/









































































































































































































































































































Автор: Иосилевич Г.Б.
Теги: детали машины общее машиностроение машиноведение машиностроение детали машин
ISBN: 5-217-00217-4
Год: 1988



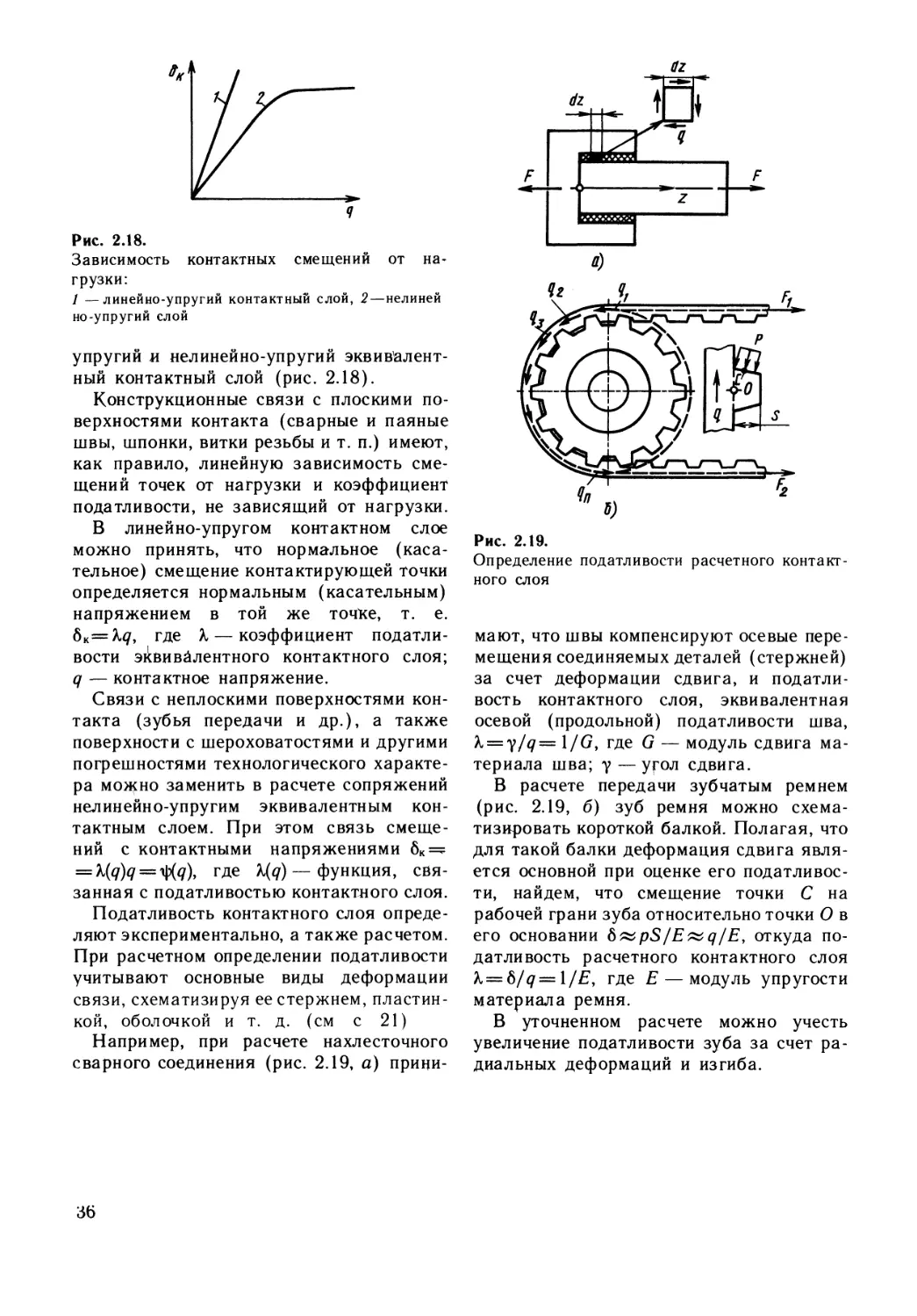
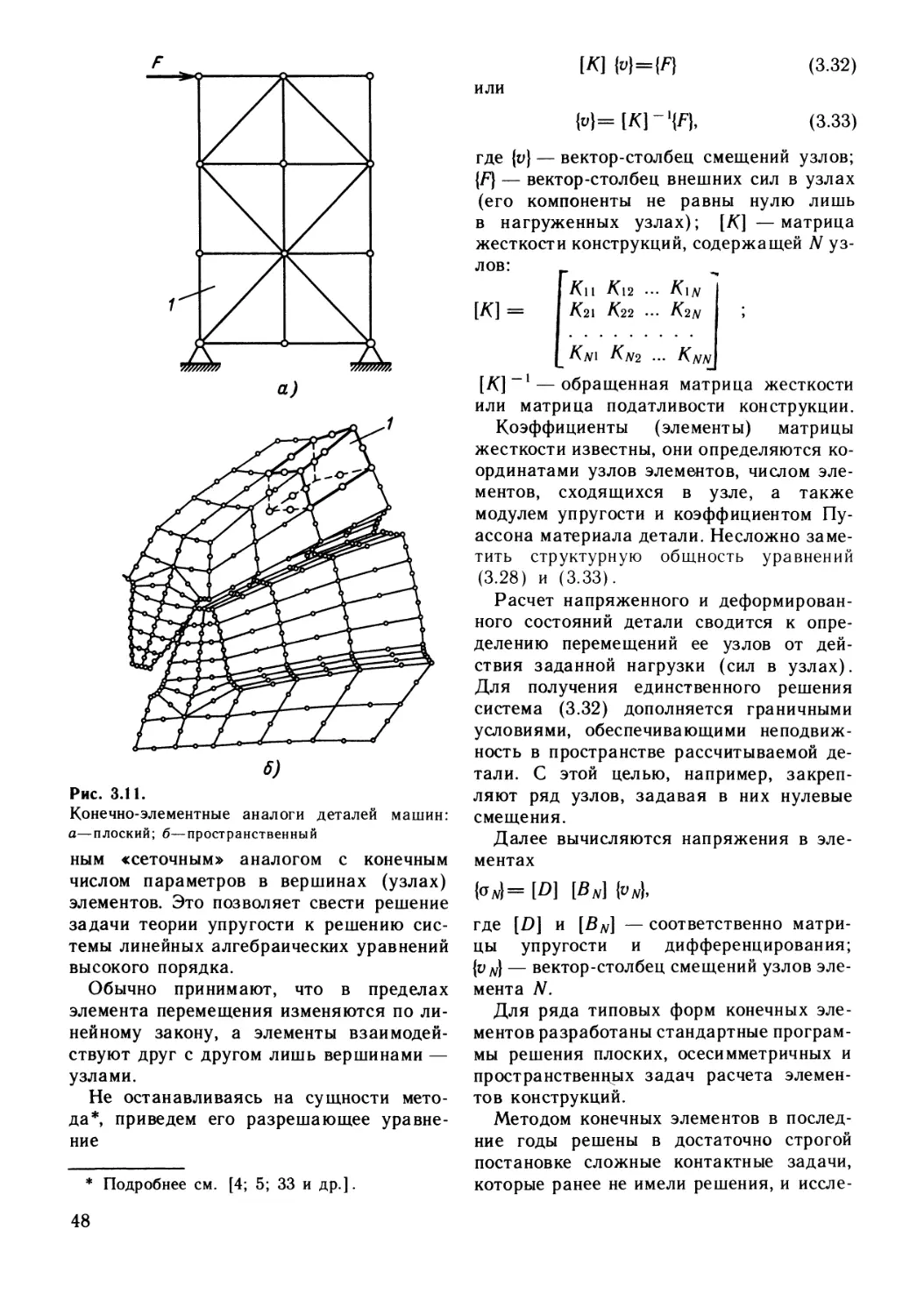
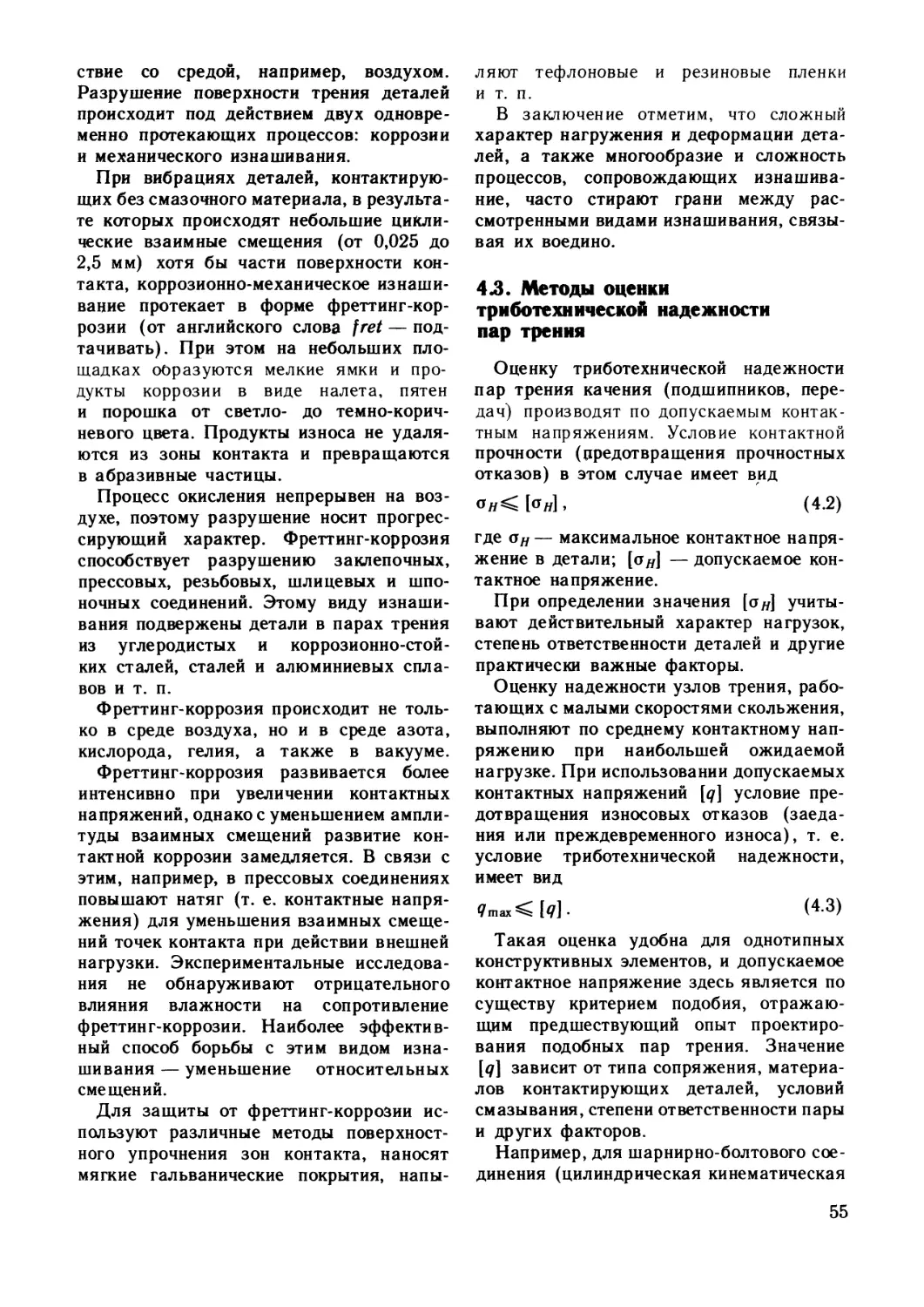
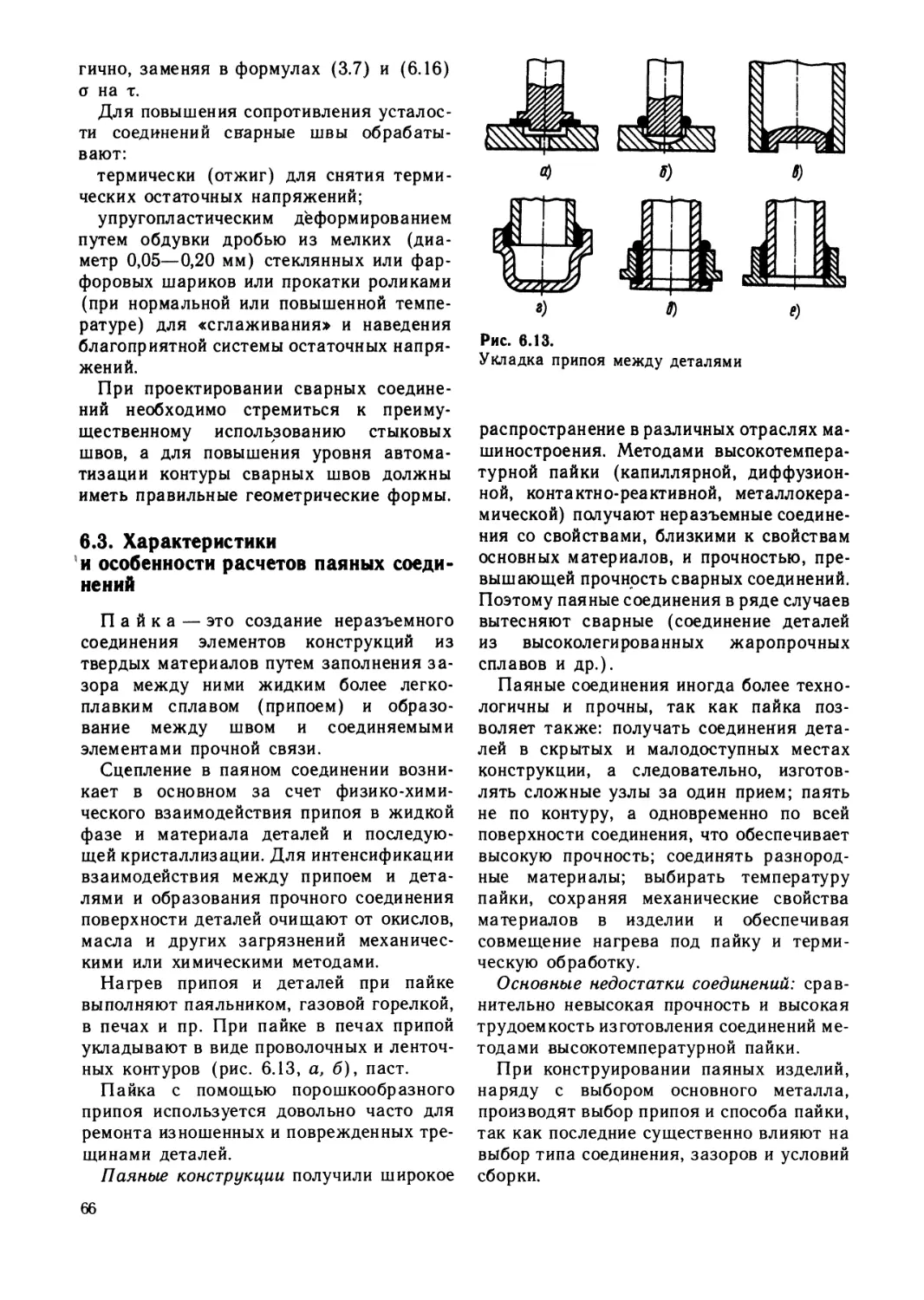
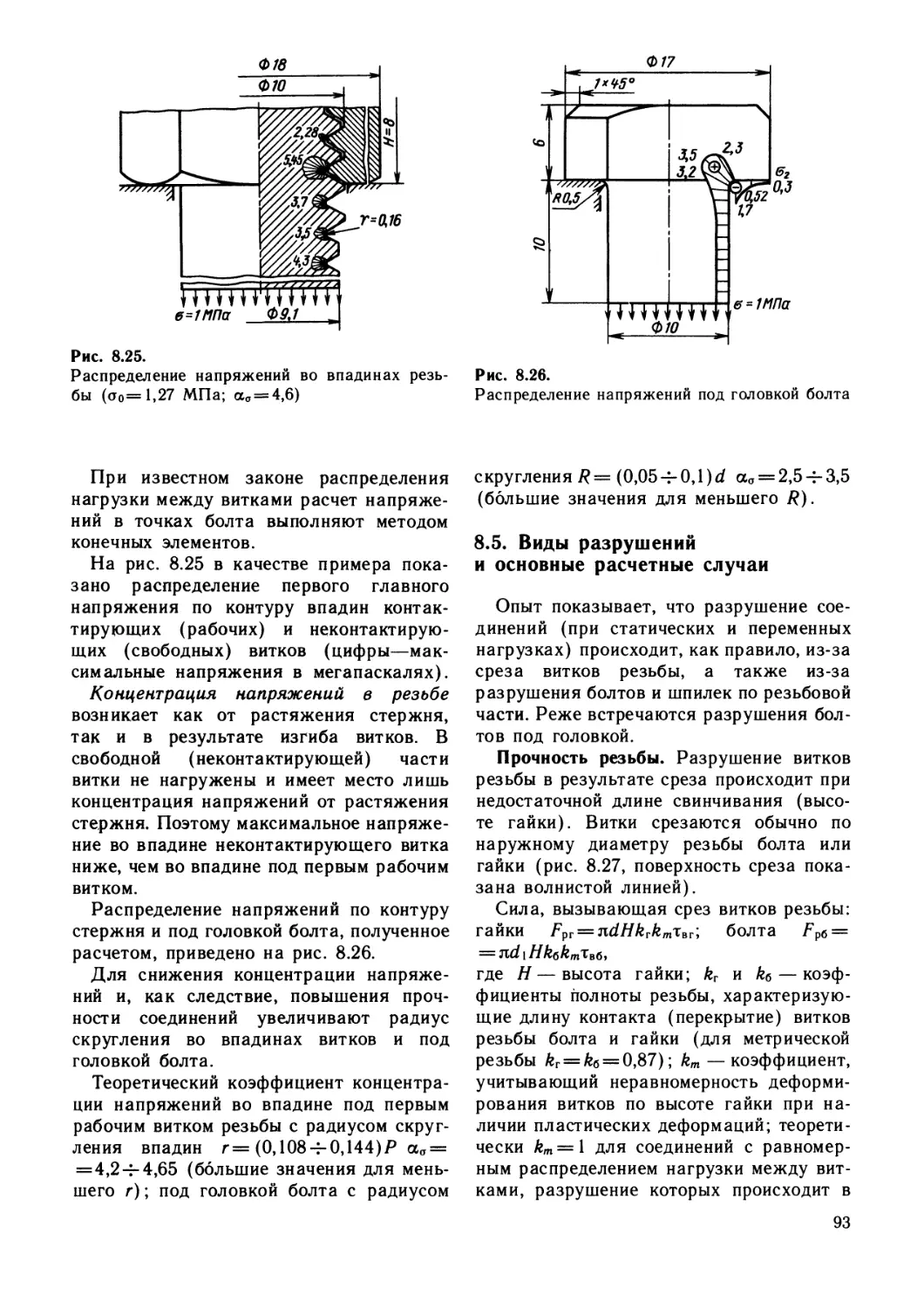
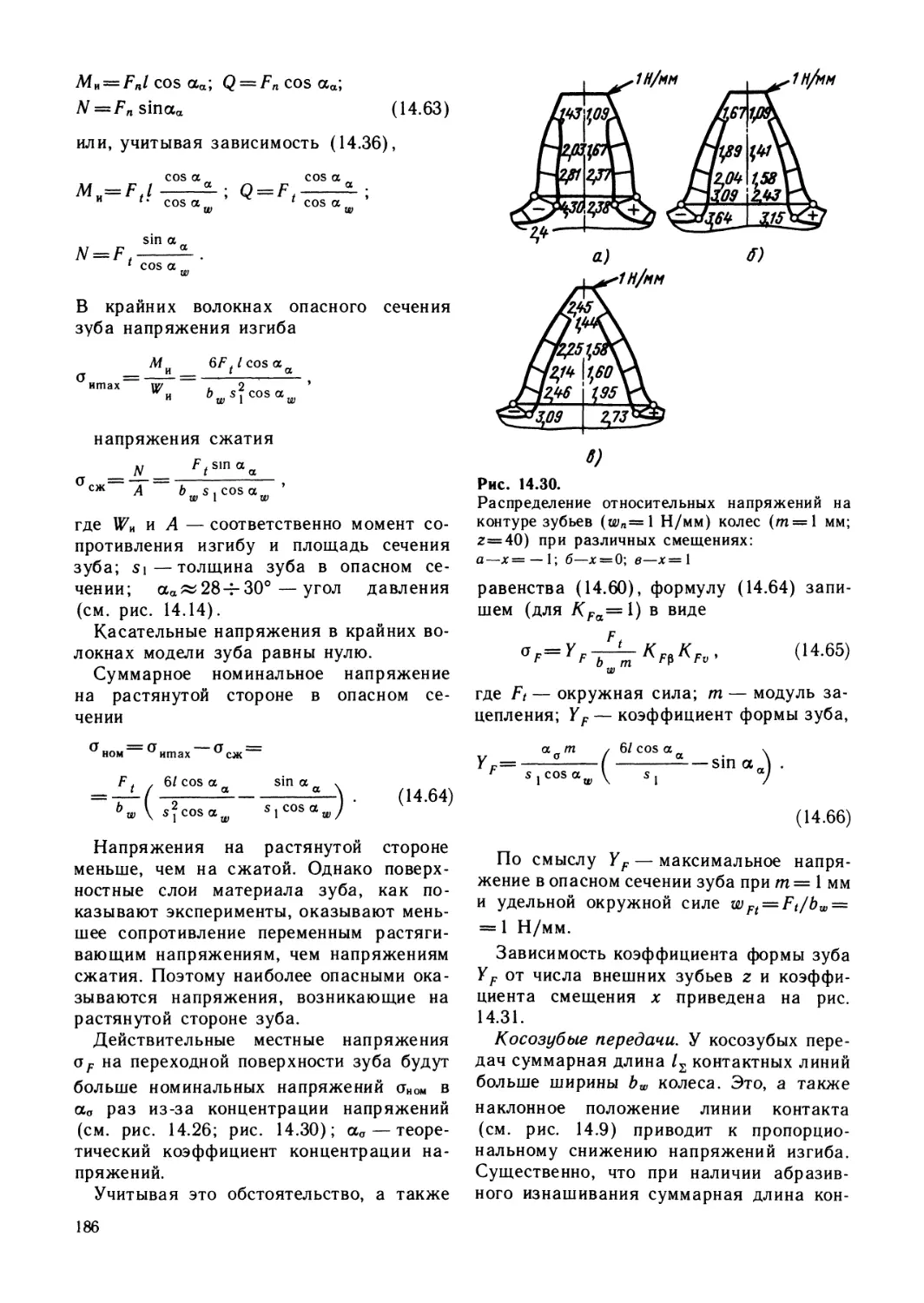
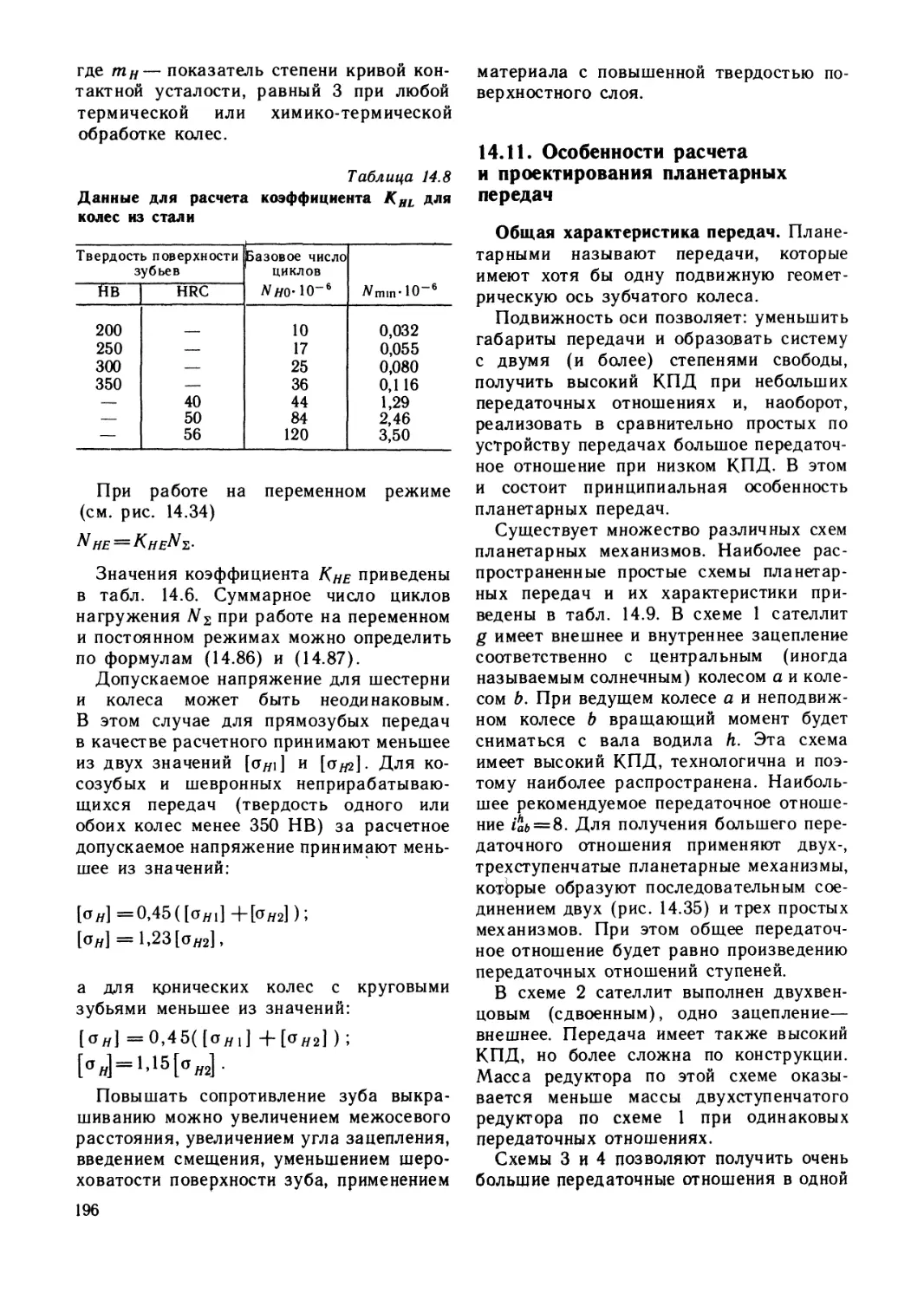
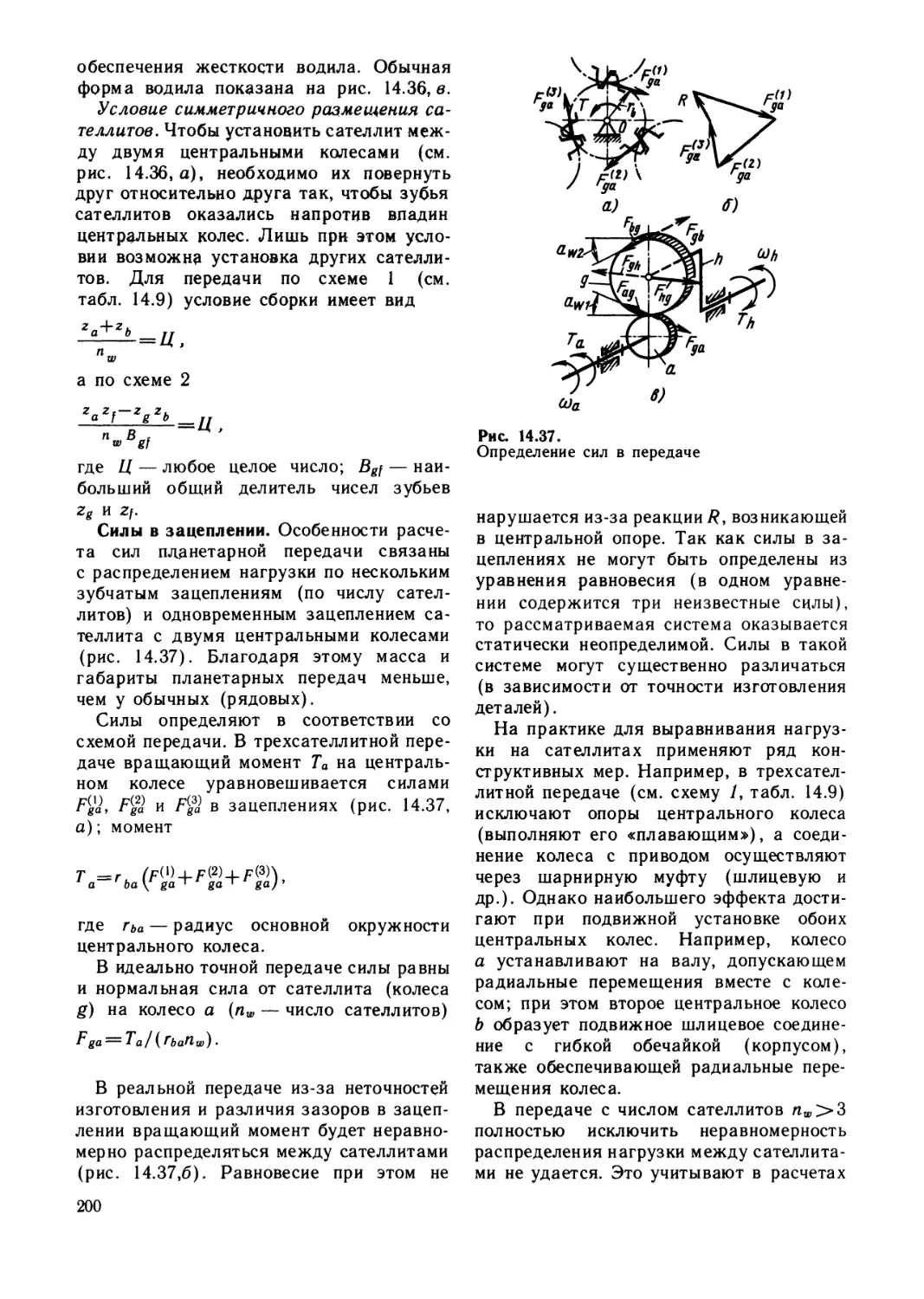
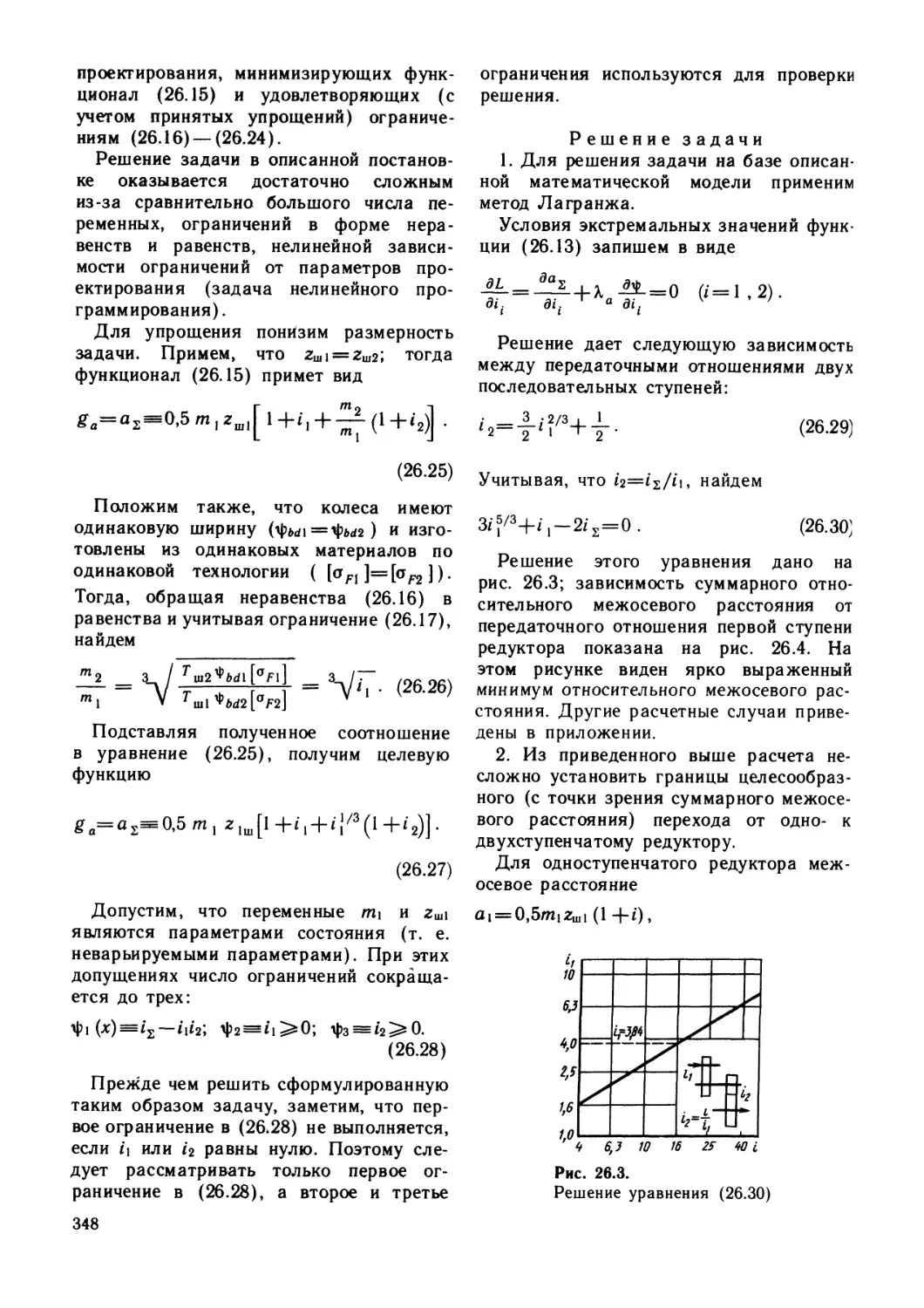
Текст
ДЛЯ ВУЗОВ
ГБИосилевич
ДЕТАЛИ
МАШИН
Допущено Министерством
высшего и среднего специального
образования СССР
в качестве учебника
для студентов машиностроительных
специальностей вузов
МОСКВА
-МАШИНОСТРОЕНИЕ»
1988
ББК 34.44
И75
УДК 62-2 (075.8)
Рецензенты: кафедра завода-втуза при производственном объединении
«Металлический завод»; проф. Р. М. Чатынян
Иосилевич Г. Б.
И75 Детали машин: Учебник для студентов машиностроит. спец,
вузов.—М.: Машиностроение, 1988.—368 с.: ил.
ISBN 5-217-00217-4
Изложены общие требования, предъявляемые к деталям и узлам машин; критерии их работо-
способности; принципы построения расчетов на прочность, жесткость и износостойкость.
Приведены методы расчета и проектирования различных соединений и передач, а чтакже упру-
гих элементов, валов и опор, деталей и корпусов, уплотнений и т. д. Дано введение
в автоматизированное проектирование и оптимизацию деталей машин.
И
2702000000—203
038(01)—88
203—88
ББК 34.44
ISBN 5-217-00217-4
© Издательство «Машиностроение», 1988
ВВЕДЕНИЕ
XXVII съезд КПСС указал на первосте-
пенное значение быстрого обновления про-
изводственного аппарата на базе передо-
вой техники, определил машиностроению
авангардную роль в экономической, науч-
но-технической, психологической пере-
стройке.
Машиноведение — это наука о машинах,
объединяющая комплекс научных дис-
циплин, связанных с машиностроением.
И среди них «Детали машин» — научная
дисциплина по теории, расчету и констру-
ированию составных частей машин: дета-
лей и узлов общемашиностроительного
применения. В ее задачи входят обобще-
ние инженерного опыта создания машино-
строительных конструкций, разработка на-
учных основ расчета и проектирования
надежных элементов и узлов конструкций.
Учебный курс «Детали машин» форми-
рует будущего инженера как специалиста,
вносящего основной творческий вклад в
создание материальных ценностей. Курс
вместе с проектом по существу реализует
и завершает общетехническую подготовку,
что и определяет его значимость.
Основные задачи курса: изучение кон-
струкций, типажа и критериев работо-
способности деталей машин, сборочных
единиц (узлов) и агрегатов; изучение ос-
нов теории совместной работы (сопря-
жений) деталей машин и методов их рас-
чета; развитие навыков конструирования
и технического творчества.
Курс базируется на общенаучных и об-
щеинженерных дисциплинах. Ой заимст-
вует математический аппарат исследова-
ний из математики, методы диализа
сил, напряжений и деформаций — из те-
оретической механики и сопротивления ма-
териалов, свойства конструкционных мате-
риалов — из материаловедения, методы
прогнозирования ресурса деталей и узлов
машин — из механики разрушения, трибо-
механики и теории надежности и др.
Расчеты деталей и узлов машин являют-
ся, как правило, приближенными, поэтому
широкая экспериментальная проверка их
результатов составляет существенную
особенность постановки задач расчета.
Экспериментальные исследования выпол-
няют на испытательных стендах и в усло-
виях реальной эксплуатации с привле-
чением различных методов эксперимен-
тальной механики машин (тензометрии,
голографии, фотоупругости и т. п.).
Курс «Детали машин», являясь одним
из ведущих и старейших курсов обще-
инженерной подготовки, непрерывно раз-
вивается в связи с прогрессом науки
и техники (появляются новые материалы,
технологии, детали и узлы машин). Бла-
годаря ЭВМ возросли точность и значи-
мость расчетов, изменился характер проек-
тирования. Процесс проектирования до-
полнился новым этапом, на котором для
испытания деталей и узлов используются
математические модели. Экономическое
обоснование и оптимизация стали обяза-
тельными элементами любого проектиро-
вания. Развиваются новые направления
проектирования машин — алгоритмизация
конструирования и конструирование по ка-
талогам.
Исходя из этого, значительное внимание
в учебнике уделено общим принципам
построения расчетов, единству расчетов и
конструирования, рассмотрению путей их
совершенствования. Для получения конеч-
ных результатов расчетов деталей и узлов
машин приведены необходимые справоч-
ные сведения.
Объем и содержание учебника обуслов-
лены действующей учебной программой,
утвержденной Минвузом СССР, а струк-
тура методологической и функциональ-
3
ной общностью рассматриваемых вопро-
сов.
В разд. I изложены основы расчета
и проектирования деталей, узлов и меха-
низмов, включающие требования к ни^,
элементы теории надежности, а также ме-
тоды оценки прочностной и триботехни-
ческой надежности элементов конструк-
ций. Даны основы механики сопряжения
деталей машин, разобраны схемы пере-
дачи нагрузки между ними.
В разд. II, III и IV описаны назна-
чение и области применения, критерии ра-
ботоспособности, основы и опыт проекти-
рования, материалы деталей. Основное
внимание уделено выявлению физических
основ расчетов и проектирования, анализу
допустимого уровня напряженности эле-
ментов конструкций. Детали объединены
в группы по их назначению и характеру
функций, выполняемых в процессе эксплу-
атации. Такое объединение отражает об-
щепринятую классификацию деталей ма-
шин по эксплуатационному признаку,
единство конструктивных требований к
группам деталей и методов их^ расче-
тов.
Разд. V посвящен вопросам выбора
оптимальных параметров деталей и узлов,
автоматизации проектирования, которые
приобрели большое значение во многих
областях современной техники.
РАЗДЕЛ
ОБЩИЕ ВОПРОСЫ РАСЧЕТА
И ПРОЕКТИРОВАНИЯ ДЕТАЛЕЙ,
УЗЛОВ И МЕХАНИЗМОВ
Глава 1
ОСНОВНЫЕ ТРЕБОВАНИЯ
И НАДЕЖНОСТЬ ДЕТАЛЕЙ
МАШИН
1.1. Общие сведения о деталях
и узлах конструкций
Машины, механизмы, приборы, аппара-
ты, приспособления, инструменты и другие
конструкции (изделия) состоят из деталей.
При этом деталью принято называть
элемент (часть) конструкции, изготовлен-
ный из материала одной марки без при-
менения сборочных операций (например,
болт, гайка, вал и т. п.).
Совокупность деталей, соединенных на
предприятии-изготовителе посредством
сборочных операций (завинчиванием,
сваркой и т. д.) и предназначенных для
совместной работы, называют сбороч-
ной единицей (узлом). Простей-
ший узел включается как составная
часть в более сложный узел, который
в свою очередь оказывается узлом
изделия, комплекса и т. п. Характер-
ными примерами узлов являются (по мере
нарастания сложности) подшипник, узел
опоры, редуктор и т. д.
Изготовление конструкций и узлов из
деталей позволяет использовать различ-
ные материалы, облегчает их изготовле-
ние, эксплуатацию и ремонт, обеспечи-
вает возможность их нормализации и стан-
дартизации, изготовления на специализи-
рованных заводах и т. д.
В каждой машине количество деталей
исчисляется сотнями, тысячами, а во мно-
гих машинах, например в самолете, —
миллионами. Несмотря на различное
конструктивное оформление и назначе-
ние машин, большинство типов деталей и
узлов являются в них типовыми (нор-
мализованными, стандартными). К их
числу относятся различные соединения
(резьбовые, сварные, шлицевые и др.),
передачи (зубчатые, винтовые, гибкой
связью и др.) и их детали, валы, муф-
ты и опоры, уплотнения и устройства
для смазывания, детали корпусов, пружи-
ны и др.
В связи с этим признано целесообраз-
ным на этапе общеинженерной подготов-
ки сосредоточить изучение вопросов расче-
та, проектирования и конструирования де-
талей и узлов общемашиностроительного
применения в курсах «Детали машин»,
«Прикладная механика». Аналогичные
курсы изучаются в зарубежных ву-
зах.
1.2. Основные требования
к деталям и узлам машин
Детали и узлы машин, как и машины
в целом, характеризуются: работоспособ-
ностью; надежностью; технологичностью;
экономичностью; эстетичностью.
Работоспособностью называ-
ют состояние деталей, при котором они
способны нормально «выполнять заданные
функции с параметрами, установленными
нормативно-технической документацией
(техническими условиями, стандартами и
т. п.).
Под надежностью* понимают
свойство изделия (детали, узла, машины)
выполнять функции, сохраняя свои эксплу-
атационные показатели в заданных пре-
делах в течение заданного промежутка
времени или требуемой наработки. Надеж-
ность является общей проблемой для всех
отраслей машино- и приборостроения.
Любая современная машина или прибор,
* Термины и определения по надежности
стандартизованы.
5
какими бы высокими характеристиками
они ни обладали, будут обесценены при
ненадежной работе.
Надежность изделия определяется необ-
ходимой наработкой, которая может
исчисляться в часах работы станка,
налета самолета и т. д., в километрах
пробега автомобиля, гектарах обработан-
ной земли для сельскохозяйственной ма-
шины и т. д. Надежность закладывается
на всех этапах создания и эксплуатации
изделий. Ошибки проектирования, погреш-
ности в производстве, небрежность при
упаковке и транспортировании^ отступле-
ние от правил эксплуатации изделия ска^
зываются на его надежности.
Технологичными называют дета-
ли и узлы, требующие минимальных
затрат средств, времени и труда в произ-
водстве, эксплуатации и ремонте. Техно-
логичность деталей обеспечивается:
очерчиванием их простейшими поверх-
ностями (цилиндрическими, коническими и
др.), удобными для обработки механичес-
кими и физическими методами;
применением материалов, пригодных
для безотходной обработки (давлением,
литьем, прессованием, сваркой, лазерной и
т. п.), и ресурсосберегающей технологии;
системой допусков и посадок и другими
средствами и методами.
Детали и узлы машин должны быть
конструктивно приспособлены к гибким
производственным системам (ГПС). Для
этого их конструкции должны характери-
зоваться также высокой преемственностью
и высоким уровнем стандартизации и уни-
фикации конструкционных элементов, ма-
териалов, расчетов и. технологий, возмож-
ностью «сращивания» систем автомати-
зированного проектирования ц производст-
ва й др.
При оценке экономичности учи-
тывают затраты на проектирование, изго-
товление, эксплуатацию и ремонт. Эконо-
мичность деталей и узлов достигается
оптимизацией их формы и размеров
из условия минимума материало-, энер-
го- и трудоемкости производства, за счет
максимального КПД в эксплуатации при
высокой надежности; высокой специали-
зацией производства и т. д.
Эстетичность — это совершенство
внешних форм деталей, узлов и машины
в целом, их красивый внешний вид (деко-
ративная полировка, окраска, гальвани-
ческие покрытия, оксидные пленки и т. д.).
Она существенно влияет на отношение к
машине со стороны обслуживающего пер-
сонала.
1.3. Основные требования
к материалам деталей
Приступая к расчету и проектированию
детали, конструктор выбирает материал
для ее изготовления. И хотя выбор ма-
териала неотделим от метода (технологии)
ее изготовления, конструктор в первую
очередь думает об удовлетворении мате-
риалом условий работы детали в конструк-
ций и о стоимости материала. Если учесть,
что для изготовления детали можно ис-
пользовать целый ряд способов и различ-
ные материалы, то станут понятными
трудности, испытываемые конструктором
на этом этапе. Таким образом, пробле-
ма выбора материала детали имеет три
основный аспекта: механический или кон-
струкционный, технологический и экономи-
ческий.
Конструкционные свойства материалов.
Деталь должна передавать (выдержи-
вать) различные нагрузки (статические,
циклические, тепловые и т. д.). Способ-
ность материала в конструкции сопро-
тивляться внешним воздействиям, т. е.
свойства материала, принято оценивать
меха Ц\и ческимц ха рьа к т е р и с-
тиками. Один и тот же материал может
иметь различные механические свойства
при различных скоростях нагружения и ус-
ловиях внешней среды (тёмпературных,
коррозионных, радиационных и др.).
Количественная оценка механических
свойств материалов производится путем
испытаний образцов в специальных испы-
тательных машинах при определенных ус-
ловиях. Размеры образцов и методики
проведения испытаний стандартизованы.
Рассмотрим основные конструкцион-
ные (механические) свойства и характе-
ристики материалов.
Прочность — свойство матерйала соп-
ротивляться нагрузкам без разрушения.
Ее оценивают пределом прочности ов —
6
максимальным условным напряжением,
которое выдерживает образец. Современ-
ные конструкционные материалы имеют
ав= ЮО-т-1500 МПа.
Деформируемость — свойство сопро-
тивляться изменению формы без разру-
шения. Характеристики деформируемости:
модуль упругости Е и коэффициент Пуас-
сона V. Для сталей и сплавов на
основе углерода Е = 2-105 МПа, для тита-
новых сплавов Е=1,Ы05 МПа, для алю-
миниевых сплавов Е = 0,78*105 МПа. Для
большинства конструкционных Материа-
лов v=0,3.
Упругость — свойство восстанавливать
форму и объем после снятия нагрузки.
Ее характеризуют пределом упругости
Оу. Вследствие трудности установления
значения этого показателя распространен
условный предел упругости оо.об — напря-
жение, при котором остаточное удлине-
ние образца достигает 0,05%.
Пластичность — свойство сохранять, не
разрушаясь, значительные пластические
деформации после устранения действия
внешних сил. Ее характеризуют рядом по-
казателей.
Предел текучести (условный)
по,2 — напряжение, при котором остаточ-
ное удлинение достигает 0,2% от расчет-
ной длины образца; часто обозначают от.
Значение предела текучести обычно исполь-
зуется в качестве верхней границы допус-
каемых напряжений для деталей машин.
Относительное удлинение
при разрыве 65 (удлинение, опреде-
ленное на образце, расчетная длина
которого в пять раз больше диаметра)
и относительное сужение при
разрыве ф (уменьшение площади
поперечного сечения при разрыве образ-
ца в сравнении с первоначальной) ха-
рактеризуют способность детали сопротив-
ляться без разрушения малоцикловым на-
грузкам.
Ударная вязкость ан также яв-
ляется механической характеристикой пла-
стичности сталей и сплавов. Ее исполь-
зуют для контроля свойств материалов,
склонных к хрупкому разрушению. Опре-
деляется работой, расходуемой для удар-
ного изгиба стандартного образца с кон-
центратором (надрезом) посредине, уста-
новленного на двух опорах. Для конструк-
ционных сталей обычно а/у —54-10
Дж/см*. Применение материалов с ан<
<2 Дж/см2 для изготовления деталей
машин допускается в редких случаях.
Параметры 65, ф и ан используют
для условного деления материалов на
пластичные и хрупкие.
Хрупкие материалы имеют низкие зна-
чения этих параметров (65^3%; ф^6%;
Дж/см2) и, как правило, высокую
прочность. Малейший поверхностный де-
фект (в виде царапины, риски, трещины)
является источником концентрации напря-
жений и вызывает образование микротре-
щин, ведущих к разрушению. Хрупкие
материалы сложны в производстве (для
механической обработки, сварки и др.).
Пластичные материалы имеют более вы-
сокие значения относительного удлинения
и сужения (65^6%; ф>10%; ан^Ь
Дж/см2). Благодаря этому они обладают
повышенным сопротивлением при действии
переменных нагрузок (особенно при нали-
чии концентрации напряжений), обраба-
тываются давлением (холодной или горя-
чей штамповкой и т. п.), хорошо свари-
ваются и поэтому в основном приме-
няются для изготовления Элементов кон-
струкций.
Однако не следует считать, что в совре-
менной технике применение хрупких мате-
риалов недопустимо. При правильном кон-
струировании (исключение сильных кон-
центраций напряжений и т. д.) для изго-
товления деталей используют порошковые
материалы, металлокерамику и другие эф-
фективные материалы.
Механические характеристики некото-
рых материалов приведены в табЛ. 1.1.
Энергоемкость — способность запасать
упругую энергию; является важным свой-
ством материалов для подвесок, пружин и
других деталей, воспринимающих динами-
ческие нагрузки (табл. 1.2). Материалы
с высокой энергоемкостью способны лучше
противостоять действию динамических на-
грузок.
Предел прочности, предел текучести и
другие характеристики определяют при по-
степенно возрастающих нагрузках. Они
служат для оценки статической прочности
деталей.
7
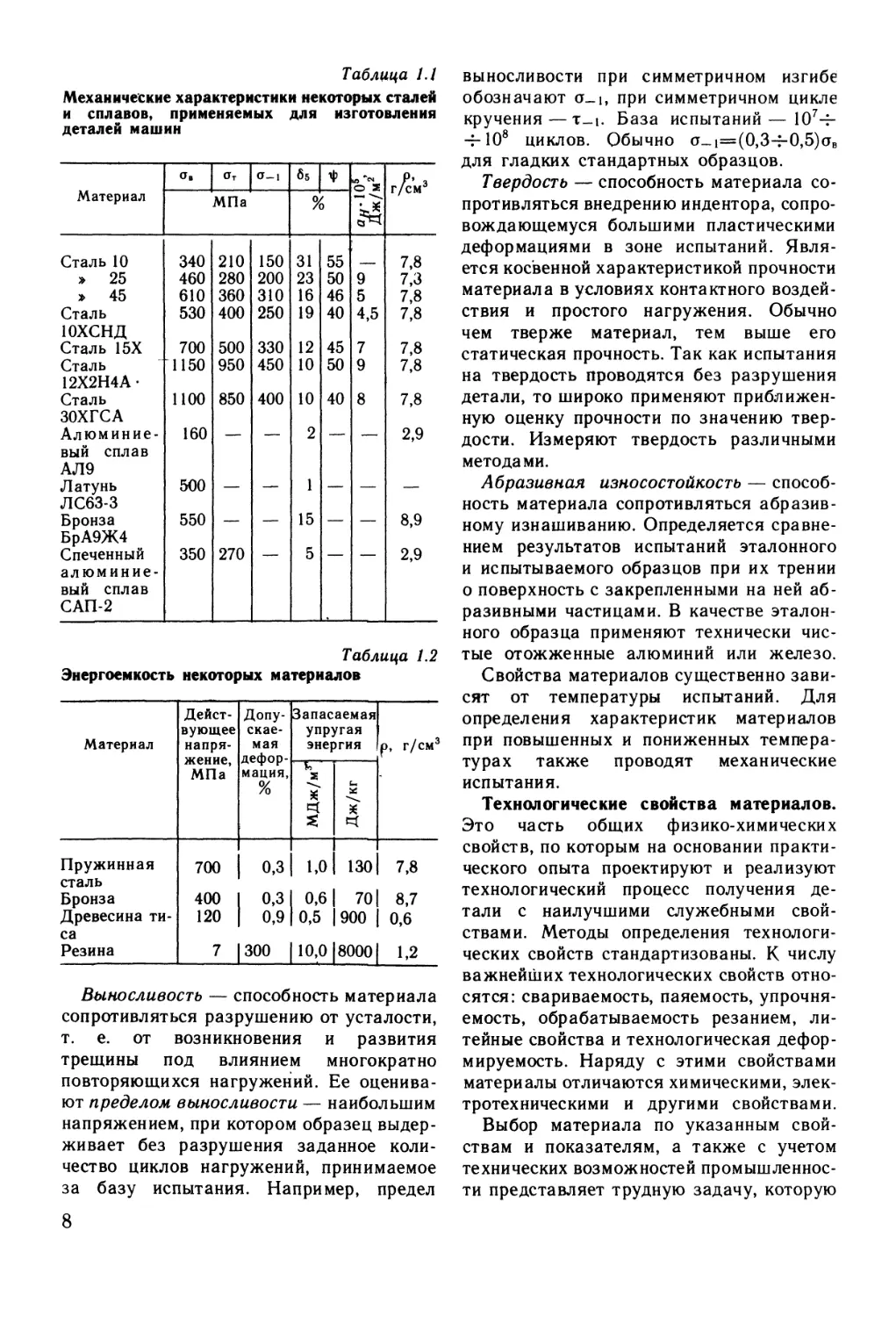
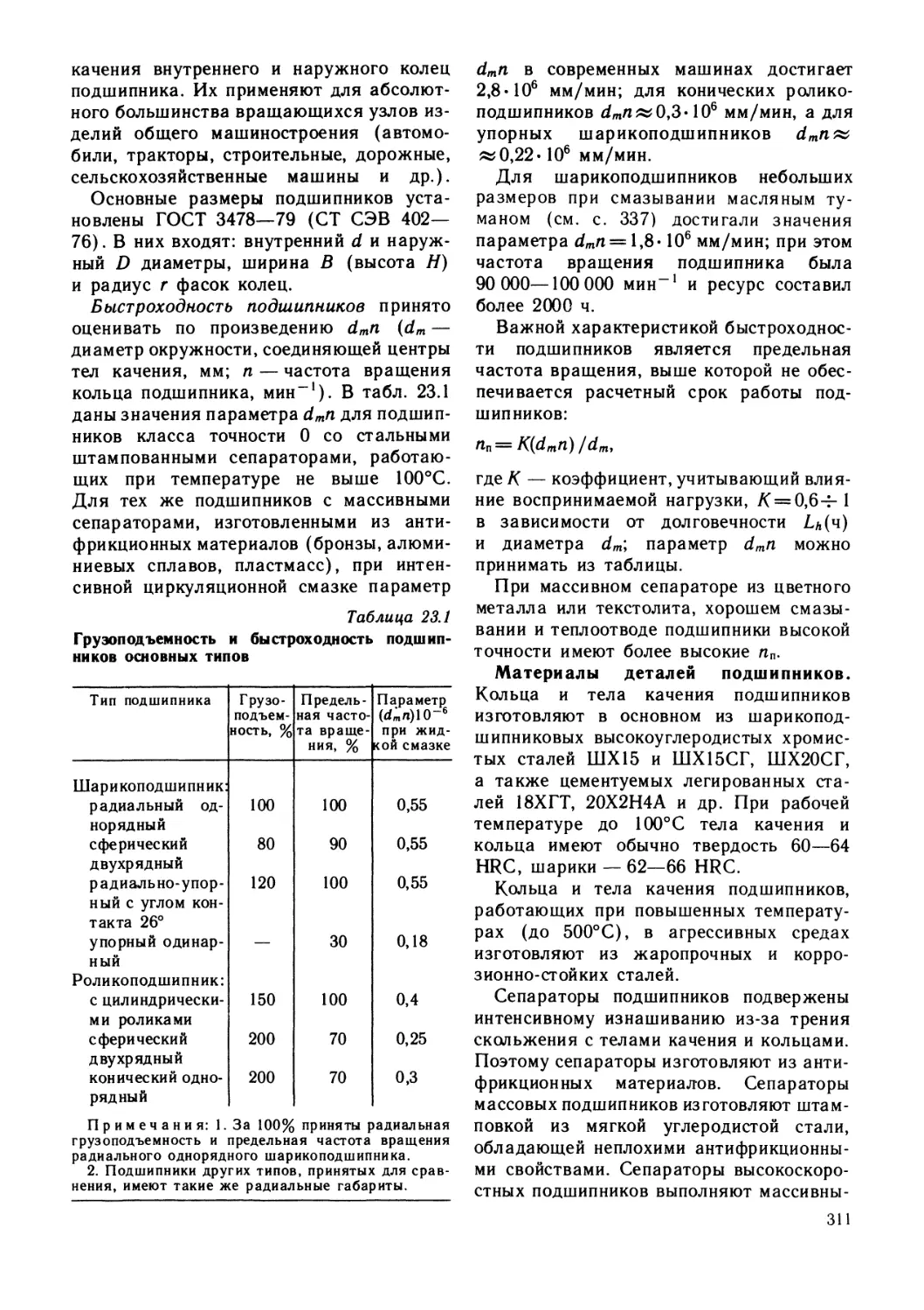
Таблица 1.1
Механические характеристики некоторых сталей
и сплавов, применяемых для изготовления
деталей машин
Ов От 0-1 65 ч> ю "сч » ЗЕ г/см3
Материал МПа °/ /0 П Дж/1
Сталь 10 340 210 150 31 55 7,8
» 25 460 280 200 23 50 9 7,3
» 45 610 360 310 16 46 5 7,8
Сталь 10ХСНД 530 400 250 19 40 4,5 7,8
Сталь 15Х 700 500 330 12 45 7 7,8
Сталь 12Х2Н4А • 1150 950 450 10 50 9 7,8
Сталь ЗОХГСА 1100 850 400 10 40 8 7,8
Алюминие- вый сплав АЛ9 160 — — 2 — — 2,9
Латунь ЛС63-3 500 — — 1 — — —
Бронза БрА9Ж4 550 — — 15 — — 8,9
Спеченный алюминие- вый сплав САП-2 350 270 5 2,9
Таблица 1.2
Энергоемкость некоторых материалов
Материал Дейст- вующее напря- жение, МПа Допу- скае- мая дефор- мация, % Запасаемая упругая энергия р, г/см3
МДж/м3^ Дж/кг
Пружинная сталь 700 0,3 1,0 130 7,8
Бронза 400 1 1 °’3| 1 0,6 1 1 70| 1 8,7
Древесина ти- са 120 1 0,91 | 0,5 1 900 I 1 0,6
Резина _LJ 1300 | [ 10,0 180001 Lu
Выносливость — способность материала
сопротивляться разрушению от усталости,
т. е. от возникновения и развития
трещины под влиянием многократно
повторяющихся нагружений. Ее оценива-
ют пределом выносливости — наибольшим
напряжением, при котором образец выдер-
живает без разрушения заданное коли-
чество циклов нагружений, принимаемое
за базу испытания. Например, предел
8
выносливости при симметричном изгибе
обозначают o_i, при симметричном цикле
кручения — т-1. База испытаний — 1074-
~108 циклов. Обычно о_1=(0,34-0,5)ов
для гладких стандартных образцов.
Твердость — способность материала со-
противляться внедрению индентора, сопро-
вождающемуся большими пластическими
деформациями в зоне испытаний. Явля-
ется косвенной характеристикой прочности
материала в условиях контактного воздей-
ствия и простого нагружения. Обычно
чем тверже материал, тем выше его
статическая прочность. Так как испытания
на твердость проводятся без разрушения
детали, то широко применяют приближен-
ную оценку прочности по значению твер-
дости. Измеряют твердость различными
методами.
Абразивная износостойкость — способ-
ность материала сопротивляться абразив-
ному изнашиванию. Определяется сравне-
нием результатов испытаний эталонного
и испытываемого образцов при их трении
о поверхность с закрепленными на ней аб-
разивными частицами. В качестве эталон-
ного образца применяют технически чис-
тые отожженные алюминий или железо.
Свойства материалов существенно зави-
сят от температуры испытаний. Для
определения характеристик материалов
при повышенных и пониженных темпера-
турах также проводят механические
испытания.
Технологические свойства материалов.
Это часть общих физико-химических
свойств, по которым на основании практи-
ческого опыта проектируют и реализуют
технологический процесс получения де-
тали с наилучшими служебными свой-
ствами. Методы определения технологи-
ческих свойств стандартизованы. К числу
важнейших технологических свойств отно-
сятся: свариваемость, паяемость, упрочня-
емость, обрабатываемость резанием, ли-
тейные свойства и технологическая дефор-
мируемость. Наряду с этими свойствами
материалы отличаются химическими, элек-
тротехническими и другими свойствами.
Выбор материала по указанным свой-
ствам и показателям, а также с учетом
технических возможностей промышленнос-
ти представляет трудную задачу, которую
конструктор часто решает вместе с мате-
риаловедом и технологом.
1.4. Элементы теории надежности
Составляющие надежности. Надеж-
ность, являясь сложным свойством, обус-
ловливается4 или слагается из более про-
стых свойств: безотказности, долговечнос-
ти, ремонтопригодности и сохраняемости.
Отказом называют нарушение рабо-
тоспособности издедия. Отказы следует от-
личать от неисправных состояний, при ко-
торых изделие не соответствует хотя бы
одному из требований технических усло-
вий, но сохраняет свою работоспособность.
Долговечность — свойство изде-
лия сохранять работоспособность до на-
ступления предельного состояния при уста-
новленной системе технического обслужи-
вания. Долговечность характеризуется
ресурсами.
Техническим ресурсом называют нара-
ботку изделия от начала эксплуатации
или ее возобновления после среднего
или капитального ремонта до наступле-
ния предельного состояния.
Назначенным (общетехническим) ре-
сурсом называют суммарную наработку
изделия, при достижении которой эксплу-
атация должна быть прекращена неза-
висимо от достояния изделия. Прекра-
щение эксплуатации связано в этом случае
с требованиями безопасности (возмож-
ностью наступления катастрофического от-
каза) или экономической целесообраз-
ностью. В пределах назначенного ресур-
са предусматривают один или несколько
ремонтов.
Ремонтопригодность — при-
способленность изделия к предупрежде-
нию, обнаружению и устранению отка-
зов и неисправностей проведением тех-
нического обслуживания и ремонта с отно-
сительно небольшими затратами (напри-
мер, возможность замены детали в эксплу-
атации и т. д.).
Сохраняемость — свойство изде-
лия сохранять требуемые эксплуатацион-
ные показатели в течение установленно-
го срока хранения, транспортирования и
после этого срока.
В зависимости от вида изделия на-
дежность может определяться всеми пере-
численными двойствами или частью их.
Например, надежность сварного и резьбо-
вого соединений, колеса зубчатой переда-
чи определяется их долговечностью, а
ткацкого станка или транспортного авто-
мобиля — долговечностью, безотказ-
ностью и ремонтопригодностью.
Основные показатели надежности. В
теории надежности разработаны различ-
ные качественные характеристики (пока-
затели) для оценки^ и прогнозирования
надежности изделий на различных ста-
диях (от проектного расчета до эк-
сплуатации), методы испытания на на-
дежность, системы наблюдения за надеж-
ностью изделий в эксплуатации.
Благодаря этому теория надежности
указывает эффективные пути обеспечения
заданного уровня надежности, способству-
ет повышению надежности машин. Для
оценки надежности машин и ее элементов
используется вероятностно-статистический
подход, удобный для изделий массового и
крупносерийного производства, которые
могут дать большой объем статистическо-
го материала по их надежности в Эк-
сплуатации.
Выбор нормируемых показателей надеж-
ности и их регламентация зависят от
назначения изделия, режимов его исполь-
зования, последствий отказов и других
факторов.
Одним из основных показателей надеж-
ности является вероятность P(t) безот-
казной работы в течение заданного
времени t или заданной наработки. Время
появления отказа рассматривают как
случайную величину. При этом вероят-
ность безотказной работы за время
Р(7)=Вер (/♦>/), где Вер означает ве-
роятность.
Если положить, что цз Nq изделий,
поступивших в эксплуатацию, к моменту
времени /г исправными рказались МИ(Л)
изделий, а остальные А/» (#,) изделий выбы-
ли из эксплуатации из-дд неисправности,
то вероятность безотказной работы
₽^)=^> (1-1)
а статистическая оценка вероятности
отказа
9
AUG
_Lv_=_P--±4-=1_р^ (1.2)
*o - "о
Вероятность P(t) можно рассматривать
как априорную (начальную) прогнозиру-
емую вероятность непрерывной работы
системы, которая была исправна в начале
работы (/=0). Если изделия проработали
без отказа время /, то вероятность безот-
казной работы в следующий период т опре-
делится как
Очевидно, что F(t) = Вер (/*</) являет-
ся функцией распределения случайной
величины t*.
Важной характеристикой надежности
является плотность распреде-
ления отказов
f/A_ dF(t) _ 1 dN^
Л ' dt NQ dt
представляющая собой по смыслу час-
тоту отказов, т. е. число отказов
в единицу времени («скорость» выбывания
изделий), отнесенное к первоначальному
числу изделий.
Приближенно частоту отказов в момент
времени — середина интервала Д4)
можно определить из соотношения
J----U.
N0 4
Очевидно, что функция распределения
отказов
(1-3)
(1-4)
t t
F(/) = f(t)dt=J\.f(f)dt,
— oo 0
так как время до появления отказа вели-
чина положительная.
Кроме вероятности P(t) показателем бе-
зотказной работы для невосстанавливае-
мых изделий, например разрушившейся
детали, является интенсивность
отказов, представляющая собой число
отказов в единицу времени, отнесенное к
числу исправных изделий в данный момент.
По аналогии с равенством (1.3) будем
иметь
МО
! dN,(f)
dt
(1-5)
или приближенно
Так как ^Д^«Д/,2 приближенно
равна общей наработке всех изделий за
время Д/о то интенсивность отказов
равна числу отказов, отнесенному к об-
щей наработке всех изделий в данном
интервале времени.
Интенсивность отказов полнее характе-
ризует надежность изделия в данный мо-
мент времени, чем частота отказов, так
как относится к фактически работающему
числу изделий.
Интенсивность отказов связана с плот-
ностью распределения отказов соотноше-
нием
М0=<- (1-7)
которое следует из равенств (1.1) и (1.3).
Плотность распределения позволяет
найти еще одну важную характеристику
надежности — среднюю наработ-
ку до отказа
оо
Тср=^К^, (1.8)
представляющую собой математическое
ожидание наработки изделия до первого
отказа.
Опыт эксплуатации показывает, что из-
менение ийтенсивности отказов по времени
для большинства узлов и машин носит
характер кривой, показанной на рис. 1.1.
Эту кривую можно условно разделить на
три характерных периода. Период I (при-
работка) имеет повышенную интенсив-
ность отказов из-за ранних (приработоч-
ных) отказов, обусловленных дефектами
Рис. 1.1.
Зависимость интенсивности отказов от времени
10
производства. Иногда с окончанием этого
периода связывают гарантийное обслужи-
вание изделий, когда устранение отказов и
восстановление работоспособности произ-
водятся за счет завода-изготовителя. В пе-
риод II (нормальная эксплуатация) интен-
сивность отказов уменьшается и изменяет-
ся незначительно, отказы носят случайный
характер (случайные отказы) и появляют-
ся внезапно, например, из-за усталостного
разрушения, неблагоприятного сочетания
внешних факторов и др., т. е. проис-
ходят от случайных факторов. Время
появления отказа не связано с предыду-
щей наработкой изделия.
Период III характеризуется увеличением
интенсивности отказов из-за усиленного
износа, старения элементов и других
причин, связанных с длительной эксплуа-
тацией.
Для выявления и отсеивания дефектов
в периоде I проводят сдаточные испытания
машин и узлов. Замена старых деталей
новыми целесообразна лишь в периоде III.
Профилактическая замена в периоде II
снижает надежность конструкции.
Ресурс изделия следует назначать в кон-
це периода II — начале периода III.
Отметим, что приведенные выше формулы
дают значения показателей безотказной
работы. Оценку этих значений получают
из наблюдений или испытаний изделий.
С увеличением объема опытных данных
точность оценки повышается. Для прибли-
женного определения показателей надеж-
ности можно использовать формулы (1.3)
и (1.6).
Основное уравнение теории надежности.
Продифференцировав равенство (1.1) и
полученное выражение разделив и умно-
жив на получим
dp __ NK(t) dNM
dt ~ No N^dt
или с учетом равенств (1.1) и (1.5)
dP/dt= -P(W)-
Разделяя переменные, получим
dP/P(t) — —k(f)dt; интегрируя обе части
этого равенства от 0 до t и принимая, что
при /=0 изделие находится в исправном
состоянии, т. е. Р(0) = 1, получим основное
уравнение теории надежности
—\ \(t}dt t
* =exp{-Jz(tyft}- (1-9)
Это уравнение связывает вероятность
безотказной работы с интенсивностью от-
казов, т. е. позволяет по интенсивности
отказов определить вероятность безотказ-
ной работы.
Пример. В эксплуатации с назначенным
ресурсом 1000 ч находилось 1000 редукторов,
из которых после наработки 50; 100; 150; 200;
250 ч общее число снятых соответственно было
20; 25; 35; 45; 50. Определить плотность
вероятности и интенсивность отказов за период
времени от 0 до 50 ч и вероятность безот-
казной работы за ресурс.
Решение. За первый период снято с эксплу-
атации 20 редукторов. По формуле (1.4) плот-
ность распределения отказов (для середины ин-
тервала)
«25) ~
1
*о д/(.
= —= 0,8
1000 25
10 Зч
По формуле (1.6) интенсивность отказов
«[среднее число исправных редукторов 7VH (25) =
= 1000- 0,5(0 4- 20) = 990]
1(25)«
1
0,807 • 10~3ч—1.
990 25
Вероятность безотказной работы за ресурс
Р(1000) = 1 -50/1000 = 0,95.
Статистические модели случайных вели-
чин. Для описания надежности машин не-
обходимо иметь статистические модели —
законы распределения F(t).
Обычно для получения такой модели
проводят испытания или наблюдения и со-
бирают информацию об отказах, а далее
методами математической статистики по
этим данным находят статистическую мо-
дель, описывающую явление.
Часто решают обратную задачу. Прини-
мают (на основании опыта или предложе-
ния) статистическую модель и методами
теории вероятности определяют показате-
ли надежности и прогнозируют характери-
стики надежности изделий.
11
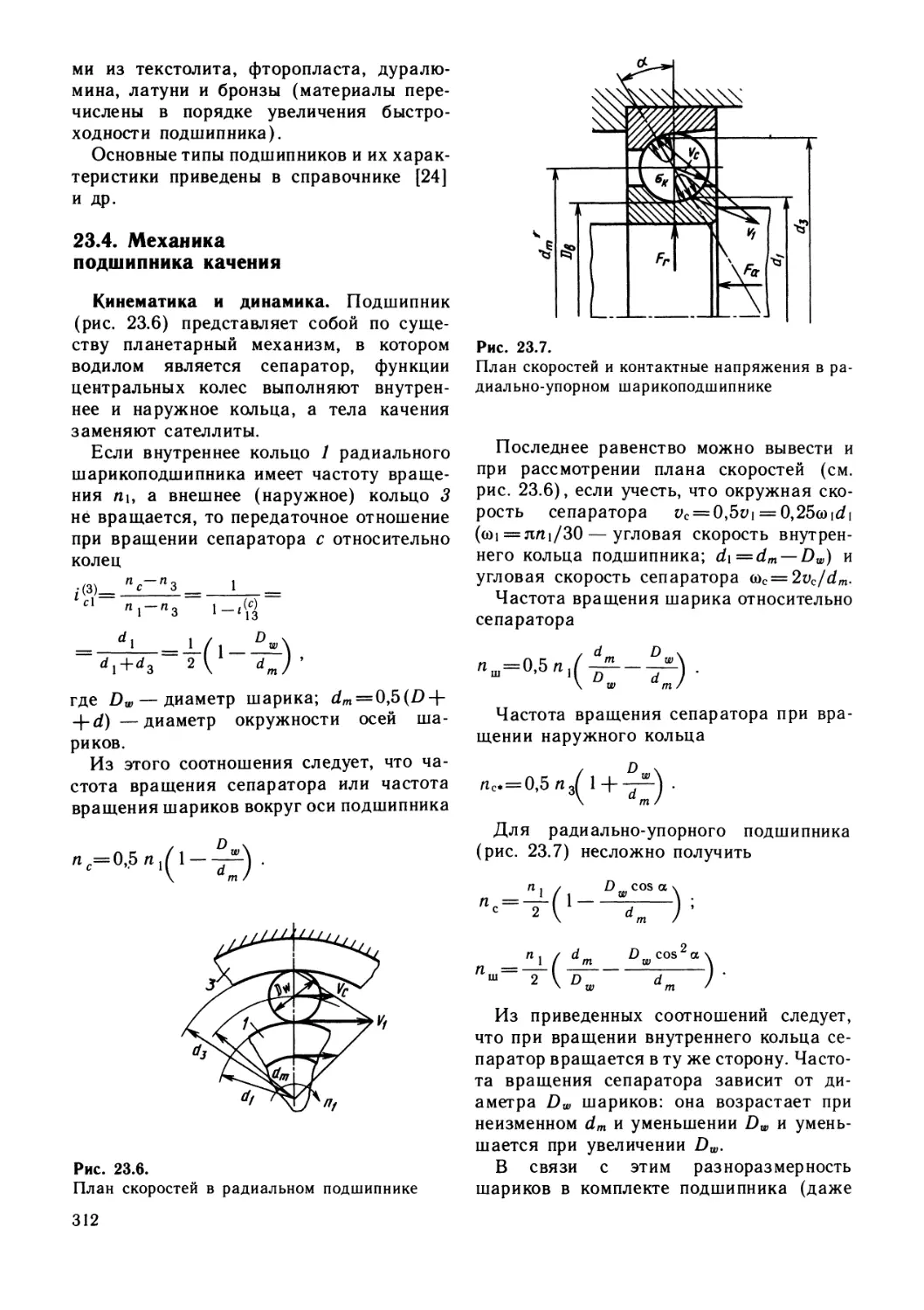
Рис. 1.2.
Экспоненциальное (а) и нормальное (б) распре-
деления времени безотказной работы
Рассмотрим два основных распределе-
ния, наиболее часто встречающихся при
оценке надежности машин.
Экспоненциальный закон
надежности справедлив для описа-
ния надежности машин при постоянной
интенсивности отказов Х(/) = Х, что соот-
ветствует (см. рис. 1.1) основному периоду
(периоду II) их эксплуатации.
В соответствии с формулой (1.9) веро-
ятность безотказной работы (рис. 1.2,а)
при случайных отказах
р(/)=е-х/.
(1-10)
Формула (1.10) выражает априорную
вероятность безотказной работы. Если
известно, что к моменту времени t сис-
тема была исправна (проработала без
отказа), то вероятность безотказной
работы в следующий период (т>/) можно
вычислить по формуле
р(/)=е-х(т-').
Плотность распределения отказов
(1.11)
и среднее время безотказной работы
Т
ср
(1-12)
При случайных отказах интенсивность
отказов в большей степени характеризует
надежность системы, чем вероятность бе-
зотказной работы, и часто принимается
как основной критерий надежности:
Х=1/Тср. (М3)
Здесь Гср — средняя наработка на один
отказ:
Tcp=/SA, (1-14)
где — суммарная наработка всех изде-
лий; k — общее число отказов.
Наработка, в течение которой изделие
остается исправным с заданной вероят-
ностью у процентов (гамма-процентный
ресурс),
р(у)==е х'7=о;О1у.
Логарифмируя полученное равенство,
найдем
Z7 = —Y°lx = rcp(-ln 0,01 у). (1.15)
Экспоненциальный закон надежности
позволяет определить число изделий, кото-
рые находятся в эксплуатации в момент
времени t (при /=0 в эксплуатацию
поступили Nq изделий):
№и(/)=;уое"'/Г=“6, (1.16)
где ТВыб — средняя наработка до выбыва-
ния изделия из эксплуатации (например,
в ремонт).
Число выбывших изделий
^ыб(/) = 1-^(0. (1.17)
Нормальное распределение
используют в теории надежности сравни-
тельно часто. Его применяют, если распре-
деление случайной величины зависит от
множества случайных факторов, влияние
каждого из которых невелико. В теории
надежности нормальное распределение ис-
пользуют для описания отказов. Плот-
ность распределения времени безотказной
работы
f(t)=—^=e 2S< , (1-18)
S р/ 2 л
где t — среднее значение времени; S/ —
среднее квадратическое отклонение.
12
Рис. 1.3.
Графики плотности нормального распределения
Плотность распределения отказов f(t)
при нормальном законе показана на
рис. 1.2,6, а нормальное распределение при
/=0 и различных St — на рис. 1.3,а.
Вероятность попадания случайной вели-
чины t в промежуток от а до b
(рис. 1.3, б)
Р(а</<6) =
(1-19)
Наработка до отказа (время) не может
быть отрицательной. Однако, если среднее
значение_ времени I значительно превы-
шает St(t>»3St), то отрицательная часть
распределения не имеет практического зна-
чения.
Вероятность безотказной работы в этом
случае
Р(/)=±_ф(^> (1.20)
где Ф — функция Лапласа.
Интенсивность отказов
о-о2
При больших t(f>t-\-2St)
1.5. ОБЩИЕ СХЕМЫ ПРОЕКТИРОВАНИЯ
И ОЦЕНКИ НАДЕЖНОСТИ ДЕТАЛЕЙ
МАШИН
Критерии работоспособности и основ-
ная задача проектирования. Работоспособ-
ность и надежность деталей являются
одними из главных условий эффективной
работы машин. И хотя причины отказов
деталей различны, многие из них выходят
из строя в связи с разрушениями (проч-
ностными отказами) и потерей геометри-
ческой формы и размеров (износовыми от-
казами). Прочностную и триботехничес-
кую надежность деталей и узлов машин
характеризуют рядом показателей — кри-
териев, важнейшими среди которых явля-
ются: прочность, жесткость, износостой-
кость, вибростойкость и др.
Обеспечение прочностной и триботехни-
ческой надежности, т. е. предотвращения
преждевременных разрушений деталей и
их рабочих поверхностей, является, таким
образом, основной задачей проектирова-
ния и состоит в выборе материалов (с
учетом технологии изготовления и обра-
ботки) и размеров деталей по указанным
критериям.
Для решения задачи проектирования ис-
пользуют уравнения, описывающие усло-
вия функционирования детали в узле
(например, уравнения равновесия, сов-
местности перемещений и т. д.) и назы-
ваемые уравнениями связи. Эти уравнения
выражают зависимость показателя ра-
ботоспособности от внешней нагрузки,
материала и размеров детали. Последние
выступают в этом случае как переменные
проектирования, зависящие от внешней
нагрузки и предельных значений крите-
рия работоспособности.
При наличии нескольких переменных
проектирования и критериев работоспособ-
ности задача оказывается сложной из-
за многовариантности решений. Для упро-
щения решения уменьшают число пере-
менных проектирования, устанавливая на
основе накопленного опыта проектирова-
ния и эксплуатации подобных машин
эмпирические соотношения между этими
переменными. При расчете и проектиро-
вании деталей обычно используют один
или два критерия работоспособности, а
остальные критерии удовлетворяются, как
правило, заведомо или не имеют прак-
тического значения для рассматриваемых
деталей. Это обстоятельство также упро-
щает проектирование деталей.
В связи со сложностью проектирования
13
и оценки надежности деталей эту работу
выполняют обычно в три этапа: предва-
рительное определение по критериям рабо-
тоспособности размеров детали; конструи-
рование детали; оценка надежности дета-
ли.
Схемы оценки надежности деталей.
Простейшие оценки прочностной и трибо-
технической надежности деталей машин
основаны на опыте проектирования и эк-
сплуатации подобных конструкций:
Птах< И, (1.21)
где отах — наибольшее действующее нап-
ряжение; [о] — допускаемое напряжение
для детали данного типа, изготовленной
в определенных условиях.
Хотя это неравенство не дает в яв-
ном виде представления о степени на-
дежности детали, оно выражает собой
условие предотвращения прочностных
(триботехнических) отказов в эксплуа-
тации.
Показателем прочностной надежности
принято считать вероятность отказа (или
вероятность безотказной работы) детали.
В настоящее время этот показатель ис-
пользуют сравнительно часто для оценки
прочностной надежности деталей.
Рассмотрим общую схему определения
вероятности разрушения детали. Предпо-
ложим, что напряжения, действующие в
опасной точке (сечении) детали, имеют
рассеяние из-за непостоянства внешней
нагрузки, особенностей конструкции или
других обстоятельств.
Предельное напряжение, характеризу-
ющее «возможности» материала детали,
также является случайной величиной. Если
известны функции плотности распределе-
ния f(o) и f(on) для действующих и
предельных напряжений (рис. 1.4), то ве-
Определение вероятности разрушения детали
роятность разрушения детали, считая со-
бытия независимыми,
Рразр:=/>(а>ак)Р(ап<(Тк) =Ai +А2, (1.22)
где ак — напряжение в точке пересече-
ния кривых плотностей распределения;
А\ и А2 — площади заштрихованных
участков.
Предположим, что напряжения распре-
делены по нормальному закону. Тогда ве-
роятность того, что значение случайной
величины о будет больше заданного зна-
чения ок, определяется из соотношения
(1.19), если положить Ь=оо и учесть
Ф(оо) = 1/2:
р(“>».)-Т-ф(ЧА)
Вероятность
Р(СТп<°к) = у+Ф(-^у1) ,
так как в этом случае в равенстве
(1.19) следует принять а= — оо и
ф(-оо) = -1/2.
С учетом этих равенств вероятность
разрушения
(1.23)
где о и ап — средние значения действую-
щих и предельных напряжений; и Sn< —
средние квадратические отклонения в рас-
пределениях действующих и предельных
напряжений.
Из рис. 1.4 видно, что для уменьше-
ния вероятности разрушения (повышения
надежности) необходимо увеличивать пре-
дельные напряжения (расстояние оп—
— о), а также уменьшать средние квадра-
тические отклонения действующих St
и предельных 5П/ напряжений (кривые
становятся острее, см. рис. 1.3,а; площади
Ai и А2 уменьшаются).
Допускаемые значения вероятностей
разрушения отдельных деталей и узлов
устанавливают исходя из степени ответ-
ственности и опыта эксплуатации подоб-
ных конструкций. Так, например, долго-
14
вечность подшипников качения по катало-
гу гарантирует наработку, в течение кото-
рой 90% изделий отработают без появле-
ния признаков усталости.
Вероятность безотказной работы меха-
нической системы. Механическая система
состоит обычно из совокупности простых
(самостоятельных) элементов (передаточ-
ных механизмов, муфт, опор и т. д.),
связанных между собой кинематической
цепью. Схематически соединение элемен-
тов может быть последовательным, парал-
лельным и смешанным. Вероятность безот-
казной работы всей системы при после-
довательном соединении п независимых
элементов
p? = PxP2...Pn. (1.24)
Если некоторый узел содержит i парал-
лельно соединенных элементов, то вероят-
ность безотказной работы этого узла
Р=1-(1-Р1)(1-Р2)...(1 -/>.). (1.25)
Из формул (1.24) и (1.25) следует,
что надежность сложной системы при
последовательном соединении элементов
меньше надежности любого из его элемен-
тов и снижается с увеличением числа
элементов.
Резервирование (параллельное соедине-
ние элементов) существенно повышает на-
дежность системы, но усложняет ее.
Для приближенной оценки надежности
механической системы можно использо-
вать экспоненциальный закон распределе-
ния времени между отказами.
Тогда в соответствии с формулой (1.9)
для системы с последовательным соедине-
нием элементов
^s=exP(-M’
п
где Х2 = 2 \ “ интенсивность отказов
t=i
всей системы; X/ — интенсивность отказов
элемента.
Средние значения интенсивностей отка-
зов X составляют: 0,2*106 ч-1 для одно-
ступенчатых редукторов; 1,5*106 ч-1 для
подшипников качения; 15-106 ч-1 для ре-
менных передач.
Пример. Определить вероятность безот-
казной работы одноступенчатого цилиндри-
ческого редуктора при известных значениях
вероятностей безотказной работы всех эле-
ментов. Кинематическая цепь редуктора вклю-
чает в себя: быстроходный вал Р\ =0,999;
шариковые подшипники Р2 = Р3== 0,9995; шес-
терню Р4= 0,999; шпоночное соединение Р5 =
=0,999; выходной вал Рь = 0,999; шариковые
радиальные подшипники Р7 = Р6 = 0,9995; коле-
со Рд=0,999; шпоночное соединение Рю =
= 0,999; масло, осуществляющее смазывание
(функциональный элемент), Pi 1=0,99995; кор-
пус редуктора Р,2 = 1.
Решение: P2=Pi Р2Рз..Р12=0,992.
Некоторые пути повышения надежно-
сти деталей и узлов машин. Теория надеж-
ности и инженерный опыт создания машин,
приборов и аппаратов указывают основные
пути повышения надежности на всех эта-
пах (от проектирования до технической
эксплуатации машин). Укажем лишь ос-
новные способы повышения надежности
деталей и узлов на этапе проектиро-
вания.
1. Обоснованный выбор материала дета-
ли. Материал детали должен лучшим об-
разом удовлетворять возможностям ее ав-
томатизированного производства и усло-
виям эксплуатации. Это обеспечит ста-
бильность (малое рассеяние) механичес-
ких характеристик, поверхностных слоев
и самой детали. Предпочтение следует
отдавать материалам, упрочняемым де-
формационными, термическими и физико-
химическими методами, а также компози-
ционным материалам с высокой удельной
прочностью.
2. Обоснованное назначение размеров
деталей. Нагруженные детали конструкций
подвергают тщательному расчету на стати-
ческую прочность, сопротивление усталос-
ти и износостойкость, учитывают характер
изменения нагрузок в эксплуатации и не-
благоприятные внешние воздействия (тем-
пература, влажность и т. п.), минималь-
ную прочность материала. Точность рас-
четов наиболее ответственных деталей
проверяют экспериментально на моделях
и опытных образцах, определяя их рабо-
тоспособность. Совершенствование мето-
дов расчета напряжений и деформаций
в деталях, а также критериев прочности,
износостойкости и экспериментальных
методов исследования является одним из
важнейших условий создания надежных
15
и экономичных конструкций. Эти пути
позволяют уменьшить множители в урав-
нении (1.22) и сократить объем доводом-’
ных работ при опытной и в начале тех-
нической эксплуатации изделий.
3. Компоновка узла изделия с мини-
мально возможным числом деталей (эле-
ментов), среди которых должно быть
максимально возможное число проверен-
ных практикой элементов [см. соотноше-
ние (1.24)]. Эффективными оказывают-
ся конструкции, построенные из автоном-
ных узлов с широким использованием стан-
дартных деталей.
4. Обеспечение высокой контролеспо-
собности деталей узлов и конструкций при
изготовлении деталей, сборке и в эксплуа-
тации (оснащение при необходимости кон-
трольной аппаратурой, обеспечение воз-
можности визуального осмотра и контро-
ля) .
5. Оснащение конструкций устройства-
ми, предусматривающими предотвращение
возможности возникновения катастрофи-
ческих отказов (ограничение возрастания
частоты вращения, вращающего момента
и т. п.), и сигнальными устройствами,
предупреждающими о нарушении нор-
мальной работы (световые сигналы и т. п.).
6. Разработка системы технических ос-
мотров и обслуживания конструкций.
деталями составляет важную особенность
расчетов и проектирования деталей машин.
2.2. Сопряжения деталей машин
и задачи их расчета
Сопряжения деталей машин. Передача
сил между деталями машин происходит
по сопряженным (контактирующим) по-
верхностям, образующим силовые со-
пряжения. При этом силовое «замы-
кание» деталей реализуется в конструк-
циях обычно двумя методами: формозапи-
ранием (зацеплением) и сцеплением
(фрикционным, электромагнитным и др.).
В зависимости от характера взаимного
перемещения под нагрузкой сопрягаемых
поверхностей деталей различают сопряже-
ния подвижные и неподвижные. Под-
вижные сопряжения характеризуются вза-
имными перемещениями сопряженных то-
чек* и поверхностей контакта, обусловлен-
ными деформациями деталей и, преиму-
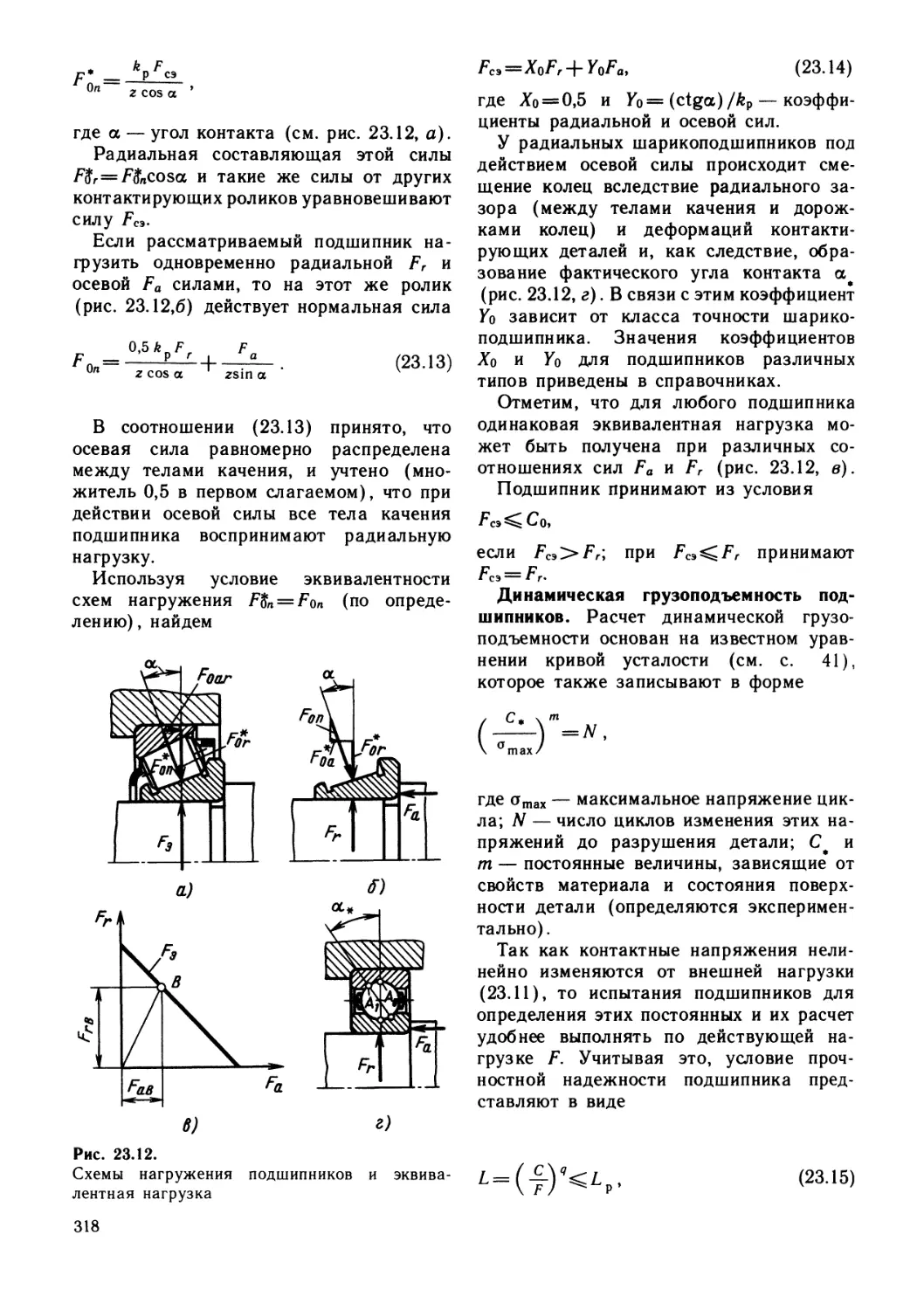
щественно, кинематикой узла. Подвижные
сопряжения встречаются в конструкциях
машин довольно часто, например, в зуб-
чатых (рис. 2.1, а) и винтовых (рис. 2.1, б)
передачах, подшипниках качения (рис.
2.1, в), муфтах (рис.2.1, г) и ,др. Не-
подвижные сопряжения допускают взаим-
* Имеют общую внешнюю нормаль к по-
верхностям контакта.
Глава 2
ОСНОВЫ МЕХАНИКИ
СОПРЯЖЕНИЙ ДЕТАЛЕЙ
МАШИН
2.1. Общие сведения
Для оценки прочностной и триботех-
нической надежности необходимо знать
максимальные напряжения в точках (се-
чениях) деталей. Методы курса «Сопро-
тивление материалов» позволяют опреде-
лить напряжения от заданных нагрузок в
сечениях стержней, пластинок и оболочек
(моделях формы деталей), удаленных от
зон нагружения. Между тем отдельные де-
тали, передавая нагрузку и движение,
взаимосвязаны, и это оказывает сущест-
венное влияние на их работоспособность.
Учет характера передачи нагрузки между
Рис. 2.1.
Подвижные сопряжения в конструкциях машин
16
ные смешения сопряженных точек контак-
та лишь в результате деформации де-
талей под нагрузкой. Они тоже широко
распространены в узлах машин. Их об-
разуют путем фиксации взаимного поло-
жения сопрягаемых деталей также фор-
мозапиранием или сцеплением, которую
реализуют в узлах различными конструк-
тивными способами. Например, неподвиж-
ное сопряжение пцлумуфты 1 (см. рис.
2.1, г) и вала 2 образовано путем упора
полумуфты ц бурт вала (осевая фиксация
в направлении силы Fa) и шпонку 3
(фиксация в окружном направлении для
передачи вращающего момента Т).
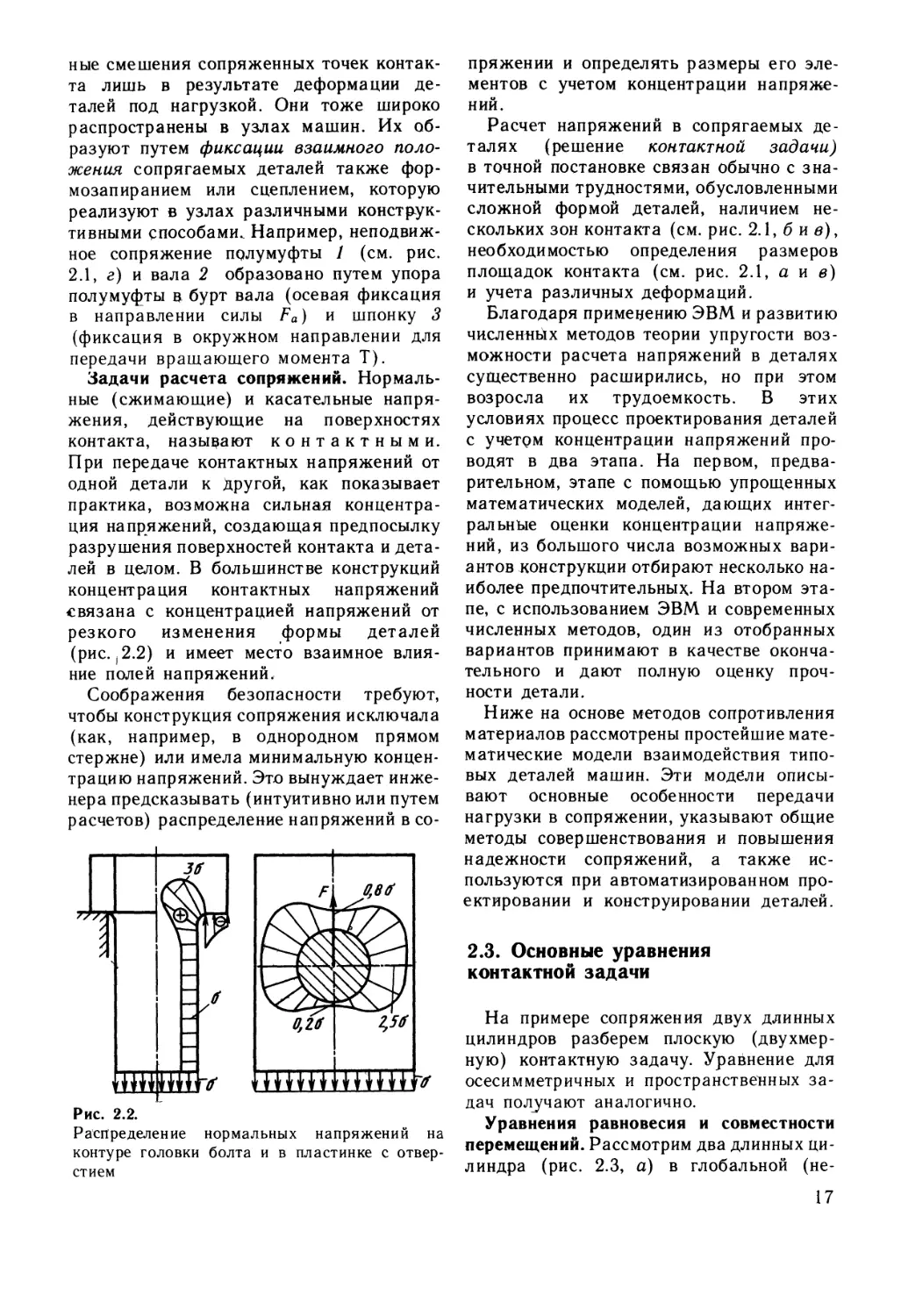
Задачи расчета сопряжений. Нормаль-
ные (сжимающие) и касательные напря-
жения, действующие на поверхностях
контакта, называют контактными.
При передаче контактных напряжений от
одной детали к Другой, как показывает
практика, возможна сильная концентра-
ция напряжений, создающая предпосылку
разрушения поверхностей контакта и дета-
лей в целом. В большинстве конструкций
концентрация контактных напряжений
связана с концентрацией напряжений от
резкого изменения формы деталей
(рис. (2.2) и имеет место взаимное влия-
ние полей напряжений.
Соображения безопасности требуют,
чтобы конструкция сопряжения исключала
(как, например, в однородном прямом
стержне) или имела минимальную концен-
трацию напряжений. Это вынуждает инже-
нера предсказывать (интуитивно или путем
расчетов) распределение напряжений в со-
Расп ре деление нормальных напряжений на
контуре головки болта и в пластинке с отвер-
стием
пряжении и определять размеры его эле-
ментов с учетом концентрации напряже-
ний.
Расчет напряжений в сопрягаемых де-
талях (решение контактной задачи)
в точной постановке связан обычно с зна-
чительными трудностями, обусловленными
сложной формой деталей, наличием не-
скольких зон контакта (см. рис. 2.1, б и в),
необходимостью определения размеров
площадок контакта (см. рис. 2.1, а и в)
и учета различных деформаций.
Благодаря применению ЭВМ и развитию
численных методов теории упругости воз-
можности расчета напряжений в деталях
существенно расширились, но при этом
возросла их трудоемкость. В этих
условиях процесс проектирования деталей
с учетрм концентрации напряжений про-
водят в два этапа. На первом, предва-
рительном, этапе с помощью упрощенных
математических моделей, дающих интег-
ральные оценки концентрации напряже-
ний, из большого числа возможных вари-
антов конструкции отбирают несколько на-
иболее предпочтительных. На втором эта-
пе, с использованием ЭВМ и современных
численных методов, один из отобранных
вариантов принимают в качестве оконча-
тельного и дают полную оценку проч-
ности детали.
Ниже на основе методов сопротивления
материалов рассмотрены простейшие мате-
матические модели взаимодействия типо-
вых деталей машин. Эти модели описы-
вают основные особенности передачи
нагрузки в сопряжении, указывают общие
методы совершенствования и повышения
надежности сопряжений, а также ис-
пользуются при автоматизированном про-
ектировании и конструировании деталей.
2.3. Основные уравнения
контактной задачи
На примере сопряжения двух длинных
цилиндров разберем плоскую (двухмер-
ную) контактную задачу. Уравнение для
осесимметричных и пространственных за-
дач получают аналогично.
Уравнения равновесия и совместности
перемещений. Рассмотрим два длинных ци-
линдра (рис. 2.3, а) в глобальной (не-
17
Рис. 2.3.
Упругий контакт цилиндров
подвижной в пространстве) системе коор-
динат xOz. В ненагруженном состоянии
они будут контактировать по линии, па-
раллельной их осям; след линии на плос-
кости чертежа — совмещенные точки Вт
и В2- Вблизи этих точек возьмем на
цилиндрах точки С\ и С2, имеющие рав-
ные абсциссы (% = £). Допустим, что эти
точки являются сопряженными, т. е. вхо-
дят в контакт при нагружении. Их поло-
жение на цидцндрах характеризуется век-
торами г\ =0С1 и г2 = 0и2, а «зазор» меж-
ду ними показывает вектор
т] = С2С1 = Г] — г2.
Приложим к цилиндрам равномерно рас-
пределенные по образующим радиальные
сжимающие нагрузки р так, как показано
на рис. 2.3, б. Для упрощения задачи
примем, что силы трения (сцепления) в
контакте малы и ими можно пренебречь.
Тогда нагрузка вызовет деформацию и на
поверхности сопряжения шириной 2а будут
действовать нормальные контактные на-
пряжения q(x). Из условия равновесия
одного из цилиндров получим уравнение
а
q(x)dx , (2.1)
— а
где а — полуширина площадки контакта.
Предположим, что в результате дефор-
мации точки С| и С2 переместятся относи-
тельно исходного в положение Ci* и С2*,
получив перемещения Ai = CiCi* и Д2 =
= С2С2* (см. рис. 2.3, б) в «тело» соот-
ветствующего цилиндра, и войдут в кон-
такт.
Обозначая через г\* и г2* векторы точек
Ci* и С2*, можем записать
71.= F, + ^1; r2.= r2+K2. (2.2)
Учитывая, что сопряженные точки вой-
дут в контакт при условии
Г1* = Г2*,
из равенств (2.2) найдем
Г\ -|- Д1 = г2 + Д2,
откуда
г] = Д2 — Д1. (2.3)
Равенство (2.3) выражает собой усло-
вие совместности перемещений (дефор-
маций) контактирующих цилиндров в гло-
бальной системе координат. Оно показы-
вает, что начальный зазор между сопря-
женными точками выбирается при нагру-
жении цилиндров за счет их деформаций.
Отметим, что для цилиндров неодинако-
вых радиусов точки Ci и С2 оказываются
несопряженными, т. е. их абсциссы при
условии (2.3) не совпадают из-за неравен-
ства проекций на ось х перемещений
Д1 и Д2. В этом случае условие контакта
можно принять в форме
z(Ci*) = z(C2*),
что соответствует попаданию этих точек
в зону контакта (см. рис. 2.3, б).
Такое условие контакта оказывается
достаточно точным, так как при малых
деформациях цилиндров ширина площад-
ки контакта настолько мала, что ординаты
расчетной точки, например Ci, и соответ-
ствующей ей сопряженной точки С\с при-
близительно равны, т. е. т|1жт)1с (см.
рис. 2.3, а). Координаты сопряженных
точек можно определить лишь в резуль-
тате решения контактной задачи.
Для совместного решения уравнений
(2.1) и (2.3) следует задать зависимость
перемещений точек цилиндра от дей-
18
ствуютих на него сил. Такие зависимости
обычно определяют относительно локаль-
ной, жестко связанной с ним системы ко-
ординат. И для решения задачи в этом
случае необходимо связать перемещения в
глобальной и локальной системах коор-
динат.
В некоторых точках, например, 01 и
О2, цилиндров вдали от зоны контакта
зафиксируем локальные (местные) си-
стемы координат xiOiZi и X2O2Z2 (см. рис.
2.3, а). Тогда векторы
ri=00i4-7?i; г 2 = ОО2R2> (2-4)
—> —
где 001 и 00г — векторы, показывающие
положение местных осей координат в
глобальной системе xOz; Ri и R2 — век-
торы, характеризующие положение точек
Ci и С2 цилиндров в местных системах
координат.
Под действием внешних сил р цилинд-
ры получат деформации, сопряженные
точки войдут в контакт, а начала 01 .и 0г
местных осей координат вместе с цилинд-
рами переместятся вдоль оси 0z (благода-
ря симметрии) в положения 01* и О2* со-
ответственно (см. рис. 2.3, б). Векторы
сопряженных точек цилиндров в дефор-
мированном состоянии.
Г|* = оЬ1*4~/?i*; ^2*= 0^2*4“Rz** (2.5)
Из уравнений (2.4) и (2.5) найдем
П*— Г!=об1* — 0б14-/?1* — /?г, (2 6)
Г2* — 1"2 — 0^2* — 062 4~ Rz* — Rz-
Перемещения 67б1* = бб1* — 061 = Si и
6262* = 0б2* — 662 = 62 называют кинемати-
ческими, так как они показывают переме-
щения в глобальной системе координат
цилиндров как жестких тел.
Обозначим векторы перемещений со-
пряженных точек цилиндров в местных
осях координат через AiM и ^2м:
А1м = /?1* — R\‘, А2м = /?2* — /?2.
Учитывая принятые обозначения, из
соотношений (2.6) найдем
т|4“61 — б2 = Л2м — Д1М. (2.7)
Уравнение (2.7) также выражает собой
условие совместности деформаций цилинд-
ров. Но, в отличие от уравнения (2.3),
перемещения AjM и Д2м точек цилиндров
определяются в местных осях координат.
Сопоставляя уравнения (2.3) и (2.7),
получим
*2=§2+*2м-
Из последних соотношений следует, что
абсолютное перемещение некоторой точки
Ct (/=1; 2 — номер цилиндра), т. е. ее
перемещение в глобальной системе коор-
динат, можно условно представить в виде
алгебраической суммы относительного и
переносного перемещений. В переносном
смещении цилиндра как жесткого цело-
го точка Ct перемещается на значение
6, и занимает положение C't (см. рис. 2.3, б).
Относительное перемещение из положения
С' в точку С,* происходит за счет де-
формации z-ro цилиндра в местной систе-
ме координат (см. рис. 2.3, б).
Вводя в рассмотрение проекции векто-
ров Я, Aim и &2м на оси координат и учи-
тывая знаки перемещений, запишем урав-
нение (2.7) в виде
z(Ci)-z(C2) = 6i + e2-(vi + y2), (2-8)
где и с2 — проекции на оси z\ и Z2
перемещений точек G и С2 в местных
системах координат.
Так как при х = 0, т. е. для точки В,
Л=0, то 61 4-62 = vг(0)4-У|(0), т. е. сбли-
жение цилиндров в глобальной системе
координат под нагрузкой равно арифмети-
ческой сумме наибольших смещений сопря-
женных точек и Вг в результате де-
формации.
Учитывая это равенство, перепишем
уравнение (2.8) в виде
[и ,(х) + v2(x)] — [и 1(0) + v2(0)] = i](x). (2.9)
Отметим, что уравнение (2.9) является
общим для контактных задач; оно может
использоваться при расчете тел произволь-
ной формы.
Граничные условия задачи. Система
уравнений равновесия и совместности
перемещений позволяет получить решение
19
контактной задачи лишь при известных
размерах площадки контакта — пределах
интегрирования в уравнении равновесия
(2.1). Во многих практических важных за-
дачах размеры площадки контакта заранее
^неизвестны. ДЛя их определения система
^равИений (2.1) и (2.8) дополняется огра-
ничениями, отражающими условия взаи-
модействия, на краях сопряжения, — гра-
ничными условиями.
Для большинства контактных задач ти-
пично граничное условие
q(C^a) >0.
Контактным напряжениям, направлен-
ным в сторону внутренней нормали к по-
верхности, присвоен знак плюс.
Связь между силовыми факторами и
перемещениями. Для решения задйчи не-
обходимо выразить смещения в уравнении
(2.8) через силовые факторы, действую-
щие на тело (внешнюю силу и кон-
тактные напряжения в рассматриваемом
примере).
Приведенные выше уравнения совмест-
ности перемещений и равновесия одинако-
вы как для точного, так и для прибли-
женного решения. Достигаемая точность
решения задачи определяется классом (ти-
пом) расчетных моделей материала и фор-
мы деталей, т. е. принятой зависимостью
перемещений точек модели от действую-
щих На нее усилий v = g{q) или, наоборот,
^=4>(v)
2.4. Расчётные модели
деталей машин
Основные понятия. Моделью детали при-
нято называть совокупность представ-
лений, зависимостей, условий и огра-
ничений, служащих для ее описания.
При построении модели учитывают наи-
более значимые факторы и отбрасывают
несущественные обстоятельства, идут на
компромисс между полным и адекватным
описанием формы детали, ее материала
и условйй работы.
В зависимости от требований, предъяв-
ляемых к расчету Детали, ее модель может
иметь различную структуру, форму пред-
ставления и т. п., т. е. одной и той же
детали можно поставить в соответствие
20
несколько расчетных моделей, отличаю-
щихся друг от друга точностью учета
реальных условий работы. При этом сни-
жение класса расчетной модели (упро-
щение модели) эквивалентно «смягчению»
граничных условий (упрощению условий
взаимодействия тел).
Существенно, что одной и той же мате-
матической моделью нередко можно опи-
сать особенности работы ряда деталей.
Для оценки точности математических
моделей деталей и конструкций выполняют
экспериментальные исследования или про-
водят расчеты по более совершенным рас-
четным моделям.
Модели материала. Инженерная модель
материала представляет, как правило,
однородную сплошную среду независимо
от особенностей микроструктуры и объема,
выделенного из тела. Такое «осреднение»
свойств материала оказалось возможным
потому, что размеры конструкций несоиз-
меримо превышают структурные образова-
ния материалов (молекулы и т д.)
Инженерная модель отличается от физи-
ческой и инженерно-физической моделей
материала, в которых материал пред-
ставляется в виде кристаллической решет-
ки, совокупности зерен, волокон и т. д.
Принято считать, что сплошная среда
непрерывно заполняет отведенный ей
объем и к ней применима для анализа
теория непрерывных функций Модель ма-
териала цаделяется свойствами, присущи-
ми конструкционным материалам (упру-
гостью, пластичностью, ползучестью и
др-)
Большинство металлических материалов
принимают изотропными, т е предпола-
гают, что свойства любого объема,
выделенного из тела, одинаковы в раз-
личных направлениях (не зависят от
исходной угловой ориентации)
Ряд конструкционных материалов (ком-
позиционные материалы, ткани и др.)
являются анизотропными, т е обладают
различными свойствами (например, проч-
ностью) по различным направлениям.
Модели формы. Геометрическая форма
деталей машин обычно чрезрычйно слож-
на, Учет всех особенностей фррмы тел
часто нецелесообразен или технически не-
возможен (из-за вычислительных труд
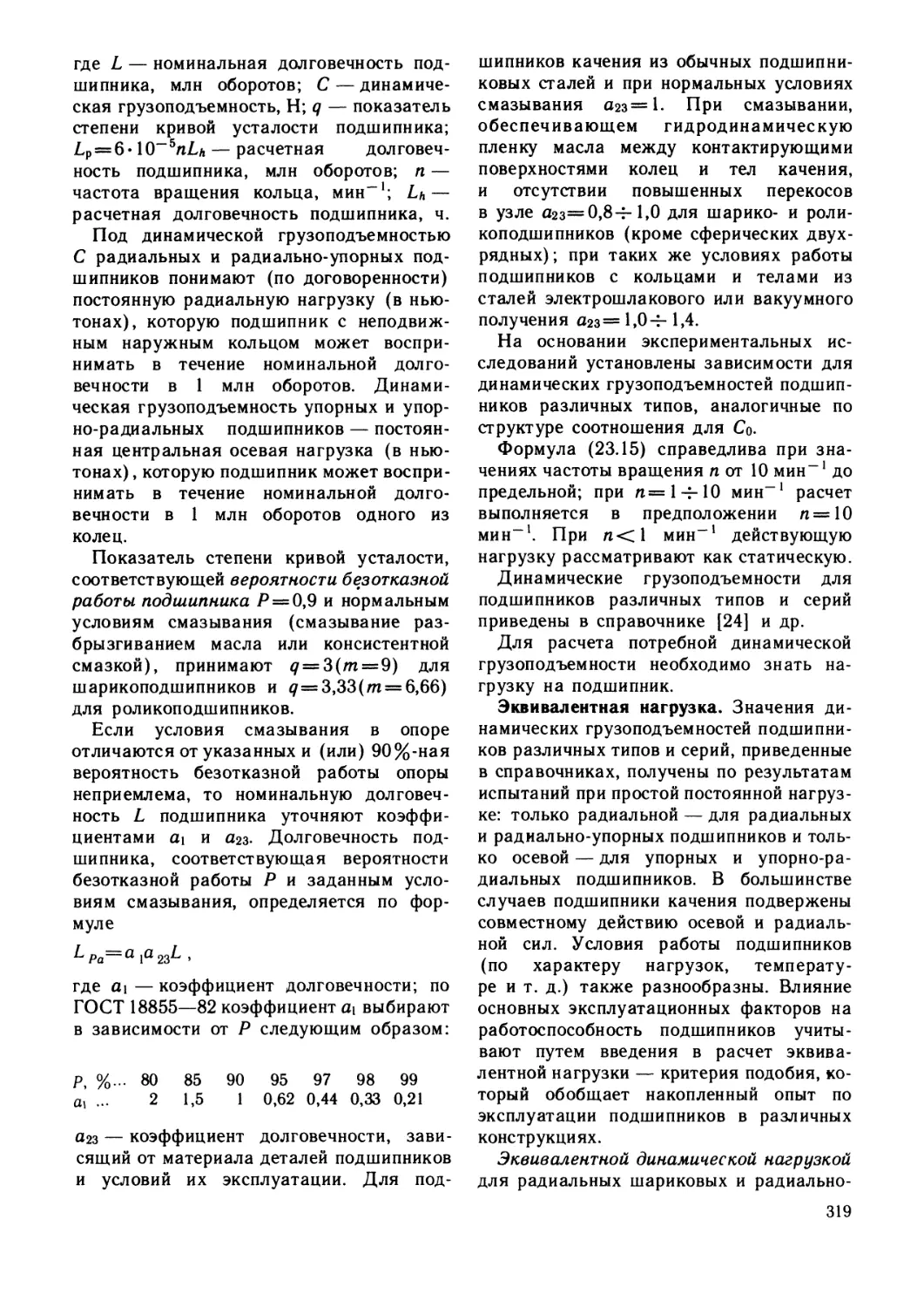
Рис. 2.4.
Модели формы деталей машин:
а — стержень, б—кольцо, в—пластинка, г—обо-
лочка
ностей). Для расчета напряженного и де-
формированного состояний деталей машин
применяют упрощенные и уточненные мо-
дели формы.
Упрощенные модели формы — стержни,
кольца, пластинки, оболочки (рис. 2.4)
рассмотрены в сопротивлении материалов
и являются основными инженерными моде-
лями формы деталей машин.
Экспериментальные исследования
показали, что для приближенной оценки
общего напряженного и деформированного
состояний деталей машин (особенно вдали
от концентраторов напряжений) такие мо-
дели вполне приемлемы.
Каждой модели формы соответствуют
вполне определенные виды ее напряженно-
го состояния и зависимость между смеще-
ниями точек модели и действующими на
нее силами. Поэтому принятие в расчете
модели формы детали автоматически опре-
деляет вид ее расчетного напряженного
и деформированного состояний, а также
зависимость между расчетными смеще-
ниями точек детали и действующими си-
лами. Например, если принять в качест-
ве расчетной модели болта в затяну-
том соединении (рис. 2.5, а) гладкий
стержень, работающий на растяжение
(рис. 2.5, б), то напряжение растяжения
в нем
Ос= Fq/A 1.
Поместив начало системы координат
xOz на оси болта под гайкой, найдем,
что перемещения точек стержня на неко-
тором расстоянии z от гайки
v(z)=FQz/(EAx)>
где Fo — сила затяжки болта; Д1 — пло-
щадь поперечного сечения болта по вну-
треннему диаметру резьбы; Е — модуль
упругости материала болта.
Рис. 2.5.
Болтовое соединение и
пряжения
Отметим, что перемещения точек тела
зависят, а напряжения и деформации то-
чек тела не зависят от положения на-
чала координат (выбора осей коорди-
нат). Перемещениям и их проекциям на
оси координат присваивают знак «плюс»,
если они происходят в направлении этих
осей, и знак «минус», если направления
перемещений и осей координат не совпа-
ла ют.
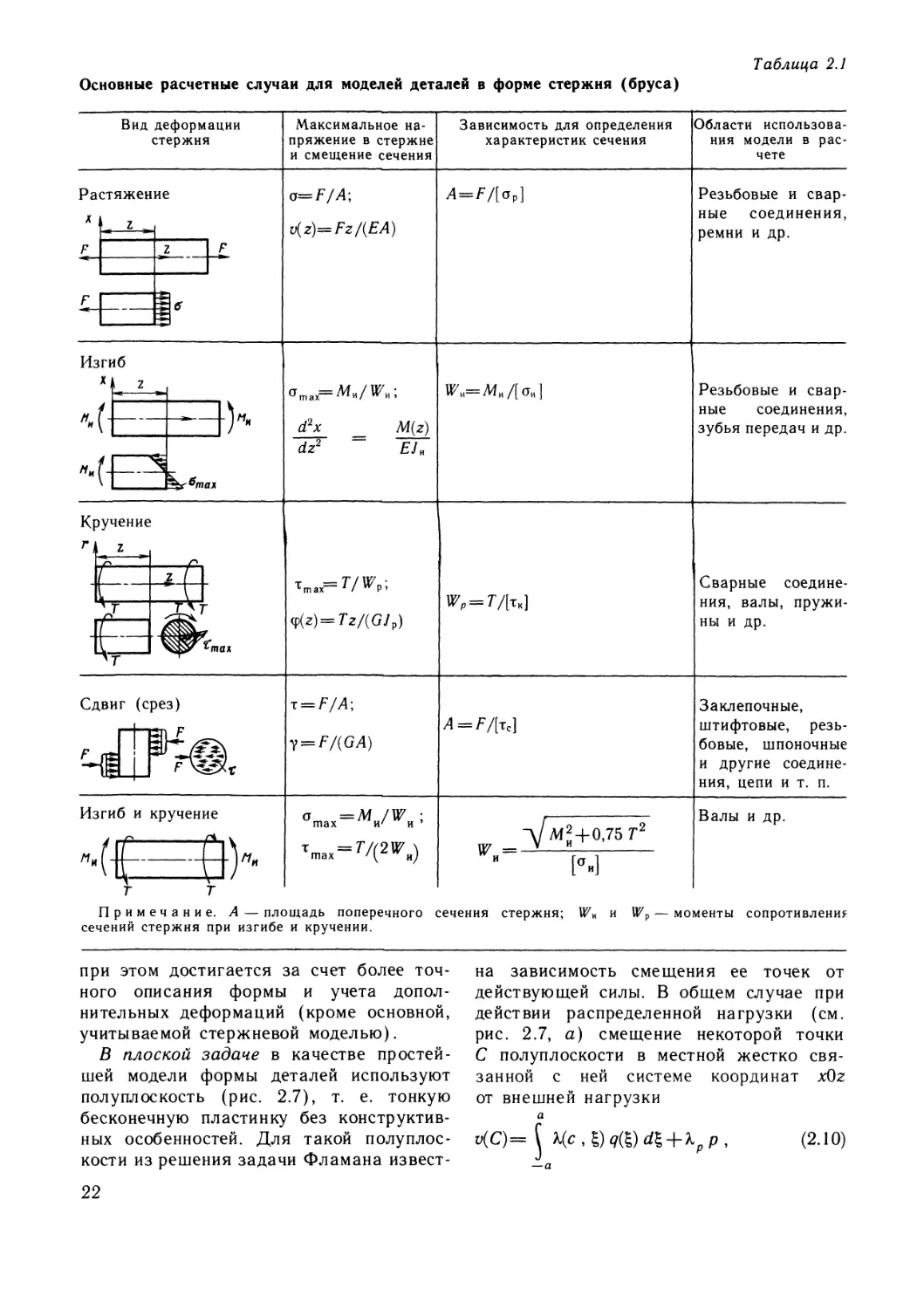
В табл. 2.1 для всех видов простой
деформации стержней приведены основные
расчетные зависимости между максималь-
ными напряжениями в точках и нагрузка-
ми, нагрузками и перемещениями, а также
указаны области использования моделей.
В расчетах деталей нередко используют
также составные модели, представляющие
собой комбинации стержней с прямой и
криволинейной осью (рис. 2.6), пластинки
и оболочки и др. Уточнение расчетов
21
Таблица 2.1
Основные расчетные случаи для моделей деталей в форме стержня (бруса)
Вид деформации стержня Максимальное на- пряжение в стержне и смещение сечения Зависимость для определения характеристик сечения Области использова- ния модели в рас- чете
Ра< л , Г гтяжен z _ ие a=F/A; v(z)=Fz/(EA) Л=£/[ар] Резьбовые и свар- ные соединения, ремни и др.
1 F
F
— X б
Изгиб
Ги=Ми/[ои]
отах=Ми/Ги;
d2x _ M(z)
dz2 ~~ EJ„
Резьбовые и свар-
ные соединения,
зубья передач и др.
t„,3x=Wp;
<f>(z)=7’z/(G/p)
^=Т/Ы
Сварные соедине-
ния, валы, пружи-
ны и др.
Сдвиг (срез)
т = Г/Д;
V = F/(G4)
Изгиб и кручение
<’тах = Л1и/^и I
^ах=Ч21Ги)
Заклепочные,
штифтовые, резь-
бовые, шпоночные
и другие соедине-
ния, цепи и т. п.
Валы и др.
Примечание. А — площадь поперечного сечения стержня; WK и U/p— моменты сопротивление
сечений стержня при изгибе и кручении.
при этом достигается за счет более точ-
ного описания формы и учета допол-
нительных деформаций (кроме основной,
учитываемой стержневой моделью).
В плоской задаче в качестве простей-
шей модели формы деталей используют
полуплоскость (рис. 2.7), т. е. тонкую
бесконечную пластинку без конструктив-
ных особенностей. Для такой полуплос-
кости из решения задачи Фламана извест-
на зависимость смещения ее точек от
действующей силы. В общем случае при
действии распределенной нагрузки (см.
рис. 2.7, а) смещение некоторой точки
С полуплоскости в местной жестко свя-
занной с ней системе координат xOz
от внешней нагрузки
а
v(C)= J ,l)q(S)dl + kpp, (2.10)
— а
22
CL) fi)
Рис. 2.6.
Крышка подшипника (а) и ее расчетная мо-
дель (б)
где Х(с, £) — функция влияния (функция
Грина), показывает перемещение точки
С(х=с) в направлении оси z под действи-
ем нормальной единичной силы, приложен-
ной в сечении х = £) (рис. 2.7, б);
— то же, от распределенной нагрузки р.
Реальную форму тела можно учесть,
лишь используя численные и другие мето-
ды теории упругости.
Модели сопряжений. Расчетные модели
сопряженйй определяются моделями фор-
мы деталей. Простейшими^ оказываются
стержневые модели сопряжений, так как
стержням соответствуют наиболее простые
уравнения связи смещений с силами (см.
табл. 2.1).
Такая схематизация сопряжений оказы-
вается возможной, если деформации дета-
лей условно разделить на общие (растяже-
ние, кручение, изгиб и т. д.) и местные
и рассматривать их изолированно друг от
друга. При этом общую деформацию мож-
но приписать телу детали, местную —
конструктивной или технологической свя-
зи. Например, резьбовое соединение болта
и гайки (см. рис. 2.5, а) можно схема-
тизировать в форме растягиваемого 1
(болт), рис. 2.5, в, и сжимаемого 2
(гайка) стержней, которые взаимодейст-
вуют через конструктивные связи — витки
резьбы.
Конструктивные связи реализуются в
узлах с помощью различных конструк-
тивных элементов (сварных, клеевых, пая-
Рис. 2.7.
Перемещение точки полуплоскости
ных, заклепочных и др. швов, зубьев
колес и т. п.) и фрикционного взаи-
модействия.
Технологические связи обусловливаются
шероховатостями и погрешностями в фор-
ме сопрягаемых поверхностей деталей.
В расчетной схеме эти связи могут быть
заменены условным (эквивалентным)
контактным слоем 3 (рис. 2.5, г), который
обеспечивает стержням такие же пере-
мещения, т. е. контактный слой, по су-
ществу, вводит в расчет деформации
деталей, не учитываемые стержневой мо-
делью.
Таким образом, в результате разделе-
ния деформаций и схематизации деталей
осуществляется переход от расчета реаль-
ных сопряжений к задачам о взаимодей-
ствии стержней с конструктивными и тех-
нологическими связями (контактным зада-
чам теории стержней).
Уточнение модели сопряжения можно
получить за счет более точного описания
формы сопрягаемых поверхностей и дета-
лей и, как следствие, более полного
учета деформаций точек деталей. Для эле-
ментов конструкций простейших форм
(шар, цилиндр) получены точные решения
контактных задач. Ниже дано точное ре-
шение одной из них — задачи о кон-
такте цилиндров. Оно показывает «глу-
бину» рассмотрения контактной проблемы
методами теории упругости. Затем разо-
браны контактные задачи теории стерж-
ней и указаны их технические приложе-
ния.
2.5. Контакт цилиндров
Задача состоит в определении контакт-
ных напряжений и связанных с ними
напряжений во «внутренних» точках
цилиндров. Аналитическое решение этой
задачи впервые получил известный немецкий
механик Г. Герц в конце прошлого века.
В настоящее время оно широко исполь-
зуется в расчетах напряжений в контак-
тирующих деталях с неплоскими поверх-
ностями сопряжения (в зубьях передач,
деталях подшипников качения и др-).
Обратимся к схеме на рис. 2.3. Рас-
стояние от точки Ct до точки В вдоль
линии центров O1O2 в ненагруженном
23
состоянии т]х«|2/(2/?<), так как для кон-
тактирующих точек в действительности
(здесь Rt — радиус Z-ro цилинд-
ра) . Тогда расстояние между сопряжен-
ными точками ненагруженных цилиндров
ru+T]2 = m (2.11)
где R—средний (приведенный) радиус
кривизны цилиндров,
± = -L/^ + _A_\ .
R 2 Я, R2)
(2-12)
Подставив в уравнение (2.8) равенство
(2.11), получим
$2
(2-13)
где d = 6i+62 — сближение местных осей
координат.
Определение контактных напряжений.
Для решения задачи выразим смещения в
ураЬнении (2.13) через контактные напря-
жения (силовые факторы).
Если ширина полоски контакта мала по
сравнению с радиусами цилиндров, то
каждый из них можно приближенно рас-
сматривать как упругую полуплоскость
(см. рис. 2.7) под действием напряже-
ний q(x).
Смещений точки С с координатой х=с
можно вычислить, используя известное в
теории упругости решение задачи Флама-
на о действии силы на полуплоскость
ИГ
<7® In IS-cl dl +
— а
+ [1(ТЬуГ 1П*]Р} ’ (2-14)
где £( и v( — модуль упругости и коэф-
фициент Пуассона для материала /-го
цилиндра радиуса Rt.
Первое слагаемое в уравнении (2.14)
выражает собой «вклад» контактных
напряжений q в смещение точки С,
второе — перемещение этой точки от
внешней нагрузки р.
Подставив соотношение (2.14) в условие
(2.13) и учитывая равенство (2.1), по-
лучим
24
(е1 + 02)^ 1п II —х| dx=-^- + c ,
(2.15)
где с=(01 + 0?)[1п(7?1/?2) —
-0,5/—!—\lp-6;
I 1-v, v2/|
(2-16)
02=2(l-v|)/(n£2).
(2-17)
Если продифференцировать уравнение
(2.15) по £, то
(0I+02)J = (2.18)
Задача сводится к нахождению функции
q(x), удовлетворяющей условию (2.9)
и уравнению (2.18) при всех значениях
Можно показать, что этим требованиям
будет удовлетворять выражение
<?W=9max
а
(2-19)
в котором напряжения пропорциональны
ординатам полуокружности, построенной
на диаметре 2а (см. рис. 2.3)*.
В соотношении (2.19):
q = (2.20)
Vmax н па ’
а=л/рй(01 + 02) . (2.21)
Подставляя в равенства (2.20) и (2.21)
значения входящих в них величин, получим
„=0,798 -д/ р---'У *2 - ; (2.22)
а = О,798-ур7-^-(0|+02). (2.23)
* Здесь и далее максимальным контактным
напряжениям приписывается индекс Н по пер-
вой букве фамилии Герца в немецком
написании.
Если цилиндры изготовлены из материа-
лов, у которых
Е1=Е2= Е и vi = V2 = 0,3, то
a.-0,418^/PE 4^-1 ; <2.24)
<2'25’
Общее кинематическое смещение (сбли-
жение осей цилиндров)
6= ~Л£У2) ( 1п ^^- + 0,815) р . (2.26)
Так как полуширина контактной пло-
щадки а зависит от р, то смещение 6
является нелинейной^ функцией от р,
хотя материал цилиндров предполагается
упругим.
Это объясняется изменением полушири-
ны а в процессе нагружения: значение
а возрастает по мере увеличения р,
и относительная податливость контактной
зоны уменьшается.
И хотя описанное решение получено
для длинных цилиндров, оно используется
широко в расчетах сопряжений конечной
длины. Такой прием возможен благодаря
тому, что ширина площадки контакта мала
по сравнению с длиной цилиндров и
краевые эффекты распространяются на
небольшие участки. Для цилиндров конеч-
ной длины b внешняя распределенная
нагрузка
P = Fr/b> (2.27)
где Fr — радиальная сила:
Отметим, что определение контактных
перемещений при взаимодействии двух
цилиндров имеет существенную особен-
ность: общие перемещения возрастают с
увеличением размеров поперечного сече-
ния, см. соотношение (2.26). В этом
случае, как и в аналогичной задаче Фла-
мана, перемещения определяют относи-
тельно точки, достаточно удаленной от
места контакта. В формуле (2.26) в каче-
стве таких точек взяты центры кривизны
01 и Ог (см. рис. 2.3). Таким обра-
зом, считается, что перемещения центров
кривизны определяются только общими де-
формациями цилиндров (или присоединен-
ных к ним деталей) и не связаны с
контактной деформацией.
Другие случаи контакта цилиндров,
а также задачи о контакте шаров
решаются аналогично. В табл. 2.2 приве-
дены основные результаты решения неко-
торых контактных задач, используемые в
расчетах деталей машин.
Анализ напряженного состояния. На-
пряженное состояние контактирующих
цилиндров является сложным*. Однако, в
плоскости х=0, проходящей через оси
цилиндров, касательные напряжения
Тхг=тгх=0, а нормальные напряжения
будут главными:
ах=-о г W/42.
L V1 +(z/a)2
2z/d
(2.28)
V 1 +(z/a)2
%= -2va/,[’\/1 +(z/a)2 - z/a].
При z=0, т. e. для всех точек
средней линии полоски контакта.
ах=—оя; оу= — 2vgh. (2.29)
Для материала с v = 0,5 в этих точках
будет всестороннее равномерное сжатие.
На рис. 2.8, а и б показана зависи-
мость изменения главных напряже-
ний от отношения z/a при v=0,3.
На прочность деталей машин существен-
но влияют наибольшие касательные напря-
жения в семействах площадок, нормаль-
ных к главным. Расчеты показывают,
что касательное напряжение достигает
наибольшего значения в точке, лежащей
на нормали, восстановленной в середине
площадки контакта, на глубине z=0,786a:
Ттах=0,5(ог —ох) =0,304ая. (2.30)
Это напряжение действует по двум
взаимно перпендикулярным площадкам,
нормальным к плоскости xz и образую-
щим с осью z угол 45°.
* Здесь начало координат перенесен.© в центр
полоски контакта, ось у направлена вдоль
этой полоски.
25
Таблица 2.2
Основные соотношения для размеров площадки контакта
Конта ктирующие поверхности Максимальное напряжение в зоне конта кта Полуширина (радиус) площадки контакта
Цилиндр — полупло- скость 0,798V 2Я(е,+02) 0,798д/2рЯ (8]4-02)
Цилиндр — цилиндр
/ ~^2 Л 2Л1^2 °;798Л/ вД2 / *,«9 °’798Л/2р Rt±R2 (ei+°2)
Шар — полупространст- во 0,918 \ / — V ^(Oj+e,)2 0,721 2FR (0,4-92)
Шар — шар 0,918 J ) \ (0,+е2)2 ода V2F (’>+’>)
Примечания: 1. Знак «минус» перед /?2 относится к внутреннему контакту тел.
2. Значения 0| и 02 определяются по формулам (2.17).
В расчетах на прочность важное значе-
ние имеет интенсивность напряжений
а ,.= 71/2 [(а - о yf+(oy-az)2+
Рис. 2.8.
Изменение нормальных (а), наибольших каса-
тельных напряжений и интенсивности нап-
ряжений (б) в контактирующих цилиндрах
+ (<, -„у+б^^+г^+ху]''1. (2.31)
Изменение интенсивности напряжений
показано на рис. 2.8,6. Максимальное
значение Oi соответствует z=0,7a, т. е.
О.тах=0,557ая.
Неравномерную (неоднородную) де-
формацию в зоне контакта часто исполь-
зуют для упрочнения поверхностных слоев
деталей пластическим деформированием с
помощью инденторов (роликов, шариков).
Отметим две основные особенности кон-
тактных задач:
для тел с первоначальным контактом
в точке (шары) или по линии (цилинд-
ры) зависимость между внешней силой
и вызванным ею перемещением оказы-
вается нелинейной даже при работе
материала в упругой области; в том случае,
26
когда площадь контакта остается в про-
цессе нагружения неизменной (давление
штампа на полупространство), зависи-
мость между силой и перемещением (для
упругого материала) получается линейной;
в зоне контакта происходит концентра-
ция напряжений и появляются значитель-
ные напряжения в некоторых точках;
однако для зон контакта характерно воз-
никновение всесторонних сжимающих на-
пряжений, что позволяет материалу выдер-
живать без разрушения высокие поверх-
ностнее напряжения.
Для обеспечения надежной работы кон-
тактирующие поверхности должны иметь
высокую поверхностную прочность.
Напряженное состояние при действии
нормальной и касательной сил. Совмест-
ное действие нормальной и касатель-
ной сил на площадке (площадках)
контакта является типичным' случаем
нагружения элементов пар трения (сколь-
жения и качения). Рассмотренный на
рис. 2.9 случай нагружения соответствует
условиям работы катков фрикционной
передачи, в которой сила трения сколь-
жения Ff = Fa является полезной нагруз-
кой. Результаты расчетов показывают, что
характер распределения нормальных на-
пряжений в контакте практически не
изменяется при действии силы Fa. Распре-
деление касательных напряжений зависит
от этой силы и, как следствие, смеще-
Рис. 2.9.
Распределение напряжений в контакте цилинд-
ров при учете силы трения
ния точек в контакте. При трении покоя,
когда сдвигающая сила Fa<.Ff, взаимное
смещение контактирующих Tejj происходит
за счет их деформации. В этом случае
максимальные касательные напряжения
действуют на краях площадки контакта
(рис. 2.9, а), где нормальные напряжения
равны нулю.
При установившемся скольжении можно
принять, что касательные напряжения
распределяются подобно нормальным
(рис. 2.9, б). Этот гипотетический случай
нагружения наименее благоприятен по ус-
ловиям прочности и соответствует равен-
ству т — fq, где f — коэффициент трения
скольжения, зависящий от материалов
и состояния поверхностей контактирующих
деталей.
Расчеты показывают, что при f —
= 0,054-0,30, характерных для контакта
закаленных поверхностей, влияние трения
на интенсивность напряжений в поверх-
ностных слоях невелико. Поэтому расче-
ты на контактную прочность деталей без
учета сил трения оказываются сравни-
тельно точными.
Приведенные в табл. 2.2 значения на-
пряжений и размеров площадок контакта
являются номинальными.
Действительный контакт деталей осу-
ществляется по так называемым опорным
шероховатостям, и действительная опор-
ная поверхность оказывается иногда много
меньше номинальной (контурной). В этих
условиях контакт будет носить случайный
дискретный характер и сопровождаться
большими упругопластическими деформа-
циями шероховатостей.
Учитывая исключительную сложность
такого взаимодействия, в расчетах изно-
состойкости и прочности деталей машин
используют параметры, характеризующие
номинальный контакт.
В заключение отметим следующее. Ана-
литическое решение контактных задач в
точной постановке оказывается достаточно
сложным даже для тел простейших форм.
Их решение существенно упрощается при
использовании численных методов теории
упругости (метода конечных элементов
и др.), но требует ЭВМ с большой
памятью и высоким быстродействием.
В этих условиях для предварительной
27
оценки эффективности конструктивных
вариантов сопряжений используют реше-
ния контактных задач теории стержней,
описывающие характер распределения на-
грузки по сопряжениям. Концентрация
нагрузки в этом случае оказывается до-
статочно точной, хотя и интегральной
оценкой концентрации контактных напря-
жений.
Ниже рассмотрены типичные схемы со-
пряжений элементов конструкций и разоб-
раны их простейшие математические мо-
дели
2.6. Сопряжения при передаче
Ьжимающих (растягивающих) сил
Простейшая расчетная схема — два
стержня 1 (рис. 2.10, а) и 2 одинакового
поперечного сечения, соединенные через
плоский стык эквивалентным контактным
слоем 3, является аналогом стыковых
сварных, паяных и клеевых соединений.
Здесь концентрация напряжений в кон-
такте отсутствует, так как точки стыка
детали имеют одинаковые перемещения,
и контактные напряжения
q = F/A*, (2.32)
где Дн — площадь сечения контактного
слоя или номинальная площадь контакта.
Соотношение (2.32) широко используют
для определения номинальных контактных
напряжений на плоских поверхностях
контакта. Например, для фрикционной
и)
Рис. 2.10.
Расчетные схемы стыковых сопряжений
28
муфты (см. рис. 2.1,a) q — Fa/^dmtm\.
Обратим внимание, что в контакте
стержней, имеющих различные площади
поперечных сечений (рис. 2.10, б), наблю-
дается значительная концентрация напря-
жений на краях из-за сопротивления де-
формации выступающих частей. Поэтому
при проектировании таких сопряжений
целесообразно иметь равные поверхности
торцов (рис. 2.10, в).
Если рабочая поверхность одной из дета-
лей неплоская (например, цилиндрическая
или сферическая) и первоначальный кон-
такт деталей осуществляется в точке
или по линии, то размеры площадки
(площадок) контакта заранее неизвестны
(см. рис. 2.1, а и в). Это затрудняет
даже приближенный расчет. Для сопостав-
ления условий работы таких сопряжений
иногда в качестве расчетной принимают
площадь проекции тела на плоскость, пер-
пендикулярную линии действия силы (на-
пример, для шара Л=л/?2, где /?—
Рис. 2.11.
Соединения деталей машин и их расчетные
схемы
радиус шара; для цилиндра A — bd, здесь
d и b — диаметр и длина цилиндра).
В более точных расчетах используют
решения контактных задач для тел —
аналогов простой формы (цилиндров,
шаров).
Сопряжения встык не всегда
эффективны ввиду сравнительно неболь-
шой поверхности контакта. На практике
поверхность сопряжения увеличивают пу-
тем взаимного наложения—завинчива-
ния (рис. 2.11, а), нахлестки (например,
в сварных, паяных и клеевых соедине-
ниях, рис. 2.11, б), посадки с натягом
или другими способами. Такие сопряжения
в расчете можно схематизировать в виде
двух стержней 1 и 2, связанных между
собой продольным непрерывным контакт-
ным слоем 3 (рис. 2.11, г). Дискретные
соединения (заклепочные, рис. 2.11,в),
штифтовые и др. можно представить в
расчетной схеме в виде двух стержней
1 (рис. 2.11, б) и 2, взаимодействующих
через дискретный контактный слой 3.
В «нахлесточном» сопряже-
нии в отличие от стыкового точки
сопрягаемых поверхностей деталей полу-
чают при нагружении - различные пере-
мещения.
В «глобальной системе координат xOz
рассмотрим сопряжение двух стержней 1
(рис. 2.12) и 2, испытывающих дефор-
мации растяжения и сжатия. Эти дефор-
мации компенсируются смещениями экви-
валентного контактного слоя 3. С началом
О глобальной системы координат совмес-
тим местные системы x\OiZi и X2O2Z2.
Как обычно, в сечении z = z1 = z2 возь-
мем две сопряженные точки С\ и С2.
Они связаны между собой контактным сло-
ем, а потому начальный зазор между ними
<q(2i) = 0. При нагружении сопряжения эти
точки получают осевые перемещения
vi(z) = A/i(z)—6Ki(z);
y2(z) = A/2(z)+dK2(z), (2.33)
где A/i(z) — перемещение точки Ci в ре-
зультате растяжения стержня /; dKi(z) —
то же от деформации контактного слоя;
A/2(z) —перемещение точки С2 при сжа-
тии стержня 2; 6к2(г) — то же в результате
деформации контактного слоя.
Учитывая равенства (2.33) и принимая
во внимание, что Д/1(0) = Д/2(0) = 0, за-
пишем уравнение (2.8) для рассматрива-
емого сопряжения в виде
Д/!(2)-Д/2(2)= [6k2(z) + Mz)] -
- [6к2(0) + 6к1(0)] (2.34)
или
Д/1(г)-Д/2(г)=бк(г)-6к(0). (2.35)
Уравнение (2.35) выражает собой усло-
вие совместности перемещений. Оно пока-
зывает, что разность осевых деформаций
деталей 1 и 2 в алгебраическом смысле
переходит в разность деформаций контакт-
ного слоя 3.
Указанное обстоятельство и является
причиной неравномерного распределения
Расчетная схема сопряжения:
а — до деформации; б — после деформации; в —
распределение нагрузки
29
нагрузки вдоль сопряжения. При абсолют-
но жестких телах деталей 1 и 2 нагрузка
вдоль контактного слоя будет распреде-
ляться равномерно.
Предположим, что под действием внеш-
ней нагрузки F в контактном слое возник-
нут «контактные усилия* q(zi) = q(zz) = q(z)
(см. рис. 2.10, б), уравновешивающие эту
нагрузку, т. е.
i
F=\q(z)dz, (2.36)
где I — длина сопряжения.
Уравнения (2.35) и (2.36) являются ос-
новными, они вместе с граничными усло-
виями позволяют решить поставленную
задачу как в точной, так и в приближен-
ной постановке.
Для решения задачи выразим смещения
в уравнении (2.35) через сиЛовые факто-
ры. Перемещения стержней
(2.37)
знак «минус» показывает, что перемеще
ния точек стержня 2 при сжатии происхо-
дят в направлении, противоположном оси
z. В соотношениях (2.37): Е\А\ и Е2А2—
жесткости сечений стержней при растяже-
нии (сжатии); F\(z) и F2(z) — силы в се-
чении г стержней 1 и 2 соответственно;
г
F&=F£z)={q(z)dz. (2.38)
о
Из этого равенства следует
<7(2)=^-=^.
(2.39)
Величина q(z) характеризует распреде-
ление нагрузки вдоль зоны контакта
стержней.
Предположим, что эквивалентный кон-
тактный слой является упругим (X —
податливость контактного слоя) и нор-
мальное контактное смещение точки опре-
деляется контактным напряжением в той
же точке; тогда
Mz)+M2)==M(z);
(2.40)
6кХ0)+6К1(0)=М(0).
Подставляя равенства (2.37) и (2.40) в
уравнение (2.35), получим
= X[<7(z) — <7(0)] (2.41)
Обозначая Pi = 1 /(EiAi), р2=1/(Е2Л2)
и дифференцируя по 2 соотношение (2.41),
будем иметь
Р1F i(z) + p2F2(z) = Kq'(2). (2.42)
Повторяя дифференцирование и учиты-
вая равенство (2.39), найдем
q"(z) — m2q(2j = 0, (2.43)
где т=д/р/Х . (2.44)
В формуле (2.44): р — коэффициент,
характеризующий податливость сечений
стержней при растяжении и сжатии-
<2-45'
Уравнение (2.43) выражает собой усло-
вие совместности перемещений, выражен-
ное через интенсивность распределения
осевых сил.
Решение уравнения (2.43) можно пред-
ставить в форме
(?(z)=71shmz + Bchmz. (2.46)
Произвольные постоянные А и В не-
сложно установить из граничных условий
с помощью равенства (2.42):
при z = 0 Fi(0) = F2(0) = 0 и /(0) = 0;
(2.47)
При 2—1 Fi(/)—F2(/)==F и q'(l)—m2F.
Из уравнения (2.46) следует: <z'(z) =
= AmchmzA- Bmshrnz, откуда
q'(0)=Am; q'(l)—AmchfnlA-Bmshml.
(2.48)
Подставляя значения q'(0) и q'(l) из pa-
30
венств (2.47) в эти соотношения, найдем
4=0; В = Fm/(shml), и выражение для
интенсивности осевых сил приобретает вид
9(z)=-p2-chmz. (2.49)
sh ml
Приблизительный характер распределе-
ния нагрузки для рассмотренной расчет-
ной схемы иллюстрирует рис. 2.12, в, из
которого видно, что со стороны растягивае-
мой детали имеют место существенные
концентрации нагрузки и напряжений, об-
условленные поворотом на 180° «силового
потока», т. е. q(l) = Fmcthml.
Эта зависимость позволяет установить
несколько общих соображений, важных
для проектирования таких сопряжений.
Если детали 1 (см. рис. 2.12, а) и 2 очень
жесткие (значение |3 и, как следствие, зна-
чение т малы), то
^)=>=т
и нагрузка будет равномерно распреде-
ляться по длине соединения, т. е. при
проектировании соединений следует стре-
миться к использованию более податли-
вых связей (большое значение X) при жест-
ких соединяемых элементах (малое значе-
ние р).
При большой длине соединения cth/n/«
«1 и q(l) = Fm, т. е. можно ожидать,
что интенсивность нагрузки и концентра-
ция напряжений в сечении при z=l не
будет зависеть от I. Так как нагрузка
концентрируется и передается с одной де-
тали на другую в основном на участках
вблизи зон приложения внешних сил,
чрезмерное увеличение длины сопряжений
не способствует повышению их несущей
способности; при этом определение их эф-
фективной длины составляет важную осо-
бенность проектирования сопряжений.
Для оценки конструктивной эффектив-
ности сопряжений используют коэффи-
циент концентрации нагрузки (по аналогии
с теоретическим коэффициентом концент-
рации напряжений)
k = = -S^ = /n/cth ml, (2.50)
q q q
где qH = F /1 — номинальная (средняя)
нагрузка в контактном слое.
Расчетная схема и распределение нагрузки в
соединениях:
1,2 — детали; 3 — контактный слой
Рассмотрим другую силовую схему (рис.
2.13, а), в которой поворот «силового»
потока происходит вне сопряжения и со-
единяемые элементы испытывают дефор-
мации растяжения. Уравнение совмест-
ности перемещений в этом случае имеет
прежний вид.
Удлинения стержней в сечении
Z
Z
где Fj(z) = ox{z)A x = \^q(z)dz —сила, рас-
тягивающая деталь 1 в сечении г.
31
Уравнение (2.41) в рассматриваемом
случае примет вид
= 4?(Z)-<7(0)].
(2-51)
Дифференцируя по z это уравнение и
используя прежние обозначения, найдем
₽Fi(z)-₽2F=X/(z). (2.52)
Повторяя операцию, получим уравнение
(2.43), решение которого, как и прежде,
имеет вид (2.46).
Граничные условия установим из урав-
нения (2.52):
при z=0 Ei(0) = 0 и ^'(0)= —
при z = Z Fi(/)=F и <7,(/)=р1Г/Х.
Подставляя эти значения <7'(0) и /(/) в
равенства (2.48), будем иметь
л = — —в = —4-р ch ml},
Кт Кт sh ml V 1 2 )
и выражение для интенсивности осевых
сил приобретает вид
<№= -Е (Р i + ₽2ch /n/)-^f-p2sh mz .
Эта формула может быть преобразована
и записана так:
+ P2ch m(Z —z)].
(2.53)
Приблизительный характер распреде-
ления нагрузки в соединениях при рас-
тяжении иллюстрирует кривая (см.
рис. 2.13, а).
Если детали 1 и 2 обладают высокой
жесткостью сечений при растяжении, то,
как и в предыдущем расчетном случае,
при малом т
^=^(Р- + Р2) = Т-
Из формулы (2.53) следует, что
—рт \А \ ~Е2А2
shml Е\АХ + Е^2
Несложно заметить, что при Е1Л1 =
= Е2Л2^(0) = (/(/). Так как ch ml> 1, то из
32
соотношения (2.53) следует, что наиболее
нагруженным будет крайнее сечение со
стороны детали, имеющей меньшую жест-
кость (см. рис. 2.13, а).
Для сечения zm, в котором q(z) прини-
мает минимальное значение,
th —___________sh_m[_____
Очевидно, что по соображениям проч-
ности более эффективным будет сопряже-
ние с переменной площадью сечения более
жесткой детали (рис. 2.13, б).
Расчеты показывают, что распределение
нагрузки вдоль таких сопряжений обычно
неравномерно и почти не имеет значе-
ния, какими связями они выполнены (свар-
кой, резьбой и т. п.). Во всех случаях
наибольшая интенсивность передачи на-
грузки приходится на концы сопряжений.
По этой причине прочность подобных
сопряжений зависит главным образом от
ширины (диаметра) соединяемых деталей
и почти не зависит от длины их сопряже-
ния (взаимного перекрытия). В связи с
этим, например, наиболее простые формы
сварных и заклепочных соединений двух
металлических пластинок (рис. 2.14) срав-
нительно эффективны и их усложнение не
дает большого выигрыша.
Если жесткость сечения одной из дета-
лей существенно больше жесткости сече-
ния другой детали, то
<7(z)=7T^7ch mz
sn ml
и нагрузка будет распределяться сущест-
венно неравномерно, концентрируясь в
крайнем сечении со стороны детали с мень-
шей жесткостью.
Рис. 2.14.
Двухрядное заклепочное (а) и сварное (б)
соединения
Коэффициент концентрации нагрузки
для
при
схемы
z = l
сопряжения
. рис.
Е\А\
- - Ч-ch ml
ml Е2Л2
q ей ml £ И ] ’
- --+1
Е2А2
Частные рекомендации конструктивного
характера можно получить из рассмот-
рения конкретных сопряжений деталей ма-
шин с учетом податливости контактных
связей.
Рассмотренная выше модель взаимо-
действия может быть применена к сопря-
жениям с дискретным контактом. В этом
случае сила, воспринимаемая одной
связью,
г + S,
f/= J q{z)dz,
2
где -г- протяженность контакта в зоне
/-й связи.
Для сопряжений с переменной пло-
щадью поперечного сечения деталей
(см. рис. 2.13, б) целесообразно перейти в
расчете к интегральному уравнению, кото-
рое несложно получить путем интегриро-
вания уравнения (2.51).
2.7. Сопряжения при передаче
вращающего момента
Упрощенный расчет распределения на-
грузки в шпоночных и шлицевых соеди-
нениях, зубчатых передачах (рис. 2.15)
и др. при передаче вращающего момента
также может быть выполнен на основе
решения контактной задачи для стерж-
невых моделей формы деталей.
Рассмотрим в качестве примера расчет-
ную модель (рис. 2.16, а) —аналог шли-
цевого (шпоночного) соединения
(рис. 2.16, б). Предположим, что вращаю-
щий момент Т передается от цилиндричес-
кой детали 1 к цилиндрической детали 2
через условный контактный слой 3, экви-
валентный по податливости конструкцион-
ным связям (зубьям, шпонке и т. п.).
Основное отличие этой расчетной схемы
от предыдущей состоит лишь в том, что
стержни испытывают другой вид прос-
той деформации — кручение.
Рис. 2.15.
Шпоночное (а), шлицевое (б) соединения и
зубчатая передача (в)
Уравнение совместности перемещений
для рассматриваемой расчетной схемы
аналогично уравнению (2.35) и имеет вид
гт[ф1(г)— ф2(г)]=6(г)— 6(0), (2.55)
где ф1(2) и <p2(z) — углы поворота сечений
первого и второго стержней в сечении
z при кручении; rm — средний радиус
сопряжения; 6(z) и 6(0) — окружные сме-
щения точек контактного слоя в сечении
Z и при 2=0.
Углы поворота сечений стержней 1 и 2
Ф2(г)=
Г Г2(г)
0 G2J2
dz ,
(2.56)
где G\J\ и G2/2 — жесткости сечений
стержней при кручении; T\(z) и 72(z) —
крутящие моменты в сечении z стержней.
Под действием внешних вращающих
моментов эквивалентный контактный так-
же деформируется и в нем возникают
2 Зак 673
33
G,JX
г TQ(z)
m ^— = KW'(z).
G272
Учитывая соотношения (2.58) и обозна-
чая 0! = r2m/(Gr 1У1), 62 = r^/(G2/2), послед-
нее уравнение перепишем в виде
01Fh(2) + 02^2(z) = XU7'(z). (^61)
Продифференцировав по z это выраже-
ние, получим уравнение
№"(z)-n2r(z) = 0, (2.62)
совпадающее по форме с уравнением
(2.43) для сопряжения в условиях растя-
жения. В этом уравнении
n=V0/T, (2>.63)
где 0 — коэффициент, характеризующий
податливость сечений стержней при кру-
чении:
Рис. 2.16.
Расчетные схемы сопряжений
окружные «контактные» силы W\(z) =
= W^z)=W(z), уравновешивающие эти
моменты:
Т .(*) = rl ; Ч*) = rn ( W(z)dz .
О о
(2.57)
Обозначим
F^)=~’ (2.58)
гпг ' m
откуда
U7(z)=^l==^^., (2.59)
dz dz
где Fh(z) и Ft^z) — приведенные окружные
силы в сечениях z стержней 1 и 2; при
z=l Ft\=Ft2 — Ft-
Перемещения точек контактного слоя,
компенсирующие сдвиги от кручения
стержней,
б(г)=ХВД; 6(0) = ХГ(0), (2.60)
где X — податливость эквивалентного кон-
тактного слоя.
Подставляя равенства (2.56) и (2.60)
в уравнение (2.55) и дифференцируя по
z полученное выражение, найдем
Решение уравнения (2.62) также пред-
ставим в виде (2.46):
W(z)=Ashnz+Bchnz.
Граничные условия задачи несложно
установить с помощью равенства (2.61):
при 2 = 0 Г/1=Л2 = 0и IF'(0)=0;
при z = l Fti(l')=Ft2(l') = Ft и W'(l) = n2Ft.
Определив, как и выше (см. с. 32),
по этим условиям значения произвольных
постоянных А и В, получим зависимость
интенсивности окружных сил в контактном
слое от внешней нагрузки (Ft=T/rm) и
податливости элементов сопряжения
F .п
W(z)= -- ch nz ,
sh nl
(2.65)
также совпадающую по форме с соответст-
вующей зависимостью (2.49) для сопряже-
ний при растяжении.
Для сопряжения с подводом и снятием
вращающего момента с разных сторон
(см. рис. 2.15, в; рис. 2.16, в) по аналогии
с равенством (2.53) будем иметь
F.n
U7(z)='e^r[0i chwz+02ch «(z-z)]-
(2.66)
34
т
Рис. 2.17.
Соединение и расчетная схема
Вращающий момент (уравнение равно-
весия)
i
T=r{ W(z)dz . (2-67)
Jo
Так как соотношения (2.65) и (2.66)
совпадают с аналогичными зависимостями
для сопряжений, передающих осевые силы,
то и соотношения для коэффициентов кон-
центраций нагрузки, а также заключения
относительно характера распределения на-
грузки по длине сопряжений будут сход-
ными.
При расчете несоосных сопря-
жений (зубчатых, см. рис. 2.15, в, фрик-
ционных и других передач) необходимо
иметь в виду, что радиусы сопряженных
точек стержней‘могут быть неодинаковыми
(рис. 2.16, г). В связи с этим коэффициент
0 требует уточнения. Для цилиндрических
зубчатых передач, например,
d2 cos2 a d2 cos2 а
W [ W W 2 w
0 =-----------------------
^^2^2
где dW{ и dW2 — диаметры начальных
окружностей колес 1 и 2; aw — угол зацеп-
ления.
Однако реакции связей в несоосных
сопряжениях также равны, т. е. окружные
силы Ft\ = Ft2 = Ft и погонные силы в кон-
тактном слое 1Fi(z)= W^z)— W(z). Поэтому
зависимости (2.65) и (2.66) остаются
справедливыми.
2*
Вращающие моменты для несоосных ци-
линдрических сопряжений (/=1; 2 — но-
мер стержня)
i
Тг=г^ W(z*)dz.
С учетом полученных выражений не-
сложно проанализировать часто встречаю-
щуюся на практике конструкцию соедине-
ния, показанного на рис. 2.17, а. Расчетная
схема этого соединения (рис. 2.17, б) пред-
ставляет собой комбинацию схем, приве-
денных на рис. 2.16, а и в, и будет состоять
из частей 1 и 2. В таком случае первая
часть соединения загружена лишь вблизи
границы со второй частью. Более эффек-
тивным будет соединение, изображенное
на рис. 2.17, в.
Отметим, что решение контактной зада-
чи для стержней в условиях изгиба позво-
ляет достаточно точно описать особенности
работы фланцевых и заклепочных соедине-
ний, связанные с изгибом фланцев, болтов
и заклепок.
2.8. Эквивалентный
контактный слой
Особенность расчета сопряжений дета-
лей метрдами сопротивления материалов
(по теории стержней) состоит в опреде-
лении податливости контактного слоя.
При расчете сопряжений в условиях уп-
ругости аналогом конструкционных и тех-
нологических связей может быть линейно-
35
Рис. 2.18.
Зависимость контактных смещений от на-
грузки:
1 —линейно-упругий контактный слой, 2—нелиней
но-упругий слой
упругий и нелинейно-упругий эквивалент-
ный контактный слой (рис. 2.18).
Конструкционные связи с плоскими по-
верхностями контакта (сварные и паяные
швы, шпонки, витки резьбы и т. п.) имеют,
как правило, линейную зависимость сме-
щений точек от нагрузки и коэффициент
податливости, не зависящий от нагрузки.
В линейно-упругом контактном слое
можно принять, что нормальное (каса-
тельное) смещение контактирующей точки
определяется нормальным (касательным)
напряжением в той же точке, т. е.
где X — коэффициент податли-
вости эквивалентного контактного слоя;
q — контактное напряжение.
Связи с неплоскими поверхностями кон-
такта (зубья передачи и др.), а также
поверхности с шероховатостями и другими
погрешностями технологического характе-
ра молено заменить в расчете сопряжений
нелинейно-упругим эквивалентным кон-
тактным слоем. При этом связь смеще-
ний с контактными напряжениями 6К =
= K(q)q = ф(<7), где k(q) — функция, свя-
занная с податливостью контактного слоя.
Податливость контактного слоя опреде-
ляют экспериментально, а также расчетом.
При расчетном определении податливости
учитывают основные виды деформации
связи, схематизируя ее стержнем, пластин-
кой, оболочкой и т. д. (см с 21)
Например, при расчете нахлесточного
сварного соединения (рис. 2.19, а) прини-
Рис. 2.19.
Определение податливости расчетного контакт-
ного слоя
мают, что швы компенсируют осевые пере-
мещения соединяемых деталей (стержней)
за счет деформации сдвига, и податли-
вость контактного слоя, эквивалентная
осевой (продольной) податливости шва,
Х = у/<7 = 1/G, где G — модуль сдвига ма-
териала шва; у—урол сдвига.
В расчете передачи зубчатым ремнем
(рис. 2.19, б) зуб ремня можно схема-
тизировать короткой балкой. Полагая, что
для такой балки деформация сдвига явля-
ется основной при оценке его податливос-
ти, найдем, что смещение точки С на
рабочей грани зуба относительно точки О в
его основании b^pS/E^q/E, откуда по-
датливость расчетного контактного слоя
Х = 6/^=1/Е, где Е — модуль упругости
материала ремня.
В уточненном расчете можно учесть
увеличение податливости зуба за счет ра-
диальных деформаций и изгиба.
36
Глава 3
ПРОЧНОСТЬ и жесткость
ДЕТАЛЕЙ МАШИН
3.1. Модели нагружения
и разрушения деталей машин
Прочность, т. е. способность детали
сопротивляться разрушению,, оценивают
несколькими способами: с помощью допус-
каемых напряжений; запасами прочности;
по вероятности разрушения и др. Указан-
ные методы оценки являются по существу
обобщающими моделями прочностной
надежности. Для их реализации необхо-
димо знать максимальное напряжение
в точке (точках) детали и предельное
напряжение для материала детали.
Модели нагружения. В главе 2 рас-
смотрены наиболее распространенные рас-
четные схемыс для определения макси-
мальных напряжений в деталях при задан-
ной нагрузке^ В конструкциях детали
работают в различных условиях, которые
в совокупности образуют режимы нагру-
жения (работы) — закономерности изме-
нения нагрузки в конкретных условиях
внешней среды (температурных, корро-
зионных, радиационных и др.). При этом
под нагрузкой в широком смысле слова
понимают не только механическое дейст-
вие (сила, момент), но и любое другое
действие (например, тепловое и т. п.),
вызывающее деформацию детали.
Нагрузки являются важнейшим пара-
метром, определяющим условия эксплуа-
тации. Для более точного их учета в рас-
четах деталей машин используют обще-
принятые или типичные модели нагруже-
ния, а также специальные модели,
формируемые в процессе испытаний и
эксплуатации опытных образцов конструк-
ций.
По характеру нагружения внешние
силы разделяют на поверхностные и
объемные. Поверхностными называют еи-
лы, действующие на поверхности деталей;
объемными — силы, приложенные к каж-
дой частице материала (силы тяжести и
инерции, называемые часто массовыми
силами).
В зависимости от относительной площа-
ди действия поверхностные силы условно
подразделяют на сосредоточенные и рас-
пределенные, Распределенными считают
силы, приложенные на участках^ поверх-
ности, соизмеримых с поверхностью рас-
считываемого элемента (например, давле-
ние q жидкости в сосуде, рис. 3.1, а).
Сосредоточенными силами называют глав-
ные векторы нагрузок, действующих на
небольших участках поверхности (напри-
мер, сила Г, приложенная к сосуду от бол-
та). Существенно, что в зависимости от
цели расчета одна и та же нагрузка
может приниматься либо сосредоточенной,
либо распределенной. Например, при рас-
чете распределения напряжений в головке
болта та же сила схематизируется в виде
распределенного контактного давления
(рис. 3.1, б). Силы вызывают в деталях де-
формации и напряжения.
По характеру изменения напряжений
(нагрузок) во времени их подразделяют
на статические и циклические. Статичес-
кими называют напряжения (нагрузки),
медленно изменяющиеся во времени.
Обычно они нарастают постепенно от нуля
до своего номинального значения и остают-
ся практически неизменными в течение
длительного времени (рис. 3.2, а). И хотя
обычно характер изменения нагрузок и на-
пряжений во времени совпадает, нередки
случаи, когда постоянные нагрузки вызы-
вают циклические напряжения в деталях
(например, в точках вращающегося в опо-
рах стержня-вала от действия постоянной
по значению и направлению силы возни-
кают циклические напряжения изгиба).
Циклическое нагружение ха-
рактеризуют параметрами цикла: амплиту-
дой напряжений оа, средним напряжением
от, частотой нагружения f и формой цик-
ла. В качестве среднего напряжения и
амплитуды напряжений цикла принимают
соответственно алгебраические полусумму
Рис. 3.1.
Распределенные и сосредоточенные силы
37
Рис. 3.2.
Стационарные нагрузки*
а — статическая, б, в, г — переменные
Рис. 3.3.
Схемы нестационарного нагружения деталей
и полуразность максимального отах и ми-
нимального отш напряжений цикла:
а 4-а о — о
тах' тт . _ max min
°т~~ 2 ’ а~~ 2
(3.1)
Если параметры цикла нагружения неиз-
менны во времени, то режим нагружения
называют постоянным (регулярным, ста-
ционарным). Цикл нагружения, в котором
максимальное и минимальное напряжения
равны по модулю, но противоположны по
знаку, называют симметричным (рис. 3.2,
б). В этом случае среднее напряжение
ЦИКЛа ЦИКЛ, В котором О max ппп>
называют асимметричным (рис. 3.2, виг).
Для характеристики степени асимметрии
постоянного режима нагружения исполь-
зуют коэффициент асимметрии цикда
Ли^=от1П/отах. Очевидно, что для симмет-
ричного цикла Ra= —1; в частном случае
асимметричного нагружения при omin = 0
7?а = 0, и цикл называют отнулевым (пуль-
сационным), рис. 3.2, в. Число циклов
нагружения детали на постоянном режиме
за время работы Th (ч)
W£=3600fT\. (3.2)
Режим нагружения, в ротором парамет-
ры цикла изменяются во времени, назы-
вают переменным (нерегулярным, не-
стационарным). Если параметры режима
38
изменяются закономерно (например, сту-
пенчато, рис. 3.3, а, или непрерывно,
рис. 3.3, б), то переменный режим назы-
вают систематическим. >В противном слу-
чае говорят о нагружении детали цикли-
ческими случайными напряжениями
(рис. 3.3, г). Такой режим нагружения ти-
пичен для деталей транспортных машин
(автомобили, самолеты и др.), сельско-
хозяйственных машин и т д. Он зависит от
состояния пути (трассы) и других обстоя-
тельств.
Циклическое нагружение переменного
систематического режима иногда отли-
чается периодичностью (блочное нагруже-
ние, рис. 3.3, в) и присуще машинам перио-
дического действия (роботы, краны и др.).
Если машина работает в основном в
режиме пуска и остановки, то число циклов
нагружения деталей за период эксплуата-
ции обычно не превышает 105. Такое на-
гружение называют мало цикловым. При
нагружении, связанном с колебаниями
внешней нагрузки, упругими колебаниями
элементов длительно работающих конст-
рукций, число циклов нагружения часто
превышает 109. Такое нагружение называ-
ют многоцикловым.
В приближенной оценке влияния пере-
менных режимов нагружений на проч-
ность деталей обычно учитывают наиболь-
шие напряжения. В уточненных расчетах
используют модели (аналоги) напряже-
ний, представляющие собой определенным
образом упорядоченные графики измене-
ния нагрузки во времени, отражающие с
некоторой точностью «историю нагруже-
ния». Для их построения проводят тензо-
метрирование с записью осциллограмм, а
для расшифровки осциллограмм исполь-
зуют статистический анализ, проводимый
с помощью специальных анализаторов
или ЭВМ.
Нестационарные напряжения характе-
ризуют средними значениями, дисперсией
и коэффициентами вариации напряжений
оа и от в каждом блоке нагружения.
В ряде отраслей машиностроения про-
водят систематическое изучение спектров
(совокупности) эксплуатационных нагру-
зок и на этой основе разрабатывают
типовые модели (режимы) нагружения и
рекомендации по использованию их в рас-
четах деталей машин. Однако обобщение
и распространение этих материалов на
машины других отраслей машиностроения
затруднено из-за разнробразия условий
работы и эксплуатации машин.
Модели разрушения. Эти модели исполь-
зуют в качестве критериев прочностной
надежности конструкционных материалов
и элементов конструкций. Их записывают
в форме условий прочности. В расчетах
деталей машин обычно используют три мо-
дели разрушения: статическую, мало-
цикловую и усталостную. Статическая мо-
дель разрушения используется в расчетах
деталей машин при действии кратко-
временных больших сил. Модель малоцик-
лового разрушения является основной для
конструкций* работающих в течение 102—
105 циклов. Модель усталостного раз-
рушения используется в расчетах деталей
машин при числе циклов нагружения бо-
лее 105.
3.2. Методы оценки прочностной
надежности деталей машин
На практике широко используется раз-
работанная инженерами система оценок
эффективности конструкций. Одной из ос-
новных является оценка способности кон-
струкций выдерживать нагрузку.
Расчет по допускаемым напряжениям.
В предварительных расчетах, связанных
с определением размеров наиболее на-
груженных сечений, оценку прочности про-
изводят путем сопоставления наибольше-
го напряжения в детали отах с допускае-
мым напряжением [о]. Условие прочности
в этом случае имеет вид
Такая оценка весьма удобна, если на
практике для однотипных элементов, ста-
бильных условий нагружения и технологии
производства разработана система допуск
каемых напряжений.
Однако такой оценке прочностной на-
дежности присущи существенные недо-
статки. Значение допускаемого напряже-
ния не дает в явном виде представления
о степени надежности, так как в нера-
венство (3.3) не входит ни одно из пре-
дельных напряжений (ав, от, a_i и т. д.).
Допускаемое напряжение не отражает
также характера предполагаемого разру-
шения, режима нагружения и других фак-
торов, влияющих на надежность. При дей-
ствии переменных напряжений использо-
вание [а] в качестве нормативной харак-
теристики затруднено, так как допускае-
мое напряжение зависит от геометрии де-
тали (концентрации напряжений), мате-
риала и технологии изготовления детали.
В связи с этим расчет по допускаемым
напряжениям часто используют в качест-
ве предварительного для определения раз-
меров опасных сечений. В табл. 2.1 при-
ведены основные соотношения для опре-
деленйя геометрических характеристик се-
чений стержней при различных видах
испытываемой деформации, а также указа-
ны области использования моделей в рас-
четах деталей машин.
Расчет по запасам прочности. В инже-
нерных расчетах наибольшее распростра-
нение получил расчет по запасам проч-
ности. Условие прочностной надежности
при такой оценке имеет вид
п = -^Е<[п], (3.4)
amax
где п — запас прочности; оРазр — мини-
мальное значение разрушающего напря-
жения (предела прочности ов, предела вы-
носливости о_1 ит. п.) для материала
детали по справочным данным или меха-
ническим испытаниям; отах'—максималь-
39
ное напряжение в опасной точке детали
для наиболее неблагоприятных условий
нагружения; [п] — допустимое значение за-
паса прочности.
При действии статических нагрузок
запас прочности
Ов/(?гпах’ (3.5)
Обычно Пв=1,5-?-2.
При действии переменных напряжений
на прочность оказывают влияние концент-
рация напряжений, масштабный эффект и
другие факторы, влияние которых учиты-
вают, записывая соотношения для макси-
мального нормального и касательного на-
пряжения в точке детали в виде
^та№ 4“
(З.о)
^тах == 4“ Т/пФ*т>
где оа и от — амплитуда и среднее на-
пряжение цикла; #^==/^//<^4-1/0—1 —
приведенный эффективный коэффициент
концентрации напряжений в детали; —
эффективный коэффициент концентрации
напряжений при действии нормальных на-
пряжений; 0 — коэффициент, учитываю-
щий состояние поверхности (технологию
изготовления); — коэффициент, харак-
теризующий влияние асимметрии цикла;
та, тш, Ктл и — то же, при действии
касательных напряжений.
Запас прочности при стационарном
нагружении нормальными напряжениями
Ист = О— 1/<Ттах- (3.7)
Запас прочности при действии каса-
тельных т напряжений находят по форму-
ле
Их == Т _ 1 /т тах-
ПрИ совместном действии нормальных и
касательных напряжений
п п
п = g т -. (3.8)
Обычно [п]> 1,5.
При нестационарных нагрузках для
оценки работоспособности деталей исполь-
зуют представления об эквивалентных ре-
жимах и запасах прочности.
Предположим, что деталь работает в
переменном режиме нагружения, имею-
Рис. 3.4.
Нестационарные нагрузки-деталей (зависимо-
сти для расчета)
щем k ступеней (рис. 3.4, а; /-номер
ступени нагрузки, Z=l, 2, ..., /г), и на
каждой г-й ступени (точка А на рис. 3.4, б)
испытывает Ni циклов нагружений. Обоз-
начим через М* число циклов нагру-
жений детали при работе на /-й ступени
до разрушения (точка Д* на кривой уста-
лости, см. рис. 3.4, б).
Полагают, что разрушение детали при
действии циклических постоянных напря-
жений (работа на одной ступени) через
АГ» циклов нагружений происходит в ре-
зультате постепенного накопления в мате-
риале повреждений (необратимых измене-
ний в виде микротрещин и др.). Если через
П обозначить меру повреждений, то в на-
чальный момент работы детали П = а в
момент разрушения /7=1. Степень по-
вреждений детали можно приближенно
оценить относительной долговечностью
n^Ni/Ni..
Экспериментально установлено, что при
работе на нескольких ступенях поврежде-
ния продолжают независимо нарастать
пропорционально соответствующей отно-
сительной долговечности и потому могут
линейно суммироваться (принцип линей-
ного суммирования повреждений), т. е.
П — П з+-- + # k=
k k А/
/=1 1=1 1*
40
Условие разрушения имеет вид
1=1
а .
(3.10)
Если рассмотреть некоторый эквива-
лентный стационарный (постоянный) ре-
жим, на котором деталь приобретает ту
же степень повреждения, и в качестве
эквивалентного принять режим с напря-
жением аэкв = оо и долговечностью Л/о,
то из уравнения кривой усталости следует
cffNit^oS1 Nq, откуда
где оо — предел выносливости детали на
базе испытаний Nq циклов.
Подставляя это равенство в условие
разрушения (3.10), получим
(311)
Обычно принимают а=1, W0 = 107 циклов.
Соотношение (3.11) используют и для
определения эквивалентной нагрузки
Еэкв (силы, вращающего момента), если
заданы нагрузки на отдельных ступенях:
Если через nt = a/#/at (см. рис. 3.4, б)
обозначить частный запас прочности или
запас прочности на i-й ступени нагруже-
ния, то из уравнения кривой усталости
= aTNit следует М/М* = (сь/о,.)'” =
= (1/пГ.
Подставляя это соотношение в условие
разрушения, получим
k
Поставим нестационарному режиму в
соответствие эквивалентный стационарный
режим с запасом прочности иэкв, для кото-
рого условие разрушения будет
1 / ^ЭКВ-- (3.14)
Приравнивая соотношения (3.13) и
(3.14), получим формулу для запаса проч-
ности при ступенчатом нагружении:
<3|5>
ЭКВ * . П.
1=1 1
Значение пг велико (т=74-11), поэто-
му основным при определении мэкв являет-
ся режим минимального запаса прочности.
Непрерывное нестационарное нагруже-
ние можно аппроксимировать ступенчатой
функцией (рис. 3.4, в) и определить запас
прочности по формуле (3.15). Эквивалент-
ное напряжение оЭкв = п-i/иэкв.
При действии статических нагрузок ис-
пользуют также запас пластичности
Пг = От/Отах (3.16)
(пу> 1,2) и запас по несущей способности
и = Еразр/Е, (3.17)
где от — предел текучести материала дета-
ли; Еразр и F — значения силовых факторов
в момент разрушения и в рабочих усло-
виях.
Условия прочности по допускаемым на-
пряжениям и запасам прочности связаны
соотношением
[о]= Оразр/п. (3.18)
Необходимый запас прочности имеет
довольно стабильное значение, а аразр отра-
жает технологию изготовления, режим на-
гружения и другие важные факторы.
. На практике простоту расчета по допус-
каемым напряжениям и сравнительно эф-
фективную оценку прочностной надежно-
сти по запасам прочности используют,
выполняя расчет и проектирование детали
в три этапа:
определяют из расчета по допускаемым
напряжениям размеры наиболее нагру-
женного сечения проектируемой детали;
выполняют конструктивную проработку
детали;
оценивают прочность детали по запасам
прочности.
Примеры реализации такого подхода да-
ны в соответствующих разделах.
Расчету по запасам прочности присущи
следующие недостатки:
41
не указывается достоверность оценок
величин Оразр и отах, а это затрудняет
сопоставление надежности по запасу проч-
ности;
условия прочности носят детерминиро-
ванный характер, т. е. неизбежное рас-
сеяние величин Оразр и отахне учитывается.
Поэтому запасы прочности имеют услов-
ное значение. Они служат критериями
сравнения прочностной надежности проек-
тируемых деталей с деталями, хорошо
работающими в эксплуатации.
Оценка прочностной надежности по
вероятности разрушения. Рассмотрим де-
таль (например, зубчатое колесо), в кото-
рой в процессе работы возникают перемен-
ные напряжения. Максимальные перемен-
ные напряжения од в детали действуют в
зонах концентрации; эти напряжения в
процессе работы можно определить тензо-
метрированием. Значениям од свойственно
рассеяние в связи с колебаниями рабо-
чей нагрузки, погрешностями изготовления
колес и т. д. Предел выносливости зуба
при изгибе по, определенный эксперимен-
тально, также имеет разброс значений
из-за нестабильности механических
свойств материалов, погрешностей изго-
товления и др. Если для одного из
зубьев колеса од>оо, то наступает
разрушение.
Рассмотрим од и <у0 как случайные вели-
чину (рис. 3.5), причем параметры распре-
Рис. 3.5.
Кривые плотности распределения переменных
напояжений и пределов выносливости (а) и
функции неразрушения (б)
делений известны из эксперимента. Пред-
положим, что величины од = т) и <у0 = £
имеют нормальное распределение, тогда
функция неразрушения случайной вели-
чины
£ = оо-Од=Ч-т] (3.19)
будет также распределена по нормаль-
ному закону (рис. 3.5, б):
',®=т+ф(-^)-
(3.20)
где Ф — функция Лапласа;
Ф(х)=-Це t2/2dt.
Так как случайные величины о0 и од
практически независимы, то параметры
распределения функции неразрушения
(3.21)
где £ — среднее значение; — среднее
квадратическое отклонение; —коэффи-
циент вариации.
Вероятность разрушения детали равна
вероятности условия £<0 (см. заштрихо-
ванную зону на рис. 3.5, б):
Рразр = РЙ<0) = Г(0). (3 22)
Из равенств (3.20) и (3.22) для опре-
деления вероятности разрушения следует
формула
Р = J— ф ( -L_\ — J— ф / _L\
РазР 2 S J 2 v J
(3.23)
Используя приближенное представление
функции Лапласа, получим
1
Погрешность определения Рразр по этой
формуле будет не больше последнего ис-
42
пользованного при вычислениях члена ря-
да.
Вероятность разрушения детали можно
определить также по таблицам нормаль-
ного распределения по значению квантиля
иР. Если через обозначить значение
функции неразрушения, отвечающей неко-
торой вероятности Р, то +
Тогда квантиль, соответствующая ве-
роятности разрушения Р, находится из
условия £Р = 0 и
и
(3.24)
Вероятность разрушения отражает ос-
новные качественные особенности оценки
прочностной надежности. Она возрастает
с увеличением рассеяния нагрузок и меха-
нических свойств материала, уменьшением
запаса прочности.
Для деталей машин общемашинострои-
тельного применения допускают вероят-
ность р азру шения [Рразр]= 0,010 4- 0,001.
Укажем связь запасов прочности и ве-
роятности разрушения. Разделив числи-
тель и знаменатель соотношения для коэф-
фициента вариации на т), получим
где ^ = 5^/1) и V£=S%/% — коэффициенты
вариации действующих и разрушающих
напряжений^ п — запас по средним значе-
ниям п = £/т).
Подставляя последнюю формулу в ра-
венство (3.23), найдем
(3.25)
Из этого соотношения видно, что вероят-
ность разрушения определяется запасом
прочности по средним значениям разру-
шающих и действующих напряжений и
коэффициентами их вариации.
Обратим внимание на то, что запасы
по средним значениям больше применяе-
мых на практике запасов прочности
(см. с. 40), при определении которых
используются наименьшие значения раз-
рушающих напряжений и наибольшие зна-
чения действующих напряжений.
Оценке прочностной надежности по
вероятности разрушения также свойствен-
ны недостатки. Значение Рра3р зависит от
«хвостов» распределений значений оо и
Од, которые определяются весьма неточно
даже по выборкам большого объема
(свыше 100 испытаний).
В связи с этим «надежным» оказы-
вается лишь сравнение, проводимое в со-
поставимых условиях, для выполненных
и проектируемых элементов конструкций.
Допускаемая в расчете возможность
аварии создает для конструктора и труд-
ности психологического характера.
Для конструкций, в которых отказ может
привести к тяжелым последствиям, более
обоснованным считается расчет по стати-
стическим запасам прочности.
3.3. Методы повышения прочностной
надежности деталей машин
Основной вид разрушения деталей ма-
шин составляют усталостные поломки. Они
возникают внезапно и нередко приводят
к тяжелым последствиям. Влияние основ-
ных конструктивных и технологических
факторов на сопротивление усталости от-
ражает соотношение (3.6).
Влияние материала детали. От материа-
ла детали и термообработки заготовки
(детали) зависит предел выносливости
(см. табл. 1.1). Углеродистые и легиро-
ванные стали после термической обработ-
ки (термоулучшения и др.) имеют сравни-
тельно рысокие механические характерис-
тики и являются основными конструкцион-
ными материалами.
Влияние концентрации напряжений.
Концентрацией напряжений (деформа-
ций) принято называть резкое местное
изменение поля напряжений (деформа-
ций). Оно может вызываться конструк-
тивными факторами, (изменением формы
и размеров деталей, например возле
отверстий, галтелей и т. п.), условиями
внешних воздействий (силовых, темпера-
турных'и др.), а также технологическими
факторами (технологическими дефектами
от литья, сварки и т. п.).
.На рис. 3.6 з качества примера показано
43
Рис. 3.6.
Распределение напряжений в стержне с выточ-
кой (а) и в пластинке с отверстием (б)
распределение напряжений при растяже-
нии стержня с выточкой и пластинки с
отверстием. В этих примерах, как и в дру-
гих случаях, зона возмущения поля на-
пряжений невелика, однако концентрация
напряжений, как показывает практика,
существенно снижает прочность деталей
при переменных нагрузках и в условиях
повышенных температур. Детали из хруп-
ких материалов могут разрушаться из-за
концентрации напряжений и при статичес-
ких нагрузках. Другая особенность явле-
ния концентрации состоит в'том, что в зоне
концентратора образуется сложное напря-
женное состояние даже цри одноосном
(простом) состоянии на невозмущенной
границе области.
Концентрацию напряжений принято оце-
нивать теоретическим коэффициентом
концентрации напряжений
ао==: О'шах/О'н, ат = Ттах/тн,
где отах и ттах — соответственно макси-
мальные местные нормальное и касатель-
ное напряжения, вычисленные методами
теории упругости или определенные экспе-
риментально; Он и тн — номинальные нор-
мальное и касательное напряжения, най-
денное по формулам, применяемым в
сопротивлении материалов (т. е. без учета
возмущения напряжений).
В ряде случаев для оценки сопротивле-
ния усталости кроме коэффициентов
Оа и ат используют градиенты напряже-
ний, которые характеризуют быстроту за-
тухания напряжений по мере удаления
от концентратора.
44
Рис. 3.7.
Теоретические коэффициенты концентрации на-
пряжений для стержня с галтелью:
а—аа; б—ат
На рис. 3.7 в качестве примера
показаны зависимости теоретических ко-
эффициентов концентрации напряжений от
относительного радиуса галтелей на
стержнях при их изгибе и кручении,
используемые в расчетах на прочность.
Эти зависимости типичны для деталей
машин, они наглядно иллюстрируют тот
факт, что с увеличением радиуса сопря-
жения поверхностей концентрация напря-
жений уменьшается.
Эффективный коэффициент концентра-
ции напряжений Ка в отличие от теоре-
тического коэффициента аа учитывает
также влияние материала детали на проч-
ность при наличии концентрации напря-
жения. Между ними установлена эмпи-
рическая связь
Ка=1-Н(аа-1),
где q — коэффициент чувствительности
материала к концентрации напряжений,
имеющий значения:
литые материалы и материалы с
внутренними источниками кон-
центрации и дефектами (серый
чугун и др.)...................0,1—0,2
низкоуглеродистые стали, алюми-
ниевые деформируемые сплавы . 0,3—0,5
среднеуглеродистые и низколеги-
рованные стали.................0,4—0,6
легированные стали.............0,6—0,7
высоколегированные стали . . . 0,9
Значение часто определяют экспери-
ментально как отношение предела вынос-
ливости стандартного образца а_ i диамет-
ром do к пределу выносливости образца
такого же размера с концентрацией
напряжений a_iK, т. е.
Ко == О - 1 /о — Ik-
Для повышения сопротивления уста-
лости всегда стремятся уменьшить кон-
центрацию напряжений в деталях, назна-
чая радиусы сопряжения поверхностей
максимально возможными.
Влияние абсолютных размеров детали
(масштабного фактора). Коэффициент
Kad (рис. 3.8) определяют по формуле
Kod = ст—ы/o-i,
где о-id — определяемый эксперименталь-
но предел выносливости образца диамет-
ром d.
Для повышения сопротивления усталос-
Коэффициент влияния абсолютных размеров:
1—углеродистые стали, ав=4004-500 МПа; 2 —
легированные стали, ав= 12004- 1400 МПа
Рис. 3.9.
Зависимость 0 от предела прочности стали:
1—полирование; 2—шлифование; 3—тонкое точе-
ние; 4—грубое точение; 5—наличие окалины
ти на практике стремятся к использова-
нию высокопрочных материалов.
Влияние состояния поверхности. Коэф-
фициент 0 (рис. 3.9) находят по формуле
₽=а_1д/а_,,
где а_1д — определяемый эксперименталь-
но предел выносливости образца, поверх-
ность которого обработана по технологии
обработки детали.
Для повышения сопротивления усталос-
ти детали подвергают чистовой (финиш-
ной) обработке (шлифованием, полиро-
ванием и др.).
Влияние асимметрии цикла. Экспери-
ментально установлено, что с увеличением
среднего напряжения цикла от сопротив-
ление усталости деталей снижается. Сте-
пень снижения прочности зависит от проч-
ности материала, ее учитывают в расче-
тах коэффициентом Ч^,. Принимают 4^=
= 0,1 4-0,2 для углеродистых сталей при
ов^500 МПа и ^ = 0,24-0,3 для углеро-
дистых и легированных сталей при
<ув>*500 МПа; коэффициент Ч'тжО^Ч'а.
На практике для уменьшения эффектив-
ного среднего напряжения и повышения
сопротивления усталости используют раз-
личные методы «наведения» в поверхност-
ных слоях деталей благоприятной системы
остаточных напряжений (поверхностное
пластическое деформирование, химико-
термическая, лазерная, плазменная об-
работка и т. п.).
3.4. Жесткость деталей машин
Жесткость — свойство деталей сопро-
тивляться изменению формы под дейст-
вием сил; оказывает часто существенное
влияние на точность движения, прочность,
45
износостойкость и др. Недостаточная
жесткость деталей столь же опасна, как
и малая прочность, а чрезмерная жест-
кость приводит к неоправданному увели-
чению массы. Поэтому при проектирова-
нии деталей необходимо определять пере-
мещение их точек (сечений).
Основным показателем жесткости дета-
ли является коэффициент жесткости, рав-
ный силе, вызывающей единичное пере-
мещение некоторой характерной точки
(обычно точки приложения силы). В инже-
нерных расчетах сравнительно часто вмес-
то жесткости используют противополож-
ное свойство — податливость — свойство
деталей изменять форму под действием
внешних сил. Коэффициент податливос-
ти — перемещение характерной точки де-
тали под действием единичной силы.
Структура расчетной модели для опре-
деления характеристик податливости (или
жесткости) аналогична разобранной выше
модели прочности. Основной инженерной
моделью * для определения податливости
детали машин является стержень (брус).
Довольно часто в расчетах используют
модели оболочки, пластинки, реже — тол-
стостенного цилиндра.
Для определения перемещений точек
(сечений) стержневой модели исполь-
зуют дифференциальное уравнение изогну-
той оси стержня, интеграл Мора и другие
методы. Перемещения точек моделей в
форме пластинок и оболочек находят пу-
тем интегрирования соответствующих
дифференциальных уравнений.
Если через ич и v4 обозначить пере-
мещения соответственно в направлении
осей х и у некоторой точки i от силы
действующей в точке / (рис. 3.10, а),
то в общем случае
Un^huiiF]', Си = KvtjFi, (3.26)
где hutj — коэффициент податливости тела
в точке /, характеризующий перемеще-
ние в направлении оси х точки i тела
от единичной силы, приложенной в точке /.
Например, при изгибе консольного
стержня (рис. 3.10, б) силой Ff в сечении
х = а1 вертикальное смещение (прогиб)
точки i в селении x — at
v =F dL3ara‘Y
Ч / 6Е/И
Рис. 3.10.
Определение перемещений точек элементов
конструкций
и коэффициент податливости стержня в
сечении x—at
1 - аК3аГа1.
vlJ 6EJ*
(3.27)
где Е — модуль упругости материала стер-
жня; /и — момент инерции сечения при
изгибе стержня.
Коэффициент податливости тела в
точке (сечении) часто называют функцией
влияния (функцией Грина), а под коэффи-
циентом податливости тела (или детали)
вообще понимают перемещение точки
приложения единичной силы в направле-
нии этой силы. Например, коэффициент
податливости консольной балки (at = ap
см. рис. 3.10, б)
°?
3£J и *
Если требуется определить упругие
перемещения в п точках (Z= 1, 2, ..., п)
от действия п (/ = /=1, 2, ..., п) сил,
приложенных в тех же точках, то при
известных (из расчета или эксперимента)
коэффициентах податливости Ц векторы
смещений в точках образуют (по принципу
независимости действия сил) вектор-стол-
бец
М= [1] {Г}, (3.28)
где векторы-столбцы смещений и сил, а
также матрица коэффициентов податли-
вости:
46
Матричное уравнение (3.28) эквивалент-
но уравнениям
ui = XnFi -|-X12F24-...
U2= Х21/4 + Хгг/’г ~h ••• + ^2/iFn;
......................................... (3.30)
vn— Кг\Р\ + ^>2 nF 2 +... -\-^nnF n-
В этих уравнениях каждое слагаемое
показывает вклад соответствующей силы
в общее перемещение точки. Так, в пер-
вом уравнении первое слагаемое равно
перемещению точки 1 от силы Fi,
приложенной в той же точке; второе
слагаемое равно дополнительному переме-
щению точки 1 от силы F2, приложен-
ной в точке 2, и т. д.
Уравнения системы (3.30) можно вывес-
ти из общего случая- нагружения тела
(например, стержня, рис. 3.10, в) рас-
пределенными силами q(x). Смещение в
направлении оси у некоторой точки
Ci тела в сечении x = Cj (i — номер
точки, в которой определяется переме-
щение.
ь
Выполняя приближенное интегрирова-
ние, можно записать
V(Ci^ — \С Г 1)^(£ 1 ^2)^^ 2)^ 2“^
п
+ ... + Х(с? £„)<?(£=2 \ср •
/=*1
Использование линейной формулы при-
ближенного интегрирования эквивалентно
замене непрерывной функции q(x) «столб-
чатым» аналогом с постоянными силами
в каждом столбце / шириной А£/ (/ — но-
мер столбца сил, / = 1,2, ..., и; рис. 3.10, в).
Обозначая v(Ci)—viy K(Ci, и <7(g/)Ag/=
= Fj будем иметь Ui = XtiFi +X/2F2+...+
-{-kinF n.
Несложно заметить, что входящие в это
уравнение функции влияния равны соот-
ветствующим податливостям кц точек тела.
Описанный выше метод определения пе-
ремещений точек детали от действия си-
стемы сил является общим и не зависит
от принимаемой в расчете модели ее
формы, которая определяет лишь вид урав-
нения для определения коэффициентов
Ц системы (3.30).
Оценка деформативности деталей ма-
шин производится путем сопоставления
расчетных и допускаемых значений сме-
щений и углов поворота характерных
сечений:
[и]; 0< [0], (3.31)
где v и 0 — расчетные значения пере-
мещения и угла поворота сечения;
[ц] и [0] —допускаемое значения пере-
мещения и угла поворота сечения.
3.5. Уточненные модели
и расчеты деталей машин
В уточненных расчетах прочности и
жесткости деталей используют плоские,
осесимметричные и пространственные мо-
дели теории упругости, обеспечивающие за
счет существенного усложнения решения
практически точные описания реальной
формы деталей и учет всех видов деформа-
ции. Существует ряд методов решения за-
дач теории упругости.
В последние годы получил распростра-
нение метод конечных элементов (МКЭ) —
численный метод решения задач теории
упругости. Он построен на положениях
строительной механики и сравнительно
прост в реализации на ЭВМ с большой
памятью и высоким быстродействием.
Для расчета область, занимаемую де-
талью, расчленяют на конечное число
малых элементов, обычно в виде треуголь-
ников 1 для плоской задачи (рис. 3.11, а)
или многогранников 1 для пространствен-
ной задачи (рис. 3.11, б). Последнее
эквивалентно замене непрерывной рас-
четной модели тела, имеющей бесконечное
число параметров напряженно-деформи-
рованного состояния в точках, дискрет-
47
5)
Рис. 3.11.
Конечно-элементные аналоги деталей машин:
а—плоский; б—пространственный
ным «сеточным» аналогом с конечным
числом параметров в вершинах (узлах)
элементов. Это позволяет свести решение
задачи теории упругости к решению сис-
темы линейных алгебраических уравнений
высокого порядка.
Обычно принимают, что в пределах
элемента перемещения изменяются по ли-
нейному закону, а элементы взаимодей-
ствуют друг с другом лишь вершинами —
узлами.
Не останавливаясь на сущности мето-
да*, приведем его разрешающее уравне-
ние
* Подробнее см. [4; 5; 33 и др.].
[К] M={F} (3.32)
ИЛИ
М=[К]-1{П (3.33)
где {и} — вектор-столбец смещений узлов;
{F} — вектор-столбец внешних сил в узлах
(его компоненты не равны нулю лишь
в нагруженных узлах); [К] —матрица
жесткости конструкций, содержащей N уз-
лов:
/Сц /С12 •• K\N
[К] = #21 /<22 ... K2N ;
Клп /Сд^2 ••• Knn
[К] -1 — обращенная матрица жесткости
или матрица податливости конструкции.
Коэффициенты (элементы) матрицы
жесткости известны, они определяются ко-
ординатами узлов элементов, числом эле-
ментов, сходящихся в узле, а также
модулем упругости и коэффициентом Пу-
ассона материала детали. Несложно заме-
тить структурную общность уравнений
(3.28) и (3.33).
Расчет напряженного и деформирован-
ного состояний детали сводится к опре-
делению перемещений ее узлов от дей-
ствия заданной нагрузки (сил в узлах).
Для получения единственного решения
система (3.32) дополняется граничными
условиями, обеспечивающими неподвиж-
ность в пространстве рассчитываемой де-
тали. С этой целью, например, закреп-
ляют ряд узлов, задавая в них нулевые
смещения.
Далее вычисляются напряжения в эле-
ментах
Ы= [О] [Bn] Ы,
где [D] и [В#] —соответственно матри-
цы упругости и дифференцирования;
{и #} — вектор-столбец смещений узлов эле-
мента W.
Для ряда типовых форм конечных эле-
ментов разработаны стандартные програм-
мы решения плоских, осесимметричных и
пространственных задач расчета элемен-
тов конструкций.
Методом конечных элементов в послед-
ние годы решены в достаточно строгой
постановке сложные контактные задачи,
которые ранее не имели решения, и иссле-
48
дована концентрация напряжений во мно-
гих деталях машин и элементах кон-
струкций.
Метод конечных элементов в настоя-
щее время широко используется в уточнен-
ных инженерных расчетах прочности и
жесткости элементов конструкций и входит
в виде подпрограммы в системы их авто-
матизированного проектирования.
Глава 4
ОСНОВЫ ТРИБОТЕХНИКИ
ДЕТАЛЕЙ И УЗЛОВ МАШИН
4.1. Основные понятия и задачи
Общие сведения. Триботехни-
ка*— наука о контактном взаимо-
действии твердых тел при их отно-
сительном смещении. Эта наука, охва-
тывающая весь комплекс вопросов
трения, изнашивания и смазки машин,
привлекла к себе в последние годы
внимание ученых и инженеров, а так-
же государственных органов промыш-
ленно развитых стран в связи с огром-
ными материальными потерями, выз-
ванными износом деталей и машин.
Износ деталей является результатом
изнашивания — процесса разрушения и
отделения материала с поверхности твер-
дого тела и (или) накопления его оста-
точной деформации при трении. Процесс
реализуется в паре трения (сопряже-
нии) — совокупности двух подвижно со-
пряженных поверхностей деталей (об-
разцов) в реальных условиях эксплуа-
тации или испытаний — и проявляется в
постепенном изменении размеров и (или)
формы тела.
Износ деталей ведет к потерям точнос-
ти машин, приборов и инструментов, сни-
жению КПД машин, прочности деталей
из-за появления динамических нагрузок
и уменьшения сечений, увеличению шума
и другим негативным последствиям и яв-
ляется главной причиной выхода из
строя абсолютного большинства машин
(до 90%). Ежегодные расходы на тех-
ническое обслуживание и восстановитель-
ные ремонты действующего парка не-
которых машин превышают стоимость го-
* От греческого слова tribos — тереть.
дового выпуска новых машин. Так,
например, техническое обслуживание пре-
вышает стоимость изготовления: для само-
летов — до пяти раз, для автомобилей —
до шести раз, для станков — до восьми
раз, для строительных и дорожных ма-
шин — 15 раз.
Основные понятия и термины. Внеш-
нее трение — это явление сопротив-
ления относительному перемещению, воз-
никающему между двумя телами в зонах
соприкосновения поверхностей по каса-
тельным к ним, сопровождаемое дисси-
пацией энергии.
В ходе этого сложного явления имеют
место механические, теплофизические, фи-
зико-химические и электромеханические
процессы, которые «порождают» различ-
ные формы (виды) изнашивания деталей.
Таким образом, виды трения и изнаши-
вания зависят от целого ряда конструк-
ционных и эксплуатационных факторов.
Отметим основные закономерности, уста-
новленные теорией трения и изнашива-
ния.
1. Физико-механические свойства и
статика контакта (значения внешней
нагрузки, размеров и формы контакти-
рующих поверхностей) в первую очередь
определяют трибологическое поведение
материалов. При всей сложности явления
трения ведущим процессом в нем, как пра-
вило, оказывается деформирование и раз-
рушение при сложном напряженном со-
стоянии частиц материала в зонах кон-
такта.
2. Кинематические и динамические
параметры контакта (значения и скорости
смещений, характер изменения нагрузки
во времени и т. д.) влияют на характер
износа деталей.
Процесс контактного взаимодействия,
при котором взаимное смещение деталей
происходит преимущественно за счет их
деформации, называют трением по-
коя. Оно характеризуется коэффициен-
том сцепления, предварительным смеще-
нием деталей, наибольшей силой трения
покоя и т. д. Этому виду трения при-
сущи определенные виды разрушения ра-
бочих поверхностей (виды изнашивания),
например, фреттинг-коррозия, окислитель-
ное изнашивание и т. д.. которые
49
«поражают» детали соединении машин.
Если в процессе трения наблюдается
относительное движение контактирующих
тел, т. е. взаимное перемещение дета-
лей больше смещения от деформации,
то имеет место трение движения.
В зависимости от характера относитель-
ного движения различают трение скольже-
ния и трение качения.
Трение скольжения — это трение движе-
ния двух твердых тел, при котором
скорости тел в точках контакта (каса-
ния) различны хотя бы по значению
или направлению. Детали (диёки фрикци-
онных муфт, тормозные колодки и др.),
работающие в условиях трения скольже-
ния, подвержены контактному схваты-
ванию (сварке), водородному, абразив-
ному и другим видам износа.
Трение качения — это трение движения
двух твердых тел, при котором их скорости
в точках касания одинаковы по значе-
нию и направлению. Повреждение дета-
лей (зубчатых колес, фрикционных катков
и т. д.) при трении качения проис-
ходит в форме контактной усталости,
износа вследствие пластической деформа-
ции и т. д.
3. Смазка, т. е. действие смазочного
материала, в результате которого умень-
шается сила трения и (или) интенсив-
ность изнашивания, оказывает существен-
ное влияние на изнашивание деталей
(в «покое» и в движении). В соответ-
ствии с этим в триботехнике различают
трение без смазочного материала и тре-
ние со смазочным материалом (любого
вида). Действие смазочного материала в
значительной мере зависит от характера
смазывания и гидравлических параметров
смазочного материала в месте контакта,
которые определяют виды трения в узлах
машин (граничное, полужидкостное, жид-
костное и т. д.) и связанные с ними
виды изнашивания деталей машин.
4. Внешняя среда (температура, влаж-
ность и др.) определяет темп и характер
протекания физико-химических процессов
в месте контакта и, как следствие, влияет
на изнашивание деталей машин.
Износостойкость н показатели износа.
Свойство материала детали оказывать
сопротивление изнашиванию в определен-
но
ных условиях трения называют износо-
стойкостью. Изменение размеров,
формы, массы или состояния поверхности
деталей в результате изнашивания назы-
вают износом. Его оценивают в еди-
ницах длины, объема или массы — оценках
износа. Для количественного описания
процесса изнашивания и его результа-
та — износа в триботехнике используют
ряд показателей (параметров):
интенсивность изнашивания J — отно-
шение оценки износа детали (образца)
к обусловленному пути, на котором проис-
ходило изнашивание, к объему выполнен-
ной работы или технической наработке
(в километрах пробега автомобиля, гекта-
рах обработанной земли и т. п.);
если в результате изнашивания при сум-
марном взаимном смещении L деталей
(пути «трения») с их поверхности удален
слой толщиной /г, то интенсивность из-
нашивания Jh=h/L\
скорость изнашивания (средняя) —
отношение оценки изнашивания к вре-
мени, в течение которого происходило
изнашивание;
предельный износ детали (узла) —
оценка износа, после достижения которого
дальнейшая эксплуатация детали (узла)
невозможна, неэкономична или недопус-
тима по соображениям надежности.
Износостойкость деталей (узлов) оце-
нивают величиной, обратной интенсивнос-
ти или скорости изнашивания.
Основные задачи трибомеханики. Для
обеспечения триботехнической надеж-
ности деталей и узлов машин теория
трения и изнашивания решает две основ-
ные прикладные задачи:
определение предельных параметров
процесса изнашивания (контактных на-
пряжений и смещений, скорости смеще-
ний, температуры окружающей среды
и т. д.), при которых возможна нормаль-
ная работа данной пары трения;
определение ресурса (срока службы)
узла при заданном режиме трения.
Так как трение и износ связаны с
молекулярно-механическим взаимодейст-
вием тел, то для решения этих задач
следует знать механические параметры
процесса изнашивания: площадь контакта,
распределение контактных напряжений
(давлений), скорость движения, коэффи-
циент трения и др.
4.2. Виды изнашивания
Виды разрушения поверхностей
деталей при трении многообразны, что
связано с совокупным действием меха-
нических, физико-химических, электрохи-
мических и других процессов при кон-
такте и условиями окружающей среды
(температуры, влажности и т. п.). Основ-
ными факторами, определяющими повреж-
дения поверхностей и износ, являются:
пластические деформации, разрушение
микронеровностей и оксидных пленок в
результате внедрения отдельных участков
поверхности одной детали в сопряженную
поверхность другой детали и их взаим-
ного смещения; адгезионное схватывание
и перенос металла с одной детали на дру-
гую;
наводороживание и окислительные про-
цессы;
разрушение «мостиков» схватывания
и др.
Название вида изнашивания определя-
ется доминирующей причиной, обусловли-
вающей разрушение поверхностей.
Экспериментальные исследования и
опыт эксплуатации показали, что механизм
и характер разрушения рабочих поверх-
ностей деталей смазываемых пар трения
качения существенно отличаются от по-
вреждений пар трения скольжения и
несмазываемых пар трения качения.
В связи с этим рассмотрим основные
виды изнашивания, присущие указанным
видам движения в отдельности.
Виды повреждения поверхностей в усло-
виях трения качения.
Контактная усталость метал-
лических деталей. Под действием
переменных напряжений, вызванных пере-
мещением контакта (в подшипниках
качения, в фрикционных и зубчатых пере-
дачах и др.), в наиболее напряженных
зонах поверхностного слоя образуются
трещины. Их развитие приводит к отде-
лению от поверхности детали частиц ме-
талла и появлению небольших ямок,
раковин. Усталостное выкрашивание (пит-
тинг, от английского слова pit — яма,
Рис. 4.1.
Контактное выкрашивание в кольце подшипни-
ка и зубе колеса:
а—кольцо подшипника; б—зуб колеса
углубление) является распространенным
видом повреждения рабочих поверхностей
зубьев колес, дорожек качения подшип-
ников (рис. 4.1) и др.
Длительность работы детали До появле-
ния выкрашивания зависит от максималь-
ных контактных напряжений он (см. с. 24).
Если провести испытания образцов, напри-
мер, роликов (рис. 4.2, а) и в качестве
критерия усталостного повреждения при-
нять определенную площадь поврежден-
Рис. 4.2.
Определение параметров контактной усталости
51
нои поверхности, то зависимость нормаль-
ного напряжения в контакте от дли-
тельности работы N в циклах нагруже-
ния (кривая контактной усталости, рис.
4.2, б) будет описываться уравнением
= (4.1)
подобным уравнению обычной кривой ус-
талости (см. с. 41)
В формуле (4.1) (УН— максимальное на-
пряжение в зоне контакта от радиальной
силы; W — соответствующее ему число
циклов нагружения до появления на по-
верхности одного из роликов поврежде-
ний; т — показатель степени, устанавли-
ваемый экспериментально; c=oSiim^o—
константа при заданных условиях испыта-
ний; Ольт — предел контактной выносли-
вости (условный) на базе Nq= 1074- 109
циклов нагружения.
Отметим, что испытания на контакт-
ную выносливость (в отличие от обыч-
ных усталостных испытаний) характери-
зуются наличием двух испытываемых де-
талей и высоким уровнем задаваемых
напряжений сжатия а# между ними, тепло-
выделением из-за трения, а также присут-
ствием в контакте, как правило, сма-
зочного материала (третьего тела).
Экспериментальные исследования вы-
явили следующие закономерности.
1. Усталостное выкрашивание смазан-
ных поверхностей происходит лишь при вы-
теснении смазочного материала из зоны
действия максимальных контактных на-
пряжений. Если смазочный материал не
вытесняется из зоны контакта, то уста-
лостное выкрашивание не появляется даже
при напряжениях, вдвое превышающих
предел контактной выносливости [9].
2. Сопротивление усталостному выкра-
шиванию ведущих роликов (деталей),
имеющих большую скорость перемещения
контактирующих точек и как бы опере-
жающую поверхность контакта, выше, чем
у ведомых роликов, имеющих отстающую
поверхность контакта. Это объясняется
особенностями развития усталостных
трещин, которые под влиянием сил тре-
ния распространяются наклонно к по-
верхности контакта (рис. 4.3). Полагают,
что развитию образующихся усталостных
трещин способствует гидростатическое или
Рис. 4.3.
Схема разрушения поверхности при трении ка-
чения
гидродинамическое давление смазочного
материала, проникающего в трещины с
поверхности. На ведущем ролике трещи-
ны ориентированы так, что в зоне наи-
больших контактных давлений масло из
трещины выдавливается и темп роста
трещины не увеличивается. На ведомом
ролике (отстающая поверхность) трещи-
ны ориентированы неблагоприятно. При
встрече с сопряженной поверхностью края
трещины соединяются и давление в слое
масла, находящегося внутри нее, резко
возрастает. Этим обусловлено расклини-
вающее действие, способствующее посте-
пенному развитию трещины и выходу ее
на поверхность (выламывание частичек
металла).
3. Выкрашивание металла с поверхности
контактирующих деталей может носить ог-
раниченный или прогрессирующий харак-
тер. Ограниченное выкрашивание появ-
ляется на деталях в тех случаях, когда
вследствие погрешностей изготовления или
монтажа нагрузка первоначально концен-
трируется только на отдельных участках
теоретически возможной площадки кон-
такта. В результате начальных поврежде-
ний (выкрашивания, локального пласти-
ческого деформирования и т. п.) общая
поверхность контакта возрастает, концент-
рация нагрузки уменьшается и усталост-
ное выкрашивание прекращается.
Если выкрашивание начинается при нор-
мальном прилегании контактирующих по-
верхностей, то оно обычно оказывается
прогрессирующим.
52
4. Контактная усталость Деталей опре-
деляется: физико-механическими свойст-
вами материалов; скоростью смещения
(качения, скольжения); режимом нагру-
жения; шероховатостью поверхностей; ха-
рактеристиками и способом подачи сма-
зочного материала в зону контакта и др.
Наиболее существенное влияние на
контактную прочность деталей оказывает
твердость поверхностей контакта. Установ-
лено, что пределы выносливости деталей
из различных материалов прямо пропор-
циональны твердости рабочих поверхнос-
тей, т. е. <7Я)|т=СяНВ; o//|im=C/?HRC, где
Св и C#—коэффициенты, зависящие от
материала и термообработки; НВ и HRC —
твердость соответственно по Бринеллю и
по Роквеллу.
Отсюда следует, что для повышения
контактной выносливости необходимо в
первую очередь увеличивать твердость по-
верхностей контактирующих деталей (в
большей степени для отстающих поверх-
ностей) .
5. Контактное выкрашивание в отличие
от обычного усталостного разрушения не
вызывает внезапной потери работоспособ-
ности детали. Деталь (например, зубчатое
колесо) с «пораженной» контактной по-
верхностью сравнительно долго может ра-
ботать в узле (иногда с увеличенным
шумом и вибрациями).
Изнашивание вследствие
пластической деформации. Этот
вид изнашивания характеризуется измене-
нием общей формы детали в резуль-
тате пластической деформации ее микро-
объемов (в контакте) от чрезмерно боль-
ших нагрузок. В результате нарушаются
условия смазывания, точность сопряже-
ния, появляются динамические нагрузки.
Этот вид повреждения поверхностей и де-
талей предотвращается увеличением проч-
ности контактирующих, деталей.
Виды изнашивания поверхностей в
условиях трения скольжения.
Абразивное изнашивание. Аб-
разивным изнашиванием называют разру-
шение поверхности детали в результате
ее взаимодействия с твердыми частица-
ми при взаимном перемещении с некото-
рой относительной скоростью. Это рас-
пространенный вид повреждения поверх-
ностей деталей транспортных, дорожных,
сельскохозяйственных, горных и других
машин, работающих в технологических
Средах, содержащих абразивные частицы.
Абразивное изнашивание является ре-
зультатом срезания и пластического де-
формирования шероховатостей твердыми
посторонними частицами при относитель-
ном перемещении сопряженных поверхнос-
тей. Частицы (разрушающие тела) явля-
ются обычно минеральными и имеют не-
металлические атомные связи, что и обус-
ловливает сравнительную простоту физи-
ческих процессов этого вида изнашива-
ния. Отделение частиц осуществляется при
Одно- или многократном воздействии абра-
зивного тела. В результате износ идет в
форме процесса микрорезания либо в виде
усталостного повреждения (малоциклово-
го — при упругопластическом деформиро-
вании, собственно усталостного — при
многоцикловом воздействии).
Для уменьшения изнашивания снижают
уровень абразивного воздействия, повы-
шают поверхностную твердость материа-
лов деталей (закалкой, поверхностным
пластическим деформированием и т. п.).
Водорбдное изнашивание*.
Этот вид разрушения поверхности типичен
для тормозных колодок и барабанов, дис-
ков фрикционных муфт и других деталей.
Его основная особенность состоит в том,
что выделяемый при трении водород
адсорбирует на поверхностях трения и при
высокой температуре диффундирует в де-
формируемый слой стальных деталей, вы-
зывая (по мере его накопления) охруп-
чивание, появление большого числа тре-
щин но всей зоне деформирования и мгно-
венное образование мелкодисперсного по-
рошка материала.
Водород выделяется из материалов пары
трения и Окружающей среды (смазочного
материала, воды и др.) в результате
т рибодеструкции.
Водородное изнашивание наблюдается
и в случае качения контактирующих де-
талей ^(попадание воды в подшипники ка-
чения).
Для уменьшения и предупреждения во-
дородного изнашиваний в узлах трения
* Установлено проф. Д. Н. Гаркуновым.
53
применяют стали, легированные хромом,
титаном, ванадием, менее склонные к наво-
дороживанию; используют смазочные ма-
териалы, мало подверженные гидрогениза-
ции; снижают температуру в зоне контакта
и др.
Молекулярно - механическое
изнашивание. Оно происходит при
высоких контактных напряжениях в зоне
сопряжения деталей из однородных ма-
териалов (зубчатых и гиперболоидных пе-
редач, резьбовых соединений и др.) и
начинается с локального пластического
деформирования и разрушения окисных
пленок на отдельных участках поверх-
ности контакта, а заканчивается молеку-
лярным сцеплением — контактной сваркой
(схватыванием) материала этих участков
деталей и последующим разрушением зон
сварки при относительном движении.
Процесс развития повреждений трущих-
ся поверхностей деталей вследствие схва-
тывания называют заеданием.
Образование зон сварки обусловлено
переносом частиц одного металла на
другой. Эти связи могут быть прочнее
внутренних связей в металле.
Обычно повышенная склонность к схва-
тыванию обнаруживается в контакте дета-
лей из коррозионно-стойких, кислотоупор-
ных и жаропрочных сталей и сплавов.
Эти стали, стойкие к окислению, обра-
зуют более слабые и тонкие оксидные
пленки, а также хуже адсорбируют на
своей поверхности молекулярные пленки
других веществ. В результате средние
контактные напряжения схватывания для
таких сталей и сплавов в 7—10 раз ниже,
чем для углеродистых сталей, и состав-
ляют иногда 20—25 МПа.
Интенсивность схватывания увеличива-
ется с ростом контактных напряжений
(давлений), скорости относительного пере-
мещения, температуры в зоне контакта
и других факторов.
Подбором материалов деталей пар тре-
ния можно повысить предельное контакт-
ное напряжение и стойкость к схватыва-
нию. Обычно лучшие антифрикционные
свойства в сравнении с другими сталями
имеют стали, содержащие кремний, так как
он способствует улучшению этих свойств.
Наиболее эффективными средствами
54
предотвращения заедания являются сма-
зочные материалы, а также покрытия,
окисные пленки.
Смазочный материал (смазки, масла
и др.) должен уменьшать коэффициент
трения и препятствовать образованию ме-
таллического контакта и точечного свари-
вания. Качество смазки зависит от проч-
ностных свойств граничного слоя, которые
определяются в основном природой сма-
зочного материала и адгезией. Сма-
зочные материалы с малой и средней
химической активностью (масло МС-70,
индустриальное и др.) лишь незначитель-
но повышают напряжения схватывания Су-
щественно лучшими антифрикционными
свойствами обладают смазочные материа-
лы фторуглеродной группы (№ 8, ЗФ,
ВНИИНП-282 и др.) и особенно смазоч-
ные материалы на основе дисульфида мо-
либдена. Последний образует на поверх-
ностях контакта сплошные пленки и
препятствует образованию «мостиков»
сварки. Толщина слоя дисульфида молиб-
дена обычно составляет 100 нм, но
стойкость его высока, и он способен
выдерживать высокие давления.
Дисульфид молибдена в твердом виде
часто применяют в качестве единствен-
ного смазочного материала для сопряже-
ний, работающих при очень низких и
высоких температурах, а также при низких
давлениях.
Эффективным средством предотвраще-
ния схватывания являются различные по-
крытия и окисные пленки. Покрытия долж-
ны быть более мягкими, чем материал
деталей, и должны деформироваться без
разрушения пленки. Наряду со стандарт-
ными покрытиями (цинковым с хрома-
тированием, кадмиевым с хроматирова-
нием, фосфатным, медным и др.) исполь-
зуют металлические покрытия (кобальтом,
индием, сурьмой и т. п.).
Для-предупреждения схватывания повы-
шают поверхностную прочность (твер-
дость) деталей, ограничивают контактные
напряжения и скорость относительного
перемещения.
Коррозионно - механическое
изнашивание распространено в маши-
нах и аппаратах, в которых трущиеся
детали вступают в химическое взаимодей-
ствие со средой, например, воздухом.
Разрушение поверхности трения деталей
происходит под действием двух одновре-
менно протекающих процессов: коррозии
и механического изнашивания.
При вибрациях деталей, контактирую-
щих без смазочного материала, в результа-
те которых происходят небольшие цикли-
ческие взаимные смещения (от 0,025 до
2,5 мм) хотя бы части поверхности кон-
такта, коррозионно-механическое изнаши-
вание протекает в форме фреттинг-кор-
розии (от английского слова fret — под-
тачивать). При этом на небольших пло-
щадках ооразуются мелкие ямки и про-
дукты коррозии в виде налета, пятен
и порошка от светло- до темно-корич-
невого цвета. Продукты износа не удаля-
ются из зоны контакта и превращаются
в абразивные частицы.
Процесс окисления непрерывен на воз-
духе, поэтому разрушение носит прогрес-
сирующий характер. Фреттинг-коррозия
способствует разрушению заклепочных,
прессовых, резьбовых, шлицевых и шпо-
ночных соединений. Этому виду изнаши-
вания подвержены детали в парах трения
из углеродистых и коррозионно-стой-
ких сталей, сталей и алюминиевых спла-
вов и т. п.
Фреттинг-коррозия происходит не толь-
ко в среде воздуха, но и в среде азота,
кислорода, гелия, а также в вакууме.
Фреттинг-коррозия развивается более
интенсивно при увеличении контактных
напряжений, однако с уменьшением ампли-
туды взаимных смещений развитие кон-
тактной коррозии замедляется. В связи с
этим, например, в прессовых соединениях
повышают натяг (т. е. контактные напря-
жения) для уменьшения взаимных смеще-
ний точек контакта при действии внешней
нагрузки. Экспериментальные исследова-
ния не обнаруживают отрицательного
влияния влажности на сопротивление
фреттинг-коррозии. Наиболее эффектив-
ный способ борьбы с этим видом изна-
шивания — уменьшение относительных
смещений.
Для защиты от фреттинг-коррозии ис-
пользуют различные методы поверхност-
ного упрочнения зон контакта, наносят
мягкие гальванические покрытия, напы-
ляют тефлоновые и резиновые пленки
и т. п.
В заключение отметим, что сложный
характер нагружения и деформации дета-
лей, а также многообразие и сложность
процессов, сопровождающих изнашива-
ние, часто стирают грани между рас-
смотренными видами изнашивания, связы-
вая их воедино.
4.3. Методы оценки
триботехнической надежности
пар трения
Оценку триботехнической надежности
пар трения качения (подшипников, пере-
дач) производят по допускаемым контак-
тным напряжениям. Условие контактной
прочности (предотвращения прочностных
отказов) в этом случае имеет вид
(4.2)
где оя — максимальное контактное напря-
жение в детали; [о#] —допускаемое кон-
тактное напряжение.
При определении значения [оя] учиты-
вают действительный характер нагрузок,
степень ответственности деталей и другие
практически важные факторы.
Оценку надежности узлов трения, рабо-
тающих с малыми скоростями скольжения,
выполняют по среднему контактному нап-
ряжению при наибольшей ожидаемой
нагрузке. При использовании допускаемых
контактных напряжений [<?] условие пре-
дотвращения износовых отказов (заеда-
ния или преждевременного износа), т. е.
условие триботехнической надежности,
имеет вид
<7тах <[<?] И-3)
Такая оценка удобна для однотипных
конструктивных элементов, и допускаемое
контактное напряжение здесь является по
существу критерием подобия, отражаю-
щим предшествующий опыт проектиро-
вания подобных пар трения. Значение
зависит от типа сопряжения, материа-
лов контактирующих деталей, условий
смазывания, степени ответственности пары
и других факторов.
Например, для шарнирно-болтового сое-
динения (цилиндрическая кинематическая
55
Рис. 4.4.
Шарнирно-болтовое соединение
пара^ рис. 4.4) q = F/(bd}, где F — внеш-
няя сила; b — ширина проушины; d — диа-
метр болта.
Допускаемое давление [<7] принимают
равным 15 МПа для пары закален-
ная сталь — закаленная сталь; 8 МПа —
для пары закаленная сталь — бронза;
5 МПа — для пары незакаленная сталь—
бронза.
Иногда для исключения молекуляр-
но-механического изнашивания ^условие
(4.3) дополняют ограничением температу-
ры в контакте:
0к<(0к], (4.4)
где [Ок] — допускаемая температура в
контакте.
Если режим трения пары определяет-
ся не только? давлением q, но и ско-
ростью скольжения и, то в качестве
критерия надежности используют удель-
ную мощность трения, расходуемую на
преодоление сопротивления в контакте,
fao<[w], (4.5)
где f — коэффициент трения (сопротивле-
ния) между контактирующими деталями;
v — относительная скорость скольжения;
[су]— допускаемая мощность трения, рав-
ная 150—250 Н‘Мм/(мм2«с) для шлице-
вых соединений и др.
В ряде случаев, например в расче-
тах подшипников скольжения, принимают
f—const для заданной пары трения и
условие (4.5) задают в форме
?t><[<7t>], (4.6)
где [</и]—допускаемое значение произ-
ведения qv.
Этот параметр, как и удельную мощ-
ность трения, можно использовать для
косвенной оценки теплонапряженност и па-
ры тренця. В инженерных расчетах часто
используют совместно два критерия:
[</] и [470]. Оценке износостойкости по до-
пускаемым значениям параметров [<7] и
[170] присущи существенные недостатки:
эти параметры носят условный характер и
в явном виде не дают представления о сте-
пени триботехнической надежности.
4.4. Методы повышения
триботехнической надежности
Избирательный перенос и самооргани-
зация трения в узлах. Экспериментальные
исследования и опыт эксплуатации ряда
машин показали, что на контактирующих
поверхностях деталей тяжелонагруженных
узлов трения при определенных условиях
самопроизвольно образуется тонкая плен-
ка меди (толщиной 1—2 мкм), которая
резко снижает износ пары трения и
уменьшает примерно в 10 раз силу трения.
Пленка меди образуется, например, на по-
верхностях деталей пар трения из стали и
бронзы при смазывании их спиртоглице-
риновой смесью или смазкой ЦИАТИМ-
201 в результате анодного растворения
бронзы (легирующие элементы цинк, оло-
во, алюминий и др уходят в смазоч-
ный материал) и обогащения поверх-
ностей медью.
После образования на поверхности де-
талей медного слоя растворение прекра-
щается, устанавливается режим так назы-
ваемого избирательного переноса, самоор-
ганизующий процесс трения в паре (узле),
т. е. в случае изнашивания слоя меди
идет непрерывное его восстановление за
счет «самоотдачи» системы
Избирательный перенос — это пример
самоорганизации узлов трения в нежи-
вой природе. Он обеспечивает практи-
чески безызносную работу узлов трения в
56
холодильниках (детали пар трения —
стальные, смазочный материал — смесь
из 50% масла и 50% фреона). Здесь
в начальный период происходит окисле-
ние смазочного материала в паре трения
сталь — сталь. Затем образовавшиеся кис-
лоты растворяют поверхностные слои
медных трубок и доставляют в смазоч-
ную систему ионы меди. После осаж-
дения на поверхностях контакта ионов
меди из смазочной жидкости и образова-
ния новой пары медь — медь интенсив-
ность окисления масляно-фреоновой сме-
си снижается, растворение меди трубок
прекращается.
При нарушении сплошности медных пле-
нок происходит «автоматическое залечи-
вание» их по описанной здесь схеме.
В установившемся режиме трения мед-
ная пленка не разрушается, она может
переходить с одной поверхности трения
на другую. При этом продукты износа
удерживаются в зазоре между деталями
электростатическими силами.
Таким образом, самоорганизация тре-
ния и реализация избирательного переноса
в узлах трения является одним цз эф-
фективнейших путей повышения надеж-
ности пар трения.
Выбор материала. Инженерный опыт
конструирования и эксплуатации узлов
трения позволил сформулировать следую-
щие выводы, имеющие значение при вы-
боре материалов для пар скольжения:
1) твердый материал в паре с мягким,
имеющим температуру рекристаллизации
ниже средней температуры поверхности
трения, хорошо противостоит заеданию.
Высокой надежностью обладают пары
хром — резина (при смазывании мине-
ральным маслом и водой) и хром —
бронза (при пластичных смазочных мате-
риалах) ;
2) твердый материал в паре с другим
твердым материалом (сочетание пар из
азотированной, хромированной и закален-
ных сталей) обладает высокой износо-
стойкостью вследствие малого взаимного
внедрения их поверхностей. Применение
таких пар ограничено скоростями сколь-
жения;
3) мягкий материал в сочетании с
другим мягким материалом (незакален-
ная сталь по незакаленной стали, медный
сплав по алюминиевому сплаву, никель по
никелю и др.) имеет низкую износостой-
кость и ненадежен в работе;
4) пористые спеченные материалы и
антифрикционные сплавы целесообразно
применять в труднодоступных для смазы-
вания узлах трения.
Пластмассы повышают эффективность и
надежность узлов трения.
Конструктивные методы повышения на-
дежности. Основными методами повыше-
ния надежности узлов трения являются:
замена трения скольжения в узлах ма-
шин трением качения;
замена внешнего трения внутренним
трением упругого элемента, т. е. исполь-
зование при возможности вместо узла
трения скольжения, узла, обеспечивающе-
го эквивалентные перемещения за счет
упругой деформации одного из элементов
(резинометаллические шарниры и т. п.);
конструирование сопряжений с мини-
мальной концентрацией нагрузки;
защита пар трения от загрязнений и др.
Технологические методы повышения на-
дежности. Основными методами повыше-
ния надежности узлов трения являются:
обеспечение заданной формы, точности
размеров и качества обрабатываемых
поверхностей деталей;
повышение твердости поверхностей де-
талей пар трения.
На практике повышения твердости по-
верхностей деталей достигают: поверх-
ностной или объемной закалкой; химико-
термической обработкой и закалкой; по-
верхностным пластическим деформирова-
нием (обкаткой, обдувкой дробью и др ),
высокоэнергетцческими методами обработ-
ки (лазерной, плазменной и др.); нане-
сением износостойких и антифрикционных
покрытий ионными методами (в тлеющем
разряде, катодным распылением и др.)
Эксплуатационные методы повышения
надежности. Эти методы также вырабо-
таны инженерным опытом эксплуатации
машин; главные из них: обкатка машин,
периодическая замена смазочного мате-
риалй и изнашивающихся элементов
(вкладышей, вставок и т. п.); разра-
ботка и внедрение методов диагностики
состояния узлов трения.
РАЗДЕЛ
II
СОЕДИНЕНИЯ ДЕТАЛЕЙ
И УЗЛОВ МАШИН
Глава 5
ОБЩАЯ ХАРАКТЕРИСТИКА
СОЕДИНЕНИЙ
Узлы, а также машины, приборы и
аппараты в целом собирают из деталей
путем их соединения в определенном
взаимном положении. Фиксация вза-
имного положения деталей необ-
ходима для придания составной детали
или узлу требуемой формы, взаимодей-
ствия деталей, предотвращения утечек
рабочего тела из узлов машин и т. д.
Для фиксации взаимного положения де-
талей и узлов машин используют, как
правило, два метода (принципа): формо-
запирание (зацепление) и сцепление
(фрикционное, электромагнитное и др.).
Эти методы реализуют на практике раз-
личными конструктивными способами, ис-
пользуя отдельные части соединяемых де-
талей (см. рис. 2.1, б—г), дополнитель-
ные детали — механические связи (напри-
мер, болты, штифты, шпонки и др.),
технологические процессы (сварка, пайка
и др.), формирующие молекулярно-меха-
нические связи между деталями и т. д.
Сопрягаемые части деталей вместе со
связями образуют соединения, наз-
вания которых определяются, как прави-
ло, видом связи или соединительного эле-
мента (детали); например, соединения
болтовые, сварные, шпоночные и т. п.
В зависимости от конструктивных, тех-
нологических, эксплуатационных и эко-
номических требований соединения могут
быть разъемными и неразъемными.
Разъемные соединения разбираются без
повреждения деталей, а неразъемные сое-
динения можно разобрать, лишь разру-
шая связи или детали, повреждая по-
садочные поверхности.
Разъемные соединения выполняют как
подвижными, так и неподвижными под
нагрузкой. В подвижных (под нагрузкой
или без нее) соединениях возможно от-
носительное перемещение деталей, предус-
мотренное функциональным назначением
Однако основное применение имеют не-
подвижные соединения, в которых детали
в процессе работы не совершают относи-
тельного перемещения. В таких соедине-
ниях (разъемных и неразъемных) под
нагрузкой происходит взаимное смеще-
ние контактирующих точек деталей, обус-
ловленное их деформациями.
Детали соединений образуют наиболее
распространенный класс деталей машин;
их работоспособность наиболее часто, как
показывает практика, определяет надеж-
ность работы конструкций.
Глава 6
СВАРНЫЕ, ПАЯНЫЕ
И КЛЕЕВЫЕ СОЕДИНЕНИЯ
6.1. Общие сведения
Сварные, паяные и клеевые соедине-
ния — наиболее распространенные виды
неразъемных соединений элементов конст-
рукций, обеспечивающие высокопроизво-
дительную и экономически целесообраз-
ную сборку.
Сварку, пайку и склеивание применя-
ют не только как методы соединения
деталей, но и как технологические спо-
собы их изготовления. Сварные и паяные
детали часто успешно заменяют литые
и кованые; они не требуют моделей
или форм, штампов, а поэтому имеют
более низкую стоимость в условиях еди-
ничного и мелкосерийного производства
58
6.2. Характеристики и расчеты
сварных соединений
Виды сварки. Сварные соединения полу-
чают за счет формирования межатомных
связей в свариваемых деталях (частях)
при их местном или общем нагреве (тер-
мический класс сварки), пластическом де-
формировании деталей в зоне стыков
(механический класс сварки) или при
совместном нагреве и пластическом дефор-
мировании (термомеханический класс
сварки).
На практике применяют свыше 60 спо-
собов сварки, при которых материал
расплавляется (дуговая, газовая, элект-
ронно-лучевая и др.), деформируется без
нагрева (холодная, взрывом и т. п.)
или нагревается и пластически деформи-
руется (контактная, газопрессовая, высо-
кочастотная и т. п.).
Способы сварки получили название по
виду используемого источника > теплоты
(газовая, дуговая и др.), по способу защи-
ты материала в зоне сварки (в аргоне,
под флюсом, в вакууме и т. д.), по
степени механизации (ручная, полуавто-
матическая, автоматическая), по форме
сварного соединения (точечная, шовная,
стыковая и пр.) и т. д.
Сварке плавлением и давлением под-
вергаются практически все стали и
сплавы, применяемые в народном хозяй-
стве.
Сварные соединения являются наиболее
прочными среди неразъемных соединений.
Применение сварных конструкций способ-
ствует повышению технологичности, сни-
жению металлоемкости машин и аппа-
ратов. Благодаря плотности и герметич-
ности швов сварка широко применяется
при производстве сосудов, резервуаров,
трубопроводов и др.
Отдельные примеры применения свар-
ных соединений при изготовлении узлов
показаны на рис. 6.1.
Основные недостатки сварных соедине-
ний: наличие остаточных напряжений
из-за неоднородного нагрева и охлажде-
ния; возможность коробления деталей при
сваривании (особенно тонкостенных); воз-
можность существования скрытых (неви-
димых) дефектов (трещин, непроваров,
РИс. 6.1.
Сварные соединения в некоторых деталях.
а—барабан, б—тяги, в—зубчатое колесо, г—ци-
линдр
шлаковых включений), снижающих проч-
ность соединений.
Контроль сварных соединений с по-
мощью разрушающих и неразрушающих
методов (ультразвука, рентгеновских лу-
чей и т. д.) в полном объеме или выбо-
рочно является, как правило, обяза-
тельной операцией технологического про-
цесса для выявления дефектов.
Ниже рассмотрены соединения, получен-
ные наиболее распространенными в тех-
нике способами сварки (дуговой и га-
зовой) . Дуговой сваркой на сварочных ав-
томатах, полуавтоматах, а также вручную
соединяют детали из конструкционных ста-
лей, чугуна, алюминиевых, медных и ти-
тановых сплавов. Газовая сварка ис-
пользуется для соединения деталей из
металлов и сплавов с различными темпе-
ратурами плавления при небольшой тол-
щине (до 30 мм), для сварки неме-
таллических деталей в тех случаях,
когда отсутствует источник электроэнер-
гии.
Виды соединений. В зависимости от рас-
положения свариваемых деталей различа-
ют следующие виды соединений,
получаемых дуговой и газовой сваркой,
стыковые, нахлесточные, тавровые и угло-
вые.
Условные изображения и обозначения
59
Рис. 6.2.
Стыковые соединения при различной подго-
товке кромок:
а—s=C8 мм, б—s16 мм, в—5=124-40 Мм,
г—5^30 мм, д—3^40 мм
швов сварных соединений стандартизо-
ваны.
Стыковые соединения (рис. 6.2) имеют
прочность, близкую к прочности основно-
го металла, и применяются в ответствен-
ных конструкциях. В зависимости от
толщины s деталей сварку выполняют
односторонним (рис. 6.2, а) или двух-
сторонними (рис. 6.2, в) швами, а также
производят подготовку кромок (прямо-
линейный, рис. 6 2, в, г, или криво-
линейный, рис. 6.2, д, скосы). Если сварку
производят лишь с одной стороны, то для
предотвращения стекания металла с про-
тивоположной стороны подкладывают
стальные или медные (отъемные) подклад-
ки.
Нахлесточные (рис. 6.3), тавровые и уг-
ловые (рис. 6.4) соединения выполняют
угловыми швами (обычно нормального се-
чения, рис. 6.5). Нахлесточные соеди-
нения тонколистовых конструкций выпол-
Рис. 6.4.
Тавровые и угловые соединения
няют с помощью контактной сварки
точечной (рис. 6.6, а) или шовной
(рис. 6.6, б).
Диаметр сварной точки устанавливают
в зависимости от толщины s свариваемых
деталей: d=l,2s-|-4 мм. Рекомендуемое
расстояние ме^кду точками a=3d при
сварке двух элементов и a = 4d при
сварке трех элементов.
а) -4 D
D
Рис. 6.3.
Нахлесточные соединения, выполненные флан-
говыми (а), лобовыми (б), комбинированным —
фланговыми и лобовым—(в) и косыми (г)
швами
Рис. 6.5.
Формы угловых швов
а — нормальный, б—вогнутый
60
Рис. 6.6.
Соединения контактной сваркой-
а—точечной, б—шовной (роликовой)
Расчет и проектирование соединений при
постоянных нагрузках. Расчет и проекти-
рование сварных соединений (конструк-
ций) сводится к выбору вида соединения,
способа сварки, марки электрода, рацио-
нальному размещению сварных швов, оп-
ределению сечения и длины швов из
условия равнопрочности наплавленного
металла и материала соединяемых дета-
лей. Размеры соединяемых деталей обычно
известны заранее из условий прочности,
жесткости, устойчивости или конструктив-
ных соображений.
Концентрация напряжений в
соединениях. Обусловлена резким из-
менением формы сечений и особенностями
совместной работы соединенных деталей.
Она оказывает существенное влияние на
прочность соединений.
В стыковом соединении форма и размеры
шва характеризуются высотой g «усиле-
ния» (утолщения) шва, его шириной
b и углом 0 (рис. 6.7, а). «Усиление»
является источником концентрации напря-
жений (рис. 6.7, б), для ограничения
которой рекомендуется выполнять швы с
«усилением» при угле 0 = 1604-170° и
отношением b/g = 94- 11. В ответственных
соединениях это «усиление» удаляют
механической обработкой; в этом слу-
чае получают эффективный коэффициент
концентрации напряжений Ка«1.
Нахлесточные соединения в отличие от
стыковых имеют более высокую концен-
трацию напряжений. При этом в лобовом
шве концентрация напряжений вызвана
прворотом «силового» потока (изгибом)
(рис. 6.7, в), а во фланговом шве —
неравномерным распределением нагрузки
вдоль шва. На рис. 6.8 показано изме-
нение относительной интенсивности наг-
рузки q(z)=q(z)/qH вдоль фланговых
швов. Номинальная интенсивность нагруз-
ки (погонная нагрузка) qH = F/1 показана
штриховой линией. Видно, что со стороны
детали 1 с меньшей жесткостью сече-
ния (EiAi<E2A2) имеет место высокая
концентрация нагрузки, а в середине сое-
динения нагрузка невелика. Увеличение
длины / соединения лишь повышает не-
равномерность распределения нагрузки
вдоль фланговых швов. И хотя значение
максимальной нагрузки незначительно из-
меняется при увеличении длины / шва
(k— катет шва), коэффициент концентра-
ции нагрузки kq=qmax/Ко повышает-
ся вследствие снижения номинальной по-
гонной нагрузки (рис. 6.9). Расчеты рас-
пределения нагрузки и коэффициента
kq выполнены по формулам (2.49), (2.53)
и (2.54) при податливости сварного шва
Рис. 6.7.
Распределение напряжений в стыковых (а, б)
и в лобовом (в) швах
Рис. 6.8.
Распределение нагрузки в сварных
соединениях внахлестку
61
Рис. 6.9.
Зависимость коэффициента kq от относитель-
ной длины нахлесточного соединения при
£И2/(£1Л1)=1(/); 2(2); 3(3)
целые детали. От внешней растягивающей
силы F в сечении шва возникают напря-
жения растяжения (рис. 6.10, а)
Op=F/(ls), (6.1)
где I и s — соответственно длина шва и
толщина соединяемых деталей.
Условие прочностной надежности при
использовании допускаемых напряжений
имеет вид ар<[ар']. Это ограничение
совместно с уравнением связи (6.1) об-
разует неравенство
Х = 2(1 — уш)/Еш, где Vuj и Еш — соответ-
ственно коэффициент Пуассона и модуль
упругости материала шва.
Несущую способность нахлесточного
соединения можно повысить за счет уве-
личения катета сварного шва. Значения
коэффициентов концентрации напряжений
приведены в табл. 6.1.
Таблица 6.1
Эффективные коэффициенты концентрации на*
пряжений в сварных соединениях (сварные
швы)
Швы для стали
углеро- дистой низко- легированной
Стыковые (по оси шва) с полным про- варом корня шва: 1,0 1,0
при автоматичес- кой и ручной свар- ке и контроле шва просвечиванием
при ручной свар- ке без просвечи- вания Угловые поперечные (лобовые): 1,2 1,4
при ручной сварке 2,3 3,2
при автоматиче- ской сварке 1,7 2,4
Угловые продольные (фланговые), рабо- тающие на срез 3,5 4,5
Расчеты на прочность. Стыко-
вые швы рассчитывают на прочность по
номинальному сечению соединяемых дета-
лей (без учета утолщения швов), как
Я?
Рис. 6.10.
Стыковые и нахлесточные соединения
62
Is
содержащее три переменных проектиро-
вания (при заданной внешней нагрузке).
Для упрощения проектирования и получе-
ния единственного решения следует задать
значения двух переменных (например,
s и [ор']). В расчетах принимают
[ор']=(0,9-? 1,0)[ор], где [nJ — допуска-
емое напряжение при растяжении ос-
новного материала (табл. 6.2).
A =L^pcos45° = 0,7^pA, (6.4)
где L — общая длина (периметр) свар-
ного шва; kp— расчетный катет шва.
Угловой шов при нагружении испыты-
вает сложное напряженное состояние.
Однако в упрощенном расчете такой шов
условно рассчитывают на срез. В расчет-
ном сечении номинальное напряжение сре-
за
Т 0,7/гр£ ЯМ’
(6.5)
Таблица 6.2
Допускаемые напряжения для сварных швов
при статической нагрузке
Сварка Допускаемое напряжение для сварных швов
при рас- тяжении при сжа- тии [Осж] при сдви- ге [тш]
0,65[ар]
Автоматическая,
ручная электро-
дами Э42А и
Э50А, в среде за-
щитного газа,
контактная сты-
ковая
Ручная электро-
дами обычного
качества
Контактная то-
чечная
0,6[ор]
0,5 [ор]
Примечание [ар] — допускаемое напряжение
при растяжении основного металла соединяемых
элементов
Допустимая растягивающая сила при
обращении неравенства (6.2) в равенство
[Г] = [<!/]/5.
Нормальные напряжения в шве при
совместном действии внешней силы F и
изгибающего момента М (см. рис. 6.10, а)
(6.3)
где W— момент сопротивления сечения
шва (детали) при изгибе.
Лобовые и фланговые (угловые) швы
разрушаются по сечению, проходящему
через биссектрису прямого угла (рис. 6.10,
б, в). Площадь расчетного сечения
где [тш] — допускаемое напряжение в
сварном шве при срезе.
Это соотношение выражает собой усло-
вие прочности шва по допускаемым нап-
ряжениям. Оно также содержит три пере-
менных проектирования. При заданных
значениях [тш] и kp требуемая длина
сварного шва
В расчетах принимают /гр=(0,94-1,2)Х
Xsmin, где smin—наименьшая толщина
свариваемого элемента; /грт1п=3 мм при
s^3 мм.
Не останавливаясь в дальнейшем систе-
матически на рассмотрении возможных ва-
риантов проектных решений, будем иметь
в виду, что для получения единственного
решения число переменных проектирова-
ния должно быть равно числу уравне-
ний связи. Для сокращения числа пере-
менных проектирования используют опыт
и результаты исследований работы подоб-
ных узлов.
Наибольшая длина лобового шва не ог-
раничивается, но значение нахлестки
б^4$ппп (см. рис. 6.10, б). Длину
флангового шва не следует выполнять
большей 60Zep из-за неравномерного рас-
пределения нагрузки по длине. Мини-
мальная длина флангового шва должна
быть не менее 30 мм, так как при
меньшей длине дефекты (непровары,
шлаковые включения и др.) в начале
и в конце шва существенно снижают его
прочность.
Следует отметить, что из-за концентра-
ции напряжений на краях фланговые швы
63
Рис. 6.11.
Соединение пластины и уголка
часто оказываются менее эффективными,
чем лобовые. Несущая способность ло-
бовых швов возрастает с увеличением
их длины.
Допустимая растягивающая нагрузка
[F] =0,7Лр£[тш]. (6.7)
Швы целесообразно располагать так,
чтобы они были нагружены равномерно.
Если фланговые швы размещены несим-
метрично относительно нагрузки (напри-
мер, в соединении уголком, рис. 6.11),
то, полагая, что напряжения равномерно
распределены по длине шва, из урав-
нений равновесия
Fiai—F2a2=0’,
получим соотношения для нагрузок на
фланговые швы в виде
ао а.
/=-,= —F', F2=—~—
1 а^а2 2 ai+a2
(6-8)
При нагружении соединения лобовым
швом (рис. 6.12, а) моментом в плос-
кости стыка полагают, что под действием
касательных напряжений шов стремится
повернуться вокруг своего центра масс,
т. е. пластины недеформируемы. Тогда
максимальное касательное напряжение
Ттах = М/1Гш<[тш], (6.10)
где 1Гш = 0,7&р/г2/6—момент сопротивле-
ния продольного сечения шва; h— высота
листа (h^>kp).
Соединение комбинированным (лобовым
и фланговом) швом при действии момен-
та в плоскости стыка (рис. 6.12, б) рас-
считывают в упрощенном расчете, полагая,
что швы работают независимо, а корот-
кие фланговые щвы передают силы только
вдоль своей оси.
Если принять, что в угловой точке
т1тах=т2 = т, то из условия равновесия
пластины Л1 = тЛшЛ + т1Гш следует условие
прочности по допускаемым напряжениям
где Лш = 0,7£р/— площадь продольного се-
чения флангового шва.
Расчет по этой формуле производят,
задаваясь всеми размерами швов, кроме
какого-либо одного.
где at и аг— расстояния от центра массы
сечения элемента до центров масс сече-
ний швов.
Если длина шва задана или определена,
например, из расчета по формуле (6.6), то
ее целесообразно распределить пропорцио-
нально нагрузкам F\ и F2, чтобы выпол-
нялось условие Т1 = Т2= [тш]. Тогда
а2
l. = L-------,
1 а1+а2
а,
l2 = L—F-
2 aj+a2
(6-9)
Следовательно, для получения равно-
мерного распределения нагрузки между
швами необходимо длину каждого шва
принимать обратно пропорциональной рас-
стоянию между центрами масс сечений
детали и швов.
Рис. 6.12.
Нахлесточные соединения
64
В уточненном расчете можно принять,
что пластины являются абсолютно жест-
кими (недеформируемыми) и приваренный
элемент под нагрузкой стремится повер-
нуться вокруг центра масс сечений швов
(рис. 6.12, в). Тогда
т = -^-г <Гт 1 (6.12)
bmax j r max |/ш] ’
Р
где гтах — расстояние от центра масс сече-
ний швов до наиболее удаленной точки
шва; /р—полярный момент инерции
продольного сечения швов (/р = /х-|-Л);
Jx и Jy— моменты инерции продоль-
ного сечения швов относительно осей х и у.
Длину фланговых швов в комбиниро-
ванном соединении не следует назначать
большей ЗО&р из-за концентрации нагрузки
на краях швов.
Тавровые соединения, выполненные уг-
ловыми швами, рассчитывают по формуле
(6.10) с учетом числа швов. Если такие
соединения сварены, как и соединения
встык, то расчет выполняют по формулам
(6.1) и (6.3).
Угловые соединения (см. рис. 6.4) не
используются как силовые; их применяют,
как правило, для образования профилей
из отдельных элементов.
Прочность соединения, полученного кон-
тактной сваркой, принимается равной
прочности основного металла.
Точечное соединение, нагруженное в
плоскости стыка, рассчитывают на срез,
принимая равномерное распределение наг-
рузки между точками
где F\—сила, приходящаяся на одну точ-
ку; i— число плоскостей среза точек.
Швы, получаемые на роликовых маши-
нах, рассчитывают по формуле
т=Г/(а/)<[тш], (6.14)
где а и I— соответственно ширина и длина
шва.
Допускаемые напряжения в сварных
швах в долях от допускаемых напряже-
ний основного металла приведены в табл.
6.2. Допускаемые напряжения для основ-
3 Зак 673
ного металла в металлоконструкциях
определяют по формуле
[Ор] =оРасчт//г, (6.15)
где оРасч= (0,854- 0,9)ат—расчетное нап-
ряжение с учетом неоднородности мате-
риала (ат— предел текучести материала);
m— коэффициент, который принимают в
зависимости от типа соединения и усло-
вий его работы (обычно т=0,8 4-0,9?;
k—коэффициент перегрузки (обычно k =
= 14-1,2); для резурвуаров с внутренним
давлением k ==1,2; для подкрановых балок
при тяжелом режиме работы k= 1,34-1,5.
В строительных конструкциях принима-
ют расчетное сопротивление арасч = 0,9ат.
Значения ораСч, принимаемые в ряде от-
раслей машиностроения, приведены в табл.
6.3.
Таблица 6.3
Расчетные сопротивления для низкоуглеродис-
тых сталей
Марка стали фрасч, АЛПа,
при рас- тяжении при сжа- тии при срезе
СтЗ, Ст4 210/180 210 130—150
14Г2, 10Г2С1, 15ХСНД 290/250 290 170—200
10ХСНД 340/290 340 200—240
Примечание В числителе приведены арасч
для швов, контролируемых физическими, в знамена-
теле— обычными методами (визуальным и т п )
Расчет на прочность сварных соединений
при переменных нагрузках. Запас прочнос-
ти стыковых соединений при пропорцио-
нальном возрастании среднего напряже-
ния цикла ат и амплитуды переменных
напряжений оа находят по формуле (3.7).
Значения эффецуивного коэффициента
концентрации напряжений /Сст можно брать
из табл. 6.1.
При резонансных колебаниях сварных
деталей возрастают лишь амплитуда пере-
менных напряжений и запас прочности по
переменным напряжениям
а 1— 'F о
„ — 1 ат
причем обычно по^2; па^2,5.
Расчет угловых швов проводят анало-
65
(6.16)
гично, заменяя в формулах (3.7) и (6.16)
о на т.
Для повышения сопротивления усталос-
ти соединений сварные швы обрабаты-
вают:
термически (отжиг) для снятия терми-
ческих остаточных напряжений;
упругопластическим деформированием
путем обдувки дробью из мелких (диа-
метр 0,05—0,20 мм) стеклянных или фар-
форовых шариков или прокатки роликами
(при нормальной или повышенной темпе-
ратуре) для «сглаживания» и наведения
благоприятной системы остаточных напря-
жений.
При проектировании сварных соедине-
ний необходимо стремиться к преиму-
щественному использованию стыковых
швов, а для повышения уровня автома-
тизации контуры сварных швов должны
иметь правильные геометрические формы.
6.3. Характеристики
и особенности расчетов паяных соеди-
нений
Пайка — это создание неразъемного
соединения элементов конструкций из
твердых материалов путем заполнения за-
зора между ними жидким более легко-
плавким сплавом (припоем) и образо-
вание между швом и соединяемыми
элементами прочной связи.
Сцепление в паяном соединении возни-
кает в основном за счет физико-хими-
ческого взаимодействия припоя в жидкой
фазе и материала деталей и последую-
щей кристаллизации. Для интенсификации
взаимодействия между припоем и дета-
лями и образования прочного соединения
поверхности деталей очищают от окислов,
масла и других загрязнений механичес-
кими или химическими методами.
Нагрев припоя и деталей при пайке
выполняют паяльником, газовой горелкой,
в печах и пр. При пайке в печах припой
укладывают в виде проволочных и ленточ-
ных контуров (рис. 6.13, а, б), паст.
Пайка с помощью порошкообразного
припоя используется довольно часто для
ремонта изношенных и поврежденных тре-
щинами деталей.
Паяные конструкции получили широкое
Рис. 6.13.
Укладка припоя между деталями
распространение в различных отраслях ма-
шиностроения. Методами высокотемпера-
турной пайки (капиллярной, диффузион-
ной, контактно-реактивной, металлокера-
мической) получают неразъемные соедине-
ния со свойствами, близкими к свойствам
основных материалов, и прочностью, пре-
вышающей прочность сварных соединений.
Поэтому паяные соединения в ряде случаев
вытесняют сварные (соединение деталей
из высоколегированных жаропрочных
сплавов и др.).
Паяные соединения иногда более техно-
логичны и прочны, так как пайка поз-
воляет также: получать соединения дета-
лей в скрытых и малодоступных местах
конструкции, а следовательно, изготов-
лять сложные узлы за один прием; паять
не по контуру, а одновременно по всей
поверхности соединения, что обеспечивает
высокую прочность; соединять разнород-
ные материалы; выбирать температуру
пайки, сохраняя механические свойства
материалов в изделии и обеспечивая
совмещение нагрева под пайку и терми-
ческую обработку.
Основные недостатки соединений: срав-
нительно невысокая прочность и высокая
трудоемкость изготовления соединений ме-
тодами высокотемпературной пайки.
При конструировании паяных изделий,
наряду с выбором основного металла,
производят выбор припоя и способа пайки,
так как последние существенно влияют на
выбор типа соединения, зазоров и условий
сборки.
66
Главным условием при назначении ос-
новного металла является паяемость его
припоями, обеспечивающими заданную
прочность. Необходимо учитывать также
чувствительность основного металла к наг-
реву и склонность его к образованию
трещин под действием расплавленных при-
поев, проникающих между кристаллами
по границам зерен основного металла. В
связи с этим, например, пайка сталей
латунью применяется в ограниченном
масштабе. Медь является основным ком-
понентом, вызывающим охрупчивание сое-
динений.
Припои должны хорошо смачивать обез-
жиренные поверхности деталей, не обра-
зуя с ними интерметаллидов. В качестве
припоев применяют чистые металлы и (в
основном) сплавы на основе олова, меди,
серебра и т. п.
В табл. 6.4 приведены механические
характеристики и области применения не-
которых припоев.
Виды и особенности расчета соединений.
Технологические особенности пайки и, как
правило, меньшая прочность припоев
по сравнению с прочностью соединяемых
деталей обусловливают конструктив-
ные особенности паяных соедине-
ний: в конструкциях паяных узлов обыч-
но применяют соединения внахлестку, а
также комбинации соединений внахлест-
ку и встык; соединения встык и втавр
следует использовать по возможности ред-
ко, когда соединение внахлестку нельзя
выполнить из-за ограниченной площади
спая, увеличения массы конструкции или
трудоемкости изготовления.
Расчет паяных соединений встык и внах-
лестку аналогичен расчету сварных соеди-
нений по формулам (6.1) — (6.5). Надо
учитывать лишь то, что в нахлесточ-
ном соединении площадь расчетного сече-
ния равна площади контакта деталей,
т. е. Л = Ь/, где b и /—ширина и длина
площади контакта.
С увеличением площади контакта несу-
щая способность соединения возрастает.
При этом большой эффект можно получить
за счет увеличения ширины деталей и го-
раздо меньший — за счет длины нахлест-
ки. Последнее связано с концентрацией
напряжений на концах соединения (как и в
сварных соединениях, см. рис. 6.8).
Прочность паяных соединений и, как
следствие, допускаемые напряжения опре-
деляются также прочностью припоя, зазо-
ром, способом удаления окислов с при-
поя и паяемой поверхности, характером
физико-химического взаимодействия при-
поя и материалов паяемых элементов,
режимом пайки. При активном растворе-
Таблица 6.4
Механические характеристики и области применения распространенных припоев
Марка припоя Основа Овп, МПа б. % Назначение
Л63 (проволока) Медь 450 2 Пайка’ стальных изделий неответственного назначения; пайка сталей с нагартовкой при неравномерном нагреве
ПСр40 ПРс45 Серебро 380—440 370—510 18—37 16—35 Пайка трубопроводов, патрубков и других деталей и узлов из конструкционных и кор- розионно-стойких сталей. Могут работать до температур 350—450 °C
ВПр1 ВПр2 ВПр4 Медь 840—900 330—440 690—760 12—18 22—46 9—13 Пайка трубопроводов, лопаток турбин и дру- гих деталей из коррозионно-стойких сталей
ПОС90 ПОС61 ПОС50 Олово и свинец 43 41 36 25 34 32 Пайка внутренних швов медицинской аппара- туры, деталей электротехнической и приборо- строительной промышленности
3*
67
нии припоя в металле прочность соеди-
нений на 30—60% выше прочности при-
поя.
На качество соединения существенное
влияние оказывают соединительный зазор
и условия течения припоя в нем. При
пайке углеродистых сталей высокотемпе-
ратурными припоями из латуни и серебра
зазор устанавливается в диапазоне 0,05—
0,12 мм, при пайке медным припоем — до
0,05 мм.
В последние годы получили распростра-
нение композиционные припои, которые
состоят из нерасплавляющегося при пайке
наполнителя — из материала, близкого к
основному (порошков, волокон, сеток и
т. п.), и расплавляющихся частиц (чаще
порошка никеля). Они допускают соеди-
нительные зазоры до 1,5 мм.
Припой в жидкой фазе при пайке
удерживается в зазорах между части-
цами наполнителя под действием капил-
лярных сил. Это предотвращает стекание
припоя при пайке изделий в любом
пространственном положении (даже при
наличии некапиллярных сборочных зазо-
ров).
При такой особенности композиционных
припоев отпадает необходимость в гори-
зонтальном расположении соединений и
вращении крупногабаритных изделий с
замкнутой формой швов.
Прочность при срезе соединений, паян-
ных оловянно-свинцовистыми припоями, а
также припоями на основе меди и се-
ребра, составляет (0,8-?0,9)авп, где авп—
предел прочности припоя. Допускаемые
напряжения для некоторых паяных соеди-
нений даны в табл. 6.5.
Виды паяных соединений разнообразны.
Кроме стыковых и нахлесточных соеди-
нений в конструкциях используют ^телеско-
пическое (рис. 6.14, а), внахлестку с за-
клепкой (рис. 6.14, б) или штифтом
(рис. 6.14, в), внахлестку со шпонкой
(рис. 6.14, г), фальцевый замок
(рис. 6.14, д).
Распределение нагрузки между подкреп-
ляющими элементами (заклепкой, штиф-
том и т. п.) и швом зависит от их податли-
вости и податливости паяемых деталей,
расположения и числа подкрепляющих
элементов и т. п.
68
Рис. 6.14.
Виды паяных соединений
При проектировании герметичных узлов
следует также применять соединения внах-
лестку (см. рис. 6.13, виг).
Таблица 6.5
Допускаемые напряжения для паяных соеди-
нений
Мате- риал паяемых элемен- тов Припой Способы нагрева при пай- ке Допускаемые напря- жения, МПа, для соединений
стыковых [<И нахлес- точных 1т]
Латунь, Олово Паяль- 40—50 30—40
медь ПОС40 ником » 60—70 40—50
ПОС18 » 80—90 25—40
ПСр45 В печи 300—320 240—300
Низко- Олово Паяль- 80 40
углеро- дистая ПОС40 ником » 100 60
сталь ПОС18 105 50
ПСр45 В печи 220—240 170—180
ВПр2 » 300—400 250—300
Медь М1 350—400 170—200
В конструкциях паяных соединений с
глухими отверстиями необходимо предус-
матривать вентиляционные отверстия для
отвода газов, создающих давление при
нагреве во время пайки (см. рис. 6.13,
а и б). При пайке фланцев к трубам
следует выполнять посадочный поясок и
упор на трубе или фланце (см. рис. 6.13,
дне).
Если пайке подвергается конструкция с
плотной посадкой деталей, то необходимо
ввести канавки для лучшего затекания
припоя.
6.4. Характеристики
и особенности расчетов
клеевых соединений
Неразъемное соединение элементов кон-
струкций с помощью клея, образующего
между ними тонкую прослойку (клеевой
шов), называется клеевым.
Клеевые соединения получили в послед-
ние годы широкое распространение во
многих отраслях машиностроения благо-
даря появлению клеящих материалов (кон-
струкционных клеев) на основе синтети-
ческих полимеров, которые обладают высо-
кой податливостью и благодаря этому
обеспечивают склеивание практически
всех материалов промышленного значения
(стали, сплавы, медь, серебро, древесину,
пластики, фарфор, ткани, кожу и многие
другие). Еще одно достоинство состоит
в возможности склеивания металлов и
неметаллов. Благодаря этому клеевые сое-
динения используют для производства
новых материалов в форме слоистых лис-
тов (металлических листов с пластмассо-
вым покрытием или пластмасс с покры-
тием из металла и т. д.).
Иногда склеивание представляет собой
единственный способ соединения разно-
родных материалов в ответственных кон-
струкциях.
Клеевые соединения позволяют реализо-
вать новые конструкции (слоистые, со-
товые и др.), которые не могут быть
выполнены с помощью других типов соеди-
нений.
Применение клеев в металлических кон-
струкциях позволяет надежно и прочно
соединять разнородные металлы разной
толщины, исключать более дорогие зак-
лепочные, сварные и болтовые соедине-
ния.
Клеевые швы не ослабляют металл, как
при сварке или сверлении отверстий под
болты, они не подвержены коррозии и
часто герметичны без дополнительного
уплотнения.
Области и объемы применения силовых
клеевых соединений непрерывно растут.
Современные самолеты имеют до 500 м2, а
аэробусы до 1500 м2 силовых клеевых
соединений (металлических и слоистых не-
металлических конструкций).
Клеевые соединения превосходят закле-
почные и сварные соединения при работе
на срез благодаря сравнительно полному
использованию площади сопряжения сое-
диняемых деталей.
Основные недостатки соединений: ста-
рение со временем, вызывающее суще-
ственное снижение прочности; невысокая
теплостойкоеть (рабочая температура
обычно не выше 300 °C), обусловленная
органической природой клеев; потребность
сложной оснастки для изготовления кон-
струкций сложного профиля; необходи-
мость тщательной подготовки поверхнос-
ти под склеивание.
Процесс склеивания может со-
держать следующие операции:
превращение клеящего вещества в сос-
тояние, пригодное для нанесения на по-
верхность склеиваемого материала (рас-
плавление, приготовление клеящей пленки
и т. д.);
подготовка поверхности склеиваемых
материалов (придание шероховатости,
различные виды химической или физи-
ко-химической обработки);
нанесение клеящего вещества;
превращение клеящего вещества в кле-
евой слой, соединяющий материалы при
соответствующих температуре, давлении и
времени выдержки;
испытание соединения на надежность.
Применение в промышленности получа-
ют клеи, обладающие коррозионной не ак-
тивностью, нетоксичностью, грибо-, водо-
и атмосферостойкие с высоким сопротив-
лением старению и способностью к дли-
тельному хранению (табл. 6.6).
Виды соединений. Клеевые соединения
конструктивно подобны сварным и в
особенности паяным соединениям. Склеи-
вание кромок деталей (деталей) произ-
водят также внахлестку (схемы 1 и 2 на
рис. 6.15) и встык (схема 3—соединение
усовое и схемы 4, 5— соединения стыко-
вые с накладкой). Относительная проч-
ность т соединений дуралюминовых плас-
тинок (толщина 2 мм), склеенных клеем
БФ-2 (длина соединения 25 мм), приведена
на рис. 6.15. Прочность соединений про-
порциональна площади склеивания. В нах-
лесточном соединении большее повышение
прочности можно получить за счет увели-
69
Таблица 6.6
Механические характеристики клеевых соединений и области применения клеев
Клей Предел прочности, МПа Назначение
при отрыве при сдвиге
Изоцианатный 4 — Склеивание резины с металлом и тканями
Неорганический 10 7 Склеивание металлов, работаю- щих при температуре до 500 °C
Поливинил ацетальный 20 — Склеивание стекла и дуралюми- на при температуре до 40 °C
Эпоксидный (ЭД-5, ЭД-6, Э-40 и др.) 45 20 Склеивание металлов и неметал- лов в интервале температур ±60 °C
Полиуретановый (ПУ-2 и др.) 34,5 16 То же
Фенолформальдегидный (БФ-2, ВС-10 и др.) 8 2,8 1 »
Синтетический 20—40 10—20 Склеивание металлов, древеси- ны, стекла, фарфора, резины, кожи и т. п.
Полиакриловый (ВК-31, ВК-41 И др.) 23 30—40 То же
чения ширины нахлестки, нежели ее
длины (из-за неравномерного распределе-
ния нагрузки по длине соединения, см.
рис. 6.8). Анализ показывает, что наи-
большую прочность имеет усовое соедине-
ние. Благоприятное влияние на проч-
ность соединений оказывают скосы кро-
мок листов и накладки.
При проектировании клеевых соедине-
ний следует иметь в виду, что клеевые
швы обладают обычно достаточно большой
прочностью при сдвиге и невысокой проч-
ностью при «отдире» (изгибе шва). Прос-
тейшие способы устранения «отдира» пока-
зана на рис. 6.16, а и б. Они основаны
на силовом замыкании нагруженных эле-
ментов соединения. Для этих же целей
широко используют на практике соедине-
ния замком (посредством паза, рис. 6.16,
в). Для повышения прочности соединений
также используют силовое замыкание за
счет сил упругости «губок» замка
(рис. 6.16, а). Для соединения соосных ци-
линдрических деталей применяют телеско-
пические соединения (см. рис. 6.14, а).
Прочность при сдвиге нахлесточных сое-
динений с различными клеями после двух-
месячной выдержки составляет 10—33
М.Па (табл. 6.7).
Механизм процесса склеивания изучен
недостаточно. Установлено, что клеящие
свойства полимеров зависят от строения
◄ Рис. 6.15.
Статическая прочность клеевого соединения
при сдвиге
Рис. 6.16.
Способы устранения «отдира» в соединениях
Отдир
Отдира
нет
3 От дир
1 Отдира
а нет
70
Таблица 6.7
Прочность при сдвиге соединений алюминиевого
сплава различными клеями в условиях повы-
шенной влажности
Прочность при сдви
ге, МПа
1\ЛСП после сборки после выдержки в течение 60 сут.
Эпоксидный 21 19,6
Поливинил ацетальфеновый 28 25,2
Ф е нол он ит р и л ка уч у ковы й 38,5 33,6
Полиуретановый 16,1 10,2
Эпоксинайлон овый 42 16,1
макромолекул, условий образования плен-
ки и ее физико-химических свойств, под-
готовки поверхности, природы склеиваемо-
го материала и многого другого. Так, при
склеивании одним и тем же клеем раз-
личных металлов прочность соединений
оказывается различной. Например, предел
прочности при сдвиге соединений на эпок-
сидном клее для сталей составляет 34
МПа, а для дуралюмина 21 МПа. Поэтому
задачи конструирования и сборки (техно-
логии) связаны между собой и рассмат-
риваются комплексно.
Прочность клеевого соединения зависит
также от толщины клеевого слоя. Обычно
толщина слоя составляет 0,05—0,15 мм и
зависит от вязкости клея и давления
при склеивании.
Расчет соединений. Условие прочности
при срезе соединения внахлестку имеет
обычный вид:
где би/— ширина и длина нахлест-
ки.
Контроль качества соединений осу-
ществляют разрушающими (разрушением
образцов-свидетелей) и неразрушающими
(например, рентгеновскими и инфракрас-
ными лучами) методами.
6.5. Клеесварные,
клеезаклепочные и клеевые
соединения с натягом
Для повышения нагрузочной способнос-
ти клеевых соединений в машиностроении
широко используют различные конструк-
тивные способы силового замыкания сое-
диняемых деталей и разгрузки за счет
этого клеевого шва. Ниже описаны
лишь наиболее распространенные комби-
нации соединений.
Клеесварное соединение представ-
ляет собой комбинацию из клеевого и
точечного сварного соединений; оно сво-
бодно от недостатков сварных (негерме-
тичность) и клеевых (низкая прочность)
соединений в отдельности.
Клей разгружает сварные точки, а это
позволяет уменьшить их диаметр и увели-
чить шаг (расстояние) между ними;
уменьшается также влияние сварки на
структуру и свойства соединяемых дета-
лей, возрастает прочность соединений.
Благоприятное влияние клея на проч-
ность соединений возрастает с уменьше-
нием толщины деталей.
Листы большой толщины соединяют
двухрядными швами с шахматным распо-
ложением точек. Сварные точки следует
располагать так, чтобы расстояние от
них до края нахлестки не превышало
диаметра литого ядра, т. е. шов точек
должен нести основную нагрузку в усло-
виях ее концентрации.
На практике используют различные тех-
нологии соединений. Основное применение
имеет точечная сварка по жидкому клею
(обычно эпоксидному ВК-1, ФЛ-4С и др.),
нанесенному сплошь на соединяемые дета-
ли. Статическая прочность при срезе
двухрядного клеезаклепочного соединения
приблизительно равна прочности основно-
го листа; она соответственно на 15 и
30% выше прочности обычного клеевого и
сварного соединений.
Клеесварные соединения обладают и бо-
лее высокой прочностью при действии
переменных нагрузок. Их рекомендуют
применять для соединения ответственных
силовых элементов конструкций из алюми-
ниевых, магниевых и титановых сплавов,
а также из низколегированных углеродис-
тых коррозионно- и теплостойких сталей
и сплавов в виде листов и профилей
толщиной 1—6 мм.
Клеезаклепочное соединение так-
же представляет собой комбинированное
соединение. Здесь роль силовой точки
71
(связи) вместо литого ядра выполняет
заклепка.
От обычных заклепочных такое соеди-
нение отличается герметичностью и в 5—10
раз большей долговечностью при действии
переменных нагрузок. По прочности сое-
динение имеет преимущество перед кле-
есварным соединением.
В современных тяжелых самолетах сум-
марная длина клеезаклепочных швов
достигает 500—600 м.
На практике используют три конструк-
тивные разновидности соединений, в кото-
рых значимость клея и заклепок различ-
на:
клеевое соединение с наибольшим чис-
лом заклепок, расположенных в зоне
концентрации нагрузки;
заклепочное соединение с клеем, служа-
щим лишь для герметизации; роль клеево-
го шва (обычно толстого) в восприятии
нагрузки невелика;
комбинированное соединение, в котором
роль клея и заклепок примерно одинакова.
Для клеезаклепочных соединений ис-
пользуют клеи с высоким удлинением
в клеевой прослойке, хорошей текучестью
и способностью к заполнению зазоров
(клеи БФ-2, БФ-4, ПУ-2 и др.).
Сборку соединений обычно выполняют
посредством клепки по незатвердевшему
клею с его последующим отверждением в
комбинированном соединении. В этом
случае давление на клеевой шов создают
заклепки, и не требуется специальной
оснастки для прижатия деталей.
Более сложной оказывается технология
Для обеспечения герметичности тело
заклепок покрывают жидким клеем, а под
головки подкладывают шайбы из пленоч-
ного клея.
Применяют клеезаклепочные соедине-
ния лишь в тонколистовых конструкциях.
В ряде конструкций болтовые соедине-
ния вытеснили заклепочные соединения.
Применяемые комбинации болтовых и
клеевых соединений — клееболтовые
соединения — конструктивно подобны
клеезаклепочным соединениям.
Клеевые соединения с натягом при-
меняют для сборки соосных цилиндри-
ческих деталей типа вал — ступица, пред-
назначенных для передачи вращающего
момента (подробнее см. с. 130).
Пример 1. Рассчитать сварное соединение
уголка и полосы (см. рис. 6.11) из стали
СтЗ при статической нагрузке F = 300 кН.
Решение 1. Из условия прочности уголка
по допускаемым напряжениям [ор] = 160 МПа
определяем площадь его сечения Д = /7/[ор] =
= 300-103/160= 1875 мм2 и по ГОСТ 8509—77
принимаем уголок 100X100X10 мм, для кото-
рого «1=28,3 мм, «2=71,7 мм, s=10 мм.
2. Назначаем расчетный катет сварного шва
£р = $=Ю мм и из табл. 6.1 находим допуска-
емое напряжение среза в сварном шве
[тш] =0,6[ор] =0,6-160 = 96 МПа. По формуле
(6.6) требуемая длина сварного шва L =
= /7(0,7£р[тш]) = 300.107(0,7-10-96)^446 мм.
3. Рассмотрим два конструктивных варианта
соединения:
а) соединение уголка с листом выполнено
двумя фланговыми швами (Л<50£р); по фор-
мулам (6.9) находим их длины:
сборки, когда клепку производят по
отвержденному клею. Отверстия под зак-
лепки просверливают предварительно.
Zi=L 77=446 7+717 = 320 мм ’
72
/2=£ —/ , = 446 —320 = 126 мм;
б) соединение выполнено лобовым и флан-
говыми швами; тогда длина лобового шва
/=100 мм (см. рис. 6.11) и суммарная длина
фланговых швов £• = £ — /=446—100 = 346 мм;
по формулам (6.9) длины фланговых швов £♦ =
= 248 мм и /г.=98 мм.
Таким образом, за счет лобового шва
можно уменьшить металлоемкость узла.
Фактическую длину сварных швов назначают
на 10—15 мм больше расчетной для компен-
сации ослабления швов из-за дефектов (непро-
вара й начале и кратера в конце).
Пример 2. Проверить прочность сварного
соединения стойки (рис. 6.17) из двутавро-
вой балки № 45 и кронштейна из двутав-
ровой балки № 20. Сварка — ручная, электро-
дами обычного качества, размеры швов и их
расположения показаны на рисунке; а=140 мм;
6=100 мм; 6=200 мм. Допускаемое на-
пряжение материала балки [ор] = 140 МПа.
Статическая нагрузка на кронштейн £ = 50 кН.
Решение. 1. Изгибающий момент в заделке
М = 50-103-200= 10-106 Н-мма
2. Из табл. 6.1 допускаемое напряжение
для сварных швов [тш] =0,6[ар] =0,6-140=
=84 МПа.
3. Назначаем расчетный катет сварных швов
равным приблизительно средней толщине полки
двутавра, т. е. 6Р=8 мм; вычисляем момент
инерции продольных сечений сварных швов
относительно оси х:
1 Ж= {* [ + 2k р)3-h 3J + 2k Ра V12 = {100 X
X [(200 + 2-8)3—2003] + 2-8.1403}/12 =
= 21-106мм4.
4. Максимальные касательные напряжения от
момента силы в точке А
м =^-у(А)= -1^108 =
М* 1* ’ 21-106
= 51,4 МПа [т ш].
Напряжение среза от поперечной силы
_ 50 • 103
2 • 0,7 • 8 (100+ 140)
18,6 МПа .
Полное напряжение
та="\/ тмА+тг =V51’42+ 18,62 =
=54,7 МПа<[тш].
Напряжения в точке В определяются анало-
гично. Сварное соединение удовлетворяет
условию прочности.
Глава 7
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
7.1. Общие сведения
Заклепочным называют неразъемное
соединение деталей (обычно листовых)
с помощью заклепки — сплошного или
полого цилиндрического стержня с заклад-
ной головкой (рис. 7.1). Соединение соби-
рают путем установки заклепок в пред-
варительно подготовленные отверстия в
деталях (пакете листов) и последующей
осадки (клепки) специальным инструмен-
том второй замыкающей головки (рис.
7.2). В процессе клепки производят стяж-
ку (сжатие) пакета, и за счет попе-
речной упругопластической деформации
стержня происходит заполнение начально-
го зазора между стержнем и стенками
отверстия, приводящее часто к образова-
нию натяга.
Области применения и виды соединений.
Соединения применяют в основном в авиа-
и судостроении, металлоконструкциях и
других изделиях, в которых внешние наг-
рузки действуют; параллельно плоскости
стыка, а применение сварки, пайки и скле-
ивания оказывается невозможным по кон-
структивным или технологическим сообра-
жениям (несвариваемые материалы, недо-
пустимость нагрева и т. п.).
По назначению различают прочные,
плотные (герметичные) и прочноплотные
Рис. 7.1.
Конструктивные формы заклепок:
а — с полукруглой низкой головкой; б—с потайной
головкой; в—с плоской головкой, г—с полукруглой
головкой; д—с полупотайной головкой; е—пусто-
телая
73
Рис. 7.2.
Формирование замыкающей головки при клепке:
/—обжимка; 2—прижим; 3— формируемая головка;
4—поддержка
Рис. 7.3.
Заклепочные соединения:
а—нахлесточные (d — s-|-8 мм; /==2d+8 мм; / =
= l,35d); б—стыковое с одной накладкой [d = s4-
4-8 мм; / = 2t/4-8 мм; /=(1,35—1,5)^; si=(14-
-t-1,25)s]; в — стыковое с двумя накладками [d=
= s4-(54-6) мм, Si=(0,6-?0,7)s; /=2,6^4-10 мм;
1= 1,35d; h = 3d]
a)
Рис. 7.4.
Схемы расположения заклепок:
o-/>3d; б—/д>3,54
соединения. Прочными называют соедине-
ния, основная задача которых состоит в
передаче нагрузки. Плотные соединения
должны обеспечивать главным образом
герметичность конструкций (например,
топливных баков и др.). Прочноплотные
соединения служат как для передачи наг-
рузки, так и для обеспечения герметич-
ности конструкций. Ранее они приме-
нялись в паровых котлах, резервуарах,
баках и других устройствах. Ныне их ис-
пользуют в авиа- и судостроении, обеспе-
чивая иногда плотность с помощью клея.
По конструкции различают: соединения
внахлестку (рис. 7.3, а) и соединения
встык с одной (рис. 7.3, б) или двумя
(рис. 7.3, в) накладками.
Заклепки в соединении располагают
простыми (рис. 7.4, а) или шахматными
(рис. 7.4, б) рядами.
Использование в конструкции той или
иной формы головки (см. рис. 7.1)
определяется преимущественно эксплуа-
74
тационными требованиями (аэродинами-
ческими ит. п.).
Основные недостатки соединений связа-
ны с невысокой технологичностью и высо-
кой трудоемкостью изготовления, а также
сложностью контроля качества.
Материалы заклепок. Заклепки изготов-
ляют из пластичных (6>15%) сталей
(например, сталей 15, 20, 09Г2, 20ХМА,
20ГА и др.), алюминиевых (В65, АД1,
АМг5Г и др.) и титановых (ОТ4, ВТ16 и
др.) сплавов, латуни.
7.2. Расчет соединений
при симметричном нагружении
Основная задача расчета — определе-
ние размеров деталей, исключающих пов-
реждения или разрушения элементов сое-
динения.
При действии нагрузки, симметричной
относительно центра масс сечений закле-
пок, принимают, что она равномерно рас-
пределяется между всеми одиночными сое-
динениями (заклепками и соединяемыми
деталями).
Особенности работы и виды поврежде-
ний. В нахлесточных и стыковых соеди-
нениях с одной накладкой (см. рис. 7.3),
называемых односрезными, заклепки рабо-
тают на срез и изгиб из-за несовпаде-
ния плоскостей действия сил F (рис.
7.5, а), т. е. под действием момента M = Fa.
Момент возрастает с увеличением толщи-
ны листов; он воспринимается стержнем и
головками заклепки, вызывая их дефор-
мации (сдвиг и изгиб). В результате
контактные напряжения ак между листами
и стержнем заклепки, уравновешивающие
силы F*, будут неравномерно распреде-
ляться по высоте заклепки и в окружном
направлении, концентрируясь вблизи сты-
ка листов (см. рис. 7.5, а). Характер
распределения нагрузки по высоте заклеп-
ки будет зависеть от соотношения изгиб-
ных податливостей головки и стержня
(рис. 7.6). При податливой головке
(кривая /; коэффициенты податливости
Кг и при изгибе головки и стержня
* При наличии сил трения заклепка будет вос-
принимать лишь часть внешней силы.
Рис. 7.5.
Схемы к расчету заклепочных соединений
одинаковы) нагрузка по длине соедине-
ния распределяется так, что часть изги-
бающего момента воспринимается голов-
кой. В заклепке с очень податливой
головкой (Xr/Xc=10) последняя не вос-
принимает изгибающего момента (кри-
вая 2).
Изгиб головки вызывает концентрацию
напряжений в зоне сопряжения ее со
стержнем, а также концентрацию кон-
тактных напряжений на опорных поверх-
Рис. 7.6.
Распределение относительной нагрузки по дли-
не заклепочного соединения [q(z)=dF/dz —
интенсивность распределения осевых сил:
qH=2F/(dl}]
75
ностях (см. рис. 7.5, а). Это создает угро-
зу усталостного обрыва головки (опасное
сечение показано волнистой линией) и
возникновения фреттинг-коррозии и
трещин в зонах контакта.
Отверстия в соединяемых листах явля-
ются источником значительной концент-
рации напряжений (ао = огпах/он = 24-3
в точках В) и причиной возникновения
усталостных трещин и разрушения листов
(опасное сечение показано волнистой ли-
нией).
Наиболее распространены повреждения
заклепочных соединений, связанные со
срезом заклепок, обрывом головок, смяти-
ем стенок отверстий, возникновением и
развитием трещин вблизи отверстий,
приводящих к разрушению листов.
Расчет заклепок. Разрушение стержня
заклепки нахлесточного и стыкового
соединений с одной накладкой происхо-
дит в результате среза по сечению,
лежащему в плоскости стыка соединяемых
деталей (см. рис. 7.5, а\ сечение показано
волнистой линией).
Для определения размеров заклепки
проводят условные расчеты на срез и
смятие. Для упрощения принимают, что
стяжка пакета и трение на стыке
листов отсутствуют, а вся внешняя
нагрузка воспринимается заклепками.
Приближенный характер расчетов учиты-
вается при назначении допускаемых нап-
ряжений. Номинальные напряжения среза
(касательные напряжения) будут одинако-
выми во всех точках сечения, и условие
прочности стержня заклепки по допуска-
емым напряжениям примет вид
Тс=Т=^2’< Ы> (7Л)
Л nnd L J
где F—срезывающая сила в плоскости сты-
ка; А— суммарная площадь поперечного
сечения п заклепок с диаметром стержня
d; [тс]—допускаемое напряжение при
срезе.
Условие (7.1) при заданной нагрузке
содержит три переменных проектирования.
Однако, задаваясь материалом (т. е.
принимая заданным [тс]) заклепки и чис-
лом заклепок в соединении, несложно
определить требуемый диаметр
(7.2)
В соединениях с двумя накладками
(см. рис. 7.5, б) соединение может
разрушиться путем среза по двум сече-
ниям (показаны волнистыми линиями),
совпадающим с плоскостями контакта
накладок с соединяемыми деталями. Такие
соединения называют иногда двухсрезны-
ми. При их расчете принимают, что сила,
приходящаяся на одно сечение, вдвое
меньше общей силы.
Смятие (упругопластическое обжатие)
стержня заклепки может привести к преж-
девременному выходу из строя соеди-
нения, если заклепка изготовлена из менее
прочного материала, чем соединяемые де-
тали. Действительные контактные напря-
жения, вызывающие смятие стержня зак-
лепки, неравномерно распределены по его
поверхности. Однако расчетные значения
(см. штриховую линию на рис. 7.5, а)
этих напряжений находят по приближен-
ной формуле и сопоставляют с допуска-
емыми напряжениями на смятие материа-
ла заклепки
(7.3)
Из условия (7.3) следует, что требуемый
диаметр стержня заклепки
snfo
(7-4)
Из двух найденных расчетами на срез
и смятие значений диаметра d заклепки
принимают большее.
Расчет соединяемых деталей (листов).
Разрушение листа (детали) по сечению,
ослабленному отверстием (проходит через
точки В, см. рис. 7.5, а), может происхо-
дить под действием больших статических
нагрузок. Номинальное растягивающее
напряжение в этом сечении также должно
удовлетворять условию прочности по до-
пускаемым напряжениям при растяжении
для материала деталей, т. е.
/7 __ р
Л т s (6 —nd) ’
нетто ' 7
(7-5)
76
где Лнетто — площадь детали в опасном
сечении с учетом ослабления ее отвер-
стиями; s и b — толщина и ширина листа;
d — диаметр отверстия под заклепку (ра-
вен диаметру стержня заклепки); п —
число заклепок в одном ряду; [ор] —
допускаемое напряжение при растяжении
материала деталей.
Следовательно, требуемая площадь се-
чения детали
нетто = F/ [Ор] • (7-6)
Смятие стенок отверстия деталей также
нарушает работоспособность соединения и
может привести к последующему про-
резанию заклепкой (заклепками) соединя-
емых деталей. Напряжения смятия стенок
отверстия равны напряжениям смятия
стержня, но направлены в противополож-
ную сторону. Допускаемые напряжения
смятия определяются материалом деталей.
Для предотвращения прорезания соеди-
няемых деталей должно выполняться усло-
вие прочности по допускаемым напряже-
ниям среза [тс*] для материала деталей
(листов):
ния) , то нагрузка между одиночными
заклепочными соединениями распределя-
ется неравномерно. В этом случае расчет
групповых соединений сводится обычно к
определению наиболее нагруженной за-
клепки и оценке ее прочности.
Рассмотрим соединение, содержащее
п заклепок одинакового диаметра d
под действием силы F (рис. 7.7, а).
Примем для упрощения, что трение между
соединяемыми деталями отсутствует и вся
внешняя нагрузка передается через за-
клепки. Предположим, что деформации
(изгиб, сдвиг) соединяемых деталей малы
по сравнению с деформациями стержней
и заклепок. При этих допущениях можно
полагать, что возможный взаимный пово-
рот соединяемых деталей (листов) про-
изойдет вокруг точки С (рис. 7.7, 6) —
центра масс поперечных сечений стерж-
ней заклепок. Следовательно, точку С
можно использовать в качестве центра
приведения внешней силы.
В результате приведения внецентрен-
ной силы F в точку С задача расчета
группового соединения сводится к опре-
делению наиболее нагруженной заклепки
где t — 0,5d — длина опасного сечения.
Обычно принимают [тс] = [тс*] =
= 0,2ов, [осм] =(0,4 4-0,5) (1В, где ов—
предел прочности материала детали. Для
заклепок из сталей СтО, Ст2 и СтЗ при-
нимают [ар] =1404-160 МПа, [тс] =
= 140 МПа и [оСм] =2804-320 МПа при
просверленных отверстиях в деталях (лис-
тах). В случае продавливания отверстий
допускаемые напряжения понижают на
20—30%.
При выборе материала заклепок надо
стремиться к использованию таких соче-
таний материалов, которые бы исключа-
ли образование гальванических пар и галь-
ванических токов в соединениях.
Уточненные расчеты и оценку прочности
заклепочных соединений выполняют мето-
дом конечных элементов.
7.3. Расчет соединений при
несимметричном нагружении
Если соединяемые элементы подвержены
изгибу (случай несимметричного нагруже-
Рис. 7.7.
Расчетные схемы для соединения при действии
несимметричной нагрузки
77
от действия центральной силы F (или
ее осевых составляющих) и вращающего
момента T—FL (рис. 7.7,6; L — расстоя-
ние от точки С до линии действия силы
F).
Если соединение подвержено действию
нескольких сил F\, F2, ..., Fn, то в резуль-
тате приведения их к точке С оно будет
нагружено главным вектором и главным
моментом от этих сил.
При упругой деформации заклепок дей-
ствие каждого силового фактора (F и
Т) можно рассматривать независимо. Тог-
да сила, приходящаяся на каждую заклеп-
ку от силы F (рис. 7.7, в), будет равна,
как обычно,
Qlf=F/n, (7.8)
где Z=l, 2,..., п — номер заклепки.
Момент Т вызывает в каждой заклепке
реактивную силу, направленную перпен-
дикулярно к радиусу-вектору г?, проведен-
ному из точки С в центр сечения /-й
заклепки (рис. 7.7, г). Эта сила пропор-
циональна перемещению сечения в резуль-
тате деформации сдвига. Так как сдвиги
сечений заклепок прямо пропорциональны
их расстояниям гь гг, ..., гп до центра
масс, то можно записать
®\т __ ri . ®\т __ г\ . . =
Q27 r2 Q3T r3 ’ QnT rn
(7.9)
откуда
\т ~ * •• ’
Если учесть, что внешний момент Т
уравновешивается моментами от сил,
действующих на заклепки, т. е.
п
= S Q iTri=^\Tr
i=l
+ QnTrn. (7.11)
то после подстановки в это уравнение
равенства (7.10) получим
Рис. 7.8.
Узел фермы
QlT=T 2 2~--------г <7-12)
'?+'!+ +г2
или сила, действующая на f-ю заклепку,
Q<T=r-p_. (7.13)
2>.2
/= 1
Сила, действующая на наиболее нагру-
женную заклепку,
5.max = maX(5f+317')> (7-14)
откуда модуль этой силы
(^Q2F+Q2T+2QFQiTcos <pz ) ,
(7-15)
где ф/ — угол между векторами сил
Qf и QiT (рис. 7.7,6).
Диаметр заклепки при известном значе-
нии Q/max и ее материале находится по
формуле (7.2).
При проектировании металлических кон-
струкций необходимо обеспечить, чтобы
пересечение осей размещения заклепок или
осей элементов происходило в одной
точке (рис. 7.8), а количество заклепок
различных диаметров было минимальным.
7.4. Способы повышения несущей
способности срезных соединений
Заклепочное соединение не имеет гаран-
тированной посадки заклепки в отверстии
и стяжки (затяжки) пакета. Поэтому
часть заклепок в узле работает в крайне
неблагоприятных условиях: воспринимает
78
всю внешнюю нагрузку (приходящуюся на
одиночное соединение), подвержена
изгибу и фреттинг-коррозии. В связи с
этим в эксплуатации нередки случаи
обрыва головок, появления и развития
трещин в листах пакета (обшивке).
Для повышения несущей способности
соединений используют заклепки из более
прочных материалов, а отверстия упроч-
няют поверхностным пластическим дефор-
мированием (дорнованием и др.).
В ответственных узлах отказываются от
применения обычных заклепок, используя
взамен высокопрочные болты, болты-за-
клепки, заклепки с сердечником и т. п.
Соединения с этими деталями имеют фик-
сированную затяжку пакета, а в ряде
случаев — натяг между стержнем болта
(заклепки) и отверстием. Это существенно
(на 50—100%) повышает несущую способ-
ность соединений при переменных нагруз-
ках. Опыт проектирования показывает, что
два болта (болты-заклепки) заменяют в
конструкции три-четыре заклепки.
Болты изготовляют из сталей
(ЗОХГСА, 16ХСН, ВКС210 и др.) с преде-
лом прочности ов = 14004-2100 МПа и
титановых сплавов (ВТ 16 и др.) с преде-
лом прочности ав^1200 МПа. Их уста-
навливают в отверстия пакета с наиболь-
шим натягом (до 0,Old) и затягивают с
напряжением затяжки сго = (0,24-0,3)от,
где От — предел текучести материала бол-
та.
Болтозаклепочное соединение (рис.
7.9, а) внешне подобно болтовому соеди-
нению. Но оно не разбирается, так как
«резьба» в гайке (замыкающей головке)
Рис. 7.9.
Болтозаклепочное соединение
формируется на кольцевых скругленных
канавках болта в результате ее упруго-
пластического обжатия специальной
фильерой, встроенной в монтажный ин-
струмент. Процесс образования соедине-
ния включает в себя несколько перехо-
дов, выполняемых непрерывно одним ин-
струментом типа тисков. Сначала под-
вижный захват инструмента, опираясь на
фильеру 4 (рис. 7.9,6), затягивает за
хвостовик болт-заклепку 1 с надетой сво-
бодно фасонной втулкой 2 в пакет 3.
Затем по мере увеличения осевой силы
происходит обжатие фильерой кольца и
стяжка пакета (рис. 7.9, в), обрыв хвосто-
вика (рис. 7.9, г) и снятие инструмента
с фильерой.
Сила обжатия гайки и стяжки пакета
определяется диаметром кольцевой канав-
ки (шейки) между стержнем болта-заклеп-
ки и хвостовиком:
^тах == ОвЛб/щ/ 4.
Остаточную силу Fo стяжки пакета
можно найти из условия совместности
перемещений
= 6б + 6Д,
которое выражает собой равенство удли-
нения болта при силе Fmax сумме
остаточных деформаций болта 6б и деталей
(пакета) 6Д.
Под действием силы Fmax удлинение
болта 6/7 = Хб£тах, где Хб— податливость
болта, т. е. его удлинение при силе 1 Н.
Удлинение болта после обрыва хвостови-
ка 6б=ХбГо, а сжатие деталей 6д=ХдГо.
Учитывая эти соотношения, найдем
F
Г __ max
°- >+(vm
Из этого равенства следует, что при
Хб=Хд Fo=O,5Fmax. В уточненных расче-
тах учитывают податливость резьбы и
головки болта-заклепки.
Болты-заклепки изготовляют из стали
ЗОХГСА (сгв=1200 МПа), титанового
сплава ВТ16 (ов = 1100 МПа), втулки —
из стали 15, алюминиевых сплавов Д18,
В65 и др. Применяют и другие конструк-
ции соединений с фиксированной стяжкой
пакета (заклепки с сердечником и т. п.).
Получают распространение клеезакле-
почные соединения (см. с. 72).
79
Глава 8
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
8.1. Общие сведения
Резьбовыми называют соединения дета-
лей с помощью резьбы. Области их ис-
пользования необычайно широки, свыше
60% всех деталей машин имеют резьбу.
Резьба и ее элементы. Резьбовое соеди-
нение образуется двумя (реже тремя)
деталями. У одной из них на наружной,
а у другой на внутренней поверхности
имеются расположенные по винтовой
поверхности выступы — соответственно
наружная ивнутренняя резьба
(рис. 8.1).
Резьбу получают (формируют) методом
резания*, накатыванием (обработкой
давлением), литьем и прессованием (ком-
позиционных материалов, порошков).
Резьба может изготовляться на цилин-
дрической (цилиндрическая резьба) или
конической (коническая резьба) поверх-
ности заготовок. Основное применение
имеют детали с цилиндрической резьбой.
Коническая резьба применяется преиму-
щественно в соединениях труб (буровых,
обсадных и др.)
Если на поверхность детали наносится
один винтовой выступ, резьбу называют
однозаходндй. В механизмах применяют
также двух- и трехзаходные резьбы,
называемые многозаходными.
По форме сечения канавки различают
цилиндрические резьбы: упорную (рис.
8.2, а), прямоугольную (рис. 8.2, б), труб-
ную (рис. 8.2, в), трапецеидальную (рис.
8.2, г) и др. Основными параметрами
цилиндрических резьб являются: наруж-
ный d> средний ch и внутренний di диамет-
ры резьбы, шаг резьбы Р, угол профиля
а. и число заходов п.
По направлению винтовой линии разли-
чают правую (используется в абсолютном
большинстве конструкций) и левую резьбу.
Наибольшее распространение в машино-
и приборостроении имеет метрическая
резьба по ГОСТ 8724—81 с крупным и
мелким шагами (см. рис. 8.1). Она обозна-
чается буквой М и цифрами (цифрой),
показывающими наружный диаметр резь-
бы (например, резьба, имеющая d = 24 мм,
обозначается М24). В обозначении резьбы
с мелким шагом, кроме диаметра, в форме
сомножителя указывается ее шаг (напри-
мер, М24ХГ5 для резьбы, имеющей
d= 24 мм и Р= 1,5 мм)..Области примене-
ния других типов резьб ограничены спе-
циальными конструкциями.
В СССР и других странах разработаны
стандарты на основные определения и
обозначения элементов резьб, а также ти-
пы резьб, которые согласованы с между-
народными стандартами ISO*.
* Ранее основной способ формирования резь-
бы, давший ей название.
С крупным шагом
P/J Р/b Р/5
С мелким шагом
Н = Ц866Р
h =05НР
г = 01W
'max
* ISO — международная
организация по
стандартизации.
Рис. 8.2.
Распространенные типы резьб:
а—упорная; б—прямоугольная; в—трубная; г—тра-
пецеидальная
Рис. 8.1.
Резьбовое соединение с метрической резьбой
80
Рис. 8.3.
Основные типы резьбовых
соединений:
а—болтом; б—винтом; в—шпилькой; г—винтом со
вставкой; д—винтом с резьбовой втулкой
Крепежные детали и типы соединений.
Наибольшее распространение среди резь-
бовых деталей получили крепежные болты,
винты, шпильки, гайки и вставки. Болт
(рис. 8.3, а) и винт (рис. 8.3, б) — стер-
жень с головкой и одним резьбовым
концом. Шпилька (рис. 8.3, в) имеет два
резьбовых конца. Вставка представляет
собой по форме винтовую пружину из
проволоки ромбического сечения (рис.
8.3, г), завинчиваемую с натягом в резь-
бовое отверстие, или втулку с внутренней
резьбой, завинчиваемую или заливаемую в
корпусную деталь (рис. 8.3, д). С помощью
этих деталей образуют большинство
разъемных соединений в конструкциях.
Выбор типа соединения определяется проч-
ностью материала соединяемых деталей,
частотой сборки и разборки соединения
в эксплуатации, а также особенностями
конструкции и технологии изготовления
соединяемых деталей.
Соединения болтом применяют только
при наличии доступа к гайке и головке
болта для скрепления деталей сравнитель-
но небольшой толщины (например, при
наличии специальных поясков или флан-
цев), а также при многократной раз-
борке и сборке соединений. В последнем
случае (особенно при большой толщине
соединяемых деталей) предпочтение отда-
ется также соединениям винтом или
шпилькой.
Соединения винтом и шпилькой при-
меняют для скрепления деталей при нали-
чии доступа монтажного инструмента
лишь с одной стороны (к гайке). При
этом шпильки используют обычно для
соединения деталей корпусов из материа-
лов с невысокой прочностью (чугуна,
алюминиевых и магниевых сплавов, компо-
зиционных материалов), а винты—для
соединения деталей корпусов из высоко-
прочных материалов (сталей и сплавов).
Область применения соединений винтом в
силовых конструкциях ограничена, пред-
почтение отдается соединениям шпилькой.
Шпильки фиксируют (стопорят) в корпус-
ной детали (посадкой на резьбе с натя-
гом, завинчиванием на сбег резьбы, с
помощью клея и т. д.) для предотвра-
щения вывинчивания их при отвинчивании
гаек.
Вставки применяют в основном для по-
вышения износостойкости резьбы в корпу-
сах из материалов с невысокой проч-
ностью, а также для повышения прочности
соединений.
Резьбовые втулки используют преиму-
щественно в корпусах из композиционных
материалов.
Для предотвращения повреждения по-
верхностей соединяемых деталей при за-
винчивании гаек под них подкладывают
шайбы (см. рис. 8.3).
Конструктивным разнообразием отли-
чаются стержни болтов (винтов).
Наряду с обычной, наиболее распростра-
ненной формой болта (рис. 8.4, а) приме-
няют другие конструкции. Болт (рис.
8.4,6) в отличие от предыдущего имеет
диаметр стержня несколько больше наруж-
ного диаметра резьбы. Такие болты уста-
Рис. 8.4.
Конструктивные формы стержней болтов
81
Рис. 8.5.
Конструктивные формы головок болтов (винтов)
навливают в отверстия корпусов без за-
зора. В ряде ответственных соединений
для увеличения податливости применяют
полые болты (рис. 8.4, в). Болты на рис.
8.4, гид имеют центрирующие пояски
под головками, а поясок посередине (см.
рис. 8.4, д) предназначен для гашения виб-
раций стержня (антивибрационный поя-
сок).
Формы головок болтов (рис. 8.5) и
гаек (рис. 8.6) также разнообразны, выбор
их для практического использования опре-
деляется преимущественно условиями ра-
боты соединений, технологией изготовле-
ния крепежных деталей и их сборкой.
Для фиксирования деталей на валах,
осях и др. применяют установочные винты
с резьбой по всей длине стержня и
упорным наконечником (см. рис. 8.4, е—
и).
В нашей стране и за рубежом су-
ществуют стандарты на шайбы, болты,
винты и гайки наиболее распространенных
форм.
Рис. 8.6.
Конструктивные формы гаек
Материалы крепежных деталей. Основ-
ные материалы болтов (винтов), шпилек
и гаек и их механические характеристики
нормированы ГОСТ 1759—82.
Для болтов, винтов и шпилек из угле-
родистых и легированных сталей установ-
лены 12 классов прочности, а для гаек—
семь и соответствующие им рекоменду-
емые марки сталей (табл. 8.1).
Таблица 8.1
Механические характеристики некоторых мате-
риалов крепежных деталей из углеродистых
и легированных сталей при нормальной тем-
пературе
Класс прочности Ов, МПа От, МПа Марка стали
болта, шпильки гайки
3.6 4 300—490 200 СтЗ; 10
4.6 5 400—550 240 20
5.6 6 500—700 300 30; 35
6.6 8 600—800 360 35; 45; 40Г
8.8 10 800—1000 640 35Х; 38ХА; 45Г
10.9 12 1000—1200 900 40Г2; 40Х; ЗОХГСА; 16ХСН
Примечание. Первое число в обозначении
класса прочности болта, винта или шпильки,
умноженное на 100, равно oBmin, второе, деленное
на 10, соответствует приблизительно отношению
От/Ов-
Выбор материала определяется условия-
ми работы (прочностью, условиями окру-
жающей среды и т. п.) и технологией
изготовления. Стержни болтов в массовом
производстве изготовляют из пластичных
сталей 10, 15, 15Х, 16ХСН и др. на авто-
матах методом холодной высадки, резьбу
на болтах накатывают. В специальных
конструкциях, к которым предъявляются
жесткие требования по массе, коррозион-
ной и теплостойкости, применяют крепеж-
ные детали из пластмасс, титановых и
бериллиевых сплавов, а также из корро-
зионно-, жаростойких и жаропрочных ста-
лей.
Для защиты крепежных деталей из угле-
родистых сталей от коррозии на них нано-
сят окисные пленки или гальванические
покрытия (цинковое, кадмиевое, фосфат-
ное, медное и др.). Толщина покрытий
82
выбирается в зависимости от шага резьбы
и имеет следующие значения: 3—6 мкм
для шага до 0,4 мм, 6—9 мкм—для
шага 0,4—0,8 мм и 9—12 мкм — для шага
свыше 0,8 мм.
8.2. Затяжка и стопорение
резьбовых соединений
Силовые соотношения в винтовой паре.
Резьбовые соединения собирают преиму-
щественно с предварительной затяжкой,
которая способствует существенному по-
вышению их несущей способности при
переменных нагрузках и уплотняет (гер-
метизирует) стык деталей. Области ис-
пользования незатягиваемых соединений
в машиностроении ограничены (регулиро-
вочные винты и др.).
Резьбовые соединения затягивают при
сборке путем завинчивания гаек (винтов)
с помощью гаечных ключей (рис. 8.7)
или механизированного инструмента.
Сила £кл на рукоятке ключа создает
момент затяжки
Т'кл = Т^КЛ^КЛ, (8.1)
где АКл — длина ключа, рис. 8.8.
Этот момент идет на преодоление мо-
мента, создаваемого силой трения торца
гайки о неподвижную опорную поверхность
соединяемых деталей, и момента сопротив-
ления в резьбе:
Т^==Тт+ Гр. (8.2)
Рис. 8.8.
Расчетная схема затяжки
Если принять, что при силе затяжки
Fo контактные напряжения равномерно
распределены по торцу гайки, т. е.
л(о2-<)
а удельные силы трения тт связаны с этими
напряжениями соотношением = то с
учетом этих равенств можно записать
D/2
Т = ( 2fT<?Tnr2dr = ^TF0.
4/2
(8.3)
В этих равенствах: D — наружный диа-
метр опорной поверхности гайки, прибли-
зительно равный размеру s под ключ;
do — диаметр отверстия в корпусе (рис.
8.9); 7?т — приведенный радиус трения.
Значение 7?т зависит от формы торца;
для плоского кольцевого торца
R
1 Я3-*о
3 '
Рис. 8.7.
Гаечные ключи
Для определения момента сопротивле-
ния в резьбе выделим на рабочей поверх-
ности резьбы болта (см. рис. 8.9) элемен-
тарную площадку dA, удаленную от его оси
на расстояние ^г/2. На эту площадку дей-
ствуют осевая сила FqA и реакция RA от
гайки:
^А = ^па + ^тА >
где FnA и FtA — соответственно нормаль-
ная сила и сила трения на площадке
dA.
Реакция RA связана с осевой силой
FqA очевидным соотношением:
R F°a
А cos(P4-p)
(8.4)
83
Рис. 8.9.
Силы, действующие в соединении при затяжке
в котором p = arctgfp — угол трения;
fp — коэффициент трения в резьбе (табл.
8.2); p = P/(nd2) —угол подъема винто-
вой линии; Р — шаг резьбы.
Таблица 8.2
Коэффициенты трения в резьбе fp (числитель)
и на торце гайки р (знаменатель)
Покрытие Без смазоч- ного мате- риала Машинное масло Солидол
Отсутст- вует 0,32—0,52 0,14—0,24 0,18—0,23 0,10—0,14 0,16—0,21 0,11—0,14
Кадмиевое 0,24—0,32 0,15—0,25 0,16—0,22 0,05—0,13
0,12—0,24 0,05—0,15
Цинковое 0,24—0,40 0,15—0,20 0,14—0,19
0,07—0,10 0,09—0,11 0,08—0,11
Коэффициентом трения в резьбе услов-
но названо отношение
fp = f/cos(a/2),
где f — коэффициент трения фрикционной
пары материалов болта и гайки; a —
угол профиля резьбы.
На площадке dA окружная сила
RtA = Ra Sin (₽ + р) (8.6)
и вращающий момент
Т Ц R ^-dA .
Р \ тД 2
А
Учитывая равенства (8.4), (8.6) и прини-
мая во внимание, что углы р и р для данной
резьбовой пары постоянны, из последнего
уравнения получим:
d9 г
(₽ + р) y0AdA =
А
=foytg(fl+p). (87)
Соотношение (8.7) можно переписать в
форме
= d2 Р/(ж/2)+Гр
Р 0 2 l-fpP/(nd2) *
Если учесть, что fpP/ (nd2) <С 1 для
большинства соединений, то последнее ра-
венство примет вид
rp=Fod2(O,16 ^+0,5fp)
(8.8)
ИЛИ
Tp = kFod, (8.9)
где
*=^(°’16т;+0’5^
Подставляя (8.3) и (8.9) в уравнение
(8.2), получим
Т кл — ^клА orf,
(8.10)
где kKA — kA-fyRy/d — коэффициент, зави-
сящий от состояния поверхности (вида
покрытия) болта, гайки и шайбы.
Обычно для упрощения принимают
fT = fP; dz~d и s=l,7t/; в этом случае
коэффициент ^кл имеет следующие значе-
ния для поверхностей: без покрытий—
0,2; кадмированной — 0,13; оцинкован-
ной—0,22; омедненной — 0,18 и оксидиро-
ванной—0,24.
84
Формула (8.10) часто используется на
практике для приближенного опреде-
ления момента затяжки (момента на
ключе).
Напряжения в соединении при затяж-
ке. В результате затяжки тело болта
оказывается растянутым силой Fq и нор-
мальные
сечении
резьбы
(растягивающие) напряжения в
по внутреннему диаметру d\
о =2£о___________
0 ^кл^л^?
4F L
кл кл
(8.11)
Из-за трения в соприкасающихся витках
гайки и болта, а также вследствие
подъема резьбы тело болта оказывается
также под действием крутящего момента
TV
Максимальные касательные напряже-
ния в сеченци стержня по внутреннему
диаметру резьбы
т Тп
____р_~ р
(8-12)
Значение то лежит в интервале (0,3-4-
0,5 )оо-
Приведенные напряжения
*,k.=V°o+3to «(1,14-1,3) о0. (8.13)
Для предотвращения скручивания болта
при затяжке должно соблюдаться усло-
вие Оэкв<0,8от.
Несложно показать, что болты с резь-
бой Мб классов прочности 3.6—8.8 могут
быть разрушены при затяжке гаечным
ключом нормальной длины Акл = 15б/,
если к ключу будет приложена сила
^кл=300 Н. В этом случае напряжение
затяжки оо~800 МПа, что превышает
пределы прочности указанных бол-
тов.
При уменьшенных диаметрах болта
(шпильки) следует освобождать его стер-
жень от действия крутящего момента.
На рис. 8.10, а в качестве примера показа-
на шпилька, снабженная специальным
шестигранником, который используют для
удержания ее при затяжке; на рис.
разгрузки соединений
Рис. 8.10.
Конструктивные способы
от крутящего момента
8.10,6 и в показан стержень шпильки,
предохраняемый от скручивания шлицевы-
ми втулками.
После снятия ключа стержень болта
(шпильки) оказывается закрученным бла-
годаря силам трения на торце гайки.
При действии переменных (циклических)
рабочих нагрузок касательные напряже-
ния постепенно исчезают.
Контроль затяжки. Практика показала,
что во всех ответственных резьбовых
соединениях необходимо контролировать
силу затяжки, так как чрезмерная или
недостаточная затяжка может привести к
поломкам резьбовых деталей и машины
в целом.
В машиностроении распространены ме-
тоды контроля, основанные на измерении:
удлинения болта (шпильки); угла поворо-
та гайки; момента затяжки гайки.
Наиболее точно сила затяжки контро-
лируется по удлинению болта А/:
F0=A//X6,
где Хб — коэффициент податливости бол-
та. Этот метод используют для контроля
затяжки особо ответственных соединений
(шатунные болты и т. д.).
Более прост для практики, а поэтому
шйроко распространен косвенный метод
контроля затяжки, основанный на изме-
рении момента затяжки с помощью тари-
85
Рис. 8.11.
Динамометрический ключ
рованных ключей (динамометрических и
предельных) и определении по формуле
(8.10) силы затяжки.
На рис. 8.11 показан ключ, в котором
момент, затяжки пропорционален переме-
щению стрелки на стержне 1 с рукоят-
кой 2 относительно пластины 3 (со
шкалой), жестко связанной с головкой
ключа.
Стопорение резьбовых соединений. Резь-
бовые соединения при постоянных нагруз-
ках принадлежат к числу самотормозя-
щихся, так как обычно fp>0,06 и
р>р. Из условия равновесия сил, дей-
ствующих на гайку при ее отвинчива-
нии, следует, что момент отвинчива-
ния
rOTB=O,5Fod2tg(p —₽).
По опытным данным Г0Тв = (0,74- 1,0) Го,
где Га=Гад — момент начальной затяжки
гайки.
Однако, при вибрациях, носящих систе-
матический или случайный характер,
резьбовые соединения часто «теряют»
напряжение предварительной затяжки в
результате сминания микронеровностей на
рабочих поверхностях резьбы и т. д.,
а также из-за самоотвинчивания (вызы-
вается существенным снижением коэффи-
циента трения в резьбе и на торце
гайки при вибрациях).
Для предотвращения самоотвинчивания
производят фиксацию (стопорение) бол-
тов и гаек относительно корпусных
деталей. На практике используют мно-
жество различных конструкций стопоря-
Рис. 8.12.
Способы стопорения резьбовых соединений
щих элементов [рис. 8.12), с помощью
которых создают дополнительное трение
в резьбе (за счет контргайки, обжатой
на эллипс тонкостенной'части сймоконтря-
щейся гайки, стопорного кольца или проб-
ки из полиамида, рис. 8.12, а—г), дополни-
тельного трения на торце гайки (за счет
специальных шайб, рис. 8.12, д—ж), а так-
же осуществляют взаимную фиксацию
гаек (головок болтов) и корпусных дета-
лей (с помощью шплинтов, деформиру-
емых щайб, проволоки, удерживающих
накладок, кернения и др., см. рис. 8.12,
з—м).
86
8.3. Соединение при совместном
действии силы затяжки и внешней
осевой нагрузки
Силы в затянутом соединении при дей-
ствии внешней нагрузки. Рассмотрим резь-
бовое соединение (рис. 8.13, а), затянутое
силой Ffi и затем нагруженное силой F
вдоль оси болта (рис. 8.13, б/ в). Опре-
делим силу, действующую на болт. Для
решения задачи стягиваемые детали за-
меним эквивалентными по жесткости втул-
ками (стержнями), а внешнюю нагрузку
приложим к верхнему и нижнему торцам
втулок симметрично относительно оси бол-
та (см. рис. 8.13, в). При затяжке гайка
получает осевое перемещение Af, пропор-
циональное углу ее поворота (при пово-
роте гайки на 360° AF«P). При этом
происходит сжатие Ад стягиваемых дета-
лей и растяжение Ас болта (см. рис.
8.13, а и б). Под действием внешней
силы F дополнительно происходит удлине-
ние 6 болта (см. рис. 8.13, в), при этом
начальное сжатие Ад деталей уменьшится
также на величину д (См. рис. 8.13, б
и в).
Для наглядности используем диаграмму
сил (рис. 8.14). Кривые деформирования
(прямые при упругом нагружении) болта
и деталей показаны на диаграмме в виде
лучей 01 и ОН. Они описывают зависи-
мости сил в болте и деталях от их
удлинения при растяжении (укорочения
при сжатии). Точки Вб и Вд на диаграмме
характеризуют силы и деформации в болте
и стягиваемых деталях после затяжки.
Удлинение болта для модели в форме
стержня после затяжки
£бЛб
укорочение стягиваемых деталей
----f0T$-------Vo-
дд
где k и /д — длины деформируемой части
болта и стягиваемых деталей; Еб и. Ед —
модули упругости материалов болта и де-
талей; Аб и Ад — площади поперечных се-
чений болта и деталей; и Хд — по-
датливости болта и деталей (удлинения
под действием силы 1 Н);
Углы наклона прямых ОВб и ОВД
соответственно
осб = arctg (1/Хб); ад = агс!§(1/Хд).
Осевое перемещение гайки AF«
= |Дб1 + 1Ад1.
После приложения внешней силы F
болт получит дополнительное удлинение
б, и дополнительная сила, действующая
в нем (см. рис. 8.14),
F6 = 6tga6 = 6/X6. (8.15)
Сила, сжимающая промежуточные дета-
ли, уменьшится на значение
Вд=б1дад = б/Хд. (8.16)
Силы, действующие на болт, и дефор-
мация болта и деталей будут характе-
ризоваться при этом точками В? и В? на
диаграмме.
Рис. 8.13.
Силы и деформации в болтовом соединении
после загяжки и при действии внешней на-
грузки
Рис. 8.14.
Диаграмма сйл в болтовом соединении
87
Уменьшение силы в деталях можно
найти, совместив на диаграмме лучи
01 и ОН (проведя через точку Вб прямую
0'1Г, параллельную прямой ОН).
Так как сумма сил
F6 + FA = F, (8.17)
то с учетом равенств (8.15) и (8.16)
г X к
6=---------= —5-S- F .
1Д6+1Ад ьб+ьд
Дополнительная сила, действующая на
болт,
F>-^F~*F- <8Л8>
где х — коэффициент основной нагрузки;
показывает долю внешней (рабочей) на-
грузки, воспринимаемой болтом в затяну-
том соединении (обычно х = 0,2 4-0,4 для
соединений металлических деталей):
Полная сила, действующая на болт
(шпильку),
Fn = Fo + F6 = Fo + (8.20)
Задачи расчета резьбового соединения.
Расчет резьбового соединения включает
в себя обычно две связанные между со-
бой задачи: оценку прочности соединения
и оценку плотности (герметичности) сты-
ка.
Прочность соединения опре-
деляется, как правило, прочностью болта
(шпильки), и для ее оценки необходимо
знать напряжения в сечении с наименьшей
площадью.
В случае, когда внешняя нагрузка на
болт изменяется циклически от 0 до F
(см. рис. 8.14), амплитуда переменных
напряжений в сечении по внутреннему
диаметру резьбы
afl= 0,5Гб/Д1 = 0,5ХГ/Л i (8.21)
и среднее напряжение
Fo + O,5F6 _ Fo+O,5XF
~
(8.22)
о
Практика и экспериментальные исследо-
вания показали, что прочность затянутых
резьбовых соединений при переменной на-
грузке определяется ее амплитудой оа;
чем меньше оа, тем больше долговечность
и ресурс работы соединений. Поэтому одна
из важнейших задач конструктора резьбо-
вого соединения — добиться снижения
внешней нагрузки на болт (шпильку).
Из формулы (8.18) следуют два важных
практических вывода:
в затянутом соединении внешняя нагруз-
ка передается на болт лишь частично;
следовательно, затяжка является эффек-
тивным средством повышения долговеч-
ности соединения;
для уменьшения дополнительной силы
на болт от внешней нагрузки необходимо
снижать коэффициент основной нагрузки
X путем уменьшения податливости дета-
лей Хд (увеличения их жесткости) и уве-
личения податливости болта Хб.
Отсюда правило конструирования резь-
бового соединения: «жесткие фланцы—
податливые болты».
Преимущества применения податливых
болтов видны из рис. 8.15.
Плотность стыка определяется
остаточной силой в стыке. Внешняя на-
грузка F уменьшает силу на стыке деталей
до значения
Fc = Fo-Fa = Fo-(1 -%)F. (8.23)
Если сила на стыке станет равной
нулю, то стык раскроется (разгермети-
зируется) и вся внешняя нагрузка будет
восприниматься болтом, что опасно для
Рис. 8.15.
Диаграммы сил для болтов различной жестко
сти при одинаковых условиях работы
88
его прочности (особенно при переменной
нагрузке).
Для предотвращения раскрытия стыка
должно соблюдаться условие Ес>>0; тогда
минимальная сила затяжки
Л)тт>(1— ХИ-
(8.24)
Обычно назначают
Fo = v(l — x)F,
(8.25)
где v — запас по плотности стыка (равен
1,25—2 для постоянных нагрузок; 2,5—4
для переменных нагрузок).
Для герметизации стыков применяют
плоские прокладки из резины, картона,
алюминия, меди и других «мягких» мате-
риалов, упругие кольца, герметики и т. д.
Герметичность стыков и соединений про-
веряют течеискателями и другими спосо-
бами.
Таким образом, сила предварительной
затяжки определяется внешней нагрузкой.
Допустимое напряжение затяжки
oq=Fq/A\<0,8сгт, где от — предел теку-
чести материала болта. Обычно назначают
оо = (0,4 4-0,7) сгт.
Для того чтобы соединения работали
в расчетных силовых условиях, необходи-
мо контролировать затяжку соединений.
Податливости болта и стягиваемых дета-
лей. Коэффициент податливости болта
определяется сравнительно просто:
%б=/б/(ЕбЛб). (8.26)
Для болта переменного сечения (рис.
8.16)
Рис. 8.16.
Болт переменного сечения
(8.27)
Рис. 8.17.
Способы изменения податливости болтов во
фланцевом соединении (а) и в цилиндре (б)
Для коротких болтов учитывают подат-
ливость головки и резьбы в пределах гайки.
Из формулы (8.26) видно, что податли-
вость болта можно увеличить за счет
увеличения его рабочей длины, уменьше-
ния площади поперечного сечения и при-
менения низкомодульного материала
(например, титановых болтов, имеющих
Еб=1Д.1О4 МПа, в стальных корпусах).
Эти способы повышения податливости бол-
тов используют в конструкциях (рис. 8.17).
Определение податливости деталей
сопряжено с некоторыми трудностями.
Площадь поперечного сечения деталей
может быть очень большой. Но при
действии осевой силы от гайки (головки
болта) деформации и напряжения кон-
центрируются вблизи стенок отверстия
деталей, существенно уменьшаясь по мере
удаления от стенок (рис. 8.18, а). В резуль-
тате в стягиваемых деталях на сжатие
преимущественно работает ограниченный
объем материала бочкообразной формы.
Это обстоятельство учитывают, и в упро-
щенных расчетах податливости реальную
89
Рис. 8.18.
Распределение напря-
жений в деталях под
гайкой (а) и конуса
давления в соединени-
ях болтом (б) и вин-
том (в)
деталь заменяют набором (по числу бол-
тов) конусообразных стержней («конусов
давления», рис. 8.18,6 и в), связанных
между собой недеформируемой диафраг-
мой в форме деталей. Последнее равно-
сильно допущению о том, что стягиваемые
детали работают только на растяжение
(сжатие) при равномерно распределенных
по сечению напряжениях.
Угол наклона образующей конуса к оси
на основании данных экспериментов и рас-
четов определяется из равенства tga =
= 0,4-т-0,5.
Для случая, когда болт соединяет два
фланца с одинаковым модулем упругости,
расчетом методом теории упругости
И. А. Биргером получено следующее со-
отношение для коэффициента податливо-
сти стягиваемых деталей:
1 = 4,6 , (5 + ^о)(8 + Пеа-^о)
д E^ndotga 8 (s-4/0)(s-H tga+^0) ’
(8.28)
где s — размер под ключ для шестигран-
ной гайки или диаметр опорной поверх-
ности круглой гайки; do — диаметр отвер-
стия под болт.
90
Для промежуточных деталей небольшой
толщины (/<0,5d) коническую модель
деталей можно заменить полым цилиндром
(показан штриховой линией на рис. 8.18,
б и в) с наружным диаметром dH = s +
+ /tga.
В этом случае податливость деталей
\=-------=--=-------57 . (8.29;
д EA«[(s + /tga)1 2-d2]
Коэффициент податливости деталей в
соединении винтом (см. рис. 8.18, в) в
2 раза меньше, чем в соединении болтом.
8.4. Распределение нагрузки
между витками резьбы
и концентрация напряжений
в соединениях
Приведенные выше расчеты напряже-
ний выполнены по формулам сопротивле-
ния материалов для моделей болта и
стягиваемых деталей в виде стержня,
т. е. расчеты предполагают равномер-
ное распределение растягивающих (сжи-
мающих) напряжений по сечению детали.
Однако в местах резкого изменения формы
стержня болта (в резьбе и под головкой
болта) происходит концентрация напряже-
ний.
Точный расчет распределения напряже-
ний в резьбовом соединении связан с
трудоемким численным решением контакт-
ной задачи методом конечных элементов.
В предварительном анализе эффектив-
ными оказываются решения задач о рас-
пределении нагрузки между витками резь-
бы для стержневых моделей соединений
(см. с. 28). Такие решения позволяют
объяснить известные конструкции и рас-
смотреть возможные пути совершенство-
вания соединений при проектировании.
В основе построения стержневой модели
соединения, как указывалось в разд. 1,
лежит раздельное рассмотрение деформа-
ций деталей и связей (в данном случае
витков резьбы).
Рассмотрим резьбовое соединение (рис.
8.19, а). Если принять, что в нагруженном
соединении деформации тел болта и гайки
компенсируются деформациями витков
резьбы, и заменить контактирующие витки
Рис. 8.19.
Соединение болт — гайка (а) и его расчетная
схема (б)
эквивалентным контактным слоем, то полу-
чим стержневую модель при действии
осевой растягивающей силы (рис. 8.19, б)
Для такой модели интенсивность распре-
деления осевых сил по высоте резьбы
(см. соотношение с. 31)
= ctl mz -
z sh mH
(8.30)
где F — растягивающая сила; И — высота
гайки.
Силы, действующие на отдельные витки,
Рис. 8.20.
Схема контакта витков болта и гайки
Точка Л1 (или Л2) на рабочей грани
витка получит под нормальной нагрузкой
р перемещения вдоль оси z от изгиба
и сдвига витка как защемленной балки,
а также от перемещения вдоль оси г витка
как жесткого целого, вызванного радиаль-
ной деформацией тела гайки (болта)*.
С учетом этого замечания приведем без
вывода следующие соотношения:
fp=
z
(8.31)
х. = ——Г <о 4
nd2hE{ |_
Коэффициент
(8.32)
где р= 1/(Е1Л1) + 1/(Е2Л2) — коэффици-
ент, характеризующий податливость сече-
ний болта (индекс 1) и гайки (индекс
2) при растяжении и сжатии; X — коэф-
фициент осевой податливости витков резь-
бы.
Если пренебречь взаимным влиянием
витков резьбы, то податливость X экви-
валентного контактного слоя будет равна
сумме податливостей контактирующих
витков болта (индекс 1) и гайки (индекс
2): X=Xi+X2, т. е сумме осевых смеще-
ний контактирующих точек Ai и Л2 витков
гайки и болта, лежащих на окружности
среднего диаметра резьбы (рис. 8.20),
относительно точек 0\ и 02 при единичной
нагрузке на рабочей грани р= 1Н/мм2.
где Р и h — шаг и рабочая высота профиля
резьбы (h«0,65Р); d, d\ и d2 — диамет-
ры резьбы (см. рис. 8.2); а — угол профи-
ля резьбы; Е\ и vi, Е2 и v2 — модуль
упругости и коэффициент Пуассона мате-
риала болта и гайки; со — коэффициент
(для метрической резьбы <о = 1).
Первые слагаемые выражений в квад-
ратных скобках учитывают деформации
изгиба и сдвига витков резьбы, вторые—
радиальные деформации тел болта и гайки
* При упорной резьбе (см. рис. 8.2) радиаль-
ные деформации тел гайки и болта невелики.
91
Рис. 8.21.
Нагрузки на отдельные
витки (в процентах от
общей силы) для сое-
динения типа болт —
гайка
4*
Рис. 8.23.
Асимметричная резьба (а) и схема взаимо-
действия витков (б)
Номер витка
в форме толстостенных труб. На рис.
8.21 показано распределение нагрузки
между витками стального соединения типа
болт — гайка с резьбой М10.
Видно, что нагрузка по высоте гайки
распределяется крайне неравномерно.
Первый (от опорного торца гайки) виток
резьбы несет свыше 33% нагрузки, а
пятый — лишь 8%. Этот результат, впер-
вые полученный профессором Н. Е. Жу-
ковским в 1902 г., неоднократно под-
тверждался экспериментами, а позднее—
точным решением.
Указанный результат объясняет также
общеизвестный факт разрушения резьбо-
вых соединений от усталости по впадине
под первым рабочим витком.
При увеличении высоты гайки от 0,8d
до 2d нагрузка на первый виток снижается
на 8—10%.
Распределение нагрузки между витками
резьбы является одной из важных оценок
конструктивного совершенства динамичес-
ки нагруженных соединений. Практика по-
казывает, что снижение нагрузки на пер-
вом витке приводит к пропорционально-
му повышению сопротивления усталости
соединений.
Анализ соотношения (8.30) показывает,
Рис. 8.22.
Конструктивные способы улучшения распре-
деления нагрузки между витками резьбы
92
что для снижения нагрузки на первом
витке нужно уменьшить коэффициент tn,
определяемый жесткостью сечений Е\А\
и Е2А2 тел болта и гайки, а также подат-
ливостью резьбы К.
На практике наибольшее распростране-
ние получили способы улучшения распре-
деления нагрузки, основанные на увели-
чении податливости резьбы за счет введе-
ния спиральной вставки (рис. 8.22, а),
скоса нижних витков гайки (рис. 8.22,6)
и смещения за счет этого контакта витков
винта на край, увеличения радиальной
податливости нижних витков гайки (рис.
8.22, в) или шпильки (рис. 8.22, г).
Эта же идея привела к распростране-
нию в конструкциях асимметричной резьбы
(рис. 8.23, а) на болтах (или гайках).
В этом случае за счет смещения нагрузки
к оси болта (или к оси гайки) увеличива-
ется податливость витков гайки и снижает-
ся концентрация напряжений во впадинах
резьбы на 15—20%, что приводит к такому
же повышению сопротивления усталости.
Существенное повышение сопротивле-
ния усталости (на 20—30%) можно полу-
чить при использовании в
соединениях гаек растя-
жения (рис. 8.24). Расчет-
ная модель таких соедине-
ний приведена на рис. 2.13.
Рис. 8.24.
Гайка растяжения в соедине-
нии шатуна поршневого дви-
гателя
Рис. 8.25.
Распределение напряжений во впадинах резь-
бы (оо=1,27 МПа; ао = 4,6)
Рис. 8.26.
Распределение напряжений под головкой болта
При известном законе распределения
нагрузки между витками расчет напряже-
ний в точках болта выполняют методом
конечных элементов.
На рис. 8.25 в качестве примера пока-
зано распределение первого главного
напряжения по контуру впадин контак-
тирующих (рабочих) и неконтактирую-
щих (свободных) витков (цифры—мак-
симальные напряжения в мегапаскалях).
Концентрация напряжений в резьбе
возникает как от растяжения стержня,
так и в результате изгиба витков. В
свободной (неконтактирующей) части
витки не нагружены и имеет место лишь
концентрация напряжений от растяжения
стержня. Поэтому максимальное напряже-
ние во впадине неконтактирующего витка
ниже, чем во впадине под первым рабочим
витком.
Распределение напряжений по контуру
стержня и под головкой болта, полученное
расчетом, приведено на рис. 8.26.
Для снижения концентрации напряже-
ний и, как следствие, повышения проч-
ности соединений увеличивают радиус
скругления во впадинах витков и под
головкой болта.
Теоретический коэффициент концентра-
ции напряжений во впадине под первым
рабочим витком резьбы с радиусом скруг-
ления впадин г= (0,108-4-0,144)Р аст =
=4,2-4-4,65 (большие значения для мень-
шего г); под головкой болта с радиусом
скругления /?= (0,05-4-0,1 )d аа = 2,5-4-3,5
(большие значения для меньшего R).
8.5. Виды разрушений
и основные расчетные случаи
Опыт показывает, что разрушение сое-
динений (при статических и переменных
нагрузках) происходит, как правило, из-за
среза витков резьбы, а также из-за
разрушения болтов и шпилек по резьбовой
части. Реже встречаются разрушения бол-
тов под головкой.
Прочность резьбы. Разрушение витков
резьбы в результате среза происходит при
недостаточной длине свинчивания (высо-
те гайки). Витки срезаются обычно по
наружному диаметру резьбы болта или
гайки (рис. 8.27, поверхность среза пока-
зана волнистой линией).
Сила, вызывающая срез витков резьбы:
гайки Fpr = ndHkrkmT3r\ болта FP6 =
— jid i fi
где H — высота гайки; kr и ke — коэф-
фициенты полноты резьбы, характеризую-
щие длину контакта (перекрытие) витков
резьбы болта и гайки (для метрической
резьбы &г = &б = 0,87); km — коэффициент,
учитывающий неравномерность деформи-
рования витков по высоте гайки при на-
личии пластических деформаций; теорети-
чески km— 1 для соединений с равномер-
ным распределением нагрузки между вит-
ками, разрушение которых происходит в
93
Рис. 8.27.
Расчетная схема витка резьбы
результате чистого среза; на практике
такой случай не реализуется и всегда
km < 1 (табл. 8.3); твг и тВб — соответствен-
но пределы прочности материалов гайки
и болта на срез; можно принимать
тв= (0,6 4-0,7) огв для сталей и титановых
сплавов и (0,7 4-0,8) ав для алюминиевых
и магниевых сплавов.
Таблица 8.3
Коэффициент km для соединений болтами из
сталей и титановых сплавов
(Твб/Овг Шаг резьбы km
Св. 1,3 Крупный и первый мелкий Второй и более мел- кий 0,70—0,75 0,65—0,70
До 1,3 Любой 0,55—0,60
Из отношения сил
F ат
рг ___ вг
F рб dlTB6
следует, что равнопрочность витков резьбы
болта и гайки (Ррг — Ррб) будет обеспе-
чена, если
Твг=(б/1/^)Твб.
Например, для резьбы MIO d\/d =
=0,8 и Твг = 0,8тВб. Поэтому на практике
94
для гаек используют менее прочные мате-
риалы, чем для болтов.
При достаточной высоте гайки (длине
свинчивания шпиЛьки и корпуса) проис-
ходит обрыв болта (шпильки) по сечению
с меньшим диаметром. Обычно t/min=d1,
и сила обрыва болта по впадинам свобод-
ной части резьбы (под гайкой)
Р6 = nd?oB/4,
где сгв — предел прочности резьбового
стержня; сгв« (1,054-1,2) ов.
Повышение прочности стержня с резь-
бой по сравнению с гладким образцом
связано с тем, что в зонах впадин
резьбы имеют место концентрация напря-
жений и объемное напряженное состоя-
ние, которое затрудняет развитие плас-
тических деформаций и повышает стати-
ческую прочность.
Условие равнопрочности дает
соотношение
= ndHkrkmtir-
Если учесть приведенные выше соот-
ношения и значения величин, входящих в
это равенство, то получим, что для обеспе-
чения равнопрочности стержня стального
болта на разрыв и витков резьбы сталь-
ной гайки на срез должно быть: H/dw
«0,54-0,65.
Стандартами предусмотрены гайки нор-
мальной высоты (/f=0,8d), уменьшен-
ной высоты {/Z = 0,65d) и высокие
(#=l,2d).
Относительная длина l/d свинчивания
стальных и титановых шпилек с корпусами
из композиционных материалов, алюми-
ниевых, магниевых и медных сплавов, чу-
гуна составляет 1,5—2. Увеличение длины
свинчивания соединений свыше 2d в этом
случае оказывается неэффективным, так
как наступает цепной срез из-за нерав-
номерного распределения нагрузки, и усло-
вия равнопрочности обеспечить не удается
вообще.
Прочность головки болта. При недоста-
точной высоте h головки болта происходит
ее срез по цилиндрической поверхности
диаметра dn (d0 — диаметр отверстия,
рис. 8.28; поверхность разрушения показа-
на волнистой линией). Если принять, что
касательные напряжения в момент среза
Рис. 8.28.
Расчетная схема головки болта
линейно увеличиваются от тт до тв, то
условие равнопрочности головки и стерж-
ня примет вид
Т(Тт+Тв)Я^о/1 = -2Г-ав-
откуда
Касательные напряжения в стержне бол-
та от затяжки обычно снимаются при
действии внешней нагрузки благодаря рас-
кручиванию стержня, поэтому в расчете не
учитываются. Последнее условие при из-
вестной внешней нагрузке содержит лишь
две переменных проектирования: материал
болта и диаметр di. Выбрав материал
болта, найдем внутренний диаметр резь-
бы
• (8-33)
Значение допускаемого напряжения
[ор] для болтов, винтов и шпилек находят
из табл. 8.4. Вычисленные значения внут-
реннего диаметра резьбы округляют до
ближайшего большего стандартного
(табл. 8.5) и, задаваясь конструктивной
формой крепежной детали, по таблицам
стандартов находят ее размеры.
h/d^
Для сталей, полагая тв = 0,6ов, тт = 0,5тв,
будем иметь /i/d = 0,55. Стандартные бол-
ты имеют высоту головки /i=0,65d.
Прочность стержня. Разрушение стерж-
ня — типичный вид повреждения резьбо-
вого соединения, а его прочность зависит
как от вида нагрузки, так и от конструк-
ции стержня (концентрации напряжений).
Проектирование болта и соединения прово-
дят, как обычно, в три этапа: предвари-
тельный расчет и определение диаметра
резьбы болта (шпильки); конструирование
соединения; проверка прочности (оценка
надежности) соединения.
Предварительный расчет. В конструк-
циях наиболее распространены следующие
случаи нагружения резьбовых соединений
(рис. 8.29).
1. Болт (шпилька) установлен в отверс-
тие корпусных деталей с зазором. Соеди-
нение нагружено внешней осевой силой F
(рис. 8.29, а). Полагают, что вся внешняя
нагрузка воспринимается болтом. Тогда в
наименьшем сечении стержня болта по
внутреннему диаметру резьбы будут дейст-
вовать растягивающие напряжения
Таблица 8 4
Отношение [ор]/от для резьбовых соединений
Сталь Постоянная нагруз- ка при диаметре d резьбы, мм Переменная на- грузка от 0 до мак- симальной при диаметре d резьбы, мм
6—16 16—30 6—16 16—30
Углеро- дистая Легиро- ванная 0,20—0,25 0,15—020 Q25—0,40 0,20—030 0,08—0,12 0,10—0,15 0,12 0,15
2. Болт установлен в отверстие соеди-
няемых деталей без зазора (рис. 8.29, б)
и соединение нагружено поперечной силой.
Рис. 8.29.
Основные расчетные
схемы резьбовых сое-
динений
95
Таблица 8.5.
Наружный диаметр d, шаг Р и внутренний
диаметр di метрической резьбы, мм
d Р d\ d Р di
5 6 0,8 1,0 4,018 4,773 18 1,5 1,5 2,0 2,5 16,773 16,160 15,546 14,932
8 1,0 1,25 6,773 6,466
10 1,0 1,25 1,5 8,773 8,466 8,160 20 1,0 1,5 2,0 2,5 18,773 18,160 17,546 16,932
1,0 1,25 1,5 1,75 10,773 10,466 10,160 9,853
12 22 1,0 1,5 2,0 2,5 20,773 20,160 19,546 18,932
1,0 1,5 2,0 12,773 12,160 11,546
14 24 1,0 1,5 2,0 3,0 22,773 22,160 21,546 20,319
16 1,0 1,5 2,0 14,773 14,160 13,546
Разрушение его может произойти (подоб-
но заклепке) в результате среза болта в
сечении стыка деталей*.
Условие прочности стержня болта по
допускаемым напряжениям имеет вид
Tc=4F/(ndc)^[Tc], где [тс] —допускаемое
напряжение на срез, МПа; [тс]« (0,24-
0,3)ат; От — предел текучести материала
болта (см. табл. 8.1); dc — диаметр стерж-
ня болта.
Диаметр стержня болта определяют из
этого условия по формуле
</с=У4/7(л[тс]) . (8.34)
Рбласть применения таких соединений
ограничена в основном соединениями тон-
колистовых конструкций (авиа-, судо-
строение и др.) по технологическим сооб-
ражениям. Сложность изготовления без-
зазорного соединения в условиях произ-
водства вынуждает устанавливать болты с
небольшим натягом (до 0,015dc), что су-
щественно удорожает сборку соединений.
* Другие виды повреждений см на с. 77
3. Болт установлен в отверстие соеди-
няемых деталей с зазором (рис. 8.29, в).
Соединение нагружено поперечной силой.
Взаимная неподвижность соединения мо-
жет быть обеспечена силами трения на
стыке, а для этого на стыке должны
быть нормальные силы от затяжки.
Условие взаимной неподвижности соеди-
нения
F^Fh (8.35)
где Ff — сила трения,
Ff=fF0, (8.36)
Fo — сила затяжки соединения; f — коэф-
фициент трения на стыке деталей (f=
=0,14-0,2 — для необработанных сты-
ков).
Сила затяжки Fo вызывает в сечении
болта по внутреннему диаметру резьбы
напряжения растяжения и кручения (см.
с. 85), и условие прочности болта по
допускаемым напряжением примет вид
^экв
ЬЗ-4Г0
nd %
С учетом условий (8.35) и (8.36) диа-
метр резьбы на стержне болта
dt=^/5,2F/(nf[0^ . (8.37)
Проверочный расчет. Расчет выполняют
для соединений, работающих при перемен-
ной внешней растягивающей силе, вызы-
вающей усталостное разрушение болтов.
Запас прочности резьбового соединения
по переменным напряжениям
Ид—(Уап/Оа, (8.38)
где ав — амплитуда напряжений, вычис-
ляемая по формуле (8.21); аап — предел
выносливости резьбового соединения;
Одп= OpKad/(8.39)
где Ор — предел выносливости гладкого
стандартного образца (из материала бол-
та) при растяжении; Kvd— коэффициент,
учитывающий влияние масштабного эф-
фекта (для резьбы Мб /0^=1; для М8 —
96
0,75, MIO—0,7; M12 — M24—0,65); Aa —
эффективный коэффициент концентрации
напряжений (см. с. 45).
Отметим, что в формуле (8.38) среднее
напряжение не учитывается, так как
экспериментально установлено, что оно не
влияет на предел выносливости резьбовых
соединений при от>0,5от. Значения пре-
делов выносливости соединений для неко-
торых распространенных материалов бол-
тов .даны в табл. 8.6.
Таблица 8 6
Пределы выносливости оап резьбовых соедине-
ний при от^0,5ат, МПа
Материал болта, гайки Ов Пт -Пап
Резьба наре- зана Резьба нака- тана
35 500—600 200 45/55 55/65
45 900—950 250 50/60 65/75
38ХА 1000—1200 300 55/80 75/85
ЗОХГСА 1200—1300 300 65/75 75/85
40ХН2МА 1600—1700 450 80/100 95/110
ВТЗ-1 1100—1200 35 45/60 40/60
ВТ16 1150—1250 35 45/60 50/70
Примечание В числителе приведены значения
пределов выносливости соединений с болтами, терми-
чески обработанными после изготовления резьбы,
в знаменателе—то же, с болтами, термически
обработанными до изготовления резьбы
Влияние изгиба на прочность соедине-
ний. Напряжения изгиба в резьбовом со-
единении могут появиться при перекосе
опорных поверхностей деталей, опорных
поверхностей гайки и головки болта, осей
отверстий и шпилек и т. д., а также
вследствие упругих деформаций соединяе-
мых деталей в процессе работы. Послед-
ние наиболее опасны, они вызывают пере-
менные напряжения изгиба и преждевре-
менную поломку соединений.
В соединении с эксцентричной голов-
кой (рис. 8.30, а) в стержне болта при
затяжке силой Fo возникают напряжения
растяжения
ао = 4/?о/(яб/12)
и напряжения изгиба
Рис. 8.30.
Схемы соединений при расчете напряжений
изгиба
При Z = 0,5d отношение оИтах/ао~4
оказывается чрезвычайно большим.
Обычно в резьбовом соединении
(рис. 8.30, б) углы перекоса невелики. При
небольших напряжениях затяжки можно
считать, что такое соединение оказывается
в условиях чистого изгиба. Тогда
1/р = Ми/(£/и),
где р — радиус кривизны изогнутой оси
стержня (см. рис. 8.30, б); Е/и — жест-
кость сечения шпильки при изгибе.
При малом угле ф перекоса
тогда р = //ф, и максимальное напряже-
ние изгиба
_ Ми _ EJ^
ги Ги/ '
Так как Jil/Wii = dc/2 (dc — диаметр
стержня), то
пи=у^-
(8.40)
Для резьбовой части стержня
итах 0,14 ’
(8.41)
4 Зак 673
97
Рис. 8.31.
Способы уменьшения напряжений изгиба
Анализ показывает, что напряжения из-
гиба уменьшаются при увеличении длины
и уменьшении диаметра стержня (податли-
вые болты, шпильки).
При угле перекоса гр=0,5 °, Е=2Х
ХЮ5 МПа и l=§dc напряжения изгиба
сги~20 МПа. В реальном соединении за-
зоры в резьбе компенсируют частично
перекосы под гайкой (головкой болта) и
действительные напряжения изгиба не
превышают 10 МПа. Но и такие напря-
жения опасны для прочности соединений
при переменной нагрузке.
Для уменьшения напряжений изгиба
повышают точность изготовления деталей,
а в особо ответственных конструкциях
применяют специальные меры (рис. 8.31).
8.6. Особенности расчета
групповых (многоболтовых)
соединений
Расчет групповых болтовых соединений
сводится к определению наиболее нагру-
женного болта и оценке его прочности.
При действии осевой растягивающей си-
лы (соединения сосудов и т. п., рис. 8.32)
полагают, что эта сила равномерно
распределяется между болтами. Нагрузка
на один болт (и — число болтов) F = R/n.
Диаметр резьбы болта определяется да-
лее по формуле (8.33).
98
Рис. 8.32.
Расчетная схема соединения при действии
осевой растягивающей силы
При совместном действии растягиваю-
щей силы и изгибающего момента*
(рис. 8.33, а) нагрузка распределяется
между болтовыми соединениями неравно-
мерно. Определение наибольшей нагрузки
на болт производят, схематизируя соеди-
нение в виде группы одиночных соеди-
нений (по числу болтов), связанных между
собой абсолютно жесткой (недеформируе-
мой) пластиной в форме реальной корпус-
ной детали (рис. 8.33, б). Это равно-
сильно обычному допущению, что при
нагружении соединения деформируются
только болты и часть объема материала
детали вблизи болта, а поворот детали
при нагружении происходит вокруг оси,
* Сдвигающая сила Q уравновешивается
силами трения на стыке.
Рис. 8.33.
Схема к расчету соединения при действии
растягивающей силы и изгибающего момента
проходящей через центр масс сечений
болтов.
Предположим для упрощения, что для
Z-го болта (i= 1,2, и; п — число болтов)
с площадью поперечного сечения До и дли-
ной /oi эквивалентная по жесткости
втулка имеет площадь А и и длину Ziz = Zoz
(пластина присоединена к наружной по-
верхности детали).
Если перемещение пластины вдоль оси
болта wt, то она будет действовать на
z-e соединение с силой
F/ = Wi/K,
(8.42)
где X/ — податливость f-го соединения.
Податливость %, можно определить, если
учесть, что часть силы Л, равная Лб,
деформирует болт (шпильку), а другая
часть Лд растягивает втулку.
(8.43)
Так как
то с учетом равенства (8.42)
l/X(=lAoi+lAi4. (8.44)
Примем, что перемещения точек пласти-
ны описываются зависимостью
wt = ayo + T*/4 (8.45)
и сила на Z-e соединение
Л = (г£»о+ф4/<)/Хь (8.46)
где шо — смещение точки О\ (совпадаю-
щей с центром масс сечений болтов)
пластины в направлении оси z от растя-
гивающей силы; ф — угол поворота плос-
кости пластины от изгибающего момен-
та.
Значения куо и ф можно найти из урав-
нений равновесия.
Так как силы Ft возникают в болтах
от действия силы /? и момента то
из уравнений равновесия
П п
HFi=R-’ l\Fiyi = Mx. (8.47)
'=1 l={
Внося в эти равенства зависимость
(8.46), получим
4=1 4 = 1
(8.48)
п п 2
шо5 T’+’pS Т7 = Мх-
4=1 1 4=1 4
Уравнения (8.48) позволяют определить
неизвестные параметры wo и ф. Эти зави-
симости упрощаются, если Хо/ = Хо = const
и Xiz = Xi = const; в этом случае Х* = Х =
= const. Тогда для осей, помещенных в
центре масс сечений стержней болтов,
п
2‘/л=°-
4=1
Из уравнений (8.48) с учетом этого
равенства следует
п
w^ = RK/n\ ф = М r VS J7,2 • (8.49)
4=1
Внося эти соотношения в уравнение
(8.45), найдем
п
W .=(%/п + Мху,/^ у2^ X,
4= 1
откуда сила на z-й болт
F. R । МхУ‘'
,б хо хо I п ”
\ 2
(8.50)
(8.51)
4:
99
Рис. 8.34.
Фланцевая муфта
Принимаем болт с резьбой М5 и назначаем
диаметр стержня 5,2 мм (см. рис. 8.29, б).
4. По формуле (8.37) внутренний диаметр
резьбы болта, установленного с зазором (допус-
каемое напряжение [ор] = 0,3от=0,3-470=
= 141 МПа, см. табл. 8.3)
V5>2F/ = / 5,2 ♦ 2318
nf рр] V 3,14 - 0,2 • 141
Очевидно, что наибольшую силу будет
воспринимать болт с # = 1/тах. Учитывая
равенства (8.19) и (8.44), будем иметь
М х ^тах
п
(8.52)
где % — коэффициент основной нагрузки
одиночного соединения.
В упрощенном расчете соединения
стальных деталей можно принять х =
= 0,24-0,25 и, задавшись числом болтов и
значениями (/,, найти по внешней нагрузке
значение F6max. Далее определяется диа-
метр болта.
Пример 1. Рассчитать болты фланцевой муф-
ты (рис. 8.34), передающей мощность Р = 40 кВт
при частоте вращения п=250 мин-1; диаметр
окружности осей болтов £)о=220 мм. Расчет
произвести для двух вариантов: болты установ-
лены без зазора; болты установлены с зазором.
Коэффициент трения между торцами полумуфт
f = 0,2.
Решение 1. Передаваемый вращающий
момент
_ 30 Р 1 q6_ 30 • 40 1(")6_
~ лп ~ 3,14 • 250 Ш
= 1,53 • 106Н • мм .
2. Назначив число болтов в соединении
п = 6, находим окружную силу, передаваемую
одним болтом:
«11,2 мм.
Из табл. 8.5 находим, что условию задачи
приблизительно удовлетворяет болт с резьбой
Ml4, для которой di = 11,546 мм.
Видно, что при установке в муфту болтов
без зазора их диаметр оказывается почти в
2,5 раза меньшим. Однако сложность реали-
зации на практике такой посадки вынуждает
использовать менее целесообразный вариант
установки болтов с зазором.
Пример 2. Спроектировать болт шатуна
(см. рис. 8.24) поршневого двигателя. Из рас-
чета двигателя известно, что сила на один болт
F=15 кН. Затяжка соединения контролируется
по удлинению болта.
Выбор материала и технологии изготовления,
предварительный расчет болта
1. В качестве материала принимаем сталь
40Х с термической обработкой заготовок до
твердости 29—39 HRC (класс прочности 10Л9).
Механические свойства материала болта после
термообработки (см. табл. 8.1); ов= 1000 МПа;
ат=900 МПа; £=2-105 МПа. Материалы и
механические характеристики шатуна и шатун-
ной крышки такие же.
2. Способ изготовления болта: точение и
электрохимическое полирование стержня, нака-
тывание резьбы.
3. Принимаем, что при контролируемой за-
тяжке допускаемое напряжение [ор]=0,2от =
= 0,2*900=180 МПа. По формуле (8.33)
диаметр резьбы
4 - 15 000
3,14 . 180
«10 мм.
F - 2Т
Г1 D п
О
2 - 1,53 • 10 6
220 • 6
= 2318 Н.
3. По формуле (8.34) диаметр стержня болта,
установленного без зазора (принимаем мате-
риал болтов — сталь 45, от = 470 МПа, [тс] =
= 0,3от=0,3*470= 141 МПа)
4 • 2318
3,14 • 141
4,57 мм.
По табл. 8.5 находим, что для предвари-
тельного расчета можно принять резьбу М12Х
XI,5.
Разработка конструкции болта
Учитывая особую ответственность детали
(разрушение болта влечет за собой выход из
строя двигателя), выполняем болт податливым
и для повышения сопротивления усталости
резьбового соединения используем гайку растя-
жения. По чертежам головки и крышки шатуна
назначаем размеры (в миллиметрах) болта
(рис. 8.35): </=12; </> = 10; /1==10; t/2 = 12;
100
Рис. 8.35.
Шатунный болт
/г =10; d3 = 9,3; /3=40; /4 = 18. Радиус скругле-
ния во впадинах резьбы г = 0,144Р.
По чертежам деталей принимаем также на-
ружный диаметр цилиндра (см. рис. 8.18),
эквивалентного по жесткости деталям, dH=
= 19 мм и диаметр отверстия в нем dQ—
= 12,5 мм.
Проверочный расчет
1. По формуле (8.27) коэффициент податли-
вости болта
п i
л _ 1 уч 61 _____ 1 / 4-10
6 £6 Аы 2 • '°5 \ 3’14 • '°2
в резьбе
aoi
4f0
л(/2
-4/ 2-5 500 ^315 МПа.
3,14 • 10,162
Таким образом, напряжение затяжки на-
ходится в нормальных пределах, так как обычно
а0=(0,44-0,7)от.
4. По формуле (8.20) полная сила, дейст-
вующая на болт,
Fn = Fo+xF = 25 500 + 0,32-15 000 = 30 300 Н.
Напряжение растяжения:
в сечении минимального диаметра стержня
4/?п
4 • 30 300 446 МПа .
3,14 - 9,32
в резьбе
4-10 । 4 • 40
3,14 • 12 2 3,14 • 9,3 2
_ 4£п
Qnl ,2
ла .
_4 • 30 300 = 374 МПа.
3,14 • 10,16
«0,4-10 “5 мм/Н.
5. Для определения касательных напряжений
в болте от кручения вычисляем крутящий мо-
мент в резьбе по формуле (8.8) при /р = 0,1
и d2 = 11 мм:
По формуле (8.29) коэффициент податли-
вости стягиваемых деталей
А. =-------1------=
д £ 2L(d2_d2)
д 4 \ н о/
= 4(10+10 + 40) __
2 • Ю5 • 3,14 (192— 12,5 2)
=0,19 • 10“5мм/Н.
2. По формуле (8.19) коэффициент основной
нагрузки
r₽=Fod2( 0,16-^ + 0,5 fp) =
=25 500 • 11 (0,16 4г + °,5 • °-1)=
= 20 144 Н-мм.
Касательные напряжения:
в стержне болта
тс=—Д- = 20 144 «125 МПа;
0,2 6/3 0,2-9,33
в резьбе
д___0,19
Хб + Хд 0,44-0,19
3. По формуле (8.25) сила затяжки при
v = 2,5
Fo = v( 1 -x)F = 2,5( 1 - 0,32) 15 000 = 25 500 H.
Напряжение затяжки:
в сечении минимального диаметра (dmin=
= £/3 = 9,3 мм) стержня
4^0 4-25 500 о-7с ал гт
°ос=—Г=----------376 МПа ;
nd2 3,14-9,32
6. Приведенные напряжения в стержне болта
при затяжке
° экв=л/аос+3тс= л/376 2+ з • 125 2 =
= 455 МПа <0,8 а
’ т
следовательно, скручивания стержня не про-
изойдет и можно не принимать конструктив-
ных мер по удерживанию стержня при затяжке.
7. Приведенные напряжения при действии
полной нагрузки:
101
в стержне
аэкв с = л/^пс + Зт? =д/4462 + 3• 1252 = 500 МПа;
в резьбе
д/а?, + Зт? = д/3742 + 3 • 962 = 424 МПа.
8. Запасы прочности по пластическим де-
формациям:
в стержне
птс=пт/оэкв с = 900/500= 1,8;
в резьбе
ит1 = ат/аэкв 1 = 900/424 = 2,12.
Запасы прочности удовлетворительные, так
как они больше 1,3.
9. Запасы статической прочности:
в стержне
/гвс = ов/оэкв с= 1000/500 = 2;
в резьбе (Ов = 1,1пв)
Полученные запасы статической прочности
также удовлетворительные, поскольку они боль-
ше 1,3.
10. Расчет сопротивления усталости:
а) амплитуды переменных напряжений:
в стержне
а = = °-32 ' |50Р° ' t = 35,3 МПа ;
ас 2АС 2 -3,14 -9,32
в резьбе
а = -&£- = °-32 ' 15000 ' 4 =29,6 МПа ;
ар 2А । 2 • 3,14 10,162
б) теоретические коэффициенты концентра-
ции напряжений:
в галтели стержня при р = 1,6 мм (p/d = 0,17;
D/d = 1,34)астс= 1,6 [4];
в резьбе (см. с. 93) астр=4,2;
в) эффективные коэффициенты концентрации
напряжения при <7=0,7 (см. с. 45):
в стержне
Лос = 1 +^-1)= 1 +0,7(1,6- 1)= 1,42;
в резьбе
/<ор = 1 + <?(аор - 1) = 1 + 0,7(4,2 - 1 ) = 3,24.
Для соединения с гайкой растяжения
К,*Р =Кор. 0,7 = 2,27;
г) для определения запаса прочности стерж-
ня болта по галтели вычисляем среднее
напряжение O/nC = ff0c + aflc = 376+ 35,3 «411
МПа.
Принимаем Xod = l, ро = 1 (см. рис. 3.8—
3.9), 4^0= 0,2 (см. с. 45), ор=450 МПа (как
для стали 40ХН2МА) и находим
________450_______=3,4
35,3 *'42- + 411 • 0,2
д) запас прочности болта по резьбе по
формулам (8.38) и (8.39) при Aad=0,65,
(см. с. 97):
п _ gp = 450-0,65 .^4 35
°Р Коаар 2,27-29,6
Запасы прочности несколько высокие. Учиты-
вая условный характер расчетов по допускае-
мым напряжениям, следует проверить возмож-
ность использования болта с резьбой М10Х1.
Мелкая резьба рекомендована потому, что обла-
дает более высокими стопорящими свойствами.
Размеры (в миллиметрах) болта можно
назначить следующими: di=8; /i = 10; t/2=H;
/2=Ю; б/з = 7,3; /3 = 40; tZH=I7; d0=ll,5.
После принятия окончательного решения по
размерам болта необходимо определить удли-
нение болта для контроля затяжки: A/6 = FoX6.
В заключение отметим, что оценке прочности
подлежат также сечения по проточке и по
радиусному переходу под головкой.
Глава 9
СОЕДИНЕНИЯ ТИПА
ВАЛ — СТУПИЦА
9.1. Общие сведения
Для передачи вращения от вала к ступи-
це зубчатого колеса, шкива, звездочки
и других соосных деталей широко исполь-
зуют различные соединения: фрикционные
и зацеплением. В фрикционных соедине-
ниях (с натягом, конических и др.) фикси-
рование взаимного положения деталей и
передача нагрузки между ними происходят
за счет сил сцепления (трения). В соеди-
нениях зацеплением (шпоночных, шлице-
вых и др.) передача нагрузки осуществ-
ив
ляется за счет силового замыкания деталей
через шпонки, зубья и другие подобные
детали. Благодаря этому соединения явля-
ются разъемными, осуществляют фикса-
цию деталей в окружном направлении и
допускают осевое взаимное смещение де-
талей в процессе работы. Однако трудо-
емкость изготовления таких соединений
сравнительно высокая.
9.2. Соединения с натягом
Общие сведения. Соединение деталей
машин с натягом — разностью посадочных
размеров — осуществляют за счет их пред-
варительной деформации. С помощью на-
тяга соединяют обычно детали с цилиндри-
ческими (рис. 9.1) и реже коническими
поверхностями контакта.
Соединение деталей с натягом (как узел
конструкции) представляет собой сопря-
жение, в котором передача нагрузки от
одной детали к другой осуществляется за
счет сил трения (сцепления) на поверх-
ностях контакта, образующихся благодаря
силам упругости. Вследствие этого соеди-
нение имеет нежесткую фиксацию деталей
в осевом и окружном направлениях.
Соединения используют сравнительно
часто для посадки на валы и оси зуб-
чатых колес, шкивов, звездочек и др.
Детали соединяют преимущественно ме-
ханическим или тепловым способом. При
сборке механическим способом охватывае-
мую деталь (например, вал) с помощью
Рис. 9.1.
Соединения с натягом венца червячного ко-
леса с центром (а) и шарикоподшипника с
валом (б)
пресса* (или молотка) устанавливают в
охватывающую деталь (например, под-
шипник) или наоборот. Этот способ ис-
пользуется при сравнительно небольших
натягах.
Тепловой способ соединения применяет-
ся при больших натягах и производится
путем нагрева охватывающей детали до
температуры 300 °C в масляной ванне
или охлаждения (обычно до температуры
— 150 °C) в жидком азоте (или подоб-
ной среде) охватываемой детали. Вы-
бор способа зависит от соотношения масс
и конфигурации деталей. Обычно охлажде-
ние экономичнее, так как охватываемая
деталь имеет меньшую массу. Кроме того,
кратковременное охлаждение не приводит
к изменению структуры материала, поверх-
ности и сохраняет эффекты предшествую-
щей термообработки детали.
В настоящее время получают распрост-
ранение так называемые термомеханичес-
кие соединения элементами «с памятью
формы». Это свойство присуще сплавам,
испытывающим обратимое мартенситное
превращение, и характеризуется как спо-
собность материала, деформированного в
мартенситном состоянии, полностью или
частично восстанавливать свою форму в
процессе последующего нагрева.
При создании препятствия восстановле-
нию формы материал развивает напряже-
ние и совершает работу против внешних
сил. Достигнутый уровень ^напряжений
сохраняется до температуры, определяю-
щей активное развитие обычных релак-
сационных процессов. Это ограничивает
верхний температурный уровень работо-
способности. При охлаждении материала
наблюдается релаксация из-за мартенсит-
ного превращения, что ограничивает ниж-
ний температурный уровень работоспособ-
ности. Поэтому область мартенситного
превращения сплавов «с памятью формы»
для конструкционного применения задает-
ся ниже нижней температурной границы
эксплуатации изделий, т. е. ниже —60 °C.
Для конструкционных элементов «с па-
мятью формы» используют никель-титано-
* Отсюда соединения часто называют прес-
совыми.
103
вый сплав с температурами мартенсит-
ного превращения —80. .— 150 °C и вос-
становления формы —140...—60 °C. Сплав
практически полностью восстанавливает
заданную деформацию и развивает на-
пряжение в условиях противодействия про-
цессу формовосстановления до 200—
400 МПа.
Общая технологическая схема получе-
ния соединений элементами с «памятью
формы» включает в себя:
изготовление соединяемых деталей в со-
ответствии с допусками посадки, одна из
которых (или промежуточная деталь —
втулка) выполняется из сплава с «памятью
формы»;
охлаждение в жидком азоте (температу-
ра кипения —196 °C) и обработка ра-
диальным деформированием детали из
сплава с «памятью формы» до образо-
вания технологического зазора; обычно
сквозь отверстие в охватывающей детали
пропускают дорн либо охватываемую де-
таль деформируют радиально специальной
фильерой;
хранение деформированной детали в
контейнере с жидким азотом;
монтаж при температуре окружающей
среды.
Для предупреждения быстрого нагрева
деталь устанавливают монтажными кле-
щами, губки которых либо изготовляют из
материала с большей теплоемкостью, на-
пример, меди, либо имеют хлопчатобумаж-
ный вкладыш, впитывающий жидкий азот.
Допускается сборка такими клещами в
течение 2—3 мин.
Нагрев детали теплотой окружающей
среды приводит к восстановлению ее
прежних размеров и образованию натяга.
Достоинства соединений с натягом оче-
видны: они сравнительно дешевы и просты
в выполнении, обеспечивают хорошее цент-
рирование сопрягаемых деталей и могут
воспринимать значительные статические и
динамические нагрузки. Области примене-
ния таких соединений непрерывно расши-
ряются.
Недостатки соединений: высокая трудо-
емкость сборки при больших натягах;
сложность разборки и возможность по-
вреждения посадочных поверхностей при
этом; высокая концентрация напряжений;
104
склонность к контактной коррозии из-за
неизбежных осевых микросмещений точек
деталей вблизи краев соединения и, как
следствие, пониженная прочность соедине-*
ний при переменных нагрузках; отсутст-
вие жесткой фиксации деталей.
Расчет соединений и подбор посадки. Ос-
новная задача расчета состоит в опреде-
лении потребного натяга и соответствую-
щей ему посадки по ГОСТ 25347—82
для передачи заданной сдвигающей на-
грузки от вращающего момента или осе-
вой силы.
Возможны случаи, когда посадка не мо-
жет быть реализована в конструкции по
условиям прочности (обычно охватываю-
щей детали).
Поэтому при проектировании соедине-
ний должны быть обеспечены как требо-
вания взаимной неподвижности (неразби-
раемости) деталей соединения, так и усло-
вия прочности деталей.
Условие неподвижности (не-
разбираемости) деталей соеди-
нения. Выражает собой математически
уравнение равновесия: при передаче внеш-
ней нагрузки (осевой силы, вращающего
момента и др.) соединяемые детали долж-
ны быть взаимно неподвижны.
Рассмотрим соединение с натягом дета-
лей 1 (рис. 9.2) и 2 при действии сдвигаю-
щей силы, например, осевой Еа. Взаимное
смещение деталей в соединении ограниче-
но деформациями за счет сил сцепления
(трения), которые возникают благодаря
контактным (радиальным) напряжениям
q от натяга.
Если принять, что отнесенная к площади
контакта сила трения т пропорциональна
Рис. 9.2.
Расчетная схема соединения с натягом
Таблица 9.1
Коэффициенты трения (сцепления) при посадках с натягом (охватываемая деталь из стали)
Способ сборки соединений Сталь Чугун Алюминиевые и магниевые сплавы Латунь Пластмассы
Механический 0,06—0,13* 0,07—0,12 0,02—0,06 0,05—0,1 0,4—0,5
Тепловой 0,14—0,16 0,07—0,09 0,05—0,06 0,05—0,14 —
* Поверхности сопрягаемых деталей предварительно смазаны машинным маслом.
Примечание. Для соединений, работающих при переменной внешней нагрузке с частотой свыше
10 Гц, значения f следует снижать на 30— 40%.
контактному напряжению q между сопря-
женными деталями, то
г = ^, (9.1)
где f — коэффициент трения (табл. 9.1).
Условие взаимной неподвижности дета-
лей соединения при действии сдвигаю-
щей нагрузки примет вид
i
Q ndfq(z)dz ,
Jo
где d и I — диаметр и длина посадочной
поверхности.
Введем в рассмотрение номинальные
(средние) контактные напряжения
i
q н= q(z)dz ; тогда
о
Q^fqHndl.
(9.2)
Из неравенства (9.2) следует, что нагру-
зочная способность соединения определя-
ется (при заданных материалах и разме-
рах деталей) номинальными (средними)
контактными напряжениями и состоянием
контактирующих поверхностей (коэффи-
циентом трения). Напряжения зависят от
натяга в соединении и условий работы
(температуры и т. д.).
Детали соединения будут взаимно не-
подвижными, если средние контактные на-
пряжения
Чя
где k — коэффициент запаса сцепления,
учитывающий возможное рассеяние значе-
(9.3)
ний коэффициентов трения, погрешности в
форме контактирующих поверхностей (ко-
нусность и т. п.) и изгиб деталей, ослаб-
ляющие их сцепление.
Для соединений, подверженных изгибу,
например, соединений валов и зубчатых
колес редукторов, принимают значение
k = 3,0-? 4,5, понижая таким образом
склонность соединений к фреттинг-корро-
зии. В остальных случаях k = 1,54-2,0.
Значение коэффициента сцепления (тре-
ния) в формуле (9.3) следует принимать
минимальным из табл. 9.1 или устанав-
ливать экспериментально.
Нагрузочная способность соединения
может быть увеличена также за счет повы-
шения коэффициента трения (сцепления)
между деталями. Эффективным оказы-
вается осаждение (в процессе химического
никелирования) на поверхности вала тон-
кого слоя из частиц карбида бора В<С или
карбида кремния SiC (диаметр частиц
6—12 мкм). Такой слой повышает коэф-
фициент трения в соединении с натягом
до 0,7 благодаря эффекту «микрозацепле-
ния» (внедрения в поверхность втулки) и,
как следствие, в несколько раз увеличи-
вает нагрузочную способность соединения
при неизменном натяге.
Сдвигающая сила может быть осевой
(рис. 9.3), т. е.
Q = Fa, (9.4)
или окружной (тангенциальной), т. е.
Q = fz=^. (9.5)
При совместном действии осевой силы и
вращающего момента принимают
105
Рис. 9.3.
Внешние силы, действующие на соединение
Q=^Fa+Fl- 0-6)
Уравнение (9.3) выражает связь внеш-
них и внутренних силовых факторов. Для
решения задачи следует выразить контакт-
ные напряжения через смещения точек
деталей (геометрические параметры соеди-
нения) .
Условие совместности пере-
мещений сопряженных деталей.
Предположим, что охватывающая деталь
2 (втулка) (см. рис. 9.2) запрессована
на охватываемую деталь 1. Тогда в резуль-
тате деформации точки поверхностей де-
талей 1 и 2 получат радиальные переме-
щения и\ и иг, а радиальный натяг 6
будет скомпенсирован этими перемеще-
ниями, т. е.
6 = A/2=w2 —wi, (9.7)
где \ = dB—dA — диаметральный натяг
деталей (см. рис. 9.2).
Уравнение (9.7) отражает геометричес-
кую сторону задачи. Для ее решения
необходимо выразить смещения в уравне-
нии (9.7) через контактные напряжения.
Связь смещений и контакт-
ных напряжений в соединении.
Контактные напряжения q в общем случае
распределены по длине соединения (вдоль
оси z) существенно неравномерно (см.
рис. 9.2), так как равномерной деформации
препятствуют выступающие части деталей.
Связь смещений и контактных давлений
имеет вид
106
/
и =(х/с,£) q(g) d£,
д
где (с, £) — функция влияния, показы-
вающая перемещение точек контакта в
сечении z = c от единичной радиальной
силы, приложенной в сечении z = £
(см. с. 47); 1=1; 2 — номер детали.
Значения функции X можно получить
расчетом (в большинстве случаев лишь
методом конечных элементов).
В предварительном расчете (на этапе
технического предложения) полагают, что
контактные напряжения одинаковы во всех
точках поверхностей контакта. Это экви-
валентно допущению о сопряжении двух
цилиндров (толстостенных труб) одинако-
вой длины (рис. 9.4).
Задача о сопряжении с натягом двух
толстостенных цилиндров бесконечной
длины рассмотрена в сопротивлении ма-
териалов (задача Ляме). Установлено,
что радиальные перемещения точек кон-
такта
Ui= — Мн’, U2 = X2*7h, (9.8)
где Xi и М— коэффициенты радиальной
податливости деталей / (см. рис. 9.4) и
2; qH — номинальное контактное напряже-
ние.
Смещение и\ считают отрицательным,
так как оно происходит в направлении,
противоположном направлению оси г.
Соотношения (9.8) отражают физичес-
кую сторону задачи. Коэффициенты ра-
диальной податливости зависят от ра-
диальных размеров и материалов деталей:
Рис. 9.4.
Расчетная схема соединения с натягом
^2
d Г 1 +(di/d)
2£1 L l-(d,/d)2
d г l+(d/d2)2
2£ I 2’2
2h2 L l-(d/d2)
v>
(9.9)
где d — посадочный диаметр; Ei, vi и
Ег, V2 — модуль упругости и коэффициент
Пуассона соответственно для охватывае-
мой и охватывающей деталей; d\—диа-
метр отверстия в охватываемой детали
(di = 0 — для сплошного вала); d2— на-
ружный диаметр охватывающей детали.
Учитывая равенства (9.7) и (9.8), не-
сложно получить
2(Х1 + Л.2) '
(9.10)
Отметим, что натяг А в равенстве (9.10)
является расчетным и соответствует
разности посадочных диаметров деталей
с идеально гладкими поверхностями.
Расчет требуемого натяга.
Расчетное значение натяга, обеспечиваю-
щее передачу соединением внешней сдви-
гающей нагрузки, несложно найти из
соотношений (9.3) и (9.10):
kQ .
Д =
(9.И)
Расчетный натяг Л принимают в ка-
честве минимального требуемого натяга
А* (т. е. А = А») при тепловом способе
сборки.
При механическом способе происходит
неизбежное обмятие и срезание шерохо-
ватостей, поэтому минимальный требуемый
натяг принимают несколько большим рас-
четного:
Д* = Л + и/?, (9.12)
где uR — поправка на обмятие шерохова-
тостей, мкм; Ufl=5,5(Eai+/?a2)= 1,2Х
X(Ezi+/?z2); Rai и Ra2, Rz\ и Rz2 — па-
раметры шероховатостей деталей.
Если соединение работает при повы-
шенной температуре (например,составное
червячное колесо), то ослабление натяга
за счет нагрева учитывают поправкой (в
микрометрах) на температурную деформа-
цию:
u==d [«2(/2—20 °C) — —20 °C) ],
где он и t\ — соответственно коэффициент
линейного расширения и рабочая темпера-
тура охватываемой детали; а2 и t2 — то же,
охватывающей детали.
В соединениях быстр обращающихся де-
талей также происходит «потеря» натяга
2
где р — плотность материала; v — коэф-
фициент Пуассона материала детали;
со — угловая скорость.
При угловой скорости
ю —4 /------—--------
кр у р<4‘4-‘Ф3+'’)
натяг в соединении исчезнет ((/н = 0).
С учетом этих замечаний минимальный
требуемый натяг*:
при тепловом способе сборки
Л* = А + ut + им\
при механическом способе сборки
А* = А4-Ц( + ц/? + w<D-
Значение минимального требуемого на-
тяга, определяемого условиями нагруже-
ния и сборки, используется для подбора
^минимального натяга посадки (табличного
натяга) Nmm:
A-CUln. (9.13)
Тип посадки по ГОСТ 25347—82 задает-
ся минимальным Afmin и максимальным
Л/тах табличными натягами. Для его назна-
чения необходимо установить также наи-
большее допустимое значение натяга,
определяемое условиями прочности.
Расчет максимального натя-
га Натяг вызывает в соединяемых де-
* В более точных расчетах учитывают ос-
лабление натяга со временем из-за релаксации
напряжений.
107
Рис. 9.5.
Напряжения в поперечном сечении соединения
°экв“~ ae °
2?н
талях радиальные ог и окружные ст© на-
пряжения (рис. 9.5).
Напряжения в охватываемой детали
(вале)
l-(d,/d.)2
l-^/d)2
°в1------
l+(d,/d.)2
l-^/d)2
Напряжения в охватывающей детали
(ступице)
аг2=^н
1 -(d2/d.)2
(d2/d)2-l
a82 = <?H
2
\+(d2/d.}
2 ’
(d2/d) -1
где d* — диаметр сечения, в котором вы-
числяют напряжения.
Распределение напряжений в попереч-
ном сечении деталей соединения показано
на рис. 9.5. Наибольшие напряжения воз-
никают у внутренней поверхности охваты-
вающей детали (d» = d); здесь
ar=-<?H; o9=<ZH • (9-14)
(d2/d) -1
Условие отсутствия пластических дефор-
маций по теории максимальных касатель-
ных напряжений
где oT — предел текучести материала де-
тали (минимальное значение).
Практика показала, что небольшие плас-
тические деформации в контакте не пони-
жают работоспособности соединений, поэ-
тому в расчете максимального допусти-
мого контактного напряжения принимают
<уэкв=от, откуда
я н тах = 0.5<Тт[1 - (d/d2)2] (9.15)
и соответствующий наибольший расчетный
натяг
Лтах=2(Х, + 12>нтах= 0г(Х,+Х2)Х
X[l-(d/d2)2]. (9.16)
Наибольший допустимый, натяг Л*тах
при тепловом способе сборки равен рас-
четному, т. е. Д*тах = Атах, а при механи-
ческом — А*тах==^тах“1"^Я*
ПО УСЛОВИЯМ ПрОЧНОСТИ A*max^Nmax,
где Л^тах — максимальный табличный
натяг посадки.
Уменьшение внутреннего диаметра охва-
тываемой детали
2Mi
£[1-(d-l/d)2]
и увеличение наружного диаметра охва-
тывающей детали
__ 2qnd2
Д^2 — г 2 1"
£[(d2/d() -1]
Сила запрессовки
F _ °-5 "тахтах _
3 *ч+Ч
/ N
ьн тах тах
f А
1 тш
(9-17)
Если fmax=const, то /’3=Qmax, где
Qmax — наибольшая сдвигающая нагруз-
ка. При этом наименьшая полезная сдви-
гающая нагрузка
Qmin = *Q^nun/A. (9.18)
При определении Qmax и Фтт для соеди-
нений, выполненных механическим спосо-
108
бом, необходимо из табличных значений
натяга и /Vmin вычесть значение и#.
Разность температур, необходимая при
тепловом способе сборки (нагрев или ох-
лаждение),
ы= A'max- s-
ad
(9.19)
где SC6 — зазор между деталями при сбор-
ке, мкм.
Действительные значения минимального
и максимального коэффициентов запаса
сцепления:
/ А,
Ь = k( ______ ______
max д д
Табличные натяги. Каждой стан-
дартной посадке с натягом (ГОСТ
25347— 82) соответствуют определенные
значения минимального Afmin и максималь-
ного Л^тах натягов — табличные натяги
[10 и др.]. Для построения таблиц ис-
пользуют два метода расчета натягов
и в соответствии с ними натяги назы-
вают предельными и вероятностными.
Предельные натяги определяются откло-
нениями отверстий и валов. При посадке
по системе отверстий (рис. 9.6)
Nmin=ei — ES; Nmia=es, (9.20)
Рис. 9.6.
Поля допусков деталей
Рис. 9.7.
Плотность распределения натягов
где ES и es — верхнее отклонение соот-
ветственно отверстия и вала; ei — нижнее
отклонение вала.
Предельные натяги не отражают степе-
ни надежности соединений, хотя и соот-
ветствуют некоторой небольшой вероят-
ности «разрушения» (взаимного переме-
щения деталей) соединения. Между тем
распределение действительных размеров
по полям допусков делает маловероятной
сборку соединений из деталей с предель-
ными размерами. Поэтому, отрезая «хвос-
ты» распределения действительных разме-
ров и натягов (рис. 9.7, усеченные зоны
заштрихованы) и допуская тем самым
определенную вероятность «разрушения»
соединений (риск расчета), можно увели-
чить минимальный и снизить максималь-
ный табличные натяги. Последнее важно
для прочности и технологичности сборки
соединений, так как уменьшаются макси-
мальные напряжения и снижается мак-
симальная сила запрессовки или темпера-
тура нагрева деталей при сборке [см. соот-
ношения (9.14), (9.17) и (9.19)].
Полученные таким образом натяги назы-
вают вероятностными. При нормальном
законе распределения размеров
A^Prnin = A/^n N р max = N т4“ и pS м,
(9.21)
где Nm — средний натяг; иР—квантиль
нормального распределения; SN — среднее
квадратическое отклонение табличного на-
тяга.
Средний натяг определяется средними
значениями отклонений (см. рис. 9.6)
Nm = Ав—Ал = ei + 0,5(Td — TD),
где Ав=0,5(е$ + е/); Ал = 0,5Е5; TdnTD —
109
допуски соответственно основного отверс-
тия и вала.
Среднее квадратическое отклонение таб-
личного натяга
Квантиль нормального распределения
иР принимает следующие значения в за-
висимости от вероятности Р неразруше-
ния (неразбираемости) соединения:
Р . 0,5 0,9 0,95 0,97 0,99 0,995 0,997 0,999
иР . 12 1,28 1,64 1,88 2,33 2,58 2,75 0,1
В табл. 9.2 приведены значения веро-
ятностных натягов для распространенных
посадок с натягом в системе отверстия.
Данные таблицы соответствуют вероятнос-
ти неразрушения соединений Р = 0,9986,
Некоторые значения Npmm (числитель) и
посадок с натягом (Р = 0,9986)
допустимой для изделий общего машино-
строения. Аналогичные таблицы можно
получить и для других вероятностей не-
разрушения.
Значения предельных натягов для этих
и других посадок в интервале диаметров
от 1 до 500 мм приведены в справочниках.
При выборе посадки необходимо иметь
в виду, что посадки более точных квалите-
тов имеют меньшее рассеяние натяга
но их выполнение в производстве
обходится дороже.
Рассмотренный вероятностный подход к
подбору посадок будет более эффектив-
ным при комплексном рассмотрении рас-
сеяния не только геометрических парамет-
ров, но и коэффициентов трения, нагрузок.
Концентрация напряжений в соединени-
ях и особенности их конструирования. Со-
единения с натягом обладают сравнитель-
но невысоким сопротивлением усталости.
Разрушение охватываемой детали проис-
ходит при напряжениях в 1,5—3 раза
ниже предела выносливости стандартного
Таблица 9.2
Npmax (знаменатель) для цилиндрических
Диаметр детали, мм Натяги, мкм, для посадки
Н7/р6 Н7/г6 H7/s6 H7/s7 H7/t6 H8/u8 H7/u7 H8/x8 H8/z8
Св. 30 до 40 7 36 15 44 24 53 25 61 29 58 32 88 42 78 52 107 _84 140
» 40 » 50 7 35 15 44 24 53 25 61 35 54 42 98 52 88 69 125 108 164
» 50 » 65 9 44 18 53 30 65 32 74 43 78 55 119 66 108 90 154 140 204
» 65 » 80 9 44 20 55 36 71 38 80 52 87 70 134 81 123 114 178 178 242
» 80 » 100 10 51 24 65 44 85 46 96 64 105 86 162 99 149 140 216 220 296
» 100» 120 10 51 27 68 52 93 54 104 77 118 106 182 119 169 172 248 272 348
» 250 » 280 15 77 53 115 117 179 121 195 177 239 258 372 278 352 418 532 653 767
ПО
Рис. 9.8.
Распределение относительных контактных напряжений в соединениях с натягом (A/d = 0,001;
L/d=\):
a—D/d = 2\ бив- da/d= 1,6; dc/d=2; г - D/d = 2; r/d = 0,05; c/d = 0,15; a/d = 0,2L
гладкого образца из такого же материа-
ла. Это объясняется высокой концентра-
цией напряжений на краях соединения
после сборки и в процессе эксплуатации.
Соединения ненагруженные.
При отсутствии внешней нагрузки напря-
женное состояние деталей, соединенных
в результате сборки, определяется дей-
ствительным натягом и их конструкцией.
Распределение номинальных напряжений
в сечении деталей для этого случая
показано на рис. 9.5. Однако выступаю-
щие части вала и реальная геометрия
деталей вызывают повышенное сопротив-
ление деформации и концентрацию напря-
жения.
На рис. 9.8 показано распределение
относительных контактных напряжений
д = д(г)/дц в соединениях — номиналь-
ное контактное напряжение, вычисленное
по формуле (9.10)]. Цифры в рамках
показывают значения теоретических коэф-
фициентов концентрации напряжений ао
на краях соединений. Расчеты выполнены
методом конечных элементов. Из графи-
ков видно, что при размещении охваты-
вающей детали (втулки, ступицы) на конце
вала (рис. 9.8, а) наибольшие напряже-
ния (#тах = аа = 4,3) действуют в ее сече-
нии у противоположного торца.
Если эту деталь расположить на рас-
стоянии l=d(d — диаметр вала) от конца
вала, то на ее краях максимальные на-
пряжения будут одинаковыми (аа = 4,65).
Некоторое увеличение аа вызвано мень-
шей податливостью сечений вала, удален-
ных от его края.
На краях втулок переменного сечения
111
Рис. 9.9.
Распределение относительных контактных на-
пряжений по длине соединения с натягом
(D/d = 2; L/d=\\ l^/d = 6y66\\ a/L=0,2)
(рис. 9.8, бив) значения ао практи-
чески совпадают с аналогичными значе-
ниями для втулок постоянного сечения
(значения qH здесь принимали для втулки,
у которой D=2d). Эффективность раз-
гружающих выточек иллюстрирует рис.
9.8, г. Определение размеров, форм и зон
их размещения требует дополнительного
исследования.
На распределение напряжений в соеди-
нении с натягом существенное влияние
оказывает фаска на втулке (рис. 9.9).
Кривая / на этом рисунке соответствует
фаске с углом (3=15° и длиной а=0,05£.
Такая фаска снижает аа в соединении
на 20%. Максимум напряжений смещается
практически на внутренний край фаски,
сокращая, таким образом, на 10% ра-
бочую длину соединения.
Уменьшение угла фаски £ до 5° (кривая
2) приводит к снижению аст на 40%,
а при £ = 0,6° (кривая,3) аа = 2,3. Послед-
ний случай соответствует линейному из-
менению натяга от нуля на краю втулки
до 0,00 Id на внутренней границе фаски
(на остальной длине соединения диамет-
ральный натяг A = 0,001d).
Зависимость аа от отношения наружно-
го диаметра D втулки к диаметру вала d
приведена на рис. 9.10.
Для снижения концентрации напряже-
ний и повышения сопротивления уста-
лости применяют ряд конструктивных
способов, подсказанных опытом проекти-
рования и эксплуатации. Наиболее рас-
пространены: ограничение относительной
длины соединения до l/d — 1,2; утолщение
подступичной части вала с плавным
переходом к утолщению (рис. 9.11, а и е),
применение разгружающих выточек на ва-
Зависимость ао от отношения D/d для соеди-
нений с натягом (D — наружный диаметр охва-
тывающей детали, L/d=\, A/d = 0,001)
Рис. 9.11.
Конструктивные способы повышения сопро-
тивления усталости соединений с натягом
112
лу (рис. 9.11, б и в) или в охватывающей
детали (рис. 9.11, г и б).
Соединения при действии
внешней нагрузки. Значительно
сложнее оценить напряженное состояние
в соединении при действии внешней
нагрузки. В быстровращающихся деталях
(маховиках, шкивах и т. п.) напряжения
в контакте снижаются на
ц
2(^4-^
где иш— уменьшение натяга в соединении
за счет сил инерции (см. с. 107).
Изменение напряжений в контакте и
сопряженных деталях происходит и при
неравномерном нагреве.
При действии вращающего момента
расчет распределения напряжений в сое-
динении связан со значительными техни-
ческими трудностями. Для интегральной
оценки местной напряженности в этом слу-
чае также удобно использовать решение
контактной задачи для стержневых моде-
лей деталей.
Примем, как обычно, что в нагружен-
ном соединении деформации кручения тел
вала и ступицы (втулки, рис. 9.12)
компенсируются окружными (тангенци-
Рис. 9.12.
Расчетные схемы
соединений
альными) деформациями поверхностных
слоев деталей в контакте. Эти деформации
вызываются силами сцепления (трения).
Тогда соединение с натягом в расчетной
схеме можно представить в виде двух
стержней, связанных (при отсутствии про-
скальзывания) контактным слоем и на-
груженных вращающими моментами
(см. с. 33).
Если вращающий момент Т подводится
и снимается с одной стороны ступицы
(рис. 9.12, а), то интенсивность его
распределения
/(Z)=4^=_^_chm.2
7 dz sh m* I
и вращающий момент в сечении [t(z)—
»rW(z), см. с. 34]
z
T(z)=( t(z)dz,
Jo
где m* — коэффициент, характеризующий
крутильную податливость соединения;
т*=д/р*/Х; здесь p»=l/(GiJi)+
+ 17(62/2) — коэффициент, характеризу-
ющий податливость сечений вала и ступи-
цы при кручении; X — суммарная контакт-
ная тангенциальная податливость поверх-
ностных слоев деталей.
Распределение нагрузки в таком соеди-
нении характеризуется высокой ее концен-
трацией на краю ступицы со стороны
подведения момента. Подобная концентра-
ция касательных напряжений имеет место
при кручении ступенчатого вала.
При приложении и снятии вращающего
момента с разных сторон ступицы
(рис. 9.12, б) нагрузка концентрируется
на обоих краях, средняя часть соединения
передает существенно меньшую нагрузку.
Но распределение, т. е. передача вращаю-
щего момента, происходит с меньшей
концентрацией и более равномерно (см.
с. 34).
Соединение, показанное на рис. 9.12, в,
представляет собой комбинацию рассмот-
ренных схем. Основная часть вращающе-
го момента передается половиной соеди-
нения со стороны его приложения.
Анализ этих схем показывает, что повы-
шение нагрузочной способности соедине-
на
ний с натягом за счет увеличения их
длины свыше (1,04- 1,2)d малоэффективно
(в особенности для схем на рис. 9.12, а
и в).
Распределение нагрузки можно улуч-
шать за счет увеличения крутильной
податливости ступицы (уменьшения про-
изведения GiJi), но в этом случае могут
возникнуть трудности с обеспечением тре-
буемого контактного давления.
Существенная особенность работы сое-
динения состоит в неизбежном взаимном
проскальзывании контактирующих точек
деталей, обусловленном неравномерной
передачей нагрузки и неодинаковой кру-
тильной податливостью деталей. Однако
при отсутствии значительных поперечных
сил эти смещения малы и не вызывают
контактной коррозии (фреттинг-корро-
зии).
Ряд соединений с натягом, например,
соединения зубчатых колес и валов
редукторов и некоторые другие, подвер-
жены изгибу. И хотя изгибающие нагруз-
ки не снижают несущей способности
соединений, они существенно увеличивают
склонность соединений к контактной кор-
розии и, как следствие, понижают со-
противление усталости. Дело в том, что
изгибающие нагрузки изменяют характер
распределения контактных напряжений
вдоль соединения (рис. 9.13), увеличи-
вая их в зоне сжатия и уменьшая в
зоне растяжения (напряжения после сбор-
ки показаны штриховыми линиями). В
результате деформации контактирующие
точки получают также осевые смещения,
которые будут наибольшими вблизи краев
ступицы в точках А и В; направления
смещений точек вала и ступицы показаны
стрелками. При недостаточном натяге
вблизи точек А может произойти «раскры-
тие стыка» и уменьшение эффективной
длины соединения.
Вследствие вращения вала (при не-
смещаемой точке приложения радиальной
силы) дополнительные напряжения от из-
гиба и осевые смещения точек сопряжен-
ных деталей оказываются переменными.
При проскальзывании (6 >20 мкм) разви-
вается контактная коррозия, ускоряется
изнашивание, появляются усталостные
Рис. 9.13.
Распределение напряжений в соединениях с
натягом при изгибе
Рис. 9.14.
Соединения с высоким сопротивлением контакт-
ной коррозии
повреждения (микротрещины). Этот про-
цесс распространяется вовнутрь соедине-
ния, так как изношенные зоны теряют
натяг и выключаются из работы. И если
при прогрессирующем износе не происхо-
дит усталостного разрушения вала, то по-
садка «срабатывается» и начинает про-
скальзывать.
Экспериментальные исследования пока-
зали, что большая часть изгибающего
момента воспринимается в передней
части посадочной поверхности и около
70% передается с вала на втулку за счет
касательных напряжений (т. е. за счет про-
дольных смещений кромок) и лишь 15% —
контактными напряжениями. Развитие
фреттинг-коррозии протекает замедленно,
если взаимное смещение (проскальзыва-
ние) деталей невелико (6< 10 мкм). Оче-
видными являются следующие конструк-
тивные способы предотвращения «раскры-
тия» стыка и ограничения проскальзы-
вания: увеличение коэффициента трения
(сцепления); повышение контактных на-
пряжений в зонах возможного проскаль-
зывания; увеличение диаметра d посадки
и, как следствие, повышение в d2 раз
вращающего момента проскальзывания
[см. соотношения (9.3) и (9.5)].
Кроме конструктивных решений, выте-
кающих из второго и третьего способов
ограничения проскальзывания, при высо-
кой поперечной нагрузке на вал эффек-
тивными оказываются соединения, в кото-
114
рых большая часть вращающего момента
передается на коротком высоконапряжен-
ном участке вблизи приложения момента
(как, например, в схеме на рис. 9.12, а).
Распространение получают конструкции
соединений (рис. 9.14) с небольшой
крутильной и изгибной податливостью на
краях ступиц [40].
Применяют ряд технологических спосо-
бов изменения качества поверхностей кон-
такта. Одна группа способов повышает
твердость и прочность поверхностей кон-
такта путем поверхностного пластического
деформирования (обкаткой роликами, об-
дувкой дробью ит. п.), обработкой физи-
ческими (лучом лазера, плазмой и др.) и
физико-химическими (химико-термическая
обработка и др.) методами. Другая группа
способов улучшает антифрикционные
свойства поверхностей контакта (нанесе-
ние гальванических и напыление компози-
ционных покрытий и др.).
В заключение отметим, что точный
расчет напряжений в зоне контакта в
случае изгиба соединения возможен лишь
методом конечных элементов. В предва-
рительном анализе конструктивных ва-
риантов полезно использовать решение
контактной задачи для стержней в усло-
виях изгиба [14].
Расчет соединений при действии пе-
ременных нагрузок приведен в гл. 20.
Пример. Подобрать посадку для передачи
вращающего момента Г=600 Н-м и осевой
силы Fa = 690 Н соединением венца и центра
червячного колеса. Размеры деталей даны на
рис. 9.15, а. Материал венца колеса — бронза
БрОЮФ1 (от = 280 МПа), материал центра —
сталь 45 (от = 550 МПа). Параметры шеро-
ховатости венца и центра /?zi=/?Z2=10 мкм.
Коэффициенты сцепления fmln = 0,05 и fmax =
=0,1. Сборка — механической запрессовкой.
Решение 1. Номинальное контактное дав-
ление по формуле (9.3) при k — 3
4 fminndl
0,05 • 3,14 • 280 • 40
= 6,56 МПа.
Рис. 9.15.
Расчетная схема соединения венца и центра
2. Податливости центра (Fi=2-105 МПа,
vi = 0,3) и венца (Е2=1,Ы05 МПа, у2 = 0,35)
по формулам (9.9)
1 = d Г 1+(dl/d)2
* 2F I 2 V
280 Г 1-{-(240/280)2
2 • 2 • 10 5 L 1—(240/280)2
= 0,436 • 10 “2 мм/МПа ;
%2
d
2E
280 Г 1+(280/310)2 ! Q 35~
2 • 1,1 • 10 5 L 1 —(280/310)2
= 1,25 • 10 "2 мм/МПа .
Поправка на обмятие шероховатостей
и# = l,2(/?Zi +/?z2)= 1,2(10 + 10) = 24 мкм.
3. Расчетный натяг по формуле (9.10)
А = 2(А! + Л2)<7н = 2(0,436 + 1,25) 10~2 - 6,56 =
=0,22 мм = 220 мкм.
Минимальный требуемый натяг посадки по
формуле (9.13)
Д* = А+ ^=220+24=244 мкм.
4. Максимальный расчетный натяг
115
^max=^^l + — (d/d2)2] =
= 280(0,436+ 1,25)10“2 [ 1 —(280/310)2] =
=0,87 мм=870 мкм.
Максимальный допустимый натяг посадки
A*max=Amax+«^==870 + 24=894 мкм.
5. По табл. 9.2 находим, что при d=280 мм
значениям Д*=244 мкм и Д.тах=894 мкм
удовлетворяет посадка Н8/и8, для которой
2Vpmm = 258 мкм и тах = 372 мкм.
Для сравнения приведем значения предель-
ных натягов этой же посадки: Л+1П=263 мкм
и Мтах=396 мкм (рис. 9.15, б).
6. Осевая сила запрессовки
N Ртах
Д
f max
t min
kQ =
F3
= -!-• Sh 3 - 3850= 39 060 H.
9.3. Конические соединения
Конические соединения (рис. 9.16, а)
представляют собой разновидность фрик-
ционных соединений, используемых для пе-
редачи вращающего момента между дета-
лями с соосными посадочными поверх-
ностями. Обычно такие соединения при-
меняют для закрепления деталей на кон-
цах валов.
Натяг и контактные напряжения в ко-
нических соединениях (в отличие от цилин-
дрических соединений) создаются затяж-
кой.
Уравнение равновесия при равномерном
распределении по длине контактных напря-
жений q и касательных напряжений
т/ от трения (сцепления) имеет вид
г2 г2
Fo=^ 2ш7/ч/г+^ 2nx^rdz,
n Г1
где, Г1 и г2 — соответственно минималь-
ный и максимальный радиусы конического
участка вала в сопряжении (рис. 9.16, б).
Если учесть, что dz~dr-ctg а, то после
интегрирования и несложных преобразо-
ваний пблучим
q =-------~, (9.22)
Рис. 9.16.
Коническое соединение:
а — эскиз, б—расчетная схема
где Fq — сила затяжки соединения; dm
и I — средний диаметр и длина соедине-
ния; а — угол наклона образующей конуса
к оси вала; f — коэффициент трения пары
вал — ступица.
Из соотношения (9.22) видно, что с
увеличением угла а (конусности) необ-
ходимо увеличивать затяжку соединения
для сохранения уровня контактных на-
пряжений.
Обычно из технологических соображе-
ний применяют небольшую конусность.
По ГОСТ 21081—75 конусность
К = ~-2 ...» Ч* — 2tga = 0,1, что соответствует
a«2°52' (d\ и d2— минимальный и мак-
симальный диаметры вала в соединении).
При большей конусности на несущую
способность соединений существенное
116
влияние оказывают погрешности углов
конуса вала и ступицы (втулки), т. е.
в конических соединениях отношение
f/tga<l. При малом угле а можно при-
нять, что диаметр вала d&dm (см.
рис. 9.16, а).
Вращающий момент, передаваемый сое-
динением.
7 — qnd2 if __р d f
2 0 2 tga-H ’
(9.23)
откуда требуемая минимальная сила за-
тяжки соединения
F - 2kT
°т,П ^пр ’
где k = 1,3 4- 1,5 — коэффициент запаса
сцепления; /пр — приведенный коэффи-
циент трения,
'п₽ tga+f
Из формулы (9.23) следует, что на пере-
даваемый вращающий момент влияют
сила предварительной затяжки, средний
диаметр и состояние поверхностей кон-
такта.
Максимальная сила затяжки устанав-
ливается из условий прочности (подобно
максимальному расчетному натягу). Так
как конусность невелика, то с учетом
соотношений (9.15) и (9.22) максималь-
ная сила затяжки (tga==0,5^ = 0,05)
^0гаах=0,5а?иП(0>05+Щ1 -(d/D)2],
где D — наружный диаметр ступицы
(втулки).
Затяжку соединений контролируют ди-
намометрическим ключом или по осе-
вому перемещению ступицы.
В процессе работы возможно ослабле-
ние затяжки из-за обмятия поверхностей
контакта (особенно в соединении со шпон-
кой) .
Для фиксации осевого положения иног-
да используют бурты на валах.
9.4. Клеммовые соединения
Клеммовыми называют фрикционные
соединения деталей с соосными цилинд-
рическими посадочными поверхностями, в
которых требуемое радиальное давление
(натяг) и фиксация за счет сил трения
создаются путем деформации изгиба ох-
ватывающей детали затянутыми болтами
(рис. 9.17).
Эти соединения применяют для пере-
дачи вращающего момента и осевой
силы между валами, осями и призма-
тическими деталями (рычагами, щеками
сборных коленчатых валов, частями уста-
новочных колец и т. п.). Они допускают
установку охватывающей детали в произ-
вольном угловом и осевом положениях
по длине гладкого участка вала.
Применяют соединения, в которых сту-
пица имеет одну прорезь (рис. 9.17, а)
или разъем (рис. 9.17, б).
При проектировании соединения обычно
требуется определить силу затяжки, обес-
печивающую взаимную фиксацию деталей
и передачу требуемого вращающего мо-
мента, а также оценить прочность болта
(болтов) и охватывающей детали (клем-
мы) .
Сравнительно точный расчет такого
соединения возможен путем решения кон-
тактной задачи методом конечных эле-
ментов. В приближенном расчете можно
принять, что контактные напряжения от
затяжки равномерно распределены по по-
верхности контакта (как в соединении с
117
натягом). Тогда средние контактные на-
пряжения qH связаны со сдвигающей
нагрузкой Q (см. с. 105) соотношением
(9.3).
Если соединение имеет п болтов (в од-
ном или двух рядах, см. рис. 9.17,6),
затянутых силой Fo, то условие равновесия
клеммы (рис. 9.17, в) имеет вид nFo =
— qld.
Учитывая равенство (9.3) и последнее
соотношение, получим
F — feQ
о- nnf •
(9.24)
Диаметр резьбы болта для обеспечения
такой силы затяжки
Рис. 9.18.
Соединения коническими кольцами:
1—вал; 2—ступица; 3—центрирующее кольцо
где [Ор]—допускаемое напряжение для
материалов болта (см. с. 95).
Оценку прочности клеммы можно выпол-
нить путем расчета методом конечных эле-
ментов или по теории колец.
9.5. Соединения
коническими кольцами
В соединениях силовое замыкание
между валом и ступицей и их фиксация
создаются в результате радиальной дефор-
мации набора колец (обычно коничес-
ких) при их смещении вдоль оси
(рис. 9.18). Стяжка колец может осуще-
ствляться затяжкой гаек (рис. 9.18, а)
или винтов (рис. 9.18, б) тарированным
инструментом. Если на соединение дей-
ствует большая осевая сила, то в конст-
рукции предусматривают упорные буртики
(см. рис. 9.18, а).
Соединения коническими кольцами
получают все большее распространение
благодаря отсутствию дорогостоящей ме-
ханической обработки сопрягаемых по-
верхностей деталей, упрощенной сборке и
созданию предварительного натяга, воз-
можности практически неограниченного
числа разборок и сборок, хорошему цент-
рированию в соединении с центрирующим
кольцом (9.18, в), а также возможности
подтяжки соединения в эксплуатации.
118
Недостатки соединений — увеличенные
радиальные габариты, передача внешней
нагрузки через зажимное устройство, кос-
венный контроль затяжки и др.
Для уменьшения радиальных размеров
соединения и силы затяжки, необходимой
для выборки начального зазора, кольцевой
зазор между валом и ступицей принимают
в диапазоне $ = (0,054- 0,125)d; длина ко-
лец / = (0,174-0,40)d. Большие значения
s и I имеют кольца в соединениях с вала-
ми небольшого диаметра (</=154-30 мм).
Кольца изготовляют из пружинных
сталей 55ГС, 60С2А и др. (45—55 HRC),
твердость рабочих поверхностей вадов и
ступиц не ниже 35—45 HRC.
Зависимость вращающего момента от
силы затяжки. Предположим для упроще-
ния, что комплект колец установлен в
кольцевую канавку между валом и стуци-
цей без зазора (см. рис. 9.18, а).
Обычно радиальный зазор невелик, и при
сравнительно высокой радиальной подат-
ливости колец сила затяжки, необходимая
на его преодоление, оказывается малой.
Рассмотрим равновесие первой (от гай-
ки) пары сопряженных колец под дейст-
вием силы затяжки Fo и реакции F\
от второй пары колец. Учитывая их высо-
кую радиальную податливость и неболь-
шие размеры сечений по сравнению с
радиусом, в приближенном расчете заме-
ним кольца стержнями-полосками едини-
чной ширины (рис. 9.19, а). На стерж-
ни действуют осевые силы (на единицу
длины)
—2-; Q, = ——
nd m2
(9.25)
реакции вала Ni и корпуса N2, а также си-
лы трения Ff\ = f\N\ и Ff2 = f2N2, где
dmi и dm2 — средние диаметры внешнего
и внутреннего колец; fi и — коэффициен-
ты трения пар внутреннее кольцо —
вал и внешнее кольцо — корпус.
Из уравнений равновесия пары колец
следует (рис. 9.19, а)
Q.==Qi + Ffi + Ff2 = Qx+hNi+f2N2\ Afi =
= #2, откуда
Qo = Qi+Wi + f2). (9.26)
Выразим неизвестную силу #2 через
внешнюю силу Qo, для чего рассмотрим
равновесие стержня-полоски внешнего
кольца (рис. 9.19, б).
Сумма проекций сил на ось вала
Qo = Ff2 + /%cosa + Af*sina =
= ^2/2 + • + tga)cosa;
из суммы проекций сил на радиус следует
ЛГ2 = ЛЦ1 — f*tga)cosa.
Из этих соотношений устанавливаем
1 tgP2 + tg(a + p*)
(9.27)
где f* — коэффициент трения между коль-
цами; p* = arctgf* и p2=arctgf2 — углы
трения.
Подставляя равенство (9.27) в урав-
нение (9.26), после несложных преобра-
зований получим
<э-28>
0 tg(a + p*) + tgp2 0
где ф — коэффициент, показывающий
долю внешней силы, передаваемую на сле-
дующую пару колец;
ф = &1/&2; (9.29)
здесь &i=tg(a + p*) —tgpr,
£2 = tg(a + p,)4-tgp2.
При f}=f2 = f, = f будем иметь
Z?i«tga; &2 = 2f + tga и
Условие самоторможения (рис. 9.19, в;
Qi^O) позволяет установить, что tga<
</>+/.•
При выполнении этого условия сила
затяжки на вторую пару колец передавать-
ся не будет.
Угол наклона а образующих колец
принимают равным 14—17° из условия
отсутствия самоторможения. Самотормо-
зящиеся зажимные винты предотвращают
самопроизвольное ослабление и потерю
натяга в соединении. Реже применяют
кольца с углом а = 34-5°, обеспечиваю-
щим их самоторможение; при разборке
соединения используют демонтажные
винты. Такие кольца требуют тщательного
центрирования.
Если в комплекте установлено п пар
колец, то (по аналогии с 1-й парой ко-
лец)
Qn = t|)Qn_i = t|>n“,Q1 (9.31)
и радиальная реакция на n-ю пару колец
о о. . .
=ч’я~ N>- (9-32)
Сила затяжки (на единицу длины)
Qo = Qi + Q2 + ... +Qn или, принимая во
внимание соотношение (9.31),
Q0=Q,(l+t|)+1|,2+ ... +Г~‘) =
1= 1
где i — номер пары колец от края, нагру-
женного силой затяжки (/=1, 2, 3,
С учетом соотношения (9.31)
119
Q1=Qo/2'f"1:
<=1
Q2“*Qo/S
1 = 1_______
i=l
(9.33)
Заменяя в этих формулах величину Q на
F, получим зависимости полных сил, вос-
принимаемые парами колец, от силы за-
тяжки Fq.
Вращающий момент, который может пе-
редать комплект из п пар колец,
r=n+T2+ ... +ГЛ=
= ^/1л^-(1-М’+ -
Принимая и учитывая ра-
венства (9.25) и (9.32), определяем, что
T^lFvd, (9.34)
где 5 — коэффициент, учитывающий зна-
чения коэффициентов трения, угол а и
число п пар колец в комплекте;
5=^-2 (9.35)
2 /=Г
Из равенств (9.34) и (9.35) следует,
что п-ере даваемый момент зависит от
силы затяжки, диаметра вала, коэффи-
циентов трения в зонах контакта и числа
пар колец в комплекте (наборе).
Существенно, что передаваемый момент
можно регулировать при сборке и в
эксплуатации изменением силы затяжки.
При п=! (в комплекте одна пара ко-
лец) fi =/2 = Л —0,15 и а =14°; ф = 0,454;
F\^Fo и вращающий момент, передавае-
мый соединением, T = O,136Fod; при п = 2
и тех же условиях Fi=O,69Fo; F2 =
—O,31Fo и T«O,2Fod; при п = 3 и тех же
условиях Fi==O,6Fo; F2 = O,28Fo; F3 =
=s=0,12Fq и T = O,225Forf.
Полученный результат вскрывает прису-
щее всем соединениям неравномерное рас-
пределение нагрузки. Пр этой причине
не следует стремиться к использованию
120
в одном комплекте (наборе) свыше
трех-четырех пар сопряженных колец.
С учетом неизбежного рассеяния коэф-
фициентов трения сила затяжки соеди
нения
(9.36;
где /г = 1,5-т-2—запас сцепления.
Затяжку соединений осуществляют ди-
намометрическими ключами.
Расчет соединений, показанных на
рис. 9.18, б, выполняется аналогично.
9.6. Шпоночные соединения
Общие сведения. Соединения двух со-
осных цилиндрических деталей (вала и
ступицы) для передачи вращения между
ними осуществляется с помощью шпонки
1 (рис. 9,20, а)—специальной детали, за-
кладываемой в пазы соединяемых вала 2 и
ступицы 3.
Иногда призматические шпонки исполь-
зуют в качестве направляющих для осе-
вого перемещения ступицы по валу (на-
правляющие шпонки). Длинные шпонки,
размещаемые в пазах валов, крепят вин-
тами (рис. 9.21, а). Короткие шпонки
размещают также в пазах ступицы
(рис. 9.21, б и в).
В машиностроении применяют н_е -
напряженные (без нагрузки) соеди-
нения (с помощью призматических и сег-
ментных шпонок, рис. 9.20, бив) и
напряженные соединения (с помощью
клиновых шпонок, рис. 9.20, г). Шпонки
этих типов стандартизованы, их размеры
выбирают по ГОСТ 23360—78, ГОСТ
24071—80 и ГОСТ 24068—80.
Основные достоинства соединений со-
стоят в простоте конструкции и возмож-
ности жесткой фиксации насаживаемой
детали в окружном направлении.
Однако соединения трудоемки в изго-
товлении, требуют ручной пригонки или
подбора. Это ограничивает использование
соединений в машинах крупносерийного и
массового производства. Не рекомендуется
применение соединений для быстровра-
щающихся валов ответственного назначе-
ния из-за сложности обеспечения концент-
ричной посадки сопрягаемых деталей.
Рис. 9.20.
Шпоночные соединения-
а—соединяемые детали, б—соединение призмати-
ческой шпонкой, в—соединение сегментной шпон-
кой, г—соединение клиновой шпонкой
Шпоночные соединения применяют пре
имущественно в тех случаях, когда по
с а дау с натягом не удается реализовать по
условиям прочности или технологическим
возможностям.
Соединения призматическими шпонка-
ми. Применяются в конструкциях наиболее
широко, так как просты в изготовлении и
имеют сравнительно небольшую глубину
врезания в вал.
Рис. 9.21.
Подвижные шпоночные соединения
Шпонки имеют прямоугольное сечение
(см. рис. 9.20, б) с отношением высоты
к ширине от 1 (для валов диаметром до
22 мм) до 0,5 (для валов больших диа-
метров). Их устанавливают с натягом
в пазы валов. Рабочими у шпонок являют-
ся боковые узкие грани. В радиальном
направлении предусмотрен зазор. В ответ-
ственных соединениях сопряжение дна па-
за с боковыми сторонами выполняют по
радиусу для снижения концентрации на-
пряжений. Материал шпонок — чистот^
нутая сталь 45 или сталь Стб с преде-
лом прочности ов = 590-“ 750 МПа.
Основным для соединений является ус-
ловный расчет на смятие (упругопласти-
ческое сжатие в зоне контакта).
Если принять для упрощения, что напря-
жения в зоне контакта распределены рав-
номерно (см. рис. 9.20, б) и плечо рав-
нодействующей этих напряжений равно
0,5d (где d — диаметр вала), то средние
контактные напряжения (напряжения смя-
тия, вызывающие смятие рабочих граней)
ОТ
(9.37)
где Т — вращающий момент; /р — рабочая
длина шпонки (см. рис. 9.20, б); /2 = 0,4/г —
глубина врезания шпонки в ступицу;
121
[нем] —допускаемое напряжение на смя-
тие.
На практике сечение шпонки подбирают
по ГОСТ 23360—78 в зависимости от диа-
метра вала, а длину I шпонки назначают
на 5—10 мм меньше длины ступицы. Затем
по формуле (9.37) оценивают прочность
соединения на смятие или вычисляют пре-
дельный момент, соответствующий напря-
жению [О'см] .
Рабочая длина шпонки (см. рис.
9.20, 6) /р=/ — b может быть определена
из очевидного соотношения
Проверку прочности шпонок на срез
обычно не производят, так как это условие
удовлетворяется при использовании стан-
дартных сечений шпонок (табл. 9.3)
и рекомендуемых значений [осм].
Таблица 9.3
Размеры обыкновенных призматических шпонок
и пазов, мм
Диаметр вала d Сече- ние шпон- ки Глубина паза Радиус за- кругления паза г
b h вала /1 втулки 6 не менее не более
Or 22 до 30 8 7 4 3,3 0,16 0,25
Св. 30 до 38 » 38 » 44 10 12 8 5 0,25 0,4
Св. 44 до 50 » 50 > 58 » 58 » 65 14 16 18 9 10 11 5,5 6 7 3,8 4,3 4,4
Св. 65 до 75 '20 12 7,5 4,9 0,4 0,6
Если условие прочности (9.37) не выпол-
няется, то соединение образуют с помощью
двух шпонок, установленных под углом
120 или 180°.
Соединения характеризуются сущест-
венно неравномерным распределением
нагрузки и напряжений как по высоте
сечения, так и по длине шпонки
(см. с. 33). Это вызывает упругопласти-
ческое смятие рабочих граней пазов и
шпонки, закручивание ее, особенно при на-
личии зазора между валом и ступицей.
122
Поэтому длину шпоночных соединений ог-
раничивают (/^l,5d), а посадку зубча-
тых колес, шкивов, полумуфт и других
деталей на валы осуществляют с натягом
(посадки Н7/р6; Н7/г6; H7/s7; H7/k6
и т. п.).
В этом случае шпоночные соединения по
существу выключаются из работы и оказы-
ваются резервными, а шпонки обеспечи-
вают лишь жесткую фиксацию в окружном
направлении насаживаемых деталей.
Расчет комбинированных соединений
следует выполнять по схеме расчета сое-
динений с натягом.
Соединения сегментными шпонками.
Сегментные шпонки (см. рис. 9.20, в)
имеют более глубокую посадку и не пере-
кашиваются под нагрузкой, они не требуют
ручной пригонки. Однако глубокий паз су-
щественно ослабляет вал, поэтому сег-
ментные шпонки используют преимущест-
венно для закрепления деталей на мало-
нагруженных участках вала (например,
на входных или выходных хвостовиках
валов).
Расчет соединений с сегментными шпон-
ками также производят по формуле (9.37),
принимая t2 = h —1\ (см. рис. 9.20, в). До-
пускаемые напряжения смятия [асм] при
постоянной нагрузке в соединении сталь-
ного вала и шпонки из чистотянутой
стали (ав=5004-600 МПа) в зависимости
от материала ступицы можно выбирать
следующими: 150—180 МПа — для ступиц
из стали; 80—100 МПа — из чугуна и алю-
миния; 15—25 МПа — из текстолита и
древопластика.
Большие значения принимают при лег-
ком режиме работы (переменная нагрузка
не больше 5% от постоянной), а мень-
шие — при тяжелых условиях эксплуатации
(нагрузка знакопеременная с ударами).
При реверсивной нагрузке значения до-
пускаемых напряжений уменьшают в 1,5
раза, а при ударной нагрузке— в 2 раза.
9.7. Шлицевые соединения
Общие сведения. Шлицевое соединение
(рис. 9.22, 9.23) условно можно рас-
сматривать как многошпоночное, у которо-
го шпонки выполнены как одно целое с ва-
лом. По сравнению со шпоночными сое-
Рис. 9.22.
Детали (а) и шлицевое соединение (б):
1 — вал, 2—втулка (ступица)
динениями они имеют меньшие радиальные
габариты, высокую несущую способность,
взаимозаменяемы и обеспечивают хорошее
центрирование деталей. Эти преимущества
позволяют использовать соединения в ус-
ловиях массового производства конструк-
ций и при большей частоте вращения
валов.
Шлицевые соединения применяют для
соединения валов со ступицами различных
деталей (зубчатых колес, шкивов, дисков
и др.), соединения агрегатов с помощью
рессор (валов, работающих на кручение),
в трансмиссиях автомобилей, тракторов,
Рис. 9.23.
Типы центрирования и формы зубьев и впадин
деталей прямобочных шлицевых соединений
вертолетов, сельскохозяйственных машин,
в станках и т. д. Соединения обеспе-
чивают жесткое фиксирование деталей в
окружном направлении и допускают их
взаимные осевые перемещения (подвиж-
ные соединения).
По форме поперечного сечения разли-
чают три типа соединений: прямобочные
ГОСТ 1139—80; эвольвентные ГОСТ
6033—80; треугольные (изготовляются по
отраслевым стандартам). Профили сече-
ния соединений показаны на рис. 9.23 и
9.24.
Соединения с прямобочными
зубьями распространены в машино-
строении. В зависимости от числа зубьев
(z = 64-20) и их высоты ГОСТ 1139—80
предусматривает три серии соединений
для валов с внешним диаметром от 14
до 125 мм (легкая, средняя и тяжелая).
При переходе от легкой к тяжелой
серии при неизменном внутреннем диа-
метре зубьев увеличиваются их число,
внешний диаметр и, как следствие, на-
грузочная способность.
Центрирование, т. е. соосное положение
соединяемых деталей, осуществляют: по
внешнему (рис. 9.23, а) или внутреннему
(рис. 9.23, б) диаметру зубьев, а также
по боковым поверхностям зубьев (рис.
9.23, в).
Для первых двух типов центрирования
соединения имеют минимальные зазоры по
поверхностям диаметров D и d соответ-
Рис. 9.24.
Шлицевые соединения с эвольвентными (а) и
треугольными (б) зубьями
123
ственно и ограниченный зазор по боковым
сторонам. По не центрирующем у диаметру
предусмотрен значительный зазор. При
третьем типе центрирования (центриро-
вание по размеру Ь) минимальный зазор
устанавливают по боковым сторонам
зубьев и значительные зазоры по поверх-
ностям диаметров D и d. Стандартом
предусмотрены три формы исполнения
зубьев вала (рис. 9.23, г) и одна —
для впадин втулки (рис. 9.23, д).
Центрирование по внешнему или внут-
реннему диаметру применяют в соедине-
ниях, у которых предъявляются повышен-
ные требования к точности вращения
сопряженных деталей (например, зубча-
тых колес) для увеличения их долговеч-
ности.
Центрирование по внешнему диаметру
зубьев технологически наиболее простое
и экономичное, так как центрирующие
поверхности допускают точную и произ-
водительную обработку (вала — круглым
шлифованием, ступицы—протягива-
нием) . Этот способ реализуется достаточно
просто при твердости ступицы до 350 НВ.
При более твердой ступице применяют
твердосплавные протяжки. Впадины
зубьев вала изготовляют в исполнении В
(см. рис. 9.23, г). Такое центрирование
применяют в основном для неподвижных
соединений.
Рекомендуемые посадки по ширине b при
центрировании по наружному диаметру:
F8/f7, F8/f8, F8/js7 и др.
Центрирование по внутреннему диамет-
ру выполняют при высокой твердости
ступицы (свыше 350 НВ), когда чиртовое
протягивание зубьев технически затрудне-
но. Впадины зубьев вала изготовляют в
исполнении А или С. Центрирующее по-
верхности вала шлифуют, обеспечивая
наиболее высокую точность центрирова-
ния. Такое центрирование используют
обычно в подвижных соединениях. Реко-
мендуют следующие посадки по центри-
рующему диаметру dz H7/f7, H7/g6,
H7/js7 и др.
Центрирование по боковым сторонам
зубьев применяют сравнительно редко,
лишь в соединениях, подверженных ревер-
сивным динамическим нагрузкам (напри-
мер, в скользящих шлицевых соединениях
124
карданных валов автомобилей). Оно не
обеспечивает соосности вала и ступицы,
хотя имеет высокую нагрузочную спо-
собность. Зубья и впадины изготовляют в
исполнении В. Рекомендуемые посадки по
ширине b: F8/js7, D9/e8, D9/f8 и др.
Соединения с эвольвентными
шлицами (см. рис. 9.24, а) более
технологичны, чем прямобочные шлицевые
соединения. Для обработки валов с
эвольвентными шлицами требуется мень-
ший комплект более простого инструмента
и используется совершенная технология
зубообработки.
Соединения имеют более высокую точ-
ность и прочность благодаря большей пло-
щади контакта, большему числу зубьев
и скруглению впадин, снижающему кон-
центрацию напряжений. В связи с этим
области применения соединений непрерыв-
но расширяются. Их центрирование выпол-
няют обычно по боковым поверхностям
зубьев (реже по внешнему диаметру).
Рекомендуемые посадки: 7H/7h, 7Н/9г,
7Н/8р — для неподвижных соединений и
9H/9f, 9H/9g, llH/10d — для подвиж-
ных соединений.
В отличие от зубчатых колес угол про-
филя (<х=30°) увеличен, а высота зуба
уменьшена (/i=m).
По ГОСТ 6033—80 размерный ряд охва-
тывает эвольвентные шлицевые соедине-
ния с модулями т = 0,54-10 мм, наруж-
ными диаметрами £>=44-500 мм и чис-
лами зубьев 2 = 64-82. Размеры эвольвен-
тных соединений в диапазоне £> = 204-
4- 140 мм даны в табл. 9.4
При использовании прямобочных и
эвольвентных соединений для направления
осевого перемещения деталей, посаженных
на вал (например, зубчатых колес в короб-
ках передач), твердость поверхности
зубьев повышают до 54—60 HRC (приме-
няют цементацию) для уменьшения изно-
са.
Соединения с треугольными
зубьями (см. рис. 9.24, б) применяют
преимущественно для неподвижных соеди-
нений (вместо соединений с натягом)
при тонкостенных втулках, а также в сое-
динениях стальных валов со ступицами из
легких сплавов, в приборостроении. Они
позволяют координировать положение ва-
Предпочтительный ряд эвольвентных шлицевых соединений по ГОСТ 6033—80
Таблица 9.4
Номи- нальный диаметр D, мм Число зубьев z при модуле т, мм Номи- нальный - диаметр D, мм Число зубьев z при модуле т, мм
0,8 1,25 2 3 2 3 5 6
17 20 12 — — 70 34 22 —
20 23 14 — — 75 36 24 — —
25 30 18 — — 80 38 25 — —
30 36 22 — — 85 — — 27 15
35 -г— 26 16 — 90 — — 28 16
40 — 30 18 — 95 — — 30 18
45 — 34 21 — 100 -— — 32 18
50 — 38 24 — ПО — — 35 20
55 — 26 17 120 — — 38 22
60 — — 28 18 140 — — 45 26
65 — — 31 20
ла и втулки в пределах малых углов.
По рекомендации СЭВ (PC 656—66) угол
профиля р== 60° при номинальных диа-
метрах до 60 мм. Кроме таких соеди-
нений, в машиностроении по отраслевым
стандартам изготовляют соединения с дру-
гими углами профиля (72°, 90° и др.) и
= 54-75 мм.
В быстроходных передачах (авиацион-
ные и автомобильные коробки передач
и т. п.) точность центрирования шлицевых
соединений часто недостаточна. Для ее по-
вышения центрирование осуществляют по
вспомогательным поверхностям (коничес-
ким, цилиндрическим, рис. 9.25), а иногда
отказываются от применения соединений
и колеса изготовляют как одно целое
с валом.
Проектирование и расчет соединений.
Основные размеры (наружный диаметр D
и длину /) шлицевого соединения задают
Рис. 9.25.
Центрирование деталей шлицевого соединения
по конической и цилиндрической дополнитель-
ным поверхностям
при конструировании вала. Длину соеди-
нения принимают не более 1,52); при боль-
шей длине существенно возрастает нерав-
номерность распределения нагрузки вдоль
зубьев и трудоемкость изготовления.
Учитывая, что соединения в машинах
выходят из строя преимущественно из-за
повреждения рабочих поверхностей зубьев
(смятие, износ) и усталостного разруше-
ния шлицевых валов, после проектироаа-
ния выполняют проверочный расчет зубьев
(расчет валов дан в гл. 20).
Условие прочности по допускаемым на-
пряжениям смятия имеет вид (рис. 9.26).
Рис. 9.26,
Расчетная схема зуба шлицевого соединения
125
где dm — средний диаметр соединения; z—
число зубьев; Ли/ — соответственно высо-
та и длина поверхности контакта зубьев;
ф — коэффициент, учитывающий нерав-
номерное распределение нагрузки между
зубьями и вдоль зубьев (ф = 0,5-?-0,7);
[псм] — допускаемое напряжение смятия
на боковых поверхностях.
Для соединения с эвольвентными зубья-
ми (шлицами) принимают: [асм] = 0,2ав —
для неподвижных соединений с химико-
термической обработкой зубьев (цемента-
цией, азотированием, цианированием);
[асм] =0,1 ов — то же для подвижных сое-
динений. Для соединений с зубьями
без химико-термической обработки зна-
чения [асм] снижают вдвое. Допускаемые
напряжения для соединений с прямо-
бочными зубьями приведены в табл. 9.5.
Таблица 9.5
Допускаемые напряжения смятия [осм]» МПа,
для шлицевых соединений с пр я побочными
зубьями (валы и втулки с ав>500 МПа)
Соединение Условия эксплу- атации Поверхность зубьев
без тер- мообра- ботки с термо- обработ- кой
Обычное (с осе- а 35—50 40—70
вой фиксацией) б 60—100 100—140
в 80—120 120—200
Подвижное без а 15—20 20—35
нагрузки б 20—30 30—60
в 25—40 40—70
Примечания: 1.а — условия эксплуатации
тяжелые: нагрузка знакопеременная с ударами
в обоих направлениях; значительные углы перекоса;
смазка отсутствует; б — условия эксплуатации
средние (переменная нагрузка не более 10% от
постоянной; смазка бедная); в—условия эксплуа-
тации хорошие (статическая нагрузка; переменная
нагрузка не выше 5% от статической; смазка
хорошая).
2. Допускаемые напряжения для подвижных
соединений под нагрузкой ниже, чем для подвижных
соединений, в 4—5 раз.
Высота и длина поверхности контакта:
для прямобочных зубьев (см. рис. 9.23)
. D — d . D-\~d
h = —J-------2f; dm = —g------;
для эвольвентных зубьев (см. рис.
126
а) б)
Рис. 9.27.
Распределение нагрузки между шлицами в
точном соединении
9.24, a) h — nv, dm = mz, где т — модуль
зубьев.
Количество зубьев и их размеры заданы
в стандартах в зависимости от диа-
метра вала (см. табл. 9.4).
Шлицевым соединениям присуща высо-
кая концентрация нагрузки (напряжений),
обусловленная погрешностями изготовле-
ния, смещениями осей деталей под нагруз-
кой, закручиванием деталей. Лишь
в идеально точном соединении при дейст-
вии вращающего момента Т нагрузка
между зубьями распределена равномерно
п
^=2 , где /’-номер зуба, рис.
(=1
9.27, а). При совместном действии момента
и радиальной силы Fr нагрузка между
зубьями будет распределяться неравно-
мерно (Г =2 Fir и Fr = 2 Fiy, рис.
i = 1 i = 1
9.27, б). В реальных соединениях имеются
погрешности в угловом шаге зубьев вала
и втулки, а также радиальные зазоры, ко-
торые приводят к существенно неравно-
мерному распределению нагрузки в ок-
ружном направлении и циклическому
взаимному смещению деталей в осевом
направлении, изнашиванию зубьев и раз-
витию контактной коррозии. Эти эффекты
усиливаются в связи с концентрацией
нагрузки по длине соединения (рис. 9.28),
обусловленной различной крутильной по-
датливостью деталей и характером под-
вода нагрузки (см. с. 33).
В приближенном расчете концентрацию
Рис. 9.28.
Распределение интенсивности вращающего мо-
мента по длине шлицевого соединения в за-
висимости от способа подвода и снятия вра-
щающего момента:
а—момент подводится и снимается с одной стороны
втулки; б ив — то же с разных сторон
Условный расчет на износостойкость
соединений с эвольвентными зубьями вы-
полняют в форме определения допусти-
мого угла перекоса (монтажного или
деформационного происхождения).
Если принять, что ось шлицевого вала
в результате монтажа или под нагрузкой
получила перекос на угол Аф по отно-
шению к оси охватывающей втулки (сту-
пицы колеса), то наибольшее взаимное
смещение точек зубьев за ’один оборот
составит
Д/=Дф^тЛ/1+(//^т)2,
где I и dm — соответственно длина и сред-
ний диаметр соединения, мм; Аф— угол
перекоса, рад.
Скорость относительного скольже-
ния (мм/с)
а удельная мощность трения
нагрузки учитывают общим коэффициен-
том ф. Для улучшения распределения
нагрузки и повышения долговечности сое-
динений повышают точность изготовления,
совершенствуют формы деталей (рис.
9.28, в) и выполняют ряд других мероприя-
тий.
Износ зубьев. Износ боковых (рабочих)
поверхностей зубьев является распростра-
ненной причиной выхода из строя шли-
цевых рессор, передающих вращающие
моменты от одного агрегата к другому,
в соединениях валов, и зубчатых колес
и т. д.
Изнашивание зубьев обусловлено неиз-
бежными взаимными циклическими (от вра-
щения) смещениями деталей соединения
при действии радиальной нагрузки в ре-
зультате несовпадения или наклона осей,
а также вследствие начального (монтаж-
ного) перекоса.
Изнашивание проходит более интенсив-
но при развитии на рабочих гранях кон-
тактной коррозии.
Проверочный расчет на изнашивание
для соединений с прямобочными зубьями
приведен в ГОСТ 21425—75.
Pl = VCKfacK =
где п — частота вращения шлицевого
вала, мин-1; f — коэффициент трения;
Осм — среднее контактное напряжение в
соединении при ф=1.
Расчеты показывают, что в удовлет-
ворительно работающих соединениях рес-
сор при твердости поверхностей деталей
свыше 50 HRC, углах перекоса Аф^7'
(0,002 рад) и граничной смазке [PJ
^150 Н«мм/(мм2‘С), а при полужид-
костной смазке [Pi] ^250 Н«мм/(мм2-с).
Допустимый угол перекоса в шлице-
вых соединениях по условиям износостой-
кости
[д<рК
601Р1]_______
l + ^dm)2
где [Pi] —допускаемая мощность трения,
Н- мм/(мм2-с).
Можно принимать [Pi] =0,3-HRC при
127
граничной смазке (масляный туман и др.)
соединений; [PJ =0,5«HRC для соедине-
ний при полужидкост ной смазке.
Если затрачиваемая на трение мощность
Pi ОJ • HRC при полужидкостной смазке
и Pi^0,06-HRC при граничной смазке,
изнашивания в соединениях практически
не наблюдается при неограниченно боль-
шом числе циклов нагружения. Из этого
следует, что допустимый угол перекоса
может быть увеличен за счет снижения но-
минальных контактных напряжений и
коэффициента трения между зубьями.
Для снижения коэффициентов трения
применяют различные электролитические
покрытия (серебряное, кадмиевое, латун-
ное, медное и др.) и окисные пленки,
а также покрытия из сухих смазок на
основе дисульфида молибдена или графи-
та.
Повышению износостойкости способ-
ствует подача масла в зону контакта,
а также химико-термическая обработка и
упрочнение зубьев.
Эффективными средствами повышения
износостойкости соединений являются:
уменьшение углов перекоса осей
сопрягаемых деталей при монтаже и в ра-
бочих условиях (за счет неравномерного
нагрева, деформации под нагрузкой
и т. п.); угол перекоса выше 10' неже-
лателен для валов (рессор) с диаметром
10—50 мм; для соединений, допускающих
относительное проскальзывание, углы пе-
рекоса выше 40' недопустимы;
увеличение твердости контактирующих
поверхностей путем азотирования, цемен-
тации, обдувки дробью и др.;
уменьшение зазоров в шлицевом соеди-
нении, применение более плотных посадок,
центрирование по вспомогательным по-
верхностям и затяжка соединений (см.
рис. 9.25);
применение бочкообразных зубьев.
При проектировании соединений, вос-
принимающих радиальные нагрузки, зубья
желательно располагать симметрично от-
носительно венцов.
9.8. Профильные соединения
Общие сведения. Профильными назы-
вают соединения, в которых ступица (втул-
Рис. 9.29.
Профильное соединение
ка) насаживается на фасонную поверх-
ность вала и таким образом обеспечи-
вается жесткое фиксирование деталей в ок-
ружном направлении и передача враще-
ния. На рис. 9.29 в качестве примера
показано соединение на квадрате со скруг-
ленными углами (для снижения концент-
рации напряжений); применяются также
соединения эллиптического и треугольного
сечений.
По сравнению со шпоночными и шлице-
выми эти соединения имеют небольшую
концентрацию напряжений и более высо-
кую точность центрирования. Однако
сложность изготовления профильной по-
верхности ограничивает области примене-
ния соединений.
Расчет соединений. Профильные соеди-
нения рассчитывают на смятие. Условие
прочности по допускаемым напряжениям
для соединения на рис. 9.29 имеет обычный
вид:
^см b2 t ^=[0ем] »
где I — длина соединения, обычно I =
= (14-2)d; b — ширина прямолинейной
части грани (см. рис. 9.29); [осм] —
допускаемое напряжение смятия, для тер-
мообработанных поверхностей [осм] =
= 100-М40 МПа.
9.9. Штифтовые соединения
Штифтовые соединения (рис. 9.30)
применяют при небольших нагрузках пре-
имущественно в приборостроении. Соеди-
128
Рис. 9.30.
Штифтовые соединения
няемые детали сопрягаются при этом по
переходным посадкам.
Для исключения выпадания в процессе
работы используют штифты (рис. 9.31):
с насеченными канавками, вальцованные,
резьбовые. Часто для этих же целей произ-
водят разведение концов штифтов.
Основные типы штифтов стандартизо-
ваны. Их изготавляют из углеродистых
сталей 30, 45, 50 и др.
По характеру работы штифтовое соеди-
нение подобно заклепочному (работает на
срез и смятие). Для расчета соединения
используют те же зависимости. Условие
прочности при срезе радиального штифта
(рис. 9.32, б)
а условие прочности по смятию
Рис. 9.31.
Штифты:
а—гладкие (цилиндрический и конический), б—
с насеченными канавками (то же); в—с резьбовым
концом; г—разводной конический
Рис. 9.32.
Схемы к расчету соединений радиальным (а)
и осевым (б) штифтами
где Ft — срезающая сила (осевая или
окружная); i — число поверхностей среза;
Дс=л(/2/4 — площадь штифта при срезе;
ЛСм =d(D—d\) —площадь поверхности
смятия (сжатия); [тс] =704-80 МПа —
допускаемое напряжение при срезе;
[Осм ] =2004-300 МПа—допускаемое на-
пряжение при смятии.
Срезающая сила при передаче вра-
щающего момента Ft = 2T/d\.
Осевые штифты (круглые шпонки) при-
меняют в машиностроении для передачи
вращающего момента в неразъемных сое-
динениях. Штифты диаметром d =
=(0,14-0,15)dB и длиной /=(34-4)dB
(dB—диаметр вала) устанавливают по
посадке с натягом Н7/г6 в отверстия,
совместно просверленные и развернутые
при сборке в валу и ступице по
стыку посадочных поверхностей (рис.
9.32, б). Материалы детали и вала долж-
ны иметь примерно одинаковую твер-
дость для исключения увода сверла в сто-
рону менее твердого материала.
Число штифтов для передачи заданного
вращающего момента
27
2=________.
lddB[ тс ] ’
Многоштифтовые соединения этого типа
по прочности близки к шлицевым.
Пример 1. Подобрать сегментные шпонки
для втулочной муфты, соединяющей два вала
(рис. 9.33). Материал муфты и валов — сталь
45, шпонки — сталь Стб. Передаваемый вра-
щающий момент при среднем режиме исполь-
зования 7=100 Н-м (диаметр вала 35 мм).
5 Зак 673
129
Рис. 9.33.
Муфта
Решение. По ГОСТ 24071—80 для вала d—
= 35 мм выбираем сегментную шпонку размера-
ми: 6 = 6 мм; 6=10 мм; ch =25 мм; / = 24,5 мм
(шпонка сегментная 6X10); 6=7,5 мм.
По формуле (9.37) напряжения смятия
см
27
dlt2
2 • 100 000
35 • 24,5(10 — 7,5)
93,3 МПа.
Пример 2. Определить наибольший вращаю-
щий момейт, который может передать колесо
без среза штифта (см. рис. 9.32, б): d=10 мм;
/=40 мм; dB=40 мм; [тс]=80 МПа.
Решение. Допускаемый вращающий момент
d 0 04
7= [тс]Лсу =80-0,04.0,01 у--=640 Н-м.
Глава 10
КЛЕЕВЫЕ СОЕДИНЕНИЯ
ВАЛ — СТУПИЦА
В последние годы получают распро-
странение клеевые соединения типа вал —
ступица с использованием затвердеваю-
щих без доступа воздуха анаэробных клеев
на акрилатной и метакриловой основах.
Металл на клей оказывает каталитическое
действие. Для соединений используют пре-
имущественно жидкотекучие и средневяз-
кие виды высокопрочных клеев. Соединяе-
мые детали изготовляют с гарантирован-
ным зазором Дтах=0,15 мкм (посадки
H7/f7, H8/f7, H7/g6 и др.). При большем
зазоре затруднено правильное центрирова-
ние. В соответствии с таким зазором клеи
имеют динамическую вязкость от 200 до
2000 МПа *с. Прочность при кручении и
растяжении соединений составляет 30—
40 МПа. На нее оказывает влияние ряд
факторов: материалы деталей, зазор, каче-
ство поверхности, температура среды и др.
Это влияние оценивают экспериментально.
В конструкциях используют также клее-
вые соединения с натягом, как правило,
небольшим (переходные посадки Н7/п6,
Н7/к6 и др.). Их сборку осуществляют
с нагревом охватывающей детали до тем-
пературы 150 °C. Такой метод обеспечи-
вает оптимальное заполнение клеем зазора
(до остывания детали) и высокую проч-
ность (вдвое превышающую прочность
обычных соединений с большими натяга-
ми).
Клеевые соединения типа вал — ступи-
ца имеют ряд технологических и кон-
струкционных преимуществ перед обычны-
ми соединениями с натягом. Снижаются
требования к точности изготовления со-
прягаемых деталей и затраты на изготов-
ление соединений.
Клеящие материалы повышают подат-
ливость и улучшают распределение на-
грузки в соединениях. Они заполняют
микрозазоры и действует как герметиза-
торы, препятствуя возникновению контакт-
ной коррозии.
Расчет клеевых соединений типа вал —
ступица ведется в обычной форме опреде-
ления длины сопряжения;
где Т — вращающий момент; d — диаметр
вала; [тс] —допускаемое напряжение при
срезе ([тс]=20-г40 МПа в зависимости
от указанных выше факторов, снижающих
прочность).
При действии осевой силы Fa длина
сопряжения
/=—f-a-...
"dN
130
РАЗДЕЛ
III
ПЕРЕДАТОЧНЫЕ
МЕХАНИЗМЫ
Глава 11
НАЗНАЧЕНИЕ
И КЛАССИФИКАЦИЯ
Для передачи механической энергии
(движения) от двигателя (электрического,
теплового и др.) к исполнительному органу
машины или прибору обычно применяют
различные передаточные механизмы. Их
использование, как правило, обусловлено
необходимостью согласования высокой
скорости движения выходного звена дви-
гателя и низкой скорости движения
исполнительного органа машины или при-
бора, а также регулирования скорости
движения исполнительного органа при
практически постоянной скорости движе-
ния выходного звена двигателя.
Передаточные механизмы могут вы-
полнять и такие функции, как привод
нескольких исполнительных органов (с
различными скоростями движения) от од-
ного двигателя; преобразование сил и
вращающих моментов (увеличение их на
выходе при уменьшении скорости движе-
ния выходного звена, и наоборот); преоб-
разование вида движения (вращательное
в поступательное и др.).
Среди передаточных механизмов основ-
ное применение имеют механические
передачи.
В зависимости от метода силового «за-
мыкания» звеньев (см. с. 16) различают
механические передачи зацеплением и
сцеплением (фрикционные передачи).
По принципу передачи и прербразо-
вания движения механические передачи
можно подразделить на два типа: кине-
матические и волновые («динамичес-
кие»).
В кинематических передачах преобразо-
5*
вание движения происходит в результате
взаимного перемещения (вращательного,
поступательного и т. д.) гибких и жест-
ких звеньев как жесткого целого (или
кинематически).
В волновых передачах преобразование
движения осуществляется за счет пропус-
кания по одному из звеньев волны продоль-
ной или поперечной деформации.
Этот сравнительно новый тип передач
применяют в механизмах, в которых тре-
буется реализовать очень большое переда-
точное отношение при ограниченных га-
баритах.
Для передачи движения на большие
расстояния (8—10 м и более) в машино-
строении широко используют кинематичес-
кие механизмы, в которых сила от ведуще-
го звена к ведомому передается с
помощью гибкого звена (ремня, цепи,
стальной ленты, каната, троса и т. п.).
В соответствии с типом гибкого звена
различают передачи ременные, зубчато-
ременные, цепные, ленточные, канатные
и т. д.
Передачи гибким звеном в зависимости
от метода силового «замыкания» деталей
подразделяют на передачи фрикционные
(ременные, канатные) и зацеплением
(цепные, зубчато-ременные).
Передачи с жесткими звеньями также
подразделяют на передачи фрикционные и
зацеплением (зубчатые, гиперболоидные
и др.). Их применяют в широком диапазоне
мощностей и скоростей движения. По
сравнению с передачами гибкой связью
они имеют меньшие габариты, более высо-
кие долговечность, КПД и нагрузочную
способность.
Основными внешними характеристика-
ми передач являются передаваемый вра-
щающий момент (мощность), переда-
131
точное отношение, КПД, масса и надеж-
ность.
Задача конструктора состоит в выборе
оптимального по технико-экономическим
показателям типа передачи и ее конструк-
ции.
Глава 12
РЕМЕННЫЕ ПЕРЕДАЧИ
12.1. Общие сведения
Ременная передача (рис. 12.1, а)
обычно состоит из двух шкивов 1 и 2,
соединенных между собой ремнем 3, и на-
тяжного устройства 4, создающего кон-
тактные давления между ремнем и шкива-
ми и обеспечивающего за счет сил
трения передачу энергии. Чаще всего
начальное натяжение создается при мон-
таже передачи (без натяжного уст-
ройства).
Обычно с помощью ремня передают дви-
жение между параллельными валами, вра-
щающимися в одну сторону. Однако благо-
даря закручиванию ремня реализуют
передачи между параллельными валами с
вращением их в противоположные стороны
(рис. 12.2, а), а также передачи между пе-
рекрещивающимися валами (рис. 12.2, б
и в).
По форме сечения ремней (см. рис. 12.1,
б—г) различают плоско-, кругло- и клино-
ременные передачи.
Основные достоинства передач: просто-
та конструкций, сравнительно малая
стоимость, способность передавать враща-
тельное движение на большие расстояния
и работать с высокими скоростями, плав-
ность работы и малый шум, малая чувстви-
тельность к толчкам, ударам и перегруз-
кам, отсутствие смазочной системы.
Основные недостатки: невысокая долго-
вечность ремня, большие радиальные га-
бариты, значительные нагрузки на валы и
опоры, непостоянство передаточного от-
ношения.
В связи с этим в механических при-
водах ременная передача используется
преимущественно как понижающая часто-
ту вращения. Передаваемая мощность до
Рис. 12.1.
Схема ременной передачи (а) и сечения ремней:
б—плоского; в—круглого; г—клинового; д—поли-
клинового
Рис. 12.2.
Перекрестная (а) и полуперекрестная (бив)
передачи
132
50 кВт, окружная скорость до 50 м/с,
максимальное передаточное отношение
6 для передач без натяжного ролика и 10
для передач с натяжным роликом; допус-
кают кратковременную перегрузку до
300 %.
Ременную передачу применяют обычно
в качестве быстроходной ступени привода,
устанавливая ведущий шкив на вал двига-
теля (см. рис. 12.1, а). В этом случае
ее габариты и масса оказываются срав-
нительно небольшими.
12.2. Механика
ременной передачи
Скольжение ремня. Движение ремня по
шкиву сопровождается упругим скольже-
нием. Такой характер движения, впервые
исследованного профессором Н. Е. Жуков-
ским, определяет основные особенности ра-
боты передачи (кинематику, тяговую спо-
собность и др.).
Причину этого явления можно понять
из рассмотрения деформации упругого
ремня на заторможенном шкиве. Предпо-
ложим, что к обоим концам ремня подве-
шены одинаковые грузы, создающие в рем-
не силы F\ (рис. 12.3, а). В результате
между шкивом и ремнем возникнут
некоторые контактные давления, а спадаю-
щие ветви ремня получат относительные
удлинения e\ = F\/(EA), где ЕА — жест-
кость сечения ремня при растяжении.
Если теперь на одном конце, например,
правом, несколько уменьшить груз и тем
самым силу в ветви до значения F2 (рис.
12.3, б), то относительное удлинение пра-
вого конца уменьшится до значения е2 =
= £2/(£Л), а относительное удлинение ле-
вого конца останется прежним. Относи-
тельное сокращение длины (ei —62) эле-
мента правой спадающей ветви распро-
странится вдоль ремня по дуге обхвата
от точки С к точке Л, вызывая сколь-
жение ремня по шкиву справа налево.
Так как ремень прижат к шкиву, то сколь-
жение вызовет силы трения qf, направлен-
ные навстречу относительному скольже-
нию. Скольжение ремня и изменение де-
формаций прекратятся в некоторой точке
В дуги обхвата. Ее положение можно опре-
делить из равенства разности сил F\ и F2
суммарной силе трения. На дуге ВА ре-
мень будет находиться в покое. Сумма
длин дуг АВ и ВС равна длине дуги АС
обхвата шкива ремнем, определяемой
углом обхвата а. Угол ас, соответствую-
щий дуге ВС, называют углом скольжения.
По мере уменьшения силы F2 (или увели-
чения силы Fi) дуга упругого скольжения
растет за счет уменьшения дуги покоя.
Так как скольжение ремня связано с
его упругими свойствами, то его называют
упругим.
Рис. 12.3.
Схемы деформаций ремня на шкиве
133
Описанные эффекты имеют место и в ра-
ботающей ременной передаче. Если ремень
передачи натянут предварительно и силы
в ветвях равны Fo, то их деформации
eo=Fo/(E4). Под действием вращающего
момента Т\ натяжение ведущей ветви
(набегающей на ведущий шкив) возра-
стает до некоторого значения Fi, ее де-
формация 81 также возрастает на значение
81/ и становится равной 80 + ^1/. При этом
сила в ведомой ветви (сбегающей с веду-
щего шкива) уменьшится до значения F2
так же, как и деформация этой ветви
(б2 =8о — 82/) .
Полезная нагрузка (окружная сила) F/
передачи, развиваемая в основном за счет
сил трения на дуге скольжения,
2Г.
F^F.-F^-^-, (12.1)
где d\ — диаметр ведущего шкива.
Положение точки В на шкиве также
зависит от нагрузки и условий трения.
В режиме холостого хода точка В прак-
тически будет совпадать с точкой С.
Далее, по мере увеличения нагрузки (а
это возможно лишь при возрастании на-
грузки на ведомом шкиве), точка В будет
смещаться по шкиву к точке А. При наи-
большей полезной нагрузке точка В сов-
падает с точкой Л, и вся дуга обхвата
будет работать в условиях трения скольже-
ния. Если в этом случае возрастет
момент сопротивления, то начнется бук-
сование: ремень будет обегать неподвиж-
ный ведомый шкив.
Кинематика передачи. При вращении
ведущего шкива с угловой скоростью
G)i его окружная скорость u = 0,5<oidi = th
(здесь v\ — скорость ведущей ветви рем-
ня). В результате упругого скольжения
ремень сбегает с ведущего шкива в точке
С со скоростью V2<. th (рис. 12.3, в). При-
нимая, что под нагрузкой 81/= 82/, неслож-
но определить t>2 = th(l — е), откуда
коэффициент упругого скольжения
р1~р2 ! Ш2^2
v 1 v ! й)! d !
(12-2)
где о)2 и d2 — угловая скорость и диаметр
ведомого шкива.
Можно показать, что 8 = 81 — 82 =
=F(/(E^), и коэффициент в, таким об-
разом, зависит от внешней нагрузки.
Передаточное отношение
А...
<М1-в)
В клиноременной передаче происходит
искажение формы сечения ремня, появ-
ляется дополнительная радиальная компо-
нента потери скорости, так как вследствие
поперечной деформации от продольной си-
лы ремень садится в канавку ведущего
шкива глубже, чем в канавку ведомого
шкива. В результате потеря скорости
в клиноременной передаче оказывается не-
сколько большей, чем в плоскоременной
передаче.
В расчетах на основании экспериментов
принимают 8 = 0,01—для плоскоременных
передач; 8=0,0154-0,020—для клиноре-
менных передач.
Силы в передаче. Ременная передача
является фрикционной, поэтому начальное
натяжение ремня — необходимое условие
ее работы. Сила FHa4 начального натя-
жения ремня вызывает в его ветвях
силы Fo = FHa4/(2cosy), где у — угол на-
клона ветви ремня к линии центров пе-
редачи (см. рис. 12.1, а). При действии
вращающего момента Т\ силы в ветвях
будут равны Fi и F2. С^язь между ними
можно установить, если воспользоваться
моделью ремня в виде нерастяжимой
гибкой нити (задача Л. Эйлера).
Рассмотрим для общности клиновой ре-
мень. Двумя радиальными сечениями вы-
делим элемент ремня (рис. 12.4, а)
и в полученных сечениях приложим нор-
мальные силы F + dF и F. На элемент
ремня (рис. 12.4,6) действуют также: силы
нормального давления dFn, радиальная и
окружная силы трения dFf=fdFn (f — ко-
эффициент трения между ремнем и шки-
вом) и сила инерции dFu = pp2da (р —
плотность материала ремня; v — окруж-
ная скорость ремня).
Условие равновесия в радиальном на-
правлении элемента ремня, огибающего
шкив,
-(F+dF)^--F^- + dFa+
+ 2dF„sin-^+2dFzcos-|-=0. (12.4)
134
Условие равновесия сил в направле-
нии касательной
F+2dFz-(F + dF)=0. (12.5)
Из равенства (12.5) dF=2fdFrt, откуда,
учитывая условие (12.4) и отбрасывая ве-
личину высшего порядка малости, получим
(F—f>v2)da=-^-,
где f — приведенный коэффициент трения
ремня по шкиву;
Г =____________L----------.
1 sin (<p/2)+f cos (ф/2)
(12.6)
Разделяя переменные и интегрируя по
всей дуге скольжения, найдем
f dF
\ С 2
J F — pv
F2
f*da ,
откуда (Гц = ру2)
f.“c
е c=<f.
(12.7)
Опыты показывают, чго на ведущем
шкиве радиальные перемещения отсутст-
вуют, поэтому fi*=f/sin(<p/2).
Для плоскоре’менной передачи ф==180°
и 7*=А Отсюда следует, что тяговая
способность плоскоременной передачи су-
щественно ниже, чем клиноременной
(при ф = 40° f»«3f). При уменьшении угла
Ф можно повысить приведенный коэффи-
циент трения fe, однако в этом случае воз-
никает опасность самозаклинивания и бы-
строго разрушения ремня.
Для передач, в которых скорость ремня
не превышает 10 м/с, силу инерции обычно
не учитывают, и тогда равенство (12.7)
приобретает обычный вид (формула
Л. Эйлера):
^1 f»ac
т;=е (12.8)
С учетом соотношения (12.1) несложно
найти, что
Силу начального натяжения ветвей
передачи Fq можно приближенно связать
с силами в ветвях, если пренебречь
силами инерции и положить, что при при-
ложении внешней нагрузки удлинение ве-
дущей ветви равно сокращению длины
ведомой ветви, т. е. Fi = jFo + O,5F/ и
F2 = Fo —0,5Л;
тогда
Fo = O,5(Fi + F2). (12.10)
Подставляя в равенство (12.10) зави-
симости (12.9) и учитывая соотношение
(12.1), получим формулу
F =0,5 . (12.11)
u q—\ 1 q—\ dx
Из (12.11) следует, что сила предвари-
тельного натяжения определяется внешней
нагрузкой и геометрией передачи.
При учете сил инерции ременная переда-
ча будет разгружена (по аналогии с раз-
грузкой стыка в болтовом соединении,
см. с. 88), т. е. /?о*=/7о—х^ц, где х —
коэффициент, учитывающий влияние по-
датливости ремня и опор валов при дейст-
вии центробежных сил (при закрепленных
135
валах х—0,14-0,3; при автоматическом
натяжении ремня х=1)«
Сила, действующая на вал передачи,
Fr:=-\/F2l+F2-2F\F2COSa ~
— 2F ц sin (а/2),
(12.12)
где а — угол обхвата.
Напряжения в ремне передачи. Напря-
жения в сечениях ведущей и ведомой
ветвей ремня от начального натяжения
ао = Го/Л,
и при действии внешней нагрузки
oi=FiM; О2 = Г2/Л, (12.13)
где Л — площадь поперечного сечения
ремня.
Изменение напряжений вдоль ремня по-
казано на рис. 12.5, а. Наибольшие на-
пряжения испытывают наружные волок-
на в зоне контакта ремня с малым
шкивом. Здесь к основным растягивающим
напряжениям oi от полезной нагрузки
добавляются дополнительные напряжения
растяжения оц и он соответственно от
центробежных сил и изгиба ремня (как
стержня) вокруг шкива, следовательно
тах = + <*ц + (12.14)
Окружные растягивающие напряжения
(в мегапаскалях) от центробежных сил
находят, полагая, что ремень является
кольцом, вращающимся со скоростью
v (в метрах в секунду):
<тц= 10-3pt>2, (12.15)
где р — плотность материала ремня (р =
= 1,2-5-1,25 г/м3 для прорезиненных
плоских, а также клиновых и поликли-
новых ремней).
Максимальные напряжения изгиба в
плоском ремне, как и в кольце, зависят
от диаметра* di меньшего шкива и тол-
щины h ремня (рис. 12.5, б):
гДе Утах—^Ь/г — расстояние от нейт-
ральной линии до крайнего волокна;
г — радиус кривизны кольца, r = 0,5(rfi +
+ /i)«0,5di.
Для клинового ремня максимальные
растягивающие напряжения от изгиба
2t/0
о1и=^. (12.16)
где //о — расстояние от нейтрального слоя
до большего основания трапеции; Е —
приведенный модуль упругости ремня (для
прорезиненных ремней Е = 2004- 300 МПа,
для капроновых ремней £=600 МПа, для
клиновых кордтканевых ремней £ =
= 500 4-600 МПа).
Напряжения оо в ремне от начального
натяжения назначают из условия обеспе-
чения наибольшей долговечности ремня.
На основании опыта эксплуатации передач
с плоским и клиновым ремнем назначают
00= 1,24-1,8 МПа.
Существенно, что напряжения изгиба
ои являются переменными, они вызывают
усталостное повреждение ремня, не влияя
на тяговую способность. Для уменьшения
напряжений изгиба минимальное значение
диаметра малого шкива ограничивают.
Обычно отношение di//i = 254-45.
Следует отметить, что за один пробег
ремня в передаче с передаточным от-
ношением z=/=l в нем дважды будут дей-
* Здесь и далее рассмотрена понижающая
передача; для повышающей передачи расчет
следует вести по ведомому шкиву 2.
136
ствовать максимальные напряжения раз-
ной интенсивности, тогда как в передаче
при i= 1— два одинаковых максимума на-
пряжений.
Клиновые ремни могут вызвать кру-
тильные колебания ведомой системы из-за
неизбежного различия ширины ремня по
его периметру, радиального перемещения,
ремня под действием различных сил в вет-
вях и, как следствие, изменения переда-
точного отношения за один пробег ремня.
Передачи с поликлиновыми ремнями
не имеют этого недостатка.
Быстроходность передачи. Если окруж-
ные напряжения в ремне, определяемые
по формуле (12.15), оц = о0, то давление
на всей дуге обхвата будет равно нулю,
и передача не сможет передавать нагрузку.
Окружная скорость на шкиве при этом
икр=л/°о/Р •
Для ремня из капрона можно при-
нять напряжение от начального натяжения
по=5О МПа и икр=150 м/с.
Наивыгоднейшая скорость ремней
обычно составляет 20 — 25 м/с, а наиболь-
шая допустимая—30—35 м/с. Узкие кли-
новые ремни с улучшенным кордом могут
работать при скоростях до 40—60 м/с.
Тяговая способность передачи. Факти-
ческую тяговую способность передачи
характеризует окружная сила Ft или вра-
щающий момент 7*1, который может раз-
вить ведущий шкив. Из формулы (12.11)
следует
= (12-17)
где ф — (q — !)/(<?+ 1)— коэффициент тяги.
Из равенства (12.17) видно, что тяговая
способность передачи возрастает при уве-
личении силы Fo начального натяжения
ветвей ремня и коэффициента тяги ф
(пропорционального углу скольжения ас и
коэффициенту трения f между ремнем и
шкивом). Если на практике возникает не-
обходимость кратковременного повышения
в несколько раз тяговой способности
существующей передачи, то для этого сле-
дует увеличить пропорционально силу на-
чального натяжения ремня. Необходимо
лишь иметь в виду, что с увеличением
силы Fq возрастет сила натяжения F\
ведущей ветви под нагрузкой и существен-
но снизится долговечность ремня.
Для увеличения тяговой способности
передач стремятся к использованию более
прочных ремней из синтетических мате-
риалов, допускающих высокие начальные
напряжения (например, капрон, нейлон
и др.). Однако в этом случае возрастают
нагрузки на опоры.
Менее эффективны для этих же целей
ремни из материалов с высоким коэф-
фициентом трения (в связи с возра-
станием потерь на трение и опасностью
перегрева ремня при упругом скольжении).
Для получения высокой тяговой способ-
ности передач с плоским ремнем реко-
мендуется обеспечивать 150°. В пере-
дачах с большим передаточным отно-
шением и при малом расстоянии между
осями валов угол обхвата для малого
шкива и силу натяжения увеличивают с
помощью натяжных роликов (рис. 12.6).
Благодаря хорошему сцеплению ремня
со шкивом клиноременные передачи хоро-
шо работают при углах обхвата 120°.
Рис. 12.6.
Схемы передач с на-
тяжным роликом
137
Нис. 12.7.
Кривая скольжения и за-
висимость КПД от коэф-
фициента тяги в клино-
ременной передаче
В ряде конструкций допускают а=80-4-
4-100°.
Сопоставляя равенства (12.9) — (12.11),
несложно установить, что коэффициент
тяги
и представляет собой отношение эффектив-
ной окружной силы Ft к ее максимально
возможному значению, определяемому си-
лой начального натяжения ремня Гнач =
= 2Г0 в передаче с передаточным отно-
шением г=1. Коэффициент тяги ф как
безразмерный параметр используют для
сравнения тяговой способности передач
различных типов. Экспериментально уста-
новлено, что коэффициенты тяги ф и уп-
ругого скольжения ремня е взаимосвязаны
(кривая скольжения, рис. 12.7). Устой-
чивая работа передачи характеризуется
прямолинейным участком графика. Криво-
линейный участок отражает неустойчи-
вую работу ремня, в процессе которой
наблюдается его интенсивное изнашива-
ние. Передача работает без буксования
вплоть до значения фтах.
КПД передач. При работе плоско-
ременной передачи часть энергии расхо-
дуется на упругий гистерезис при цикли-
ческом деформировании ремня (растяже-
ние, сдвиг, изгиб), на скольжение ремня
по шкивам, аэродинамическое сопротив-
ление движению ремня и шкивов, а также
трение в подшипниках валов передачи.
В клиноременной передаче к этим поте-
рям добавляются потери на трение при
радиальном перемещении ремня в
процессе входа его в канавку и выхода
из нее, а также возрастают потери на
упругий гистерезис при изгибе ремня (кли-
новой ремень имеет большую толщину, чем
плоский ремень).
КПД ременной передачи
П =(7,2(О2)/(Г1(О1)=7,2/(7,1/)
зависит от коэффициента тяги ф [см.
соотношение (12.17)] и соответствующего
ему коэффициента относительного сколь-
жения ремня е (см. рис. 12.7). Наи-
больший КПД соответствует некоторому
значению фо на линейном участке кривой
скольжения. Когда ф>ф0, КПД снижает-
ся из-за нарастания потерь на трение.
Оптимальным считают нагружение
передачи, соответствующее наибольшему
КПД и некоторому запасу по сцеплению
(фо = О,4-гО,5 — для плоскоременных пе-
редач и 0,6—0,7—для клиноременных пе-
редач). Отношение ?=фтах/фо = 1,15-4-
1,50 характеризует при заданном зна-
чении Го возможную перегрузку передачи
(до наступления буксования).
При оптимальной нагрузке т)=0,97-4-
0,98 — для плоскоременной передачи и
0,92-4-0,97— для клиноременной передачи.
12.3. Критерии работоспособности
ременных передач
Опыт эксплуатации ременных пе-
редач показал, что их работоспособность
ограничена тяговой способностью и долго-
вечностью ремня.
В первом случае ремень теряет тяговую
способность из-за буксования в связи с
недостаточной прочностью сцепления рем-
ня со шкивами (ведущий шкив вращается,
а ведомый остается неподвижным). В ре-
зультате буксования ремень нагревается и
может сойти со шкива. Поэтому в отли-
138
чие от упругого скольжения буксование тельство позволяет построить расчет тя-
в ременной передаче недопустимо. говой способности передачи с учетом дол-
Во втором случае выход из строя ремен- говечности ремня.
ной передачи связан с усталостным Для расчета используют условие рабо-
разрушением ремня. тоспособности передачи в форме
12.4. Расчет
и проектирование передач
Расчет на тяговую способность. Расчет
ременных передач на тяговую способность
основан на показателях тяговой спо-
собности и долговечности. Тяговая
способность передачи определяется коэф-
фициентом тяги = и, следо-
вательно, значением q (см. с. 137). Но
от параметра q зависят и максимальные
напряжения а1тах в ремне, определяющие
его сопротивление усталости. Это обстоя-
Основные размеры клиновых и пол икл и но вых
они применяются
(12.18)
где or — удельная окружная сила, на-
зываемая полезным напряжением; [аг] —
допускаемое полезное напряжение; А —
площадь поперечного сечения ремня (ком-
плекта ремней).
Удельная окружнай сила or — параметр,
характеризующий тяговую способность
передачи.
Расчет тяговой способности передач
с нормальными и узкими клиновыми рем-
Таблица 12.1
ремней и вращающие моменты, при которых
Тип ремня Обо- значе- ние се- чения Размеры в сечении, мм A*i см2 /о, мм /н п, ММ /в п, ММ rfmin, мм Г1, Н-м Масса* 1 м, кг
Ьо *(/) h Уо
Клиновой О 8,5 10 6 2,1 0,47 1320 400 2500 63 <30 0,06
нормального А 11 13 8 2,8 0,81 1700 560 4000 90 15—60 0,10
сечения Б 14 17 10,5 4,0 1,38 2240 800 6300 125 45— 0,18
150
В 19 22 13,5 4,8 2,30 3750 1800 10600 200 120— 600 0,30
Г 27 32 19 6,9 4,76 6000 3150 15000 315 420— 2400 0,62
Д 32 38 23,5 8,3 6,92 7100 4500 18000 500 1600— 6000 0,90
Е 42 50 30 14,0 11,7 6300 18000 800 >6000 1,52
Клиновой узкого УО 8,5 10 8 2,0 0,56 1600 630 3550 63 150 0,07
сечения, УА 11 13 10 2,8 0,95 2500 800 4500 90 90— 0,12
РТМ 51-15-15—70 УБ 14 17 13 3,5 1,58 3550 1250 8000 140 400 300— 2000 0,20
УВ 19 22 18 4,8 2,78 5600 2000 8000 224 >2000 0,37
Пол ИКЛИ новой, К 2,4 4,0 0,72 710 400 2000 40 40 0,09
РТМ 38-40528—74 Л — 4,8 9,5 — 3,56 1600 1250 4000 80 18—40 0,45
м — 9,5 16,7 — 11,37 2240 2000 4000 180 >130 1,6
Ь$ — ширина ремня на нейтральном слое; b(t) — ширина большего основания трапеции в сечении клинового
ремня (шаг ребер поликлинового ремня); h — высота сечения ремня; Л — площадь сечения, /0 — длина
стандартного ремня; /н п — нижний предел длины; ZB п — верхний предел длины; dmin — минимальный
диаметр ведущего шкива; Т\ — вращающий момент на быстроходном валу
* Для поликлиновых ремней с 10-ю ребрами.
139
нями сводится к определению требуемого
числа ремней по соотношению, вытекаю-
щему из условия (12.18):
z =
(12.19)
где Ai — площадь сечения одного ремня
(табл. 12.1); Сг — коэффициент, учиты-
вающий неравномерность распределения
нагрузки между ремнями в комплекте
(технологическое ограничение), Cz =
= 0,854-1.
Значение Сг можно уточнять в зависи-
мости от числа ремней в комплекте:
z...............1 2—3 4—6 Св. 6
Сг............. 1 0,95 0,9 0,85
Расчет тяговой способности поликлино-
ременной передачи сводится к опре-
делению числа ребер ремня:
г*~ O,Mlo[aJ ’
(12.20)
где Лю — площадь сечения ремня с 10-ю
ребрами, а произведение 0,1 Дю равно ус-
ловной площади ремня с одним реб-
ром.
На практике расчет клиноременных пе-
редач часто выполняют по передаваемой
мощности Р, и требуемое число ремней
PC,
где Р — передаваемая передачей мощ-
ность; [Р]—мощность, допускаемая на
один ремень.
Соотношения (12.19) и (12.21) связаны
между собой, так как P = Ftv\ (ui—
окружная скорость ведущего шкива).
Расчет тяговой способности плоскоре-
менной передачи сводится к определению
ширины ремня:
где Ср — коэффициент динамичности (ог-
раничение эксплуатационного характера),
учитывающий режим работы передачи
(табл. 12.2); h — толщина ремня.
Таблица 12.2
Коэффициент динамичности и режима работы
Характер нагрузки Тип машины Ср
Спокойная. Пусковая на- грузка до 120% от номи- нальной Электрические генераторы, центробежные на- сосы и компрессоры; станки с непрерывным процессом резания; вентиляторы; ленточные конвейеры 1,0
Умеренные колебания на- грузки. Пусковая нагруз- ка до 150% от номиналь- ной Поршневые насосы и компрессоры с тремя и более цилиндрами; станки и автоматы; пластинчатые конвейеры 1,1
Значительные колебания нагрузки. Пусковая на- грузка до 200% от номи- нальной Реверсивные приводы; поршневые насосы и компрессоры с одним и двумя цилиндрами; строгальные и долбежные станки; винтовые и скребковые конвейеры; элеваторы; эксцент- риковые и винтовые прессы с тяжелыми маховиками 1,25
Ударная и резконеравно- мерная нагрузка. Пуско- вая нагрузка до 300% от номинальной Ножницы, молоты, мельницы; подъемники, экскаваторы, драги; эксцентриковые и винто- вые прессы с легкими маховиками 1,5—1,6
Примечания: 1.При частых и резких пусках двигателя с большими пусковыми моментами значение Ср
следует повышать на 0,15.
2. При двухсменной работе значение Ср необходимо повышать на 0,15, а при трехсменной
работе — на 0,35.
140
Допускаемое полезное напряжение.
Допускаемое полезное напряжение ремен-
ной передачи находят из условия про-
чностной надежности ремня:
® 1 тах^
(12.22)
согласовывая таким образом тяговую
способность передачи и ее ресурс (по
сопротивлению усталости). В условии
(12.22): (лЕ—максимальное эффективное
переменное напряжение, которое ремень
может выдержать в течение циклов
(ресурса).
Значение аЕ находят из уравнения
кривой усталости (см. с. 41), получаемого
эк сп ерим ентал ьно,
const.
Используя это уравнение, можно запи-
сать
geNe= <jgW6 = const, (12.23)
где Об—ограниченный предел выносли-
вости ремня на базе #б циклов нагруже-
ния; т — показатель степени кривой уста-
лости. На основании экспериментальных
исследований при сго=1,2 МПа, /=1,
ДГб=Ю7 циклов: об=б4-7 МПа; т —
=5-4-6 для прорезиненных ремней; об=
=9 4-10 МПа и m = 11 для клиновых
и поликлиновых ремней.
Соотношение (12.23) можно предста-
вить в виде
(12.24)
где С=ОбМб//я — константа, определяемая
экспериментально для каждого типа рем-
ней. При указанных выше значениях пара-
метров кривых усталости ремней: С =
= 604-70 МПа для прорезиненных рем-
ней; С=904-100 МПа для клиновых рем-
ней. В области высоких долговечностей
(N^> 109 циклов) С«38,2 МПа — на ос-
нове экстраполяции по равенствам (12.23).
Если ввести в рассмотрение число про-
бегов ремня в секунду v = v/l (v — ско-
рость ремня, м/с; I — длина ремня, м),
то при постоянном режиме нагружения и
передаточном отношении /=1 эффектив-
ное число циклов за весь срок службы
#£=3600 vzinLft=3600 , (12.25)
где Lh — срок службы, ремня, ч; гш —
число шкивов.
Заменяя для упрощения неравенство
(12.22) равенством и подставляя в него
соотношения (12.14) и (12.24), будем
иметь
1 + (У ц + о и =----ГТ— .
NlE/m
Учитывая зависимости (12.9), (12.13),
(12.15) и (12.16), из последнего равен-
ства получим
^Т»,+2£Г)+1О’’Р«!-
С
Е
(12.26)
Эта зависимость связывает тяговую
способность, характеризуемую парамет-
ром q или полезной нагрузкой о6
с долговечностью ремня NЕ.
Для использования зависимости (12.26)
в расчетах ременной передачи необходимо
знать модуль упругости Е, параметр тяго-
вой способности q, параметры кривой
усталости m, С и др.
В настоящее время клиновые ремни
имеют широкое применение в ременных пе-
редачах. Для таких ремней т=11, С =
= 38,2, и уравнение (12.26) приобретает
вид
Л1 *57
^г^+7’54-+
+ 1.27-10
N Е
(12.27)
В уравнение (12.27) вместо диаметра
d\ введен эквивалентный диаметр de~
=kid\> с помощью которого учитывают
различную степень изгиба ремня на малом
и большом шкивах при передаточном от-
ношении /#= 1;
— коэффициент приведения, установлен-
ный на основе линейного суммирования
141
повреждений (см. с. 40). В предвари-
тельных расчетах можно использовать
следующие значения ki в зависимости от
i..................................1,15—1,2
............................ 1,07
Из уравнения (12.27) при расчетной
долговечности £/,= 24 000 ч, коэффициенте
тяги фо=0,67 (соответствует (/0=5) и дли-
не I ремня получаем следующее соот-
ношение для допускаемого полезного
напряжения при стандартных условиях
работы клиноременной передачи (нагрузка
спокойная):
.1,57
°<0=^-6 -77-Ю (12-28)
Допускаемое полезное напряжение
для проектируемой передачи находят че-
рез допускаемое полезное напряжение
О /о*
[а,] =а/оСрСа, (12.29)
где Ср — коэффициент динамичности (см.
табл. 12.2); Са — коэффициент, учиты-
вающий влияние на тяговую способность
передачи (/=#=1) угла обхвата (конструк-
тивное ограничение):
а........... 70 90 ПО 130 150 180
Са ... . 0,57 0,68 0,78 0,86 0,92 1
В автоматизированном расчете значе-
ния коэффициентов можно вычислять по
интерполяционным формулам:
еа/П° ,
С = 1,025 — 0,025 z ; С =-—
г ’ ’ » а еа/110
Допускаемое полезное напряжение пе-
редачи с поликлиновыми ремнями опре-
деляют также по формуле (12.29).
Допускаемое полезное напряжение
стандартной передачи с узким клиновым
ремнем находят из аналогичного соотно-
шения:
а/0=(27,1 — 5,1 lg v) 60-0-421-
-49 £°.—1,12 • 10Л2, (12.30)
которое соответствует расчетной долговеч-
ности £/,=25 000 ч.
Мощность Ро, допускаемую на один
1,21—1,3 1,31—1,5 1,51—2,0 Св. 2.1
1,09 1,11 1,12 1,14
ремень в клиноременной передаче, находят
из очевидного соотношения
Ро = а/оЛ1У.
При вычислении значения Ро (табл.
12.3) в качестве стандартной использо-
вали передачу при спокойной нагрузке,
у которой передаточное отношение /=1
и длина ремня /о (см. табл. 12.1).
Мощность, допускаемая на один клино-
вой ремень в проектируемой передаче,
[Р]=(росас(ч
с
9554 / Р ’
(12.31)
где Ci — коэффициент длины ремня, учи-
тывающий, что с увеличением [по сравне-
нию с /о (см. табл. 12.1)] длины ремня
уменьшается частота циклов и возрастает
ресурс £/, работы ремня; между Z/Zo и
Ci существует зависимость:
Z/Zo . 0,4 0,6 0,8 1 1,2 1,6 2,0 2,4
Ci . 0,82 0,89 0,95 1 1,04 1,1 1,15 1,20
0,85 0,91 0,96 1 1,03 1,08 1,12 1,15
(В числителе даны значения для клиновых
ремней нормального сечения, в знаменателе —
для узких клиновых и поликлиновых ремней)
ATi — поправка к моменту на ведущем ва-
лу, представляющая собой дополнитель-
ную нагрузку, которую может передать ре-
мень за счет снижения напряжений изгиба
на ведомом (большем) шкиве,
6ft ''57А. k-l
д г — 0 1 f___
1 2000 '
Значение этой поправки можно принять
также из табл. 12.4. Отметим, что вто-
рое слагаемое в соотношении (12.31)
учитывает повышение долговечности рем-
ня в связи с уменьшением напряжений
изгиба на большем шкиве при увеличении
передаточного отношения.
Значения допускаемых полезных на-
142
Таблица 12.3
Мощность Ро, передаваемая одним клиновым ремнем (по рекомендации СЭВ), при i=l,
а=180°, длине /о и спокойной работе
Сечение ремня Расчетный диаметр rfmin меньшего шкива, мм Мощность Ро, кВт, при скорости ремня и, м/с
3 5 10 15 20 25 30
63 0,31 0,49 0,82 1,03 1,11 — —
71 0,37 0,56 0,95 1,22 1,37 1,40 —
0 80 0,40 0,62 1,07 1,41 1,60 1,65 —
90 0,44 0,67 1,16 1,56 1,73 1,90 1,85
100 0,46 0,70 1,24 1,67 1,97 2,10 2,04
112 0,48 0,78 1,32 1,80 2,12 2,30 2,28
90 0,56 0,84 1,39 1,75 1,88 — —
100 0,62 0,95 1,60 2,07 2,31 2,29 —
112 0,70 1,05 1,82 2,39 2,74 2,82 2,50
А 125 0,74 1,15 2,00 2,66 3,10 3,27 3,14
140 0,80 1,23 2,18 2,91 3,44 3,70 3,64
160 0,85 1,32 2,35 3,20 3,80 4,12 4,16
180 0,88 1,38 2,47 3,39 4,05 4,47 4,56
125 0,92 1,39 2,26 2,80 — — —
140 1,07 1,61 2,70 3,45 3,83 — —
Б 160 1,20 1,83 3,15 4,13 4,73 4,88 4,47
180 1,30 2,01 3,51 4,66 5,44 5,76 5,53
200 1,40 2,15 3,79 5,08 6,00 6,43 6,38
224 1,47 2,26 4,05 5,45 6,50 7,05 7,15
250 1,54 2,39 4,29 5,85 7,00 7,70 7,90
280 1,57 2,50 4,50 6,15 7,40 8,20 8,50
200 1,85 2,77 4,59 5,80 6,33 — —
224 2,08 3,15 5,35 6,95 7,86 7,95 7,06
250 2,28 3,48 6,02 7,94 9,18 9,60 9,05
В 280 2,46 3,78 6,63 8,86 10,4 11,1 10,9
315 2,63 4,07 7,19 9,71 11,5 12,5 12,5
355 2,76 4,32 7,70 10,5 12,6 13,8 14,1
400 2,89 4,54 8,10 11,1 13,3 15,0 15,4
450 3,00 4,70 8,50 11,7 14,2 15,9 16,6
355 4,46 6,74 11,4 14,8 16,8 17,1 15,4
400 4,94 7,54 13,0 17,2 20,0 21,1 20,2
Г 450 5,36 8,24 14,4 19,3 22,8 24,6 24,5
500 5,70 8,80 15,5 21,0 25,0 27,5 27,8
560 5,90 9,24 16,6 22,5 27,0 29,8 31,0
630 6,30 9,75 17,9 24,1 29,2 32,5 33,9
710 6,56 10,3 18,6 25,5 31,0 34,9 36,6
800 6,82 10,7 19,4 26,8 32,6 37,0 39,0
500 6,84 10,4 17,2 23,5 27,1 28,2 —
560 7,45 11,4 19,9 26,5 31,1 33,3 32,6
д 630 8,02 12,4 21,8 29,4 34,9 38,0 38,3
710 8,53 13,2 23,5 31,9 38,3 42,3 43,4
800 9,0 14,0 25,0 34,2 41,3 46,1 47,9
900 9,3 14,6 26,0 36,2 43,8 48,4 51,8
1000 9,5 15,0 27,2 37,7 46,0 51,6 54,8
143
Таблица 12.4
Значения ATi для клинореМенных и полйклиноременных передач (ремни нормального сечения)
Сечение ремня АГь Н • м, при i
1,03... 1,07 1,08...1,13 1,14...1,20 1,21...1,30 1,31...1,40 1,41...1,60 1,61...2,39 2,40 и более
О 0,08 0,15 0,23 0,30 0,35 0,38 0,4 0,5
А 0,2 0,4 0,6 0,8 0,9 1,0 1,1 1,2
Б 0,5 1,1 1,6 2,1 2,3 2,6 2,9 3,1
В 1,5 2,9 4,4 5,8 6,6 7,3 8,0 9,0
Г 5,2 10,3 15,5 21,0 23,0 26,0 28,4 31,0
д 10,0 20,3 29,0 39,0 44,0 49,0 53,4 58,0
Примечание. В диапазоне i = 1 4- 1,02 АЛ = 0.
пряжений для плоских ремней приведены
в справочниках.
Сила начального натяжения ремня.
Силу начального натяжения ремня опре-
деляют в зависимости от внешней нагруз-
ки (вращающего момента или окружной
силы).
Для определения натяжения ветвей пе-
редачи следует определить фактический
коэффициент тяги
Ф — фоСаСр,
где фо = О,67 — коэффициент тяги стан-
дартной передачи.
Далее, вычислив коэффициент q =
=(1 +ф)/(1 — ф), по формулам (12.9) и
(12.10) можно найти силы Fi, F2 и Fq на-
тяжения ветвей.
Далее вычисляют силу начального натя-
жения ремня FHa4 = 2FoCOsy и по формуле
(12.12) находят силу, действующую на вал
при работе передачи.
12.5. Геометрические
параметры ременной передачи
Основными геометрическими парамет-
рами являются диаметры di и 4/2 шкивов,
межосевое расстояние а, длина I ремня и
угол ои обхвата на меньшем шкиве.
Для ограничения напряжений изгиба
минимальное значение диаметра меньшего
шкива Jmm регламентировано стандартом
для каждого сечения клинового ремня
(см. табл. 12.1); для клиноременной пе-
редачи принимают d\« 1,2dmin.
У передач с плоским ремнем для мень-
шего шкива рекомендуется принимать
d\/hZ^7Q. При скорости ремня от 50 до
100 м/с, когда требуется получить высо-
кую частоту вращения ведомого вала, в
передаче устанавливают шкив малого
диаметра (меньше 30 мм). В этом
случае отношение d\/h уменьшают до 50 за
счет сокращения срока службы ремня.
Минимальное межосевое расстояние
в плоскоременных передачах
amin = (l ,54-2) (d\ +^2) .
В клиноременных передачах (на основа-
нии практики)
^min = 0,55(tZ 1 -|-^2)“}“ Л,
а максимальное межосевое расстояние
по экономическим соображениям (увели-
чение габаритов и стоимости ремней) и для
предотвращения поперечных колебаний
ремня рекомендуют ограничивать значе-
нием
атах =(1,54-2) (d\ -j-d2).
Требуемая длина ремня для передачи
(см. рис. 12.1) при заданном (или жела-
тельном) межосевом расстоянии а и угле
обхвата а определяется как сумма пря-
молинейных участков и дуг обхвата:
la2a +
2 4а
Угол обхвата меньшего шкива
а.= 180° — С*2"*** 1) 57° .
1 а
Рекомендации по выбору он даны выше.
Длину ремня для передач с натяжным ро-
ликом находят аналогично.
144
12.6. Конструкции ремней и шкивов
Ремни должны обладать достаточно
высокой прочностью при действии пере-
менных нагрузок, иметь большой коэффи-
циент трения в контакте со шкивом и
высокую износостойкость.
Плоские ремни имеют прямоугольное
сечение (см. рис. 12.1,6) и малую толщину.
Их получают путем соединения (склеи-
ванием, сшиванием) концов полос ткани
(прорезиненной, хлопчатобумажной, шер-
стяной, капроновой и др.), кожи и синте-
тических материалов.
Для высокоскоростных передач серийно
выпускаются два типа приводных ремней:
тканые с полиамидным покрытием (рис.
12.8, а) и прорезиненные с кордшну-
ровым несущим слоем (рис. 12.8, б).
Ремни тканые толщиной 0,5 и 0,7 мм
изготовляют из мешковых капроновых
тканей просвечивающего переплетения.
Их пропитывают раствором полиамида
С-6 и покрывают пленкой на осно-
ве этого же полиамида, совмещенного
с нитрильным каучуком. Растягивающую
нагрузку в таких ремнях передают
уточные нити ткани. Модуль упругости
ремней £’=12004- 1370 МПа, напряже-
ние начального натяжения ветвей оо=
= 54-10 МПа.
Ремни кордшнуровые прорезиненные
выполняют с анидным кордшнуром диа-
метром 1,1 мм, который располагают в слое
резины по винтовой линии. Для обеспе-
чения прочности конструкции на наруж-
ной и внутренней поверхностях ремня
имеется ткань ОТ-40. Ремни допускают
напряжение начального натяжения по —
= 34-5 МПа и скорость до 35 м/с.
В промышленности применяют синтети-
ческие ремни (рис. 12.8, в) фирмы «Ха-
басит» (Швейцария) толщиной 0,7—
2,8 мм со склеенным стыком. По сравнению
с ткаными эти ремни имеют большую
(в три раза) прочность и допускают
скорость до 100 м/с.
Плоские ремни из синтетических ма-
териалов получают преимущественное рас-
пространение в высокоскоростных приво-
дах благодаря высокой прочности и боль-
шой долговечности (напряжения изгиба в
тонких ремнях невелики), хорошему сцеп-
лению ремня со шкивом (коэффициент
трения /=0,54-0,6) и высокой тяговой
способности, обеспечению высокой точно-
сти вращения.
Круглые ремни (кожаные, капроновые
и др.) применяют в машинах малой
мощности (швейных и бытовых машинах,
настольных станках и др.).
Клиновые ремни (рис. 12.8, г) исполь-
Рис. 12.8.
Конструкция и сечения клиновых ремней:.
1—слой кордткани (слой кордшнура), 2—проре-
зиненная ткань; 3—резина
145
зуются в настоящее время наиболее ши-
роко. Они обеспечивают передачам боль-
шую тяговую способность и меньшие га-
бариты по сравнению с плоскоременными
передачами, могут передавать вращение
на несколько валов одновременно, допус-
кают передаточное отношение / = 6~-8
без натяжного ролика. Однако они менее
быстроходны (скорость до 30 м/с), имеют
более низкий (на 1—2%) КПД и могут
применяться лишь как открытые (см.
рис. 12.1, а).
Клиновые ремни изготовляют беско-
нечными, слойной конструкции (рис.
12.8, г, д), имеющей несущий кордовый
слой 1 (работает на растяжение), резино-
вый или резинотканевый слой 3 и оберт-
ку из прорезиненной ткани 2. Несущий
слой на основе материалов из химических
волокон (капрона, лавсана, вискозы,
анида) располагают в продольном направ-
лении ремня на нейтральной поверхности
для разгрузки его от напряжений изгиба.
Модуль упругости прочных химических
волокон и несущего слоя существенно
выше модуля упругости резины, поэтому
этот слой воспринимает основную часть
нагрузки.
Резиновые слои (подушки), располо-
женные над несущим слоем в зоне
растяжения и под ним (в зоне сжатия),
обеспечивают ремню требуемую форму и
демпфирующие свойства. Обертка из про-
резиненной ткани придает ремню каркас-
ность, предохраняет внутренние элементы
от внешних воздействий и повышает из-
носостойкость.
Распространение получили кордткане-
вые и кордшнуровые ремни нормаль-
ного и узкого сечений. В кордтканевых
ремнях (см. рис. 12.8, г) кордовый слой
состоит из 2—5 слоев ткани / с основой
из расположенных продольно тонких тек-
стильных шнуров и слабым утком (по-
перечными нитями), который лишь предо-
храняет корд от рассыпания в процессе
прорезинивания.
В кордшнуровых ремнях (рис. 12.8, д)
имеется один слой кордшнура /, толщиной
1,6—1,7 мм. Для лучшей связи с ос-
тальными элементами его часто разме-
щают в тонком слое мягкой резины.
Кордшнуровые ремни имеют большую
146
гибкость и используются при меньших
диаметрах шкивов и больших скоростях
по сравнению с кордтканевыми ремнями
(сельхозмашины, автомобили, станки
и т. д.). Однако кордтканевые ремни
более долговечны и при выборе конст-
рукции ремня имеют преимущество.
Для работы на шкивах малого диаметра
используют более гибкие клиновые ремни
с гофрами на внутренней (рис. 12.8, е),
а иногда на внутренней 'И наружной сто-
ронах.
Клиновые ремни выполняют с углом
клина ф = 40° и отношением большего
основания трапециевидного сечения к
высоте bjhw 1,6 (нормальные ремни) и
&/Л«1,2 (узкие ремни). Размеры попере-
чного сечения (обозначаются "О, А, Б, В,
Г, Д, Е по мере увеличения площади)
и длина нормальных ремней определены
ГОСТ 1284—80 (см. табл. 12.1).
Узкие ремни передают в несколько
раз большую мощность, чем обычные, и
допускают работу при скорости 40—50 м/с.
Это дает возможность уменьшить количе-
ство ремней в комплекте и ширину шкивов.
Четыре сечения этих ремней (УО, УА, УБ,
У В, см. табл. 12.1) полностью заменяют
семь нормальных сечений клиновых рем-
ней.
Получили распространение поликлино-
вые ремни (рис. 12.8, ж) с высокопро-
чным полиэфирным кордом в плоской
части, также работающие на шкиве с кли-
новыми канавками. Рекомендуемое число
ребер — от 2 до 20, допускаемое — 50.
При одинаковой мощности ширина такого
ремня в 1,5—2 раза меньше ширины ком-
плекта обычных клиновых ремней. Благо-
даря высокой гибкости допускается при-
менение шкивов меньшего диаметра, чем в
клиноременной передаче, большая быстро-
ходность (до 40—50 м/с) и большие
передаточные отношения (до 15). Размеры
поликлиновых ремней даны в табл. 12.1.
Шкивы. Их конструктивные формы
(рис. 12.9) определяются преимуществен-
но их размерами (обычно наружным диа-
метром), типом передачи, видом производ-
ства (единичное, серийное, массовое),
возможностями предприятия-изготовите-
ля.
Шкивы небольших диаметров (менее
в) г)
Рис. 12.9.
Шкивы ременных передач:
а—со сплошным диском; б, в—со спицами; г—
сварной барабанного типа
100 мм) изготовляют без углублений из
штампованных или литых заготовок (рис.
12.9, а).
Шкивы большого диаметра выполняют
для облегчения с углублениями и отвер-
стиями, а также с четырьмя — шестью спи-
цами (см. рис. 12.9, б, в). Такие шкивы ус-
ловно состоят из трех частей: обода —
части шкива, несущей ремень; ступицы —
части шкива, с помощью которой его
соединяют с валом; спиц (или диска), свя-
зывающих обод со ступицей. В единичном
и мелкосерийном производстве заготовки
больших колес изготовляют из сортового
проката, поковок или отливок, а также
сварными; в крупносерийном и массовом
производстве — литыми. Форма обода (см.
рис. 12.1) зависит от профиля ремня.
Шкивы плоскоременных передач по
ГОСТ 17383—73 могут иметь внешнюю
поверхность: цилиндрическую (см. рис.
12.9, в), выпуклую (рис. 12.9, г) или
цилиндрическую с краями в форме конусов,
которые уменьшают возможность схода
ремня со шкива в процессе работы, осо-
Рис. 12.10.
Посадка шкива на валу
бенно при наличии непараллельности осей
валов, а также в быстроходных переда-
чах.
В высокоскоростных передачах (и>>
>40 м/с) на шкивах выполняют кольце-
вые канавки, которые, как показывает
практика, уменьшают «аэродинамический
клин» между ремнем и шкивом, ослаб-
ляющий сцепление между ними.
Профиль канавок шкивов (см. рис.
12.9, а, б) клиновых ремней выполняют
по ГОСТ 20898—75. Он определяется
сечением ремня и диаметром шкива, так
как при изгибе ремня вокруг шкива его
сечение искажается по сравнению с ис-
ходным.
Шкивы устанавливают консольно или
в срединной части вала обычно на шпон-
ках. При консольной установке шкивов
концы валов выполняют не только
цилиндрическими, но и коническими. В
этом случае обод шкива располагают по
возможности ближе к опоре (рис. 12.10)
для уменьшения изгибающего момента
(отверстия в шкиве обеспечивают доступ
к винтам с помощью торцового ключа без
снятия шкива).
При посадке шкива на цилиндрический
участок вала и соединении их используют
посадки: Н7/к6 — при спокойной нагруз-
ке; Н7/п6 — при работе с незначитель-
ными толчками и ударами; Н7/р6 — при
работе со значительными толчками и уда-
рами. Типичный пример осевой фиксации
и крепления шкива на валу показан на
рис. 12.10.
Шкивы изготовляют из чугуна марок
147
СЧ 10 и СЧ 15, легких сплавов и пластмасс
при работе передачи с небольшими ско-
ростями и из сталей (25Л, 15 и др.)
при окружных скоростях свыше 30 м/с.
Особенности монтажа и эксплуатации
передач. Начальное натяжение оказывает
существенное влияние на работоспособ-
ность передач, поэтому его необходимо
контролировать. Обычно контроль началь-
ного натяжения осуществляют путем при-
кладывания небольшой поперечной на-
грузки (например, грузом с силой тяжести
Fg = 10~-50 Н) посередине ветви и измере-
ния стрелы f провисания ремня под гру-
зом. В этом случае сила начального
натяжения FQttO$Fsl*/f (/*—половина
свободной длины ветви).
Так как ремни передачи постепенно
вытягиваются в процессе работы, то для
поддержания натяжения (а также облег-
чения сборки) предусматривают специаль-
ные натяжные устройства для периоди-
ческого или непрерывного натяжения
ремня. На рис. 12.1, а показано одно
из устройств (салазки) для периодическо-
го натяжения ремня перемещением элект-
родвигателя. Автоматическое регулирова-
ние натяжения ременной передачи произ-
водят силой, тяжести электродвигателя
(рис. 12.11, а), пружиной (рис. 12.11, 6)
и другими способами.
Для обеспечения нормальной работы
клиноременных передач требуется, чтобы
не параллельность осей вращения не
превышала 1 мм на длине 100 мм,
а допуск на смещение канавок шкивов
был не более 2 мм на 1000 мм межосе-
вого расстояния. Если межосевое расстоя-
ние превышает 1000 мм, то допуск увели-
чивают не более чем на 0,02 мм на каж-
дые 100 мм свыше этого межосевого
расстояния.
В «многоручьевой» передаче из-за
«рассеяния» длин ремней нагрузка между
ними распределяется неравномерно. В
связи с этим в таких передачах требуется
достаточно точно подбирать длины ремней.
12.7. Ременные вариаторы
Ременные вариаторы получили широкое
применение (сельхозмашины, станки и др.)
благодаря простой конструкции и невы-
сокой стоимости. Промышленность выпус-
кает мотор-вариаторы и автономные ва-
риаторы. Их недостатки обусловлены зна-
чительными габаритами и сравнительно
небольшим диапазоном регулирования.
В вариаторах с плоским ремнем ско-
рость регулируется в узких пределах
за счет осевого перемещения ремня.
Они имеют невысокую тяговую способ-
ность, большие габариты, поэтому приме-
няются редко.
Клиноременные вариаторы более ком-
пактны, надежны в эксплуатации и имеют
больший диапазон регулирования. На рис.
12.12 показаны типичные схемы вариа-
торов, состоящих из двух раздвижных
конусов (раздвижных шкивов) и клиново-
го ремня (обычного или специального,
вариаторного).
Скорость регулируют путем изменения
диаметров одного (рис. 12.12, а) или
одновременно двух (рис. 12.12, б) шкивов
при осевом смещении конических дисков.
Если в передаче регулируется один
шкив, то при этом принудительно изме-
няется межосевое расстояние. При двух
Рис. 12.11.
Схемы автоматического натяжения ремней
Рис. 12.12.
Схемы клиноременных вариаторов
148
'a) ‘ ' ?j~
Рис. 12.13.
Схемы перемещения ремня в вариаторе
регулируемых шкивах межосевое расстоя-
ние не изменяется.
Отметим, что в вариаторе, в кото-
ром диск ведомого вала регулируется, а
диск ведущего вала смещается за счет
пружины, работа происходит при постоян-
ной мощности (моменте на ведущем шки-
ве).
В случае, когда регулируется ведущий
шкив, а ведомый подпружинен, вариатор
работает с постоянным вращающим мо-
ментом на ведомом валу.
В регулируемом шкиве передвижным
может быть либо один диск, либо оба.
Если осевое смещение имеют оба диска,
то ремень перемещается в направлении их
радиусов (рис. 12.13, а). При осевом
перемещении одного диска ремень также
перемещается в сторону (рис. 12.13, б).
В передачах с двумя регулируемыми
шкивами подвижные диски ставят с про-
тивоположных сторон, исключая таким об-
разом перекос ремня.
Диски могут перемещаться специаль-
ным механизмом (например, зубчатым,
рис. 12.14, а), пружиной (рис. 12.14, б),
упругим резиновым элементом (рис.
12.14, в) и т. д.
Диапазон регулирования вариатора
определяется радиальным перемещением
Дг из крайнего верхнего положения в
крайнее нижнее (см. рис. 12.13, а), при
котором диски сближаются почти до
соприкосновения. Из рисунка следует,
что
Д г = 0,5( Ьо—Д )ctg — (Л — у о),
где ср — угол канавки между дисками.
Диапазон регулирования:
при одном регулируемом шкиве
n2max D 1 । 2Аг
при двух регулируемых шкивах
Д— П2тах _ D2
n2min dld2
где d\ и D\—наименьший и наиболь-
ший расчетные диаметры 1-го шкива;
dz и Z>2 — то же 2-го шкива.
Из последних соотношений следует, что
при увеличении б0 и уменьшении h (уве-
личении Ьо/h) диапазон регулирования по-
вышается. Для вариаторов с обычными
клиновыми ремнями (&о/Л= 1,33-Ь 1,42)
диапазон регулирования Д = 1,18-4- 1,70.
Большие значения Д получают при двух
регулируемых шкивах.
У широких ремней бо/Л = 2,Зч-3,1, и
они имеют существенно больший диапазон
регулирования.
Диапазон регулирования возрастает
при уменьшении диаметра меньшего шкива
d. Для увеличения гибкости вариаторные
ремни выполняют с ребрами на внутренней
стороне или на внутренней и наружной
сторонах.
149
Увеличению диапазона регулирования
способствует также уменьшение угла кли-
на <₽. Стандартом предусмотрены ф =
«26 и 28° для вариаторных ремней.
Расчет вариаторных ремней выполняют
так же, как и расчет клиновых ремней.
12.8. Зубчато-ременные
передачи
Зубчато-ременные передачи соединяют
в себе достоинства ременных и цепных
приводов. Их применяют в широком диа-
пазоне мощностей (от 0,2 до 500 кВт),
частот вращения (до 6000 мин"1 в высоко-
нагруженных и до 18 000 мин""1 в кине-
матических приводах) и окружных скоро-
стей (от 0,5 до 80 м/с). КПД передач
составляет 95—99%.
По сравнению с ременными зубчато-
ременные передачи имеют ряд важных
достоинств: высокие нагрузочную способ-
ность и долговечность, отсутствие про-
скальзывания, компактность (звездочки
могут иметь небольшие диаметры), сравни-
тельно невысокие начальное натяже-
ние и нагрузки на валы.
Зубчато-ременные передачи в отличие
от цепных передач малошумны (благодаря
Нейтральная
Рис. 12.15.
Параметры зубчато-ременной передачи
малым люфтам в зацеплении) и не требуют
смазывания.
Ремни и шкивы. Зубчатый ремень
представляет собой по форме бесконечную
плоскую ленту с зубцами трапецеидаль-
ной формы на внутренней поверхности
(рис. 12.15, а), входящими в зацепление
с зубцами на шкивах. Ремни выполняют
в основном из армированного металлотро-
сом неопрена или реже — полиуретана.
Основные параметры зубчатого ремня (см. рис. 12.15)
Таблица 12.5
Параметры Модуль т, мм
2 3 4 5 7 10
Шаг ремня /, мм 6,28 9,42 12,57 15,71 21,99 31,42
Общая толщина ремня Н, мм 3,00 4,0 5,0 6,5 11,0 15,0
Высота зуба Л, мм 1,5 2,0 2,5 3,5 6,0 9,0
Наименьшая тол- щина зуба s, мм 1,8 3,2 4,4 5,0 8,0 12,0
Угол профиля зу- ба 20, ° 50 40 40 40 40 40
Диаметр троса dTp, мм 0,36 0,36 0,36/0,65 0,65 0,65 0,65
Ширина ремня Ь, мм 8; 10; 12,5 12,5; 16; 20 20; 25; 32; 40 25; 32; 40; 50 50; 63; 80 50; 63; 80
Расстояние от оси троса до впадины ремня 6, мм 0,6 0,6 0,8 0,8 0,8 0,8
Допускаемая удельная окружная сила [ро], Н/мм 5 10 15/25 35 40 60
150
Спирально навитый по длине ремня трос
служит несущим элементом при передаче
окружной силы и обеспечивает неизме-
няемость шага ремня. Предел прочности
проволоки троса ов=3000 МПа, относи-
тельное удлинение 6=44-5%.
Каркас кинематических зубчатых рем-
ней (применяются в контрольной и изме-
рительной аппаратуре) изготавливают из
стекловолокна или полиамидного шнура,
а ремень — из резины, покрытой для повы-
шения износостойкости тканым найлоном.
Основными конструктивными парамет-
рами ремня (рис. 12.15, б) являются угол
20 и модуль m = t/n, где t — шаг рем-
ня. Значения модуля выбирают по стан-
дарту в зависимости от передавае-
мой мощности и частоты вращения
быстроходного вала. При п=650-т-
3500 мин”"1 существует такая зависи-
мость между Рит:
Л кВт . . . . 0,05—0,18 0,27—1,5
т, мм ... . 2; 3 3; 4
Основные параметры зубчатых ремней
по ОСТ 38-05114—76 даны в табл.
12.5.
Ширина ремня b выбирается в за-
висимости от модуля, а число зубьев мень-
шего шкива — в зависимости от частоты
его вращения и модуля (табл. 12.6).
Далее определяют другие параметры:
Таблица 12.6
Зависимость числа зубьев от модуля и частоты
вращения меньшего шкива
т, мм мин 1 21 min» не ме- нее т, мм «1, мин 1 1 mm’ не ме- нее
2 500—3000 3500—4500 5000—6800 7000—7500 12 14 16 18 5 500 1000—1500 2000—3000 3500—4000 16 18 20 22
3 500—1000 1500—2000 2500—3500 4000—5000 12 14 16 18 7 500 1000 1500 2000 20 22 24 26
4 500 1000 1500—2000 2500—3500 14 16 18 20 10 500 1000 1500 2000 20 22 24 26—28.
расчетную длину ремня /=nmzp (zp—-
число зубьев ремня); диаметры делитель-
ных окружностей шкивов (см. рис. 12.15);
d\ = mz\\ dz—mz* (z\ и z% — числа зубьев
шкивов); наружные диаметры шкивов
da\ = mz\ + 2&; da2=mz2—2&> где Д =
= 0,6 мм при диаметре троса 0,36 мм
и 1,3 мм при диаметре троса 0,65 мм;
диаметры окружностей впадин б//1 =
= dai —1,8m; df2=da2 — 1,8m; ширину
шкива B = 6 + m; угол впадины 20 =
= 50° при m = 2 мм и 20 =40° при
т>2 мм. Шаг ремня на наружном
диаметре /р=nda/z.
Быстроходность передач, v = 25; 35 и
40 м/с соответственно для модулей
т=2; 3 и 4...10 мм.
Расчет на тяговую способность. Расчет
является предварительным по аналогии
с расчетом ременных передач. Расчетная
2,2—5,5 7,0—17 Св. 17
4; 5 5; 7 7; 10
удельная (на единицу ширина ремня) ок-
ружная сила (Н/см) на ремне
Pt:= PoCiCgCpy
где ро — допускаемая удельная окружная
сила (см. табл. 12.5), являющаяся кри-
терием подобия, обобщающим результаты
экспериментальных исследований и срав-
нительно небольшого опыта эксплуатации
передач; Ci — коэффициент передаточного
отношения (вводится только для ускоряю-
щей передачи; при />1 Ct=l); Сг—
коэффициент, учитывающий то обстоя-
тельство, что с увеличением числа зубьев
zo в зацеплении со звездочкой нагрузка на
первый набегающий зуб снижается* (.С2 =
= 0,6; 0,8 и 1 соответственно при Zo==4;
5 и 6); Ср — коэффициент режима работы
(см. табл. 12.2).
Требуемая ширина ремня
P~«mv2 d\{p-4mv2) ’
* Распределение нагрузки между зубьями
передачи можно определить, используя схему
сопряжения (рис. 2.13).
151
где qm — масса 1 м ремня шириной
1 см; между т и qm существует за-
висимость:
т, мм ... 2 3 4 5 7 10
Чт • ю2,
кг/(м-см) . .0,32 0,4 0,5 0,75 0,9 1,1
v — скорость ремня, м/с; Т\ — вращаю-
щий момент на ведущем шкиве; Ft —
окружная сила, передаваемая ремнем
(Ft = P/v, где Р — передаваемая мощ-
ность, Вт).
Окружная сила Ft часто ограничивается
средними контактными напряжениями
(давлениями) на зубьях в зацеплении с
малым шкивом. После определения шири-
ны ремня рекомендуется проверять давле-
ния на зубьях
F
zQbh ’
где ф — коэффициент неравномерности
распределения нагрузки между зубьями
ремня и шкива на дуге обхвата (ф =
= 1,7-г 2,0 при нагрузке до 14 кВт
и скорости ремня до 20 м/с); Zq— число
зубьев в зацеплении;
_ а1
2о г\ збо° ’
где ai — угол обхвата на малом шкиве;
[р2] — допускаемое давление на зубья
ремня, зависящее от частоты вращения
быстроходного вала следующим образом:
п, мин-1 . .200 400 1000 2000 5000 10 000
[pj, МПа .2,0 1,5 1,0 0,75 0,5 0,35
Передача зубчатым ремнем не требует
значительного натяжения. Для обеспече-
ния зацепления ремня со шкивом назна-
чают небольшое натяжение Го« (1,14-
l,3)p,ni>2& или пользуются такой зави-
симостью:
/и, мм .... 2 3 4 5 7 10
Fo/b, Н/см . . 4 6 8 10 14 20
Силы, действующие на валы передачи,
Fr=(l 4-1,2)Л.
Пример. Рассчитать клиноременную передачу
привода ленточного конвейера. Передаваемая
мощность 7,5 кВт, частота вращения ведущего
шкива П1 = 950 мин-1, частота вращения ве-
домого шкива п2 = 330 мин-1. Желательное
межосевое расстояние а=800 мм. Пусковая
нагрузка до 150% от нормальной.
Решение. 1. Момент на быстроходном валу
Г, = 9554 — =9554^4-= 75,4 Н-м,
П\ 950
Этот момент (см. табл. 12.1) можно передать
ремнем сечения Б (dmin=125 мм; Л =
= 138 мм2; Ьо= 14 мм; /о =2240 мм).
2. Передаточное отношение
1 = 2.88.
п2
3. Скорость ремня
«и*!»! 3,14 . 140 - 950 спс .
v 60 • 1000 60 • 1000 6,96 м/с .
4. Диаметр ведомого шкива при е=0,01
и di = 140 мм:
d2=du (1—е)=140-2,88(1—0,01)=399 мм.
Принимаем по ГОСТ 1284—80 da=400 мм.
5. Действительная частота вращения ведо-
мого шкива
d.
Л =(1-«)« —_
а2
=(1-0,01) 9504(Ю140 =329,2 мин
Уточненное передаточное отношение
i = п 1/п 2=950/329,2 = 2,89.
6. Требуемая длина ремня
I -2а | Л(^+^) , (rf2~rf.)2 7
= 2.800+^^±^ +
+(400-14^^^ мм
Округляем полученное значение до стан-
дартного (по ГОСТ 1284—68) 2500 мм.
Так как принятое значение незначительно
отличается от расчетного, уточнение меж-
осевого расстояния можно не проводить.
7. Угол обхвата на малом шкиве
d2—d.
а = 180°--------~57° = 180° —
а
- 400 ~01-4%7о = 161,5°> 120° .
8. При dmin=125 мм и v=6,96 м/с (см.
табл. 12.3) передаваемая одним ремнем в стан-
дартной передаче мощность Ро = 2 кВт.
152
Мощность, допускаемая на один ремень
проектируемой передачи при Ср=1,1 (см.
табл. 12.3), Са=0,94, С/=0,99 и ATi =
=3,1 Н-м (см. табл. 12.4)
[Р]= (Р0СаС/+ДГт 1/9554)Ср =
= (2 • 0,94 • 0,99+3,1 • 950/9554)1,1 =
= 2,376 кВт.
9. Предварительное число ремней
2^р/ [Р]= 7,5/2,376 = 3,15.
Уточненное число требуемых ремней
z=z*/Cz = 3,15/0,9 =3,5.
Принимаем четыре ремня.
Глава 13
ФРИКЦИОННЫЕ ПЕРЕДАЧИ
И ВАРИАТОРЫ
13.1. Виды механизмов
и их назначение
Фрикционными называют передачи, в
которых силовое «замыкание» жестких
звеньев осуществляется за счет сил сцеп-
ления (трения). Их применяют для пе-
редачи движения между валами с парал-
лельными и пересекающимися осями, а
также для преобразования вращательно-
го движения в поступательное или вин-
товое.
Фрикционная передача может быть
реализована как жесткими, так и по-
датливыми (гибкими) звеньями. В этом
разделе рассмотрены лишь передачи
жесткими звеньями.
Основные достоинства передач: удоб-
ство регулирования частоты вращения
ведомого звена; простота конструкции;
плавность движения и бесшумность.
Недостатки передач обусловлены срав-
нительно большими нагрузками на валы
и возможностью взаимного проскальзы-
вания катков.
Простейшие кинематические схемы
фрикционных передач показаны на
рис. 13.1. Передача обычно состоит из ве-
дущего 1 и ведомого 2 катков (цилинд-
рических или конических), а также опор
3 и 4, одна из которых подвижна.
Рабочие поверхности тел качения мо-
гут быть также коническими (рис. 13.1, б),
сферическими и др. Кроме передач с внеш-
ним контактом катков, нередко исполь-
зуют передачи с внутренним контактом
катков (рис. 13.1, в).
В приборах (например, лентопротяги-
вающих устройствах и т. п.), транспорт-
ных машинах и др. используют механизмы
(рис. 13.1, г), преобразующие вращатель-
ное движение ведущего катка 1 в посту-
пательное движение ведомого звена 3.
Прижатие к ведущему ведомого звена
может осуществляться силой тяжести
последнего или, например, с помощью
катка 2, вращающегося за счет сил
трения.
Фрикционные передачй применяют в
кинематических цепях приборов для обес-
печения плавности движения, бесшумно-
Рис. 13.1.
Схемы простейших фрикционных механизмов
153
сти и безударного включения, а в основ-
ном — в вариаторах для обеспечения
бесступенчатого регулирования скорости в
станках (текстильных, бумагоделательных
и др.), машинах и приборах. Передавае-
мые мощности обычно ограничены преде-
лом 10 кВт, так как при больших мощ-
ностях трудно обеспечить необходимую
силу нажатия катков.
13.2. Механика передач
Кинематика передач. В нерегулируемой
фрикционной передаче окружная скорость
ведомого катка несколько меньше скоро-
сти ведущего катка из-за их взаимного
проскальзывания, обусловленного упруги-
ми , смещениями контактирующих точек
катков и, как следствие, различием ско-
ростей в точках площадки контакта.
Обычно равенство скоростей («чистое»
качение) имеет место лишь для точек
катков, лежащих на линии начального
контакта (контакта при Fr=0).
Скольжение связано также с наличием
масляных пленок значительной толщины
в передачах, работающих в масле.
Влияние проскальзывания учитывают с
помощью коэффициента определяемого
по формуле
Если ввести в рассмотрение угловые
скорости (01 и юг катков, то передаточное
отношение
Ш1 = . d2
«2 (l-0dl ’
(13.1)
где 5=0,014- 0,05 — коэффициент сколь-
жения.
В передаче коническими катками (см.
рис. 13.1, б)
sin62
1=— (1 —E)sin6, ’
где 61 и 6г — углы наклона к оси конусов
образующих.
В этих формулах знак «—» показывает,
что звенья вращаются в противополож-
ных направлениях. В расчетах используют
Рис. 13.2.
Лобовой вариатор
абсолютное значение передаточного отно-
шения.
Механизмы, показанные на рис. 13.1,
имеют постоянное передаточное отноше-
ние. Однако с помощью катков можно
образовать механизм (передачу) с регу-
лируемым передаточным отношением, на-
зываемый вариатором. На рис. 13.2 пока-
зан лобовой вариатор (а — схема, б —
эскиз), в котором ведущий каток 1 может
перемещаться по своему валу (вдоль
оси) в осевом направлении (как показано
стрелками).
При этом передаточное отношение бу-
дет плавно изменяться по мере изменения
радиуса R. Если каток 1 будет на «оси»
катка 2, то последний не будет вращаться.
При переводе катка 1 в левую часть
катка 2 изменится направление вращения
ведомого вала.
В вариаторе, схема которого изобра-
жена на рис. 13.3, а, изменение радиуса
контакта ведомого звена с ведущим дости-
гается за счет катка конической формы.
На практике используют и другие схемы
вариаторов (торовые, рис. 13.3, б; клино-
ременные и пр.).
Для лобового вариатора (см. рис. 13.2)
зависимость (13.1) остается справедливой,
154
Рис. 13.3.
Конусный (а) и торовый (б) вариаторы
и если пренебречь проскальзыванием, то
«max . . «пи
0)2min т,П “гтах «1
Диапазон регулирования
to I Р
___ max max max
т min *min «min
(13.2)
является одной из основных характеристик
вариатора. Теоретически возможен слу-
чай, когда /?min=0 и Д->оо. Однако при
малых R существенно возрастает сколь-
жение и, следовательно, износ катков,
снижается КПД, а потому практический
диапазон регулирования ограничивают
значением Д^З.
Статика передач. Рассмотрим передачу
на рис. 13.1, а. Если к ведомому катку
приложен момент сопротивления Т2 (внеш-
няя нагрузка), то для его преодоления
требуется полезная окружная сила
F, = T2//?2 = Fz,
где /?2 — радиус 2-го катка; Ff — сила тре-
ния, возникающая между контактирую-
щими катками Ff — fFr, здесь f — коэффи-
циент трения качения (f=0,05 для пары
роликов из стали и чугуна при работе в
масле, 0,10—0,15—для пары сталь —
текстолит или фибра без смазочного ма-
териала) .
Для уменьшения проскальзывания в
процессе работы (из-за износа, вибра-
ции, перегрузки и т. д.) создают запас
сцепления K=Ff/Ft>\. Обычно прини-
мают: в силовых передачах К= 1,25 4-1,5;
в приборах К = 3.
Следовательно, необходимая сила нажа-
тия катков
_ KFt _ КТ2
f f*2 '
(13.3)
Обратим внимание, что значение силы
Fr оказывается существенно большим,
чем силы Ft: например, при К=1,25 и
f=0,05 Л = 25/7
Необходимая сила нажатия в кониче-
ской передаче (см. рис. 13.1, б) Fr —
KFt . _
=—— sin Oi, где Oi — угол наклона об-
разующей к оси катка.
Нажатие катков является необходимым
условием работы передач, а способ на-
жатия оказывает существенное влияние на
работу фрикционного вариатора. Получи-
ли распространение способы нажатия:
с помощью специальных пружин, цент-
робежными силами и автоматический —
под действием передаваемой нагру-
зки.
При первых двух способах значение
нажимной силы определяется по мак-
симальной нагрузке. В процессе работы
эта сила постоянна и не зависит от ре-
жима. При неполной нагрузке имеет место
избыточное давление. Это снижает дол-
говечность деталей и КПД вариатора,
так как при снижении полезной нагрузки
потери практически не уменьшаются. При
этих способах нажатия неизбежны про-
буксовки при перегрузках, приводящие
к местному износу катков и к выходу их из
строя.
В вариаторах с автоматическим нажа-
тием сила нажатия устанавливается в
зависимости от нагрузки.
Высокой универсальностью обладают
шариковые (рис. 13.4, а), винтовые
(рис. 13.4, б) и другие нажимные устрой-
ства.
В шариковом устройстве каток связан
с валом посредством двух или трех шари-
ков, помещенных в гнезда клиновидной
формы. При вращении вал смещается
по отношению к катку на некоторый
угол, выжимает шарики, создает необ-
ходимую силу нажатия на катки и од-
новременно приводит их во вращение.
155
Рис. 13.4.
Устройства для нажатия на катки
При действии на валу вращающего мо-
мента Т1 на катке развивается осевая
сила
Т,
F ==----— ,
°
где гш — радиус окружности центров ша-
риков; у — угол наклона канавки на сред-
ней окружности.
Шариковое устройство обеспечивает
таким образом осевую силу, пропорцио-
нальную вращающему моменту на дан-
ном валу. При больших осевых силах
шарики заменяют роликами.
Винтовое устройство (рис. 13.4, б)
работает аналогично. Однако из-за трения
в резьбе оно медленнее реагирует на из-
менение нагрузки. Кроме того, сила на-
жатия при одном и том же моменте зави-
сит от характера изменения нагрузки.
Осевая сила при установившемся ре-
жиме нагружения
2Р.
F =-----— ,
а d2tg₽ ’
где di — средний диаметр резьбы винта;
Р — угол подъема винтовой линии на
среднем диаметре.
КПД передачи
т]= T2W2/ (Г 1<01) = ,
где Гг и (02 — вращающий момент и уг-
ловая скорость ведомого катка; Т\ и (oi —
то же на ведущем катке.
Потери во фрикционных передачах обус-
ловлены трением качения между катками,
трением в подшипниках и проскальзыва-
нием. Обычно т) = 0,9-=-0,95.
13.3. Критерии
работоспособности и расчет
катков передач
Виды повреждений катков. Рабочие по-
верхности металлических катков, работаю-
щих в масле при жидкостном трении, раз-
рушаются из-за усталостного выкрашива-
ния под действием переменных (от враще-
ния) контактных напряжений q (см.
рис. 13.1, а), вызванных силой нажатия
(см. с. 155). Экспериментально установ-
лено, что долговечность катков (число цик-
лов нагружений до появления поврежде-
ний на поверхностях контакта) пропорцио-
нальна максимальным напряжениям
^тах = оя. В передачах, работающих без
смазывания или при . смазывании, не
обеспечивающем режима жидкостного
трения, наблюдается изнашивание кат-
ков, также пропорциональное значению
и коэффициенту трения f. Катки из
неметаллических материалов разрушают-
ся вследствие отслаивания рабочих по-
верхностей.
Таким образом, контактная прочность
и износостойкость являются основными
критериями работоспособности передач.
Расчет на контактную выносливость
катков передач. Расчет выполняют, ис-
пользуя условие прочностной надежности
в виде
(13.4)
где он и [сгя]— соответственно максималь-
ное и допускаемое контактное напряже-
ние.
Для расчета передачи необходимо иметь
уравнение, связывающее напряжение он с
внешней нагрузкой на каток и его геомет-
рическими параметрами.
В расчетах катков с начальным каса-
нием по линии (контакт без нагрузки)
используют решение задачи Герца о кон-
такте двух цилиндров (см. с. 23). Мак-
симальное контактное напряжение между
двумя сжатыми цилиндрами (см. рис. 2.3)
с коэффициентами Пуассона материалов
Vi = V2=0,3
aH=0,418-\/^L , (13.5)
156
где q~Fr/b — распределенная нагрузка
на цилиндры от силы нажатия Fr (b —
длина цилиндров); £пр и рпр— соответ-
ственно приведенные модуль упругости
материалов и радиус кривизны цилиндров;
di==(in: d2=^(i-s).
Далее определяется сила нажатия Fr,
нагрузки на валы и опоры.
£пр
2 V £Л £2/
13.4. Конструкции вариаторов
Рпр
2
(13.6)
где Ei и £2— модули упругости мате-
риалов 1-го и 2-го катков; Г\ и гг— ра-
диусы катков. Знак в формуле (13.6)
ставится при внешнем контакте, знак
«—» — при внутреннем.
Если начальный контакт катков происхо-
дит в точке (например, в вариаторах на
рис. 13.3), то в расчетах таких катков
используют решение задачи Герца о кон-
такте шаров (см. табл. 2.2).
В уравнение (13.5) при известной внеш-
ней нагрузке входят пять переменных про-
ектирования: Е\ и £2, г\ и г2, Ь. Задача
проектирования оказывается многовари-
антйой. Размерность задачи понижают
для упрощения, задаваясь материалами
катков и принимая ширину катков (по
опыту проектирования) в зависимости
от меж осевого расстояния a=ri4-r2, на-
значая таким образом конструктивное
ограничение в форме Ь = Уь<& (ф&а — коэф-
фициент ширины катка).
Вводя в рассмотрение передаточное
отношение i=ni/n2(ni и П2— частоты
вращения катков) и выразив удельную
силу q через вращающий момент Тг на
ведомом катке, из неравенства (13.4) и
соотношения (13.5) найдем
я //0418 \2£ппКГ2
(13”
Допускаемое контактное напряжение
принимают в зависимости от твердости по
Бринеллю: для металлической пары при
работе в масле [оя]=(2,5-~3) НВ, при
работе всухую [ая]=(1,2-т-1,5) НВ. Для
катков из текстолита при работе без сма-
зывания принимают [сгя]=80-=-100 МПа.
Диаметры катков
В приводах машин получили приме-
нение фрикционные вариаторы трех типов:
с непосредственным контактом ведущего
катка с ведомым (см. рис. 13.2; 13.3;
13.5, а—в); с промежуточным элементом
(см. рис. 13.3, б; 13.5, г—з); планетар-
ные.
В вариаторах с непосредственным кон-
тактом катков один из них имеет обычно
постоянный диаметр, регулируемый каток
может быть ведущим или ведомым. Изме-
нение рабочего диаметра второго катка
достигается его перемещением.
Для ограничения скольжения в край-
них положениях и уменьшения габаритов
диапазон регулирования вариаторов с
непосредственным контактом колес при-
нимают 2,5—3 (реже 4—5).
В вариаторах с промежуточным элемен-
том регулирование может производиться
изменением: диаметров обоих колес при
неизменном диаметре промежуточного эле-
мента (рис. 13.5, г—ж); радиусов качения
промежуточного элемента при постоян-
ных диаметрах ведущего колеса и ведо-
мого (рис. 13.5, з) и др.
Наличие в вариаторах с промежуточ-
ным элементом двух регулируемых колес
позволяет расширить диапазон регули-
рования до 6—10, а неизменность поло-
Рис. 13.5.
Схемы вариаторов
157
жения входного и выходного валов упро-
щает соединение вариатора этого типа с
сопряженными агрегатами.
Лобовые вариаторы с цилиндрическим
катком (см. рис. 13.2 и 13.5, д), а также
передача (см. рис. 13.5, е) имеют значи-
тельное скольжение, поэтому их применя-
ют лишь в передачах малой мощности
(в приборах и т. п.). Более эффективны
передачи с коническими катками (см.
рис. 13.1, б).
Многодисковые передачи (рис. 13.5, в)
имеют также значительное скольжение.
Однако возможность использования боль-
шого числа параллельно работающих дис-
ков позволяет уменьшить длину линии
контакта, снизить тем самым скольжение
и одновременно значительно повысить
передаваемую мощность.
Такие вариаторы с парами, работаю-
щими в масле, могут передавать боль-
шие мощности, чем передачи других
типов.
В передаче (см. рис. 13.3, б) ролик рас-
положен по хордальному сечению сферы:
выбором соответствующих размеров пере-
дачи можно получить весьма малое сколь-
жение. Недостатком всех торовых ва-
риаторов является сложность изготовле-
ния колес.
В шаровых вариаторах (см. рис. 13.5, з)
рабочие поверхности обоих колес кониче-
ские, промежуточные элементы — шары.
Регулирование скорости производится на-
клоном оси вращения шаров. Вариаторы
отличаются значительным диапазоном
регулирования, но вследствие точечного
контакта в парах применимы при от-
носительно небольшой мощности.
Среди передач с непосредственным кон-
тактом катков получили распространение
вариаторы по схеме, изображенной на
рис. 13.5, а. Они несложны в изготов-
лении и при малых значениях Д имеют
небольшое скольжение катков.
Для ознакомления с конструкцией фрик-
ционных передач на рис. 13.6 показан
шаровой вариатор, основными деталями
которого являются конические катки 7
и шары 8. Шары, смонтированные на осях
9 квадратного сечения, обеспечивают
скольжение в радиальных канавках корпу-
са. Втулки 2, посаженные на осях 9, вхо-
Рис. 13.6.
Шаровой вариатор
дят в специальные прорези регулирующего
диска 3. Наклон оси шаров вызывает из-
менение радиусов качения шара по ко-
нусам катков 7. При повороте диска 3
кольцо 1 удерживает шары в радиальном
направлении. Два роликовых механизма 4
обеспечивают необходимое нажатие. На-
чальное прижатие катков к шарам осу-
ществляют тарельчатые пружины 5. Чер-
вячная пара 6 поворачивает диск 3
при регулировании. Валы разгружены от
изгибающих моментов благодаря сим-
метричному расположению шаров. Диа-
пазон регулирования Д<9; т)=0,84-0,85;
Ртах = Ю кВт.
Материалы. Для изготовления катков
вариаторов при работе в масле исполь-
зуют стали ШХ15, 18ХГТ, 18Х2Н2ВА, 65Г
и др. с твердостью рабочих поверхностей
не менее 60 HRC. Колеса из таких сталей
обеспечивают минимальные габариты и
высокий КПД передачи, но требуют тща-
тельного изготовления, монтажа и хоро-
шей отделки рабочих поверхностей. При
работе без смазочного материала приме-
няют пары из текстолита, пластмассы,
резины по стали. Эти пары имеют более
высокий коэффициент трения в сравнении
со стальными и, следовательно, работают
с меньшими силами нажатия. Они менее
требовательны к точности изготовления,
158
монтажа и тщательности обработки ра-
бочих поверхностей, но КПД их ниже.
Шум при работе меньше, чем при сталь-
ных катках, габариты передач существен-
но больше. Получают распространение
также специальные фрикционные пласт-
массы с асбестовым и целлюлозным на-
полнителем с коэффициентом трения до
0,5.
Глава 14
ЗУБЧАТЫЕ ПЕРЕДАЧИ
14.1. Общие сведения
Зубчатыми называют механизмы (пе-
редачи), в которых силовое «замыкание»
и движение между звеньями (зубчатыми
колесами) передается с помощью после-
довательно зацепляющихся зубьев (рис.
14.1).
Их используют в большинстве машин
и приборов для передачи движения и вра-
щающего момента в широком диапазоне
мощностей (до 300 МВт) и скоростей
(до 200 м/с), а также преобразования
вращающего движения в поступатель-
ное, и наоборот.
У зубчатого колеса (рис. 14.1, а и б)
условно различают тело или основание
(диск со ступицей) и зубчатый венец, от-
деляемый от тела соосной поверхностью
впадин (здесь и далее рассматриваются
передачи с круглыми колесами).
Колесо, радиус которого равен беско-
нечности, называют зубчатой рейкой
(рис. 14.1, в).
Достоинства передач определяются тех-
нико-экономическими показателями: вы-
сокими КПД (до 0,97—0,99 для одной
пары колес — ступени), надежностью ра-
боты, компактностью.
Относительные недостатки передач обус-
ловлены сравнительно сложной техноло-
гией, необходимостью изготовления колес
с высокой точностью, возможностью по-
явления шума при работе и некото-
рым др.
Классификация передач строится по гео-
метрическим и функциональным особен-
ностям.
По взаимному расположению осей раз-
личают передачи: цилиндрические
(имеют параллельные оси, рис. 14.1, а);
конические (оси колес пересекаются,
рис. 14.2, а); гиперболоидные (пе-
редачи со скрещивающимися осями: чер-
вячные, рис. 14.2, б; винтовые, рис. 14.2, в;
гипоидные и др.).
По характеру движения осей передачи
называют обычными или рядовыми
(имеют неподвижные геометрические оси
всех колес) и планетарными, если
Рис. 14.1.
Прямозубые передачи
Рис. 14.2.
Передачи зацеплением:
а — коническая; б — червячная; в — винтовая;
г —цилиндрическая с внутренним зацеплением
159
оси одного или нескольких колес под-
вижны.
По относительному расположению по-
верхностей вершин и впадин зубьев
колес различают: передачи внешне-
го зацепления (образуются при за-
цеплении колес с внешними зубьями) и
передачи внутреннего зацепле-
ния (образуются при зацеплении колес,
одно из которых имеет внутренние зубья,
а другое — внешние зубья, рис. 14.2, г).
По направлению (расположению обра-
зующей линии) зубьев различают: пере-
дачи с прямыми (прямозубые, см.
рис. 14.1) и винтовыми (рис. 14.2, в)
зубьями. Колеса прямозубых передач
имеют прямые линии зубьев. Косые
зубья — разновидность винтовых зубьев.
По профилям зубьев колес передачи
подразделяют: на передачи с эволь-
вентным зацеплением, в котором
профили зубьев очерчены эвольвентами
окружностей; на передачи с цикло-
идальным зацеплением, в кото-
ром профили зубьев очерчены по эпи- и
гипоциклоидам; на передачи с за-
цеплением Новикова, в котором
взаимодействуют выпуклый профиль зуба
одного колеса и вогнутый профиль зуба
другого колеса.
Передачи с эвольвентным зацеплением
имеют наиболее широкое применение
благодаря тому, что зубья могут быть
обработаны инструментом с прямолиней-
ной режущей кромкой (поэтому их легче
изготовить с высокой точностью), а также
нечувствительности к отклонениям меж-
осевого расстояния (поэтому не изменя-
ется закон движения и передаточное
отношение).
В зависимости от назначения зубча-
тые передачи могут встраиваться в кон-
струкцию машины (встроенные пе-
редачи) или выделяться в самостоя-
тельный узел (агрегат) и иметь отдель-
ный корпус,
По конструктивному исполнению пере-
дачи могут располагаться вне корпуса
и иметь легкое ограждение (открытые
передачи) либо работать в корпусе,
изолирующем их от внешней среды (за-
крытые передачи). Открытые пере-
дачи работают без смазывания или при
160
периодическом смазывании при неболь-
ших окружных скоростях (тихоходные
передачи). Закрытыми выполняют обычно
передачи, работающие при средних и вы-
соких окружных скоростях (быстроход-
ные передачи) с обильным смазыванием
(из масляной ванны, струей масла
И др.).
Различают силовые и несиловые
(кинематические) передачи. Силовые
передачи используют для передачи мощ-
ностей, и их габариты определяются,
как правило, прочностной надежностью.
Несиловые передачи выполняют в основ-
ном кинематические функции и мощно-
сти практически не передают. Размеры
таких передач определяются конструктив-
ными соображениями.
Зубчатые передачи могут понижать или
повышать частоту вращения ведомого
вала. В понижающей передаче
частота вращения ведомого вала (коле-
са) меньше, ав повышающей пере-
даче больше частоты вращения веду-
щего вала (колеса).
Агрегат с понижающей передачей (пе-
редачами) называют редуктором, агрегат
с повышающей передачей называют муль-
типликатором.
14.2. Краткие сведения по геометрии
прямозубых цилиндрических
передач и колес
Геометрия зубчатых передач рассматри-
вается в курсе «Теория механизмов и ма-
шин». Здесь приведены лишь краткие
сведения, необходимые для расчетов и про-
ектирования зубчатых передач.
Основные параметры эвольвентного за-
цепления. Передачу движения с помощью
зубьев принято называть зубчатым зацеп-
лением (рис. 14.3). Для обеспечения по-
стоянства мгновенного передаточного от-
ношения зубья шестерни (меньшего из
пары колес) и колеса передачи должны
иметь сопряженные профили. Последнее
достигается нарезанием зубьев инстру-
ментами на основе исходного контура
по ГОСТ 13755—81.
Этот контур имеет форму рейки (рис.
14.4), так как рейка сохраняет постоян-
ный угол зацепления в паре с колесом
любого радиуса и при любом относитель-
ном положении колес.
Одним из основных параметров зацеп-
ления является модуль
т~р/тс, (14.1)
где р — шаг зубьев, т. е. расстояние меж-
ду одноименными профилями соседних
зубьев рейки по делительной или другой,
параллельной ей прямой (делительной
называют прямую, на которой теорети-
ческая толщина зуба равна ширине
впадины).
Модуль является, таким образом, нор-
мированным шагом зацепления.
Стандартом (ГОСТ 9563—60) предус-
мотрен широкий набор модулей, обеспе-
чивающий потребности приборов в ми-
ниатюрных зубчатых передачах, а также
потребности машин в крупногабаритных
передачах.
Приведем некоторые из значений моду-
лей (мм), используемые в силовых пере-
дачах:
Рис. 14.4.
Исходный и рабочий контуры рейки по ГОСТ
13755—81 (ДП — делительная прямая)
Значения I ряда являются предпочти-
тельными.
Для модулей свыше 1 мм исходный кон-
тур по ГОСТ 13755—81 является прямо-
бочным, имеет следующие параметры
(см. рис. 14.4, а): профильный угол
а = 20*; глубина захода hi = 2hafn (здесь
ha — i—коэффициент высоты головки
зуба); толщина зуба по делительной
прямой $=0,5р; радиальный зазор с=
=с*т (здесь с *=0,25—коэффициент ра-
I ряд....................0,8; 1; 1,25; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; ... 80
П ряд...................0,9; 1,125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7; ...; 90
диального зазора) и радиус закругления у
корня зуба р, = 0,384/п. Для обеспечения
плавного вхождения зубьев в зацепление
и снижения динамических нагрузок на
вершине зубьев исходного контура пред-
намеренно отступают от теоретической
прямолинейной формы, выполняя срез
профиля — фланк (рис. 14.4, б). Расчет-
ный контур с фланком называют номи-
нальным исходным (рабочим) контуром.
Однозначность перечисленных основных
параметров делает исходные контуры раз-
личных модулей геометрически подоб-
ными.
Линия зацепления, т. е. геометрическое
место точек контакта профилей зубьев
при обкате, для колес с эвольвентным
профилем зубьев является прямой —
следом плоскости зацепления. Это обес-
печивает эвольвентному зацеплению суще-
ственные преимущества перед другими
видами зацеплений. Линия зацепления
является касательной к основным окруж-
ностям колес.
Перпендикуляры O\N\ (см. рис. 14.3)
6 Зак 673
161
и O2N2 из центров колес на линию зацеп-
ления дают радиусы гь\ и г&2 их основных
окружностей, развертками (эвольвентами)
которых являются профили зубьев.
Межосевое расстояние передачи можно
выразить и через диаметры основных ок-
ружностей:
dbi + db2 = 2awCOSaw <14'2)
Это уравнение характеризует зацепле-
ние двух зубьев с эвольвентными профи-
лями. В реальном зубчатом зацеплении
одновременно могут контактировать не-
сколько пар зубьев. При этом одновремен-
ный контакт зубьев возможен при условии
Рьп =Pbt2, где ры\ и pbt2 — шаги по основ-
ной окружности 1-го и 2-го колес.
Радиусы кривизны pi и р2 эвольвент
зубьев 1-го и 2-го колес в точке П контакта
равны соответственно отрезкам Nifl и
ЫъП, а в точке Р\ — отрезкам N\Pi и
N2P1-
На каждом колесе имеется по одной со-
осной поверхности (цилиндр в цилиндри-
ческой передаче), которые касаются друг
друга, и в любой точке касания (контак-
та) вектор относительной скорости равен
нулю. Эти поверхности называют началь-
ными, а концентрические окружности,
принадлежащие им,—начальными окруж-
ностями. Они описываются из центров и
проходят через полюс П, положение кото-
рого на линии межосевого расстояния
определяется передаточным отношением
1=ю1/(й2 и диаметрами начальных ок-
ружностей
где (Di и о)2 — угловые скорости 1-го и
2-го колес.
Передаточное отношение выражается
через отношение чисел зубьев 2-го и 1-го
колес, т. е.
/= —Z2/Z1.
Знак «—» показывает, что колеса вра-
щаются в противоположных направлени-
ях. Чтобы не учитывать знак отношения,
в расчетах используют передаточное чис-
ло и — отношение числа зубьев большего
колеса к числу зубьев меньшего колеса,
которое или равно передаточному отно-
шению, или является его обратной ве-
личиной.
Диаметр начальной окружности связан
с диаметром основной окружности соот-
ношением (см. рис. 14.3)
Отметим, что точки Pi и Р2 пересечения
окружностей вершин колес с линией за-
цепления являются началом входа и кон-
цом выхода из зацепления пары зубьев,
а отрезок Р\Р2 = 1 соответствует активной
линии зацепления. Прямые зубья входят
в зацепление и выходят из него сразу по
всей своей длине, равной ширине bw вен-
ца. При этом линия контакта (сопряже-
ния) двух зубьев перемещается, обра-
зуя плоскость (поле) зацепления в форме
прямоугольника PiP'iP^Ps (см. поле под
схемой зацепления зубьев).
Для сохранения в каждый момент вре-
мени постоянным передаточного отноше-
ния необходимо, чтобы следующая пара
зубьев вступала в зацепление в точке Pi
тогда (или ранее), когда точка контакта
предыдущей пары зубьев придет в точку Р2.
Следовательно, длина активной линии за-
цепления должна быть не менее основного
шага. Обычно, когда одна пара зубьев на-
чинает зацепление по контактной линии
PiP'i, другая (предыдущая) пара, завер-
шая цикл зацепления, взаимодействует по
контактной линии Л2Л2. В результате на
участках Р'\Р\А\А'\ и Л'гЛгРгР'г поля за-
цепления в контакте, одновременно вос-
принимая нагрузку, находятся две пары
зубьев — двухпарное зацепление (в пе-
редачах колесами с большим числом
зубьев малого модуля возможно трехпар-
ное зацепление). После пере сопряжения,
т. е. выхода из зацепления второй пары
зубьев на линии Р2Р'2 в контакте, пере-
давая всю нагрузку, будет находиться
лишь одна пара зубьев — однопарное за-
цепление. Зона однопарного зацепления
на плоскости зацепления заключена в пря-
моугольник Л^^Л'гЛг, утолщенная ли-
ния /7/7' показывает здесь положение
контактной линии зубьев при их зацепле-
нии в полюсе.
Продолжительность зацепления приня-
162
Рис. 14.5.
Осциллограммы усилий в зубьях при у = 5 м/с:
а — зоны двухпарного зацепления; б—зона одно-
парного зацепления'
то характеризовать коэффициентом тор-
цового перекрытия
е«= у-= 1,88 — 3,2/J-±А_\ , (14.5)
pbt \ г\ z2j
где знак «+» соответствует внешнему
зацеплению, а знак «—» — внутреннему.
Обычно 8в= 1,24-1,8, но в передачах
со смещением можно получить еа>-2.
Таким образом, при пересопряжении
прямых зубьев в передаче, когда 1
резко изменяется суммарная
длина контактных линий (от l=2bw в
зоне двухпарного зацепления до l = bw в
зоне однопарного зацепления). Это вызы-
вает увеличение напряжений в зубьях,
шум и динамические нагрузки в зацеп-
лении (рис. 14.5).
С увеличением еа длительность од-
нопарного зацепления сокращается. По-
этому в высокооборотных передачах при-
меняют колеса с большим числом зубьев
малого модуля.
Межосевое расстояние aw, угол зацеп-
ления а о,, передаточное отношение i и
число зубьев z\ являются основными па-
раметрами зубчатой передачи. Их реали-
зуют, изготовляя зубчатые колеса в со-
ответствующих условиях и размерах.
Основные параметры эвольвентного зуба
и зубчатого колеса. Геометрию прямозу-
бого цилиндрического колеса, нарезае-
мого инструментом реечного типа, оп-
ределяют:
число зубьев z (обеспечивается на-
стройкой зубообрабатывающего станка);
Рис. 14.6.
Зубья колес (z = 40), нарезанных с различным
смещением инструмента
параметры теоретического исходного
(а, Ла, с и т) и рабочего контура (обес-
печиваются инструментом);
коэффициент смещения х (обеспечива-
ется соответствующей установкой инстру-
мента на станке).
Благодаря смещению изменяют форму
зуба (рис. 14.6) и снижают минимально
допустимое число зубьев на колесе без
подрезания их у основания.
Диаметр основной окружности r-го коле-
са (/= 1; 2 — номер колеса)
dbi = mzt cos а, (14.6)
где а — угол профиля исходного контура
(см. рис. 14.4).
Шаг по основной окружности
nd
р ь = —— = лт cos а . (14.7)
Диаметр окружности впадин (см. рис.
14.3)
dfi — mzi— 2(h*a+c*—x^m . (14.8)
Диаметр окружности вершин, обеспечи-
вающий теоретическое значение ради-
ального' зазора*,
<1 = 2ам-^2~2с’т (14-9)
da2=2ao1-dn + 2C‘/n • (141°)
Диаметр делительной окружности, на
которой шаг зубьев pt равен шагу рей-
ки р,
di—tnzi. (14.11)
Однако делительная окружность явля-
ется параметром станочного зацепления
* Размеры даны для колес с внешними
зубьями.
163
6*
при изготовлении колес методом обкат-
ки. Но только благодаря прямой зави-
симости ее диаметра от основных пара-
метров (пг и z) зубчатого колеса дели-
тельная окружность как условный пара-
метр принимается в расчетах на проч-
ность за базу для определения элемен-
тов и размеров зубьев.
Высота зуба (см. рис. 14.3) А =
= 0,5(dai—dft); высота головки зуба А® =
= 0,5(^ш — di) и высота ножки зуба
hfi = 0t5(di-dfi).
Из формул видно, что диаметры колес,
кроме d и db, зависят от смещения произ-
водящего контура.
Особенности зацепления пары эволь-
вентных колес. Различают передачи со
смещением и без смещения. Передачи без
смещения имеют х1=х2 = 0 (здесь Xi и
%2 — коэффициенты смещения шестерни
и колеса) и угол зацепления аш, численно
равный углу профиля исходного конту-
ра а, и межосевое расстояние
aw = 0,5m (21+ 22)= a, (14.12)
где а — делительное межосевое расстоя-
ние.
В таких передачах начальные окружно-
сти совпадают с делительными (da,i =
=di и dW2 = dz) — начальными окружно-
стями в реечном станочном зацеплении.
Передачи со смещением образуются из
колес, нарезанных со смещением. Если
значения коэффициентов смещения ко-
лес х\ и Х2 равны, а знаки их противопо-
ложны, то х2=Х1 + хг=0. Такая передача
называется равносмещенной, и для нее,
как и в передаче без смещения, aw — a,
dm — ос и dyj — d.
Если х2=/=0, то в такой передаче со
смещением угол зацепления ашу=а, и меж-
осевое расстояние
__ m(zl^~* 2 * *2) cos а __
w 2 cos aw
+ CQSa
2 cos a M1
w
(14.13)
Эвольвентный угол, соответствующий
углу зацепления,
2 (х, +хо\ tga
inv ада= —!—-22------l-inv а . (14.14)
zl+*2
Зная инволюту aw, по таблице эволь-
вентных углов можно найти угол зацепле-
ния aw.
Меж осевые расстояния для стандарт-
ных редукторов стандартизованы (aw =
= 40; 50; 63; 80; 100; 125; 160; 180; 200;
225; 250; 280; 315; 355; 400; 450 ; 500 мм).
Для нестандартных передач можно не
придерживаться этих значений.
Для «вписывания> прямозубой пере-
дачи в заданное межосевое расстояние
можно воспользоваться изменением угла
зацепления (за счет смещения), который
находится из очевидного соотношения
[mz.(l-l-w)
---2^-----cos a J . (14.15)
Соответствующее полученному углу aw
суммарное смещение xs=xi-|-X2 определя-
ется зависимостью
(inv a —inv aWz , +
xT = A----n . A . (14.16)
2 2tg a v 7
Значение x2 разбивается между коле-
сами с числами зубьев Zi и z2 в зависи-
мости от заданных условий.
Геометрическому расчету передачи
обычно предшествует кинематический рас-
чет (определение передаточного числа и и
др.) и назначение (определение) ряда ис-
ходных параметров, с помощью которых,
далее находят необходимые размеры.
К ряду таких параметров относится число
зубьев шестерни z\. Если принять Z\ min,
то и межосевое расстояние (габариты
передачи) при заданных других парамет-
рах а, пг и aw будут наименьшими.
При нарезании зубьев без смещения
можно изготовить колесо лишь С Zj min^l7.
Вводя положительное смещение инстру-
мента, исключают подрезание зубьев и
получают Z\min= 12 и даже менее.
На практике минимальное число зубьев
шестерни назначают не только из техно-
логических, но и кинематических сообра-
жений (плавность работы и др.). Для
колес, нарезаемых без смещения, в зависи-
мости от частоты вращения рекоменду-
ется принимать: Zimin= 17-4- 18; 18-4-22;
22-4-24; 24-4-26 соответственно для п\<
<100; П1= 100-4-500; 500-4-1000; ni>
> 1000 мин”1.
164
При назначении числа зубьев колеса
z2 = uzi также учитывают опыт проекти-
рования и эксплуатации передач: при
невысоких окружных скоростях колес
(и ^6 м/с) и постоянной нагрузке числа
зубьев колес передачи принимают крат-
ными друг другу или с возможно большим
числом общих множителей для ускорения
их приработки. При высоких окружных
скоростях (и>6 м/с) и переменной на-
грузке принимают взаимно простые числа
зубьев или с возможно меньшим числом
общих множителей.
Расчет геометрических параметров ци-
линдрических зубчатых передач выпол-
няют по ГОСТ 16532—70.
14.3. Особенности геометрии
косозубых и шевронных колес
У косозубых (рис. 14.7, а) и шевронных
(рис. 14.7, б) колес зубья наклонены под
некоторым углом 0 к образующей дели-
тельного цилиндра, но оси колес являются
при этом параллельными. Нарезание косо-
зубых и шевронных колес может произ-
водиться прямозубой рейкой, как и при из-
готовлении прямозубых колес. Наклон
зуба получают соответствующим пово-
ротом инструмента относительно заготов-
ки на угол 0. Применение такого зубо-
резного инструмента позволяет произволь-
но менять угол наклона зубьев на колесе
в широком диапазоне (О°^0<6О°).
Косозубое эвольвентное колесо имеет
теоретически точные эвольвентные профи-
ли в торцовых сечениях. Это обеспечивает
торцовую картину зацепления в косозубой
передаче, совпадающую по характеру с
зацеплением прямозубых эвольвентных
передач (см. рис. 14.3, а). Расчет геомет-
рических размеров колес косозубых эволь-
вентных передач производится по приве-
денным выше формулам для прямозубых
передач, в которые необходимо подста-
вить торцовые значения модуля mt и ко-
эффициентов: высоты головки зуба Л*а,
радиального зазора с* и смещения . Па-
раметры в торцовом и в нормальном к
зубу сечениях связаны между собой со-
отношениями
т „ *
/и ==---— ; ht ==h_cos0; (14.17)
z cos р а v J
Рис. 14.7.
Цилиндрические и конические передачи
c*=c cos 0 ; xt — x cos 0 .
Для передач без смещения исходных
контуров межосевое расстояние опреде-
ляется зависимостью (14.12), принимаю-
щей вид (тп = т)
0,5 т (z i + z9)
а-=------(14.18)
В передаче со смещением межосевое
расстояние находится по формуле (14.13)
путем замены в ней т на т^ aw на atw
и а на а/.
Существенно, что прочность косого зуба
определяют его размеры и форма в сече-
нии, нормальном к линии зуба. Сечение
делительного цилиндра, нормальное к ли-
нии зуба,— эллипс с полуосями c = 0,5d
и e=O,5d/cos0 (рис. 14.8). Радиус кри-
визны этого эллипса rv = e2/c = O,5d/cos20.
В цилиндрическом прямозубом колесе с
диаметром делительной окружности
(14.19)
COS Р
форма зуба близка к форме нормального
165
Рис. 14.8.
Определение параметров эквивалентного колеса
Рис. 14.9.
Расположение линий зацепления на косозубом
колесе
рактеризуется осевым коэффициентом пе-
рекрытия (см. рис. 14.3)
ь ь
Э Pbx Pbt В
пт
к зубу сечения косозубого колеса. Число
зубьев в таком эквивалентном колесе
V т 9 Q V1
т т cos2 0 cos 30
С увеличением угла р наклона линии
зуба эквивалентные параметры возраста-
ют, способствуя повышению прочности
передач.
Зацепление косозубых колес отличается
от зацепления прямозубых колес тем,
что в любом сечении, параллельном тор-
цовой плоскости, фаза зацепления неоди-
накова. У косозубых передач, даже при
еа<1, в зацеплении одновременно могут
находиться две пары зубьев, но с раз-
личной длиной линий контакта (рис. 14.9).
Линии контакта зубьев являются также
прямыми. Они лежат в плоскости зацепле-
ния, наклонены к образующей основного
цилиндра (полюсной линии ПП') на угол
Рь (см. поле над схемой зацепления зубьев
на рис. 14.3), причем tg р& = tg р cos а/,
и перемещаются в процессе зацепления
параллельно (см. тонкие линии на
рис. 14.9). Отдельные зубья находятся
в зацеплении лишь частью рабочей ши-
рины. Благодаря наклону зубьев возра-
стает суммарная длина линий контакта.
Относительная продолжительность зацеп-
ления косых зубьев в осевом сечении ха-
166
где рьх— осевой шаг зубьев; пг — модуль
зацепления в нормальном сечении; bw —
ширина венца (для шевронного колеса
ширина полушеврона).
Рекомендуется принимать вр^1,1. В
общем случае непрерывность зацепления
косозубых передач обеспечивается при
условии, что обьиий коэффициент пере-
крытия
e = ea*-|-ep=eacos 1, (14.21)
где в* и еа — соответственно коэффи-
циенты торцового перекрытия зацеплений
косозубых и прямозубых колес.
В косозубых передачах суммарная дли-
на контактных линий изменяется незна-
чительно, хотя в зацеплении участвуют
одновременно две-три пары зубьев.
Таким образом, в зацеплении косозу-
бых передач имеется возможность полу-
чать большие значения в. При этом зубья
нагружаются постепенно, по мере входа их
в поле зацепления, и косозубые передачи
работают плавно, менее шумно и с мень-
шими динамическими нагрузками, чем
прямозубые. Косозубые передачи сред-
них степеней точности могут заменять вы-
сокоточные прямозубые передачи.
Угол р наклона линии зуба назначают
в пределах 8—15°; для шевронных колес
Р<45°. Менее 8° угол р выполнять не
следует, так как в этом случае утрачива-
ются преимущества косозубых передач
перед прямозубыми передачами.
Увеличение угла р свыше 15° ведет к
увеличению габаритов опор из-за возра-
стания осевой составляющей силы в за-
цеплении. Этот недостаток косозубых пе-
редач затрудняет и ограничивает их при-
менение в механизмах с корпусами из
легких (алюминиевых и магниевых) спла-
вов из-за малой жесткости опор и корпу-
сов. В этом случае идут по пути приме-
нения высокоточных прямозубых передач.
При высоких требованиях к уровню
шума (например, в автомобильных ко-
робках передач) угол р принимают
большим (до 40—45°). Указанный недо-
статок косозубых передач устраняется в
шевронных передачах, которые можно
рассматривать как сдвоенные косозубые
передачи с противоположным направле-
нием зубьев (см. рис. 14.7, б), поэтому
шевронные колеса выполняют с углом
наклона £ = 30 — 45°.
Часто, например, в соосных передачах,
угол р устанавливают из условия разме-
щения («вписывания») передачи в задан-
ном межосевом расстоянии aw при фикси-
рованных значениях и, т и Zi. Тогда из
формулы (14.18) следует
mz} (u-H)
P = arccos--—-----. (14.22)
zaw
Угол p в заданных пределах при по-
стоянных aw и и можно получить изме-
нением т и z\.
14.4. Особенности геометрии
конических колес
Конические колеса (см. рис. 14.7, в и г)
применяют для передачи вращения между
пересекающимися осями. Угол 2 между
осями колес (межосевой угол) теоретиче-
ски может быть в диапазоне 10° <2 <
< 170°. Наибольшее распространение по-
лучили ортогональные передачи с углом
2 = 90°.
В конической передаче, как и в цилинд-
рической, можно определить поверхность,
на которой скорость относительного сколь-
жения зубьев равна нулю,—начальную
поверхность.
Рис. 14.10.
Осевая форма зубьев конических колес
Так как оси колес пересекаются, то
начальные поверхности являются конуса-
ми (рис. 14.10), углы которых определя-
ются зависимостями
, , sin 2 А
tg 6. = :----69=1 — О,.
6 1 a-pcosS 2 1
Для ортогональных передач
tg6, = ^=-7-; tg62=u=X (14.23)
Геометрия конических колес в большой
степени зависит от осевой формы зубьев.
В современных машинах используются
прямозубые и кривозубые конические
колеса. Наиболее распространены в ма-
шиностроении колеса с прямыми, пропор-
ционально понижающимися по длине
зубьями, у которых вершины делитель-
ных конусов и конусов впадин совпадают
(рис. 14.11, а). Эта форма зубьев ис-
пользуется в колесах прямозубых пере-
дач, а также в зубчатых колесах с круго-
выми зубьями при небольших модулях
(до 2,5 мм).
В конических передачах с тангенциаль-
ными и круговыми зубьями больших мо-
дулей применяют понижающиеся зубья
(см. рис. 14.2, а и рис. 14.11, б и в), у
167
Рис. 14.11.
Колеса конических передач
которых верргины конусов делительного
и впадин не совпадают.
Конические прямозубые колеса нареза-
ются на зуборезных станках инструмен-
тами, в основу которых положен зуб
исходной рейки (ГОСТ 13754—81, h*a=
= 1; г *=0,2; а=20°). В подавляющем
большинстве колес инструмент при обра-
ботке обкатывается по делительному
конусу, совпадающему с начальным ко-
нусом колеса. Тогда шаги зубьев на об-
разующей делительного конуса совпадают
с шагами производящего реечного конту-
ра. В расчет принимается наибольшее
значение этого шага на внешнем, макси-
мально удаленном от вершины колеса
дополнительном конусе с верши-
ной в. точке 01 или 02 (см. рис. 14.10, а).
Делительный диаметр на дополнитель-
ном конусе (внешний делительный диа-
метр)
dei=meZi. (14.24)
Внешний окружной модуль те может
иметь нестандартное значение, но на прак-
тике значение те обычно округляют до
ближайшего стандартного значения по
ГОСТ 9563—60, СТ СЭВ 310—75.
Важнейшим размером конической пе-
редачи является внешнее конусное
расстояние (см. рис. 14.10, а):
/? — __££_= е 1
е 2 sin 6. 2sin
mezx-yj\-\-u2
2
(14.25)
которое по смыслу подобно межосевому
расстоянию aw в цилиндрической пе-
редаче.
168
Ширину зубчатого венца рекомендуется
принимать &<0,3/?е или 6<Д0 те.
Конические передачи выполняют часто
равносмещенными (коэффициенты сме-
щения хП!= — xnz). Такое распределение
смещений повышает изгибную прочность
колеса с малым числом зубьев z\.
При этом условии внешняя высота го-
ловок и ножек зубьев колес (на допол-
нительном конусе)
h aeI=(Aa+X<п^т ё h ae2=(ha~ Х п^т ё
К1е\^*ЛС'-Х^тё
hfe2=(ha+ct+Xn^e- (14.26)
Из рис. 14.10, а очевидны углы головок
зубьев 0а и ножек 0^-, так как
г ♦ ,• sin 6.
=2 [Лв-(- 1) xnl]~~ i (14.27)
/ * • ; ч Sin 6.
=2(л;+с +(-i)'xnl)^.
Углы конусов вершин и впадин
= & + ев/; = 6, - 0Л. (14.28)
Профили зубьев конических колес тео-
ретически представляют собой сложные
неэвольвентные (октоидальные) поверхно-
сти. Однако с достаточной для практи-
ческих расчетов точностью профили зубьев
реальных колес можно заменить профи-
лями зубьев цилиндрических эвольвент-
ных колес, полученных разверткой допол-
нительных (к делительным) конусов. Чаще
всего расчетный дополнительный конус
относят к среднему сечению по длине
зуба, определяемому средним конус-
ным расстоянием
= —0,5г? (14.29)
и соответствующим ему расчетным сред-
ним окружным модулем
т == meR /Re = di/xi, (14.30)
где di — 2R sin 6t — средний делительный
диаметр Z-го колеса, /=1; 2.
Эвольвентное колесо, замещающее ре-
альное коническое колесо по профилю
зубьев, называют эквивалентным (как
и в косозубых передачах). Из рис. 14.10, б
очевидны зависимости диаметров дели-
тельных окружностей эквивалентных ко-
лес от средних делительных диаметров
конических колес:
dv\ = d\/COS 61; du2 = ^2/cos 62, (14.31)
откуда при равенстве модулей tn на кони-
ческом и эквивалентном ему эвольвент-
ном колесах число зубьев последнего
=21/cos 61; 2У2 = 2г/ cos 62, (14.32)
где zi и Z2 — числа зубьев конических
колес.
Минимальные числа зубьев шестерни
min и сопряженного колеса Z2 min ортого-
нальной передачи с прямыми зубьями:
zlmin..........12 13 14 15 16 17
z2min.......... 30 26 20 19 18 17
Наряду с прямозубыми передачами в
механизмах машин и приборов применяют
косозубые и кривозубые передачи (см.
рис. 14.7, г). Наибольшее распростране-
ние среди косо- и кривозубых передач
получают конические передачи с круго-
выми зубьями (рис. 14.10, в). Для них
стандартизован (ГОСТ 16202—81) сред-
ний формальный исходный контур (/£=1;
с*=0,25; ал=20°).
Конические передачи с круговыми зубья-
ми имеют более плавное зацепление и по-
тому большие быстроходность и несущую
способность. При их проектировании так-
же допускается применение нестандарт-
ного модуля: торцового mte или среднего
нормального тп.
Внешний делительный диаметр, конус-
ное расстояние и среднее конусное рассто-
яние определяются соответственно по
формулам
dei== tYlteZi, Ke — tnte^Z\ “H 22 ,
7? = /?e-O,5b. (14.33)
Угол наклона кругового зуба в середине
ширины венца рл лежит в диапазоне
29—40° (обычно рл = 35°). Параметры
колеса в этом сечении (i=l; 2):
m.R
модуль апп= —~— cos Рп=
= 1-0,5-^-j cos ;
средний делительный диаметр dmi =
= mnZi/cos рл;
высота ножки зуба +
+( — 1/хш]тл;
высота головки зуба ^ш==[^а~
—(—1/хл(] тп.
В нормальном сечении профили круго-
вых зубьев колес близки к профилям
зубьев прямозубых передач с числами
зубьев
= 2 = *2
vni cos 6 .cos3 в vn2 cos 6 9 cos3 в
1 П 2 Г П
(14.34)
Передаточное число эквивалентной пе-
редачи
_ Z vn2 __ Z2COs6l _и2
Zvn\ ZlCOs62
(14.35)
14.5. Передачи
с зацеплением Новикова
Советским ученым М. Л. Новиковым раз-
работаны и реализованы на практике
цилиндрические передачи, в которых вы-
пуклые поверхности начальных головок
зубьев одного колеса взаимодействуют с
вогнутыми поверхностями начальных но-
жек зубьев другого колеса (рис. 14.12, а).
В отличие от эвольвентных передач
начальный контакт криволинейных по-
Рис. 14.12.
Схемы зацеплений зубьев передач Новикова
169
верхностей зубьев осуществляется лишь
в одной точке Ко на одной линии зацепле-
ния КК', расположенной параллельно
осям колес и полюсной линии ПП'. Линия
зацепления проектируется на торцовую
плоскость в точку Ко; поля зацепления в
этих передачах не существует. Так как
начальный контакт зубьев осуществляется
в одной точке (еа=0), то для обеспе-
чения непрерывности зацепления переда-
чи Новикова выполняются только косозу-
быми (0=84-22°) с коэффициентом осе-
вого перекрытия ер > 1.
Другое существенное отличие передач
Новикова от эвольвентных состоит в
том, что перекатывание зубьев в процессе
зацепления происходит не по высоте, а
по их длине (направление перемещения
точки Ко на рис. 14.12, а показано стрел-
кой) и скорость перемещения точки на-
чального контакта значительно*(в 4—10
раз) больше ее окружной скорости. По-
следнее способствует образованию в кон-
такте относительно толстого гидродина-
мического масляного слоя, снижению
потерь на трение и уменьшению износа.
В действительности из-за упругрй кон-
тактной деформации зубьев под Нагруз-
кой их взаимодействие происходит через
площадку, размеры которой быстро уве-
Рис. 14.13.
Исходные контуры передач Новикова
личиваются в результате приработки
(площадка контакта заштрихована на
рис. 14.12, а). Поэтому передачи Нови-
кова имеют в 1,4—1,5 раза большую кон-
тактную прочность, чем эвольвентные пе-
редачи таких же размеров.
Исходный контур для передач Нови-
кова с одной линией зацепления показан
на рис. 14.13, а.
В редукторах получили распростране-
ние передачи Новикова, у которых го-
ловки зубьев обоих колес выпуклые, а
ножки — вогнутые (рис. 14.12, б). Такие
передачи имеют две линии зацепления
К\К\ и К2К2, расположенные парал-
лельно осям вращения колес и полюсной
линии /777', которая находится между ли-
ниями зацепления. На каждой из линий
начальный контакт зубьев происходит
лишь в одной точке. Эти точки зацепле-
ния Ко и Ко располагаются на одной
или двух соседних парах зубьев. В окрест-
ности каждой из них под нагрузкой раз-
виваются площадки контакта (заштри-
хованы на рис. 14.12, б).
Исходный контур (рис. 14.13, б) и па-
раметры такой передачи стандартизова-
ны (ГОСТ 15023—76): ^==0,9; с*=0,15;
Оп=27°; Р:=0,1474-0,15; р?= 1,3074-
1,250.
Передачи Новикова с двумя линиями
зацепления имеют контактную прочность
в 1,7 раза выше, чем аналогичные эволь-
вентные передачи, нечувствительны к по-
грешностям межосевого расстояния.
Формулы для определения основных раз-
меров передач Новикова и эвольвентных
передач совпадают.
Получают распространение конические
передачи Новикова с круговыми зубья-
ми. Ниже рассматриваются лишь ци-
линдрические передачи с двумя линиями
зацепления.
14.6. Точность зубчатых передач
Работоспособность передач существен-
но зависит от точности изготовления зуб-
чатых колес. Неизбежные погрешности
изготовления искажают профиль и на-
170
правление зубьев, вносят ошибки в их
шаг, приводят к непараллельности осей
колес и т. д. В результате нарушается
плавность вращения колес, образуются
зоны с высокой концентрацией нагрузки,
появляются динамические нагрузки, шум
и другие вредные эффекты.
Зубчатые колеса при изготовлении
контролируют по элементам или комп-
лексно. В первом случае правильность
зацепления определяют по толщине зуба,
шагу, радиальному биению зубчатого вен-
ца, правильности эвольвенты и т. п. Во
втором случае путем проверки колеса в
приборе для комплексного однопрофиль-
ного (двухпрофильного) контроля опреде-
ляют кинематическую точность, плав-
ность хода, контакт зубьев и боковой зазор
в зацеплении.
Кинематическая точность характери-
зует степень согласованности вращения
колес, а плавность вращения — по-
грешности профиля, шага зацепления
и др.
Показатели кинематической точности
и плавности работы определяют по про-
филограммам.
Контакт между зубьями характеризует
действительную длину контактных линий
зубьев и оценивается суммарным пятном
контакта — частью активной боковой по-
верхности зуба колеса, на которой распо-
лагаются следы (для получения следов
контакта на парное, обычно образцовое,
колесо наносят тонкий слой краски) при-
легания парного зубчатого колеса в со-
бранной передаче после вращения под
нагрузкой (установленной конструктора-
ми). Пятно контакта должно удовлетво-
рять требованиям стандартов для задан-
ной степени точности.
Боковой зазор /п (см. рис. 14.3) в за-
цеплении равен расстоянию между некон-
тактирующими поверхностями смежных
зубьев при контакте их рабочих поверх-
ностей. Он необходим главным образом
для компенсации теплового расширения,
а также размещения смазочного мате-
риала.
Боковой зазор обеспечивается допуска-
ми на толщину зубьев и межосевое рас-
стояние и в расчетах геометрии передач
не учитывается.
Стандартами (ГОСТ 1643—81 и ГОСТ
1758—81) установлены 12 степеней точ-
ности изготовления цилиндрических и
конических зубчатых колес и передач
(1-я степень — наивысшая, 12-я — наи-
меньшая).
Для каждой степени точности опре-
делены нормы кинетической точности,
плавности работы и контакта зубьев.
Их можно комбинировать с учетом пра-
вил, указанных в стандарте.
Выбор, степени точности определяет-
ся условиями работы и назначением
колес.
В табл. 14.1 приведены ориентировоч-
ные значения предельных окружных ско-
ростей колес в силовых передачах различ-
ных степеней точности. В общем маши-
ностроении колеса передач выполняют по
8-й или 9-й степени точности, а колеса
ответственных передач — по 6-й или 7-й
степени точности.
В особо ответственных тяжелонагружен-
ных и высокооборотных передачах вер-
толетов, самолетов и других машин
используют колеса по 4-й и 6-й степе-
ням точности.
Таблица 14.1
Предельные окружные скорости для силовых
передач, м/с
Степень точности Прямые зубья в пе- редачах Непрямые зубья в передачах
цилиндри- ческой коничес- кой цилиндри- ческой коничес- кой
5 и бо- Св. 15 Св. 12 Св. 30 Св. 20
лее точ-
ные
6 До 15 До 12 До 30 До 20
7 » 10 » 8 » 15 » 10
8 » 6 » 4 » 10 » 7
9 » 2 » 1,5 » 4 » 3
Для предотвращения заклинивания
зубьев в зацеплении размер бокового
зазора регламентируется видом сопря-
жения зубчатых колес: Н — нулевой за-
зор; Е — малый; С и D — уменьшенный;
В — нормальный и А — увеличенный.
Стандарт устанавливает также допуски
на межосевые расстояния и некоторые
другие параметры передач.
171
14.7. Статика и динамика
зубчатых передач
oKdAK,
Силы в зацеплениях передач. Выше
рассмотрены геометрические параметры
и некоторые кинематические особенно-
сти взаимодействия зубьев колес. При
этом полагали, что влияние деформации
зубьев и тел колес на рассматриваемые
параметры несущественно.
Для обоснованного назначения разме-
ров колес необходимо знать меру их
механического взаимодействия — напря-
жения и деформации и их предельные
оценки. Между тем достаточно точный
расчет напряжений и деформаций в точ-
ках зубчатого колеса связан со значи-
тельными математическими трудностями
и может быть реализован методами тео-
рии упругости. В связи с этим на этапе
проектирования выполняют приближенные
расчеты напряжений и деформаций в
зубьях колес в два приема: сначала на-
ходят силу в зацеплении — главный век-
тор действующих контактных напряжений,
а затем определяют напряжения в наи-
более опасных точках колеса под дей-
ствием этих сил и оценивают прочность
передачи (или определяют ее «безопас-
ные» размеры).
При определении сил в зацеплении ис-
пользуют методы теоретической механики,
а силами трения пренебрегают ввиду их
малости.
Нормальная сила между парой кон-
тактирующих зубьев (рис. 14.14)
Рис. 14.14.
Усилия в зацеплении прямозубых цилиндри-
ческих колес
где ак — контактное напряжение; Ак —
площадь поверхности контакта.
Эта сила направлена по линйи зацепле-
ния (как по общей нормали к рабочим
поверхностям зубьев), так, чтобы момент
ее относительно оси колеса уравновешивал
действующий момент Т\. Сила использу-
ется также для расчета валов и поддер-
живающих валы опор. Принимают для
упрощения, что контакт зубьев происхо-
дит в полюсе П зацепления (его положе-
ние известно заранее), силу Fn расклады-
вают на составляющие.
Прямозубая цилиндрическая передача.
Силу Fn раскладывают на окружную Ft
и радиальную Fr составляющие:
ЗТ F
Fr = F,tgaw; 14.36)
(Луо LVo
где aw — угол зацепления; Т — вращаю-
щий момент на колесе (шестерне) диа-
метром начальной окружности dw.
В расчетах на прочность можно прини-
мать dw^d (d = mz — диаметр делитель-
ной окружности); аш«а. Это, как неслож-
но убедиться путем вычислений, не вно-
сит существенных погрешностей в расчеты
колес (в диапазоне используемых на прак-
тике коэффициентов смещений) и связан-
ных с ними деталей.
Поэтому в дальнейшем все расчеты,
кроме геометрических, приводятся к де-
лительной окружности колеса (условному
параметру зацепления). Точное описание
геометрии колес и зацепления необходи-
мо выполнять на чертежах.
Направление действия окружной силы
для ведущего колеса противоположно
направлению его вращения, а для ведомо-
го колеса совпадает с направлением его
вращения.
Векторы радиальных сил у колес с внеш-
ним зацеплением направлены к центру,
а у колес с внутренним зацеплением —
от центра губчатого колеса.
Косозубая и шевронная цилиндриче-
ские передачи. Силу в зацеплении пере-
дачи раскладывают на окружную Fti
172
Рис. 14.15.
Усилия в зацеплениях косозубых (а) и кони-
ческих (б) колес
Рис. 14.16.
Направление сил на ведущем колесе косозубой
передачи
осевую Fa и радиальную Fr составляющие
(рис. 14.15, а) :
F F - F‘* - F‘
* d ' п cos а cos а cos 6 ’
п п
Fa=F(tg₽, (14.37)
где ап — ут^ол зацепления косозубой пе-
редачи в нормальном сечении; 0 — угол
наклона линии зуба.
Осевая сила Fa, дополнительно нагру-
жающая опоры валов, детали корпусов,
является недостатком косозубых передач
(см. с. 167).
Направление окружной и радиальной
сил такое же, как и в прямозубой пе-
редаче. Осевая сила параллельна оси
колеса, а направление вектора зависит
от направления вращения колеса и направ-
ления линии зуба (рис. 14.16).
Конические зубчатые передачи. В за-
цеплении прямозубой конической пере-
дачи (см. рис. 14.15, 6) нормальная сила
Fn также раскладывается на три состав-
ляющие, рассчитываемые по среднему
делительному диаметру d:
г 2Т Ft
Ft—Fn=----------• р =Ftlga\
a cosa s ’
Fr = Fr* cos di — Ft tga cos6r,
Fa = Fr* sin6i ==F/tg asin 6i.
Обратим вниманий на то, что направ-
ления сил на ведущем и ведомом колесах
противоположны и имеют место равенства
Fa\=Fr2 И Fr\=Fa2.
В зацеплении конических колес с кру-
говыми зубьями окружная сила Л =
^=2T/d. Радиальная и осевая силы от-
личаются от аналогичных сил для прямо-
зубых колес за счет составляющих силы
(подобно осевой силе в косозубой пере-
даче) направленной вдоль
образующей начального конуса. Значения
этих сил зависят от направления враще-
ния колеса и направления линии наклона
зуба, которые определяют при наблюде-
нии с вершины конуса. Если для ведущего
колеса (например, шестерни) направле-
ния вращения и линии наклона зуба
совпадают, то силы в зацеплении, дей-
ствующие на это колесо
173
/7ri==^rb(tga'-cos6|-sin Min6i);
n
Ft
F ,=-----— (tg a „sin 6.4-sin 8 „cos 6.).
al cos В v & П 1 ' rn \)
r n
(14.39)
Если на ведущем колесе направления
вращения и линии наклона зуба противо-
положны, то на это колесо будут действо-
вать силы
Ft
Fн = (tg a«cos 6i + sin P„sin 60;
F.
= 'cosB- (tg a"Sin 61 -Sitl ₽« C0S 6') ’
(14.40)
т. e. знаки в равенствах (14.39) и (14.40)
противоположны.
При проектировании передач с круго-
выми зубьями необходимо стремиться
к тому, чтобы осевая сила была направ-
лена к основанию конуса шестерни (мень-
шего колеса). Для этого при ведущей
шестерне направление ее вращения (при
наблюдении с вершины конуса) и на-
правление линии зуба должны быть оди-
наковыми. При ведомой шестерне (в по-
вышающей передаче) эти направления
должны быть взаимно противоположны.
Распределение нагрузки в зубчатых пе-
редачах. Для расчета прочности и из-
носостойкости зубчатых передач необ-
ходимо знать не только номинальные, но
и максимальные напряжения в зоне (зо-
нах) контакта или удельные нагрузки,
служащие интегральной оценкой мест-
ных напряжений.
В приближенных расчетах передач, свя-
занных с предварительным выбором разме-
ров колес и анализом их конструкции,
используют упрощенные модели формы
колес и нагрузок, которые и позволяют
получить эти оценки.
Распределение нагрузки между зубьями
колес. Если ошибки основного шага в
колесах невелики, то при коэффициенте
торцового перекрытия 8а>>1 вращаю-
щий момент передается либо двумя пара-
ми зубьев (рис. 14.17, а), либо одной
парой зубьев (см. с. 162).
Рис. 14.17.
Схемы двухпарного зацепления и деформации
зубьев колес
Рассмотрим задачу о распределении
нагрузки между зубьями в двухпарном
зацеплении. Предположим, что нормаль-
ные силы на зубья равномерно распре-
делены по их ширине (по линии контакта).
Тогда для общности расчет удобно вести,
используя удельные (погонные) силы в
зацеплении — силы, отнесенные к едини-
це ширины зубчатого венца. Примем, что
в передаче (рис. 14.17, а) 1-я пара зубьев
воспринимает удельную нормальную силу
wA=Kawni а 2-я пара зубьев —
=(1 — K^)wn, где /Са — коэффициент
нагрузки (Os^/Ca^ 1); wn — удельная
нормальная сила в зацеплении;
174
Fn 2Г
IS) — -----—-------------------
n b b d cos a
W W Wl w
(14.41)
где Ti — вращающий момент на i-м колесе
(/== 1; 2); bw — ширина колеса.
Уравнение равновесия имеет вид
wn—wA-}-wB. (14.42)
Запишем уравнение (2.9) для контак-
тирующих точек А и В:
[щ (Л) + и2(Л) ] - (0) + и2 (0)]=0;
[V! (В)+МВ)] - [tn (0)+t>2(0)]= -Ао,
(14.43)
откуда следует
Ао + 6д—6в=0, (14.44)
где Ао = рь1—рь2 — ошибка по основно-
му шагу между зубьями 1-го и 2-го колес
(зазор между второй парой зубьев);
S„=vi (Л) + к2(Л); 6В = Vi (B)+v2(B) —
суммарные смещения (сближение) в точ-
ках А и В сопряженных зубьев 1-го и 2-го
колес в результате упругой деформации.
Уравнение (14.44) несложно получить,
если учесть, что контакт двух пар зубьев
возможен лишь при условии, что шаги
зубьев в деформированном состоянии оди-
наковы.
Шаг рь\ в деформированном состоянии
отличается от шага рь\ в недеформирован-
ном состоянии на значение упругих пе-
ремещений зубьев колес в точках Л и В
(см. рис. 14.17, б и в):
pbt —рь\ =V\ (Д) — D1 (В);
р'ы — pb2=v2(B)—v2(A).
Обычно в качестве расчетной вероят-
ной ошибки берут значение
ДО=Л/ДР1 + ДР2 ’
где АР1 и Ар2 — допуски на основные шаги
зубьев 1-го и 2-го колес.
Упругая деформация зубьев складыва-
ется из контактного сжатия, изгиба и
сдвига. Расчеты и экспериментальные
исследования показали, что перемещения
зубьев практически пропорциональны при-
ложенной нагрузке:
6^4 == 'Ьд Wд = Ка^д бв=Кв Wq =
=(l-Ka)XB^n, (14.45)
Ка. = К
где — суммарная податливость пары
зубьев в точке Л контакта (см. рис. 14.17,а)
(сближение зубьев от силы wA = 1 Н/мм);
Хв — то же, для пары контактирующих
зубьев в точке В.
Отметим, что для колес с толстыми
ободьями взаимное влияние соседних пар
контактирующих зубьев невелико.
Учитывая соотношения
(14.45), несложно найти
Ао
wn(KA+KB)
где Ко, — коэффициент нагрузки в иде-
ально точной передаче;
(14.44) и
(14.46)
к = Кв
а ^а+Ч
(14.47)
Из формулы (14.46) видно, что рас-
пределение нагрузки между зубьями за-
висит от точности их изготовления и на-
грузки. С увеличением нагрузки зазор
Ао между зубьями 2-й пары выбирается,
и она вступает в контакт. Таким образом,
коэффициент торцового перекрытия пере-
дачи оказывается зависящим от внешней
нагрузки и возрастает с ее увеличением.
Нагрузки на пары зубьев Л и В
WA
KBWn-*o
---------: w о
хл+* хв
X л w — А
4- 4?х • (14*48>
Для расчета по формулам (14.48) не-
обходимо знать податливость зубьев, т. е.
перемещения под действием единичной
силы точек контакта зубьев относительно
удаленной точки обода. Для прямых зубьев
стальных колес принимают суммарную
податливость Хп=0,55-10~4 мм2/Н —
при контакте в полюсе /7; А,£=0,8Х
ХЮ~4 мм2/Н — при контакте в началь-
ной Р\ и конечной Р2 точках рабочего
участка линии зацепления; ХЛ=О,6Х
XIО-4 мм2/Н — в начальной А\ и конеч-
ной Л2 точках однопарного зацепления
(см. рис. 14.3, б).
Ранее податливость зубьев находили
экспериментально. В настоящее время по-
датливость зубьев с учетом реальной гео-
метрии колеса определяют достаточно точ-
но методом конечных элементов.
175
Рис. 14.18.
Графики изменения коэффициента Ка по фа-
зам зацепления
На рис. 14.18 в качестве примера по-
казано изменение коэффициента по
фазам зацепления для передачи, имеющей
21 = 22=40; т=\ мм. В зоне однопар-
ного зацепления, например, в полюсе,
Ка=1.
Влияние распределения нагрузки меж-
ду одновременно контактирующими пара-
ми зубьев на их выносливость при изгибе
учитывают в расчетах коэффициентом
KFa. В однопарном зацеплении прямозу-
бых цилиндрических передач KFa= 1; на
границе с двухпарным зацеплением в точ-
ке Л1— KFa =0,6 при х = 0 (см. рис.
14.18).
Влияние распределения нагрузки между
зубьями на контактную выносливость
учитывают коэффициентом КНа. В пред-
варительных расчетах прямозубых передач
(8-й степени точности и грубее) и косозу-
бых передач при е^1) принимают
Kfa=l. Для косозубых передач при осе-
вом коэффициенте перекрытия ер>> 1 при-
ближенно принимают
_ 4 + (еа-1)(«-5)
Fa 4е
(14.49)
где п — степень точности передачи по
нормам контакта (ГОСТ 1643—82); при
принимают KFa=\/za. Коэффи-
циент КНа =(0,834-0,85) KFa (здесь и да-
лее индексы F и Н присваиваются коэф-
фициентам при расчетах на изгиб и кон-
тактную прочность соответственно). В
ГОСТ 21354—75 приведены графики для
176
определения коэффициента Кня.* зависи-
мости от точности и окружной скорости
(в связи с приработкой колес).
Распределение нагрузки по ширине зуба
(венца). Нагрузка по ширине зубчатого
венца также распределяется неравно-
мерно, что связано с деформацией зубьев,
кручением ободьев и валов, изгибом валов
и др.
Полный расчет упругих деформаций
всех деталей представляет трудную за-
дачу. Обычно приближенными расчет-
ными методами удается учесть лишь часть
деформаций. Так как зубья в процессе
работы могут прирабатываться один к
другому, то в расчетах учитывают обус-
ловленное приработкой изменение рас-
пределения нагрузки.
В расчете распределения вращающего
момента по ширине венца при предва-
рительном анализе передачи используют
стержневые модели колес в условиях
кручения (см. с. 33). Принимают, что
общие деформации тел колес в передаче
компенсируются деформациями зубьев,
и заменяют контактирующие зубья экви-
валентным по податливости контактным
слоем.
Для такой модели интенсивность рас-
пределения вращающего момента по дли-
не (ширине венца) передачи зависит от
условий нагружения.
Если вращающие моменты приложены
с разных сторон передачи (рис. 14.19, а),
то распределение нагрузки вдоль венца
описывается соотношением (2.66), и ко-
эффициент концентрации на-
грузки от кручения колес
Рис. 14.19.
Схемы зубчатых передач
w„(0)
”<P w
nm
b d? cos a b d?cos2a
w l , I w 2 w
XG.J, Chn<>«+ " XG2/2
n sh nbw
(14.50)
где wn (0)—удельная нормальная сила в
зацеплении при z=0; wnm — Fn/bw— то
же, среднее значение (показано штрихо-
вой линией на рис. 12.19, a); G\J\ и
G2/2 — жесткости сечений 1-го и 2-го
колес при кручении; X — суммарная по-
датливость пары контактирующих зубьев;
п — условный коэффициент податливости
передачи (см. с. 34).
Используя приближенные значения
функций
sh nbw&nbw-+-~- (nbw)3; ch nbw&
+y (n6»-)3>
для сплошных колес при 1=0,55Х
ХЮ-4 мм2/Н; модулях сдвига Gi=
= 62 = 8-104 МПа; аю = 20о; Л = ш44/32
можно получить простую формулу для
вычисления коэффициента концентрации
нагрузки:
/ 1 \ / b \ 2
'<’s!1+thl7(,-iOU) - (|451)
Если вращающие моменты приложены с
одной стороны (рис. 14.19, б), то ко-
эффициент концентрации нагрузки (см.
с. 31)
% »Я(Ь) _ nbw
”• “'«m thnftr ’
(14.52)
Используя приближенное выражение
функции th пЬ„Я4пЬл----~(пЬш)3, ДЛЯ
о
тех же условий найдем
''•=,+0'17(1 + Я(<)!- (14И>
При и^З неравномерность распреде-
ления нагрузки определяется для сплош-
ных колес практически только жесткостью
на кручение шестерни, т. е. 1/(62/2)~0,
и характер приложения и снятия момента
не оказывает влияния. В этом случае
формулы (14.50) и (14.52) совпадают.
В рекомендациях к ГОСТ 21354—75 ис-
пользуется формула
/ Ь ч 2
, (14.54)
которая дает усредненное значение коэф-
фициента /Сф.
С увеличением ширины венца bw ко-
эффициент также увеличивается. По
условиям прочности нецелесообразно, как
показывают расчеты, увеличивать ширину
венца выше 2,5 d\.
Для зубчатых колес с тонкими ободьями
(см. рис. 2.15) толщиной h\ и /i2 можно
принять:/1 »0,25n/iidf; /2«0,25л/12^2 и
при 1=0,55-10~4 мм2/Н; 61=62=8Х
ХЮ4 МПа и 0^=20°
(14.55)
Из формулы (14.55) следует, что с
уменьшением толщины обода неравномер-
ность распределения нагрузки возрастает.
Обод колеса желательно выполнять до-
статочно жестким. Обычно Zii>3,5/n.
В передачах с узкими колесами (ф^=
=6u,/di^C0,3) коэффициент т. е.
деформацией кручения в этих случаях
можно пренебречь.
Распределение нагрузки от изгибной
деформации валов. Силы в зацеплениях
передач вызывают изгиб валов в плоско-
стях, параллельных плоскости зацепле-
ния (рис. 14.20, айв). При абсолютно
жестких колесах даже незначительный
перекос привел бы к кромочному каса-
нию зубьев. Однако благодаря сравни-
тельно высокой податливости зубьев и
ободьев колес, а также достаточно высо-
кой жесткости валов углы перекоса обыч-
но невелики и касание зубьев происходит
на значительной части ширины венца.
Для получения приближенной зависи-
мости коэффициента концентрации на-
грузки от изгиба валов примем для упро-
щения, что отклонение Аш удельной на-
грузки от среднего значения wnm пропор-
ционально суммарному углу у2 перекоса
осей колес в плоскости изгиба (см.
рис. 14.20, б). Тогда величина Аш в
177
Рис. 14.20.
Схемы к расчету концентрации нагрузки по
ширине венца от изгиба валов
сечении венца на расстоянии z от его
середины Лш = (2 tgy2)/%. Так как подат-
ливость пары зубьев X вблизи торцов
венца выше, чем в середине, то макси-
мальная нагрузка будет действовать
в сечении при 2^0,4/?^. В этом случае
коэффициент концентрации на-
грузки от изгиба валов (рис.
14.20, б)
гу- пт 1
д —------------------
Г яу
пт
1+0,4
(14.56)
1
Здесь принято, что при малых углах
перекоса tgys«Y2 и =y^/Fn — сум-
марный угол перекоса валов под действием
единичных сил от колес.
В рекомендациях к ГОСТ 21354—75
для прямозубых колес принято Х=0,7Х
XIО-4 мм2 */Н, что соответствует прибли-
зительно случаю зацепления зубьев в се-
рединах зон однопарного зацепления.
Для косозубых передач суммарная подат-
ливость пары контактирующих зубьев
Х=(0,5-0,67) 10"4 * * * В мм2/Н при 0=12 +
30°.
Угол перекоса зависит от деформа-
ций всех валов и опор, начальных тех-
нологических перекосов, люфтов и т. д.
Однако определение с учетом этих фак-
торов представляет трудную задачу, и
поэтому обычно ограничиваются расчетом
деформаций валов, на которых закрепле-
на данная пара колес.
Для колеса, расположенного между
опорами (см. рис. 14.20; с=с/1)
/2 _ _
т=з!7(1-с)с(1“2с):
для консольно размещенного колеса
(а=а//)
,2 _ _
Т=-3£7 (Ч-ЬЭДа-
Начальная неравномерность распреде-
ления нагрузки и приработка зубьев.
Распределение нагрузки по ширине венца
после монтажа передачи и в начальный
период ее эксплуатации (начальная не-
равномерность нагрузки) зависит, как по-
казано выше, в основном от деформаций
ободьев и валов. Если при кручении
ободьев и изгибе валов нагрузка кон-
центрируется у одного торца венца, то
начальный коэффициент концентрации
нагрузки
К?=1+(КФ- i)-b(/cz —1)=
= КФ+^-1. (14.57)
Если нагрузка от кручения ободьев и
изгиба валов концентрируется у разных
торцов венца, то в качестве расчетного
принимают значение Кр, равное наиболь-
шему из значений Кф или Kf.
Концентрация нагрузки вблизи торцов
венца колеса может быть снижена при-
менением продольной модифика-
ции зубьев (рис. 14.21).
Неравномерность распределения нагруз-
ки по ширине зубчатого венца в разной
Рис. 14.21.
Продольная модификация профиля зуба:
/ — модифицированный зуб, 2 — обычный зуб
178
мере сказывается на контактной и изгиб-
ной прочности зубьев. На основании
экспериментальных исследований установ-
лено, что неравномерность распределения
нагрузки wn по длине контактных линий
соответствует неравномерности распреде-
ления максимальных контактных напря-
жений он. Поэтому при расчете на кон-
тактную выносливость принимают К^=
= /<р. Характер распределения максималь-
ных напряжений изгиба во впадинах зуба
в меньшей степени зависит от распре-
деления нагрузки вдоль контактных ли-
ний, поэтому по эмпирической зависимо-
сти принимают (dw>6/i, h — высота зуба)
K°fpx=0,18 + 0,82 К%.
Зубья колес со временем прирабатыва-
ются. Приработка зубьев проис-
ходит в результате пластической контакт-
ной деформации или их изнашивания и
зависит от степени неравномерности рас-
пределения нагрузки, твердости рабочих
поверхностей, окружной скорости, време-
ни работы, смазочных материалов и
других факторов. Обычно приработка про-
исходит более интенсивно в первые часы
работы передачи, когда нагрузка по ши-
рине венца распределяется наиболее
неравномерно. Затем приработка замедля-
ется, а при сравнительно высокой твер-
дости колес прекращается вообще.
Приработка ускоряется, если твер-
дость колес менее 350 НВ, а твердость
шестерни выше твердости колес более
чем на 25 единиц, т. е. твердость шестер-
ни 375—400 НВ.
На основе опыта эксплуатации и экспе-
риментальных исследований передачи
(для облегчения расчетов) условно
подразделяют на прирабаты-
вающиеся (твердость одного из колес
менее 350 НВ или окружная скорость
менее 15 м/с) и неприрабатываю-
щие с я или плохо прирабаты-
вающиеся (оба колеса имеют твер-
дость более 350 НВ или работают при
скорости более 15 м/с).
Для прирабатывающихся колес расчет-
ный коэффициент концентрации нагруз-
ки определяют по приближенной формуле
Kp=l+(Kg -1)КЮ, (14.58)
где Kw — коэффициент приработки.
На основании экспериментальных иссле-
дований
Kw« 0,002 • НВ + 0,036 (и - 9),
где v — окружная скорость, м/с.
Для неприрабатывающихся колес при-
нимают =
Приближенные значения коэффициен-
тов Кр^ и Кн$ приведены в табл. 14.2.
Таблица 14.2
Коэффициенты концентрации нагрузки
.и Uw\ Kfp (числитель) и (знамена- гель) при расположении шестерни
на консоли симметрич- но относи- тельно опор и вблизи них несиммет- рично отно- сительно опор
0,2 1,15/1,08 1/1 1,02/1,02
0,4 1,22/1,18 1/1 1,08/1,03
0,6 1,32/1,3 1,03/1,02 1,11/1,05
0,8 — 1,06/1,03 1,17/1,07
1,0 — 1,10/1,04 1,23/1,1
1,2 — 1,14/1,06 1,29/1,13
1,4 — 1,17/1,08 1,36/1,17
С увеличением окружной скорости при-
работка ухудшается. Это же происходит
и при работе на переменных режимах.
Динамические нагрузки в зацеплении.
Деформации зубьев, а также погреш-
ности в шаге и профиле зубьев вызывают
их колебания в процессе пересопряжения
и появление динамических нагрузок в
зацеплении (см. рис. 14.5). В характерных
точках зацепления удельная нагрузка
wn оказывается больше расчетной стати-
ческой нагрузки на некоторое значение
wv, являющейся динамической составляю-
щей нагрузки («силой удара»), т. е.
Wn = Wcr + wv.
Это соотношение принято записывать
в виде
wrt=wCTKv,
где ЛУ= 1-|-(до с,/дост) — коэффициент ди-
намичности (динамической нагрузки).
Для статически нагруженных зубьев
Ку —1 и ДО = ДОСТ.
Зубья испытывают ударные нагрузки
при входе в зацепление, если шаг зубьев
179
Рис. 14.22.
Схема возникновения кромочного (а) и сре-
динного (б) ударов зубьев
Рис. 14.23.
Схема к расчету на удар зубчатых колес
ведущего колеса (с учетом деформации
зубьев) меньше шага зубьев ведомого ко-
леса. В этом случае ножка зуба 1
(рис. 14.22, а) ведущего колеса / уда-
ряет по кромке сопряженного зуба ве-
домого колеса II вне линии зацепления
вблизи точки Pi (кромочный удар). Если
шаг зубьев ведущего колеса с учетом
деформации больше шага зубьев ведо-
мого колеса, то пара зубьев колеса I
(рис. 14.22, б) входит в контакт на линии
зацепления вблизи точки Ль после того
как точка контакта зубьев колеса II
отойдет от линии зацепления (срединный
удар).
Кромочный удар возможен при любых
значениях вероятной ошибки шага До
(даже при До = О), так как всегда воз-
можны случаи, когда шаг зубьев ведущего
колеса будет меньше шага зубьев ведо-
мого колеса.
Расчет динамических сил в реальных
передачах сложен, поэтому на практике
используют их упрощенные модели, от-
ражающие основные закономерности про-
цесса. Модели уточняют, используя ре-
зультаты экспериментальных исследова-
ний и опыт эксплуатации передач.
Рассмотрим зубчатую передачу (рис.
14.23, а), схематизируем ее в виде про-
стейшей двухмассовой модели (рис.
14.23, б) и для нее определим силу удара.
Эта модель получается, если пренебречь
действием масс деталей, соединенных с
колесами, и податливостью опор, а зуб-
чатые колеса заменить эквивалентными
поступательно движущимися массами т\
и /Иг, приведенными к основным окруж-
ностям db\ и db2'
47 9m
т1 =-----2~ ’ m2=----Г
bwdb\ b w dЬ2
где 1\т и /гт — моменты инерции вращаю-
щихся масс колес (как и выше, для об-
щности рассматриваются колеса единич-
ной ширины).
Если v\ и V2— мгновенные скорости ко-
лес в направлении линии зацепления, то
изменение кинетической энергии опреде-
ляется формулой
9 о
т. v, -|-mg ug
АК= 2
(т1+т2)ик
2
где ик — суммарная скорость колес при их
максимальном сжатии.
Потенциальная энергия деформации
зубьев
n=^wv 6.
Применив закон изменения количества
движения
mivi + nt2V2=(mi-hm2)vK
и принимая, что изменение кинетической
энергии расходуется на деформацию зубь-
ев, найдем
1 т. tn g п 1
где 6 — суммарные упругие смещения
(сближение) пары зубьев колес единичной
ширины.
Учитывая, что 6 = wvk и последнее ра-
венство, получим
где т=т\ m2/(т\-[-т2) — приведенная
масса колес; X — суммарная податливость
пары зубьев (см. с. 175).
Благодаря податливости опор, валов, а
также распределению нагрузки между
180
несколькими парами зубьев действитель-
ная сила будет меньше расчетной.
В ГОСТ 21354—75 для определения си-
лы удара рекомендована формула
^=0,016 cr^A0-^,
полученная из приведенных выше энерге-
тических соображений.
Из последних формул и характера за-
дачи вытекают основные методы сниже-
ния динамических нагрузок в передаче:
повышение точности изготовления
(уменьшение До) и сборки механизма —
уменьшает разность скоростей или сте-
пень рассогласования вращения колес;
увеличение коэффициента перекрытия
еа и, как следствие, реализация удара
на нескольких парах зубьев;
снижение масс (точнее, моментов инер-
ции масс) вращающихся колес.
Последние два метода наиболее до-
ступны конструктору, они часто взаимо-
связаны. Например, повышение крутиль-
ной податливости обода и ступицы колеса
зубчатой передачи существенно снижает
динамические перегрузки от геометриче-
ских ошибок профиля зацепления. Для
увеличения податливости обода и ступицы
уменьшают их толщину (снижают массу
колеса, рис. 14.24).
Наиболее эффективным средством сни-
жения динамических нагрузок является
демпфирование. Конструкционное демп-
фирование колебаний нагрузки можно
осуществлять за счет использования упру-
гих элементов в конструкциях колес и
Рис. 14.24.
Конструкции податливых колес редуктора
опор. На рис. 14.25, а в качестве примера
показана конструкция упругого зубчатого
колеса (муфты) для гашения крутиль-
ных колебаний на быстроходных ступенях
редуктора вертолета, в котором высокая
окружная податливость достигается за
счет упругого соединения его обода 1
со ступицей 2 через ряд пружин 3. Для
исключения перекоса пружины установле-
ны на цилиндрических шарнирных суха-
рях 4, опирающихся в дно гнезд в высту-
пах обода и ступицы. В такой конструк-
ции упругого колеса половина пружин
используется для передачи вращающего
момента, другая половина — для аморти-
зации динамической нагрузки.
В другой конструкции (рис. 14.25, б)
выступы ступицы 2 введены в прорези
выступов обода 1 (выступы обода и сту-
пицы совмещены). Благодаря этому все
пружины демпфируют колебания на-
Рис. 14.25.
Способы конструкционного демпфирования ди-
намических нагрузок
181
Таблица 14.3
Зависимость коэффициента KFv от окружной
скорости
Степень точнос- ти Твер- дость поверх- ностей зубьев KFv При V, м/с
1 2 4 6 8 10
6-я а 1,06 1,02 1,13 1,05 1,26 1,10 1,40 1,15 1,58 1,20 1,67 1,25
б 1,02 1,01 1,04 1,02 1,08 1,03 1,11 1,04 1,14 1,06 1,17 1,07
7-я а 1,08 1,03 1,16 1,06 1,33 1,11 1,50 1,16 1,67 1,22 1,80 1,27
б 1,03 1,01 1,05 1,02 1,09 1,03 1,13 1,05 1,17 1,07 1,22 1,08
8-я а 1,10 1,03 1,20 1,06 1,38 1,11 1,58 1,17 1,78 1,23 1,96 1,29
б 1,04 1,01 1,06 1,02 1,12 1,03 1,16 1,05 1,21 1,07 1,26 1,08
9-я а 1,13 1,04 1,28 1,07 1,50 1,14 1,77 1,21 1,98 1,28 2,25 1,35
б 1,04 1,01 1,07 1,02 1,14 1,04 1,21 1,06 1,27 1,08 1,34 1,09
Таблица 14.4
Зависимость коэффициента KHv от окружной
скорости
Степень точнос- ти Твер- дость поверх- ностей зубьев KHv при V, м/с
1 2 4 6 8 10
1,03 1,06 1,12 1,17 1,23 1,28
а 1,01 1,02 1,03 1,04 1,06 1,07
6-я 1,02 1,04 1,07 1,1 1,15 1,18
б 1,00 1,00 1,02 1,02 1,03 1,04
1,04 1,07 1,14 1,21 1,29 1,36
а 1,02 1,03 1,05 1,06 1,07 1,08
7-я 1,03 1,05 1,09 1,14 1,19 1,24
б 1,00 1,01 1,02 1,03 1,03 1,04
1,04 1,08 1,16 1,24 1,32 1,4
а 1,01 1,02 1,04 1,06 1,07 1,08
8-я 1,03 1,06 1,1 1,16 1,22 1,26
б 1,01 1,01 1,02 1,03 1,04 1,05
1,05 1,1 1,2 1,3 1,4 1,5
а 1,01 1,03 1,05 1,07 1,09 1,12
9-я 1,04 1,07 1,13 1,2 1,26 1,32
б 1,01 1,01 1,02 1,03 1,04 1,05
Примечания: 1. В числителе — значения для
прямозубых колес, в знаменателе — для косозубых
2. Твердость «а> — не более 350 НВг, «б» —
не менее 40 HRC2.
редукторах тепловозов и других машин,
в которых необходимо снижать динами-
ческие нагрузки в периоды пуска.
Демпфирование колебаний часто осу-
ществляют с использованием демпфирую-
щих опор, например, резиновая обойма 5
на рис. 14.25, в.
Влияние динамических нагрузок на кон-
тактную выносливость поверхностей зубь-
ев обычно проявляется слабее, чем на вы-
носливость при изгибе, особенно в зубьях
невысокой твердости. Поэтому принимают
а
где т) — коэффициент, равный 0,75 при
твердости более 350 НВ и 0,35 при твер-
дости не более 350 НВ.
В предварительных расчетах зубчатых
передач значения коэффициентов дина-
182
См. примечание к табл. 14.3.
мичности KFv и KHv можно принимать
из табл. 14.3 и 14.4.
В расчетах приводов мощностью до
15 кВт при частоте вращения ведущего
вала до 3000 мин-1 можно принимать:
Kfv = KHv= 1,3 для прирабатывающихся
передач и KFv=^KHv = 1,2 для неприраба-
тывающихся передач.
14.8. Виды повреждений
и критерии работоспособности передач
Основными элементами, определяющи-
ми работоспособность зубчатых передач,
являются зубья колес.
Напряженное состояние зубьев. Прохо-
дя зону зацепления при работе передачи,
зубья подвергаются циклическому кон-
тактному нагружению, которое вызывает
высокие напряжения в зоне контакта и в
Рис. 14.26.
Интерференционные полосы при статическом
изгибе модели зуба из оптически упругого ма-
териала
переходных поверхностях (во впадинах)
зубьев. Концентрация напряжений в ука-
занных зонах зуба хорошо видна на
картине полос (рис. 14.26), полученной
методом фотоупругости (зоне наиболь-
ших напряжений соответствует наиболь-
шая частота полос).
В зонах действия максимальных напря-
жений со временем происходит повреж-
дение зубьев.
Виды повреждений зубьев. Поломка зу-
ба (выламывание углов или целого зуба
у основания, рис. 14.27) является одним
из распространенных видов повреждений
передач. Она происходит в результате
больших перегрузок (ударного или ста-
тического характера) или чаще от дли-
тельной переменной нагрузки, под дей-
ствием которой в зонах концентрации
напряжений (обычно во впадинах зубьев)
образуется и развивается усталостная
трещина (или несколько трещин).
Для предотвращения повреждения от
усталости увеличивают модуль зубьев,
снижают концентрацию напряжений в
Рис. 14.27.
Усталостное разрушение зуба
основании зубьев, увеличивают проч-
ность материала колес.
Выкрашивание или отрыв от рабочей
поверхности зубьев мелких частиц ме-
талла, приводящий к образованию ямок
(раковин, рис. 14.28), является вторым
типичным, часто встречающимся видом
повреждения передач.
Оно наблюдается преимущественно в
закрытых (работающих в смазке) переда-
чах и происходит под действием пере-
менных контактных напряжений. Выкра-
шивание контактирующих поверхностей
начинается с образования мелких ямок
обычно вблизи полюсных линий (на нож-
ках зубьев).
При невысокой твердости поверхности
зубьев (не выше 350 НВ) выкрашивание
часто носит ограниченный характер. Оно
начинается в зонах концентрации на-
грузки и спустя непродолжительное время
прекращается (происходит приработка
зубьев).
При высокой твердости поверхности
зубьев (свыше 350 НВ) ямки быстро
разрастаются, нарушаются условия смаз-
ки, появляются дополнительные динами-
ческие нагрузки, способствующие преж-
девременному разрушению зубьев.
Эффективными средствами предотвра-
щения выкрашивания являются увеличе-
ние поверхностной твердости зубьев,
подбор химически неактивных смазочных
материалов и др.
Износ зубьев является причиной вы-
хода из строя преимущественно от-
крытых передач при плохом смазывании,
недостаточно защищенных от попадания
абразивных частиц. Искажение профиля
в результате износа приводит к увеличе-
Рис. 14.28.
Контактные повреждения активных поверх-
ностей
183
нию динамических нагрузок, повышению
напряжений изгиба и, как следствие, к
поломке зуба.
Для уменьшения износа повышают со-
противление изнашиванию зубьев пере-
дачи путем повышения твердости кон-
тактирующих поверхностей, защиты от
попадания абразивных частиц в зону кон-
такта, применения смазочных материалов
с повышенной вязкостью.
Заедание наблюдается в высокойагру-
женных и высокоскоростных передачах
и является следствием разрыва масляной
пленки из-за высоких контактных на-
пряжений. Оно проявляется в образова-
нии молекулярного сцепления (сварки)
поверхностных слоев металла и последую-
щем разрушении этих связей в процессе
скольжения зубьев.
Меры предупреждения заедания: повы-
шение поверхностной твердости зубьев
путем их химико-термической обработки,
фланкирование, применение противозадир-
ных смазочных материалов и т. д.
Таким образом, изгибная и контактная
прочность, а также износостойкость яв-
ляются основными критериями работоспо-
собности зубчатых передач общемашино-
строительного применения.
14.9*. Расчеты и проектирование
зубчатых передач
Задача проектирования. Она состоит
в определении таких значений основных
параметров передачи, которые наилуч-
шим образом удовлетворяют прочност-
ным, триботехническим, кинематическим,
геометрическим и экономическим требова-
ниям. Для большинства передач обще-
машиностроительного применения задача
сводится к выбору материалов (с учетом
технологии изготовления) и определению
размеров колес, предотвращающих лишь
преждевременное повреждение зубьев. Но
даже в этом случае проектирование пере-
дач оказывается достаточно сложным
процессом, например, по сравнению с про-
ектированием соединений, ременных и
фрикционных передач, из-за сравнительно
большого числа критериев работоспособ-
ности и переменных проектирования. По-
следние включают материалы колес, а
также основные параметры инструмен-
тов и зацепления (например, для ци-
линдрических передач m, zi, bw, a, aw, 0
и др.). Для упрощения задачи сокращают
число переменных проектирования, ис-
пользуя опыт и результаты исследований
работы передач.
Для расчета передач необходимо уста-
новить, как обычно, зависимость пока-
зателя работоспособности (напряжений)
зубьев от действующей нагрузки и геомет-
рических параметров колес.
Расчетные нагрузки. В расчетах на
прочность зубьев передач принимают, что
силы передаются по всей длине /2 кон-
тактных линий и номинальная нагрузка
wnm= Fn/Учитывая равенства (14.36),
будем иметь
W =___________
пт izcosaw
где Ft — окружная сила в зацеплении.
Общая длина /2 контактных линий за-
висит от ширины bw венца колеса, угла 0
наклона линии зуба и коэффициента пе-
рекрытия 8а. Значение /2 при еа>1,0
не остается постоянным по фазам зацеп-
ления, так как в передаче нагрузки могут
участвовать как одна, так и несколько
пар контактирующих зубьев. Поэтому в
расчетах используют минимальное зна-
чение
ь
1 W
Обычно можно принимать /Се = 0,95;
для прямозубых передач при однопарном
зацеплении /2 = /?ш, т. е. 8а/Се=1.
В действительности нагрузка на зубья
значительно отличается от номинальной,
что объясняется:
отличием фактического вращающего
момента от номинального;
неравномерным распределением нагруз-
ки между зубьями, по ширине венца или
по длине контактных линий;
внутренними динамическими нагрузка-
ми в системе и т. д.
Учитывая эти соображения, номиналь-
ную удельную нагрузку wnm увеличивают
в раз, принимая, таким образом,
в качестве расчетной максимальную
удельную нагрузку
184
wn=-—^-------KaK.tf0, (14.59)
где Ka — коэффициент, учитывающий
одновременное участие в передаче нагруз-
ки нескольких пар зубьев (см. рис. 14.18);
Кр — коэффициент концентрации нагруз-
ки (см. табл. 14.2); Kv— коэффициент
динамической нагрузки (см. табл. 14.3,
14.4).
Вводя удельную окружную силу wt —
= wn cos aw, получим соотношение для
расчетной удельной окружной нагрузки:
<14-60)
W
С учетом зависимостей (14.3), (14.36),
(14.59) и известной формулы Т\ =
= 9554 Р/п\ Н-м несложно выразить рас-
четную нагрузку через передаваемую мощ-
ность Р (кВт) и частоту вращения шес-
терни П\ (мин-1):
ш(=9,55 • 106(ы± 1) РКаК^~'’- . (14.61)
пIaw°W
Из формулы (14.61) следует, что сила,
действующая на единицу ширины зуба,
возрастает с увеличением передаваемой
мощности и уменьшается с увеличением
частоты вращения, межосевого расстоя-
ния и рабочей ширины зуба.
Эта сила вызывает общую деформацию
тела зуба (изгиб и сдвиг) и местную
деформацию поверхностного слоя зуба в
зоне контакта (контактную деформацию).
Существенно, что с уменьшением меж-
осевого расстояния возрастают силы,
действующие на опоры. Указанное об-
стоятельство следует учитывать при раз-
мещении передач в нежестких корпусах
(из легких сплавов) или при установке
жестких корпусов приводов на нежест-
кие основания (судовые приводы и др.).
Расчет зубьев на прочность при изгибе.
Этот расчет является основным для зубьев
открытых передач. На изгиб рассчитывают
также зубья закрытых передач при вы-
сокой поверхностной твердости зубьев.
Условие прочностной надежности зуба
по допускаемым напряжениям изгиба
имеет обычный вид:
[аД (14.62)
где о>—максимальное напряжение в
Рис. 14.29.
Расчет зуба на изгиб
опасном сечении зу-
ба; [oF ] — допуска-
емое напряжение из-
гиба для материала
зуба.
Для оценки проч-
ностной надежности
зубчатой передачи
необходимо иметь
уравнение, связыва-
ющее максимальные
напряжения в опас-
ном сечении с внеш-
ней нагрузкой на зуб
и размерами опасно-
го сечения (парамет-
рами передачи). Точ-
ный расчет зубьев возможен лишь метода-
ми теории упругости. В инженерном расче-
те зуб (рис. 14.29) рассматривают как кон-
сольную балку (стержень) постоянного
сечения и требуемую зависимость напря-
жений от сил и размеров сечения прини-
мают по формулам сопротивления мате-
риалов (см. табл. 2.1). Далее значения
номинальных напряжений уточняют вве-
дением теоретического коэффициента кон-
центрации напряжений.
Прямозубые передачи. Расчет выполня-
ют для наиболее опасного случая — од-
нопарного зацепления, когда вся внеш-
няя нагрузка передается одной парой
зубьев. Полагают для упрощения, что
внешняя сила Fny направленная по ли-
нии зацепления, приложена на окружности
внешнего диаметра. В действительности
такая сила действует на зуб в верхней
точке Ai однопарного зацепления (см.
рис. 14.3 и 14.21), т. е. на некотором
расстоянии от вершины зуба. Влиянием
сил трения пренебрегают ввиду их ма-
лости (при наличии смазки коэффициент
трения f=0,054-0,08).
Под действием нормальной силы Fn
в опасном сечении зуба (в основании;
показано штриховой линией на рис.
14.29) будут действовать изгибающий мо-
мент Л4И, перерезывающая Q и продоль-
ная (сжимающая) W силы (/ — плечо
изгибающей силы):
185
Mu = Fnl cos aa; Q = Fn cos aa;
W = /’’nsinaa (14.63)
или, учитывая зависимость (14.36),
cos a cos a
M —F,l---------2-; Q = Ft-----2-;
И r* cos a 1 cos a .
w w
В крайних волокнах опасного сечения
зуба напряжения изгиба
Мц 6F11 cos a a
напряжения сжатия
СЖ А bws\cosaw
где 1Ги и А — соответственно момент со-
противления изгибу и площадь сечения
зуба; si—толщина зуба в опасном се-
чении; aa «28 4-30° — угол давления
(см. рис. 14.14).
Касательные напряжения в крайних во-
локнах модели зуба равны нулю.
Суммарное номинальное напряжение
на растянутой стороне в опасном се-
чении
^ном ^итах & сж
F. , Ы cos a sin a х
= -2- / -------2---------2-Л . (14.64)
bw \ s^cos aw sicosaa,/
Напряжения на растянутой стороне
меньше, чем на сжатой. Однако поверх-
ностные слои материала зуба, как по-
казывают эксперименты, оказывают мень-
шее сопротивление переменным растяги-
вающим напряжениям, чем напряжениям
сжатия. Поэтому наиболее опасными ока-
зываются напряжения, возникающие на
растянутой стороне зуба.
Действительные местные напряжения
af на переходной поверхности зуба будут
больше номинальных напряжений аНом в
ао раз из-за концентрации напряжений
(см. рис. 14.26; рис. 14.30); аст — теоре-
тический коэффициент концентрации на-
пряжений.
Учитывая это обстоятельство, а также
186
в)
Рис. 14.30.
Распределение относительных напряжений на
контуре зубьев (о/п=1 Н/мм) колес (т = 1 мм;
z=40) при различных смещениях:
а—х= — 1; б—х = 0; в—х=1
равенства (14.60), формулу (14.64) запи-
шем (для /Cfa=l) в виде
(14-65)
W
где Ft — окружная сила; т — модуль за-
цепления; Yр— коэффициент формы зуба,
sin a
(14.66)
По смыслу Yр — максимальное напря-
жение в опасном сечении зуба при т = 1 мм
и удельной окружной силе wFt = Ft/bw —
= 1 Н/мм.
Зависимость коэффициента формы зуба
Yf от числа внешних зубьев z и коэффи-
циента смещения х приведена на рис.
14.31.
Косозубые передачи. У косозубых пере-
дач суммарная длина /2 контактных линий
больше ширины bw колеса. Это, а также
наклонное положение линии контакта
(см. рис. 14.9) приводит к пропорцио-
нальному снижению напряжений изгиба.
Существенно, что при наличии абразив-
ного изнашивания суммарная длина кон-
тактных линий уменьшается, поэтому
косозубая передача в качестве открытой
не используется.
В опасном сечении зуба максимальное
напряжение
(14-67)
a w
где Ур= 1 — (3°/140) — коэффициент, учи-
тывающий наклон зубьев.
Отметим, что расчетные напряжения в
зубьях шестерни (индекс «1») и колеса
(индекс «2») связаны соотношением
— Y F2
° F2—G F\ у
1 F\
Для уменьшения числа переменных
проектирования в соотношении (14.67)
ширину зубчатых колес принимают в за-
висимости от диаметра шестерни
Ьц):= w 1, (14.68)
где fyd — коэффициент ширины колеса.
На основании опыта проектирования и
эксплуатации передач принимают: для
колес низкой твердости (не более 350 НВ)
фмз= 0,64-1,4; при консольном распо-
ложении колес фм== 0,34-0,4; для колес
высокой твердости (более 350 НВ) фд/ =
= 0,44-0,9; при их консольном располо-
жении 1^=0,24-0,25 (см. с. 178).
Уравнение (14.67) вместе с ограниче-
ниями (14.62) и (14.68) позволяет опре-
делить значения модуля /и, обеспечиваю-
щие изгибную прочность зубьев передачи.
Большую наглядность имеет разрешаю-
щее уравнение, связывающее воедино ра-
венство (14.67) и условия (14.62) и
(14.68). Тогда, выразив окружную силу
Ft через вращающий момент Т\ (Н«м)
на ведущем колесе, после несложных пре-
образований получим соотношение, удоб-
ное для выполнения расчетов:
Т2-К- Kf 1 (!469)
где Кт — коэффициент, который при сред-
них значениях еа, KFa, Ур и KFv можно
принимать равным 14 — для прямозубых
передач и 11,2 — для косозубых передач;
YFi — коэффициент формы зуба шестер-
Рис. 14.31.
Зависимость коэффициента формы зуба по мест-
ным напряжениям от числа внешних зубьев z
и коэффициента смещения х при приложении
нагрузки к вершине зуба при исходном реечном
контуре по ГОСТ 13755—81
ни; принимается для числа зубьев zv\
эквивалентного прямозубого колеса
(см. с. 166) по графикам (см. рис.
14.31).
Значения модуля округляют до бли-
жайшего значения из ряда модулей по
ГОСТ 9563—60 (см. с 161) и по приня-
тому значению модуля находят размеры
колес (см. с. 163).
В прямозубой передаче ширину шестер-
ни выполняют несколько больше номи-
нальной для компенсации неточностей
установки в осевом направлении, т. е.
и £i=£2-+-(0,24-0,4)/n. Зна-
чения bi и Ь% округляют по ГОСТ 6636—69.
Из формулы (14.69) видно, что модуль
и, как следствие, габариты передачи
могут быть уменьшены главным образом
за счет повышения прочности материала
колес, а также путем уменьшения кон-
центрации нагрузки вдоль зуба (умень-
шения коэффициента KFp).
Колеса с малым модулем предпочти-
тельны по условиям плавности хода и эко-
номичности, однако крупномодульные ко-
леса менее чувствительны к перегрузкам,
а неоднородности материала и погрешно-
сти изготовления в меньшей степени вли-
яют на прочность зубьев. Поэтому для си-
ловых передач значения тс 1,5 мм прини-
мать не следует.
Конические передачи. Расчет ведется
по аналогии с расчетом цилиндрической
передачи.
187
В опасном сечении зуба конического
колеса максимальное напряжение
F tKFRKFv
<14™)
где Yf— коэффициент формы зуба, оп-
ределяемый по графику (см. рис. 14.31)
при эквивалентном числе зубьев zv
[см. формулы (14.32) ]; vF — эксперимен-
тальный коэффициент, учитывающий пони-
женную нагрузочную способность кониче-
ских передач по сравнению с цилиндри-
ческими передачами из-за конструктивных
особенностей; т — модуль в среднем нор-
мальном сечении зуба.
Для конических прямозубых передач
vf=0,85; для передач с круговыми зубья-
ми vF«14-l,2 (большие значения при
колесах с твердостью менее 350 НВ).
Отметим, что в качестве расчетного
было принято среднее сечение зуба.
Передачи с зацеплением Новикова. В
опасном сечении зуба при действии вра-
щающего момента Т (Н*м) максимальное
напряжение
Л у 2000 Т ^Fa^F^^Fv i
°f=yf—5---------<К ’
2 [gp ] при еэ= 1,34-1,4; 2,24-2,3; 3,1 4-3,2;
4,04-4,1, где [ер ] -—целая часть коэффи-
циента торцового перекрытия).
На основании результатов эксперимен-
тальных исследований передач (8°^0^
2^25°) коэффициенты
0,85Л*л/и-1
^Fp
2 ’
(2е₽-[е₽]) J
Расчет на контактную прочность актив-
ных поверхностей зубьев. Этот расчет яв-
ляется основным для закрытых (работаю-
щих в условиях обильного смазывания)
передач.
Экспериментально установлено, что наи-
меньшую контактную прочность имеет
околополюсная зона активных (рабо-
чих) поверхностей зубьев (см. рис. 14.16),
в которой на зубья действуют наибольшие
нагрузки (полная нагрузка в однопарном
зацеплении, см. рис. 14.5) и скорости
скольжения не равны нулю. Однако
расчет зубьев на контактную прочность
выполняют для фазы зацепления в полюсе
(рис. 14.32), так как положение полюса
(14.71)
где Yf—коэффициент формы зуба, при-
нимаемый в зависимости от числа зубьев
zv=z/ (cos30) эквивалентного колеса сле-
дующим образом:
г............... 10 12 15 188 20
rfp............. 6,35 5,8 5,4 5,2 5,1
Д^ — коэффициент, учитывающий влия-
ние локального характера нагружения
зуба на значение максимальных напря-
жений в его опасном сечении; KFa — ко-
известно заранее.
Условие прочностной надежности при
расчете по допускаемым напряжениям
имеет обычный вид:
(14,72)
25 30 35 40 60 80 100
4,85 4,8 4,65 4,6 4,5 4,35 4,3
где —максимальное контактное на-
пряжение на активной поверхности зубьев;
[оя ] — допускаемое контактное напря-
жение.
эффициент, учитывающий распределение
нагрузки между зонами контакта в ок-
рестностях точек До и До (см. рис. 14.12, б);
Д£и — коэффициент динамической нагруз-
ки (при окружной скорости и = 34- 12 м/с
равен 1,1 —1,3 для передач с параметрами,
соответствующими 7-й и 8-й степеням точ-
ности эвольвентных передач по ГОСТ
1643—81); Д£е — коэффициент, учитываю-
щий число площадок контакта (точек
начального контакта), одновременно пе-
редающих нагрузку в зацеплении (равен
Контактные напряжения он одинаковы
для обоих колес, поэтому расчет выпол-
няют для того колеса, у которого допуска-
емое напряжение [оя] меньше.
Для расчета зубчатой передачи на кон-
тактную прочность необходимо иметь урав-
нение, связывающее максимальные кон-
тактные напряжения <ун с внешней на-
грузкой и параметрами передачи, а также
ограничения — конструктивные и техноло-
гические условия «существования» ре-
альной передачи.
188
Рис. 14.32.
Схема контакта зубьев цилиндрических пе-
редач
Прямозубые и косозубые передачи.
В расчете полагают, что контакт двух
зубьев аналогичен контакту двух ци-
линдров с радиусами pi и рг, равными
радиусам кривизны эвольвент зубьев в точ-
ке контакта (см. рис. 14.32), т. е. для рас-
чета зубьев используется задача Герца о
контакте цилиндров (см. гл. 2). Ис-
пользование такой модели оказывается
оправданным, так как размеры площадки
контакта малы' по сравнению с размерами
зуба.
В зацеплении при p=wn максимальное
контактное напряжение (см. с. 24).
зубого зацепления находим из равенства
’(14.19), определяющего диаметр эквива-
лентного прямозубого колеса:
clv\ • а^2 •
pi = —g— sina/wi р2= -g— sina/a,;
тогда, имея в виду передаточное число
u = d2/d\,
1 _ 1 1 __ 2(u±l)cos0b
₽пр ~ Р. - Р2 ~ udw\&inatw
где — угол наклона зубьев на основном
цилиндре; atw — угол зацепления в полюсе
в торцовой плоскости. Знак « + » берется
при расчете внешнего, а знак «—»—
внутреннего зацепления. Не внося сущест-
венных погрешностей в расчет на проч-
ность, можно принять
Подставив последние соотношения в ра-
венство (14.73), получим зависимость
максимальных напряжений в зоне контак-
та зубьев от окружной силы, геометри-
ческих и кинематических параметров пере-
дачи:
a H=Z ЛMZ~\
п п М е у
FU±\
bwdwl “
(14.74)
где ZH = V(2cosp)/sin2a/a, — коэффи-
циент, учитывающий форму сопряженных
поверхностей;
(14.73)
Выразим параметры, входящие в это ра-
венство, через силовые и геометрические
параметры передачи.
Нормальная удельная сила wn связана
с расчетной удельной окружной силой
зависимостью
Wfl cosa^ bwcosaw *
Радиусы кривизны эвольвент для косо-
—коэффициент, учитывающий механичес-
ские свойства материалов колес (модули
упругости Е\ и £г, МПа и коэффициенты
Пуассона vi и V2), для стальных колес
2^ = 275; 2е— коэффициент, учитываю-
щий суммарную длину контактных ли-
ний (для ♦ прямозубых передач 2е=
= -\Z(4~eJ)T3; для косозубых передач
д=Ж)-
Уравнение (14.74) совместно с ограни-
чениями (14.68) и (14.72) позволяют
определить диаметр шестерни, обеспечи-
вающий контактную прочность передачи.
Принимая о#= [о#] и учитывая, что
Л = 2Т1 /dw\, найдем
18S
__к Ъ I TlKHaKH$KHv U±V
dw\~~^d ~\/ r 2 и
*
мм ,
(14.75)
где Kd=^/2(ZHZMZe)2 — коэффици-
ент диаметра (в предварительных рас-
четах для стальных прямозубых колес
можно принимать Kd = 770, для косозубых
колес /Q = 675); Ti — вращающий момент
на шестерне, Н«м.
Предварительный расчет зубчатых пере-
дач часто удобно вести в форме определе-
ния межосевого расстояния. Учитывая,
что dw\ — 2aw/1), из уравнения
(14.74) найдем
0h=zhzmz~\[ f‘^h*Khb .
Н Н М e V 2& а„, и
(14,76)
Ширина колеса bw в этом случае при-
нимается в зависимости от межосевого
расстояния (для сокращения числа пере-
менных проектирования) из соотношения.
Ь о, / Clw — фба,
(14.77)
где фба — коэффициент ширины колеса
(конструкционное ограничение), завися-
щий от положения колес относительно
опор. При симметричном положении колес
= 0,3154-0,5; при несимметричном по-
ложении фьа = 0,25ч-0,4, а при консольном
расположении ф&а = 0,2ч-0,25. Меньшие
значения назначают для колес с увели-
ченной твердостью поверхности (более
350 НВ). Для колес шевронных передач
ф&а= 0,44-0,63.
Несложно показать, что
tybd = ф&а (и ± 1) /2.
Для передач со стальными колесами
при средних значениях коэффициентов
Ze из уравнения (14.75) найдем
Z па пр пи
2г ,2
'•’fro" Ы
мм ,
(14.78)
где Ка — коэффициент межосевого рас-
стояния, для прямозубой передачи Ка=
= 495; для косозубой и шевронной пере-
дач Дд=430; Гг — вращающий момент на
колесе, Н-м.
Значения Кнъ и Кhv можно принимать
из табл. 14.2 и 14.3; в предварительных
расчетах можно считать КЯа=1.
Вычисленное значение aw округляют до
ближайшего значения (в миллиметрах)
из ряда Ra40 по ГОСТ 6636—69.
Для стандартных редукторов aw округляют
до ближайшего значения по ГОСТ 2185—
66 (см. с. 164).
Из формул (14.75) и (14.78) видно, что
размеры колес (габариты) по условию
контактной прочности не зависят от моду-
ля (размеров зуба). Это объясняется тем,
что размеры площадки контакта малы в
сравнении с размером зуба. Габариты
передачи в этом расчетном случае можно
сократить за счет увеличения [оя], а
также увеличением приведенного радиуса
кривизны эвольвент зубьев за счет изго-
товления колес с положительным смеще-
нием х.
В практических расчетах минимальное
значение модуля устанавливают, исходя
из расчета на изгиб. Решая совместно
уравнения (14.67) и (14.74) при р =
= 104-25°, для колес с внешними зубьями
найдем
т = тя«0,1бХи,
Эта формула позволяет выбрать модуль
при заданном межосевом расстоянии пере-
дачи с учетом заданной или допустимой
нагрузки. Если оказывается, что расчет-
ное значение /и<1,5 мм, то принимают
m = 1,54-2 мм, так как при меньшем значе-
нии m возрастают требования к жесткости
передачи, увеличивается опасность пов-
реждения зубьев из-за концентрации на-
грузки и в связи с перегрузкой.
Далее при известном модуле определяют
остальные параметры и размеры передачи
(см. с. 163).
Конические передачи. Для прямозубого
конического зацепления приведенный ра-
диус кривизны рпр определяют по диамет-
рам эквивалентных колес (см. формулы
(14.31)) из соотношения
1 1 11 2 / я । Cos62\
---=------1---= —---:--( COS 6.Н------)
РПр Pi Р2 rfpinay 1 и /
190
Принимая во внимание, что и —
=ctg6i=tg62, получим
л 1 и
V1 +^2в I л/1+“2
cos 6,= —, .
vrw
После подстановки и несложных преоб-
разований получим
1 _ 2-\/1+k2
р ud * sin а
г пр 1
где d\ — средний диаметр меньшего коле-
са (шестерни).
Удельная нагрузка в этом сечении опре-
деляется, как и для прямозубого колеса
(см. с. 185).
Учитывая эти соображения, из условия
прочности по допускаемым контактным
напряжениям несложно получить для
диаметра, характеризующего габарит пе-
редачи, следующее соотношение, анало-
гичное формуле (14.75):
de2=960
*Ни
(14.79)
где Тг — вращающий момент на ведомом
колесе, Н«м; vH—установленный экспе-
риментально коэффициент, учитывающий
особенности прочности конических передач
(равен 0,85 для прямозубых передач,
0,8 + 0,15w для кривозубых передач с вы-
сокой поверхностной твердостью зубьев;
1,2+ 0,2и — то же, при твердости менее
350 НВ); Kbe — b/Re — коэффициент ши-
рины зубчатого венца.
Для уменьшения концентрации нагруз-
ки рекомендуется К&е<0,3; меньшие зна-
чения следует принимать для неприраба-
тывающихся колес при твердости более
350 НВ.
Вычисленные значения диаметра внеш-
ней делительной окружности округляют
до ближайшего значения по ГОСТ
12289—66 (50, 63, 80, 100, 125, 160, 200,
250, 280, 315).
Передачи с зацеплением Новикова.
Контактное взаимодействие в этих переда-
Рис. 14.33.
Зубья передач Новикова и расчетная схема
их контакта
чах характеризуется малым различием
радиусов кривизны выпуклого и вогнуто-
го профилей зубьев. Поэтому размеры
площадки контакта после приработки ока-
зываются соизмеримыми с размерами
зубьев, и формула Герца (14.73) для
максимальных напряжений он будет не-
достаточно точной для такого расчетного
случая.
Однако для упрощения расчетов, по
предложению М. Л. Новикова, в качестве
эквивалентных условно используют ци-
линдры с радиусами pi и р2 (рис.
14.33), равными радиусам нормальной
кривизны винтовых контактных линий на
зубьях шестерни и колеса. Приведенный
радиус кривизны эквивалентных цилинд-
ров
d 1 и
_____________ w\_________
Рир 2 (и+ 1) sin aRcos 0 sin 2р
где dW{ — начальный диаметр шестерни;
ак — угол давления на профиле головки
зуба в точке Ко (см. рис. 14.12,6);
Р — угол наклона линии зуба на начальном
цилиндре.
Длина образующей цилиндра при этом
равна длине дуги активной части профи-
ля зуба, т. е. /=тра* (аг —aj, где
аг и ai — соответственно максимальный
и минимальный углы давления на профиле
головки зуба, рад.
Нормальная сила в зацеплении
191
Ft 2000 Г,
F =------1---= ,--------!--
n cos a cos p d cos a Kcos p
где T\ — вращающий момент на шестерне,
Н-м.
Подставим полученные соотношения в
формулу (14.73), учитывая, что погонные
силы на цилиндры Wn = Fn/l. Тогда для
стальных колес будем иметь
d =630 3 / rizi(ы + 1) кнаУн»
\ [a„]2u КНг
(14.80)
где zi—число зубьев шестерни; [оя] —
допускаемое контактное напряжение;
Хяа—коэффициент, учитывающий рас-
пределение нагрузки между зонами кон-
такта в окрестностях точек Ко и KJ;
К— коэффициент концентрации нагруз-
ки; KHv= 1,14-1,2 — коэффициент, учиты-
вающий влияние динамической нагрузки
для передач с параметрами, соответствую-
щими 7-й и 8-й степеням точности эволь-
вентных передач по ГОСТ 1643—81;
К — коэффициент, учитывающий
число зон контакта, передающих нагрузку.
На основании обработки эксперимен-
тальных исследований (10°<$^С22°)
Кяр=0,08-0,008 (₽- 10°).
14.10. Материалы,
термообработка и допускаемые
напряжения для зубчатых колес
Зубчатые колеса изготовляют из сталей,
чугуна и неметаллических материалов.
Колеса из неметаллических материалов
имеют небольшую массу и не корроди-
руют, а передачи с ними бесшумны
в работе. Но невысокая прочность мате-
риалов и, как следствие, большие габари-
ты передачи и сравнительно высокая
стоимость изготовления колес ограничива-
ют их применение в силовых механизмах.
Чугунные зубчатые колеса дешевле
стальных, их применяют в малонагру-
женных открытых передачах. Они имеют
малую склонность к заеданию и хорошо
работают при бедной смазке, но не выдер-
живают ударных нагрузок.
192
Наибольшее распространение в сило-
вых передачах имеют колеса из сталей
Ст5, Стб, 35, 35Л, 40, 40Л и др., которые
подвергают, как правило, термообработке
для повышения нагрузочной способности.
Колеса малонагруженных передач в
машинах общего назначения, а также
колеса передач, габариты которых не
ограничены, подвергают объемной закал-
ке с высоким отпуском до твердости
300—350 НВ при диаметре колес до
150 мм. Колеса диаметром свыше 150 мм
имеют твердость не менее 200 НВ. Зубья
колес, подвергнутых такой обработке,
имеют приблизительно одинаковую твер-
дость по всему сечению и могут быть
нарезаны после термообработки; благода-
ря этому отпадает необходимость выпол-
нения доводочных операций.
Для предотвращения заедания рабочих
поверхностей нижний предел твердости
шестерни (меньшего колеса), как показы-
вает практика, должен быть на 30—
50 единиц выше верхнего предела твер-
дости колеса.
Колеса высоконагруженных передач
в транспортных машинах и передач
ограниченных габаритов должны иметь
твердость зубьев более 400 НВ (или не
менее 40 HRC) и более мягкую (вязкую)
сердцевину. Различную твердость в одном
объеме металла получают путем лекаль-
ной термической (поверхностной закалкой
с нагревом токами высокой частоты—
ТВЧ) или химико-термической (цемента-
цией, азотированием и т. п.) обработки.
Наиболее производительна закалка ТВЧ
по контуру зубьев колес из сталей с
содержанием углерода 0,3—0,5%. Тол-
щина закаленного слоя при этом достигает
3,5—4 мм и имеет твердость поверхности
45—55 HR С.
Закалка ТВЧ широко применяется для
обработки зубьев с модулем не менее 5 мм.
При модуле менее 5 мм реализовать
поверхностную . закалку технологически
сложно, а при модуле менее 2,5 мм—
практически невозможно. В этом случае
путем насыщения углеродом (цементации)
поверхностных слоев зубчатых колес из
малоуглеродистых сталей (содержание уг-
лерода 0,12—0,3%) с последующей закал-
кой получают наибольшую нагрузочную
способность и наименьшие габариты
Таблица 14.5
Приближенные значения Ит
Термическая или химико-термическая обработка Твердость зубьев Сталь 411И. «Па
Поверхность Сердцевина
Нормализация, улучшение 180—300 НВ 180—300 НВ Углеродистая и легированная (40, 45, 35ХМ, 40Х, 40ХН и др.) 1,8-НВ
Закалка ТВЧ по контуру 48—55 HRC 250—320 НВ 600
Объемная закалка 48—55 HRC Легированная (40Х, 40ХН и др.) 600
Азотирование 550—750 HV 23—42 HRC Легированная (38ХМЮА, 40Х, 40ХФА и др.) 300-|-12 «HR С
Цементация 56—62 HRC 32—45 HRC Легированная (20Х, 25ХГТ, 12ХНЗА и др.) 800
передач. Глубина цементованного слоя не
превышает 2 мм, твердость поверхностей
зубьев 50—62 HRC. Другие виды химико-
термической обработки (азотирование,
цианирование) в общем машиностроении
применяют реже. Получают распростране-
ние высокоэнергетические методы обра-
ботки поверхностей зубьев (лучом лазера,
плазмой), совмещаемые с напылением по-
рошков и металлургической обработкой
поверхности.
Отметим, что закалка колес приводит
к короблению (деформации) зубьев, поэ-
тому их форму восстанавливают допол-
нительными доводочными операциями
(шлифованием, хонингованием или обкат-
кой). Обычные методы нарезания зубьев
для их доводки неприемлемы из-за высокой
твердости поверхностей.
При выборе материала необходимо
иметь в виду, что в крупносерийном
и массовом производстве заготовки колес
диаметром свыше 600 мм изготовляют
литьем из сталей, а при малых диаметрах—
штамповкой. В последнем случае исполь-
зуют стали с высокой пластичностью
(12Х2Н4А, 20Х, 20Х2НЗА и др.).
В табл. 14.5 указаны марки сталей и
рекомендуемые методы термической и хи-
мико-термической обработки, используе-
мые на практике наиболее часто для
изготовления зубчатых колес.
Допускаемые напряжения изгиба.
Допускаемые напряжения изгиба при рас-
чете на выносливость определяют по
формуле
(14-81)
где (jF— предел выносливости зубьев,
соответствующий заданному (установлен-
ному) числу циклов нагружений; Sf—
коэффициент безопасности (допускаемый
^арйс прочности); /$=1,08—0,16*lg/n—
коэффициент, учитывающий влияние абсо-
лютных размеров зубьев; KxF=(l —8,ЗХ
X 10“5)da—то же, для колес (da — диа-
метр вершин колеса, мм; т — модуль, мм);
YR— коэффициент, учитывающий влияние
шероховатости поверхности (при поли-
ровании переходной поверхности равен
1,054-1,2).
Коэффициент безопасности SF зависит
от технологии изготовления заготовки и
требований к передаче; он равен 1,4—
для стальных поковок, подвергнутых нор-
мализации или улучшению; 1,6—для
стальных или чугунных отливок, подверг-
нутых отжигу, нормализации или улучше-
нию; 1,8—для термически необработанных
поковок и отливок из стали и чугуна;
2,2—для поковок и стальных отливок,
термически обработанных; зубья имеют
твердую поверхность (твердость более
350 НВ) и вязкую сердцевину.
7 Зак 673
193
В передачах, где излом зубьев не-
допустим по условиям техники безопас-
ности или связан с большими производ-
ственными потерями, коэффициенты бе-
зопасности рекомендуется увеличить на
50%.
Предел выносливости, соответствующий
числу циклов NFE, определяют по формуле
(при реверсивной нагрузке уточняют
по ГОСТ 21354—75).
^FUm^Fb (14.82)
где o%im — предел выносливости зубьев
при базовом числе циклов WFO=4-106
(табл. 14.5), определяемый при усталост-
ных испытаниях непосредственно зубьев
на специальных установках (машинах);
Kfl — коэффициент долговечности;
Рис. 14.34.
Типовые режимы нагружения:
0 — постоянный; I — тяжелый; II — средний равно-
вероятный; III — средний нормальный; IV — лег-
кий; V — особо легкий
m _ / дг
при
V п FE
пРи fe^N £0;
(14.83)
tnF — показатель степени в уравнении кри-
вой усталости (равен 9 для зубьев с
нешлифованной переходной поверхностью
при твердости более 350 НВ, в остальных
случаях равен 6); NFQ—базовое цисло
циклов (принимают равным 107 при твер-
дости сердцевины не более 350 НВ и
15’107 при твердости более 350 НВ);
Nfe — эквивалентное число циклов пере-
мены напряжений. Минимальное число
циклов Wmin в равенствах (14.83) принято
5’104; при меньшем числе циклов прово-
дят расчет на малоцикловую усталость.
Эквивалентное число циклов перемены
напряжений при работе на нестационар-
ном ступенчатом режиме (см. рис. 3.4)
можно определить из соответствующего
соотношения (3.11) равенства
(14.84)
где с — число зацеплений зуба за один
оборот колеса; nt — частота вращения
(мин-1) колеса на i-й ступени режима
работы с вращающим моментом 7\; i —
номер ступени режима нагружения, i =
= 1, 2, ..., N (см. с. 40); h—продолжи-
тельность работы на Z-й ступени режима;
Т\—максимальный вращающий момент,
учитываемый в расчете.
Если режим работы передачи можно
аппроксимировать не ступенчатой, а одной
из непрерывных функций (рис. 14.34),
то для указанных типовых режимов работы
значение эквивалентного числа циклов
перемены напряжений
Nfe=KfeN* (14.85)
где Kfe— коэффициент приведения;
— суммарное число циклов нагруже-
ния;
Л^бОс^М,- (14.86)
/=1
Коэффициенты С Kfe* полученные
Р. М. Чатыняном, приведены в табл. 14.6.
Расчетное соотношение для коэффициен-
та Kfe несложно получить с помощью
равенств (14.84) — (14.86).
Таблица 14.6
Коэффициенты приведения КИЕ и КРЕ
Режим работы (рис. 14.34) КНЕ Kfe при значении тр
6 9
0 1,00 1,00 1,00
I 0,50 0,30 0,20
II 0,25 0,14 0,10
III 0,18 0,06 0,04
IV 0,125 0,038 0,016
V 0,063 0,013 0,004
194
При работе на постоянном режиме
(/Cff=l) с частотой вращения п (мин-1)
(14.87)
где — суммарное время работы переда-
чи (ресурс) на постоянном режиме;
закаленных зубьев и Лк = 2% для термо-
улучшенных зубьев.
Предел контактной выносливости по-
верхности зубьев, соответствующий фак-
тическому числу циклов нагружения,
а Я1ип = <*ЯНпЛя£, (14.89)
^2 — Агод365&ГОд24£Сут,
где Агод — срок службы передачи, годы;
бгод — коэффициент использования пере-
дачи в течение года; kCYT — коэффициент
использования передачи в течение суток.
Допускаемые контактные напряжения.
Допускаемые напряжения при расчете на
контактную выносливость [оя] определя-
ются по формуле
(14.88)
н
где Ояпт — предел контактной выносливос-
ти поверхности зубьев; SH—коэффициент
безопасности (допускаемый запас проч-
ности), который равен 1,2 — для зубьев
с поверхностным упрочнением (химико-
термической обработкой и др.), 1,1 —для
колес без поверхностного упрочнения;
ZR, Zv, KL, Кхн— коэффициенты, учиты-
вающие соответственно влияние шерохо-
ватости поверхности, окружной скорости,
смазки и размеров (их значения в среднем
соответственно составляют: 0,95; 1,1; 1; 1
(при da^ 700 мм) и 0,9 (при с?о=2500мм).
В предварительных расчетах можно при-
нимать, что произведение ZR Zv KlKxh—1-
Обратим внимание на более низкие по
сравнению с Sf значения коэффициента
S#. Это связано с тем, что после появле-
ния признаков выкрашивания переда-
ча еще может работать длительное
время.
Предел контактной выносливости зубьев
колес, изготовленных по заданной техно-
логии, определяют экспериментально. О
выходе из строя передач при построении
кривой контактной выносливости часто
судят по значению Лк (в %) — отношения
площади поверхности, пораженной выкра-
шиванием, к площади активной поверх-
ности зуба. Недопустимым считают пов-
реждение, соответствующее Лк=0,5% для
где ояпт — предел выносливости при базо-
вом числе циклов No, который можно
принимать из табл. 14.7 в зависимости от
средней твердости поверхности; Khl —
коэффициент влияния ограниченного чис-
ла циклов (коэффициент долговечности);
Таблица 14.7
Пределы выносливости o^iim зубьев стальных
колес
Вид обработки о°ЯИтп, МПа
Без специальной химико- термической обработки по- верхности при твердости менее 350 НВ 1,8-НВ+65
Объемная закалка (38—50 HRC) 16,5 -HRC+ 135
Поверхностная закалка (40—50 HRC) 14.HRC4-165
Цементация (более 56 HRC) 23.HRC
Азотирование (550—750 HV) 880
^HL~~ N№ ПРИ hq
ПРИ HQ’
(14.90)
KtiL= 4/v^-=COnSt ПРИ NHE<Nm.a-
’ min
Базовое число циклов ио и число цик-
лов Amin определяют по табл. 14.8.
Эквивалентное число циклов перемены на-
пряжений при ступенчатом нагружении
(см. рис. 3.4, а)
(14.91)
7*
195
где ти— показатель степени кривой кон-
тактной усталости, равный 3 при любой
термической или химико-термической
обработке колес.
Таблица 14.8
Данные для расчета коэффициента KHL для
колес из стали
Твердость поверхности зубьев Базовое число циклов Nho- ю~6 Aimin’Ю 6
Ив HRC
200 10 0,032
250 — 17 0,055
300 — 25 0,080
350 — 36 0,116
— 40 44 1,29
— 50 84 2,46
— 56 120 3,50
При работе на переменном режиме
(см. рис. 14.34)
N he = KheNz.
Значения коэффициента КНЕ приведены
в табл. 14.6. Суммарное число циклов
нагружения при работе на переменном
и постоянном режимах можно определить
по формулам (14.86) и (14.87).
Допускаемое напряжение для шестерни
и колеса может быть неодинаковым.
В этом случае для прямозубых передач
в качестве расчетного принимают меньшее
из двух значений [<j#i] и [о^] . Для ко-
созубых и шевронных неприрабатываю-
щихся передач (твердость одного или
обоих колес менее 350 НВ) за расчетное
допускаемое напряжение принимают мень-
шее из значений:
[пя] =0,45( [o/fi] +[о//2]);
[оя] = 1,23 [o#2],
а для конических колес с круговыми
зубьями меньшее из значений:
[о//]=0,4 5([оя1] + [<*яг] ) ;
[оя]= 1,15[оЯ2] •
Повышать сопротивление зуба выкра-
шиванию можно увеличением межосевого
расстояния, увеличением угла зацепления,
введением смещения, уменьшением шеро-
ховатости поверхности зуба, применением
196
материала с повышенной твердостью по-
верхностного слоя.
14.11. Особенности расчета
и проектирования планетарных
передач
Общая характеристика передач. Плане-
тарными называют передачи, которые
имеют хотя бы одну подвижную геомет-
рическую ось зубчатого колеса.
Подвижность оси позволяет: уменьшить
габариты передачи и образовать систему
с двумя (и более) степенями свободы,
получить высокий КПД при небольших
передаточных отношениях и, наоборот,
реализовать в сравнительно простых по
устройству передачах большое передаточ-
ное отношение при низком КПД. В этом
и состоит принципиальная особенность
планетарных передач.
Существует множество различных схем
планетарных механизмов. Наиболее рас-
пространенные простые схемы планетар-
ных передач и их характеристики при-
ведены в табл. 14.9. В схеме 1 сателлит
g имеет внешнее и внутреннее зацепление
соответственно с центральным (иногда
называемым солнечным) колесом а и коле-
сом Ь. При ведущем колесе а и неподвиж-
ном колесе b вращающий момент будет
сниматься с вала водила h. Эта схема
имеет высокий КПД, технологична и поэ-
тому наиболее распространена. Наиболь-
шее рекомендуемое передаточное отноше-
ние 1%ь = 8- Для получения большего пере-
даточного отношения применяют двух-,
трехступенчатые планетарные механизмы,
котЬрые образуют последовательным сое-
динением двух (рис. 14.35) и трех простых
механизмов. При этом общее передаточ-
ное отношение будет равно произведению
передаточных отношений ступеней.
В схеме 2 сателлит выполнен двухвен-
цовым (сдвоенным), одно зацепление—
внешнее. Передача имеет также высокий
КПД, но более сложна по конструкции.
Масса редуктора по этой схеме оказы-
вается меньше массы двухступенчатого
редуктора по схеме 1 при одинаковых
передаточных отношениях.
Схемы 3 и 4 позволяют получить очень
большие передаточные отношения в одной
Таблица 14.9
Типовые схемы планетарных передач
Схема Кинематическая схема Звено Передаточное отношение Формулы для определения КПД планетарных передач
веду- щее ведо- мое непод- вижное Расчетная формула Интервалы
1 а h b ;b i । Zb lah~1+£ 2,8-8
1
b h а «*=1+^ ^b 1,28—1,6
J. Гий!1
2 а 1 а h b ;b i । Zg Zb lah— 1 -f— —“ Za Zf До 16 \ lah / X(l-O0,96; ^ab^ag^lb
ГЯЗ / Л
3 7^ V4 I а h b jb 1 ZgZb lah~' zaZ) До 25 < = *-p-7P)X \ ah / X(l-’l^)®0,96
а''
h а b * -1 lha — lah 1600 и более = ! ^ha 1—ПЛ
11 Ч’ X 1
4 h Гга ж а h b ib 1 ZgZb l°h 1 zaZf До 16 X (l-<)-0,96
h а b Йа = 4- lah 31,5—1600 и более = ! T*Aa i h )( ,?•) V r>ab 7
Примечания: 1. В буквенных обозначениях величин индекс вверху обозначает неподвижное звено,
первая буква в индексе внизу — ведущее, вторая буква — ведомое звено.
2. В схемах 3 и 4 КПД при больших /X крайне низкий (менее 0,01).
197
Рис. 14.35.
Схема двухступенчатого планетарного ре-
дуктора:
Дь «2 — центральные зубчатые колеса; g\, g2—
сателлиты, bi, д2—неподвижные (опорные) зубча-
тые колеса, Л2 — водила
ступени. Однако при этом КПД оказыва-
ется крайне низким, снижается плавность
вращения. Передачи по этим схемам при-
меняют преимущественно в приборах.
Они требуют высокой точности изготовле-
ния колес, валов и опор.
Кинематический анализ. Для кинемати-
ческого анализа планетарных передач ис-
пользуют обычно метод остановки водила
(метод Виллиса). При этом всей планетар-
ной передаче сообщается (мысленно) вра-
щение с угловой скоростью водила (Ой,
т, е. водило мысленно останавливается,
а другие звенья освобождаются. Получен-
ный механизм с обычной передачей назы-
вают обращенным.
Мысленная остановка водила равноцен-
на вычитанию его угловой скорости из
угловых скоростей подвижных колес.
Тогда передаточное отношение, представ-
ляющее собой отношение углбвых скоррс-
тей в движении относительно водила,
для передачи по схеме 1, имеющей три
выходных звена, определяется по формуле
где Ша, (дь и (Ой — соответственно угловые
скорости колес а, b и водила h\ нижние
индексы при i показывают ведущее и
ведомое звено, верхний — мысленно оста-
новленное звено.
198
При неподвижном колесе b ((Ой=0) по-
лучим
, (О—(О.
;h a h
ab °-“А
(14-93)
1
откуда
;Ь —1___;А —1 __у Л :h
lab~~V laglgb'
Если za, zg и 2ь — числа зубьев колес
a, g и b, TO iib=(—Zg/Za)(Zb/zg)==
= — Zb/za и окончательно будем иметь
Йй = 1 +(Zb/Za) .
Знак « —» в первом множителе показы-
вает, что вращение ведомого колеса g
происходит в направлении, противополож-
ном вращению колеса а. В передаточное
отношение й^не входит zg, так как в этой
схеме сателлит является паразитным коле-
сом.
Передача по схеме 3 также имеет три
выходных звена. Из формулы (14.93) для
этой передачи (zg^=Zf)
ЕСЛИ ВЗЯТЬ Za=Zf=100, Zg—99 и
z&=101, то Йй=О,ООО1.
Если ведущим звеном будет водило /г,
то
Этот пример показывает возможности
получения в планетарной передаче боль-
ших и малых передаточных отношений.
Описанный планетарный механизм можно
использовать для суммирования и разде-
ления движений в верньерных устройствах
приборов.
Аналогично выводятся соотношения для
передаточных отношений других механиз-
мов (см. табл. 14.9).
Вращающие моменты и КПД механиз-
мов. Рассмотрим механизм по схеме 1 в
табл. 14.9. Этот механизм имеет три выход-
ных звена: a, b и h. Обозначим вра-
щающие моменты на этих звеньях через
Та, Ть и Тй, а угловые скорости—соот-
ветственно через (0a, (Ой и (Ой. Тогда из
закона сохранения энергии и условий
равновесия следуют два очевидных урав-
нения:
Уд |——|—Т'л <оа=О;
(14.94)
Один из трех моментов обычно задан,
два других находятся из совместного ре-
шения этих уравнений. Например, при
соь = 0 (колесо соединено с неподвижным
корпусом)
Th=-Ta^-Taibah- (14.95)
Здесь знак « — » указывает, что направ-
ления моментов Та и Th противоположны.
Если учесть потери на трение, то при
ведущем 1-м звене
ГсотЛ+Т, а), =0 ,
а а 1 ап 1 п h *
откуда
Th=-Tibnhr\b., (14-96)
ft а ап * ап ’ 4 '
где т>ал — КПД механизма при передаче
момента от звена а к водилу h. Обычно
в передачах с опорами качения j]£A=0,96.
КПД механизмов можно вычислять по
формулам, приведенным в табл. 14.9.
Их вывод дается в теории механизмов
и машин. На практике КПД планетарных
механизмов, как правило, определяют
экспериментально, чтобы учесть влияние
внешних нагрузок и других факторов.
Особенности геометрии передач. Эти
особенности обусловлены соосностью пере-
дач и наличием промежуточных колес
(сателлитов). Поэтому собрать передачу
и обеспечить правильное зацепление колес
можно лишь при выполнении ряда усло-
вий.
Условие соосности. Условие записывает-
ся в виде
С1>ш 1 —
где aw\ и aW2 — межосевые расстояния для
1-й и 2-й пар зубчатых колес.
Удовлетворение условий соосности на-
кладывает ограничения на выбор чисел
зубьев. Для передачи по схеме 1 (см.
табл. 14.9) с зацеплениями без смещения
это условие приводит к равенству
Zb — Zg=Za+zg или Zb—-za = 2zg, а для пе-
редач по схемам 2 и 3 при этом же усло-
вии и одинаковых модулях зацеплений
Za+zg=Zb±:Zft здесь знак «+» соответ-
ствует внешнему зацеплению (схема 2),
знак «—> —внутреннему (схема 3).
Во многих случаях, соблюдая указанные
соотношения между числами зубьев, труд-
но реализовать заданное передаточное
отношение и для удовлетворения условия
соосности применяют передачи со смеще-
ниями (см. с. 164), для которых эти соот-
ношения могут быть нарушены.
Условие соседства. При установке в
водиле нескольких сателлитов они не
должны касаться вершинами зубьев.
Если располагать их на одинаковом рас-
стоянии, то угол между их осями
Ф=2л/п«, (nw— число сателлитов, рис.
14.36, а) и расстояние между ними
AA^ = 2AB = 2awsin(n/nw) >dag-
Число сателлитов в передаче зависит от
соотношения диаметров окружностей цент-
ральных колес. Например, при отношении
диаметров этих колес в конструкции, по-
казанной на рис. 14.36, а, нельзя размес-
тить больше трех сателлитов. Если же
уменьшить диаметр сателлитов и увели-
чить диаметр внутреннего центрального
колеса, то предельное число сателлитов
можно увеличить (рис. 14.36, б). Обычно
число сателлитов принимают меньше пре-
дельного, но не меньше трех. Это связано
с усложнением передачи и трудностью
199
обеспечения жесткости водила. Обычная
форма водила показана на рис. 14.36, в.
Условие симметричного размещения са-
теллитов. Чтобы установить сателлит меж-
ду двумя центральными колесами (см.
рис. 14.36, а), необходимо их повернуть
друг относительно друга так, чтобы зубья
сателлитов оказались напротив впадин
центральных колес. Лишь при этом усло-
вии возможна установка других сателли-
тов. Для передачи по схеме 1 (см.
табл. 14.9) условие сборки имеет вид
а ь =ц,
nw
а по схеме 2
Z«Zr~ZgZb „
nw* Bgf
где Ц — любое целое число; Bgf — наи-
больший общий делитель чисел зубьев
Zg и Zf.
Силы в зацеплении. Особенности расче-
та сил планетарной передачи связаны
с распределением нагрузки по нескольким
зубчатым зацеплениям (по числу сател-
литов) и одновременным зацеплением са-
теллита с двумя центральными колесами
(рис. 14.37). Благодаря этому масса и
габариты планетарных передач меньше,
чем у обычных (рядовых).
Силы определяют в соответствии со
схемой передачи. В трехсателлитной пере-
даче вращающий момент Та на централь-
ном колесе уравновешивается силами
F$, F$ и F$ в зацеплениях (рис. 14.37,
а); момент
где гьа — радиус основной окружности
центрального колеса.
В идеально точной передаче силы равны
и нормальная сила от сателлита (колеса
g) на колесо a (nw — число сателлитов)
F ga^T а / (Гbaflw) .
В реальной передаче из-за неточностей
изготовления и различия зазоров в зацеп-
лении вращающий момент будет неравно-
мерно распределяться между сателлитами
(рис. 14.37,6). Равновесие при этом не
Рис. 14.37.
Определение сил в передаче
нарушается из-за реакции/?, возникающей
в центральной опоре. Так как силы в за-
цеплениях не могут быть определены из
уравнения равновесия (в одном уравне-
нии содержится три неизвестные силы),
то рассматриваемая система оказывается
статически неопределимой. Силы в такой
системе могут существенно различаться
(в зависимости от точности изготовления
деталей).
На практике для выравнивания нагруз-
ки на сателлитах применяют ряд кон-
структивных мер. Например, в трехсател-
литной передаче (см. схему /, табл. 14.9)
исключают опоры центрального колеса
(выполняют его «плавающим»), а соеди-
нение колеса с приводом осуществляют
через шарнирную муфту (шлицевую и
др.). Однако наибольшего эффекта дости-
гают при подвижной установке обоих
центральных колес. Например, колесо
а устанавливают на валу, допускающем
радиальные перемещения вместе с коле-
сом; при этом второе центральное колесо
b образует подвижное шлицевое соедине-
ние с гибкой обечайкой (корпусом),
также обеспечивающей радиальные пере-
мещения колеса.
В передаче с числом сателлитов nw>3
полностью исключить неравномерность
распределения нагрузки между сателлита-
ми не удается. Это учитывают в расчетах
200
умножением силы Fga на коэффициент
неравномерности нагрузки Кн. Для трех-
сателлитной передачи с колесами 7-й
степени точности и при центральных
колесах, размещенных в жестких опорах,
Кн= 1,354-1,5; при «плавающем» цент-
ральном колесе Кн= 1,14-1,15 (центро-
бежные силы в расчете не учитывают).
Нагрузки на подшипники сателлитов и
оси водил определяют по схеме, показан-
ной на рис. 14.37, в.
Участие сателлита одновременно в двух
зацеплениях приводит к тому, что одно-
венцовый сателлит не передает вращаю-
щий момент и находится в равновесии
под действием сил Fag и Fbg со стороны
центральных колес, а также силы Fhg
от водила h (см. рис. 14.37, в).
Принимая, что углы зацепления
att,1==aW2, из уравнения равновесия (ра-
венства проекций на горизонтальную ось)
находим, что
F hg === 2 F agF нСОЗОСцу 1.
Сила Fhg используется для расчета под-
шипника сателлита и оси водила.
Особенности конструкции передач.
Эти особенности обусловлены наличием
водила и сателлитов, конструктивные ре-
шения которых разнообразны. Наиболее
характерные конструкции водил показаны
на рис. 14.38. Водило 4 (рис. 14.38,а)
имеет консольные оси. Изгиб осей под
нагрузкой приводит к перекосу зубьев
Рис. 14.38.
Конструкции водил
сателлита 2, поэтому в ответственных
конструкциях применяют водило барабан-
ного типа (рис. 14.38,6).
Центральные зубчатые колеса 1 и 3
(за исключением плавающие) планетар-
ных передач не имеют особенностей по
сравнению с колесами обычных передач
(с неподвижными осями).
Особенности расчета на прочность.
Для расчетов на прочность используют те
же формулы, что и для расчетов цилинд-
рических передач. Обычно на прочность
при изгибе рассчитывают только зубья
передачи внешнего зацепления (сател-
лит—колесо а), так как модули зубьев
одинаковы и внутреннее зацепление проч-
нее. При расчете колес без смещения с
внутренними зубьями коэффициент фор-
мы зуба вычисляют по формуле
у __ 4z
F~ z + 20 ’
Для расчета контактных напряжений
формулу (14.75) уточняют введением мно-
жителя Кн/nw В результате
dwl = Kd \ -“+1 . (14.97)
V nw
При расчете допускаемых напряжений
учитываются дополнительные нагружения
зубьев центрального колеса и сателлита.
Число циклов нагружений для зубьев
центрального колеса
Ne= nw(na — пн) 60/,
для зубьев сателлита
N E=(ng — nh) 60/,
где Пд, ng и rih — частота вращения
звеньев a, g и Л; t — время, ч.
Так как за один оборот одновенцового
сателлита происходит нагружение обеих
активных поверхностей зуба, то расчет
ведут, как при действии реверсивной на-
грузки.
14.12. Конструкции
зубчатых колес
Конструктивные формы колес в зна-
чительной мере определяются их размера-
ми (преимущественно диаметром), видом
201
e)
Рис. 14.39.
Конструкции колес:
dc=( 1,54-1,7)d; /,= (0,84-1,5)d; c=(0,l 54-0,3)6.;
S=(l,54-3)m
производства (единичное, серийное и др.)
и способом соединения с валом (насад-
ные колеса и вал-шестерни, изготовленные
как одно целое с валом).
Диаметр колес, объем (вид) производ-
ства и возможность предприятия-изгото-
вителя предопределяют способ получения
заготовок. Колеса небольших диаметров
(менее 150 мм) изготовляют обычно
цельными из штампованных заготовок без
углублений (рис. 14.39, а).
Зубчатый венец делается как одно це-
лое с валом (валом-шестерней), если тол-
щина обода в месте, ослабленном шпо-
ночным пазом, будет меньше 2,5m (рис.
14.39, 6), а также при высоких требовани-
ях к точности центрирования колеса на ва-
лу. Валы-шестерни выполняют обычно из
кованых заготовок; при изготовлении их из
проката может оказаться большим расход
металла в стружку. Колеса большего
диаметра (до 500 мм) выполняют (для
облегчения) с углублениями и отверстиями
(рис. 14.39, в). Колесо включает в себя
зубчатый обод (венец), диск и ступицу.
В единичном и мелкосерийном производ-
стве заготовки таких колес получают из
сортового проката или поковок, полу-
ченных свободной ковкой, а в крупно-
серийном и массовом производстве—
штамповкой (рис. 14.39, г). Колеса боль-
ших диаметров (свыше 500 мм) изготов-
ляют сварными (рис. 14.39, д) в единичном
и мелкосерийном производстве и литыми
(рис. 14.39, е) в крупносерийном и массо-
вом производстве. Колеса серийных зуб-
чатых редукторов при межосевом расстоя-
нии aw>>400 мм выполняют бандажи-
рованными (материал ступицы — сталь
45Л). На обод напрессовывают зубчатый
бандаж, который имеет дополнительное
крепление винтами или болтами.
Установка зубчатых колес на валах
производится с фиксацией в окружном
и осевом направлениях. В окружном нап-
равлении зубчатые колеса фиксируются
посадкой, которая назначается в зависи-
мости от передаваемой нагрузки и частоты
разборки.
При небольших нагрузках и частых раз-
борках применяют переходные посадки
H7/k6, Н7/т6 и др., при которых в сое-
динении возможен как небольшой натяг,
так и некоторый зазор. Для передачи
вращающего момента в этом случае ис-
пользуют шпонки, шлицы и штифты.
При редких разборках применяют по-
садки Н7/пб и Н7/р6. Колеса с указан-
ными посадками должны фиксироваться
в осевом направлении пружинными коль-
цами, установочными винтами или распор-
ными втулками, гайками и др.
При передаче больших вращающих мо-
ментов, а также при работе в условиях
вибраций (высокоскоростные передачи)
зубчатые колеса устанавливают на валах
на прессовых посадках H7/r6, H7/t6,
H7/u6 и др., при которых натяг в соеди-
202
нении находится в интервале (0,0002—
—0,002 )J, где d — диаметр вала. В этом
случае не требуется использовать шпонки
и шлицы для передачи вращающего
момента и можно обходиться без осевой
фиксации колес на валу.
Пример 1. Спроектировать косозубую ци-
линдрическую передачу одноступенчатого
редуктора при следующих параметрах:
7’2=:600 Н*м; П|=1500 мин-1; и=6. Ресурс
работы передачи 1 год, работа двухсменная
с коэффициентом часовой загрузки &г=0,5.
Передача нереверсивная, нагрузка близка к
постоянной.
Решение. 1. Назначаем: материал колес—
сталь 12Х2Н4А; химико-термическая обработ-
ка — цементация; твердость активных поверх-
ностей зубьев 58—61 HRC; степень точности—
7-я (ГОСТ 1643—81) по нормам плавности.
2. Допускаемые напряжения:
предел контактной выносливости зубьев
после цементации при твердости более 56 HRC
(см. табл. 14.7)
<4i,m=23-HRC=23-58= 1334 МПа;
базовое число циклов (см. табл. 14.8)
^о=12*1О7;
фактическая продолжительность работы в
течение одного года (300 рабочих дней)
при работе в две смены по 7 ч с коэффици-
ентом fcf=0,5
/ = 300*2*7*0,5 = 2100 ч;
суммарное число циклов нагружения по
формуле (14.87): для шестерни NHEi =
=60cnif=60-1 • 1500*2100= 18,9* 107; для коле-
са МЯ£2 = Л^£1/а=18,9-107б = 3,15-107;
коэффициенты долговечности по формулам
(14.90); для шестерни КЯ£Л=1, так как
^ЯЕ^^Яо’ для КОлеса
KHL2= ^/12-107/(3,15-107) »1,21 ;
предел контактной выносливости поверхнос-
ти зубьев: для шестерни a Wlmi=a°HhmKЯ£] =
= 1334*1=1334 МПа; для колеса a//hm2 =
= akm^/fL2= 1334* 1,21 = 1614 МПа;
предварительное значение допускаемого кон-
тактного напряжения по формуле (14.88) при
5Я=1,2 и произведении ZrZvKlKxhw 1- Для
шестерни [аЯ1] =ая11Пц/5я= 1334/1,2 =
= 1112 МПа; для колеса [оЯ2] —
= 1614/1,2=1345 МПа.
Допускаемое напряжение для колеса выше,
чем для шестерни, поэтому дальнейший расчет
выполняем для шестерни.
3. Вращающий момент на шестерне (без
учета потерь на трение в передаче)
Т,= Т—= ^- = 100 Н-м.
и 6
4. Ориентировочное значение диаметра на-
чальной окружности шестерни по формуле
(14.75), принимая предварительно ф^==0,6;
A#a = I; /С#₽ = 1,04 (см. табл. 14.2), ЛЯе=
= 1,15 (см. табл. 14.4),
d* =675 3
= 675 3 /доо-1.1,03-1,=39 мм
V 0,6(1112) -6
5. Предварительное значение модуля зацеп-
ления [с учетом равенств (14.3) и (14.78)]
m»0,05</S, -V; =0,05.39^-: = 1,67 мм.
и + 1 6+1
Полученное значение модуля округляем до
ближайшего стандартного значения т=2 мм
(см. с. 161).
6. Число зубьев шестерни (при принятом
предварительном значении угла 0. = 8°)
da,l cos Р« 39.0,9903 .,п
Назначаем zi =20; тогда z2= «г, =6- 20 = 120.
7. Предварительное значение межосевого
расстояния по формуле (14.18)
Ош* —
2(20+120)..= 141 4 мм
2 cos 0 * 2 • 0,9903
Округляем это значение до 0^=145 мм.
8. Косинус угла 0, вписывающего передачу
в принятый размер, по формуле (14.22)
cos ₽ = -*J-(.-+u) = -2--29('+6) = 0,9655 ,
2аw 2-145
откуда 0=15°5'.
9. Размеры колес (см. с. 163):
диаметры делительных окружностей
d\ =dw \ =zhZi/cos0 = 2*2O/O,9655 = 41,4 мм;
d2 =du,2=/ttZ2/cos0 = 2* 120/0,9655 = 248,6 мм;
ширина колес
bw=^)bddwi = 0,6*41,4=24,86 мм.
Принимаем 6w = 30 мм, при этом осевой
коэффициент перекрытия
= bw = — 30 • 0.259 _ [ 24
0 рх пт п • 2 ’
Остальные размеры вычисляются по форму-
лам, приведенным на с 163.
203
10. Окружная скорость
л,п । d ।
60 • 1000
я - 1500 • 41,4
60 • 1000
3,25 м/с.
Расчетные значения v и dw\ невелики,
поэтому ранее выбранные и фактические
значения коэффициентов Khv, Zv и Кхн близки
между собой. Учитывая также, что dwo
>dw\*, проверку удовлетворения условию
контактной прочности активных поверхностей
зубьев не производим.
11. Так как расчетный модуль зацепления
округлен до большего стандартного значения,
то проверку прочности зубьев по напряжениям
изгиба можно не выполнять, поэтому в п. 12
приводим расчет лишь для иллюстрации по-
следовательности его выполнения.
12. , Предел выносливости зубьев при из-
гибе, соответствующий базовому числу цик-
лов Af/tf=4-106 (по табл. 14.5),
=800 МПа.
Принимаем N fe'—N hei и N fe? — N не*-
Так как NPEi>Npo и Nр&>Nто коэф-
фициенты долговечности KpL\ =Кр[2— 1 и Oflim =
=4L-
Допускаемое напряжение изгиба по фор-
муле (14.81), принимая Уд=1,05; У«=1,08—
—0,16 lg2« 1,02; Kxf=l; S,= l,4, для поковок
[afl] = [aF2]=^-y/?ysKxf=
= 4^- 1,05 • 1,02 • 1=612 МПа .
1,4
Значения коэффициентов
еа=[4,88 — 3,2 (1/z j +1 Лг2)] cos 0 =
^2=^- = —^=133*
cos3 0 0,96553
Из рис. 14.31 находим ¥*/4 = 3,95; У/^ = 3,6.
Напряжения изгиба по формуле (14.67),
учитывая T\—Ftdw\/2 и принимая Кгр=
= 1,1 (табл. 14.2), /CFtr=l,2 (табл. 14.3):
_ ^TxKFaKp^pvY^p _
Л bwd,m
_ 2 - 103 - 100 . 0,7 • 1,1 • 1,2 - 0,928 • 3,95 _
30 • 41,4 • 2
= 273 МПа ;
aF2=CTFi 4^ = 273 ~ = 249 МПа.
* 0,УО
Расчетные напряжения изгиба меньше до-
пускаемых, и условия прочности, таким обра-
зом, удовлетворяются.
Пример 2. Рассчитать планетарную переда-
чу по схеме 1 (см. табл. 14.9) при па =
= 1500 мин 7л = 600 Н«м; /^ = 6. Нагрузка
близка к постоянной, срок службы длитель-
ный.
Решение 1. Принимаем число зубьев za=
=20; тогда число зубьев колеса Zb —
=(й* — 1)хо=(6—1)20=100.
2. Число зубьев сателлита (из условия
СООСНОСТИ Xa+zg = Zb — Zg)
z - Zb~Z° - 10°-20 -40
® 2 2 —4и ‘
=[1(88_3>2(А- + -±г)] 0,9655=1,64;
„ _4+(ea~l)(n-5)
Fa 4ea
_ 4+ (1,64— 1)(7 —5) _
4 • 1,64
Ур= 1 — 0°/14О = О,928 .
3. Число сателлитов при условии соседства
2aws\n n/nw> dag, а также с учетом того, что
a№ = 0,5m(za + Zg) и dag = m(zg-]-2):
п =---------2-------=
W
а res in —5--------
Zg + Za
= ,------5------= 4 .
. 40-+-2
arcs in--!---
40 + 20
Из условия сборки следует (Ц — целое чис-
ло), что
Эквивалентные числа зубьев колес
^1 = -^-==-^Ц-=22;
cos 3 0 0,9655 3
Za+Zb 204-100 „
nw nw
откуда принимаем Па, = 3.
При выбранных числах зубьев действительное
передаточное отношение не отличается от
заданного:
204
ib =\+ih = 14 — — i-i__!29_ —$
1 ah 1 'lab 1 ' z& 1 ’ 20
4. Частоты вращения колес передачи: na =
= 1500 мин-1; n* = 0.
С учетом того, что частота вращения водила
" :0 0
lah
и передаточное отношение
ih --------Le------=—2,
as п—п. Z,
g я 1
частота вращения сателлита
s : и
ag
1500—250 . ОСЛ О7[- —1
=------------250 = — 375 мин
5. Размеры пары колес a — g (передача ра-
ботает в закрытом корпусе в условиях обиль-
ного смазывания, поэтому ее размеры опре-
деляем из расчета на контактную прочность):
принимаем прямозубое зацепление колес из
стали 12Х2Н4А после цементации и закалки
на твердость 58—61 HRC; так как передача
работает длительно, то коэффициент долго-
вечности KfjLa—^HLg—^ и допускаемое кон-
тактное напряжение (см. пример 1) [оЯа] =
= [а^] = 1112 МПа;
вращающий момент на колесе а (без
учета потерь на трение ввиду их малости)
Т. Th
у __ п П
а -
т
™ =100Н • м ;
145
предварительное значение по формуле (14.97)
диаметра начальной окружности колеса а
(меньшего колеса пары, так как za/zg—
=и—2), принимая фм=0,6; Кяр=1,03 (см.
табл. 14.2) и Кн=1,2,
<о=770
з / bWnlu + l)
= 770 \ 1ОО.-1.,ОЗ-1.2(2 + 1) =33>57 мм .
V 0,6 (1112)2 - 3 - 2
модуль зацепления
m = d^a/za= 33,57/20= 1,68 мм;
полученное значение округляем до стандарт-
ного значения т=2 мм.
Уточненные значения диаметров делительных
окружностей колес и ширина колес
da— mza== 2-20 = 40 мм; dg — mzg~
= 2-40 = 80 мм;
db = mzb=2-100 = 200 мм; bw = tybdda =
=0,6-40=24 мм.
Остальные размеры колес определяются по
приведенным выше формулам.
6. Находим окружную скорость колеса
_ л 40 • 1500 ,
60-1000 60-1000 —3’14м/с-
7. По соображениям, отмеченным в при-
мере 1, проверку прочности зубьев можно
не проводить, поэтому приведем в п. 8 про-
верочный расчет на контактную выносливость
лишь для иллюстрации последовательности его
выполнения.
8. Назначаем 7-ю степень точности по
ГОСТ 1643—81 и из табл. 14.4 принимаем
/^=1,25.
Коэффициенты
=0,885 ;
= 1,76 ;
Действующие напряжения по формуле
(14.76) при
ZM = 274; K„a=l. *„(,= 1.03 И К „=1,2:
12 275Z„Z
п е
* / Т^НаХн^НуКи(и + ^ _
V bwnw“
_ 12 275 • 1,76 • 0,885
~ 40 Х
[ 100-1- 1,03-h2(2+ir = 855Mna
V 24-3-2
Так как O//a< [a#a], то условие прочности по
контактной выносливости выполняется.
205
Исходные данные и результаты рас-
четов примеров 1 и 2 показывают, что
планетарная передача имеет существенно
меньшие габариты; например, отношение
суммы диаметров делительных окружнос-
тей колес косозубой передачи к диа-
метру колеса b планетарной передачи
составляет 1,45.
Глава 15
ГИПЕРБОЛОИДНЫЕ ПЕРЕДАЧИ
15.1. Общие сведения
Гиперболоидной называют зубчатую пе-
редачу со скрещивающимися осями, аксо-
идные поверхности зубчатых колес которой
являются однополостными гиперболоида-
ми вращения (рис. 15.1). Каждый
гиперболоид — геометрическое место
мгновенных винтовых осей вращения, по-
лученное в относительном движении (ак-
соид относительного движения). Если в
цилиндрических и конических передачах
аксоидные поверхности (соответственно
начальные цилиндры и начальные конусы)
обкатываются одна по другой, то в ги-
перболоидных передачах эти поверхности
(гиперболоиды) обкатываются и одновре-
менно скользят одна по другой. Так,
если одну из этих поверхностей зафик-
сировать, то другая будет не только
вращаться вокруг соответствующей мгно-
венной оси, но и скользить вдоль нее.
гиперболоиды
Рис. 15.1.
Образование гиперболоидных передач
Рис. 15.2.
Гипоидная передача
Среди гиперболоидных передач получи-
ли наибольшее распространение червяч-
ная (см. рис. 14.2, 6), винтовая (рис. 14.2,
в) и гипоидная (рис. 15.2), реже приме-
няют спироидные передачи.
Благодаря перекрестному расположе-
нию осей эти передачи имеют некоторые
используемые на практике преимущества
по сравнению с передачами с пересе-
кающимися осями: валы могут продол-
жаться в обе стороны от колеса, что
позволяет сравнительно просто реализо-
вать передачу движения от одного ведуще-
го вала нескольким ведомым; подшипники
обоих валов можно располагать по обе
стороны от колеса, улучшая условия
работы передачи.
Винтовые и гипоидные передачи при-
меняют в специальных машинах, поэтому
ниже приведены лишь краткие сведения
об этих передачах.
Винтовые передачи. В винтовых пере-
дачах начальной поверхностью является
средняя часть гиперболоида (см. части
А\ и А % на рис. 15.1).
Для упрощения изготовления колес
гиперболоиды заменяют цилиндрами. В
результате такой замены начальных по-
верхностей первоначальный контакт (в не-
нагруженном состоянии) становится то-
чечным, а колеса — косозубыми цилин-
дрическими.
Винтовая передача с эвольвентными
зубьями может передавать вращение меж-
ду валами, скрещивающимися под любым
углом 6 (чаще 6 = 90°), имеет ряд досто-
инств перед другими видами пространст-
венных передач (высокая технологичность,
плавность работы, малый шум). Эти ос-
новные преимущества и определили облас-
206
ти применения винтовых эвольвентных пе-
редач: кинематические цепи станков и
приборов, кинопроекционная аппаратура
и т. д.
В отличие от косозубых эвольвентных
передач углы pi и Рг наклона зубьев колес
могут быть неодинаковыми. В ортогональ-
ной винтовой передаче 6 = Pi -|»р2 = 90° и
скорости в зацеплении onI =(DiriCOsPi =
= (O2r2COsP2*, передаточное отношение
(01/(02 ==Z2/Z1 ==d2COSP2/(dlCOSPi)==
= d2tgp\/d\. Отсюда следует, что задан-
ное передаточное отношение можно обес-
печить путем изменения диаметров колес
и углов наклона зубьев.
Работа винтовых передач характери-
зуется значительными скоростями сколь-
жения зубьев из-за несовпадения на-
правлений векторов окружных скоростей
колес. Точечный контакт и скольжение
приводят к быстрому изнашиванию и зае-
данию даже при сравнительно небольших
нагрузках. При значительных нагрузках
винтовые передачи заменяют гипоидными
или многозаходными червячными переда-
чами.
Гипоидные передачи. В гипоидных пе-
редачах начальной поверхностью являет-
ся расширяющаяся часть гиперболоида
(см. части В\ и Вг на рис. 15.1).
Для упрощения изготовления колес этих
передач гиперболоиды заменяют усечен-
ными конусами, и передача вращения
осуществляется коническими колесами с
косыми и криволинейными зубьями. Но
вершины конусов колес не пересекаются,
они скрещиваются обычно под углом 90°.
Начальный контакт косозубых колес —
точечный; колеса с криволинейными зубья-
ми могут иметь начальный контакт по ли-
нии.
К числу недостатков гипоидных передач
также относятся начальный точечный кон-
такт и большое скольжение зубьев. В
связи с этим ухудшаются условия смйзы-
вания, возникает повышенное изнашива-
ние и часто наступает заедание.
Гипоидные передачи благодаря несколь-
ко иным условиям контактирования имеют
большую несущую способность. Расчеты
на прочность, сопротивление изнашиванию
и заеданию приведены в специальной
литературе.
Материалы колес. Для увеличения со-
противления -изнашиванию колеса винто-
вых передач изготовляют из материалов
с хорошими антифрикционными свойства-
ми. Обычно пары колес составляют из
материалов: сталь -— бронза, сталь — чу-
гун, сталь — текстолит и др.
Для предотвращения заедания гипоид-
ных колес их изготовляют из сталей
с высокой твердостью поверхности, при-
меняют противозадирные смазочные мате-
риалы (гипоидное масло и др.).
Червячная передача представляет собой
передачу, у которой ведущее колесо
(червяк) выполнено с малым числом
зубьев (zi = 14- 4), а ведомое (червячное)
колесо имеет большое число зубьев
(z2>28). Угол скрещивания осей обычно
составляет 90°.
Цилиндрические червяки по ГОСТ
18498—73 имеют в осевом сечении
трапецеидальный (рис. 15.3, а) или
выпуклый профиль, а в торцовом сечении
могут иметь три различные формы рабочей
поверхности витков. Червяк, торцовым
профилем которого является архимедова
спираль (рис. 15.4, а), называют архиме-
довым и обозначают буквами ZA. В осе-
вом сечении он имеет трапецеидальный
профиль и представляет собой обычный
Рис. 15.3.
Передачи с цилиндрическим (а) и глобоидным
(б) червяками
207
A
Рис. 15.4.
Зацепление червячной передачи
винт. Конволютный червяк ZNI в осевом
сечении очерчен выпуклым профилем, в
нормальном сечении к винтовой линии —
прямолинейный, а в торцовом сечении
имеет профиль удлиненной (реже укоро-
ченной) эвольвенты (рис. 15.4, б). Эволь-
вентный червяк Z1 в осевом сечении
также имеет выпуклый профиль, а в тор-
цовом сечении — эвольвентный (рис. 15.4,
в). Он представляет собой по существу
косозубое зубчатое колесо с очень боль-
шим углом наклона и малым числом
зубьев.
Архимедовы червяки имеют стандарт-
ный угол профиля а =20° в осевом се-
чении, конволютные — в нормальном, а у
эвольвентных — в нормальном сечении ко-
созубой рейки (как у косозубых колес),
сцепляющейся с червяком.
Нагрузочная способность червяков всех
форм приблизительно одинаковая. Архи-
медов червяк может быть нарезан на
обычных токарных и резьбофрезерных
станках (не требует специальных станков),
однако шлифование (доводка после термо-
обработки) его затруднено. Поэтому
архимедовы червяки широко применяют
в передачах, если приемлемая твердость
червяка не более 350 НВ.
Конволютные червяки используют редко.
Для их шлифования также требуется
208
специальное профилирование шлифоваль-
ного круга.
Эвольвентные червяки применяют при
необходимости получения высокой твер-
дости (более 45 HRC) и малой шеро-
ховатости рабочих поверхностей витков,
так как их шлифование после термо-
обработки не сопряжено с техническими
трудностями.
Достоинства червячных передач состоят
в возможности получения больших пере-
даточных отношений в одной ступени
(обычно /= 104-60, реже /=604-100),
плавности и бесшумности работы, воз-
можности самоторможения.
Основной недостаток передач — низкий
КПД, который ведет к большому тепло-
выделению и часто требует для отвода
теплоты применения специальных уст-
ройств (обдув, оребрение корпуса и др.).
Это, а также необходимость применения
цветных металлов существенно ограни-
чивают области использования червячных
передач (мощность до 50—60 кВт, окруж-
ная скорость до 15 м/с).
15.2. Краткие сведения
по геометрии червячной передачи
Основные параметры передачи с цилин-
дрическим червяком регламентированы
ГОСТ 19650—74.
Диаметры колес определяются как
для цилиндрических зубчатых колес при
коэффициенте высоты головки Аа*=1 и
коэффициенте радиальногс? зазора с* = 0,2.
Рассмотрим сечение передачи (с цилинд-
рическим червяком и червячным колесом)
плоскостью, перпендикулярной оси враще-
ния колеса и проходящей через ось
червяка (см. рис. 15.4, а). Червяк,
имеющий трапециевидный профиль резьбы
в сечении, подобен зубчатой рейке.
Воображаемый цилиндр с диаметром, рав-
ным среднему диаметру резьбы, будет де-
лительным цилиндром червяка. Диаметр
делительного цилиндра червяка (см.
рис. 15.4, а)
di—qm, (15.1)
где т—Р/я— осевой модуль червяка,
стандартизован ГОСТ 19642—74 (т=1;
1,25; 1,6; 2; 2,5; 3,15; 4; 5; 6,3; 8; 10;
12,5 и т. д.); Р — шаг червяка; q — ко-
эффициент диаметра червяка, принимае-
мый в зависимости от модуля т
для обеспечения жесткости.
В целях уменьшения номенклатуры зубо-
обрабатывающего инструмента ГОСТ
2144—76 регламентирует для использова-
ния в редукторах определенные сочета-
ния параметров m, q и z\ (табл. 15.1).
Таблица 15.1
Модули т и коэффициенты диаметра червяка q
т q т q т д
1,6 10; 12,5 16; 20 3,15 8; 10; 12,5; 16; 20 6,3;8; Ю; 12,5 8; 10; 12,5; 14; 16; 20
2 8
4 8; 10; 12,5; 16; 20 16 8; 10; 12,5; 16
2,5 8; 10 12,5; 16; 20
5 8; 10 12,5; 16; 20 20 8; 10
Примечание. Приведенным сочетаниям т
и q соответствуют значения Z\ = \, 2 и 4.
Делительный угол подъема винтовой
линии (обычно 5—20°) определяется из
формулы
nmz
tg г
ли 1
21
q ’
(15.2)
где 21 = 1; 2; 4 — число витков (заходов)
червяка.
При меньшем числе заходов 2\ угол
у будет меньше, будет ниже и КПД; при
больших 21 увеличиваются радиальные
габариты и стоимость передачи. В пере-
дачах мощных приводов не рекомендуют
использовать однозаходные червяки из-за
больших потерь и сильного нагрева.
Число заходов червяка можно опреде-
лять в зависимости от передаточного от-
ношения (из опыта проектирования):
при /=104-18; 184-40 число заходов со-
ответственно 4 и 2, а при />>40 число за-
ходов 1.
Начальный диаметр червяка
d&\ =(^ + 2x)m, (15.3)
где х — смещение при нарезании червяч-
ного колеса, получаемое удалением (поло-
жительное смещение) или приближением
(отрицательное смещение) фрезы к центру
заготовки (— 1<х<1).
Начальный угол подъема винтовой ли-
нии определяется из формулы
q + 2x ‘
Диаметры окружностей вершин и впадин
червяка
dai =di-f-2/фп; df\=di—2h*m, (15.4)
где h*= 1,0 — коэффициент высоты голов-
ки; h*=ha*+c* — коэффициент высоты
ножки; с*=0,2 — коэффициент радиаль-
ного зазора.
Червячное колесо является косозубым
с углом р=у наклона линии зуба. Шаг
зубьев колеса на делительном цилиндре
диаметром d2 равен шагу Р профиля чер-
вяка, следовательно, nd2=Z2P или
d2 = m22= dw2, (15.5)
где 22 — число зубьев колеса.
Диаметр начальной окружности колеса
dW2 — d2-
Диаметры вершин и впадин зубьев чер-
вячного колеса
209
daz = m(z2 + 2/ie* + 2x);
(15.6)
^2 = 2 [аю— m(0,5^ + /i/*) j.
Наибольший диаметр червячного колеса
(см. рис. 15.4, а)
^аМ2 = б/2+^1(1 ~ СОБбХб/аг + ^'П, (15.7)
где k — коэффициент, равный соответст-
венно 2; 1,5 и 1 при Zi == 1; 2 и 4; 6 — поло-
вина угла контакта витка червяка и зуба
червячного колеса.
Межосевое расстояние
а v = 0,5т(? + 22+2х\ (15.8)
Путем варьирования значений т, q и х
можно «вписать» в заданное aw червяки
с разным числом заходов г\ и колеса
с разным числом зубьев Z2, получая
различные передаточные отношения при
неизменных габаритах корпуса.
Передачу заданного межосевого рас-
стояния можно получить также при коэф-
фициенте смещения
а
х=^-0,5(Нг2). (15.9)
Межосевые расстояния редукторов стан-
дартизованы (см. с. 164).
Длина Ь\ нарезной части червяка при-
нимается такой, чтобы обеспечить зацеп-
ление с возможно большим числом зубьев
колеса (табл. 15.2). Для шлифуемых и
фрезеруемых червяков длину нарезанной
части увеличивают на 3m, т. е. принимают
= + 3m, для исключения искажения
рабочей части профиля боковых поверх-
Таблица 15.2
Длина нарезанной части червяка и ширина
колеса
X « 1 и 2 21^4
b 1 /т, не свыше Ьч/m, не свыше b\/mr не свыше Ьч/m, не свыше
—1 10,5+ + 0,06^2 0,75dai 10,5+ +0,0922 0,67dai
-0,5 8+0,06^2 9,5+ +0,09z2
0 11+ +0,06Z2 12,5+ +0,09z2
0,5 11+0,122 12,5+ +0,lz2
1 12+0,122 13+0, lz2
ностей витков червяка при входе и выходе
инструмента.
Ширина колеса bz (см. табл. 15.2)
назначается из условия получения угла
обхвата червяка колесом 2&&2Ь2/(da\ —
— 0,5m).
Точность изготовления. Нормы точности
червячных цилиндрических передач с мо-
дулем от 1 до 25 мм регламентированы
ГОСТ 3675—81. Предусмотрено 12 степе-
ней точности червячных колес и червяч-
ных передач, для каждой из которых
установлены нормы кинематической точ-
ности, плавности работы и контакта зубьев
и витков.
Степени точности 3—6 рекомендуют ис-
пользовать для передач с высокой ки-
нематической точностью, а 7—9 — для си-
ловых передач (табл. 15.3).
Червячные передачи более чувствитель-
Таблица 15.3
Допустимые скорости и области применения червячных передач
Степень точности Скорость скольжения иск, м/с Обработка Области применения
7 10 Червяк закален, шлифован и по- лирован. Колесо нарезается шлифованными червячными фрезами. Обкатка под нагруз- кой Передачи с повышенными требо- ваниями к габаритам и повы- шенными скоростями
8 5 То же, но допускается нешли- фованный червяк при твердости не более 350 НВ Среднескоростные передачи со средними требованиями к габа- ритам, шуму и точности
9 2 Червяк не шлифуется, колесо нарезается любым способом Передачи низкоскоростные и с ручным приводом
210
ны к погрешностям монтажа, нежели
зубчатые передачи. Поэтому допуски на
межосевые расстояния и положение сред-
ней плоскости колеса относительно червя-
ка более жесткие. Положение колеса при
монтаже проверяют по пятну контакта.
15.3. Механика
червячной передачи
Кинематика. В червячной передаче (рис.
15.5) в отличие от зубчатой окружные
скорости ui и V2 не совпадают по
направлению (направлены под углом скре-
щивания, обычно 90°) и различны по зна-
чению. Поэтому начальные цилиндры пе-
редачи в относительном движении сколь-
зят и обкатываются, а передаточное от-
ношение не может быть выражено отно-
шением dw2/dw\.
Передаточное отношение. За один обо-
рот червяка зуб колеса, контактирующий
с его некоторым витком, переместится
по окружности на расстояние nmzi
подъема витка, и колесо повернется на
угол jimzi/(jid2). Следовательно, переда-
точное отношение червячной передачи
(о । Tid 2 2 g
(О 2 ЯМ2 । Z ।
откуда следует, что оно не зависит от
диаметра червяка (обычно / = 204-60 —
в силовых передачах и /^300 — в кине-
матических цепях приборов и делительных
механизмов).
Скольжение в червячном зацеплении.
Витки червяка скользят при движении по
зубьям колеса. Когда точка контакта сов-
падает с полюсом зацепления, относи-
(15.10)
тельная скорость цск направлена по
касательной к винтовой линии витка чер-
вяка (см. рис. 15.5). В этом положении
окружная скорость червяка v\ =o)\dw\/2
и окружная скорость колеса иг = (02^2/2
связаны со скоростью скольжения соот-
ношениями
_ nn2dw2
Vqk 60 cos уw 60sinya
(15.11)
Так как угол подъема yw<30°, то в
червячной передаче а скорость
скольжения цСк>Ц2- Большое скольжение
является причиной износа и заедания пе-
редач, снижает их КПД.
Для уменьшения износа материалы чер-
вяка и колеса должны образовывать ан-
тифрикционную пару (имеющую мини-
мально возможный коэффициент трения).
По соображениям прочности и жесткости
червяки обычно изготовляют из стали,
а колеса — из бронз. В тихоходных пере-
дачах используют колеса из антифрик-
ционного чугуна.
КПД передачи. Определяется по фор-
муле
T] = T2(O2/TiCO1,
где Т\ и (01 —вращающий момент и уг-
ловая скорость червяка; Т2 и (02 — то же
для колеса.
Для закрытой передачи КПД определя-
ется потерями в зацеплении, в под-
шипниках, на перемешивание и разбрыз-
гивание масла. Обычно основными являют-
ся потери в зацеплении. Их определяют
как для винтовой пары, имеющей близ-
кие условия трения (см. с. 84), и КПД
передачи вычисляют приближенно по фор-
муле
Рис. 15.5.
Связь скоростей в червячной передаче
т] = 0,95
___
tgfr + p)
(15.12)
где р —угол трения, tgp = f (f — коэффи-
циент трения в витках червяка); 0,95 —
множитель, учитывающий потери энергии
на перемешивание масла при смазывании
окунанием.
Коэффициент трения зависит от ско-
рости скольжения (табл. 15.4), а также
нормальной силы в контакте. Поэтому
КПД передачи при более строгом рас-
смотрении зависит и от нагрузки.
211
Таблица 15.4
Приведенные коэффициенты трения f и углы
трения р между стальным червяком и колесом
Иск, м/с f Р
0,1 0,08 к-0,09 4°30'-5°10'
0,5 0,055—0,065 Зо10' —3°40'
1 0,045—0,055 2° 30' —3° 10'
2 0,035—0,045 2°00'-2°30'
3 0,028—0,035 1°30'-2°00'
7 0,018—0,026 1°00'-1°30'
15 0,014—0,020 0°50'-1°10'
Из формулы (15.12) следует, что КПД
передачи возрастает с увеличением числа
витков (заходов) червяка (увеличивается
угол подъема у) и с уменьшением коэф-
фициента трения f.
КПД зацепления, как показали экспе-
риментальные исследования, зависит от
шероховатости поверхности. В связи с этим
в- передачах средней и высокой мощ-
ности шероховатость Ra поверхности вит-
ков червяка должна быть 1 —1,25 мкм.
В предварительном расчете можно для
21 = 1; 2; 4 соответственно принять т] =
= 0,74-0,75; 0,754-0,82; 0,874-0,92.
Невысокий КПД свидетельствует о том,
что в червячной передаче значительная
часть энергии превращается в теплоту.
Вызванное этим повышение температуры
ухудшает защитные свойства масляного
слоя, увеличивает опасность заедания и
выхода передачи из строя.
Для предотвращения чрезмерного повы-
шения температуры масла оценивают теп-
ловой баланс между тепловыделением и
теплоотдачей и при необходимости реа-
лизуют мероприятия, уменьшающие тепло-
выделение или увеличивающие теплоотда-
чу.
Статика передачи. При определении сил
полагают, что главный вектор (равно-
действующая) Fn контактных давлений,
действующих на площадках контакта
зубьев, приложен в полюсе П и направ-
лен по линии зацепления (см. рис. 15.4, а).
Окружная сила Fn на червяке будет
осевой силой Fa2 для колеса (рис. 15.6, а),
а окружная сила Ft2 на колесе — осевой
силой Fai для червяка, т. е.
2Т, 2Т9
^“ = ^2; Fa=^ = Fai- (15.13)
а\ а2
?п*
Рис. 15.6.
Усилия в червячной передаче
Окружная и осевая силы на червяке
связаны между собой соотношением (как
в резьбе болта, см. с. 84)
Ffli=Fntg(T±p),
или с учетом второго равенства в зави-
симостях (15.13)
Л2 = Л^(у±р), (15.14)
где знак «-|-» относится к передаче
с ведущим, а знак « —» — ведомым червя-
ком.
Обычно угол трения мал (р<3°), и при
определении сил им пренебрегают. Тогда,
принимая, что в нормальном сечении вит-
ка червяка угол ал«а, и учитывая, что
Fa\—Ft2 и Fh = />2 = Fr, найдем (см. рис.
15.6, б)
/\otga
F —----------; F = F sina = —-------.
" cos a cos у r n cos у
(15.15)
Вращающий момент на колесе при
ведущем червяке
7,2 = 7111Т).
(15.16)
15.4. Критерии работоспособности
и расчеты передач
Виды повреждений передач. Так как по
условиям контакта червячное колесо из-
готовляют из менее прочного материала,
чем червяк, то выход из строя передачи,
212
как правило, связан с повреждением ко-
леса.
Обычно в червячных передачах наблю-
даются изнашивание и схватывание (зае-
дание) — «диффузионная сварка» червяч-
ного колеса и червяка под нагрузкой.
Типичное для зубчатых передач выкраши-
вание зубьев в червячных передачах на-
блюдается реже. Поэтому заедание в пер-
вую очередь ограничивает нагрузочную
способность червячных передач.
Интенсивное изнашивание и схватыва-
ние колеса и- червяка в передаче свя-
заны с высокими скоростями скольже-
ния, неблагоприятным направлением ско-
рости скольжения относительно линии кон-
такта и, как следствие, неудовлетвори-
тельными условиями смазывания.
В косозубой зубчатой передаче, на-
пример, скорости скольжения и качения
почти перпендикулярны линиям контакта
(в прямозубой передаче — перпендикуляр-
ны). Это обеспечивает при наличии мас-
ла жидкостное трение в контакте. В пере-
даче с цилиндрическим червяком криво-
линейные контактные линии образуют
с вектором скорости скольжения неболь-
шой угол Q, т. е. направление скорости
скольжения близко к направлению окруж-
ной скорости червяка (рис. 15.7, а; после-
довательное расположение линий контакта
показано на зубе колеса сплошными ли-
ниями). В этом случае, как показывают
теория и практика, масло вытесняется
из зоны контакта и имеет место сухое
или граничное трение.
При мягком материале (оловянные
бронзы) колеса схватывание проявляется
в форме постепенного «намазывания» его
материала на червяк.
При твердом материале (алюминиево-
железистая бронза, чугун и др.) колеса
Рис. 15.7.
Контактные линии в передачах с цилиндриче-
ским (а) и глобоидным (б) червяком
схватывание происходит в более опасной
форме, завершается задиром, вызываю-
щим усиленный износ зубьев червячного
колеса и последующее их разрушение.
Усталостное выкрашивание зубьев ха-
рактерно для передач с колесами из бронз
с высоким сопротивлением к схватыванию.
Таким образом, износостойкость и проч-
ность являются основными критериями
работоспособности передач.
Расчетная нагрузка. По аналогии с рас-
четом косозубой передачи (см. с. 184)
номинальная удельная нагрузка для чер-
вячной передачи
w ______FJ1_~
п 1% cos a cos у ’
где — суммарная длина
тактных линий (см. рис. 15.4, а); здесь
KOH-
£ = 0,75—коэффициент, учитываю-
щий уменьшение длины контактных ли-
ний из-за контакта по неполной дуге
обхвата, равной 2d; еа= 1,84-2,2 — тор-
цовый коэффициент перекрытия в сред-
ней плоскости червячного колеса.
Расчетная удельная нагрузка
ы=------------KfiKr, , (15.17)
п cos a cos у р v v 7
где Лр — коэффициент неравномерности
нагрузки; JG=1—коэффициент динами-
ческой нагрузки при скорости скольже-
ния цск^3 м/с.
Хорошая прирабатываемость материа-
лов колес уменьшает неравномерность рас-
пределения нагрузки по контактным ли-
ниям.
В предварительных расчетах передач
можно принимать произведения Kf$Kfv=
— Kh^hv — 1,1 4-1,4 (большие значения для
высокоскоростных передач и при перемен-
ной нагрузке).
Расчет зубьев колес на выносливость
при изгибе. Витки червяка на прочность
не рассчитывают, так как его материал
значительно прочнее материала колеса.
При расчете используются те же допу-
щения и соотношения, что и при расчете
косозубых колес, с соответствующими
поправками, отражающими особенности
формы зубьев и положение контактных
линий.
213
Учитывая, что для червячного зацепле-
ния коэффициенты Уе«0,74 и Ур«0,93
(для среднего значения угла 10°),
условие прочности (14.62) примет в рас-
сматриваемом случае вид (7</$7(/7W=l)
(15.18)
где тп = тсозу— модуль зацепления в
нормальном сечении; YF— коэффициент
формы зуба, принимаемый по эквивалент-
ному числу зубьев zt, = z2/cos3ytw (как для
косозубых колес, см. с. 166); при этом
должно быть:
z, ... 24 28
YP . . . 1,88 1,80
30 32 35
1,76 1,71 1,64
Учитывая, что радиус кривизны профи-
ля червяка в нормальном сечении pi = oo,
получим следующее соотношение для при-
веденного радиуса кривизны:
J_____2cos2Ta,
Рпр ~ d2sin“n
(15.19)
Подставляя в зависимость (14.73)
соотношение (15.17) для расчетной удель-
ной нагрузки, выраженное через вращаю-
щий момент на колесе Т2 (Н• м), и равенст-
во (15.19), а также принимая а = 20°;
7^=10°; 26= 100°= 1,75 рад; еа=1,8;
Е\ =2,15-105 МПа (для стали); Е2 =
= 0,9*105 МПа (для бронзы и чугуна)
и v = 0,3, после несложных преобразований
получим
zv . . . 37 40
Yf . .1,61 1,55
50 60 80 100
1,45 1,40 1,34 1,3
= 5400 (? + 2х)
Расчет на прочность при изгибе от дей-
ствия максимальной нагрузки. Расчет вы-
полняют для предотвращения остаточной
деформации или поломки зубьев. Условие
прочности зуба по допускаемым напряже-
ниям имеет вид
^Fmax^ [^Fmax] ,
где (TFmax=tfF^n — расчетное напряжение
в переходной поверхности зуба от макси-
мальной ожидаемой нагрузки; здесь
Кп=Г2тах/^2ном — коэффициент перегруз-
ки; Г2тах и Т2ном — максимальный ожи-
даемый и номинальный вращающие мо-
менты на колесе; oF— расчетное напряже-
ние изгиба, определенное по формуле
(15.18).
Расчет передач на контактную вынос-
ливость и заедание. Расчет передач обыч-
но выполняют по контактным напряже-
ниям, а допускаемые напряжения уста-
навливают на основе экспериментальных
исследований и эксплуатации такими, что-
бы исключить контактное выкрашивание
или заедание зубьев.
Условие прочностной надежности пере-
дачи имеет обычный вид (14.72), а за-
висимость максимальных контактных на-
пряжений в зацеплении от внешней на-
грузки, параметров материалов и гео-
метрических параметров колеса и червяка
принимается в форме (14.73).
/г z9+<7 + 2x-i 3
Х v[ %(<7+2х)'] < Ы-
(15.20)
Межосевое расстояние (мм) при х = 0
(15.21)
Расчет зубьев колеса на контактную
прочность от действия максимальной на-
грузки. Расчет выполняют для предотвра-
щения остаточной деформации или заеда-
ния (схватывания) поверхностей зубьев.
Условие прочности по допускаемым на-
пряжениям имеет обычный вид:
[tftfmax] >
где О//» — расчетное контактное напряже-
ние от действия максимальной ожидаемой
кратковременной нагрузки;
О//* =
здесь О//—расчетное контактное напря-
жение, определенное по формуле (15.20);
Кп — коэффициент перегрузки.
214
15.5. Материалы и допускаемые
напряжения деталей передачи
Материалы колес и червяков. Выбор
материала для изготовления червяка и
червячных колес определяется в основ-
ном скоростью скольжения витков червяка
и зубьев колеса.
При проектном расчете, когда размеры
червяка неизвестны, ориентировочное зна-
чение скорости скольжения можно нахо-
дить из эмпирической зависимости
^ск(о)« (1.84-6,6) 10~3п2
где Г2 и п*— соответственно расчетный
вращающий момент и частота враще-
ния вала колеса; — число зубьев ко-
леса.
Меньшие значения коэффициента перед
корнем берутся при большом числе за-
ходов и больших нагрузках, а большие —
при меньшем числе заходов и меньших
нагрузках.
Архимедовы и конволютные червяки
не шлифуют и изготовляют обычно из
термически улучшаемых сталей (35 , 45,
50, 35ХМ и др.) с твердостью поверх-
ности менее 350 НВ. Их используют в
передачах небольшой мощности (до 2—
3 кВт).
В передачах средней и высокой мощ-
ности применяют эвольвентные червяки,
работающие в паре с бронзовыми колеса-
ми. Для изготовления червяков исполь-
зуют стали 40ХН, 12ХНЗА,' 20ХНЗА,
ЗОХГСА, 20Х и др. с твердостью поверх-
ностей витков 45—50 HRC.
Червячные валы серийных редукторов
выполняют из сталей 18ХГТ, 20Х с цемен-
тацией рабочих поверхностей витков и
шеек вала под манжеты уплотнений (твер-
дость этих поверхностей 56—63 HRC и
58—62 HRC соответственно) и из стали
40Х с закалкой (твердость рабочих
поверхностей 50—55 HRC; остальных
229—269 НВ). После термообработки ра-
бочие поверхности витков червячных валов
шлифуют и полируют.
В передачах малой мощности (с руч-
ным и машинным приводом) применяют
колеса из капрона и других неметалли-
ческих материалов.
Червячные колеса открытых передач и
передач небольшой мощности с ручным
приводом изготовляют из чугунов СЧ 10,
СЧ 15 и СЧ 20, а червяки — из сталей
35, 40, 45 (300—350 НВ).
Колеса закрытых передач с машин-
ным приводом при vCK<J5 м/с изготовля-
ют из безоловянных бронз (БрА9ЖЗЛ,
БрА10Ж4Н4Л и др.), литейных латуней
(ЛАЖМцбб—6—3—2, ЛМцС58—2— 2
и др.); при 12 м/с — из малооло-
вянных бронз (БрОбЦбСЗ, БрО5Ц5С6
и др.) и при г/Ск<;25 м/с из высоко-
оловянных бронз, содержащих также фос-
фор, свинец, сурьму и никель (БрОЮФ1,
БрОНФ и др.).
Допускаемые напряжения. В передачах
с колесами из бронз (ов<300 МПа)
работоспособность ограничена контактной
прочностью.
Допускаемое контактное напряжение
зубьев колес из оловянных бронз при
шлифованных и полированных червяках
(табл. 15.5)
[а/72] = о8АяоА//£,
где К на—коэффициент, равный 0,9 при
твердости поверхности витков червяка не
менее 45 HRC и 0,7 jipH_твердости менее
45 HRC; Кнь==Л/1®7/Nне2—коэффициент
долговечности (см. с. 195).
При переменном режиме нагружения
эквивалентное число циклов нагружений
АЯ£2определяют по формуле (14.91)
при пгн = 4. Если окажется, что Nнеч>
Х>25-107 циклов, то принимают NНЕ2 =
= 25-107.
Работоспособность передач с колесами
из чугуна и безоловянных бронз при
ав>300 МПа ограничена обычно заеда-
нием. Для таких передач значение [о#]
назначают только в зависимости от ско-
рости скольжения (табл. 15.6).
При кратковременных перегрузках пе-
редач с колесами из оловянных бронз
[tf//2max]<4(jT, а из бронзы БрА9ЖЗЛ
[а//2тах]^ 2от.
Допускаемые напряжения изгиба для
зубьев червячного колеса при неревер-
сивной нагрузке находят также по эмпи-
рической формуле
[о ^]=(0,25от2+0,08аВ2)/Сг£
215
Механические характеристики материалов для венцов червячных колес
Таблица 15.5
Материал Способ отливки Ив От £-10“5 НВ Максимальная скорость сколь- жения иСк, м/с
МПа
БрОЮФ! 3 к 200 260 120 150 0,74 1,01 80—100 100—120 25
БрОНФ ц 290 170 0,98 100—120 35
ВрОбЦбСЗ 3 к 160 180 108 78 0,93 60 60—76 12
БрО5Ц5С5 3 к 147 200 80 100 0,88 » 60—68 60—66 12
БрАЭЖЗЛ 3 390 — — ПО 10
К, Ц Ц 500 500 200 200 1,1 110—140 10
БрА10Ж4Н4Л К, Ц 600 400 0,98 170—225 10
ЛЦ38Мц2С2 к 300 130 0,9 80—96 10
СЧ 15 3 314 — 0,9 163—229 3
СЧ 18 3 353 — 1 170—241 2
Примечание. Способ отливки: 3 — в землю, К — в кокиль, Ц — центробежный.
Допускаемые напряжения для червячных передач
Таблица 15.6
Материал колеса [оя], МПа, при скорости скольжения vCK, м/с [ofb МПа
0,5 1 2 3 4 6 8
БрАЭЖЗЛ 250 230 210 180 160 120 90 80
СЧ 15 130 115 86,5 — — — — 38
СЧ 10 115 100 72,5 — — — — 34
Примечание. Значения даны для колес, заготовки которых получены литьем в землю
и при реверсивной нагрузке
[<J>о| = 0,16(УВ2
где Kfl——коэффициент дол
гобечности (см. с. 194).
Значение Nfe2определяют по формулам
для #яе2- Если в результате вычислений
окажется, что Аее2<Ю5, то принимают
Af£2=105; при 7VFe2>25.107 следует
принять #ее2=25* 107.
а)
6) в)
Рис. 15.8.
Конструкции червячных колес
216
При кратковременной перегрузке назна-
ЧаЮТ [af2max] =0,8от.
Конструкции колес. В связи с тем,
что для изготовления венцов червячных
колес используется дефицитный цветной
металл, лишь колеса малых диаметров
(до 100—120 мм) изготовляют цельными
(рис. 15.8, а), колеса большего диамет-
ра — преимущественно бандажированны-
ми (рис. 15.8, б). Напрессованные венцы
дополнительно крепят болтами, винтами
или заклепками. Венцы колес стандарт-
ных редукторов нередко отливают из
бронзы (например, БрОЮФ1) непосредст-
венно заливкой на ступицу (рис. 15.8, в).
Червяки выполняют обычно как одно целое
с валом, сравнительно редко — бандажи-
рованными.
15.6. Тепловой расчет
и охлаждение червячных передач
Червячные передачи работают с боль-
шим выделением теплоты. В результате
температура масла в ванне агрегата
(редуктора) может достигнуть предельно-
го значения (в зависимости от сорта
масла составляет 75—95 °C), нарушится
нормальный режим трения в контакте
червяка и колеса (разрушается пленка
масла на границе) и передача поте-
ряет работоспособность из-за заедания.
Мощность, при которой температура в
масляной ванне агрегата достигает пре-
дельного значения, иногда называют «тер-
мической». Принято считать, что эта мощ-
ность определяет нагрузочную способ-
ность закрытой червячной передачи.
Для предотвращения чрезмерного на-
грева масла проводят расчет червячного
редуктора на нагрев. Этот расчет служит
косвенной оценкой работоспособности чер-
вячной передачи по отсутствию заедания.
Уравнение теплового баланса для чер-
вячной передачи, работающей в закрытом
корпусе в непрерывном режиме без
охлаждения, можно записать в виде
1000(1-т|)Р1 = ^/-/0)Л(1+ф), (15.22)
где т) — КПД передачи; Р|.— переда-
ваемая мощность, кВт; Кт ==84-17,5
Вт/(м2-°С) —коэффициент теплопере-
дачи корпуса (большие значения принима-
ют при хорошей циркуляции воздуха); t и
/о — соответственно температура масла и
окружающего воздуха, °C; А — площадь
свободной поверхности охлаждения кор-
пуса, включая 70% площади поверхности
ребер и бобышек, м2; ф — коэффициент,
учитывающий теплоотвод в раму или пли-
ту (равен 0,3 при прилегании основания
корпуса по большой поверхности).
Площадь свободной поверхности можно
найти из приближенного соотношения
4«20aw1,7, где aw — межосевое расстоя-
ние передачи, мм.
Произведение в левой части равенства
(15.22) равно количеству теплоты, выде-
ляемой передачей. Правая часть этого
равенства показывает количество теплоты,
отводимой через поверхность корпуса.
Следовательно, в редукторе без охлаж-
дения температура масла
1000 (i-n)/3!
Кт Л (1 ч-яр)
И »
(15.23)
где [/] — максимально допустимая темпе-
ратура нагрева масла (обычно составля-
ет 75—95 °C).
В редукторе, охлаждаемом вентилято-
ром, температура масла
1000(1-
[Ч^вР+^+^вР + °’
(15.24)
где А в — площадь части поверхности кор-
пуса, обдуваемая вентилятором, м2; КтВ —
коэффициент теплопередачи части поверх-
ности корпуса, обдуваемой вентилятором,
Вт/(м2-°С); выбирается в зависимости
от частоты вращения вала вентилятора
[при пв=750; 1000; 1500; 3000 мин'1
соответственно /СтВ=17; 21; 29; 40
Вт/(м2*°С)].
Если охлаждение вентилятором недоста-
точно эффективно, то следует применять
водяное охлаждение или увеличить раз-
меры редуктора.
15.7. Глобоидные передачи
Глобоидными называют червячные пере-
дачи, у которых тело червяка имеет
форму глобоида, охватывающего колесо по
217
Рис. 15.9.
Зацепление глобоидной и эвольвентной передач
некоторой дуге (см. рис. 15.3, б). Обычно
и колесу придают форму глобоида. Благо-
даря этому увеличивается число витков
червяка, зацепляющихся с колесом, а кон-
тактные линии (тонкие линии на рисунке)
в большей своей части располагаются под
большим углом к направлению скорости
скольжения (рис. 15.7, б). Такое располо-
жение контактных линий значительно луч-
ше способствует образованию масляного
клина, чем у эвольвентного червячного
зацепления, где контактные линии преиму-
щественно параллельны направлению от-
носительного скольжения (см. рис. 15.7, а).
Указанные особенности в совокупности
позволили повысить в 1,4—1,5 раза несу-
щую способность передач. Однако глобо-
идным передачам присущи и недостатки,
не способствующие их широкому распро-
странению: высокая чувствительность к
погрешностям сборки; сложность изготов-
ления; высокая теплонапряженность и
необходимость введения принудительного
охлаждения.
Основные параметры глобоидных пере-
дач регламентированы ГОСТ 9369—77.
Стандартом установлены ряды межосевых
расстояний пда=404-1600 мм, передаточ-
ных отношений /=104-90, а также дели-
тельных диаметров и ширин колес
в зависимости от межосевого расстоя-
ния.
Геометрические параметры глобоидных
передач определяют по ГОСТ 17699—72.
Несущая способность передач рассчитыва-
ется по эмпирическим формулам, обобща-
218
ющим экспериментальные исследования и
опыт эксплуатации.
Получили распространение глобоидные
передачи, у которых червяк имеет вогну-
тый профиль витка (в осевом сечении).
На рис. 15.9 показаны схемы контакта
с колесом червяка с вогнутым (а) и эволь-
вентным (б) профилем, а также соответ-
ствующие им расчетные схемы для опреде-
ления максимальных контактных напряже-
ний он. Благодаря увеличению площадки
контакта в сопряжении выпуклой и во-
гнутой поверхностей снижаются контакт-
ные напряжения и смазка лучше задер-
живается на поверхностях контакта. Поэ-
тому передачи с новым зацеплением имеют
большую контактную прочность и износо-
стойкость, чем передачи с обычными чер-
вяками.
Глава 16
ВОЛНОВЫЕ ЗУБЧАТЫЕ
ПЕРЕДАЧИ
16.1. Общие сведения
о механизмах
Принцип действия передач. В послед-
ние годы получили распространение так
называемые волновые механизмы, в кото-
рых передача и преобразование движе-
ния между контактирующими звеньями
осуществляются за счет сил трения или сил
в зацеплении, образующихся в процессе
пропускания по одному из них волн
продольной или поперечной деформации.
Для повышения эффективности таких
механизмов звено, подвергаемое волнооб-
разному деформированию, выполняют гиб-
ким, т. е. обладающим большой подат-
ливостью по одному из направлений
(продольному, поперечному).
Деформационный принцип передачи
движения на основе бегущей поперечной
волны можно разобрать, рассматривая
движение тележки 4 (рис. 16.1, а),
которая через тягу 3 в точке В сое-
динена с гибким элементом /^контакти-
рующим с опорной поверхностью 2.
При возбуждении генератором (на рисун-
ке не показан) бегущей со скоростью
v поперечной волны каждая точка А
Рис. 16.1.
Простейшие волновые механизмы
гибкого тела /, описав плоскую траек-
торию (показана пунктиром), перемеща-
ется в точку А', где переходит в состояние
покоя. Таким образом, любая точка гибко-
го тела совершает шаговое перемещение
по опорной поверхности (подобно способу
передвижения садовой гусеницы) в на-
правлении движения волны, увлекая
за собой тележку 4.
Движение в направлении, противопо-
ложном движению волны, можно полу-
чить, если опорную поверхность выполнить
подвижной (рис. 16.1, б). Здесь гибкий
элемент 1 опирается на подвижную опору
2, которая через тела качения 5 связана
с основанием бив некоторой точке В с
помощью тяги 3 прикреплена к корпусу 4.
При циклическом генерировании бегу-
щей волны движение ведомого звена (те-
лежки, подвижного основания) будет по-
ступательным.
Вращательное шаговое движение ведо-
мого звена получают, используя поверх-
ность вращения (например, цилиндричес-
кую) в качестве опорной. На рис. 16.1, в
показан механизм, в котором гибкая
лента g охватывает подвижный ведомый
цилиндр б, а гибкая тяга f соединена
в точке А с лентой g и в точке
В с корпусом. Здесь при вращении во-
дила h по часовой стрелке ведомый
цилиндр b совершает вращательное дви-
жение в обратном направлении.
Для генерирования волны используют
источники (генераторы) механического,
а также электро-, пневмо- и гидромеха-
нического типа.
Первая волновая передача, предложен-
ная в 1944 г. советским изобретателем
А. И. Москвитиным, была фрикционной
и имела электромагнитный генератор волн.
Большое разнообразие способов связи де-
формируемых элементов с ведущими и
ведомыми звеньями, конструктивных осо-
бенностей гибких элементов и генерато-
ров волн обусловили большое разнооб-
разие изобретенных волновых механизмов.
Волновая зубчатая передача была пред-
ложена в 1959 г. американским инже-
нером В. Массером. Она явилась конст-
руктивной разновидностью волновой пере-
дачи и получила наиболее широкое при-
менение.
Волновая зубчатая передача (рис. 16.2)
представляет собой передачу внутреннего
зацепления двух соосных прямозубых
колес. Колесо b имеет обычно внутрен-
ние зубья и обладает небольшой радиаль-
ной податливостью (жесткое колесо).
Другое колесо (g) с внешними зубьями
является гибким, т. е. имеет большую
радиальную податливость обода и связан-
ного с ним цилиндрического тела.
Размер Dr генератора по большой оси
больше внутреннего диаметра £>п гибкого
колеса. При сборке передачи генератор
вставляют в круглое отверстие гибкого
колеса, деформируя его так, что зубья
вблизи большой оси генератора переме-
щаются по радиусу от центра и входят
в зацепление с зубьями жесткого колеса
на дуге 2фо (см. рис. 16.2, а). На полную
рабочую высоту hd зубья входят в за-
цепление лишь в сечении большой оси
219
Рис. 16.2.
Волновая зубчатая передача:
а — конструктивная схема, б — кинематическая схе-
ма, в — «эквивалентная» планетарная передача
генератора, вблизи же малой оси генера-
тора зубья перемещаются к центру и
выходят из зацепления.
Волновая зубчатая передача имеет
большой коэффициент перекрытия, обус-
ловленный многопарностью зацепления.
Благодаря этому «шаговое» (прерывис-
220
Рис. 16.3.
Схема силового взаимодействия звеньев волно-
вой зубчатой передачи
тое) движение ведомого звена осуществ-
ляется с большей плавностью, чем во
многих передачах зацеплением.
Для обеспечения многопарного за-
цепления назначают определенную форму
генератора (кулачка), радиальное пере-
мещение и профиль зубьев.
Для уменьшения изнашивания кулачка
и внутренней поверхности гибкого колеса
между ними размещают тела качения (ро-
лики) или шариковый подшипник с подат-
ливыми кольцами.
Принцип работы волновой зубчатой пе-
редачи можно понять из рассмотрения си-
лового взаимодействия ее звеньев (рис
16.3). После сборки на гибкое колесо
действуют контактные давления от гене-
ратора (через тела качения), их главный
вектор Fq направлен по большой оси
генератора. При повороте генератора
под действием движущего момента Th
вектор Fq повернется в ту же сторону,
увеличиваясь по модулю. В результате
зубья гибкого колеса, смещаясь по радиу-
су, будут надавливать на зубья жесткого
колеса силами F^ (/=1, 2, ..., п — номер
пары контактирующих зубьев), и при не-
подвижном жестком колесе гибкое колесо
начнет вращаться в противоположную сто-
рону под действием пар сил Fgt и Fgl*
реакции (с диаметрально противополож-
ного зуба). Сила Fgl реакции и ее окруж-
ная Fgti и радиальная Fgn составляющие
на одном из зубьев показаны штриховыми
линиями на рис. 16.3, б. В случае не-
подвижного гибкого колеса жесткое ко-
лесо будет вращаться в направлении
вращения генератора.
Обычно задается движение быстроход-
ному валу генератора, а снимается Движе-
ние с гибкого колеса, осуществляющего
кинематическое движение обкатки по
зубьям жесткого колеса.
Достоинства и недостатки передач.
Главное преимущество волновой передачи
перед другими типами передач — большое
передаточное отношение (/=80-4-400)
в одной ступени. К числу других до-
стоинств относятся: высокая нагрузочная
способность при малой массе; высокая
кинематическая точность и малый мертвый
ход; малый шум; высокая демпфирующая
способность; возможность передачи дви-
жения в герметизированное пространство
без уплотнения.
Коэффициент полезного действия волно-
вых передач сравнительно высок (т] =
= 0,74-0,9). Однако малая долговечность
гибкого колеса ограничивает области
применения передач преимущественно
приводами кратковременного действия в
конструкциях роботов, редукторах специ-
альных механизмов машин и т. п.
16.2. Механика передачи
Кинематика. Кинематически волновая
передача подобна соответствующей пла-
нетарной передаче. Так, для рассмотрен-
ной на рис. 16.2, б волновой передачи
кинематическим аналогом будет планетар-
ная передача с внутренним зацеплением
(рис. 16.2, в). В этой передаче функцию
генератора волн выполняет водило h
(см. рис. 16.2, б), а двойной универсаль-
ный шарнир k заменяет гибкую оболочку
k. Тогда для планетарной дередачи при
мысленно остановленном водиле (см.
с. 198) передаточное отношение
•ft (Og —(Oft
Igb — •
(Oft — (Oft
Из этого равенства при (о* = 0 найдем
1________ ________а wg
1 ~(г t>/zg) wb~~d wg
где dWb и dws — диаметры начальных
окружностей колес b и g.
Обратим внимание, что dWb—dwg=2wo
(здесь — максимальное радиальное
смещение точек гибкого колеса от генера-
тора), и передаточное отношение
определяется по существу деформацией
гибкого элемента (знак « — » показывает,
что вращение гибкого колеса происходит
в сторону, противоположную вращению
генератора).
Очевидно, что чем больше величина
деформации гибкого элемента, тем меньше
передаточное отношение, реализуемое пе-
редачей. Но при больших деформациях
гибкий элемент может оказаться недоста-
точно прочным. Таким образом, минималь-
ное передаточное отношение волновой пе-
редачи ограничивают по условию проч-
ности. При применяемых в настоящее вре-
мя высокопрочных сталях для изготовле-
ния гибких колес в зубчатых волновых
передачах |fmln| = 80.
При большом передаточном отношении
зубья получаются мелкими, требуется вы-
сокая точность их изготовления и срав-
нительно высокая жесткость элементов
(малое г^о), чтобы такие зубья могли
нормально контактировать и передавать
нагрузку без проскакивания (прощелкива-
ния) друг относительно друга. По этой
причине в серийно выпускаемых передачах
максимальное передаточное отношение
l^rnaxl =320.
Число зубьев колес волновой передачи
выбирают из условия сборки (как для
планетарной передачи) таким, чтобы раз-
ность чисел зубьев колес была кратна
числу волн:
Z L — Z
_Л_5_ = ^ (16.3)
nw
где ^z=l, 2, ..., п — коэффициент крат-
ности (целое число); nw — число волн
деформации (зон зацепления).
Если учесть, что для редуктора с ведо-
мым гибким колесом передаточное отно-
шение (без учета знака)
221
i =-----— ,
Zb~Zg
то с учетом равенства (16.3) получим
zg=ikznw\ zb=(i+V)kznw. (16.4)
Наибольшее распространение получили
двухволновые передачи (передачи с двух-
волновыми генераторами; лда = 2) с коэф-
фициентом кратности &2=1, которые
имеют
Zg = 2i; z6 = zg+2 = 2(/+l). (16.5)
Если коэффициент kz = 2y то число
зубьев колес возрастает вдвое (zg = 4i и
z6 = 2^4-4) и при одинаковых делитель-
ных диаметрах колес модуль зацепления
уменьшается в 2 раза. Радиальная дефор-
мация при этом не изменяется. Коэф-
фициент кратности принимают: kz=\
при /^70 и kz — 2 при 70.
При больших передаточных отношениях
применяют трехволновые генераторы волн
(передача имеет три зоны зацепления).
Они характеризуются лучшей уравнове-
шенностью (см. трехсателлитную плане-
тарную передачу, рис. 14.36), но гибкое
колесо более нагружено. Другой недоста-
ток такой передачи — неравномерное рас-
пределение нагрузки между зонами зацеп-
ления.
Напряжения и деформации в гибком
колесе. Сравнительно точный расчет нап-
ряжений в гибком колесе возможен лишь
методом конечных элементов на ЭВМ с
большой памятью и высоким быстро-
действием. Это обусловлено как сложной
формой колеса (рис. 16.4, а), так и слож-
ным характером нагрузок на него от ге-
нератора, жесткого колеса и с выходного
вала.
В предварительном расчете гибкого ко-
леса (обычно внутреннего) используют
упрощенные модели формы колеса (коль-
цо, оболочка) и действующих сил, а также
данные экспериментальных исследований
и эксплуатации передач.
Номинальные напряжения в гибком ко-
лесе после установки в него генератора
волн можно определить приближенно,
используя в качестве расчетной модели
кольцо прямоугольного сечения под дейст-
222
Рис. 16.4.
Гибкое колесо и его расчетная схема
ви ем двух сосредоточенных сил Fq
(рис. 16.4, б). Раскрывая статическую
неопределимость кольца с помощью кано-
нических уравнений метода сил, несложно
определить радиальное смещение точки В
относительно горизонтального диаметра
кольца:
F г3
^o = O,5 6flB,»O,O7 ,
где г = 0,5(Dn + ^1) — радиус кольца
(Dn — диаметр отверстия в гибком ко-
лесе; h\ —толщина кольца, см. рис. 16.4).
В действительности радиальное смеще-
ние точки В колеса будет меньше
wo, так как смещению препятствуют зубья
и оболочка k (см. рис. 16.4, а), соеди-
няющая зубчатое кольцо g с торцовой
стенкой t. Это обстоятельство можно
учесть, увеличив момент инерции сечения
кольца, т. е. принимая момент инерции
продольного сечения зубчатого венца
или, учитывая, что dwg=2woi (см. с. 221),
(JOmax« ЗЕф^Уо//, ( 16.8)
12
где « h\ + 0,62m — расчетная высота
сечения зубчатого венца гибкого колеса
(на основании обработки экспериментов);
bw — ширина зубчатого венца.
Максимальный изгибающий момент бу-
дет действовать в сечениях, проходящих
через точки В и В'; он определяется
по формуле
^итах= — O,18For + O,5For==O,32For.
Максимальные растягивающие напря-
жения в этих сечениях
где tyhd=h\/dwg—коэффициент толщины
зубчатого венца, который равен 0,012—
0,014 для длительно работающих пере-
дач; 0,015—0,02 для кратковременно ра-
ботающих передач (большие значения для
больших /); YQ = hip/hi ж 1,3 — коэффи-
циент расчетной толщины кольца.
При действии на генератор вращающего
момента характер нагружения гибко-
го колеса существенно изменяется
(рис. 16.5, а). Со стороны жесткого
Отах
^0 । ^1р ^итах
~2 Тх
(16.6)
где A=bwh\ — площадь продольного се-
чения зубчатого венца по впадинам.
Напряжения от нормальной силы — пер-
вое слагаемое в равенстве (16.6) — оказы-
ваются небольшими при обычных толщи-
нах венца, и их в расчетах не учиты-
вают. С учетом этого замечания
0,32 FQrh
О п =---------------—
Отах 2/
или с учетом соотношения (16.5)
Q0max~9E
“'о'Чр
d2
(16.7)
где, d — диаметр кольца.
Максимальные напряжения зависят и от
формы генератора, определяющего харак-
тер распределения контактных давлений
на кольце.
При деформировании гибкого колеса по
закону w = wocos2q) (угол <р отсчитывается
от большой оси генератора)
г)
СТ0тах = 6£
“’0Л1р
d2
Рис. 16.5.
Схема к расчету гибкого колеса при действии
внешней нагрузки
223
колеса на контактирующие зубья гибкого
колеса будут действовать нормальные си-
лы F3i (здесь /==1, 2, п — номер
зуба в зацеплении), которые неравномерно
распределены между зубьями. От гене-
ратора через тела качения гибкое колесо
будет также нагружаться дополнительной
радиальной силой FK/ реакции и танген-
циальной силой FKTj сопротивления дви-
жению (трения).
Отметим, что движущий момент.
k k
^0FKTi (16.9)
/=1 /=1
обычно невелик (/=1, 2, ..., k — номер
тела качения).
Для определения напряжений при внеш-
ней нагрузке рассмотрим кольцо, «осво-
божденное» от зубьев. Действие напряже-
ний на кольцо заменим нагрузками. В
основании зуба (рис. 16.5, б) действуют
нормальные о и касательные т напряже-
ния. Так как зубья в колесах волновой
передачи имеют уменьшенную высоту
по сравнению с зубьями обычной пере-
дачи, то значимость напряжений сжа-
тия в суммарных нормальных напря-
жениях (см. с. 186) возрастает. Нор-
мальные напряжения вызывают общее
сжатие и некоторую «волнистость» поверх-
ности кольца ввиду поворота основания
зубьев. Это эквивалентно допущению о
действии на поверхности кольца сил
и моментов M3i (рис. 16.15, б). В расчете
удобно использовать радиальную F3ri и
тангенциальную (окружную) F3ti проекции
сил F3i и момент M3i = F3ilA, приведенные к
точке Д, лежащей на пересечении оси
зуба и средней окружности кольца (1А —
расстояние между точками At и Bi см. рис.
16.5, б). Кроме сил от зубьев, на кольцо
действуют силы FK/ и FKT/, а также моменты
Л4К/ от генератора (через тела качения,
рис. 16.5, в), обусловленные трением,
реакциями от внешней нагрузки и др.
Расчеты показывают, что напряжения от
суммарных радиальных сил Fri — FkjA~F3ri
сравнительно малы. Сопротивлением
движению в подшипнике при расчете ко-
леса также можно пренебречь (т. е. при-
нять /7кт/=0 и Мк/==0,5/7кт//*1===0). Таким
образом, в упрощенном расчете гибкое
колесо можно также рассматривать как
кольцо (рис. 16.5, г) под действием со-
средоточенных окружных сил Fti=F3tl
(Fti = F3iCOsa*) и моментов Mi (М; =
= /гй/л/(с05а.)).
Полагая для упрощения, что нагрузка
равномерно распределена между зубьями
и силы F3i приложены на делительной
окружности гибкого колеса (её положение
известно заранее), найдем
Tn(h, + h\
M,=Fti о g = —SL (16. Ю)
1 tl 2 ndg ’ v '
где dg — диаметр делительной окружности
гибкого колеса; hg — высота зубьев; п —
число зубьев в зацеплениях.
Раскрывая статическую неопредели-
мость кольца, с помощью канонических
уравнений метода сил найдем, что при
действии в некотором угловом сечении
Р/ (см. рис. 16.5, г) силовых факторов
Mi и Fa в другом сечении с угловой
координатой ф возникнут продольная сила
М(ф) и изгибающий момент М(ф) — внут-
ренние силовые факторы:
Л'(<р) = ^1 [ (2л— P<)cos (Pi — <р) +
+ 2зшф (1 — созр.)-|-5т0.со8ф] +
ЛТСф)=4-{Г«г[(2я-₽()[1-
(16.11)
— COS (Pi — ф)] +sinPi [(1 — СО5ф) —
— 2sinq3(l — cospt)] +М[2л —Р/ —
— 25Шф —2sin (р<р)]}.
В сечении будет приложена также пере-
резывающая сила (?(ф), но она не ис-
пользуется в последующих расчетах.
В этом сечении кольца максимальные
растягивающие напряжения
°тах(ф) = ^+2!?^Е-- (16.12)
Вычисляя по формулам (16.11) значе-
ния М(0) и М/(0) последовательно для
точек с угловыми координатами зубьев
(ф = 0 — наиболее нагруженное сечение) и
224
суммируя полученные значения (отдельно
для N и М) по принципу независи-
мости действия сил, определяют суммар-
ные значения нормальной силы N(0) и
изгибающего момента М (0).
Далее по формуле (16.12) находят мак-
симальные растягивающие напряжения в
кольце от внешней нагрузки:
Y т Y т
гу — К £ — к £
u ктах h h ri . , j3
*bd*hddg
(16.13)
где ^==^/^==0,154-0,20 — коэффи-
циент ширины зубчатого венца; Ук —
коэффициент, учитывающий особенности
нагружения кольца и его геометрические
параметры; его значения определяются
по формулам (16.11) и (16.12) для каж-
дого угла при единичных нагрузках.
Кроме нормальных напряжений, в гиб-
ком колесе (как зубчатом валу) дейст-
вуют касательные напряжения от круче-
ния моментом Tg, номинальное значение
которых
27
. (16.14)
"4А1р
Эти напряжения обычно малы.
16.3. Геометрические параметры
передачи
Распространение получили волновые пе-
редачи с эвольвентным профилем зубьев.
Внешние зубья нарезают обычно червяч-
ной фрезой, внутренние — долбяком.
Параметры производящего контура ин-
струмента установлены ГОСТ 13755—81
и ГОСТ 9587—81 соответственно для
модулей zn>*l мм и т<11 мм (см. с. 161).
Геометрия зацепления выбирается из ус-
ловия отсутствия интерференции (взаим-
ного наложения) вершин зубьев и пере-
ходной поверхности, вершин зубьев на
входе в зацепление. Интерференция вер-
шин зубьев гибкого и жесткого колес
под нагрузкой вызывает увеличенную де-
формацию тел генератора и жесткого
колеса, проскакивание («прощелкива-
ние») зубьев и, как следствие, шум,
вибрацию, остановку ведомого вала.
Возможно разрушение деталей передачи.
Для исключения интерференции при
назначении коэффициентов смещения ис-
ходного контура учитывают перекос зубьев
гибкого колеса в результате деформации
(изгиб, сдвиг).
На основании экспериментальных ис-
следований передач рекомендуют прини-
мать: коэффициенты смещения xg=24-4;
x&=xg—l+(wo/m); высоту зубьев hg=
=(1,54-1,8)/п и глубину захода зубьев
в сечении большой оси генератора
^=(1,34-1,5)/п.
Диаметры впадин и вершин зубьев
гибкого колеса
dgf = mzg 4- 2m(Xg — ha* — с*);
dga ~dgf + 2m(c* + hd/m).
Диаметр вершин зубьев жесткого ко-
леса
ba~d ga~^^W Q~~ >
где dla—номинальный диаметр вершин
зубьев с учетом допуска TD на изготов-
ление;
db* — mzb + 2m(xb — ha*) + TD,
здесь TD =( 0,45 ^d ba +0,001 d 0,016 .
Если dba<dba*, TO ПрИНИМИЮТ dba =
= dba^
Диаметр окружности впадин зубьев
жесткого колеса зависит от параметров
выбранного долбяка:
dhf = m (г.—гЛ ——- а—\-d n ,
bf \ b 0) cosaw0 ' a0 ’
где zq и dao — соответственно число зубь-
ев и диаметр вершин зубьев долбяка,
принимаемые по ГОСТ 10059—80 (обычно
Zo^O,4z&); a = 20° — угол исходного кон-
тура; ашо—угол станочного зацепления;
inv «0,0= 2ts a + inv a ,
zb z0
здесь xo — коэффициент смещения исход-
ного контура долбяка; для новых (неиз-
ношенных) долбяков хо = О,3 (обычно с
учетом среднего износа в расчете при-
нимают хо = О).
Диаметр вершин долбяка
dOQ = mzo + 2m(ha* + с* + xo).
8 Зак 673
225
Радиальный зазор во впадинах жест-
кого колеса
cbf = Q,5(dbf — dga) — wo > 0,15m.
Если c6/<0,15m, то необходимо умень-
шить глубину захода hd на разность
(0,15m — cbf) и уточнить диаметры колес.
16.4. Виды повреждения
и расчет передачи
На основании экспериментальных ис-
следований установлено, что основными
причинами выхода из строя волновых пе-
редач являются:
усталостные разрушения гибких колес,
которые появляются в передачах при
/<100;
усталостные разрушения подшипников
качения генераторов волн, являющиеся
типичными в передачах с />> 100.
Для предотвращения этих отказов в те-
чение ресурса гибкие колеса и подшип-
ники рассчитывают. Ниже дан расчет
гибкого колеса, связанный с определе-
нием его предварительных размеров из
условия прочности. Расчет гибкого под-
шипника приведен в работе [21].
Для определения диаметра гибкого ко-
леса используем условие прочностной на-
дежности в форме
[По], (16.15)
где па и [иа] = 1,54-2,0— соответственно
расчетный и допускаемый запасы прочнос-
ти гибкого колеса по переменным напря-
жениям;
п g-*
о а Я ip а
a 'ag 'ат
(16.16)
где O-1 — предел выносливости стандарт-
ного образца из материала гибкого
колеса; Kag—эффективный коэффициент
концентрации напряжений детали; 4% —
коэффициент чувствительности материала
гибкого колеса к асимметрии цикла.
Номинальное напряженное состояние
гибкого колеса характеризуется нормаль-
ными напряжениями оотах от монтажа и
Октах от внешней нагрузки.
Расчеты методом конечных элементов
показали, что эти напряжения при вра-
226
щении генератора изменяются приблизи-
тельно по симметричному циклу. В таком
случае амплитуда переменных напряжений
== 0,5(О0тахН” ^ктах) (16.17)
и среднее напряжение от = 0.
Условие (16.15) вместе с уравнениями
(16.16), (16.17), (16.7), (16.13) иограни-
чениями tybd позволяют определить
размеры гибкого колеса, обеспечивающие
сопротивление усталости.
Расчет гибкого колеса удобно вести в
форме определения диаметра Dn отверстия
в гибком колесе, равного наружному диа-
метру гибкого подшипника.
Решая совместно эти уравнения при
Па=[Па], несложно получить следующую
зависимость:
22507g
X, ,
----й----j^hd^bd
где Tg—вращающий момент на гибком
колесе, Н«м; и — передаточное число, в
понижающей передаче и=|/|.
Расчетное значение £)пр округляют до
стандартного (£)п = 42; 52; 62; 80; 100;
120; 150; 160; 200; 240; 300; 320 и т. д.,
по ГОСТ 23179—78). Далее назначают
значение ht и определяют размеры
колес.
После определения размеров и прора-
ботки конструкции гибкого колеса выпол-
няют проверочный расчет напряжений ме-
тодом конечных элементов и оценку
прочности (по запасам прочности по
и Пт).
16.5. Материалы основных
деталей и конструктивные
особенности передач
Гибкие колеса волновых передач изго-
товляют из легированных сталей ЗОХГСА
(a_j =4804-510 МПа), 40ХН2МА (o_i=
=4504-500 МПа), 18Х2Н4ВА (о_1 =
=4304-480 МПа) и др. с термообработ-
кой до твердости 28— 32 HRC. Жесткое
колесо изготовляют из углеродистых
Рис. 16.6.
Волновой зубчатый редуктор
сталей 50, 60,40Х и др. с термоулучшени-
ем (28—32 HRC).
Для общего знакомства с конструкцией
волновых передач на рис. 16.6 показан
волновой редуктор с эвольвентным профи-
лем зубьев. Вращающий момент с вала 1
передается на кулачковый генератор волн
и через гибкий подшипник 6 на гибкое ко-
лесо 8. При неподвижном жестком коле-
се 7 вращающий момент снимается с ва-
ла 13.
Ведущий вал 1 установлен в радиаль-
ных шарикоподшипниках 3 и 10. Кулачок
5 посажен на этот вал с зазором, а
вращающий момент передается через
резиновое кольцо /5, привулканизирован-
ное к буртику вала и кулачку. Такое соеди-
нение оказывается возможным, так как
вращающий момент на ведущем валу
волновой передачи, как правило, неболь-
шой. Оно позволяет кулачку центриро-
ваться по гибкому колесу, компенсирует
погрешность положения вала 1 и выравни-
вает распределение нагрузки между зонами
контакта зубьев. Нередко кулачок соеди-
няют с валом с помощью шлицев. Гиб-
кое колесо соединено с ведомым валом,
установленным на подшипниках 12 в кор-
пусе.
Охлаждение редуктора осуществляется
с помощью вентилятора 2, установленно-
го на быстроходном валу. Редуктор имеет
крышку 4 и кронштейн 14 для монтажа,
соединенные с корпусом.
Гибкое колесо волновой передачи вы-
полнено в форме тонкостенного цилиндра
с приваренной к нему и валу 13 гибкой
торцовой стенкой 11, которая позволяет
перемещаться в осевом направлении точ-
кам гибкого колеса при нагружении. Гиб-
кое колесо выполняют так же как одно
целое со стенкой (см. рис. 16.4, а) или
соединяют с ней с помощью зубьев
(шлицевое соединение, рис. 16.4, виг).
В последнем случае предусматривают бо-
ковые и радиальные зазоры между зубья-
ми, а также осевой зазор s для обес-
печения необходимой подвижности колесу.
Длину гибкого колеса принимают
/ = (0,54- l)dg. В передачах с длинными
колесами зубья имеют меньшую закрутку,
меньшие перемещения и напряжения.
Иногда выполняют гибкое колесо g корот-
ким (рис. 16.4, в), а для уменьшения
перекосов зубьев используют гибкую рес-
сору (тонкостенную трубу длиной
/«0,5Z)n, работающую на кручение).
Толщину зубчатого пояска цилиндри-
ческой оболочки (см. рис. 16.4, а)
назначают h\^O,Oidg. С уменьшением ее
8;
227
Ot^b
a) f)
Рис. 16.7.
Генераторы волн
толщины снижаются напряжения изгиба
[см. соотношение (16.8)], но возрастает
концентрация напряжений во впадинах,
обусловленная поворотной деформацией
более жестких зубьев. Толщину соедини-
тельной оболочки k принимают /io~
«0,008rfg, т. е. в 1,2—1,5 раза меньше h\.
Зубчатый венец соединения (рис. 16.4, г)
имеет длину /с = 0,3^ш. Поясок а на гибком
колесе (см. рис. 16.4, а) выполняют для
уменьшения изгиба свободного края зубь-
ев; он имеет ширину &= (0,2~-0,3)бда.
Жесткое колесо конструктивно не отли-
чается от обычных цилиндрических колес
внутреннего зацепления.
Генератор волн часто выполняют в виде
кулачка 1 (рис. 16.7, а) с гибким под-
шипником 2. Кулачок профилируют по эк-
видистанте к заданной форме гибкого зве-
на (из условия получения требуемого ра-
диального перемещения t^o) с учетом тех-
нологических возможностей производ-
ства.
Иногда генератор волн выполняют с
помощью двух дисков, установленных на
эксцентриковом валу (рис. 16.7, б).
Дисковый генератор волн устанавливают
на подшипниках с жесткими кольцами.
Диски изготовляют из высокоуглеродис-
тых сталей 50, 60 с твердостью поверх-
ностей контакта 50—54 HRC.
Глава 17
ПЕРЕДАЧИ ВИНТ—ГАЙКА
17.1. Общие сведения
Передача винт—гайка представляет
собой кинематическую винтовую пару, ко-
торую используют для преобразования с
большой плавностью и точностью хода
вращательного движения в поступатель-
ное (и наоборот) в различных областях
машиностроения, в приборостроении. Вин-
товые механизмы часто применяют в ка-
честве подъемных (домкраты и др.)
и нагружающих (прессы и др.) устройств,
так как с их помощью можно просто
получать большие силы (500—1000 кН)
при малых перемещениях, а также в раз-
личных механизмах управления.
В зависимости от характера движения
винта и гайки различают ряд механиз-
мов. Простейшие из них показаны на
рис. 17.1.
Механизм на рис. 17.1, а является
двухзвенным (стойка — неподвижная гай-
ка 2 и подвижное звено — винт /) с вин-
товым движением подвижного звена. Та-
кой механизм используют на практике
для создания силы, сжимающей несколько
деталей.
В механизмах (рис. 17.1, б и в) оба
звена, образующих винтовую пару, под-
вижны. При этом в первом из них
вращение гайки вызывает поступательное
Рис. 17.1.
Винтовые механизмы:
1 — винт; 2 — гайка
228
перемещение винта, а во втором — враще-
ние винта приводит к поступательному
перемещению гайки.
Эти две схемы механизмов применяют
наиболее часто в приводах, так как
передача вращательного движения на винт
или гайку от двигателя не вызывает
затруднений.
На практике используют механизмы с
резьбой различных профилей. Для умень-
шения трения стремятся применять резь-
бу с малыми углами профиля (см. с. 80) :
трапецеидальные со средними шагами,
упорные и прямоугольные (редко).
В силовых механизмах большее распро-
странение получила трапецеидальная резь-
ба (ГОСТ 9484—73), а в механизмах
и устройствах прессов и прокатных ста-
нов— упорная резьба (см. рис. 8.2).
В механизмах приборов используют мет-
рическую резьбу.
Достоинства механизмам обеспечивают
простота конструкций, высокая надеж-
ность, плавность и точность хода, а также
возможность самоторможения.
Основной недостаток передачи — низ-
кий КПД.
17.2. Механика передачи
Кинематика передачи. Скорость посту-
пательного перемещения гайки и винта
(м/с)
V = —,
60 • 1000 ’
(17.1)
где z — число заходов винта; Р — шаг
резьбы, мм; п — частота вращения гайки
или винта, мин-1.
Число заходов z=l назначают для
самотормозящихся винтов; для несамо-
тормозящихся механизмов принимают z=
= 24-4.
КПД передачи. При определении КПД
пренебрегают потерями в опорах, и его
определяют приближенно как отношение
работ на завинчивание винта без учета
сил трения (/ = 0 и р = 0) и с учетом
сил трения. Тогда, используя зависимость
(8.7) между моментом сопротивления в
резьбе и осевой силой, получим
п=—.
1 tg(p+p)
(17.2)
Рис. 17.2.
Шариковинтовой
механизм
Из формулы (17.2) видно, что КПД
передачи возрастает с увеличением угла 0
подъема и уменьшением коэффициента
трения в резьбе (уменьшением р).
Для увеличения угла подъема в меха-
низмах применяют многозаходные винты.
Ход резьбы в этом случае S = zP (Р и z —
шаг и число заходов резьбы). Однако
винты с углом 0>25 ° на практике не при-
меняют, так как дальнейшее увеличе-
ние 0 не дает существенного повышения
КПД, а передаточное отношение при этом
снижается. Обычно -q<0,7.
Для повышения КПД механизмов стре-
мятся уменьшить коэффициент трения в
резьбе путем изготовления гаек из анти-
фрикционных материалов (бронзы, латуни
и др.), смазывания и тщательной обра-
ботки контактирующих поверхностей.
В последние годы получили распростра-
нение шариковинтовые механизмы (рис.
17.2). В таких механизмах между витками
винта и гайки размещаются шарики. При
вращении винта шарики увлекаются в
направлении его поступательного движе-
ния, попадают в обводной канал в гайке
и возвращаются в полость между вин-
том и гайкой. Механизмы имеют высокий
КПД (т]«0,9), так как приведенный
коэффициент трения невелик (/=0,0054-
4-0,01).
229
Статика передачи идентична со стати-
кой резьбового соединения (см. с. 83).
17.3. Расчет несущей способности
элементов передачи скольжения
Расчет на износостойкость. Работоспо-
собность передачи по износу оценивается
условно по среднему контактному напря-
жению на рабочих поверхностях витков
(рис. 17.3):
где ^2 и h^t?— соответственно средний
диаметр и рабочая высота профиля
резьбы; 2В — число витков; [р] — допус-
каемое контактное напряжение, используе-
мое в расчете как критерий подобия,
отражающий опыт эксплуатации механиз-
мов (зависит от материалов винта и гай-
ки).
Ходовые винты изготовляют из высоко-
углеродистых сталей 40, 45, 50, 40ХН,
50ХГ, 65Г и др. с закалкой до твердости
не менее 50 HRC. Гайки изготовляют
из оловянных бронз БрОЮФ1, БрОбЦбСЗ
и др. для высоких окружных скоростей
(0,1—0,25 м/с), а для малых окружных
скоростей используют антифрикционные
чугуны марок АВЧ-1, АВЧ-2, АКЧ-1,
АКЧ-2 или серые чугуны марок СЧ 15,
СЧ 20.
Значения допускаемых напряжений [р]
для пар винт — гайка из закаленной ста-
ли и бронзы составляют 10—13 МПа;
Рис. 17.3.
Контактные напряжения на рабочей грани
резьбы
незакаленной стали и бронзы 8—10 МПа;
незакаленной стали и антифрикционного
чугуна 6—7 МПа; незакаленной стали
и серого чугуна 4—5 МПа. Для меха-
низмов точных перемещений (делительных
и др.) значения [р] принимают в 2—Зраза
меньше, чем для механизмов общего на-
значения.
В механизмах можно применять более
высокие гайки, нежели в резьбовых сое-
динениях, так как за счет приработки
распределение нагрузки между витками
резьбы улучшается. Увеличение высоты
гайки позволяет повысить работоспособ-
ность передачи. Потребное число рабочих
витков, определяющих высоту гайки, на-
ходят по формуле
2в nd2h[p]
Наружный диаметр D гайки назначают
равным (3—3,5)d (здесь d — наружный
диаметр резьбы).
В механизмах, к которым предъявляют-
ся жесткие требования компенсации изно-
са с целью уменьшения «мертвого» хода
(зазора между витками винта и гайки),
применяют разрезные гайки (рис. 17.4,
а) или специальные устройства (например,
пружинные, рис. 17.4, б), обеспечивающие
радиальную или осевую выборку зазора.
Расчет винтов на прочность. Расчет
на прочность выполняется для винтов
домкратов, прессов и других тяжело-
нагруженных устройств.
Напряжения растяжения (сжатия) и
кручения определяются как для резьбо-
вых соединений (Wp— полярный момент
сопротивления сечения), т. е.
Рис. 17.4.
Устройства для компенсации «мертвого» хода
в резьбе
230
^Fa Л43 16M3
ap== 7Г ’ Tr w „я3 ’
nd j p nd J
Условие прочности винта
аэкв=л/а₽ + 3тк
Значения допускаемых напряжений да-
ны на с. 95.
Расчет на устойчивость. Расчет на
устойчивость проводится для длинных вы-
соконагруженных винтов (домкратов
и др.). Условие устойчивости винтов по
допускаемым напряжениям имеет вид
°сж=—
Ted ।
где (р — коэффициент уменьшения допус-
каемых напряжений, выбираемый в зави-
симости от параметра гибкости \ —
следующим образом:
X... 30 50 60 80 100 120 140 1 60
ф... 0,91 0,86 0,82 0,70 0,52 0,37 0,29 0,24
В связи с наличием зазоров в резьбе
в схеме расчета на устойчивость прини-
мают шарнирное закрепление концов
винта (р=1). Радиус инерции =
= 0,25di (здесь / — осевой момент инер-
ции сечения; А — площадь поперечного
сечения винта).
17.4. Передачи
винт — гайка качения
Передачи винт — гайка качения (ша-
риковинтовые) применяют в различных
конструкциях (станках, авиационной тех-
нике, подъемно-транспортных машинах,
роботах и др.). Их основное достоин-
ство— высокий КПД. Однако они чувст-
вительны к вибрациям, загрязнению ра-
бочих поверхностей абразивными части-
цами, более трудоемки в изготовлении.
Основные профили резьбы винта и гайки
(в нормальном сечении винтовой канав-
ки), применяемые в механизмах, показа-
ны на рис. 17.5.
Шарики обычно изготовляют из сталей
марок ШХ6, ШХ15 (20ХЗВМФ). Диаметр
Рис. 17.5.
Основные профили винта и гайки (в нормаль-
ном сечении винтовых канавок):
В, Г — точки контакта шарика; ак — угол контакта
шарика выбирается, как правило, из ус-
ловий работы механизма.
Для расчета грузоподъемности и долго-
вечности механизма необходимо прежде
всего определить характер распределения
нагрузки между витками.
В упрощенном расчете используют
стержневые модели для тел винта и гайки.
В этом случае, заменив резьбу и проме-
жуточные тела качения условным кон-
тактным слоем, получим расчетную мо-
дель, рассмотренную на рис. 17.6,.
Используя решение задачи о контакте
стержней при передаче растягивающей
Рис. 17.6.
Расчетная схема передачи винт — гайка
231
нагрузки (см. с. 28), найдем, что наибо-
лее нагружен первый (от опорного торца
гайки) виток винта и гайки. Интенсив-
ность осевых сил в этом витке (z = Z,
I — длина гайки)
<7max = <X0=^Cth/n/,
где F—внешняя растягивающая сила;
т — коэффициент, характеризующий по-
датливости тел винта и гайки, а также
витков резьбы при общей (изгиб, сдвиг)
и контактной деформации. Обычно т=
=0,114-0,15. Соотношение для вычисле-
ния значения т приведено в работе [4].
Максимальное усилие, действующее на
шарик, находится по формуле
Р =Q -----------г-25-----,
ш max “max jlD sin a cos tp
где S — шаг резьбы; dm—диаметр ша-
рика; DiK — диаметр цилиндрической по-
верхности, на которой расположена линия
контакта (рис. 17.7); а« — угол между
вектором контактного усилия и плоско-
стью, перпендикулярной оси винта; ф —
угол подъема винтовой линии винта, в рас-
четах на прочность можно принимать
соэф= 1.
Максимальное контактное напряжение
между шариком и витком винта (£=1)
или гайки (/=2)*
0 ,= 2Z2l._|_2zLh. (17.4)
ш р 1 р ' '
i ш
где К1О — безразмерный коэффициент,
зависящий от параметра £ = </ш/(4/?/—б/ш)
следующим образом:
£................... 0,74—0,8 0,81—0,84
Ка......................... 0,3 0,28
&
Рис. 17.7.
Основные геометрические параметры резьбы
Ri — радиус кривизны канавки винта
(/ = 1) или гайки (/ = 2); Et и —модуль
упругости и коэффициента Пуассона
Z-й детали; Еш и Vu,— то же для ша-
рика.
Условие контактной прочности передачи
по допускаемым напряжениям имеет обыч-
ный вид:
В передачах, предназначенных для дли-
тельной эксплуатации, принимают [<т#]=
=25004-3000 МПа при твердости поверх-
ностей контактирующих элементов не ме-
нее 60 HRC; при кратковременной ра-
боте механизма можно принять [о//]=
=4000 МПа.
Если твердость рабочих поверхностей
менее 60 HRC, то допускаемые напря-
жения снижают пропорционально умень-
шению твердости:
5 . . . . 0,85—0,9 0,91—0,93 0,94—0,96
. . . 0,26 0,24 0,22
рш=4/б/ш~ 1/Ri — приведенный радиус
кривизны контактирующих элементов;
[о//. ] =[°я]£ш.
Коэффициент km принимается в зави-
симости от твердости поверхности:
* Для определения контактных напряжений
использованы зависимости из решения задачи
о контакте шара и полуплоскости (см.
табл. 2.2).
HRC . . 62 58 54 49 45 40 35
km . . . 1 0,89 0,79 0,69 0,6 0,5 0,415
232
Глава 18
ЦЕПНЫЕ ПЕРЕДАЧИ
18.1. Общие сведения
Цепными называют передачи с помо-
щью цепей. Передача (рис. 18.1) состоит
обычно из ведущей 1 и ведомой 2 звез-
дочек, связанных между собой приводной
цепью (в машиностроении применяют
также грузовые и тяговые цепи). Их при-
меняют в качестве ступеней в приводах
стационарных механизмов и машин (стан-
ках, роботах, сельскохозяйственной,
транспортной технике и др.). Если веду-
щая звездочка передачи посажена на вал
приводного двигателя (электрического,
внутреннего сгорания и т. п.), а ведомая —
на входной вал передаточного механизма,
то передача оказывается, как правило,
быстроходной: скорость цепи иц =
= 6 4-25 м/с, передаточное отношение
/^3. Линия центров быстроходной пере-
дачи может быть горизонтальной
(рис.. 18.2, а) или наклоненной к гори-
зонту под углом у<80° (рис. 18.2,6).
В двигателях внутреннего сгорания приме-
няют передачи с углом у = 90°.
Высокая точность вращения, износо-
стойкость и компактность являются ос-
новными требованиями к быстроходным
передачам.
Передача, осуществляющая привод ис-
полнительного механизма (машины) от
тихоходного (выходцрго) вала передаточ-
ного механизма, передает большой вра-
щающий момент и работает с пониженной
скоростью' цепи: иц = 24-6 м/с и /^6 —
среднескоростная передача; цц<2 м/с и
/=104-15 — тихоходная передача. Кон-
тур цепи таких передач может содержать
несколько ведомых звездочек при одной
Рис. 18.1.
Схема цепной передачи
Рис. 18.2.
Цепные контуры
ведущей (рис. 18.2, в). Высокая проч-
ность — главное требование к тихоходным
передачам.
Цепные передачи используют в каче-
стве понижающих или повышающих для
передачи вращения между параллель-
ными валами. Передаваемая мощность
обычно не превышает 100 кВт, межосе-
вое расстояние до 6—8 м.
Цепные передачи в сравнении с ремен-
ными имеют значительно меньшие габа-
риты и нагрузки на валы, более высокий
КПД (п =0,964-0,98), в них исключено
окружное проскальзывание цепи по звез-
дочке.
Недостатки передачи: «вытягивание»
цепей (увеличение шага цепей вследствие
износа шарниров) и, как следствие, не-
обходимость применения натяжных
устройств, необходимость ухода при экс-
плуатации (смазка, регулирование), шум,
неравномерность хода.
18.2. Цепи и звездочки
Роликовая цепь (рис. 18.3) состоит из
последовательно чередующихся внутрен-
них 1 и внешних 2 звеньев, которые шар-
нирно соединены между собой. Каждое
звено выполнено из двух пластин, напрес-
сованных на втулки 3 (у внутренних
звеньев) или оси 4 (у наружных звеньев).
Втулки и оси образуют шарниры, кото-
рые обеспечивают «гибкость» цепи. Для
уменьшения износа зубьев звездочек на
233
Рис 18.3.
Роликовая цепь
Рис. 18.4.
Соединительные и переходные звенья цепи
втулку перед сборкой звена надевают ро-
лик 5, свободно вращающийся на ней.
Концы цепи соединяют с помощью
соединительного звена со шплинтами
(рис. 18.4, а) или разрезных фасонных
шайб, если цепь имеет четное число ша-
гов. Цепь с нечетным числом шагов сое-
диняется через переходное звено
(рис. 18.4, б). Переходное звено менее
прочно, чем соединительное, поэтому стре-
мятся использовать цепи с четным чис-
лом шагов.
Основным параметром приводных цепей
по ГОСТ 13568—75 является шаг t —
расстояние между осями двух смежных
роликов наружного или внутреннего звена,
от которого зависит несущая способ-
ность цепи. Основные размеры и харак-
теристики цепей зависят от шага
(табл. 18.1).
В быстроходных передачах используют
Приводные роликовые цепи
преимущественно приводные роликовые
цепи типа ПР малых и средних шагов
(до 25,4 мм), в тихоходных передачах —
одно-, двух- и трехрядные цепи типа ПР
больших шагов (свыше 25,4 мм). Обычно
0,01а<7<0,04а (а — межосевое расстоя-
ние) .
Характеристикой прочности цепи слу-
жит разрушающая нагрузка, устанавли-
ваемая экспериментально заводом-изго-
товителем.
В зависимости от отношения шага t
цепи к диаметру D ролика различают
цепи короткошаговые (ПР, ПРУ) и длин-
нозвенные (ПРД, t/D>2). Последние
применяются в основном в сельскохозяй-
ственных машинах.
При больших нагрузках и скоростях в
передачах применяют многорядные роли-
ковые цепи (двухрядные 2ПР, трехряд-
ные ЗПР). Многорядные цепи набирают
Таблица 18.1
Цепь Разрушаю- щая нагрузка Fразр, кН Шаг t Диаметр ролика D Диаметр оси do Ширина внут- реннего звена двн Масса 1 м, кг
мм
ПР-12,7-900 9 12,700 7,75 3,66 3,30 0,31
ПР-12,7-1800-2 18 12,700 8,51 4,45 7,75 0,71
ПР-15,875-2300-1 23 15,875 10,16 5,08 6,48 0,80
ПР-19,05-2500 25 19,050 11,91 5,96 12,70 1,52
ПР-25,4-5000 50 25,400 15,88 7,95 15,88 2,57
ПР-38,1-10000 100 38,100 22,23 11,12 22,23 5,50
ПР-44,45-13000 130 44,450 25,40 12,72 25,40 7,50
ПР-50,8-16000 160 50,800 28,58 14,29 31,75 9,70
234
из тех же элементов, что и однорядные,
однако оси имеют увеличенную длину.
Разрушающие нагрузки для этих цепей
пропорциональны числу рядов.
В строительных и дорожных машинах,
работающих при тяжелых режимах ра-
боты, применяют роликовые цепи с изо-
гнутыми пластинами (ПРИ), подобными
переходным звеньям обычных цепей. Бла-
годаря высокой осевой податливости та-
кие цепи лучше работают при ударных
нагрузках, частых реверсах и т. п.
В машиностроении наряду с ролико-
выми цепями применяют так называемые
втулочные цепи (однорядные ПВ и двух-
рядные 2ПВ), обладающие большей
быстроходностью.
Зубчатые цепи (рис. 18.5, а) по
ГОСТ 13552—81 обеспечивают плавную
работу с меньшим шумом, чем роликовые.
Они имеют также большую допускаемую
скорость и повышенную прочность.
Цепь состоит из рабочих 1 и направ-
ляющих 2 пластин, соединенных между со-
бой сегментными призмами (рис. 18.5, б).
Рабочая пластина имеет зубообразную
форму и два фасонных отверстия для
призм. Направляющая пластина 2 не
имеет выреза в середине; она предохра-
няет цепь от смещения вдоль оси звез-
дочек во время работы.
Рабочими поверхностями зубьев цепи
являются боковые наружные стороны зуб-
чатых выступов пластин, очерченные пло-
скостями. Этими плоскостями каждое зве-
но садится на два зуба звездочки, имею-
щих трапециевидную форму. Зубчатые
цепи имеют ограниченное применение,
они сложны в изготовлении и тяжелее
роликовых цепей.
Звездочки. Профилирование звездочек
производят по стандарту, предусматри-
вающему износоустойчивые профили.
Профиль зуба (рис. 18.6) состоит из
радиусной головки (участок АВ), неболь-
шого прямолинейного переходного участка
ВС, дуги CD и сопряженной с ней радиус-
ной впадины. Ширина b зубчатого венца
звездочки принимается несколько меньше
расстояния bw между внутренними пла-
стинами.
По конструктивному оформлению звез-
дочки аналогичны зубчатым колесам.
Звездочки сравнительно небольших раз-
меров изготовляют из штампованных
235
Рис. 18.7.
Конструкции звездочек
заготовок (рис. 18.7, а). Звездочки сред-
них и больших диаметров выполняют сос-
тавными, соединяя ступицы и диски свар-
кой (рис. 18.7,6), болтами (рис. 18.7, в)
и др.
Материалы. Пластины цепей изготовля-
ют из среднеуглеродистых и легирован-
ных сталей 45, 50, 40Х, 40ХН и др. и
затем закаливают до твердости не менее
32 HRC. Оси, втулки и призмы обычно
изготовляют из сталей 15, 15Х, 20Х,
12ХНЗА и др., цементуют и подвергают
закалке до твердости не менее 45 HRC.
Звездочки тихоходных слабонагруженных
передач изготовляют из чугуна СЧ 20 с
закалкой или из других антифрикционных
высокопрочных марок чугуна.
Звездочки быстроходных и тяжелона-
груженных передач изготовляют из угле-
родистых легированных сталей (45, 40Х,
40ХН) или из сталей 15, 20, 12Х2Н4А
и др. с цементацией венцов на глубину
1—1,5 мм. Твердость поверхностей зубь-
ев 45—55 HRC.
18.3. Механика передачи
Кинематика передачи. Звенья цепи,
находясь в зацеплении с зубьями звез-
236
дочки, располагаются в виде сторон мно-
гоугольника (рис. 18.8). Поэтому даже при
равномерном вращении с угловой скоро-
стью col ведущей звездочки цепь движется
по контуру неравномерно (скорость изме-
няется от vmax до umin, рис. 18.8, а и в).
Продольную составляющую окружной
скорости шарнира называют скоростью
цепи иц; ее изменение по углу поворота
ведущей звездочки (или со временем)
показано на рис. 18.8, г. При промежуточ-
ном положении ведущего шарнира
(рис. 18.8,6) его ось имеет продольную
иц и поперечную ип скорости (О^оы C<Pi;
<pi=n/zi), которые определяются по фор-
мулам
uu = 0,5(i)irficosai = ymaxcosai;
Vn = UmaxSinai,
где d\ — диаметр начальной окружности
ведущей звездочки.
Мгновенная угловая скорость ведомой
звездочки (O2 = 2uu/(d2cosa2), где d?—
диаметр начальной окружности ведомой
звездочки; аг — угол поворота шарнира
цепи на ведомой звездочке при повороте
ведущей звездочки на угол ai(0^a2^q)2;
(р2= n/z2).
Следовательно, мгновенное передаточ-
ное отношение
(О, fiLcosan z9cosa9
i =—L = — ----------= — ---------=var.
a co g i cos a 1 z 1 cos a 1
г)
Рис. 18.8.
Скорости и ускорения звеньев цепи
Отсюда следует, что передаточное от-
ношение передачи непостоянно. Движе-
ние цепи будет более плавным с увеличе-
нием числа зубьев звездочек (в особен-
ности звездочки меньшего диаметра), так
как при этом cosai и cos«2 приблизятся
к единице. Плавность движения цепи
можно также повысить, сделав длину
ведущей ветви цепи кратной целому чис-
лу звеньев и обеспечивая, таким образом,
совпадение фаз углов ai и аг, а также
уменьшением отношения Z2/Z1. При Z2 =
= Zi получим ia=l.
Циклическое изменение скорости иц и
ускорения a = dvu/dt цепи вызывает не-
равномерное вращение ведомой звездочки
и нагружает цепь силами инерции.
Поперечные перемещения со скоростью
ип ветвей цепи вызывают удары втулок
(роликов) по зубьям звездочек при входе
в зацепление, возбуждают поперечные
колебания ветвей, способствуют повыше-
нию темпа изнашивания.
Цепные передачи используют преиму-
щественно как понижающие частоту вра-
щения. В таких передачах ведущая звез-
дочка имеет меньшее число зубьев, чем
ведомая. С увеличением числа Z\ зубьев
ведущей звездочки (уменьшением угла
шага <р) скорость ип уменьшается и пере-
дача работает равномернее, с меньшими
дополнительными нагрузками ударного и
инерционного характера. Однако увеличи-
ваются и габариты передачи.
Для обеспечения удовлетворительной
работы цепи на средних и повышенных
скоростях минимальное число зубьев ве-
дущей звездочки ограничивают. На осно-
вании экспериментальных исследований,
опыта проектирования и эксплуатации
передач во многих странах принято
zimin>19 при иц>2 м/с. В тихоходных
передачах допускается zimjn==134-15.
В передачах, работающих с ударными
нагрузками, Zimin >23.
Для обеспечения .плавности работы,
высокой долговечности, ограничения шу-
ма в передачах со средними и высокими
скоростями рекомендуется принимать
zi =29—2/>19 с округлением получен-
ного значения до целого нечетного числа
зубьев.
Излишне большие значения z\ способ-
ствуют повышенному износу шарниров и
увеличению шага цепи («вытяжке» це-
пи). Для роликовых цепей (кроме ПРИ)
__ 200 X
zlmax ’
где K = 2h/t (обычно равен 0,3—0,5) —
коэффициент высоты зуба (h — хордаль-
ная высота); 6/ — допускаемое по усло-
виям эксплуатации относительное увели-
чение шага цепи, %.
Для более равномерного изнашивания
цепи желательно применять нечетное чис-
ло зубьев на малой и четное число зубьев
на большой звездочке.
Средняя скорость цепи (м/с) и среднее
передаточное отношение определяются по
формулам
v + z.n.t
max 1 mm 1 1
I— —-= —- ,
n2 *1
где n\ и яг — соответственно частоты вра-
щения ведущей и ведомой звездочек.
Число зубьев Z2 ограничивают по со-
ображениям износостойкости. Для звез-
дочек с профилем зуба по ГОСТ 591—69
Z2max= Ю0/6ь Для зубчатых цепей
22та№ 140.
Быстроходность передач ограничена
потерей работоспособности цепи. При
скорости цц>>20 м/с часто происходят
разрушения шарниров звеньев, а у роли-
ковых цепей — раскалывание роликов,
ослабление запрессовки втулок и осей в
пластинах, обусловленное преимущест-
венно внутренними динамическими (удар-
ными и инерционными) нагрузками.
Таблица 18.2
Предельные частоты вращения Л1П звездочек
передач с однорядными цепями
П1п, мин *, при шаге цепи /, мм
12,7 15,875 19,05 25,4 31,75 38,1 44,45 50,8
Роликовая цепь
20 2780 2000 1520 1000 725 540 430 350
25 2900 2070 1580 1030 750 560 445 365
30 3000 2150 1640 1070 780 580 460 375
Зубчатая цепь
17—133001 2650 35 1 1 2200 1650 1300
237
На основании экспериментальных иссле-
дований и опыта эксплуатации передач
установлены предельно допустимые часто-
ты вращения ведущих звездочек (табл.
18.2). Если частота вращения звездочки
проектируемой передачи п\>>nin, то вме-
сто однорядной следует использовать
двух- или трехрядную цепь с меньшим
шагом t.
Кинетостатика передачи. Окружная
сила передается за счет давления зубьев
ведущей звездочки на звенья цепи и дав-
ления звеньев ведущей ветви на зубья ве-
домой звездочки. Силы между зубьями
звездочек, как и силы в ветвях, распре-
деляются неравномерно в пределах углов
at обхвата (см. рис. 18.1).
При холостом ходе передачи натяже-
ние ветвей цепи вызвано ее провисанием
(см. рис. 18.1) от силы тяжести. Если
ветвь цепи расположена горизонтально и
длина ее приблизительно равна межосе-
вому расстоянию, то натяжение от силы
тяжести
F. = t7a2/(8f) = ^a, (18.2)
где q — масса цепи длиной 1 м; /ц —
стрела провисания.
Провисание обеспечивает более плав-
ную работу передачи и меньшее изна-
шивание в шарнирах цепи. Стрелу прови-
сания ведомой ветви новой цепи на осно-
вании практического опыта назначают
равной 0,02a при у^40° и (0,015-=-0,01 )а
при у >40° (большие значения принима-
ют при меньшем угле у). В первом случае
5 = 6,25; если угол наклона ветви к гори-
зонту более 40°, то 5~3; для вертикаль-
ной передачи 5=1.
На рис. 18.9 показана типичная осцил-
лограмма изменения нагрузки на звено
цепи в период ее полного оборота вокруг
звездочки (участок 1—2 соответствует
прохождению звеном ведомой ветви,
2—3 — ведомой звездочки, 3—4 — веду-
щей ветви, 4—1 — ведущей звездочки).
В процессе работы под нагрузкой ве-
дущая ветвь растягивается силой
F'=Pt+Pq+Pv+F^ <18-3)
где Ft — окружная сила; Fq — натяжение
в ведомой ветви от силы тяжести; Fv =
238
Рис. 18.9.
Осциллограмма нагрузки в цепной передаче
— qu\— натяжение цепи от действия
центробежных сил; — динамическая
нагрузка в передаче от неравномерного
хода цепи.
В расчетах цепных передач влияние
Ед на работоспособность учитывают с
помощью специальных коэффициентов.
Ведомая ветвь под нагрузкой растяги-
вается силой
F2 = Fq + Fv.
Окружная сила
' d\ %
(18.4)
здесь Р — мощность, передаваемая це-
пью; d\ — диаметр делительной окружно-
сти ведущей звездочки.
Нагрузка на валы цепной передачи
при средних скоростях движения цепи
(иц< 15 м/с)
Fr = kFt,
где &=1,15 (для горизонтальной переда-
чи) и 1,05 (для вертикальной).
18.4. Основные параметры передач
Числа зубьев z\ и 2% звездочек выби-
рают из условия обеспечения минималь-
ных габаритов и более плавного хода
цепи.
Расстояние а между осями звездочек
(см. рис. 18.1) также влияет на работо-
способность цепи, так как оно определяет
частоту нагружения шарниров. При малом
а цепь быстро изнашивается, а при боль-
шом а ведомая ветвь начинает колебать-
ся из-за сильного провисания.
На практике стремятся к тому, чтобы
а = (304-50)/.
Минимальное значение а ограничивают
обхватом цепи (amit^120°):
при /^3
amin==0,5(di+d2)-h(304-50) мм;
при />3
а
mtn
_ di+d2 9-Н
2 10
ММ .
Потребное число звеньев цепи (длина
цепи в шагах) определяется по предва-
рительно выбранным значениям a, t, z\
И Z2'.
2l+22
2
( Z2~Z\\2 t
\ 2л ) a '
Его округляют до ближайшего целого
значения, желательно четного, во избе-
жание использования менее прочных сое-
динительных звеньев.
Для обеспечения нормального провиса-
ния ведомой ветви цепи межосевое рас-
стояние уменьшают на 0,2—0,4%.
18.5. Критерии работоспособности
и расчеты передач
Виды повреждений. Опыт эксплуа-
тации передач показывает, что в зави-
симости от условий работы силы, дей-
ствующие в контуре цепи, вызывают
различные повреждения элементов цепи.
Износ шарниров в процессе экс-
плуатации — типичный вид поврежде-
ния цепей быстроходных закрытых и
полузакрытых передач станков, двига-
телей и оборудования общего ма-
шиностроения. Он происходит под на-
грузкой в результате взаимного ок-
ружного смещения (поворота) втулок 3
(см. рис. 18.3) относительно осей-ва-
ликов 4 при взаимодействии цепи со
звездочками, а также при поперечных
колебаниях ветвей цепи.
Угловой поворот трущихся элемен-
тов сравнительно невелик (5—30°). В свя-
зи с этим, а также из-за больших кон-
тактных напряжений, ударов звена по
зубу звездочки и вытеснения масла
из зоны контакта изнашивание шарни-
ров происходит в условиях граничного
трения даже при капельном и непрерыв-
ном смазывании цепи (коэффициент тре-
ния в шарнире f = 0,074-0,14).
При работе цепных передач в усло-
виях периодического смазывания (бед-
ное смазывание) темп изнашивания по-
вышается из-за вытеснения масла из зон
контакта в промежутках времени между
его подачей, и коэффициент трения воз-
растает до f2>0,3. В эти моменты воз-
можен разрыв масляной пленки в контакте,
повышение температуры и схватывания
рабочих поверхностей.
Износ шарниров приводит к увели-
чению шага цепи («вытяжке» цепи),
неправильному зацеплению и, как след-
ствие, сползанию цепи со звездочки.
Степень износа цепи (в процентах)
принято оценивать по относительному
увеличению шага цепи dt = \t/t. Нор-
ма предельного износа и связанная с
ней продолжительность работы передачи
зависят от глубины термической или
химико-термической обработки, профиля
и числа зубьев большей звездочки, а
также требований, предъявляемых к ма-
шине по точности перемещений, нерав-
номерности вращения и уровню вибрации,
шума.
Привод полиграфических машин допус-
кает предельную вытяжку цепей 0,5—
0,6%. Предельная вытяжка цепей в маши-
нах общего машиностроения, имеющих,
как правило, £2 = 404-45, ограничена
2—2,5%. Эта норма определяется глу-
биной химико-термической обработки де-
талей шарниров. Увеличение нормы изно-
са до 3% часто приводит к ослаблению
прессовых соединений и снижению проч-
ности изношенных элементов.
Усталостное разрушение элементов
цепи вызывается переменными напряже-
ниями от внешней нагрузки, сил инерции
и ударных нагрузок, обусловленных вну-
тренней динамикой цепного привода. Раз-
рушению часто предшествует контактная
коррозия, развивающаяся на стенках
отверстий пластин и на поверхностях
роликов и осей.
239
В закрытых передачах, работающих в
области сравнительно невысоких скоро-
стей цепи (уц<15 м/с) и передающих
большие полезные нагрузки, наблюдаются
усталостные разрушения пластин звень-
ев, развивающиеся из зон концентрации
напряжения около отверстий (см. с. 44).
При скоростях ац>>15 м/с возрастают
ударные нагрузки в передаче, и даже
при сравнительно небольших нагрузках
может происходить раскалывание роликов
и ослабление прессовых соединений вали-
ков и втулок с пластинками.
Таким образом, износостойкость и проч-
ность цепей являются основными крите-
риями работоспособности передач.
Расчеты роликовых цепей. Передачи
часто (особенно в момент пуска) испы-
тывают кратковременно или длительно
значительные статические нагрузки. Для
предотвращения чрезмерной вытяжки
цепи или ее обрыва полезная окружная
сила, характеризующая тяговую способ-
ность передачи, должна быть
^/тах^ ^разр/и, (18.5)
где Гразр — минимальная разрушающая
нагрузка, задаваемая для каждого раз-
мера цепи; п — коэффициент запаса
(обычно равен 3—5).
В момент пуска машины
F /max = 27’in/tZi,
при движении цепи со скоростью уц
F/тах~^/ун>
где Tin — вращающий момент (пусковой);
d\ — диаметр начальной окружности; Р —
передаваемая мощность.
Расчет передач на сопротивление из-
нашиванию выполняют для ограничения
износа цепи в эксплуатации. Для расчета
необходимо знать контактные напряжения
и скорости скольжения (пути трения)
между втулками и осями (см. с. 56).
Однако определение напряжений в зонах
контакта представляет собой достаточно
трудную задачу. Так как скорость сколь-
жения и, как следствие, износостойкость
шарнира зависят от множества взаимо-
связанных конструктивных, технологи-
ческих и эксплуатационных факторов и
условий, то для оценки работоспособно-
сти проектируемых передач используют
простейшие расчетные модели и резуль-
таты обобщения экспериментальных ис-
следований, опыта проектирования и эк-
сплуатации передач в нашей стране и за
рубежом.
В основу расчета износостойкости
шарниров положено условие триботехни-
ческой надежности в форме
Ри<[ри], (18.6)
где ри и [ри] — соответственно расчет-
Рис. 18.10.
Расчетная схема цепи
240
ное и допускаемое по износостойкости
давление (удельная нагрузка) в шарнире.
Расчетное давление в шарнире связа-
но с внешней нагрузкой и геометрически-
ми параметрами цепи очевидным соотно-
шением, вытекающим из уравнения равно-
весия звена цепи (рис. 18.10):
п
₽" Лоп Кт Р Кт ’
(18.7)
где p=Ft/Aon — номинальное давление в
шарнире; /Сд — коэффициент динамично-
сти (табл. 18.3); Кт — коэффициент,
учитывающий число рядов цепи (равен
Таблица 18.3
Коэффициенты Кд и частные коэффициенты,
входящие в К»
Коэффициент Условий работы передачи Значе- ния коэффи- циентов
Динамич- ности на- грузки Лд Спокойная нагрузка Нагрузка с толчками Сильные удары 1 1,2—1,5 1,8
Влияния длины цепи (на износ) ha При а=(60 4-80)/ При а = (30 4-50)/ При а <25/ 1,1 1 0,95
Расположе- ния переда- чи kn Наклон линии центров звездочек к горизонту до 70° То же свыше 70° 1 1,25
Монтажа пе- редачи kp Для передачи с передви- гающимися опорами Для передачи с нажим- ным роликом или оттяж- ными звездочками (не бо- лее двух) Для передачи с нерегу- лируемым натяжением 1 1,15 1,25
Смазки hc При непрерывном смазы- вании в масляной ванне (рц=24-9 м/с) и при циркуляционно-струйном смазывании (цц^6 м/с) При регулярном капель- ном или внутришарнир- ном смазывании При периодическом сма- зывании 0,8 1 1,5
1; 1,7; 2,5; 3 соответственно для /п = 1;
2; 3; 4).
Коэффициенты Кд и Кт представляют
собой ограничения эксплуатационного
и конструктивного характера.
Номинальное давление р определяется
по проекции опорной поверхности шар-
нира (см. рис. 18.3):
ЛОп = 6вн4/в«0,28/2, (18.8)
где Ьвн — ширина внутреннего звена (дли-
на втулки диаметром dB); t — шаг цепи.
Оно лишь условно характеризует напря-
женность на контактных площадках цепи
и звездочки.
Расчет сопротивления усталости цепей
передач выполняют для предотвращения
усталостного разрушения элементов цепи
(обычно пластин) и проводят его в фор-
ме определения запаса прочности по пе-
ременным нормальным напряжениям по
(см. с. 40).
В цепных передачах натяжение обычно
невелико и среднее напряжение цикла
от =0,5afl= ^тах/^Лпл) (Лпл — площадь
сечения пластины, ослабленной отверсти-
ем), а 4^ = 0,104-0,12.
В связи с этим влиянием среднего
напряжения можно принебречь, и запас
прочности
ip
(18.9)
где <У—1Р — предел выносливости при рас-
тяжении стандартного образца из мате-
риала детали
Для пластин с отверстием (см. с. 44)
с учетом посадки пластин и изгиба эф-
фективный коэффициент концентрации
напряжений Ло = 24-2,3.
Площадь сечения пластины
AnJx — s(h~ б/),
где s — толщина пластины; h — ширина
пластины; d — диаметр оси для наружной
пластины или втулки для внутренней
пластины (см. табл. 18.1).
Иногда для единообразной оценки со-
противления усталости элементов цепи
используют косвенный параметр — номи-
нальное давление р в шарнире. В этом
241
случае условие прочностной надежности
приобретает вид
Кп
(1810)
где ру и [ру] — расчетное и допускаемое
по сопротивлению усталости давление в
шарнире.
Для обеспечения работоспособности
передач в течение ресурса их расчет и
проектирование проводят в два этапа.
1. Выполняют предварительный расчет
для определения шага (мм) цепи по
формуле
/ =60 \/ 1-Р/(д г , (18.11)
V [Рн]"!*! Кт
где Р — мощность, передаваемая цепью,
Вт.
Эта формула следует из условия (18.6)
с учетом соотношений (18.7), (18.8) и
(18.1).
Из расчета по формуле (18.11) можно
принимать цепь с ближайшим меньшим
шагом по ГОСТ 13568—75. При больших
нагрузках и скоростях во избежание уве-
личенных шагов, неблагоприятных в отно-
шении динамики передачи, используют
многорядные роликовые цепи.
2. Производят оценку работоспособно-
сти передачи по условиям (18.6) и (18.10).
Допускаемые давления для роликовых
цепей. Допускаемое по износостойкости
давление [ри] является критерием по-
добия, обобщающим опыт эксплуатации
подобных цепных передач. Оно представ-
ляет собой наибольшее номинальное дав-
ление, гарантирующее равномерное изна-
шивание шарниров звеньев до предель-
ной нормы 6г в течение расчетного ре-
сурса.
Значение допускаемых давлений уста-
навливают экспериментально на специаль-
ных стендах (установках) при некоторых
«стандартных» конструктивных и эксплуа-
тационных параметрах передачи. Так,
при базовом ресурсе £*6=15 000 ч для
закрытой передачи с горизонтальной лини-
ей центров звездочек, предельной норме
износа 6/=3%, частоте вращения ведущей
звездочки m = 10 мин-1, числе Zi=25
зубьев звездочки, межосевом расстоянии
(в шагах) w = 40 и передаточном отно-
шении /=1 допускаемое давление [ри*]=
= 267 МПа.
Конструктивные и эксплуатационные
параметры проектируемой передачи обыч-
но отличаются от «стандартных» пара-
метров, и это влияет на сопротивление
изнашиванию. Поэтому давление [ри*]
уточняют с помощью коэффициентов при-
ведения (корректирующих) Кк и Кэ,
полученных на основании эксперименталь-
ных исследований, опыта проектирования
и эксплуатации передач:
[ри]= \р»*]КкКэ — 2рцб, (18.12)
где рЦб=£и/(ДопЩ) —давление на шар-
нир от центробежной силы.
Для высокоресурсных передач должно
быть: [ри]^40 МПа.
Коэффициент, учитывающий отличие
конструктивных параметров проектируе-
мой передачи от параметров «стандарт-
ной» передачи, определяется по формуле
rs L z I а
Лк =----Z---- ’
kv
где ki=Ltf>/Lh — коэффициент ресурса;
A>z = zt/25; k = ^(л/Ю)2; k == \/Г;
k a= — коэффициенты, учитываю-
щие влияние на износостойкость переда-
чи соответственно числа зубьев, частоты
вращения ведущей звездочки, переда-
точного отношения, длины цепи.
Коэффициент, учитывающий отличие
эксплуатационных параметров проекти-
руемой передачи от параметров «стан-
дартной» передачи,
где £б = 6//3 — коэффициент нормы изно-
са (относительная норма износа); kn,
kp и kc — частные коэффициенты (см.
табл. 18.3).
Значения допускаемых давлений [ри]
для предварительных расчетов можно
принимать из табл. 18.4.
Допускаемое по сопротивлению устало-
сти давление на шарнир несложно найти
из условия
= Fmax = 4s (Л-4)
л„„ ° Ап "-гуР
ОП оп
242
Таблица 18.4
Допускаемые по износостойкости давления в шарнирах цепей
/, мм [ри], МПа, при Hi, мин * 1
<50 200 400 600 800 1000 1200 1600 2800
Роликовые цепи (при zi = 15-?30)
12,7—15,875 35 31,5 28,5 26 24 22,5 21 18,5 14
19,05—25,4 35 30 26 23,5 21 19 17,5 15
31,75— 38,1 35 29 24 21 18,5 16,5 15 —
44,45—50,8 35 26 21 17,5 15 — — —
Зубчатые цепи
12,7—15,875 20 18 16,5 15 14 13 12 10,05 8
19,05—25,4 20 17 15 13 12 11 10 8,5 —
31,75 20 16,5 14 12 10,5 9,5' 7 — —
здесь Fmax — максимальная растягиваю-
щая нагрузка на цепь.
Принимая во внимание равенство
(18.9), получим соотношение для опреде-
ления допускаемого по сопротивлению
усталости давления в шарнире:
При cf-ip = 200 МПа (пластина из стали
45); р=1; /Со = 2; пст=2,5 для пластины
цепи ПР-15,875-230-1 получим [рч ]=
= 24 МПа.
Зубчатые цепи. При расчете зубчатых
цепей по заданной полезной нагрузке
Ft или мощности Р, а также шагу и
скорости цепи (для м/с) опреде-
ляют ширину цепи
250 РК3
(18.14)
t
Если уц>10 м/с, то расчетную силу
или мощность в формуле (18.14) следует
умножить на коэффициент, равный
1 + 0,1 qv^/P, где q — масса 1 м цепи.
18.6. Особенности
конструирования и эксплуатации
передач
Передачи целесообразно располагать
в вертикальной плоскости с горизон-
тальным или наклонным до у = 404-45°
расположением линии центров (линией,
соединяющей оси звездочек). Располо-
жение цепи в других плоскостях нежела-
тельно.
Ведущей в цепной передаче может
быть верхняя или нижняя ветвь. Верхняя
ветвь должна быть ведущей в горизонталь-
ных передачах с большим межосевым
расстоянием (а>60/) и малыми числами
зубьев звездочек во избежание сопри-
косновения ветвей, а также в передачах
с а<30/ при /<2 и в вертикальных пе-
редачах для предотвращения захвата
провисающей верхней ветвью дополни-
тельных зубьев звездочки.
Регулирование натяжения цепей яв-
ляется эффективным средством повыше-
ния долговечности цепной передачи.
Предварительное натяжение цепных пе-
редач устанавливается по стреле про-
висания /ц, приблизительно равной 0,02а
для горизонтальных и наклоненных к гори-
зонту до 45° передач и (0,01 4-0,015)а—
для передач, близких к вертикальным.
Для устранения вредного влияния
вытяжки цепей и сохранения предва-
рительного натяжения и провисания в
процессе эксплуатации производят пе-
риодическую или непрерывную регулиров-
ку натяжения. Для этого предусматрива-
ют в конструкции либо возможность пе-
ремещения опор, либо использование на-
тяжных роликов или звездочек (рис.
18.11, а). Натяжные ролики и звездочки
желательно устанавливать на ведомой
ветви в месте ее наибольшего провиса-
ния. Если ролики ставят на ведущей ветви,
то для уменьшения вибрации они
243
4 Рис. 18.11.
Способы натяжения цепей
>с. 18.12.
«хема привода конвейера
должны быть оттяжными, т. е. уста-
навливаться с внутренней стороны.
Для гашения вибраций ведомых вет-
вей в быстроходных передачах ис-
пользуют различные демпферы. Рас-
пространенная конструкция гасителя ко-
лебаний (демпфера) показана на рис.
18.11, б.
в масляную ванну при иц = б4-8 м/с, а
циркуляционная смазка необходима при
Цц>*8 м/с как для снижения интенсив-
ности развития контактной коррозии, так
и для охлаждения цепи.
Пример. Подобрать роликовую цепь 3
(рис. 18.12) для привода вала 4 конвейера от
двигателя 1 через редуктор 2. Передаваемая
мощность Р = 8 кВт, частота вращения вала
конвейера (ведомой звездочки) иг =
= 40 мин-1, частота вращения выходного вала
редуктора (ведущей звездочки) ли = 120 мин-1.
Передача работает одну смену, смазка капель-
ная, нагрузка спокойная, натяжение цепи не
регулируется.
Решение. 1. Передаточное отношение i—
= П1/п2= 120/40=3; число зубьев на ведущей
звездочке 2\ =29 — 2i =29 — 2 «3=23, а на
ведомой звездочке z2 = Zi/=23«3 = 69.
2. При [рн]=34 МПа (см. табл. 18.4) и
при Кл=Кт=\ по формуле (18.11) шаг цепи
/ = 60
рк.
л/1[Ри]*
Важнейшими условиями надежной ра-
боты передачи являются параллельность
валов и совмещение плоскостей звездочек.
=60 \/ 8-1°3-1 =
V 120 • 23 • 34 • 1
28 мм .
Смазывание передач может быть пе-
риодическим (с помощью ручной маслен-
ки или капельным способом), а также
непрерывным (окунанием в масляную
ванну, циркуляционной струей от насоса
и т. п.).
Периодическое смазывание -допуска-
ется при скорости цц<6 м/с, окунание
По ГОСТ 13568—75 принимаем цепь с шагом
/ = 25,4 мм, диаметром оси do=7,95 мм и
длиной втулки />вн = 22,61 мм.
Проекция опорной поверхности шарнира
Лоп = 0,28/2= 0,28(25,4)2= 180,64 мм2.
3. Скорость цепи
ц 60 . 1000
120 - 23 - 25,4
60 • 1000
= 1,17м/с
244
4. Окружная сила
F,= -£- = * 8 ' =6837 Н.
5. Давление в шарнире
_ 6837 1
АКт 180.64-1
оп т
28 МПа <[ри].
Таким образом, принятая роликовая одно-
рядная цепь удовлетворяет условиям износо-
стойкости и сопротивления усталости.
6. Принимаем межосевое расстояние
а = 40/=40-25,4= 1016 мм.
Число звеньев цепи
9 1016 | 234-69 । / 69-23 V 25,4
25,4 2 \ 2 • 3,14/ 1016
= 127,34 .
Округляем до четного значения «/=128.
7. Окончательное межосевое расстояние
скорости валов двигателя и машины сов-
падают, применяют непосредственное их
соединение муфтой (например, в приво-
дах вентиляторов, насосов и т. п.).
В гл. 12—18 рассмотрены общие вопро-
сы расчета и проектирования основных
типов передач. Выбор механической пе-
редачи для привода является одной из
типичных инженерных задач, решаемых
при разработке проекта машин, прибора
или аппарата на основе технико-эконо-
мического сопоставления. Исходными дан-
ными для этого служат внешние харак-
теристики передачи: тип машины и назна-
чение передачи, передаваемая мощность
и частоты вращения входного и выход-
ного валов, взаимное расположение и
расстояние между этими валами, условия
технического обслуживания, ресурс при-
вода и др. Варианты передач сравнивают
по КПД, массе, габаритам, стоимости
проектирования, производства и эксплуа-
тации и т. п. На принимаемые решения
существенное влияние оказывают накоп-
ленный в машиностроении опыт проекти-
рования, производства и эксплуатации
+ [(128- 23±69)2-8(-^1)2] ,/2)« 1024 мм.
Стрела провисания fu=0,02a=0,02-1024 =
=20 мм.
8. Силы, действующие на вал,
F,= l,15F(=l,15-6837 « 7863 Н.
Глава 19
ОБРАЗОВАНИЕ
МЕХАНИЧЕСКОГО ПРИВОДА
19.1. Структура привода
и сравнительная оценка передач
Приводом называют устройство, при-
водящее в движение машину или меха-
низм. Обычно он включает в себя: источ-
ник энергии — двигатель, передаточный
механизм на основе механических пере-
дач, согласующий скорости и моменты
двигателя и рабочего органа машины
(механизма); аппаратуру управления.
Лишь в редких случаях, когда угловые
различных передач, техническая осна-
щенность промышленных предприятий от-
расли и другие факторы.
В табл. 19.1 приведены основные ха-
рактеристики одноступенчатых передач,
реализованные в серийных приводах об-
щего машиностроения, а в табл. 19.2 в
качестве примера дано сравнение пока-
зателей четырех типов передач при пере-
даваемой мощности Р = 50 кВт, переда-
точном отношении 1 = п\/п2= 1000/250 =
= 4 (знак i здесь и далее не учитывается).
Эти передачи выполнены в определенных
производственных условиях; массы пе-
редач указаны с учетом масс опор и ва-
лов; окружные скорости ременной переда-
чи 24 м/с, цепной — 7 м/с и зубчатой —
6 м/с. Видно, что зубчатая передача в
этих условиях более компактна, хотя и
наиболее дорогая.
245
Таблица 19.1
Основные характеристики одноступенчатых передач разных типов,
реализованные в серийных приводах [42J
Передача Максималь- ная мощ- ность, кВт Передаточ- ное отноше- ние Окружная скорость, м/с Максималь- ная частота вращения, мин-1 кпд, % Удельная масса*, кг/кВт
Зубчатая цилиндрическая 3000 1—8 50 150000 98—99 1,8—0,4
Планетарная (табл. 14.9) 2000 3—13 50 100000 98—99 1,0—0,2
Коническая 500 1—5 40 50000 97—98 2,5—0,6
Червячная 120 5—50 25 40000 20—70 4,5—0,2
Цепная 200 1—60 10 10000 97—98 10,0—6,0
Клиноременная 100 1—8 25 8000 92—94 5,0-1,0
Зуб чато-ре ме нн а я 100 1—8 40 30000 96—98 4,0—1,0
Цилиндрическая фрик- 10 1—6 25 10000 90—98 30,0—8,0
ционная
♦Большие значения получены в передачах мощностью до 10 кВт, меньшие—в передачах мощностью
100 кВт и более.
Таблица 19.2
Сравнительные данные передач различных
типов
Передача Межосе- вое рас- стояние, мм Ширина зубчатого жолеса (шкива), мм Масса (при- близ ), кг Относи- тельная стои- мость
Клиноре- 1800 130 500 100
менная
Плоско- 5000 350 500 106
ременная
Цепная 830 360 500 140
Зубчатая 280 160 600 165
19.2. Редукторы
Назначение и характеристика. Редук-
тором называют агрегат, содержащий
передачи зацеплением и предназначен-
ный для повышения вращающего мо-
мента и уменьшения угловой скорости
двигателя. Редукторы широко применяют
в различных отраслях машиностроения
благодаря высоким экономическим, по-
требительским и другим характеристикам.
Внешние (потребительские) характе-
ристики редукторов каждого типа опре-
деляются следующими основными пара-
метрами: передаточным отношением
(частотой вращения выходного вала) —
кинематической характеристикой редук-
тора; вращающим моментом и допускае-
мой консольной нагрузкой на выходном
валу — силовой характеристикой редук-
тора; КПД.
По ГОСТ 16162—85Е к редукторам об-
щемашиностроительного применения от-
носят: цилиндрические одно-, двух- и
трехступенчатые с межосевым расстоя-
нием тихоходной ступени ашт^710 мм;
цилиндрические планетарные одно- и
двухступенчатые с радиусом расположе-
ния осей сателлитов водила тихоходной
ступени г^200 мм; конические одно-
ступенчатые с номинальным внешним
делительным диаметром ведомого колеса
d^630 мм; коническо-цилиндрические
двух- и трехступенчатые с межосевым
расстоянием тихоходной ступени
^630 мм; червячные и глобоидные одно-
и двухступенчатые с межосевым расстоя-
нием тихоходной ступени 0^^250 мм;
червячно-цилиндрические двухступенча-
тые с межосевым расстоянием тихоход-
ной ступени awr ^250 мм.
Одноступенчатые редукторы имеют наи-
большие передаточные отношения: для
цилиндрических передач — до 8; для ко-
нических— до 6,3; для червячных —
до 80.
Различные компоновки приводов
(рис. 19.1) с применением редукторов и
мотор-редукторов обеспечивают идентич-
ные выходные параметры.
Редукторы общемашиностроительного
применения в приводах комплектуются
преимущественно четырехполюсными
электродвигателями. По ГОСТ 16162—85Е
основные параметры редукторов опреде-
ляют при номинальной частоте враще-
246
Соосные
Редукторы
цилиндрические
червячные раздернутые
Коническо-
цилиндрические
J 2 1
Рис. 19.1.
Компоновочные схемы приводов с применением редукторов и мотор-редукторов:
/ — электродвигатель; 2 — редуктор; 3 — муфта
ния быстроходного вала Пб= 1500 мин-1.
Допускается использование редукторов
при Пб^ЗООО мин-1 с условием, что
окружная скорость зубчатых передач не
будет превышать 16 м/с.
Для обеспечения потребностей народ-
ного хозяйства промышленность выпус-
кает редукторы и мотор-редукторы в ши-
роком диапазоне передаточных отноше-
ний от fmin=l (для одноступенчатых
конических и цилиндрических редукторов)
до гтах — 3150 (для мотор-редукторов, пла-
нетарных и некоторых других типов ре-
дукторов). Большинство отечественных и
зарубежных редукторов имеют /^160.
Около 75% редукторов изготавливается
в двухступенчатом исполнении (/=84-40).
Номинальные значения передаточных от-
ношений редукторов установлены двумя
рядами СТ СЭВ 221—75 (1; 1,25; 1,6; 2;
2,5; 3,15; 4; 5; 6,3; 8; 10; 12,5; 16; 20 и т. д.).
Редукторы общемашиностроительного
применения допускают вращающие мо-
менты Тт на выходном валу от 31,5 до
125 000 Н-м. Для обеспечения взаимо-
заменяемости редукторов, изготовляемых
в странах СЭВ, составлены три ряда
номинальных значений моментов Гт (Н • м).
Ряд I включает значения: 31,5; 45;
63; 90; 125; 180; 250; 355; 500; 710; 1000
и др.
Зубчатые редукторы. Выпускаются се-
рийно в одно-, двух- и трехступенчатом
исполнении. Ряд одноступенчатых цилин-
дрических редукторов (т. е. с цилиндри-
ческими колесами) типа ЦУ (рис. 19.2, а)
обеспечивает передачу вращающих мо-
ментов (на тихоходном валу) 250—
4000 Н-м при / = 24-6,3.
Ряд двухступенчатых цилиндрических
редукторов типа Ц2У (рис. 19.2, б) в
в диапазоне / = 84-40 способен также
передать Гт = 2504-4000 Н • м (табл. 19.3).
В редукторах этого типа использовано
зубчатое эвольвентное косозубое зацеп-
ление.
Промышленность выпускает также по-
добные редукторы Ц2У-Н и Ц2Н с зацеп-
лением Новикова и др. Ряд этих редук-
Таблица 19.3
Цилиндрические двухступенчатые редукторы
с эвольвентным зацеплением
Типораз- Межосевое Номи- Номинальная Мас-
мер редук- расстоя- наль- радиальная са, кг,
тора ние, мм ный нагрузка на не бо-
враща- выходном ва- лее-
тихо- бы от- ющий лу, Н
ход- РОХОД- момент
ной ной на ти- быст- тихо-
сту- сту- хоход- ро- ход-
пени пени ном ход- ном
° шт а Шб валу, ном
Н-м
Ц2У-100 100 80 500 250 4000 35
Ц2У-125 125 80 750 500 5600 53
Ц2У-160 160 100 1000 1000 8000 95
Ц2У-200 200 125 2000 2000 11200 170
Ц2У-250 250 160 4000 3000 16000 320
Примечания: 1. Номинальные передаточные
отношения 8; 10; 12,5; 16; 18; 20; 22,4; 25; 28;
31.5; 35,5; 40.
£. КПД — не менее 0,97.
247
Рис. 19.2.
Кинематические схемы редукторов
торов обеспечивает вращающие момен-
ты (на тихоходном валу) 7000—
50 000 Н-м при / = 84-50.
Распространены соосные редукторы
(рис. 19.2, г), которые имеют меньшие
габариты по длине.
Для улучшения условий работы наибо-
лее нагруженной тихоходной ступени из-
готовляют редукторы с раздвоенной
быстроходной ступенью (рис. 19.2, д) в
виде двух косозубых пар для обеспече-
ния равномерного распределения нагрузки
между ними. Колеса одной пары имеют
левые зубья, а колеса другой пары —
правые зубья. Один из валов раздвоен-
ной передачи должен допускать осевую
самоустановку. Редукторы с раздвоенной
ступенью имеют массу на 20% меньше,
чем редукторы с развернутой схемой ко-
лес, но у них более высокая трудоем-
кость изготовления.
Трехступенчатые редукторы типа ЦЗУ
и др. имеют развернутую схему распо-
ложения колес (рис. 19.2, в). Ряд редук-
торов обеспечивает вращающие моменты
(на тихоходном валу) 1000—4000 Н-м
248
в диапазоне /=454-200. Используются
также трехступенчатые редукторы с раз-
двоенной второй ступенью.
Для передачи вращения между пере-
секающимися валами применяют кони-
ческо-цилиндрические редукторы типа
КЦ1 (рис. 19.2, е). Быстроходная сту-
пень — коническая с круговыми зубьями,
так как конические колеса больших раз-
меров труднее изготовить, чем цилиндри-
ческие. Тихоходная ступень — косозубая.
Менее распространены другие схемы
редукторов.
Промышленность серийно выпускает
мотор-редукторы — агрегаты, в которых
конструктивно объединены электродвига-
тель и редуктор: цилиндрические двух-
ступенчатые соосные мотор-редукторы типа
МЦ2С, рис. 19.3 (Тт= 125 4-1000 Н-м;
частота вращения выходного вала пт =
= 284-180 мин-1); планетарные зубчатые
двухступенчатые мотор-редукторы типа
МПз2 (Гт= 1254-1000 Н-м; пт =
= 184-90 мин-1); волновые горизонталь-
ные мотор-редукторы типа МВз (Тт =
= 904-1000 Н-м; пт = 5,64-18 мин-1).
Рис. 19.3.
Цилиндрический двухступенчатый соосный мотор-редуктор типа МЦ2С
Получили распространение навесные
редукторы и мотор-редукторы. Их выход-
ной вал выполняется полым со шлицевым
отверстием или канавкой под шпонку.
Такой вал соединяется непосредственно с
входным валом приводимой машины.
Для общего знакомства с конструк-
цией редуктора рассмотрим мотор-редук-
тор, показанный на рис. 19.3.
Редуктор выполнен по соосной схеме с
расположением осей валов в вертикаль-
ной плоскости. Корпус 1 редуктора и щит
4 крепятся в вертикальной плоскости
двумя цилиндрическими штифтами и бол-
тами. Расположение одной опоры вала в
корпусе, а второй — в щите позволило
создать технологичную конструкцию, со-
кратить осевой габарит редуктора и значи-
тельно уменьшить его массу.
В задней стенке щита выполнены
расточка и резьбовые отверстия для флан-
цевого соединения с электродвигателем 6.
Насаженная на вал специального дви-
гателя повышенной точности ведущая
шестерня 5 находится в зацеплении с
зубчатым колесом 9, напрессованным на
вал-шестерню 13, являющуюся промежу-
точным валом редуктора. Вал-шестерня
вращается на двух конических роликовых
подшипниках 8 и находится в зацеплении
с зубчатым колесом 2, напрессованным
на выходной вал 14, вращающийся на
двух конических роликовых подшипни-
ках 18. Зубчатое зацепление эвольвент-
ное косозубое. Подшипники регулируют
стальными прокладками 17 и 11, уста-
новленными под крышки 16 и 12. Непод-
вижные соединения уплотняют проклад-
ками, а выходной вал — манжетой 15.
В верхней части корпуса находится
отверстие для залива масла и установки
отдушины 3. В нижней части щита рас-
положено отверстие для слива масла, за-
крытое пробкой 10. Уровень масла кон-
тролируется по маслоуказателю 7, изго-
товленному из прозрачного материала.
Смазывание осуществляется из общей
масляной ванны: колес быстроходной сту-
пени — окунанием, колес тихоходной сту-
пени и подшипников — разбрызгиванием
(в том числе и переднего подшипника
электродвигателя).
Червячные редукторы. В промышлен-
ности серийно выпускаются червячные
одноступенчатые редукторы типа Ч с ниж-
ним, верхним (рис. 19.4, а), боковым
горизонтальным (рис. 19.4, б) и боковым
вертикальным расположением эвольвент-
ного червяка. Редукторы имеют венти-
лятор на валу червяка для обдува. Ряд
редукторов обеспечивает вращающие мо-
менты (на тихоходном валу) 85—2000 Н-м
249
Рис. 19.4.
Кинематические схемы червячных редукторов:
Т — тихоходный вал; Б — быстроходный вал
в диапазоне /=8-4-80. Корпусы редукто-
ров имеют оребрения, улучшающие тепло-
отвод. Выходные валы червяков кони-
ческие.
В зависимости от варианта сборки ти-
хоходный вал может быть одно- или
двухконцевым (рис. 19.4, в), сплошным
или полым.
Ряд двухступенчатых червячных ре-
дукторов (см. рис. 19.4, в) типа 42 обес-
печивает вращающие моменты (на тихо-
ходном валу) 1300—1800 Н«м в диапа-
зоне /= 1004-6300. Редукторы (рис. 19.5)
изготовляют из двух одноступенчатых
редукторов, соединенных между собой.
Быстроходными ступенями редукторов
42-125 и 42-160 являются редукторы
4-63 и 4-80, выполненные без лап. Тихо-
ходным ступеням этих редукторов соот-
ветствуют редукторы 4-125 и 4-160.
Между собой ступени соединяют с по-
мощью фланца, цилиндрический конец
которого устанавливается в расточку кор-
пуса редуктора тихоходной ступени и за-
крепляется болтами. На свободную ци-
линдрическую поверхность фланца кре-
пится корпус быстроходной ступени ре-
дуктора с помощью четырех болтов с
шайбами.
Вращающий момент передается от
быстроходной ступени к тихоходной с по-
мощью зубчатой муфты. Муфта соединяет
шлицевую втулку червячного колеса
быстроходной ступени со шлицевым кон-
цом червячного вала тихоходной ступени.
Для охлаждения редуктора первой сту-
пени используют центробежный вентиля-
тор, установленный на быстроходном валу.
Смазывание передач и подшипников —
картерное непроточное, осуществляется
погружением в масляную ванну.
В ряде конструкций применяют зубча-
то-червячные редукторы (рис. 19.4, г),
их передаточное отношение достигает 150.
Для общего ознакомления с конструк-
цией на рис. 19.6 показан автономный
редуктор с нижним расположением чер-
Рис. 19.5.
Компоновочная схема двухступенчатого червячного редуктора
250
Рис. 19.6.
Червячный редуктор
вяка. Корпус редуктора имеет горизон-
тальный разъем, в плоскости которого
лежит ось колеса, для упрощения сборки
и изготовления редуктора. Верхняя часть
(крышка) 1 и нижняя часть (корпус) 2
редуктора соединяются болтами 3. Валы
опираются на подшипники 4 качения.
Регулирование подшипников быстро-
ходного и тихоходного валов осуществ-
ляется набором металлических прокла-
док 5, установленных между крышка-
ми 6 и корпусом 2. Все выходные концы
валов уплотнены манжетами. Во избежа-
ние течи масла посадочные места крышек
подшипников уплотнены кольцами. Для
охлаждения редукторов на червячном валу
установлен центробежный вентилятор 8.
Смазывание передачи — картерное не-
проточное. Подшипники червяка при его
нижнем расположении (см. рис. 19.4, а)
смазываются погружением в масляную
ванну, а при верхнем расположении (см.
рис. 19.4,6), так же как и подшипники
вала колеса,— разбрызгиванием. Смазы-
вание зацепления осуществляется с по-
мощью маслоразбрызгивающих колец К
(см. рис. 19.6) на валу червяка.
Уровень масла контролируют стержне-
вым маслоуказателем 9, одновременно
выполняющим роль отдушины, или проб-
кой. Роль отдушины в больших редукто-
рах выполняет пробка, расположенная
в верхней части корпуса; через верхнее
отверстие, закрываемое этой пробкой,
заливают масло. Резьбовое отверстие в
нижней части редуктора служит для сли-
ва масла.
19.3. Многопоточные передачи
В механических передачах, как и в
соединениях (например, многоболтовых),
силовой поток в ряде случаев разделяют
на параллельные ветви, образуя таким
образом многопоточные передачи. Их
используют: для передачи вращения от
одного ведущего вала на несколько ве-
домых (см. рис. 18.2, в); для передачи
вращения от нескольких источников на
один ведомый вал (рис. 19.7, а); для
уменьшения габаритных размеров и массы
привода (см. рис. 14.35), что широко
применяется в различных зубчатых пе-
редачах.
На рис. 19.2, б показана схема двух-
251
Рис. 19.7.
Схемы многопоточных передач
ступенчатого однопоточного редуктора,
в котором нагрузка передается одним
зацеплением* в каждой ступени (первая
ступень образована колесами z\—22,
вторая — колесами 23 —24). В схеме
(рис. 19.7, б) применена раздвоенная
быстроходная ступень, и нагрузка от
входного вала к промежуточному пере-
дается двумя зацеплениями пар колес
Zi —Z2 и 21» —22». Это приводит к умень-
шению сил в зацеплениях, более равно-
мерному распределению нагрузки по ши-
рине зубчатых венцов, расположенных
симметрично относительно опор. В резуль-
тате уменьшаются радиальные размеры
колес и масса редуктора, но увеличи-
вается его ширина.
Преимущества передач с раздвоенными
ступенями реализуются лишь в случае,
когда обеспечено достаточно равномерное
* Передача нагрузки несколькими парами
одновременно зацепляющихся зубьев — при-
мер многопоточной передачи нагрузки в одном
зацеплении.
252
распределение нагрузки между зацепле-
ниями этих ступеней. Для этого зубчатые
колеса раздвоенных ступеней выполня-
ются косозубыми с большим углом на-
клона (р>30°) и противоположно на-
правленными винтовыми линиями.
Такой же эффект достигается с по-
мощью двухпоточной передачи
(рис. 19.7, в), в которой вращающий
момент подводится к валу шестерней z\
и собирается (суммируется) после редук-
ции В ветвях 21—Z2 —2з~24 И 2|—22» —
2з» —24 на выходном валу.
Многосателлитная планетарная переда-
ча (см. рис. 14.35) является многопо-
точной. В ней за счет разделения через
сателлиты силового потока уменьшаются
нагрузка на зубья (пропорционально
числу сателлитов), радиальный габарит и
масса редуктора (особенно при большом
передаточном отношении и большой пе-
редаваемой мощности) по сравнению с
однопоточным редуктором.
При проектировании многопоточных пе-
редач стремятся обеспечить равномерное
распределение вращающего момента по
потокам. Так, например, в передачах по
схеме (рис. 19.7, в) зубчатые колеса 22,
22», 2з и 2з» снабжают такими же авто-
номными опорами (подшипниками), как и
колеса z\ и z<. Вращающий момент между
колесами 22—-2з и z2» — 2з» передается
через торсионные валы, соединяемые с ко-
лесами шлицевыми соединениями. Торси-
онные валы в этом случае позволяют
демпфировать крутильные колебания в
системе привода. Кроме того, за счет
предварительной закрутки торсионных ва-
лов выбираются зазоры (<мертвый> ход)
в приводах. В тяжелонагруженных пере-
дачах большой мощности с большим
передаточным отношением применяют
привод от нескольких (четырех—восьми)
электродвигателей (см. рис. 19.7, а). Вра-
щающий момент от двигателя к цен-
тральному колесу 2К обычно передается
через индивидуальный редуктор (напри-
мер, соосный двухступенчатый).
Многопоточные редукторы значительно
сложнее конструктивно, чем обычные ре-
дукторы, так как требуют устройств для
выравнивания нагрузки между потоками
или высокой точности изготовления. Поэ-
тому они применяются преимущественно
для передачи очень больших вращающих
моментов.
Кинематический и силовой расчеты та-
ких передач рассмотрены в специальной
литературе.
19.4. Передаточное
отношение привода
Передаточное отношение привода
is, определяемое как отношение частот
вращения входного и выходного валов,
реализуется обычно применением комби-
нированных передач разных типов (на-
пример, ременной и зубчатой, ременной,
зубчатой и цепной, рис. 19.8, а и т. д.),
а также многоступенчатых однотипных пе-
редач (например, зубчатых, рис. 19.8,6).
Передаточное отношение
i 2 = i 11’2, • • •, ik,
где Zi, ik — частные передаточные
отношения соответственно 1-й, 2-й,..., £-й
передач (считая, например, от двигателя).
Вообще говоря, передачи разных типов
можно располагать в кинематической
цепи в произвольной последовательности.
Но нагруженность передач, а потому их
габариты и ресурс зависят от положения
передач в кинематической цепи и раз-
бивки передаточного отношения привода.
В понижающей передаче по мере удале-
ния от двигателя частота вращения колес,
шкивов и звездочек снижается, а нагру-
женность соответственно возрастает. В
связи с этим в качестве низкооборотных
ступеней целесообразно использовать пе-
редачи с более высокой нагрузочной спо-
Рис. 19.8.
Схемы приводов:
1—электродвигатель; 2—ременная передача; 3—
зубчатые передачи; 4—цепная передача; 5—привод-
ной барабан конвейера; 6—муфта
собностью. Например, привод из ременной
и зубчатой передач будет иметь меньшие
габариты в варианте, показанном на
рис. 19.8, а.
Разбивку передаточного отношения
привода между передачами разных типов,
а также ступенями однотипных передач
выполняют на основе технико-экономи-
ческих расчетов для ряда вариантов.
РАЗДЕЛ
IV
ПОДДЕРЖИВАЮЩИЕ И НЕСУЩИЕ
ДЕТАЛИ МЕХАНИЗМОВ
И МАШИН
Глава 20
ВАЛЫ И ОСИ
20.1. Общие сведения
Для поддержания вращающихся дета-
лей и для передачи вращающего момента
от одной детали к другой (в осевом на-
правлении) в конструкциях используют
прямые валы в форме тел вращения
(рис. 20.1), устанавливаемые в подшип-
никовых опорах.
В зависимости от воспринимаемых сил
различают простые валы, торсионные валы
и оси.
Простые валы (просто валы) применя-
ют в передачах (зубчатых, ременных
и т. д.); они передают вращающий мо-
мент и воспринимают осевые и радиаль-
ные (поперечные) силы, вызывающие'
изгиб.
В зависимости от распределения на-
грузок вдоль оси вала и главным образом
условий сборки — прямые валы выпол-
няют гладкими (рис. 20.1, а) или ступен-
6)
i)
Прямые валы
чаты ми, близкими по форме к балкам
равного сопротивления изгибу (форма
балкй показана штриховой линией на
рис. 20.1,6). Гладкие валы более техно-
логичны и получают большое распростра-
нение в последние годы.
Быстроходные валы изготовляют срав-
нительно часто как одно целое с шестер-
нями зубчатых передач (валы—шестерни;
рис. 20.1, в). В некоторых конструкциях
применяют полые валы (рис. 20.1, г).
Канал уменьшает массу вала и исполь-
зуется часто для размещения соосного
вала, деталей управления, подачи масла,
охлаждающего воздуха и т. д.
Реже встречаются валы, используемые
лишь для поддержания вращающихся
деталей и не передающие вращающего
момента. Такие валы называют осями.
Для соединения узлов и агрегатов
между собой используют торсионные валы
(торсионы), т. е. валы, передающие толь-
ко вращающие моменты.
В ряде машин (сельскохозяйственных,
дорожных и т. д.) применяют длинные
составные валы (до 20 м), используемые
для передачи вращающего момента к ис-
полнительным органам. Их называют
трансмиссионными.
В поршневых двигателях и компрессо-
рах используют коленчатые валы, имею-
щие «ломаную» ось.
Для передачи вращающего момента
(вращения) между агрегатами со сме-
щенными в пространстве осями входного
и выходного валов применяют гибкие
валы (рис. 20.2, а), имеющие криволиней-
ную геометрическую ось при работе.
Такие валы обладают высокой жестко-
стью при кручении и малой жесткостью
при изгибе.
В зависимости от расположения,
быстроходности и назначения валы назы-
254
Рис. 20.2.
Гибкий вал
вают входными, промежуточными и вы-
ходными, тихо- и быстроходными, рас-
пределительными и т. п.
Рис. 20.3.
Расчетные схемы валов
20.2. Расчет прямых валов
на прочность и жесткость
Основные эксплуатационные требова-
ния, предъявляемые к валам. Валы отно-
сятся к числу наиболее ответственных
деталей машин. Существенное нарушение
формы вала из-за высокой радиальной1
податливости или колебаний, а тем более
разрушение вала влечет за собой выход
из строя всей конструкции.
Поэтому к валам предъявляют высокие
требования как по точности изготовления,
так и по прочности, жесткости, устойчи-
вости и колебаниям.
Для обеспечения работоспособности
валы и оси должны удовлетворять усло-
виям прочности и жесткости.
Нагрузки на валы и расчетные схемы.
Для расчета на прочность необходимо
знать напряжения в сечениях вала от
внешних нагрузок (постоянных и пере-
менных), которые передаются от сопря-
женных деталей (зубчатых колес, шкивов
и др.). Эти нагрузки могут быть определе-
ны расчетным путем (в редукторах, кон-
вейерах, грузоподъемных устройствах
и т. п.) или экспериментально.
Если внешние нагрузки известны, то при
расчетном определении внутренних сило-
вых факторов в сечениях вал рассматри-
вают обычно как балку, шарнирно закреп-
ленную в двух жестких опорах (рис. 20.3, а
и в). Такая модель формы вала и закреп-
ления близка к действительности для
валов, вращающихся в опорах качения.
Если в одной опоре размещают два под-
шипника качения, то условную опору
(опоры) размещают так, как показано
на рис. 20.3, б.
Для валов, опирающихся по концам на
подшипники скольжения, условную опору
располагают на расстоянии (0,25—0,3)/
от внутреннего торца подшипника
(рис. 20.3, д), что обусловлено смещением
в эту сторону максимальных контактных
напряжений вследствие деформаций вала
и подшипника.
Нагрузки от зубчатых колес, шкивов,
звездочек и других подобных деталей
передаются на валы через поверхности
контакта. В расчетах валов эти нагрузки
для упрощения заменяют сосредоточен-
ными эквивалентными силами, приложен-
ными в середине или по краям ступицы
(рис. 20.3, г).
Расчет на прочность. Этот расчет явля-
ется основным для валов приводов, поэто-
му его выполняют в три этапа. На первом
255
этапе (предварительный расчет) при от-
сутствии данных об изгибающих момен-
тах диаметр вала (в миллиметрах)
приближенно может быть найден по из-
вестному вращающему моменту Т из
условия прочности по заниженным зна-
чениям допускаемых напряжений при
кручении:
- 3 / 1000 Т 3 / 9554Р /ОПП
О- л/ - д/oypjr ' <2а»
где Т — вращающий момент, Н-м; [тк] —
допускаемое напряжение на кручение
(12—20 МПа для стальных валов);
Р — передаваемая мощность, кВт; п —
частота вращения вала, мин-1.
Иногда на этом этапе диаметр хвосто-
вика входного вала принимают конст-
руктивно (на основе практики проекти-
рования, например, в приводах его иногда
принимают равным 0,8—1,0 диаметра
вала приводного двигателя).
На втором этапе разрабатывают кон-
струкцию вала, обеспечивая условия тех-
нологичности изготовления и сборки.
Ни третьем этапе производят провероч-
ный расчет — оценку статической прочно-
сти и сопротивления усталости. Здесь же
выполняют расчеты на жесткость, устой-
чивость и колебания.
На статическую прочность валы рас-
считывают по наибольшей возможной
кратковременной нагрузке (с учетом дина-
мических и ударных воздействий), повто-
ряемость которой мала и не может выз-
вать усталостного разрушения (например,
по нагрузке в момент пуска установки).
Валы могут быть нагружены постоянными
напряжениями, например, от неуравнове-
шенности вращающихся деталей.
Так как валы работают в основном в
условиях изгиба и кручения, а напряже-
ния от осевых сил малы, то эквивалентное
напряжение в точке наружного волокна
по энергетической теории прочности опре-
деляют по формуле
о =-\/о 2+Зт 2
экв V И 1 К ’
где Он и тк — соответственно наибольшее
напряжение в расчетном сечении вала
от изгиба моментом Л4И и кручения мо-
ментом Мк.
Напряжения
Ми Мк
СТ =---- ; т =--- ,
и 1ГИ ’ к ’
где №и и WK — соответственно осевой и
полярный моменты сопротивления сече-
ния вала (табл. 20.1).
Так как —2№и, то можно записать
®,кв=Л-л/М2-+°’75Л<2к>
ла
где d — диаметр вала.
Обычно крутящий момент Мк (вну-
тренний силовой фактор) в расчетном
сечении вала равен вращающему момен-
ту Т (внешней нагрузке на вал).
Запас прочности по пределу текучести
пт=— (20.2)
экв
Моменты сопротивления сечений валов
Таблица 20.1
Форма сечения Эскиз Момент сопро- тивления Форма сечения Эскиз Момент сопротивления
Круглое U7 и 32 ’ W =2W к и Со шпо- ночной канав- кой Г-, * | nd3 bh(2d-hf 32 16d ™ nd3 bh(2d—h)2 * 16 |6d
Кол ьце- вое do W' СГГС II ж Со 1 II О Ю 7 (Trt Со шли- цами 32D -^(D-^CP+d)2];
256
Обычно принимают [nT]= 1,2 4- 1,8.
Сечение (сечения), в котором следует
определить запас пт, находят после по-
строения эпюр изгибающих и крутящих
моментов. Если нагрузки действуют на вал
в разных плоскостях, то сначала силы
проектируют на координатные оси и
строят эпюры моментов в координатных
плоскостях. Далее производят геометри-
ческое суммирование изгибающих мо-
ментов.
Если угол между плоскостями дейст-
вия сил не более 30°, то для простоты
считают, что все силы действуют в одной
плоскости.
Переменные напряжения в валах по-
являются как от изменяющейся во вре-
мени, так и от постоянной внешней на-
грузки. Постоянные по значению и на-
правлению силы передач, например, вызы-
вают во вращающихся валах цикличе-
ские (переменные) напряжения изгиба,
изменяющиеся по симметричному циклу
(см. с. 38) с амплитудой и средним на-
пряжением
а°=аи=-^Т; ^=0. (20.3)
В расчетах валов условно принимают,
что вращающий момент и напряжения
от кручения изменяются по пульсацион-
ному циклу, в котором амплитуда и сред-
нее напряжение определяются из формул
та = °-5тк=7^3-; Тт = Та- (20-4)
Расчет на сопротивление усталости
также выполняют в форме определения
запаса прочности по формуле (3.8).
Значения эффективных коэффициентов
концентрации напряжений /Са, Ат, а также
коэффициентов масштабного эффекта
Kxd и состояния поверхности Р,
используемых при определении запасов
прочности, приведены в табл. 20.2—20.6.
Допустимые значения запаса прочности
([п]= 1,54-2) назначаются на основе
опыта проектирования и эксплуатации
подобных конструкций. Если известны или
приняты законы распределения амплитуд
пределов выносливости и переменных
напряжений, то определяют статистиче-
ский запас прочности или вероятность
безотказной работы (см. с. 42).
Для повышения сопротивления устало-
сти валов используют конструктивные и
технологические методы. Основной кон-
структивный метод повышения прочно-
стной надежности валов — снижение кон-
центрации напряжений. Существенное
значение также имеет правильный выбор
материала и режима термообработки вала
или его заготовки.
Основной технологический метод повы-
шения сопротивления усталости валов —
упрочнение поверхностным пластическим
Таблица 20.2
Механические характеристики основных материалов
Сталь Диаметр заготовки, мм, не более Твер- Ов От О- 1 Т-1
дость НВ, не
менее МПа
Ст5 Не ограничен 190 520 280 2,20 130 0 0
45 Не ограничен 200 560 280 250 150 0 0
120 240 800 550 350 210 0,1 0
80 270 900 650 380 230 0,1 0,05
40Х Не ограничен 200 730 500 320 200
200 240 800 650 360 210 0,1 0,05
120 270 900 750 410 240
20 60 145 400 240 170 100 0 0
20Х 120 197 650 400 300 60 0,05 0
12ХНЗА 120 260 950 700 420 210 0,1 0,05
12Х2Н4А 120 300 1100 850 500 250 0,15 0,1
18ХГТ 60 330 1150 950 520 280 0,15 0,1
9 Зак 673
257
Таблица 20.3
Эффективные коэффициенты концентрации
напряжений в ступенчатом переходе с галтелью
(см. рис. 20.4, а, б)
Коэф- фици- ент МПа Значение коэффициента при r/d
0,01 0,03 0,05 0,1 0,01 0,02 0,05
600 1,38 t/d 1,67 = 1 1,64 1,50 1 1,94 >/d = \ 2,02 3 2,03
800 1,41 1,76 1,73 1,61 2,03 2,13 2,16
Ко 1000 1,45 1,84 1,83 1,72 2,12 2,25 2,30
1200 1,49 1,92 1,93 1,83 2,21 2,37 2,44
600 1,57 t/d 1,88 = 2 1,82 2,17 //d 2,23 1 II СЛ
800 1,62 1,99 1,95 — 2,28 2,38 —
1000 1,67 2,11 2,07 — 2,39 2,52 —
1200 1,72 2,23 2,19 — 2,50 2,66 —
600 1,29 t/d 1,42 = 1 1,44 1,39 1,59 t/d 1,66 = 3 1,68
800 1,30 1,45 1,47 1,43 1,64 1,72 1,74
1000 1,31 1,48 1,51 1,46 1,68 1,79 1,81
1200 1,32 1,52 1,54 1,50 1,73 1,86 1,88
К. 600 1,40 t/d 1,57 = 2 1,57 2,24 t/d 2,12 = 5
800 1,43 1,61 1,62 — 2,37 2,22 —
1000 1,46 1,66 1,68 — 2,48 2,31 —
1200 1,47 1,71 1,74 — 2,6 2,4 —
деформированием (обкатка роликом, об-
дувка дробью и т. п.) и физическими
методами (лучом лазера, ионная бомбар-
дировка и др.) зон концентрации напря-
жений (выточек, галтелей, шпоночных
канавок и т. п.).
Рис. 20.4.
Галтели и выточки
Прочность при нестационарных нагруз-
ках. Если вал работает при нестационар-
ных нагрузках, то расчет ведут (см.
гл. 3) по эквивалентному напряжению:
Таблица 20.4
Эффективные коэффициенты концентрации напряжений при изгибе и кручении валов для
различных концентраторов
гт 11 я Шлицы Шпоночная канавка Резьба Поперечное отверстие
Ob , пи id Ko Kt* К** Kt Ко Kt к*** Кт
600 1,55 2,36/1,46 1,46/1,76 1,54 1,96 1,54 2,05/1,85 1,80
800 1,65 2,55/1,58 1,62/2,01 1,88 2,20 1,71 2,10/1,90 1,95
1000 1,72 2,70/1,58 1,77/2,26 2,22 2,61 2,22 2,20/2,00 1,90
1200 1,75 2,80/1,60 1,92/2,50 2,39 2,90 2,39 2,30/2,10 2,00
* В числителе значения для валов с прямобочными шлицами, в знаменателе — для эвольвентных
шлицев
** В числителе значения для канавок, полученных пальцевой фрезой, в знаменателе — дисковой.
*** В числителе значения для валов при диаметре отверстия а = (0,054-0,15)d, в знаменателе — при
а=(0,154-0,25)d.
258
где Nq — соответствующее точке перегиба
кривой усталости число циклов, которое
обычно принимают (34-5) 106 — для валов
небольших сечений и 107 — для валов
больших сечений; гу — общее число цик-
лов нагружений при напряжении ot; i —
номер ступени нагружения; т — показа-
тель степени кривой усталости (равен 9
для стальных валов); атах—напряжение
в наиболее нагруженной точке вала при
максимальной длительно действующей
нагрузке.
При известном значении оЭКв запас
прочности находится обычным методом.
Если окажется, что сгЭКв<отах, то прини-
мают аэкв = атах, так как вал в этом
случае работает в зоне неограниченной
долговечности (в зоне горизонтального
участка кривой усталости).
Особенности расчета на прочность ва-
лов редуктора. В расчетах входного и
выходного валов учитывают вращающий
Коэффициенты К ad И Krd
момент, силы в зацеплении (зацеплениях),
реакции опор и так называемую консоль-
ную нагрузку. Она вводится в расчетную
схему (прикладывается в концевом сече-
нии) для того, чтобы учесть дополни-
тельную нагрузку от соединения (напри-
мер, муфтой) валов агрегатов с неиз-
бежными смещениями относительно соос-
ного положения, а также возможность
установки на входном или выходном валу
зубчатого колеса, шкива или звездочки.
Консольная нагрузка на вал опреде-
ляется способом соединения редуктора с
двигателем и приводимой машиной и в
расчетной схеме может задаваться ради-
альной или осевой силой, изгибающим
моментом или их сочетанием.
Для редукторов общего назначения ра-
диальные консольные нагрузки регламен-
тированы ГОСТ 16162—85Е.
При проектировании для неизвестных
потребителей планетарных редукторов с
передаточным отношением 12,5 и одно-
Таблица 20.5
Коэффициент Материал Диаметр вала, мм
15 20 30 40 50 70 100 200
Kad Углеродистая сталь 0,95 0,92 0,88 0,85 0,81 0,76 0,70 0,62
Высокопрочная углеро- дистая сталь 0,87 0,83 0,77 0,73 0,70 0,65 0,59 0,52
K.d Любая сталь 0,87 0,83 0,77 0,73 0,70 0,65 0,59 0,52
Таблица 20.6
Коэффициент р
Вид обработки о в (сердцевина), МПа Значение 0 для валов
гладких при ао= 1,5 при аа= 1,84-2
Точение и шлифо- вание 800—1200 1,1—1,2 — —
Закалка с нагре- вом ТВЧ 600—800 800—1200 1,5—1,7 1,3—1,5 1,6—1,7 2,4—2,8
Азотирование 900—1200 700—800 1,1—1,25 1,4—1,5 1,5—1,7 1,7—2,1
Цементация 1000—1200 1,2—1,3 2 —
Дробеструйная обработка 600—1500 1,1—1,25 1,5—1,6 1,7—2,1
Обкатка роликом 600—1500 1,2—1,3 1,5—1,6 1,8—2,0
9* 259
ступенчатых редукторов рекомендуют
выходной вал нагружать в расчетной
схеме радиальной консольной силой Гк =
= 12577, Н (для остальных типов редук-
торов FK = 25077, Н), где 77 — вращающий
момент на выходном (тихоходном) валу,
Н-м.
Радиальная консольная нагрузка FK =
= 807б, Н, на входных (быстроходных)
валах редукторов при 25 < Тб ^250;
для передач, в которых Тб >*250, нагрузка
Гк=125Тб, Н, где Тб — вращающий мо-
мент на быстроходном валу, Н-м.
Расчет жесткости вала. Упругие пере-
мещения валов оказывают неблагоприят-
ное влияние на работу связанных с ними
соединений (шлицевых, прессовых и др.),
подшипников, зубчатых колес и других
деталей (узлов): увеличивают концентра-
цию контактных напряжений и износ
деталей, снижают сопротивление устало-
сти деталей и соединений, понижают
точность механизмов и т. п.
Большие перемещения сечений вала
от изгиба могут привести к выходу из
строя конструкции вследствие заклини-
вания подшипников. Изгибная и крутиль-
ная жесткость валов существенно вли-
яет на частотные характеристики систе-
мы при возникновении изгибных и кру-
тильных колебаний.
При проектировании валов следует про-
верять прогибы и углы поворота харак-
терных сечений. Их вычисляют, исполь-
зуя интеграл Мора или по правилу Вере-
щагина. В табл. 20.7 приведены соотно-
шения для определения углов поворота
сечений и прогибов валов постоянного
сечения от сил в зацеплении и консольной
нагрузки.
Суммарный угол поворота сечения вала
на опоре А (см. схемы в табл. 20.7):
0ЛЕ = + [ 1г) I + 10л(^а) | ] 2 (20.5)
Аналогично записываются соотноше-
ния для определения углов поворота се-
чений вала на опоре Сив середине
зубчатого колеса (в точке В оси
вала).
Допустимые перемещения (прогибы и
углы поворота) сечений вала зависят от
требований, предъявляемых к конструк-
ции, и особенностей ее работы.
Допустимые значения углов поворота
[0] сечения вала (в радианах) в местах
расположения деталей приведены ниже.
Подшипники качения:
шариковые однорядные .... 0,0050
шариковые сферические .... 0,0500
роликовые цилиндрические . . . 0,0025
роликовые конические .... 0,0016
Подшипники скольжения .... 0,0010
Для снижения концентрации нагрузки
на зубьях максимальный прогиб валов,
несущих зубчатые колеса, обычно состав-
ляет 0,0002—0,0003 от расстояния I
между опорами, а допустимый прогиб
под колесами составляет: 0,01m — для
цилиндрических и 0,005/и — для кониче-
ских, гипоидных и глобоидных передач
(здесь tn — модуль зацепления).
Допустимые углы закручивания валов
также зависят от требований и условий
работы конструкции. Например, для ис-
ключения рассогласования движения
звеньев назначают [0]=О,24-1° на 1 м
длины вала.
Расчет валов переменного сечения (сту-
пенчатых) можно выполнять численно по
интегральному уравнению, полученному
интегрированием дифференциального
уравнения изогнутой оси балки.
В упрощенных расчетах жесткость ре-
ального вала оценивают по условной
эквивалентной модели постоянного се-
чения
и суммарный прогиб точки В оси вала 1
------------------------------—d экв ;--------—,
+ ’ <2(к6) S/y A_L
где 0л(Л),...,0л(^а) — углы поворота сече- V 1 d*
ния вала на опоре А от сил Ft,...,Fa ~
соответственно; 6B(f7),...,6fl(Fe)— проги- где i — номер участка вала длиной Ц и
бы точки В оси вала от сил Ft,...,Fa* диаметром dt.
260
Таблица 20.7
Формулы для определения углов поворота сечений и прогибов оси двухопорного вала
Величина Действующая сила
Ft Fa FK
0Л Fab ьы >'+“> W 3EJ
0В Fab ЗЕЛ а) ПЕЛ^ ЗсЧ + За2)
0С Fab ЗЕЛ ('1+а^ F°d (/2_3<Л \2EJl ) FJc ~зёГ
Fta2b2 ЗЕЛ ^_(2Z2_6a/+4a2) F*ac ,2\ ЗЕЛ ' l>
0Л Ftla ~3EJ~ Fald QEJ fKZc 3EJ
0s F ta -^T^a + 2t^ be J F d --£-(3a + t) be J FJC 3EJ
0c Ftdl ~~ЗЁГ Fdl a 12EJ FKlC ~ЗЁГ
«В Fta2 3EJ (a + l> Fad 12«‘3“ 2’ FKalc QEJ
Примечания: 1. Угол поворота сечения от силы Fr 0(Fr)= —0(Л), прогиб 6B(Fr)= —6g(Fa)
2. EJ — жесткость сечения вала при изгибе.
261
20.3. Расчет валов на колебания
Колебания валов с присоединенными
деталями и узлами возникают под дейст-
вием внешних постоянно действующих и
периодически изменяющихся сил и свя-
заны с упругой деформацией валов.
Малые колебания около положения рав-
новесия становятся опасными для вала и
конструкции в целом, когда частота воз-
мущающей силы достигает частоты соб-
ственных колебаний системы (т. е. на-
ступает резонанс). При этом напряжения
в вале существенно возрастают и будут
определяться в основном не внешней на-
грузкой, а силами инерции колеблю-
щихся масс.
Резонанс представляет собой большую
опасность для прочности конструкций и
его следует избегать. Его наиболее часто
предотвращают за счет изменения частоты
собственных колебаний, реже — за счет
изменения частоты возбуждающей силы.
Одна из основных задач расчета кон-
струкции на колебание (вибрацию) со-
стоит в определении частот собственных
колебаний и установлении допустимого
диапазона рабочих режимов (по частоте
вращения), ограничиваемого частотой
собственных колебаний системы.
Расчетные модели системы «вал —
присоединительные детали». Сложность
теоретического анализа колебаний ме-
ханической системы зависит преимущест-
венно от числа степеней свободы —
числа независимых координат, опреде-
ляющих однозначно положения всех
материальных точек системы.
Любая механическая система содержит
бесконечное число материальных точек и,
как следствие, имеет бесконечно много
степеней свободы. Математическое опи-
сание такой системы может быть выпол-
нено с помощью дифференциальных урав-
нений в частных производных.
Однако при решении практических
задач система с непрерывным распреде-
лением параметров может быть прибли-
женно заменена системой с дискретным
распределением параметров, имеющей
конечное число степеней свободы. В упро-
щенных расчетах некоторые части систе-
мы (наиболее легкие) считают невесомы-
ми, но деформируемыми; тяжелые части,
деформации которых малы, считают аб-
солютно твердыми телами — материаль-
ными точками. В результате, в простей-
шем расчетном случае осуществляется
переход к системе с сосредоточенной
массой, имеющей одну степень свободы.
Движение такой системы описывается
обыкновенным дифференциальным урав-
нением.
Крутильные колебания. Такие колеба-
ния могут возникать в валах редукторов
из-за совпадения частоты зацеплений
зубьев f3=zn/60 (здесь z и и — число
зубьев и частота вращения колеса, мин-1)
с собственной круговой частотой враще-
ния вала, а также в валах различных
машин (поршневых компрессорах, двига-
телях и др.), если вращающий момент,
передаваемый валом, является перемен-
ным (по времени). Например, крутильные
колебания валов редукторов возбуждают
динамические нагрузки в зацеплениях
зубьев.
Одной из основных задач расчета яв-
ляется определение собственных частот
системы для выявления резонансных час-
тот вращения.
В расчете вала с массивным диском
(рис. 20.5) считают, что деформации
диска при колебаниях ничтожно малы,
поэтому его можно считать абсолютно
жестким. С другой стороны, если вал
имеет значительные деформации, но его
масса много меньше массы диска, то в
результате упрощения получим одномассо-
вую систему из недеформируемого мас-
сивного диска и вала в виде невесомой
упругой связи.
При отклонении диска на угол 0 от
положения равновесия в системе возни-
Рис. 20.5.
Расчетная схема вала
262
кает крутящий момент Л4К, связанный с
углом поворота уравнением движения
(20.7)
где Jm = 0,6mR2— момент инерции диска
(т — масса диска радиусом /?). Знак «—»
показывает, что момент от сил упругости
препятствует закручиванию вала.
Круговая частота свободных колебаний
такой системы (частота собственных коле-
баний)
Р— т = ’
где Се — коэффициент жесткости вала при
кручении или коэффициент крутильной
жесткости вала (момент, Н-мм, необхо-
димый для закручивания диска на угол
1 рад); Хе=1/с0— коэффициент подат-
ливости вала при кручении.
Коэффициент податливости при кру-
чении прямого вала постоянного сечения
где G = E/[2(1 +v) ]— модуль сдвига (для
сталей равен 0,8*105 МПа); /к — поляр-
ный момент инерции сечения (для сплош-
ного вала равен 0,ld4).
Полярный момент инерции сечения ва-
ла, ослабленного шпоночной канавкой
или шлицами.
J к«о,1 (d — kt^,
где t\ — глубина врезания шпонки в вал
(высота зуба)
Для вала, ослабленного одной шпоноч-
ной канавкой, k = 0,5; для шлицевого
вала k — 1,8.
При расчете ступенчатого вала
(рис. 20.6, а) учитывают, что участок с
большим диаметром не сразу включается
в работу. В связи с этим в формуле в
качестве расчетной принимают длину
участка вала с меньшим диаметром, уве-
личенную на AZ = xJ. На основании опыта
проектирования и экспериментальных
данных рекомендуется принимать (при
г = 0,Ы): и — 0,055 при отношении D/d^
^1,85 и х = 0,125 при
При расчете вала (рис. 20.6, б) с наса-
женным диском (колесом на прессовой
Рис. 20.6.
Расчетная длина вала
посадке или шлицах) считают, что из пол-
ной длины деформируемой части можно
исключить среднюю часть соединения
/ср=/ — 0,5d. При расчете жесткости сред-
ней части вала учитывают жесткость
втулки.
Момент инерции массы диска ра-
диуса R
j _ rnR2
т 2 ’
где т — масса диска.
Для деталей сложной формы момент
инерции масс определяют эксперимен-
тально.
Изгибные колебания. Колебания валов
этого вида связаны с их изгибной дефор-
мацией. В приближенном расчете вал с
зубчатым колесом (рис. 20.7, а) принима-
Изгибные колебания вала
263
Таблица 20.8
Коэффициент податливости X при изгибных колебаниях
ют в виде стержня (балки) со сосредо-
точенной массой, шарнирно закрепленного
в жестких опорах (рис. 20.7,6). Массу
вала приводят к массе колеса путем
суммирования масс с учетом коэффициен-
та приведения массы вала, зависящего
от расположения опор и колеса, а также
вида колебаний.
При свободных колебаниях такой сис-
темы сила инерции массы уравновешива-
ется силой упругости Fy=-y/K (у — про-
гиб вала под диском; X — коэффициент
податливости вала), и уравнение движе-
ния имеет вид
2
/пАт+т^=°- (20.8)
dt2 к
Это уравнение аналогично уравнению
(20.7), но здесь вместо углового смеще-
ния 0 используется прогиб у, а момент
инерции Jm заменен массой т.
Круговая частота изгибных колебаний
Это соотношение справедливо для лю-
бой одномассовой системы. При изменении
расчетной схемы (положения диска на ва-
лу) будет меняться коэффициент подат-
ливости вала X (табл. 20.8).
Критическая угловая скорость вала.
Вращающиеся детали машин не могут
быть идеально сбалансированы из-за
неизбежных погрешностей технологиче-
ского характера. Поэтому на практике
всегда возникают инерционные силы от
дисбаланса, которые уводят вращающие-
ся на валу детали от оси вращения.
При определенной угловой скорости дис-
баланс, как показывает практика, вызы-
вает сильную «раскачку» системы. Угло-
вую скорость, при которой наступает
равенство центробежных сил и сил
упругости, называют критической, т. е.
имеет место соотношение (рис. 20.8, а)
Рис. 20.8.
Расчетная схема двухопорного вала
264
ГП(д2у = 4- У ,
кр^ X
откуда G)Kp=^/l/(X/n) .
Нетрудно заметить, что критическая
угловая скорость совпадает с круговой
частотой изгибных колебаний вала.
Если центр масс диска по технологи-
ческим причинам смещен относительно
своей геометрической оси и, следователь-
но, оси вала на расстояние е (рис. 20.8, б),
то вал даже при небольшой угловой ско-
рости со получит прогибы от действия
неуравновешенной силы Fo = m(d2e. Центр
масс диска будет вращаться по окруж-
ности радиуса 7? = г/ + е, и уравнение
равновесия в этом случае примет вид
mu>2(y + e) = ^-i
откуда, учитывая, что Х=1/(то)кР), полу-
чим
тш2 е
1 2
----/И (О
X
(20.9)
Из уравнения (20.9) видно, что с уве-
личением угловой скорости (д((0 < СОкр)
прогибы вала возрастают (рис. 20.9) и
при (о = (1)кр прогибы будут возрастать не-
ограниченно. При дальнейшем увеличении
со (закритический режим, cd>(oKp) у<0,
т. е. центр масс диска будет расположен
ближе к оси вращения, чем его геометри-
ческая ось (точка крепления).
Следует отметить, что действительные
прогибы вала на режиме о) = сокр оста-
ются конечными благодаря трению и кон-
структивным ограничениям (в подшипни-
ках и др.). Однако приближение угловой
Рис. 20.9.
Зависимость прогиба вала от угловой скорости
Рис. 20.10.
Упругая демпфирующая опора
скорости к критической всегда опасно так-
же из-за возрастания сил на опоре. По
соображениям безопасности стремятся
применять в конструкциях жесткие валы,
ДЛЯ КОТОрЫХ (О<0,7(ОКр.
Работа вала в закритической области
возможна, но для прохождения через
критические частоты опоры должны иметь
демпфирующие устройства для гашения
колебаний. Одна из конструкций упругой
деформирующей опоры показана на
рис. 20.10.
Ответим, что вал с несколькими дис-
ками имеет несколько критических угло-
вых скоростей и критические колебания
появляются при совпадении любой из них
с угловой скоростью вала.
20.4. Конструкции
и материалы валов
Прямые валы и оси. Конструктив-
ная форма зависит от нагрузок на
вал и способа соединения вала с на-
саживаемыми деталями.
При больших вращающих моментах
и повышенных требованиях к центри-
рованию валы соединяют с насажи-
ваемыми деталями с помощью шли-
цевых соединений.
Для снижения контактных напря-
жений на шлицевых участках валов
целесообразно увеличивать внутрен-
ний диаметр d шлицев на 15—20%
по сравнению с диаметром dB вала
(рис. 20.11, а).
При средних значениях вращающе-
го момента и менее высоких требо-
ваниях к точности центрирования для
посадки на валах деталей применяют
шпоночные соединения (рис. 20.11,6).
Если соединение (шлицевое или шпо-
ночное) передает также осевую силу,
то насаженную на вал деталь (на-
пример, зубчатое колесо) фиксируют
265
Рис. 20.11.
Рис. 20.12.
Фланцевые соединения валов
Шлицевое (а) и шпоночное (б) соединения
в осевом направлении с помощью
буртика и резьбового соединения.
Чаще буртик выполняют на гладкой
части вала.
Соединение валов и насаживаемых
деталей (колес, шкивов и др.) часто
осуществляют с натягом. В таких
соединениях диаметр подступичной
части вала желательно увеличивать
на 5—10% по отношению к соседним
участкам для снижения контактных
напряжений в зонах концентрации
(на краях соединения).
Для посадки подшипников на валах
делают упорные буртики (см.
рис. 20.4, а—в), высота t которых
должна обеспечивать демонтаж под-
шипника и подвод смазки, а радиус г
галтели необходимо согласовывать с
размерами фаски. Переходные уча-
стки валов между соседними ступе-
нями разных диаметров выполняют с
полукруглой канавкой для выхода
шлифовального круга в процессе об-
работки (см. рис. 20.4, гид) или
радиусной галтелью (см. рис. 20.4, е).
Диаметры посадочных поверхностей
(под ступицы колес, шкивов, звездо-
чек и т. п.) следует выбирать из стан-
дартного ряда посадочных размеров,
а диаметры посадочных поверхностей
под подшипники качения — из стандарт-
ного ряда внутренних диаметров под-
шипников.
Длинные валы выполняют состав-
ными, их соединяют с помощью флан-
цев (рис. 20.12, а) или муфт (см.
с. 268). При больших вращающих
моментах фланцы снабжают торцовы-
ми шлицами (рис. 20.12,6). В послед-
ние годы получили применение соеди-
нения с торцовыми круговыми шли-
цами.
Технические условия на изготовление
валов зависят от требований к конструк-
266
ции. Обработку валов производят обычно
в центрах.
Наиболее жесткие требования по точ-
ности и шероховатости поверхности
предъявляются к шейкам валов, на ко-
торые устанавливают подшипники каче-
ния. Шероховатость Ra шеек назначают
равной 0,32—1,25 мкм. Овальность и ко-
нусность мест посадки определяются до-
пуском на диаметр шейки.
Для изготовления валов используют
углеродистые стали марок 20, 30, 40, 45
и 50, легированные стали марок 20Х,
40Х, 40ХН, 18Х2Н4А, 40ХН2МА и др.,
титановые сплавы ВТЗ-1, ВТ6 и ВТ9
Выбор материала, термической и хими-
ко-термической обработки определяется
конструкцией вала и опор, условиями
эксплуатации. Так, например, быстроход-
ные валы, вращающиеся в подшипниках
скольжения, требуют высокой твердости
цапф (посадочных хвостовиков валов),
поэтому такие валы изготовляют из цемен-
туемых сталей 12Х2Н4А, 18ХГТ или азо-
тируемых сталей 38Х2МЮА и др. Валы-
шестерни по этой же причине выполня-
ют из цементуемых сталей 12ХНЗА,
12Х2Н4А и т. п. Валы под насадные зубча-
тые колеса серийных редукторов изготов-
ляют из улучшенной стали 45 (255—
285 НВ) и 40Х (269—302 НВ). Участки ва-
лов, контактирующие с уплотнительными
манжетами, должны иметь твердость по-
верхности не менее 30 HRC.
Длинные полые валы иногда выпол-
няют (намоткой) из композиционных ма-
териалов.
20.5. Гибкие валы
В соответствии с ГОСТ 13225—80 и
ГОСТ 13226—80 промышленность выпус-
кает для силовых передач гибкие прово-
лочные валы типа ВС, гибкие проволоч-
ные валы с броней типа ВС—Б (см.
рис. 20.2, а), а также гибкие валы типа В
для приводов управления, автомобильных
приборов и т. д.
Гибкий вал (см. рис. 20.2, а) состоит из
сердечника /, вокруг которого попере-
менно крестовой свивкой навиты (по вин-
товой линии) несколько слоев круглой
стальной проволоки 2. Для предохранения
вала от внешней среды, удержания смаз-
ки и безопасной эксплуатации вал раз-
мещен в защитной броне 3 (обычно
металлическом рукаве).
Концы гибких валов и брони припаи-
вают к специальной арматуре 4 — нако-
нечникам вала, а их, в свою очередь,
присоединяют к жестким валам 5 узлов
(рис. 20.2,6 и в), между которыми гиб-
кий вал передает движение.
Допустимый вращающий момент для
каждого размера вала установлен стан-
дартами. Он соответствует такому на-
правлению вращения вала, при котором
витки наружного слоя вала будут закру-
чиваться и уплотнять внутренние слои
проволоки. Наибольший угол закручива-
ния <ртах=20°/м.
При вращении вала в направлении на-
вивки внешнего слоя допустимый враща-
ющий момент не должен превышать по-
ловины вращающего момента, допусти-
мого при вращении вала в направлении,
противоположном направлению навивки
внешнего слоя.
При работе вала с неискривленной
осью допустимый вращающий момент
может быть, увеличен в 3—7 раз.
Долговечность вала зависит от рабо-
чего радиуса кривизны гибкого вала,
оцениваемого наименьшим допустимым
радиусом кривизны брони.
Пример. Произвести проверочный расчет
вертикального вала пневморапирного механиз-
ма ткацкого станка (рис. 20.13, а). Вал изго-
товлен методами резания из стали 45 (ов =
= 630 МПа; от = 470 МПа; a_i=275 МПа;
т_1 = 160 МПа).
Вращающий момент на водило механизма
передается валом от конического зубчатого
колеса. Из кинематического и силового расчетов
известно, что вращающий момент, изменяю-
Рис. 20.13.
Вал механизма и его расчетная схема
щийся по пульсационному циклу, достигает
наибольшего значения Гтах = 78 кН«м, когда
центробежная сила /?о = 8ОО Н составляет
с осью х угол, равный 37°; проекции сил
на коническое колесо при этом состав-
ляют (см. рис. 20.13,6): F/ = 2000 Н;
Ff = 360 Н; Л, = 1600 Н.
Эпюры изгибающих моментов, дейст-
вующих на вал, в плоскостях xOz и хОу
показаны на рис. 20.13, в. В табл. 20.9
приведены результаты расчета запасов
прочности в четырех наиболее нагружен-
ных сечениях с концентраторами напря-
жений. Расчет проведен по описанной
выше методике.
Из табл. 20.9 видно, что запасы проч-
ности во всех сечениях достаточно вы-
сокие (и<[п]).
267
Таблица 20.9
Данные для расчета запасов прочности вала
Параметр Сечение по рис. 20.13
1 2 3 4
Диаметр вала, мм 32 35 32 40
Момент сопротивления, мм3: 10~3 2,73 4,21 3,22 3,5
5,94 8,42 6,43 7,0
Изгибающий момент Л4И, Н-м 71 101,5 86,6 28,5
Крутящий момент Мк = Гтах, Н-м 78 78 78 78
Напряжения, МПа: ои изгиба 25,2 23,7 24,1 8,2
тк кручения 13,2 9,25 12,1 11,1
Эффективный коэффициент концентрации напряжений: нормальных Ка 1,75 1,76 1,93 2,0
касательных 1,54 1,3 1,45 1,75
Коэффициент, учитывающий масштабный эффект: ПрИ ИЗГИбе Kad 0,88 0,88 0,88 0,85
при кручении Ktd 0,77 0,76 0,77 0,73
Коэффициент запаса: Па 5,0 5,25 6,0 13,75
Пх 5,75 9,7 6,6 5,71
Запас прочности п 3,78 4,63 4,44 4,74
Глава 21
МУФТЫ
21.1. Общие сведения
Назначение и классификация. Муфта-
ми называют устройства, предназначен-
ные для передачи вращения между вала-
ми совместно работающих узлов (агрега-
тов) машин, между частями составных
валов (в валопроводах, трансмиссиях),
а также для соединения валов с располо-
женными на них деталями (зубчатыми
колесами, звездочками и т. д.). Простей-
шую конструкцию имеют втулочные муфты
(рис. 21.1, а и б), применяемые для
соединения валов диаметрами до 60—
70 мм (здесь рассматриваются лишь
приводные механические муфты). В каче-
стве муфт используют также торсионы с
шлицевыми хвостовиками, входящими в
шлицевые отверстия в хвостовиках соеди-
няемых валов. Для облегчения монтажа
приводов муфты выполняют обычно сбор-
ными, состоящими из полумуфт, которые
соединяют после установки узлов на
раме (станине и т. п.) с помощью болтов
(рис. 21.1, в) и другими способами. Широ-
268
ко распространены муфты в виде автоном-
ных устройств (узлов), изготовляемых на
специализированных предприятиях (про-
изводствах). Это упрощает стандартиза-
цию муфт. Для фиксирования их на хво-
стовиках соединяемых валов обычно ис-
пользуют шпоночные и шлицевые соеди-
нения. Муфты, выполняющие лишь ука-
занные выше функции, можно назвать
муфтами общего назначения.
Рис. 21.1.
Глухие муфты
Помимо соединительных функций (кине-
матических и силовых), муфты нередко
выполняют одновременно и другие функ-
ции (специальные муфты), например:
управляют работой — включают и вык-
лючают исполнительный механизм при
работающем двигателе, облегчают пуск
машины и др. (управляемые муфты);
регулируют параметры — ограничивают
частоты вращения (максимальную и ми-
нимальную), предохраняют детали и ма-
шины от случайных (недопустимых) пере-
грузок (предохранительные муфты).
Основная нагрузка и нагрузочная спо-
собность. Основной нагрузкой для муфт
является вращающий момент. В связи с
этим их нагрузочную способность приня-
то оценивать допустимым вращающим мо-
ментом Тп, значения которого вместе с
размерами, массой и другими данными
указывают в паспортах муфт.
Наибольший длительно действующий
момент ТдЛ для муфт может быть опре-
делен теоретически или экспериментально.
В упрощенном расчете, используя опыт
проектирования и эксплуатации машин,
принимают
Тдл = Тп/£,
где /г = /гб£д — коэффициент режима ра-
боты; £6= 1,04- 1,8 — коэффициент безо-
пасности, учитывающий характер послед-
ствий при выходе муфты из строя;
&д = 1,0 4- 1,5 — коэффициент, учитываю-
щий характер передаваемой нагрузки
(меньшие значения принимают при спо-
койной нагрузке, большие — при ударной
и реверсивной).
Муфты разнообразны по конструкции.
Наиболее распространенные из них стан-
дартизованы и рассмотрены ниже. Выбор
типа муфт производят в соответствии с
конструктивными особенностями и требо-
ваниями, предъявляемыми к приводу
(машине) в целом.
21.2. Компенсирующая способность
муфт и дополнительные нагрузки
на детали приводов
Муфты должны обладать определенной
компенсирующей способностью, т. е. ком-
пенсировать в той или иной степени
отклонения от соосного положения сое-
диняемых валов, обусловленные особен-
ностями конструкции, и практически не-
избежные отклонения (смещения), выз-
ванные преимущественно погрешностями
монтажа (рис. 21.2, а—г), а также де-
формациями валов от эксплуатационные
нагрузок, тепловых воздействий и т. п,
В противном случае детали муфт, соеди-
няемые валы и их опоры (подшипники
и корпуса) окажутся под действием
неблагоприятных дополнительных нагру-
зок.
Определим параметры соединяемых де-
талей и узлов, влияющие на эти на-
грузки, например, при компенсации ра-
диального смещения 6Г валов в вертикаль-
ной плоскости (рис. 21.2,д), образовав-
шегося в процессе сборки привода. Точный
расчет нагрузок в сопряжениях муфты
с хвостовиками валов связан с реше-
нием довольно сложной контактной зада-
чи. В приближенном расчете представим
соединяемые валы в форме двухопорных
балок (стержней). Примем схему нагруже-
ния хвостовика вала радиальной силой
F на краю контакта его с муфтой
(см. рис. 21.2, д', здесь а — конструк-
тивная длина сопряжения) и найдем
значения этой силы из условия совмещения
осей хвостовиков в торцовом сечении
(сопряженные точки D\ и D2). Такая
схема нагружения возможна в соедине-
ниях втулочными и некоторыми другими
муфтами.
Предположим, что часть отклонения,
равная 6К, компенсируется кинематически-
ми перемещениями соединяемых деталей
и узлов (например, муфтой) под нагруз-
кой по специальным направляющим и
(или) за счет радиальных зазоров в опо-
рах валов и соединениях (шпоночных,
шлицевых и др.). Тогда другая, неком-
пенсируемая часть отклонения (6Г—-6К)
должна быть «выбрана» перемещениями
от деформаций валов, опор и муфт
под действием сил в контакте, т. е.
6Г— 6К = «о 2 + 6М, (21.1)
где v^-=v\-\-V2 — арифметическая сумма
вертикальных смещений сопрягаемых то-
чек D\ и D2 в результате прогибов
1-го и 2-го валов под действием сил F;
269
д)
Рис. 21.2.
Возможные смещения соединяемых валов относительно соосного положения
со 2= ел -1-<02 — то же вследствие дефор-
маций опор (подшипников вместе с корпу-
сами) от реакций в опорах; 6М — то
же вследствие деформаций деталей муфты.
Соотношение (21.1) выражает собой ус-
ловие совместности перемещений соединя-
емых валов в торцовых сечениях. Его
несложно получить из уравнения (2.8)
для контактной задачи.
Перемещение точки Д вала (/=1, 2—
номер вала) под действием дополнитель-
ной силы F (см. с. 46) определяется
формулой
Vi = ,
где XBi — коэффициент податливости хвос-
товика /-го вала (равен вертикальному
перемещению точки Д от силы Е=1Н).
С учетом этого соотношения
4-t>2 = XBsE, (21.2)
где Хв2=Хв1 + ХВ2 — коэффициент суммар-
ной податливости хвостовиков валов.
В результате деформации опор от опор-
ных реакций
Ь.-—а / Ь.— а\
(21-3)
точки Ai и Bi оси f-го вала получат
перемещения и 6Bi соответственно,
вызвав кинематическое угловое переме-
щение (поворот) вала как жесткого тела.
270
Деформируемые опоры показаны на рас-
четной схеме (см. рис. 21.2,д) для нагляд-
ности в форме подпружиненных жестких
опор. При этом перемещение точки Д
b. / bi\
<>,=^-^ + ^(1 + 77) • (21.4)
Предположим для упрощения, что по-
датливости опор, принадлежащих одному
валу, одинаковы и равны Тогда пере-
мещения опор (при /=Г,2) можно.также
принять в форме
^Ai=^oiFл/; dBi=KOiFBi. (21.5)
Учитывая равенства (21.3) — (21.5),
получим
(02= (Di 4-(Й2 = Хо2/?, (21.6)
где Хо2 — приведенная суммарная подат-
ливость опор соединяемых валов;
^01(£л 1 + ?В1) + ^02 (£42+ 1в2) »
здесь %Ai и iBi—коэффициенты, характе-
ризующие относительные размеры вала
(Z= 1; 2):
Радиальное упругое перемещение дета-
лей муфты при деформации также мож-
Рис. 21.3.
Крестовая (а) и мембранная (6) муфты
но выразить через ее радиальную
ливость Лгм:
*6M = XrMF.
подат-
(21.7)
Податливость вала достаточно просто
находится расчетным путем (см. с. 260);
податливости опор и муфты могут быть оп-
ределены расчетом или экспериментально.
Подставляя равенства (21.2), (21.6) и
(21.7) в уравнение (21.1), найдем значе-
ние дополнительной силы
г к
Xbs + Xos + 4m
(21.8)
Зависимость (21.8) показывает принци-
пиально возможные независимые методы
уменыиениядополнительных сил в системе
валы — муфта — опоры:
уменьшение погрешностей взаимного
расположения осей валов в результате
монтажа;
увеличение компенсирующей способнос-
ти системы за счет взаимных кинемати-
ческих перемещений деталей под нагруз-
кой в пределах зазоров или по направ-
ляющим элементам муфты (компенсирую-
щие муфты);
увеличение податливости, т. е. компен-
сирующей способности, за счет дефор-
маций одного из звеньев системы.
Первые два метода изменяют числи-
тель, третий — знаменатель в формуле
(21.8). Эффективно совместное исполь-
зование нескольких методов разгрузки
системы от дополнительных сил.
На рис. 21.3, а показана конструк-
ция компенсирующей крестовой муфты,
допускающей соединение валов с повышен-
ными взаимными смещениями осей (6Г<
<0,05d; а^1°). Она состоит из полу-
муфт 1 и 3 с пазами (направляющими)
и промежуточного диска 2 с крестооб-
разно расположенными выступами.
Опыт проектирования показал также,
что во многих случаях из конструктивных,
технологических и экономических сообра-
жений выгодно для этих целей применять
муфты с высокой податливостью эле-
ментов (упругие муфты). Высокую подат-
ливость муфты придают введением в их
конструкции упругих элементов (пружин,
мембран), а также элементов из мате-
риалов с малым модулем упругости
(например, резины и т. п.). На рис.
21.3, б показана мембранная муфта,
допускающая перекос и смещение осей
соединяемых валов за счет упругой
деформации (изгиба) мембраны /, пере-
дающей также вращающий момент с од-
ной полумуфты на другую. Здесь компен-
сирующая способность муфты определяет-
ся размерами мембраны (толщиной, на-
ружным и внутренним диаметрами). При
выборе и использовании упругой и компен-
сирующей муфт стремятся к тому, чтобы
деформации валов и опор несущественно
влияли на компенсацию отклонений от
соосного положения. Муфта становится
в этом случае «компенсатором» системы
не только при монтаже, но и при эк-
сплуатации приводов, так как отклонения
валов от соосного положения образуются
также в результате их деформации
от рабочей нагрузки и температуры.
21.3. Амортизирующая
и демпфирующая способность муфт
Способности амортизировать (ослаб-
лять) и демпфировать (заглушать, успо-
каивать) колебания внешней нагрузки,
271
Рис. 21.4.
Двухмассовая модель привода
толчки и удары в системе валы — опо-
ры — муфта являются важнейшими свой-
ствами муфт динамически нагруженных
агрегатов (особенно при реверсивной на-
грузке).
Рассмотрим влияние муфты на динами-
ческие свойства системы при вынужденных
колебаниях вращающего момента. Для ка-
чественной оценки работы муфты привод
(например, двигатель и редуктор) можно
представить в расчетной схеме как про-
стейшую двухмассовую систему (рис.
21.4), в которой два диска соединены
упругой связью в форме пружины кру-
чения, эквивалентной по податливости
муфте. Последнее равносильно допуще-
нию, что коэффициент крутильной (окруж-
ная) податливости Х0М муфты значительно
больше коэффициента податливости
при кручении валов (см. с. 33). Пред-
положим, что на один из дисков,
например, первый, кроме постоянного
(среднего) вращающего момента Тт\,
действует периодическая составляющая
внешней нагрузки Tv\ = Taisincut (Tai—
амплитуда переменной нагрузки).
Определим амплитуду переменной сос-
тавляющей вращающего момента Гам,
воспринимаемую муфтой и вторым диском.
Разрежем мысленно систему в какой-ли-
бо точке, например, в точке А, и запишем
дифференциальные уравнения движения
для каждого диска:
</2е. .
Л—-2- = r-(e2-0l)+7’alSln
dt Л0м
d2e„ ,
<2L9>
где /1 и /2 — приведенные моменты инер-
ции масс привода соответственно до и пос-
ле муфты; Oi и 02 — углы закручивания
1-го и 2-го дисков вокруг оси; ш —
круговая частота вынужденных колебаний.
Вводя обозначения
(21.10)
запишем уравнения (21.9) в форме
0(' + pi0i—p?02 = f sin <о/;
02Z — Р2 0| +Р2 02 = О-
Частные решения этих уравнений можно
взять в виде
Oi = OaiSirid)/; 82= 0a2Sin(Ji)/.
Для определения амплитудных значений
углов 0д1 И 0а2 поворота дисков при
колебаниях подставим*последние выраже-
ния в уравнения (21.11) и получим
(p2l— (O2)0al— р210а2 = Л
— Р220а1+(Р22 — (О2)0а2 = 0.
Эти уравнения дают для 0ai и 0а2
следующие значения:
о - Кр22~ы2)
0 =_____________1^2________
“2 (Pf-<o2)(P2-<o2)-P2P22 '
Амплитудное значение переменной сос-
тавляющей вращающего момента, воспри-
нимаемого муфтой и вторым диском,
определяется по формуле
Г“м Хе 0О1)
= —--------------. (21.13)
Чи (р2-<о2)(р2-(л2)-р2р2 ’
Подставляя в соотношение (21.13) вы-
ражения (21.10), после несложных преоб-
разований найдем
1
у' ___у’ т 1 _
ам al т / , \2 1
•'l (<о/Р) -1
272
где р=у\/(^0М^/п) — частота собственных
крутильных колебаний системы; Jm — при-
веденный момент инерции масс системы,
l//m = (l//i) + (l/J2); — коэффициент
динамической нагрузки, определяемый по
формуле
Из соотношений (21.14) и (21.15)
следует, что значение переменной нагруз-
ки на муфту и «ведомую» часть системы
зависит от переменной составляющей
Та\ вращающего момента, круговой часто-
ты со и коэффициента податливости Х0М
муфты (частоты собственных колебаний
системы). Если при заданных параметрах
привода податливость муфты Х0М->О
(абсолютно жесткая муфта), то /гд-^1,
и переменная нагрузка будет переходить
через муфту на 2-й диск. Если Х0м->оо,
то &д—>0, и переменная нагрузка не
попадет на выход муфты. При исполь-
зовании упругих муфт, обладающих высо-
ким коэффициентом крутильной податли-
вости Х0М, можно существенно снизить
переменные нагрузки в системе. В этом
случае муфта играет роль «фильтра»
(амортизирующего устройства).
При работе в дорезонансной зоне
(со^р) и коэффициент 1 (рис. 21.5).
Обычно при использовании упругих
муфт (о/р>у/2 и коэффициент &д-<1. Ра-
бота в этой части зарезонансной зоны ха-
Рис. 21.5.
Зависимость коэффициента ka от отношения
со/р
рактеризуется сравнительно небольшими
нагрузками на муфту и другие детали при-
вода. Так, при со/р = 2 коэффициент 6Д=
= 0,33, а при (о/р = 3 он равен 0,125. Учи-
тывая возможность повреждения муфты
при переходах через резонанс в моменты
пуска и после выключения привода, в рас-
четах принимают 6Д= 1,04-1,5.
На режиме вблизи резонанса (ьжр)
переменные нагрузки в системе существен-
но зависят также от демпфирующей
способности муфты, характеризуемой
гистерезисными потерями (рассеянием)
энергии колебаний в элементах муфты.
Эти потери наиболее значительны при из-
готовлении упругих элементов муфт из по-
лимерных материалов. Поглощенная энер-
гия колебаний вызывает разогрев упру-
гих элементов и может вызвать потерю
работоспособности их. Коэффициент дина-
мической нагрузки при упругом внутрен-
нем сопротивлении находят по формуле
‘.=дЛ—,+1y? , (2Ы5)
V [1 -(<о/р)2] +(Ц)/2л)2
где ф = Р/?/Р — коэффициент поглощения
энергии; здесь PR—энергия, поглощен-
ная материалом упругого элемента (эле-
ментов) муфты или ее конструкцией за
цикл деформаций; Р — потенциальная
энергия системы при той же амплитуде.
Коэффициент ф связан с декрементом
6 колебаний; при ф^0,3 можно принимать
ф«26. Значения коэффициента £д в зави-
симости от отношения оо/р и декремента
колебаний приведены на рис. 21.5. На-
пример, для муфты с резиновыми упру-
гими элементами ф = 0,3 4- 0,4; 6 = 0,154-
0,2; &д= 154-20 вблизи резонанса.
Аналогично можно определить аморти-
зирующую способность муфт при действии
ударных и импульсных нагрузок.
В заключение отметим, что при исполь-
зовании упругих и компенсирующих муфт
проблемы работоспособности и надежнос-
ти приводов частично переносятся с валов
и опор на муфты, точнее, на их ком-
пенсирующие элементы, которые имеют
значительные взаимные смещения (линей-
ные, угловые и окружные) под нагруз-
кой или испытывают повышенные дефор-
273
мации и напряжения, а потому подверже-
ны повреждениям (износу, разрушениям).
21.4. Глухие муфты
Глухими называют муфты, образующие
жесткое соединение валов (составной
вал). К их числу относят втулочные
и фланцевые муфты (см. рис. 21.1),
которые компенсируют радиальные смеще-
ния осей валов до 5 мкм для исключе-
ния чрезмерных дополнительных сил.
Несущая способность втулочных муфт
ограничена обычно прочностью соедине-
ний (шпоночных, штифтовых, болтовых).
Фланцевые муфты стандартизованы
(ГОСТ 20761—80), их применяют для
соединения валов диаметрами 11—250 мм
в диапазоне вращающих моментов 8—
40 000 Н-м при частоте вращения до
1000 мин-1 для муфт большого диаметра
и до 4000 мин-1 для муфт малых диа-
метров. Полумуфты изготовляют литьем из
чугуна или стали при высокой частоте
вращения, а болты — из высоколегиро-
ванной стали. Болты устанавливают в
отверстия полумуфт либо с зазором, либо
без зазора (с небольшим натягом).
Для передачи больших вращающих мо-
ментов применяют фланцевые муфты, у
которых полумуфты снабжены торцовыми
зубьями (прямыми или круговыми, см.
рис. 20.12, б). Такие муфты соединяют
с валами с помощью сварки или эволь-
вентных шлицевых соединений.
21.5. Упругие
и компенсирующие муфты
Упругие муфты за счет использования
своих упругих силовых элементов способ-
ны не только компенсировать радиальные
и угловые смещения, но и демпфиро-
вать колебания, амортизировать толчки
и удары.
Упругие втулочно-пальцевые муфты
типа МУВП по ГОСТ 21424—75
(рис. 21.6,а) применяют в приводе от элек-
тродвигателя и в других случаях для валов
диаметрами 9—160 мм при вращающих
моментах 6,3—16 000 Н*м. Стандартом
предусмотрены муфты типа I (с цилин-
дрическим отверстием для валов) и типа
II (с коническим отверстием для валов);
они могут быть выполнены в двух испол-
нениях (для длинных и коротких кон-
цов валов). Вращающий момент между
полумуфтами передается через резиновые
гофрированные втулки /, надетые на паль-
цы 2. Муфты допускают, в зависимости
от типоразмера, радиальное смещение осей
валов на 0,2—0,4 мм, продольное смещение
валов на 10—15 мм и угловое смещение
на 1°. Их работоспособность определяется
стойкостью втулок. Диапазон рабочих
температур — от минус 40 до+ 50 °C.
Для ограничения износа среднее кон-
тактное давление пальца на втулку
2Т
Рис. 21.6.
Муфты:
а—втулочно-пальцевая; б—с торообразной оболочкой
274
где z = 6 — число пальцев; Dm — диаметр
окружности расположения осей пальцев;
dn — диаметр пальцев; I — длина упругого
элемента; [р] — допускаемое давление
для резиновых втулок (обычно равно 2
МПа).
Упругая муфта с торообразной оболоч-
кой обладает хорошими компенсирующими
свойствами, она стандартизована. По
ГОСТ 20884—82 изготовляют муфты с
оболочкой выпуклого профиля (тип 1,
рис. 21.6, б) и с оболочкой вогнутого
профиля (тип 2). Полумуфты могут иметь
цилиндрические (исполнение 1) или кони-
ческие (исполнение 2) отверстия для ко-
ротких и длинных концов (хвостовиков)
валов соответственно по ГОСТ 12080—
66 и ГОСТ 12081—72.
Оболочка 3 соединяется с полумуфтами
1 и 2 с помощью прижимных колец
4.
Муфты с оболочками выпуклого профи-
ля выпускаются для валов диаметрами
14—240 мм и передачи вращающих мо-
ментов в диапазоне 20—40 000 Н-м.
В зависимости от типоразмера она может
компенсировать осевые (до 11 мм),
радиальные (до 5 мм) и угловые (до
1,5°) смещения, но имеет большие диа-
метральные габариты.
Муфта с оболочкой вогнутого профиля
при наибольших диаметрах соединяемых
валов, равных 180 мм, допускает осевое
(до 9 мм), радиальное (до 6 мм)
и угловое (до 6°) смещения полумуфт
и может передать номинальный вращаю-
щий момент до 16 000 Н-м.
При отклонении валов от соосности муф-
та создает дополнительные нагрузки на
них. Радиальная сила и изгибающий мо-
мент при этом сравнительно невелики,
а осевая сила Fa\ от единичного осевого
смещения составляет 150—300 Н/мм
(большие значения для муфты высокой
нагрузочной способности). Ее следует учи-
тывать в расчетах подшипников.
Распространенный отказ — разрушение
оболочки у зажима. В сечении у зажи-
ма напряжения среза
где D\ — диаметр оболочки в расчетном
А—А
Т<в,ЗНм
Рис. 21.7.
Упругая муфта
со звездочкой
сечении; 6 — толщина оболочки; [т] =0,4
МПа — допускаемое напряжение при сре-
зе.
Упругая муфта со звездочкой (рис.
21.7) выполняется по ГОСТ 14084—76
и применяется для соединения валов в
диапазоне диаметров 12—45 мм при вра-
щающем моменте 2,5—400 Н-м.
Муфты допускают смещение осей валов
до 0,4 мм, угол перекоса 1,5° и могут
работать при температуре от минус
40 до +50 °C.
Муфта состоит из двух одинаковых
полумуфт, снабженных кулачками, между
которыми помещается резиновая звездоч-
ка с четырьмя или шестью лепестками.
Первая может передавать вращающий
момент до 6,3 Н-м при частоте враще-
ния 5000—6500 мин-1, вторая — враща-
ющий момент от 16 до 400 Н-м
при 1500—4500 мин-1 (большая частота
вращения допускается для муфт меньшего
диаметра).
Муфты просты по конструкции, имеют
высокие эксплуатационные качества. К
недостаткам следует отнести сравнительно
небольшой передаваемый вращающий мо-
мент и необходимость сдвига валов или
полумуфт при монтаже.
Компенсирующие муфты могут быть зуб-
чатыми, цепными и шарнирными.
Зубчатые муфты по ГОСТ 5006—83
(рис. 21.8) применяют в высоконагружен-
ных конструкциях для валов диаметром
от 40 до 200 мм. Муфта состоит из
275
Рис. 21.8.
Зубчатая муфта
двух втулок / с внешними зубьями и
двух обойм 2 с внутренними зубьями.
Обоймы соединены жестко с помощью
болтов, посаженных в отверстия без
зазора. Радиальные и угловые смещения
осей втулок относительно оси обоймы
взаимосвязаны в процессе эксплуатации.
Наибольшее угловое смещение может до-
стигать 1,5° при отсутствии радиального
смещения, а наибольшее радиальное сме-
щение— от 1,5 до 6,5 мм (в зависи-
мости от диаметра вала) при отсутствии
углового смещения.
Для муфт используют эвольвентное
зацепление с профильным углом а = 20°
и коэффициентом высоты /га* = 0,8. Цен-
трирование обоймы относительно втулки
обычно выполняют по наружному диа-
метру da\ при этом поверхность заго-
товки по диаметру da рекомендуется обра-
батывать по сфере.
Зубья втулки выполняют с линейчатыми
(рис. 21.8,6) или криволинейными
(рис. 21.8,в) образующими. Перекос
бочкообразных зубьев (с криволиней-
ными образующими) не вызывает концен-
трации нагрузок на их кромках.
Большое число одновременно работаю-
щих зубьев эвольвентного профиля обес-
печивает компактность и высокую нагру-
зочную способность.
276
поверхности зубьев выполняют
(45—55 HRC), а внутрь муфты
масло.
муфт также производится по
Соединение втулок с валом осущест-
вляется шпонкой и посадкой с натягом
или шлицами.
При работе муфты в условиях смещений
соединяемых валов возникают дополни-
тельная радиальная схема (0,24-
4-0,4)Ft и момент Ми«(0,14-0,15)7, на-
гружающие вал (Ft—2T/dM — окружная
сила на расчетном диаметре муфты, см.
рис. 21.8, бив).
При вращении валов, установленных
с перекосом, происходит циклическое сме-
щение (продольное и радиальное) зубьев
втулок относительно обойм. Это смещение
(скольжение) вызывает изнашивание
зубьев. Для повышения износостойкости
активные
твердыми
заливают
Подбор
расчетному вращающему моменту. Износ
зубьев муфты в течение ресурса будет
допустимым, если на рабочих поверхностях
средние контактные напряжения (давле-
ния)
п — 2ГДД^Н гп]
где = 1,1 4- 1,3 — коэффициент концен-
трации нагрузки; Ьм и dM — длина зуба и
диаметр делительной окружности;
1,8m — рабочая высота зуба; z — число
зубьев полумуфты; [р]—допускаемое
давление (равно 3,6—4,6 МПа при твердо-
сти муфт после термоулучшения 280—
320 НВ и 10—12 МПа — после химико-
термической обработки зубьев).
Цепные муфты по ГОСТ 20742—75
(рис. 21.9) применяют для соединения
валов диаметром от 20 до 140 мм при
Рис. 21.9.
Цепная муфта
передаче вращающего момента от 63
до 8000 Н-м с частотой вращения 500—
1600 мин-1 (большая частота допуска-
ется для муфт с меньшими внешними
диаметрами). Муфты допускают радиаль-
ное смещение валов до 1,2 мм и угловое
смещение до 1°. Для предохранения от
загрязнения и лучшего смазывания муфты
целесообразно закрывать кожухом с уп-
лотняющими элементами. Вращающий мо-
мент передается с помощью звездочек
и цепи.
Соединение полумуфт с валами может
осуществляться с помощью прямобочных
или эвольвентных шлицев, а также шпон-
ками.
Достоинства муфт: простота конструк-
ции и обслуживания, надежность, техно-
логичность изготовления, малые габариты
и масса, удобные монтаж и демонтаж;
недостаток — наличие «мертвого» хода,
который ограничивает их применение в
реверсивных передачах.
Шарнирные муфты по ГОСТ 5147—
80 (рис. 21.10) обеспечивают передачу
вращения между несоосными валами,
допуская наибольшие углы перекоса (до
45°) по сравнению с муфтами других
типов. Это достигается с помощью
шарниров трения скольжения и промежу-
точного звена П в виде параллелепипеда с
двумя отверстиями, оси которых пере-
секаются под прямым углом. Муфты
изготовляют для валов с диаметрами от
8 до 42 мм, а передаваемый вращаю-
щий момент колеблется от 11,2 до 1120
Н-м.
Помимо рассмотренных конструкций,
Рис. 21.10.
Шарнирная муфта (а) и ее сечение (б)
на практике применяют поводковые, мем-
бранные и другие муфты.
21.6. Управляемые муфты
Управляемые муфты предназначены для
соединения или разъединения валов, а
также валов и установленных на них
деталей в подвижном или неподвижном
состоянии с помощью специальных меха-
низмов управления. Их используют в ко-
робках передач и других механизмах при
необходимости изменения режима работы.
Передача вращающего момента может
осуществляться либо за счет зацепления
(зубчатые или кулачковые муфты), либо
силами трения (фрикционные муфты).
Конструкции управляемых (сцепных)
муфт разнообразны. На рис. 21.11,а
показана кулачковая сцепная муфта,
встроенная в зубчатое колесо. Ее полу-
муфты 1 (посажена с натягом на ступи-
цу колеса и зафиксирована штифтами 7)
и 3 имеют на торцовой поверхности вы-
ступы — кулачки 6 трапециевидного сече-
ния. Полумуфта 3 является подвижной
и с помощью рукоятки 2 может пере-
мещаться вдоль шлицевого вала 4
до ограничительного кольца 5. При вклю-
ченной муфте (показано на рис. 21 1, а)
вращающий момент от зубчатого колеса
передается через кулачки и шлицы к валу.
При выключенной муфте зубчатое колесо
свободно вращается на валу, опираясь
на подшипник скольжения 8.
Зубчатая муфта (рис. 21.11, б) работает
аналогично кулачковой. Включение и вык-
лючение муфты осуществляется переме-
щением втулки 1 вдоль ведущего вала
2 по шпонке 3. Для уменьшения износа
зубьев в муфту заливается густой сма-
зочный материал (масло). Герметизация
муфты обеспечивается уплотнениями 4.
Кольцо 5 ограничивает ход зубчатой втул-
ки /.
Кулачковые и зубчатые сцепные муфты
выходят из строя из-за износа кулачков
и зубьев. Их расчет ведут в форме
ограничения среднего контактного напря-
жения на кулачках и зубьях
Фрикционные сцепные муфты передают
вращающий момент между полумуфтами
277
Рис. 21.11.
Управляемые муфты:
а — кулачковая, б — зубчатая
Рис. 21.12.
Фрикционная сцёпная муфта
Материал трущихся деталей (накладок)
выбирается в зависимости от среднего
контактного давления (рис. 21.12):
2Tkc
D fzA
т 1
за счет сил трения на рабочих по-
верхностях (дисковой или конической фор-
мы). Давление на поверхностях контакта
(смазываемых или сухих) создают с по-
мощью устройств и механизмов включения
различного типа (пружинно-рычажных
механизмов, электрических, гидравличес-
ких и пневматических устройств).
При включении фрикционных муфт
вращающий момент нарастает с увели-
чением силы нажатия (контактных давле-
ний на поверхностях трения). Благодаря
этому можно соединить валы под нагруз-
кой. Пробуксовывание муфты в процессе
включения обеспечивает плавный разгон
ведомого вала.
Фрикционные муфты должны обладать
надежностью сцепления, высокой износо-
и теплостойкостью контактирующих по-
верхностей.
где Fa — осевая сила; Т — вращающий мо-
мент; kc = 1,3-4- 1,5 — коэффициент запаса
сцепления; Dm — средний диаметр контак-
та (см. рис. 21.12); f — коэффициент
сцепления (трения покоя); z—число пар
поверхностей трения; А — площадь по-
верхности трения; [р] — допускаемые
давления (табл. 21.1).
Площадь поверхности соприкосновения
(контакта)
А = ?iDmb,
где b — ширина поверхности трения (при-
нимают в зависимости от диаметра Dm,
Ь — ^Dm). Обычно ф = 0,15 4-0,25 для дис-
ковых и конусных муфт и 0,2—0,3
для цилиндрических муфт.
Если принять фрикционный материал
и задаться значением ф, то
D > \l 2k<T
278
Таблица 21.1
Характеристики фрикционных материалов, используемых в фрикционных муфтах
Материал фрикционной пары Наличие смазки Допускаемое давление [р], МПа fCT при срабаты- вании после при- работки (мини- мальное значе- ние) /ск при скольже- нии после при- работки (среднее значение) Допускаемая температура в контакте [0], °с
Сталь — металлоке- Есть 2,5—3,0 0,15 0,08 *
рамика Нет 1,0—1,5 0,25 0,18 600
Сталь — ретинакс Нет 1,0—1,5 0,35 0,25 600 -800
Сталь — бронза Есть 0,4—0,5 0,1 0,05 *
Сталь — сталь Есть 0,4—0,6 0,12 0,06 *
* Определяется температурой вспышки масла.
При мечание. При скорости скольжения иСк>2,5 м/с, измеряемой по среднему диаметру, давление [р]
рекомендуется понижать: при иСк~5 м/с — на 15%; при иСк~ 10 м/с — на 20%; при иск« 15 м/с — на 35%.
Необходимая для создания нормальной
силы в дисковой муфте осевая сила
F - 27
°
Интенсивность изнашивания муфт зави-
сит от мощности, расходуемой на трение:
P = fpvCK^ [Р],
где уск = 0,5(о£)т — средняя скорость
скольжения; [Р] — допускаемая мощ-
ность трения.
Из этих формул несложно заметить,
что для увеличения передаваемого вра-
щающего момента можно увеличить число
пар поверхностей трения. При этом сила,
сжимающая детали, остается неизменной.
Это обстоятельство реализуют на прак-
тике, применяя многодисковые муфты.
На рис. 21.12 в качестве примера
показана конструкция такой муфты. Муф-
та состоит из посаженного на вал 1
барабана 2 с внутренними шлицами, шли-
цевой втулкой 8, посаженной на ведомый
вал 9, а также трех ведущих 5 и
двух ведомых 4 дисков, сжимаемых повод-
ком 3 при осевом перемещении втулки
6 по направляющей шпонке 7. Осевое
перемещение тормозных дисков происхо-
дит за счет скольжения их выступов
по шлицевым пазам барабана и втулки.
21.7. Предохранительные муфты
Предохранительные муфты выполняют
автоматически одну из следующих функ-
ций: ограничение передаваемой нагрузки
(предохранительные муфты); передачу на-
грузки (момента) только в одном направ-
лении (обгонные муфты).
Включение и выключение предохрани-
тельных муфт происходит обычно авто-
матически, поэтому их называют иногда
самодействующими или самоуправляю-
щимися.
Основные требования к таким муфтам:
точность срабатывания, быстродействие,
надежность.
Предохранительные муфты служат для
защиты механизмов и машин от пере-
грузок. Они срабатывают, если вращаю-
щий момент на ведомом валу механизма
превышает некоторую предельную величи-
ну.
Ниже даны лишь краткие сведения о
предохранительных муфтах. Полные дан-
ные содержатся в специальной литерату-
ре.
На рис. 21.13 приведена фрикционная
предохранительная муфта, по конструкции
сходная со сцепной муфтой (см. рис. 21.12).
Осевая сила создается в муфте нажим-
ным устройством, включающим в себя
нажимной диск 1 и гайку 2, между кото-
рыми размещены тарированные пружины
5, сжатые до необходимой силы тремя
болтами 4 и гайками 3. Устройство
собирается вне муфты и вворачивается
в корпус до соприкосновения нажимного
диска с комплектом фрикционных дисков.
В таком положении болты отвинчиваются,
нажимной диск оказывается не связанным
279
Рис. 21.13.
Фрикционная предохранительная муфта
с нажимной гайкой и силы пружин
передаются на фрикционные диски. При
возрастании вращающего момента до
расчетного значения муфта начнет про-
скальзывать.
Отметим, что в сцепной муфте механизм
управления (пружина) отсутствует.
Аналогичен принцип действия распро-
страненных предохранительных шарико-
вых муфт (рис. 21.14). При достиже-
нии вращающим моментом предельного
значения под действием осевых сил,
обусловленных формой впадин (см. вид
В—В) полумуфты /, шарики смещаются
в осевом направлении (преодолевая сопро-
тивление пружины) и размыкают муфту.
Предохранительные шариковые муфты
по ГОСТ 15621—77 для диаметров валов
от 8 до 48 мм допускают вращающие
моменты 4—400 Н*м.
На практике используют также предо-
хранительные кулачковые и некоторые
другие типы предохранительных муфт.
Предохранительные муфты с разру-
шающимся элементом — штифтом (рис.
21.15) просты и надежны в работе,
обладают сравнительно высокой точностью
срабатывания. Штифты изготовляют из
хрупких материалов (высокоуглеродистой
стали, чугуна, бронзы и др.), чтобы
повысить быстродействие. Их размещают
в закаленных до высокой твердости
втулках из сталей 40Х, У8А, У10А и др.
Втулки в полумуфтах сажают по посадке
H7/js6, а штифт во втулках — по
H7/js6 или Н7/к6.
Для обеспечения чистого среза штифтов
торцы втулок в собранной муфте долж-
ны соприкасаться друг с другом. Но
подвижная полумуфта имеет осевую «иг-
ру» на зазор. Поэтому после срабаты-
вания муфты торцы втулок могут заде-
вать друг за друга. Чтобы этого не про-
исходило, между торцами следует преду-
сматривать зазор, на 0,05—0,10 мм боль-
ший, чем между торцами полумуфт.
6 А
Рис. 21.14.
Предохранительная шариковая муфта
280
Рис. 21.15.
Предохранительная муфта с разрушающимся
элементом
После разрушения штифта (штифтов)
от перегрузки муфта разъединяет кине-
матическую цепь, и полумуфты вращаются
относительно друг друга. Поэтому одну
из полумуфт сажают по посадке H7/f7.
По торцам эта полумуфта должна иметь
минимальный зазор (0,05...0,10 мм).
Обгонные муфты (муфты свободного хо-
да) предназначены для передачи вращаю-
щего момента только в одном направ-
лении.
Наибольшее распространение получили
фрикционные обгонные муфты, передаю-
щие вращающий момент за счет закли-
нивания между полумуфтами промежуточ-
ных тел (в основном роликов). Такие
муфты бесшумны, компактны, могут рабо-
тать при высокой частоте вращения.
Их изготовляют для валов диаметром
10—90 мм и передачи момента до
750—800 Н-м.
На рис. 21.16, а показана роликовая
обгонная муфта. При вращении звездочки
1 по часовой стрелке ролики 2 закли-
ниваются между звездочкой и наружным
кольцом 3 и передают вращение сое-
диненному с ним ведомому валу. При-
жимные устройства 4.уменьшают «мерт-
вый» ход и способствуют равномерному
распределению нагрузки между роликами.
При вращении звездочки в обратном
направлении ролики заклиниваться не бу-
дут и вращение не будет передаваться.
Рис. 21.16.
Обгонная муфта
Муфта свободного хода позволяет
ведомому звену вращаться (например,
по инерции) при остановленном ведущем
звене. Этот эффект используется в пере-
дачах велосипедов, мотоциклов, станков,
автомобилей и т. д.
В роликовой муфте ведущим может
быть и наружное кольцо при вращении
против часовой стрелки.
Силы, действующие на ролик со сторо-
ны звездочки 1 и кольца 3, показаны
на рис. 21.16,6. Видно, что равнодей-
ствующие F % нормальных сил и сил тре-
ния в зонах контакта (точки А и В)
отклонены от радиуса на угол а/2.
Поэтому, чтобы ролик не выскальзывал
из паза, угол трения р^0,5а, т. е.
f = tgp tga/2 (f — коэффициент трения
скольжения ролика по пазу или обойме).
Сила, действующая на ролик,
„ a ’
zDo sin —
в 2
281
Рис. 21.17.
Центробежная муфта
где z — число роликов; £>в — внутренний
диаметр кольца; а = 6 4-8° — угол закли-
нивания.
Наибольшее контактное напряжение оп-
ределяют по формуле Герца (см. с. 24).
Звездочку, ролики и кольца изготовляют
из стали ШХ15 с твердостью не менее
60 HRC, допускаемое контактное напря-
жение [ая]= 12004-1500 МПа.
Центробежные муфты используют для
автоматического соединения и разъедине-
ния валов при достижении определенной
частоты вращения. Они представляют со-
бой сцепные фрикционные муфты (ко-
лодочные, дисковые и др.), в которых
нормальная сила создается центробежны-
ми силами. На рис. 21.17,а показана цент-
робежная фрикционная четырехколодоч-
ная муфта, встроенная в шкив 1
плоскоременной передачи. Радиально
перемещающиеся колодки 2 смонтированы
на направляющем кресте 3. В неподвижной
муфте положение колодок в кресте
фиксируется с помощью плоских пружин
4 и винтов 5. При частоте вращения,
составляющей 70—80% от максимальной,
колодки 2 под действием сил инерции,
преодолевая силы пружин 4, вплотную
подойдут к внутренней поверхности шкива.
Но вращающий момент при этом пере-
даваться не будет. При последующем
увеличении частоты вращения колодки
прижмутся к шкиву, и за счет сил тре-
ния последний начнет передавать вра-
щающий момент.
Соприкосновение между колодками и
барабаном произойдет при условии, что
центробежная сила
Fq = mtdQr F,
где иг — масса колодки; соо — угловая ско-
рость крестовины; г — расстояние от цент-
ра масс колодки до оси вращения (рис.
21.17, б).
Сила, развиваемая пружиной в виде
двухопорной балки,
47 №>EJy
где у — стрела прогиба; EJ — жесткость
сечения пружины при изгибе; J = bh?/12 —
момент инерции сечения пружины (см.
рис. 21.17,6); I — расчетная длина пружи-
ны.
Для передачи вращающего момента Т
необходима угловая скорость (щ. При этом
T = (F — F0)Rfz = mrRfzfa i2 — co02).
В диапазоне угловых скоростей между
coo и ди муфта пробуксовывает и посте-
пенно разгоняет ведомый вал.
282
Масса одной колодки
Tk
rRfz^2{-^
где k — коэффициент режима.
Работоспособность колодок рассчитыва-
ют так же, как и в других фрикцион-
ных муфтах.
Центробежные муфты позволяют во
многих случаях снизить пусковые нагруз-
ки, так как обеспечивают разъединение
ведущего и ведомого валов до того момен-
та, пока ведомый вал не достигнет
заданной угловой скорости.
В заключение отметим, что, кроме ра-
зобранных здесь групп муфт с характер-
ным для них функциональным назначе-
нием, распространены комбинированные
конструкции, которые сочетают в себе две
или более функций, например, компен-
сацию и предохранение или предохране-
ние и управление и т. д.
Глава 22
подшипники скольжения
22.1. Общие сведения
Подшипник скольжения (рис. 22.1)
является парой вращения, он состоит
из опорного участка вала (цапфы) 1
и соответственно подшипника 2, в котором
скользит цапфа.
В качестве опор вращающихся осей
и валов подшипники скольжения исполь-
зуются в конструкциях, в которых приме-
нение подшипников качения затруднено
или недопустимо по ряду причин: высокие
вибрационные и ударные нагрузки; низ-
кие и особо высокие частоты вращения;
повышенные требования к стабильности и
точности положения валов и др.; работа
в воде, агрессивных средах; работа при
недостаточном смазывании или без смазы-
вания; необходимость выполнения диамет-
рального разъема; отсутствие подшипни-
ков качения требуемых диаметров (мини-
атюрные и особокрупные валы) и др.
Надежность работы подшипников опреде-
ляет работоспособность и долговечность
машин.
Подшипникам скольжения свойственны
и некоторые недостатки. Так, тяжелона-
груженные подшипники, работающие при
высоких частотах вращения, нуждаются
в принудительном подводе под давлением
смазочного материала (масла, воды и др.)
для поддержания режима жидкостного
трения и отвода выделяющейся теплоты.
Подшипники с обычными маслами на-
дежно работают лишь до температур
не выше 150 ° С. При работе в условиях
пониженных температур возрастает пуско-
вой момент из-за загустения масла.
Благодаря бесшумности и указанным
выше достоинствам, а также по кон-
структивным и экономическим соображе-
ниям опоры скольжения находят широ-
кое применение в паровых и газовых
турбинах, двигателях внутреннего сгора-
ния, центробежных насосах, центрифугах,
металлообрабатывающих станках, прокат-
ных станах, тяжелых редукторах и пр.
По воспринимаемой нагрузке различа-
ют:
радиальные (опорные) подшипники;
283
воспринимают радиальную нагрузку (рис.
22.1, а и б);
осевые (упорные) подшипники; воспри-
нимают осевые силы (рис. 22.1, в и г);
радиально-упорные подшипники; вос-
принимают радиальные и осевые нагрузки;
обычно их функции выполняют упорные
подшипники, совмещенные с радиальными
(см. рис. 22.1, в).
Цапфу, передающую радиальную на-
грузку, называют шипом при располо-
жении ее в конце вала (см. рис. 22.1, а)
или шейкой, если она находится в сере-
дине вала (см. рис. 22.1,6). Цапфу,
передающую осевую нагрузку, называют
пятой (рис. 22.1,в), а подшипник 3—
подпятником.
Форма рабочей поверхности подшипни-
ков и цапф может быть цилиндричес-
кой, конической и шаровой, но кони-
ческие и шаровые подшипники применя-
ются редко.
22.2. Особенности работы
подшипников
Общие соображения. Условия работы
подшипника скольжения — пары трения
скольжения — в значительной мере зави-
сят от параметров режима (удельной
нагрузки р и угловой скорости со цапфы),
наличия и типа смазочного материала
(жидкого, твердого, газообразного), физи-
ко-механических характеристик контакти-
рующих поверхностей и достаточно полно
могут быть охарактеризованы потерями
на трение. Этот параметр определяет
тепловыделение и износостойкость под-
шипника, а в конечном счете — его надеж-
ность.
Для однотипных подшипников с одина-
ковым соотношением главных размеров
(диаметра d и длины I цапфы; рис.
22.1,а) потери на трение пропорциональ-
ных коэффициенту трения в подшипнике
27
<22|>
где Fr — радиальная сила; Tf — момент
трения в подшипнике.
Поверхности вала и подшипника могут
взаимодействовать без смазочного мате-
риала («сухое» трение), через тонкий слой
Рис. 22.2.
Положение цапфы в подшипнике скольжения
смазочного материала (граничное и полу-
жидкостное трение). На практике стре-
мятся реализовать в подшипнике сколь-
жения работу в режиме жидкостного
трения, когда процесс трения переносит-
ся в слой жидкого смазочного мате-
риала, обладающий невысоким сопротив-
лением сдвигу и предохраняющий поверх-
ности деталей от повреждения.
Режимы работы подшипника скольже-
ния при смазывании жидкостью. Просле-
дим за изменением коэффициента трения в
подшипнике скольжения (рис. 22.2, а) в за-
висимости от безразмерного параметра ре-
жима работы
Х=|л(о/р/п,
где |х — динамическая вязкость смазочно-
го материала; pm = Fr/ (Id) — удельная на-
грузка.
Предположим, что подшипник работает
при постепенном нарастании угловой
скорости (o(pm = const; ц = const). Тогда
при малой угловой скорости со, соответст-
вующей скорости скольжения v <0,1 м/с,
смазочный материал будет вытеснен из
зоны контакта и вершины шероховатостей
будут контактировать через адсорбиро-
ванную граничную пленку смазочного ма-
териала (граничное трение, зоны А на
рис. 22.3, а) или непосредственно («сухое»
трение, зоны Б на рис. 22.3, а). На этом
режиме эксцентриситет, т. е. смещение
центра цапфы Оо (см. рис. 22.2, а)
относительно центра подшипника О, будет
небольшим, т. е.
d-d л
П с
^тах 2 2 ’ (22.2)
284
Рис. 22.3.
Контакт шероховатых поверхностей
где dn и d — соответственно диаметры
подшипника и цапфы; А и 6 — диа-
метральный и радиальный зазоры в под-
шипнике.
Толщина граничных пленок, как
показывают исследования, составляет все-
го 0,1—0,3 мкм, и все молекулы этих
пленок испытывают воздействие силовых
полей, создаваемых контактирующими
поверхностями трущихся деталей. В этих
условиях подвижность молекул смазочного
материала ограничена; он приобретает
свойства, промежуточные между свойст-
вами жидких и твердых тел, а сопро-
тивление движению будет зависеть как от
качества смазочного материала, так и от
материала трущихся поверхностей. Коэф-
фициент граничного трения (рис. 22.4,
участок ab) для подшипников из распро-
Изменение коэффициента трения в подшипнике
скольжения от X
страненных антифрикционных материалов
может достигать 0,3. Граничное и «су-
хое» трение сопровождается изнашива-
нием контактирующих поверхностей.
Описанные условия работы характерны
для подшипников без смазывания и для
тихоходных подшипников с периодическим
смазыванием или недостаточной подачей
смазочного материала. В высокоскорост-
ных подшипниках такие условия смазыва-
ния допустимы только в начале перио-
да пуска и в конце остановки ротора.
С увеличением угловой скорости вала
коэффициент трения резко уменьшается
(см. рис. 22.4, участок Ьс) в связи с
нагнетанием жидкости под цапфу и
образованием промежуточного вида тре-
ния (полужидкостного), характеризуемого
наличием на отдельных участках одной и
той же поверхности граничного (зоны
А на рис. 22.3, б) и жидкостного тре-
ния, при котором расстояние между точка-
ми трущихся поверхностей больше тол-
щин граничных пленок. И хотя в этом
случае эксцентриситет е цапфы практичес-
ки не изменяется, нормальная сила в кон-
такте будет уравновешиваться силами
взаимодействия на площадках контакта
А (см. рис. 22.3, б) и силами гидро-
динамического давления в слое смазоч-
ного материала. Распределение нагрузки
между этими зонами зависит от внешней
силы и скорости относительного пере-
мещения, характеристик смазочного мате-
риала и состояния поверхности. Сила тре-
ния также образуется из двух составля-
ющих: сил взаимодействия поверхностей
и сопротивления вязкому сдвигу.
285
Коэффициент полужидкостного трения
и тепловыделения ниже, чем при гранич-
ном трении Однако этот режим харак-
терен нестабильными условиями смазы
вания, так как повышение температуры
в зоне контакта уменьшает вязкость и
может вызвать разрушение граничной
пленки и повышение коэффициента тре-
ния Поэтому работа подшипника с
высокой угловой скоростью по-прежнему
сопряжена с опасностью его перегрева
и выхода из строя
Начиная с некоторой угловой скорости
а) = о)кр (Х = Акр), при которой коэффициент
трения вал отходит от подшип-
ника («всплывает»), смещается в на-
правлении вращения, занимая новое поло-
жение (см рис 22 2, б) с меньшим эксцент-
риситетом цапфы в подшипнике После-
дующее увеличение угловой скорости,
уменьшая эксцентриситет, приводит к уве-
личению коэффициента трения (см рис
22 4, участок cd) в связи с увеличе-
нием толщины слоя смазочного материала
и ростом гидравлических потерь При этом
нарастающее гидродинамическое давление
удерживает вал на «масляном клине»
(см рис 22 2, б, на котором показаны
зазор клиновидной формы между цапфой
и подшипником и распределение давле-
ний в этом зазоре) Наименьший зазор
между цапфой и подшипником будет на
линии центров ОО\, т е
Лт1п=б-е = 6(1 — е), (22 3)
где 8 = е/д — относительный эксцентриси-
тет
На участке cd подшипник работает
в условиях жидкостного трения
По мере увеличения толщины слоя
смазочного материала (высоты зазора)
влияние материалов трущихся деталей
на реологию смазочного материала осла-
бевает, и при достаточно больших тол-
щинах смазочный материал ведет себя
как жидкость, находящаяся в большом
объеме Трение в подшипнике при этом
определяется законами гидродинамики
Коэффициент жидкостного трения не
превышает 0,005, износ практически
отсутствует, потери на трение и тепло-
выделение невелики Условия смазывания
носят устойчивый характер В случае
увеличения при работе, например, коэф
фициента трения, повысится температура
и уменьшится вязкость смазочного мате-
риала, т е снизится параметр X
Это предопределит уменьшение коэффици-
ента трения
Теоретически оптимальные условия ра-
боты подшипника обеспечиваются в точке
с, так как этому режиму соответствует
минимальный коэффициент трения
Таким образом, режим работы (тре-
ния) подшипника скольжения при жид-
костной смазке определяется расстоянием
между трущимися поверхностями цапфы
и подшипника (толщиной слоя смазочногс
материала)
Типы подшипников скольжения. В зави-
симости от вида трения, реализуемогс
между трущимися поверхностями, разли-
чают подшипники
«сухого» трения, т е не требующие
смазочного материала,
полужидкостного трения, работающие е
условиях периодического или недостаточ-
ного смазывания,
жидкостного трения, работающие лише
в условиях непрерывной обильной подачи
(насосом или самотеком) смазочной жид-
кости
Способы организации режима жидкост-
ного трения. Известны два способа созда-
ния режима жидкостного трения в под-
шипнике скольжения гидростатический и
гидродинамический
В гидростатических подшипниках дав
ление в поддерживающем слое жидкогс
смазочного материала (воде, масле и др )
создают насосом, подающим его в зазор
между цапфой и подшипником (рис 22 5)
Вследствие эксцентричного расположения
цапфы в подшипнике под нагрузкой
Рис. 22.5.
Гидростатический подшипник
286
торцовые зазоры (зазор) между цапфой
и подшипником оказываются снизу мень-
шими, чем сверху. В результате пере-
менный расход жидкости через зазор
приводит к появлению требуемого давле-
ния и подъемной силы. Давление жидкост -
сти в гидросистеме и ее расход опреде-
ляются зазором между цапфой и подшип-
ником, радиальной силой и вязкостью
материала.
В связи с необходимостью подачи
смазочного материала в зону высокого
гидравлического давления (под цапфу)
гидростатические подшипники требуют для
нормальной работы сложной гидросисте-
мы. Гидростатические подшипники рас-
сматривают в специальных курсах.
В гидродинамических подшипниках
жидкий смазочный материал подается
только в зону низкого давления (см.
рис. 22.2), откуда вращающейся цапфой
нагнетается вниз, в зазор, образуя
клиновидный поддерживающий слой.
Жидкость в этом зазоре подчиняется
законам гидродинамики. При определен-
ных условиях в ней создаются избыточ-
ные давления, вызывающие гидродинами-
ческую силу и уравновешивающие силу
ротора.
Гидродинамические подшипники полу-
чили наиболее широкое применение в
машинах благодаря простоте конструкции,
хотя в периоды пуска, медленного прокру-
чивания и остановки они работают в
условиях граничного (или даже «сухого»)
трения.
В тяжелонагруженных опорах исполь-
зуют комбинированные подшипники, в ко-
торых при малых скоростях вращения
(периоды пуска, остановки) внешнюю на-
грузку от ротора уравновешивают давле-
нием от насоса. На установившемся ре-
жиме работы, когда гидродинамические
давления могут удерживать ротор на не-
сущем слое жидкости, насос .отключают.
22.3. Виды повреждений
и критерии работоспособности
подшипников
Опыт эксплуатации показал, что под-
шипники, работающие в режиме «сухо-
го» и полужидкостного трения, выходят
из строя по ряду причин: заедание
(см. с. 54), пластическое деформиро-
вание и намазывание (см. с. 54),
абразивное изнашивание, особенно опасное
при засорении смазочного материала (см.
с. 53), а также усталостные разрушения
и отслаивание фрикционного слоя при
вибрационных и ударных нагрузках. Эти
повреждения зависят от вязкости сма-
зочного материала, удельной нагрузки,
скорости и других параметров режима
работы, используемых в качестве крите-
риев работоспособности.
Подшипники скольжения в режиме
жидкостного трения работают практически
без изнашивания, если не нарушается
режим смазки. В связи с этим для-них
основным критерием работоспособности
является минимальная толщина hmin слоя
смазочного материала, исключающая кон-
такт шероховатостей цапфы и подшип-
ника (вкладыша). Этапы пуска, медлен-
ного прокручивания и остановки ротора,
в процессе которых неизбежен контакт
шероховатостей, при этом не учитывают.
Теоретически минимальная толщина
смазочной пленки является единственным
критерием работоспособности подшипни-
ков жидкостного трения. Однако неточнос-
ти инженерных расчетов и изготовления
деталей, случайные перегрузки, нарушение
в снабжении смазочным материалом
и другие причины могут нарушать режим
жидкостного трения. В этих случаях
граничные пленки предохраняют от разру-
шения трущиеся поверхности деталей.
Прочность граничных пленок, как показы-
вает практика, зависит от температуры.
При высокой температуре в пленках (120—
140 ° С для турбинных масел) они разру-
шаются. Учитывая это обстоятельство, а
также ухудшение механических характе-
ристик подшипниковых материалов с
увеличением температуры, в расчетах
подшипников часто используют второй
критерий — максимальную температуру
несущей смазочной пленки.
22.4. Подшипники без смазочного
материала
Подшипники «сухого» трения (работаю-
щие без смазочного материала) применя-
287
ют в опорах, эксплуатируемых в агрессив-
ных, абразивных, радиационных, пищевых
и других средах, а также в герметичных
приводах аппаратов, компрессоров, насо-
сов и другого оборудования, когда внеш-
ний подвод смазочного материала недопу-
стим, в цилиндрических шарнирах тяг ме-
ханизмов управления и подвесок.
Нагрузочная способность подшипников.
Несущая способность подшипников «сухо-
го» трения зависит, как показывает опыт,
от интегрального параметра режима ра-
боты — расходуемой на трение мощности,
Pf==U)Tf=PmVfld’ (22.4)
где v — окружная скорость цапфы.
Эта мощность определяет выделяемую
в подшипнике теплоту и температуру.
Обычно для косвенной оценки износостой-
кости подшипников используют лишь пер-
вые два сомножителя — произведение pmv,
и условие триботехнической надежности
приобретает вид
Допускаемые режимы работы подшипников без
pmV^[pnv], (22.5)
где [роту] — допускаемое произведение
давления на скорость (табл. 22.1).
Полагают, что при удовлетворении усло-
вия (22.5) тепловой режим подшипника
обеспечит достаточную стойкость против
заедания.
При небольших скоростях скольжения
условие триботехнической надежности
(22.5) упрощают, принимая, что удель-
ная нагрузка на подшипник
рт^[рт], (22.6)
где [рт] — допускаемое давление, которое
(как и в других подобных расчетах)
является критерием подобия, обобщаю-
щим опыт проектирования. Значения
[Pm] даны в табл. 22.1.
При высоких скоростях скольжения и
небольших удельных давлениях работо-
способность подшипника ограничена из-за
повышения температуры. В этом случае
Таблица 22.1
иазочного материала («сухое» трение)
Материал подшипника (рот], МПа М» м/с [Р™»1. МПа-м/с и. °с Область применения
Графит 0,3—0,5 1,5 1 400 Опоры центробежных и газр-
Графит, пропитанный ме- таллом 0,3—1 3 1,5 200—300 дувных машин, механизмов, работающих в среде агрес-
Углепластик АМС-1, АФ-ЗТ 0,5 1,5—2 1,5 200 сивных газов и жидкостей при повышенных температу- рах
Полиамид на основе смол АК-7, П-610 2—3 0,5 0,1—0,15 75 Опоры ленточных конвейе- ров, редукторов, сельскохо-
Капрон 1,5—2,5 0,2 0,07—0,1 80—90 зяйственных, текстильных и
Капрон с наполнителем АТМ-2 2—2,5 2,5—3 3,5 140 бытовых машин
Текстолит 5 1 1 80
Фторопласт-4 0,5-^0,7 0,5 0,04—0,06 120 Опоры механизмов аппара-
Фторопласт-4 с наполни- телем 1—2,5 1 0,2—0,4 120 тов, работающих с агрессив- ными жидкостями и газами, механизмов криогенной, ме- дицинской, пищевой техники и др.
Металлофторопластовая лента 10—30 5 0,4 От —200 до 4-280 Подвески и шарниры в ме- ханизмах управления само- летов, вертолетов, автомо-
Металлокерамика, пропи- танная маслом 18—25 4—6 0,7—1 70—80 билей, сельскохозяйственных машин и бытовых приборов
Металлокерамические твердые сплавы 30 15 1 — 1,5 300
Минер алокерамика 0,5 2 1 500
288
работоспособность подшипника ограничи-
вают предельно допускаемой скоростью
скольжения и, записывая условие надеж-
ности в форме
[и]. (22.7)
Параметры [pmt>], [р] и [и] являются
по существу критериями подобия, обоб-
щающими опыт эксплуатации подшипни-
ков.
Расчет плоского подпятника (см. рис.
22.1, в) выполняется аналогично. Условия
надежности в этом случае имеют вид
р
[Pm] ; pmVC lPmt»]; V < [v] ,
где A — площадь опорной поверхности
пяты; v — средняя расчетная скорость.
Для кольцевой пяты (с центральным
отверстием диаметром dQ)
4 = -=-(d2-d*); v = w/?c;
1
п __ 1____0 .
С~ 3 d2_d2 ’
о
для сплошной пяты
л___. р ________А.
4 ’ з ’
Гребенчатую пяту (см. рис. 22.1,г)
рассчитывают по схеме плоской пяты.
Площадь опорной поверхности
Л=^2-^]г;
средний радиус гребней
где z — число гребней; d — наружный диа-
метр гребня.
Так как охлаждение гребней затрудне-
но, то допускаемые значения [рт] и
принимают на 25—40% ниже, чем для
кольцевой пяты или радиальных подшип-
ников.
Конструкции и материалы. Подшипники,
работающие без смазки,.выполняют обыч-
но в форме цилиндрических втулок
(см. рис. 22.1, а и б). На работо-
способность таких подшипников сущест-
венно влияют физико-механические свой-
ства трущихся поверхностей. Поэтому для
их изготовления используют преимущест-
10 Зак. 673
венно полимерные и композиционные ма-
териалы, которые наряду с высокими
антифрикционными свойствами обладают
высокой износостойкостью и химической
стойкостью, сопротивлением схватыванию
и т. д. Существенно, что полимеры
имеют низкую теплопроводность (в сотни
раз ниже, чем у металлов), высокий
коэффициент термического расширения
(в Десятки раз больше, чем у метал-
лов), небольшую твердость и высокую
деформативность. Поэтому области их
рационального использования ограничены
узлами трения с небольшими нагрузками
и скоростями скольжения. С большой эф-
фективностью полимеры применяют в ком-
бинации с другими материалами — в виде
пластмасс и металлополимерных компози-
ций.
Для снижения коэффициентов трения до
0,05—0,08 иногда в контакт вводят
твердые смазочные материалы (графит,
дисульфид молибдена, нитрид бора и др.),
способные легко расщепляться под меха-
ническим воздействием и образовывать
тонкую смазывающую пленку на трущих-
ся поверхностях.
Материал для подшипника «сухого»
трения выбирается в зависимости от на-
грузки, скорости скольжения, теплового
режима работы, свойств рабочей среды
и др.
Подшипники из углеграфитовых мате-
риалов (графита, углепластиков и др.)
обладают низким коэффициентом трения
(0,04—0,08), незначительным изнашива-
нием, высокими теплостойкостью и тепло-
проводностью, повышенной коррозионной
стойкостью. Для повышения износостой-
кости валов цапфу термообрабатывают до
твердости более 50 HRC, а продукты
изнашивания в период приработки под-
шипников периодически выводят продув-
кой из зоны контакта. Относительная ши-
рина l/d подшипников принимается обыч-
но 0,8—1,2. Более длинные подшипники
разрушаются от кромочных давлений при
перекосах. Острые кромки и зоны концен-
трации напряжений на втулках скругляют
во избежание сколов и разрушения (рис.
22.6, а), радиально-упорные подшипники
выполняют составными (рис. 22.6,6).
Толщину стенок s втулок принимают
289
Рис. 22.6.
Подшипниковые втулки и вкладыши
0,2d, но не менее 3 мм; радиальный
зазор 6= (0,00054-0,002)d. Для фиксации
втулок от проворачивания используют
гладкие цилиндрические штифты (см. рис.
22.6, а), посадки с натягом, клеевые сое-
динения.
Для повышения прочности, плотности и
износостойкости углеграфитовые материа-
лы пропитывают металлами (оловом,
свинцом, баббитом и др.) или фенолфор-
мальдегидной смолой (см. табл. 22.1).
Подшипники из полиамида технологич-
ны, хорошо работают в машинах при про-
никновении в них технологических жидко-
стей (химических, пищевых, морской воды
и др.), запыленных сред, при вибрацион-
ных и ударных нагрузках. Коэффициент
трения между стальной цапфой и поли-
амидной втулкой сравнительно высок
(0,12—0,35), однако износ вала обычно
пренебрежимо мал. Для повышения изно-
состойкости подшипниковых втулок в по-
лиамид вводят 5—15% наполнителя (гра-
фит, дисульфид молибдена, тальк и др.),
выполняют термообработку (нагрев до
160—180 °C в минеральном масле).
Полиамиды имеют низкую теплопровод-
ность, и теплоотвод через подшипник
затруднен. Для компенсации тепловых
расширений и исключения перегрева при-
меняют втулки с продольным разрезом,
продольным пазом и др. Обычно отно-
сительная ширина подшипника Z/d = 0,8 4-
4-1,0, толщина стенок (0,04 4- 0,06) d,
290
диаметральный зазор Л = (0,0044-
4-0,012)d. Посадку втулок в корпус
осуществляют на клее или с натягом.
Эффективны и распространены тонко-
слойные конструкции, получаемые обли-
цовкой стального вкладыша полиамидным
покрытием.
Фторопластовые подшипники обладают
рядом преимуществ перед другими по-
лимерными подшипниками: низкий коэф-
фициент трения (0,05—0,1), химическая
стойкость, способность работать в ва-
кууме, широкий диапазон эксплуатацион-
ных температур (от минус 200 до
280°С). Однако фторопласт—мягкий
материал, и для обеспечения высокой
износостойкости параметр шероховатости
Ra цапфы должен быть 0,2—0,4 мкм.
Фторопластовые подшипники не предназ-
начены для работы в абразивной среде
и не способны воспринимать высокие на-
грузки (рт^1 МПа).
Для повышения износостойкости под-
шипников применяют фторопласт с напол-
нителем в виде металлических порошков
(бронзы, меди, никеля), минеральных
порошков (талька, ситалла, рубленого
стекловолокна), а также твердые смазки
(графит, дисульфид молибдена, нитрид
бора и др.). Металлокерамические под-
шипники имеют наибольшую нагрузочную
способность среди подшипников «сухого»
трения. Они эксплуатируются в основном
при граничном трении, образующемся за
счет добавления в металлокерамику гра-
фита, серы, цинка, пропитки ее минераль-
ными маслами, пластмассами, металлами.
Промышленность выпускает по ГОСТ
24833—81 втулки из спекаемых материа-
лов, пропитанных маслом, фторопластом.
Относительная ширина втулок l/d =
= 0,84-1,0, толщина стенок $ =
= (0,24-0,3)d, но не менее 2,5 мм; диа-
метральный зазор в подшипнике А =
= (0,001 4- 0,0015) d. Втулки устанавлива-
ют в корпусах на клее или с натягом.
При особо высоких требованиях к изно-
состойкости опор (подшипники атомных
реакторов, электронасосов и др.) при-
меняют подшипники из металлокерами-
ческих твердых сплавов ВК6, ВК15 и др.,
карбида кремния ЦМ-332, ТК-15 и др.
22.5. Подшипники
полужидкостного трения
Подшипники скольжения, работающие
в режиме полужидкостного трения, широко
используют в подъемно-транспортных,
сельскохозяйственных, дорожных, строи-
тельных и других машинах. Полужид-
костное трение между цапфой и подшип-
никовой втулкой (вкладышем) обеспечи-
вается периодической или непрерывной,
но ограниченной подачей смазочного ма-
териала (масла, смазки, воды и др.).
Смазывание осуществляют с помощью
масленок. Подшипники, расположенные
в маслосодержащих полостях, смазывают
барботажным маслом.
Оценку несущей способности подшипни-
ков полужидкостного трения выполняют
по формулам (22.5) — (22.7) при увели-
ченных значениях допускаемых парамет-
ров [рт], [v] и [рти] (табл. 22.2).
Конструкции и материалы подшипников.
Конструкции деталей корпусов и подшип-
никовых втулок разнообразны и зависят
от конструкции механизма, машины (при-
бора) в целом, условий монтажа и эксплуа-
тации.
Промышленность выпускает стандарт-
ные автономные опоры с неразъемными
и разъемными корпусами из чугуна
СЧ 15. Их используют в подъемно-тран-
спортных устройствах и других конструк-
циях при давлении рт<4 МПа и окруж-
ной скорости цапфы v<Z3 м/с. Подшип-
Таблица 22.2
Допускаемые режимы работы подшипников
полужидкостного и жидкостного* трения
Материал подшипника [М МПа К МПа - м/с и, °C
Чугун:
АЧС-1 2,5 5 10 —
АЧС-5 20 1 20 —
Латунь: —
ЛКС 80-3-3 12 2 10 —
ЛМцЖ 52-4-1 4 2 6 —
Бронза:
БрСЗО 25 12 30 —
БрОЮФ! 15 10 15 —
БрА9Ж4Л 15 4 12 —
Баббит:
Б83 10—15 50 50—75 115
Б16 10 30 3 НО
Фторопласт-4 1,5 5 — 200
Фторопласт-4 с на- 3,5—4 8— — 200
полнителями 10
Полиамид АК-7 15—20 4 20 100
Капрон Б 2,0— 5 20 100
2,5
Текстолит при сма- 10 5— 25 100
зывании маслом 10
Резина при смазы- 4—10 10- —
вании водой 20
* Материал подшипника определяет его работу
в периоды пуска и остановки.
ники с неразъемными корпусами (рис.
22.7, а) сравнительно просты и дешевы.
В них используют стандартные втулки по
D
Рис. 22.7.
Неразъемный подшипник скольжения
10*
291
а)
Рис. 22.8.
Разъемный подшипник скольжения
ГОСТ 11525—65 (рис. 22.7,6) из анти-
фрикционного чугуна АЧС-1 (АЧС-2),
фиксируемые от проворачивания в корпусе
стопорными винтами (рис. 22.7, в). Под-
шипники смазывают пластичными смазка-
ми. Для подвода смазочного материала
после установки втулки сверлят отверстие
(см. рис. 22.7,6). Монтаж таких подшип-
ников достаточно сложен, так как требу-
ется осевой сдвиг вала, не допускается
регулировка диаметрального зазора и др.
Это ограничивает области их использова-
ния.
Стандартные разъемные подшипники
(рис. 22.8, а) просты в монтаже, их широ-
ко используют в тяжелом машиностроении.
Разъемный подшипник состоит из корпу-
са /, крышки 2, разъемной подшипни-
ковой втулки — двух вкладышей 3, кре-
пежных шпилек с гайками 4 и масленки
5. Разъем вкладыша делают по его диа-
метру, а разъем корпуса — ступенчатым.
Уступ в ступенчатом разъеме препятству-
ет поперечному сдвигу крышки относитель-
но корпуса подшипника. Разъем корпу-
са и вкладыша рекомендуется выполнять
292
по плоскости, перпендикулярной к ра-
диальной нагрузке. Поэтому плоскость
разъема корпусов в ряде случаев может
быть непараллельной плоскости основа-
ния.
Крышки и корпуса подшипников выпол-
няют достаточно жесткими, исключая
таким образом недопустимые искажения
формы вкладышей.
В радиальных подшипниках использу-
ют вкладыши без буртиков (рис. 22.8,6).
При действии радиальной и односторон-
ней осевой нагрузки применяют вкладыши
с одним упорным буртиком (рис. 22.8, в),
а при действии осевой нагрузки в двух
направлениях устанавливают вкладыши
с двумя упорными буртиками (рис. 22.8, г).
Нестандартные подшипники полужид-
костного трения также выполняют в форме
втулок (см. рис. 22.6, в—д). Для распре-
деления смазочного материала по ширине
подшипниковой втулки (вкладыша) на его
внутренней поверхности (в месте подвода
смазочного материала) выполняют сма-
зочные канавки (рис. 22.6, в—д). Обычно
смазочный материал вводится в середине
подшипника в ненагруженной зоне.
Коэффициенты трения в подшипниках
с периодическим смазыванием достигают
значений, соответствующих «сухому» тре-
нию. В связи с этим для повышения
их надежности уменьшают контактные
давления путем увеличения диаметра,
ограничивают их ширину (//J^l,2), вво-
дят в масло противозадирные присадки
и др.
Фиксацию подшипниковых втулок в кор-
пусах осуществляют с помощью устано-
вочных винтов (см. рис. 22.7, в), посад-
ки на клее или с натягом. Вкладыши
фиксируют от окружных и осевых пере-
мещений относительно корпуса обычно
с помощью коротких цилиндрических
штифтов (рис. 22.6, и).
Диаметральные зазоры в подшипниках
полужидкостного трения выполняют не-
большими. Они несколько больше, чем
в подшипниках «сухого» трения, но мень-
ше, чем в подшипниках жидкостного
трения. Рекомендуемый диаметральный
зазор А= (0,00050,001) б/; при обиль-
ной подаче смазочной жидкости А=
=( 0,0014- 0,002)d. Зазоры принимают
по стандарту для подвижных посадок
соответствующего квалитета точности
(H7/d8, Н7/е8 и др.).
Материал подшипниковой втулки назна-
чают в зависимости от нагрузки, ско-
рости скольжения цапфы, смазывающей
жидкости, объемов производства и других
факторов.
При небольших нагрузках и сравнитель-
но высоких скоростях скольжения при-
меняют биметаллические втулки или вкла-
дыши (см. рис. 22.6, е—з); их основа—
сталь 10 или сталь 20. Металлические
антифрикционные материалы (баббиты,
свинцовистые бронзы) на внутреннюю по-
верхность вкладышей и втулок заливают
центробежным способом, а на наружную
поверхность осей — под гидростатическим
давлением. Толщина слоя составляет
1—3 мм (в зависимости от диаметра
подшипника). С уменьшением толщины
слоя баббита повышается его сопротив-
ление усталости, но снижается прираба-
тываемость.
При больших нагрузках и малых ско-
ростях скольжения используют бронзовые
и латунные подшипники; при небольших
нагрузках и повышенных скоростях сколь-
жения — полимерные и композиционные
материалы (фторопласт, полиамид, тексто-
лит и др.). В тихоходных слабонагру-
женных опорах применяют втулки из чу-
гунов.
В заключение отметим, что подшипники
полужидкостного трения при некоторых
условиях нагружения попадают в режим
жидкостного трения. Однако устойчивая
работа их на этом режиме невозможна
без дополнительной подпитки смазочной
жидкостью.
22.6. Подшипники жидкостного
трения (гидродинамические)
Подшипники скольжения, работающие в
режиме жидкостного трения, применяют
главным образом в качестве опор в ма-
шинах, валы которых вращаются с боль-
шой угловой скоростью (например, в
турбинах, прокатных станах, двигателях
И др.).
Для определения нагрузочной способ-
ности и потерь на трение в таких под-
Рис. 22.9.
Расчетная схема плоской опоры жидкостного
трения
шипниках необходимо решить сложную
задачу гидромеханики.
В простейших расчетах подшипников
используют решение задачи о течении
жидкости между двумя параллельными
пластинами, одна из которых движется
со скоростью v в своей плоскости (тече-
ние Куэтта, рис. 22.9, а). Частицы жид-
кости в этом случае перемещаются только
под действием сил трения, которые пос-
тоянны по высоте зазора. Согласно зако-
ну Ньютона удельная сила трения
г = (22.8)
где р — динамическая вязкость смазочной
жидкости.
Эту формулу используют для определе-
ния силы трения в подшипнике.
Удельная сила трения не зависит от
координаты у, поэтому скорость v является
линейной функцией у (эпюра скоростей—
треугольник, см. рис. 22.9, а). Расход
жидкости, пропорциональный скорости
течения, одинаков во всех сечениях. В
«куэттовском» течении небольшие гидро-
динамические силы могут возникать лишь
в связи с тепловыми и деформационными
процессами, сопровождающими движение.
293
Уравнение Рейнольдса. Рассмотрим
движение вязкой жидкости между двумя
абсолютно жесткими (недеформируемы-
ми) пластинками, одна из которых, на-
пример, пластинка 2, неподвижна, а другая
(/) движется в своей плоскости со
скоростью v (рис. 22.9, б). Предположим,
что между ними имеется клиновидный
зазор, сужающийся в направлении движе-
ния, и угол при вершине клина (угол
атаки) равен а (рис. 22.9, б). При условии
существования между частицами жидкос-
ти лишь сил трения эпюры скоростей
будут также треугольными (скорости
частиц жидкости на пластинке 1 равны
v) и, следовательно, нарушится условие
постоянства расхода. Поэтому предполага-
ют, что в зазоре образуются дополнитель-
ные течения (показаны стрелками на рис.
22.9,6), которые уменьшают расход жид-
кости во входном сечении и увеличивают
его в выходном. Такое течение может су-
ществовать только под действием избыточ-
ных давлений в центральной части клино-
видного зазора, которые и проталкивают
жидкость через зазор. Избыточные давле-
ния создают гидродинамическую реакцию
(подъемную силу), препятствующую сбли-
жению элементов подшипника скольже-
ния. «Жидкостный» клин, таким образом,
является необходимым условием образо-
вания гидродинамических давлений.
В инженерном расчете для упрощения
полагают, что движение пластинки явля-
ется установившимся (скорость движения
0 = const), жидкость несжимаема (плот-
ность жидкости р = const) и ее динами-
ческая вязкость не зависит от давления.
Рассмотрим простейший случай изотер-
мического и ламинарного течения жид-
кости (рис. 22.9, в), принимая, что скорос-
ти движения ее частиц на поверхностях
контакта с пластинками равны скоростям
этих поверхностей (tn = u; у2 = 0).
При этих допущениях в тонком слое
жидкости под движущейся пластинкой
возникает гидродинамическое давление
р; зависимость этого давления от толщины
слоя жидкости и скорости пластинки выра-
жается уравнением Рейнольдса
J_( J-( —+ v„,
dx \ н дх / ' dz \ pi dz / т dx
(22.9)
где h — толщина слоя жидкости в сечении
х\ Vt и vn — значения касательной и нор-
мальной составляющих вектора скорости
v точек на поверхности пластинки /;
ось z направлена перпендикулярно черте-
жу.
По физическому смыслу это уравнение
выражает условие баланса расходов, сле-
дующее из неразрывности протекающей
струи жидкости: члены в левой части
уравнения отражают влияние гидродина-
мических давлений, а первое и второе
слагаемые в правой части — соответствен-
но влияние клинового эффекта и сдавли-
вания пленки.
Для получения единственного решения
необходимо задать граничные условия к
уравнению Рейнольдса, т. е. указать из-
вестные избыточные давления р (или про-
изводные р'} в двух сечениях (для урав-
нения второго порядка). Так как давления
на границе несущего слоя жидкости
(несущей пленки) обычно существенно
меньше максимального давления в пленке,
то принимают, что для некоторой точки
Л, принадлежащей пленке,
Площадь несущей пленки Sf=lfUf9 где
If — ширина пленки (размер по оси
z); Of — длина пленки (размер в направ-
лении скорости скольжения, т. е. размер
по оси х).
В зависимости от отношения ф/=
= lflaf различают широкий (ф/^>1) и
узкий (ф/<С 1) подшипники, а также под-
шипник конечной ширины (ф/« 1). Вели-
чины If и af обычно зависят от режима
работы подшипника, поэтому в инженер-
ном расчете вместо них для упрощения
используют конструктивные параметры,
например, длину I цапфы и диаметр d в
радиальном подшипнике.
Обратим внимание, что рассматривае-
мая задача в математическом отношении
подобна контактной задаче, рассмотрен-
ной райее (см. с. 17).
Решение уравнения Рейнольдса для
упорного подшипника. В широких подшип-
никах основное изменение избыточного
давления р происходит по длине слоя
смазочного материала и можно пренебречь
торцовым истечением (т. е. вторым сла-
гаемым). Полагая, что vn = 0 и vx = v,
для широкого подшипника будем иметь
294
=6u
dx \ p dx/ dx
(22.10)
В узком подшипнике основное изменение
избыточного давления происходит по ши-
рине слоя и продольные градиенты давле-
ния малы. В этом случае в уравнении
(22.9) можно не учитывать первое слагае-
мое в левой части и при сп = 0 и vT = v
получим
dz \ ц dz / dx
(22.11)
Решения уравнений (22.10) и (22.11)
определяются граничными условиями и
принятым законом изменения толщины
слоя (пленки) смазочного материала.
Ограничимся рассмотрением широкого
подшипника (ф/>>1). Проинтегрировав
уравнение (22.10), найдем
^^-=б»ад+с.
(22.12)
где С — произвольная постоянная.
Значение постоянной наиболее просто
находится из условия, что в некотором
сечении х = хт толщина слоя /i(xm) = hm,
избыточное давление р(хт) = ртах и, следо-
вательно, dp/dx = 0 (см. рис. 22.9). Откуда
С= — fykvhm и
, Л(х)—h
-^=6|W \ -- (22.13)
dx h3(x)
Обычно положение сечения хт заранее
неизвестно. В этом случае, повторно
интегрируя в пределах от
нение (22.12) и учитывая обычные гра-
ничные условия р(0) = 0 и р(/)=0, неслож-
но найти значения произвольных постоян-
ных. Для слоя, изменяющегося по длине
по линейному закону
л«=Лпип(£-а-1)гЬ
в сечении х=т| избыточные давления
6|1У/ / 1
Р(п)
5___L
£+1 п2
(22.14)
где l — hi/hmin— параметр «остроты» кли-
на, пропорциональный углу а.
Грузоподъемность подшипника опреде-
ляется гидродинамической реакцией
Fjl («подъемной» силой), которая при уста-
новившемся режиме равна внешней силе
F а. т. е.
FA=Fa=\p<№Sf, (22.15)
sf
где Sf — площадь несущей пленки.
Конструктивно упорный подшипник вы-
полняют в виде кольцевой пластины, в
которой выфрезеровывают (рис. 22.10,а)
или устанавливают (рис. 22.10,6) так
называемые колодки (секторы). Далее на
поверхность пластины наносят слой бабби-
та Б83 толщиной до 2 мм. Размеры
колодок назначают такими, чтобы отно-
шение BfLwX (В — ширина подпятника,
L — длина колодки).
Полагая, что нагрузка равномерно рас-
пределена между колодками, гидродина-
Рис. 22.10.
Упорный подшипник
скольжения:
а — неподвижные колодки
LK = (0,7 4-0,8)1; С = 24
4-5 мм; 6 = (0,05 4-0,15) В;
0 = 04-5°; б — самоустанав-
ливающаяся колодка
0 до х урав- мическую реакцию выражают через удель-
295
Рис. 22.11.
Коэффициенты гидродинамической реакции для
упорного (а) и опорного (б) подшипников
скольжения
6
(5—I)2
(М-2
5-1
5+1
ную нагрузку на колодку:
Рт г„А
Значения Фр в зависимости от отноше-
ния b = B/L приведены на рис. 22.11, а.
Решение уравнения Рейнольдса для
опорного (радиального) подшипника.
Для расчета опорного подшипника урав-
нение (22.9) представляют в полярных
координатах г—ср (рис. 22.12): dx=rdq
и v = (or.
Положение цапфы (начала координат)
в подшипнике при угловой скорости
(о>(окр в этих координатах можно охарак-
теризовать эксцентриситетом е и углом
фе между линией центров ОО\ и линией
действия силы Fr. Эксцентриситет е и угол
фе заранее неизвестны, они определяются
нагрузкой, силами трения и гидродинами-
ческими параметрами системы.
В сечении ф толщина слоя жидкости
А(ф) = гп — rncosy — ecos (180 — ф).
где zK — число колодок в упорном подшип-
нике; Лк= 1а — площадь рабочей поверх-
ности одной колодки (пластинки, см.
рис. 22.9, в).
При этом считают, что места обрыва
несущей пленки определяются контуром
пластинки /, и заменяют размеры пленки
конструктивными параметрами.
В функции от параметров несущей плен-
ки величину рт представляют для упор-
ных подшипников в виде
Так как угол у мал, то последнее
равенство можно записать в виде
Л(ф) = 6(1 +есоэф), (22.17)
где б — радиальный зазор; е = е/6—от-
носительный эксцентриситет, зависящий от
нагрузки, частоты вращения, свойств жид-
кости и др.
(22.16)
где v=(oR — средняя скорость скольже-
ния; со и R — угловая скорость и средний
радиус подшипника; Фр = крФ*— безраз-
мерный коэффициент, зависящий от гео-
метрии зазора и ширины подшипника
(здесь kp — коэффициент, учитывающий
изменение давлений в пленке из-за торцо-
вого истечения при уменьшении ширины
подшипника; Фф — интегральная функция
зазора в широком подшипнике, опреде-
ляемая по формуле
\ Ч 5+1 л2 £+ J a^f
f
Рис. 22.12.
Расчетная схема цилиндрического подшипника
скольжения
296
В сечении <p=<pw толщина слоя смазоч-
ного материала
Лт = 6(1 +ecos(pm). (22.18)
На линии центров (ф=180°) минималь-
ная толщина слоя
^min = 6(l-e). (22.19)
Относительная минимальная толщина
несущего слоя
Пренебрегая силами инерции частиц
жидкости вследствие малой толщины слоя
и подставляя соотношения (22.17) и
(22.18) в уравнение (22.13), найдем
dg_ = 6 щ» е (cos q> — c°s <р т)
^Ч> ф2 (14-8 COS ф)3
Следовательно, в сечении ф гидродина-
мическое давление
8^ COS ф— COS ф щ
Ф1
(1 +е cos ф)3
(22.20)
где ф = 6/гц — относительный радиальный
зазор в подшипнике.
Гидродинамическая реакция в широком
подшипнике (т. е. без учета торцовых
утечек) составит
<₽ 2
Гд=( pdSp(q>)lrad<p , (22.21)
Sj <₽J
где l и Гц — ширина подшипника (длина
цапфы) и радиус цапфы.
Для определения по уравнениям (22.20)
и (22.21) гидродинамических давлений
и реакции также необходимо знать протя-
женность граничной пленки (значения
пределов интегрирования) и граничные
условия (гидродинамические давления
При ф = ф1 И ф=фт).
Протяженность несущего слоя в опорном
подшипнике характеризуют углом охвата
а, т. е. окружным углом между сечениями,
в которых избыточные давления равны
нулю (р=0 в сечениях обрыва несущей
пленки). Теоретически при тангенциаль-
ном подводе жидкости в сечении мак-
симального зазора а = ф2 —ф1=360°
(полный подшипник). В действитель-
ности а <360°, и истинное значение а
находят экспериментально. Наиболее рас-
пространены в конструкциях так называ-
емые половинные подшипники с танген-
циальным подводом жидкости при давле-
нии pQ в плоскости, перпендикулярной
к вектору нагрузки (а =180°). Для них
начало рабочей зоны принимают в точке
А (см. рис. 22.12)—границе зоны подвода
жидкости (сечение ф=ф1). Конец рабочей
зоны назначают в точке В (сечение
ф = ф2), находящейся за радиальным сече-
нием с минимальным зазором На
участке вкладыша за точкой В (вне не-
сущего слоя) нарушается сплошность слоя
жидкости из-за вспенивания, обусловлен-
ного выделением растворенного в жид-
кости воздуха. Для упрощения расчетов
принимают также, что сечение фт, в кото-
ром избыточное давление р(фт)=ртах,
и сечение ф2 обрыва несущей пленки
[р(ф2)=0, см. рис. 22.12] расположены
симметрично относительно линии центров
ООХ.
Расчеты и эксперименты показывают,
что максимальное избыточное давление
Ртах обычно в 2—2,5 раза выше удельной
нагрузки рт на подшипник, а при очень
малых значениях hm[r}—pmax^ (5ч-6)рт.
На поверхности шипа удельная сила
трения
Idu I
Учитывая, что при ламинарном течении
окружная скорость частиц
несложно найти (y = (od/2; J = 2ru —
диаметр цапфы)
т(ф) = ц =
и 2h “ d f/ф
1—38 COS ф + 48 COS ф
__ (f) ________ т m 1_______
t (1 4-е созф)2
(22.22)
Принимая во внимание равенства
(22.20), (22.22) и условие р(ф!)=0,
297
определим действующую на цапфу суммар-
ную силу трения:
ф2
F f=т^ф=’ (22-23)
<Р1
где £ — коэффициент сопротивления, кото-
рый определяется по формуле
Ф2
1 — Зе cos ф т+4е cos <р
(1 -|-е созф)2
Ф1
(22.24)
Радиальная сила Л, характеризующая
грузоподъемность подшипника, и положе-
ние центра цапфы во втулке, характе-
ризуемое относительным эксцентриситетом
е и углом фе, определяются из уравнений
равновесия цапфы (три уравнения для
плоской задачи). Одно из них—сумма
проекций сил, действующих на цапфу,
на направление силы Fr, дает
Ф2
F г = -у ( {р(ф) cos [ 180° — (<р + <р е)] +
+ т(<р) sin [180°— (ф + %)]} dq . (22.25)
Если пренебречь силой трения ввиду
ее малости, то получим следующую за-
висимость для определения подъемной
силы гидродинамического клина в опорном
подшипнике скольжения:
IdSo ,
где So — безразмерный коэффициент
подъемной силы (число Зоммерфельда);
по физическому смыслу — жесткость слоя
смазочного материала, определяемая по
формуле
Ф2
So= —3 cos (ф+
Ф1
е (cos ф —cos ф
(1 +е cos ф)3
б/фб/ф .
Грузоподъемность подшипника конечной
длины зависит от торцовых утечек, дре-
нажного действия шероховатостей и дру-
гих особенностей, изменяющих характер
распределения гидродинамических давле-
ний вдоль оси цапфы. В этом случае
приближенное интегрирование уравнения
Рейнольдса выполняют, задаваясь распре-
делением давлений, полученных экспери-
ментально. В результате уточнения коэф-
фициента подъемной силы приходят к сле-
дующему соотношению:
^г=-^ИФе. (22.26)
ф
Зависимость Фе от относительного за-
зора е приведена на рис. 22.11,6.
В автоматизированном расчете при 8 =
= 0,34-0,95 можно использовать интерпо-
ляционную зависимость, полученную
Д. С. Кодниром:
____________0,505___________
1^[1+4,б2(4.)2(°,°2б+-4^)]
Удельная нагрузка на подшипник
Р"=1Г=^Ф'’ (22.27)
откуда
Р V
(22.28)
Несложно заметить, что коэффициент
Фе и определяющий его эксцентриситет
8, а также толщина слоя жидкости в уз-
ком сечении Лт1п=6(1—е) определяются
скоростью скольжения (угловой скоростью
цапфы), динамической вязкостью жид-
кости и внешней нагрузкой. Несущая
способность подшипника резко возраста-
ет с уменьшением /imin (увеличением 8,
см. рис. 22.11,6).
Критическая толщина поддерживающе-
го слоя. Из равенства (22.28) следует
также, что с уменьшением ©или увели-
чением нагрузки рт минимальная толщи-
на слоя Лт1П уменьшается, т. е. вал
опускается в подшипнике. В этих условиях
для надежной работы подшипника необ-
ходимо, чтобы
^кр> (22.29)
298
где Акр — критическая толщина пленки или
минимальная толщина поддерживающего
слоя, при которой наступает соприкосно-
вение шероховатостей (режим полужид-
костного трения).
Это важнейшее условие достигается на
практике высокой точностью обработки
поверхностей вала и подшипника (обес-
печением цилиндричности и малой высоты
шероховатостей). Обычно для жестких и
тщательно обработанных подшипников и
валов Акр = 54-10 мкм. Практика показы-
вает, что с учетом погрешностей формы и
деформаций вала следует принимать
AKp = /?Zu+/?Zn + l/u.
Последнее слагаемое в этом равенстве
учитывает перекос цапфы относительно
среднего значения в результате изгиба
вала под нагрузкой. Для двухопорного
вала, нагруженного в середине пролета
силой 2/>,
I f.l2i
У^~ 1’6 is £/ ’
где L — расстояние между серединами
опор; I — длина цапфы; ртах — макси-
мальный прогиб вала; EJ — жесткость се-
чения вала при изгибе.
Для работы подшипника в режиме
жидкостного трения необходимо, чтобы
толщина Amin слоя смазочного материала
в узкой части клина обеспечила бы вы-
полнение условия (22.29) с некоторым
запасом
Amin
л8==-ЛН1. (22.30)
Лкр
Обычно шероховатости вала /?гц^2,5
мкм, подшипника /?зц<5 мкм, запас
пе=1,2~-1,5. При меньших значениях
п8 возникает опасность нарушения режи-
ма жидкостного трения при динамичес-
ких нагрузках.
Длительная эксплуатация также не
должна вносить погрешностей в форму
и состояние поверхностей цапфы и подшип-
ника, т. е. они должны быть износостой-
кими. Расчеты и практика эксплуатации
подшипников показывают, что большие
значения Amin и пг также нежелательны
из-за увеличения потерь на трение жид-
кости и в особенности из-за повышения
склонности системы вал—опоры к авто-
колебаниям, Обычно в подшипниках
0,16^Amin<0,36, что соответствует от-
носительному эксцентриситету 8=0,74-0,9.
Существенно, что вязкость и, как
следствие, несущая способность слоя сма-
зочного материала зависят от его темпе-
ратуры (табл. 22.3). Так, вязкость индуст-
риального масла И-40 при изменении тем-
пературы от 35 до 90 °C падает почти
в 15 раз, а при температуре 150 °C—
в 100 раз.
Таблица 22.3
Динамическая вязкость смазочных материалов
Темпера- тура, °C Вязкость р масел, Па*с
турбин- ного Т46 индустри- ального И-40А турбинно- го Тзо индустри- ального И-20А
35 0,110 0,100 0,060 0,043
50 0,045 0,040 0,027 0,018
70 0,018 0,017 0,011 0,008
90 0,008 0,007 0,006 0,005
При температуре выше 150°С у большин-
ства масел начинают испаряться летучие
компоненты, масло теряет смазочные свой-
ства, выделяются твердые продукты
окисления (коксование масла), и оно не
способно создавать смазочный слой.
Для повышения несущей способности
подшипников скольжения снижают ра-
бочую температуру смазочного мате-
риала (принудительным циркуляционным
смазыванием, увеличением зазора и др.).
Трение в подшипнике. Смазочный мате-
риал оказывает сопротивление вращению
жидкости. Жидкость называют ньютонов-
ской, если касательное напряжение (на-
пряжение сдвига), т. е. удельное сопро-
тивление движению,
(22.31)
где р(р, Т) — динамическая вязкость в
функции от давления и температуры Г;
dv/dy—градиент скорости.
При некоторых режимах работы вяз-
кость жидкости оказывается зависящей
также от скорости ее движения и гра-
диента скорости (неньютоновская жид-
299
кость). В упрощенных расчетах подшипни-
ков скольжения принимают ц = const.
В радиальном подшипнике с учетом
равенства (22.23) момент трения
Tf=0,5Ffd=0,25ld2J^. (22.32)
Если в равенстве (22.22) принять, что
относительный эксцентриситет 8 = 0 (тео-
ретически соответствует случаю ш=оо
или £д=0), то для полного подшипника
при радиальной силе Fr—pmld несложно
получить следующую формулу для силы
трения:
Ff=nld
Тогда коэффициент жидкостного трения
(формула Н. П. Петрова)
р
г_ f __ р,(о
г тг m r m
В заключение отметим, что гидродина-
мическая теория смазки подшипников
скольжения впервые, более ста лет назад,
была рассмотрена проф. Н. П. Петровым.
В последующие годы она была уточнена
и широко используется в расчетах под-
шипников и других деталей машин.
Контактно-гидродинамическая теория
смазки (краткие сведения). Описанный
выше расчет выполнен без учета дефор-
маций деталей (вкладыша, корпуса и ва-
ла). В быстроходных опорах, однако,
гидродинамическое давление смазочного
материала деформирует детали подшипни-
ка. Перемещения точек поверхностей кон-
такта при этом оказываются соизмеримы-
ми с толщиной /imin смазочной пленки.
Это существенно изменяет гидродинами-
ку подшипника.
Совместное решение деформационной
контактной (см. с. 17) и гидродина-
мической задач привело к созданию
контактно-гидродинамической теории
смазки, позволившей существенно' уточ-
нить расчеты подшипников скольжения,
подшипников качения, зубчатых передач
и др. Основоположники этой теории—
советские ученые А. Н. Грубин и
А. М. Эртель.
Для определения закона распределения
300
Рис. 22.13.
Изменение контактных давлений и толщины
смазочной пленки вдоль зоны гидродинамиче-
ского контакта
контактных давлений вдоль масляного
слоя выполняют совместное решение урав-
нений (2.15) и (22.9). Произвольные
постоянные, появляющиеся при интегри-
ровании этих уравнений, находят, исполь-
зуя следующие четыре граничных условия:
на линии впуска масла р = 0; на боковых
кромках р=0; на линии выхода масла
р = 0 и dp/dx=Q. Последнее, четвертое
условие учитывает кавитацию масла на
выходе из зоны контакта. В расчетах
принимают обычно, что вязкость масла
зависит от давления в пленке, т. е.
ц = роехр(ар),
где ро — вязкость масла при давлении
окружающей среды; а — показатель сте-
пени.
В качестве примера показаны распре-
деление давления (рис. 22.13, а) и профиль
смазочной пленки (рис. 22.13,6) для слу-
чая контакта двух одинаковых упругих
ролцков бесконечной (кривая 1) и конеч-
ной (кривая 2) длины. Решение получено
при следующих условиях: ар = 2000;
со/£,= 10-11 ((о и Е — угловая скорость и
модуль упругости материала роликов);
F*—Fr/(ER) =3* 10-5 — относительная
нагрузка (R=0,5г — приведенный радиус
роликов; г — радиус ролика).
Из графиков видно, что в области
выхода жидкости наблюдаются пиковые
значения давления и сжатие пленки жид-
кости (H — h/hv — относительная толщина
пленки, ho — толщина пленки в плоскости
действия сил без учета деформаций).
Абсцисса Х = 0,75 пика давления (Х =
= xfb— относительная координата, Ъ —
ширина герцевской зоны контакта) на
графике зависимости p = f(X) равна абс-
циссе точки на графике зависимости
H=f(X), в которой толщина пленки начи-
нает уменьшаться. Отметим, что с умень-
шением произведения ар пики давлений
уменьшаются и при ар=1000 они не по-
являются. При увеличении значений ар
пиковые значения давлений возрастают,
увеличивая опасность разрушения пленки.
Описанные эффекты существенны для
работы быстроходных подшипников и пере-
дач.
22.7. Тепловой расчет подшипников
Расчет выполняют для проверки темпе-
ратуры подшипника или определения пот-
ребного расхода смазочного материала
через подшипник. Этот расчет является
основным для быстроходных подшипников.
Расходуемая на преодоление трения в
подшипнике мощность
Р= fFrv>
и уравнение теплового баланса
p = pl+p2 + p3i
где Pi, Рг и Рз — соответственно тепловые
потоки, отводимые через корпус подшипни-
ка циркулирующим маслом и через вал.
Теплоотвод через вал обычно невелик.
Теплопередача через корпус за счет тепло-
проводности и конвекции
р1==М(/м-/в),
где k — коэффициент теплопередачи,
который для подшипников с метал-
лическим вкладышем равен 9—16
Вт/(м2*°С); А — наружная поверхность
подшипника, охлаждаемая воздухом; /м и
/в — средняя температура слоя смазочного
материала (подшипника) и воздуха, ох-
лаждающего подшипник.
Отводимый циркулирующим маслом
тепловой поток
P2=CpV(t2--t'),
где с — удельная теплоемкость масла;
р — плотность масла; V — объем (расход)
масла, протекающего через подшипник;
/2 и /1 — температура масла на входе
и выходе из подшипника.
Произведение ср«1,7*106 Дж/(м3-°С)
для индустриальных масел при температу-
ре 50—80°С и кинематической вязкости
0,2—0,5 м2/с.
22.8. Выбор конструктивных
параметров гидродинамических
подшипников
Основная задача проектирования под-
шипника скольжения состоит в выборе
значений независимых переменных пара-
метров ц, со, рм, / и dy которые бы обеспе-
чили оптимальные значения зависимых па-
раметров /imin, f, Р и др. Это требует
решения сложной задачи оптимального
проектирования. В связи с этим расчет
подшипника обычно выполняют в форме
проверочного. Предварительные размеры
Ind назначают исходя из опыта проек-
тирования или условий (22.5) — (22.7).
Затем принимают сорт смазочного мате-
риала и, основываясь на опыте, назна-
чают относительный зазор. По зазору под-
бирают посадку вала в подшипнике и про-
веряют условие обеспечения этого режима
работы. При необходимости за счет изме-
нения вязкости жидкости ц или геометри-
ческих параметров ф, I и d приводят в
соответствие расчетные и допустимые зна-
чения параметров режима трения.
Для гидродинамического подшипника
скольжения принципиальное значение
имеет конструктивное выполнение жид-
костного клина, обеспечивающее угол
атаки, длину и ширину пленки.
301
В радиальных (опорных) подшипниках
клин образуется автоматически при сме-
щении центра цапфы (вала). В осевых
(упорных) подшипниках жидкостный клин
получают за счет выполнения небольших
скосов на рабочих колодках (а = 14-4';
см. рис. 22.10,а) или благодаря исполь-
зованию самоустанавливающихся поду-
шек (см. рис. 22.10,6). В последнем
случае точка опоры должна быть сдвинута
от середины подушки в сторону движения.
Чтобы ронять влияние на несущую
способность параметров пленки и соот-
ветствую щйх конструктивных параметров
подшипника, подставим в формулу (22.26)
соотношение для относительного зазора
ф = 6/гц = Д/d; тогда получим
F =^-М3Фе.
Видно, что небольшим увеличением
диаметра цапфы можно существенно по-
высить несущую способность (пропорцио-
нально кубу диаметра). Увеличение шири-
ны подшипника (длины / цапфы) приво-
дит к пропорциональному росту его не-
сущей способности.
Подшипникам малой ширины / свойст-
венны недостатки: пониженная грузо-
подъемность из-за меньшего сопротивле-
ния истечению жидкости в торцах; не-
большие значения /imin. Однако такие
подшипники менее чувствительны к пог-
решностям изготовления и более жесткие,
а прокачка смазочного материала под
давлением проходит более интенсивно,
способствуя лучшему теплоотводу. Учиты-
вая эти соображения, при назначении
ширины подшипника придерживаются
значений /=(0,84-1,2) d.
Подшипники большей ширины (l> l,5d)
выполняют, как правило, самоустанавли-
вающимися.
Относительный радиальный зазор
ф = 6/г (6 — радиальный зазор) оказыва-
ет существенное влияние на работоспо-
собность подшипника, определяемую тол-
щиной Amin смазочной пленки, макси-
мальной температурой жидкости в зазоре
и максимальным давлением в смазочном
слое. Относительный зазор назначают
таким, чтобы относительный эксцентриси-
тет е=0,74-0,9.
302
Таблица 22.4
Относительные длины и зазоры в подшипниках
скольжения некоторых машин
Тип машины (механизма) l/d •ф • 103
Редукторы 0,8—1,2 0,5—1,5
Электродвигатели, генераторы 0,8—1,2 1,0—2,0
Паровые турбины, турбогенераторы 0,6—1,0 1,5—2,5
Центробежные насо- сы, вентиляторы: турбовоздуховодки и другие быстроходные машины 0,4—0,8 3,0—10,0
В зависимости от нагрузки значение
ф выбирают на основании опыта и анализа
работы опор аналогичных машин. В
табл. 22.4 приведены отношения l/d и
зазор ф, реализованные в подшипниках
некоторых типов машин, которые могут
использоваться как ориентировочные.
Приближенное среднее значение относи-
тельного зазора при рабочей температуре
определяют по эмпирической зависимости
ф«0,8-10-31>-°26.
22.9. Конструкции подшипников
жидкостного трения
Конструкции определяются требования-
ми по нагрузочной способности, точнос-
ти вращения и др. Обычно их выполняют
встроенными, т. е. как одно целое с карте-
ром (корпусом) машины. Вкладыши
и втулки гидродинамических подшипников
и подшипников полужидкостного трения
конструктивно часто одинаковы (см. рис.
22.6, е—з).
В местах подачи смазочного материала
выполняют неглубокие, но широкие про-
дольные пазы—холодильники (рис. 22.14,
22.15), которые служат для распределения
масла по ширине подшипника. Эти пазы
обычно не достигают торцов вкладышей
для ограничения расхода жидкости через
торцы. Смазочная канавка может иметь
так называемый грязевик — неглубокий
узкий продольный сквозной паз, через ко-
торый удаляются частицы попадающей в
смазочную жидкость грязи.
Для изготовления вкладышей исполь-
зуют металлические и неметаллические
Опорный подшипник паровой турбины
антифрикционные материалы (см. табл.
22.2). Так как износ вкладышей и втулок
невелик (0,1—0,3 мм), то антифрикцион-
ные материалы обычно используют в ка-
честве тонкослойной облицовки стальной
или бронзовой основы (см. рис. 22.6, е—з).
Кроме полимерных материалов (полиа-
мидов, фторопласта, древесных пластиков
и др.), для облицовки вкладышей гидро-
динамических подшипников широко приме-
няют резину, хорошо работающую при
обильном смазывании водой (опоры гидро-
турбин, водяных насосов, судовых гребных
валов, турбобуров и др.). Такие опоры
устойчивы к истирающему действию взве-
шенных в воде твердых частиц, мало-
чувствительных к перекосам и колебаниям
вала. Учитывая низкую теплопроводность
резины, подшипники непрерывно -прока-
чивают водой под давлением до 0,25 МПа.
Прекращение подачи воды ведет к прих-
ватыванию вала и выходу подшипника
из строя. Резиновые подшипники рабо-
тают в гидродинамическом режиме при
окружной скорости цапфы не менее
0,5 м/с.
Подвод смазочной жидкости может быть
тангенциальным односторонним (см. рис.
22.14, 22.15, а) или двусторонним, а также
торцовым (рис. 22.15,6). В последнем
примере антифрикционный слой баббита
нанесен на неподвижную ось сателлита
планетарного редуктора (обращенная па-
ра трения).
Односторонний подвод жидкости приме-
няют в опорах с односторонним враще-
нием, а при реверсивном вращении одной
из деталей подшипника подвод жидкости
выполняют с двух сторон.
При тангенциальном одностороннем
подводе жидкости ось места подвода
Рис. 22.15.
Подшипник компрессора (а) и сателлита ре-
дуктора (6):
1 — ось сателлита; 2 — раздаточная кольцевая ка-
навка; 3 — сателлит; 4 — канал для отвода жидко-
сти при тангенциальном подводе; 5 — раздаточный
канал
303
рекомендуется располагать под углом
0 = 904-270° к направлению вектора наг-
рузки. При совпадении места подвода
с направлением реакции на опору под-
шипник может выйти из строя. Жидкость
целесообразно подводить в зону выхода
несущего слоя для лучшего охлаждения
подшипника.
Карманы и канавки во вкладыше
снижают его несущую способность. Ввод
масла с торца (см. рис. 22.15,6) в этом
отношении более целесообразен, но ухуд-
шает прокачку масла. Подачу смазочного
материала осуществляют только в нена-
груженную область. Если внешняя нагруз-
ка переменна по направлению, то масло-
подводящие отверстия выполняют в валу.
При торцовом подводе снабжение жид-
костью осуществляется либо с помощью
кольцевой канавки в средней части вкла-
дыша, либо с торца подшипникового узла.
В подшипниках жидкостного трения с
принудительной подачей смазочного мате-
риала необходимо обеспечить свободное
истечение масла из торцов.
В ответственных подшипниках система
для смазывания включает трубопроводы и
каналы для автоматической подачи сма-
зочного материала, его стока, отстоя,
охлаждения и т. д., а также уплотняю-
щие устройства.
Высокоскоростные подшипники с интен-
сивным тепловыделением часто имеют
искусственное водяное охлаждение, а для
контроля работы в эксплуатации подшип-
ники снабжаются указателями уровня
и давления смазочного материала, термо-
метрами и другими приборами.
Для смазывания гидродинамических
подшипников используют только жидкие
смазочные материалы (масла, см. табл.
22.3, воду ит т ).
Конструкция подшипников зависит так-
же от специфических требований.
Опоры скольжения паровых и газовых
турбин работают при скоростях скольже-
ния до 10—20 м/с и жестких требованиях
к точности — смещения вала в осевом и
радиальном направлениях строго регла-
ментированы. Подшипники, как правило,
самоустанавливающиеся. Для этого они
имеют специальные опоры или корпус
сферической формы, что облегчает выверку
304
вала в корпусе турбины и компенсирует
влияние прогибов длинных и тяжелых
валов. На рис. 22.14 показана конструк-
тивная схема одноклинового подшипника
паровой турбины, имеющего массивный
жесткий вкладыш. Ступенчатый стык
фиксирует обе половины вкладышей отно-
сительно друг друга, причем для большей
жесткости они стянуты специальными бол-
тами. Подача масла в подшипник осу-
ществляется через сверление в корпусе и
регулируется калиброванной шайбой 1.
В последние годы получили распростра-
нение радиальные подшипники с само-
устанавливаюшимися вкладышами. На
рис. 22.16 показан подшипник металло-
режущего станка с тремя вкладышами—
сегментами и регулируемыми в радиаль-
ном направлении точками опор (винтами
с полукруглыми законцовками). Такие
подшипники применяют также в турбинах
большой мощности, в быстроходных
электродвигателях и др.
Несмотря на сложность конструкции,
многоклиновые подшипники с самоуста-
на вливающимися вкладышами (обычно
3—6 штук) имеют ряд преимуществ по
сравнению с традиционными подшипни-
ками с неподвижными вкладышами: не
способны возбуждать и поддерживать ав-
токолебания быстровращающихся рото-
ров, способны компенсировать перекосы
валов, могут работать с очень тонкими
масляными слоями и др. Благодаря этому
подшипники обеспечивают высокую ста-
бильность положения оси вращающегося
вала.
В опорах скольжения быстроходных
валов применяют плавающие втулки для
уменьшения скорости скольжения. На рис.
22.17 показан опорный подшипник с пла-
вающей втулкой для вала крыльчатки
вентилятора, вращающегося с частотой
25 000 мин-1. Частота вращения увлека-
емой валом втулки составляет при этом
приблизительно 12 500 мин"1.
Пример 1. Проверить, будет ли работать в
режиме жидкостного трения радиальный под-
шипник скольжения при следующих данных:
вал из стали 45, вкладыш из бронзы БрА9Ж4Л;
Л=5000 Н, d=100 мм, /=50 мм; средний
зазор А=150 мкм; /?zi=3,2 мкм, Rz^—
= 10 мкм, и = 960 мин-1; смазочный материал—
масло индустриальное И-20А, р5о=О,2 Па «с.
Рис. 22.16. Л
Многоклиновой подшипник с вкладышами-сегментами
Решение. Угловая скорость цапфы <о =
= лм/30 = 3,14-960/30 =100 рад/с.
Давление
pm= Fr/(ld)=5000/ (0,1 -0,05) = 1 МПа.
Относительный радиальный зазор в подшип-
нике
По формуле (22.28)
Ф.=р„ф7(и®)=1 • 10®( 1,5 -103)7(0,02-100) =
= 1,12.
По графику на рис. 22.11,6 для Фе =
= 1,12 при l/d*=b$ находим е = 0,65 и по фор-
Рис. 22.17.
Опорный подшипнике плавающим вкладышем:
1 — вал; 2 — плавающая втулка
муле (22.19) вычисляем /imin = Д/2( 1 —е) =
=(100/2)(1—0,65)= 17,5 мкм.
Полагая */ц = 0, определяем /гкр = 3,2+10 =
= 13,2 мкм.
Коэффициент запаса
ne = /iminMKP = 17,5/13,2= 1,32, т. е. запас удов-
летворительный.
Пример 2. Проверить подшипник примера 1
по условиям изнашивания и заедания при
работе в режиме полужидкостного трения.
Из табл. 22.2 допускаемые значения
[рт]=15 МПа; [ртц]=12 МПа-м/с. Факти-
ческие значения рт=\ МПа (см. пример 1);
у = сог//2=100-0,1/2 = 5 м/с; pmv=l-5 =
= 5 МПа-м/с, т. е. условия работоспособности
выполняются.
Глава 23
ПОДШИПНИКИ КАЧЕНИЯ
23.1. Общие сведения
Подшипники качения являются основ-
ным видом опор вращающихся (качаю-
щихся) деталей. Типовая конструкция
подшипника качения показана на рис. 23.1;
подшипник состоит из наружного 1 и внут-
реннего 2 колец, между которыми располо-
жены тела качения 3. Для предохра-
нения тел качения от соприкосновения
между собой их отделяют друг от друга
305
Рис. 23.1. Подшипник качения
сепаратором 4, который существенно
уменьшает потери на трение.
Подшипники качения стандартизованы,
их изготовляют в условиях высокоспе-
циализированного массового производства
подшипниковые заводы. Поэтому инжене-
ру крайне редко приходится проектиро-
вать подшипники качения. Несравненно
чаще требуется подобрать подшипник
для узла опоры, спроектировать корпус
опоры, обеспечивая технологичность, кон-
троле- и ремонтопригодность узла, а так-
же оценить остаточную долговечность
подшипника при модернизации или фор-
сировании режима работы оборудования.
Классификация. Подшипники качения
классифицируют по следующим призна-
кам:
1) по фор1ие тел качения — подразде-
ляют на шариковые (рис. 23.2) и роли-
ковые (рис. 23.3); последние, в свою оче-
редь, делят по форме роликов на под-
шипники с короткими цилиндрическими
(рис. 23.3, а), коническими (рис. 23.3, а),
бочкообразными (рис. 23.3, б), игольчаты-
ми (рис. 23.3, в) и витыми (рис. 23.3, е) ро-
ликами;
2) по направлению воспринимаемых
относительно оси вала сил — разделяют на
типы:
радиальные, воспринимающие преиму-
щественно радиальные нагрузки, дейст-
вующие перпендикулярно оси вращения
подшипника (рис. 23.2, а, б и 23.3, а, б, в,
е);
радиально-упорные, воспринимающие
одновременно действующие радиальные
и осевые нагрузки (рис. 23.2, в, г и 23.3,г);
упорно-радиальные, воспринимающие
осевые нагрузки при одновременном дей-
ствии незначительной радиальной нагруз-
ки (рис. 23.2, д);
упорные, воспринимающие только осе-
вые силы (рис. 23.2,е и 23.3,6);
3) по способности самоустановки — под-
разделяют на несамоустанавливающиеся
и самоустанавливающиеся (рис. 23.2, б
и 23.3, б), допускающие поворот оси внут-
реннего кольца по отношению к оси на-
ружного кольца;
4) по числу рядов тел качения (рас-
положенных по ширине)—делят на одно-
рядные (рис. 23.2, а, в—е и 23.3, а, в—6),
двухрядные (рис. 23.2,6 и 23.3,6), четы-
рехрядные и многорядные.
Основными потребительскими (внешни-
ми) характеристиками подшипников явля-
ются грузоподъемность, быстроходность,
масса, габариты, потери энергии.
Подшипники одного и того же диамет-
ра отверстия подразделяют по наружному
диаметру и ширине на серии: сверхлег-
кую, особолегкую, легкую, легкую широ-
кую, среднюю, среднюю широкую и тя-
Рис. 23.2.
Шарикоподшипники
306
Рис. 23.3.
Роликоподшипники
желую. На практике наибольшее примене-
ние имеют подшипники легкой и средней
серий.
Подшипники различных типов и серий
обладают различней грузоподъемностью и
быстроходностью (рис. 23.4). Подшипни-
ки более тяжелых серий имеют большие
габариты (диаметры колец и тел каче-
ния), поэтому они менее быстроходны, но
обладают более высокой грузоподъем-
ностью.
Для особо высокой частоты вращения
и легких нагрузок целесообразно исполь-
зовать подшипники сверхлегкой и особо-
легкой серий. Для восприятия повышен-
ных и тяжелых нагрузок при высокой
частоте вращения используют подшипни-
ки легкой серии, а при недостаточной
их грузоподъемности размещают в одной
опоре по два подшипника.
Кроме стандартных подшипников, по
специальному обоснованию изготовляют
особые подшипники.
Рис. 23.4.
Сравнительные параметры радиальных шари-
коподшипников и радиально-упорных ролико-
подшипников различных серий при одинаковом
диаметре отверстия d = 80 мм:
1 — масса т; 2 — динамическая грузоподъемность
С; 3 — предельная частота вращения п
Достоинства и недостатки подшипни-
ков. Подшипники качения имеют ряд дос-
тоинств по сравнению с подшипниками
скольжения: меньшие (в 2—3 раза) осе-
вые размеры; меньшее трение,и сопротив-
ление пуску под нагрузкой и вращению
при небольших и средних частотах враще-
ния, постоянство сопротивления враще-
нию; простоту технического обслуживания
и подачи смазочного материала, низкую
стоимость и взаимозаменяемость.
Недостатки подшипников качения по
сравнению с подшипниками скольжения
состоят в следующем: большие радиаль-
ные размеры; малая радиальная жесткость
и, как следствие, склонность к возникно-
вению колебаний вала из-за ритмичного
прокатывания через нагруженную зону
опоры; более сложный монтаж; большее
сопротивление вращению (из-за трения
между телами качения, кольцами и сепара-
тором и гидравлических потерь) при вы-
соких частотах вращения и, как следствие,
низкая долговечность (из-за перегрева).
В последнем случае, несмотря на зна-
чительные трудности в условиях эксплуа-
тации, приходится прибегать к установке
подшипников скольжения, работающих в
условиях жидкостной смазки.
23.2. Общая характеристика
подшипников
Шариковые подшипники (шарикопод-
шипники) радиальные однорядные могут
воспринимать как радиальные, так и уме-
ренные осевые нагрузки, действующие
в любую сторону вдоль оси вращения
подшипника. Это обеспечивает возмож-
ность фиксирования вала в осевом направ-
лении. При использовании таких подшип-
ников предъявляются менее высокие тре-
бования к соосности опор и жесткости
307
валов, они допускают при невысоких час-
тотах вращения небольшие перекосы валов
за счет внутренних зазоров. Однако рас-
четная долговечность подшипников обес-
печивается при минимальных перекосах.
Допустимый угол взаимного перекоса осей
колец подшипника составляет 10—15х
при увеличенном зазоре.
Промышленность изгртовляет значи-
тельное количество конструктивных ис-
полнений (модификаций) радиальных ша-
рикоподшипников (рис. 23.5). Основная
конструкция показана на рис. 23.5, а.
Подшипник (рис. 23.5, б) имеет в отличие
от основной конструкции канавку на на-
ружном кольце под стопорное пружинное
кольцо, с помощью которого осуществля-
ют осевую фиксацию подшипника в
корпусе со сплошной расточкой отверстия.
Подшипник (рис. 23.5, в) имеет защитную
шайбу для предохранения от утечки сма-
зочного материала и частичного попада-
ния в его полость грязи и пыли.
Конструкции сепараторов радиальных
шарикоподшипников также разнообразны.
Основное применение имеет сепаратор
змейковой конструкции (см. рис.
23.1), состоящий из двух соединенных
между собой (заклепками или усиками)
полусепараторов.
В подшипниках, выпускаемых мелкой
серией и используемых в быстровращаю-
щихся узлах, используют массивные
сепараторы (цельные или клепаные)
из текстолита, фторопласта, дуралюмина,
латуни, бронзы, графитизированной стали
и др.
Благодаря хорошим антифрикционным
свойствам материалов и более высокой
точности изготовления такие сепараторы
существенно улучшают эксплуатационные
характеристики подшипников.
При проектировании новых машин кон-
структор должен ориентироваться на при-
менение шариковых радиальных одноряд-
ных подшипников, так как они дешевле
подшипников других типов, их просто
монтировать и демонтировать, они могут
воспринимать комбинированные (осевые и
радиальные) нагрузки.
Области применения таких подшипни-
ков: редукторы, станки, электродвигатели
и многие другие конструкции.
Роликовые подшипники (роликоподшип-
ники) более грузоподъемны, чем шарико-
вые, благодаря большей площади контак-
та. Однако роликоподшипники с цилинд-
рическими роликами наиболее распростра-
ненных конструкций (с направляющими
бортами для роликов на одном из колец
подшипника, рис. 23.3, а и е) не могут
воспринимать осевые нагрузки. Наиболь-
шее применение имеют роликопод-
шипники с короткими цилин-
дрическими роликами. Они также
выпускаются в различных стандартных и
особых конструктивных исполнениях со
штампованными и массивными (из дура-
люмина, латуни, бронзы, графитизирован-
ной стали и др.) сепараторами.
По быстроходности эти подшипники
близки к радиальным однорядным шари-
коподшипникам, но требуют точной соос-
ности посадочных мест (угол перекоса
осей колец до 2х). В противном случае
из-за перекоса роликов возникают значи-
тельные «кромочные» контактные напря-
жения, которые существенно снижают
долговечность подшипников.
В связи с этим все большее приме-
нение находят роликоподшипники с
выпуклой образующей роликов (бомби-
рованные ролики). Такая форма
308
роликов позволяет снизить концентрацию
напряжений на их кромках и повысить
долговечность подшипников в 2 раза
и более.
Роликоподшипники с короткими цилинд-
рическими роликами применяют в паро-
вых и газовых турбинах, вентиляторах,
электродвигателях и т. д.
Роликоподшипники игольчатые (см. рис.
23.3, в) имеют при минимальном рабочем
объеме максимальную радиальную грузо-
подъемность, но не воспринимают осе-
вых сил и потому не фиксируют вал в
осевом направлении. Они хорошо работа-
ют в условиях качания (неполнооборот-
ного вращения) одного из колец, но по
быстроходности в 2—3 раза и более
уступают обычным роликоподшипникам,
а также чрезвычайно чувствительны к не-
соосности посадочных мест (перекос колец
недопустим) и прогибам валов.
Выпускаются игольчатые роликопод-
шипники в нескольких модификациях: с
внутренним и наружным кольцами, без
внутреннего кольца, а также без колец
с иглами, заключенными в сепаратор.
Последние, а иногда и свободные иглы
применяют в конструкциях с ограничен-
ными радиальными габаритами (кардан-
ные валы, поршневые и шатунные пальцы
и др.). Дорожками качения в том случае
служат обработанные поверхности вала
и корпуса при твердости более 60 HR С.
Области применения: буровые стан-
ки-качалки, опоры кривошипно-шатунных
и кулисных механизмов, серьги рессор
и т. п.
Роликоподшипники с витыми роликами
(см. рис. 23.3, е) в отличие от обычных
роликоподшипников имеют высокую ра-
диальную податливость роликов и, как
следствие, высокую демпфирующую спо-
собность. Они также могут воспринимать
только радиальную нагрузку, но имеют
почти вдвое меньшую грузоподъемность
по сравнению с подшипниками со сплош-
ными роликами и могут работать лишь при
небольших частотах вращения (до
1000 мин-1).
Их применяют в тихоходных узлах, не
требующих точности вращения, подвер-
женных ударным нагрузкам, и в условиях
повышенного загрязнения (в металлурги-
ческом оборудовании и сельскохозяйствен-
ных машинах, в неответственных узлах
тракторов и др.).
Радиально-упорные подшипники (см.
рис. 23.2, в, г и 23.3, г) могут воспринимать
комбинированные (радиальные и осевые)
нагрузки. Радиально-упорные шарикопод-
шипники в отличие от радиальных шари-
коподшипников имеют в наружном кольце
более высокий борт на одном краю беговой
дорожки, а на другом краю борт отсут-
ствует (для обеспечения нормальной уста-
новки шариков).
С увеличением угла контакта а
шарикоподшипника (см. рис. 23.2)
и угла конусности наружного
кольца роликоподшипника они
способны воспринимать повышенные осе-
вые нагрузки, но быстроходность подшип-
ников в этом случае снижается.
Радиально-упорные шарикоподшипники
передают осевую нагрузку (до 70% от
неиспользованной радиальной) только в
одном направлении, поэтому для фикса-
ции вала в обе стороны их устанавли-
вают по два на вал или по два в одну
опору. При этом базовые торцы должны
быть повернуты в разные стороны.
Для восприятия очень больших осевых
сил в опоре можно установить один за
другим несколько радиально-упорных
шарикоподшипников. Спаренные
(сдвоенные) подшипники спе-
циально подбирают для обеспечения рав-
номерного распределения нагрузки между
ними.
Изготовляются радиально-упорные под-
шипники с одним разъемным кольцом
(наружным или внутренним, см. рис.
23.2,г). Такие подшипники точно фикси-
руют вал в осевом направлении, имеют
большую суммарную поверхность контак-
та и большую несущую способность.
Наличие разрезного кольца позволяет при-
менять цельный точеный сепаратор и раз-
мещать большее число шариков.
Сепараторы радиально-упорных шари-
коподшипников изготовляют штампован-
ными или точеными из латуни, бронзы
или текстолита.
Радиально-упорные шарикоподшипники
применяют в центрифугах, головках порш-
невых станов, узлах крепления воздуш-
309
ных винтов самолетов, приборах, червяч-
ных редукторах и т. д.
Конические роликоподшипники могут
воспринимать значительные осевые наг-
рузки (в среднем до 30—50% от неисполь-
зованной допустимой радиальной нагруз-
ки). Их быстроходность почти в 2 раза
ниже, чем у подшипников с цилиндри-
ческими роликами, но приблизительно
равна быстроходности радиально-упор-
ных шарикоподшипников.
Конические роликоподшипники имеют
съемное наружное кольцо, что позволяет
производить раздельный монтаж и демон-
таж колец. При монтаже и в эксплуата-
ции конические роликоподшипники нуж-
даются в тщательной регулировке осевых
зазоров. Как малые, так и большие зазоры
нежелательны, так как они могут при-
вести к недопустимому увеличению темпе-
ратуры и разрушению деталей подшипни-
ка. Допустимый угол взаимного перекоса
осей колец составляет 2х.
Для осевой фиксации вала относитель-
но корпуса конические роликоподшипники
устанавливают на валу также по два.
Наряду с основной конструкцией (см.
рис. 23.3, г) промышленность производит
ряд разновидностей (типов), и среди них
подшипники с большим углом конусности,
а также двух- и четырехрядные.
Однорядные конические ро-
ликоподшипники применяют для ус-
тановки на осях колес самолетов, авто-
мобилей, кранов и др., в редукторах,
коробках передач, шпинделях металло-
режущих станков и т. д.
Упорные подшипники (см. рис. 23.2, е
и 23.3, д) могут воспринимать только осе-
вые нагрузки (некоторые из них и не-
большие радиальные). Их сепараторы из-
готовляют из сталей и цветных металлов.
Эти подшипники имеют низкую быстро-
ходность (в два — пять раз ниже, чем у
радиальных подшипников).
При большой осевой нагрузке и высо-
кой частоте вращения вместо упорных
применяют упорно-радиальные подшип-
ники (см. рис. 23.2, д).
Основные области применения упорных
подшипников: домкраты, крюковые подвес-
ки, велосипеды, столы металлорежущих
станков, толкатели и др.
310
Самоустанавливающиеся подшипники
(см. рис. 23.2, б и 23.3, б) применяют в
случае повышенной несоосности опор вала
(до 2—3°), а также в гибких валах (имеют
повышенную радиальную податливость).
Шариковые радиальные двух-
рядные сферические подшипни-
к и предназначены для восприятия ра-
диальных и небольших осевых сил.
При действии больших сил нагруженным
оказывается лишь один ряд шариков и
грузоподъемность понижается.
Подшипники хорошо (по сравнению с
однорядными) работают в условиях кача-
тельного движения.
Установка их по два в одной опоре не
производится, так как они теряют возмож-
ность самоустанавливаться.
Сепараторы сферических шарикопод-
шипников выполняют штамповкой из стали
и точеными из латуни.
Радиальные двухрядные
сферические роликоподшипни-
ки способны воспринимать еще большую
радиальную нагрузку, а также значитель-
ную осевую нагрузку (до 25% от радиаль-
ной).
Сферические шарико- и роликоподшип-
ники устанавливают обычно на длинных
валах, имеющих большие прогибы, а также
в опорах отдельных корпусов, многоопор-
ных валах.
Области применения: опоры вентилято-
ров, насосов, гребных валов, прокатных
станов, лесопильных рам, грохотов и т. д.,
т. е. там, где действуют большие радиаль-
ные нагрузки и неизбежна несоосность
посадочных мест (до 2—3°).
23.3. Точность изготовления,
быстроходность и материалы
подшипников
Промышленность изготовляет подшип-
ники качения пяти классов точности:
0, 6; 5; 4 и 2. Обозначения даны в порядке
повышения точности, определяемой допус-
ками на изготовление элементов, а также
нормами плавности вращения (хода).
Подшипники класса точности 0 исполь-
зуют при отсутствии особых требований
к точности вращения, определяемой ра-
диальными и осевыми биениями дорожек
качения внутреннего и наружного колец
подшипника. Их применяют для абсолют-
ного большинства вращающихся узлов из-
делий общего машиностроения (автомо-
били, тракторы, строительные, дорожные,
сельскохозяйственные машины и др.).
Основные размеры подшипников уста-
новлены ГОСТ 3478—79 (СТ СЭВ 402—
76). В них входят: внутренний d и наруж-
ный D диаметры, ширина В (высота Н)
и радиус г фасок колец.
Быстроходность подшипников принято
оценивать по произведению dmn (dm —
диаметр окружности, соединяющей центры
тел качения, мм; п — частота вращения
кольца подшипника, мин-1). В табл. 23.1
даны значения параметра dmn для подшип-
ников класса точности 0 со стальными
штампованными сепараторами, работаю-
щих при температуре не выше 100°С.
Для тех же подшипников с массивными
сепараторами, изготовленными из анти-
фрикционных материалов (бронзы, алюми-
ниевых сплавов, пластмасс), при интен-
сивной циркуляционной смазке параметр
Таблица 23.1
Грузоподъемность и быстроходность подшип-
ников основных типов
Тип подшипника Грузо- подъем- ность, % Предель- ная часто- та враще- ния, % Параметр (d;n)io-6 при жид- кой смазке
Шарикоподшипник:
радиальный од- норядный 100 100 0,55
сферический двухрядный 80 90 0,55
радиально-упор- ный с углом кон- такта 26° 120 100 0,55
упорный одинар- ный Роликоподшипник: — 30 0,18
с цилиндрически- ми роликами 150 100 0,4
сферический двухрядный 200 70 0,25
конический одно- рядный 200 70 0,3
Примечания: 1.3а 100% приняты радиальная
грузоподъемность и предельная частота вращения
радиального однорядного шарикоподшипника.
2. Подшипники других типов, принятых для срав-
нения, имеют такие же радиальные габариты.
dmn в современных машинах достигает
2,8-106 мм/мин; для конических ролико-
подшипников dmn «0,3-106 мм/мин, а для
упорных шарикоподшипников dmnx
«0,22-106 мм/мин.
Для шарикоподшипников небольших
размеров при смазывании масляным ту-
маном (см. с. 337) достигали значения
параметра dmn = 1,8-106 мм/мин; при этом
частота вращения подшипника была
90 000—100 000 мин-1 и ресурс составил
более 2000 ч.
Важной характеристикой быстроходнос-
ти подшипников является предельная
частота вращения, выше которой не обес-
печивается расчетный срок работы под-
шипников:
Мп== K(dmri) /dm,
где К — коэффициент, учитывающий влия-
ние воспринимаемой нагрузки, /< = 0,64-1
в зависимости от долговечности Лл(ч)
и диаметра dm\ параметр dmn можно
принимать из таблицы.
При массивном сепараторе из цветного
металла или текстолита, хорошем смазы-
вании и теплоотводе подшипники высокой
точности имеют более высокие пп.
Материалы деталей подшипников.
Кольца и тела качения подшипников
изготовляют в основном из шарикопод-
шипниковых высокоуглеродистых хромис-
тых сталей ШХ15 и ШХ15СГ, ШХ20СГ,
а также цементуемых легированных ста-
лей 18ХГТ, 20Х2Н4А и др. При рабочей
температуре до 100°С тела качения и
кольца имеют обычно твердость 60—64
HRC, шарики — 62—66 HRC.
Кольца и тела качения подшипников,
работающих при повышенных температу-
рах (до 500°С), в агрессивных средах
изготовляют из жаропрочных и корро-
зионно-стойких сталей.
Сепараторы подшипников подвержены
интенсивному изнашиванию из-за трения
скольжения с телами качения и кольцами.
Поэтому сепараторы изготовляют из анти-
фрикционных материалов. Сепараторы
массовых подшипников изготовляют штам-
повкой из мягкой углеродистой стали,
обладающей неплохими антифрикционны-
ми свойствами. Сепараторы высокоскоро-
стных подшипников выполняют массивны-
311
ми из текстолита, фторопласта, дуралю-
мина, латуни и бронзы (материалы пере-
числены в порядке увеличения быстро-
ходности подшипника).
Основные типы подшипников и их харак-
теристики приведены в справочнике [24]
и др.
23.4. Механика
подшипника качения
Кинематика и динамика. Подшипник
(рис. 23.6) представляет собой по суще-
ству планетарный механизм, в котором
водилом является сепаратор, функции
центральных колес выполняют внутрен-
нее и наружное кольца, а тела качения
заменяют сателлиты.
Если внутреннее кольцо 1 радиального
шарикоподшипника имеет частоту враще-
ния П1, а внешнее (наружное) кольцо 3
нё вращается, то передаточное отношение
при вращении сепаратора с относительно
колец
/(3U пс-п^= 1 _ =
С1 «1- «3 1-|(Й
где Dw — диаметр шарика; dm = 0,5(Z>4-
+ ^) —диаметр окружности осей ша-
риков.
Из этого соотношения следует, что ча-
стота вращения сепаратора или частота
вращения шариков вокруг оси подшипника
Рис. 23.6.
План скоростей в радиальном подшипнике
Рис. 23.7.
План скоростей и контактные напряжения в ра-
диально-упорном шарикоподшипнике
Последнее равенство можно вывести и
при рассмотрении плана скоростей (см.
рис. 23.6), если учесть, что окружная ско-
рость сепаратора yc = 0,5^i = 0,25<oidi
(со1=лП1/30 — угловая скорость внутрен-
него кольца подшипника; d\=dm — Dw) и
угловая скорость сепаратора (ос = 2uc/rfm.
Частота вращения шарика относительно
сепаратора
«ш=0,5п/-^
\ W
Dw\
dJ
Частота вращения сепаратора при вра-
щении наружного кольца
мс#=0,5 nJ 1 4
Для радиально-упорного подшипника
(рис. 23.7) несложно получить
_ ni /. Du,cosa\
'С“ 2 k dm ) ;
п . / d т , cos 2 а \
__ 1 / т w \
’4Г\ ~D d ) '
х w т 7
Из приведенных соотношений следует,
что при вращении внутреннего кольца се-
паратор вращается в ту же сторону. Часто-
та вращения сепаратора зависит от ди-
аметра Dw шариков: она возрастает при
неизменном dm и уменьшении Dw и умень-
шается при увеличении Dw.
В связи с этим разноразмерность
шариков в комплекте подшипника (даже
312
Рис. 23.8.
Расчетная схема упорного подшипника
в пределах допуска) приводит к отстава-
нию от сепаратора одной части шариков и
набеганию на него другой части шариков
и является причиной повышенного износа
и выхода со временем из строя сепа-
ратора (а за ним и подшипника).
При вращении тел качения вокруг оси
подшипника на каждое из них действует
нагружающая дополнительно дорожку ка-
чения наружного кольца центробежная
сила
Гц= 0,5mdm(Oc,
где т — масса тела качения; ojc — угловая
скорость сепаратора.
Центробежные силы вызывают пере-
грузку подшипника при работе на повы-
шенной частоте вращения, повышенное
тепловыделение, ускоренное изнашивание
сепаратора и сокращают срок его службы.
В упорном подшипнике (рис. 23.8), кро-
ме центробежных сил, на шарики дей-
ствует обусловленный изменением направ-
ления оси вращения шариков в простран-
стве гироскопический момент
Л4г = /(Ос(ош.
По той же причине гироскопический
момент будет действовать на шарики, и во
вращающемся радиально-упорном шари-
коподшипнике при действии осевой нагруз-
ки в этот момент
Мг =J(DctoujSin а,
где J ==pn£>i/60 — полярный момент инер-
ции массы шарика (р — плотность мате-
риала шарика); сош и сос — соответственно
угловая скорость шарика при вращении
вокруг своей оси и вокруг оси вала (угло-
вая скорость сепаратора).
Под действием гироскопического момен-
та каждый шарик получает дополнитель-
ное вращение вокруг оси, перпендикуляр-
ной плоскости, образованной векторами
угловых скоростей шарика и сепаратора.
Такое вращение сопровождается изнаши-
ванием поверхностей качения, и для пре-
дотвращения вращения подшипник сле-
дует нагружать такой осевой силой, чтобы
соблюдалось условие
где Tf — момент сил трения от осевой
нагрузки на площадках контакта шариков
с кольцами.
При равномерном распределении сил
между шариками
F nfD
? __ О’ w
f z sin а ’
где Fa — осевая сила; f — коэффициент
трения (обычно 0,003—0,008, при высокой
частоте вращения — 0,02); z — число ша-
риков в подшипнике; для упорного под-
шипника угол контакта а = 0.
С учетом этих соотношений для предот-
вращения указанного вращения шариков
подшипник следует нагрузить осевой силой
рлгО* а>ш<ос8!п2а
60 f
Таким образом, осевая сила, предотвра-
щающая дополнительное вращение шари-
ков, зависит от их размера и количества,
частоты вращения кольца подшипника и
угла контакта. При высокой частоте
вращения целесообразно использовать
подшипники более легких серий (сверх-
легкой, особолегкой и легкой) с малыми
углами контакта.
Статика подшипника качения. Действу-
ющая на подшипник радиальная нагрузка
воспринимается телами качения в зоне,
ограниченной дугой не более 180° (при
отсутствии натяга между кольцами и те-
лами качения). При определении нагрузок,
воспринимаемых каждым телом качения,
расположенным в нагруженной зоне,
исходят из следующих допущений: ради-
альный зазор в подшипнике равен нулю;
кольца подшипника не изгибаются под дей-
ствующей нагрузкой; геометрические раз-
313
Рис. 23.9.
Расчетная схема подшипника
меры тел качения и колец идеально
точные.
Принимая в соответствии с указанными
допущениями, что тела качения, распо-
ложенные симметрично относительно плос-
кости действия нагрузки, будут восприни-
мать одинаковые силы, запишем условие
равновесия внутреннего кольца подшипни-
ка при действии радиальной силы Fr:
Fr = Fo +2Ficosy+ 2ВгСО82у + ...
+ 2Fmcosmy, (23.1)
где Fi — сила, действующая на кольцо от
i-ro тела качения; i = 0, 1, 2,..., т —
номер нагруженного тела качения
(рис. 23.9, а); у — угловой шаг тел каче-
ния.
Уравнение (23.1) содержит (т+1)
неизвестную силу (с учетом условий сим-
метрии). Для их определения необходимо
сформировать систему из уравнений сов-
местности перемещений тел качения и ко-
лец, как при решении контактных задач.
314
Рис. 23.10.
Схема деформаций в подшипнике
Рассмотрим схему деформации элемен-
тов подшипника на примере централь-
ного тела качения (рис. 23.10, а). С осью
вала ненагруженного подшипника жестко
свяжем ось 0г глобальной полярной сис-
темы координат гу, а с осями внутреннего
кольца /, тела 2 качения и наружного
кольца 3 местные оси координат OiTi,
О2Г2 и О3Г3 (см. с. 18). В ненагруженном
подшипнике начала 0, Oi и Оз осей
координат совпадают. Обозначим сопря-
женные точки начального контакта дета-
лей через Л (Л1 и Лг) и В (Вг и Вз). Под
действием силы Fq в зонах контакта
тела качения с кольцами возникнут упру-
гие контактные деформации колец, и тела
качения и сопряженные точки перейдут
в положения Л* и В* (рис. 23.10, б). При
этом кольцо 1 и вал вместе с осью
01 г\ (как жесткое целое) переместятся
вдоль глобальной оси 0г на расстояние
до, а тело качения вместе с осью О2Г2 пе-
реместится на расстояние дв также вдоль
оси 0г. Кинематические смещения до и
дв местных осей координат относительно
глобальной системы по уравнению (2.8)
равны арифметической сумме перемеще-
ний сопряженных точек начального кон-
такта тел (деталей), т. е.
до= дд + дв= иА1 + 042+052+^53, (23.2)
где дл — часть кинематического смещения
до от деформации деталей в точке Л на-
чального контакта; и vA2 — радиальные
перемещения сопряженных точек Ai и Л2
внутреннего кольца и тела качения при де-
формации; vB2 и 0ВЗ — то же для точек
Вг и Вз.
В более общей постановке по уравнению
(2.8) несложно учесть начальные радиаль-
ные зазоры или натяги между кольцами
и телами качения из-за разноразмерности
последних.
Из рис. 23.9, а следует, что проекции
кинематического перемещения на оси Or,
проходящие через центры других тел ка-
чения,
6i=6ocosy; 62 = 6ocos2y; ...; =
= 6ocosmy. (23.3)
Уравнения (23.1) — (23.3) являются
исходными для решения контактной зада-
чи для подшипника качения (определения
неизвестных сил Fo, Fi ,..., Fm и кинема-
тического перемещения 6о).
Для решения задачи необходимо выра-
зить смещения в уравнении (23.2) через
силы, действующие на тела качения. Если
пренебречь взаимным влиянием соседних
контактов деталей, то для определения
кинематических перемещений и
можно использовать формулы, полученные
в решениях соответствующих контактных
задач для тел простой формы (цилинд-
ров, шаров и т. п.). Например, при
расчете роликоподшипника для определе-
ния значения (или 65) можно исполь-
зовать формулу (2.26), записав ее в виде
6л=ХлЕо; 6я=ХдЕо, (23.4)
где Хл и Х5 — контактные податливости
цилиндров при внешнем и внутреннем
контакте, зависящие от радиусов кривизны
цилиндров, а также модулей упругости
и коэффициентов Пуассона их материалов.
Например, при внешнем контакте в точке
А из формулы (2.26) будем иметь
^l + 0,815V
Учитывая эти равенства и условие
(23.2), получим следующее соотношение
для кинематического перемещения вала:
6о=(Хд + Хд)Го = ХГо. (23.5)
При учете общих деформаций колец,
вала и корпуса в это соотношение войдут
в качестве слагаемых коэффициенты влия-
ния (податливости), отражающие взаим-
ное влияние всех контактирующих тел
качения.
Проекции кинематического перемеще-
ния на оси, проходящие через центр
подшипника и центры тел качения,
6i = XFi; 62 = XF2;...; 6m = XFm, (23.6)
где X — общая радиальная контактная
податливость ролика и колец.
Внешняя (структурная) простота фор-
мул (23.5) и (23.6) позволяет решить
поставленную задачу в замкнутом виде.
Итак, разрешающая система из (т +
4-2)-х уравнений содержит теперь /п + 1
неизвестных сил (Го, Fi,...,Fm) и кине-
матическое перемещение 6о-
Величину 60 можно исключить из систе-
мы, если принять во внимание равенства
(23.5) и (23.6):
TL- = ^L = cosiy. (23.7)
°о го
Соотношение (23.7) устанавливает
связь между силами на ролики. Учитывая,
что
Fi = F0cosy; F2 = FoCOs2y; ... ; Fm =
= F0cos ту ,
из уравнения равновесия (23.1) найдем
Fr=F0 (14-2 2 cos2zV), (23.8)
1=1
откуда
kF knFr 9
F0=-b—; Fi=-P—cos iy, (23.9)
где z— общее число тел качения; k?—
коэффициент, определяемый из выражения
*₽=--------------• (23.Ю)
1 4-2^ cos2xy
i=l
Из соотношения (23.10) следует, что
при увеличении числа тел качения в под-
шипнике распределение нагрузки между
ними улучшается.
При числе роликов z—104-20 коэф-
фициент /гр = 4,0. Обычно подшипники
имеют некоторый радиальный зазор, и
нагрузку воспринимают тела качения на
дуге, меньшей 180° (90—120°); поэтому
принимают &р = 4,08.
315
Для шарикоподшипников задачу реша-
ют аналогично, принимая, что & = 1шЛ2/3.
В этом случае из расчета получают те же
соотношения (23.9), в которых &ш = 5.
Из равенств (23.9) следует, что наибо-
лее нагружено центральное тело качения.
При вращении под нагрузкой Fr кольца
точки тел качения и колец будут под-
вержены действию циклических нагрузок,
изменяющихся по пульсационному (отну-
левому) циклу (рис. 23.9, 6). При действии
осевой силы нагружение точек тел качения
и колец становится асимметричным с ми-
нимальной силой Ftxnm=Fa/z, приблизи-
тельно одинаковой для всех z тел каче-
ния в подшипнике (рис. 23.9, в).
Распределение нагрузки может служить
интегральной оценкой напряженности зон
контакта в подшипнике. Изменяя путем
конструктивных мероприятий характер
распределения нагрузки между телами
качения, можно существенно изменить
напряжения в зонах контакта и, как
следствие, долговечность подшипника.
Из приведенного выше упрощенного
решения не видно возможных путей улуч-
шения конструкции, так как задача решена
в предположении, что вал и корпус под-
шипника недеформируемы (поэтому коль-
ца не имеют общих деформаций).
В действительности под действием сил от
тел качения кольца будут деформировать
вал и корпус, изменяя характер распре-
деления нагрузки между телами качения.
Указанные обстоятельства используют
на практике довольно часто путем со-
ответствующего профилирования корпуса
подшипника, стремясь в зоне действия
максимальных напряжений увеличить по-
датливость корпуса за счет введения вне
этой зоны ребер жесткости (рис. 23.11),
установкой подшипника в эллиптическую
расточку корпуса или специальный стакан.
Эти пути совершенствования конструкции
опор прямо вытекают из уточненного
решения контактной задачи.
В быстровращающихся подшипниках
центробежные силы изменяют контактные
силы и напряжения.
С учетом центробежной силы на тело
качения в радиальном шарико- и роли-
коподшипнике действует максимальная
сила
316
Рис. 23.11.
Распределение нагрузки между телами каче-
ния в головке шатуна
^Ошах — о Fu.
Точное вычисление контактной силы в
радиально-упорном шарикоподшипнике
затруднено из-за изменения углов контак-
та шариков с кольцами под действием
центробежных сил. Имеются трудности и
при вычислении Готах для подшипника,
нагруженного одновременно осевой и ра-
диальной силами.
Контактные напряжения в подшипнике.
Контактные напряжения (см. рис. 23.7)
действуют в зонах соприкосновения (кон-
такта) тела качения с внутренним и на-
ружным кольцами. Расчеты показывают,
что при небольших центробежных силах
контактные напряжения между телом ка-
чения и наружным кольцом будут значи-
тельно меньшими, чем в зоне контакта тела
качения с внутренним кольцом, так как в
первом случае площадка контакта оказы-
вается большой.
Контактные напряжения между эле-
ментами подшипника при известных силах
находят из решения соответствующих
контактных задач.
Для радиального роликоподшипника
максимальные контактные напряжения
между роликом и внутренним кольцом
можно определить по формуле Г. Герца
(см. с. 24):
2^1 ^2 F0
4ei(1-v22)+£2(1-v?)] V ’
(23.11)
где vi и V2 — коэффициенты Пуассона
материалов ролика и кольца; Е\ и Ег—
модули упругости материалов ролика и
кольца; р — приведенный радиус кривиз-
ны, 1/р=2 (I/D^+I/Db); Db — наруж-
ный диаметр внутреннего кольца; lw —
эффективная длина (без фасок) ролика;
Го — наибольшая нагрузка на ролик,
определяемая по формуле (23.9).
23.5. Несущая способность
подшипников
Основные виды повреждений подшипни-
ков. Усталостное выкрашивание беговых
дорожек и тел качения под действием
переменных контактных напряжений яв-
ляется основным видом повреждения под-
шипников, хорошо смазываемых и защи-
щенных от попадания посторонних аб-
разивных частиц (например, в редукторах,
двигателях, металлорежущих стан-
ках и т. п.).
Абразивный износ деталей распростра-
нен в подшипниках, не имеющих надежной
защиты от попадания абразивных частиц
(например, в строительных, дорожных,
сельскохозяйственных машинах, ткацких
станках и др.).
Под действием больших статических
и кратковременных динамических нагрузок
(даже при транспортировании на дальние
расстояния) на поверхностях качения об-
разуются вмятины, намины, лунки (подоб-
ные отпечатку шарика в пробе Бринелля—
бринеллирование). Последующая работа
подшипника сопровождается усиленным
износом перемычек сепаратора и выходом
подшипника из строя.
Другие виды повреждений (разрушение
колец, сепаратора, заедание) связаны с
с отступлением от технических условий
на эксплуатацию машин, некачественными
материалами деталей подшипника и его
изготовлением и т. д.
Для исключения разрушений беговых
дорожек и тел качения в течение ресурса
подшипника выполняют расчеты по крите-
риям прочности. При расчете по допуска-
емым напряжениям условие прочностной
надежности имеет обычный вид:
[<Ъ/1, (23.12)
где он — максимальное контактное напря-
жение, определяемое по формуле (23.11);
[ая] — допускаемое контактное на-
пряжение, зависит от материала деталей
подшипника и характера действующей
нагрузки.
Статическая грузоподъемность подшип-
ника. Статической грузоподъемностью
подшипника называют нагрузку Со (ради-
альную — для радиальных и радиально-
упорных подшипников и осевую — для
упорно-радиальных и упорных), которая
вызывает общую остаточную деформацию
наиболее нагруженного тела качения с
дорожкой качения, равную (Dw —
диаметр тела качения).
Формулу для определения нагрузки
Со на радиальный роликовый подшипник
можно получить из условия (23.12) с
учетом равенств (23.9) и (23.11).
Опуская вывод, приведем лишь для
иллюстрации структуры расчетное соот-
ношение для статической грузоподъем-
ности (в ньютонах) роликоподшипников с
короткими цилиндрическими роликами,
конических и сферических (самоустанав-
ливающихся) роликоподшипников при
[сгя]=3000 МПа:
Со = 21 ,&zlwDwcosa,
где i и z — соответственно число рядов и
число тел качения в ряду; а — началь-
ный угол контакта.
Значения Со для подшипников раз-
личных типов и серий даны в справочнике
[24] и др.
Если подшипник нагружен одновремен-
но статической радиальной Fr и осевой
Fa силами, то расчет ведут по стати-
ческой эквивалентной нагрузке ГСэ, вызы-
вающей у подшипников такие же остаточ-
ные деформации, как и при действитель-
ных условиях нагружения. Рассмотрим,
например, конический роликоподшипник
под действием статической радиальной си-
лы Гсэ, принимаемой в качестве экви-
валентной силы (рис. 23.12, а). Эта сила
распределена между телами качения по
закону (23.9), и на наиболее нагруженный
ролик действует нормальная сила
317
0/1 z cos a ’
где a — угол контакта (см. рис. 23.12, a).
Радиальная составляющая этой силы
F$r=F&iCosa и такие же силы от других
контактирующих роликов уравновешивают
силу FC3.
Если рассматриваемый подшипник на-
грузить одновременно радиальной Fr и
осевой Fa силами, то на этот же ролик
(рис. 23.12,6) действует нормальная сила
Qn
0,5* F F
Р < I а
z cos a zsin a
(23.13)
В соотношении (23.13) принято, что
осевая сила равномерно распределена
между телами качения, и учтено (мно-
житель 0,5 в первом слагаемом), что при
действии осевой силы все тела качения
подшипника воспринимают радиальную
нагрузку.
Используя условие эквивалентности
схем нагружения Ffin = Fon (по опреде-
лению) , найдем
Рис. 23.12.
Схемы нагружения подшипников и эквива-
лентная нагрузка
FC9=XQFr + Y0Fa, (23.14)
где Ло = О,5 и Уо= (ctga)/&p— коэффи-
циенты радиальной и осевой сил.
У радиальных шарикоподшипников под
действием осевой силы происходит сме-
щение колец вследствие радиального за-
зора (между телами качения и дорож-
ками колец) и деформаций контакти-
рующих деталей и, как следствие, обра-
зование фактического угла контакта a
(рис. 23.12, г). В связи с этим коэффициент
Уо зависит от класса точности шарико-
подшипника. Значения коэффициентов
Хо и Уо для подшипников различных
типов приведены в справочниках.
Отметим, что для любого подшипника
одинаковая эквивалентная нагрузка мо-
жет быть получена при различных со-
отношениях сил Fa и Fr (рис. 23.12, в).
Подшипник принимают из условия
FC3< Со,
если FC3>Fr\ при FC3^.Fr принимают
Fc3 = Fr.
Динамическая грузоподъемность под-
шипников. Расчет динамической грузо-
подъемности основан на известном урав-
нении кривой усталости (см. с. 41),
которое также записывают в форме
где отах — максимальное напряжение цик-
ла; N — число циклов изменения этих на-
пряжений до разрушения детали; С* и
т — постоянные величины, зависящие от
свойств материала и состояния поверх-
ности детали (определяются эксперимен-
тально).
Так как контактные напряжения нели-
нейно изменяются от внешней нагрузки
(23.11), то испытания подшипников для
определения этих постоянных и их расчет
удобнее выполнять по действующей на-
грузке F. Учитывая это, условие проч-
ностной надежности подшипника пред-
ставляют в виде
(23.15)
318
где L — номинальная долговечность под-
шипника, млн оборотов; С — динамиче-
ская грузоподъемность, Н; q — показатель
степени кривой усталости подшипника;
Лр —6- 10-5п£л — расчетная долговеч-
ность подшипника, млн оборотов; п —
частота вращения кольца, мин-1; Lh —
расчетная долговечность подшипника, ч.
Под динамической грузоподъемностью
С радиальных и радиально-упорных под-
шипников понимают (по договоренности)
постоянную радиальную нагрузку (в нью-
тонах), которую подшипник с неподвиж-
ным наружным кольцом может воспри-
нимать в течение номинальной долго-
вечности в 1 млн оборотов. Динами-
ческая грузоподъемность упорных и упор-
но-радиальных подшипников — постоян-
ная центральная осевая нагрузка (в нью-
тонах) , которую подшипник может воспри-
нимать в течение номинальной долго-
вечности в 1 млн оборотов одного из
колец.
Показатель степени кривой усталости,
соответствующей вероятности безотказной
работы подшипника Р = 0,9 и нормальным
условиям смазывания (смазывание раз-
брызгиванием масла или консистентной
смазкой), принимают ^ = 3(/и=9) для
шарикоподшипников и 3,33(т = 6,66)
для роликоподшипников.
Если условия смазывания в опоре
отличаются от указанных и (или) 90%-ная
вероятность безотказной работы опоры
неприемлема, то номинальную долговеч-
ность L подшипника уточняют коэффи-
циентами ai и а2з- Долговечность под-
шипника, соответствующая вероятности
безотказной работы Р и заданным усло-
виям смазывания, определяется по фор-
муле
L Ра=а fi23L ,
где ai — коэффициент долговечности; по
ГОСТ 18855—82 коэффициент ai выбирают
в зависимости от Р следующим образом:
Р, %... 80 85 90 95 97 98 99
... 2 1,5 1 0,62 0,44 0,33 0,21
а 23 — коэффициент долговечности, зави-
сящий от материала деталей подшипников
и условий их эксплуатации. Для под-
шипников качения из обычных подшипни-
ковых сталей и при нормальных условиях
смазывания а2з=1- При смазывании,
обеспечивающем гидродинамическую
пленку масла между контактирующими
поверхностями колец и тел качения,
и отсутствии повышенных перекосов
в узле 023=0,84-1,0 для шарико- и роли-
коподшипников (кроме сферических двух-
рядных); при таких же условиях работы
подшипников с кольцами и телами из
сталей электрошлакового или вакуумного
получения 023= 1,04- 1,4.
На основании экспериментальных ис-
следований установлены зависимости для
динамических грузоподъемностей подшип-
ников различных типов, аналогичные по
структуре соотношения для Со.
Формула (23.15) справедлива при зна-
чениях частоты вращения п от 10 мин-1 до
предельной; при п=14-10 мин-1 расчет
выполняется в предположении и =10
мин-1. При п<1 мин-1 действующую
нагрузку рассматривают как статическую.
Динамические грузоподъемности для
подшипников различных типов и серий
приведены в справочнике [24] и др.
Для расчета потребной динамической
грузоподъемности необходимо знать на-
грузку на подшипник.
Эквивалентная нагрузка. Значения ди-
намических грузоподъемностей подшипни-
ков различных типов и серий, приведенные
в справочниках, получены по результатам
испытаний при простой постоянной нагруз-
ке: только радиальной — для радиальных
и радиально-упорных подшипников и толь-
ко осевой — для упорных и упорно-ра-
диальных подшипников. В большинстве
случаев подшипники качения подвержены
совместному действию осевой и радиаль-
ной сил. Условия работы подшипников
(по характеру нагрузок, температу-
ре и т. д.) также разнообразны. Влияние
основных эксплуатационных факторов на
работоспособность подшипников учиты-
вают путем введения в расчет эквива-
лентной нагрузки — критерия подобия, ко-
торый обобщает накопленный опыт по
эксплуатации подшипников в различных
конструкциях.
Эквивалентной динамической нагрузкой
для радиальных шариковых и радиально-
319
упорных подшипников называют постоян-
ную радиальную нагрузку, которая, дей-
ствуя на подшипник с вращающимся
внутренним и неподвижным внешним коль-
цами, обеспечивает такой же расчетный
срок службы, как и при действительных
условиях нагружения и вращения.
Рассмотрим в качестве примера, как и
выше, конический роликоподшипник (см.
рис. 23.12, а) при действии радиальной
силы Гэ. При вращении кольца силы,
действующие на тела качения, будут ци-
клически изменяться (см. рис. 23.9, б).
Хотя наибольшая нагрузка F$n на тело
качения и кольца (см. с. 315) и, как
следствие, наибольшие контактные напря-
жения играют важную роль в процессе
усталостного разрушения, однако стати-
стическая природа этого процесса требует
учета всех нагрузок, действующих на де-
таль во время ее работы. Эксперимен-
тальные исследования показали, что уста-
лостные контактные разрушения дорожки
качения внутреннего кольца и тел качения
появляются обычно раньше других по-
вреждений и определяются средней экви-
валентной нагрузкой на одно тело ка-
чения, т. е.
т 1 /3
’ (23.16)
/ = 0
где /= 1, 2,..., т — номер контактирующе-
го тела качения; т — число контакти-
рующих тел качения; z — общее число
тел качения.
Таким способом учитывают, что расчет-
ное тело качения (точка кольца) за один
оборот вокруг оси подшипника воспри-
нимает различные силы [см. рис. 23.9, б;
в соответствии с угловым положением
относительно плоскости действия силы и
формулой (23.9)]. Для получения этого
соотношения использован принцип линей-
ного суммирования повреждений при ра-
боте детали на переменном режиме
нагружения.
Если принять для упрощения, что на-
грузки вдоль дорожки качения распреде-
лены непрерывно по закону Е*я= F&cosy
(Y — угловая координата точки дорожки
качения), то зависимость (23.16) можно
записать в интегральной форме
320
л/2
0
Учитывая соотношение для нагрузки
получим зависимость для приведенной
нормальной силы на тело качения (оди-
наковую для всех тел качения) от ра-
диальной силы:
F* = \1 =const. (23.17)
in z cos a V Зл v '
В реальных конструкциях подшипник,
как указывалось выше, работает сравни-
тельно часто при совместном действии
радиальной и осевой сил (см. рис. 23.9, в),
т. е. в условиях асимметричного цикла
нагружения. В таком случае также
принимают, что осевая сила равномерно
распределена между телами качения, а
радиальная сила воспринимается всеми
телами качения (как при статическом
нагружении). Для учета циклического
характера нагрузок на тела качения от
силы Fr при вращении кольца принимают
в качестве расчетного среднее значение
силы на тело качения, равное 0,5Л
(см. рис. 23.9, в).
Записывая для нормальной реакции от
ролика на кольцо при действии сил Fr
и Fa (см. рис. 23.12, б) соотношение
0,52feF F
р ________Р |
Ort z cos a z sin a
и учитывая условие эквивалентности ре-
жимов нагружения /ч?я = Еоя, найдем
F3 = XFr+4Fa> (23.18)
где X « 0,4 и У= ctg a — коэффи-
циенты приведения радиальной и осевой
сил. При /?р = 4,08 будем иметь Х«0,4 и
K«0,4ctg a.
Между коэффициентами X и У можно
установить следующую взаимосвязь. На-
гружение тела качения в первом полуцикле
(от Ftmin до Лтах) можно рассматривать
как простое нагружение радиальной
статической силой. Предположим, что при
таком нагружении Ёэ = Со и XFr = XC^
Последнее означает, что внешняя ради-
альная сила «использует» Х-ю часть
предельной радиальной силы. Тогда «не-
использованная» часть этой силы
С0(1-Х)=УЕатах=вУС0,
откуда следует, что
Х + еУ=1, (23.19)
где е — параметр осевого нагружения
(«весовой» множитель), пропорциональ-
ный углу а контакта.
Несложно найти, что
е = ^~- у=±2^-. (23.20)
У е
Например, для конического роликопод-
шипника e=l,5tga.
Экспериментальными исследованиями
установлено, что влияние осевой силы на
динамическую грузоподъемность зависит
от соотношения параметров, определяю-
щих углы давления 0 и контакта а.
При небольших углах давления (tg0 =
= Fa/(vFr)^e, где v — коэффициент вра-
щения) осевые нагрузки не оказывают
отрицательного влияния на долговечность
конических роликоподшипников (а также
радиальных и радиально-упорных шарико-
подшипников) ; они даже необходимы для
осевой фиксации колец и предваритель-
ного натяга, обеспечивающего жесткость
Коэффициенты радиальной X и осевой У сил для
опоры. В этом случае при определении
эквивалентной силы осевой нагрузкой
пренебрегают, принимая Х=1 и У = 0.
Если Fa/(vFr)>e, т. е. осевая сила
сравнительно велика (угол давления 0
существенно больше угла контакта а), то
эквивалентную силу находят по формуле
(23.18) при значениях коэффициентов X и
У (или У и е), соответствующих зна-
чению параметра е. Повышенные осевые
силы снижают долговечность шарикопод-
шипников, так как увеличивают угол кон-
такта и приводят к скольжению шари-
ков. В ответственных конструкциях про-
изводят измерения осевых сил с помощью
специальных приборов.
Аналогично определяют силу F3 для
радиальных и радиально-упорных шарико-
подшипников. Особенность их расчета сос-
тоит в том, что для таких подшипников
фактический угол контакта зависит от
радиального зазора и деформационных
смещений, пропорциональных отношению
Fa/Fr (углу давления), и является пере-
менной величиной. Для упрощения расче-
тов параметр e = f(a) задают в зависи-
мости от минимального угла давле-
ния, определяемого отношением Fu/Cq
(табл. 23.2).
Коэффициенты X, У и параметр е
для различных типов подшипников при-
ведены в табл. 23.2 и справочнике [24]
и др.
Таблица 23.2
однорядных подшипников
Тип подшипника Л, Со е Fa VF, <е Fa VF, >e
X Y X Y
Шариковый радиаль- ный и радиально-упор- ный (а= 12°) 0,014 0,028 0,056 0,084 0,11 0,17 0,28 0,42 0,56 0,19/0,30 0,22/0,34 0,26/0,37 0,28/0,41 0,30/0,45 0,34/0,48 0,38/0,52 0,42/0,54 0,44/0,54 1 0 0,56/0,45 Вычисляется no формуле (23.20)
Роликовый конический — l,5tga 1 0 0,4
Примечание. В числителе даны значения параметров е и X для радиальных шарикоподшипников,
в знаменателе—для радиально-упорных
321
11 Зак 673
Таблица 23.3
Коэффициент безопасности Кб
Характер нагрузки Кб Машины и оборудование
Спокойная, без толчков 1 Приводы управле- ния"; маломощные кинематические пе- редачи и приводы; ролики ленточных конвейеров и т. п.
Легкие толчки и вибрации 1 — 1,2 Механизмы подъем- ных кранов, электро- талей, монорельсо- вых тележек, лебе- док; высокоточные зубчатые передачи; электродвигатели малой и средней мощности; легкие вентиляторы и т. п.
Умеренные толчки и вибра- ции 1,3—1,8 Редукторы всех ти- пов; зубчатые пере- дачи; механизмы по- ворота, передвиже- ния, изменения вы- лета стрелы кранов; шпиндели металло- режущих станков; центрифуги и сепа- раторы; энергетичес- кие и транспортные машины и т. д.
Сильные удары и высокие виб- роперегрузчики 2—3 Холодильное и ме- таллургическое обо- рудование; ковочные машины; лесопиль- ные рамы и др.
Эквивалентную нагрузку для подбора
подшипников определяют с учетом особен-
ности их работы в эксплуатационных
условиях:
R = F3K6KT= (XVF r+YF а^К бК (23.21)
где V — коэффициент вращения (У=1
при вращении внутреннего кольца, V=l,2
при вращении наружного кольца); —
коэффициент безопасности, учитывающий
влияние на долговечность подшипников
характера внешних нагрузок (табл. 23.3);
Кт — температурный коэффициент; для
подшипника из стали ШХ15 зависит от
температуры подшипника следующим об-
разом:
Рабочая тем-
пература под-
шипника, °C <125 125 150 175 200 250
Коэффициент
Кт . . . . 1 1,05 1,1 1,17 1,25 1,4
В радиально-упорном шарикоподшипни-
ке от действия радиальной силы также
возникает дополнительная осевая сила
Far = eFr (см. рис. 23.12, а), в коническом
роликоподшипнике Far = 0,83е/>. Эти силы
учитывают в уточненном расчете. Если вал
установлен на двух радиально-упорных
подшипниках, то осевая нагрузка на
одном из них будет равна дополнительной
осевой силе, а на другом — сумме или
разности заданной осевой и дополнитель-
ной нагрузок (в зависимости от распо-
ложения подшипников на валу).
Для подшипников с короткими цилин-
дрическими роликами приведенная на-
грузка
К = УРгКбКт, (23.22)
а для упорных подшипников
Р = РаКбКт. (23.23)
Для упорно-радиальных подшипников
приведенная нагрузка определяется по
формуле (23.21) при и=1.
Если подшипники работают при изме-
няющихся во времени нагрузке и частоте
вращения, то расчет ведут по эквива-
лентной нагрузке, равноопасной по со-
противлению усталости переменному ре-
жиму нагружения (см. разд. 1), по фор-
муле
п 3 / Я?L.+/?®L2+ ... +R3nL
у/ —-----------------—.(23.24)
где Z?i, — постоянные нагрузки,
действующие соответственно в течение
Li, Л2,..., Ln млн оборотов; L — сум-
марное число млн оборотов за время
действия нагрузок 7?i, /?2, .., Rn(L = Li +
-+-L2+... + Ln).
Число оборотов подшипников (в мил-
лионах оборотов) на i-м режиме (i=l, 2,
3,..., п)
322
Lt = 6«10-%U, (23.25)
где nt— частота вращения, мин-1; —
время работы подшипника, ч.
Если нагрузка изменяется от 7?т1п до
max по линейному закону, то
П _____ ^min“*“2^max
экв з
(23.26)
23.6. Выбор подшипников
Выбор подшипников качения производят
по приведенной нагрузке R и расчетному
ресурсу L (в миллионах оборотов) по
формуле
Срасч=Я Vb . (23.27)
где q—З для шарикоподшипников; q = 3,33
для роликоподшипников.
Используя полученное расчетное значе-
ние динамической грузоподъемности, по
справочнику или каталогу выбирают под-
шипник; при этом должно быть удовлет-
ворено условие Срасч^С (С — динамичес-
кая грузоподъемность подшипника по ка-
талогу) .
Если подшипник принят по конструк-
тивным соображениям, то расчетом про-
веряют его ресурс (в часах):
(23.28)
Рекомендуемые значения расчетной дол-
говечности подшипников для различных
машин и оборудования приведены в
табл. 23.4.
В соотношениях (23.27), (23.28) R—
приведенная нагрузка при постоянном ре-
жиме работы и эквивалентная нагрузка
(см. с. 322) при переменном режиме
работы; п— частота вращения, мин-1.
Для одних и тех же условий (ха-
рактера нагрузок, частоты вращения, ко-
эффициента работоспособности) могут
быть использованы подшипники различных
типов. На практике при выборе типа
подшипника учитывают его стоимость, а
также опыт эксплуатации узлов, аналогич-
ных проектируемому.
Отметим, что приведенный здесь метод
подбора подшипников обеспечивает его
11*
Таблица 23.4
Рекомендуемые значения расчетной долговеч-
ности для различных машин и оборудования
Машины и оборудование АЛ, ч
Приборы и аппараты, используемые периодически (бытовые приборы, де- монстрационная аппаратура и др ) 500
Механизмы, используемые в течение >4000
коротких периодов времени (легкие конвейеры, подъемные краны в сбо- рочных цехах, сельскохозяйственные машины и др.) Ответственные механизмы, работаю- >8000
щие с перерывами (лифты, конвейеры для поточного производства и др ) Машины для односменной работы с не- полной нагрузкой (редукторы общего >12000
назначения, стационарные электродви- гатели и др.) Машины для односменной работы с полной загрузкой (машины общего 20 000
машиностроения, подъемные краны, вентиляторы и т. п.) Машины круглосуточного использова- ния (насосы, компрессоры, шахтные подъемники, судовые приводы и др ) >40000
работоспособность в течение ресурса без
усталостных повреждений. Исключить рас-
четом другие причины отказов подшипни-
ков в настоящее время невозможно.
23.7. Конструкции
подшипниковых узлов
Узел подшипника включает в себя
обычно корпус, детали для фиксирования,
а также устройства для смазывания. Он
должен обеспечивать восприятие радиаль-
ных и осевых сил, а также исключать
осевое смещение вала, нарушающее нор-
мальную работу сопряженных деталей
(зубчатых и червячных колес, червяков,
уплотнений и др.). Это достигается за счет
крепления подшипников на валах и фик-
сирования их в корпусе.
Посадки внутренних колец на вал
осуществляют в системе отверстия, наруж-
ных колец в корпус — в системе вала.
Посадки подшипников даны в стандарте
СЭВ (СТ СЭВ 145—75).
Выбор посадки зависит от условий
работы. Если вращается вал, то его сое-
динение с внутренним кольцом подшипни-
323
ка производят по посадке с натягом
(q6, £6, js6, гиб, пб, Ы и др.). Наружное
кольцо в этом случае устанавливается
в корпус по посадке с зазором или пе-
реходной посадке, которая также допу-
скает зазор (Н7, К7, /7, Js6, Кб и др.).
Так устраняют возможное заклинивание
тел качения и неравномерный износ до-
рожки качения на наружном кольце.
Конструкции подшипниковых узлов
должны исключать также заклинивание
тел качения при действии осевой нагрузки,
теплового расширения валов или погреш-
ностей изготовления. В связи с этим полу-
чили наибольшее распространение два
способа фиксирования подшипников в кор-
пусе.
Первый способ состоит в том, что осевое
фиксирование вала выполняют в одной
опоре (рис. 23.13, а и б), а другую опору
делают плавающей (скользящей). Фик-
сирующая опора ограничивает осе-
вое перемещение вала в одном или в обоих
направлениях и воспринимает радиальную
и осевую силы. Плавающая опора
не ограничивает осевых перемещений вала
и может воспринимать только радиальную
нагрузку. Поэтому в плавающей опоре
применяют только радиальный подшипник
(шариковый или роликовый). Подшипни-
ки обеих опор должны быть нагружены по
возможности равномерно.
Такой способ установки подшипников
применяют в конструкциях при сравни-
тельно длинных валах (/= 10d~ 12d),
а также при установке валов в подшипни-
ки, размещенные в разных корпусах;
он широко используется для установки
валов цилиндрических зубчатых передач,
приводных валов конвейеров и др. Основ-
ной недостаток способа — малая жест-
кость вала.
Жесткость вала может быть повышена
при установке в фиксирующей опоре двух
подшипников, за счет регулировки которых
сводят к минимуму радиальные и осевые
смещения («игру») вала (рис. 23.13, б).
В таком исполнении способ используют
для установки валов конических и червяч-
ных передач, требующих точной осевой
фиксации.
Второй способ состоит в том, что осевое
фиксирование вала выполняют в двух
324
Рис. 23.13.
Способы установки подшипников
опорах (в каждой опоре лишь в одном
направлении, рис. 23.13, виг). Наиболее
проста конструктивно схема установки
подшипников враспор, ее широко приме-
няют при сравнительно коротких валах.
Для исключения защемления вала в опо-
рах вследствие нагрева при работе пре-
дусматривают зазор а = 0,2 4- 0,5 мм (в уз-
лах с радиально-упорными шарикоподшип-
никами). При установке враспор внешняя
осевая нагрузка будет восприниматься
либо одной, либо другой крышкой.
При установке подшипников врастяжку
опасность защемления вала в опорах
снижается, так как при увеличении длины
вала в связи с температурным удли-
нением осевой зазор в подшипниках
увеличится (см. рис. 23.13, г).
Рис. 23.14.
Способы крепления внутренних колец подшип-
ников:
а — посадка с натягом; б — кольцом, посаженным
с натягом и штифтом; в — пружинным стопорным
кольцом; г—гайкой и стопорной шайбой; д —
торцовой шайбой и корончатой гайкой со шплин-
том; е — плоской торцовой шайбой и винтом
Способы фиксирования внутренних ко-
лец на валах и наружных колец в корпусах
разнообразны, некоторые распространен-
ные способы показаны на рис. 23.14 и
23.15.
Подшипниковые узлы серийных зубча-
тых и червячных редукторов обычно сфор-
Способы крепления наружных колец в корпусах:
а — пружинным упорным кольцом; б — двумя полу-
кольцами 1; в — приверткой крышкой; г — жесткой
шайбой 2
Рис. 23.15.
мированы на конических роликоподшипни-
ках, требующих регулирования осевого
зазора. Для этих целей используют крыш-
ки двух видов: привертные (рис. 23.15, в)
и закладные (рис. 23.15, г). Последние
применяют только в редукторах с разъем-
ными корпусами (оси валов лежат в
плоскости разъема). Регулирование осе-
вых зазоров в узлах с привертными
крышками производится набором метал-
лических прокладок /, размещаемых под
фланцем крышки. В узлах с закладными
крышками эту регулировку осуществляют
специальным винтом 1 со стопорным
устройством) через жесткую шайбу 2.
Способы смазывания подшипников жид-
кими маслами и пластичными смазочны-
ми материалами даны в гл. 25. В тех
случаях, когда такое смазывание невоз-
можно, применяют самосмазывающиеся
подшипники, например, в условиях вы-
сокого вакуума, высоких и сверхвысо-
ких температур, газовых и агрессив-
ных сред и т. п. Подшипники могут ра-
ботать при небольших нагрузках
(оя^2000 МПа) и частотах вращения
(^тах*^ 0,5мп) •
Наибольшее распространение получили
следующие решения:
кольца и металлический сепаратор по-
крыты тонким слоем смазочного мате-
риала: дисульфида молибдена, фторо-
пласта, графита или их композиции, а
также мягким металлом (золотом, сереб-
ром, кобальтом, индием, окисью свин-
ца и др.);
кольца покрыты твердым смазочным
материалом, а сепаратор выполнен из
неметаллического антифрикционного мате-
риала, армированного в ряде случаев
каркасом;
в металлической (дуралюминовый, ла-
тунный, бронзовый) сепаратор запрессо-
ваны брикеты твердого смазочного мате-
риала (рис. 23.16) из композиции фторо-
пласта (50 %) и дисульфида молибдена
(50%).
В последней конструкции шарики за-
хватывают при вращении материал брике-
тов и разносят его по дорожкам качения
колец, создавая смазывающую пленку и
непрерывное смазывание («ротапринтное»
смазывание).
325
Рис. 23.16.
Самосмазывающийся подшипник
Пример 1. Подобрать подшипники для валов
зубчатой передачи, работающей при постоянном
режиме и нагрузке со значительными толчками:
Frl=4000 Н; fai=800 Н; Fr2=1500 Н; п =
=2000 мин-1; £/,= 10 000 ч; желательный
диаметр отверстия 45 мм; температура в под-
шипнике /< 100 °C.
Решение. 1. Расчет ведем по наиболее на-
груженному первому подшипнику. Так как осе-
вая нагрузка невелика, а частота вращения
значительная, то выбираем шарикоподшипник
радиальный.
2. При V=1
е = —522— = 0 2
расч VF , 1 . 4000
Полученное значение находится в пределах
табличных значений е (см. табл. 23.2). Однако
определить коэффициенты X и Y для расчета
эквивалентной нагрузки по формуле (23.21)
нельзя, так как неизвестно значение е, со-
ответствующее отношению Fu/Cq для искомого
подшипника (подшипник пока не подобран и
неизвестно значение Со). Задачу следует решать
подбором.
В первом приближении полагаем, что ерасч <.
<Свтабл, и принимаем из табл. 23.2 Х=1 и
У=0, т. е. осевую силу не учитываем.
3. Приведенная нагрузка при Кт= 1 и Кб = 1,3
R = (X VFr + УГа)Яб/Ст = (1 • 1 • 4 000 + 0) 1,3 • 1 =
= 5200 Н.
4. Долговечность
Л = 6л£л/105 = 6-2000-104/105=1200 млн обо-
ротов.
5. По формуле (23.27) расчетная динами-
ческая грузоподъемность
С расч= R 3-у/Г = 5200 3yi200 = 54 600 Н.
6. По каталогу для подшипников тяжелой
серии при d=45 мм С=60 400 Н, что выше
расчетного значения, т. е. С>Срасч.
7. Полагаем, что мы занизили значение
У, приняв У=0, и проверяем подшипник с
диаметром d = 45 мм. Из справочника [24]
Со = 46 4ОО Н; при этом отношение Fu/Cq =
= 800/46 400 «0,017.
Однако по табл. 23.2 этому значению
отношения Fa/Св соответствует етабл= 0,205 >
>ераСч(еРасч = 0,2). Следовательно, значения ко-
эффициентов X и У приняты правильно, и
подшипник 409 с диаметром d = 45 мм удовлет-
воряет режиму работы.
Пример 2. Определить долговечность (в ча-
сах) подшипника 309 редуктора под нагрузкой
/7 = 3000 Н и Fa=1500 Н при вращении
внутреннего кольца (V=l) с частотой п =
= 800 мин-1. Из справочника известно, что
динамическая грузоподъемность этого подшип-
ника С = 52 700 Н и статическая грузоподъем-
ность Со = 30 000 Н.
Решение. 1. Отношение Fq/Cq= 1500/30 000=
= 0,05. Этому отношению в табл. 23.2 со-
ответствует е«0,26.
2. Отношение Fa/(VFr)= 1500/(1 -3000) =0,5.
Так как это отношение превышает е=0,26, то
по табл. 23.2 находим Х=0,56 и по формуле
(23.20) вычисляем У= 1,71.
3. По формуле (23.21) эквивалентная на-
грузка (принимая Кб = 1,3 и /0=1)
R=(XVFr+YFa)K6 Кт = (0,56-1 • 3000+1,71Х
X 1500)1,3-1 = 5520 Н.
4. Номинальная долговечность подшипника
L=(C/jR)3=(55 700/5520)3« 100 млн оборотов
или
La = L/(6- 10-5п)= 100/(6-10-5.800)«2000 ч.
Рассмотренная задача довольно типична для
инженерной практики, так как часто подшип-
ники подбирают конструктивно по размеру
вала.
Глава 24
ПРУЖИНЫ И УПРУГИЕ ЭЛЕМЕН-
ТЫ
24.1. Общая характеристика
пружин
Пружины широко применяются в кон-
струкциях в качестве виброизолирующих,
амортизирующих, возвратно-подающих,
натяжных, динамометрических и других
устройств.
Типы пружин. По виду воспринимаемой
внешней нагрузки различают пружины
растяжения, сжатия, кручения и изгиба.
В зависимости от требований и особен-
ностей конструкции применяют:
326
витые пружины (цилиндрические — рас-
тяжения, рис. 24.1, а\ сжатия, рис.
24.1, б; кручения, рис. 24.1, в; фасон-
ные— сжатия, рис. 24.1, г-е);
специальные пружины (тарельчатые и
кольцевые, рис. 24.2, а и б,— сжатия;
листовые и рессоры, рис. 24.2, в,— изги-
ба; спиральные, рис. 24.2, г— кручения и
др).
Наиболее распространены витые ци-
линдрические пружины из проволоки круг-
лого сечения.
Пружины растяжения (см. рис. 24.1, а)
навивают, как правило, без просветов
между витками, а в большинстве слу-
чаев — с начальным натяжением (давле-
нием) между витками, компенсирующим
частично внешнюю нагрузку. Натяжение
обычно составляет (0,254- 0,3) Fnp (Fnp—
предельная растягивающая сила, при кото-
рой полностью исчерпываются упругие
свойства материала пружины).
Для передачи внешней нагрузки такие
пружины снабжают зацепами. Напри-
мер, для пружин малого диаметра (3—4
мм) зацепы выполняют в форме отог-
нутых последних витков (рис. 24.3, а—в).
Однако такие зацепы снижают сопротивле-
ние пружин усталости из-за высокой кон-
центрации напряжений в местах отгиба.
Для ответственных пружин диаметром
свыше 4 мм часто применяют заклад-
ные зацепы (рис. 24.3, г—е), хотя они
менее технологичны.
Пружины сжатия (см. рис. 24.1, б)
навивают с просветом между витками,
который должен на 10—20% превышать
осевые упругие перемещения каждого вит-
ка при наибольшей внешней нагрузке.
Опорные плоскости у пружин получают
путем поджатия последних витков к
соседним и сошлифовывания их пер-
пендикулярно оси.
Длинные пружины под нагрузкой могут
терять устойчивость (выпучиваться). Для
исключения выпучивания такие пружины
обычно ставят на специальные оправки
(рис. 24.4, а) или в стаканы (рис. 24.4, б).
Концентрические пружины в ряде кон-
Рис. 24.3.
Зацепы пружин растяжения
г)
327
F F
a) ff)
Рис. 24.4.
Способы установки пружин
струкций также разделяют стаканами
(рис. 24.4, в).
Соосность пружин с сопрягаемыми дета-
лями достигается установкой опорных
витков в специальные тарелки, расточки
в корпусе, канавки (см. рис. 24.4, в).
Пружины кручения (см. рис. 24.1, в)
навивают обычно с малым углом подъема
и небольшими зазорами между витками
(0,5 мм).
Внешнюю нагрузку они воспринимают с
помощью зацепов, образуемых отгибом
концевых витков.
Основные параметры витых пружин.
Пружины характеризуются следующими
основными параметрами (см. рис. 24.1, б):
диаметром d проволоки или размерами
сечения; средним диаметром Do*, индек-
сом c=De/d\ числом п рабочих витков;
длиной Hq рабочей части; шагом t=Ho/n
витков, углом a = arctg[//(jtDo)] подъе-
ма витков.
Последние три параметра рассматри-
вают в ненагруженном и нагруженном
состояниях.
Индекс пружины характеризует кривиз-
ну витка. Пружины с индексом
применять не рекомендуется из-за высокой
концентрации напряжений в витках.
Обычно индекс пружины выбирают в
зависимости от диаметра проволоки сле-
дующим образом: для d2,5 мм, d =
= 34-5; 64-12 мм соответственно с =
= 54-12; 44-10; 44-9.
Материалы. Витые пружины изготовля-
ют навивкой холодным или горячим
способом с последующей отделкой торцов,
термической обработкой и контролем.
Основными материалами для пружин
являются высокопрочная специальная
пружинная проволока I, II и III классов
диаметром 0,2—5 мм, а также стали:
высокоуглеродистые 65, 70; марганцовис-
тая 65Г; кремнистая 60С2А, хромована-
диевая 50ХФА и др.
Пружины, предназначенные для работы
в химически активной среде, изготовляют
из цветных сплавов.
Для защиты поверхностей витков от
окисления пружины ответственного назна-
чения покрывают лаком или промасли-
вают, а пружины особо ответственного
назначения оксидируют, а также наносят
на них цинковое или кадмиевое покры-
тие.
24.2. Расчет и проектирование
витых цилиндрических пружин
Напряжения в сечениях и перемеще-
ния витков. Под действием осевой силы
F (рис. 24.5, а) в поперечном сечении
витка пружины возникают результирую-
щая внутренняя сила F, параллельная оси
пружины, и момент Т — FDo/2, плоскость
которого совпадает с плоскостью пары сил
F. Нормальное поперечное сечение витка
наклонено к плоскости момента на угол а.
Рис. 24.5.
Силовые факторы в сечении нагруженной
пружины
328
Проектируя на оси х, у и z (рис.
24.5, б), связанные с нормальным сече-
нием витка, силу F и момент Т, получим
Fx==Fcosa; Fn—Esina; (24.1)
Т = MZ= 0,5f7)ocosa; Afx = O,5FDosina.
Угол подъема витков мал (обычно
а^ 12°). Поэтому можно считать, что
сечение пружины работает на кручение,
пренебрегая остальными силовыми факто-
рами.
В сечении витка максимальное каса-
тельное напряжение
Потенциальная энергия пружины
Jo
где Т— крутящий момент в сечении пру-
жины от силы F; GJK— жесткость сече-
ния витка на кручение (/K~0,ld4);
l^nD^n—полная длина рабочей части
витков; откуда
ди
~dF
Fn
jiDq
4GJk
(24.6)
(24.2)
где WK — момент сопротивления кручению
сечения витка.
Учитывая кривизну витков и равенство
(24.1), соотношение (24.2) запишем в виде
и коэффициент осевой податливости пру-
жины
jiD 3
(24-7)
_ kFD.
max
(24.3)
где X— осевая податливость одного витка
(осадка в миллиметрах при действии силы
Е=1Н), определяемая по формуле
где F — внешняя нагрузка (растягиваю-
щая или сжимающая); Do— средний диа-
метр пружины; k— коэффициент, учи-
тывающий кривизну витков и форму се-
чения (поправка к формуле для кручения
прямого бруса); [тк] — допускаемое ка-
сательное напряжение при кручении.
Значение коэффициента k для пружин из
круглой проволоки при индексе с^4
можно вычислять по формуле
>__л£>0„ 8Р0 _ 8с3
4G/K Gd4 ~~ Gd ’
(24.8)
, 4f—1 ,0,65
4с — 4 с
Если учесть, что для проволоки круг-
лого поперечного сечения №к = га/3/16, то
где G—Е/ [2(1 +v) ] «0,384Е— модуль
сдвига (Е— модуль упругости материала
пружины).
Из формулы (24.7) следует, что коэф-
фициент податливости пружины возраста-
ет при увеличении числа витков (длины
пружины), ее индекса (наружного диа-
метра) и уменьшении модуля сдвига ма-
териала.
Расчет и проектирование пружин. Рас-
чет диаметра проволоки ведут из условия
прочности (24.4). При заданном значении
индекса с
8/гГО0
Тгпах=~^7г
8kFc
jit/2
(24.4)
I kF^c
d=1,6 VTJ
(24.9)
т —--------.
max ур '
< Ы
У пружины с углом подъема а^12°
осевое перемещение
6 = ХПЕ, (24.5)
где Хп— коэффициент осевой податливости
пружины.
Податливость пружины наиболее просто
определяется из энергетических соображе-
ний.
где F2— наибольшая внешняя нагрузка.
Допускаемые напряжения [тк] для пру-
жин из сталей 60С2, 60С2Н2А и 50ХФА
принимают: 750 МПа — при действии ста-
тических или медленно изменяющихся
переменных нагрузок, а также для пру-
жин неответственного назначения; 400
МПа — для ответственных динамически
нагруженных пружин. Для динамически
329
нагруженных ответственных пружин из
бронзы [тк] назначают (0,2—0,3) ов; для
неответственных пружин из бронзы —
(0,4 4-0,6) ав.
Необходимое число рабочих витков оп-
ределяют из соотношения (24.5) по за-
данному упругому перемещению (ходу) 6
пружины. Если пружина сжатия уста-
новлена с предварительной затяжкой
(нагрузкой) Гь то
6
(24.10)
сжатой до соприкосновения соседних рабо-
чих витков; t— шаг пружины.
Полное число витков уменьшено на 0,5
из-за сошлифовки каждого конца пружины
на 0,25d для образования плоского
опорного торца.
Максимальная осадка пружины, т. е.
перемещение торца пружины до полного
соприкосновения витков (см. рис. 24.6),
определяется по формуле
nD? п
63 = б2+$=п^3 = [тк] .
В зависимости от назначения пружины
сила Fi = (0,1 4-0,5)F%.
Изменением значения F\ можно регули-
ровать рабочую осадку 6 пружины.
Число витков округляют до полувитка
при и <20 и до одного витка при п >20.
Полное число витков
Ш = п-|- (1,54-2,0).
(24.11)
Дополнительные 1,5—2 витка идут на
поджатие для создания опорных поверх-
ностей у пружины.
На рис. 24.6 показана зависимость
между нагрузкой и осадкой пружины
сжатия.
Полная длина ненагруженной пружины
HQ = H3 + n(t-d),
(24.12)
где Н3= (п\— 0,5)d—длина пружины,
Рис. 24.6.
Характеристика пружины сжатия
Шаг пружины определяется в зависи-
мости от значения 6з из следующего
приближенного соотношения:
1 п
Необходимая для изготовления пружи-
ны длина проволоки
п
L = —— «3,2£>пп,
cos а и
где а = б4-9°—угол подъема витков не-
нагруженной пружины.
Для предотвращения выпучивания пру-
жины от потери устойчивости ее гиб-
кость Hq/Dq должна быть менее 2,5.
Если по конструктивным соображениям
это ограничение не выполняется, то
пружины, как указано выше, следует
ставить на оправках или монтировать в
гильзах.
Установочная длина пружины, т. е. дли-
на пружины после затяжки ее силой
F\ (см. рис. 24.6), определяется по форму-
ле
//1==/fo-6i==//o-nXFi;
при действии наибольшей внешней нагруз-
ки длина пружины
Н? = Н о — 62 = Hq — nkF2,
и наименьшая длина пружины будет
при силе F3, соответствующей длине
Яз = Яо-6з.
Угол 0 наклона прямой F = f(6) к оси
абсцисс (см. рис. 24.6) определяется из
формулы
F* F\ 1
tgO = -^- = —= —= —
* 63 62 6 j n\
330
При больших нагрузках и стесненных
габаритах используют составные пружины
сжатия (см. рис. 24.4, в)— набор из
нескольких (чаще двух) концентрически
расположенных пружин, одновременно
воспринимающих внешнюю нагрузку. Для
предотвращения сильного закручивания
торцовых опор и перекосов навивку со-
осных пружин выполняют в противопо-
ложных направлениях (левом и правом).
Опоры выполняют так, чтобы обеспечи-
валась взаимная центровка пружин.
Для равномерного распределения наг-
рузки между ними желательно, чтобы
составные пружины имели одинаковые
осадки (осевые перемещения), а длины
пружин, сжатых до соприкосновения вит-
ков, были бы приблизительно одинаковы.
В ненагруженном состоянии длина пру-
жин растяжения
Но = nd 4- 2/г3,
где h3= (0,54- 1,0)Do— высота одного за-
цепа.
При максимальной внешней нагрузке
длина пружины растяжения
Н2 = Но + пЦРг-Р^),
где Pi*— сила первоначального сжатия
витков при навивке.
Длина проволоки для изготовления пру-
жины определяется по формуле
nnD п
£ =------ + 2/«3,3 D0n + 2/3>
cos а 3 из
где /3— длина проволоки для одного
прицепа.
Распространены пружины, в которых
вместо проволоки используется трос,
свитый из двух—шести проволок малого
диаметра (<2 = 0,84-2,0 мм),— многожиль-
ные пружины. По конструктивному реше-
нию такие пружины эквивалентны кон-
центрическим пружинам. Благодаря высо-
кой демпфирующей способности (за счет
трения между жилами) и податливости
многожильные пружины хорошо работают
в амортизаторах и подобных им устрой-
ствах. При действии переменных нагру-
зок многожильные пружины довольно
быстро выходят из строя от износа жил.
В конструкциях, работающих в усло-
виях вибраций и ударных нагрузок, иногда
применяют фасонные пружины (см. рис.
24.1, г—е) с нелинейной зависимостью
между внешней силой и упругим пере-
мещением пружины.
Запасы прочности. При действии ста-
тических нагрузок пружины могут выхо-
дить из строя вследствие пластических
деформаций в витках. По пластическим
деформациям запас прочности
Тт
пт= ——> 1,3 ,
ттах
где ттах — наибольшие касательные на-
пряжения в витке пружины, вычисляемые
по формуле (24.3), при F = F2.
Пружины, длительно работающие при
переменных нагрузках, необходимо рас-
считывать на сопротивление усталости.
Для пружин характерно асимметричное
нагружение, при котором силы изменяют-
ся от F\ до F2 (см. рис. 24.6). При
этом в сечениях витков напряжения
8Аг£>п 8/г£п
т =_______1 р • т =________- F •
’'max 3 2 ’ lmin ,3 Г 1 ’
ла ла
амплитуда и среднее напряжение цикла
т —т т Ч-т
max min max 1 min
T =----------- 1 T =------------ .
а 2 m 2
По касательным напряжениям запас
прочности
"т== 21
где Kxd— коэффициент масштабного эф-
фекта (для пружин из проволоки мм
равен 1); Тт=0,1 4-0,2 — коэффициент
асимметрии цикла.
Предел выносливости т-1 проволоки при
переменном кручении по симметричному
циклу: 300—350 МПа — для сталей 65,
70, 55ГС, 65Г; 400—450 МПа — для
сталей 55С2, 60С2А; 500—550 МПа—
для сталей 60С2ХФА и др.
При определении запаса прочности
принимают эффективный коэффициент
концентрации напряжений Ат= 1. Кон-
центрацию напряжений учитывают коэф-
фициентом k в формулах для напря-
жений.
В случае резонансных колебаний пружин
(например, клапанных) может происхо-
дить возрастание переменной составляю-
331
щей цикла при неизменном тт. В этом
случае запас прочности по переменным
напряжениям
Для повышения сопротивления усталос-
ти (на 20—50%) пружины упрочняют
дробеструйной обработкой, создающей в
поверхностных слоях витков сжимающие
остаточные напряжения. Для обработки
пружин используют шарики диаметром
0,5—1,0 мм. Более эффективной оказыва-
ется обработка пружин шариками малых
диаметров при высокой скорости полета.
Расчет на ударную нагрузку. В ряде
конструкций (амортизаторы и др.) пружи-
ны работают при ударных нагрузках,
прикладываемых почти мгновенно (с высо-
кой скоростью) с известной энергией уда-
ра. Отдельные витки пружины получают
при этом значительную скорость и могут
опасно соударяться.
Расчет реальных систем на ударную
нагрузку связан со значительными труд-
ностями (учет контактных, упругих и плас-
тических деформаций, волновых процессов
и т. д.); поэтому для инженерного при-
ложения ограничимся энергетическим ме-
тодом расчета.
Основной задачей расчета на ударную
нагрузку является определение динами-
ческой осадки (осевого перемещения) и
статической нагрузки, эквивалентной
ударному воздействию на пружину с из-
вестными размерами.
Рассмотрим удар штока массой^ т по
пружинному амортизатору (рис. 24.7).
Если пренебречь деформацией поршня и
принять, что после удара упругие дефор-
мации мгновенно охватывают всю пружи-
ну, можно записать уравнение баланса
энергии в виде
6*
K + fA6A=lt’ (2413)
где Ед— сила тяжести штока; К— кине-
тическая энергия системы после соударе-
ния, определяемая по формуле
и?
гу-__0____т____ 2
2 l-f-xmj/m ’
где ио— скорость движения поршня;
X— коэффициент приведения массы пру-
жины к месту соударения.
Если принять, что скорость перемеще-
ния витков пружины изменяется линей-
но по ее длине, то х= 1/3.
Второе слагаемое левой части уравне-
ния (24.13) выражает работу поршня
после соударения при динамической осад-
ке 6Д пружины.
Правая часть уравнения (24.13)—по-
тенциальная энергия деформации пружи-
ны (с податливостью Хп), которая может
быть возвращена при постепенной разгруз-
ке деформированной пружины.
Учитывая эти соотношения, а также
зависимость (24.5), получим
бд = 6ст+6стЛ/1+ g6CT(l+x/n1/m) ’
откуда коэффициент динамичности (дина-
мического усиления)
^=^=1 + Л/1+^мй^-
(24.14)
Если массой пружины можно пренеб-
речь по сравнению с массой штока, то
вся кинетическая энергия штока перейдет
в потенциальную энергию пружины. При
этом динамическая осадка
Рис. 24.7.
Расчетная схема пружины
332
При мгновенном приложении нагрузки
(уо = О) дд=26ст.
Статическая нагрузка, эквивалентная по
эффекту ударному воздействию, может
быть вычислена из соотношения
24.3. Резиновые упругие элементы
Резиновые упругие элементы применяют
в конструкциях упругих муфт, вибро- и
шумоизолирующих опорах и других уст-
ройствах для получения больших переме-
щений. Такие элементы обычно передают
нагрузку через металлические детали
(пластины, трубки и т. п.).
Преимущества резиновых упругих эле-
ментов: электроизолирующая способность;
высокая демпфирующая способность (рас-
сеяние энергии в резине достигает 30—
80%); способность аккумулировать боль-
шее количество энергии на единицу массы,
чем пружинная сталь (до 10 раз).
В табл. 24.1 приведены расчетные схемы
К расчету резиновых упругих элементов
Таблица 24.1
Расчетная схема элемента Напряжения Перемещения Допускаемые напряжения, МПа
стати- ческие динами- ческие
FpT- 1 F F 4F T A ~ ir/22 nd 1,5 0,4
27 ___ F _ 2F T A nlD+d)h ,,/44) 1 2nGk
F/
ill
IdJ ff/. 7
— h _ 2T T Ф 1 1 2,0 0,7
nd2h
Т
J* S Г . TD r = 5,l — - D4—d4 4>~10,2 G(£>4—d4)
Ar’
и
F 6,5OA 3,0 IX)
4.
с
Y 1 1
Примечания: 1. Допускаемые напряжения для резиновых элементов упругих муфт [а]==2,0 МПа.
2. Значения коэффициента k принимают в зависимости от отношения следующим образом:
//(£> — </)..................................................................... 0 0,1 0,2 0,3 0,4 0,5
k............................................................................... I 0,93 0,89 0,84 0,81 0,8
333
и формулы для приближенного определе-
ния напряжений и перемещений для ре-
зиновых упругих элементов.
Материал элементов — техническая ре-
зина с пределом прочности ов^ 8 МПа;
модуль сдвига 6 = 5004-900 МПа.
В последние годы получают распро-
странение пневмоэластичные упругие эле-
менты.
Глава 25
ДЕТАЛИ КОРПУСОВ
И УСТРОЙСТВА ДЛЯ СМАЗЫВА-
НИЯ
25.1. Общая характеристика
деталей корпусов
Детали корпусов являются основными
несущими частями, на которых монти-
руют остальные детали, узлы и меха-
низмы машин, приборов и аппаратов.
В зависимости от выполняемых функ-
ций детали корпусов условно подразде-
ляют на фундаментные плиты; станины,
рамы (шасси), основания, кузова; детали
узлов корпусов (колонны, кронштейны,
стойки и т. п.); защитные кожухи, крышки.
Детали корпусов должны быть проч-
ными, жесткими, герметичными, техноло-
гичными, удобными для сборки, разбор-
ки и технического обслуживания, эсте-
тичными и др.
Прочность определяет в основном рабо-
тоспособность корпусов аппаратов (транс-
портных, технологических и др.), а также
машин, работающих в условиях повышен-
ных нагрузок.
Жесткость является часто главным тре-
бованием, предъявляемым к корпусам
стационарных конструкций (станки, редук-
торы ит. п.) и приборов, для обеспе-
чения постоянства условий относительно-
го движения деталей и передачи сил
между ними.
Герметичность характеризует непрони-
цаемость стенок и соединений корпусов
для сохранения смазки, жидких и газо-
образных рабочих тел. Она является
одним из важнейших требований, обес-
печивающих работоспособность машин,
приборов и, в особенности,, аппаратов.
334
Технологичность деталей корпусов обес-
печивается их формой, возможностью
изготовления методами безотходной техно-
логии (литье, прессование, обработка дав-
лением, сварка, пайка и др.), уровнем
унификации и т. д.
Детали корпусов часто являются наибо-
лее металл о- и трудоемкими, их рацио-
нальное проектирование дает обычно зна-
чительный эффект (экономический, экс-
плуатационный и др.).
В связи со сложностью формы и прост-
ранственным характером нагрузок расчет
корпусных деталей на прочность и жест-
кость возможен лишь методами теории
упругости с использованием быстродейст-
вующих ЭВМ с большой памятью. Поэ-
тому на практике многие корпуса конст-
руируют по прототипам или с исполь-
зованием тензометрируемых моделей. При
этом стремятся, чтобы замыкание сило-
вых потоков через детали корпусов на их
фундаменты или узлы «подвески» проис-
ходило бы по кратчайшему пути, а
внешние нагрузки вызывали бы деформа-
ции стенок корпусов преимущественно
вдоль нормали к их поперечному сечению.
Толщину стенок деталей корпусов наз-
начают минимально возможной по крите-
риям работоспособности, а во многих
случаях — по условиям технологии их
производства. Для обеспечения требуемой
прочности или жесткости в зонах кон-
центрации деформаций предусматривают
ребра жесткости (оребрение корпусов), ко-
торые используют иногда для увеличе-
ния поверхности охлаждения.
Для упрощения технологии изготовле-
ния и сборки машин и механизмов
корпусы выполняют составными из дета-
лей, соединяемых обычно болтами (винта-
ми, шпильками) с помощью фланцев —
плоских поясков, окаймляющих стыкуе-
мые торцы деталей корпусов.
Конструкции деталей корпусов разно-
образны и изучаются в специальных
курсах. Ниже рассматриваются только
детали корпусов редукторов.
Невысокая нагруженность и сложность
формы корпуса предопределяют экономи-
чески целесообразный способ изготовле-
ния — литье и материал (обычно серый
чугун СЧ 15).
Рис. 25.1.
Корпус цилиндрического
редуктора
Часто детали такого типа отливают из
сталей, алюминиевых и магниевых спла-
вов, а в условиях единичного произ-
водства сваривают из сталей марок Ст2,
СтЗ.
Для облегчения сборки редуктора и его
изготовления корпус выполняют с разъе-
мом по плоскости, проходящей через оси
валов (рис. 25.1).
Форму корпуса и крышки образуют
вертикальные, горизонтальные и наклон-
ные (на крышке) поверхности с мини-
мальным числом дополнительных элемен-
тов: карманов для фундаментных бол-
тов, строповочных «ушек», полок для
болтов и штифтов, соединяющих крышку
й корпус, а также бобышек под подшип-
никовые узлы.
Для заливки и слива масла, а также
для размещения маслоуказателя и отдуши-
ны в деталях корпусов (корпусе и крыш-
ке) выполняют резьбовые и гладкие от-
верстия.
Сложность и невысокая нагруженность
корпуса редуктора позволяют изготавли-
вать его тонкостенным, а для создания
необходимой жесткости внутренняя по-
верхность стенок корпуса (иногда и крыш-
ки) редуктора снабжается ребрами жест-
кости, а присоединительные поверхности
корпуса и крышки изготовляют в виде
достаточно широких горизонтальных по-
лок — фланцев, которые пересекаются с
поверхностями бобышек подшипниковых
узлов. Ребра жесткости соединяют бобыш-
ки с боковыми поверхностями и дни-
щем корпуса. Толщину ребер жесткости
под подшипниковыми гнездами назна-
чают не более 0,8 толщины стенки, к
которой примыкает ребро. Ширину флан-
цев назначают несколько большей раз-
мера под ключ гаек соединений, стяги-
вающих корпус с крышкой. Днище корпуса
выполняется с уклоном в сторону слив-
ного отверстия или двухскатным с укло-
ном к оси симметрии (для полного
слива масла).
Для крепления редукторов на рамах и
плитах в карманах корпусов редукторов
выполняют отверстия под фундамент-
ные болты (четыре при ают^250 мм и
шесть при aWT3>250 мм). Количество
болтов, стягивающих крышку и корпус,
определяют расчетом.
Стыковые поверхности корпуса и отвер-
стия под подшипники обрабатывают мето-
дами резания для придания им требуе-
мой точности и формы.
Для предотвращения коррозии и в деко-
ративных целях детали корпусов покры-
вают красками, металлическими и други-
ми покрытиями.
335
25.2. Смазочные системы,
материалы и устройства
Назначение, структура и классификация
систем. Совокупность устройств для по-
дачи смазочного материала к поверхнос-
тям трения (сопряжения) деталей назы-
вают смазочной системой. Она предназ-
начена для увеличения КПД механизмов,
уменьшения износа деталей, обеспечения
отвода теплоты и продуктов износа
и других целей.
Простейшую смазочную систему может
образовывать масленка (рис. 25.2), из
которой смазочный материал будет попа-
дать непосредственно к поверхностям тре-
ния. Система централизованного смазыва-
ния (рис. 25.3) под давлением узлов
машин включает в себя насос (шестерен-
ный, плунжерный и др.) /, редук-
ционный 2 и перепускной 6 клапаны,
один или несколько фильтров 3 грубой
и тонкой очистки масла, воздушный или
водяной теплообменный аппарат (радиа-
тор) 4, нерегулируемый или регулируемый
маслораспределитель 5, связанные между
собой трубопроводами 7, а также конт-
рольно-измерительную аппаратуру. Неко-
торые системы имеют устройства для
очистки масла от продуктов износа.
S)
Рис. 25.2.
Масленки для жидких
смазочных материалов:
а—с крышкой; б — с
шариком; в — фитильная
К объектам
смазывания
Рис. 25.3.
Гидравлическая принципиальная схема систе-
мы для централизованного смазывания под
давлением
Классификация смазочных систем уста-
новлена ГОСТ 20765—75. В основу
классификации положены:
смазочный материал (жидкий, пластич-
ный);
способ подачи смазочного материала
(без принудительного давления, под дав-
лением) ;
способ смазывания (индивидуальное,
централизованное);
характер смазывания (периодическое,
непрерывное);
тип смазочных устройств (насосы, мас-
ленки, питатели и т. п.);
способ контроля (с контролируемой
или неконтролируемой подачей смазоч-
ного материала).
Составной частью (элементом) любой
смазочной системы являются уплотнения,
предназначенные для герметизации про-
странства, занимаемого смазываемыми по-
верхностями, с целью предотвратить
утечки смазочного материала и проник-
новение посторонних частиц в это прост-
ранство.
Расчеты систем смазывания под давле-
нием приведены в специальной литературе.
Смазочные материалы и устройства.
Смазывание взаимно неподвижных при
работе деталей машин необходимо для
уменьшения их изнашивания при перио-
дических разборках и сборках узлов.
Смазывание взаимно подвижных дета-
лей, кроме того, обеспечивает отвод
теплоты и продуктов износа от тру-
щихся поверхностей.
Смазывание трущихся деталей машин
производят преимущественно жидкими
минеральными или синтетическими масла-
ми, пластичными (консистентными) и
твердыми смазками.
336
Смазки являются продуктами загуще-
ния смазочных нефтяных или синте-
тических масел загустителями (в объеме
10—20%) и введения в них присадок,
придающих коллоидную структуру и необ-
ходимые свойства. По внешнему виду
пластичные смазки представляют собой
мази различных консистенций и цвета.
Антифрикционные смазки применяют
для смазывания трущихся и контакти-
рующих поверхностей деталей при повы-
шенных контактных напряжениях, когда
централизованное или проточное смазыва-
ние затруднено или невозможно. Их при-
меняют преимущественно в нестационар-
ных машинах (самолетах, автомобилях,
тракторах, строительных, сельскохозяй-
ственных и других машинах), электродви-
гателях и т. д., обеспечивая длитель-
ную автономную работу отдельных узлов
трения без особой их герметизации. Смаз-
ки (по сравнению с маслами) более
прочно держатся на смазанных поверх-
ностях, хорошо заполняют отведенный им
объем узла, не требуют непрерывного
наблюдения и частой смены. Обычно их
вводят в узлы трения при первичной
сборке. В ряде конструкций их не заме-
няют в течение ресурса.
Кальциевые смазки (солидолы, графит-
ная УСсА, ВНИИ НП-207 и др.), в
которых кальциевые мыла загущают мас-
ла, применяют при длительной работе
деталей до температуры 60°С.
Натриевые смазки (консталины ВНИИ
НП-260, ВНИИ НП-228, № 137 и др.),
загущенные натриевым мылом, допустимо
использовать при температурах от минус
60 до 100—120°С. Их используют для
смазывания скоростных шарикоподшипни-
ков, открытых зубчатых колес, листов
рессор и т. п.
Литиевые смазки (загуститель масел —
литиевое мыло) Литол-24, № 158, ВНИИ
НП-232, ЦИАТИМ-202 и др. применяют
для смазывания узлов трения, работаю-
щих в агрессивных средах при темпе-
ратурах от минус 60 до 150—200°С.
Твердые смазки (коллоидальный гра-
фит, дисульфид молибдена, фтористые сое-
динения и т. п.) используют для дета-
лей, работающих в вакууме, в условиях
очень низких температур (ниже минус
100°С) или весьма высоких температур
(более 300 °C), при работе в агрессив-
ных средах, не допускающих присут-
ствия не только масла, но даже его
паров.
Жидкие нефтяные и синтетические сма-
зочные масла используют в качестве сма-
зочных материалов для редукторов и мо-
тор-редукторов общемашиностроительного
применения, коробок приводов, агрегатов
и узлов машин.
Основное применение имеют масла:
авиационные (МС-14, МС-20), цилиндро-
вое 52, трансмиссионные (ТАП-15В, ТС-
10-ОТП), индустриальные (И-40А, И-50А)
и др., которые сохраняют свои свойства
до температуры 120°С при длительной ра-
боте.
Получают широкое применение новые
легированные индустриальные масла, в
которых за счет использования высоко-
качественной (в том числе и высоко-
индексной) масляной основы и рацио-
нальных композиций присадок улучшены
противоизносные, противозадирные, анти-
окислительные, антикоррозионные и дру-
гие свойства (АСЗп-6, АСЗп-10, ИГП-114,
ИГП-152 и др.).
Способы подачи (доставки) смазочных
материалов. В зависимости от условий
работ применяют различные способы по-
дачи смазочных материалов к деталям и
узлам.
Разовое или периодическое заклады-
вание или намазывание применяется для
смазывания шарниров, резьбовых соедине-
ний, цепей передач, низкооборотных под-
шипников скольжения, подшипников каче-
ния при окружной скорости вала не выше
15 м/с и др. При этом пластичные
смазки закладывают в корпуса подшип-
ников (в объеме */з—’А свободного про-
странства), намазывают при сборке или
подают периодически через индивидуаль-
ные смазочные устройства (рис. 25.4).
Смазывание посредством окунания в
масляную ванну (картерное смазывание)
применяют для смазывания зубчатых пере-
дач (окружная скорость до 15 м/с),
червячных передач (до 10 м/с), закры-
тых высокооборотных цепных передач, а
также шарикоподшипников до значений
параметра dmn^0,6* 106 мм/мин. Глубина
12 Зак 673
337
Рис. 25.4. Индивидуальные масленки для сма-
зочных материалов:
а — колпачковая; б — пресс-масленка; в — пресс-
масленка с переходным штуцером
погружения цилиндрических зубчатых
колес принимается равной (0,5—5)т.
Колеса конических передач погружаются
в смазочный материал на всю длину
зуба.
При смазывании окунанием червячных
передач устанавливается следующий ми-
нимальный уровень масла в картере:
при горизонтальном червяке, располо-
женном под колесом, масло заливают до
оси червяка;
при горизонтальном червяке, располо-
женном над колесом, для редукторов с
межосевым расстоянием aw >80 мм масло
заливается до 1/г диаметра колеса, для
редукторов с расстоянием aw<80 мм — до
оси червяка.
Минеральное масло заливают в корпус
подшипника (при горизонтальном распо-
ложении его оси) до уровня, соответствую-
щего положению центра тел качения, зани-
мающего в подшипнике нижнее положе-
ние.
Подача смазочного материала разбрыз-
гиванием из обшей масляной ванны ис-
пользуется для смазывания червячных
передач (при нижнем расположении чер-
вяка), а также подшипников редукторов,
коробок передач станков и автомобилей.
Разбрызгивание и «масляный туман» со-
здаются погруженными в масло зубчаты-
338
ми колесами, маслоразбрызгивающими
кольцами.
Подачу смазочного материала фитиля-
ми или дозирующей масленкой (см.
рис. 25.2) применяют в основном для
смазывания высокооборотных малогаба-
ритных подшипников, а также цепных
передач.
Циркуляционная подача масла применя-
ется для смазывания подшипников сколь-
жения (работа в режиме жидкостного
трения) и подшипников качения мощных
высокоскоростных редукторов, высоко-
частотных электроприводов, центрифуг и
др., а также зубчатых передач при ок-
ружных скоростях колес выше 15 м/с.
При этом масло с помощью насоса
(шестеренного, плунжерного и др.) по
трубопроводам доставляется к деталям
и разбрызгивается принудительно с по-
мощью струйных форсунок (рис.
25.5, а), разбрызгивателей (рис.
25.5, б) и т. п. Смазочная система вклю-
Рис. 25.5.
Схема струйного смазывания зубчатых колес
через форсунки и разбрызгиватели
1 г
Способы уплотнения фланцевых соединений:
а — плоской прокладкой; б — линзовой прокладкой;
в — кольцевой прокладкой; г — резиновым кольцом
чает в себя также фильтры, отстойники,
охладители (теплообменники), предохра-
нительные клапаны и др. (см. рис. 25.3).
Смазку приборных устройств произво-
дят обычно в процессе сборки, закладывая
ее в количествах, достаточных часто для
эксплуатации в течение ресурса.
Уплотнения и устройства для уплотне-
ния. Для обеспечения нормальной работы
машин, приборов и аппаратов применяют
уплотнения и уплотняющие устройства,
которые можно подразделить на уп-
лотнения для неподвижных соединений
(деталей) и уплотнения и устройства для
уплотнения подвижных деталей. Оценку
эффективности уплотнения (герметично-
сти) производят визуально, течеискателя-
ми и т. д. К числу соединений, подлежа-
щих уплотнению, относятся болтовые
соединения корпусов различных аппара-
тов высокого и низкого давления, крышек
редукторов, двигателей и многих других
машин. Их уплотнение достигается за
счет деформации сжатия прокладок, колец
и других уплотняющих элементов (рис.
25.6) при затяжке болтов. Уплотняющие
прокладки и кольца имеют различные
поперечные сечения и форму в плане,
12*
Рис. 25.7. Манжетные уплотнения
соответствующую форме стыка. Их изго-
товляют из листовых материалов (кар-
тона, паронита, асбеста, резины, алюми-
ния, меди, стали и др.). Выбор материала
для элемента производят в зависимости
от напряжения сжатия, исключающего
утечку. В некоторых случаях (при монта-
же подшипников и т. д.) прокладки ис-
пользуют одновременно и в качестве регу-
лировочных. Для повышения герметично-
сти иногда прокладку (стык) перед по-
становкой промазывают краской, пастой
или герметизирующей мастикой. Для
уплотнения крышек широко используют
резиновые кольца круглого сечения (рис.
25.6, г).
На практике часто возникает необхо-
димость уплотнения выступающих из
корпусов вращающихся хвостовиков валов
(подвижных деталей). В узлах, где рабо-
чая жидкость и смазочный материал
не находятся под давлением, а окружная
скорость вала не превышает 7 м/с,
применяют манжетные уплотнения (рис.
25.7, а). Манжета (рис. 25.7, б) состоит
из корпуса /, изготовленного из бензомас-
лостойкой резины, каркаса 2 в форме
стального кольца Г-образного сечения и
браслетной пружины <3, стягивающей уп-
лотняющую часть манжеты. Благодаря ей
манжета плотно охватывает поверхность
вала. Каркас придает корпусу манжеты
жесткость.
Манжету обычно устанавливают рабо-
чей кромкой внутрь корпуса так, чтобы
339
обеспечить хороший доступ масла. Ман-
жеты, предназначенные для работы в за-
соренной среде, выполняют с дополнитель-
ной рабочей кромкой 4 (рис. 25.7, в и г)‘,
называемой «пыльником».
В конструкциях применяют также уплот-
нения в виде пропитанных маслом фетро-
вых колец (рис. 25.7, д). При повышенном
давлении масла используют уплотняющие
устройства в виде манжетных уплотне-
ний, прилегание которых к вращающейся
детали обеспечивается винтами или пру-
жиной. Манжеты изготовляют из кожи,
хлорвинила, резины и других упругих
материалов.
Манжеты уплотнения имеют повышен-
ную склонность к задерживанию на по-
верхности контакта абразивных частичек.
В результате сопряженная поверхность
детали сильно изнашивается.
Бесконтактные устройства применяют
для уплотнения деталей, вращающихся с
большими скоростями. Их принцип дей-
ствия основан на использовании центро-
бежных сил, отбрасывающих жидкости,
либо на газодинамических эффектах. На
рис. 25.8 показаны распространенные
щелевидные (а) и лабиринтные (б)
устройства для уплотнения. Двойное ла-
биринтное уплотнение (рис. 25.8, в) имеет
повышенную уплотняющую способность.
РАЗДЕЛ
ОПТИМАЛЬНОЕ И АВТОМАТИЗИРОВАННОЕ
ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ И УЗЛОВ
МАШИН (ВВЕДЕНИЕ)
Технология конструирования деталей
(узлов, изделий) включает в себя ряд
разнообразных вопросов: организацию и
порядок конструирования, вы.бор основ-
ных параметров изделий, формы проек-
тирования, оформление и обращение
конструкторской документации и др. Она
оказывает существенное влияние на стои-
мость и трудоемкость проектирования,
технико-экономический уровень проекти-
руемых объектов. Ниже кратко рас-
смотрены лишь основные из них.
Глава 26
КОНСТРУИРОВАНИЕ,
ОПТИМИЗАЦИЯ ПАРАМЕТРОВ
ДЕТАЛЕЙ И УЗЛОВ
26.1. Стадии конструирования машин
Конструирование машин — творческий
процесс со свойственными ему закономер-
ностями построения и развития. Основ-
ные особенности этого процесса состоят
в многовариантности решения, необ-
ходимости согласования принимаемых
решений с общими и специфическими тре-
бованиями, предъявляемыми к конструк-
циям, а также с требованиями соответ-
ствующих ГОСТов, регламентирующих
термины, определения, условные обозна-
чения, систему измерений, методы рас-
чета и т. п.
Детали, узлы, машины изготовляют по
чертежам, выполненным на основе проек-
тов — совокупности расчетов, графических
материалов и пояснений к ним, предна-
значенных для обоснования и определе-
ния параметров конструкции (кинемати-
ческих, динамических, геометрических и
др.), ее производительности, экономиче-
ской эффективности. Для особо ответ-
ственных конструкций проект дополняют
макетом или действующей моделью.
Стадии разработки конструкторской
документации и этапы работ установле-
ны ГОСТ 2.103—68. Он обобщает опыт,
накопленный в передовых странах по
проектированию машин, приборов и аппа-
ратов.
Первая стадия — разработка техниче-
ского задания — документа, содержаще-
го наименование, основное назначение,
технические требования, показатели ка-
чества, экономические показатели и спе-
циальные требования заказчика к изде-
лию.
Техническое задание разрабатывают на
основе требований заказчика с учетом до-
стижений и технического уровня отече-
ственных и зарубежных конструкций, па-
тентного поиска, а также результатов
научно-исследовательских работ и на-
учного прогноза.
Вторая стадия — разработка техниче-
ского предложения — совокупности кон-
структорских документов, обосновываю-
щих техническую и технико-экономиче-
скую целесообразность разработки из-
делий на основе предложений в техни-
ческом задании, рассмотрения вариантов
возможных решений с учетом достижений
науки и техники в стране и за рубежом,
патентных материалов, возможностей ма-
шиностроительных заводов отрасли и
смежных отраслей. Техническое предло-
жение утверждается заказчиком и гене-
ральным подрядчиком.
Третья стадия—разработка эскизного
проекта — совокупности конструкторских
документов, содержащих принципиаль-
ные конструкторские решения и разра-
ботки общих видов чертежей, дающих
341
представление об устройстве разрабаты-
ваемого изделия, принципе его действия,
габаритах и основных параметрах. Сюда
входит пояснительная записка с необ-
ходимыми расчетами.
Четвертая стадия — разработка техни-
ческого проекта — совокупности конструк-
торских документов, содержащих оконча-
тельное решение и дающих полное пред-
ставление об устройстве изделия. Черте-
жи проекта состоят из общих Видов и
сборочных чертежей узлов, полученных с
учетом достижений науки и техники на
уровне работы узлов. На этой стадии рас-
сматриваются вопросы надежности узлов,
соответствие требованиям техники безо-
пасности, условиям хранения, транспор-
тирования и т. д.
Пятая стадия — разработка рабочей
документации — совокупности докумен-
тов, содержащих чертежи общих видов,
узлов и деталей, оформленных так, чтобы
по ним можно было изготовлять изделия
и контролировать их производство и экс-
плуатацию. На этой стадии разрабаты-
ваются конструкции деталей, оптималь-
ные по показателям надежности, техно-
логичности и экономичности.
Широкое использование ЭВМ на всех
стадиях проектирования необходимо, что-
бы избавить конструктора от выполне-
ния трудоемких расчетов, многофактор-
ного анализа и большого объема графи-
ческих работ.
26.2. Выбор оптимальных параметров
деталей и узлов
Проектирование детали или узла, пред-
назначенного для выполнения заданных
функций,—это лишь один из аспектов за-
дачи, стоящей перед инженером. Из всех
возможных вариантов конструкции (про-
екта) он должен выбрать оптимальный
вариант. Поэтому оптимизация проекта
является по существу главной задачей
инженера. При ее формулировке он не-
избежно сталкивается с экономикой, а при
решении — с математикой.
Уравнения связи, переменные проекти-
рования и ограничения. Условия функцио-
нирования детали в узле (узла в изделии
ит. д.) описываются некоторой системой
342
из пг уравнений связи (уравнений равно-
весия, совместности перемещений, проч-
ности и т. п.), которые выражают усло-
вия взаимодействия между элементами
узла и закономерности рабочих процес-
сов. При проектировании эти уравнения
оказываются для конструктора системой,
содержащей п неизвестных (xi, *2, ...» хп)—
переменных проектирования, варьирова-
нием которых он получает различные ва-
рианты узла. Если число уравнений рав-
новесия равно числу неизвестных (/и = п),
то задача имеет единственное решение.
В практике проектирования обычно встре-
чаются задачи, в которых т<п. Каждая
из таких задач имеет несколько решений
и является объектом оптимизации.
Например, в кинематическом расчете
двухступенчатой зубчатой передачи су-
ществует задача о разбивке между сту-
пенями общего передаточного отноше-
ния r2=tii2, в которой передаточные от-
ношения i\ и /г в ступенях являются пе-
ременными проектирования, причем в одно
уравнение связи входят две независимые
переменные.
Число п переменных проектирования в
задаче может быть различным. С увели-
чением п сложность и многовариантность
задачи возрастают, поэтому на практике
для упрощения проектирования часто
уменьшают число переменных.
Обычно изменение переменных проекти-
рования допускается в некоторых преде-
лах, определяемых назначением узла (из-
делия), технологией изготовления, требо-
ваниями стандартов и др. В соответствии
с этими причинами ограничения, накла-
дываемые на параметры проектируемого
узла для выполнения заданных функ-
ций, называют функциональными, пара-
метрическими, дискретизирующими и др.
Функциональные ограничения на пара-
метры оптимизации имеют вид
ф/х^гЦХр .... х„)<0; S = i7p;
_ (26.1)
ip, (x)^i|)r (xi, х2, х„)=0, r=\,q .
Они и представляют собой уравнения свя-
зи значений переменных проектирования.
Используя ограничения типа фг(х)=0,
можно понизить размерность задачи, т. е.
уменьшить число варьируемых парамет-
ров, выражая одни переменные проекти-
рования через другие. Например, урав-
нение связи передаточных отношений в
двухступенчатой зубчатой передаче имеет
вид — /11*2==0. Значение может быть
задано (известно заранее); тогда вместо
двух переменных проектирования и
/г) можно использовать лишь одну z’i
(или /г), так как /2 = /2//1.
П араметрические ограничения имеют
вид
Xi^[ah bi] (26.2)
или в обычной форме a^Xi^-bi и уста-
навливают минимально и максимально
допустимые значения а, и bi /-го параметра
оптимизации (/=1, 2, ..., и).
Дискретизирующие ограничения имеют
вид
Х/е {х/Ь х/2, х/т}, (26.3)
где Xj—j-й параметр оптимизации узла;
Xjk — допустимое дискретное значение /-го
параметра (fc=l, 2, ..., m— номер зна-
чения).
Ограничения вида (26.3) накладывают
на значения параметров оптимизации
в связи с требованиями стандартов, фи-
зической сущностью (например, число
зубьев шестерни) и др.
Кроме того, некоторые или все пере-
менные могут иметь ограничения по
знаку:
xi^Q. (26.4)
Назначение ограничений является важ-
ным этапом постановки и решения задач
оптимального проектирования. Неучет ка-
ких-либо ограничений может привести
к преждевременной потере деталью (уз-
лом, изделием) работоспособности и дру-
гим нежелательным последствиям. Избы-
точные ограничения, сужая область про-
ектирования, усложняют расчет кон-
струкции.
Цель оптимизации, критерий оптималь-
ности и целевая функция. Понятие опти-
мального решения подразумевает выбор
такого варианта конструкции, который
бы обладал возможно большими досто-
инствами (например, имел бы высокую
надежность и быстродействие, малую
массу и т. д.) при сведенных к минимуму
недостатках (например, низкий КПД,
большие габариты и т. д.). То есть речь
идет о выборе (из множества возмож-
ных) лучшего варианта, удовлетворяю-
щего определенной цели (целям).
Выбор предполагает наличие критерия
сравнения g, позволяющего указать луч-
ший из выбранных вариантов. Критерий
сравнения вариантов называют критерием
оптимальности (качества). Каждой цели
оптимального проектирования соответ-
ствует определенный критерий оптималь-
ности. Например, если целью оптимиза-
ции детали (узла, изделия) является
обеспечение минимальной массы (или
минимального запаса прочности), то
критерием оптимальности будет его масса
(запас прочности).
Для решения оптимизационной задачи,
т. е. для выбора оптимального варианта
конструкции, критерий оптимальности сле-
дует выразить через переменные проек-
тирования (параметры оптимизации):
^ = ф(х) = (х1, х2, ..., хл); (26.5)
такие зависимости называют целевыми
функциями. Например, если требуется
определить значения i\ и /г для двухступен-
чатого редуктора минимальной массы,
то целевая функция должна выражать
собой зависимость массы редуктора от
передаточных отношений ступеней, т. е.
^rm=(pm(ib i2). Если целевая функция
зависит от одной переменной проектиро-
вания, то в плоской декартовой системе
координат («плоскости» проектирования)
она может быть представлена некоторой
кривой L(xi). В случае двух параметров
проектирования зависимость целевой
функции от этих параметров можно изо-
бразить в форме поверхности F(xi, Х2) в
пространственной прямоугольной системе
координат («пространстве» проектирова-
ния) .
В простейшем случае (при одном
варьируемом параметре) путем перебора
нескольких просчитанных вручную вари-
антов изделия (например, редуктора с
различной разбивкой общего передаточ-
ного отношения между ступенями) и
оценкой по какому-либо критерию каче-
ства (массе, габариту, запасу прочности
343
и т. п.) конструктор может выбрать наи-
более приемлемый вариант. Однако уже
при двух варьируемых параметрах быва-
ет трудно уловить влияние каждого из них
на главные характеристики. Возникает
многомерная проблема. Полный обсчет
всех возможных вариантов проектных
параметров часто произвести не уда-
ется. В этом случае эффективным оказы-
вается использование математических ме-
тодов оптимизации, выбирающих крат-
чайшие пути оптимизации и сокращаю-
щих время расчета. Оптимизация на базе
ЭВМ позволяет получить более высокое
качество решений за счет использования
более сложных моделей изделий.
Сравнение вариантов конструкции при
проектирований может осуществляться
по нескольким критериям одновременно
(например, массе и КПД — двухкритери-
альная задача). В этом случае в задаче
должно быть соответствующее число
целевых функций, которые могут зави-
сеть от одной или нескольких переменных
проектирования.
Укажем основной принцип оптимиза-
ции: оценка целесообразности («каче-
ства») изделия (объекта) данного класса
определяется эффективностью ее функ-
ционирования в изделии более высокого
класса. Например, качество ступени ре-
дуктора грузоподъемной машины следует
оценивать по ее влиянию на работу всего
редуктора. В свою очередь эффектив-
ность редуктора должна оцениваться
в изделии более высокого класса (на-
пример, грузоподъемной машине и т. д.).
Естественно, что по мере увеличения
класса изделия цели оптимизации стано-
вятся более общими, приобретая для
очень больших объектов социально-эконо-
мический и социально-политический ха-
рактер (условия оптимизации комплекса
машин, транспортной системы и т. д.).
Однако в практических расчетах в боль-
шинстве случаев можно использовать ло-
кальную или внутреннюю оптимизацию
элементов, узлов и всего изделия, кото-
рая, как правило, оказывается полезной
и для глобальной оптимизации. К числу
целей локальной оптимизации относятся:
максимум КПД, производительности или
быстроходности, минимум массы или за-
344
нимаемого деталью объема, минимум
запаса прочности, трудоемкости и т. Ц.
Задача оптимального проектирования.
Для оптимизации проекта узла следует
определить цель и соответствующий ей
критерий оптимальности, а затем пере-
вести задачу на математический язык
и построить математическую модель —
формализованное описание критерия оп-
тимальности, условий функционирования
узла и требований, предъявляемых к его
отдельным параметрам.
Предположим, что известен ряд xi,
Х2, ...» хп переменных проектирования,
значения которых определяют проекти-
руемую деталь (узел, изделие), и их вы-
бор предоставлен конструктору. Определе-
ны ограничения (26.1)—(26.4), связываю-
щие эти переменные с условиями функ-
ционирования и производства детали (уз-
ла, изделия), т. е. принята математи-
ческая модель. Критерий оптимально-
сти g выражен через целевую функцию
(26.5).
В таком случае задача оптимального
проектирования состоит в определении
значений хи, Хг*, ...» хп» переменных Про-
ектирования, при которых удовлетворяют-
ся ограничения (26.1) — (26.4) и функцио-
нал (26.5) принимает экстремальное (ми-
нимальное или максимальное) значение:
(p(x)->extremum. (26.6)
Определенные в результате решения за-
дачи значения Xi*, Хг*, ..., хп. параметров
называют оптимальным решением.
Если на переменные не накладывается
никаких ограничений, то решается задача
по определению безусловного экстремума
целевой функции.
Многокритериальные задачи оптималь-
ного проектирования. Формулировка таких
задач оказывается достаточно сложной.
Допустим, что выбрана система крите-
риев оптимальности gi, g2, ..., gt (напри-
мер, КПД, быстроходность, металлоем-
кость и др.).
Для оценки эффективности необходимо
построить комплексный критерий опти-
мальности Fg^F(g\, g2, ..., gt), объеди-
няющий несколько разнородных показа-
телей gf (f = 1, t).
Учитывая, что каждый f-й показатель
«качества» зависит от параметров оп-
тимизации, т. е.
*2, хя),
условие оптимального варианта можно
записать в виде условия экстремума целе-
вой функции
F(g)~==F[q)i (х), ф2 (х), (х) ]=extremum.
(26.7)
На практике весьма сложно образовать
целевую функцию для нескольких крите-
риев оптимальности, так как для этого
следует знать сопоставимую «ценность»
различных свойств изделия. Поэтому при
построении математических моделей ис-
пользуют аналитические методу, экспери-
менты и их обработку методами теории
вероятности и математической стати-
стики (факторный анализ) и др. Чтобы
модель отражала все существенные свя-
зи, характерные для проектируемой кон-
струкции, производят ее «отладку» (уточ-
нение за счет проверок в реальных ус-
ловиях).
Математические модели отдельных эле-
ментов (деталей) могут быть получены
как частные следствия общей модели.
Ввиду сложности формирования комп-
лексного критерия оптимальности на
практике нередко прибегают к упроще-
нию задачи, рассматривая условный
экстремум целевой функции по одному
из параметров и полагая другие парамет-
ры качества лежащими в «допусти-
мой» области:
F=gc; af^gf^bf(f=Vt\ f^c).(2Q.S)
Например, если gi — удельная масса
(масса машины на единицу мощности),
g2—КПД, то ищется оптимальный ва-
риант, обеспечивающий минимум удель-
ной массы
при условии, что КПД оказывается не
ниже заданного значения
g2^ Ь%.
Методы решения задач оптимального
проектирования. Разработаны многочис-
ленные методы решения задачи оптими-
зации при различных видах целевой
функции, уравнений связи и ограничений,
которые условно можно подразделить на
две группы: классические (метод диффе-
ренциального исчисления, метод множи-
телей Лагранжа, вариационное исчисле-
ние); методы математического програм-
мирования (методы линейного и нели-
нейного программирования, метод дина-
мического программирования, принцип
максимума Понтрягина и др.).
Эти методы (в особенности методы ма-
тематического программирования) позво-
ляют решать достаточно общие задачи
оптимизации и оптимального управления.
Указанные методы освещены в специ-
альной литературе.
Решающим фактором того, что оптими-
зация конструкций стала возможной,
является наличие быстродействующих
ЭВМ, способных быстро выполнять ариф-
метические и логические операции с
большим числом данных.
Для одно- и двухпараметрических за-
дач интересные результаты были полу-
чены классическими методами анализа
функций.
Ниже на нескольких примерах показа-
на эффективность одного из распростра-
ненных методов оптимизации — метода
множителей Лагранжа, широко исполь-
зуемого при’отыскании условного экстре-
мума функции нескольких переменных.
26.3. Примеры оптимизации
деталей машин
Расчет вала минимальной массы. Рас-
смотрим быстровращающийся ступенча-
тый вал с тяжелым диском посредине
(рис. 26.1). Определим размеры (диа-
метры) ступеней вала минимальной массы.
Порядок решения задачи
1. Определение переменных проектиро-
вания. Из рассмотрения схемы вала сле-
дует, что при заданной длине ступеней
в распоряжении конструктора будут две
переменные проектирования — диаметры
d\ и ch ступеней вала.
2. Построение целевой функции. При-
мем в качестве критерия оптимальности
массу вала. Тогда целевая функция —
зависимость массы вала от переменных
345
Рис. 26.1.
Расчет вала минимальной массы
t,Ws-L + -^—с=0. (26.11)
Ограничения по знаку
ф2 =^i^0; 1|?з = б/2^0.
(26.12)
Решение задачи
1. Для решения задачи применим ме-
тод Лагранжа. Функция Лагранжа
L=g + X^, (26.13)
где Xg — постоянная.
Необходимое условие экстремума этой
функции
проектирования — имеет вид (р — плот-
ность материала вала)
g = т = 0,25рл/ (2d? + di). (26.9)
3. Формирование системы ограничений.
Функциональные ограничения: рабочая уг-
ловая скорость вала со во избежание
больших поперечных колебаний вала дол-
жна удовлетворять условию
О)кр — со^О,
(26.10)
где (окр — критическая угловая скорость.
Для принятой модели вала с массив-
ным (абсолютно жестким) диском крити-
ческая угловая скорость вала (см. с. 265)
где X — коэффициент податливости вала
(прогиб среднего сечения вала от дей-
ствия единичной силы), вычисляется по
формуле
X— 64/ / 1 I 19
6лЕ ( d4 + 8d4
где Е — модуль упругости материала вала.
Подставляя последние соотношения в
ограничение (26.10) и заменяя для упро-
щения неравенство равенством
/?й)Кр — (о = 0,
в котором k ^0,7 — коэффициент, полу-
чим условие динамической устойчивости
вала (функциональное ограничение) в
форме равенства
dL _ dg II __
dd\ dd^ s ddI
dL _ dg । _
dd2 dd2 -r 8 dd2
= 2!£L2d2-Xg^8_ = 0;
d2
^ = 1|) = J_+^_C = O. (26.14)
£ “ 1 a2
2. Из условий (26.14) находим опти-
мальное отношение диаметров di/d\=\2?t.
Подставляя это значение в последнее
равенство, получим
d ] = 1,16 4уГ.
Расчет двухступенчатого цилиндриче-
ского редуктора минимальной массы.
При проектировании редуктора необхо-
димо решить задачу о разбиении общего
передаточного отношения между ступе-
нями. Ее можно решать несколькими спо-
собами. Обычно конструктор стремится
уменьшить массу редуктора. В качестве
косвенного критерия оптимальности в
этом случае можно использовать, на-
пример, суммарное межосевое расстоя-
ние
Определим передаточные отношения в
ступенях редуктора, минимизирующие
функционал для суммарного межосевого
расстояния.
346
Кинематическая схема двухступенчатого ре-
дуктора
Порядок решения задачи
1. Определение переменных проектиро-
вания. Рассмотрим схему редуктора
(рис. 26.2). Межосевое расстояние для
/-й ступени редуктора (/=1, 2)
at = 0,5mt (z^i + zKt-) = 0,5mr z^t (144),
где mi — модуль зубчатого зацепления
/-й ступени; zWi и zKt — числа зубьев шес-
терни и колеса; ц—передаточное отно-
шение i-й ступени.
Таким образом, в распоряжении кон-
структора имеется шесть переменных
проектирования: модули mi и т? зацепле-
ний 1-й и 2-й ступеней, числа 2Ш1 и гШ2
зубьев шестерни, а также передаточные
отношения i\ и /г-
2. Построение целевой функции. Примем
в качестве критерия оптимальности сум-
марное межосевое расстояние; тогда целе-
вая функция
£а==^р(х)=0,5т12Ш1 (1 4-/1)+
4-0,5т2гш2(144). (26.15)
3. Формирование системы ограничений.
Функциональные ограничения:
а) напряжения изгиба в опасном сече-
нии зуба должны быть не больше до-
пускаемых, т. е. (см. разд. III)
2Т У
з н11-;1 ^1 ЛFpl 1- ;
2Гш2УГ2
m2zm2^bd2
(26.16)
где Гш1 и Тш2 — вращающие моменты на
шестернях 1-й и 2-й ступеней редуктора;
и YF2 — коэффициенты формы зубьев
шестерен; и ф^2 — коэффициенты
ширины колес 1-й и 2-й ступеней; [ол ]
и [оГ2 ] — допускаемые напряжения при
изгибе для зубьев шестерен; Kpi,..., KFv2 —
коэффициенты.
Коэффициенты, входящие в эти ограни-
чения, также являются переменными
величинами. Однако их для упрощения
задачи можно принять в качестве парамет-
ров состояния, однозначно определяемых
значениями переменных проектирования.
Примем для упрощения, что произведение
Kpi KFaA K/rpi = Кр2 KFa2
б) вращающие моменты на шестернях
связаны между собой условием
Тш2—ТШ1/1 = 0; (26.17)
в) общее передаточное отношение /2 и
передаточные отношения /ь /2 в ступенях
образуют ограничение в форме равенства
/2 —/1/г = 0. (26.18)
Параметрические ограничения:
а) коэффициенты ширины колес
[0,4; 0,9]; (26.19)
б) передаточное отношение в одной сту-
пени
/е [3; 6]; (26.20)
в) число зубьев шестерни
2ше [13; 25]. (26.21)
Дискретизирующие ограничения:
а) модули зацеплений (см. с. 161)
те { 1,5; 2; ...; 80}; (26.22)
б) числа зубьев шестерен (см. с. 164)
зше {13; 14; ...; 25}. (26.23)
Ограничения по знаку:
rni^O; т2^0; ZjZ>0;
(26.24)
/2 0; Zui 1 0; 2ш2 0.
Таким образом, задача выбора переда-
точных отношений /1 и /2 в ступенях, мини-
мизирующих суммарное межосевое рас-
стояние, сводится к выбору переменных
347
проектирования, минимизирующих функ-
ционал (26.15) и удовлетворяющих (с
учетом принятых упрощений) ограниче-
ниям (26.16) — (26.24).
Решение задачи в описанной постанов-
ке оказывается достаточно сложным
из-за сравнительно большого числа пе-
ременных, ограничений в форме нера-
венств и равенств, нелинейной зависи-
мости ограничений от параметров про-
ектирования (задача нелинейного про-
граммирования).
Для упрощения понизим размерность
задачи. Примем, что 2Ш1 = 2Ш2; тогда
функционал (26.15) примет вид
[W2 т
1+»1+—(1+<2)J •
(26.25)
Положим также, что колеса имеют
одинаковую ширину (фм1ЗВЕ‘фм2 ) и изго-
товлены из одинаковых материалов по
одинаковой технологии ( [ал ]=[о>2 ]).
Тогда, обращая неравенства (26.16) в
равенства и учитывая ограничение (26.17),
найдем
— = \1 тЩ2?-г4 = <26-26)
т\ ч rml^dd2[aF2] *
Подставляя полученное соотношение
в уравнение (26.25), получим целевую
функцию
go=as^0,5 т, г1ш[1+»1 + »11/3(1+»2)]-
(26.27)
Допустим, что переменные т\ и гШ1
являются параметрами состояния (т. е.
неварьируемыми параметрами). При этих
допущениях число ограничений сокраща-
ется до трех:
ф1 (х)=/2—ф3==/2>0.
(26.28)
Прежде чем решить сформулированную
таким образом задачу, заметим, что пер-
вое ограничение в (26*28) не выполняется,
если i\ или |2 равны нулю. Поэтому сле-
дует рассматривать только первое ог-
раничение в (26.28), а второе и третье
348
ограничения используются для проверки
решения.
Решение задачи
1. Для решения задачи на базе описан-
ной математической модели применим
метод Лагранжа.
Условия экстремальных значений функ-
ции (26.13) запишем в виде
-2L=^-4-l -^-=0 (i=l,2).
dii dit ° dit v 7
Решение дает следующую зависимость
между передаточными отношениями двух
последовательных ступеней:
Ч=т'?/3+у. (26.29)
Учитывая, что /2=*s/h, найдем
3Zf/3-Hz,—2/2=0. (26.30)
Решение этого уравнения дано на
рис. 26.3; зависимость суммарного отно-
сительного межосевого расстояния от
передаточного отношения первой ступени
редуктора показана на рис. 26.4. На
этом рисунке виден ярко выраженный
минимум относительного межосевого рас-
стояния. Другие расчетные случаи приве-
дены в приложении.
2. Из приведенного выше расчета не-
сложно установить границы целесообраз-
ного (с точки зрения суммарного межосе-
вого расстояния) перехода от одно- к
двухступенчатому редуктору.
Для одноступенчатого редуктора меж-
осевое расстояние
а1 = 0,5/П12Ш1 (1 +0,
Решение уравнения (26.30)
Рис. 26.4.
Зависимость относительного межосевого рас-
стояния от передаточного отношения i\
а для двухступенчатого редуктора
а5. = 0,5т1гш1[1 + /1+г|/з^1+-^] .
Приравнивая ai=az, получим условие,
определяющее границу целесообразного
перехода в виде
'2(' Г2/3- 1)+ч+/;/3=0 . (26.31)
Это уравнение с учетом выражения
(26.30) дает значение суммарного пере-
даточного отношения fs=8,64, выше кото-
рого целесообразен переход с одно- на
двухступенчатый редуктор независимо
от числа зубьев шестерни.
В заключение отметим, что рассмот-
ренный пример, хотя и является идеа-
лизацией технической задачи, представ-
ляет самостоятельный интерес. Работа с
ограничениями в форме неравенств ока-
зывается достаточно сложной. Но на прак-
тике они существенны для корректной по-
становки задачи проектирования детали
(узла, изделия). И если бы конструктор
обратил все неравенства в равенства, то
он мог бы обнаружить во многих слу-
чаях, что либо решения не существует
(когда число переменных проектирования
меньше числа уравнений связи и огра-
ничений), либо оно существует, но не-
оптимально.
Для решения задач оптимального про-
ектирования с ограничениями в форме
неравенств (как и равенств) широко ис-
пользуют на практике методы линейного
и нелинейного программирования.
По аналогии с рассмотренной задачей
можно определить передатокные отно-
шения в ступенях при других критериях
оптимальности (например, объеме или диа-
метре колес) и для других типов редук-
торов (например, коническо-цилиндриче-
ского, зубчато-червячного и т. п.).
Глава 27
АВТОМАТИЗАЦИЯ
ПРОЕКТИРОВАНИЯ
27.1. Формы организации процесса
проектирования
Форма организации процесса проекти-
рования определяется составом средств,
методов и содержанием труда инженерно-
технических работников.
Безмашинная (ручная) форма проек-
тирования была типичной для 1920—
30-х годов, когда промышленность осва-
ивала сравнительно небольшую номенкла-
туру конструкций. Труд конструкторов
был в целом творческим, создаваемые
конструкции содержали множество ори-
гинальных решений. Доля нетворческих
(рутинных) работ, связанных с детали-
ровкой, оформлением и обращением кон-
структорской документации, не превы-
шала 30%.
Форма типового, а позднее группового
проектирования, агрегатирование и уни-
фикация значительно повысили произво-
дительность и эффективность проектно-
конструкторских работ. Групповое проек-
тирование положило начало разработкам
семейств (рядов) конструктивно подоб-
ных изделий (редукторов, станков и т. п.)
многоцелевого назначения. Благодаря аг-
регатированию, т. е. членению изделий на
составные части, стало возможным мно-
гократное использование проектов со-
ставных частей при разработке новых
изделий, параллельное изготовление и
сборка составных частей на специализи-
рованных участках (производствах), их
серийное и массовое производство (на-
пример, производство крепежных деталей,
подшипников, муфт и т. п.).
Частичная механизация (арифмомет-
ры, быстропечатающие и другие устрой-
349
ства) типового проектирования способ-
ствовала уточнению расчетов (в особен-
ности прочностных), повышению надеж-
ности, сокращению сроков проектирова-
ния и т. п.
По мере усложнения создаваемых из-
делий становилось все труднее оцени-
вать конкретный вариант проекта, его
соответствие исходным требованиям; уве-
личивалось и число вариантов проекта,
которые необходимо анализировать. Ру-
тинные работы по поиску информации о
стандартных элементах, материалах, ра-
нее спроектированных конструкциях, а
также работы по вычерчиванию типовых
изображений стали доминирующими. До-
ля творческого труда в общем объеме
проектирования уменьшилась до 20—30%.
Но производительность труда конструк-
тора осталась практически неизменной,
и время проектирования возросло на
столько, что в ряде случаев стало пре-
восходить сроки эксплуатации изделий.
Выход из создавшегося положения
дало изменение и упорядочение техно-
логии проектирования. Усложнению кон-
струкции и, как следствие, увеличению
объема используемой конструктором ин-
формации были противопоставлены новые
методы ее обработки — автоматизиро-
ванное проектирование. В этом случае
конструктор ставит задачу для ЭВМ
и принимает окончательное решение, а
машина обрабатывает весь объем ин-
формации и делает первичный отбор.
Для такого «общения» человека с ма-
шиной созданы и создаются системы
автоматизированного проектирования
(САПР) — организационно-технические
системы, выполняющие автоматизирован-
ное проектирование объектов и состоя-
щие из комплекса средств автоматиза-
ции проектирования, взаимосвязанного с
подразделениями проектной организации.
Объектами проектирования в САПР яв-
ляются изделия (детали, узлы, комплек-
сы), технологические процессы и органи-
зационно-технические системы.
Целями создания САПР являются по-
вышение технико-экономического уровня
проектируемых объектов, сокращение сро-
ков, уменьшение стоимости и трудоемкости
проектирования.
350
27.2. Особенности процесса
проектирования на базе САПР
Автоматизированное проектирование по-
зволяет инженеру быстро проверить гипо-
тезу и соответствующую ей модель (тео-
ретическое представление проекта), уви-
деть и немедленно исправить любые
грубые ошибки в чертеже в исходных
утверждениях, оценить (путем сравнения
с заданием) характеристики модели и мо-
дифицировать ее в многошаговом про-
цессе совершенствования (оптимизации)
конструкции, принять решение в крити-
ческих точках ветвления и выбрать
путь, по которому ЭВМ продолжит ре-
шение, управлять продвижением в реше-
нии задачи (изменить входные данные,
закончить расчет и др.) и т. д.
Автоматизация проектирования избав-
ляет проектировщика от трудоемких
расчетов, позволяет больше времени
отдавать творчеству, отысканию новых
инженерных и научных решений.
В результате автоматизации проекти-
рования создается эскизный проект из-
делия, содержащий его основные пара-
метры, характеристики, схему конструк-
ции и математическую модель изделия.
Автоматизированное конструирование
осуществляет оптимальный синтез кон-
структивных элементов с помощью ЭВМ.
При конструировании за основу прини-
мается схема конструкции, полученная
на этапе автоматизированного проекти-
рования. Схема дополняется конструк-
тивной разработкой отдельных элементов
(соединительных и переходных элементов,
уплотнений и т. п.), проводится опре-
деление размеров, допусков и посадок и
т. п. Задачи оптимального проектирова-
ния и конструирования имеют сходство
лишь в формулировках, по содержанию
они существенно различны.
Поиск оптимальных значений парамет-
ров проектирования, выражаемых векто-
ром-столбцом {%}, ведется в пространстве
непрерывных или дискретных перемен-
ных (см. с. 342) и относится к задачам
параметрической оптимизации.
Нахождение совокупности признаков
принципиального решения {£} ведется на
множестве возможных альтернатив (со-
стояний), т. е. дискретом множестве
структурных вариантов решения, и выра-
жает собой задачу структурной оптими-
зации (класс комбинаторных задач).
Понятие принципиального технического
решения объединяет различные аспекты
объекта проектирования: физические прин-
ципы действия, технические идеи и кон-
структивные схемы, формы деталей и узлов
и т. д. В связи с этим по своему кон-
кретному содержанию задачи выбора
{£} более разнообразны, чем задачи вы-
бора {%}.
Конструирование можно выполнять по
двухэтапной схеме. На первом этапе про-
изводят выбор физических принципов дей-
ствия, на втором — осуществляют поиск
технического решения (конструктивного
облика), реализующего эти принципы.
Наибольшего эффекта, как правило, до-
стигают в результате оптимального выбо-
ра принципов действия. Однако поиск
оптимальных принципов действия на
достаточно широком множестве альтерна-
тив требует проведения научно-исследо-
вательских работ и выполняется обычно
на предпроектной стадии. А процесс кон-
струирования, направленный на реше-
ние задач выбора принципиального тех-
нического решения при известных физи-
ческих принципах, выполняют в один
этап.
Большинство задач конструирования
трудно формализуемо и поэтому реша-
ется эвристическими методами, т. е. на
основе системы логических приемов и
методических правил обработки имею-
щейся информации для улучшения кон-
структивного решения. Часть процедур
в эвристических методах сравнительно
просто программируется для ЭВМ, другая
часть лучше выполняется человеком.
Поэтому применение эвристических ме-
тодов в конструировании требует органи-
зации «диалога» между конструктором
и ЭВМ.
Проектирование — не автономный про-
цесс, оно сопровождается научными ис-
следованиями, испытаниями, производ-
ством и, естественно, обучением специа-
листов. В связи с этим перспективные
САПР предполагают «сквозную» автома-
тизацию всего процесса.
В результате автоматизированного кон-
струирования выпускается техническая до-
кументация, необходимая для техноло-
гической подготовки производства. Тех-
ническая документация содержит чер-
тежи, получаемые на графопостроителях
или чертежных автоматах по разрабо-
танным программам, и технические ус-
ловия (сборки, контроля и т. п.). Вместе
с тем в производство передается «машин-
ный образ» деталей в виде перфолент,
содержащих программы для станков с
ЧПУ (числовым программным управле-
нием) для изготовления элементов кон-
струкции.
Таким образом, новая технология про-
ектирования — это система, которая начи-
нается от замысла и кончается выдачей
проектной документации или опытного
образца.
В заключение отметим, что широкое
применение ЭВМ при изготовлении и ис-
пытании изделий приведет со временем
к автоматизированному производству,
включающему в себя и первые его
стадии: автоматизированное проектиро-
вание и автоматизированное конструи-
рование.
27.3. Структура и принципы
построения САПР
Структура и материально-техническая
основа САПР. Систему автоматизирован-
ного проектирования строят (организаци-
онно) в виде совокупности подсистем, ко-
торые в зависимости от назначения под-
разделяют на проектирующие и об-
служивающие.
Проектирующие подсистемы выполняют
проектные процедуры и операции (на-
пример, подсистемы проектирования де-
талей, сборочных единиц и др.). Они
должны представлять собой функциональ-
но законченные части системы, реали-
зующие некоторые этапы процесса про-
ектирования, и обладать всеми свой-
ствами системы.
Обслуживающие подсистемы выполняют
процедуры, поддерживающие работоспо-
собность проектирующих подсистем (на-
пример, подсистемы графического ото-
бражения объектов проектирования, до-
351
кументирования, информационного по-
иска и т. п.).
Каждая подсистема формируется из
отдельных самостоятельных блоков и мо-
дулей, существенно упрощающих про-
граммирование (блочно-модульный прин-
цип построения САПР).
Блоком системы проектирования на-
зывают ее часть, имеющую функциональ-
ную определенность (например, блок ог-
раничений, блок управлений ит. д.). Каж-
дый из блоков подсистемы выполняет
определенные задачи, имеет свою вход-
ную информацию, составляется и дово-
дится отдельно и только после этого
включается в систему машинного про-
ектирования. Модули—наименьшие струк-
турные элементы блока (модуль опреде-
ления контактных напряжений, расчета
долговечности детали и т. п.).
Структурное единство каждой подси-
стемы обеспечивается связями между
компонентами различных видов обеспе-
чения, а структурное объединение под-
систем в систему — связями между ком-
понентами однородного обеспечения под-
систем.
Материально-технической основой САПР
является комплекс средств автоматиза-
ции проектирования — совокупность ви-
дов обеспечения, являющаяся носителем
новой технологии проектирования и «со-
беседником» с пользователем.
К видам обеспечения САПР относят:
математическое (математические моде-
ли и алгоритмы процесса проектирования);
лингвистическое (Пзыки Проектирова-
ния, терминология);
программное (программы и програм-
мная документация);
техническое (устройства вычислитель-
ной и организационной техники, средства
передачи данных и т. п.);
информационное (документы с описа-
ниями стандартных проектных процедур,
типовых проектных решений, типовых
элементов конструкций, комплектующих
изделий и материалов, массивы и базы
данных на машинных носителях, а также
совокупности моделей, отражающих опыт
проектирования);
методическое (документы, отражающие
новую технологию проектирования: состав,
352
правила отбора и эксплуатации средств
автоматизированного проектирования);
организационное (положения, инструк-
ций, квалификационные требования и
другие документы, устанавливающие со-
став проектной организации, а также
функции и связи между ее подразделе-
ниями в условиях функционирования
САПР).
Технические средства автоматизации
проектирования определяются спецификой
задач. Для автоматизации научных иссле-
дований, сопровождающихся большим
объемом расчетов, необходимы универ-
сальные большие или сверхбольшие (мак-
си) ЭВМ. Автоматизация многих этапов
проектирования может выполняться на ми-
ни-, а в некоторых случаях на микроЭВМ
при эпизодическом обращении к мак-
си-ЭВМ. Мощности современных мик-
роЭВМ с «дружелюбным» программным
обеспечением, оснащенных совмещенным
символьно-графическим дисплеем, удов-
летворительно обеспечивают задачи, воз-
никающие при автоматизации обучения.
Технические средства систем автомати-
зации 1990-х гг.—ЭВМ пятого поколения
с развитой базой знаний и человеко-ма-
шинным интерфейсом. Наличие двух
последних подсистем требует опреде-
ленного упорядочения той предметной
области, на которую ориентирована раз-
рабатываемая система.
Некоторые принципы построения САПР.
При построении систем автоматизиро-
ванного проектирования, их подсистем
и компонентов (блоков и модулей) ис-
пользуют ряд общих принципов, т. е.
общесистемных свойств: системного един-
ства, стандартизации, иерархии и др.
Принцип системного единства состоит
в том, что единство функционируемой и
развиваемой систем должно достигаться
за счет учета связей между подсистема-
ми САПР.
Принцип стандартизации заключается
в унификации и стандартизации модулей
и блоков системы, инвариантных по от-
ношению к проектируемым объектам и
отраслевой специфике (например, блоки
статистической обработки данных, реше-
ния систем уравнений и т. д.). Стандарт-
ные блоки инвариантны по отношению
к элементам и узлам изделия и включа-
ются в математические модели как стан-
дартные элементы. При формировании
таких блоков широко используется биб-
лиотека стандартных программ.
Принцип иерархии моделей заключа-
ется в том, что каждая математическая
модель включается как составная часть
в модель более высокого класса. Мате-
матическая модель детали входит в мо-
дель узла, которая, в свою очередь,
включается в модель изделия. Принцип
иерархии отображает соотношения <стар-
шинства>, имеющиеся в любой сложной
технической системе.
Принцип адаптации и развития требует,
чтобы система автоматизированного про-
ектирования была согласованной со сло-
жившейся практикой проектирования.
Действующие методы расчета и проекти-
рования, их программное обеспечение дол-
жны стать основой при разработке упро-
щенных и уточненных моделей. Модели
и их блоки могут использоваться и не-
зависимо при проведении инженерных
расчетов. Создаваемая система должна
предусматривать возможность развития
путем включения новых моделей и более
широкого взаимодействия с другими си-
стемами.
Принцип информационного единства
(совместимости) означает, что все потоки
информации в системе должны быть сов-
местимыми. Программирование (по воз-
можности) осуществляют на одном из
универсальных языков (например, на язы-
ках Бейсик, ПЛ-1 или ФОРТРАН). Тер-
мины, условные обозначения, размерности
физических величин принимают одина-
ковыми для всех систем. С самого начала
создания системы вырабатывают единые
требования к программам, реализующим
модули и блоки системы (аннотации, ин-
струкции, содержательное описание,
структурная схема, графы алгоритмов,
тестовые примеры и т. д.).
При большом количестве действующих
программ оказывается необходимым иметь
управляющие программы. Для формиро-
вания таких программ и работы с ними
удобно использовать проблемно-ориенти-
рованные языки, специально приспособ-
ленные для САПР. Они могут строиться
двумя способами — с помощью дискрипто-
•ров (ключевых слов) и командных про-
цедур или путем добавления специальных
процедур в универсальные алгоритмиче-
ские языки.
По принципу итерации САПР работает
итеративно, т. е. путем последовательных
приближений, постепенно уточняя и кон-
кретизируя результаты. Сначала, исходя
из потребностей старшей системы и пред-
варительной оптимизации, формулируются
технические предложения для основных
параметров изделия. Эти параметры по-
ступают в блок анализа, где перераба-
тываются в более детальном виде тех-
нические характеристики различных типов
изделий и их конструктивных вариантов.
Технические условия для всего изделия
позволяют указать требуемые параметры
узлов и элементов, что дает возможность
выбрать их конструктивные схемы, опре-
делить размеры, массу, габариты, провести
их локальную оптимизацию. К этому сле-
дует добавить экономические оценки —
стоимость проектирования, производства
и эксплуатации будущего изделия.
После детальной проработки отдельных
элементов начинается синтез проекта,
предусматривающий создание в памяти
ЭВМ математической модели вариантов
будущего изделия (в виде табличных за-
висимостей, соотношений и цифровой ин-
формации о размерах, массе и рабочих
характеристиках отдельных элементов
изделия). В процессе синтеза по тех-
ническим характеристикам элементов
уточняются параметры узлов и всего изде-
лия, и эти параметры поступают в блок
оптимизации старшей системы. В блоке
оптимизации вырабатываются указания
по изменению параметров и характерис-
тик изделия, их новые значения посту-
пают в линию анализа для второй итера-
ции (второго цикла), и процесс итера-
ции продолжается. Такой подход к про-
ектированию существует лишь потому, что
конструктору неизвестно заранее, как дол-
жен выполняться сразу синтез конструк-
ции или проекта. Конструктор умеет толь-
ко анализировать пробный вариант проек-
та, изменять его параметры и таким об-
разом строить процесс, сходящийся к ре-
шению. Существенно, что первые циклы
353
процесса выполняются, как правило,
только для упрощенных моделей. Уточ-
ненные модели используются при разра-
ботке проекта на стадиях технического
задания и проектирования (когда выбран
основной вариант конструкции).
27.4. Структура
математической модели
Проектирование как вид человеческой
деятельности ставит перед собой задачу,
не имеющую строгой формулировки.
Ее место занимают общие требования к
деталям и узлам машин (см. с. 6).
Поэтому общая математическая модель,
т. е. совокупность уравнений и условий,
описывающих функционирование проекти-
руемой конструкции (детали, узла и т. д.),
должна отражать:
работоспособность (взаимодействие с
внешней средой и другими элементами);
энергоемкость (КПД и др.);
надежность (запасы прочности, долго-
вечности и др.);
технологичность (вид заготовки, спосо-
бы изготовления и т. п.);
экономичность (стоимость производства
и эксплуатации и т. д.).
Например, при создании математиче-
ской модели зубчатой передачи фактор
работоспособности включает в себя урав-
нение упругого контакта зубьев, уравне-
ние равновесия и т. д. Энергетический
фактор содержит определение КПД пе-
редачи.
Факторы надежности и экономической
эффективности не требуют дополнитель-
ных пояснений. Однако эти требования в
совокупности противоречивы. Стремление
наиболее полно удовлетворить одному из
них, например, надежности, может быть
реализовано за счет другого требования
(экономичности или технологичности).
Комплексный учет всех требований
представляет главную трудность и осо-
бенность построения общей модели кон-
струкции, которая обычно содержит ча-
стные подмодели, отражающие отдель-
ные факторы функционирования системы.
Структура математической модели в
САПР показана на рис. 27.1.
Модель осуществляет преобразование
354
Рис. 27.1.
Структурная схема математической модели
входных параметров, отражающих усло-
вия нагружения, среды и т. д., в выход-
ные параметры, характеризующие процес-
сы и состояние самой системы.
Для пояснения блоков этой математи-
ческой модели проектирования использу-
ем редуктор. Для его модели входными
параметрами могут быть:
требования к конструкции (сведения
о потребности, прототип, усовершенство-
вание действующих конструкций);
заданные параметры, в том числе
параметры, приходящие из модели более
высокой системы — модели механизма
(мощность, частота вращения, надеж-
ность, долговечность подшипников, ма-
териалы, средства обслуживания и др.);
эти параметры являются неварьируемыми;
управляющие (внутренние) параметры,
позволяющие осуществлять процессы оп-
тимизации (число зубьев колес, ширина
колес, передаточное отношение и др.).
Оптимизация осуществляется с по-
мощью блока внутренней оптимизации.
В этом блоке содержатся методы оптими-
зации, а также наиболее простые усло-
вия оптимизации (максимум КПД, мини-
мум межосевого расстояния или массы);
эти параметры являются варьируемыми.
Важную роль играет блок ограничений,
устанавливающий начальные значения
варьируемых параметров, шаг варьиро-
вания, область поиска.
Блок преобразования содержит блоки
и модули, каждый из которых осуще-
ствляет отдельную, физически определен-
ную часть преобразования (например,
расчет сил в зацеплении, расчет геомет-
рических параметров передачи, учет
упругой деформации колес и валов, жест-
кости валов и шпоночных соединений,
расчет подшипников, расчет стоимости
с учетом машинного времени и цены ма-
териалов и др.).
Модель содержит базу данных, вклю-
чающих необходимую информацию (на-
пример, подшипники, материалы и их ха-
рактеристики, заготовки, крышки и коль-
ца, винты и болты, шпонки и т. д.).
Имеется блок управления, позволяю-
щий воздействовать на управляющие
параметры и осуществлять перебор вари-
антов конструкции.
Модель включает блок выходных пара-
метров, выдающий информацию (напри-
мер, параметры зацепления, нагрузки,
давления, напряжения; рабочие чертежи;
технологические карты; ведомости покуп-
ных изделий: подшипников, уплотнений и
т. д.; предварительную калькуляцию: вре-
мя обработки, стоимость).
Модель содержит также блок визуали-
зации, с помощью которого формируются
изображения и графическая информация.
Все блоки модели связаны между собой,
сама модель может являться частью
более сложной модели.
Работа модели осуществляется по прин-
ципу последовательных приближений (ите-
ративно). Сначала принимаются началь-
ные значения управляющих параметров.
Они, вместе с заданным, поступают в
блок преобразований, где формируются
параметры выхода. Выходные параметры
направляются в блоки оптимизации и ог-
раничений, в которых вырабатываются
указания об изменении исходных значе-
ний управляющих параметров. Далее пе-
реходят к следующему приближению,
причем циклы продолжаются до заверше-
ния процесса оптимизации, о котором су-
дят по критериям достаточности.
Окончательные результаты поступают
в базу данных и на вход следующих мо-
делей системы.
В заключение отметим, что в процессе
проектирования создается большое ко-
личество математических моделей отдель-
ных процессов, элементов,, узлов и т. п.
Для удобства программирования и об-
щения модели условно делят на классы
и уровни.
Класс модели определяется ее объемом
(класс А — модель изделия, класс Б —
модель узла, класс В — модель де-
тали).
Уровень модели характеризует глубину
и полноту отображения связей, существую-
щих между параметрами входа и выхода.
Для формирования моделей нулевого и
первого уровней используется предше-
ствующий опыт эксплуатации или про-
стейшие теории (например, сопротивле-
ние материалов и др.). Модели более
высоких уровней формируются на основе
точных теорий (например, теории упру-
гости, пластичности и др.).
В САПР целесообразно использовать
модели нескольких уровней: более простые
модели — для предварительного отбора
вариантов; более сложные — для форми-
рования окончательной математической
модели.
ПРИЛОЖЕНИЕ
ПОДБОР ОПТИМАЛЬНЫХ ПЕРЕДАТОЧНЫХ ЧИСЕЛ
ДВУХСТУПЕНЧАТОГО ЦИЛИНДРИЧЕСКОГО РЕДУКТОРА
Оптимизация по сумме межосевых рас-
стояний передач ступеней. Примем, как и
в гл. 26, в качестве критерия оптималь-
ности сумму межосевых расстояний а\ и Дг
ступеней редуктора:
ga=at+a2- (1)
Допустим, что в данном расчетном слу-
чае работоспособность передач определя-
ется контактной прочностью зубьев. Тог-
да функциональные ограничения по кон-
тактной прочности имеют вид (см. с. 190)
Т'ш! Кн\
1/3
> 0;
(2)
2—^a(W2+1
Гш2 ^Я2
г ?
^da2w2[o/f2j
1/3
где Ка— коэффициент межосевого рас-
стояния; и\ и U2 — передаточные числа
первой и второй ступеней редуктора;
ТШ1 и Тщ2 — вращающие моменты на ше-
стернях ступеней редуктора; К hi и Кн2—
коэффициенты нагрузки в зацеплениях
ступеней редуктора, каждый из которых
равен произведению трех коэффициентов
Ч’&а! И фйа2 — КОЭффИЦИСНТЫ
ширины колес ступеней редуктора; [о/л]
и [о яг]—расчетные значения допуска-
емых контактных напряжений (См. с. 196).
Коэффициенты КН\ и Кн2 являются пе-
ременными величинами, но для упроще-
ния задачи примем, что К н\~К
Ведем обозначения
^а^ш2’ ^2®*[а#г] ’I’ '
Учитывая, что
^ш2 (3)
и обра'Щая для упрощения неравенства
(2) в равенства, получим
а1 = 61(«| + 1)^1«|)~1/3;
а2 = 02(^2+1)м}/3(^2И2) (4)
С учетом равенств (4) функция (1)
примет дид
(“2+ 1 )М ?/3] > (5)
где
к=к2/к1-
Принимая во внимание, что uiu2=u,
соотношение (5) после несложных преоб-
разований представим в форме
&а=Т{И«)1/3+1]«?/3+
+ [(tfu)(|/3> + «]ui-1/3}. (6)
Обозначив ci=(/(u)1/3+l и с2=(Кн)1/3+
+д, запишем
ga=V (С 1И?/3 + С2«Г1/3) .
Минимизируем этот функционал:
356
Откуда значения передаточных чисел
ступеней редуктора, обеспечивающие ми-
нимальную сумму межосевых расстояний,
„ — С2 - (К“)1/3 + “
1 2с j 2 [(№)1/3+ 1] ’
и2—и/и}. (7)
Оптимизация по массе колес редукто-
ра*. Примем в качестве критерия опти-
мальности массу зубчатых колес. Тогда
целевой функционал
gm=mi + m2. (8)
Массы колес первой и второй ступеней
редуктора при одинаковой плотности р
материалов
т1=Р Ь ,6];
ff!2 = Pf((i™2+dK2)i2?2, (9)
где с/ш 1 и dKi — диаметры делительных
окружностей шестерни и колеса первой
ступени; ^Ш2 и dK2 — то же, для колес вто-
рой ступени; Ь\ и />2 — ширины колес;
ti и I2 — коэффициенты заполнения, рав-
ные отношениям объемов колес к объемам
соответствующих заменяющих цилинд-
ров.
Используем функциональные ограниче-
ния (2) по контактной прочности зубь-
ев. Обращая эти неравенства в равен-
ства (4) и учитывая, что </ш=2а/(и-|-1)
и dK=dmu, найдем
ш1~26 ! (К {и i) / ; dк1 = и idшi;
ш2=^0 jU/ » ^к2=П2^ш2-
Массы колес при использовании этих
равенств
m 6а1(1 + +и ?+«?)/(^^ф
m2=n^^ba^{(i + u2^u22+u^f[K^2y
(10)
* Разрешающие уравнения по просьбе автора
выведены Е. С. Биргером.
Подставив соотношения (10) в выраже-
нии (8), после несложных преобразований
ПОЛуЧИМ (bi=^baiai)
gm — Ут
Ки + и3
Ul
-}-и 2)+
+ (^ + u)ui+(Ku+l)u?, (11)
где
Тт“ЛР®1’ %—$ Ьа\/(% £2$ Ьа?)'
Минимизируя функционал (11):
^=?J--^+(A« + «) +
+2(К« + 1)и^=0,
получим уравнение
2(Ки + 1)Ы?+(Хи+и)и?-(^«+«3)=0. (12)
В предположении uj>l уравнение (12)
очевидно имеет единственное решение
wi, которое лежит в интервале (0, и).
Уравнение (12) можно решить числен-
но по методу Ньютона или по форму-
лам Кардана. Решив уравнение по форму-
лам Кардана при «^10, найдем значения
передаточных чисел ступеней редуктора,
обеспечивающие минимальную массу его
зубчатых колес,
1/з
[ 2(Ku+ 1)]
6(Км+1) ’
(13)
и2—и/их.
Формулу ДЛЯ Ul можно упростить,
когда и2^>К.и Ки^>1:
К+1
6К
(14)
Например, при К=1 и и=10 расчеты
по формулам (13) и (14) дают соответ-
ственно ui=3,278 и ui=3,351.
Если работоспособность передач опре-
деляется изгибной прочностью зубьев,
то при использовании функциональных
357
ограничений по напряжениям изгиба в
опасных сечениях зубьев оптимальные
передаточные числа определяют по фор-
мулам
/ 1/3 1
“! = (—) — y; u2—u/Ui. (15)
Укажем также, что для получения
одинаковых диаметров колес первой и
второй ступеней редуктора (dK1=dK2) об-
щее передаточное число следует рас-
пределить по формулам
/ и2\ */3
и'=(~к) ’ иг=и!и\- (16)
Из приведенных решений очевидна не-
обоснованность произвольного, интуитив-
ного подбора передаточных чисел двух-
ступенчатых передач.
Вместе с тем видно, что задача под-
бора оптимальных передаточных чисел
редуктора (коробки передач) имеет много
вариантов решения. Значимость принятого
решения зависит от выбора. Выбор кри-
терия оптимизации, функциональных и
других ограничений сопряжен с некото-
рым риском, а потому и назначение
оптимальных передаточных чисел в такой
же мере дискуссионно.
СПИСОК ЛИТЕРАТУРЫ
1. Айрапетов Э. Л., Генкин М. Д. Статика
планетарных механизмов. М.: Наука, 1976.
263 с.
2. Алфутов Н. А. Основы расчета на устой-
чивость упругих систем. М.: Машиностроение,
1978. 311 с.
3. Биргер И. А., Иосилевич Г. Б. Резьбовые
соединения. М.: Машиностроение, 1973. 256 с.
4. Биргер И. А., Шорр Б. Ф., Иосиле-
вич Г. Б. Расчет на прочность деталей машин.
М.: Машиностроение, 1979. 702 с.
5. Биргер И. А., М а вл ютов Р. Р. Сопро-
тивление материалов. М.: Наука, 1986.
560 с.
6. Волков Д. П., Крайнев А. Ф. Волновые
зубчатые передачи: Сборник научно-методи-
ческих статей по деталям машин. М.: Высшая
школа, 1979. Вып. 3. С. 33—45.
7. Воронков Б. Д. Подшипники сухого тре-
ния. Л.: Машиностроение. Ленингр. отд-ние,
1979. 223 с.
8. Воскресенский В. А., Дьяков В. И.
Расчет и проектирование опор скольжения.
М.: Машиностроение, 1980. 217 с.
9. Гаркунов Д. Н. Триботехника. М.: Ма-
шиностроение, 1985. 424 с.
10. Дунаев П. Ф., Леликов О. П. Детали
машин. Курсовое проектирование. М.: Высшая
школа, 1984. 334 с.
11. Заблонский К. И. Основы проектирова-
ния машин. Киев: Вища школа, 1981. 312 с.
12. Заболонский К. И. Детали машин. Киев:
Вища школа, 1985. 518 с.
13. Иванов М. Н. Детали машин. М.: Выс-
шая школа, 1976. 399 с.
14. Иосилевич Г. Б. Концентрация напря-
жений и деформаций в деталях машин. М.:
Машиностроение, 1981. 223 с.
15. Иосилевич Г. Б., Лебедев П. А., Стре-
ляев В. С. Прикладная механика. М.: Машино-
строение, 1985. 576 с.
16. Коднир Д. С. Контактная гидродинами-
ка смазки деталей машин. М.: Машинострое-
ние, 1976. 304 с.
17. Керимов 3. Г., Багиров С. А. Автомати-
зированное проектирование. М.: Машино-
строение, 1985. 224 с.
18. Крайнев А. Ф. Планетарные зубчатые
передачи: Сб. научно-метод. статей по дета-
лям машин. М.: Высшая школа, 1979. Вып. 3.
С. 18—33.
19. Кудрявцев В. Н. Детали машин. Л.:
Машиностроение. Ленингр. отд-ние, 1980. 464 с.
20. Курлов Б. А. Винтовые эвольвентные пе-
редачи: Справочник. М.: Машиностроение, 1981.
176 с.
21. Курсовое проектирование деталей ма-
шин/В. Н. Кудрявцев, Ю. А. Державец,
И. И. Арефьев и др. Л.: Машиностроение.
Ленингр. отд-ние, 1983. 400 с.
22. Орлов П. И. Основы конструирования:
В 3 т. М.: Машиностроение, 1977. Т. 1. 623 с.;
Т. 2. 574 с.; Т. 3. 357 с.
23. Павленко А. Б., Федя кин Р. В., Чес-
ноков В. А. Зубчатые передачи с зацеплением
Новикова. Киев: Техшка, 1978. 144 с.
24. Перель Л. Я. Подшипники качения. Рас-
чет, проектирование и обслуживание опор.
Справочник. М.: Машиностроение, 1977.
552 с.
25. Приводы машин: Справочник/В. В. Длоу-
гий, Т. И. Муха, А. П. Цупиков и др. Л.: Ма-
шиностроение. Ленингр. отд-ние, 1982. 383 с.
26. Пронин Б. А., Ревков Г. А. Бесступенча-
тые клиноременные и фрикционные передачи.
М.: Машиностроение, 1980. 320 с.
27. Пронин Б. А., Овчинникова В. А. Расчет
клиноременных передач//Вестник машинострое-
ния, 1982. № 3. С. 23—26.
28. Расчет и проектирование деталей ма^
шин/К. П. Жуков, А. К- Кузнецов, С. И. Мас-
ленников и др. М.: Высшая школа, 1978. 247 с.
29. Редукторы энергетических мащин: Спра-
вочник/Б. А. Балашов, Р. Р. Гальпер, Л. М. Гар-
кави и др. Под общ. ред. Ю. А. Державца.
Л.: Машиностроение, 1985. 232 с.
30. Решетов Д. Н. Детали машин. М.: Ма-
шиностроение, 1974. 655 с.
31. Решетов Д. Н. Работоспособность и на-
дежность деталей машин. М.: Высшая школа,
1974. 204 с.
32. Ротенберг Р. В. Основы надежности си-
стемы автомобиль — водитель — дорога — сре-
да. М.: Машиностроение, 1986. 216 с.
359
33. Сегерлинг Л. Применение метода конеч-
ных элементов. М.: Мир, 1979. 392 с.
34. Системы автоматизированного проекти-
рования. Типовые элементы, методы и про-
цессы/Д. А. Аветисян, И. А. Башмаков,
В. И. Геминтерн и др. М.: Изд-во стандартов,
1985. 180 с.
35. Феодосьев В. И. Сопротивление материа-
лов. М.: Наука, 1979. 560 с.
36. Фролов К. В. Методы совершенствования
машин и современные проблемы машинострое-
ния. М.: Машиностроение, 1984. 224 с.
37. Хог Э., Арора Я. Прикладное оптималь-
ное проектирование. М.: Мир, 1983. 478 с.
38. Цилиндрические эвольвентные зубчатые
передачи внешнего зацепления. Расчет геомет-
рии: Справ, пособие/ И. А. Болотовский,
Б. И. Гурьев, В. Э. Смирнов, Б. И. Шендерей.
М.: Машиностроение, 1977. 157 с.
39. Шувалов С. А. Расчет сил, действую-
щих на звенья волновой передачи//Вестник
машиностроения. 1979. № 10. С. 5—9.
40. Endlich W. Praxisorien Dimensionierungs-
methode fiir geklebte Welle-Nabe-Verbindun-
gen. «Antriebstechnik», 1982, 21, No 9, 434—441.
41. Maas H. Der Pressverband. «Technica»,
1980, 29, No 21, 1829—1848.
42. Niemann G., Winter H. Maschienenelemen-
te. Springer Verlag, Berlin, Heidelberg, New
York, 1975, Bd. 1, 397S; 1983, Bd. 2, 376S; Bd. 3,
294S.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Амплитуда переменных напряжений
Б
Баббит 291
База испытаний 41, 52
Безотказность 9
Болт 81
Бронза 215, 230
Быстроходность подшипников 311
— ременной передачи 137
В
Вал гибкий 255
— коленчатый 254
— прямой 254
— составной 254
Вариатор 154
Вероятность безотказной работы 9
— разрушения 14
Втулки подшипниковые 290
Водило 201
Выкрашивание 52
Вязкость масла 299
Г
Гайка 81
Генератор волновой 219, 228
Грузоподъемность подшипника динами-
ческая 318
— статическая 317
Д
Деталь 5
Диапазон регулирования вариатора
149, 155
Длина ремня 144
Долговечность подшипника 319
— ремня 141
— шлицевого соединения 128
Ж
Жесткость 45
3
Задание техническое 341
Задача контактная 17
Заедание 54
Заклепки 73
Запас прочности вероятностный 43
— статический 39
Затяжка резьбовых соединений 83
Зацепления зубчатые Новикова 169
— эвольвентное 160
Звездочка цепной передачи 233
— муфты 276
Зубья 159
И
Изнашивание абразивное 53
— коррозионно-механическое 54
— механическое 51
— молекулярно-механическое 54
— стадии 10
Износ 49
Износостойкость 49, 50
Индекс пружины 328
Интенсивность отказов 10
— изнашивания 50
К
Каток фрикционной передачи 153
Кинематика ременных передач 134
Колебания валов 262
— изгибные 263
— крутильные 262
— упругих систем 262
Колесо зубчатое гибкое 219
— центральное 196
— червячное 209
Контактные напряжения в зубчатых пере-
дачах 188
361
— в подшипниках качения 316
— в червячных передачах 214
— во фрикционных передачах 156
Концентрация нагрузки 61
Коэффициенты асимметрии цикла 38
— безопасности 322
— вариации 42
— влияния абсолютных размеров 40
— диаметра червяка 209
— динамической нагрузки 140
— жесткости 46
— запаса прочности 39
— сцепления 105
— концентрации напряжений 62, 93, НО
— нагрузки 61, 127
— осевой нагрузки 318
— перекрытия 163
— податдивости 46, 87
— полезного действия передач винто-
вых 229
---зубчатых 159
.— — планетарных 199
— — ременных 138
— — фрикционных 156
— Пуассона 24
— радиальной нагрузки 318
— скольжения 134
— смещения 164
— температурного расширения 107
— торцового перекрытия 166
— трения 284
— — в резьбе 84
--- в ременной передаче 134
— — на торце гайки 84
— тяги 137
— формы зуба 186
— чувствительности материала к концент-
рации напряжений 45
— эксплуатации 242
Кривая усталости 41
Критерии работоспособности 13
Л
Линия зацепления активная 161
— контактная 161
М
Масла индустриальные 337
— синтетические 337
— турбинные 293
Масштабный фактор 40
Материалы валов 265
— деталей подшипников 291, 311
— корпусов
— деталей передач 145, 158, 193
— заклепок 75
— пружин 331
— резьбовых деталей 82
Механизмы передаточные 131
Модуль зацепления 161
— сдвига 33
— упругости 24
---приведенный 157
Мощность трения 56
Мультипликатор 160
Муфты втулочные 268
— глухие 274
— зубчатые 276
— обгонные 281
— предохранительные 279
— пружинно-шариковые 280
— торообразной упругой оболочкой 274
— сцепные кулачковые 277
— упругие втулочно-пальцевые 274
— фланцевые 274
— фрикционные 278
— центробежные 282
— шарнирные 277
Н
Нагрузка распределенная 30, 34
— расчетная 184
Надежность 9
Напряжение допускаемое 63,68,76, 95,131
— контактное 24
О
Окружность делительная 163
— вершин зубьев 163
— впадин зубьев 163
— начальная 162
— основная 162
Оси 254
Отказ 9
Отношение передаточное 134, 154, 162, 211
Охлаждение 217
П
Передача быстроходная 137, 245
— винт-гайка 228
— волновая 218
— встроенная 160
— гиперболоидная 206
— гипоидная 207
— закрытая 160
— зубчатая 159
362
— зубчатым ремнем 150
— механические 131
— планетарная 196
— понижающая 132, 160
— ременная 132
— с зацеплением Новикова 169
— тихоходная 160
— фрикционная 153
— цепная 233
— червячная 207
Перекос осей 269
Перемещение (смещение) кинематичес-
кое 19
Плотность распределения вероятнос-
тей 10
Поверхности соосные 103
Податливость 46
Подпятник 283
Подшипники качения гибкие 220
— радиальные 283, 306
— радиально-упорные 284, 306
— самоустанавливающиеся 306
— упорные 284, 306
— упорно-радиальные 306
Подшипник скольжения гидродинамичес-
кий 286
— гидростатический 286
— жидкостного трения 293
— сухого трения 287
Покрытие защитное 82
Предел выносливости 8
— пропорциональности 7
— прочности 6
— текучести 7
Прогиб стержня (балки) 46
Проект технический 342
— эскизный 341
Профиль зуба сопряженный 160
Прочность 6
Пружины кручения 327
— растяжения 327
— сжатия 327
Прямая делительная 161
Р
Работоспособность 13
Расстояние межосевое 144, 162, 165, 210
Расчет тепловой 217
Редуктор 160, 246
Резьба круглая 80
— метрическая 80
— трапециевидная 80
— упорная 80
Рейка зубчатая 159
Ремни зубчатые 150
— клиновые 132, 145
— круглые 132
— плоские 132, 145
— поликлиновые 132
Ремонтопригодность 9
Ресурс ремня 141
Рессоры 327
С
Сателлит 196
Сварка газовая 59
— дуговая 59
— контактная 59
— роликовая 59
— трением 59
— электронно-лучевая 59
Сепаратор 305
Силы в зацеплении 172, 173, 200, 212
— внешние 37
— внутренние 37
— распределенные 37
— сосредоточенные 37
Скольжение в передачах 133, 213
Смазывание передач 337, 338
— подшипников 337
— резьбовых соединений 337
Смещение инструмента 164
Соединения болтовые групповые 98
— заклепочные 73
— затяжными кольцами 118
— клеевые 69
— клеммовые 117
— неразъемные 58
— паяные 66
— профильные 128
— разъемные 58
— резьбовые 80
— сварные 58
— с натягом 103
— шлицевые 122
— шпоночные 120
Стадии изнашивания 10
— конструирования машин 341
Стандартизация
Стопорение резьбовых соединений 86
Схватывание 54
Схема расчетная 21, 28, 34
Т
Твердость 8
Тела качения 305
Технологичность деталей 6
363
Точность 170, 210
Требования к деталям машин 5
— к материалам 6
— технические 5
Тяговая способность ременной переда-
чи 134, 137
— цепи 240
У
Удар зубьев 180
Угол охвата 133
Упругость 7
Устройство натяжное 132
Ф
Фланк 161
Фреттинг-коррозия 55
Функции распределения случайных вели-
чин 12, 13
Ц
Цепь втулочная 235
— зубчатая 235
— многорядная 234
— приводная 233
— роликовая 233
Циклы изменения напряжений 38
Ч
Частота вращения вала критическая 265
Червяки 208
Число витков червяка 209
— зубьев колеса 164, 209
— передаточное 162
— пробегов ремня в секунду 141
Ш
Шаг исходного контура 161
— на основной окружности зубчатого
колеса 163
— резьба червяка 209
— ремня зубчатого 151
— цепи 234
Шайба 81
Швы сварные 59
Шестерня 347
Шкивы 146, 149
Шпильки 81
Штифты 129
Э
Эвольвента 160
Экономичность 6
Эстетичность 6
364
ОГЛАВЛЕНИЕ
Раздел I. ОБЩИЕ ВОПРОСЫ РАС-
ЧЕТА И ПРОЕКТИРОВАНИЯ ДЕ-
ТАЛЕЙ, УЗЛОВ И МЕХАНИЗМОВ
Глава 1. Основные требования и на-
дежность деталей машин . . . 5
1.1. Общие сведения о деталях и
узлах конструкций................ 5
1.2 Основные требования к деталям
и узлам машин.................... 5
1.3. Основные требования к мате-
риалам деталей................... 6
1.4. Элементы теории надежности 9
1.5. Общие схемы проектирования и
оценки надежности деталей ма-
шин ........................... 13
Г лава 2. Основы механики сопряжений
деталей машин........................ 16
2.1. Общие сведения ...... 16
2.2. Сопряжения деталей машин и
задачи их расчета........... 16
2.3. Основные уравнения контактной
задачи...................... 17
2.4. Расчетные модели деталей машин 20
2.5. Контакт цилиндров........ 23
2.6. Сопряжения при передаче сжи-
мающих (растягивающих) сил 28
2.7. Сопряжения при передаче вра-
щающего момента............. 33
2.8. Эквивалентный контактный слой 35
Глава 3. Прочность и жесткость деталей
машин............................ 37
3.1. Модели нагружения и разруше-
ния деталей машин .... 37
3.2. Методы оценки прочностной на-
дежности деталей машин . . 39
3.3. Методы повышения прочност-
ной надежности деталей машин 43
3.4. Жесткость деталей машин 45
3.5. Уточненные модели и расчеты
деталей машин.................... 47
Глава 4. Основы триботехники деталей
и узлов машин.................... 49
4.1. Основные понятия и задачи 49
4.2. Виды изнашивания .... 51
4.3. Методы оценки триботехниче-
ской надежности пар трения 55
4.4. Методы повышение триботехни-
ческой надежности................ 56
Раздел II. СОЕДИНЕНИЯ ДЕТАЛЕЙ
И УЗЛОВ МАШИН
Глава 5. Общая характеристика соеди-
нений ........................... 58
Г лава 6. Сварные, паяные и клеевые со-
единения .............................. 58
6.1. Общие сведения................ 58
6.2. Характеристики и расчеты свар-
ных соединений..................... 59
6.3. Характеристики и особенности
расчетов паяных соединений , 66
6.4. Характеристики и особенности
расчетов клеевых соединений 69
6.5. Клеесварные, клеезаклепочные
и клеевые соединения с натягом 71
Глава 7. Заклепочные соединения 73
7.1. Общие сведения................ 73
7.2. Расчет соединений при симмет-
ричном нагружении .... 75
7.3. Расчет соединений при несим-
метричном нагружении ... 77
7.4. Способы повышения несущей
способности срезных соединений 78
Глава 8. Резьбовые соединения . . 80
8.1. Общие сведения.......... 80
8.2. Затяжка и стопорение резьбо-
вых соединений................83
8.3. Соединение при совместном
действии силы затяжки и внеш-
ней осевой нагрузки ... 87
8.4. Распределение нагрузки меж-
ду витками резьбы и концентра-
ция напряжений в соединениях 90
8.5. Виды разрушений и основные
расчетные случаи................... 93
8.6. Особенности расчета групповых
(многоболтовых) соединений 98
Глава 9. Соединения типа вал — ступица 102
9.1. Общие сведения............... 102
9.2. Соединения с натягом ... ЮЗ
9.3. Конические соединения ... 116
9.4. Клеммовые соединения ... 117
9.5. Соединения коническими коль-
цами 118
9.6. Шпоночные соединения ... 120
9.7. Шлицевые соединения . . . 122
9.8. Профильные соединения 128
9.9. Штифтовые соединения ... 128
Глава 10. Клеевые соединения вал—ступица 130
365
Раздел III. ПЕРЕДАТОЧНЫЕ
МЕХАНИЗМЫ
Глава 11. Назначение и классификация 131
Глава 12. Ременные передачи ... 132
12.1. Общие сведения.............. 132
12.2. Механика ременной передачи 133
12.3. Критерии работоспособности
ременных передач............. 138
12.4. Расчет и проектирование пере-
дач ............................. 139
12.5. Геометрические параметры ре-
менной передачи.................. 144
12.6. Конструкции ремней и шкивов 145
12.7. Ременные вариаторы ... 148
12.8. Зубчато-ременные передачи 150
Глава 13. Фрикционные передачи и ва-
риаторы .......................... 153
13.1. Виды механизмов и их назначе-
ние ............................. 153
13.2. Механика передач............ 154
13.3. Критерии работоспособности и
расчет катков передач . . . 156
13.4. Конструкции вариаторов . . 157
Глава 14. Зубчатые передачи .... 159
14.1. Общие сведения.............. 159
14.2. Краткие сведения по геометрии
прямозубых цилиндрических пе-
редач и колес.................... 160
14.3. Особенности геометрии косозу-
бых и шевронных колес 165
14.4. Особенности геометрии кони-
ческих колес..................... 167
14.5. Передачи с зацеплением Нови-
кова ............................ 169
14.6. Точность зубчатых передач 170
14.7. Статика и динамика зубчатых
передач.......................... 172
14.8. Виды повреждений и критерии
работоспособности передач 182
14.9. Расчеты и проектирование зуб-
чатых передач.................... 184
14.10. Материалы, термообработка
и допускаемые напряжения для
зубчатых колес................... 192
14.11. Особенности расчета и про-
ектирования планетарных пе-
редач ........................... 196
14.12. Конструкции зубчатых колес 201
Глава 15. Гиперболоидные передачи 206
15.1. Общие сведения.............. 206
15.2. Краткие сведения по геометрии
червячной передачи .... 208
15.3. Механика червячной передачи 211
15.4. Критерии работоспособности
и расчеты передач .... 212
15.5. Материалы и допускаемые на-
пряжения деталей передачи 215
15.6. Тепловой расчет и охлаждение
червячных передач .... 217
15.7. Глобоидные передачи ... 217
Глава 16. Волновые зубчатые передачи 218
16.1. Общие сведения о механизмах 218
16.2. Механика передачи .... 221
16.3. Геометрические параметры пе-
редачи ...........................225
16.4. Виды повреждения и расчет
передачи..........................226
16.5. Материалы основных деталей
и конструктивные особенности
передач...........................226
Глава 17. Передачи винт — гайка . 228
17.1. Общие сведения..............228
17.2. Механика передачи .... 229
17.3. Расчет несущей способности
элементов передачи скольжения 230
17.4. Передачи винт — гайка качения 231
Глава 18. Цепные передачи . . . 233
18.1. Общие сведения..............233
18.2. Цепи и звездочки .... 233
18.3. Механика передачи .... 236
18.4. Основные параметры передач 238
18.5. Критерии работоспособности и
расчеты передач...................239
18.6. Особенности конструирования
и эксплуатации передач . . 243
Глава 19. Образование механического
привода...........................245
19.1. Структура привода и сравни-
тельная оценка передач . . 245
19.2. Редукторы.................246
19.3. Многопоточные передачи . . 251
19.4. Передаточное отношение при-
вода .............................253
Раздел IV. ПОДДЕРЖИВАЮЩИЕ
И НЕСУЩИЕ ДЕТАЛИ МЕХАНИЗМОВ
И МАШИН
Глава 20. Валы и оси................... 254
20.1. Общие сведения............... 254
20.2. Расчет прямых валов на проч-
ность и жесткость......... 255
20.3. Расчет валов на колебания 262
20.4. Конструкции и материалы валов 265
20.5. Гибкие валы............. 266
Глава 21. Муфты................... 268
21.1. Общие сведения.......... 268
21.2. Компенсирующая способность
муфт и дополнительные нагруз-
ки на детали приводов . . 269
21.3. Амортизирующая и демпфиру-
ющая способность муфт 271
21.4. Глухие муфты................. 274
21.5. Упругие и компенсирующие
муфты.......................... 274
366
21.6. Управляемые муфты .... 277
21.7. Предохранительные муфты 279
Глава 22. Подшипники скольжения 283
22.1. Общие сведения............. 283
22.2. Особенности работы подшип-
ников ........................... 284
22.3. Виды повреждений и критерии
работоспособности подшипников 287
22.4. Подшипники без смазочного
материала . '.................... 287
22.5. Подшипники полужидкостного
трения............................291
22.6. Подшипники жидкостного тре-
ния (гидродинамические) . . 293
22.7. Тепловой расчет подшипников 301
22.8. Выбор конструктивных пара-
метров гидродинамических под-
шипников ........................ 301
22.9. Конструкции подшипников жид-
костного трения............ 302
Глава 23. Подшипники качения . . . 305
23.1. Общие сведения .... 305
23.2. Общая характеристика под-
шипников 307
23.3. Точность изготовления, быстро-
ходность и материалы подшип-
ников ........................... 310
23.4. Механика подшипника качения 312
23.5. Несущая способность подшип-
ников ............................317
23.6. Выбор подшипников . . . 323
23.7. Конструкции подшипниковых
узлов.............................323
Глава 24. Пружины и упругие элементы 326
24.1. Общая характеристика пружин 326
24.2. Расчет и проектирование витых
цилиндрических пружин . . 328
24.3. Резиновые упругие элементы 333
Глава 25. Детали корпусов и устройства
для смазывания.....................334
25.1. Общая характеристика деталей
корпусов.......................334
25.2. Смазочные системы, материа-
лы и устройства............... 336
Раздел V. ОПТИМАЛЬНОЕ И АВТО-
МАТИЗИРОВАННОЕ ПРОЕКТИРОВА-
НИЕ ДЕТАЛЕЙ И УЗЛОВ МАШИН
(ВВЕДЕНИЕ)
Глава 26. Конструирование, оптимизация
параметров деталей и узлов 341
26.1. Стадии конструирования машин 341
26.2. Выбор оптимальных парамет-
ров деталей и узлов . . . 342
26.3. Примеры оптимизации деталей
машин........................ 345
Глава 27. Автоматизация проектирования 349
27.1. Формы организации процесса
проектирования........................349
27.2. Особенности процесса проекти-
рования на базе САПР 350
27.3. Структура и принципы по-
строения САПР.....................351
27.4. Структура математической мо-
дели .........................354
Приложение............................356
Список литературы.....................359
Предметный указатель..................361
УЧЕБНОЕ ИЗДАНИЕ
Иосилевич Геннадий Борисович
ДЕТАЛИ МАШИН
Редакторы И. С. Лицов и Н. А. Фетисова
Художественный редактор С. С. Водчиц
Технический редактор Н. Н. Скотникова
Корректоры Н. Г. Богомолова и Л. А. Ягупь-
ева
ИБ № 5348
Сдано в набор 14.09.87. Подписано в печать
29.06..88. Формат 70Х 100/16. Бумага офсетная № 2.
Гарнитура литературная. Печать офсетная. Усл.
печ. л. 29,67. Усл. кр.-отт. 29,67. Уч.-изд. л. 32,91.
Тираж 103 000 экз. Заказ 673. Цена 1 р. 40 к.
Ордена Трудового Красного Знамени издательство
«Машиностроение», 107076, Москва, Стромынский
пер., 4.
Московская типография № 4 Союзполиграфпрома
при Государственном комитете СССР по делам
издательств, полиграфии и книжной торговли.
129041, Москва, Б. Переяславская ул., д. 46.