/






























































































Похожие




Текст
В. В. Павловский, В.И. Васильев. Т.Н. Гутман
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ
РЭА
В. В. Павловский, В. И. Васильев, Т. Н. Гутман
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ
РЭА
Пособие по курсовому проектированию
Под ред. В. В. Павловского
Допущено Министерством
высшего и среднего специального образования СССР
в качестве учебного пособия для студентов вузов,
обучающихся по специальности
(Конструирование и производство радиоаппаратуры*
МОСКВА «РАДИО И СВЯЗЬ» 1982
ББК 32.844
П12
УДК 621.396.6.075.83
Павловский В. В., Васильев В. И., Гутман Т. Н.
П12 Проектирование технологических процессов из-
готовления РЭА. Пособие по курсовому проектиро-
ванию: Учеб, пособие для вузов. — М.: Радио и
связь, 1982. — 160 с., ил.
30 к.
Книга является учебным пособием по курсовому проектированию
по дисциплине «Технология РЭА, оборудование и автоматизация»
Большое внимание уделяется разъяснению основных положений стан-
дартов ЕСТПП и ЕСТД и правилам их использования при проекта;
роваинн технологических процессов изготовления радиоэлектронной
аппаратуры и технологической подготовке ее производства. Приведены
справочные материалы и примеры оформления документации.
Для студентов вузов специальности «Конструирование и производ-
ство радиоаппаратуры».
2401000000-212 ББК 32.844
П 046(01)-82 74-82 БФ2.1
РЕЦЕНЗЕНТЫ: КАФЕДРА ЛЕНИНГРАДСКОГО
ЭЛЕКТРОТЕХНИЧЕСКОГО ИНСТИТУТА СВЯЗИ
нм. проф. М. А. БОНЧ-БРУЕВИЧА;
ГЛАВНЫЙ ТЕХНОЛОГ КБ МОСКОВСКОГО РАДИОЗАВОДА
О. Г. ГОЛУБЕВ.
Редакция литературы по конструированию и технологии
производства радиоэлектронной аппаратуры
Валдис Валдович Павловский. Виталий Иванович Васильев,
Татьяна Николаевна Гутман
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ РЭА
Редактор Н. К- Калинина
Художник И. Д. Журов
Художественный редактор Г. К. Кованое
Технический редактор 3. Н. Ратникова
Корректор Т. Л. Кускова
ИБ № 126
Сдано в цабор 22.06.82 Подписано в печать 03.11.82 Т-20331
Формат 84 X 108»/за Бумага кн,-журн. Гарнитура литературная Печать высокая
Усл. печ. л. 8,4 Усл. кр.-отт. 8,715 Уч.-изд. л. 8,69 Тираж 18 000 эка.
Изд. № 19673 Зак. № 181 Цена 30 к.
Издательство «Радио и связь». 101000, Москва, Главпочтамт, а/я 693
Ордена Октябрьской Революции и ордена Трудового Красного Знамени
Первая Оразцовая типография имени А. А. Жданова «Союзполиграфпрома»
при Государственном комитете СССР по делам издательств, полиграфии и
книжной торговли. Москва, М-54, Валовая, 28
© Издательство «Радио и связь», 1982
Предисловие
Эффективность обучения студентов возрастает, если
выполняемые ими курсовые проекты соответствуют ин-
женерным разработкам на производстве с учетом требо-
ваний государственных (ГОСТ) и отраслевых стандар-
тов. Работа с документацией часто создает для студен-
тов большие трудности. Основная цель книги — научить
студентов пользоваться стандартами и в первую очередь
стандартами Единой системы технологической под-
готовки производства (ЕСТПП) и Единой системы
технологической документации (ЕСТД), необходимыми
при курсовом проектировании технологических процес-
сов изготовления радиоаппаратуры. При этом рассма-
триваются стандарты и методики их применения, дейст-
вующие на начало 1981 г. Поскольку они постоянно раз-
виваются и дополняются, то все изменения необходимо
учитывать при пользовании данной книгой и при курсо-
вом проектировании.
Последовательность изложения материала в книге
соответствует последовательности работ, выполняемых
при проектировании технологических процессов. В от-
дельных главах приводятся необходимые, на взгляд
авторов, методические указания.
Глава 1 знакомит читателя с основами проектирова-
ния технологических процессов с учетом основных поло-
жений систем стандартов ЕСТПП и ЕСТД, приведены
номера и названия основных стандартов этих систем,
которые могут потребоваться для решения задач курсо-
вого проектирования. В гл. 2 даны рекомендации по со-
ставу, содержанию и оформлению курсового проекта.
Глава 3 посвящена отработке конструкции изделий на
технологичность — очень важному вопросу, связанному
с повышением эффективности производства и эксплуата-
ции. Изложение этого материала основано на отрасле-
вых стандартах, учитывающих особенности радиоэлек-
тронной аппаратуры (РЭА). Глава 4 знакомит с проекти-
рованием технологических процессов изготовления дета-
лей. При производстве РЭА часто приходится конструи-
ровать сборочные приспособления и особенно техноло-
гическую тару. Этим вопросам посвящены § 4.6 и 4.7.
В гл. 5 рассмотрены особенности построения технологи-
ческих процессов сборки узлов и блоков РЭА, а в гл. 6—
построение технологических процессов регулировки РЭА,
виды и правила разработки операций контроля. Глава 7
посвящена вопросам разработки технологических плани-
ровок цехов сборки и настройки РЭА.
Книга рассчитана на студентов вузов, обучающихся
специальности «Конструирование и производство радио-
аппаратуры». В ней авторы обобщили некоторый опыт
курсового проектирования в Рижском и Новгородском
политехнических институтах.
Параграфы 1.3—1.7, 2.1, 2.2, 4.3—4.10 написаны
В. И. Васильевым, § 1.8, 4.2, 5.1—5.3, 5.5—5.8, 6.1—
Т. Н. Гутман, § 1.1, 1.2, гл. 3, § 4.1, 4.11, 5.4 6.2 и гл 7—•
В. В. Павловским.
Авторы выражают искреннюю благодарность инж;
Э. Вилксу, предоставившему материал для написания
гл. 7, проф. В. Б. Пестрякову, высказавшему ряд цен-
ных идей, и рецензентам книги О. И. Голубеву и кол-
лективу кафедры Ленинградского электротехнического
института связи им. проф. М. А. Бонч-Бруевича под
руководством к. т. н. доц. Н. П. Меткина, сделавшим
ряд замечаний, способствовавших улучшению содержа-
ния книги, а также инж. И. А. Страутмане и ст. технику
Г. В. Вилкс, оказавшим помощь в оформлении рукописи.
Авторы
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
1.1. Технологическая подготовка производства
Технологическая подготовка производства (ТПП)
включает решение задач, группируемых по следующим
основным направлениям:
а ) обеспечение технологичности конструкции изде-
лия;
б ) проектирование технологических процессов;
в ) проектирование и изготовление средств технологи-
ческого оснащения;
г ) организация и управление процессом ТПП.
Таким образом охватывается весь необходимый ком-
плекс работ по ТПП, в том числе конструктивно-техно-
логический анализ изделий, организационно-технологи-
ческий анализ производства, расчет производственных
мощностей, составление производственно-технологиче-
ских планировок, определение материальных и трудо-
вых нормативов, отладку технологических процессов и
средств технологического оснащения (оборудование,
оснастка и т. п.).
Проектируются технологические процессы согласно
ГОСТ 14.301—73 для изготовления изделий, конструк-
ции которых отработаны на технологичность. Для этой
цели ГОСТ 2.121—73 ЕСКД и ГОСТ 14.201—73
ЕСТПП предусматривают технологический контроль
конструкторской документации на всех стадиях ее раз-
работки: техническое задание, техническое предложение,
эскизный проект, технический проект, рабочая докумен-
тация.
Обязательным этапом, предшествующим проектиро-
ванию технологических процессов, согласно ГОСТ
14.301—73 является группирование изделий по конструк-
тивным и технологическим признакам с учетом органи-
зации производства.
Проектирование технологических процессов в общем
случае включает комплекс взаимосвязанных работ (со-
5
став и последовательность работ зависят от сложности
изделия и типа производства):
— выбор заготовок;
— выбор технологических баз;
— подбор типового технологического процесса;
— определение последовательности и содержания
технологических операций;
— определение, выбор и заказ новых средств тех-
нологического оснащения (в том числе средств контро-
ля и испытания);
— назначение и расчет режимов обработки;
— нормирование процесса;
— определение профессий и квалификации исполни-
телей;
— организация производственных участков;
— выбор средств автоматизации и механизации эле-
ментов технологических процессов и внутрицеховых
средств транспортирования;
— составление планировок производственных участ-
ков и разработка операций перемещения изделия и от-
ходов;
— оформление рабочей документации на технологи-
ческие процессы.
В технологии производства РЭА используются про-
цессы, свойственные машинно- и приборостроению:
литье, холодная штамповка, механическая обработка,
гальванические и лакокрасочные покрытия и др. Поэто-
му неудивительно, что технологию РЭА разрабатывают
инженеры-технологи разных специальностей.
Важной задачей технологов является обеспечение
в производстве заданной точности линейных размеров
изделий. Для технологии РЭА этого еще недостаточно.
Наряду с линейными размерами должны быть обеспе-
чены многие технические (механические, тепловые, маг-
нитные, радиотехнические и др.) параметры аппарату-
ры, работающей на различных частотах (звуковых, уль-
тразвуковых, радиочастотах и др.). Нетрудно показать,
насколько усложняется технология с повышением ча-
стоты, на которой работает аппаратура.
При сборке и наладке РЭА выявляются ошибки и на-
рушения, допущенные при изготовлении деталей или
входном контроле электрорадиоэлементов (ЭРЭ). По-
этому инженер-технолог РЭА должен хорошо разбирать-
ся во всех вопросах, которые прямо или косвенно влияют
на качество как деталей, так и аппаратуры в целом.
6
1.2. Характеристика РЭА как объекта производства
Объектом производства является конструкция РЭА.
Конструкция есть совокупность деталей с разными фи-
зическими свойствами и формами, находящихся в опре-
деленной электрической (в соответствии с электрической
принципиальной схемой), пространственной, механиче-
ской, тепловой, магнитной и энергетической взаимосвя-
зи, обеспечивающая выполнение заданных функций с не-
обходимой точностью и надежностью в условиях внеш-
них воздействий и предусматривающая возможность ее
повторения в условиях производства [1]. Конструкции
РЭА свойственна сложная композиция большого числа
соединенных между собой электронных элементов, та-
ких как интегральные микросхемы различной степени
интеграции, микросборки (состоящие из элементов, ком-
понентов и (или) интегральных микросхем и других
ЭРЭ), микропроцессоры. Электрорадиоэлементы и ми-
кросхемы должны быть подвергнуты входному контролю
и предварительно подготовлены для сборки и пайки.
В конструкции РЭА широко используют печатные пла-
ты, выполняющие функции несущей конструкции и элек-
трического соединения элементов. Когда доминирующую
роль играют малые габариты и допустимо некоторое
увеличение трудоемкости и себестоимости электрическо-
го монтажа, применяют многослойные печатные платы.
В последнее время возросла потребность в РЭА, рас-
ширилась ее номенклатура, повысилась сложность. Из-
менилось и распределение труда между предприятиями,
изготовляющими электронные элементы и радиоаппара-
туру. Ранее каскады устройств собирались из навесных
элементов, теперь же некоторые поставляются электрон-
ной промышленностью в виде готовых к использованию
микросхем.
Усложнение конструкции РЭА, с одной стороны, и
рост объемов выпуска продукции, с другой, значительно
повышают требования к технологической подготовке
производства и качеству технологической документации.
Поэтому использование прогрессивных методов и
средств механизации и автоматизации инженерно-тех-
нических работ имеет чрезвычайно важное значение.
Затраты времени и средств на подготовку производ-
ства будут минимальны, если при конструировании РЭА
применяются только те детали и узлы, которые обеспе-
чивают более высокий технико-экономический и эксплу-
7
атационный эффект, а все остальные элементы заимст-
вуются из освоенных или стандартизованных конструк-
ций. В технологической практике для определения этих
затрат используется величина, называемая количеством
оригинальных деталей Пор:
Пор=По—Пз,
где По — общее количество деталей и узлов; П3 —коли-
чество заимствованных деталей и узлов.
Производство РЭА сопровождается большим количе-
ством контрольных операций: входной контроль мате-
риалов и комплектующих электрорадиоэлементов, кон-
троль всех этапов производства, выходной контроль го-
товой продукции. Предусмотрение минимального и в то
же время достаточного количества контрольных опера-
ций по ходу технологического процесса и разработка
соответствующей технической документации являются
компетенцией технолога — разработчика процесса. Для
настройки, регулировки, контроля и испытания РЭА тре-
буется многочисленная стандартная и нестандартная
измерительная аппаратура.
При конструировании РЭА широко применяется метод
функциональных блоков (узлов), часто позволяющий
производить регулировку и контроль параметров блоков
по нормам, обеспечивающим соответствующее зачение
выходного параметра РЭА в целом без дополнительной
регулировки, а в отдельных случаях лишь с небольшой
подстройкой.
Проектирование технологического процесса, выбор
средств оснащения, контроля, испытаний и т. д. зависят
от типа производства.
1.3. Влияние типа производства на объем и
содержание проектирования технологических процессов
Согласно ГОСТ 3.1108—74 ЕСТД тип производства
характеризуется коэффициентом закрепления операций:
*ю=0/Р,
где О — количество различных операций; Р — количест-
во рабочих мест для выполнения различных операций.
Значение коэффициента закрепления операций при-
нимается для планового периода, равного одному меся-
цу, следующих типов производств:
массового *зо=1;
8
крупносерийного КК3о<10;
среднесерийного 10^Кзо<20,
мелкосерийного 20^/С3о<40;
единичного Л'зо не регламентируется.
На ранних стадиях проектирования технологических
процессов и при использовании изделий-аналогов можно
рекомендовать следующую методику расчета коэффици-
ента закрепления операций (коэффициента серийности)
за рабочим местом (станком), приводящую к тем же
результатам (типу производства):
А3О:=7'в/ ср,
где Ги —такт выпуска; /Шт ср — среднее штучное время
для выполнения операции обработки, сборки и т. п. еди-
ницы продукции.
Такт выпуска рассчитывается по формуле
TB=60FR/N [мин/шт.],
где FR— действительный годовой фонд времени работы
станка или рабочего места, ч; N — годовая программа
выпуска изделия (детали или сборочной единицы, шт.).
Для определения действительного годового фонда
времени работы рабочего места (станка) можно принять
следующие исходные данные;
Количество рабочих дней в году.....................253
Количество дней, сокращенных иа один час............ 6
Количество рабочих дней с полной продолжительностью
смены ..............................................247
Продолжительность рабочей недели, ч.................41
Продолжительность смены, ч..........................8,2
Если изделие (деталь, сборочная единица) входит
в состав более крупного изделия и годовая программа
выпуска задана на последнее, то производственную про-
грамму детали (сборочной единицы) вычисляют по фор-
муле
N=Nim(l + 0/100) [шт.],
где Ni — годовая программа выпуска изделий, в состав
которых входит деталь (сборочная единица), шт.; т—
количество деталей (сборочных единиц) данного наиме-
нования на изделие (применяемость); 0 — количество де-
талей (сборочных единиц), которое необходимо изгото-
вить дополнительно (запасные части), заданное в про-
центах от годовой программы.
9
Среднее штучное время ?Штср считают как среднее
арифметическое ^шт по всем операциям процесса:
п
2 ^шт
t ____
ШТ Ср »
п
где п — число операций.
Для нахождения ^Шт по операциям используют дан-
ные аналогичного процесса или производят укрупненное
нормирование нового процесса.
После определения типа производства решают другие
вопросы, для которых тип производства является исход-
ным фактором.
В серийном производстве для проектирования техно-
логического процесса важно рассчитать размер партии
одновременно запускаемых в производство изделий
rin—Na/F [шт.],
где N— годовая программа выпуска деталей, шт.; а —
количество дней, на которое необходимо иметь запас
деталей или узлов (периодичность запуска); F — коли-
чество рабочих дней в году.
Во многих конструкциях РЭА детали и узлы повто-
ряются в разных количествах, поэтому тип производства
следует определять индивидуально для каждой детали
или узла. Например, производство трансформаторов мо-
жет быть серийным, а изготовление пластин магнитопро-
вода для них — массовым.
На радиозаводе по выпуску бытовой радиоэлектрон-
ной аппаратуры можно встретить все типы производст-
ва: например, инструментальный цех относится к инди-
видуальному типу производства, цех литья термопласт-
масс соответствует среднесерийному, а сборочные цехи—
массовому.
1.4. Экономическое обоснование варианта
технологического процесса по себестоимости
и трудоемкости
При выборе оптимального варианта технологическо-
го процесса в большинстве случаев экономические тре-
бования являются решающими. Для экономической
оценки используют в основном две характеристики: се-
бестоимость и трудоемкость.
10
Себестоимость выражается в денежных затратах на
изготовление изделия (детали, узла, блока, аппарату-
ры). С учетом затрат на амортизацию оборудования,
специальной технологической оснастки и инструмента
ее можно подсчитать по формуле
р m
с=£м+2Го+п+и+(1+а^)з],
1 1
где М — стоимость материалов, расходуемых на едини-
цу продукции, за вычетом стоимости реализуемых отхо-
дов, руб.; О — расходы на амортизацию и содержание
оборудования, приходящиеся на единицу продукции,
руб.; П, И — расходы на содержание соответственно при-
способлений и инструмента, приходящиеся на единицу
продукции, руб.; at — процент начислений по заработной
плате на социальные расходы (обычно 13,5%); аг — про-
цент накладных расходов, начисляемых на расходы по
заработной плате; р — количество различных марок ма-
териалов, расходуемых на единицу изготовляемой про-
дукции; m — количество операций, необходимых для из-
готовления единицы продукции; 3 — заработная плата.
Стоимость материалов, затрачиваемых на изготовле-
ние единицы продукции, подсчитывается по формуле
р р
M = ?lgtq,-'£>giqi,
1 1
где gi — масса материала каждой марки, расходуемого
на единицу продукции, кг; qi— стоимость 1 кг расхо-
дуемого материала, руб.; gz и qz— соответственно масса
и стоимость 1 кг реализуемых отходов.
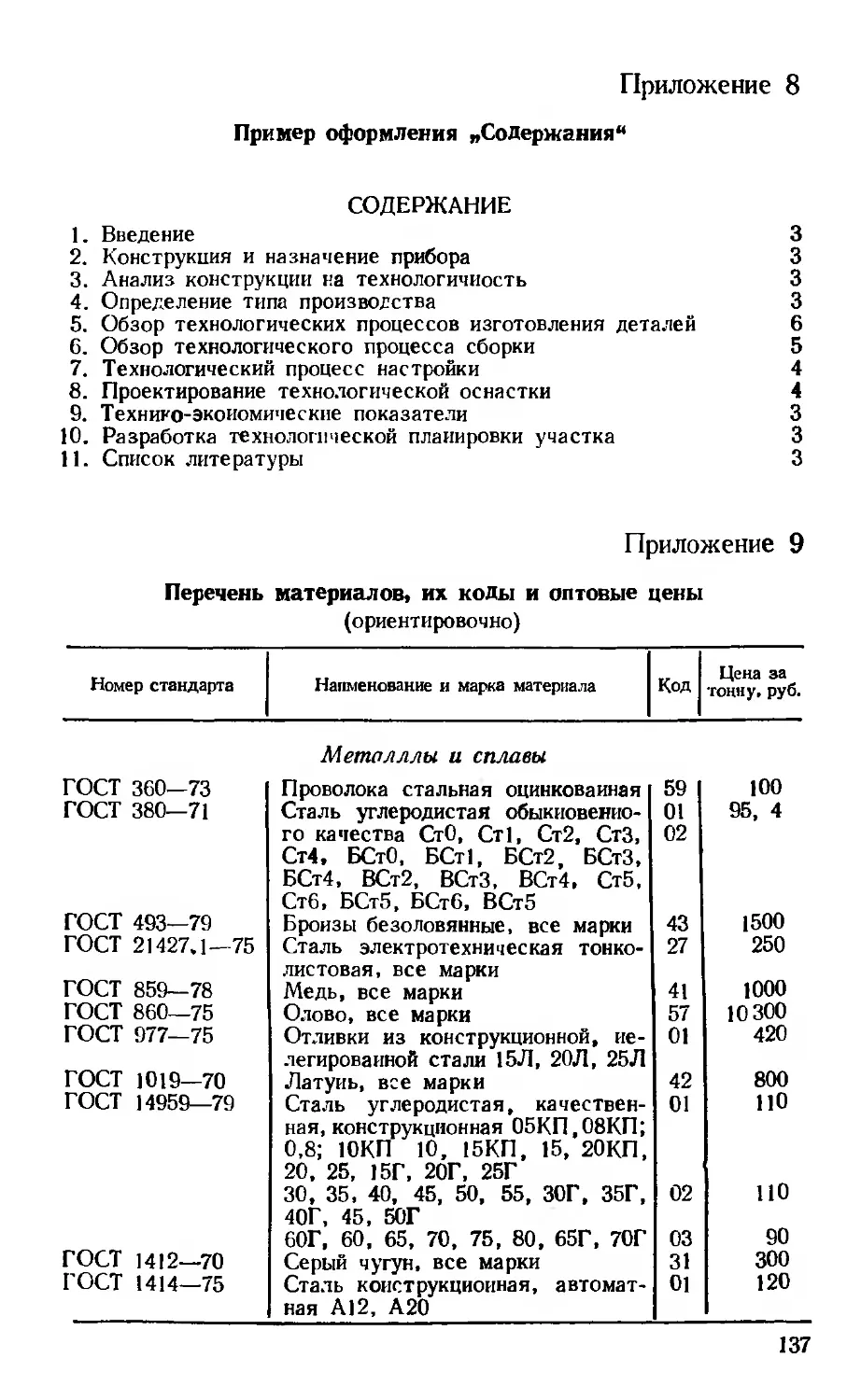
Оптовые цены на металлы приведены в приложении
9, вопрос выбора заготовок освещен в § 4.3.
Заработная плата, приходящаяся на единицу про-
дукции, рассчитывается по формуле
m
1
где S — часовая ставка рабочего первого разряда;
Zi — разрядный коэффициент работы, определяемый по
квалификационному справочнику; fi — количество стан-
ков или оборудования данного вида, или рабочих мест,
обслуживаемых одним рабочим; Zz — разрядный коэф-
11
фициент работы; выполняемой наладчиком; f2 — коли-
чество станков или оборудования данного вида, обслу-
живаемых одним наладчиком; t — трудоемкость, т. е.
время затрачиваемое на операцию, мин.
Трудоемкость t входит в себестоимость и устанавли-
вается для каждой операции. Трудоемкость процесса
составляет сумму трудоемкостей по всем операциям.
Для исследования или выбора более экономичного
варианта процесса чаще всего используют трудоемкость,
так как она непосредственно связана с производитель-
ностью, потребной зарплатой, количеством необходимого
оборудования и т. д.
Трудоемкость операции t складывается из подготови-
тельно-заключительного времени Тпа, приходящегося на
единицу продукции, и штучного времени Тшт, затрачи-
ваемого на выполнение данной операции:
t—Tn3] п+Тщт,
где Тпа — подготовительное заключительное время, необ-
ходимое на ознакомление с чертежом, технологическим
процессом, консультацию с мастером, технологом, а так-
же для наладки станка и т. д. Это время рассчиты-
вается на всю партию изделий п.
Штучное время выражается формулой
Тцл ^^/от-Н/вЧ^/об-|~/д»
где t0T — основное технологическое время; tB — вспомо-
гательное время; /об— время обслуживания рабочего
места; /д— время перерывов на отдых и личные надоб-
ности рабочего.
Сумму основного технологического и вспомогатель-
ного времени называют оперативным временем ton'.
ton-/от Ч" tB.
Если обозначить + 100 через К, то
/оп
ТШТ^^ОП (1+К/100),
где К берется в процентах от оперативного времени.
Трудоемкость / для данной операции получила на-
звание технической нормы времени. Величина, обратная
технической норме времени, называется нормой выра-
ботки Q:
Q==l// [шт. в единицу времени].
12
Производительность технологического процесса Q1
определяется количеством деталей или узлов, изготов-
ляемых за единицу времени (час, смену):
где Ф — фонд рабочего времени; 2/— сумма трудоем-
костей по всем операциям процесса.
В курсовых проектах, как правило, нормируются все
операции процессов.
При нормировании операций изготовления или об-
работки деталей на станках величина основого техно-
логического времени t0T, затрачиваемого на изменение
размеров, формы, состояния поверхности и т. д. с по-
мощью оборудования без участия человека, называется
машинным временем Тм&ш-.
TMavi=tLi/nS [мин].
Здесь L=/i+/+/2 — длина перемещения инструмента
в направлении рабочей подачи, мм, причем /1—длина
врезания инструмента; I — длина обрабатываемой по-
верхности; I2 — длина перебега инструмента; i — количе-
ство необходимых рабочих ходов (при сверлении 1=.
=1); п — число оборотов или двойных ходов детали или
инструмента, мин (при точении n=(1000o) jnd, где v—
скорость резания, м/мин; d — диаметр заготовки, мм);
S — рабочая подача инструмента или детали, мм на
один оборот шпинделя или двойной ход ползуна пресса.
Для механической обработки величины входящие
в формулу определения Тшт берутся из таблиц справоч-
ника по нормированию станочных работ, а для сбо-
рочно-монтажных и регулировочных работ — из таблиц
примерных норм времени. В отдельных случаях измере-
ние затрат времени на ручные приемы производится
с помощью хронометража, и после обработки данных
устанавливают среднее время.
Следует заметить, что нормирование технологических
процессов должно быть выполнено с достаточной точ-
ностью, так как величина трудоемкости служит основой
для определения других технико-экономических показа-
телей производства.
Задание по курсовому проектированию, связанное
с выбором оптимального варианта процесса, может быть
выполнено при наличии соответствующего справочного
материала на кафедре или во время летней практики на
базовом предприятии.
13
U. Технологическая точность РЭА
Любой технологический процесс должен гарантиро-
вать точность размеров и параметров, заданную техни-
ческими условиями и (или) чертежом. Обеспечить точ-
ность— значит изготовить изделие (аппаратуру, функ-
циональный блок, узел, сборочную единицу, деталь)
в пределах заданных допусков. Согласно стандарту Со-
вета экономической взаимопомощи СТ СЭВ 145—75
допуск — это разность между наибольшим и наимень-
шим предельными размерами или абсолютная величина
алгебраической разности между верхним и нижним от-
клонениями.
Различают функциональную и технологическую точ-
ность [2].
Функциональная точность — это требуемая точность
выходных параметров аппаратуры, обеспечивающая ее
нормальное функционирование согласно техническим
условиям. Она задается допуском.
Технологическая точность выходных параметров —
это реально существующая точность выходных парамет-
ров изделий в процессе их изготовления при выбранном
варианте технологии, характеризующаяся вариацией па-
раметров, благодаря чему оиа поддается управлению.
Математически это можно сформулировать так: не-
обходимо обеспечить такую точность функциональных
блоков и узлов, чтобы обеспечивалась заданная в техни-
ческих условиях (ТУ) точность выходного параметра
РЭА, т. е. выполнялось неравенство
8лгТУ < f(s,> 8.8;.8m),
где 8лгТУ — половинд поля допуска на выходной параметр
аппаратуры по ТУ; б,-— половина поля допуска на вы-
ходной параметр i-ro функционального блока (узла).
Величина 8Л-ту задана, а 8,. 8т неизвестны, и су-
ществует в принципе бесчисленное множество вариантов
решения. Однако рациональный путь заключается в вы-
боре такого оптимального варианта значения 6i5 ко-
торый максимально отвечал бы требованиям производ-
ства — был экономически приемлем.
С другой стороны,
8/Уту=8лгпр + 8W/O 4-... + 8лст.
14
Здесь
fl (8цф1 821ф.....8/пр1..., ^дапр).
&Nt° ^2Г.---> Ьи°,-— ^mt°)
8лгст ^fn (8id' 8од«”«» S^ej,..., SmCT),
где Sjv , 8шр1..„ б^р — половины полей производственных
допусков (для нормальных условий) на выходные пара-
метры аппаратуры и ее функциональных блоков (узлов);
8^., 6lt«. 8mt-—половины полей температурных допус-
ков • на выходные параметры аппаратуры и ее функциональ-
ных блоков (узлов); блст, 81С1.. 8^ —половины полей
допусков на выходные параметры аппаратуры и ее
функциональных блоков (узлов), учитывающие старе-
ние элементов.
Вариации параметров в процессе производства зави-
ся! от производственных погрешностей. Под производ-
ственными погрешностями понимают отступления от не-
минимальных размеров или параметров, указанных в
чертежах, стандартах, ТУ и в другой технической доку-
ментации. Вариацию параметров изделия как случайных
величин можно оценить их кривой распределения. .Она
является объективной характеристикой точности произ-
водства, а ее количественные показатели, такие как по-
ле отклонений— размах Их и относительное среднее
квадратическое отклонение, носящее название коэффи-
циента вариаций us==os/x,— мерой технологической
точности.
В большинстве практических случаев строгое матема-
тическое описание эмпирических распределений вызы-
вает трудности, поэтому чаще всего пользуются аппрок-
симацией реальных распределений тем или иным видом
канонического распределения (законами Гаусса, Релея,
Максвелла, Симпсона и т. п.).
Таким образом, анализ технологической точности
РЭА сводится к выявлению реальных законов распреде-
ления выходных параметров, аппроксимации их канони-
ческими выражениями и определению основных количе-
ственных показателей.
15
Из основных методов анализа производственных по-
грешностей необходимо отметить статистический и рас-
четно-аналитический, а также некоторые нх сочетания—
расчетно-статистический, корреляционный; их подробное
описание, а также проектный точностной технологиче-
ский расчет приводятся в [2]. К сожалению, многие при-
меры, показанные в [2], уже потеряли актуальность, так
как ламповая техника уже не является доминирующей.
Однако теория, изложенная там, может быть успешно
использована в курсовых проектах для изучения, напри-
мер, влияния погрешности выходных параметров инте-
гральных микросхем на точность параметров функцио-
нальных блоков (узлов).
Кроме обеспечения точности выходных параметров
РЭА, перед технологом стоит задача обеспечения точ-
ности линейных размеров и геометрических форм дета-
лей. Следует иметь в виду, что величина допуска на
размер б должна быть всегда больше или равна сумме
погрешностей, возникающих при обработке:
8 3s8£-|-7j£ + y£,
где е£ — поле рассеивания действительного размера в
партии деталей; — постоянная погрешность для всех
деталей, например неточность настройки станка или его
износ; — погрешность по данному размеру, порождае-
мая погрешностями взаимного расположения элементов
детали и погрешностями формы.
Аналогично допуск на форму или взаимное располо-
жение поверхностей детали бф должен быть больше или
равен максимально возможной погрешности на эти па-
раметры:
бф^Хфmax-
Точность обработки оценивается расчетно-аналитиче-
ским и статистическими методами. В основе методов
лежит исследование партии деталей или узлов для уста-
новления зависимости или построения кривых распреде-
ления погрешностей, с помощью которых можно срав-
нить и выбрать оптимальный вариант процесса. Если
при выполнении курсового проекта нет возможности
провести исследование партии деталей, то следует вос-
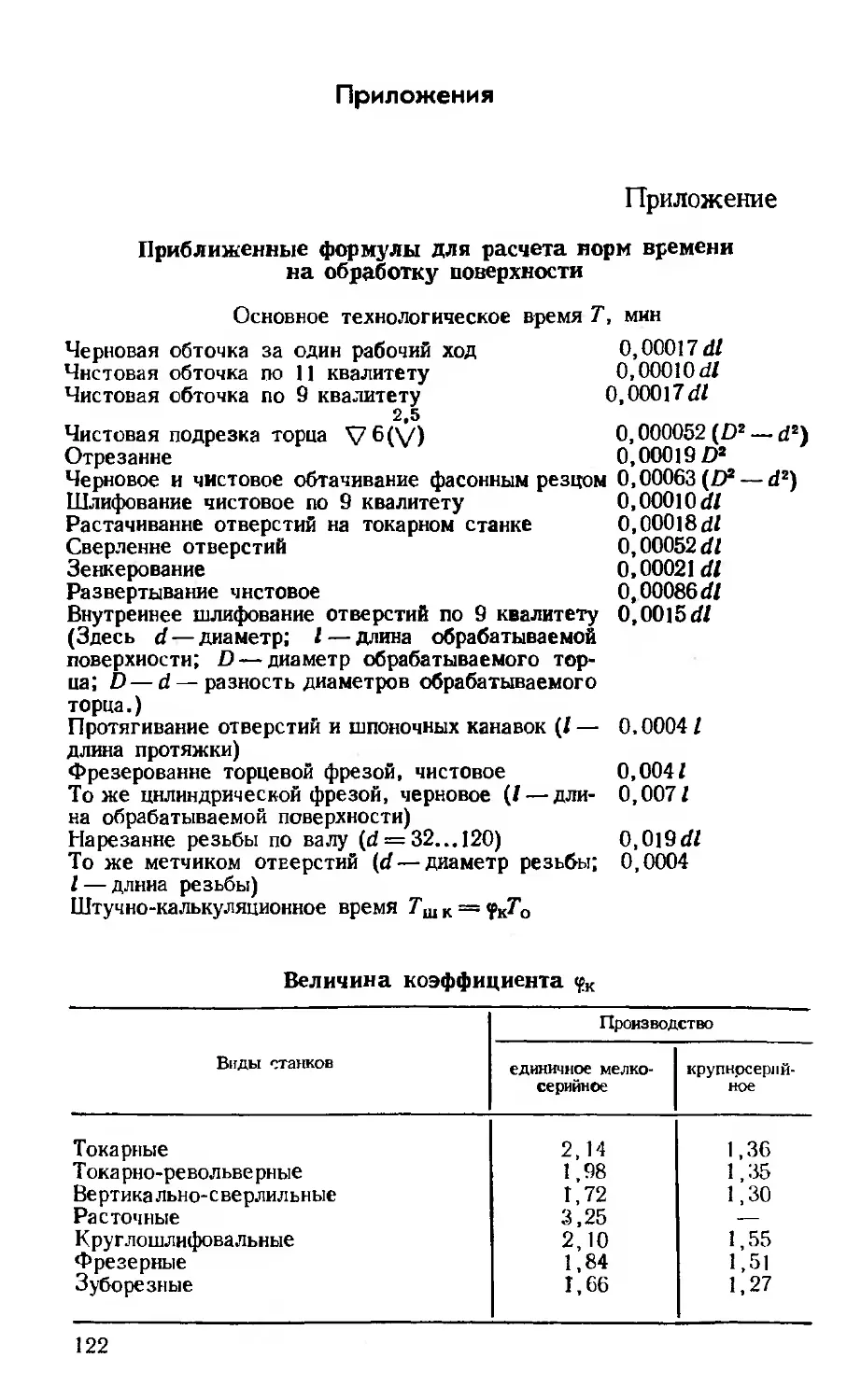
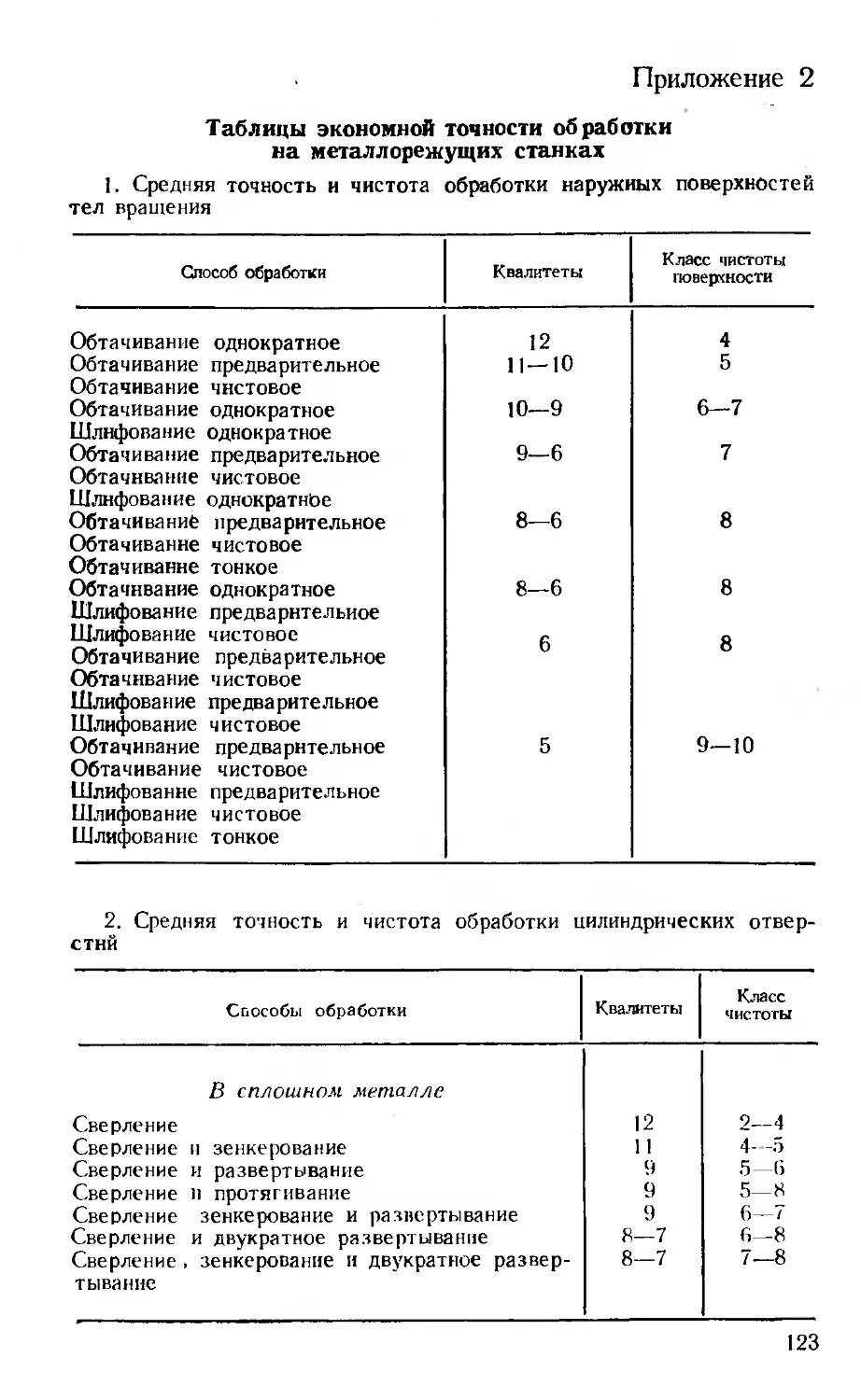
пользоваться таблицами средней экономической точно-
сти обработки (см. приложение 2).
16
Важным моментом при решении вопроса точности
размеров является учет погрешностей, возникающих прн
установке деталей относительно обрабатываемого ин-
струмента. Расчет таких погрешностей чаще произво-
дится при механической обработке деталей, когда изде-
лие устанавливается на столе станка, в центрах, цанге,
на призме или в приспособлении. Они называются по-
грешностями установки и непосредственно зависят от
принятых баз, на которых производится обработка. По-
грешность установки еу складывается из погрешностей
базирования ее, закрепления ё3 и погрешности приспо-
собления ещ>:
Еу=Еб + Ез + Епр.
Погрешность базирования ее возникает тогда, когда
опорная установочная база детали не совмещена с из-
мерительной или технологическая база не совпадает
с конструкторской.
При установке деталей на оправку погрешность бази-
рования равна величине максимального зазора между
оправкой и отверстием детали. При установке деталей
на плоскость следует рассчитать допуск одного из раз-
меров, который непосредственно влияет на точность об-
рабатываемого размера. При установке деталей на приз-
му преимущественно тел вращения погрешности бази-
рования определяются геометрическим расчетом. Уста-
новочные пальцы при базировании плоских и корпусных
деталей на два отверстия также рассчитываются геоме-
трически с целью получения минимальной погрешности
и возможности установки на оба пальца.
Порядок расчета погрешностей базирования при раз-
личных способах установки приводится в [3, 4]. По-
грешность закрепления е3 возникает в результате
приложения зажимающих сил и появления деформаций
в общей цепи зажим — деталь — база. Величину этой
погрешности определяют опытным путем, одиако для
жестких приспособлений величиной е3 пренебрегают.
Погрешность приспособления епр возникает вследст-
вие износа посадочных мест. Износ устанавливается нор-
малями и техническими условиями.
2—181
17
1.6. Краткая характеристика единой системы
технологической подготовки производства
В связи с быстрым освоением новых изделий в инте-
ресах развития народного хозяйства страны Государст-
венный комитет стандартов Совета Министров СССР
Постановлением от 15 марта 1973 г. № 590 утвердил
комплекс стандартов — «Единая система технологиче-
ской подготовки производства (ЕСТПП)».
ЕСТПП (ГОСТ 14.001—73) есть установленная госу-
дарственными стадартами система организации и управ-
ления процессом технологической подготовки производ-
ства (ТПП), предусматривающая широкое применение
прогрессивных типовых технологических процессов,
стандартной технологической оснастки и оборудования,
средств механизации и автоматизации производственных
процессов, инженерно-технических и управленческих ра-
бот. Основное назначение — обеспечить:
единый для всех предприятий и организаций систем-
ный подход к выбору и применению методов и средств
ТПП;
освоение производства и выпуска изделий высшей
категории качества, в минимальные сроки при мини-
мальных трудовых и материальных затратах на ТПП;
организацию производства высокой степени гибкости,
допускающую возможность непрерывного его совершен-
ствования и быструю переналадку на выпуск новых из-
делий.
Комплекс стандартов ЕСТПП (класс 14) включает
следующие группы стандартов:
0 — общие положения;
1 — правила организации и управления процессом
технологической подготовки производства;
2 — правила обеспечения технологичности конструк-
ции изделий;
3 — правила разработки и применения технологиче-
ских процессов и средств технологического оснащения;
4 — правила применения технических средств меха-
низации и автоматизации инженерно-технических работ;
5 — прочие стандарты.
В конце данного параграфа дается перечень стан-
дартов ЕСТПП, выпущенных на момент подготовки руко-
писи для использования в курсовом проектировании.
Остановимся на некоторых вопросах, подлежащих
учету при курсовом проектировании. ГОСТ 14.201—73
18
предусматривает общие правила отработки конструкции
изделия на технологичность. Конструкции оценивают ко-
личественно системой показателей, которая вкчючает
базовые (исходные) показатели и показатели уровня
технологичности (отношение показателей к базовым).
В зависимости от стадии разработки конструкторской
документации таких показателей 22 (подробней см.
гл. 3).
Разработка и оформление технологических докумен-
тов— довольно трудоемкая часть общего комплекса ра-
бот по ТПП. Это объясняется наличием в производстве
РЭА очень большой номенклатуры деталей и узлов и,
слёдовательно, громадного количества обращающейся
в производстве документации. Единые правила выпол-
нения, оформления, комплектации и обращения техноло-
гической документации устанавливаются системой
ЕСТД (Единая система технологической документации),
которая обеспечивает преемственность с ЕСКД (Единая
система конструкторской документации), возможность
обработки информации на ЭВМ, возможность взаимо-
обмена технологических документов между предприя-
тиями без переоформления (подробное см. § 1.7).
ГОСТ 14.302—73 и ГОСТ 14.303—73 обращают осо-
бое внимание на применение типовых технологических
процессов и широкое использование ЭВМ. Правила раз-
работки рабочих технологических процессов изложены
в ГОСТ 14.311—75, а групповых — в ГОСТ 14.316—75.
Выбор технологического оборудования производится
в соответствии с ГОСТ 14.301—73 и ГОСТ 14.304—73.
В условиях мелкосерийного производства значительный
эффект можно ожидать при использовании универсаль-
ного оборудования. Применение различных приспособ-
лений, приставок и дополнительных механизмов расши-
ряет возможности станков и позволяет быстро перестро-
иться на выпуск другого вида продукции.
Правила выбора технологической оснастки в ЕСТПП
предусмотрены ГОСТ 14.305—73. В этом стандарте ука-
зан общий порядок выбора; внимание акцентируется на
применении универсальной и сборно-разборной оснастки.
В приложении к этому ГОСТу дается определение зон
рентабельности применения различных систем станочных
приспособлений. Применение универсальных видов тех-
нологической оснастки является одним из эффективных
путей, сокращающих цикл ТПП (подробнее см. в § 4.6).
Большое значение имеет обеспечение производства
2* 19
покупным инструментом. В ЕСТПП правила организа-
ции инструментального хозяйства предусмотрены ГОСТ
14.105—74, где указывается, что основными задачами
инструментального хозяйства являются: определение по-
требности в инструменте, планирование, организация
эксплуатации, технический надзор, обеспечение рабочих
мест, а также учет и хранение.'
Одной из важных работ в ТПП является составление
ведомости норм расхода материалов. Основная труд-
ность определения норм расхода материалов состоит
в расчете подетальных норм. Сводные нормы составля-
ют сумму подетальных по маркам, сортаменту и типо-
размерам. При производстве РЭА часто стоимость мате-
риала значительно выше стоимости труда, затраченного
на его переработку. Например,- стоимость материала
штампуемых деталей составляет 60—70% от их общей
стоимости изготовления, тогда как зарплата составляет
5—15%. Правила расчета норм расхода материалов
с помощью средств вычислительной техники приведены
в ГОСТ 14.106—74. При автоматизированном решении
задач по расчету норм расхода материалов используют
информационные массивы и алгоритмы решения задач
расчета норм в соответствии с формулами, приведенны-
ми в этом же стандарте.
Планирование ТПП ведется с учетом координации
работы многих служб завода. При определении сроков
выполнения работ за основу берутся конечные дирек-
тивные сроки выпуска новых изделий, затем рассчиты-
ваются объемы работ по этапам в зависимости от тру-
доемкости, количества исполнителей, оригинальных де-
талей и т. д., после чего составляется сетевой график
выполнения работ. Общая картина деятельности всех
подразделений, занятых подготовкой производства, отра-
жается схемой событий и работ. При построении сете-
вого графика используются вероятностные методы, при
этом для каждого события определяется минимальное,
вероятное и максимальное время выполнения, а для
каждой работы — математическое ожидание и его дис-
персия.
Для построения схем документооборота и сетевых
моделей управления система ЕСТПП предусматривает
использование информационных моделей ТПП, в част-
ности ГОСТ 14.104—74 содержит правила разработки
информационной модели ТПП.
20
Графическая информационная модель системы ТПП
представляет собой схематическое описание системы
ТПП и отражает номенклатуру функций и задач, ре-
шаемых в системе, информационные связи, виды носите-
лей информации и т. д. Модели системы ТПП представ-
ляются комплектом блок-схем, которые в зависимости
от степени детализации разделяются на блок-схемы
функций, блок-схемы задач и блок-схемы процедур. Ука-
занный выше ГОСТ устанавливает порядок, требования
и правила выполнения блок-схем.
Перечень выпущенных ГОСТов по ЕСТПП:
1. ГОСТ 14.001—73. Общие положения.
2. ГОСТ 14.002—73. Основные требования к технологической
подготовке производства.
3. ГОСТ 14.003—74. Порядок организации научно-технических
разработок в области технологической подготовки производства,
приемки и передачи их в производство.
4. ГОСТ 14.004—74. Требования к терминологии. Термины и
определения основных понятий.
5. ГОСТ 14.005—75. Методы расчета экономической эффектив-
ности.
6. ГОСТ 14.101—73. Основные правила организации и управле-
ния процессом технологической подготовки производства.
7. ГОСТ 14.102—73. Стадии разработки документации по орга-
низации и совершенствованию технологической подготовки произ-
водства.
8. ГОСТ 14.103—73. Правила разработки технического задания
иа совершенствование системы технологической подготовки произ-
водства на предприятии.
9. ГОСТ 14.104—74. Правила разработки графической информа-
ционной модели системы технологической подготовки производства.
10. ГОСТ 14.105—74. Правила организации инструментального
хозяйства.
11. ГОСТ 14.106—74. Правила расчета норм расхода материа-
лов с помощью вычислительной техники.
12. ГОСТ 14.201—73. Общие правила отработки конструкций
изделий на технологичность.
13. ГОСТ 14.202—73. Правила выбора показателей технологич-
ности конструкций изделий.
14. ГОСТ 14.203—73. Правила обеспечения технологичности кон-
струкций сборочных единиц.
15. ГОСТ 14.204—74. Правила обеспечения технологичности
конструкций деталей.
16. ГОСТ 14.301—73. Общие правила разработки технологиче-
ских процессов н выбора средств технологического оснащения.
17. ГОСТ 14.302—73. Виды технологических процессов.
18. ГОСТ 14.303—73. Правила разработки н применения типо-
вых технологических процессов.
19. ГОСТ 14.304—73. Правила выбора технологического обору-
дования.
20. ГОСТ 14.305—73. Правила выбора технологической оснастки.
21. ГОСТ 14.306—73. Правила выбора средств технологического
оснащения процессов технического контроля.
21
22. ГОСТ 14.307—73. Правила выбора средств технологического
оснащения процессов испытания.
23. ГОСТ 14.308—74. Правила выбора средств механизации н
автоматизации процессов перемещения тарно-штучных грузов.
24. ГОСТ 14.309—74. Правила применения средств механизации
и автоматизации технологических процессов.
25. ГОСТ 14.310—73. Правила организации разработки средств
технологического оснащения.
26. ГОСТ 14.311—75. Правила разработки рабочих технологиче-
ских процессов.
27. ГОСТ 14.312—74. Основные формы организации технологи-
ческих процессов.
28. ГОСТ 14.313—74. Этапы, содержание и последовательность
работ при автоматизированном проектировании технологических
процессов.
29. ГОСТ 14.314—74. Требования к организации автоматизиро-
ванного решения задач обеспечения производства оборудоваинем.
30. ГОСТ 14.315—74. Требования к организации автоматизиро-
ванного решения задач обеспечения производства оснасткой.
31. ГОСТ 14.316—75. Правила разработки групповых техноло-
гических процессов.
32. ГОСТ 14.317—75. Правила разработки процессов контроля.
33. ГОСТ 14.318—77. Виды процессов контроля.
34. ГОСТ 14.401—73. Правила организации работ по механиза-
ции и автоматизации решений инженерно-технических задач и задач
управления технологической подготовкой производства.
35. ГОСТ 14.403—73. Правила выбора объекта автоматизации.
36. ГОСТ 14.404—73. Правила определения уровня автоматиза-
ции при решении задач технологической подготовки производства.
37. ГОСТ 14.405—73. Правила определения очередности автома-
тизации решения задач технологической подготовки производства.
38. ГОСТ 14.406—74. Постановка задач для автоматизирован-
ного решения.
39. ГОСТ 14.408—74. Формирование информационных массивов
при автоматизированном решении задач технологической подготовки
производства. Общие положения.
40. ГОСТ 14.410—74. Правила выбора технических средств сбо-
ра, обработки и передачи информации.
1.7. Стандарты ЕСТД
Комплекс стандартов Единой системы технологиче-
ской документации (ЕСТД) устанавливает единые пра-
вила выполнения, оформления, комплектации и обраще-
ния технологической документации и состоит из 9 групп:
0 —основные положения;
1 —основополагающие стандарты;
2 — классификация деталей и обозначение технологи-
ческих документов;
3 — правила учета применяемости деталей, изделий,
технологической оснастки;
4 —правила оформления технологических докумен-
тов, специализированных по видам работ;
22
5 — правила оформления технологических докумен-
тов на испытания;
6 — вспомогательное производство;
7 , 8 — для последующих стандартов;
9 — нормативное хозяйство.
Технологические документы при выполнении курсо-
вого проекта должны быть оформлены в соответствии
с ЕСТД. Ниже приводятся наиболее употребительные
группы стандартов, необходимые для выполнения про-
екта.
Основополагающие стандарты регламентируют ста-
дии проектирования, виды документов, общие требова-
ния к ним, правила оформления документов общего
незначения, комплектность и т. д.
ГОСТ 3.1102—74 устанавливает стадии разработки,
виды и комплектность технологических документов.
Установлено пять стадий проектирования технологии:
техническое задание, техническое предложение, эскиз-
ный проект, технический проект и разработка рабочей
документации.
Разработка документов в курсовом проекте соответ-
ствует стадии технического проекта, однако такие доку-
менты, как чертеж сборочной единицы или сборочный
чертеж приспособления, выполняются как части рабочей
документации и поэтому для них должна быть составле-
на спецификация.
Применяются следующие виды документов:
маршрутная карта (МК);
операционная карта (ОК);
карта эскизов (КЭ);
ведомость технологических документов (ВТД);
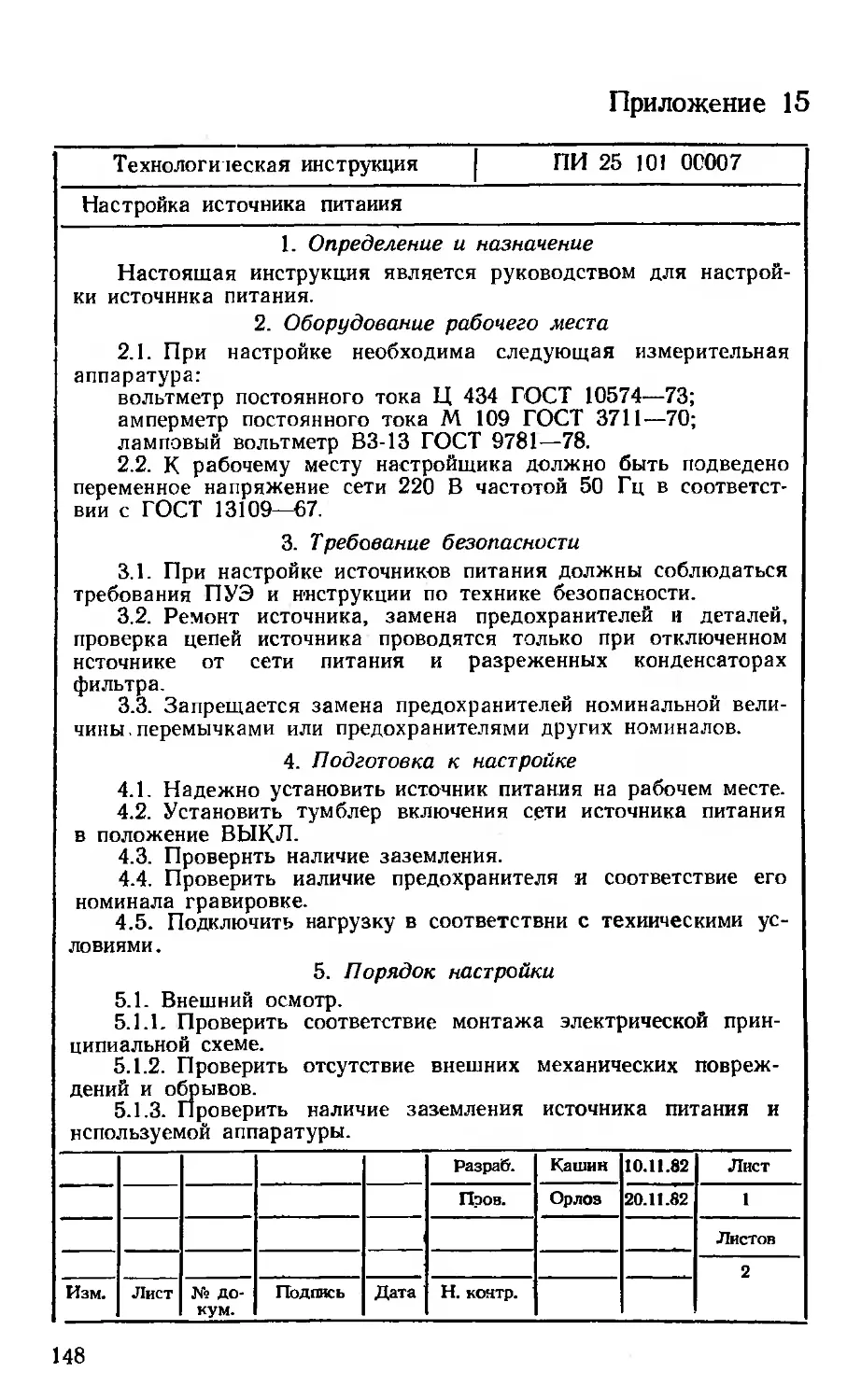
технологическая инструкция (ТИ);
ведомость материалов (ВМ);
ведомость технологической оспастки (ВО);
комплектовочная карта (КК);
ведомость расцеховки (ВР);
карта технологического процесса (КТП);
карта типового технологического процесса (КТТП).
Все документы, кроме операционной карты и карты
технологического процесса, относятся к документации
общего назначения.
ГОСТ 3.1 ГОЗ—74 устанавливает основные надписи
на картах, .разбитых на графы, и на текстовых докумен-
тах, например технологических инструкциях. Формы ос-
новных надписей см. в приложении 5.
23
В ГОСТ 3.1104—74 приведены общие требования
к технологическим документам.
В курсовом проекте технологические документы допу-
скается выполнять от руки (высота букв и цифр не ме-
нее 2,5 мм). Необходимо писать четко, черной тушью.
Содержание операции (перехода) включает наименова-
ние метода обработки, выраженного глаголом в повели-
тельной форме (точить, сверлить и т. д.), наименование
обрабатываемой поверхности материала или детали (то-
рец, галтель, отверстие), номер обрабатываемой поверх-
ности, заключенный в скобки, размеры и предельные от-
клонения обрабатываемой поверхности. Например: «Раз-
вернуть отверстие (1) 034.96». Если к операционной
карте разрабатывается эскиз и в нем указаны оконча-
тельные размеры, по которым производится обработка,
то размеры в описании операции не указываются. На-
пример: «Фрезеровать плоскость (1) в размер Н».
В описании операции указывается количество одно-
временно обрабатываемых поверхностей («Сверлить 5
отв. (3)»). Если обрабатывается несколько поверхно-
стей, то в тексте перечисляют все поверхности. Операции
и переходы нумеруются арабскими цифрами в последо-
вательности, соответствующей технологическому про-
цессу. Между операциями и переходами оставляют 1—
2 строки (для внесения изменений).
Содержание операций (переходов) должно быть
сформулировано кратко, но с предельной ясностью и без
возможности других толкований текста. Построение фра-
зы при формулировании перехода должно обращать вни-
мание исполнителя в первую очередь на главный пред-
мет и действие, а затем указываются предметы и дейст-
вия, посредством которых достигается основная цель.
Например, один из переходов процесса сборки форму-
лируется так: «Установить транзистор поз. 5 на плату
поз. 2 и закрепить тремя винтами поз. 8 с шайбами
поз. 9».
Наименование и обозначение изделия и его состав-
ных частей в технологических документах должны запи-
сываться в полном соответствии с наименованием и обо-
значением его в конструкторском документе. Записи де-
лают в каждой строке в один ряд. Графы для ЭВМ
обводят линией толщиной 2s.
В технологических документах при необходимости
можно ссылаться на другие технологические и конструк-
торские документы, указывая обозначение документа без
24
его наименования. Если необходима ссылка на отдель-
ные пункты документа, то приводят весь текст этого
пункта.
ГОСТ 3.1105—74 содержит правила оформления тех-
нологических документов общего назначения.
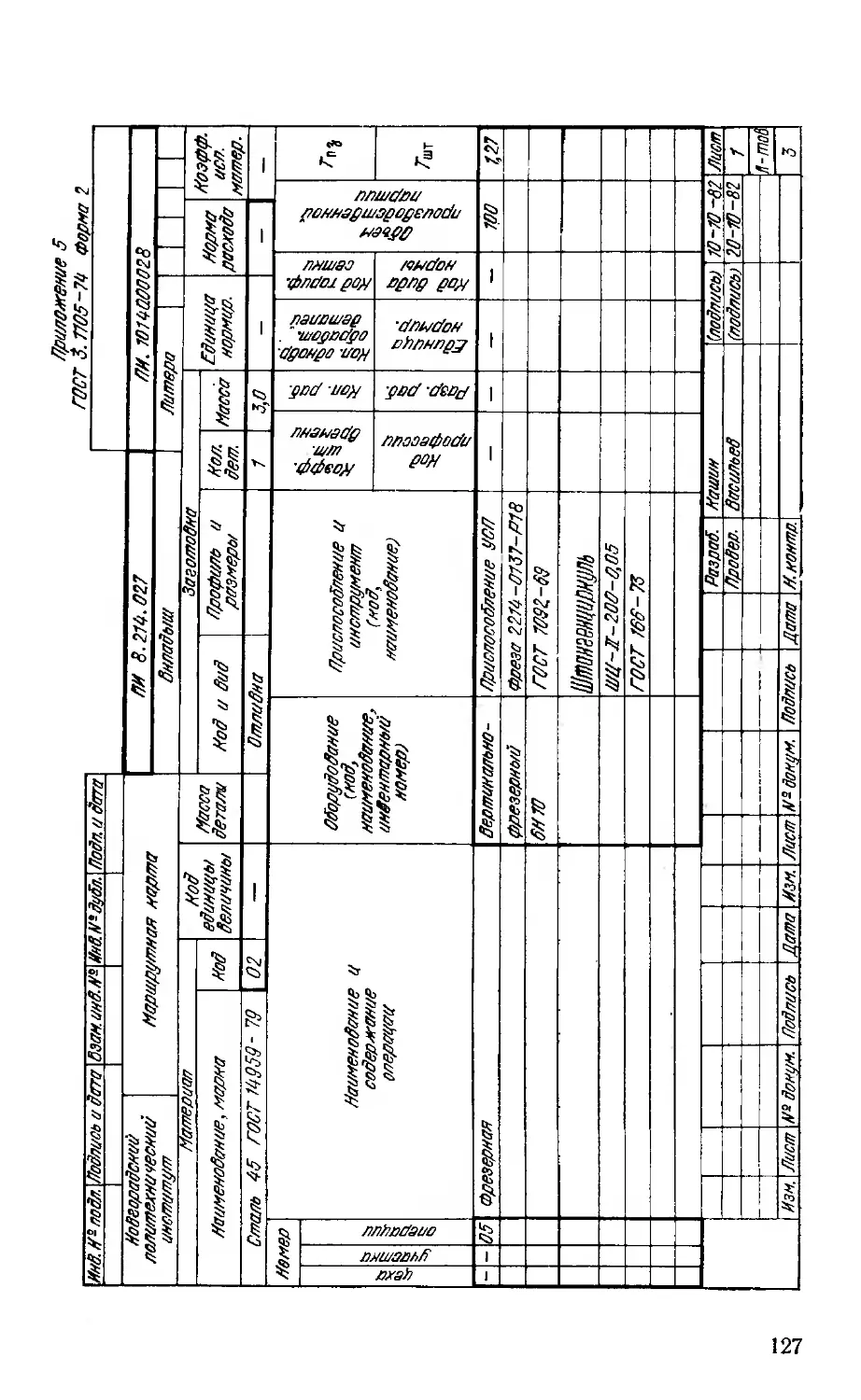
Маршрутные карты составляют пр формам 1 и 1а
или 2 и 2а. Пример заполнения маршрутной карты при-
веден в приложении 5. В графе «оборудование» запи-
сывают для каждой операции наименование станков
и Их обозначение. В графе «приспособление и инстру-
мент» записывают краткое наименование и обозначение
по ГОСТу или стандартам предприятия.
Отметим, что при курсовом проектировании нет не-
обходимости заполнять некоторые графы документов,
которые используются в производственных условиях.
Так, во всех технологических и конструкторских доку-
ментах не заполняются дополнительные графы для
архивного учета по ГОСТ 2.104—68, а также некоторые
графы основной надписи технологических документов:
«внесение изменении», «обозначение» по заготовке, про-
фессия, тарифная сетка, виды нормы, единицы нормиро-
вания, т. е. такие показатели, по которым предусматри-
вается разработка обозначений в виде шифров.
ГОСТ 3.1105—74 включает правила оформления и
других документов. В частности, КЭ составляют по фор-
мам 5 и 5а, ТИ — по формам 6 и 6а, ВМ — по формам
10 и 10а, ВО — по формам 9 и 9а, причем запись в ВО
производят отдельно по разделам сборочные единицы
и детали. Внутри каждого раздела сначала указывают
специальную оснастку, затем стандартную.
Примеры заполнения указанных документов см.
в приложении 5. <
Операционная карта технологического процесса за-
полняется также в соответствии с общими требованиями
к текстовым документам, разбитым на графы. В виде
приложения к операционным картам оформляются кар-
ты эскизов и схем (КЭ). Эскизы для операций, перехо-
дов или контроля должны содержать все необходимые
данные. Обрабатываемая деталь на эскизе показывает-
ся в рабочем положении и в том состоянии, которое она
приобретает в результате выполнения данной операции.
На эскизе указывают размеры, предельные отклонения,
шероховатость поверхности, технологические базы, ТУ и
другие данные согласно ЕСКД. Обрабатываемые по-
верхности обводят основной линией в 2—3 риза толще
25
сплошной линии и нумеруют арабскими цифрами. Но-
мер обрабатываемой поверхности проставляют в «круж-
ке» диаметром 6—8 мм и соединяют выносной линией
с изображением этой поверхности.
Пример оформления операционной карты и эскиза
приведен в приложении 5. Для заполнения указанных
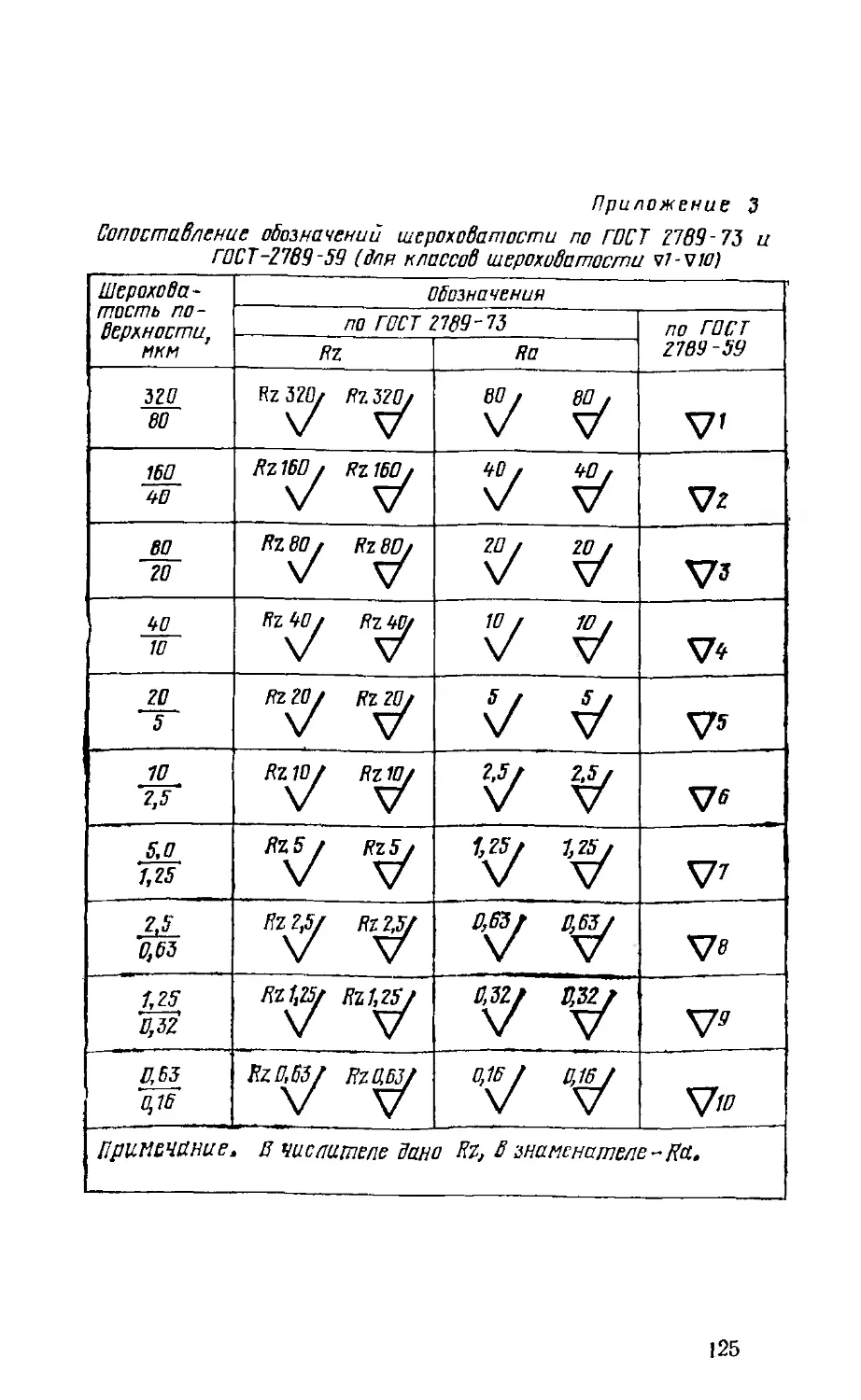
документов в приложении 3 даны обозначения шерохо-
ватости поверхности по параметрам \RZ и по ГОСТ
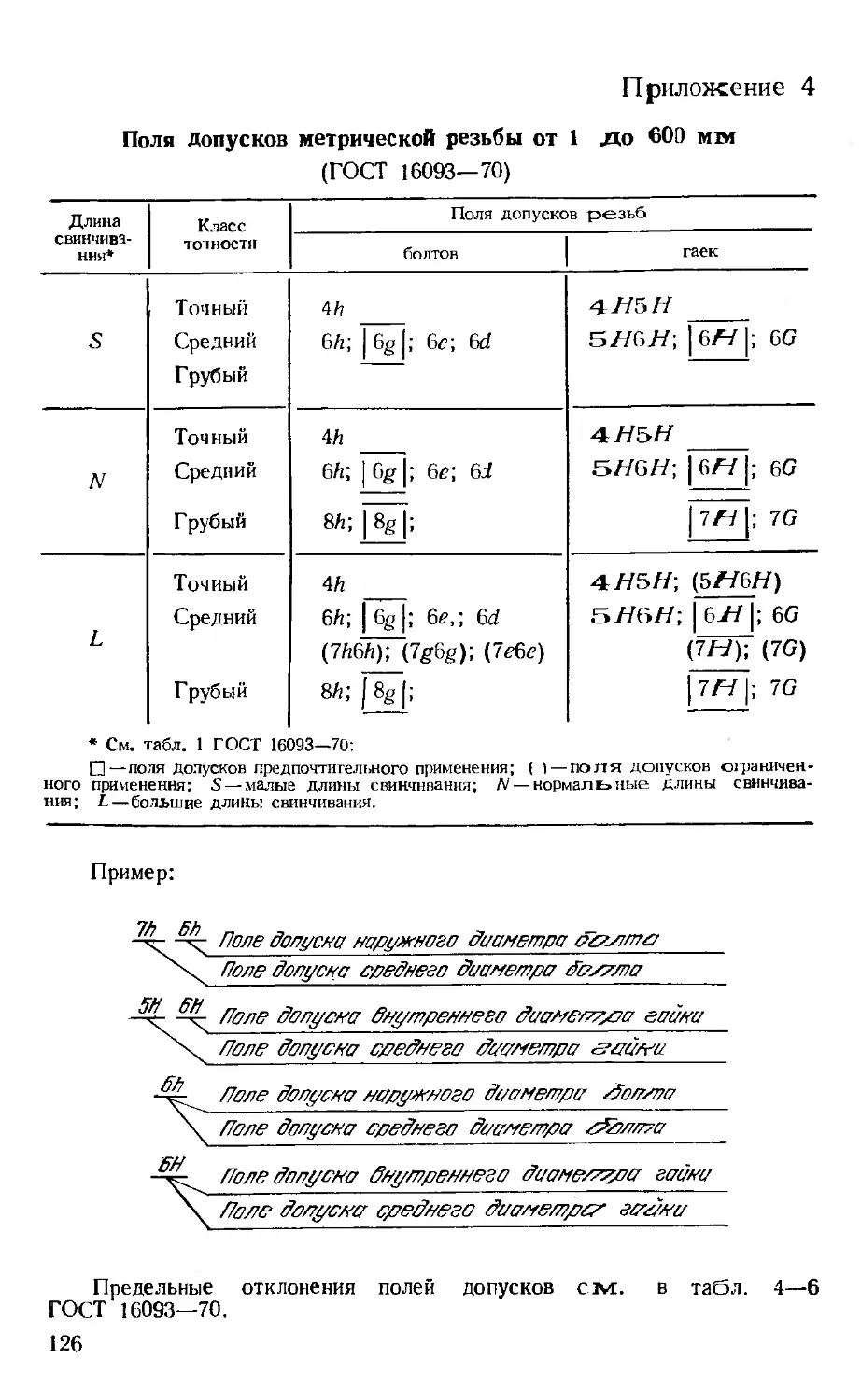
2789—73, а в приложении 4 — поля допусков метриче-
ской резьбы по ГОСТ 16093—70 (см. пример технологи-
ческого процесса в приложении 5).
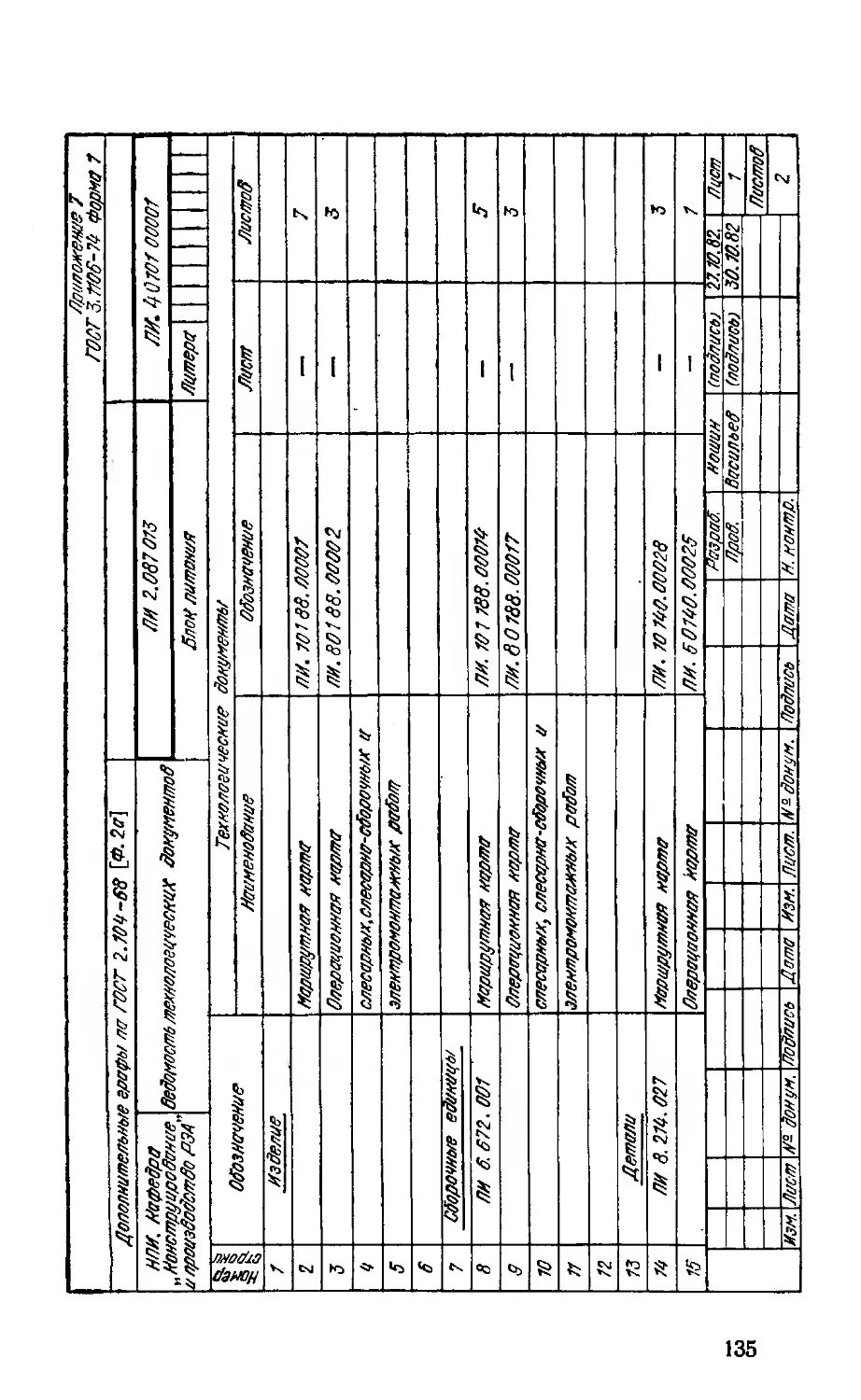
ГОСТ 3.1106—74 устанавливает форму и порядок за-
полнения ведомости технологических документов на из-
делие. Ведомость является обязательным документом
при передаче комплекта документов на микрофильмиро-
вание или с одного предприятия на другое.
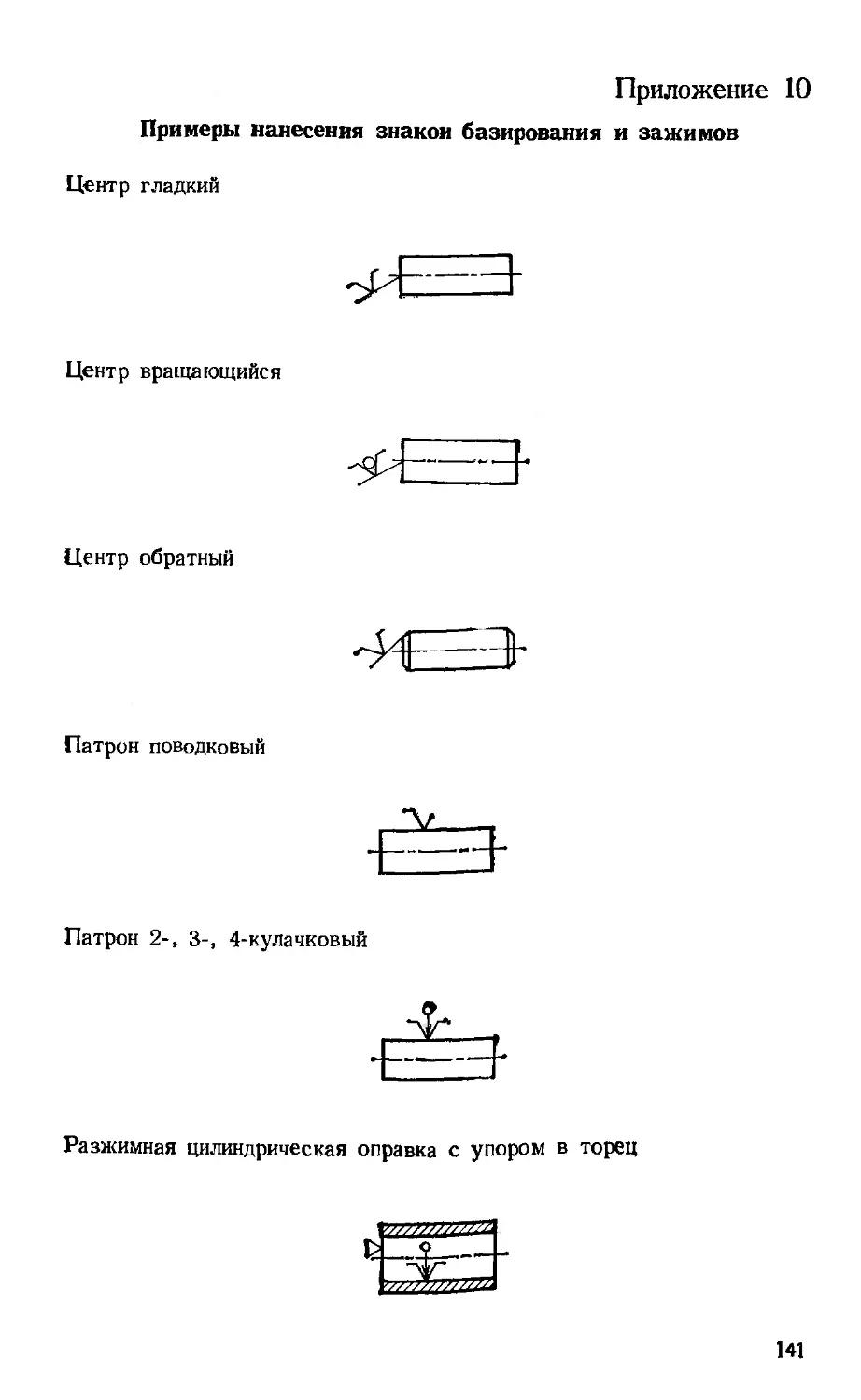
Для обозначения баз, опор и зажимов пользуются
условными графическими знаками. Условные обозначе-
ния для опор и зажимов различных видов регламенти-
руются ГОСТ 3.1107—73 (см. приложение 10).
ГОСТ 3.1108—74 устанавливает комплектность техно-
логических документов в зависимости от типа (см.
§ 1.3) и характера производства. Характер производст-
ва выражен группами сложности и уровнем конструк-
тивно-технологической унификации изделий. В таблицах
этого ГОСТа приведены номера форм документов, опре-
деляющих комплектность документации в зависимости
от типа производства и типа технологического процесса
по его организации и описанию. В курсовом проекте вид
технологического процесса по его' организации может
быть единичным или типовым, а по степени детализации
содержания — маршрутно-операционным.
При разработке единичных технологических процес-
сов маршрутно-операционного описания любого типа
производства заполняются документы следующих номе-
ров форм:
общего назначения: 2 или 3, 5, 6, 7, 9 по ГОСТ
3.1105—74, I по ГОСТ 3.1106—74;
на раскрой и отрезку заготовок: 1, 2 по ГОСТ
3.1402—74, 4 по ГОСТ 3.1403—74, I или 2, 3 по ГОСТ
3.1404—74;
на ковку и штамповку: 1, 4, 5 по ГОСТ 3.1403—74;
на механическую обработку: 1 или 2, 3, 4 или 5, 6, 7,
или 8. 9, 10 по ГОСТ 3.1404—74;
26
на слесарно-сборочйыё и электромонтажные работы:
1 или 2 по ГОСТ 3.1407—74;
на изготовление деталей из пластмасс: 1, 2 по ГОСТ
3.1409—74;
на обмоточио-изолировочные и пропиточно-сушиль-
йые работы: 1 или 2 по ГОСТ 3.1411—74;
на технический контроль: 1 или 2, 3 по ГОСТ
3.1502—74.
При разработке типовых технологических процессов
любого типа производства заполняются документы сле-
дующих номеров форм:
общего назначения: 4, 5, 6, 7, 9, 12 по ГОСТ
3.1105—74, 1 по ГОСТ 3.1106—74 (для средне- и крупно-
серийного производства дополнительно выполняется
форма 8 по ГОСТ 3.1105—74);
на раскрой и отрезку заготовок: 5 по ГОСТ
3.1403—74, 4 или 5 по ГОСТ 3.1404—74;
на ковку и штамповку: 2, 3, 5, 6 по ГОСТ 3.1403—74;
на механическую обработку: 4 или 5, 11 по ГОСТ
3.1404—74;
на слесарно-сборочные и электромонтажные работы:
1 по ГОСТ 3.1407—74;
на технический контроль: I или 2, 3 по ГОСТ
3.1502—74.
Оформление документов других видов работ см.
в ГОСТ 3.1108—74.
ГОСТ 3.1109—73 охватывает все термины и определе-
ния основных понятий из области технологических про-
цессов производства изделий. Технологический процесс
определяется как часть производственного процесса, со-
держащая. действия по изменению и последующему
определению состояния предмета производства. .
Из ЕСТД 2-й группы следует остановиться на ГОСТ
3.1201—74, который устанавливает систему обозначения
технологических документов. Каждому разработанному
и .выпускаемому документу должно быть присвоено са-
мостоятельное обозначение. Если документ на несколь-
ких листах, то все листы должны иметь одинаковое обо-
значение. У заимствованных документов сохраняется
присвоенное им обозначение.
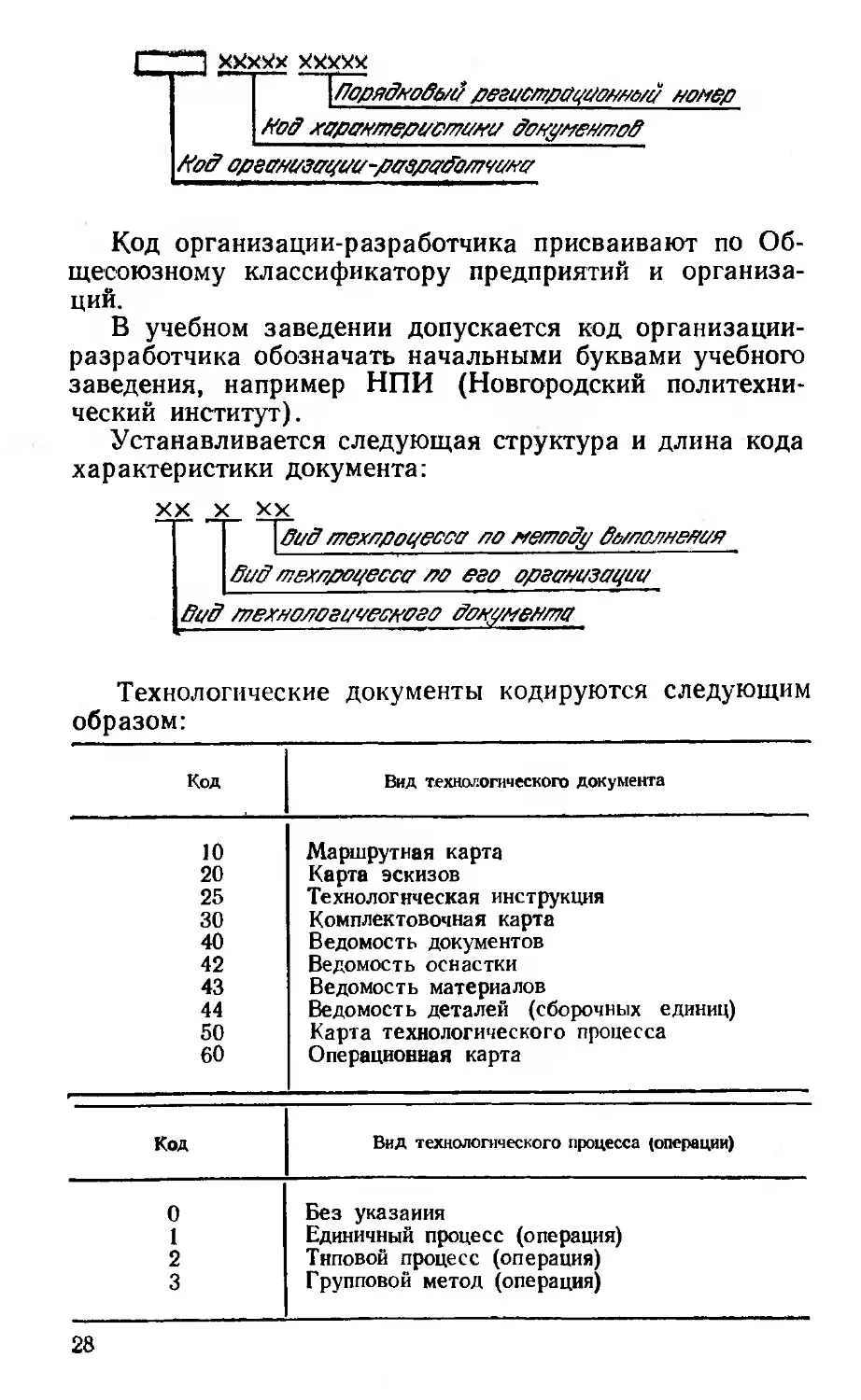
Устанавливается многоаспектная классификационная
система обозначения документов по следующей струк-
туре:
27
xxxwx xxxxx
\ворядновб/и регистрационной/ номер
Нод харантеристини дондментов
Нод организации-раврадот/ина
Код организации-разработчика присваивают по Об-
щесоюзному классификатору предприятий и организа-
ций.
В учебном заведении допускается код организации-
разработчика обозначать начальными буквами учебного
заведения, например НПИ (Новгородский политехни-
ческий институт).
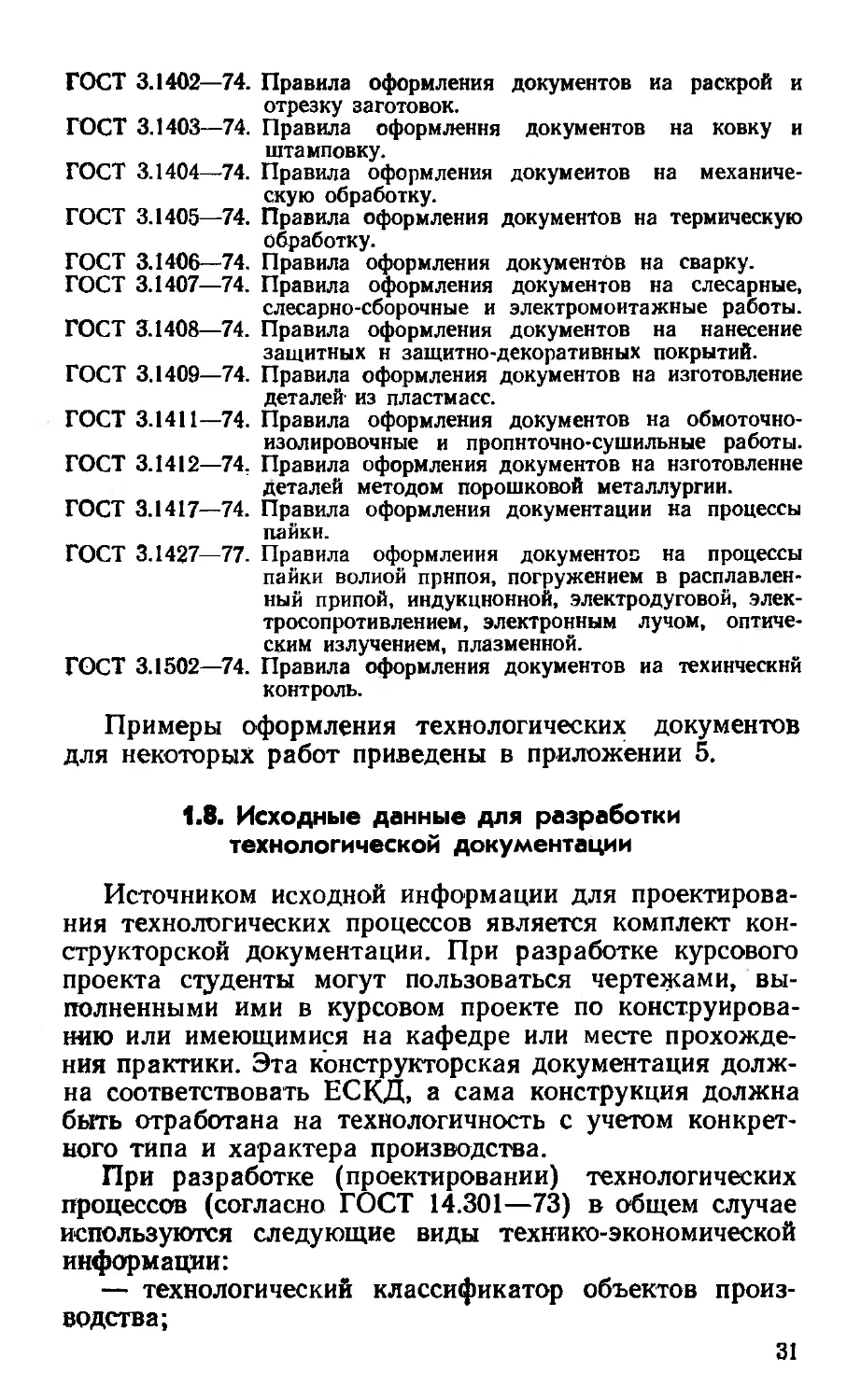
Устанавливается следующая структура и длина кода
характеристики документа:
хх х хх
~\вид техпроцесса по методу ве/полненая
вид техпроцесса по его организации
вид технопогиаесноео донумента
Технологические документы кодируются следующим
образом:
Код Вид технологического документа
10 Маршрутная карта
20 Карта эскизов
25 Технологическая инструкция
30 Комплектовочная карта
40 Ведомость документов
42 Ведомость оснастки
43 Ведомость материалов
44 Ведомость деталей (сборочных единиц)
50 Карта технологического процесса
60 Операционная карта
Код Вид технологического процесса (операции)
0 Без указания
1 Единичный процесс (операция)
2 Типовой процесс (операция)
3 Групповой метод (операция)
28
Код Вид техпроцесса по методу выполнения
01 Технологический процесс изготовления изделия
02 Ремонт
03 Технический контроль
04 Перемещение
05 Складирование
06 Раскрой и отрезка заготовок
10 Литье
И Литье в песчанные формы
12 Литье в металлические формы
13 Литье в оболочковые формы
14 Литье по выплавляемым моделям
30 Холодная штамповка
40 Механическая обработка
46 Обработка на станках с числовым программным уп-
равлением (ЧПУ)
50 Термическая обработка
60 Изготовление деталей из пластмасс
65 Изготовление деталей порошковой металлургией
70 Нанесение защитного и защитно-декоративного пок-
рытия
75 Электрофизический обработка
80 Пайка
88 Слесарные, слесарно-сборочные и электромонтажные
работы
89 Обмоточные и пропиточные работы
90 Сварка
При меча ц и е. Более полные данные приведены в ГОСТ. 3.1201—74.
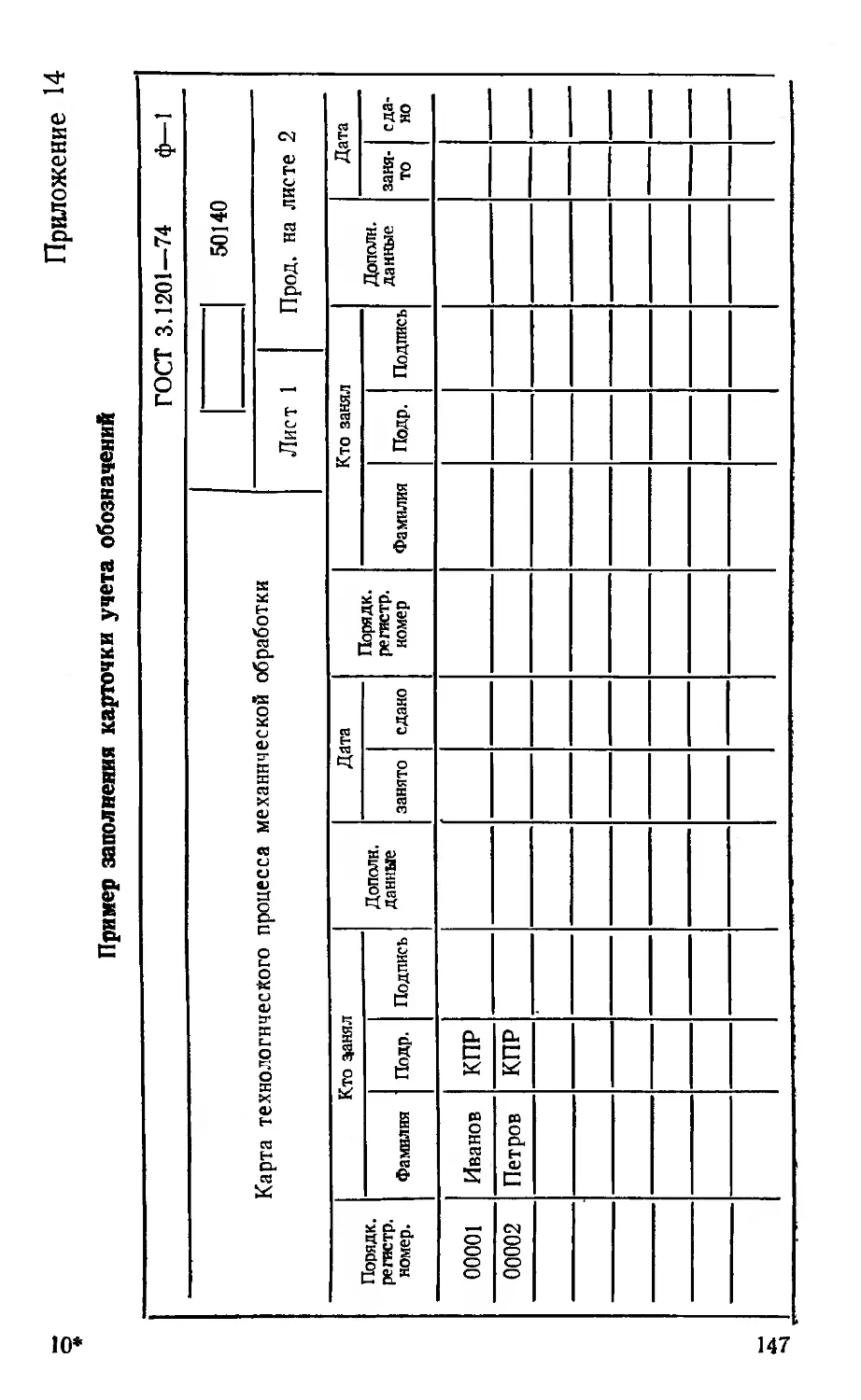
Порядковые регистрационные номера техническим
документам присваивает служба организации-разработ-
чика, ответственная за ведение картотеки учета обозна-
чений. На. каждый вид документа составляют отдельную
карточку учёта обозначений, пример оформления кото-
рой приводится в приложении 14. Порядковые номера
начинаются с номера 00001 и заканчиваются 99999. Все
листы карточки на один вид документа должны хранить-
ся вместе. В учебном заведении картотеку рекомендует-
ся организовать на кафедре, выдающей задание на кур-
совое проектирование.
Пример обозначения маршрутной карты технологического про-
цесса электромонтажных работ:
НПИ. 10088.00025:
НПИ — организация-разработчик (Новгородский политехнический
нн-т);
10 —код технологического документа (маршрутная карта);
0 — код процесса по его организации (без указания);
29
88 —код Процесса по его выполнению (электромонтажные ра-
боты) ;
00025 — условный порядковый номер.
Важное место в курсовом проекте занимают вопро-
сы технологической оснастки. Учет применяемости тех-
нологической оснастки предусмотрен ГОСТ 3.1302—74.
При разработке технологических процессов очень
важно иметь широкую информацию о применяемой ос-
настке, ранее спроектированной и изготовленной. При
этом пользуются:
— картотеками применяемости технологической ос-
настки;
— каталогами технологической оснастки.
Картотеки применяемости могут состоять из карто-
чек с краевой перфорацией, и тогда можно использо-
вать поисковые системы информации. Каталоги включа-
ют имеющуюся на предприятии технологическую оснаст-
ку и для удобства подбора содержат необходимые гра-
фические изображения.
Использование имеющейся оснастки значительно со-
кращает сроки освоения новых изделий.
Стандарты ЕСТД 4-й группы устанавливают правила
оформления технологических документов, специализиро-
ванных по видам работ.
Основным технологическим документом является
маршрутная карта, однако если необходимо подробно
изложить содержание операции, то используют опера-
ционные карты и карты техпроцесса.
Технологический процесс в зависимости от степени
детализации содержания можно изложить тремя спосо-
бами:
маршрутным;
маршрутно-операционным, когда операционные кар-
ты разрабатываются лишь на некоторые операции,
а в маршрутных картах делается ссылка на операцион-.
ный технологический процесс';
операционным, когда на все операции технологиче-
ского процесса разрабатываются операционные карты
и (или) карты технологического процесса.
Для курсового проекта рекомендуется маршрутно-
операционное изложение технологического процесса.
Правила оформления операционных карт и карт техпроцесса
в зависимости от вида работ приведены в следующих ГОСТах.
ГОСТ 3.1401—74. Правила оформления документов на литье.
30
ГОСТ 3.1402—74. Правила оформления документов иа раскрой и
отрезку заготовок.
ГОСТ 3.1403—74. Правила оформления документов на ковку и
штамповку.
ГОСТ 3.1404—74. Правила оформления документов на механиче-
скую обработку.
ГОСТ 3.1405—74. Правила оформления документов на термическую
обработку.
ГОСТ 3.1406—74. Правила оформления документов на сварку.
ГОСТ 3.1407—74. Правила оформления документов на слесарные,
слесарно-сборочные и электромонтажные работы.
ГОСТ 3.1408—74. Правила оформления документов на нанесение
защитных н защитно-декоративных покрытий.
ГОСТ 3.1409—74. Правила оформления документов на изготовление
деталей- из пластмасс.
ГОСТ 3.1411—74. Правила оформления документов на обмоточно-
изолировочные и пропнточно-сушильные работы.
ГОСТ 3.1412—74, Правила оформления документов на нзготовленне
деталей методом порошковой металлургии.
ГОСТ 3.1417—74. Правила оформления документации на процессы
пайки.
ГОСТ 3.1427—77. Правила оформления документов на процессы
пайки волной припоя, погружением в расплавлен-
ный припой, индукционной, электродуговой, элек-
тросопротивлением, электронным лучом, оптиче-
ским излучением, плазменной.
ГОСТ 3.1502—74. Правила оформления документов иа технический
контроль.
Примеры оформления технологических документов
для некоторых работ приведены в приложении 5.
1.8. Исходные данные для разработки
технологической документации
Источником исходной информации для проектирова-
ния технологических процессов является комплект кон-
структорской документации. При разработке курсового
проекта студенты могут пользоваться чертежами, вы-
полненными ими в курсовом проекте по конструирова-
нию или имеющимися на кафедре или месте прохожде-
ния практики. Эта конструкторская документация долж-
на соответствовать ЕСКД, а сама конструкция должна
быть отработана на технологичность с учетом конкрет-
ного типа и характера производства.
При разработке (проектировании) технологических
процессов (согласно ГОСТ 14.301—73) в общем случае
используются следующие виды технико-экономической
информации:
— технологический классификатор объектов произ-
водства;
31
— классификатор технологических операций;
— система обозначения технологических документов;
— стандарты ЕСТД;
— типовые технологические процессы и операции;
— стандарты и каталоги на средства технологическо'
го оснащения;
— нормативы технологических режимов;
— материальные и трудовые нормативы.
Проектирование технологических процессов, как бы-
ло отмечено в § 1.1, включает определение, выбор и за-
каз средств технологического оснащения. Выбор средств
технологического оснащения (ГОСТ 14.301—73) произ-
водится с учетом:
— типа производства и его организационной струк-
туры;
— вида изделия и программы его выпуска;
— характера намеченной технологии;
— возможности группирования изделий;
— максимального применения имеющихся стандарт-
ной оснастки и оборудования;
— равномерной загрузки имеющегося оборудования.
При групповом методе обработки изделий выбор
средств технологического оснащения определяется:
— общностью производимого вида обработки (сбор-
ки) по группам операций;
— составом операций группы, их суммарной трудо-
емкостью и повторяемостью;
— конструктивными и технологическими признаками
обрабатываемых изделий или их элементов (размеры,
марки материалов, форма, элементы базирования и пр.).
СОСТАВ И СОДЕРЖАНИЕ ПРОЕКТА
2.1. Состав курсового проекта
Состав и объем курсового проекта обычно определя-
ются кафедрой, поэтому здесь приводится рекоменда-
тельный материал.
Курсовой проект включает следующие документы;
32
1. Ведомость технологических документов курсового
проекта (ВКП).
2. Задание на проектирование (ПЗ), составленное и
утвержденное согласно принятому порядку.
3. Пояснительная записка.
4. Технологические процессы изготовления деталей,
оформленные на картах.
5. Технологические процессы сборки аппарата, блока
и отдельных узлов, оформленные на картах.
6. Графическая часть: чертеж детали, узла или при-
бора, сборочный чертеж технологической оснастки, тех-
нологическая планировка и т. д. согласно ПЗ.
Объем графических работ, технологических разрабо-
ток и выполнение расчетов определяются инструкциями
кафедр и предусматриваются преподавателем в ПЗ.
В процессе выполнения проекта объем работ может
быть скорректирован, тогда изменение ПЗ или других
документов должно быть оформлено в соответствии
с правилами изменения конструкторской или технологи-
ческой документации.
Темой курсового проекта может быть часть работы,
выполняемая студентом по научно-исследовательской
деятельности технологической направленности, и тогда
в ПЗ возможны отступления по п. 4—6 рекомендуемого
состава проекта.
Проект выполняется в следующей последовательно-
сти:
1. Краткое описание конструкции и назначения узла
или прибора.
2. Технологический анализ конструкции и технологи-
ческий контроль чертежей. Определение показателей
технологичности.
3. Определение типа производства на основании ис-
ходных данных задания и определение размера партии
для серийного производства.
4. Выбор метода изготовления одной или двух дета-
лей (по указанию преподавателя).
5. Выбор профиля и определение размеров заготовок
деталей, для которых предусмотрена разработка техно-
логических процессов. Выбор базовых поверхностей для
обработки.
6. Оформление маршрутных и операционных карт,
а также карт эскизов и схем для процессов изготовле-
ния деталей.
3—181 33
7. Выбор оборудования и технологической оснастки,
в том числе покупного инструмента.
8. Определение по нормативам (таблицам) режимов
обработки.
9. Нормирование операций технологических процес-
сов. Определение норм времени и их составляющих.
10. Выбор метода контроля готовых деталей.
11. Оформление маршрутных и операционных карт
для процессов сборки, а также технологических инструк-
ций для процессов настройки, регулировки или испыта-
ний.
12. Выбор оборудования, технологической оснастки,
покупного инструмента и средств контроля для процес-
сов сборки, настройки и испытания.
13. Нормирование процессов сборки.
14. Проектирование технологической оснастки для
процессов изготовления деталей или сборки узлов (по
указанию преподавателя).
15. Оформление пояснительной записки и рабочих
чертежей.
16. Проведение кодирования документов и выполне-
ние работ по типизации процессов.
17. Расчеты по технологической точности функцио-
нальных блоков (узлов).
18. Расчеты и выполнение технологических планиро-
вок.
2.2. Содержание пояснительной записки и
графический материал
Результаты выполнения указанных выше работ, кро-
ме рабочих чертежей увеличенного формата, оформля-
ются в пояснительной записке. Технологические процес-
сы (карты) помещаются в конце записки в виде прило-
жений.
Описание конструкции и назначения узла или прибо-
ра должно быть кратко изложено с указанием условий
работы данного устройства в общей системе. Следует
обратить внимание на особенности изделия и обосновать
повышенные требования к отдельным параметрам или
размерам, если таковые есть. Целесообразно проанали-
зировать выбранные материалы, комплектующие изде-
лия, допуски на параметры и размеры. Если назначение
узла конкретно неизвестно, то следует описать его по
34
своему соображению, о чем сделать соответствующую
оговорку.
Указания по выполнению других пунктов проекта
рассматриваются в соответствующих разделах настоя-
щего пособия.
Пояснительная записка к курсовому проекту оформ-
ляется в соответствии с общими требованиями к тексто-
вым документам по ГОСТ 2.105—68; состоит из расче-
тов с необходимыми обоснованиями и пояснениями по
принятым решениям. Не допускаются пространственные
рассуждения, общие определения и формулировки, взя-
тые из учебников. Графический материал размещается
по ходу пояснительной записки и состоит из схем, гра-
фиков, рисунков и таблиц. Можно использовать также
фотографии. Общее требование: записка должна быть
краткой и в основном отражать сущность рассматривае-
мых вопросов.
Пояснительная записка начинается с титульного ли-
ста (см. приложение 6). Далее следуют ведомость тех-
нологических документов, выполняемая по ЕСКД (см.
йриложение 7), задание на курсовое проектирование и
содержание (в приложении 8 ориентировочно указано
количество страниц по всем разделам записки).
Во введении описывается назначение узла или при-
бора, особенности задачи, поставленной перед проектан-
том, состояние конструкции и технологии изготовления
данного узла в промышленности.
При определении типа производства следует обосно-
вать выбор метода изготовления деталей, определить
размеры заготовки, а также объем выпуска партии для
серийного производства.
Обзор технологических процессов изготовления де-
талей предполагает разбор прогрессивных операций про-
цессов, которые ведут к снижению трудоемкости и уве-
личению производительности. Здесь же приводятся обо-
снования по выбору режимов, оборудования, технологи-
ческой оснастки, средств контроля, определяются нормы
времени. Для одной операции следует дать подробный
расчет Гшт и его составляющих, а в заключение приве-
сти технико-экономические показатели процесса изго-
товления деталей и порядок определения затрат по
статьям себестоимости.
В обзоре технологического процесса сборки и монта-
жа узлов или прибора надо указать технологические
мероприятия, которые предложены самим проектантом
3* 35
в целях снижения трудоемкости этих работ, а также
мероприятия по технологической подготовке производ-
ства.
Технологические процессы настройки, регулировки и
испытаний выбираются в зависимости от особенностей
данного узла или прибора. Необходимо обосновать вы-
бор контрольно-измерительной аппаратуры, порядок сда-
чи и упаковки готовой продукции, учет и регистрацию
выхода готовой продукции, технико-экономические по-
казатели. Технологическая инструкция по настройке, ре-
гулировке или испытаниям размещается в приложениях
к пояснительной записке.
В разделе по проектированию технологической ос-
настки приводится краткое описание конструкции и обо-
снование ее выбора. Если невозможно применить уни-
версальный вид оснастки или сборно-разборную конст-
рукцию, то следует это обосновать. Необходимо приве-
сти краткий расчет экономической целесообразности
применения оснастки.
Разработка технологических планировок выполняется
для проведения процессов сборки-монтажа, настройки-
регулировки, испытаний (с учетом комплектовочных
складов и других необходимых помещений).
В конце записки проводится обобщенный расчет эко-
номических показателей по всем процессам изготовления
узла или прибора и делаются сравнительные выводы.
Список использованной литературы может быть со-
ставлен в порядке ссылок в тексте пояснительной за-
писки или по алфавитному принципу. После порядкового
номера указывается автор, его инициалы, наименова-
ние источника, том, город, в котором издана книга,
издательство и год издания (см. список литературы к на-
стоящей книге). Название городов Москва и Ленинград
дается сокращенно начальной буквой (М. и Л.), осталь-
ные города указываются полностью. Номера ссылок
на литературу в тексте пояснительной записки заключа-
ют в квадратные скобки.
Пояснительная записка заканчивается приложения-
ми, на которые даются ссылки в соответствующем ме-
сте текста записки.
Все листы пояснительной записки нумеруются,
а в содержании проставляются номера страниц разде-
лов.
Графический материал, который не цходит в состав
пояснительной записки, оформляется на отдельных ли-
36
стах В соответствий с общими требованиями ЕСКД. Это
может быть сборочный чертеж технологической оснаст-
ки, чертеж детали, сборочной единицы или заготовки,
электромонтажная схема, а также технологическая пла-
нировка. Оформление технологических планировок не
предусмотрено в ЕСКД, поэтому планировку можно
оформить по рекомендациям гл. 7, в которой также даны
справочные материалы для расстановки оборудования
на производственных площадях, определения площади
вспомогательных, складских помещений и т. д.
Демонстрационный материал — схемы, рисунки, гра-
фики кривых — проектант может выполнять по своему
усмотрению, так как это нормативами не ограничива-
ется.
При организации и проведении курсового проекта
часто возникают затруднения с обеспечением студентов
конструкторскими чертежами и бланками технологиче-
ской документации. Одни вузы предпочитают использо-
вать преемственность проектирования по разным учеб-
ным дисциплинам, другие предпочитают выдавать зада-
ние на курсовой проект перед прохождением студентами
практики в восьмом семестре. Таким образом изыскива-
ются пути решения указанных выше проблем.
ОТРАБОТКА КОНСТРУКЦИЙ НА ТЕХНОЛОГИЧНОСТЬ
3.1. Общие положения
ИМ-®
Под технологичностью конструкции изделия (ГОСТ
<+8&ЗТ='7&)—понимают совокупность свойств конструкции
изделия, проявляемых в возможности оптимальных за-
трат труда, средств, материалов и времени при техниче-
ской подготовке производства, изготовлении, эксплуата-
ции и ремонте по сравнению с соответствующими пока-
зателями однотипных конструкций изделий того же
назначения при обеспечении установленных значений по-
казателей качества и принятых условиях изготовления,
эксплуатации и ремонта. К условиям изготовления иди
ремонта изделия относятся тип, специализация и орга-
37
низация производства, годовая программа и повторяе-
мость выпуска, а также применяемые технологические
процессы.
В зависимости от вида технологичности конструкции
различают производственную, эксплуатационную, ре-
монтную технологичность и технологичность при техни-
ческом обслуживании, технологичность конструкции де-
тали и сборочной единицы, а также технологичность
конструкции по процессу изготовления, форме поверхно-
сти, размерам и материалам.
К качественным характеристикам технологичности
конструкции относят взаимозаменяемость, регулируе-
мость, контролепригодность и инструментальную доступ-
ность конструкции.
Стандарты ЕСТПП предусматривают обязательную
отработку конструкций на технологичность на всех ста-
диях их создания. Отработка конструкции изделия на
технологичность (ГОСТ 14.201—73) направлена на по-
вышение производительности труда, снижение затрат и
сокращение времени на проектирование, технологическую
подготовку производства, изготовление, техническое об-
служивание и ремонт изделия при обеспечении необхо-
димого качества изделия.
Количественная оценка технологичности конструкции
основана на системе показателей, которые согласно
ГОСТ 14.201—73 делятся на три вида:
базовые показатели технологичности. Их оптималь-
ные значения и предельные отклонения регламентирова-
ны для однотипных изделий отраслевыми стандартами и
указываются в техническом задании на разработку
изделия;
показатели технологичности конструкции. Достигнуты
при разработке изделия;
показатели уровня технологичности конструкции раз-
рабатываемого изделия. Значения вносятся в стандарты
или ТУ на конкретное изделие.
По области проявления свойств технологичности кон-
струкции изделия различают производственную и экс-
плуатационную технологичности.
Производственная технологичность конструкции про-
является в сокращении затрат средств и времени на кон-
структорскую и технологическую подготовку производст-
ва и процессы изготовления.
Эксплуатационная технологичность проявляется в со-
38
кращении затрат средств и времени на техническое об-
служивание и ремонт изделия.
Вид изделия, объем выпуска и тип производства яв-
ляются главными факторами, определяющими требова-
ния к технологичности конструкции изделия.
При проектировании изделий технолог должен участ-
вовать во всех стадиях проектирования, это позволяет
быстрее получить данные для подготовки производства.
Когда конструкция становится объектом производст-
ва, при отработке на технологичность учитываются:
виды заготовок и методы их получения;
виды и методы обработки;
виды-и методы сборки;
виды и методы контроля и испытаний;
возможность использования типовых технологических
процессов;
возможность механизации и автоматизации процессов
изготовления и технологической подготовки производ-
ства;
условия материального обеспечения производства;
требуемая квалификация рабочих кадров.
При рассмотрении конструкции как объекта эксплуа-
тации анализируют приспособленность (удобство) изде-
лия к использованию: подготовку его к работе, техниче-
скому обслуживанию, ремонту, восстановлению, обеспе-
чение требований техники безопасности и его транспор-
табельность.
Следует заметить, что состав показателей технологич-
ности, методика и точность их определения изменяются
по мере уточнения и полноты конструктивных решений.
Точность определения возрастает на каждой стадии про-
ектирования. Состав показателей технологичности кон-
струкции для каждого изделия согласно ГОСТ
14.201—73, ГОСТ 14.202—73 и [6] устанавливается от-
раслевыми документами, однако количество их должно
быть минимальным, но достаточным. Выбор состава по-
казателей технологичности производится применительно
к конкретным изделиям.
В § 3.2 будут рассматриваться номенклатура и метод
расчета показателей технологичности бытовой РЭА по
ОСТ 4.091.144—78. Данный стандарт предусматривает
только расчет частных показателей, характерных для
бытовой РЭА. Об определении базовых показателей и
уровня технологичности конструкции изделия по частно-
му показателю, а также комплексного показателя этот
39
стандарт указаний не дает, поэтому затронутые в § 3.3
вопросы рассматриваются на уровне [6]. Более полная
методика оценки технологичности конструкций для узлов
и блоков РЭА дана в § 3.4.
3.2. Расчет показателей технологичности бытовой РЭА
Показатели технологичности по своему составу опре-
деляются применительно к конкретным изделиям.
ОСТ 4.091.114—78(ОСТПП. Аппаратура радиоэлектрон-
ная бытовая. Показатели технологичности. Метод расче-
та) устанавливает номенклатуру (см. табл. 1 и 2) и
метод расчета частных показателей технологичности, ко-
торые могут быть использованы для курсового проекти-
рования.
Т аблица 1
Показатели технологичности, характеризующие
конструктивные особенности изделия и его
составных частей
Наименование показателя Показатель по видам конструкций
Изделие Составные части из- делия
сборочная единица деталь
Коэффициент унификации конструк- ции Ауи Ауе Ау д
Коэффициент стандартизации конст- рукции /Сет и /Сет е Act д
Коэффициент сложности сборки кон- струкции Асб и /Ссб е —
Коэффициент контролепригодности Аки Аке .—
Коэффициент повторяемости марок монтажного провода в конструкции Адм и /Спм е —
Коэффициент повторяемости элек- трорадиоизделий (ЭРИ) Адэ и А„э е —
Коэффициент применяемости интег- ральных схем (ИС) *ис и Аис е —
Коэффициент применяемости полу- проводниковых приборов (ПП) Кт и /Спп с —
Коэффициент регулируемости схе- мы на элементной базе Арс и Арс е —
Коэффициент точности обработки — — Агч
Коэффициент шероховатости поверх- ностей детали .— — Аш
40
Т а б л и‘ц а 2
Показатели технологичности, характеризующие
технологию изготовления изделия и его составных
частей
Наименование показателя Показатель по видам конструкций
Изделие Составные части изделия
сборочная единица деталь
Трудоемкость изготовления Лт Те Уд
Технологическая себестоимость Ст е Стд
Коэффициент применения типовых технологических процессов Атпи К-Гпе Атп д
Коэффициент автоматизации и ме- ханизации технологических процессов Дма и Лма е Кма д
Коэффициент автоматизации уста- новки радиоэлементов на печатную плату Лауи Кау е
Коэффициент автоматизации и меха- низации технологических процессов контроля Коэффициент применения печатного монтажа Лаки Лак е —
*пи Кп е —•
Масса ЛТИ Me Л|д
Относительная трудоемкость сбо- рочно-монтажных работ ТО см в т 7 о см е —
Относительная трудоемкость на- строечно-регулировочных работ т 1 о нр и ^онре —
Коэффициент использования мате- риала для изготовления детали - — ^имд
В ТЗ на курсовое проектирование должны быть ука-
заны важнейшие показатели технологичности для дан-
ной конструкции, которые в ходе проектирования опре-
деляются студентом.
3.3. Формулы для расчета показателей технологичности
бытоиой РЭА, характеризующих конструктивные
особенности изделия
Коэффициент унификации конструкции изделия
V Еу и + Ду и
Еи+Дн ’
где Еу и — количество унифицированных сборочных еди-
ниц в изделии; Дуи — количество унифицированных де-
талей, являющихся составными частями изделия и не
41
вошедших в Еуи (стандартные крепежные детали не
учитываются); Еи — количество сборочных единиц в из-
делии; Дн — количество деталей, являющихся составны-
ми частями изделия (стандартные крепежные детали не
учитываются).
Коэффициент унификации сборочных единиц
Ку е==Еу и/Еи.
Коэффициент унификации деталей
Ку д=Ду и / Ди-
Коэффициент стандартизации изделия
____________________ Ест и + Дет и
Асти— Ея+Дн ’
где Ест и — количество стандартных сборочных единиц
в изделии; Дети — число стандартных деталей, являю-
щихся составными частями изделия и не входящих
в Ест и (стандартные крепежные детали не учитыва-
ются) .
Коэффициент стандартизации сборочных единиц
Кет е^=Ест н/Еи-
Коэффициент стандартизации деталей
Кет д=Дст и/Ди-
Коэффициент сложности сборки конструкции изделия
V ____ ______Нс лз и____
Нс ЛЗ И + Чс в и + Нс и и
где Нс лз и — количество соединений, осуществляемых
в изделии с помощью лапок, защелок, байонетных со-
единений и т. п.; Нс в и—количество соединений в изде-
лии, осуществляемых с помощью резьбы; Нсни — коли-
чество неразъемных соединений в изделии.
Коэффициент контролепригодности изделия
v _ Нкп я + Н гк и — 1
/'ки мн ’
ПКП И Птк и
где Нкпи — количество контролируемых параметров в из-
делии; Нтк и — количество точек контроля в изделии.
Коэффициент повторяемости марок монтажного про-
вода в изделии
Кпм я— 1 /Нм пр и,
42
где Нм пр и — количество марок монтажного провода
в изделии.
Коэффициент повторяемости ЭРИ в изделии
Кпэ и = 1 — Нт ЭРИ и/Нэри и .
где Нтэрии—количество типоразмеров ЭРИ в изделии;
Нэри и — количество ЭРИ в изделии.
Коэффициент применяемости ИС в изделии
V Нэл ис и
АИСИ „ , н
ПЭЛ ИС И “Г пэл и
где Нал ис и — сумма элементов, входящих в интеграль-
ные схемы изделия (определяется по ТУ на каждую
ИС); Нэл и — количество радиоэлементов в изделии.
Коэффициент применяемости ПП в изделии
1г Нпп и
Л1ШВ и J.H ’
ппп и "г прл и
где Нппи — количество ПП в изделии; НРЛи—количест-
во радиоламп в изделии.
Коэффициент регулируемости схемы изделия на эле-
ментной базе
__ Нир ЭЛ и
^рс и-"н I н *
1 jHp элит1 >р эл и
где Ннрэли, Нрэл„ — количество нерегулируемых и регули-
руемых радиоэлементов в изделии.
Коэффициент точности обработки
Кгч=^1--------
Аср SAnz ’
< 5Ап; 2rto ~F Зло 4-...
где Асс =------- =z ——----———---------средний квалитет
Srt/ tii Ч- ^2 “F ~F • • •
обработки; A — квалитет обработки; n — количество раз-
меров соответствующего квалитета обработки; допусти-
мо определять как количество деталей, для которых дан-
ный квалитет является наивысшим.
Коэффициент шероховатости поверхности
К —____1 _
Бср 2 Бп/(П
т- S л, -]— -4- ... -4- 14п. 4
где Бср= v j — = -—-----------2----2 — среднее значение
Znim
параметра шероховатости поверхности деталей изделия;
Б — значение параметра шероховатости поверхности;
43
tiim — количество поверхностей, соответствующих данно-
му параметру шероховатости; допустимо определять как
число деталей, для которых данный параметр шерохо-
ватости поверхности является наивысшим.
3.4. Формулы для расчета показателей технологичности
бытовой РЭА, характеризующих технологию
изготовления изделия
Трудоемкость изготовления изделия
Тн=2Т,,
где Т< — трудоемкость изготовления, сборки, регулиров-
ки, контроля и испытания i-й составной части изделия
в нормо-часах.
Т ехнологическая себестоимость изделия
Ст и==См-ЬСз4_Син4~Со,
где См — расходы на сырье и материалы (без стоимости
отходов), руб.; С3 — основная заработная плата произ-
водственных рабочих с начислениями, руб.; Син — рас-
ходы на износ инструментов и приспособлений целевого
назначения, руб.; Со — расходы на содержание и экс-
плуатацию оборудования, руб.
Коэффициент применения типовых технологических
процессов при изготовлении изделия
Ктп и=Ттп и/Ти,
где ТТПц — трудоемкость операций, выполняемых по ти-
повым технологическим процессам.
Коэффициент автоматизации и механизации техноло-
гических процессов изготовления изделия
Кма и:=Тма и/Ти>
где Тман — трудоемкость операций, выполняемых с по-
мощью средств автоматизации и механизации.
Коэффициент автоматизации установки радиоэлемен-
тов на печатные платы изделия
Kay и=Науи/Нру,
где Нау и—количество радиоэлементов, устанавливае-
мых с помощью средств автоматизации; Нру — количе-
ство радиоэлементов, устанавливаемых вручную.
Коэффициент автоматизации и механизации техноло-
гических процессов контроля
Кмак. и==Так и/Тк и,
44
где Таки —трудоемкость операций контроля, выполняе-
мых при помощи средств автоматизации и механиза-
ции; Тки — общая трудоемкость операций контроля из-
делия.
Коэффициент применения печатного монтажа в из-
делии
Кп и:=Нкп и/Нпс и,
где Нкпи — количество контактных площадок в изделии,
пайка которых осуществляется групповым методом;
Нпси — общее количество паяных соединений в изделии.
Относительная трудоемкость сборочно-монтажных
работ при изготовлении изделия
То см и=Тсми/Ти,
где Теми — трудоемкость операций сборочно-монтажных
работ.
Относительная трудоемкость настроечно-регулировоч-
ных работ
То нр и=Тнр н/Ти,
где Тщ> и — трудоемкость настроечно-регулировочных ра-
бот.
Коэффициент использования материала для изготов-
ления детали
Ки М Д=Мд/Мз д,
где Мзд— масса заготовки детали.
3.5. Определение базовых показателей и уровня
технологичности конструкции изделия
Методика отработки конструкций на технологичность
[6] для определения базовых показателей, которые мо-
гут быть частными и комплексными, предполагает ис-
пользование статистических данных о ранее созданных
конструкциях, имеющих общие конструктивно-технологи-
ческие признаки с разрабатываемой, а также использо-
вание аналогов или типовых представителей.
Во всех случаях необходимо учитывать отличие про-
ектируемого изделия от выполненных ранее по сложно-
сти, оригинальности и перспективности конструкции,
а также рост производительности труда за счет совер-
шенствования технологии производства к периоду изго-
товления нового изделия.
Для расчетов применяются корректирующие коэффи-
циенты:
45
— коэффициенты сложности Кеш, определяемые
сравнением соответствующих технических требований
к старым и новым изделиям;
— коэффициент снижения трудоемкости изготовле-
ния изделия Кт.
Коэффициент сложности может быть определен как
отношение технических параметров проектируемой кон-
струкции к параметрам аналога или прототипа.
Коэффициент снижения трудоемкости зависит от пла-
нируемого роста производительности труда и периода
времени до начала производства нового изделия:
К .7 100 V
т Uoo + KnT ) ’
где Кпт — планируемый рост производительности труда;
t — период времени от начала проектирования до за-
пуска в производство.
Обычно за один из базовых показателей технологич-
ности конструкции принимают основной показатель тру-
доемкости изготовления, выраженный в нормо-часах.
Базовый показатель трудоемкости изготовления из-
делия
Тб и=ТаКсл£Кт,
где Та — трудоемкость конструкции-аналога проектируе-
мого изделия или трудоемкость, полученная по данным
статистики.
Удельный базовый показатель трудоемкости изготов-
ления определяется как отношение базового показателя
трудоемкости изготовления к номинальному значению
основного технического параметра изделия
Тб и=Тб и/Р.
Уровень технологичности конструкции изделия К?
определяется как отношение достигнутого показателя
технологичности к значению базового показателя, за-
данного в ТЗ:
Ку=К/ Кб-
3.6. Показатели технологичности конструкций узлов
и блоков РЭА
Отраслевой стандарт ОСТ4 Г0.091.219 («Узлы и бло-
ки радиоэлектронной аппаратуры. Методика оценки и
нормативы показателей технологичности конструкций.
Редакция 1—76») предусматривает оценку производст-
46
венной технологичности узлов и блоков РЭА как сбороч-
ных единиц (вид изделия), построенных на микросхемах
и микросборках. По объему выпуска стандарт пре-
дусматривает оценку технологичности на стадиях разра-
ботки технической документации применительно к изго-
товлению опытного образца, установочной серии и серий-
Таблица 3
Показатели технологичности узлов и блоков РЭА
Ниаменование показателя Обозначение
Конст рукто рские Коэффициент применяемости деталей Коэффициент применяемости электрорадиоэле- ментов (ЭРЭ) Коэффициент применяемости узлов Коэффициент повторяемости деталей и узлов Коэффициент повторяемости ЭРЭ Коэффициент повторяемости микросхем и мик- росборок Коэффициент повторяемости печатных плат (ПП) Коэффициент повторяемости материалов Коэффициент использования микросхем и мик- росборок Коэффициент установочных размеров (шагов) ЭРЭ Коэффициент сложности печатных плат Коэффициент освоенности деталей Коэффициент сложиости сборки Коэффициент сборности Коэффициент точности обработки Кп д КПЭРЭ Кпе Кпов д е КПОв ЭРЭ КП0В МС Кпов ПП КдовМ Кисп МС Аур Кс пп КосВ Кссб Кеб Ктч
Т ехнологические
Коэффициент автоматизации и механизации под-
готовки ЭРЭ к монтажу
Коэффициент автоматизации и механизации мон-
тажа изделия
Коэффициент автоматизации и! механизации опе-
раций контроля и настройки
Коэффициент применения типовых технологичес-
ких процессов
Коэффициент прогрессивности формообразования
деталей
Коэффициент сложности обработки
Коэффициент использования материалов
Комплексный показатель технологичности
изделия
КМп ЭРЭ
Ка м
Км к и
КТП
Кф
Кс обр
^им
к
47
ного (массового) производства. По виду оценки стандарт
предусматривает количественную оценку. Стандарт опре-
деляет состав основных частных показателей технологич-
ности, содержит методику расчета базовых показателей
и нормативы для оценки технологичности различных
классов блоков РЭА. Показатели технологичности раз-
деляются на конструкторские и технологические
(табл. 3).
Стандарт предусматривает проведение количествен-
ного анализа конструкций изделий на технологичность
в два этапа:
— количественный анализ разработанных ранее ба-
зовых конструкций (изделий-аналогов) с целью установ-
ления базовых показателей и уровня технологичности
для сопоставления и оценки уровня технологичности
вновь разрабатываемых изделий;
— количественный анализ вновь разрабатываемых
конструкций по стадиям проектирования с установле-
нием их уровня технологичности.
Стандарт использует две оценки технологичности —
систему относительных частных показателей К, и ком-
плексный показатель К., рассчитываемый по средневзве-
шенной величине относительных частных показателей
с учетом коэффициентов <рх-, характеризующих весовую
значимость частных показателей, т. е. степень их влия-
ния на трудоемкость изготовления изделия.
Значения относительных частных показателей прини-
маются в пределах 0<r/G^l, при этом увеличение по-
казателя соответствует более высокой технологичности
изделия.
Величина коэффициента <р< зависит от порядкового
номера основных показателей технологичности, ранжи-
рованная последовательность которых устанавливается
экспертно:
Ф,—i/2'-1,
где i — порядковый номер показателя в ранжированной
последовательности.
3.7. Методика определения показателей
технологичности конструкций узлов и блоков РЭА
Конструкторские показатели определяют-
ся по следующим формулам.
48
Коэффициент применяемости деталей
Кп Д=== 1-Дт Ор/Дт,
где Дт ор — количество типоразмеров оригинальных дета-
лей в изделии; Дт — общее количество типоразмеров де-
талей в изделии без учета нормализованного крепежа.
Коэффициент применяемости электрорадиоэлементов
Кп эрэ — 1 — Нт ор эрэ/Нт ЭРЭ»
где Нт ор эрэ — количество типоразмеров оригинальных
ЭРЭ в изделии; Нт эрэ — общее количество типоразмеров
ЭРЭ в изделии.
К оригинальным деталям следует относить составные
части (детали, узлы, электрорадиоэлементы), разраба-
тываемые и изготовляемые впервые как самим пред-
приятием-разработчиком, так и в порядке кооперирова-
ния с другими предприятиями. К электрорадиоэлёмен-
там относятся транзисторы, диоды, конденсаторы, рези-
сторы, разъемы, дроссели, катушки индуктивности,
трансформаторы, микросборки и микросхемы различной
степени интеграции, микромодули и т. п. Под типораз-
мером электрорадиоэлемента понимается габаритный
размер (без учета номинальных значений).
Коэффициент применяемости узлов
Кп е= 1 —Ет ор/Ет,
где Ет Ор — количество типоразмеров оригинальных узлов
в изделии; Ет — общее количество типоразмеров узлов
в изделии.
Коэффициент повторяемости деталей и узлов
к ______1 _ Дт + Ет
Аповде Д + Е ,
где Д — общее количество деталей (без нормализован-
ного крепежа) в изделии, шт.; Е — общее количество
узлов в изделии, шт.
Коэффициент повторяемости электрорадиоэлементов
Кпов эрэ = 1 — Нт ЭРЭ / Нэрэ>
где Нэрэ — общее количество ЭРЭ, шт.
Коэффициент повторяемости микросхем и микро-
сборок
Кпов мс=1—Нт мс/Нмс>
4—181 49
где Нт мс — количество типоразмеров корпусов микро-
схем и микросборок в изделии; Нмс — общее количество
микросхем и микросборок в изделии, шт.
Коэффициент повторяемости печатных плат
Кпов пп = 1 — Нт пп/Нпп,
где Нтпп—количество типоразмеров печатных плат в из-
делии, в том числе многослойных (без учета числа
слоев); типоразмер печатной платы определяется габа-
ритными размерами и материалами, используемыми
в конструкции, без учета различий в рисунке провод-
ников; Нпп— общее количество печатных плат в из-
делии, шт.
Коэффициент повторяемости материалов
Кпов м=1—Нмм/Дт ор,
где Нмм — количество макросортаментов материалов,
применяемых в изделии.
Под макросортаментом понимается определенное со-
четание марки материала и его сечения (профиля), при-
меняемого в качестве заготовки, например сплав Д16Т
(пруток диаметром 30 мм), сплав Д16Т (пруток диамет-
ром 40 мм), сплав Д16Т (лист толщиной 2 мм) и т. д.
Коэффициент использования микросхем и микро-
сборок
ZZ _ ___Нмс
''нсп мс н I н
1 *мс Т 1 >ЭРЭ
Коэффициент установочных размеров (шагов) элек-
трорадиоэлементов
Дур=1 -Н^/Нэрэ,
где Нур — количество видов установочных размеров
электрорадиоэлементов в изделии.
Коэффициент сложности печатных плат
Кс ПП = 1 — Нмпп/Нпп>
где Нмпп — общее количество многослойных печатных
плат, шт.
Коэффициент освоенности деталей
Досвг= 1-Дор/Д,
где Дор — общее количество оригинальных деталей в из-
делии, шт.
60
Коэффициент сложности сборки
Кс сб=1-Ет Сл/Ет,
где Етсл — количество типоразмеров узлов, входящих
в изделие, требующих регулировки в составе изделия
с применением специальных устройств либо пригонки
или совместной обработки с последующей разборкой и
повторной сборкой.
Коэффициент сборности изделия
Лсб=Е/(Е+Д).
Коэффициент точности обработки
Ктч= 1--Дтч/Д,
где Дтч — количество деталей, шт., имеющих размеры
с допусками по 10 квалитету и выше.
Технологические показатели определяют-
ся по следующим формулам.
Коэффициент автоматизации и механизации подго-
товки электрорадиоэлементов к монтажу
Кы п ЭРЭ — Нм п ЭРэ/Нэрэ.
где НМпэрэ —количество ЭРЭ, шт., подготовка кото-
рых к монтажу может осуществляться (или осуществля-
ется) механизированным или автоматизированным спо-
собом, т. е. имеются механизмы, оборудование или осна-
щение (или техническая документация) для выполнения
этих операций. В число таких ЭРЭ включаются ЭРЭ, не
требующие специальной подготовки к монтажу (реле,
разъемы, патроны и т. п.).
Коэффициент автоматизации и механизации монтажа
изделия
Ка м=На м/Нм,
где Нам — количество монтажных соединений, которые
могут осуществляться (или осуществляются) механизи-
рованным или автоматизированным способом, т. е. име-
ются механизмы, оборудование или оснащение (или тех-
ническая документация) для выполнения монтажных
соединений; Нм — общее количество монтажных соеди-
нений.
Коэффициент автоматизации и механизации опера-
ций контроля и настройки электрических параметров
Км к н=Нм К н/Нк и,
4‘
б!
где Нмкн — количество операций контроля и настрой-
ки, которые можно осуществить механизированным или
автоматизированным способом. В число таких операций
включаются операции, не требующие средств механиза-
ции; Нкн — общее количество операций контроля и на-
стройки.
Коэффициент применения типовых технологических
процессов
Кт п=Нт п/Нп,
где Нт п — количество наименований типовых технологи-
ческих процессов всех уровней (отраслевых, главных
управлений, предприятий), применяемых для изготовле-
ния изделия; Нп — общее количество наименований тех-
нологических процессов, применяемых для изготовления
изделий (в том числе и оригинальных).
Коэффициент прогрессивности формообразования де-
талей
Кф=Дщ>/Д,
где ДПр — количество деталей, шт., заготовки которых
или сами детали получены прогрессивными методами
формообразования (штамповкой, прессованием, порош-
ковой металлургией, литьем по выплавляемым моделям,
под давлением и в кокиль, пайкой, сваркой склеиванием,
из профилированного материала).
Коэффициент сложности обработки
Кс о=1--Дм/Д,
где Дм — количество деталей, шт. (включая заимство-
ванные и стандартные), требующих обработки снятием
стружки.
Коэффициент использования материалов
Ки м==^М/Мм,
где М — масса изделия без учета комплектующих, кг;
Мм — масса материала, израсходованного на изготовле-
ние изделия, кг.
3.8. Методика определения базовых (нормативных)
показателей технологичности конструкций узлов и
блоков РЭА
Отраслевой стандарт ОСТ4 Г0.091.219 предусматри-
вает выбор состава базовых показателей из приведенных
в § 3.7 в количестве не более 7. В выбираемые должны
52
Таблица 4
Состав базовых показателей технологичности
для электронных блоков
Порядковый номер-1 в ранжированной последовательно- сти (Z) Показатели технологич- ности Обозначе- ние ft Эскизный проект Технический про- ект Рабочая до- кументация
опытного образца установоч- ных серий серийного производ- ства
1 Коэффициент ис- пользования микро- схем и микросбо- рок в блоке МС 1,000 П п О О О
2 Коэффициент авто- матизации и механи- зации монтажа /Сам 1,000 И п О О О
3 Коэффициент ме- ханизации подготов- ки ЭРЭ /Смп эрэ 0,750 п О О О О
4 Коэффициент ме- ханизации контроля и настройки к н 0,500 н п О О О
5 Коэффициент пов- торяемости ЭРЭ ^гоз ЭРЭ 0,310 п п О О О
6 Коэффициент при- меняемости ЭРЭ /Спэрэ 0,187 п п О О О
7 Коэффициент про- грессивности формо- образования деталей Кф 0,110 н н О О О
Примечание. Приняты следующие обозначения показателей: О—определяет-
ся. П—приближенно определяется; Н—не определяется.
включаться показатели, оказывающие наибольшее влия-
ние на технологичность конструкции блоков.
Все блоки РЭА разбиты условно (по номенклатуре
показателей) на 4 класса (табл. 4—7): электронные;
радиотехнические; электромеханические, механические;
соединительные, коммутационные, распределительные.
В ОСТ4 Г0.091.219 приводится состав базовых пока-
зателей, их ранжированная последовательность по зна-
чимости, коэффициенты веса ср., а также указывается
на необходимость определения показателей на различ-
ных стадиях разработки блоков.
Основным показателем, используемым для оценки
технологичности конструкции, является комплексный по-
казатель технологичности К, определяемый с помощью
53
Таблица 5
Состав базовых показателей технологичности
для радиотехнических блоков
омер в t после- (0 Показатели технологич- ности Обозначе- ние Ч>, Эскизный проект Технический проект Рабочая до- кументация
опытного об- разца установочных серий серийного про- изводства
Порядковый Hi ранжированное довательности
I Коэффициент ме- ханизации подготов- ки ЭРЭ к, монтажу ^мпЭРЭ 1,000 п П О О О
2 Коэффициент авто- матизации и механи- зации монтажа изде- лия Ка м 1,000 н п О О О
3 Коэффициент слож- ности сборки ^с сб 0,750 н п О О О
4 Коэффициент ме- ханизации контроля и настройки Км к н 0,500 н н п О О
5 Коэффициент про- грессивности формо- образования деталей Кф 0,310 н н п О О
6 Коэффициент пов- торяемости ЭРЭ ^пов ЭРЭ 0,187 н н О О О
7 Коэффициент точ- ности обработки Ктч 0,110 н н О О О
базовых показателей по формуле
S
К '=• ^1?1 4*+ ••• + Ks<fs
S ¥1 + ?! + ••• + ?s ’
s*
/=1
где Ki — значение показателя по таблице состава базо-
вых показателей соответствующего класса блоков; <р/ —
функция, нормирующая весовую значимость показателя
в зависимости от его порядкового номера в таблице; i —
порядковый номер показателя в ранжированной после-
довательности (место в таблице); s— общее количество
относительных частных показателей в таблице для дан-
ной стадии проектирования изделия.
54
Таблица 6
Состав базовых показателей технологичности для
электромеханических и механических блоков
Порядковый номер в ранжированной после- довательности (i) Показатели технологич- ности Обозначе- ние V/ Эскизный проект Технический проект Рабочая доку- ментация
опытного об- разца ! 1 серий серийного про- изводства
1 Коэффициент точ- ности обработки к™ 1.00 Н Н О 0 О
2 Коэффициент про- грессивности формо- образования деталей Кф 1 ,со н н п 0 О
3 Коэффициент сложности обработ- ки Кс0 0,75 н п О 0 О
4 Коэффициент пов- торяемости деталей и сборочных единиц Кив д е 0,50 н п О н н
5 Коэффициент сбор- ности Кеб 0,310 н п О н О
6 Коэффициент сложности сборки Кссб 0,187 н п О 0 О
7 Коэффициент ис- пользования матери- алов Ким 0,110 н н п 0 О
Независимо от полноты состава определяемых по-
казателей на различных стадиях проектирования <р*
принимается для каждого показателя на уровне соот-
ветствующей строки таблицы.
Расчет нормативного комплексного показателя про-
водится по формуле
Кн=КаКслКт уКо пКо тКп,
где Ка— комплексный показатель изделия-аналога;
Кел — коэффициент сложности (технического совершен-
ства) нового изделия по сравнению с изделием-анало-
гом; Кт у— коэффициент, учитывающий изменение тех-
нического уровня основного производства завода-изго-
товителя нового изделия по отношению к заводу-изгото-
вителю изделия-аналога; Коп и Кот — коэффициенты,
учитывающие изменение уровня организации производ-
ства и труда завода-изготовителя нового изделия по от-
55
Т аблица 7
Состав базовых покгзателей технологичности для
соединительных, коммутационных и распределительных
блоков
«с Ё Показатели технологич- ности Обозначе- ние V. t Эскизный проект Технический проект Рабочая До- кументация
CL ранжированной пос довательности (i)
1 1 j опытного об- разца установочных серий серийного про- изводства
1 Коэффициент пов- торяемости матери- алов ^пов м 1,000 н Н п О О
2 Коэффициент слож- ности сборки сб 1,000 н п о О О
3 Коэффициент точ- ности обработки ктч 0,750 н н п О О
4 Коэффициент про- грессивности формо- образования деталей Кф 0,500 н п п О О
5 Коэффициент ис- пользования мате- риалов Ки м 0,310 н п п О О
ношению к заводу-изготовителю изделия-аналога; Кп —
коэффициент, учитывающий изменение типа производ-
ства (отношение коэффициента серийности нового изде-
лия к тому же коэффициенту по изделию-аналогу).
Тип производства и значения соответствующих коэф-
фициентов определяются по ОСТ4 Г0.050.021.
В курсовых проектах коэффициент сложности Кел но-
вого изделия определяется в зависимости от класса бло-
ков и значений основных технических параметров в пре-
делах 1,02—1,2.
Расчет коэффициентов Кт у, Коп, Кот, Кп производит-
ся по формуле
К/=Зн/За,
где / — индекс при коэффициентах Кт у, Коп, Кот, Кп; Зн
и За — значения соответствующих показателей техниче-
ского уровня, организации производства, организации
труда и серийности для нового изделия (Зн) и для изде-
лия-аналога (За), определяемые по ОСТ4 Г0.091.097,
ОСТ4 Г0.091.098, ОСТ4 Г0.091.099.
66
При отсутствии информации по отдельным характе-
ристикам соответствующие поправочные коэффициенты
принимаются равными 1.
Исходные данные для расчета показателей техно-
логичности вносятся в таблицу, состоящую из следую-
щих данных:
для электронных блоков —Нам, Нм, Нмс, НЭРэ. НмпЭрэ‘
Ц(ки' Нки> К эрэ. НТОрэрэ> Дпр> Д (табл. 8);
для радиотехнических блоков — Нмпэрэ. Нэрэ. Нам‘
Нм. Ет сл» Е, Нм к н, Нк н» Дпр* Д’ Дтч* НТЭРЭ»
для электромеханических и механических блоков —
Дтч, Д, Дпр> Дм, Дт, Ет, Е, Ет СЛ’ М, Мм!
для соединительных, коммутационных и распредели-
тельных бЛОКОВ — Нмм Дт ор, Ет сл, Ет, Дтч, Д, Дпр,
м, Мм-
Расчет
плексный)
относительных показателей (включая ком-
по исходным данным, приведенным в табл. 8.
„ нам 1850
*ам~ Нм ~ 2862 ~0,65,
Нмс__________38 ,
38 + 38 ~ ’
= —= 1.0;
38
^исп мс — । Н____=
*‘мс -f- 1 'эрэ
is _______ Нм п ЭРЭ
лм п ЭРЭ----н------
ПЭРЭ
„ _ к н
м К Н-- II
Пк н
— 0,8;
нт оро 2
*позЭга=«—^=1-—= 0.95;
м ¥1 4“ ^и.п мс 4~ • • + Кф ¥ 7
?1 + ?г + --- + ?7
0,65-1+0,5-1 + 1,0 0,75+0,8-0,5+0,95-0,31+1,0-0,187+0,2 0,11
1 + 1 +0,75 + 0,5 + 0,31 +0,187+ 0,11
2,804
3.857
= 0,7.
57
Таблица 8
Пример заполнения таблицы исходных данных
для электронного блока на этапе опытного образца
Исходные данные Обозначе- ние Значение показа- теля
Количество монтажных соединений, которые мо- гут осуществляться или осуществляются механи- зированным или автоматизированным способом, т.е. имеются механизмы, оборудонание или оснащение (или техническая документация) для выполнения монтажных соединений На м 1850
Общее количество монтажных соединений Н„ 2862
Общее количество микросхем и микросборок в изделии, шт. ^МС 38
Общее количество ЭРЭ, шт. НЭРЭ 38
Количество ЭРЭ, шт., подготовка которых к монтажу может осуществляться (или осуществля- ется) механизированным или автоматизированным способом, т.е. имеются механизмы, оборудование или оснащение (или техническая документация) для выполнения этих операций. В число указанных включаются ЭРЭ, не требующие специальной под готовки к монтажу (реле, разъемы, патроны и т.п.)- Нм п ЭРЭ 38
Количество операций контроля и настройки, ко- торые можно осуществлять механизированным или автоматизированным способом. В число указанных операций включаются операции, не требующие средств механизации Нм КН 4
Общее количество операций контроля и настройки Нкн 5
Общее количество типоразмеров ЭРЭ н изделии НТЭРЭ 2
Количество типоразмеров оригинальных ЭРЭ в изделии Нт Ор ЭРЭ 0
Количество деталей, шт., заготовки которых или сами детали получены прогрессивными методами формообразования (штамповкой, прессованием, по- рошковой металлургией, литьем по выплавляемым моделям, под давлением и в кокиль, пайкой, свар- кой, склеиванием, из профилированного материала) Дпр 57
Общее количество деталей (без нормализован- ного крепежа) в изделии, шт. д 294
58
Расчет нормативного ИдмпЛеИснбго пдКазйТеля технологичности
ноной конструкции электронного блока для этапа серийного произ-
водства.
1. Изделие-аналог имеет на этапе опытного образца комплекс-
ный показатель технологичности, равный 0,7.
2. Определим коэффициент технического совершенства нового
изделия по сравнению с аналогом по параметру Р — уровню ком-
плексной микроминиатюризации:
а) достигнутый уровень комплексной миниатюризации изделия-
аналога Ра=0,58;
б) расчетный показатель уровня комплексной миниатюризации
для нового изделия Рн=0,70;
в) укрупненно расчет коэффициента сложности (технического
совершенства) КСл нового изделия производится по формуле
КсЛ=Рн/Ра=0,70/0,58= 1,21.
3. Определим коэффициент изменения технического уровня
основного производства заводов:
а) технический уровень основного производства завода, изго-
товляющего изделие-аналог, составляет 0,30;
б) для завода, готовившего к выпуску новое изделие, этот по-
казатель принят 0,35;
в) коэффициент изменения технического уровня основного про-
изводства заводов у рассчитывается по формуле
Кт у=Ту Н/Ту а=0,35/0,30=1,17.
4. Определим коэффициенты изменения уровня организации тру-
да, производства и серийности (Кот, Кон, Кп).
По данным предприятий, заводы-изготовители данных блоков
имеют одинаковый уровень этих показателей. Примем коэффициен-
ты равными 1:
Кот=1, Коп=1, Кп = 1.
5. Нормативный показатель технологичности ноной конструк-
ции в серийном производстве установим по формуле
Кн=КаКс лКт уКо пКо тКп=0,7 • 1,21 • 1,17 • 1 • 1 • 1 =0,99.
Оценка уровня технологичности проектируемого изделия при
известном нормативном комплексном показателе дана в § 3.5. Это
отношение должно удовлетворять условию К/Кн^1.
3.9. Нормативы показателей технологичности
конструкций по классам РЭА
В ОСТ4 Г0.091.219 приведены нормативы комплекс-
ных показателей технологичности некоторых изделий,
которые должны находиться в пределах, указанных
в табл. 9, 10.
Нормативы комплексных показателей технологично-
сти устанавливаются для стадий разработки рабочей до-
кументации. На стадиях эскизного и технического проек-
тов показатели технологичности разработчик контроли-
59
Таблица 9
Нормативы комплексных показателей
технологичности конструкций блоков
радиолокационных станций
Наименование класса блоков Стадии разработки рабочей документации
Опытный образец Установочная серия Установившееся серийное произ- водство
Электронные Электромеханические Механические Радиотехнические Соединительные, ком- мутационные, распреде- лительные 0,30—0,60 0,20—0,50 0,10—0,30 0,20—0,50 0,20—0,60 0,40—0,70 0,40—0,60 0,25—0,35 0,25—0,55 0,25—0,65 0,50—0,75 0,45—0,65 0,30—0,40 0,30—0,60 0,30—0,70
Таблица 10
Нормативы комплексных показателей
технологичности конструкций блоков
автоматизированных систем управления и
электронно-вычислительной техники
Наименование класса блокез Стадии разработки рабочей документации
Опытный образец Установочная серия Установившееся серийное производ- ство
Электронные 0,40—0,70 0,45—0,75 0,50—0,80
Электромеханические и механические 0,30—0,50 0,40—0,55 0,45—0,60
Радиотехнические 0,40—0,60 0,75—0,80 0,80—0,85
Соединительные, ком- мутационные, распреде- лительные 0,35—0,55 0,50—0,70 0,55—0,75
рует по составу частных показателей (табл. 4—7) так,
чтобы они находились в пределах, заданных для рабо-
чего проекта.
60
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
4.1. Основные положения проектирования
технологических процессов
В § 1.1 уже отмечалось, что разработка технологиче-
ских процессов является одной из основных функций
технологической подготовки производства, включающей
целый комплекс взаимосвязанных работ, и производится
для изделий, конструкции которых отработаны на техно-
логичность. Группирование изделий по конструктивным
и технологическим признакам в соответствии с ГОСТ
14.301—73 является обязательным этапом, предшествую-
щим разработке технологических процессов.
ГОСТ 14.302—73 устанавливает два вида технологи-
ческих процессов: единичный и типовой.
Единичный технологический процесс разрабатывается
для изготовления изделий одного наименования, типо-
размера и исполнения независимо от типа производства.
Типовой технологический процесс (ГОСТ 14.301—73)
разрабатывается для изготовления в конкретных произ-
водственных условиях типового представителя группы
изделий, обладающих общими конструктивно-технологи-
ческими признаками. К типовому представителю группы
изделий относят изделие, обработка которого требует
наибольшего количества основных и вспомогательных
операций, характерных для изделий, входящих в эту
группу.
Типовой технологический процесс применяется:
как информационная основа при разработке рабочего
технологического процесса;
как рабочий технологический процесс при наличии
всей необходимой информации для изготовления детали.
По признаку основного назначения каждый вид тех-
нологического процесса может быть охарактеризован
как рабочий или перспективный процесс.
Рабочий технологический процесс применяется для
61
изготовления конкретного изделия в соответствии с тре-
бованиями рабочей технической документации.
Перспективный технологический процесс используется
как информационная основа для разработки рабочих
технологических процессов при техническом и организа-
ционном перевооружении производства (см. ГОСТ
14.302—73).
Типизация технологических процессов согласно
ГОСТ 14.303—73 устраняет многообразие технологиче-
ских процессов обоснованным сведением их к ограничен-
ному числу типов и осуществляется на трех уровнях:
общесоюзном, отраслевом и предприятия.
Основные этапы разработки типовых технологических
процессов, задачи, решаемые на каждом этапе, и основ-
ные документы, обеспечивающие решение этих задач,
регламентируются ГОСТ 14.303—73.
4.2. Классификация объектов производства
Типизация технологических процессов (ГОСТ
14.303—73) базируется на классификации объектов про-
изводства по признакам, содержащимся в конструктор-
ской документации, на отдельные группы, для которых
возможна разработка общих технологических процессов
или операций.
В настоящее время выпущены следующие стандарты по класси-
фикации, кодированию и группированию деталей радиоэлектронной
аппаратуры с учетом конструктивно-технологических признаков:
ОСТ4 091.051 ОСТПП. Формообразование из полимерных ма-
териалов. Классификация, кодирование и группирование деталей по
конструктивно-технологическим признакам.
ОСТ4 091.052 ОСТПП. Формообразование из резины. Класси-
фикация, кодирование и группирование деталей по конструктивно-
технологическим признакам.
ОСТ4 091.082 ОСТПП. Термическая обработка. Классификация,
кодирование и группирование деталей по конструктивно-технологи-
ческим признакам.
ОСТ4 091.083 ОСТПП. Литье металлов и сплавов. Классифи-
кация, кодирование и группирование деталей по конструктивно-тех-
нологическим признакам.
ОСТ4 091.084 ОСТПП. Обработка резанием. Классификация, ко-
дирование и группирование деталей по конструктивно-технологиче-
ским признакам.
ОСТ4 091.089 ОСТПП. Нанесение покрытия. Классификация,
кодирование и группирование деталей по конструктивно-технологи-
ческим признакам.
62
Выпуск отраслевых стандартов этой группы продол-
жается, поэтому рассмотрим принципы классификации,
кодирования и группирования деталей на базе техноло-
гического классификатора деталей машино- и приборо-
строения.
Технологический классификатор деталей машино- и
приборостроения [7] позволяет охарактеризовать деталь
по многим признакам и выразить ее характеристику
в виде кода, посредством которого можно подобрать ти-
повой технологический процесс с применением машин-
ных методов поиска.
Технологическая классификация построена по прин-
ципу многоаспектной и является продолжением и допол-
нением классификации деталей по конструктивным при-
знакам. Кодирование деталей осуществляется буквенно-
цифровым кодом. В структуре технологического кода
деталей за каждым признаком закрепляется определен-
ная позиция и значимость. Структура технологического
кода позволяет обрабатывать информацию на разных
уровнях ТПП в различных кодовых комбинациях для
решения производственных задач.
В технологическом классификаторе устанавливается
14-значная структура технологического кода детали, со-
ставленного из двух частей: кода классификационных
группировок основных признаков (постоянная часть ко-
да) и кода классификационных группировок признаков,
определяющих вид детали (переменная часть кода).
Для обозначения деталей в чертежах, как известно,
используется код классификационных группировок кон-
структивных признаков, установленный ЕСКД, который
тоже является многоаспектным.
Таким образом, структура полного конструкторско-
технологического кода детали, составленного из обозна-
чения детали и технологического кода, имеет следующий
вид:
I I. ХХХХХХ. XXX. хххххх. хххххххх
Обозначение ctemcwu
Структура технологического кода детали имеет сле-
дующий вид:
63
125 4 5 6 7 8 91011121510
ХХХХХ X ХХХХХХХХ
Код классификационных группировок
осноднь/х лразианод
Код нлосоифиние/иониб/х группировок признаков,
определяющих вид детали
Каждая деталь может иметь несколько кодов класси-
фикационных группировок признаков, определяющих
вид детали, при постоянном коде классификационных
группировок основных признаков.
Приняты следующие основные признаки технологи-
ческой классификации деталей: размерная характери-
стика; группа материала; вид детали по технологическо-
му процессу.
Структура и значимость кода, составленного из ко-
дов классификационных группировок основных техноло-
гических признаков, имеет следующий вид:
XX х
Размерная характеристик
х х
Группа материала
Вид детали по технолозоуесному процессу
Кодирование деталей по размерной характеристике
выполняется тремя знаками кода по таблицам, которые
приводятся в технологическом классификаторе деталей
машино- и приборостроения [7] или в соответствующих
отраслевых стандартах.
Кодирование деталей по группе материала выполня-
ется двумя знаками кода. В приложении 9 приводятся
наименования и марки наиболее употребительных в про-
изводстве РЭА материалов, их стандарты и коды, сведе-
ния по которым могут быть использованы при курсовом
и дипломном проектировании.
Кодирование в соответствии с видом детали по тех-
нологическому процессу выполняется также по таблицам
классификатора [7] или соответствующим отраслевым
стандартам.
Рассмотрим формирование конструкторско-техноло-
гического кода детали кронштейн (рис. 1).
64
Рис. 1. Кронштейн, изготовленный холодной штамповкой
5—181
65
Пример обозначения детали (кронштейн):
Г ' I 505032 505^
Нод орванизиции-розродотчина | ~’
Нод нласоафанационной вруллиродни
нонструнтидных признаиод
Порядиодь/й регистрационный номер (усладный)
Для решения производственных задач можно легко
осуществить декодирование и укрупненный анализ смыс-
лового значения конструкторско-технологических при-
знаков данной детали.
Основные признаки технологической классификации
детали:
343 07 3
Размерная хцрантерцстиха “Г “Г ~ ~
ширено 20
длина 720
______толщина листа 7,5_______________
Материал-сталь нонструнционная
увлеродистая (стало 70577 РООГ 75523-70)
Сид детали по технолозичеоному процессу-деталь,
извотодляеман холодной штамлодной
- --------Л.... ..................................
Технологическая классификация детали, изготовляе-
мой холодной штамповкой:
О 5 5 2 И 4 4
Вид исходной зоэотоОни-лист |
НВалитет размеров наружной
поверхности ~70__________________
Го же Внутренней поверхности-70_______
ШерохоВитсто наружной поверхности-Rz30
Хирантеристина техноловичесних тредоданий:
одщее ноличестВо отдерстий долее 70 (73отВ.)
Вид дополнительной одродотни-лонрытие_____________
десодоя харантериатино-насса О, Ой не
Полный нонструнторсно-техналогичесний над детали
I \.505Ь32.505.303073.05520700
66
При использовании средств механизации и автомати-
зации по составлению технологических документов ин-
формацию, поступающую в память ЭВМ, необходимо
формализовать, сгруппировать и закодировать. Тогда
в условиях упорядоченности и строгой системы учета
изделий, процессов и операций можно использовать раз-
личные виды информационно-поисковых систем.
В соответствии с ГОСТ 14.301—73 разработка рабо-
чих технологических процессов на основании типовых
в общем случае включает:
отношение обрабатываемого изделия на основании
технологического классификатора к соответствующей
классификационной группе;
выбор по коду типового технологического процесса;
уточнение состава и последовательности операций;
уточнение выбранных средств технологического осна-
щения.
Очевидно, что работу по приведенной выше схеме
можно осуществить при наличии действующей системы
кодирования, технологических классификаторов, карто-
тек и других документов, входящих в систему поиска.
Если в учебном заведении отсутствуют необходимые
виды технико-экономической информации, то работу по
выполнению курсового проекта следует начинать в пе-
риод практики на предприятии.
Выбранный типовой технологический процесс изготов-
ления детали должен служить базой для разработки ра-
бочего технологического процесса на заданную деталь и
при курсовом проектировании может рассматриваться
как существующий технологический процесс (аналог),
с которым можно сопоставить новый процесс и обосно-
вать его целесообразность по технико-экономическим
показателям.
В проекте может не ставиться задача полной перера-
ботки существующего процесса, достаточно изменить
2—3 операции или принять другой вид заготовки.
4.3. Выбор заготовок и технологических баз
Общие рекомендации по выбору заготовок состоят
в том, чтобы обеспечить наиболее целесообразное ис-
пользование материала, минимальную трудоемкость по-
лучения заготовок и возможность снижения трудоемко-
сти изготовления самой детали.
5* 67
В конструкциях радиоаппаратуры в основном исполь-
зуются малогабаритные детали, многие из которых вы-
полняются из цветных металлов. Поэтому часто целесо-
образно применение высокопроизводительных способов
получения заготовок и деталей без снятия стружки:
литье, прессование, штамповка. Однако при любом спо-
собе получения заготовки конечная цель — это макси-
мальное приближение ее по форме и размерам, к готовой
детали.
Для решения вопроса, какой вид заготовки целесооб-
разно применять в каждом отдельном случае, необходи-
мо выполнить технико-экономический расчет с учетом
стоимости материала и изготовления заготовки, а также
стоимости обработки до получения готовой детали.
Важным показателем целесообразности выбора заго-
товки является коэффициент использования материала
где Мд—масса детали; Мз — масса заготовки.
При выполнении курсового проекта можно использо-
вать заготовки из калиброванного материала, штампо-
ванные заготовки, а также отливки. Холоднотянутый
прокат 7—12 квалитетов рекомендуется применять при
обработке в цанге или патроне. Для деталей, обрабаты-
ваемых по всей поверхности, необходимо выбирать про-
кат 12 квалитета как более дешевый. Диаметры и допу-
стимые отклонения по диаметру в зависимости от ква-
литета для стали калиброванной круглой приведены
в приложении 20.
В производстве радиоаппаратуры в качестве исход-
ного материала широко используется лист, лента, поло-
сы. При использовании холодной штамповки важное
значение имеет раскрой листа, при этом добиваются
наилучшего использования материала. При раскрое
можно принять расстояния между кромками отверстий
(перемычки), а также между краем полосы и отвер-
стием, указанные в табл. 11.
Таблица 11
Расстояние между кромками отверстий при
холодной штамповке
Толщина материа- ла 0,5 0,8 1,0 1,5 2,0 3,0 4,0 5,0
Расстояние между кромками 2,0 3,0 3,5 4,5 5Д) 5,0 6,0 6,0
68
Для* крупносерийного и массового производства мо-
жет быть рентабельным получение заготовок или дета-
лей методом литья под давлением. В этом случае обес-
печивается высокая производительность, точность, воз-
можность получения тонкостенного изделия сложной
конфигурации, однако здесь вероятна высокая стоимость
форм. Для получения отливок малых размеров и слож-
ной конфигурации может быть рекомендовано литье по
выплавляемым моделям (прецизионное).
Если деталь изготовляется из проката, то затраты на
заготовку определяются по весу проката, необходимого
для изготовления детали, за вычетом стоимости отходов
(стружки). Принимается во внимание стандартная дли-
на прутков.
Стоимость заготовки можно определить по формуле
M=QS- (Q — q) [py6.J,
где Q—масса заготовки, кг; S — цена 1 кг материала
заготовки, руб.; q— масса готовой детали, кг; SOrx —
цена 1 т отходов, руб.
Оптовые цены на некоторые металлы приведены
в приложении 9. Установлены следующие заготовитель-
ные цены на 1 т стружки черных и цветных металлов,
РУб-:
стальная и чугунная стружка......................... 14,4
лом и отходы легированной стали..................... 29,8
лом и отходы алюминиевых сплавов . ... f............ 146
латунная стружка....................................... 319
лом и отходы оловянистой бронзы........................ 443
Стоимость заготовок, получаемых различными мето-
дами литья, можно приближенно определить по формуле
1^1.
где Ci — базовая стоимость 1 т заготовок, руб.; Км и
Кел — коэффициенты, зависящие от марки материала
и группы сложности.
-Базовая стоимость 1 т отливок из чугуна, получен-
ных литьем в песчано-глинистые формы и кокили, Ci==
=290 руб.; отливок из углеродистой стали, полученных
литьем по выплавляемым моделям, С2==1600 руб., а от-
ливок из алюминиевых сплавов, полученных литьем под
давлением, С3=1780 руб.
69
Таблица 12
Значения коэффициента Кы
Материал Литье в землю По выплавляемым моделям Под давлением
Чугун 1 _— —
Сталь углеродистая 1,21 1 —
Сталь низколегированная 1,6 1,04 —
Сталь легированная 2,2—2,6 1,2 -—
Алюминиевые сплавы 5,1 -— 1
Магниевые сплавы 9,15 — 1,5
Медно-цинковые сплавы и 4,15 1,6 0,93
бронзы оловянистые Бронзы оловянисто-свин- 5,4 1,83 —
цовые Цинковые сплавы 3,4 — 0,81
Значения коэффициента Хм в зависимости от марки
материала приведены в табл. 12, а коэффициента Хсл
в зависимости от группы сложности отливок — в табл. 13.
Следующим шагом после выбора заготовки при раз-
работке технологических процессов является выбор тех-
нологических баз. Базовыми называют поверхности, ко-
торыми деталь при установке в приспособлении ориен-
тируется относительно инструмента.
Известно, что при совпадении конструкторских баз
с технологическими отпадает необходимость в пересчете
допусков и в этом случае погрешность базирования бу-
дет равна нулю. Поэтому в качестве технологических
установочных баз, где возможно, принимают конструк-
торские базы, т. е. те, по отношению к которым ориен-
тируются другие детали изделия.
Значения коэффициента Ксл
Таблица 13
Материал Группа сложности
1 3 4 5
Чугун, сталь 0,7 0,83 1 1,2 1,45
Алюминиевые сплавы 0,82 0,89 1 1.1 1,22
Магниевые сплавы 0,82 0,9 1 I.H 1,25
Медные сплавы и бронза 0,97 0,98 1 1,02 1,04
Цинковые сплавы 0,92 0,96 1 1,05 1.П
70
Базами могут быть плоскости, отверстия, наружные
и внутренние диаметры, центровые фаски и даже про-
фильные поверхности, если по отношению к ним следует
выдерживать размер, ограниченный допуском. (О по-
грешности базирования см. § 1.5.)
При выборе технологических баз следует ориентиро-
ваться на необходимость обеспечения устойчивого поло-
жения детали и возможность соблюдения принципа
единства баз. Во многих случаях целесообразно обраба-
тывать базовые поверхности в начале процесса.
Для обозначения базовых поверхностей используют
условные графические знаки для опор по ГОСТ
3.1107—73. Условные обозначения опор см. в приложе-
нии 10.
4.4. Назначение режимов обработки
Как известно, режимы обработки представляют сово-
купность параметров, определяющих условия, при кото-
рых изготовляются изделия. Если производится обработ-
ка резанием, то в операционных картах проставляются
глубина резания t, подача s, число оборотов шпинделя п
или число двойных ходов стола, скорость резания v. Для
определения режимов механической обработки деталей
можно использовать справочник [11].
В операциях прессования деталей из пластмасс ука-
зываются температура Г, время выдержки изделия
в пресс-форме Т, давление р. Для намоточных опера-
ций— число оборотов шпинделя, число двойных ходов
поводка и натяжение провода.
Определение и назначение режимов обработки ведет-
ся одновременно с оформлением операционных карт, и
в дальнейшем режимы используются для нормирования
технологических операций.
Трудоемкость изготовления деталей находится в пря-
мой связи с режимами обработки. Поэтому на основе
методик и стандартов по расчету режимов обработки
определяются оптимальные значения режимов.
При назначении режимов следует ориентироваться
на прогрессивные методы обработки и возможности обо-
рудования. В технологические карты записываются зна-
чения режимов, обеспеченные станком или прессом, для
чего расчетное число оборотов шпинделя, величина по-
дачи или давления предварительно сверяются с паспор-
71
том оборудования и выбирается ближайшее меньшее
число.
Данные по рекомендуемым режимам -обработки дета-
лей из пластмасс обычно приводятся в паспорте на дан-
ную партию прессматериала, а также в справочниках по
пластмассам.
Назначение режимов обработки на литейном, метал-
лорежущем, прессовом оборудовании и оборудовании
для прессовки или литья пластмасс при разработке тех-
нологических процессов, как правило, поручается инже-
нер-технологу — специалисту по данному виду обработ-
ки. Режимами для станков по намотке катушек часто
занимается инженер-технолог РЭА, используя стандар-
ты предприятия и паспорта на оборудование.
4.5. Выбор технологического Оборудования
Согласно ГОСТ 14.301—73 средства технологического
оснащения включают:
технологическое оборудование (в том числе контроль-
ное и испытательное);
технологическую оснастку (в том числе инструменты
и средства контроля);
средства механизации и автоматизации производст-
венных процессов.
Выбор средств технологического оснащения произво-
дится с учетом:
типа производства и его организационной структуры;
вида изделия и программы его выпуска;
характера намеченной технологии;
возможности группирования операций;
максимального применения имеющихся стандартной
оснастки и оборудования;
равномерной загрузки имеющегося оборудования.
Выбор технологического оборудования согласно
ГОСТ 14.304—73 должен быть основан на анализе за-
трат на реализацию технологического процесса в уста-
новленный промежуток времени при заданном качестве
изделий.
Анализ затрат должен предусматривать:
а) сравнение вариантов оборудования, отвечающих
одинаковым требованиям и обеспечивающих решение
одинаковых задач в конкретных производственных
условиях;
72
б) выбор вариантов, основанный на использовании
следующей информации:
— план развития народного хозяйства на уровне
предприятия;
— технические требования к изделию;
— количества и сроки изготовления;
— технические возможности технологического обору-
дования;
— затраты на приобретение технологического обору-
дования и его эксплуатацию;
в) учет требований техники безопасности и промыш-
ленной санитарии.
Выбор оборудования производят по главному пара-
метру, который является наиболее показательным для
выбираемого оборудования.
В курсовом проекте работа по выбору оборудования
производится после того, как предварительно все опера-
ции процесса разработаны и, следовательно, определен
метод обработки, точность и чистота поверхности, режу-
щий инструмент, тип производства и такт выпуска. На
основании этих данных, а также исходя из расположе-
ния и размеров обрабатываемой поверхности выбирается
модель станка. Однако окончательное решение по выбо-
ру станка следует принять после определения коэффи-
циента загрузки оборудования и его использования по
мощности. В условиях массового производства в слу-
чаях, когда нет возможности подобрать по мощности
более подходящий типоразмер станка, разрешается уста-
навливать для привода главного движения электродви-
гатель меньшей мощности.
В качестве справочных материалов по выбору обору-
дования следует использовать каталоги металлорежу-
щих станков, кузнечно-прессового и других видов обору-
дования. Технические характеристики, отпускные цены и
категории ремонтной сложности станков приведены
в [4, 9, ю]:
При выполнении проекта не исключается возмож-
ность применения агрегатных станков, а также станков
с программным управлением. Следует иметь в виду, что
процесс определения технологической характеристики
агрегатного станка, выбор его оптимальной компоновки
и экономической эффективности весьма сложен. Станки
с программным управлением также значительно слож-
нее обычных, и их стоимость превышает стоимость уни-
версальных станков в несколько раз, однако для полу-
73
чения высокой точности при высокой производительности
они могут быть использованы для многих видов работ,
например для сверления отверстий в печатных платах.
Условием целесообразности использования станков
с программным управлением может быть:
— выполнение отверстий сложной геометрической
формы, требующих применения нескольких последова-
тельно работающих инструментов, а также обработку
групп отверстий на сверлильных и расточных станках.
Эти виды обработки выполняются на станках с про-
граммным управлением без изготовления специальной
оснастки (кондукторов, копиров и т. д.), которая обычно
применяется на универсальных станках;
— сосредоточение большего числа однотипных видов
обработки на одном рабочем месте;
— уменьшение вспомогательного времени на приемы,
связанные с изменением режимов резания, переходом
с обработки одной поверхности на другую, сменой режу-
щего инструмента и т. д.
Технологический процесс механической обработки,
в котором предполагается использование станков с про-
граммным управлением, разрабатывается в таком же
порядке, как с ориентацией на обычные виды оборудо-
вания. В конце анализируются те операции, на которых
применение станков с программным управлением будет
целесообразно.
Для использования таких станков составляются рас-
четно-технологические карты команд и величин переме-
щений исполнительных органов станка. Методические
указания по выполнению этой работы изложены в специ-
альной литературе [9]. Там же приведены технические
характеристики и оптовые цены наиболее распростра-
ненных отечественных моделей станков с числовым про-
граммным управлением.
Важным показателем работы оборудования и пра-
вильности его выбора является степень использования
каждого станка в отдельности и всех вместе по разра-
ботанному процессу. Станки следует выбирать по произ-
водительности, тогда будет обеспечено рациональное их
использование во времени. Для каждого станка в техно-
логическом процессе должны быть подсчитаны коэффи-
циент загрузки и коэффициент использования станка по
основному времени.
Коэффициент загрузки К3 определяется как отноше-
ние расчетного количества станков тР, занятых на дан-
74
ной операции процесса, к принятому (фактическому)
числу станков тп.
Расчетное количество станков определяется как от-
ношение штучного времени на данной операции Т’шт
к такту выпуска Тв (см. § 1.3):
tTlf=T ait/Т ъ.
Коэффициент использования оборудования по основ-
ному (технологическому) времени Ко свидетельствует
о доле машинного времени в общем времени работы
станка. Он определяется как отношение основного вре-
мени к штучному (для массового) или штучно-кальку-
ляционному времени (для серийного производства):
Ко=7'о/7'шт>
Использование оборудования по мощности характе-
ризуется коэффициентом Км, который представляет со-
бой отношение необходимой мощности на приводе стан-
ка Nnp к мощности установленного электродвигате-
ля Net'
Км=Л^пр/N ст-
75
Для более наглядного представления о показателях
работы оборудования строят графики загрузки оборудо-
вания (рис. 2), а также графики использования обору-
дования по основному времени и мощности.
По горизонтальной оси графика рис. 2 записаны мо-
дели станков и операции процесса. По вертикали изо-
бражен коэффициент загрузки в процентах или относи-
тельных единицах. На график наносится линия среднего
коэффициента загрузки оборудования, значение которого
меняется в зависимости от типа производства:
массовое Хз^0,65—0,77;
серийное А3^0,75—0,85;
мелкосерийное и единичное К3^0,8—0,9.
В связи с тем, что приведенный средний коэффициент
загрузки при серийном и единичном производстве,
предусматривает загрузку станков несколькими деталя-
ми, в проекте коэффициенты загрузки могут быть мень-
ше приведенных средних.
4.6. Выбор технологической оснастки
Общие правила выбора технологической оснастки как
средства технологического оснащения регламентируются
ГОСТ 14.301—73 (см. § 4.5).
Выбор технологической оснастки (ГОСТ 14.305—73)
должен быть основан на анализе затрат на реализацию
технологического процесса в установленный промежуток
времени при заданном качестве изделий.
Анализ затрат должен предусматривать:
а) сравнение вариантов оснастки, отвечающих оди-
наковым требованиям и обеспечивающих решение одина-
ковых задач в конкретных производственных условиях;
б) выбор вариантов, основанный на использовании
следующей информации:
— план развития народного хозяйства на уровне
предприятия;
— технические требования к изделию;
— количества и сроки изготовления;
— технические возможности технологической осна-
стки;
— затраты на изготовление технологической оснаст-
ки и ее эксплуатацию;
в) учет требований техники безопасности и промыш-
ленной санитарии.
76
При выборе технологической оснастки должны учи-
тываться конкретные производственные условия, при
которых применение различных систем технологической
оснастки будет наиболее рациональным.
Нужно иметь в виду, что при освоении новых изде-
лий в производстве потребность в проектировании и из-
готовлении оснастки в большом количестве в короткий
срок вырастает в серьезную проблему из-за высокой
трудоемкости этих процессов.
При изготовлении радиоаппаратуры особенность под-
готовки производства по специальному технологическо-
му оснащению состоит в преобладающем количестве
оснастки для прессового оборудования (штампы и пресс-
формы), довольно сложного для проектирования и изго-
товления. Значительные затраты на специальную оснаст-
ку в условиях массового производства довольно быстро
окупаются при массовом выпуске продукции.
Многие предприятия радиотехнической промышлен-
ности имеют мелкосерийный тип производства. В этом
случае удельный вес затрат на проектирование и изго-
товление специальной оснастки значительно увеличива-
ется и иногда становится неоправданным. Для решения
проблемы подготовки производства в конкретных произ-
водственных условиях ГОСТ 14.305—73 предусматри-
вает применение различных систем технологической
оснастки.
Принадлежность технологической оснастки по конст-
рукции к системе оснастки определяется правилами ее
проектирования и эксплуатации применительно к задан-
ным условиям производственного процесса изготовления
изделия. Система формируется комплексами технологи-
ческой оснастки, предназначенными для выполнения
различных видов работ. Используются следующие си-
стемы:
неразборной специальной оснастки (НСО);
универсально-наладочной оснастки (УНО);
универсальио-сборной оснастки (УСО);
сборно-разборной оснастки (СРО);
универсально-безналадочной оснастки (УБО);
специализированной наладочной оснастки (СНО).
Государственными, отраслевыми и стандартами пред-
приятий устанавливаются типы, основные параметры,
конструкции и размеры, единые взаимосвязанные нормы
и правила проектирования, изготовления и эксплуата-
ции оснастки. Эффективность выбора технологической
77
оснастки должна оцениваться по результатам ее внедре-
ния иа основе сопоставления фактических затрат с пла-
новыми и учета эксплуатационно-технических показате-
лей производственного процесса изготовления изделий.
Рентабельность применения систем оснастки определя-
ется в зависимости от планируемого периода производ-
ства изделия. Пример расчета для станочных приспо-
соблений приведен в приложении I к ГОСТ 14.305—73.
При технико-экономическом обосновании выбора си-
стем технологической оснастки рассчитывают:
коэффициент загрузки единицы технологической
оснастки;
затраты на оснащение технологических операций из-
готовления изделий.
Приведем формулы из приложения 2 к ГОСТ 14.305—73.
1. Коэффициент загрузки единицы технологической оснастки
Кз=Тщ TN/F0,
где 7шт — штучно-калькуляциоииое время выполнения технологиче-
ской операции; W—планируемая месячная программа иа единицу
оснастки (количество повторов операций); Fо — располагаемый ме-
сячный фонд времени работы оснастки (стайка).
2. Затраты на оснащение технологической операции за анализи-
руемый период производства изделия неразбориой специальной
оснасткой (Рнсо) равны себестоимости оснастки (СНСо).
3. Затраты на оснащение технологической операции за анали-
зируемый период производства изделия универсальной иаладочиой
оснасткой или специализированной иаладочиой оснасткой
Р^=Сн + СуПу + ^/По,
где Си — себестоимость изготовления сменной части (иаладки);
Су — затраты на установку иаладки; Пу — количество установок
наладки за анализируемый период (количество запусков); —
амортизационные отчисления за постоянную часть; По — количество
наладок, закрепленных за постоянной частью (количество оснащае-
мых операций).
4. Затраты на оснащение технологической операции за анали-
зируемый период производства изделия универсально-сбросной
оснасткой
Рус О=СусоПс~|-^'В,
где Сусо — себестоимость сборки; Пс—количество сборок за ана-
лизируемый период (количество запусков); Св — затраты за время
эксплуатации при использовании оснастки с баз проката.
5. Затраты иа оснащение технологической операции за анали-
зируемый период производства изделия сборио-разборной оснасткой
Рсро =6'Н*|-Ссро~|-^СРО,
где Ся — себестоимость изготовления специальных элементов (иа-
ладки); Серо — себестоимость сборки оснастки: Аеро— амортнза-
78
ционные отчисления за постоянную часть в анализируемый период
времени.
6. Затраты на оснащение технологической операции за анали-
зируемый период производства изделий универсальной безналадоч-
ной оснасткой
Р УбО^-^уАо/Пк,
где Лубо — амортизационные отчисления за анализируемый период;
Пк — количество оснащаемых операций.
В соответствии с ГОСТ 14.305—73 выбор технологической
оснастки осуществляется в следующей последовательности:
а) проведение анализа конструктивных характеристик изделия
(габариты, материал, точность, вид поверхностей), а также орга-
низационных и технологических условий изготовления изделия (ба-
зирование, фиксация, вид операции, организационная форма про-
цесса изготовления и т. д.);
б) группирование технологических операций с целью определе-
ния наиболее приемлемой системы технологической оснастки и по-
вышения коэффициентов использования оснастки;
в) установление принадлежности выбираемых конструкций
оснастки к системам оснастки;
г) определение исходных требований к технологической
оснастке;
д) отбор конструкций оснастки, соответствующей установлен-
ным требованиям, из имеющейся номенклатуры;
е) определение исходных расчетных данных для конструирова-
ния и изготовления новых конструкций оснастки;
ж) выдача технических заданий иа конструирование и изготов-
ление технологической оснастки.
В отдельных заданиях на курсовое проектирование
может быть предусмотрено конструирование технологи-
ческой оснастки (см. § 4.7).
Правила выбора средств технологического оснаще-
ния процессов технического контроля (ГОСТ 14.306—73)
и правила выбора средств технологического оснащения
процессов испытаний (ГОСТ 14.307—73) из-за ограни-
ченного объема книги не рассматриваются.
4.7. Конструирование технологической оснастки
Инженер-технолог радиоаппаратуры, как правило, не
занимается конструированием оснастки. Однако при
разработке технологических процессов сборки для вы-
полнения операций приходится предусматривать отдель-
ные виды оснастки (приспособления для сборки, раз-
вальцовки, клейки, кондукторы, простые вырубные и ги-
бочные штампы), и тогда необходимо решать вопросы,
связанные с выбором или заказом конструкций оснастки,
и знать принципы конструирования простейших приспо-
соблений.
79
Технологическая оснастка представляет собой допол-
нительные или вспомогательные устройства, необходи-
мые для выполнения операций, например: механической
обработки, холодной штамповки, изготовления деталей
из пластмасс, сборки и заклепки роторов и статоров кон-
денсатора переменной емкости, развальцовки, заклепки
и других процессов.
К наиболее часто применяемым наименованиям
оснастки относятся штампы, пресс-формы, кондукторы,
приспособления сборки .и контроля.
Технологической оснастке посвящен ГОСТ 14.305—73,
который устанавливает правила ее выбора и подразде-
ляет всю оснастку на несколько систем (см. § 4.6).
В условиях различных типов производств к конструк-
циям оснастки предъявляются требования, в зависимо-
сти от которых определяется степень специализации
приспособления, уровень механизации и т. д. В частно-
сти, для единичного и мелкосерийного производства
предпочтительными являются универсальные приспособ-
ления и штампы. Для массового производства экономи-
чески оправдывается применение самых сложных специ-
альных приспособлений и штампов.
Следует иметь в виду, что элементы конструкций
приспособлений и штампов в значительной мере стан-
дартизованы и разработаны типовые конструкции. По-
этому, прежде чем приступить к проектированию, сле-
дует тщательно изучить уже известные типовые конст-
рукции технологической оснастки.
Конструирование технологической оснастки должно
сводиться к разработке конструкции, состоящей из стан-
дартных деталей и узлов с минимальным числом ориги-
нальных деталей.
Следует считать решение удачным, если студенту уда-
лось подобрать оснастку в готовом виде из действующих
классификаторов, каталогов или справочников. В этом
случае обозначение примененной оснастки заносится
в технологический процесс, а в пояснительной записке
дается краткое описание конструкции, принцип действия
и целесообразность ее использования.
При конструировании технологической оснастки сле-
дует учитывать производительность, которая может быть
обеспечена многоместными конструкциями или примене-
нием механизированных режимов.
До оформления сборочного чертежа приспособления
или штампа должны быть решены вопросы по выбору
80
типа оснастки, по установочным базам заготовки, по си-
ловому расчету, по точности и должна быть выполнена
предварительная эскизная проработка конструкции, ко-
торую надо начинать с изучения существующих конст-
рукций.
Конструкция приспособления или штампа должна
быть увязана с конструкцией станка или пресса, распо-
ложением стола станка, крепежных пазов на нем, орга-
нов управления, нижнего положения ползуна пресса,
с условием выталкивания детали и отходов.
Кроме производительности и точности, при проекти-
ровании оснастки следует уделять особое внимание об-
легчению условий труда и безопасности работы.
4.8. Выбор технологической тары
Этот вид оснащения называют организационной тех-
нологической оснасткой (оргоснасткой). Проектирование
технологической тары имеет важное значение, так как
для радиоаппаратуры характерно большое количество
узлов и деталей и многие из них требуют весьма осто-
рожного обращения.
Процесс проектирования аналогичен проектированию
специальной технологической оснастки. Следует учиты-
вать универсальность тары и простоту ее изготовления
из прочных и недефицитных материалов. Рациональным
является применение тары в виде транспортабельных
алюминиевых и сварных стальных конструкций, а также
из пластмасс.
Современная организация складского хозяйства тре-
бует использования унифицированных конструкций та-
ры, поэтому при решении вопросов следует ориентиро-
ваться на стандартный, системный подход.
При подборе технологической тары можно восполь-
зоваться каталогом на производственную тару для ра-
диоэлектронной промышленности, где указаны назначе-
ние тары, материал, характеристики, размеры, а также
ориентировочно масса и цена.
4.9. Нормирование технологического процесса
Нормирование технологического процесса состоит
в определении величины штучного времени Тшт для каж-
дой операции (при массовом производстве) и штучно-
калькуляционного времени Тшк (при серийном произ-
6—181
81
водстве). В последнем случае дополнительно рассчиты-
вается подготовительно-заключительное время Тпз.
Как указывалось в § 1.4, величины 7шт и Тшк опре-
деляются по формулам
7шт=7от4-7в-|-7Об-|-7д и Гшк=7шт+7Пз/п.
Нормирование процесса производится после опреде-
ления содержания операций, выбора оборудования, ин-
струментов и расчета режимов обработки. Работу по
нормированию выполняют в следующей последователь-
ности:
— на основе установленных режимов обработки по
каждому переходу операции вычисляется основное (тех-
нологическое) время Тот;
— по содержанию каждого перехода и в зависимости
от массы и размеров детали, а также способа ее уста-
новки и закрепления определяется вспомогательное вре-
мя Тв по нормативам и с учетом возможных совмеще-
ний и перекрытий;
— по нормативам в зависимости от операций и обо-
рудования устанавливается время на обслуживание ра-
бочего места, отдых и личные надобности ТОб и 7Д;
— определяется норма времени ТШт;
— для серийного производства устанавливается со-
став подготовительно-заключительной работы, вычисля-
ется подготовительно-заключительное время Таа и штуч-
но-калькуляционное время Гшк.
Основное (технологическое) время То? затрачивается
непосредственно на изменение форм и размеров детали
и определяется по формулам, установленным на осно-
вании кинематики данного метода обработки и выбран-
ных режимов (см. § 1.4). Формулы для расчета основ-
ного (технологического) времени приводятся в литера-
туре по нормированию, а также в справочниках [8,
9, 12].
Вспомогательное время Тв расходуется на установку
и снятие детали, на приемы управления станком и изме-
рение деталей. Оно определяется по нормативам, но при
этом следует учитывать только ту часть вспомогатель-
ного времени, которая не перекрывается машинным вре-
менем.
Сумма Гот+Л, называется оперативным временем.
Время обслуживания рабочего места Тов состоит из
двух частей: времени на техническое обслуживание, не-
обходимое для смены инструмента или подналадки стан-
82
ка, и времени на организационное обслуживание рабо-
чего места для подготовки рабочего места, смазки стан-
ка и т. д. Обе части времени обслуживания рабочего
места Гоб задаются в процентах от оперативного време-
ни и берутся из нормативов.
Время перерывов на отдых и личные надобности Тя
зависит от ряда факторов и тоже определяется в про-
центах от оперативного времени.
Подготовительно-заключительное время Тпз нормиру-
ется на партию деталей, и часть его, приходящаяся на
одну деталь, включается в норму штучно-калькуляциои-
ного времени (при серийном и единичном производстве).
Это время расходуется на ознакомление с работой, на
настройку станка, на консультацию с технологом и т. д.
Время Гпз задается по нормативам в минутах и зависит
от характера и объема подготовительных работ.
В курсовом проекте нормируются все операции про-
цесса. Сумма Тшт по всем операциям составляет трудо-
емкость процесса.
Приближенные формулы для определения основного
(технологического) времени Т(,т и штучно-калькуляци-
онного времени Тшк в зависимости от обрабатываемой
поверхности приведены в приложении 1.
4.10. Выбор варианта технологического процесса
При разработке технологического процесса изготов-
ления детали ставится задача найти вариант, обеспечи-
вающий наиболее экономичное решение.
Современные методы изготовления деталей позво-
ляют удовлетворить самые строгие требования чертежа,
однако следует искать такое решение, которое обеспечи-
вает производственные и экономические требования.
Если в задании на курсовое проектирование не пре-
дусматривается особых требований, ограничивающих
выбор маршрутов изготовления деталей, то в соответст-
вии с рекомендациями ЕСТПП следует в первую очередь
использовать типовые технологические маршруты, про-
цессы и операции.
Не рекомендуется предусматривать обработку на
уникальных дорогостоящих станках, за исключением тех
случаев, когда это технологически и экономически
оправдано. Необходимо использовать только стандарт-
ный режущий и измерительный инструмент.
6* 83
Следует применять наиболее совершенные формы ор-
ганизации производства: непрерывные и групповые по-
точные линии, групповые технологические процессы и
групповые наладки на отдельные станки.
Как отмечалось в § 4.2, выбор типового техпроцесса
осуществляется при наличии действующей системы коди-
рования, технологических классификаторов и других до-
кументов. Разработка рабочего техпроцесса должна вы-
полняться на базе типового.
Для выбора типовых процессов можно пользоваться
справочником технолога [8], где собраны типовые тех-
нологические маршруты обработки деталей для серий-
ного производства. В типовых технологических маршру-
тах приводятся данные по видам заготовок, оборудова-
нию и оснастке. Маршруты охватывают большое коли-
чество деталей — представителей различных групп, в том
числе: направляющие планки, зубчатые рейки, фланцы,
втулки, муфты, кольца, рычаги, вилки, кронштейны, зуб-
чатые колеса, валы. В справочнике приводятся данные
по станкам, приспособлениям и режущим инструментам.
При использовании типового процесса следует счи-
тать его наиболее рациональным, однако при выборе
единичного процесса применительно к конкретным усло-
виям необходимо принять экономически оправданный ва-
риант.
Для сравнения вариантов технологических процессов
по себестоимости в общем случае можно использовать
формулу
С=А+В/Х,
где С — себестоимость изделия; А — сумма текущих рас-
ходов; В — сумма единовременных расходов, связанных
с выпуском изделий; X — количество деталей, подлежа-
щих изготовлению.
К текущим расходам относятся расходы на материал,
зарплату, сжатый воздух, газ, смазочные и прочие вспо-
могательные материалы, освещение, отопление, ремонт
зданий и т. д.
Расходы на материал и зарплату определяются по
формулам § 1.4. Прочие расходы Нт, относящиеся к те-
кущим, определяются на основании нормативов, отнесен-
ных к одному часу рабочего времени. Если обозначить
сумму всех этих расходов на один час работы через qz,
то расходы на одну операцию равны
^ = 7^/60.
84
К единовременным расходам относятся расходы на
изготовление и содержание специального оборудования,
специальной оснастки, измерительного и режущего ин-
струмента в количествах, необходимых для изготовления
заданного количества деталей. Величины этих расходов
также берут из соответствующих нормативов и прейску-
рантов цен.
Если при первом варианте C'=A'-f-B'/X, при втором
С"=А"-\-В"/Х и если А'<2 А" и В'<с.В", то меньшая
себестоимость получается при первом варианте.
Если же А'>А", но В'<В", меньшая себестоимость
будет при условии, что количество деталей ХКр, подле-
жащих изготовлению, не меньше чем
v В" — В’
кр— А’ —А" '
Обычно при выборе варианта достаточно сравнить
процессы по какому-либо одному элементу себестоимо-
сти, по которому принимаются разные решения, напри-
мер по расходам на материал или зарплату, если принят
другой вид заготовки или предусмотрено другое обору-
дование. В сборочных процессах предпочтительно срав-
нивать варианты по зарплате.
4.11. Разработка технологических процессов
изготовления печатных плат
В современной конструкции РЭА широко применяют-
ся печатные платы. Использование их в качестве осно-
вания для размещения электрорадиоэлементов, микро-
схем и других функциональных единиц и блоков, а так-
же соединяющих проводников обеспечивает высокую
технологичность (уменьшение габаритов, массы, возмож-
ности автоматизации монтажа и др.) и постоянство па-
разитных параметров монтажа. Поэтому при разработке
курсовых проектов по технологии РЭА печатным платам
следует уделять большое внимание и надо зиать нормы
и положения соответствующих стандартов.
Согласно ГОСТ 23752—79 (Платы печатные. Общие
технические условия) печатные платы (кроме плат длй
ячеек СВЧ) разделяются на односторонние (ОПП),
двусторонние (ДПП), многослойные (МПП) и гибкие
печатные платы (ГПП) и гибкие печатные кабели
(ГПК). Они должны быть разработаны в соответствии
с требованиями ГОСТ 23751—79 (Платы печатные. Тре-
85
бования и методы конструирования), в котором отмече-
но, что конструирование печатных плат следует осуще-
ствлять с учетом следующих методов изготовления:
химического — для ОПП, ДПП и ГПК;
комбинированного позитивного — для ДПП и ГПП;
электрохимического (полуаддитивного) — для ДПП;
металлизации сквозных отверстий — для МПП и
ГПП;
металлизации сквозных отверстий с внутренними пе-
реходами.
Шаг координатной сетки установлен в ГОСТ
10317—79. Печатные платы и ГПК по плотности прово-
дящего рисунка делятся на три класса: 1,2 и 3. По-
следний характеризуется самой высокой плотностью
проводящего рисунка. В данном ГОСТе приведены раз-
меры элементов проводящего рисунка, а также требова-
ния к конструкции печатных плат, предназначенных для
автоматизированных процессов сборки, и требования
к электрическим параметрам печатных плат и ГПК.
ГОСТ 23752—79 (Общие технические условия) содер-
жит типы, технические требования; правила приемки;
методы испытаний; маркировку, упаковку, транспорти-
рование и хранение; гарантии изготовителя. В техниче-
ских требованиях изложены требования к конструкции
и внешнему виду, к электрическим параметрам, к паяе-
мости и перепайкам, к устойчивости при климатических
и механических воздействиях.
ОСТ 4.070.010—78 (Платы печатные под автоматиче-
скую установку элементов. Конструкция и основные раз-
меры) нормирует основные размеры, в том числе форму
и размеры печатных плат, координатную сетку и начало
координат; элементы конструкции; фиксирующие и мон-
тажные отверстия, контактные площадки, проводники и
расстояние между проводниками, резистивную маску,
маркировку печатной платы; оформление и технические
требования чертежа.
ГОСТ 23662—79 (Платы печатные. Получение заго-
товок, фиксирующих и технологических отверстий. Тре-
бования к типовым технологическим процессам) распро-
страняется на процесс изготовления ОПП, ДПП и МПП.
Заготовки следует получать вырубкой или отрезкой (иа роли-
ковых и гильотинных ножницах). Стандарт нормирует ширину тех-
нологического поля (для ОПП и ДПП до 10 мм, для МПП до
30 мм), предельные отклонения от номинальных размеров загото-
вок, вид или расположение фиксирующих отверстий, количество и
86
расположение технологических отверстий (для МПП). Фиксирующие
и технологические отверстия следует изготовлять пробивкой или
сверлением (в зависимости от типа производства). Стандартом так-
же нормируются станки, инструмент, режимы резания, предельные
нормы биения сверла, предельные отклонения диаметров фиксирую-
щих и технологических отверстий и расстояний между центрами,
параметр шероховатости поверхности отверстий и др.
Приведены последовательность технологических операций полу-
чения заготовок, фиксирующих и технологических отверстий, требо-
вания безопасности и методы контроля.
ГОСТ 23663—79 (Платы печатные. Механическая за-
чистка поверхности. Требования к типовому технологи-
ческому процессу) состоит из технических требований и
методов контроля.
ГОСТ 23664—79 (Платы печатные. Получение метал-
лизированных и монтажных отверстий. Требования к ти-
повым технологическим процессам) распространяется
на процессы изготовления ОПП, ДПП и МПП и преду-
сматривает образование отверстий штамповкой или свер-
лением.
Применяются специальные станки и станки с числовым програм-
мным управлением. Приведены стандарты на комбинированные твер-
досплавные сверла для одновременного зенкования отверстий (ГОСТ
20686—75) и твердосплавные спиральные сверла (ГОСТ 22093—76
и ГОСТ 22094—76), нормы предельных отклонений диаметров отвер-
стий и зенковок и центров отверстий относительно узлов коорди-
натной сетки, а также последовательность технологических опера-
ций и способы устранения характерных дефектов. Приведены мето-
ды контроля.
ГОСТ 23665—79 (Платы печатные. Обработка кон-
тура. Требования к типовым технологическим процес-
сам) предусматривает для обработки контура использо-
вать штамповку, отрезку на гильотинных ножницах, об-
работку алмазным кругом или фрезерование. Даются
рекомендации по выбору метода обработки в зависимо-
сти от типа производства и требований к качеству кон-
тура плат, требования к оборудованию, инструменту и
режимам обработки, а также методы контроля продук-
ции после выполнения операции.
ГОСТ 23727—79 (Платы печатные. Требования к ти-
повому технологическому процессу получения проводя-
щего рисунка) распространяется на технологические
процессы получения проводящего рисунка субстрактив-
ным методом и устанавливает технические требования
к операциям подготовки поверхности заготовок фольги-
рованных диэлектриков перед нанесением фоторезистов
и трафаретных печатных красок, получения защитного
87
рельефа, травления Меди и осветления покрытия спла-
вами на основе олова, снятия защитного рельефа, обра-
зованного фоторезистами и красками, нанесения защит-
ной маски и маркировки печатных плат.
В этом ГОСТе рассмотрены технические требования, требования
безопасности и методы контроля. Даны четыре обязательных при-
ложения: 1 —требования к трафаретной печатной форме, 2 — требо-
вания к рабочим фотошаблонам, 3 — требования к производствен-
ным помещениям, 4 — проверка чистоты отмывки плат и заготовок.
Приложения 5—14 — рекомендуемые.
В приложении 5 рассматривается подготовка поверхности заго-
товок фольгированного диэлектрика тремя способами: химическим
способом I, химическим способом II и электрохимическим способом.
Для химического способа II, где в операции обезжиривания н де-
капирования применяется сннтанол ДТ-7, дан рецепт приготовления
раствора для химической очистки поверхности печатных плат. Для
операций обезжиривания электрохимическим способом дан рецепт
приготовления раствора для подготовки (электрохимической) по-
верхности заготовок.
Рис. 3. Схема технологических операций изготовления проводящего
рисунка с применением фоторезистов
Приложение 6 содержит технические характеристики фоторези-
стов (сухого негативного СПФ-2, жидкого позитивного ФП-В1 н
ФП27-18БС и жидкого негативного ФПП) и трафаретных печатных
красок (СТ3.12, СТ3.13, ТНПФ, СТЗ-19-82), приложение 7 — схемы
технологических операций изготовления проводящего рисунка с при-
менением:
а) фоторезистов (рис. 3);
б) фоторезисторов н металлических резисторов (рис. 4);
в) трафаретных печатных красок (рис. 5).
Приложение 8 рассматривает формирование защитного рельефа
с применением фоторезистов и трафаретных печатных красок. Для
фоторезиста СПФ-2 дается последовательность операций и перехо-
дов, материалы и режимы. Кроме того, приведены инструкции по
определению времени проявления фоторезиста СПФ, уничтожение
отходов сухого пленочного фоторезиста н контролю и стабилизации
регенерированного метилхлороформа марки Б. Для валкового фото-
резиста ФП-В1 н фоторезиста ФП27-18БС приводится последова-
тельность операций и переходов, материалы и режимы, а для жид-
кого фоторезиста ФПП, кроме указанных технологических данных,
дается инструкция по корректировке вязкости жидких фоторези-
88
стов, определению режимов экспонирования и регенерации светочув-
ствительного раствора ФПП.
Заканчивается приложение 8 рассмотрением технологического
процесса формирования защитного рельефа с использованием тра-
фаретных печатных красок. Как и выше, используется схема: по-
следовательность операций и переходов, материалы, режимы. Дана
методика экспресс-оценки растекания краски, технология подготов-
ки сеткографнческого станка к работе, технология изготовления
трафаретных печатных форм (натяжения сетки) в трех вариантах,
Рис. 4. Схема технологических операций изготовления проводящего
рисунка с применением фоторезистов и металлических резистов
Рис. 5. Схема технологических операций изготовления проводящего
рисунка с применением трафаретных печатных красок
методика приготовления клеевых композиций ТК и ГИПК-212, тех-
нология подготовки поверхности сеток, технология получения ри-
сунка на трафаретной печатной раме. Для последней технологии
приводятся два способа. По первому — прямому — рассматриваются
два варианта технологического процесса: с применением светочув-
ствительного состава ФСТ и с применением жидкой фотополимер-
ной композиции «Фотосет Ж». Второй — косвенный способ — пред-
ставлен технологическим процессом с применением пигментной бу-
маги и технологическими инструкциями по приготовлению раствора
для придания чувствительности пигментной бумаге, приготовлению
раствора для обработки поверхности фотошаблона н лавсановой
пленки; технологическим процессом отделки трафаретных печатных
форм.
В приложении 9 рассмотрена технология травления меди с про-
бельных мест. Дан технологический процесс травления печатных
плат с рисунком, защищенным печатными красками, фоторезистами
и благородными металлами в железо-медно-хлоридном растворе
с непрерывной электрохимической регенерацией, инструкция по при-
готовлению железо-медно-хлоридного раствора, методика его ана-
89
лиза и калибровка датчика травильной способности. Дается также
технологический процесс травления печатных плат с рисунком, за-
щищенным печатными красками, фоторезистами и благородными
металлами в перекисно-медно-хлоридиом растворе с корректировкой,
инструкции по приготовлению и утилизации избыточной части,
а также методика анализа этого раствора. Приводится технологи-
ческий процесс травления печатных плат с рисунком, защищенным
сплавами на основе олова и благородных металлов, и инструкции
по приготовлению растворов для травления печатных плат с рисун-
ком, защищенным сплавами на основе олова.
Приложение 10 рассматривает технологию удаления сухого пле-
ночного фоторезиста СПФ-2, технологию удаления фоторезистов
ФП27-18БС, ФПП, ФП-В1 и методику определения поглощения ще-
лочи при снятии трафаретной краски щелочными растворами.
В приложении 11 дана технология получения защитной маски,
методика приготовления компаунда для защитных масок и инструк-
ция по приготовлению компаунда на основе эмали ЭП-914.
Приложение 12 рассматривает технологию нанесения маркиро-
вочных знаков, а приложение 13 — материалы, используемые в тех-
процессе. Приложение 14 не представляет интереса для курсового
проектирования.
ГОСТ 23864—79 (Платы печатные. Требования к ти-
повому технологическому процессу лужения проводяще-
го рисунка сплавом Розе) включает следующие основ-
ные операции: подготовку печатных плат; нанесение
флюса на поверхность, подлежащую лужению; лужение;
контроль; удаление остатков флюса; сушку. Даются тех-
нические требования к выполнению технологического
процесса лужения сплавом Розе и требования безопас-
ности. В справочном приложении приведено оборудова-
ние и его техническая характеристика.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СБОРКИ УЗЛОВ И БЛОКОВ РЭА
5.1. Особенности процессов сборки РЭА
Заключительным этапом в производстве РЭА явля-
ется сборка. Сборочные работы в зависимости от уров-
ня кооперации иногда составляют 40—60% от общей
трудоемкости изготовления радиоаппаратуры. Это объ-
ясняется особенностями радиотехнического производст-
ва и прежде всего сложностью современных конструк-
ций, наличием длинных размерных цепей и большого
90
количества связей. В процессе сборки достаточно велик
объем регулировочных работ, а в редких случаях при-
меняется механическая доработка деталей (сборочных
единиц). Отклонения параметров РЭА, как правило,
определяются точностью изготовления деталей и от-
клонениями параметров узлов и блоков, однако такие
операции, как пропитка, обволакивание, заливка и пай-
ка, могут существенно влиять на выходные параметры.
К особенностям процессов сборки РЭА можно отнести
также сравнительно низкий уровень механизации и ав-
томатизации. Это объясняется частой сменой моделей
РЭА, несовершенством конструкций универсальных сбо-
рочных автоматов, использованием разнотипных мелких
радиоэлементов неодинаковой формы, разных размеров
с различным расположением выводов и др.
Сборку радиоэлектронной аппаратуры проводят
в три подуровня *>.
К первому относится механический монтаж, который
часто проводят в следующей последовательности:
выполнение неразъемных соединений деталей и узлов
с шасси, рамой, платой прибора (сварка, пайка, раз-
вальцовка, склеивание и т. д.);
установка крепежных деталей: угольников, панелей
и т. п.;
выполнение подвижных частей узлов и блоков;
контроль монтажа.
Второй подуровень — выполнение электрического со-
единения, состоящего из следующих видов работ **>;
заготовительные операции (подготовка проводов,
жгутов, кабелей, выводов, радиоэлементов и т. п.);
установка навесных радиоэлементов и микросхем на
платах (прикрепление, пайка и т. п.);
узловая сборка и электрическое соединение;
сборка узлов на плате (шасси) и межузловое элек-
трическое соединение, соединение жгутов с разъемами
прибора;
контроль и регулировка радиоприбора.
Третий подуповень заключается в общей сборке го-
тового изделия. Производят закрепление регулировоч-
ных деталей, установку кожухов и т. п.
*> Если считать, что весь комплекс технологических процессов
изготовления РЭА можно разделить на три уровня: 1) изготовле-
ние деталей, 2) сборка, 3) комплекс технологических процессов ра-
диозавода или специализированного цеха производства РЭА.
**> Разделение этого подуровня условное.
91
Как видно, технологический процесс сборки РЭА
складывается из различных по характеру операций. Он
требует применения разнообразного оборудования, спе-
циальной технологической оснастки, покупного инстру-
мента и является трудоемким. Поэтому при разработке
технологических процессов сборки с особой остротой
встает задача снижения трудоемкости сборочных работ.
Технологию сборки составляют для конструкции, уже
отработанной на технологичность. Методика отработки
конструкции на технологичность изложена в гл. 3.
5.2. Технологические схемы сборки
После анализа технологичности проводят разделение
изделий на сборочные элементы путем построения схем
сборочного состава. При этом изделия делят на группы,
подгруппы и детали. Деталь согласно ГОСТ 2.101—68
характеризуется отсутствием разъемных и неразъемных
соединений. Сборочная единица — разъемное или не-
разъемное соединение двух и более деталей. Характер-
ным признаком сборочной единицы является возмож-
ность ее сборки отдельно от других сборочных единиц.
Сборочная единица, входящая непосредственно в изде-
лие, условно называется группой. Все остальные сбороч-
ные единицы, собираемые до образования группы, на-
зывают подгруппами разного порядка. Подгруппа пер-
вого порядка входит непосредственно в состав группы.
Она может состоять из отдельных деталей, одной или
нескольких подгрупп второго порядка и деталей и т. д.
Подгруппа наивысшего порядка делится только на де-
тали.
Внесение в схему сборочного состава характеристик
сборки превращает ее в технологическую схему сборки.
Рис. 6. Схема сборки «веерного» типа
92
Наиболее широко применяются схемы сборки «веерно-
го» типа и схемы сборки с базовой деталью.
На схеме сборки «веерного» типа (рис. 6) стрелками
показано направление сборки деталей и узлов. Достоин-
ством схемы является ее простота и наглядность, но она
не отражает последовательность сборки.
Рис. 7. Технологическая схема сборки узлов
Схема сборки с базовой деталью указывает последо-
вательность сборочного процесса. При такой сборке не-
обходимо выделить базовый элемент, т. е. базовую де-
таль, подгруппу, группу. В качестве базовой обычно вы-
бирают ту деталь, поверхности которой будут впослед-
ствии использованы при установке в готовое изделие
или при креплении узла к ранее собранным узлам.
В большинстве случаев базовой деталью служит плата,
панель, шасси (рис. 7).
Для сложной РЭА целесообразно строить укрупнен-
ную технологическую схему сборки, характеризующую
сборку изделия (рис. 8), и технологические схемы сбор-
ки узлов, соответствующие узловой сборке (рис. 7).
На схеме каждый элемент изделия условно обозна-
чен прямоугольником, в котором указывают наименова-
ние элемента, его индекс и количество собираемых эле-
93
ментов (рис. 9). При необходимости на схеме noMeiuatot
дополнительные надписи, определяющие содержание
операций (паять, совместно сверлить и развернуть, ре-
гулировать зазор и т. п.).
При разработке технологических процессов сборки
технологические схемы составляются в нескольких ва-
риантах, отличающихся по структуре и по последова-
базовая
группа
\rpynna | Группа 3 ]
Изделие
Рис. 8. Технологическая схема общей сборки изделия
тельности комплектования сборочных элементов. Выбор
варианта производят с учетом производительности,
удобств и других конкретных условий выполнения сбо-
рочных операций. Технологические схемы сборки дают
наглядное представление о сборочных свойствах изде-
лия (в том числе о технологичности) и возможностях
Hai/менодание злемен/па
Индене | Ноличестба
Рис. 9. Условное обозначение
элементов изделия на техноло-
гических схемах сборки
организации процесса сборки РЭА, поэтому технолог,
отвечающий за сборочные процессы, старается предста-
вить их себе на ранних стадиях создания конструкций
РЭА.
При построении технологических схем сборки для
курсового проекта необходимо учитывать следующие
правила:
вначале строятся технологические схемы общей
сборки изделия;
технологические схемы сборочных единиц образуют-
ся, исходя из предположения, что они могут отдельно
собираться, храниться, транспортироваться, контролиро-
ваться и т. д.;
минимальное количество деталей, необходимое для
образования сборочной единицы низшей ступени сборки,
равно двум;
94
минимальное количество деталей, необходимое для
образования сборочного элемента высшей ступени, рав-
но единице;
технологическая схема общей сборки изделия стро-
ится при условии образования наибольшего количества
сборочных единиц;
каждая последующая ступень сборки не может быть
образована без наличия предыдущей ступени сборки.
5.3. Построение сборочных операций
По технологическим схемам сборки изделия выявля-
ют основные сборочные операции, определяют время,
необходимое для их выполнения, и рассчитывают такт
выпуска узлов, блоков и РЭА по формуле
у.__ 60F Гмин1
W I ШТ I*
где F—годовой фонд рабочего времени, ч; N—годовая
программа выпуска изделий, шт.
Если такт значительно превосходит среднюю дли-
тельность операций, то сборку ведут по принципу се-
рийного производства. Если такт близок или меньше
средней длительности операций, то сборку ведут по
принципу массового производства.
На основании разработанных ранее технологических
схем сборки определяют наиболее целесообразную по-
следовательность общего технологического процесса
сборки аппаратуры. Содержание операций сборки уста-
навливают так, чтобы на каждом рабочем месте выпол-
нялась по возможности однородная по характеру и тех-
нологически законченная работа. Это способствует спе-
циализации рабочих и повышает производительность
труда.
Так как сборочные работы неоднородны, то их сле-
дует разделять. Обычно механические сборочные рабо-
ты выполняются раньше. В, тех случаях, когда полное
окончание этих сборочных работ затрудняет доступ
к узлам и деталям для выполнения электрического со-
единения, допускается чередование работ по механиче-
скому и электрическому соединению.
При детальном проектировании операций сборки
уточняют их намеченное ранее содержание, определяют
последовательность переходов во времени, схемы уста-
новки и закрепления базорого элемента, выявляют усло-
95
вия выполнения соединений, выбирают оборудование,
оснастку и инструмент, устанавливают режимы работы
оборудования, определяют нормы времени на операции.
В приложениях 17—19 приведен перечень инструмента,
технологической оснастки и оборудования, наиболее ча-
сто используемых для сборочных работ.
При выборе вспомогательных материалов можно ру-
ководствоваться табл. 14—16.
Таблица 14
Вспомогательные материалы для электрического
соединения
Наименование материала Нормативный документ Норма расхода на 100 паек
Припой ПОС-61 ГОСТ 21930—76 0,012 кг
Канифоль сосновая А ГОСТ 19113—73 0,001 кг
Спирт марки А ГОСТ 17299—71 0,005 л
Бензин Бр-1 ГОСТ 443—76 0,005 кг
Бизь арт. 56 ГОСТ 11680—76 0,02 м
Лак УР-231 ТУ6-10-863—76 0,003 кг
Кисть № 2 (белка) круг- лая 02, 1=170 мм ТУ РСФСР 17-2848—69 0,05 шт.
Задачей технолога при проектировании сборочных
операций является сокращение штучного времени. Это
достигается применением высокопроизводительного обо-
рудования, инструмента и приспособлений с быстродей-
Таблица 15
Вспомогательные материалы на маркировку
Наименование материала Нормативный документ Норма расхода на 100 знаков
Краска маркировочная черная ФА-59 ТУ6-10-1043—75 0,003 кг
Сиккатив № 7640 ТУ6-10-1391—73 0,0005 кг
Беизии Б-70 ГОСТ 1012—72 0,001 кг
Марля ГОСТ 9412—77 0,01 м
Вата ГОСТ 5679—74 0,0005 кг
Лак УР-231 ТУ6-10-863—76 0,003 кг
Ацетон ГОСТ 2603—71 0,001 кг
Бязь арт. 56 ГОСТ 11680—76 0,01 м
Скипидар ГОСТ 1571—76 0,002 кг
Краски жесте-печатиые: белая № 10815, крас- ная, № 10250 ТУ-29-02-390—72 0,003 кг
96
Таблица 16
Вспомогательные материалы для предохранения
резьбовых соединений от самоотвинчивания
Наименование материала Нормативный документ Норма расхода на 100 шт. крепе- жа
Эмаль ЭП-51 ГОСТ 9640—75 0,040 кг
Окись цинка* ГОСТ 10262—73 0,002 кг
Разбавитель** № 648 ГОСТ 18188—72 0,008 кг
Кисть № 2 (белка), круг- лая 02, /=170 мм ТУ РСФСР 17-2848—69 0,01 шт.
Марля ГОСТ 9412—77 0,1 м
* Для создания нужной вяз! ости.
** Для снятия лишней краски.
ствующими установочно-зажимными устройствами» Хо-
рошие результаты дают механизированные сборочные
инструменты (винто- и гайковерты, переносные устрой-
ства для запрессовки ит. д.).В крупносерийном и мас-
совом производстве широко применяются сборочные
автоматы и полуавтоматы, автоматические линии.
На основе технологических расчетов устанавливают
условия выполнения сборочных операций (усилие за-
прессовки, усилие клепки, температура нагрева и т. д.),
определяют основные характеристики и размеры сбо-
рочного оборудования (тоннаж пресса, мощность сбо-
рочных установок и т. д.), а также назначают режим
работы сборочного оборудования.
5.4. Автоматизированная сборка РЭА
Высшими формами организации сборочного процес-
са являются автоматические и автоматизированные ли-
нии. В массовом производстве, при полной стандарти-
зации и высокой культуре производства, они дают зна-
чительный экономический эффект. Совершенствуется и
внедряется автоматизированная сборка бытовой РЭА.
Рассмотрим некоторые аспекты технологической подго-
товки автоматизированного производства, представляю-
щие интерес для курсового проектирования. Примером
может служить внедрение сборочного оборудования и
системы диагностического контроля «Трасса» на заво-
дах, изготовляющих бытовую РЭА.
7—181 97
Для перевода узлов и блоков с печатными платами
на автоматизированную сборку необходимо, чтобы они
отвечали определенным конструктивным требованиям,
касающимся конструкции печатных плат, конструкции
самих узлов и блоков и конструкции изделий электрон-
ной техники (ИЭТ). Основные требования к РЭА, пере-
водимой иа автоматизированную сборку, изложены
в приведенных ниже стандартах.
ОСТ 4.070.010—78 (Платы печатные под автоматиче-
скую установку элементов. Конструкция и основные раз-
меры) распространяется на односторонние печатные
платы с жестким основанием, предназначенные для бы-
товой аппаратуры. Он устанавливает форму, конструк-
цию и основные размеры печатных плат и элементов
проводящего рисунка и разработан в соответствии
с ГОСТ 10317—12 и ОСТ4 ГО.ОЮ.ОН. В стандарте ре-
гламентируются форма и размеры печатных плат; коор-
динатная сетка и начало координат; фиксирующие от-
верстия; монтажные отверстия; контактные площадки;
проводники и расстояние между проводниками; рези-
стивная маска; маркировка печатной платы. Кроме того,
даются указания по оформлению чертежа и техническим
требованиям чертежа.
ОСТ 4.091.124—79 (Отраслевая система технологиче-
ской подготовки производства. Аппаратура радиоэлек-
тронная бытовая. Требования технологические к конст-
рукции печатных узлов для автоматизированной сбор-
ки) устанавливает технологические требования к конст-
рукции печатных узлов для автоматизированной сборки
телевизионных и радиовещательных приемников, тюне-
ров, электрофонов, магнитофонов, видеомагнитофонов-
диктофонов и других комбинированных устройств. Стан-
дарт распространяется на узлы изделий одноплатной
конструкции с односторонним расположением радиоэле-
ментов, деталей и сборочных единиц на плоскости пе-
чатных плат при установке их в автоматическом режи-
ме. Не распространяется иа селекторы каналов телеви-
зионных приемников.
В первом разделе стандарта рассматриваются общие требова-
ния и указывается, что выбор технологического оборудования для
автоматизированной сборки узлов изделий производится в соответ-
ствии с ОСТ 4.065.002—78. Во втором разделе рассматриваются тре-
бования к элементной базе, в частности выдвигается требование
сокращения типоразмеров элементов. Третий раздел включает тре-
бования к конструкциям деталей и сборочных единиц, таким как
катушки индуктивности и экраны катушек. Четвертый раздел по-
98
священ требованиям к формовке и установке радиоэлементов иа
печатные платы (на установку радиоэлементов с цилиндрическим
корпусом и двумя осевыми выводами, а также на интегральные
микросхемы в пластмассовом прямоугольном корпусе выпущен ОСТ
4. ГО.010.030). Пятый раздел включает требования к расположению
радиоэлементов, деталей и сборочных единиц на печатных платах.
В таблицах указаны свободные зоны радиоэлемента — зоны, зани-
маемые исполнительным механизмом установочной головки автома-
тизированного оборудования в момент установки радиоэлемента на
печатную плату, где не должны находиться ранее установленные
радиоэлементы.
В шестом разделе сосредоточены требования к электромонтажу
радиоэлементов, деталей и сборочных единиц (пайка по ОСТ
4.Г0.054.089 припоем ЧПОС61 ГОСТ 21930—76, флюс по ОСТ
4.ГО.ОЗЗ.ООО).
Седьмой раздел посвящен требованиям к конструкции узлов для
автоматизированной регулировки и контроля. В- рекомендуемом при-
ложении помещен перечень радиоэлементов для автоматизированной
установки на печатные платы с указанием ГОСТа или номера ТУ.
ИЭТ, подлежащие автоматической установке на пе-
чатные платы, должны соответствовать более жестким
требованиям чем при ручной установке. На резисторы и
конденсаторы цилиндрической формы с осевыми выво-
дами, предназначенные для подачи на линию автомати-
зированного монтажа печатных плат, имеется ГОСТ
19591—74 (Резисторы и конденсаторы. Упаковка для
автоматизированного монтажа). Он предусматривает
два вида упаковки радиодеталей: А — в двойную клей-
кую ленту, между липкими поверхностями которой , за-
крепляют выводы радиодеталей, и В — в перфорирован-
ную ленту, -в которой закрепляют радиодетали. Даны
соответствующие размеры и отклонения от них. ГОСТ
соответствует рекомендации СЭВ по стандартизации PC
1300—73.
Дополнительные требования к ИЭТ, применяемым
для автоматизированной сборки, изложены в «Техниче-
ских требованиях • к изделиям электронной техники»
(вып. 1978 г.).
Согласно этому документу все корпусные ИЭТ разделены на
девять технологических групп: 1 — ИЭТ с цилиндрической и прямо-
угольной формами корпуса и двумя осевыми проволочными выво-
дами, не требующие ориентации по полярности (резисторы, конден-
саторы, дроссели ВЧ и др.); 2 — ИЭТ с цилиндрической формой
корпуса и двумя осевыми выводами, требующие ориентации по по-
лярности (диоды выпрямительные и импульсные, стабилитроны, кон-
денсаторы электролитические и др.); 3 — ИЭТ с прямоугольной и
дисков,ой формами корпуса и двумя однонаправленными выводами,
не требующие ориентации по полярности (конденсаторы постоян-
ные и др.); 4 — ИЭТ с цилиндрической формой корпуса и двумя
однонаправленными выводами, требующие ориентации по полярио-
7* 99
сти (конденсаторы электролитические и др.); 5 — ИЭТ с цилиндри-
ческой формой корпуса и тремя и более однонаправленными выво-
дами, требующие ориентировки выводов (транзисторы, микросхемы
в корпусе типа 3 и др.); 6 — ИЭТ с прямоугольной формой кор-
пуса и тремя однонаправленными выводами, требующие ориентации
выводов (транзисторы); 7 — ИЭТ с прямоугольной формой корпуса
и двусторонним расположением выводов, требующие ориентации
(микросхемы в корпусе типа 2); 8 — ИЭТ с прямоугольной формой
корпуса и планарными выводами, требующие ориентации (микросхе-
мы в корпусе типа 4); 9 — рекомендуемые к разработке и внедре-
нию особо миниатюрные ИЭТ с прямоугольной формой корпуса и
планарными выводами (диоды, транзисторы, микросхемы).
Кроме деления на основные технологические группы (с обозна-
чением всех основных размеров), в документе рассматриваются тре-
бования, направленные на совершенствование технологических
свойств (паиемость выводов, упаковка, возможность формирования
выводов и др.); требования, направленные на совершенствование
поставки (даны численные значения и допуски на все основные
размеры ИЭТ по технологическим группам, в том числе размеры
в упаковке); технические требования, направленные на совершен-
ствование конструкций ИЭТ; технические требования, направленные
иа совершенствование ИЭТ по обеспечению комплексной автомати-
зации и механизации сборочных процессов; технические требования
к вновь разрабатываемым особо миниатюрным ИЭТ, предназначен-
ным для автоматизированной сборки гибридных микросхем и микро-
сборок (диодов, транзисторов, микросхем). Кроме того, рассматри-
ваются технические требования к бескорпусным ИЭТ.
С использованием вышеприведенных ГОСТов и
ОСТов в курсовом проекте может быть разработано, на-
пример, задание по переводу выпускаемого узла (ми-
кросборки) с ручной на автоматизированную сборку.
5.5. Типизация технологических процессов сборки
Рабочие процессы сборки изделия составляют на
основе типовых технологических процессов. Типовой
технологический процесс (по ГОСТ 3.1109—73)—это
процесс, характеризуемый единством содержания и по-
следовательности большинства технологических опера-
ций и переходов для группы изделий с общими конст-
руктивными признаками. В приложениях 21—23 приве-
дены структурные схемы, иллюстрирующие некоторые
типовые технологические процессы, характерные для
производства радиоаппаратуры.
Типизация технологических процессов уменьшает
объем технологической документации без ущерба содер-
жащейся в ней информации, уменьшает объем работ по
подготовке производства, создает возможность разра-
ботки групповых приспособлений и средств автоматиза-
ции, организации специализированных участков, поточ-
100
ных линий, исключает возможность грубых ошибок
в нормировании материальных и трудовых затрат.
При проектировании технологических процессов сборки и пайки
радиоаппаратуры целесообразно использовать следующие стан-
дарты:
ОСТ4 ГО.054.087. Узлы и блоки радиоэлекртоиион аппаратуры.
Подготовка навесных элементов к монтажу. Типовые технологиче-
ские процессы;
ОСТ4 ГО.054.088. Узлы и блоки радиоэлектронной аппаратуры.
Установка навесных элементов в узлах. Типовые технологические
процессы;
ОСТ4 ГО.054.089. Узлы и блоки радиоэлектронной аппаратуры.
Пайка монтажных соединений. Типовые технологические процессы;
ОСТ4 ГО.054.091. Узлы и блоки радиоэлектронной аппаратуры.
Сборка блоков. Типовые технологические процессы:
ОСТ4 Г0.070.015. Сборочные единицы радиоэлектронной аппа-
ратуры. Общие технические условия.
5.6. Организация технологического процесса сборки
При построении маршрута операций сборки решают
вопрос об организации технологического процесса. Для
заводов массового и серийного производства РЭА ха-
рактерно применение одно- и многономенклатурных
непрерывных однопоточных линий (ГОСТ 14.312—74).
Поточная сборка более производительна, она сокращает
производственный цикл и межоперационные заделы де-
талей, повышает специализацию рабочих, даёт возмож-
ность применять механизацию и автоматизацию в про-
изводстве, уменьшает трудоемкость изготовления изде-
лий. Поточная линия обычно оборудуется конвейером,
который часто определяет ритм работы и по своему на-
значению может быть транспортным (распределитель-
ным) и сборочным. Наивысшая производительность при
конвейерной сборке достигается синхронизацией опера-
ций. Требованиям синхронизации в условиях изменяю-
щейся производсгвенной программы прежде всего отве-
чают операции, состоящие из большого числа техноло-
гических переходов, например сборка печатных плат из
навесных ЭРЭ. Задача технолога состоит в выборе из
всей совокупности технологических переходов таких
операций, которые по времени исполнения одинаковы.
Это дает возможность на всех рабочих местах конвейе-
ра начинать и заканчивать операцию приблизительно
в один и тот же момент времени, а также применять вме-
сто непрерывного конвейер пульсирующего действия.
При проектировании однопредметной поточной линии
проводят ряд технологических расчетов. Такт выпуска
101
очередного предмета на линии Т определяется по фор-
муле
T=T™/N,
где Тпл — плановый период; N — программа выпуска за
плановый период данного предмета.
Количество рабочих мест на линии
K=SCi=T^fT,
где С, — количество рабочих мест, выполняющих парал-
лельно t-ю операцию; Т^р — трудность сборки предмета;
С 1=ТШчг!Т,
где Гщц — норма штучного времени i-й операции.
Коэффициент загрузки рабочих мест на i-й операции
“ С [Г
Скорость движения ленты конвейера v [м/мин] для
конвейера пульсирующего движения определяют по
формуле
О—
где I — интервал (по оси конвейера) рабочих мест; iTP—
время передвижения предметов на один интервал;
для транспортного конвейера
v=l„/T,
где /п — интервал предметов по оси конвейера.
Количество предметов в заделе
Z=Ztex.~i~Zip-\- Zos,
Ziex==K,
где Z, ZTex, Zpe3, Z06 — внутрилинейный задел, шт.: сум-
марный, технологический, транспортный, резервный и
оборотный соответственно.
Длительность производственного цикла на данном
конвейере
Тц^КТ.
В серийном производстве часто применяются много-
предметные поточные линии.
Поточная сборка способствует повышению техноло-
гической культуры на всех этапах производственного
процесса и росту производительности труда.
102
5.7. Нормирование сборочных работ
Нормирование сборочных работ производят на осно-
вании технологических документов и нормативов време-
ни. Расчет норм штучного времени ведут по методике,
изложенной в § 4.9.
Рассмотрим пример расчета норм штучного времени на сбороч-
ные работы:
наименование операции: установка силового трансформатора;
тип производства: массовое;
оборудование: конвейер непрерывного действия;
инструмент: ключ для развертки лапок;
габаритные размеры и масса: 150X150X200 мм, до 6 кг.
Применяем формулу
7'шт = 7'оп (1+К/100),
где Топ — оперативное время; К—коэффициент, учитывающий вре-
мя иа оргаинзационно-техническое обслуживание рабочего места,
отдых и личные надобности рабочего.
Таблица 17
Расчет оперативного времени
Вид выполняемой работы Время, мин
1. Взять силовой трансформатор и поднести к месту установки 2. Установить трансформатор иа четыре лапки 3. Повернуть шасси иа 180е 4. Взять специальный ключ 5. Развернуть лапки трансформатора 6. Отложить специальный ключ Итого: 0,055 0,130 0,045 0,015 0,120 0,015 0,380
Воспользуемся данными табл. 17. Время иа организационно-тех-
ническое обслуживание рабочего места, отдых и личные надобности
при работе иа конвейере непрерывного действия составляет 9,3% от
оперативного времени (см. приложение 16). Тогда
Тшт=0,380(1-|-9,3/100) =0,415 мин.
5.8. Оформление технологических документов на
сборку РЭА
При разработке технологических процессов сборки
РЭА (особенно при поточной сборке) очень часто раз-
рабатывают карты эскизов для отдельных операций.
Остановимся подробнее на особенностях оформления
эскизов.
103
Эскизы разрабатываются на основании сборочных
чертежей и дают представление о том, каким образом
устанавливаются и монтируются детали на данной опе-
рации.
На эскизах сборочных операций должны быть изо-
бражены:
— базовая деталь или ее часть в положении, удоб-
ном для работы;
— детали и узлы, установленные на данной опера-
ции, с указанием их схемных обозначений и нумерации
контактных лепестков;
— выноски, указывающие позиции входящих дета-
лей;
— примечания, поясняющие эскиз.
Пример другого вида эскиза:
— монтажный узел в положении, наиболее удобном
для работы;
— установленные на панели узла или шасси детали,
монтаж контактных лепестков которых производится
в данной операции с указанием схемных обозначений
этих деталей и нумерации их лепестков;
— контуры деталей, относительно которых разме-
щаются провода, жгуты и навесные радиодетали, монти-
руемые в данной операции;
— провода, жгуты и радиодетали, монтируемые на
данной операции с указанием нумерации проводов жгу-
тов, позиций одиночных проводов, перемычек и изоли-
рующих трубок, схемных обозначений радиодеталей;
— примечания, поясняющие эскиз.
Изображения устанавливаемых деталей и узлов с их
креплениями или монтируемых проводов и навесных ра-
диодеталей должны выполняться линиями толщиной
0,6—0,8 мм, а остальные элементы показываются тон-
кими линиями (0,1—0,2 мм). На эскизах не показывают
сборку деталей и узлов, выполненных предварительно.
Правила оформления других технологических доку-
ментов были изложены в § 1.7. Примеры оформления
технологических документов приведены в приложениях
5, 15.
Объем технологической документации курсового про-
екта определяется руководителем.
104
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
РЕГУЛИРОВКИ, НАСТРОЙКИ И КОНТРОЛЯ ИЗДЕЛИЙ
РЭА
6.1. Основные принципы построения процессов
регулировки и настройки
Целью регулировочных работ в производстве РЭА
является обеспечение заданных параметров устройства
при наименьших затратах и устранение всех неисправ-
ностей, допущенных при сборке.
Эти работы включают настройку различных резо-
нансных систем, сопряжение электрических, радиотехни-
ческих, кинематических и других параметров всего
устройства и отдельных приборов, установку режимов
отдельных каскадов и всего устройства, приведение па-
раметров в соответствии с требованиями ТУ и стандар-
тов, контроль за правильностью выполнения сборочных
и регулировочных работ. Характер и объем регулиро-
вочных работ определяются их назначением, конструк-
цией устройства, типом производства, объемом выпуска
и оснащенностью технологического процесса.
Различают эксплуатационную и заводскую регули-
ровку. В курсовом проекте рассматривается лишь за-
водская регулировка, когда добиваются наилучших по-
казателей радиоаппаратуры имеющимися регулировоч-
ными органами при среднем их положении.
При опытном производстве процесс регулировки мо-
жет сопровождаться частичным изменением схемы и
конструкции образца.
В серийном производстве процесс регулировки раз-
бивают на ряд простых операций, кроме того, выполня-
ют предварительную регулировку отдельных сборочных
единиц. Это позволяет сократить трудоемкость работ,
оснастить процесс регулировки специальными прибора-
ми. При регулировке иногда допускается методом под-
бора устанавливать заранее предусмотренные схемой
резисторы, конденсаторы и другие элементы. Подбор
электронных, полупроводниковых, механических прибо-
105
ров с целью получения оптимальных параметров в се-
рийном производстве не допускается.
В массовом производстве регулировочные работы
разбивают на мелкие операции, предусматривающие по-
лучение одного или нескольких связанных друг с дру-
гом параметров с применением минимального количест-
ва приборов и инструментов. Замена установленных эле-
ментов исключается. Процесс регулировки идет на спе-
циализированных установках.
При регулировке радиоэлектронной аппаратуры ис-
пользуются в основном два метода:
регулировка по измерительным приборам;
регулировка сравнением настраиваемого прибора
с образцом или эталоном (метод электрического копи-
рования).
В серийном и массовом производстве чаще применя-
ется метод электрического копирования, который позво-
ляет уменьшать допуски на выпускаемую аппаратуру
при использовании более простой измерительной аппа-
ратуры.
Введение регулировочных работ способствует выяв-
лению и исправлению дефектов и доведению парамет-
ров РЭА до требований ТУ при минимальном увеличе-
нии себестоимости выпускаемой продукции. Для этого
должна быть разработана рациональная технология ре-
гулировки аппаратуры. Технологический процесс регу-
лировки РЭА разбивают на ряд этапов.
На первом этапе радиоаппаратуру подвергают тряс-
ке на вибрационном стенде для удаления посторонних
предметов и выявления имеющихся неплотных соедине-
ний.
Второй этап — проверка правильности монтажа. Для
этого предварительно составляют карты или таблицы,
охватывающие все цепи проверяемого устройства.
Третий этап — проверка режимов микросхем, полу-
проводниковых приборов и ламп по электрокалибровоч-
ным картам (ЭКК). Проверку режимов начинают с вы-
прямительных устройств.
Четвертый этап — проверка функционирования
устройства в целом и регулировка для получения задан-
ных характеристик по ТУ.
Виды и количество документации, необходимой для
проведения регулировочных работ, определяются про-
граммой выпуска и сложностью изделия. В единичном
производстве регулировка может проводиться по элек-
106
трической схеме с учетом требований ТУ. Для регули-
ровки сложных изделий и в массовом производстве соз-
дают документацию, исключающую ошибки и сокраща-
ющую трудоемкость выполняемых работ.
Правильность электрического монтажа проверяют по
электрокалибровочным картам. Их составляют для на-
пряжений и токов, а выполняют в виде таблиц или чер-
тежей.
При регулировке простых устройств и в массовом
производстве используются технологические карты, в ко-
торых указываются методика и порядок регулировки,
измерительная аппаратура, инструмент и т. д.
Наиболее часто для регулировочных работ исполь-
зуется технологическая инструкция, которая содержит
описание рабочего места, перечень измерительной и ре-
гулировочной аппаратуры, приспособлений и инструмен-
та, методику процесса регулировки и его последователь-
ность, характерные неисправности и способы их обна-
ружения и устранения, порядок сдачи отрегулированно-
го узла и указания по технике безопасности (см. прило-
жение 15).
Порядок оформления технологических карт и техно-
логических инструкций определяет ГОСТ 3.1105—74
(ЕСТД. Правила оформления документов общего назна-
чения).
6.2. Виды и правила разработки процессов контроля
Согласно ГОСТ 14.318—77 (ЕСТПП. Виды процес-
сов контроля) устанавливаются следующие виды техно-
логических процессов технического контроля (рис. 10):
по унификации: единичный, унифицированный;
по освоению процесса: рабочий, перспективный;
по степени регламентации действий, устанавливае-
мых в документации: маршрутный, операционный, мар-
шрутно-операционный.
Принадлежность процесса к единичному или унифи-
цированному определяется количеством наименований
объектов контроля, охватываемых процессом (один или
группа однотипных или разнотипных объектов контро-
ля).
Единичный процесс контроля применяется для изде-
лий одного наименования, типоразмера и исполнения,
а также для технологических процессов одного содер-
жания независимо от типа производства.
107
Признана
юлинмрикацаа
Ушфанацця
Технопогичесние процессы
техначесного нонтроля
| Единичные | | Унифицироваинь/е |
Типовые I
Освоение
процесса
РавОчие
Степень _______________|"
регламентации ~
действий, дета- Маршрутные
навеиваемых ---------—-------
в донументации
Операционные
| Групповые |
J J
।-------1-------.
I Перспентивные |
' I___________
Маршрутно-
операционные
Рис. 10. Общая классификация технологических процессов техниче-
ского контроля
В зависимости от общности конструктивных и техно-
логических контролируемых признаков объектов унифи-
цированный процесс контроля может быть типовым и
групповым.
Унифицированный типовой процесс контроля приме-
няется: в качестве рабочего процесса контроля при на-
личии в документации описания всех операций; как ин-
формационная основа при разработке рабочего процес-
са контроля; как база для разработки стандартов на
типовые процессы контроля.
Унифицированный групповой процесс контроля при-
меняется: в качестве рабочего процесса контроля при на-
личии в документации описания всех операций; как ин-
формационная основа при разработке рабочего процес-
са контроля.
Рабочий процесс контроля используется для конкрет-
ных объектов в соответствии с требованиями рабочей
технической документации.
Перспективный процесс контроля разрабатывается
как информационная основа для рабочих процессов кон-
троля при перевооружении производства и рассчитан на
применение более совершенных методов, более произ-
водительных и экономически эффективных средств кон-
троля и на изменение принципов организации техниче-
ского контроля.
Применение маршрутного, операционного или мар-
шрутно-операционного процесса контроля устанавлива-
108
ется в отраслевых стандартах или стандартах предприя-
тия.
ГОСТ 14.318—77 устанавливает следующие объекты
контроля: материал, полуфабрикат, заготовка, деталь,
сборочная единица, комплекс, комплект, технологиче-
ский процесс.
При контроле материала, полуфабриката, заготовки
и детали в состав контролируемых признаков включены:
марка материала (кроме объекта деталь), геометриче-
ские и физико-химические параметры, внешние и внут-
ренние дефекты, клейма (кроме объекта материал). Для
сборочной единицы, комплекса и комплекта предусмот-
рен контроль геометрических и функциональных пара-
метров, внешних и внутренних дефектов и клейм, а для
технологического процесса — контроль качественных и
количественных характеристик. Следует также подвер-
гать проверке упаковку, комплектность, консервацию и
сопроводительную документацию, если это предусмот-
рено ТУ.
При контроле технологических процессов допускает-
ся проверка параметров вспомогательных материалов,
средств технологического оснащения, в том числе
средств контроля, технологическую дисциплину, точно-
сть и стабильность технологических процессов, харак-
теристики внешних условий.
По усмотрению разработчика допускается контроли-
ровать другие признаки (эргономические, эстетические
и т. д.).
Процессы контроля должны обеспечивать решение
задач, установленных для входного, операционного и
приемочного контроля, и охватывать весь технологиче-
ский процесс и его результаты, предотвращать попада-
ние дефектных заготовок и изделий на последующие
этапы изготовления.
При входном контроле решают задачи проверки со-
ответствия качества материалов, полуфабрикатов, заго-
товок, а также комплектующих деталей и сборочных
единиц требованиям, установленным в стандартах, ТУ,
договорах о поставках. Входной контроль на предприя-
тии-потребителе осуществляет специальное подразделе-
ние.
При операционном контроле решают задачи провер-
ки соответствия контролируемых признаков деталей и
сборочных единиц в процессе изготовления предъявляе-
мым к ним требованиям, а также выявляют количест-
109
венные и качественные характеристики технологических
процессов. Операционный контроль осуществляет испол-
нитель операции (рабочий, бригадир, испытатель), ру-
ководитель участка (мастер, старший мастер), контро-
лер или мастер отдела технического контроля.
При приемочном контроле решают задачи проверки
соответствия качества готовых изделий требованиям,
установленным в нормативно-технической документации,
в том числе комплектность, упаковку и консервацию из-
делий, ее пригодность к транспортированию и исполь-
зованию. Приемочный контроль осуществляет контро-
лер, мастер ОТК и (при необходимости) представитель
заказчика.
Процессы контроля подразделяют на четыре катего-
рии, применяемые по усмотрению предприятия. По пол-
ноте охвата контролером любая категория контроля
подразделяется на сплошной и выборочный контроль,
а по связи с объектом контроля — на непрерывный, пе-
риодический и летучий.
Сплошной контроль применяют в условиях особо вы-
соких требований к уровню качества изделий, у которых
абсолютно недопустим пропуск дефектов в дальнейшее
производство или эксплуатацию.
Выборочный контроль применяют для изделий, ког-
да их количество достаточно для получения выборок
с установленным риском поставщика и потребителя, при
большой трудоемкости контроля, а также при контроле,
связанном с разрушением изделий, и на операциях, вы-
полняемых на автоматических и поточных линиях. Как
правило, пользуются статистическими методами кон-
троля.
Непрерывный контроль применяется для проверки
технологических процессов в случаях их нестабильности
и необходимости постоянного обеспечения определенных
количественных и качественных характеристик. Как
правило, применяются автоматические или полуавтома-
тические средства контроля.
Периодический контроль применяют для проверки
изделий и технологических процессов при установив-
шемся производстве и стабильных технологических про-
цессах, он может быть сплошным и выборочным.
Летучий контроль применяют для малоответственных
изделий и технологических процессов, он может быть
только выборочным.
ПО
ГОСТ 14.317—75 (ЕСТПП. Правила разработки про-
цессов контроля) устанавливает основные положения и
этапы разработки процессов и операций технического
контроля, а также задачи на этапах их разработки при
технологической подготовке производства.
Технический контроль (ТК) является неотъемлемой
составной частью технологического процесса изготов-
ления изделия и разрабатывается в виде процесса ТК,
операции ТК.
Под процессом ТК понимается совокупность техно-
логических операций ТК, выполняемых при изготовле-
нии изделия и его составной части. Процессы ТК разра-
батываются для входного контроля материалов, загото-
вок, полуфабрикатов, а также комплектующих деталей
и сборочных единиц; операционного контроля деталей и
сборочных единиц; приемочного контроля изделий.
Операции ТК разрабатываются для входногб контро-
ля несложных объектов, операционного контроля тех-
процесса или обрабатываемой заготовки после завер-
шения определенной технологической операции. Про-
цессы (операции) ТК разрабатываются вместе с техно-
логическим процессом изготовления изделия с обеспе-
чением необходимой взаимосвязи и взаимодействия
между ними. Уровень автоматизации и механизации
процессов (операций) ТК должен отвечать требованиям
техпроцесса изготовления изделия, а также условиям и
типу производства.
При разработке процессов (операций) ТК должно
обеспечиваться единство конструкторских, технологиче-
ских и измерительных баз. Операции ТК должны пре-
дусматривать получение информации для регулирования
технологического процесса, а также обеспечивать пре-
дупреждение с заданной вероятностью пропуска дефект-
ных материалов, заготовок, полуфабрикатов, деталей и
сборочных единиц для последующего изготовления из-
делия. Процессы (операции) ТК должны соответство-
вать требованиям техники безопасности и промышлен-
ной санитарии, а также ГОСТ 14.306—73, ГОСТ
8.010—72, ГОСТ 8.050—73, ГОСТ 8.011—72 и ГОСТ
8.103—73 и согласовываться с отделом технического
контроля.
Порядок разработки процессов (операций) ТК вклю-
чает 17 этапов: 1) анализ задания на разработку про-
цесса (операции) ТК; 2) классификация объектов кон-
111
троля; 3) выбор объектов контроля; 4) группирование
объектов контроля по метрологическим признакам;
5) группирование объектов контроля; 6) количествен-
ная оценка групп изделий (объектов контроля); 7) вы-
бор действующего типового, группового процесса ТК или
поиск аналога единичного процесса ТК; 8) составление
технологического маршрута процесса ТК; 9) выбор кон-
тролируемых параметров; 10) разработка технологиче-
ских операцйй ТК; 11) определение объема контроля;
12) выбор схем контроля; 13) выбор метода контроля;
14) выбор средств контроля; 15) расчет точности, про-
изводительности и экономической эффективности вари-
антов процессов (операций) ТК; 16) оформление доку-
ментации на процессы (операции) ТК; 17) разработка
документации результатов контроля.
Задачи, решаемые на каждом этапе, и основные до-
кументы, обеспечивающие решение этих задач, изложе-
ны в ГОСТ 14.317—75. Необходимость каждого этапа,
состав задач и последовательность их решения опреде-
ляются разработчиком процесса ТК в зависимости от
условий производства или устанавливаются стандарта-
ми предприятия.
Нормативно-технические документы на ТК в общем
случае включают стандарты «Технический контроль.
Термины и определения», «Средства контроля. Термины
и определения», «Правила разработки процессов (опе-
раций) технического контроля», «Правила выбора
средств контроля»; классификатор объектов контроля;
классификатор технологических операций технического
контроля; методику выбора объектов контроля; методи-
ку размещения постов контроля по технологическому
процессу изготовления и ремонта изделий; методику вы-
бора контролируемых параметров; методику выбора
схемы контроля; методику выбора метода контроля;
стандарты типовых процессов (операций) технического
контроля.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ПЛАНИРОВКИ
ЦЕХА (УЧАСТКА) СБОРКИ И НАСТРОЙКИ РЭА
7.1. Исходные данные для разработки технологической
планировки цеха (участка)
Исходные данные для разработки технологической
планировки цеха (участка) следующие.
1. Программа выпуска изделий.
2. Перспективность выпускаемого изделия.
3. Основание и срок разработки технологической
планировки.
4. Место размещения цеха (участка) (здание, этаж
и т. д.).
5. Сведения о выпускаемом изделии: номера черте-
жей, характеристика технологического процесса (пере-
чень и последовательность выполняемых операций).
6. Ведомость технологического, подъемно-транспорт-
ного оборудования и производственного инвентаря,
а также оргоснастки (см. приложение 11).
7. Особые требования по размещению рабочих мест,
технологического и подъемно-транспортного оборудова-
ния, расположению других цехов (участков) и транс-
портным связям между ними.
8. Требования по технологии, промышленной сани-
тарии, технике безопасности к помещениям, оборудова-
нию и рабочим местам (ГОСТ 12.2.022—76, ОСТ4
Г0.097.000). Сюда относятся энергетические коммуника-
ции, чистота и температура воздуха в помещении, нали-
чие приточной и отсасывающей вентиляции, подача цен-
трализованных сигналов настройки и проверки, созда-
ние специальных экранирующих камер, кабин, тамбура,
освещения и т. д.
9. Требования по охране труда, технике безопасно-
сти, пожарной безопасности, производственной санита-
рии и гражданской обороне, связанные с категорией
производства по взрывной, взрывопожарной и пожарной
опасности и группой производственных процессов.
10. Необходимые вспомогательные помещения, мес-
та складирования и требования к ним (зависят от смен-
8—181 ИЗ
ности работы, кооперированных поставок, вида продук-
ции, порядка сдачи и приема готовых изделий).
Эти исходные данные, а также некоторые расчеты по
балансу площадей на предприятиях отрасли обычно
включаются в задание на разработку технологической
планировки, которое после согласования и утверждения
главным инженером предприятия является основанием
для разработки технологической планировки (см. при-
ложение 12). Соответствующее задание на разработку
технологической планировки в курсовом проекте разра-
батывается студентом и утверждается преподавателем,
руководящим курсовым проектированием.
Основные термины, определения и обозначения, при-
меняемые в разработке технологических планировок, из-
ложены в ГОСТ 23004—78.
7.2. Расчет производственных площадей с учетом
размещения рабочих
При определении численности основных рабочих
в радиоэлектронной промышленности распространены
два метода расчета: по трудоемкости работ и по рабо-
чим местам.
Явочное число основных рабочих цеха (участка) на
поточных линиях определяется по числу рабочих мест
с учетом сменности работы и многостаночного (аппарат-
ного) обслуживания, которое возможно на непрерывных
поточных линиях по контрольным, испытательным и
другим операциям.
Количество рабочих мест на поточной линии по дай-
ной операции определяется
Ki=tilT,
где ti — норма времени данной i-й операции поточной
линии, мин.; Т — такт.
Нормы времени могут не быть равны или кратны
такту. В этом случае выполняемые операции несинхрон-
ные и следует проводить их анализ, а дробное число ра-
бочих мест доводить до целого.
Количество рабочих мест по всей поточной линии на
всех операциях
1
114
где Ко — количество операций технологического процес-
са, осуществляемых на поточной линии.
На основе расчета количества рабочих мест и такта
поточной линии определяются коэффициенты загрузки
отдельных рабочих мест и поточной линии в целом по
всем операциям:
h _ Кр1
Ъ—Кпр1Т K„pi
где Kpt и Кпр/ — расчетное и принятое количество рабо-
чих мест по операции соответственно.
Полученный в результате средний коэффициент за-
грузки поточной линии можно считать реальным’, если
TJcp^OJS.
Учитывая номенклатуру выпускаемой на поточной
линии продукции, можно определить суммарное количе-
ство рабочих мест и, следовательно, количество основ-
ных рабочих.
Численность рабочих-сдельщиков определяется на
основании трудоемкости работ
Кор
тКо
1 1____
WMo
Ко, i=l........tn,
где m — номенклатура изделий, закрепленных за цехом
(участком); Ко — количество операций для выполнения
работ; Nij—программа /-го наименования изделия
(программа запуска на каждую t-ю операцию); ti}—
норма времени на операцию; f — фонд рабочего време-
ни по балансу; Къ — планируемый коэффициент выпол-
нения норм; Кко — коэффициент многостаночного (аппа-
ратного) обслуживания.
Расчет численности рабочих должен производиться
с учетом специальности и разряда.
Численность вспомогательных рабочих определяется
либо по трудоемкости работ, либо по нормативам или
местам обслуживания. Вспомогательные рабочие — это
наладчики, контролеры, комплектовщики, транспортные
рабочие, слесари и электрики по ремонту оборудования
и оснастки, кладовщики, уборщики и др.
8* 115
Производственная площадь определяется на основа-
нии технологической планировки рабочих мест, занятых
основными рабочими. Планировка рабочих мест цеха
(участка) должна осуществляться исходя из нормати-
вов для размещения оборудования.
При планировке рабочих мест на поточных линиях,
оборудованных конвейерами, разрабатывается схема их
расположения между собой и относительно помещения.
Выбирается конструкция конвейера: ленточный, цепной
(горизонтально или вертикально замкнутый), пластин-
чатый и т. д. Определяются основные потоки движения
заготовки, изделия, готовой продукции, их место загруз-
ки и выгрузки, хранения, складирования, упаковки и т. д.
На основании выбранного оборудования по его на-
ружным габаритам определяется необходимая площадь.
Одновременно учитывается площадь, необходимая для
удобного обслуживания рабочих мест и проходов. Вдоль
поточной линии по обеим сторонам от конвейера (при
двустороннем расположении рабочих мест) предусма-
тривается проход. Минимальная ширина его зависит от
вида транспорта, но не меньше 1500 мм.
Полученная на основе технологического расположе-
ния рабочих мест производственная площадь цеха (уча-
стка) уточняется по нормативам удельной площади на
единицу установленного оборудования.
После определения производственной площади цеха
(участка) выбирается его длина и ширина. При этом
учитывается, что ширина пролетов в цехе составляет 9,
12 или 15 м и шаг колонны по длине здания 6 м.
По последней методике расчета площади, занятые
колоннами, входят в нормы производственных площа-
дей.
Величина и размещение вспомогательных конторских
и бытовых помещений цеха (участка) определяется
строительными нормами и правилами. Существует не-
сколько методических нормативов, по которым рассчи-
тывают площадь вспомогательных помещений. По ук-
рупненным нормам вспомогательные помещения состав-
ляют 30—45% от производственной площади. Сюда вхо-
дят:
склады материалов 10—15%;
промежуточные склады 10%;
инструментально-раздаточные кладовые 10—20%.
116
Площадь для конторских и бытовых помещений мо-
жет составлять до 1,25 м2 на каждого работника цеха
(участка) при двухсменной работе.
7.3. Выбор транспортных средств
В массовом и крупносерийном производстве для сбо-
рочных, настроечных и контрольных операций РЭА при-
меняются разные автоматические, полуавтоматические и
механизированные устройства. Используются конвейеры
различных типов. Преимущество конвейерных линий со-
стоит в том, что изделие после выполнения предусмот-
ренных операций автоматически транспортируется в не-
обходимом направлении на место складирования.
В радиоэлектронной промышленности в основном
применяются следующие типы конвейеров.
Транспортные — цепные или ленточные, подвесные
или напольные. Изделия при выполнении операций сни-
маются и после окончания работ укладываются на не-
сущий орган конвейера. Транспортный конвейер может
быть распределительным адресным. Адресование может
быть автоматическим.
Сборочные — цепные, горизонтально или вертикаль-
но замкнутые, напольные. Применяются как пульсиру-
ющие, так и непрерывного движения. Операции выпол-
няются непосредственно на рабочих платформах кон-
вейера. Изделия с конвейера не снимаются, и конвейер
обеспечивает работу с регламентированным ритмом. Все
операции синхронные.
Применяются поточные линии с полусвободным рит-
мом. Они увеличивают производительность труда по
сравнению со сборкой на обычном сборочном конвейе-
ре. Каждый сборщик получает возможность работать
какое-то время в так называемом свободном ритме; луч-
ше используются индивидуальные возможности каждого
рабочего. В данном случае поточная линия объединяет
функции распределительного конвейера и механизиро-
ванного рабочего места поэлементной сборки.
Выбирая транспортные средства, необходимо учиты-
вать массу и габариты изделия, сложность сборки и ре-
гулировки, особенности контрольных операций и т. д.
Возле каждой поточной линии предусматривается
пульт управления конвейером, который часто помеща-
ется в кабине мастера. В случае, когда изделие имеет
117
массу более 15 кг и значительные габариты, предусма-
триваются укладчики разного типа, съемники и перегру-
жатели для перемещения с одной линии на другую. Ре-
жим работы этих механизмов связан с ритмом конвей-
ерных линий и может управляться вручную или автома-
тически. Транспортные средства должны быть выбраны
так, чтобы в итоге создавался единый поток изделия и
по возможности в одном направлении.
Во вопросам выбора транспортных средств следует руковод-
ствоваться следующими стандартами:
ГОСТ 14.312—74. Основные формы организации технологиче-
ских процессов;
ГОСТ 2103—68. Конвейеры ленточные;
ГОСТ 5946—66. Конвейеры подвесные;
ГОСТ 8324—71. Конвейеры роликовые.
7.4. Составление технологической планировки
На основании полученных исходных данных и рас-
четов можно приступить к составлению технологической-
планировки. Предлагается следующая схема.
1. В выбранном масштабе (1:50, 1:100) рисуют
планировку будущего цеха (участка) без оборудования.
При этом обязательно указываются перегородки, окна,
двери, колонны, вентиляционные шахты, силовые щиты
энергоснабжения, противопожарные средства. Основой
такого чертежа является строительная документация
здания. Если планировка не привязана к конкретному
зданию, то проектировщик рисует планировку цеха
(участка) на основании полученных исходных материа-
лов с учетом общепринятых строительных нормативов.
2. Распределение основных производственных и
вспомогательных помещений. При определении места
каждого производственного участка необходимо учиты-
вать в первую очередь технологические, санитарно-гиги-
енические (отдаленность производственных участков от
бытовых помещений), противопожарные и требования
по взрывобезопасности (категорию помещений).
Желательно определить основные потоки транспор-
тировки деталей, заготовок, комплектующих и готовых
изделий, для чего важно знать местонахождение грузо-
вых лифтов, элеваторов, подвесных транспортных дорог
н т. д.
Если для цеха (участка) предусмотрена централизо-
ванная подача сигналов для настройки РЭА, необходи-
мо учесть и эти требования.
118
3. Расстановка оборудования и рабочих мест. На
отдельном листе (картоне) в соответствии с масштабом
рисуют (в плане) оборудование и оргоснастку в рассчи-
танном количестве. Полученные габариты вырезают и
накладывают на планировку помещения (рис. 11—14).
Рис. 11. Одностороннее расположение рабочих мест
у прямолинейного конвейера
Рис. 12. Двустороннее расположение рабочих мест
в «шахматном» порядке
Рис. 13. Горизонтально-замкнутый цепной конвейер со
снятием изделия с транспортирующей платформы
Группируя оборудование и рабочие места, проекти-
ровщик подбирает подходящий вариант технологической
планировки. Для обсуждения и сравнения предлага-
ются несколько вариантов технологической планировки и
только после подробного разбора и обсуждения техни-
119
ческих, организационных и экономических проблем со-
ставляется окончательный вариант технологической пла-
нировки цеха (участка).
Пример планирования участка сборки приведен
в приложении 13.
Планировку можно признать качественной, если уч-
тены следующие требования.
1. Технологический поток изготовления изделий РЭА
должен быть последовательным.
2. Все транспортно-погрузочные и складские работы
должны входить в общий технологический поток.
3. Транспортно-складские работы должны быть ма-
ксимально механизированы и автоматизированы.
$00-1200
Рис. 14. Горизонтально-замкнутый цепной конвейер
с технологической платформой для проведения работ
без снятия изделия
4. Планировка должна обеспечить сохранность ма-
териальных ценностей, а также возможность учета де-
талей, полуфабрикатов, готовых узлов и изделий.
5. Обеспечены перспективность и технический уро-
вень применяемого оборудования.
6. Капитальные затраты являются оптимальны-
ми, окупаемость оборудования цеха (участка) по дан-
ной технологической планировке укладывается в нор-
мативы.
Полученная технологическая планировка должна со-
ответствовать требованиям технического задания на раз-
работку, но в отдельных случаях могут быть отступле-
ния, добавления и т. д. с целью получения наилучшего
варианта.
120
Технологическую планировку изготавливают на
кальке, соблюдая требования ЕСКД и других Государ-
ственных стандартов. На планировке указывают габа-
риты оборудования и оргоснастки, расстояния от ко-
лонн, стен, между отдельными поточными линиями.
Все предметы и помещения на планировке имеют
свои порядковые номера (см. приложение 13).
На приложенной спецификации указываются назва-
ния оборудования, модуль, тип или марка, габаритные
размеры, масса, вид энергетических коммуникаций, к ко-
торым подключается технологическое оборудование.
Расположение оборудования на технологических плани-
ровках осуществляется согласно «Межотраслевым нор-
мам», утвержденным 21.04.75 г.
Приложения
Приложение
Приближенные формулы для расчета норм времени
на обработку поверхности
Основное технологическое время Т, мин
0,00017 dl
0,00010 dl
0.00017Л
0,000052 (D2 — d‘)
0,00019Dx
0,00063 (О2 —d2)
0,00010d/
0,00018 dl
0,00052 dl
0,00021 dl
0,00086 dl
0,0015d/
Черновая обточка за один рабочий ход
Чистовая обточка по 11 квалитету
Чистовая обточка по 9 квалитету
2,5
Чистовая подрезка торца V6(V)
Отрезание
Черновое и чистовое обтачивание фасонным резцом
Шлифование чистовое по 9 квалитету
Растачивание отверстий на токарном станке
Сверление отверстий
Зенкерование
Развертывание чистовое
Внутреннее шлифование отверстий по 9 квалитету
(Здесь d — диаметр; I — длина обрабатываемой
поверхности; D — диаметр обрабатываемого тор-
ца; D—d— разность диаметров обрабатываемого
торца.)
Протягивание отверстий и шпоночных канавок (/ —
длина протяжки)
Фрезерование торцевой фрезой, чистовое
Тоже цилиндрической фрезой, черновое (/ — дли-
на обрабатываемой поверхности)
Нарезание резьбы по валу (d = 32...12O)
То же метчиком отверстий (</ — диаметр резьбы;
/ — длина резьбы)
Штучно-калькуляционное время Тш к = <fKTo
0,0004/
0,004/
0,007/
0.019Л
0,0004
Величина коэффициента <fK
Виды станков Производство
единичное мелко- серийное крупносерий- ное
Токарные 2,14 1,36
Токарно-ре вольве рные 1,98 1,35
Вертикально-сверлильные 1,72 1,30
Расточные 3,25 -—
Круглошлифовальные 2,10 1,55
Фрезерные 1,84 1,51
Зуборезные 1,66 1,27
122
Приложение 2
Таблицы экономной точности обработки
на металлорежущих станках
1. Средняя точность и чистота обработки наружных поверхностей
тел вращения
Способ обработки Квалитеты Класс чистоты поверхности
Обтачивание однократное 12 4
Обтачивание предварительное Обтачивание чистовое 11—10 5
Обтачивание однократное Шлифование однократное 10—9 6—7
Обтачивание предварительное Обтачивание чистовое Шлифование однократное 9—6 7
Обтачивание предварительное Обтачивание чистовое Обтачивание тонкое 8—6 8
Обтачивание однократное Шлифование предварительное 8—6 8
Шлифование чистовое Обтачивание предварительное Обтачивание чистовое Шлифование предварительное Шлифование чистовое 6 8
Обтачивание предварительное Обтачивание чистовое Шлифование предварительное Шлифование чистовое Шлифование тонкое 5 9—10
2. Средняя точность и чистота обработки цилиндрических отвер-
стий
Способы обработки Квалитеты Класс чистоты
В сплошном металле
Сверление 12 2—4
Сверление и зенкерование 11 4- -5
Сверление и развертывание 9 5—6
Сверление и протягивание 9 5—8
Сверление зенкерование и развертывание 9 6—7
Сверление и двукратное развертывание 8—7 6—8
Сверление , зенкерование и двукратное развер- 8—7 7—8
ты ван не
123
Продолженис прилож. 2
Способы обработки Квалитеты Класс чистоты
Сверление, зенкерованне и шлифование 8—7 7—8
Сверление, протягивание и калибрование 8—7 7—8
В заготовках с отверстиями Зенкерованне нлн растачивание 12 4—5
Рассверливание 12 2—4
Двукратное зенкерованне или двукратное ра- И 3—4
стачивание Зенкерованне илн растачивание н развертыва- 9 5—G
ние Зенкерованне н растачивание 9 4—5
Двукратное зенкерованне и развертывание или 9 6—7
двукратное растачивание и развертывание Зенкерование или растачивание и двукратное 8—7 7—8
развертывание Зенкерованне н двукратное развертывание или 8—7 7—9
тонкое растачивание Зенкерованне н растачнваине, тонкое растачи- 8—7 10—12
ванне и хонингование Прогрессивное протягивание и шлифование 8—7 7—9
3. Средняя точность н чистота обработки плоских поверхностей
Способ обработки Квалитеты Класс чистоты
Строгание и фрезерование цилиндрическими и торцевыми фрезами: ч ерновое 14—11 3—6
получистое и однократное 12—11 5—6
чистовое 10 6—7
тонкое 9—7 6—9
Протягивание черновое литых и штампованных 11 — 10 5—7
поверхностей: То же чистовое 9—7 6—8
Шлифование: однократное 9—8 6—9
предва рительное 9 6—8
чистовое 8 8—Ю
тонкое 7 9—11
Примечания: I. Данные относятся к обработке жестких деталей с габарит-
ными размерами не более 1000 мм при базировании по чисто обработанной поверхности
и использовании ее в качестве измерительной базы. .2 Точность обработки торцевыми
фрезами прн сопоставимых условиях выше, чем цилиндрическими, примерно на 1 квали-
тет. 3. Тонкое фрезерозаиие производят только торцевыми фрезами.
124
Приложение 3
Сопоставление обозначений шероховатости по ГОСТ 2789-73 и
ГОСТ-2789 ~ 59 (дли классов шероховатости vi-vio)
Шерохова- тость по- верхности, МММ Обозначения
по ГОСТ 2789-73 no ГОСТ 2789-59
Rz Ra
зго 80 Rz 320/ Rz 320/ V \/
160 4g RZ16O , RZ16O/ V \/ 90 / V \7z
80 го RZ8O/ Rz8O/ V \/ v?
4g 10 ffz 90/ Rz9!^ \/ V*
го 5 hz го j Rzzy \/ v'
10 2,5 Rz 10 J Rziy
5,0 1,25 Rz5 у Rz5^/ xz V7
2,5 0,63 RzZty Rz2^ o,ey Vе
1,25 0,3Z RzfR^ RZ1,2^ V3
0,63 0,16 EzD.53/ Rz06^ "\po
Примечание В числителе Вано Rz, в знаменателе-Ra..
125
Приложение 4
Поля Допусков метрической резьбы от 1 до 600 мги
(ГОСТ 16093—70)
Длина свинчива- ния* Класс точности Поля допусков резьб
болтов гаек
Точный 4ft 4/75/7
S Средний Грубый 6ft; | 6g |; 6с; (к/ 5/76/7; | 6/7 |; 6G
Точный 4ft 4/75/7
/V Средний 6ft; | 6g |; бе; 6/ 5//G/7; | 6/7 |; 6G
Г рубый 8h; pg]; | 777 |; 7G
Точный 4ft 4/75/7; (5/76/7)
L Средний 6ft; | 6g |; бе,; 6d (7ft6ft); (7g6g); (7<?6д) 5/76/7; |6/7|; 6G (7/7); (7G)
Грубый 8Л; pg|; |7/7|; 7G
• См. табл. 1 ГОСТ 16093—70:
П—поля допусков предпочтительного применения; ( 1— поля допусков ограничен-
ного применения; S— малые длины свинчивания; N — нормаль» яые длины свинчива-
ния; L—большие длины свинчивания.
Пример:
Поле Полусна наружного Пааметра /Ясоогто
Поле Полусна среднего Пааме/про влрупа
Поле Полусна внутреннего дионестрсс годна
\ Поле Полусна среднего даанетра serara
Поле Полусна наружного Поаметра доел?а
\ Поле Hont/oeo среПнего Поалоетра сЯдл/тга
ен
—Поле 0ол1/оло внуо/реннего Паане/троа еаана
\ Поле Полусна среднего дооиетрср годно
Предельные отклонения полей допусков см. в табл. 4—6
ГОСТ 16093—70.
126
Лрилонгение 5
ИнВ.И-подл. Уодпись и бага Взан.инв.нз Инд.Н»д!/бл. Сода, и дата
новеорадснии лолитегничеснии UHCmUmym Маршрутная нарта НИ 8.279.027 ПИ. 7019000028
Вкладыш Литера |
материал Нод единицы Величины Масса детали ЗазатаВна Единица нормир. Норма расхода Коэфф иол. матер.
Наименование, марна Нод Над и Вид Профиле и размере/ Нол. дет. Масса
Сталь 45 ГОСТ 19959- 79 02 — ОтлиВна 1 3,0 — — __
Памел Наименование а содержание операции Оборудование (код, наименование, инвентарный номер) Приспособление и инструмент (код, наименование) 1’1 1 1 HI its Ъ V 1 й 1
I цеха I 1 участка | ллПлазио ]
Нод профессии роб -с/еос/ Единица нормир. н ИТ
- - 05 Фрезерное Вертикально- Приспособление ПСП — — — — 700 1,27
фрезерный Фреза 2274 -0737- Р18
ВНП) ГОСТ 7032-63
Шшэвщшуль
П/Ц-Л-200-0,05
ГОСТ №6-73
Разраб. Иаишн (подпись) •0-70-82 Лист
— — — ПроВер. Васильев (подпись) 7Л-Ю-82 1 1-тоб
Изм. Лист Н'- донцм. Подпись Дата Изм. Лист У- дондм. Подпись Дата Н.нонтр. 3
Приложение s
ГОСТ 3. 770ff~7P Чорма2а
Иив.Н^ладл. Пойма а дата взам.инв.Н* Инв.Н-дудп. 7одлидата
ЛИ 8. 270. 027 ЛИ. 70 740.00028
Ромер Наименование ip содержание операции Оборудование (иод, наименование, инвентарный номер) ЛГрволооосГление и инструмент (над,’ ниименавание) Ноэрр. и/т. времени Нол. рав. ш Itl & II 1 t
I | участка | i t
1 ч Разр.раГ. пмвон прпо рол 7шт
10 Расточная Горизонтально- Резеу расточной е— е— .— •—• 0,71
расточное/ 2742-0025-ВН5-Т
Пробна 40^ °’м
ГОСТ 74870-63.
15 ПИ 50U000025 Сверлильная Вертинально- Сверло 70,7 - 2 — — — 1,34
сверлильный ГОСТ 72727-77- Р7в
2Л 725 зенновна-подрезни
2350-2002-Р78
Зеннер 75*77*78О--7
ВИВ ГОСТ 3237-77
Метчин Г772Д
ГОСТ 3266-77
Лист
2
Изм. Лист И* дону». Подпись Дата Изи. Лист Hs донун. Подпись Дата Изм. Лит 1 И* донун. Подпись Дата
Приложение Н
гост д 7705-74 Форме 2е
Инв. Н-подл. Подпись и Зала в зам. инв. П- Илв.Н-дувл. Подп.идата ПИ 8.214.027 ПИ. 7010000028
—
Номер Наименование и содержание операции Одорудодание (иод, наименование, инвентарный номер) Приспособление а инструмент (нов, наименование) g. | М 1 1 Нол. одново. одрадат. деталей Нод таршрн. ; сотни 01 Г
I цеха J | участка 1 1 I
U 'ряд 'deny 7шт
15 2520-7575 исп I
Провис 10,50^1'11
ГОСГ 74870-50
Провиа резьдодая
М72-5Н
ГОСТ 77755-72
Юадлон
цеповой
Приспосовление
специальное
с механическим
лрилгимом
Лист
з
Изм. Лист №донум. Подпись Дата Изи. Лист Н°донум. Подпись Дота Изм. Лист Н-до пум. Подпись Дата
о
Приложение 5
Приложете 5
ГОСТ 3.7705-74 Форма О
Дополнительные графы по ГОСТ 2.704-58 [Фарма 2а\
МПС. Кафедра „Конструирование и Ведомость оснастки производство РЭР" ЛК 8.274.027 ЛК. 42740.00007
Вкладыш Литерс | | | I I I I I
Номер операции Наименование приспособления и вспомоеотвльноео инструмента Иод приспособ- ления и всломо- гательноео инструмента Кол. Наименование режущего Инструмента Ход режущего инструмента Кол. Наименование измерительного инструмента Иод измери- тельного инструмента Кол.
05 Приспособление ООП —• 1 Фреза 2274-О737-Р78 7 Штангенциркуль 7
ГОСТ 7032-53 ШЦ -1-200-0,05
ГОСТ 766-ВЗ
10 Резей расточной — 1 Пробна 40*°-к — 7
2742~OO25~BK6-T ГОСТ 74870 ~68
75 Патрон -— 1 Сверло 70,7-2 — 7 Пробка 76,6в*0’п — 7
быстросменный ГОСТ 72727-77-Р78 ГОСТ 74870-68
зениовка-подрезна — 7 Пробка резьбовая — 7
Приспособление 7 235П~2002-Р78 М 72-66
специальное Зенкер 75К7>780н-8К8 — 7 ГОСТ 77756-72
с механичесним ГОСТ 3237-77 Шаблон — 7
прижимом Метчик М 72Д цеховой
ГОСТ 3266—77
2620-7573 исп.Г
Разраб Кошин (nadwcb) 26.70.82 Лист
Провер. Васильев (подпись) 30.70.82 1
Листов
Кзм. Лист N- донум. Подпись Дата Кзм. Лист № вокум. Подпись Дата Инонтр. 7
Приложение 5
ГОСТ З.щ 07-75 Форма 2
Дополнительнь/е графы по ГОСТ 2.705-бв [Форма 2а\ ПИ 2.087. 073 | ПИ. 60788.00002
Операционная нарта слесарных, слесарно - сборочных и злентромонтаииных работ
Блон литания
Номер цеха Номер участка Номер раа. места Номер опе- рации Наименование операции Оборудование (наименование, модель)
— — 3 Сварочная Ионвеиер
Наименование марка материала Нод Иов ед. велич. Ед. нормир. Норма расхода Наименование, марка материала Нод Иод. ед. делич. Ед. нормир. Норма расхода
Эмаль ЭП-57 ГОСТ 9650- 75 0,05 Марля ГОСТ 9572-67 87 — 100шт. 0,7
Снись шина ГОСТ 70252-73 0,02
Разбавит. 558 ГОСТ 767S8-72 0,008
Номер пере- кос. Содержание перехода Обозначение деталей и входящих сварочных ед-ц Иолич. на изделие Приспособление (нод, наименование) Ноли- чесгво Инструмент (над, наименование). Иоли- чесгво Го
7 Установить основание nos. 37 Основание ПИ в.070.057 7 Держатель 1 Отдертна 7 1,27
на трансформатор лоз. 53 и Винт 715'6 58.70.075 2 ПИ 5.718.001 ОСИС 350'7
занрелить абумя винтами ГОСТ 7507-72 ОСТ 5.Г0. ООО. 077
лоз. 50 с шойвоми лоз. 53, Шайба 5.07.076 2 ГТ 7870-0053
завернув ах на 2-3 ГОСТ 71377-58
оборота Трансформатор ГСП-50-7 7
ОФО 570. 008 ТО
Разрав. Нашим (подпись) 10. 06. 82 Лист
Пров. васильев (подпись) 15.05. 82 1
— Пистб
Изм. Лист Hs донам. Подпись Дата Изм. Лист И-дон ум. Подпись Дата Н.нонтр. 2
Приложение 5
ГОСТ 3.1407- 74 Форма 2а
Дополнительные графы по ГОСТ 2.704-68 \Форма2а\
Номер опера- ции 3 ПИ 2.087.013 ПИ 60788.00002
Ромер перехода Содержание перехода Обозначение деталей и входящих сборочных единиц Количество на изделие Приспособление (нов, наименование) Коли- чество Мнструмент (код, наименование) Коли- чество Го
2 Закрепить основание поа. 37 Отвертка ОЗМ 1
на трансформаторе поз. 53, 0СТ4.Г0.060.017
задернуй винты во отказа- К-6350-087
3 Стопорить винты поз. 40 Кисть Ks2 1
согласно чертежу ТУ РСФСР
17-2848-вЗ
Лист
2
Изм. Лист И^донум. Подпись Дата Изм. Лист Н-доиун Подпись Дата 1зм. Лист нз вонум. Подпись Дата
Приложение б
Пример оформления титульного листа
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО
ОБРАЗОВАНИЯ РСФСР
НОВГОРОДСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
Факультет: Радиотехнический
Кафедра: Конструирование и производство
РЭА
БЛОК ПИТАНИЯ
Технологический процесс изготовления
Пояснительная записка к курсовому проекту
Студент:
Руководитель:
Егоров П. А.
Иванов А. П.
1982
134
Лрилотение 7 ГОЛТ 3.7706-70 Форма 7
Дополнительные графы па ЛООТ 2.700-68 [0.2а]
НПИ. Иафедро „ НонструироОаниеп и лроизОадстбо РЭА ведомость технолоецчесних дондментод ЛИ 2.087073 ЛМ. Of 070700007
Длин литания Литера 1 1
Номер сгрона Обозначение Технологические документе/
Наименование Обозначение Лист Листов
7 Изделие
2 Маршрутная нарта ПИ. 70186.00007 —*• 7
3 Олерауионная нарта ЛИ. 80168.00002 3
Ч слесарных,слеоариа-сборочных а
5 злеитромоитансных работ
6
7 Сборочные единицы
8 ПИ 0.672. 001 Маршрутная нарта ЛИ. 701 788.00070 — 5
0 Операционная нарта ПИ. 60788-00077 — 3
10 слесарных, елесарна-сборочных а
71 злентромонтамных работ
12
13 Детали
п ПИ 8. 274.027 Маршрутная нарта ЛИ. 70700.00028 — 3
15 Операцаонная нарта ПИ. 50700.00025 7
Paspaff. машин (подпись/ Z 7.70.82. Паст
Лрод. ВасильеО (подпись/ 30.70.82 1
— ПистоО
Изм. Раст Из Пон ум. подлип Дата изм. Лист. Из донум. Подпись Дата н. нонтр. 2
s§ | /ooos'is im'ai/ 1 1 1 ffi 1. £ | J7vcmo6 | v. 1 OJ
1
1 1 1 §
1 c>]
1 1 1 1
>x § <\j 1 1
li
1
i t 1 1 t I 1 £ 1
§
§ 1 q> 1 8 1 1
1
1
1
1 §
1 1 s s !§ 1 St
1
H V. <XJ «о •» кз Цо Qs t: CN *2 **o
136
Приложение 8
Пример оформления „Содержания**
СОДЕРЖАНИЕ
1. Введение 3
2. Конструкция и назначение прибора 3
3. Анализ конструкции на технологичность 3
4. Определение типа производства 3
5. Обзор технологических процессов изготовления деталей 6
6. Обзор технологического процесса сборки 5
7. Технологический процесс настройки 4
8. Проектирование технологической оснастки 4
9. Технико-экономические показатели 3
10. Разработка технологической планировки участка 3
11. Список литературы 3
Приложение 9
Перечень материалов, их коды и оптовые цены
(ориентировочно)
Номер стандарта Наименование и марка материала Код Цена за тонну, руб.
Металллы и сплавы
ГОСТ 360—73 Проволока стальная оцинкованная 59 100
ГОСТ 380—71 Сталь углеродистая обыкновенно- го качества СтО, Ст1, Ст2, СтЗ, Ст4, БСтО, БСт1, БСт2, БСтЗ, БСт4, ВСт2, ВСтЗ, ВСт4, Ст5, Стб. БСт5, БСтб, ВСт5 01 02 95, 4
ГОСТ 493—79 Бронзы безоловянные, все марки 43 1500
ГОСТ 21427.1—75 Сталь электротехническая тонко- листовая, все марки 27 250
ГОСТ 859—78 Медь, все марки 41 1000
ГОСТ 860—75 Олово, все марки 57 10 300
ГОСТ 977—75 Отливки из конструкционной, ие- легироваиной стали 15Л, 20Л, 25Л 01 420
ГОСТ 1019—70 Латунь, все марки 42 800
ГОСТ 14959—79 Сталь углеродистая, качествен- ная, конструкционная 05КП.08КП; 0,8; 10КП 10, 15КП, 15, 20КП, 20, 25, 15Г, 20Г, 25Г 30, 35, 40, 45, 50, 55, ЗОГ, 35Г, 40Г, 45, 50Г 60Г, 60, 65, 70, 75 , 80 , 65Г, 70Г 01 02 03 110 НО 90
ГОСТ 1412—70 Серый чугун, все марки 31 300
ГОСТ 1414—75 Сталь конструкционная, автомат- ная А12, А20 01 120
137
Продолжение пралож. 9
Номер стандарта Наименование и марка материала Код Цена за тонну, руб.
ГОСТ 1435—74 Сталь инструментальная углеро- дистая, все марки 08 140
ГОСТ 529—78 Трубки радиаторные с толщиной стенки 0,1MM-JIT96 42 1800
ГОСТ 2685—75 Сплавы алюминиевые, все марки 46 800
ГОСТ 2856—68 Сплавы магниевые, литейные, все марки 48 1800
ГОСТ 3822—61 Проволока биметаллическая, ста- лемедная БСМ 1; БСМ 2 59 930
ГОСТ 3836—73 Сталь низкоуглеродистая электро- техническая тонколистовая, все марки 27 250
ГОСТ 3920—70 Проволока стальная луженая ка- бельная 59 100
ГОСТ 4543—71 Сталь легированная конструкци- онная, все марки Сплавы алюминиевые деформируе- мые, все марки Бронзы оловянные, обрабатывае- мые давлением, все марки 12 125
ГОСТ 4784—74 46 800
ГОСТ 5017—74 43 2600
ГОСТ 17718—72 Жесть белая 59 38
ГОСТ 5950—73 Сталь инструментальная, легиро- ванная, все марки 18 340
ГОСТ 19265—73 ГОСТ 6836—72 Сталь инструментальная, быстро- режущая, все марки 19 2510
Серебро и серебряные сплавы, все марки 58 204 за 1 кг
ГОСТ 6862—71 Сталь для постоянных магнитов, все марки 27 217
ГОСТ 7118—78 Сталь тонколистовая оцинкованная 59 200
ГОСТ 9389—75 Проволока углеродистая пружин- ная КТ-2, ЗК7 03 200
ГОСТ 9850—72 Проволока стальная оцинкованная для сердечников проводов 59 100
ГОСТ 21427.1—75 Лейта холоднокатаная рулонная из электротехнической стали, все 27 250
ГОСТ 10160—75 Сплавы желе зо-нике левые с высо- кой магнитной проницаемостью, все марки 27 250
ГОСТ 10702—72 Сталь дли холодной высадки 10КП; 01 83
25, 30. 35, 40, 45 02 НО
15Х, 20Х, ЗОХ, 35Х, 40Х, 38ХА, 20Г2, 40ХН, 15ХФ, 20ХФ, ЗОХМА 12 125
ГОСТ 11036—75 Сталь электротехническая сорто- вая иизкоуглеродистая, все марки 27 250
ГОСТ 11069—64 Алюминий, все марки 45 800
ГОСТ 12766—77 Сталь с высоким омическим со- противлением, все марки 23 217
138
Продолжение пралож. 9
Номер стандарта Наименование и марка материала Код Цена за тонну, руб.
ГОСТ 13842—74 Катанка медная 41 900
ГОСТ 13843—68 Катанка алюминиевая 45 800
ГОСТ 14918—79 Сталь тонколистовая оцинкованная 59 200
ГОСТ 14963—78 Сталь легированная пружинная 50ХФА 12 200
ГОСТ 15527—70 Латунь, обрабатываемая давлени- 42 845
ГОСТ 5—78 ем, все марки Неметаллические материалы Текстолит, все марки 77 4100
ГОСТ 102—75 Фанера березовая 85 1121
ГОСТ 111—78 Стекло оконное листовое 92 за 1 м3 0—55
ГОСТ 21000—75 Целлулоид технический прозрач- 72 за 1 м2 2500
ГОСТ 624—70 иый, все марки Доски мраморные электротехниче- 92 7,80
ГОСТ 5689—79 ские, все марки Пресс мате риалы фенольные с во- 76 за 1 м2 360
ГОСТ 5727—75 локнистым наполнителем Стекло безопасное „Сталинит" 92 34 за
ГОСТ 5960—72 Пластикат полихлорвиииловыч све- 72 10 м2 860
ГОСТ 6467—79 тотермостойкий для кабельной про- мышленности, все марки Шнур резиновый 81 1030
ГОСТ 6904—70 Пряжа хлопчатобумажная 87 3390
ГОСТ 6983—54 Прессшпан, все марки 86 260
ГОСТ 7338—77 Резина техническая, все марки 81 800
ГОСТ 7478—75 Графит элементный, все марки 95 170
ГОСТ 7730—79 Целлофан, все марки 86 2200
ГОСТ 9347—74 Картон прокладочный, все марки Аминопласты (прессованные массы) 86 330
ГОСТ 9359—73 74 600
ГОСТ 20282—74 Полистирол, все марки 72 550
ГОСТ 9590—76 Бумажно-слоистый пластик 72 860
ГОСТ 9639—71 Винипласт листовой, все марки 72 800
ГОСТ 9784—75 Стекло органическое светотехии- 72 1400
ГОСТ 10007—72 ческое, все марки Фторопласт-4, все марки Прессовочный материал АГ-4 72 30 000
ГОСТ 20437—75 76 360
ГОСТ 10292—74 Стеклотекстолит конструкцией- 77 3500
ГОСТ 10316—78Е ный, все марки Тетинакс, все марки; стеклотек- 72 1200
ГОСТ 10354—73 столит, все марки Пленка полиэтиленовая, все марки Пленка из фторопласта-4 конден- 72 650
ГОСТ 19525—74 72 30000
ГОСТ 1779—72 саторная Асбестовые нити и шиуры 91 3130
ГОСТ 21047—75 ГОСТ 16745—71 Кожа техническая Бумага конденсаторная, все марки 88 86 2710
139
Продолжение прилож. 9
Номер стандарта Наименование и марка материала Код Цена за тонцу. Руб.
ГОСТ 1931—75 Бумага электроизоляционная, все 86 9200
ГОСТ 1933—73 Картой калиброванный 85 232
ГОСТ 2113—58 Стекло листовое 92 20—40 за 10 м2
ГОСТ 2198—76 Полотно асбестовое армированное 91 4750 за 1000 м2
ГОСТ 2630—69 Бумага асбестовая БТ 91 170
ГОСТ 2646—71 Бруски хвойвых пород, все марки 89 360 за 1 м®
ГОСТ 2718—74 Гетинакс электротехнический, все 71 1200
ГОСТ 2748—77 Эбонит листовой, электротехниче- ский, все марки Текстолит электротехнический ли- стовой, все марки Бумага электроизоляционная, все марки 82 1230
ГОСТ 2910—74 77 4100
ГОСТ 3441—77 86 320
ГОСТ 3514—76 Стекло оптическое, все марки 92 14000
ГОСТ 3553—73 Бумага телефонная, все марки 86 308
ГОСТ 3747—78 Трубки резиновые изоляционные полутвердые 82 300
ГОСТ 4194—78Е Картон электроизоляционный, все марки 86 595
ГОСТ 4268—75 Микалента, все марки £2
ГОСТ 5385—74 ГОСТ 5689—79 ГОСТ 10699—72 Стержни электротехнические Прессматериалы фенольные с по- рошковым наполнителем Трубки электроизоляционные лаки- рованные из стекловолокна, все 75 75 92 5000 45 1280
ГОСТ 10851—73 Гетинакс, все марки 72 1200
ГОСТ 11539—73 Фанера бакелизированная, все марки 85 261 за 1 м3
ГОСТ 12271—76 Сополимеры стирола .МС; МСН-1; МСН-2; МСН-3 72 1050
ГОСТ 12785—77 Бумага для электролитических кон- денсаторов, все марки 86 1144
ГОСТ 12855—77 Резина листовая для трансформа- 81 1170
ГОСТ 12998—73 Пленка полистирольная, все марки 72 1500
ГОСТ 13596—68 Магниты металлокерамические по- стоянные ТТ 63 11000
ГОСТ 13744—76 Фторопласт 3 72 11 000
ГОСТ 13913—78 Пластики древесные, все марки 77 860
ГОСТ 14039—78Е Поливинилхлорид эмульсионный, все марки 7] 550
ГОСТ 14613—69 Фибра листовая, все марки 86 1300
ГОСТ 14614—78 Фанера декоративная 85 160 за 100 м2
140
Приложение 10
Примеры нанесения знаков базирования и зажимов
Центр гладкий
Центр вращающийся
Центр обратный
Патрон поводковый
Патрон 2-,
3-, 4-кулачковый
Разжимная цилиндрическая оправка с упором в торец
fezzza
141
Приложение 11
Ведомость оборудования и инвентаря
Наиме- нова- ние Тип. номер черт. Г абариты Масса а. 1 о й! Количество Сменногть работы Коэффициент загрузки Потреб- ляемая эл. эн.. кВт Инд. освещение Сжатый воздух Пар, м3/ч Вода, м3/ч Канализация Инд. вытяж. вентиляция Сигналы Примечание
380В 220В g холодная горячая | ВЧ нч пч 1 ямл
Примечания. 1. В графах, где не требуется числовых данных, потребность указывается знаком „х". 2. Потребность электроэнергии
указывается дробью, где в числителе общая потребная мощность, кВт, а в знаменателе - количество точек (нап^ерГо™/2 - tfta. потгГ
КВТ । 2. ТОЧКИ ПОДКЛЮЧ еНИЯ).
Приложение 12
„УТВЕРЖДАЮ”
Главный инженер предприятия:
19------г.
ЗАДАНИЕ Ns.
на разработку технологической планировки
1. Цель разработки технологической планировки (внедрение новой
техники, установка оборудования, улучшение организации труда,
увеличение мощностей и т. д.).
2. Основание и срок разработки технологической планировки.
3. Изделие, № черт, изделий, виды работ, производственная про-
грамма __________________________________________________________
4. Характеристика технологического процесса (перечень и последо-
вательность выполняемых операций обязательны).
5. Ведомость технологического (стандартного, нестандартного), подъ-
емно-транспортного оборудования и производственного инвентаря
заполнить по форме приложения 11.
6. Особые требования по размещению рабочих мест, технологиie
ского и подъемно-транспортного оборудования.
7. Место размещения (корпус, этаж, цех, участок).
8. Категория производства по взрывной, взрывопожарной и пожар-
ной опасности. Группа производственных процессов. Требования
технологические, промышленной санитарии, техники безопасности
к помещениям, оборудованию и рабочим местам.
9. Потребность во вспомогательных помещениях, местах складиро-
вания, м2, и требования к ним.
10. Общий баланс площадей (дополнительно требуемые или высво-
бождаемые), м2.
11. Перспективность разрабатываемой технологической планировки
Составил:
Начальник цеха:
Начальник технологического отдела:
Начальник КИБР:
„Согласовано”
Главный технолог предприятия:
143
Приложение /3
10—181
. Приложение 73 (лроболжение)
па п/п наименование Габариты, мм Мааса, яг Мои/носма, xff/n Инбив. освещ. Сж. Воза, мг/ч Выт Вент. Сигнал HV 2206 сгаби- лиз. При- меча- ние
380В 22OS 36В
1-10 Стол рееупиробщика 1000*750 700 й/1,0 2/0.2 • • •
11-21 Оты 7200*750 730 0/7.0 2/0,2 • •
28-28 Виброотенб 750*050 175 2200 0,6 ~В/5
Зо Ионвейер ренточный Оля настроони РЭА 30000*750 0,6
31 Т^пор лисбменный 7500*750 700
32 Пульт управления конвейера 600* 050 во
is кабина мастера 2000*2000 160
30-35 вибростеиб 750*050 125 0.6 0,5
38-52 Рабочее места у конвейера 7220*380 070J 2/0,7 • •
53" 54 Виброотенб 755*550 125 0,5 0,5
55 Горизонталью замкнутый конвейер сборни Олою В РЭА 13000*2060 7,7
56 С777ОЛ лисьменнь/и 1500*750 100
57 Рулит управления конвейера 600*550 80
58 Рабина мастера 2000*2000 760
59-7i Рабочее место у конвейера 1200*380 5/7.0 2/0,2 • • •
75-88 Стол регулировщика 7200*750 130 5/1.0 2/0.2 • • •
74 Горизонтально замкнутый конвейер сборни РЭА 2500*7800 2,4
75 Вибрастенб 755*050 125 0,6 0,5
76 Стол письменный 7500*750 700
78 Пульт управления конвейера 600*050 во
77 Вабика мастера 2000*2000 760
— —
Ца п/п Наименование Нагегория ароиз- воос/пба Площавь, мг Примечание Питера Масси Масшт.
Участок сборки РЭА
Монстр
Орав.
I Участок сборка РЗД В!п-Па 600 Пист 2 1 Ристав 3
Z Комплектовочный оклав V 100 РПН
7U-S Авминусгративные помещения II 24
1 Фемонлгнм/ участок II 50 -
Приложение 13 (продолжение;
№ п/л Уаимвновсяие Габариты, НМ Масса, не Мощность, квт Индий, освещ. Ож. возд, н1/ч Оыг. Зенг. догнал НЧ 2200 ста- билиз. При- меча- ние
3800 2208 зев
8S-3S Рабочий стол 1500*750 100 — —
57-SS Полно для хранения ионплентующих изделий 10000*000
~100~ Подвесной транспортный нондедер
107 Подвесной транспортный нон ведер
— —
—
Участон аварии РОЛ Питера Масса Масшт.
Нонстп.
Пров.
Лист 3 1 Листов 3
РПИ
—
Приложение 14
Пример заполнения карточки учета обозначений
ГОСТ 3.1201—74 ф—1
Карта технологического процесса механической обработки
50140
Лист 1 Прод. на листе 2
Порядк. регистр, номер. Кто эднял Дополн. данные Дата Порядк. регистр, номер Кто занял Дополн. данные Дата
Фамилия Подр. Подпись занято сдано Фамилия Подр. Подпись заня- то сда- но
00001 Иванов КПР
00002 Петров КПР
Приложение 15
Технологическая инструкция ПИ 25 101 00007
Настройка источника питания
1. Определение и назначение
Настоящая инструкция является руководством для настрой-
ки источника питания.
2. Оборудование рабочего места
2.1. При настройке необходима следующая измерительная
аппаратура:
вольтметр постоянного тока Ц 434 ГОСТ 10574—73;
амперметр постоянного тока М 109 ГОСТ 3711—70;
ламповый вольтметр B3-13 ГОСТ 9781—78.
2.2. К рабочему месту настройщика должно быть подведено
переменное напряжение сети 220 В частотой 50 Гц в соответст-
вии с ГОСТ 13109—07.
3. Требование безопасности
3.1. При настройке источников питания должны соблюдаться
требования ПУЭ и инструкции по технике безопасности.
3.2. Ремонт источника, замена предохранителей и деталей,
проверка цепей источника проводятся только при отключенном
источнике от сети питания и разреженных конденсаторах
фильтра.
3.3. Запрещается замена предохранителей номинальной вели-
чины, перемычками или предохранителями других номиналов.
4. Подготовка к настройке
4.1. Надежно установить источник питания на рабочем месте.
4.2. Установить тумблер включения сети источника питания
в положение ВЫКЛ.
4.3. Проверить наличие заземления.
4.4. Проверить наличие предохранителя я соответствие его
номинала гравировке.
4.5. Подключить нагрузку в соответствии с техническими ус-
ловиями.
5. Порядок настройки
5.1. Внешний осмотр.
5.1.1. Проверить соответствие монтажа электрической прин-
ципиальной схеме.
5.1.2. Проверить отсутствие внешних механических повреж-
дений и обрывов.
5.1.3. Проверить наличие заземления источника питания и
используемой аппаратуры.
Разраб. Кашин 10.11.82 Лист
— — Пэов. Орлоз 20.11.82 1 Листов
Изм. Лист № до- кум. Подпись Дата Н. контр. — 2
148
Продолжение прилож. 15
ПИ 25 101 00007 1
5.2. Опробование. 5.2.1. Проверить работоспособность источника питания при включении и выключении напряжения питающей сети. 5.2.2. Проверить наличие напряжения на эквиваленте на- грузки. 5.2.3. Проверить работоспособность сигнальных цепей и дей- ствие органов регулировки. 5.3. Определение выходных параметров. 5.3.1. Подключить нагрузку и измерительный прибор к источ- нику питания в соответствии со схемой (приложение 1) *. При этом источник питания должен быть отключен от сети. 5.3.2. Включить источник питания в сеть и произвести изме- рение значения выходного напряжения. Измерение произвести в соответствии с ТУ на источник питания при напряжении сети Uс, Uc-\-MJc и Uc—MJс, где Uc—номинальное значение на- пряжения питающей сети, В; Д1/с— допустимое отклонение на- пряжения питающей сети от номинального значения, В. Величи- на выходного напряжения должна лежать в пределах от UBOM до (/„ом—Д(/рег, где 1/ном — номинальное значение выходного напряжения, В; Д(7р«г — величина регулировки выходного напря- жения, В. 5.3.3. Произвести регулирование выходного напряжения до значения, соответствующего верхнему пределу диапазону регули- рования. 5.3.4. Произвести подключение нагрузки и амперметра к ис- точнику питания в соответствии со схемой (приложение 2) *. Включить источник питания в сеть и измерить значение тока нагрузки при напряжениях сети (7С, Uc-|-Д(/с, Uc—MJc- Измеренное значение тока /НОм должно соответствовать за- данному в ТУ. 5.3.5. Произвести установку номинального тока нагрузки и измерение выходного напряжения. 5.3.6. Отключить источник питания и сделать отметку в со- проводительной карте.
Лист
2
Изм. Лист. № докум. Под- пись Дата Изм. Лист. № докум. Под- пись Дата
Приложения не приводятся.
149
Приложение 16
Время на организационно-техническое обслуживание
рабочего места, отдых и личные надобности
Наименование элементов затрат рабочего времени Конвейер пульсиру- ющего действия Конвейер непревыв- ного дей- ствия с принуди- тельным ритмом Монтаж- ный стол (верстак) Автомат или полу- автомат
в % от оперативного времени
Раскладка, регулировка, про- мывка и уборка инструмента и приспособлений в начале, в течение н в конце смены 0,5 0,5 0,6 о,6
Подготовка материалов в те- чение смены 0,4 0,4 0,6 0,4
Уборка рабочего места в те- чение и после смены 0,9 0,9 1,1 1,0
Отдых и личные надобности 4,8 5,0 4,8 4,8
Итого: 6,6 6,8 7,1 6,8
С учетом физической заряд- ки (один перерыв в 10 мнн) 2,5 2,5 2,5 2,5
Итого: 9,1 9,3 9,6 9,3
Приложение 17
Стандартный инструмент для слесарно-сборочных
и монтажных работ
Наименование Обозначение в технологическом процессе
Плоскогубцы с тонкими прямыми губками длиной 125 мм Плоскогубцы с удлиненными губка- ми длиной 150 мм Круглогубцы с удлиненными губка- ми длиной 150 мм Острогубцы с режущими кромками под углом 30° длиной 125 мм Торцевые острогубцы длиной 125 мм Ножницы прямые длиной 120 и 180 мм Плоскогубцы ПТПГ 125, ОСТ4.Г0.060.0Ю АТТ6.890.000 Плоскогубцы ПУГ 150, ОСТ4.Г0.060.0Ю ГТ 78,14-1020 Круглогубцы КУГ 150, ОСТ4.ГО.060.011 ГТ 7814-1000 Острогубцы ОБ1 125 ОСТ4.ГО.060.012 АРП 54161-022 Острогубцы ОТ 125 ОСТ4.Г0.060.012 АРП 54160-007 Ножницы НП 120 ОСТ4.ГО. 060.014 АТТ6.890.015
150
П родолжение пралож. 17
Наименование
Обозначение в технологическом
процессе
Ножницы изогнутые длиной 115 мм
Двусторонний гаечный ключ плос-
кий с размером зева 8ХЮ:
„К* „М“
5,5X7 3—4
8ХЮ 5—6
12X14 8
17X19 10—12
22X24 16
27X30 20
32X36 —
41X46 —
Отвертка со стержнем круглого се-
ения длиной 200 и толщиной 0,3 мм:
Номинальный 0 резьбы 1,0; 1,2 Дли на/толщи на отвертки (125—200)/0,3
1,4; 1,6 (150—250)/0,4
2,0 (150—250)/0,5
2,5; 3,0 (175—250)/0,7
4,0 (250—350)/1,0
5,0; 6,0 250/1,4
Отвертка с захватом длиной 200 и
толщиной 0,9 мм
Отвертка для винтов с крестооб-
разным шлицом диаметром 10 мм
диаметр резьбы
1,4—3,0
4
5—8
10
Ножницы НИ 115
ОСТ4.ГО.060.014 АТТ6.890.016
Ключ КГДП 8X10
ОСТ4.Г0.060.016 ГТ 7811-1001
ГТ 7811-1000
ГТ 7811-1200
ГТ 78П-1001
ГТ 7811-1201
ГТ 7811-1003
ГТ 7811-1203
ГТ 7811-1004
ГТ 7811-1204
ГТ 7811-1005
ГТ 7811-1205
ГТ 7811-1006
ГТ 7811-1206
ГТ 7811-1007
ГТ 7811-1207
ГТ 7811-1008
ГТ 7811-1208
Отвертка ОСКС 200X0,3
ОСТ4 Г0.060.017 ГТ 7810-0043
ГТ 7810-0042
ГТ 7810-0043
ГТ 7810-0243
ГТ 7810-0045
ГТ 7810-0146
ГТ 7810-0246
ГТ 7810-0047
ГТ 7810-0048
ГТ 7810-0248
ГТ 7810-0050
ГТ 7810-0150
ГТ 7810-0250
ГТ 7810-0052
ГТ 7810-0152
ГТ 7810-0252
ГТ 7810-0054
Отвертка ОЗ 200X0,9
ОСТ4.ГО.060.017 ГТ 7810-1003
Отвертка ОВКШ 10
ОСТ4 Г0.060.017 ГТ 7810-1011
ГТ 7810-1010
ГТ 7810-1011
ГТ 7810-1012
ГТ 7810-1013
151
Продолжение прилож. П
Наименование
Обозначение в техно тогическом
процессе
Тарированная отвертка длиной
205 мм
Электромеханическая отвертка
Обжнмка ручная для заклепок с
полукруглой головкой
диаметр непоставленной заклепки
1; 1,4; 2; 2,6; 3; 4; 5; 6
Развальцовка ручная для пустоте-
лых заклепок с полукруглой голов-
кой
диаметр непоставленной заклепки
1,5
2
2,5
3
4
5
6
Пинцет с гладкими губками с ме-
таллическим корпусом длиной 120 мм
Пинцет с гладкими губками с ди-
электрическим корпусом длиной
120 мм
Прямой пинцет-захват длиной
120 мм
Угловой пинцет-захват длиной
120 мм
Пинцет с армированными губками
(для ИС)
Паяльник электрический
1/ = 6 В, Р=60 Вт,
П=36 В, Р=90 Вт
Универсальный монтажный нож дли-
ной 130 мм
Скальпель 150X40
Молоток слесарный массой, г
100
200
Кернер: D d L
кернера жала длина
8 2 90
10 3 100
13 4 150
Отвертка ОТ,
ОСТ4 Г0.060.017 АТТ6.890.047
Отвертка ОЭМ
ОСТ4 Г0.060.017 М-6350-987
Обжнмка ручная 2
ГОСТ 7215-54
Развальцовка тип 1
ОСТ4 Г0.060.048 ГТ 1961-1105
ГТ 1961-1100
ГТ 1961-1101
ГТ 1961-1102
ГТ 1961-1103
ГТ 1961-1104
ГТ 1961-1105
ГТ 1961-1106
Пинцет ПГТМ 120.
ОСТ4.Г0.060.013 АТТ6.890.022
Пинцет ПГТД 120,
ОСТ4 Г0.060.013 АТТ6.890.021
Пинцет ПЗП 120,
ОСТ4 Г0.060.013 АТТ6.890.013
Пинцет ПЗУ 120,
ОСТ4 Г0.060.013 АТТ6.890.014
Пинцет типа 4,
ОСТ4 ГО.060.052 ГГ 64459/007
Паяльник электрический
366/60 Вт
ГТО 838-1011
ГТО 838-1012
НОЖ НУМ 130,
ОСТ4 Г0.060.015 АТТ6.208.000
Скальпель брюшистый средний
150X40, ТУ64-1-17—72
Молоток 7850-0032 ЦБ 12 хр
ГОСТ 2310—77
7850-0033
Кернер 2 ГОСТ 7213—54
152
Продолжение прилож. П
Наименование Обозначение в технологическом процессе
Метчики ручные для метрической Метчик М2 Д-2-П
резьбы ГОСТ 9522—60
диаметром 1; 1,4; 1,6; 2; 2,5; (Д — степень точности; П — чи-
3; 4; 5; 6 стота поверхности)
Напильники: Напильники А-200 № 3
(L — длина насечкн, N — иомер на- сечки) плоски! A L—160 № 2; L — 200 № 3; круглый Д L — 160 № 2; L — 250 № 4; полукруглый Е L — 160 № 2; L — 250'№ 4 ГОСТ 1465—69
Шабер трехгранный длиной 250 мм Шабер трехгранный ГТ 2850-1000
Шнло монтажное длиной 150 мм Шнло ШМ, ОСТ4 Г0.060.019 ГТ 7875-1000
Линейка 1—50 1—300 1—500 1—1000 Линейка 1-150 ГОСТ 427—75
Штангенциркуль Штангенциркуль Шц-Ш-500-0,1
0—500 250—710 320—1000 500—1400 800—2000 ГОСТ 166—73
Ключ для разъема 2РМ Ключ типа 1 ОСТ4 ГО. 060.055 ГТ 7813-1020
Ключ для разъема ШР Ключ типа 2 ОСТ4 Г0.060.055 ГТ 7813-1010
153
Приложение 18
Стандартные приспособления для слесарно-сборочных
и монтажных работ
Устройство для подготовки к сборке микросхем в плоских кор-
пусах ГТ-1875.
Устройство для подрезки выводов микросхем ГГ-1939.
Устройство для подрезки штырьковых выводов микросхем
ГГ-2488.
Устройство дли формовки и обрезки планарных выводов
ГГ-2489.
Приспособление для формовки выводов радиоэлементов ГГ-1944.
Приспособление для рихтовки выводов резисторов МЛТ ГГ-1422.
Приспособление дли обрезки выводов резисторов ГГ-1425.
Приспособление для формовки выводов микросхем в круглых
корпусах 1490—4085; в плоских корпусах 1490—4087.
Тара технологическая для микросхем ГГ 7879—4048.
Приспособление для установки выводов на печатные платы
ГГ 1961—4001.
Приспособление для крепления микросхем на печатных платах
ГГ 0867—4029.
Приспособление для визуального контроля ГГ6.3669/О12.
Приспособление для развальцовки.
Приспособление для расклепки.
Подставка для плат ГГ 7879—4094.
Стойка технологическая для печатных плат ГГ 7879—4097.
Приложение 19
Оборудование для слесарно-сборочных и монтажных работ
Автомат вклейки радиоэлементов в липкую ленту ГГ-1740.
Автомат П-образной формовки выводов радиоэлементов ГГ-1611.
Автомат формовки и обрезки выводов микросхем 101 СТ 14—1
ГГ-2417.
Полуавтомат для подготовки к сборке микросхем в корпусах
101 СТ 14—1 101 МС 14—1 ГГ-2125.
Полуавтомат для подготовки к сборке микросхем в плоских
корпусах со штырьковыми выводами ГГ-2126.
Полуавтомат для подготовки радиоэлементов с цилиндрической
формой корпусов ГГ-2420.
Установка для рихтовки и обрезки выводов трансформаторов
ГГ-2293.
Установка для зачистки проволочных выводов радиоэлементов
ГГ-1614.
Полуавтомат для установки и развальцовки пустотелых закле-
пок БМ'769—1358.
Полуавтомат для установки штырей ПУШ-1 ГГ-2161.
Полуавтомат для укладки радиоэлементов иа печатные платы
УР-6 ГГ-2311.
Полуавтомат для установки малогабаритных трансформаторов
иа печатные платы ГГ-2390.
Полуавтомат для укладки радиоэлементов и микросхем на пе-
чатные платы, модель УР-10 ГГ-2487.
154
Приложение 20
Диаметры и допустимые отклонения по диаметру
Для стали калиброванной круглой по ГОСТ 7417—75
Диаметр прутка Квалитет
8 1 9 1 >о 1 И 1 12
Допускаемые отклонения
3 —0,014 —0,02 —0,04 —0,06 —0,12
3,1; 3,2; 3,3, 3,4, 3,5, 3,6; 3,7; 3,8; 3,9; 4; 4,1; 4,2; 4,4; 4,5; 4,6; 4,8; 4,9; 5; 5.2; 5,3; 5,5; 5,6; 5,8; 6 —0,018 —0,025 —0,048 —0,С8 —0,16
6,1; 6,3; 6,5; 6,7; 6,9; 7; 7,1; 7,3; 7,5; 7,8; 8; 8,2; 8,5; 8,8; 9; 9,2; 9,5; 9,8; 10 —0,022 —0,03 —0, 058 —0,10 —0,20
10,2; 10,5; 10,8; 11; 11,2; 11,5; 11,8; 12; 12,2; 12,5; 12,8; 13; 13,5; 14; 14,5; 15; 15,5; 16; 16,5; 17; 17,5; 18 —0,027 —0,035 —0,07 —0,12 —0,24
18,5; 19; 19,5; 20; 20,5; 21; 21,5; 22; 23; 24; 25; 26; 27; 28; 29; 30 —0,033 —0,045 —0,084 —0,14 —0,28
31, 32; 33; 34; 35; 36; 37; 38; 39; 40; 41; 42; 44; 45; 46; 48; 49; 50 — —0,05 —0,10 —0,17 — 0,34
Примечания. 1. Сталь калиброванная изготовляется следую-
щих марок: 0.5КП; 0.8КП; 10; 15; 20; 25; 30; 35; 40; 45; 50; 60; 15Г;
50Г; 65Г; 15Х; 20Х; ЗОХ; 35Х; 38ХА; 40Х; 45Х; 15ХФ; 40ХФА; ЗОХГС;
35ХГСА; |8ХГТ; 40ХН; 50ХН; 12ХНЗА; 20ХНЗА; ЗОХНЗА; 12Х2НЧ;
20Х2НЧА; 40ХНМА; 38ХМЮА; ЗОХМ; 25Х2МФА. 2. Прутки изго-
товляются длиной 2,5—6 м.
155
Приложение 2/
Типовой технологический процесс
подготовки технологических элементов к монтажу
Приложение 22
Типовой технологический процесс установки навесных
элементов в узлах
Приложение 23
ТипсЛай технологический процесс сборни блоков РЭА
157
Продолжение прилож. 23
Меягузловой монтая-
жгутом OttiWM печатным набелен гибким плетекь/м кабелем С помощью яомму/лацасюных нечетных плат а ере мыч- мама
Ремонт
Рактролб
Регулировка
блока
Ромтроль
Список литературы
1. Пестряков В. Б. Конструирование радиоэлектронной аппарату-
ры.— М.: Сов. радио, 1969. — 208 с.
2. Гусев В. П. Технология радноаппаратостроеиия. — М.: Высшая
школа, 1972. — 494 с.
3‘ . Белевцев А. Т. Технология производства радиоаппаратуры.—
М.: Энергия, 1971. — 543 с.
4. Горошкин А. К. Приспособления для металлорежущих станков:
Справочник. — М.: Машиностроение, 1979. — 303 с.
5. Васильев В. И., Евтеев Ф. Е. Технологическая подготовка про-
изводства радиоаппаратуры. — Л.: Энергия, 1971.— 180 с.
6. Методика отработки конструкций на технологичность и оценка
уровня технологичности изделий машиностроения и приборо-
строения.— М.: Изд-во стандартов, 1976.— 55 с.
7. Технологический классификатор деталей машиностроения и при-
боростроения в 2-х ч. — М.: Изд-во стандартов, 1974. — Ч. 1,—
168 с.
8. Обработка металлов резанием: Справочник технолога/ Подред.
Г. А. Монахова. — М.: Машиностроение, 1974. — 598 с.
9. Курсовое проектирование по технологии машиностроения/ Под
ред. А. Ф. Горбацевича. — Минск: Высшая школа, 1975. — 287 с.
10. Металлорежущие станки: Каталог-справочник в 2-х ч. — М.:
НИИМаш, 1969—1971, —Ч. 1, —362 с., ч. 2 — 382 с.
11. Режимы резания металлов: Справочник/ Под ред. Ю. В. Бара-
новского.-— М.: Машиностроение, 1972. — 407 с.
12. Справочник нормировщика-машиностроителя в 4-х т.—М.: Маш-
гнз, 1959—1962. —Т. 1.— 1959—676 с., т. 2— 1961—892 с.,
т. 3— 1962 — 672 с.
13. Справочник технолога-машиностроителя в 2-х т. — М.: Машино-
строение. 1973. — Т. 1/ Под ред. А. Г. Косиловой, Р. К. Меще-
рякова. — 694 с.
14. Общемашиностроительные нормативы режимов резаиия для тех-
нического нормирования работ иа металлорежущих станках
в 2-х ч. — М.: Машиностроение, 1974. — Ч. 1. — 416 с., ч. 2 —
200 с.
15. Аршинов В. А., Алексеев Г. А. Резание металлов и режущий
инструмент. — М.: Машиностроение, 1976. — 440 с.
16. Корсаков В. С. Основы конструирования приспособлений в ма-
шиностроении.— М.: Машиностроение, 1971. — 283 с.
17. Справочник технолога-машиностроителя в 2-х т. — М.: Маши-
ностроение, 1973. — Т. 2/ Под ред. А. Н. Малова. — 568 с.
18. Якушев А. И. Взаимозаменяемость, стандартизация и техниче-
ские измерения. — М.: Машиностроение, 1979. — 344 с.
19. Парнес М. Г. Механизация и автоматизация сборки и монтажа
радиоаппаратуры. — М.: Энергия, 1975. — 327 с.
20. Булевский Н. И., Миронов В. М. Технология радиоэлектронного
аппаратостроения. — М.: Энергия, 1971, —344 с.
Оглавление
Предисловие .............................................
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
1.1. Технологическая подготовка производства .
1.2. Характеристика РЭА как объекта производства .
1.3. Влияние типа производства на объем и содержание про-
ектирования технологических процессов ...................
1.4. Экономическое обоснование варианта технологического
процесса по себестоимости и трудоемкости . . . .
1.5. Технологическая точность РЭА........................
1.6. Краткая характеристика единой системы технологической
подготовки производства ........................
1.7. Стандарты ЕСТД......................................
1.8. Исходные данные для разработки технологической доку-
ментации . . . ................................
СОСТАВ И СОДЕРЖАНИЕ ПРОЕКТА
2.1. Состав курсового проекта....................., .
2.2. Содержание пояснительной записки и графический ма-
териал . . .................................
ОТРАБОТКА КОНСТРУКЦИЙ НА ТЕХНОЛОГИЧНОСТЬ
3.1. Общие положения ....................................
3.2. Расчет показателей технологичности бытовой РЭА .
3.3. Формулы для расчета показателей технологичности бы-
товой РЭА, характеризующих конструктивные особенно-
сти изделия .............................................
3.4. Формулы для расчета показателей технологичности бы-
товой РЭА, характеризующих технологию изготовления
изделия .................................................
3.5. Определение базовых показателей и уровня технологично-
сти конструкции изделия . . • ...........................
3.6. Показатели технологичности конструкций узлов и блоков
РЭА........................................................
3.7. Методика определения показателей технологичности кон-
струкций узлов и блоков РЭА..............................
3.8. Методика определения базовых (нормативных) показа-
телей технологичности конструкций узлов и блоков РЭА
3.9. Нормативы показателей технологичности конструкций по
классам РЭА •........................................ ,
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
4.1. Основные положения проектирования технологических
процессов................................................
4.2. Классификация объектов производства . • . . .
4.3 Выбор заготовок и технологических баз................
4.4. Назначение режимов обработки....................• .
4.5- Выбор технологического оборудования.................
4.6. Выбор технологической оснастки......................
4.7. Конструирование технологической оснастки . . . .
4.8. Выбор технологической тары..........................
4.9. Нормирование технологического процесса . . . .
4.10. Выбор варианта технологического процесса . . . .
160
3
5
5
7
8
10
14
18
22
31
32
32
34
37
37
40
41
44
45
46
48
52
59
61
61
62
67
71
81
81
83
4.11. Разработка технологических процессов изготовления пе-
чатных плат............................................. 85
5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
УЗЛОВ И БЛОКОВ РЭА 90
5.1. Особенности процессов сборки РЭА..................90
5.2. Технологические схемы сборки .....................• 92
5.3. Построение сборочных операций ........................95
5.4. Автоматизированная сборка РЭА.....................97
5.5. Типизация технологических процессов сборки . • Ю0
5.6. Организация технологического процесса сборки . . . Ю1
5.7. Нормирование сборочных работ......................ЮЗ
5.8. Оформление технологических документов на сборку РЭА ЮЗ
6. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
РЕГУЛИРОВКИ, НАСТРОЙКИ И КОНТРОЛЯ ИЗДЕЛИЙ РЭА 105
6.1. Основные принципы построения процессов регулировки
и настройки...............................................105
6.2. Виды и правила разработки процессов контроля . . . 107
7. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ПЛАНИРОВКИ ЦЕХА
(УЧАСТКА) СБОРКИ И НАСТРОЙКИ РЭА 113
7.1- Исходные данные для разработки технологической пла-
нировки цеха (участка) ...................................113
7.2. Расчет производственных площадей с учетом размеще-
ния рабочих............................................ 114
7.3. Выбор транспортных средств...........................117
7.4. Составление технологической планировки . . . . 118
Приложения . 122
Список литературы . . . •...........................159