








Автор: Муцянко В.И. Братчиков А.Я.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства шлифование шлифовка
Год: 1986



аи
библиотечка шлифовщика
(fM
библиотечка шлифовщика
Выпуск 5
В. И. МУЦЯНКО, А. я. БРАТЧИКОВ
Бесцентровое
шлифование
Издание 3-е,
переработанное и дополненное
Под редакцией
канд. техн. наук. 3. И. КРЕМНЯ
Ленинград «Машиностроение»
Ленинградское отделение 1986
ББК 34.637
М92
УДК 621.92
Редакционная коллегия:
Ю. Н. Воробьев, А. А. Зыков, 3. И. Кремень (ответственный редактор),
|А. А, Маталин], В, И. Муцянко, Д. Г. Письменный, Л. Н. Филимонов
Рецензент канд. техн, наук Ю. М. Зубарев
Муцянко В. И., Братчиков А. Я.
М92 Бесцентровое шлифование/Под ред. 3. И. Крем-
ня.— 3-е изд., перераб. и доп.— Л.: Машинострое-
ние. Ленингр. отд-ние, 1986.—92 с., ил. — (Б-ка
шлифовщика. Вып. 5).
(В обл.): 25 коп.
В книге рассмотрены особенности бесцентрового шлифования,
способы работы на универсальных и специальных бесцентрово-шлифо-
вальных станках, пути механизации н автоматизации процессов
бесцентрового шлифования. Особое внимание уделено рекомендациям
по настройке узлов станка н устранению дефектов шлифования.
Новое издание (2-е изд. 1967 г.) дополнено сведениями о бесцентро-
вом скоростном шлифовании, шлифовании заготовок с базированием
на жестких опорах, применении алмазных инструментов.
Книга предназначена для рабочих-шлифовщиков.
„ 2704040000-245 _
м -озмоТнб- 245’86
ББК 34.637
6П4.67
(g) Издательство «Машиностроение», 1986.
Предисловие
Среди разновидностей шлифования в современном машино-
строении наиболее эффективно бесцентровое круглое шлифова-
ние, при котором обеспечиваются высокая точность и качество
обработки. Кроме того, бесцентрово-шлифовальные станки
незаменимы при создании автоматических линий, так как могут
быть оснащены загрузочными устройствами и приборами для
автоматического активного контроля размеров детали.
При повышенной жесткости технологической системы
бесцентрово-шлифовальный станок — дёталь ведется обработка
при более высоких параметрах, чем на обычных центровых
круглошлифовальных станках. Рабочий обслуживает одновре-
менно 3—5 станков, погрузка и выгрузка заготовок производятся
без его участия. Все это дает возможность в несколько раз
повысить производительность труда и свести до минимума
затраты вспомогательного времени.
Методы круглого наружного бесцентрового шлифова-
ния постоянно совершенствуются. При изготовлении подшипни-
ков начали применять станки с комплектами кругов высотой
500—800 мм. На некоторых современных станках заготовки
базируются на неподвижных жестких опорах (башмаках).
В предлагаемой брошюре рассмотрены особенности раз-
личных методов бесцентрового шлифования, приведены описание
рациональной наладки бесцентрово-шлифовальных станков
и расчеты элементов наладки отдельных узлов станка,
даны характеристики шлифовальных кругов и режимы шлифо-
вания, рекомендуемые для обработки различных заготовок.
Особое внимание уделено вопросам, связанным с прав-
кой и профилированием кругов при бесцентровом шли-
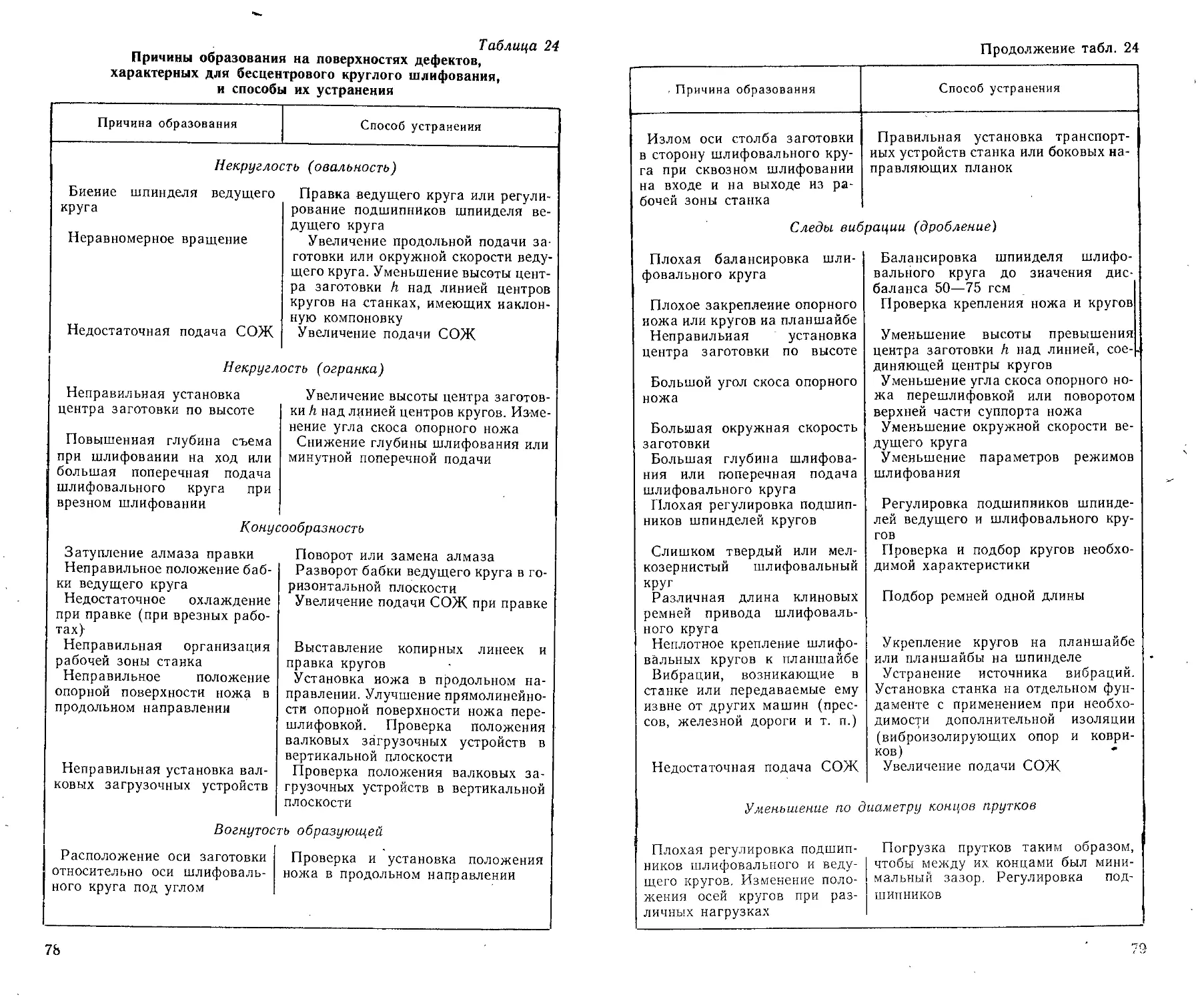
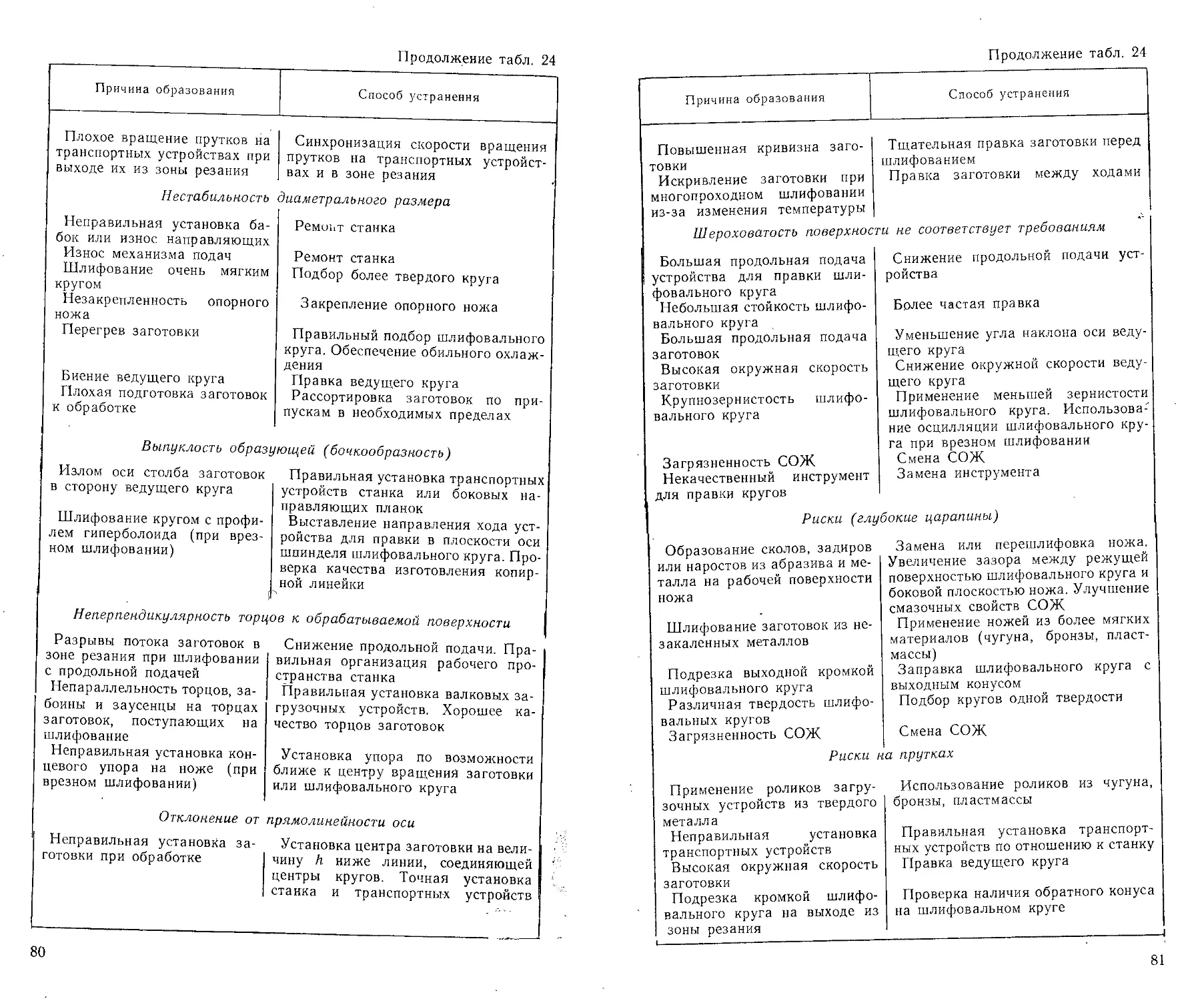
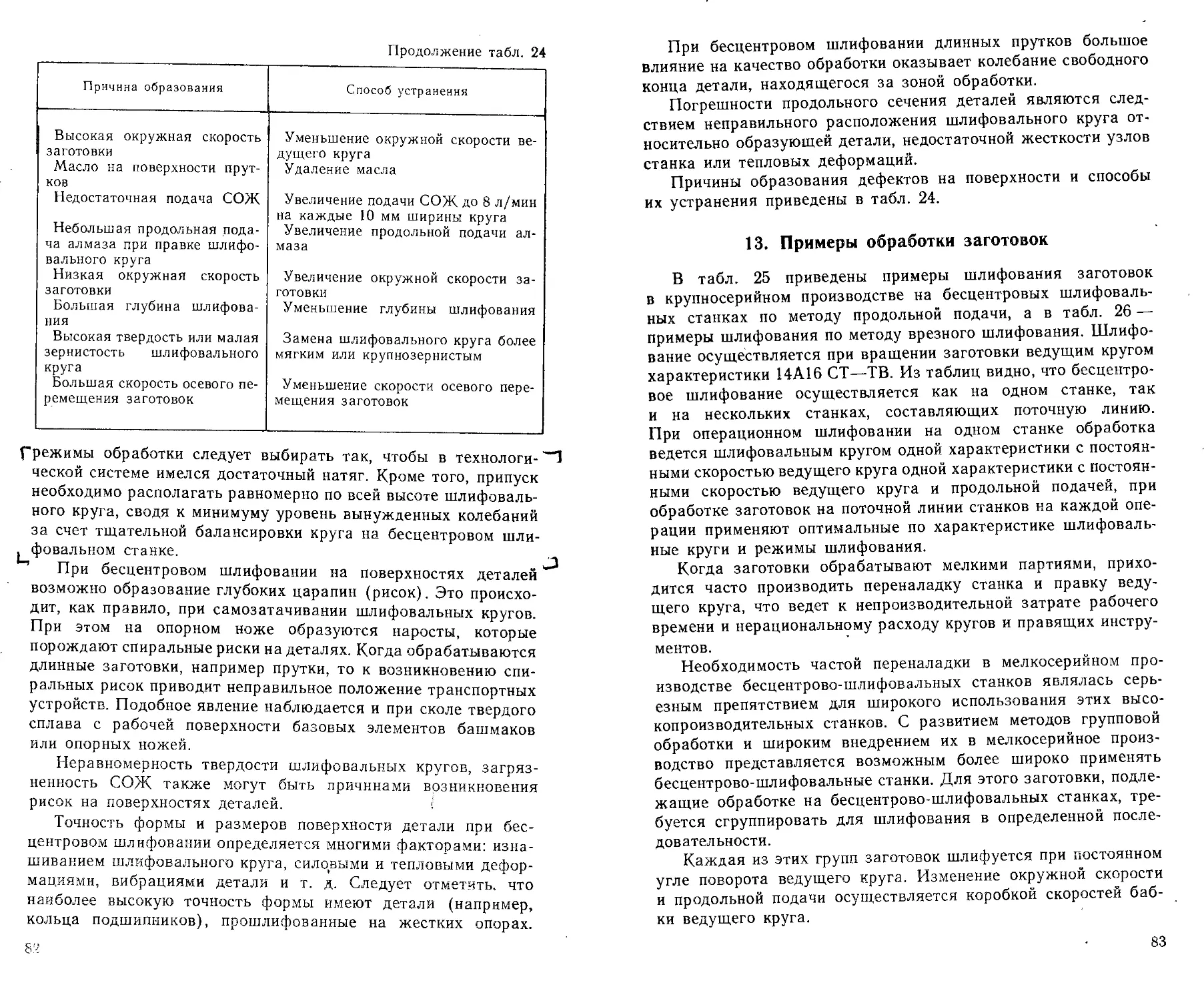
фовании, а также причинам появления дефектов на поверхности
обработанных заготовок и способам их устранения.
Все замечания и предложения по содержанию бро-
шюры просим направлять по адресу: 191065, Ленинград,
ул. Дзержинского, 10, ЛО издательства «Машиностроение».
Глава 1
ПРОЦЕСС БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ
I. Особенности бесцентрового шлифования
Бесцентровое шлифование — один из наиболее произ-
водительных видов абразивной обработки, широко распростра-
ненный в крупносерийном и массовом производстве.
Жесткость технологической системы станок — шлифоваль-
ный круг — деталь — ведущий круг при бесцентровом шлифо-
вании в 1,5—2 раза выше, чем жесткость системы при круглом
шлифовании в центрах. В связи с этим при бесцентровом
шлифовании режимы резания соответственно повышаются
в 1,5—2 раза и значительно облегчается обработка нежестких
заготовок (тонких валов, распылителей и т. д.). Кроме того,
точность формы и концентричность шлифованной поверхности
при бесцентровом шлифовании также выше, чем при шлифов
вании в центрах.
Процессы резания и формообразования заготовок на
бесцентрово-шлифовальных станках осуществляются шлифо:.
вальным кругом, вращающимся с заданной скоростью.
При этом заготовку не закрепляют в центрах или патроне,
как на обычных центровых шлифовальных станках, а базируют
по обрабатываемой или окончательно обработанной поверхности.
Заготовка получает вращение от ведущего круга, скорость
которого в 60—100 раз меньше окружной скорости шлифо-
вального круга.
На практике применяют попутное шлифование: шлифо-
вальный круг и заготовка вращаются в разные стороны.
Таким образом, скорость шлифования определяется как
разность скоростей шлифовального круга цш к и заготовки
и3 в точке контакта
С';!| = ЦШ. К Г'з.
Так как сила трения между заготовкой и шлифоваль-
ным кругом меньше, чем между заготовкой и ведущим кру-
гом, то заготовка вращается практически со скоростью
ведущего круга. Разность скоростей заготовки и шлифо-
вального круга обеспечивает процесс шлифования. Заготов-
ка может вращаться на специальных станках за счет маг-
4
нитной планшайбы, на которой она базируется торцом
и удерживается силами магнитного притяжения на на-
правляющем ноже, ' вращающихся роликах или жестких
опорах.
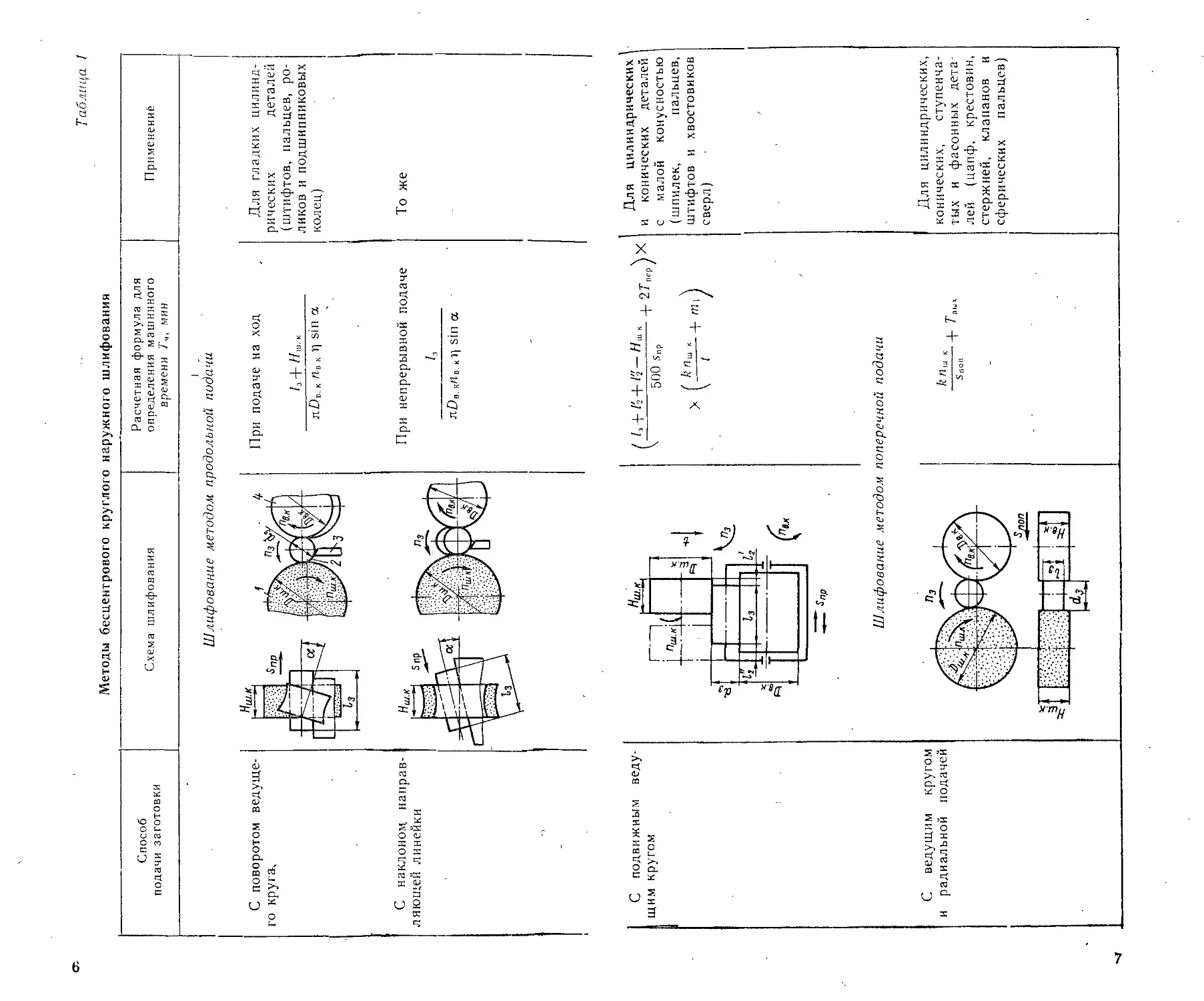
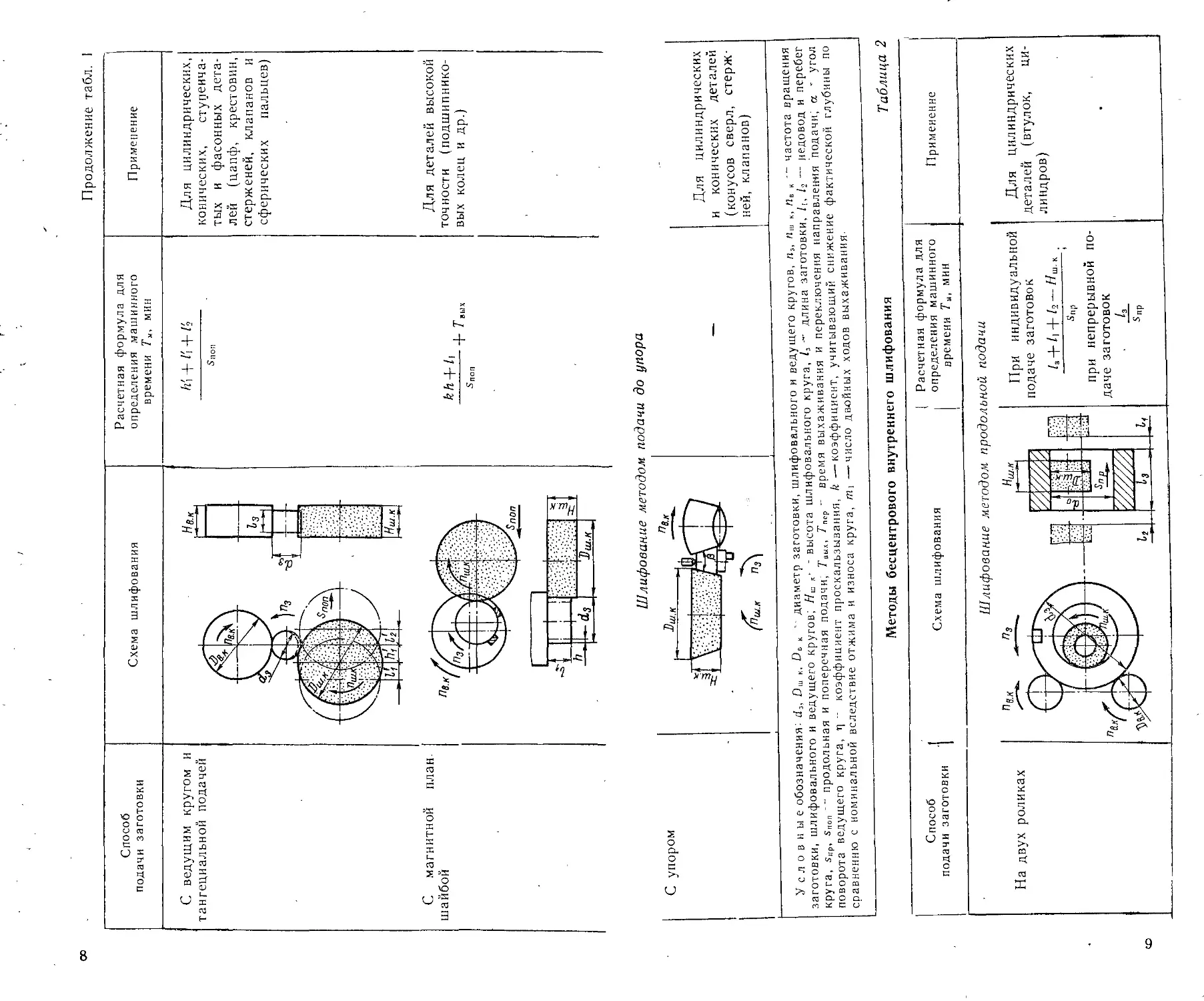
Схемы бесцентрового наружного и внутреннего шлифования
и формулы для определения основного технологического вре-
мени приведены в табл. 1 и 2.
При наружном шлифовании (см. табл. 1) обрабаты-
ваемая заготовка 2 находится в контакте с опорным
ножом 3, шлифовальным 1 и ведущим 4 кругами. При внутрен-
нем шлифовании (см. табл. 2) заготовка 2 находится в контакте
с поддерживающим 3 и прижимным 4 роликами, ведущим 5
и шлифовальным 1 кругами.
В бесцентровых станках ведущий круг выполнен, как
правило, из того же материала, что и шлифовальный.
В качестве ведущих кругов часто применяют чугунные
или алюминиевые ролики. Коэффициент трения при об-
работке стальных заготовок с помощью кругов на вулкани-
товой связке равен 0,6—0,8, а при использовании металлических
роликов он уменьшается до 0,15—0,18. Это приводит к увели-
чению проскальзывания заготовки относительно ведущего
круга и уменьшению скорости шлифования.
При бесцентровом шлифовании заготовка не только
вращается, но и движется поступательно. В процессе
шлифования она базируется наружной поверхностью на
ноже и ведущем круге и торцом прижимается к соседней
заготовке, обрабатываемой одновременно с ней.
Обработка на бесцентрово-шлифовальных станках произво-
дится методами продольной подачи, подачи до упора и попе-
речной подачи (см. табл. 1 и 2).
Шлифование методом продольной подачи на станках
для наружного шлифования выполняют при продольном
перемещении заготовки, а на станках для внутреннего шли-
фования — при возвратно-поступательном перемещении шли-
фовального круга. Шлифовальный и ведущий круги нахо-
дятся на постоянном расстоянии друг от друга. При прохождении
заготовки между кругами с нее сошлифовывается слой
металла, определяемый припуском на обработку. При этом
поперечную подачу одного из кругов осуществляют только
для компенсации износа кругов и настройки станка на тре-
буемые размеры обработки.
За счет поворота ведущего круга либо наклона опор
ного ножа на определенный угол по отношению к шлифо-
вальному кругу производится продольная подача заго-
товки, скорость которой определяется окружной скоростью
ведущего круга и углом его поворота или наклона ножа.
5
Таблица 1
Методы бесцентрового круглого наружного шлифования
Способ подачи заготовки Схема шлифования Расчетная формула для определения машинного времени Тч, мин Применений
Шлифование методом продольной подачи
При подаче на ход
С наклоном, направ-
ляющей линейки
С поворотом ведуще-
го круга,
пе х г) sin а
1„
пОв.кПо.кТ| sin а
При непрерывной подаче
Для гладких цилинд-
рических деталей
(штифтов, пальцев, ро-
ликов и подшипниковых
колец)
То же
С
щим
подвижным веду-
кругом
С ведущим кругом
и радиальной подачей
Шлифование методом поперечной подачи
Для цилиндрических
и конических деталей
с малой конусностью
(шпилек, пальцев,
штифтов и хвостовиков
сверл)
Для цилиндрических,
конических, ступенча-
тых и фасонных дета-
лей (цапф, крестовин,
стержней, клапанов и
сферических пальцев)
00
Продолжение табл. 1
Способ
подачи заготовки
Схема шлифования
Расчетная формула для
определения машинного
времени Ты, мин
Применение
шаибои
С ведущим кругом и
тангециальной подачей
С магнитной план-
К + 1' + /?
Siion
kh-i-h
..
Для цилиндрических,
конических, ступенча-
тых и фасонных дета-
лей (цапф, крестовин,
стерженек, клапанов н
сферических пальцев)
Для деталей высокой
точности (подшипнико-
вых колец и др.)
С упором
Для цилиндрических
и конических деталей
(конусов сверл, стерж-
ней, клапанов)
Условные обозначения: d3, Dlu к. к диаметр заготовки, шлифовального и ведущего кругов, п„ г>ш к, и, в частота вращения
заготовки, шлифовального и ведущего кругов; , - высота шлифовального круга, /3 ~ длина заготовки, /1, /3 иедовод и перебег
круга, sI]p, s,lon " продольная и поперечная подачи; Твых, Тпвр - время выхаживания и переключения направления подачи, а - угол
поворота ведущего круга, ч - коэффициент проскальзывания, /г —коэффициент, учитывающий снижение фактической глубины по
сравнению с номинальной вследствие отжима и износа круга, mi —число двойных ходов выхаживания-
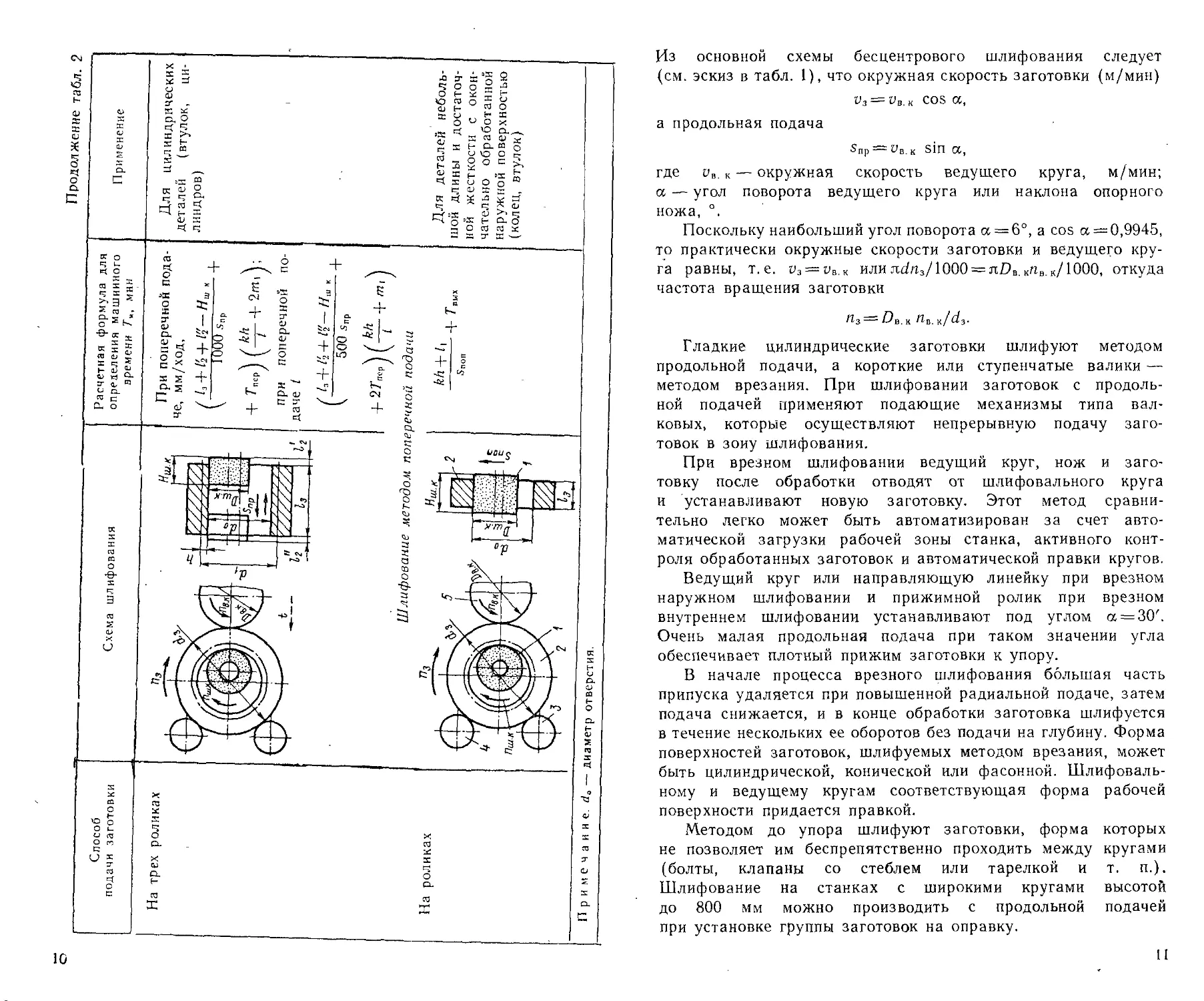
Методы бесцентрового внутреннего шлифования
Таблица 2
Способ
подачи заготовки
Схема шлифования
| Расчетная формула для
। определения машинного
времени мин
Применение
Шлифование методом продольной подачи
На двух роликах
При индивидуальной Для цилиндрических
подаче заготовок деталей (втулок, ЦИ-
/з + А К Snp при непрерывной по- линдров)
даче заготовок /з 5 пр
Продолжение табл.
10
Из основной схемы бесцентрового шлифования следует
(см. эскиз в табл. 1), что окружная скорость заготовки (м/мин)
Ц3 = Ув.к cos а,
а продольная подача
^лр^^^в.к Sin GC,
где цв. к — окружная скорость ведущего круга, м/мин;
а — угол поворота ведущего круга или наклона опорного
ножа, °.
Поскольку наибольший угол поворота а. = 6°, a cos а = 0,9945,
то практически окружные скорости заготовки и ведущего кру-
га равны, т. е. ц3 = цв.к или ло!ц3/1000 = л£>в.кпв.к/1000, откуда
частота вращения заготовки
ц3 = Db.k ЦВ. к/d-3-
Гладкие цилиндрические заготовки шлифуют методом
продольной подачи, а короткие или ступенчатые валики —
методом врезания. При шлифовании заготовок с продоль-
ной подачей применяют подающие механизмы типа вал-
ковых, которые осуществляют непрерывную подачу заго-
товок в зону шлифования.
При врезном шлифовании ведущий круг, нож и заго-
товку после обработки отводят от шлифовального круга
и устанавливают новую заготовку. Этот метод сравни-
тельно легко может быть автоматизирован за счет авто-
матической загрузки рабочей зоны станка, активного конт-
роля обработанных заготовок и автоматической правки кругов.
Ведущий круг или направляющую линейку при врезном
наружном шлифовании и прижимной ролик при врезном
внутреннем шлифовании устанавливают под углом а = 30'.
Очень малая продольная подача при таком значении угла
обеспечивает плотный прижим заготовки к упору.
В начале процесса врезного шлифования большая часть
припуска удаляется при повышенной радиальной подаче, затем
подача снижается, и в конце обработки заготовка шлифуется
в течение нескольких ее оборотов без подачи на глубину. Форма
поверхностей заготовок, шлифуемых методом врезания, может
быть цилиндрической, конической или фасонной. Шлифоваль-
ному и ведущему кругам соответствующая форма рабочей
поверхности придается правкой.
Методом до упора шлифуют заготовки, форма которых
не позволяет им беспрепятственно проходить между кругами
(болты, клапаны со стеблем или тарелкой и т. п.).
Шлифование на станках с широкими кругами высотой
до 800 мм можно производить с продольной подачей
при установке группы заготовок на оправку.
II
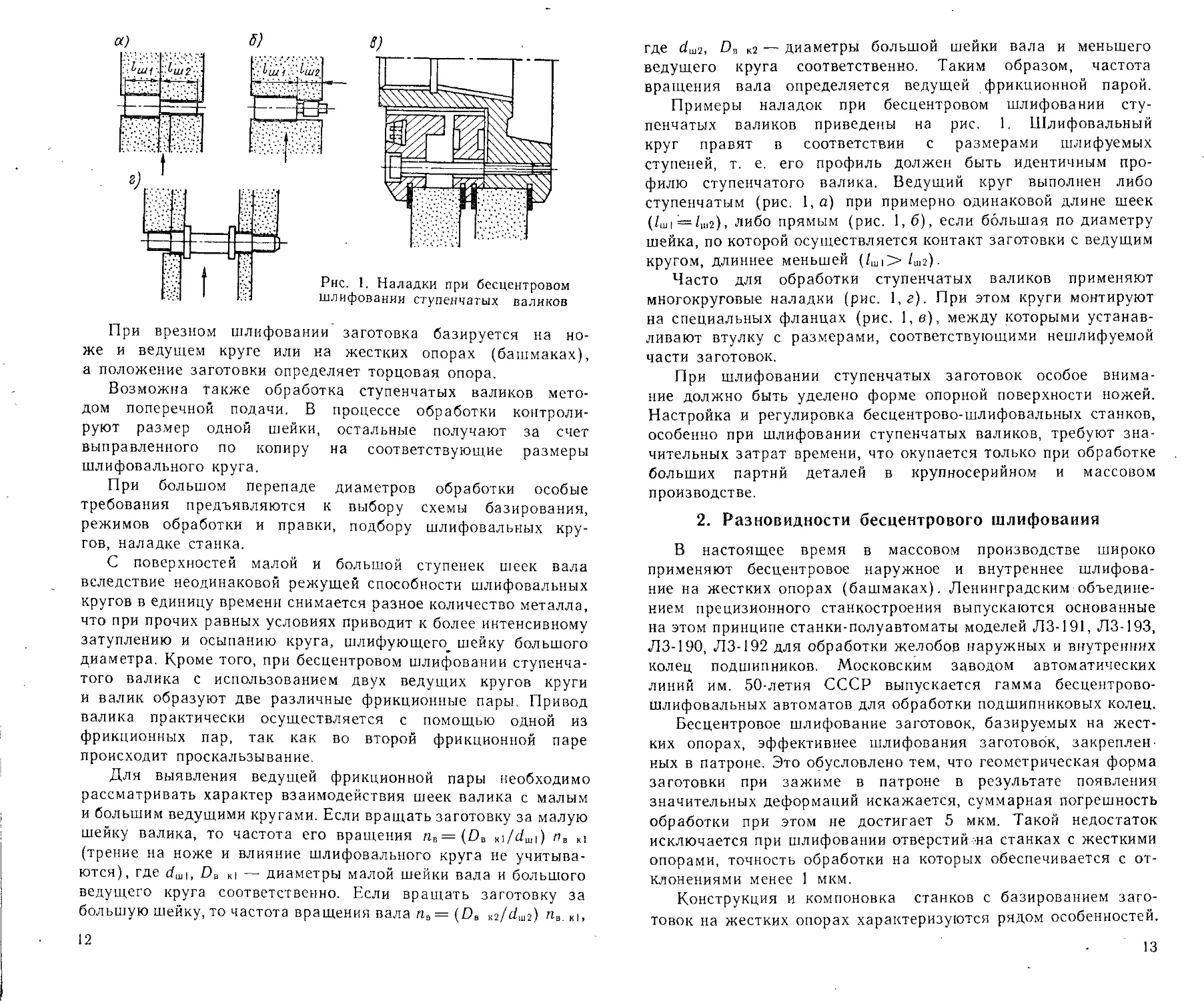
a) 5) В)
Рнс. 1. Наладки при бесцентровом
шлифовании ступенчатых валиков
При врезном шлифовании заготовка базируется на но-
же и ведущем круге или на жестких опорах (башмаках),
а положение заготовки определяет торцовая опора.
Возможна Также обработка ступенчатых валиков мето-
дом поперечной подачи. В процессе обработки контроли-
руют размер одной шейки, остальные получают за счет
выправленного по копиру на соответствующие размеры
шлифовального круга.
При большом перепаде диаметров обработки особые
требования предъявляются к выбору схемы базирования,
режимов обработки и правки, подбору шлифовальных кру-
гов, наладке станка.
С поверхностей малой и большой ступенек шеек вала
вследствие неодинаковой режущей способности шлифовальных
кругов в единицу времени снимается разное количество металла,
что при прочих равных условиях приводит к более интенсивному
затуплению и осыпанию круга, шлифующего, шейку большого
диаметра. Кроме того, при бесцентровом шлифовании ступенча-
того валика с использованием двух ведущих кругов круги
и валик образуют две различные фрикционные пары. Привод
валика практически осуществляется с помощью одной из
фрикционных пар, так как во второй фрикционной паре
происходит проскальзывание.
Для выявления ведущей фрикционной пары необходимо
рассматривать характер взаимодействия шеек валика с малым
и большим ведущими кругами. Если вращать заготовку за малую
шейку валика, то частота его вращения ив=(Оо Ki/dmi) «в xi
(трение на ноже и влияние шлифовального круга не учитыва-
ются), где йШ|, ОГ1 К| — диаметры малой шейки вала и большого
ведущего круга соответственно. Если вращать заготовку за
большую шейку, то частота вращения вала па = (DB к2/^Ш2) пв. к1,
12
где с1Ш2, D„ К2 — диаметры большой шейки вала и меньшего
ведущего круга соответственно. Таким образом, частота
вращения вала определяется ведущей фрикционной парой.
Примеры наладок при бесцентровом шлифовании сту-
пенчатых валиков приведены на рис. 1. Шлифовальный
круг правят в соответствии с размерами шлифуемых
ступеней, т. е. его профиль должен быть идентичным про-
филю ступенчатого валика. Ведущий круг выполнен либо
ступенчатым (рис. 1, а) при примерно одинаковой длине шеек
(/Ш1 = /Ш2), либо прямым (рис. 1, б), если большая по диаметру
шейка, по которой осуществляется контакт заготовки с ведущим
кругом, длиннее меньшей (/ш,> /ш2).
Часто для обработки ступенчатых валиков применяют
многокруговые наладки (рис. 1,г). При этом круги монтируют
на специальных фланцах (рис. 1,в), между которыми устанав-
ливают втулку с размерами, соответствующими нешлифуемой
части заготовок.
При шлифовании ступенчатых заготовок особое внима-
ние должно быть уделено форме опорной поверхности ножей.
Настройка и регулировка бесцентрово-шлифовальных станков,
особенно при шлифовании ступенчатых валиков, требуют зна-
чительных затрат времени, что окупается только при обработке
больших партий деталей в крупносерийном и массовом
производстве.
2. Разновидности бесцентрового шлифования
В настоящее время в массовом производстве широко
применяют бесцентровое наружное и внутреннее шлифова-
ние на жестких опорах (башмаках). Ленинградским объедине-
нием прецизионного станкостроения выпускаются основанные
на этом принципе станки-полуавтоматы моделей ЛЗ-191, ЛЗ-193,
ЛЗ-190, ЛЗ-192 для обработки желобов наружных и внутренних
колец подшипников. Московским заводом автоматических
линий им. 50-летия СССР выпускается гамма бесцентрово-
шлифовальных автоматов для обработки подшипниковых колец.
Бесцентровое шлифование заготовок, базируемых на жест-
ких опорах, эффективнее шлифования заготовок, закреплен'
ных в патроне. Это обусловлено тем, что геометрическая форма
заготовки при зажиме в патроне в результате появления
значительных деформаций искажается, суммарная погрешность
обработки при этом не достигает 5 мкм. Такой недостаток
исключается при шлифовании отверстий-на станках с жесткими
опорами, точность обработки на которых обеспечивается с от-
клонениями менее 1 мкм.
Конструкция и компоновка станков с базированием заго-
товок на жестких опорах характеризуются рядом особенностей.
13
Шпиндель шлифовального круга выполняют консольным, привод
заготовки осуществляется с помощью магнитного патрона,
воздействующего на ее торец.
Наличие жестких опор и отсутствие ведущего круга обеспе-
чивают следующие преимущества: повышается точность
базирования за счет устранения погрешностей формы и биения
ведущего круга; увеличивается жесткость благодаря отсутствию
деформаций узла шпинделей ведущего круга; повышается
устойчивость заготовки в результате ее прижима торцом к
патрону, а также за счет возможности регулирования силы
прижима. Бабка шлифовального круга неподвижна относитель-
но станины, что значительно повышает жесткость и виброустой-
чивость всей системы. Припуск снимается за счет поперечной
подачи заготовки. Особенно важными преимуществами шлифо-
вания на жестких опорах являются одновременная обработка
нескольких заготовок и автоматизация процесса погрузки и
выгрузки заготовок.
Бесцентровое внутреннее шлифование можно производить
с помощью ведущего, опорного и прижимного роликов и на
жестких опорах. При шлифовании с помощью роликов от-
сутствует осевое биение шпинделя. Однако в данном случае
не исключаются деформации заготовки от действия прижимно-
го ролика. Возможно также влияние на точность обработки
биения ведущего и опорного роликов.
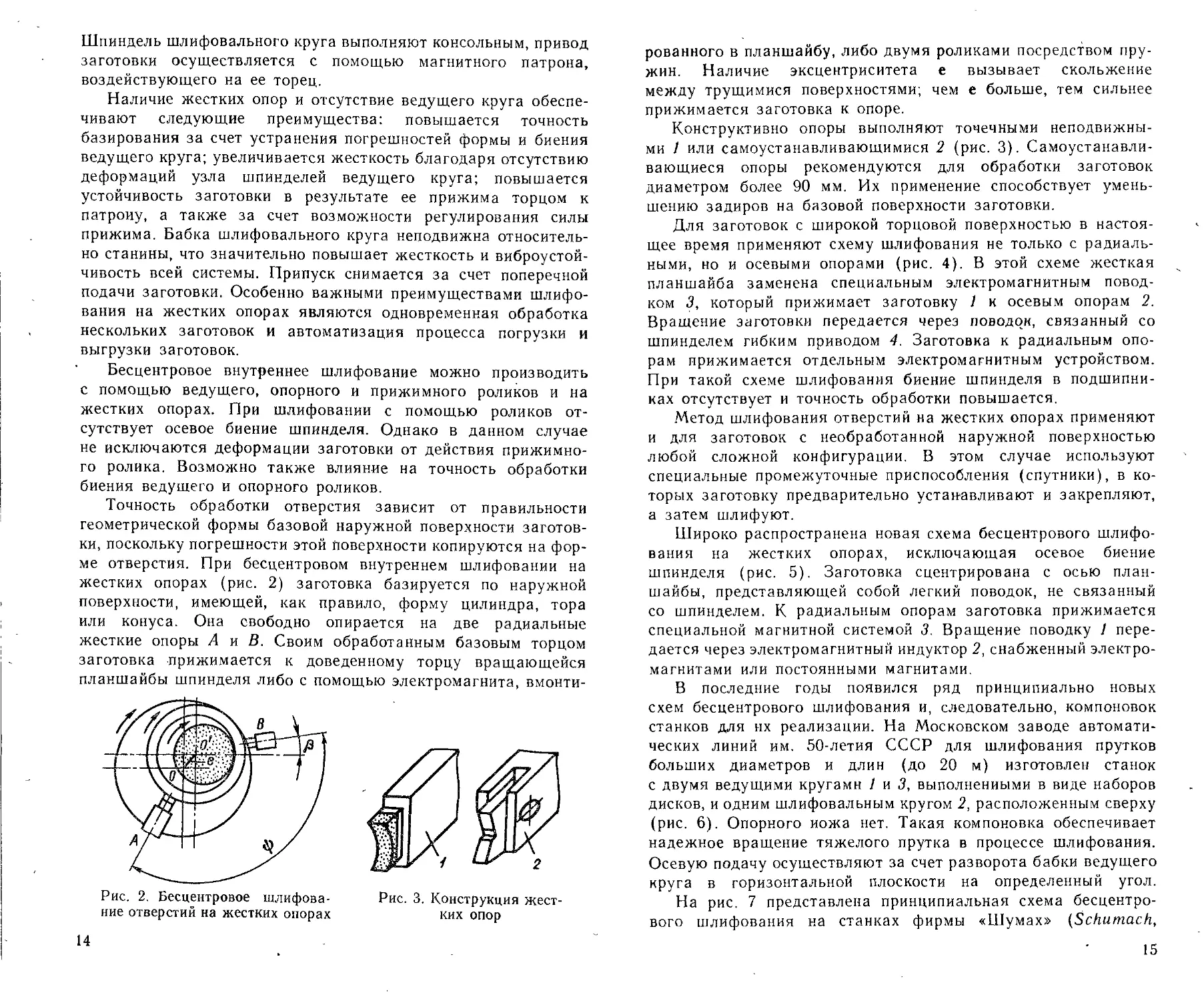
Точность обработки отверстия зависит от правильности
геометрической формы базовой наружной поверхности заготов-
ки, поскольку погрешности этой поверхности копируются на фор-
ме отверстия. При бесцентровом внутреннем шлифовании на
жестких опорах (рис. 2) заготовка базируется по наружной
поверхности, имеющей, как правило, форму цилиндра, тора
или конуса. Она свободно опирается на две радиальные
жесткие опоры А и В. Своим обработанным базовым торцом
заготовка прижимается к доведенному торцу вращающейся
планшайбы шпинделя либо с помощью электромагнита, вмонти-
Рис. 2. Бесцентровое шлифова- Рис. 3. Конструкция жест-
кие отверстий на жестких опорах ких опор
14
рованного в планшайбу, либо двумя роликами посредством пру-
жин. Наличие эксцентриситета е вызывает скольжение
между трущимися поверхностями; чем е больше, тем сильнее
прижимается заготовка к опоре.
Конструктивно опоры выполняют точечными неподвижны-
ми 1 или самоустанавливающимися 2 (рис. 3). Самоустанавли-
вающиеся опоры рекомендуются для обработки заготовок
диаметром более 90 мм. Их применение способствует умень-
шению задиров на базовой поверхности заготовки.
Для заготовок с широкой торцовой поверхностью в настоя-
щее время применяют схему шлифования не только с радиаль-
ными, но и осевыми опорами (рис. 4). В этой схеме жесткая
планшайба заменена специальным электромагнитным повод-
ком 3, который прижимает заготовку 1 к осевым опорам 2.
Вращение заготовки передается через поводок, связанный со
шпинделем гибким приводом 4. Заготовка к радиальным опо-
рам прижимается отдельным электромагнитным устройством.
При такой схеме шлифования биение шпинделя в подшипни-
ках отсутствует и точность обработки повышается.
Метод шлифования отверстий на жестких опорах применяют
и для заготовок с необработанной наружной поверхностью
любой сложной конфигурации. В этом случае используют
специальные промежуточные приспособления (спутники), в ко-
торых заготовку предварительно устанавливают и закрепляют,
а затем шлифуют.
Широко распространена новая схема бесцентрового шлифо-
вания на жестких опорах, исключающая осевое биение
шпинделя (рис. 5). Заготовка сцентрирована с осью план-
шайбы, представляющей собой легкий поводок, не связанный
со шпинделем. К радиальным опорам заготовка прижимается
специальной магнитной системой 3. Вращение поводку 1 пере-
дается через электромагнитный индуктор 2, снабженный электро-
магнитами или постоянными магнитами.
В последние годы появился ряд принципиально новых
схем бесцентрового шлифования и, следовательно, компоновок
станков для их реализации. На Московском заводе автомати-
ческих линий им. 50-летия СССР для шлифования прутков
больших диаметров и длин (до 20 м) изготовлен станок
с двумя ведущими кругами 1 и 3, выполненными в виде наборов
дисков, и одним шлифовальным кругом 2, расположенным сверху
(рис. 6). Опорного иожа нет. Такая компоновка обеспечивает
надежное вращение тяжелого прутка в процессе шлифования.
Осевую подачу осуществляют за счет разворота бабки ведущего
круга в горизонтальной плоскости на определенный угол.
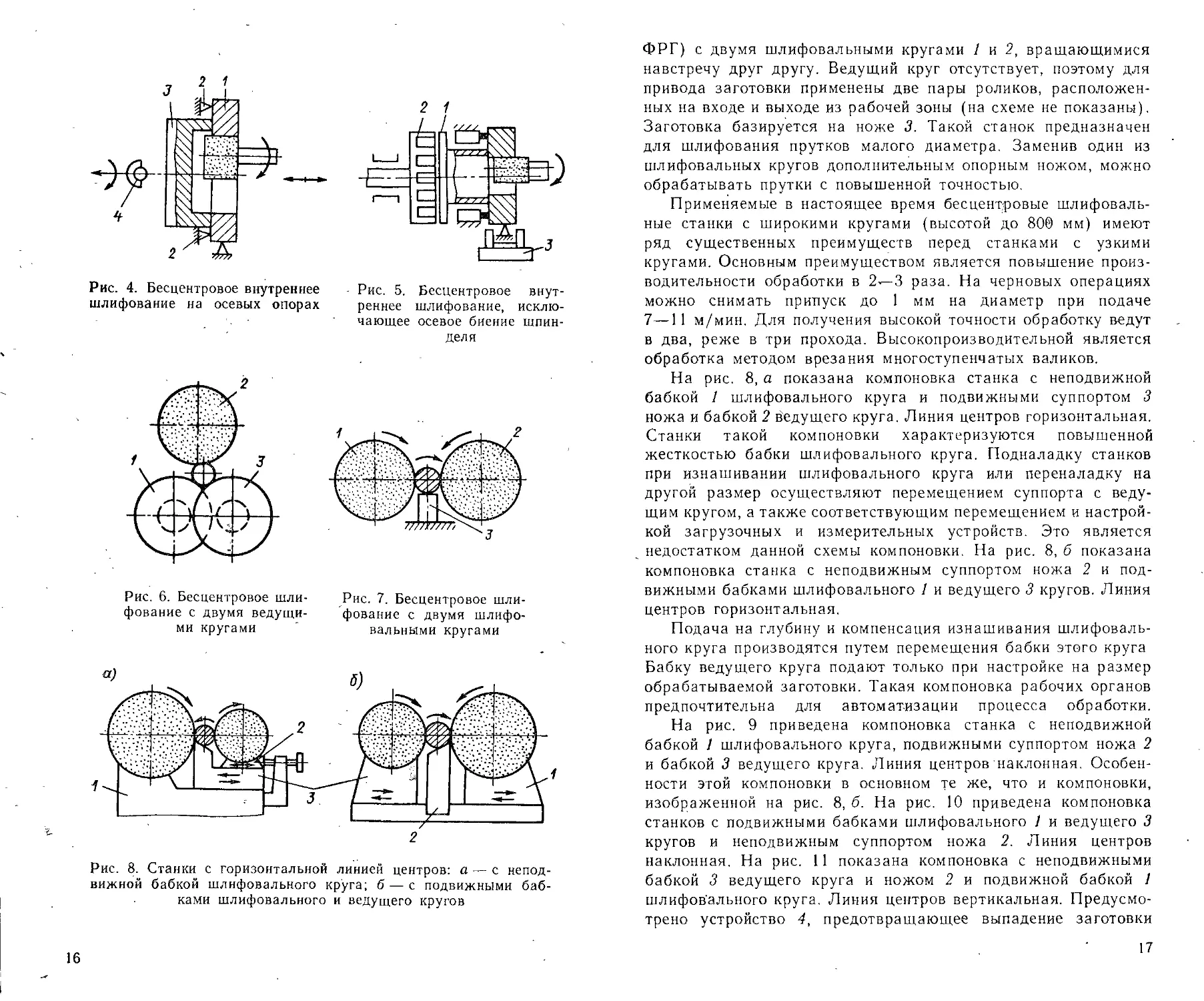
На рис. 7 представлена принципиальная схема бесцентро-
вого шлифования на станках фирмы «Шумах» (Schumach,
15
Рис. 4. Бесцентровое внутреннее
шлифование на осевых опорах
Рис. 5. Бесцентровое внут-
реннее шлифование, исклю-
чающее осевое биение шпин-
деля
Рис. 6. Бесцентровое шли-
фование с двумя ведущи-
ми кругами
Рис. 7. Бесцентровое шли-
фование с двумя шлифо-
вальными кругами
Рис. 8. Станки с горизонтальной линией центров: а — с непод-
вижной бабкой шлифовального круга; б — с подвижными баб-
ками шлифовального и ведущего кругов
16
ФРГ) с двумя шлифовальными кругами 1 и 2, вращающимися
навстречу друг другу. Ведущий круг отсутствует, поэтому для
привода заготовки применены две пары роликов, расположен-
ных на входе и выходе из рабочей зоны (на схеме не показаны).
Заготовка базируется на ноже 3. Такой станок предназначен
для шлифования прутков малого диаметра. Заменив один из
шлифовальных кругов дополнительным опорным ножом, можно
обрабатывать прутки с повышенной точностью.
Применяемые в настоящее время бесцентровые шлифоваль-
ные станки с широкими кругами (высотой до 800 мм) имеют
ряд существенных преимуществ перед станками с узкими
кругами. Основным преимуществом является повышение произ-
водительности обработки в 2>—3 раза. На черновых операциях
можно снимать припуск до 1 мм на диаметр при подаче
7—11 м/мин. Для получения высокой точности обработку ведут
в два, реже в три прохода. Высокопроизводительной является
обработка методом врезания многоступенчатых валиков.
На рис. 8, а показана компоновка станка с неподвижной
бабкой 1 шлифовального круга и подвижными суппортом 3
ножа и бабкой 2 ведущего круга. Линия центров горизонтальная.
Станки такой компоновки характеризуются повышенной
жесткостью бабки шлифовального круга. Подналадку станков
при изнашивании шлифовального круга или переналадку на
другой размер осуществляют перемещением суппорта с веду-
щим кругом, а также соответствующим перемещением и настрой-
кой загрузочных и измерительных устройств. Это является
недостатком данной схемы компоновки. На рис. 8, б показана
компоновка станка с неподвижным суппортом ножа 2 и под-
вижными бабками шлифовального 1 и ведущего 3 кругов. Линия
центров горизонтальная.
Подача на глубину и компенсация изнашивания шлифоваль-
ного круга производятся путем перемещения бабки этого круга
Бабку ведущего круга подают только при настройке на размер
обрабатываемой заготовки. Такая компоновка рабочих органов
предпочтительна для автоматизации процесса обработки.
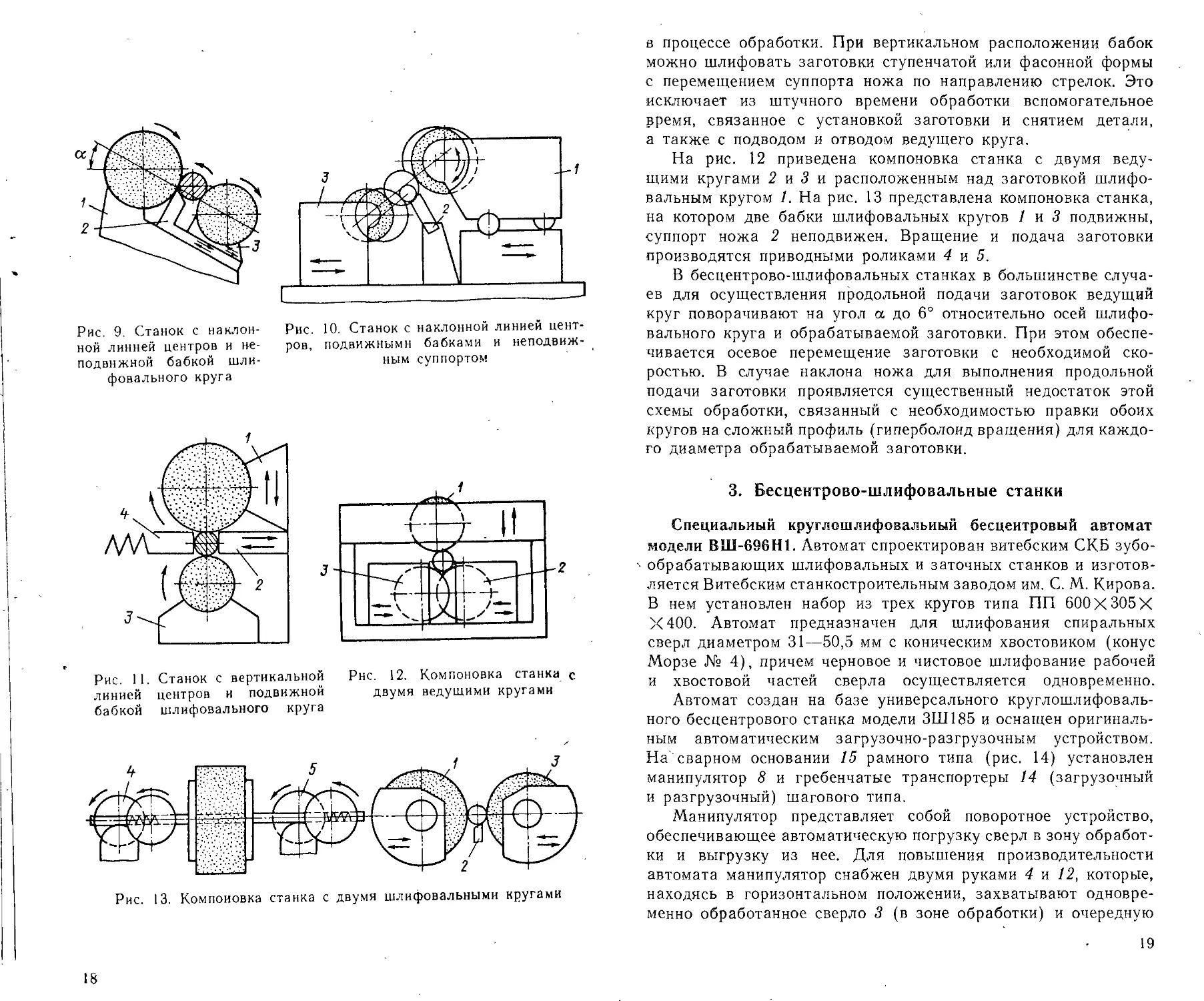
На рис. 9 приведена компоновка станка с неподвижной
бабкой 1 шлифовального круга, подвижными суппортом ножа 2
и бабкой 3 ведущего круга. Линия центров наклонная. Особен-
ности этой компоновки в основном те же, что и компоновки,
изображенной на рис. 8, б. На рис. 10 приведена компоновка
станков с подвижными бабками шлифовального 1 и ведущего 3
кругов и неподвижным суппортом ножа 2. Линия центров
наклонная. На рис. 11 показана компоновка с неподвижными
бабкой 3 ведущего круга и ножом 2 и подвижной бабкой 1
шлифовального круга. Линия центров вертикальная. Предусмо-
трено устройство 4, предотвращающее выпадение заготовки
17
Рис. 9, Станок с наклон-
ной линией центров и не-
подвижной бабкой шли-
фовального круга
Рис. 10. Станок с наклонной линией цент-
ров, подвижными бабками и неподвиж-
ным суппортом
Рис. 11. Станок с вертикальной
линией центров и подвижной
бабкой шлифовального круга
Рнс. 12. Компоновка станка с
двумя ведущими кругами
Рис. 13. Компоновка станка с двумя шлифовальными кругами
18
в процессе обработки. При вертикальном расположении бабок
можно шлифовать заготовки ступенчатой или фасонной формы
с перемещением суппорта ножа по направлению стрелок. Это
исключает из штучного времени обработки вспомогательное
время, связанное с установкой заготовки и снятием детали,
а также с подводом и отводом ведущего круга.
На рис. 12 приведена компоновка станка с двумя веду-
щими кругами 2 и 3 и расположенным над заготовкой шлифо-
вальным кругом 1. На рис. 13 представлена компоновка станка,
на котором две бабки шлифовальных кругов 1 и 3 подвижны,
суппорт ножа 2 неподвижен. Вращение и подача заготовки
производятся приводными роликами 4 и 5.
В бесцентрово-шдифовальных станках в большинстве случа-
ев для осуществления продольной подачи заготовок ведущий
круг поворачивают на угол а до 6° относительно осей шлифо-
вального круга и обрабатываемой заготовки. При этом обеспе-
чивается осевое перемещение заготовки с необходимой ско-
ростью. В случае наклона ножа для выполнения продольной
подачи заготовки проявляется существенный недостаток этой
схемы обработки, связанный с необходимостью правки обоих
кругов на сложный профиль (гиперболоид вращения) для каждо-
го диаметра обрабатываемой заготовки.
3. Бесцентрово-шлифовальные станки
Специальный круглошлифовальиый бесцентровый автомат
модели ВШ-696Н1. Автомат спроектирован витебским СКВ зубо-
обрабатывающих шлифовальных и заточных станков и изготов-
ляется Витебским станкостроительным заводом им. С. М. Кирова.
В нем установлен набор из трех кругов типа ПП 600X 305 X
Х400. Автомат предназначен для шлифования спиральных
сверл диаметром 31—50,5 мм с коническим хвостовиком (конус
Морзе № 4), причем черновое и чистовое шлифование рабочей
и хвостовой частей сверла осуществляется одновременно.
Автомат создан на базе универсального круглошлифоваль-
ного бесцентрового станка модели ЗИИ 85 и оснащен оригиналь-
ным автоматическим загрузочно-разгрузочным устройством.
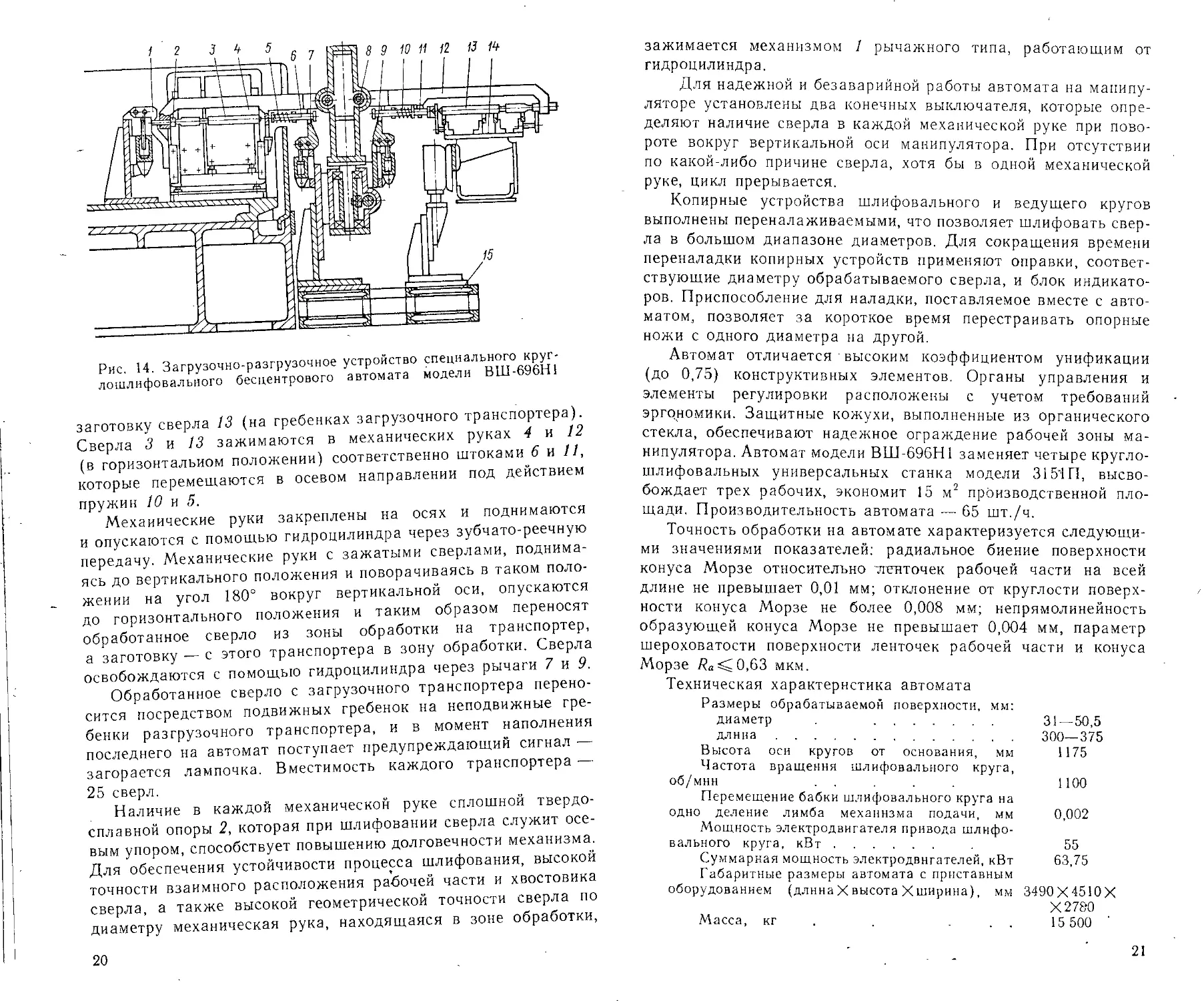
На сварном основании 15 рамного типа (рис. 14) установлен
манипулятор 8 и гребенчатые транспортеры 14 (загрузочный
и разгрузочный) шагового типа.
Манипулятор представляет собой поворотное устройство,
обеспечивающее автоматическую погрузку сверл в зону обработ-
ки и выгрузку из нее. Для повышения производительности
автомата манипулятор снабжен двумя руками 4 и 12, которые,
находясь в горизонтальном положении, захватывают одновре-
менно обработанное сверло 3 (в зоне обработки) и очередную
19
Рис. 14. Загрузочно-разгрузочное устройство специального круг-
лошлифовального бесцентрового автомата модели ВШ-696Н1
заготовку сверла 13 (на гребенках загрузочного транспортера).
Сверла 3 и 13 зажимаются в механических руках 4 и 12
(в горизонтальном положении) соответственно штоками 6 и И,
которые перемещаются в осевом направлении под действием
пружин 10 к 5.
Механические руки закреплены на осях и поднимаются
и опускаются с помощью гидроцилиндра через зубчато-реечную
передачу. Механические руки с зажатыми сверлами, поднима-
ясь до вертикального положения и поворачиваясь в таком поло-
жении на угол 180° вокруг вертикальной оси, опускаются
до горизонтального положения и таким образом переносят
обработанное сверло из зоны обработки на транспортер,
а заготовку — с этого транспортера в зону обработки. Сверла
освобождаются с помощью гидроцилиндра через рычаги 7 и 9.
Обработанное сверло с загрузочного транспортера перено-
сится посредством подвижных гребенок на неподвижные гре-
бенки разгрузочного транспортера, и в момент наполнения
последнего на автомат поступает предупреждающий сигнал —
загорается лампочка. Вместимость каждого транспортера —
25 сверл.
Наличие в каждой механической руке сплошной твердо-
сплавной опоры 2, которая при шлифовании сверла служит осе-
вым упором, способствует повышению долговечности механизма.
Для обеспечения устойчивости процесса шлифования, высокой
точности взаимного расположения рабочей части и хвостовика
сверла, а также высокой геометрической точности сверла по
диаметру механическая рука, находящаяся в зоне обработки,
20
зажимается механизмом 1 рычажного типа, работающим от
гидроцилиндра.
Для надежной и безаварийной работы автомата на манипу-
ляторе установлены два конечных выключателя, которые опре-
деляют наличие сверла в каждой механической руке при пово-
роте вокруг вертикальной оси манипулятора. При отсутствии
по какой-либо причине сверла, хотя бы в одной механической
руке, цикл прерывается.
Копирные устройства шлифовального и ведущего кругов
выполнены переналаживаемыми, что позволяет шлифовать свер-
ла в большом диапазоне диаметров. Для сокращения времени
переналадки копирных устройств применяют оправки, соответ-
ствующие диаметру обрабатываемого сверла, и блок индикато-
ров. Приспособление для наладки, поставляемое вместе с авто-
матом, позволяет за короткое время перестраивать опорные
ножи с одного диаметра на другой.
Автомат отличается высоким коэффициентом унификации
(до 0,75) конструктивных элементов. Органы управления и
элементы регулировки расположены с учетом требований
эргономики. Защитные кожухи, выполненные из органического
стекла, обеспечивают надежное ограждение рабочей зоны ма-
нипулятора. Автомат модели ВШ-696Н1 заменяет четыре кругло-
шлифовальных универсальных станка модели 315ДП, высво-
бождает трех рабочих, экономит 15 м2 производственной пло-
щади. Производительность автомата — 65 шт./ч.
Точность обработки на автомате характеризуется следующи-
ми значениями показателей: радиальное биение поверхности
конуса Морзе относительно ленточек рабочей части на всей
длине не превышает 0,01 мм; отклонение от круглости поверх-
ности конуса Морзе не более 0,008 мм; непрямолинейность
образующей конуса Морзе не превышает 0,004 мм, параметр
шероховатости поверхности ленточек рабочей части и конуса
Морзе 0,63 мкм.
Техническая характеристика автомата
Размеры обрабатываемой поверхности, мм:
диаметр ............... 31 — 50,5
длина................................ 300—375
Высота оси кругов от основания, мм 1175
Частота вращения шлифовального круга,
об/мин ..... 1100
Перемещение бабки шлифовального круга на
одно деление лимба механизма подачи, мм 0,002
Мощность электродвигателя привода шлифо-
вального круга, кВт................. . 55
Суммарная мощность электродвигателей, кВт 63,75
Габаритные размеры автомата с приставным
оборудованием (длинаX высота Xширина), мм 3490Х4510Х
Х2780
Масса, кг . . ... 15 500
21
Бесцентровый круглошлифовальиый станок модели ЗМ184.
Этот новый базовый станок скомпонован так, что бабки шли-
фовального и ведущего кругов подвижны и перемещаются
в направлении к оси шлифуемой заготовки. Суппорт и опор-
ный нож неподвижны. Бабка ведущего круга может быть уста-
новлена в горизонтальной плоскости совместно с ножом с откло-
нением на ±30', наибольший угол наклона оси ведущего круга
в вертикальной плоскости составляет ±5°. Бабка ведущего
круга расположена на направляющих скольжения, бабка шли-
фовального круга — на роликовых направляющих со стальными
закаленными планками; боковые направляющие также роли-
ковые.
Техническая характеристика станка
Диаметр шлифования, мм................ 3—80
Наибольшая длина шлифования, мм:
с продольной подачей..................... 250
» поперечной » 145
Диаметр круга, мм:
шлифовального......................... 400—500
ведущего............................ 300—350
Наибольшая высота кругов, мм................ 150
Точность шлифования до 6-го квалитета; шероховатость
обработанной поверхности Ra = 0,1604- 0,080 мкм. При шлифо-
вании с поперечной подачей станок может быть настроен
на автоматический цикл. Охлаждающая жидкость очищается
от металлической стружки и абразивной пыли магнитным
сепаратором.
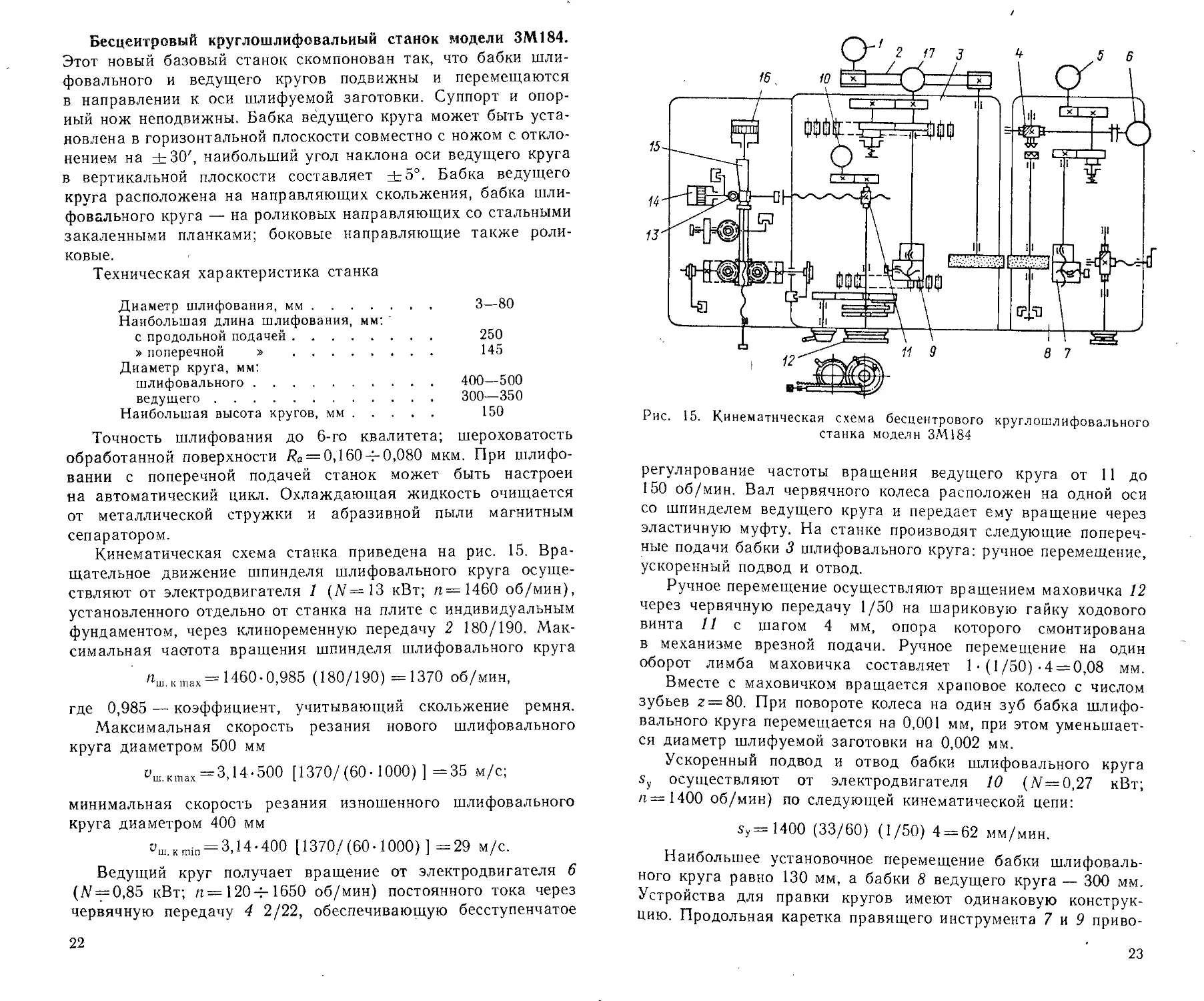
Кинематическая схема станка приведена на рис. 15. Вра-
щательное движение шпинделя шлифовального круга осуще-
ствляют от электродвигателя 1 (М=13 кВт; «=1460 об/мин),
установленного отдельно от станка на плите с индивидуальным
фундаментом, через клиноременную передачу 2 180/190. Мак-
симальная частота вращения шпинделя шлифовального круга
«Ш. К max =1460 -0,985 (180/190) =1370 об/мин,
где 0,985 — коэффициент, учитывающий скольжение ремня.
Максимальная скорость резания нового шлифовального
круга диаметром 500 мм
уш.ктах = 3,14-500 [1370/(60-1000)]=35 м/с;
минимальная скорость резания изношенного шлифовального
круга диаметром 400 мм
к min = 3,14-400 [1370/(60-1000)1=29 м/с.
Ведущий круг получает вращение от электродвигателя 6
(W = 0,85 кВт; «=120-4-1650 об/мин) постоянного тока через
червячную передачу 4 2/22, обеспечивающую бесступенчатое
22
Рис. 15. Кинематическая схема бесцентрового круглошлифовального
станка модели ЗМ184
регулирование частоты вращения ведущего круга от 11 до
150 об/мин. Вал червячного колеса расположен на одной оси
со шпинделем ведущего круга и передает ему вращение через
эластичную муфту. На станке производят следующие попереч-
ные подачи бабки 3 шлифовального круга: ручное перемещение,
ускоренный подвод и отвод.
Ручное перемещение осуществляют вращением маховичка 12
через червячную передачу 1/50 на шариковую гайку ходового
винта 11 с шагом 4 мм, опора которого смонтирована
в механизме врезной подачи. Ручное перемещение на один
оборот лимба маховичка составляет 1 • (1/50)-4 = 0,08 мм.
Вместе с маховичком вращается храповое колесо с числом
зубьев z = 80. При повороте колеса на один зуб бабка шлифо-
вального круга перемещается на 0,001 мм, при этом уменьшает-
ся диаметр шлифуемой заготовки на 0,002 мм.
Ускоренный подвод и отвод бабки шлифовального круга
sy осуществляют от электродвигателя 10 (Л;==0,27 кВт;
п=1400 об/мин) по следующей кинематической цепи:
sy= 1400 (33/60) (1/50) 4 = 62 мм/мин.
Наибольшее установочное перемещение бабки шлифоваль-
ного круга равно 130 мм, а бабки 8 ведущего круга —- 300 мм.
Устройства для правки кругов имеют одинаковую конструк-
цию. Продольная каретка правящего инструмента 7 и 9 приво-
23
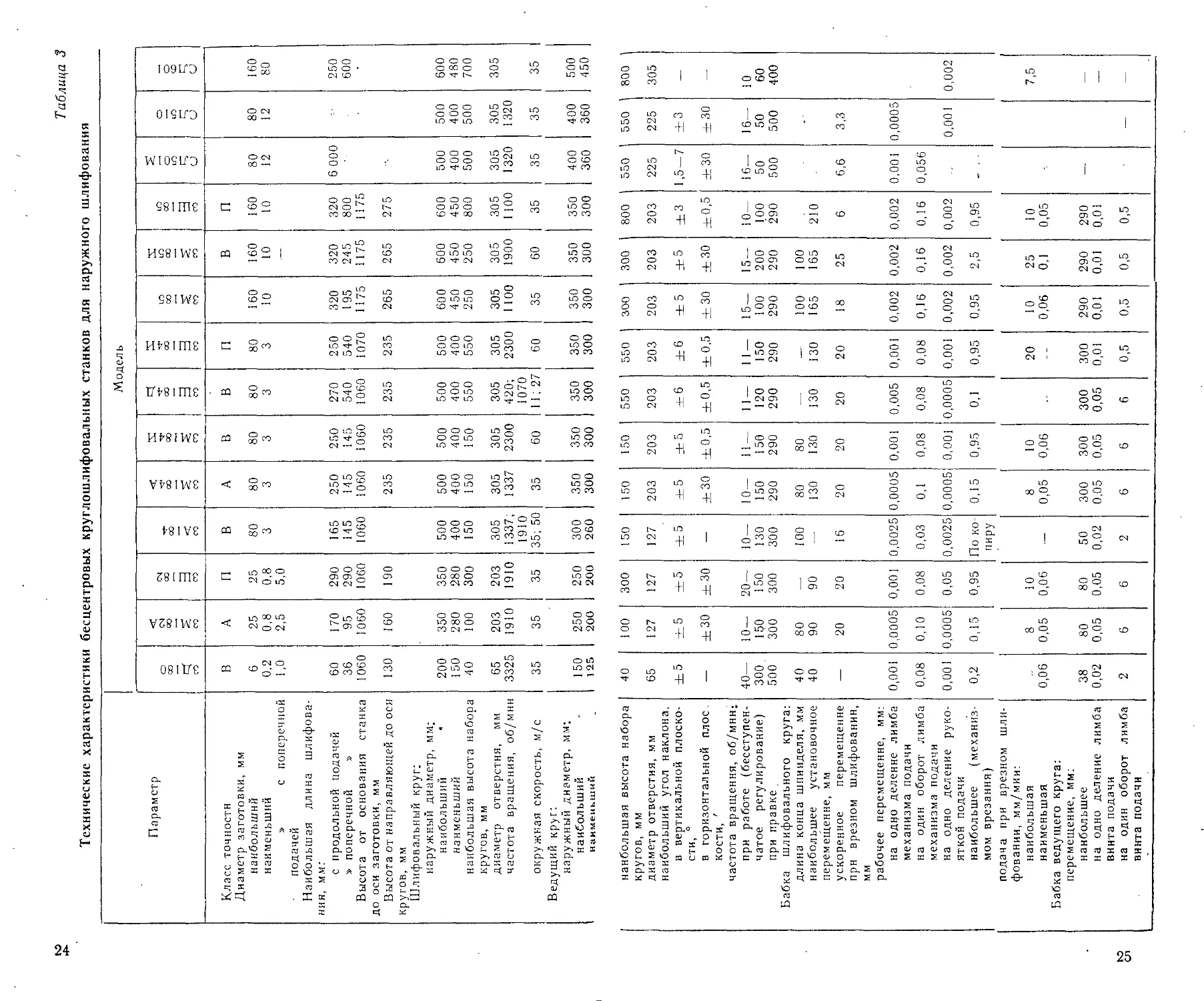
Таблица 3
Технические характеристики бесцентровых круглошлифовальных станков для наружного шлифования
Параметр Модель
ЗД180 ЗМ182А ЗШ182 ЗА 184 ЗМ184А ЗМ184И ЗШ184Д ЗШ184И ЗМ185 ЗМ185И 1 ЗШ185 СЛ501М СЛ510 СЛ601
Класс точности Диаметр заготовки, мм наибольший В 6 А 25 п 25 В 80 А 80 В 80 В 80 П 80 160 В 160 П 160 80 80 160
наименьший 0,2 0,8 0,8 3 3 3 3 3 10 10 10 12 12 80
» с поперечной подачей Наибольшая длина шлифова- ния, мм: с продольной подачей 1,0 60 2,5 170 5,0 290 165 250 250 270 250 320 320 320 6 000 250
» поперечной » 36 95 290 145 145 145 540 540 195 245 800 600
Высота от основания станка 1060 1060 1060 1060 1060 1060 1060 1070 1175 1175 1175
до оси заготовки, мм Высота от направляющей до оси кругов, мм Шлифовальный круг; наружный диаметр, мм; наибольший • 130 200 160 350 190 350 500 235 500 235 500 235 500 235 500 265 600 265 600 275 600 500 500 600
наименьший 150 280 280 400 400 400 400 400 450 450 450 400 400 480
наибольшая высота набора 40 100 300 150 150 150 550 550 250 250 800 500 500 700
кругов, мм диаметр отверстия, мм 65 203 203 305 305 305 305 305 305 305 305 305 305 305
частота вращения, об/мнн 3325 1910 1910 1337; 1337 2300 420; 2300 1 100 1900 1 100 1320 1320
окружная скорость, м/с 35 35 35 1910 35; 50 35 60 1070 11; 27 60 35 60 35 35 35 35
Ведущий круг: наружный диаметр, мм; наибольший 150 250 250 300 350 350 350 350 350 350 350 400 400 500
наименьший 125 200 200 260 300 300 300 300 300 300 300 360 360 450
наибольшая высота набора 40 100 300 150 150 150 550 550 300 300 800 550 550 800
кругов, мм диаметр отверстия, мм наибольший угол наклона. 65 127 127 127 203 203 203 203 203 203 203 225 225 305
в вертикальной плоско- сти, 0 ±5 ±5 ±5 ±5 ±5 ±5 ±6 ±6 ±5 ±5 ±3 1,5-7 ±3 —
в горизонтальной плос — ±30 ±30 — ±30 ±0,5 ±0,5 ±0,5 ±30 ±30 ±0,5 ±30 ±30 —
кости, '
частота вращения, об/мнн;
при работе (бесступен- 40— 10 — 20 — 10 — 10 — И — 11 — 11 — 15 — 15 — 10— 16— 16— 10
чатое регулирование) 300 150 150 130 150 150 120 150 100 200 100 50 50 60
при правке . 500 300 300 300 290 290 290 290 290 290 290 500 500 400
Бабка шлифовального круга:
длина конца шпинделя, мм 40 80 — 100 80 80 — — 100 100
наибольшее установочное 40 90 90 — 130 130 130 130 165 165 210
перемещение, мм ускоренное перемещение при врезном шлифовании, мм рабочее перемещение, мм: — 20 20 16 20 20 20 20 18 25 6 6,6 3,3
на одно деление лимба механизма подачи 0,001 0,0005 0,001 0,0025 0,0005 0,001 0,005 0,001 0,002 0,002 0,002 0,001 0,0005
на один оборот лимба механизма подачи 0,08 0,10 0,08 0,03 0,1 0,08 0,08 0,08 0,16 0,16 0,16 0,056
на одно деление руко- яткой подачи 0,001 0,0005 0,05 0,0025 0,0005 0,001 0,0005 0,001 0,002 0,002 0,002 0,001 0,002
наибольшее (механиз- 0,2 0,15 0,95 По ко- 0,15 0,95 0,1 0,95 0,95 2,5 0,95 ... .
мом врезания) пиру
подача при врезном шли- фовании, мм/мии:
наибольшая 8 10 8 10 20 10 25 10 7,5
наименьшая 0,06 0,05 0,06 — 0,05 0,06 0,06 0,1 0,05
Бабка ведущего круга:
перемещение, мм:
наибольшее 38 80 80 50 300 300 300 300 290 290 290 — —
на одно деление лимба винта подачи 0,02 0,05 0,05 0,02 0,05 0,05 0,05 0,01 0,01 0,01 0,01 —
на один оборот лимба 2 6 6 2 6 6 6 0,5 0,5 0,5 0,5 — —
винта подачи
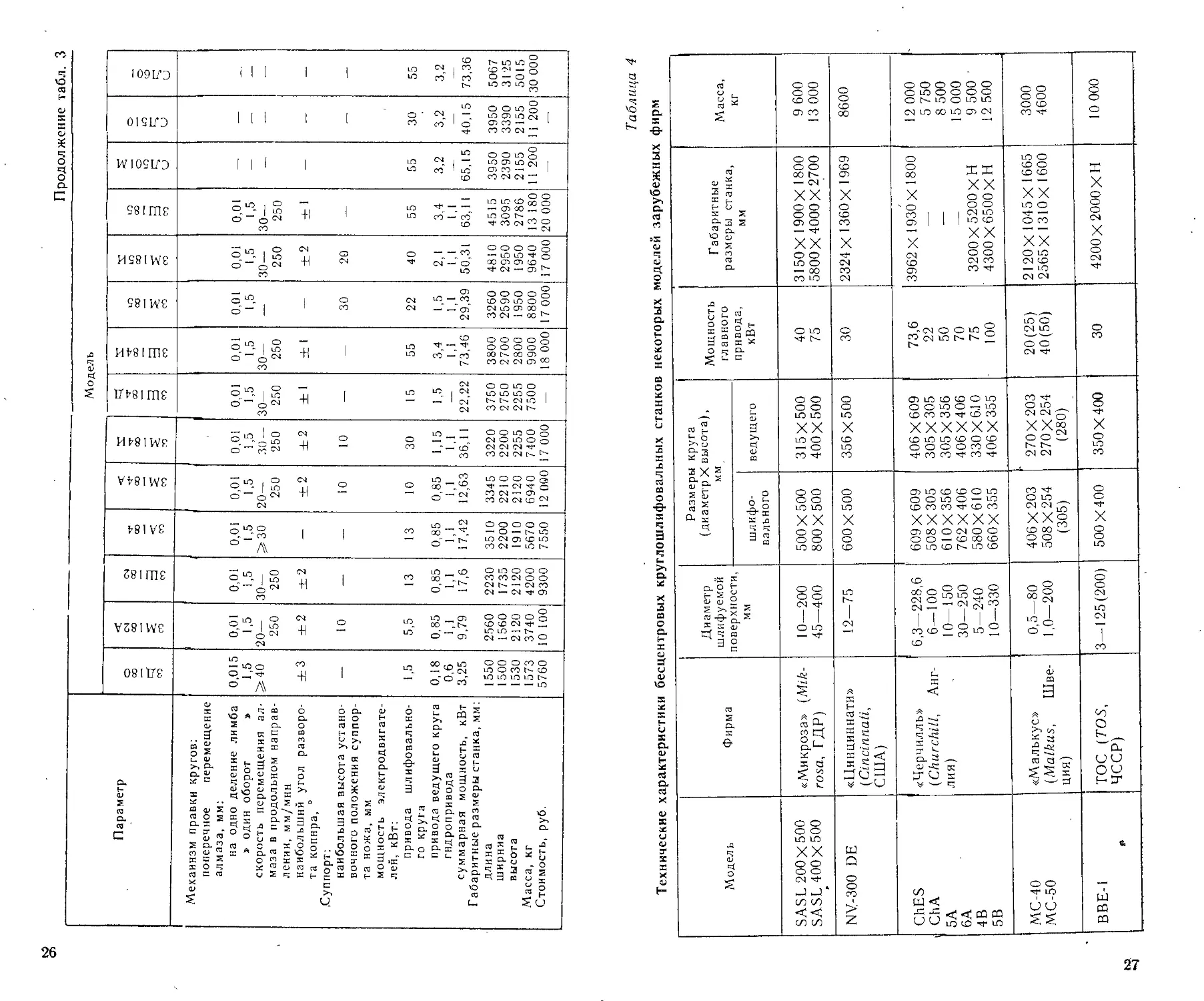
Продолжение табл. 3
Модель
Параметр ЗД18О ЗМ182А ЗА 184 1 ЗМ184А ЗМ184И ЗШ184Д ЗШ184И ЗМ185 ЗМ185И ЗШ185 СД501М 1 СЛ510 I С Л 601 1
Механизм правки кругов: поперечное перемещение алмаза, мм: на одно деление лимба 0,015 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01
» один оборот » 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
скорость перемещения ал- ^40 20— 30 — >30 20- 30 — 30- 30 — 30 — 30— ...
маза в продольном направ- лении, мм/мнн наибольший угол разворо- ±3 250 ± 2 250 ±2 250 + 2 250 ±2 250 + 1 250 ± 1 250 + 2 250 -+- 1
та копира, ° .Суппорт: наибольшая высота устано- 10 10 10 30 20
вочного положения суппор- та ножа, мм мощность электродвигате- лей, кВт: привода шлифовально- 1,5 5,5 13 13 10 30 15 55 22 40 55 55 30 55
го круга привода ведущего круга 0,18 0,85 0,85 0,85 0,85 1,15 1,5 3,4 1,1 1,5 2,1 3,4 [ [ 3,2 3 2 3,2
гидропривода 0,6 1,1 1,1 1,1 1,1 1,1 1,1 I I
суммарная мощность, кВт 3,25 9,79 17,6 17,42 12,63 36,1 1 22,22 73,46 29,39 50,31 63'1 1 65,1 5 40,15 73 36
Габаритные размеры станка, мм: длина 1550 2560 2230 3510 3345 3220 3750 3800 3260 4810 4515 3950 3950 5067
ширина 1500 1560 1735 2200 2210 2200 2750 2700 2590 2950 3095 2390 3390 3125
высота 1530 2120 2120 1910 2120 2255 2255 2800 1950 1950 2786 2155 2155 5015
Масса, кг 1573 3740 4200 5670 6940 7400 7500 9900 8800 9640 13 180 1 1 200 11 200 30 000
Стоимость, руб. 5760 10 100 9300 7550 12 000 17 000 — 18 000 17 000 17 000 20 000
Таблица 4
Технические характеристики бесцентровых круглошлифовальных станков некоторых моделей зарубежных фирм
Модель Фирма Диаметр шлифуемой Размеры круга (диаметр X высота), мм Мощность главного Г абаритные размеры станка, мм Масса,
мм шлифо- вального ведущего привода, кВт
SASL 200X500 SASL 400X500 «Микроза» rosa, ГДР) (Mik- 10—200 45—400 500X500 800 X 500 315X500 400X500 40 75 3I50X 1900Х 1800 5800X4000X2700 9 600 13 000
NV-300 DE «Цинциннати» (Cincinnati, США) 12—75 600X500 356X500 30 2324 X 1360Х 1969 8600
ChES ChA 5А 6А 4В 5В «Черчилль» (Churchill, лия) Анг- 6,3—228,6 6—100 10—150 30—250 5—240 10—330 609X609 508X305 610X356 762X406 580X610 660X355 406X609 305X305 305X356 406X406 330X6.10 406 X 355 73,6 22 50 70 75 100 3962 X 1930 X 1800 3200 X 5200 ХН 4300 X 6500 ХН 12 000 5 750 8 500 15 000 9 500 12 500
МС-40 МС-50 «Малькус» (Malkas, ция) Шве- 0,5—80 1,0—200 406X203 508X254 (305) 270X203 270X254 (280) 20(25) 40(50) 2I20X 1045Х 1665 2565Х I310X 1600 3000 4600
ВВЕ-1 0 TOC (TOS, ЧССР) 3—125(200) 500X400 350X400 30 4200 X 2000 ХН 10 000
дится в действие от электродвигателей 5 и 17 (N = 0,08 кВт;
л=1400 об/мин) постоянного тока через зубчатые колеса
28/102 и 35/95 и винтовую пару с шагом 2 мм. Алмазно-
металлический карандаш устанавливают в радиальном направ-
лении вручную винтами, имеющими шаг 1,5 мм. Обе каретки
и пиноль для поперечной подачи правящего инструмента
перемещаются по шариковым направляющим.
В станке с помощью гидравлического привода осуществляют
смазывание подшипников шпинделя шлифовального и ведущего
кругов и врезную подачу, состоящую из ускоренного подвода
бабки шлифовального круга, рабочей подачи от клина-копира
и выталкивания деталей, отвода бабки шлифовального круга
в исходное положение.
Рассмотрим процесс врезного шлифования. Шток гидроци-
линдра 14 является продолжением ходового винта подачи
бабки шлифовального круга. В этом штоке имеются паз, через
который проходит клин-копир 15, закрепленный на штоке гидро-
цилиндра 16, и ролик 13, контактирующий с клином-копиром.
Клин-копир предназначен для сообщения бабке шлифовального
круга рабочей подачи, составляющей 0,06—10 мм/мин. Регу-
лирование рабочей подачи осуществляется настройкой дросселя
с регулятором, обеспечивающим равномерную скорость движе-
ния, не зависящую от нагрузки на рабочий орган.
Технические характеристики некоторых моделей бесцентрово-
шлифовальных станков. В табл. 3 приведены технические
характеристики бесцентровых круглошлифовальных станков для
наружного шлифования отечественных моделей, в табл. 4 —
технические характеристики бесцентровых круглошлифовальных
станков зарубежных моделей.
4. Автоматизация
бесцентровых круглошлифовальных станков
Вопросы автоматизации бесцентровых круглошлифовальиых
станков являются основными при создании автоматических
линий или участков. На промышленных предприятиях эффектив-
но работают автоматические линии, в которых используются
бесцентровые станки для шлифования колец подшипников, кла-
панов, толкателей, валов и других деталей.
При бесцентровом шлифовании в условиях крупносерийного
и массового производства необходимо автоматизировать не
только процессы обработки заготовок, но и контроль их
размеров в цикле шлифования.
Основой автоматизации бесцентрово-шлифовальных станков
является автоматизация процесса загрузки их. заготовками.
Это вызвано специфическими особенностями бесцентрового
28
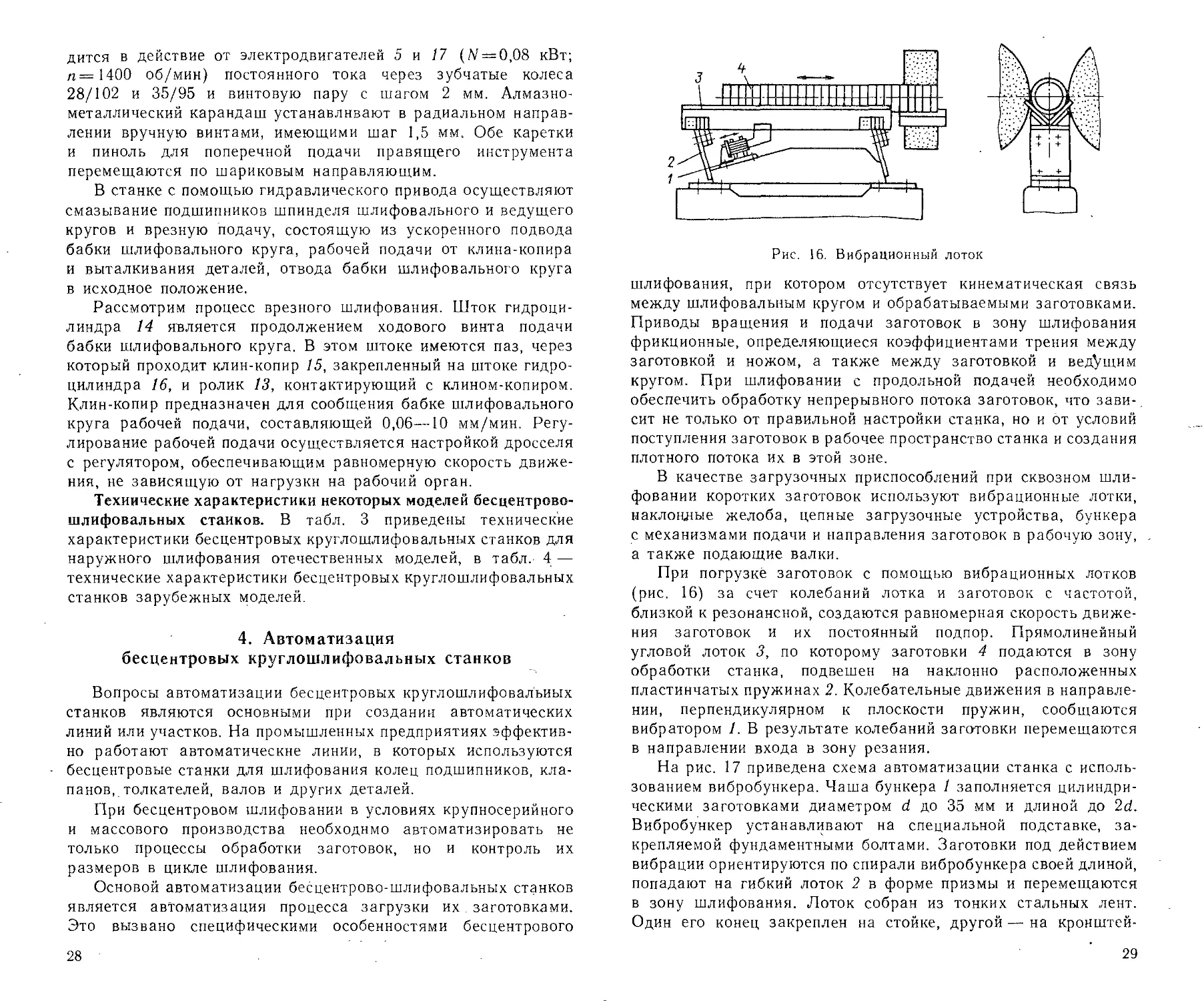
Рис. 16. Вибрационный лоток
шлифования, при котором отсутствует кинематическая связь
между шлифовальным кругом и обрабатываемыми заготовками.
Приводы вращения и подачи заготовок в зону шлифования
фрикционные, определяющиеся коэффициентами трения между
заготовкой и ножом, а также между заготовкой и вед\щим
кругом. При шлифовании с продольной подачей необходимо
обеспечить обработку непрерывного потока заготовок, что зави-
сит не только от правильной настройки станка, но и от условий
поступления заготовок в рабочее пространство станка и создания
плотного потока их в этой зоне.
В качестве загрузочных приспособлений при сквозном шли-
фовании коротких заготовок используют вибрационные лотки,
наклонные желоба, цепные загрузочные устройства, бункера
с механизмами подачи и направления заготовок в рабочую зону,
а также подающие валки.
При погрузке заготовок с помощью вибрационных лотков
(рис. 16) за счет колебаний лотка и заготовок с частотой,
близкой к резонансной, создаются равномерная скорость движе-
ния заготовок и их постоянный подпор. Прямолинейный
угловой лоток 3, по которому заготовки 4 подаются в зону
обработки станка, подвешен на наклонно расположенных
пластинчатых пружинах 2. Колебательные движения в направле-
нии, перпендикулярном к плоскости пружин, сообщаются
вибратором I. В результате колебаний заготовки перемещаются
в направлении входа в зону резания.
На рис. 17 приведена схема автоматизации станка с исполь-
зованием вибробункера. Чаша бункера 1 заполняется цилиндри-
ческими заготовками диаметром d до 35 мм и длиной до 2d.
Вибробункер устанавливают на специальной подставке, за-
крепляемой фундаментными болтами. Заготовки под действием
вибрации ориентируются по спирали вибробункера своей длиной,
попадают на гибкий лоток 2 в форме призмы и перемещаются
в зону шлифования. Лоток собран из тонких стальных лент.
Один его конец закреплен на стойке, другой — на кронштей-
29
Рис. 17. Схема автоматизации станка с ис-
пользованием вибрационного бункерного уст-
ройства
не 3, расположенном на суппорте ножа 4 станка. Для отсека-
ния заготовок необходимого диаметра и направления их по
лотку в один ряд у выходной спирали чаши установлена
подвижная планка. Сверху на чаше расположен ограничитель,
предотвращающий движение заготовок по спирали в два ряда
и более.
Цепные загрузочные и вибрационные устройства, несмотря
на их простоту и несомненные преимущества перед наклонными
желобами, не могут быть использованы во всех операциях
бесцентрового шлифования. Причинами этого являются отсут-
ствие вращения заготовок при входе в зону резания и неравно-
мерный характер их движения. Бункерные устройства также
имеют ряд недостатков: необходимость погрузки деталей на
большой высоте, громоздкость бункеров и невозможность их
использования для обработки заготовок различных размеров.
В настоящее время широко применяют загрузочные устрой-
ства с принудительным транспортированием заготовок вращаю-
щимися валками. Валковые устройства обеспечивают равномер-
ное вращение и осевое перемещение заготовок в зону резания.
Существует большое число вариантов валковых загрузочных
устройств: с двумя цилиндрическими валками, коническим
и цилиндрическим, с двумя коническими, гиперболовидным
и цилиндрическим, гиперболовидным и коническим.
Усложнение конструкции и формы валков обусловлено необ-
ходимостью введения заготовок в зону резания в состоянии
вращения, высокими требованиями к точности бесцентрового
шлифования.
Двухвалковые загрузочные устройства предназначены для
загрузки бесцентровых круглошлифовальных станков при шли-
фовании напроход заготовок колец подшипников, втулок неболь-
30
шой длины и других подобных деталей. Принцип работы
такого устройства можно проследить по рис. 18. Валки 1 и 3
устанавливают под углом относительно друг друга с тем, чтобы
создать осевое перемещение колец 2. Цилиндрический валок 3
расположен горизонтально, а ведущий конический валок 1 —
вершиной в сторону движения колец. При вращении валков
кольца под действием сил трения получают вращательное
движение и перемещаются вдоль своей оси в зону шлифова-
ния. При этом длина валков может достигать 1500 мм, что
обеспечивает накопление в магазине нескольких десятков колец
и требуемый подбор заготовок для непрерывного ведения про-
цесса шлифования.
Применение валковых загрузочных устройств облегчает
погрузку заготовок. Устройства можно использовать для пода-
чи заготовок различной длины и диаметра, легко настраивать
не только на разные размеры заготовок, но и на значения
подач, обеспечивающие оптимальные условия ввода заготовок
в зону шлифования и создание в ней требуемого подпора.
Кроме того, валковые загрузочные устройства можно применять
для межстаночного транспортирования заготовок и встраивать
в автоматические линии. Недостаток валков состоит в том, что
каждая заготовка контактирует с ними в одной точке
и имеет относительно неустойчивое положение. В связи с этим
при транспортировании заготовок по валкам происходят их
поперечное смещение и колебания. Такие колебания вслед-
ствие непрерывности и плотности потока заготовок в зоне
обработки передаются обрабатываемым заготовкам, что приво-
дит к снижению точности обработки.
Для автоматической укладки заготовок на валки применяют
вибрационные бункерные устройства (аналогичные изображен-
ному на рис. 17) со спиральным лотком, ориентирующим заго-
товку относительно валков.
Важный этап автоматизации бесцентровых шлифовальных
станков —- автоматизация контроля обрабатываемых заготовок,
поскольку значительная часть рабочего цикла (16—30 % вспо-
могательного времени) расходуется на контроль размеров. Ав-
Рис. 18. Двухвалковое загрузочное устройство
31
томатизация контрольных промеров способствует: повышению
производительности обработки за счет исключения остановов
станка для ручных измерений обработанной заготовки; пре-
дотвращению появления брака, возникающего в результате
ошибок или утомления рабочего; автоматическому управлению
процессом шлифования.
Применение автоматических средств контроля позволяет
повысить производительность труда шлифовщика на 5—7 %.
Средства автоматического контроля предназначены для кон-
троля изменения размера заготовки непосредственно в процессе
ее обработки на станке и управления точностью обработки.
При обработке заготовок на бесцентрово-шлифовальных
станках активный контроль производится способом подачи
команды на останов станка и способом подачи команды на
подналадку станка.
Первый способ контроля применяют при врезном шлифова-
нии ступенчатых валов с поперечной подачей, второй — при
сквозном шлифовании гладких заготовок.
Основная схема подналадки станка с продольной подачей
представлена на рис. 19. Шлифуемую заготовку 1 после обра-
ботки на станке подают на позицию измерения подналадчика 2
станка. При шлифовании круг изнашивается, вследствие этого
диаметральные размеры заготовок увеличиваются и приближа-
ются к верхней границе поля допуска. Для восстановления
настроечного размера необходимо произвести корректировку
в настройке станка на размер шлифования. Для этого замы-
кается контакт преобразователя 3 и подается электрический
сигнал в электромагнит, управляющий работой храпового ме-
ханизма 4. Храповое колесо поворачивает ходовой винт попереч-
ной подачи бабки шлифовального
Рис. 19. Схема подналадочной системы
бесцентрово-шлифовального станка
круга, которая перемещается
к обрабатываемой заго-
товке на необходимую ве-
личину, компенсирующую
изнашивание круга под-
наладочным импульсом.
При шлифовании с попе-
речной подачей на вели-
чину импульса перемеща-
ется упор, ограничиваю-
щий перемещение круга
в этом направлении.
В качестве примера
рассмотрим схему и прин-
цип действия прибора мо-
дели ОКБ-1428М для стан-
ков модели 6С136, встраи-
32
ваемых в автоматические линии
обработки осей шахтных ваго-
неток и осей катков трактора.
Прибор предназначен для кон-
троля размеров указанных де-
талей в процессе шлифования
и подачи команд при получе-
нии заданных размеров. Он
позволяет осуществлять визу-
альный контроль по шкале
пневматического прибора (мо-
дель 249) с ценой деления
0,001 мм при чистовых режи-
мах и по шкале манометра
при черновых режимах. Авто-
матические команды подают на
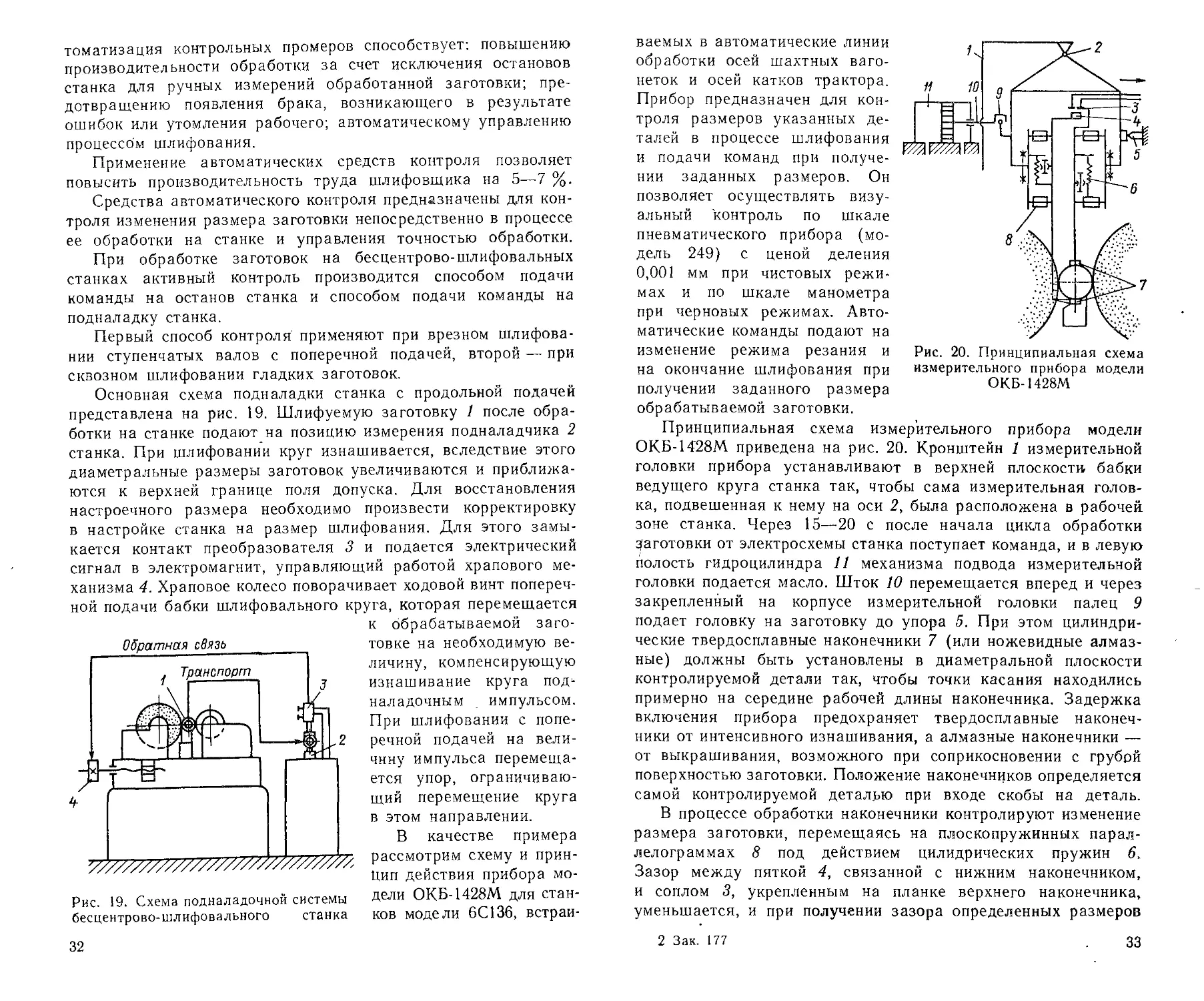
изменение режима резания и Рис. 20. Принципиальная схема
на окончание шлифования при измерительного прибора модели
получении заданного размера ОКБ-1428М
обрабатываемой заготовки.
Принципиальная схема измерительного прибора модели
ОКБ-1428М приведена на рис. 20. Кронштейн 1 измерительной
головки прибора устанавливают в верхней плоскости, бабки
ведущего круга станка так, чтобы сама измерительная голов-
ка, подвешенная к нему на оси 2, была расположена в рабочей
зоне станка. Через 15—20 с после начала цикла обработки
Заготовки от электросхемы станка поступает команда, и в левую
полость гидроцилиндра 11 механизма подвода измерительной
головки подается масло. Шток 10 перемещается вперед и через
закрепленный на корпусе измерительной головки палец 9
подает головку на заготовку до упора 5. При этом цилиндри-
ческие твердосплавные наконечники 7 (или ножевидные алмаз-
ные) должны быть установлены в диаметральной плоскости
контролируемой детали так, чтобы точки касания находились
примерно на середине рабочей длины наконечника. Задержка
включения прибора предохраняет твердосплавные наконеч-
ники от интенсивного изнашивания, а алмазные наконечники —
от выкрашивания, возможного при соприкосновении с грубой
поверхностью заготовки. Положение наконечников определяется
самой контролируемой деталью при входе скобы на деталь.
В процессе обработки наконечники контролируют изменение
размера заготовки, перемещаясь на плоскопружинных парал-
лелограммах 8 под действием цилидрических пружин 6.
Зазор между пяткой 4, связанной с нижним наконечником,
и соплом 3, укрепленным на планке верхнего наконечника,
уменьшается, и при получении зазора определенных размеров
2 Зак. 177
33
иа станок от пневмоэлектрического прибора поступают коман-
ды на переход с черновой подачи на чистовую и на окончание
обработки. После окончания обработки в правую полость
гидроцилиндра 11 подается масло и шток, перемещаясь назад,
отводит прибор в нерабочее положение.
Конструкция измерительной головки выполнена с учетом
необходимости размещения ее в тесной зоне и переналадки на
достаточно широкий диапазон размеров контролируемых де-
талей.
Все основные элементы для наладки и настройки скобы
вынесены за зону ведущего круга, за исключением регулировки
параллельности между образующими наконечников. В процессе
работы ведущий круг станка изнашивается и заготовка может
смещаться на довольно значительную величину, касаясь нако-
нечников в разных точках.
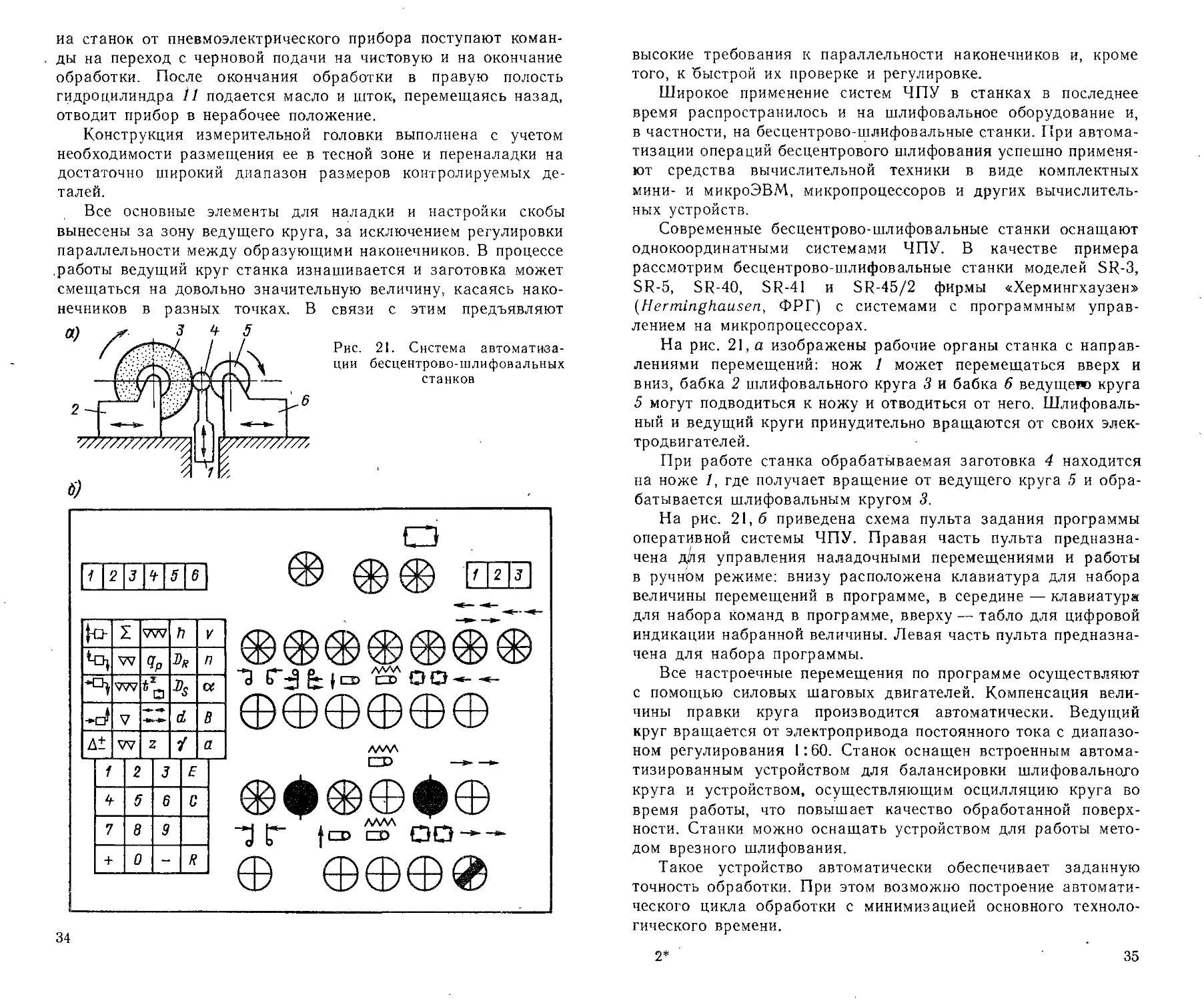
связи с этим предъявляют
Рис. 21. Система автоматиза-
ции бесцентрово-шлифовальных
станков
6)
Z fl V
W Чр Dr n
W7 *3 DS a
V d В
д± W Z i a
1 2 3 E
9- 5 6 C
7 8 9
+ 0 - R
34
высокие требования к параллельности наконечников и, кроме
того, к быстрой их проверке и регулировке.
Широкое применение систем ЧПУ в станках в последнее
время распространилось и на шлифовальное оборудование и,
в частности, на бесцентрово-шлифовальные станки. При автома-
тизации операций бесцентрового шлифования успешно применя-
ют средства вычислительной техники в виде комплектных
мини- и микроЭВМ, микропроцессоров и других вычислитель-
ных устройств.
Современные бесцентрово-шлифовальные станки оснащают
однокоординатными системами ЧПУ. В качестве примера
рассмотрим бесцентрово-шлифовальные станки моделей SR-3,
SR-5, SR-40, SR-41 и SR-45/2 фирмы «Хермингхаузен»
(Herminghausen, ФРГ) с системами с программным управ-
лением на микропроцессорах.
На рис. 21, а изображены рабочие органы станка с направ-
лениями перемещений: нож 1 может перемещаться вверх и
вниз, бабка 2 шлифовального круга 3 и бабка 6 ведущего круга
5 могут подводиться к ножу и отводиться от него. Шлифоваль-
ный и ведущий круги принудительно вращаются от своих элек-
тродвигателей.
При работе станка обрабатываемая заготовка 4 находится
на ноже 1, где получает вращение от ведущего круга 5 и обра-
батывается шлифовальным кругом 3.
На рис. 21,6 приведена схема пульта задания программы
оперативной системы ЧПУ. Правая часть пульта предназна-
чена для управления наладочными перемещениями и работы
в ручном режиме: внизу расположена клавиатура для набора
величины перемещений в программе, в середине — клавиатура
для набора команд в программе, вверху — табло для цифровой
индикации набранной величины. Левая часть пульта предназна-
чена для набора программы.
Все настроечные перемещения по программе осуществляют
с помощью силовых шаговых двигателей. Компенсация вели-
чины правки круга производится автоматически. Ведущий
круг вращается от электропривода постоянного тока с диапазо-
ном регулирования 1:60. Станок оснащен встроенным автома-
тизированным устройством для балансировки шлифовального
круга и устройством, осуществляющим осцилляцию круга во
время работы, что повышает качество обработанной поверх-
ности. Станки можно оснащать устройством для работы мето-
дом врезного шлифования.
Такое устройство автоматически обеспечивает заданную
точность обработки. При этом возможно построение автомати-
ческого цикла обработки с минимизацией основного техноло-
гического времени.
2* 35
Глава 2
НАЛАДКА
БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫХ СТАНКОВ
5. Расчет элементов наладки направляющих узлов
станка
Наладка бесцентровых шлифовальных станков для шлифо-
вания различных заготовок имеет свои особенности. Она включа-
ет расчеты элементов наладки и настройку отдельных узлов
станка. Основными документами для начала работ по наладке
станка являются технологическая карта, чертежи заготовки и
детали.
При расчете элементов наладки бесцентрового шлифоваль-
ного станка необходимо определить высоту установки оси
заготовки h относительно линии центров кругов; углы поворота
ведущего круга а и механизма правки а, а*, |3; смещение
призматической державки с правящим инструментом ho при
правке ведущего круга без угловой коррекции или hK — при
правке с угловой коррекцией; частоту вращения ведущего круга
Пе. к- Кроме того, для бесцентровых станков с базированием
заготовки на жестких опорах (башмаках) определяют угловое
взаимное положение башмаков.
К элементам наладки узлов бесцентрового шлифовального
станка относятся следующие.
1. Настройка бабки ведущего круга: поворот ведущего круга
относительно горизонтальной оси на угол а; поворот механиз-
ма правки относительно вертикальной оси на угол а или ак и
относительно горизонтальной оси в плоскости разворота бабки
ведущего круга на угол 0; установка державки с правящим
инструментом на величину ho или /гк; правка ведущего круга;
настройка привода ведущего круга на требуемую частоту вра-
щения к.
2. Настройка суппорта (производят в зависимости от
метода шлифования): установка суппорта на базовую плоскость
каретки станка; выбор опорного ножа по форме и размерам;
установка ножа по высоте вдоль оси шлифовального круга;
установка боковых направляющих планок (при шлифовании
с продольной подачей); установка упора и регулирование
выталкивающего механизма (при шлифовании с поперечной
подачей и до упора).
3. Настройка механизмов правки шлифовального крута.
4. Настройка станка на заданный размер обрабатываемой
заготовки.
36
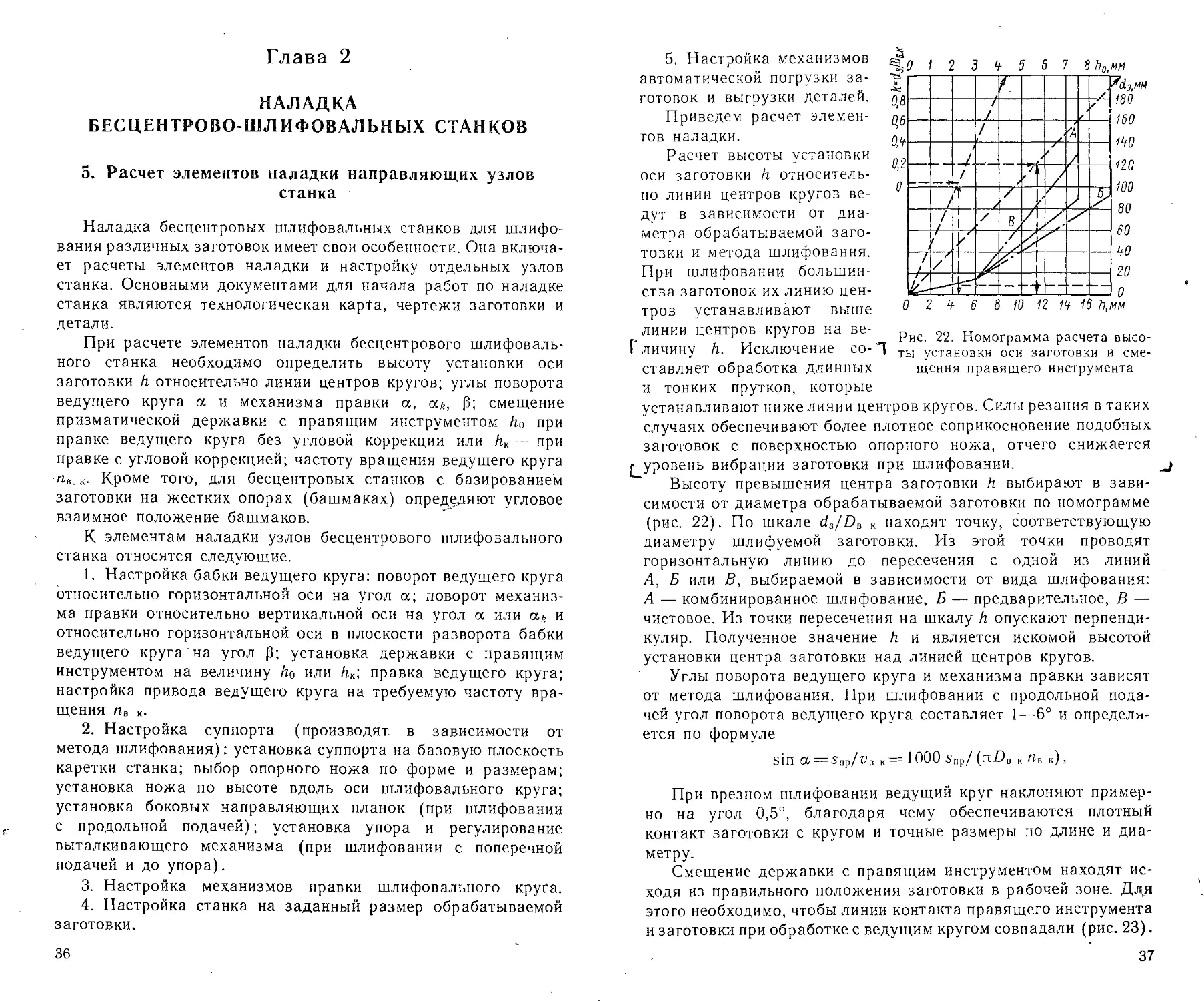
Рис. 22. Номограмма расчета высо-
ты установки оси заготовки и сме-
щения правящего инструмента
5. Настройка механизмов
автоматической погрузки за-
готовок и выгрузки деталей.
Приведем расчет элемен-
тов наладки.
Расчет высоты установки
оси заготовки h относитель-
но линии центров кругов ве-
дут в зависимости от диа-
метра обрабатываемой заго-
товки и метода шлифования. .
При шлифовании большин-
ства заготовок их линию цен-
тров устанавливают выше
линии центров кругов на ве-
! личину h. Исключение со-П
ставляет обработка длинных
и тонких прутков, которые
устанавливают ниже линии центров кругов. Силы резания в таких
случаях обеспечивают более плотное соприкосновение подобных
заготовок с поверхностью опорного ножа, отчего снижается
^уровень вибрации заготовки при шлифовании.
Высоту превышения центра заготовки h выбирают в зави-
симости от диаметра обрабатываемой заготовки по номограмме
(рис. 22). По шкале d3/DB к находят точку, соответствующую
диаметру шлифуемой заготовки. Из этой точки проводят
горизонтальную линию до пересечения с одной из линий
А, Б или В, выбираемой в зависимости от вида шлифования:
А — комбинированное шлифование, Б — предварительное, В —
чистовое. Из точки пересечения на шкалу h опускают перпенди-
куляр. Полученное значение h и является искомой высотой
установки центра заготовки над линией центров кругов.
Углы поворота ведущего круга и механизма правки зависят
от метода шлифования. При шлифовании с продольной пода-
чей угол поворота ведущего круга составляет 1—6° и определя-
ется по формуле
Sin ОС — 5пр /Цв к — 1000 Sop/ (rtZ)в к «в к) ,
При врезном шлифовании ведущий круг наклоняют пример-
но на угол 0,5°, благодаря чему обеспечиваются плотный
контакт заготовки с кругом и точные размеры по длине и диа-
метру.
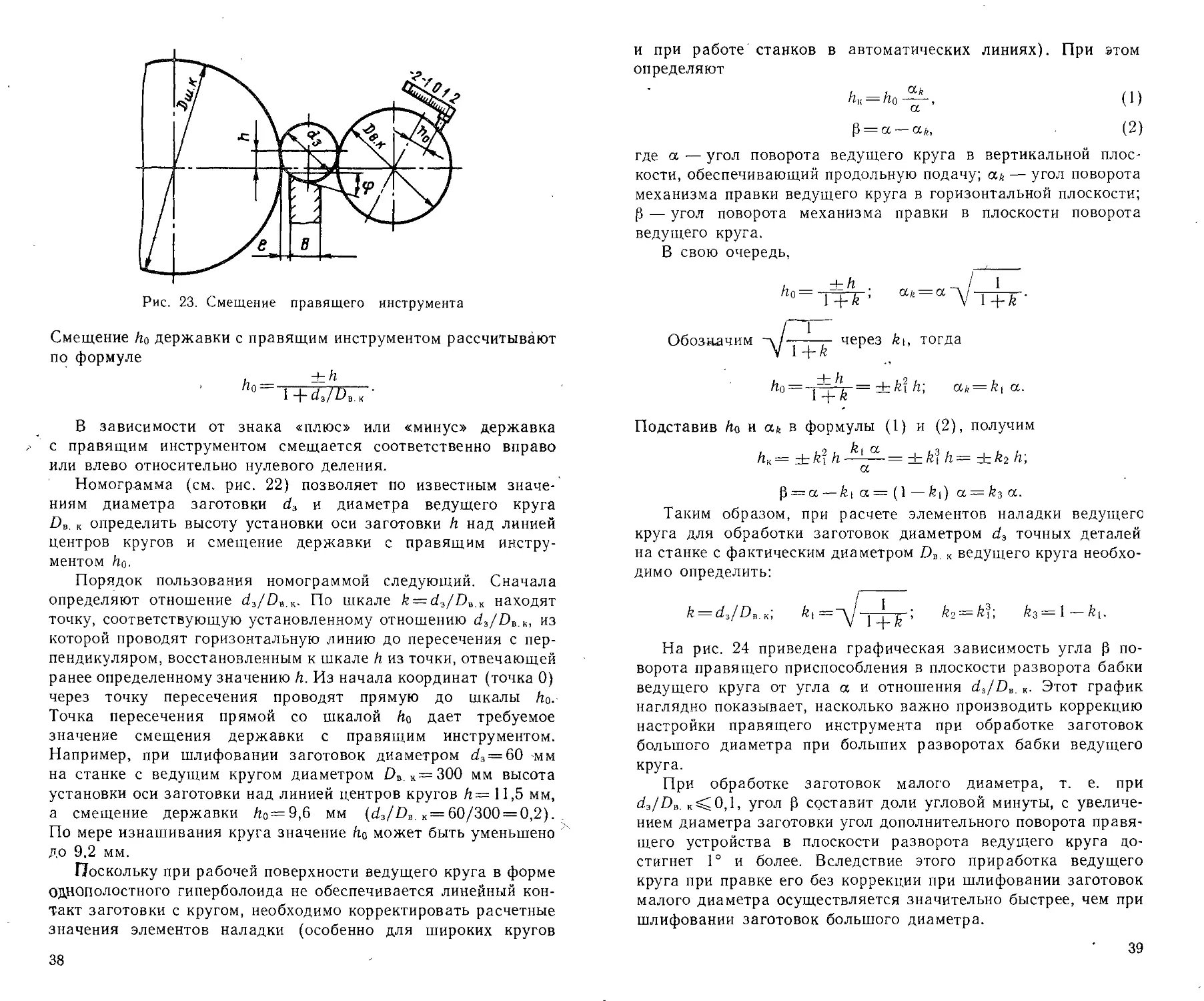
Смещение державки с правящим инструментом находят ис-
ходя из правильного положения заготовки в рабочей зоне. Для
этого необходимо, чтобы линии контакта правящего инструмента
и заготовки при обработке с ведущим кругом совпадали (рис. 23).
37
Рис. 23. Смещение правящего инструмента
Смещение й0 державки с правящим инструментом рассчитывают
по формуле
, ~Р~
0 = 1 +d3/D,K '
В зависимости от знака «плюс» или «минус» державка
с правящим инструментом смещается соответственно вправо
или влево относительно нулевого деления.
Номограмма (см. рис. 22) позволяет по известным значе-
ниям диаметра заготовки d3 и диаметра ведущего круга
D,. к определить высоту установки оси заготовки h над линией
центров кругов и смещение державки с правящим инстру-
ментом ho.
Порядок пользования номограммой следующий. Сначала
определяют отношение d3/D3.^. По шкале fe = d3/Z)BK находят
точку, соответствующую установленному отношению dJDSI:, из
которой проводят горизонтальную линию до пересечения с пер-
пендикуляром, восстановленным к шкале h из точки, отвечающей
ранее определенному значению h. Из начала координат (точка 0)
через точку пересечения проводят прямую до шкалы ho.
Точка пересечения прямой со шкалой ha дает требуемое
значение смещения державки с правящим инструментом.
Например, при шлифовании заготовок диаметром d3 = 60 мм
на станке с ведущим кругом диаметром Ов к=300 мм высота
установки оси заготовки над линией центров кругов h = 11,5 мм,
а смещение державки Ло=9,6 мм (af3/DB. к = 60/300 = 0,2).
По мере изнашивания круга значение ha может быть уменьшено
до 9,2 мм.
Поскольку при рабочей поверхности ведущего круга в форме
однополостного гиперболоида не обеспечивается линейный кон-
такт заготовки с кругом, необходимо корректировать расчетные
значения элементов наладки (особенно для широких кругов
38
и при работе станков в автоматических линиях). При этом
определяют
hK=h0-^~, (1)
Р = а — ak, (2)
где а — угол поворота ведущего круга в вертикальной плос-
кости, обеспечивающий продольную подачу; at — угол поворота
механизма правки ведущего круга в горизонтальной плоскости;
Р — угол поворота механизма правки в плоскости поворота
ведущего круга.
В свою очередь,
, _ ±h _ / 1
h°~ 1 +k ’ V 1 +k ’
Обозначим , через kt, тогда
V I + k
ho = -y=^-= ±k2t h', ak = kt a.
Подставив fto и as в формулы (1) и (2), получим
hK — ч- A:? h —•— = -h k2 h — -Ь-k? h\
a
P = a— kt a = (1 —kt) a = k3 a.
Таким образом, при расчете элементов наладки ведущего
круга для обработки заготовок диаметром d3 точных деталей
на станке с фактическим диаметром Ов. к ведущего круга необхо-
димо определить:
/г = о!3/Ов.к; fe, = у-62 = 6?; /г3=1—Дц.
На рис. 24 приведена графическая зависимость угла р по-
ворота правящего приспособления в плоскости разворота бабки
ведущего круга от угла а и отношения d3/D3, к- Этот график
наглядно показывает, насколько важно производить коррекцию
настройки правящего инструмента при обработке заготовок
большого диаметра при больших разворотах бабки ведущего
круга.
При обработке заготовок малого диаметра, т. е. при
d3/D3. к<0,1, угол р составит доли угловой минуты, с увеличе-
нием диаметра заготовки угол дополнительного поворота правя-
щего устройства в плоскости разворота ведущего круга до-
стигнет 1° и более. Вследствие этого приработка ведущего
круга при правке его без коррекции при шлифовании заготовок
малого диаметра осуществляется значительно быстрее, чем при
шлифовании заготовок большого диаметра.
39
Значения коэффициентов k\, k2 и k3, а также углы
и р, необходимые для осуществления поворота правящего
приспособления при наиболее часто применяемых углах разво-
рота а бабки ведущего круга и отношениях размеров заготовки
и ведущего круга d3/D3, к, приведены в табл. 5. По значениям
коэффициентов k\ и k2 этой таблицы определяют углы поворотов
правящего приспособления а* и |3.
Смещение колодочки с правящим инструментом Ли рассчи-
тывают в соответствии со значениями высоты установки h
и коэффициента k2.
Рассмотрим порядок расчета элементов наладки бабки ве-
дущего круга при обработке заготовок большой длины
и высокой точности.
Заготовки диаметром а?3 = 32 мм шлифуют на станке с веду-
щим кругом диаметром Ов. к = 450 мм, развернутым для осу-
ществления продольной подачн заготовок под углом а = 3°.
Согласно номограмме (см. рис. 22) при чистовом шлифовании
/г = 7,5 мм. Зная значение k = ds,/DC K = 32/450 = 0,07, по табл. 5
находим £1 = 0,967, £2 = 0,904 и /гз = 0,033. При угле разворота
бабки ведущего круга а = 3° механизм правки должен быть
развернут в горизонтальной плоскости на угол аь = 2° 54,1'
и в плоскости поворота ведущего круга — на угол р = 5°9'.
Колодочка с правящим инструментом должна быть смещена
вправо с нулевого положения на .величину hK = k2h =
= 0,904-7,5 = 6,8 мм. Частоту вращения ведущего круга нахо
Рис. 25. Номограмма расче-
та частоты вращения ведуще-
_ го круга пе. к и окружной
скорости заготовки v3
Рис. 24. Влияние угла наклона ве-
дущего круга, диаметров заготовки
и ведущего круга на угол поворота
правящего приспособления
40
о
3
<3
Углы поворота правящего приспособления а* и р при развороте бабки ведущего круга на угол
«X СО з,6' иО* 6,8' 8,6' о' Il 1,9' 13,7' 115,1' 16,9' 24,5' 31,3' 38,2' 44,3' СО ,6'S0oI
к б а сч со U3 Lg'tSoS сч Л‘15»3 со* со 5°43,1' Ls'SSoS со’ сч ч 5°15,7' сч
7 «X •Л О 1Л иэ сч_ со’ СП ч сч’ to сч со s' О’.
1Л о 1Л со со со — оз тГ о <£> о сч — ио —
а со ио 0^ >Л р сч* р 4°50, со Stot СО со оо 4°23, — р
«X С*1 rt* со f оо Q О со СО 03 ио сч 03
— сч’ со rf ю Г"- со О — <о оч 04 го со
со со rt* rt* сч о — оз о г~. г^. — со ио со —
а со* ю со со ю UO р U0 сч" ио О 03 оо" сз ? 04
о? «X о" оо сч со' сч О> 00 ь со’ сч сч’ ио' СП сч’ сч сч сч* оо
II сч со со г- со сч rf Go со со 03 03 —
а S сч оо сч сч сч U0 сч сч 3 сч S сч СЧ Ю СЧ сч сч сч сч сч сч сч сч
сО сч СО сО ст> lO О со о сО сч г^. со о
сч II а о — сч" сч со ** ф 1Л ио со о сч* — оо* сч сч
а s' °0. со сч со S р ,S'9So I р 1°55,4' uf ? ,8'1 Sol 1°49,6' ? 1Л оо’
со ^о ст> L- rt* Q) со ио со 1_ СЧ rf со о
7 о" о О — —' — сч сч сч" сч" rf ио со Г"- оз —
а г- rt> — о со со о 1Л сч О со со со г^. о
а S S S со со" со со U0 й ио U0 S ио 04 о 03
1 о СП о S со сч со со о со сч S 2
о о о о о о о о о о о о о о о о
00 о ио о 00 со S со со
о о о о О о о о о о О О О о о О
S ^3 о со Р О') gj со S сч Оз S оо СО
о
сч ио со о из С4 о о о
1 о о о о о о о о о о о о О о о о
I
41
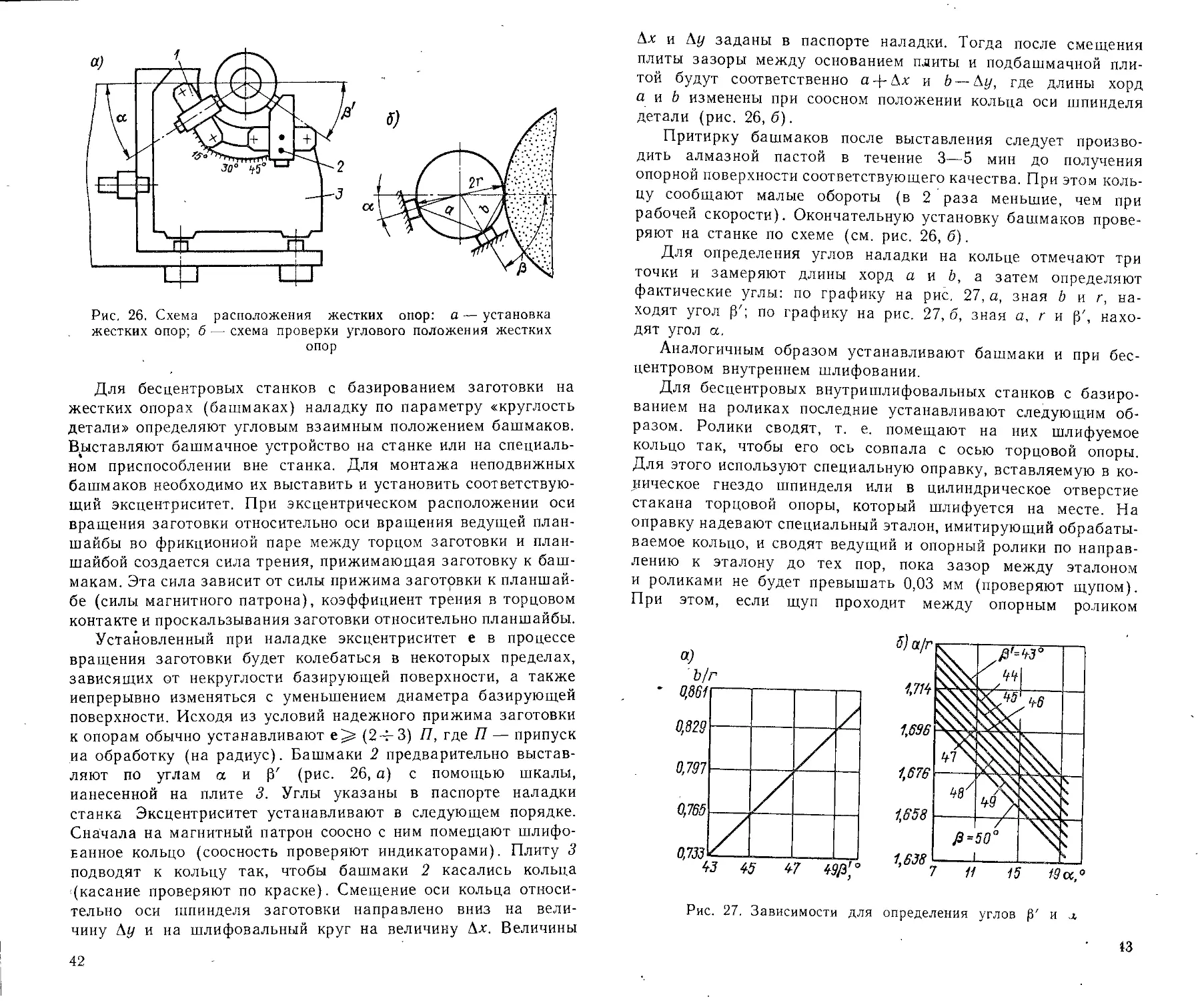
Рис, 26. Схема расположения жестких опор: а — установка
жестких опор; б — схема проверки углового положения жестких
опор
Для бесцентровых станков с базированием заготовки на
жестких опорах (башмаках) наладку по параметру «круглость
детали» определяют угловым взаимным положением башмаков.
Выставляют башмачное устройство на станке или на специаль-
ном приспособлении вне станка. Для монтажа неподвижных
башмаков необходимо их выставить и установить соответствую-
щий эксцентриситет. При эксцентрическом расположении оси
вращения заготовки относительно оси вращения ведущей план-
шайбы во фрикционной паре между торцом заготовки и план-
шайбой создается сила трения, прижимающая заготовку к баш-
макам. Эта сила зависит от силы прижима заготовки к планшай-
бе (силы магнитного патрона), коэффициент трения в торцовом
контакте и проскальзывания заготовки относительно планшайбы.
Установленный при наладке эксцентриситет е в процессе
вращения заготовки будет колебаться в некоторых пределах,
зависящих от некруглости базирующей поверхности, а также
непрерывно изменяться с уменьшением диаметра базирующей
поверхности. Исходя из условий надежного прижима заготовки
к опорам обычно устанавливают е-Д- (2-4-3) П, где П — припуск
иа обработку (на радиус). Башмаки 2 предварительно выстав-
ляют по углам а и (рис. 26, а) с помощью шкалы,
нанесенной на плите 3. Углы указаны в паспорте наладки
станка Эксцентриситет устанавливают в следующем порядке.
Сначала на магнитный патрон соосно с ним помещают шлифо-
ванное кольцо (соосность проверяют индикаторами). Плиту 3
подводят к кольцу так, чтобы башмаки 2 касались кольца
(касание проверяют по краске). Смещение оси кольца относи-
тельно оси шпинделя заготовки направлено вниз на вели-
чину !\у и на шлифовальный круг на величину \х. Величины
42
Ах и Ay заданы в паспорте наладки. Тогда после смещения
плиты зазоры между основанием плиты и подбашмачной пли-
той будут соответственно а-{-Ах и b — ts.y, где длины хорд
а и Ь изменены при соосном положении кольца оси шпинделя
детали (рис. 26, б).
Притирку башмаков после выставления следует произво-
дить алмазной пастой в течение 3—5 мин до получения
опорной поверхности соответствующего качества. При этом коль-
цу сообщают малые обороты (в 2 раза меньшие, чем при
рабочей скорости). Окончательную установку башмаков прове-
ряют на станке по схеме (см. рис. 26, б).
Для определения углов наладки на кольце отмечают три
точки и замеряют длины хорд а и 6, а затем определяют
фактические углы: по графику на рис. 27, а, зная b и г, на-
ходят угол Р'; по графику на рис. 27, б, зная а, г и |У, нахо-
дят угол а.
Аналогичным образом устанавливают башмаки и при бес-
центровом внутреннем шлифовании.
Для бесцентровых внутришлифовальных станков с базиро-
ванием на роликах последние устанавливают следующим об-
разом. Ролики сводят, т. е. помещают на них шлифуемое
кольцо так, чтобы его ось совпала с осью торцовой опоры.
Для этого используют специальную оправку, вставляемую в ко-
мическое гнездо шпинделя или в цилиндрическое отверстие
стакана торцовой опоры, который шлифуется на месте. На
оправку надевают специальный эталон, имитирующий обрабаты-
ваемое кольцо, и сводят ведущий и опорный ролики по направ-
лению к эталону до тех пор, пока зазор между эталоном
и роликами не будет превышать 0,03 мм (проверяют щупом).
При этом, если щуп проходит между опорным роликом
Рис. 27. Зависимости для определения углов р' и л
t3
и эталоном, соответствующим второму кольцу, необходимо
устранить зазор поворотом оси опорного ролика. Наладку при-
жимного ролика ведут с помощью подпружиненного цилиндра,
регулируемого специальной гайкой.
6. Профилирование и правка
шлифовального и ведущего кругов
Общий износ шлифовальных и ведущих кругов при бесцент-
ровом шлифовании складывается из расхода в процессе об-
работки и из слоя, удаляемого при правке кругов. В процессе
правки удаляются затупившиеся зерна, полностью восстанав-
ливается режущая способность круга и его правильная геометри-
еская форма. Частота правки круга зависит от его стойкости,
г. е. от способности противостоять изнашиванию. Чем меньше
стойкость круга, тем чаще должны производить правку.
При бесцентровом шлифовании правке подвергают и шлифо-
вальный, и ведущий круги. При этом обоим кругам следует
придавать такие формы, при которых центр заготовки в процес
се обработки будет перемещаться по прямой линии, перпенди-
кулярной к торцовой плоскости шлифуемой заготовки. В зави-
симости от формы детали шлифовальным кругам придают
форму конуса или однополостного гиперболоида, ведущим кру-
гам — форму гладкого или ступенчатого цилиндра, усеченного
конуса или гиперболоида.
Соответствующую форму кругу придают с помощью специ-
альной копирной линейки, устанавливаемой таким образом,
чтобы рабочая зона имела наиболее рациональный профиль.
Вначале копирную линейку вместе с основанием поворачивают
на величину, несколько большую, чем припуск, снимаемый
с заготовки, и закрепляют в этом положении. Заборный
конус устанавливают в зависимости от изгиба передней разрез-
ной части копирной линейки до 1 мм на длине 50 мм.
Ведущий круг правят после его разворота в вертикальной
плоскости на необходимый угол и разворота приспособления
для правки Ведущий круг правят только алмазом при режимах,
указанных в табт. 6. Поскольку при шлифовании рабочая
поверхность ведущего круга является одной из баз, ее профили-
рование должно быть осуществлено с особой точностью и тща-
тельностью. Первоначальную правку производят от направляю-
щих или от копирной линейки, выставленной «на нуль»
(относительно направляющих). Особое внимание необходимо
уделить установке алмаза по высоте, так как это определяет
прямолинейный контакт заготовки с ведущим кругом и форму
гиперболоида его рабочей поверхности. Положение алмаза
должно соответствовать линии контакта ведущего круга с заго-
товкой (см. п. 5).
44
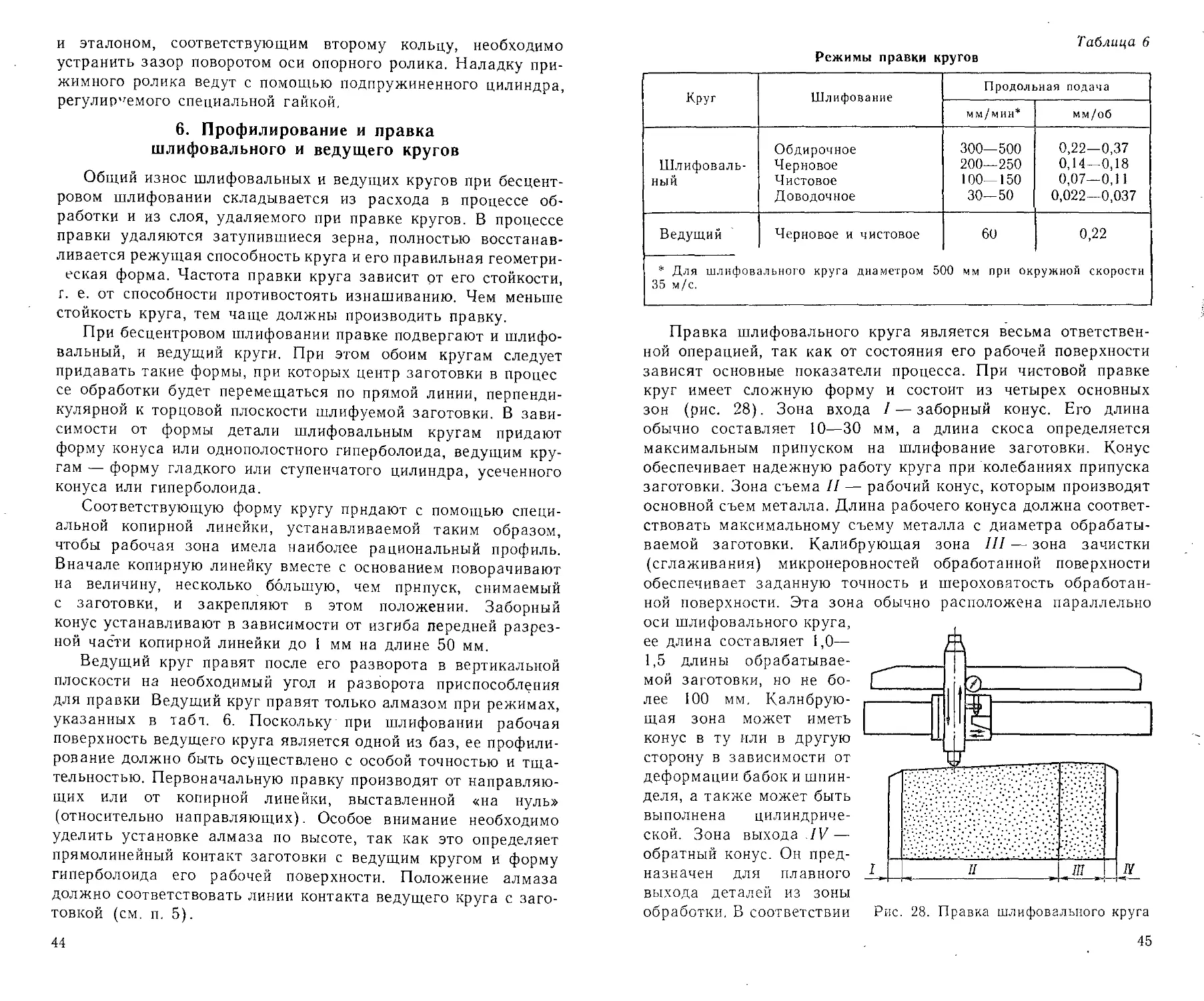
Таблица 6
Режимы правки кругов
Круг Шлифование Продольная подача
мм/мин* мм/об
Шлифоваль- ный Обдирочное Черновое Чистовое Доводочное 300—500 200—250 100—150 30—50 0,22—0,37 0,14—0,18 0,07—0,11 0,022—0,037
Ведущий Черновое и чистовое 60 0,22
* Для шлифовального круга диаметром 500 мм при окружной скорости 35 м/с.
Правка шлифовального круга является весьма ответствен-
ной операцией, так как от состояния его рабочей поверхности
зависят основные показатели процесса. При чистовой правке
круг имеет сложную форму и состоит из четырех основных
зон (рис. 28). Зона входа I — заборный конус. Его длина
обычно составляет 10—30 мм, а длина скоса определяется
максимальным припуском на шлифование заготовки. Конус
обеспечивает надежную работу круга при колебаниях припуска
заготовки. Зона съема II — рабочий конус, которым производят
основной съем металла. Длина рабочего конуса должна соответ-
ствовать максимальному съему металла с диаметра обрабаты-
ваемой заготовки. Калибрующая зона III — зона зачистки
(сглаживания) микронеровностей обработанной поверхности
обеспечивает заданную точность и шероховатость обработан-
ной поверхности. Эта зона обычно расположена параллельно
оси шлифовального круга,
ее длина составляет 1,0—
1,5 длины обрабатывае-
мой заготовки, но не бо-
лее 100 мм. Калибрую-
щая зона может иметь
конус в ту или в другую
сторону в зависимости от
деформации бабок и шпин-
деля, а также может быть
выполнена цилиндриче-
ской. Зона выхода IV—
обратный конус. Он пред-
назначен для плавного
выхода деталей из зоны
обработки. В соответствии
Рис. 28. Правка шлифовального круга
45
с необходимым профилем шлифовального круга изготавливают
и копирные линейки, предназначенные для обработки опре-
деленной группы заготовок.
При черновом шлифовании, когда не предъявляется высоких
требований к точности и шероховатости обработанных поверх-
ностей, копирную линейку выполняют прямой с заборным
и обратным конусами. Такую же форму придают линейкам
и для шлифовальных кругов небольшой высоты. Калибрую-
щая зона круга на черновых операциях является продолжением
рабочего конуса и отдельно не правится.
Правка кругов производится следующими алмазными инстру-
ментами: карандашами, однокристальными алмазами, цилиндри-
ческими или фасонными роликами.
Алмазные карандаши целесообразно применять для правки
кругов высотой не более 300 мм на предварительных операциях.
Это связано с интенсивным изнашиванием алмазных каранда-
шей, ощутимым даже при правке одного широкого круга.
Однокристальные алмазы в оправках целесообразно приме-
нять для правки кругов на точных шлифовальных операциях,
а также для прямолинейной и фасонной правки, когда износ
алмазных карандашей за одну правку значителен.
В целях уменьшения времени правки используют и много-
кристальные правящие инструменты, например алмазные роли-
ки. При этом в правке одновременно участвуют несколько
кристаллов, что позволяет увеличить продольную подачу пра-
вящего инструмента. Работоспособность и стабильность режу-
щих свойств роликов в течение длительного времени сохраняют-
ся благодаря большому числу алмазных лезвий на их рабочей
поверхности. Однако применение роликов для бесцентрового
шлифования требует специальных приспособлений — индиви-
дуального привода. Конструктивно эти приспособления выпол-
няют двух типов: ось ролика параллельна оси вращения круга
или перпендикулярна к ней. В первом случае съем слоя
-абразива производится подачей ролика на круг или наоборот,
во втором ролик перемещается по копиру и образует профильную
поверхность на круге.
При правке роликами необходимо обильно охлаждать
(до 20 л/мин) всю зону контакта шлифовального круга и роли-
ка. Направления вращения ролика и круга в зоне контакта
должны быть взаимно противоположными. Диапазон поперечных
подач ролика 0,01—0,05 мм/ход. При соблюдении всех необ-
ходимых условий правки параметр шероховатости Ra обрабо-
танной поверхности детали должен быть не ниже 0,32 мкм.
По данным фирмы «Лендис» (Lendls, США), применение
алмазного ролика для правки абразивного круга диаметром
508 мм на бесцентрово-шлифовальных станках позволило обра-
46
Таблица 7
Размеры алмазных роликов
Наружный диаметр D —0,05, мм Диаметр по- садочного отверстия ^4-0,013, ММ Высота Н, мм Масса одного кристалла ал- маза, карат Число ал- мазов в ролике, шт.
69,85 19,05 20—0,52 0,008—0,010 1200
70,0 20 20—0,52 0,006—0,008 1540
70,0 20 10—0,36 0,008—0,010 600
ботать одним кругом свыше 136 000 стержней впускного
клапана вместо 32 000 при правке единичным алмазом. При
этом были обеспечены шероховатость поверхности Ra= 1,254-
4-0,63 мкм, овальность и конусность до 0,05 мм. Стоимость
правящего инструмента, приходящаяся на одну деталь, при
правке круга алмазным роликом на 40 % ниже, чем при правке
единичным алмазным зерном. Увеличение срока службы шли-
фовального круга и правящего инструмента сократило вспомо-
гательное время на их смену в 4 раза.
Высокая размерная стойкость роликов позволяет произво-
дить правку кругов непосредственно в процессе шлифования.
Это сокращает затраты времени на техническое обслуживание
станка и позволяет повысить производительность обработки
на 10—15 %.
Размеры алмазных роликов и режимы правки ими шлифо-
вальных кругов приведены соответственно в табл. 7 и 8. В табл. 9
указано время работы ведущих кругов на вулканитовой связке
до полного их износа.
Правку шлифовальных кругов производят при рабочей ско-
рости круга, а ведущих — при окружной скорости (4—6 м/с),
которую обеспечивает дополнительная передача механизма при-
вода этих кругов.
Для правки кругов при работе на ход принят один двойной
ход с подачей правящего инструмента в крайних положениях.
Таблица 8
Режимы правки кругов роликами на окончательной операции
Характеристика шлифовального круга Окружная скорость инстру- мента, м/с Подача
Зернис- тость Степень твердости Связка продоль ная, м/ми1 поперечная
мм/ход м-м/мин
12—40 До Т2 К, Б, В 10,0 0,3—1,0 0,02 —
12—25 » СТ1 К, Б — — 0,3—0,5
47
Таблица 9 Срок службы (до полного износа) ведущих кругов на вулканитовой связке , Для кругов, работающих методом врезания, правка может выполняться пере- мещением инструмента в
Тип круга Диаметр, мм Время работы круга, ч одну сторону. Продольная подача устройства для правки единичным зерном приве- дена в табл. 6. Ведущий круг при бес- центровом шлифовании правят значительно реже, чем шлифовальный. В свя-
круга отверстия
пп 200 250 75 200
пвд 300 350 127 330 500
зи с этим расход алмаз-
ного инструмента на его правку составляет около 5 % рас-
хода на правку рабочего круга при бесцентровой обработке.
Для сокращения времени правки шлифовальных кругов
бесцентровые станки снабжаются автоматическими устройства-
ми. Все чаще применяют метод непрерывной правки кругов
во время шлифования. При этом глубина врезания алмаза
не превышает допуска на размер детали. Пиноль с инструмен-
том перемещают вдоль круга в том же направлении, что
и заготовку, но с меньшей скоростью. Во время обратного
хода пиноль отводят от круга. После возвращения ее в исход-
ное положение подают команду на врезание и процесс правки
продолжается. Размеры детали непрерывно контролируются из-
мерительным прибором: при отклонении размеров за границы
поля допуска подают команду на подналадку станка и на изме-
нение глубины врезания пиноли с инструментом.
Для станков-автоматов, работающих по методу врезания,
правка входит в цикл работы станка. При этом коэффициент
использования станков автоматической линии достигает 75—
80 %, однако внутри цикла потери составляют 10—15 % от
времени цикла.
7. Настройка станка на размер шлифования
и установка опорных ножей
Для настройки бесцентровых круглошлифовальных станков
на заданный размер применяют следующие способы.
1. Перемещение ведущего круга и суппорта с опорным
ножом относительно неподвижно закрепленной на станине
бабки шлифовального круга. Бабка ведущего круга перемеща-
ется как вместе с салазками, на которых закреплен суппорт
опорного ножа, так и относительно салазок. Такая компоновка
имеет существенный недостаток: при изнашивании шлифоваль-
48
ного круга необходимо переналаживать транспортно-загрузоч-
ные устройства.
2. Перемещение суппорта с опорным ножом и шлифоваль-
ного круга относительно неподвижно закрепленной на станине
бабке ведущего круга. Недостатками этой компоновки явля-
ются пониженная жесткость бабки шлифовального круга и необ-
ходимость подналадки транспортных устройств по мере изнаши-
вания круга.
3. Перемещение шлифовального и ведущего кругов относи-
тельно неподвижно закрепленного на станке суппорта ножа.
Обе бабки регулируют независимо друг от друга. Подачу
и компенсацию износа шлифовального круга производят пере-
мещением бабки шлифовального круга, бабку ведущего круга
подают только при настройке на новый размер детали и износе
круга. Такая компоновка принята для большинства станков.
Она позволяет более быстро и экономично осуществлять авто-
матизацию процесса обработки, но при этом жесткость бабок
шлифовального и ведущего кругов будет пониженной.
Настройку станка на заданный размер детали производят
при включенном станке. При шлифовании с продольной пода-
чей заготовку осторожно подводят к шлифовальному кругу.
Как только появляется небольшое искрение, отмечают показания
лимба маховика подачи и подают заготовку на удвоенную
глубину шлифования. Этим обеспечивается получение требуе-
мого размера детали. Каретку суппорта жестко закрепляют,
после чего шлифуют всю партию заготовок.
В этом случае при поднастройке станка, вызванной необходи-
мостью компенсировать износ шлифовального круга, положение
шлифуемых заготовок неизменно. Кроме того, при закрепле-
нии бабки ведущего круга повышается жесткость станка.
Это, в свою очередь, способствует повышению точности и
качества обработки.
При шлифовании по методу врезания заготовки подводят к
шлифовальному кругу в момент появления искр. При касании
круга заготовки продолжают передвигать бабку ведущего круга
до тех пор, пока она не переместится на удвоенную величину
припуска.
При установлении новой заготовки рычаг врезной подачи
находится в вертикальном положении, а в конце шлифования —
в горизонтальном положении на станине. При повороте рычага
из вертикального положения в горизонтальное обеспечивается
перемещение заготовки на удвоенную глубину шлифования.
При шлифовании по методу врезания каретка суппорта пере-
мещается с бабкой ведущего круга, поэтому необходимо сле-
дить, чтобы это перемещение не вызывало перекосов оси
ведущего круга по отношению к оси шлифовального круга.
49
Рис. 29. Опорные ножи для шлифования с продольной и
поперечной подачами заготовок диаметром: а — 3—7 мм;
б — 7—12 мм; в — более 12 мм
Рис. 30. Установка опорного ножа
Рис. 31. Номограмма рас-
чета бокового зазора меж-
ду шлифовальным кругом
и опорным ножом
Опорные ножи, используемые при шлифовании с продольной
и поперечной подачами, имеют угол скоса <р = 0-4-40°. Обычно
применяют ножи с углом скоса 30° (рис. 29). Угол скоса
зависит от диаметра заготовки, припуска на обработку и режима
шлифования. С увеличением диаметра и припуска угол <р умень-
шается.
Опорные ножи обычно выполнены из углеродистой, леги-
рованной или быстрорежущей стали и чугуна. Ножи обяза-
тельно закаливают до высокой твердости, а для увеличения
50
их износостойкости к ним
Таблица 10
иногда припаивают твер-
досплавные пластинки.
Для окончательного и
особенно доводочного бес-
центрового шлифования
широко применяют ножи
с направляющими встав-
ками из пластмасс.
Длина опорного ножа
при продольном шлифова-
нии определяется длиной
Значения коэффициентов k и /г.
Угол скоса ср. 0 1 — sin ср k COS (р =<g Т
0 1 0
10 0,84 0,18
20 0,70 0,36
30 0,58 0,58
40 0,47 0,84
суппорта и обрабатываемой заготовки. Минимальная длина
L„ = И в. к + 13,
где Нс к — высота ведущего круга; /3 — длина обрабатываемой
заготовки.
При креплении в суппорте нож должен выступать симметрич-
но по обе стороны ведущего круга. При проверке правильности
установки ножа по высоте необходимо следить за тем, чтобы
положение суппорта относительно шлифовального круга было
неизменным.
При врезном шлифовании длина ножа равна высоте ведущего
круга. Высота установки опорных ножей
тельн’о линии центров кругов станка
следующей формуле:
, d3 1 — sin ср , , ,
/i„ = ---------— — h- е tg <р = 6
2 cos <р
ha (рис. 30) относи-
рассчитывается по
— h k[ /;
где hH — расстояние от линии центров кругов до рабочей кромки
ножа; d3 — диаметр заготовки; ср — угол скоса опорной по-
верхности ножа; /1 — высота установки заготовки относительно
линии центров кругов; е — боковой зазор между режущей
поверхностью шлифовального круга и боковой плоскостью иожа
(определяется по номограмме, рис. 31); k и kt—коэффици-
енты, определяемые по табл. 10; 13 — длина обрабатываемой
заготовки.
Правильность установки опорной поверхности ножа по вы-
соте вдоль оси шлифовального круга проверяется штангенвы-
сотомером, устанавливаемым на базовую плоскость крепления
суппорта к каретке.
Высота установки И измерительной ножки штангенвысото-
мера рассчитывается по формуле
Н = А ±h + d3/2,
где А — высота линии центров кругов станка от принятой
базы.
Глава 3
ТЕХНОЛОГИЯ
БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ
8. Выбор шлифовальных кругов
и подготовка их к работе
Правила выбора шлифовальных кругов при бесцентровом
шлифовании остаются теми же, что и для других видов шлифо-
вания. Эти правила сводятся к следующему.
Заготовки из вязкого материала с большой прочностью
и твердостью, например из конструкционных, легированных
и инструментальных сталей, термообработанных или в состоянии
поставки, а также из безоловянистой бронзы, шлифуют обыч-
но электрокорундовыми кругами. Заготовки из мягких, а также
твердых и хрупких материалов, из чугуна, специальных
сплавов, меди, латуни, алюминия, металлокерамических твердых
сплавов обрабатывают кругами из карбида кремния.
При выборе твердости шлифовального круга следует руко-
водствоваться правилом: чем тверже обрабатываемый материал,
тем мягче должен быть круг и наоборот. '
Мягкие круги за счет самозатачивания обеспечивают луч-
шие условия резания и уменьшение появления вредных вибра-
ций при шлифовании и прижогов на обрабатываемой поверх-
ности. Такие круги реже правятся, имеют большую стойкость,
измеряемую .числом обработанных заготовок.
В табл. 11 и 12 приведены характеристики шлифовальных
кругов, рекомендуемые для шлифования заготовок из различных
материалов в зависимости от вида подачи и операции шлифо-
вания.
Круги малых размеров (диаметром до 150 мм) после
осмотра наладчиком устанавливают непосредственно на ста-
нок. Круги больших размеров до установки на станок собирают
на оправке или планшайбе и протачивают, если это необходимо,
по наружным цилиндрическим поверхностям и торцам. Проточка
кругов необходима для обеспечения правильной геометрической
формы и снижения дисбаланса. После проточки круги подверга
ют статической или динамической балансировке.
Сборку кругов на оправке или планшайбе производят без
применения силы и тем более ударов, так как это может привести
к повреждению кругов. При затяжке гаек или болтов не
допускается применять насадки на га'рчные ключи.
Для того чтобы картонные прокладки, используемые при
сборке кругов, не разбухали от СОЖ в процессе шлифования,
52
Таблица 11
Характеристики шлифовальных кругов,
рекомендуемых для обработки различных материалов
Обрабатываемый материал Круг Ra, МКМ
Абразивный материал Зерни- стость Степень твердости
Сталь конструк- ционная углероди- стая незакаленная 24А 44А 50—40 25 СТ2—С2 С2 2,5—1,25
1,25—0,63
закаленная 40 СТ1 1,25—0,63 0,63 — 0,32
25—16 Cl—С2
Сталь конструк- ционная хромистая: незакаленная 40 Cl—CTI 2,5 — 1,25
25—16 С2 1,25—0,32
закаленная .40 25—16 CI С1 1,25—0,63 0,63—0,32
Сталь конструк- ционная легирован- ная (хромоникеле- вая, марганцови- стая, никелевая): незакалеиная 50—40 25 С1-С2 2,5—1,25
Cl—С2 1,25—0,32
закаленная 50—40 25—16 Cl— С2 1,25—0,63 0,63—0,32
СМ2 —С2
Сталь инструмен- тальная углероди- стая: незакаленная 24А, 91А У 50—40 25 СТ1 2,5—1,25
С2—СТ1 1,25—0,63
закаленная 40 С2—СТ1 1,25—0,63 0,63—0,32
25—16 CI— С2
Сталь инструмен- тальная быстроре- жущая: незакаленная 40—25 25—16 С1 2,5—0,63
СМ2—С1 0,63—0,32
закаленная 40—25 16—22 СМ1 —СМ2 М3—СМ1 1,25 — 0,63 0,63 — 0,16
Чугун ковкий (перлитный), отож- женный 24А, 44А 50 25 СМ2—С1 2,5—1,25
24А, 44А СМ1 —С2 1,25—0,32
53
Продолжение табл. И
Обрабатываемый материал Круг Ra, МКМ
Абразивный материал Зерни- стость Степень твердости
Чугун серый и от- беленн ый 63С 63С 50—25 Cl—С2 2,5—1,25
25—16 СМ2—С1 1,25—0,32
Твердый сплав 25 16 СМ1 1,25—0,63 0,63 — 0,16
М3—СМ1
Сплав алюмини- евый литейный 24А, 44А, 63С 24А, 44А 40 25 Cl — С2 2,5—1,25
С1 1,25—0,63
Сплав медноцин- ковый (латунь) 63С 63С 50 СМ1—СМ2 2,5—1.25
40—25 СМ1 —СМ2 1,25 — 0,63
Бронза оловяни- стая литейная 50 СМ2—С1 —
40—25 СМ1—СМ2
Бронза безоловя- нистая 24А 24А 50 СМ2—С1 —
40—25 СМ2—С1
Примечания: 1. Связка шлифовальных кругов керамическая (К). 2. В числителе приведены параметры кругов при предварительном шлифо- вании, в знаменателе — при чистовом.
их необходимо предварительно пропитать маслом. Фланцы,
используемые при сборке, во избежание появления дисбаланса
должны быть точно сцентрированы относительно отверстия
круга.
Все абразивные круги перед установкой их на станок
следует подвергать испытанию на прочность по ГОСТ 12.3.028—
82, а также тщательной статической и динамической баланси-
ровке. Контроль неуравновешенности кругов осуществляют
по ГОСТ 3060—75.
Динамическую балансировку шпинделей производят на спе-
циальных балансировочных машинах, например модели МС-25,
выпускаемой Минским станкозаводом им. Октябрьской рево-
люции.
Шлифовальный круг после предварительной балансировки
устанавливают для его правки в наладочном режиме. После
правки круг балансируют повторно. Для предварительной
правки кругов могут быть применены безалмазные правящие
инструменты (стальные диски, звездочки и шлифовальные кру-
ги, устанавливаемые в специальные правящие приспособления).
Окончательную правку кругов ведут алмазными инструментами.
В качестве правящих инструментов на бесцентрово-шлифоваль-
54
Характеристики шлифовальных кругов при бесцентровом шлифовании
корости, м/с Продольная подача 24А50НС28К1 24А50НС28К1 24А40НС27К1 24А25НСТ16К1 24A50HCM28K1 24A50HCM28K1 24A40HC17K1 24A25HC26K1 ' 24А50НСМ28К1 24А50НСМ28К1 24А40НС17К1 24А25НС16К1
;руга при окружной с LD j Радиальная ггодача 24А50НС28К1; 24А50НС28К1 24А50НС27К1 24А40НСТ16К1 24А25НСТ16К1 24A50HC18K1 24A50HC27K1 24A40HC26K1 24A25HCT16K1 ! 24А50НСМ28К1 24А50НСМ27К1 24А40НС16К.1 24А25НС16К1
ика шлифовального к LD Продольная подача - 2SSSS X Г- Г- <£> Ю Ю оо — — см сч см НИНИН о и и и и и X ххххх < < < < < < СЧ СЧ СЧ CM СЧ СЧ —-— 22 xxxxoЮ — cmcmcmHH О U U U О О ооооою <<<<<< CM CM CM CM CM CM 24А50НСМ28К1 24А40НСМ27К1, 24А50НСМ27К1 24А40НС16К1 24А16НС26К1; 24А25НС26К1
Характерист 1 Радиальная подача CD со С0 Ю Ю Ю — —< — —< CM см о и и и и и X < < < < < < CM CM CM CM CM CM CM — — 2 g X T X X X <<<<<< Cl CM Cl CM CM CM < 1—4 X — _ СМ см см и и и и и и хххххт Ю Ю тГ —и сч <<<<<< сч сч см сч .сч см
“у S X S 20 2,5 1,25 0,63 20 2,5 1,25 0,63 1 20 2,5 1,25 0,63
и X CM V 32—52 СЧ Л
Заготовь 1 Материал j Стали конструкцион- ные (углеродистые и ле- гированные)
55
Характеристика шлифовального круга при окружной скорости, м/с Продольная подача 1 М _ ' 1 63С50НСМ26К1 63С50НСМ26К1 63С40НС16К1 63С25НС25К1 Примечание. Материал марки 24А может быть заменен материалами марок 44А, 91А или 92А.
Радиальная подача II 1 1 63С50НСМ26К1 63С50НСМ26К1 63C40HC15KI 63С25НС25К1
й Продольная подача из — ш со bd bd д- д; д? _ дг д; — — 2! 00 5! Ч Ю Ю 1Л ю оо со со со г - -- -- -- - uguuuuuuuuuuuu XUXXXXXXXXXXXX ооооооооооююиэю <<<<<<<<<<<<<< счс\]счсчсчсчсчсчсчсчсчсчсчсч 63С50НСМ28К1 63С40НСМ26К1; 63С50НСМ26К1 63С40НС15К1 63С16НС25К1; 63С25НС25К1
Радиальная подача S щ щ „ 00 СО ОО 00 оо Ю Ю 1ЛЮЮЮ _ — — — — сч сч сч сч сч сч о и и и и и и и и и и X ХХХХХХ ХХХХ о О О О О О О сО Ю СО Ю LO -ф Ю -Ф Ю -Ф — СЧ — сч < <<<<<< <<<< -Ф -Ф -Ф ""Ф ^Ф Ч Ч1 Ч1 Ч1 см счсмсчсчсчсч сч сч см сч 00 оо со ю ю ю — — —и СЧ сч сч ииииии тттттт ю -г ю Т — (Ч ииииии СОСОеО-ф-ф'ф СО СО СО СО СО UD
Заготовка мкм 20 2,5 1,25 0,63 20 2,5 1,25 0,63
HRC, 1 1
Материал Стали жаропрочные коррозионно-стойкие инструментальные Чугуны и бронзы
Таблица 13
Режимы правки шлифовальных кругов
Правящий инструмент Продольная подача, м / м и н Поперечная подача, мм Число ходов
рабочих на выха- живание
Шлифовальный круг
Алмаз и алмазно-ме- 0,15—0,25 0,025—0,03 2—4 1—2
таллический карандаш типа Ц
Алмазно-металличе- 0,25—0,30 0,03—0,044 2—3 1—2
ский карандаш типа С или Н
Стальной диск 0,3—0,6 0,02—0,003 2—4 2
Круг из карбида крем- ния (по методу обкатки) 0,2—0,5 0,03 3—4 2—3
Круг из карбида крем- ния (по методу шлифо- вания при скорости пра- вящего круга v= 0,3—0,6 0,02—0,03 2—3 2—4
= 14 м/мин) Ведущий сруг
Алмаз и алмазно-ме- 0,05—0,07 0,025—0,03 До 1
таллический карандаш созда-
типа U ния тре- буемой формы, круга
ных станках преимущественно применяют алмазно-металличе-
ские карандаши или алмазные ролики. Карандаши типа Ц
изготовляют из высококачественных кристаллов. Для правки
алмазными и безалмазными инструментами следует применять
режимы, указанные в табл. 13.
Стойкость шлифовального круга определяется временем его
работы между двумя правками, что зависит от марки обрабаты-
ваемого материала, характеристики круга, наличия и вида СОЖ
и т. д. При бесцентровом шлифовании правку ведущего круга
проводят значительно реже, чем шлифовального круга. Прибли-
зительная стойкость шлифовального и ведущего кругов между
правками приведена в табл. 14.
Обычно толщина снимаемого слоя при правке устанавли-
вается в несколько раз большей, чем это необходимо для
восстановления режущих свойств и формы рабочей поверх-
ности круга. При этом непроизводительно расходуются шлифо-
вальные круги и правящие инструменты и в значительной
57
56
Таблица 14
Стойкость кругов при различных видах бесцентрового шлифования
Вид шлифования Время работы круга между правками, мин
шлифовального ведущего
Прямолинейной периферией круга методом продольной подачи 60 400—450
То же до упора для цилиндрических сверл диаметром 4—12 мм 80—50 420
Прямолинейной периферией круга 30 360—420
методом врезания для цилиндриче- ских или конических поверхностей Прямолинейной периферией цилинд- рических или конических роликов подшипников с применением спе- циального червячного ведущего круга 30 - —
То же чистовое и окончательное 40—20 —
Профильной периферией круга боч- кообразных роликов подшипников с применением специального червячно- го ведущего круга 5—10
степени увеличивается время правки. Установление рациональ-
ного расхода абразива, достаточного для восстановления режу-
щих свойств и формы рабочей поверхности круга, позволяет не
только увеличить сроки службы кругов и правящих инструмен-
тов, но и повысить технико-экономические показатели опера-
ции шлифования в целом.
В результате наблюдений установлено, что при бесцентро-
вом шлифовании с продольной подачей затупление шлифоваль-
ного круга начинается с его заборной части и рабочей кромки.
Затупление заборной части круга является основной причиной
появления прижогов на обработанной поверхности заготовки.
Изнашивание круга сопровождается главным образом изнаши-
ванием рабочей кромки круга. Калибрующая или зачистная
часть круга изнашивается незначительно. Таким образом,
необходимо править в основном заборную часть круга.
Толщина слоя ha, снимаемого при правке круга, опреде-
ляется размерами абразивных зерен и может быть установлена
из соотношения ha — 0,2d3ep, где d3ev — средний размер зерна.
Так, при шлифовании кругами зернистостью 40 (d3ep = 400 мкм)
достаточно снимать слой толщиной 80 мкм, а при шлифовании
кругами зернистостью 16—30 мкм.
Снятие слоя большей толщины не способствует повышению
стойкости шлифовальных кругов, а ведет к их непроизводи-
тельному расходу и повышенному расходу правящих инстру-
ментов.
58
9. Режим и рабочий цикл
бесцентрового шлифования
Режим шлифования необходимо назначать с учетом следую-
щих условий: а) точности и качества обработки; б) высоко-
производительности обработки; в) уменьшения подготови-
тельно-заключительного времени при переналадке станка на
другой режим шлифования или другой размер детали; г) умень-
шения расхода кругов и инструментов на правку; д) наиболее
полного использования станка по мощности.
Наибольшие затраты подготовительно-заключительного вре-
мени при наладке бесцентрово-шлифовальных станков приходят-
ся на правку ведущих кругов, вызванную изменением угла
их наклона и необходимостью после правки вести сложную
настройку станка. В связи с этим целесообразнее обрабаты-
вать заготовки на одном станке в несколько ходов при
постоянном угле наклона ведущего круга и разной продольной
подаче, получаемой вследствие изменения окружной скорости
заготовки. При обработке крупных партий заготовок на поточ-
ной линии каждый станок настраивают на оптимальный
режим шлифования, обеспечивающий необходимый задел заго-
товок для бесперебойной и ритмичной работы всей линии.
Без учета жесткости технологической системы и износа
кругов интенсивность съема металла Q при бесцентровом
шлифовании определяется уравнением
Q —— С a Snp. о t Л С?3 Spp /.
Здесь v3 — окружная скорость заготовки, м/мин; snp. 0 — про-
дольная подача на один оборот, snp. 0= 1000snp/n3, мм/об;
t — глубина шлифования, определяемая половиной значения
подачи на глубину по лимбу станка, мм; d3 — диаметр заготовки,
мм; snp — продольная (минутная) подача заготовки, м/мин;
п3—частота вращения заготовки, п3=10(ХЪ3/ (nd3).
При первых ходах, когда шлифование производится при боль-
ших значениях snp и t, интенсивность съема металла будет
наибольшей. Обычно при первых ходах с заготовки снимается
70—80 % припуска на шлифование. Увеличение съема металла
в единицу времени ограничивается недостаточной мощностью'
привода шлифовального круга и появлением прижогов на обра-
батываемой поверхности детали. Окончательные рабочие ходы,
при которых достигаются требуемые точность детали и качество
обрабатываемой поверхности, осуществляются при меньшем
съеме металла в единицу времени и меньшей мощности привода
шлифовального круга.
При выборе режима бесцентрового шлифования заготовок
надо учитывать: 1) характеристику заготовки: размеры (диа-
59
Таблица 15
Подача на глубину 2t,
параметры шероховатости поверхности Ra или /?,
при шлифовании кругами зернистостью 40—25 на керамической связке
Вид шлифования Квалитет 2t, мм Ra или Rz, мкм, для деталей
из стали из чугуна
Предвари- 0,20—0,35 20—2,5 2,5
0,15—0,20 2,5—1,25 1,25
тельное — 0,10—0,15 1,25 0,63
9 0,05—0,10 1,25—0,63 0,63—0,32
Окончательное 8 0,03—0,05 0,63 0,63—0,32
7 0,015—0,03 0,63—0,32 0,32
6 0,01—0,015 0,32 0,32
метр d3 и длина /3 заготовки), материал и его твердость;
припуск на шлифование; требуемые точность и шероховатость
поверхности; 2) характеристику станка: мощность привода шли-
фовального круга, кВт; скорость шлифовального круга, м/с;
частота вращения ведущего круга на каждой ступени, об/мин,
и соответствующая ей скорость, м/мин; 3) характеристику
кругов: размеры шлифовального и ведущего кругов; материал,
зернистость, твердость, связка.
Режим шлифования по методу продольной подачи. Подачу
на глубину шлифования осуществляют по лимбу ведущего
круга. Если на обычных круглошлифовальных станках при пода-
че на глубину шлифования диаметр шлифуемой поверхности
уменьшается на 2t (без учета износа круга и деформаций
в системе станок — деталь), то при бесцентровом шлифовании
диаметр шлифуемой поверхности уменьшается только на t.
Поэтому для бесцентрового шлифования при расчете режимов
назначают удвоенную подачу на глубину шлифования 2/.
Удвоенную подачу выбирают в соответствии с припуском
на шлифование и требуемыми параметрами шероховатости
обработанной поверхности. При больших припусках на шлифо-
вание (0,5 мм и более) надо применять большую удвоенную
подачу на глубину, а с повышением требований к качеству
обработанной поверхности величину 2/ следует уменьшать.
С достаточной для практики точностью при шлифовании
стальных заготовок подачу по лимбу станка можно определить
по формулам’
2t = 0,01 Rz
ИЛИ 2t= (0,044-0,05) Ra,
где Rz — высота неровностей профиля по десяти точкам, мкм;
60
Ra — среднее арифметическое отклонение профиля, мкм. Пара-
метры Ra и R:, выбирают по табл. 15.
Меньшие подачи на глубину по сравнению с приведенными
в табл. 15 применяют для обработки заготовок диаметром
до 40 мм и пустотелых заготовок с отверстием диаметром,
большим 75 % диаметра обрабатываемой поверхности, и,
кроме того, для обработки разрезных и других заготовок
с пониженной жесткостью. Для обработки заготовок диаметром
свыше 40 мм применяют большие подачи.
Если заготовки прошли после предварительного шлифова-
ния термическую обработку, то подача на глубину на первом
ходе обычно равна подаче на последнем ходе предварительного
шлифования.
При шлифовании с продольной подачей число ходов заго-
товки зависит от припуска на обработку, требуемых параметров
шероховатости поверхности после обработки, отклонений формы
заготовки, полученных на предшествующих операциях, и до-
пустимых отклонений формы детали.
Операционный припуск, оставляемый для бесцентрового шли-
фования, должен быть достаточным для удаления погрешностей
предыдущей операции обработки, но в то же время и возможно
меньшим, чтобы не повышать стоимость операции. При назначе-
нии припуска обычно пользуются таблицами нормалей, состав-
ляемыми применительно к условиям данного производства.
В табл. 16 приведены рекомендуемые значения операционных
припусков на бесцентровое шлифование заготовок, прошедших
операцию чистового точения.
Число ходов заготовки, при которых снимается припуск
на шлифование, стремятся уменьшить так, чтобы общее техно-
логическое время обработки заготовки было наименьшим.
Таблица 16
Припуск на бесцентровое шлифование заготовок,
прошедших чистовое точение, мм
Диаметр заготовки Припуск для заготовок длиной
до 100 100—250 до 100 100 — 250
закаленных незакаленных
6—10 0,20—0,25 0,25—0,30 0,20—0,30 0,30—0,35
10—18 0,25—0,30 0.30—0,35 0,25—0,35 0,30—0,40
18—30 0,30—0,35 0,35—0,40 0,30—0,40 0,35—0,45
30—50 0,35—0,40 0,40—0,45 0,35—0,45 0,40—0,50
50—80 0,40—0,45 0,40—0,50 0,40—0,50 0,45—0,55
80—120 0,40—0,50 0,45—0,55 0,45—0,55 0,50—0,60
120—180 0,45—0,55 0,50—0,60 0,50—0,60 0,55—0,65
61
Режимы многоходового шлифования заготовок на одном
Элемен- ты режима шлифо- вания Диаметр зато- ТОВИИ d3, мм, не более Шлифование на одном станке
Предварительное (черновое) Окончательное (чистовое)
Подача на глубину 2/, мм Квалитет по СТ СЭВ 145—75
0,10 — 0,20 0,20 — 0,35 0,35— 0,50 5—6 6—7 7—8; 8—9
10 3800 3500 2500 1600 1800 2000
Оц; к а Устанавливаются по уровню окончательного хода 60—45 50—40 45—37
1°30' —2° 2° —2°30' 2°30' —3°
i 1 1 1 3 3 2
$п р 15 3600 2600 1900 1300 1700 1800
Ущ К а Устанавливаются по уровню окончательного хода 50—37 48—38 40—34
1 = 30' —2° 2° —2°30' 2°30' —3°
i 1 1 1 3 3 2
S п р 25 3000 1850 1300 1200 1500 1700
Ош к Устанавливаются по уровню окончательного хода 45—34 43—34 39—32
а 1°30' —2° 2° —2°30' 2°30'—3°
1 1 1 1 4 4 3
•$пр 40 2900 1500 1000 1 100 1300 1500
Ощ к Устанавливаются по уровню окончательного хода 42—31 37—29 34—29
а 1°30' —2е 2° —2°30' 2°30'—3°
1 1 1 1 5 5 4
^пр 60 2200 1200 750 1000 1200 1300
Ош к Устанавливаются по уровню окончательного хода 38—28 34 — 27 30 — 25 2°30' — 3°
а 1°30' — 2’ 2° —2°30'
i 1 1 1 5 5 4
•Snp 1 80 1600 800 500 800 1000 1200
Ощ к Устанавливаются по уровню окончательного хода 30 — 23 28—23 27 — 23
а 1=30' — 2° 2° —2°30' 2°30'—3°
i 1 1 1 5 5 4
Примечания: 1. При предварительном шлифовании на одном станке
а окружную скорость шлифовального круга уш.к рассчитывают по формуле
скорости к могут отклоняться от табличных не более чем на ±20 %.
Таблица 17
станке и на линии бесцентрово-шлифовальных станков
Шлифование на линии станков
Предварительное (черновое) Окончательное (чистовое)
Подача на глубину 2/, мм Квалитет по СТ СЭВ 145—75
0,10—0,20 0,20—0,35 0,35—0,50 5—6 6—7 7 — 8; 8—9
3800 3500 2500 1600 1800 2000
62 — 43 57 — 40 41—28 60 — 45 50 — 40 45—37
3°30' — 5° 3°30'—5° 3°30' — 5° 1°30' —2° 2° — 2°30' 2°30' —3°
1 1 1 3 3 2
3600 2600 1900 1300 1700 1800
59—41 42—30 31—21 50—37 48 — 38 40 — 34
3’30'—5» 3°30'—5° 3°30'—5° 1=30'—2° 2° — 2°30' 2°30'—3°
1 1 1 3 3 2
3000 1850 1300 1200 1500 1700
49—34 30—21 21 — 15 45—34 43—34 39 — 32
3=30'—5° 3°30' —5° 3°30' —5° 1=30'—2° 2° —2°30' 2°30'—3°
1 1 1 4 4 3
2900 1500 1000 1100 1300 1500
47—33 24—17 16—11 42 — 31 37—29 34 — 29
3°30'—5° 3°30' —5° 3°30'—5° 1=30'—2° 2° — 2°30' 2°з0'—3°
1 1 1 4 4 3
2200 1200 750 1000 1200 1300
35—25 19—14 12—8 38—28 34—27 30—25
3°30'—5° 3°30'_ 5° 3°30'—5° 1=30'—2° 2’ — 2°30' 2°30' —3°
1 1 1 5 5 4
1600 800 500 800 1000 1200
26—18 13—9 8—5 30—23 28—23 27—23
3°30'—5° 3°30'_ 5° 3°30' —5° 1’30'—2° 2° — 2°30' 2°30'—3°
1 1 1 5 5 4
угол а выбирают равным углу поворота при окончательном шлифовании, о., K = s„p/sin а. 2. Значения минутной продольной подачи s„p н окружной
63
62
Сравнительная таблица режимов. Многоходовое шлифование заготовок
Шлифование Номер хода Характеристика абразивного (рабочего) инструмента Подача на глу- бину 2/, мм Продольная подача snp, м м / м и н
расчетная —1 1
На одном станке модели ЗЕ184В 1 24А40С27К5 0,32 1500 1300
2 0,06 1100 900
3 0,04
4 0,02
5 0,01
На линии станков модели ЗЕ180В 1 24А40С16К5 0,32 1500 1580
2 24А25С16К5 0,06 1100 1100
3 0,4
4 24А16СМ2С16К5 0,02 1000
5 0,01
В связи с этим без ущерба для качества детали первые ходы,
определяемые мощностью станка, надо производить с наиболь-
шей глубиной шлифования. По мере снятия припуска подача
на глубину с каждым ходом (см. табл. 15) уменьшается
и последний ход берется с наименьшим значением подачи.
В некоторых случаях при шлифовании заготовок, полученных
методами прокатки, штамповки или точного литья и имеющих
сравнительно большие отклонения от правильной геометрической
формы, на первом ходе следует производить подачу не более
0,05—0,10 мм, а основной припуск снимать на последующих
ходах (см. табл. 25). Большая подача на глубину приводит
к заклиниванию заготовок или к выбрасыванию их из рабочей
зоны станка. Обычно при раздельном черновом и чистовом
шлифовании 70 % указанного в табл. 16 припуска снимается
при черновом шлифовании и 30 % — при чистовом.
В табл. 17 приведены значения элементов режима шлифо-
вания заготовок методом продольной подачи на одном станке
64
Таблица 18
на одном станке и на лннни бесцентрово-шлифовальных станков
Скорость вращения заготовки v3, м/мии Частота вращения ведущего круга «в к, об/мин Угол наклона ведущего круга а, ° Ra, МКМ Время обработки, МИИ
'аонаоноо общее Ти
расчетная i принятая | расчетная принятая расчетный принятый
57-43 48 60—43 50 1°30'—2° 1°30' 5—2,5 0,57 0,385
42 31 33 44—32 35 1,25—0,63 ,0,082
0,63—0,32
0,63—0,16
24-17 26 25—20 28 3°30'—5° 3°30' 5—2,5 0,049 0,331
25 1°30'—2° 2°30' 1,25—0,32 0,63—0,32 0,067
42—31 39 44—32 42 1°30' 0,63—0,16 0,32—0,16 0,074
и на линии бесцентрово-шлифовальных станков. Особенность
режима шлифования при многоходовом шлифовании на линии
станков состоит в том, что на ней каждый станок имеет шлифо-
вальный круг соответствующей характеристики и настраивает-
ся на оптимальный режим обработки. При многоходовой обра-
ботке заготовок на одном станке рабочий круг для всех перехо-
дов остается одним и тем же, а варьирование режима шлифова-
ния ограничивается только изменением частоты вращения
ведущего круга.
Окружная скорость заготовки, определяемая, как известно,
окружной скоростью ведущего круга, влияет на производи-
тельность процесса и качество шлифованной поверхности. С уве-
личением частоты вращения заготовки повышается интенсив-
ность съема металла в единицу времени, улучшается отвод
теплоты и уменьшается опасность появления прижогов. Однако
при чрезмерном повышении частоты вращения заготовки, выз-
ванном необходимостью получения больших значений продо-ль-
3 Зак. 177 .65
ной подачи при малых значениях угла а, ухудшается качество
шлифованной поверхности из-за вибрации заготовки.
При расчете режимов шлифования необходимо стремиться
к тому, чтобы общее время обработки было наименьшим.
Машинное время при шлифовании с продольной подачей за
каждый ход определяется по следующим формулам:
при шлифовании по одной заготовке, когда следующая заго-
товка поступает в зону шлифования по окончании обработки
предыдущей,
Тм,= (//ш.к+/3)/(0,95 s„P),
где Яш. к — высота шлифовального круга, мм; 13 — наибольшая
длина, заготовки вдоль ее оси (включая и нешлифуемые
участки), мм; 0,95 — коэффициент, учитывающий проскальзыва-
ние заготовки при шлифовании и разрывы в потоке заготовок
между шлифовальным и ведущим кругами; i — номер перехода
или операции;
при шлифовании непрерывного потока заготовок между шли-
фовальным и ведущим кругами
Тм1 = /3/0,95.
Бесцентровое шлифование обычно ведется в несколько ходов.
Поэтому общее времй обработки по основному (технологиче-
скому) или машинному времени определяется как сумма вре-
мен по каждому отдельному переходу:
i — п
тм= £ Tui,
i= ।
где п — число ходов.
В табл. 18 приведены сравнительные данные по расчету
режимов шлифования на одном станке модели ЗЕ184В и линии
станков модели ЗЕ180В. Из таблицы следует, что в крупносе-
рийном и массовом производстве многоходовое шлифование
заготовок на линии станков экономически более целесообраз-
но, чем на одном станке. Необходимо отделять предваритель-
ное шлифование от чистового, так как это позволяет помимо
повышения экономических показателей процесса более рацио-
нально использовать станки и режущие свойства шлифовальных
кругов.
Режим шлифования по методу поперечной подачи. Рабочий
цикл при врезном бесцентровом шлифовании состоит из этапов
подвода Тподв, врезания Т^р, выхаживания Твых и отвода Т,пя
детали с кареткой ведущего круга от шлифовального круга
(рис. 32). Во время врезания снимается основной припуск,
оставленный на шлифование заготовки. Вследствие зазоров
в механизме перемещения суппорта с бабкой ведущего круга
66
и упругих деформаций в
технологической системе,
а также в результате
изнашивания кругов съем
металла несколько отста-
ет от поперечной подачи
по лимбу станка. В конце
этапа врезания в системе
станка создается натяг,
способствующий интен-
сивному шлифованию за-
Рис. 32. Рабочий цикл врезного шли-
фования (/с — перемещение суппорта)
готовки. С наступлением периода выхаживания, осуществляе-
мого без поперечной подачи заготовки к шлифовальному кругу,
натяг постепенно уменьшается и технологическая система воз-
вращается в исходное положение. С уменьшением натяга
уменьшаются глубина резания и шероховатость обработанной
поверхности, повышается точность. Время выхаживания зави-
сит от требуемой точности и параметров шероховатости
поверхности.
Таким образом, основное время обработки при врезном
шлифовании определяют по формуле
То— Тподв-|- Т'вр —|- 7ВЫХ.
Время быстрого подвода заготовки до контакта со шлифо-
вальным кругом обычцо равно 0,01—0,02 мин. Время врезания
определяют по формуле
ТВр (22 22Вых) /Snon,
где 2 — припуск иа данной операции шлифования на диаметр
детали, мм; 2ВЫх — слой, снимаемый при выхаживании за счет
упругих деформаций в технологической системе; «Поп — минут-
ная поперечная подача, мм/мин.
В период выхаживания с заготовки снимается незначи-
тельный слой металла, зависящий в основном от времени
выхаживания и минутной подачи snt>n при врезании. Общее
время обработки заготовок методом врезания обычно рассчиты-
вают по соответствующим нормативам.
Рассмотрим отличительные особенности шлифования заго-
товок на одном и нескольких бесцентрово-шлифовальных стан-
ках и приведем пример расчета припуска на шлифование.
Методом продольной подачи шлифуются пальцы длиной 70 мм из
стали 12ХНЗ твердостью 61—63 HRCB.
На бесцентровое шлифование поступают заготовки диамет-
ром 30,5-0.14. Шлифование должно обеспечить получение поверх-
ности с точностью по 5-му квалитету (ЗО-о.ооо) и параметром
шероховатости 7?а = 0,32 мкм.
3*
67
Шлифование ведут на станке модели ЗЕ184В с бесступен-
чатым изменением частоты вращения ведущего круга. Характе-
ристика шлифовального круга 24А40С26К5, ведущего —
24А16ТВ.
Припуск на шлифование, составляющий £=(30,5 + 30,36):
:2—(30 + 29,991)/2 = 0,45 мм, распределяем следующим об-
разом;
на предварительное шлифование 2| = 2 — 22 = 0,7г = 0,32 мм;
на чистовое шлифование 22 = 0,32 = 0,13 мм.
Согласно табл. 17, для обеспечения требуемой точности
и шероховатости поверхности шлифование следует вести в один
предварительный и четыре чистовых хода. Ведущий круг должен
быть развернут в вертикальной плоскости под углом а= 1° 30'-=-
-4-2°. Этот же угол сохраняется при предварительном шлифо-
вании. При ведущем круге диаметром 300 мм чистовое шлифо-
вание, согласно значениям скорости v3 = 42-4-31 м/мин, должно
вестись при частоте вращения круга, равном 32—44 об/мин.
В этом случае при шлифовании обеспечивается продольная
подача snp=1100 мм/|мин. Для обеспечения при предваритель-
ном шлифовании продольной подачи в 1500 мм/мин (подача
на глубину 2/= 0,32 мм)'скорость ведущего круга рассчитывают
по формуле
vB K = snp/sin а= 1500/sin (1°30' + 2°) =57 м/мин.
Частота вращения круга при предварительном шлифовании
должна быть повышена до 43—60 об/мин.
При непрерывном Шлифовании заготовок расчетное основное
(технологическое) время составит
т v” 1з . 70 . 70 .i.rurn 1
Т"~~ 0,95 snp 0,95 s„p + 0,95-1100 4“°’050 +
+ 4-0,066 = 0,314 мин.
Станок модели ЗЁ184В имеет бесступенчатое изменение
частоты вращения ведущего круга. Поэтому расчетные и при-
нятые значения частот вращения ведущего круга совпадают.
При шлифовании заготовок на станке модели 3180, на котором
частоты вращения шпинделя ведущего круга изменяются сту-
пенчато (13, 19, 28, 42, 63, 93, 137, 203 и 300 об/мин), требу-
ется соответствующая их корректировка.
10. СОЖ при бесцентровом шлифовании
Бесцентровое шлифование сопровождается выделением зна-
чительного количества теплоты. Это требует интенсивного
охлаждения зоны обработки, очистки рабочей поверхности шли-
68
фовального и ведущего кругов, удаления отходов шлифования.
При бесцентровом шлифовании необходимо применять водные
растворы СОЖ, обладающие высокой теплоемкостью. Основ-
ные составы СОЖ, используемые при бесцентровом шлифова-
нии, в зависимости от обрабатываемого материала приведены
в табл. 19.
На многих машиностроительных заводах при бесцентровом
шлифовании в качестве СОЖ используют содовый раствор.
Широко применяют водные растворы СОЖ марки НГЛ-205
и эмульсию № 113. Массовое содержание их составляющих
приведено в табл. 20.
Для усиления активности и смазочных свойств СОЖ в ее
состав добавляют поверхностно-активные вещества — жирные
и нафтеновые кислоты; для усиления антикоррозионных
свойств вводится нитрит натрия.
В последние годы стади применять новые составы СОЖ:
«Аквол-2», «Укринол-1», ИХП-45Э, ИХП-118Э, «Масло», ОСМ-3
и др. Такие марки СОЖ способствуют значительному повы-
шению стойкости кругов, они не уступают по своим свойствам
аналогичным зарубежным маркам.
Эффективность воздействия СОЖ на шлифование определя-
ется не только ее составом, но и способом подачи в зону обра-
ботки. Струйным способом СОЖ подается под давлением (0,34-
4-1,5) 105 Па с расходом до 400 л/мин из расчета 5—8 л/мин
на каждые 10 мм высоты круга.
Для скоростного бесцентрового шлифования разработана
следующая схема (рис. 33) подвода СОЖ в зону резания
на бесцентровых станках моделей СЛ-521 и СЛ-602М. В ка-
честве СОЖ используется состав марки ИХП-45Э, которая пода-
ется в зону обработки с помощью специального сопла.
Боковые планки 1 и 2, охватывающие шлифовальный круг
в зоне обработки, крепятся к корпусу сопла 3. Разделительная
планка 4 обеспечивает подачу СОЖ в рабочую зону под напо-
ром, а подпружиненная резиновая заслонка направляет СОЖ
и предохраняет от разбрызгивания. Попадая в полость А,
смазочно-охлаждающая жидкость увлекается шлифовальным
кругом, пробивая воздушную подушку, которая образуется над
зоной контакта круга и заготовки при скоростном шлифова-
нии. На внутренней поверхности корпуса сопла 3 нанесен
слой эпоксидной смолы, копирующий профиль круга, на котором
имеются поперечные каналы, а,в промежутках между каналами
просверлены отверстия для подвода СОЖ. Попадая в узкий
зазор между кругом и соплом, СОЖ увлекается с большой
скоростью в зону обработки, а через поперечные каналы, в ко-
торых задерживается СОЖ, обеспечивается очистка шлифоваль-
ного круга за счет вымывания шлама.
69
Таблица 19
Растворы СОЖ, применяемые для обработки различных материалов
Обрабатываемый материал Типоаая и рекомендуемая СОЖ
Конструкционные и ин- струментальные стали Легированные стали Высокопрочные, не- ржавеющие и жаропроч- ные сплавы Хромоникелевые труд- нообрабатываемые стали и сплавы Чугун Графитизированная бронза Медь и ее сплавы Алюминиевые сплавы Титановые сплавы Водные растворы электролитов (кальцини- рованной соды нитрита натрия, тринатрий- фосфата, буры, триэтаноламина, их смесей); полупрозрачные водные растворы раствори- мых масел; масляный 3—4 %-ный раствор сульфаната натрия и пассивирующих доба- вок (НГЛ-205); «Аквол-2» (1 : 10 до 1 : 20) Полупрозрачные водные растворы раство- римых масел (чистых и с активированными присадками); экстрадиол на основе 2 %-ных присадок ВНИИНП-117 и ВНИИНП-118; осерненные минеральные масла; сульфофре- зол с примесью керосина; минеральные масла масловязкие с присадками (водные растворы поверхностно-активных веществ типа ТНТСБО; масляный 3—4 %-ный раствор сульфаната натрия и добавок (НГЛ-206); «Аквол-2» (1 : 10 до 1 : 20) Хлорированные или сульфохлорированные минеральные масла; полупрозрачные водные растворы растворимых масел с присадками высокого давления; эмульсия № 113 Водный раствор нитрита натрия (10 %) с добавкой смачивателя НВ (0,5 %); эмуль- сия 10 %-ной концентрации и ниже с хло- рированными присадками высокого давле- ния; эмульсия № 113 Водные растворы электролитов (кальцини- рованной соды, нитрита натрия, тринатрий- фосфата, буры, триэтаноламина и их смесей типа ТНТСБО, ТУН-75 и др.); водные ра- створы растворимых масел (типа 3—5 %-ной эмульсии № 2 ИТИ), 3—5 %-ный раствор «Укринол-1» Эмульсии типа «масло в воде»; масляный 3—4 %-ный раствор сульфаната натрия и пассивирующих добавок (НГЛ-205) Водные растворы растворимых масел Эмульсии типа «масло в воде»; полупро- зрачные водные растворы растворимых ма- сел; масляный 3—4 %-ный раствор сульфа- ната натрия и добавок (НГЛ-205); 5—7 %- ный раствор «Укринол-1» Водный раствор нитрита натрия (10 %) с добавкой смачивателя НВ (0,5 % бутил- нафтилсульфоната); эмульсии 10 %-ной концентрации с хлорированными присад- ками
70
Таблица 20
Составы СОЖ, применяемые при бесцентровом шлифовании
НГЛ-205 Эмульсия № 113
Составляющая Массовое со- держание, % Составляющая Массовое со- держание, %
Сульфат натрия (порошок) Масло минераль- ное Нитрит натрия Тринатрнйфосфат Кальцинирован- ная сода Вода 10 60 0,5 0,5 5 24 Сульфофрез ол Триэтаноламин Олеиновая кислота Нитрит натрия Вода 6,0 0,5 0,2 0,2 93,1
шлифования с большими съемами
Рис. 33. Подвод СОЖ в зону обра-
ботки
Данная схема подвода СОЖ испытывалась при шлифова-
нии заготовок диаметром 25 мм из сталей марок 20Х и ЗОХМЮА
со скоростью шлифования иш = 50 м/с, при подачах snon,
равных 5,5 и 10,6 мм/мин, с выхаживанием. Припуск на
диаметр при обработке — 2 мм, ширина шлифования — 63 мм,
расход СОЖ—180 л/мин, окружная скорость заготовки
п3 = 40 м/мин.
Правка осуществлялась алмазным карандашом марки Ц
продольной подачей snp = 200 мм/мин при глубине съема абра-
зива 0,04 мм. Стойкость круга между правками — 25 деталей.
Результаты бесцентрового
припуска (до 2 мм) при
использовании высоких
подач (до 10,6 мм/мин):
параметр шероховатости
поверхности 1,254-
4-0,63 мкм; конусообраз-
ность не более 0,01 мм
на 100 мм; некруглость
менее 8 мкм; радиус в
месте перехода от цилинд-
рической шлифованной
поверхности к торцовой
при предварительно за-
правленной по торцу кру-
га 0,2—0,3 мм — указы-
вают на то, что требова-
ния, предъявляемые к точ-
ности деталей малого диа-
метра (например, типа
болтов), обеспечиваются.
71
В зону шлифования должна попадать очищенная СОЖ.
Степень очистки жидкости от шлама и мелкой металлической
стружки существенно влияет на шероховатость обработанной
поверхности и интенсивность изнашивания кругов. Для этого
на заводах крупносерийного и массового производства широко
применяют централизованную систему подачи СОЖ к линии
шлифовальных станков. Жидкость очищают отстаиванием,
фильтрованием или физико-химическими методами.
При централизованной системе подачи СОЖ улучшается
качество очистки жидкости и температура ее остается постоян-
ной. Жидкость из эмульсионных баков большого объема, распо-
ложенных на значительном расстоянии от станков, проходя по
трубам, остывает и поступает в зону резания примерно постоян-
ной температуры. Это исключает возможность тепловых де-
формаций заготовки, станка, а также ошибок при измерении
деталей.
При использовании индивидуальных отстойников приходится
чаще менять охлаждающую жидкость. На некоторых станках
для очистки СОЖ применяют различные магнитные сепараторы,
обеспечивающие эффективную очистку жидкости от металли-
ческой стружки, и автоматизированные фильтры с периоди-
чески перемещающейся бумажной или хлопчатобумажной лен-
той, на которую стекает загрязненная жидкость, выходящая из
зоны обработки. Отходы в виде твердых частиц шлифовального
круга и стружки осаждаются на ленте, а очищенная жидкость
сливается в бак.
11. Особенности
скоростного бесцентрового шлифования
Наиболее перспективным путем повышения эффективности
бесцентрового шлифования является увеличение окружной ско-
рости шлифовального круга до 60 м/с.
Практика показала, что при скоростном шлифовании ско-
рость съема металла в единицу времени увеличивается в
3—5 раз и более, при этом необходимые показатели точности
и качества обработки сохраняются. Однако внедрение скорост-
ного бесцентрового шлифования требует создания жестких высо-
коскоростных станков и высокопрочных абразивных инстру-
ментов.
Скоростное шлифование следует рассматривать как сред-
ство повышения производительности обработки за счет сниже-
ния основного и вспомогательного времени операции.
Особенности скоростного бесцентрового шлифования —
это увеличение мощности приводов кругов, появление значитель-
ных центробежных сил, наличие интенсивности воздушного по-
тока, препятствующего проникновению СОЖ в зону обработки.
72
Основная задача скоростного бесцентрового шлифования —
увеличение скорости съема припуска, поэтому, например, при
врезном шлифовании требуются ускоренные поперечные рабочие
подачи. При этом к жесткости и виброустойчивости системы
предъявляются особо высокие требования. Необходимы усовер-
шенствованные системы балансировки кругов, смазки, более
интенсивное охлаждение зоны шлифования и т. и.
Таким образом, скоростные бесцентрово-шлифовальные
станки должны характеризоваться повышенной мощностью
приводов шлифовального и ведущего кругов; увеличенной
рабочей подачей на врезание (при врезном шлифовании) и уско-
ренной продольной подачей заготовок (при шлифовании на ход);
увеличенной частотой вращения ведущего круга; наличием
системы точной балансировки кругов; наличием эффективной
системы подачи СОЖ в зону обработки; наличием системы
защиты рабочего от возможного разрыва круга и от разбрыз-
гивания СОЖ; высоким уровнем автоматизации рабочего цикла
и вспомогательных работ на станке.
Скоростное бесцентровое шлифование можно производить
и на обычных действующих станках путем их модернизации
с соблюдением всех перечисленных выше требований.
Особо важное значение при бесцентровом скоростном шли-
фовании приобретают вопросы техники безопасности, поскольку
высокая кинетическая энергия быстровращающегося шлифо-
вального круга может привести к его разрыву.
Рекомендуемые зернистость и твердость шлифовальных кру-
гов из электрокорунда марки 24А на керамической связке
(7-й структуры) для скоростного шлифования некоторых мате-
риалов приведены в табл. 21.
При высокоскоростном бесцентровом шлифовании еще
в большей степени проявляются преимущества бесцентрового
шлифования перед шлифованием в центрах или в патроне.
В результате исследований, проведенных во Всесоюзном
научно-исследовательском институте абразивов и шлифования
Таблица 21
Характеристики кругов для скоростного бесцентрового шлифования
Обрабатываемый материал Зернистость и твердость круга при скорости шлифования (м/с)
35 60
Сталь 45 (49—53~HRC3) 16СМ1—СМ2; 25СМ1— СМ2 16МЗ; 25СМ1
Х18Н10Т 25СМ1—СМ2 25СМ1— СМ2
Р18 (61-65 HRC3) 16СМ1; 25СМ1 16СМ1—М3; 25СМ1
73
(ВНИИАШ), установлено, что с увеличением окружной ско-
рости кругов характеристик 24А16С17К.5 и 24А40С17К5 с 30
до 60 м/с при врезном бесцентровом шлифовании уменьшается
высота шероховатости поверхности деталей из углеродистых
закаленных сталей примерно в 1,5—2 раза. При этом относи-
тельное уменьшение высоты шероховатости растет с увеличе-
нием поперечных подач. Отмечается также возможность расши-
рения диапазона поперечных подач примерно в 2 раза до момента
резкого увеличения износа шлифовального круга. При увеличе-
нии скорости резания с 35 до 60 м/с можно увеличить попереч-
ную подачу примерно в 4 раза без увеличения шероховатости
поверхности или уменьшить высоту шероховатости примерно
на 30—40 % при одинаковой подаче. При поперечной подаче
5поЯ = 2 мм/мии и скорости шлифования иш = 75 м/с шерохова-
тость поверхности, как правило, не выходит за пределы
/?о = 0,32 мкм.
Для бесцентрового врезного шлифования со скоростью ре-
зания 60 м/с металлов обычной обрабатываемости, т. е. углеро-
дистых и низколегированных закаленных сталей (марок 45,
40Х, У10, 12ХНЗХА, ШХ-15, 2X13, 9ХС и др.), рекомендуются
шлифовальные круги, характеристики которых приведены
в табл. 22.
Для обработки материалов, склонных к прижогам, следует
использовать более мягкие круги, а для получения поверх-
ности высокой размерной точности — круги повышенной твер-
дости и с меньшей зернистостью. В табл. 23 приведены
примерные режимы скоростного бесцентрового шлифования
заготовок из углеродистых конструкционных сталей в зави-
симости от диаметра заготовки и длины шлифования. Обработ-
ка кругами 24А25СМ2—С17—8К5 при указанных режимах
позволяет получить //а = 0,63 мкм при стойкости круга 8—15 мин.
В качестве СОЖ следует применять водный раствор триэтано-
ламина (0,8 %) и 3—5 %-ный водный раствор эмульсола.
Таблица 22
Характеристики шлифовальных кругов
для высокоскоростного бесцентрового шлифования
МКМ Характеристина круга Ra, МКМ Характеристика круга
1,25 24А25СМ17К5; 24А25СМ28К5; 24А40СМ17К5; 24А40С7А28К5 0,63 0,32 24А25СМ27К5; 24А25СА428К5 24A16CM17R5; 24А16С17К5
Примечание. Материал марки 24А может бьпъ заменен мате-
риалами марки 91А или 92А.
74
Таблица 23
Режимы скоростного бесцентрового шлифования
Диаметр за- готовки, мм Длина шли- фования, мм Суммарный припуск 2z, мм : Окружная скорость, за- готовки i и3, м/мии Бремя выхаживания. i Твых> С Поперечная подача Soon, ММ/МИН 1 Мощность резаиия, кВт L
15—25 40—80 80—160 0,15—0,5 40—80 2—5 2,5—5 2—4 3—12 5—15
25—40 40—80 80—160 0,15—0,70 3—6 2—4 1—3 4—14 6—18
40—65 40—80 80—160 0,20—0,90 1—2 0,5—1,5 5—16 7—19
При необходимости получения параметра шероховатости
поверхности Ra = 0,32 мкм поперечную подачу необходимо
уменьшить примерно в 2 раза (по сравнению с данными
табл. 23). Установлено, что с ростом скорости резания
некруглость шлифованных деталей практически не ухудшается.
На конечную же погрешность формы влияют конструкция
станка, элементы наладки, дисбаланс шлифовального круга.
Известно, что с ростом поперечной подачи силы резания
увеличиваются, а с ростом окружной скорости круга — умень-
шаются. В связи с этим при скоростном бесцентровом шли-
фовании вместе с уменьшением сил резания наблюдается
улучшение стабильности процесса и некоторое уменьшение не-
круглости деталей.
Повышение скорости резания способствует также увеличе-
нию удельной производительности (отношению объема снятого
металла к объему израсходованного абразива) в 1,5—2 раза,
а увеличение поперечной подачи, например, в 4 раза (от 2 до
8 мм/мин) позволяет уменьшить время цикла только в 2 раза.
Таким образом, значительный резерв увеличения производитель-
ности лежит не только в уменьшении основного времени,
что достигается увеличением скорости резания одновременно
с увеличением поперечной подачи, но и снижении других
составляющих времени цикла.
На Московском заводе автоматических линий им. 50-летия
СССР разработана схема базирования заготовки ниже линии
центров с расположением опорного ножа со стороны ведущего
круга (рис. 34) для силового бесцентрового шлифования
, заготовок ступенчатого типа или из прутка на станках моделей
СЛ-521 и СЛ60-2М.
75
Рис. 34. Базирование заготовки ниже линии центров
кругов
Расположение заготовки ниже линии центров обеспечива-
ет более надежный прижим ее во время обработки к базовым
элементам при значительных колебаниях припусков и непрямо-
линейности образующей заготовки. При этом появляется воз-
можность повысить жесткость суппорта и опорного ножа за счет
увеличения зоны под заготовкой и между кругами, что особен-
но важно при силовом шлифовании заготовок малого диа-
метра.
Появляющаяся при таком расположении опорного ножа
возможность возникновения огранки детали устраняется геомет-
рической наладкой с расположением ножа со стороны ведущего
круга при <р= (а + р) = — 3°; е= (А + а) = —-7° 3'.
Таким образом, применен комбинированный способ базиро-
вания: обрабатываемая заготовка 2 базируется на ведущем
круге 4, а опорные ножи 3 и 7 базируют заготовку по необра-
ботанной поверхности. Реализация такого способа базирования
обеспечивается за счет выбора малых углов геометрической
наладки <р и е, обусловливающих большое передаточное отно-
шение при копировании шлифовальным кругом 5 исходной
погрешности заготовки, которая проявляется на опорных но-
жах 3 и 1 во время обработки.
12. Показатели качества поверхности
и дефекты обработки при бесцентровом шлифовании
Бесцентровое шлифование в ряде случаев является финиш-
ной операцией технологических процессов и вследствие этого
определяет качество поверхности и точность детали.
76
Трудно обеспечить стабильно высокие параметры шерохо-
ватости шлифованной поверхности при бесцентровом шлифова-
нии на ход. Это в первую очередь относится к периоду работы
шлифовального круга непосредственно после правки. В этот
момент на его рабочей поверхности находится значительное
число неустойчиво связанных абразивных зерен. В начальный
период шлифования (3—6 мин для круга диаметром 500 мм)
происходит интенсивное осыпание зерен, поэтому качество
обработанной поверхности значительно хуже, чем в последую-
щий период шлифования.
Практика шлифования показывает, что при использовании
шлифовальных кругов на керамической связке получить шеро-
ховатость поверхности по параметру /?а = 0,32 мкм и ниже
довольно сложно. При шлифовании, например, кругами характе-
ристики 24А12СМ1К.5 можно получить 7?а = 0,25 мкм, но при
этом образуются световые дефекты дробления на поверхности,
недопустимые для большинства деталей. Процесс шлифования
кругами на бакелитовой и вулканитовой связках превращается
в большинстве случаев из-за малых съемов в процесс доводки,
что экономически не всегда оправдано.
Для повышения эффективности процесса финишного шлифо-
вания целесообразно применение'комбинированных шлифоваль-
ных кругов: режущая часть из кругов на керамической связке
зернистостью 16 или 25, а выходная (калибрующая) — из
одного или двух доводочных (например, графитовых) кругов.
Графитовые круги почти не производят съема, но значи-
тельно уменьшают высоту микронеровностей. Применение подоб-
ных шлифовальных кругов позволяет получить параметр шеро-
ховатости Ra до 0,08 мкм.
Поскольку нет абсолютно жестких станков, то неизбежны
деформации и вибрации узлов, влияющие на качество обрабо-
танной поверхности. В связи с этим на поверхности детали
появляются следы дробления (световые дефекты). Их довольно
сложно обнаружить универсальными контрольно-измеритель-
ными средствами, но без труда можно увидеть невооруженным
глазом. Световые дефекты главным образом наблюдаются при
чистовом и доводочном бесцентровом шлифовании, когда требу-
ется получить поверхность с параметром шероховатости
/?а<0,15 мкм. -j
~ Наблюдаются случаи, когда даже при минимальном уровне
вынужденных колебаний образуются следы дробления. Это про-
исходит тогда, когда припуск распределен неравномерно по
высоте круга и имеются зоны, где натяг в технологической
|_ристеме мал. j
В целях устранения следов дробления для всех типов
бесцентровых станков, применяемых для чистовых операций,
77
Таблица 24
Причины образования на поверхностях дефектов,
характерных для бесцентрового круглого шлифования,
и способы их устранения
Причина образования Способ устранения
Некруглос Биение шпинделя ведущего круга Неравномерное вращение Недостаточная подача СОЖ Некругл Неправильная установка центра заготовки по высоте Повышенная глубина съема при шлифовании на ход или большая поперечная подача шлифовального круга при врезном шлифовании Конус Затупление алмаза правки Неправильное положение баб- ки ведущего круга Недостаточное охлаждение при правке (при врезных рабо- тах)- Неправильная организация рабочей зоны станка Неправильное положение опорной поверхности ножа в продольном направлении Неправильная установка вал- ковых загрузочных устройств Вогнутое Расположение оси заготовки относительно оси шлифоваль- ного круга под углом 'ть (овальность) Правка ведущего круга или регули- рование подшипников шпинделя ве- дущего круга Увеличение продольной подачи за- готовки или окружной скорости веду- щего круга. Уменьшение высоты цент- ра заготовки h над линией центров кругов на станках, имеющих наклон- ную компоновку Увеличение подачи СОЖ ость (огранка) Увеличение высоты центра заготов- ки h над лцнией центров кругов. Изме- нение угла скоса опорного ножа Снижение глубины шлифования или минутной поперечной подачи ообразность Поворот или замена алмаза Разворот бабки ведущего круга в го- ризонтальной плоскости Увеличение подачи СОЖ при правке Выставление копирных линеек и правка кругов Установка ножа в продольном на- правлении. Улучшение прямолинейно- сти опорной поверхности ножа пере- шлифовкой. Проверка положения валковых загрузочных устройств в вертикальной плоскости Проверка положения валковых за- грузочных устройств в вертикальной плоскости ть образующей Проверка и установка положения ножа в продольном направлении
78
Продолжение табл. 24
- Причина образования Способ устранения
Излом оси столба заготовки в сторону шлифовального кру- га при сквозном шлифовании на входе и на выходе из ра- бочей зоны станка Следы виб Плохая балансировка шли- фовального круга Плохое закрепление опорного ножа или кругов на планшайбе Неправильная установка центра заготовки по высоте Большой угол скоса опорного ножа Большая окружная скорость заготовки Большая глубина шлифова- ния или поперечная подача шлифовального круга Плохая регулировка подшип- ников шпинделей кругов Слишком твердый или мел- козернистый шлифовальный круг Различная длина клиновых ремней привода шлифоваль- ного круга Неплотное крепление шлифо- вальных кругов к планшайбе Вибрации, возникающие в станке или передаваемые ему извне от других машин (прес- сов, железной дороги и т. п.) Недостаточная подача СОЖ Уменьшение по д Плохая регулировка подшип- ников шлифовального и веду- щего кругов. Изменение поло- жения осей кругов при раз- личных нагрузках Правильная установка транспорт- ных устройств станка или боковых на- правляющих планок рации (дробление) Балансировка шпинделя шлифо- вального круга до значения дис- баланса 50—75 гем Проверка крепления ножа и кругов Уменьшение высоты превышения центра заготовки h над линией, сое-|. диняющей центры кругов Уменьшение угла скоса опорного но- жа перешлифовкой или поворотом верхней части суппорта ножа Уменьшение окружной скорости ве- дущего круга Уменьшение параметров режимов шлифования Регулировка подшипников шпинде- лей ведущего и шлифовального кру- гов Проверка и подбор кругов необхо- димой характеристики Подбор ремней одной длины Укрепление кругов на планшайбе или планшайбы на шпинделе Устранение источника вибраций. Установка станка на отдельном фун- даменте с применением при необхо- димости дополнительной изоляции (виброизолирующих опор и коври- ков) * Увеличение подачи СОЖ иаметру концов прутков Погрузка прутков таким образом, чтобы между их концами был мини- мальный зазор. Регулировка под- шипников
Продолжение табл. 24
Причина образования Способ устранения
Плохое вращение прутков на транспортных устройствах при выходе их из зоны резания Нестабильность Неправильная установка ба- бок или износ направляющих Износ механизма подач Шлифование очень мягким кругом Незакрепленность опорного ножа Перегрев заготовки Биение ведущего круга Плохая подготовка заготовок к обработке Выпуклость образе Излом оси столба заготовок в сторону ведущего круга Шлифование кругом с профи- лем гиперболоида (при врез- ном шлифовании) Неперпендикулярность тори, Разрывы потока заготовок в зоне резания при шлифовании с продольной подачей Непараллельность торцов, за- боины и заусенцы на торцах заготовок, поступающих на шлифование Неправильная установка кон- цевого упора на ноже (при врезном шлифовании) Отклонение от Неправильная установка за- готовки при обработке Синхронизация скорости вращения прутков на транспортных устройст- вах и в зоне резания диаметрального размера Ремонт станка Ремонт станка Подбор более твердого круга Закрепление опорного ножа Правильный подбор шлифовального круга. Обеспечение обильного охлаж- дения Правка ведущего круга Рассортировка заготовок по при- пускам в необходимых пределах рощей (бочкообразность) Правильная установка транспортных устройств станка или боковых на- правляющих планок Выставление направления хода уст- ройства для правки в плоскости оси шпинделя шлифовального круга. Про- верка качества изготовления копир- ной линейки ов к обрабатываемой поверхности | Снижение продольной подачи. Пра- вильная организация рабочего про- странства станка Правильная установка валковых за- грузочных устройств. Хорошее ка- чество торцов заготовок Установка упора по возможности ближе к центру вращения заготовки или шлифовального круга прямолинейности оси Установка центра заготовки на вели- чину h ниже линии, соединяющей центры кругов. Точная установка станка и транспортных устройств
80
Продолжение табл, 24
Причина образования Способ устранения
Повышенная кривизна заго- товки Искривление заготовки при многопроходном шлифовании из-за изменения температуры Шероховатость поверхнос Большая продольная подача устройства для правки шли- фовального круга Небольшая стойкость шлифо- вального круга Большая продольная подача заготовок Высокая окружная скорость заготовки Крупнозернистость шлифо- вального круга Загрязненность СОЖ Некачественный инструмент для правки кругов Риски (глу Образование сколов, задиров или наростов из абразива и ме- талла на рабочей поверхности ножа Шлифование заготовок из не- закаленных металлов Подрезка выходной кромкой шлифовального круга Различная твердость шлифо- вальных кругов Загрязненность СОЖ Риски и Применение роликов загру- зочных устройств из твердого металла Неправильная установка транспортных устройств Высокая окружная скорость заготовки Подрезка кромкой шлифо- вального круга на выходе из зоны резания Тщательная правка заготовки перед шлифованием Правка заготовки между ходами ти не соответствует требованиям Снижение продольной подачи уст- ройства Более частая правка Уменьшение угла наклона оси веду- щего круга Снижение окружной скорости веду- щего круга Применение меньшей зернистости шлифовального круга. Использова-' ние осцилляции шлифовального кру- га при врезном шлифовании Смена СОЖ Замена инструмента бокие царапины) Замена или перешлифовка ножа. Увеличение зазора между режущей поверхностью шлифовального круга и боковой плоскостью ножа. Улучшение смазочных свойств СОЖ Применение ножей из более мягких материалов (чугуна, бронзы, пласт- массы) Заправка шлифовального круга с выходным конусом Подбор кругов одной твердости Смена СОЖ а прутках Использование роликов из чугуна, бронзы, пластмассы Правильная установка транспорт- ных устройств по отношению к станку Правка ведущего круга Проверка наличия обратного конуса на шлифовальном круге —
81
Продолжение табл. 24
Причина образования Способ устранения
Высокая окружная скорость заготовки Масло на поверхности прут- ков Недостаточная подача СОЖ Небольшая продольная пода- ча алмаза при правке шлифо- вального круга Низкая окружная скорость заготовки Большая глубина шлифова- ния Высокая твердость или малая зернистость шлифовального круга Большая скорость осевого пе- ремещения заготовок Уменьшение окружной скорости ве- дущего круга Удаление масла Увеличение подачи СОЖ до 8 л/мин на каждые 10 мм ширины круга Увеличение продольной подачи ал- маза Увеличение окружной скорости за- готовки Уменьшение глубины шлифования Замена шлифовального круга более мягким или крупнозернистым Уменьшение скорости осевого пере- мещения заготовок
("режимы обработки следует выбирать так, чтобы в технологи-
ческой системе имелся достаточный натяг. Кроме того, припуск
необходимо располагать равномерно по всей высоте шлифоваль-
ного круга, сводя к минимуму уровень вынужденных колебаний
за счет тщательной балансировки круга на бесцентровом шли-
. фовальном станке.
При бесцентровом шлифовании на поверхностях деталей
возможно образование глубоких царапин (рисок). Это происхо-
дит, как правило, при самозатачивании шлифовальных кругов.
При этом на опорном ноже образуются наросты, которые
порождают спиральные риски на деталях. Когда обрабатываются
длинные заготовки, например прутки, то к возникновению спи-
ральных рисок приводит неправильное положение транспортных
устройств. Подобное явление наблюдается и при сколе твердого
сплава с рабочей поверхности базовых элементов башмаков
или опорных ножей.
Неравномерность твердости шлифовальных кругов, загряз-
ненность СОЖ также могут быть причинами возникновения
рисок на поверхностях деталей. :
Точность формы и размеров поверхности детали при бес-
центровом шлифовании определяется многими факторами: изна-
шиванием шлифовального круга, силовыми и тепловыми дефор-
мациями, вибрациями детали и т. д. Следует отметить, что
наиболее высокую точность формы имеют детали (например,
кольца подшипников), прошлифованные на жестких опорах.
При бесцентровом шлифовании длинных прутков большое
влияние на качество обработки оказывает колебание свободного
конца детали, находящегося за зоной обработки.
Погрешности продольного сечения деталей являются след-
ствием неправильного расположения шлифовального круга от-
носительно образующей детали, недостаточной жесткости узлов
станка или тепловых деформаций.
Причины образования дефектов на поверхности и способы
их устранения приведены в табл. 24.
13. Примеры обработки заготовок
В табл. 25 приведены примеры шлифования заготовок
в крупносерийном производстве на бесцентровых шлифоваль-
ных станках по методу продольной подачи, а в табл. 26 —
примеры шлифования по методу врезного шлифования. Шлифо-
вание осуществляется при вращении заготовки ведущим кругом
характеристики 14А16 СТ—ТВ. Из таблиц видно, что бесцентро-
вое шлифование осуществляется как на одном станке, так
и на нескольких станках, составляющих поточную линию.
При операционном шлифовании на одном станке обработка
ведется шлифовальным кругом одной характеристики с постоян-
ными скоростью ведущего круга одной характеристики с постоян-
ными скоростью ведущего круга и продольной подачей, при
обработке заготовок на поточной линии станков на каждой опе-
рации применяют оптимальные по характеристике шлифоваль-
ные круги и режимы шлифования.
Когда заготовки обрабатывают мелкими партиями, прихо-
дится часто производить переналадку станка и правку веду-
щего круга, что ведет к непроизводительной затрате рабочего
времени и нерациональному расходу кругов и правящих инстру-
ментов.
Необходимость частой переналадки в мелкосерийном про-
изводстве бесцентрово-шлифовальных станков являлась серь-
езным препятствием для широкого использования этих высо-
копроизводительных станков. С развитием методов групповой
обработки и широким внедрением их в мелкосерийное произ-
водство представляется возможным более широко применять
бесцентрово-шлифовальные станки. Для этого заготовки, подле-
жащие обработке на бесцентрово-шлифовальных станках, тре-
буется сгруппировать для шлифования в определенной после-
довательности.
Каждая из этих групп заготовок шлифуется при постоянном
угле поворота ведущего круга. Изменение окружной скорости
и продольной подачи осуществляется коробкой скоростей баб-
ки ведущего круга.
83
Бесцентровое шлифование заготовок
Деталь Эскиз детали Обрабатываемый .материал Вид шлифования
0,50, або*о,о* Сталь 20Г HRC3>56 Операцион- ное на одном станке
W777. /У//7
77/77, 7/7/7
Чистовое
2,5, 022,7 0,05 Сталь 45 не- закаленная Предвари- тельное на од- ном станке
66 ±0,2
Поршневой палец (7/25. Г*??+9’06 о22 4 0,03 Сталь 45 за- каленная HRC3>59 Многоопе- рационное на линии станков
— ч
Стакан пружи- ны клапана °'5\/ Сталь У8 HRC3>49 (штамповка) Операцион- ное на одном станке Чистовое
00 ю-т— сТсГ| 55 1 Si1" 7/У/7/7/.77у о £ О С) о*ег to Si
7//татд
_ ^-0,2
Палец рессоры 2,0, 025,2-0'05 т _ [ Сталь 45 неза- каленная Операцион- ное на одном станке
— ch Сталь 45 за- каленная HRC3>56 Чистовое на линии станков 1
84
различных деталей методом продольной подачи
Таблица 25
Припуск на шлифо- вание Z, мм Характеристика шлифовального круга Окруж- ная ско- рость веду- щего круга &в к? м/мин Про- дольная подача S п р» м/мин Подача на глу- бину 2/, мм Угол наклона веду- щего круга Ra, MKM
0,25 5,0—2,50
0,63 24А25СМ2К; 92А25СМ2К 24,2 1,7 0,20 0,15 4° 30' 2,5—1,25 1,25—0,63
0,30 1,25—0,32
0,60 24А(12—18)С1Б; 92А(12—18)С1Б 35 1,8 0,04 0,02 3° 0,63—0,32
0,05
0,25
0,76 24А40С2К; 92А40С2К 35 2,2 0,20 0,12 3°30'
0,08 —
0,06 1,25—0,63
0,13 24А25СТ2К; 92А25СТ2К 25 1,32 0,13 3° 1,25—0,63
0,12 24А25С2К; 35 1,32 0,12 2°30' 1,25—0,32
92А25С2К 24А12С2К; 29 1,32 0,09 2°30' 0,63—0,32
0,09
92А12С2К 24А12С1К; 92А12С1К 49 2,20 0,07 2°30' 0,32—0,16
0,07
0,03 24А12С1К; 92А12С1К 49 0,95 0,03 1°30' 0,32—0,08
0,30 5,0—2,50
0,8 24А40С1К; 1,4 0,25 4° 5,0—2,50
92А40С1К 0,15 2,5—1,25
0,10 1,25—0,63
24А25С1К; 92А25С1К 0 15 2,50—0,63
0,3 37,5 1,7 0,10 0,05 2°30' 1,25—0,63 0,63—0,32
0,55 24А50С2К; 92А50С2К 39 3,0 0,25 0,18 0,12 4° 5,0—2,5 2,5—1,25 1,25—0,63
0,20 24А25СТ1К; 45 2,5 0,12; 3° 1,25—0,63
92А25СТ1К 0,08
0,01 J 24А16С2К; 92А16С2К 52 2,5 0,01 — 2°30' — 0,63—0,32
85
Деталь Эскиз детали Обрабатываемый материал Вид шлифования
Ось 0,63, \/ 0 8-0,03 Сталь холод- нотянутая Операцион- ное на одном станке
124
Втулка ?///////» \^//////^ \^-о^ г •^.to .с>са“ + + со Бронза БрОЦС5-5-5 HRCS>61
86
Продолжение табл. 25
Припуск иа шлифо- вание Z, мм Характеристика шлифовального круга Окруж- ная ско- рость веду- щего круга Ив к, м/мин Про- дольная подача Snp, м/мин Подача на глу- бину 2С мм Угол наклона веду- щего круга Ra, МКМ
0,2 24А40С2К; 92А40С2К 36—45 2,4 0,15; 0,05 3"30' 1,25—0,63
0,5 63С40С1К 22 1,06 0,35 0,15 2°45' 5,0—2,5 2,5—1,25
заготовок различных деталей Таблица 26
Припуск на шлифо- вание Z, мм 1 Характеристика шлифовального круга Окруж- ная ско- рость веду- щего круга ^8. К, м/мнн Про- дольная подача pt м/мин 1 Слон, снимае- мый при выха- жива- нии, ММ Время выха- жива- ния, мин Ra, МКМ
0,25 24А40СТ1К; 92А40СТ1К 19 3,8 0,01 0,01 2,5—0,63
0,20 0,08 24А25СТ1К; 92А25СТ1К 24А16С2К; 92А16С2К 22 22 3,8 1,6 0,01 0,02 0,01 0,03 1,25—0,63 0,63—0,32
0,5 24А50С2К; 92А50С2К 21 2,5 0,01 0,02 10—2,5
0,3 0,2 0,1 24А40СТ1К; 92А40СТ1К 24А40СТ1К; 92A40CTIK 24Л25СТ1К; 92А25СТ1К 21 17 16 2,5 2,0 1,8 0,01 0,01 0,02 0,02 0,02 0,02 5—2,5 2,5—0,63 0,63—0,32
/ц>................. 3—6 6—10 10—20 15—30 30—200
d3 ................. 1,5 3 5 7 8—9
При шлифовании заготовок в пределах данной группы произ-
водят только настройку суппорта станка по высоте установки
опорной поверхности ножа и бабки ведущего круга на требуемый
Рис, 35. Номограмма расче-
та высоты установки оси за-
готовки над линией центров
кругов при групповой обра-
ботке:
I — 30<d3<200, ho —9 мм;
2 — 30<d3<200, />о = 8 мм;
3— i5<d3<30, h0 — 7 мм; 4 —
I0<d3<20, ho = 5 мм; 5 —
6С с'3'С i0, ho = 3 мм; 6 — 3<
<d3^6, Ло=!,5 мм;
------------- — предваритель-
ное шлифование;----------—
окончательное шлифование
88
Продолжение табл. 26
Припуск на шлифо- вание Z, мм Характеристика шлифовального круга Окруж- ная ско- рость веду- щего круга у. к, м/мин Про- дольная подача $пр, м/мин Слой, снимае- мый при выха- жива- нии, мм Время выха- жива- ния, мин Ra, МКМ
0,2 24А50С2К; 92А50С2К 17 1,8 0,01 0,02 2,5—0,63
0,1 24А25С2К; 92А25С2К 15,2 1,4 0,02 0,03 1,25—0,32
0,1 24А25СТ1К; 92А25СТ1К 30 2,6 0,02 0,02 1,25—0,63
размер детали. Высота установки оси заготовки /г, находящей-
ся на опорной поверхности ножа, над линией центров кругов
вычисляется по номограмме (рис. 35). Определяя отношение
d3JDB К) необходимо брать фактический диаметр ведущего круга
к, так как при правке и шлифовании диаметр круга умень-
шается. Для ограничения числа переналадок заготовки следует
подавать на стаиок либо в порядке уменьшения, либо увели-
чения диаметра заготовок в пределах данной группы.
Рассмотрим пример шлифования заготовок диаметрами
28; 22 и 17 мм. Станок настраивают на шлифование заготовок
диаметром 28 мм, ведущий круг правится правящим инструмен-
том, острие которого смещено на величину h0 = l мм. При факти-
ческом диаметре ведущего круга Dss к = 280 мм отношение диа-
метра обрабатываемой поверхности d3 к диаметру круга составит
d3/DB. к = 28/280 = 0,1. По номограмме согласно этому отноше-
нию высота установки оси заготовки над линией центров
кругов равна примерно 7,7—7,8 мм. По этому значению h
производится установка ножа в суппорте станка. По окончании
шлифования заготовок данного диаметра опорный нож в суппор-
те устанавливается с таким расчетом, чтобы ось следующих
заготовок была выше линии центров кругов на величину
/г = 7,5-4-7,6 мм (rf3 = 22 мм; rf3/DB.K = 22/280 = 0,08)
и
/г=7,4ч-7,5 мм (d3 = 17 мм; d3/DB.K= 17/280 = 0,06).
89
Такая подналадка станков повышает их производительность,
уменьшает затраты на правку ведущих кругов и одновременно
обеспечивает получение деталей с высокой точностью и каче-
ством шлифуемой поверхности.
Подобную подналадку осуществляют и для бесцентровых
шлифовальных станков, применяемых при групповой обра-
ботке заготовок в условиях мелкосерийного производства. При
этом характер производства приближается к крупносерийному,
что делает рентабельным применение подобных станков в дан-
ных условиях. Все это расширяет технологические возмож-
ности бесцентрово-шлифовальных станков и способствует сво-
бодному применению их в гибких производственных систе-
мах (ГПС) и робототехнических комплексах (РТК).
Список литературы
1, Абразивная и алмазная обработка материалов/Под ред.
А. Н. Резникова.— М.: Машиностроение, 1977,— 392 с.
2. Бесцентровые круглошлифовальные станки/Б. И. Чер-
паков, Г. М. Годов ич, Л. П. Волков, А. Ф. Прохо-
ров.— М.: Машиностроение, 1973.— 168 с.
3. Бесцентровые круглошлифовальные станки с широкими
кругами/Б. И. Черпаков, С. Д. Вайс, Л. П. Волков,
А. Ф. П р о х о р о в.— М.: НИИМАШ, 1968,— 102 с.
4. Лоскутов В. В. Шлифовальные станки.— М.: Машино-
строение, 1976.— 192 с.
5. Муцянко В. И. Бесцентровое шлифование.— Л.: Машино-
строение, 1967.— 116 с.
6. Прохоров А. Ф., Константинов К. Н., Волков Л. П.
Наладка и эксплуатация бесцентровых шлифовальных станков.—
М.: Машиностроение, 1976.— 192 с.
7. Справочник шлифовщика/Л. М. К о ж у р о, А. А. П а н о в,
Э. Н. Ремизове кий, П. С. Чистосер до в.— Минск:
Вышэйш. шк., 1981.— 288 с.
8. Филькин В. П., Колтунов И. Б. Прогрессивные методы
бесцентрового шлифования.— М.: Машиностроение, 1971.—208 с.
Оглавление
Предисловие ................................................. 3
Глава 1. Процесс бесцентрового шлифования.................... 4
1. Особенности бесцентрового шлифования .... —
2. Разновидности бесцентрового шлифования .... 13
3. Бесцентрово-шлифовальные станки................ 19
4. Автоматизация бесцентровых круглошлифовальных
станков............................................. 28
Г лава 2. Наладка бесцентрово-шлифовальных станков .... 36
5. Расчет элементов наладки направляющих узлов
станка ..............................................
6. Профилирование и правка шлифовального и веду-
щего кругов......................................... 44
7. Настройка станка на размер шлифования и уста-
новка опорных ножей................................ 48
Г лава 3. Технология бесцентрового шлифования............... 52
8. Выбор шлифовальных кругов и подготовка их
к работе..........................................
' 9. Режим и рабочий цикл бесцентрового шлифования 59
10. СОЖ при бесцентровом шлифовании.............. 68
И. Особенности скоростного бесцентрового шлифо-
вания .............................................. 72
12. Показатели качества поверхности и дефекты
обработки при бесцентровом шлифовании .... 76
13. Примеры обработки заготовок................ 83
Список литературы .......................................... 91
Производственное издание
МУЦЯНКО Витт Иосифович
БРАТЧИКОВ Александр Яковлевич
Бесцентровое
шлифование
(Б-ка шлифовщика, выпуск 5)
Редактор М. И. Козсщкая
Художественный редактор С. С. Венедиктов
Технический редактор Т. П. Малашкина
Корректор Н. В. Соловьева
Обложка художника В. Э. Нефедовича
ИБ № 4071
Сдано в набор 08.07.86. Подписано в печать 04.12.86. М-14937.
Формат 84Х 1О8’/з2. Бумага типографская № 2.
Гарнитура литературная. Печать высокая,
Усл. печ. л. 5,04. Усл. кр.-отт. 5,25. Уч.-изд. л. 5,24.•
Тираж 15 000 экз. Заказ 177. Цена 25 коп,
Ленинградское отделение ордена Трудового Красного Знамени
издательства «МАШИНОСТРОЕНИЕ»,
191065, Ленинград, ул. Дзержинского, 10.
Ленинградская типография № 2
головное предприятие ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома прн Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
198052, г. Ленинград, Л-52, Измайловский проспект 29