/










































































































































































































































Автор: Фадеев И.Г. Кузнецов И.А.
Теги: техническая акустика музыкальные инструменты баяны аккордеоны гармоники
Год: 1971



Текст
И. Г. ФАДЕЕВ
И. А. КУЗНЕЦОВ
Ремонт
ГАРМОНИК, БАЯНОВ
АККОРДЕОНОВ
ИЗДАНИЕ 2-е, ИСПРАВЛЕННОЕ И ДОПОЛНЕННОЕ
и
ИЗДАТЕЛЬСТВО «ЛЕГКАЯ ИНДУСТРИЯ» МОСКВА • 1971
russian-garmon. ги pergg.narod.ru
УДК 681.816.8.004.67
Фадеев И. Г., Кузнецов И. А. Ремонт гармоник, баянов и аккордеонов. Изд. 2-е, исправленное и допол* ненное. Издательство «Легкая индустрия», 1971, 248 стр. тираж 25000 экз., цена 77 коп.
В книге дано описание наиболее распространенных лучших образцов современных гармоник, баянов и аккордеонов, объясняются их конструктивные особенности.
Приведены способы определения и устранения неисправностей, а также ремонт всех узлов и деталей этих инструментов. В отличие от первого издания дополнены разделы технологии склейки корпусов целлулоидом, ремонта клавиатурных механизмов,- мехов, выполнения клеильных работ и режимов склейки. Значительно увеличены перечни основных материалов, применяемых при ремонте различных типов гармоник с указанием ГОСТ и технических требований к отремонтированным узлам и готовому инструменту.
Книга рассчитана на работников ремонтных предприятий города и сельской местности, она может служить практическим руководством для учащихся специальных учебных заведений.
Рисунков 86, клише 18, таблиц 12.
Рецензент А. Н. ЛЕОНОВ
3-19-2
79—70
ВВЕДЕНИЕ
Баян и аккордеон являются разновидностями народного музыкального инструмента, называемого гармоникой. Название «гармоника» происходит от греческого слова «армониа» — связь, стройность и слаженность целого, соразмерность его частей. Гармоники бывают губные, клавишно-меховые и фисгармонии с ножной или с механической подачей воздуха к звукообразо-вателям. По конструкции звукообразователей и принципу образования звука эти музыкальные инструменты не отличаются друг от друга, но способы подачи воздуха к звукообразователям разные. Губные гармоники не имеют особой системы воздухо-подачи. В них звукообразователи приводятся в колебательное движение воздухом легких исполнителя, тогда как в клавишномеховых гармониках для подачи воздуха и регулирования его движения имеются специальные складчатые меха и клапанная система с клавиатурой.
Принцип подачи воздуха в фисгармонии отличается устройством ножных педалей, рабочих и буферных мехов.
В основу современной классификации музыкальных инструментов положен принцип звукообразования и способ Извлечения звука. В гармониках звук возникает в результате свободного колебания упругих металлических язычков (жестко заделанных одним концом к планке с проемами) под действием воздушной струи, направляемой по специальным каналам при помощи мехов (ручные гармоники, фисгармонии) или легких человека (губные гармоники).
Способ извлечения звука в клавишно-меховых гармониках заключается в том, что при разжиме и сжиме мехов образуется разное по величине и направлению воздушное давление в меховой камере. В результате при нажатии на клавишу в момент разжима меха произойдет движение воздуха в меховую камеру, а при сжиме — обратно.
На пути своего движения воздух встречается с металлическими упругими язычками и приводит их в колебательное движение. В процессе упругих колебаний язычка в воздушной среде образуется звук. Следовательно, упругий колеблющийся язычок является источником или возбудителем звука. Звучание
3
передается воздухом, получившим импульсы от колеблющегося язычка.
Исходя из этого, можно считать, что в клавишно-меховых гармониках звукообразователями являются язычки, а способ извлечения звука — пневматический, осуществляемый посредством складчатого меха и клапанно-клавиатурных устройств.
Таким образом, название, полностью характеризующее клавишно-меховую гармонику, будет: язычковый пневматический клавишный музыкальный инструмент.
Идея о создании музыкального инструмента с язычками и пневматическим способом извлечения звука, который теперь применяется во всех язычковых музыкальных инструментах, впервые была высказана в 1780 г. петербургским мастером Киршником.
В 1821 г. берлинский мастер Ф. Бушман сконструировал губную гармонику. Такая гармоника представляла собой продолговатую коробку, разделенную на ячейки (камеры), в каждой из которых помещался металлический язычок, настроенный на определенный тон.
В 1822 г. Ф. Бушман добавил к губной гармонике резервуар— мех, сходный по форме с кузнечными мехами. Обе крышки гармоники были соединены с меховой камерой вдоль одной из сторон и могли раскрываться и закрываться подобно вееру или крышкам переплета книг.
На правой крышке находился гриф с небольшим числом клавиш (6—9 шт.), на левой — ручка для растягивания и сжимания меха. На такой гармонике исполнялась только мелодия, клавиатуры для исполнения 'аккомпанемента не было.
В 1829 г. мастер Демианов, проживавший в Вене, усовершенствовал этот тип гармоники, придав меховой камере современную форму. Он создал основные элементы конструкции, сохранившиеся в основном до настоящего времени: корпус, состоящий из правой и левой крышек с клавиатурами, и меховую камеру.
Гармоника Демианова имела 7 кдавиш, расположенных в один ряд, для правой руки (мелодия) и 2 клавиши для левой (аккомпанемент).
С этого времени стали изготовлять две основные разновидности инструмента: немецкие и венские гармоники. Различие между ними заключалось не столько в музыкально-исполнительских возможностях, сколько в устройстве корпуса. На немецких гармониках клапаны мелодии размещались снаружи правой крышки, а клавиатура для левой руки — на специальной ручке, называемой грифом. На венских гармониках клапаны мелодии помещались в углублении правой крышки и закрывались деревянной сеткой, а клавиатура для левой руки — непосредственно на крышке аккомпанемента.
4
В начале 40-х годов XIX в. подобные гармоники появились в России.
О появлении ручной гармоники в России в литературных источниках указывается, что любители музыки из привилегированных слоев населения покупали гармоники за границей, которые затем через крепостных слуг попадали в деревню.
Кроме того, гармоники могли завезти иностранные мастера, выписанные на тульские оружейные заводы.
Рис. I. Тульская однорядная гармоника
Несколько позднее среди тульских кустарей существовало мнение о местном происхождении гармоники. Считалось, что ее изобрели оружейные мастера Сизов и Шкунаев. Имеются сведения, что уже в 30-х годах XIX в. в Тульской губернии производились гармоники. К сожалению, нельзя выяснить, о каких гармониках идет речь: о губных или ручных.
Уже в середине XIX в. в России широкое распространение получило кустарное производство гармоник в Тульской, Вологодской, Новгородской и Вятской губерниях, а в 80-х годах гармонный промысел развился в Петербурге, Тверской, Симбирской, Ярославской, Нижегородской, Волынской, Московской, Орловской и Костромской губерниях.
Первые гармоники, изготовляемые в России местными кустарями, были однорядные.
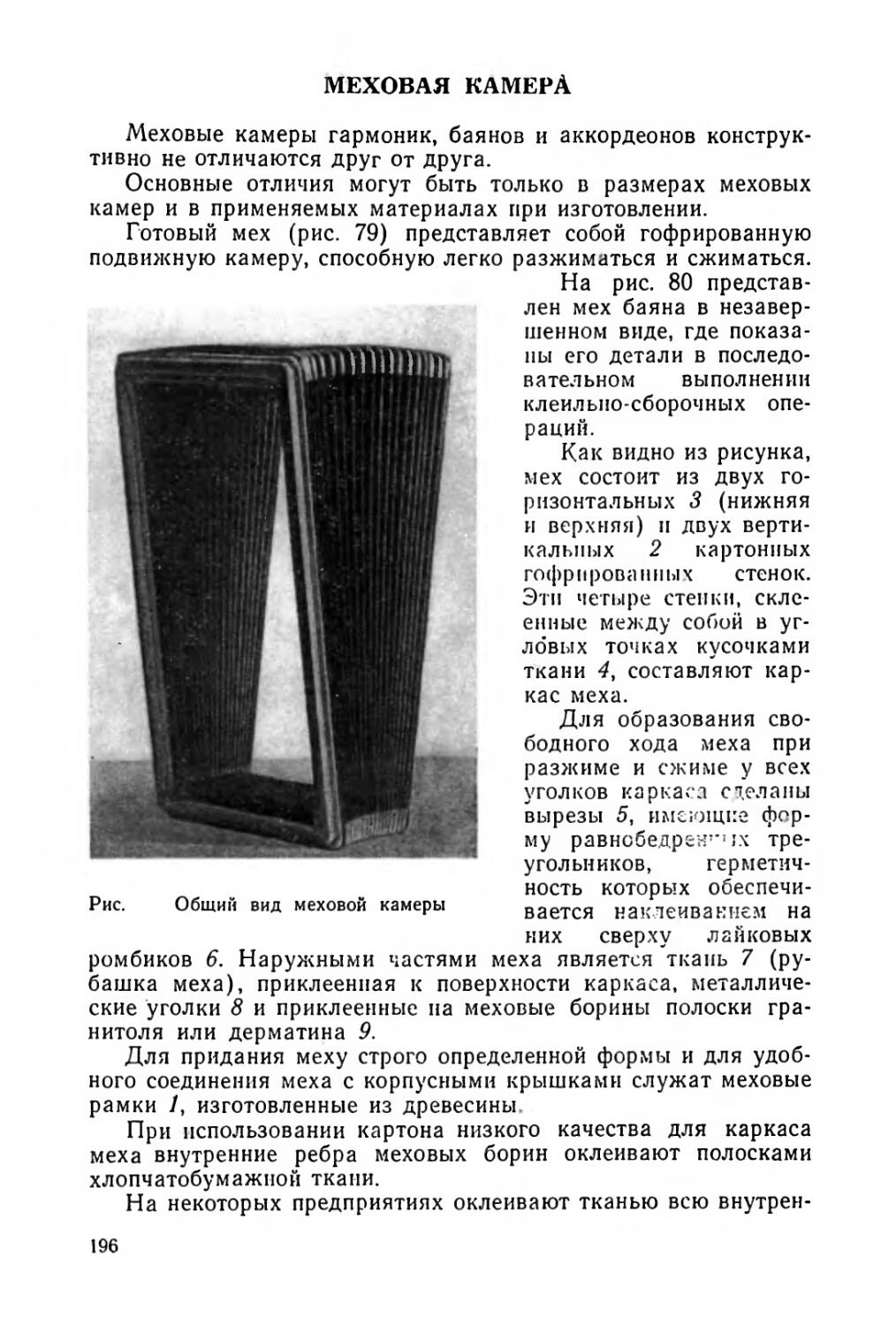
Представительницей однорядных гармоник является тульская восьмиклавишная гармоника с аккомпанементом для левой руки (рис. 1). В этой гармонике при нажатии одной и той
5
же клавиши возникали звуки разных тонов: при разжиме меха— один звук, при сжиме — другой. В дальнейшем такие гармоники стали называться гармониками русского строя.
Тульская гармоника располагала мажорным звукорядом для исполнения мелодии,-тоникой и доминантой в аккомпанементе. Однако этими звуками нельзя было пользоваться свободно, так как при разжиме и сжиме меха одни ноты с аккомпанементом могли звучать только на фоне тонической гармонии, другие — только на фоне доминантовой.
Рис. 2. Саратовская гармоника
Основным недостатком первых тульских гармоник являлась не столько ограниченность диапазона звуков, сколько отсутствие свободы звучания в аккомпанементе.
Дальнейшее развитие русской однорядной гармоники шло по линий преодоления этого недостатка. Желание от него избавиться и стремление исполнять на гармонике мотивы местного песенного фольклора привели к созданию различных типов гармоник, называвшихся по месту изготовления и распространения их: саратовские, касимовские, череповецкие, вятские, ливенские, елецкие, сибирские, смоленские и др.
Саратовская гармоника (рис. 2) по строю и количеству звуков (8—10 клавиш) была близка тульской. Для левой руки была добавлена третья клавиша (подголосок). Некоторые саратовские гармоники имели в басовой партии четыре клавиши и два колокольчика. Четвертая клавиша располагалась на задней стенке басовой ручки, а колокольчики — спереди ручки: один на верхнем и другой на нижнем концах.
Череповецкие гармоники (черепашки) отличались от тульских крайне малыми размерами и тем, что кнопки басовой кла
6
виатуры размещались непосредственно на стенке корпуса. Эти гармоники (рис. 3) получили широкое распространение в конце XIX, начале XX вв.
Активным пропагандистом черепашек был известный русский гармонист П. Невский.
Работая над усовершенствованием гармоник, мастера Орловской губернии сконструировали гармонику, значительно отли-
Рис. 3. Череповецкая гармоника
чавшуюся от прежних. Такая гармоника по месту изготовления (г. Ливны) была названа ливенкой (рис. 4).
Характерная особенность этой гармоники заключалась в том, что при разжиме и сжиме меха каждая клавиша давала один и тот же звук.
Известно, что западные мастера применили такой порядок расположения звуков значительно позже.
В этот же период (70-е годы XIX в.) сибирскими мастерами была изготовлена сибирская гармоника (рис. 5), подобная ливенке. Звукоряд мелодии располагался в одном ряду (15 клавиш), в басовой части — в два ряда (12 клавиш).
В 40-х годах прошлого столетия ручная гармоника тульской работы была завезена в Вятскую губернию, где развитию гармонного промысла значительно способствовало умение многих вятских кустарей отлично выполнять столярно-отделочные работы, так как кустарное производство изделий из дерева в Вятской губернии к тому времени уже было развито.
В 70—80-е годы XIX в. гармонный промысел Вятской губернии в связи с улучшением качества голосовых планок и хорошей
7
выработкой всех деревянных частей, а также высоким качеством отделки стал конкурировать с гармонным промыслом Тульской и других губерний.
Рис. 4. Ливенская гармоника
Рис. 5. Сибирская гармоника
Одновременно с развитием производства гармоник продолжалось их дальнейшее усовершенствование.
В первой половине 70-х годов XIX столетия впервые русскими мастерами были сконструированы двухрядные гармоники в Бологом.
8
Основные конструктивные принципы у бологойских гармоник были те же, что и у тульских. Клавиатура первого ряда мелодии имела звукоряд, аналогичный звукоряду тульской однорядной гармоники; во втором ряду звукоряд повторялся на кварту ниже. Аккомпанемент у бологойской гармоники ограничивался тремя мажорными аккордами.
Однако и это усовершенствование не смогло удовлетворить всех требований музыкантов того времени. Репертуар исполняемых произведений выдвигал необходимость создания инструмента с полным хроматическим звукорядом.
Рис. 6. Первая хроматическая гармоника
Н. И. Белобородова
Создателем первой русской хроматической гармоники был русский музыкант-самородок тульский рабочий-красильщик Николай Иванович Белобородов, который был страстным музыкантом-гармонистом и в течение всей своей жизни стремился к созданию новой гармоники с хроматическим строем.
Наконец, в 1871 г. новый инструмент был создан.
В гармонике Белобородова (рис. 6) правая клавиатура состояла из двух рядов. Двенадцать клавиш первого ряда, расположенных ближе к сетке, были похожи на черные клавиши фортепиано. Рабочие площадки тринадцати белых клавиш второго ряда имели квадратную форму. Клавиатура для левой руки (басовая) состояла из размещенных в одном ряду десяти больших клавиш такой же формы, как и клавиши современных гармоник и баянов.
При участии Белобородова тульскими мастерами было изготовлено 20 хроматических гармоник.
9
Таким образом, можно утверждать, что первая хроматическая гармоника была создана русским музыкантом Н. И. Белобородовым в Туле на 20 лет раньше, чем в Западной Европе.
В 80—90-е годы в обиходе встречались немецкие и венские двухрядные гармоники, но они не получили большого распространения в России. По принципу венской гармоники русские мастера создали более совершенный вид гармоники — венку русского строя (рис. 7).
Рис. 7. Венская гармоника русского строя
Коренное изменение в клавиатурный басовый механизм гармоники было внесено тульским мастером Чулаковым. Был изготовлен гнутый механизм, при помощи которого появилась возможность одновременно извлекать звуки аккомпанемента с Разиным сочетанием нот при нажатии на одну кнопку басовой клавиши.
Примерно в эти же годы в городе Ельце Орловской губернии появились гармоники, клавиатура которых располагалась по принципу фортепьяно (рис. 8).
Первая такая гармоника была сконструирована мастером Ильиным, а вторая, более совершенная,— елецким мастером Черных. Диапазон елецкой рояльной гармоники в мелодии охватывал звуки от ноты до первой октавы до фа третьей октавы включительно. Клавиши для левой руки располагались с обеих сторон грифа.
А. Новосельский в своей «Книге о гармонике» отмечает, что елецкие гармоники известны в России с конца прошлого столе
10
тия, в то время как на Западе рояльные гармоники получили распространение лишь в 1910—1920 гг.
В 1891 г. баварский мастер Мирвальд сконструировал гармонику, клавиатура которой имела полную хроматическую гамму в диапазоне четырех октав. Клавиши мелодии в этой гармонике располагались в три ряда. Каждая клавиша при разжиме и сжиме меха давала один и тот же звук, но аккомпанемент состоял из мажорных трезвучий.
Рис. 8. Елецкая рояльная гармоника
Вскоре басовая клавиатура была усовершенствована и расположена в три ряда: в первом (от меха) двенадцать басовых нот, во втором — мажорные аккорды и в третьем — минорные.
Примерно в 1892 г. такая гармоника уже была известна в России.
Важным новшеством, внесенным русскими мастерами в конструкцию гармоники Мирвальда, было изобретение валикового басового механизма вместо применяемого механизма из гнутых рычагов.
В принципе валиковая система позволяет из звуков в пределах одной октавы извлекать готовый аккорд при нажатии на одну из кнопок басовой клавиатуры.
Впоследствии валиковая система нашла самое широкое распространение у всех видов гармоник и в настоящее время является основой басовых механизмов.
Изготовленные московскими мастерами Ф. М. Захаровым и П. П. Ватутиным трехрядные хроматические гармоники уже имели сходство с современным баяном.
11
Эти гармоники имели 37—40 клавиш мелодии, расположенных по диагоналям в порядке последовательного извлечения звуков хроматического звукоряда (рис. 9).
Подобное расположение клавиатуры мелодии впоследствии стало называться московской раскладкой.
Рис. 9. Схема клавиатуры мелодии московской раскладки
Однако клавиатура басовой части в этих гармониках еще не имела вспомогательного ряда басовых клавиш, септаккорда и уменьшенного доминант-септаккорда.
дублирующий ряд
Рис. 10. Схема клавиатуры мелодии ленинградской раскладки
Первый инструмент с хроматическим расположением звуков в мелодии типа современного баяна был изготовлен в 1907 г. петербургским мастером В. С. Стерлинговым для выдающегося музыканта-гармониста Я. Ф. Орланского-Титаренко, который и назвал свой инструмент баяном по имени легендарного древнерусского певца и музыканта Бояна, упоминаемого в поэме «Слово о полку Игореве».
Баян, сконструированный и изготовленный Стерлинговым, имел 52 звука в мелодии и 72 готовых аккорда в басовой части. Клавиатура басового механизма кроме основного ряда басов имела вспомогательный ряд, септаккордный и ряд уменьшенного доминант-септаккорда.
12
Чтобы максимально облегчить переход от двухрядной гармоники к новому инструменту, Стерлингов изменил расположение клавиатуры мелодии и ввел четвертый дополнительный (дублирующий) ряд (рис. 10).
В дальнейшем баяны с расположением звуков в мелодии по системе Стерлингова стали называться баянами с ленинградской раскладкой (рис. 11), но большого распространения они не получили, и в период 1930—1935 гг. были окончательно вытеснены баянами с московской раскладкой — наиболее удобной.
Рис. 11. Баян с клавиатурой ленинградской раскладки
В начале XX столетия происходило дальнейшее усовершенствование конструкций гармоник и баянов отдельными мастерами-кустарями.
И только после Великой Октябрьской социалистической революции, когда производство язычковых музыкальных инструментов начало принимать организованный характер и были созданы первые государственные предприятия, определились основные, наиболее совершенные конструкции и типы этих инструментов.
В 1925—1930 гг. двухрядная «венка» и другие виды гармоник были окончательно вытеснены «хромкой»* (рис. 12).
Широкое распространение получил баян как наиболее полноценный музыкальный инструмент, удачно сочетающий большие исполнительские возможности и сравнительную легкость обучения игре на нем.
* Название «хромка» не имеет ничего общего с хроматическим звукорядом, Строй «хромки» диатонический.
13
В 40-х годах в СССР было организовано производство аккордеонов, прообразом которых были русские рояльные гармоники.
Создателями аккордеонов современного типа в нашей стране явились мастера ленинградской фабрики «Красный партизан» М. Д. Столбов и В. Н. Самсонов (1934—1936 гг.).
Рис. 12. Двухрядная гармоника «хромка»
В эти же годы создаются крупные промышленные предприятия по производству язычковых музыкальных инструментов в Москве, Ленинграде, Туле, Кирове, Вологде, Ростове-на-Дону и других городах нашей страны.
В 1934 г. был создан Государственный научно-исследовательский институт музыкальной промышленности, который наряду с другими работами приступил к исследованию и разработке теоретических вопросов, связанных с акустикой язычковых музыкальных инструментов, применяемыми материалами, созданием контрольных приборов.
После Великой Отечественной войны начатые институтом работы были продолжены на Московской экспериментальной фабрике музыкальных инструментов.
14
Особенно бурное развитие производство музыкальных инструментов получило в послевоенный период. Некогда кустарное производство гармоник превратилось в высокоорганизованное современное индустриальное производство язычковых музыкальных инструментов на предприятиях, оснащенных высокопроизводительным оборудованием общего и специального назначения.
Это дало возможность механизировать процессы изготовления деталей и узлов, организовать специализированные предприятия и цехи по выпуску голосовых планок, механизмов баянов, гармоник, аккордеонов и других полуфабрикатов и тем самым в значительной степени увеличить объем производства.
Рост выпуска в СССР язычковых музыкальных инструментов (в шт.) с 1953 г. характеризуется следующими данными (табл. 1).
Таблица 1
Наименование инструментов 1953 г. 1955 г. 1957 г. 1959 г. 1961 г. 1963 г. 1966 г. 1968 г.
Баяны Г армоникн } 597 307 807 365 921 674 776 750 639 829 684 500 673 410 729 00
Аккордеоны 7 124 11 070 28 036 53 634 120 313 102 000 46 380 60 000
Стремясь удовлетворить возрастающие требования музыкантов к язычковым музыкальным инструментам, промышленность неустанно работает над совершенствованием гармоник, баянов и аккордеонов.
Проводится большая работа по улучшению качества акустических данных музыкальных инструментов. Существенную помощь в решении вопроса создания голосовых планок высшего класса оказали известные старейшие русские мастера гармонного дела А. П. Пастухов, много лет проработавший на московской фабрике имени Советской Армии, и тульские мастера А. В. Моторин и М. В. Попов.
На экспериментальной фабрике музыкальных инструментов в эти годы мастерами Н. П. Фромом и Н. А. Косоруковым созданы новые виды язычковых инструментов, так называемые тембровые баяны. Эти инструменты при сохранении основных приемов игры на обычных баянах дают возможность получить звуки, имитирующие по тембру духовые музыкальные инструменты: волторну, трубу, гобой, кларнет и др.
Широкое распространение получили также оркестровые баяны: пикколо, баритон, бас, контрабас и др.
Тембровые и оркестровые баяны в значительной степени обогатили художественные и исполнительские возможности оркестров народных музыкальных инструментов.
15
С развитием массового производства язычковых музыкальных инструментов, где технологический процесс сильно дифференцирован, появилась необходимость в создании контрольных приборов, с помощью которых можно было бы объективно проверять качество узлов и деталей на отдельных операциях.
Впервые в СССР на экспериментальной фабрике музыкальных инструментов были созданы современные приборы для контроля отдельных физических параметров в язычковых музыкальных инструментах. Например, приборы для определения порогов возбуждения и срыва колебаний язычков, для определения расхода воздуха через голосовые проемы в планках, для контроля степени «розлива» в аккордеонах, для визуальной настройки язычков в планках и многие другие.
Предприятия музыкальных инструментов постоянно совершенствуют конструкции баянов, гармоник и аккордеонов. Так, созданы новые конструкции баянов «Россия», «Солист», «Лира», «Рубин», «Концерт», «Тульский», «Мелодия» «Ростов-Дон» и другие с увеличенным диапазоном и улучшенными акустическими данными.
Широкое распространение получили многоголосные гармоники с регистровыми переключателями.
Изготовлены новые модели аккордеонов «Красный партизан», которые по своим музыкальным возможностям и качеству не уступают инструментам лучших зарубежных фирм.
С бурным развитием химической промышленности и созданием новых полимерных материалов перед производством язычковых музыкальных инструментов открывается широкая возможность применения этих материалов и улучшения качества выпускаемой продукции. Это позволит поднять промышленность музыкальных инструментов на еще более высокую ступень своего развития и создать музыкальные инструменты, в полной мере отвечающие запросам советского народа.
ГЛАВА I
Краткие сведения по акустике и музыкальной грамоте
АКУСТИКА
Все, что воспринимается органом слуха, имеет общее название «звук». Звук, как физическое явление, представляет собой колебательное движение какого-нибудь тела — источника звука (струны, воздушного столба, пластины, мембраны, металла и т. д.), создающего звуковые волны в упругих средах (газах, жидкостях и твердых телах).
Действие звуковых волн на органы слуха, передающееся посредством слухового нерва в головной мозг, порождает ощущение звука.
Таким образом, звук — это слуховое ощущение, вызываемое более или менее частыми колебаниями упругого тела.
Звук разделяется на две группы: шумы, т. е. звуки, не имеющие достаточно определенных отличительных признаков, трудно поддающиеся сравнению и изучению, и тоны, или музыкальные звуки, имеющие определенные отличительные признаки и более доступные изучению.
К первой группе могут быть отнесены, например, такие звуки, как гром, выстрел, шелест, шорох, стук, скрип и т. п., ко второй — звуки музыкальных инструментов и специальных приспособлений, а также пение. Нас в дальнейшем будут интересовать только звуки музыкальных инструментов (в частности, язычковых музыкальных инструментов). Поэтому под общим названием «звук» мы будем иметь в виду музыкальный звук.
Музыкальные звуки, в отличие от шумовых, обладают особыми свойствами. Они отобраны и организованы в определенную систему, выработанную в процессе многовекового развития музыкальной культуры и служащую для выражения музыкальных мыслей, музыкальных образов.
Колебания звучащего тела. Область физики, занимающаяся изучением звуковых явлений, называется акустикой. Чтобы понять особенности звуковых явлений, необходимо ясно себе представить, что такое колебания. Колебательные движения (колебания) — это возвратно-поступательные движения тела, которые
2 Заказ 2074 1 7
russian-garmon. ги pergg.narod.ru
Начинаются в определенном пункте й продолжаются До другого пункта, откуда возвращаются по тому же пути к первому пункту и затем снова повторяют прежнее движение.
Рассмотрим один из самых известных примеров колебательного движения — качание маятника. Простейший маятник — это подвешенный на нити металлический шарик. Когда маятник не-
подвижен, он занимает положение равновесия Ло (рис. 13). Если маятник отклонить из положения равновесия до положения Ai и затем отпустить, то он начнет качаться на нити, совер-
шая периодически повторяющееся движение — колебание. При
Рис. 13. Простейший маятник
новка маятника в точке А2
силы инерции маятника и
чина, вызывающая колебание маятника, заключается в действии на маятник силы тяжести.
Маятник, отклоненный в положение Ai под действием силы тяжести опускается, постепенно набирая скорость. По достижении маятником положения Ло скорость будет наибольшей. От этой точки дальше по направлению к точке Л2 маятник будет подниматься под действием силы инерции. При этом сила тяжести будет тормозить его движение. Оста-означает равенство в этом положении
силы тяжести, но в этом положении
маятник не может остановиться, так как сила тяжести двигает его в обратном направлении, и т. д.
Путем такого же несложного опыта можно убедиться, что движение звучащего тела также колебательное.
Возьмем узкую стальную полосу (линейку, полотно ножовки и т. д.) и зажмем один конец в настольные тиски. Отклонив свободный конец в сторону и отпустив его, мы увидим, что полоса станет колебаться из стороны в сторону (рис. 14). Укорачивая свободный конец полосы и заставляя его колебаться, мы заметим, что по мере ее укорачивания скорость движения увеличивается. В то время, когда движение становится настолько быстрым, что глаз воспринимает лишь крайнее положение конца полосы, а промежуток становится мутным, появляется звук. Вначале это слабое жужжание, шум, затем, по мере уменьшения свободного конца, звук становится все более внятным. Таким образом, уменьшая длину колеблющейся части, мы увеличиваем скорость колебаний и, изменяя скорость колебаний, получаем другой звук.
Колебания бывают затухающие и незатухающие (вынужденные) .
Свободные колебания, вызванные кратковременным действием приложенной силы, не могут продолжаться долго. Благо
18
даря сопротивлению среды, внутреннему молекулярному трению, а также отдаче энергии колебаний в пространство амплитуда колебаний постепенно уменьшается и колебания прекращаются. Такие колебания называются затухающими.
Колебания, происходящие под влиянием внешних возбуждающих сил сколь угодно долго, называются незатухающими.
а
pH
Рис. 14. Колебания стальной полосы, зажатой в тисках: а —с длинным концом; б— с коротким концом
Например, колебание струны, возбуждаемой движением смычка, колебания язычка (голоса), возбуждаемого давлением воздуха, и т. д.
Свойства колебательного движения. Звуковые колебания обладают физическими свойствами: амплитудой, частотой, продолжительностью и составом колебаний.
Амплитуда колебаний — это наибольшее отклонение колеблющейся точки от среднего положения (положения равновесия или покоя). Величина амплитуды измеряется в линейных метрических единицах и в основном зависит от величины воздействующей (возбуждающей) силы и упругости колеблющегося тела.
2* 1&
Рис. 15. Запись процесса простого колебания маятника:
1 — бумажная лента; 2 — конус с песком
Частота колебаний — число полных колебаний в единицу времени. Полным колебанием считается прохождение колеблющейся точкой четырех амплитуд.
Продолжительность времени, в течение которого упругое тело совершает одно полное колебание, называется периодом колебаний.
Единица измерения частоты носит название герц (гц) по имени немецкого физика Г Герца.
Один герц соответствует одному полному колебанию в секунду. Частота колебаний звучащего тела зависит от его длины, толщины, степени натяжения и плотности материала, из которого оно изготовлено.
Большие, тяжелые и неупругие предметы, длинные и слабо натянутые струны колеблются с малой частотой. Маленькие, легкие и упругие предметы, короткие и туго натянутые струны колеблются с большей частотой.
Любое упругое тело (металлическая пластина, струна) издает определенный тон и производит совершенно точное и определенное число колебаний в секунду, которое не изменяется при различных амплитудах.
Ощущение звука вызывают колебания с частотами в пределах от 16 до 20 000 гц.
Продолжительность колебаний — время, в течение которого совершаются колебания. Продолжительность колебаний зависит от длительности воздействия возбуждающей силы, механических свойств колеблющегося тела и состояния окружающей среды.
Состав колебаний — наличие или отсутствие в данном колебании простейших составляющих колебаний.
Колебания бывают простые и сложные. Простейшим механическим колебанием является гармоническое колебательное движение, представляющее собой синусоидальное колебание. Графически гармоническое колебание изображается синусоидой. На рис. 15 показана запись процесса простого колебания маятника. Из отверстия конуса, подвешенного на нити, тонкой струей
20
высыпается песок, прилипающий к смоченной водой бумажной ленте. Если эту ленту равномерно протягивать в горизонтальном направлении, то при колебаниях конуса высыпающийся песок «прочертит» на ленте кривую, характеризующую колебание. На бумаге процесс колебаний развернется как бы во времени. Такая временная развертка дает нам возможность судить о ходе колебательного процесса, форме колебаний, найти амплитуду колебаний, а при известной скорости движения бумаги определить период колебаний. Эта кривая, графически изображающая колебания маятника, представляет собой синусоиду.
Гораздо чаще в жизни человек сталкивается со сложными колебаниями, представляющими собой сумму простых гармонических колебаний с различными периодами, амплитудой и частотой. Таким образом, каждый звук представляет собой не один простой тон, а сочетание многих тонов, возникающих потому, что источник звука колеблется не только целиком, но одновременно колеблются также его части (V2, Уз, V4 и т. д.).
Источник звука, колеблющийся целиком, производит основную частоту, наиболее слышимый звук, кажущийся единственным. Его части (половины) производят звук с частотой вдвое большей, чем основная; третьи части—втрое, четвертые части — вчетверо большей, чем основная, и т. д. В результате таких сложных одновременных колебаний и возникает звук сложного состава.
Иллюстрацией данного явления может служить следующий опыт.
При открытой крышке рояля (или пианино) поставим палец на одну из границ между равными (V2, Уз и т. д.) частями струны. Звук, извлекаемый из данных отрезков струны, и будет являться обертоном.
Передача звуковых колебаний (распространение звука). Чтобы колебания какого-либо источника звука достигли нашего уха, необходимо наличие упругой материальной среды, находящейся между вибратором и ухом. Такой средой может быть дерево, стекло, сталь, но главная роль в этом отношении принадлежит окружающему нас со всех сторон воздуху. В безвоздушном пространстве колебания не дадут ощущения звука. Доказательством передачи звуковых колебаний воздухом может служить следующий опыт. Поместим под колокол воздушного насоса электрический звонок или будильник и начнем постепенно выкачивать воздух. По мере выкачивания воздуха звук звонка или будильника будет слышаться все слабее, пока совершенно не прекратится, хотя молоточек все время будет ударять по колокольчику и, следовательно, последний все время будет колебаться.
Если теперь постепенно вновь впускать воздух под колокол, то звук будет постепенно нарастать и достигнет прежней силы.
21
Это указывает на то, что воздух является той средой, при посредстве которой колебания колокольчика достигли нашего уха.
Звуковые колебания передаются волнообразно. Они распространяются не поперек, а вдоль волнового луча и состоят из сгущений и разрежений частиц колеблющейся упругой материи, которые составляют звуковую волну.
Длина звуковой волны определяется расстоянием между соседними сгущениями или разрежениями. Если нам известна мина звуковой волны X и частота колебаний f, то скорость шука v определяется уравнением v = kf. Отсюда длина волны
! = -.
f
При распространении звуковых волн энергия передается через частицы воздуха посредством образования все новых сгу-цений и разрежений.
Скорость распространения звука зависит от упругости, плотности и температуры среды.
Сравнительные данные скорости распространения звука $ различных средах приведены в табл. 2.
Таблица 2
Среда Температура, °C Скорость звука, м1сек
Воздух 20 344
» 0 331,5
Вода 17 1430
Свинец 18 1200
Алюминий 18 5250
Латунь 15-н20 3420
Чугун 15 -н 20 3850
Медь 15-4-20 3880
Сталь 15 -н 20 5050
Скорость распространения звука в древесине зависит от ее ороды и направления древесных волокон.
Данные скорости распространения звука в древесине приведены в табл. 3.
Из приведенной таблицы видно, что звук лучше распростра-яется вдоль волокон, медленнее в радиальном и тангенциальном направлениях.
Основные качества звука. Отражение физических свойств ко-ебаний — амплитуды, частоты, продолжительности и состава олебаний — в наших ощущениях воспринимается как качество звука. К ним относятся: высота, громкость, длительность и ~?мбр звука.
Таблица 3
Порода древесины Скорость распространения звука, м/сек
вдоль волокон в радиальном направлении в тангенциальном направлении
Сосна 5030 1450 850
Пихта 4600 1525 860
Ясень 5065 1510 1370
Дуб 4175 1665 1400
Клен 4450 1670 1125
Береза 3625 1995 1535
Ольха 5060 1485 1135
Ель 4179 1470 880
Рассмотрим качества звука в связи с порождающими их физическими свойствами.
Высота звука зависит от количества звуковых колебаний (частоты). Чем чаще колебания, тем выше звук; чем реже, тем звук ниже.
Следовательно, свойство звука, определяемое частотой колебания звучащего тела в единицу времени (секунду), называется высотой звука.
Для определения высоты звука нужно, чтобы звучание продолжалось некоторое время. Эта минимальная продолжительность времени определена и зависит от частоты колебания. Так например:
для Миг требуется 0,080 сек
» соль » 0,035 в
в си2 в 0,015 в
в си3 в 0,018 в
в ми5-бемоль требуется 0,018 сек
Громкость звука — величина слухового ощущения, возникающая от звукового давления на органы слуха.
Громкость звука зависит от его силы и частоты, а сила — от величины амплитуды колебания, геометрических размеров и физико-механических свойств звучащего тела.
При увеличении размеров и амплитуды колебания звучащего тела и при сохранении прежней частоты колебаний, увеличивается сила звука, ибо в единицу времени будут приводиться в колебательное движение большие массы воздуха, что, в свою очередь, увеличивает воздействие на слуховые органы.
В музыкальной практике принята шкала громкости из 8 ступеней, начиная от самой слабой до наибольшей, достигаемой в оркестре: ррр (пиано-пианиссимо), рр (пианиссимо), р (пиано), тр (меццо-пиано), mf (меццо-форте), f (форте), ff (фортиссимо), fff (форте-фортиссимо). Каждая ступень этой шкалы дает увеличение громкости звука по сравнению с предыдущей
23
примерно в два раза. Сила звука при изменении громкости на одну ступень изменяется примерно на 10 децибелл *. Таким образом, весь прирост силы звука по этой шкале от ррр до fff составляет 70 децибелл.
Длительность звука зависит только от продолжительности колебаний вибратора и совершенно не связана с акустикой и остальными качествами звука.
Тембр звука — это суммарный эффект гармонических обертонов, кратных основному звуку, присоединяющихся к основному звуку, и качественно изменяющих этот звук. Обычно под тембром звука понимают «окраску» или «характер» звука, но которому различают звуки одной и той же высоты и благодаря которому звучание одного музыкального инструмента или голоса отличаются от другого.
Тембр зависит от формы колебания источника звука и определяется числом и интенсивностью обертонов (частичных гонов).
Известно, что каждый звук представляет собой не один простой тон, а сочетание многих тонов, которые возникают потому, что источник звука колеблется не только целиком, но одновременно также и по частям (половинам, третям, четвертям, пятым и т. д.), колеблющимся каждая в отдельности.
Все эти составные части сложного звука называются частичными тонами или обертонами.
Номер каждого обертона, взятый как знаменатель дроби с числителем 1, означает, какой частью источника звука он издается (звучит).
Схема колебаний источника звука (струны)
целиком половинами третями
четвертями
пятыми
* Децибелл — отвлеченная единица, равная приросту силы звука на 1,26 от начального уровня. Единица измерения силы звука, названная в честь изобретателя телефона Г. Белла.
24
Иллюстрацией данного явления служит следующий опыт.
При открытой крышке рояля палец ставится на одну из rpa-j ниц между равными (7г, 7з, 74, 7s и т. д.) частями струны; такую границу можно найти, передвигая палец по струне, при колебании ее или делением рабочей части струны на 2, 3, 4, 5 и т. д. части.
Звук, извлекаемый при этом нажатием клавиши, соответствующей данной струне, и будет обертоном.
Тембр (окраска) звука в основном зависит от трех моментов:
1) какие из принципиально возможных для каждого звука обертонов есть на самом деле;
2) какие из них звучат громче других;
3) в каком порядке они (обертоны) появляются.
Кроме того, влияние на тембр оказывают: материал звучащего тела, способ звукоизвлечения, среда, в которой возникает и распространяется звук.
Исходя из вышеизложенного, можно считать:
а) звук, лишенный обертонов, звучит неокрашенно, глухо, пусто; это особенно заметно у звуков с небольшими частотами;
б) звук, у которого сильно выражены несколько первых обертонов, характеризуется как сочный, полный;
в) звук, у которого сильно выражены высокие обертоны, попадающие в область частот 3000—6000 гц, характеризуется как пронзительный металлический, резкий, яркий; наоборот, при недостатке этих составляющих он расценивается как тусклый.
В образовании тембра низких звуков участвуют до 20 и более обертонов (гармоник), средних — 8—10, высоких — лишь 2—3, так как остальные или слабы или попадают в область очень высоких неслышимых частот.
Резонанс — свойство упругих тел передавать часть энергии колебания от одного вибратора (источника звука) другому вибратору (резонатору), имеющему одинаковый или кратный период колебания. Например, если две струны настроить на один какой-либо тон, то звучание одной струны будет передаваться другой; тогда говорят, что вторая струна резонирует. Колебания резонатора называются вынужденными, а колебания вибратора — свободными.
Резонанс — явление не только музыкального характера. Он возможен во всех случаях, когда колебания одно-го тела вызывают колебания другого. Например, если на общей упругой перекладине висят в состоянии покоя маятники, и некоторые из них могут иметь одинаковые периоды колебаний, и если один из них будет приведен в колебательное движение, то колебания этого маятника передадутся по перекладине другим маятникам с такими же периодами колебаний, т. е. заставят их резонировать.
25
Маятники с другими периодами колебаний останутся неподвижными.
Следует отметить, что резонируют не только те струны, основной тон которых тот же, что и тон вибратора, но и струны, тоны которых совпадают с обертонами вибратора.
^Поэтому, если открыть крышку фортепьяно, при помощи правой педали освободить струны от глушителей и произвести перед фортепьяно звук какой-либо частоты, то возбудится не только струна, период колебаний которой точно равен периоду колебаний вибратора, но и ряд струн, созвучных обертонам изданного звука.
Биение — явление периодического усиления и ослабления силы звука, соответствующее совпадению и расхождению колебаний двух или нескольких одновременно звучащих тел. При звучании двух или нескольких струн (и язычков) с одинаковой частотой колебания, их звуки сливаются в один, т. е. звучат в унисон.
Несовпадение чисел колебаний вызывает при звучании этих струн биения, производящие впечатление звуковых толчков или дрожаний звука.
Звуковые биения можно сравнить с несовпадением ударов часовых маятников, качающихся с разной скоростью. Когда удары маятников совпадают, они слышны отчетливо как один более сильный удар.
По мере того как качания расходятся, возникают перебои, сила ударов уменьшается.
Чем больше разница в скорости качания маятников, тем чаще один из них догоняет другой и тем чаще совпадают одинаковые положения маятников.
Чередующемуся совпадению и несовпадению ударов маятников в музыке соответствует чередующееся совпадение и несовпадение звуковых колебаний, вызывающее их усиленные звуковые толчки, т. е. биения. Чем больше разность частот двух звуковых колебаний, тем чаще возникают звуковые толчки (усиления звука).
От частоты биений зависит степень яркости (резкости) звука, степень слияния их и общий характер звучания двоезвучий.
Явлением биений широко пользуются при настройке музыкальных инструментов. Прослушивание и оценка правильности настройки отдельных звуков и интервалов, а также и всего диапазона звуков инструмента, достигается определением наличия биений при одновременном звучании источников звука, настроенных в унисон, октаву, квинту, кварту и т. д.
Зная число колебаний обоих звучащих тел (струн, язычков), можно найти число биений.
Например, если две струны, настраиваемые в унисон, имеют: первая 200 гц, а вторая 201 гц, число биений будет равняться
26
разности чисел колебаний этих струн, т. е. 201—200=1 биение в секунду. Если разность колебаний двух струн будет равна трем в секунду, то и число биений будет равно трем в секунду, и т. д.
Консонансы и диссонансы. Спокойно звучащие двоезвучия, в которых биения отсутствуют полностью или мало заметны, т. е. частоты звуков представляют простые отношения, называются консонансами.
Двоезвучия, звучащие беспокойно, с ясно слышимыми биениями (т. е. со сложными отношениями частот колебаний), называются диссонансами.
Консонансами считаются: чистая прима, чистая октава, чистая квинта и чистая кварта. Это так называемые совершенные консонансы.
В совершенных консонансах биения полностью отсутствуют, а звуки, благодаря частому совпадению отдельных колебаний, так сливаются друг с другом, что часто двоезвучие можно ошибочно принять за один звук.
Большая и малая терции и большая и малая сексты относятся к консонансам несовершенным.
В несовершенных консонансах биения имеются, но мало заметны, а звуки, благодаря более редким совпадениям отдельных колебаний, не сливаются друг с другом и слышны достаточно отчетливо.
Несовершенные консонансы в связи с этим производят впечатление более полного и насыщенного звучания, чем совершенные консонансы.
Диссонансами считаются: малая и большая секунды, малая и большая септимы, а также все увеличенные и уменьшенные интервалы.
Благодаря редким совпадениям отдельных колебаний звуки диссонанса не сливаются друг с другом, а в связи с насыщенностью биениями (неточными совпадениями отдельных колебаний) оба звука слышны неясно и при недостаточно развитом слухе воспринимаются как одновременное звучание большого числа звуков.
МУЗЫКАЛЬНАЯ ГРАМОТА
Из огромного количества звуков, которые воспринимает слуховой аппарат человека, в музыке применяются только те звуки, частоты колебаний которых находятся в пределах от 20 до 4500 гц, т. е. до 100 звуков.
Совокупность употребляемых в музыке звуков определенной высоты образует музыкальную систему.
Последовательность всех звуков, употребляемых в музыке, или звуков какой-либо музыкальной системы, музыкального ин
27
струмента, расположенных в постепенном восходящем или нисходящем порядке, называется звукорядом.
Звуковой объем человеческого голоса, музыкального инструмента, звукоряда и т. д. носит название диапазона.
Диапазон определяется расстоянием (интервалом) между самым низким и самым высоким звуком голоса, инструмента и т. п.
Звуковой диапазон применяемых в музыке звуков делится на группы, называемые октавами.
Каждая октава имеет 12 различных звуков, 7 из которых называются основными или тонами. Им даны самостоятельные слоговые названия: до, ре, ми, фа, соль, ля, си. Остальные 5 звуков являются производными от основных.
Кроме слоговых названий основных звуков октавы существуют буквенные названия этих звуков.
Слоговые названия до (do) ре (ге) ми (mi) фа (fa) соль (soi) ля (la) си (si)
Буквенные названия . . . С d е f g а h
Буквенная система названий основана на буквах латинского алфавита.
В нашей стране наиболее употребительна слоговая система названий.
Одноименные звуки всех октав имеют кратные числа колебаний. Например, звук ля первой октавы имеет 440 колебаний в секунду, ля второй октавы 880, ля третьей октавы 1760 и т. д.
Непрерывное и последовательное чередование всех звуков октавы называется хроматической гаммой.
В современной музыке применяется восемь октав. Каждая октава имеет свое название.
Самая низкая октава называется субконтроктавой, за ней следует контроктава и далее: большая, малая, первая вторая, третья и четвертая. Звуки выше четвертой октавы применяются редко, ввиду трудности распознавания их высоты. У концертных роялей иногда используются один-два звука пятой октавы.
В табл. 4 приведены буквенные обозначения октав и их частотный диапазон.
При буквенном обозначении звуков большими буквами обозначают звуки субконтроктавы, контроктавы и большой октавы; малыми буквами обозначают звуки малой октавы, первой, второй, третьей, четвертой, пятой.
28
Таблица 4
Наименование октав Буквенное обозначение звука «ля> Частотный диапазон, гц
Субконтроктава а2 16,35- -32,7
Контроктава Ах 32,7 - -65,4
Большая октава А 65,4 - -130,8
Малая » а 130,8 - -261,6
Первая » а1 261,6 - -523,2
Вторая » а2 523,2 - -1046,4
Третья » а3 1046,4 - -2092,8
Четвертая » а4 2092,8 - -4185,6
К буквам присоединяют соответствующие цифры 1, 2, 3, 4, 5. Например: А2 — ля субконтроктавы;
Ci — до контроктавы;
а3 — ля третьей октавы.
В музыкальной литературе и практике часто пользуются названием регистр.
Регистром называют часть музыкального диапазона инструмента, отличающуюся характерной звуковой окраской.
Средним регистром считают звуки в малой, первой и второй октавах. Третью, четвертую и пятую октавы считают высоким (верхним) регистром; субконтроктаву, контроктаву и большую октаву считают низким регистром.
Обозначение и запись звуков. Для обозначения звука пользуются специальными знаками — нотами, представляющими собой белые или черные кружки.
Для обозначения длительности звуков к нотам справа или слева (вверх или вниз) прибавляют вертикальные черточки, называемые штилями. К штилям в конце, противоположном ноте, добавляют флажки, увеличение числа которых обозначает уменьшение длительности звука.
Ноты записывают на параллельных линейках, называемых нотным станом или нотоносцем. Нотоносец состоит из пяти горизонтальных линеек, счет которых ведется снизу вверх.
-4-
В этом же направлении растет и частота колебаний — высота звуков у записанных нот. В начале нотного стана обычно ставят вертикальную черту, объединяющую линейки, называемую начальной.
29
Ноты пишут на линейках и между ними. Определяя местонахождение ноты, говорят, что нота находится на первой линейке, между первой и второй и т. д.
На нотном стане можно записать сравнительно небольшое количество звуков, поэтому для записи очень высоких и очень низких звуков пользуются добавочными линейками.
Добавочные линейки пишут выше и ниже нотного стана короткими черточками, отдельно для каждой ноты. Счет добавочных линеек ведется в верхнем и нижнем направлениях, считая от нотного стана.
Количество добавочных линеек может быть бесконечно, но обычно их ограничивают пятью.
В самом начале нотного стана имеется, специальный знак — ключ, устанавливающий высоту и название звука на одной из его линеек и, следовательно, определяющий место всех остальных нот на нотоносце.
Наиболее употребительные два ключа: скрипичный, или ключ соль, и басовый, или ключ фа.
скрипичный
ключ соль
басовый ключ фа
Скрипичный ключ показывает, что на второй линии нотоносца находится нота соль первой октавы. Басовый ключ пока^-зывает, что на четвертой линии находится нота фа малой октавы. Оба ключа своими завитками охватывают ту линейку, на которой написаны указанные ноты. Пользуясь нотоносцем, ключами (скрипичным и басовым), добавочными линейками, можно записать все употребляемые в музыке звуки.
Из 12 звуков одной октавы семь являются основными, имеющими самостоятельное название: до, ре, ми, фа, соль, ля, си, и называются тонами.
30
В промежутках между тонами размещены производные от основных звуков, полученные посредством повышения или понижения на полтона основного звука и называемые полутонами.
Полутон является наименьшим расстоянием по высоте, используемым в современной европейской музыкальной системе.
Повышение или понижение основных звуков октавы называется альтерацией.
Знаков альтерации пять:
(диез) — повышает ноту на полутон;
|? (бемоль) —понижает ноту на полутон;
х — (дубль-диез) двойной диез — повышает ноту на тон (на два полутона);
ЬЬ ~ (дубль-бемоль) двойной бемоль — понижает ноту на тон;
(бекар) —отменяет знаки альтерации только в том такте, где он поставлен.
Знаки альтерации на нотном стане ставят по таким же правилам, как и ноту, но звук получает двойное название, состоящее из основного нотного и названия знака альтерации, например:
до-диез си - бемол ь
При буквенном обозначении звуков, повышая звук на полтона к названию ноты прибавляют окончание is (диез), понижая на полтона — окончание es (бемоль).
Ниже приводится запись тонов и полутонов на русском языке и буквами латинского алфавита (табл. 5).
Таблица 5
до-диез ре-бемоль «и ре-диез ми-бемоль 3 а фа-диез соль-бемоль соль соль-диез ля-бемоль ля-диез си-бемоль 3 и
с cis des d dis es е f f is ges g gis as а ais Ь h
31
Интервалы. Расстояние между двумя звуками называется интервалом. Нижний звук интервала называется его основанием, верхний — вершиной. Величина интервалов обыкновенно выражается в полутонах.
Наиболее употребительны следующие интервалы (табл. 6).
Таблица 6
Название интервала
Количество полутонов
От основания до
Прима ......................
Малая секунда ..............
Большая » ... .........
Малая терция................
Большая » .............
Кварта .....................
Уменьшенная квинта..........
Чистая » .........
Малая секста................
Большая » •............
Малая септима ..............
Большая » .............
Октава......................
О
1
2
3
4
5
6
7
8
9
10
11
12
(до — до) (до — до-диез) (до — ре) (до — ре-диез) (до — ми) (до — фа) (до — фа-диез) (до — соль) (до — со ль-диез) (до — ля) (до — ля-диез) (до — си) (до — до)
Аккорды. Одновременное звучание нескольких музыкальных звуков (не менее трех), которые расположены или могут быть расположены по интервалам терций, называется аккордом.
Аккорд, состоящий из трех различных звуков, называется трезвучием.
Аккорд, состоящий из четырех различных звуков, называется септаккордом.
В зависимости от величины и расположения терций различают четыре вида трезвучий: мажорное, минорное, увеличенное и уменьшенное.
Мажорное трезвучие в основном положении имеет внизу большую терцию, а вверху малую. Основным положением аккорда является такое, когда звук, от которого строится аккорд, является самым низким.
Минорное трезвучие в основном положении имеет, наоборот, внизу малую терцию, а вверху большую.
Увеличенное трезвучие в основном положении состоит из двух больших терций, а уменьшенное — из двух малых.
Виды трезвучий, построенных от ноты до
мажорное
........... - ш
минорное увеличенное уменьшенное
32
Различают восемь видов септаккордов. Наиболее употребительны в музыке четыре вида септаккордов:
1) малый септаккорд первого вида, или малый мажорный септаккорд;
2) малый септаккорд второго вида, или минорный септаккорд;
3) малый септаккорд третьего вида, или малый септаккорд;
4) уменьшенный септаккорд.
Малый септаккорд первого вида состоит из большой и двух малых терций. Этот септаккорд может быть представлен как мажорное трезвучие с малой септимой (обычно он называется доминант-септаккордом).
Малый септаккорд второго вида состоит из малой, большой и малой терций. Этот септаккорд может быть представлен как минорное трезвучие с малой септимой (обычно называется субдоминант-септаккордом мажора).
Малый септаккорд третьего вида состоит из двух малых и одной большой терций. Этот септаккорд может быть представлен как уменьшенное трезвучие с малой септимой (обычно он называется вводным септаккордом мажора).
Уменьшенный септаккорд состоит из трех малых терций. Этот септаккорд может быть представлен как уменьшенное трезвучие с уменьшенной септимой.
Виды септаккордов, построенных от ноты до
1-го вида 2-го вида 3-го вида уменьшенный
септаккорд
В аккорде каждый звук имеет свое особое название в зависимости от интервала от основной ноты (примы); нижний звук называется основным тоном, второй снизу — терцией, третий — квинтой и четвертый — септимой.
Гаммы, лад, тональность. Гамма — постепенно восходящее или нисходящее воспроизведение всех звуков какого-либо звукоряда в пределах не менее октавы.
Гаммы бывают хроматические и диатонические.
Хроматическая гамма имеет двенадцать звуков, расстояние между которыми (интервал) равно полутону.
На основе хроматической гаммы построены звукоряды большинства современных музыкальных инструментов, в том числе баянов и аккордеонов.
Хроматическая гамма
33
Диатоническая гамма состоит из семи звуков, расстояния (интервал) между которыми равны целому тону или полутону.
На основе диатонической гаммы построен звукоряд «хромки», венской, саратовской, национальных и некоторых других гармоник.
В зависимости от положения тонов и полутонов диатонические гаммы бывают мажорные и минорные. Последние делятся на минорные натуральные, гармонические и мелодические.
Сохраняя приведенный выше порядок чередования тонов и полутонов, можно построить ту или иную диатоническую гамму от любого звука звукоряда. При обратном движении минорных гамм, т. е. сверху вниз, они утрачивают случайные знаки альтерации и звучат как натуральная минорная гамма.
Звуки диатонической гаммы носят название ступеней и нумеруются по порядку снизу вверх, начиная с исходного звука.
Каждая из семи ступеней гаммы имеет свое особое наименование:
первая ступень — тоника;
вторая ступень — верхний вводный тон;
третья ступень — медианта;
четвертая ступень — субдоминанта;
пятая ступень — доминанта;
шестая ступень — субмедианта;
седьмая ступень — нижний вводный тон.
Ступени гаммы различаются между собой не только по высоте, но и по степени своей устойчивости и неустойчивости.
Устойчивыми звуками гаммы являются 1, 3 и 5 ступени. Наиболее устойчивым из этих звуков обычно заканчивается музыкальное произведение, им является 1 ступень, т. е. тоника.
Неустойчивые звуки (2, 4, 6 и 7-й ступени) тяготеют к устойчивым ступеням.
Лад—система взаимосвязей музыкальных звуков, определяемая зависимостью неустойчивых звуков от устойчивых (опорных).
Характер лада в значительной степени определяется звучанием аккорда, образованного его устойчивыми звуками. Этот аккорд называется тоническим аккордом.
Если тонический аккорд представляет собой мажорное трезвучие, то лад называется мажорным или мажором.
Если тонический аккорд является минорным трезвучием, то лад называется минорным или минором.
Тонический аккорд является устойчивым и пригодным для окончания музыкального произведения. Все остальные аккорды лада содержат неустойчивые звуки и поэтому неустойчивы.
Аккорды (трезвучия), построенные на тонике,-субдоминанте и доминанте, называются основными трезвучиями лада,
34
Диатоническая 1 тон мажорная гамма j 1 ТОН 2 тона 1 тон 1 тон 1 ТОН 2 тона
1 — ==Ц =и 11 1' । । •
гч —е
•? -е- « е О V
Диатоническая минорная натуральная гамма
1 тон 2 тона 1 тон 1 тон 2 тона 1 тон 1 тон 1 г 1
л 1 1Г -—II —II “II II —е 1 1 1 о -е-
О ” Диатоническая минорная гармоническая гамма
1 тон 1 тона 1 тон 1 тон J тона 1 2 тона 1 тона —1 f 1
я—II 11 о е 11 с П1 —е 1 1 •
Диатоническая минорная мелодическая гамма
1 тон J тона 1 тон 1 тон 1 тон 1 тон 2 тона
1 “1 г п и II JI # Л • •
' (fa ' £1 ° е JL® "ff
Тональность — это различная высота лада. Тональность лада определяется высотой тоники и состоит из слов «тоника» (главный тон) и «лад» (мажор, минор).
Например:
По слоговой По буквенной
системе системе
До-мажор С — dur
Фа-мажор F — dur
Л4а-мажор Е — dur
или ля-минор а — moll
ла-минор е — moll
ре-минор d — moll
Обозначение тоники мажора обычно пишется с большой буквы; обозначение тоники минора — с малой буквы.
В современной 12-звуковой музыкальной системе каждый лад может быть изложен в 12 тональностях (по числу ступеней хроматической гаммы). Каждая тональность отличается от других совершенно определенными и только ей свойственными числом и названиями знаков альтерации.
Тональности мажорно-минорной системы могут быть диезными или бемольными.
Диезы всегда пишут по чистым квинтам вверх: фа — до — соль — ре — ля — ми — си.
Бемоли всегда пишут по чистым квинтам вниз:
Си — ми — ля — ре — соль — до — фа.
Круг употребительных в музыке тональностей, замыкающийся любыми энгармонически равными (одинаково звучащими) тональностями, например 0а-диез-мажор — соль-бемоль-мажор, носит название кварто-квинтового круга, схематически изображенного на рис. 16.
Камертон — эталон высоты звука. При настройке музыкальных инструментов и в пении обычно употребляют камертон в тоне ля первой октавы (а1). Камертон — это изогнутый посередине металлический стержень, концы которого могут свободно колебаться (вилочный камертон).
Имеются и хроматические камертоны, ветви которых снабжены передвижными грузиками и колеблются с переменной частотой в зависимости от местоположения грузиков.
Будучи возбужден, камертон дает простой (без обертонов) тон с колебанием, весьма близким к синусоидальному.
Эталонная частота колебания ля первой октавы (а1) ко времени изобретения камертона в 1711 г. английским музыкантом Дж. Шором равнялась 419,9 гц. Впоследствии она постепенно повышалась и в середине XIX в. доходила в отдельных странах до 453—456 гц. В конце XVIII в. по инициативе работавшего в Петербурге композитора и дирижера Дж. Сарти в России был
36
введен петербургский камертон с частотой а1 = 436 гц. Спустя почти семь десятилетий (в 1858 г.) гарижская Академия наук предложила так называемый нормальный камертон с частотой
Рис. 16. Кварто-квинтовый круг
а1=435 гц (т. е. почти такой же, как петербургский). В 1885 г. на Международной конференции в Вене эта частота была принята как международный эталон высоты звука.
В начале XX в. частота нормального камертона в большинстве стран вновь повысилась до 440 гц. В СССР с 1 января 1936 г. действует общесоюзный стандарт с частотой а1 = 440 гц (ОСТ 7710).
В настоящее время промышленность изготовляет также язычковые камертоны.
37
ГЛАВА II
Разновидности гармоник, баянов и аккордеонов и их конструктивные особенности
Гармоники, баяны и аккордеоны относятся к одним из наиболее популярных народных музыкальных инструментов. Широкое распространение они получили благодаря своим большим музыкальным возможностям, простоте и доступности обучения игре на них, портативности.
Как известно, все музыкальные инструменты классифицируются на самостоятельные группы. В основу современной классификации положен принцип звукообразования и способ извлечения звука.
Музыкальные инструменты, в которых звук образуется благодаря колебанию упругих металлических язычков, составляют большую группу язычковых, в которую входят гармоники, баяны и аккордеоны, фисгармонии.
Способ извлечения звука в этих инструментах заключается в том, что в инструменте создается давление или разрежение воздуха, который при определенных условиях проходит через специальные каналы к язычкам и приводит их в колебательное движение, образуя звук.
Ввиду того что в язычковых инструментах звук образуется с помощью воздуха, способ возбуждения язычков может быть назван пневматическим.
Таким образом, гармоники, баяны и аккордеоны характеризуются как язычковые пневматические музыкальные инструменты.
К этой группе следует также отнести фисгармонии, концертино, губные гармоники и др.
Внутри группы язычковые пневматические музыкальные инструменты различают по другим признакам. Например, по элементам подачи воздуха — на губные, меховые ручные (гармоники, баяны, аккордеоны), меховые с ножным приводом (фисгармонии). Однако эти названия являются обычно дополнительными характеристиками отдельных видов язычковых пневматических музыкальных инструментов.
38
В связи с большим количеством разновидностей гармоник, баянов и аккордеонов в нашей стране и за рубежом приняты условные обозначения этих инструментов, характеризующие их звуковые достоинства и исполнительские возможности.
Отличительными особенностями в этих инструментах являются:
а) количество клавиш в клавиатурном механизме мелодии, которое подсчитывается по количеству кнопок в правой части корпуса * в гармониках и баянах и по количеству белых и черных клавиш в аккордеонах;
б) количество кнопок в басовом механизме, расположенном в левой части корпуса;
в) голосность — наибольшее возможное количество язычков, которые могут одновременно звучать при нажатии на одну клавишу в клавиатурном механизме мелодии;
г) количество регистров — возможное число различных по характеру звучания комбинаций, получаемых с помощью специальных переключателей.
Пример условного обозначения: Г-25Х25-Ш; Б-52Х100-П; А-41X 120-Ш-5/2.
Начальная буква обозначает название инструмента — гармоника, баян, аккордеон; первые две цифры указывают количество кнопок или клавиш в клавиатурном механизме мелодии; следующие две обозначают количество кнопок в басовом механизме; римская цифра определяет голосность; дробное число указывает количество регистров: числитель — количество регистров в мелодии, знаменатель — число регистров в басовом механизме. Если регистров в басовом механизме нет, то последняя цифра будет обозначать количество регистров в мелодии.
ГАРМОНИКИ
Гармоника — язычковый пневматический музыкальный инструмент. Строй гармоник основан на неполной диатонической гамме. Основным недостатком этих инструментов является отсутствие в них хроматических полутонов, резко сокращающих репертуар исполняемых произведений.
По способу подачи воздуха к голосовым планкам гармоники разделяются на две группы: губные, в которые воздух подается легкими исполнителя **, и меховые, где воздух подается с помощью меха.
* Правую и левую части корпуса гармоник, баянов и аккордеонов определяют со стороны исполнителя, держащего музыкальный инструмент в рабочем положении.
** Губные гармоники как музыкальные инструменты в нашей стране широкого распространения не получили и в настоящее время промышленностью музыкальных инструментов производятся в очень ограниченном количестве.
39
5
Рис. 17. Губная гармоника:
а — общий вид; б и в — планки и корпус
40
По звукоизвлечению гармоники разделяют на две группы: I группа — однорядные и двухрядные гармоники, звуки которых при нажиме на одни и те же клавиши изменяются по высоте от перемены направления движения воздуха. К этой группе гармоник относятся венские, саратовские и др. (диатонические) .
II группа — однорядные и двухрядные гармоники, звуки которых не изменяются по высоте от перемены направления движения воздуха. К этой группе относятся широко распространенные в настоящее время двухрядные гармоники «хромки», а также национальные — татарские, осетинские (диатонические) и гармоники с хроматическим звукорядом.
В хроматических гармониках расположение звуков позволяет последовательно проигрывать хроматическую гамму. Представителями таких гармоник являются: английское концертино, оркестровые гармоники, баяны, аккордеонированные баяны, аккордеоны.
Губная гармоника (рис. 17) состоит из деревянного или пластмассового корпуса 1, планок с язычками 2 и крышек (сеток) 3. На корпусах имеются каналы (воздушные камеры) 6, которые отделены друг от друга общей горизонтальной 4 и вертикальными 5 перегородками.
По расположению звуков губные гармоники, как и ручные, бывают диатонические и хроматические. Подавляющая масса губных гармоник — диатонические и выпускаются они в семи мажорных тональностях: до, соль, ре, ля, ми, фа и си-бе-моль.
Звукоряд однорядной губной гармоники с 10 каналами в до-мажоре бывает следующий:
при вдувании
при всасывании
В губных гармониках с большим числом каналов тот же звукоряд продолжен в других октавах.
Двух-, четырех- и шестисторонние гармоники представляют собой соединение нескольких губных гармоник разных тональностей. Такие гармоники выпускаются и в минорных тональностях, а также и с хроматическим расположением нот; последними пользуются в оркестрах, составленных из одних губных гармоник.
Ниже приводится звукоряд двусторонней губной гармоники с 20 воздушными каналами на каждой стороне.
41
Меховые гармоники являются типичными представителями диатонических двухрядных русских и венских гармоник, которые на правой клавиатуре имеют диапазон звуков около трех октав (от си малой октавы до ля третьей октавы или соль малой октавы до фа третьей октавы) *.
Для полной хроматической гаммы в первом диапазоне не хватает: в первой октаве ре-диеза и в третьей — 0а-диеза и соль-диез а.
Все хроматические полутоны, помещенные на концах грифа, звуки: си малой, первой и второй октав, до первой и третьей октавы и ре второй и третьей октавы — можно получить только при сжиме мехов или только при разжиме их. При этом звуки до и ре в третьей октаве имеются на двух клавишах, но оба раза только в одну сторону (клавиши 9 и 18). Разбросанность звуков по тональности показывает, что последовательность их здесь случайная.
В результате такой планировки звукоряда играть длинные музыкальные фразы приходится только при сжиме или только при разжиме мехов, а иногда на каждый новый звук приходится менять направление движения меха, как говорят гармонисты, «трясти мехами».
Английское концертино изобретено в 1829 г. английским физиком Чарлзом Уитстоном, в молодости работавшим продавцом в магазине музыкальных инструментов. Как оркестровый инструмент, его с самого начала выпускали нескольких размеров (прима, баритон и бас).
Звуки, извлекаемые из каждого инструмента, имели одинаковую последовательность, но в разных октавах. В настоящее время выпускается 6 разновидностей концертино: сопрано, альт, тенор, баритон, бас и контрабас.
Основными характерными узлами меховых гармоник (рис. 18) являются:
Корпус, состоящий из крышки мелодии 4 и басовой крышки /, клавиатуры мелодии с грифом 5, меха 3, басового механизма 10 и резонаторов с голосовыми планками 2, 9, 8.
* Звукоряд венской двухрядной гармоники приведен на рис. 23.
42
Крышки мелодии и басовая являются опорными элементами инструмента, на которых закрепляют и монтируют все остальные узлы гармоники.
Клавиатурный механизм мелодии, состоящий из опорной гребенки 7 и рычагов 6, смонтированных на оси, служит для извлечения звуков в необходимой последовательности.
Гриф является опорой для руки исполнителя и для ограничения движения клавиатуры при нажиме на ее рычаги.
Мех состоит из нескольких герметически склеенных и подвижных борин, позволяющих при растягивании и сжиме создавать разрежение или давление воздуха внутри инструмента. Мех является также связующим звеном между крышкой мелодии и басовой крышкой и герметически скреплен с ними при помощи шпилек или винтов.
Басовый механизм представляет собой систему рычагов, валиков и толкателей, связанных между собой и позволяющих при нажатии на кнопки механизма извлекать отдельные звуки (басы) или готовые аккорды. Басовый механизм смонтирован в басовой крышке и во многом определяет ее габаритные размеры.
Резонаторы с голосовыми планками являются элементами звукообразования. Голосовые планки смонтированы на специальных колодках-резонаторах с перегородками и крепятся к ним при помощи восковых составов или мастик и специальными гвоздями. Резонаторы с планками, установленные в крышке мелодии, называются резонаторами мелодии S, а в басовой крышке — басовыми резонаторами 2, 9,
Количество резонаторов мелодии в гармонике зависит от ее типа.
Если при нажатии одной клавиши звучат одновременно в голосовых планках два язычка, значит в гармонике два резонатора: один для первого ряда клавиш, другой для второго. В этом случае гармоника называется двухголосной.
В трехголосной гармонике количество резонаторов в полтора раза, а в четырехголосной — в два раза больше, чем в двухголосной.
В гармониках обычно бывает два басовых резонатора; один из них называют резонатором баса, другой — резонатором аккомпанемента. Однако это разделение чисто условное, так как при нажатии кнопки клавиши баса звучат одновременно язычки в планках и на резонаторе баса, и на резонаторе аккомпанемента.
Принцип извлечения звука в гармонике схематически показан на рис. 19.
Из рисунка видно, что при положении I клавиши 10 и басовой крышки 1 клапан 7 плотно закрывает отверстие 6 для про-
43
Рис. 18. Поперечный разрез двухрядной гармоники:
/ — басовая крышка; 2 —резонатор аккомпанемента; 3 — мех; 4 — крышка мелодии; 5 — гриф; 6 — рычаги клавиатуры мелодии; 7 — опорная гребенка; 8 — резонаторы мелодии; 9 — резонатор- басов'ый; 10 — басовый механизм
44
хождения воздуха; при этом язычки 4 и 5 остаются в покое. При нажатии клавиши 10 последняя повернется на некоторый угол и примет положение II. Клапан 7 откроет отверстие на крышке (деке) 3, и при движении басовой крышки 1 влево до положения II объем меховой камеры увеличивается.
Движущийся воздух приводит в колебательное движение язычок 4, в процессе колебаний которого в воздушной среде образуется звук.
Рис. 19. Схема звукообразования в гармонике:
/ — басовая крышка; 2 — меховая камера; 5 —дека; 4 — язычок внутренний; 5 — язычок наружный; 6 — отверстие в деке; 7 — клапан; 8 — воздушная камера резонатора; 9 — голосовая планка; 10 — клавиша; 11 — ось вращения клавиши
При движении басовой крышки вправо из положения // в положение / объем меховой камеры будет уменьшаться. В результате при открытом клапане 7 направление движения воздуха изменится и зазвучит язычок 5, приклепанный к планке с обратной стороны.
Отечественная промышленность выпускает несколько типов гармоник «хромка». Наиболее распространенными из них являются: двухголосная гармоника 23X12-11 с 23 клавишами в правой клавиатуре и 12 кнопками в левой. Количество резонаторов мелодии — 2, басовых резонаторов — 2; звуковой диапазон правой клавиатуры — от ноты ля малой октавы до фа-диез третьгй октавы или от ноты соль малой октавы до ми третьей октавы. Строй основан на неполной диатонической гамме. Звукоряд по отдельным рядам клавиатуры мелодии дан на рис. 20.
45
Гармоника «хромка» 23X12 имеет шесть басов, четыре мажорных и два минорных аккорда.
Схема звукоряда басовой клавиатуры гармоники 23X12 приведена на рис. 21.
Рис. 20. Схема звукоряда гармоник 23X12 и 25x25
Гармоника Г-25Х25 с 25 клавишами в правой клавиатуре и 25 кнопками в левой является более совершенной по сравнению с предыдущей по своим музыкальным возможностям.. Гармоники этого типа бывают двух-, трех- и четырехголосные. В зависимости от этого количество резонаторов мелодии колеблется от двух до четырех.
Рис. 21. Схема звукоряда басовой клавиатуры гармоники 23X12
Четырехголосные гармоники в большинстве случаев имеют регистровый переключатель, с помощью которого можно отключать часть одновременно звучащих язычков.
Гармоники Г-25Х25-П, Г-25Х25-Ш имеют одинаковый звуковой диапазон правой клавиатуры — от ноты соль малой октавы до соль третьей октавы.
У четырехголосной гармоники звуковой диапазон может быть расширен на одну октаву в сторону понижения звуков благодаря регистровому переключателю. Тогда самым низким звуком в правой клавиатуре может быть нота соль большой октавы.
Изготовляют также гармоники и с другой звуковой тональностью. Звуковой диапазон в этом случае будет от ноты фа малой октавы до фа третьей октавы.
46
Рис. 22. Схема звукоряда басовой клавиатуры гармоники 25X25
1 ряд
2 Р«А
616161616 6 6 6 616 6
Рис. 23. Схема звукоряда венской гармоники
47
Звукоряд гармоники 25x25 приведен в предыдущей схеме (см. рис. 20).
С помощью басовой клавиатуры можно извлечь восемь аккордов: пять мажорных и три минорных. Остальные кнопки баса дублирующие.
Схема звукоряда басовой клавиатуры гармоники хромки 25x25 приведена на рис. 22.
Венская гармоника с 23 клавишами в клавиатуре мелодии и 12 кнопками в басовом механизме еще довольно распространена.
Основным недостатком этой гармоники является то, что при игре на ней необходимо соблюдать правила движения меха, и в некоторых случаях, чтобы проиграть длинную музыкальную фразу, приходится «передергивать» мех.
Схема звукоряда венской гармоники приведена на рис. 23.
БАЯНЫ
Наиболее сложным и совершенным язычковым музыкальным инструментом является баян (рис. 24).
Исторически этот инструмент является одной из разновидностей гармоник. Однако в настоящее время под названием баян подразумевается вполне определенный музыкальный инструмент. с хроматическим звукорядом и 12-ступенным равномерно-темперированным строем, имеющим широкие музыкальные возможности.
Рис. 24. Баян
48
В основном устройство баяна (рис. 25), принцип его работы и наименование узлов такие же, как и рассмотренной ранее гармоники 25x25-11.
Однако конструкции узлов в баянах значительно сложнее и весьма разнообразны.
Рис. 25. Поперечный разрез баяна:
/—кнопка басового механизма; 2 — басовая накладка; 3 — басовый механизм; 4 — резонатор аккомпанемента; 5 — меха; б — крышка мелодии; 7 —сетка; 8 — кнопка клавиатуры мелодии; 9 — гриф; 10 — клавиатурный механизм мелодии; // — резонатор баса; 12 — резонаторы мелодии; 13 — шпильки крепления корпуса и меха; 14 — басовая крышка; 15 — ремень для левой руки
3 Заказ 2074 49
В зависимости от назначения, особенностей конструкции, наибольшего количества одновременно звучащих язычков, наличия регистровых переключателей баяны можно разделить на несколько характерных групп.
1. Баяны двухголосные, с различными звуковыми диапазонами без регистровых переключателей. Из этой группы баянов промышленность изготовляет: Б-37Х60-П, Б-43Х80-И, Б-52Х X 100-11, Б-55Х100-П; Б-58Х 120-И, Б-61Х 120-И.
2. Баяны двух-, трехголосные с регистровыми переключателями. К ним относятся: Б-52X 100-11-2, Б-52Х 100-III-5, Б-58Х Х100-Ш-7.
3. Баяны с готово-выборным аккомпанементом БГВ-58Х X 100-111-7, БГВ-61 X 120-1V-12.
4. Оркестровые баяны — пикколо, прима, альт, тенор, бас, контрабас.
5. Тембровые баяны: баян-труба, баян-флейта, баян-фагот, баян-гобой, баян-кларнет.
Наиболее распространенным из первой группы является двухголосный баян (см. рис. 25) с 52 клавишами на грифе, расположенными в три ряда, и 100 кнопками в басовой крышке, расположенными в пять рядов по вертикали.
Баян имеет три резонатора мелодии 12 (по одному для каждого ряда клавиш), прикрепленных изнутри к деке крышки мелодии, и два резонатора в басовой крышке: один резонатор бас 11, другой резонатор аккомпанемента 4.
Габаритные размеры баяна, мм: высота .................................. 350—450
ширина..................................180—210
длина (в сжатом состоянии)............. 365—390
Звуковой диапазон правой клавиатуры от ноты ля-диез большой октавы до до-диез четвертой октавы.
Звуковой диапазон левой клавиатуры баяна — единовременное звучание в четырех октавах с началом от ноты фа контроктавы.
При нажатии на одну из кнопок баса звучат одновременно 4 язычка, настроенные один относительно другого в октаву и расположенные на басовом резонаторе.
При нажатии кнопки аккомпанемента звучит аккорд — мажорный, минорный или септаккорд,— на каждую ноту в котором приходится по паре язычков, настроенных в унисон.
Голосовые планки, из которых с помощью басового механизма набираются звуки аккордов, находятся на резонаторе аккомпанемента.
Баяны 52X100-II, как и другие, изготовляемые на различных предприятиях, отличаются по внешнему виду и имеют свои
50
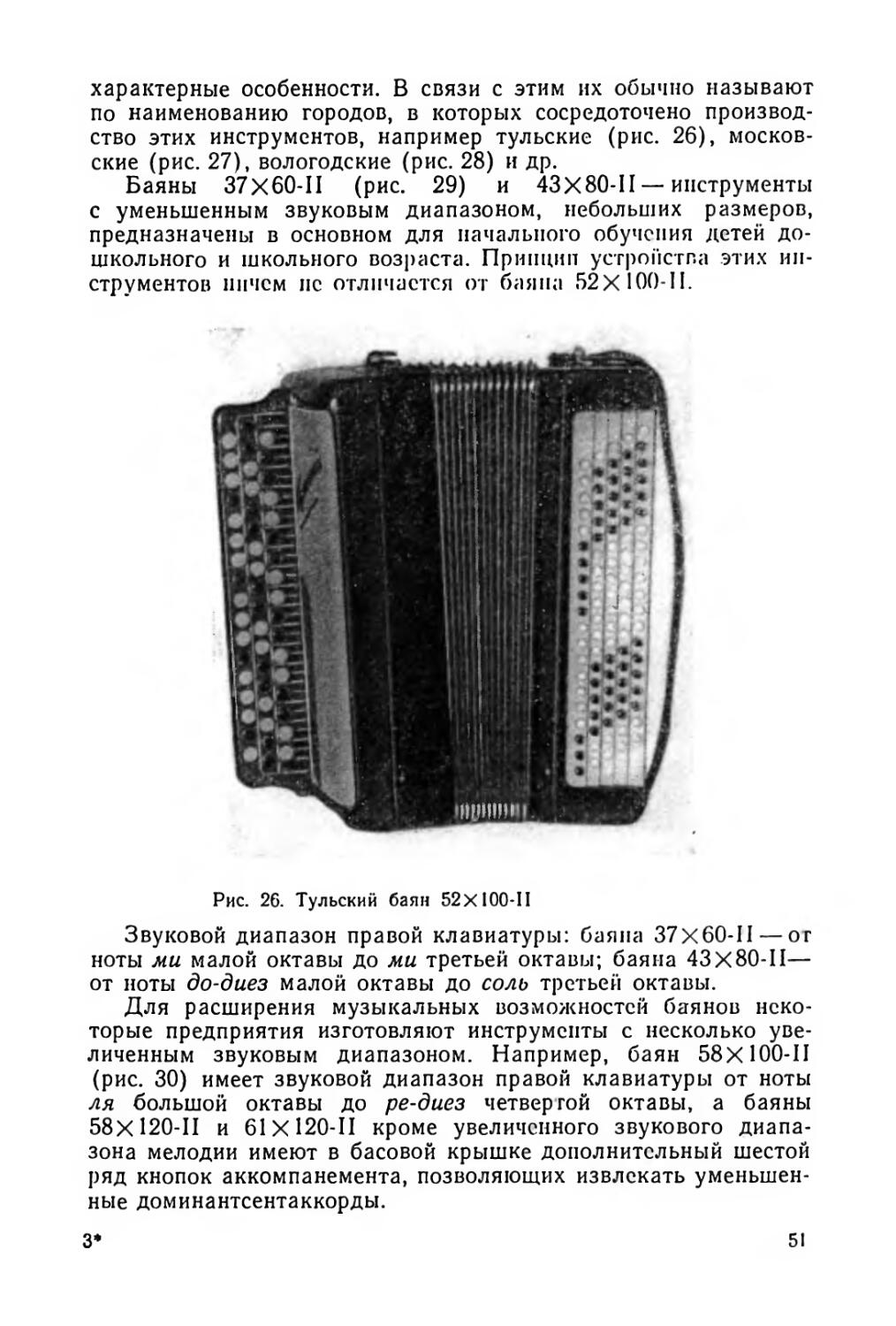
характерные особенности. В связи с этим их обычно называют по наименованию городов, в которых сосредоточено производство этих инструментов, например тульские (рис. 26), московские (рис. 27), вологодские (рис. 28) и др.
Баяны 37X60-II (рис. 29) и 43X80-11 — инструменты с уменьшенным звуковым диапазоном, небольших размеров, предназначены в основном для начального обучения детей дошкольного и школьного возраста. Принцип устройства этих инструментов ничем нс отличается от баяна 52X100-11.
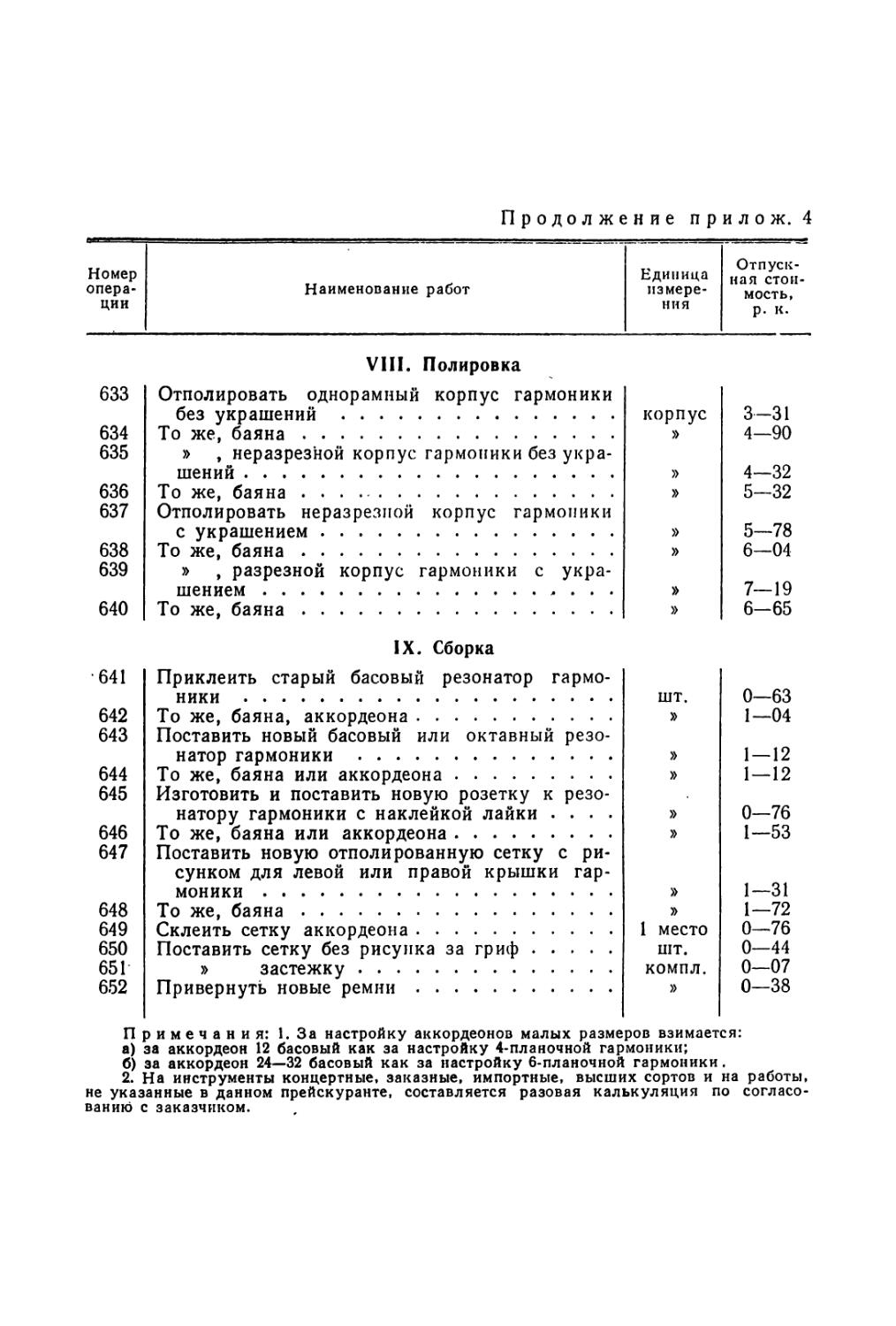
Рис. 26. Тульский баян 52x100-11
Звуковой диапазон правой клавиатуры: баяна 37x60-11 — от ноты ми малой октавы до ми третьей октавы; баяна 43x80-11— от ноты до-диез малой октавы до соль третьей октавы.
Для расширения музыкальных возможностей баянов некоторые предприятия изготовляют инструменты с несколько увеличенным звуковым диапазоном. Например, баян 58X100-11 (рис. 30) имеет звуковой диапазон правой клавиатуры от ноты ля большой октавы до ре-диез четвертой октавы, а баяны 58X120-II и 61X120-11 кроме увеличенного звукового диапазона мелодии имеют в басовой крышке дополнительный шестой ряд кнопок аккомпанемента, позволяющих извлекать уменьшенные доминантсентаккорды.
3*
51
52
Рис. 27. Московские баяны 52X100-II:
а — баян «Москва»; б — баян «Студент»; в—баян «Искра»
Рис. 28. Вологодский баян 52X100-11
53
Рис. 29 Баян 37x60-11 «Пионер»
Рис. 30. Баян 58X100-11 «Лира:
Вторую группу представляют баяны с регистровыми переключателями, с помощью которых имеется возможность получать различные комбинации одновременно звучащих язычков при нажатии на одну из клавиш мелодии. Простейшим представителем этой группы является баян 52X100-II-2, в котором при помощи переключателя можно получить два варианта звучания, отличающихся друг от друга по силе и тембру звука. В одном случае при нажатии на одну клавишу мелодии звучит один язы-
Рис. 31. Баян 52X100-III-7 с регистрами «Солист»
чок, в другом — два язычка, настроенных точно в унисон или с некоторой расстройкой — в «розлив».
Баян 52Х 100-III-7 (рис. 31) отличается от предыдущего тем, что благодаря трехголосному звучанию в нем имеется возможность установить 7 переключателей. Каждая педаль переключателя при нажатии включает определенное сочетание одновременно звучащих язычков, которые могут быть настроены в унисон, в «розлив» и в октаву. На педалях регистрового переключателя имеются специальные отметки, позволяющие исполнителю безошибочно включать желаемый регистр.
В правой крышке мелодии такого баяна расположены 47г резонатора.
Звуковой диапазон благодаря включению дополнительных октавных планок расширяется в сторону понижения на целую октаву, т. е. самый низкий звук в этом баяне может быть ля-диез контроктавы.
55
К третьей группе относятся баяны с регистрами и с готововыборным аккомпанементом — наиболее сложные по своей конструкции и совершенные по исполнительским, игровым и акустическим качествам. Они относятся к классу концертных инструментов.
Необходимо отметить, что в настоящее время уровень профессионального исполнения на баяне очень высок, поэтому требования к баянам значительно возросли.
На современном этапе исполнительства на баяне технические средства старой школы, основанной на использовании для игры четырех пальцев правой руки, уже не удовлетворяют музыкантов. У баянистов появляется необходимость в постоянном применении пятого большого пальца, т. е. игры всеми пальцами.
Это потребовало от производственников разработок четьь рех- и пятирядных правых механизмов баянов, на которых баянисты с большой эффективностью смогут использовать пятипальцевую школу игры на баяне.
Последние конструкции концертных баянов с увеличенной голосностью в мелодии и с готово-выборным аккомпанементом отвечают этим требованиям.
Изготовляемый по индивидуальным заказам на Московской баянной фабрике баян «Россия» (рис. 32) в одном из вариантов может иметь басовый механизм с готово-выборным аккомпанементом, четырехголосное звучание в мелодии с 12 регистрами и трех-, четырех-, и пятирядные правые механизмы с тембровой камерой. Диапазон мелодии — от ноты соль контроктавы до соль четвертой октавы.
Четырехголосное звучание дает возможность создать в мелодии максимально 15 различных тембров, часть которых в какой-то мере имитирует некоторые музыкальные инструменты: баян, фагот, кларнет, флейту, гобой, аккордеон и т. д. Возможные сочетания звуков в мелодии и их принятое условное обозначение и названия тембров приведены в табл. 7.
Практическую ценность представляют только двенадцать тембров, так как три остальных имеют сходство с тремя, входящими в эти двенадцать. Особенно резко тембры отличаются друг от друга при наличии в крышке мелодии тембровой камеры. Четырехголосное звучание можно создать и без тембровой камеры. В этом случае разница между тембрами в баяне менее характерна.
В первый период производства четырехголосных баянов переключатели. регистров мелодии устанавливали только с задней стороны грифа. В настоящее время их устанавливают в основном с передней стороны. Особый интерес в этих баянах представляет готово-выборный аккомпанемент.
По мере роста мастерства баянистов, усовершенствования моделей и улучшения качества баянов все более проявлялся
56
один из существеннейших недостатков обычного баяна — готовый аккомпанемент, снижающий качество исполнения музыкальных произведений на инструменте, так как он имеет ограниченное число аккордов неизменного состава в аккомпанементе.
Рис. 32. Баян 61X120-IV-12/6 «Россия»
Конструкторы и мастера баянов долгое время работали над созданием универсального механизма аккомпанемента баянов, имеющего наряду с готовыми аккордами также и хроматический звукоряд, и только в последние годы было найдено удачное решение конструкции басового механизма, объединяющего готовый и выборный аккомпанементы.
Готово-выборный аккомпанемент значительно обогащает баян, дает возможность баянистам воспроизводить записи композиторов без переработки для баяна, что способствует расширению репертуара исполняемых музыкальных произведений.
В баяне «Россия» в левой крышке имеется шесть рядов кнопок, четыре из которых могут быть использованы при переключении на выборный аккомпанемент как обычная клавиатура с хроматическим звукорядом, подобная клавиатуре мелодии.
57
Таблица 7
Номер комбинаций II планок Условное обозначение планок ачение ш переклю- 1 Результирующее звучание Условное наименование тембров
фагот к f- Л 0) 03 СО х а» зй 0.0 S w сх <Я •=: £ гобой пикколо
Обозн клави чател5
1 ..1. — — — — -Э— Фагот Фагот
2 — — ~@ О » + кларнет Бандонеон
3 -I- — -т- — О » + гобой *
4 Н -4- —е » 4- кларнет 4- Баритон
о 4- гобой
5 — 1 О Фагот 1 кларнет 4- Аккордеон
4- пикколо
6 — i- — Фагот 4- гобой г *
о 4- пикколо
7 1- — — + о о Фагот 4- пикколо Орган
8 1- -|- ..L 1 2. Фагот 4 кларнет 4- Тутти
о 4- гобой 4- пикколо
9 — -г — €Н— -е— Кларнет 4- гобой Баян
10 — -1- — — —О Кларнет Кларнет
11 — — + — — -е— Гобой Гобой
12 — + — 1. о — о Кларнет 4- пикколо Флейта
* Данные созвучия используются редко в связи со сходством их тембров с предыдущими тембрами, указанными в этой графе.
58
Продолжение
Условное обозна ченпе планок
Результирующее звучание
Условное наименование тембров
о о -о
Гобой 4 пикколо
Кларнет { гобой + 4 пикколо
Пикколо
Звучания нет
Челеста
Пикколо
£
♦ Данные созвучия используются редко в связи дущими тембрами, указанными в этой графе.
со сходством их тембров с преды-
Раскладка клавиатуры левой крышки с готово-выборным аккомпанементом дана в приложении 6.
Четвертую группу составляют оркестровые баяны. Эти инструменты предназначаются для ансамблей и оркестров народных инструментов. По своему конструктивному устройству они от обычных баянов отличаются тем, что имеют клавиатуру только в правой части корпуса и различаются по звуковому диапазону:
баян-пикколо имеет 3 октавы, начиная с ноты соль первой октавы;
баян-прима — 4 октавы, с ноты соль малой октавы;
баян-альт — 3*/2 октавы, с ноты до малой октавы;
баян-тенор — 3 октавы, с ноты соль большой октавы;
баян-бас — 3 октавы, с ноты до большой октавы;
баян-контрабас — 27г октавы, начиная с ноты ми контр-октавы.
Попытки создать новые баяны с характерным тембром звука с целью обогащения оркестров народных инструментов привели к изготовлению группы тембровых баянов со звучанием, аналогичным тембрам кларнета, валторны, рожка, гобоя, трубы и т. д.
Эта группа баянов принципиально отличается от всех рассмотренных ранее конструкций баянов.
59
В основу тембровых баянов положен принцип звукообразования, подобный применяемому в органах. Планка с язычком помещается у входа металлических или деревянных труб, настроенных (по объему воздушного столба, заключенного в них) в унисон с основной частотой колебания язычка или с частотой близких обертонов.
Рис. 33. Общий вид баяна-трубы:
/ — гриф; 2 —сетка; 3 — корпус; 4 — мех;
5 — рамка меха
Мех у подобных баянов особой конструкции с клапанами, позволяющими при растяжении и сжатии нагнетать воздух в одну и ту же сторону. Благодаря трубам получается характерный, схожий с некоторыми духовыми инструментами звук.
На рис. 33 показан тембровый баян-труба конструкции мастера Московской экспериментальной фабрики музыкальных инструментов Н. П. Фрома.
Размеры инструмента несколько больше обычного баяна и равны 480X380X240 мм. Клавиатурный шаг и расстояние между рядами такое же, как и в баяне 52Х100-П.
Диапазон этого баяна по аналогии с диапазоном трубы, относящейся к группе духовых инструментов, составляет 33 звука: от ноты ми малой октавы до до третьей октавы. По характеру звучания баян-труба напоминает трубу симфонического ор
60
кестра. Как видно из рис. 34, входные камеры 2 расположены по периметру корпуса, в таком же направлении проходит и раструб 1. Звуки высокой тональности расположены ближе к раструбу, низкие — дальше от него.
Рис. 34. Баян-труба:
а — со снятой задней крышкой; б — со снятой передней сеткой: / — раструб; 2 — входные камеры с планками;
3— корпусная рамка; 4 — клапаны с рычагами; 5 — система валиков; 6 дека; 7 тяги механизма мелодии;
8 — раструб
61
Такое расположение входных камер вызвано необходимостью применения клавиатурного механизма с валиковой системой 5 со стояками, клапанными рычагами 4 и промежуточными тягами 7.
Смягчение и облагораживание основного звука в данном инструменте достигаются специально устроенным трубопроводом с. коническим раструбом, конструкцией самого корпуса, формой и размерами язычков с планками.
Таблица 8
Наименование Диапазон Г абаритпые размеры, мм
Баян-кларнет . . . ми малой октавы — фа третьей октавы 515X180X180
» -валторна . . . ми контроктавы — фа второй октавы 932X368X245
» -рожок .... ми малой октавы — фа третьей октавы 475X340X185
» -гобой ..... соль малой октавы —малой октавы 475X480X150
» -труба .... ми малой октавы — до малой октавы 480X380X240
Кроме того, различие тембров в тембровых баянах достигается применением различных материалов (дерево, металл) и особых конструкций резонаторов, представляющих трубки разных размеров и форм. Все тембровые баяны предназначаются для оркестров, исполняющих народные и симфонические произведения.
Диапазоны некоторых тембровых баянов приведены в табл. 8.
АККОРДЕОНЫ
Аккордеон (рис. 35), так же как и баян, является разновидностью гармоники с двенадцатиступенным равномерно-темперированным строем и хроматическим расположением звуков.
По принципу образования звука, по устройству резонаторов и басового механизма, корпусов, дек, меховой камеры и по применяемым материалам аккордеоны почти не отличаются от обычных баянов. Разница между баяном и аккордеоном заключается лишь в форме корпуса и клавиатуре мелодии, а также в конструкции грифа.
Однако и эта разница не является принципиальной, так как грифы и корпуса баяна и аккордеона выполняют одну и ту же роль, включают в себя одинаковые по наименованию и назначению детали.
Существенная разница между клавиатурой мелодии баяна и аккордеона имеется в расположении клавиш.
62
В обычных баянах хроматическую гамму в мелодии проигрывают поочередно с помощью клавиш, расположенных на трех рядах (московская общепринятая раскладка), а в аккордеоне эту же гамму проигрывают на двухрядной клавиатуре рояльного типа.
Ввиду такого расположения нот и применения клавиш рояльного типа, гриф аккордеона значительно расширен и удлинен.
Рис. 35. Аккордеон 41X120-III-3
Кроме того, при двухрядной клавиатуре и двухголосном звучании аккордеон имеет два резонатора мелодии, в то время как в баянах при тех же условиях установлено три резонатора мелодии. Этот фактор важен потому, что в аккордеонах имеется большая возможность изготовления их трех- или четырехголосными при сохранении компактных габаритных размеров. Например, если баян является трехголосным, то в крышке мелодии установлено 4’/г резонатора, что вызывает необходимость увеличивать ширину крышки, чтобы разместить в ней это количество резонаторов. В трехголосном аккордеоне необходимо установить всего лишь 3 резонатора, которые вполне умещаются в сравнительно неширокой крышке мелодии.
В связи с этими особенностями в большинстве случаев аккордеоны изготовляют трехголосными с регистровыми переключателями, в то время как регистровые баяны изготовляют лишь в небольших количествах.
В зависимости от величины звукового диапазона, голосно-сти и количества регистров аккордеоны разделяются на полные и неполные.
63
Полными аккордеонами принято называть инструменты, имеющие 41 клавишу мелодии и 120 кнопок в басовой крышке. Количество регистровых переключателей и голосность таких аккордеонов могут быть самые различные.
Из полных аккордеонов наиболее распространенными являются инструменты отечественного производства: 41X120-III-2, 41X120-Ш-5/2 (рис. 36), 41X120-1П-7/2. Основное различие между ними — это количество регистровых переключателей, а также особенности внешнего оформления инструментов.
Рис. 36. Аккордеон 41X120-111-5/2
Аккордеоны, изготовляемые по индивидуальным заказам для концертного исполнения, имеют большее количество регистровых переключателей и увеличенную голосность. Например, аккордеон 41 X 120-1 V-15/e (рис. 37). Число регистровых переключателей в мелодии может быть доведено до 40 (при пятиголосном звучании).
Основной звуковой диапазон аккордеона 41X120-Ш-7/2 от ноты фа малой октавы до ля третьей октавы. Благодаря третьему язычку, настроенному в октаву с основным язычком, звуковой диапазон этого аккордеона с помощью регистрового переключателя может быть увеличен в сторону понижения на октаву до ноты фа большой октавы.
Звуковой диапазон аккордеонов 41X 120-III-2 и 41X120-Ш-5/2 такой же, как и у предыдущего.
У четырехголосного аккордеона 41X 120-1У-и/в звуковой диапазон увеличен за счет язычков, настроенных в октаву вверх по 64
звуковому диапазону относительно основных язычков. Таким образом, у этого аккордеона звуковые диапазоны следующие: основной — от ноты фа малой октавы до ля третьей октавы; дополнительный— в сторону понижения до фа большой октавы, в сторону повышения до ля четвертой октавы.
Рис. 37. Аккордеон 41X120-IV-15/6 «Концертный»
У некоторых четырехголосных аккордеонов для получения характерных и разнообразных тембровых окрасок звука дополнительные язычки могут быть настроены к основным в квинту.
Наружные размеры аккордеонов 4! X120-1V, 41x120-111, мм:
ширина.................................190—212
высота................................ 475—487
длина (в сжатом состоянии)............ 400—425
К неполным аккордеонам относятся инструменты уменьшенного звукового диапазона и небольших размеров. В основном они предназначаются для учебных целей.
Наиболее распространенными аккордеонами этой группы являются: 34X80-111-5/2 и 34X80-III-5 (рис. 38); 26x40-111-5, 26X40-III-2, 26X32-II.
Звуковой диапазон аккордеонов: 34X80-III-5 и 34х80-Ш-5/2 основной — от ноты соль малой октавы до ми третьей октавы; дополнительный (в сторону понижения)—до ноты соль большой октавы; 26x40-111-5 и 26X40-III основной — от ноты си малой октавы до до третьей октавы; дополнительный (в сторону понижения) —до ноты си большой октавы.
65
Наружные размеры аккордеонов, мм-.
ширина ....................
высота.....................
длина (в сжатом состоянии)
34X80-III 185—200 387—450 40—425
26X32 26X40 170-195 325—385
375-412
Встречающиеся при ремонте импортные аккордеоны могут отличаться от отечественных инструментов по внешнему оформлению, звуковому диапазону и количеству регистровых переключателей. Однако в принципе устройство их одинаково.
а
Рис. 38. Неполные аккордеоны: о —34 X80-II1-5/2; 6-34X80-III-5
В последние годы ленинградская фабрика «Красный партизан» освоила производство органол «Волна» и «Менуэт», имеющих аккордеонную клавиатуру. Эти инструменты являются разновидностью фисгармоний, но имеют механическую подачу воздуха.
Органола «Волна» — двухголосный язычковый музыкальный инструмент с электрифицированной пневматической установкой, работающей от электродвигателя ДУ 15Б—15 вт, 10 000 об!мин. Клавиатура рояльного типа имеет 60 клавиш; шаг расположения белых клавиш 20,5 мм.
Звуковой диапазон — 5 октав: от до большой октавы до си третьей октавы.
Переключателя регистров органола «Волна» не имеет. Настройка без «розлива».
66
Питание от электрической сети переменного тока напряжением 127 или 220 в. Переключение осуществляется перестановкой предохранителя.
В нижней части органолы имеется регулятор громкости в виде рычага, приводимого в движение коленом играющего. Рычаг соединен с переменным проволочным сопротивлением, при изменении которого скорость вращения электродвигателя
Рис. 39. Органола «Менуэт» увеличивается при повороте рычага вправо или уменьшается при возвращении рычага в исходное положение под действием пружины.
Корпус органолы изготавливается из древесностружечной плиты. Поверхность фанеруется отделочными породами древесины с последующей лакировкой.
Устанавливается органола на четырех ножках, отвинчивающихся при транспортировке.
Органола «Менуэт» (рис. 39) имеет 55 клавишей, 3-голосное звучание и 5 различных тембров, включаемых с помощью 5 переключателей.. В остальном устройство подобно органоле «Волна».
ГЛАВА III
Ремонт язычковых инструментов
ОРГАНИЗАЦИЯ РЕМОНТА
В небольших и средних по объему производства и количеству рабочих мастерских выполнение среднего и капитального ремонта рекомендуется организовывать по принципу выполнения следующих комплексных работ.
1. Столярный ремонт корпусов грифов и других деревянных деталей и лицевая отделка полированием или оклеиванием целлулоидом.
2. Ремонт клавиатуры мелодии и механизмов переключения регистров мелодии.
3. Ремонт механизмов басовой партии и механизма переключения басовых регистров аккомпанемента.
4. Ремонт голосовых планок с язычками и настройка звукоряда.
5. Ремонт и изготовление мехов.
6. Общая сборка и проверка отремонтированного инструмента.
Отделочные работы (полировка, лакировка, оклейка целлулоидом), опасные в пожарном отношении, должны быть отделены от общего ремонтно-сборочного отделения. Помещение для выполнения таких работ необходимо оборудовать надлежащей вентиляцией и соответствующими противопожарными устройствами.
Приготовление клеевого раствора должно быть централизовано.
Организация и выполнение среднего и капитального ремонта всех типов гармоник в централизованном порядке имеет значительные преимущества по сравнению с ремонтом в отдельных мастерских. Эти преимущества заключаются в следующем:
1) большое разделение труда;
2) специализация отдельных видов или групп работ;
3) поточная механизация работ;
68
4) более удобное хранение и рациональное расходование материалов;
5) лучшее использование производственных площадей и оборудования;
6) снижение расходов на эксплуатацию производственных помещений;
7) централизованное административно-техническое руководство.
Указанные преимущества способствуют значительному снижению себестоимости ремонта гармоник и при правильной организации и выполнении технологии ремонта — резкому улучшению качества ремонтных работ.
При централизованном ремонте всех видов язычковых инструментов на фабрике весь объем ремонтных работ может быть разделен на следующие группы:
1) заготовка и обработка деревянных деталей корпусов механизированным способом;
2) столярная сборка, обработка узлов и подготовка к лицевой отделке корпусов полированием и оклеиванием целлулоидом;
3) отделка корпусов целлулоидом;
4) лицевая отделка корпусов полированием;
5) ремонт клавиатуры мелодии и механизма переключения регистров мелодии;
6) «ремонт механизма басовой партии и переключателя регистров аккомпанемента;
7) ремонт и изготовление мехов;
8) ремонт голосовых планок и их предварительная настройка;
9) настройка звукоряда;
10) общая сборка инструмента и проверка собранного инструмента отк.
В крупных городах фабрика централизованного ремонта должна иметь сеть приемных пунктов, в которых одновременно с приемом и оформлением заказов на средний и капитальный ремонт производится мелкий ремонт язычковых музыкальных инструментов.
Инструменты, принятые в ремонт, транспортируют из приемных пунктов на фабрику организованно, на специально оборудованных автомашинах.
Принятые в ремонт и отремонтированные музыкальные инструменты должны быть сосредоточены на специально оборудованном отапливаемом складе с температурой воздуха 12— 25° С и относительной влажностью 50—60%.
Склад должен иметь закрываемые шторами стеллажи, обитые мягкой тканью, и рабочий стол, служащий для просмотра инструмента перед сдачей заказчику и проверки его заказчи
69
ком при приеме, а также устранения небольших неисправностей, замеченных при сдаче инструмента.
Для свободного прохода и укладки гармоник на стеллажи последние должны быть установлены на расстоянии 1 м друг от друга. Такое же расстояние должно отделять стеллажи и от нагревательных приборов (от центральной отопительной системы, печей). Величина площади склада зависит от производственного задания по ремонту инструментов, но высота его должна быть не менее 3 м. Помещение цеха, предназначенное гля ремонта гармоник, баянов и аккордеонов, должно иметь хорошее естественное и искусственное освещение.
Искусственное освещение должно соответствовать следующим нормам освещенности:
для ремонтно-сборочных, отделочных участков и настроечных кабин 45 л/с;
для столярно-сборочных, клеильно-сборочных участков по ремонту и изготовлению мехов 40 лк;
для складских помещений, коридоров, гардеробов, курительных комнат и санузлов 15—20 лк.
Исходя из опыта работы предприятий по ремонту музыкальных инструментов могут быть рекомендованы следующие нормы производственной площади на одно рабочее место в зависимости от вида работы:
для заготовки и обработки деревянных деталей корпусов применением механического оборудования 15—18 ж2;
для столярно-сборочных работ, отделки корпусов целлулоидом и полировки 10—12 м2\
для работ по ремонту клавиатурных механизмов, голосовых планок и настройке звукорядов 8—10 ж2.
Рабочие места должны быть оборудованы стеллажами для хранения деталей, полуфабрикатов и необходимых производственных материалов, а также рабочими столами с ящиками для хранения инструментов и мелких приспособлений.
Осмотр и определение состояния музыкальных инструментов, подлежащих ремонту. Гармоники, баяны и аккордеоны, как и всякие другие сложные механизмы, с течением времени подвергаются большим или меньшим повреждениям и разрегулировке рабочих узлов, а также нарушению строя звукоряда.
Все дефекты и повреждения по причинам их возникновения делят на три группы.
I. Дефекты, появляющиеся при нормальном пользовании инструментом, аккуратном и бережном обращении с ним—дефекты нормального эксплуатационного износа.
К основным неисправностям, образовавшимся в процессе нормального пользования инструментом, следует отнести: потертости полировки на отдельных участках корпуса, проседание полировки с потерей глянца, истирание материала на наруж
70
ных ребрах меховых камер, запрессовку лайки на клапанах, бортовых и других соединениях, частичную разрегулировку клавиатурных механизмов, загрязнение поверхностей и частичную расстройку звукоряда.
II. Дефекты, возникающие в результате механических воздействий из-за небрежного обращения с инструментом. Характерными признаками этой группы являются поверхностные вмятины, вырывы, царапины, сколы, трещины на корпусах, поломка язычков на планках и другие механические разрушения.
III. Дефекты, образовавшиеся в результате воздействия на инструмент неблагоприятной окружающей воздушной среды.
К дефектам этой группы нужно отнести: деформацию корпусных стенок, образование трещин на корпусе в результате интенсивного действия солнечных лучей и воздействия нагревательных приборов; деформацию деревянных частей корпуса вследствие увлажнения их при хранении инструмента в сыром месте. Продолжительное действие влажного воздуха ослабляет и даже разрушает клеевые соединения корпуса и меховой камеры, способствует образованию коррозии на стальных деталях. Особенно сильно сырой воздух поражает стальные язычки: они быстро покрываются коррозией, в результате чего тон их меняется, возникают частые западания язычков в планочные проемы. Кроме того, при хранении инструмента в сыром помещении портятся все лайковые детали.
Методы выявления дефектов. В гармониках, баянах и аккордеонах, имеющих большой общий износ, образовавшиеся различные дефекты во всех частях инструмента выявить довольно сложно. Эта работа может быть поручена мастеру, хорошо знающему устройство инструментов всех типов и имеющему большой опыт практической работы.
Все дефекты могут быть выявлены субъективным объективным (лабораторным) методами.
В процессе приемки инструментов в ремонт и выявления дефектов в основном применяется первый метод. К нему относятся визуальный, слуховой и органолептический способы определения дефектов.
Второй метод применяется для определения акустических и технических характеристик в новых инструментах. Однако по мере концентрации ремонтных работ в специализированных цехах он может быть применен и на фабриках по ремонту музыкальных инструментов, так как этот метод предусматривает выявление и окончательное определение дефектов при помощи специальных приборов, аппаратов и другого лабораторного оборудования. Основными из них являются следующие приборы: для исследования профиля язычков (определение качества шлифовки голосов) для проверки настройки, контроля тональности язычков при шлифовке их на автоматах, определение
степени «розлива» в аккордеонах, для определения расхода воздуха через проемы планок с язычками, опредёления порогов возбуждения и «срыва» язычков, для определения герметичности инструментов и др.
При определении музыкально-акустических и технических достоинств инструмента и выявлении всех дефектов рекомендуется придерживаться следующего порядка:
1) произвести общий осмотр инструмента;
2) определить герметичность;
3) проверить строй и силу звучания проигрыванием;
4) отсоединить крышки от меховой камеры;
5) проверить состояние клавиатуры мелодии;
6) проверить исправность басового механизма;
7) снять с мест резонаторы и определить повреждения на планках и резонаторах;
8) осмотреть корпус без резонаторов и сеток (крышки — мелодии и басовую);
9) выявить неисправности меховой камеры.
Путем тщательного осмотра определяют общий износ наружных поверхностей, механические повреждения на поверхностях корпуса, сеток и меховых борин, степень повреждения лицевой отделки. Далее проверяют внешнее состояние клавиатурных механизмов, а затем правильность строя и силу звучания.
Степень герметичности инструмента определяют движением меховой камеры при закрытых клапанах инструмента.
При неплотных соединениях меховой камеры, корпуса, клапанов и бортовых соединений движение меховой камеры будет легкое, быстрое, сопровождающееся шумом воздуха, и, наоборот, при полной герметичности — тяжелое, медленное, бесшумное.
Для определения мест, через которые проходит воздух, нужно плавно, без рывков, растягивать или сжимать меховую камеру, внимательно прослушивая шум, образовавшийся при движении воздуха. Этим способом проверяют плотность прилегания клапанов к декам, бортовые и корпусные соединения, а затем мех.
Чаще всего в меховой камере отклеиваются лайковые ромбики (между нижней поверхностью меховой складки и лайкой). В этом случае воздух, проходящий сквозь верхнюю рубашку меха (оклейку из ткани), распространяется на большой поверхности, и шум окажется слабым.
Качество звучания инструмента и правильность строя звукоряда следует проверить проигрыванием аккордов и основных интервалов. Общ$я высота строя инструмента определяется сравнением звучания исходного тона ля первой октавы со звучанием камертона с частотой колебания 440 гц.
Перед отсоединением крышек корпуса от меховой камеры надо снять соединительные шпильки (шпонки). Для того чтобы
72
не повредить отверстия на корпусных стенках в меховых рамках, крышку нужно прижать к меховой рамке.
При осмотре и проверке качества клавиатуры мелодии следует убедиться, все ли рабочие поверхности клавиатурных кнопок (пуговиц) лежат на одном уровне в каждом ряду, одинаковый ли уровень подъема клариш между рядами, нет ли перекосов (деформаций) и коррозии на клавишных рычагах. Определяется состояние пружин, надежность соединения клапанов с рычагами, степень запрессовки лайки с прокладкой, величина люфтов клавиш. При выполнении этой работы надо проверить качество клавиатурных пластин и прочность их креплений.
Работы, связанные с выявлением и определением объемов ремонта басового механизма, следует разделить на два этапа: проверку и осмотр механизма до и после разборки. До разборки механизма определяют: уровень подъема клавишных кнопок от поверхности басовой накладки и положение их относительно плоскости этой накладки, деформации на толкателях и стояках, прочность усиков толкателей, состояние гребенок, величину люфтов между стояками и усиками толкателей, между заемными басовыми толкателями и заемными толкателями аккомпанемента и между толкателями и передними плечами клапанных рычагов.
После разборки механизма при осмотре следует обратить внимание на прямолинейность валиков, степень износа прокладок, состояние опорных (для валиков) металлических пластин или угольников, на прочность каркаса, соединительных угольников и других крепежных элементов. Клавиатурные гребенки и клапаны с рычагами хорошо осматривать без съемной части механизма.
Снятые со своих мест резонаторы легко осмотреть со всех сторон и определить неисправности.
При осмотре инструмента и выявлении дефектов особое внимание надо обратить на состояние внутренних лайковых клапанов на планках. В этом случае следует осматривать лайку через отверстия на розетках. Наружный осмотр позволяет определить повреждения резонаторных розеток, уплотнительной лайки, степень коррозии язычков и заклепок, окисление планок, случайные деформации и разрушения язычков.
Осмотр корпусных крышек без резонаторов и сеток позволяет определить состояние столярных соединений и механические повреждения. Деформацию стенок корпуса проверяют линейкой.
Дефекты меховой камеры определяют при снятых корпусных крышках, поочередно растягивая все четыре угла камеры и устанавливая развернутые углы таким образом, чтобы они находились перед источником света. Таким способом легко обнаружить разрывы и проколы на лайковых ромбиках, на каркасе
73
меха и определить разрушения клеевых соединений на углах (под ромбиками).
После выявления дефектов, определения вида ремонта и составления дефектной ведомости и сметы, инструменты, подлежащие ремонту, поступают в ремонтный цех, где их отдают в работу по отдельным узлам. В случае, если ремонт производят в небольшой мастерской, работу поручают отдельному высококвалифицированному мастеру-ремонтнику.
ОСНОВНЫЕ ВИДЫ РЕМОНТА
В зависимости от степени износа, количества и характера неисправностей ремонт гармоник, баянов и аккордеонов подразделяется на три вида: текущий, или мелкий, средний, капитальный.
Каждый вид ремонта определяется объемом работ, подлежащих выполнению, количеством изношенных и сломанных деталей, нуждающихся в замене новыми, и количеством материалов, необходимых для проведения ремонта.
К текущему, или мелкому, ремонту относятся:
1. Исправление незначительных дефектов, например: замена одной или нескольких клавиатурных пружин, исправление клавиш, подклейка углов меховой камеры, исправление или замена корпусного металлического угла, подстройка нескольких язычков с частичным исправлением лайковых проемных клапанов и т. д.
2. Проверка качества и исправление дефектов какой-либо одной части (узла) инструмента с выполнением значительного числа операций, например: исправление одной или нескольких клавиш мелодии с проверкой плотности прилегания клапанов к деке и регулировкой отдельных или всех клавиш без снятия их с клавиатурной оси, устранение дефектов в басовом механизме, не связанных с разборкой и сборкой механизма. К операциям по ремонту басового механизма относятся: проверка плотности прилегания и устранение дефектов в клапанах баса и аккомпанемента, частичное выравнивание люфтов между клапанными рычагами и толкателями, образовавшихся из-за неравномерной запрессовки клапанной лайки и деформации отдельных деталей механизма, частичная регулировка силы упругости пружин, проверка и частичная регулировка клавиатуры с исправлением деформаций на толкателях и стояках, проверка и исправление крепежных элементов механизма к басовой крышке.
3. Устранение многих мелких дефектов в нескольких или во всех частях инструмента.
К мелкому текущему ремонту также могут быть отнесены работы по устранению дефектов меховой камеры: подкрашива
74
ние потертых участков на гранитольных полосках, наклеенных на наружные ребра мехов, с доведением до 'общего цвета; частичная замена этих полосок; подклейка одного или нескольких лайковых ромбиков со снятием металлических меховых уголков и замена недостающих меховых уголков. Проверка строя звукоряда с заменой нескольких язычков и подстройкой отдельных голосов с частичной переклейкой и выправкой лайковых проемных клапанов также входит в мелкий ремонт.
Своевременно проведенный текущий ремонт способствует поддержанию всех узлов и в целом инструмента более длительный период в работоспособном состоянии, уменьшению количества производимых средних и капитальных ремонтов и сокращает затраты при проведении последующих ремонтных работ.
Средний ремонт включает в себя все виды работ по устранению выявленных неисправностей при осмотре инструмента по узлам и замену износившихся деталей, но не предусматривает замены узлов, например замены меховой камеры, грифа с клавиатурой мелодии, замены басового механизма, отдельных резонаторов с планками или одной из корпусных рамок.
При производстве среднего ремонта выполняются следующие основные работы:
1. Разборка инструмента на основные части.
2. Разборка клавиатуры мелодии, ремонт и замена деталей клавиатуры, сборка и регулировка ее.
3. Снятие басового механизма с крышки корпуса, проверка качества всех входящих в механизм деталей, устранение замеченных дефектов, замена отдельных деталей, установка механизма на место и регулировка его.
4. Столярный ремонт корпусных крышек с проверкой всех клеевых соединений. При выполнении столярных работ выравнивают поверхность корпусных стенок и подготавливают их к лицевой отделке (под полирование или оклеивание целлулоидом). Здесь же восстанавливают инкрустацию и производят оковку металлом, если корпус инкрустирован или окован цветным металлом.
5. Лакировка или полировка наружных лицевых поверхностей и лакировка или окраска внутренних, если при изготовлении инструмента внутренние поверхности были лакированы или окрашены. Если оклеенный целлулоидом корпус имеет вмятины, царапины и отслоения, то отслоения нужно приклеить, а вмятины и царапины устранить на шлифовальном станке или вручную войлочным кругом с шлифовальной пастой, а затем отполировать.
6. Ремонт меха, предусматривающий снятие всех полосок дерматина, металлических углов, верхней ткани, ремонт каркаса меховой камеры с подклейкой ромбиков или заменой их новыми.
75
7 Проверка и устранение дефектов в резонаторах. Планки снимают с резонаторов, язычки и планки очищают от грязи и пыли, наклепывают недостающие язычки или заменяют кусковые планки и переклеивают лайку проемных клапанов.
8. Проверка состояния всех деталей механизма переключения регистров, устранение неисправностей в деталях, регулировка действия узлов в отдельности, общая выверка этого механизма как в мелодии, так и в аккомпанементе.
9. Настройка звукоряда на станке или в корпусе гармоники, баяна или аккордеона.
10. Сборка инструмента.
И. Окончательная регулировка клавиатурных и регистровых механизмов, проверка звучания каждого язычка в отдельности и настройка звукоряда, а также герметичности всех узлов (частей) инструмента.
Следует отметить, что общий объем работ, служащий количественным критерием при определении вида ремонта, может колебаться в сторону уменьшения или увеличения, но в основном вышеперечисленные группы работ в разных сочетаниях входят в перечень выполняемых работ по среднему ремонту.
Капитальный ремонт характеризуется одновременной сменой большого числа старых износившихся и поврежденных деталей и частей новыми и полной разборкой узлов инструмента на составные части (детали). Он включает в себя все операции, входящие в средний ремонт, а также ряд новых операций. К ним относятся: изготовление новых корпусных стенок, меховых рамок, выполнение инкрустации по лицевой отделке, оковка корпусных крышек и углов новым цветным металлом, общая перефанеровка корпуса или оклейка новым целлулоидом.
В этот вид ремонта может быть включена замена разрушенных узлов новыми, например, меховой камеры, грифа, клавиатуры мелодии, басового механизма, сеток мелодии и басовой.
В связи с тем, что три вида ремонта баянов, аккордеонов и гармоник связаны между собой, при группировке работ .между ними нельзя провести строгой границы, которая позволила бы во всех случаях составить точный объем работ, расход материалов и трудовые затраты.
Однако, если принять текущий ремонт за единицу, то примерное соотношение объемов работ текущего ремонта к среднему и среднего к капитальному выразится как 1 8 12.
Периоды времени с момента изготовления инструмента до первого среднего ремонта и от среднего до капитального будут зависеть от условий хранения, умения пользоваться инструментом, от качества проведенных профилактических осмотров и своевременного устранения мелких неисправностей. Соблюдение всех этих условий увеличит срок службы инструмента в два-три раза.
76
После тщательного осмотра специалистом инструмента в мастерской или непосредственно на фабрике и определения неисправностей, а также вида ремонта составляется дефектная ведомость с наименованием работ и указанием отпускных цен отдельно по видам работ в соответствии с утвержденным прейскурантом отпускных цен на ремонт музыкальных инструментов.
При составлении дефектной ведомости па ремонт баяна, аккордеона или гармоники дефекты записываются по узлам инструмента, а неисправности каждого узла — в технологической последовательности.
В качестве примера стоимости ремонтных работ можно рекомендовать прейскурант отпускных цен па ремонт язычковых музыкальных инструментов, утвержденный решением Мосгор-исполкома от 26/IX 1961 года № 28/17 для предприятий Управления бытового и коммунального обслуживания Мосгорис-полкома (см. приложение 4).
ЗВУКОВАЯ ЧАСТЬ
Звуковой частью гармоник, баянов и аккордеонов называют резонаторы, расположенные в правой и левой крышках инструментов с прикрепленными на них голосовыми планками (рис. 40)
Рис. 40. Резонаторы баяна с планками
Музыкально-акустические достоинства гармоник, баянов и аккордеонов зависят от конструкции, расчетных размеров и каче* ства изготовления звуковой части этих инструментов.
Голосовые планки. Во всех типах гармоник, баянов и аккордеонов звукообразователями являются язычки (голоса), жестко прикрепленные с одной стороны к металлическим рамкам, называемым голосовыми планками.
Язычки представляют собой упругие металлические пластинки определенной формы и размеров (рис. 41), которые
77
свободно колеблются в проеме планки и герметически его никогда не закрывают.
Собственную частоту колебаний таких язычков, их размеры и жесткость рассчитывают по методу НИИМП (Сборник трудов НИИМП, вып. 1, 1938 г.).
Обычно для понижения основного типа язычков их размер увеличивают, а для повышения уменьшают. Но если язычки изготовить строго по расчетным данным, то язычки низких по
Рис. 41. Голосовая планка:
а — общий вид; б — язычок без напайки; в — язычок с напайкой; / — язычок;
2 — рамка планки; 3 — заклепка
звучанию нот, например большой октавы или контроктавы, получились бы очень большими, что в свою очередь повлекло бы к недопустимому увеличению габаритов всего инструмента.
Поэтому язычки для низких нот изготовляют уменьшенных размеров, но для сохранения нужного тона (определенной частоты колебания) массу язычка увеличивают, напаивая или приклепывая на свободный конец его кусочки металла — латуни, свинца (рис. 41, в).
Язычки изготовляют на специальных полуавтоматических шлифовальных станках и прессах. Однако в незначительных количествах они изготовляются вручную для концертных инструментов.
Голосовые планки представляют собой металлические пластинки, предназначенные для жесткого крепления различных по высоте тона язычков и улучшения условий звукообразования. Язычки приклепывают к планкам заклепками 3.
Голосовые планки в гармониках, баянах и аккордеонах встречаются трех видов: цельные, групповые и кусковые.
Цельные планки — это металлические пластины, изготовленные по размеру соответствующего резонатора и имеющие 78
группу парных отверстий (проемов) для язычков. В большинстве случаев толщина таких планок одинаковая по всей длине.
Достоинством цельных планок является лучшая первоначальная возбудимость язычков, так как их колебательная энергия с одного участка передается через материал планки к язычкам другого участка, и при игре к моменту открытия воздушной камеры они оказываются предварительно приведенными в колебательное движение.
Рис. 42. Секционные планки
К недостаткам цельных планок относятся:
1. Одинаковая толщина планки по всей длине от высоких до низких тонов, создающая неблагоприятные условия для звучания язычков высокой частоты. Для высоких тонов звукоряда мелодии толщина планки не должна превышать 2 мм, а для более низких звуков, расположенных на другом конце этой же планки — 3—3,5 мм.
2. Сложность изготовления и последующей обработки. При штамповке и особенно наклепке язычков цельные плаики деформируются, что вызывает необходимость дополнительной затраты труда для выправления дефектов штамповки и наклепки.
3. Неудобство при ремонте планок с резонаторами, так как для замены одного язычка или внутреннего лайкового клапана приходится снимать полностью всю планку.
Групповые или секционные планки (рис. 42) представляют собой металлические пластины определенной
79
толщины, каждая из которых имеет несколько пар проемов для язычков разной тональности.
Секционные планки имеют от четырех до семи пар проемов.
Все недостатки, относящиеся к цельным планкам, имеются также и в секционных, хотя в несколько меньшей степени.
В настоящее время секционные планки, так же как и цельные,. в массовом производстве гармоник, баянов и аккордеонов не применяются.
Кусковые планки нашли наиболее широкое применение в производстве язычковых музыкальных инструментов. Каждая отдельная планка представляет собой металлическую рамку с двумя сквозными проемами для язычков одного определенного тона. Эти планки имеют ряд преимуществ по сравнению с планками первых двух видов, а именно:
1. Упрощается технология изготовления планок.
2. Появляется возможность механизации и автоматизации процессов обработки планок и наклепки, что способствует повышению производительности труда и улучшению качества планок.
3. Каждая планка может быть изготовлена с оптимальными размерами по толщине, что обеспечивает наилучшие звуковые качества по всему звуковому диапазону.
4. Применение кусковых планок позволяет в широких масштабах проводить унификацию их, что создает возможность сосредоточить производство планок на специализированных предприятиях.
5. Значительно упрощается ремонт планок с резонаторами.
В настоящее время планки для гармоник, баянов и аккордеонов унифицированы. Например, ленинградские голосовые планки сгруппированы в два набора: набор № 1 и набор № 2.
Набор № 1 (приложение 1) предназначается для всех типоразмеров гармоник, баянов и аккордеонов.
Набор № 2 предназначен для высококачественных аккордеонов и баянов *.
Голосовые проемные клапаны. Голосовые проемы планок на стороне, противоположной приклепанным язычкам, имеют проемные клапаны, которые предназначены для перекрывания доступа воздуха, движущегося через проем со стороны клапана, и свободного открывания проема при движении воздуха с противоположной стороны.
Клапаны на планке действуют под влиянием давления или разрежения воздуха поочередно: один клапан открывает проем, другой закрывает.
В набор входят 22—25 шт. голосовых планок различных размеров, из которых имеется возможность набирать комплекты планок для различных по звуковому диапазону гармоник, баянов и аккордеонов.
80
Клапаны на голосовых проемах увеличивают громкость звучания инструмента, так как все воздушное давление сосредоточивается на возбуждении рабочих голосов. Голосовые планки всех тональностей имеют проемные клапаны, за исключением планок нот высоких тонов 4 и 5 октав, так как проемы у этих планок невелики, и потеря давления через проемы без клапанов в связи с этим незначительна.
По своим размерам клапан должен перекрывать голосовой проем на 1—1,5 мм по всему периметру.
Проемные клапаны должны обладать следующими основными свойствами:
а) герметичностью (воздухонепроницаемостью);
б) влагостойкостью;
в) термостойкостью в пределах ±40° С;
г) упругостью, необходимой для возврата клапанов в первоначальное положение;
д) отсутствием в материале клапанов солей и кислот, которые могут вызвать коррозию голосов или планок.
Кроме того, материал клапанов должен быть достаточно мягким, чтобы не вызывать хлопков при закрывании голосового проема.
Отечественная музыкальная промышленность для проемных клапанов использует специальную гармонную лайку.
Проемные клапаны из лайки приклеивают к планкам водо-стойкими клеями.
Наиболее употребительный клей — спиртово-шеллачный, может быть также использован обычный конторский клей.
Лайковые клапаны для планок высокого и среднего диапазона намазывают клеем на V4 длины, а для низких басовых планок — на !/3.
Для придания лайковому клапану на басовых планках большей упругости к нему с внешней стороны приклеивают дополнительную пружинку, изготовляемую из целлулоида, киноленты, стальной или латунной проволоки и других упругих материалов.
Толщина лайковых клапанов — в пределах 0,5 мм для планок высоких тонов с постепенным возрастанием до 1,5—2 мм для басовых планок.
Резонаторы. В теории под названием резонатор понимают физическое тело, способное отзываться на колебания определенной частоты и усиливать эти колебания. Простейшим примером резонатора может служить резонатор Гельмгольца — полый сосуд с отверстиями, при помощи которых в сложных звуковых колебаниях можно найти их простейшие составляющие, т. е. можно произвести анализ звука, так как каждый резонатор настроен на определенную частоту.
В гармониках, баянах и аккордеонах резонатором называют систему воздушных камер определенных размеров, встроенных
4 Заказ 2074
81
В одну деревянную конструкцию, являющуюся базой или опорой для голосовых планок.
Резонаторы в практике называют по-разному: резонаторами, городушками и т. д. Однако первое название следует считать более правильным, так как воздушные камеры в резонаторах действительно в некоторой степени способствуют звучанию и улучшают тембр звука. Поэтому качество звучания инструмента зависит не только от голосовых планок, но и от резонатора, от формы и размеров воздушных камер, рассчитанных для каждого тона в отдельности.
Резонаторы язычковых музыкальных инструментов подразделяются на резонаторы мелодии, резонаторы аккомпанемента и резонаторы басовые.
Резонаторы мелодии. На резонаторы мелодии монтируют голосовые планки, предназначенные для образования звукоряда мелодии инструмента.
Рис. 43. Резонатор мелодии
Резонатор мелодии (рис. 43) состоит из средника /, верхнего бруска 2, розетки 3, перегородок 4, крепежного бруска 5.
Воздушная камера в резонаторе мелодии, так же как и в резонаторе аккомпанемента, образована между соседними перегородками, средником, верхним бруском и розеткой.
Для каждой воздушной камеры предназначена одна голосовая кусковая планка или пара язычков одной тональности целой планки, звучащих при противоположных направлениях воздуха; воздушные камеры должны быть хорошо изолированы друг от друга, с тем чтобы не было возбуждения язычков в соседних камерах.
Количество воздушных камер в резонаторе мелодии зависит от диапазона инструмента и конструкции клавиатурного механизма мелодии.
В зависимости от вида инструмента, конструкции его клавиатурного механизма и голосности инструмента, в правой крышке располагается от двух до шести резонаторов.
В табл. 9 показано, как с увеличением голосности инструмента изменяется число резонаторов мелодии.
82
Таблица 9
Голосность мелодии инструмента Количество резонаторов Примечание
гармоника двухрядная аккордеон баян
Двухголосная 2 2 3
Трехголосная 3 3 5 При трехголосном звучании один резонатор у баяна односторонний
Четырехголосная 4 4 6
Увеличивают голосность в инструментах за счет добавления голосовых планок, настраиваемых на октаву ниже основных при трехголосном звучании, а также на октаву выше при четырехголосном звучании.
Д4*
Рис. 44. Резонатор аккомпанемента
В связи с изменением размеров добавляемых планок резонаторы мелодии претерпевают некоторые изменения.
В инструментах массового производства резонаторы мелодии съемные. Ремонтировать такие резонаторы удобнее.
В некоторых инструментах индивидуального изготовления резонаторы мелодии (особенно часто в дискантовой группе) несъемные, т. е. они приклеены непосредственно к деке без розеток.
Несъемные резонаторы способствуют лучшему образованию звука, но создают большие неудобства при ремонте, уменьшают производительность труда при ремонте голосовой части и настройке и, как следствие, повышают стоимость ремонта.
Резонаторы аккомпанемента. На резонаторы аккомпанемента монтируют голосовые планки, предназначенные для создания готовых аккордов аккомпанемента.
Резонатор аккомпанемента (рис. 44) состоит из средника 9, верхнего бруска 3, розетки 3, перегородок 5, крепежных брусков Ли 7, клецев 2 и 6, воздушной камеры 4.
В резонаторах аккомпанемента баяна и аккордеона по 12 пар воздушных камер, т. е. с каждой стороны резонатора по 12 воздушных камер.
4*
S3
В резонаторе аккомпанемента гармоники количество пар воздушных камер меньше; оно зависит от количества кнопок левого механизма (диапазона).
Резонаторы аккомпанемента имеют следующие разновидности:
1. Резонаторы аккомпанемента с одинаковыми противолежащими воздушными камерами, предназначенные для планок одинаковой высоты. Обычно такие резонаторы применяют для инструментов с незаемным басовым механизмом.
2. Резонаторы аккомпанемента с неодинаковыми по высоте противолежащими воздушными камерами, предназначенные для планок, настроенных в октаву. Такие резонаторы часто применяют для инструментов с заемным басовым механизмом.
Рис. 45. Резонатор для заемного басового механизма баяна:
1 — средник; 2 и 3 — верхние бруски; 4 — розетка; 5 и 7 — клеци; 6 — перегородки
Резонаторы аккомпанемента для инструментов массового и индивидуального изготовления обычно изготовляют съемными.
Басовые резонаторы. На басовых резонаторах смонтированы голосовые планки, предназначенные для создания басового звука при аккомпанементе.
В зависимости от типа басового механизма резонаторы по конструкции подразделяются на два основных вида:
1) резонаторы басовые для заемного басового механизма — заемные басовые резонаторы;
2) резонаторы басовые для незаемного басового механизма— незаемные басовые резонаторы.
В гармониках и аккордеонах обычно применяют заемные басовые резонаторы, в баянах — те и другие.
Наиболее распространенный тип резонатора для заемного басового механизма (рис. 45) состоит из средника /, верхних брусков 2 и 5, розетки 4, перегородок 6 и клецев 5 и 7.
На одной стороне заемного резонатора расположены наиболее низкие звуки для данного инструмента, на другой — на октаву выше.
84
В практике принято называть одну сторону басового резонатора с наиболее низкими звуками I октавой, другую — II октавой.
Следует отметить, что эти названия не соответствуют действительной высоте расположенных на резонаторе планок, а являются условными названиями.
Действительная высота звуков I и II октав в зависимости от инструмента находится в пределах от ми или фа контроктавы до ми или фа малой октавы.
Басовый резонатор для незаемного механизма (рис. 46) состоит из средника 7, верхнего бруска 5, розетки /, подоктавного бруска 10 III октавы и подоктавного бруска 9 IV октавы, резонатора И III октавы и резонатора 8 IV октавы. К незаемному басовому резонатору добавлено еще два односторонних резонатора: резонатор III октавы и резонатор IV октавы, так как четырехголосное звучание басов создается за счет планок, смонтированных на I, II, III и IV ок
тавах.
Резонатор III октавы предназначен для планок, настроенных на октаву выше II октавы, резонатор IV октавы — выше на октаву резонатора III октавы.
Название резонаторов III и IV октав также условное.
Резонаторы III и IV октав установлены на общей розетке, и их воздушные камеры связаны каналами в подоктавных брусках с одноименными воздушными камерами резонатора I и II октав.
85
Воздушные камеры резонаторов с внешней стороны закрываются голосовыми планками. При этом нужно выполнять условие абсолютной воздухонепроницаемости между планками и плоскостью резонатора. Это необходимо для того, чтобы воздух проходил только через голосовые проемы в планках и использовался для возбуждения язычков. Для того чтобы планки и резонаторы были соединены герметично, прикрепленные к резонатору планки заливают по периметру расплавленной воскоканифольной или церезиновой мастиками или реже — нитрокрасками.
Рецепт воск о-к ан и фо л ьн ой мастики, г:
Воск технический....................2100
Канифоль ........................... 800
Скипидар............................. 75
Льняное масло........................ 25
Итого ... 3000
Рецепт церезиновой мастики, г:
Церезин............ 999
Канифоль...........1500
Петролатум......... 375
Дибутилфталат...... 126
Итого ... 3000
Встречающиеся в баянах целые голосовые планки смонтированы на прокладке из лайки или замши, которыми оклеены перегородки резонаторов.
Наиболее подходящим материалом для изготовления деталей резонаторов следует считать древесину ели и пихты. Она обладает хорошей звукопроводностью, небольшим объемным весом, легка в обработке.
Для деталей резонаторов (кроме розетки и крепежных брусков) может быть использована также береза и древесина мягколиственных пород: ольха, тополь, осина.
Розетки резонаторов изготовляют из древесины твердолиственных пород или высококачественной фанеры.
Средник басового резонатора обычно изготовляют из клееной березовой фанеры толщиной 3—4 мм.
Сборка резонаторов из деталей заключается в приклейке его деталей к среднику, начиная с верхнего бруска. Затем приступают к приклейке перегородок. В последнюю очередь приклеивают розетку и бруски крепления резонаторов.
Для склеивания применяют столярный клей, поливинилацетатную эмульсию, синтетические клеи и т. д.
Процесс склейки идет с определенными выдержками в зависимости от применяемого клея.
Многие предприятия изготовляют резонаторы мелодии, аккомпанемента, III и IV октав басового резонатора по более
совершенной технологий — путем фрезерования. Это дает возможность получить из деревянной заготовки средник с перегородками и клецами одновременно. Фрезерованные резонаторы изготовляют из бука или ели.
Существуют два способа изготовления резонаторов путем фрезерования: поперек волокон (волокна древесины направлены вдоль средника) и вдоль волокон (волокна древесины направлены поперек средника).
В изготовленных первым способом резонаторах требуется промазать перегородки клеем, лаком или другим составом, иначе в открытых древесных порах энергия колебаний язычков будет поглощаться ими и звук будет глухим.
Резонаторы, изготовленные вторым способом, промазывать не требуется.
НЕИСПРАВНОСТИ ПЛАНОК С ЯЗЫЧКАМИ
Комплект планок с язычками и лайковыми проемными клапанами представляет собой ответственную часть гармоник, баянов и аккордеонов, от которой в основном зависят музыкальнозвуковые достоинства инструмента. Поэтому на выявление неисправностей должно быть обращено особое внимание.
—Все неисправности, влияющие на качество звучания язычков с планками, бывают производственными и эксплуатационными.
Производственными дефектами являются:
1) неправильная шлифовка профилей язычков и их штамповка;
2) большие зазоры между кромками язычков и стенками планочных проемов;
3) непрочная и неправильная (смещенная от продольной оси) приклепка язычков к планкам;
4) неудовлетворительная по чистоте обработка проемных кромок и наружных плоскостей в планках;
5) низкое качество лайки на проемных клапанах и неудовлетворительная приклейка ее на планки.
Эксплуатационные дефекты при нормальном пользовании и хранении инструментов возникают постепенно.
К этим дефектам относятся:
1) коррозия стальных язычков и заклепок;
2) окисление планок;
3) случайные отгибы язычков;
4) засорение проемов;
5) западание язычков в проемах планок;
6) разрушение язычков в опасных сечениях;
7) деформация проемных лайковых клапанов.
При шлифовании язычков из-за несоблюдения заданной по чертежу толщины возникают различные дефекты. В одном
87
случае, если язычок имеет местное утолщение, он будет изгибаться не по плавной кривой линии, а в основном на участке, где больше снято материала. В связи с этим порог возбуждения язычков будет очень высок. Наоборот, если язычок отшлифован равномерно, но толщина его уменьшена против заданной, то при увеличенном давлении воздуха в меховой камере инструмента это приведет к срыву язычка, т. е. он изогнется в направлении движения воздушной струи и перестанет звучать. К дефектам шлифования относятся деформации плоскостей язычков и прожоги.
Дефект штамповки язычков заключается в образовании вы-рывов, неровных поверхностей кромок и заусенцев на язычках и планках, что способствует увеличению непроизводительного расхода воздуха при игре и задеванию язычков о стенки проемов.
Большие зазоры между язычками и стенками планочных проемов увеличивают непроизводительный расход воздуха, создают шум воздуха и уменьшают общую громкость звучания инструмента.
К дефектам наклепки следует отнести смещение язычков в сторону от оси планочного проема, вниз и вверх в направлении оси, а также слабая приклепка язычков.
Эти дефекты увеличивают затраты труда при установке язычков в рабочее положение во время предварительной и окончательной настройки, увеличивают расход воздуха при игре и вызывают задевание язычков за планки.
Неровная и грубая обработка планок строганием или шлифованием также способствует увеличению расхода воздуха при irpe, так как зазоры между язычками и планками искусственно увеличатся и проемные лайковые клапаны не будут плотно закрывать проемы на планках.
Плохое качество лайки (рыхлая, неровная, соленая) способствует преждевременному образованию деформаций (закручиванию) проемных клапанов, коррозии язычков и большому расходу воздуха при игре.
Непрочная приклейка лайковых клапанов приводит к быст-юму отрыву их от планок. Образование коррозии на язычках и заклепках объясняется большим содержанием соли в лайке, остающейся при ее выделке, и частым пользованием инструмен-ом на открытом воздухе и в помещениях с большой влажно-тью. Поверхностная коррозия охватывает равномерно все поверхности язычка и способствует постепенному изменению его 'юна. Местная коррозия точками быстро проникает в глубь ма-ериала, уменьшает сечение и приводит не только к изменению основного тона язычков, но и к их излому.
Коррозия на заклепках ослабляет соединения язычков с планками.
3
Большое содержание соли в проемной лайке способствует также окислению дюралюминиевых планок. Поверхности планок, соприкасающиеся с лайкой, становятся шероховатыми.
Большинство музыкантов-любителей, изучая свой инструмент, часто его разбирают и могут при этом случайно отогнуть язычки. Сила звука такого язычка заметно уменьшится или язычок перестанет звучать вообще.
Засорение проемов вызывает дребезжание язычков или прекращение их звучания, так как мелкая частица твердого или даже мягкого тела, попадая между кромкой язычка и стенкой проема, заклинивает язычок.
Правильно обработанные язычки в процессе длительной эксплуатации часто ломаются в связи с усталостью металла; звучание при этом совершенно прекращается.
Деформация лайковых проемных клапанов возникает в результате. многократного увлажнения и высыхания лайки при продолжительной эксплуатации, а также от неправильного положения инструмента при хранении. Значительная деформация и отход лайковых клапанов от планок увеличивают расход воздуха при игре.
РЕМОНТ ГОЛОСОВЫХ ПЛАНОК
Прежде чем приступить к ремонту голосовых планок с язычками, надо снять их с резонаторов.
Ремонтировать планки с язычками рекомендуется в следующем порядке.
Сначала необходимо пронумеровать планки, чтобы не перепутать их во время ремонта. Если поверхности планок не окислены и не сильно загрязнены, нумеровать можно простым карандашом, чтобы после установки планок на резонаторы нумерацию можно было легко снять. Если же планки сильно окислены и загрязнены, их нумеруют мелкими цифрами, нанесенными стальным острием (шилом). После нумерации снимают плоскогубцами крепежные элементы: гвоздики или крючки.
Если планки залиты нитрокраской или нитролаком, их надо предварительно очистить от заливочного материала, иначе при их снятии могут образоваться сколы или разрушения перегородок на резонаторах. Планки, залитые воском, церезином и клеем, можно не очищать. Снимают планки с резонаторов плоской узкой стамеской так, чтобы не образовалось местных вмятин и вырывов на резонаторах; затем снимают лайковые проемные клапаны с планок.
Если лайка сохранила необходимое качество и предполагается ее использовать повторно, снимать ее следует острым ножом, чтобы не разорвать в местах склейки. Негодную лайку можно просто оторвать от планок,
89
Очистив от клея и разрыхлив лайковые проемные клапаны, их укладывают рядами под легкий пресс для выравнивания, после чего снимают с планок пыль и оставшийся заливочный материал. Чтобы не поцарапать планки, рекомендуется заливочный материал снимать латунными пластинами с заостренными кромками. При снятии пыли с планок особое внимание надо обратить на очистку голосовых проемов. Коррозию с язычков и заклепок соскабливают ножом или шлифовальной шкуркой. При местной коррозии (точечные углубления) на опасных сечениях язычков их нужно заменить новыми.
Изготавливают недостающие язычки в том случае, если ремонтируют цельные или секционные планки или если в мастерской не оказалось запасных кусковых планок. В зависимости от гона язычков для их изготовления применяют термообработанную стальную ленту толщиной от 0,35 до 0,7 мм. Заготовку и наклепку каждого язычка производят в следующем порядке.
Если стальная лента широкая, ее разрезают на полоски, ширина которых равна ширине язычка у основания. Для этого применяют ручные ножницы по -металлу, рычажные ножницы, зрикрепленные к рабочему столу, или роликовые ножницы. Нарезанные полоски разрезают на отрезки длиной 200—300мм.
На отрезках стали намечают места для заклепочного отверстия и пуансоном пробивают его.
Далее в планочное отверстие туго насаживают заклепку, выступающий конец которой продевают в отверстие стальной полоски; последнюю большим пальцем левой руки прижимают к планке и с противоположной стороны планочного отверстия большой иглой или шилом проводят риску, определяющую 5удущие габаритные размеры язычка. Стальная полоска должна быть установлена так, чтобы ее продольная ось совпала с продольной осью планочного проема.
По нанесенным рискам ножницами для металла вырезают эоковые стороны, образуя заплечики у основания язычка, после чего его аккуратно подгоняют по проему планки.
Подгонку язычка по проему планки производят в специаль-юй латунной или стальной вводке, имеющей продольные пазы разной ширины и глубины. Меньшие по размеру язычки устанавливают в пазы меньшего размера, большие — в большие. Чтобы получить минимальные просветы между кромками язычка стенками планочного проема, шлифовать кромки язычка нужно напильником с мелкой насечкой постепенно, очень аккуратно, неоднократно проверяя зазоры на свет.
Язычок шлифуют с наружной стороны, придавая ему необходимый по тону профиль. Внутреннюю сторону язычка шлифовать не рекомендуется, так как снятие с поверхности стали во-понения способствует более быстрой коррозии. Ручное шлифо-ание производят трехгранным напильником с полубархатной
90
насечкой; при этом опорой для шлифуемого язычка является торцовая поверхность бруска из твердолиственной породы древесины (бук, дуб, клен, самшит). Чтобы язычок при шлифовании не скользил по торцовой поверхности бруска, на него прибивают упорную шпильку, к которой и прижимается язычок. Неопытный шлифовальщик, стремящийся получить правильно звучащий и хорошо обработанный язычок, должен тщательно осмотреть профиль парного голоса и при доведении язычка до тона в основном руководствоваться формой профиля этого парного язычка. Тон шлифуемого язычка проверяют и доводят до унисона с парным язычком.
Для получения правильного профиля язычка следует шлифовать язычок так, чтобы кривизна профиля на шлифованной стороне была плавной, чтобы язычок при колебании изгибался по всей рабочей длине, риски от шлифования на поверхности язычка были мелкими и располагались строго перпендикулярно к продольной оси язычка.
Заготовленный, но еще не отрезанный от полоски язычок приклепывают к планке, после чего ребром напильника его отрезают от полоски. Перед приклепыванием выступающий конец заклепки вставляют в цилиндрическое углубление на небольшой специальной наковальне и ударами молотка с обратной стороны расклепывают заклепку, которая прижимает язычок к планке. Затем планку с язычком переворачивают и легкими ударами молотка расклепывают второй конец заклепки. При выполнении этой ответственной операции надо следить, чтобы на заклепке не образовалось боковой кривизны, так как она отведет продольную ось язычка в сторону от продольной оси проема и кромка язычка будет соприкасаться с боковой стенкой планочного проема. Кривизна заклепки в направлении продольной оси язычка приведет к тому, что между верхней кромкой язычка и торцовой стенкой проема образуется большой просвет и, наоборот, при изгибе в другую сторону язычок немного сместится к торцовой поверхности проема и будет ударяться о нее при колебаниях.
В случае изгиба и небольшого смещения язычка в ту или другую сторону планку ставят на ребро, выступающую часть заклепки прижимают к поверхности наковальни п легкими ударами молотка по ребру планки выпрямляют заклепку, придавая язычку нужное направление. После установки язычка на свое место заклепку расклепывают окончательно, надежно закрепляя язычок на планке.
Приклепка язычка к планке должна быть выполнена так, чтобы пятовая часть его плотно прилегала к планке и язычок не поворачивался вокруг заклепки. Однако следует иметь в виду, что чрезмерное расклепывание приведет к расширению сечения заклепки и возникновению больших напряжений в материале планки и пятовой части язычка, вызывающих их деформацию.
91
Язычки низких тонов (большой И контроктавы) изготовляются по той же технологии, что и язычки для средних и высоких регистров, но с добавлением инертной массы (накладки) на их вершины, чтобы при расчетной длине уменьшить число колебаний в секунду. В качестве материала для накладок применяют листовую латунь марок Л62, Л68.
Длина накладки должна быть не более Vs длины рабочей части язычка.
Для жесткого и прочного соединения накладки с язычками их припаивают или закрепляют двумя заклепками.
Технология соединения накладок и язычков следующая: из листовой латуни (толщиной 1,0—1,5 мм) нарезают кусочки указанной выше длины й шириной, равной ширине язычка (с допуском на обработку 0,2 мм).
Одну плоскость накладки и наружную поверхность язычка у вершины шлифуют полубархатным напильником. Эти поверхности покрывают смесью хлористого цинка с нашатырем (хлористого цинка 25%, нашатыря 75%), а между поверхностями язычка и накладки закладывают тонкий слой припоя (ПМц-54), слегка прижимают их плоскогубцами и припаиваемый участок нагревают на открытом пламени. После полного расплавления лрипоя язычок должен остыть. Затем напильником обрабатывают кромки и наружную поверхность накладки.
Присоединение накладки к язычку заклепками заключается также в обработке соединяемых поверхностей, высверливании двух отверстий диаметром 0,7—1,0 мм, в изготовлении и подгонке по отверстиям заклепок, в приклепывании накладки с язычку и обработке напильником.
Чтобы язычки не деформировались, заклепки надо изготавливать из латунной проволоки марки Л68 или Л62.
Убедившись в правильности наклепки, устанавливают язы-юк в рабочее положение.
Выполнение указанной операции следует поручить опытному мастеру, знакомому с изготовлением, наклепкой язычков и настройкой инструмента.
Затем поверхности планок очищают от окисления и загряз-1ения. Эту работу выполняют мелкой шлифовальной шкуркой очень осторожно, чтобы не снять острые ребра планочных проемов, так как даже малое закругление этих ребер увеличит 1епроизводительный расход воздуха во время игры на инструменте.
Приклеивая лайковые проемные клапаны на планки, нужно ;нать, что длина приклеенной части клапанов должна составить от V4 до 7з длины проема. При этом меньший предел должен быть распространен на проемы для язычков высоких тонов, больший предел — для язычков низкой части звукового диапазона.
^2
Установив планки на резонаторы, кромки заливают воском, воско-канифолыюй или церезиновой мастикой (см. стр. 86), нитролаком, нитрокраской или другими материалами, обеспечивающими полную герметичность соединения планок и необходимую прочность связи планок с резонатором. Предварительно планки прикрепляют гвоздиками или крючками к верхнему бруску резонатора.
Дефекты, заключающиеся в оставлении больших просветов между кромками язычков и стенками планочных проемов, неправильном шлифовании язычков (профилировка) и образовании деформаций на язычках и планках при изготовлении планок, являются трудно устранимыми и исправлению не подлежат.
Планки с такими дефектами заменяют новыми.
При ремонте планок с язычками и для изготовления последних применяют ручные инструменты (рис. 47).
Перечень необходимых материалов и запасных деталей для ремонта голосовых планок:
1) полоски голосовой стали,
2) шкурка мелкозернистая,
3) запасные голосовые планки,
4) лайка квасцовая ворсовая обессоленная толщиной от 0,3 до 1,8 мм.
5) полоски киноленты,
6) клей конторский или шеллачно-спиртовой.
Материалы, применяемые для изготовления язычков и планок: проволока латунная диаметром 2—3 мм. применяемая для изготовления язычков губных и старых ручных гармоник марки Л68 (ГОСТ 1066—58), а также нейзильберовая проволока такого же диаметра марки МНЦ 15-20 (ГОСТ 5220—50).
Для придания проволоке большей механической жесткости и твердости, а также более удобной формы для пользования перед нарезкой на заготовки ее сплющивают вальцеванием на станке или вручную на наковальне ударами молотка.
В настоящее время для всех типов гармоник, баянов и аккордеонов язычки изготовляют из стальной пружинной термообработанной ленты толщиной от 0,35 до 0,7 мм. Механические и химические свойства стали, применяемой для язычков, приведены в ТУ ЧМТУ 5145—55 Ленинградского сталепрокатного завода.
Напайки для язычков большой октавы и контроктавы изготовляют из латунного листа марки Л62 ГОСТ 931—52 или из листового свинца марки СЗ и С4 ГОСТ 3778—56.
Прикрепляют язычки к планкам специальными заклепками из малоуглеродистой стали, обладающей достаточной прочностью и необходимыми пластическими свойствами.
Технические требования к заклепкам приведены в ТУ 10—55 ленинградского гвоздильного завода.
93
1 олосовые планки в основном изготовляют из листового алю* миния марки А2-Н, АЗ-Н ГОСТ 7869—56.
Алюминиевые планки имеют то преимущество, что их общий вес в 2—2,5 раза меньше по сравнению с планками из другого металла. Планки легко обрабатываются, слабо коррозируются и имеют необходимую прочность.
Рис. 47. Инструменты для ремонта голосовых планок:
1 — плоскогубцы для вытаскивания и снятия крючков; 2 — кусачки для перекусывания проволоки; 3 — молоток для наклепки язычков и забивания гвоздиков; 4 — стамеска шириной 10—12 мм для снятия планок; 5 — отвертка для мелких шурупов; 6 — нож для нарезки лайки и чистки коррозии на язычках; 7 — ножницы для нарезания лайковых проемных клапанов; в—ножницы по металлу для нарезки язычков по габаритам; 9 — плоский напильник шириной 15 мм и длиной 200 мм с полубархатной насечкой для подшлифовання голосовых проемов в планках и для ввода язычков; 10 — трехгранный напильник с полубархатной насечкой для подгонки язычков по проемам и шлифовки их; // — плоский надфиль с бархатной насечкой для исправления наклепанных язычков и настройки язычков; 12 — стальной бородок для выбивания старых заклепок из отверстий планок; 13 — игла для вычерчивания габарита язычка; 14 — щетка для снятия пыли с планок; /5 — настольные тиски; 16 — деревянный брусок для шлифования язычков; 17 — латунная или стальная вводка для подгонки язычков по планочным проемам; 18 — наковальня для наклепки язычков; 19 — подголосник для настройки и выправки язычков; 20 — прокуски для пробивки отверстий в язычках под заклепку
94
Основные требования к отремонтированным голосовым планкам: язычки и планки для всех видов гармоник, баянов и аккордеонов в звуковом и техническом отношениях должны отвечать следующим основным требованиям.
1. Голосовые планки с наклепанными язычками должны обеспечить частотную устойчивость, т. е. определенную высоту каждого тона при изменении воздушных давлений.
2. Язычки не должны давать «срыва» при тех максимальных давлениях, которые могут возникнуть при сжиме или разжиме меха в инструменте.
Под срывом язычков подразумевают результат действия воздушной струи, при котором язычок останавливается в изогнутом положении в направлении движения воздуха. Давление воздуха, при котором возникает срыв язычка, называется критическим давлением. Очевидно, величина критического давления будет зависеть от механической жесткости язычков.
В язычковых музыкальных инструментах величина максимального давления достигает 200 мм вод. ст.
3. Сила звука ручных гармоник должна быть значительной. Длина язычка оказывает заметное влияние на силу звука. При одном и том же давлении сила звука увеличивается с увеличением длины язычка, а следовательно, и планочных проемов; сечение воздушной струи при этом увеличивается. Однако сила определенного тона находится в зависимости от механической жесткости, способной противостоять максимальным (критическим) воздушным давлениям, которые возникают при игре на инструменте и при которых не получилось бы срыва язычков.
4. Размеры рабочей части язычков (длина и ширина) должны соответствовать размерам проемов в планках за вычетом суммарной величины зазоров. Несоблюдение указанных размеров приведет к тому, что при игре увеличится утечка воздуха или вероятность задевания язычков за планки.
По РТУ РСФСР 683—60 на голосовые планки для гармоник, баянов и аккордеонов зазоры между гранями планочных проемов и кромками язычков должны находиться в следующих пределах (табл. 10).
Табли ц а 10
Для набора № I Для набора № 2
Показатели планки № 1—12 планки № 13-25 планки № 1—10 планки № 11—21
Сумма двух продольных зазоров между кромками язычка и граня-ми проема планки в мм Торцовый просвет в мм 0,18 0,14 0,13 Не более 0,12 0,10 0,10 0,08 0,08
95
5. Профили отшлифованных язычков всех тонов должны соответствовать расчетным, так как неправильное шлифование отрицательно повлияет на качество звучания. Язычки нужно шлифовать так, чтобы вся рабочая часть язычка участвовала в колебании.
6. Кромки язычков должны быть обработаны по пятому классу точности. Зазубрины, заусенцы, вмятины, трещины и другие дефекты не допускаются.
Шлифуют язычки с одной стороны по седьмому классу чистоты обработки.
При неправильной шлифовке на отдельных участках язычка могут образоваться деформации и даже прожоги с образованием темных пятен, что изменит структуру стали и приведет к неровному распределению внутреннего напряжения на рабочей части.
Технические требования к обработке и установке язычков низких тонов в исходное положение остаются те же, что и для язычков высокой части звуковых диапазонов. При изготовлении язычков большой октавы, и в особенности контроктавы, для увеличения их массы и, следовательно, для понижения звука язычков применяют напайки, которые припаивают, приклепывают или запрессовывают на свободные концы язычков с наружной стороны. Чтобы большая часть язычка могла равномерно изгибаться при колебании и язычок имел меньший порог возбуждения, не следует делать длинные напайки; они не должны превышать Vs длины рабочей части язычка.
7. При шлифовке, штамповке и наклепке язычков нельзя допускать деформаций. Язычки должны быть расположены над проемами планки так, чтобы их продольные оси совпадали с продольными осями проемов планки и их плоскости были параллельны плоскостям планки; они должны быть правильно и прочно приклепаны к планке. Проворачивание язычков вокруг осей заклепки, вмятины и выпуклости оснований язычков, соприкосновение кромок язычков с гранями проемов и другие дефекты не допускаются.
8. Кроме правильной профилировки и доброкачественного, выполнения всех операций по изготовлению и наклепке язычков последние должны быть правильно установлены в свое рабочее положение. От этого будет зависеть величина так называемого порога возбуждения язычков. Под порогом возбуждения следует понимать то минимальное воздушное давление, образовавшееся в воздушной камере, или разность воздушных давлений между атмосферным и внутри инструмента, при котором язычок из положения покоя переходит в колебательное движение и начинает издавать звук.
Пороги возбуждения язычков в таких инструментах, как баян и аккордеон, должны быть минимальными, примерно
96
10 мм вод. ст. и по возможности равными на всем звуковом диапазоне инструмента. Это требование к звукообразователям является одним из основных, о котором не следует забывать при расчете язычков, при изготовлении их и ремонте инструментов. При установке язычков в рабочее положение каждый язычок следует равномерно отгибать от плоскости планки на такую высоту, которая обеспечивала бы минимальный порог возбуждения язычков. Эта величина подъема язычков от плоскостей планок зависит в первую очередь от высоты их тона.
Меньшую величину подъема имеют язычки высокой части звукового диапазона и большую — язычки низких частот. Линейная величина стрелы прогиба у свободных концов язычков в принятых звуковых диапазонах баянов и аккордеонов равна от 0,1 мм в дискантах до 2,0 мм в басах.
Кроме того, порог возбуждения зависит от механической жесткости язычков: с увеличением ее порог возбуждения повышается, и наоборот.
НЕИСПРАВНОСТИ РЕЗОНАТОРОВ
В процессе эксплуатации инструментов в резонаторах образуются дефекты, которые можно объединить в следующие группы:
I. Полное или частичное разрушение клеевых соединений: а) отклеивание розеток и верхних брусков от средников; б) отклеивание брусков крепления резонаторов от розетки и средника;
в) отклеивание перегородок и клецев от средника;
г) расслоение фанерных розеток и средников.
II. Разрушение материала резонаторов (раскалывание, перелом) :
а) раскалывание верхних брусков от гвоздей и крючков, крепящих планки;
б) выкалывание перегородок и клецев;
в) раскалывание средников с образованием сквозных щелей между воздушными камерами и внешней средой;
г) раскалывание подоктавных брусков у басовых резонаторов;
д) разрушение бруска крепления резонатора в результате многократного съема и установки резонатора.
III. Деформация всего резонатора или его деталей:
а) деформация средника резонатора;
б) деформация розеток в поперечном направлении.
Дефекты резонаторов образуются в результате хранения инструментов в помещении с повышенной влажностью или с температурой, колеблющейся в больших пределах. Кроме того, дефекты могут возникнуть в результате падения инструмента, сильных толчков и т. д. Не исключена возможность
97
появления дефектов в результате выявления скрытых производственных недоделок, таких как некачественная склейка деталей, недосушка материала, большие внутренние напряжения в древесине и т. д.
Особенно часто по этой причине расслаивается фанера розеток и деформируются средники.
Все перечисленные дефекты в той или иной степени ухудшают качество звучания инструментов: уменьшают громкость или вызывают одновременное звучание нескольких язычков, ухудшают возбудимость язычков или увеличивают расход воздуха. Поэтому дефекты резонаторов можно в большинстве случаев выявить путем проигрывания на инструменте.
Для определения причин плохого звучания необходимо разобрать инструмент и тщательно проверить планки и резонаторы.
Выявление дефектов следует начинать с проверки прочности и точности установки резонаторов. Если резонатор установлен правильно, дефекты следует искать в монтаже планок на резонаторы. При отсутствии дефектов в монтаже голосовых планок на резонаторы (щели между планками и резонатором хорошо пролиты мастикой) следует снять планки и проверить резонаторы. Проверке подвергают все клеевые соединения и детали резонатора.
У съемных резонаторов между декой и розетками может проходить воздух из-за неплотных стыков лайковых прокладок на розетках или их неодинаковой толщины.
РЕМОНТ РЕЗОНАТОРОВ
Ремонт резонаторов относится к мелким столярным работам, но кроме знаний столярного дела мастер должен иметь понятие еще и о явлениях, относящихся к звукообразованию в инструменте в целом и в резонаторах, в частности.
Последовательность рабочих операций во время ремонта зависит от степени и характера разрушений на резонаторах, но более типичным является следующий порядок работы:
1. Сначала с розеток снимают непригодную уплотнительную лайку.
2. При зазорах в клеевых соединениях отклеивают розетки и другие отдельные детали. Чтобы не образовалось вмятин, сколов и вырывов, отсоединять детали надо тонким ножом или стамеской.
3. При помощи столярного ножа, стамески и цикли очищают старый клей с деталей.
4. Заготавливают новые детали взамен непригодных и подгоняют их. Новые детали, рекомендуется изготовлять из тех же пород древесины, что и резонаторы, или близких к ним пород по физико-механическим свойствам и цвету,
98
5. Склеивают старые и новые детали (перегородки, клеци и др.) столярным клеем и сушат их в течение четырех часов.
Клеевые соединения резонаторов должны быть прочными и обеспечивать полную герметичность.
6. Выравнивают наружные поверхности, очищают пыль со склеиваемых поверхностей и приклеивают розетки на резонаторы с последующей запрессовкой, после чего дают необходимую выдержку для высыхания клея.
7. Шлифуют розетки шкуркой вручную или на шлифовальном станке, снимают пыль и проверяют качество ремонта. При осмотре резонаторов особое внимание обращают на плотность и прочность приклейки всех перегородок, розеток и клецев.
8. Лакируют наружные поверхности, если это было предусмотрено при выпуске инструмента фабрикой или дефектной ведомостью. Лакировка поверхностей резонаторных накладок должна быть ровной, без воздушных пузырьков, с глянцем. На поверхностях резонаторов не должно быть загрязнений, потеков клея, лака, мастики.
9. Приклеивают на розетки уплотнительную лайку так, чтобы не оставались зазоры на стыковых соединениях. Лайка должна иметь одинаковую толщину, быть ворсистой, мягкой и обеспечивать полную герметичность в соединении резонатора с декой.
Инструменты для ремонта описаны в разделе «Столярный ремонт деревянных деталей и узлов корпуса».
Перечень материалов, применяемых при ремонте резонаторов:
1) куски качественной березовой или буковой фанеры,
2) древесина хорошего качества: еловая или пихтовая, ольховая, липовая, березовая, буковая,
3) столярный клей,
4) лайка,
5) шлифовальная шкурка различных номеров.
Качество отремонтированных или изготовленных вновь резонаторов должно отвечать следующим техническим требованиям:
1. Все наружные и внутренние поверхности должны быть ровными и гладкими, заусенцы, вырывы, сколы не допускаются.
2. Розетки должны быть ровными, гладкими и плотно прилегать к деке без лайки.
3. Клеевые соединения должны быть надежными и плотными. Уплотнительная лайка на розетках должна иметь одинаковую толщину и мягкий ворс, способная образовать герметичность между декой и розеткой.
99
4. Во избежание вмятин и вырывов от крепежных шурупов или крючков нижние концы верхних брусков должны быть окованы металлом или оклеены техническим целлулоидом.
5. Окраска и лакировка (если она предусматривается) должна быть ровной, без потеков и загрязнений.
НЕИСПРАВНОСТИ ГУБНЫХ ГАРМОНИК И УСТРАНЕНИЕ ИХ
В губных гармониках возникают эксплуатационные и механические дефекты, способы устранения которых приведены ниже.
Засорение планок и нарушение строя. Дефект — эксплуатационный— возникает в результате проникновения пыли, увлажнения ее при игре (от влажного воздуха); в результате постепенно наращивается слой грязи.
1. Для чистки и проверки планок с язычками снимают сетки, размечают планки в соответствии с их местами, вытаскивают гвоздики или шурупы, которыми планки прикреплены к корпусу, и снимают их с корпуса.
2. Удаляют грязь и пыль с планок, проемов и язычков. Наружные поверхности планок чистят зубной щеткой, стенки планочных проемов — узкой тонкой латунной пластинкой. Чтобы язычки не погнулись в сторону своих проемов, при их чистке продевают под них тонкий латунный подголосник.
3. Проверяют величину подъема язычков от плоскости планки, если нужно устанавливают язычки на свои исходные положения, проверяют звучание каждого язычка в отдельности и корректируют общий строй звукоряда.
4. Устанавливают планки на корпус и закрепляют их теми же гвоздиками или шурупами.
Отход планок от корпуса. Дефект — эксплуатационный — возникает в гармониках с деревянными корпусами. В гармониках с пластмассовыми корпусами такой дефект не бывает.
Отход планок от воздушных камер и образование зазора между планкой и поверхностью корпуса возникают в результате значительного увлажнения древесины корпуса (в особенности его тонких перегородок) при игре, разбухания, а затем высыхания его в период хранения.
В момент разбухания объем корпуса увеличивается, гвоздики слегка поднимаются, а при высыхании корпуса они остаются в том положении и планки приподнимаются. Этот дефект ликвидируют следующим образом:
1. Снимают сетки, удаляют пыль с планок и проверяют язычки на звучание.
2. В сухом состоянии корпуса легкими ударами молотка вколачивают до отказа крепежные гвоздики, прослеживая за равномерностью и плотным прилеганием планки к корпусу.
100
3. Устанавливают на свои места прикрепляют
к корпусу шурупами или гвоздиками.
Западанце и перелом язычков. Дефект — эксплуатационный— возникает в результате засорения проема, язычок заклинивается и перестает звучать. Язычок может переломиться от усталости металла или от механического воздействия.
Перечисленные дефекты исправляют следующим образом:
1. Снимают сетки и, если на язычках нет изломов, очищают тонким латунным крючком и подголосником проемы, снимают соринки, которые оказались между стенкой проема и ребром язычка, проверяют высоту подъема язычков от плоскости планки, их звучание и закрепляют сетки на своих местах.
2. При переломе одного или нескольких язычков кроме сеток снимают планки, спиливают старые заклепки, заготовляют новые язычки и заклепки, шлифуют язычки до нужной тональности и прикрепляют их к планке.
Разрушение перегородок на корпусе. Дефект — механический— образуется от удара, скалывания древесины при вколачивании гвоздиков или ввинчивании шурупов. Полностью или частично расколотые перегородки заменяют новыми. Для этого узкой стамесочкой или скальпелем скалывают и состро-гивают оставшуюся часть перегородки до основания воздушной камеры, заготовляют из такой же древесины новую и приклеивают на нужное место водостойким клеем. После полного высыхания клея ее размеры доводят вровень с другими (смежными) перегородками, закрашивают под общий цвет и производят сборку гармоники. Перегородки не следует приклеивать обычным столярным клеем, так как при увлажнении этот клей теряет свои клеящие свойства.
Деформация сеток. Дефект — механический — образуется от удара, давления и при неумелом снятии сетки с корпуса. Форму сетки восстанавливают путем плавного отгиба изогнутого участка в обратную сторону руками. Мелкие вмятины и резкие изгибы на плоскости сетки выравнивают ударами деревянного молотка (киянки). Для этого деформированную плоскость сетки кладут на ровную стальную плиту.
Указания к разборке, чистке и сборке гармоник. Мелкие шурупы для крепления сеток и планок следует отвинчивать маленькой отверткой так, чтобы ее рабочая часть входила в шлиц шурупа свободно. Чтобы не повредить головок на гвоздиках, не образовать царапин и вмятин на лицевой поверхности сетки, нужно между сеткой и корпусом продеть лезвие ножа, (тонкое) и постепенным поворотом ножа, параллельным его длинной оси, приподнимать нужный участок сетки, вытаскивая гвоздик за гвоздиком (если сетки и планки прикреплены гвоздиками).
10J
При сборке гармоник крепежные гвоздики следует вбивать в старые отверстия, но перед сборкой эти гнезда надо заполнить деревянными клинышками с бакелитовым клеем, чтобы планки и сетки были надежно прижаты к корпусу. Во избежание образования деформаций и поломок язычков при чистке планок около проемов язычки нужно отогнуть в сторону проема и немного ниже плоскости планки. Чистку язычков с наружной стороны надо производить, продев под них подголосник.
КОРПУС И ГРИФ
Корпусы гармоник, баянов и аккордеонов. По своему назначению, выполняемым функциям и наименованию отдельных деталей корпусы не имеют принципиальной разницы. Поэтому
Рис. 48. Корпус (крышка) баяна: а — крышка мелодии; б — крышка басовая
их конструктивные особенности целесообразно описать по какому-либо одному из видов язычковых музыкальных инструментов, например баяну. Корпус баяна служит для крепления всех деталей и частей инструмента. Вместе с мехом он образует камеру для подачи воздуха к язычкам и предохраняет резонаторы с планками от механических воздействий.
Корпус (рис. 48) состоит из двух крышек: правой и левой.
На внутренней стороне правой крышки установлены резонаторы с планками, а с наружной стороны — гриф с клавиатурой. По характеру звучания язычков правую крышку называют
102
крышкой мелодии (рис. 48, а), которая состоит из двух вертикальных 1 (рис. 49) и двух горизонтальных 3 стенок, образующих крышку-рамку. В нее вклеивают подгрифные бруски 6, деку 7, раскладки 8, задний брусок 5, подрезонаторные бруски
Рис. 49. Поперечный разрез крышки мелодии баяна:
1 — стенка вертикальная; 2 — сухарь угловой; 3 — стенка горизонтальная; 4 — подрезонаторный брусок; 5 — задний брусок; 6 — подгрифный брусок; 7 — дека;
8 — раскладка
Рис. 50. Поперечный разрез басовой крышки:
/ — раскладка; 2 — стенка вертикальная; 3 — дека; 4 — стенка горизонтальная; 5 — сухарь угловой; 6 — задний брусок; 7 — боковой брусок; 8 — стенка утолщения; 9 — басовая накладка; 10 — вкладыш; 11 — подрезонаторный брусок
4. Для создания прочности корпуса рамку укрепляют сухарями 2.
На внутренней стороне левой крышки находятся басовые резонаторы и резонаторы аккомпанемента, а с наружной —
103
басовый механизм. Левую крышку называют басовой (см. рис. 48, б). Разница в устройстве правой и левой крышек заключается в некотором изменении форм и размеров отдельных деталей (рис. 50).
В зависимости от наружной отделки корпусов гармоник, баянов и аккордеонов, а также от материалов, применяемых- для изготовления, их можно разделить на следующие группы:
Рис. 51. Крышки баяна из алюминия: а — крышка мелодии; б — басовая крышка
а) корпусы из многослойной фанеры или древесины твердолиственных пород под отделку лакированием и полированием с закрытием текстуры древесины;
б) корпусы из мягколиственных пород древесины для последующего их фанерования цветными ценными породами древесины и дальнейшей полировки без закрытия естественной текстуры древесины;
в) корпусы из фанеры или любой породы древесины под оклейку целлулоидом;
г) корпусы из мягкого металла (рис. 51), отштампованные и покрытые нитроэмалями.
1Q4
Для изготовления деталей корпусов применяется ряд материалов, из которых основное место занимает древесина разных пород. Корпусные рамки могут быть изготовлены из еловой, ольховой, липовой и других мягких пород древесины с применением двустороннего фанерования перпендикулярно к направлению древесных волокон основы.
Для облицовки корпусов применяется целлулоид, ножевая фанера: ореховая, палисандрового и красного дерева, чинаровая и др., а для оклейки внутренних поверхностей — березовый шпон. Без фанеровки корпусные рамки должны быть изготовлены из более твердых пород: березы, бука, клена и т. д.
Для корпусных рамок широко применяют клееную березовую фанеру марки ФСФ и ФБ, сорта А, АВ.
Грифы баянов и гармоник. В баянах, выпускаемых в настоящее время и находящихся в эксплуатации, встречаются грифы нескольких разновидностей.
Рис. 52. Гриф неразборный:
/—бруски грифа; 2 — клавиша III ряда; 3— клавиша II ряда; 4 — пружина; 5 — клавиша I ряда; 6 — ось клавиатурная
На рис. 52 представлен неразборный гриф, склеенный из отдельных брусков /ив целом представляющий массивную конструкцию без внутреннего свободного пространства для помещения клавиатуры третьего ряда. При этой конструкции гнезда для клавиш всех трех рядов открытые, расположенные на одной стороне (лицевой). Расположение клапанов от грифа одно- и двустороннее. Такой гриф может быть предназначен для деревянной и металлической клавиатур.
Разборный гриф, склеенный из отдельных брусков, показан на рис. 53. В этом грифе задняя стенка (задний полугриф) предназначена для клавиатуры третьего ряда 5 и передняя накладка 7 (передний полугриф)—для клавиатуры первого и
105
второго рядов 8, 6. Обе части грифа соединены шурупами, ввинчиваемыми с передней стороны. Гнезда для клавиш первого и второго рядов открытые. Клавиши третьего ряда и
Рис. 53. Гриф разборный:
/ — задняя стенка грифа; 2 — ось клавиатурная III ряда клавиш; 3 — пружина; 4 — верхняя накладка; 5 — клавиша III ряда; £ —клавиша II ряда; 7 — брусок передней накладки грифа; 8 — клавиша I ряда; 9 — ось клавиатурная I и II рядов клавиш
Рис. 54. Гриф массивный для металлической клавиатуры
гнезда для них закрыты передним полугрифом. Расположение клапанов в этом случае двустороннее. Такая конструкция грифа рассчитана на деревянную клавиатуру с двумя осями 2, 9.
106
из клееной фанеры. На пе-
Рис. 55. Гриф пустотелый:
/ — торцовый брусок; 2 — задняя стенка; 3 — подкладка войлочная под клавиши; 4 — угловой сухарь жесткости;
5 — верхняя накладка; 6 — передняя накладка
На рис. 54 изображен гриф, изготовленный из бруска твердолиственной породы (бука). По конструкции гриф трехступенчатый, с фрезерованными узкими пропилами для металлических рычагов, которые проходят по всей длине пропила. Эта конструкция рассчитана для баянов с односторонним размещением клапанов от грифа.
Пустотелый гриф (рис. 55) изготовлен также из массивных брусков; задняя стенка 2 сделана редней части (накладке) имеются овальные отверстия для клавиатурных кнопок. В грифе имеется пространство для передних плеч клавишных рычагов всех трех рядов. В этой конструкции грифа клавишные кнопки при нажатии на них утопают до уровня поверхности передней накладки. Задняя стенка присоединяется к основной части грифа 5, 6 шурупами.
Клавиатура с одной осью и с клавиатурной гребенкой (пластиной) крепится не на грифе, а на опорном бруске, вклеенном в корпус. Сам гриф здесь является опорным элементом для руки исполнителя при игре и оберегает клавиатуру от механических повреждений. Клапаны расположены по обеим сторонам грифа. Гриф такой конструкции обычно называют пустотелым.
На рис. 56 изображена еще одна разновидность пустотелого грифа. Этот гриф также изготовлен из массивных брусков /, 2, составляющих переднюю накладку, являющуюся основой грифа.
Задняя стенка 3 сделана из клееной фанеры. Между передней и задней стенками имеется свободное пространство, рассчитанное для металлической клавиатуры. Клавиатура всех рядов собрана на клавиатурную гребенку одной осью и закреплена шурупами на внутренней поверхности передней накладки. Отверстия для клавиатурных кнопок также имеют овальную форму, но их размер меньше, чем в грифе предыдущей конструкции, и при нажатии на кнопки последние не утопают до уровня поверхности передней накладки: Форма кнопок в разрезе для
• 107
этого грифа Т-образная. Основной несущей и опорной частью грифа является передний полугриф с приклеенными к нему торцовыми брусками и верхней накладкой. Задняя стенка — съемная, она прикреплена к грифу шурупами.
Расположение клапанов при этой конструкции двустороннее. Наибольшее распространение получил гриф, показанный на рис-. 57.
В этой конструкции несущей частью является задняя стенка /, изготовленная
/
2
Т-об-кноп-
Гриф пу-для кла-с
Рис. 56. стотелый виатуры разными ками: 1 — передняя ка; 2 — верхняя кладка; стенка
внутрен-
к основ-ввийчен-
из клееной фанеры толщиной 5—6 мм с торцовыми брусками и верхней накладкой 4. Передняя накладка 7, предназначенная для первого 8 и второго 6 рядов клавиатуры, съемная и является только направляющей частью для клавиш этих рядов. Клавиатура этих рядов смонтирована на клавиатурной гребенке (пластине), прикрепленной на опорном бруске. Третий ряд клавиатуры 5 смонтирован на второй клавиатурной гребенке, прикрепленной непосредственно на ней поверхности задней стенки.
Передняя накладка прикреплена ной части грифа двумя шурупами, ными со стороны задней стенки.
Указанная конструкция грифа рассчитана для металлической клавиатуры, клапаны которой расположены по обеим сторонам грифа: первого и второго рядов — перед грифом, третьего — за грифом.
Из шести перечисленных разновидностей грифов наиболее несовершенными, устаревшими в конструктивном отношении являются первый, второй и четвертый грифы. Первая и вторая разновидности грифов рассчитаны на деревянную клавиатуру, имеют узкие непрочные перемычки между гнездами для клавиш; при игре на инструменте возможны западания клавиш из-за трения их о стенки перемычек. У четвертого грифа, встречающегося в баянах, основным недостатком является опускание клавиатурных кнопок в отверстия грифа на большую глубину, что создает неудобство ^при игре.
Третий, пятый и шестой грифы являются наиболее удачными конструкциями, их применяют на большинстве предприятий, выпускающих баяны и гармоники.
Гриф аккордеона. Конструктивные особенности аккордеонных грифов в основном зависят от материала, из которого изготовлены клавиши, а также от их формы. Аккордеонные клавиши бывают деревянные и металлические (рис. 58).
108
наклад-на-3 — задняя
Рис. 57. Гриф с задней несущей стенкой для металлической клавиатуры:
/ — задняя стенка; 2 — клавиатурная гребенка III ряда клавиш; 3 — пружина; 4 — верхняя накладка; 5 — клавиши III ряда; б—клавиши II ряда; 7 — передний полугриф; 8 — клавиши I ряда
Рис. 58. Клавиши аккордеонные:
/—//—деревянные клавиши; ///—/V — металлические клавиши; / — уплотнительная лайка; 2 —клапан деревянный; 3 — лайковый держатель клапана; 4 — провод клапана; 5 и /0 —тело клавиши; 6 и 11 — отверстия под ось; 7—накладки на клавиши I ряда: 8 — пружина; 9 — наклейка клавиш II ряда; /2 — боковые бруски; 13 — открытое гнездо под ось: 14 — пружина спиральная: 13 — рычаг клавиши; 16 -втулка соединительная резиновая; 17 — клапан металлический
109
В конструктивном и техническом отношении деревянные клавиши уступают металлическим, и они, как правило, встречаются в аккордеонах устаревших конструкций. Однако в связи с тем, что таких аккордеонов было выпущено большое количество, необходимо ознакомить мастеров с конструкцией и технологией ремонта деревянной клавиатуры.
На рис. 59 показан гриф для деревянной клавиатуры. Он состоит из основания /, изготовленного из клееной фанеры толщиной 4 жж, и гребенки 2, служащей для монтажа клавиш
Рис. 59. Гриф аккордеона для деревянной клавиатуры:
1 — основание; 2 — гребенка; 3—отверстия для осей; 4 —.задний крепежный брусок; 5 — торцовый брусок; 6 — верхняя накладка
основного и вспомогательного рядов (тонов и полутонов). Размеры гнезд и перемычек на гребенке зависят от величины клавиатурного шага и от толщины передних рычагов клавиш. Гребенка всей своей нижней поверхностью надежно приклеена к основанию грифа.
Задний крепежный брусок 4 должен обладать большой прочностью, и поэтому его изготовляют из твердолиственных пород древесины. Торцовые бруски 5 и передняя накладка 6 могут быть изготовлены из древесины мягколиственных пород.
Гриф для металлической клавиатуры не имеет деревянной гребенки. Вместо нее имеются монтажная и направляющая металлические гребенки, изготовленные из листовой латуни или листового алюминия толщиной 0,8—1,0 жж. Все остальные детали грифа для металлической клавиатуры изготовляют из тех же пород древесины, которые применяют для грифа с деревянными клавишами, и имеют одинаковое назначение.
НЕИСПРАВНОСТИ КОРПУСА И ГРИФА
Корпус баяна, гармоники и аккордеона является несущей опорной частью инструмента, и любая неисправность в нем отрицательно влияет на действие других частей. Поэтому при осмотре и ремонте инструмента все дефекты корпуса должны
110
быть выявлены и исправлены с учетом восстановления надлежащей прочности и герметичности.
В процессе длительного пользования инструментом возникают следующие основные дефекты:
1) ослабление или разрушение клеевых соединений;
2) деформация корпусных стенок;
3) трещины на стенках корпуса и грифе;
4) вмятины, вырывы, царапины;
5) проседание и истирание полировки на лицевых поверхностях;
6) отслоения целлулоида и облицовочной фанеры.
Частичное ослабление или разрушение клеевых соединений возникает в углах корпусных рамок, на стыках дек с корпусными рамками, в соединении подгрифных брусков с горизонтальными стенками корпусных рамок и декой, в клеевых соединениях штапиков, брусков для крепления и ограничения резонаторов. Состояние клеевых соединений влияет не только на прочность, но и на герметичность инструмента. Особенно большие разрушения клеевых соединений происходят при пользовании и хранении инструмента в сырых помещениях.
Разрушение клеевых соединений и образование зазоров ускоряются резкой переменой температуры воздуха. При час-том увлажнении и высыхании корпуса клеевые соединения быстрее разрушаются, в них образуются трещины и зазоры, и инструмент теряет прочность и герметичность.
Деформация наружных стенок — коробление корпусных стенок, сеток, дек и появление трещин на отдельных участках — происходит из-за недостаточной выдержки древесины перед изготовлением корпусов, неправильной оклейки корпусов облицовочными материалами, изменения температуры и влажности воздуха в процессе пользования инструментом и при хранении его.
В недостаточно выдержанной древесине действуют упругие силы различной величины и направлений, которые вызывают внутренние напряжения в материале. Процесс выравнивания внутреннего напряжения в материале идет довольно медленно и часто продолжается даже при эксплуатации инструмента. В деталях, не связанных с корпусом, выравнивание напряжений протекает свободно, а в связанных она ограничена жесткостью конструкции, что является причиной возникновения новых напряжений, приводящих плоские детали к короблению.
При выдержанной древесине, но неправильной оклейке корпусных рамок целлулоидом также возникают деформации корпуса. Причиной коробления стенок в этом случае чаще всего является односторонняя оклейка наружных стенок и недостаточная (по времени) выдержка.
111
Лабораторные исследования и опыты показали, что стенки корпуса, изготовленные из массивной древесины, деформируются больше, чем стенки, изготовленные из клееной фанеры. Однако в обоих случаях при односторонней оклейке целлулоидом нельзя избавиться от деформирования стенок. И только одновременная оклейка корпусов изнутри фанерным шпоном позволит этого избежать. В том случае, если стенки из клееной фанеры оклеивают с одной стороны, их надо выдержать до полного высыхания клеевой прослойки и выравнивания внутренних напряжений. Внутренние поверхности могут быть оклеены березовым шпоном в менее ценных инструментах и облицовочной фанерой из ценных пород — в дорогостоящих инструментах. Басовые накладки баянов и аккордеонов во всех случаях следует оклеивать с двух сторон целлулоидом или другим материалом (шпоном).
Примерно такие же физические явления мы можем наблюдать и на корпусах баянов, оклеенных с одной стороны облицовочной фанерой.
Изменение температуры воздуха в процессе пользования инструментом и хранения его также способствует деформированию корпусных крышек. При продолжительном и интенсивном действии сухого воздуха наружные слои древесины корпусных стенок высыхают быстрее внутренних, принимая меньшие размеры, в результате чего в материале возникают различные напряжения, из-за которых получается коробление, обращенное вогнутостью наружу. При действии влажного воздуха на наружные поверхности корпуса инструмента процесс деформирования протекает в обратном порядке.
Трещины на корпусных стенках и грифе образуются по двум причинам: от быстрого высыхания наружных слоев древесины корпусных стенок при хранении инструмента у нагревательных приборов или под воздействием солнечных лучей в сухую жаркую погоду и от механических воздействий на корпус (давление, удары).
Образование трещин в результате быстрого высыхания наружных слоев древесины корпуса происходит в силу действия тех же физических законов и явлений, которые вызывают коробление деталей корпуса. Следует лишь добавить, что разрыв древесины, т. е. образование трещин, происходит от предельных напряжений, возникающих в наружных слоях корпуса и грифа. Трещины механического происхождения образуются в результате большого постепенного давления на стенки корпуса или на гриф и от ударов при транспортировке и небрежном пользовании инструментом.
Кроме указанных причин, трещины на грифе могут образоваться и в результате применения крепежных шурупов большего диаметра, чем это предусмотрено.
112
Вмятины, вырывы и царапины образуются из-за неаккуратного обращения с инструментом, при транспортировке и хранении инструмента на складе. Эти дефекты являются более мелкими и незначительными по сравнению с трещинами и расклеиванием, и на прочность корпуса не оказывают влияния, но они ухудшают внешний вид и увеличивают объем ремонтных работ при лицевой отделке корпуса.
Проседание полировки с потерей блеска и истирание ее на отдельных участках корпуса относятся к дефектам эксплуатационного характера, образующимся постепенно. Однако продолжительность времени образования данных дефектов зависит еще и от качества выполнения работ при изготовлении инструмента.
Нарушение технологического режима при подготовке поверхности корпуса к полированию приведет к тому, что полировочная пленка быстро даст просадку с потерей глянца и преждевременно сотрется при пользовании инструментом. Как правило, такое повреждение полировки при эксплуатации наблюдается на кромках, углах, на нижних горизонтальных и ближних к исполнителю вертикальных стенках корпуса.
К случайным повреждениям полировки надо отнести прожоги на отдельных участках, частичное или полное растворение полировочной пленки попавшими на поверхность спиртами, кислотами, разными растворителями и образование серых пятен от воды.
Отслоение целлулоида и облицовочной фанеры относится к крупным дефектам, возникающим или в результате нарушения технологического процесса во время оклейки корпуса облицовочными материалами, или при небрежном обращении с инструментом и его хранении.
Причинами отслоений, получившихся при оклеивании корпуса, могут быть: плохая подготовка поверхностей к оклейке целлулоидом или фанерой, некачественный клей, плохие производственные условия, в которых выполнялись работы.
Отслоения при пользовании и хранении образуются в результате резкого нагревания целлулоида или облицовочной фанеры нагретыми предметами, горячей водой. В этом случае происходит двойное повреждение: отклеивание облицовочного материала от основы и органическое повреждение его с образованием темных или матовых пятен или даже разрушений. Повреждения такого характера трудно поддаются исправлению.
В грифах, изготовленных из деревянных брусков и предназначенных для деревянной клавиатуры, кроме перечисленных выше дефектов, встречаются разрушения перегородок между клавишами. Особенно часто скалываются перегородки между первым и вторым рядами клавиатуры мелодии, так как толщина их здесь бывает в пределах 2,0—2,5 мм.
5 Заказ 2074
113
Частичное повреждение перегородок в грифе вызывается в основном неквалифицированной разборкой клавиатуры при попытках произвести мелкий ремонт отдельных клавиш и обратной сборкой их на клавиатурную ось. К дефектам грифа следует отнести и образование зазоров в соединениях отдельных брусков. Этот недостаток обнаруживается с течением времени на торцовых поверхностях грифов.
РЕМОНТ ДЕРЕВЯННЫХ ДЕТАЛЕЙ И УЗЛОВ КОРПУСА
Ремонт корпусов гармоник, баянов и аккордеонов в условиях мастерской или даже специализированного цеха нужно поручать опытному столяру-краснодеревщику, так как в обязанности мастера входит непосредственно столярный ремонт, лицевая отделка корпусов целлулоидом, полированием, а иногда и оковывание цветным металлом углов и кромок корпуса.
Технология ремонта предусматривает устранение всех дефектов корпуса с наружной и внутренней сторон, восстановление механической прочности, герметичности и эстетических достоинств гармоники, баяна или аккордеона.
Ремонт корпуса начинают с разборки инструмента на узлы и заканчивают подготовкой наружных поверхностей к лицевой отделке полированием или оклеиванием целлулоидом.
Ремонт корпусов обычно проводят в такой последовательности.
Сначала вывинчивают крепежные шурупы и скобы. Затем разбирают инструмент на узлы для обеспечения сохранности отдельных частей и деталей и для создания удобств при выполнении ремонтных работ корпуса. При выполнении этих операций снимают все соединительные шпильки, крепящие мех к корпусу. В момент снятия шпилек инструмент ставят на рабочий стол так, чтобы сетки и борины меха лежали параллельно плоскости стола, а гриф с клавиатурой оказался бы наверху. Слегка прижав сверху крышку мелодии, плоскогубцами вынимают шпильки.
Далее отсоединяют правую и левую крышки от меховой камеры, снимают с крышек резонаторы с планками, сетки, съемную часть басового механизма и при необходимости гриф, клавиатуру мелодии и клапанные рычаги басовой партии. Все части и узлы укладывают на специальные стеллажи или сразу же передают на соответствующие рабочие места, если ремонт производится в специализированном порядке.
Ослабленные и разрушенные клеевые соединения разъединяют.
114
Рабочим инструментом для разъединения клеевых соединений служит нож, столярная стамеска или деревянные клинья. При выполнении этих операций следует избегать образования вмятин и вырывов на разъединяемых поверхностях. Затем клеевые соединения очищают от старого клея. Снимают клей сначала плоским напильником с крупной насечкой (грубая обдирка), затем циклей. Не рекомендуется применять шкурку, так как при этом отдельные зерна стекла или наждака внедряются в древесину и ослабляют прочность новой склейки. Не рекомендуется также для очистки клея применять воду, так как увлажнение деревянных деталей способствует образованию деформаций.
Очищенные поверхности деталей подгоняют друг к другу до полного прилегания всех точек склеиваемых поверхностей. Для этого маленьким шлифтиком состругивают тонкий слой древесины, поры которого были пропитаны клеевым раствором при изготовлении корпуса. Если этот слой древесины оставить, прочность нового клеевого соединения будет уменьшена.
На вертикальных стенках корпусных крышек часто образуется продольный изгиб; стрела изгиба в старых инструментах доходит до 6 мм и более. Такие коробления выравнивать строганием не рекомендуется, так как на отдельных участках с выпуклой стороны придется снять очень толстый слой древесины, иногда достигающий толщины самой стенки. Такие большие коробления следует выравнивать запрессовкой и выгибанием в противоположную сторону. Для этого поверхность вогнутой стороны нужно смочить водой. При запрессовке деталь изгибают в обратную сторону несколько больше, чем она была изогнута до ремонта. В таком положении деталь выдерживают под прессом до полного высыхания.
При больших короблениях и трещинах корпусные стенки или другие детали при ремонте должны быть заменены новыми. Заготавливают деревянные детали корпуса из древесины, той породы, из которой были изготовлены остальные однотипные детали. Размеры новых деталей должны строго соответствовать размерам старых. Древесина, применяемая для изготовления недостающих деталей, должна быть выдержанной с абсолютной влажностью не более 8%. Подгонка новых деталей к месту должна обеспечивать плотное прилегание склеиваемых поверхностей. Остальные поверхности должны быть гладкими. Склеивают все детали корпуса очень аккуратно и точно, чтобы сохранить первоначальную форму и размер корпуса. Для зажима склеиваемых деталей пользуются струбцинами, маленькими клинышками, удобным грузом, ручными или винтовыми прессиками и специальными зажимами различного типа.
После выполнения клеильных работ корпус в течение 6—8 дней надо выдержать. Необходимое для просушки и выдержки 5* 115
время является обязательным режимным фактором в технологии столярного ремонта, и несоблюдение его приводит к ослаблению клеевых соединений, к новым деформациям и снижению качества полировки.
По окончании выдержки наружные поверхности корпуса выравнивают строганием и шлифованием и подготавливают к полированию или оклеиванию целлулоидом.
На облицовочной фанере корпуса могут быть отслоения, вырывы, трещины, глубокие царапины и вмятины.
Отслоившуюся фанеру можно исправить несколькими способами:
а) аккуратно подрезав фанеру вдоль древесных волокон и пропустив жидкий клеевой раствор через разрез, запрессовывают этот участок на время высыхания клея;
б) полностью сняв фанеру с расклеившегося участка и приклеив эту же фанеру вновь (если фанера на этом участке окажется неразрушенной);
в) переклеив разрушившиеся участки корпуса облицовочной фанерой той же породы, правильно подобрав .текстуру и закрасив под общий цвет старой облицовки;
г) полностью переклеив поверхность корпуса, если облицовка разрушена во многих местах и на больших площадях.
Для фанерования всей поверхности корпуса нужно раскроить фанеру, правильно подобрав текстуру и отфуговав кромки до плотного прилегания их друг к другу. Фанерование корпусных рамок рекомендуется вести поперек древесных волокон, так как это способствует созданию большего сопротивления скалыванию и образованию меньших деформаций при одностороннем фанеровании.
При фанеровании корпуса слой клеевого раствора следует наносить равномерно на обе оклеиваемые поверхности: на основу и на фанеру.
Чтобы фанера в момент склеивания не покоробилась, ее наружную сторону следует слегка смочить водой. Притирая фанеру в процессе склеивания молотком, удаляют лишний клеевой раствор. Притирку необходимо начинать с середины ширины корпусной рамки к ее краям; в этом случае лишний раствор клея будет стекать на края стенки.
Для того чтобы на стыках фанеры во время сушки не образовались зазоры, эти стыки оклеивают узкими полосками тонкой бумаги с внешней стороны.
В процессе общей подготовки поверхностей к полированию полоски бумаги снимают шлифованием.
Ремонт целлулоидной облицовки аналогичен ремонту фанерной облицовки и заключается в следующем.
На участке отслоений целлулоида делают небольшие надрезы, через которые пропускают клей (цапонлак) или жидкий
116
раствор целлулоида такого же цвета, растворенного в ацетоне. После приклейки и удаления лишнего раствора место приклейки необходимо прижать струбцинами или грузом.
Разрушенные участки целлулоида вырезают, очищают старый клей и пыль, точно по вырезанному месту вырезают кусочек нового целлулоида с таким же рисунком, приклеивают его,
Рис. 60. Набор столярных инструментов:
1 _ рубанок-шлифтик; 2 — ножовка; 3 — пропилка; 4, 6 — стамеска; 5 — стамеска полукруглая; 7 — нож; 8 — отвертка; 9 — циркуль; 10 — струбцина; // — угольник; 12 и 14 — напильники полукруглые; 13 — напильник плоский; 15 и 16 — напильники круглые; 17 — коловорот; 18 — перовые сверла; 19 — метр; 20 — зрель; 21 — молоток
запрессовывают и выдерживают в течение 6—8 суток. Затем провесы целлулоида снимают, выравнивают все кромки, образовавшиеся при склеивании, и всю поверхность или отдельные отремонтированные участки шлифуют мелкозернистой шкуркой и полируют специальной пастой.
Если поверхность корпуса гармоники, баяна или аккордеона, оклеенная целлулоидом, пришла в такое состояние, что ремонт ее становится нецелесообразным, необходимо отсоединить старый целлулоид и после подготовки поверхности облицевать корпус новым целлулоидом.
117
Необходимость новой облицовки корпуса возникает также и тогда, когда при капитальном ремонте были вновь изготовлены крышки корпуса *
На рис. 60 показаны столярные ручные инструменты, применяемые при ремонте корпуса и грифа.
ОКОВКА УГЛОВ И КРОМОК КОРПУСА МЕТАЛЛОМ
Оковка углов и кромок корпуса, а в некоторых инструментах и грифа цветным металлом является специфическим видом отделки гармоник и баянов и одновременно увеличивает прочность угловых соединений корпусных рамок.
Кроме оковки углов и кромок, корпусы гармоник и баянов часто отделывают металлическими «жилками», которые особенно хорошо выделяются на фоне черного цвета полировки и придают нарядность внешней отделке.
В качестве исходного материала для оковки корпусов применяют мягкие цветные металлы: латунь, мельхиор и алюминий, толщиной 0,7—0,9 мм, так как. мягкий материал (металл) при оковке плотнее прилегает к поверхности кромок и углов корпуса и легче обрабатывается. Оковку алюминием производят редко, так как алюминий может окрасить руки и одежду исполнителя.
Прежде чем приступить к оковке любого язычкового инструмента, необходимо определить, нужна ли полная замена оковки или можно обойтись частичной.
Если ремонт предусматривает замену всей оковки корпуса баяна или гармоники, в этом случае с корпуса снимают всю старую оковку и инструмент оковывают металлом по выбору заказчика. Если же требуется частичная оковка, то надо подобрать металл, по цвету и качеству соответствующий металлу старой оковки.
Подготовка углов и кромок корпуса к оковке металлом заключается в снятии старой деформировавшейся оковки тонким стальным резцом, который вставляют между металлической окантовкой и древесиной корпуса. При этом, вытаскивая шпильки, лезвие вместе с полоской оковки следует поднимать, но не поворачивать, так как при поворотах лезвия на древесине корпуса образуются вмятины. Старые отверстия от шпилек заделывают острыми березовыми круглого сечения клинышками, предварительно смазав их клеем. Места глубоких вмятин вырезают и заделывают кусочками однородной древесины, и после того как клей высохнет, поверхность выравнивают. Очистку старого клея следует доводить до древесины.
* Технология подготовки и оклейки поверхностей целлулоидом приведена в разделе «Лицевая отделка язычковых инструментов».
118
Подготовленные к оковке поверхности должны быть ровными и гладкими. Хорошая подготовка поверхностей способствует ровному плотному прилеганию скобочного металла на корпус.
Заготовка металлических деталей окантовки из листового
или полосового материала начинается с разметки материала. Ширину полосок для оковки кромок и размеры заготовок для корпусных углов отмечают линиями, нанесенными по линейке острым стальным резцом. Затем наносят керном точки для шпилечных отверстий, высверливают отверстия и только потом
нарезают заготовки по нане-
сенным линиям.
Вырезанные заготовки могут в какой-то степени деформироваться. Поэтому их нужно выправить на плоской стальной плите деревянным молотком.
Рис. 61. Наградка
К заготовительным работам следует отнести и гибку
в настольных тисках заготовок для корпусных углов. Для образования надлежащей кривизны угла пользуются деревянными (из бука) или металлическими шаблонами.
Шпильки для крепления оковки рекомендуется заготавливать из однородного металла, чтобы после шлифовки и полировки они на поверхности не выделялись. При алюминиевой оковке следует применять мельхиоровые шпильки, так как алюминиевые деформируются в момент забивания, их в древесину корпуса. Угол заострения шпилек должен быть в пределах 1,5—2°
Гнезда для посадки «жилок» обычно нарезают специальной пилкой-наградкой (рис. 61) по линиям, нанесенным карандашом или резцом по линейке. Глубина нарезок не должна превышать !/з толщины корпусных стенок или других деталей корпуса, которые подвергаются такой отделке. Ширина гнезда (пропила) должна быть на 0,1 мм меньше толщины металла, применяемого для оковки. Указанная разница в размерах дает возможность туго посадить жилки в пропилы. Нарезая гнезда для жилок, надо следить, чтобы глубина и ширина пропилов по всей длине были одинаковыми и чтобы поверхность корпуса была без вырывов и сколов. При оковке углов и кромок корпуса для более прочного соединения применяют клеящие вещества: цапонлак, целлулоид, растворенный в ацетоне, клей-рапид, жидкое стекло или расплавленную шеллачную смолу. Наносить клеящий состав следует на обе соединяемые поверхности.
119
Для плотного прилегания деталей оковки к поверхности корпуса полоски оковки рекомендуется слегка изогнуть и при поочередном заколачивании шпилек прижимать выпуклую поверхность полоски к поверхности корпуса. Кроме того, необходимо следить и за плотностью стыковых соединений. По окончании оковки корпус следует выдержать в течение 8—10 ч> чтобы за это время клеевой слой успел высохнуть. Выступающие концы шпилек откусывают плоскогубцами и зачищают плоским напильником. Опиливать кромки оковки надо аккуратно, не повреждая напильником поверхности корпуса.
Первое шлифование выполняют плоскими напильниками с полубархатной насечкой. Перед вторым (тонким) шлифованием надо проверить плотность соединений. При обнаружении мелких зазоров следует заполнить эти зазоры шпаклевкой.
После высыхания шпаклевки производят второе шлифование, вначале плоским напильником с бархатной насечкой, а затем мелкозернистой шкуркой. Далее поверхность всей оковки полируют на специальном полировальном станке с применением пасты ГОИ' или вручную. При ручном полировании пользуются деревянным бруском прямоугольной формы, на поверхность которого наклеена замша. Полировочную пасту в этом случае наносят на замшу. Вместо замши можно пользоваться суконкой или холстом. Окончательную полировку проводят* без пасты чистой замшей или суконкой до образования зеркального блеска.
По окончании всех работ по оковке корпуса его очищают от пасты, пыли и другой грязи, нанесенной при работе, и передают на лицевую отделку.
РЕМОНТ ГРИФА
Технология ремонта грифов и приемы работ, связанные с исправлением дефектов, зависят от конструктивных особенностей грифов.
Неразборный гриф нужно ремонтировать в такой последовательности.
Сначала внимательно проверяют все клеевые соединения отдельных брусков. Обнаружив ослабления или разрушения клеевого соединения или трещины, частично или полностью разъединяют детали и очищают их поверхности от старого клея и пыли. В качестве инструмента используют стамеску или столярный нож. Стамеской вырезают расколотые перемычки грифа до основания пропила с образованием ровной поверхности для надежной вклейки новых перемычек, которые изготовляют из той же породы древесины, что и гриф. Чтобы не нарушить ширину клавишных гнезд и не создать дополнительного трения клавиш о поверхности перемычек, последние
120
должны иметь одинаковую толщину (равную старым перемычкам) и гладко обработанные поверхности.
Затем склеивают подготовленные к вклейке в гриф бруски и заклеивают имеющиеся трещины.
При склеивании брусков клеевой раствор наносят на обе склеиваемые поверхности, соединяют их и запрессовывают при помощи струбцин, груза или других каких-либо приспособлений. В момент запрессовки необходимо следить за правильным и точным прилеганием склеиваемых поверхностей друг к другу, для того чтобы не образовались провесы, нарушающие общую форму грифа. Выжатый лишний клеевой раствор при запрессовке сразу же снимают с поверхностей грифа слегка влажной тряпочкой. Склеенные детали выдерживают под прессом не менее 4 ч.
Сняв с грифа прижимные приспособления, тщательно очищают оставшийся на отдельных участках высохший клей и приклеивают недостающие перемычки.
Запрессовывать перегородки следует легким нажимом руки. В этот момент снимают лишний клей, после чего до остудневания раствора выверяют ширину гнезд для клавиш.
Время на просушку и общуц) выдержку клеильных работ — не менее 24 ч.
Выровняв выступающие поверхности новых перемычек, снимают провесы, образовавшиеся при склейке отдельных брусков, и в новых перемычках сверлят отверстия под клавиатурную ось. Сверлить отверстия можно стальной клавиатурной осью с острыми ребрами на заостренном конце. Диаметр режущего конца оси (или сверла) должен равняться диаметру старых отверстий на неразрушенных перемычках грифа.
Сверлить отверстия удобно ручной дрелью, в патрон которой вставляют клавиатурную ось. Гриф закрепляют в настольные тиски.
Далее подготовляют наружные поверхности к лицевой отделке строганием и шлифованием, тщательно снимают пыль со всех поверхностей и грунтуют или оклеивают гриф целлулоидом.
Технология подготовки поверхностей корпуса и грифа к лицевой отделке и процессы работ по лицевой отделке приведены в соответствующих разделах.
Процесс выполнения работ по ремонту грифов второго и шестого типов (см. рис. 59), склеенных также из отдельных брусков и состоящих из двух частей, принципиально не отличается от процесса работ, приведенного для первого грифа (массивного), и при выполнении столярных работ можно руководствоваться вышеприведенной технологией.
Однако следует оговорить, что гриф второго типа с течением времени деформируется, образуя прогиб вследствие
121
малых поперечных сечений древесины обеих частей и значительного* воздействия суммарной силы всех клавишных пружин, вызывающей одновременно деформацию кручения п изгиба переднего полугрифа, предназначенного для первого и второго рядов.
В результате регулировка клавиатуры этих рядов с клапанами нарушится и величина подъема клавиш окажется неодинаковой, клапаны сдвинутся со своих мест и будут пропускать воздух.
Чтобы грифу придать первоначальную форму, следует поверхность, на которой нет перемычек, пропитать теплой водой и, слегка изогнув по.лугриф в обратном направлении, оставить его под прессом в этом положении до полного высыхания. Прикрепив шурупами задний полугриф к крышке мелодии, выпрямленный полугриф прикрепляют к первой части дополнительными тонкими тремя-четырьмя шурупами в средней части грифа (кроме основных шурупов на концах). Дополнительные шурупы надо пропустить через днища клавишных гнезд, чтобы поверхности головок оказались заподлицо с поверхностью днищ. В противном случае шурупы будут мешать нормальному опусканию клавиш при игре.
Дополнительные шурупы, ввернутые в среднюю часть грифа, уменьшают возможность повторной деформации изгиба, а следовательно, и разрегулировки клавиатуры, так как действие суммарной силы клавишных пружин будет воспринято обеими частями грифа (полугрифами).
Если обе части грифа сильно деформированы и разрушены, то при капитальном ремонте инструмента гриф необходимо заменить новым.
Третий тип грифа, предназначенный для металлической клавиатуры и в основном применяемый в баянах последних конструкций, обладает большей прочностью.
Гнезда для клавиш в этом грифе имеют небольшую ширину, в то время как перемычки между клавишами значительно усилены. Этот гриф от действия пружин клавиатурного механизма не деформируется и меньше подвергается механическим повреждениям.
Гриф третьего типа ремонтируют так же, как и гриф первого типа.
В пустотелом грифе (четвертый и пятый типы грифов) очень часто разрушаются перемычки между соседними отверстиями для клавишных кнопок и коробится задняя стенка, которую обычно изготовляют из клееной фанеры толщиной 3 мм.
Ремонт такого грифа сводится к вырезке разрушенных перемычек, к заготовке и подгонке к меету новых, к склейке и обработке заделанных мест после высыхания клея.
122
Деформированная задняя стенка исправлению не подлежит, ее при ремонте следует заменить новой.
В случае ослабления или разрушения клеевых соединений торцовых брусков с другими деталями грифа их следует переклеить, очистив предварительно старый клей с поверхностей.
Основные требования к столярным работам следующие: при выполнении ремонтных столярных работ по корпусу и грифу приходится часто разъединять старые непрочные клеевые соединения, склеивать их вновь, заменять отдельные деревянные детали новыми.
Древесина, применяемая для ремонта корпусов грифов и других частей, должна быть сухой, выдержанной (без внутренних напряжений), с абсолютной влажностью не более 8%. Режимы склеивания должны соответствовать применяемым клеям.
Говоря о процессе склеивания, следует сказать, что правильные режимы склеивания имеют решающее значение для прочности клеевого соединения. При неправильном применении даже очень хорошего клея можно получить весьма непрочное соединение, и наоборот, клей относительно низкого качества при правильном его использовании может дать вполне удовлетворительные результаты.
При выполнении столярного ремонта корпусов, резонаторов, мехов и их изготовлении в основном применяется коллоидный клей — костный и мездровый, обычно называемый столярным, прочность клеевых соединений которого вполне отвечает техническим требованиям. Однако надежность клеевых швов, образованных этим клеем, в очень большой степени зависит от правильного приготовления рабочего клеевого раствора и режимов склеивания.
Приготовление клеевого раствора является операцией несложной, но требует известного внимания и определенных навыков.
Как известно, длительное воздействие высоких температур понижает клеящие свойства клея, так как при этом получается гидролиз глютина; клеевой раствор не следует долго нагревать и тем более кипятить.
Раствор приготавливают следующим образом: сухой клей в виде плиток укладывают в чистый сосуд (стеклянный или эмалированный), заливают кипяченой холодной водой, а сосуд закрывают, чтобы в него не попадала пыль. После 12—14-часового набухания лишнюю воду сливают, набухший клей загружают в котел с паровой или водяной рубашкой и без добавления воды подогревают. По достижении температуры 30—40° С клей начнет быстро плавиться, превращаясь в жидкий клеевой раствор. Температура не должна превышать 60—70° С и только на время пенообразования (3—6 мин) температуру можно
123
довести до 100° С. В течение этого времени снимают пену, снова снижают температуру до 60—70° С, после чего клеевой раствор является пригодным к употреблению.
Если приготовленный клей в данный момент не нужен, его необходимо слить в чистую посуду и поставить в прохладное место с температурой 5—10° При такой температуре клей застуденеет и может храниться в таком виде. При необходимости нужное количество клея укладывают в клеянку с водяной рубашкой и вновь без добавления воды разогревают до нужной температуры. Если концентрация раствора окажется большей, чем нужно, в него добавляют необходимое количество кипяченой воды. Для предупреждения быстрого загнивания раствора в него во время приготовления добавляют примерно 0,25% фенола.
Концентрация раствора характеризуется процентным содержанием сухого клея по отношению к воде. Клеи высоковязкие требуют большего количества воды, низковязкие — меньшего. Мездровый клей, как правило, требует для приготовления раствора большего количества воды, костный — меньшего.
Лабораторными работами и практикой установлено, что для наилучшей концентрации раствора содержание костного сухого клея должно быть 40—50% и для мездрового — около 20—30%. При таких концентрациях клеевых растворов получаются наиболее прочные соединения. Для этих концентраций раствора средняя вязкость клея принимается равной 3° Энглера, температура рабочего клеевого раствора для костного клея 40—60° С, для мездрового — 50—70° С.
Для улучшения качества низкосортных клеев, а главное для увеличения концентрации рабочих клеевых растворов и уменьшения времени их застудневания применяют различные добавки: желатин, мел и др. Эти добавки вносят при варке клея или при приготовлении рабочего раствора. Желатин увеличивает концентрацию раствора, повышает его вязкость и сокращает время застудневания. Желатин и мездровый клей прибавляют к костным клеям, чтобы получить нужные для работы вязкость и продолжительность времени застудневания. Плавленый мел в количестве не свыше 20% не ухудшает клеящих свойств клея, но значительно сокращает время застудневания.
Толщина клеевой прослойки имеет большое влияние на прочность склейки. При недостаточной ее толщине получается «тощая» или «голодная» склейка, а толстые прослойки будут несколько понижать прочность клеевого соединения. Оптимальная толщина клеевой прослойки находится в пределах 0,08—0,15мм. При этом меньшую толщину рекомендуется принимать для склейки деревянных деталей из твердых пород, большую — для деталей мягкой пористой древесины, кожи, войлока и сукна.
124
Влажность и температура склеиваемой древесины также влияют на прочность склейки деталей. Наибольшая прочность склейки получается при влажности: массивных деревянных деталей в пределах 10—12%, шпона, облицовочной и клееной фанеры— 5—7% и при температуре древесины — в пределах 20— 30° С, а при очень вязких клеях — 40° С.
Весьма важным режимным фактором является момент накладывания пресса. В основном прочность склейки зависит именно от этого фактора.
Преждевременное накладывание пресса (когда клей еще жидкий) может выдавить весь клей и образовать «голодную» ненадежную склейку. Если пресс положить после застудневания раствора, детали вообще не склеятся. Поэтому для накладывания пресса нужно уловить тот момент, когда клеевой раствор еще не успел застуденеть, но он уже и не жидкий. Кроме того, в процессе склейки обычно различают открытое время, в течение которого намазанный слой клея остается открытым, затем закрытое время, когда склеиваемые стороны накладываются друг на друга, но пресс еще не дан. Зная, что в период открытой пропитки застуденение нанесенного раствора происходит быстрее, чем при закрытой, первый период необходимо сократить, а второй увеличить.
Надежность склейки зависит еще и от давления пресса, продолжительности запрессовки и выдержки после пресса. Величина обычно сообразуется с вязкостью и концентрацией клея, а также температурным режимом. Принимая во внимание эти факторы, большие давления пресса следует давать при употреблении клея с большой вязкостью и концентрацией клеевого раствора и меньшие — при низкой вязкости и слабой концентрации. Практика работы предприятий, производящих баяны, аккордеоны и гармоники, установила, что при средних показателях вязкости и концентрации клеевых растворов давление пресса для костных клеев должно составлять 2—4 кГ1см2, для мездровых— 6—12 кГ1см2. Чтобы клеевой слой между соединяемыми деталями успел предварительно высохнуть и затвердеть, склеенные части нужно держать под прессом не менее 2 ч (из массивной древесины) и 4—5 ч при фанеровании. Полное высыхание клея требует длительного времени и детали, освобожденные от пресса, не следует тотчас же пускать в обработку. Продолжительность выдержки деталей или узлов с момента освобождения от пресса до пуска их в обработку должна быть: для брусков и мелких деталей—1—2 суток, для фанерованных крышек гармошек и баянов в один и два слоя — 3—4 суток. Если иметь в виду, что клеевой раствор значительно увлажняет склеиваемые части, а затем они высыхают и во время этих процессов в материале образуются напряжения, приводящие к деформации в виде коробления, то для выравнивания
125
напряжений следует увеличить время запрессовки и выдержки в свободном состоянии.
Температура воздуха в клеильном помещении должна быть 25—30° С, а относительная влажность — 55—65%.
При всех оптимальных режимных моментах для твердых пород древесины надо принимать клеевые растворы меньшей концентрации, для мягкой — большей концентрации, а для текстиля, кожи и сукон — увеличенной концентрации.
Угловые столярные соединения корпуса (на «ус», на шип и др.), деки с корпусной рамкой, штапики и подгрифные бруски должны быть приклеены прочно, чтобы все клеевые соединения оказались герметичными, без потеков клея.
После капитального ремонта корпуса стрела прогиба на корпусных стенках не должна превышать: для вертикальных стенок— 1,0 мм, горизонтальных — 0,5 мм, деки — 0,5 мм и деревянных клавиатурных сеток—1,5 мм\ вогнутости на лицевых поверхностях стенок не допускаются.
Корпусные съемные металлические углы должны быть установлены так, чтобы провесы на концах не превышали 0,2 мм. В угловых соединениях корпусов, под металлическими углами не должно быть сколов, вырывов и трещин.
Оковка корпусных углов и ребер цветным металлом (если корпус требует оковки) должна быть выполнена так, чтобы между металлом и оковываемыми поверхностями корпуса было плотное соединение, шпильки должны надежно прижимать металл к поверхности корпуса и после полировки металла не выделяться; кромки углов и окантовки должны быть обработаны заподлицо с поверхностями корпуса и отполированы.
Нарушенные участки инкрустации и других видов специальной отделки должны быть восстановлены по старым рисункам и теми же материалами, из которых она была сделана раньше.
В массивных грифах гнезда для клавиш каждого ряда должны иметь одинаковые размеры, поверхности перемычек должны быть гладкими, без деформаций. Торцовые поверхности разборных грифов должны быть без провесов между составляющими частями и представлять одну ровную и гладкую поверхность. Продольная и поперечная деформации в грифах не допускаются.
Основными материалами для ремонта корпусов, грифов и резонаторов являются: пиломатериалы разных древесных пород, клееная и строганая фанера, листовой цветной металл для оковки корпусов, клей, шеллак, применяемый при оковке корпусов металлом и шурупы разных размеров.
Вспомогательными материалами будут: наждачная шкурка разных номеров (6, 8, 10), необходимая для шлифования поверхностей корпуса, грифа и резонаторов, паста ЛИК для полирования целлулоида и паста ГОИ для полирования металла.
126
Пиломатериалы хвойных (ГОСТ 8486—66) и лиственных пород (ГОСТ 2695—62) чаще всего употребляются толщиной 13, 16, 19, 22, 25, 32 и 40 мм, шириной от 80 до 180 мм при различной длине — от 1 до 3 м, ГОСТ для хвойных пород предусматривает доски еловые, пихтовые, кедровые и лиственные. Однако применение двух последних пород должно быть ограничено при ремонте и производстве язычковых музыкальных инструментов, ибо большее содержание смолы в этих породах уменьшает прочность клеевых соединений при равных других условиях, и в связи с большим объемным весом увеличивает общий вес инструмента. Так как хвойные и мягколиственные породы обладают недостаточной прочностью и твердостью, их не следует применять для изготовления грифов. Для изготовления грифов, меховых рамок, не оклеенных басовых накладок, а также брусков для крепления резонаторов применяют буковую и березовую древесину, как более твердую, имеющую больший предел прочности на скалывание и срез.
Древесина мягколиственных пород легче обрабатывается, склеивается, обладает достаточной прочностью и довольно легкая.
Для фанерования корпусов под прозрачную лицевую отделку применяют облицовочную строганую фанеру из древесины лиственных пород: ореха, чинара, клена, груши, яблони, красного и лимонного дерева, карельской березы толщиной 0,6— 0,8 мм, шириной 80—120 мм и длиной от 0,4 до 1,0 м (ГОСТ 2977—65).
Для изготовления резонаторных розеток, средников для басовых резонаторов и сеток применяют фанеру клееную березовую марки ФСА, сорт А (ГОСТ 3916—65), толщиной 3—4 мм\ по длине и ширине листы фанеры могут быть разные.
Для оковки корпусных углов, кромок и посадки жилок применяют латунь листовую или ленточную марки Л62 толщиной 0,7—1,0 мм (ГОСТ 931—52), листовой или ленточный алюминий марки АЗ-Н (ГОСТ 7869—56) и ленту из нейзильбера, мельхиора и монеля толщиной 0,7—1,0 мм (ГОСТ 5187—49).
Для крепления грифа к крышке мелодии, полугрифа к основе, сеток и отдельных брусков к корпусу применяют шурупы с полукруглыми и потайными головками размеров 50x4; 20x3; 18X3; 16X2,5 (ГОСТ 1144—60 и ГОСТ 1145—60).
ЛИЦЕВАЯ ОТДЕЛКА ЯЗЫЧКОВЫХ ИНСТРУМЕНТОВ
Качество отремонтированных музыкальных инструментов в значительной степени определяется их внешним видом. Кроме того, лицевая отделка предохраняет корпус инструмента от воздействия внешней среды и механических повреждений.
127
До последнего времени лицевая отделка корпусов гармоник и баянов в основном сводилась к лакированию или полированию спиртовыми лаками и политурами на шеллачной смоле.
В настоящее время для выполнения лицевой отделки корпусов гармоник и баянов, кроме указанных материалов, применяют нитроэмали, нитролаки и целлулоид. Аккордеоны отделывают только целлулоидом.
В зависимости от вида применяемого материала лицевую отделку гармоник, баянов и аккордеонов всех типов можно подразделить на:
а) отделку спиртовыми лаками и политурами;
б) отделку нитроэмалями и нитролаками;
в) оклейку целлулоидом.
Спиртовые политуры и лаки образуют пленку с приятным на вид зеркальным блеском, но недостаточно прочную.
Нитроэмали и нитролаки образуют более прочную пленку, хорошо подвергаются механическому полированию, но качество блеска уступает отделке спиртовыми политурами.
Наиболее надежным и красивым матёриалом для отделки корпусов является целлулоид, но он огнеопасен, и для работы с ним требуется специально оборудованное в противопожарном отношении помещение. Окончательную отделку инструментов производят после столярной подготовки, грунтовки и шпаклевки внешних поверхностей.
Для того чтобы покрытая лаком, политурой или оклеенная целлулоидом поверхность инструмента имела зеркальный блеск, ее надо отполировать. Инструменты, покрытые спиртовыми лаками и политурами, полируют вручную. Инструменты, покрытые нитроэмалями, нитролаками и оклеенные размягченным целлулоидом, полируют на специальных полировочных станках с механическим приводом. В случае оклейки инструментов отполированным целлулоидом сухим способом полировка необязательна, если целлулоиду не нанесены повреждения. Вновь изготовляемые инструменты в соответствии с республиканскими техническими условиями должны иметь наружные поверхности полированные. При ремонте инструментов возможны случаи, когда окончательная внешняя отделка ограничивается лакированием.
Ниже приводятся технологические процессы лицевой отделки язычковых музыкальных инструментов, наиболее целесообразные при ремонте.
Подготовка инструментов к лицевой отделке. В зависимости от вида отделки гармоник, баянов и аккордеонов технология подготовки поверхностей корпуса и грифа к лицевой отделке может быть двух основных видов:
подготовка поверхностей под лакирование и полирование; подготовка поверхностей под оклейку целлулоидом.
128
Столярная подготовка поверхностей корпусов, поступивших в ремонт, к лицевой отделке лаками заключается в очистке их от старого слоя лака циклеванием, строганием и шлифованием шкурками разной зернистости. Для зачистки строганием шлиф-тик (особый вид рубанка) должен иметь острое прямолинейное лезвие с небольшим закруглением на концах, чтобы не образовывать на зачищаемой поверхности мелких рисок. После такой зачистки поверхность должна быть ровной и гладкой. В местах свилеватости или завитков не должно быть задиров. Древесину мягких пород циклевать не следует.
Шлифовать поверхность шкуркой рекомендуется вдоль древесных волокон. Однако в местах свилеватости и завитков, а также неоднородную по твердости древесину можно шлифовать под углом к древесным слоям. Шлифование начинают новой шкуркой, а заканчивают старой, которая делает поверхность гладкой без заметных рисок. Во время работы рекомендуется шкурку очищать от пыли жесткой щетинной щеткой.
Для поднятия ворса необходимо смочить обрабатываемую поверхность водой, удалить излишки воды с поверхности губкой, просушить изделие в течение 1,5—2 ч при температуре 18—20° С. Поднявшийся и высохший ворс сошлифовывают мелкозернистой шкуркой № 8, 6. В зависимости от пористости древесины эту операцию повторяют до полного удаления ворса. Поверхность древесины после снятия ворса не должна иметь заметных на глаз царапин, рисок, несошлифованного ворса и т. д. На фанерованных корпусах не должно быть отслоений и вздутий фанеры от чрезмерного увлажнения.
После окончательной шлифовки травяной щеткой с поверхностей снимают древесную пыль. Щетку нужно намочить теплой водой с небольшим содержанием нашатырного спирта (10:1).
Иногда для поднятия ворса применяют предварительные лаковые покрытия с малой концентрацией смолистых веществ. В этом случае, так же как и при поднятии ворса водой, лакируемая поверхность корпуса пропитывается растворителем, входящим в состав лака; ворс поднимается и, кроме того, поры древесины после высыхания лака оказываются частично заполненными смолой.
После столярной подготовки поверхностей их грунтуют и шпаклюют. Грунтовка может быть выполнена лакированием спиртовыми, нитро- и глифталевыми лаками или же нанесением на поверхность спиртовых политур. Цвет принятого для грунтовки лака или политуры выбирается или составляется в зависимости от принятого цвета лицевой отделки корпуса.. Грунтовка должна предшествовать шпаклевке потому, что она способствует лучшему заполнению древесных пор, выявлению мелких трещин, неровностей, а также сцеплению шпаклевки с древесиной.
129
При ремонте музыкальных инструментов используют следующие грунтовки:
1) спиртовая политура или лак с 16—18% содержанием смолы (шеллака);
2) казеино-канифольная грунтовка следующего состава, %:
Казеиновый клей.............. 9
Канифоль.....................13
Скипидар.....................27
Вода........................51
Для приготовления этой грунтовки в казеиновый клей вливают воду и размешивают в течение 45 мин kq получения однородной массы. Отдельно растворяют канифоль в скипидаре. После растворения ее вливают в подогретый до 50° С раствор клея и смесь перемешивают до получения эмульсии. Подкрашивают грунтовку красителем.
Спиртовые грунтовки наносят хлопчатобумажным тампоном, казеино-канифольные — тампоном или щеткой. После грунтовки на поверхности не должно оставаться полос и пятен. Под нитрошпаклевку можно делать грунтовку нитролаками и нитрокрасками. Под прозрачную отделку грунтовка должна быть прозрачной. После надлежащей просушки грунта поверхность шлифуют и, если нужно, производят местную или сплошную шпаклевку (под непрозрачную отделку). При прозрачной отделке шпаклевка не рекомендуется. Шпаклевание предназначается для выравнивания и исправления загрунтованных поверхностей.
Шпаклевки представляют собой пастообразные массы, состоящие из пигментов, наполнителей и лаков. При ремонте язычковых музыкальных инструментов применяют следующие шпаклевки:
1. Смесь спиртового лака и политуры с зубным порошком (мелом): лак или политура 25—30%, зубной порошок или венская известь 75—70%.
2. Масляная шпаклевка: масляный лак 20%, зубной порошок или венская известь 80%.
3. Столярная шпаклевка: олифа 12—35%, масляный лак 21%; скипидар 8%, зубной порошок или венская известь 36—59%.
4. Шпаклевка НЦ-00-8 (бывшая АШ-30) (защитный цвет).
5. Шпаклевка НЦ-00-9 (бывшая АШ-32) (желтый цвет).
Для шпаклевок НЦ-00-8 и НЦ-00-9 в качестве растворителя используют растворитель № 646 (ГОСТ 5630—51).
Рабочая вязкость нитрошпаклевки НЦ-00-9 и НЦ-00-8 в секунду по воронке ВЗ-4 должна равняться 37—40 сек\ температура помещения 18—25° С и относительная влажность воздуха не выше 60%.
В качестве инструмента для шпаклевки применяют гибкий стальной шпатель с прямым лезвием без заусенцев, рисок и по
130
гнутостей или же столярную стамеску. Наносить шпаклевку следует два раза под прямым углом одного слоя к другому. Первый слой наносят поперек древесных волокон для выравнивания поперечной волнистости, второй — вдоль волокон. После нанесения каждого слоя излишки шпаклевки удаляют, зашпаклеванные участки выравнивают заподлицо с поверхностью. Продолжительность сушки между слоями для шпаклевки с применением спиртового и масляного лака должна быть не менее 24 ч\ для нитрошпаклевок НЦ-00-8 и НЦ-00-9 —в пределах 2—4 ч.
Шлифуют зашпаклеванную поверхность после высыхания каждого слоя шкуркой № 6, 8, 10 сухим способом для спиртовой шпаклевки и сухим или влажным способом для нитрошпаклевки (с применением уайт-спирита).
При выборе материала для шпаклевки следует иметь в виду, что нитрошпаклевки дают более прочную основу. Однако обрабатывать нитрошпаклевки труднее, чем прочие подобные покрытия.
Подготовка поверхности корпуса и грифа под прозрачную отделку значительно отличается от подготовки под непрозрачную.
Прозрачная отделка шеллачно-спиртовыми и нитроцеллюлозными лаками применяется некоторыми фабриками для отделки гармоник, басовых сеток баянов и аккордеонов, а также инструментов, изготовляемых по индивидуальным заказам.
Этот вид отделки не закрывает цвета и рисунка текстуры древесины, а наоборот, выявляет их.
Лаковая пленка при прозрачной отделке должна обладать достаточной твердостью, эластичностью и водостойкостью.
В практике выполнения работ по ремонту гармоник и баянов часто встречаются инструменты, на лицевых поверхностях которых имеются вырывы, глубокие вмятины и царапины. Поверхности корпусов таких инструментов трудно поддаются выравниванию и доведению до гладкого состояния, в особенности фанерованные корпусы, имеющие прозрачную отделку. Для восстановления прозрачной отделки следует:
а) при большом числе глубоких повреждений перефанеро-вать все поверхности корпуса и провести подготовительные и отделочные работы, как для нового инструмента;
б) при небольшом количестве глубоких повреждений следует перефанеровать только поврежденные места облицовочной фанерой той же породы, с одинаковым рисунком и добиться плотной подгонки, для того чтобы замененные участки шпона не выделялись;
в) при неглубоких повреждениях основную часть вмятин и царапин следует снять циклеванием и шлифованием, а оставшуюся заполнить шпаклевкой цвета древесины корпуса.
131
Подготовка инструментов к оклейке целлулоидом проще, чем подготовка их к отделке лакированием или полированием, и включает в себя следующие работы:
1. Последовательная шлифовка поверхностей, предназначенных для оклейки целлулоидом, шкуркой № 6, 8, 10. После шлифовки на поверхности не должно быть заметных рисок, задиров и т. п.
2. Поднятие и удаление ворса на оклеиваемых поверхностях. Этот процесс подобен поднятию ворса при подготовке поверхностей к лакированию. Жидкость, используемую для поднятия ворса, рекомендуется подкрашивать, так как в этом случае после шлифовки (снятия ворса) выявятся все неровности и вмятины на подготавливаемых поверхностях.
3. Шпаклевка всех углублений. Шпаклевки используются такие же, как и при шпаклевке под лакировку.
4. Зачистка шпаклевки после выдержки заподлицо с нешпак-леванной поверхностью. После завершения этих работ можно приступать к оклейке инструмента целлулоидом.
Прежде чем начать подготавливать поверхности корпусов, грифов и сеток к отделке, инструменты надо разобрать (отдельно крышки, гриф и т. д.). Каждую деталь, нуждающуюся в отделке, закрепляют в специальных групповых зажимах, чтобы детали при обработке не перемещались.
Лакирование спиртовыми лаками. Наносят тампоном первый слой лака с применением тонкомолотого порошка пемзы. Эта смесь заполняет древесные поры и покрывает инструмент ровным слоем одного цвета. Затем инструмент сушат в течение 3— 4 ч при температуре 18—20° С и шлифуют шкуркой № 6 или 8.
Шлифованием снимают неровности. Движение шкурки следует производить вдоль древесных волокон. После этого наносят второй слой лака. Равномерное нанесение лака без потеков достигается постепенным и легким выжиманием тампона в момент нанесения лака на поверхность. Хорошее качество лакового покрытия, при прочих равных условиях, получается в том случае, если узлы и детали инструментов перед лакировкой выдержать в течение 3—4 ч в помещении с температурой 25—30° С и в этих же условиях наносить лак, подогретый до 40—50° С. Подогревают лак в сосуде, опущенном в горячую воду, налитую в сосуд большего объема. После нанесения второго слоя лака корпус инструмента сушат в течение 0,5—1 ч, а затем шлифуют шкуркой № 6.
Третий слой лака наносят таким же способом и теми же средствами, что и второй слой, и сушат в течение 24 ч. После этого можно приступать к дальнейшим сборочным работам.
Обычно все лаки, растворители и политуры имеют прозрачный цвет. Получение желаемого цвета лаков и политур достигается добавлением в лак нужного цвета красителя.
132
Чтобы получить лак черного цвета, 100 г спиртового нигрозина засыпают в один литр спирта. Состав тщательно перемешивают и очищают от мелких твердых частиц фильтрованием через мелкое сито. Далее этот состав заливают в лак в следующем отношении: 1 л растворенного нигрозина на 15 л лака. Приготовленный лак тщательно перемешивают и отстаивают в течение 12—14 ч, после чего его можно использовать.
Другие цвета можно получить точно таким же образом, применяя вместо нигрозина анилиновые красители нужного цвета.
Полирование спиртовыми политурами. Полирование корпусов может быть либо прозрачное с оставлением натурального цвета и рисунка древесины, либо в черный и другие цвета.
По красоте полирование прозрачными спиртовыми политурами является лучшей столярной отделкой. Строение древесины становится особенно отчетливым и глубоким, видны все оттенки, переходы тонов, полосы, переплетение древесных волокон и т. п. Но зато отчетливо выступают также и все дефекты древесины корпуса инструмента — пятна, полосы, неровности, царапины и малейшие поверхностные трещины. Поэтому древесина стенок корпуса и других лицевых деталей должна быть исключительно доброкачественной и безукоризненно подготовленной для такой отделки.
Подготовка поверхности корпуса под такую столярную отделку отличается от обычной. Применять клеевые и масляные грунтовки и порозаполнители под полировку не рекомендуется, так как они вуалируют текстуру древесины. Поэтому лучше делать ее из спиртового лака или спиртовой политуры с пемзой.
Можно рекомендовать применение нитрогрунтовок.
Наиболее • ответственным и сложным для выполнения является процесс полирования.
Технология прозрачной лицевой отделки деталей и узлов гармоник и баянов полированием спиртовыми политурами заключается в следующем.
Подготовленную поверхность корпуса покрывают первым слоем политуры, которая заполняет древесные поры, мелкие риски и создает более плотную основу для полирования. Эта политура состоит из спирта с 16—18%-ным содержанием шеллачной смолы. В качестве порозаполнителя применяют тонкомолотый порошок пемзы.
Политуру наносят тампоном, представляющим собой комок растрепанной шерстяной материи или шерстяных ниток, обернутый в чистую полотняную тряпку. Тампон пропитывают политурой и быстрыми круговыми скользящими движениями наносят ее на поверхность корпуса, так как политура высыхает очень быстро и при малейшем замедлении движения тампон может прилипнуть. При. медленном движении тампона могут образо
133
ваться ожоги пленки — растворение пленки спиртом. По окончании нанесения первого слоя политуры деталь выдерживают в течение 48 чу а затем шлифуют шкуркой № 10. После этого наносят второй слой политуры с 12—14%-ным содержанием шеллачной смолы и опять выдерживают не менее 48 чу а затем шлифуют шкуркой № 8. Затем производят первое полирование политурой с 12%-ным содержанием шеллачной смолы. По истечении 48 ч после первого полирования делают второе полирование политурой с 10%-ним содержанием шеллачной смолы. Вторично отполированную деталь выдерживают в течение 48 ч.
При нанесении политуры тампон рекомендуется смочить несколькими каплями вазелинового масла, в крайнем случае — сырого льняного или подсолнечного. Такой тампон легко скользит, не прилипая К поверхности.
Все полирование производят с тонким порошком пемзы лишь последний слой наносят чистой политурой.
Полированную поверхность после выдержки осушают тампоном, смоченным смесью воды и политуры в соотношении 1 1.
Смесь составляют следующим образом.
1 л светлой политуры с 10%-ным содержанием шеллачной смолы смешивают с 1 л сырой воды. Полученную смесь взбалтывают палочкой, обернутой в хлопчатобумажную вату, до тех пор, пока смола не перестанет прилипать к вате. В процессе взбалтывания вату надо менять по мере ее загрязнения до тех пор, пока она не станет чистой. При просушке на полированную поверхность подсыпают тонкий слой зубного порошка или венскую известь для того, чтобы впиталось масло и получился зеркальный блеск.
Полирование требует большого навыка. Приемов полирования имеется много.
Основным условием успешного полирования и продолжительного сохранения ровного и хорошего блеска поверхности является создание хорошего грунта с надежным заполнением пор и соблюдение необходимых выдержек. Особенно тщательно это надо соблюдать при полировании фанерованйых корпусов, так как фанера кроме пор имеет мелкие трещины и отслаивания. Если грунт слабый, то отслаивающиеся частицы фанеры при высыхании поднимутся и на полированной поверхности появятся мелкие трещины.
Приведенная технология лицевой отделки корпусов спиртовыми политурами может быть применена и для непрозрачной (укрывистой) отделки. В этом случае в политуру добавляют краситель нужного цвета в количестве, указанном в технологии отделки корпусов лакированием.
Отделка нитролаками и нитроэмалями. Нитролаки и нитроэмали в основном предназначены для отделки инструментов при помощи краскораспылителей, дающих ровное и гладкое покры
134
тие. Нитролаки и нитроэмали можно наносить и вручную тампоном или кистью, но при этом необходимо учитывать их быструю высыхаемость, в результате которой на лакируемой или полируемой поверхности могут образоваться полосы и следы движения тампона или кисти.
Ниже приведены технологические процессы лицевой непрозрачной отделки вручную или при помощи краскораспылителей.
Лакирование нитроэмалью вручную. На лакируемую поверхность наносят три-четыре слоя нитроэмали НЦ-25 вязкостью 18—20 сек по ВЗ-4 с выдержками между каждым покрытием по 30—40 мин на просушку эмали.
Цвет эмали НЦ-25 выбирают в соответствии с ГОСТ 5406—60 на эмаль. Шлифуют шкуркой № 6 с применением небольшого количества керосина или уайт-спирита, так как это способствует уплотнению лаковой пленки и увеличению срока службы шкурки. Шлифованные поверхности протирают хлопчатобумажной тканью, снимая пыль и керосин.
Затем на отшлифованную поверхность наносят еще три-четыре слоя эмали НЦ-25 или НЦ-11 вязкостью 22—25 сек по ВЗ-4 с выдержкой между покрытиями по 2—3 ч. После нанесения последнего слоя эмали необходимо дать выдержку продолжительностью 24—48 ч. Разбавляют эмали до рабочей вязкости разбавителем РДВ (ГОСТ 4399—48) или растворителем № 646 (ГОСТ 5630—51). После выдержки можно приступить к дальнейшему ремонту инструмента.
Полирование спиртовой политурой по нитролаковому грунту. Отделка корпусов баянов и гармоник полированием спиртовой политурой по нитролаковому грунту в настоящее время применяется очень часто и имеет большое преимущество по сравнению с полированием по шеллачному грунту, так как нитролаковый грунт более плотный, лучше заполняет древесные поры и рискй, случайно оставленные при шлифовании.
Технология такой отделки заключается в следующем. Сначала полируемую поверхность грунтуют, нанося три-четыре слоя нитроэмали НЦ-25, растворенной до вязкости 18—20 сек по ВЗ-4 растворителем № 646 (ГОСТ 5630—51), с выдержками между покрытиями по 30—40 мин.
Для полного высыхания всего нанесенного слоя требуется 24 ч.
Шлифуют покрытие шкуркой № 10 с небольшим количеством керосина (уайт-спирита).
Первый полировочный слой наносят тампоном, смоченным в спиртовой политуре с 14—16%-ным содержанием шеллачной смолы, и точно такими же приемами, которые описаны выше.
После 48 ч выдержки наносят второй полировочный слой спиртовой политуры с 14%-ным содержанием шеллака и снова выдерживают 48 ч.
135
Третий полировочный слой наносят политурой с 12%-ным содержанием шеллака и выдерживают в течение 48 ч.
Осушают полированную поверхность тампоном, смоченным смесью воды и политуры в соотношении 1 1. Рецепт смеси приведен на стр. 134.
На время выдержки крышки корпуса и другие детали нужно укладывать на специальные стеллажи так, чтобы отделываемые поверхности не соприкасались друг с другом.
Отделка краскораспылителем с последующим механическим полированием. Первые три слоя грунта — нитроэмаль НЦ-00-08 (бывшая АШ-30) вязкостью 35—40 сек по ВЗ-4 наносят на полируемую поверхность краскораспылителем при температуре 18— 23° С Выдержка на просушку эмали при той же температуре между первым и вторым покрытием и между вторым и третьим по 2 ч; выдержка после третьего покрытия 24 ч. Шлифуют шкуркой № 8, заделывая выбитые места шпаклевкой.
Следующие три слоя нитроэмали НЦ-25 вязкостью 22— 24 сек по ВЗ-4 наносят краскораспылителем при температуре 18—23° С и выдерживают по 2 ч между первым и вторым, вторым и третьим покрытиями и 24 ч после третьего покрытия при той же температуре. Шлифуют шкуркой № 6 и протирают сухой ветошью.
После этого наносят еще три слоя нитроэмали НЦ-11 вязкостью 22—25 сек по ВЗ-4 при температуре 18—23° С и выдерживают по 1,5 ч между первым и вторым, вторым и третьим покрытиями и 24 ч после третьего покрытия. Затем полировочной пастой № 290 полируют на полировальном станке, выдерживают в течение 12 ч и всю отполированную поверхность тщательно протирают.
Оклейка целлулоидом. Это один из лучших видов лицевой отделки инструментов. Целлулоид очень прочен, долговечен, хорошо предохраняет инструмент от механических повреждений и упрочняет оклеенные крышки.
Наружная облицовка целлулоидом корпусов гармоник всех типов предохраняет их от механических и атмосферных влияний, способствует сохранению прочности инструмента и придает им красивый внешний вид.
Процесс оклейки целлулоидом является не очень трудоемким и сложным. Особенно легко оклеивать сухим целлулоидом. Но вместе с тем целлулоид имеет свои существенные недостатки:
а) крайне огнеопасен;
б) неустойчив по цвету — под влиянием солнечного света окраска меняется.
Оклейка размягченным целлулоидом заключается в следующем.
1. Окрашивание подготовленной поверхности корпуса в черный цвет раствором, содержащим одну часть водного нигрозина,
136
одну часть 25%-ного аммиака и 16—18 частей воды. Такую окраску производят, во-первых, для получения однотонной по цвету поверхности, чтобы через тонкий слой целлулоида не выделялись по цвету годичные слои древесины и другие неодинакового цвета участки; во-вторых, такой раствор (аммиак) частично растворяет смолы, содержащиеся па поверхности древесины корпуса, и тем самым создает лучшие условия для равномерной и прочной оклейки.
Для высыхания корпус выдерживают при температуре воздуха 18—20° С в течение 4—5 ч.
2. Разметка и раскрой целлулоида по размерам корпуса, с учетом припусков на усадку при высыхании и на обработку. При раскрое следует разметить и разрезать лист целлулоида так, чтобы получились минимальные отходы и на стыках не было бы нарушения рисунка.
3. Размягчение целлулоида в течение 2—3 ч погружением заготовки целлулоида в специальную стальную ванну, заполненную раствором ацетона (1 часть) с водой (3 части).
4. Извлечение размягченных целлулоидных заготовок из ванны и протирание их ватным тампоном с известью с целью удаления раствора ацетона.
5. Оклеивание корпусных крышек, грифа и других деталей, подготовленных к облицовке целлулоидом. Эту работу выполняют на рабочем столе с вентиляционным приемником. В качестве клея применяют цапонлак № 951, который наносят на поверхность целлулоида кистью.
Размягченный целлулоид на воздухе быстро затвердевает, а клеевой раствор застудневает. Поэтому период времени с момента извлечения заготовок из раствора ацетона до окончания приклейки их на корпус не должен превышать 5—10 мин. Все склеиваемые поверхности необходимо тщательно протирать, особенно на углах и сопряжениях корпуса или грифа. Если в процессе оклейки обнаружится хотя бы маленький воздушный пузырек, его надо проколоть иглой или шилом, чтобы выпустить воздух. Во избежание образования больших усадок после высыхания в процессе оклеивания не следует сильно вытягивать целлулоид. Чтобы после сушки на стыках не образовались зазоры, целлулоид в этих местах обрезают так, чтобы его концы плотно соединялись друг с другом, смазывают их цапонлаком и окончательно приклеивают стыковое соединение.
6. Сушка корпусов в течение 12—13 суток. Такое продолжительное время требуется для полного высыхания клеевого раствора, высыхания увлажнившейся от клея древесины корпуса, выравнивания внутренних напряжений в корпусе.
7. Зачистка кромок, срезание провесов целлулоида, циклевка и шлифовка всех оклеенных поверхностей. Эту работу производят на рабочем столе в специальном приспособлении (цулаге).
137
Снятие провесов и зачистку кромок производят столярным ножом и плоскими напильниками с разной насечкой, а выравнивание целлулоида — циклей и шкуркой № 6 и 8 и окончательно № 10.
8. Полирование облицованных целлулоидом поверхностей выполняют на горизонтальном полировочном станке с числом оборотов рабочего диска от 1100 до 1800 в минуту. Рабочий полировочный диск изготовляется из хлопчатобумажной мягкой ткани (байка, фланель). При начальной полировке на рабочую поверхность диска наносят тонкий слой полировочной пасты ЛИК и зубного порошка. Окончательная полировка — на чистом диске, без пасты с большим числом оборотов вала. Зеркальной чистоты глянец при полировке без пасты получается за счет скольжения поверхности мягкого диска по целлулоиду с большой окружной скоростью; частицы целлулоида при этом нагреваются и расплавляются, заполняют все мельчайшие риски и образуют сплошной устойчивый глянец. По окончании полировки лицевые поверхности корпуса протирают фланелевой тряпкой, снимают с некоторых участков оставшуюся полировочную пасту и пыль.
Полировку целлулоида можно производить и вручную с применением тех же материалов, но эта операция является очень трудоемкой. Кроме того, качество ручной полировки уступает станочной.
По этой же технологии производят оклейку целлулоидом металлических деталей (сеток, угольников и др.). Исключается только окраска водным нигрозином и для лучшей склейки вводят дополнительную обдирку оклеиваемой детали крупнозернистой шкуркой.
В случае отсутствия цапонлака оклейку деревянных и металлических деталей можно производить растворенным в ацетоне целлулоидом.
Технология приклейки сухого целлулоида очень проста и включает в себя следующие работы:
1. Раскрой целлулоида на заготовки.
2. Нанесение клея на оклеиваемую деталь и приклеивание целлулоида. При оклейке криволинейных поверхностей в местах перегиба целлулоид размягчают над горячей (температура 100—120° С) плитой. При этом необходимо соблюдать противопожарные меры предосторожности, так как целлулоид легко воспламеняется. Концы целлулоида соединяют встык.
3. Обрезка излишнего целлулоида.
4. Выдержка в течение 2—4 дней.
Специальные виды отделки корпусов. Специальные виды отделки применяют для придания инструментам более красивого внешнего вида. Предохранительная роль специальной отделки от воздействия внешней среды является второстепенной.
138
К специальным видам отделки, применяемым в современном производстве язычковых инструментов, относятся инкрустация*, декалькомания и аэрография.
Под инкрустацией следует понимать вид отделки наружных деревянных поверхностей, когда на эти поверхности накладывают (или приклеивают) заранее составленный рисунок, по контурам которого вырезают углубления, равные толщине рисунка, а затем в эти углубления вклеивают рисунки из другой породы древесины, отличающейся по цвету от основной, или из кости, целлулоида и других отделочных материалов.
При выполнении инкрустации древесными породами обычно применяют облицовочную фанеру из красного дерева, палисандра, ореха, клена, белого граба, черного дерева, фернамбука и других ценных пород древесины.
Гнезда в стенках корпуса вырезают резцами аккуратно, без вырывов и сколов на узких перемычках рисунка. При этом дно каждого углубления должно быть ровное и гладкое. Глубина гнезд не должна превышать толщины материала, из которого вырезан рисунок.
После вырезки гнезд в стенках корпуса вклеивают рисунок. После этого снимают с поверхности лишний клей, закрывают вклеенный рисунок обыкновенной бумагой, на бумагу кладут мягкую резину толщиной 1,5—2 мм и запрессовывают (грузом, струбцинами).
Применение резиновой прокладки необходимо для того, чтобы наружные поверхности отдельных частей рисунка с неодинаковой глубиной гнезда и толщиной материала были прижаты одинаково.
После выдержки вклеенный рисунок обрабатывают одновременно с корпусом под лицевую отделку полированием.
При инкрустации с применением кости, целлулоида или цветных металлов рисунок нужно вклеивать смоляными или бакелитовыми клеями. Применение этих материалов обязывает перёд общей полировкой корпуса провести механическую полировку вклеенных рисунков до получения на их поверхностях зеркального глянца. После общей полировки корпуса надо аккуратно счистить слой лака с рисунка спиртом или другими растворителями, не повредив при этом лакировку на основной поверхности. Растворитель следует применять в зависимости от вида лака.
Декалькомания — это отделка с помощью переводных картинок, рисунков и т. д., которые приклеивают к отделываемым поверхностям. При переводе рисунок, предварительно увлажненный водой, плотно прижимают красочной стороной к от
* В производстве музыкальных инструментов этот вид отделки называют инкрустацией, хотя по существу более правильное название было бы «интарсия».
139
делываемой поверхности и снимают бумажную основу рисунка. Можно рисунок приклеивать к корпусу инструмента лаком, которым отделывают инструмент, и после его высыхания увлажнить бумажную основу и снять ее. Клеевой грунт составляют из крахмала, глицерина и декстрина. Переведенный на инструмент рисунок покрывают прозрачным лаком и политурой так, чтобы рисунок был виден.
Сущность отделки аэрографией заключается в нанесении искусственной текстуры или какого-либо рисунка на загрунтованную поверхность специальным пневматическим краскораспылителем — аэрографом. Аэрографы бывают различных размеров. При нанесении аэрографом рисунка на корпус инструмента можно пользоваться трафаретами. После производства аэрографии продолжают дальнейшую отделку инструмента прозрачными лаками.
КЛАВИАТУРНЫЙ
МЕХАНИЗМ МЕЛОДИИ
Клавиатурные механизмы мелодии язычковых музыкальных инструментов служат для извлечения отдельных музыкальных звуков, созвучий и многоголосных аккордов посредством нажима пальцами правой руки исполнителя на клавиши.
Клавиша с присоединенным клапаном, пружиной и кнопкой называется клавишным узлом. Смонтированные в определенном порядке клавишные узлы составляют клавиатурный механизм.
Клавиша может быть составной или цельной. Она представляет собой рычаг, верхняя часть которого от пуговицы или кнопки до оси называется передним плечом; а от оси до конца, лежащего на клапане,— задним плечом.
В баянах, аккордеонах и гармониках раннего выпуска встречаются клавиатуры с деревянными передними плечами, имеющими форму рабочих поверхностей в виде лопаточек и пуговиц. Такие клавиатуры носят название деревянных клавиатур (рис. 62).
В практике принято называть передние деревянные плечи клавишами, задние — рычагами или проводами.
В настоящее время большинство инструментов изготовляют с металлической клавиатурой (рис. 63). Рабочие площадки металлической клавиатуры у баянов и гармоник выполнены в виде кнопок. Металлические клавиши называют рычагами.
К достоинствам металлической клавиатуры относятся:
а) отсутствие западания клавиш в гнезда грифа, так как здесь исключено разбухание рычагов, а уменьшение ширины гнёзд для клавиш от разбухания деревянных перегородок грифа получается незначительное; в осевых соединениях металличе
140
ских клавиш не возникает дополнительное трение от разбухания
деревянных клавиш;
б) увеличение жесткости клавиш, что дает возможность сохранить герметичность инструмента и одинаковый подъем кнопок над грифом более длительное время;
в) уменьшение трудоемкости при изготовлении, так как формообразование и обработка металлической клавиатуры более механизированные.
Кроме того, применение металлической клавиатуры позволяет унифицировать клавиши, механизировать и специализировать производство, что в значительной степени снижает себестоимость инструмента, сокращает трудоемкость и упрощает процесс разборки, ремонта, сборки и регулировки клавиатурного механизма.
Но наряду с этими преимуществами металлическая клавиатура имеет существенный недостаток по сравнению с деревянной клавиатурой — увеличение шума при действии механизма. Особенно это ощущается у клавиш III ряда, где клапаны расположены за грифом. Форма рабочих поверхностей клавиатурного механизма в аккордеонах и расположение звуковых тонов имеет сходство с клавиатурой фортепиано. Разница заключается лишь- в том, что размеры рабочих площадок основного и вспомогательного рядов в аккордеонах имеют меньшую ширину, чем в фортепиано (ширина передних концов клавиш основного ряда 16,5—20,0 мм, а в фортепиано 22,2 мм\ соответственно ширина площадок клавиш полутонов равна в аккордеонах 9 мм, в фортепиано 12 мм).
Следует особо остановиться на способах крепления клапанов к рычагам клавиатурных механизмов мелодии, так как от этого в большей степени зависит герметичность инструмента.
Рис. 62. Деревянная клавиатура баяна:
/ — подклапанная лайка с прокладкой; 2— клапан; 3 — соединительная втулка; 4 — заднее плечо клавиши — провод; 5 — переднее плечо клавиши; 6 — осевое отверстие; 7 — пуговица с суконной прокладкой; 8 — пружина; 9 — шуруп крепления кнопки; 10 — поводок;
/ II, /// — клавиши I, II. III рядов
141
На рис. 64 показаны способы соединения клапанов с клавишными рычагами в гармониках, баянах и аккордеонах, а также показаны подклапанные герметизирующие прокладки, способствующие также бесшумной работе механизма. Соединения клапанов с рычагами бывают жесткие и самоустанавливающиеся. Последним следует отдать предпочтение, так как они сохраняют первоначальную герметичность механизма более длительное время.
Жесткое соединение /; в нем рычаг клавиши лежит непосредственно на клапане, а соединительным элементом является кусочек лайки, наклеенной на рычаг и клапан.
Рис. 63. Металлическая клавиатура баяна:
/ — рычаг клавиши; 2 — кнопка; 3 — подкнопочная прокладка; 4— подклапанная лайка с прокладкой; 5 —клапан; 6 — держатель клапана; 7 —пружина; I, II, III — клавиши рядов
Жесткое соединение гвоздями текс 2\ оно также не способствует самоустанавливанию клапана на деку.
Жесткое соединение усиками 3, выштампованными в рычаге. Оно очень ненадежно, так как приводит к скалыванию клапанов.
Жесткое соединение шурупами 4. Оно надежно по прочности, но не позволяет самоустанавливаться клапану на деке, и, кроме того, это трудоемкая и дорогая операция.
Жесткое соединение спайкой оловянным припоем 5. Оно затрудняет окончательную регулировку клавиатуры и не способствует самоустанавливанию клапана на деку. Применяется редко, в случае, если клапаны стальные или латунные.
Жесткое соединение вставкой рычага в паз 6, имеющийся в клапане, с последующей приклейкой на клапан и рычаг лайкового держателя. Соединение надежно и широко применяется для проволочных рычагов, а также для рычагов, изготовленных из ленточного металла.
Соединение кожаной втулкой 7. Такое соединение встречается в английских концертино. Оно является надежным и
142
Рис. 64. Способы соединений клапанов с рычагами:
/—лайковые держатели; 2 — гвозди текс; 3 — усики; 4 — шурупы; 5 — спайка; 6 — паз; 7 —кожаная втулка; S — деревянная втулка; 9 — резиновая втулка с усиками
вместе с тем позволяет клапану самоустанавливаться с декой.
Соединение деревянной втулкой 8. Этот способ соединения ненадежный, так как втулки часто раскалываются. Самоуста-навливаемость клапана ограничена; она возможна только за счет поворота втулки с клапаном вокруг рычага (провода).
Самоустанавливающееся соединение 9 вставка рычага в специальную профильную резиновую втулку, закрепленную на металлическом клапане усиками, выштампованными из материала клапана. Соединение надежное и широко применяется в последних конструкциях баянов и аккордеонов.
Рис. 65. Клавиатурный механизм мелодии гармоники:
/ — клавиатурная пластина; 2 — пружина; 3 — клавиша I ряда; 4 — рычаг клавиши; 5 — клапан; 6 — лайковая прокладка
Для уменьшения шума клапанов при опускании их на деку используют дополнительные амортизирующие прокладки между клапаном и подклапанной лайкой. В качестве прокладок используют сукно, поролон, фильц и другие мягкие материалы. Использование прокладок получает в последнее время широкое распространение как для клапанов механизмов мелодии, так и для басовых механизмов.
На рис. 65 представлен разрез клавиатурного механизма мелодии трехголосной гармоники.
Клавиши 3 механизма изготовлены из стальной низкоуглеродистой ленты и набраны на металлическую клавиатурную пластину 1. Клавиатурная пластина прикреплена шурупами к дере-144
вянному бруску, укрепленному на деке. На одних концах рычагов клавиш прикреплены деревянные клапаны, на других — кнопки. Клапаны 5 имеют лайковые прокладки, служащие для плотного закрывания отверстий и смягчения ударов клапанов о деку. У кнопок также имеются прокладки для уменьшения
Рис. 66. Клавиатурный механизм мелодии баяна:
/ — клапан III ряда; 2 — пружина III ряда; 3 — нижняя ось III ряда; 4 — верхняя ось III ряда; 5 —гриф; 6 — клавиша III ряда; 7 — клавиша II ряда; 8 — кнопка; 9— клавиша I ряда; 10 — клавиатурная пластина (гребенка); 11 — ось I и II рядов; 12 — пружина I ряда; 13— клапаны I и II рядов
стука кнопок о гриф. Пружины 2 набирают на ось одновременно с клавишами. Один конец пружины опирается на клавиатурную пластину, другой — на усик клавиши. При нажиме кнопки клавиша поворачивается вокруг оси и, приподнимая клапан, открывает доступ воздуха к резонаторам. После снятия давления клавиша под действием пружины возвращается в начальное положение и закрывает клапаном отверстие в деке.
На рис. 66 представлен разрез клавиатурного механизма баяна с металлическими клавишами. В этой конструкции клавиши I и II рядов 9, 7 целые, клавиши III ряда 6 — составные.
6 Заказ 2074
145
Клапаны I и II рядов 13 расположены на деке перед грифом 5, Клапаны III ряда 1 расположены сзади грифа, что вызывает необходимость делать клавиши III ряда составными.
Гриф является несущей конструкцией механизма. Клавиши и пружины I и II рядов смонтированы на оси 11 клавиатурной пластины (гребенки) 10, закрепляемой на заднем полугрифе.
Составные клавиши III ряда смонтированы на двух осях, проходящих в заднем полугрифе. На нижней оси 3 смонтированы клапанные рычаги и пружины 2, на верхней оси 4 — кнопочные рычаги.
Клапанный рычаг на противоположном клапану конце имеет вилку, куда входит поводок кнопочного рычага.
При нажиме на кнопки клавиш I и II рядов рычаги поворачиваются на некоторый угол вокруг оси клавиатурной гребенки. Клапаны приподнимаются и открывают отверстия в деке.
При нажиме на кнопки клавиш III ряда кнопочный рычаг поворачивается против часовой стрелки вокруг верхней оси. Поводок кнопочного рычага III ряда поворачивает на некоторый угол клапанный рычаг с клапаном по часовой стрелке, открывая отверстие в деке. При снятии давления с кнопок рычаги под действием пружин возвращаются в первоначальное положение, закрывая клапанами отверстия в. деке.
На рис. 67 представлен поперечный разрез клавиатурного механизма аккордеона типа 41X120-Ш-5/2.
В механизме гриф 10 несъемный, т. е. приклеен' к деке и корпусной стенке и оклеен целлулоидом вместе с крышкой.
Как видно из рисунка, гриф является опорной частью клавиатурного механизма.
С внутренней стороны к грифу присоединены шурупами нижняя и верхняя металлические клавиатурные гребенки 3 и 7
Нижняя гребенка является несущей частью для клавиатуры. На оси 5 нижней гребенки установлены клавишные рычаги 6.
Верхняя гребенка служит для направления и ограничения бокового движения клавишных рычагов.
В рассматриваемой конструкции аккордеона клавиши съемные. Они установлены на оси через хвостовой паз 4 и прижимаются к ней спиральными пружинами 2. Один конец пружины крепится на заднем плече клавишного рычага, а другой своим концевым кольцом прицепляется к усику 1 на нижней гребенке. Спиральная пружина постоянно натянута и при нажатии на клавишу еще больше растягивается, а при снятии действующей силы она возвращает клавишу в исходное положение, одновременно плотно закрывая клапаном отверстие на деке. Во время игры опускание клавиш II ряда (основного) ограничивает упорный брусок 9 и подушка И. Подушка 8 ограничивает опускание клавиш I ряда. Кроме ограничения опускания клавиш фильцевые или суконные подушки принимают на себя
146
удары концов клавиш, способствуя бесшумной работе клавиатуры.
С наружной стороны на крышку устанавливают алюминиевый каркас переключателя 16, имеющий для увеличения жесткости желобообразный профиль. На каркас при помощи оси 15
Рис. 67. Поперечный разрез крышки мелодии аккордеона 41X120-III-5/2 с прямой декой:
/—усик пружины; 2—пружина; 3 — нижняя гребенка; 4 — хвостовой паз; 5 — клавиатурная ось' 6 — клавиша; 7 — верхняя гребенка; 8 — подушка клавиш полутонов; 9 — упорный брусок; 10 — гриф; // — подушка клавиш тонов; 12 — клавишная накладка тонов; 13 — клавишная накладка полутонов; 14 — клавиша переключателя регистров; 15 — ось переключателя; 16 — каркас переключателя; 17 — пластина переключателя; 18 — вилки переключателя; 19 — рычаги переключателя; 20 — ось рычага переключателя; 21 — коробка переключателя; 22 — сетка; 23 — регистровая пластина
собирают клавиши переключателя 14, пластины переключателя 17, имеющие вилки переключателя 18. Вилки переключателя приклепаны к пластинам, а пластины собраны на стойки каркаса.
При нажиме на клавишу усилие передается через соответствующие рычаги, находящиеся в переключателе, на пластины
6* 147
переключателя. Последние передвигаются вдоль каркаса, увлекая за собой вилки переключателей, которые поворачивают рычаги переключателя 19 вокруг оси рычага 20.
На нижних концах осей внутри коробки переключателя 21 имеются коромысла, жестко приклепанные к концам осей. Концы коромысел изогнуты под прямым углом и проходят через отверстие на деке до непосредственного сцепления с регистровыми пластинами (шторками). При повороте оси коромысла поворачиваются и своими изогнутыми концами передвигают регистровые пластины 23. Последние при изменении положения открывают или закрывают отверстия в розетках, а, следовательно, и доступ воздуха к язычкам. В рассматриваемой конструкции механизм переключения регистров при повороте любой одной оси 20 одновременно передает движение двум регистровым пластинам, но в противоположные стороны и, следовательно, включаются или отключаются от звучания сразу язычки двух планок, на резонаторе I и II рядов.
Все задние плечи клавиатурных рычагов, клапаны и механизм переключения регистров закрыты сеткой мелодии 22, которая с внутренней стороны оклеена редкой шелковой тканью. Сетка предохраняет клавиатуру и переключатель регистров от механических повреждений и проникания пыли внутрь инструмента. Сетка частично способствует изменению тембра инструмента и имеет, кроме того, декоративное назначение. Исходным материалом для изготовления сеток может быть целлулоид, алюминий, латунь и древесина.
На рис. 68 показан поперечный разрез правой крышки аккордеона типа 41 X 120-Ш-5/2 со ступенчатой декой.
Представленная на рисунке крышка мелодии аккордеона отличается от предыдущей конструкции деками 1 и 7, расположенными в разных плоскостях, вилкообразными клавишными рычагами 2, у которых задние плечи П1 и п2 предназначены для клапанов, расположенных на разных деках (для Hi. предназначена нижняя дека, для п2— верхняя), и наличием глушителя высоких обертонов 6.
В связи с тем, что деки расположены не в одной плоскости, габаритный размер крышки увеличился и клапаны рычагов tii оказались в углублении. При введении дополнительной детали — глушителя 6, между нижней декой и глушителем имеется пространство, в котором высокие обертоны частично заглушаются.
Это пространство представляет тембровую камеру. В данной конструкции аккордеона резонатор р3 имеет планки-пикколо для обоих рядов клавиатуры. На резонаторах pi и р2 расположены основные планки, или планки-кларнет и планки-фагот. Может быть и другой порядок размещения планок на резонаторах. Наличие тембровой камеры способствует улучшению окраски звука инструмента (тембра). Остальные детали и узлы рассматривае
ма
мой крышки мелодии принципиальной разницы с предыдущей конструкцией не имеют.
На рис. 69 показана схема поперечного разреза правой крышки аккордеона с четырехголосным звучанием в мелодии, с тембровой камерой.
Рассматриваемая конструкция крышки мелодии по расположению дек, резонаторов и образованию тембровой камеры представляет значительный интерес.
Рис. 68. Поперечный разрез крышки мелодии аккордеона 41X120-II1-5/2 со ступенчатой декой:
/—дека нижняя; 2 — клавишный рычаг; 3 — клавиша; 4 — клавишная накладка тонов; 5 — клавишная накладка полутонов; 6 — глушитель; 7 — дека верхняя
Как видно из рисунка, и в этом аккордеоне правая крышка снабжена двумя деками 1 и 5, расположенными друг против друга под углом 80° На внутренних сторонах каждой деки помещены два резонатора 4 и 9; при этом дека 1 расположена наклонно к горизонтальной плоскости (на 10°), дека 5 — вертикально. Такое расположение дек позволило свободно разместить четыре резонатора с двумя голосовыми планками каждый и образовать тембровую камеру 7, не увеличивая ширины инструмента.
149
При таком расположении дек звучание планок на резонаторах, размещенных на вертикальной деке, значительно смягчается.
Кроме того, в преобразовании звука принимает участие тонкая пластина 8.
Эта пластина по существу и соединяет их. Она не имеет
Рис. 69. Поперечный разрез правой крышки четырехголосного аккордеона с тембровой камерой:
является продолжением дек никакой внешней нагрузки и поэтому способна свободно работать как резонансовая дека струнных музыкальных инструмен-3 тов. Обычно ее называют крышкой тембровой камеры.
При наличии указанных выше конструктивных особенностей правой крышки аккордеона и четырехголосное™ в мелодии можно получить до 15 тембровых оттенков, в том числе имитацию звучания баяна, аккордеона, флейты, кларнета, гобоя, фагота и т. д.
На рис. 70 представлен поперечный разрез правой крышки четырехголосного, трехрядного в мелодии баяна типа БГВ
1 — наклонная дека; 2 — клавишный рычаг; 3 — гриф; 4—резонаторы вертикальной деки; 5 — вертикальная дека; 6 — клавишный рычаг приставной;. 7 — тембровая камера; 8 — крышка тембровой камеры; 9 — резонаторы наклонной деки
61X 120-IV-12.
Стенки крышки 1 и 27 изготовлены из клееной березовой фанеры или из фанерованной с обеих сто-
рон ели. Прочие детали изготавливают из бука, ольхи или ели. Крышку с внешней стороны оклеивают целлулоидом, внутренние
поверхности лакируют.
В крышку вмонтированы две деки: горизонтальная 25 и вертикальная 35.
Каждая дека состоит из двух металлических дечных пластин с отверстиями, количество которых равно удвоенному количеству клавиш. Отверстия в пластинах расположены строго друг против друга.
Между этими пластинами имеются металлические прокладки, расположенные точно посередине между рядами отверстий. Дечные пластины связаны между собой винтами; иногда
150
их соединяют заклепками или путем склейки. В пространстве между двумя прокладками и пластинами, вдоль которого располагаются отверстия деки, помещена по всей длине деки регистровая пластина (шторка). Она имеет отверстия, количество
Рис. 70. Поперечный разрез крышки баяна БГВ-61X120-IV-12 (баян «Россия»):
/ — вертикальная задняя стенка; 2 — резонатор III ряда вертикальной деки; 3— планка-фагот; 4 — резонатор II ряда вертикальной дек ; 5 — планка-кларнет; 6— резонатор I ряда вертикальной деки; 7— переключатель тембров; 8 — регистровая клавиша; 9 — рычаг I ряда; 10— рычаг II ряда; П — рычаг III ряда; 12 — подкнопочная стойка; 13 — гриф; 14 — подкнопочная прокладка; /5 — гребенка II ряда; 16 — гребенка I ряда; /7 — кнопка; 18 — клавиатурная пластина (основание); 19 — передний брусок грифа; 20 — подставной рычаг I ряда; 21 — подставной рычаг II ряда; 22 — брусок жесткости; 23 — клапан; 24 — сетка; 25 — горизонтальная дека; 26 — брусок утолщения; 27 — вертикальная передняя стенка; 28 — планка-пикколо; 29 — резонатор III ряда горизонтальной деки; 30 — резонатор II ряда горизонтальной деки; .'//-планка-гобой; <32 — резонатор I ряда горизонтальной деки; <3.3 — подставной рычаг III ряда; 34 — крышка вертикальной деки; 35 вертикальная дека
которых равняется количеству клавиш соответствующего ряда с шагом и размером, одинаковым с отверстиями в пластинах. В каждой деке имеется по шесть регистровых пластин (по две на каждый ряд клавиатуры).
Регистровые пластины связаны с переключателем тембров 7 и служат для изменения громкости и тембров баяна путем
151
перекрывания и открывания отверстий в деках. Для свободного движения регистровых пластин толщина последних несколько меньше толщины прокладок между дечными пластинами.
Вертикальная дека со стороны клапанов герметично изолирована от внутренней полости баяна крышкой 34 вертикальной деки, которую устанавливают после сборки механизма.
Гриф 13 баяна пустотелый, оклеенный целлулоидом вместе с корпусом. Он состоит из задней стенки, верхнего бруска, гребенок 16 и 15 I и II рядов и боковых брусков.
Гребенки расположены не в одной плоскости, образуя требуемую музыкантами ступенчатость расположения кнопок по рядам.
С передней стороны грифа крепится передний брусок 19. Гребенки и брусок—съемные для удобства сборки и разборки механизма.
В крышке мелодии четырехголосного баяна размещены шесть резонаторов 2, 4, 6, 29, 30, 32, на которых расположено двенадцать цельных голосовых планок. Возможно использование и кусковых планок. Три резонатора с планками — фагот 3 и кларнет 5 для всех рядов клавиатуры расположены в тембровой камере на вертикальней деке. На резонаторе I ряда 6 планка-фагот находится с одной стороны; на другой стороне резонатора размещена планка-кларнет. Такое же расположение планок-фагот и кларнет и на двух других резонаторах II и III рядов 4, 2 в тембровой камере.
На горизонтальной деке расположены также три резонатора с планками-гобой 31 и пикколо 28, причем с одной стороны каждого резонатора находится планка-гобой, с другой — пикколо.
Конструкция резонаторов мелодии четырехголосного баяна аналогична конструкции резонаторов обычного двухголосного баяна.
Различаются они только размерами и некоторым наклоном их в ту или другую сторону, что вызвано условием' экономии места внутри крышки.
С лицевой стороны передняя часть крышки закрыта сеткой 24, которая имеет декоративное назначение и должна свободно пропускать воздух. Обычно сетку изготовляют из металла, реже — из целлулоида и древесины.
Сетку вставляют одной кромкой в передний брусок грифа 19, другую кромку крепят шурупами к корпусу. Нижняя и верхняя кромки сетки облегают боковые подприфные бруски крышки, располагаясь в пазах брусков. Брусок грифа также крепится шурупами к корпусу.
На грифе тремя рядами расположены кнопки 17 Кнопки черного цвета обозначают полутон, кнопки белого цвета — тон. Иногда концертные баяны изготовляют с кнопками правой клавиатуры одного цвета, чаще белого.
152
Кнопки связаны с рычагами 9, 10, 11 деревянными стойками 12 прямоугольного сечения. К лицевым поверхностям стоек крепят шурупами кнопки. С другой стороны имеется паз по всей длине стойки, куда входит тугой посадкой конец переднего плеча клавишного рычага. Для увеличения прочности соединения посадку стоек производят клеем или с помощью заклепки, проходящей через стойку и рычаг. Рекомендуемое расстояние от нижней кромки кнопок до грифа — 5—6 мм.
Рычаги III ряда 11 насажены на нижней оси основания 18 (считая от верха грифа). Рычаги I и II рядов 9, 10 находятся на верхней оси. Верхняя и нижняя оси проходят через стойки, прикрепленные к гребенке рычагов. Гребенка крепится к задней стенке грифа.
Передние плечи клавишных рычагов закрыты гребенками I и II рядов, укрепленными на четырех кронштейнах. Кронштейны винтами крепятся к грифу.
Клавишный узел (клавиша) состоит из кнопки 17, подкнопочной прокладки 14, подкнопочной стойки, крепежного шурупа, основного рычага, подставных рычагов 20, 21, 33, осевой втулки и заклепок для склепывания подставных и основных рычагов. Подкнопочную прокладку делают из сукна или лайки. Подставные рычаги приклепывают двумя заклепками к большим плечам основных рычагов.
На противоположные кнопкам концы основных и подставных рычагов (задние плечи рычагов) надеты резиновые (ниппельные) трубки, на которые с помощью усиков прикрепляют клапаны. Усики выштампованы из материала клапана. Клапан состоит из металлического основания с прокладкой из сукна или поролона и лайки. При нажиме кнопки клавиши рычаг поворачивается вокруг своей оси, приподнимая клапан и открывая доступ воздуха в отверстия деки.
Запрессованная в рычаг осевая втулка служит для уменьшения бокового качания клавиши.
Рекомендуемый подъем середины клапана над декой 7 мм. Основные рычаги открывают клапаны на горизонтальной деке, подставные — на вертикальной.
После снятия давления с кнопок рычаги возвращаются в исходное положение под действием клавишных пружин и закрывают отверстия ;на деках. Размещение хроматического звукоряда на клавиатуре — московская раскладка.
Для создания различных тембров и удобного их получения в баяне имеется полуавтоматический регистровый переключатель, управляющий регистровыми пластинами. В рассматриваемом случае регистровый переключатель расположен за грифом и имеет двенадцать регистровых клавиш 8, которые включают большим пальцем правой руки. Каждая клавиша регистра имеет маркировку точками, обозначающими звучание тех или иных
153
планок при нажиме на данную клавишу. Возможные сочетания звуков в мелодии и условные названия полученных тембров приведены в табл. 7
На левой стороне клавиш обозначены звуки планок вертикальной деки: фагот и кларнет; на правой — звуки планок горизонтальной деки — гобой и пикколо.
Рис. 71. Схема переключателя тембров в горизонтальной деке баяна «Россия»:
/ основание переключателя; 2 — клавиша переключателя; 3 — тяга коромысла; 4 — коромысло; 5 — штифт коромысла; 6 -пластина переключателя; 7 — тяга пластины переключателя; 8 — рычаг проходной оси; 9 — ось проходная; 10 — тяга стояка; // — стояк оси передачи; /2 — ось передачи; /<? —кронштейн оси передачи; 14 — поводок; /5 — стояк валика переключения; 16 — валик переключения; 17 — стояк регистровых пластин; 18 — регистровая пластина
В настоящее время предпочитают устанавливать переключатель перед грифом.
Переключатель, расположенный перед грифом, более удобен для переключений при игре пятью пальцами. При установке пе
154
реключателя перед грифом тембры маркируют па сетке, рядом с клавишами регистра или на клавишах.
Иногда по требованию музыкантов часть переключателей тембров (3—7) выводят в виде кнопок на верхнюю горизонтальную корпусную стенку. Их называют подбородочными переключателями.
Подбородочные переключатели связаны с клавишами основного переключателя и дублируют их.
Подбородочный переключатель является перспективным нововведением, так как позволяет включать тембры подбородком во время игры, не отрывая пальцев от клавиатуры.
Работа переключателя тембров в горизонтальной деке показана на рис. 71. Переключатель расположен за грифом.
При нажиме клавиши 2 'переключателя, укрепленной на основании /, она поворачивается и через тягу 3 передает движение поворотному коромыслу 4, которое штифтом 5 толкает пластину регистрового переключателя 6. Пластина регистрового переключателя связана тягой 7 с рычагом 8.
Верхний и нижний рычаги 8 закреплены неподвижно иа оси Р, проходящей через корпус баяна. Место прохождения оси через корпус должно быть хорошо герметизировано.
При повороте верхнего рычага тяга 7 одновременно поворачивает и нижний рычаг, двигая за собой тягу 10. Тяга 10 в свою очередь поворачивает стояк 11, запрессованный в ось 12; происходит поворот оси 12 вместе с закрепленным в ней поводком 14. Ось 12 укреплена в кронштейне 13. Поводок 14 поворачивает стояк 15 валика переключения 16. Этот валик вращается вместе с запрессованными в него или приваренными стояками 17 регистровых пластин 18.
Стояки регистровых пластин, отклоняясь, передвигают регистровые пластины (шторки) 18 деки, открывая или закрывая отверстия в деке. На этом процесс переключения заканчивается.
При нажиме на другую клавишу предыдущее положение регистровых пластин в деках изменяется. Аналогично, но несколько проще устроен механизм передачи сигнала от клавиш переключателя к регистровым пластинам, расположенным в вертикальной деке.
Размещение переключателя перед грифом не вносит принципиальных изменений в рассмотренную схему переключения тембров, лишь несколько упрощает ее, уменьшая количество передаточных звеньев.
НЕИСПРАВНОСТИ КЛАВИАТУРНОГО МЕХАНИЗМА МЕЛОДИИ
К неисправностям деревянной клавиатуры баянов и гармоник относятся: изменение цвета и разрушение пуговиц и кнопок, западание и раскалывание клавиш, деформация рычагов, отрыв
клапанов от рычагов, неплотное прилегание клапанов к деке, запрессовка лайки и подлаечных прокладок на клапанах, образование коррозии на клавиатурных осях и на рычагах, коррозия шурупов для крепления пуговиц, уплотнение суконных или лайковых прокладок под пуговицами, ослабление пружин и общая разрегулировка клавиатуры.
Изменение цвета пуговиц и кнопок на клавишах, как правило, встречается в инструментах, находящихся длительный срок в эксплуатации, или в тех инструментах, которые при хранении подвергались неблагоприятным влияниям окружающей среды. Последний фактор значительно ускоряет процесс изменения цвета кнопок и пуговиц, особенно изготовленных из ракушки. Основными причинами пожелтения и почернения следует считать влияние жировых и других химических веществ, попадающих на клавиши от рук исполнителя, прямое воздействие солнечных лучей и загрязнение.
Скалывание деревянных передних плеч клавиш — явление частое, которое возникает в результате тугой посадки клапанных рычагов и применения шурупов увеличенного диаметра для крепления пуговиц.
Отдельные клавиши при игре довольно часто западают. Причинами западания могут быть: грубая обработка поверхностей на пропилах в грифе, неровности на боковых поверхностях клавиш, разбухание и, следовательно, увеличение толщины клавиш, деформация или коррозирование клавиатурной оси и ослабление или поломка пружин. Во всех указанных случаях, за исключением неисправностей пружин, увеличивается трение между соприкасающимися поверхностями клавиш и элементов грифа.
Постепенная деформация изгиба клапанных рычагов возникает из-за малого поперечного сечения рычагов и большой упругости пружин. Обычно этот недостаток возникает у наиболее длинных рычагов. Образование такой деформации следует отнести к неудачным расчетам, произведенным при конструировании клавиатуры. Кроме того, деформации изгиба разной величины возникают и от случайных механических воздействий, в основном на передние плечи клавиш.
Неисправности в соединениях клапанов с рычагами зависят от способов крепления к ним клапанов. Соединения клапанов с рычагами посредством приклейки кусочков лайки разрушаются в результате прогнивания клеевой прослойки и от случайных механических воздействий. В соединениях, выполненных гвоздями, шурупами и усиками, неисправности часто возникают в результате раскалывания клапанов.
Клапаны, соединенные с помощью резиновых втулок, могут отрываться в результате слабого прижима их клапанными усиками, при помощи которых втулки крепят к металлическому клапану.
156
Существенными недостатками клавиатурных механизмов мелодии гармоник, баянов и аккордеонов являются шумы, образующиеся при действии механизмов и ударах клапанов о деку.
Образование шума и стуков объясняется соприкосновением многих металлических деталей при работе механизма, зависит от способа соединения клапанов с клавишными рычагами и качества применяемого прокладочно-уплотнительного материала под клапаны.
Неплотное прилегание клапанов к деке объясняется несколькими причинами. Наиболее характерными являются:
а) неровная запрессовка уплотнительной лайки вместе с суконной или другой мягкой прокладкой, что происходит в результате неправильной установки клапана;
б) неровная по толщине лайка или прокладка;
в) образование большого люфта в осевом соединении, из-з чего клавиши будут смещаться в разные стороны и клапан в этом случае не всегда будет ложиться на свое место;
г) случайное попадание мелких древесных или других частиц под клапан;
д) деформация дек.
Образование коррозии на клавиатурных осях, шурупах, клапанных рычагах и других стальных деталях объясняется неблагоприятными условиями хранения, способствующими быстрому коррозированию указанных деталей.
Глубокое коррозирование пружин вызывает их поломку, кор-розирование осей — западание клавиш.
Общая разрегулировка клавиатуры, т. е. изменение нормальных установочных величин и положений, происходит в процессе длительной эксплуатации вследствие образования многих дефектов, приведенных выше. Основные из них — деформация рыча гов, неравномерная запрессовка лайки с прокладкой, образование люфта в осевых отверстиях клавиш, частичная деформация деревянных передних плеч, ослабление или поломка пружин и т. д.
В клавиатурных механизмах баянов и гармоник с металлическими клавишами рычаги деформируются редко, так как их прямоугольное сечение способствует большому сопротивлению изгибу. Отсутствие изгиба в клавишных рычагах способствует сохранению устойчивого положения кнопок, более четкому открыванию и закрыванию клапанов, и сокращению возможных западаний клавиш. Кроме того, значительно сокращается западание металлической клавиатуры благодаря уменьшению трения между клавишами и стенками гнезд в грифе, а также в связи с отсутствием разбухания клавиш, что часто наблюдается в механизмах с деревянной клавиатурой.
К неисправностям металлической клавиатуры следует отнести некачественное состояние клавиатурного основания
157
(гребенки). При эксплуатации инструмента возникает коррози-рование гребенки, различные деформации и полный или частичный отрыв гребенки от бруска крепления.
Все остальные неисправности, присущие механизмам мелодии с деревянной клавиатурой, имеются и в механизмах с металлической клавиатурой.
Дефекты в клавиатурах мелодии аккордеонов те же, что и в баянах. Но если в аккордеонах деревянные передние плечи имеют большие размеры, то и деформируются они больше, чем деревянные клавиши в баянах. Большим недостатком является и образование больших зазоров между клавишами, Этот дефект встречается во всех аккордеонах с деревянной клавиатурой и очень трудно поддается исправлению в условиях мастерской. В клавиатурах с металлическими рычагами рабочие и боковые поверхности клавиш деформируются значительно меньше.
Клавиатура мелодии многотембровых баянов гораздо сложнее клавиатуры обычных баянов и аккордеонов, а это уменьшает их надежность.
Основные неисправности трехрядного клавиатурного механизма мпоготсмбрового баяна: западание клавиш, нарушение герметичности механизма и крышки, шум механизма при эксплуатации.
Причины западания клавиш следующие:
а) соскакивание с рычага или основания рычажных пружин, их поломка или резкое ослабление из-за недоброкачественного материала пружин, из которого они изготовлены, или их сильного коррозирования;
б) задевание кнопочной стойки за стенки пазов в гребенках, которое происходит в результате деформации рычага, разбухания или коробления древесины стоек и гребенок, сползания целлулоида со стойки или гребенки и изгиба кнопочного плеча рычага;
в) значительное возрастание силы трения при вращательном движении втулки рычага на оси, что происходит в случае деформации или коррозирования оси.
Уменьшение герметичности корпуса и механизма вызывается неплотным прилеганием клапанов к декам, пропусканием воздуха в местах соединения деталей корпуса и дек с корпусными стенками.
Неплотное прилегание клапанов к декам возникает в результате ослабления рычажных пружин, неравномерного упрессовы-вания лайки, смещения клапанов с нормального положения, деформации рычагов.
Следует отметить, что при наличии тембровой камеры в баяне создание в нем герметичности чрезвычайно затруднено из-за необходимости получения одновременного и с одинаковым усилием прижима клапанов одной пружиной основным
158
рычагом на горизонтальной деке и подставным рычагом на вертикальной деке.
Эту регулировку должен проводить с особой тщательностью высококвалифицированный мастер.
В случае неплотной сборки деталей корпуса и недостаточной герметизации мест соединения дек с корпусом общая герметичность инструмента уменьшается из-за утечки воздуха в местах неплотного соединения.
Возникновение шума при эксплуатации механизма объясняется изнашиванием и уплотнением прокладок под клапанами и кнопками. Иногда при резком нажатии па кнопки шум образуется от ударов концов клапанов о внутреннюю поверхность сетки или о крышку тембровой камеры и, в случае расположения переключателя перед грифом, о переключатель.
Иногда шум возникает во время нажима на клавишу от соприкосновения нижней кромки кнопочного плеча рычага клавиши с задней стенкой грифа.
Кроме перечисленных основных неисправностей в практике встречаются также поломки рычагов и рычажных пружин, отклеивание лайки и клапанных прокладок от клапанов, растрескивание и отвинчивание кнопок, нарушение одинакового подъема кнопок над грифом, отклонение подкнопочных стоек, соскакивание клапанов с рычагов.
РЕМОНТ КЛАВИАТУРНОГО МЕХАНИЗМА МЕЛОДИИ
Объем ремонтных работ по восстановлению клавиатуры мелодии зависит от общего эксплуатационного износа, механических и других повреждений. В зависимости от этого ремонт клавиатуры может быть текущий, средний и капитальный. Так как капитальный ремонт включает в себя и те работы, которые входят в текущий и средний, целесообразно ограничиться изложением технологии капитального ремонта.
При капитальном ремонте деревянной клавиатуры баяна соблюдают такую последовательность. Сначала разбирают клавиатуру. Для этого снимают клавиатурную ось I и II рядов, разбирают клавиши и укладывают на рабочий стол в строго определенной последовательности. Снимать клавиатурную ось рекомендуется ручными тисками, которыми зажимают снимаемую ось и постепенно ее вращают в одну сторону. Изменять направление вращения оси не нужно, так как деформации кручения с переменными знаками приводят к быстрой поломке оси. В случае сильного коррозирования стальной оси ее перед снятием смазывают керосином, который пропускают через зазоры между клавишами и перемычками грифа и выдерживают не менее четырех часов.
159
Затем отсоединяют передний полугриф от заднего.
Снимают клавиатурную ось и клавиши III ряда и отсоединяют задний полугриф от крышки. Обе части грифа в случае необходимости передают в столярно-отделочное отделение для столярного ремонта и лицевой отделки.
Тщательно осмотрев все клавиши, определяют неисправности и ремонтируют их. Клавиши с трещинами, а также сильно деформированные заменяют новыми из такой же породы древесины. Отдельные клавиши, имеющие большие осевые отверстия, также подлежат замене новыми; при небольшом и равномерном увеличении осевых отверстий у всех клавиш допускается замена клавиатурной оси новой большего диаметра. Новые клавиши изготовляют по форме и размерам старых клавиш.
При обнаружении износа прокладок под кнопками и клапанами отсоединяют от рычагов клапаны, а от клавиш пуговицы, снимают с них поврежденные суконные прокладки и лайку, очищают с пуговиц и клапанов старый клей и приклеивают новые суконные прокладки на пуговицы, фильцевые или поролоновые прокладки и лайку на клапаны. Прокладочный материал и уплотнительную лайку подбирают одинаковой толщины и приклеивают к деревянным клапанам обычными столярно-желатиновыми клеями: на пуговицы — синтетическим, нитроклеем или шеллачным клеем. После высыхания клея лайку на клапанах вместе с прокладочным материалом обрезают по размерам.
Суконные прокладки на кнопках после их наклейки не нуждаются в подрезке, так как их заранее заготовляют по размерам кнопок. Если же при наклейке прокладки она несколько сместится относительно кнопки, такую прокладку надо переклеить.
Далее выверяют наружные площадки всех клавиш. Для выполнения этой работы клавиши порядно собирают в пачки, зажимают в настольных тисках или зажимах и легкими движениями плоского напильника выравнивают поверхности клавиш, после чего их шлифуют мелкозернистой шкуркой, лакируют, закрашивают или оклеивают целлулоидом и дают выдержку для высыхания в соответствии с видом отделки.
На новых клавишах делают разметку центров для пуговиц и рычагов, высверливают отверстия для пуговичных шурупов (диаметр сверла на 0,5 мм меньше диаметра шурупа) и привертывают кнопки, зажав клавиши в настольные тиски. Все кнопки следует привернуть новыми шурупами. Чтобы не повредить рабочую площадку пуговицы, ширина конца отвертки должна быть на 0,5 мм меньше длины шлица на шурупе. Проверяют все пружины; коррозированные, слабые и сломанные пружины заменяют новыми.
Соединив предварительно клапаны III ряда с рычагами, устанавливают передние плечи рычагов по линейке в одну линию,
160
присоединяют задний полугриф к корпусу, собирают и регулируют клавиши III ряда.
Привернув передний полугриф, собирают клавиши I и II рядов. Для более легкой посадки клавиш на ось последнюю надо натереть маслом, продеть ее через все отверстия на перемычках грифа, снять ее с грифа, снова натереть маслом и только после этого приступить к насаживанию клавиш на ось.
Проверив рычаги клавиш I и II рядов, устанавливают их так, чтобы клапанные концы проходили через центры отверстий на деке.
Установив клапаны I ряда, выверяют подъем пуговиц, выравнивают концы клапанов по линейке и капельками клея предварительно соединяют клапаны с рычагами. Далее устанавливают клапаны II ряда; также выверяют и регулируют их расположение на деке, предварительно присоединив клапаны к рычагам и проведя общую регулировку всей клавиатуры, заключающуюся в установке подъема клапанов и пуговиц. После регулировки наклеивают на клапаны лайковые держатели.
По окончании сборки и регулировки клавиатуру проверяют еще раз, устраняют замеченные недостатки, очищают пуговицы от случайных загрязнений, нанесенных при сборочных работах.
Капитальный ремонт металлической клавиатуры баяна и двухрядной гармоники заключается в основном в устранении деформаций клавиш и клавиатурных гребенок, в замене кнопок, пружин, прокладочно-уплотнительного материала, в надлежащей очистке поверхностей всех деталей и в надежном антикоррозийном покрытии стальных деталей.
Для капитального ремонта металлической клавиатуры полностью разбирают механизм.
Технология ремонта металлических клавиш и сборочно-регулировочных работ предусматривает:
1. Разъединение клапанов от рычагов, которое делают в том случае, если ремонт предусматривает нанесение антикоррозийного покрытия на клавиши, замену клапанов или подкладочного материала под клапаны.
2. Выправку деформированных клавиш вручную. Деформации кручения часто встречаются на границе между передним и задним плечами клавиш, у осевых отверстий, а боковые деформации изгиба — на передних и задних плечах клавиш. Эти деформации устраняют путем осторожного отгиба в противоположную сторону непосредственно руками, при помощи плоскогубцев, металлической вилки и молотка весом 200 а (типа столярного), а также настольных тисков.
Для предотвращения образования вмятин и некоторого увеличения размеров на отдельных участках клавиш и на клавиатурных пластинах, выправку их молотком следует производить на торцовых поверхностях древесных твердолиственных пород.
161
3. Снятие грязи и коррозии с поверхностей клавиатурного механизма. При очистке деталей от коррозии можно попутно со-шлифовать небольшие вмятины, образовавшиеся при правке деталей. Снимают коррозию мелкозернистой шкуркой или напильником.
4. Нанесение антикоррозионного металлического покрытия. Для инструментов, поступивших в ремонт, вид нового защитного покрытия, как правило, должен быть одинаков с видом первоначального покрытия, так как в противном случае объем работ по подготовке деталей к покрытию увеличится. Детали, имеющие глубокую коррозию, следует заменить новыми или провести гальваническую обработку, если мастерская располагает такими возможностями.
При небольшом окислении ограничиваются очисткой коррозии, после чего детали можно покрыть тонким слоем любого прозрачного лака, который при хороших условиях хранения и эксплуатации является защитным покрытием.
Защитные никелевые и цинковые покрытия должны соответствовать ГОСТ 9791 — 61, толщина покрытий — 3—9 мк.
Во избежание образования больших деформаций защитные гальванические покрытия крупных деталей клавиатурных механизмов как мелодии, так и басовой партии, следует выполнять в спокойных ваннах.
5. Замену прокладочного материала и лайки на клапанах. Эта работа аналогична работе по замене прокладочного материала и лайки на клапанах для деревянной клавиатуры.
Для исправления повреждений металлических клавиатурных гребенок последние снимают с грифа, определяют вид ремонта и тогда уже ремонтируют. Исправленные гребенки устанавливают строго на старое место. Смещение гребенки приведет к разрегулировке клавиатуры и нарушению герметичности соединений клапанов с декой.
Остальные работы, связанные со сборкой клавиш на клавиатурные оси, установкой и креплением собранной клавиатуры с клавиатурной гребенкой на опорные бруски корпуса, выполняют в обратной последовательности, соблюдаемой при разборке.
Регулировочные работы следует вести, придерживаясь приемов и очередности операций, приведенных для деревянной клавиатуры. Следует отметить, что при ремонте металлической клавиатуры снимать все кнопки не рекомендуется, так как способом крепления кнопок у большинства инструментов является горячая запрессовка на рычаги или запрессовка в специальные металлические чашечки, предварительно приваренные к рычагам. Такой способ крепления кнопок не рассчитан на разборку, поэтому снимают только поврежденные кнопки. Снимать кнопки нужно также в случае замены подкнопочных подкладок или
162
гальванических покрытий клавиш. Кнопки запрессовывают на нагретые концы рычагов. Съем и установка кнопок в чашечки еще более затруднены, так как для этого нужно распрессовать борта чашечки при съеме кнопок и обжать борта чашечки вокруг кнопки при установке.
Деревянные клавиши аккордеона отличаются от деревянных клавиш баяна только формой и габаритными размерами, но по назначению и принципу их действия они выполняют одинаковые роли.
Поэтому способы разборки, ремонта и регулировки деревянной клавиатуры аккордеона одни и те же, что и для деревянной клавиатуры баяна.
Принципиальная разница заключается в ремонте клавишных накладок.
В практике особенно часто встречаются неисправности, вызванные деформацией накладок основного ряда клавиш. Явление разносторонних деформаций объясняется неодинаковой усадкой древесины и целлулоида накладок. Как правило, усадка целлулоида больше усадки древесины, что вызывает продольную деформацию изгиба с образованием вогнутости на лицевой стороне клавиш. Кроме того, на такой клавиатуре встречаются боковые изгибы и деформации вокруг продольной оси клавиши. В результате таких сложных деформаций зазоры между клавишами основного ряда получаются неодинаковыми, боковые поверхности некоторых клавиш будут соприкасаться друг с другом и клавишные накладки не будут лежать в одной плоскости.
Дефекты, образованные деформациями, очень трудно поддаются исправлениям, и поэтому деформированные клавишные накладки при ремонте целесообразно заменять новыми.
Технология изготовления новых клавишных накладок включает следующие работы:
1. Изготовление накладок из сухой выдержанной древесины. Размер новых накладок должен соответствовать размеру старых.
2. Оклейка накладок целлулоидом того же цвета, что и остальные клавиши.
Перед оклейкой накладки ее надо предварительно приклеить к массивным брускам.
Клеевой раствор (целлулоид, растворенный в ацетоне) надо наносить сначала на поверхность деревянной основы накладки, чтобы он успел впитаться в древесину накладки.
Для полного высыхания и усадки целлулоида после его наклейки на накладки требуется не менее 72 ч при температуре воздуха 20—24° С. Накладка при этом должна быть запрессована.
3. Приклейка накладок на рычаги.
Клавишные накладки I ряда деформируются реже, так как они имеют меньшие поперечные сечения и длину.
163
На рабочих площадках черных лакированных клавиш довольно быстро истирается лаковая пленка. Для ее восстановления поверхности накладок надо тщательно очистить и после этого 3—4 раза покрыть черным лаком с надлежащей промежуточной и окончательной сушкой.
Накладки черных клавиш (полутонов), оклеенные черным целлулоидом и имеющие разрушения на рабочих площадках, нужно переклеить новым целлулоидом.
Клавиатуру с металлическими рычагами надо ремонтировать по технологии, приведенной для ремонта клавиатуры баяна с металлической клавиатурой. Разница в ремонте заключается лишь в том, что рычаги аккордеона, изготовленные из алюминия, не нуждаются в защитном гальваническом покрытии.
Однако надо знать, что в некоторых конструкциях механизмов металлические клавиши снимают с грифа, не снимая клавиатурных осей; клавиши прижаты к оси спиральными пружинами, и чтобы снять их с оси, надо отсоединить нижний конец спиральной пружины от усика на нижней гребенке. Это делают специальным инструментом — съемником. При разборке такой клавиатуры все пружины остаются на клавишах, и без надобности их снимать не следует.
РЕМОНТ КЛАВИАТУРНОГО МЕХАНИЗМА БАЯНА БГВ-61Х120-1У-12
Ремонт правого механизма четырехголосного баяна с тембровой камерой значительно сложнее по сравнению с механизмом мелодии обычного двухголосного баяна и аккордеона.
Подготовка к ремонту механизма заключается в выявлении неисправностей и при необходимости в разборке инструмента.
Заменить кнопки и прдкнопочные прокладки можно и без разборки инструмента и правого механизма.
Если кнопки ввинчены шурупами в стойки с выходом шлицев шурупов на лицевую поверхность кнопок, то освобождают их, отвинчивая шурупы отверткой.
Если же шурупы запрессованы в нижнюю сторону кнопок без выхода шлицев на лицевую сторону, то освобождают кнопки, отвинчивая их плоскогубцами.
При обнаружении разрушенных и жестких суконных или лайковых подкнопочных прокладок последние заменяют, так как они потеряли свои амортизирующие свойства и увеличивают шум механизма при эксплуатации инструмента. Приклеивают прокладки к кнопкам шеллачным клеем или нитроклеем.
При установке кнопок на стойки необходимо сохранить пер-гоначальную раскладку кнопок по цветам, т. е. тонам должны соответствовать кнопки белого цвета, полутонам — черного.
Для проведения капитального ремонта всех узлов механизма необходимо разобрать весь инструмент. Для этого сначала от
164
соединяют правую крышку от меховой камеры, снимают плечевые ремни, сетку, резонаторы и регистровый переключатель.
После этого приступают к разборке клавиатурного механизма, запоминая ее последовательность.
Снятые с механизма детали и узлы необходимо аккуратно уложить в отдельное место, чтобы не перепутать детали этого механизма с другими. При съеме резонаторов не рекомендуется прикасаться руками к язычкам и проемным лайковым клапанам во избежание их деформирования. Кроме того, влажные руки при соприкосновении с язычками могут вызвать последующее их коррозирование.
Резонаторы снимают с дек и укладывают на стеллаж осторожно, без ударов и бросков.
Разборку механизма начинают со снятия переднего бруска грифа и гребенок I и II рядов. Затем снимают крышку вертикальной деки для удобства съема и установки клапанов на вертикальной деке и регулировки подставных рычагов.
В случае необходимости ремонта или замены клапанов, резиновых соединительных втулок, замены лайки па клапанах и подклапанных прокладок, а также регулировки клапанных плеч основных и подставных рычагов произведенная разборка механизма вполне достаточна. Отгибая на соединительных втулках усики клапанов, их снимают с подставных и основных рычагов. При необходимости замены лайки и прокладочного материала последние отрывают от клапанов, зачищают старый клей на клапанах, выправляют усики и после этого приклеивают новую прокладку и лайку. Толщина прокладки из поролона не должна превышать 3 мм.
Прокладку к металлическому клапану приклеивают шеллачным клеем, клеем АК-20 или поливинилацетатной эмульсией. Лайку к прокладке можно приклеивать любым клеем. После просыхания клея клапаны прикрепляют к рычагам с помощью клапанных усиков, обжимающих соединительные резиновые втулки, насаженные на концы рычагов. Перед установкой клапанов на рычаги проверяют качество резиновых втулок и непригодные заменяют новыми.
Затем регулируют основные и подставные рычаги, добиваясь плотного и одновременного прикрывания клапанами основного и подставного рычагов отверстий в деках, с одинаковым перекрыванием отверстий по контуру. Это условие сохраняется и в том случае, если рычаги регулируют для выравнивания подъема кнопок над грифом или ликвидации задевания рычагов и стоек за детали механизма и пазы гребенки I и II рядов.
В случае поломки рычагов, пружин, гребенок, осей разборку следует продолжить дальше. Следующий этап разборки механизма— снятие гребенки вместе с рычагами с грифа. Для этого отвинчивают винты, крепящие основание к задней стенке грифа,
165
и, сняв гребенку, вытаскивают оси при помощи дрели или ручных тисков. В патрон дрели зажимают выступающий из гребенки конец оси, и вращая дрель, перемещают ось в нужном направлении. При этом гребенку необходимо закрепить. По мере вытаскивания оси будут высвобождаться рычаги, которые нужно укладывать на рабочий стол или щит в таком порядке, в каком они находились на основании.
После разборки клавиатуры и основания приступают к осмотру состояния клавиш. Ослабленные заклепочные соединения подставных рычагов к основным дополнительно проклепывают. Неисправные подкнопочные стойки заменяют новыми. Коррозированные и сломанные пружины заменяют новыми, материал, диаметр, форма и упругость которых должны быть одинаковыми с прежними. Навивают пружины на дрели, токарном станке или специальном приспособлении. Следует также осмотреть места закрепления пружин и в случае поломки или ослабления привести их в работоспособное состояние.
Сломанные рычаги заменяют новыми с сохранением прежних размеров и формы. Изготовляют рычаги обычными слесарными инструментами и из того же материала, из которого рычаги были изготовлены сначала.
В рычагах проверяют прочность запрессовывания втулок и в случае их ослабления проводят дополнительную запрессовку. Одновременно проверяют соответствие отверстия втулки диаметру оси. Клавиша на оси должна вращаться без бокового люфта и с минимальным трением. Ось не должна иметь следов коррозии и перегибов, в противном случае ее надо заменить. Гребенка не должна иметь деформаций, сломанных стоек, коррозии, значительного превышения диаметра осевого отверстия в стойках над диаметром оси.
Иногда, в случае увеличения диаметра клавишных втулок и диаметра отверстия в стойках гребенки, ось заменяют другой, большего диаметра. Отремонтировав детали механизма, приступают к осмотру мест эединения деталей и дек с корпусом.
При обнаружении мест неплотного соединения их герметизируют, заменяя лайковые прокладки новыми, усиливают крепление и прижим деталей и дек к корпусу, заливают щели и зазоры клеем, мастикой.
После этого зачищают внутренние полости грифа, детали, места соединения корпусных деталей и дек к корпусам и приступают к сборке механизма, которую проводят в обратном порядке, т. е. набирают на оси основания рычаги и пружины; привинчивают основание с рычагами по месту к задней стенке грифа; устанавливают пружины; устанавливают клапаны; предварительно регулируют клавиатуру; устанавливают гребенки I и II рядов и передний брусок грифа; окончательно регулируют механизм; устанавливают крышку вертикальной деки; гермети
166
зируют швы присоединения крышки к вертикальной деке; проверяют герметичность крышки.
По окончании сборочных и регулировочных работ крышку передают на сборку инструмента. Подобную последовательность проведения работ необходимо соблюдать и при ремонте трехголосных баянов, с тембровой камерой типа «Концерт».
После ремонта клавиатурный механизм мелодии должен отвечать следующим требованиям:
1. Металлические клавиши не должны иметь деформации, вмятин, царапин и разрушений антикоррозийного покрытия.
2. Рабочие площадки кнопок всех клавиш каждого ряда в отдельности должны лежать в одной плоскости. Наклон рабочих площадок не допускается.
Один ряд кнопок (пуговиц, белых и черных клавиш аккордеона) над другим должен подниматься на одинаковое расстояние и находиться в пределах, мм:
Для гармоник..............4,0—5,0
» баянов..................4,0—4,5
» аккордеонов.............6,0—6,2
Глубина опускания клавишных кнопок (пуговиц), мм:
В гармониках.............. 5,0
» баянах..................4,0—4,5
» аккордеонах: для белых клавиш . . • 6,0—6,5 » черных » ... 4,6—4,9
3. Суконные или лайковые прокладки под кнопками, служащие для бесшумного соприкосновения нижней поверхности кнопки с поверхностью грифа, должны быть одного цвета, одинаковой толщины и одинакового диаметра, иметь правильную форму.
4. Усилие, необходимое для нажатия клавиш всех рядов, должно быть одинаковым и не превышать 130 г для баянов и аккордеонов и 150 г — для гармоник.
5. Деревянные клавиши всех рядов должны быть собраны так, чтобы между боковыми поверхностями клавиш и перемычками грифа не было трения и западания клавиш при игре. Клавиши должны свободно вращаться вокруг клавиатурной оси. Сколы и трещины на деревянных клавишах не допускаются. Посадка клапанных проводов (рычагов) в деревянные клавиши должна быть прочной.
6. Отделка лицевых поверхностей деревянных клавиш по цвету должна быть одинаковой и не иметь потеков и загрязнений.
7. Клапаны всех рядов мелодии должны плотно закрывать отверстия на деках и лежать симметрично относительно своих отверстий; концы их должны образовывать одну линию. Высота
167
подъема средних точек клапанов от деки должна быть в пределах 6—7 мм.
8. Толщина прокладок и лайки под клапанами должна быть одинаковой на всех клапанах, и их физические свойства должны обеспечивать соприкосновение клапанов с деками при игре с минимальным шумом.
9. Металлические и деревянные клавиши не должны иметь бокового движения. Осевые соединения клавиш должны допускать свободный поворот их на клавиатурных осях, и клапаны при игре должны ложиться на свои места на деках без смещения.
10. Клавиатура мелодии аккордеона не должна иметь деформаций: рабочие площадки клавиш тонов и полутонов должны лежать каждая в своей плоскости.
При нажатом положении концы клавиш полутонов не должны опускаться в свои гнезда на грифе ниже или до уровня клавиш тонов, находящихся в положении покоя. Величина превышения рабочих площадок клавиш полутонов над клавишами тонов должна равняться 1 —1,5 мм.
Наружные поверхности клавиш должны быть отполированы до зеркального блеска. Оклейка клавиш целлулоидом, отличающимся по цвету, не допускается. Ширина промежутков между белыми клавишами должна быть одинаковой и равной 0,5± ±0,1 мм. Клавиши, изготовленные при ремонте, не должны выделяться от остальных по цвету, форме и обработке.
11. Клавиатура аккордеона и баяна после капитального ремонта при игре должна действовать легко и бесшумно.
БАСОВЫЙ МЕХАНИЗМ
Наиболее сложным узлом в язычковых музыкальных инструментах является басовый механизм. Сложность басового механизма заключается в том, что при нажатии одной из клавиатурных кнопок в момент движения меха извлекается не один звук, а несколько, составляющих готовый аккорд. Это достигается устройством в механизме дополнительных звеньев, служащих для передачи движения от кнопки до нескольких клапанов, открывающих доступ воздуха к язычкам, настроенным в слаженные созвучия — аккорды.
Такими звеньями в механизме готового аккомпанемента являются: валики со стояками, заемные толкатели, сцепки, опорные элементы, служащие для установки и крепления промежуточных деталей, и др.
Все эти звенья и узлы, собранные и взаимодействующие в определенном порядке, составляют механизм готового аккомпанемента.
168
Все инструменты, выпускаемые промышленностью в настоящее время, изготовляют с валиковыми басовыми механизмами. Самые простые в конструктивном отношении басовые механизмы установлены в гармониках, однако принцип их действия такой же, как у баяна и аккордеона.
На рис. 72 представлен разрез басового механизма гармоники, имеющего 25 кнопок 14, расположенных в три ряда. Механизм имеет десять валиков аккомпанемента 9 и восемь басовых валиков 3, из них шесть басовых валиков расположены отдельно, а остальные два соосно, впритык друг к другу. Каждая
Рис. 72. Поперечный разрез басового механизма гармоники:
/ — дека; 2 — опорный брусок; 3 — валики баса; 4 — стояки для пружин; 5 — стояк басовый; 6 — толкатель басовый; 7 — гребенка; 8 — клапан; 9—валики аккомпанемента; 10 — толкатель аккомпанемента; // — рычаг клапана; /2 — ложе; 13 — басовая накладка; 14 — кнопки
группа валиков размещена в отдельных ложах 12. К валикам приварены стояки 5 для толкателей, клапанные рычаги 11 и стояки для пружин 4. Пружины установлены на концах валиков. Для направления движения толкателей имеется гребенка 7 с пазами, укрепленная на боковых брусках 2. Гребенку обычно изготовляют из бука. Кнопки толкателей выходят на переднюю сторону крышки через отверстия басовой накладки 13.
При нажиме на кнопку 10 толкателя аккомпанемента усики толкателя приходят в зацепление с тремя стояками различных валиков аккомпанемента. Поворачиваясь на некоторый угол, стояки вращают валики, которые, поворачиваясь одновременно с клапанными рычагами и клапанами, открывают отверстия в деке к язычкам, образующим при звучании аккорд. При отпущенной кнопке толкатель возвращается в прежнее положение, и клапаны под действием пружин закрывают отверстия в деке.
То же самое происходит и при действии басового толкателя 6, но при этом толкатель баса поворачивает два стояка: один на валиках аккомпанемента, другой на басовых валиках.
169
Басовый незаемный механизм баяна (рис. 73) состоит из кнопочной клавиатуры с толкателями 10, расположенной на басовой накладке 11. Клавиатура расположена в пять рядов: из них первые два ряда от меха предназначены для басов и три следующих ряда — для аккомпанемента. Толкатели связаны усиками со стояками валиков: басовые толкатели с ба-
Рис. 73. Поперечный разрез басового механизма баяна (без заема):
Л 6 — клавиатурные пластины; 2, 9 — клапанные рычаги; 3— клапан; 4 — басовые валики; 5 —пружина; 7 — гребенка аккомпанемента; 8 — валики аккомпанемента; 10 — кнопка с толкателем; 11 — басовая накладка
совыми валиками 4, толкатели аккомпанемента — с валиками аккомпанемента 8.
Валики связаны тягами с клапанными рычагами 2 и 9, которые установлены на клавиатурных пластинах 1 и 6. Для направления движения толкателей служат направляющие гребенки 7 Пружины смонтированы на оси клавиатурной пластины и опираются одним концом на усик рычага, другим на клавиатурную пластину.
При нажиме на кнопку толкателя усилие передается усиком толкателя стояку валика. Валик поворачивается и посредством
170
тяги поворачивает рычаг вокруг клавиатурной оси Клапан открывается.
При съеме давления с кнопки механизм возвращается в исходное положение и закрывает клапаном отверстие в деке.
Детали механизма укреплены непосредственно на деке и крышке, что затрудняет и усложняет сборку при изготовлении, а разборку, ремонт и регулировку при устранении неисправностей.
Рис. 74. Устройство заемного басового механизма:
/—стенка корпуса; 2 — гребенка басовая; 3, 23 —стояки валиков басовых; -/ — толкатель басовый; 5 — валики басовые; 6 — гребенка аккомпанемента; 7 — толкатель аккомпанемента; 8, /5 — стояки валиков аккомпанемента; 9 —басовая накладка; 10 — направляющая гребенка; // — стойка гребенки; 12— передняя стенка корпуса; 13 — лайковый кружок; 14 — клапан аккомпанемента; 16 — рычаг аккомпанемента. 17 — валики аккомпанемента; 18— заемный толкатель аккомпанемента; 19 — ось: 20, 26 — клавиатурные пластины; 21 — клапан басовый; 22— заемный толкатель басовый; 24 — дека; 25— рычаг басовый; 27 — пружина
Устройство заемного басового механизма (рис. 74) в современных баянах и аккордеонах одинаковое, и принцип действия его заключается в следующем: при нажиме на кнопки басового толкателя 4 последний переместится в направлении действия силы и через стояк 3 повернет валик басовой группы 5. Валик, поворачиваясь на некоторый угол, стояком передвигает заемный толкатель 22, который, упираясь в переднее плечо клапанного рычага, поворачивает его на оси и открывает басовый клапан 21. Одновременно двигающийся толкатель 22 захватывает своим усиком загнутый конец заемного толкателя аккомпанемента 18 и, увлекая его, поворачивает рычаг 16. который открывает клапан аккомпанемента 14.
171
Таким образом, во время движения басового толкателя одновременно открываются два клапана: басовый и аккомпанементный.
Обратное движение всех деталей этого узла и закрытие клапанов происходит автоматически под действием пружин 27 Действие толкателя аккомпанемента несколько проще. При нажиме кнопки толкателя аккомпанемента 7 усик сцепляется со стояком 8 и поворачивает валик группы аккомпанемента 17 на некоторый угол. В это время стояк 15 передает ход заемному толкателю аккомпанемента 18\ последний поднимает рычаг 16 и открывает клапан аккомпанемента. Так как звучание аккомпанемента многоголосное, то при движении толкателя одновременно должны открыться несколько аккомпанементных клапанов. Для этого на каждом валике аккомпанемента имеется не один вспомогательный стояк 15 для заемного толкателя, а несколько, которые при повороте валика передвигают соответствующие заемные толкатели аккомпанемента и одновременно открывают нужное количество клапанов.
Обратный ход деталей механизма аккомпанемента и закрытие клапанов происходят также автоматически под действием пружин.
Басовые механизмы баянов и аккордеонов с заемными устройствами являются более сложными по сравнению с механизмами без заема.
В настоящее время существует несколько типов басовых механизмов, дающих возможность извлекать при нажатии одной кнопки клавиатуры готовый аккорд (готовый аккомпанемент) и одновременно получить с помощью этой же клавиатуры хроматический звукоряд большого диапазона. Такие универсальные механизмы получили название механизмов с готововыборным аккомпанементом. Баяны, имеющие в басовом корпусе только хроматический звукоряд, носят название баянов с выборным аккомпанементом, механизм которых отличается простотой, безотказностью в работе, небольшим весом и габаритами.
Однако отсутствие в таких баянах готового аккомпанемента усложняло игру, лишало его универсальности, в связи с чем этот тип баяна широкого распространения не получил.
Следующим этапом конструирования баянов с выборным аккомпанементом было создание в них так называемых комбинированных басовых механизмов. В этих баянах имеются уже выборный и готовый аккомпанементы с отдельными механизмами.
Механизм готового аккомпанемента находится в нижней части корпуса. Количество кнопок готового аккомпанемента не превышает 80, расположенных в пяти р&дах принятой раскладки.
В верхней части корпуса размещен механизм готово-выборного аккомпанемента.
172
Хроматический звукоряд готового аккомпанемента имеет диапазон от ми контроктавы до ми 2-й октавы.
Основные и очень существенные недостатки баянов с комбинированными басовыми механизмами следующие: большие габариты и вес баяна, небольшой диапазон готового и выборного аккомпанементов, неудобное для исполнителя очень низкое размещение готового аккомпанемента и очень высокое — выборного, вызывающее большие броски руки при переходе с одного аккомпанемента на другой.
Баян с комбинированным басовым механизмом также не получил широкого распространения, и специалисты приступили к созданию баянов с совмещенными готово-выборными басовыми механизмами с переключением на готовый и выборный аккомпанементы различными переключателями.
Попытки объединить готовый и выборный аккомпанементы в одном механизме предпринимались и прежде, но все созданные ранее механизмы отличались конструктивной сложностью, нечеткостью хода клавиатуры, частым западанием ее, плохим действием переключателя аккомпанементов. В большинстве старых конструкций готово-выборных механизмов переход с одного аккомпанемента на другой во время исполнения на баяне был возможен только во время пауз. Это вызывало большие неудобства для музыкантов, снижало качество исполнения, а иногда приводило к срывам исполнения произведений.
Переключатели аккомпанементов у всех ранее разработанных готово-выборных механизмов обычно выведены на басовую сетку в виде пластинки, которую для переключения аккомпанементов передвигают в вертикальном направлении.
Передвинув пластинку в крайнее нижнее положение, включают один аккомпанемент, в крайнее верхнее — другой.
Выбор верхнего или нижнего положения для включаемого аккомпанемента был произвольным.
Наиболее удачную конструкцию готово-выборного басового механизма разработала и освоила Московская баянная фабрика. Были учтены недостатки предыдущих конструкций и предложения музыкантов и создан наиболее совершенный готово-выборный механизм, который отвечает современным требованиям музыкантов. Новый готово-выборный механизм (позволил расширить диапазон выборного аккопанемента до 58 звуков.
Переключатель аккомпанементов претерпел значительные конструктивные изменения. Пластинчатый переключатель был заменён двухпедальным переключателем, выведенным на переднюю стенку басовой крышки. Позднее он был заменен однопедальным автоматическим переключателем, установленным также в середине передней стенки басовой крышки, между мехом и басовой накладкой.
173
В двухпедальном переключателе одна педаль соответствует выборному аккомпанементу, другая — готовому.
В однопедальном переключателе аккомпанементы периодически меняются после каждого нажима на педаль.
Готово-выборный механизм дает возможность переключать аккомпанементы во время игры, не делая паузы.
При включенном готовом аккомпанементе все кнопки басовой клавиатуры представляют собой готовый аккомпанемент принятой раскладки; при включенном выборном аккомпанементе часть кнопок трех рядов представляет собой хроматический звукоряд выборного аккомпанемента. При этом кнопки высоких тонов находятся в верхней части басовой накладки. При пятирядной левой клавиатуре звукоряд выборного аккомпанемента размещен в III, IV и V рядах клавиатуры, соответственно — в мажорном, минорном и септаккордном рядах аккордов.
В механизмах с шестирядной клавиатурой выборный аккомпанемент размещен в III, IV и V рядах клавиатуры, или IV, V и VI рядах. Наиболее совершенными являются инструменты, у которых выборный звукоряд располагается во всех четырех рядах, причем III и VI ряды дублируют друг друга.
Вспомогательный и основной ряды басов сохраняют постоянное звучание независимо от переключений аккомпанементов.
Басовый механизм с готово-выборным аккомпанементом (рис. 75) имеет шесть рядов кнопок, из которых четыре ряда (III, IV, V и VI) занимает выборная клавиатура.
Переключатель аккомпанементов — двухпедальный.
Басовая крышка баяна состоит из двух вертикальных 23 и двух горизонтальных корпусных стенок /, деки <?, горизонтальных и вертикальных брусков 30 овала и басовой накладки 54. Внешняя поверхность корпуса облицована целлулоидом, внутренняя покрыта лаком. Детали корпуса изготовлены из древесины твердолиственных и хвойных пород и клееной фанеры. Дека имеет три ряда отверстий 4, число которых равняется диапазону выборного аккомпанемента. Площадь отверстий уменьшается по мере повышения звуков. Один ряд, на котором установлен басовый резонатор, называется басовым, два других носят название баритоновых.
В басовом ряду звуки расположены в хроматическом порядке, начиная от нижних отверстий деки с ноты фа контроктавы, реже с ноты ми контроктавы.
В баритоновых рядах звуки расположены, начиная с ноты фа большой октавы в среднем ряду через одну ноту. Например, средний ряд начинается с ноты фа\ следующая нота фа-диез хроматической гаммы расположена в другом ряду и т. д.
На деке имеется три буковых основания 10, 14, 21 с рычагами 7, 15, 22 для клапанов 19 и рычажными пружинами 20. Количество рычагов и пружин зависит от диапазона выборного ак
174
компанемента. Если выборный диапазон равен звукам, то и ксу1ичество рычагов равняется 52, и т. д.
Рычаги имеют различную длину осей, что вызвано особенностью конструкции басового механизма. Их изготовляют из латунной проволоки диаметром 2—2,5 мм. К концам рычагов при помощи двух шурупов размером 6X9 мм прикреплены кла^ паны, изготовленные из бука и оклеенные со стороны деки лайкой с поролоновой прокладкой для обеспечения герметичности
Рис. 75. Поперечный разрез басового механизма с готово-выборным аккомпанементом:
/ — горизонтальная стенка; 2 —угольник; .'/ — стойки; 4 — отверстие в деке; 5 — стояк; 6, 40 — валики; 7, 15, 22 — рычаги клапанов; 8 — дека; 9 — ось пружины; 10, 14, 21 — основания; //—тяга; /2 — сцепка; 13, 59 — ложа валиков; 16 — валик переключения; 17, 25, 29 — тяги лепестка; 18 — планки каркаса; 19 — клапан; 20—, пружина; 23— задняя стенка корпуса; 24 — основание лепестков; 26 — ось лепестков; 27, 35 — сцепки лепестка; 28 — лепесток; 30 — бруски овала; 3/— гребенка лепестков; 32 — выборный толкатель; 33 — толкатель лепестков; 34 — пружина; 35 — ушко; 36 — выборная гребенка; 37 — сто ilk а гребенки; 39 — тяга переключения; 41 — стояк; 42 — усик; 43—ось толкателя; 44 — гребенка аккомпанемента; 45 — гребенка басовая; 46 — стояки аккомпанемента; 47, 48, 49, 50 — толкатели готового аккомпанемента; 51, 52—толкатели основного и вспомогательного ряда басовые; 53 — кнопка; 54 — басовая накладка; 55 —ось коромысла переключателя; 56 — коромысло переключателя; 57 — педаль; 53 — ось педали; 59 — ложе валиков аккомпанемента
баяна и бесшумной работы механизма,. Другие концы рычагов басового основания соединены посредством тяг 11 со сцепками 12 басовых валиков, а рычаги оснований баритонов соединяются тягами 17, 25 с лепестками 28.
Валики 6, 40 механизма установлены в блоке, состоящем из ложа басовых валиков 13, ложа валиков аккомпанемента 59 и двух связывающих планок 18. Планки изготовлены из дюралюминия, ложе отштамповано из стали толщиной 0,6 мм.
В каждом ложе имеется 12 валиков (количество валиков равняется количеству пот в октаве). За каждым валиком закреп
175
лена определенная нота. За первым валиком аккомпанемента, считая от задней корпусной стенки 23, закреплена нота соль малой октавы, т. е. при повороте валика с включением готового аккомпанемента открывается клапан над планкой ноты соль малой октавы.
Следующему валику соответствует нота соль-диез малой октавы и т. д. в соответствии с хроматической гаммой.
Такой же порядок устанавливается и у басовых валиков, но за первым валиком закреплена нота фа контроктавы.
Блок укреплен на деке с помощью четырех металлических стоек 3.
На блоке установлены направляющие гребенки басовых толкателей 45 и аккомпанемента 44, прикрепленные концами к планкам блока при помощи двух винтов. На блоке также смонтирован узел поворота выборных толкателей, шарнирно связанных с толкателями готового аккомпанемента 47, 48, 49, 50, и толкателей лепестков 33.
Узел поворота выборных толкателей состоит из валика переключения аккомпанементов выборной гребенки 36 и двух стоек 37, по которым перемещается выборная гребенка.
Выборная гребенка имеет два ряда пазов: верхний ряд для выборных толкателей и нижний (12 пазов) для толкателей лепестков.
Количество пазов в верхнем ряду определяется диапазоном выборного аккомпанемента.
К выборной гребенке прикреплена гребенка лепестков 31. С внутренней стороны задней стенки корпуса укреплено основание лепестков 24, число которых определяется диапазоном выборного аккомпанемента.
Толкатели механизма перемещаются в направляющих отверстиях басовой накладки и в пазах направляющих гребенок басовой 45 и аккомпанементной 44.
Толкатели аккомпанемента состоят из двух частей, соединенных между собой осью 43. Та часть, на которую насажена кнопка 53, называется толкателем готового аккомпанемента, или готовым толкателем. Другая часть называется выборным толкателем. Конец выборного толкателя находится в пазе выборной гребенки.
Переключают аккомпанемент (рис. 76) двумя педалями 16, установленными на одной оси 17 и расположенными на перёд-ней стенке корпуса.
Педали могут быть изготовлены из древесины твердолиственных пород, с последующей оклейкой целлулоидом, пластмассой или металлом.
На деке за педалями расположено коромысло 15, концы которого в процессе включения поочередно подходят под педали.
176
Один конец коромысла соединен с тягой переключения 11, которая в свою очередь соединена со стояком валика переключения 10.
При нажиме исполнителем любой из педалей коромысло поворачивается вокруг оси 14 на некоторый угол, увлекая за собой тягу переключения.
Стояк валика переключения аккомпанементов, связанный шарнирно с тягой, перемещается и поворачивает валик 9.
Рис. 76. Схема переключателя басового механизма с готово-выборным аккомпанементом:
1, 8— планка каркаса; 2—подшипник; 3, 7 — стойки гребенки;
4, 10 — стояки; 5 —сцепки; 6—выборная гребенка; 9 — валик переключения; // — тяга переключения; /2—планка пружины; 13 — пластинчатая пружина; 14 — ось коромысла переключателя; 15 — коромысло переключателя; 16 — педали; 17 — ось педалей
На валике имеются стояки 4, связанные с выборной гребенкой 6. При повороте валика концы стояков описывают некоторую дугу и тягами поднимают или опускают выборную гребенку по направляющим стойкам до упора.
Расположенные в пазах выборной гребенки выборные толкатели и толкатели лепестков увлекаются гребенкой вверх или вниз, поворачиваясь вокруг осей 43 (см. рис. 75), и входят или выходят из соприкосновения с лепестками.
На толкатели основного 51 и вспомогательного 52 рядов переключатели влияния не оказывают. В то же время воспроизведение звуков этих рядов есть и в выборной клавиатуре. Это достигается за счет сцепления басовых валиков с лепестками.
Рассмотрим включение выборного аккомпанемента (см. рис. 76).
7 Заказ 2074 177
При нажиме педали 16 выборного аккомпанемента давление от педали через коромысло 15 и тягу переключения 11 передается валику переключения аккомпанементов 9, который, поворачиваясь против часовой стрелки, увлечет вниз посредством стояка 4 и сцепки 5 выборную гребенку 6.
Выборные толкатели 32 (см. рис. 75) и толкатели лепестков 33, расположенные в пазах выборной гребенки, опускаются вместе с гребенкой, причем выборные толкатели входят в соприкосновение с лепестками 28 с верхней стороны, а толкатели лепестков выходят из соприкосновения внизу.
Таким образом, при нажиме любого толкателя аккомпанемента в пределах выборного диапазона усилие от толкателя передается лепестку, который посредством тяг 17, 25 поворачивает рычаги 15, 22, открывая доступ воздуха через деку 8 к звукообразователю (язычку).
При нажиме педали готового аккомпанемента происходит обратное действие. Выборные толкатели 32, поднимаясь вверх, выходят из соприкосновения с лепестками 28, а толкатели лепестков 33 входят в соприкосновение.
В этом случае при нажиме на толкатели аккомпанемента 48, 49, 50, 51 усилие через их усики передается группе стояков 46 различных валиков аккомпанемента (валики выбираются в зависимости от нот аккорда), которые, поворачиваясь в ложе 59, через сцепки передают усилие толкателям лепестков 33.
От давления тяг толкателей лепестков последние поворачиваются и посредством тяг 17, 25 лепестков открывают клапаны 19 на деке 8 к тем звукообразователям (язычкам), которые соответствуют готовому аккорду данного толкателя.
В рассматриваемом готово-выборном механизме переключать аккомпанементы можно в процессе исполнения на баяне, не делая для этого пауз. Педали переключателя при этом необходимо нажимать до конца, т. е. так, чтобы выборная гребенка оказалась в любом крайнем положении у ограничителей стоек, которыми являются внизу плоскости связывающих планок блока, а вверху головки стоек. В противном случае усики выборных толкателей или толкателей лепестков с лепестками не соприкоснутся. Крайние положения выборной гребенки фиксирует пружина 13 (см. рис. 76).
НЕИСПРАВНОСТИ БАСОВОГО МЕХАНИЗМА
Ввиду значительной сложности басового механизма при эксплуатации возникают дефекты, количество которых значительно больше, чем в клавиатуре мелодии.
К основным дефектам басового механизма с готовым аккомпанементом относятся:
1) образование деформаций на гребенках толкателей механизма и западание кнопок;
178
2) прогибы стояков в направлении действия силы, передаваемой толкателями при игре на инструменте, и в связи с этим образование больших люфтов толкателей;
3) боковые прогибы толкателей и срывы усиков от действия стояков;
4) разрушение стояков у основания из-за недоброкачественной приварки их к валикам;
5) деформации толкателей, стояков и валиков от механических воздействий;
6) коррозирование и поломка пружин;
7) общая коррозия на стальных деталях и увеличение трения в местах скольжения толкателей и других деталей;
8) износ материала в местах скольжения и соприкосновения деталей механизма;
9) уплотнение прокладок и лайки клапанами и образование шума во время игры;
10) ослабление креплений на опорных устройствах и смещение механизма;
11) деформация басовой накладки;
12) неплотное прилегание клапанов к деке и отсутствие надлежащей герметичности в клапанных соединениях;
13) недостаточный подъем клапанов от деки;
14) неодинаковая высота подъема кнопок от басовой накладки;
15) общая разрегулировка механизма.
Басовый механизм с готово-выборным аккомпанементом, придавая баяну большие дополнительные преимущества, значительно его усложняет. Количество деталей в готово-выборном механизме намного превосходит их количество в механизме с готовым аккомпанементом, и поэтому басовый механизм с готововыборным аккомпанементом менее надежен по сравнению с механизмом готового аккомпанемента.
В процессе эксплуатации готово-выборного механизма возникают дефекты, подобные дефектам механизма с готовым аккомпанементом, а также дефекты, которые присущи механизму с готово-выборным аккомпанементом.
Основными и наиболее часто встречающимися неисправностями являются следующие: западание басовых толкателей и аккомпанемента, нечеткая фиксация положений выборной гребенки, тугое переключение педалей, большие зазоры в соединениях между различными тягами, толкателями и сцепками, ослабление герметичности механизма, сильный шум механизма во время игры на инструменте, проскакивание усиков толкателей за стояки валиков.
Западание толкателей может возникнуть от многих причин, например, от увеличения трения толкателей, валиков и рычагов, коррозирования, деформирования или смещения с нормального
7*
179
рабочего положения деталей механизма, от неудовлетворительной работы переключателя аккомпанементов, от поломки рычажных пружин.
Большинство металлических деталей готово-выборных механизмов изготовляют преимущественно из цветных металлов — латуни, бронзы, алюминия и его сплавов. Поэтому окисление их незначительно, что на западание толкателей почти не оказывает влияния. Если же толкатели, валики и рычаги механизма изготовлены из стали, то в местах их взаимодействия с направляющими гребенками часто образуется коррозия и возникает западание этих деталей, в особенности толкателей.
В результате коррозирования толкателей между толкателями и гребенками увеличивается сила трения, которая может оказаться больше усилий рычажных пружин, действующих на данный толкатель.
Деревянные детали механизма деформируются от повышения их влажности, а также от того, что их сушат по несоответствующим режимам. Повышение влажности вызывает уменьшение отверстий в басовой накладке и направляющих гребенках. От набухания оснований для рычагов уменьшаются петли для осей рычагов, образованные плоскостью оснований и латунными усиками. Эти изменения способствуют увеличению трения, а, следовательно, и западанию деталей.
Детали механизма могут сместиться из-за сильного износа крепежных и направляющих деталей или вследствие резкого броска или падения баяна.
Поломка пружин вызывается, в основном, их глубоким кор-розированием или если пружины изготовлены из чрезмерно хрупкого материала.
Неудовлетворительное состояние устройства фиксации положения выборной гребенки делает баян непригодным к эксплуатации. При отсутствии крайних фиксированных положений выборная гребенка может занять любое положение на стойках, в частности и такое, когда усики выборных толкателей и тяг-толкателей лепестков соприкоснутся с лепестками не полностью, а займут какое-то среднее положение. В этом случае увеличится зазор между усиками и лепестками, клапаны будут подниматься недостаточно, и полного, открытого, звука не будет.
Признаком неполного включения аккомпанемента является ослабление силы звука и уменьшение высоты подъема кнопок над басовой накладкой III, IV, V и VI рядов (если VI ряд имеется).
Тугое переключение педалей требует значительных усилий от исполнителя и снижает скорость включения. В результате исполнитель может не успеть переключить их в имеющуюся паузу или переключит не до конца, т. е. не до фиксированных положений.
180
Тугое переключение возникает из-за заклинивания соединений подвижных деталей и деформирования деталей, участвующих в переключении аккомпанементов.
Величина усилий переключения зависит главным образом от легкости поворота педалей коромысла и валика переключателя, а также от усилия, необходимого для перемещения выборной гребенки по стойкам до упоров.
Частой причиной тугого переключения является чрезвычайно упругая пружина фиксатора.
Каждый басовый и аккомпанементный толкатель с момента нажима на него и до момента начала подъема клапанов имеет зазор между усиками и стояками, который не должен превышать 0,5—0,7 мм. Уменьшение его ведет к неплотному прилеганию клапанов к деке, а следовательно, к ослаблению герметичности инструмента, а иногда и к произвольному звучанию язычков, под которыми открыты клапаны. Увеличенный зазор также неблагоприятно сказывается на качестве работы механизма, так как при увеличенном зазоре уменьшается подъем клапанов, а следовательно, и сила звука.
Обычно в процессе эксплуатации инструмента зазор между усиками толкателей и стояками увеличивается. Это происходит в результате износа материала взаимодействующих деталей (тяг, рычагов, усиков), удлинения тяг, отгиба стояков валиков баса и аккомпанемента, увеличения диаметра отверстий в сцепках и рычагах за счет износа материала.
Недостаточная герметичность баяна снижает его громкость, и для сохранения силы звука исполнителю требуется увеличить усилия во время игры.
Герметичность механизма уменьшается вследствие проникания воздуха под клапаны из-за ослабления их давления на деку, смещения клапанов с дековых отверстий или упрессовки лайки под клапанами. Ослабление давления клапанов на деку возникает из-за разрегулировки всего механизма и увеличения трения в соединениях подвижных деталей, а также ослабления пружин, а иногда и поломки их.
Смещаются клапаны в результате резкого удара и толчка баяна или износа деталей механизма, которые центрируют клапаны по отверстиям в деке.
Упрессовка лайки и прокладочного материала (сукно, поролон) возникает вследствие долговременных статических и динамических нагрузок рычажных пружин на эти материалы. Шум, возникающий во время работы механизма, является серьезным недостатком инструментов, который мешает баянистам во время исполнения, особенно при записях на радио.
Ликвидировать шум полностью не удается, хотя в последнее время, используя различные смягчающие прокладки и втулки, его удалось значительно уменьшить.
181
По мере увеличения времени эксплуатации шум механизма увеличивается, так как смягчающие прокладки изнашиваются, увеличиваются зазоры в соединениях подвижных частей, между усиками толкателей и стояками валиков и т. д.
Одним из часто ^встречающихся дефектов механизма яв-ляется перескакивание усиков толкателей за стояки валиков, это искажает звучание аккордов готового аккомпанемента, отключает басовые толкатели, делает невозможным извлечение звуков, и, следовательно, приводит в негодность весь баян.
Часто перескакивание усиков толкателя аккомпанемента вызывает произвольное звучание язычков. Это происходит потому, что усик, перескочив за стояк, передвинет на некоторое расстояние в глубь крышки толкатель, который в свою очередь переместит другими усиками на то же расстояние стояки валиков. Валики повернутся и посредством тяг и рычагов откроют клапаны. Перескакивание усиков возникает в результате сильного износа и смещения валиков, усиков и гребенок механизма, а также резкого толчка или падения баяна.
РЕМОНТ БАСОВОГО МЕХАНИЗМА
Технология ремонта басового механизма включает три группы работ: разборку, исправление деталей и сборку с после* дующей окончательной регулировкой.
Существует много различных конструкций басовых механизмов с готовым аккомпанементом. Технология ремонта их почти одинакова, изменяется только порядок разборки и сборки инструмента и механизма, что обусловливается их конструкцией и определяется мастером при ремонте механизма.
Ремонт басовых механизмов гармоник в данном разделе не приводится, так как все технологические операции их ремонта подобны и приводятся в ремонте басовых механизмов баяна.
Рассмотрим ремонт басового незаемного механизма с готовым аккомпанементом.
Разборку механизма начинают с отсоединения басовой крышки от меха. Затем снимают ремень для левой руки, сетку и резонаторы, отвертывают шурупы и снимают верхнюю накладку гребенки аккомпанемента.
Поочередно снимают толкатели аккомпанемента и затем гребенку аккомпанемента, после чего снимают толкатели основного и вспомогательного рядов басовой группы, а затем разбирают валики.
В ходе разборки толкателей каждого ряда их поочередно укладывают друг за другом на рабочий стол, и этот порядок не нарушают до окончания сборки механизма.
Ремонтируют детали и собирают механизм в следующем порядке.
182
Снимают клапаны с рычагов, отрывают старую лайку из-под клапанов, чистят рычаги и клапаны, наклеивают прокладочный материал на клапаны (если он предусмотрен), приклеивают новую уплотнительную лайку на клапаны, заменяют недоброкачественные пружины, регулируют их упругость, устанавливают клапаны и проверяют плотность прилегания клапанов к деке.
Затем ремонтируют и выправляют все толкатели, валики со стояками, опорные и крепежные детали. Толкатели и валики, имеющие коррозию, тщательно шлифуют мелкой шкуркой и покрывают их светлым подогретым спиртовым лаком или нитролаком (если нет возможности произвести другие виды гальванических покрытий). Непригодные старые детали заменяют новыми из такого же материала. Устанавливают валики -па место, закрепив и отрегулировав их.
Затем устанавливают гребенку и собирают толкатели вспомогательного и основного рядов басовой группы и регулируют их; устанавливают гребенку, собирают и регулируют толкатели аккомпанемента, привертывают шурупами верхнюю накладку гребенки аккомпанемента и регулируют весь механизм.
В собранном механизме необходимо, чтобы каждая кнопка была установлена на одинаковую высоту и чтобы ход всей клавиатуры был легким и свободным. Между стояками и усиками на толкателях должны* быть зазоры не более 1—0,5 мм.
Шум в действующем механизме должен быть минимальным.
Ремонт басовых механизмов с готово-вы борным аккомпанементом проводят в следующем порядке: разбирают инструменты на узлы, снимают ремень и сетку с басовой крышки, снимают резонаторы с деки и разбирают механизм.
Разбирать механизм нужно очень аккуратно, укладывая в определенной последовательности все снятые детали. Особенно это относится к толкателям, так как изменение места и ряда установки толкателя усложнит последующую сборку и регулировку механизма.
Разборку следует начинать со снятия верхних накладок на гребенки выборную и аккомпанементную. Сняв накладки, снимают по рядам толкатели аккомпанемента. Сняв направляющую гребенку толкателей аккомпанемента, приступают к разборке басовых толкателей.
Отсоединив тяги-толкатели от валика переключения, от лепестков и тяги и от баритоновых рычагов, отвинчивают четыре гайки от стоек блока и снимают блок вместе с валиками.
Отсоединив все тяги, связывающие лепестки с рычагами, снимают основание с лепестками, основание с рычагами, коромысло с фиксирующим устройством и педали. На этом разборка механизма заканчивается.
183
После окончания разборки механизма необходимо определить ^состояние деки, а также клеевых соединений опорных устройств механизма и при обнаружении дефектов принять меры к их ликвидации. Если дека деформирована, надо, приложив к ней кромкой стальную линейку, определить степень деформации и выровнять ее. Для этого с деки снимают шкуркой старое лаковое покрытие, слегка увлажняют теплой водой поверхность вогнутой стороны, а на выпуклую сторону деки кладут груз, чтобы вся плоскость ее приняла деформацию изгиба в обратную сторону примерно на такую же величину. В этом положении деку следует держать не менее 24 ч (при температуре воздуха 20—24° С и относительной влажности 40—50%). Затем с деки снимают груз и снова выверяют кромкой линейки ее плоскость; при отсутствии деформации деку, если нужно, шпаклюют и окончательно шлифуют мелкой шкуркой для нанесения нового лакового покрытия.
Далее проверяют качество всех деталей, входящих в механизм, чистят и исправляют их.
Сломанные или пришедшие в полную негодность детали заменяют новыми, изготовленными по размерам старых, одинаковых по назначению деталей.
Клапаны, закрывающие входные отверстия на деке, также нужно проверить. Главное внимание здесь следует обратить на пригодность прокладочного материала (сукно, поролон и др.), на качество уплотнительной лайки и на выявление деформаций самих клапанов. Надо иметь в виду, что прокладочный материал (сукно, фильц, поролон) и уплотнительная лайка с течением времени изнашиваются, особенно лайка, которая сильно уплотняется, высыхает, становится жесткой, в результате чего теряет способность обеспечивать герметичность в соединениях клапанов с декой. Поэтому, если механизм изготовлен давно и лайка уже не обеспечивает герметичность, а прокладочный материал — бесшумное прилегание клапанов, их нужно заменить.
Если же указанные материалы на клапанах плотно закрывают отверстия на деке, то при ремонте можно ограничиться только поднятием ворса на лайке.
При капитальном ремонте механизма необходимо внимательно изучить все его детали и наметить перечень деталей, подлежащих замене. Наиболее часто выходят из строя детали, подвергающиеся постоянным значительным усилиям и систематическому трению. К таким деталям следует отнести все тяги, толкатели, сцепки, усики, фиксатор.
Износившиеся детали изготовляют из того же материала, сохраняя первоначальные размеры. Стальные детали необходимо» защитить антикоррозийными гальваническими или другими покрытиями от окисления. Старые детали, остающиеся
184
в механизме, но плохо сохранившие гальваническое покрытие, также следует покрыть заново.
Однако организация гальванических покрытий приемлема и экономически может быть оправдана только при массовом производстве металлических деталей для. клавиатурных механизмов и поточном способе никелирования. В условиях ремонтных мастерских и даже при централизованном ремонте гармоник, баянов и аккордеонов на фабрике антикоррозийные покрытия выполняются редко. Однако механические и химические повреждения никелевых и хромовых слоев на деталях клавиатурных механизмов встречаются часто и в особенности в местах сцепления и скольжения (заемных толкателей с клапанными рычагами, усиков со стояками и т. д.), что приводит к увеличению суммарной силы сопротивления движению толкателей басового механизма и возникновению шума при игре на инструменте. Кроме того, участки с поврежденным покрытием быстро коррозируются и механизм теряет эстетические достоинства.
Возникновение указанных дефектов на металлических деталях вызывает необходимость тщательного осмотра и определения состояния стальных деталей клавиатурных механизмов (в особенности басового), выбора способа защиты металлических деталей от коррозии и организации работы по антикоррозийному покрытию.
Учитывая специфику и организационные основы ремонтных мастерских, наиболее целесообразными способами защиты металлических деталей от коррозии надо считать следующие:
а) металлическое покрытие — горячее лужение;
б) неметаллическое покрытие — окраска, лакирование.
Процесс лужения стальных деталей клавиатурных механизмов состоит из следующих операций:
1) очистка от пыли, грязи и коррозии толкателей, валиков, клапанных рычагов, клавиатурных накладок, гребенок (если они стальные), сцепок, тяг и других деталей. Пыль снимают волосяной щеткой (флейкой), а липкую грязь удаляют фланелевой тряпочкой, пропитанной керосином, бензином или ацетоном. Поверхностную коррозию на отдельных участках снимают мелкозернистой наждачной бумагой, которой предварительно обертывают четырехгранную деревянную палочку длиной 200— 250 мм и шириной 15—20 мм\ глубокую коррозию удаляют трехгранным напильником;
2) травление производят в 10—15%-ном растворе серной и соляной кислоты (смесь), подогретом до 60—70°С, погружая в него детали на 6—8 мин (расход кислоты — 80—90 г на 1 кг стальных деталей);
3) промывка деталей сначала холодной водой, а затем горячим 2%-ным содовым раствором;
4) сушка продолжительностью до 1 ч\
185
5) обработка деталей флюсом (в хлористом цинке) для удаления с их поверхности остатков окислов. Детали протирают ветошью, смоченной раствором флюса;
6) лужение производят в железных или чугунных ванночках размерами 500X400X300 мм (могут быть и другие размеры) с электрическим подогревом; температура расплавленного олова 270—300° С.
Очищенные детали окунают в ванночку с расплавленным оловом и через 5—6 сек вынимают пинцетом и укладывают на фанерные дощечки.
Если детали не нуждаются в сплошном покрытии, лужение можно производить выборочно. Для этого отдельные участки на деталях, очищенные от коррозии, покрывают расплавленным оловом, втирая его (маленькой стальной никелированной лопаточкой). При толщине слоя 0,014 мм расход олова составляет 40—50 г на комплект деталей, входящих в клавиатурные механизмы баяна;
Для получения покрытия высокого качества олово должно содержать не более 0,14% примесей и совсем не содержать цинка и алюминия.
Потеки и наплывы снимают скальпелем, после чего луженые детали рекомендуется нагреть до 130—150° С и окунуть в горячее хлопковое масло, а после остывания тщательно протереть фланелевой тряпочкой. Эта операция придает луженым поверхностям глянец.
Окраска и лакирование неметаллических покрытий в условиях ремонтных мастерских применяется чаще, чем металлических, и в основном заключается в окрашивании деталей клавиатурных механизмов красками и лаками.
Для таких покрытий применяют масляные краски и лаки, нитрокраски и нитролаки, спиртовые лаки. Ввиду значительной толщины покрытия и в результате этого увеличения размеров деталей, масляную и нитрокраску можно применять для окраски деталей несложных клавиатурных механизмов, какими являются однорядные национальные гармоники и двухрядные типа «хромка».
Детали сложных механизмов следует покрывать укрыви-стыми или светлыми спиртовыми лаками и нитролаками, толщина слоя которых при двукратном покрытии не должна превышать 0,03 мм.
Процессы покрытия красками и лаками мало чем отличаются друг от друга и включают в себя следующие работы:
1) очистку поверхностей, подлежащих окраске от ржавчины и грязи так же, как это делается перед лужением. Если ранее детали были окрашены, то для удаления старой краски применяют кипячение в 10%-ном растворе щелочи. Оставшиеся участки краски очищают щеткой и протирают сухой ветошью;
186
2) приготовление красок или лака с доведением их до вязкости не более 8—10 сек по воронке НИИЛК, которые нагревают в чистой посуде с водяной рубашкой до температуры 70—80° С. Примерно до такой же температуры нагревают и окрашиваемые детали, а затем окунают их в приготовленную краску или лак. Окрашенные или лакированные детали укладывают на фанеру и сушат: для масляных красок не менее 48 ч, для нитро- и спиртовых лаков 3—4 ч при температуре воздуха 20—24° С;
3) проверка качества окраски или лакировки, удаление потеков и в случае необходимости повторное окрашивание или лакирование.
Если при централизованном ремонте язычковых музыкальных инструментов возникает необходимость в никелировании стальных деталей клавиатурных механизмов и фабрика имеет у себя установку для гальванических металлопокрытий, такие покрытия должны производиться по ГОСТ 9791—61.
Затем приступают к сборке механизма.
Собирают механизм в обратном порядке, т. е. сначала устанавливают педали, коромысло, основания с рычагами, основания с лепестками, соединяют рычаги тягами с лепестками. После этого устанавливают стойки блока и сам блок. В ложе блока устанавливают валики аккомпанемента и басовые. К планкам блока крепят басовую направляющую гребенку и монтируют узел переключения аккомпанементов, т. е. выборную гребенку, валик переключения. Соединяют тягами сцепки валиков с рычагами и лепестками, а также валик переключения с коромыслом. Отрегулировав работу переключателей и ход гребенки переключения, приступают к установке басовых толкателей, которая ничем не отличается от установки басовых толкателей в механизм готового аккомпанемента обыкновенного баяна. После установки басовых толкателей прикрепляют к басовой гребенке аккомпанементную гребенку.
Установить толкатели аккомпанемента в готово-выборный механизм значительно труднее, чем в обыкновенный баян. Это объясняется наличием в этом механизме гребенки толкателей для выборной части механизма и составных поворотных толкателей.
При сборке толкателей аккомпанемента их необходимо установить и отрегулировать так, чтобы в пазах обеих гребенок и в отверстии басовой накладки они перемещались без трения и перекоса. Одновременно нужно добиться, чтобы зазор между усиками и стояками при включенном готовом аккомпанементе не превышал 0,5 мм и зазор между конечным усиком выборного толкателя и лепестком был также в этих пределах.
Соединение готового и выборного толкателей осью должно обеспечивать свободный поворот толкателей вокруг оси.
187
Установив толкатели, к гребенкам прикрепляют накладки гребенок, регулируют толкатели всего механизма и проверяют систему переключения.
Сборку механизма следует вести с учетом получения бесшумной его работы. Следовательно, сборщику необходимо обращать особое внимание на качество прокладок, создание минимальных зазоров, на уменьшение трения. В случае необходимости разрешается по усмотрению мастера ввести дополнительные смягчающие прокладки.
Окончательную подгонку новых деталей, изготовленных взамен износившихся, проводят в процессе сборки механизма.
По окончании сборки механизма устанавливают резонаторы на прежнее место, вставляют басовую решетку, прикрепляют ремень и соединяют басовую крышку с мехом.
Основные технические требования к отремонтированному басовому механизму остаются теми же, что и общие требования к новому механизму, и включают в себя следующие моменты:
1. В баянах, гармониках и аккордеонах, изготовленных различными предприятиями, клавиатурный шаг в ряду и между рядами бывает разный, что вызывает затруднения у музыкантов при игре на инструментах. Для определения наиболее удобного размещения клавиатурных кнопок для левой руки на фабриках Российской Федерации проведен ряд исследований и установлено, что оптимальными и общепринятыми величинами
являются: Для баянов и аккордеонов, мм
Шаг клавиатуры: в ряду...................................... 14,2zt0,3
между рядами................................ 10±0,2
Превышение одного ряда кнопок над другим при угле наклона басовой накладки 8— 14°....... 1,6—2,5
Превышение одного ряда кнопок над другим при угле наклона басовой накладки 15 — 22° . . . . 2,6—3,7
Глубина опускания толкателей.................... 5±:0,2
Диаметр кнопки................................. 7,5—8
Длина кнопки.................................... 14±0,5
Расстояние от кнопок I ряда басов до кромки выема в корпусе...............................Не менее 5
Для гармоник, мм
Шаг клавиатуры: в ряду..................................18±0,2
между рядами....................... 12—14
Превышение одного ряда кнопок над другим при угле наклона басовой накладки 4,5—14°............................1,0—2,5
Глубина опускания толкателя........... 54-1
Диаметр кнопки........................7,5—8
Длина кнопки.......................... 14±0,5
Высота подъема средних точек всех клапанов басовой партии от деки должна находиться в пределах 6,0—7,0 мм.
188
2. Кнопки клавиатуры, изготовленные из пластических масс, должны быть одинаковыми по цвету и качеству отделки и располагаться по рядам в одной плоскости. Кроме того, кнопки в баянах для основных тонов должны быть белого цвета, а для полутонов — черного. Для аккордеонов и гармоник кнопки клавиатурного басового механизма однотонные. Лицевая поверхность кнопки должна быть отполирована.
3. Металлические детали должны быть обработаны по пятому классу точности. Острые кромки, заусенцы, трещины, вмятины, гофры, прогибы, скручивание и другие дефекты не допускаются. Соединения деталей, выполненные при помощи сварки, клепки и запрессовки, должны быть прочными. Все металлические детали, изготовленные из стали, должны иметь антикоррозийное металлическое покрытие по ГОСТ 9791—61, или неметалическое — красками и лаками (см. стр. 127).
4. Запрессовка кнопок на толкателях должна быть симметричной. В собранном механизме кнопки каждого ряда клавиатуры должны находиться на одной касательной как в верхней, так и боковой поверхностях; допускаемое отклонение не должно превышать 0,3 мм. Расстояние от стояков до усиков толкателей во всех рядах должно быть одинаковым; допускаемое отклонение не должно превышать ±0,2 мм.
5. Клавиатурные пластины не должны иметь деформаций кручения, перегибов и заусенцев на ушках, размеры гнезд для рычагов должны быть одинаковыми; допускаемое отклонение в расстоянии между ушками не должно превышать 0,2 мм.
6. Клапанные рычаги при снятых пружинах должны вращаться под влиянием собственного веса.
Отклонения рычагов от среднего положения при длине задних плеч до 50 мм не должно превышать 0,5 мм, а при длине от 50 до 100 мм— 1,0 мм. Перекосы, заедание в осевых соединениях и в. местах касания рычагов с пружинами не допускаются.
7. Деревянные гребенки не должны иметь деформаций, сколов, вырывов, а металлические гребенки — деформаций и вмятин. Гнезда в гребенках должны обеспечивать свободное движение толкателей.
8. Валики механизма должны быть прямыми, составляющими группу — лежать в одной плоскости на одинаковом расстоянии друг от друга и не соприкасаться при вращении, а также не должны давать деформации кручения.
9. Соединения стояков с валиками, выполненные сваркой, паянием или клепкой, должны быть жесткими, прочными и при действии толкателя стояки не должны прогибаться.
10. Слабые и коррозированные пружины должны быть заменены новыми, размеры и упругость которых не должны отличаться от соседних, нормально действующих пружин.
189
11. Клапаны басовые и аккомпанементные должны плотно прилегать к деке, герметично закрывать отверстия в ней.
12. Соединения рычагов с клапанами должны обеспечивать плотное прилегание к деке и хорошую герметичность.
13. При нажатии одной кнопки в басовом механизме клапаны должны подниматься одновременно и на одинаковую величину.
14. Свободный ход толкателей должен быть минимальным. Радиальные, зазоры между кнопками и стенками отверстий басовой накладки не должны превышать 0,5 мм (по 0,25 мм на каждую сторону).
15. В действующем механизме все детали должны двигаться без заедания, остановки, плавно и бесшумно. Во избежание стуков и шума детали в местах соприкосновения друг с другом должны иметь мягкие прокладки.
16. Усилия, необходимые для нажатия толкателей в баянах и аккордеонах, не должны превышать 230 а, в гармониках — 280 е.
17 Каркас механизма должен обладать достаточной жесткостью и прочностью, чистота обработки всех деталей и гнезд в гребенках должна быть выполнена по седьмому классу точности (ГОСТ 7016—54). Кроме того, механизм с каркасом должен легко и точно устанавливаться в крышку, иметь удобное и надежное крепление.
МЕХАНИЗМ ПЕРЕКЛЮЧЕНИЯ РЕГИСТРОВ
Механизм переключения регистров мелодии. Многие современные баяны и аккордеоны имеют механизмы переключения регистров в крышках мелодии и басовых крышках или только в одних крышках мелодии.
Сложность устройства механизмов зависит от количества получаемых тембровых оттенков в инструменте.
По конструкции механизмы бывают разные, но назначение их одно: включение и выключение во время игры планок с язычками и придание инструменту звучания разной громкости и тембра.
Наиболее распространенной конструкцией является пластин-чато-рычаговый механизм (рис. 77), который состоит из корпуса переключателя, клавиши 6, пластин переключателя 3, рычагов 10, вилок 19, коробки переключателя 13, коромысла 14 и регистровых пластин 12.
Принцип действия механизма переключателя регистров мелодии заключается в следующем. При нажиме клавиши 6 она повернется вокруг своей оси 5 на некоторый угол и палец 7 соприкоснется с пальцем 8 рычага переключателя 10 и повернет
190
его против часовой стрелки. При этом изогнутый конец рычага переключателя встретится с зубом 4 пластины переключателя 8 и передвинет ее вправо. Вместе с пластиной передвинется консольная вилка /9, жестко заделанная в пластине, и повернет рычаг оси коромысла 17 с его пальцем 18 против часовой стрелки.
Рычаг коромысла жестко соединен с коромыслом 14. Поэтому коромысло также повернется на некоторый угол против часовой стрелки и изогнутыми концами передвинет регистровые пластины 12 на рассчитанное расстояние. При этом верхняя регистровая пластина передвинется влево и закроет входные
Рис. 77. Схема механизма переключателя регистров мелодии:
/ — фиксатор; 2 — пружина; 3 — пластина переключателя; 4 — зубья пластины; 5 — ось педали; (клавиши); 6 — клавиша; 7 — палец клавиши; 8 — палец рычага; 9 — ось рычага; 10 — рычаг переключателя; // — направляющие пазы; 12 — регистровые пластины; 13— коробка переключателя; 14 — коромысло пластин; 15, /6 — ось коромысла; /7 — рычаг коромысла; 18 — ось рычага; 19 — вилка
отверстия на деке для резонаторов I ряда, а нижняя регистровая пластина передвинется вправо и закроет отверстия на деке для резонаторов II ряда.
Действие всех остальных клавиш переключателя аналогичное.
Переключатель регистров аккомпанемента. Устройство и принцип действия механизма приведены на рис. 78. Вся система переключателя имеет следующие передаточные узлы:
1. Педальный узел, состоящий из двух педалей 4, 5, опорной пластины 6, оси педалей 7, двух толкателей 10 и двух рычажных пружин, помещенных под корпусами педалей (они не видны). Педальный узел покоится на опорном бруске 26, соединенном с вертикальной стенкой 3 корпуса.
2. Узел переключателя, состоящий из основания переключателя 11, двух рычагов 12 и 8 и двух осей 13 с втулками. Переключатель крепится на деку с предварительной наклейкой бруска, являющегося опорой.
3. Узел регистровых пластин, состоящий из двух регистровых пластин /, 2, толкателя 17, балансирного рычага 20 и коромысла 23,
191
В приведенной системе переключения регистров регистровая пластина 1 предназначена для перекрывания отверстий на деке для контроктавной планки и для планки большой октавы, а регистровая пластина 2— для одной из парных планок аккомпанемента. Опускание педалей при нажатии на них рукой и движение всех остальных деталей механизма рассчитаны так, что регистровые пластины в своем рабочем цикле перемещаются на расстояние, равное ширине отверстий.
Действует механизм следующим образом.
Рис. 78. Схема механизма переключателя регистров аккомпанемента: 1, 2 — регистровые пластины; 3 — стенка корпуса; 4, 5 — педали; 6 — опорная пластина; 7 — ось педалей; 8, 12, 15, 16 — рычаги переключения; 9, /8 — фиксаторы; 10 — толкатели педалей; 11 — основание переключателя; 13 — ось с втулкой; 14 — штифт толкателя; /7 — толкатель; 19 — ось балансирного рычага; 20—балансирный рычаг; 21 — штифт балансирного рычага; 22, 25 — штифты коромысла; 23 — коромысло; 24 — ось коромысла; 26 — опорный брусок педалей
При нажатии педали 5 последняя повернется на некоторый угол вокруг своей оси 7, и передвинет толкатель 10, соединенный одним концом с корпусом педали, другим с рычагом 12 переключения, который повернется вместе со своей осью 13, встретится со штифтом 14 толкателя 17 и передвинет его. Толкатель 17, связанный штифтом 21 с балансирным рычагом 20, повернет его вокруг оси 19 на некоторый угол. Нижний конец балансирного рычага штифтом коромысла 22 шарнирно связан с регистровой пластиной 2 и верхним концом коромысла 23. Нижний конец коромысла шарнирно связан с регистровой пластиной 1. При повороте балансирного рычага 20, например влево, регистровая пластина 2 также переместится влево, а регистровая пластина 1 — вправо, закрывая или открывая отверстия на деке.
При нажатии педали 4 все узлы и шарнирно соединенные детали начнут действовать в обратном направлении.
192
НЕИСПРАВНОСТИ ПЕРЕКЛЮЧАТЕЛЕЙ РЕГИСТРОВ
В механизмах переключателей регистров также встречаются неисправности, образовавшиеся в процессе эксплуатации инструментов.
К эксплуатационным неисправностям относятся: частичный износ осей рычагов, ослабление соединений рычагов с осями, деформации деталей от механических ударов, спрессовка уплотнительной лайки в соединении коробки переключателя с декой, поломка пружины, коррозирование деталей и общая разрегулировка механизма.
Из-за перечисленных неисправностей механизм переключателя будет работать нечетко, между отдельными деталями образуется большое трение, шум, возникнет непроизводительный расход воздуха, будут западать отдельные клавиши переключателя.
Хранение инструментов в плохих условиях также приводит к преждевременному образованию дефектов. При храпении инструмента в сыром помещении разбухают розетки и другие деревянные части корпуса, в результате чего регистровые пластины перестают двигаться в гнездах резонаторов.
В случае размещения регистровых пластин в деке их движение может прекратиться в результате деформирования деки или попадания грязи в пазы для регистровых пластин.
РЕМОНТ ПЕРЕКЛЮЧАТЕЛЕЙ РЕГИСТРОВ
Ремонт переключателей регистров, так же как и других частей инструмента, начинается с отсоединения крышек корпуса от меха, съема резонаторов и переключателей.
Сняв с деки коробку переключателя, тщательно осматривают все разобранные детали механизма, определяют объем работ и способы устранения дефектов. Поврежденные детали заменяют новыми.
Детали, нуждающиеся в антикоррозийном покрытии, подвергают никелированию, цинкованию или применяют любое другое защитное покрытие. Деформированные детали выправляют.
Затем собирают отдельные узлы: пластинчатый переключатель и коробку переключателя и вклеивают уплотнительную лайку в соединение коробки переключателя с декой. Полоску уплотнительной лайки можно1 приклеить на нижнюю поверхность бортика коробки или же непосредственно на деку. Лайка должна быть всюду одинаковой толщины, ровная, с ворсом, обессоленная. Перед приклейкой лайки нужно проверить плотность прилегания коробки к деке и, в случае неправильного прилегания, исправить коробку.
193
Установив на место регистровые пластины, проверяют правильность хода; устанавливают и привинчивают шурупами к деке коробку переключателя. На крышку мелодии устанавливают собранный каркас, предварительно закрепив его концы одним шурупом и проверив действие переключателя в собранном виде. Проводят окончательную регулировку всех узлов.
При исправных деталях и прочных соединениях коромысел с осями разбирать коробку переключения не следует.
Зазоры в соединениях рычагов должны быть минимальными, работа механизма бесшумной. Кроме того, надо добиться полного открывания и закрывания отверстий на деке регистровыми пластинами.
Не следует смазывать трущиеся поверхности деталей механизма жидкими смазочными материалами (маслами), так как последние, воспринимая пыль и высыхая, со временем образуют пленку, увеличивающую трение. Рекомендуется трущиеся поверхности натирать графитной смазкой.
Технология ремонта механизма переключения регистров аккомпанемента аналогична приведенной для переключателей мелодии.
Отремонтированный переключатель регистров должен отвечать следующим техническим требованиям:
1. Клавиши регистрового механизма должны лежать в одной плоскости, опускаться на одинаковую глубину и с одинаковой силой приводиться в движение. Они должны быть изготовлены из однородного материала одинакового цвета; на них не должно быть облоя, заусенцев; рабочие поверхности и кромки должны быть полированными и иметь глянец.
2. Детали не должны иметь деформаций, царапин и загрязнений.
3. Крепления деталей должны быть надежными.
4. При нажатии любой клавиши регистровые пластины должны легко передвигаться и плотно закрывать или открывать соответствующие отверстия на деке.
5. Металлические детали механизма не должны иметь, коррозии и окислений. Действие всего механизма должно быть легким, четким и бесшумным.
Для выполнения работ по ремонту клавиатуры мелодии, басового механизма и переключателя регистров нужно иметь следующие ручные инструменты: плоскогубцы разных размеров, одни из них с тонкими и длинными губками; пинцет; кусачки (двое — малого и среднего размера); отвертки разных размеров; две вилки разных размеров для регулировки стояков, клапанных рычагов, клавиш и толкателей; столярный нож; скальпель; стамески разных размеров, в том числе с полукруглым лезвием; молотки весом 100. и 200 г; два шила разных размеров; напильники плоские, трехгранные, полукруглые, круглые с разной ве-194
личиной .насечки и габаритных размеров; малую ручную дрель с набором сверл по металлу диаметром от 0,6 до 6 мм\ тиски ручные и настольные с параллельным движением губок среднего размера; стальную плиту и две небольшие киянки для правки металлических деталей; две щетки для чистки деталей, одну из них из тонкой проволоки; керны для разметки отверстий (1—2 шт.); колодку для навивки пружин; ножницы по металлу; маленькую ножовку по металлу с набором пильных полотен; паяльник электрический или медный молотковый; измерительные приборы — линейка с метрической шкалой, микрометр, циркуль-измеритель.
Необходимые материалы: столярный клей (коллагеновый, глютиновый), костный (ГОСТ 2067—47) или мездровый (ГОСТ 3252—46), шеллак для наклейки подушек под лайку па металлические клапаны, сукно техническое для прокладок (ГОСТ 6984—54), лайка обессоленная квасцовая (ГОСТ 3673—47) толщиной 1,2—1,6 мм с ворсом, проволока стальная низкоуглеродистая, светлая (ГОСТ 3282—46) диаметром 1,5; 2,0; 2,5; 3,0 мм, проволока бердная для клавиатурных осей (ГОСТ 5437—57) диаметром 1,5; 2,0 мм, проволока стальная углеродистая, пружинная II класса диаметром 0,3—0,5 мм (ГОСТ 9389—60), проволока латунная диаметром 1,5; 2,0; 2,5; 3,0; 3,5 мм для сцепок, валиков, толкателей и рычагов, марки Л62 (ГОСТ 1066—58), листовая или ленточная латунь толщиной 0,7—1,5 мм марки Л62 (ГОСТ 931—52), лента из нейзильбера, мельхиора и монеля толщиной 0,7—1,5 мм (ГОСТ 5187—49), листовой или ленточный алюминий толщиной 1,0—4,0 мм марки АЗ-Н (ГОСТ 7869—56), лента стальная пизкоуглеродистая холодной прокатки толщиной от 0,5 до 1,5 мм (ГОСТ 503—67)., лента стальная нержавеющая толщиной от 0,5 до 1,5 мм (ГОСТ 4986—54), оловянно-свинцовый припой марки ПОС 90 (ГОСТ 1499—54) для пайки металлических клапанов к клавиатурным рычагам, стояков к валикам и других деталей.
Для обеспечения высокой прочности в соединениях стальных деталей, например стояков с валиками, можно применять мед-но-цинковый припой марки ПМц-36 (ГОСТ 1534—42).
В качестве флюса для пайки легкоплавкими припоями можно пользоваться нашатырем, хлористым цинком или пастой марки 15-85 (смесь хлористого цинка с вазелином).
Необходимо иметь шурупы по дереву разных размеров с потайными, полупотайными и круглыми головками, гвозди текс, олово для антикоррозийного покрытия металлических деталей клавиатуры лужением, резиновые втулки для гибкого соединения клапанов с клавиатурными рычагами, шкурку наждачную с мелкой и средней зернистостью, кроющие и светлые нитрокраски и лаки и спиртовые лаки для антикоррозийного покрытия нелицевых металлических деталей.
195
МЕХОВАЯ КАМЕРА
Меховые камеры гармоник, баянов и аккордеонов конструктивно не отличаются друг от друга.
Основные отличия могут быть только в размерах меховых
камер и в применяемых материалах при изготовлении.
Готовый мех (рис. 79) представляет собой гофрированную подвижную камеру, способную легко разжиматься и сжиматься.
На рис. 80 представлен мех баяна в незавер-
Рис. Общий вид меховой камеры
ромбиков 6. Наружными частями
шейном виде, где показаны его детали в последовательном выполнении клеилыю-сборочных операций.
Как видно из рисунка, мех состоит из двух горизонтальных 3 (нижняя и верхняя) и двух вертикальных 2 картонных гофрированных стенок. Эти четыре стенки, склеенные между собой в угловых точках кусочками ткани 4, составляют каркас меха.
Для образования свободного хода меха при разжиме и сжиме у всех уголков каркаса сделаны вырезы 5, имеющие форму равнобедрен”’>.х треугольников, герметичность которых обеспечивается наклеиванием на них сверху лайковых меха является ткань 7 (ру
башка меха), приклеенная к поверхности каркаса, металлические уголки 8 и приклеенные на меховые борины полоски гранитоля или дерматина 9.
Для придания меху строго определенной формы и для удоб-
ного соединения меха с корпусными крышками служат меховые рамки /, изготовленные из древесины.
При использовании картона низкого качества для каркаса меха внутренние ребра меховых борин оклеивают полосками хлопчатобумажной ткани.
На некоторых предприятиях оклеивают тканью всю внутрен
196
нюю поверхность меха, что является лишней операцией, так как при этом резко снижается подвижность меха при игре и увеличивается себестоимость инструмента. Если каркас меха изготовляют из электрокартона, внутреннюю оклейку не делают.
Рис. 80. Меховая камора в ра «личных стадиях изготовления
НЕИСПРАВНОСТИ МЕХА
Меховые камеры гармоник, баянов и аккордеонов выполняют самую большую работу при игре и поэтому подвергаются сложным деформациям во время разжима и сжима меха.
Естественно, что большая нагрузка, передаваемая на мех при игре, и специфические условия работы довольно быстро сказываются на общем его состоянии и приводят к значительному эксплуатационному износу.
При нормальной эксплуатации инструмента чаще всего возникают следующие неисправности:
1. Потертости гранитоля или дерматина, наклеенного па наружные ребра меховых борин, от трения наружных меховых борин об одежду исполнителя.
Этот дефект прежде всего образуется па нижних горизонтальных ребрах и на вертикальных, обращенных к исполнителю. При систематическом пользовании инструментом этот дефект возникает довольно быстро, в течение одного-двух лет.
197
2. Истирание антикоррозийного покрытия на металлических меховых углах.
Для образования антикоррозийного слоя металлические уголки обычно никелируют, а затем полируют. Нарушение такого покрытия создает благоприятные условия для быстрого коррозирования углов, изготовленных из стали, и окисления латунных углов, а также ухудшает внешний вид инструмента; При нормальном пользовании инструментом разрушение никелевого покрытия и начальное образование коррозии или окисления происходит после трех,- четырехлетней эксплуатации. Однако срок износа никелевого покрытия зависит от качества и толщины антикоррозийного слоя.
3. Разрушение клеевых соединений — довольно частый дефект меховой камеры, возникающий в соединениях лайковых ромбиков с каркасом меха в момент предельного растяжения меха. Лайковые ромбики при растяжении меха работают на разрыв клеевых соединений, в результате чего между картоном мехового каркаса и лайковыми ромбиками образуются зазоры, пропускающие воздух. Этот дефект меха часто возникает преждевременно, даже при нормальном пользовании инструментом, из-за недоброкачественной вклейки ромбиков при изготовлении меха.
4. Разрыв внутренних ребер меховых борин под лайковыми ромбиками возникает после довольно длительной нормальной эксплуатации меховой камеры.
5. Загрязнение наружных поверхностей борин меха, в особенности верхних горизонтальных. Кроме ухудшения внешнего вида, загрязнение способствует постепенному разрушению наружной рубашки меха, а затем и картона.
6. Разрывы клеевых прослоек между крайними боринами и меховыми рамками, возникающие чаще всего из-за небрежной приклейки крайних борин к рамкам при изготовлении меха.
Механические повреждения меха бывают в виде надломов картона у концов металлических углов и в средней части меховых борин. Надломы на углах чаще всего возникают в нижних боринах, так как при игре на инструменте они частично упираются о колени исполнителя. Надломы картона на меховых боринах сначала не влияют на качество звука, но в дальнейшем в этих местах образуются сквозные отверстия.
РЕМОНТ МЕХА
Ремонт мехов гармоник, баянов и аккордеонов сводится к исправлению дефектов, нарушающих герметичность, форму отдельных участков и ухудшающих внешний вид.
При значительных разрушениях клеевых соединений и большом износе наружных поверхностей мех подлежит капитальному ремонту или замене новым.
198
При капитальном ремонте сначала снимают (отклеивают) с ребер меховых борин полоски дерматина, затем с меха снимают металлические углы. Чтобы не разрушить угловые участки борин, направление усилий руки рабочего при съеме угла должно совпадать с направлением борин меха; угол меховой борины при этом следует придерживать левой рукой. Счистив старый клей с ребер борин и пыль со всей поверхности меха, приступают к тщательному осмотру, определяя прочность клеевых соединений лайковых ромбиков с каркасом меха и надежность соединения крайних меховых борин с меховыми рамками. Расклеившиеся участки отмечают мелом, а затем тщательно подклеивают вновь.
После приклейки лайковых ромбиков мех в течение четырех часов держат под прессом. Затем на меховые борины устанавливают металлические углы (без переклейки рубашки).
Надев углы на концы ребер, их обжимают с обеих сторон плоскогубцами и легкими ударами подгоняют углы до их полного прилегания к ребрам. Далее по окончании установки всех углов одного ряда по линейке проверяют уровень их прилегания и при обнаружении неровностей выравнивают их.
Убедившись, что посадка углов выполнена правильно, делают окончательную обжимку каждого угла специально приспособленными плоскогубцами.
Заготовив полоски гранитоля или дерматина, их наклеивают на ребра. Нарезать полоску удобнее, когда отдельные прямоугольные куски материала намазаны клеевым раствором. Для того чтобы полоски дольше не высыхали, их нужно сложить намазанными сторонами.
Нарезают полоски по линейке острым столярным ножом. Ширина нарезанных полосок должна равняться максимальной ширине старой полоски, чтобы на поверхностях борин не оставалось следов старого клея.
Борины меха нужно не менее 4 ч выдерживать под небольшим прессом до полного высыхания клея.
В случае обнаружения на внутренних ребрах меховых борин разрывов их заклеивают заплатками соответствующего размера так, чтобы края заплаток на 4—6 мм заходили па борины. В качестве заплаточного материала может быть применена плотная тонкая кожа, картон. При полном износе мех инструмента заменяют новым.
Изготовление нового меха ведут в определенной последовательности.
Сначала заготовки раскраивают для каркаса из картона при помощи ножа и линейки или механическими ножницами. Затем эти заготовки гофрируют вручную с помощью упорной линейки или на гофрировальном станке. В собранных заготовках увлажняют ребра борин и закладывают заготовки в зажимы
199
(цулаги), в которых их сушат в течение 8—10 ч. После этого заготовки срезают «на ус» по длине в цулаге вручную или на круглопильном станке и в течение 4—6 ч выдерживают под прессом.
Затем четыре гофрированные стенки (две вертикальные и две горизонтальные) приклеивают к меховым рамкам и сушат под прессом в течение 6—8 ч.
Чтобы приклеенные к рамкам стенки после вязки углов не имели перекосов, а при сжатии меха складки ложились свободно друг на друга, без образования продольного изгиба, предварительно перед приклейкой и запрессовкой все четыре гофрированные стенки меха присоединяют к рамкам зажимами, отдельные парные уголки стенок (4—5 пар) склеивают кусочками хлопчатобумажной ткани и сжимают до плотного прилегания всех борин друг к другу. Убедившись, что стенки меха не образовали перекоса и нет деформаций, фиксируют это положение стенок на меховых рамках, а затем приклеивают их с последующей запрессовкой на винтовом прессе и сушат сначала под прессом в течение 2—3 ч, а затем после пресса 4—5 ч.
Часто встречаются меха, пропускающие воздух через вершины углов, приклеенных полосками хлопчатобумажной ткани и через клеевые соединения лайковых ромбиков. Этот производственный» дефект является скрытым, трудно обнаруживаемым при определении качества и приводящим даже новый мех в полную негодность.
Чтобы эти клеевые соединения получились высокого качества, выполняют следующие работы:
1) приклеивают полоски хлопчатобумажной ткани (связок) к поверхности срезов картона у самых вершин уголков. При склеивании полосок парные уголки картона (или прессшпана) прижимают друг к другу и в этом положении уголков наклеивают на них полоски ткани;
2) подготовляют лайковые ромбики к приклейке. Для этого ромбик загибают по поперечной (короткой) оси так, чтобы лицевые стороны острых углов прилегали друг к другу. В этом положении два тупых угла ромбика сжимают вместе с ворсистыми сторонами пальцами левой руки, а правой рукой сжимают острые углы ромбика и вытягивают последний до предельного удлинения.
При вытянутом положении ромбики принимают форму, удобную, для плотного прилегания как к вертикальным, так и к горизонтальным поверхностям складок и способствуют прочному приклеиванию к боринам меха.
При недостаточной эластичности и малом удлинении лайки при растяжении на всех сторонах ромбиков делают надрезы (по 2—3) длиною до 7 мм.
Чтобы контуры ромбиков были незаметными после оклейкй тканью меха, их края по всему периметру (со стороны ворса) срезают острым ножом на клин;
3) заклеивают угловые вырезы в каркасе меха лайковыми ромбиками. Для выполнения этой операции каркас меха разжимают до возможного предела и в таком положении наносят ровный слой клеевого раствора на участки борин (около угловых вырезов); спустя 1,0—1,5 мин, в течение которых смазанные клеем участки борин пропитываются клеем, приклеивают ромбики.
Убедившись, что склейка ромбиков довольно прочная и при сжатом положении каркаса не образуются разрывы по клею, мех сжимают, закладывают под пресс и выдерживают под ним в течение 4—6 ч.
Лайка для ромбиков должна быть квасцовая, обессоленная, хорошо продубленная, с мелким равномерным ворсом, плотная, эластичная, тягучая, мягкая на ощупь. Лицевая сторона ее должна быть гладкой, плотной и чистой, без жировых налетов. Окраска ее должна быть однородной и равномерной. Толщина лайки — в пределах 0,4—0,5 мм (ГОСТ 3673—47).
Оклеив наружную поверхность меха тканью, его сушат под прессом в течение 3—4 ч.
После этого закрепляют металлические уголки и наклеивают на ребра полоски гранитоля. Затем мех опять кладут на 3—4 ч под пресс. После выдержки наклеивают бортовую лайку на фальцы меховых рамок. Допускается использование для этой цели мягкой микропористой резины толщиной до 2,0 мм.
Меховые рамки должны быть одинаковыми по размеру. В противном случае образуется перекос меха.
Клеевые соединения должны быть прочными и обеспечивать полную герметичность.
При склеивании углов соседних борин меха все углы стягивают друг к другу с одинаковой силой.
Клеевой раствор не следует наносить на большое количество меховых борин, так как клей быстро застывает.
В процессе склеивания лайку прижимают к клеевому раствору постепенно, не выжимая клея. Участок лайки, прилегающий к нижнему изгибу борин, следует тщательно прижимать специальной гладилкой, так как пальцы руки не доходят до дна борин.
Ширина бортовых лайковых полосок, служащих для создания герметичности между корпусом и мехом, должна быть не более 5 мм.
Полоски бортовой лайки должны иметь одинаковую толщину.
По окончании ремонта меха или его изготовления необходимо проверить его качество.
201
К основным способам определения качества меховой камеры относятся:
а) визуальный осмотр меха, при котором определяют плотность прилегания наружной ткани к каркасу, надежность соединения и симметричность гранитолевых полосок на ребрах меха, наличие воздушных прослоек между тканью и картоном каркаса, пузырей, складок, потеков клея, загрязнений на рубашке меха; прочность и симметричность установленных меховых углов. Для определения плотности лайковых ромбиков и клеевых соединений мех растягивают и с внутренней стороны перед светом осматривают все угловые соединения;
б) слуховая проверка утечки воздуха, которую проводят в готовом инструменте. Без нажатия на клавиши мех постепенно разжимают и сжимают. При прохождении воздуха через отверстия в дефектных местах струя движущегося воздуха образует характерный шум, по которому определяют место прохождения воздуха.
При ремонте и изготовлении новых мехов применяют следующие инструменты и оборудование: столярный нож; металлическую линейку; ножовку с тонким полотном и мелкими зубьями; ножницы для резки ткани; плоскогубцы среднего размера; клеянку с водяной рубашкой; цулагу для резки картона «на ус»; круглопильный станок или пресс для резки картона «на ус»; винтовой пресс для запрессовки гофрированных заготовок; винтовой пресс для запрессовки меха в процессе изготовления; гофрировальный станок.
Материалы для изготовления мехов по качеству должны отвечать техническим требованиям, предъявляемым ГОСТ, ОСТ и ТУ, а именно: древесина для меховых рамок (береза, бук) ГОСТ 2695—62; прессшпан ГОСТ 6983—54, картон электроизоляционный ЭВ ГОСТ 2824—60, ситец ГОСТ 7138—66, бязь арт. 23, ГОСТ 11680—65; шелк-атлас ГОСТ 4772—65, сатин ГОСТ 6391—52, коленкор ГОСТ 5202—57; дерматин ГОСТ 8705—58; лайка квасцовая ГОСТ 3673—47; клей костный ГОСТ 2067—47; клей мездровый ГОСТ 3952—46; лента латунная общего назначения Л-62, ГОСТ 931—52; лента из мельхиора, нейзильбера и монеля ГОСТ 5187—49.
Отремонтированный мех должен отвечать следующим основным требованиям:
1. Все клеевые соединения меховой камеры должны быть прочными, ровными, а соединения в углах крайних борин с меховыми рамками должны обеспечивать полную герметичность.
2. Глубина меховых борин в новых, мехах должна быть в пределах 28—35 мм, количество борин 12—16. Борины меха в сжатом положении должны быть параллельными и находиться ниже корпусных рамок на 0,5—1,0 мм.
202
3. Окантовка на меховых рамках (целлулоидом) не должна иметь острых кромок, поверхность должна быть отполирована до глянца.
4. Полоски из ткани, наклеенные на внутренние ребра борин меха, должны быть плотно приклеены к картону и равномерно прилегать к обеим сторонам борин.
5. Лицевые поверхности меха не должны иметь складок, воздушных прослоек, неровных вырезов ткани в углах, проникания клея сквозь ткань, потеков клея и загрязнений.
6. Меховые углы должны быть насажены прочно без перекосов; концы полосок дерматина на ребрах меха должны образовывать прямую линию.
7. Новый или капитально отремонтированный мех должен быть эластичным и допускать легкое растяжение и сжатие.
8. Цвет ткани и дерматина должен гармонировать с цветом корпуса.
НАСТРОЙКА ГАРМОНИК, БАЯНОВ И АККОРДЕОНОВ
Музыкальным строем называется система интервальных отношений ряда звуков, расположенных в порядке их последовательного повышения или понижения.
При выборе звуков для музыкального исполнения основную роль сыграло относительное благозвучие интервалов октавы и квинты. Используя эти интервалы, можно образовать различные звукоряды.
Из простейших звукорядов можно назвать трехступенную гамму Орфея, пятиступенную китайско-шотландскую гамму и семиступенную пифагорейскую гамму.
Звукоряд гаммы Орфея: до—фа—соль—до. Гамма Орфея использовалась в древнем музыкальном инструменте — лире, которая имела 4 струны, возбуждаемые палочкой.
Китайско-шотландская гамма имеет пять звуков, образованных от основной ноты до вверх и вниз квинтами по два раза: си-бемоль -+-фа+- до1 соль1 ре2.
Полученные звуки сведены затем в одну октаву: до1—ре*— фа1—соль*—си-бемоль—до2.
Пифагорейская гамма образована пятью ходами от ноты до по квинтам вниз и одним квинтовым ходом вверх. фа+-до*-+-соль*ре2-+ля2->ми3-+си3.
Переведя (транспонируя) все полученные звуки в первую октаву, получим пифагорейскую гамму: до*—ре*—ми*—фа*— сол ь*—ля*—си*—до2.
В XVI в. в Италии был предложен так называемый чистый строй, для построения звукоряда которого кроме квинт и октав была использована большая терция.
203
Однако ни пифагорейский, ни чистый строй не получили широкого распространения, так как они не имеют энгармонически равных звуков (например, си-диез не равен до), в связи с чем настройка музыкальных инструментов с фиксированным звукорядом (типа органа, пианино) оказалась весьма сложной операцией и практически неприемлемой.
Для достижения энгармонизма были предложены темперации различного типа. В XVII в. появляется так называемый равномерно-темперированный строй.
Сущность этого строя заключается в том, что октава делится на 12 совершенно равных по величине полутонов. Частота колебаний каждого последующего полутона равна частоте предыдущего полутона, умноженной на интервальный коэффициент определенной величины, равной
^2= 1,05949.
Двенадцать таких интервалов, полученных от поочередного умножения частот каждого полутона на указанный интервальный коэффициент, дадут звук с числом колебаний в два раза большим по сравнению с первым принятым полутоном, т. е. на октаву выше. Наоборот, если число колебаний исходного полутона мы будем делить на этот интервальный коэффициент, то получим понижение звука, и двенадцать равномерно пониженных интервалов дадут последний двенадцатый звук ровно на октаву ниже.
При указанном делении октавы интервал в семь последовательных полутонов почти равен чистой квинте и отличается от нее в сторону сужения на едва уловимую слухом величину (1 1,4983 — вместо 2 3); интервал в пять последовательных полутонов также почти равен чистой кварте, и отличается от нее в сторону расширения на едва уловимую слухом величину (1 1,3348 — вместо 3 4). Несколько больше отличаются от чистых интервалов темперированные терции, но их звучание вполне приемлемо для нашего слуха.
Инструменты, настроенные по системе равномерной темперации, звучат практически правильно во всех мажорных и минорных тональностях и вполне пригодны для воспроизведения на них разнообразных музыкальных произведений.
ОСНОВНЫЕ МЕТОДЫ НАСТРОЙКИ
Известно, что звучащие тела (язычки в планках, струны и др.) колеблются таким образом, что кроме основного периода колебаний они одновременно дают дополнительные колебания в 2, 3, 4, 5 и т. д. раз больше числа колебаний их основного тона. Эти призвуки называются обертонами или гармониками.
204
Если, например, мы имеем тон ля большой октавы, дающий НО колебаний в секунду, то его ближайшими обертонами будут:
Номера гармоник .... 1 2 3 4 5 6 7
Частота колебаний, гц . . ПО 220 330 440 550 660 770
При настройке двух звуков наиболее слышимыми являются биения, возникающие в зависимости от разности колебаний их основных тонов. При настройке звуков в октаву четко прослушиваются биения между основным тоном и второй гармоникой (обертоном) звука, который на октаву ниже. Исчезновение биений говорит о том, что настройка произведена точно.
Если два звука настроены так, что соотношение частот их колебаний равняется 2:3 (чистая квинта), значит частота третьего обертона нижнего звука совпала со вторым обертоном верхнего звука.
Подобно этому при настройке кварты с соотношением частот 3:4 происходит совпадение частот четвертого обертона нижнего звука с третьим обертоном верхнего звука. Самая незначительная расстройка этих интервалов вызовет расстройку соответствующих обертонов и появление биений между ними.
Улавливание на слух и подсчет этих биений и является главной задачей настройщика. Число колебаний 3 и 2-й гармоник и частота биений между ними для квинтовых интервалов равно-мерно-темперированного строя приведена в табл. 11.
Т а б л и ц а 11
Квинты Число колебаний в секунду Число биений в секунду
3-й гармоники нижнего звука 2-й гармони-ки^верхнего звука
ля-ми1 660,00 659,25 0,75
си-бемоль — фа1 699,24 698,45 0,79
си-фа-диез 740,82 739,99 0,83
до1 — соль1 784,88 783,99 0,89
до-диез1 — соль-диез1 831,54 830,61 0,93
ре1 — ля1 880,99 880,00 0,99
ми-бемоль1 — си-бемоль1 933,38 932,33 1,05
ми1 — си1 988,88 987,76 1,12
фа1 — до2 1047,68 1046,50 1,18
фа-диез1 — до-диез2 1109,98 1108,73 1,25
соль1 — ре2 1175,99 1174,65 1,34
соль-диез1 — ре-диез2 1249,51 1244,50 1,41
ля1 — ми2 1332,91 1331,43 1,48
Из таблицы видно, что по мере повышения звуков увеличивается число колебаний 3 и 2-й гармоник и частота биений этих гармоник.
205
Приведенные в таблице квинты относятся к средней части звукового диапазона баянов и аккордеонов, где квинтовые созвучия и их биения наилучшим образом прослушиваются при настройке. На этом участке звукового диапазона настройка квинт может быть проведена с достаточной точностью, в среднем с одним биением в секунду.
К тому же при настройке такую частоту биений довольно 'Легко отсчитывать, что также способствует более быстрому и правильному темперированию звуков, входящих в зону темперации *
Итак, если при настройке двенадцати квинт, входящих в зону темперации, мы настроим их так, что каждая квинта окажется суженной до одного биения в секунду по сравнению с чистой квинтой, то мы с достаточной точностью настроим каждую йз них, как темперированную; при этом последний звук совпадет с первым звуком, с которого начали настройку, и заключительная квинта также будет звучать с одним биением в секунду. При соблюдении указанного порядка квинтовый круг получится замкнутым, все полутоны — равными, а все одноименные интервалы и созвучия в любых тональностях будут однородными по характеру звучания и степени консонансности или диссонанс-ности.
Темперацию звуков, входящих в тот же участок звукоряда, можно получить и при настройке по квартовому кругу. Однако, учитывая, что биения у них появляются между 4-й гармоникой нижнего звука и 3-й гармоникой верхнего звука, частота биений будет больше, чем в темперированных квинтах. В табл. 12 приведены числа колебаний 4 и 3-й гармоник и частота биений между ними для квартовых интервалов.
Среднее число биений здесь приблизительно равно 1,4 в секунду, т. е. на 40% больше, чем для квинт.
Настраивая по квартам и придерживаясь указанного среднего числа биений при звучании всех квартовых интервалов, мы достигаем настройки темперации с достаточной точностью. Круг из 12 квартовых ходов слаженно сомкнется и настройка получится достаточно точной.
Следовательно, ведя настройку звуков квинтовыми и квартовыми интервалами, расположенными в середине звукового диапазона инструмента, и достигая при этом звучания этих интервалов с указанным числом биений, мы получим правильную темперацию всех звуков среднего регистра. Такая настройка называется настройкой по квинто-квартовому кругу.
В практике настройки музыкальных инструментов с равномерно-темперированным звукорядом (баянов, аккордеонов, фор-
* Участок звукоряда, охватывающий звуки среднего регистра, настраиваемые в темперированные квинтовые и квартовые интервалы, называется зоной темперации.
206
тепиано) пользуются методами настройки по октаво-квинтовому кругу (метод Гарбузова — Риса) и квинто-квартовому.
Таблица 12
Кварты Частота колебаний в секунду Ч астота биений в секунду
4-й гармоники нижнего звука 3-й гармоники верхнего звука
ля — ре1 880,00 880,99 0,99
си-бемоль — ми-бемоль1 932,33 933,38 1,05
си — ми1 987,76 988,88 1,12
до1 — фа1 1046,50 1047,68 1,18
до-диез1 — фа-диез* 1108,73 1109,98 1,25
ре1 — соль1 1174,65 1175,98 1,33
ми-бемоль1 — ля-бемоль1 1244,50 1245,91 1,41
ми1 — ля1 • . 1318,51 1320,00 1,49
фа1 — си-бемоль1 1396,91 1398,49 1,58
фа-диез1 — си1 1479,98 1481,64 1,66
соль1 — до2 1567,98 1569,75 1,77
соль-диез1 — до-диез2 1661,22 1663,09 1,87
ля1 — ре2 1769,68 1773,26 1,96
Октаво-квинтовый круг охватывает полторы октавы, расположенные почти в середине звукового диапазона инструмента от ля малой октавы и до ми второй октавы (20 полутонов).
Из-за большого количества полутонов, входящих в зону темперации, малейшая неточность, допущенная в темперации какого-либо полутона, неизбежно приведет к большому несовпадению октаво-квинтового круга и, следовательно, к повой проверочной настройке всей зоны. Однако следует сказать, что в последнем случае интервальные созвучия звучат значительно чище, чем при настройке квинто-квартовым кругом, и прослушиваются четче.
НАСТРОЙКА БАЯНА И АККОРДЕОНА
Настройку звукоряда баяна и аккордеона начинают со звуков мелодии, расположенных в средней части звукоряда, называемой зоной темперации, а затем по октавным интервалам этой зоны настраивают остальные звуки инструмента.
При настройке музыкальных инструментов с равномерно-темперированным звукорядом (фортепиано, баяны, аккордеоны и др.) за зону темперации могут быть приняты три участка:
1) участок, охватывающий звуки от ноты ля малой октавы до ля первой октавы;
2) участок от ноты ми первой октавы до ми второй октавы;
3) участок от ноты ля малой октавы до ми второй октавы (метод Гарбузова — Риса).
207
По звукам, входящим в указанные участки, можно вести темперирование всех музыкальных инструментов с фиксированным равномерно-темперированным звукорядом. Однако при настройке баянов и аккордеонов рекомендуется пользоваться звуками, составляющими второй участок (зону), а первую и третью зоны применяют при настройке фортепиано.
Смещение второй зоны темперации вверх по диапазону на семь полутонов по сравнению с первой зоной объясняется тем, что, во-первых, звуковой диапазон в баянах и аккордеонах меньше, чем в фортепиано, и участок диапазона баяна или аккордеона, охватывающий полутоны от ми первой октавы до ми второй октавы, находится почти в середине звукового диапазона; во-вторых, звучание квинтовых и квартовых интервалов на этом участке более четкое, что облегчает прослушивание биений указанных интервалов при их темперировании.
Как правило, баяны и аккордеоны выпускают с двух-, трех-и четырехголосной мелодией, т. е. при нажатии одной клавиши в момент движения меха звучат одновременно два, три или четыре язычка. Для правильной настройки звуков зоны темперации, а затем и остальных, расположенных вверх и вниз от этой зоны, в инструменте оставляют открытыми только по паре язычков, которые должны быть настроены в унисон на разжим и сжим меха, а остальные язычки закрывают, чтобы они не звучали.
Планки, на которых язычки остаются открытыми и на которых достигают равномерной темперации, называются строевыми планками.
В баяне с двухголосной мелодией за строевые планки можно принять любые планки, лежащие по обеим сторонам каждого резонатора.
Язычки на остальных, нестроевых, планках закрывают специальными пластинками, имеющими на одной стороне мягкую лайковую или суконную прокладку, или полосками дерматина, бумаги.
Это делается для того, чтобы звучание других планок не являлось помехой при настройке строевых язычков. Затем при помощи надфилей с бархатной насечкой (квадратного и плоского сечения), шабера круглого сечения, подголосника и крючков разной величины производят непосредственную настройку звуков строевых планок. Инструменты, применяемые при настройке, показаны на рис. 81.
Настройка звуков зоны темперации от ноты ля — ля1 по квинто-квартовому кругу. По камертону, имеющему частоту колебаний 440 гц, строго в унисон настраивают ля первой октавы, являющееся исходным звуком.
От ля первой октавы настраивают ля малой октавы (октаву вниз) без допущения биений.
208
От ля первой октавы настраивают ре первой октавы (квинта вниз) примерно с одним биением в секунду, которое получают благодаря незначительному повышению тональности нижнего звука — ре первой октавы.
От ре первой октавы настраивают соль первой октавы (кварта вверх). Звучание кварты должно быть с биениями больше одного в секунду. Для этого нужно повысить верхний звук — соль первой октавы.
Рис. 81. Инструменты, применяемые при настройке: 1 — наковальня; 2 — молоток; 3 — плоскогубцы; 4 — столярный нож; 5 — ножницы; 6 — напильник и надфили; 7 —шаберы; 8 — подголосники
От соль первой октавы настраивают до первой октавы (квинта вниз). Повысив звук до, получают звучание квинты с одним биением в секунду.
От до первой октавы настраивают фа первой октавы (кварта вверх) с биениями больше одного в секунду, которые получают повышением фа первой октавы.
От фа первой октавы настраивают ля-диез малой октавы (квинта вниз). Звучание квинты доводится до одного биения в секунду.
От ля-диез малой октавы настраивают ре-диез первой октавы (кварта вверх) при небольшом повышении ре-диез.
НА 8 Заказ 2074
209
От ре-диез первой октавы настраивают соль-диез первой октавы (кварта вверх). Получают звучание кварты с биениями больше одного в секунду.
От соль-диез первой октавы настраивают до-диез первой октавы (квинта вниз). Звучание квинты доводится до одного биения в секунду; для этого нужно повысить до-диез первой октавы.
От до-диез первой октавы настраивают фа-диез первой октавы (кварта вверх). Биения в звучании кварты также достигаются повышением фа-диез малой октавы.
От фа-диез первой октавы настраивают си малой октавы (квинта вниз) до образования одного биения в секунду.
От си малой октавы настраивают ми первой октавы (кварта вверх) с таким же количеством биений, что и в предыдущих квартах.
Настройкой тона ми первой октавы заканчивается настройка звуков, входящих в зону темперации. При этом последний звук ми первой октавы с первым звуком ля первой октавы образует кварту, которая является заключительной.
При правильной настройке звуков, входящих в приведенную зону темперации, заключительная кварта должна быть правильно темперированной и звучать с таким же биением, как и предыдущие кварты.
Если звучание заключительной кварты ми*—ля1 окажется неправильным, значит при настройке предыдущих звуков допущена ошибка и настройку зоны темперации следует прокорректировать. Перед проверкой и корректировкой следует проверить по камертону звучание исходного тона ля первой октавы. Убедившись, что исходный тон звучит в унисон с камертоном, можно приступить к. исправлению настройки звуков, входящих в зону темперации. Корректировку настройки можно вести, начиная от первых звуков, приведенными выше ходами или обратными ходами, т. е. ля*—ми*, ми*—си, си—фа-диез* и т. д. Обратными ходами следует вести настройку интервальных звуков до тех пор, пока не будет найдена и исправлена ошибка в настройке зоны темперации. При этом следует помнить, что исправленные квартовые и квинтовые интервалы должны звучать с биениями, отвечающими требованиям правильной темперации.
Настройка звуков зоны темперации от ми*—ми2 по квартоквинтовому кругу. По камертону, имеющему частоту колебаний 440 гц в квинту от ля* настраивают ре2', от ре2 настраивают в квинту вниз соль*;
от соль* настраивают в кварту вверх до2;
от до2 настраивают в квинту вниз фа*;
от фа* настраивают в кварту вверх ля-диез*;
от ля-диез* настраивают в кварту вверх ре-диез2;
от ре-диез2 настраивают в квинту вниз соль-диез*;
210
от соль-диез1 настраивают в кварту вверх до-диез2;
от до-диез2 настраивают в квинту вниз фа-диез1;
от фа-диез1 настраивают в кварту вверх си1;
от си1 настраивают в квинту вниз ми1;
от ми1 берется кварта вверх с уже настроенными ля *. Этот интервал является заключительным, соединяющим (замыкающим) настроенный последний звук ми 1 с настроенным первым звуком ляL
Для большей уверенности, кроме указанных интервалов, можно настроить в октаву звук ми2, т. е. октавный интервал
Рис. 82. Схема настройки звуков зоны темперации баяна по кварто-квинтовому кругу
ми1 — ми2. Настроив эту октаву, мы получим еще квинтовый интервал ми2—ля1, который может служить дополнительным контрольным интервалом для проверки правильности настроенных звуков и их интервалов этой зоны темперации.
Таким образом, при втором методе настройки звуков зоны темперации мы имеем два контрольных заключительных интервала: ми1—ля1 (кварта) и ми2—ля1 (квинта).
Если звучание всех интервалов зоны темперации правильное и заключительные интервалы звучат темперированно, то настройку можно продолжить дальше по октавам (влево и вправо по диапазону); если же обнаружатся неточности, настройку звуков зоны темперации надо прокорректировать.
Следует твердо запомнить, что образование необходимых биений и звучаний квартовых и квинтовых интервалов при темперированной настройке достигают понижением верхнего звука в каждой кварте и повышением нижнего звука в каждой квинте.
Схема настройки звуков зоны темперации по кварто-квинтовому кругу изображена на рис. 82.
Настройка звуков зоны темперации по октаво-квинтовому кругу (метод Гарбузова—Риса). Настройку зоны темперации
1%8*
211
по октавам и квинтам начинают с ля первой октавы (исходный тон) и продолжают в такой последовательности:
от ля 1 настраивают в чистую октаву ля малой октавы,
от ля 1 настраивают в квинту вниз ре \
от ре1 настраивают в октаву вверх ре2,
от ре2 настраивают в квинту вниз соль1,
от соль1 настраивают в квинту вниз до1,
от до1 настраивают в октаву вверх до2;
от до2 настраивают в квинту вниз фа1;
от фа1 настраивают в квинту вниз ля-диез (малой октавы);
от ля-диез настраивают в октаву вверх ля-диез1;
от ля-диез1 настраивают в квинту вниз ре-диез1;
от ре-диез1 настраивают в октаву вверх ре-диез2;
от ре-диез2 настраивают в квинту вниз соль-диез1;
от соль-диез1 настраивают в квинту вниз до-диез1;
от до-диез1 настраивают в октаву вверх до-диез2;
от до-диез2 настраивают в квинту вниз фа-диез1;
от фа-диез1 настраивают в квинту вниз си (малой октавы);
от си (малой октавы) настраивают в октаву вверх си1;
от си настраивают в квинту вниз ми1;
от ми1 настраивают в октаву вверх ми2;
от ми2 настраивают в квинту вниз ля1.
Последний, двадцатый, интервал (квинта ми2—ля1) считается заключительным, так как соединяет первый настроенный звук ля1 с последним ми2. Этот квинтовый интервал замыкает круг интервальных ходов и является контрольным, позволяющим судить о качестве настройки и темперации звуков, входящих в зону.
Точно настроенйые звуки и правильно темперированные интервальные созвучия (октавы, квинты) дают равномерно-темперированную заключительную квинту ми2—ля1 примерно с одним биением в секунду. Малейшая ошибка, допущенная при настройке любого одного интервала, не позволит получить правильной заключительной квинты.
Практика подтверждает, что даже опытным настройщикам не всегда удается правильно замкнуть круг интервальных ходов при настройке звуков зоны темперации. Поэтому при настройке этого участка звуков настройщику следует сосредоточить все свое внимание и слух на улавливании биений интервальных созвучий. При настройке октавных интервалов их обязательно нужно доводить до чистого звучания.
Если заключительная квинта ми2—ля1 звучит неправильно (дает больше одного биения в секунду), значит круг интервальных ходов остался незамкнутым и настройка звуков зоны темперации нуждается в корректировке.
Наоборот, правильное звучание заключительной квинты говорит о том, что звуки зоны темперации настроены с соблюде-212
нием равномерной темперации и, следовательно, можно продолжать настройку звуков, находящихся за пределами зоны.
При необходимости корректировки настройки зоны темперации надо убедиться, в какой части зоны язычки звучат неточно и какие интервалы оказались плохо темперированы. Если ошибка допущена на звуках, находящихся вблизи начала или середины зоны темперации, начинать корректировку следует от первого интервала.
Если же ошибка допущена в конечной части зоны темперации, корректировку надо вести от конца зоны, двигаясь обратными ходами и соблюдая правила темперации.
Настройка зоны темперации по октавам и квинтам дает возможность настройщику точнее и легче определять качество звучания настраиваемых интервалов. Но в связи с тем, что эта зона включает большое количество звуков, имеется большая вероятность допущения ошибок, нахождение и исправление которых займет значительно больше времени, чем при настройке двумя первыми методами.
Чтобы убедиться в правильности настройки первых звуков и уверенно продолжать настройку дальше, первые восемь настроенных звуков нужно проверить.
Метод проверки заключается в том, что после настройки звука фа первой октавы настраивают фа большой октавы (через октаву). Настроенный звук фа большой октавы приводят в одновременное звучание с исходным звуком ля первой октавы.
Если все предыдущие звуки зоны темперации настроены правильно, то одновременное звучание ля первой октавы — фа большой октавы должно дать 6—7 биений за 2 секунды. Если этот интервал будет звучать с большим или меньшим числом биений или совсем без них, значит при настройке первых восьми звуков где-то допущена ошибка, которую надо найти и исправить, а затем снова проверить интервальное звучание ля первой октавы — фа большой октавы. Убедившись, что звучание этого контрольного интервала дает 6—7 биений в секунду, можно продолжать настройку остальной части зоны темперации.
Кроме этих трех методов настройки звуков зоны темперации существуют и другие. Однако наиболее приемлемыми являются вышеперечисленные методы.
Настроив зону темперации любым из трех методов, надо, не открывая язычков на остальных .планках, настроить по октавам все остальные язычки строевых планок мелодии, проверяя попутно их звучание квинтовыми и квартовыми интервалами.
По окончании настройки всех язычков строевых планок в мелодии переходят к настройке по ним язычков басовой части.
Для этого на басовом резонаторе за строевые принимают планки с язычками большой октавы. Язычки на остальных планках этого резонатора закрывают и по настроенным язычкам
213
мелодии в октаву настраивают все двенадцать язычков на планках большой октавы, а именно:
от фа малой октавы настраивают в октаву фа большой октавы;
от фа-диез малой октавы настраивают в октаву фа-диез большой октавы;
от соль малой октавы настраивают в октаву соль большой октавы;
от соль-диез малой октавы настраивают в октаву соль-диез большой октавы;
от ля малой октавы настраивают в октаву ля большой октавы;
от ля-диез малой октавы настраивают в октаву ля-диез большой октавы;
от си малой октавы настраивают в октаву си большой октавы;
от до первой октавы настраивают в октаву до малой октавы;
от до-диез первой октавы настраивают в октаву до-диез малой октавы;
от ре первой октавы настраивают в октаву ре малой октавы;
от ре-диез первой октавы настраивают в октаву ре-диез малой октавы;
от ми первой октавы настраивают в октаву ми малой октавы.
Правильность звучания язычков на планках большой октавы в процессе настройки можно проверять одноименными звуками, расположенными также в мелодии, но на октаву выше. По окончании настройки язычков планок большой октавы открывают язычки на планках малой октавы на этом же басовом резонаторе (если басовая группа не заемная) и настраивают в октаву с язычками планок большой октавы.
Точность настройки язычков планок малой октавы можно проверять еще и одновременным звучанием в унисон и октаву одноименных язычков мелодии.
С окончанием настройки язычков на планках малой октавы открывают язычки на контроктавных планках и, так же как и в предыдущих случаях, настраивают их в октаву с язычками на планке большой октавы. Для настройки контроктавы язычки на планках малой октавы можно снова закрыть, чтобы они не звучали, но можно оставить и открытыми, так как они звучат в октаву.
Настройку голосовых планок резонатора аккомпанемента следует начинать с язычков планок первой октавы. Их настраивают в унисон (можно и в октаву) с одноименными голосами мелодии.
Язычки планок аккомпанемента малой октавы настраивают в октаву с одноименными язычками аккомпанемента планок первой октавы.
214
По окончании настройки язычков аккомпанемента открывают язычки на нестроевых планках мелодии и настраивают в унисон с язычками на строевых планках.
Настройкой язычков на парных планках мелодии завершается настройка двухголосного баяна. В трехголосных баянах язычки третьей планки настраивают в октаву с язычками строевой планки.
На рис. 83 приведена схема настройки звуков басовой партии (см. приложение 9).
Как видно из схемы, переход к настройке звуков басовой группы и аккомпанемента делают от настроенных язычков мелодии (строевых планок).
Аккордеон настраивают теми же методами, что и баян, в основном по кварто-квинтовому кругу и с соблюдением той же последовательности.
НАСТРОЙКА ДВУХРЯДНОЙ ГАРМОНИКИ «ХРОМКА» 25X25-III
Во всех двухрядных гармониках, выпускаемых в настоящее время нашей промышленностью, звуки расположены по диатоническому ладу. Они не образуют хроматической гаммы, и
Рис. 84. Схема настройки двухрядной гармоники «хромка»
поэтому настраивают такие гармоники без учета равномерной темперации. Учитывая ладопостроение диатонических гармоник, их звукоряды настраивают по чистым квартам, квинтам, и октавам.
Настройку звукоряда таких гармоник производят по следующей схеме (рис. 84).
Звук ля первой октавы настраивают в унисон с камертоном частотой 440 гц.
От ля1 настраивают в квинту ре1 (квинта вниз);
от ля1 настраивают, в кварту ми1 (кварта вниз);
от ми1 настраивают в квинту си1 (квинта вверх);
от си1 настраивают в квинту фа-диез2 (квинта вверх);
от фа-диез2 настраивают в октаву фа-диез1 (октава вниз); от фа-диезх настраивают в квинту си малой октавы (квинта вниз);
215
от ре1 настраивают в квинту соль малой октавы (квинта вниз);
от соль малой октавы настраивают в октаву соль1 (октава вверх);
от ре1 настраивают в октаву ре2 (октава вверх);
от соль1 настраивают в кварту до2 (кварта вверх);
от до2 настраивают в октаву до1 (октава вниз).
Звуки ля-диез1 и ре-диез1 настраивают: ре-диез в слаженный аккорд фа-диез1—си4, т. е. трезвучие фа-диез1—си1—ре-диез \ полутон ля-диез1 настраивают в кварту с полутоном ре-диез1, а полутон до-диез1 в кварту с фа-диез1.
Настройкой полутонов заканчивается настройка язычков строевых планок на резонаторах мелодии.
Далее переходят к настройке язычков басовой группы (рис. 85 см. на приложении 10): от фа-диез1 в мелодии настраивают в октаву фа-диез малой октавы на басовых планках /;
от соль1 в мелодии настраивают соль малой октавы;
от ля малой октавы настраивают ля большой октавы;
от си малой октавы настраивают си большой октавы;
от до1 малой октавы настраивают до малой октавы;
от до-диез1 настраивают до-диез малой октавы;
от ре1 настраивают ре малой октавы;
от ми1 настраивают ми малой октавы.
По окончании настройки звуков басовых планок I снимают заглушку с парных басовых планок II и настраивают одноименные язычки этих планок в октаву.
Далее переходят к настройке язычков на резонаторе аккомпанемента. Для этого закрывают язычки одной стороны резонатора и настраивают противоположные в унисон и октаву с одноименными язычками мелодии.
После настройки язычков на планках /// открывают язычки на планках IV и настраивают одноименные язычки в чистую октаву.
По окончании настройки язычков басовой и аккомпанементной групп возращаются к настройке остальных язычков в мелодии. Для этого их настраивают в чистую октаву с настроенными одноименными язычками строевой планки.
Проверяют настройку каждого звука в отдельности, а также по звучанию интервалов и аккордов в мелодии и басовой партии.
Обнаруженные неточности в звучании корректируют.
Чтобы уменьшить объем работы при окончательной настройке инструментов, следует язычки на всех планках предварительно настроить на специальном станке. При предварительной настройке можно не придерживаться правил настройки интервальных созвучий и отдельных звуков, входящих в зону темперации. Предварительную настройку производят по конт-
216
рольной (эталонной) планке, имеющей точно настроенные язычки диапазоном в одну октаву.
В принципе настройка язычков сводится к уменьшению массы рабочей (колеблющейся) части язычка, которое производят путем частичного опиливания или шабровки язычков. Для повышения тона язычка надо уменьшить массу язычка у вершины его. Для понижения
тона язычка необходимо опиливать или шабровать поверхность у основания язычка.
Правильно профилированные, наклепанные и предварительно настроенные язычки потребуют незначительной опиловки при окончательной настройке. Подтачивать язычки при настройке следует надфилем с бархатной насечкой в направлении первоначальной шлифовки и без применения больших усилий, так как в противном случае язычок деформируется.
В момент подтачивания язычков с наружной стороны между планкой и язычком подкладывают металлическую пластинку — подголосник.
Для удлинения срока службы надфилей подголосник должен быть изготовлен из металла со значительно меньшей твердостью, чем язычки. Наиболее часто применяют подголосники из твердой латуни.
Для оберегания язычка от изгиба при пользовании подго-
Рис. 86. Станок для настройки баяна с механизированной подачей воздуха:' / — стойки станка; 2 — рабочая камера; 3 — держатели резонаторов; 4 — контрольная планка; 5 — трубка нагнетательная; 6 — трубка вакуумная; 7 — буферная камера; 8 — педаль для регулирования подачи воздуха; 9 — электронасос
лосником не следует его сильно заклинивать под язычок. При повышении тона язычков, расположенных внутри резонатора, вершины их поднимают до уровня наружной поверхности крючком (обычно подголосник имеет с одной стороны крючок). Для оберегания от порчи проемных стенок на планках подголосник должен быть без острых кромок. Ширина крючков должна быть меньше ширины голосовых проемов на планках.
Для понижения тона внутренних язычков применяют шабер круглого сечения. Величина диаметра рабочего конца шабера от 0,7 до 2,0 мм. Большие шаберы применяют для настройки языч
217
ков низких тонов, меньшие — для высоких. В затупившихся шаберах затачивают торцовую поверхность, а с боковой поверхности снимают только заусенцы. Затачивают шаберы мелкозернистым корундовым бруском.
При настройке не следует прикасаться руками к поверхности язычков, так как это может вызвать загрязнение и быстрое кор-розирование их.
По окончании настройки надо проверить правильность установки каждого язычка и при обнаружении отступлений от нормы исправить их. Надо также проверить и состояние лайковых клапанов на планках.
Окончательная настройка гармоник, баянов и аккордеонов может быть произведена непосредственно в корпусе инструмента, в специально изготовленном корпусе для окончательной настройки комплектов резонаторов с планками или же на специальных станках.
Следует отметить, что после настройки комплекта резонаторов на станке окончательное доведение строя звукоряда нужно делать в корпусе того инструмента, для которого предназначены резонаторы.
На рис. 86 представлен станок для окончательной настройки баянов и аккордеонов с индивидуальной механической подачей воздуха, в котором включение насоса и регулирование давления воздуха производят при помощи ножной педали. Существуют станки и с немеханизированной подачей воздуха при помощи меха, приводимого в движение ногой.
ОБЩАЯ СБОРКА И ПРАВИЛА ХРАНЕНИЯ
Общая сборка является завершающей стадией технологического цикла при производстве среднего и капитального ремонта гармоник, баянов и аккордеонов.
Несмотря на то, что операции, непосредственно связанные с выполнением общей сборки, не представляют большой сложности, работа эта должна быть поручена только высококвалифицированному специалисту, способному не только проверить качество отдельных узлов и деталей, а также технические и звуковые достоинства собранного инструмента, но и устранить выявившиеся мелкие недоделки или частичные упущения во время ремонта инструмента.
Окончательную сборку баяна по завершении ремонта всех частей проводят в такой последовательности.
Сначала проверяют качество всех частей и деталей, входящих в инструмент, и при обнаружении недоделок неисправные части передают на доработку тому мастеру, который это допустил. Если же недоделки мелкие, их исправляет сам сборщик.
218
Затем устанавливают в крышки резонаторы мелодии, баса и аккомпанемента. Устанавливать резонаторы нужно так, чтобы отверстия в деках совпадали с отверстиями в розетках.
Резонаторы должны быть закреплены достаточно прочно, чтобы они не смещались со своих мест при резком и сильном толчке инструмента.
Крепление резонаторов должно обеспечивать равномерный прижим розеток по всей длине и ширине. Для обеспечения этого требования поверхности розеток и дек должны быть ровными, без местных впадин и изгибов, а прокладочная лайка на розетках— одинаковой толщины. Некачественная приклейка лайки на розетки и неплотный прижим резонаторов к деке вызовут ослабление звучания инструмента и подыгрывание соседних язычков.
После этого соединяют крышки корпуса с мехом.
Для создания полной герметичности в бортовых соединениях приклеенную на фальцы меховых рамок лайку разрыхляют лезвием ножа, соединяют мех с корпусными крышками и ставят инструмент на басовую крышку. Прижимая вниз крышку мелодии вручную или при помощи специального приспособления, высверливают ручной дрелью или на сверлильном станке с гибким валом шпоночные отверстия и вставляют шпонки, закладывая шайбы под головки.
Конструкции современных гармоник, баянов и аккордеонов предусматривают соединение крышек с мехом посредством гладких стальных шпонок с круглыми головками диаметром около 2 мм.
Далее проверяют действие клавиатурного механизма мелодии и герметичность клапанных соединений с декой. Проверкой устанавливают: плотность прилегания клапанов к деке, надежность соединения клапанов с рычагами, симметричность их-расположения, величину подъема рабочих площадок клавиш от поверхности грифа и наличие перекосов клавиш.
Замеченные при проверке недостатки доводят до требуемых технических норм.
При проверке действия басового механизма также обращают внимание на величину подъема клавиатурных кнопок от поверхности басовой накладки, наличие перекосов толкателей. Проверяют также легкость хода толкателей, вращение валиков и устраняют замеченные недостатки. Проверяют величину зазоров между усиками толкателей и стояками валиков, плотность прилегания клапанов к деке, симметричность их расположения и надежность соединения клапанов с рычагами.
Небольшие выявленные дефекты исправляют на месте; узлы же с серьезными недостатками возвращают на рабочие места сборщиков клавиатурных механизмов. Проверяют герметичность всех соединений.
219
Проигрывая хроматическую гамму и аккорды, проверяют общее звучание; квартовыми, квинтовыми и октавными созвучиями проверяют точность настройки звукоряда. При выявлении отклонений от правильного слаженного звучания основных интервалов и аккордов инструмент возвращают настройщику.
Устанавливают и укрепляют сетки и ремни (плечевые и басовой крышки).
Затем обертывают пряжки ремней бумагой или кусочками фланелевой ткани, протирают все лицевые поверхности и передают инструмент контрольному мастеру.
Общую сборку аккордеонов и баянов с регистрами проводят с соблюдением тех же правил. К сборочным работам этих инструментов добавляется лишь сборка и проверка действия механизма переключения регистров.
При общей сборке пользуются теми же ручными инструментами, что и при сборке и регулировке клавиатурных механизмов.
Язычковые музыкальные инструменты имеют большое количество деталей, изготовленных из разнородных материалов с различными физико-механическими свойствами.
Количество деталей, например, в баяне 64X120-IV с готово-выборным аккомпанементом достигает 6000. Число наименований различных материалов, ’используемых для изготовления такого инструмента, составляет свыше 150.
Использование в инструментах большого числа деталей, изготовленных из материалов с различными физико-механическими свойствами, разными коэффициентами объемного и линейного расширения, с различной степенью водо- и теплостойкости, требует соблюдения определенных правил хранения и пользования баянами, аккордеонами и гармониками.
Для увеличения срока службы этих инструментов и их сохранения необходимо соблюдать определенные правила эксплуатации и ухода.
Своевременный и правильный уход за инструментом значительно удлиняет межремонтный период и увеличивает долговечность самого инструмента.
Одним из факторов, способствующих сохранению музыкальных инструментов рассматриваемой группы, является непрерывное и систематическое пользование инструментом.
В противном случае значительно быстрее деформируются лайковые клапаны на планках; они перестают плотно закрывать голосовые проемы, что вызывает непроизводительный расход воздуха при игре и уменьшает силу звучания инструмента, быстрее коррозируются язычки, нарушается строй звукоряда и даже деформируются отдельные части инструмента.
Язычковые инструменты очень чувствительны к изменению температуры и влажности воздуха. Температура воздуха в помещении, где хранят эти инструменты, должна быть в пределах
220
12—25°С с относительной влажностью 50—60%. Среднесуточное колебание температуры не должно превышать 3—5° Во избежание одностороннего и резкого нагрева или охлаждения инструменты не должны находиться вблизи дверей и отопительных приборов.
Хранить инструменты в сыром помещении нельзя, так как при этом разрушаются клеевые соединения и расклеиваются и разбухают деревянные части, западает клавиатура, коробятся корпусные стенки, гриф, сетки, басовые накладки, проседает и седеет полировка, особенно если она была выполнена шеллачной политурой.
Инструменты не следует хранить также под солнечными лучами, так как световые и ультрафиолетовые лучи действуют разрушающе на большинство красителей целлулоида и на лаковые пленки. Под влиянием солнечного света изменяется цвет целлулоида, растрескивается пленка некоторых видов лака, а также деформируются деревянные детали.
Для оберегания инструментов от пыли, вредных паров и механических ударов их нужно хранить в футлярах или специальных чехлах в домашних условиях и в упаковке — при хранении на складе.
Инструменты должны быть поставлены на «ножки», привернутые к сетке басовой крышки, так как в этом случае лучше сохраняется лайка на проемных клапанах.
Пыль и случайно попавшую грязь на корпус инструмента следует снимать сухой фланелевой тряпочкой, а с меховых борин — сухой щеткой, так как влага разрушает лаковую пленку, глянец с лицевой отделки корпуса при этом исчезает, а также разрушаются клеевые соединения на меховой камере.
В мастерской, на складе фабрики и на складах торгующих организаций инструменты, уложенные в футляры, должны храниться на стеллажах.
В случае хранения инструментов без футляров они должны быть плотно завернуты бумагой. Складывать инструменты один на другой не разрешается.
Стеллажи должны быть обиты мягкой тканью с прокладкой из ваты во избежание повреждения поверхности инструмента.
Такими же стеллажами должны быть оборудованы и помещения, в которых ремонтируются инструменты, но так как в ремонтных цехах и в мастерских, инструменты хранят незаверну-тыми в бумагу, стеллажи следует оборудовать занавесками.
При подготовке инструментов к транспортированию перед укладкой в футляры их необходимо завертывать в плотную бумагу. Свободные пространства в футляре должны быть заполнены бумажными тампонами. Футляры также необходимо завертывать в бумагу. Образовавшиеся свободные места в ящиках или контейнере также должны быть заполнены упаковоч
221
ной древесной стружкой, отходами бумаги или другими прокладочными материалами. Влажность этих материалов не должна превышать 12% абсолютной.
При переноске инструментов с холодного воздуха в помещение с нормальной температурой инструмент необходимо некоторое время выдержать, чтобы он принял температуру окружающего воздуха. Только после этого на инструменте можно играть.
АКУСТИЧЕСКИЕ И ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ К ГАРМОНИКАМ, БАЯНАМ И АККОРДЕОНАМ ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА
Обработка деталей и узлов
1. Все деревянные детали инструментов, поверхность которых не подвергается окраске, лакировке и другой отделке, должны быть гладко отстроганы и отшлифованы. Поверхности деталей, изготовляемых из цветных металлов или пластических масс, должны быть обработаны не ниже 4 класса чистоты (ГОСТ 2789—59).
2. Поверхности деревянных деталей, находящихся внутри корпуса (стенки, обкладки, деки, бруски крепления резонаторов и грифа и др.), подлежащие отделке, должны быть гладко отстроганы, отшлифованы и покрыты светлым прозрачным лаком или окрашены в светлые тона непрозрачными красками. Потеки клея, лака, краски и загрязнения не допускаются.
3. Стальные детали: клавиши, рычаги, валики, толкатели, клавиатурные гребенки и детали регистровых переключателей — должны иметь никелевое, цинковое, хромовое покрытие или покрытие лужением (оловом). Толщина этих покрытий должна соответствовать ГОСТ 9791—61. Металлические детали, покрытые лаками и красками, должны иметь тонкую ровную твердую пленку одинакового цвета, без потеков и загрязнений.
4. Металлическая арматура (съемные корпусные углы, меховые углы, детали крепления ремней, застежек меха, болтики, шпонки и др.) должна быть никелирована, иметь глянец, правильно установлена и надежно закреплена. Детали арматуры, изготовленные из латуни, допускается устанавливать без никелировки, хорошо отполированные.
5. Кнопки басовой клавиатуры, изготовленные из пластмассы, должны быть одинаковыми по размеру, цвету, качеству отделки. Кнопки клавиатуры мелодии для тонов должны быть белого цвета, для полутонов — черного, лицевые их поверхности— полированные до блеска. Клавиши аккордеонов не должны иметь деформаций, наружные поверхности белых и черных клавиш должны быть одного цвета и полированными.
222
Действие клавиатуры
1. Движение всех клавиш, клапанов, рычагов, толкателей и валиков должно быть легким, плавным, с минимальным шумом. Клавиши мелодии не должны перемещаться вдоль своей оси.
2. Усилия, необходимые для нажатия любой клавиши инструмента, должны быть одинаковыми во всей клавиатуре мелодии или в клавиатуре басового механизма в отдельности.
3. Величина опускания клавиш и превышение одного ряда клавиш над другим в каждом отдельно взятом инструменте могут быть разными, но в пределах одной какой-нибудь клавиатуры они должны быть одинаковыми.
4. Рабочие поверхности кнопок (пуговиц) внутри каждого ряда в мелодии и басовой партии должны лежать в одной плоскости.
Лицевая отделка
1. Наружные поверхности баянов, аккордеонов и гармоник (корпус, гриф, сетки, басовая накладка), оклеенные целлулоидом или отделанные полированием, должны иметь ровный зеркальный глянец. Отслоения, царапины, сетчатка и проседание полировки, а также разнотонность по цвету целлулоида не допускаются.
2. Несъемные углы и окантовка ребер корпуса цветными металлами должны плотно лежать на окованных поверхностях корпуса и быть отполированными до глянца.
Отдельные участки инкрустации, восстановленные при ремонте инструмента, не должны отличаться от старого рисунка, примененного материала и цвета.
3. Наружные поверхности меховой камеры должны быть гладкими, чистыми, без морщин, пузырей и следов проникшего через ткань клея. Ребра борин меха в сжатом виде должны быть параллельны друг другу и располагаться ниже корпуса на 0,5—1,0 мм. Меховая камера должна быть эластичной и допускать легкое растяжение и сжатие. Коробление и провалы не допускаются.
Герметичность
1. Клеевые соединения корпуса и меховой камеры должны быть плотными и прочными, не пропускать воздух при максимальных его давлениях, образовавшихся в меховой камере во время игры на инструменте.
2. Меховые рамки должны быть хорошо подогнаны к корпусным крышкам, уплотнительная прокладка и отверстия для соединительных шпонок не должны пропускать воздух.
223
3. Клапаны должны быть установлены на деках симметрично с отверстиями, плотно прилегать к ним и перекрывать их не менее чем на 2 мм по всему периметру.
4. Регистровые пластины должны легко передвигаться и плотно перекрывать отверстия.
5. Резонаторы должны герметично и прочно присоединяться к деке, отверстия в розетках точно совпадать с отверстиями в деке.
Звучание
1. Настройка инструмента должна быть произведена по исходному тону ля первой октавы с частотой колебания 440 гц.
2. Звучание всех язычков, составляющих звуковой диапазон данного инструмента, должно быть стройным, все интервалы должны звучать правильно: октавы чисто, кварты и квинты примерно с одним биением в секунду. Если звуковая настройка в мелодии произведена (по желанию заказчика) с «розливом», то число биений должно изменяться равномерно по всему диапазону от одного биения в секунду в большой октаве до десяти биений в 4-й октаве. Звучание с «розливом» должно быть достигнуто повышением тона язычков в планках, парных со строевыми планками (см. настройку гармоник, баянов и аккордеонов).
3. При исполнении на инструменте со средней величиной воздушного давления ответ язычков должен быть одновременным.
4. Лайка на планках (клапаны) должна перекрывать проемы на величину не менее 1,5 мм, без шума плотно закрывать голосовые проемы в планках и при колебании язычков не соприкасаться с ними. Дребезжание язычков не допускается.
5. Голосовые планки должны быть смонтированы на резонаторах симметрично с воздушными камерами, заливка их воском или другим материалом должна быть надежной, обеспечивать герметичность соединений планок с резонаторами.
ПРИЛОЖЕНИЯ
Основные размеры голосовых планок и язычков унифицированного набора
Приложение 1
F Ж Н
65 10 7,0
59 10 7,0
55 10 7,0
51 10 7,0
4Z*5_ -Ш 7,0
37,5 7 5,0
33,25 6,5 5,25
30,75 6,5 5,25
28,55 6,5 5,25
26,75 6,5 5,25
26,75 6,5 4,73
24,9 6,54 4,73
23,2 6,54 4,82
21,5 6,2 4,9
19,5 6,2 4,9
17,5 6,2 4,9
15,5 6,2 4,9
13,5 6,2 4,9
11,5 6,2 4,9
10,5 6,2 4,9
2,18 2,18
2,18 2,18 2,18 2,18
1,64 1,64 1,64
1,64 1,64
1,64 1,64
1,64 1,64
1,64 1,64
1,64 1,64
1,64
см
51
б +о,оз
n Д®" it с с До-
В пуск К s Б Пуск
+ 0,02
1
+ 0,02
23,5 5,82 5,97 4,5
23,5 5,82 5,97 4,5
23,5 j +0,5 5,82 5,97 4,0 j +0,03
23,5 4,82 4,97 4,0
23t5 4,82 4,97 3t5
17 3,82 3,97 3,0
17 3,42 3,57 3,0
17 3,42 3,57 3,0
17 3,42 3,57 3,0
17 3,42 3,57 3,0
16 3,54 2,78 2,5
16 3,54 2,88 2,5
16 —0,5 3,04 2,5 2,5 > +0,03
16 3,04 2,13 2,5
16 2,81 1,92 2,5
16 2,61 1,72 2,5
16 2,40 1,51 2.5
16 2,00 1,3 2,0
16 1,9 1,22 2,0
16 1,80 1,12 2,0
Продолжение приложения 1
Тип № планки e Допуск b Допуск k d Допуск Допуск
74,0 64,5 6,56 62,9 5,77 2,35 5,77 1
3 70,0 61,4 j 0,1 6,56 58,9 5,77 2,35 5,77
4 66,0 57,4 6,56 54,9 5,77 2,35 6,77
Tz7 5 62,0 53,4‘ —0,05 5,7 50,9 4,77 2,35 4,77
6 63,4 49,9 -0,1 5,7 47,4 4,77 2,35 4,77
8 43,4 39,9 —0,05 5,2 37,4 3,77 2,35 3,77
9 38,63 35,9 —0,1 4,25 33,15 3,77 1;75 3,37
10 36,15 33,4 4,25 30,69 3,77 1,75 3,37
Tz6 33,95 31,2 4,25 28,49 3,77 1,75 3,37
12 32,15 32,15 29,4 29,4 4,25 - ±0,02 26,65 3,77 1,75 ► ±0,02 3,37 ±0,03
13 4,25 26,65 3,49 1,75 2,59
14 29,8 27,3 4,25 24,8 3,49 1,75 2,69
15 28,1 25,6 +0,02 3,9 23,1 3,00 1,75 2,35
16 26,9 23,9 —0,03 3,9 21,4 2,77 1,75 1,99
Tz5 24,9 21,9 3,9 19,4 2,57 1,75 1,79
18 22,9 19,9 3,6 17,4 2,39 1,75 1,59
19 20,1 17,65 3.6 15,4 2,16 1,75 1,39
20 18,1 15,65 3,6 13,4 1,96 1,75 1,19
Tz4 21 16,1 13,65 3,6 11,4 1,81 1,75
22 15,1 12,65 3,6 J 10,4 1,76 1,75 1,01
Продолжение прилож. 1
Приложение 2
Нормы расхода сырья и материалов для изготовления и ремонта баяна 52 х 100-11
Узлы и детали Сырье и материалы Единица измерения Нормы расхода
на изготовление баяна на капитальный ремонт баяна на средний ремонт баяна
Шайба под шпонку Лента стальная низкоуглеродистая холодной прокатки, ГОСТ 503—67, 0,8 X 76 мм кг 0,009 0,009 0,004
Скобы для крепления левого ремня То же 0,032 0,032 0,01
Сетка мелодии (задняя) Лента стальная холодного проката 1 X 46 мм или целлулоид марки В, ГОСТ 503—67, 2,0 мм 0,149
Пластина для крепления ремня Лента стальная низкоуглеродистая холодной прокатки, ГОСТ 503—67 . . . » 0,104 0,026 0,026 0,01
Кронштейн регулировочной гайки левого ремня Лента стальная низкоуглеродистая холодной прокатки, ГОСТ 503—67, 1 X X 90 мм 0,030
Сетка мелодии (передняя) Целлулоид художественный марки В, ГОСТ 428—53, 2 мм или лента стальная холодной прокатки 1 X 140 мм . . » 0,184 0,09
Петля правого ремня Лента стальная низкоуглеродистая холодной прокатки, ГОСТ 503—67, 2 X X 60 мм 0,318 0,031 0,031
Оси, скобы и винты Проволока стальная низкоуглеродистая общего назначения светлая, ГОСТ 3282—46, диаметром 2,0 мм » 0,004 0,004 0,002
Ушко петли правого ремня Проволока стальная низкоуглеродистая общего назначения светлая ГОСТ 3282— 46, диаметром 3,5 мм » 0,006 0,006
Винт регулировочной гайки То же, диаметром 5,0 мм 0,004 — —
Продолжение прилож. 2
Узлы и детали Сырье и материалы Единица измерения Нормы расхода
на изготовление баяна на капитальный ремонт баяна на средний ремонт баяна
Углы меховые Лента латунная общего назначения, ГОСТ 931—52, Л62, 0,4 кг 0,230 0,230 0,10
Втулка регулировочной гайки Пруток латунный, ГОСТ 2060—60, диа- метром 10 мм » 0,010 — —
Механизм мелодии с металлической клавиатурой
Клавиатурная гребенка Лента стальная низкоуглеродистая холодной прокатки, ГОСТ 503—67, 0,6 X X 76 мм кг 0,115
Клавиши I ряда То же, 1 X 90 мм 0,140 0,030 —
। » II » » , 1 X 130 мм 0,178 0,065 —
» III > » , 1 X 66 мм » 0,208 0,060 —
Клапанные рычаги III ряда » , 1 X 66 мм Проволока стальная углеродистая пружинная, ГОСТ 9389—60, диаметром 0,2—0,6—0,7 мм 0,132 0,030 —
Пружины механизма мелодии » 0,017 0,017 0,006
Кнопки для клавиатуры мелодии Кнопки из сополимера 14 X 4 мм .... 55 20 10
Прокладка под пуговицы Сукно войлочное № 1 арт. 22, ГОСТ 6986—54 1,2 1,2 —
Басовый механизм
Гребенки толкателей, кронштейн и Лента стальная низкоуглеродистая хо-
угольник воздушного клапана лодной прокатки, ГОСТ 503—67, 0,6 X
X 76 мм кг 0,75 0,0012
Пластины для крепления резонато- То же, 0,8 X 76 мм 0,024 0,024 0,012
to NO со ров
Продолжение прилож. 2
Узлы и детали Сырье и материалы Единица измерения Нормы расхода
на изготовление баяна на капитальный ремонт баяна на средний ремонт баяна
Крайняя опора валиков Лента стальная низкоуглеродистая холодной прокатки, ГОСТ 503—67, 0,8 X X 76 мм кг 0,021
Толкатель I ряда То же, 0,8 X 130 мм 0,163
» II » и средняя опора » , 0,8 X 130 » » 0,235 —
валиков Толкатель III ряда » , 0,8 X 90 мм » 0,119 0,240 0,100
» IV » » , 0,8 X 90 » » 0,134
» V » » , 0,8 X 90 » 0,113
Стояки заемные » , 1 X 46 » » 0,014 0,003 0,001
Клавиша клапана аккомпанемента Лента стальная низкоуглеродистая холодной прокатки ГОСТ 503—67 1,0 X X 66 мм » 0,130
» басового клапана То ж«, 1,0 X 66 мм Проволока светлая, ГОСТ 3282—46, диаметром 1,6 мм 0,133
Оси клавиатурные » 0,030 0,030 0,010
Стояки, перемычки валиков, провод воздушного клапана Проволока стальная низкоуглеродистая общего назначения светлая, ГОСТ 3282—46, диаметром 1,6 мм 0,110 0,020 0,001
Крючки резонаторов Проволока стальная низкоуглеродистая общего назначения светлая, ГОСТ 3282—46, диаметром 2,5 мм » 0,015 0,015 0,006
Валики басового механизма То же, диаметром 3,0 мм Проволока стальная углеродистая пружинная, ГОСТ 9389—60, диаметром 0,7 мм » 0,421 0,065 0,010
Пружины басового механизма » 0,005 0,005 0,001
Кнопки для басовой клавиатуры Кнопки полистироловые 7,5 X 13 мм . . шт. 105 20 8
Продолжение прилож. 2
Узлы и детали Сырье и материалы Единица измерения Нормы расхода
на изготовление баяна на капитальный ремонт баяна на средний ремонт баяна
Металлические детали механизмов Аноды цинковые, ГОСТ 1180—41 .... кг 0,0302 0,0302
(гальваническое покрытие)
Деревянные детали баяна Бук, ГОСТ 2695—62, I—II сорт .... м3 0,034 0,007 0,002
» » » Ель, ГОСТ 8486—66, I—II » .... » 0,010 0,002 0,001 0,0011
» » » Фанера клееная березовая, ГОСТ 3916—65 » 0,0039 0,002
Каркас меха Прессшпан, ГОСТ 6983—54, толщиной
0,5—0,6 мм кг 0,680 0,680 0,002
Внутренняя оклейка меха Ситец, ГОСТ 7138—66, артикул 3 или 6 дм2 40,3 40,3
Ромбики угловые Лайка квасцовая ворсовая, ГОСТ 3673—
Наружная оклейка меха 47, II—III сорт Сатин, ГОСТ 6391—52, артикул 175, 176, » 62,6 62,6 29,4
Угловые связки 177 Коленкор переплетный, ГОСТ 5202—57, » 120 120 30
Наружные полоски меховых ребер артикул 478 Гранитоль галантерейный, ГОСТ 5202— » 21,14 21,14 3,00
Сетка мелодии и басовая 57, артикул 265 » 39,8 39,8 6,00
Радиоткань, ГОСТ 4403—56, артикул 100 » 12,9 12,9 12,9
Крепеж Шурупы, ГОСТ 1145—60, с потайной
головкой, диаметром от 1,5 до 4,0 мм кг 0,0471 0,0471 0,019
» Гвозди текс Ю-л/лд машинные вороне-
Клеевые соединения ные, ГОСТ 283—48 Клей костный, ГОСТ 2067—47 » 0,010 0,010 0,005
» 0,254 0,095 0,035
» » Поливинилацетатная эмульсия, ГОСТ
1002—62 » 0,090 0,090
» » Целлулоид галантерейный марки В.
ГОСТ 428—53 » 0,002 0,002 0,001
» » » » Ацетон технический, ГОСТ 2768—60 . . Цапонлак № 951 бесцветный, ГОСТ » 0,503 0,240 0,110
5236—50 » 0,264 0,134 0,06
Продолжение п р и л о ж. 2
Узлы и детали Сырье и материалы Единица измерения Н на изготовление баяна орМы расхо на капитальный ремонт баяна да на средний ремонт баяна
Отделка баяна
Накладка басовая (облицовка) Целлулоид белый технический, сорт I, ОСТ 10182—39, 0,65-лог кг 0,082 0,082
Меховая рамка (оклейка) То же, 2-мм » 0,058 0,058 0,026
Сетка мелодии (декоративная об- » 2-мм » 0,015 (X,015 —
клейка)
Корпус (зачернение) Тушь черная, нигрозин спиртораство-римый » 0,035
» баяна (внешняя отделка) Целлулоид галантерейный, ГОСТ 428—53, марки В художественный, 0,7-миллиметровый » 0,600 0,200 0,007
Растворитель № 646, ГОСТ 5630—51 или 4005—48 » 0,164 0,084 0,032
» баяна, резонаторы (внутреннее покрытие) Лак нитроглифталевый мебельный №754, ГОСТ 4976—49 » 0,151 0,078 0,028
Корпус баяна, резонаторы (внут- Краситель спирторастворимый , » 0,005 0,005 0,005
реннее фоновое покрытие) Политура и шеллачно-канифольный лак Спирт этиловый ректификованный I сорта, ГОСТ 5962—51 Шеллак импортный л 0,043 0,043 0,015
Политура и шеллачно-канифольный кг 0,021 0,021 0,009
лак
Клапаны проемные (приклейка Канифоль, ОСТ 797—55 0,021 0,021 0,009
к планкам) Воск натуральный
Голосовые планки (крепление пла- » 0,012 0,012 0,006
нок к резонаторам)
То же Парафин, ГОСТ 784—53 0,004 0,004 0,002
Продолжение прилож. 2
Заказ 2074
Узлы и детали Сырье и материалы Единица измерения Нормы расхода
на изготовление баяна на капитальный ремонт баяна на средний ремонт баяна
Шпаклевка Нитроцеллюлозная шпаклевка НЦ-00-8, ГОСТ 10277—62 кг 0,010 0,005 0,002
Звукообразователи Полуфабрикаты: голосовые планки, РТУ РСФСР 683—60 ком- 1 0,100 0,020
Шпонки для крепления меха Проволока стальная низкоуглеродистая общего назначения светлая, ГОСТ 3282—46, диаметром 2,5 мм плект кг 0,005 0,005 0,003
Нормы расхода материалов при отделке баяна полированием
Шпаклевка корпуса баяна Шпаклевка нитроцеллюлозная НЦ-00-8, ГОСТ 10277—62 кг 0,023 0,018 0,004
Грунтовка корпуса баяна Эмаль марки НЦ-25 различных цветов, ГОСТ 5406—60 » 0,297 0,200 0,08
Эмаль марки НЦ-11 для легковых автомобилей, ГОСТ 9198—59 » 0,294 0,200 0,09
» » » Растворитель № 646 или 647, ГОСТ 5630— 51 или 4005—48 л 0,234 0,195 0,155
Отделка полированием корпуса баяна, политурой и шеллачноканифольным лаком Спирт этиловый ректифицированный I сорта, ГОСТ 5962—51, или спирт гидролизный синтетический кг 0,026 0,026 0,015
То же Шеллак (импортный) » 0,003 0,003 0,001
» Дибутилфталат технический, ГОСТ 3863— 47 » 0,004 0,004 0,002
ьо СО СО Нигрозин спирторастворимый »
Приложение 3
Нормы расхода сырья и материалов для изготовления и ремонта аккордеонов типа 41 X 120-III-5/2 и 34 х 80-I1I-5
Сырье и материалы ГОСТ, ОСТ, ТУ Единица измерения на изготовление аккордеона 41X X120-III-5/2 Нормы расхода на один аккордеон на средний ремонт аккордеона 34Х80-Ш-5
на капитальный ремонт аккордеона 41X120-III-5/2 на средний ремонт аккордеона 41X120-111-5/2 на изготовление аккордеона 34 X X80-III-5 на капитальный ремонт аккордеона 34x80-111-5
Буковый пиломатериал 2695—62 JW3 0,0067 0,0006 0,00007 0,0053 0,0005 0,00005
Березовый пиломатериал .... 2695—62 » 0,032 0,0060 0,0008 0,025 0,0040 0,0006 .
Еловый пиломатериал 8486—66 » 0,0159 0,0040 0,0007 0,012 0,0030 0,0005
Фанера клееная 102—49 БС1, 3916—65 » 0,00408 0,0003 0,00006 0,00326 0,0002 0,00004
Шпон 99—65 I сорт » 0,000100 0,00006 0,00001 0,00008 0,00004 0,000008
Жесть белая 5343—54 № 36 кг 0,005 0,0004 0,00008 0,004 0,0003 0,00006
Лента холодного проката .... 503—67 » 0,879 0,0070 — 0,703 0,0050 —
Сталь голосовая Импорт, или ТУ № 5 № 145—55 м 0,524 0,002 0,0004 0,419 0,0015 0,0003
Аноды медные 767—41 М-1 0,050 — — 0,040 — —
» никелевые 2132—58 Н-1 » 0,052 — — 0,041 — —
Алюминий листовой 7869—56 АЗН 3,950 0,1 0,0300 3,160 0,070 0,027
Латунь листовая - 931—52 Л62 » 0,995 0,36 0,1000 0,796 0,030 0,080
Пруток латунный 2060—60 Л62 » 0,028 0,007 0,0010 0,022 0,005 0,0008
Проволока алюминиевая .... 770—61, 6132—52 кг 0,010 0,005 0,0020 0,008 0,003 0,0018
Шурупы с потайной головкой » » полукруглой голов- 1145—60 » 0,0307 0,0065 0,0020 0,02456 0,0048 0,0018
кой 1144—60 » 0,005 0,003 0,0010 0,004 0,0025 0,0009
Гвозди текс Специальные заклепки диамет- ТУ 27—52 и ГОСТ 283—48 0,032 0,032 0,0090 0,0256 0,026 0,008
ром 1,6—2,15 мм ТУ 10—55 0,109 — — 0,0872 — —
CD
Сырье и материалы ГОСТ, ОСТ, ТУ ца изме-
Едини] рения
Заклепки диаметром 196—1,8 л<лс 1195-41 кг
Шайба специальная — в
Гайка М3, М4 5926—51 в
Шплинт 1,3 X 8 мм 397—54 в
Винт М3 1489—58 »
Болт М4 7805—57 в
Проволока стальная пружинная
диаметром 0,5—0,7 мм .... 9389—60 в
Проволока стальная обыкновен-
ного качества 3282—46 в
Проволока стальная углероди-
стая 9389—60 »
Лайка 3673—47 дм2
Замша 3717—47
1—2 сорт в
3—4 в в
Кожзаменитель — в
Гранитоль галантерейный . . . 9236—59, в
арт. 265
Бязь гладкокрашеная 11680—65, в
арт. 26
Коленкор переплетный 5202—57, в
арт. 488
Шелк-атлас 4772—65, в
арт. 5313
ю Радиоткань 4403—56, в
СО сл арт. ‘ 6207
Продолжение прилож. 3
Нормы расхода на один аккордеон
на изготовление аккордеона 41X X120-III-5/2 на капитальный ремонт аккордеона 41X120-III-5/2 на средний ремонт аккордеона 41X120-III-5/2 на изготовление аккордеона 34Х X80-III-5 на капитальный ремонт аккордеона 34x80-111-5 на средний ремонт аккордеона 34x80-111-5
0,0021 0,00168
0,0162 0,0162 0,0080 0,01296 0,0146 0,0070
0,030 0,0150 0,0070 0,024 0,0134 0,0060
0,002 0,001 0,0004 0,0016 0,0008 0,00035
0,018 — — 0,0144 —
0,040 — — 0,032 — —
0,0299 0,0085 0,0030 0,024 0,0076 0,0020
0,638 0,065 0,025 0,5104 0,0058 0,0017
0,021 0,0054 0,0020 0,0168 0,0048 0,0016
76,1 76,1 11,00 60,88 60,88 5,00
3,8 3,8 0,60 3,04 3,20
4,6 4,6 0,70 3,68 3,80 —
0,9 — —. 0,72 — —
50,0 50,0 20,00 40,0 40,00 —
26,0 26,0 — 20,80 22,00 —
75,15 75,15 — 50,12 60,00 —
159,4 159,4 — 127,44 128,00 —
8,1 8,1 8,10 6,48 64,10 —
со СО
о
Сырье и материалы ГОСТ, ОСТ, ТУ
Марля ......................
Сукно ......................
Войлок шультерный 4-миллиметровый ...................
Кирза № 1...................
Крепдешин белый...........;
Клей мездровый сухой........
» костный сухой...........
Целлулоид технический . . . .
» художественный . . Цапонлак ...................
Растворитель № 646 .........
Нитролак прозрачный № 754 . . Полистирол блочный..........
Спирт ректификат............
Шеллак......................
Канифоль....................
Ацетон......................
Скипидар ...................
9412—67 6984—54, арт. 3905
7175—54 6986—54
3952—46, I сорт 2067—47, I сорт 10182—39 428—53 5236—50 5630—51 375—53 9440—60 5962—51
Импортный 797—64,
I сорт 2768—60,
I сорт ТУ ГЛХМ 197—52
Продолжение п р и л о ж. 3
Единица измерения Нормы расхода на один аккордеон
на изготовление аккордеона 41X X120-III-5/2 на капитальный ремонт аккордеона 41x120-111-5/2 1 на средний ремонт аккордеона 41X120-111-5/2 на изготовление аккордеона 34х X80-III-5 на капитальный ремонт аккордеона 34X80-III-5 на средний ремонт аккордеона 34x80-111-5
дм2 0,5 0,5 0,50 0,40 0,40 0,40
» 2,6 2,6 0,70 2,08 2,08 0,80
в 0,5 0,5 0,4 0,40 —
в 0,7 0,7 — 0,56 0,56 —
в 1,7 1,7 — 1,36 1,36 —
кг 0,260 0,220 0,80 0,208 0,176 0,065
» 0,200 0,140 0,045 0,16 0,113 0,032
в 0,540 0,200 0,040 0,43 0,032 0,015
в 1,315 0,30 0,045 1,049 •0,033 0,015
в 0,220 0,070 0,011 0,176 0,024 0,008
в 0,279 0,072 0,012 0,224 0,026 0,009
» 0,702 0,702 0,25 0,562 0,500 0,15
в 0,460 — — 0,368 —~ —
в 0,100 0,100 0,050 0,080 0,070 0,022
в 0,016 0,016 0,070 0,0128 0,013 0,008
в 0,038 0,038 0,012 0,030 0,027 0,010
в 0,670 0,340 0,10 0,64 0,271 0,010
в 0,005 0,005 0,002 0,004 0,003 0,002
Сырье и материалы ГОСТ, ОСТ, ТУ Единица измерения
Кислота серная аккумуляторная 667—53 П.С> |
» азотная 701—53 »
» соляная 1382—42 »
» борная 2629—44 »
Сода каустическая 95%-ная . . Сорт А »
» » 42%-ная . . 2263—43 »
Тушь Незамерзающая »
Лак поливинилацетатный .... ТУ МХП »
1376-50
Сода кальцинированная .... 5100-49 »
Сернокислый никель 2665—44 »
» магний 4523—48 »
» натрий 6318—52 »
Поваренная соль 4233—48 »
Известь венская ' »
Медь сернокислая 2142—58 »
Едкий натр 4328—48 »
Фосфорная ортокислота .... ТУ МХП »
1833-48
Керосин 4753—49 »
Жидкое стекло ТУ МХП »
1662—47
Мел очищенный 1488—42 »
Бура техническая 8429—57 »
Тряпки трикотажные — »
Продолжение прилож. 3
Нормы расхода на один аккордеон
на изготовление аккордеона 41X X120-111-5/2 на капитальный ремонт аккордеона 41X120-1П-5/2 на средний ремонт аккордеона 41X120-1 П-5/2 на изготовление аккордеона 34 х X80-III-5 на капитальный ремонт аккордеона 34x80-111-5 на средний ремонт аккордеона 34X80-II1-5
0,228 0,006 0,002 0,182 0,005 0,002
0,010 0,003 0,001 0,008 0,003 0,001
0,270 0,007 0,002 2,220 0,006 —
0,020 — — 0,016 — —
0,007 — — 0,006 — —
0,015 — — 0,012 — —
0,005 — — 0,004 — —
0,060 0,040 — 0,05 0,032 0,012
0,008 — — 0,0064 — —
0,139 — — 0,111 — —
0,022 — — 0,018 — —
0,045 — — 0,036 — —
0,005 — — 0,004 — —
0,0025 — — 0,002 — —
0,036 — — 0,029 — —
0,030 — — 0,024 — —
0,005 — — 0,004 — —
0,075 0,025 0,013 0,060 0,020 0,070
0,0012 0,0004 0,0002 0,001 0,00035 0,00018
0,040 0,0012 0,006 0,032 0,0010 0,0004
0,008 0,003 0,0015 0,0064 0,0026 0,0010
0,130 0,04 0,020 0,104 0,035 0,015
Сырье и материалы ГОСТ, ОСТ, ТУ
Наждачный шлифовальный по-рошок Трубка резиновая фигурная . . » хлорвиниловая Шлифовальная шкурка рулон-ная на полотне Шлифовальная шкурка листовая водостойкая на бумаге .... Паста ГОИ » крокусная Клей казеиновый Паста ЛИК Кнопки (для меховых ремешков) Парафин Окись цинка Стеарин Хромовый ангидрид Натрий хлористый » фтористый Нафталиндисульфокислота 2,6 Формалин технический 180—220 ТУ 233—54-р ТУ МХП 1399—46 КЗ-6, КЗ-8 310 X 230 8217—56 ТУ МХП 1210—44 3056—45 ВТУ 1947 784—53 ТУ МХП 2869-58 6484—64 2548—49 153—57 4463—48 ТУ ГАПУ 204—51 1625—54
Продолжение прилож. 3
Единица измерения Нормы расхода на один аккордеон
на изготовление аккордеона 41X X120-III-5/2 на капитальный ремонт аккордеона 41X120-III-5/2 на средний ремонт аккордеона 41Х120-Ш-5/2 на изготовление аккордеона 34 X Х80-Ш-5 я н о О~ СО Р.Р.О id О 0° со S ^Х я я гаэт на средний ремонт аккордеона 34x80-111-5
кг 0,0053 0,0040 0,0042 0,0036
0,0472 0,024 0,007 0,0378 0,0240 0,008
» 1,200 0,60 0,200 1,0 0,50 0,160
Л12 0,600 0,300 0,150 0,480 0,27 1,130
ЛИСТ. 8 “* 3 1 7 — —
кг 0,050 0,025 0,010 0,040 0,022 0,007
0,008 0,003 0,001 0,0064 0,0026 0,0006
0,020 0,008 0,003 0,016 0,0025
» 0,190 0,057 0,026 0,150 0,052
шт. 6 3 2 6 3 2
кг 0,000432 0,00022 0,00010 0,000346 0,00020 0,00008
» 0,000432 0,00012 0,00005 0,000346 0,00010 0,00006
» 0,000130 0,000130 0,00009 0,000104
0,167 — —— 0,134
0,018 — — 0,0144 —
0,001 — — 0,0008
> 0,001 — — 0,0008 — —
0,0005 — — 0,0004 — —
Сырье и материалы
ГОСТ, ОСТ, ТУ
Алюмокалиевые квасцы .... 18869—40
Цинк сернокислый 4174—48
Натрий азотнокислый 4168—55
Тринатрийфосфат 201—58
Этилацетат 8981—59
Бензин 1012—54-Б-70
Дихлорэтан 5840—51
Алюминиевый порошок 5394-50
Аноды свинцовые —
Калий хлористый 4568—49
Поролон ТУ МХП
3202—54
Буферная резина Толщ. 25—3Q мм
Дибутилфталат 2102—51
Ремни —
Поливинилацетатная эмульсия с 15%-ным пластификатом . .
Церезин 57 .................
Индустриальное масло........
Клей №4.....................
Хлористый аммоний...........
Кнопки 7,5 X 13 мм..........
Аммиак 25%-ный..............
Поливинилацетатный лак . . . .
Нигрозин водный.............
ГОСТ 10002—62 2488—47 3675—59 ИС-45
4014—48
Продолжение прилож. 3
Единица измерения Нормы расхода на один аккордеон
на изготовление аккордеона 41X X120-111-5/2 па капитальный ремонт аккордеона 41Х120-Ш-5/2 на средний ремонт аккордеона 41Х120-Ш-5/2 на изготовление аккордеона 34 X X80-III-5 на капитальный ремонт аккордеона 34X80-I П-5 на средний ремонт аккордеона 34x 80-111-5
кг 0,006 0,0048
» 0,030 — — 0,0240 — —
» 0,0025 — — 0,0020 — —
в 0,0012 — — 0,00096 — —
в 0,0010 .— — 0,0008 — —
» 0,0010 0,0010 0,0006 0,0008 — —
» 0,030 0,030 0,009 0,024 —
1 в 0,001 0,001 0,0005 0,008 — 0,0004
» 0,020 — — 0,016 — —
в 0,0025 — — 0,0020 — —
» 0,0097 0,0097 0,0033 0,0078 — —
в 0,0004 0,0002 0,00006 0,00032
1 в 0,0007 0,0004 0,00015 0,0006 — —
[ ком- 1 1 0,3 1 1 0,3
плект
кг 0,325 0,325 — 0,260
в 0,035 0,020 0,007 0,028 — —
» 0,0124 — — 0,010 — .—.
В 0,0019 0,0010 0,0004 0,0015 — —.
в 0,000020 — — 0,000016 — —.
шт. 127 20 5 84 — —
кг 0,0010 — — 0,0008 — —
в 0,006 0,003 — 0,0048 0,0020
в 0,001 — — 0,0008
Вводится в действие с 1 октября 1961 г.
Приложение 4
Приложение № 1 к решению Мосгор-исполкома от 26.IX. 1961 г. № 48/17
прейскурант отпускных цен на ремонт музыкальных инструментов, выполненный предприятиями Управления бытового и коммунального обслуживания Мосгорисполкома
Номер операции Наименование работ Единица измерения Отпускная стоимость, р. к.
Ремонт гармоник, баянов и аккордеонов
I. Корпус
473 474 Изготовить и поставить одну стенку корпусной рамки с установкой углов и лакировкой для гармоники То же, для баяна шт. » 3—63 4—03
475 » , » аккордеона Отфанеровать и отполировать одну сторону стенки корпуса гармоники » 4—59
476 » 0—63
477 То же, для баяна Оклеить целлулоидом одну сторону корпусной рамки гармоники или аккордеона (12 и 24 басовые) » 0—94
478 » 1—91
479 То же, для баяна и аккордеона 32-басовых . . » 2—38
480 » , для аккордеона 32-басового и выше . . Подклеить часть целлулоида на корпусе размером: 1—5 » 2-67
481 см2 0—29
482 5—20 » 0—58
483 20—50 » 1—72
484 50—100 » 1-91
485 100 и выше » 2—45
486 Переклеить корпус с зачисткой и полировкой в местах склейки гармоники корпус 2—38
487 То же, баяна » 2—48
488 » , аккордеона Оковать один угол корпусной рамки гармоники » 4—59
489 шт. 0—23
490 То же, баяна Оковать одну сторону корпуса пластиком и отполировать » 0—25
491 » 0—23
492 Изготовить и поставить один сухарь в корпус или в рамку гармоники ; '. . . » 0—04
493 То же, баяна, аккордеона Изготовить и поставить новую накладку в корпус гармоники без разборки механизма, от-полировать и привернуть . » 0—05
494 » 0—91
495 То же, баяна, аккордеона . ; Поставить новую прокладку на одной стороне корпуса гармоники » 2—13
496 » 0—21
497 То же, баяна, аккордеона Поставить новый крючок » 0—29
498 » 0—05
240
Продолжение пр и лож. 4
Номер операции Наименование работ Единица измерения Отпускная стоимость, р. к.
II. Дека
499 Изготовить и поставить рейку в деку ШТ. 0-59
500 Переклеить левую или правую деку со сня-
тием ее из корпуса гармоники » 0—39
501 То же, баяна, аккордеона » 0—76
502 Проклеить деку без выемки ее из корпуса гар-
МОНИКИ » 0—04
503 То же, баяна, аккордеона » 0—07
504 Изготовить и поставить новую деку басовой
крышки гармоники » 5—01
505 То же, баяна » 5—29
506 » , правой крышки гармоники 4-планочной » 2-30
507 » , 6—8-планочной гармоники » 3—06
508 » , баяна » 4—38
III. Клавиатура мелодии
509 Перебрать и отрегулировать клавиатуру пра-
вой руки с заменой оси (в случае необходи-
мости) гармоники 4—6-планочной шт. 1 — 16
510 То же, гармоники 3-рядной » 1—91
511 » , » 8-планочной . » 1—70
512 » , баяна ... » 3—62
513 » , аккордеона 2/4, 3/4 » 4—16
514 » , » полного » 4—31
515 Укрепить и отрегулировать клавиатуру без
разборки грифа гармоники » 0—38
516 То же, баяна . . . » 0—78 •
517 » , аккордеона » 0—76
518 Отремонтировать и отлакировать гриф гармо-
ники » 2—02
519 То же, баяна » 2—53
520 » , аккордеона » 3—05 .
521 Исправить регистровый механизм аккордеона » 2—04
522 То же, гармоники » 0—93
523 Поставить готовый гриф гармоники со старыми
пуговицами и клапанами » 4—10
524 То же, баяна » 5—99
525 Поставить на аккордеон заднюю стенку, оклеен-
ную дерматином » 0—87
526 Поставить новую пуговицу » 0—04
527 » » клавишу без разборки кла-
виатуры гармоники » 0—15
528 То же, баяна » 0—22
529 » , аккордеона » 0-45
530 Наклеить на клавиши целлулоидную пластину
или оковать цветным металлом, без разборки
грифа гармоники » 0-05
531 То же, баяна » 0—17
532 » , аккордеона >> 0-29
241
Продолжение прилож.4
Номер операции Наименование работ Единица измерения Отпускная стоимость, р. к.
533 Наклеить новую лайку под клапаны мелодии или под басовые компл. 1—29
534 То же, баяна, аккордеона Поставить новую пружину под клавиши .... » 2—23
535 ШТ. 0—08
536 Склеить клавишу » 0—23
537 Сменить клапан » 0—18
538 Поставить новую лайку под клапан » 0—06
539 Сменить провод клавишный » 0-26
540 Оковать заднюю стенку грифа с полировкой . . » 0-57
541 » верхнюю накладку грифа с полировкой » 0—47
542 Наклеить новую верхнюю накладку на гриф с лакировкой » 0-34
543 IV. Механизм басовый Перебрать и исправить басовый механизм вен-ской гармоники шт. 0—64
544 То же, гармоники хроматической » 1—22
545 » , баяна » 4—66
546 » , аккордеона » 8—66
547 Исправить басовый механизм без разборки гар-МОНИКИ » 0—49
548 То же, баяна, аккордеона Изготовить и поставить новую басовую пру-жину » 1-69
549 » 0—12
550 Поставить новый толкатель с кнопкой без раз-борки механизма гармоники » 0—08
551 То же, баяна » 0—29
552 » , аккордеона » 0—58
553 Поставить новую кнопку в басовый механизм » 0—12
554 » новый валик, без разборки меха- низма гармоники » 0—88
555 То же, баяна » 1—05
556 » , аккордеона » 1—50
557 Поставить новую гребенку для толкателей гар-моники или баяна » 0-52
558 То же, аккордеона » 1—12
559 V. Мех Изготовить и поставить новый мех гармоники до 15 борин шт. 10—49
560 Изготовить и поставить новый мех баяна до 14 борин » 13—11
561 То же, аккордеона 2/4, 3/4 до 15 борин .... » 13—11
562 » , полного аккордеона до 15 борин .... » 14—38
563 Поставить на одну сторону гармоники новую борину » 0—99
564 То же, баяна » 1—12
565 » , аккордеона » 1—21
242
Продолжение прилож. 4
Номер операции Наименование работ Единица измерения Отпускная стоимость, р. к.
566 Сменить лайку в одном углу меха ШТ. 0—40
567 Подклеить сломанную борину меха с впутрен-
ней стороны » 0—10
568 Поставить новый металлический угол » 0—04
569 Оклеить борт меха гармоники » 0-44
570 То же, баяна » 0—48
571 » , аккордеона » 0—61
572 Оклеить дерматином верхние или нижние реб-
ра меха гармоники » 0—41
573 То же, баяна, аккордеона » * 0—49
574 Оклеить дерматином передние или задние реб-
ра меха гармоники » 0—96
575 То же, баяна или аккордеона 3/4, 3/4 » 1 — 12
576 » , аккордеона полного » 1—48
577 Оклеить старый мех гармоники снаружи сит-
цем. Поставить новые металлические углы . . » 7—51
578 То же, баяна или аккордеона 2/4, 3/4 » 11-51
579 » , аккордеона полного » 13—85
580 Наклеить на одну сторону меха ромбики из
цветного дерматина » 1—44
VI. Настройка
581 Настроить планки на лайке с полной подго-
товкой и чисткой голосовой лайки гармоники
4-планочной компл. 3—65
582 То же, гармоники 6-планочной » 4—54
583 » , » 8-планочной » 5—44
584 » , баяна » 10—92
585 » , планки цельные на клею гармоники 4-
планочной » 3—65
586 То же, гармоники 6-планочной » 4—73
587 » , » 8-планочной » 5—64
588 » , баяна » 11—48
589 » , планки кусковые на клею гармоники
4-планочной » 4—20
590 То же, гармоники 6-планочной » 5—47
591 » , » 8-планочной » 6—40
592 » , баяна » 12—99
593 » , кусковые на воске гармоники 4-пла-
ночной » 4—73
594 То же, гармоники 6-планочной » 6—14
595 » , » 8-планочной » 7—12
596 » , баяна » 13—17
597 » , аккордеона 2-голосного » 12—22
598 » , » 3-голосного » 17—93
599 » , » 4-голосного » 22—25
600 Настроить планки без переклейки лайки на
планках восковки гармоники до 8 планок . . » 2—78
601 Настроить планки без переклейки лайки на
планках восковки баяна » 7—21
243
Продолжение прилож.4
Номер операции Наименование работ Единица измерения Отпускная стоимость, р. к.
602. Настроить планки без переклейки лайки на
планках восковки аккордеона 2-голосного . . компл. 8—43
603 То же, аккордеона 3-голосного » 11—95
604 » , . » 4-голосного Частично подстроить отдельные голоса гармо-ники до 8 планок » 14—74
605 ДО Vs 0—98
606 То же, баяна, аккордеона до Vs Переточить голоса на ля 440 гц без настройки КОМПЛ. То же 2—98
607 » 8—96
608 Перестроить планки с ленинградского строя на московский » 13—11
609 Перестроить 3-планочную гармонику на хроматический строй с переточкой язычков .... » 6—13
610 То же, гармонику 4-планочную » 9—65
611 » , » 6-планочную » 11—31
612 » , » 8-планочную » 13-87
613 Очистить голоса гармоники от коррозии на одной планке или кусковые на одной стороне резонатора планка 0—18
614 То же, баяна или аккордеона 2/4 » 0—18
615 « , аккордеона 3/4 или полного Установить новую кусковую планку с наклей-кой двух голосов ' » 0—45
616 шт. 1—50
617 Наклеить и настроить 1 голос (кроме октавно-го) гармоники » 0—17
618 То же, баяна или аккордеона 2/4, 3/4 » 0—20
619 » , аккордеона полного » 0—24
620 Наклеить и настроить один октавный голос гармоники » 0—25
621 Наклеить и настроить один октавный голос баяна, аккордеона » 0—31
622 Наклеить новую лайку на правую или левую сторону планки гармоники планка 0-31
623 Тб же, баяна » 0—42
624 » , аккордеона » 0—89
625 VII. Лакировка Отлакировать неразрезной корпус гармоники без украшений с перечисткой и шпаклевкой корпус 1—02
626 То же, корпус разрезной » 1—49
627 » , неразрезной корпус с украшением . . . » 1—33
628 » , разрезной корпус с украшением .... » 1—81
629 Отлакировать или освежить политурой без перечистки шпатлевки неразрезной или разрезной корпус гармоники без украшений .... » 0—70
630 То же, баяна » 2—51
631 » , с украшением гармоники » 1—38
632 » , баяна » 3—00
244
Продолжение п р и л о ж. 4
Номер операции Наименование работ Единица измерения Отпускная стоимость, р. к.
633 VIII. Полировка Отполировать однорамный корпус гармоники без украшений корпус 3—31
634 То же, баяна » 4—90
635 » , неразрезной корпус гармоники без украшений » 4—32
636 То же, баяна Отполировать неразрезпой корпус гармоники с украшением » 5-32
637 » 5—78
638 То же, баяна » 6—04
639 » , разрезной корпус гармоники с укра-шением » 7—19
640 То же, баяна » 6-65
•641 IX. Сборка Приклеить старый басовый резонатор гармо-ники шт. 0—63
642 То же, баяна, аккордеона Поставить новый басовый или октавный резо-натор гармоники » 1—04
643 » 1 — 12
644 То же, баяна или аккордеона Изготовить и поставить новую розетку к резо- » 1 — 12
645
натору гармоники с наклейкой лайки .... » 0—76
646 То же, баяна или аккордеона » 1—53
647 Поставить новую отполированную сетку с рисунком для левой или правой крышки гар-МОНИКИ » 1—31
648 То же, баяна Склеить сетку аккордеона » 1—72
649 1 место 0—76
650 Поставить сетку без рисунка за гриф шт. 0—44
651 » застежку компл. 0—07
652 Привернуть новые ремни » 0—38
Примечания: 1.3а настройку аккордеонов малых размеров взимается:
а) за аккордеон 12 басовый как за настройку 4-планочной гармоники;
б) за аккордеон 24—32 басовый как за настройку 6-планочной гармоники.
2. На инструменты концертные, заказные, импортные, высших сортов и на работы, не указанные в данном прейскуранте, составляется разовая калькуляция по согласованию с заказчиком.
ОГЛАВЛЕНИЕ
Введение....................................................., : 3
Глава I. Краткие сведения по акустике и музыкальной грамоте ... 17
Акустика...................................................... —
Музыкальная грамота............................................27
Глава II. Разновидности гармоник, баянов и аккордеонов и их конструктивные особенности..............................................38
Гармоники .....................................................39
Баяны..........................................................48
Аккордеоны....................................................-62
Глава III. Ремонт язычковых инструментов...........................65
Организация ремонта.............................................—
Основные виды ремонта..........................................74
Звуковая часть............................................... 77
Неисправности планок с язычками...............................87
, Ремонт голосовых планок.....................................89
Неисправности резонаторов ................................... 97
Ремонт резонаторов............................................98
Неисправности губных гармоник и устранение их................100
Корпус и гриф................ ...........................: . 102
Неисправности корпуса и грифа.................................НО
Ремонт деревянных деталей и узлов корпуса....................114
Оковка углов и кромок корпуса металлом.......................118
Ремонт грифа.................................................120
Лицевая отделка язычковых инструментов.......................127
Клавиатурный механизм мелодии.................................140
Неисправности клавиатурного механизма мелодии .............. 155
Ремонт клавиатурного механизма мелодии.......................159
Ремонт клавиатурного механизма баяна БГВ-61Х120-IV-12 . . . 164
Басовый механизм..............................................168
Неисправности басового механизма.............................178
Ремонт басового механизма....................................182
Механизм переключения регистров...............................190
Неисправности переключателей регистров.......................193
Ремонт переключателей регистров................................—
Меховая камера.............................................. . 196
Неисправности меха...........................................197
Ремонт меха................................................ 198
Настройка гармоник, баянов и аккордеонов......................203
Основные методы настройки..................................204
Настройка баяна и аккордеона ............................. 207
Настройка двухрядной гармоники «хромка» 25X25-III..........215
Общая сборка и правила хранения............................218
Акустические и технические требования к гармоникам, баянам и аккордеонам после капитального ремонта ................. 222
Приложения...................................................... 225
russian-garmon. ru pergg.narod.ru
Иван Георгиевич Фадеев
Иван Александрович Кузнецов
«РЕМОНТ ГАРМОНИК, БАЯНОВ
И АККОРДЕОНОВ»
Редактор О. Н. Ц а р е в а
Техн, редактор Н. И. Кудряшова
Корректор Т. М. Ковалева
Переплет художника Л. В. Дунаевой
Т-00944. Сдано в набор 15/1 1970 г. Подписано к печати 15/1 1971 г. Формат бОхЭО1/^. Объем 15,5+ + бандероль вкладкой 2 п. л. Уч.-изд. л. 17,88. Тираж 25 000 экз. Цена 77 коп. Издат. № 1308. Заказ 2074. План 1970 г., № 79. Бумага типографская № 3.
Ленинградская типография № 4 Главполиграфпрома Комитета по печати при Совете Министров СССР, Социалистическая, 14.