработки
отверстий в закаленных деталях и деталях с поверхностями неравно-
мерной твердости, когда отверстие нельзя обработать другим способом
(тонкостенных деталях, глухих отверстиях, шлицевых и шпоночных
канавках и т. п.).
Различается шлифование отверстий во вращающейся (рис. 30, а, б),
в неподвижной (рис. 30, в) деталях и бесцентровое шлифование. Сущ-
ность процесса ясна из рисунка и заключается в относительном пере-
мещении детали или вращающегося шлифовального круга в продоль-
ном и поперечном направлениях и снятии при этом слоя стружки с внут-
ренней поверхности обрабатываемой детали.
В случаях, когда по техническим условиям требуется высокая
точность обрабатываемой поверхности, когда ее невозможно достичь
шлифованием, прибегают к отделочно-доводочным операциям: при-
тирке, хонингованию, полированию и т. п.
§ 5. Притирка и доводка отверстий
Притиркой называется доводочная операция, применяя которую,
можно получить шероховатость поверхности Rz = 0,025 мкм и точ-
ность 1-го класса. Сущность процесса заключается в удалении шерохо-
ватостей притиром при наличии абразивного материала. Притир —
это чугунные или медные бруски, насаженные на оправку. Бруски
могут разжиматься с помощью пружин или конусов. При подготовке
притира к работе рабочие поверхности брусков «насыщаются» (шар-
Рис. 30. Обработка отверстий шлифованием
79
жируются) абразивным мелким порошком, смешанным со смазкой (мас-
ло, керосин и др.). Можно также наносить слой абразива в виде пасты
(60—70% карбида бора и 30—40% парафина). Для окончательной До-
водки применяют пасты ГОИ, состоящие из окиси хрома (74—81%).
Оправку с подготовленными к притирке брусками помещают в об-
рабатываемое отверстие, сообщая ей вращательное и возвратно-по-
ступательное движение. Процесс резания осуществляется на доводоч-
ных станках и сводится к истиранию слоя металла отверстия зернами
притира. Притирка отверстий в результате низкой производительно-
сти применяется редко.
§ 6. Хонингование
Для окончательной обработки отверстий в точном машиностроении
применяют производительный способ — хонингование. Это отделочная
обработка отверстий на хонинговальных станках раздвижными абра-
зивными брусками, встроенными в хон.
Хон (рис. 31), состоит из стального корпуса с механизмом для пода-
чи абразивных брусков. Хон может быть с ручной, механической и
гидравлической подачей. Несколько брусков находятся в разжимной
головке в колодках, которые принудительно раздвигаются двумя ко-
нусами с помощью пластин.
Процесс хонингования заключается в том, что хон вводят в отвер-
стие. Хон, вращаясь, производит перекрестно возвратно-поступательное
винтовое движение резания, обеспечивая высокую точность обработки
и требуемую шероховатость. Хонингование применяют для получения
высокой точности отверстий, что способствует повышению надежно-
сти и долговечности деталей машин.
Для предохранения поверхностей от ржавления, повышения дол-
говечности, придания блеска и красоты внешнему виду производят по-
лирование вращающимися мягкими полировальными кругами или
лентами на полировальных станках.
Рис. 31. Хон
§ 7. Понятие о центровании отверстий
При изготовлении разнообразных деталей типа
валов базой для крепления заготовки при обтачива-
нии, нарезании резьбы, шлифовании, нарезании шли-
цев, контроля правильности изготовления детали слу-
жат центровые отверстия. Эти отверстия также яв-
ляются базами при выполнении ремонта (обтачива-
нием), например, таких деталей, как оси транспорт-
ных машин. Кроме того, их используют не только
при обработке сверл, зенкеров, метчиков и т. д., но и
для проверки заточки и переточки режущих инстру-
ментов. Поэтому центровые отверстия следует выпол-
нять весьма тщательно в соответствии с требованиями
ГОСТ 14034—74.
80
Отверстия типа А должны иметь цилиндрическую часть малого ди-
аметра d и коническую поверхность большего диаметра D с углом пере-
хода на конус, равным 60°, а отверстия типа Б должны дополнитель-
но еще иметь вторую коническую поверхность с большим диаметром Do
и углом конуса при вершине 120°. ГОСТ 14034—74 предусматривает
центровые отверстия с выпуклыми дуговыми образующими несущего
конуса, которые обеспечивают снижение погрешности установки дета-
ли в центрах.
Центровые отверстия получают обработкой резанием на верти-
кально-и горизонтально-сверлильных, токарных и револьверных стан-
ках, на специальных фрезерно-центровочных и одно- или двусторон-
них центровочных станках. Для получения при центровке цилиндри-
ческих отверстий применяют спиральные сверла, а для конических —
зенковки, но чаще применяют специальные центровочные сверла, кото-
рые обрабатывают одновременно цилиндрическую и коническую по-
верхности.
Возможны и другие варианты обработки центровых отверстий, из
которых наиболее приемлемые — это применение специальной инст-
рументальной головки. Наиболее высокопроизводительным и точным
методом центрования отверстий является обработка на агрегатном
двустороннем станке.
Глава III. ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ И ПАЗОВ
Плоские поверхности могут быть строго горизонтальными, располо-
женными под углом (прямым, тупым или острым) и в сочетании не-
скольких поверхностей с образованием разнообразных пазов, высту-
пов и т. п. Наиболее распространенные детали преимущественно с
плоскими поверхностями — станины. Назначение станины — быть
основанием для всех узлов машин, а в некоторых случаях и направ-
лять движение. Вследствие этого станины имеют основные базы —
плоскость, служащую основанием для установки на фундамент или
пол. Вспомогательные базы — это привалочные плоскости, служащие
для координирования смонтированных на станине узлов.
Направляющие — это плоские 3 и призматические 1,2 и. 4 поверх-
ности, служащие для направления движущихся частей, например
суппорта и задней баб-
ки у токарных станков
(рис. 32).
При обработке плос-
ких поверхностей их ка-
чество определяется пря-
молинейностью во всех
горизонтальных направ-
лениях, параллельно-
стью поверхностей меж-
ду собой, требуемым на-
клоном одной поверхно-
81
сти по отношению к другой, точностью всех размеров, шероховато-
стью обработки и качеством по всем показателям технических усло-
вий, необходимых при изготовлении и эксплуатации. Плоские поверх-
ности обрабатывают на фрезерных, строгальных, долбежных и шлифо-
вальных станках.
§ 1. Фрезерование плоских поверхностей
Поверхности заготовок при фрезеровании обрабатывают с помощью
фрез (рис. 33) — режущих инструментов цилиндрической формы с рас-
положенными по окружности или торцу резцами.
Различают два вида фрезерования: против подачи, когда заготовка
перемещается против направления вращения фрезы, и по подаче, когда
заготовка движется в направлении вращения фрезы. Резание и образо-
вание стружки фрезой коренным образом отличается от работы резца
или сверла. Резец и сверло на протяжении всего периода резания нахо-
дятся в непосредственном контакте с металлом. При фрезеровании же
зубья фрезы работают периодически на протяжении небольшой части
ее оборота и имеют свои особенности. Зуб при каждом обороте фрезы
82
снимает с заготовки стружку, сечение которой имеет форму запятой,
т. е. с переменной толщиной среза, вследствие чего создается неравно-
мерность процесса фрезерования, что сказывается на значениях силы
резания, крутящего момента и мощности.
Процесс фрезерования отличается высокой производительностью в
результате участия в резании большого числа отдельных зубьев. Фре-
зерование осуществляется на фрезерных станках, основными из кото-
рых являются горизонтально-фрезерные и вертикально-фрезерные.
§ 2. Строгание и долбление плоских поверхностей
Строгание. Строганием обрабатывают горизонтальные, вертикаль-
ные и наклонные поверхности, а также прорезают в заготовках пря-
молинейные канавки (рис. 34) на продольно-строгальных и поперечно-
строгальных станках. Режущим инструментом при строгании является
резец, которому сообщается прямолинейное возвратно-поступатель-
ное движение (движение резания). Обрабатываемую деталь закрепля-
ют на столе, который получает периодическую подачу в горизонталь-
ном направлении (некоторые конструкции станков имеют также вер-
тикальную подачу стола). Процесс отделения стружки происходит
только при движении резца вперед, поэтому это движение называется
рабочим ходом, а движение в обратном направлении — холостым хо-
дом.
Строгальные резцы по своей форме почти не отличаются от токар-
ных, однако в связи с тем, что они воспринимают ударную нагрузку,
неизбежную при строгании, сечение их делают увеличенным. Кроме
того, строгальным резцам часто придают изогнутую форму, сообщаю-
щую им повышенную упругость.
Долбление. Аналогичной строгальной операции является долбле-
ние. Долбление выполняют на долбежных станках, но резец перемеща-
Рис. 34. Способы строгания:
а — поверхности чистовым резцом; б — поверхности проходным черно-
вым резцом; в — канавки отрезным резцом; г — торца подрезным
резцом
Рис. 35. Схема долбления
83
ется не в горизонтальной, а в вертикальной плоскости (рис. 35). По-
дачу осуществляет деталь параллельно или перпендикулярно режущей
кромке резца или по кругу. Режущим инструментом являются резцы,
которые сходны с токарными и имеют элементы и геометрические пара-
метры такие же, как и токарные.
Долблением в условиях единичного и серийного производства об-
рабатывают шпоночные и другие канавки, плоские и фасонные поверх-
ности небольшой высоты и т. д.
§ 3. Протягивание, шлифование и обтачивание
плоских поверхностей
Протягивание. Протягивание применяют также и для обработки
плоских поверхностей. Операцию притягивания экономично применять
в крупносерийном и массовом производстве по схемам, показанным на
рис. 36.
Сущность протягивания плоских поверхностей аналогична протя-
гиванию внутренних цилиндрических поверхностей. Наружное про-
тягивание может быть предварительной или окончательной операцией.
Наружные поверхности можно обрабатывать протягиванием при пря-
молинейном главном движении протяжки или детали и при круговом
их перемещении. В последнем случае процесс является непрерывным;
выполняют его на горизонтально-протяжном, карусельно-протяжном
и тоннельно-протяжном станках.
Шлифование, Плоские поверхности можно шлифовать периферией
или торцом круга на плоскошлифовальных станках с горизонтальным
или вертикальным шпинделем. Схемы различных способов плоского
шлифования показаны на рис. 37.
Обтачивание. Плоские поверхности можно обрабатывать на токар-
ных станках, применяя подрезные резцы. Чаще всего плоские поверх.
Рис. 36. Схемы протягивания плоских поверхностей:
а — профильная; б, в — прогрессивная; г — генераторная
84
Рис. 37. Схемы плоского шлифования:
а — торном круга; б — периферией круга на прямоугольном столе; в — периферией круга
на круглом столе
ности на токарных станках протачивают в тех случаях, когда на этих
же станках выполняют другие операции, например протачивание на-
ружных и внутренних цилиндрических, конических и других поверх-
ностей тел вращения. Поэтому неизбежно перед обработкой или в соот-
ветствии с технологическим процессом приходится выполнять подрез-
ку торцов, уступов плоскости разъема корпусов, фланцевые элементы
деталей, торцовые поверхности деталей и т. д.
§ 4. Обработка пазов и выступов
Пазы могут быть прямоугольными, Г-образными, Т-образными, в ви-
де «ласточкина хвоста», шпоночными, шлицевыми и,др. Соответственно
на сопрягаемых поверхностях следует обрабатывать выступы разно-
образной формы. Пазы и выступы различной формы обрабатывают
Рис. 38. Схемы обработки пазов строганием:
а, б — прорезными резцами; & — Г-образным резцом; г — проходным резцом
Рис. 39. Схемы обработки пазов
фрезерованием:
а — Т-образного; б — типа «ласточкин
хвост»
Рис. 40. Схемы обработки шлифовани-
ем выступов станины
85
строганием, фрезерованием, протягиванием и шлифованием. Станки,
инструменты и приемы работы применяют те же, что и при обработке
плоских поверхностей с соответствующими наладками и настройкой
Основные схемы обработки пазов строганием на строгальном станке
показаны на рис. 38, а схемы обработки пазов фрезерованием — на
рис. 39. Пазы и выступы, как и отверстия, можно обрабатывать протя-
гиванием и шлифованием (рис. 40, а, б).
§ 5. Притирка и доводка плоских поверхностей
и методы их контроля
Притирку применяют для обработки плоских, цилиндрических,
конических и фасонных поверхностей. Перед притиркой поверхности
должны быть отшлифованы с припуском 0,01—0,03 мм.
Абразивные материалы (порошки) подразделяются по крупности
зерен. Порошки, смешанные с машинным маслом, керосином, скипи-
даром или другой жидкостью, тщательно растирают на поверхности
плиты. Притираемую деталь накладывают обрабатываемой поверхно-
стью на плиту (притир) и круговыми движениями перемещают по ее
поверхности. Хорошо притертая деталь должна иметь ровную матовую
поверхность. Для притирки применяют специальные пасты, разрабо-
танные Государственным оптическим институтом (ГОИ). Пасты ГОИ
делятся на грубые, средние и тонкие.
Для контроля плоскостей применяют поверочные плиты с провер-
кой «на краску», а углы проверяют угольниками, шаблонами и угло-
мерами. Отклонение от плоскостности длинных станин и других подоб-
ных деталей проверяют рамным уровнем и с помощью линеек и струны.
После установки струны проверяют расстояние от плоскости до стру-
ны микроскопом или штихмасом. Можно произвести контроль, приме-
нив линейку и щуп, линейку и штихмасс, линейку-индикатор, а так-
же другим методом, например оптическим с применением автоколли-
маторов.
Глава IV. ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
Нарезанием резьбы называется операция обработки металлов ре-
занием со снятием стружки специальными резьбовыми режущими ин-
струментами, в результате чего получаем резьбовую пару: винт(болт)
с наружной резьбой и гайку с внутренней резьбой. Резьбонарезание
винтовых поверхностей осуществляется со снятием стружки (нареза-
ние) и без снятия стружки (накатывание, выдавливание).
§ 1. Классификация резьб
Резьбы делятся на следующие группы: цилиндрические и кониче-
ские^ наружные и внутренние; треугольные, прямоугольные, трапе-
цеидальные, упорные (пилообразные) и полукруглые; однозаходные и
многозаходные; правые и левые; метрические и дюймовые; крепежные,
86
Рис. 41. Виды резьб:
а — треугольная; б — трапецеидаль-
ная; в - прямоугольная; г — упор-
ная; д — полукруглая
мелкие, трубные и ходовые. По точности резьбы бывают трех классов—
кл. 1, кл. 2 и кл. 3.
В машиностроении применяют детали с различной резьбой: тре-
угольной — для крепежных соединений; прямоугольной и трапецеи-
дальной —- для соединений, передающих движение (ходовых и гру-
зовых винтов); упорной — для передачи сил (в винтовых специальных
нажимных прессах и др.); полукруглой — для получения плотных,
прилегающих поверхностей (электроарматуры, винтовых стяжках,
передающих динамические нагрузки, и др.).
Резьбу нарезают вручную метчиками и плашками, а также на
станках резцами, гребенками и резьбонарезными головками, фрезеро-
ванием, резцовыми головками (вихревое нарезание), обкаточными мно-
гозубыми резцами (долбяками), шлифованием и накатыванием.
§ 2. Нарезание резьбы метчиками и плашками
Для нарезания резьбы метчиками деталь закрепляют и в подготов-
ленное отверстие вставляют метчик (42, а), чтобы его ось совпадала с
осью отверстия. Метчик необходимо вращать на 1 —1,5 оборота в ра-
бочую сторону и на 0,5—0,25 в обратную. Такие приемы облегчают про-
цесс работы, сохраняют метчик, спо-
собствуют получению высококачест-
венной резьбы. Для нарезания резьбы
необходимо применять комплект из
трех метчиков. Кроме того, при на-
резке следует применять смазочно-
охлаждающую жидкость.
Наружную резьбу нарезают плаш-
ками (рис. 42, б). Стержень обраба-
тывают до необходимого диаметра, за-
тачивают фаску и смазывают. Затем
стержень закрепляют и навертывают
на него плашку до получения пол-
ной резьбы. При нарезании наруж-
ной резьбы круглыми плашками их
вставляют в плашкодержатель, кото-
рый подают на нарезаемый стержень,
вращая вручную до образования резь-
бы на стержне.
Рис. 42. Резьбона-
резной инстру-
мент:
а — метчик; б —
плашка
87
§ 3. Нарезание резьбы резцами
Резьбу резьбовыми резцами нарезают на токарно-винторезных
станках. Резьбовые резцы представляют собой разновидность фасонных
с формой режущей части, отвечающей профилю резьбы. Качество резь-
бы зависит от качества заточки и установки резца, а также точности
станка. Можно получить резьбу с точностью 2-го класса.
Нарезание осуществляют в несколько ходов, число которых зави-
сит от глубины впадин и необходимой точности обработки. После на-
ладки станка на нарезание резьбы включают механическую продоль-
ную подачу, равную шагу резьбы. По достижении полного хода резец
поперечной подачей отводится от заготовки и включением обратного
хода ходового винта возвращается в исходное положение. Затем, пере-
мещая резец поперечной подачей, устанавливают необходимую глу-
бину резания и повторяют ходы до получения полного профиля резь-
бы по глубине.
§ 4. Нарезание резьбы гребенками, головками
и вращающимися резцами
Для повышения производительности при нарезании резьбы при-
меняют резьбовые гребенки, резьбонарезные головки и вращающиеся
резцы.
Гребенки имеют несколько профильных резцов, которые нарезают
резьбу одновременно, ускоряя процесс нарезания. Зубья резьбовой
гребенки расположены таким образом, что каждый последующий зуб
находится выше предыдущего. Такая конструкция гребенки позволяет
равномерно распределить нагрузку на все резцы и сократить число хо-
дов.
При серийном и массовом производстве нарезаниие наружной резь-
бы плашками экономически невыгодно, поэтому для этой операции на-
шли широкое применение самооткрывающиеся резьбонарезные голов-
ки. Их используют как нарезной инструмент на сверлильных, револь-
верных, болторезных станках и автоматах.
Резьбонарезные самооткрывающиеся головки нормализованы и бы-
вают с радиально-расположенными плашками (рис. 43, а), с тангенци-
ально-расположенными плашками (рис. 43, б) и с круглыми гребенка-
ми (рис. 43, в).
Нарезание резьбы вращающимися резцами (так называемый вихре-
вой способ) является очень производительным. Нарезка происходит
быстровращающейся головкой (рис. 44) с резцом из твердого сплава.
Нарезать резьбу вращающимися резцами можно на токарных и спе-
циальных станках. Сущность нарезания резьбы заключается в следую-
щем. Нарезаемый вал 1 закрепляют обычным способом; он вращается
в центрах с частотой 6—40 об/мин. В процессе работы вал охвачен рез-
цовой головкой 2, вращающейся с частотой 1000—3000 об/мин, кото-
рая перемещается в продольном направлении от вала на величину ша-
га резьбы за один оборот вала. Необходимое согласование вращения и
перемещения происходит благодаря тому, что головка установлена на
88
Рис. 44. Нарезание резь-
бы вращающейся голов-
кой
Рис. 43. Нормализованные резьбовые самооткрыва-
ющиеся головки
плите вместо нижней части суппорта станка, на которой установлен
электродвигатель, сообщающий вращение резцам головки. Головка
имеет один или несколько резцов, закрепленных в резцедержателе 3.
§ 5. Нарезание резьбы фрезерованием, шлифованием
и накатыванием
Резьбофрезерование применяют при предварительной обработке
длинных винтов и резьб с крупным шагом чаще всего в серийном про-
изводстве. Различают два способа фрезерования: дисковой и гребен-
чатой групповой фрезой.
На рис. 45 показана установка дисковой фрезы с углом поворота
т0, который равен углу подъема резьбы. При медленном вращении вала
и продольном перемещении вращающейся фрезы с зубьями, соответст-
вующими профилю резьбы, образуется резьба, как правило, за один
рабочий ход.
Гребенчатыми групповыми фрезами резьбу нарезают за 1,2—1,3
оборота вала. Гребенчатую фрезу устанавливают так, чтобы ее ось
была параллельна оси вала. При на-
резании резьбы фреза должна пере-
мещаться в осевом направлении на
Рис. 46. Накатывание резьбы ро-
ликами
Рис. 45. Установка дисковой фре-
зы при резьбофрезеровании с уг-
лом поворота То
89
один шаг. Такой метод нарезания резьбы особенно целесообразен для
резьб, расположенных у переходных поверхностей, буртиков.
Шлифованию подвергают резьбы для получения высокой их точ-
ности на закаленных деталях, удаления обезуглероженного слоя и уст-
ранения дефектов искажения размеров и формы профиля резьбы, воз-
никших в процессе термической обработки.
Резьбу шлифуют шлифовальными кругами на резьбошлифоваль-
ных станках. Резьбу с шагом до 1,5 мм шлифуют без предварительно-
го нарезания профиля резьбы, т. е. резьбообразование происходит не-
посредственно на цилиндрической поверхности заготовки вала. Если
же шаг резьбы более 1,5 мм , то резьбу нарезают до термической обра-
ботки каким-либо из ранее рассмотренных способов.
Накатывание резьбы — это процесс формообразования резьбы дав-
лением без снятия стружки. Наибольшее распространение получило
накатывание плоскими плашками и резьбонакатными роликами.
При накатывании резьбы плоскими плашками деталь деформирует-
ся ими, приобретая профиль рифления плашек. В процессе накатыва-
ния одна из плашек неподвижна, а подвижная плашка имеет возврат-
но-поступательное движение; при движении она вынуждает заготов-
ку катиться между плашками, вследствие чего образуется резьбовой
профиль.
Процесс накатывания резьбы роликами (рис. 46) заключается в
гом, что стержень 3 свободно обкатывается между двумя вращающими-
ся в одну сторону роликами 1 и 2. Более современным процессом яв-
ляется накатывание резьбы между вращающимся роликом и непод-
вижной вогнутой плашкой. Как показывает опыт работы ВАЗ, нака-
тывание резьбы по указанному процессу происходит непрерывно.
Кроме рассмотренных способов для накатывания резьбы на уни-
версальных станках применяют резьбонакатные головки и плашки.
Глава V. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
Детали с фасонными поверхностями имеют широкое применение в
машино- и приборостроении. В зависимости от образования фасон-
ной поверхности на деталях различают поверхности тел вращения и
прямолинейные. Фасонные поверхности могут быть наружными и
внутренними Те и другие получают обработкой специальными инстру-
ментами, например фасонным резцом, фрезой, протяжкой, абразив-
ным кругом или с помощью копировальных приспособлений. Детали
с фасонными поверхностями обрабатывают на токарных, фрезерных,
копировально-фрезерных, продольно-строгальных, продольно-фрезер-
ных, протяжных и шлифовальных станках.
§ 1. Обработка фасонных поверхностей на токарных станках
Фасонные поверхности тел вращения можно получить обработ-
кой фасонным резцом на токарных станках, комбинированием про-
дольной и поперечной подач, с применением поворотных приспособ-
9Q
Рис. 47, Обработка фасонной поверхности рез-
цом
Рис. 48. Схемы обработки фасонных поверхно-
стей копирами при перемещении суппорта:
а — вдоль оси; б — перпендикулярно оси
лений или поводковых устройств, резцовых головок, с помощью ко-
пировальных устройств и методом обкатки. Внешние фасонные по
верхности небольшой длины (50—70 мм) обрабатывают фасонными
резцами (рис. 47) с поперечной подачей (0,01—0,05 мм/об). Длинные
фасонные поверхности, а также торцовые поверхности обрабатывают
копирами.
Копиры бывают неподвижными в виде линеек и вращающиеся в
виде дисков. Копир 1 (рис. 48, а) с фасонным профилем укреплен на
плите 2. Ролик 3 находится в постоянном контакте с копиром и жестко
связан с планкой 4, прикрепленной к поперечным салазкам суппорта
При сообщении резцу 5 продольной подачи ролик принуждает резец
перемещаться по траектории копира и срезать слой металла, перенося
профиль копира на деталь 6. При обработке торцовой поверхности
детали 6 (рис. 48, б) копир 1 так же, как и в предыдущем случае, кре
пят к плите 2. Ролик 3 благодаря действию пружины 4 контактирует
с копиром и связан с вращающейся осью, запрессованной в державку 5.
На токарных станках обрабатывают также фасонные линейчатые
поверхности, которые чаще всего являются элементами кулачков,
плоских круговых копиров и т. д.
§ 2. Обработка фасонных поверхностей на фрезерных станках
Незамкнутые фасонные поверхности обрабатывают на строгаль-
ных, фрезерных, протяжных и шлифовальных станках.
91
Рис. 49. Схема обработки фасонных поверхно-
стей набором фрез
Фасонные прямолинейные поверхно-
сти чаще всего обрабатывают на фре-
зерных станках фасонными фрезами, на-
бором< фрез или по копиру. Обработка
фасонными фрезами применяется в крупносерийном и массовом про-
изводстве при изготовлении деталей небольшого размера и простой
фасонной формы.
При обработке набором фрез (рис. 49) в зависимости от профиля
фасонной поверхности подбирают необходимый комплект фрез и ус-
танавливают его на оправку. Оправку вставляют в шпиндель станка,
и обработка происходит так же, как и нормальной фрезой, т. е. ей
сообщается вращательное и поступательное движения.
Обработка деталей по копиру заключается в том, что копир сооб-
щает режущему инструменту при прямолинейной или круговой пода-
че стола необходимое перемещение, требуемое для получения фасон-
ной поверхности На рис. 50 показана схема фрезерования фасонной
поверхности по копиру при прямолинейной подаче s стола. В процессе
работы ролик / и фреза 2 жестко связаны между собой на расстоянии,
поэтому при продольном перемещении ролика по профилю копира 3
фреза обрабатывает заготовку 4.
Обработку деталей с объемными фасонными поверхностями, таких,
как лопатки турбин, производят на универсальных копировально-
фрезерных станках с механической, гидравлической и электрической
следящими системами. Копировально-фрезерный станок с электричес-
кой следящей системой (рис. 51) производит фрезерование по объем-
ному копиру. Сущность работы заключается в том, что ощупываемая
пальцем форма модели передается с помощью инструмента заготовке.
Модель испытывает незначительное
давление, поэтому может быть из-
готовлена из дерева или гипса. На
корпусе головки 4 смонтированы фре-
Рис. 50. Схема фрезерова-
ния фасонной поверхности
по копиру
Рис, 51. Схема обработки на
копировально - фрезерном
станке с электрической сле-
дящей системой
92
за 1 и следящий (копировальный) палец 3, который движется при
фрезеровании по объемной модели 2 и автоматически подает команду
(импульсы) с помощью электромагнитного датчика соответствующим
приводам подачи.
§ 3. Обработка фасонных поверхностей на строгальных
и других станках
На строгальных станках обрабатывают поверхности деталей с фа-
сонной формой. При этом используют приемы обработки для плоских
поверхностей с необходимой заточкой резца и копировальные устрой-
ства.
В условиях массового и крупносерийного производства применяют
фасонное протягивание на вертикально- или тоннельно-протяжных
станках, используя протяжки в соответствии G профилем сложной
поверхности детали.
Для получения точных фасонных поверхностей в машиностроении
широко используют фасонные абразивные круги и копировальные
приспособления на шлифовальных станках. В настоящее время для
образования фасонных поверхностей используют станки с програм-
мным управлением, которые значительно повышают точность и про-
изводительность обработки.
Глава VI. ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
И ШЛИЦЕВЫХ ПОВЕРХНОСТЕЙ
Для изготовления зубчатых колес используют прокат, поковки и
штамповки. Зубчатые колеса диаметром до 60 мм в условиях единич-
ного и мелкосерийного производства изготовляют из проката, кото-
рый режут дисковой пилой на заготовки необходимой длины. Зубча-
тые колеса диаметром более 750 мм изготовляют из литых заготовок.
При поточном производстве зубчатых колес диаметром 80—300 мм
в качестве заготовок целесообразно применять штамповки, изготов-
ленные в закрытых штампах. Заготовки диаметром 60—80 мм лучше
штамповать в открытых штампах.
§ 1. Основные методы зубообразования
Для образования зубьев на зубчатых колесах применяют раз-
личные зубообрабатывающие станки. Основными методами образова-
ния зубьев колес являются копирование и обкатка (огибание). Сущ-
ность метода копирования заключается в том, что с помощью режуще-
го инструмента, имеющего форму и размеры впадин между зубьями,
снятием стружки копируется профиль на колесе.
В зависимости от применяемого инструмента и оборудования зу-
бонарезание копированием выполняют четырьмя способами: модуль-
ной дисковой или пальцевой фрезой на универсальном фрезерном
\
станке (рис. 52, а) при последовательном образовании каждого зуба
методом единичного деления делительной головкой; многорезцовой
головкой (рис. 52, б) на специальном зубодолбежном станке одновре-
менным долблением всех зубьев заготовки; протяжкой на протяжном
станке с последовательным и одновременным протягиванием всех
зубьев; круговой вращающейся протяжкой (рис. 52, в) на специаль-
ных станках круговым протягиванием.
Зубонарезание копированием является неточным и непроизводи-
тельным методом, так как на обработку каждого зуба идет много вре-
мени. Кроме того, погрешность деления и точность фрезы влияют на
точность обработки. Этим методом можно обрабатывать детали на
предварительной операции. Более точным и производительным сов-
ременным методом зуборезания является обкатка.
Сущность метода заключается в том, что в процессе нарезания зубь-
ев воспроизводят явление зацепления зубчатой пары, где заготовка —
это одно звено пары, а режущий инструмент (зубчатое колесо, зубчатая
рейка, червяк и т. д.), который может работать в зацеплении с нареза-
емым колесом,— другое. В процессе обработки режущий инструмент
и заготовка взаимно обкатываются и вследствие сообщения инстру-
менту движения резания им постепенно срезается металл в местах впа-
Рис. 52. Способы зубонаре-
зания копированием:
а — пальцевой или модульной
дисковой фрезами; б — много-
резцовой головкой; в — круговой
вращающейся протяжкой
Рис. 53. Схема зубообра-
зования червячной фре-
зой
94
дин, образуя точные очертания эвольвентного профиля. При зубонаре-
зании колес методом обкатки в качестве инструмента используют чер-
вячную фрезу, круглый долбяк, реечный долбяк (гребенку), зубостро-
гальный резец, резцовую головку, зубчатый валик (при накатывании).
При нарезании зубьев червячными фрезами (рис. 53) режущий инст-
румент 1 и заготовка 2 совершают следующие движения: I — главное
движение резания фрезы; II — движение подачи фрезы; III — уета-
новочно-вспомогательное движение фрезы и заготовки; IV — движе-
ние деления заготовки.
Зубообразование долбяком (рис. 54) осуществляют на зубодолбеж-
ных станках. Долбяк представляет собой зубчатое колесо с опреде-
ленным модулем и числом зубьев, имеющее на торце специальную за-
точку для образования режущих кромок. К преимуществам долбле-
ния относятся простота и удобство обслуживания станка и высокая точ-
ность обработки. При долблении зубьев режущий инструмент / и за-
готовка 2 совершают следующие движения: / — поступательное в по-
перечном направлении, необходимое для обкатывания; // — непре-
рывное вращение долбяка, необходимое для обкатывания; III — не-
прерывное вращение заготовки в процессе обкатывания (круговая по-
дача); IV — вертикальное возвратно-поступательное движение долбя-
Рис. 56. Виды накатывания
95
ка (рабочие и холостые ходы); V — вспомогательное возвратно-пов-
гупательное движение заготовки, необходимое для отвода ее от дол-
бяка
При зубострогании резцы представляют еобой как бы зубья вооб-
ражаемого колеса В процессе зубострогания (рис. 55) в зубострогаль-
ном стайке совершается три движения: / — возвратно-поступатель-
ное вдоль впадин зубьев резцов; // — вращательное суппорта с резца-
ми, производящими обкатывание; III -— вращательное заготовки.
Зубообразование зубчатыми валками осуществляют на специаль-
ных прокатных станках Процесс идет о нагревом заготовок до 1000—
1100° С. Зубообразование можно осуществлять и без нагрева загото-
вок — накатыванием. Накатывание происходит в результате деформа-
ции периферии вращающейся заготовки зубчатым рабочим валком, дву-
мя валками без заборной части и е заборной частью, тремя валками и
двумя рейками. Различают накатывание штучное (рис. 56, а), накат-
ное (рис. 56, б) и калибрование зубьев методом холодного накатывания
(рис. 56, в).
§ 2. Отделка зубьев зубчатых колес
Отделку зубьев зубчатых колес применяют в тех случаях, когда
требуется получить точность до 1-го класса, шероховатость поверхно-
сти Ra — 0,32 мкм. К отделочным видам обработки относятся обкаты-
вание, шевингование, шлифование и притирка, причем шевингование
и обкатывание применяют для обработки незакаленных колес, а шли-
фование и притирку — для закаленных.
Обкатывание — это процесс получения гладкой поверхности соз-
данием давления одним или несколькими закаленными колесами-эта-
лонами (рис. 57) на обрабатываемое колесо, работающее с ними в паре
в масляной среде без абразивного порошка. Колеса-эталоны должны
иметь полированную поверхность высокой точности. Обычно их из-
готовляют из быстрорежущей стали с несколько увеличенной толщи-
ной и высотой зуба.
Для обкатки используются специальные зубообкатные станки или
горизонтально-фрезерные с применением специальных приспособле-
ний. Колеса-эталоны / и 3 сжимают обыкатываемое колесо 2 с силой
Р гидравлическим или пневматическим устройством Колесу 2 переда-
Рис. 57. Схема обкатывания зака-
ленными колесами-эталонами
а)
Рис. 58. Инструменты для
шевингования
96
Рис. 59. Обработка зубчатых колес шли-
фовальными кругами
ется вращение в обе стороны от ко-
леса 1. В процессе обкатывания
происходит сглаживание шерохова-
тостей, создается наклеп зубьев ко-
лес, но шаг зуба не исправляется.
Этот процесс применяют в тех слу-
чаях, когда не требуется высокая
точность обработки.
а)
Для процесса шевингования в качестве инструментов применяют
круглый шевер (рис. 58, а) и шевер-рейку (рис. 58, б). Шевер изготов-
ляют по 1-му классу точности с зубьями, у которых поверхности име-
ют узкие прорези и поперечные канавки, образующие режущие кром-
ки. Шевингование происходит в результате срезания с поверхности
зуба тонких (толщиной 0,001—0,005 мм) волосообразных стружек при
взаимном скольжении зацепляющихся зубьев шевера и колеса.
Закаленные зубчатые колеса обрабатывают тарельчатыми кругами
методом обкатки (рис. 59, а) и профильным кругом методом копирова-
ния (рис. 59, б). Этот способ отделки зубчатых колес позволяет полу-
чить наиболее точные и высококачественные поверхности. Для про-
цесса шлифования необходимо ввести в зацепление пару рейка —зуб-
чатое колесо с сообщением возвратно-поступательного движения вдоль
оси колес аналогично воображаемой рейке. Шлифование методом ко-
пирования производят фасонным копировальным кругом соответствую-
щего профиля. Этот метод более производительный по сравнению с ме-
тодом обкатки, но менее точный.
Зубчатые колеса высокой твердости обрабатывают абразивами на
зубопритирочных станках. Процесс отделки зубьев называется при-
тиркой, а инструмент — притиром. В качестве притира используют
точно изготовленное зубчатое колесо из мелкозернистого чугуна, шар-
жированного абразивом путем смазки смесью мелкозернистого порошка
с маслом.
§ 3. Обработка шлицевых поверхностей
В зависимости от центрирования сопряженных шлицевых поверх-
ностей различают соединения с центрированием по наружной (рис. 60, а)
и внутренней (рис. 60, б), а также по боковым поверхностям (рис. 60, в).
В зависимости от формы шлица шлицевые соединения делятся на пря-
моугольные (рис. 60, а, б, в) треугольные и эвольвентные (рис. 60, г, д).
Шлицевые поверхности на валах с центрированием невысокой точ-
ности обрабатывают на зубофрезерных станках фрезерованием за один
рабочий ход червячными фрезами. Высокую точность соединения
можно получить при раздельной обработке на станках для чернового и
чистового резания. В этом случае черновую обработку выполняют ме-
тодом обкатки червячной фрезой, а чистовую—фрезерованием червяч-
ными шлицевыми фрезами высокой точности.
4 Зак. 840 97
Рис. 61. Шлифование шлицев
Шлицы после термической обработки шлифуют фасонным кругом:
1) одновременно внутренние и боковые поверхности (рис. 61, а);
2) раздельно внутренние и боковые поверхности (рис. 61, б) и
3) тремя кругами совместно (рис. 61, в). Эти же способы применяют
для исправления поверхностей шлицев. Точным и производительным
методом обработки шлицев при центрировании по внутренней поверх-
ности считается шлифование фасонным кругом.
§ 4. Контроль зубчатых колес и шлицевых поверхностей
Точно изготовленные колеса в процессе работы при высоких оборо-
тах должны иметь плавный ход. Показателем качества зацепления яв-
ляется шум при вращении. Точность тихоходных колес определяется
контактом зубьев с помощью контрольно-обкатного станка по величи-
не пятен прилегания (рис. 62).
93
Рис. 62. Контроль точности по величине пятен
прилегания;
о — зацепление правильное, б — контакт выше нор-
мального; в — контакт ниже нормального; г — перекос
осей
Зубчатые колеса контролируют про-
веркой основного шага зубьев шагоме-
ром, профилемером, толщину зуба —
кромочным штангензубомером; правиль-
ность исходного контура — тангенциаль-
ным зубомером. При крупносерийном и
массовом производстве колес для конт-
роля используют прибор комплексной
проверки московского инструментально-
го завода «Калибр».
Глава VII. ОБРАБОТКА ДЕТАЛЕЙ НА РЕВОЛЬВЕРНЫХ
СТАНКАХ, ПОЛУАВТОМАТАХ, АВТОМАТАХ И АГРЕГАТНЫХ
СТАНКАХ
Револьверные станки, полуавтоматы, автоматы и агрегатные стан-
ки — это оборудование, позволяющее совмещать переходы и одновре-
менно обрабатывать несколько поверхностей многими инструментами.
На токарно-револьверных станках можно обрабатывать штучные заго-
товки с креплением их в патроне или прутковый материал. На этих
станках в основном изготовляют болты, винты, гайки, втулки, корот-
кие валы, штуцера, диски, муфты, заготовки зубчатых колес, неболь-
шие корпусные детали и т. д.
В условиях серийного и массового производства широко применяют
полуавтоматы и автоматы, которые являются оборудованием, авто-
матизирующим технологические процессы обработки металлов. Авто-
матами и полуавтоматами могут быть токарные, фрезерные, шлифо-
вальные и другие станки. Их можно использовать при типовом группо-
вом технологическом процессе в обычном производстве и включать в
автоматические линии.
В современных условиях машиностроительные заводы оснащают
недорогими легкоосваиваемыми агрегатными станками. Это специаль-
ные станки, состоящие из нормализованных узлов и деталей, что по-
зволяет быстро их проектировать, а также легко использовать при
перестройке станков на другие операции. Преимуществом агрегатных
станков является то, что из них можно создать необходимую комбина-
цию для выполнения технологического процесса любого назначения.
§ 1. Обработка на револьверных станках
В отличие от токарного станка револьверный станок не имеет зад-
ней бабки, но он оснащен револьверной головкой, системой упоров, не-
обходимых для автоматического выключения головки и суппорта на
нужном этапе обработки.
4*
99
Рис. 63. Револьверная головка с
вертикальной осью вращения
По конструкции различа-
ют револьверные головки с
вертикальной и горизонталь-
ной осью вращения. Головки
с вертикальной осью враще-
ния (рис. 63) — шестигран-
ные с шестью гнездами для
установки инструмента. В
гнезда устанавливают инстру-
менты для постоянной на-
стройки. Станки с такими головками имеют еще передний и задний,
либо только передний суппорт для установки резцов. Назначение пе-
реднего суппорта такое же, как и у обычного токарного станка. С по-
мощью заднего суппорта прорезают канавки, подрезают торцы и от-
резают детали. Головки с горизонтальной осью вращения — круглые с
12—16-ю отверстиями, в которые устанавливают инструменты, пооче-
редно подводимые к объекту обработки.
Станок настраивают на обработку определенной детали, для чего в
гнезда револьверной головки и суппорты закрепляют нужные инстру-
менты, вставляя их на определенную длину, согласно размерам обра-
батываемой детали.
§ 2. Обработка на полуавтоматах и автоматах
В условиях крупносерийного и массового производства используют
полуавтоматы и автоматы для обработки штучных заготовок и прутко-
вого материала. Для обработки применяют приспособления и тот же
вспомогательный инструмент, что и для револьверных станков, но
можно применять также тангенциальные проходные, широкие и фа-
сонные резцы.
Полуавтоматы и автоматы могут быть одно- и многошпиндельными.
По технологическому признаку они делятся на одношпиндельные мно-
горезцовые центровые и гидрокопировальные полуавтоматы и патрон-
ные автоматы, а также многошпиндельные патронные полуавтоматы и
автоматы. Прутковые одношпиндельные автоматы, в свою очередь, де-
лятся на фасонно-отрезные, продольно-фасонные и револьверные. Авто-
маты могут быть прутковыми и магазинными, универсальными и спе-
циальными.
На многорезцовых полуавтоматах заготовки обрабатывают при по-
перечном, продольном и комбинированном движениях резцов. Обта-
чивание продольной подачей резцов выполняется, как показано на
рис. 64, а, или с врезанием и последующей продольной подачей
(рис. 64, б, в). В первом случае резцы устанавливают на суппорте с
определенным взаимным расположением. В работу они вступают по-
следовательно. Во втором случае резцы вступают в работу одновре-
менно, вначале с косым врезанием, а затем с продольной подачей
из
(рис. 64, б), когда длины ступеней обработки равны. На рис. 64, в
показан случай, когда длины ступеней неодинаковые и тогда в работу
вступают не все резцы. На полуавтоматах можно обтачивать детали
так же и с поперечной подачей (рис. 64, г).
На практике более широкое распространение имеют автоматы для
обработки прутковых материалов. Многошпиндельные автоматы могут
иметь до восьми шпинделей, но более часто используют четырех- и
шестишпиндельные.
Обработку можно вести по параллельному, последовательному и
параллельно-последовательному методам. По рив. 65 можно ясно пред-
ставить обработку на многошпиндельных прутковых автоматах. Рим-
скими цифрами отмечены переходы обработки. На последней позиции
деталь отрезается.
При применении автоматов для ускорения контрольных операций
часто используют автоматические контрольные устройства. Применя-
ют также автоматические подналадчики, которые могут компенсиро-
Рис. 64. Принципиальная схема многорезцовой обработки на полуавтомате:
а —точение с продольной подачей; б, в— с врезанием и продольной подачей; г — точение
с поперечной подачей
101
Рис. 65. Обработка на многошпиндельных прутковых автоматах:
а — технологическая схема обработки по параллельному методу одновременно четырех за-
готовок на четырехшпиндельном автомате; о — технологическая схема обработки по после-
довательному методу одной заготовки на четырехшпиндельном автомате; в — технологиче-
ская схема обработки по параллельно-последовательному методу одновременно двух заго-
товок на восьминшиндельном автомате
вать износ режущих инструментов. В том случае, когда деталь имеет
размеры, не соответствующие заданным допускам, применяют автома-
тическую смену резцов с помощью разнообразных поворотных резцо-
вых блоков. Можно применять и другие способы подналадки; напри-
мер, если заменить индикатор или другой подобный измерительный
инструмент датчиком, то получают автоматические устройства подна-
ладки механизмов автоматики, регулирующих и сохраняющих тре-
буемую настройку станка.
§ 3. Агрегатные станки и автоматические линии
Агрегатные станки бывают с автоматическим и полуавтоматичес-
ким циклами работы, их компонуют из станины, стойки, силовой голов-
ки и приспособлений. Головка (рис. 66) состоит из электродвигателя /,
Рис. 66. Головка агрегатного станка Рис. 67. Типовая автоматическая линия с
агрегатными станками:
1 — рабочие позиции; 2 — транспортирующее
устройство; 3 —- приспособление; 4 — силовая
головка
102
корпуса 2, шпиндельной головки 3 со шпинделем 4 и салазок 5. Го-
ловки могут иметь 50—60 и более шпинделей, в которых крепят ре-
жущие инструменты, необходимые для обработки детали.
Обычно деталь обрабатывается одновременно несколькими голов-
ками, с одной или нескольких сторон. Это обстоятельство делает такие
станки высокопроизводительными и экономичными, в особенности
при использовании их в типовой автоматической линии (рис. 67).
Глава VIII. ОСОБЕННОСТИ ОБРАБОТКИ НА СТАНКАХ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
В Советском Союзе, по данным машиностроительной и металлурги-
ческой промышленности, примерно половина парка металлорежущих
станков выполняют работы с частой сменной номенклатуры выпускае-
мых изделий, что требует переналадки станков, поэтому удельный вес
машинного времени в этом случае составляет около 20—40%.
Неэффективное использование металлорежущего оборудования и
возрастающие требования повышения его производительности и точ-
ности обработки деталей вызывают потребность в их автоматизации.
В настоящее время эффективным средством автоматизации явля-
ются станки с программным управлением или их системы, которые
классифицируются по определенным признакам (рис. 68). По конструк-
тивному признаку различают системы с программированием цикла и
режимов обработки и числовым программным управлением (ЧПУ).
§ 1. Станки с программным управлением
У всех станков движение сообщает электродвигатель. Станки с
ЧПУ оснащены в основном шаговыми двигателями (ШД), но исполь-
зуют и малоинерционные исполнительные двигатели для следящих си-
стем, а также двигатели постоянного тока с полупроводниковыми схе-
мами управления, электрическая постоянная которых приближается
к постоянной времени следящего гидропривода. Для получения необ-
ходимого движения в процессе обработки на металлорежущих станках
применяют различные методы управления передвижением: механи-
ческие, гидравлические, пневматические, электрические, фотоэлект-
рические и др. Величина перемещения и необходимые переключения
механически осуществляются с помощью упоров, кулачков, муфт,
трензелей и т. д.; гидравлически — с помощью золотников, насосов,
гидромуфт и других устройств; пневматически — с помощью пневмо-
цилиндров и исполнительных механизмов; электромеханически и
электронными методами — преобразованием импульсов; фотоэлектри-
чески — через команды усилителя на узлы станка и т. д.
В станках-автоматах программа управления чаще всего задается
механическими методами; обработка деталей происходит по жесткой
программе по автоматически и периодически повторяющемуся циклу
103
Рис. 68. Классификация систем программного управления
для каждой детали. У станков с такой системой управления каждому
перемещению стола с заготовкой или инструмента соответствует оп-
ределенное состояние схемы станка. Величина перемещения задается
с помощью механических устройств — упоров, кулачков и т. д. По-
этому для переналадки таких станков на новый технологический про-
цесс требуются значительные затраты времени.
Более перспективными в машиностроении являются системы чис-
лового программного управления. Это объясняется тем обстоятельст-
вом, что на переналадку станков с программным управлением практи-
чески не требуется времени, которое необходимо на переналадку стан-
ка-автомата или полуавтомата с кулачковым управлением рабочие
органов станка, что значительно повышает производительность труда
У станков с ЧПУ обработка деталей происходит по программе, за-
даваемой программоносителем, а система управления движениями ме-
ханизмов станка не механическая, а электрическая (электронная) в
виде электрических сигналов, выдаваемых специальным устройством
по заданной программе,
У станков с программным управлением в отличие от автоматов с
механическими системами управления движениями режущих инстру-
ментов имеет место электромеханическая система программного управ-
ления электрическими импульсами, закодированными в виде команд,
отвечающих заданной информации, необходимой для обработки дета-
ли. Для осуществления движения режущего инструмента информация
должна быть определенным образом записана на программоно-
ситель.
Под числовым программным управлением (ЧПУ) понимается управ-
ление металлорежущим станком с помощью программы, заданной в виде
условного алфавитно-цифрового кода, записанного на программоноси-
теле.
Программа — это совокупность команд (электрических сигналов)
электродвигателю управления механизмами станка для исполнения
рабочих операций (установки и снятии заготовки, контроля размеров
и т. д.). Программа содержит последовательную запись команд,
которые реализуются в виде механической подачи режущего инстру-
мента, обрабатывающего деталь, т. е. каждая команда несет информа-
цию, определяющую режим работы станка. Таким образом, с помощью
команд, записанных специальным образом на программоносителе (ча-
ще всего перфоленте) производится автоматическое управление меха-
низмами станка в процессе обработки деталей. В каждом случае для
обработки деталей, различных по форме и размерам, записывается но-
вая программа и для обработки их переналадка станка не требуется, а
производится установка программы в специальное устройство управле-
ния, на что расходуется незначительное время. Металлообрабатываю-
щие станки с программным управлением могут работать по автомати-
ческому и полуавтоматическому циклам. Кроме того, станки можно со-
единять в поточную линию, а также создавать системы станков с про-
граммным управлением для автоматического выполнения различных
процессов.
105
§ 2. Основные понятия о способах задания программы
При поступлении в обмотку статора двигателя электрических им-
пульсов тока якорь перемещается на определенный угол, который в
конечном итоге определяет величину перемещения режущего инстру-
мента. Следовательно, в зависимости от необходимой величины пода-
чи режущего инструмента в обмотку статора электродвигателя подает-
ся требуемое число электрических импульсов, которые и определяют
подачу режущего инструмента. Якорь электродвигателя может ме-
нять направление вращения в зависимости от направления электри-
ческого тока. Таким образом, изменяя направления вращения якоря,
г. ожно изменять направление перемещения режущего инструмента.
Зная требуемую последовательность, величину и направление движе-
ния режущего инструмента для формообразования детали можно пере-
мещение режущего инструмента выразить в виде электрических им-
пульсов, посылаемых в обмотку, закодированных на перфокарте или
перфоленте. Число импульсов и время их подачи для всех шаговых
электродвигателей станка кодируют пробивкой на перфокарте или пер-
фоленте отверстий в строго определенных местах Образованные от-
верстия-на перфокарте или перфоленте при считывании программы
позволяют определенным образом произвести подачу тока, позволяю-
щего включить механизмы подач в соответствии с командами програм-
мы. Необходимое число команд зависит от формы и размеров обраба-
тываемой детали. Все команды записываются на программоносителе,
который служит носителем информации о движении инструмента за
определенный промежуток времени. Для изготовления детали прог-
раммоноситель подают в считывающее устройство, благодаря чему в
аппаратуру управления станком поступают соответствующие импуль-
сы, принуждающие выполнять перемещения необходимых органов
станка для исполнения операций технологического процесса обработ-
ки. Обычно задание программы выполняют числовым способом.
§ 3. Сущность числового способа задания программы
В процессе обработки на металлорежущих станках режущий инст-
румент совершает продольную и поперечную подачи в необходимой по-
следовательности и на требуемое расстояние. При обычной обработке
режущий инструмент получает перемещение в результате вращения
винтовых пар механизма подачи станка. Нужную последовательность
и величину подачи режущему инструменту сообщает рабочий враще-
нием рукояток или механическим способом. На станках с программным
управлением необходимое движение осуществляет якорь шагового
электродвигателя, который соединен с винтами механизмов продоль-
ной и поперечной подач и автоматически в нужной последовательности
проворачивает соответствующие винтовые пары. При составлении про-
1раммы определяют требуемые величины перемещения режущего ин-
струмента для изготовления детали. По известной цене импульса, вы-
раженной в долях миллиметра, легко определяют число необходимых
1ЭЗ
импульсов для получения подачи. Число импульсов получают деле-
нием подачи на цену импульса, и оно записывается на перфоленту или
перфокарту программы. Запись производится с помощью перфоратора
пробиванием отверстий в определенных местах, для чего перфокарта
разграничена вертикальными линиями на дорожки и горизонтальны-
ми — на строки. Каждое месторасположение отверстия на перфокарта
отвечает определенному числу импульсов. Если в одной строке проби-
ты отверстия в нескольких дорожках, то шаговый электродвигатель
получит импульсы, равные сумме импульсов всех дорожек. Зная эту
зависимость, по полученным расчетам величин импульсов кодируют
содержание команд исполнительным механизмам подач пробиванием
отверстий на дорожках и строках, варьируя количеством и расположе-
нием отверстий на дорожках и строках, и таким образом кодируется
необходимая подача режущего инструмента для получения детали за-
данных размеров.
Изготовление детали по заданной программе происходит считыва-
нием прграммы специальным устройством, имеющим четыре изолиро-
ванные друг от друга металлические проволочные щетки, которые мо-
гут перемещаться только по одной строке карты. Для процесса считы-
вания перфокарту укрепляют на металлической пластинке. Перфокар-
та имеет поступательное движение. В том случае, когда щетки коснутся
отверстий, происходит включение шагового электродвигателя, кото-
рый сообщает продольную или поперечную подачу режущему инстру-
менту в полном соответствии записанным, предварительно расчетным
командам по числу импульсов, отвечающим необходимому формооб-
разованию детали по форме и размеру ее чертежа.
В качестве программоносителя применяют перфорированные карты
пяти- и восьмидорожковые перфоленты, бумажные ленты, фотоплен-
ку, барабаны и др. Наиболее широкое распространение имеет теле-
графная перфолента.
Использование станков с ЧПУ позволяет сократить сроки подго-
товки производства на 60—80% и общую продолжительность цикла
изготовления деталей в 1,5—2 раза, резко сократить объем слесарных
и других работ, расход средств на проектирование и изготовление тех-
нологической оснастки на 50—60%, поэтому станки с программным
управлением находят все более широкое применение в производстве.
Глава IX. ЭЛЕКТРИЧЕСКИЕ, УЛЬТРАЗВУКОВЫЕ И ДРУГИЕ
МЕТОДЫ ОБРАБОТКИ ДЕТАЛЕЙ
Технология машиностроения непрерывно развивается в результате
внедрения прогрессивных технологических процессов. В машино- и
приборостроении широкое распространение получили электрофизи-
ческие и электрохимические методы обработки, которые позволяют
улучшить качество поверхности обрабатываемых деталей и широко
применить твердые сплавы и труднообрабатываемые материалы, ра-
нее не используемые.
107
Рис. 69. Установка для электромеханической
обработки
§ 1. Электрохимическая
обработка деталей
Для обработки деталей из особо-
прочных металлов и сплавов приме-
няют метод электрохимического раст-
ворения металлов в различных элек-
тролитах. Чаще всего электролитом
является 25%-ный раствор медного купороса в смеси с абразив-
ным порошком
Установка для обработки (рис. 69) состоит из металлического
круга — катода и анода—обрабатываемой детали, поверхность которой
заливают суспензией. Наличие порошка абразива создает минимальный
зазор между анодом и катодом, не допуская между ними короткого за-
мыкания, а медный купорос способствует образованию пленки меди. Тем
самым прочность поверхности обрабатываемой заготовки понижается
и при механическохм воздействии абразивных зерен легко обрабатыва-
ется.
Таким образом, сущность процесса обработки заключается в элект-
рохимическом растворении и маханическом удалении абразивными зер-
нами образовавшейся на обрабатываемой поверхности пленки. С целью
интенсификации процесса электролит подогревают до температуры
35—40° С при напряжении постоянного тока 8 В и силе тока 100 А.
Электрохимическую обработку применяют для заточки твердо-
сплавных инструментов, шлифования, чистовой отделки и маркиров-
ки поверхностей. Точность обработки находится в пределах 30—50 мкм,
шероховатость поверхности Ra = 0,32 мкм, а производительность в
сравнении с обычным шлифованием возрастает в 2—3 раза. При шли-
фовании твердосплавного инструмента применяют алмазно-металли-
ческие круги и водный раствор солей в качестве электролита.
§ 2. Химическая и химико-механическая обработка деталей
Методы химической и химико-механической обработки заключа-
ются в том, что деталь изменяет форму в результате химических реак-
ций в зоне обработки. К такой обработке относятся химическое фрезе-
рование деталей алюминиевых и магниевых сплавов с применением хи-
мически активной среды в виде едкого натрия или химическое фрезеро-
вание стальных и специальных сплавов с применением растворов силь-
ных минеральных кислот.
К химико-механической обработке относят обработку поверхностей
металлов с применением поверхностно-активных веществ типа паст
ГОИ путем притирки, чистовой доводки деталей из черных и цветных
108
металлов и сплавов; химически активных сред (растворов фосфатов,
сульфатов, окислителей) при притирке и шлифовании; электролитов
(растворов солей с образованием суспензий — сернокислой меди,
азотнокислого серебра) при резании, шлифовании и доводке.
§ 3. Анодно-механическая обработка деталей
Анодно-механическая обработка заключается в том, что погружен-
ная в электролит и присоединенная к положительному полюсу деталь
при определенной плотности тока покрывается хрупкой поляризаци-
онной пленкой, которая легко удаляется медным скребком или сталь-
ной щеткой. На счищенных местах снова образуется пленка, которую
снова удаляют, и т. д. Так на поверхности металла сглаживаются не-
ровности и постепенно снимается равномерный слой. Анодно-меха-
нический метод наиболее целесообразен для обработки деталей из
твердых сплавов, в частности для затачивания твердосплавных инстру-
ментов.
На законах электролиза и явлениях поляризации основан также
метод электролитического полирования, при котором поляризационная
пленка, образовавшаяся на выпуклых местах поверхности, удаляется
силами электрического поля. Как и для обыкновенного механического
полирования, поверхности перед этим шлифуют.
§ 4. Электроконтактная обработка деталей
Электроконтактная обработка основана на свойстве переменного
тока нагревать места контакта заготовки из твердого материала с вра-
щающимся диском (инструментом). Таким образом, при этом методе
к одной фазе промышленного тока подключают инструмент, а ко вто-
рой — заготовку. При прохождении тока образуется электрический
•контакт с очень большой плотностью, что ведет к размягчению заготов-
ки в месте соприкосновения ее с инструментом. Стальной или чугунный
диск, вращаясь, снимает металл с заготовки. К диску подводится ток
напряжением 2—30 В и силой 1000 А и более. Диск вращается со ско-
ростью 26—50 м/с. Этот метод обработки применяют для резки прока-
та, труб, опиливания шариков подшипников и т. д.
§ 5. Электроискровая обработка деталей
Электроискровой метод обработки основан на явлении эрозии, т. е.
разрушении металла под действием электрических искровых разрядов
в среде диэлектрической жидкости. Диэлектрической жидкостью явля-
ется минеральное масло или керосин. Между электродом-инструментом
и электродом-заготовкой, находящимися под напряжением, происходит
мгновенный (искровый) разряд (рис. 70). Разряд образуется при сбли-
жении электродов до пробивного промежутка.
Сфера применения электроискрового метода очень широкая. Чаще
всего его применяют для образования неглубоких отверстий любой
формы, изготовления штампов, заточки твердосплавных пластинок
109
Рис. 70. Станок для электроискровой обработки:
а — общий вид; б — схема
и т. д. В качестве инструмента обычно используют латунный или мед-
ный стержень, от формы которого зависит и форма образованного от-
верстия или углубления. Твердость материала обрабатываемой детали
может быть неограниченно высокой. Установка для электроискровой
обработки простая, портативная и. удобная в работе. К недостаткам
электроискровой обработки следует отнести большой расход электро-
энергии.
§ 6. Ультразвуковая обработка деталей
При ультразвуковой обработке горец инструмента колеблется со
сверхзвуковой частотой и незначительной амплитудой (до 0,05 мм) в
направлении его подачи. В пространство между торцом инструмента и
поверхностью детали подается жидкость с абразивным порошком. Под
действием колебаний инструмента частицы абразива с силой ударяются
о поверхность детали и углубляются в нее, образуя на ней контуры
торца инструмента.
Колебания создаются в так называемых магнитно-стрикционных
излучателях, действие которых основывается на свойстве некоторых
металлов (например, железа, кобальта, никеля и их сплавов) изменять
свой объем в магнитном поле и восстанавливать первоначальные раз-
меры при выключении поля. Переменное электромагнитное поле соз-
дает высокочастотный генератор, сигналы которого усиливает спе-
циальный усилитель.
Этот метод позволяет с высокой точностью прорезать щели, круг-
лые и фасонные отверстия или углубления в деталях из твердых мате-
риалов (стекла, керамики, германия, ферритов, твердых сплавов и
т. п.), а также разрезать небольшие заготовки, выполнять гравиро-
вальные работы и т. д.
На рис. 71 показан общий вид настольного универсального ультра-
звукового станка 4770. Конструкция станка очень проста. На станине
4 расположены каретка 6 и стол /, на котором закрепляют заготовку.
В головке 3 имеется магнитно-стрикционный излучатель, соединенный
но
Рис. 71. Универсальный ультразвуковой станок 4770
с инструментом 2, Жидкость с абразивным порошком подается насосом
по шлангу 5 в зону обработки. Генератор 7 выполнен в виде отдельного
узла. На его передней стенке расположены органы управления и конт-
роля: амперметр, миллиамперметр, переключатель контроля режима
ламп, сигнальные лампы, ручки «Мощность» и «Частота», кнопки
«Пуск» и «Стоп», выключатель сети и насоса. Если мощность генерато-
ра 0,25 кВт и частота 18,3 кГц, то производительность станка для стек-
ла будет доходить до 3000 мм3/мин и до8мм3/мин для твердого сплава
Т15К6. Глубина обработки равна диаметру торца инструмента и состав-
ляет 0,5—10 мм.
§ 7. Электронно-лучевая обработка и обработка пучком света
Существуют установки, которые могут сфокусировать поток элект-
ронов в виде узкого луча или узкого пучка света. Эти электронные
световые лучи можно использовать как микроинструмент для резки,
сверления, строгания, фрезерования с весьма высокой точностью мате-
риала любой твердости, а также для сварки. Сварку электронным лу-
чом применяют для соединения деталей из чистых и тугоплавких спла-
вов, а также металлов с большой активностью к соединению с кислоро-
дом. Сущность заключается в том, что с помощью электронного прис-
пособления получаем поток электронов в вакууме, сконцентрирован-
ный в виде лучей, которые вследствие наличия значительной концент-
рации теплоты очень быстро плавят металл на значительную глуби-
ну.
Сварку лучом света производят с помощью квантовых генерато-
ров (лазеров). Генераторы позволяют получать мощный луч; направ-
ляя его на деталь, можно мгновенно сварить металл, расплавить и
даже испарить его. Процесс соединения лазерным лучом подобен элект-
111
ронно-лучевой сварке, т. е. соединение происходит чрезмерно тонким
швом. Преимущество лазера в том, что сварка может быть исполнена
на расстоянии и в любых условиях: на воздухе, в сжатом газе, в ва-
куумной камере, внутри прозрачных сосудов.
Глава X. СЛЕСАРНАЯ ОБРАБОТКА ДЕТАЛЕЙ И СБОРКА
Слесарные работы в зависимости от последовательности выполне-
ния операций делятся на подготовительные (рубка, резка заготовок,
правка и разметка); основные (опиливание, шабровка, притирка);
окончательные (доводка и регулирование соединяемых деталей). По
характеру исполнения работы бывают сборочные, ремонтные, инстру-
ментальные и наладочные (станков-автоматов и поточных линий). В про-
цессе изготовления машин слесарно-сборочные операции являются
заключительной стадией всего технологического процесса.
В условиях единичного производства детали обрабатывают в ос-
новном по разметке, а при сборке подгонку и обработку деталей вы-
полняют высококвалифицированные рабочие. Серийное производст-
во, характеризуемое применением приспособлений, позволяет резко
сократить или вообще устранить разметку и объем работ по слесарной
обработке и подгонке деталей при сборке. Массовое производство ха-
рактеризуется наиболее значительным применением высокопроизво-
дительных специальных приспособлений и инструментов, позволяю-
щих изготовлять детали с высокой (вплоть до полной) взаимозаменяе-
мостью.
Удельный вес ручного труда на сборочных процессах на машино-
строительных заводах значительный — примерно 40% общего объема
работ по изготовлению машин, поэтому внедрение механизированных и
автоматизированных процессов транспортировки, пригонки, а также
совершенствование технологии сборки — важнейшие направления
технического прогресса в машиностроении. Транспортные и подъемно-
транспортные опрерации легко поддаются механизации при приме-
нении самоходных тележек, конвейеров, мостовых кранов, кран-ба-
лок, тельферов и другого оборудования. Главным направлением сов-
ременного этапа автоматизации в машиностроении является создание
сборочных автоматических линий по типу линий на автомобильных,
подшипниковых, часовых и других заводах.
С целью механизации слесарно-сборочных работ на машинострои-
тельных заводах применяют специальное оборудование: координат-
но-разметочные машины при разметке; плоскошлифовальные и ленточ-
но-шлифовальные станки для процессов опиливания; шлифовальные
и притирочные станки для операций шабрения и т. д. Кроме того, при-
меняют специальную оснастку: тиски, струбцины, стеллажи, сбороч-
ные столы, стенды; специальные приспособления: манипуляторы, сбо-
рочные кондукторы, быстродействующие фиксаторы, вращающиеся
столы; специальное оборудование: прессы, клепальные и сварочные
машины и аппараты, станки для сверления, шабрения, электродрели,
гайковерты, электроотвертки и т. п. малая механизация. Для ускоре-
112
ния сборки резьбовых соединений автомобильные и тракторные заво-
ды применя от самонарезающиеся и самовыдавливающиеся винты, са-
моконтрящиеся болты, анаэробные клеи для законтривания резьбовых
соединений и другие прогрессивные методы сборки.
§ 1. Сборка — заключительный этап изготовления машин
Невозможно построить машину или прибор, не выполняя сбороч-
ных работ, а при ремонте их необходимо разобрать на детали. Монта-
жом принято называть работы, связанные со сборкой и установкой
различных машин и конструкций. Демонтажом называется полная или
частичная разборка машины.
Сборка изделий — это технологический процесс соединения отдель-
ных деталей, сборочных единиц, комплексов и комплектов в строгой
последовательности ряда операций и переходов по чертежам и техни-
ческим условиям на сборку. Выбор и определение последовательности
сборки зависят от конструкции изделия.
По ГОСТ 2.101—68 изделием называется любой предмет или набор
предметов производства, изготовляемых на предприятии, например
зубчатое колесо, маховик, станок, поточная линия станков, комплект
составных частей врезного замка.
Различают- изделия основного и вспомогательного производства.
Изделиями основного производства называются тс, которые изготов-
ляет предприятие для реализации. Изделия вспомогательного произ-
водства предназначены только для собственных нужд производства.
В том случае, когда предприятия изготовляют изделия для реализа-
ции и эти же изделия идут для собственных нужд, их относят к изде-
лиям основного производства.
ГОСТ 2.101—68 установлены следующие виды изделий: детали,
сборочные единицы, комплексы и комплекты. В свою очередь изделия
делятся на неспецифицированные и специфицированные. Неспецифи-
цированные изделия не имеют составных частей — это детали. К спе-
цифицированным относят изделия, состоящие из нескольких частей,—
это сборочные единицы, комплексы и комплекты.
Деталью называется вид изделия, полученный из одного куска
однородного материала без применения сборочных операций, но с ис-
пользованием, если это необходимо, защитных или декоративных по-
крытий, местной сварки, пайки, склейки, сшивки и т. п.
Сборочной единицей называется изделие, состоящее из двух и более
составных частей, соединенных между собой на предприятии-изготови-
теле свинчиванием, сочленением, клепкой, сваркой, пайкой, опрес-
совкой, развальцовкой, склеиванием, сшивкой и другими подобными
сборочными операциями, например трактор, станок, телефонный
аппарат, редуктор и т. д.
Комплексом называют несколько специфированных изделий, слу-
жащих для выполнения взаимосвязанных эксплуатационных основных
или вспомогательных функций, но не соединенных между собой пред-
приятием-изготовителем (например, поточная линия станков, автомати-
ческая телефонная станция, корабль), специфицированные изделия
113
комплекса, выполняющие одну или несколько основных функций
всего комплекса, разнообразные детали и сборочные единицы, пред-
назначенные для монтажа и комплекса на месте его эксплуатации,
комплект запасных частей, укладочных средств, тары и другие изде-
лия, предназначенные для выполнения вспомогательных функций.
Комплектом называют не соединенные на предприятии-изготовите-
ле несколько изделий, которые предназначены для совместной эксплуа-
тации при выполнении вспомогательных функций, например, комплект
запасных частей, комплект инструмента и принадлежностей, комплект
упаковочной тары, осциллограф в комплекте с укладочным ящиком,
запасными частями, монтажным инструментом, сменными частями и
т. п.
Исходя из установленных видов изделий процесс сборки подразде-
ляется на сборку сборочных единиц, комплексов и комплектов или тех-
нологический процесс сборки изделий.
При сборке все части машины, независимо от их размеров, степени
ответственности и характера работы, должны быть тщательно очище-
ны, протерты, а трущиеся части смазаны. Сборка начинается с установ-
ки базовой детали или сборочной единицы, т. е. выбирают базовую де-
таль (станину, раму, стойку, плиту, корпус, основание и т. п.) и затем
выполняют сборку, соблюдая при сопряжении необходимую точность
соединений деталей, пользуясь при этом сборочными базами. Сбороч-
ной базой называется совокупность поверхностей или точек, по отно-
шению к которым фактически ориентируются другие детали.
Сборочный процесс представляет собой совокупность операций по
соединению окончательно обработанных деталей в определенной по-
следовательности с целью получения машины или механизма, полно-
стью отвечающих техническим требованиям.
При изготовлении всякой машины или механизма составляется сбо-
рочный чертеж и схема, в которых назначается порядок и последова-
тельность сборки.
Никакую машину нельзя собрать в произвольной последователь-
ности. Например, изделие, показанное на рис. 72, можно собирать
Рис. 72. Блок зубчатых
колес
Рис. 73. Шариковый кла-
пан масленки
111
только в такой последовательности: сначала на шейку зубчатого коле-
са напрессовать венец 2; просверлить отверстие под стопор 3, нарезать
в нем резьбу и завинтить стопор. Подготовить заранее полуотверстия
под стопор 3 в деталях 1 и 2 нельзя, так как при напрессовке венца эти
полуотверстия не совпадут. Собрать масленку (рис. 73) можно только
в том случае, если шарик / поместить в корпус 2, затем туда же ввести
пружину 3 и сжать ее, а затем запрессовать шпильку 4 Собрать это
изделие в другой последовательности невозможно.
§ 2. Принцип расчлененности процесса сборки
Технологический процесс сборки изделий машин, как и любой дру-
гой производственный процесс, подлежит усовершенствованию и тре-
бует внедрения прогрессивных методов сборки, направленных на со-
кращение цикла сборки в результате расчленения на возможно боль-
шее число отдельно сборочных узлов изделий. Главным условием при
этом является необходимость параллельной сборки узлов на различ-
ных рабочих местах. Процесс сборки изделия машины упрощается
при целесообразном расчленении на сборочные элементы. Для удобства
выполнения сборки составляют технологическую схему сборки в со-
ответствии со сборочным чертежом.
На рис. 74 показан пример технической документации в виде сбо-
рочного чертежа и технологической схемы сборки натяжного ролика.
Здесь ясно видны детали, входящие в изделие, последовательность
сборки элементов и расчленение изделия на элементы. Последнее очень
важно при проектировании процесса сборки. Рекомендуется собирае-
мые изделия расчленять на элементы таким образом, чтобы их число
было максимальным, сборку которых можно было производить одно-
временно и независимо друг от друга. В конечном итоге должна бьиь
разработана схема сборочной связи отдельных деталей и частей для
данного изделия. Изделия расчленяют на сборочные элементы путем
построения схемы сборочного состава При расчленении изделия на
элементы условные обозначения элементов изображают в виде прямо-
угольника:
Наименование элемента
Корыто
№ по
спефикации
Число собираемых
элементов
282—26 а 1
Индексы сборочных элементов совпадают с номерами и ин-
дексами соответственно на чертежах и в спецификациях. Узловые и об-
щие элементы имеют перед номером еще и буквы «Сб» (сборка). Сборка
машин показывается в виде прямой линии, к которой в необходимой
последовательности примыкают прямоугольники, обозначающие эле-
менты.
Ввиду того, что схема сборочного состава указывает последователь-
ность сборочного процесса, в ней елевой стороны линии выделяют базо-
115
Рис. 74. Техническая документация сборки:
а — сборочный чертеж; б — технологическая схема
вый элемент, а с правой стороны — собранную машину. В технологи-
ческих схемах выполняемые процессы указывают надписью например,
«приварить», «запрессовать», «набить смазкой» и т. п. Для удобства
в схеме детали показывают сверху осевой линии, а сборочные элемен-
ты снизу.
Принятый принцип расчлененности процесса сборки упрощает
проектирование, вносит определенную систему в его выполнение и по-
могает правильно оценивать качество конструкции машин с техноло-
гической точки зрения сборки (удобство и трудоемкость сборки и раз-
борки, минимум ручных, пригоночных работ и т. п.).
§ 3. Сборка разных соединений
Вид, способ и порядок сборки зависят от конструктивных особен-
ностей машины и в основном сводятся к выполнению неподвижных и
подвижных соединений деталей. В технике различают подвижные сое-
динения частей машин, которые, в свою очередь, делятся на разъемные
и неразъемные.
К неподвижным неразъемным соединениям относятся, например,
заклепочные и сварочные соединения, а также соединения пайкой, за-
прессовкой, заформованием, вдавливанием и выпуклыми поясами,
фальцами, лапками, так как разборка их связана с разрушением сое-
диненных частей К неподвижным разъемным относятся соединения,
разборка которых возможна без разрушения соединенных частей,
например клиновые, шпоночные, болтовые и другие соединения. Не-
подвижные неразъемные соединения собирают, применяя операции:
склепывания, прессования, горячей посадки, посадки с охлаждением,
сваривания, развальцовывания и др. Неподвижные разъемные соеди-
нения получают с помощью винтов, болтов, гаек, шурупов, шпонок,
клиньев, штифтов и т. п. или посадок с натягом.
Для получения подвижных соединений сборку деталей выполняют
с условием взаимного перемещения сопряженных деталей. Такие сое-
динения получают при сборке с применением посадок с зазором (пи-
ноль и корпус задней бабки токарного станка, поршень и цилиндр
пневматической дрели, соединение деталей рубильников, выключате-
лей). Подвижные неразъемные соединения применяют редко, в качест-
ве примера можно привести неразъемные подшипники качения.
Для правильной работы машин их детали должны быть точно соб-
раны, поэтому необходимо выполнять правила сборки.
Сборка соединений с натягом. Соединения с гарантированным натя-
гом получают посадками с предварительным нагревом охватывающей
детали (отверстия), а иногда охлаждением охватываемой детали (вала).
Сборка таких соединений заключается в создании такой осевой силы,
под давлением которой одна деталь входит в другую или находит на
нее. В зависимости от того, входит или находит деталь при приложении
силы, различают процесс запрессовки и напрессовки. Прессовая сила
создается с помощью пресса. В том случае, когда охватываемая деталь
входит в отверстие охватывающей, процесс называем запрессовкой,
например запрессовка валика во втулку, втулки в корпус. Если охва-
тывающая деталь находит на охватываемую, процесс называется на-
прессовкой, например напрессовка колеса на ось или втулки на вал.
Сборка подшипников. При монтаже подшипников качения, у ко-
торых внутреннее кольцо вращается вместе с валом или осью, а наруж-
ное неподвижно, подшипник насаживают на вал в подогретом состоя-
нии (в масле при температуре 70—100° С). Благодаря этому подшип-
ник после остывания плотно охватывает вал и надежно удерживается.
При монтаже на одном валу нескольких подшипников наружное
кольцо одного из них закрепляют неподвижно (рис. 75), остальные
делаются «плавающими», т. е. могут свободно перемещаться в осевом
направлении. Подшипник должен быть тщательно предохранен от
пыли и грязи войлочными или фетровыми прокладочными кольцами.
Сборка зубчатых передач. Для нормальной работы зубчатой пере-
дачи необходимо, чтобы центр тяжести колеса совпадал с осью враще-
ния; оси валов, на которых посажены колеса, были строго параллель-
ными; расстояние между осями колес сооответствовали размерам чер-
тежа; колеса имели прочную посадку на валах. Осуществляя сборку
зубчатых передач, необходимо выполнить следующее: посадку зубча-
тых колес на валы; установку валов с колесами в корпус; проверку ве-
личины радиального зазора между колесами, параллельности валов
117
Рис. 75. Схема монтажа под-
шипников
Рис. 76. Пример проверки зазора
зубчатых колес индикатором
и правильности зубчатого зацепления; регулировку зацепления зуб-
чатых колес.
Колеса на валы надевают с помощью специальных приспособле-
ний на прессах или вручную. Иногда посадку осуществляют нагревом
зубчатого колеса или охлаждением вала. После напрессовки следует
проверить, не бьет ли колесо на валу, плотно ли оно посажено, нет ли
качки и т. д. Радиальное и торцовое биения зубчатых колес проверяют
на призмах или в центрах. Собранные зубчатые колеса на валу после
проверки устанавливают в корпус. Если сборка проводилась по техни-
ческим условиям и выдержаны допуски, то зацепление будет работать
удовлетворительно. При сборке могут возникнуть дефекты зацепле-
ния, например недопустимый зазор (увеличенный или уменьшенный)
между зубьями в результате невыдержаного в пределах расстояния
между осями зубчатых колес, неравномерный зазор между зубьями,
биение и др.
Боковой зазор пары зубчатых колес проверяют индикатором
(рис. 76). Кроме того, качество зубчатого зацепления проверяют на
краску. Для этого краску наносят на одно из колес зубчатой пары и
передачу проворачивают. Перенос краски равномерными пятнами с
окрашенного колеса на ведущее свидетельствует о правильности сборки
и, наоборот, неравномерность окрашивания свидетельствует о непарал-
лельное и, перекосе и т. д.
Плавность и легкость хода передачи проверяют проворачиванием
передачи вручную или с помощью контрольных приспособлений.
§ 4. Балансировка деталей при сборке
Большое значение для срока службы и качества работы машины
оказывает правильная сборка вращающихся деталей и частей машины.
В деталях и вращающихся узлах при сборке необходимо достигать та-
кого состояния, чтобы не было неуравновешенности деталей и узлов
118
Рис. 77, Машина для статического балансирования деталей
машины. Уравновешенность частей машины обеспечивается при сбор-
ке в тех случаях, когда центр тяжести вращающихся механизмов сов-
падает с осью вращения и наоборот. Несовпадение центра тяжести с
осью объясняется неоднородностью материала и неточностью обработки
деталей и их сборки, конструктивными особенностями деталей (несим-
метричность, утолщение, отверстия, окна и т. п.)
Для уменьшения неуравновешенности применяют статическую
(рис. 77, а) и динамическую (рис. 77, б) балансировку с помощью при-
способлений.
Динамическая балансировка выполняется на электрических ав-
томатизированных балансировочных станках. Они в течение 1—2 мин
выдают данные: глубину и диаметр сверления, массу грузов, размеры
контргрузов и места, где необходимо закрепить и снять грузы Кроме
того, выполняется регистрация колебаний опор, на которых вращает-
ся уравновешенный узел, с точностью до 1 мкм.
§ 5. Контроль и испытание деталей и машин
В процессе сборки производят контроль деталей, а после сборки ма-
шину испытывают. Детали контролирует в соответствии о технически-
ми условиями отдел технического контроля (ОТК). Например, шкивы
проверяют на биение индикаторами (биение до 0,2—0,3 мм) и чертил-
кой (более 0,3 мм). Особенно тщательно проверяют правильность сбор-
ки машины и соединение деталей между собой. Испытание машин про-
изводят при холостом ходе и с переменной нагрузкой по специально-
му графику при включении различных частот вращения. Машину
проверяют на полную мощность. Замеченные при испытании недостат-
ки устраняют, и машину испытывают повторно. Полностью отрегули-
рованную машину проверяет ОТ К.
РАЗДЕЛ Г
ПРИСПОСОБЛЕНИЯ
ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Глава I. ОБЩИЕ СВЕДЕНИЯ О ПРИСПОСОБЛЕНИЯХ
При обработке заготовок по определенному технологическому про-
цессу приходится применять различные приспособления для закреп-
ления заготовок и инструментов, выверки и контроля взаимного их
положения во время установки и других операций. Качество и произ-
водительность обработки в значительной мере зависят от того, насколь-
ко возможно надежно, точно и быстро закрепить заготовку и инстру-
мент на станке.
Приспособлениями называются вспомогательные устройства, слу-
жащие для установки и зажима заготовок без предварительной их
разметки, а также для направления режущего инструмента. Приспо-
собления, предназначенные для установки и закрепления режущих
инструментов, обычно называют вспомогательным инструментом (бор-
штанги, переходные втулки и т. д.).
§ 1. Назначение и классификация приспособлений
Основное назначение приспособлений к металлорежущим станкам—
это быстрое и правильное расположение и надежное закрепление за-
готовок инструмента, позволяющее обеспечить точность обработки де-
талей, увеличить производительность станка в результате сокраще-
ния вспомогательного времени, нужного на установку, выверку и за-
крепление заготовки на станке, снизить затраты на проверочные опе-
рации, устранить разметку, облегчить труд рабочего и использовать
рабочих невысокой квалификации. Применение приспособлений поз-
воляет расширить технологические возможности станков и осущест-
вить полную или частичную их автоматизацию. Оказывается, что без
использования приспособлений невозможно осуществить взаимозаме-
няемость в поточном производстве и автоматизацию производства.
Приспособления позволяют применять многоместную обработку заго-
товок пакетами, совместить переходы и назначить более эффективные
режимы резания, что ведет к уменьшению машинного времени. Значе-
ние приспособлений при обработке деталей велико, так как они позво-
ляют на одном станке выполнять несколько операций, повышают безо-
пасность работы и снижают себестоимость продукции.
120
Применение приспособлений должно быть экономически выгодным,
поэтому целесообразность его использования определяют технико-
экономическими расчетами, при этом учитывают возможность окупае-
мости расходов на изготовление. Характер, число и степень совершен-
ства применяемых приспособлений зависят от программы выпуска и
конструкции изготовляемых машин.
Классификация приспособлений может быть проведена по различ-
ным признакам, например по области применения, технологическому
назначению, способу приведения в действие подвижных частей, харак-
теру действия, кинематике и др. Приспособления в зависимости от
применения бывают универсальные и специальные. Универсальные
могут быть применены при обработке деталей различных видов. Уни-
версальные стандартизованные приспособления (машинные тиски обыч-
ного типа, универсальные патроны различных типов, поворотные и
делительные столы, делительные головки и т. д.) являются принадлеж-
ностями к станкам, которые используются без дополнительного осна-
щения. Эти приспособления применяют в условиях единичного про-
изводства, но их можно использовать и в серийном производстве. С по-
мощью таких приспособлений нельзя быстро зажать детали сложной
формы.
Универсально-наладочные приспособления — это приспособле-
ния со специальными дополнениями (специальными губками для тис-
ков, фасонными кулачками к патронам и т. п.), позволяющими при-
менять их при обработке различных деталей с использованием специ-
альных наладок. Эти приспособления в основном применяют при се-
рийном производстве, но благодаря гибкости переналадки их можно
использовать в единичном и массовом производстве.
Универсально-сборочные приспособления (УСП) — это приспособ-
ления, которые могут быть использованы для любой технологической
•операции. Разработанная система УСП позволяет собирать комплект
приспособлений из простых нормализованных и взаимозаменяемых
деталей и узлов для использования в различных вариантах. При от-
сутствии надобности комплект разбирают и хранят до появления не-
обходимости сборки нового варианта приспособления и т. д. Таким об-
разом, УСП позволяет использовать нормальные детали многократно,
заменяя специальные и универсальные приспособления нормального
типа в единичном и мелкосерийном производстве, когда применять их
нерентабельно. Применение УСП повышает эффективность использо-
вания приспособлений и снижает их себестоимость. Приспособление
для сверления двух отверстий показано на рис. 78.
В промышленности применяется групповой метод обработки дета-
лей, который требует использования групповых приспособлений.
Групповые приспособления конструируют на группу деталей, которые
имеют постоянный корпус с зажимными механизмами со сменными на
ладками, позволяющими устанавливать и закреплять разные по раз-
мерам и форме детали. Групповые специализированные приспособле-
ния применяют в мелкосерийном производстве, но если зажимные уст-
ройства механизировать, то их можно использовать и в серийном про-
изводстве. На рис. 79 показано групповое переналаживаемое приспо-
121
Рис. 78. Приспособление для сверле- Рис. 79. Групповое переналаживаемое
ния двух отверстий приспособление
собление, которое легко переналадить на обработку новой детали, из-
менив центрирующую гидропластмассовую головку / и гидравличес-
кие зажимные узлы 2.
Специальные приспособления — дополнительные устройства к стан-
кам, предназначенные для выполнения заданной операции по обработ-
ке конкретной детали в условиях серийного или массового производ-
ства. Эти приспособления с высокоэффективными зажимными устрой
ствами применяют на поточных линиях.
При серийном производстве применяют агрегатированные приспо-
собления. Это приспособления, скомпонованные из нормализованных
узлов вместо специальных с использованием для нескольких приспо-
соблений одного силового привода (пневматического, гидравлического
или пневмогидравлического). Автоматизация и механизация произ-
водства требуют применения автоматизированных приспособлений в
поточных линиях массового производства. Компонуются такие при-
способления из специальных или универсально-наладочных и группо-
вых приспособлений. Применение автоматизированных приспособле-
ний ведет к повышению производительности труда, так как их исполь-
зование позволяет сократить вспомогательное время.
По технологическому назначению приспособления бывают: а) то-
карные — центры, поводковые устройства, центровочные оправки,
люнеты, самоцентрирующиеся и специальные патроны, шпиндельные
оправки, наладки к патронам, специальные планшайбы, револьвер-
ные головки и т. п.; б) сверлильные — кондукторные плиты (наклад-
ные и подвесные), нормализованные кондукторы (скальчатые, колонки,
гисочные), ящичные кондукторы (опрокидываемые, стационарные, по-
воротные), тоннельные и прочие кондукторы, специальные и универ-
сальные многошпиндельные головки, револьверные сверлильные го-
ловки, оправки для установки инструментов, патроны (зажимные, бы-
стросменные, предохранительные, самоустанавливающиеся), держав-
ки, универсальные расточные головки, расточные скалки, переходные
втулки и т. п.; в) фрезерные — машинные тиски (винтовые, эксцентри-
122
ковые пневматические, пневмогидравлические, пружинные и пр.),
поворотные столы с вертикальной, горизонтальной и наклонной осью
вращения, делительные столы и головки (простые, универсальные и
оптические), оправки (центровые и концевые), патроны для инстру-
ментов и т. п.
Приспособления в зависимости от привода в действие главным обра-
зом зажимов делятся на немеханизированные, механические, гидрав-
лические, пневматические, пневмогидравлические и электрические;
по характеру действия — на одноместные и многоместные; по кинема-
тике — на поворотные, непрерывные и др.
§ 2. Основные конструктивные элементы приспособлений
Для установки и зажима обрабатываемых заготовок приспособле-
ния имеют в зависимости от назначения, вида и характера технологи-
ческих операций соответствующие необходимые целевые конструктив-
ные элементы. Обычно в состав приспособлений входят следующие
элементы: установочные, зажимные, направляющие, делительные, по-
воротные устройства и фиксаторы, приводы корпуса, копиры, различ-
ные элементы автоматики и т. д.
Конструктивные элементы служат для установки, зажима заготов-
ки, направления инструмента и выполнения других функций, число ко-
торых и наименование определяется видом и назначением станка, ро-
дом выполняемых операций. Например, приспособления для сверлиль-
ных станков имеют кондукторные втулки для направления инструмен-
тов, приспособления для фрезерных станков снабжены делительными
устройствами и т. д.
Установочные, зажимные и корпусные элементы являются состав-
ными частями почти всех приспособлений. Каждый конструктивный
элемент приспособления выполняет определенную функцию: например,
установочные элементы служат для установки в нужном положении
заготовки относительно режущего инструмента; зажимные — для проч-
ного и надежного закрепления заготовки в приспособлении; направ-
ляющие — для обеспечения правильного расположения и направле-
ния движения режущего инструмента при обработке заготовки; дели-
тельные — для точного изменения положения заготовки относитель-
но инструмента; поворотные устройства — для перемещения заготов-
ки в процессе обработки по требуемой траектории; фиксаторы — для
фиксации объекта в требуемом положении; приводы — для приведе-
ния зажимов в действие в процессе закрепления заготовки; корпуса —
для соединения и требуемого расположения всех элементов в единую
конструкцию.
§ 3. Корпуса приспособлений
Корпус является основной частью приспособления. Он служит ос-
новой для крепления всех частей приспособления, и с его помощью
связывают обрабатываемую заготовку со станком или инструментом;
кроме того, он воспринимает силы зажима и резания.
123
a)
Рис. 80. Корпуса приспособлений
Рис. 81. Револьверная головка
к сверлильному станку
Рис. 82. Делительный поворотный
стол с пневмозажимом
Рис. 83. Поворотное приспособление с пневмозажимом
Размеры и форма корпуса зависят от детали, для которой предназ-
начается приспособление, типа станка, на котором используется при-
способление, и конструкции элементов, расположенных на корпусе.
Форма корпуса определяется также местом станка, где устанавливают
приспособление. Обычно вращающиеся приспособления имеют корпус,
представляющий собой тело вращения, а если приспособление устанав-
ливают на плоские части станка, то должна быть соответствующая ус-
тановочная плоскость. Если приспособление подвижное, кантуемое
или вращающееся, то корпус для его закрепления имеет ножки, кото-
рые должны быть уравновешены, и т. д.
К корпусам предъявляют технические требования по прочности,
жесткости, виброустойчивости и т. д. Корпус крепят на станках, для
чего предусматривают установочные элементы. Обычно крепление осу-
ществляют болтами, которые находятся в Т-образных пазах стола.
Для быстрого крепления корпуса в условиях серийного производства
на плите делают специальные полочки для прихватов или ушки для
болтов. Точность и быстрота установки приспособлений без выверки
достигаются направляющими элементами (пазовыми шпонками, цент-
рирующими болтами и т. п.). Корпусы для установки приспособле-
ний на вращающихся частях станков должны быть нетяжелыми, а при-
способления, перемещаемые вручную в процессе их использования, не
должны быть более 15 кг. Корпусы тяжелых приспособлений для удоб-
ства транспортировки и установки их на станках снабжены рым-бол-
тами. Корпусы могут быть литые (рис. 80, а), сварные (рис. 80, б),
сборные из отдельных частей (рис. 80, в) (например, плит, соединенных
винтами, стандартных профилей сортового проката и стандартных де-
Рис. 84. Специальные поворотные кондукторы:
а — для одной детали; б — с подвижной стойкой; в — универсальные
125
талей и т. д.), кованые (рис. 80, г). Чаще всего корпусы бывают литые
и сварные, но независимо от способа их изготовления необходимо пом-
нить о том, что места креплений должны иметь выступающие части
для точной и удобной обработки. На корпусе предусматривают спе-
циальное место для клейма.
В поворотных приспособлениях и приспособлениях для многосто-
ронней обработки, например сверления с нескольких сторон, корпусы
состоят из нормализованных поворотных или делительных столов
(с вертикальной, горизонтальной и наклонной осями вращения) ко-
робчатого вида и со стойками.
На рис. 81—83 показаны зажимные устройства: револьверная го-
ловка к сверлильному станку (рис. 81), делительный поворотный стол
с пневмозажимом (рис. 82), поворотное приспособление с пневмоза-
жимом (рис. 83)
Примером поворотного приспособления для многосторонней обра-
ботки сверлением может служить специальный поворотный кондуктор
(рис. 84). Приспособление может иметь подвижные и неподвижные
стойки, установленные па плите. Подвижную стойку 2 при установке
кондуктора 1 можно перемещать и фиксировать устройствами 3 в за-
висимости от длины кондуктора; таким образом, создается возможность
обработки различных деталей.
Для изготовления корпусов используют чугун, сталь, реже сплавы
алюминия и пластмассы.
Глава II. МЕТОДЫ УСТАНОВКИ ДЕТАЛЕЙ
И УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ
В производственных условиях обработку резанием производят с
приспособлениями и без них. При обработке без приспособлений за-
готовку размечают, устанавливают на столе станка с применением ус-
тановочных клиньев, подставок, угольников, домкратов, выверяют
для правильной ориентации инструмента и заготовки и закрепляют,
Рис. 85. Схемы прихва-
тов:
а — закрепление; б — пра-
вильное расположение; в —
неправильное расположение
126
например, с помощью прихватов (рис. 85, а). Обрабатываемые заготов-
ки необходимо правильно располагать и правильно закреплять при-
хватом (рис. 85, б). При использовании приспособлений не надо раз-
мечать и выверять положение заготовки, так как она благодаря базам
автоматически занимает требуемое положение с необходимой ориента-
цией по отношению к тем поверхностям, на которые установлена деталь.
Применение приспособлений способствует более эффективному выпол-
нению технологических процессов при удовлетворении требований чер-
тежа и технологических условий, а также правил базирования заго-
товок в приспособлении.
§ 1. Установочные детали и механизмы
Установочные элементы приспособлений для правильного ориенти-
рования обрабатываемой заготовки имеют необходимые детали и узлы,
которые называются установочными. Обычно это опорные точки для
установочных поверхностей заготовки, которые конструктивно пред-
ставляют собой либо опоры, либо установочные механизмы.
Чаще всего в станочных приспособлениях применяют неподвиж-
ные опоры. Наряду с ними получили распространение регулируемые
и плавающие опоры самоустанавливающиеся и подводимые, а также
опоры, стопорящиеся с помощью гидропласта. Иногда в качестве
установочных деталей используют призмы, пальцы, оправки и цанги.
Чрезмерное разнообразие опор вызвано требованиями установки раз-
личных заготовок и обеспечения их жесткого крепления. В связи с этим
опоры делятся на основные и вспомогательные.
Основными называются опоры, которые лишают заготовку шести
степеней свободы и создают жесткое крепление, не допускающее по-
явления деформаций от сил резания и зажима и собственной массы за-
готовки. В зависимости от конструкции заготовки в приспособлении,
когда имеется вероятность возникновения деформаций под действием
указанных сил, рекомендуется к основным опорам добавить вспомога-
тельные.
Основные опоры, как правило, это неподвижные опоры различной
конструкции (рис. 86). Конструктивно опоры могут быть изготовлены
в виде штырей или пластинок (платиков). Для установки необработан-
ных поверхностей применяют опоры-штыри со сферической головкой
(рис. 86, а) и с насечкой (рис. 86, б). В первом случае закрепление со-
прикасающихся поверхностей будет близким к точечному, во втором—
более надежное. Заготовки с обработанными поверхностями устанав-
ливают на штыри с плоской головкой (рис. 86, в), а если они больших
размеров — на пластинки (рис. 86, г). Иногда пластинки устанавли-
вают на контрольных штифтах, а опоры-штыри вставляют в закален-
ные втулки, впрессованные в корпус приспособления (рис. 87, а).
Применение втулок облегчает ремонт приспособлений.
С целью устранения ошибок, возникающих при обработке различ-
ных заготовок, часть опор делают регулируемыми. Все основные опо-
ры делают регулируемыми, если приспособления используют в мелко-
серийном производстве и обрабатывают заготовки разных размеров.
127
Основные опоры
Рис. 87. Опоры с втулками и подвижные
Регулируемые или подвижные опоры (рис. 87, б) благодаря наличию
винтовой пары позволяют перемещать (регулировать) положение точ-
ки опоры, вследствие чего их называют регулируемыми. Если устано-
вочная плоскость имеет одну регулируемую опору, то перед обработ-
кой новой партии заготовок подвижную опору регулируют в требуемом
положении и затем фиксируют.
Для создания более устойчивого положения заготовки в приспособ-
лении используют дополнительные опоры. Опоры могут быть само-
устанавливающиеся и подводимые. Самоустанавливающиеся опоры
применяют для установки грубо обработанных заготовок и для устра-
нения деформаций, возникающих при изготовлении детали в приспособ-
лении.
Конструкции самоустанавливающихся опор (рис. 88, а, б), пред-
назначены для создания надежной установки грубо обработанных ба-
зовых поверхностей и компенсируют имеющиеся неточности на заго-
товках. Самоустанавливающаяся опора (рис. 88, в) должна иметь
пружину, сжатую до такой степени, чтобы она поднимала штифт 2
до соприкосновения его с заготовкой, но не смещала. При установке
заготовки вертикальный штифт усилием пружины 1 перемещается до
соприкосновения с плоскостью заготовки 3. После выверки и установки
заготовки опору фиксируют в правильном положении затяжным вин-
том 5. Между штифтом и затяжным винтом устанавливают промежуточ-
ный сухарь 4, который ограничивает движение штифта.
Для установки следующей заготовки необходимо отвернуть затяж-
ной винт, чтобы штифт занял нормальное положение, и в приспособ-
лении установить очередную заготовку иных размеров. Под действием
массы заготовки штифт опускается и все повторяется, как и ранее при
установке.
128
А-А
а)
Рис. 88. Конструкции самоустанавливающихся опор
Рис. 89. Подводимые опоры:
а — домкратики; б — клиновые
Рис. 90. Самоустанавливаюкциеся опоры с групповым зажимом
5 Зак. 840
129
Подвижные опоры создают устойчивое положение заготовки, пре-
дохраняя ее от различного рода деформаций, и воспринимают большие
силы. Подводимые опоры в зависимости от принципа их подвода к за-
готовкам делятся на домкратики (рис. 89, а), клиновые (рис. 89, 6) и
самоустанавливающиеся (см. рис. 89, в).
Домкратики (винтовые опоры) для подвода вывертывают из корпу-
са приспособления до получения надежного упора заготовки в резуль-
тате контакта их поверхностей. Эти опоры обеспечивают надежный
подпор, но на их установку требуется значительное время.
В клиновых опорах (рис. 89, б) опору 1 выдвигают клином 6 до
нужного контакта с ней базовой поверхности заготовки 7, перемещая
винт 4 при вращении маховика 5. Положение опоры фиксируют шари-
ком 3 путем вращения винта по часовой стрелке. Шарик расклинивает
сегментные шпонки 2, в результате чего клин стопорится. На установку
этих опор не требуется много времени; ставят их в труднодоступных
местах.
Самоустанавливающиеся опоры при подводе под заготовку поддер-
живаются пружиной. После установки штифт стопорят, превращая
тем самым в жесткую опору. В таком положении опора будет находить-
ся до новой переналадки. К недостаткам опор следует отнести то, что
соприкосновение происходит в одной точке.
Применение самоустанавливающихся опор с групповым зажимом
сокращает вспомогательное время. Особенно целесообразно использо-
вать их в многоместных приспособлениях. В приспособлениях с груп-
повым зажимом закрепление и установку заготовок осуществляют с
помощью самоустанавливающихся опор винтового зажима (рис. 90, а)
или гидропласта, сжимаемого ручным (рис. 90, б) или механическим
(рис. 90, в) приводом. В последнем случае заготовки 2 прихватом при-
жимают к основным опорам /, вследствие чего опоры самоустанавлива-
ются и фиксируются.
В опорах, стопорящихся с помощью гидропласта, полость приспо-
собления заполняют пластической массой (гидропласт марки СМ), на
которую создается давление, передаваемое на стенки полости во все
стороны с одинаковой силой. Гидропласт — вещество, обладающее
большой вязкостью, не вытекающее через малые зазоры даже при вы-
соких давлениях. Под действием сил, создаваемых винтовым ручным
или механическим приводом, происходит фиксация самоустанавливаю-
щихся опор.
Заготовки с цилиндрическими поверхностями устанавливают с по-
мощью призм, установочных пальцев, оправок и тому подобных эле-
ментов.
§ 2. Призмы
Призмы, так же как и опоры, бывают различных конструкций:
жесткие (рис. 91, а) регулируемые (рис. 91, б) и подвижные самоуста-
навливающиеся (рис. 91, в). При установке в призмах цилиндрические
поверхности занимают правильное положение. Угол а в призмах на-
ходится в пределах 60—120°. Наиболее распространенными являются
жесткие призмы с углом а — 90° (см. рис. 91, а).
130
Рис. 91. Виды призм
Широкие призмы применяют
для установки чисто обработан-
ных поверхностей, узкие — для
установки необработанных по-
верхностей с четырьмя постоян-
ными опорами или регулируемы-
ми опорами. Назначение этих
призм — создать в приспособле-
нии устойчивое положение для
необработанных цилиндрических
Призму крепят в корпусе приспо-
собления винтами (см. рис. 91, б) и фиксируют
контрольными штифтами, запрессованными с
натягом. Такой способ установки вызывается
требованиями точности установки.
Литые и штампованные заготовки уста-
навливают для обработки в регулируемые са-
моустанавливающиеся призмы (рис. 91, в)
в двух взаимно перпендикулярных плоско-
д)
заготовок.
стях. Такие призмы могут центрировать заготовки со значительными
отклонениями в размерах.
Подвижные призмы выполняют роль вспомогательной опоры, под-
водимой или самоустанавливающейся. Самоустанавливающаяся приз-
ма только центрирует заготовки и не может воспринимать силы реза-
ния. Призмы должны иметь специальный вырез для удаления стружки,
образовавшейся во время обработки заготовки.
§ 3. Установочные пальцы
Детали с отверстиями и плоскими поверхностями при установке в
приспособлениях базируются по плоскости и отверстиям. При установ-
ке заготовок на базовые отверстия используют консольные пальцы.
Пальцы могут быть постоянные (рис. 92, а, б) и сменные (рис. 92, в, г).
Для более удобной посадки на них заготовок на торцовой части дела-
ют фаски. Иногда пальцы изготовляют с буртами (см. рис. 92, а, в).
Установку заготовки 1 на палец 2 с буртом 3 выполняют насадкой от-
верстием на стержень так, чтобы она упиралась в торец бурта. Нали-
чие фаски облегчает установку, а переходная поверхность повышает
точность.
Корпусные заготовки (плиты, рамы, станины, кронштейны) бази-
руются при установке по двум цилиндрическим отверстиям с парал-
5* 131
Рис. 92. Виды пальцев
Рис. 93. Схемы установки
деталей на пальцах
лельными осями и плоскости, которая расположена перпендикулярно
им. Точно обработанная плоскость и отверстия обеспечивают фиксацию
заготовок на автоматических линиях. Для установки заготовок слу-
жат два пальца, которые бывают жесткими и выдвижными. Последние
чаще всего применяют при установке тяжелых заготовок.
Установку выполняют по двум пальцам, один из которых срезан
(рис. 93, а). Это делают для уменьшения зазора между пальцем и от-
верстием, потому что межцентровое расстояние для партии заготовок
изменяется в пределах допуска 6 (рис. 93, б). Наилучшее сечение паль-
ца показано на рис. 93, в, при установке заготовок на такие пальцы
перекос будет наименьшим. Пальцы могут быть конусными, плаваю-
щими (рис. 93, г), установочными и т. д.
§ 4. Оправки
Для обработки наружных поверхностей заготовок в виде втулок
применяют пальцы или оправки. Оправки применяют в тех случаях,
когда необходимо обеспечить наиболее точную, концентричность на-
ружны^ поверхностей обрабатываемой заготовки с ее отверстием.
132
В этом случае вначале обрабатывают отверстие, затем заготовку уста-
навливают на оправку и обрабатывают все остальные поверхности.
Оправки по конструктивным признакам делятся на цилиндрические,
конические (рис. 94). Все эти оправки жесткие.
Жесткая оправка представляет собой стальной шлифованный вал,
на который насаживают заготовку. Оправку вместе с заготовкой ус-
танавливают в центрах станка или зажимают в патроне. Для удобства
насадки и снятия заготовки оправки делают с небольшой конусностью.
Оправка с зазором (рис. 94, в) предназначена для посадки загото-
вок с отверстиями, обработанными по 2-му классу точности. Заготов-
ку фиксируют по длине буртом 5, а закрепляют шпонкой 2 или гайкой
/. Правый конец оправки имеет квадрат, лыски или поводковый палец.
Широко распространены разжимные оправки (рис. 95, а), пред-
ставляющие собой стальной пустотелый цилиндр /, расточенный
внутри на конус и имеющий несколько несквозных разрезов а. Этот
цилиндр надевают на точно пригнанный конусный стержень 2 с вин-
товым хвостовиком б. При затягивании гаек 3 стержень разжимает в
небольших пределах наружный цилиндр и закрепляет посаженную на
него заготовку.
На рис. 95, б показан пример закрепления шкива на разжимной оп-
равке с коническим хвостовиком, который вставлен в центровое отвер-
стие шпинделя. Для установки необработанных толстостенных загото-
вок применяют консольную оправку с тремя сухарями. Оправка со-
Рис. 94. Оправки:
а — коническая; б — с натяюм; в —с зазором
133
стоит из конуса, который при установке заготовки раздвигает сухари и
прочно закрепляет заготовку типа втулки. На рис. 95, в показана оп-
равка с упругой гильзой, разжимаемой гидропластом. При установке
заготовку насаживают на тонкостенную гильзу 1. Закрепление про-
исходит вследствие сжатия гидропласта 2 винтом 3, Способ закрепле-
ния с применением гидропласта позволяет получить высокую степень
концентричности (биение 0,005—0,01 мм). Для установки цилиндри-
ческих заготовок применяют цанги.
Глава III. ЗАЖИМНЫЕ ЭЛЕМЕНТЫ И МЕХАНИЗМЫ
Приспособления для механической обработки обычно имеют уст-
ройства, состоящие из соответствующих зажимных элементов и меха-
низмов. Зажимные устройства приспособлений являются основной
частью, обеспечивающей надежное закрепление деталей в приспособле-
нии. В зависимости от конструкции зажимных элементов различаются
резьбовые зажимы, прихваты, клиновые, эксцентриковые кулачковые
и цанговые зажимы.
§ 1. Назначение зажимных устройств
Зажимные устройства предназначаются для обеспечения надежного
контакта заготовки с установочными элементами, жесткого крепления
з приспособлении, не допускающего смещения и вибрации заготовки в
:троцессе обработки. Они доступны для обслуживания и удобны в ра-
боте, обеспечивают постоянство зажимной силы и сохранность поверх-
ности заготовки. Зажимные устройства должны быть несложной кон-
зтрукции, недорогими, износостойкими и прочными при минимальных
размерах. Силы зажима должны быть направлены на неподвижные
опоры и действовать над ними, а заготовка под влиянием их не должна
смещаться с основных опор. Конструкция зажимного устройства долж-
на обеспечить безопасную работу, а сила, необходимая для закрепле-
ния заготовки, должна быть минимальной.
Зажимные устройства по принципу действия делятся на ручные,
механизированные и автоматизированные. Ручные зажимы (винтовые,
клиновые, эксцентриковые) применяют в приспособлениях, предназна-
ченных для единичного и мелкосерийного производства. Механизиро-
ванные и автоматизированные зажимные механизмы (пневматические,
гидравлические) применяют в приспособлениях, используемых в се-
эийном и массовом производстве. В зависимости от силового привода
зажимные элементы делятся на механические, пневматические, гидрав-
лические, электрические, магнитные и вакуумные^
§ 2. Резьбовые зажимы
Резьбовые зажимы — это устройства, в которых для закрепления
заготовок используют резьбовые соединения с зажимными винтами.
Резьбовые зажимы очень просты и универсальны, дешевы, прочны и
надежны в эксплуатации. Эти зажимы работают безотказно и неслож-
’34
ны в изготовлении. К недостаткам резьбовых зажимов следует отнести
длительность закрепления заготовок, особенно когда зажим осуществ-
ляют несколькими винтами; опасность смещения заготовки и ее дефор-
мации концом винта; большие затраты энергии рабочего при крепле-
нии; различные силы зажима заготовки.
Крепление этими зажимами осуществляют при вращении винта в
неподвижной гайке (рис. 96, а). Винты вращают ключами, рукоятками
или маховиками, надетыми на головки винтов, причем вручную или с
помощью различных приводов.
Для улучшения конструкции зажимов на концы винтов устанавли-
вают устройства с качающимися винтами, которые уменьшают дефор-
мацию и предохраняют от сдвига заготовку при креплении (рис. 96, б).
При соединении резьбового зажима с рычагами или клиньями зажимы
получаются комбинированными. Чаще всего применяют комбинацию
винтов с рычагами; такой зажим называют прихватом.
§ 3. Прихваты и клиновые зажимы
Прихваты представляют собой зажимные устройства для крепле-
ния заготовок в приспособлениях с помощью рычагов, приводимых в
действие винтом, гайкой, клином или эксцентриком. Рычаги прихва-
тов — это прямые или изогнутые планки, которыми зажимают заготов-
ку.
Прихваты должны обеспечивать удобство установки заготовки в
приспособлении, для чего их нужно выполнять так, чтобы они могли
отодвигаться или поворачиваться благодаря наличию в планке продоль-
ного паза или других устройств.
Гайка центрального болта 1 прихвата (рис. 97, а) опирается на сфе-
рические шайбы 2, что предохраняет болт от изгиба, если планка при
зажиме детали будет перекошена. Для поддержания планки на весу
после освобождения заготовки снизу устанавливают слабую пружину 3.
В том случае, когда заготовку зажимают несколькими прихватами, ме-
ханизм называется многократным. Прихваты могут быть с комбиниро-
ванным зажимом: с помощью эксцентрика (рис. 97, б) и Г-образные и др.
Рис. 97. Прихваты:
а — с рычагом; б — с эксцентриком
Рис. 96. Резьбовые зажимы
Клиновые зажимы — это разновидность зажимных элементов, ког-
да заготовку закрепляют с помощью обычного клина. Их применяют,
например, для увеличения или изменения направления силы зажима,
передаваемой пневматическим или гидравлическим приводом.
§ 4. Эксцентриковые зажимы
Эксцентриковые зажимы применяют, когда нужно быстро зажать
заготовку или ослабить ее зажим (рис. 98, а).
Профиль рабочей поверхности эксцентрика может быть круглым,
эвольвентным или спиральным. Круглый эксцентрик — это обычно
цилиндр (кулачок, диск или вал), снабженный рукояткой, у которого
ось расположена эксцентрично по отношению к оси вращения. Если же
профиль эксцентрика не круглый, а иной формы, то он называется
криволинейным. Круглые эксцентрики более просты в изготовлении,
но они имеют малый рабочий ход и непостоянные тормозные силы. Кри-
волинейные эксцентрики более сложные в изготовлении, но имеют по-
стоянные тормозные силы по всему рабочему профилю.
Для крепления заготовки эксцентриковым зажимом необходимо по-
вернуть рукоятку эксцентрика 1 (см. рис. 98, б) по часовой стрелке.
Наличие эксцентриситета смещает втулку 2 вниз. Перемещение втул-
ки оказывает действие на рычаги 4, которые благодаря скошенным па-
зам зажимают заготовку 3. При повороте рукоятки эксцентрика про-
тив часовой стрелки втулка освобождается и пружиной 5 поднимается
вверх, рычаги отодвигаются и заготовку свободно снимают.
§ 5. Цанговые зажимы
Цанговые зажимы служат для закрепления пруткового материала
и бывают с натяжной трубкой (рис. 99, а), с распорной трубкой
(рис. 99, б) и вертикального типа (рис. 99, в). Зажимным элемен-
том в этих устройствах является пружинящая гильза, с помощью
которой обеспечивается концентричность установки с точностью
0,02—0,05 мм. Обычно цанговый зажим состоит из центрирующей,
пружинящей разрезной втулки-цанги и элементов, осуществляющих
136
Рис. 99. Цанговые зажимы
Рис. 100. Цанговый патрон
ее зажим и разжим. Конструктивно зажим можно осуществить
по наружным и внутренним поверхностям. Чаще всего цанговые за-
жимы выполняют в виде цангового патрона, служащего для закреп-
ления пруткового материала на токарных, револьверных станках и ав-
томатах. На рис. 100 показан цанговый патрон, предназначенный для
закрепления деталей на токарных и револьверных стайках без их оста-
новки.
§ 6. Механические усилители
Механические усилители применяют в тех случаях, когда требует-
ся увеличить зажимные силы. Механизмы-усилители используют ры-
чажные, клиновые, шарнирно-рычажные, рычажно-клиновые, рычаж-
но-винтовые, гидравлические и другие зажимы. На рис. 101 показаны
рычажные одно- (рис. 101 а) и двуплечие (рис. 101,6) механизмы-уси-
Рис. 101. Механизмы-усилители
137
лители, с помощью которых можно получить значительные зажимные
силы.
Установочно-зажимные механизмы. К установочно-зажимным ме-
ханизмам относятся механизмы, выполняющие одновременно устано-
вочные и зажимные функции. Такие приспособления обеспечивают
точную установку и закрепление заготовки при минимальных затратах
вспомогательного времени на зажимные операции.
В качестве установочно-зажимных приспособлений используют оп-
равки различных конструкций (клиновые, самозажимные, конические,
с упругой гильзой и с гидропластом), а также самоцентрирующие уст-
ройства для станков различных групп. Широкое применение получили
призматические и кулачковые, плунжерные, цанговые и мембранные,
гидропластовые и другие механизмы.
Глава IV. ПРИВОДЫ ЗАЖИМНЫХ УСТРОЙСТВ
В зависимости от источника энергии приводы зажимных устройств
делятся на пневматические, гидравлические, пневмогидравлические,
электрические (электромоторные, соленоидные, электромагнитные).
Приводы имеют следующие преимущества: резкое сокращение вспо-
могательного времени и значительное повышение производительности
труда в результате быстроты срабатывания, возможности приведения
в действие нескольких зажимов от одного привода, получение требуе-
мой расчетной зажимной силы. По требованию техники безопасности,
приводы, работающие от сжатого воздуха или жидкости, должны иметь
дополнительные устройства, выключающие станок при снижении дав-
ления в сети.
§ 1. Пневматические приводы
Пневматическим называется привод, приводимый в действие сжа-
тым воздухом. К достоинствам пневматических приводов относятся
быстрота зажима (закрепление в 5—10 раз быстрее в сравнении с руч-
ным), постоянство силы зажима и возможность ее регулировки, надеж-
ность и удобство работы, возможность автоматизации. К недостаткам
привода относятся: большие размеры, необходимость установки усили-
вающих передач, понижающих КПД, неизбежное снижение давления в
сети, необходимость установки водоотделителя с фильтром и др. Рас-
пространение получили силовые пневмоцилиндры (рис. 102, а) и пнев-
матические диафрагменные камеры (рис. 102, б).
Силовой пневмоцилиндр приводится в действие от сети с давлением
воздуха 400—600 кН/м2 (4—6 кгс/см2), который поступает в цилиндр 1
(см. рис. 102, а) и перемещает поршень со штоком 2, связанным с за-
жимами. Сжатый воздух может поступать либо с одной стороны, либо
попеременно то с правой, то с левой стороны поршня через специаль-
ный клапан 3. В первом случае пневмоцилиндр будет одностороннего,
а во втором случае двустороннего действия. Односторонние пневмоци-
линдры рабочий ход совершают под действием сжатого воздуха, а об-
138
Рис. 102. Пневматические приводы
ратный — с помощью пружины. В двусторонних пневмоцилиндрах оба
хода осуществляются под действием сжатого воздуха. Пневмоцилинд-
ры бывают стационарными, вращающимися, качающимися, плавающи-
ми и специальной конструкции.
Пневматические диафрагменные камеры работают также от сжатого
воздуха с помощью резиновой диафрагмы, камера которой разделена
на две части. Сжатый воздух через отверстие 4 (см. рис. 102, б) поступа-
ет в корпус над диафрагмой и давит на нее. Диафрагма / прогибается
и передает давление диску со штоком 2, проходящим через подшипник
крышки. Шток связан с зажимом крепления. При снижении давления
диск возвращается в исходное положение под действием пружины 3.
Полость над диафрагмой имеет сообщение с атмосферой через отверстие.
Камеры, как и цилиндры, бывают одно- и двустороннего действия.
Камеры по сравнению с цилиндрами имеют следующие достоинства:
более простую конструкцию, меньшие размеры, более продолжитель-
ный срок службы. К их недостаткам следует отнести небольшой (15—
20 мм) ход штока.
§ 2. Гидравлические приводы
Привод, приводимый в действие давлением жидкости (в 6—10 раз
превышающим давление воздуха в пневмоприводах), называется гид-
равлическим.
Гидравлические приводы представляют собой цилиндры с поршня-
ми и штоком, связанным с зажимом. В цилиндр насосом нагнетается
масло под давлением 8 МН/м2 (80 кгс/см2) так, что закреплять заготов-
ки можно с большими силами; поэтому эти приводы широко применяют
при механизации и автоматизации производства.
Пневмогидравлический привод (рис. 103) состоит из двух цилинд-
ров— пневматического и гидравлического. Сжатый воздух, поступаю-
щий в пневматический цилиндр, перемещает поршень / и шток 2 влево,
вследствие чего создается давление в гидравлическом цилиндре. В
этом случае шток является поршнем гидравлического цилиндра боль-
шого давления. Давление масла перемещает поршень 3, связанный с за-
жимом приспособления.
К недостаткам привода следует отнести малый ход штока гидрав-
лического поршня. В гидроприводах источником энергии служит ин-
дивидуальная или групповая насосная установка. Гидроцилиндры
139
Рис. 103. Пневмогидрав-
лический привод
нормализованы и делятся
на пять типов: с резьбовым
креплением, с креплением
лапками, с шарнирным
креплением, с задним и пе-
редним фланцевым крепле-
ниями.
§ 3. Самозажимные, электрические и другие приводы
Станочные приспособления иногда имеют приводы от подвижных
частей станка и сил резания. К ним можно отнести приспособления для
нарезания резьбы вращающимися резцами, самозажимной патрон для
обтачивания валов (рис. 104), само-
центрирующийся самозажимной пат-
рон для сверления цилиндрических
заготовок (рис. 105).
На рис. 104 показан самозажим-
ной патрон УП-714, которым закреп-
ляют чаще всего валы диаметром 20—
60 мм, при наличии комплекта смен-
ных кулачков. Патрон состоит из кор-
пуса /, кольца 12, плавающего коль-
ца 13, кулачков 10, пальцев 9, оси 11,
фланца 14, центра 3, который уста-
новлен в гнезде корпуса на игольча-
А 5)
Рис. 104. Самозажимной патрон для токарных работ:
а — общий вид; б — чертеж
140
Рис. 105. Самоцентрирующийся само-
зажимной патрон для сверлильных
работ
том подшипнике 4, упорном под-
шипнике 5 и втулке 2.
Для обработки вал устанав-
ливают в центрах станка. В мо-
мент пуска центр патрона с ук-
репленным на нем фланцем, в
пазы которого входят оси, — не-
подвижен, а корпус с закреплен-
ными на нем кольцами и пальца-
ми, входящими в продольные
пазы кулачков, начинает вра-
щаться, поворачивая и прижи-
мая при этом вращающиеся ку-
лачки к наружной поверхности заготовки. При точении увеличение
нагрузки на резец автоматически приводит к повышению силы зажи-
ма. Для более надежного закрепления заготовки поверхность зажим-
ного профиля кулачка должна быть рифленой.
Применение в конструкции патрона плавающего самоустанавлив-
ющегося кольца обеспечивает равномерный зажим детали, устраняет
появление неуравновешенной поперечной силы и, кроме того, позво-
ляет применить патрон при обработке валов с неравномерно располо-
женными припусками. Шарики <8, пружины 7 и пробки 6 нужны для
удержания плавающего кольца в центральном положении после удале-
ния обработанной детали.
Для снятия детали необходимо повернуть ее снизу вверх на себя,
чтобы зажимные кулачки повернулись в том же направлении и осво-
бодили деталь. Затем следует отвести от детали вращающийся центр
задней бабки станка и снять деталь.
Для закрепления заготовок из ферромагнитного материала исполь-
зуют магнитные и электромагнитные зажимные устройства (патроны
и плиты). Зажимные устройства такого типа применяют на токарных
и шлифовальных станках; они дают возможность быстро закреплять
деталь, они просты в управлении, но имеют большие размеры и малые
силы при закреплении.
На рис. 106 показаны электромагнитные и магнитные патроны для
токарной чистовой обработки. Их преимуществом является то, что за-
готовка для обработки всесторонне доступна и не деформируется зажим-
ными элементами. Чтобы сила зажима была максимальной, необходи-
мо тщательно обрабатывать опорные поверхности. Электромагнитные
патроны получают питание от источника постоянного тока и удержива-
ют заготовку магнитными силовыми потоками (рис. 106, в). Детали, из-
готовленные в этих патронах, необходимо размагничивать путем вклю-
чения тока в противоположном направлении.
На крупных токарных станках, где требуется большая сила зажима
деталей, применяют патроны с электродвигателем (рис. 107). Кулачки
И!
Рис. 106. Патроны:
а — электромагнитный: I — корпус; 2 —
крышка; 3 — коллекторные кольца; 4 —
железная планка; б — магнитный: 1 —
рукоятка для включения и выключения
патрона; в — расположение магнитов
при закреплении и освобождении дета-
ли- / — деталь закреплена; // — деталь
освобождена; / — проводник (армко-
железо); 2 — плита (армко-железо); 3 —
латунная прокладка; 4 — магнит
Рис. 107. Схема действия
патрона с зажимом с по-
мощью электродвигателя
патрона 1 перемещаются от электродвигателя 5 через специальный ме-
ханизм с редуктором 4 и муфтой 2 со скошенными кулачками. Вал
электродвигателя вращает гайку 7, что вызывает осевое перемещение
винта 8 и тяги, связанной с кулачками патрона, закрепляющими за-
готовку. При этом все возрастающий крутящий момент вызывает на
скошенных кулачках муфты осевую силу, которая по величине пре-
восходит силу пружины 3, муфта отходит влево, нажимает переклю-
чатель 6 и электродвигатель выключается. С помощью пружины регу-
лируется сила зажима. Расход энергии на зажим незначительный.
Для закрепления используют также вакуумные патроны.
Глава V. НАПРАВЛЯЮЩИЕ, ЦЕНТРИРУЮЩИЕ, ПОВОРОТНЫЕ
И ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
Приспособления кроме установочных, корпусных и зажимных эле-
ментов имеют направляющие, центрирующие, поворотные и делитель-
ные устройства, позволяющие обрабатывать детали быстро и в преде-
14J
лах заданной точности по всем параметрам независимо от навыков ра-
бочего.
Направляющие и прочие ориентирующие элементы должны быть
точными, износостойкими и при большой производственной програм-
ме — сменными. К элементам, направляющим и определяющим поло-
жение режущих инструментов, относятся направляющие и кондук-
торные втулки, установы, щупы, упоры, указатели и т. д.
§ 1. Направляющие и центрирующие устройства
Направляющие элементы служат для правильного направления ре-
жущего инструмента, чаще всего сверл и зенкеров, при обработке от-
верстий. При обработке плоских поверхностей на строгальных и дру-
гих станках применяют установы и шаблоны. Установ (рис. 108, а) по-
зволяет правильно взаимно расположить заготовку 1 и фрезу 4. При
установке применяют габарит 2 и щуп 3.
Применяют также стандартные высотные установы (рис. 108, б)
и угловые (рис. 108, в), которые обеспечивают точность обработки в
пределах 3—4-го классов точности. Установы-габариты в основном
применяют на фрезерных приспособлениях. В процессе наладки при-
способлений для достижения точных линейных расстояний применяют
различные упоры и указатели.
Для направления и увеличения жесткости вращающихся цилиндри-
ческих режущих инструментов применяют направляющие кондуктор-
ные втулки (рис. 109). Они просты и широко распространены. Для ус-
тановки кондукторных втулок применяют кондукторные плиты, куда
их запрессовывают с натягом. Постоянные втулки малого диаметра
применяют как направляющие при сверлении отверстий до 4—8 мм;
втулки большего диаметра используют как направляющие- сменных
втулок. Сменные втулки помещают в постоянные втулки с зазором и за-
крепляют винтами или планками. При износе втулки ее легко можно
заменить.
Когда необходимо обрабатывать отверстие различными инструмен-
тами, для обеспечения доступа всех инструментов к обрабатываемому
отверстию, применяют быстросменные втулки. Они подобны смен-
ным, но для замены втулки достаточно повернуть ее на некоторый угол
и головка винта свободно проходит в специальную прорезь.
Конструкция и размеры нормальных кондукторных втулок стан-
дартизованы, но при обработке отверстий в деталях сложной конфигу-
рации применяют специальные кондукторные втулки. Так, в приспо-
соблениях для расточных станков применяют вращающиеся втулки
(рис. ПО), служащие для направления борштанги. Кроме направляю-
щих втулок применяют кондукторы с центрирующим пальцем. В та-
ких кондукторах заготовка с отверстием центрируется с помощью
пальцев (рис. 111). На рис. 111, а показан стандартный кондуктор, а на
рис. 111, б — в передвижном кондукторе заготовку закрепляют на
пальце гайкой /, опирающейся на съемную шайбу 2. Разновидностью
передвижных кондукторов являются кантующиеся или опрокидываю-
щиеся, применяемые при сверлении отверстий.
143
Рис. 108. Направляющие элементы — установы
Рис. 109. Направляющие кондукторные
втулки:
а — постоянная без буртика; б — постоянная
с буртиком; в —сменная; г — быстросменная
Рис. 110. Направляющая вра-
щающаяся втулка
Рис. 111. Кондукторы с центрирующим пальцем:
а — стационарный; б — передвижной
§ 2. Способы направления движения резцов
В металлорежущих станках движение режущих инструментов и их
направление осуществляется механическим, гидравлическим, пневма-
тическим, электрическим, электронным и комбинированным методами.
Соответственно метод влияет на кинематику и специфику конструктив-
ного оформления станка. Самым распространенным методом направле-
ния резцов является механический.
Направление и управление движением резцов осуществляется пу-
тем применения системы управления упорами, копирами и барабанами
с кулачками. Ими пользуются при выполнении функций ограничения
перемещения и функций управления. Так, например, благодаря упо-
рам — путевым переключателям передаются команды, с помощью
электрических сигналов электродвигателю, электромагнитным муф-
там или электромагнитам, задавая соответствующее движение резцу.
Схема управления упором показана на рис. 112. Суппорт 1 с рез-
цом или другим режущим инструментом в процессе обработки набега-
ет на упор 2 и вынуждает, в зависимости от настройки станка, остано-
виться или изменить направление движения. В тех случаях, когда не-
обходимо изготовить детали с соответствующими размерами по длине,
настройку выполняют таким образом, чтобы была команда на останов-
ку; если требуется изменение направления движения, то подается
команда на переключение хода движения до упора <3, где суппорт полу-
чает снова команду на изменение направления движения.
Очень удобно управлять движением режущего инструмента или за-
готовки различными копирами (рис. 113). Копир имеет профиль, кото-
рый копируется инструментом благодаря связи копировальной голов-
ки (датчика) / и инструментальной //. Копир / посредством щупа 2
передает все изменения движений воспринимающей части 3, которая
через усилитель 4 и исполнительный механизм 5 передает команды, не-
обходимые для движения резца 6. Передача команд от копировальной
к инструментальной головке может осуществляться механическим,
электрическим, гидравлическим и другими способами. Системы с ко-
пирами не обеспечивают автоматизации всего необходимого разнооб-
разия движений станков и обеспечивают автоматизацию хода лишь од-
ного из инструментов,
Рис. 112. Схема управления упором
Рис. 113. Схема действия копйронжнтодо уст-
ройства
145
Рис. 114. Направляющее устройство движений многошпиндельного автомата
Для обеспечения системы управления, охватывающей движения лю-
бого цикла, применяют цилиндры в виде барабанов или валов, на кото-
рых посажены разнообразные копиры в виде кулачков с профилями,
обеспечивающими надежную и максимальную синхронизацию всех за-
данных движений цикла (рис. 114).
§ 3. Центрирующие механизмы
Для установки и зажима цилиндрических заготовок применяют
центрирующие механизмы и установочные элементы. Так, например,
в качестве центрирующих установочных элементов при обработке ва-
лов с центровыми гнездами используют центры.
Бывают случаи, когда установка заготовки на двух центрах неус-
тойчива и тогда требуется, например, поджим к дополнительной боко-
вой базе (рис. 115, а) или установка на трех (рис. 115, б) или четырех
(рис. 115, в) центрах.
Для установки цилиндрических заготовок в горизонтальном или
вертикальном положениях применяют центрирующие механизмы, пред-
ставляющие собой тиски с одной или двумя подвижными призмами.
Примером может служить механизм с одной подвижной 2 и неподвиж-
ной 1 призмами (рис. 116, а). В случаях, когда необходимо зажимать не-
точные заготовки, устанавливают регулируемую призму, а еще лучше
подвижную. Этот принцип центрирования используется в самоцентри-
рующихся двухкулачковых патронах. Для обеспечения зажима и
центрирования цилиндрических заготовок широко применяют само-
Рис. 115. Схемы центрирования заго-
товок:
а — в центрах с поджимом; б —в трех
центрах; в — в четырех центрах
146
центрирующие тиски с призмами на губках, а для центрирования за-
готовок по внутренним необработанным поверхностям используют плун-
жерный механизм (рис. 116, б).
§ 4. Поворотные и делительные устройства
Поворотные и делительные устройства приспособлений используют
при обработке заготовок по нескольким позициям за одну установку
и служат средством перемещения обрабатываемого объекта на необхо-
димую величину по отношению к режущему инструменту. Эти устрой-
147
Рис. 117. Фиксаторы
а — для фрезерования; б — с ме-
ханическим подъемом и поворо-
том
ства состоят из поворотной части (диска, плиты и т. д.) и фиксаторов.
Заготовки закрепляют на подвижной части, а фиксатор находится на
неподвижной и фиксирует в определенном положении поворачивае-
мую из позиции в позицию плиту или диск.
Поворотные части приводят в движение рукой или механически и
закрепляют в нужном положении фиксатором, включающимся авто-
матически или вручную. Когда обрабатывают нетяжелые заготовки и
точность деления по условию невысока, применяют автоматические
фиксаторы (рис. 117, а). Это шариковые или стержневые со сферичес-
кой головкой фиксаторы, которые автоматически включаются при по-
вороте подвижной части на одно деление (вручную) до возникновения
характерного щелчка, когда шарик под действием пружины входит в
гнездо. При выключении шарик или головка стержня выдавливается
из гнезда в процессе поворотов.
Ручные вытяжные фиксаторы (рис. 117, б) ставят на приспособле-
ния, когда осевая сила пружины не превышает 49—98 Н (5—10 кгс).
Если-сила больше, то для включения фиксаторов, применяют рукоят-
ки с эксцентриком (рис. 117, в) или с реечной передачей (рис. 117, г)j
148
которая дает большую точность; их применяют в точных делительных
устройствах. Повышенная точность будет у фиксаторов с конической
заточкой пальца. Применяют клиновые фиксаторы и фиксаторы с про-
резью.
На рис. 118 показаны устройства, действующие от упора или пнев-
матики. Делительное приспособление для фрезерного станка имеет
фиксатор 4 (рис. 118, а), сблокированный с собачкой 2. Благодаря на-
личию неподвижного упора 3 при возвратно-поступательном движе-
нии стола сблокированный элемент взаимодействует с поворотом дели-
тельного диска о. Чтобы диск не поворачивался в обратную сторону,
предусмотрен упор /. На рис. 118, б показан стол, верхняя часть кото-
рого может поворачиваться при подъеме на упорном подшипнике. В
конструкции, показанной на рисунке, для подъема использован пнев-
моцилиндр, но можно подъем выполнять и с помощью различных ме-
ханических устройств. Применяют поворотные устройства с зубчаты-
ми и червячными передачами; они позволяют делить цилиндрические
заготовки на части, кратные передаточному отношению червячной па-
ры, как, например, в универсальных делительных головках.
Глава VI. НОРМАЛИЗОВАННЫЕ УНИВЕРСАЛЬНЫЕ
ПРИСПОСОБЛЕНИЯ
При обработке на металлорежущих станках применяют различные
приспособления: станочные тиски, токарные трехкулачковые само-
центрирующиеся патроны; четырехкулачковые патроны, центра, лю-
неты, поводковые патроны, оправки, цанговые и магнитные патроны,
поворотные и делительные столы, делительные головки и другие при-
способления. Применение таких приспособлений экономически себя
оправдывает, так как их детали нормализованы. Приспособления из-
готовляют, как обычное оборудование к станкам.
§ 1. Станочные тиски
Станочные тиски предназначены для закрепления различных заго-
товок при обработке плоских поверхностей. Широкое применение они
получили как зажимное приспособление на фрезерных и строгальных
станках. Достоинством тисков является сравнительно простая конст-
рукция и возможность быстрой переналадки путем замены сменных
губок. Тиски делятся на винтовые, эксцентриковые, пневматические
и т. д.
На рис. 119, а показаны винтовые тиски, которые применяют в еди-
ничном и мелкосерийном производстве; устройство их простое. Для
закрепления заготовки затрачивается много времени.
Более эффективными в отношении экономии времени являются
гиски с эксцентриковым (рис. 119, б), пневматическим или гидравли-
ческим зажимом. Как те, так и другие применяют в серийном произ-
зодстве.
149
Универсальные пневматические станочные тиски (рис. 119, в) со-
стоят из подвижной губки 10, соединенной с планкой 2 болтами 1,
неподвижной губки 7, которая устанавливается в требуемое положение
винтом 5, пневматической камеры 11 со штоком 8, рычагом 6, стержнем
4, вкладышем 3 и пружиной 9, При зажатии заготовки давлением воз-
духа в камере перемещается шток, который, действуя на рычаг, стер-
жень и вкладыш, смещает подвижную губку влево; происходит зажим
заготовки. С помощью пружины губки возвращаются в исходное поло-
жение.
§ 2. Патроны
Патроны — это приспособления, служащие для закрепления заго-
товок при обработке на станках токарной группы. Патроны делятся
на самоцентрирующие — трехкулачковые, универсальные и быстро-
действующие, цанговые, двухкулачковые; с независимым перемеще-
нием кулачков — четырехкулачковые; специальные — плунжерные,
гидропластовые, мембранные и т. п.
На рис. 120 показаны патроны, которые позволяют устанавливать
зубчатые колеса по профилю с помощью трех кулачков 1 (рис. 120, а)
или роликов 2 (рис. 120, б), входящих в соприкосновение с впадинами
зубьев по профилю, обеспечивая центрирование и зажим по трем точ-
кам. Такого вида закрепление закаленных зубчатых колес обеспечи-
вает достаточную точность при шлифовании центрального отверстия
заготовок.
Цанговые патроны применяют для закрепления пруткового мате-
риала в разрезной гильзе (цанге), что позволяет получить высокую точ-
ность центрирования (до 0,03—0,05 мм). Конструктивное их оформле-
ние может быть разнообразным, например цанга втягивается в конус-
ное гнездо, цанга вдвигается в гнездо, цанга зажимается гайкой или
имеет упор (см. рис. 99). Зажим заготовок в цанговых патронах может
происходить и сжатым воздухом. Такого вида патроны называются
пневматическими цанговыми. Действуют они от давления сжатого воз-
духа, поступающего из коробки силового устройства, установленной на
150
Рис. 120. Патроны, применяемые при
шлифовании отверстий закаленных
зубчатых колес
Рис. 121. Пневматический цанговый
патрон
заднем конце шпинделя станка. Воздух от коробки, которую называют
распределительной, поступает к патрону по воздухопроводу — двум
металлическим трубкам 7 (рис. 121), впаянным в канавки трубы 1.
Когда сжатый воздух попадает в правую полость патрона, происходит
зажим вследствие перемещения поршня 2 вместе с кольцом 3. Смеще-
нием кольца через посредство кулачков 4 и конической поверхности
втулки 5 выполняется зажим. При поступлении воздуха в левую по-
лость патрона поршень перемещается вправо и кулачки под действием
упругого элемента 6 расходятся — происходит раскрепление заготов-
ки.
§ 2. Плиты
Стальные заготовки можно закрепить с помощью магнитных при-
способлений, которые бывают в виде патронов и магнитных плит
(рис. 122). Магнитные плиты применяют на плоскошлифовальных
станках; они являются очень эффективным средством закрепления за-
готовок. На рис. 122, б показана магнитная плита для закрепления за-
готовки 3. Плита неподвижно установлена на столе 9 станка и с помо-
дью магнитов (постоянных или электромагнитов) прочно удерживает
заготовки. Для достижения наилучшего результата зажима необходи-
мо, чтобы полюсные наконечники находились в одной плоскости и бы-
ли разделены бронзовыми прокладками. Обмотки катушек электро-
магнитов питаются постоянным током от селеновых выпрямителей.
Иногда шлифуемые заготовки устанавливают непосредственно на маг-
151
Рис. 122. Магнитная плита:
а — общий вид; б — схема работы;
1 — шлифовальный круг; 2 — про-
кладка; 3 — заготовка; 4 — сердеч-
ник; 5 — катушка; 6 — корпус; 7 —
нижняя, плита; 8 — пластина; 5 —
стол станка
нитный стол. При пропускании электрического тока через проводники,
вделанные в стол, происходит намагничивание и заготовка прочно
удерживается на столе.
§ 4. Столы и стойки
Столы и стойки — это устройства металлорежущих станков, слу-
жащие для поддерживания заготовок в момент обработки и режущих
инструментов или сообщения им определенного заданного движения.
Чаще всего их применяют при обработке плоских поверхностей. Для
зажима имеются специально подготовленные пазы, в которые вставля-
ют головки болтов, прихватов и других зажимных элементов.
Столы являются принадлежностью главным образом фрезерных стан-
ков и могут быть прямоугольными, круглыми, вращающимися, угло-
выми и поворотными. Конструктивно стол представляет собой основа-
ние прямоугольной или круглой
формы с несколькими пазами
для зажимных болтов.
Вращающиеся универсаль-
ные столы вращают вручную
или механически в тех случаях,
когда заготовка по условиям
технологического процесса дол-
жна получить вращательное
движение, чаще всего с опре-
Рис. 123. Угловой стол
152
деленным точным делением на части. На плите закрепляют червячное
колесо, которое вращается от червяка, поэтому стол поворачивается
на угол, величина которого определяется по шкале, расположенной
на основании, и нониусу вращающейся части стола.
Угловой стол, показанный на рис. 123, позволяет перемещать заго-
товку в требуемое угловое положение по отношению к плоскости стола.
Поворот, так же как и в первом случае, осуществляется с помощью
червячной пары.
Поворотные столы применяют и при многопозиционном фрезерова-
нии, когда после закрепления одной-двух заготовок включается ста-
нок и далее закрепление осуществляется на ходу.
§ 5. Универсально-сборные приспособления
Универсально-сборные приспособления (УСП) собирают из готовых
нормализованных элементов, входящих в комплект УСП. Этот комп-
лект состоит из базовых корпусных, установочных, направляющих,
прижимных, крепежных и других деталей и нормализованных узлов,
различных по конструкции и назначению.
Сборку выполняют по технологической карте, в которой указаны
базы, места зажимов, основные размеры и в графе «Приспособление»
указывают УСП. Если возникает необходимость изготовить какой-
либо элемент, то разрабатывают проект на его изготовление и обозна-
чают эту деталь или элемент шифром, присвоенным системе УСП.
Такой метод значительно сокращает цикл по проектированию и из-
готовлению оснастки станков, снижает себестоимость машин в целом.
Если учесть, что в практике работы заводов в связи с переходом на вы-
пуск новых машин часто возникает потребность переоснастки станков,
то эффективность внедрения системы УСП выразится в значительной
экономии материальных затрат, а также в сокращении трудоемкости
работ.
СПИСОК ЛИТЕРАТУРЫ
1. Данилевский В. В. Технология машиностроения. М., Высшая школа,
1977. 478 с.
2. Денежный П. М., Стискин Г. М., Тхор И. Е Токарное дело. М., Высшая
школа, 1973. 304 с.
3. Лурье Г. Б. Новые инструментальные материалы и конструкция резцов.
М., Машиностроение, 1977. 54 с.
4. Основы материаловедения. Под ред. И. И. Сидорина. М., Машинострое-
ние, 1976. 440 с.
5. Рог И. К., Мохорт А. В. Технология машиностроения с основами метал-
лургии и металловедения. Киев, Вища школа, 1977. 296 с.
6. Станки с программным управлением. Г. А. Монахов, А А. Оганян,
Ю. И. Кузнецов и др. Справочник М., Машиностроение, 1975 288 с
7. Чумак Н. Г. Материалы и технология машиностроения. М., Машиност-
роение, 1971. 207 с.
ОГЛАВЛЕНИЕ
Введение ........................................................ 3
Раздел А
МАШИНОСТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
Глава I. Строение, свойства металлов и методы их испытания ... 5
§ 1. Кристаллическое строение металлов^.................... 5
§ 2. Механические свойства металлов и методы их определения 6
§ 3. Технологические свойства металлов и методы их определения 9
§ 4. Общие сведения о коррозии металлов................... 10
Глава II. Основные сведения из теории сплавов....................10
§ 1. Понятие о металлических сплавах.......................10
§ 2. Аллотропические формы железа..........................11
§ 3. Диаграмма состояния железо — углерод. Структурные со-
ставляющие и структуры железо-углеродистых сплавов . . 12
Глава III. Чугун.................................................15
§ 1. Характеристика и классификация чугуна................ 15
§ 2. Маркировка и влияние структуры на механические свойства
чугуна.....................................................15
§ 3. Высокопрочный чугун и способы повышения прочности чугуна 16
§ 4. Ковкий чугун и его свойства....................... . 17
Глава IV. Углеродистые и легированные стали ............ 18
§ 1. Характеристика и классификация стали..................18
§ 2. Влияние элементов, входящих в сталь, на ее свойства .... 18
§ 3. Конструкционные стали.................................19
§ 4. Основные свойства легированных сталей и сталей со специ-
альными свойствами.........................................20
§ 5. Инструментальные стали................'...............23
Глава V. Термическая и химико-термическая обработка стали . . 25
§ 1. Основы термической обработки стали.....................26
§ 2. Особенности термической обработки быстрорежущих о алей 28
§ 3. Химико-термическая обработка стали.....................28
§ 4. Термическая обработка холодом..........................30
§ 5. Поверхностная закалка..................................30
Глава VI. Твердые сплавы.........................................31
§ 1. Спеченные твердые сплавы...............................32
§ 2. Наплавочные твердые сплавы.............................33
§ 3. Минералокерамические сплавы . . ..................... 34
Глава VII. Цветные металлы и сплавы..............................35
§ 1. Медь и ее сплавы.......................................36
§ 2. Алюминий и его сплавы..................................37
§ 3. Магний и его сплавы....................................37
§ 4. Антифрикционные сплавы.................................38
155
Глава VIII. Неметаллические материалы..............................39
§ 1. Пластмассы........................................... 39
§ 2. Резиновые и эбонитовые материалы и изделия..............43
§ 3. Графитовые материалы....................................44
§ 4. Абразивные материалы и инструменты......................44
§ 5. Лакокрасочные материалы.................................45
§ 6. Клеи....................................................46
§ 7. Смазочные материалы.....................................48
Раздел Б
ОСНОВЫ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ
Глава I. Основные понятия и определения...................... .... 49
§ 1. Производственный и технологический процессы в машиност-
роении 49
§ 2. Виды производств.......................................49
§ 3. Элементы технологического процесса.....................51
Глава II. Заготовки деталей машин..................................52
§ 1. Получение отливок......................................53
§ 2. Получение поковок, штамповок и сортового проката. . . .54
§ 3. Припуски на обработку, коэффициент использования материа-
ла и технологические потери ................................ 57
Глава III. Точность обработки и качество поверхности...............60
§ 1. Понятие о точности размеров и форм......................61
§ 2. Факторы, влияющие на точность обработки.................63
§ 3. Шероховатость обрабатываемой поверхности................64
Глава IV. Принципы базирования................................... 66
§ 1. Установка заготовок при обработке ......................66
§ 2. Понятие о базах и их выбор..............................66
§ 3. Базирование заготовок в приспособлениях.................68
§ 4. Погрешность базирования.................................69
Г лава V. Основы разработки технологических процессов..............70
§ 1. Основные этапы проектирования технологического процесса 70
§ 2. Построение технологического маршрута и средства осуществ-
ления его....................................................71
§ 3. Типизация технологических процессов и классификация деталей 72
Раздел В
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТИПОВЫХ ДЕТАЛЕЙ
Глава I Обработка деталей типа валов................................73
§ 1. Заготовки для валов......................................73
§ 2. Обработка на токарных станках............................73
§ 3. Шлифование и другие виды окончательной обработки ... 74
§4. Упрочняющая обработка методами пластическою деформиро-
вания .........................................................75
Глава II. Обработка отверстий........................................75
§ 1. Сверление, зенкерование, развертывание и зенкование отвер-
стий ..........................................................76
§ 2. Растачивание отверстий....................................77
§ 3. Протягивание отверстий....................................77
§ 4. Внутреннее круглое шлифование.............................79
§ 5. Притирка и доводка отверстий..............................79
§ 6. Хонингование..............................................80
§ 7. Понятие о центровании отверстий ..........................80
Глава III. Обработка плоских поверхностей и пазов....................81
§ 1. Фрезерование плоских поверхностей.........................82
§ 2. Строгание и долбление плоских поверхностей................83
§ 3. Протягивание, шлифование и обтачивание плоских поверхнос-
тей . . .............................................84
§ 4. Обработка пазов и выступов................................85
156
§ 5. Притирка и доводка плоских поверхностей и методы их конт-
роля ........................................................ 86
Глава IV. Обработка резьбовых поверхностей ........................86
§ 1. Классификация резьб......................................86
§ 2. Нарезание резьбы метчиками и плашками..................87
§ 3. Нарезание резьбы резцами...... 88
§ 4. Нарезание резьбы гребенками, головками и вращающимися
резцами . . ... .... 88
§ 5. Нарезание резьбы фрезерованием, шлифованием и пакатыва
нием..........................................................89
Глава V. Обработка фасонных поверхностей...........................90
§ 1. Обработка фасонных поверхностей на токарных станках 90
§ 2. Обработка фасонных поверхностей на фрезерных станках 91
§ 3. Обработка фасонных поверхностей на строгальных и других
ставках ..... .......... 93
Глава VI. Обработка зубчатых колес и шлицевых поверхностей . , . 93
§ 1. Основные методы зубообразования.........................93
§ 2. Отделка зубьев зубчатых колес...........................96
§ 3. Обработка шлицевых поверхностей .... .... 97
§ 4. Контроль зубчатых колес и шлицевых поверхностей 98
Глава VII. Обработка деталей на револьверных станках, полуавтома-
тах, автоматах и агрегатных станках.............................. 99
§ 1 Обработка на револьверных станках........................99
§ 2. Обработка на полуавтоматах и автоматах................ 100
§ 3. Агрегатные станки и автоматические линии ............. 102
Глава VIII Особенности обработки на станках с программным управ-
лением ... .......... ............103
§ 1. Станки с программным управлением...................... 103
§ 2. Основные понятия о способах задания программы..........106
§ 3. Сущность числового способа задания программы .... 106
Глава IX. Электрические, ультразвуковые и другие методы обработки
деталей ........................................................ 107
§ 1. Электрохимическая обработка деталей................ .... 108
§ 2. Химическая и химико-механическая обработка деталей . ... 108
§ 3. Анодно-механическая обработка деталей..................109
§ 4 Электроконтактная обработка деталей.................. .109
§ 5. Электроискровая обработка деталей . . . ...............109
§6. Ультразвуковая обработка деталей.......................110
§ 7. Электронно-лучевая обработка и обработка пучком свега 111
Глава X. Слесарная обработка деталей и сборка 112
§ 1. Сборка — заключительный этап изготовления машин . . . 113
§ 2. Принцип расчлененности процесса сборки.................115
§ 3. Сборка разных соединений................................116
§ 4. Балансировка деталей при сборке.........................118
§ 5. Контроль и испытание деталей и машин............... 119
Раздел Г
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Глава I. Общие сведения о приспособлениях........................ 120
§ 1. Назначение и классификация приспособлений .............120
§ 2. Основные конструктивные элементы приспособлений . . . 123
§ 3. Корпуса приспособлений............................. .... 123
Глава II. Методы установки деталей и установочные элементы ... 126
§ 1. Установочные детали и механизмы . . . ...............127
§ 2. Призмы.................................,...............130
§ 3. Установочные пальцы.....................................131
§ 4. Оправки . . , , 132
Глаав JII. Зажимные элементы и механизмы......................133
§ 1. Назначение зажимных устройств........................134
§ 2. Резьбовые зажимы ... ......... ... ^.............* . . 134
. 157
§ 3. Прихваты и клиновые зажимы............................135
§ 4, Эксцентриковые зажимы.................................136
§ 5. Цанговые зажимы........................................136
§ 6 Механические усилители .............................. 137
Глава IV. Приводы зажимных устройств..................... 138
§ 1. Пневматические приводы ................................138
§ 2. Гидравлические приводы.................................139
§ 3. Самозажимные, электрические и другие приводы......... 140
Глава V. Направляющие, центрирующие, поворотные и делительные
устройства ............................................ . 142
§ 1. Направляющие и центрирующие устройства........ 143
§ 2. Способы направления движения резцов.......... 145
§ 3. Центрирующие механизмы............................ 146
§ 4 Поворотные и делительные устройства................147
Глава VI. Нормализованные универсальные приспособления........149
§ 1. Станочные тиски................................... 149
§ 2. Патроны.......................................... 150
§ 3. Плиты............................................ 151
§ 4. Столы и стойки.....................................1^2
§ 5. Универсально-сборные приспособления................15о
Список литературы............................................154
ИБ № 1764
Николай Григорьевич Чумак
МАТЕРИАЛЫ И ТЕХНОЛОГИЯ
МАШИНОСТРОЕНИЯ
Редакторы Л. И. Воронина, Н. П. Гурвич
Художественный редактор И. К. Капралова
Технический редактор Л. П. Гордееёа
Корректор О. Е. Мишина
Переплет художника В. Фирсовой
Сдано в набор 29.01.79. Подписано в печать 09.04 79
Т-08110. Формат 60X90716 Бумага № 3.
Гарнитура литературная. Печать высокая.
Усл. печ. л. 10,0. Уч.-изд. л. 10,4.
Тираж 80 000 экз. (1-й з-д 1—40.000)
Заказ 840. Цена 25 к.
Издательство «Машиностроение»,
107885, Москва, ГСП-6, 1-й Басманный пер., 3.
Московская типография № 4 Союзполиграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии
и книжной торговли
Москва, 129041, Б. Переяславская, 46
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Новые книги
по станкостроению и инструментальному
производству
Выпуск 1979 года
Алексеев А. Г., Аршинов В. А., Кри-
чевская Р. М. Конструирование инстру-
мента. Учебник для техникумов. 27 л., ил.
1 р.
Андреев Г. И., Босинзон М. А., Конд-
риков А. И. Электроприводы главного
движения металлообрабатывающих стан-
ков с ЧПУ. 12 л., ил. (Электроавтоматика
станков). 60 к.
Бирюков Б. Н. Гидравлическое оборудо-
вание металлорежущих станков. 11 л., ил.
(Б-ка станочника). 40 к.
Бобров А. Н., Перченок Ю. Г. Автома-
тизированные фрезерные станки для объ-
емной обработки. 19 л., ил. 1 р. 10 к.
Бушуев В. В. Гидростатическая смазка в
тяжелых станках. 7 л., ил. 35 к.
Вороничев Н. М., Тартаковский Ж.Э.,
Генин В. Б. Автоматические линии из аг-
регатных станков. 2-е изд., перераб. и
доп. 37 л., ил. 2 р. 30 к.
Горошкин А. К. Приспособления для ме-
таллорежущих станков. Справочник. 7-с
изд., перераб. и доп. 28 л., ил. 1 р. 80 к.
Своевременно заказывайте и приобретайте новые
книги издательства «Машиностроение»
в магазинах, распространяющих техническую
литературу!
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Новые книги
по станкостроению и инструментальному
производству
Выпуск 1979 года
Драгун А. П. Вспомогательный инстру-
мент для токарно-револьверных станков.
13 л., ил. 65 к.
Миронов Б. А. Основы оптимизации клас-
сов точности прецизионных металлоре-
жущих станков. 5 л., ил. 25 к.
Н и ч к о в А. Г. Резьбонарезные станки. 12 л.,
ил. (Б-ка станочника). 45 к.
Остафьев В. А. Расчет динамической
прочности режущего инструмента. 12 л.,
ил. 60 к.
Поляков Л. М., Херунцев П. Э.,
Шкловский Б. И. Элементы автомати-
зации проектирования электроавтомати-
ки станков. 12 л., ил. (Электроавтоматика
станков). 60 к.
Станки с числовым программным управле-
нием / В. А. Лещенко, Н. А. Богда-
нов, У. Г. Говберг и др. 36 л., ил.
2 р. 30 к.
Технология изготовления режущего инстру-
мента / А. И. Барсов, Л. В. Волкова,
А. В. Иванов и др. 16 л., ил. 90 к.
Цепков А. В. Профилирование затылован-
ных инструментов. 10 л., ил. 50 к.
Своевременно заказывайте и приобретайте новые
книги издательства «Машиностроение»
в магазинах, распространяющих техническую
литературу!
ИЗДАТЕЛЬСТВО
• МАШИНОСТРОЕНИЕ •