/










































































































































































































Текст
ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
ЗУБОРЕЗНОГО
ИНСТРУМЕНТА
П. R РОДИН
В. И. КЛИМОВ
С. Б. ЯКУБСОН
КИЕВ
•TEXHIKA-
ББК 34.63—56
6П4.63.08
Р60
Родин П. Р. и др.
Р60 Технология изготовления зуборезного инстру-
мента/П. Р. Родин, В. И. Климов, С. Б. Якуб-
сон.— К.*. Техшка, 1982.— 208 с., ил.— Библиогр.:
с. 205—206.
В пер.: 85 к. 5000 экз.
В книге рассмотрена технология производства зуборезных инст-
рументов для цилиндрических и конических зубчатых колес: фасон-
ных модульных и червячных фрез, долбяков, шеверов, резцов и рез-
цовых головок. Приведены основные данные, необходимые для про-
ектирования технологических процессов изготовления зуборезных
инструментов, описаны специфические операции, применяемые при-
способления и инструменты Даны рекомендации по наладке обо-
рудования и необходимые для этого расчетные зависимости
Предназначена для инженерно-технических работников машино-
и приборостроительных предприятий, может быть полезна студен-
там технических вузов.
2703000000-104
М202(04)-82
110.82
ББК 34.63—56
6П4.63.08
Рецензенты кандидаты техн, наук Б. А. Перепелица,
С. И. Диденко
Редакция литературы по машиностроению и транспорту
Зав. редакцией М. А. Василенко
CJ Издательство «Техн i к а», 1982
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и со-
циального развития СССР на 1981—1985 годы и на пе-
риод до 1990 года предусмотрено повысить произво-
дительность труда в промышленносги на 23—25 про-
центов.
Существенного роста производительности труда в ма-
шиностроении можно достичь путем совершенствования
металлорежущих инструментов. Сложными и широко
распространенными режущими инструментами являют-
ся зуборезные. Они изготовляются как на специали-
зированных инструментальных заводах, так и в ин-
струментальных цехах многих машиностроительных
предприятий. Качество этих инструментов в значи-
тельной мере влияет на производительность обработки,
точность изготовления зубчатых колес, их работоспо-
собность и зависит от уровня технологии, от того, на-
сколько рационально подобраны последовательность
операций, оборудование, приспособления, инструменты,
межоперационные припуски и допуски, а также режимы
резания.
Литературные источники по зуборезным инструмен-
там посвящены главным образом вопросам проектиро-
вания и эксплуатации. Имеющиеся сведения по техно-
логии изготовления разрознены, не всегда доступны
широкому кругу технологов-ииструменталыциков.
В книге систематизированы технологические про-
цессы производства инструментов, предназначенных для
обработки цилиндрических и конических зубчатых ко-
лес. Описаны технологические процессы производства
наиболее распространенных инструментов — фасонных
модульных фрез, червячных зуборезных фрез, дол-
бя ков, дисковых шеверов, зуборезных головок для из-
3
готовления конических колес с круговыми зубьями, зу-
бострогальных резцов и зуборезных головок—для прямо-
зубых цилиндрических колес. По каждому инструменту
подробно рассмотрена технология изготовления одного
вида, а для всех остальных приведены ее особенности.
Отдельно освещены общие технологические операции
изготовления зуборезного инструмента, такие как отрезка
заготовок, их ковка и штамповка, термическая обработка,
пайка, операции нанесения износостойких покрытий
на режушую часть инструмента. Даны подробные ре-
комендации по выполнению операций при изготовлении
зуборезных инструментов.
Значительное внимание уделено заточке инстру-
мента. Изложены также вопросы, связанные с особен-
ностями изготовления твердосплавных зуборезных ин-
струментов, которые в последнее время успешно приме-
няются при обработке зубчатых колес из цветных ме-
таллов, стали, чугуна и неметаллических материалов.
В современном машиностроении все большее значение
приобретают методы контроля изделий в процессе их
производства. Они оказывают непосредственное влияние
на качество продукции. В книге описаны оригинальные
приборы для контроля, которые целесообразно приме-
нять в процессе производства зуборезных инструмен-
тов.
Книга написана на основе опыта работы инструмен-
тальных заводов, научно-исследовательских органи-
заций и ряда инструментальных цехов машинострои-
тельных заводов. В ней также нашли отражение резуль-
таты разработок, выполненных авторами.
Отзывы и пожелания просим направлять по адресу:
252601, Киев, /, ГСП, Крещатик, 5, издательство «Тех-
ник».
ОБЩИЕ ВОПРОСЫ
ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ
ВСЕХ ВИДОВ
ЗУБОРЕЗНОГО ИНСТРУМЕНТА
Зуборезные инструменты яв-
ляются сложными изделиями.
Как правило, они изготовляются
из быстрорежущих сталей марок
Р18, РТ2, Р6М5, Р9К5, Р9К10,
Р9М4К8, Р6М5К5.
Сталь Р18 можно применять для изготовления лю-
бых зуборезных инструментов. Однако ввиду высокого
содержания дефицитного вольфрама эта сталь в насто-
ящее время почти не используется. Для изготовления
различных зуборезных инструментов, предназначенных
для обработки углеродистых и среднелегированных кон-
струкционных сталей применяется, в основном, быстро-
режущая сталь нормальной производительности марки
Р6М5. Основной маркой быстрорежущей стали повы-
шенной производительности, применяемой для изготов-
ления зуборезных инструментов, предназначенных для
обработки углеродистых и легированных конструк-
ционных сталей на повышенных режимах резания, а
также нержавеющих сталей и жаропрочных сплавов,
является сталь Р6М5К5. Быстрорежущие стали постав-
ляются в виде горячекатаных, кованых прутков круг-
лого и квадратного сечения, а также в виде полос.
Быстрорежущие стали являются труднообрабаты-
ваемыми материалами. Коэффициент их обрабатывае-
мости в незакаленном состоянии колеблется от 0,5 до
0,3. Поэтому при изготовлении инструмента применяют
относительно невысокие режимы резания.
В промышленности находят применение также твер-
досплавные зуборезные инструменты. Для их изготов-
ления используются твердые сплавы марок ВКЗМ,
ВК6М, ВК8, ВК15, Т15К6. Т14К8, Т5К12В, ТТ7К12,
ТТ20К9. Выбор марки сплава определяется областью
применения зуборезного инструмента. Для мелкомо-
дульного монолитного инструмента используют сплавы
ВК10М, ВК15М. Сплавы группы ВК рекомендуются
для обработки чугуна, цветных металлов, специальных
труднообрабатываемых сталей и сплавов, группы
ТК — для обработки углеродистых и легированных
5
конструкционных сталей, сплавы группы ТТК — для
обработки труднообрабатываемых материалов, при ре-
зании с ударами. Твердые сплавы поставляются в форме
пластин различных форм и размеров, которые крепятся
к корпусу, изготовляемому, например, из сталей 40Х,
45Х, У10А, 9ХС, 35ХГСА.
СХЕМА ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ПРОИЗВОДСТВА
ЗУБОРЕЗНОГО ИНСТРУМЕНТА
Сложность формы и повышенная точность зуборез-
ных инструментов определяют технологический про-
цесс их изготовления. Он характеризуется многосту-
пенчатостью и длительностью. Технологический про-
цесс обработки зуборезных инструментов из быстро-
режущей стали включает ряд циклов: заготовительные
операции; обработку базовых поверхностей и исходного
тела инструмента; обработку режущих зубьев инстру-
мента; термическую обработку; шлифовально-заточные
операции; дополнительную термическую обработку.
Цикл заготовительных операций включает резку
прутков на заготовки, ковку или штамповку заготовок,
термическую обработку после ковки. Ковку или штам-
повку заготовок производят для того, чтобы прибли-
зить форму заготовок к форме готового инструмента
и уменьшить карбидную неоднородность. Карбидная
неоднородность устраняется тем успешнее, чем больше
степень деформаций. Поэтому производится всесторон-
няя ковка заютовок путем их осадки и высадки. Изо-
термический отжиг после ковки необходим для снятия
напряжений, полученных при обработке давлением,
понижения твердости и создания структуры, которая
относительно хорошо обрабатывается резанием. Таким
образом, заготовительные операции в значительной мере
определяют качество инструмента и производительность
последующих формообразующих операций.
Твердосплавные заготовки получают в основном ме-
тодом прессования в пресс-формах и последующего спе-
кания. Спекание металлокерамических твердых сплавов
проводится в атмосфере водорода либо в вакууме при
температуре 1250—1450° С. Фасонные твердосплавные
инструменты могут изготовляться также из пластифи-
цированных заготовок относительно простой формы.
6
Пластифицированные заготовки получают прессо-
ванием твердого сплава с последующим спеканием при
температуре 700—800° С и пропиткой парафином в спе-
циальных ваннах. Полученные таким образом заготовки
легко обрабатываются резанием. Окончательное спекание
выполняют для формирования необходимой структуры
твердого сплава. При спекании происходит усадка, что
следует учитывать, определяя размеры заготовок. Коэф-
фициент усадки колеблется в пределах 1,23—1,29. Спе-
ченные заготовки проходят отбраковку по короблению,
наличию поверхностных трещин и других наружных
дефектов. Наряду с этим проверяют плотность, коэр-
цитивную силу, проводят металлографический анализ.
Цикл обработки базовых поверхностей и исход-
ного тела инструмента включает формообразующие опе-
рации механической обработки, которые в зависимости
от типа инструмента сводятся к обработке отверстий,
торцовых поверхностей, внешних поверхностей заго-
товки на токарных, фрезерных и сверлильных станках.
В результате этих операций инструменту придается
внешняя форма, близкая к окончательной, и произво-
дится основной съем металла.
Обработка твердосплавных заготовок ведется по раз-
личным схемам в зависимости от способа получения
заготовок. Окончательно спеченные заготовки твер-
дого сплава обрабатываются шлифованием. Основные
операции шлифования и затачивания инструмента про-
водятся алмазными кругами.
Пластифицированные заготовки обрабатываются
твердосплавными инструментами из сплавов ВКЗМ,
ВК6М. Этот инструмент имеет увеличенные задние
(а — 20...30°) и передние углы (у — 25...30°). Такие
углы позволяют снизить усилия резания, уменьшить
вероятность сколов пластифицированной заготовки в
процессе обработки и налипания стружки. В зависи-
мости от характера обработки скорость резания колеб-
лется от 4 до 150 м/мин.
Специфическими и трудоемкими являются операции
изготовления режущих зубьев инструмента. Их целе-
сообразно выполнять на специальных станках.
Основная термообработка инструмента включает за-
калку и отпуск. Эти операции оказывают большое
влияние на качество инструмента. В процессе термооб-
работки создаются такие основные свойства инструмента^
7
как твердость, прочность, красностойкость, которые
определяют его режущую способность. От термообра-
ботки во многом зависит трудоемкость шлифовально-
заточных операций. В процессе термообработки может
искажаться форма изделия, проявляться обезуглеро-
женный слой, что обусловливает неточность базиро-
вания и необходимость изготовления инструмента с по-
вышенными припусками на шлифовально-заточных опе-
рациях.
При изготовлении твердосплавного напайного ин-
струмента производится напайка пластинок. Соедине-
ние пластинки с корпусом осуществляется в результате
смачивания припоем поверхностей соприкосновения и по-
следующего затвердевания припоя при охлаждении.
Цикл шлифовально-заточных операций включает
окончательную обработку базовых поверхностей, про-
филя инструмента и друтих поверхностей инструмента,
а также заточные операции. Они непосредственно вли-
яют на точность и условия работы инструмента.
Для повышения эксплуатационных свойств инстру-
менты из быстрорежущей стали после финишных опе-
раций и заточки подвергаются дополнительной химико-
термической обработке. Одним из распространенных
процессов химико-термической обработки является циа-
нирование. Оно заключается в насыщении поверхност-
ного слоя инструмента углеродом и азотом, что приво-
дит к повышению стойкости инструмента в 1,5—2,0 раза.
Прогрессивным направлением повышения качества
режущих инструментов является нанесение на его ре-
жущую часть износостойких покрытий типа карби-
дов, нитридов, боридов, окислов. Нанесение тонких
твердых покрытий на рабочие поверхности инструмента
позволяет уменьшить усилия и температуру резания,
значительно повысить стойкость инструмента.
Одним из наиболее перспективных методов нане-
сения упрочняющих покрытий на режущие инструменты
является вакуумно-плазменная технология, разработан-
ная в Харьковском физико-техническом институте
АН УССР. Процесс осаждения плазменных конден-
сатов, получивший название способ КИБ (конденсация
в условиях ионной бомбардировки) осуществляется
на установках типа «Булат». Он состоит из двух основ-
ных этапов: очистки, нагрева и активации поверхности
подложки бомбардировкой ионами осаждаемого матери-
8
ала; последующего осаждения плазмы при непрерывной
ионной бомбардировке конденсата.
Установка «Булат» состоит из вакуумной камеры
с эрозионными ускорителями металлической плазмы и по-
воротным устройством, высоковакуумного и форваку-
умного насосов, системы "подачи легирующих газов,
блоков низко- и высоковольтного питания.
Достоинствами метода являются получение покрытий
с хорошей адгезией и малой пористостью, сравнитель-
но невысокая температура нагрева покрываемого инст-
румента, что позволяет наносить покрытия не только на
твердые сплавы, но и на быстрорежущие стали. Путем
периодического изменения параметров процесса (давле-
ния и состава реакционных газов, плотности и энергии
ионов) способом КИБ можно получать многослойные
покрытия.
Одним из эффективных методов поверхностного
упрочнения карбидами тугоплавких металлов инстру-
мента является метод химического осаждения из газо-
вой фазы, состоящей из галогенидов карбидообразую-
щих металлов, углеводородов и газа-носителя. Метод
основан на конденсации газообразных соединений с об-
разованием твердых осадков и позволяет наносить покры-
тия типа карбидов, нитридов, карбонитридов, боридов.
Образование покрытий происходит при температуре по-
рядка 1000° С.
ОТРЕЗКА ЗАГОТОВОК
Для инструмента из прутков отрезка заготовок
производится на ножовочных, токарно-отрезных и фре-
зерно-отрезных станках, а также на ленточных пилах,
абразивно-отрезных станках и эксцентриковых прессах.
Ножовочные станки модели 872М применяются глав-
ным образом в единичном производстве для отрезки
заготовок диаметром до 220 мм. Преимуществом этого
метода отрезки является простота и низкая стоимость
станка и его обслуживания, простота инструмента,
небольшая ширина пропила, равная 1,5—3,5 мм. Однако
процесс характеризуется малой производительностью.
Токарно-отрезные станки являются значительно бо-
лее производительными по сравнению с ножовочными.
Используются разнообразные токарно-отрезные станки
с горизонтальным, вертикальным либо наклонным шпин-
делем, работающим при вращающемся прутке, либо
с вращающейся резцовой головкой. Основным преиму-
9
ществом токарно-отрезных станков является простота
обслуживания станка и особенно простота и невысокая
стоимость применяемого инструмента-резца, возмож-
ность полной автоматизации процесса, обеспечение до-
статочно хорошего качества поверхности торцов. К не-
достаткам относится необходимость удаления остат-
ков металла на торце, которые получаются из-за отла-
мывания заготовок под действием собственного веса,
в конце отрезки, что снижает производительность про-
цесса. Ширина резца при этом способе колеблется
от 4 до 6 мм при отрезке заготовок диаметром 30—120 мм.
Фрезерно-отрезные станки моделей 8А641 и 8В66
широко применяются для отрезки заготовок крупных
сечений под последующую ковку или штамповку, а также
для разрезки полосового металла. В качестве инструмента
на фрезерно-отрезных станках используются круглые
сегментные пилы диаметром от 275 до 2000 мм. При
отрезкезаготовок для зуборезного инструмента наиболее
часто используются пилы диаметром 710 мм и шириной
6,5 мм. Преимуществом этих станков является высокая
производительность и хорошее качество обработанного
торца. Один рабочий может обслуживать до пяти станков.
Перспективным является применение ленточно-от-
резных станков моделей 8532, 8544 и 8545, обладаю-
щих высокой производительностью и обеспечивающих
малую ширину реза. Однако они не получили большого
распространения из-за дефицитности лент и слож-
ности их эксплуатации вследствие частого обрыва
лент. По мере освоения промышленностью высокопро-
изводительных лент из быстрорежущей стали эти станки
должны получить широкое применение.
На абразивно-отрезных станках моделей 8220, 8230,
8240, МФ-332, СИ-030М отрезка заготовок производится
шлифовальными кругами на вулканитовой или бакели-
товой связке. В настоящее время освоены шлифовальные
дисковые круги, изготовленные на основе стеклоткани.
Они допускают использование до скорости 80 мА. При-
меняются шлифовальные круги 0 170—400 мм, высотой
2,5—5 мм. Для облегчения процесса резания и повыше-
ния качества поверхности торцов отрезаемых заготовок
на некоторых станках шлифовальному кругу сообща-
ется дополнительное осциллирующее движение в на-
правлении подачи. Отрезку абразивным кругом можно
производить и перпендикулярно, и под углом к оси
10
заготовки. Это наиболее производительный метод
отрезки. Недостатками данного метода является неко-
торая трудность обеспечения санитарно-гигиеничес-
ких условий труда, применение относительно дорогих
и дефицитных шлифовальных кругов.
Разделение материала на заготовки может произво-
диться путем рубки на прессах. Этот метод является
наиболее производительным. Однако при рубке неиз-
бежно возникает смятие прилегающих к торцу участков
периферии заготовок и самой плоскости торцов. По-
этому после рубки необходимо выравнивать торцы за-
готовок на специальных или на горизонтально-фрезер-
ных станках, чго вызывает увеличение трудоемкости
обработки. Кроме того, быстрорежущие стали при хо-
лодной рубке склонны к образованию трещин. Во из-
бежание образования трещин быстрорежущую сталь ру-
бят с подогревом до температуры 270—300° С, что ослож-
няет технологический процесс получения заготовок.
КОВКА И ШТАМПОВКА
С целью получения равномерного распределения'кар-
бидов по сечению и размельчения их заготовки из бы-
строрежущей стали подвергают ковке. Для обеспечения
высокой стойкости рекомендуется зуборезные инструмен-
ты изготовлять из стали с карбидной неоднородностью
не выше второго-третьего балла. Балл карбидной неод-
нородности во многом зависит от степени пластической
деформации. Для получения заготовок G низким баллом
карбидной неоднородности необходимо сочетать много-
кратную осадку с вытяжкой.
Температура нагрева для ковки зависит от марки
стали. Температура начала ковки для стали Р18 прини-
мается равной 1220° С, а для сталей Р12, Р6М5, Р9К5,
Р6М5К5— 1160° С. Заканчивают обработку при 850—
900° С. С целью получения удовлетворительной обраба-
тываемости резанием после ковки производится изо-
термический отжиг заготовок. Температура отжига для
сталей Р18, Р6М5, Р9К5, Р6М5К5 принимается равной
840—860° С. Твердость после отжига для заготовок из
стали Р18 и Р6М5 не должна превышать НВ 255, а для
сталей Р9К5 и Р6М5К5 — НВ 270.
Размеры поковок DK и Вк определяются g учетом при-
пусков, которые прибавляются к номинальным разме-
рам изделия (табл. 1).
11
1. Припуски на полную обработку изделий, изготовляемых из
поковок) и допуски на ковку заготовок, г-:м
Диаметр изделия d0, мм A D д в Диаметр изделия 1 d0, мм A D А В
До 125 6 ± 2 5 ± 1 1 Свыше 160 8 ± 2 6± 1
Свыше 125 до 200
до 160 7 ± 2 5 ± 1 Свыше 200до250 10± 2 7 ± 1
Диаметр заготовки Dn под ковку выбирается таким
образом, чтобы отношение длины отрезанной заготовки
к ее диаметру не превышало 3:1. При большем отно-
шении длины заготовки к ее диаметру возникает опас-
ность изгиба заготовки при осадке.
Расчетный диаметр
где Ку — коэффициент, учитывающий угар при ковке
и отжиге. Для долбяков, например, можно принять
Ку = 1,04.
Диаметр заготовки под ковку Dn принимается бли-
жайшим большим к Dn из стандартного ряда диаметров
проката.
Длина заготовки, отрезаемой под ковку,
DK
Ln = ~ ВкКу.
При определении нормы расхода металла Q, кг,
нужно учитывать потери при отрезке, отходы металла
от обрезки концов штанги и отходы от некратности длин
при раскрое:
_ лР2 (£п + Ь)
4 • 100СЯ *
12
где b — ширина реза, мм; у — плотность металла за-
готовки, кг/м3; Ki — коэффициент, учитывающий от-
ходы от обрезки концов и некратности раскроя.
Значение b зависит от принятого способа отрезки.
При рубке заготовок, отрезке абразивным кругом и при
резке на фрезерно-отрезном станке пилой диаметром
710 мм b равно соответственно 0,4 и 6,5 мм. Можно при-
нять коэффициент Ki — 1,04.
Более экономичным способом получения заготовок
является штамповка. Этот процесс обеспечивает стабиль-
ные размеры заготовок и экономию от 15 до 25% быстро-
режущей стали.
На рис. 1 и 2 приведены схемы безоблойной штам-
повки соответственно дисковых и чашечных долбяков
с делительным диаметром 100 мм в три перехода: рис. 1,а
и 2,а — осадки; рис. 1,6 и 2,6 — объемной штамповки;
1, в и 2, в — прошивки отверстия. На инструментальных
заводах для штамповки долбяков с наружным диаметром
заготовок 60—125 мм нашли применение прессы с уси-
лием 1600 т.
Расчетные размеры матрицы штампа, мм, определя-
ются по формулам
— daQ + 5; б/зм = б/3 + 5;
Вм = В + 4; Ьом == Ьо -р 4;
размеры пуансона, мм, — по формулам
с?2п = Dm 1,5; dn ~ d2 5; bu = {В Ь±) — 1,
где dao, d^ d2, В, b0, b± — чистовые размеры долбяка
(см. стр. 78).
Размеры штампов, мм, на первый переход— осадку—
для чашечных долбяков (рис. 2,а) определяются следу-
ющим образом:
din — dn 2; b\n ~ bn 1;
d[M = d3M 4, Ь\м === Вм /?ом 1 •
Длины матрицы и пуансона на осадку (/1м и /1п)'при
заданных длинах матрицы и пуансона на штамповку (/2м
и /2П) выбираются таким образом, чтобы при одинаковом
ходе пресса высота заготовки при осадке была больше,
чем при окончательной штамповке у чашечных долбя-
ков на 10, а дисковых — на 5 мм.
Выточки диаметром dE у матриц на осадку служат
для центрирования заготовок проката.
14
Диаметр проката Dn под штамповку выбирается
так, чтобы длина отрезанной заготовки не превышала
2Dri, а не <3Dn, как при ковке.
6
Рис. 2. Схема безоблойной штамповки чашечных долбяков.
Длина заготовок под штамповку и расход металла
при штамповке определяются опытным путем. Чтобы
избежать образования облоя, необходимо длины заго-
товок под штамповку определять возможно точнее.
15
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Высокая красностойкость и режущая способность
быстрорежущей стали зависят не только от химического
состава, исходной структуры, в частности от распре-
деления карбидов, но и от условий закалки и отпуска.
Закалка быстрорежущей стали состоит из нагрева из-
делия до температуры, близкой к температуре плав-
ления, и последующего быстрого охлаждения. С учетом
пониженной теплопроводности быстрорежущей стали
для предупреждения появления повышенных напряже-
ний и трещин производится ступенчатый нагрев под
закалку в три приема;
1) предварительный нагрев до температуры 400—
550° С;
2) второй подогрев до температуры 800—850° С для
стали Р18, Р6М5, Р6М5К5 и 840—860° С для стали Р9К10;
3) окончательный нагрев до температуры 1270—
1280° Сдля стали Р18; 1220—1240° С для стали Р9КЮ;
1210—1230° С для стали Р6М5; 1210—1240° С для ста-
ли Р6М5К5.
Быстрорежущие стали Р6М5 и Р6М5К5 с 6% W
имеют узкий интервал закалочных температур. По-
этому при термообработке инструмента из этих сталей
применяют пробную закалку образцов каждой плавки
с последующей корректировкой температуры закалки
данной партии инструмента.
Очень важно при закалке выдержать требуемую
температуру нагрева, так как недогрев влечет за собой
неполные фазовые превращения и, следовательно, непол-
ную закалку инструмента, а перегрев ведет к росту зерна
и выгоранию отдельных элементов в поверхностном слое.
Первый подогрев производится в печи любой кон-
струкции, второй — в печах с защитной атмосферой или
в еалнах. Продолжительность выдержки при этом подо-
греве составляет 5—20с при нагреве в ваннах и 25—30 о
при нагреве в печах на 1 мм сечения инструмента. Окон-
чательный нагрев под закалку производится в соляных
ваннах, содержащих 95% ВаС12 и 5% MgF2. Нагрев в со-
ляных ваннах, раскисленных фтористым магнием, пре-
дотвращает обезуглероживание поверхности, что осо-
бенно существенно для быстрорежущих сталей, легиро-
ванных молибденом и кобальтом, которые обладают
повышенной склонностью к обезуглероживанию.
16
Окончательный нагрев производится сравнительно
быстро. Продолжительность нагрева составляет 5—10 g
на 1 мм сечения инструмента. С целью уменьшения
обезуглероживания при закалке для высокотемпера-
турных соляных ванн, применяемых для окончательного
нагрева инструмента, используется также смесь солей,
состоящая из 94,8% ВаС12, 5% MgF2 и 0,2% В.
Охлаждение рекомендуется вести до температуры
450—550° С в горячей охлаждающей среде, например
в ванне, содержащей калиевую селитру. После остыва-
ния до этой температуры заготовки охлаждаются не-
посредственно на воздухе или в масле.
Охлаждение в горячих средах предохраняет заготовки
инструмента сложной конфигурации от появления тре-
щин при закалке.
Заслуживает внимания высокоступенчатая "закалка
инструмента из быстрорежущей стали. В этом случае
охлаждение осуществляется с выдержкой при темпера-
туре 630—650°С, далее заготовки охлаждают на воздухе.
Продолжительность указанной выдержки такая же,
как при окончательном нагреве. В качестве охлаждаю-
щей среды используется смесь солей ВаС12(50%), NaCl
(25)% и КС1 (25%). Высокоступенчатая закалка обес-
печивает отсутствие трещин, уменьшение деформации
инструментов, снижение интенсивности окисления по-
верхности нагретых инструментов, облегчение их очи-
стки от солей.
После закалки производится трехкратный отпуск
с выдержкой в течение одного часа каждый раз. Темпе-
ратура отпуска зависит от марки стали:
Марка стали Температура отпуска, °C
Р18 ................................ 560 — 570
Р9К5, Р9КЮ.......................... 560 — 580
Р6М5, Р6М5К5 ....................... 540 — 560
После каждого нагрева заготовки охлаждают на
воздухе до температуры 20° С. Затрм их очищают песком
либо производится химическая очистка и гидрополиро-
вание. После отпуска твердость сталей неодинакова:
Марка стали
Твердость HRC
Р18, Р6М5...........................„62 — 65
Р9К5, Р6М5К5.........................63—66
Р9К10................................63 — 67
17
Для прецизионного инструмента из быстрорежущей
стали после его заточки или перед окончательной за-
точкой целесообразно выполнять двойной дополнитель-
ный отпуск: первый — при температуре 500° С в тече-
ние часа, второй — при температуре 200° С в течение
1—2 ч в масле. Этот отпуск готового инструмента
обеспечивает стабилизацию его размеров при последую-
щем хранении.
После термической обработки производится наруж-
ный осмотр для выявления трещин и оплавлений, кон-
троль твердости на твердомере Роквелла и микрострук-
туры.
ПАЙКА ИНСТРУМЕНТОВ,
ОСНАЩЕННЫХ ТВЕРДЫМИ
СПЛАВАМИ
Подготовка к пайке твердосплавных пластин и сама
операция состоят из следующих элементов: изготовление
гнезд в корпусах инструментов; подготовка (шлифова-
ние) пластин твердого сплава; обезжиривание гнезд
в корпусах инструментов и пластин; подготовка при-
поя и флюса; сборка инструментов перед пайкой; нагрев;
прижим пласгин к гнезду после расплавления припоя;
охлаждение инструмента; контроль качества пайки.
Гнезда в корпусах инструмента под пластинку твер-
дого сплава обычно фрезеруются с последующим снятием
заусенцев. Их стенки должны быть прямолинейными.
Отклонение от прямолинейности допускается не более
±0,05 мм. Необходимо, чтобы форма и размеры гнезд
соответствовали форме и размерам твердосплавной пла-
стины.
Пластина не должна выступать за габаритные раз-
меры гнезд более чем на 0,5—0,8 мм. Шероховатость
поверхностей гнезд в корпусе инструмента рекоменду-
ется в пределах Ra = 6,3 ... 12,5 мкм.
Твердосплавные пластинки не должны иметь трещин,
сколов, вмятин и значительного коробления. Качествен-
ная пайка может быть обеспечена при короблении пла-
стинок по опорной плоскости, не превышающем 0,15 мм.
Коробление пластин твердого сплава устраняется шли-
фованием.
Непосредственно перед пайкой производится очистка
пластин твердого сплава и гнезд в корпусах инструмента.
18
Гнезда обезжириваются в 10—15%-ном растворе кау-
стической соды при температуре 80—90° С в течение
10—15 мин, после чего промываются в кипящей воде
и сушатся горячим воздухом. Для удаления с поверх-
ности окисной пленки пластины твердого сплава реко-
мендуется подвергать обработке в смеси расплавленных
солей (NaNO3— 55% и KNO3 — 45%) при температуре
350Q С в течение 20—40 мин с последующей промывкой
в горячей воде и дробеструйной обработкой чугунной
крошкой.
В настоящее время при пайке инструмента приме-
няются различные припои. Наиболее распространен-
ными являются медь, латунь Л62, припои АНМц 68-4-2,
АНМц 0,6-4-2 и ГФ К с температурами плавления со-
ответственно 1080, 900, 930, 1020 и 1180° С.
Припои применяются в виде пластинок толщиной
0,5—0,8 мм, проволоки диаметром 0,8—1,0 мм, а также
в виде крошки. Получают распространение трех-
слойные припои марки ТП-1 (ТУ 48—21/ОП 55—74),
изготовляемые в виде прокатанной полосы толщиной
0,8 мм. Применяются также таблетки, содержащие
70—80% припоя и 20—30% флюса.
Припой для пайки выбирается в зависимости от ус-
ловий работы инструмента и способа пайки. Для ин-
струментов, работающих в легких условиях, применяют
латунь Л62. Для пайки средненагружениого инстру-
мента используют медь, припой АНМц 68-4-2, а для
сильнонагруженного инструмента—припои АНМц 0,6-
4-2 и ГФ К.
Для пайки сплавов группы В К в качестве флюса
можно применять буру, а для сплавов группы ТК —
сплав буры с фтористым калием. Рекомендуется исполь-
зовать флюс повышенной химической активности мар-
ки Ф100. Его применение позволяет проводить пайку
твердого сплава в состоянии поставки. При использо-
вании в качестве флюса обезвоженной буры с поверх-
ности пластины твердого сплава перед пайкой должны
быть удалены окалины и окисная пленка.
Сборка инструмента перед пайкой заключается в уста-
новке пластинок твердого сплава и припоя в корпусе
инструмента. Нагрев при пайке осуществляется раз-
личными методами. Наибольшее распространение по-
лучила индукционная пайка на высокочастотных уста-
новках, а также в печах с защитной атмосферой.
19
Для пайки индукционным способом применяют вы-
сокочастотные установки с ламповым или машин-
ным генератором. Машинный генератор обеспечивает
более медленный и равномерный нагрев по сравнению
<з ламповым генератором, а также облегчает проведение
процесса пайки.
Ответственной частью высокочастотных установок,
определяющей качество пайки, является индуктор, в ко-
тором производится нагрев. Индукторы изготовляются
из медных трубок круглого или прямоугольного сече-
ния с толщиной стенки 1,5—2,0 мм. Для пайки инстру-
ментов применяют одновитковый или многовитковый
петлевой индуктор. Направление витков выбирается
параллельным плоскости пайки твердосплавной пла-
стины, так как при таком индукторе ток в инструменте
параллелен плоскости пайки. Если же ток перпенди-
кулярен к плоскости пайки, то при быстром нагреве
и большой плотности тока создаются условия для мест-
ного перегрева и наблюдается разрыв и разбрызгивание
припоя при его расплавлении. Пайка инструмента
индукционным способом происходит без непосредствен-
ного контакта инструмента с источником тока, что соз-
дает возможность изменения положения инструмента
в процессе пайки и позволяет равномерно нагревать
инструмент без опасности перегрева соединяемых по-
верхностей.
После расплавления припоя и заполнения им зазоров
между твердым сплавом и стенками гнезда необходимо
инструмент вывести из индуктора и прижать твердо-
сплавную пластинку к гнезду. Время выдержки припоя
в расплавленном состоянии не должно превышать
10—15 с.
После пайки инструмент медленно охлаждают. Если
корпус инструмента должен быть закален, необходимо
после расплавления припоя, не вынимая инструмент
из индуктора, прогреть участок, подлежащий закалке,
до температуры, установленной для данной марки стали.
Охлаждение корпуса следует производить в масле,
нагретом до 150—200° С. После закалки и низкого
отпуска твердость HRC корпуса инструмента должна
быть в пределах 35—40.
Контроль качества пайки производится внешним
осмотром, механическими испытаниями, проверкой твер-
дости корпуса инструмента. Наличие трещин, черноты
20
в спае, непрерывность спая контролируются внешним
осмотром всех инструментов. Допустимый непропой
может составлять не более 5% от общей линии пайки.
Механические испытания на срез проводятся выбо-
рочно.
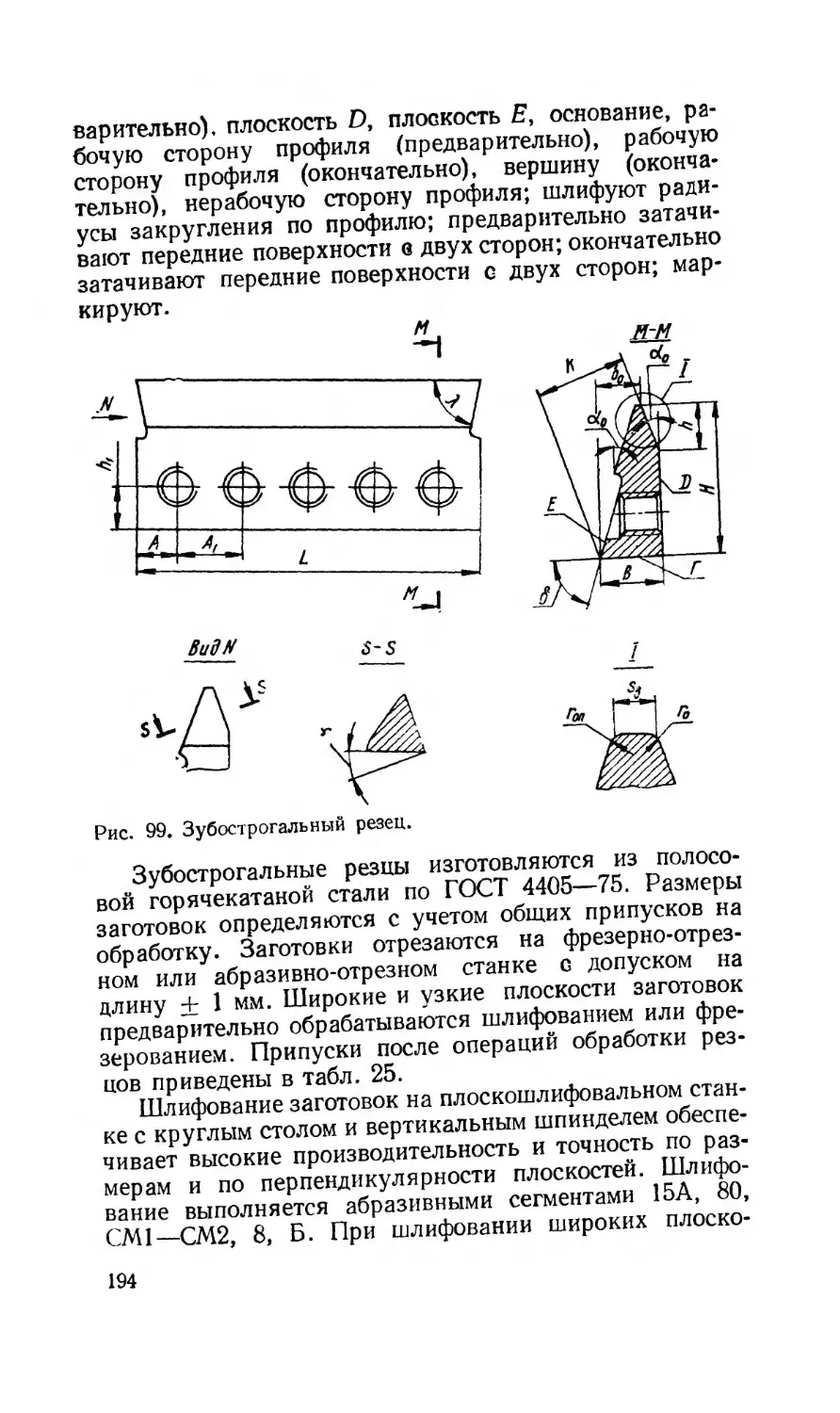
ФАСОННЫЕ
ЗУБОРЕЗНЫЕ ФРЕЗЫ
Фасонные зуборезные фрезы
применяются для обработки ци-
линдрических зубчатых колес на
обычных фрезерных станках в ин-
дивидуальном производстве. Они
делятся на дисковые и пальцевые.
Фасонные зуборезные фрезы проек-
тируются с затылованными зубьями.
Дисковые фрезы имеют радиальное затылование. При из-
готовлении пальцевых фрез используется наклонное
затылование. Пальцевые фрезы применяются для нареза-
ния крупномодульных колес. Чистовые фасонные зубо-
резные фрезы имеют передний угол у = 0, т. е. плос-
кая передняя поверхность зубьев фрезы проходит че-
рез ее ось. Угол профиля канавки для выхода стружки
у дисковых фрез в зависимости от модуля равен 25—30°.
Профиль зуба фасонной фрезы является копией
профиля впадины между зубьями нарезаемого прямо-
зубого колеса. Как известно, размеры профилей зубьев
зубчатых колес данного модуля зависят от числа зубьев.
При увеличении числа зубьев их профиль приближа-
ется к прямолинейному профилю зубьев зуборезной
резки. Поэтому при точной обработке для каждого
колеса с определенным числом зубьев одного и того
же модуля необходимо использовать специальную фа-
сонную фрезу. В настоящее время применяют наборы
фасонных зуборезных фрез по 8 и 15 шт. каждого мо-
дуля.
Дисковые фасонные зуборезные фрезы изготовля-
ются из быстрорежущей стали Р6М5, а также из ста-
лей Р9К5, Р6М5К5, из легированных инструменталь-
ных сталей, например 9XG. Твердость HRC режущей
части фрезы должна колебаться в пределах 62—65.
Степень точности наружного диаметра фрезы не
оказывает замегного влияния на работу инструмента.
21
Поэтому указанный диаметр нецелесообразно выпол-
нять с большой степенью точности. Отклонения по на-
ружному диаметру для модулей 1—6,0 мм допуска-
ются в пределах от —1,6 до —2,2 мм.
G целью равномерной загрузки режущие кромки
зубьев фрезы следует располагать на одинаковом рас-
стоянии от ее оси. Допускаемое отклонение диаметров
отверстий от 19 до 27 мм равно 23 мкм, для отверстия
0 32 мм— 27 мкм. Допускаемые отклонения для дру-
гих размеров приведены в табл. 2.
2. Допускаемые отклонения для фасонных зуборезных фрез
Параметр Модуль фрезы, мм
1 — 2 Свыше 2 до 6
Радиальное биение по наружному диаметру относительно оси отверстия для двух смежных зубьев, мкм 32 40
Биение боковых режущих кромок зубьев фрез в направлении нормали к профилю, мкм 63 80
Разность расстояний от торцовых плоскостей до точек профиля, лежа- щих на одном диаметре, мкм 200 250
Допускаемое биение торца в точ- ках, наиболее удаленных от оси фре- зы, мкм Погрешность профиля на эвольвент- ных участках, мкм 32 40
50 63
Погрешность на нерабочих участках профиля, на закруглениях и верши- нах зуба, мкм 100 125
Отклонения передней плоскости от радиального положения 1° 45'
Шероховатость нешлифованных поверхностей фрезы
должна соответствовать /??20, шероховатость шлифо-
ванных торцов — 7?а0,63, шероховатость шлифован-
ных отверстий и передней поверхности — /?а!,25. На
указанных шлифованных поверхностях не должно быть
черновик, прижогов и других дефектов.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ФАСОННЫХ ЗУБОРЕЗНЫХ ФРЕЗ
Последовательность обработки заготовок при изго-
товлении дисковых фрез показана на рис. 3. Обработка
включает отрезку заготовки под поковку (рис. 3,а),
22
ковку заготовки (рис. 3,6), отжиг поковки, обработку
отверстия, фаски и торца (рис. 3,в), обработку второго
торца (рис. 3,г), фаски в отверстии (рис. 3,3), протя-
гивание шпоночного паза (рис. 3,е), клеймение, про-
точку по наружной поверхности (рис. 3,ж), фрезеро-
вание стружечных канавок (рис. 3,з), подфрезерование
зубьев с двух сторон (рис. 3,w), затылование зубьев
(рис. 3,к), слесарную обработку фасок на шпоночной
канавке (рис. 3,л), термообработку, шлифование торца
(рис. Зл), шлифование отверстия (рис. 3,н), заточку
передней поверхности (рис. 3,о), шлифование торцов
(рис. 3,п), маркировку и упаковку фрез.
При ковке заготовки для дисковых модульных фрез
подвергаются только осадке. Осадка производится
на 1/2—2/3 высоты исходной заготовки. С целью получе-
ния удовлетворительной обрабатываемости резанием
после ковки заготовки отжигаются.
Процесс механической обработки заготовок начи-
нается с изготовления отверстия, подрезки торца и сня-
тия фаски. Обычно обработку цилиндрических заго-
товок выполняют в такой последовательности: центро-
вание, сверление, подрезка торца и снятие фаски,
растачивание и окончательная подрезка торца, развер-
тывание.
Растачивание отверстия в отдельных случаях может
быть заменено зенкерованием. Достоинством зенке-
рования является более высокая производительность,
чем растачивания. Следует учитывать, что растачива-
нием можно исправить расположение оси отверстия
в тех случах, когда имел место увод инструмента при
сверлении. Диаметр сверла должен быть на 1,5—3,0 мм
меньше окончательного диаметра отверстия. Например,
для фрез с отверстием диаметром 27 мм диаметр сверла
принимается равным 25 мм. Припуск на диаметр при
растачивании отверстия в зависимости от его размеров
колеблется от 1,1 до 1,5 мм. С учетом последующей
обработки необходимо, чтобы диаметр развертки был
на 0,25 — 0,3 мм меньше окончательного диаметра
отверстия. Так для отверстия диаметром 27 мм диаметр
развертки принимается равным 26,7 мм. Обработка
отверстий обычно производится на револьверных стан-
ках или полуавтоматах.
Второй торец заготовки шлифуется на плоскошлифо-
вальном станке торцом сегментного абразивного круга.
23
Рис. 3. Последовательность обработки заготовок при изготовлении
дисковых фрез.
При шлифовании на прямоугольном или круглом маг-
нитном столе заготовки закрепляются партиями, что поз-
воляет повысить производительность обработки.
Иногда второй торец не шлифуют, а производят его
подрезание на токарных или револьверных станках.
По сравнению с подрезкой торца обдирочное шлифо-
вание является более производительным, обеспечивает
меньшую шероховатость обработанной плоскости и более
высокую точность. Припуск на обрабогку торца в за-
висимости от диаметра инструмента колеблется от 1 до
2 мм. Снятие фаски после шлифования второго торца
выполняется расточным резцом, зенкером либо сверлом
с соответствующей заточкой. Обработка шпоночной
канавки ведется на протяжном станке с помощью шпо-
ночной протяжки. Так как длина фрезы относительно
небольшая, одновременно протягивается несколько фрез,
установленных на оправке.
Обточка по профилю фрез включает проточку по на-
ружному диаметру и проточку профиля фасонным рез-
цом. В зависимости от диаметра припуск на предвари-
тельную проточку колеблется от 2 до 2,5 мм, на окон-
чательную— от 0,8 до 1,3 мм на диаметр. Обточка
профиля может производиться одним фасонным рез-
цом по всей ширине профиля или двумя резцами, обра-
батывающими противоположные стороны профиля. Фа-
сонные резцы, предназначенные для обработки отдель-
ных сторон профиля, более просты в изготовлении и об-
ладают большей стойкостью. Ширина их выбирается
такой, чтобы при работе зона обработки одним резцом
перекрывалась зоной обработки вторым. Обтачивать
профиль можно затыловочным резцом. Однако необхо-
димо учитывать, что применительно к рассматривае-
мой операции указанные резцы при обычной установке
имеют неблагоприятные геометрические параметры (ма-
лые величины передних и большие величины задних
углов).
Фрезерование канавок выполняется угловыми фре-
зами на горизонтально-фрезерных станках. Заготовка
инструмента надевается на оправку. Один конец оправки
устанавливается в конусе шпинделя делительной го-
ловки, а второй поддерживается задним центром. С це-
лью повышения производительности на оправку поме-
щают несколько заготовок; применяют также много-
шпиндельные делительные головки. Указанные голов-
26
ки используются при фрезеровании канавок в угловых
фрезах с одинаковым диаметром, причем фрезы с по-
мощью колец должны быть установлены друг от друга
на расстоянии, равном расстоянию между шпинделями
делительной головки. Для обеспечения равномерного
фрезерования зубья фрез комплекта должны быть по-
вернуты друг относительно друга на оправке. У широ-
ких фрез, кроме фрезерования прямых канавок, подфре-
зеровывают наклонные канавки с обоих торцов.
Наиболее сложной операцией до термической обра-
ботки является затылование зубьев. Зубья фрез заты-
луют на токарно-затыловочных станках. Инструмен-
том служат фасонные затыловочные резцы, имеющие
передний угол, равный нулю, а задний угол порядка
25—35°.
В процессе затылования обрабатываемая фреза рав-
номерно вращается вокруг своей оси, а затыловочный
резец совершает возвратно-поступательные движения.
Резец своей передней плоскостью устанавливается в осе-
вой плоскости фрезы, поэтому его режущая кромка
копирует режущую кромку фрезы. Непосредственно
при формировании задней поверхности резец равномерно
приближается к оси фрезы, а попадая в стружечную
канавку, отходит в исходное положение. В результате
этих движений создается затылованная по архимедовой
спирали задняя поверхность зуба фрезы. Возвратно-
поступательные движения резцу сообщаются с помощью
кулачка для затылования, рабочая часть которого вы-
полнена по архимедовой спирали. Выбор кулачка про-
изводится по величине затылования, которая опреде-
ляется по формуле
где D — диаметр фрезы, мм; z — число зубьев фрезы;
а — задний угол фрезы.
Скорость резания при затыловании рекомендуется
в пределах 1 — 5 м/мин, радиальная подача — 0,08—
0,12 mmzo6 при черновой обработке и 0,02—0,04 мм7об
при чистовой. После затылования профиль фрезы про-
веряется по шаблону, а его симметричность относительно
торцов — по индикатору.
Затем следует термическая обработка фрез, состоя-
щая из закалки и трехкратного отпуска.
27
После термической обработки производится восста-
новление баз — шлифование торца и отверстия. Пред-
варительное шлифование торца фрез производится в
патроне с клиновым механизмом и пневмоприводом.
Заготовки в патроне центрируются по затылованной
поверхности с помощью трех роликов.
Отверстие шлифуют на внутришлифовальном станке,
используя приспособление с пневмоприводом. В приспо-
соблении фрезы крепят с помощью цанги. Базой при
шлифовании отверстия служит наружная поверхность
заготовки. Приспособление позволяет устранить по-
грешности взаимного расположения наружной поверх-
ности и отверстия при шлифовании путем снятия уве-
личенного припуска.
Заточка фрез производится по плоской передней
поверхности. Она является одной из ответственных опе-
раций, непосредственно влияющих на качество и ус-
ловия работы фрез. Фрезы, изготовленные из быстро-
режущей стали нормальной производительности, за-
тачивают кругами из электрокорунда зернистостью
25—16, твердостью МЗ-СМ1 на керамической связке.
Фрезы из быстрорежущей стали повышенной произво-
дительности затачивают кругами из эльбора. Кругами
из эльбора одинаково хорошо обрабатываются все
быстрорежущие стали.
Чистовое шлифование торцов фрез производится на
плоскошлифовальных станках с закреплением партии за-
готовок на магнитных плитах. После изготовления фрезы
проходят окончательный контроль и упаковываются.
С целью повышения стойкости фрез и производитель-
ности труда при работе ими рекомендуется создавать
на режущей части положительные передние углы, рав-
ные 10—15°. Однако при переточках фасонной модуль-
ной фрезы с плоской передней поверхностью наблюда-
ются искажения профиля зуба обработанного колеса.
Положительные передние углы при плоской передней
поверхности рекомендуется выполнять на фрезах, пред-
назначенных для предварительной обработки колес.
Применяются фасонные фрезы с криволинейной перед-
ней поверхностью, после переточки которых профиль
нарезаемого зубчатого колеса не искажается. У этих
фрез профиль передней поверхности очерчивается архи-
медовой спиралью (рис. 4):
Ri — R — bq>,
28
где Ri, ср — полярные координаты точек профиля пе-
редней поверхности зуба фрезы; R — радиус непере-
точенной фрезы в вершинной точке; b — параметр
архимедовой спирали, которая является профилем пе-
редней поверхности фрезы, b = 7?ctgy (здесь у — пе-
редний угол в вершинной точке зуба фрезы).
Рис. 4. Профиль зубьев диско-
вой фрезы с передней поверх-
ностью, выполненной по архи-
медовой спирали.
По рассматриваемой ар-
химедовой спирали выпол-
няется профиль шлифо-
вального круга, предназна-
ченного для заточки фрезы
по передней поверхности.
Подрезание зуба фрезы при заточке исключается, если
угол между плоскостью вращения шлифовального круга
и плоскостью, соединяющей ось фрезы с вершиной зуба,
не меньше переднего угла у. Такие фрезы, как обычно,
затылуют затыловочным резцом с плоской передней
поверхностью и статическим передним углом у = 0.
Если передняя плоскость резца при затыловании совме-
щается с осевой плоскостью фрезы, то высота профиля
режущей кромки затыловочного резца
h • = b~a h-
'•'31 ь 'ч,
где hi — высота профиля впадины зуба обрабатываемого
зубчатого колеса; а — параметр кривой затылования
для вершинной точки зуба фрезы, а — 7?tgaB, где ав—
задний угол на вершине фасонной зуборезной фрезы.
Обычно величина угла ав выбирается в пределах
10—16°. Как показали исследования, интенсивность
износа фрез с положительными передними углами
снижается приблизительно в два раза по сравнению
с износом фрез с плоской передней поверхностью и пе-
редним углом, равным нулю.
29
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ТВЕРДОСПЛАВНЫХ ДИСКОВЫХ
МОДУЛЬНЫХ ФРЕЗ
Широкое внедрение алмазных кругов, освоение тех-
нологии получения пластифицированных твердосплав-
ных заготовок сложной формы позволяет все шире
применять фасонные твердосплавные зуборезные фрезы.
Находят применение сборные фрезы с механическим
креплением твердосплавных пластин, с напаянными
пластинами, фрезы пальцевые с твердосплавными корон-
ками и цельные твердосплавные модульные дисковые
фрезы.
Технологический процесс изготовления сборных ин-
струментов включает раздельную обработку корпусов,
твердосплавных пластин или коронок, элементов креп-
ления, их сборку, закрепление и окончательную обра-
ботку инструмента в собранном виде. Важной опера-
цией рассматриваемого процесса является припайка
твердосплавных пластин к корпусу. Для удобства пайки
фрезу закрепляют в приспособлении, которое позволяет
поворачивать ее вокруг своей оси и обеспечивать после-
довательное введение в индуктор различных зубьев.
После пайки фреза подвергается механической об-
работке — обтачиваются торцы и цилиндрические по-
верхности, шлифуются отверстия и торцы, обрабаты-
ваются алмазными кругами твердосплавные зубья фрезы.
Технологический процесс изготовления монолитных
твердосплавных фрез из пластифицированных загото-
вок сплавов ВК6М и ВК10М включает следующие опе-
рации: прессование цилиндрических заготовок в пресс-
формах; предварительное спекание заготовок в атмос-
фере водорода при температуре 650—800s С; пластифи-
цирование в расплавленном парафине при 140° С; рас-
точку отверстия, подрезку торца, снятие фаски; обточку
наружной поверхности; фрезерование стружечных ка-
навок; отгонку парафина в водородных печах при 650—
800° С; окончательное спекание; шлифование торцов;
шлифование отверстия; заточку передних поверхностей
и шлифование задних поверхностей зубьев.
Пластифицированные заготовки могут изготовляться
для нескольких фрез. В этом случае после расточки
отверстия производится разрезка заготовки. Если пла-
стифицированная заготовка не имеет отверстия, то его
30
просверливают твердосплавным сверлом g углом при
вершине 2<р == 90... 100° и задним углом а — 25Q. Для
выполнения этой операции заготовку закрепляют в цан-
говом патроне. Наружную поверхность обтачивают фа-
сонным твердосплавным резцом на оправке. Стружеч-
ные канавки фрезеруют твердосплавными угловыми
фрезами. Пластифицированные заготовки твердосплав-
ными лезвийными инструментами обрабатывают при
относительно малых подачах (0,1—0,2 мм/об) и скоро-
стях резания (30—50 м/мич).
После отгонки парафина и окончательного спекания
восстанавливают базовые поверхности, т. е. шлифуют
отверстия и торец алмазными кругами. Заточка перед-
них поверхностей и обработка задних производится на
оправке. К преимуществам этого наиболее распростра-
ненного способа производства монолитных твердосплав-
ных инструментов относится сравнительная простота
процесса, возможность относительно быстрого измене-
ния номенклатуры. Недостатком его является необходи-
мость введения операций, связанных с пластифициро-
ванием заготовок, что повышает трудоемкость изготов-
ления и несколько снижает качество твердого сплава
и соответственно стойкость инструмента.
Более качесгвенный инструмент можно получить
из заготовок, изготовленных прямым спеканием. За-
готовки для прямого спекания прессуют в специальных
пресс-формах. Конструкция пресс-форм должна исклю-
чать возможность недостаточного пропрессовывания
твердого сплава. Соблюдать эю условие необходимо
для получения постоянных коэффициентов усадки и
предотвращения появления коробления и трещин. Твер-
досплавную часть инструментов рекомендуется шлифо-
вать алмазными кругами АСР или АСВ на металли-
ческой связке, зернистостью 200/160 — 100/80 и кон-
центрацией 100 и 150%. Чистовое шлифование инстру-
мента производится кругами АСО на органической
связке Б1 или Б2 зернистостью 160/125 — 63/50 и кон-
центрацией 100—150%. Твердосплавные пластины сов-
местно е державкой затачивают алмазными кругами
АСР на керамической связке зернистостью 250/200 —
125/100 и концентрацией 100—150%. Доводку твердо-
сплавных пластин выполняют алмазными кругами АСМ
на органической связке Б1 зернистостью 60/40 и кон-
центрацией 100—150%.
31
ЧЕРВЯЧНЫЕ
ЗУБОРЕЗНЫЕ ФРЕЗЫ
Для нарезания цилиндрических
прямозубых, косозубых и червяч-
ных колес, шлицевых валов с пря-
мобочным и эвольвентным профи-
лем, звездочек к приводным це-
пям и других изделий применя-
ются червячные фрезы. Они яв-
ляются наиболее распространен-
ными зуборезными инструментами.
Как правило, эти фрезы выполняются насадными
(рис. 5,а). Но в ряде случаев, когда имеются ограниче-
Рис. 5. Насадные (а) и хвостовые (б) червячные фрезы.
ния в выборе наружного диаметра (например, для чер-
вячных колес при относительно малом диаметре червя-
ка), применяются хвостовые (рис. 5,6) фрезы.
Червячная зуборезная фреза представляет собой
червяк, сопряженный с нарезаемым колесом. Он пре-
вращен в режущий инструмент путем прорезания стру-
жечных канавок и создания задних углов затылованием.
32
Стружечные канавки выполняются винтовыми, перпен-
дикулярными к виткам червяка. При угле подъема вит-
ков, не превышающем 6°, канавки могут быть выполнены
прямыми с плоской передней поверхностью, проходя-
щей через ось фрезы, благодаря чему упрощается тех-
нологический процесс изготовления фрез.
В последнее время большое распространение полу-
чили сборные червячные фрезы. Их преимущества:
меньший расход быстрорежущей стали, более высокая
износостойкость. Одн’ако сборные фрезы более трудо-
емки в изготовлении, чем цельные.
Червячные фрезы для цилиндрических зубчатых
колес с эвольвентным профилем с т — 1 ... 20 мм изго-
товляются классов АА, А, В и С по ГОСТ 9324—60,
класса ААА с т = 1... 10 мм — по отраслевому стандарту
ОСТ 2И41-1—75, мелкомодульные фрезы с т~
= 0,1...09, мм — классов AAA, АА, А, В и С—поГОСТ
10331—63.
Червячные фрезы, которыми нарезают цилиндричес-
кие зубчатые колеса для передач Новикова т —
— 1,6 ... 16 мм, изготовляются классов А и В по ГОСТ
16771—71.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
НАСАДНЫХ, ЦЕЛЬНЫХ ЧЕРВЯЧНЫХ
ЗУБОРЕЗНЫХ ФРЕЗ
При изготовлении червячных фрез модулей 1—10 мм
классов А, В и С технологические операции выполня-
ют в такой последовательности: отрезают заготовку;
куют ее; отжигают; галтуют; выполняют черновую
токарную обработку; протягивают отверстие; выпол-
няют чистовую токарную обработку; протягивают шпо-
ночный паз; запиливают фаски на торцах шпоночного
паза; предварительно шлифуют торцы; фрезеруют про-
филь червяка; фрезеруют стружечные канавки; пред-
варительно шлифуют переднюю поверхность зубьев;
затылуют профиль зубьев; фрезеруют неполные витки;
маркируют; закаляют и отпускают; доводят отверстие;
шлифуют торцы; шлифуют буртики; шлифуют перед-
нюю поверхность зубьев; шлифуют профиль зубьев;
маркируют.
2 2-117
33
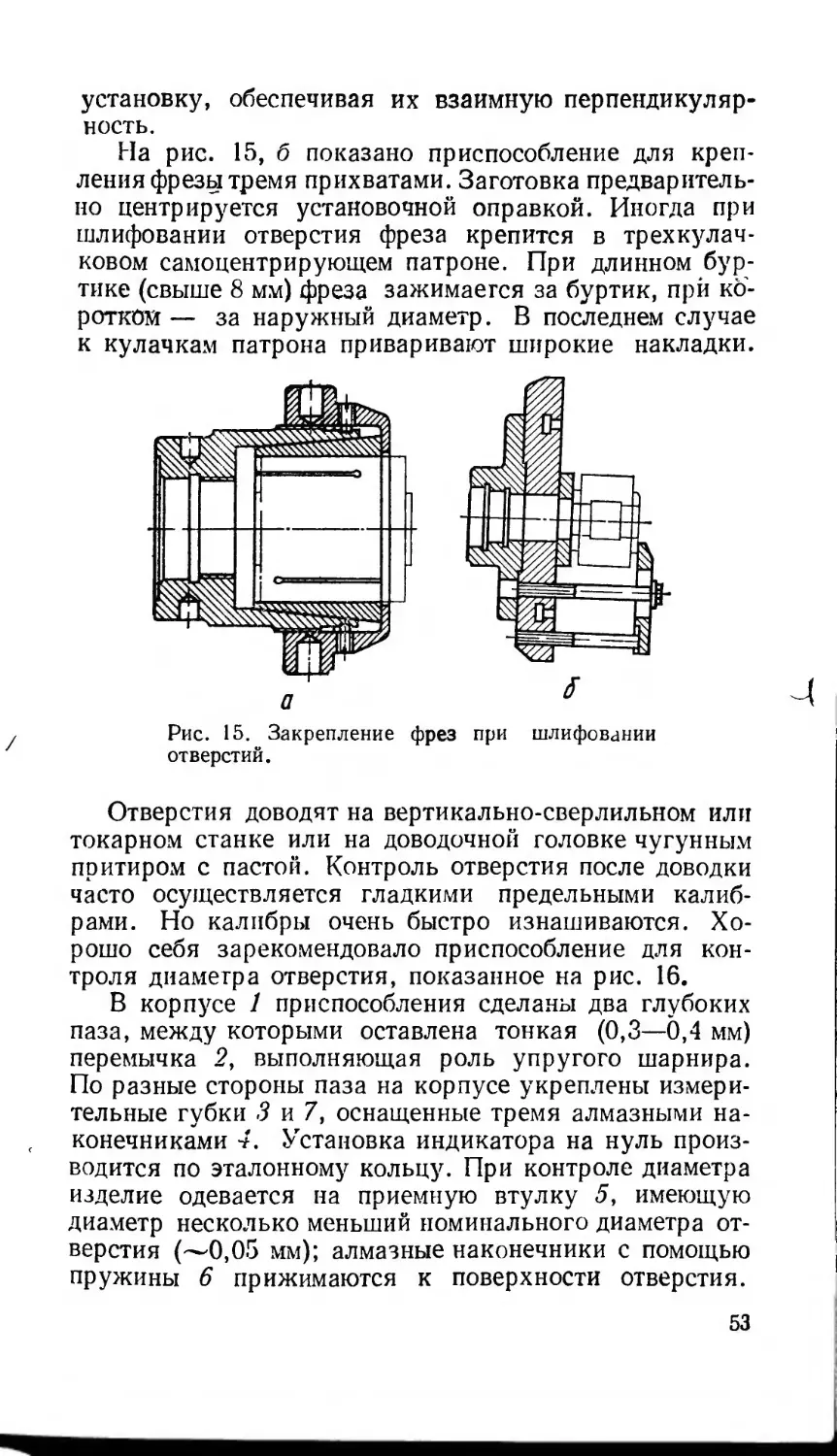
Обработка заготовок
червячных фрез
Заготовки червячных фрез диаметром до 50 мм от-
резают от проката. Фрезы диаметром свыше 50 мм
с целью уменьшения карбидной неоднородности реко-
мендуется изготовлять из кованых заготовок.
Размеры заготовок червячных фрез определяются
с учетом припусков, приведенных в табл. 3.
3. Припуски по диаметру d и длине I на обработку цельных
червячных фрез из быстрорежущей стали, мм
Диаметр поковки Длина поковки
До 100 100 — 150 150 — 200
d 1 d 1 d
< 75 4+2 5± 1 5+2 6± 1 б+2 7± 1,5
75— 100 5+2,6 5 ± 1 g+2.5 6± 1 7+2.5 7±1,5
100— 150 у+З 6± 1 7+3 7 ±1,5 9+З 8± 1,5
150 — 200 7+3,5 7+1.5 9+3,5 8 ±1,5 ю+3-5 9±2
200 9+4 8+1,5 ю+4 9 ± 2 12+4 10±2
В зависимости от имеющегося оборудования и се-
рийности производства последовательность токарных
операций может быть различной. Обычно на револьвер-
ном станке сверлят отверстие, подрезают один торец,
растачивают или зенкеруют отверстие под протяжку,
обтачивают наружную поверхность заготовки до кулач-
ков. После переустановки на этом же станке или на то-
карном подрезают второй торец, обтачивают оставшую-
ся часть заготовки по наружному диаметру и растачи-
вают выточку в отверстии.
Буртики обтачивают в патроне на токарном станке.
До термической обработки отверстие после сверления
может растачиваться и развертываться либо протяги-
ваться. Растачивание или зенкерование и развертыва-
пйё отверстия производят при изготовлении небольшого
количества фрез, когда нецелесообразно применять про-
тяжку — специальный дорогостоящий инструмент. Не-
достатком этого метода является быстрый износ раз-
вертки и относительно низкая производительность.
При серийном производстве предпочтителен метод
обработки базового отверстия сверлением и протягива-
нием. В этом случае повышенная стоимость протяжки
34
компенсируется ее высокой производительностью и боль-
шой долговечностью. Диаметры отверстия червячных
фрез после операций обработки приведены в табл. 4.
4. Диаметры отверстий червячных фрез, мм, после технологиче-
ских операций обработки
Диаметр отверстия | Операции обработки
Свер- ление (пре- дель- ное ОТ- ЕЛ оне- ние 4-0,3) Раста- чивание (пре- дель- ное от- клоне- ние 4-0,1) Протяги- вание (предель- ное откло- нение 4-0,05) Шлифование Предва- рительная доводка (классы’ ААА, АА)
Модуль 1—10 мм, класс А, В, С; модуль < 1,0 мм, класс AAAf АА, А, В и С Модуль 1—10 мм, класс ААА и АА
10 8,7 9,1 9,65 9,95+°’015 — - - 9,985+°-с08
13 11,7 12,1 12,65 12,95+0’0!5 12,985+°’с08
16 14 14,8 15,65 15,95+0-015 — 15,985+0’008
22 20 20,8 21,50 21,95+°-015 — 21,985+°*008
27 25 25,8 26,50 26,95+0,03 — 26,985+0’008
32 29 30,6 31,50 31,95+0’03 31,92+°’015 31,975+°’01
40 37 38,6 39,50 39,95+0’03 39,92+°’015 39,975+°’01
50 46 48,6 49,50 49,95+0’03 49,92+°’015 49,975+°’01
В серийном производстве для токарной обработки
червячных фрез применяются многошпиндельные авто-
маты и полуавтоматы. Основное преимущество их при-
менения заключается в стабильности размеров, геомет-
рических параметров и шероховатости поверхности об-
работанных заготовок, в возможности многостаночного
обслуживания и высокой производительности труда.
На рис. 6 приведена последовательность обработки
червячной фрезы на восьмишпиндельном полуавтомате
1К282, принятая на Свердловском инструментальном
заводе. Она включает следующие переходы: установку
заготовки (рис. 6, а); сверление отверстия на половину
длины заготовки и обтачивание наружной поверхности
1 j\q кулачков (рис. 6, б); подрезку торца 5 и проточку
буртика 7 (рис. 6,в); расгочку фаски 6 и обточку фаски 9
(рис. 6,г). Затем заготовку поворачивают и выполняют
досверливание отверстия и обточку поверхности 1
(рис. 6, б); подрезку торца 4 и проточку буртика 2
(рис. 6, е); расточку отверстия 8, обточку фаски 11,
расточку фаски 3 (рис. 6, м,)\ расточку выточки 10
(рис. 6, и).
2*
35
Рис. 6. Последовательность обработки червячной фрезы на
восьмишпиндельном полуавтомате.
Для выполнения рассматриваемых токарных опе-
раций заготовка зажимается в патроне. С целью повы-
шения производительности обработки применяются пнев-
матические токарные патроны. Чтобы гарантировать
удаление обезуглероженного слоя, с каждого торца
36
при токарной обработке необходимо снять равные при-
пуски.
После черновой гокарной обработки производится
протягивание отверстия. Его диаметр контролируют
предельными калибрами. Протянутое отверстие явля-
ется базой для чистовой токарной обработки наружного
диаметра, торцов, буртиков, фасок у буртиков и фасок
в отверстии. Обработка производится в центрах. Заго-
товку устанавливают на конусной или разжимной оп-
равке. Это обеспечивает перпендикулярность торцов
фрезы к оси отверстия, параллельность их друг другу,
а также концентричность наружной цилиндрической по-
верхности, поверхностей буртиков и отверстия. Снятие
фасок у отверстия о двух торцов может быть выполнено
на сверлильном станке при помощи зенковки с углом
профиля 90° или резцом на токарном станке. Припуски
на обработку червячных фрез по наружному диаметру
приведены в табл. 5.
5. Припуски на обработку червячных фрез по наружному
диаметру, мм
Номинальный диаметр фрезы Суммарный при- пуск на чисто- вую Ьбточку, за- тылование, шли- фование и допуск на обдирку Суммарный при- пуск на затыло- вание и шлифо- вание и допуск на чистовую об- точку Припуск на шли- фование и допуск иа затылование
До 50 2,3^0’3 1,о^0’2 Oj-о.з
Свыше 50 до 80 2,5“0'5 1,1-°’3 О,7“0,3
» 80 » 120 3,о~0’5 1,3-°’3 0,8“°’4
» 120 » 180 3,5”0’5 1,6“°’4 1,0~°’5
’ » 180 4,0—0,6 1,8^0’4 1,2“0’6
Радиальное биение по наружному диаметру и бур-
тикам после токарной чистовой обработки не должно
превышать 0,1 мм, биение торцов — 0,03 мм.
Протягивание шпоночного паза целесообразно вы-
полнять специальными протяжками с фасочными зу-
бьями. Необходимо, чтобы ширина тела таких протяжек
была на 3—5 мм больше ширины паза. Первые, фасоч-
ные зубья, с углом профиля 90° и наибольшей шириной
имеют суммарный подъем на высоте примерно 0,6 мм
и снимают фаску по длине паза. Последующие зубья
прорезают шпоночный паз. Обрабатываемая деталь уста-
37
навливается на кондукторную втулку, в пазу которой
перемещается протяжка.
Для обеспечения точности последующих операций
целесообразно торцы фрез шлифовать. Шлифование
выполняется на круглошлифовальном станке. При этом
фреза закрепляется на оправке. Допускается биение
торцов не больше 0,03 мм.
Предварительная обработка
профиля и стружечных канавок
фрез
Предварительная обработка профиля червячных
фрез чаще всего выполняется на резьбофрезерных стан-
ках (модели ГФ-812М). Профиль фрезеруется при мо-
дулях свыше 2 мм. При меньших модулях затылование
выполняется без предварительной обработки профиля.
Для фрезерования применяются дисковые двух-
угловые фрезы. Обработка ведется на оправке, на ко-
торой устанавливается от одной до четырех заготовок.
Станок настраивается на осевой шаг червячной фрезы
Рхо, рабочая двухугловая фреза поворачивается на угол
наклона витка ут0. Припуски на толщину зуба после
фрезерования профиля червячных фрез определяются
по рис. 7 и табл. 6. Для фрез с углом профиля 15° и
двухзаходных фрез припуск Д5Х увеличивается на 0,1 мм,
для трехзаходных фрез — на 0,3 мм, для четырехза-
ходных — на 0,5 мм.
6. Припуски на толщину зуба после фрезерования профиля чер-
вячных фрез, мм
Припуск Модуль
2,25—4 4,25 — 6 Свыше 6
0,3_0.1 0,5—0,15 0,15
Д h 0,3 0,5 0,7
Для червячных фрез без модификации (рис. 7, а)
размеры профиля рабочей фрезы (рис. 7, г) можно опре-
делить из выражений 5Ф = Рп0 — (Sn0 + Д*$1), /гф =
= (Ао + Д/г) — hao, где Рпо — нормальный шаг.
Для червячных фрез с «усиком» (рис. 7, б)
размеры профиля рабочей фрезы у вершины (под
шевингование) выбираются из условия получения
38
ширины вершины зуба, равной сумме SB + AS#, для
фрез с утолщением у ножки зуба (рис. 7, в) — из усло-
вия получения ширины впадины на колесе, равной
разности 5Д — Л5ф.
Размеры профиля рабочей фрезы для обработки
червячных фрез с зацеплением Новикова и фрез для
Рис. 7. Профили фрез и схемы обработки
червяка.
звездочек к приводным цепям опреде-
ляются прочерчиванием. Обычно про-
филь фрезеруется двухугловой фрезой
(рис. 7,д) с минимальными припус-
ками.
Угол профиля червяка контро-
лируют шаблоном, толщины зуба —
зубомером, осевого шага — штанген-
циркулем (проверяется суммарная
длина трех—пяти шагов).
При фрезеровании канавок и за-
тыловании сохраняют ту же последо-
вательность расположения фрез на
оправке, что и при фрезеровании про-
филя. Для этого наносят риски (од-
ну — на буртиках первой и второй фрезы, две — на
буртиках второй и третьей и т. д.) пли хранят фрезы
в нужной последовательности, связав их проволокой.
В крупносерийном производстве применяются станки
модели Е310А, обрабатывающие резьбу по методу об-
катки точением (рис. 7,с). В качестве режущего инстру-
мента используют долбяк. В процессе обработки заго-
товка и долбяк вращаются вокруг своих осей. Кроме
39
того, долбяк перемещается поступательно вдоль оси
заготовки.
Метод является более производительным по срав-
нению с резьбофрезерованием, особенно при обработке
многозаходных фрез, но требует изготовления специаль-
ного сложного режущего инструмента.
Рис. 8. Делительная головка с синусной линейкой.
Фрезерование стружечных канавок выполняется на
универсально-фрезерном станке (прямые канавки мо-
гут фрезероваться на горизонтально-фрезерном станке)
в делительной головке. При фрезеровании винтовых
канавок червячной фрезы станок настраивается на их
шаг, стол станка поворачивается на угол наклона
винтовой линии канавки уто> делительная головка
через гитару сменных зубчатых колес связывается с хо-
довым винтом станка.
На Свердловском инструментальном заводе для фре-
зерования винтовых канавок применяется делитель-
ная головка (рис. 8, а) с синусной линейкой (рис. 8, б),
позволяющая работать без гитары сменных колес. На
станине станка укреплен кронштейн 5, несущий синус-
40
ную линейку 7. Во время поступательного движения
стола заготовка получает дополнительное вращатель-
ное движение от ползуна 6, перемещающегося по ли-
нейке, через зубчатую рейку 4, зубчатый сектор 3t
фиксатор 1 и делительный диск 2» что позволяет обраба-
тывать винтовую канавку.
Насгройка головки на заданный шаг винтовых ка-
навок Рго производится по высоте блока плиток
А = Ло— Lsin0,
где 40 — высота блока плиток при 0 = 0 (прямые ка-
навки), определяется конструктивными размерами при-
Рис. 9. Расположение фрезы при фрезеровании канавок.
способления; 0 — угол поворота линейки, tg0
= iidjPzo’i dc — делительный диаметр сектора.
Для фрезерования канавок с углом у^о до 10° могут
применяться как одноугловые, так и двух угловые
фрезы. Канавки с углом наклона ут0 свыше 10° фрезе-
руются дисковыми фрезами с криволинейным профилем.
На рис. 9,а показано расположение одноугловой
фрезы относительно заготовки при фрезеровании пря-
мых канавок. При обработке винтовых канавок передняя
поверхность фрезеруется конической стороной фрезы
(рис. 9,6). На рис. 9,в показано положение двухугловой
симметричной фрезы. Правильная установка фрезы
относительно обрабатываемой заготовки достигается пе-
ремещением стола станка в горизонтальной плоскости
на расстояние Е от оси обрабатываемой заготовки до
вершины рабочей фрезы и подъемом стола в вертикаль-
ном направлении на высоту Н (рис. 9,г). Расстояние
р D . / 0 . \ , . 0 i/"o • { лкр \
Е == 2-sinl-2- + у) — Л sin у — г у 2sinl45Q —у),
41
высота
„ D DlG,},. 0
H = 2 — ~2 cos I у + v) + я cos у —
— r J/2cos(45° —4) —1
При фрезеровании винтовых канавок величины вер-
тикального Н и горизонтального Е смещений стола
фрезерного с ганка определяются по формул ам для
фрез с прямыми канавками с поправкой на cos со — угла
поворота станка. Следовательно, при фрезеровании вин-
товых канавок
„ \ D D Q . \ , е
/Му — У cos (у 4- ?)+ A cos у —
— г K2cos(45° —
\
1 .
COS (О *
£ =
D • / 0 . \ 1 • 0 l/'n • ( АСО 6 1
-^sin ? —Asin-^ — г V 2sin 45 —,
.2 \2 ' ] 2 \ 2/J cos (о
где D — наружный диаметр обрабатываемой заготовки
фрезы; h — глубина ее канавок; ------угол профиля
стороны фрезы, соприкасающейся с передней поверх-
ностью обрабатываемой канавки; у — передний угол
червячной фрезы; г — радиус закругления впадины
зуба.
Радиус закругления вершины профиля дисковой
фрезы принимается на 0,25 мм меньше номинального
радиуса закругления профиля канавки червячной фрезы.
Установка рабочей фрезы осуществляется с помощью
шаблона.
Радиальность передней поверхности и разность ок-
ружных шагов контролируют с помощью специального
прибора (рис. 10). Для проверки радиальности пред-
назначен рычаг /, связанный с индикатором. По высоте
блока концевых мер А определяется начальное поло-
жение рычага по высоте центров, индикатор устанавли-
вается на нуль. Затем передней поверхностью фрезы
доводят рычаг до начального положения, с помощью
рукоятки 3 рычаг перемещается в радиальном направ-
лении. Показания индикатора соответствуют отклоне-
ниям передней поверхности от радиального положения.
42
Для фрез с передним углом у0 начальная установка
рычага 1 производится по высоте блока
Л, = Лsin у,,
где А — расстояние от базовой площадки до оси фрезы.
При контроле разности окружных шагов соседние
зубья фрезы последовательно поворачиваются до непод-
Рис. 10. Прибор для контроля окружного шага и ради-
альности передней поверхности.
вижного упора 2 и подвижного рычага /, связанного
с индикатором. Определив все шаги, находят наиболь
шую разность в пределах одного оборота. Наибольшая
разность зависит от диаметра фрезы:
Диаметр фрезы, мм Наибольшая разность, мм
<70...............................0,3
Свыше 70 до 100.......................0,35
» 100..............................0,4
Затылование зубьев является одной из основных
операций технологического процесса производства чер-
вячных фрез. Оно выполняется на токарно-затыло-
вочном станке. Кинематическая схема токарно-затыло-
вочного станка включает целый ряд цепей (рис. 11).
Кинематическая цепь вращения шпинделя связы-
вает электродвигатель 1 со шпинделем 2 станка. Она
включает, как правило, постоянные передачи. Настройка
43
на требуемое число оборотов шпинделя станка про-
изводится с помощью специальных рукояток. Общее
уравнение кинематической цепи вращения шпинделя
имеет следующий вид:
^ДВИГ^К. С “ Ц»
где iK с — передаточное отношение передач рассматри-
ваемой кинематической цепи; п — частота вращения
шпинделя, об/мин.
Рис. 11. Кинематическая схема токарно-затыловочного станка.
Кинематическая цепь возвратно-поступательных дви-
жений резца связывает шпиндель станка с затыловоч-
ным кулачком. Возвратно-поступательные перемещения
резца вместе с верхней частью затыловочного суппорта
осуществляются в результате вращения кулачка 5,
к которому прижимается палец 4. Рассматриваемая
кинематическая цепь состоит из шпинделя станка,
ряда зубчатых передач с передаточным отношением i2,
сменных зубчатых колес, гитары дифференциала и
ряда зубчатых передач с передаточным отношением г3.
Каждому обороту кулачка 3 соответствует одно возвра-
тно-поступательное движение резца. Поэтому при за-
тыловании червячных фрез о прямыми канавками за
время одного оборота шпинделя затыловочный кулачок
должен совершить число оборотов, равное числу z0 ка-
навок затылуемой фрезы.
44
1 Уравнение баланса цепи возвратно-поступательных
движений затыловочного резца можно записать следу-
ющим образом:
12*1*диф1з = Z0.
Решая это уравнение относительно получаем
1 b d Цщф'з’
где iдиф 1 /2.
Кинематическая цепь продольного перемещения суп-
порта связывает шпиндель станка с ходовым винтом
и необходима для настройки на шаг витков резьбы
исходного червяка. Она включает шпиндель станка,
ряд зубчатых передач с передаточным отношением i4,
сменные зубчатые колеса гитары х2 и ходовой винт
с шагом Рв. Настройка этой цепи осуществляется ис-
ходя из того, что при одном обороте шпинделя суппорт
должен переместиться вдоль оси фрезы на осевой шаг
Рхо червячной фрезы. Для цепи уравнение баланса
в общем виде имеет следующий вид:
1 • i,X2P в = Р хО»
Отсюда
Y ^2 — ?Х°
2 b2 d2 ЦР* •
Кинематическая цепь дополнительных возвратно-
поступательных движений резца используется при за-
тыловании червячных фрез с винтовыми канавками. Если
в этом случае настроить станок для затылования фрез
с прямыми канавками, то после каждого оборота шпин-
деля суппорт с резцом перемещается на шаг Рх0 вдоль
оси фрезы и затыловочный резец, начиная рабочий ход,
не попадает в канавку. Для того чтобы затыловочный
резец при возвратно-поступательных движениях пере-
мещался по винтовой передней поверхности, необходимо
изменить (замедлить или ускорить) движения резца.
За время, соответствующее перемещению суппорта
на шаг Рг0 винтовой канавки червячной фрезы, замед-
ление (или ускорение) должно быть равно z0 цик-
лов, что соответствует числу оборотов фрезы, равному
PZJPXQ. Тогда за один оборот фрезы замедление (или
ускорение)
*20
45
Сложение движений затыловочного резца осущест-
вляется с помощью дифференциала. Кинематическая
цепь дополнительных возвратно-поступательных дви-
жений резца связывает ходовой винт с затыловочным
кулачком. Она включает ходовой винт, ряд зубчатых
передач с передаточным отношением /5, сменные зубча-
тые колеса гитары х3, червячную передачу, дифферен-
циал, ряд зубчатых передач с передаточным отноше-
нием Z3 и вал затыловочного кулачка. Число оборо-
тов ходового винта за время перемещения суппорта на
шаг Рг0 равно Рг0/Рв. Следовательно, уравнение ба-
ланса рассматриваемой кинематической цепи будет иметь
вид
Рго
р~ ^б-^З^Диф^З =
Г в
где t6 — передаточное отношение червячной передачи
дифференциала.
Отсюда
X = —— = го?ъ
3 b3 d3 Рго/5/6гдифГ3
При левом направлении зубьев фрезы движение резца
должно быть ускорено при перемещении суппорта от
задней бабки к передней. В случае движения суппорта
от передней бабки к задней перемещение ускоряется
в обратном направлении.
В некоторых токарно-затыловочных станках диффе-
ренциал отсутствует. В этих случаях при затыловании
фрез с винтовыми канавками и настройке кинематичес-
кой цепи возвратно-поступательных движений резца
исходят из следующих расчетных перемещений: одному
(Р ( ) \
1 ± -~-р )
оборотов затыловочного кулачка.
Настройка кинематических цепей станка осуществ-
ляется путем подбора сменных зубчатых колес. Гитара xY
цепи возвратно-поступательных движений затыловоч-
ного суппорта настраивается на число зубьев фрезы z0.
Настройка гитары х2 производится па осевой шаг Рхо
витков резьбы исходного червяка фрезы. Гитара диф-
ференциала настраивается на шаг винтовых кана-
вок Р20.
46
Затылование фрез производится на токарно-заты-
ловочных станках моделей 1Б811, 1Б812, 1810, КТ-75,
1Е811, 1Е812 и др. Станки моделей 1Б811 и 1Б812
с автоматическим циклом обработки позволяют приме-
нять двухстаночное обслуживание.
Затыловочные работы могут состоять из ряда пере-
ходов. Вначале затылуются вершины зубьев, затем
первая сторона профиля, вторая его сторона, закругле-
ния вершин зубьев с первой и со второй стороны.
Рис. 12. Затыловочные резцы.
Для каждого из переходов изготавливаются специ-
альные профильные резцы круглого или прямоугольного
сечения. Затылование по переходам обычно выполня-
ется при обработке крупномодульных червячных фрез
с т0^ 12 мм, а также при единичном производстве фрез
меньших модулей.
С целью повышения производительности обработки
фрез с /тг0=3... 10 мм и получения более точного профиля
используют специальные комбинированные затыловоч-
ные резцы (рис. 12,я), обрабатывающие весь профиль
зуба. При затыловании фрез с винтовыми канавками
резец с помощью клиновых подкладок устанавливается
на уГол подъема витков При затыловании червяч-
ных фрез с %т> 6° используется резец с профилем,
наклоненным под углом р 4Q (рис. 12,6). В этом слу-
чае угол клиновых подкладок уменьшается на величи-
ну р, что повышает надежность установки резца.
Для затылования червячных фрез модуля т0—
= 0,5...2,0 мм с прямыми канавками применяют спе-
циальные гребенки (рис. 12,в) с 5—7 зубьями и профи-
лем, соответствующим профилю фрезы. Гребенки, име-
47
ющие 2—3 зуба, применяются для затылования чер-
вячных фрез с прямыми канавками и /п0= 2,5...4,0 мм.
Гребенки обеспечивают высокие производительность
и точность затылования. Перед затылованием гребен-
ками фрезы е т0^ 2,0 мм вначале затылуются по вер-
шинам лопатообразным резцом с широкой вершинной
кромкой и нулевым углом в плане <р.
В процессе затылования резцы или гребенки совер-
шают относительно заготовки движения, соответствую-
щие обработке червяка, а также возвратно-поступатель-
ные движения затылования. При радиальном затылова-
нии в процессе обработки зуба фрезы резец приближа-
'ется к ее оси, благодаря чему создаются задняя поверх-
ность и соответствующие положительные задние углы.
Попадая во впадину, резец возвращается в исходное
положение для затылования следующего зуба. Воз-
вратно-поступательные движения затылования сооб-
щаются резцу с помощью кулачков. Кулачки для за-
тылования выбираются в зависимости от величины
затылования
K = ^-°tgaB,
z0
где da0 — наружный диаметр червячной фрезы; г0 —
число зубьев фрезы; ав — задний угол на вершине зуба.
Для обеспечения выхода шлифовального круга и
предотвращения появления седловины при последую-
щем шлифовании профиля необходимо нерабочую зад-
нюю часть зуба (составляет 0,3—0,5 длины зуба в за-
висимости от размеров фрезы) затыловать с увеличен-
ными задними углами. Это можно получить раздельным
затылованием с применением двух кулачков. Вначале
весь профиль затылуется с величиной затылования К,
затем его нерабочая часть — с —1,5 К. На инструмен-
тальных заводах для повышения производительности
затылование фрез со шлифованным профилем выпол-
няется за одну операцию с использованием специаль-
ных комбинированных кулачков. Применяются кулачки
с профилем, состоящим из двух архимедовых спиралей.
Они обеспечивают обработку рабочего участка зуба
с величиной затылования К, а нерабочего — с 1,5 К.
Используют также кулачки, обеспечивающие затыло-
вание рабочей части зуба на величину К с занижением
нерабочего участка профиля на ДК. Такие кулачки
48
Я
позволяют получить наиболее благоприятный для шли-
фования профиль затылованного зуба (рис. 13). Вели-
чина ДК зависит от модуля т:
т, мм
Д К, мм
<3,0 0,5
От 3,5 до 6,0.............................0,7
>6,0 0,9
Рис. 13. Профиль за-
тылованного зуба.
При затыловании червячных фрез скорость резания
составляет 1—6 м^мин. При чистовом затыловании приме-
няются меньшие скорости, обеспе-
чивающие получение чистой по-
верхности. Одновременное затыло-
вание нескольких червячных фрез
производится на цилиндрической
оправке, имеющей на обоих концах
конусы. Фрезы надеваются на оп-
равку в том же порядке, что и
при обработке исходного червяка
и стружечных канавок. Один ко-
нус оправки вставляется в шпин-
дель станка, а второй — во втулку
задней бабки, что обеспечивает
достаточную жесткость при заты-
ловании.
Припуски после затылования
на последующее шлифование по толщине зуба приведены
в табл. 7, припуски по наружному диаметру — в табл. 4.
У фрез для червячных колес припуск по диаметру
увеличивается на 0,3 мм. Технические требования на
затылование приведены в табл. 8.
7. Припуски /\S2 на шлифование профиля зуба червячных фрез,
после затылования, мм
Модуль «0 . • -°
До 15 Свыше 15 до 25 Свыше 25
До 2 0,25 0,15 0,05
Свыше 2 до 4 0,35 0,25 0,15
» 4 до 6 0,4 0,3 0,2
» 6 » 10 0,45 0,35 0,25
Примечание. Для двухзаходных фрез припуски увеличиваются на
0,1 мм, для фрез о числом заходов > 3 —• на 0,2 мм.
49
8. Технические требования на затылование
Модуль, мм
Проверяемые параметры о о о о ю 1 о
1 с? LO ю J)
сч о
Наибольшая погрешность осе-
вого шага соседних зубьев, мм Накопленное отклонение шага 0,015 0,03 0,03 0,03 0,04
на длине трех шагов, мм Радиальное биение и конус- 0,03 0,06 0,06 0,06 0,08
ность по наружному диаметру, 0,15
мм 0,05 0,10 0,10 0,12
Погрешность по толщине зу-
ба, мм —0,03 —0,05 —0,05 —0,05 —0,05
Погрешность высоты зуба, мм Погрешность величины затыло- ±0,05 ±0,03 +0,5 +0,5 + 1,0
вания Я, мм +0,4 +0,5 +0,7 + 1,0 + 1,5
Погрешность угла профиля зу- ба, . . . ' ±20 +15 ±15 + 15 ±15
Погрешность диаметра вер-
шин, мм —0,3 —0,3 —0,3 —0,3 —0,3
Проверка профиля при затыловании производится шаб-
лонами. Шаблоны профилируются по нормальному пли
осевому сечению фрезы. У фрез с винтовыми канавками
профиль контролируется в нормальном сечении с по-
мощью шаблона (рис. 14,а). Фрезы с прямыми канав-
ками контролируются в осевом сечении (по передней
поверхности). Для контролируемого угла профиля в осе-
вом сечении незатылованного исходного червяка
ctg а0 = ctg ano cos ут0.
Шаблон для контроля профиля впадин фрез т0^ 1,5 мм
показан на рис. 14,6. &
У фрез с винтовыми канавками и ут0> 6° профиль
контролируется в осевом сечении по затылованным по-
верхностям. Для установки шаблонов в осевом сечении
пользуются специальной стойкой, устанавливаемой на
оправке с фрезой. Шаблон для проверки профиля та-
кой фрезы показан на рис. 14,в.
Угол ф наклона профиля определяется по формуле
tg<p = -p- >
Г ZQ
50
г
Рис. 14. Шаблоны для контроля профиля.
угол профиля аПр правой стороны фрезы —
ctg апр = ctg «о + тг-°;
r Z0
угол профиля ал левой стороны —
ctg ал = ctga0± .
r zo
В приведенных формулах верхние знаки относятся
к правозаходным, а нижние — к левозаходным фрезам.
51
Шаг профиля Рх0 = PXo/cos(p, толщина зуба So =
= Sq/cos ср. Погрешность шага контролируется на ми-
кроскопе или специальных приборах.
Шаг многозаходных фрез на рабочем месте контро-
лируется шаблоном в осевом сечении (рис. 14,г).
Толщина зуба контролируется зубомером, радиаль-
ное биение и конусность — индикатором. Наружный
диаметр фрезы измеряется штангенциркулем. При не-
четном числе зубьев диаметр фрезы проверяется по боль-
шей хорде, значение которой определяется по формуле
90°
С?аО == daO COS ~ .
zo
Неполные витки, образующиеся на торцах фрезы,
снимаются на вертикально-фрезерном станке концевой
фрезой. Заготовку устанавливают на круглый стол.
Ей сообщаются два движения: поступательное, путем
перемещения стола станка, и вращательное. Неполные
витки зубьев снимаются с таким расчетом, чтобы ширина
вершины неполного зуба по всей длине была в пределах
0,5—0,8 модуля. Ширина вершины неполного зуба
выборочно контролируется штангенциркулем.
Шлифование червячных фрез
Шлифование отверстия производится после термооб-
работки. Под доводку оставляют припуск 0,02—0,03 мм.
При шлифовании исправляется база для дальнейшей
окончательной обработки.Отверстия шлифуют на внутри-
шлифовальном станке шлифовальным кругом из электро-
корунда белого 24А зернистостью 25—40, твердостью
СМ1—СМ2, на керамической связке. Диаметр шлифо-
вального круга выбирается равным 0,7—0,9, а его
ширина — 1,0—2,0 диаметра отверстия.
Применяется несколько методов закрепления фрез
при шлифовании отверстий (рис. 15). Фреза может кре-
питься в специальном цанговом патроне (рис. 15, а)
с механическим зажимом либо с помощью пневмо- или
гидропривода. Базой при шлифовании отверстия в этом
случае служит наружная поверхность фрезы. Приспо-
собление позволяет устранить погрешности взаимного
расположения наружной поверхности и отверстия пу-
тем снятия увеличенного припуска. Этот метод креп-
ления позволяет шлифовать отверстие и торец за одну
52
установку, обеспечивая их взаимную перпендикуляр-
ность.
На рис. 15, б показано приспособление для креп-
ления фрезы тремя прихватами. Заготовка предваритель-
но центрируется установочной оправкой. Иногда при
шлифовании отверстия фреза крепится в трехкулач-
ковом самоцентрирующем патроне. При длинном бур-
тике (свыше 8 мм) фреза зажимается за буртик, при ко-
ротком— за наружный диаметр. В последнем случае
к кулачкам патрона приваривают широкие накладки.
Рис. 15. Закрепление фрез при шлифовании
отверстий.
Отверстия доводят на вертикально-сверлильном или
токарном станке или на доводочной головке чугунным
притиром с пастой. Контроль отверстия после доводки
часто осуществляется гладкими предельными калиб-
рами. Но калибры очень быстро изнашиваются. Хо-
рошо себя зарекомендовало приспособление для кон-
троля диаметра отверстия, показанное на рис. 16.
В корпусе 1 приспособления сделаны два глубоких
паза, между которыми оставлена тонкая (0,3—6,4 мм)
перемычка 2, выполняющая роль упругого шарнира.
По разные стороны паза на корпусе укреплены измери-
тельные губки 3 и 7, оснащенные тремя алмазными на-
конечниками 4. Установка индикатора на нуль произ-
водится по эталонному кольцу. При контроле диаметра
изделие одевается на приемную втулку 5, имеющую
диаметр несколько меньший номинального диаметра от-
верстия (—0,05 мм); алмазные наконечники с помощью
пружины 6 прижимаются к поверхности отверстия.
53
Отсутствие передаточных рычагов повышает точность
прибора, алмазные наконечники обеспечивают его вы-
сокую износостойкость.
Шлифование торца буртиков с одной и другой сто-
роны, а также буртиковТЮ диаме1ру производится на
оправке круглошлифовального станка. Длину фрезы
Рлс. 16. Приспособление для контроля диаметра отверстия.
и диаметр буртиков контролируют штангенциркулем,
радиальное биение буртиков и биение торцов—(на
оправке в центрах с помощью индикатора.
Заточка зубьев по передней поверхности является
одной из основных операций в технологическом про-
цессе изготовления червячных фрез. Она в значительной
- степени определяет точность обрабатываемых фрезой
зубчатых колес, а в ряде случаев — и точность контроля
последующих операций изготовления фрезы.
В результате отклонения передней поверхности от
радиального направления, погрешности в шаге вин-
товых канавок и неравномерности окружного шага
зубьев искажаются форма режущих* кромок иЛсоответ-
64
ственно, профиль обработанных фрезой зубчатых ко-
лес.
При контроле профиля и осевого шага червячных
фрез измерение, как правило, осуществляется по режу-
щим кромкам и их погрешности вносят искажения
в представление о действительной точности боковых за-
тылованных поверхностей.
К заточке червячных фрез классов АА, А, В и С
предъявляются требования по ГОСТ 93242-60, фрез
класса AAA по OCT 2М41—1—75.
Червячные фрезы из быстрорежущей стали затачи-
ваются кругами из электрокорунда и монокорунда на
керамической связке, а также из эльбора на керамичес-
кой или бакелитовой связке. Характеристики шлифо-
вальных кругов и режимы заточки инструментов из
быстрорежущей стали приведены в табл. 9 и 10.
9. Характеристики кругов для заточки инструментов из быстро-
режущей стали
Затачиваемая поверхность Абразивный материал Зернистость Твердость
Плоская перед- няя червячных фрез Передняя инст- румента с вин- товым зубом Эльбор Монокорунд Электрокорунд Л6 — Л5 16—25 12— 16 16—25 СМ1 —СМ2 СМ3 —С1 СМ3 —С1
10. Режимы резания при заточке (многопроходном шлифовании)
инструмента из быстрорежущей стали
Абразивный мате- риал круга Скорость шли- фования V, м/с 5Пр» м/мин snon’ М/Дв- х°д
Монокорунд, 18—25 1—15 0,02—0,06
электрокорунд Эльбор 20—30 1—4 0,01—0,03
Заточка червячных фрез наиболее часто осуществ-
ляется методом многопроходного шлифования с деле-
нием на зуб после каждого двойного хода. Получила
распространение заточка червячных фрез из быстро-
режущей стали с прямыми канавками глубинным
55
методом. Заточка ведется торцом шлифовального круга
из эльбора на керамической или органической связках
при скорости шлифования 20—30 м/с, продольной по-
даче 0,3—1 м/мин и поперечной 0,2—0,5 мм.
Преимуществом глубинного шлифования является
его высокая производительность. Кроме того, при за-
точке торцом круга уменьшается шероховатость за-
точенной поверхности по сравнению с заточкой кони-
ческой поверхностью круга. Заточку червячных фрез
рекомендуется проводить с обильным охлаждением.
При недостаточной подаче СОЖ обеспечить равномер-
ность охлаждения в глубокой канавке фрезы затруд-
нительно, и в результате этого на затачиваемой поверх-
ности появляется сеть трещин, снижающих стойкость
фрезы.
Заточка червячных фрез по архимедовой винтовой
поверхности производится конической стороной шли-
фовального круга типа 4П с углом профиля, превыша-
ющим 15°, либо тарельчатой формы.
При заточке коническим кругом с целью уменьше-
ния отклонения от радиального направления передней
поверхности целесообразно применять относительно ма-
лые по диаметру круги с большими углами профиля.
"В случае заточки червячных фрез с углом наклона вин-
товой стружечной канавки меньше 7° шлифовальный
круг рекомендуется заправлять на конус.
При затачивании фрез с большими углами наклона
стружечных канавок круг следует править с помощью
специальных устройств для фасонной правки, например
со сменными перенастраиваемыми копирами, а также
с копирами в форме пластины, которая деформируется
микрометрическими винтами.
Червячные фрезы также затачиваются на специали-
зированных полуавтоматах или на универсально-за-
точных станках, оснащенных специальными приспо-
соблениями.
Заточка на полуавтоматах обеспечивает более вы-
сокие точность и качество заточенных поверхностей
и большую производительность, чем заточка на уни-
версально-заточных станках. Благодаря полуавтомати-
ческому циклу работы и большому машинному времени
станки позволяют применять многостаночное обслу-
живание. Для заточки червячных фрез отечественной
промышленностью выпускаются станки моделей ЗА662,
Б6
3663, 3663П и ЗА660А. Все станки обеспечивают заточку
фрез класса точности АА, станки ЗА660А и 3663П —
класса точности ААА. На станке ЗА662 можно затачи-
вать червячные фрезы диаметром до 200 мм, длиной
до 280 мм; на станке 3663 и 3663П — диаметром до
320 мм, длиной до 450 мм; на станке ЗА660А — диа-
метром 10—65 мм, длиной до 60 см. Заточку червячных
фрез производят на оправках высокой точности.
При заточке винтовых канавок червячной фрезе
сообщаегся винтовое движение относительно шлифо-
вального круга, параметр которого равен параметру
обрабатываемой винтовой канавки. Настройка станков
или приспособлений на шаг винтовых канавок должна
быть проведена с высокой степенью точности; необхо-
димо, чтобы заточные и затыловочные станки на операции
шлифования профиля настраивались на один и тот же
шаг, так как в противном случае неизбежно образова-
ние конусности фрезы.
Рассматриваемое винтовое движение в большинстве
случаев осуществляется двумя способами. В первом
случае для превращения поступательного перемещения
во взаимно связанное с ним вращение применяется
механизм, состоящий из зубчатой рейки, расположен-
ной параллельно оси фрезы, и сопряженного с ней
зубчатого колеса. Последнее через систему зубчатых
передач, включающую сменные зубчатые колеса, свя-
зано с оправкой изделия. По этому принципу работают
станки ЗА662, 3663П.
По второму способу превращение поступательного
перемещения во взаимно связанное с ним вращение
осуществляется посредством синусной линейки, кото-
рая может устанавливаться под разными углами на-
клона. По направляющим линейки движутся ролики,
связанные с рейкой. Рейка кинематически связана с оп-
равкой изделия. Скорость поступательного перемеще-
ния рейки в рассматриваемом случае зависит от вели-
чины угла наклона синусной линейки. Роль рейки
может выполнять червяк с сопряженным с ним червяч-
ным колесом. По этому принципу работает полуавтомат
ЗА660Б. Перемещение для установки линейки опреде-
ляют путем несложного расчета.
Один оборот изделия соответствует относительному
перемещению круга вдоль оси фрезы на величину шага
винтовой канавки Рго и перемещению рейки на рассто-
57
яние, равное Pz0tganoB- Расчетное уравнение баланса
этой цепи имеет следующий вид:
1 • inzDkm = PZQ tganoB,
где i — передаточное отношение передач, связывающих
шпиндель изделия с реечной шестерней; zpk — число
зубьев реечной шестерни; т — модуль реечной шестерни;
апов— угол поворота синусной линейки.
Следовательно,
яг kmi
tg О^пов---п •
Г Z0
У приспособления для заточки червячных фрез
реечная шестерня непосредственно связана со шпин-
делем изделия. Поэтому угол поворота линейки этого
приспособления определяется по формуле
nzpkm
tganoB = -4—.
“ го
Если поворот шпинделя изделия при заточке чер-
вячных фрез с винтовыми стружечными канавками
осуществляется с помощью рейки, расположенной па-
раллельно оси фрезы, и цепи зубчатых передач, свя-
зывающих рейку со шпинделем изделия, один обо-
рот изделия соответствует относительному перемещению
круга вдоль оси фрезы на величину шага винтовой ка-
навки Р20.
Расчетное уравнение для одного оборота изделия
можно записать следующим образом:
I • а с рч
1 . =
где I — передаточное отношение постоянных зубчатых
передач рассматриваемой цепи; т, zpk — соответственно
модуль и число зубьев реечной шестерни.
Отсюда передаточное отношение сменных передач
цепи
______ Р ZQ
b d inmzpk '
По окончании затачивания производится контроль
радиальности передней поверхности канавки, накоплен-
ной ошибки окружного шага зубьев, шага винтовой
58
канавки, шероховатости передней поверхности. Нали-
чие цветов побэжалости на заточенной поверхности
не допускается.
Радиальность передней поверхности и окружной шаг
зубьев контролируют на специальном приборе. Прове-
ряемая фреза устанавливается на оправке в центрах.
При проверке радиальности передней поверхности
острие измерительного наконечника, укрепленного на
подвижной каретке, перемещается в радиальном направ-
лении. По отклонению стрелки индикатора судят об
отклонении передней поверхности от радиального на-
правления. При проверке окружного шага один зуб
фрезы подводится к острию измерительного наконеч-
ника, а к соседнему зубу подводится острие неподвиж-
ного упора, закрепляехмого в стойке каретки. Последо-
вательно измеряя шаг всех зубьев, по разности показа-
ний индикатора судят о равномерности окружного шага.
Шаг винтовой канавки проверяется на специальных
приборах. Фрезе сообщается винтовое движение с шагом,
равным шагу винтовой канавки. Измерительный нако-
нечник устанавливается на переднюю поверхность ка-
навки. По отклонению индикатора на определенной
длине определяют погрешность шага канавки фрезы.
Шероховатость передней поверхности проверяется
на специальных приборах или визуально путем сравне-
ния с эталонами шероховатости. Наружным осмотром
определяется также отсутствие цветов побежалости,
забоин и заусенцев на режущих кромках.
Шлифование профиля является самой трудоемкой
и сложной операцией при изготовлении червячных
фрез. Она производится на шлифовально-затыловочных
станках либо на универсально-затыловочном станке
при' Помощи специального шлифовального приспособ-
ления, которое устанавливают на суппорте станка
вместо резцедержателя.
Универсальные затыловочные станки обычно исполь-
зуются для шлифования профиля фрез классов точности
В и С. Для шлифования фрез классов точности А,
АА и ААА используются специальные шлифовально-
затыловочные станки моделей 5882В (при т 1 мм),
5884(/п 10 мм), HSF33B фирмы Клингельнберг (т 4с
20 мм). Эти станки имеют автоматический цикл
и позволяют осуществлять многостаночное обслужи-
вание.
59
Обработку профиля зубьев начинают с шлифова-
ния по наружному диаметру кругом прямого профиля.
Затем шлифуется одна сторона профиля конической
2
Рис. 17. Профили шлифовальных кругов для затылования
фрез.
поверхностью круга. После этого шлифуют вторую
сторону профиля, а затем производится шлифование
по радиусу с правой и левой сторон зуба. Профиль зуба
часто шлифуют дисковыми кругами, заправленными
60
по конусу. Можно использовать пальцевые и чашеч-
ные круги небольшого диаметра.
Шлифование пальцевым кругом позволяет получить
необходимую точность профиля на максимальной длине
зуба. Однако из-за малой производительности, свя-
занной с низкими скоростями шлифования и быстрым
износом круга, пальцевые круги применяются редко,
в основном при чистовой обработке фрез с /и 6 мм
классов ДА и ААА.
Чашечные круги по возможностям получения необ-
ходимой точности профиля занимают промежуточное
положение между пальцевыми и дисковыми кругами,
но из-за неудобств переналадок шлифовального шпин-
деля при раздельном шлифовании боковых сторон при-
меняются сравнительно редко, в основном при шлифо-
вании фрез средних модулей.
Шлифование фрез дисковыми кругами осуществля-
ется различными способами в зависимости от модуля
и класса точности фрез.
Чистовая обработка прецизионных фрез классов
точности ЛА и ААА с модулем свыше 1 мм и фрез всех
классов точности с модулем свыше 5 мм выполняется
по переходам, показанным на рис. 17,а. Круги для шли-
фования вершины и боковых сторон профиля правят
алмазом, для шлифования закруглений — накатным ро-
ликом.
При изготовлении мелкомодульных фрез а модулем
до 1 мм и фрез классов В и А с модулем до 2 мм обе
стороны впадины шлифуются одновременно кругом,
заправленным алмазом (рис. 17,6). Весь профиль фрез
с модулем от 1 до 5 мм классов В и А шлифуется одно-
временно кругом, заправленным накатным роликом.
Для шлифования фрез модулем до 3 мм обычно
круг профилируют на впадину между зубьями (рис.
17,в), для фрез с модулем свыше 3 мм — на зуб (рис. 17, г).
Круг, спрофилированный на впадину, имеет более
высокую прочность. Применение для фрез с модулем
более 3 мм кругов, спрофилированных на зуб, позволяет
избежать погрешностей шага (отжимов) при шлифова-
нии крайних полных зубьев фрез.
При шлифовании профиля фрез конической поверх-
ностью дисковых кругов с увеличением модуля и угла
подъема витков фрез появляется непрямолинейность
профиля зуба. G целью ее устранения дисковые
61
и чашечные круги заправляются по выпуклой кривой.
Правка шлифовального круга алмазом осуществляет-
ся с помощью приспособления, показанного на рис. 18.
На стальной пластине 3 (рис. 18,а) укреплены два
штифта 2 и микрометрическая головка 6 с опорной
шайбой 5. При правке круга державка 4 с алмазом при-
жимается к штифту и опорной шайбе, а затем вручную
перемещается в направлении стрелок. Подача алмаза
производится перемещением пластины 3 по направля-
ющим с помощью ходового винта. При заправке второй
стороны профиля державку
Рис. 18. Приспособления для
правки шлифовального круга.
4 поворачивают. При этом
она опирается на другой
штифт 2. Угол профиля
регулируют путем переме-
щения опорной шайбы 5
с помощью микрометричес-
кого винта. При необходи-
мости изменения угла про-
филя в больших пределах
(свыше 3°) устанавливают
шайбу 5 с другим диамет-
ром.
Для правки круга по
наружному диаметру ис-
пользуется державка /, которая прижимается к двум
штифтам 2.
Для правки круга по кривой применяют шарнирную
державку (рис. 18,6). Перед правкой державка 1 пово-
рачивается относительно ползуна 3 на небольшой угол
и после этого зажимается винтом 5, служащим одновре-
менно и осью. Смещая ползун 3 относительно планки 4
и фиксируя его положение рейкой 2, изменяют угол
заправки круга.
Правка круга для шлифования фрез под шевинго-
вание, имеющих утолщения по головке и ножке зуба,
осуществляется или на описанном приспособлении с по-
мощью трех державок, настроенных соответственно на
разные углы, или с помощью специального копирного
приспособления.
Применение профильных шлифовальных кругов, за-
правленных накатными роликами, имеет ряд преиму-
ществ. При шлифовании всех поверхностей профиля за
один проход увеличивается производительность и обес-
печивается стабильность качества. Из-за большой сум-
62
маркой длины линии контакта круга с изделием шли-
фование производится с меньшими подачами, что по-
зволяет снизить шероховатость обрабатываемой поверх-
ности и предотвратить появление прижогов.
Предварительная проточка накатных роликов вы-
полняется тем же резцом, которым затылуются фрезы.
Окончательное шлифование накатных роликов, как пра-
вило, производится рабочим, шлифующим фрезы. Про-
филированным роликом накатывают круг при горизон-
тальной установке шлифовального шпинделя, затеям
поворачивают шпиндель на угол подъема витков фрезы
и шлифуют профиль. По результатам контроля первой
шлифованной фрезы профиль ролика корректируют
подшлифовыванием.
При шлифовании червячных фрез для передач Но-
викова и для звездочек к приводным цепям абразивные
круги также профилируют накатными роликами.
Для шлифования профиля червячных фрез применяют
абразивные круги формы ПП (ГОСТ 2424—75) из бе-
лого электрокорунда или монокорунда на керамической
связке. Диаметр, зернистость и твердость круга для чи-
стового шлифования стандартных фрез выбирают в за-
висимости от модуля и класса точности фрез (табл. 11).
Указанные в таблице диаметры дисковых кругов обес-
печивают получение требуемой длины рабочей части
зубьев фрез.
11. Характеристики кругов для чистового шлифования фрез
Модуль фрезы, мм Диаметр круга, мм Зернистость Твердость
фрезы клас- сов С, В, А фрезы клас- сов АА, ААА
0,3—0,9 50 8—10 8—10 СМХ—СМ2
1—2,5 63 16 10 М3—CMi
2,5—4,5 80 25 16 М3—СМ1
4,5—8,0 100 25 16 М2-СМ!
9—10 125 25 16 M2-CMi
В последние годы для чистового шлифования фрез
с модулями от 1 до 10 мм широко используют плоские
круги из эльбора с двусторонним коническим профи-
лем типа Л2ГТ*(ГОСТ 17123—71) на керамической связке
зернистостью Л8—Л12 твердостью Л13—СМГ Примене-
ние кругов из эльбора обеспечивает высокое качество
шлифования без прижогов, повышает точность и произ-
63
водительность обработки за счет уменьшения нагрева
изделия и повышения стойкости шлифовального круга
между переточками.
Профиль шлифуется на точных конических или ци-
линдрических оправках. Обработка фрез классов В
и А обычно производится на оправках с конусностью
до 0,01. Для шлифования фрез классов АА и ААА ис-
пользуются цилиндрические или конические оправки
с конусностью 0,002. Изготавливают комплекты опра-
вок с интервалом диаметров 0,002. Требуемую оправку
подбирают в зависимости от фактического диаметра
отверстия.
Шлифование профиля производится при скоростях
изделия 2,5—4,5 м/мин и величинах радиальных по-
дач при предварительном раздельном шлифовании бо-
ковых сторон до 0,05—0,06 мм, при предварительном
шлифовании накатанным кругом всего профиля — до
0,03—0,04 мм. Чистовое шлифование осуществляется
с радиальными подачами 0,015—0,02 мм и выхажива-
нием без подачи в 3—6 проходов в зависимости от точ-
ности фрезы. Угол профиля, высоту и толщину зуба
предварительно контролируют непосредственно на ра-
бочем месте шаблонами так же, как контролируют эти
элементы при токарном затыловании зубьев. Оконча-
тельный контроль профиля фрез осуществляется на спе-
циальных приборах.
Фрезы классов ААА, АА и А контролируются по
первой или второй группе проверок (ГОСТ 9324—60)
на контрольно-измерительных машинах для проверки
червячных фрез моделей Б В-5005, PWP 250 фирмы
К. Цейсс и др.
Контроль шага и угла профиля фрез классов В и С
производится на приборе модели 19295-1 или на уни-
версальном микроскопе. Толщину зуба фрез проверяют
с помощью микроскопа. У фрез с винтовыми канавками
на микроскопе контролируют угол профиля по перед-
ней поверхности апо, по проекции толщины зуба
*$пр = *Sno COS X/n
и шага по передней поверхности на осевую плоскость
Рпр = ^п0 cos
У червячных фрез классов АА и ААА с целью повы-
шения точности изготовления и сохранения точности
€4
в процессе эксплуатации все шлифовальные операции
производятся дважды. После предварительной доводки
отверстия (оставляют припуск 0,015—0,02 мм), шли-
фования торцов, буртиков, заточки и шлифования про-
филя производится низкотемпературный отпуск в ма-
сляной ванне при температуре 180—200° С с выдерж-
кой 1,5 ч. Затем все операции шлифования выполняются
окончательно.
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ТВЕРДОСПЛАВНЫХ ФРЕЗ
Чонолитные твердосплавные фрезы применяются при
обработке мелкомодульных колес (т == 0,3...0,8 мм) из
труднообрабатываемых материалов. Фрезы классов точ-
ности А, В и С изготовляются из сплавов ВК10М, ВК15М,
и ВК60М. Наружный диаметр этих фрез принимается
равным 32 мм, угол подъема резьбы исходного червяка
колеблется от 0°34' до Г34'. Поэтому фрезы выполняются
с прямыми канавками и с прямолинейным профилем
зуба в осевом сечении. Угол профиля для левой и пра-
вой сторон зуба принимается равным 20°. Заготовку
монолитных твердосплавных фрез получают прессова-
нием. Размеры заготовок фрез приведены в табл. 12.
12. Размеры заготовок из сплава ВК10М для червячных фрез, мм
40
Модуль Размеры заготовок
D D. d 1 И Я Ri L
0,3—0,5
0,55—0,8
До спекания
I 41,66
I 41,66
1,5 I 0,4 I 13,97
1,5 | 0,4 I 16,26
0,3—0,5
0,55—0,8
I 32,8 I
I 32,8 |
25,151 15,5 | 12,451 6,89 |
25,151 15,5 I 14,741 7,49 |
После спекания
19,8 12,4 | 9,8 1 5,4 I
19,8 12,4 I 11,6 J 5,9 I
1,2 I 0,3 | 11
1,2 I 0,3 | 12,8
3 2-117
65
Технологический процесс обработки заготовки вклю-
чает шлифование и доводку отверстия, шлифование
опорных торцов с двух сторон, шлифование фасок в от-
верстии с двух сторон, черновое и чистовое затачивание
передней поверхности, черновое затылование по диа-
метру, черновое затылование по профилю, чистовое
затылование по профилю и наружному диаметру, мар-
кировку и контроль фрез, [высокая эффективность этих
операций в значительной мере зависит от правильного
выбора шлифовальных кругов и режимов обработки.
Шлифование твердосплавного инструмента производят
алмазными кругами
Круги прямого профиля формы АПП применяются
при шлифовании отверстия и затыловании по наруж-
ному диаметру Чашечные круги конической формы АЧК
используются при шлифовании торцов. По передней
поверхности фрезы затачивают кругами тарельчатой
формы А1Т, по профилю затылуют плоскими кругами
А2П с двусторонним коническим профилем. Для об-
работки твердосплавного инструмента применяют шлиф-
порошки АСО и АСР. Зернистость круга выбирают при
черновой обработке в пределах 100/80—80/63, при
чистовой—в пределах 63/50—40/28. Используются кру-
ги 100%-ной концентрации на органической связке Б1
и Б2. Рекомендуемая скорость резания при шлифова-
нии твердосплавного инструмента алмазными кругами
составляет 25—30 м/с, а продольная подача — 0,5—
1,5 м/мин. При обработке отверстия относительно не-
большим кругом скорость резания снижается до 10 м/с.
Окружная скорость вращения заготовки принимается
в пределах 20—40 м/мин.
Твердосплавные червячные фрезы модуля 1,5—10 мм,
как правило, изготовляются сборными. Режущие эле-
менты таких фрез выполняются в виде гребенок, отдель-
ных монолитных твердосплавных зубьев либо зубьев с
напайными пластинами твердого сплава. Характерными
операциями технологического процесса изготовления
твердосплавных червячных фрез являются припайка
пластин твердого сплава и обработка твердосплавных
элементов алмазными кругами.
Особенностью пайки твердосплавной червячной фрезы
является необходимость равномерного нагрева одного
ряда зубьев. Поэтому на установках ТВЧ находит
применение разъемный индуктор, одна ветвь которого
66
размещается в отверстии фрезы, а другая — над рядом
зубьев. После пайки одного ряда зубьев паяют ряд,
расположенный с другой стороны корпуса, затем ряд,
расположенный посредине между запаянными. После
пайки фрезу медленно охлаждают в угольной крошке,
нагретом песке или вместе с печью, что предохраняет
пластины от появления трещин.
В качестве припоя при напайке применяют медь,
латунь и медноникелевые сплавы. При напайке сплавов
группы В К флюсом служит бура, а при напайке спла-
вов группы ТК — сплав буры с фтористым кальцием.
Основными операциями изготовления твердосплав-
ных червячных фрез являются операции шлифования
твердосплавных элементов алмазными кругами.
Твердосплавный инструмент алмазными кругами об-
рабатывают в два этапа: сначала вставные режущие
элементы, а затем инструмент в сборе. Это позволяет
качественно обработать посадочные места вставных ре-
жущих элементов и обеспечить снятие относительно
малых припусков при обработке фрез в сборе.
Выбор формы шлифования круга определяется глав-
ным образом конструкцией обрабатываемой части ин-
струмента, выполняемой операцией и применяемым обо-
рудованием. Круги прямого Профиля применяются для
круглого шлифования, обработки плоских поверхностей,
затылования вершин зубьев. Для заточки червячных
фрез используют чашечные и тарельчатые круги. Заты-
лование боковых сторон профиля зуба проводят пло-
скими кругами с двусторонним коническим профилем.
Рекомендуется применять круги зернистостью 100/80
и 80/63, изготовленные из алмазных порошков марок
АСО, АСР, АСВ, АСОМ.
С увеличением зернистости повышается производи-
тельность оброботки и снижается расход алмазов, но уве-
личивается шероховатость обработанной поверхности.
Наиболее часто обработку ведут кругами с концентра-
цией 100% на органической связке Б1, металлической
связке МО4 (МВ1, М5) или керамической связке К1.
Для обработки алмазными кругами следует исполь-
зовать станки высокой точности и жесткости, обеспечи-
вающие плавные малые перемещения. Соблюдение этих
требований позволяет получить необходимую точность
и шероховатость обработанной поверхности при высо-
кой стойкости инструмента.
3*
67
С целью повышения производительности обработки
применяют элекгроалмазное шлифование. В этом случае
обработка ведется в среде электролита Заготовка и круг
подключаются к источнику постоянного тока, напряже-
нием 4—8 В.
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ХВОСТОВЫХ ЧЕРВЯЧНЫХ ФРЕЗ
С целью экономии быстрорежущей стали (из нее
изготовляется только режущая часть) хвостовик у этих
фрез (см. рис. 5,6) выполняется из сталей марок 45 или
40Х. Перед сваркой на заготовке большего диаметра
протачивается шейка диаметром, равным диаметру мень-
шей заготовки. После сварки заготовки подвергаются
отжигу, затем следует токарная обработка. Операцион-
ные размеры при токарной обработке устанавливаются
с учетом припусков на последующую обработку. Припуск
по диаметру режущей части зависит от модуля:
Модуль, мм Припуск, мм
До 3 ............................. 1,2_0Д
Свыше 3 до 6......................1,9__0 i
» 6 2’4~о’1
По диаметру хвостовой части припуск составляет
О,7_ол мм. Радиальное биение после токарной чистовой
обработки допускается в пределах 0,1 мм.
В отличие от насадных фрез, обрабатываемых на
закаленной жесткой оправке, хвостовые обрабатываются
в центрах. Тело фрезы имеет малую твердость и может
деформироваться, поэтому режимы обработки значи-
тельно снижаются по сравнению g обработкой насадных
фрез, а припуски на последующую обработку несколько
увеличиваются.
Припуски на толщину зуба хвостовых фрез после фре-
зерования профиля и затылования приведены в табл. 13.
13. Припуски на толщину зуба хвостовых фрез после
фрезерования профиля и затылования, мм
Модуль Фрезерование профиля Затылование
До 2 — О»15—о,О5
Свыше 2 до 4 0,25—0.05
» 4 » 6 °’5—0,1 0,30—0Д)5
» 6 0»35—Oto5
68
Припуск на обработку двухзаходных фрез увеличи-
вается на 0,2 мм после фрезерования профиля и на
0,1 мм — после затылования. При обработке профиля
зубьев и стружечных канавок у хвостовых фрез до
термообработки применяются те же станки и измери-
тельные средства, что и при изготовлении насадных
фрез. Специфическими операциями после термообработ-
ки являются обработка центровых отверстий и шлифо-
вание хвостовика.
Центровые отверстия или шлифуются на центро-
шлифовальном станке, или доводятся коническими
чугунными притирами с абразивной пастой на доводоч-
ном (иногда на токарном) станке, или обрабатываются
твердосплавной зенковкой.
Конический хвостовик шлифуется на круглошли-
фовальном станке кругами 24А,40—25,СМ2 — С1,К.
Контроль конуса выполняется в соответствии с ГОСТ
2848—75.
Если хвостовые фрезы имеют глухие стружечные
канавки без выхода для шлифовального круга и боль-
шой угол наклона канавок, то применяются шлифоваль-
ные круги как можно меньшего диаметра. Некоторые
заточные станки (например, модели ЗА662) имеют в ком-
плекте специальные шлифовальные бабки для заточки
хвостовых фрез кругами малого диаметра и устройства
для заточки глухих канавок. В ряде случаев эти фрезы
затачиваются на универсальных заточных станках, необ-
ходимое винтовое движение осуществляется с помощью
синусной линейки или копирной втулки с упором.
Контроль заточки осуществляется на тех же приборах,
что и насадных фрез.
Шлифование профиля хвостовых фрез выполняется
так же, как и профиля насадных фрез.
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
СБОРНЫХ ЧЕРВЯЧНЫХ ФРЕЗ
Характерной особенностью современной технологии
изготовления сборных фрез является шлифование про-
филя не на затыловочном станке, как цельных фрез,
а на станке для шлифования червяков или резьбошли-
фовальном станке. При шлифш ании профиля рейки
фрезы поворачиваются на задний угол в специальном
технологическом корпусе или в несимметричных угловых
69
пазах непосредственно в рабочем корпусе (рис. 19).
Такой способ шлифования обеспечивает постоянство
профиля после переточек на всей длине зуба и позво-
ляет увеличить длину зуба. Предварительная обра-
ботка профиля в этом случае производится не на заты-
ловочном станке, а на резьбофрезерном или токарно-
винторезном.
Рис. 19. Схемы шлифования профиля сбор-
ных фрез по окружности.
У фрез в прямоугольными пазами (рис. 19,а) шлифо-
вание профиля выполняется в технологическохм корпусе
(рис. 19,6) со смещенными на величину Я пазами, в ко-
торые устанавливаются рейки. Обычно радиус Rk вер-
шинной кромки реек, установленных в технологиче-
ском корпусе, равен наружному радиусу фрезы Re.
Величина смещения
Н = Rk sin ав,
70
где ав — задний угол на вершине зуба фрезы' при его
измерении в торцовом сечении.
После обработки в технологическом корпусе гре-
бенки переставляются в корпус фрезы.
По сравнению с обычными способами затылования
рассматриваемый процесс является более производи-
тельным, не требующим для своего осуществления спе-
циальных затыловочных станков.
Чтобы обработать в приспособлении винтовую зад-
нюю поверхность зубьев, необходимо знать ее профиль,
т. е. линию ее пересечения с плоскостью, проходящей
через ось приспособления.
Предположим, что в системе X0Y0 заданы коорди-
наты точек режущей кромки червячной фрезы с прямыми
зубьями, у которых передний угол у0 = 0. С техноло-
гическим корпусом свяжем систему координат
приняв за ось Хг ось технологического корпуса. В пло-
скости zx— Н в системе X0Y0 задается режущая кромка
зуба фрезы. Если режущая кромка совершает винтовое
движение с осью Хг и параметром Р, равным параметру
винтовой поверхности исходного червяка фрезы, то
она описывает винтовую заднюю поверхность. Линия
пересечения этой поверхности с плоскостью Zj = О
представляет собой профиль винтовой поверхности,
которую необходимо обработать} в технологическом
корпусе. Координаты точек профиля эгой поверхности
следующие:
Zi — 0; %i = х0 —
= Rk sin _ и .
У1 sin т sin т *
^cosaB — Уо ’
где А'о и yQ — координаты точек режущей кромки.
Применение сборных фрез, затылованных в техно-
логическом корпусе, позволяет применять увеличенные
до 15—18° задние углы на вершине зуба. При этом со-
ответственно увеличивают задние углы и на боковых
кромках, что благоприятно сказывается на работоспо-
собности фрез.
У фрез с угловыми пазами (| нс. 19,в) роль техноло-
гического корпуса выполняет корпус фрезы. При уста-
новке реек в положение /, при котором их передняя
поверхность совпадает с радиальным направлением паза
71
корпуса, последний выполняет роль рабочего. Если
повернуть рейку на 180° и установить ее в положение //,
корпус выполняет роль технологического приспособ-
ления.
Рис. 20. Сборная червячная фреза
Для определения формы паза такой фрезы через
вершинную точку В зуба проводят переднюю плоскость
ВС. Радиус точки В равен R (положение /). Точка С
выбрана на наружной окружности корпуса На этой
о
Рис. 21. Корпус сборной
червячной фре-ы
окружности откладывается
отрезок СЕ, равный толщине
зуба фрезы, измеренной по
хорде. Через точку Е прово-
дится вторая сторона АЕ паза
корпуса так, чтобы она каса-
лась окружности радиуса
Н = /?sinaB. В положение II
устанавливаются все зубья
фрезы и производится обточка
или шлифование их задних
поверхностей так же, как и
при обычной обработке винто-
вых поверхностей.
В сборных фрезах, раз-
работанных А Н. Шевченко,
Ф. П. Симоняном и В. Н.
Гольцовым (рис. 20), зубча-
тые рейки 4 зажимаются в пазах корпуса 5 радиальными
клиньями 3 g углом 3—8°, угол р между передней
опорной поверхностью и основанием паза корпуса
(рис. 21) зубчатой рейки составляет 100—105°. На
торцы реек и клиньев надеты крышки 1 (рис. 20),
закрепляемые винтами 2.
72
Наиболее сложными в изготовлении деталями явля-
ются зубчатые рейки и корпус. Операции при изготов-
лении зубчатых реек (рис. 22) к сборным фрезам выпол-
няют в такой последовательности: отрезают заготовку;
Рис. 23. Последовательность обработки реек
шлифуют ее с четырех сторон; фрезеруют торцы 1 и бур-
тики 2 с двух сторон (рис. 23,я), переднюю грань 6,
крепежную часть и скос 5, опорную поверхность 3
и фаску 4 (рио. 23,6); шлифуют крепежную часть 5,
опорную поверхность 5, переднюю грань 6; собирают
рейки в технологическом корпусе; подрезают торцы /,
73
протачивают буртики 7 (рис. 23,в) и выточки 8 с двух
сторон, шлифуют торцы 1 и буртики 7 с двух сторон;
надевают крышки на буртики реек; обтачивают наруж-
ный диаметр; фрезеруют профиль зуба; точат профиль
зуба; фрезеруют неполные витки; разбирают рейки;
маркируют; калят и отпускают; предварительно шли-
фуют заднюю опорную поверхность 9 (рис. 23,а), крепеж-
ную часть 4, опорную поверхность 5, переднюю грань 5;
собирают рейки в технологическом корпусе; предвари-
тельно шлифуют торцы и буртики с двух сторон; наде-
вают крышки на буртики реек; предварительно шли-
фуют заготовку по наружному диаметру; предварительно
шлифуют профиль; разбирают рейки; заготовку под-
вергают низкотемпературному отпуску; шлифуют зад-
нюю опорную поверхность 9, крепежную часть 4, опор-
ную поверхность 5, переднюю грань 3, собирают рейки
в технологическом корпусе; шлифуют торцы и буртики
с двух сторон; надевают крышки на буртики реек;
шлифуют заготовку по наружному диаметру; шлифуют
профиль; разбирают рейки.
Рейки изготовляются из полосовой горячекатаной
стали. Общие припуски на обработку принимаются
равными 5 мм на обе стороны и длину.
Буртики фрезеруют с припуском по высоте h2 (рис 22)
1,3 мм. После шлифования крепежной части и опорных
поверхностей припуски составляют: 1,6 мм на высогу Н,
1 мм на ширину В и 0,6 мм на ширину крепежной ча-
сти Ь.
Технологические корпусы, в которых выполняются
токарные и шлифовальные операции, имеют смещенные
пазы, рейки в которых крепятся с помощью клиньев.
При шлифовании буртиков их диаметр выполняется на
0,02—0,03 мм больше, чем диаметр крышек. Крышки
надевают с натягом, предварительно подогревая их до
температуры 100° С.
После обточки по наружному диаметру оставляется
припуск 2 мм на последующую обработку.
Резьбофрезерование является предварительной опе-
рацией обработки профиля. При последующей токарной
обработке снижается шероховатость и повышается
точность профиля. Иногда вместо токарных станков
применяют затыловочные, но тогда в них выключают
механизм затылования. Припуски на обработку профиля
принимаются такими же, как у цельных фрез. Перед
74
термообработкой рейки маркируют, на них наносят
номер комплекта и номер рейки.
После термообработки между предварительными
и окончательными шлифовальными операциями про-
изводится низкотемпературный отпуск с целью снятия
внутренних напряжений и стабилизации размеров. На
окончательное шлифование оставляют припуск 0,1 мм
на сторону. После окончательного шлифования пло-
скостей неплоскостность поверхностей /, 2, 3 (рис. 22)
не должна превышать 0,003 мм, непараллельность по-
верхностей 1 и 2 — 0,003 мм.
Корпусы сборных червячных фрез (рис. 21) изго-
товляют из стали марки 40Х по ГОСТ 4543—71. Ниже
приводится последовательность операций при изготов-
лении корпусов: отрезают заготовку; выполняют токар-
ную черновую обработку; протягивают отверстие; вы-
полняют токарную чистовую обработку; протягивают
шпоночный паз; фрезеруют пазы и лыски; сверлят по
три отверстия под резьбу на двух торцах; нарезают резь-
бу в отверстиях; калят и отпускают заготовку до твер-
дости HRC 37—42; шлифуют отверстия; предварительно
шлифуют торцы; предварительно шлифуют пазы; за-
готовку подвергают низкотемпературному отпуску; до-
водят отверстие; шлифуют пазы; маркируют.
Корпусы обычно изготовляются из проката. Общий
припуск на обработку принимается равным 8 мм по
диаметру, 5 мм — по длине. Припуски на обработку
отверстия принимаются такими же, как для цельных
червячных фрез. Токарная обработка производится по
той же технологии, чго и для цельных червячных фрез.
Фрезерование пазов выполняется в делительной го-
ловке. Припуски на последующую обработку по ширине
паза составляюг 0,8 мм, по дну на две стороны — 1 мм.
Наибольшая разность окружных шагов не должна пре-
вышать 0,05 мм. После предварительного шлифования
оставляют припуск на окончательное, равный 0,1 мм
на сторону.
При окончательном шлифовании пазов окружной
шаг контролируют по стороне Б (рис. 21). Разность
окружных шагов допускается не более 0,01 мм, накоп-
ленная погрешность окружного шага—не более 0,015 мм.
Непараллельность поверхности В относительно оси
отверстия не должна превышать 0,003 мм, биение по-
верхности В относительно оси отверстия — 0,003 мм.
75
Так как рейки крепятся клиньями, то допуск на ши-
рину паза предусматривается большой: 4-0,1 мм.
При сборке фрез рейки устанавливают в пазах рабо-
чего корпуса до упора, слегка закрепляют клиньями
и выставляют по шагу вдоль общей винтовой линии,
радиальному биению и конусности. Затем их оконча-
тельно зажимают клиньями. После этого у реек и кор-
пуса шлифуют торцы и буртики с биением не более
0,003 мм. Диаметр буртиков должен быть на 0,02—0,03 мм
больше диаметра крышек. Крышки нагревают до тем-
пературы 100° С, надевают на буртики и закрепляют
винтами. У собранной фрезы шлифуют торцы и бур-
тики. Фреза окончательно контролируется и маркиру-
ется.
Тщательное и точное выполнение всех операций
позволяет изготовлять сборные червячные фрезы с до-
пусками по классу А, а иногда и точнее.
Л ЗУБОРЕЗНЫЕ ДОЛБЯКИ
Долбяки применяются для об-
работки зубьев цилиндрических
прямозубых и косозубых зубчатых
колес наружного и внутреннего за-
цепления, а также для обработки
зубьев у валов и отверстий шлице-
вых соединений. По конструктив-
ному оформлению крепежной части
Холбяки делятся на дисковые, ча-
шечные и хвостовые (рис. 24, а, б, в; табл. 14). Косозубые
долбяки изготовляются двух типов: для косозубых (рис.
24,г) и для шевронных колес (рис. 24,(9). Между собой они
различаются, в основном, формой заточки. Косозубые
долбяки для шевронных колес не стандартизованы, они
изготовляются по чертежам предприятий. Получили
распространение долбяки с номинальными делительными
диаметрами 150, 200 мм, tnt — 2... 12 и углом наклона
линии зуба 30°.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ПРЯМОЗУБЫХ ДОЛБЯКОВ
При изготовлении дисковых и чашечных долбя ков
операции выполняют в такой последовательности: за-
76
14. Параметры зуборезных лолбяков, мм
Долбя ки ^0 Модуль
Прямозубые: дисковые 80; 100; 125; 160; 200 т0 = 1...12
чашечные 50; 80; 100; 125 тл = 1...9
Косозубые: (Р = 15; Р = 23°) дисковые хвостовые Мел комод ул ь н ые: дисковые хвостовые Для обработки зубьев деталей шлицевых соеди- нений: дисковые 100 25; 38 40; 63 12; 16; 25 75; 100; 125 СП о. о“о> о : : ’Я —: —: тР ; : II II сГ о' и = с II II £ $ ©с S 2 S
чашечные 50; 75; 100; 125 т0= 1...10
хвостовые 15; 16; 20; 25; 38 т0= 1...5
готовку отрезают; куют или штампуют; отжигают; гал-
туют; выполняют токарную черновую обработку; вы-
полняют токарную чистовую обработку; фрезеруют зу-
бья; маркируют; подвергают термической обработке;
выполняют дробеструйную обработку; шлифуют лен-
точку на переднем торце; шлифуют задний опорный
торец; шлифуют отверстие; шлифуют внутренний то-
рец; шлифуют зубья; шлифуют заднюю поверхность по
вершинам зубьев; шлифуют переднюю поверхность
зубьев; шлифуют радиусы по вершинам зубьев; мар-
кируют; шлифуют переднюю поверхность зубьев.
Дисковые и чашечные долбяки, как правило, изго-
товляются из кованых или штампованных заготовок.
Этим обеспечивается более равномерное распределение
карбидов по объему металла.
Токарная обработка. Порядок и содержание пере-
ходов при токарной обработке зависит от серийности
производства и имеющегося оборудования. При крупно-
серийном производстве применяют токарные полуав-
томаты: шестишпиндельные модели 1А240П-6 для дол-
бяков d0 — 75... 100 мм и восьмишпиндельные 1К282 для
долбя ков d0 = 75...200 мм, а также станки g числовым
программным управлением (ЧПУ). В мелкосерийном
производстве применяются универсальные токарные
станки и станки с ЧПУ.
77
Рис. 24, Типы зуборезных долбяков.
Припуски после токарной обработки долбяков и раз-
меры после технологических операций приведены
в табл. 15 и 16.
При токарной черновой обработке долбяков диа-
метром d0 = 50... 125 мм на универсальных станках пере-
78
15. Припуски после токарной обработки долбяков, мм
Номинальный делительный диаметр dp Черновое точение Чистовое точение
Д^2 ДВ,
Ь'<30 £>30
До 80 1>8-°.3 2-о.э 0,8—0,3 2 —0,3 0,8”0,3 0,3-°’2 j-0.1
100—125 2,2—0,3 12-0J
160 2>5-0.3 1—0,3 0.4-0.2 1,5-°’'
200 2-0,3 2,2”0,3 ОД-0’3 2Д~°’3 1,7“0,1
Примечание. Для всех номинальных делительных диаметров
М2 = 1,5+°«5.
16. Диаметры отверстий долбяков после технологических операций
обработки, мм
Диаметр отверстия Сверление Растачивание Шлифование
16 14,б+0’2 15,7+0.04 15,985+°’01
20 17,5+°’3 19.57+0’04 19,985+0’01
31,743 28+0,3 31,31+0.04 31,723+°’015
44,443 41+о,з 44,О5+°’05 44,423+0,015
76,2 73+°’4 75,7+0.05 76,175+°’02
88,9 85+М 88,35+°’05 88.875+0’02
101,6 98+°’6 Ю1+0-1 1O1.575+0’02
Примем ание Отверстия диаметром 76,2 мм и выше не сверлят,
в этом случае сердцевину заготовки вырезают резцом.
79
ходы выполняют в такой последовательности (рис. 25,п)г
подрезают торцы /, 5, сверлят отверсше 2, растачива-
ют выточку 4, подрезают торец 5, обтачивают наруж-
ный диаметр 6. Наружный диаметр обтачивают пакетом
на оправке. Последовательность обработки долбяков
д
г
Рис. 25. Последовательность токар-
ной обработки долбяков.
диаметром d0^ 150 мм
иная. Вначале подре-
зают торец 5, затем обта-
чивают наружный диа-
метр 6 до кулачков,
подрезают опорный то-
рен /, обтачивают на-
ружный диаметр 6, над-
резают сердцевину от-
верстия 2 с одной
стороны до середины,
вырезают сердцевину от-
верстия 2 с другой сторо-
ны, растачивают выточ-
ку 4 с порезкой торца 3.
С целью повышения
производительности при
токарной обработке на многошпиндельных полуавтома-
тах в 1-й позиции производится сверление отверстия
0 28 мм (у долбяков с размером отверстия 0 31,743
и 44,443 мм) и подрезка торца 5, го 2-й — рассверли-
вание отверстия на 0 41 мм (для долбяков с отверстием
0 44,443 мм), в следующих позициях — последователь-
80
ное растачивание выточки в размеры 0 48,5, 0 61,5,
0 68,5 мм. Подрезка опорного торца 1 и обточка по
наружному диаметру 6 производится затем на уни-
версальном токарном станке.
Токарная чистовая обработка выполняется на уни-
версальных станках в патроне в такой последователь-
ности (рис. 25,в): подрезают опорный торец /, обтачива-
ют буртик 7 и фаску 8 (у чашечных долбяков), заготовку
переустанавливают, протачивают переднюю поверх-
ность 5, растачивают торцовую выточку 5, подрезают
внутренний опорный торец 4, прорезают канавку 5,
растачивают дополнительную выточку 2, затем раста-
чивают отверстие 10 и фаски 9, заготовку переустанав-
ливают, протачивают скос 7 (у дисковых долбяков)
(рис. 25,6). Скос 7 не протачивается за первую установку,
чтобы не переналаживать станок на каждом долбяке на
обработку конуса. Дополнительную выточку 2 выпол-
няют по технологическим соображениям, чтобы облег-
чить последующее шлифование по передней поверх-
ности. Ее диаметр d4 принимается на 10—15 мм мень-
ше диаметра dt окружности впадин зубьев долбяка
(см. рис. 21).
На оправке обтачивается наружный диаметр на
конус у всех долбяков; у чашечных, кроме этого, сни-
мается фаска.
При токарной обработке на станках с ЧПУ не пред-
ставляет трудностей обработка за одну установку ци-
линдрических, конических, торцовых поверхностей, рас-
точка отверстия и прорезка канавок. Поэтому здесь
возможна концентрация операций.
Токарную чистовую обработку долбяков на станках
с ЧПУ выполняю? в такой последовательности (рис. 25,г):
протачивают поверхность 8, растачивают фаску 6, под-
резают торец 5, прорезают канавку 4, растачивают
выточку 7, выточку 3, отверстие 2 и фаску 1. После
этого долбя к устанавливают выточкой на обратные ку-
лачки (рис. 25,6), обтачивают наружный диаметр /,
подрезают опорный торец 2 и протачивают скос 3.
При В >22 для уменьшения вылета резца расточку
отверстия производят после переустановки в обратные
кулачки.
Технические требования кдолбякам после токарной
обработки следующие: допустимые биения передней по-
верхности и внутреннего опорного торца относительно
81
оси отверстия, а также биение по наружному диаметру
составляют соответственно 0,15; 0,15 и 0,1 мм.
Фрезерование зубьев —ответственная операция из-
готовления долбяков. Качественное ее выполнение поз-
воляет оставлять минимальный припуск и создает ус-
ловия для высокопроизводительного, без прижогов шли-
фования профиля.
Основным способом нарезания зубьев является фре-
зерование червячными фрезами. Для получения боковых
задних углов по профилю зубьев фреза должна пере-
и
Рис. 26. Кинематическая схема станка модели 5К32 до и после
его модернизации.
мешаться под углом к оси долбяка (см. рис. 24). Это
достигается суммированием вертикальной подачи фрез
и радиальной подачи заготовки, что становится возмож-
ным после модернизации зубофрезерного станка. На
рис. 26,а,б показана кинематическая схема цепи, связы-
вающей винт I радиальной подачи и винт П вертикаль-
ной подачи, соответственно до и после модернизации
станка модели 5К32. Концы валов III и IV выводятся
наружу, вместо шестерен 1 и 2 они соединяются гитарой.
Числа зубьев сменных шестерен а и b определяются
по формуле:
а 50, .
У — 27
Боковой задний угол по профилю можно также
получить ручным радиальным перемещением заготовки
82
к центру фрезы (рис. 27,а). Вначале долбяк фрезеруют
с вертикальной подачей. Когда ось фрезы приблизится
на расстояние 2—3 мм к заднему торцу, вертикальная
подача выключается и вруч-
ную осуществляется ради-
альная подача на величину
а = (В — 2 ... 3)tga*.
При этом способе фре-
зерования не требуется мо-
дер низании станка, но спо-
соб не обеспечивает ста-
бильности размеров зуба у
заднего торца долбяка и
требует определенного на-
выка рабочего.
При отсутствии зубо-
фрезерного станка зубья
долбяков можно фрезеро-
вать на горизонтально-
фрезерном станке методом
копирования дисковой фре-
Рис. 27. Фрезерование зубьев
долбяка.
17. Припуски на толщину зуба
долбяков после фрезерования, мм
Модуль d0 < 100 d0 > 100
0,8—2,5 Свыше 0,5—0,1 0,6—0,1
2,5 до 4,0 Свыше 0,7—0,1 0,8—0,1
4,0 до 8 Свыше 0,8—0,1 1,0—0,1
8 до 12 1,0—0,1 1,2—0,1
зой с использованием для
деления универсальной делительной головки (рис. 27,6).
Этот способ является малопроизводительным и дает
значительные погрешности формы зуба. Профиль впа-
дины между зубьями в различных сечениях долбяка
переменный, поэтому оп-
ределяются координаты
отдельных точек профи-
ля впадин в крайних
сечениях А А и ВВ. Эти
два профиля долбяка
совмещаются и находит-
ся оптимальный про-
филь фрезы. При фрезе-
ровании дисковой фре-
зой приходится остав-
лять увеличенный при-
пуск под шлифование.
Припуски по толщине зуба As на последующую обработку
(рис. 28, а) после фрезерования червячной фрезой
приведены в табл. 17.
По диаметру впадин зубья долбяков фрезеруются
в окончательный размер с допуском —1 мм.
83
Рис. 28. Схема определения профиля червячной фрезы.
Скорость резания при зубофрезеровании на станке
5К32 составляет 15—20 м/мин. Подача зависит от мо-
дуля нарезаемого долбяка:
Л* о дуль, мм
Подача, мм/об
0,8—1........................
1,5—2........................
2,5—5........................
6—8.........................
0,7—1
1,5—2
2,5—2
1,5—1
Фрезерование зубьев долбяков производится специ-
альными червячными фрезами. Размеры профиля фрезы
(рис. 28,6) находят из выражений
^пф = = CXq»
где а0— угол профиля исходного контура долбяка.
Высота головки зуба фрезы
d0 -— df
hat, - + °-5.
где 0,5 — половина допуска на диаметр впадин долбяка.
На высоте ha$ толщина зуба
$лф = — (s0 + As).
Общая высота зуба
h da0^~ ^dal~df
= ---------g----
Фрезы для долбяков по сравнению с фрезами для зуб-
чатых колес имеют увеличенную высоту и уменьшенную
на величину припуска под шлифование As толщину
зубьев. Поэтому у фрез малых модулей заостряются
вершины зубьев, что отрицательно сказывается на стой-
кости. Для увеличения ширины вершины sa у фрез
для долбяков с 3 мм угол профиля а'пф принима-
ется на 2—3° меньше угла профиля долбяка а0. Нор-
мальный шаг фрезы t'n$ в этом случае определяется из
условия равенства шага фрезы по линии зацепления
и основного шага долбяка (рис 28,6):
^пф — JI/77q
COS СС0
cos
85
Расчетные высоту головки и толщину зуба фрезы
определяют по формулам
Лаф = + 0,5;
$пф = — (So + As) — inv aoi + inv апф,
где — диаметр начальной окружности при фрезеро-
вании, da = 1Пф20/л, (здесь z — число зубьев долбяка);
ccoi — корригированный делительный угол профиля долбя-
ка, компенсирующий погрешности от переднего и зад-
него углов уа и ak долбяков.
Угол aoi находят по формуле
8 01 1 —tgTotgaft'
При фрезеровании специальных долбяков с нестан-
дартными углом профиля и модулем и отсутствии спе-
циальной фрезы можно использовать фрезу с другим
углом профиля и нормальным шагом, но с шагом /Вф по
линии зацепления, близким к основному шагу долбяка
Рво. Использование такой фрезы возможно, если по-
грешность профиля при фрезеровании б (рис. 28,в,а),
возникшая из-за неравенства шагов /Вф и РЕ0, меньше
припуска под шлифование As и при этом обеспечивается
прорезка зубьев по высоте, т.е. получаемый диаметр
впадин d'f близок к требуемому df.
Если шаг подобранной фрезы по линии зацепления
/Вф больше основного шага долбяка Рво, то определяется
наибольшая погрешность профиля б в конечной точке
его рабочего участка на диаметре dp (рис. 28,в) по следу-
ющим формулам:
б = dp (inv а0 — inv а' — inv ах + inv ах);
- адсозар. _ ^пф^О С05апф t
V- kJ о ОС « » LUu ' *1 j *
dp ’ 1 dp
/илфСО5алф
cos ax — —-------- ,
где dp = df + O,5mo.
Если шаг подобранной фрезы по линии зацепления
dE$ меньше основного шага долбяка Рво, то определя-
86
ется наибольшая погрешность профиля по диаметру
выступов dal (рис. 28,г):
= dai (inv а0 — inv а'а 4- inv аа — inv ах);
На операции фрезерования зубьев устанавливаются
следующие технические требования: погрешность про-
филя до 0,05 мм, толщина зуба (s + As) до —0,1 мм,
диаметр окружности впадин по передней поверхности
(df) и заднему торцу (dfj) до —1,0 мм, радиальное би-
ение профиля зубьев до 0,05 мм, отклонение бокового
заднего угла по профилю зубьев до 0,05 мм. Они про-
веряются при настройке станка.
Эвольвентный профиль и боковые задние углы кон-
тролируются так же, как и после операции шлифование
профиля.
Толщина зубьев прямозубых долбяков обычно про-
веряется штангенциркулем по общей нормали. Контро-
лируемый по передней поверхности размер (рис. 28,а)
определяется по формуле
w — cos aoj s0 + As 4- dQ (----h inv aoi
где z0— число зубьев долбяка; n — число впадин между
контролируемыми зубьями, п гоао/18О°.
Толщину зубьев прямозубых долбяков’можно также
контролировать кромочным зубомером. Размеры hal
и soi для установки линеек кромочного зубомера опре-
деляются следующим образом:
hal = hao 4--------4- A/lJ
soi — d0 sin -g-,
где A/z = у (1 — cos e/2); 0 = 2 (s0 4- As)/d0, рад;
Adal— припуск по диаметру вершин после токарной
обработки.
Диаметр впадин контролируют штангенциркулем.
При нечетном числе зубьев определяется размер по
наибольшей хорде
dfx = df cos —
87
Для долбяков с zo>30 диаметр по наибольшей хорде
можно прнять dfx = dft диаметр окружности впадин по
заднему торцу
dfi = df — 2В tg а*.
Радиальное биение профиля зубьев контролируется
в центрах индикатором. Сменные измерительные нако-
нечники индикатора имеют коническую или шаровую
форму. Угол конуса наконечника принимается равным
2а0. Это позволяет обеспечить его контакт с профилем
зуба по делительному цилиндру. Из этих же соображений
подбирается для каждого модуля долбяка диаметр ша-
рового наконечника.
Перед термообработкой долбяки маркируются: на-
носится номер маршрутного листа и порядковый номер
долбяка.
После термообработки шлифуют плоскую ленточку
по передней поверхности долбяка. Ленточка служит ба-
зой для последующего шлифования внешнего опорного
торца. При ширине ленточки 1—3 мм и переднем угле
долбяка 5° по высоте снимают слой в 0,1—0,25 мм.
К поверхности внешнего опорного торца долбяка
предъявляются жесткие требования: параметр шерохова-
тости Ra должен составлять 0,16 мкм, неплоскостность
не должна превышать 0,005 мм, в сторону поднутрения
завалы краев допускаются на расстоянии до 3 мм от
поверхности скоса или от наружного диаметра буртика.
Эти требования обеспечиваются при шлифовании тор-
цом круга на плоскошлифовальном станке с круглым
столом и вертикальным шпинделем. Целесообразно
применять не сегменты, а кольцевые круги с характе-
ристикой 24А40 СМ1—СМ2 на бакелитовой связке.
Рекомендуемые режимы шлифования: скорость v—22 м/с,
частота вращения стола и = 14 об/мин, вертикальная
подача при черновом шлифовании 0,6 мм/мин, при чи-
стовом — 0,2 мм/мин, время выхаживания 6—7 мин.
В качестве охлаждающей жидкости используют содово-
нитритный раствор.
На некоторых заводах внешний торец долбяков
окончательно доводят на доводочном станке, используя
чугунную плиту. Неплоскостность контролируется по-
верочной линейкой ЛД-1-125 (по ГОСТ 162—73).
Диаметры отверстий долбяков после шлифования
приведены в табл. 14.
88
При шлифовании отверстия долбяк крепится при-
хватами к планшайбе станка либо устанавливается
в магнитном патроне. Центрирование долбяка по оси
патрона 1 (рис. 29) осуществляется с помощью приспо-
собления. Диск 2 наружной поверхностью базируется
по трем кулачкам 3, закрепленным на патроне. Долбяк
центрируется конической частью оправки 4. После
включения магнита оправка с диском снимается.
Рис. 29. Приспособление для центрирования долбяка при шли-
фовании отверстия.
Для шлифования отверстия применяются круги:
24А40—25П, СМ1—СМ2 К. Хорошее качество и высокую
производительность обеспечивает применение кругов
из эльбора Л6—ЛЮ, СМ1, К.
Диаметр отверстия может контролироваться пре-
дельными калибрами, нутромером или с помощью спе-
циальных приборов. Конусность и овальность отвер-
стия допускаются в пределах допуска на диаметр от-
верстия.
ГОСТ 9323—79 устанавливает требование по не-
перпендикуляркости. Контроль перпендикулярности
внешнего опорного торца на радиусе R относительно
оси отверстия осуществляется на специальном приборе
(рис. 30). Долбяк прижимается поверхностью отвер-
стия к неподвижному упору 1. Подвижный упор 2,
89
связанный с измерительной головкой, контактируете по-
верхностью отверстия на расстоянии / от неподвижного
упора. Долбяк поворачивают на 360° и определяют наи-
большую разность показаний головки Д.
Неперпендикулярность опорного торца на радиусе 7?
относительно оси отверстия
f —
/ху 9/ ’
Рис. 30. Контроль перпендикулярности отверстия к торцу.
С целью обеспечения требуемой шероховатости и точ-
ности отверстие долбяка хонингуется или доводится.
Хонингование может производиться на станках модели
3821 с применением алмазных брусков АЗ 60/40 100М1.
В качестве СОЖ применяется смесь 70% керосина
с 30% веретенного масла. Доводка осуществляется на
вертикально-сверлильных станках чугунными прити-
рами с пастой из порошка карбида кремния зеленого
63С зернистостью М20Н—М14Н и веретенного масла.
Притиры насаживаются на коническукфправку (обычно
конусностью 1 : 50). При хонинговании и доводке раз-
меры отверстия контролируют теми же измерительными
средствами, что и при шлифовании.
Внутренний опорный торец шлифуют на внутришли-
фовальном станке торцом круга с характеристикой
90
24А40—25П СМ1—CM2K. Долбяк при этом крепится
в магнитном патроне. Параллельность опорных поверх-
ностей проверяется на приспособлении.
Шлифование профиля — наиболее сложная и тру-
доемкая операция изготовления долбяков. Ее трудоем-
кость составляет 60—70% от общей трудоемкости из-
готовления долбяков. Качество и точность выполнения
этой операции определяют класс точности долбяка.
Шлифование профиля долбяков выполняется на спе-
циальных зубошлифовальных станках, работающих по
методу обкатки. Используются станки различных схем
Рис. 31. Образование эвольвенты торцовой плоскостью круга.
шлифования: станки, обрабатывающие профиль зубьев
плоской торцовой поверхностью шлифовального круга;
станки, работающие абразивным червячным кругом;
станки, на которых производится обработка кониче-
скими сторонами круга на проход.
В настоящее время в отечественной инструментальной
промышленности, в основном, применяется первый из
вышеуказанных типов станков. Кинематическая схема
зубошлифовальных станков, работающих плоской тор-
цовой поверхностью шлифовального круга, построена
по известному принципу образования эвольвенты.
На шпинделе бабки изделия (рис. 31) установлен
эвольвентный кулак с диаметром основной окруж-
ности dk, который под действием груза прижимается
к плоскому неподвижному упору в точке С. При враще-
нии шпинделя с угловой скоростью со бабка изделия со-
вершает линейные перемещения со скоростью v—wdkl2,
соответствующие качению основной окружности кулака
91
dk по производящей прямой АС. Если при этом ось
шлифовального круга наклонена под углом ау к направ-
лению перемещения салазок бабки изделия (на рис. 31
к образующей эвольвенту прямой АС), то торцовой
плоскостью шлифовального круга на обрабатываемом
изделии воспроизводится эвольвентный профиль с ди-
аметром основной окружности
С?вО == COS (Х>у
На рис. 31 показаны два крайних положения дол-
бяка относительно круга при обработке ЭЕОльвентного
профиля н* длине CiC2, выполняемого участком про-
филя шлифовального круга ВГВ^. Диаметр начальной
окружности при шлифовании равен dk, а угол зацепле-
ния — ау.
В станках моделей 5891,5892С на угол ау относительно
горизонтально расположенных салазок бабки изделия
поворачивается шлифовальный шпиндель. В станках
моделей МШ232, 5893, 5892А ось шлифовального шпин-
деля расположена в горизонтальной плоскости, а на
угол ау поворачиваются салазки бабки изделия.
Возможность изменения угла зацепления ау при
шлифовании позволяет использовать один эвольвентный
кулак для шлифования долбяков с разными диаметрами
основной окружности в некотором диапазоне. В ре-
зультате этого значительно сокращается число необ-
ходимых эвольвентных кулаков.
Для настройки станка выбирается диаметр основной
окружности эвольвентного кулака dK и определяется
угол установки ау по формуле
^вО
cos аи — -т- .
С ростом угла установки увеличивается рабочий
участок шлифовального круга. Возможности увеличе-
ния угла аь ограничены из-за опасности зарезания про-
тивоположной стороны зуба кромкой круга. С умень-
шением угла ау рабочий участок круга уменьшается
и при шлифовании долбяков с малым числом зубьев
увеличивается возможность подрезания профиля по
ножке зуба.
Практически наиболее благоприятные условия шли-
фования создаются при ап—2°< ау<а 0. Из этих со-
ображений диаметр основной окружности эвольвент-
92
ного кулака выбирается примерно равным диаметру
делительной окружности долбяка
Боковые стороны зубьев долбяков (прямозубых
и косозубых) представляют собой эвольвентные вин-
товые поверхности. Как известно, эвольвентные вин-
товые поверхности могут развертываться на плоскость,
а следовательно, и обрабатываться плоскостью инстру-
мента. Сечением эвольвентной винтовой поверхности
плоскостью, касательной к основному цилиндру, явля-
ется прямая линия, наклоненная под углом рв к оси
По этой прямой осуществляется контакт плоского торца
шлифовального круга с боковой эвольвентной винто-
вой поверхностью долбяка. При настройке станка ко-
лонка шлифовального шпинделя поворачивается на
угол наклона эвольвентной поверхности зуба по основ-
ному цилиндру рво. Для прямозубых долбяков указан-
ный угол находят по формуле
tg Рво == tga*sina01.
У прямозубых долбяков угол рв является задним
углом по боковой стороне зуба. Для обеспечения шли-
фования профиля на полную высоту зуба по всей ши-
рине рабочей части долбяка ось шлифовального шпин-
деля при настройке смещается относительно передней
поверхности долбяка.
Шлифование долбяков с модифицированным про-
филем. Долбяки с модифицированным профилем широко
используются в промышленности. Долбяки с утолще-
нием по ножке зуба (рис. 32,а,б) применяются для наре-
зания колес со срезом по головке зуба и для нарезания
колес под шевингование, долбяки с утолщением по го-
ловке зуба (рис. 32,в) — для нарезания колес под ше-
вингование. Шлифование профиля с утолщением по нож-
ке может быть выполнено двумя способами.
Один из способов получения утолщения ножки
зуба заключается в неполном огибании профиля. Ста-
нок настраивается так, чтобы при крайнем положении
плоскость круга располагалась по касательной к точке
начала утолщения. Участок эвольвентного профиля,
расположенный ниже этой точки, недошлифовывается
(рис. 32,а). Такой способ имеет существенные недостатки:
значительно изменяются размеры утолщения по мере
переточки долбяка, не всегда можно получить требуемую
величину утолщения.
93
Более правильным и распространенным способом
является шлифование с полным огибанием фасонно за-
правленным кругом (рис. 32, б). В этом случае размеры
б
Рис. 33. Копирное при-
способление для фа-
сонной правки круга.
полученного утолщения изменяются по мере переточки
долбяков значительно меньше. Изменяя угол заправки
круга Да, можно получить необходимые размеры утол-
щения. Для фасонной заправки круга на станках, на-
пример моделей МШ-232, 5892, 5893, предусмотрено
специальное приспособление, показанное на рис. 33,а.
94
Внутри передвигающейся рейки установлен качаю-
щийся на оси рычаг. На одной стороне рычага закреплен
алмаз, а другой конец скользит по копиру. Соотношение
плеч рычага 1 : 5, поэтому для заправки на круге угла Да
угол профиля копира (рис. 33,6) находят из выражения
tgam = 5tqAa. Угол заправки шлифовального круга Да
равен углу модификации исходного контура образу-
ющей рейки.
Шлифование профиля долбяков с утолщением по
головке зуба может быть выполнено только методом
полного огибания. В связи с необходимостью выхода
шлифовального круга из зацепления с изделием для
последующего деления на зуб невозможно осуществить
шлифование с неполным огибанием. Форма профиля
утолщения, обычно получаемого при шлифовании, по-
казана на рис. 32, г. Профиль утолщения состоит из
участка Ьс эквидистантной эвольвенты, отстоящей на
заданную величину п от основной эвольвенты, и переход-
ного участка ab. Форма профиля шлифовального круга
для получения такого профиля утолщения и соответ-
ствующая форма копира к приспособлению для правки
круга показаны на рис. 32,в и 33,в.
В процессе огибания точка F шлифовального круга
образовывает переходный участок ab, а плоскость Б
круга — эвольвентный участок Ьс утолщения.
Следует иметь в виду, что величины утолщений по
головке зуба могут быть получены лишь ограниченных
размеров, и необходимо расчетом проверять возмож-
ность образования заданных размеров утолщения при
шлифовании обкаткой.
Максимальная величина утолщения nmax получается
при образовании утолщения формы 11 точкой F шлифо-
вального круга при условии, когда не участвуег в шли-
фовании плоскость Б (рис. 32,в,д). Величина nmax зави-
сит от угла зацепления при шлифовании. Она опре-
деляется по формуле
^cq ^вО
Птах = ~2~ [sinaa0 — sin (tj 4- ay)] 4- — (Т] 4- a^ — aa0),
где т) находят из выражения
t/j, у
cos т] = cos (aH. у — ау):
аа0
95
da0 — диаметр окружности выступов; dH у — диаметр
начала утолщения; dBQ —диаметр основного цилиндра
долбяка; аао — угол профиля зуба на окружности вы-
ступов; ану — угол профиля зуба на окружности на-
чала утолщения; ау— угол установки шлифовального
круга (угол зацепления при шлифовании).
Гели /?тах больше заданной величины утолщения /?,
то шлифовальным кругом с профилем, показанным на
рис. 32, в, шлифуется утолщение, форма которого пока-
зана на рис. 32,г.
Шлифование профиля долбяков — операция, тре-
бующая высокой квалификации. При настройке и шли-
фовании профиля первого долбяка часто возникает
необходимость подналадки станка, коррекции установки
шлифовального круга и бабки изделия. На точность
выполнения операции влияет ряд факторов, в том числе
точность выполнения базовых поверхностей долбяка
(посадочного отверстия и опорного торца), точность
шпинделей изделия и шлифовального круга, эвольвент-
ного копира, механизма деления и т. д. Шлифуют дол-
бяки на режиме: скорость — 25 — 30 м/с, число двойных
ходов в минуту — 18—30, подача — 0,02—0,03 мм с по-
следующим выхаживанием без подачи за 3—7 оборо-
тов в зависимости от требований к точности долбяка.
При шлифовании профиля долбяков используются
шлифовальные круги формы ЗП диаметром от 250 до
450 мм в зависимости от модели станка с характерис-
тиками 25А(24А)16 (25—40)Н-М2(МЗ)8(7)К5 (по ГОСТ
2424-75).
Круги зернистостью 16 применяются для шлифования
долбяков ст0 1—3,0 мм, зернистостью 25 — для дол-
бяков с т0> 3 мм, зернистостью 40 —для предвари-
тельного шлифования профиля. Целесообразно оконча-
тельную обработку профиля производить кругами из
эльбора Л4П200 300 х 13 х 127Л10100% СМ1К8, ос-
тавляя на нее припуск 0,1 мм по толщине зуба. При-
менение кругов из эльбора обеспечивает качественное
без прижогов шлифование профиля с высокой точностью
при большой стойкости круга. Стойкость долбяков,
обработанных по режущей части эльбором, повышается
примерно на 30%.
Шлифование профиля долбяков на станках, рабо-
тающих по методу обкатки абразивным червяком, в
настоящее время применяется для долбяков с mQ =
96
= 0.3...2,5 мм. Этот метод шлифования наиболее про-
изводителен вследствие непрерывности процесса, от-
сутствия потерь времени на деление, одновременного
шлифования обеих сторон зубьев, большой суммарной
поверхности абразивного круга, участвующей врезании.
Шлифование абразивным червяком обеспечиваег по-
стоянство модифицированного профиля долбяков во
всех сечениях, позволяет без ограничений по высоте,
Рис. 34. Шлифование зубьев долбяков аб-
разивным червяком.
характерных для шлифования плоским кругом, изго-
товлять косозубые долбяки, а также изготовлять хво-
стовые долбяки без дополнительного технологического
центра.
При изготовлении мелкомодульных долбяков с
т0 = 0,3. ..0,9 мм на Московском инструментальном за-
воде применяется метод шлифования профиля обкаткой
с радиальным врезанием абразивного червяка (рис. 34).
Метод шлифования радиальным врезанием наиболее про-
изводителен, но диапазон его применения ограничен.
Такое шлифование применяется для обработки мелко-
модульных долбяков (по ГОСТ 10059—62), имеющих
высоту 11—12 мм. Это ограничение связано с тем, что
4 2-117
97
при шлифовании радиальным врезанием абразивного
червяка в профиль шлифуемых зубьев вносятся погреш-
ности. Для долбяков с 1 мм и В —11... 12 мм эти
погрешности незначительны.
Шлифование абразивным червяком на проход с на-
правлением продольной подачи под уголом ak к оси
долбяка позволяет шлифовать долбяки без ограничений
по высоте и модулю, свойственных способу шлифования
радиальным врезанием. Шлифование долбяков абразив-
ным червяком осуществляется на специальных станках
модели ЕЗ-88 и модернизированных станках модели
5В833. На этих станках на
18. Характеристики абразив- ных кругов, используемых при обработке долбяков салазки бабки изделия уста- новлена промежуточная пово- ротная плита (или пл и га с постоянным углом 6°). Таким образом ось долбяка повер-
Модуль, мм Зернис- тость Твер- дость
0,3—0,8 3-4 С нута на угол ak к направле- нию продольной подачи (рис.
0,8—1,25 6—8 СМ2 34).
1,5—2,5 8—16 СМ! При шлифовании исполь-
ПП 400 К 80 х зуются абразивные круги 203 (25А—24А) К5 ГОСТ 2424—75
(табл. 18).
Для долбяков G d0= 80...100 мм и т0=1...2,5 мм
применяются следующие режимы шлифования: число
оборотов шлифовального круга п = 1500 об/мин (со-
ответствует скорости шлифования — 30 м/с), радиаль-
ная подача 0,05—0,04 мм на каждый ход суппорта из-
делия при черновых проходах и 0,02—0,01 мм при
чистовых. Число чистовых проходов составляет 5—7,
число проходов при выхаживании без подачи — 2—4.
Продольная подача равна 1,5—1,0 мм на оборот изде-
лия при черновых проходах, 0,6—0,5 мм/об — при
чистовых проходах и 0,3—0,2 мм/об — при выхажива-
нии.
Точность профиля шлифуемых долбяков зависит от
точности абразивного червяка.
На станках смонтированы специальные приспособле-
ния для правки абразивных червяков. Предварительная
правка червяка осуществляется многониточным сталь-
ным роликом с кольцевой нарезкой (рис. 35,в). Перед
чистовой правкой прорезается дно впадины однониточ-
ньш накатником с углом профиля 20° (рис. 35,г). Окон-
98
нательная правка профиля абразивного червяка в осевом
сечении для долбяков с т0^ 1 мм выполняется алмаз-
ными резцами (по ГОСТ 17368—71). Резцы имеют дове-
денную с высокой точностью режущую кромку длиной
4 мм. По блокам концевых мер резцы устанавливаются
на угол профиля червяка в осевом сечении и после каждого
прохода подаются на 0,5—1,0 мм до тех пор, пока не
Рис. 35. Шлифование зубьев долбяков боковыми поверхностями
дискового шлифовального круга.
будет заправлен профиль на всю высоту зуба (рис. 35,д).
Угол профиля червяка в осевом сечении рассчитывают
по формуле
tga4 = !g^
& а cos ak
Для долбяков с cto=2O°, ak= 6° и уа— 5° угол
— 20° 16'. Правка абразивных червяков для шлифо-
вания долбяков с т0< 1 мм осуществляется много-
ниточными стальными роликами с кольцевой нарезкой.
Накатный ролик используется для чистовой правки
один раз, после чего он применяется для черновой
правки или вновь шлифуется. После черновой правки
производится предварительное шлифование профиля
долбяков. При этом оставляют припуск на оконча-
4
99
тельное шлифование по толщине зуба 0,1 мм. Перед
окончательным шлифованием круг правится чистовым
роликом. Это позволяет обработать примерно 30 долбя-
ков до4 последующей правки с осевым перемещением
червяка и использованием всех ниток круга на ши-
рине 80 мм.
Для окончательного шлифования мелкомодульных
долбяков применяется также способ шлифования абра-
зивным червяком g увеличенным в два или три раза
шагом.
4 Для шлифования долбяков с нечетным числом зу-
бьев используется абразивный червяк с шагом, в два
раза большим шага исходной рейки, а для долбяков
с четным числом зубьев — в три раза.
При числе зубьев долбяка г0 гитара деления станка
настраивается в первом случае на г0/2, во втором — на
г0/3. Такой способ шлифования позволяет более просто
осуществлять правку алмазными резцами профиля круга
для долбяков с Z7?o< 1 мм. Недостаток этого метода
шлифования — сокращение числа ниток абразивного
червяка и, соответственно, уменьшение его стойкости.
В последние годы выпускаются станки для шлифо-
вания профиля долбяков боковыми коническими по-
верхностями дискового абразивного круга.
Шлифовальный круг осуществляет возвратно-посту-
пательное движение вдоль зуба долбяка под углом
к оси долбяка. Движение обката обеспечивается ка-
чением закрепленного на шпинделе изделия сменного
диска обката, диаметр которого равен диаметру началь-
ной окружности долбяка при шлифовании.
При шлифовании долбяков с модифицированным про-
филем этим методом обеспечивается постоянство профи-
ля по всей длине зуба после переточек.
По сравнению с абразивным червяком правка круга
проще и быстрее, но в целом по производительности
рассматриваемые станки значительно уступают станкам
с абразивным червяком.
Станки с плоским кругом при шлифовании прямо-
зубых долбяков с ^модифицированным профилем, не-
смотря на то что на них обрабатывают отдельно каждую
сторону профиля, более производительны и обеспечи-
вают меньшую шероховатость поверхности.
Контроль долбяков после шлифования профиля.
После окончательного шлифования профиля долбяка
100
контролируются погрешность эвольвентного профиля,
толщина зубьев, разность соседних окружных шагов,
накопленная погрешность окружного шага между зу-
бьями, радиальное биение зубчатого венца, погрешность
направления зубьев, диаметр окружности впадин.
Технические требования на долбяки устанавливаются
ГОСТ 9323—79 и ГОСТ 10059—62.
Профиль проверяют на специальных приборах —
индивидуально-дисковых и универсальных эвольвенто-
мерах. На инструментальных заводах широко применя-
ются индивидуально-дисковые эвольвентомеры (рис. 36).
Рис. 36. Схема контроля профиля на индивидуально-дисковом
эвольвентомере.
^На шпиндель прибора с осью О устанавливаются
контролируемый долбяк и диски обката с диаметром,
равным диаметру основной окружности долбяка б/вп.
При качении без скольжения дисков по плоским на-
правляющим А А точки эвольвентного профиля дол-
бяка проходят через точку К на направляющих. В этой
точке устанавливается наконечник индикатора. От-
клонения индикатора соответствуют отклонениям про-
филя долбяка от теоретической эвольвенты. На рис. 36,а
показано начальное, на рис. 36,6 — конечное положе-
ния контролируемого рабочего участка профиля cd.
Диски катятся по направляющим А А на длину дуги
PYP • U PiP == vpdB{)/2, где vp — угол поворота дисков
обката, равный углу развернутости эвольвенты участка
cd, т. е. углу между касательными к основной окружно-
сти, проходящими через точки end.
Преимуществами описанного эвольвентомера явля-
ются простота конструкции и надежность в эксплуата-
ции, что важно в цеховых условиях производства.
101
Недостаток прибора — необходимость изготовления с
высокой точностью дисков обката для каждого диаметра
основной окружности долбяка.
Из универсальных приборов для контроля профиля
долбяков применяются эвольвентомеры ВБ-5057,
VG 450 (фирмы К. Цейсс, ГДР), PFSU-640 (фирмы
Клингельнберг, ФРГ)
Рис. 37. Схема контроля долбяка на эвольвен-
томере БВ-5057.
Прибор модели PFSU-640 является универсальной
машиной для контроля эвольвентного профиля, ок-
ружного шага, направления зуба, биения. На эволь-
вентомере БВ-5057 контролируются мелкомодульные
долбяки с т0 — 0,3 ... 1,0 мм. Схема контроля на эволь-
вентомере БВ-5057 показана на рис. 37. В этом при-
боре контролируемое изделие устанавливается на од-
ной оси О с постоянным диском обката 5 радиуса /?в,
на котором закреплены концы стальных лент 4. При
движении каретки 3 с закрепленными на ней другими
концами лент 4 на величину ab = vp7?B диск обката
с контролируемым изделием поворачивается на угол vp
развернутости эвольвенты рабочего профиля. Одновре-
менно роликОхМ 2, установленным на каретке 5, повора-
чивается линейка 1 относительно оси Ох ролика 10.
Ось ролика 2 находится на расстоянии 7?в от линии ООг.
102
Линейка 1 перемещает ролик 9 и связанную с ним ка-
ретку 8 с измерительным наконечником 6. Ось ро- ика 9
и контактная точка наконечника 6 находятся на линии,
отстоящей от линии OCR на величину радиуса основной
окружности проверяемого изделия гв0. Величина гво
может регулироваться за счет перемещения суппорта 7,
на котором расположена каретка 8. При перемещении
каретки 3 на величину ab = 7?Bvp каретка 8 с измери-
тельным наконечником 6 переместится на величину
2,5мм
Рис. 38. Схема определения диаметра основной окружнос-
ти и угла развернутости рабочего участка профиля.
cd — abr^JRb = Гво^р, т. е. контактная точка нако-
нечника 6 воспроизведет теоретическую эвольвенту
с радиусом основной окружности гв0. Радиус основной
окружности контролируемого профиля устанавливают
по микроскопу с точностью 0,001 мм. Прибор БВ-5057
имеет механический привод, визуальное и записывающее
отсчетные устройства для измерения эвольвенты.
Профиль долбяков проверяется на высоте рабочей
части зуба Лр. Для долбяков по ГОСТ 9323—79 с уг-
лом профиля исходного контура 20° высота hp — 2,5т0.
Передний угол не позволяет контролировать профиль
долбяка у самой режущей кромки, поэтому принято
контролировать профиль в сечении, отстоящем от пе-
реднего торца долбяка на 2,5 мм.
103
Для контроля профиля необходимо определить ди-
аметр основной окружности dB0 и угол развернутости
рабочего участка профиля vp (рис. 38). Диаметр
с/в0 — d0 cos
Угол развернутости в радианах определяют в контро-
лируемом сечении, используя формулы
d'ao = dao 4- Adai — 5 tg ak\
dpO — daO 5 (m0 tg ak) >
^bO dBo
cos aao = Ji-; cos apo = -p-;
aa0 flp0
vpo = tg aao — tg ap0.
На универсальных эвольвентомерах Б В-5057 и
VG 450 при контроле по линейной шкале отсчитывается
длина развертки дуги
/== ^pdeo/2
по основной окружности, соответствующей углу vp.
При контроле модифицированного профиля анало-
гично определяют углы развернутости и длину развертки
в начальных и конечных точках модификации.
Толщина зуба у прямозубых долбяков контроли-
руется замером длины общей нормали w. Измерение про-
изводится штангенциркулем. Подсчитываются два зна-
чения длины общей нормали штах и aymin с учетом до-
пусков на высоту голззки зуба ±fha0 и на диаметр
окружности вершин ±/da0:
^min = COS (Zqi So + (J daO ^hao) tg Ot0l 4”
-
I f I I I
+ <M=-+ inv«oi .
\Z0 /J
Вычисляя нормаль по приведенному выражению со
знаком «4~», получают ^тах, со знаком «—» — йут1п.
Число п впадин на длине общей нормали определяют
так же, как и при фрезеровании зубьев.
Для контроля боковых задних углов долбяков и на-
правления зубьев шеверов на Свердловском инструмен-
тальном заводе применяется специальный прибор, опи-
санный в главе 5. Величина бокового заднего угла по
делительному цилиндру определяется по формуле tg р0=
104
= tqa^tqaoi. Контролируется отклонение хола эволь
вентной винтовой поверхности зуба
nd0 _ nmozo
= tgpo tga^tgaoi ’
Рис. 39. Приспособление для проверки радиального биения
долбяка.
На рис. 39 изображено приспособление для контроля
радиального биения зубчатого венца долбяков. Дол-
бяк 4 устанавливается на оправку 3 приспособления.
105
Сменный шаровой] наконечник 2, закрепленный на пол-
зуне /, вводится во впадину зуба долбяка с помощью
рукоятки. Пружиной 5 ползун с шаровым наконечником
прижимается к боковой поверхности зубьев долбяка.
Поворачивая долбяк на оправке, последовательно вво-
дят шаровой наконечник во все впадины зубьев. Ве-
личина биения определяется по индикатору 6, измери-
тельный наконечник которого упирается в пятку пол-
зуна.
Шлифование задней поверхности по вершинам зубьев
осуществляется на круглошлифовальных станках. Стол
станка поворачивается на угол, равный заднему углу
долбяка в осевом сечении. При шлифовании приме-
няются круги 24А, 16Н, С1—С2, 6К8. На этой операции
выдерживается высота головки зуба ha0. Контроль
осуществляегся с помощью предельной трапецеидаль-
ной жесткой или регулируемой скобы и тангенциального
зубомера (рис. 40).
106
Размеры скобы (рис. 40,а) рассчитывают по следу-
ющим формулам:
^пр — ^а0 fhaO>
hue = haft f haO}
H — hao + 0,25mo;
L = 2H 4- 20,
где So — толщина зуба долбяка по дуге делительной
окружности; ha0 — высота головки зуба.
Длина L должна быть не меньше 30 мм, Д~250,
но не меньше 10 мм. Величина К зависит от модуля:
До 3..................................... 0,5
Свыше 3 до 6........................... 1,0
» 6................................. 2,0
Контроль толщины зуба скобой производится в про-
екции режущей кромки на плоскость, перпендикуляр-
ную к оси долбяка. Так как долбяк имеет передний угол,
то толщина скобы делается сравнительно большой —
2—3 мм. На рис. 40,6 изображена регулируемая скоба
со снятой крышкой. Скоба настраивается на нужный
размер о помощью плоскопараллельных концевых мер
длины. Для проходной и непроходной сторон исполь-
зуют разные скобы. Размеры блоков плиток для проход-
ной и непроходной скоб определяется по формулам
Хпр = 2 “1“ fhao) tg Ot0 -|- 2,
Хне =: Sq —— 2 (JlaO ~~~~ f hao) tg Ctg 2.
Четыре комплекта измерительных ножек обеспечи-
вают возможность измерения долбяков одного угла за-
цепления с модулями от 1,5 до 8 мм.
Измерение толщины зуба долбяка тангенциальным
зубомером производится вблизи его исходного сечения.
Зубомер устанавливают измерительными губками на
боковые поверхности зуба долбяка. Угол поворота б3
зубомера (рис. 40,в) не равен заднему углу долбяка ak.
Он определяется по формуле
Я V Sin (a8 + fW sin (a3 — Pfto)
где a3 — угол профиля измерительных губок зубомера;
Ръо — боковой задний угол долбяка на основном цилинд-
ре, tgpft0=tgaftsina01; a01 — корригированный угол про-
филя долбяка.
107
Диаметр ролика rfp, соответствующий размерам зуба
долбяка So и ha0 (при котором показание тангенциаль-
ного зубомера равно нулю), определяется по формулам
tg аз = tg a3cos 63;
S3 = ЕБ77Г1 [5о — 2а tg ак tg а01 + d0 (inv а01 — inv а'3)];
i __ft / аО 1 t/n COS ОСл]\
По = cos Оо — — a tg &k — -тг--------;
3 3 \ 2 & 2 cos а37 ’
, __S3 cos а3 — 2h3 sin а3
-j . j
} 1 — sin a3
где а3— угол профиля губок зубомера в сечении I—/
(рис. 40,в); а — смещение исходного сечения.
Для измерения толщины зуба долбяка иногда не
изготовляют специальный ролик, а используют ролик
- диаметром d/>, ближайший к dp. В этом случае показание
тангенциального зубомера, соответствующее заданным
размерам зуба долбяка,
(dp — dp) (1 — sina3)
2 sin a3
Контроль диаметра вершин производится микро-
метром. При нечетном числе зубьев измеряется наиболь-
шая хорда
dax = dao COS 57,29578°^ ,
\ z da0 /
о . № . . I b0
где о a = dao + Inv a01 — inv aao ; cos аао = ~г .
\ao / aa0
Здесь daOt dOt db0 — диаметры окружностей соответствен-
но вершин зубьев, делительной, основной. Задний угол
на вершине контролируется шаблоном, а биение окруж-
ности вершин зубьев—индикатором на оправке в цент-
рах.
Шлифование передней поверхности зубьев может
выполняться на круглошлифовальных станках, плоско-
шлифовальных с круглым поворотным столом и на спе-
циальных станках для заточки долбяков модели 3673.
Нашли применение заточные станки, на которых обра-
ботка осуществляется периферией шлифовального круга
прямого профиля. На величину переднего угла по-
ворачивается передняя бабка с долбяком (на кругло-
108
шлифовальном станке) или поворотный стол с долбя-
ком (на плоскошлифовальном станке).
Для шлифования применяются круги 24А, 25Н
СМ1—СМ2, 7К7. С целью уменьшения шероховатости
передней поверхности применяют доводку кругами из
карбида кремния зеленого (63С, 8—3, СЗ, 6, Б5) или
эльбора (Л5 и КБ). Передний угол контролируют с по-
мощью шаблона или прибора, на котором контролиру-
ется расположение передних граней косозубых долбя-
ков, биение проверяется индикатором в приспособлении.
Радиусы по вершинам зубьев снимаются, как пра-
вило, вручную абразивными брусками 15А,6—10, СМ1, К.
Радиусы свыше 0,5 мм предварительно шлифуют на
универсально-заточном станке в делительной головке,
а затем зачищают вручную бруском. Контроль радиу
сов производится на микроскопе с помощью профиль-
ной головки или на проекторе.
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
КОСОЗУБЫХ ДОЛБЯКОВ
Токарная обработка косозубых долбяков выпол-
няется так же, как и прямозубых.
Фрезерование зубьев косозубых долбяков, как и пря-
мозубых, выполняется на зубофрезерных станках. Ги-
тара дифференциала настраивается на угол наклона
зубьев долбяка |30 в соответствии с рекомендациями
руководства станка. Шестерни гитары радиальной по-
дачи подбираются по ранее приведенной формуле для
заднего угла долбяка в осевом сечении.
При проектировании червячных фрез нормальный
модуль /пПф и угол профиля фрезы а„ф принимаются
равными нормальным модулю тпо и углу профиля ап0
исходной рейки долбяка. Все описанные ранее особен-
ности проектирования фрез для прямозубых долбя-
ков справедливы и для косозубых.
Толщина зуба в нормальном сечении после фрезеро-
вания Sno + AS на высоте головки зуба hao +
контролируется тангенциальным зубомером. Настро-
ечные размеры зубомера определяются по формулам,
приведенным выше для прямозубых долбяков.
Фрезерование передней поверхности зубьев выпол-
няется на горизонтально-фрезерном станке дисковой
109
двухугловой фрезой. Для получения передней поверхнос-
ти и в соответствии с чертежом ось шпинделя делительной
головки поворачивается относительно вертикальной оси
на величину переднего угла уа, а угол наклона передней
поверхности р0 обеспечивается профилем фрезы (рис. 41).
После термообработки у этих долбяков, как и у пря-
мозубых, шлифуется плоская ленточка по передней
грани шириной 1—3 мм. Обработка произодится на
плоскошлифовальном станке. Ленточка является базой
для последующего шлифования заднего опорного торца.
Рис. 41. Фрезерование передних граней зубьев ко-
созубых долбяков.
Затем следует обработка базовых поверхностей — от-
верстия и торцов. Предварительно шлифуются зубья
по передним граням, задняя поверхность по вершинам
зубьев и профиль; окончательно шлифуется задняя по-
верхность и зубья по передним граням
Шлифование по передним граням выполняется на
станках модели 3673 или на универсально-заточных
станках в делительной головке. Долбяк поворачивается
в двух направлениях: на угол наклона винтовой линии
ро и на передний угол 5°. Для шлифования приме-
няются круги 15А, 25, СМ1—СМ2, К.
Задняя поверхность вершин зубьев является базой
для контроля толщины зуба при шлифовании профиля
косозубых долбяков. Поэтому шлифование вершин зу-
бьев производится перед шлифованием профиля. На
этой операции контролируется диаметр daQ. Он выпол-
110
няегся в окончательный максимальный размер (без
припуска), но с более жестким допуском (—0,05 мм).
Если при последующем шлифовании профиля толщина
зубьев выдерживается в пределах допуска, то повторно
задняя поверхность не шлифуется; если же при шли-
фовании профиля будет уменьшена толщина зуба, то
производится окончательное шлифование по задней по-
верхности до получения требуемой толщины зуба.
Контроль толщины зуба осуществляется трапецеи-
дальной скобой или тангенциальным зубомером, после
чего проверяется диаметр вершин зубьев микрометром.
Оборудование и шлифовальные круги на этой опера-
ции применяются те же, что и при обработке прямозу-
бых долбяков.
У косозубых долбяков эвольвентные винтовые по-
верхности острой и тупой сторон зубьев выполняются
с разными диаметрами основных цилиндров dB01 и dB02-
Углы установки салазок бабки изделия при шлифо-
вании профиля на станках, работающих торцовой
плоскостью круга (н апример модели ЛШ1-232, 5893),
определяются по формулам
COS = с£в01/б?к> COS ССу2 =
dB01 = rfo C0S a0b ^в02 = COS «02,
где a6i и a02 — делительные углы профиля острой и
тупой сторон зубьев долбяка,
tg ad, = (tg а,.о + tg Др0 tg Va)/cos p01; tg 002= (tg a„o+
4- tg Др0 tg to)/cos p02; р01 и p02 — делительные углы
наклона боковых поверхностей соответственно острой и
тупой сторон зубьев, ро1 = 0О + ДРо, Ро2 = Ро — Дро5
tg Др0 = tg ап0 tg ak cos |30; AP0 — делительный боковой
задний угол; a*— осевой задний угол на вершине.
Углы установки шлифовального круга определяют
из равенств
tg Pbi = tg poi cos aoi;
tg pB2 = tgp02cosa0'?.
После шлифования одной из сторон профиля станок
настраивается на шлифование другой стороны.
Следует учитывать, что метод шлифования плоским
кругом накладывает дополнительные ограничения на
высоту косозубых долбяков.
Эвольвентомер при контроле профиля настраивается
отдельно для каждой стороны зуба: на диаметр основной
Ш
окружности dB01 для острой стороны зуба и на dB02—
для тупой. Соответственно по вышеприведенным форму-
лам определяются углы развернутости рабочего участка
профиля в контролируемом сечении для обеих сторон
зуба vpol и vp02. Ход эвольвентных винтовых поверх-
ностей зуба также контролируется для обеих сторон.
Для острой стороны Pzl= :nd07tg|30l, для тупой — Pz2 =
== nd0/tqP02-
Толщину зуба измеряют тангенциальным зубом е-
ром в нормальном сечении. Расчетные размеры зубо-
мера S3 и h3 определяют по вышеприведенным формулам,
Рис. 42. Приспособление для контроля положения передней
поверхности косозубых долбяков.
исходя из заданных по чертежу профильного нормаль-
ного угла ап0> толщины зуба Sn0 и высоты зуба 1га0.
Окончательное шлифование по передним граням вы-
полняют с целью уменьшения шероховатости поверх-
ностей. На этой операции применяются круги 63С,
8—6, СТ1, Б. Контроль расположения передних граней
осуществляется с помощью специального приспособле-
ния (рис. 42). Индикатор 1 вместе с шестигранной
призмой 2 может перемещаться в радиальном направ-
лении с помощью рукоятки 5, соединенной с реечной
шестерней, а бабка 5 вместе с индикатором перемещае-
ется в поперечном направлении с помощью ходового
винта 4 На одной из граней призмы 2 и на бабке 5
выполнены шкалы для отсчета перемещений. По откло-
нениям индикатора на заданной длине определяют
112
передний угол при перемещении индикатора в радиаль
ном направлении и угол наклона передней грани при
перемещении бабки с индикатором в поперечнОхМ направ-
лении. С помощью этого приспособления проверяется
также осевое биение режущих кромок.
Косозубые долбяки для шевронных колес. У этих
долбяков (см. рис. 24,д) режущие кромки расположены
в торцовых сечениях. Чтобы получить одинаковый
профиль долбяка по обеим сторонам зубьев, профиль
червячных фрез для фрезерования зубьев выполняется
несимметричным, с разными углами левой и правой
сторон зубьев апф1 и апф2. Эти углы находят по форму-
лам
tg апф1 = tg2 an0/(tg an0 — tg a* cos р0 sin р0);
tg Опф2 = tg2 a„0/(tg an0 + tgak cos p0 sin p0),
где ano — нормальный угол профиля исходного контура;
«Пф1 и аПф2 — углы профиля соответственно левой и пра-
вой сторон зуба фрезы для фрезерования правого дол-
бяка (у фрезы для фрезерования левого долбяка углы
профиля меняются местами: апф1 — угол правой,
апф2— угол левой стороны зуба).
Косозубые долбяки для шевронных колес изго-
товляются с большими (до ро= 30°) углами наклона зу-
бьев. Поэтому рекомендуется для нарезания правых
долбяков применять правые фрезы, а для левых — ле-
вые фрезы. Эти долбяки применяют в комплекте, состо-
ящем из двух штук: правый долбяк с левым.
После термической обработки у долбяков шлифуют
передний торец предварительно (до удаления черноты),
задний опорный торец предварительно и окончательно,
шлифуют и доводят отверстие. Затем шлифуют оконча-
тельно передний торец, долбяки комплектуют по высоте
правый с левым. Разность по высоте долбяков в комп-
лекте не должна превышать 0,03 мм У скомплектован-
ных долбяков шлифуют внутренний опорный торец
и зубья по диаметру вершин. Диаметр вершин зубьев
выполняется в наибольший окончательный размер. Раз-
ность диаметров вершин зубьев в комплекте для долбя -
ков класса А допускается не более 0,025 мм, класса
В — 0,04 мм. После этого следует предварительное
и окончательное шлифование профиля зуба с двух сто-
рон и заточка.
ИЗ
Диаметр основного цилиндра у косозубых долбяков
для шевронных колес одинаков для обеих сторон зуба:
dBo = d0cos asL,
где as0 — делительный угол профиля (в торцовом се-
чении).
Делительные углы наклона острой и тупой сторон
зуба находят из выражений
Poi — Ро
Рог — Ро АРо»
где А[30—делительный боковой задний угол, tgAft0 =
= tgasOtga*.
Для наладки зубошлифовальных станков, работа-
ющих торцовой плоскостью круга, например моделей
МШ-232, 5893, определяются: угол установки салазок
бабки изделия и углы установки шлифовального круга
для шлифования острой и тупой сторон зуба по фор-
мулам соответственно
cos сСу — d^/
tg Рв! = tg РО1 cos as0;
tg РВ2 = tg р02 cos as0.
Заточка долбяков для шевронных колес. Чтобы
улучшить условия резания и
Рис. 43. Заточка долбяков для
шевронных колес.
повысить прочность ре-
жущей кромки у долбя-
ка при заточке снимают
фаску по режущей кром-
ке с острой стороны и
делают лунку — с тупой
(рис. 43). В результате
заточки образуется пе-
редний угол 5°, одина-
ковый для острой и ту-
пой сторон. Заточка
может выполняться на
специальных станках
модели ВЗ-112 или на универсально-заточных станках
с применением специальных приспособлений.
В процессе заточки в относительном движении дол-
бяка и шлифовального круга воспоизводится на перед-
ней поверхности (как по фаске, так и по лунке) эволь-
вента, соответствующая параметрам эвольвентной части
114
профиля зуба. Это достигается тем, что долбя к устанав-
ливается на одной оси с диском, который осуществляет
качение по линейке. Диаметр диска равен диаметру
основной окружности долбяка. Для заточки применя-
ется шлифовальный круг 15А, 25, СМ1 — СМ2, К. Его
диаметр принимается равным 40—60 мм для долбяков
с т — 1,5 ... 6 мм и 60—80 мм — с т > 6 мм.
Размер фаски С на передней поверхности зависит
от модуля тп0'.
тп0* мм С мм
2—2,25.............................. 0,2
2,5—3............................... 0,25
3,25—3,75 .......................... 0,3
4—4,25.............................. 0,4
4,5—5............................... 0,5
5,5—7............................... 0,6
8—10................................ 0,75
11—12............................... 0,85
Разность по высоте от внешнего опорного торца
одноименных режущих кромок при измерении на одном
диаметре для долбяков
класса А не должна пре-
вышать 0,03 мм, класса
В — 0,045 мм.
Непараллельность ре-
жущих кромок по отно-
шению к внешнему опор-
ному торцу не должна
превышать значений, при-
веденных в табл. 19.
19. Допустимая непграллель-
ность режущих кромок по отно-
шению к внешнему опорному
торцу, мм
Класс т
2 — 10 11 — 18
А 0,04 0,06
В 0,06 0,09
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ХВОСТОВЫХ ДОЛБЯКОВ
Хвостовые долбяки изготовляют из проката. При-
пуск на полную обработку по диаметру принимается
равным 5 мм, по длине — 2+1 мм.
При изготовлении долбяков операции выполняют
в такой последовательности: отрезают заготовку; свер-
лят и зенкуют центровые отверстия; выполняют токар-
ную черновую обработку; выполняют токарную чистовую
обработку; зенкуют центровые отверстия; фрезеруют
зубья; маркируют; подвергают термической обработке;
очищают; шлифуют центровые отверстия; шлифуют шей-
115
ку; шлифуют конус хвостовой части; шлифуют перед-
нюю поверхность; шлифуют зубья; шлифуют заднюю
поверхность по вершинам зубьев; окончательно шли-
фуют переднюю поверхность; шлифуют радиусы по вер-
шинам зубьев; маркируют.
Центровые отверстия сверлят и зенкуют на центро-
вальном станке. При токарной черновой обработке
подрезают торцы в окончательный размер, заготовку
обтачивают по диаметру режущей и хвостовой части,
растачивают торцовые выточки с двух сторон. Разме-
ры центровых отверстий, припуски и допуски после
токарной черновой обработки приведены на рис. 44,а,
где da0, dlt b0L — номинальные размеры долбяка после
окончательного шлифования. Диаметр торцовой выточки
116
d co стороны режущей части принимается на 6—8 мм
меньше диаметра окружности впадин зубьев долбяка.
При токарной чистовой обработке обтачивается шейка
долбяка 2, подрезается передняя поверхность 1, обта-
чиваются на конус хвостовая часть 3 и задняя поверх-
ность 5, обтачиваются фаски 4 на режущей и хвостовой
частях (рис. 44,6). Припуски и допуски после токарной
чистовой обработки приведены на рис. 44,6. Допускае-
мое радиальное биение после токарной чистовой обра-
ботки на режущей и хвостовой частях составляет 0,05 мм,
на шейке — 0,1 мм. После токарной обработки исправ-
ляются центровые отверстия зенковкой с углом 60° на
сверлильном или центровальном станке.
Фрезерование зубьев производится в центрах на
зубофрезерном станке.
После термической обработки центровые отверстия
у долбяков шлифуются на специальных центрошлифо-
вальных станках (например, типа МВ-119) или обра-
батываются твердосплавной зенковкой на сверлильных
или центровальных станках.
Конус хвостовой части шлифуется на круглошлифо-
вальных станках абразивными кругами 24А, 40—25,
СМ2—С1, К. Контроль конуса выполняется в соответ-
ствии с ГОСТ 2848—75.
Для шлифования профиля хвостовых долбяков к зу-
бошлифовальным станкам, работающим торцовой пло-
скостью круга, дополнительно поставляется специаль-
ный кронштейн к бабке для крепления изделия с зад-
ним поддерживающим центром. Так как для шлифования
второй стороны профиля долбяк переустанавливается
относительно центров, то с передней стороны долбяка
предусматривается дополнительный технологический
хвостовик для возможности крепления долбяка в бабке
станка. После шлифования профиля, вершин и рабочего
хвостовика технологический хвостовик отрезается.
Хвостовые долбяки в серийном производстве изго-
тавливаются, в основном, по более экономичной техно-
логии без дополнительного хвостовика.
Так, применяется способ обработки боковых сторон
профиля на двух зубошлифовальных станках, шлифу-
ющих плоскостью абразивного круга. Одна сторона
шлифуется на обычном станке, а вторая — на модер-
низированном, у которого бабка для крепления изде-
лия располагается на противоположной стороне стола.
117
При шлифовании обеих сторон профиля долбяк крепится
за рабочий хвостовик к бабке станка.
Профиль обеих сторон зубьев можно шлифовать
без дополнительного технологического хвостовика.
В этом случае долбяки изготовляются спаренными.
После шлифования профиля, вершин и хвостовиков
долбяки разрезают, а затем шлифуют передние их по-
верхности.
Более эффективным является шлифование одновре-
менно обеих сторон зубьев хвостовика долбяков на
станках, работающих по методу обкатки червячным
абразивом или коническими сторонами круга на про-
ход.
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ТВЕРДОСПЛАВНЫХ ДОЛБЯКОВ
Применяются различные конструкции долбяков, ос-
нащенных твердым сплавом. Долбяки с модулем 2,5—
3 мм изготовляют с напайным твердосплавным зубчатым
венцом (рис. 45,а), а
долбяки с большими
модулями изготовляют
с отдельными твердо-
сплавными зубьями, за-
крепляемыми на корпусе
механическим путем, ли-
бо с помощью напайки
(рис. 45,6).
Заготовки твердо-
сплавных зубчатых вен-
цов получают в виде
сплошных колец, кото-
рые затем подвергают
механической обработке
в пластифицированном
виде. После прессования
и спекания они припаи-
Рис. 45. Твердосплавные долбяки. ваются к стальному спе-
циально подготовленно-
му корпусу. Дальнейшая обработка производится ал-
мазными кругами и включает обработку базовых поверх-
ностей (торцов и отверстия), шлифование задних по-
верхностей зубьев, передней поверхности и фаски.
118
Твердосплавные заготовки зубьев сборных* долбяков
получают методами порошковой металлургии. Их
обработка производится алмазными кругами АСОМ
и АСРМ зернистостью 50/40 — 100/80 на органической
связке 100% концентрации. Зубья шлифуются по опор-
ным плоскостям, а затем набираются в стальной сепа-
ратор долбяка и шлифуются по коническим поверх-
ностям с двух сторон.
Технологический процесс обработки стальных кор-
пусов долбяков с напайными пластинками твердого
сплава во многом аналогичен обработке быстрорежу-
цих долбяков. Он включает отрезку и ковку заготовок,
отжиг, токарную, черновую и чистовую обработки,
зубофрезерование, фрезерование пазов корпуса. По
форме и размерам пазы должны строго соответствовать
хвостовой части твердосплавных зубьев. При установке
твердосплавных зубьев в пазы корпуса боковой зазор
должен составлять 0,06—0,1 мм. После термообработки
корпуса производится пайка. При пайке используют
однопетлевой индуктор и оправку с посадочным местом
под отверстие корпуса. Зазор между индуктором и дол-
бяком должен находиться в пределах 5—10 мм.
Затем шлифуются и доводятся отверстие и торцы,
алмазными кругами обрабатывается задняя поверхность
по вершинам зубьев, передняя поверхность, шлифу-
ются профиль зубьев и фаска на передней поверхности.
Шлифовальные операции выполняются в два этапа.
Вначале производится предварительное шлифование
кругами зернистостью 100/80—80/63, а затем — окон-
чательная обработка кругами зернистостью 50/40.
ДИСКОВЫЕ ШЕВЕРЫ
Дисковые шеверы (рис. 46) при-
меняются для чистовой обработки
прямозубых и косозубых цилинд-
рических зубчатых колес. Шеверы
изготовляются классов точности
АА, А и В. По ГОСТ 8570—80 пре-
дусмотрены правые и левые шеверы
двух типов — со сквозными и глу-
хими стружечными канавками.
Шеверы первого типа выполняют с модулями 1—1,75 мм,
с номинальными делительными диаметрами, равными 85
119
и 180 мм, с углом наклона р0 винтовой линии зубьев
на делительном цилиндре 5, 10 и 15°. Шеверы второго
типа изготовляют с модулями 2—8 мм, с номинальными
Рис. 46. Дисковые шеверы.
диаметрами 180 и 250 мм, с углом наклона винтовой
линии зубьев на делительном цилиндре 5 и 15°. Мелко-
модульные правые и левые шеверы модулей 0,2—0,9 мм
по ГОСТ 10222—62 изготовляют со сквозными стружеч-
ными канавками номинальным делительным диамет-
ром 85 мм, с углом наклона винтовой линии зубьев 10°.
120
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ШЕВЕРОВ
При изготовлении дисковых шеверов с глухими
стружечными канавками операции выполняют в такой
последовательности: отрезают заготовку; куют ее;
Рис. 47. Приспособление для центрирования пуансона при
прошивке отверстия.
отжигают; галтуют; выполняют токарную черновую
ооработку; выполняют чистовую обработку; протяги-
вают шпоночный паз; фрезеруют зубья; сверлят отвер-
стия для выхода гребенки; разрезают перемычки по
впадинам зубьев; предварительно шлифуют профиль
зубьев; долбят канавки на зубьях; маркируют; под-
вергают термической обработке; шлифуют опорные тор-
121
цы; шлифуют отверстие; доводят его; предварительно
шлифуют вершины зубьев; окончательно шлифуют про-
филь зубьев; окончательно шлифуют диаметр вершин
зубьев; шлифуют торцы зубчатого венца; маркируют.
Дисковые шеверы, как правило, изготовляют из
кованых заготовок.
Исполнение?
Исполнение 1
Рис. 48. Последователь-
ность токарной обработки
шевера.
У шеверов g диаметро^м отверстия 63,5 мм при ковке
прошивается отверстие в размер 57 мм. Для центри-
рования пуансона служит приспособление, изображен-
ное на рис. 47. Заготовка устанавливается на сменную
подставку примерно такого же диаметра, что и заго-
товка. Пуансон центрируется с помощью верхней вилки
приспособления, которая предварительно выставляется
по калиброванному валику. После центрирования при-
122
способление убирается. Прошивка отверстия выпол-
няется на том же молоте, что и ковка, за один с нею
нагрев.
При токарной черновой обработке (рис. 48,а) под-
резаются торцы 1 и 5, растачивается отверстие 2 .в раз-
мер Q 61 +0’5 мм. Припуск по торцам на последующую
обработку после токарной черновой равен 2 мм. При
токарной чистовой обработке (рис. 48,6) растачивается
отверстие 5 в размер Q 63+0’05мм. Обработка ведется
в патроне при постоянной установке резца на всю пар-
тию заготовок. Заготовки устанавливаются в кулач-
ках патрона по меткам, сделанным при черновой под-
резке торцов. Затем на оправке обтачивается наружный
диаметр 4 у пакета заготовок, подрезаются торцы 7
и 10, протачивается канавка 9, снимаются фаски 8 и 6.
После переустановки заготовки поверхности 10, 9, 7,
8 и 6 обрабатываются у второго торца. Припуск
после токарной обработки шеверов по ширине b состав-
ляет 0,5 мм (см. рис. 46); по ширине зубчатого венца
Ьо — 0,4 мм. Припуск на диаметр da0 вершин зубьев
зависит от d0; при d0, равном 180 и 250 мм, припуск
равен соответственно 1,1 и 1,3 мм.
Допуск на диаметр вершин зубьев после токар-
ной обработки равен 0,1 мм, на ширину шевера и ширину
зубчатого венца — 0,2 мм. Биение опорных торцов
допускается не более 0,05 мм, биение по наружному
диаметру — не более 0,08 мм.
Профиль шеверов фрезеруется на зубофрезерных
станках червячными фрезами. Заготовки шеверов уста-
навливаются на оправку со шпонкой по 5—7 шт.
Червячные фрезы для шеверов имеют укороченную
по сравнению со стандартными фрезами головку зуба.
Размеры профиля фрезы (см. рис. 28,а) определяются
по формулам:
высота головки зуба фрезы
толщина зуба
^пф == (S по ~1“
общая высота зуба
Л„ф = —s—' + 0,25/Ппо,
123
AS — припуск по толщине
зуба после фрезерования
(табл. 20); dal— диаметр вер-
шин после токарной обра-
ботки; df — диаметр впадин
после фрезерования, df =
= dt + d2 + 1; di —диаметр
окружности центров техно-
логических отверстий; d2—
диаметр технологических от-
верстий; тп0 — модуль нор-
мальный делительный.
где d0 — делительный диаметр; Sn0 — делительная нор-
мальная толщина зуба;
20. Припуски на толщину
зуба после фрезерования AS
и предварительного шлифо-
вания ASj профиля, мм
Модуль AS AS,
do=180|do = 250
1—2 0,7 0,8 0,35
2,25—4,0 0,8 0,9 0,4
4,25—8,0 0,9 1,0 0,4
Допустимые погрешности после фрезерования зу-
бьев:
Погрешность профиля:
модуль 1—3,5 мм...................До 0,05 мм
» 4—8,0 мм.................. » 0,1 мм
Отклонение толщины зуба........... » 0,1 мм
Радиальное биение зубьев.......... » 0,1 мм
Погрешность направления зубьев » 20'
Отклонение диаметра впадин, не более ± 0,5 мм
Контроль эвольвентного профиля и направления
зубьев выполняется так же, как и при операции шлифо-
вание профиля. Радиальное биение зубьев контроли-
руется так же, как и биение долбяков. Толщина зу-
бьев в нормальном сечении проверяется зубомером.
Размеры для установки линеек кромочного зубо-
мера определяются по формулам
hal — haQ ч-2--Ь A/z;
A/z = —cos ;
0 = .- + as) ;
a0 \cos p0 / *
Snoi = d0sm~cos p0,
где ha0— высота головки зуба; p0 — делительный угол
наклона линии зуба; AdG1— припуск по диаметру вер-
шин после токарной обработки.
Технологические отверстия для выхода гребенки
(рис. 48,в) сверлятся на универсальных станках q при-
124
Рис. 49. Кондуктор для сверления отверстий в шеверах.
менением кондуктора или на специализированных
станках-полуавтоматах (на инструментальных заводах).
На рис. 49 изображен кондуктор для сверления отвер-
стий в шеверах. Заготовка шевера крепится на столе 1
винтом 2. Расположение отверстия по оси впадины зуба
устанавливается фиксатором 3. Плита с шевером пово-
рачивается на требуемый угол наклона отверстия
который определяется по формуле
tg Pi = Z tg po.
Uo
Диаметр центров отверстий обеспечивается
за счет перемещения стойки с кондукторной втулкой
вдоль линейки 4. Его размер контролируется штанген-
циркулем на первом шевере из партии.
Смещение отверстия относительно оси впадины зуба
допускается не более 0,2 мм. Контроль осуществляется
на приспособлении, схе-
ма которого приведена
на рис. 50. По отсчетной
шкале микроскопа 3 мо-
дели МПБ-2 определяют
расстояния аг и д2 край-
них точек окружности
от оси А А впадины зуба
шевера 2. Перед нача-
лом измерения нулевое
деление шкалы устанав-
ливается на оси АА попе-
речным перемещением
микроскопа в стойке 4.
Установка нулевого де-
ления выполняется с
помощью специального
шаблона, закрепляемого для этой цели на оправке 1
вместо шевера. Стойка 4 может перемещаться в радиаль-
ном направлении в зависимости от заданного диаметра
dr. Фиксатор 5 служит для симметричной установки впа-
дины зуба относительно оси АА.
После сверления между отверстием и дном впадины
зуба остается перемычка (рис. 48,в), которая необхо-
дима для того, чтобы при сверлении сверло не уводи-
лось в сторону. Разрезка этих перемычек обычно осу-
ществляется на универсально-заточных станках шлифо-
Рис. 50. Приспособление для конт-
роля смещения отверстий относи-
тельно впадины зуба.
126
вальными кругами 14А, 25—40, СТ, В. Шевер уста-
навливается на оправке в делительной головке. Иногда
эта операция выполняется на фрезерном станке прорез-
ной фрезой. Ширина шлифовального круга (или фрезы}
выбирается на 0,3—0,5 мм меньше ширины впадины Tjn
в нормальном сечении. Для определения ширины Т)п
находят делительную окружную толщину зуба после
фрезерования
Q ___ $по 4~ AS
соь рп
(значения AS приведены в табл. 20), затем окружную-
толщину зуба по диаметру впадин
S// = df 4- tiv а/о — inv а/),
\ “О
где tg am = tg an0/cos (30; cos af = d0 cos atQ/df; an0 —
нормальный делительный угол профиля; а/0 — торцо-
вый делительный угол профиля.
Окружная ширина впадины
ndt
Tft = ^- Sfl.
Нормальная ширина впадины
Tfn = Tlt cos f0.
Предварительное шлифование профиля выполняется*
для исправления погрешностей после чернового зубо-
фрезерования и прорезки перемычек, уменьшения при-
пуска по толщине зубьев. Предварительное шлифова-
ние профиля зубьев производится на том же оборудо-
вании, что и окончательное. Припуски по толщине
зубьев ASi после предварительного шлифования при-
ведены в табл. 20. Допустимые погрешности после пред-
варительного шлифования, мм:
Погрешность профиля..............0,03—0,05
Огклонение толщины зубьев........< 0,05
Рациональное биение зубьев.......<0,05
Погрешность направления зубьев ... < 3'
Толщина зуба контролируется зубомером, как и при*
зубофрезероваиии. Для контроля остальных параметров
используются приборы, применяемые для проверки ше-
веров после окончательного шлифования.
127
Режущие кромки у шеверов образуются долблением
канавок на боковых поверхностях профиля зубьев
(см. рис. 46). Предусматривается два исполнения рас-
положения канавок: параллельно торцам шевера и пер-
пендикулярно к направлению его зуба. Долбление ка-
навок производится гребенками. Для канавок первого
и второго исполнения применяются гребенки, показан-
ные соответственно на рис. 51 и 51,6. Высота h при-
нимается на 0,1—0,2 мм больше высоты зубчиков I.
Угол ф определяется по формуле
tg ф = tg р0 COS ОС/о-
Рис. 51. Гребенки для долбления канавок.
На рис. 52 изображен станок для долбления канавок.
Шевер 1 устанавливается на оправке в делительной
бабке. Бабка может поворачиваться вокруг вертикаль-
ной оси на угол наклона зубьев шевера. Деление на зуб
осуществляется с помощью фиксатора 6, который вво-
дится во впадину зуба. Гребенка 2, закрепленная в дер-
жателе на кулисе 3, во время долбления движется по
окружности с центром в точке 6. Рабочее движения ку-
лисе передается от кулака 6. В исходное положение она
возвращается под действием пружины 4. Штурвал 5
служит для ручного перемещения кулисы. Регулируя
положение шевера перемещением фиксатора по направ-
ляющей 7 и перемещением бабки в поперечном направ-
лении, находят такое положение, при котором траекто-
рия движения гребенки наиболее близко совпадает
с эвольвентным профилем зуба шевера.
128
При долблении применяются следующие режимы
резания: число двойных ходов гребенки в минуту —
100—120, поперечная подача— 0,1—0,2 мм на один
двойной ход. В качестве СОЖ применяется сульфо-
фрезол. Глубина канавок после долбления контроли-
руется предельными шаблонами.
Рис. 52. Станок для долбления канавок.
На некоторых заводах канавки долбят по прямой
линии. В этом случае глубина канавок неодинакова по
длине: в середине зуба —большая, у вершины и у ножки
зуба шевера — меньшая.
После термической обработки у шеверов шлифуются
торцы. Торцы являются базовыми поверхностями не
только при эксплуатации, но и при изготовлении шеве-
ров. Допустимые отклонения от параллельности тор-
цовых поверхностей шеверов по ГОСТ 8570—79 нахо-
дятся в пределах от 0,005 до 0,008 мм в зависимости
от класса точности шевера. Торцы шлифуются на плоско-
шлифовальных станках кругами 24А, 40—20, СМ1—
б 2-117
129
СМ2, К. Параллельность торцов проверяется на таком
же приспособлении, как и у долбяков.
При шлифовании отверстия шевер крепится маг-
нитным патроном, имеющим отверстие для выхода
шлифовального круга, или на планшайбе внутришлифо-
вального станка с помощью прихватов. При шлифовании
отверстия важно выдержать перпендикулярность оси
отверстия к опорным торцам шевера. Допускаемое
отклонение от перпендикулярности торцовой поверх-
ности к поверхности посадочного отверстия равно
0,005—0,008 мм (в зависимости от класса точности ше-
Sa вера) на ридиусе 50 мм для
«шеверов с номинальными де-
лительными диаметрами 180
и 250 мм и на радиусе 25 мм
для шеверов с указанными
диаметрами 85 мм. Припуск
после шлифования отверстия
шевера на последующую до-
водку оставляется в пределах
ог 0,005 до 0,02 мм на диа-
Рис. 53. Определение раз- метр.
мера наибольшей хорды. Оборудование, инструмен-
ты и контрольные приспо-
собления при шлифовании и доводке отверстия шеве-
ров аналогичны применяемым при обработке долбяков.
Вершины зубьев по диаметру шлифуют дважды:
предварительно — перед шлифованием профиля и оконча-
тельно — после его шлифования. Шевер крепится на
оправке, устанавливаемой в центрах круглошлифоваль-
ного станка. Шлифование производится кругами пря-
мого профиля 24А, 25—16, СМ2, Кб. Предварительное
шлифование выполняют с целью создать базу для из-
мерения толщины зуба при последующем шлифовании
профиля. Припуск, оставляемый после предварительного
шлифования на окончательное, равен 0,7 мм для шеве-
ров с dQ = 180 мм и 0,8 мм для шеверов с d0 — 250 мм.
Припуск прибавляется к номинальному диаметру ше-
вера. Допуск при предварительном шлифовании состав-
ляет 0,05 мм. Диаметр измеряется микрометром. При
нечетном числе зубьев и z0< 60 определяется размер
по наибольшей хорде (рис. 53)
(Q0° \
— — ^-57,295 78° ,
г0 da2 Г
130
Sa
где da2—диаметр вершин зубьев после предварительного
шлифования; Sa — толщина зуба по диаметру вершин
после предварительного шлифования профиля,
Я---и inva/o — mvafl2 ,
dn cos oc/n
где cos аа2 = .
аа2
Шлифование профиля шеверов выполняется на зубо-
шлифовальных станках, работающих плоской торцовой
поверхностью шлифовального круга (моделей 5892С,
5893, МШ-232 и др.) и на станках, работающих абра-
зивным червячным кругом (модели 5В833).
Станки, работающие торцом круга, используются
при шлифовании шеверов с тп0 1 мм. Для шлифования
боковых сторон профиля шевера шпиндель шлифоваль-
ного круга разворачивается на угол наклона зуба по
основному цилиндру рво. Этот угол находят по формуле
tg рв0 = tg р0 cos at0.
В остальном наладка станков, абразивные круги
и режимы шлифования при обработке шеверов такие же,
как и при шлифовании долбяков.
Станки, работающие абразивным червячным кру-
гом, нашли применение для шеверов с тп0— 0,3...4,0мм.
Используемые абразивные червячные круги, способы
их правки, режимы шлифования шеверов приведены
в описании операции сквозного шлифования долбяков
на аналогичных станках.
При шлифовании зубьев погрешность профиля ше-
веров, неравномерноегь и накопленная ошибка окруж-
ного шага, радиальное биение и направление зубьев
должны быть выдержаны по ГОСТ 8570—80. Допустимое
отклонение толщины зуба назначается с учетом допуска
на диаметр вершин. ГОСТ 8570—80 предусматривает
широкий допуск на диаметр вершин и жесткий — на
высоту головки зуба, соответствующую теоретической
толщине. Так, для шевера класса А mnQ 3,0 мм, fda0^
= ±0,4 мм, a fha0 — ±0,015 мм. Широкий допуск на
диаметр вершин fda0 используется для увеличения до-
пуска на толщину зуба при шлифовании профиля.
Практически используется верхняя часть допуска fdaQ,
что означает возможность изготовления шевера с до-
пуском на смещение исходного контура в пределах
5*
131
hanfr, которому соответствует изменение теоретической
толщины зуба Sn0 Д° Жесткий допуск на вы-
соту головки зуба fha0 выдерживается на более простой
операции шлифования вершин.
Толщина зуба шеверов контролируется в нормаль-
ном сечении тангенциальным зубомером, жесткой или
регулируемой скобой с углом профиля ап0. Размеры
жестких скоб проходной (hai и S,T) и непроходной
(ha2 и SHe) (см. рис. 40, а) находят по формулам
ha2 = haO Ч-2^
5пр ~ $п0 4- 2 (fdao — fhaO — 0,025) tg anoJ
5не ~ <$п0»
где da2— припуск на окончательное шлифование по
диаметру вершин; 0,025 — половина допуска на диаметр
вершин при предварительном шлифовании.
Регулируемые скобы (см. рис. 40,6) настраиваются
на те же размеры по блокам концевых мер:
хПр = 5Пр — 2ha2 tg ocno Ч~ 2;
ХНе = 5не — 2Лд2 tg ап0 -|- 2.
При проверке толщины зуба тангенциальным зубо-
мером (см. рис. 40,в) нуль шкалы индикатора устанавли-
вается на зубомерные размеры h3 — ha2 и S3= Snp.
Отклонение индикатора, соответствующее минимально
допустимой толщине зуба,
^h3 = (/daO — fhaO —0,025) ъ- •
Диаметр ролика, необходимого для установки ин-
дикатора зубомера на нуль, определяется так же, как
и у долбяков.
Для проверки профиля шевера используются те же
эвольвентомеры, что и для долбяков. Угол разверну-
тости (см. рис. 38) рабочего участка профиля
vp = 57,29578 (tg aaQ — tgap0),
где cos ocao = ; cos aPo = ~ ; dao— диаметр вер-
aao ~Г Лйа2 “p0
шин; dpo — диаметр граничной точки рабочего участка
профиля; dbo — диаметр основной окружности, dbo =
= d0 cos
132
Радиальное биение зубьев проверяется в центрах
индикатором. Во впадину устанавливается точный ро-
лик, который при повороте шевера воздействует на из-
мерительный наконечник. Ролик необходимо подобрать
по диаметру так, чтобы он касался профиля зубьев
вблизи делительной окружности.
Для проверки параметров профиля шевера с установ-
кой его в центры прибора применяются точные цилинд-
133
рические оправки. Они изготовляются с интервалом
диаметров 2 мкм и подбираются в зависимости от фак-
тического размера отверстия. Вместо комплекта глад-
ких цилиндрических оправок в последнее время приме-
няют оправки с шариками. Эти оправки обеспечивают
посадку шевера с гарантированным натягом.
Неравномерность окружного шага может контроли-
роваться на приборе. Шевер поворачивается на оправке
до касания соседними зубьями неподвижного и подвиж-
ного упоров. Величина перемещения подвижного упора
фиксируется измерительной головкой.
Проверив таким образом все шаги, определяют раз-
ность между наибольшим и наименьшим показанием из-
мерительной головки, т. е. неравномерность окружного
шага. По результатам проверки неравномерности окруж-
ного шага находят накопленную его погрешность.
Для проверки шеверов применяются также измери-
тельные приборы, выполняющие автоматический конт-
роль окружных шагов, с записывающими устройствами
для регистрации результатов контроля неравномерносги
и накопленной ошибки окружного шага. Может быть
использован прибор модели БВ-5056 для поэлементного
контроля зубчатых колес.
Для контроля направления зубьев шеверов в цехо-
вых условиях применяется прибор, показанный на
рис. 54. Каретка 3 прибора с измерительным узлом
и связанная с кареткой синусная линейка 4 перемеща-
ются параллельно оси центров, т. е. оси контролируе-
мого шевера. При этом линейка 4 перемещается в направ-
лении, перпендикулярном к оси центров. Ползун 1
прижимается пружинами к диску обката 2. Перемеща-
ясь, ползун 1 под действием сил трения поворачивает
диск обката 2, а вместе с ним и проверяемое изделие.
Для получения относительного винтового движения
с шагом, равным шагу контролируемой поверхности
зуба шевера Ро= ttdoctgpo, линейку 4 поворачивают на
угол ср, определяемый из формулы
tgq> = tgp0Dzd0,
где D — диаметр диска обката.
Для установки линейки на угол ср размер блока
концевых мер
L — Г — R sin ф — г.
При окончательном шлифовании по диаметру вер-
134
шин необходимо выдержать заданную высоту головки
зуба. Контроль осуществляется предельными трапеце-
идальными скобами, регулируемыми скобами и танген-
циальным зубомером. Для настройки зубоизмеритель-
ных средств размеры зуба принимаются следующими:
толщина — Sn0, высота головки — Лпр= ha0 4-
hue == haQ fhaQ 2 •
Радиальное биение контролируется индикатором. Ше-
вер при этом устанавливается на оправке в центрах.
Для того чтобы уменьшить поверхность опорных
торцов, обрабатываемых с высокой точностью, ширина
ступицы шевера должна быть несколько больше ширины
зубчатого венца. Торцы зубчатого венца шлифуют на
плоскошлифовальном станке с круглым столом или на
круглошлифовальном с применением оправки. Для шли-
фования применяются круги прямого профиля 24А,
40—25, СМ1—СМ2, К. Ширина зубчатого венца прове-
ряется микрометром.
На автомобилестроительных заводах принят вариант
технологического процесса, имеющий некоторые от-
личия от вышеприведенного. После токарной обработки
выполняется не зубофрезерование, а сверление отвер-
сгий для выхода гребенки, затем — фрезерование зу-
бьев и долбление канавок на боковых сторонах зубьев.
Сверление отверстий производится в делительной го-
ловке с делением по диску. Для зубофрезерования при-
меняются червячные фрезы, имеющие увеличенную вы-
соту головки зуба с таким расчетом, чтобы не оставалось
перемычки между впадиной зуба шевера и отверстием
для выхода гребенки. В этом варианте отсутствуют
операции разрезки перемычек и предварительного шли-
фования профиля, но усложняется операция фрезеро-
вания зубьев. Заготовка шевера должна быть установ-
лена на станке так, чтобы впадина после зубофрезеро-
вания оказалась в отверстии для выхода гребенки,
а профиль зубьев должен соответствовать 8—9степени
точности по ГОСТ 1643—72.
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
МЕЛКОМОДУЛЬНЫХ ШЕВЕРОВ
Мелкомодульные шеверы (ГОСТ 10222—62) изго-
товляются с номинальным делительным диаметром 85 мм,
Диаметром посадочного отверстия 31,743 мм со сквоз-
135
ними стружечными канавками. Припуски на полную
обработку шеверов и операционные размеры на обра-
ботку отверстия принимаются такими же, как у дол-
бяков аналогичных размеров. Операционные эскизы
заготовки мелкомодульных шеверов представлены на
рис. 55. Вначале сверлят отверстие, затем на оправке
шевер обтачивают по наружному диаметру (рис. 55,а).
В патроне обрабатывают торцовые поверхности с двух
сторон и отверстие, на оправке — окончательно обта-
чивают наружный диаметр (рис. 55,6). На эскизах
Рис. 55. Операци-
онные эскизы заго-
товки мелкомодуль-
ного шевера.
приведены операционные размеры, в скобках указаны
припуски на последующую обработку. Радиальное бие-
ние наружного диаметра и осевое биение торцов после
токарной обработки не должно превышать 0,05 мм.
После токарной обработки протягивают шпоночный
паз, фрезеруют зубья у шеверов с tnnQ= 0,7...0,9 мм,
заготовки подвергают термической обработке. Иногда
и у шеверов с т*0= 0,7...0,9 зубья не фрезеруют, а на-
резают сразу шлифовальным кругом при шлифовании
профиля.
У термически обработанных изделий шлифуют торцы,
шлифуют и доводят отверстия, шлифуют по диаметру
вершины зубьев. Эти операции выполняются так же,
как у шеверов с глухими стружечными канавками.
Кольцевые стружечные канавки шлифуют без пред-
варительной прорезки, «по-целому», на резьбошлифо-
вальных станках (рис. 55,в). Операция выполняется
однониточным кругом 2П 450 х 10 х 229 24А, 5П, Т2, В1.
Круг правится алмазом. Шлифование производится при
неподвижном столе станка. Перемещение стола на шаг
осуществляется вручную с помощью делительного при-
способления станка. Профиль канавок контролируется
136
шаблонами. Размеры профиля в зависимости от модуля
принимаются следующими: /= 1,7...2,1 мм; I = 1,8...
...3,3 мм; с = 0,7...1,0 мм; а == 1,8...1,9 мм. Число
канавок п = 5—6.
Шеверы с тп0 = 0,2...0,9 мм шлифуют без предва-
рительной нарезки профиля до термообработки. Этот
вариант технологического процесса предусматривает воз-
можность предварительного фрезерования зубьев ше-
веров с тп0— 0,7...0,9 мм. Профиль мелкомодульных
шеверов шлифуют на станках, работающих абразив-
ным червячным кругом с продольной подачей суппорта
изделия. Нарезку и правку абразивного червяка, как
и шлифование мелкомодульных долбяков, выполняют
накатными роликами.
ЗУБОРЕЗНЫЕ ГОЛОВКИ
ДЛЯ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Основные размеры зуборезных
головок для нарезания конических
колес с круговыми зубьями опре-
деляются ГОСТ 11902—77 (рис.
56, а). Головки с номинальными
диаметрами от 20 до 80 мм выпол-
няются цельными, с диаметрами от
100 до 1000 мм — сборными (рис. 56,6). Головки могут
быть изготовлены праворежущими и леворежущими,
нормальной и повышенной степени точности.
Конструкция и размеры цельных головок с номи-
нальными диаметрами от 20 до 80 мм определяются
ГОСТ 11903—77, чистовых головок с номинальными
диаметрами от 100 до 1000 мм — ОСТ2 И45—4—79,
резцов к ним — по ОСТ2 И45—5—79, черновых голо-
вок с номинальными диаметрами от 160 до 500 мм —
ОСТ2 И45—12—78, резцов к ним — по ОСТ2 И45—13—
—78. Технические условия на зуборезные головки для
конических колес с круговыми зубьями установлены
ГОСТ 11906—77.
В конструкцию зуборезных головок внесены зна-
чительные изменения (рис. 56). Основные отличия за-
ключаются в том, что у корпусов на опорном торце около
посадочного отверстия предусмотрена кольцевая вы-
точка, благодаря которой напряжения, возникающие
137
при посадке головки на шпиндель, не передаются от
отверстия к периферийной части, где установлены рез-
цы; регулировочные винты распо-
ложены по середине резцового
паза (а не в углу, как было раньше),
благодаря этому уменьшается пе-
рекос клиньев при регулировке
головки; регулировочные винты
выполнены в виде шайб с резьбой
по диаметру; оси крепежных вин-
тов наклонены на угол 10° к торцу
корпуса, на широкой плоскости рез-
0
ца сделан соответствующий скос
под углом 10°; при затягивании
винта резец заплечиками прижи-
мается к торцу корпуса. Кроме
того, у крепежных винтов преду-
смотрена упорная резьба, которая
обеспечивает более надежное креп-
ление резца, резцы имеют два опор-
ных заплечика вместо одного, чем
исключается их перекос при уста-
новке в корпус.
Рис. 56. Зуборезные
головки для кониче-
ских колес с круговы-
ми Зубьями.
138
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЗУБОРЕЗНЫХ ГОЛОВОК
При изготовлении чистовых резцов к зуборезным
головкам с номинальными диаметрами от 100 до 500 мм
(рис. 57) технологические операции выполняют в такой
последовательности: отрезают заготовку; предваритель-
но шлифуют широкие плоскости с двух сторон; шлифуют
узкие плоскости с двух сторон; разрезают заготовки на
Наружный
Рис. 57. Резцы к зуборезным головкам.
Внутренний
Ь0(
две части; фрезеруют торец; фрезеруют скос по широкой
плоскости под углом 10°; фрезеруют крепежную часть;
фрезеруют скос на затылочной части; прорезают канавки
в углах заплечиков; сверлят отверстия и снимают фаски
в отверстии с двух сторон; затылуют профиль по рабо-
чей и нерабочей сторонам; фрезеруют переднюю грань;
маркируют; калят и отпускают; предварительно шли-
фуют с двух сторон широкие и узкие плоскости, запле-
чики с двух сторон, а также скос под углом 10° по ши-
рокой плоскости; предварительно шлифуют профиль
по рабочей и нерабочей сторонам; заготовку подвер-
139
21. Припуски па размеры зуборезных головок после
технологических операций обработки, мм
Диаметр d0 Отрезка заготовки Затылование резцов
АВ, ав2 АВ, ан2 нормальной точности повышенной точности
AS2 AS,
100—160 200—250 315—400 500 1 2 1 0,7 О,3_оо5 °»4_0,05
1,3 О,5_о>о5
1,5 2,5 0,8 О,35_о>О5
1,4
Примечания; 1. В, b, Н, h, h4, S — чистовые размеры резца.
2. Для d0 = 100...500 мм после отрезки заготовки 2AS = 3 мм, после
предварительного шлифования плоскостей ABS = 1_о 1» 2ASt = 0,5__q j,
после фрезерования державки 2А5 = 0,5_р 1» = 0,3 ± 0.1 мм.
гают низкотемпературному отпуску; окончательно шли-
фуют широкие плоскости с двух сторон; доводят ба-
зовую плоскость; окончательно шлифуют узкие плос-
кости и заплечики с двух сторон, а также скос под углом
10° по широкой плоскости; окончательно шлифуют
профиль по рабочей и нерабочей сторонам; шлифуют
вершину; шлифуют радиус у вершины; окончательно
шлифуют переднюю грань; маркируют.
Резцы к зуборезным головкам изготовляются, как
правило, из полосовой горячекатаной стали. С целью
140
экономии стали заготовка отрезается сразу на два резца
(рис. 58). Длина заготовки
L = 2(77 + A77i+ Д772)+ &р —Btga,
г/ie Н и В — чистовые размеры резца; &НХ и Д772 —
припуски по длине резца (табл. 21); Ьр —ширина резца,
принимается от 2,5 до
4 мм; а — задний угол
резца.
Допуск на длину при
отрезке равен ± 1 мм.
Припуски по ширине и
толщине резца ДВьДВ2и
ДЗ приведены в табл.21.
Обработка заготовки
по широким и узким
плоскостям может про-
изводиться различными
методами. Наибольшее
распространение полу-
чили фрезерование и
шлифование. Фрезеро-
вание производится на
горизонтально - фрезер-
ных станках цилинд-
рическими фрезами или
на вертикально-фрезер-
ных станках торцовыми
фрезами.
Шлифование выпол-
няется на плоскошли-
фовальных станках сег-
ментами 15А, 80, СМ2,
Б (ГОСТ 2464—75). За-
готовки крепятся на
магнитной плите. При
шлифовании узких сто-
рон они зажимаются в
струбцинах на плите
станка для обеспечения
перпендикулярности
широких сторон к уз-
ким. Допустимая неперпендикулярность — 0,1 мм.
Припуски на обработку ДВ3 и 2ДВХ приведены в табл.21.
Рис. 59. Приспособление для резки
резцов.
141
Разрезка заготовки на две части выполняется про-
резной фрезой на горизонтально-фрезерном станке в при-
способлении, изображенном на рис. 59. Заготовки уста-
навливаются под углом а к горизонтальной плоскости,
Рис. 60. Схема фрезерования резцов.
равным заднему углу резца. Сменные планки позво-
ляют использовать одно приспособление для разрезки
резцов разных размеров. Одновременно обрабатывается
от 4 до 10 заготовок в зависимости от их толщины.
Фрезерование торца, скоса под углом 10° на широ-
кой плоскости, крепежной части резца 1 и скоса у заднего
торца выполняются на горизонтально-фрезерном станке
в тисках с применением специальных подкладок 2 и спе-
циальных губок 3 (рис. 60,а, б, в, г).
142
При фрезеровании торца (рис. 60,а)
HY = Н 4- А//2 4- A£?3tga.
Припуски А/72 и АВ3 принимаются по табл. 21. При
фрезеровании скоса под углом 10° (рис. 60,6) контроли-
руются размеры тип штангенциркулем, угол 10° — угло-
мером, неперпендикулярность плоскости под углом 10°
к боковой плоскости — угольником. Допускается не-
перпендикулярность этих плоскостей в пределах 0,1 мм.
Фрезерование боковых <?торон державки произво-
дится набором двух двусторонных фрез (рис. 60,в). При
этом способе фрезерования обеспечивается требуемая
параллельность боковых сторон и их перпендикуляр-
ность к широким плоскостям (в пределах 0,1 мм). При-
пуски на последующую обработку боковых сторон
AZ? и заплечиков принимаются по табл. 21. После
фрезерования контролируются ширина державки, сим-
метричность расположения державки (разность разме-
ров а с двух сторон не более 0,1 мм) и размер h\ или
/i2. Правильнее контролировать непосредственно раз-
143
мер й2. Контроль величины Л2 через — косвенный,
его достоверность зависит от качества выполнения пре-
дыдущих операций. Размер проверяется сравне-
нием проверяемого резца g эталонным.
При фрезеровании скоса у затылка (рис. 60,а) резцы
вершиной упираются в подкладку, обработка ведется
угловой фрезой. Угол скоса контролируется угломером,
длина I — штангенциркулем.
Прорезка канавок в углах заплечиков производится
на универсально-заточном станке в приспособлении.
Для прорезки применяют вулканитовые круги 14А,
50, СТ и В (ГОСТ 21963—76). Отверстие в резцах свер-
лится с применением кондуктора (рис. 61). Диаметр
/ tjf \
отверстия d и его симметричность (размер 1 контро-
лируются штангенциркулем, расстояние оси отверстия
от заплечика h\— с помощью приспособления, показан-
ного на рис. 62. Проверяемый резец 4 устанавливается
на каретку 5 и подпружиненный фиксатор 1. Ось фик-
сатора находится в одной плоскости с поверхностью Е
приспособления. Фиксатор своей конической частью
входит в отверстие резца и центрирует отверстие отно-
сительно плоскости Е. Индикатор устанавливается на
нуль с помощью скобы 2 и блока концевых мер Б, вы-
сота которого
h[ = hx+A/ix,
где принимается по табл. 21.
После установки индикатора на нуль снимают ско-
бу 2, при этом измерительный штифт индикатора 3 упи-
рается в заплечик резца, показание индикатора соот-
ветствует отклонению размера от h[.
Затылование профиля резцов может осуществлять-
ся различными методами: фрезерованием на станках
типа 5974, у которых шлифовальные бабки заменены на
фрезерные; обработкой резцом на универсально-заты-
ловочных станках, имеющих осевое затылование; то-
карной обточкой в корпусах со смещенными пазами;
токарной обточкой в корпусах с наклонными пазами.
Для этой же цели создан специальный станок модели
606, производящий затылование зуборезной головкой.
Наибольшее распространение получили обработка
на станках типа 5974 и на универсально-затыловочных
станках.
144
На станках типа 5974 затылование производится
концевыми фрезами с диаметром 25—30 мм. Одновремен-
но затылуются обе стороны профиля — рабочая и нера-
бочая, за исключением резцов с малыми образующими
диаметрами — 160 мм и меньше, где размеры фрезер-
Рис. 62. Приспособление для контроля рас-
стояния от оси отверстия до заплечика.
ных бабок не позволяют одновременно фрезеровать
обе стороны. Резцы одного типа (внутренние или наруж-
ные) устанавливаются в корпус, аналогичный корпусу
зуборезной головки с той разницей, что пазы выполнены
без клиньев и с шириной, учитывающей припуск на шли-
фование державки резцов.
Концевые фрезы поворачиваются на углы, соответ-
ствующие углам профиля рабочей и нерабочей сторон.
145
Шпиндель изделия совершает затыловочное движение.
Для станка модели 5974 величина затылования
Я = —°tga,
где d0— номинальный диаметр головки; г — число пазов
корпуса, в котором производится затылование; а —
задний угол резца, обычно а = 12°.
За один оборот шпинделя изделия происходит пол-
ная обработка профиля резцов. Частота вращения шпин-
деля зависит от d0:
do, мм Частота вращения,
об/мин
100........................... 0,1
250 .......................... 0,07
500........................- . 0,04
Скорость резания равна примерно 15 м/мин.
На универсально-затыловочных станках затылова-
ние осуществляется резцом. Затылуется вначале одна
сторона профиля, затем другая. Число оборотов шпин-
деля изделия находится в пределах от 10 об/мин (для
резцов с d0= 100 мм) до 2 об/мин (для d0= 500мм), пода-
ча — от 0,3 мм'об в начале затылования до 0,04 мм/об
в конце процесса.
Затылование методом обточки в корпусах со сме-
щенными пазами и в корпусах с наклонными пазами
позволяет использовать на этой операции токарные
станки. При обработке в корпусах со смещенными па-
зами профиль резцов соответствует теоретическому во
всех радиальных сечениях резца, но последующее шли-
фование профиля также должно производиться в кор-
пусах со смещенными пазами.
Задние углы на боковых поверхностях в этом случае
образуются за счет поворота паза для резцов (рис.63,о)
относительно точки С пересечения образующего диа-
метра с осевой плоскостью, проходящей через середину
паза. Такому повороту соответствуют смещения паза
в тангенциальном направлении st и радиальном sz.
Тангенциальные смещения для наружной стороны опре-
деляются по формуле
= Y sin «бе,
146
для внутренней—
St! -=- -^sina8z.
Радиальное смещение для наружной стороны
Sre = Y C0S аье — ^Ое>
147
Рис. 64. Приспособление для контроля профиля резцов.
для внутренней —
Sn = COS a5Z bOit
где tgak= tgatgaoei tga8/ = tgatgaOz (см. рис. 57).
Обработка наружной и внутренней сторон у резцов
производится в двух разных корпусах.
Тангенциальное смещение пазов у корпусов для
проточки праворежущих резцов должно быть для на-
ружной стороны направлено вправо, для внутренней
стороны — влево. У леворежущих резцов необходимо,
чтобы смещения были направлены в стороны, противо-
положные указанным.
Профиль резцов, полученный при затыловании
методом обточки в корпусах с наклонными пазами
(рис. 63,6), отличается от теоретического. Погрешности
возрастают с увеличением диаметра резцов, поэтому
указанный способ можно рекомендовать только для
небольших диаметров (до 160 мм). Применение его для
больших диаметров связано с увеличением припусков
на шлифование профиля и соответствующим сниже-
нием производительности.
При расчете величины смещения паза S (рис. 63,6)
точку А поворота резца на угол а с целью уменьшения
погрешностей следует выбирать примерно по середине
рабочей части резца (эту точку располагать по оси кор-
пуса 00).
Внутреннюю и наружную стороны при этом способе
обрабатывают в одном корпусе. Последующее шлифо-
вание профиля выполняется на шлифовально-затыло-
вочном станке в корпусе зуборезной головки. Припуски
AS2 на обработку после затылования приведены в
табл. 21.
Профиль резцов контролируют в специальном при-
способлении (рис. 64). Настройка приспособления осу-
ществляется по эталону, идентичному проверяемому рез-
цу, у которого режущая часть срезана до оси (рис. 65, а).
Профиль эталона контролируется с помощью универ-
сальных средств — микроскопа или синусной линейки.
По эталону / (рис. 64), установленному в державку 2,
выверяют угол поворота державки, которую затем за-
жимают сухарехМ <?, индикатор выставляют на нуль.
Затем вместо эталона устанавливается резец, по инди-
катору определяется отклонение рабочего угла профиля
149
резца и базового расстояния bQe (или boi). Аналогичным
образом проверяются отклонения нерабочего угла про-
филя и ширины вершины резца. В серийном производ-
стве применяют сразу два приспособления, из которых
одно настроено на рабочую сторону, второе — на не-
рабочую. Державки для черновых резцов имеют опор-
ную планку на дне паза, в которую упирается торец
резца.
Рис 65 Эталон и шаблон для контроля профиля резца.
Профиль резцов можно проверить также шабло-
нами (рис. 65,6) в осевом сечении или угломером и зубо-
мером. Однако это менее точные и менее удобные способы.
На чертеже шаблона размеры Z?Oe (Z?oZ и sB) указываются
с учетом припусков. За базу при измерении шаблоном ра-
бочей стороны профиля принимается базовая широкая
плоскость резца, а при измерении нерабочей стороны —
рабочая сторона профиля. Допускаемые отклонения
по рабочему углу и базовому расстоянию резца состав-
ляют 0,05 мм, по нерабочему углу и ширине вершины —
0,1 мм.
Фрезерование передней грани резцов выполняется
на горизонтально-фрезерном станке двусторонней фре-
зой. К передним граням предъявляется ряд требований.
Необходимо, чтобы они имели заданный передний угол.
Их режущие кромки должны находиться в плоскости,
проходящей через ось головки. Как видно из рис. 66,о,
при этом длина зуба у наружных резцов по вершине
меньше, чем у основания, а у внутренних резцов больше,
чем у основания. Чтобы обеспечить это, резец при фре-
зеровании передней грани следует повернуть на два
150
угла: вокруг вертикальной оси па угол yce(i) и вокруг
оси, перпендикулярной к широкой плоскости резца,
на угол для внутренних резцов — в сторону
поднутрения, для наружных — в сторону отвала. Для
наружных резцов
Усе = Упе 4- Р,
Рис. 66. Внутренний и наружный резцы
(а) и схемы их установки при фрезеровании
передней грани (б).
для внутренних —
т« = — ₽;
„ 2В
snP = 5—;
aOe(t)
tg(ocu)= tgaos nyne(Z),
151
где tg yne(Z) = tg у cos a0; a0 — угол профиля резца
(aOe — наружного, oc0z— внутреннего); у — передний угол,
у = 20°.
На рис. 67 представлено приспособление для фрезе-
рования передней грани резца. Резец 1 закреплен
в державке кронштейна 2, установленного на корпусе
гидроцилиндра. Гидроцилиндр вместе с резцом повора-
чивается вокруг своей оси на угол we(i) и фиксируется
Рис. 67. Приспособление для фрезерования передней гра-
ни резца.
хомутом 4 с помощью гайки 3, Поворот резца вокруг
вертикальной оси осуществляется вместе с диском 5
с последующей фиксацией гайками 6. Зажим резца
осуществляется прихватом 7, на который действует
шток гидроцилиндра.
Передние углы усе ус/ после фрезерования прове-
ряются угломером от узкой боковой стороны резца.
Допускается отклонение +30'. Отклонение режущих
кромок от плоскости, проходящей через ось головки,
контролируется с помощью щупа и линейки (рис. 68).
Поверхности А и Б линейки находятся в одной плос-
кости. Два резца (оба внутренние или наружные) уста-
навливаются в противоположные пазы корпуса. Линейка
плоскостями А и Б прижимается к режущим кромкахм
152
резцов. Допускаемый просвет между линейкой и режу-
щими кромками резцов не должен превышать 0,1 мм.
Уменьшение просвета достигается изменением угла we(i),
обеспечиваемого приспособлением для фрезерования.
У двусторонних головок производится комплек-
тация внутренних и наружных резцов по размеру
высоты вершины от заплечиков. Контроль профиля осу-
ществляется в приспособлении, показанном на рис. 64.
В процессе контроля вершин державка находится в
горизонтальном положении. На требуемый размер ин-
дикатор приспособления устанавливается по блоку
концевых мер. Разница в размерах между наружными
и внутренними резцами не должна превышать 0,1 мм.
Рис. 68. Линейка
для проверки от-
клонения режущей
кромки от осевой
плоскости головки.
Шлифовальные операции у резцов повышенной точ-
ности после термообработки разделяются на предвари-
тельные и окончательные. После предварительных опе-
раций производится низкотемпературный отпуск с це-
лью снятия внутренних напряжений, возникших при
предварительном шлифовании, и обеспечения неизмен-
ности размеров окончательно прошлифованных изде-
лий в течение длительного времени. Низкотемператур-
ный отпуск заключается в нагреве изделий в масле
до температуры 180—200° С и выдержке при этой тем-
пературе в течение 1,5 ч.
На некоторых операциях для предварительного шли-
фования требуется дополнительная оснастка (державки
к приспособлению для контроля профиля, корпусы для
шлифования профиля, приспособления для шлифова-
ния вершин и др.). Поэтому у резцов нормальной точ-
ности, где допуски на изготовление более широкие,
такое разделение операций и низкотемпературный от-
пуск обычно не производятся.
На предварительном шлифовании используется ме-
нее точное оборудование и шлифовальные круги с более
крупным зерном. При плоскошлифовальных операциях
153
применяются круги 24А, 40, СМ1, К. Профиль шлифуют
кругами с твердостью СМ2, Cl.
После предварительного шлифования оставляется
припуск по широким плоскостям О,О8_о,о2 мм, по уз-
ким — О,О6_о,о2 мм, по скосу под углом 10° и запле-
чикам — 0,1_од мм.
Окончательное шлифование производится на точных
станках кругами с более мелким зерном. На плоскошли-
фовальных операциях и шлифовании профиля приме-
няются круги 24А, 16, СМ1, К. При шлифовании перед-
ней грани используют круги зернистостью 25—40.
1 Целесообразно выполнять еще и доводочное шлифо-
вание широких и узких плоскостей, профиля и перед-
ней грани кругами из эльбора в характеристиками
ЛЮ—12, СМ1, К, 100%, оставляя на это припуск
до 0,02 мм. Шлифование профиля и передней грани
кругами из эльбора повышает стойкость резцов при эк-
сплуатации на 30—40%, а применение эльбора для шли-
фования широких и узких плоскостей удобно тем, что
круги длительное время сохраняют размер, не требуют
правки и поднастройки, изделие почти не нагревается
и не надо вводить температурные поправки на размеры.
При шлифовании широких плоскостей вначале шли-
фуется плоскость, противоположная базовой. Это позво-
ляет выполнить все резцы в один размер по толщине. За-
тем резцы переворачивают и шлифуют базовую плоскость.
К этой поверхности предъявляются жесткие требования
по плоскостности, отклонения не должны превышать
0,001 мм. Достигается это доводкой на станках типа
ЗБ816 или ручной доводкой с помощью чугунной плиты.
Для контроля плоскостности используют плоскую стек-
лянную пластину 0 60 мм (ГОСТ 2923—75). Допуска-
ются три интерференционные полосы. Параллельность
широких плоскостей должна быть выдержана в пределах
0,002 мм, контроль осуществляется скобой с отсчетным
устройством (ГОСТ 11098—75). Этот технологический до-
пуск необходим для того, чтобы при последующем шли-
фовании узких сторон легче обеспечить их перпендику-
лярность к широкой базовой плоскости.
Первая узкая сторона предварительно шлифуется
в струбцине. Одновременно в два паза устанавливаются
четыре—шесть резцов. В этой струбцине достигается
перпендикулярность шлифуемой узкой стороны к ши-
роким. Вторая сторона также предварительно шлифу-
154
ется в струбцине. Одновременно обрабатывается 15—18
резцов. Окончательно обе узкие стороны шлифуют в
струбцине эльборовым кругом. Непер пендикул яркость
узких сторон к базовой допускается не более 0,005 мм
Рис. 69. Приспособление для контроля неперпендику-
лярности узких сторон резца к базовой поверхности.
на длине узкой стороны. Контроль осуществляется
в специальном приспособлении (рис. 69).
Резец устанавливается базовой плоскостью на ос-
нование приспособления и прижимается боковой сто-
роной к неподвижным упорам. Измерительный нако-
нечник индикатора находится на расстоянии / от упоров.
Длина / принимается равной 5 — (2...3) мм. Индикатор
155
показывает отклонение от перпендикулярности боковой
стороны к базовой на длине /. Установка индикатора
на нуль производится с помощью эталона, имеющего
перпендикулярные грани. Для уменьшения износа ос-
нование приспособления армировано пластинками твер-
дого сплава.
Опорные поверхности заплечиков шлифуются на
плоскошлифовальном станке в приспособлении, пока-
занном на рис. 70. Поверхности А и Б приспособления
в двух его позициях находятся в одной плоскости.
Одновременно шлифуются два резца. В первой позиции
Рис. 70. Приспособление для шлифования опорных поверхностей
заплечиков.
шлифуется передний заплечик. При этом задним (не-
шлифованным) заплечиком резец прижимается к поверх-
ности А приспособления. Одновременно во второй пози-
ции шлифуется задний заплечик, резец прижимается
прошлифованным передним заплечиком к поверхности Б.
Опорные поверхности заплечиков должны лежать
в одной плоскости и быть перпендикулярными к боковым
сторонам державки. Неперпендикулярность не должна
превышать 0,003 мм. Контроль расположения опорных
поверхностей осуществляется с помощью приспособле-
ния, показанного на рис. 71. Поверхности А и Б приспо-
собления лежат в одной плоскости, размер I примерно
на 1 мм больше ширины державки резца. Резец запле-
чика прижимается к поверхности Л и Б, а боковой
стороной — к упору. Индикатор, измерительный штифт
которого находится на расстоянии 20 мм от упора,
показывает отклонение от перпендикулярности плос-
кости заплечиков к боковой стороне державки. Уста-
новка индикатора на нуль выполняется с помощью эта-
лона.
156
Скос под углом 10° шлифуется в приспособлении
(рис. 72), неперпендикуляркость плоскости скоса к бо-
ковым сторонам проверяется в приспособлении, пока-
занном на рис. 69.
Рис. 71. Приспособление для контроля
расположения опорных поверхностей за-
плечиков в одной плоскости.
Шлифование профиля выполняется на специализи-
рованных станках модели 5974 или на
шлифовально-затыло-
вочных станках, по-
зволяющих выпол-
нять осевое затыло-
вание. Фирмой Глисон
(США) создан ряд
моделей станков для
этой операции (модель
№ Ю, № 13 — для
черновых резцов).
Резцы при шлифо-
вании устанавлива-
ются в корпусы, ана-
универсальных
Рис. 72. ^Шлифование скоса под уг-
лом 10°.
логичные корпусам
зуборезных головок.
Целесообразно для
этой цели использовать корпусы без клиньев, с паза-
ми, дно которых параллельно оси корпуса.
При шлифовании профиля контролируются углы по
рабочей и нерабочей сторонам и прямолинейность про-
157
филя. Контроль осуществляется в таком же приспособ-
лении, как при затыловании профиля (см. рис. 64),
методом сравнения с эталоном.
При контроле с помощью эталона базовое расстоя-
ние 60е (или б01) и ширина вершины SB проверяются
косвенно, одновременно с определением угла профиля.
Вершины резцов можно шлифовать одновременно с
боковыми сторонами профиля. На сганкемодели 5974 для
этой цели предусмотрен третий шпиндель. Чаще эта
операция выполняется на плоскошлифовальном станке
в приспособлении, имеющем поворотную часть, которая
служит для установки резца на требуемый задний угол,
равный заднему углу, полученному при шлифовании
профиля на шлифовально-затыловочном станке. При
шлифовании вершин контролируется высота от запле-
чика до вершины резца в осевом сечении в приспособ-
лении, показанном на рис. 64.
Радиус по вершине г (см. рис. 57) профиля шлифу-
ется на том же станке, что и профиль. Правка шлифо-
вального круга осуществляется накатным роликом.
Передняя грань у резцов шлифуется на специальных
заточных станках модели 3666 или на универсальных
•станках — заточных или плоскошлифовальных. В пер-
вом случае резцы собираются в корпус, аналогичный
корпусу зуборезной головки. Во втором случае исполь-
зуются приспособления, подобные применяемым при фре-
зеровании. Углы поворота резца усеа) и (oe(i) при шлифо-
вании передней грани такие же, как и при фрезеровании.
После шлифования передней грани контролируют
•передний угол, расположение режущей кромки в осе-
вой плоскости головки и расстояние от заплечиков
до вершины резца по передней грани. Методы контроля
применяются те же, что и при фрезеровании передней
грани.
У резцов, собранных в головку, передний угол кон-
тролируется по величине смещения передней грани от
-оси головки (см. рис. 66). Эго смещение
$e(i) ~ SIH 'Ycr(z)-
Расчет yCe(i) производится так же, как и для операции
затылования резца.
158
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ЧЕРНОВЫХ РЕЗЦОВ
Резцы к черновым головкам не имеют заплечиков.
Для изготовления черновых резцов применяются при-
способления, аналогичные используемым для чистовых
резцов. В этом случае базой является торец, а не запле-
чики.
При фрезеровании торца одновременно предвари-
тельно фрезеруется передняя боковая сторона крепеж-
ной части (рис. 73,а),
снимается примерно
половина припуска по
ширине крепежной
части. Окончательное
фрезерование крепеж-
ной части производит-
ся набором фрез (рис.
73, б). По задней сто-
роне резец зачищают
на глубину 0,5—1 мм,
Рис. 73. Фрезерование крепежной
части.
с передней стороны
крепежной части сни-
мается оставшийся
припуск.
Одновременное фрезерование боковых сторон кре-
пежной части набором фрез обеспечивает требуемую
параллельность сторон и их перпендикулярность к ши-
рокой базовой стороне.
Шлифование торцов резцов после термообработки
выполняется на плоскошлифовальном станке с круглым
столом в приспособлении. Перпендикулярность торца
к плоскостям крепежной части проверяется так же, как
и перпендикулярность боковых плоскостей к базовой
широкой плоскости.
Остальные операции не имеют принципиальных от-
личий от операций изготовления чистовых резцов.
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ТВЕРДОСПЛАВНЫХ РЕЗЦОВ
Державку твердосплавных резцов (рис. 74) рекомен-
дуется выполнять из стали марки 35ХГСА (ГОСТ 4543—
71). Линейные размеры заготовок из этой стали при
159
охлаждении от 400 до 20° С изменяются примерно
так же, как и из твердых сплавов. Поэтому вследствие
пайки возникают небольшие напряжения. При охлаж-
дении резцов после пайки на воздухе эта сталь имеет
твердость HRC 34—40.
После обработки габаритных размеров затылуется
профиль державок. Нерабочая сторона затылуется с при-
пуском на шлифование, как у быстрорежущих резцов.
Боковая поверхность по
рабочей стороне затылуется
так, чтобы она была выше
дна гнезда под пластинку
A-к
Рис. 75. Гнездо под пластину
твердого сплава.
Рис. 74. Твердосплав-
ный резец.
на 1,7—2,2 мм. Контроль осуществляется в приспособ-
лении методом сравнения с эталоном, имеющим оконча-
тельные размеры профиля.
Гнездо под пластину твердого сплава (рис. 75) фре-
зеруется в приспособлении с тремя взаимно перпенди-
кулярными осями поворота. Дно гнезда наклонено на
угол профиля а0 и повернуто на угол а8, который уста-
навливается таким, чтобы припуски на шлифование про-
филя по передней и задней кромкам пластины были
примерно одинаковыми. Глубина гнезда определяется
из условия получения минимального припуска на шли-
фование твердого сплава не менее 1 мм. Так как по-
верхность пластины плоская, то минимальный припуск
для наружных резцов находится на середине пластины,
160
для внутренних — на концах ее. Глубину паза необ-
ходимо увеличить на толщину припоя. Для трех елейного
припоя она составляет 0,7 мм.
Размеры и расположение гнезда проверяют с помо-
щью приспособления (рис. 64) методом сравнения с эта-
лоном при установленной в гнездо пластине твердого
сплава.
Пайку рекомендуется производить индуктивным спо-
собом с использованием трехслойного припоя марки
ТП-1. Для пайки применяется одновитковый индуктор
из медной трубки диаметром 10—15 мм. Зазор между
индуктором и державкой резца должен находиться
в пределах 10—15 мм.
Шлифование профиля твердосплавных резцов вы-
полняется на том же оборудовании, что и быстроре-
жущих. Для предварительного шлифования применя-
ются круги АСР 200/160 или 80/63, 100%, М04, для
окончательного — АСР 50/40 или 20/14, 100%, Б1.
Окружная скорость круга при этом равна 15—25 м/с,
подача — 0,02—0,03 мм/об.
Применение электроалмазного шлифования (рис. 76),
когда в зону шлифования подается постоянный элек-
трический ток, позволяет повысить производительность
обработки в несколько раз. Процесс происходит в среде
электролита. Источником тока служит выпрямитель или
генератор, обеспечивающий напряжение до 6 В и силу
тока до 200 А. Напряжение к алмазному кругу подво-
дится через медно-графитовую щетку 1 (рис. 76, о), смон-
тированную в текстолитовом щеткодержателе 2 на
корпусе шлифовальной бабки, и латунную втулку
4, запрессованную на оправке шлифовального круга
(рис. 76, а). Шлифовальный шпиндель изолируется от
корпуса бабки текстолитовой втулкой 3.
Напряжение к шпинделю изделия подводится через
вторую щетку 5 (рис. 76, б), закрепленную в металли-
ческом щеткодержателе 6, смонтированном на станине
(рис. 76, б). Электролит заливается в систему охлаж-
дения станка. Он содержит нитрат натрия — 5%, ниг-
рит натрия — 0,3%, кальцинированную соду — 0,5%,
остальное — вода.
Правка алмазных кругов представляет определен-
ные трудности. В качестве одного из методов применя-
ется круглое шлифование алмазного круга. Целесооб-
разно использовать круг из электрокорунда. Его окруж-
б 2-117
161
ная скорость равна 20—30 м/с. Алмазный круг враща-
ется со скоростью, в два раза меньше указанной. Этот
метод малопроизводителен. Он может быть рекомендо
ван только для правки нетокопроводящих кругов.
Высокопроизводительным методом правки алмазных
кругов на металлической связке является электроэро-
зионная правка. Она осуществляется шлифованием
алмазного круга абразивным на токопроводящей связке
или алмазным на металлической связке. К алмазному
(рабочему) и правящему кругам подводится постоянный
ток 50 А напряжением 6—12 В. Подвод тока осущест-
вляется через щетки и диск, установленный на шпин-
деле шлифовального круга. Бабка со шпинделем рабо-
чего круга изолирована от станины станка текстолито-
вой подкладкой Правящий круг совершает возвратно-
поступательное движение вдоль своей оси. Окружная
скорость правящего круга равна 20 м/с, рабочего —
1—2 м/с Правка производится всухую.
162
Правящее устройство монтируется или непосред-
ственно на шлифовальном станке (в этом случае для
снижения числа оборотов рабочего круга устанавлива-
ется редуктор), или создается отдельная установка для
правки круга.
Шлифование вершины резцов выполняется на плоско-
шлифовальном станке кругом АСР, 125/100, 100%, МО4.
Окружная скорость шлифовального круга составляет
20—25 м/с, поперечная подача — 0,03—0,05 мм/дв. ход,
продольная — 2—3 м/мин.
Передняя грань шлифуется на универсально-заточ-
ном станке для электрохимической заточки резцов мо-
дели 3623 кругом АСО 125/100, 100%, МО4. На этом
же с ганке шлифуется упрочняющая фаска по передней
грани шлифовальным кругом АСО 50/40, 100%, Бк
Контроль твердосплавных резцов такой же, как и’рез-
цов из быстрорежущей стали.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
КОРПУСОВ К ЗУБОРЕЗНЫМ
ГОЛОВКАМ
Корпусы изготовляются из стали марки 40Х или
цементируемых сталей марок 12ХНЗА и 20ХН2М.
Технологические операции для головок диаметром 100—
315 мм выполняют в такой последовательности* отреза-
ют заготовку; куют ее, отжигают; выполняют токарную
черновую обработку; выполняют токарную чистовую
обработку; шлифуют торцы с двух сторон; сверлят от-
верстия под резьбу для регулировочных винтов и зен-
куют фаски в отверстиях; нарезают резьбу в отверстиях
под регулировочные винты, фрезеруют резцовые пазы;
фрезеруют шпоночный паз; сверлят отверстия под
крепежные винты; зенкеруют отверстия под головки
винтов; прочищают резьбу под ретулировочные винты;
цементируют; сверлят отверстия в резцовых пазах под
резьбу, зенкеруют отверстия, зенкуют фаски; сверлят
два отверстия под резьбу Мб, зенкуют фаски в отверсти-
ях; калят и отпускают; нарезают резьбу в резцовых
пазах; нарезают резьбу Мб в двух отверстиях; шлифуют
торцы с двух сторон: шлифуют отверстие, шлифуют
внутренний торец; шлифуют пазы; прорезают канавки
в резцовых пазах; подвергают низкотемпературному
отпуску; шлифуют торцы с двух сторон; доводят опор-
6*
163
22. Припуски на полную обра-
ботку корпусов, изготовляемых
из поковок, мм
Диаметр головки Припуски
по диаметру по толщине
100 8±2 7±1
160 8±2 7±1
200 10±3 8^3
250 11 ±3
315 12±3 8+®
При чистовой обработке
ный торец; шлифуют отверстие; шлифуют по наружному
диаметру; шлифуют контрольный поясок; маркируют.
Корпусы, как правило, изготовляются из кованых
заготовок. Размеры поковок определяются с учетом
припусков, приведенных в
табл. 22.
Токарная обработка
обычно разделяется на чер-
новую и чистовую. При
черновой обработке отвер-
стие выполняется цилинд-
рическим, припуски на
последующую обработку
равны: по наружному диа-
метру D“0’5— 2 мм, по тол-
щине корпуса В-0’5— 4 мм.
Диаметры отверстий после
технологических операций
обработки приведены в
табл. 23.
в патроне подрезается пе-
редний торец, растачиваются торцовые выточки. За одну
установку с подрезкой второго торца посадочное отвер-
стие растачивается на конус и развертывается, затем
обтачивается бурт и протачивается разгрузочная канав-
ка на торце. На оправке обтачивается наружный ди-
аметр.
23. Диаметры отверстий корпусов зуборезных головок
после технологических операций обработки, мм
Номинальный диаметр отверстия d Токарная обработка Шлифование
черновая чистовая предваритель- ное окончательное
25,4 22,8+°’3 25+0’1 25,35+°’015 25,4_о>оо7
58,23 53+°’3 57,б+0,1 58,18+0,015 СО nq-f-0,002 о,ОО5
127 12о+°*5 126.4+0’1 126,91+0’015 1 97 4~0, СЮ2 —0,005
Биение опорного торца на наибольшем диаметре
допускается не более 0,03 мм. Припуски после токар-
ной чистовой обработки равны: по наружному диаметру
0,8 “°’8 мм, по торцам (на две стороны) — 1,8“0Лмм.
После шлифования торцов допускается непараллель-
164
ность торцов в пределах 0,03 мм. На последующую
обработку оставляется припуск 0,8 “°’Оо мм.
Резьбовые отверстия для регулировочных винтов
частично разрезаются резцовыми пазами, поэтому,
чтобы избежать увода сверла и метчика, сверление
указанных отверстий и нарезание резьбы выполняются
перед фрезерованием резцовых пазов с применением
кондуктора. Неперпендикуляркость оси резьбового от-
верстия относительно торца допускается не более
0,25 мм на длине 50 мм. Контроль осуществляется с по-
мощью калиброванной оправки, ввинчиваемой в отверс-
тие, угольника и щупа.
Рис. 77. Установка фрезы при фрезеро-
вании пазов
Резцовые пазы фрезеруются на горизонтально-фре-
зерном станке в делительной головке. Оправка с заго-
товкой наклоняется на угол 3°30'. Фреза устанавлива-
ется по шаблону, который базируется на обработанные
отверстия для регулировочных винтов (рис. 77). Опе-
рация выполняется в два перехода: черновой и чистовой.
Припуски по ширине и дну паза (на две стороны) равны
2,8 мм — после чернового фрезерования, 0,8 мм— после
чистового. Неравномерность окружного шага после
чистового фрезерования допускается до 0,02 мм для
корпусов диаметром 100—250 мм и 0,15 мм — для кор-
пусов диаметром 315 мм.
Расположение отверстий под крепежные винты дол-
жно соответствовать расположению шпоночного паза.
Эти отверстия сверлятся по кондуктору с установоч-
ными базами по отверстию и шпоночному пазу.
Корпусы цементируются и закаливаются на твер-
дость HRC 56—62.
165
Перед цементацией в резьбовые отверстия для регу-
лировочных винтов с целью защиты их от цементации
набивается асбест. Отверстия под резьбу в резцовых
пазах и под съемные винты Мб сверлятся после цемен-
тации; при зенковании фасок в отверстиях снимается
цементированный слой с торца отверстия, что позволяет
нарезать резьбу после закалки корпуса.
Отверстия под резьбу в резцовых пазах сверлятся
с применением кондуктора (рис. 78). Кондукторная
//7« планка 3 прижимается вин-
4том 1 к торцу изделия 4.
При этом обеспечивается
заданный размер I. В пазу
корпуса кондуктора планка
зажимается винтом 2.
Шлифование торцов, от-
верстия и пазов после за-
калки выполняется дваж-
ды: предварительно и окон-
чательно. После предвари-
тельного шлифования кор-
пус подвергается отпуску
при температуре 180—
200° С для снятия напряже-
ний. Припуск после пред-
______________________ варительного шлифования
торцов и пазов (на две сто-
Рис. 78. Кондуктор для свер- роны) оставляется в преде-
ления отверстий.______лах о,2_0>05 мм. Размеры
отверстия принимаются по
табл. 23. Для предварительного шлифования торцов
и отверстия применяются круги 24А, 25, СМ1, К; для
пазов — круги 24А, 40, С1, К. Допускаемая непарал-
лельность торцов после предварительного шлифования
не должна превышать 0,005 мм.
Канавки в углах резцовых пазов прорезаются для
обеспечения выхода шлифовальному кругу при обра-
ботке боковых сторон и дна паза. Операция выполняется
на универсально-заточном станке в делительной головке
вулканитовым шлифовальным кругом 14А, 40, СТ, В.
Окончательное шлифование торцов и отверстия вы-
полняется кругами 24А, 16, СМ1, К- После шлифования
опорный торец доводится на чугунной плите с примене-
нием алмазной пасты АСМ 5/3. Неплоскостность опор-
166
ного торца корпусов допускается до 0,001 мм для го-
ловок с d0—100... 125 мм, 0,002 мм для d0= 160...250 мм
и 0,003 мм для d0= 315 мм.
Отверстие контролируется по калибру. Прилегание
должно быть не менее 80%. Остальные допуски огово-
рены ГОСТ 11906—77.
Шлифование резцовых пазов выполняется на шлице-
шлифовальном или плоскошлифовальном станке в де-
лительной головке (рис. 79). Для окончательного шли-
фования применяются эльборовые круги Л, 10—12,
СМ1—СМ2, К, 100%. Делительная головка 1 для шли-
фования пазов в корпусах чистовых головок устанав-
ливается на плиту 2 с углом наклона 3°30'.
Боковые стороны пазов должны быть симметричными
относительно диаметральных плоскостей корпуса. Сим-
метричность расположения пазов достигается соответ-
ствующей установкой корпуса относительно шлифо-
вального круга.
Перед началом шлифования определяется смещение
предварительно обработанных пазов. В противополож-
ные пазы плотно вставляют блоки концевых мер. К од-
ному блоку прижимают лекальную линейку. Просвет
между линейкой и вторым блоком равен удвоенной
величине смещения паза с оси.
По результатам замеров определяют сторону паза,
с которой необходимо снять больший припуск, чтобы
обеспечить требуемую симметричность.
В процессе шлифования симметричность проверя-
ется непосредственно в делительной головке. Переме-
щая индикатор по плите в поперечном направлении,
устанавливают поверхность паза а в горизонтальное по-
ложение. С помощью индикатора сравнивают высоту
расположения стороны паза с высотой расположения
измерительной плоскости блока концевых мер
где Н — высота от оси головки до плиты; b — номиналь-
ная ширина паза головки.
При симметричном расположении паза эти поверх-
ности находятся на одном уровне.
Постоянство расположения режущей кромки шлифо-
вального круга относительно оси делительной головки
обеспечивается с помощью приспособления для шлифо-
вания пазов.
167
Рис. 79. Делительная головка.
3°5Z?
Шлифование пазов выполняется в три перехода.
Вначале шлифуется одна боковая сторона, при этом
обеспечиваются требуемые симметричность и окружной
шаг. Затем шлифуется вторая боковая сторона до по-
лучения необходимой ширины паза. И, наконец, дно па-
за. Ширина паза контролируется блоком концевых мер.
Размер К (рис. 80) проверяется предельным шаблоном.
Этот размер можно определить, измерив /С' с помощью
микрометра,
К' = К 4- 2Gtg3°30',
где В — фактический размер ширины корпуса.
Угол наклона дна паза (3°30') контролируется с по-
мощью приспособления (рис. 81). Линейка приспособ-
ления устанавливается на торец корпуса. Упор прижи-
мается к дну паза. Показание
индикатора соответствует откло-
нению от угла 3°30' на длине /.
Установка индикатора на нуль
производится по эталону.
Рис. 81. Приспособление
для контроля угла на-
клона дна паза.
Рис. 80. Шаблон для про-
верки размера К паза.
Окружной шаг в процессе шлифования пазов прове-
ряется двумя индикаторами, измерительные наконеч-
ники которых устанавливаются в одноименные боковые
поверхности соседних пазов. Один индикатор служит
как бы упором (он устанавливается на нуль), по второ-
му определяют разность окружных шагов. Накопленная
169
погрешность рассчитывается по разности окружных
шагов.
Проверка окружного шага после съема корпуса
со станка выполняется на точной делительной головке.
У корпусов повышенной точности на торце шлифу-
ется контрольный поясок, биение которого у головок
с d0 = 100...315 мм равно 0,002—0,003 мм. Операция
выполняется на плоскошлифовальном станке в приспо-
соблении. Во время шлифования стол станка неподви-
жен. Корпус, установленный на приспособлении, вра-
щается вручную. Для шлифования применяются круги
из эльбора Л10—12, СМ1—СМ2, К, 100%.
ТЕХНОЛОГИЯ СБОРКИ
ЗУБОРЕЗНЫХ ГОЛОВОК
Технологический процесс сборки включает в себя
•следующие операции: комплектование деталей; подго-
товку их к сборке; установку и выверку базовых резцов;
окончательную сборку.
При подготовке деталей к сборке метчиками калиб-
руются резьбовые отверстия, снимаются заусенцы на
кромках пазов корпуса, мелкозернистыми брусками
с доведенными рабочими поверхностями зачищаются
сопрягаемые поверхности: дно пазов корпуса, широкие
плоскости клиньев, подкладок, резцов, посадочное от-
верстие корпуса. Для зачистки отверстия применя-
ется круглый или полукруглый брусок. Лекальной ли-
нейкой проверяется отсутствие забоин на сопрягаемых
поверхностях. Резьбовые отверстия и пазы корпуса,
клинья, подкладки и винты промываются бензином
и протираются отбеленной бязью. Сопрягаемые поверх-
ности корпуса, клиньев и подкладок покрываются
тонким слоем приборного масла, у винтов конец резь-
бовой части на длине до 4 мм смазывается окунанием.
Сборка головок выполняется на приборе типа 5778
или 5778Е. Корпус головки устанавливается на шпин-
дель прибора, выверяется по торцовому биению и за-
крепляется винтами.
В отверстие шпинделя вставляется установочный ка-
либр с диаметром рабочей части dK. В пазы станавли-
ваются базовые резцы (наружный и внутренний) с кли-
ньями и подкладками, ввинчиваются регулировочные
и крепежные винты. В помощью регулировочных кли-
170
ньев резцы выставляются на требуемый диаметр doe(t)
(рис. 82) по размеру блока концевых мер
Д — d°e^ h
— 2 2
где Ье а)—базовый размер наружного (внутреннего) резца.
После установки на размеры doe (t) базовые резцы
зажимаются крепежными винтами при помощи тариро-
ванного ключа с крутящим моментом 0,48 Н • м.
Проверяется угол
профиля резцов в сбо-
ре. При необходимос-
ти он регулирует-
ся заменой клиньев.
У головок повышен-
ной точности ставится
клин нужного но-
мера, у головок
нормальной точности
клин устанавливается
методом подбора.
Затем в пазы уста-
Рис. 82. Схема выставления резцов
НЗВЛИВаютСЯ осталь- в пазах корпуса,
ные резцы и регули-
руются отклонения от базовых резцов: радиальное
биение — регулировкой клином, торцовое — сменой
или переточкой резцов, угол профиля — заменой
клина. Крепежные винты всех резцов зажимаются
путем приложения крутящего момента 0,48 Н-м. От-
верстия для регулировочных винтов у базовых резцов
заливаются со стороны головки винта самотвердеющей
пластмассой этакрил АКР-15.
При отсутствии прибора 5778 сборка может произво-
диться в приспособлении. Угол профиля базового резца
в этом случае проверяется с помощью эталона, а ради-
альное биение резцов проверяется в двух крайних точ-
ках профиля. Технические требования на сборку регла-
ментированы ГОСТ 11906—77.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЦЕЛЬНЫХ ЗУБОРЕЗНЫХ ГОЛОВОК
Технологические операции по изготовлению цель-
ных зуборезных головок диаметром d0= 20...50 МхМ
(рис. 56,а) выполняют в такой последовательности:
171
отрезают заготовку; куют ее; отжигают; выполняют
токарную черновую обработку; выполняют токарную
чистовую обработку; фрезеруют шпоночный паз; фрезе-
руют резцы; затылуют профиль; калят и отпускают;
шлифуют опорный торец и отверстие; шлифуют наруж-
ные цилиндрические поверхности; предварительно шли-
фуют передние грани; шлифуют профиль; окончательно
шлифуют передние грани; маркируют.
Рис. 83. Заготовки цельных
зуборезных головок после
предварительной обработки.
Головки с d0, равным 20 и 25 мм, изготовляются
из проката, с d0^>- 32 мм — из поковок. Припуск на пол-
ную обработку по диаметру равен 5 мм для головок
с d0= 20...32 мм и 6 мм для головок cd0= 40...80 мм.
Припуск по высоте головок равен 5 мм для всех разме-
ров. Припуски по диаметру и высоте после токарной
черновой обработки (рис. 83,а) равны 2 мм, размеры
отверстия после указанной обработки принимаются по
табл. 23.
При токарной чистовой обработке (рис. 83, 6) го-
ловка обтачивается по габаритным размерам, раста-
172
чивается коническое отверстие и протачивается про-
филь. На последующую обработку по диаметрам D
и di оставляется припуск 0,6 мм, по высоте головки
Н—1,1 мм, по образующим диаметрам doe и doi—
1,5 мм. Диаметр d2 головки обрабатывается окончательно.
Допускается биение наружной цилиндрической поверх-
ности до 0,1 мм, биение опорного торца до 0,05 мм.
Фрезерование резцов выполняется в делительной
головке за два перехода. Вначале фрезеруется поверх-
ность 1 (рис. 83.в) — передняя грань, затем — поверх-
ность 2. Передняя грань резцов располагается по оси
головки (без переднего угла). Центральный угол резца Р
выполняется на 1° больше требуемого размера. Для кон-
троля угловые размеры Р и пересчитываются на ли-
нейные а, б, с.
Затылование профиля производится резцом на то-
карно-затыловочном станке или концевой фрезой на
специальном фрезерно-затыловочном станке. Вначале
затылуются вершины зубьев, затем боковые стороны
профиля. Наружные и внутренние резцы затылуются
с одинаковыми размерами: по наружной стороне —
(dOe + 6), по внутренней — (doi— б), где б — припуск
по диаметру на последующую обработку. Припуск
зависит от диаметра d0, мм:
20; 25 ........................... 0,5
От 32 до 50.......................... 0,6
60; 80............................ 0,8
Припуск на последующую обработку по высоте Н
равен 0,8_о,2 мм. При разводе резцов свыше 1,3 мм про-
филь занижается по боковой нерабочей стороне. Нера-
бочая сторона в этом случае затылуется через зуб. Ги-
тара деления станка перестраивается на z/2 зубьев,
ставится вдвое больший затыловочный кулак. Припуски
по нерабочей стороне оставляются в этом случае такие
же, как по рабочей.
Углы профиля и образующие диаметров контроли-
руют шаблонами или в центрах на микроскопе.
Отверстие и опорный торец после закалки шлифу-
ются на внутришлифовальном станке. Для шлифова-
ния торца используется шпиндель с чашечным кругом.
Отверстие и торец обрабатываются эльборовыми кругами
ЛЮ—12, СМ1, К, 100%.
173
Контроль отверстия производится калибром, приле-
гание должно быть не менее 80%.
Передняя грань резцов предварительно шлифуется
радиально, без переднего угла. Это делается для удоб-
ства контроля профиля. Операция выполняется на уни-
версально-заточном станке или на специальном станке
модели 3665. Отклонение передней грани от осевой
плоскости головки допускается не более 0,01 мм. Кон-
троль осуществляется индикатором. Неравномерность
окружного шага допускается до 0,03 мм.
Профиль шлифуется на тех же станках, что и сборные
головки. Вначале шлифуются вершины резцов, затем
боковые стороны профиля. Для шлифования применя-
ются эльборовые круги ЛЮ—12, СМ1—СМ2, К, 100%.
После шлифования контролируются высота головки,
образующие диаметры, углы профиля и биение. Кон-
троль осуществляется на микроскопе в центрах.
Затем станок перестраивается на шлифование через
зуб, шлифуются нерабочие стороны до получения за-
данного размера ширины вершин резцов. Контроль
производится также на микроскопе. Допускаемые от-
клонения принимаются по ГОСТ 11906—77.
При окончательном шлифовании передних граней
создаются необходимые передние углы. Оборудование
применяется то же, что и для предварительного шлифо-
вания. Методы контроля аналогичны применяемым для
сборных головок.
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ
ПРЯМОЗУБЫХ КОНИЧЕСКИХ
КОЛЕС
Зуборезные головки для наре-
зания прямозубых конических ко-
лес применяются, в основном, в
массовом и крупносерийном про-
изводстве. Нарезание конических
колес головками в три—пять
раз производительнее зубострога-
ния резцами.
В промышленности используются зуборезные го-
ловки диаметром 150 (ОСТ 2И45—7—74 и ОСТ 2И45—
9—74), 278 (2И45—10—76 и ОСТ 2И45—3—74) и 450 мм
(ОСТ 2И45—1—74 и ОСТ 2И45—3—74). Конструкцию
174
A A-A
a
Рис. 84. Головка и резцы для нарезания прямозубых кониче-
ских колес.
и размеры резцов, используемых для нарезания голо-
вок, регламентируют ОСТ 2И45—8—74, ОСТ 2И45—
11—74 и ОСТ 2И45—2—74.
В табл. 24 приведены модули колес, нарезаемых
зуборезными головками, и модели зуборезных станков.
На рис. 84, а показана головка диаметром 450 мм.
Нарезание зубчатого колеса осуществляется двумя
спаренными головками: право- и леворежущей. Головки
отличаются резцами. В первой головке устанавливаются
правые резцы (рис. 84, б), во второй — левые (рис. 84, в).
Резцы имеют боковую и
вершинные режущие кром-
ки. По отраслевому стан-
дарту резцы изготовляются
с углом профиля боковой
режущей кромки Рр, рав-
ным 0°, 1°30'; 2°; 3 и 5°.
Резцами с Рр> 0 нареза-
ются колеса с бочкообраз-
ным зубом.
Зубострогальные резцы
предназначены для нарезания прямозубых конических
колес методом обкатки на специальных станках. На-
резание колеса осуществляется двумя одновременно ра-
ботающими резцами.
По ГОСТ 5392—80 предусмотрено четыре типа рез-
цов, которые служат для оснащения разных типов
зуборезных станков и отличаются между собой диапа-
зоном модулей.
Ниже приведены модули резцов различных типов, мм:
24. Модули нарезаемых зубча-
тых колес и модели зуборезных
станков
Диаметр головки, мм Модули, мм Модели станков
150 0,3—3,0 5П23, ПС237
278 1,5—8,0 5230
450 3,0—12,0 5С277П
Тип Модуль, мм
I............................. 0,3—3,25
II............................... 0,5—5,5
III............................... 1,0—10
IV........................... ... 3,0—20
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЗУБОРЕЗНЫХ ГОЛОВОК
Технология изготовления резцов
Технологические операции по изготовлению резцов
к зуборезным головкам диаметром 450 мм выполняют
в такой последовательности: отрезают заготовку на два
резца; шлифуют широкие плоскости с двух сторон;
176
шлифуют узкие плоскости с двух сторон; разрезают за-
готовку на две части; фрезеруют торец; обтачивают
профиль по рабочей и нерабочей сторонам; фрезеруют
паз; сверлят отверстие и снимают фаски с двух сторон;
фрезеруют переднюю грань; калят и отпускают; шлифу-
ют широкие полоски предварительно (11), небазовую (12)
и базовую плоскости (13) — окончательно; шлифуют
узкие плоскости предварительно (14) и окончательно (15);
Рис 85 Припуски на обработку резцов.
шлифуют опорный торец (16); шлифуют фаски на кре
пежной части (17); предварительно шлифуют профиль
рабочей (18) и нерабочей сторон (19), вершину (20),
переднюю грань (21); окончательно шлифуют вершину
(22), профиль рабочей (23) и нерабочей сторон (24),
переднюю грань (25); шлифуют радиус закругления
по профилю; маркируют.
Резцы изготовляются из полосовой горячекатаной
стали по ГОСТ 4405—75.
Общие припуски на обработку резнов (рис. 85)
принимаются следующими: АВ =1,5...2,5 мм, АТ= 1,5...
2,5 мм, АЯ1=0,8...1,0 мм, А//2=2 мм. Технология изго-
товления резцов на предварительных операциях (отрезка
заготовки на два резца, шлифование широких и узких
плоскостей, разрезка заготовки на две части, фрезеро-
7 2 117
177
вание опорного торца) не отличается от операций обра-
ботки резцов к зуборезным головкам для конических
колес круговым зубом.
Припуск на дальнейшую обработку после обдироч-
ного шлифования широких и узких плоскостей остав-
ляется ДВг= Д7\=0,3 мм, после фрезерования опорного
торца Д//3= 0,3 мм.
/-л
Рис. 86. Планшайба для предварительного затылования резцов
точением.
Предварительное затылование профиля резцов с вы-
сокой производительностью может выполняться на то-
карном станке в специальной планшайбе (рис. 86). На
торцах диска планшайбы выполнены пазы для установки
обрабатываемых резцов. Для получения задних углов
по боковым сторонам профиля резцов ар= 6° и ан= 4°
при номинальном заднем угле по вершине ав н= 17Q
пазы смещают от центра планшайбы на расстояние
S=^-1sinl7°,
а дно пазов разворачивают в нормальном сечении А—А
на угол 6°30{. Обрабатываемые заготовки упираются
горцами в штифты. Пазы с одного торца служат для про-
точки профиля правых резцов, с другого — для про-
точки левых.
178
При точении нерабочей стороны зуба с углом рн=ЗЬ°
протачивается коническая задняя поверхность вместо
требуемой плоской, в связи с чем оставляется увели-
ченный припуск под шлифование. При точении рабочей
стороны профиля с Рр^ 5° погрешности задней поверх-
ности малы, они не учитываются.
Диаметр планшайбы выбирается по возможности
наибольший. С увеличением диаметра планшайбы воз-
растает число одновременно обрабатываемых резцов,
уменьшается кривизна протачиваемых задних поверх-
ностей. При обработке в одной планшайбе резцов с раз-
ными углами профиля рр возникает погрешность боко-
вых задних углов. С углом разворота пазов 6°30' в одной
планшайбе обрабатываются резцы с рр от 0° до 5°. На-
ибольшая погрешность боковых задних углов при этом
не превышает 30'.
С учетом погрешностей точения припуск под шлифо-
вание оставляется по рабочей стороне ДСх=0,5 мм, по
нерабочей — 0,8 мм. Вершины резцов не про-
тачиваются — весь припуск снимается шлифованием
после термообработки.
Предварительную обработку профиля можно также
выполнять фрезерованием в специальных приспособ-
лениях двумя способами: раздельной обработкой про-
филя рабочей, нерабочей сторон и вершины в приспо-
соблениях, применяемых при шлифовании; одновремен-
ной обработкой всего профиля фасонной фрезой. Схема
фрезерования и профиль фрезы показаны на рис. 87.
Углы приспособления и углы профиля фрезы опре-
деляются из выражений
Рп = 90° — рр — (р;
tgaH4-cos (йн —Рр) tg ар
Ctg<p~ tgap sin (₽„-₽„)
tgan = ^;
sin ф
t8₽. .-«-’•-Л.
cos ап
VVJO '-A'ri
tg Рф. в = tg (рв — <р — рр) cos а,
В данном случае преимущество фрезерования перед
точением — более высокая точность профиля, умень-
7*
П’
179
шенные припуски под шлифование. При точении выше
производительность, меньше затраты на технологиче-
скую оснастку.
Профиль резцов проверяется на приспособлении.
Резцы устанавливаются на приспособлении в специаль-
ные державки для контроля рабочей (рис. 88,а) и не-
рабочей (рис. 88,6) стороны профиля. При проверке
обеих сторон профиля за базу принимают одну опор-
ную плоскость резца. Профиль резцов контролируется
в среднем сечении.
Приспособление настраивается по специальному эта-
лону, представляющему собой резец с профилем, срезан-
ным до среднего сечения. Для нулевой установки ин-
дикатора можно использовать чистовой эталон, приме-
няемый при контроле профиля после шлифования.
Схема контроля профиля рабочей стороны показана на
рис. 88,в.
Так как толщина крепежной части эталона меньше
толщины контролируемой заготовки на величину
2ДТ] = 0,6 мм, показание индикатора при контроле
рабочей стороны должно находиться в пределах Дп. р=
— (ACi-l- Д7\) ± 0,1 мм = 0,8 + 0,1 мм, при конт-
троле нерабочей стороны Дп. н= (Д^—М\) + 0,1 мм =
“ 0,5 + 0,1 мм.
Фрезерование передней грани резцов производится
на приспособлении, показанном на рив. 67. Резец в при-
180
Рис. 88. Приспособление для проверки профиля резцов
и схема его контроля.
способлении разворачивается вокруг вертикальной оси
на угол, равный переднему углу у, и вокруг горизон-
тальной оси на угол наклона боковой режущей кромки А.
При фрезеровании по передней грани у вершины остав-
ляется нефрезерованная ленточка высотой 1—2 мм.
181
Углы у и % контролируются угломером. Допусти-
мое отклонение +30'.
Все поверхности резцов (за исключением опорных
торцов) шлифуются дважды — предварительно и окон-
чательно. На предварительных операциях использу-
ются менее точные плоскошлифовальные станки: обра-
ботка ведется абразивными кругами 24А, 40, СМ1, 8, К5
с охлаждением.
Рис. 89. Приспособление для шлифования опорных
торцов резцов.
Окончательное шлифование производится без ох-
лаждения на станках повышенной точности. Для ши-
роких и узких плоскостей, а также передней грани
используются шлифовальные круги 24А, 25—16,СМ1—
СМ2, 8, К5 или эльборовые ЛЮ—Л12, СМ1, К, 100%,
для профиля — 24,А25—16, СМ2,С1, 8, К5. Широкие
плоскости резцов шлифуются на магнитной плите.
При предварительном шлифовании выдерживается
параллельность широких плоскостей в пределах 0,01 мм
и оставляется припуск на последующее шлифование
0,2_0>05 мм. Для получения параллельности первой
шлифуется более длинная базовая широкая плос-
кость Б (рис. 84,6).
При окончательном шлифовании широких плоско-
стей помимо жесткого допуска на толщину резца —
182
0,01 мм необходимо выдержать параллельность в пре-
делах 0,005 мм и неплоскостность базовой стороны не
более 0,003 мм. Первой шлифуется небазовая плоскость,
затем окончательно базовая. Получить стабильные
размеры по толщине и неплоскостность базовой плос-
кости в допустимых пределах позволяет шлифование
эльборовыми кругами ЛЮ—12, СМ1, К, 100%.
Контроль толщины и непараллельное!и осуществля-
ется скобой с отсчетным устройством (ГОСТ 11098—64).
Неплоскостность проверяется лекальной линейкой. Уз-
кие стороны резцов предварительно и окончательно
шлифуются с использованием струбцин аналогично
резцам к головкам для колес с круговым зубом. Для
контроля неперпендикулярности узких сторон к широ-
кой базовой плоскости используется специальное при-
способление (см. рис. 69).
Опорные торцы резцов шлифуются на плоскошлифо-
вальном станке в приспособлении, изображенном на
рис. 89. В пазы приспособления устанавливается по два
резца. Пазы выполнены с высокой точностью по шири-
не и перпендикулярности сторон паза к опорному
торцу корпуса.
Резцы шлифуются в размер (Н 4- Д/Л) — 0,2 мм.
Неперпендикулярность торца к широким и узким плос-
костям допускается не более 0,02 на длине 20 мм. Она
контролируется о помощью угольника и щупа.
Операции предварительного и окончательного шли-
фования профиля выполняются на одной и той же тех-
нологической оснастке. На окончательное шлифование
оставляется припуск по 0,05 — 0,07 мм на сторону.
Шлифование профиля по вершине производится на
приспособлении, показанном на рис. 90. На корпусе 1
приспособления установлен поворотный сектор 2, на ко-
тором закрепляется сменная державка 3 (для правого
или левого резца). Основание 4 наклонено на угол
Рп, определяемый из формулы
tg Рп = tg рв cos ав. н.
Угол наклона паза в державке равен номинальному
заднему углу по вершине ав н — 17°.
Описанное приспособление используется для шлифо-
вания резцов по ОСТ 2И45—2—74 с рр от 0 до 5°. Для
сохранения постоянной ширины вершины резца на всей
длине режущей части при заданных боковых задних
183
углах ар = 6° и ан = 4° задний угол по вершине аё
изменяется от 16°30' для резцов с РР = 0° до 18° для резцов
с рр= 5°. При шлифовании этих задних углов в приспо-
соблении предусмотрена возможность поворота сек-
тора 2 винтами 5. Установить приспособление на тре-
буемый угол можно по эталону с задним углом по вер-
шине ав.
После шлифования задних поверхностей по вершине
контролируется разность высоты резцов Нх в базовом
Рис. 90. Приспособление для шлифования профиля по вершине.
осевохм сечении (см. рис. 84, б) и разность задних углов
ав в комплекте резцов. Контроль осуществляется на
приспособлении (рис. 88, а) с применением специальных
державок для резцов (рис. 88,?).
Приспособление настраивается по эталону, пред-
ставляющему собой резец со срезанным до базового
осевого сечения профилем, точность изготовления ко-
торого контролируется универсальными измерительными
средствами. Этот же эталон используется для контроля
боковых сторон профиля.
При настройке приспособления поворотом державки
задняя грань вершины эталона по индикатору выво-
дится в горизонтальное положение.
Разность задних углов по вершине на длине режу-
щей части не должна превышать 0,01 мм. Разность
184
высоты Hi в среднем осевом сечении резца не должна
превышать 0,01 мм между резцами к одной головке
и 0,05 мм между резцами комплекта, состоящего из рез-
цов к правой и левой головке.
Эталоны для контроля правых и левых резцов комп-
лектуются по размерам Нх и b в пределах 0,01 мм.
При изготовлении больших партий резцов целесооб-
разно шлифовать вершины всех резцов одновременно,
если разность Н± их размера и указанного размера эта-
лона не превышает 0,01 мм, а затем комплектовать
после шлифования рабочей стороны профиля.
Рабочая сторона профиля шлифуется в приспособ-
лении (рис. 91), предназначенном для шлифования пра-
вых резцов с углами рр от 0 до 5°. Обрабатываемая
боковая задняя грань резца располагается в горизон-
тальной плоскости за счет наклона основания корпуса
на задний угол ар и поворота сектора на угол про-
филя рр.
Точная установка сектора на требуемый угол рр
производится по эталону. Рабочая сторона профиля
контролируется на приспособлении (см. рис. 88, а)
с помощью эталона.
В базовом осевом сечении резца проверяется откло-
нение угла профиля рр и разность расстояний от вер-
185
шины резцов до базовой опорной плоскости (размер b
на рис. 83,в).
По ОСТ 2И45—3—74 допускается отклонение про-
филя 0,008 мм для tn = 3...4 мм и 0,016 мм для т =
«= 8... 12 мм; разность размеров b между резцами к одной
головке (правой или левой) не должна превышать 0,01 мм,
между резцами комплекта, состоящего из правой и ле-
вой головок,— 0,05 мм.
Для головок в собран-
ном виде техническими тре-
бованиями установлены
допуски на торцовое бие-
ние посередине режущих
кромок в пределах от
0,012 мм (для т = З...4мм)
до 0,025 мм (для т —
— 8... 12 мм). Чтобы обеспе-
чить требуемую точность
и облегчить сборку голо-
вок, вся партия резцов од-
ного направления (правых
или левых) шлифуется с
разностью размеров b до
0,01 мм, азатем резцы ком-
плектуются по разности
размера Ьг от опорной плос-
кости до середины рабочей
стороны профиля в преде-
лах 0,005 мм для резцов к
одной головке. Схема конт-
роля разности размера Ьх
в базовом осевом сечении
резца показана на рис. 92.
Нерабочая сторона профиля шлифуется на приспо-
соблении. У приспособления во взаимно перпендику-
лярных плоскостях наклонены основание корпуса на
угол рн и дно паза под резец на угол аНп:
Рис. 92. Схема контроля раз-
мера Ь±:
1 — индикаторная стойка (ГОСТ
10197—70): 2 — специальная наклад-
ка для установки резцов; 3 — резец.
На рис. 93 показано приспособление для шлифова-
ния правых резцов, у приспособления для левых рез-
цов дно паза под резец наклонено, на угол анп в противо-
положную сторону.
186
При шлифовании нерабочей стороны профиля прове-
ряются ширина вершины sB и угол профиля рн с допус-
ками по ОСТ. Контроль производится с использованием
приспособления (см. рис. 88,а) державки (рис. 88,6),
эталона, применяемых для контроля рабочей стороны
профиля. Резцы с разной шириной вершины $в можно
контролировать по одному эталону с шириной верши
ны $в э. В этом случае индикатор контрольного приспо
собления устанавливается на величину Дц = $в э— sB
После шлифования
нерабочей стороны про-
филя производится окон-
чательное шлифование
передней грани. Получе-
ние углов у и 1 по перед-
ней грани резцов обес-
печивается поворотом
плоскостей паза под ре-
зец на угол у и наклоном
основания приспособле-
ния на угол X.
Рис. 93. Приспособление для шли-
фования нерабочей стороны про-
филя.
Шлифование передней грани выполняется с техно-
логическим допуском на разность длины рабочей части
резцов Вг в пределах 0,02 мм. Это обеспечивает требу-
емую точность головки в сборе по радиальному и тор-
цовому биению режущих кромок.
Технология изготовления дисков
Технологические операции по изготовлению дисков
к головке диаметром 450 мм (рис. 94, а) выполняют
в такой последовательности: отрезают заготовку; куют
ее; выполняют токарную черновую обработку; выполня-
ют токарную чистовую обработку; шлифуют предвари-
тельно торцы с двух сторон; сверлят и зенкуют отвер-
стия; фрезеруют пазы; закаляют и отпускают; предва-
рительно шлифуют торцы с двух сторон; предварительно
шлифуют посадочное отверстие; предварительно шли-
фуют пазы; прорезают канавки в пазах; подвергают
низкотемпературному отпуску; шлифуют опорный то-
рец £>; доводят опорный торец Б\ окончательно шли-
фуют торец В\ окончательно шлифуют посадочное от-
верстие; доводят опорный торец Б\ окончательно шли-
фуют пазы; при получении заготовок дисков с D=450 мм
187
Рис. 94. Диск и корпус резцовой головки.
м-м
методом свободной ковки общий припуск по диаметру
составляет 9—15 мм, по высоте — 6,5—10,5 мм.
Токарная обработка разделяется на черновую и чи-
стовую. При черновой подрезаются торцы и вырезается
сердцевина посадочного отверстия. При токарной чи-
стовой диск протачивается по наружному диаметру
в окончательный размер, по торцам и посадочному
188
отверстию — с припусками на последующее шлифо-
вание соответственно 1,4—1,2 и 0,8—0,7 мм. Допусти-
мое биение торцов — 0,05 мм.
Для более качественного выполнения операции фре
зерования пазов торцы дисков после токарной обработки
шлифуют на плоскошлифовальном станке с припуском
на последующую обработку 0,8—0,7 мм. Параллель-
ность торцов выдерживается в пределах 0,03 мм.
Крепежные отверстия сверлят по кондуктору.
Пазы фрезеруют на горизонтально-фрезерном станке
дисковыми трехсторонними фрезами. Для фрезерования
пазов можно использовать
поворотный стол общего
назначения. В серийном
производстве применяют
специальные приспособле-
ния с делительным диском и
устройством для настройки
смещения фрезы. Фрезеро-
вание пазов с целью повы-
шения точности осущест-
вляется в два перехода.
При первом переходе сни-
мается основной припуск,
Рис. 95. Схема контроля сме-
щения оси симметрии паза, от-
носительно радиальной линии.
при втором снимается при-
пуск примерно 2 мм. На последующее шлифование по
дну пазов оставляется припуск 0,4—0,3 мм, по ши-
рине — 0,8—0,7 мм (на две стороны).
Фрезерование выполняется с допусками на глубину,
ширину и смещение пазов до 0,1 мм, неравномерность
окружных шагов при этом не превышает 0,2 мм. Ширину
и глубину пазов контролируют универсальными изме-
рительными средствами — набором концевых мер, ин-
дикаторными нутромерами или специальными калиб-
рами. Неравномерность окружного шага пазов прове-
ряется на приборах для контроля зубчатых колес
и зуборезного инструмента или на оптической дели-
тельной головке. Схема контроля смещения оси симмет-
рии паза относительно радиальной линии показана на
рис. 95. Линейка прижимается к стороне Г паза. При
величине смещения s контролируемый щупом зазор
между линейкой и стороной Е противоположного паза
равен 2s.
Шлифование торцов, посадочного отверстия и па-
зов диска после закалки выполняется дважды: пред-
189
варительно и окончательно. Основная часть припуска
снимается на операциях предварительного шлифования.
На этой операции по торцам выдерживается размер
(Н 4- 0,2) — 0,05 мм, по отверстию — (Dt — 0,3) 4-
4-0,05 мм, по ширине пазов — (Ь — 0,2)4-0,05 мм, по
их глубине — h ± 0,05 мм.
Припуск для окончательного шлифования дна паза,
равный 0,1—0,7 мм, образуется после шлифования тор-
ца В диска. Канавки по дну пазов прорезаются на за-
точном станке дисковым кругом 24А, 40, СТ, В тол-
щиной 2 мм. Он устанавливается под углом 45° в дели-
тельном приспособлении.
Рис. 96. Приспособление для шлифования пазов
После предварительного шлифования и прорезки
канавок для снятия напряжения и уменьшения после-
дующих деформаций производится термическая обра-
ботка — низкотемпературный отпуск. Затем шлифуют
торец Б. Прошлифованный торец доводится алмазной
пастой ЛСМ 5/3 на чугунной плите. После окончатель-
ного шлифования торца В и отверстия торец Б вторично
доводится перед окончательным шлифованием пазов.
Такая технология обработки торцов позволяет обе-
спечить параллельность торцов Б и В в пределах 0,01 мм
и неплоскостность торца Б, являющегося базой при шли-
фовании пазов в пределах 0,005 мм.
Торцы контролируют индикатором на поверочной
плите. Пазы дисков шлифуют на шлицешлифовальном
или плоскошлифовальном станке. На рис. 96 показано
приспособление для шлифования пазов. Деление при
шлифовании осуществляется по делительному диску /.
Небольшие повороты изделия, необходимые для настрой-
ки и регулирования припуска по сторонам паза, осуще-
190
ствляются винтами 3, перемещающими механизм фикса-
тора 2. Пазы шлифуются абразивным кругом с выточ-
ками по торцу (рис. 97). Вначале шлифуется одна сто-
рона, выдерживается смещение от центра, равное по-
ловине ширины паза, и окружной шаг. Требуемое
смещение стороны паза обеспечивается установкой ал-
маза приспособления для правки круга по торцам.
Далее шлифуется вторая
сторона пазов до полу-
чения необходимой ши-
рины. Последний пере-
ход — шлифование дна
пазов. Правка круга по
периферии для шлифо-
вания дна пазов произ-
водится на специальном
приспособлении. Шири-
на, глубина, смещение
и неравномерность ок-
ружного шага пазов
проверяются с помощью
измерительных средств,
применяемых для конт
роля при фрезеровании
пазов. Допускаемая в
пределах 0,005 мкм непараллельность и биение дна
пазов относительно плоскости Б диска контролируется
индикатором на поверочной плите.
Технология изготовления
корпусов
Технологические операции по изготовлению корпуса
к резцовой головке с D = 450 мм (рис. 94,6) выпол-
няют в такой последовательности: отрезают заготовку;
куют ее; выполняют токарную черновую обработку;
выполняют чистовую токарную обработку; шлифуют
торцы А и В; фрезеруют шпоночный паз; сверлят отвер-
стия, зенкуют отверстия и фаски; нарезают резьбу
в отверстиях; протачивают скос £; закаляют и отпус-
кают; предварительно шлифуют торцы А, Б и Г; пред-
варительно шлифуют посадочное отверстие; предва-
рительно шлифуют опорную цилиндрическую поверх-
ность Ж; подвергают низкотемпературному отпуску;
окончательно шлифуют торцы А, Б и Г; окончательно
191
шлифуют опорную цилиндрическую поверхность Ж;
маркируют.
По диаметру поковку корпуса изготовляют с при-
пуском на полную обработку 9—15 мм, по толщине —
7—10 мм. При токарной чистовой обработке корпус
протачивается в окончательный размер по наружному
диаметру и с припуском на последующее шлифование
по торцам 1,5—1,7 мм, по диаметру опорной цилиндри-
ческой поверхности — 0,6—0,8 мм, по диаметру кони-
ческого посадочного отверстия — 0,5—0.6 мм.
Скос Е протачивается после сверления отверстий
и нарезания резьбы.
Затем шлифуются торцы А и В. Выдерживается па-
раллельность торцов в пределах 0,05 мм. Припуск на
последующее шлифование торцов после закалки со-
ставляет 0,8—0,9 мм. Отверстия под крепежные винты
сверлят по кондуктору.
Резьба в отверстиях нарезается метчиками с при-
пуском по среднему диаметру 0,04—0,05 мм на угар
и калибровку после закалки.
Для обеспечения требуемой точности все рабочие
поверхности корпуса шлифуются дважды: предвари-
тельно и окончательно. После предварительного шли-
фования с целью стабилизации размеров производится
низкотемпературный отпуск.
При предварительном шлифовании по торцам вы-
держивается размер (В +0,4) — 0,1 мм, по диаметру
опорной цилиндрической поверхности — (Рг +0,3)—
— 0,1 мм, по диаметру отверстия — (d — 0,1) + 0,02 мм.
На операции окончательного шлифования обеспе-
чивается непараллельность торцов Л, Б и Г не более
0.005 мм и неплоскостность торцов Б и Г не более
0,005 мм в сторону поднутрения. Контроль производится
индикатором на поверочной плите.
После окончательного шлифования конического по-
садочного отверстия контролируется диаметр и форма
отверстия по прилеганию поверхности калибра (с ис-
пользованием краски), перпендикулярность оси отвер-
стия к торцу Б—на приспособлении (см. рис. 30).
Диаметр цилиндрической опорной поверхно-
сти Ж проверяется индикаторным микрометром, ради-
альное биение — индикатором.
Перед сборкой производится подготовка деталей:
калибруются (прогоняются метчиком) резьбовые отвер-
192
стия, снимаются заусенцы, детали головки промыва-
ются бензином и протираются. Головка собирается на
оправке, закрепленной в тисках. В собранном виде
проверяется торцовое биение головки посередине бо-
ковых режущих кромок и радиальное биение вершин.
Головки можно контролировать на приборе модели 5778
или на приспособлении (рис. 98).
Проверяемая головка устанавливается на поворот-
ную планшайбу приспособления. Точность установки
головки на планшайбе проверяется по торцовому би-
Рис 98. Приспособление для контроля головок в собранно л
виде
ению, которое не должно превышать 0,005 мм. Биение
боковых режущих кромок проверяется с помощью
специального наконечника. Если радиальное или тор-
цовое биение режущих кромок превышает допустимое,
то обычно удовлетворительный результат по биению
достигается перестановкой резцов с максимальными
и минимальными отклонениями.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЗУБОСТРОГАЛЬНЫХ РЕЗЦОВ
Технологические операции по изготовлению зубо-
строгальных резцов (рис. 99) выполняют в такой после-
довательности: отрезают заготовку; шлифуют широ-
кие плоскости с двух сторон; шлифуют узкие плоско-
сти с двух сторон; фрезеруют торцы с двух сторон;
сверлят отверстия; фрезеруют плоскость Е крепеж-
ной части, нерабочую сторону профиля, рабочую сто-
рону профиля, передние поверхности с двух сторон;
зенкуюг отверстия и фаски; нарезают резьбу в отвер-
стиях; калят и отпускают; шлифуют вершину (пред-
193
варительно), плоскость D, плоскость Е, основание, ра-
бочую сторону профиля (предварительно), рабочую
сторону профиля (окончательно), вершину (оконча-
тельно), нерабочую сторону профиля; шлифуют ради-
усы закругления по профилю; предварительно затачи-
вают передние поверхности в двух сторон; окончательно
затачивают передние поверхности с двух сторон; мар-
кируют.
Рис. 99. Зубострогальный резец.
Зубострогальные резцы изготовляются из полосо-
вой горячекатаной стали по ГОСТ 4405—75. Размеры
заготовок определяются с учетом общих припусков на
обработку. Заготовки отрезаются на фрезерно-отрез-
ном или абразивно-отрезном станке с допуском на
длину + 1 мм. Широкие и узкие плоскости заготовок
предварительно обрабатываются шлифованием или фре-
зерованием. Припуски после операций обработки рез-
цов приведены в табл. 25.
Шлифование заготовок на плоскошлифовальном стан-
ке с круглым столом и вертикальным шпинделем обеспе-
чивает высокие производительность и точность по раз-
мерам и по перпендикулярности плоскостей. Шлифо-
вание выполняется абразивными сегментами 15А, 80,
СМ1—СМ2, 8, Б. При шлифовании широких плоско-
194
25. Припуски после операций обработки
зубострогальных резцов, мм
Тип резца Модуль После отрезания заготовки ДВ3 после шлифова- ния широких и узких плоскостей После фрезерования Д/У4 после предвари- тельного шлифова- ния
дв | ДВ, ДЛ7 дн, 2Д L | Дй, Д6 С
I 0,3—3,25 1,4 1,6 1,7 1,3 3 0,7 0,5 0,5 0,7 0,8
II 0,5—5,5 4 0,8 0,9
III 1—4,5 0,6 0,6
5—10 1,2
IV 3—12 2 2 2,5 2,5
14—20 0,7 0,7
Примем ание. Для всех типов резцов после шлифования широких и узких плоскостей припуски ДВг, ДВ8 и Д/7, равны
соответственно 0,8, 0,5; 0,3 мм, после фрезерования припуск ДК, составляет 0,7 мм, припуск ДВ4— 0,6 мм, после предваритель-
ного шлифования ДЬ8 = 0,05.
стей заготовки закрепляются на электромагнитной
плите станка.
Чтобы обеспечить перпендикулярность узких сто-
рон к широким, заготовки при шлифовании узких сто-
рон зажимают в струбцинах, устанавливаемых на маг-
нитной плите станка. Непер пендикул яркость допуска-
ется в пределах 0,05 мм на длине В, отклонение раз-
меров — не более 0,1 мм. Перпендикулярность контро-
лируется с помощью угольника и щупа.
Рис. 100. Приспособления для фрезерования резцов и контроля
операции .
Торцы резцов фрезеруются на горизонтально-фре-
зерном или вертикально-фрезерном станке в оконча-
тельный размер L. Неперпендикулярность торцов к ши-
роким и узким плоскостям допускается не более 0,1 мм.
Сверление крепежных отверстий резцов произво-
дится в специальном кондукторе с базированием резцов
по основанию и одному из торцов. Допуск на диаметр
отверстий + 0,1 мм, допуск на размер (/ij+ Д/У2) со-
ставляет ±0,2 мм, размеры А и выполняют по ГОСТ
5392—80.
196
Для фрезерования используют горизонтально-фре-
зерные станки и специальные приспособления с ручным
или с быстродействующим механизированным зажимом
изделий. На рис. 100,а, б, в показаны многоместные при-
способления для фрезерования резцов. На рис. 100, а
показано приспособление для фрезерования плос-
кости Е под углом 6 у резцов типа 111. В приспособлениях
для фрезерования рабочей и нерабочей сторон профиля
(рис. 100,б,в) базирование осуществляется по плоско-
стям Ей Г (см. рис. 99) крепежной части резцов, явля-
ющимся базовыми при дальнейшем шлифовании и конт-
роле профиля. При фрезеровании плоскостей резцов
на этих приспособлениях используются дисковые фрезы
с косыми, противоположно направленными зубьями.
Фрезы комплектуют по наружным диаметрам, их раз-
ность не должна превышать 0,05 мм.
Припуски на дальнейшую обработку после фрезе-
рования приведены в табл. 25. При фрезеровании плос-
кости Е под углом 6 резцы проверяются на приспособ-
лении, показанном на рис. 100, г. Контролируются
размер М от опорной плоскости А планки до плоскости
D резца,
М = (В 4- ДВ4 + а) — 0,2,
или размер Л41= (В 4- ДВ4) — 0,2 мм. Размер М из-
меряют микрометром, размер Мг — индикатором, уста-
новленным по эталону. На этом же приспособлении
при фрезеровании рабочей стороны профиля проверя-
ется размер
= + ДЛ14- Дб)—0,2,
где ДКх и Дб — припуски на шлифование.
Нерабочая сторона профиля проверяется штанген-
циркулем на приспособлении, показанном на рис. 100,д.
Контролируется размер Мн— 0,2 мм,
Мн= А — [бь4-АВ4 — sB — (Н +
4- Д#2) tg аОп] cos аОи 4- АЬ2,
где А — постоянный размер приспособления; b0, sB, Н
(рис. 99) и аОп — размеры резца; ДВ4, ДЯ2, — при-
пуски на шлифование.
Углы 6 + 20', сс0 + 20', аОл + 30' контролируются
предельными шаблонами на просвет.
197
Передние грани резцов фрезеруются на двухмест-
ном приспособлении. Углы передней грани X = 78 ±
± 1° и у — 20+1° контролируются угломером.
Нарезание резьбы в крепежных отверстиях произ-
водится машинными метчиками с уменьшенным средним
диаметром резьбы на 0,03—0,04 мм по сравнению со
стандартными метчиками. Это позволяет компенсировать
изменение размеров резьбы после термообработки. При
нарезании резьбы для повышения качества применяется
Рис. 101. Приспособление для контроля резцов.
смазывающе-охлаждающая жидкость В29Б. Размеры
резьбы контролируются предельными калибрами, пе-
рекос оси резьбы к торцу D — с помощью специальной
калиброванной оправки, угольника и щупа.
Шлифование резцов после термообработки произ-
водится на плоскошлифовальных станках. При шлифо-
вании по вершине резцы устанавливаются основанием
непосредственно на магнитную плиту. Обработка всех
других поверхностей осуществляется на специальных
магнитных призмах, устанавливаемых на магнитную
плиту станка. Пазы на призмах выполняются так,
чтобы шлифуемые плоскости резца при установке за-
нимали горизонтальное положение. Окончательное шли-
фование рабочей стороны профиля выполняется кругами
из эльбора Л5—6, СМ2, К, 100% или карбида крем-
198
A
Рис. 102. Приспособление для заточки передней поверхности резца.
ния зеленого 63С6—8, М2Б. Шлифование резцов на дру-
гих операциях осуществляется абразивными кругами
24А, 40, СМ1—СМ2, К с применением СОЖ. Вершина
и рабочая сторона профиля шлифуются дважды. При-
пуски на окончательное шлифование Д//4 и А^ при-
ведены в табл. 25.
После окончательного шлифования резцов на при-
способлениях проверяются отклонения угла 6 (см.
рис. 69), угла а рабочей стороны профиля и размера К
(рис. 100,а), размера В —на приспособлении, показанном
на рис. 100,(5. Размер В контролируют также индикато-
ром, угол осОп нерабочей стороны профиля — предельными
шаблонами, ширину площадки по вершине sB — танген-
циальным или кромочным индикаторным зубомером.
Передние поверхности резцов затачиваются в две
операции: предварительно и окончательно. На рис. 102
показано двухместное приспособление для заточки
с пневмоприводом к универсально-заточному станку.
Передние грани двух затачиваемых резцов устанавли-
ваются на приспособлении в одной вертикальной плос-
кости по откидному упору. После заточки передних гра-
ней с одной стороны резцы меняются в приспособлении
местами, и затачиваются передние грани с другой сто-
роны. Для предварительной заточки применяются круги
формы 4К, 24А, 40, М3, 8, К5, для окончательной за-
точки круги из эльбора 1Т, Л6—8, СМ1, К, 100%.
МАРКИРОВАНИЕ,
КОНСЕРВАЦИЯ
И УПАКОВКА ИНСТРУМЕНТА
Заключительный этап техно-
логического процесса изготовле-
ния любого инструмента включа-
ет операции маркирования, кон-
сервации и упаковки. Каждый
инструмент должен иметь знаки
маркировки, которые характери-
зуют изделия. Знаки маркировки на червячных зу-
борезных фрезах содержат товарный знак пред-
приятия-изготовителя, модуль, обозначение класса
точности, угол профиля, шаг винтовой стружечной ка-
навки, угол подъема винтовой линии, марку матери-
ала режущей части, год выпуска. Модуль, класс точно-
200
сти, угол профиля определяют область применения
червячных фрез. В соответствии с углом подъема вин-
товой линии производится установка фрезы на зубо-
резном станке при обработке зубчатых колес. Марка
материала режущей части определяет возможные ре-
жимы резания, а также область применения фрез.
Шаг винтовой стружечной канавки необходим при
наладке станков или приспособлений для заточки чер-
вячных фрез в процессе эксплуатации.
МАРКИРОВАНИЕ ИНСТРУМЕНТА
Знаки маркировки выполняют сплошными линия-
ми. Они должны быть четкими, ровными, одинаковой
глубины и ширины по всему контуру. Маркирование
упрощает сортировку инструмента, его распределение
по потребителям, подбор для определенных техноло-
гических операций, выбор режимов обработки. Оно
производится механическим, химическим, электрохи-
мическим, химико-механическим способами. Для мар-
кирования может использоваться также лазерное излу-
чение. Механический способ маркирования заключается
в переносе законов с клейма на маркируемую поверх-
ность механическим путем. В единичном производстве
маркируют с помощью клейм и молотка. Этот способ
не обеспечивает хорошего качества и является мало-
производительным. Поэтому для клеймения инструмен-
тов применяют специальные пресса. В качестве мате-
риала клейм используются, как правило, твердые спла-
вы, имеющие высокое содержание кобальта, посколь-
ку такой инструмент должен иметь достаточную проч-
ность, износостойкость, высокую сопротивляемость
ударам и выкрашиванию. Клейма могут изготовляться
также из сталей, предназначенных для ударных инст-
рументов, типа стали 6ХЗФС, 6ХВ2С. Для механиче-
ского маркирования целесообразно изготовлять груп-
повые знаки, что улучшает качество клеймения, упро-
щает наладку пресса.
Механическое клеймение может производиться
также методом накатывания. По кинематике этот
способ напоминает накатывание одной плоской под-
вижной плашкой, когда на рабочей поверхности плаш-
ки выполнены знаки маркировки. Вместо плашки в
рассматриваемом процессе используется знакодержа-
201
тель со знаками. Инструмент, подлежащий маркиро-
ванию, устанавливается на свободно вращающихся
роликах. Этот процесс прост и производителен. Он
используется при нанесении знаков маркировки на
круглую цилиндрическую поверхность.
Механическое вдавливание знаков клейма в изде-
лие позволяет маркировать только незакаленные по-
верхности. Недостатком этого метода является также
уменьшение видимости знаков маркировки в резуль-
тате шлифования после термообработки, деформации
не только поверхностного слоя, но и всего изделия, по-
ломки твердосплавных клейм.
Знаки маркировки наносятся также гравированием,
которое производится после термической обработки на
окончательно шлифованных поверхностях инструмен-
тов. Для гравирования используются гравировальные
станки с пантографом. Пантограф представляет собой
шарнирный параллелограмм. Направляющий палец
пантографа перемещается по трафарету. При перемеще-
нии пальца шпиндель описывает геометрически подоб-
ную фигуру. Масштаб копирования зависит от соотно-
шения плеч пантографа и может изменяться при налад-
ке станка. Гравирование знаков выполняют на плоских,
цилиндрических и конических поверхностях. Знаки
получаются четкими и ровными. В качестве инстру-
мента при гравировании используется алмазная игла,
представляющая собой стержень, на рабочем конце
которого закреплен кристалл алмаза. Рабочая поверх-
ность иглы выполнена в виде конуса с углом при вер-
шине 120° или в виде восьмигранной равносторонней
пирамиды. Вместо алмазной иглы на гравировальных
станках используются иглы с вольфрамовым наконеч-
ником, к которому подводится ток напряжением
5—10 В. В этом случае знаки получаются ровными,
но недостаточно четкими. Используются также грави-
ровальные станки, на которых в качестве инструмента
применяются резцы, вращающиеся с большой часто-
той. В этом случае алмазный резец имеет одно режу-
щее лезвие, вершина которого отстоит от оси враще-
ния примерно на 0,01 мм.
Химическое маркирование применяется для быстро-
режущего инструмента и инструментов с корпусом,
изготовленным из конструкционной стали.
202
В процессе химического маркирования удаление
материала происходит за счет химических или элект-
рохимических реакций в зоне обработки. Этот процесс
характеризуется простотой технологии. Нанесение
знаков маркировки производится резиновым штампом,
смоченным в специальном растворе. Раствор содержит
селенистую и соляную кислоты, а также сернокислую
медь. Время маркировки составляет 1—2 с. Четкость
нанесенных знаков зависит от качества резинового
штампа и от подготовки обрабатываемой поверхности.
Поверхность, на которую наносятся знаки, должна
быть шлифованной, обезжиренной и тщательно про-
тертой. Для этого перед маркировкой инструмент про-
мывается в 3—5%-ном растворе кальцинированной
соды при температуре 78—80° С. По истечении не более
10 мин после нанесения знаков инструмент промы-
вается в таком же растворе.
Для маркирования быстрорежущего и твердосплав-
ного инструмента применяется электрохимическое
маркирование. Этот метод основан на использовании
анодного растворения металлов, суть которого состо-
ит в том, что при протекании постоянного электри-
ческого тока между металлическими электродами,
погруженными в раствор электролита, металл с анода
переходит в раствор. В процессе электрохимического
маркирования металлическое клеймо с необходимым
количеством знаков на рабочей поверхности служит
катодом, а изделие — анодом. Напряжение постоян-
ного тока составляет 6—7 В. Состав электролита:
KNO3—15%, NaNO2 — 4%, остальное — вода. Время
маркировки—1—1,5 с. Электрохимическое маркиро-
вание обеспечивает высокое качество клеймения.
Химико-механическое маркирование заключается
в том, что на шлифованную поверхность инструмента,
обезжиренную и тщательно протертую, наносится и
высушивается на воздухе в течение 3—10 мин кисло-
тоупорный лак. При нанесении знаков иглой пантогра-
фа гравировального станка прорезается лак. Оголен-
ные в результате этого части инструмента подвергают-
ся травлению в растворе концентрированной азотной
кислоты. Процесс травления длится 2—3 мин. После
травления производится тщательная очистка поверх-
ности инструмента.
203
Новым направлением в области технологии обра-
ботки материалов является использование оптических
квантовых генераторов, которые с успехом использу-
ются, в частности, для маркирования. Лазерный луч
обладает уникальными свойствами: энергонасыщен-
ностью, узконаправленностью, кратковременностью
воздействия на изделия, малыми размерами зон ло-
кального нагрева, простотой управления. Диаметр
пучка сфокусированного лазерного излучения в пло-
скости обработки может достигать 0,01 мм. Это дает
возможность сконцентрировать в точке малых разме-
ров колоссальную энергию, получить очень высокую
температуру, при которой испаряется материал, обра-
зуется канал и таким путем обеспечивается четкая,
точная и миниатюрная маркировка.
КОНСЕРВАЦИЯ И УПАКОВКА ИНСТРУМЕНТОВ
Консервация и упаковка инструментов обеспечива-
ют их сохранность во время транспортировки и хране-
ния. Процессы консервации и упаковывания инстру-
мента в настоящее время выполняются главным обра-
зом вручную. Однако в ряде случаев на инструмен-
тальных заводах применяют специальное оборудова-
ние, позволяющее механизировать и автоматизировать
процессы консервации и упаковки инструментов. Для
консервации используются масла и нитритно-содовые
растворы. Консервация в ваннах с нитритно-содовым
раствором производится при температуре 78—80° С.
Продолжительность выдержики составляет примерно
5 мин.
Для консервации металлических изделий в насто-
ящее время используются разнообразные масла: тех-
нический вазелин, веретенное масло с добавками.
Смазка должна быть достаточно прочной, чтобы про-
тивостоять стиранию, и вместе с тем она должна лег-
ко удаляться с помощью обтирочных концов, пропи-
танных керосином, бензином или другим растворите-
лем. После смазывания инструмент заворачивают в
оберточную и парафинированную бумагу или в бумагу
с полиэтиленовым покрытием, складывают в пачки и
упаковывают в ящики.
Применение в качестве упаковочного материала
ингибированных бумаг позволяет отказаться от процес-
са консервации. В зависимости от используемых ин-
204
гибиторов выпускается ингибированная бумага раз-
личных марок. При консервации инструмент завора-
чивают в ингибированную бумагу так, чтобы ее пере-
крытие на любом участке было не меене 5 см.
Инструменты повышенной точности упаковывают
каждый в отдельную коробку, изготовленную из дере-
ва, пластмассы или картона. На коробку наклеивают
этикетку с данными, характеризующими инструмент.
В коробку вкладывают паспорт инструмента.
СПИСОК ЛИТЕРАТУРЫ
1. А. с. 448088 (СССР).
2. Абразивная и алмазная обработка материалов: Справоч-
ник/А. Н. Резников, Е. И. Алексенцев, Я. И. Барац и др. М.,
Машиностроение, 1977. 391 с.
3. Баев А. К.» Деркач Ю. А. Определение конструктивных
параметров фасонных фрез с криволинейной передней поверхно-
стью.— Резание и инструмент, 1974, вып. 10, с. 23 —30.
4. Баженов М. Ф., Байгман С. Г., Карпачев Д. Г, Твердые
сплавы. М., Металлургия, 1978. 184 с.
5. Баев А. К.» Деркач Ю. А. Расчет профиля шлифоваль-
ного круга для затылования фасонных фрез с криволинейной
передней поверхностью.—Самолетостроение. Техника воздушного
флота, 1974, вып. 35, с. 147—151.
6. Барсов А. И. Технология инструментального производ-
ства. М., Машиностроение, 1975. 272 с.
7. Вакуумно-плазменная технология упрочнения инструмен-
та.—Тез. докл. Всесоюз. науч.-техн. конф. «Прогрессивные тех-
нологические процессы в инструментальном производстве»/
А. А. Андреев, А. Г. Гаврилов, В. Г. Падалка и др. М., 1979,
с. 26—28.
8. Высокопроизводительное электроалмазное шлифование
инструментальных материалов/М. Ф. Семко, Ю. Н. Внуков,
А. И. Грабченко и др. К., Вища школа, 1979. 230 с.
9. Джеломанова Л. М. Прогрессивные методы нанесения
износостойких покрытий на режущий инструмент. М., НИИмаш,
1979. 48 с.
10. Дибнер Л. Г., Цофин Э. Е. Заточные автоматы и полу-
автоматы. М., Машиностроение, 1978. 276 с. '
11. Захаренко И. П. Рациональное использование сверхтвер-
дых абразивных материалов в инструментальном производстве.
К., Наук, думка, 1979. 160 с.
12. Инструментальные стали/Л. А. Позняк, С. М. Тишаев,
Ю. М. Скрынченко и др. М., Металлургия, 1977. 168 с.
13. Грабченко А. И., Залога В. А. Условия высокопроизво-
дительного электроалмазного шлифования.—Резание и инстру-
мент, 1975, вып. 14, с. 108—109.
14. Клочко Н. А., Швецова Т. И. Условия пайки металло-
режущего инструмента, снижающие остаточные напряжения
в твердом сплаве.— Станки и инструмент, 1976, Ns И, с. 25—26.
205
15. Коленченко В. М., Горяйнов В. Н. Влияние покрытия на
износ и стойкость твердосплавных резцов. — В кн.: Оптимизация
процессов резания жаро- и особопрочных материалов. Уфа,
Авиацион. ин-т, 1979, с. ПО—114.
16. Коротков Ю. В., Боровойко Ю. Л., Имшенник К. П.
Особенности конструирования, изготовления и эксплуатации ре-
жущих инструментов с клеевыми соединениями. М., НИИмаш,
1978. 70 с.
17. Лейн А. М. Опыт Московского инструментального завода
по повышению качества режущего инструмента. — Станки и ин-
струмент, 1979, № 2, с. 3—4.
18. Металлорежущие инструменты: Справочник технолога/
М. Д. Пекарский, М. Л. Шлеймович, В. И. Климов и др. М.,
Свердловск, Машгиз, 1949. 324 с.
19. Мойсеенко О. И., Павлов Л. Е., Диденко С. И. Твердо-
сплавные зуборезные инструменты. М., Машиностроение, 1977.
190 с.
20. Муха И. М., Любимов В. Е. Технология изготовления
твердосплавных деталей и инструмента. К., Техюка, 1980. 191 с.
21. Ординарцев И. А., Филипов Т. В. Автоматизация произ-
водства режущего инструмента. Л., Машиностроение, 1972. 263 с.
22. Перспективы развития режущего инструмента и повыше-
ние эффективности его применения в машиностроении. Тез.
докл. М.» ВНИИ, 1978 . 479 с.
23. Попов С. А., Малевский Н. П., Терещенко Л. М. Алмазно-
абразивная обработка металлов и твердых сплавов. М., Машино-
строение, 1977. 263 с.
24. Проблемы создания и внедрения высокопроизводительного
режущего инструмента с понижен ым содержанием вольфрама.
Тез. докл. Тбилиси, Политехи, ин-т, 1977. 108 с.
25. Прогрессивные технологические процессы в инструмен-
тальном производстве. Тез. докл. М., ЦП НТО; Машпром, 1979.
346 с.
26. Семенченко Д. И. Технология изготовления червячных
фрез. М., ЦБТИ, 1955. 71 с.
27. Электроалмазное шлифование инструментальных материа-
лов/М. Ф. Семко, Н. И. Грабченко, Н. В. Левченко, А. Ф.Раб.
К., Вища школа, 1974. 120 с.
28. Чачин В. Н., Дорофеев В. Д. Профилирование алмазных
шлифовальных кругов. Минск, Наука и техника, 1974. 160 с.
29. Чистяков М. В.# Якимов А. В. Прогрессивная технология
заточки и нарезания зубьев фрез. — Станки и инструмент, 1979,
№ 11, с. 26—27.
30. Якубсон С. Б. Технологические возможности изготовле-
ния долбяков под шевингование. — Станки и инструмент, 1963,
№ 9, с. 5—6.
ОГЛАВЛЕНИЕ
Стр.
Предисловие................................................ 3
Глава 1. Общие вопросы технологии изготовления всех видов
зуборезного инструмента.............................. 5>
Схема технологического процесса производства зуборез-
ного инструмента ...................................... &
Отрезка заготовок....................... ........... 9
Ковка и штамповка..................................... 11
Термическая обработка................................. 16
Пайка инструментов, оснащенных твердыми сплавами 18
Глава 2. Фасонные зуборезные фрезы........................ 21
Технология изготовления дисковых модульнык фрез 22
Особенности изготовления твердосплавных дисковых мо-
дульных фрез.......................................... 30
Г лава 3. Червячные зуборезные фрезы...................... 32
Технология изготовления насадных, цельных червячных
зуборезных фрез....................................... 33
Обработка заготовок червячных фрез.................... 34
Предварительная обработка профиля и стружечных ка-
навок фрез............................................ 38
Шлифование червячных фрез........................... 52
Особенности изготовления твердосплавных фрез .... 65
Особенности изготовления хвостовых червячных фрез 68
Особенности изготовления сборных червячных фрез . . " 69
Г лава 4. Зуборезные долбяки.............................. 76
Технология изготовления прямозубых долбяков........... 76
Особенности изготовления косозубых долбяков...........109
Особенности изготовления хвостовых долбяков.........115
Особенности изготовления твердосплавных долбяков . . 118
Г лава 5. Дисковые шеверы...............................119
Технология изготовления шеверов.......................121
Особенности изготовления мелкомодульных шеверов 135
Г лава 6. Зуборезные головки для конических колес с круго-
выми зубьями ...................................... 137
Технология изготовления зуборезных головок............139
Особенности изготовления черновых резцов..............159
Особенности изготовления твердосплавных резцов . . . 159
Технология изготовления корпусов к зуборезным голов-
кам ..................................................163
Технология сборки зуборезных головок..................170
Технология изготовления цельных зуборезных головок 171
Г лава 7. Инструмент для обработки прямозубых конических
колес................................................174
Технология изготовления зуборезных головок..........176
Технология изготовления резцов.......................176
Технология изготовления дисков . ................... 187
Технология изготовления корпусов......................191
Технология изготовления зубострогал ьных резцов . . . . 193
Г лава 8. Маркирование, консервация и упаковка инствумента 200
Маркирование инструмента ............................ 201
Консервация и упаковка инструментов...................204
Список литературы.........................................206
Петр Родионович Родин
Валериан Иванович Климов
Семен Борисович Якубсон
Технология изготовления зуборезного инструмента
Редактор П. Ф. Боброва
Оформление художника Г. А Сергеева
Художественные редакторы Л А Дикарев, И. В Рублева
Технический редактор Е. М Гороховская
Корректоры В. Н Руденко, Л В Ляшенко, Н. Г. Петрик
Информ бланк Ns 1916
Сдано в набор 27 05 81 Подписано в печать 06 04 82 БФ 06442 Форма
84X100*/82 Бумага типогр Ns 1 Гарн лит Печ выо Усл печ
л 10,14 Усл кр -отт 10,43 Уч -изд л 10,53 Тираж 5000 эка
Зак Ns 2 117 Цена 85 к
Издательство «Техника», 252601, Киев, 1, ГСП, Крещатик, 5.
Отпечатано с матриц Книжной фабрики им М. В Фрунзе на кмижнс
фабрике «Коммунист», 310012, Харьков 12, Энгельса, 11,