/



































































































































Текст
С . Д . КЛЕМЕНТЬЕВ
САМОДЕЛЬНЫЕ
ЭЛЕКТРОДВИГАТЕЛИ
АЛОЙ МОЩНОСТИ
УЧПЕДГИЗ <955
С. Д. КЛЕМЕНТЬЕВ
САМОДЕЛЬНЫЕ
ЭЛЕКТРОДВИГАТЕЛИ
МАЛОЙ МОЩНОСТИ
ГОСУДАРСТВЕННОЕ
УЧЕБНО-ПЕДАГОГИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ПРОСВЕЩЕНИЯ РСФСР
Москва 1956
Книга «Самодельные электродвигатели ма-
лой мощности» (для действующих моделей по
автоматике и телемеханике) предназначена для
руководителей кружков детского технического
творчества, учителей школ, ведущих внеклассные
занятия по технике, а также учащихся старших
классов, занимающихся моделированием.
Двигатели, описанные в этой книжке, отли-
чаются от существующих в продаже и других
самодельных электродвигателей повышенным
коэффициентом полезного действия и простотой
конструкции. Они были изготовлены автором
и при испытаниях показали хорошую работу.
ВВЕДЕНИЕ
Многие юные энтузиасты-техники увлекаются по-
стройкой и моделированием разного рода машин и меха-
низмов, которые применяются в нашей промышленно-
сти, в сельском хозяйстве, в научно-исследовательских
учреждениях и т. п. А модель, не приводимая в дейст-
вие, это ведь по существу не модель, а макет. Поэтому
для любой действующей модели нужно прежде всего
иметь двигатель.
Конечно, этот двигатель должен быть небольших раз-
меров и веса, развивая при этом мощность, достаточную
для приведения модели в действие.
Где же достать такой двигатель? К сожалению, в ши-
рокой продаже таких электродвигателей нет. Электро-
двигатели, выпускаемые для учебно-демонстрационных
целей, развивают на валу ничтожную мощность, которая
не может обеспечить приведение в действие модели.
Изготовить самому надёжно работающий электро-
двигатель обычно является сложной задачей. Трудно
сочетать простую конструкцию электродвигателя с тре-
бованием достаточной мощности на валу. Копирование
электродвигателей заводского исполнения сравнительно
большой мощности с тем, чтобы воспроизвести их в
меньшем масштабе, не всегда возможно и, конечно, не
под силу даже опытным юным техникам.
Дело в том, что каждый электродвигатель требует
точного расчёта и конструкция его должна быть всесто-
ронне продумана. При расчёте нужно учитывать потери
в стали, тепловые потери в обмотке, механические поте-
ри от трения подвижных частей; необходимо произвести
расчёт обмоточных данных, определить оптимальные
размеры вдагнитопровода и т. п.
О
Казалось бы, перед юными техниками стоит неразре-
шимая задача, и им приходится становиться на путь за-
мены электродвигателей бензиновыми моторчиками, па-
ровыми турбинами, резиновыми или пружинными дви-
гателями и т. д.
Автор настоящей книги разработал ряд электродви-
гателей, предназначенных для приведения в действие
моделей, причём построенные согласно расчётам и чер-
тежам электродвигатели показали при испытании отлич-
ную работу, в соответствии с расчётными данными.
В этой книге подробно описаны конструкция и про-
цесс изготовления следующих типов электродвигателей:
1. Электродвигатель постоянного тока с параллельным
возбуждением, мощность на валу 3 вт, 3000 об!мин,
напряжение 12 в. Электродвигатель предназначен для
приведения в действие сравнительно большой модели.
2. Электродвигатель постоянного тока с параллель-
ным возбуждением, мощность на валу 0,3 вт, 4500 об/мин,
напряжение 4,5 в. Электродвигатель предназначен для
приведения в действие малых моделей.
3. Электродвигатель постоянного тока, изготовление
которого не требует станочной обработки, мощность
3 вт, 5000 об/мин, напряжение 12 в.
4. Однофазный асинхронный электродвигатель пере-
менного тока с короткозамкнутым витком на полюсе,
мощность на валу 8 вт, 2800 об/мин, напряжение 127
или 220 в. Электродвигатель может быть использован
для привода больших моделей или для электровентиля-
тора.
5. Синхронно-реактивный электродвигатель перемен-
ного тока, мощность 8 вт, 3000 об/мин, напряжение 127
или 220 в. Электродвигатель может быть использован
дл-я приведения моделей и механизмов, требующих точ-
ных и постоянных оборотов.
Для постройки описываемых ниже электродвигателей
нет необходимости в сложных приспособлениях и штам-
пах, без которых не обходятся на электромашинострои-
тельных заводах. Не потребуется оборудования, обычно
используемого для изготовления заводских электродви-
гателей — штамповочных и различных других прессов,
фрезерных, строгальных и других станков.
Конструкция и выбранный способ изготовления само-
дельных электродвигателей не требуют также Примене-
4
ния специального мерительного инструмента, обязатель-
ного при работе в заводских условиях. Поэтому размеры
деталей самодельных электродвигателей, изображённых
на рисунках, указаны без допусков. Вполне возможно
ограничиться методом индивидуальной подгонки деталей
не только при изготовлении одного, но и нескольких
электродвигателей.
Однако прежде чем приступать к изготовлению элек-
тродвигателей, руководитель кружка должен познако-
мить юных техников с теми принципами, которые поло-
жены в основу действия электрических машин.
Гл а в а 1
ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ
И ОБЩИЕ ЗАМЕЧАНИЯ ПО ИЗГОТОВЛЕНИЮ
Прежде чем перейти к описанию конструкции и ме-
тодов изготовления самодельных электродвигателей, уяс-
ним себе назначение и характеристики основных мате-
риалов, которые нам придётся применять, а также оста-
новимся па некоторых других вопросах, имеющих не-
посредственное отношение ко всем электродвигателям,
описанным в настоящей книге.
Для изготовления электродвигателей применяются
активные, изоляционные и конструкционные материалы.
Активные материалы
Активные материалы применяются для тех деталей
электродвигателей, которые должны хорошо проводить
магнитный поток или электрический ток. Хорошим маг-
нитным проводником является сталь. Из этого материа-
ла и надлежит изготовлять все детали магнитопровода
электродвигателя.
При питании электродвигателя переменным током
магнитное поле его будет также переменным. В наших
сетях частота переменного тока равна 50 периодам в се-
кунду, т. е. ток меняет своё направление 100 раз в се-
кунду (за один период направление тока меняется два
раза). Соответственно и магнитное поле меняет своё
направление 100 раз в секунду. При этом в стальном
магнитопроводе электродвигателя неизбежно возникают
потери от так называемых вихревых токов и на гистере-
6
зис (перемагничивание), в целом обозначаемые в элек-
тротехнике термином потери в стали.
Ознакомиться с сущностью этих потерь читатель смо-
жет в любом элементарном курсе электротехники. Не
останавливаясь подробно на этом вопросе, отметим
.только, что потери в стали зависят от интенсивности маг-
нитного поля, называемой индукцией, от частоты пере-
магничивания, а также от толщины и сорта стали.
Уменьшения этих потерь можно добиться путём
устройства магнитопровода электродвигателя из отдель-
ных пластин, причём желательно применить для магни-
топровода пластины из специальной электротехнической
стали.
Электротехническая сталь изготовляется различных
марок.
ГОСТ 802-54 предусматривает следующее подразде-
ление листовой электротехнической стали по маркам:
Э11, Э12;
Э21;
Э31, Э34;
Э41, Э42 и др.
Буква Э условно обозначает электротехническую
сталь.
Для уменьшения потерь в настоящее время в элек-
тромашиностроении применяются исключительно стали
с присадкой кремния; такие стали носят название леги-
рованных.
Цифры 1, 2, 3 и 4 в обозначении сорта условно харак-
теризуют степень легированности, т. е. процент содержа-
ния кремния:
1 — слаболегированная;
2 — среднелегированная;
3 — повышеннолегированная;
4 — высоколегированная.
Присадка кремния делает сталь более хрупкой и за-
трудняет её механическую обработку, поэтому для на-
шего двигателя целесообразно применить электротехни-
ческую сталь с наименьшим процентом кремния (с циф-
рой 1 в обозначении), т. е. одну из следующих марок:
ЭН, Э12.
Электротехническую сталь следует применять толщи-
ною 0,5 мм, так как листы стали указанной толщины
7
находят наиболее широкое применение в практике элек-
тромашиностроения и обрезки таких листов легче всего
достать.
При невозможности достать электротехническую
сталь можно применить для изготовления магнитопро-
вода электродвигателя обычную кровельную сталь тол-
щиной 0,5-н0,8 мм, однако следует иметь в виду, что при
этом повысятся потери в стали и возрастёт температура
как самого магнитопровода, так и располагаемой на нём
обмотки.
К частям магнитопровода, которые обязательно долж-
ны набираться из отдельных листов стали, относятся
сердечник статора электродвигателя переменного тока,
а также сердечник якоря электродвигателя постоянного
тока. Ротор асинхронного электродвигателя переменного
тока и полюсы электродвигателей постоянного тока мо-
гут изготовляться из цельных кусков стали или из от-
дельных листов, в зависимости от наиболее целесообраз-
ного технологического процесса; потери в стали в этих
частях магнитопровода несущественны и с ними можно
не считаться.
Состоящие из отдельных листов части магнитопро-
вода — сердечники электрических машин, изготовляемые
на электромашиностроительных заводах, собираются
обычно из отдельных, заранее отштампованных пластин.
Изготовить штамп собственными силами в кустарных
условиях невозможно, и нам придётся пойти по другому
пути. Путь этот следующий. Нарезаем необходимые по
размеру заготовки из стального листа, скрепляем эти за-
готовки в пакет и подвергаем обработке на токарном и
сверлильном станках, ножовкой, напильником и т. д.,
в целях придания сердечнику требуемой формы. При
этой обработке листы, из которых состоит сердечник, со-
единяются между собой заусеницами, что повлечёт за со-
бой увеличение потерь на вихревые токи. Поэтому, после
обработки сердечника, его необходимо разобрать по
листам и каждый лист как следует опилить от заусениц,
которые образовались в результате механической обра-
ботки сердечника.
Кроме того, необходимо каждый лист сердечника
покрыть с одной стороны изолирующим лаком при помо-
щи кисточки или кусочка ваты: шеллаком, асфальтовым,
8
бакелитовым лаком и др. Покрытые лаком листы сер-
дечника высушиваются при комнатной температуре, пос-
ле чего сердечник может быть вновь и окончательно со-
бран с уверенностью, что потери на вихревые токи в нём
будут невелики.
Обмотки электрических машин, как правило, выпол-
няются из медных проводов. Для роторов асинхронных
электродвигателей мощностью менее 100 кет применяет-
ся алюминий, из которого образуется так называемая
клетка короткозамкнутого ротора.
Медные провода нашли такое широкое применение
при выполнении обмоток потому, что медь является хо-
рошим проводником электрического тока.
Провода для обмоток должны быть покрыты изоля-
цией. Применение изоляционных материалов имеет своей
целью электрически изолировать токопроводящие части
электродвигателя от других его частей.
Для изолирования проводов применяют различные
материалы-: эмаль, хлопок, шёлк и др.
Нанесение изоляции на медные провода производится
на кабельных заводах, и провод поступает на электро-
машиностроительные заводы или в продажу уже с изо-
ляцией.
Провода для обмотки электродвигателей, в зависи-
мости от сорта наложенной изоляции, имеют следующие
наименования:
ПБО — провод, изолированный одним слоем хлопча-
тобумажной обмотки;
ПБД — провод, изолированный двумя слоями хлопча-
тобумажной обмотки;
ПЭЛ — провод эмалированный, лакостойкий;
ПЭЛБО — провод, изолированный эмалью и одним
слоем хлопчатобумажной обмотки;
ПЭЛШО — провод, изолированный эмалью и одним
слоем шёлковой обмотки;
ПИЮ — провод, изолированный одним слоем шёлко-
вой обмотки;
ПШД — провод, изолированный двумя слоями шёл-
ковой обмотки.
Для всех перечисленных проводов, в соответствии с
применённой изоляцией, согласно нормам допускается
9
температура не выше 100°. Следовательно, если в по-
мещении, где работает электродвигатель, будет тем-
пература окружающего воздуха не выше 35° (по
ГОСТу), то превышение температуры обмотки должно
не выходить за пределы 100°—35° = 65°. При больших
превышениях температуры изоляция будет портиться и
через некоторый промежуток времени выйдет из строя;
чем больше превышение температуры, тем меньше этот
промежуток времени.
Имеются провода с другими видами изоляции, выдер-
живающими большие превышения температуры, чем
провода, указанные выше. Однако для наших электро-
двигателей такие провода не понадобятся.
Изоляционные материалы
Некоторые виды изоляции будут нам необходимы
для того, чтобы изолировать обмотку от стального сер-
дечника статора или, как говорят, изолировать обмотку
«от корпуса».
Обмотки в электрических машинах, как правило, под-
вергаются пропитке электроизоляционными лаками и
последующей сушке. Пропитка обмоток и покрытие де-
талей электроизоляционными лаками имеют очень боль-
шое значение для повышения надёжности электро-
двигателя.
При пропитке, в результате заполнения лаком пор
материала, повышается электрическая прочность и вла-
гостойкость изоляции, а также улучшается теплопровод-
ность изоляции.
Сущность пропитки обмоток заключается в том, что-
бы, предварительно удалив влагу из пор обмоточного
материала, залить пропитываемые детали лаком, обес-
печив полное проникновение его внутрь обмоточного ма-
териала.
Процесс пропитки электроизоляционными лаками со-
стоит из сушки обмоток перед пропиткой, затем самой
пропитки и сушки после пропитки.
На электромашиностроительных заводах сушка об-
моток и деталей производится в специальных сушильных
печах с циркуляцией воздуха. Сушильные печи могут
10
обогреваться электрическим током, паром или перегре-
той водой.
Применяется также сушка высокочастотным обогре-
вом и инфракрасными лучами.
Юным техникам-любителям придётся обойтись более
примитивными методами сушки и, конечно, менее эффек-
тивными.
Для целей изоляции применим асфальтовый лак так
называемой «воздушной» сушки, для которого не требу-
ются специальные устройства для сушки.
В чистую посуду (металлическую или стеклянную)
наливается асфальтовый лак и в него опускаются катуш-
ки обмотки или обмотанный сердечник целиком так,
чтобы они полностью покрылись лаком. Обмотка должна
быть выдержана в пропиточной посуде до тех пор, пока
на поверхности лака перестанут выделяться пузырьки
воздуха.
Это означает, что лак проник во все поры обмотки
и вытеснил воздух.
Обычно выделение пузырьков воздуха прекращается
через 15—20 минут.
После этого необходимо вынуть обмотку или обмотан-
ный сердечник из посуды с лаком и подвесить над посудой
с тем, чтобы с обмотки стекли остатки лака. Затем об-
мотку оставляют подвешенной на воздухе, пока высох-
нет лак. Обмотка считается, высушенной, если при при-
косновении к её поверхности на пальце не остаётся сле-
дов лака (т. е. до «отлипа»).
Общие замечания по изготовлению самодельных
электродвигателей
Для скрепления металлических частей или деталей в
ряде случаев следует применять клей. Удивляться тому,
что можно склеивать металлы, — не следует.
У нас в продаже имеется замечательный клей БФ-2.
Он склеивает практически всё. БФ-2 применяется для
склеивания изделий из фарфора, фаянса, стекла, пласт-
массы, дерева и даже металла. Этим клеем можно при-
клеить заплату на дырявое ведро либо приклеить к ме-
таллу кусок дерева или другого металла.
Те места, которые будут склеиваться, например вну-
тренняя поверхность отверстия ротора и посадочное
11
место вала, должны быть тщательно протёрты тряпоч-
кой, смоченной в бензине.
Затем посредством кисточки покройте тонким слоем
клея БФ-2 промытые бензином места соединения метал-
лических деталей.
Дайте этому тонкому слою клея немного подсохнуть
на воздухе. Клей должен высохнуть до такого состоя-
ния, пока он не перестанет прилипать к приложенному
пальцу.
Когда этот момент наступит, кисточкой наносите вто-
рой. но уже более толстый слой клея БФ-2 и, не дожи-
даясь его высыхания, производите склеивание или, как
указано выше в примере, насаживание сердечника рото-
ра на вал.
Соединённые таким образом детали прогреваются в
духовке или в печи при температуре около 120° в течение
одного часа или над электрической плиткой (в крайнем
случае над электрической лампой, мощностью не менее
150 ватт) в течение одного-двух часов. После этого де-
тали оказываются крепко склеенными.
Весьма целесообразно для наших электродвигателей
применить бронзово-графитные подшипники. Бронзово-
графитные подшипники обладают рядом преимуществ
перед другими подшипниками. Будучи пропитаны в мас-
ле, они после этого обеспечивают автоматическую пода-
чу смазки к трущимся деталям, в зависимости от темпе-
ратуры подшипникового узла. Смазка, вытесняемая из
пор материала при тепловом расширении, всасывается
обратно в поры при охлаждении. Таким образом, брон-
зово-графитные подшипники являются самосмазываю-
щимися и не требуют специального наблюдения и
ухода.
Самосмазывающиеся бронзово-графитные подшип-
ники бесшумны в работе и во всяком случае их шум
намного меньше, чем шум шарикоподшипников.
Для наших электродвигателей можно использовать
либо готовые бронзово-графитные втулки, либо, при от-
сутствии такой втулки, подшипники надо будет выточить
по необходимым размерам из подходящего по величине
блока или из большой бронзово-графитной щётки (мар-
ки БГ) для электрических машин.
Наружный размер втулки должен обеспечивать доста-
точно плотную посадку в отверстие подшипникового
12
щита, а внутренний размер втулки — свободное провора-
чивание вала, но без заметного радиального зазора.
После изготовления втулок их надо пропитать смаз-
кой путём погружения на 1—2 часа в подогретое до тем-
пературы 70—80° машинное масло. При этом масло вса-
сывается в поры изделия, вытесняя воздух.
Запрессовка подшипниковых втулок в щиты должна
быть произведена тщательно, без ударов, чтобы не по-
вредить втулку. Лучше всего посадить втулки в щит на
клею БФ-2 по способу, указанному выше для склеива-
ния металлических деталей электродвигателя.
Глава Л
САМОДЕЛЬНЫЕ ЭЛЕКТРОДВИГАТЕЛИ
ПОСТОЯННОГО ТОКА
В этой главе рассматриваются конструкция и процесс
изготовления трёх типов электродвигателей постоянного
тока:
1) электродвигатель мощностью 3 вт, 3000 об!мин,
на напряжение 12 в;
2) электродвигатель мощностью 0,3 вт, 4500 об!мин,
на напряжение 4,5 в;
3) электродвигатель мощностью 3 вт, 5000 об[мин,
на напряжение 12 в.
Устройство электродвигателей
Любой электродвигатель постоянного тока состоит
из двух основных частей: неподвижной, на которой рас-
положена обмотка возбуждения, создающая магнитное
поле, и вращающейся, сочленённой с механизмом, кото-
рый нужно привести в движение.
Неподвижная часть электродвигателя (рис. 1) со-
стоит из станины, полюсов с надетыми на них катуш-
ками из изолированного медного провода (обмотка воз-
буждения) и подшипниковых щитов.
Подвижная часть (якорь) представляет собой сталь-
ной вал, на который насажен сердечник якоря, состоя-
щий из стальных пластин, и коллектор. В прорези
(в пазы) якоря закладывается обмотка из изолирован-
ного медного провода, концы которого в определённом
порядке присоединяются к пластинам коллектора.
14
Если по обмотке якоря идёт ток, то в результате
взаимодействия магнитных полей обмотки якоря и ка-
тушек полюсов возникает вращающий момент, застав-
ляющий якорь быстро вращаться.
Рис. 1. Детали электродвигателей заводского исполнения.
1 и 3—подшипниковые щиты; 2—станина с полюсами; 4—якорь;
5—коллектор; 6~шариковые подшипники; 7—вал; 8— щётки.
Вал якоря вращается в подшипниках; они укреплены
в подшипниковых щитах двигателя.
Ток подводится к коллектору через электрощётки,
укреплённые в щёткодержателях.
Щёткодержатели в свою очередь закреплены на так
называемой траверсе. Траверса способна поворачиваться
на различные углы и таким образом менять положение
щёток на коллекторе.
Поворачивать щётки приходится в случае искрения
под щётками на коллекторе двигателя.
15
Таково коротко устройство электродвигателя.
Стандартный электродвигатель заводского изготов-
ления в собранном виде показан на рисунке 2.
Электродвигатели постоянного тока могут иметь раз-
личные системы возбуждения.
Рис. 2. Стандартный электродвигатель заводского
исполнения в собранном виде.
I. Параллельное возбуждение. В этом случае обмотка
возбуждения присоединяется параллельно обмотке
якоря (рис. 3). При изменении нагрузки на валу
скорость вращения электродвигателей с параллель-
ным возбуждением весьма мало изменяется. Такие элек-
тродвигатели применяются в установках, требующих
постоянной скорости вращения при различных нагрузках
(двигатель-генераторы, воздуходувки, фрезерные и то-
карные станки).
2. Последовательное возбуждение. В этом случае об-
мотка возбуждения присоединяется последовательно с
обмоткой якоря (рис. 4). При уменьшении нагрузки на
валу скорость вращения электродвигателей с последова-
тельным возбуждением резко возрастает, а если он
оставлен без нагрузки, то электродвигатель может раз-
16
0 0
Рис. 3. Схема соединений
электродвигателя постоянного
тока с параллельным возбу-
ждением.
Параллельная
обмотна
возбуждения
Последователь-
ная обмотка
возбуждения
Рис. 4. Схема соединений элек-
тродвигателя постоянного тока с
последовательным возбуждением.
вить очень большую, опасную для целости конструкции,
скорость вращения или, как говорят, «разнести».
Такие электродвигатели широко применяются на
электрифицированном транспорте для целей тяги и в кра-
новых установках,
потому что при тро-
гании с места они
развивают большой
вращающий момент,
а «разнести» не мо-
гут, так как не
остаются без на-
грузки.
3. Смешанное воз-
буждение. В этом
случае одна обмотка
возбуждения (боль-
шая) соединена па-
раллельно, а другая
(меньшая) — соеди-
нена последователь-
но с обмоткой якоря
Рис. 5. Схема соединений электродвига-
теля постоянного тока со смешанным
возбуждением.
А-240. - 2.
17
(рис. 5.) У этих электродвигателей изменение скорости
вращения в зависимости от нагрузки (механическая
характеристика) находится между характеристиками
электродвигателей с параллельным и последовательным
возбуждением.
Электродвигатели со смешанным возбуждением при-
меняются там, где требуется значительный пусковой
Рис. 6. Механические характеристики электродвигателей постоян-
ного тока с различными системами возбуждения.
момент и допустимы небольшие изменения скорости вра-
щения при нагрузке (компрессоры, насосы, печатные ма-
шины, строгальные станки).
На рисунке 6 приведено сопоставление механических
характеристик электродвигателей с различными система-
ми возбуждения.
Перейдём к описанию изготовления самодельных
электродвигателей постоянного тока с параллельным воз-
буждением, принцип устройства которых в значительной
мере напоминает нам конструкцию заводского электро-
двигателя.
18
Электродвигатель постоянного тока
(мощность 3 вт, 3000 об/мин, напряжение 12 в)
Изготовление сердечника якоря. Нарежьте из элек-
тротехнической или кровельной стали квадратики разме-
ром 28 X 28 мм (рис. 7). При толщине стали 0,5 мм
необходимо заготовить 56 таких квадратов, если же вы
взяли сталь толщиной в 0,8 мм, то необходимо всего
35 квадратов. В дальнейшем эти квадратные заготовки
при обработке на то-
карном станке будут
превращены в круглый
сердечник якоря диа-
метром в 25 мм.
Кроме этих загото-
вок, необходимо до-
полнительно вырезать
ещё четыре квадрата.
Два квадрата вырежь-
те из листовой стали
толщиной в 2 мм, а
два — из прессшпана
или плотного карто-
на толщиной около (и
0,5 мм.
Рис. 7. Заготовка икорных
вспомогательных) листов якоря.
Размеры этих квадратов должны быть такие же, как и
у заготовок якорных листов. Назначение этих дополни-
тельных стальных и картонных квадратов будет видно
из дальнейшего.
Следующий этап работы — это сверление в заготов-
ках отверстия для вала. Проводя на каждой заготовке
по две диагонали, находим центр. В точке пересечения
диагоналей (т. е. в центре) сверлим отверстие диаметром
в 4,8 мм. Нужно учесть, что при работе сверло несколько
разобьёт отверстие и его диаметр будет уже не 4,8 мм,
а около 5 мм.
Итак, заготовки якорных пластин нами сделаны и
отверстия в них для насадки на вал просверлены. Теперь
из этих пластин нужно собрать якорь. Но прежде чем
начать сборку сердечника якоря, необходимо изготовить
три вспомогательных шпильки для закрепления заго-
товок.
19
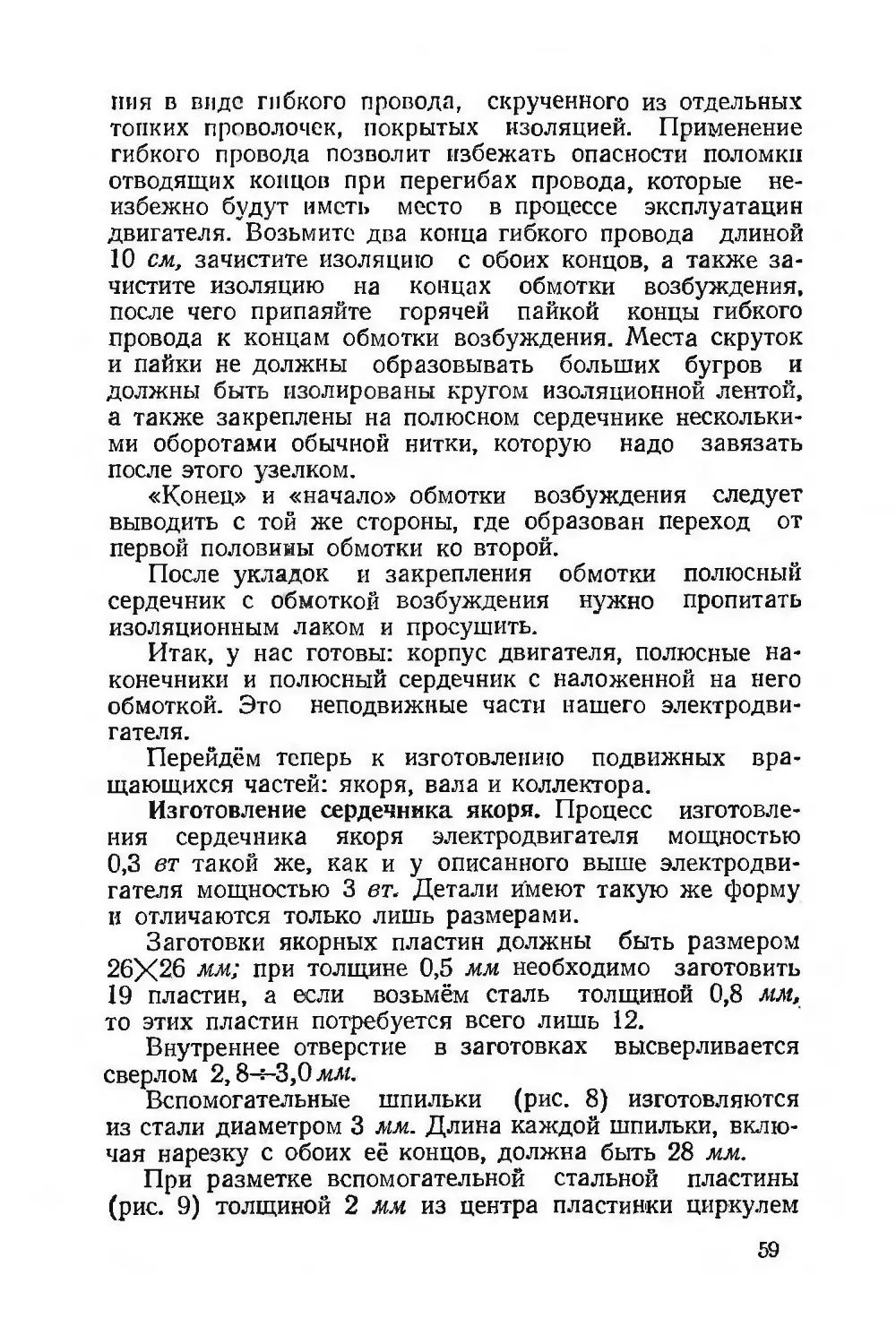
Шпильки (рис. 8) изготавливаются из стали или из
латуни диаметром в 5 мм и длиной 46 мм. С обоих кон-
цов шпильки нарезаются леркой на длину 8 мм. Под на-
резку шпилек подбираются шесть соответствующих гаек.
Одну из трёх шпилек необходимо точно отцентриро-
вать на токарном станке.
ЭлектродВигатель Л Б Д
мощностью 3 Ьт. 8 30 М5
Мощностью 0.3 Вт 8 12 М3
Рис. 8. Шпилька.
После изготовления вспомогательных шпилек можно
приступить к следующему этапу работы — к предвари-
тельной сборке сердечника якоря.
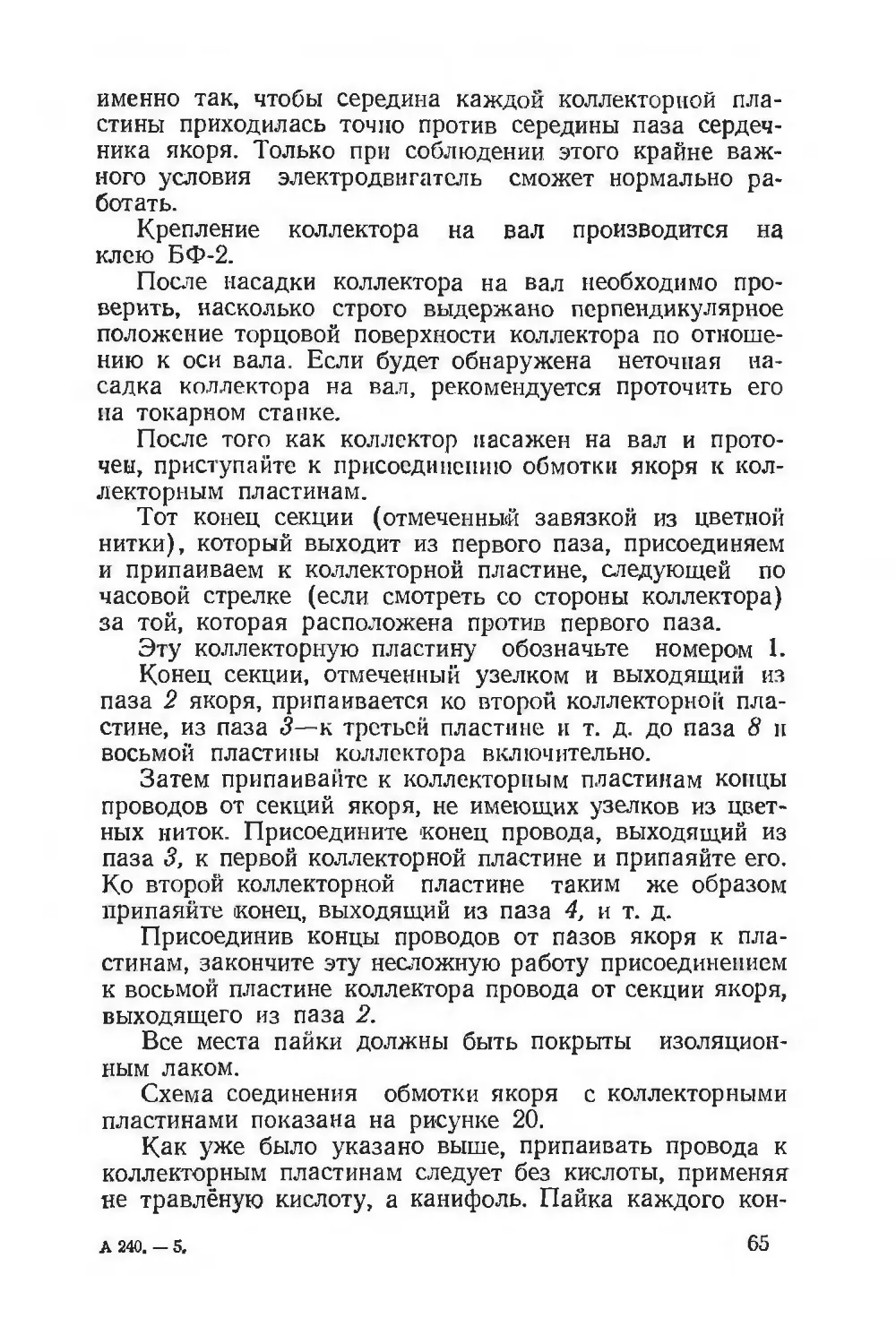
Возьмите один вспомогательный квадрат, вырезан-
ный из стали толщиной в 2 мм, и разметьте его так, как
это показано на рисунке 9. Из центра квадрата цирку-
лем проведите окружность радиусом в 9 мм и разделите
её на восемь равных частей. Полученные точки пересе-
чения окружности с линиями, делящими её на восемь
равных частей, в дальнейшем будут использованы для
сверления отверстий—пазов.
Теперь возьмите отцентрированную вспомогательную
шпильку (рис. 8) и насадите на неё заготовки якорных
листов. С обеих сторон якорных пластинок укрепите,
кроме того, заготовки из прессшпана и вспомогатель-
ные пластины из стали толщиной в 2 мм (рис. 9). На-
значение этих более толстых пластин заключается в том,
чтобы равномерно распределить давление по всей пло-
щади листов при сборке якоря.
Не забудьте, что размеченная поверхность вспомога-
тельной стальной пластины должна быть обращена на-
ружу.
20
Навинтите гайки с обоих концов вспомогательной
шпильки и закрепите их до отказа.
Стянутые вспомогательной шпилькой заготовки якор-
ных пластин устанавливаются на стол сверлильного стан-
ка. Затем просверливаются восемь отверстий диаметром
4,8 мм в соответствии с разметкой, сделанной на вспо-
Электродвигатель А Д1 Д2
Мощностью 3 ВТ 28 5 18
Мощностью 0,3 вт 26 3 17
Рис. 9. Разметка вспомогательного листа якоря.
могательной стальной пластинке. При этом рекомендует-
ся сначала высверлить отверстие диаметром в 1,5 мм, за-
тем заменить сверло на большее, например диаметром
в 2,5 мм, потом в 3,5 мм и, наконец, в 4,8 мм.
Высверливание отверстий удобно производить попе-
ременно с обеих сторон. Однако при этом необходимо
строго следить за тем, чтобы высверливаемые с обеих
сторон отверстия точно сошлись друг с другом. В этом
случае разметку надо произвести, конечно, не на одной,
а на обеих вспомогательных (стальных) пластинах.
!1
После сверления отверстий для пазов якоря произ-
водите обточку наружной поверхности на токарном стан-
ке до получения требуемого диаметра в 25 мм.
Центрировать будущий якорь в станке нужно очень
точно, иначе будет нарушена концентричность как вну-
треннего отверстия, так и наружной поверхности якоря,
что может свести на нет всю проделанную работу и из-
готовленную деталь придётся выбросить. Чтобы предот-
вратить перемещение отдельных листов сердечника при
нажатии резца, сердечник следует закрепить, помимо
центральной шпильки, одной или двумя шпильками в
пазах. В результате из параллелепипеда мы получим
цилиндр, который и будет являться сердечником якоря
(рис. 10).
Чтобы в просверленные отверстия якоря можно было
заложить обмотку, необходимо прорезать щели.
Укрепив в тисках сердечник якоря, аккуратно про-
пилите ножовкой щели по всей его длине. Ширина ще-
лей должна быть около 1 мм. Всего придётся пропилить
восемь щелей.
Кроме того, вдоль наружной поверхности сердечника
надо пропилить неглубокую канавку, отмеченную на ри-
сунке словом «знак». Эта канавка сыграет важную роль
при окончательной сборке якоря.
Отвинтите гайки у вспомогательной шпильки и уда-
лите шпильку из сердечника якоря. Вспомогательные
стальные пластины толщиной в 2 мм, которые у нас были
с обеих сторон собранного сердечника якоря, уже не
нужны. Они сыграли свою роль при предварительной
сборке. Остальные листы освобождённого от крепления
сердечника якоря тщательно опиливаются. Все заусени-
цы при этом должны быть сняты. Заусеницы не только
увеличивают электрические потери в железе якоря, но
могут повредить изоляцию проводов при обмотке
якоря.
Однако следует иметь в виду, что листы сердечника
якоря при опиловке ни в коем случае не должны изме-
нять свою форму. Опиливать нужно очень аккуратно, не
допуская изгибания листов и других отклонений от их
нормальной формы.
После этого покройте листы сердечника якоря изо-
лирующим лаком и высушите их.
22
КЗ
ы
Рис. 10. Предварительная сборка сердечника якоря
Знак
8 равнораополо-
женных отв. 0 В
Листы якоря с высохшим на них слоем изолирую-
щего лака можно считать подготовленными для оконча-
тельной сборки
Насадите на нашу вспомогательную, отцентрирован-
ную шпильку лакированные листы сердечника якоря.
В диаметрально противоположные пазы якоря вставьте
две другие вспомогательные шпильки и туго стяните их
гайками. Эти шпильки обеспечат точное совпадение па-
зов, т. е. такое положение, в котором они сверлились при
предварительной сборке.
Но одних шпилек для точного совпадения пазов недо-
статочно. Чтобы листы сердечника якоря собрать пра-
вильно, в точности так же, как они были расположены
при предварительной сборке, нами и была пропилена
контрольная канавка — «знак». Положение «знака»
сразу определяет, правильно ли собран сердечник яко-
ря или же отдельные его листы сдвинуты относительно
друг другу на угол, соответствующий одному или не-
скольким пазам.
Чтобы избежать сдвига листов против того положе-
ния, которое было при предварительной сборке, при на-
саживании каждого якорного листа необходимо сле-
дить за совпадением «знака». Насаженные на шпильку
листы якоря должны вновь образовать ту канавку, кото-
рая была сделана при предварительной сборке.
Два листа из прессшпана насаживаются с обеих сто-
рон сердечника якоря.
Сердечник якоря собирается в монолитный пакет и
скрепляется, как было сказано выше, тремя вспомога-
тельными шпильками. Одна шпилька (отцентрирован-
ная) проходит через отверстие для вала, две другие —
через диаметрально расположенные пазы. На все три
шпильки навинчиваются гайки до отказа.
Теперь нам нужно вытащить шпильку, проходящую
через осевое отверстие, и вместо неё вставить туда вал
электродв игател я.
Вал электродвигателя (рис. 11) вытачивается на то-
карном станке. Для изготовления вала можно взять
1 При всех перечисленных операциях желательно располагать
листы в том же порядке, в каком они были при обточке сердеч-
ника, с тем чтобы собранный вновь сердечник имел ту же
форму.
24
обычную поделочную сталь. Размеры вала ука-
заны на рисунке. Следует иметь в виду, и мы уже об
этом говорили, что при сверлении заготовок для якор-
ных листов отверстие для вала получается несколько
разбитым. Поэтому диаметр вала в том месте, на кото-
Рис. 11. Вал электродвигателя.
рое насаживаются листы сердечника якоря, необходимо
доводить до такого размера, чтобы вал туго входил в
осевое отверстие якорных листов.
По мере вытачивания вала время от времени токар-
ный станок нужно останавливать, вынимать из центров
вал и пробовать вставлять его в собранный пакет
листов сердечника якоря.
Как только окажется,
что вал, хотя и туго, но
всё же входит в осевое
отверстие сердечника,
обточку его на станке
необходимо прекратить.
При тугой насадке
пакета якорных листов
на вал последний может
погнуться и искривиться.
Если это произойдет, то
вся работа по изготовле-
нию вала пропадёт на-
прасно. Чтобы избежать
искривления вала, необ-
ходимо сделать вспомо-
гательное приспособление.
Это приспособление
очень простое. Подбери-
те втулку таких разме-
ров, чтобы при вставке
вала в неё его шейка
(диаметром в 4 мм) про-
ходила в отверстие втул-
Рис. 12. Окончательная сборка
сердечника якоря (1-й вариант).
25
ки, а остальная часть вала (диаметром 6 мм) упиралась
бы во втулку. Установив втулку вертикально, вставляй-
те в неё вал и лёгкими ударами молотка насаживайте на
него собранный сердечник якоря (рис. 12).
Посадку якорных листов на вал можно производить
и другим способом, используя тот же токарный станок.
Зажав один конец вала двигателя в патрон токарного
станка, нанизывайте на него якорные листы. На остав-
Рис. 13. Окончательная сборка сердечника якоря (2-й вариант —
на токарном станке).
шийся свободный конец вала насаживайте обойму. Вы-
сота обоймы должна быть несколько большей, чем вы-
ступающий конец вала. Затем задней бабкой станка на-
чинайте надавливать на эту обойму. Обойма в свою оче-
редь сдавливает стальные листы сердечника якоря в
компактный пакет (рис. 13).
Для лучшего скрепления вала с сердечником нужно
было бы сделать шпонку, как это делается в настоящих
больших машинах. Но для нашего маленького электро-
двигателя шпонку делать трудно и нецелесообразно. Од-
нако усилить скрепление пакета листов сердечника яко-
ря с валом можно склеиванием его клеем БФ-2 в ме-
сте посадки сердечника на вал.
При склеивании насаживание сердечника на вал про-
изводите до упора, т. е. до места перехода диаметра ва-
ла с 5 мм на диаметр 6 мм.
26
Просушенный и склеенный с валом сердечник осво-
бождается от скрепляющих его шпилек и подготавлива-
ется к обмотке проводом. Эта подготовка заключается в
том, что, во избежание пробоя обмотки на корпус, вал
тщательно изолируется в тех местах, где возможно его
соприкосновение с лобовыми частями обмоток якоря.
Места, подлежащие изолированию, указаны на рисунке
14. Изолирование производится тафтяной или батистовой
лентой шириной в 5-5-10 мм и толщиной в 0,1-5- 0,2 мм.
Общая толщина изоляции на сторону должна быть по-
рядка 1 мм.
Изолированные лентой части вала, а также торцовая
поверхность крайних прессшпановых листов сердечника
якоря покрываются изоляционным лаком. Для этой
цели можно взять бакелитовый лак, шеллак или асфаль-
товый лак.
Теперь сердечник якоря подготовлен к обмотке, но
наматывать на якорь провод пока ещё рано. На вал
якоря необходимо насадить коллектор, к пластинам
которого будут припаиваться концы проводов об-
мотки.
Коллектор. Коллектор состоит из изолирующей
втулки, надетой на вал рядом с якорем, и токоподводя-
щих металлических пластинок.
В электрических машинах постоянного тока нет бо-
лее уязвимой и сложной в изготовлении детали, чем
коллектор.
Обычно пластины коллектора изготовляются из меди
трапецевидного сечения и крепятся посредством так на-
зываемых «ласточкиных хвостов».
27
Рис. 15. Втулка для коллектора.
Рис. 16. Заготовка для коллекторных
пластин.
В нашем маленьком самодельном двигателе мы пой-
дём по пути максимального упрощения конструкции кол-
лектора. Сделайте его из медной или латунной трубки,
насаженной на изолирующую (из текстолита) втулку.
Втулку укрепите на валу электродвигателя.
Втулку коллектора придётся выточить на токарном
станке. Размеры втулки показаны на рисунке 15. Внут-
реннее отверстие втулки, диаметром в 5 мм, должно
быть строго концен-
трично по отноше-
нию к обработанной
наружной поверхно-
сти. Чтобы выдер-
жать концентрич-
ность, нужно точить
втулку и сверлить
отверстие в ней на
токарном станке с
одной установки.
Можно также высверлить во втулке внутреннее -отвер-
стие, насадить её на оправку и в таком виде установить
в станке для обточки наружной поверхности.
Когда изолирующая втулка коллектора будет готова,
необходимо укрепить на ней пластинки из латуни или из
красной меди. Пластинки, как мы уже говорили выше,
следует изготовить из обрезка трубки (рис. 16).
Замечания отно-
сительно концент-
ричности отверстия
наружной поверх-
ности изолирующей
втулки и способа её
обработки целиком
относятся и к труб-
ке, из которой бу-
дут нарезаться кол-
лекторные пластины.
Коллектор любо-
го электродвигателя
постоянного тока состоит из коллекторных пластин, раз-
делённых между собой изолирующими пластинами из
миканита или другого изолирующего материала. Коллек-
тор нашего самодельного электродвигателя можно сде-
28
лать значительно проще. Вместо изоляционных прокла-
док из твёрдого изолирующего материала для нашего
коллектора можно «применить» воздух, так как он обла-
дает хорошей изолирующей способностью.
Чтобы получить коллектор с изолирующими воздуш-
ными промежутками, нужно трубку насадить на втулку
и разрезать её на восемь равных частей, по числу коллек-
торных пластин (или, что одно и то же, по числу пазов
сердечника якоря).
Итак, разделите наружную поверхность трубки на
восемь равных частей (будущих коллекторных пластин)
и наметьте линии для разреза.
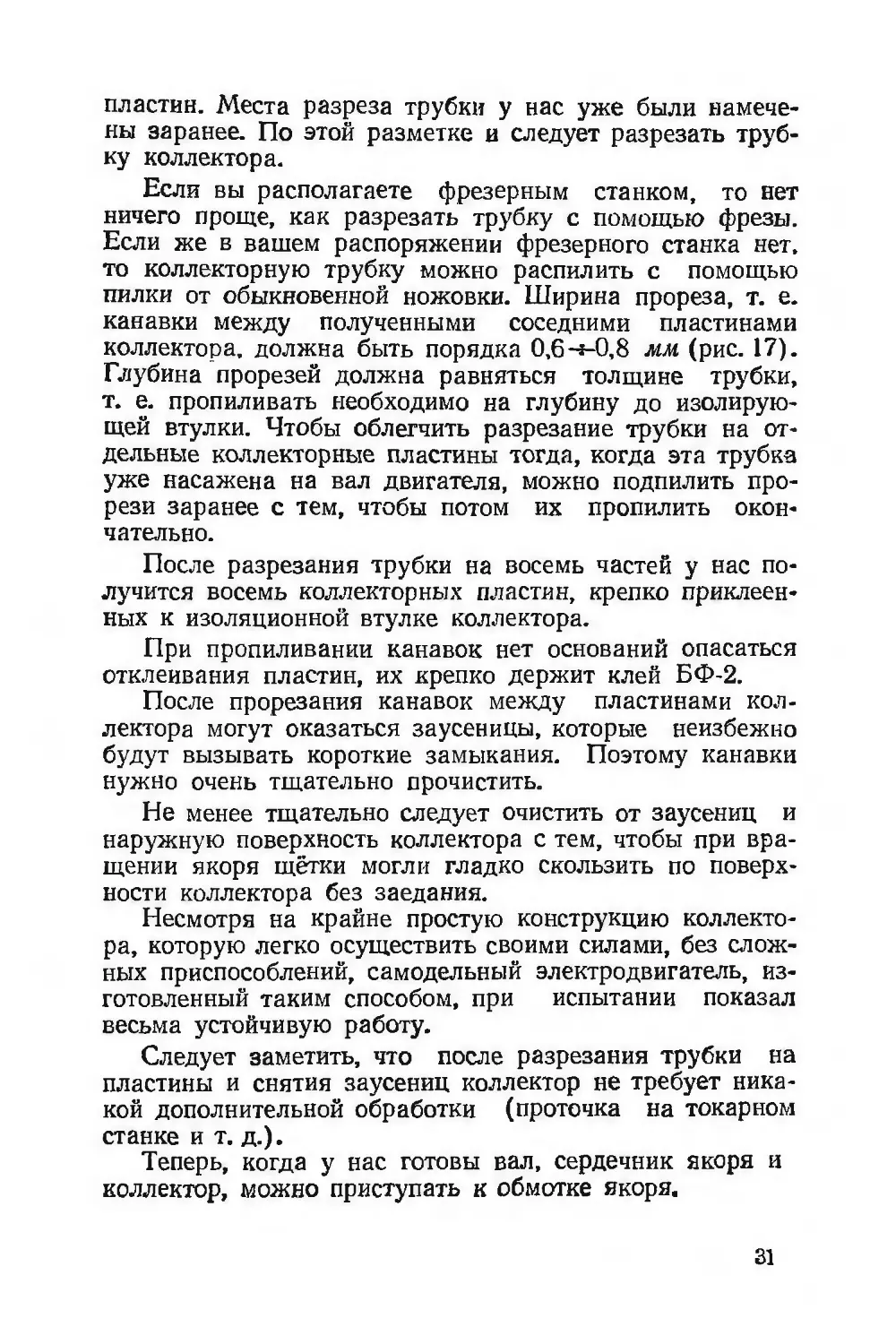
Трубку в дальнейшем, после приклеивания её к изо-
лирующей втулке придётся разрезать по всей длине вме-
сте с её выступом шириной в 2 мм, который будет ну-
Рис. 17. Сборка коллектора.
жен для присоединения к коллекторным пластинкам кон-
цов обмотки якоря.
В выступе, посередине каждой из будущих коллек-
торных пластин, фрезеруются или пропиливаются ка-
навки для концов проводов обмотки якоря. Канавки
должны иметь глубину около 1 мм и ширину 0,4 -+-0,5мм
(рис. 17).
В каждую из этих канавок заложите по два зачи-
щенных конца проводов длиной по 2 -ь 3 см, диаметром в
29
0,3-ь0,4 мм. Вслед за этим припаяйте их оловянным при-
поем и залудите. К концам проводов в дальнейшем
будут припаяны провода обмотки якоря. Эти концы не-
обходимы как вспомогательное, промежуточное звено
между коллекторной пластиной (которая при пайке не
должна сильно нагреваться) и концами обмотки
якоря.
Трубку насадите на втулку и приклейте с помощью
клея БФ-2. После тщательной промывки в бензине как
втулки, так и трубки нанесите кисточкой тонкий слой
клея БФ-2 и высушите его до того, чтобы приложенный
к слою клея палец перестал прилипать. Клей наносится
одновременно на вал (на ту часть вала, которая пред-
назначена для насадки коллектора), на внутреннюю по-
верхность изолирующей втулки (рис. 15), на её наруж-
ную поверхность и на внутреннюю поверхность трубки
(рис. 16).
Когда тонкий слой клея подсохнет, сразу же наносит-
ся на него второй, более толстый слой и немедленно
втулка насаживается на вал, а на втулку надевается
трубка будущего коллектора.
Обратите внимание на правильность насадки коллек-
тора на вал якоря. Необходимо строго выдержать ука-
занный на рисунке 21 размер от торца коллектора до
конца вала. Этот размер, как видно из рисунка, должен
равняться 17,5 мм.
Второе очень важное условие касается вопроса пра-
вильной ориентировки коллекторных пластин относитель-
но пазов якоря. При насадке коллектора на вал необ-
ходимо установить его так, чтобы середина каждой
будущей коллекторной пластины приходилась точно про-
тив середины паза сердечника якоря.
Только при соблюдении этих двух условий наш элек-
тродвигатель сможет нормально работать.
Склеенные части коллектора необходимо тщательно
просушить в печи или духовке (или на электрической
плитке). Просушивание при повышенной температуре
должно продолжаться не менее 1—2 часов.
После просушивания получается монолитная, цилин-
дрической формы заготовка коллектора. Теперь нам
предстоит разрезать трубку заготовки коллектора на во-
семь равных частей, по числу восьми коллекторных
30
пластин. Места разреза трубки у нас уже были намече-
ны заранее. По этой разметке и следует разрезать труб-
ку коллектора.
Если вы располагаете фрезерным станком, то нет
ничего проще, как разрезать трубку с помощью фрезы.
Если же в вашем распоряжении фрезерного станка нет,
то коллекторную трубку можно распилить с помощью
пилки от обыкновенной ножовки. Ширина прореза, т. е.
канавки между полученными соседними пластинами
коллектора, должна быть порядка 0,6-*-0,8 мм (рис. 17).
Глубина прорезей должна равняться толщине трубки,
т. е. пропиливать необходимо на глубину до изолирую-
щей втулки. Чтобы облегчить разрезание трубки на от-
дельные коллекторные пластины тогда, когда эта трубка
уже насажена на вал двигателя, можно подпилить про-
рези заранее с тем, чтобы потом их пропилить окон-
чательно.
После разрезания трубки на восемь частей у нас по-
лучится восемь коллекторных пластин, крепко приклеен-
ных к изоляционной втулке коллектора.
При пропиливании канавок нет оснований опасаться
отклеивания пластин, их крепко держит клей БФ-2.
После прорезания канавок между пластинами кол-
лектора могут оказаться заусеницы, которые неизбежно
будут вызывать короткие замыкания. Поэтому канавки
нужно очень тщательно прочистить.
Не менее тщательно следует очистить от заусениц и
наружную поверхность коллектора с тем, чтобы при вра-
щении якоря щетки могли гладко скользить по поверх-
ности коллектора без заедания.
Несмотря на крайне простую конструкцию коллекто-
ра, которую легко осуществить своими силами, без слож-
ных приспособлений, самодельный электродвигатель, из-
готовленный таким способом, при испытании показал
весьма устойчивую работу.
Следует заметить, что после разрезания трубки на
пластины и снятия заусениц коллектор не требует ника-
кой дополнительной обработки (проточка на токарном
станке и т. д.).
Теперь, когда у нас готовы вал, сердечник якоря и
коллектор, можно приступать к обмотке якоря.
31
Обмотка якоря. Для обмотки якоря необходимо
заготовить около 160 г медного изолированного
провода марки ПЭЛШО. Диаметр провода без изоляции
должен быть 0,27-5-0,28 мм, а с изоляцией — порядка
0,375 мм.
Провод наматывать на якорь придётся вручную.
Но перед тем, как начать обматывать якорь, необхо-
димо изолировать его пазы, так как провод не должен
непосредственно соприкасаться с сердечником якоря. Хо-
рошей изоляцией в данном случае является так называе-
мая телефонная или кабельная бумага толщиной в
0,05-5-0,1 мм.
Общая толщина изоляции паза на одну сторону
должна составлять 0,2 мм. Следовательно, при толщине
бумаги в 0,05 мм в каждый паз необходимо вложить
четыре листика бумаги. Если же вы возьмёте бумагу
толщиной в 0,1 мм, то потребуется всего два листика.
Размер каждого листика 22 X 36 мм. При таком разме-
Рис. 18. Изоляция паза якоря: а — до обмотки; б — после
обмотки.
ре изоляция будет, конечно, выступать за пределы паза,
но это нам и нужно.
С торцов сердечника якоря изолирующая бумага бу-
дет выступать на длину по 2,5 мм с каждой стороны, а
за пределы щели будет выходить так, как это указано
на рисунке 18, а.
Во всяком случае бумагу нужно вложить в паз таким
образом, чтобы она не мешала процессу намотки якоря.
32
Рис. 19. Схема обмотки якоря.
Обмотка якоря производится следующим образом.
Обозначьте какой-либо из пазов якоря номером 1
(рис. 19). Тогда, если смотреть со стороны коллектора
по часовой стрелке, все последующие пазы будут иметь
номера: 2, 3 и т. д., до S-ro включительно.
Вкладывая провод в щель первого паза, выпустите
из паза (со стороны коллектора) конец провода длиной
5 см, затем огибайте проводом лобовую часть со сторо-
ны, противоположной коллектору, и вкладывайт°
провод в паз 6. Далее огибайте проводом лобовую часть
со стороны коллектора и вкладывайте его опять в паз /.
Потом огибайте лобовую часть со стороны, противопо-
ложной коллектору, и т. д., до тех пор, пока уложите все
38 витков. Провод от последнего, 38-го витка, выходя-
щий из паза 6, отрезайте так, чтобы остался конец
длиной в 5 см. Отметьте этот конец узелком из цветной
нитки. Это необходимо для того, чтобы не спутать про-
вода при припайке их к коллектору.
Уложенная сек-
ция обмотки якоря
занимает в пазе 1
левую часть, а в
пазе 6— правую
часть паза, как это
видно из схемы на
рисунке 19.
Таким же обра-
зом укладывается
секция в пазы 2 и
5. Эта вторая сек-
ция должна зани-
мать в пазе 2 пра-
вую часть, а в пазе
5—левую часть
паза. Начало и ко-
нец секции должны
тоже выходить из
пазов на 5 см. Узел-
ком из нитки какого-нибудь другого цвета отмечается
конец, выходящий из паза 2.
Укладка секций обмотки якоря и отметка концов
узелками производится согласно приведённой ниже таб-
лице.
А-240. — 3,
33
Таблица укладки секций в пазы якоря
Шаг по пазам Узелком отмечается конец
Из 1-го в 6-й Из паза 6
Из 2-го в 5-й Из паза 2
Из 3-го в 8-й Из паза 8
Из 4-го в 7-й Из паза 4
Из 5-го в 8-й Из паза 5
Из 4-го в 1-й Из паза 1
Из 3-го в 6-й Из паза 3
Из 2-го в 7-й Из паза 7
После укладки всех секций в пазы лезвием от брит-
вы или острым ножом обрезается изоляция, выступаю-
щая за пределы паза по наружной поверхности якоря, и
загибается, как показано на рисунке 18, б. После этого
в пазы с торца вставляются клинья, предохраняющие
обмотку от выпадения из пазов. Клинья нарезаются из
леатероида или прессшпана толщиной 0,2 -s- 0,3 мм и
размером 2,5 X 35 мм.
Конец секции, отмеченный завязкой из цветной нитки
и выходящий из паза 1, присоединяется и припаивается
к концу провода, выходящего из коллекторной пласти-
ны, следующей по часовой стрелке (если смотреть со
стороны коллектора) за той, которая расположена про-
тив паза 1.
Эту пластину обозначьте первым номером.
Конец, отмеченный завязкой и выходящий из паза 2,
присоединяется к концу, выходящему из 2-й пластины,
из паза 3—к концу 3-й пластины и т. д. до паза 8 и 8-й
пластины включительно.
После этого приступайте к соединению с коллектором
концов секций якоря, не имеющих завязок из цветных
ниток. Присоединяйте к оставшемуся свободному концу,
выходящему из 1-й коллекторной пластины, конец от
паза 3 и припаивайте его. Ко 2-й коллекторной пластине
припаивайте конец, выходящий из паза 4, и т. д. Обхо-
дите таким образом все пазы и все коллекторные пла-
34
стины, заканчивая работу присоединением к 8-й пластине
коллектора конец, выходящий из паза 2.
Все пайки должны быть изолированы изоляционной
лентой.
Схема обмотки якоря и соединения её с коллектор-
ными пластинами показана на рисунке 20.
(Середина 1°" коллекторной пластины
против середины пааа 2 м.т.д.)
Рис. 20. Схема присоединения обмотки якоря к коллекторным
пластинам.
Паять следует без кислоты; для очистки поверхности
рекомендуется применять канифоль. Пайка каждого кон-
ца якорной обмотки с концом, выходящим из коллекто-
ра, должна производиться по возможности быстрее,
чтобы не подверглась сильному нагреванию коллектор-
ная пластина. Перед пайкой, учитывая, что от высокой
температуры клей БФ-2 может размягчиться, на наруж-
ную поверхность коллектора следует наложить бандаж
из крепких суровых ниток или шпагата. После припайки
к коллекторным пластинам концов проводов бандаж
снимают.
Длины лобовых частей не должны выходить за пре-
делы, указанные на рисунке 21. Если они получились
больше, следует посредством молотка нанести несколько
несильных ударов по деревянной колодочке, которую
следует упереть в лобовую часть. Наносить удары не-
з*
35
посредственно по обмотке металлическими предметами
нельзя, это может повредить обмотку.
После этого якорь пропитывается в изоляционном ла-
ке. Металлические части (шейку вала, наружные поверх-
Рис. 21. Якорь и коллектор в собранном виде.
ности сердечника якоря и коллектора) оботрите тряпоч-
кой, смоченной в бензине, от покрывающей эти части
жидкой лаковой плёнки.
Затем якорь оставляют на воздухе, пока не высохнет
лаковая плёнка. Якорь следует считать высушенным,
84
Рис. 22. Станина.
если при прикосновении к лаковой плёнке на пальце не
остаётся следов.
Станина. Станину электродвигателя, на которой мон-
тируются полюсы с обмоткой возбуждения, траверса,
щёткодержатели и подшипники, изготовляют из обрезка
36
стальной двухдюймовой водопроводной или газопровод-
ной трубы.
Отрежьте кусок трубы длиной 84 мм (рис. 22) и
опилите его края напильником так, чтобы они получи-
лись ровные и гладкие. Очистите внешнюю и внутрен-
нюю поверхность станины от ржавчины и грязи.
После этого производится разметка отверстий для
крепления полюсов. Высверлите, согласно разметке, от-
верстия диаметром каждое по 4 мм. Кроме того, про-
сверлите и нарежьте метчиком ещё два отверстия для
крепления траверсы щёткодержателя.
Нарезка должна быть сделана под винты М-3.
Винты для крепления траверсы должны быть заостре-
ны на конце. Своими острыми концами они будут впи-
ваться в тело траверсы и надёжно её закреплять в нуж-
ном положении.
Полюсы. Полюсы нашего двигателя должны иметь
форму и размеры, позволяющие получить небольшое
междужелезное пространство. Междужелез-
пым пространством называется расстояние от внешней
поверхности сердечника якоря до внутренней поверхно-
сти наконечника полюса.
Магнитные силовые линии, выходя из наконечника
полюса, попадают в воздушный промежуток (междуже-
лезное пространство), которое представляет собой боль-
шое магнитное сопротивление. Затем они проходят через
сердечник якоря и попадают во второй воздушный про-
межуток. Из этого второго промежутка силовые магнит-
ные линии переходят в другой полюс и, проходя по ста-
нине, замыкаются.
Ясно, что чем больше междужелезное пространство
(т. е. чем больше воздушный промежуток), тем меньше
будет магнитный поток. А от величины магнитного пото-
ка зависит мощность электродвигателя. Следовательно,
междужелезное пространство должно быть, насколько
это возможно, мало.
С другой стороны, если междужелезное пространство
слишком мало, то якорь может «заесть» даже при не-
большом эксцентриситете, допущенном при обработке
деталей. Поэтому обработка полюсов должна быть
сделана тщательно и с большой точностью. Одним из
решений этой задачи является метод изготовления полю-
са, излагаемый ниже.
37
Выточите на токарном станке стальное кольцо с на-
ружным диаметром в 53 мм (рис. 23). Внутренний диа-
метр кольца должен быть равен 26 мм. При этом вну-
тренняя и наружная обработанные поверхности кольца
должны быть строго концентричны по отноше-
Рис. 23. Заготовка полюса.
нию друг к другу. Ширину кольца возьмём равной
30 мм.
После обработки кольца на токарном станке произ-
ведите разметку, как показано на рисунке 23, и раз-
режьте его ножовкой по линиям а—а и б—б. В резуль-
тате у нас сразу получатся заготовки для обоих
полюсов.
Рис. 24. Полюс.
38
Обработайте эти две одинаковые заготовки полюсов
напильником, спилив заштрихованные на рисунке по-
верхности так, чтобы получить ширину полюса, равную
12 мм, а также требуемую форму и размеры полюсного
наконечника.
В верхней части полюсов просверлите отверстия
диаметром 2,5 мм и глубиной по 10 мм (рис. 24).
После этого нарежьте отверстия метчиком под винт
М-3. Эти отверстия вам будут необходимы для крепле-
ния полюсов к станине.
Полюса прикрепите к станине после того, как изго-
товите и наденете па них катушки возбуждения.
Катушки возбуждения магнитов. Для намотки кату-
шек возбуждения необходимо изготовить шаблон. Щёки
шаблона изготовляются из пятимиллиметровой фанеры
размером 4G X 64 мм. В центре щёк просверливают от-
верстия диаметром в 10 мм (рис. 25).
В каждом из четырёх углов щёк прорезается щель
шириной 0, 5-s-1 мм.
В центре сердечника шаблона также просверливается
отверстие сверлом диаметром в 10 мм.
Две щеки с расположенным между ними сердечником
скрепляются винтом с гайкой.
Полученный сердечник шаблона обёртывается од-
ним слоем прессшпана толщиной 0,2 мм или кабельной
бумагой. В каждый из прорезов щёк вкладываются от-
резки суровых ниток длиной около 100 мм. Нитки долж-
ны быть опущены в прорези до поверхности сердеч-
ника.
Этим заканчивается изготовление шаблона для на-
мотки катушек.
Теперь заготовьте около 200 граммов медного изоли-
рованного провода марки ПЭЛШО. Диаметр провода
без изоляции должен быть равен 0,41 мм (с изоля-
цией— 0,445 мм). За неимением провода такого диа-
метра можно использовать провода диаметром 0,38
0,44 мм.
Каждая катушка должна состоять из 600 витков это-
го провода.
Начинайте обмотку шаблона. Укладку витков прово-
да на шаблон следует стремиться производить возможно
ровнее. Витки должны плотно прилегать друг к другу и
не перекрещиваться. После окончания намотки получен-
39
ная катушка связывается суровыми нитками, которые
были нами заранее заложены в прорези щёк. Суровые
нитки крепко стянут все провода, и витки катушки после
снятия её с шаблона не разойдутся.
Электродвигатель А Б В Г Е
пост, тока мощи.Зет. 46 64 16 34 10
асинхрои. мощи. 8вт. 60 76 36 48 S
Рис. 2Б. Шаблон для намотки катушек возбуждения.
40
После этого освободите шаблон от винта, скрепляю-
щего обе его щеки, снимите щёки и осторожно выньте
из полученной катушки сердечник.
Таким же образом намотайте вторую катушку.
В каждой из катушек возбуждения имеется начало и
конец обмотки. Так как полюса двигателя должны иметь
противоположную поляр-
ность, соответственно
должно быть и различ-
ное направление обмотки
катушек. В одной катуш-
ке начало (Hi) и конец
(Ki) выведены, как пока-
зано на рисунке 26, а, а
на другой выводы пере-
крещиваются (рис. 26, б).
Соединяя концы кату-
шек Ki и Kj вместе и
производя подводку тока
через выводы Hi и Н2,
вы получите в каждой из
Рис. 26. Схема обмоток
катушек возбуждения.
катушек противоположное направление витков, а следо-
вательно, и противоположную полярность.
Так как выводы катушек проводом диаметром в
0,41 мм могут при многократных перегибах переломить-
ся, то целесообразно
паять небольшие
кусочки изолирован-
ного гибкого кабеля
сечением 0,5 мм или
медного провода диа-
метром 0,8-*-1,0 мм.
Места припайки вы-
водов должны быть
изолированы от вит-
ков обмотки изоля-
ционной лентой.
Припаивать выво-
ды нужно аккурат-
но, чтобы не оста-
лось острых мест от наплывов припоя, которые не
могут привести к замыканию витков катушек между
собой или «на корпус».
41
Катушки изолируются тафтяной или батистовой лен-
той толщиной 0,1-г-0,2 мм и шириной в 5-ь-10 мм.
Каждый оборот ленты должен наполовину перекрывать
предыдущий оборот. Катушки следует обернуть лентой
в два слоя. На внутренних углах катушек, чтобы не
получилось больших утолщений, следует ленту сужать,
подрезая её ножницами (рис. 27).
Рис. 28. Изгибание катушек
возбуждения.
Выводы Ki и
Кг изолированных
катушек спаивают.
Место пайки по-
крывается липкой
изоляционной лентой.
Изолированные ка-
тушки возбуждения
изгибают так, как
это показано на ри-
сунке 28.
Затем их пропи-
тывают лаком так
же, как якорь.
Траверса, щётко-
держатели, щётки.
Щётки, подводя-
Рис. 29. Траверса щёткодержателей.
«51
42
щие ток от электрической батареи к коллектору, крепятся
в так называемых щёткодержателях.
Сами щёткодержатели укрепляются на изолирующей
пластинке — траверсе. Траверса вытачивается из круг-
лого или листового текстолита на токарном станке. Об-
работка её производится в соответствии с размерами
этой детали, показанной на рисунке 29.
Рис. 30. Заготовка для щёткодержателя.
После траверсы изготавливают щёткодержатели. Из
листовой латуни толщиной в 0,3-?- 0,4 мм вырежьте заго-
товку (рис. 30) и разметьте на ней центры отверстий и
линии сгиба, показанные на рисунке пунктиром.
Затем сверлом диаметром в 2,5 мм просверлите в
трёх местах заготовки соответствующие отверстия. Изо-
гните пластинку по намеченным на заготовке линиям,
обращая при этом особое внимание на обойму, в кото-
рой будет закрепляться щётка (рис. 31).
Рис. 31. Щёткодержатель.
43
Обойма щёткодержателя должна иметь строго вы-
держанные размеры — 4X4 мм.
Пружинка щёткодержателя, которая должна осуще-
ствлять давление на щётку, прижимая её к поверхности
коллектора, делается из ленточной или листовой стали
Рис 32. Пружина щёткодержателя.
толщиной в 0,2 мм. Желательно применить сталь марки
У-8; если её не найдёте, то можно воспользоваться лю-
бой другой пружинящей сталью, допускающей необходи-
мый изгиб (рис. 32). Отверстие для крепления пружин-
ки просверливается сверлом в 2,5 мм.
Строго придерживаться рисунка 32 при изготовлении
пружинки щёткодержателя необязательно. Когда детали
траверсы будут собраны и щётки установлены па место,
возможно придётся изменить конфигурацию изгибов пру-
жинки щёткодержателя для того, чтобы получить падёж-
ную работу всего этого устройства.
Для нашего электродвигателя необходимы две щётки
размером 4 X 4 мм. Высота щетки может быть в пре-
делах от 8 до 12 мм.
Щётки следует применять медпо-графнговые, марок
М-24 или МГ-2.
Если щёток такого размера не найдёте, то мож-
но взять медно-графитовую щётку любой величины и
опилить её личным напильником.
Полученная щётка должна свободно ходить в обой-
ме, но не болтаться в ней.
44
чтобы
со щёткой.
a)
б)
Для укрепления токоподводящего провода в верхней
части щётки выпиливается канавка, охватывающая щёт-
ку со всех четырёх стороп (рис. 33, б). Гибким медным
(желательно многожильным) проводом несколько раз
охватываем канавку и закручиваем провод так,
создать надёжный электрический контакт
К другому свободному
концу провода припаи-
ваете кабельный нако-
нечник (рис. 33, а).
Сборка траверсы со
щёткодержателями произ-
водится так, как показа-
но па рисунке 34. Обой-
мы щёткодержателей
должны быть расположе-
ны симметрично по вер-
тикальной оси траверсы.
Каждый щёткодержа-
тель привинчивается дву-
мя шурупами диаметром
2 мм к траверсе. Можно
привинчивать их также _ „„
винтами М-2, предвари-РиС- 33‘ Медно-графитовая
тсльио просверлив для них отверстия диаметром
К отогнутой части щёткодержателя крепятся
ством винтов М-2 длиной 6 мм наконечник от
пружина и выводной конец от щёткодержателя,
ной конец от щёткодержателя может быть сделан из ку-
сочка гибкого кабеля сечением 0,5 кв. мм или, в край-
нем случае, медным изолированным
ром 0,8-г-1 мм.
Подшипники. В электродвигателе можно установить
подшипники скольжения. Они состоят из двух бронзово-
графитных втулок, вделанных в круглые диски — щиты,
которые закрывают собой с обеих сторон станину элек-
тродвигателя. Допустимо также изготовление втулок из
латуни.
Один конец вала якоря вставляется в одну из втулок,
другой — в другую. Подшипниковые щиты (рис. 35) де-
лают из алюминия или стали толщиной в 4 мм. Их вы-
тачивают на токарном станке в соответствии с размера-
ми, указанными на рисунке.
щётка.
1,6 мм.
посред-
щётки,
Вывод-
проводом диамет-
45
Выступ щита диаметром в 53 мм вставляют в ста-
нину. Он должен быть строго концептричод по отноше-
нию к внутреннему отверстию в щите. Его необходимо
46
обработать по месту так, чтобы он не болтался и плотно
входил в станину без каких-либо зазоров.
Просверлите в щитах два отверстия диаметром по
16 мм и два —диаметром по 5 мм, как это показано
на рисунке 35. Отверстия диаметром в 16 мм служат для
вентиляции и охлаждения электродвигателя при рабо-
те. В одном из щитов (со стороны коллектора) эти от-
верстия выполняют ещё и другое назначение. Через них
можно наблюдать за искрением на коллекторе. В случае
большого искрения, как будет указано ниже, необходи-
мо произвести поворот траверсы щёткодержателя.
Два отверстия в подшипниковых щитах диаметром
по 5 мм необходимы для пропускания через них двух
шпилек (рис. 36), скрепляющих щиты со станиной.
М4
Рис. 36. Шпилька крепления подшипниковых щитов.
В щитах (точно в центре) просверливаются отверстия
для запрессовки в них подшипниковых втулок. Втулки
обрабатываются на токарном станке по размерам, ука-
занным па рисунке 37. Особое внимание при обработке
Рис. 37. Втулка подшипника скольжения.
нужно обратить на необходимость строгой концентрич-
ности внутренней и наружной поверхностей втулок.
Наружные диаметры втулок должны быть выдержаны
с таким расчётом, чтобы втулки плотно входили в от-
верстия подшипниковых щитов.
Если для электродвигателя применяются латунные
подшипники, то, укрепив втулки в подшипниковых щи-
тах, просверлите отверстия для смазки. Отверстия в ла-
тунных втулках нужно сверлить под углом. Диаметр
отверстий должен быть порядка 1,5 -г- 2,0 мм.
47
Рис. 38 Самодельный электродвигатель в собранном виде
(общий вид).
После просверливания отверстий для смазки латун-
ная втулка тщательно очищается от заусениц. При этом
особенное внимание необходимо уделить внутренней по-
верхности втулок, так как плохо зачищенная втулка мо-
жет вызвать заедание и порчу шейки вала электродви-
гателя.
Сборка электродвигателя. Теперь, когда у нас все
основные узлы двигателя готовы, можно приступать к
его сборке. Порядок сборки двигателя следующий.
Надеваете катушки возбуждения на полюсы и укреп-
ляете, как следует, полюсы в станине. Их следует при-
винтить возможно сильнее, чтобы воздушные промежут-
ки между полюсами и станиной практически отсут-
ствовали.
Винты, крепящие полюсы к станине, должны быть
длиной порядка 10 мм и диаметром 3 мм (винты
М-3).
Катушки должны быть расположены на полюсах та-
ким образом, чтобы их выводные концы были обращены
к коллектору.
Затем вставляете в станину траверсу с укреплёнными
на ней щёткодержателями. Траверсу нужно установить
так, чтобы обоймы щёткодержателей находились на вер-
тикальной линии. Слегка прижмите траверсу штифтом
для того, чтобы опа не могла сдвинуться ни вдоль оси,
ни влево, ни вправо по окружности.
Выводные концы обмотки возбуждения пропустите
через два овальных отверстия, сделанных в траверсе.
Теперь осталось вставить в станину якорь, укрепить щёт-
ки и привинтить подшипниковые щиты.
Но прежде чем вставлять якорь в станину, проде-
лайте следующее. Оберните коллектор стеклянной бу-
магой (шкуркой) так, чтобы шероховатая сторона бума-
ги была снаружи, а гладкая соприкасалась с поверх-
ностью коллектора. Шкурку, чтобы она не распустилась,
обвяжите суровой ниткой. Обвязать шкурку надо так,
чтобы щётки не тёрлись о нитку, когда вы вставите их в
щёткодержатели. Лучше всего обвязать коллектор с на-
детой на нём шкуркой не одной, а двумя нитками. Од-
ной ниткой следует обвязать коллектор ближе к одно-
му его краю, другой —к другому краю. Тогда средняя
часть коллектора, по которой скользят щётки, будет
свободна. Вместо обвязки нитками шкурку можно скле-
А-240. - 4.
49
ить, однако в этом случае придётся ждать, когда высох-
нет клей.
Теперь якорь с обвязанным коллектором вставляйте
в станину так, чтобы сердечник якоря находился в про-
странстве между полюсами. Разумеется, якорь вставлять
нужно так, чтобы не повредить щётки. Для этого при
введении якоря в станину щётки, установленные в щёт-
кодержателях, следует слегка отжать.
Затем надевайте на вал подшипниковые щиты. Пер-
вым надо надеть на вал тот щит, который находится на
стороне, противоположной коллектору. При вставлении
щита нужно следить за тем, чтобы его выступ вошёл
внутрь станины, а торцы щита вплотную подошли к тор-
цам станины.
Подгонка подшипникового щита под станину должна
быть достаточно точной. Следует обратить внимание на то
обстоятельство, чтобы отверстия в подшипниковом щите,
которые имеют диаметр 5 мм, приходились как раз про-
тив середины междукатушечного пространства в станине.
Опустив щётки на поверхность коллектора, покрытую
шкуркой, вращаем якорь, поддерживая в руке конец
вала со стороны коллектора. Вращение якоря произво-
дится до тех пор, пока поверхность щётки, прилегающая
к коллектору, не примет соответствующую закруглённую
форму. Затем снимаете с коллектора шкурку и тщатель-
но счищаете с него угольную пыль.
В щит со стороны, противоположной коллектору,
вставляете две шпильки (рис. 36), после чего насажи-
ваете на вал со стороны коллектора второй щит. При
этом шпильки должны попасть в пятимиллиметровые от-
верстия во втором щите.
При насадке второго щита выводные концы обмотки
возбуждения пропускаются через верхнее отверстие в
щите диаметром 16 мм. Выводные концы от щёткодер-
жателей выпускаются через нижнее отверстие в щите;
на шпильки надеваются гайки, и щиты туго стягивают-
ся со станиной.
В собранном двигателе (рис. 38) якорь должен сво-
бодно вращаться от руки, а щётки не должны свисать
над коллектором или упираться в выступ коллектора.
Если это происходит, значит, при обработке и сборке
деталей и узлов произошла ошибка, которую необходи-
мо выявить и устранить.
50
При слишком сильном давлении щёток на коллектор
вал туго проворачивается. В этом случае надо немного
отогнуть пружину щёткодержателя.
При применении латунных подшипников скольжения
в просверленные наклонно в щитах отверстия заклады-
ваются нитяные или ватные фитильки (рис. 38) и зали-
ваются несколькими каплями машинного масла.
Можно вместо подшипников скольжения поставить
шариковые подшипники. Шариковые подшипники имеют
меньшие потери от трения и значительно увеличивают
коэффициент полезного действия электродвигателя.
Для нашего электродвигателя могут быть применены
подшипники № 4. Они имеют внутренний диаметр
d'^'4 мм, наружный диаметр обоймы 0= 16 мм и ши-
рину В = 5 мм.
Собранный электродвигатель можно укрепить на
месте установки посредством одной или двух скобок из
мягкой стали или алюминия. На рисунке 39 электродви-
гатель постоянного тока, мощностью 3 вт, 3000 об/мин,
па напряжение 12 в изображён в разобранном виде.
Рис. 39. Самодельный электродвигатель:
7—основание, 2— корпус с магнитами, 3— подшипниковый щит, 4—якорь с
валом и коллектором, 5— болты крепления, б— редуктор, 7—выключатель.
4*
51
Электродвигатель постоянного тока
(мощность 0,3 вт, 4500 об/мин, напряжение 4,5 в)
Конструкция описываемого ниже электродвигателя
очень сходна с трёхваттным электродвигателем, но имеет
и существенные отличия.
Статор (неподвижная часть), коллектор двигателя
и щёткодержатели совершенно иной конструкции, чем у
предыдущего двигателя. Якорь конструктивно выполнен
одинаково и отличается лишь своими размерами, вы-
бранными в соответствии с расчётными данными.
Обычно в миниатюрных электродвигателях заводско-
го изгиювления для возбуждения применяются постоян-
ные магниты из особых магнитных сплавов (альнико и
др.). Однако не всегда имеется возможность достать
специальные сплавы для постоянных магнитов, также
как и обработать их на станках вследствие высокой
твёрдости этих сплавов. Поэтому мы здесь приводим
описание оригинальной конструкции электродвигателя,
который не требует применения специальных магнитных
сплавов.
Постоянный магнит в этом двигателе заменён обмот-
кой возбуждения с полюсами особой формы. Изготовле-
ние этих полюсов и накладывание на них обмотки воз-
буждения значительно проще, чем создание специальных
магнитов из труднообрабатываемых сплавов.
Изготовление коллектора — одна из наиболее слож-
ных операций при постройке двигателя — также не пред-
ставит затруднений.
Следует отметить, что из миниатюрных электродвига-
телей выпускается только лишь электродвигатель Глав-
учтехпрома. Этот электродвигатель представляет собой
несложное наглядное пособие, полезное только в целях
демонстрации принципа работы электрической машины.
Однако конструкция этого электродвигателя с большим
воздушным зазором, малым сечением магнитопровода и
низкой магнитодвижущей силой обеспечивает ничтож-
ную полезную мощность на валу, и применение его для
привода моделей невозможно. Этот электродвигатель
имеет по испытанию полезную мощность 0,003 вт вместо
0,3 вт у нашего электродвигателя, т. е. в 100 раз мень-
шую мощность при почти одинаковых размерах элек-
тродвигателя!
52
Корпус электродвигателя. Для изготовления корпуса
миниатюрного электродвигателя следует применить труб-
ку из алюминия или из какого-либо другого немагнит-
ного (диамагнитного) материала. Внутренний диаметр
этой трубки должен быть точно равен 29 мм, а наруж-
ный— около 30 мм. Толщина стенок корпуса при этом
будет порядка 0,5 мм. Можно применить также трубку
и большей толщины, однако внутренний диаметр её
должен быть равен в точности 29 мм для данного дви-
гателя. Отступления от размера внутреннего диаметра
корпуса двигателя недопустимы. При всяком другом
внутреннем диаметре корпуса необходимо будет менять
размеры других деталей двигателя. Самостоятельно, как
мы уже говорили выше, не следует этого делать, так как
конструктивная разработка нового варианта двигателя,
пересчитанного на новые размеры, будет не под силу
большинству юных конструкторов. Кроме того, значи-
тельное отступление в диаметре (более 1—2 мм) повле-
чёт за собой изменение мощности двигателя, его элек-
трических характеристик и т. п.
От готовой трубки должен быть отрезан кусок дли-
ной 62 мм, как это показано на рисунке 40. Трубка
должна быть строго цилиндрической, так как иначе бу-
дет нарушена необходимая величина воздушного зазора
между наконечниками магнитных полюсов и вращаю-
щимся якорем двигателя. Кроме того, она должна быть
ровной и гладкой, не иметь вмятин и других дефектов.
При отсутствии готовой трубки необходимого диа-
метра её следует выточить на токарном станке из куска
меди, латуни, алюминия, гетинакса или других диамаг-
нитных материалов. Наружный диаметр трубки корпуса
53
для облегчения изготовления можно сделать больше
30 мм, так как это облегчит обработку на станке.
Наконечники магнитных полюсов. Для изготовления
наконечников магнитных полюсов можно подобрать го-
товую стальную трубку, имеющую наружный диаметр
29 мм, а внутренний — 24 мм.
Если трубку этих размеров найти не удастся, то её
следует выточить на токарном станке (рис. 41). При
Рис. 41. Загоговка наконечников магнитных полюсов.
обработке трубки на токарном станке необходимо вы-
держать строгую концентричность её наружной и вну-
тренней окружностей.
Полученную после изготовления стальную трубку
нужно вставить в корпус так, как это показано на ри-
сунке 42, и просверлить их совместно в четырёх местах
Рис. 42. Вставленная в корпус электродвигателя заготовка
наконечников магнитных полюсов.
сверлом диаметром около 2 мм. Стальная трубка долж-
на при этом входить в корпус двигателя достаточно плот-
но и не иметь заметных зазоров. После сверления сталь-
54
пая трубка осторожно удаляется из корпуса, разре-
зается ножовкой вдоль на две равные части и закругля-
ется на углах, как это показано на рисунке 43. Таким
образом будут получены два наконечника магнитных
полюсов, имеющих концентрическую форму по отноше-
нию к внутренней поверхности корпуса двигателя.
Рис, 43. Наконечник магнитного
полюса.
Эти наконечники необходимо теперь прикрепить алю-
миниевыми или медными заклёпочками к корпусу. Что-
бы на внутренней поверхности наконечников не было
выступов от головок заклёпок, отверстия в наконечниках
следует раззенковать, т. е. придать им конусообразную
форму, при этом и головки заклёпок также должны
иметь конусообразную форму.
Теперь надо вставить наконечники в корпус точно
в таком положении, какое они занимали при сверлении,
и скрепить заклёпками с корпусом. Чтобы при расклё-
пывании не повредить и не смять корпус, следует вста-
вить внутрь наконечников оправку — металлическую бол-
ванку, имеющую наружный диаметр около 24 мм. Вместо
заклёпок можно применить скрепление корпуса с по-
люсными наконечниками винтами.
Полюсный сердечник. Для изготовления полюсного
сердечника необходимо выточить на токарном станке за-
готовку полюсного сердечника из стали (рис. 44). Эту
деталь следует изготовить на токарном станке с одной
установки, чтобы обеспечить концентричность наружной
и внутренней поверхностей. Наружный диаметр заготов-
ки должен быть таким, чтобы она плотно входила меж-
ду обоими наконечниками, так как даже весьма неболь-
шие зазоры между полюсным сердечником и полюсными
наконечниками ведут к резкому уменьшению магнитного
55
потока, а следовательно, к изменению скорости вращения
и к снижению мощности двигателя.
Убедившись в том, что заготовка полюсного сердеч-
ника достаточно плотно входит между наконечниками,
приступаем к её дальнейшей обработке. Дальнейшая об-
работка сводится к тому, чтобы вырезать канавки для
размещения в них обмотки возбуждения электродвига-
теля. Для этого надо пропилить ножовкой по обоим
Рис. 44. Полюсный сердечник: вверху — заготовка; внизу —
готовая деталь.
56
торцам и вдоль цилиндрической заготовки полюсного
сердечника канавки так, чтобы в результате получилась
крестообразная фигура, изображённая на рисунке 44,
внизу. Канавки должны быть пропилены точно по ука-
занным на рисунке размерам и аккуратно зачищены лич-
ным напильником, чтобы поверхность, на которую будет
наложена обмотка возбуждения, была без заусениц.
Обмотка возбуждения. Перед укладкой обмотки воз-
буждения на полюсный сердечник необходимо предо-
4 штуки
Рис. 45. Изоляционные рамки.
хранить её от замыкания «на корпус». С этой целью из
телефонной бумаги толщиной 0,1 мм вырежьте по четы-
ре половинки изоляционных рамок, как показано на ри-
сунке 45. Вставьте эти рамки в полюсный сердечник и
наклейте их на торцовые поверхности, т. е. на места бу-
дущего расположения обмотки (рис. 46). Наклейку
можно производить изоляционным лаком (асфальтовым
или другим), а также клеем. После этого оберните
места, показанные на том же рисунке 46, двумя слоями
телефонной бумаги толщиной 0,05 мм. Концы навёрну-
той бумаги следует заклеить, чтобы бумага не развора-
чивалась. Полученная изоляция обмотки возбуждения
от полюсного сердечника покрывается каким-нибудь изо-
ляционным лаком. Лучше всего для этого применить лак
воздушной сушки (например, асфальтовый).
После высыхания лака полюсный сердечник готов к
наложению обмотки возбуждения.
57
Обмотка возбуждения изготавливается из провода
марки ПЭЛ (провод эмалированный, лакостойкий)
диаметром голой меди 0,23 мм (диаметр провода с изо-
ляцией около 0,25 мм). Общий вес провода должен быть
около 25 Г.
Рис. 46. Общий вид полюсного Сердечника с наложенной на
него обмоткой возбуждения.
Укладывание витков обмотки возбуждения следует
производить тщательно, соблюдая по возможности «слое-
вую» обмотку, т. е. накладывать виток к витку, как это
сделано, например, в катушках с нитками. Начало об-
мотки выпускается по стенке наружу. Для предохране-
ния от замыкания с другими витками при их укладке
«начало» обмотки следует поместить в перегнутую вдвое
полосочку телефонной бумаги.
Уложив 530 витков обмотки в одной половине полюс-
ного сердечника, не обрывая провода, продолжайте на-
мотку аналогичным способом во второй половине сер-
дечника, в которой укладывается также 530 витков. Пе-
реход от первой ко второй половине обмотки предохра-
няется от замыкания «на корпус» сложенной вдвое
узенькой полоской изоляционной липкой ленты. «Конец»
обмотки также выводится на ту же сторону полюсного
сердечника, что и «начало», и закрепляется несколькими
оборотами прочной нитки, которую надо завязать после
этого узелком. Лучше вывести концы обмотки возбужде-
58
пия в виде гибкого провода, скрученного из отдельных
топких проволочек, покрытых изоляцией. Применение
гибкого провода позволит избежать опасности поломки
отводящих концов при перегибах провода, которые не-
избежно будут иметь место в процессе эксплуатации
двигателя. Возьмите два конца гибкого провода длиной
10 см, зачистите изоляцию с обоих концов, а также за-
чистите изоляцию на концах обмотки возбуждения,
после чего припаяйте горячей пайкой концы гибкого
провода к концам обмотки возбуждения. Места скруток
и пайки не должны образовывать больших бугров и
должны быть изолированы кругом изоляционной лентой,
а также закреплены на полюсном сердечнике нескольки-
ми оборотами обычной нитки, которую надо завязать
после этого узелком.
«Конец» и «начало» обмотки возбуждения следует
выводить с той же стороны, где образован переход от
первой половины обмотки ко второй.
После укладок и закрепления обмотки полюсный
сердечник с обмоткой возбуждения нужно пропитать
изоляционным лаком и просушить.
Итак, у нас готовы: корпус двигателя, полюсные на-
конечники и полюсный сердечник с наложенной на него
обмоткой. Это неподвижные части нашего электродви-
гателя.
Перейдём теперь к изготовлению подвижных вра-
щающихся частей: якоря, вала и коллектора.
Изготовление сердечника якоря. Процесс изготовле-
ния сердечника якоря электродвигателя мощностью
0,3 вт такой же, как и у описанного выше электродви-
гателя мощностью 3 вт. Детали имеют такую же форму
и отличаются только лишь размерами.
Заготовки якорных пластин должны быть размером
26X26 мм; при толщине 0,5 мм необходимо заготовить
19 пластин, а если возьмём сталь толщиной 0,8 мм,
то этих пластин потребуется всего лишь 12.
Внутреннее отверстие в заготовках высверливается
сверлом 2,8-5-3,0 ш/.
Вспомогательные шпильки (рис. 8) изготовляются
из стали диаметром 3 мм. Длина каждой шпильки, вклю-
чая нарезку с обоих её концов, должна быть 28 мм.
При разметке вспомогательной стальной пластины
(рис. 9) толщиной 2 мм из центра пластинки циркулем
59
проводится окружность радиусом 8,5 мм и делится на
восемь равных частей. Восемь отверстий для пазов свер-
лятся сверлом 4,3 мм; рекомендуется вначале высверлить
отверстие сверлом диаметром 1,5 мм, затем заменить
сверло па большее, например, на сверло диаметром
2,5 мм, потом — 3,5 мм и, наконец, 4,3 мм.
После сверления отверстий для пазов якоря произво-
дится обточка наружного диаметра сердечника на токар-
ном станке до получения диаметра, равного 23 мм.
Как у электродвигателя мощностью 3 вт, пропилите
ножовкой восемь щелей (по числу пазов) шириной 1 мм
каждая и неглубокую канавку на наружной поверхно-
сти сердечника, так называемый «знак».
Сердечник якоря в предварительно собранном виде
показан на рисунке 10. Разборка сердечника, зачистка и
изолировка листов, окончательная сборка — все эти опе-
рации соответствуют описанному выше процессу изго-
товления двигателя мощностью 3 вт.
Вал электродвигателя может быть изготовлен из
прутковой стали (стальной проволоки) диаметром 3 мм
либо вытачиванием на токарном станке. Для изготовле-
ния вала можно взять обычную углеродистую сталь.
Размеры вала указаны на рисупке 47.
Рис. 47. Вал электродвигателя.
Для усиления скрепления сердечника якоря с валом
его следует «посадить» на клей БФ-2. Можно восполь-
зоваться другими марками клея: карбиноль, ацетоновый
клей (которым киномеханики соединяют порванную ки-
ноленту) .
Склеенный таким образом сердечник якоря освобож-
дается от скрепляющих его шпилек и изолируется в ме-
стах, указанных на рисунке 48, батистовой лентой шири-
ной 5 мм и толщиной 0,1 0,2 мм. После обматывания
лентой общая толщина изоляции на каждую сторону
вала должна быть около 0,5 мм. Части вала, изолирован-
ные лентой, и торцовые поверхности сердечника якоря
СО
(т. е. его крайние пластины из прессшпана или картона)
покрываются слоем изоляционного лака.
В отличие от процесса изготовления электродвигате-
ля 3 вт, в данном электродвигателе сначала производится
обмотка сердечника якоря, а затем насадка коллектора.
Рис. 48. Изолированный сердечник якоря.
Обмотка сердечника якоря. Для обмотки сердечника
якоря необходимо израсходовать около 15—16 г медно-
го изолированного провода марки ПЭЛШО (провод,
изолированный эмалью и одним слоем шёлковой обмот-
ки) диаметром без изоляции 0,31 мм, а с изоляцией —
примерно 0,4 мм. Если провода такого диаметра не ока-
жется, то можно применить провод ближайших к нему
размеров — диаметром 0,29 или 0,33 мм.
Процесс обмотки сердечника якоря электродвигателя
мощностью 0,3 вт такой же, как и у описанного выше
электродвигателя мощностью 3 вт. Схема обмотки не
изменяется (рис. 19) за исключением того, что каждая
катушка обмотки якоря состоит не из 38, а из 26 витков,
следовательно, начиная обмотку с укладывания витков
в первый и шестой пазы, вы должны уложить двадцать
шесть витков, после чего отрезать конец провода и от-
метить этот конец провода узелком из цветной нитки.
Пазы якоря изолируются двумя листочками телефон-
ной или кабельной бумаги толщиной каждый 0,05 -ь
0,1 мм. Размер листочка бумаги для изоляции паза
13X20 мм.
Изолирующая бумага должна выступать по длине
1,5 мм с каждой стороны торцов сердечника якоря, а за
пределы щели будет выходить так, как это показано на
рисунке 18, а.
61
Для предохранения обмотки от выпадения из пазов
якоря в пазы с торца вставляются клинья. Клинья на-
резаются из прессшпана толщиной 0,2-Н),3 мм и разме-
ром 2,0X14 мм. Закреплённая в пазу обмотка показана
на рисунке 18,6.
После того как обмотка якоря произведена, на вал
необходимо насадить коллектор, к пластинам которого
будут припаиваться концы проводов обмотки.
Изготовление коллектора. В нашей маленькой само-
дельной машине сделайте коллектор иной конструкции,
чем у двигателя на 3 вт. Коллектор нашего электродви-
гателя носит название торцового. Это означает,
но щё|ки буду! скользигь lie по цилиндрической поверх-
ности коллектора, как это обычно бывает, а по его тор-
Линии разреза Канавки для под-
шайбы на отдель- пайки про вод р в
Рис. 49. Детали коллектора: вверху — изолирующая втулка;
внизу — медная шайба.
62
цовой поверхности. Такая конструкция значительно со-
кратит длину двигателя и облегчит его изготовление.
Коллектор сделайте из медной шайбы, прикреплённой
к изолирующей втулке.
Втулка (рис. 49, вверху) жёстко укрепляется на валу
электродвигателя, а к ней приклеивается шайба коллек-
тора. Втулку коллектора нужно выточить на токарном
станке. В качестве материала для втулки может быть
применён текстолит или гетинакс. На этом же станке вы-
точите шайбу из красной меди или из латуни по разме-
рам, указанным на рисунке 49, внизу.
Для того чтобы получить коллектор с изолирующими
воздушными промежутками, нужно медную шайбу раз-
резать на восемь равных частей, по числу коллекторных
пластин (или, что одно и то же, по числу пазов сердеч-
ника якоря), и укрепить их на изоляционной втулке.
Разделите медную шайбу на восемь равных секторов
(будущих коллекторных пластин) и наметьте линии для
разреза.
На наружной поверхности шайбы фрезеруются или
пропиливаются ножовкой канавки для проводов концов
обмотки якоря посередине каждой из коллекторных пла-
стин. Канавки должны иметь ширину около 0,4 мм.
К этим канавкам в дальнейшем будут припаяны про-
вода обмотки якоря.
Место Разрез по А Б
Рис. 50. Общий вид торцового коллектора.
63
Теперь приклейте на клею БФ-2 медную шайбу к
втулке. После высыхания клея разрежьте ножовкой мед-
ную шайбу коллектора на восемь равных частей. Места
разреза шайбы у нас уже были намечены заранее.
Ширина прореза, т. е. канавки между соседними
пластинами коллектора, должна быть 0,6-»-0,8 мм
(рис. 50).
После разрезания медной шайбы на восемь частей
получается восемь коллекторных пластин.
Коллекторные пластины со всех сторон нужно очень
тщательно прочистить от заусениц, с тем чтобы при
вращении якоря щётки могли скользить по поверхности
коллектора без заедания, гладко.
Несмотря на простую конструкцию торцового коллек-
тора, который легко построить своими силами без каких-
либо сложных приспособлений, самодельный электродви-
гатель при испытании показал весьма устойчивую и на-
дёжную работу.
Рис. 51. Общий вид якоря электродвигателя с насаженным
коллектором.
При насадке коллектора на вал якоря необходимо
строго выдержать указанный на рисунке 51 размер от
торца коллектора до конца вала; этот размер должен
равняться 7,0 мм.
Следует иметь в виду, что коллектор на вал необхо-
димо насаживать в строго определённом положении и
64
именно так, чтобы середина каждой коллекторной пла-
стины приходилась точно против середины паза сердеч-
ника якоря. Только при соблюдении этого крайне важ-
ного условия электродвигатель сможет нормально ра-
ботать.
Крепление коллектора на вал производится на
клею БФ-2.
После насадки коллектора на вал необходимо про-
верить, насколько строго выдержано перпендикулярное
положение торцовой поверхности коллектора по отноше-
нию к оси вала. Если будет обнаружена неточная на-
садка коллектора на вал, рекомендуется проточить его
па токарном станке.
После того как коллектор насажен на вал и прото-
чен, приступайте к присоединению обмотки якоря к кол-
лекторным пластинам.
Тот конец секции (отмеченный завязкой из цветной
нитки), который выходит из первого паза, присоединяем
и припаиваем к коллекторной пластине, следующей по
часовой стрелке (если смотреть со стороны коллектора)
за той, которая расположена против первого паза.
Эту коллекторную пластину обозначьте номером 1.
Конец секции, отмеченный узелком и выходящий из
паза 2 якоря, припаивается ко второй коллекторной пла-
стине, из паза 3—к третьей пластине и т. д. до паза 8 и
восьмой пластины коллектора включительно.
Затем припаивайте к коллекторным пластинам концы
проводов от секций якоря, не имеющих узелков из цвет-
ных ниток. Присоедините конец провода, выходящий из
паза 3, к первой коллекторной пластине и припаяйте его.
Ко второй коллекторной пластине таким же образом
припаяйте конец, выходящий из паза 4, и т. д.
Присоединив концы проводов от пазов якоря к пла-
стинам, закончите эту несложную работу присоединением
к восьмой пластине коллектора провода от секции якоря,
выходящего из паза 2.
Все места пайки должны быть покрыты изоляцион-
ным лаком.
Схема соединения обмотки якоря с коллекторными
пластинами показана на рисунке 20.
Как уже было указано выше, припаивать провода к
коллекторным пластинам следует без кислоты, применяя
не травленую кислоту, а канифоль. Пайка каждого кон-
А 240. - 5,
65
ца якорной обмотки к коллекторной пластине должна
производиться быстро для того, чтобы не подвергать
сильному нагреванию коллекторную пластину. При силь-
ном нагреве коллекторные пластины могут отклеиться.
Лобовые части обмотки якоря не должны выходить
за пределы, указанные на рисунке 51. Если они получи-
лись оолыпе, чем полагается, следует упереть в лобовую
часть небольшую деревянную колодку и молотком на-
нести по ней несколько несильных ударов. Непосредст-
венно по обмотке металлическими предметами наносить
удары нельзя, так как это может повредить изоляцию
проводов.
После припайки обмотки к коллекторным пластинам
якорь подвергается пропитке в изоляционном лаке и воз-
душной сушке.
Подшипники и щиты. В электродвигателе следует
установить шариковые подшипники. Они вставляются в
круглые диски — щиты, которые закрывают собой с обе-
их сторон корпус электродвигателя.
Подшипниковые щиты надо сделать из текстолита
или из гетинакса толщиной 5 мм. Щиты следует выто-
чить на токарном станке в соответствии с размерами,
указанными на рисунке 52.
Так как щит вставляется в корпус двигателя, он
должен быть строго концентричен по отношению к внут-
реннему диаметру корпуса. Щит необходимо обработать
по месту так, чтобы он плотно входил в корпус.
Выемка в щите диаметром 10 мм и глубиной 3 мм
служит для размещения в ней шарикоподшипника № 3
(т. е. с внутренним диаметром 3 мм). Шарикоподшипник
№ 3 имеет наружный диаметр 10 мм, он должен плотно
входить в расточку на щите и не проворачиваться в ней.
Поэтому при изготовлении щита следует доводить раз-
мер под посадку шарикоподшипника осторожно, посте-
пенно, пока не получится необходимая плотная посадка
подшипника в щит.
Расточку щитов под шарикоподшипники и обработку
наружной поверхности следует производить с одной
установки на токарном станке. В нашем двигателе воз-
душный зазор между наружной поверхностью якоря и
внутренней поверхностью полюсных наконечников хотя
и значительно увеличен (для облегчения изготовления и
сборки двигателя) по сравнению с нормально применяе-
66
Выемка для
Рис. 52. Подшипниковые щиты: вверху — со стороны коллектора,
внизу — со стороны, противоположной коллектору.
мыми зазорами в подобных двигателях заводского из-
готовления, однако нарушение концентричности указан-
ных выше поверхностей может повлечь заедание якоря
между полюсными наконечниками. Поэтому на точность
изготовления щитов следует обратить серьёзное вни-
мание.
После изготовления щитов в них следует просверлить
отверстия.
В щите, который будет расположен со стороны кол-
лектора, отверстия должны быть квадратной формы раз-
мером 4X4 мм. Через эти отверстия будут проходить
медно-графитовые щетки, подводящие ток к коллектору.
Для образования этих отверстий следует просверлить
сверлом 3,8 мм круглые отверстия, которые потом ма-
леньким напильником довести до квадратной формы с
указанными выше размерами. Отверстия для щёток
должны быть гладкие и ровные, чтобы щётки легко
скользили в них.
В щите, который будет расположен со стороны сво-
бодного конца вала, сверлятся два отверстия диамет-
ром 3 мм.
Щётки и щёткодержательный механизм. Для того
чтобы при работе электродвигателя искрение под щёт-
ками было возможно меньшим, необходимо обеспечить
плотное, без большого нажима, прилегание торцовой
поверхности щёток к медным пластинам коллектора.
Плотное прилегание щёток обеспечивается пружиной,
которая давит на щётку, а та в свою очередь на коллек-
тор. При вращении якоря возникает вибрация коллек-
тора, так как торцовая поверхность его не является иде-
ально ровной. Для нормальной работы электродвигателя
необходимо, чтобы эти весьма быстрые вибрации не
вызывали отрыва на короткое время щёток от коллек-
торных пластин и тем самым не нарушали электрическо-
го контакта между ними и не создавали, таким обра-
зом, искрения под щётками.
Для этого необходимо обеспечить возможность лёг-
кого перемещения щёток в квадратных отверстиях изго-
товленного подшипникового щита.
Для нашего электродвигателя необходимы две щёт-
ки размером 4X4 мм и высотой 5,5 мм. Щётки следует
применять медно-графитовые, марки МГ.
Если щёток такого размера не подобрать, а это наи-
более вероятно, то следует взять медно-графитовую
щётку указанной марки любого большого размера и опи-
лить её личным напильником до необходимых размеров.
Поверхность щётки, которая будет обращена к коллекто-
ру, должна быть тщательно отшлифована тонкой стек-
лянной бумагой.
68
Для укрепления токоподводящего провода в верхней
части щётки выпилите канавку, охватывающую щётку
со всех четырёх сторон (рис. 53, а). Гибким медным про-
водом (желательно многожильным жгутом) охватите ка-
б)
Медную пластину
Рис. 63. Медно-грифитовая щётка электродвигателя:
»—ааготопка. С—о готовом виде.
павку и закрутите провод так, чтобы создать надёжный
электрический контакт со щёткой.
После этого жгут необходимо пропустить через пру-
жинку, состоящую из трёх-четырёх витков стальной про-
волоки, и припаять его к
медной пластинке разме-
ром 4X4 мм и толщиной
0,3-н 0,4 мм (рис. 53, б).
Для создания механи-
ческой опоры для щёток
и подвода тока, питаю-
щего электродвигатель,
изготовьте две скобы из
меди или латуни толщи-
ной 0,5 мм, согласно раз-
мерам, указанным на
рисунке 54. Отверстия в
скобах диаметром 2,5 мм
служат для крепления
скобы к щиту.
Рис. 54. Скоба для крепления
щётки и подводки тока к электро-
двигателю.
Вставьте в щит щётки с пружинами, наложите на них
изготовленные скобы, высверлите отверстия в щите под
винты и крепите ими скобы. Под один из винтов на
каждой скобе подложите по зачищенному на конце ку-
69
сочку изолированного провода, желательно гибкого. Эти
кусочки будут служить токоподводящими к якорю про-
водами. Собранный таким образом щит со стороны кол-
лектора показан на рисунке 55.
Сборка электродвигателя. Теперь, когда все узлы и
детали изготовлены, можно приступить к сборке элек-
Рис. 55. Общий вид собранного
щита со щётками.
тродвигателя. Порядок
сборки двигателя сле-
дующий. Вставьте сердеч-
ник с обмоткой возбужде-
ния в расточку, образуе-
мую полюсными наконеч-
никами. Как указыва-
лось выше, сердечник
должен входить в расточ-
ку плотно и не иметь за-
зоров. Однако он по дол-
жен забиваться с силой.
Сердечник должен быть
при сборке расположен
выводными концами от
обмотки возбуждения на-
ружу, к щиту со стороны свободного конца вала (рис. 56).
Торец сердечника должен совпадать с торцом полюсных
наконечников и отстоять от конца корпуса на 7 мм, а
Рис 56. Общий вид (разрез) самодельного миниатюрного
электродвигателя.
7—Щетка. 2—После сборки засверлить и закрепить шурупами в 4-х местах.
3—Подшипниковый шит. 4—Якорь. 5—Полюсный наконечник. 6— Полюсный
сердечник. 7—Подшипниковый щит- 8— Выводы обмотки возбуждения.
9—Шарикоподшипник. 70—Скоба.
70
вертикальная ось, указанная на рисунке 44, должна сов-
падать с осью, проходящей через середину полюсных
наконечников.
После этого заполните шарикоподшипники густой
смазкой. Подшипники перед смазкой должны быть тща-
тельно промыты в бензине, чтобы в них не остава-
лось никакой грязи, и высушены на воздухе. Наличие
грязи в подшипниках приведёт к быстрому их износу.
Смазка накладывается в таком количестве, чтобы она
заполнила свободное место в подшипниках приблизи-
тельно наполовину. Заполнять полностью свободное про-
странство не следует, так как при этом смазка будет
вытекать и попадать на обмотку двигателя.
Посадка подшипников в щиты должна быть доста-
точно плотной. Подшипники имеют ширину 4 мм, а глу-
бина расточки под них равна 3 мм; следовательно, они
должны на 1 мм выступать из щита.
Теперь посадите на вал якоря со стороны коллектора
щит, в котором расположены щётки.
Щит с подшипником и щётками насаживается па
вал таким образом, чтобы торец вала совпадал с торцом
щита, т. е. так, чтобы избежать каких бы то ни было
перекосов.
После этого вставьте якорь в корпус двигателя. При
этом необходимо, чтобы щит со стороны коллектора так-
же плотно вошёл в корпус, а торцы самого корпуса и
щита совпали.
Затем па свободный конец вала насадите второй
щит. Перед посадкой щита необходимо пропустить на-
ружу через отверстия в щите концы обмотки возбужде-
ния. Щит должен занять такое положение, чтобы его
торцовая поверхность точно и ровно совпала с торцо-
вой поверхностью корпуса.
При сборке двигателя следует иметь в виду, что
щётки двигателя и отверстия для концов обмотки воз-
буждения должны быть расположены по вертикальной
оси, проходящей через середину полюсных наконечников
В собранном двигателе якорь должен свободно про-
ворачиваться и не касаться полюсных наконечников или
внутренней поверхности сердечника возбуждения.
При наличии заедания необходимо проверить, в ка-
ком месте оно получается, проверить размеры деталей и
исправить дефект.
71
Возможно, что якорь не задевает за полюсные
Наконечники, однако вращается довольно туго из-за
слишком большого давления щёток на коллектор. В
этом случае нужно немного отпустить винты, крепящие
скобы.
Рис. 57. Самодельный электродвигатель в разобранном виде:
/—основание, 2—корпус с магнитами, 3—якорь с налом и коллектором,
4—подшипниковый щит, 5—скоба скрепления.
При наличии свободного вращения якоря засверлите
корпус и щиты в четырёх местах, указанных на рисунке 56,
и закрепите их винтами. Па рисунке 57 готовый электро-
двигатель изображён в разобранном виде.
Опробование электродвигателей. Опробование элек-
тродвигателей производите вхолостую (без нагрузки).
Для этого два конца провода от обмотки, возбуждения
присоедините в любом порядке к зажимам источника
тока. Для электродвигателя мощностью 3 вт напряжение
источника тока должно быть равно 12 в, а для электро-
двигателя мощностью 0,3 вт—4,5 в.
Выводы от щёткодержателей, соединённых через щёт-
ки с обмоткой якоря, присоедините к зажимам того же
источника тока и наблюдайте, в какую сторону вращает-
ся якорь электродвигателя. Если необходимо пере-
менить направление вращения, то следует поменять
местами присоединяемые к источнику тока концы от
щёткодержателей или концы от обмотки возбуждения.
72
Те два конца провода, которые при испытании были
присоединены к положительному полюсу источника тока,
обозначьте знаком плюс (+), а другие два конца — зна-
ком минус (—). Выводные концы при этом маркируются
в соответствии со схемой (рис. 58).
При полной нагрузке электродвигатель мощностью
3 вт потребляет около 0,9 а; следовательно, к. п. д. элек-
тродвигателя равен примерно 30%.
Электродвигатель мощностью 0,3 вт потребляет при
полной нагрузке около 1 а; следовательно, к. п. Д.
электродвигателя равен примерно 7%, что для таких ма-
леньких, да ещё самодельных электродвигателей вполне
допустимо.
Электродвигатель постоянного тока, изготовление
которого не требует станочной обработки
(мощность 3 вт, 5000 об/мин, напряжение 12 в)
Описанные выше самодельные электродвигатели от-
личаются от различных, имеющихся в продаже, миниа-
тюрных электродвигателей малой мощности тем, что,
будучи надлежащим образом изготовлены, они развива-
73
ют полезную мощность на валу, достаточную для приве-
дения в действие небольших моделей.
Однако не всегда для обработки деталей возможно
воспользоваться токарным и сверлильным станками, так
как в ряде школ станочное оборудование отсутствует.
В этом случае можно изготовить хороший электродвига-
тель, требующий для своего осуществления только лишь
слесарные тиски, ножовку, напильники, большие ножни-
цы и другие несложные слесарные инструменты, а также
ручную дрель для просверливания отверстий.
Конечно, изготовленный при помощи такого инстру-
мента электродвигатель будет иметь меньшую полезную
мощность на валу, чем электродвигатель, отдельные де-
тали которого изготовлены при помощи токарного
станка. Ниже описывается изготовление несложного
электродвигателя постоянного тока полезной мощ-
ностью 3 вт, 5000 об/мин, на напряжение 12 в.
Для изготовления якоря электродвигателя можно
применить обрезки кровельной стали или жести от кон-
сервных банок.
Тщательно выровняв стальные пластины, циркулем
наметьте окружность диаметром 25 мм на каждой пла-
стине и возможно более тщательно вырежьте круги. Ко-
личество пластин определяется их толщиной: при тол-
щине листов 0,8 мм берут 23 пластины, при 0,5 мм—36
8 равнораспо-
воженных
отв.05
Рис. 59. Лист якоря с отверстиями.
74
и т. д., исходя из того, чтобы общая толщина пластин
составляла около 18 мм.
Один из листов должен быть размечен для сверле-
ния будущих отверстий, показанных на рисунке 59.
Вырезанные круги соберите аккуратно в стопочку,
поместив сверху размеченный лист, зажмите в тисках и
просверлите точно в центре отверстие под вал диамет-
ром 5 ми.
Рис. 60. Вал.
В качестве вала якоря следует применить гладкий, круг-
лый стержень диаметром 5 мм и длиной 89 мм (рис. 60).
Допустимо применение вала меньшего диаметра, но не
менее 4 мм; при этом соответственно должен быть изме-
нён диаметр отверстия под вал в листах якоря.
После просверливания отверстия для вала изготовь-
те шпильки (рис. 61) с гайками. Одной из них закрепи-
те пакет листов через отверстия для вала, затем просвер-
лите остальные восемь отверстий под пазы якоря, каж-
дое диаметром 5 мм.
В два из них, расположенные по диаметру, вставьте
оставшиеся шпильки, скрепите пакет гайками и, освобо-
див центральное отверстие от шпильки, вставьте в него
вал.
Теперь постарайтесь придать сердечнику якоря строго
цилиндрическую форму. Необходимую для этого обра-
75
ботку можно провести при помощи напильника и не-
сложного приспособления — станочка, представляющего
собой две подставки с отверстиями для вала, как пока-
зано на рисунке 62. Гладкая дощечка служит основани-
ем станочка; на основании укреплены две металлические
Рис. 62. Станочек для выверки сердечника якоря.
стойки. Отверстия в стойках просверливаются диамет-
ром под вал якоря, причём вал пе должен болтаться в
отверстиях стоек, но и не должен туго входить в них.
Держа в руке мелок, медленно приближайте его к
поверхности сердечника якоря таким образом, чтобы
при поворачивании якоря выступающие части окружно-
сти были покрыты мелом. Выступающие части обраба-
тываются в тисках напильником, затем якорь снова про-
веряется и т. д., пока якорь не примет форму, достаточно
близкую к правильному цилиндру. Диаметр обработан-
ного сердечника должен быть 24-г-25 мм.
Чтобы в просверленные отверстия (пазы) якоря мож-
но было заложить обмотку, необходимо прорезать щели.
Укрепив в тисках сердечник, аккуратно пропилите но-
жовкой щели по всей его длине; ширина щели должна
быть около 1 мм.
Кроме того, необходимо вдоль наружной поверхно-
сти сердечника якоря пропилить неглубокую канавку,
отмеченную на рисунке 59 словом «знак»; эта канавка
будет необходима при окончательной сборке якоря.
Освободив сердечник от вала и крепления вспомо-
гательными шпильками, тщательно опилите каждый лист
таким образом, чтобы не оставалось заусениц. При опи-
ливании не допускайте изгибания листов и других откло-
нений от их нормальной формы.
76
Листы сердечника якоря покрываются с одной сторо-
ны тонким слоем изолирующего, лучше всего бакелито-
вого, лака. Производя опиловку и покрытие лаком ли-
стов, располагайте их в том же порядке, в каком они бы-
ли при обработке сердечника напильником.
Теперь, не ожидая, чтобы лак высох, следует собрать
сердечник якоря, причём необходимо следить за тем,
чтобы пропиленная контрольная канавка — «знак» —
представляла в собранном сердечнике строго прямую ли-
нию. В два паза, расположенных диаметрально, вставьте
шпильки и скрепите их гайками; после этого можно по-
садить сердечник якоря на вал, выдержав размер 38 мм
от торца вала, как показано на рисунке 63.
Для скрепления сердечника с валом примените клей
БФ-2 в месте посадки сердечника. Процесс склеивания
описан на странице 12.
Просушенный и склеенный с валом сердечник осво-
бождается от скрепляющих его шпилек и подготавлива-
ется к обмотке. Места, указанные на рисунке 63, изо-
лируются батистовой или другой тонкой лентой шириной
5-г-10 леи с тем, чтобы общая толщина изоляции на
сторону составляла около 1 мм.
Торцовая поверхность сердечника якоря, а также
изолированные лентой части вала покрываются бакели-
товым, асфальтовым или другим изоляционным лаком.
Коллектор электродвигателя — торцовый. При такой
конструкции изготовление коллектора значительно об-
легчится и не потребует применения токарного станка.
Вырежьте и просверлите под вал диаметром 5 мм
втулку из гетинакса или текстолита, как это показано
на рисунке 64. Втулка будет служить основанием, кор-
пусом коллектора. Чтобы изготовить коллекторные пла-
77
того, через центр
Рис. 64. Втулка
коллектора.
при этом следует
стины (а их нам необходимо иметь 8), вырежьте и про-
сверлите в центре сверлом диаметром 10 лш шайбу из
листовой меди толщиной 0,5-^-0,8 мм. Проведите, кроме
шайбы 4 линии, которые разделят
шайбу на 8 равных секторов — кол-
лекторных пластин, как это показа-
но на рисунке 65. В каждой пласти-
не пропиливается по канавке шири-
ной около 0,4 мм и глубиной около
0,8 мм для присоединения в даль-
нейшем концов обмотки якоря.
Медная шайба приклеивается
к втулке с помощью клея БФ-2;
стремиться к концентрическому распо-
ложению внутренних отверстий во втулке и в шайбе.
В склеенном таким образом коллекторе (рис. 66) ножов-
кой пропилите канавки шириной 0,6 —г-0,8 мм по наме-
ченным четырём линиям и тщательно очистите их от
заусениц и опилок. Эти канавки — воздушные проме-
жутки — служат изоляцией между коллекторными пла-
стинами.
8 равнорасположенных нанавон
шириной 0,4 и глубиной 0,8
на отдельные коллектор-
ные пластины
Рис. 65. Диск коллектора.
78
Лучше канавки эти пропилить (но не до конца) в
медной шайбе до склеивания коллектора с тем, чтобы
в готовом коллекторе оставалось лишь довести эту ра-
боту до конца.
впрооезое Коллекторные
Рис. 66. Сборка коллектора.
Для обмотки сердечника якоря необходимо загото-
вить около 200 г медного изолированного провода
марки ПЭЛШО диаметром без изоляции 0,27 мм, а с
изоляцией 0,36 мм. При отсутствии провода такого диа-
метра можно применить провода ближайших к нему раз-
меров — диаметром 0,29 мм или 0,25 мм.
Процесс обмотки якоря подробно описан на стра-
нице 33, а схема обмотки приведена на рисунке 19 для
электродвигателя мощностью 3 вт.
Всё указанное полностью может быть отнесено и к
этому двигателю, за исключением того, что каждая ка-
тушка обмотки якоря состоит не из 38, а из 43 витков.
Следовательно, начиная обмотку с укладывания вит-
ков в первый и шестой пазы, вы должны уложить 43
витка, после чего отрезать конец провода и отметить
этот конец узелком из цветной нитки.
Длина лобовых частей не должна выходить за пре-
делы, указанные на рисунке 67. Если она получилась
больше, нанесите несколько осторожных ударов молот-
ком по деревянной колодочке, которую следует упереть
79
в лобовую часть. После этого можно приступить к на-
садке коллектора на вал.
Коллектор насаживается на вал на клею БФ-2.
При этом следует особое внимание обратить на то, чтобы
торцовая (медная) плоскость коллектора была рас-
Рис. 67. Готовый сердечник якоря с коллектором.
положена перпендикулярно оси вала и, как говорят,
«не била». Если не проследите за выполнением этого,
то щётки, которые должны осуществить электрический
контакт с коллектором, будут во время работы электро-
двигателя подпрыгивать, дрожать и искрить.
Середина каждой коллекторной пластины должна
быть расположена против середины соответствующего
паза якоря.
После этого можно приступить к присоединению об-
мотки якоря к коллекторным пластинам. Тот конец сек-
ции (отмеченный завязкой из цветной нитки), который
выходит из паза 1, присоедините к коллекторной пласти-
не, расположенной против паза /. Эту коллекторную
пластину обозначьте первым номером. Конец секции,
отмеченный узелком и выходящий из паза 2 якоря,
присоединяется ко второй коллекторной пластине
и т. д. до паза 8 и восьмой пластины коллектора вклю-
чительно.
Затем присоедините к коллекторным пластинам концы
проводов от секций якоря, не имеющих узелков из цвет-
ных ниток. К первой коллекторной пластине присоеди-
80
няется конец провода, выходящий из паза 3, ко второй
коллекторной пластине таким же образом присоединяет-
ся конец, выходящий из паза 2, и т. д. Схема соединения
приведена на рисунке 68.
Присоединение концов обмотки к коллектору осуще-
ствляется через канавки, которые были ранее прорезаны
(Середина 1 °йнолленторной пластины
против середины паза I)
Рис. 68. Схема присоединения обмотки якоря к пластинам
коллектора.
в коллекторных пластинах. Теперь необходимо припаять
концы проводов к коллектору, причём припаять возмож-
но быстрее, чтобы коллекторные пластины не отклеились
вследствие высокой температуры.
После припайки обмотки к коллекторным пластинам
якорь подвергается пропитке в изоляционном лаке и
воздушной сушке.
После этого следует сделать два упора на валу для
предохранения от сдвига якоря. Эти упоры можно изго-
товить из нескольких витков медной проволоки диамет-
ром около 0,5 мм, уложенных так, как это показано на
рисунке 67, и склеенных с валом при помощи клея
БФ-2.
В качестве станины следует использовать обрезок
стальной водопроводной или газопроводной двухдюймо-
вой трубы. Отрежьте ножовкой кусок трубы длиной
около 60 мм. Торцы его должны быть опилены напиль-
А-240. - 6,
81
ником таким образом, чтобы они стали ровными и глад-
кими, а внутренняя и наружная поверхности должны
быть очищены от грязи и ржавчины.
В изготовленной таким путём станине необходимо
просверлить 4 отверстия диаметром каждое 4 мм
(рис. 69). Через эти отверстия должны проходить винты,
крепящие полюсы к станине.
Затем необходимо достать два куска стали такого
размера, чтобы из них при помощи ножовки и напиль-
ника могли быть получены ручной обработкой два полю-
са, изображённые на рисунке 70. В каждом полюсе
просверливаются и нарезаются под винты М3 по два
отверстия.
Следует обратить внимание на то, чтобы отверстия в
полюсах и в станине совпадали, иначе крепление полю-
сов будет затруднено. Чем точнее будет при обработке
полюсов выдержана кривизна наружной и внутренней
поверхностей полюсов (радиусы 13,5 и 26,5 мм), тем луч-
ше будет работать электродвигатель.
Полюсы прикрепите к станине после того, как изго-
товите и наденете на них катушки возбуждения.
Процесс намотки катушек возбуждения подробно
описан на странице 39, однако размеры шаблона для
намотки и катушек будут другие: размер А = 50 мм,
размер Б = 55 мм, размер В = 16 мм, размер Г — 19 мм,
размер Е = 10 мм. Болт следует взять диаметром 8 мм.
82
Каждая катушка должна состоять из 520 витков прово-
да марки ПЭЛ. Диаметр провода без изоляции дол-
жен быть равен 0,44 мм (с изоляцией 0,48 мм). При от-
сутствии требуемого провода можно использовать провод
диаметром 0,47 мм. Для намотки двух катушек
Рис. 70. Полюс.
понадобится приобрести 200 г указанного провода.
Теперь приступите к изготовлению кронштейнов, в ко-
торых будут находиться подшипники нашего электро-
двигателя, а также щётки, подводящие электрический ток
к коллектору. Для изготовления кронштейнов понадо-
бятся обрезки гетииакса — хорошего изоляционного ма-
териала и вместе с тем очень прочного. Для этих це-
лей может быть также использован текстолит — тоже
хороший изоляционный материал.
Вырежьте ножовкой из гетинакса или текстолита две
пластины (кронштейны) с размерами, как показано на
рисунках 71 и 72, затем просверлите их в центре под
подшипники диаметром 13 мм, а также два отверстия
диаметром 5 мм — для крепления в дальнейшем собран-
ного электродвигателя двумя шпильками.
В качестве подшипников могут быть использованы
шариковые подшипники, внутренний диаметр которых
должен соответствовать диаметру вала. Тогда диаметр
6*
83
отверстия, которое сверлится в середине кронштейна,
должен соответствовать наружному диаметру шарико-
подшипника.
Если пет возможности достать шарикоподшипники,
то можно изготовить самодельные подшипники из мед-
Рис. 72. Кронштейн со стороны коллектора.
по-графитовых электрических щёток. В этом случае в
щётке просверливается отверстие, в котором будет вра-
щаться вал электродвигателя. Затем щётке придаётся
при помощи напильника форма втулки, указанная на
рисунке 73. Для осуществления возможности подачи
смазки просверлите отверстие диаметром 1 -г-2 лил,
в которое в дальнейшем вставьте фитилёк, смоченный
машинным маслом.
84
Подшипниковые втулки вставляются в кронштейн на
клею БФ-2.
В одном из кронштейнов, а именно в том, который
будет расположен со стороны коллектора, необходимо
сбоку прорезать пазы, в которые будут вставляться
щётки, подводящие ток к коллектору электродвигателя.
Пазы прорезаются на глубину 4 мм, как показано на
Рис. 73. Подшипниковая втулка.
рисунке 72, причём грани пазов должны быть гладко за-
чищены с тем, чтобы щётки свободно ходили в обойме и
вместе с тем не болтались. Чтобы щётки не выпадали из
пазов, на торце кронштейна закрепляется упор, изготов-
ленный из жести. Этот упор одновременно будет осуще-
ствлять нажатие щёток на коллектор.
Электрощётки двигателя должны быть размером
4X4 мм и высотой 5,5 мм, медно-графитовые, марки МГ.
Шётки эти можно изготовить самому, как это описано
на странице 88. Размеры самодельной электрощётки
приведены на рисунке 53.
Теперь можно приступить к сборке электродвигателя.
Оденьте катушки возбуждения на полюсы таким обра-
зом, чтобы их выводные концы были обращены к коллек-
тору. Укрепите полюсы в станине, привинчивая их воз-
можно сильнее, чтобы воздушные промежутки между
полюсами и станиной практически отсутствовали. Винты
М3, крепящие полюсы к станине, должны быть длиной
около 8-5—10 мм.
Вставьте якорь в станину таким образом, чтобы меж-
ду полюсами и якорем находились полоски прессшпана
или картона. Этим самым устанавливается равномерность
воздушного зазора электродвигателя. Насадите на вал
85
кронштейны. Кронштейны расположите так, чтобы их
ось была перпендикулярна оси главных полюсов. Вставь-
те две шпильки (рис. 74) в отверстия кронштейнов, за-
верните гайки, сначала от руки, а затем ключом или
плоскогубцами таким образом, чтобы кронштейны и ста-
нина крепко были стянуты в единое целое.
Рис. 74. Шпилька для стягивания подшипниковых щитов.
Вытяните за торчащие концы прокладки между сер-
дечником якоря и полюсами; теперь якорь должен сво-
бодно вращаться в подшипниках, не задевая за по-
люса.
Встаньте затем в пазы кронштейна элсктрощёткн,
закрепите металлические упоры щёток (рис. 75) шуру-
пами, подложив под
головки шурупов
концы зачищенного
медного провода.
Провода от обмотки
возбуждения также
должны быть выве-
дены наружу со сто-
роны коллектора.
Схема соединения
приведена па рисун-
ке 58. Вставьте в от-
верстие подшипни-
ков фитилёк, смочен-
ный в машинном масле. Собранный электродвигатель
изображён на рисунке 76.
Опробование электродвигателя производится вхоло-
стую (без нагрузки), как это описано на странице 72.
Напряжение источника тока должно быть 12 вольт. По-
лезная мощность электродвигателя составляет 3 вт при
5000 об/мин, а потребляемая мощность около 16 вт, сле-
довательно, к. п. д. электродвигателя равен примерно
86
Кронштейна 2 шурупами
Рис, 76. Общий вид электродвигателя.
00
Возможные неисправности в электродвигателях. Дви-
гатель не работает. Просмотрите щётки двигателя, не
грязный ли коллектор, если он загрязнился, почистите
топкой стеклянной бумагой, но ни в коем случае не
наждачной.
Просмотрите, смазаны ли подшипники, не оборваны
ли где-нибудь провода обмоток якоря или полюсов, пе
отпаялись ли токоподводящне провода.
Если двигатель всё же пе работает, нужно посмот-
реть, пет ли замыкания в обмотке па корпус. Снимите с
коллектора щётки пли отсоедините от двигателя пита-
ние. Взяв батарейку от карманного фонарика или дру-
гой источник тока низкого напряжения, прикоснитесь од-
ним полюсом к какой-нибудь пластине (ламели) кол-
лектора, а другим — к железу якоря. Если в месте каса-
ния появится искра, значит, есть соединение с корпусом.
Отпаяйте все провода от коллектора п затем поперемен-
но прикасайтесь к ним одним из проводов от источника
тока, присоединив другой провод па корпус. Таким об-
разом обнаружится, в которой из секций обмотки якоря
неисправная изоляция. Размотайте эту секцию, псправ-
тс повреждение и вновь намотайте.
Может случиться, что одна из щёток не касается кол-
лектора, тогда отрегулируйте её нажим. Может быть
погнут вал п ось двигателя «бьёт», — выпрямите ось и
отрегулируйте величину междужелезнсго пространства.
Если электродвигатель «гудит», по якорь его не вра-
щается, то причиной этого явления может быть заедание
якоря между полюсными наконечниками.
Глава III
САМОДЕЛЬНЫЕ ЭЛЕКТРОДВИГАТЕЛИ
ПЕРЕМЕННОГО ТОКА
В этой главе рассматривается конструкция и процесс
изготовления двух типов электродвигателей переменно-
го тока:
1) однофазный асинхронный электродвигатель мощ-
ностью 8 вт, 2800 об/мин, на напряжение 127 или 220 в;
2) однофазный синхронно-реактивный электродвига-
тель мощностью 8 вт, 3000 об/мин, на напряжение 127
или 220 в.
Устройство электродвигателей
Асинхронные электродвигатели переменного тока со-
стоят из неподвижной части, на которой расположена
подключённая к сети переменного тока обмотка, создаю-
щая вращающееся магнитное поле, и вращающейся ча-
сти, имеющей медную или алюминиевую обмотку, не
подключаемую к сети. Вращающаяся часть электродви-
гателя соединяется с механизмом, который нужно при-
вести в движение.
Неподвижная часть — статор (рис. 77) состоит из
станины и сердечника статора с обмоткой из изолиро-
ванного провода; обмотка обычно располагается в пазах
сердечника статора.
Подвижная часть — ротор (рис. 78) представляет
собой стальной вал, на который насажен сердечник ро-
тора. В пазах ротора расположена обмотка в виде не-
изолированных стержней, соединённых по торцам корот-
козамыкающими кольцами. Электродвигатель носит на-
звание электродвигателя с короткозамкнутым ротором,
89
причём такого рода электродвигатели нашли наиболь-
шее применение во всех областях промышленности и
сельского хозяйства.
Рис. 77. Статор асинхронного электродвигателя.
Рис. 78. Ротор асинхронного электродвигателя.
Стандартный асинхронный электродвигатель с корот-
козамкнутым ротором заводского исполнения показан на
рисунке 79.
При применении для роторов обмотки из изолирован-
ного провода, с выводом концов обмотки на вращаю-
90
щиеся кольца, электродвигатель носит название асин-
хронного электродвигателя с фазовым ротором.
Вал ротора вращается в подшипниках, укреплённых
в подшипниковых щитах электродвигателя.
Рис. 79. Стандартный асинхронный электродвигатель
заводского исполнения в собранном виде.
Для ряда приводов и механизмов необходимы элек-
тродвигатели, поддерживающие строго постоянную ско-
рость (например, электрические часы). В таких случаях
следует применять синхронные электродвигатели. Так
как устройство обычного синхронного электродвигателя с
обмоткой возбуждения, питаемой постоянным током, бу-
дет сложно для юных техников, обратимся к типу так
называемых синхронно-реактивных электродвигателей,
представляющих собой видоизменение асинхронного
электродвигателя. Изменение заключается в том, что
ротор синхронного электродвигателя срезается по бо-
кам. При этом образуется различная магнитная прово-
димость по вертикальной оси и поперёк ротора; в ре-
зультате этого ротор при вращении магнитного поля
статора будет следовать за ним строго синхронно, стре-
мясь расположиться по отношению к магнитному полю
91
по линии наименьшего магнитного сопротивления
(рис. 80). Если магнитное поле статора вращается со
скоростью 3000 об/мин, то и ротор синхронно-реактив-
ного электродвигателя будет совершать 3000 оборотов
в минуту.
Направление
вращения
ротора
Направление
вращения
магнитного поля
отатора
Магнитный
поток
Рис. 60. Направление вращении ротора синхронно-реактивного
электродвигателя.
В непромышленных установках и в быту обычно
имеется однофазная система переменного тока, при ко-
торой применяются однофазные электродвигатели.
Однофазные асинхронные электродвигатели имеют
на статоре две обмотки: рабочую и пусковую. Назначе-
ние пусковой обмотки состоит в создании необходимого
пускового момента; после достижения электродвигате-
лем скорости вращения, равной около 80% (рис. 81) от
синхронной, пусковая обмотка должна отключаться. От-
ключение пусковой обмотки обычно производится авто-
матически при помощи центробежного выключателя или
выключателей электромагнитного типа.
92
Пусковая обмотка выполняется из более тонкого про-
вода, чем рабочая обмотка, так как пусковая обмотка
включается кратковременно, на период пуска; в связи с
этим в пусковой обмотке может быть допущена большая
плотность тока. Для уменьшения пускового тока и повы-
Скорость вращения в Хот синхронной
Рлс. 81. Зависимость вращающего момента от скорости вращения
однофазного асинхронного электродвигателя.
шения пускового момента в однофазных асинхронных
электродвигателях применяется включение добавочного
сопротивления или добавочной ёмкости и, в зависимости
от этого, электродвигатели носят название однофазных
асинхронных с пусковым сопротивлением или с пусковой
емкостью.
Схемы включения обмоток этих электродвигателей
приведены на рисунках 82 и 83.
В конденсаторных электродвигателях имеются две
рабочие обмотки, включённые не только во время пуска,
93
но и при нормальной работе электродвигателя. В одну
из обмоток включается ёмкость (конденсатор).
Конденсаторные электродвигатели изготовляются:
Рис. 82. Схема соединения обмоток однофазного асинхронного
электродвигателя с сопротивлением в пусковой обмотке.
Рис. 83. Схема соединения обмоток однофазного асинхронного
электродвигателя с ёмкостью в пусковой обмотке.
а) с постоянно включённой ёмкостью (с нормальным
пусковым моментом) и
б) с пусковой и с постоянно включённой ёмкостью (с
повышенным пусковым моментом).
94
Схемы этих электродвигателей приведены на рисун-
ках 84 и 85. При пуске электродвигателей по схеме ри-
сунка 85 включаются обе ёмкости, причем пусковая ём-
сс
X
о
X
ю
о
сс
со
X
о
ю
rt
CL
Постоянно включённая
ёмкость
Рабочая обмотка .
-АЛАЛАЛ^|Р
Рис. 84. Схема соединения обмоток конденсаторного однофазного
электродвигателя с постоянно включённой ёмкостью
во вспомогательной обмотке.
Рабочая обмотка
Рис. 85. Схема соединения обмоток конденсаторного однофазного
электродвигателя с пусковой и с постоянно включённой
ёмкостью во вспомогательной обмотке.
Сеть
95
кость значительно больше постоянно включённой ёмко-
сти; при этом создаётся повышенный пусковой момент.
К окончанию пускового периода пусковая ёмкость от-
ключается.
Для некоторых приводов малой мощности, которые
не требуют большого пускового момента (для вентиля-
торов, нагревателей, медицинских приборов и т. п.), при-
меняются однофазные асинхронные электродвигатели с
экранированными полюсами (с короткозамкнутым вит-
ком на полюсе). Несмотря па относительно малый пуско-
вой момент (50—60% or номинального), электродвигате-
ли с короткозамкнутым витком на полюсе нашли
широкое распростапспие, так как их устройство проще
других однофазных электродвигателей и, что особенно
ценно, эти электродвигатели не требуют специального
устройства для автоматического отключения пусковой
обмотки.
Статоры этих электродвигателей имеют выступающие
полюсы с обмоткой, присоединяемой непосредственно к
сети переменного тока. В каждом полюсе имеется про-
дольный паз, который делит полюс па две части, не рав-
ные по ширине. Вокруг меньшей части располагается
короткозамкнутый виток, создающий сдвиг фаз между
магнитным потоком, вызываемым расположенной па по-
люсе обмоткой, и магнитным потоком в части полюса,
окружённой короткозамкнутым витком. В результате
возникает вращающееся поле, под действием которого
ротор электродвигателя приходит во вращение.
У таких электродвигателей потребление мощности
при заторможенном риторе всего па 40—45% больше,
чем при нормальной работе, вследствие чего эти элек-
тродвигатели могут длительно находиться при непод-
вижном состоянии ротора под полным напряжением сети
без особых опасений за целость обмотки.
Этот тип однофазного асинхронного электродвигателя
представляет, благодаря относительно простои конструк-
ции, наибольший интерес для пас.
Синхронно-реактивный электродвигатель или, вернее,
его статор (ротор не подключается к сети) мы преду-
сматриваем для питания также от однофазной сети пе-
ременного тока. Для создания сдвига фаз во вспомога-
тельной обмотке выполните сё с постоянно включённой
ёмкостью. Таким образом, в электродвигателе, при его
9В
включении в однофазную сеть, получается вращающееся
магнитное поле и ротор придёт во вращение со синхрон-
ной скоростью
Рассмотрению конструкции и изготовлению однофаз-
ных асинхронного и сипхронпореактивного электродвига-
телей посвящены следующие ниже разделы нашей книги.
Учитывая, что у нас имеются сети нс только на 127 в, но
и на 220 в, в книге приведены исполнения электродвига-
телей для каждого из напряжений.
Однофазный асинхронный электродвигатель
с короткозамкнутым витком на полюсе
(мощность 8 вт, 2800 об/мин, напряжение 127 или 220 в)
Рис. 86. Разметка вспомогательного
листа статора.
Сердечник статора. Сердечник статора является од-
ним из наиболее ответственных узлов электродвигателя.
Сердечник статора нашего электродвигателя, в отличие
от трёхфазных электродвигателей и других систем одно-
фазных асинхронных электродвигателей, не имеет пазов
на своей периферии и относится к категории так назы-
ваемых сердечников с явно выраженными полюсами. На
этих полюсах будет расположена обмотка, которая долж-
на возбуждать маг-
нитное поле элек-
тродвигателя.
Для изготовле-
ния сердечника ста-
тора необходимо
прежде всего наре-
зать из листовой ста-
ли толщиной 0,5 мм
74 квадратных
пластины размером
75X75 мм. При
толщине пластин,
отличной от 0,5 мм,
количество их долж-
но быть соответст-
венно изменено с
тем, чтобы сохра-
нить неизменной об-
щую длину собран-
ного сердечника,
А-240. - 7.
97
равную после изолирования листов и окончательной
сборки 40 мм.
Заготовьте тех же размеров две вспомогательные
стальные пластины толщиной 1,5-?- 2 мм.
Одну из этих пластин разметьте, как указано на ри-
сунке 86.
Аккуратно сложив пластины в стопочку, так чтобы
размеченная пластина находилась наверху, а другая
вспомогательная пластина — внизу, зажмите их по кра-
ям в тисках, либо в другом зажимном приспособлении и
просверлите в шести местах, отверстия диаметром 4,5 мм
как показано на рисунке 86.
Следует иметь в виду, что электротехническая сталь
поддаётся сверлению хуже, чем обычная пелегироваиная,
поэтому во избежание смещения пластин при сверле-
нии необходимо сжать пакет пластин возможно сильнее.
После сверления отверстий пакет туго стягивается в
шести местах винтами п ганками М-4,5 и протачивается
внутри по диаметру 36,2 мм па токарном стайке. При
этом следует обратить особое внимание на то, чтобы
центр растачиваемого отверстия совпал с центром разме-
ченной пластины.
Выточите оправку с наружным диаметром 36,2 мм,
которая бы достаточно туго входила в сердечник стато-
Рис. 87. Эскиз для токарной обработки.
68
ра. Насадив сердечник на оправку, проточите сердечник
статора по наружному диаметру 70 мм (рис. 87).
Теперь приступите к приданию сердечнику статора
необходимой формы с внутренней стороны. На рисунке
88 показана конфигурация сердечника, которая после
его проточки должна быть получена выпиливанием при
Рис. 88. Лист сердечника статора после механической
обработки.
помощи ножовки и напильника. Для облегчения работы
по выпиливанию целесообразно просверлить места, из
которых должно быть извлечено большое количество ме-
талла.
После опиливания сердечника следует личным на-
пильником придать гладкую форму всем местам, подверг-
шимся слесарной обработке, закруглить острые углы и
сделать так называемый «знак» в виде канавки по всей
длине сердечника в месте, указанном на рисунке 88.
99
Этот «знак» обеспечит нам в дальнейшем правильность
сборки сердечника.
Отпустите гайки винтов, удалите винты из сердечника
и разберите сердечник на отдельные листы. Вспомога-
тельные пластины теперь не нужны. Каждый лист сер-
дечника тщательно очистите от заусениц, покройте с од-
ной стороны электроизолирующим лаком и после этого
просушите.
Пластины сердечника статора с высохшим на них
слоем электроизолирующего лака можно считать подго-
товленными для окончательной сборки.
Для получения гладкого внутреннего отверстия сер-
дечника статора насадите отдельные его листы на оправ-
ку, которая была использована при обработке на то-
карном станке наружной поверхности сердечника стато-
ра. При сборке необходимо следить за тем, чтобы «знак»
па отдельных пластинах совпал и получился бы на со-
бранном сердечнике в виде прямой линии.
Для скрепления листов сердечников статора приме-
ните четыре заклёпки, которые вставьте в рапсе просвер-
ленные в сердечнике отверстия (рис. 91). Заклёпки
могут быть изготовлены из стали, меди или алюминия.
Желательно применить заклёпки диаметром несколько
меньшим, чем отверстия, т. е. диаметром 4 мм (рис. 89).
Рис. 89. Заклёпка для сердечника статора.
Заклёпки, перед тем как вставлять их в сердечник, обер-
ните топкой телефонной бумагой, которая будет служить
изоляцией между заклёпками и листами сердечника.
Этим самым будет уменьшена возможность образования
вредных потерь в собранном сердечнике статора.
Телефонной бумаги наматывается такое количество,
чтобы заклёпка плотно входила в просверленное в сер-
дечнике отверстие.
Перед расклёпыванием второго конца заклёпки сер-
дечник статора следует возможно крепче стянуть ранее
100
применявшимися винтами М-4,5, используя для этого
два отверстия в сердечнике, в которые заклёпки не встав-
лялись. Через эти отверстия, диаметром 4,5 мм, в даль-
нейшем будут проходить два винта, скрепляющие статор
с подшипниковыми щитами электродвигателя.
Расклёпывание вторых концов заклёпок необходимо
производить аккуратно, не спеша; головка при этом
должна получиться гладкой. Заусеницы на головках за-
клёпок недопустимы.
Пусковой виток. Для изготовления пусковых витков,
насаживаемых на полюса сердечника статора, необходи-
Рис. 90. Пусковой виток.
мо заготовить два отрезка меди размером в сечении
1,8X4,7 мм и длиной каждый около 100 мм. Согните из
этих отрезков меди виток, как показано на рисунке 90,
в указанном на рисунке месте сварите концы витков
Рис. 91. Собранный и скреплённый сердечник статора.
101
красной медью и зачистите место сварки. Если юному
технику легче спаять оловянным припоем эти концы,
то может быть допущена пайка вместо сварки.
Пусковой виток закрепите в сердечнике статора та-
ким образом, чтобы одной стороной он входил в заранее
выпиленный паз, а другой охватывал край сердечника
(рис. 91).
Станина. Теперь приступите к изготовлению станины
нашего электродвигателя.
Для изготовления станины (корпуса) асинхронных
электродвигателей обычно применяют такие материалы,
как чугун, сталь, алюминиевые сплавы. Станина нашего
электродвигателя должна быть цилиндрической формы,
и назначение сё заключается в том, чтобы связать по-
средством подшипниковых щитов в единое конструктив-
ное целое вращающуюся и неподвижную части электро-
двигателя.
Станина может быть изготовлена литьём или сваркой
(если изготовлять станину из стали). И тот и другой ме-
тоды, широко применяемые в современном производстве,
в большинстве случаев окажутся не под силу юным люби-
телям. Поэтому мы пойдём по пути, указанному для из-
готовления электродвигателя постоянного тока мощ-
ностью 3 вт, н используем для изготовления станины во-
допроводную или газопроводную трубу, обрезки которой
не являются редкостью.
Для нашего электродвигателя используйте обрезок
трубы в 2,5 дюйма. Эта труба имеет наружный
диаметр 75,5 мм и толщину стенки 3,75 мм. Следователь-
но, внутренний диаметр трубы составит 68,5 мм. Попа-
даются трубы с усиленной стенкой, толщиной 4,5 мм; в
этом случае внутренний диаметр трубы составит
66,5 мм.
Для изготовления станины при отсутствии указанных
труб могут быть применены также и другие трубы (бес-
шовные котельные, горячекатаппые и т. п.), имеющие
внутренний диаметр, близкий к указанным значениям.
Отрежьте ножовкой от указанной трубы кусок дли-
ной около 90 мм, очистите его от ржавчины и грязи, об-
точите на токарном стайке торцы корпуса и тщательно
проточите корпус в середине с тем, чтобы придать внут-
ренней поверхности корпуса строго цилиндрическую
форму (рис. 92).
102
Диаметр проточенной поверхности корпуса должен
быть равным 70 мм; при этом размер должен быть вы-
держан так, чтобы сердечник статора туго входил в ра-
сточенную цилиндрическую поверхность корпуса. Трубу
при расточке необходимо установить так, чтобы стенки
Рис. 52. Станина.
её получились достаточно равномерной толщины и во
всяком случае не были с какой-либо стороны менее 2 мм.
Если пе удаётся достать подходящую трубу, обес-
печивающую возможность внутренней расточки с диа-
метром 70 мм, то можно проточить трубу под диаметр,
значение которого находится в пределах 7075 лш. При
этом сердечник статора должен быть обточен под вы-
бранный диаметр расточки трубы, с обеспечением также
при этом достаточно тугой посадки сердечника в станину.
Изготовление обмотки статора. Обмотка статора со-
стоит из двух катушек, расположенных на полюсах стато-
ра. Катушки предварительно наматываются па шаблоне,
который необходимо изготовить. Размеры шаблона при-
ведены на рисунке 25.
Изготовленные отдельные части шаблона скрепляются
вместе при помощи винта диаметром 10 мм и гайки.
Оберните сердечник шаблона двумя-тремя слоями те-
лефонной бумаги или одним слоем топкого (0,2 мм)
прессшпана. В каждый из прорезов щёк вкладываются
отрезки крепких ниток длиной около 100 мм. Нитки
должны быть опущены в прорези до поверхности сер-
дечника.
103
Теперь можно приступить к изготовлению обмотки
статора.
Для намотки катушек необходимо заготовить медного
эмалированного провода марки ПЭЛ 120 г. Диаметр
провода без изоляции должен быть равен 0,23 мм (с изо-
ляцией 0,25 мм). За неимением провода такого диамет-
ра можно использовать провода диаметром 0,21 или
0,25 мм.
Каждая катушка должна состоять из 670 витков
этого провода.
Указанные обмоточные данные соответствуют тому
случаю, когда электродвигатель должен работать от се-
ти напряжением 127 в. При напряжении сети 220 в каж-
дая катушка должна быть намотана из 1200 витков про-
вода той же марки ПЭЛ. Диаметр провода без изоляции
должен быть равен 0,17 мм (с изоляцией 0,19 мм). При
указанном напряжении 220 в может быть также приме-
нён провод диаметром 0,16 мм. или 0,18 мм.
Укладку витков провода па шаблоне следует стре-
миться производить возможно ровнее. Витки должны
прилегать друг к Другу, образуя так называемую «слое-
вую» обмотку, п нс должны перекрещиваться. После
окончания намотки катушки свяжите её ранее вставлен-
ными в прорези щёк нитками и снимите катушку с шаб-
лона без опасения, что витки разойдутся.
Освободите шаблон от скрепляющего его винта, сни-
мите щёки п осторожно удалите из полученной катушки
сердечник.
Таким же образом намотайте и вторую катушку.
Намотанные катушки подвергаются пропитке и
сушке.
Для создания противоположной полярности в ка-
тушках соедините их так, как это было описано в разде-
ле изготовления катушек возбуждения магнитов элек-
тродвигателя постоянного тока мощностью 3 вт
(рис. 26).
Чтобы выводы катушек пе переломились при переги-
бах, их выполняют гибким изолированным кабелем се-
ченном 0,5 кв. мм или, если кабеля не достанете, медным
проводом диаметром 0,8-т-1,0 мм. Места припайки вы-
водов должны быть изолированы от витков обмотки ла-
котканыо. Выводы должны быть припаяны аккуратно,
чтобы не осталось острых мест от наплывов припоя,
104
которые могут привести к замыканию между собой вит-
ков катушек или на корпус.
После припайки катушки изолируются полосами из
лакоткани или лаколептой шириной 10—5—12 ям в полна-
хлёста; каждый оборот лепты должен наполовину пере-
крывать предыдущий оборот. Сверх этой изоляции ка-
тушки должны быть изолированы тафтяной или батисто-
вой лентой шириною 10—5—12 мм, также в полпахлёста.
На внутренних углах катушек, чтобы не получалось
утолщений, следует ленту сужать, подрезая её ножни-
цами.
Выводы Kt и Кг изолированных катушек спаивают
(рис. 27), а места пайки покрывают лакотканью.
Изолированным катушкам путём изгиба должна быть
придана форма, как показано на рисунке 93; затем их
подвергают пропитке электроизоляционным лаком и
сушке.
Рис. 93. Катушка обмотки статора.
Установка катушек в статоре. Перед установкой ка-
тушек на полюсах сердечника статора покройте его в вы-
пиленных местах, кроме прореза для короткозамкнутого
витка на полюсе (рис. 78), электроизоляционным лаком
густой концентрации и просушите.
Теперь можно приступить к укреплению обмотки па
сердечнике статора. Для этого заготовьте две скобы из
105
стали толщиной 0,5 -ь 0,8 мм по размерам, указанным на
рисунке 94, и вставьте их в пазы шириной 8 мм, ранее
пропиленные в сердечнике статора (рис. 91).
со
Рис. 94. Заготовка скобы для крепления катушек.
Вставьте катушку одной стороной в предназначенное
ей место на полюсе сердечника статора, оттяните другую
сторону до такого положения, чтобы она заняла соответ-
ствующее место с другой стороны полюса, прижмите обе
стороны катушки и загните с обоих торцов стальные
скобы, как указано на рисунке 95. Теперь катушки на-
дёжно сидят на полюсах.
<о
скеба «4 ?
отгибается
при укладке
катушек по
месту
Рис. 95. Скоба для крепления катушек.
106
Сборка статора. Сердечник статора с закреплёнными
на нём катушками вставьте в станину (корпус), как
показано на рисунке 96. Сердечник статора, как это
было указано выше, должен плотно входить в станину,
а для того чтобы он в дальнейшем пе проворачивался,
просверлите два отверстия, как показано на рисунке 96,
нарежьте в них резьбу и вверните винты с потайной го-
ловкой. Одни из винтов должен попасть в место, отме-
ченное канавкой («знаком»), другой должен быть с про-
тивоположной стороны.
Магнитный шунт. Отрежьте из стали толщиной 0,5 -е-
0,8 мм две заготовки размером 25X40 мм и изогните их,
как показано на рисунке 97.
Этот так называемый «магнитный шунт» поместите в
Сердечник статора (рис. 99) так, чтобы он плотно при-
легал к краям полюсов. Для обеспечения указанного
прилегания закрепите магнитные шунты посредством че-
107
тырёх клиньев из листовой фибры, вырезаемых по раз-
мерам, указанным на рисунке 98. На рисунке 99 изо-
бражён собранный статор.
Ротор. Для изготовления ротора нашего электродви-
гателя необходимо нарезать кровельными ножницами из
листовой стали заготовки размером 40X40 мм. Для заго-
товок листов ротора может быть применена сталь любой
марки; применение электротехнической стали в данном
случае не даст преимуществ, так как частота тока в ро-
торе будет очень мала по сравнению с частотой тока в
сети и, следовательно, потери в стали будут очень малы.
Толщина заготовок листов также не имеет значения.
Если для изготовления ротора применить сталь толщи-
ной 0,5 мм, то тогда потребуется нарезать 80 квадратов.
В каждой пластине просверлите посередине отверстие
диаметром 8 мм; для нахождения центра просверливае-
мых отверстий следует на каждой заготовке роторных
листов провести по две диагонали — в точке пересече-
ния их и есть центр отверстия. В это отверстие в даль-
нейшем вставляется вал ротора.
Одну из пластин разметьте так, как это указано на
рисунке 100, а именно, из центра пластины циркулем
проведите окружность диаметром 26,6 мм и разделите
её на 13 равных частей. Это деление можно осуществить,
10В
если циркулем отложить на окружности 13 хорд, длиной
каждая 6,4 мм. 13 указанных точек будут являться цен-
трами отверстий — будущих пазов ротора.
шунт
Возьмите отцентрированную вспомогательную шпиль-
ку М-8 длиной около 65 мм и насадите на неё заготовки
роторных листов. Навинтите гайки с обоих концов вспо-
могательной шпильки н закрепите их до отказа. Шпиль-
ка должна быть отцентрирована очень точно, иначе при
обточке по будет получена необходимая концентрич-
ность ротора.
Теперь, зажав в тисках или в каком-либо другом
приспособлении сердечник ротора, просверлите в нём 13
отверстий (пазов) диаметром 4,5 мм. При этом рекомен-
дуется сначала высверлить отверстие диаметром 2 мм,
затем сменить сверло на большее, например, диаметром
3 мм, потом 3,5 мм и, наконец, 4,5 мм.
После сверления отверстий в сердечнике ротора за-
готовьте детали «клетки» ротора.
109
------ 40 ---------------------
Рис. 100. Разметка листа ротора.
Клетка нашего ротора будет изготовлена из меди и
не потребует расплавленного металла.
Из голого медного прутка диаметром 4,5 мм нарежь-
те ножовкой или другим способом 13 стержней длиной
50 мм. Эти стержни будут в дальнейшем забиты в пазы
ротора, причём они должны быть предварительно тща-
тельно выправлены, не должны иметь забоин и вмятин;
на концах стержней должна быть небольшая фаска
(рис. 101).
Стержни должны достаточно туго сидеть в пазах ро-
тора и не перемещаться вдоль них.
Рис, 101. Стержень короткозамкнутой обмотки ротора.
ПО
Теперь выточите на токарном станке два медных за-
мыкающих кольца, просверлите их в 13 местах, как по-
казано на рисунке 102, и раззенкуйте с одной стороны
все отверстия.
Рис. 102. Замыкающее кольцо короткозамкнутой обмотки ротора.
Замыкающие кольца насаживаются на концы стерж-
ней так, чтобы они приняли положение, указанное на
рисунке 103. Места соединения стержней с замыкающи-
ми кольцами пропаиваются твёрдым припоем. Для этой
цели сердечник ротора поместите в печь, нагревая его до
'400—500°, после чего места пайки покрываются бурой и
паяются латунным припоем.
Рис. 103. Сердечник ротора с собранной короткозамкнутой
клеткой.
111
Остывший сердечник с клеткой подвергается обточке
на токарном станке под размер 35 мм. После операции
обточки вспомогательная шпилька уже не нужна. От-
пустите ганку, выньте шпильку (сердечник при этом не
распадётся, так как он скреплён клеткой) и приступите
к изготовлению вала электродвигателя. На этот вал в
дальнейшем будет насажен сердечник, причём отсутствие
R 1 R 1
---------100-------------------
Рис. 104. Вал электродвигателя.
изоляции между листами сердечника и заусеницы, со-
единяющие на поверхности сердечник в монолитное це-
лое, не должны пугать юного любителя. Как было
указано выше, потерями в стали сердечника ротора,
ввиду низкой частоты тока в нём, можно пренебречь.
Вал. Вал электродвигателя выточите на токарном
станке. Для изготовления вала можно взять обычную
поделочную сталь. Размеры вала указаны на рисунке 104.
Диаметр вала в том месте, где насаживается сер-
дечник ротора, необходимо доводить до такого размера,
чтобы вал туго входил в осевое отверстие сердечника.
Чтобы избежать искривления вала при тугой насадке
на него сердечника ротора, сделайте вспомогательное
приспособление. Подберите втулку таких размеров, что-
бы при вставке вала в неё его шейка (диаметром 6 мм)
проходила в отверстие втулки, а последующий уступ
вала (диаметром 8 мм) упирался бы во втулку. На
верхнюю часть вала насадите втулку с внутренним
диаметром 8 мм (рнс. 105). Установив втулку верти-
кально, вставляйте в неё вал и лёгкими ударами молот-
ка насаживайте на вал собранный сердечник ротора,
выдерживая размеры от конца вала, как это указано
112
на рисунке 105. Для лучше-
го скрепления вала с сердеч-
ником ротора склейте их.
Щиты подшипниковые.
Для изготовления подшип-
никовых щитов может быть
использован листовой мате-
риал — сталь, дюраль, ла-
тунь. Толщина листа —4 мм.
Сначала следует прото-
чить внутреннее отверстие
диаметром 12 мм, а затем
посадив щит внутренним
отверстием на оправку, про-
точить по наружному диа-
метру, согласно размерам
на рисунке 107.
В обточенных щитах раз-
метьте центры двух отвер-
стий па расстоянии 30 мм
от оси щита и просверлите
два отверстия диаметром
7 мм. Эти отверстия пред-
назначаются для прохода
Рис. 105. Посадка сердечника
ротора на вал.
шпилек, которые стянут статор со щитами в единое це-
лое. В одном из щитов просверлите дополнительное
отверстие диаметром 12 мм для прохода наружу вывод-
ных кабелей от обмотки статора.
---------------100 ---------------
Рис. 106. Ротор электродвигателя.
А-240. - 8.
113
Внутренние отверстия в центральной части щитов
предназначены для запрессовки в них подшипниковых
втулок.
Подшипники. Подшипниковые втулки следует изгото-
вить из бронзово-графитных блоков, выточив их в
соответствии с размерами, указанными на рисунке 108.
Рис. 107. Подшипниковый щит.
Сборка электродвигателя. Примите следующий поря-
док сборки. Вставьте в статор ротор, а на концы вала ро-
тора насадите подшипниковые щиты. Щит с дополни-
тельным отверстием диаметром 12 мм должен быть по-
мещён со стороны выводов обмотки статора.
Рис. 108. Втулка подшипника,
114
Придвинув щиты вплотную к статору, расположите
их таким образом, чтобы отверстия для крепящих дви-
гатель шпилек приходились против промежутка между
катушками. При плотном соприкосновении щитов со ста-
тором вал ротора должен свободно проворачиваться, од-
нако при этом допустимо осевое перемещение ротора
порядка 1 мм.
Если вал не вращается, то потребуется дополнительная
проточка либо вала ротора, либо бортика подшипнико-
вой втулки. При большом осевом перемещении ротора
целесообразно вырезать из прессшпана шайбы размером
7 X 14 мм и насадить их на вал ротора у подшипнико-
вой втулки с тем, чтобы уменьшить возможность осе-
вого перемещения. Толщина шайб подбирается, исходя
из этих же условий.
Конструкцией электродвигателя предусмотрен воз-
душный зазор между статором и ротором величиной
0,6 мм. Обеспечить достаточно равномерный зазор по
окружности ротора можно только путём соблюдения
концентричности при механической обработке подшип-
никовых щитов, подшипниковых втулок, сердечника ро-
тора, вала, а также корпуса и сердечника статора.
Рис. 109. Самодельный электродвигатель в собранном виде
(общий вид).
115
Как видите, много деталей влияет на точность воз-
душного зазора, поэтому необходимо механическую об-
работку перечисленных деталей производить с большой
тщательностью.
Теперь отодвиньте щит, имеющий отверстия для про-
хождения выводных концов, пропустите через эти отвер-
стия концы обмотки статора и придвиньте обратно щиты.
Вставьте в электродвигатель две шпильки с нарезанными
концами. Шпильки должны иметь длину около 100 мм
и диаметр 4 мм (шпильки М-4). Теперь стяните статор
со щитами путём навинчивания на шпильки гаек, и наш
электродвигатель собран (рис. 109).
После затяжки гаек до отказа приступите к испыта-
нию электродвигателя.
Однофазный синхронно-реактивный электродвигатель
(мощность 8 вт, 3000 об/мин, напряжение 127 нли 220 в)
Сердечник статора. Сердечник статора нашего элек-
тродвигателя имеет цилиндрическую форму; на его пери-
ферии расположены пазы для размещения обмотки.
Размеры и количество заготовок статорных листов в
виде пластин толщиной 0,5 мм такие же, как и для опи-
санного выше асинхронного электродвигателя мощ-
ностью 8 вт (74 квадратных пластины размером
75 X 75 мм; при толщине пластин 0,8 мм количество
пластин уменьшается до 46).
Кроме того, заготовьте тех же размеров две квадрат-
ные прессшпановые пластины толщиной 0,5 -г- 1 мм и
две вспомогательные стальные пластины толщиной
1,5-5- 2,0 мм.
Разметьте одну из вспомогательных стальных пластин,
как показано на рисунке ПО, и, положив её сверху, заж-
мите стопочку пластин возможно крепче. Просверлите
в указанных на рисунке 111 местах 4 отверстия диамет-
ром 3,5 мм и туго стяните пакет через просверленные
отверстия винтами и гайками М-3,5. После этого можно
приступить к проточке (на токарном станке) в пакете
листов отверстия диаметром 36,2 мм; центр протачи-
ваемого отверстия должен совпасть с центром размечен-
ной пластины.
116
Наружный диаметр сердечника статора должен быть
проточен по диаметру 70 мм. Для обеспечения концен-
тричности двух растачиваемых отверстий, а следова-
тельно, для обеспечения в дальнейшем при сборке рав-
Центры 16
равном ер но расположены ых
ртдерстнй 0 6
1Р1б» Центры 4 равнорасположенных
отверстий 0 з,в
Центры 2
диаметрально
расположенных
отверстия 0 6
Рис. ПО. Разметка вспомогательного листа статора.
номерности воздушного зазора проточку наружного диа-
метра необходимо производить, насадив предварительно
сердечник на оправку диаметром 36,2 мм.
Теперь просверлите 16 отверстий диаметром 6 мм, а
также два диаметрально расположенных отверстия 06 мм.
Пропилите при помощи ножовки или напильника
канавку («знак») вдоль сердечника (как показано на
рисунке 111) для обеспечения в дальнейшем правиль-
ности сборки сердечника.
Теперь заготовьте два круглых стержня по форме
паза статора. Эти стержни должны быть достаточно
точно подогнаны к двум диаметрально расположенным
пазам; положение этих пазов относительно «знака» не-
обходимо заметить — это нам в дальнейшем пригодится.
Отпустите крепление сердечника статора и разберите
его на отдельные листы для очистки от заусениц и лаки-
ровки с последующей сушкой.
После этого приступите к сборке сердечника статора
из очищенных и лакированных листов. Для обеспечения
ровной поверхности пазов и точности внутреннего отвер-
ну
стия в сердечнике при его сборке используйте изготов-
ленные два стержня. Листы статора насаживайте по
одному на оправку так, чтобы два стержня попали в за-
меченные ранее пазы.
2 диаметрально
расположенных Знак 4 равнорасполсженных
отверстия 0 6 отверстия 0 3,6
Рис. 111. Сердечник статора после механической обработки.
Вспомогательные стальные пластины теперь не нуж-
ны, а листы из прессшпана должны быть расположены
при сборке по торцам сердечника. Назначение прессшпа-
новых листов будет ясно из дальнейшего.
Для скрепления листов сердечника статора применим
четыре заклёпки диаметром, несколько меньшим про-
сверленных отверстий. Возьмите заклёпки диаметром
3,0 мм; материал заклёпок — сталь, медь или алюми-
ний. Свободное пространство между отверстием и за-
клёпкой используйте для изолирования заклёпок от сер-
дечника статора; при отсутствии изоляции значительно
возрастут потери в стали и нагрев сердечника из-за за-
мыкания листов статора заклёпками.
Оберните заклёпку тонкой телефонной бумагой до
такого диаметра, чтобы заклёпка туго входила в отвер-
стие. Процесс склёпывания лучше всего вести следую-
щим образом.
Скрепите снова сердечник статора применявшимися
ранее тремя винтами М-3,5, а в четвёртое отверстие
118
вставьте заклёпку и расклепайте её. Расклёпка должна
производиться аккуратно; головка при этом должна полу-
чаться гладкой. Для того чтобы заклёпка не продавила
концевые прессшпановые листы, целесообразно под го-
ловки заклёпок подкладывать небольшие металлические
шайбы.
После этого освободите расположенный диаметрально
поставленной заклёпке винт сердечника статора и заме-
ните его заклёпкой. После расклёпывания этой заклёпки
могут быть последовательно освобождены остальные два
винта и также заменены заклёпками.
Теперь подготовьте сердечник статора к обмотке.
Прежде всего, во избежание замыкания обмотки на кор-
пус, должны быть изолированы пазы статора. Каждый
паз изолируется одним листом лакоткани толщиной
0,1 мм и двумя слоями телефонной бумаги толщиной
0,05 мм. Размеры листов для изоляции паза — 48 X
X 40 мм. Учитывая, что в сердечнике статора 16 пазов,
необходимо заготовить 16 листов лакоткани и 32 листа
телефонной бумаги указанных размеров.
Изоляция укладывается таким образом, что между
двумя листами телефонной бумаги находится лист ла-
коткани. Края изоляции должны симметрично выступать
за пределы сердечника по торцам его на 3-*- 4 мм с
каждой стороны. Верхние края должны выступать за
пределы щели, чтобы можно было, раздвинув их, вло-
жить в изолированные пазы обмотку (рис. 18, а). Паз
в середине должен облагаться по своей внутренней по-
верхности вложенной изоляцией, для чего изоляцию
следует «отформовать», пользуясь для этого круглым
металлическим стержнем, вставленным в паз сбоку.
Этим стержнем слегка обкатывают внутреннюю поверх-
ность паза.
Обмотка статора. Обмотка статора состоит из двух
частей — фаз. Одна из этих фаз имеет постоянно вклю-
чённый конденсатор ёмкостью 3 микрофарады (рассчи-
танный на напряжение 127 или 220 в, в зависимости от
напряжения сети). Схема соединения обмоток элек-
тродвигателя приведена на рисунке 66.
Назовём фазу, в которую включён конденсатор, —
вспомогательной, а другую, без конденсатора, — главной.
Половина пазов сердечника статора нашего электро-
двигателя — 8 пазов — будет занята главной фазой;
119
в остальных 8 пазах будет размещена вспомогательная
фаза обмотки статора.
Для выполнения обмотки статора на 220 в понадо-
бится 120 г обмоточного провода диаметром 0,13 мм,
марки ПЭЛШО. Заполнение пазов статора обмоткой
производится следующим образом. Занумеровав пазы,
как показано на рисунке 112, выпустите начало провода,
обозначив его завязанным узелком цветной нитки, на-
пример красной.
Затем уложите провод через щель в паз 2, обогните
торцовую часть сердечника и уложите вторую сторону
витка в паз 5. Обогнув противоположную торцовую часть
сердечника, уложите опять провод в паз 2 и, повторяя
таким же образом, уложите 380 витков; следовательно,
в каждом из пазов — 2 и 5 — будет по 380 проводников.
Окончив укладку витков в пазы 2 и 5, не отрезайте
провод, а продолжайте таким же образом обмотку дру-
гих пазов — 1 и 6; в эти пазы также укладывайте
380 витков. После этого отрежьте провод, выпустив ко-
120
нец, и обозначьте его завязыванием узла ниткой другого
цвета, например синего.
Таким образом, уже намотана одна группа главной
фазы; теперь приступайте к намотке второй группы. Обо-
значив начало провода красной ниткой, уложите провод
через щель в паз 10, обведите его по торцовой части сер-
дечника и уложите в паз 13. Обогнув противоположную
торцовую часть сердечника, продолжите поочерёдное
укладывание провода в пазы 10 и 13. По заполнении
этих пазов 380 витками, перейдите к укладыванию об-
мотки в пазы 9 и 14. Конец обмотки группы обозначьте
завязыванием синей ниткой.
При укладывании лобовых частей групп главной
фазы необходимо следить за тем, чтобы лобовые части
витков укладывались в пространство между наружным
диаметром сердечника статора и дном пазов, иначе за-
труднится укладывание в дальнейшем вспомогательной
фазы. Лобовые части вместе с тем надо укладывать
плотнее к торцу сердечника.
Намотка вспомогательной фазы производится таким
же образом, как и главной. Провода первой группы об-
мотки размещаются в пазах 12 и 15 и соответственно в
пазах 11 и 16, также с количеством витков 380.
Лобовые участки обмотки вспомогательной фазы об-
разуются размещением их на кратчайшем расстоянии
от одного паза к другому. Лобовые части при этом не
должны доходить до щели паза.
После укладки обмотки отрежьте изоляцию, высту-
пающую за пределы паза, загните, как показано на ри-
сунке 18, б, и вставьте с торца клинья, предохраняющие
обмотку от выпадания из пазов. Клинья нарезаются из
леатероида или прессшпана толщиной 0,5 н-0,8 мм и
размером 4 X 48 мм.
Если 380 витков не будут укладываться в пазы или
будут укладываться очень туго, можно уменьшить их
количество до достижения свободной укладки с остав-
лением места под клин. Допустимо уменьшение до 320
витков, но при этом во все пазы необходимо укладывать
одно и то же уменьшенное количество витков.
При напряжении 127 в для обмотки статора понадо-
бится 140 г обмоточного провода диаметром 0,19 мм,
марки ПЭЛШО. В этом случае количество витков, при-
ходящееся на каждый паз, принимается равным 220,
121
При тугой укладке количество витков может быть умень-
шено, но не должно быть менее 190.
Прежде чем приступить к соединению между собой
отдельных групп обмотки, проложите в местах, где ка-
саются лобовые части разных фаз, листики лакоткани
для усиления изоляции этих мест, опасных в части элек-
трического пробоя. Необходимо также проложить ку-
сочки лакоткани между лобовыми частями обмотки и го-
ловками заклёпок, скрепляющих сердечник статора.
Теперь приступите к соединению отдельных групп
обмотки между собой. Отмеченное красной нитью нача-
ло группы главной фазы, выходящее из паза 2, обозначь-
те С2. Конец этой же группы, отмеченный синей нитью,
соедините и спаяйте с концом второй группы, а начало
второй группы обозначьте С\.
Таким же образом соедините и спаяйте между собой
концы первой и второй групп вспомогательной фазы,
а начало их выведите и обозначьте В\ и В2 (рис. 112).
Учитывая, что выводы обмотки статора из обмоточ-
ного провода диаметром 0,23 -н0,25 лш могут быстро
переломиться при перегибах, выполните выводы обмотки
припаянными кусочками изолированного кабеля сече-
нием 0,5 кв. мм и длиной около 200 мм. Каждый вывод
обмотки должен иметь привешенную бирочку с обозна-
чением этого вывода (Ci и т. п.).
Припаивать выводы и соединения между группами
нужно аккуратно, чтобы не осталось острых мест и на-
плывов припоя, которые могут привести к замыканию
витков. Пайка должна производиться без применения
кислоты. Места пайки необходимо изолировать от вит-
ков обмотки лакотканью и тафтяной лентой, а после
этого привязать к обмотке лентой.
Обмотанный сердечник статора подвергается пропит-
ке изоляционным лаком и сушке.
Сборка статора. Станина для нашего электродвигате-
ля полностью соответствует по размерам и методам
изготовления станине описанного выше асинхронного
электродвигателя мощностью 8 вт.
Пропитанный и просушенный сердечник статора с
обмоткой вставьте в станину, как показано на рисунке 96.
Сердечник статора должен плотно входить в станину;
для лучшего закрепления сердечника от проворачивания
просверлите два отверстия, как показано на рисунке 96,
122
и после нарезывания в них резьбы вверните винты с по-
тайной головкой.
Ротор. Ротор нашего электродвигателя выточите из
отрезка круглой стали диаметром 38-^-40 мм. Размеры
ротора приведены на рисунке 113.
Теперь необходимо срезать боковые грани ротора.
Эту операцию можно произвести при помощи ножовки
и напильника.
Затем приступите к изготовлению пусковой клетки
ротора. Для этого просверлите в роторе 8 отверстий
диаметром 3,5 мм, как показано на рисунке 114, и
вбейте в просверленные отверстия медные стержни диа-
метром 3,5 мм и длиной 50 мм каждый.
Из медной пластины толщиной 4 мм изготовьте четы-
ре замыкающих сегмента в соответствии с размерами,
указанными на рисунке 115. Замыкающие сегменты на-
саживаются на концы стержней; места соединения про-
паиваются твёрдым припоем.
На этом изготовление ротора можно считать закон-
ченным.
Подшипниковые щиты и подшипники. Подшипнико-
вые щиты и подшипниковые втулки для нашего электро-
двигателя полностью соответствуют по размерам и ме-
тоду изготовления подшипниковым щитам и втулкам
описанного выше асинхронного электродвигателя мощ-
ностью 8 вт.
Сборка электродвигателя. Сборка электродвигателя
ничем не отличается от сборки асинхронного электродви-
гателя мощностью 8 вт.
123
28.6-
ю
со
Рис. 114. Ротор со срезанными гранями и отверстиями для
стержней пусковой клетки.
Рис. 115. Замкнутый сегмент для пусковой клетки.
124
Опробование электродвигателей. Электродвигатели,
выпускаемые электромашиностроительными заводами,
подвергаются испытаниям по большой программе, вклю-
чающей много различных пунктов. Для проведения та-
ких испытаний требуется специальное оборудование, раз-
личные измерительные приборы и механизмы. Юный
техник-любитель, конечно, не располагает таким обору-
дованием, поэтому наше испытание сведётся к включе-
нию обмотки статора в однофазную сеть, служащую для
питания бытовых нужд, и проверке при этом, не задевает
ли при вращении ротор за статор, не перегреваются ли
при работе обмотка статора и подшипниковые втулки.
Степень перегрева электродвигателя при работе мож-
но определить на ощупь на наружной поверхности. Тем-
пература корпуса электродвигателя должна быть такая,
чтобы рука человека свободно выдерживала прикосно-
вение к корпусу, т. е. не выше 50—60°.
Если ротор свободно проворачивается от руки, но
при включении электродвигателя на сеть не приходит
во вращение, — это означает наличие дефектов в обмот-
ке статора. К таким дефектам могут быть причислены
в асинхронном электродвигателе: обрыв обмотки, непра-
вильное соединение между собой катушек обмотки, пло-
хая пайка короткозамкнутого витка на полюсе.
У синхронно-реактивного электродвигателя к таким
дефектам могут быть причислены: обрыв обмотки или
неправильное соединение обмотки статора.
Если в обмотке статора электродвигателя перемен-
ного тока имеется замыкание части обмотки, то электро-
двигатель, прийдя во вращение, через небольшой проме-
жуток времени «сгорит», т. е. катушка обмотки статора,
в которой имеются короткозамкнутые витки, перегреется,
достигнет высокой температуры, при которой изоляция
обмотки обуглится и потеряет свои изоляционные свой-
ства; в результате обмотка выйдет из строя и понадо-
бится её вновь изготовлять.
Асинхронный электродвигатель должен развивать
около 2800 об!мин. Скорость его незначительно меняется
при изменении нагрузки в пределах от холостого хода до
номинальной нагрузки.
Синхронно-реактивный электродвигатель должен раз-
вивать 3000 об[мин. Скорость его при колебании нагруз-
ки нс изменяется.
125
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
В. Ю. Ломоносов и К- М. Поливанов, Электротехни-
ка, Госэнергоиздат, 1952.
М. И. Кузнецов, Электротехника, Трудрезервиздат, 1952.
Н. Д. Пасечник, Элементарная электротехника, Гостехиз-
дат УССР, 1953.
А. Д. Батраков, Элементарная электротехника для радио-
любителей, Госэнергоиздат, 1950, стр. 96—100.
С. Л. В а л ь д г а р д, Электричество в современной технике,
Госэнергоиздат, 1952, стр. 11—77.
П. И. Л у г о в к и н, В помощь механизатору-электромонтеру,
Машгиз, 1953, стр. 5—62.
Г. И. Б а б а т, Электричество работает, Госэнергоиздат, 1950.
В. П. Брагин и др., Техническое творчество, изд «Молодая
гвардия», 1955, стр. 175—188.
П. Стрелков, Простейшая модель автомобиля, изд.
ДОСААФ, 1953, стр. 11—34.
С. Д. Клементьев, Миниатюрный электродвигатель, изд.
ДОСААФ, 1951.
С. Д. Клементьев, Радиоуправление моделями кораблей,
ДОСАРМ, 1950.
А. Абр амов и П. Хлебников, Самодельные электри-
ческие и паровые двигатели, Детгиз, 1946, стр. 3—58.
Каталоги электродвигателей постоянного и переменного токов
Министерства электропромышленности СССР.
СОДЕРЖАНИЕ
Стр.
Введение....................................................3
Глава I. Применяемые материалы и общие замечания по
изготовлению .............................................. 6
Активные материалы.................................—
Изоляционные материалы............................10
Общие замечания по изготовлению самодельных
электродвигателей ................................11
Глава И. Самодельные электродвигатели постоянного тока 14
Устройство электродвигателей .............................. —
Электродвигатель постоянного тока (мощность 3 вт,
3000 об/мин, напряжение 12 в).....................19
Электродвигатель постоянного тока (мощность 0,3 вт,
4500 об/мин, напряжение 4,5 в)....................52
Электродвигатель постоянного тока, изготовление
которого не требует станочной обработки (мощ-
ность 3 вт, 5000 об/мин, напряжение 12 в) ... 73
Глава III. Самодельные электродвигатели переменного тока 89
Устройство электродвигателей .............................. —
Однофазный асинхронный электродвигатель с корот-
козамкнутым витком на полюсе (мощность 8 вт,
2800 об/мин, напряжение 127 или 220 в)............97
Однофазный синхронно-реактивный электродвига-
тель (мощность 8 вт, 3000 об/мин, напряжение 127
или 220 в).......................................116
Сергеи Дмитриевич Клементьев
Самодельные электродвигатели
малой мощности.
Редактор Г. В. Махалкевич
Обложка худ. А. Г, Кобрина
Художественный редактор В- И. Рывчин
Технический редактор #. В. Рыбин
Сдано в набор 19JX-1955 г. Подписано к печати б| 11-1956 г. 84х108х1з2
печ. л. 8 (6,56). Уч.-изд. л. 6,10. Тираж 25 тыс. экз. А-00261. Цена 1 р. 55 к.
Учпедгиз. Мссква, Чистые пруды, 6-
Набрано и отпечатано в Книжной ф-ке им. Камиль Якуба Отдела издательств
и полиграфической промышленности Министерства
культуры ТАССР г. Казань ул. Баумана 19. 1956 г.
1 руб. 55 коп.