/






























Автор: Завадский В.Ф.
Теги: строительные материалы и изделия строительство строительные материалы
ISBN: 978-5-7695-6514-4
Год: 2012



Текст
ТЕХНОЛОГИЯ
ИЗОЛЯЦИОННЫХ
СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ
И ИЗДЕЛИЙ
Часть 1
СТЕНОВЫЕ МАТЕРИАЛЫ
И ИЗДЕЛИЯ
Издательский центр «Академия»
www. academia-moscow. ru
Высшее профессиональное образование
$ ТЕХНОЛОГИЯ
| изоляционных
СТРОИТЕЛЬНЫХ
с МАТЕРИАЛОВ
| И ИЗДЕЛИЙ
° В двух частях
j 5 Часть 1
п
. В. Ф. Завадский
: СТЕНОВЫЕ МАТЕРИАЛЫ
= И ИЗДЕЛИЯ
СТРОИТЕЛЬСТВО
Учебное пособие
Высшее профессиональное образовать
БАКАЛАВРИАТ
ТЕХНОЛОГИЯ
изоляционных
СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ
И ИЗДЕЛИЙ
В двух частях
Часть 1
В. Ф. ЗАВАДСКИЙ
СТЕНОВЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Рекомендовано
Учебно-методическим объединением вузов РФ
по образованию в области строительства
в качестве учебного пособия для студентов,
обучающихся по направлению 270100 «Строительство»
ACADEMA
Москва
Издательский центр "Академия»
2012
УДК 691.002(075.8)
ББК 38.3я73
Т38
ПРЕДИСЛОВИЕ
Рецензенты'
зав. кафедрой «Строительные материалы» Сибирского государственного
университета путей сообщения, д-р техн, наук, проф. А. А. Ананенко;
зав. кафедрой «Строительные материалы» Липецкого государственного
технического университета, д-р техн, наук, проф., Заслуженный деятель науки
и техники А.Д. Корнеев
Технология изоляционных строительных материалов
Т38 и изделий. В 2 ч. Ч. 1. Стеновые материалы и изделия : учеб,
пособие для студ. учреждений высш. проф. образования /
В. Ф. Завадский. — М. : Издательский центр «Академия»,
2012. — 192 с. (Сер. Бакалавриат).
ISBN 978-5-7695-6514-4
Учебное пособие создано в соответствии с требованиями Федерального
государственного образовательного стандарта по направлению «Строи-
тельство» (квалификация «бакалавр»).
Сформулированы принципы создания теплозащитных структур. При-
ведены строительно-эксплуатационные свойства стеновых материалов.
Представлены современные технологии производства стеновых изделий
из ячеистых бетонов, легких бетонов на пористых заполнителях, гипсобе-
тонных и арболитовых стеновых изделий, силикатного кирпича и камней,
изделий стеновой керамики и на основе промышленных отходов. Проана-
лизирован опыт производства стеновых изделий за рубежом. Кратко опи-
сан монолитный способ возведения стен зданий. Даны технологические
расчеты при проектировании производства стеновых материалов.
Для студентов учреждений высшего профессионального образова-
ния.
УДК 691.002(075.8)
ББК 38.3я73
Оригинал-макет данного издания является собственностью
Издательского центра «Академия», и его воспроизведение
любым способом без согласия правообладателя запрещается
© Завадский В.Ф., 2012
ISBN 978-5-7695-6514-4 (ч. 1) © Образовательно-издательский центр «Академия», 2012
ISBN 978-5-7695-6846-6 © Оформление. Издательский центр «Академия», 2012
К стеновым материалам относятся строительные изделия и кон-
струкции, применяемые для возведения наружных и внутренних
стен, в том числе перегородок. Удельный вес стен в структуре здания
по себестоимости составляет 16...30%, трудоемкость — 18...25%.
Известными представителями стеновых изделий служат: кир-
пич и камни керамические и силикатные, пено- и газобетонные
блоки, блоки и панели из легких бетонов на пористых заполните-
лях, гипсобетонные перегородки и камни, арболитовые изделия,
стеновые изделия на основе многотоннажных отходов промыш-
ленности и т. д.
Значительно повысил требования к теплозащите и энерго-
сбережению отапливаемых зданий СНиП 23.02.2003 «Тепловая
защита зданий».
Потери теплоты через стены отапливаемых зданий достигают
45 %, через окна и двери — 33 % от общих потерь. Потери теплоты
в индивидуальных жилищах в 2,5 — 4 раза выше, чем в квартирах
многоэтажных домов.
Нормирование теплозащитных зданий в соответствии с тепло-
техническими нормами выполняется как по удельному расходу
теплоты на отопление, так и по требуемому приведенному со-
противлению теплопередаче элементов оболочки зданий (стены,
окна, двери, покрытия и др.).
С применением различных штучных материалов и использо-
ванием строительных утеплителей разрабатываются многослой-
ные стеновые конструкции, в том числе с вентилируемыми фа-
садами, обеспечивающие требуемое термическое сопротивление
стены в целом.
В России более 50 заводов по производству керамического кир-
пича и камней, производительность каждого свыше 30 млн шт.
усл. кирпича в год.
Керамическая кирпичная стена отвечает самым высоким тре-
бованиям комфортности и долговечности, аккумулирует теплоту,
благоприятно воздействуя на климат жилища. Если комфортность
Деревянной постройки принять за единицу, то комфортность по-
мещений из керамических материалов соответствует коэффициен-
ту 0,7, из ячеистого бетона — 0,2, из силикатного кирпича — 0,1,
из железобетона — 0,05.
Объем выпуска керамических камней и кирпича в России со-
ставляет более 50 % в общем балансе стеновых материалов, что
3
объясняется их хорошими эксплуатационными свойствами и рас-
пространенностью сырья для производства.
Производство эффективных пустотелых керамических стено-
вых изделий, по сравнению с производством полнотелого кирпи-
ча, позволяет снизить расход сырья на 25... 30 %, расход топлива —
на 10% и более. Применение эффективных керамических изделий
в строительстве благодаря их пониженной теплопроводности по-
зволяет снизить толщину наружных стен зданий на 25... 30 %.
Перспективным направлением можно признать производство
легких пустотелых керамических стеновых изделий с поризован-
ным черепком со средней плотностью 750...860 кг/м3 и прочно-
стью 5... 10 МПа.
Повысить теплозащитную эффективность, долговечность
и экологическую безопасность стен зданий реально возможно
за счет совместного использования в их структуре пустотелых
керамических изделий и термовкладышей из высокопористой
керамики.
По технико-экономическим показателям силикатный кирпич
превосходит керамический. На его производство требуется в 2 раза
меньше топлива (отсутствует длительный процесс сушки и вы-
сокотемпературного обжига), в 3 раза меньше электроэнергии,
в 2,5 раза уменьшается трудоемкость, а себестоимость силикат-
ного кирпича на 25...35 % ниже, чем керамического.
Удельный объем ячеистобетонных изделий в балансе стеновых
материалов в России не превышает 5 %, в то время как в других
странах он значительно выше. В Швеции, например, более 50 %
стеновых конструкций возводится из этого эффективного мате-
риала.
В России суммарная годовая мощность производств по выпуску
изделий из ячеистых бетонов (в основном автоклавного тверде-
ния) составляет около 3 млн м3, из которых более половины пред-
назначено для изготовления мелких стеновых блоков. Годовой
объем изделий из неавтоклавного ячеистого бетона не превышает
10 % указанного выпуска.
Ячеистобетонные наружные стены характеризуются более вы-
сокими технико-экономическими показателями по сравнению
со стенами из керамического или силикатного кирпича: по мас-
се, кг/м2, — в 4 раза; по стоимости «в деле», руб./м2, — в 2 раза;
по удельным капитальным вложениям, руб./м2, — в 1,8 раза;
по приведенным затратам, руб./м2 — в 2 раза; по трудозатратам,
чел.-ч/м2, — в 1,4 раза.
В Российской Федерации около 100 заводов и цехов по произ-
водству гипсовых вяжущих и изделий, которые выпускают около
30 млн м2 гипсобетонных панелей и плит для перегородок. Хо-
рошие потребительские качества гипсобетонных стеновых изде-
4
лий (невысокая средняя плотность, хорошая обрабатываемость,
негорючесть) ориентируют на увеличение объема их выпуска.
Гипсобетонные перегородки выгоднее кирпичных на 25... 35%,
железобетонных — на 10... 15 %, фибролитовых и деревянных щи-
товых — на 40... 50%.
Расширение объемов производства строительных изделий
на основе гипсовых вяжущих — резерв экономии топливно-энер-
гетических ресурсов в строительстве. Это обусловлено тем, что
производство гипсовых вяжущих в 5 —10 раз менее энергоемко
по сравнению с производством цемента и извести, в 2,4 раза де-
шевле, не требует больших затрат на тепловую обработку изде-
лий.
В настоящее время производство гипсовых изделий как в Рос-
сии, так и за рубежом в основном ориентируется на заводскую
технологию получения гипсовых изделий плотной, слитной струк-
туры.
Производство и применение арболитовых конструкций в сред-
нем на 20... 30 % ниже себестоимости легкобетонных конструкций
из ячеистого бетона. Трудоемкость устройства стен из арболито-
вых изделий на 35...40% ниже по сравнению со стенами из кир-
пича. Производство изделий из арболита организуется прежде
всего при наличии органических материалов, которые в структуре
себестоимости изделий составляют 20... 40 %.
Отличительной особенностью климата России являются хо-
лодные и продолжительные зимы почти на 40 % ее территории.
Так, в районах, расположенных между 50-й и 60-й параллелями,
средняя температура наиболее холодного месяца находится в ин-
тервале -8 ...-28 °C, а в Западной Европе -4,5...+2 °C; продол-
жительность отопительного периода составляет соответственно
200...250 и 100... 180 дней. Поэтому в России показатели топлив-
но-энергетических затрат значительно превышают аналогичные
показатели Западной Европы.
Например, отопительный период в Сибирском регионе состав-
ляет 220...235 суток, средняя температура периода со средней суточ-
ной температурой воздуха менее + 8°С составляет от-7,2...+9,3°C,
а приведенное сопротивление теплопередаче для наружных стен
отапливаемых зданий — 3,5...3,9 м2-°С/Вт.
Вновь построенные здания в средней полосе России требуют
на отопление 1 м2 площади в среднем около 500 кВт-ч, в ФРГ —
250, в Швеции и Финляндии — 135 кВт-ч. На содержание 1 м2
общей площади жилого здания в России тратится 84 кг условного
топлива в год, а в Швеции — 27 кг.
Наиболее рациональный путь решения проблемы теплозащиты
отапливаемых зданий — создание многослойных стеновых изде-
лий с эффективными утеплителями.
5
Потребность в эффективных утеплителях только в жилищ-
ном строительстве к 2010 г. составила 25...30 млн м3. Из них бо-
лее 65 % — минераловатные изделия, около 20 % — пенопласты,
8 % — стекловатные изделия. Доля теплоизоляционных бетонов
не превышает 3 %, изделий на основе вспученного перлита и вер-
микулита — 0,4... 0,6 %.
В ближайшие годы планируется увеличение выпуска строи-
тельных утеплителей в России в 5 раз за счет отечественных про-
изводителей.
При использовании полимерных пенопластов и волокнистых
утеплителей на органических связующих необходимо обеспечи-
вать санитарную и пожарную безопасность стен. Повышается
актуальность развития производства долговечных и экологически
чистых теплоизоляционных изделий на минеральной основе: из-
делий из газостекла, газо- и пенокерамических, газо- и пеногип-
совых, пено- и газобетонных изделий и др.
Потенциальным сырьем для производства стеновых изделий
могут служить многотоннажные экологически безвредные от-
ходы теплоэнергетики, металлургии, горно-обогатительной от-
расли и др.
Глава 1
КЛАССИФИКАЦИЯ, НОМЕНКЛАТУРА
И ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
СТЕНОВЫХ ИЗДЕЛИЙ
Наружные несущие стены — наиболее сложные конструкции
здания. Они подвергаются разнообразным воздействиям. В зави-
симости от вида применяемого сырья конструкция имеет опреде-
ленные свойства, которые определяют условия правильного при-
менения стеновых изделий для возведения наружных стен в зда-
ниях различного назначения.
1.1. Классификация
Стеновые материалы классифицируются по виду применяемо-
го сырья и изделий, назначению, способу изготовления, средней
плотности, теплопроводности, прочности при сжатии и другим
признакам.
По виду изделий: кирпич одинарный 250x 120x65 мм
и утолщенный 250 х 120x88 мм; стеновые камни полномерные
390x190x188, 490x240x188, 380x190x288 мм; дополнительные
(трехчетвертинки) 292 х 190 х 188, 367 х 240 х 188, 292 х 190x298 мм;
половинки 195 х 190 х 188, 245 х 240 х 188, 195 х 190x288 мм; мелкие
блоки (массой до 40 кг); крупные блоки (массой до 3 т и тол-
щиной 40...60 см); панели однослойные (толщиной 20...40 см)
и многослойные (толщиной 15... 30 см). Длина панелей быва-
ет 6,3; 1,5; 0,75 м; высота кратна 0,6 м и обычно составляет 1,2
и 1,8 м.
По назначению: наружные и внутренние стены, перего-
родки.
По виду применяемого сырья: минеральные (кир-
пич, газобетонные изделия и др.); органические (стеновые кон-
струкции из древесины); органоминеральные (стеновые изделия
из арболита, древесно- и лигноминеральные камни).
По способу изготовления: получаемые методом литья,
пластического формования; методом полусухого прессования,
вибрирования, выпиливания из горных пород, сборки стеновых
конструкций.
Таблица 1.1. Марка стеновых каменных материалов
Изделия Марка (прочность на сжатие, кгс/см2)
Высокая Средняя Низкая
Керамический кирпич полно- телый 300, 250, 200 150, 125 100, 75
Кирпич и кам- ни керамиче- ские, силикат- ные пустотелые 250, 200, 150 125, 100 75
Камни и блоки мелкие бетон- ные 250, 200, 150, 100 75, 50 35, 25
Блоки мелкие: из ячеистого бетона горных пород 200, 150, 100 400, 300, 250 75, 50 150, 125, 100, 75 35, 25 50, 35, 25, 15, 10
По способу твердения: безобжиговые, подразделяю-
щиеся на материалы, твердеющие в нормальных условиях, при
повышенной температуре (90 °C), при повышенных температуре
и давлении (ячеистые бетоны, силикатный кирпич — t = 175 °C,
р = 1,3 МПа); обжиговые (кирпич и камни керамические — /обж =
= 1000 °C).
По величине средней плотности: особо легкие —
величина средней плотности до 600; легкие — 600... 1 300; облег-
ченные — 1 300... 1600 кг/м3.
По теплопроводности: низкой теплопроводности с вели-
чиной теплопроводности до 0,06; средней — до 0,018; высокой —
более 0,21 Вт/(м °С).
По прочности на сжатие (марка): каменные стеновые
материалы высокой, средней и низкой прочности (табл. 1.1).
По способу возведения: сборные, монолитные и сбор-
но-монолитные.
По конструкции: однослойные и многослойные.
По характеру выполнения статической
нагрузки: несущие, самонесущие, ненесущие.
По огнестойкости: несгораемые (не воспламеняются,
не тлеют, не обугливаются); трудносгораемые (воспламеняются,
тлеют, продолжают гореть при наличии пламени); сгораемые (вос-
пламеняются, тлеют и горят после удаления огня).
8
1.2. Общие требования к стеновым изделиям
Наружные несущие стены — наиболее сложная конструкция
здания. Они подвергаются многочисленным и разнообразным
силовым и природным воздействиям (рис. 1.1).
Выполняя несколько основных функций (теплоизоляционную,
звукоизоляционную, несущую), стена должна отвечать требовани-
ям по долговечности, огнестойкости, обеспечивать благоприят-
ный температурно-влажностный режим, обладать декоративными
качествами, защищать помещения от неблагоприятных внешних
воздействий. Одновременно она должна удовлетворять общетех-
ническим требованиям минимальной материалоемкости, а также
экономическим условиям.
Новые виды строительных материалов и минеральное сырье
для их производства должны подвергаться радиационной оценке.
По нормам радиационной безопасности НРБ-96 и основным са-
нитарным правилам ОСП-72/87 для смеси радионуклидов радия
Ra-226, тория Th-232 и калия К-40 с удельной активностью С,
пКи/г, должно выполняться условие
Дэфф = Сиа + 1,31 CTh + 0,085Q_40 < 10. (1-1)
Если суммарная удельная эффективность естественных ра-
дионуклидов (Лэфф) менее 10 пКи/г (370 Бк/кг), то стеновые ма-
териалы и изделия допускается использовать для строительства
жилых и общественных зданий по показателю радиационного
фактора.
При оценке стеновых конструкций особое внимание уделяется
проблеме долговечности. Преимуществом однослойной стены яв-
ляется определенность в отношении ее долговечности. Например,
гарантированная долговечность однослойных стен из ячеистых
бетонов достигает 100 лет. Долговечность многослойной стены
с эффективным утеплителем будет лимитироваться долговечно-
стью утеплителя, которая значительно меньше, чем у конструк-
ционного материала. Повышение срока эксплуатационной надеж-
ности (долговечности) теплоизоляционного материала в структуре
Рис. 1.1. Основные воздействия на конструк-
цию наружной несущей стены:
1,7 — вертикальные и горизонтальные силовые
воздействия; 2 — тепловой поток, 3 — звуковые
воздействия; 4 — солнечная инсоляция; 5, 6 — из-
менение температуры и влажности наружного воз-
духа; 8 — диффузия водяного пара; 9 — тепловой
Поток
стены является залогом увеличения долговечности многослойной
конструкции в целом.
На каждый вид или группу стеновых материалов утверждены го-
сударственные стандарты (ГОСТы) или технические условия (ТУ),
в которых приведены требования, предъявляемые к материалам,
и методы их испытания, условия хранения и транспортирования.
По заключению испытательной лаборатории на стеновые из-
делия и конструкции может выдаваться сертификат качества.
1.3. Номенклатура стеновых изделий
и конструкций
1.3.1. Кирпич и камни керамические и силикатные
Кирпич и камни керамические. Должны отвечать требова-
ниям ГОСТ 530—2007 «Кирпич и камни керамические. Техниче-
ские условия». 27 типов пустотелого кирпича и камня приведены
в нем в качестве рекомендуемых. Наиболее распространенны-
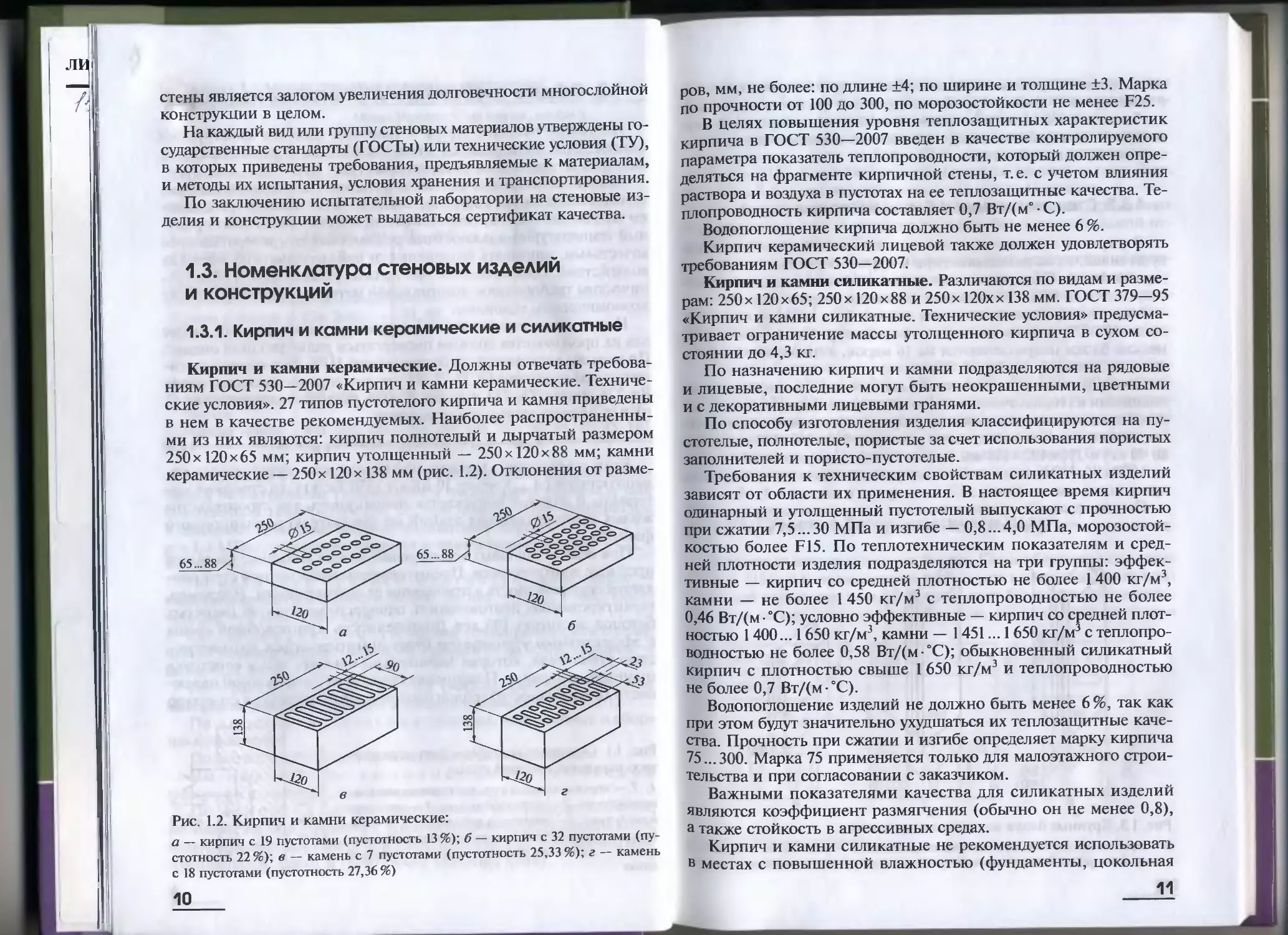
ми из них являются: кирпич полнотелый и дырчатый размером
250x120x65 мм; кирпич утолщенный — 250x120x88 мм; камни
керамические — 250х 120х 138 мм (рис. 1.2). Отклонения от разме-
Рис. 1.2. Кирпич и камни керамические:
а — кирпич с 19 пустотами (пустотность 13 %); б — кирпич с 32 пустотами (пу-
стотность 22%); в — камень с 7 пустотами (пустотность 25,33%); г — камень
с 18 пустотами (пустотность 27,36%)
ров, мм, не более: по длине ±4; по ширине и толщине ±3. Марка
по прочности от 100 до 300, по морозостойкости не менее F25.
В целях повышения уровня теплозащитных характеристик
кирпича в ГОСТ 530—2007 введен в качестве контролируемого
параметра показатель теплопроводности, который должен опре-
деляться на фрагменте кирпичной стены, т. е. с учетом влияния
раствора и воздуха в пустотах на ее теплозащитные качества. Те-
плопроводность кирпича составляет 0,7 Вт/(м° • С).
Водопоглощение кирпича должно быть не менее 6 %.
Кирпич керамический лицевой также должен удовлетворять
требованиям ГОСТ 530—2007.
Кирпич и камни силикатные. Различаются по видам и разме-
рам: 250х 120x65; 250 х 120x88 и 250х 120хх 138 мм. ГОСТ 379-95
«Кирпич и камни силикатные. Технические условия» предусма-
тривает ограничение массы утолщенного кирпича в сухом со-
стоянии до 4,3 кг.
По назначению кирпич и камни подразделяются на рядовые
и лицевые, последние могут быть неокрашенными, цветными
и с декоративными лицевыми гранями.
По способу изготовления изделия классифицируются на пу-
стотелые, полнотелые, пористые за счет использования пористых
заполнителей и пористо-пустотелые.
Требования к техническим свойствам силикатных изделий
зависят от области их применения. В настоящее время кирпич
одинарный и утолщенный пустотелый выпускают с прочностью
при сжатии 7,5...30 МПа и изгибе — 0,8...4,0 МПа, морозостой-
костью более F15. По теплотехническим показателям и сред-
ней плотности изделия подразделяются на три группы: эффек-
тивные — кирпич со средней плотностью не более 1400 кг/м3,
камни — не более 1 450 кг/м3 с теплопроводностью не более
0,46 Вт/(м • °C); условно эффективные — кирпич со средней плот-
ностью 1 400... 1 650 кг/м3, камни — 1 451... 1 650 кг/м3 с теплопро-
водностью не более 0,58 Вт/(м °С); обыкновенный силикатный
кирпич с плотностью свыше 1 650 кг/м3 и теплопроводностью
не более 0,7 Вт/(м °C).
Водопоглощение изделий не должно быть менее 6 %, так как
при этом будут значительно ухудшаться их теплозащитные каче-
ства. Прочность при сжатии и изгибе определяет марку кирпича
75 ...300. Марка 75 применяется только для малоэтажного строи-
тельства и при согласовании с заказчиком.
Важными показателями качества для силикатных изделий
являются коэффициент размягчения (обычно он не менее 0,8),
а также стойкость в агрессивных средах.
Кирпич и камни силикатные не рекомендуется использовать
в местах с повышенной влажностью (фундаменты, цокольная
11
10
часть зданий, душевые комнаты, бани и др.) и в конструкциях
с повышенной температурой эксплуатации (газоходы, дымовые
трубы и др.). По эксплуатационным свойствам силикатный кир-
пич уступает керамическому, а по технико-экономическим пока-
зателям превосходит его.
1.3.2. Стеновые камни и блоки из горных пород
Эту группу стеновых изделий изготавливают из известняка ра-
кушечника, вулканического туфа и других пористых природных
горных пород. Стеновые камни из пильных известняков соответ-
ствуют ГОСТ 4001—84 «Камни стеновые из горных пород».
Масса одного стенового камня должна быть не более 40 кг. Со-
гласно ГОСТу в зависимости от предела прочности при сжатии
мелкие блоки подразделяются на 16 марок, а пильные известня-
ки — на пять (15, 25, 35, 50, 75).
Стеновые камни из известняка выпиливаются камнерезными
машинами из горного массива и должны иметь форму прямоуголь-
ного параллелепипеда с прямыми ребрами и ровными поверхностя-
ми, их изготавливают следующих размеров: 490 х 240 х 188 мм (масса
до 40 кг) и 390 х 190 х 188 мм (масса 25 кг) при средней плотности
до 1800 кг/м3. Отклонения от геометрических размеров не должны
превышать, мм: по длине ±10, по ширине и высоте + 4, -8.
Стеновые камни, предназначенные для кладки наружных стен,
должны иметь среднюю плотность не более 2 100 кг/м3, а для
пильного известняка в воздушно-сухом состоянии — не более
I 800 кг/м3. Для внутренних стен допускается изготовление сте-
новых камней со средней плотностью более 2 100 кг/м3.
Водопоглощение по массе стеновых камней из вулканическо-
го туфа должно быть не более 50%, для пильного известняка —
не более 30 %. Коэффициент размягчения камней должен быть
не менее 0,6, а морозостойкость — не менее 15 циклов.
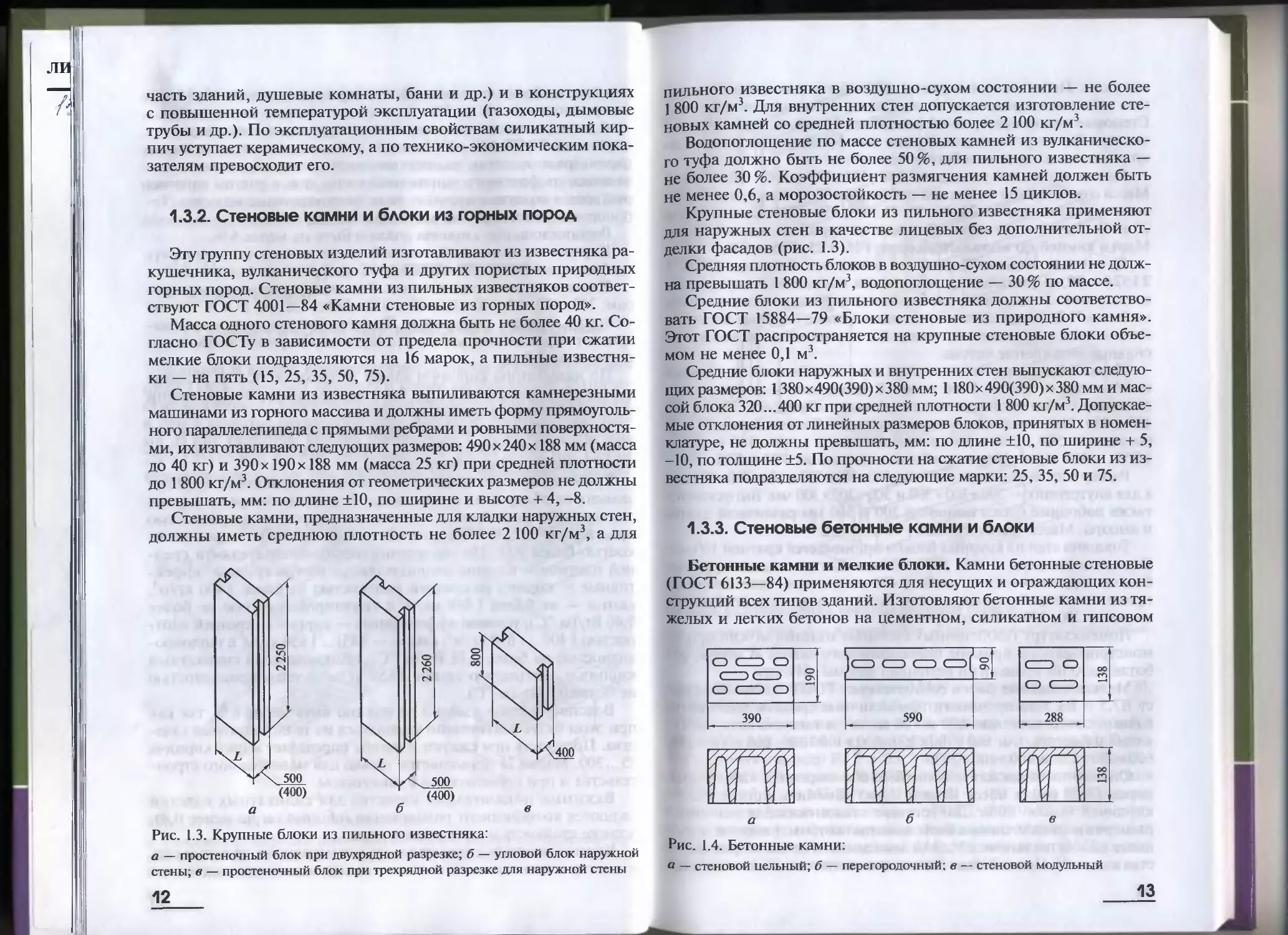
Крупные стеновые блоки из пильного известняка применяют
для наружных стен в качестве лицевых без дополнительной от-
делки фасадов (рис. 1.3).
Средняя плотность блоков в воздушно-сухом состоянии не долж-
на превышать I 800 кг/м3, водопоглощение — 30 % по массе.
Средние блоки из пильного известняка должны соответство-
вать ГОСТ 15884—79 «Блоки стеновые из природного камня».
Этот ГОСТ распространяется на крупные стеновые блоки объе-
мом не менее 0,1 м3.
Средние блоки наружных и внутренних стен выпускают следую-
щих размеров: 1380 х490(390) х 380 мм; 1180 х 490(390) х 380 мм и мас-
сой блока 320...400 кг при средней плотности 1800 кг/м3. Допускае-
мые отклонения от линейных размеров блоков, принятых в номен-
клатуре, не должны превышать, мм: по длине ±10, по ширине + 5,
-10, по толщине ±5. По прочности на сжатие стеновые блоки из из-
вестняка подразделяются на следующие марки: 25, 35, 50 и 75.
1.3.3. Стеновые бетонные камни и блоки
Рис. 1.3. Крупные блоки из пильного известняка:
а — простеночный блок при двухрядной разрезке; б — угловой блок наружной
стены; в — простеночный блок при трехрядной разрезке для наружной стены
Бетонные камни и мелкие блоки. Камни бетонные стеновые
(ГОСТ 6133—84) применяются для несущих и ограждающих кон-
струкций всех типов зданий. Изготовляют бетонные камни из тя-
желых и легких бетонов на цементном, силикатном и гипсовом
Рис. 1.4. Бетонные камни:
а — стеновой цельный; б — перегородочный; в — стеновой модульный
12
13
вяжущих. По назначению камни могут быть: для кладки наруж-
ных стен, перегородочные и для кладки фундаментов (рис. 1.4).
Стеновые камни при средней плотности бетона более 1600 кг/м3
должны быть пустотелыми. Камни для фундаментов изготовля-
ются только из тяжелого бетона без пустот.
Камни выпускают размерами 288 х 138 х 138 и 390х 190х 188 мм.
Масса одного камня не должна превышать 32 кг. Камни подразде-
ляются на семь марок: 25, 35, 50, 75, 100, 150 и 200. Камни марок
25 и 35 получают из легких бетонов на пористых заполнителях.
Марки камней по морозостойкости: F15, F25, F35 и F50.
Стеновые мелкие блоки из ячеистых бетонов (ГОСТ
21520—89). Применяются для кладки наружных и внутренних
стен зданий с относительной влажностью воздуха в помещениях
не более 75 %. Запрещается применять мелкие блоки из ячеистых
бетонов для стен подвалов, цоколей и др)гтпх мест, где возможно
сильное увлажнение бетона.
Мелкие блоки изготовляются из ячеистых бетонов со средней
плотностью от 500 до 1 100 кг/м3. В зависимости от прочности
стеновые блоки подразделяются на шесть марок: 25, 35, 50, 75,
100 и 150. Минимальная средняя плотность блоков марок 25 и 35
составляет 500... 700 кг/м3, а максимальная марок 100 и 150 —
1000... 1 100 кг/м3. Морозостойкость последних F25 и F35.
Размер блоков для наружных стен 600х 300х 300 и 600х 200 х 200 мм,
а для внутренних — 300 х 300 х 300 и 300 х 200 х 300 мм. Выпускаются
также доборные блоки шириной 200 и 300 мм различной длины
и высоты. Масса одного блока от 10 до 40 кг.
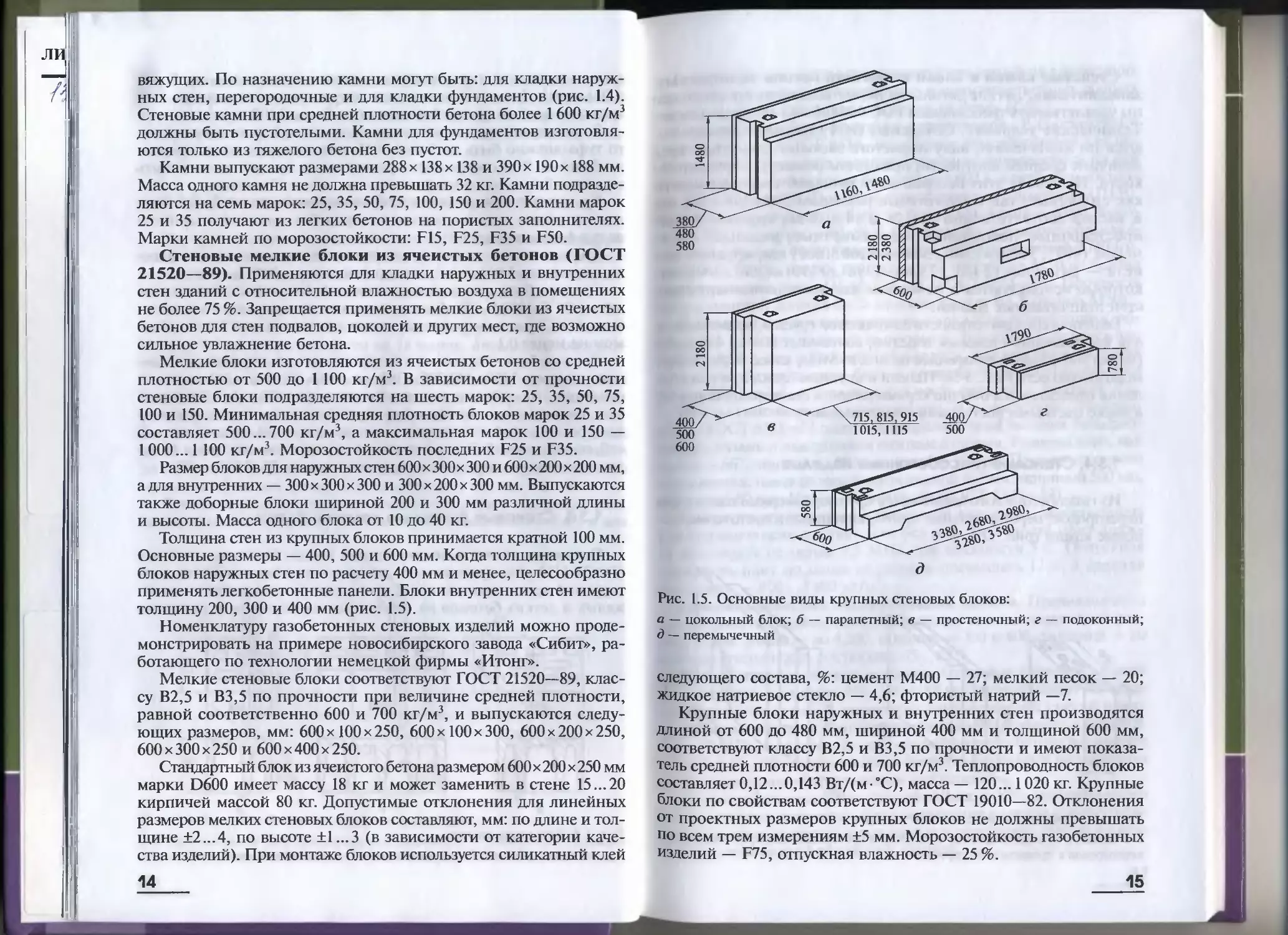
Толщина стен из крупных блоков принимается кратной 100 мм.
Основные размеры — 400, 500 и 600 мм. Когда толщина крупных
блоков наружных стен по расчету 400 мм и менее, целесообразно
применять легкобетонные панели. Блоки внутренних стен имеют
толщину 200, 300 и 400 мм (рис. 1.5).
Номенклатуру газобетонных стеновых изделий можно проде-
монстрировать на примере новосибирского завода «Сибит», ра-
ботающего по технологии немецкой фирмы «Итонг».
Мелкие стеновые блоки соответствуют ГОСТ 21520—89, клас-
су В2,5 и В3,5 по прочности при величине средней плотности,
равной соответственно 600 и 700 кг/м3, и выпускаются следу-
ющих размеров, мм: 600x100x250, 600x100x300, 600x200x250,
600 х 300 х 250 и 600 х 400 х 250.
Стандартный блок из ячеистого бетона размером 600 х 2и0 х 250 мм
марки D600 имеет массу 18 кг и может заменить в стене 15...20
кирпичей массой 80 кг. Допустимые отклонения для линейных
размеров мелких стеновых блоков составляют, мм: по длине и тол-
щине ±2...4, по высоте ±1 ...3 (в зависимости от категории каче-
ства изделий). При монтаже блоков используется силикатный клей
14
Рис. L5. Основные виды крупных стеновых блоков:
а — цокольный блок; б — парапетный; в — простеночный; г — подоконный;
д — перемычечный
следующего состава, %: цемент М400 — 27; мелкий песок — 20;
жидкое натриевое стекло — 4,6; фтористый натрий —7.
Крупные блоки наружных и внутренних стен производятся
длиной от 600 до 480 мм, шириной 400 мм и толщиной 600 мм,
соответствуют классу В2,5 и В3,5 по прочности и имеют показа-
тель средней плотности 600 и 700 кг/м3. Теплопроводность блоков
составляет 0,12...0,143 Вт/(м °С), масса — 120... 1020 кг. Крупные
блоки по свойствам соответствуют ГОСТ 19010—82. Отклонения
от проектных размеров крупных блоков не должны превышать
по всем трем измерениям ±5 мм. Морозостойкость газобетонных
изделий — F75, отпускная влажность — 25 %.
15
Стеновые камни и блоки из легкого бетона на пористых
заполнителях. Легкие бетоны на пористых заполнителях долж-
ны удовлетворять требованиям ГОСТ 25820—83 «Бетоны легкие.
Технические условия». Согласно ГОСТу бетоны подразделя-
ются по назначению, виду пористого заполнителя, структуре,
величине средней плотности, прочности (классу), морозостой-
кости. На основе этих бетонов изготавливают стеновые камни
как сплошные, так и пустотелые размером 390 х 190 х 188 мм
и массой соответственно 18...26 и 14... 19 кг; крупные блоки
простеночные, подоконные, перемычечные, рядовые — раз-
мером (400... 3 300) х (300... 3 900) х (200... 600) мм; крупные па-
нели — размером (2 480...2980)х(390...3 190)х(200...500) мм,
которые используются в основном для возведения наружных
стен отапливаемых зданий.
Величина средней плотности бетонов этой группы, применяемых
для изготовления стеновых изделий, составляет 900... 1400 кг/м3
(марка 900... 1400) при прочности 10... 16 МПа, класс В7,5...В 12,5,
морозостойкость F25...F50. Панели и крупные блоки при изготов-
лении отделываются обычно керамической и стеклянной плиткой,
а также цветными растворами и эмульсиями.
1.3.4. Стеновые гипсобетонные изделия
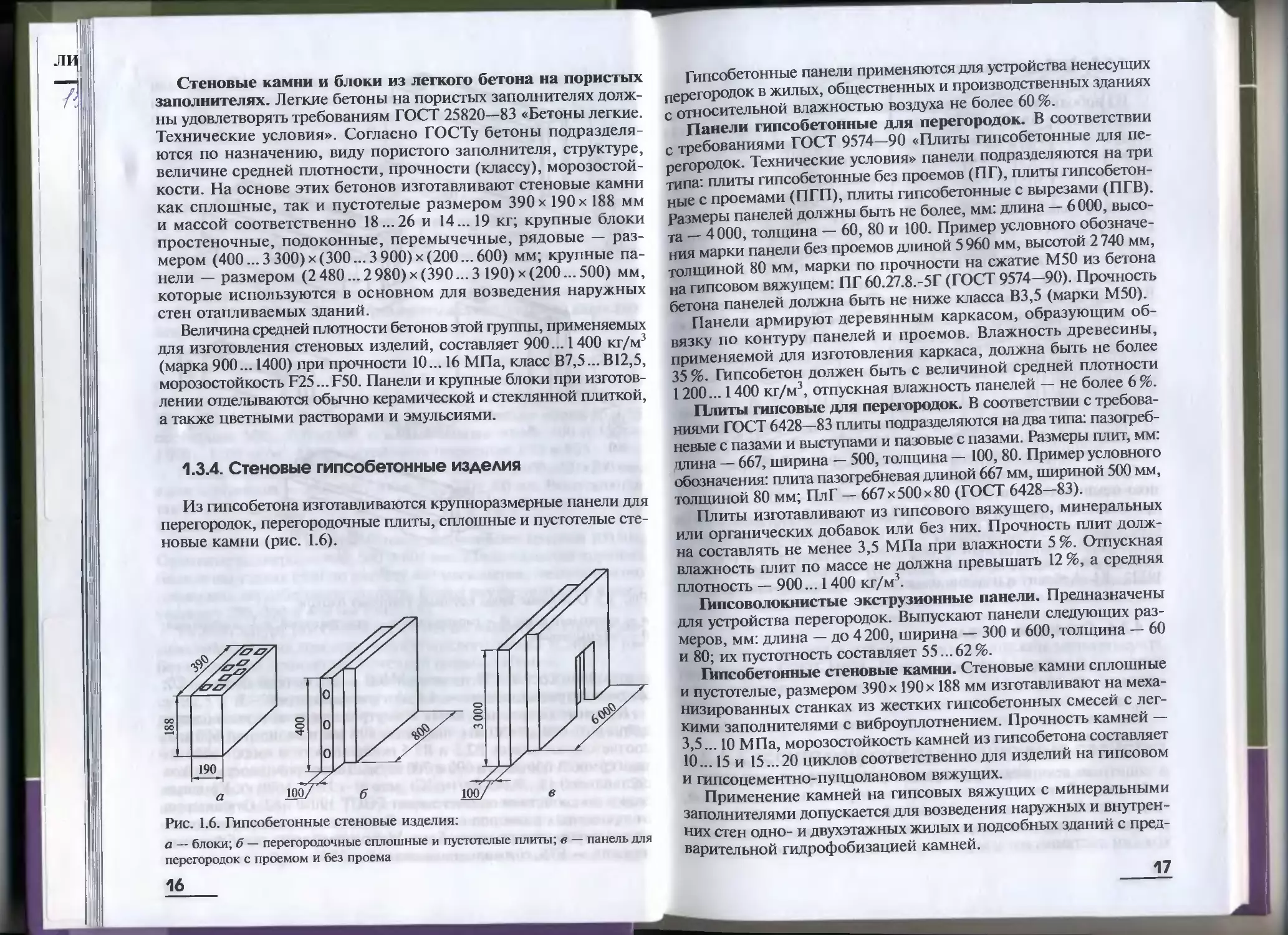
Из гипсобетона изготавливаются крупноразмерные панели для
перегородок, перегородочные плиты, сплошные и пустотелые сте-
новые камни (рис. 1.6).
Рис. 1.6. Гипсобетонные стеновые изделия:
а — блоки; б — перегородочные сплошные и пустотелые плиты; в — панель для
перегородок с проемом и без проема
Гипсобетонные панели применяются для устройства ненесущих
перегородок в жилых, общественных и производственных зданиях
с относительной влажностью воздуха не более 60%.
Панели гипсобетонные для перегородок. В соответствии
с требованиями ГОСТ 9574—90 «Плиты гипсобетонные для пе-
регородок. Технические условия» панели подразделяются на три
типа: плиты гипсобетонные без проемов (ПГ), плиты гипсобетон-
ные с проемами (ПГП), плиты гипсобетонные с вырезами (ПГВ).
Размеры панелей должны быть не более, мм: длина — 6 000, высо-
та _ 4000, толщина — 60, 80 и 100. Пример условного обозначе-
ния марки панели без проемов длиной 5 960 мм, высотой 2 740 мм,
толщиной 80 мм, марки по прочности на сжатие М50 из бетона
на гипсовом вяжущем: ПГ 60.27.8.-5Г (ГОСТ 9574—90). Прочность
бетона панелей должна быть не ниже класса В3,5 (марки М50).
Панели армируют деревянным каркасом, образующим об-
вязку по контуру панелей и проемов. Влажность древесины,
применяемой для изготовления каркаса, должна быть не более
35 %. Гипсобетон должен быть с величиной средней плотности
1200... 1400 кг/м3, отпускная влажность панелей — не более 6 %.
Плиты гипсовые для перегородок. В соответствии с требова-
ниями ГОСТ 6428—83 плиты подразделяются на два типа: пазогреб-
невые с пазами и выступами и пазовые с пазами. Размеры плит, мм:
длина _ 667, ширина — 500, толщина — 100, 80. Пример условного
обозначения: плита пазогребневая длиной 667 мм, шириной 500 мм,
толщиной 80 мм; Пл Г — 667x500x80 (ГОСТ 6428—83).
Плиты изготавливают из гипсового вяжущего, минеральных
или органических добавок или без них. Прочность плит долж-
на составлять не менее 3,5 МПа при влажности 5%. Отпускная
влажность плит по массе не должна превышать 12%, а средняя
плотность — 900... 1 400 кг/м3.
Пшсоволокнистые экструзионные панели. Предназначены
для устройства перегородок. Выпускают панели следующих раз-
меров, мм: длина — до 4 200, ширина — 300 и 600, толщина — 60
и 80; их пустотность составляет 55... 62 %.
Гипсобетонные стеновые камни. Стеновые камни сплошные
и пустотелые, размером 390 х 190 х 188 мм изготавливают на меха-
низированных станках из жестких гипсобетонных смесей с лег-
кими заполнителями с виброуплотнением. Прочность камней —
3,5... 10 МПа, морозостойкость камней из гипсобетона составляет
10... 15 и 15... 20 циклов соответственно для изделий на гипсовом
и гипсоцементно-пуццолановом вяжущих.
Применение камней на гипсовых вяжущих с минеральными
заполнителями допускается для возведения наружных и внутрен-
них стен одно- и двухэтажных жилых и подсобных зданий с пред-
варительной гидрофобизацией камней.
17
16
1.3.5. Арболитовые стеновые изделия
Из арболита изготавливают стеновые панели, крупные и ма-
лоразмерные блоки. Для домов усадебного типа (серия 115)
выпускается набор арболитовых изделий, включающий в себя
простеночные и подоконные: блоки толщиной с учетом требуе-
мого термического сопротивления для конкретного региона РФ
а также блоки перемычки. Для получения этих изделий исполь-
зуется арболит класса В2...В2,5, офактуренный с двух сторон
раствором марки 100. Для строительства сельскохозяйственных
зданий выпускаются однослойные стеновые панели длиной 1500.
1 700, 1 800, 3 000, 4500, 6000 мм, высотой 600, 900 и 1 200 мм
и толщиной 20, 24, 23 и 35 см, выполненные из арболита класса
В2,5... В3,2. Для возведения стен животноводческих помещений
со слабо- и среднеагрессивной средой и относительной влаж-
ностью воздуха до 75 % выпускают трехслойные панели толщи-
ной 200, 250 и 300 мм. Внутренний слой выполнен из арболита
класса В1... В1,25, наружные слои — из тяжелого бетона класса
В15...В10.
Для строительства жилых домов в некоторых областях вы-
пускаются малоразмерные арболитовые блоки: 290 х 290 х 590,
500 х 250 х 200, 290 х 290 х 890, 390 х 190 х 188 и 400 х 200 х 200 мм,
а также перегородочные плиты размером 100x400x80 мм.
Стеновые изделия из древесного арболита имеют следующие фи-
зико-механические свойства: средняя плотность — 400...800 кг/м3,
прочность при сжатии — 0,5...3,5 МПа, при изгибе — 0,7... 1,0 МПа,
теплопроводность — 0,08...0,16 Вт/(м °С), водопоглощение —
30...70%, усадка — 0,4...0,5%, морозостойкость — 25...50 циклов.
Арболитовые изделия должны соответствовать требованиям ГОСТ
19222—84 «Арболит и изделия из него. Технические условия».
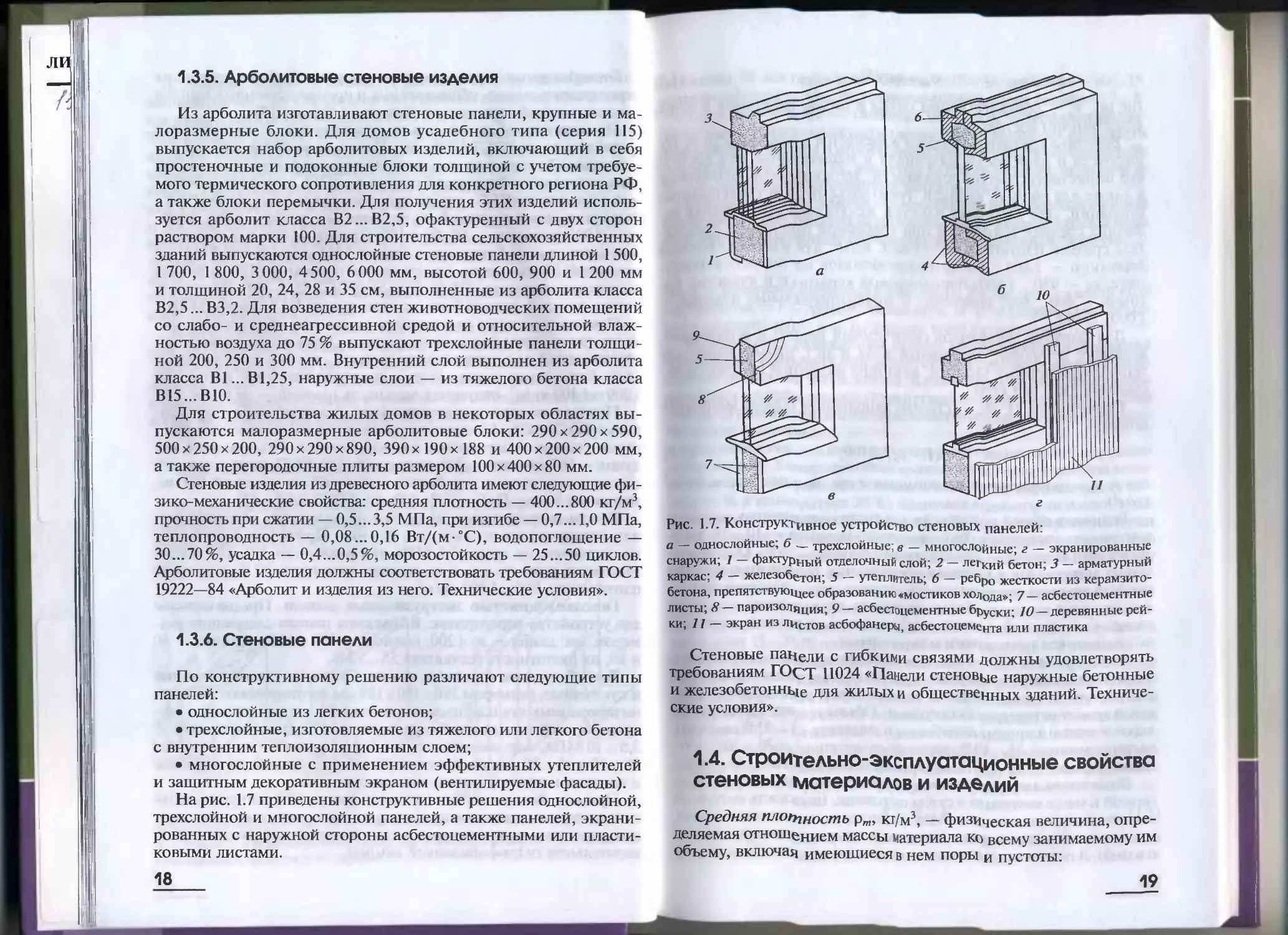
1.3.6. Стеновые панели
По конструктивному решению различают следующие типы
панелей:
• однослойные из легких бетонов;
• трехслойные, изготовляемые из тяжелого или легкого бетона
с внутренним теплоизоляционным слоем;
• многослойные с применением эффективных утеплителей
и защитным декоративным экраном (вентилируемые фасады).
На рис. 1.7 приведены конструктивные решения однослойной,
трехслойной и многослойной панелей, а также панелей, экрани-
рованных с наружной стороны асбестоцементными или пласти-
ковыми листами.
Рис. 1.7. Конструктивное устройство стеновых панелей:
а — однослойные; б _ Трехслойные; в — многослойные; г — экранированные
снаружи; 1 — факгурНый отделочный слой; 2 — легкид бетон; 3 — арматурный
каркас; 4 железобетон; 5 — утеплитель; 6 — ребро жесткости из керамзито-
бетона, препятствуюгцее образованию «мостиков холода»; 7— асбестоцементные
листы; 8 — пароизолЧцИя; р _ асбестоцементные бруски; ю—деревянные рей-
ки; 7/ — экран из лцстов асбофанеры, асбестоцемента или пластика
Стеновые пацели с гибкими связями должны удовлетворять
требованиям ГОст Ц024 «Панели стеновые наружные бетонные
и железобетонные для жилых и общественных зданий. Техниче-
ские условия».
1.4. Строительно-эксплуатационные свойства
стеновых материалов и изделий
Средняя плотность рт, кг/м3, — физичеСкая величина, опре-
деляемая отношением массы материала ко всему занимаемому им
объему, включая имеющиеся в нем поры и пустоты:
18
19
Pm = me/Vre, (1.2
где me, Ve — соответственно масса и объем материала в сухок
естественном состоянии.
Величина средней плотности изменяется в зависимости от по-
ристости и влажности материала и используется для расчете
его пористости, теплопроводности, теплоемкости, прочности
а также для расчета складов, грузоподъемных и транспортные
операций. Для стеновых изделий желательна наименьшая ве-
личина средней плотности при требуемой прочности. Показа
тель средней плотности составляет, кг/м3: для изделий стеновой
керамики — 1 400... 1 600, легких бетонов на пористых запол-
нителях — 950... 1 400, поризованной керамики и ячеистых бе-
тонов — 400...800, древесно- и лигноминеральных изделий —
1000... 1400.
Для сыпучих материалов (вспученный перлит и вермикулит,
керамзит, аглопорит, топливный шлак и др.), применяемых для
теплоизоляционных засыпок, величина насыпной плотности со-
ставляет 250 ...800 кг/м3.
Пористость П, %, — степень заполнения объема материала
порами:
П = (1 - рт/р)100, (1.3)
где р, рт — соответственно истинная и средняя плотность, кг/м’
(т/м3).
Величина общей пористости для распространенных стеновых
материалов составляет, %: силикатного кирпича — 10... 15, кера-
мического кирпича — 25... 35, легких бетонов — 55... 85. Для сте-
новых материалов с позиции обеспечения теплоизоляционных
свойств рекомендуются замкнутые мелкие поры, равномерно рас-
пределенные по всему объему материала. От характера пор также
зависит морозостойкость изделий, желательно наличие пор с со-
общающимися резервными микропорами.
Пустотность, %, — степень заполнения объема материала
технологическими пустотами. Пустоты (воздушные прослойки)
в структуре стеновых изделий создаются как технологическими,
так и конструкторскими способами. Объем пустот в пустотелом
керамическом кирпиче колеблется в пределах 13...33%, керами-
ческих камнях — 25...40 %, силикатном кирпиче — 20...40 %, сте-
новых камнях — 25...30%, крупнопористом бетоне — 40...60%.
Влажность материала определяется содержанием влаги, отне-
сенной к массе материала в сухом состоянии. Влажность материала
зависит как от самого материала (пористость, гигроскопичность),
так и от окружающей среды (влажность воздуха, наличие контакта
с водой). Для стеновых материалов показатель отпускной влажности
20
составляет, %: для пено- и газобетона — 15... 35, арболита — 20... 35,
керамзитобетона — 15... 18, древесно-минеральных блоков — 7...8.
Гигроскопичность — свойство пористых материалов погло-
щать определенное количество воды при повышении влажности
окружающего воздуха. Гигроскопическая влажность составляет, %:
для древесины — 12... 18, ячеистых бетонов — до 20, арболита —
10... 15, керамических стеновых материалов — 5...7.
Капиллярное увлажнение — способность материалов поглощать
влагу в результате подъема ее по капиллярам. Высота подъема воды
по пористому материалу определяется по следующей формуле:
h = 2ocos(p/(n7p), (1.4)
где о — поверхностное натяжение воды, Дж/м2; <р — краевой угол
смачивания, °; г — радиус капилляра, м; q — ускорение свобод-
ного падения, м/с2; р — плотность воды (жидкости), т/м3.
Возможность увлажнения за счет капиллярного всасывания
необходимо учитывать при эксплуатации стеновых изделий, осо-
бенно в цокольной части зданий. Капиллярное увлажнение умень-
шают или предотвращают устройством гидроизоляционного слоя
между фундаментом и стеновой конструкцией, а также гидрофо-
бизацией последней.
Влагоотдача — свойство материала отдавать влагу окружаю-
щему воздуху. Характеризуется количеством воды, теряемой мате-
риалом в сутки при относительной влажности окружающего воз-
духа 60 % и температуре 20 °C. Величина влагоотдачи имеет боль-
шое значение для стеновых панелей и блоков, мокрой штукатурки
стен, которые в процессе возведения здания имеют повышенную
влажность, а в обычных условиях благодаря влагоотдаче высыхают
до воздушно-сухого состояния (равновесная влажность).
Газобетонные стеновые изделия активно поглощают влагу
и плохо отдают, в то время как арболитовые изделия быстро высы-
хают. Например, отпускная влажность ячеистого бетона колеблется
в пределах 15... 35 % по массе, величина ее через 1,5—2 года эксплу-
атации в нормальных условиях составляет 6... 10%. Арболитовые
изделия в течение летнего периода снижают влажность (высыхают)
с 20...25 % до 4...6 %. В стеновых ограждениях из легкого бетона
на пористых заполнителях равновесная влажность устанавливается
уже через 0,5 — 1 года (равновесная влажность — 4...7 %).
Водостойкость — свойство материала в условиях полного во-
донасыщения сохранять свои прочностные качества. Водостой-
кость характеризуется коэффициентом размягчения:
A„ = /?H//?C, (1.5)
где /?н, Rc — прочность при сжатии материала соответственно
в водонасыщенном и сухом состоянии, МПа.
21
Стеновой материал считается водостойким при Ар > 0,8. Если
этот показатель у материала менее 0,8, то его нельзя применять
в условиях с повышенной влажностью.
Морозостойкость — свойство насыщенного водой материала
выдерживать многократное попеременное замораживание и от-
таивание без признаков разрушения, значительного снижения
прочности и потери массы. Особенностью испытания материалов,
применяемых для наружных стен, на морозостойкость является
то, что помимо испытания при объемном замораживании произ-
водят одностороннее замораживание Замораживание образцов
в морозильной камере производят в теплоизолирующей кассете,
позволяющей отводить теплоту только со стороны образцов.
Порядок испытания следующий. Образцы насыщают и устанав-
ливают в теплоизолирующую кассету, которую помещают в моро-
зильную камеру. Продолжительность одного замораживания 8 ч.
Образцы оттаивают, и цикл испытания повторяют. Образцы, уста-
новленные в кассете тычком, разрезают на две равные части перпен-
дикулярно направлению теплового потока при замораживании.
Основными являются половинки образцов, подвергавшиеся
воздействию отрицательной температуры, а контрольными —
не подвергавшиеся воздействию отрицательной температуры. Об-
работка результатов испытания аналогична обработке результатов
при объемном испытании на морозостойкость.
По морозостойкости стеновые материалы имеют марки F15, F25
F35, F50. Минимально допустимая марка для рядовых стеновых ма-
териалов F25. Цифра обозначает количество циклов попеременного
замораживания (4 ч) и оттаивания (4 ч). Один цикл равен 8 ч.
Паро- и газопроницаемость — свойство материала пропускать
через свою толщу водяной пар или газы (воздух) при возникнове-
нии разности давлений на его противоположных поверхностях.
Паро- или газопроницаемость материала характеризуется коэф -
фициентом паро- и газопроницаемости КГ, кг/(м ч-Па), численно
равному количеству пара или газа в литрах, проходящего через слой
материала толщиной 1 м и площадью 1 м2 в течение 1 ч при разности
парциальных давлений на противоположных стенках 133,3 Па:
Ar = «Kp/(S7Ap), (1.6)
где а — толщина, м; Vp — масса газа плотностью р, кг; S' — пло-
щадь, м2; t — время, ч; Др — разность давлений, Па.
Коэффициент 1 азопроницаемости составляет, кг/(м ч -Па):
для цементно-песчаной штукатурки — 0,02; керамического кир-
пича — 0,35; высокопористых материалов — 10.
Стеновые материалы должны обладать определенной прони-
цаемостью, тогда стена будет «дышать», т. е. будет происходить
естественная вентиляция. В зимний период перемещение и кон-
22
шпонирование пара происходит от повышенной влажности
к наименьшей, тем самым создаются условия разрушения. Па-
попроницаемые материалы должны располагаться с той стороны
ограждения, с которой содержание водяного пара в воздухе выше.
Особенно ответственно следует относиться к проектированию на-
ружных стен отапливаемых зданий и выбору материалов для их
отделки в условиях сурового климата севера и Сибири.
Теплопроводность — свойство стенового материала передавать
через свою толщу тепловой поток при наличии разности темпе-
ратур на поверхностях, ограничивающих материал. Теплопрово-
дность, Вт/(м °С), определяется экспериментальным способом
(ГОСТ'7076—87) путем регистрации теплового потока, проходя-
щего через материал, и расчета теплопроводное!и по формуле
X=Q5/(StA0, (1-7)
где q _ количество теплоты, Д я; 8 — толщина образца материа-
ла м; 5 — площадь образца, м2; т — время прохождения тепло-
вого потока, ч; А/ — разность температур на противоположных
поверхностях материала, °C.
Ддч определения величины теплопроводности используют уста-
новку ИТП-МГ4 с применением образцов, рекомендуемых для
отдельных материалов. Например, определение теплопроводности
кирпича в кладке производится согласно ГОСТ 530—2007 на боль-
шом и малом фрагментах стены в лабораторных условиях в кли-
матической камере с автоматическим под держанием температуры
в холодной и теплой зонах (30 ± 1) °C и (20 ± 1) °C на большом и ма-
лом фрагментах стены с применением тепломера и термопар.
Для распространенных стеновых материалов (кирпича, пено-
и газобетона, шлакоблоков и др.) расчетную величину теплопро-
водности можно определять по эмпирической формуле В. П. Не-
красова, Вт/(м°С): _____________
X = 1,16(^0,0196+0,22р^, -0,1б), (1.8)
где рт — средняя плотность материала, т/м3.
Показатель теплопроводности составляет, Вт/(м-°С): для кир-
пича керамического полнотелого — 0,7; пустотелого — 0,55; кир-
пича силикатного — 0,82; ячеистых бетонов при средней плотно-
сти 600 кг/м3 — 0,25; легкого бетона на пористых заполнителях
при средней плотности 1 200 кг/м3 — 0,44; древесно- и лигно-
минеральных камней — 0,4...0,5; древесины — 0,2. Теплопрово-
дность эффективных теплоизоляционных материалов составляет
0,03 ...0,1 Вт/(м °С), воздуха — 0,025 Вт/(м-°С).
При требуемой прочности стеновых материалов желательна их
наименьшая теплопроводность, которая возрастает при повыше-
нии средней плотности, влажности и увеличении размера пор.
23
Теплоемкость — свойство материала поглощать при нагрева
нии определенное количество теплоты и выделять его при охлаж
дении, кДж/(кг°С). Удельная теплоемкость, кДж/(кг°С), состав
ляет: для каменных материалов (кирпич, бетон) — 0,75 — 0,92;
древесины — 2,4...2,7; воды — 4,19.
Теплоемкость материалов учитывается при расчетах тепло
устойчивости стен в отапливаемых зданиях. Для этих целей же
лательно применение материалов с более высоким показателем
теплоемкости.
Прочность — способность материала сопротивляться разруше-
нию при действии внешних сил, вызывающих в нем внутренние
напряжения. Предел прочности измеряется в паскалях (Па) или
мегапаскалях (МПа). При эксплуатации стеновые конструкции
в основном подвергаются действию сжимающих и изгибающих
(растягивающих) нагрузок.
Пределы прочности стеновых материалов при сжатии и изги
бе определяют по ГОСТ 8462—85. Для несущих стен прочность
является определяющим свойством, для самонесущих и ненесу-
щих стен показатель прочности можно отнести к категории до-
статочно необходимого.
Прочность при сжатии некоторых стеновых материалов, по кото-
рой устанавливается их марка, составляет, МПа: для керамического
и силикатного кирпича — 10... 30; керамзитобетона — 7,5... 15; ячеи-
стого бетона — 2,5... 7,5; древесины вдоль волокон — 30... 65; арболи-
та — 2,5...3,5; древесно- и лигноминеральных камней — 2,5...7,5.
Долговечность — срок службы строительного изделия до потери
50 % величины показателей его основных свойств, определяется со-
вокупностью таких характеристик, как химическая, биологическая,
климатическая стойкость, невосприимчивость к ультрафиолетово-
му облучению и др. Долговечность определяется периодом времени
(годы) надежной эксплуатации строительной конструкции.
Основной задачей материаловедов и технологов при создании
новых и повышении эффективности традиционно применяемых
стеновых материалов и изделий является снижение величины
средней плотности и теплопроводности при сохранении их тре-
буемой прочности и эксплуатационной надежности.
1.5. Варианты утепления стен
1.5.1. Основные понятия о теплопередаче
Согласно законам физики теплота может передаваться сле-
дующими основными способами: теплопроводность, конвекция,
излучение.
24
Теплопроводностью называется перенос теплоты в сплош-
ной среде при непосредственном соприкосновении тел или ча-
стиц одного тела, имеющих различную температуру. В чистом
виде теплопроводность наблюдается только в сплошных твердых
телах. Теплота передается непосредственно через материал или
от одного материала к другому при их соприкосновении. Высо-
кой теплопроводностью обладают плотные материалы (металл,
железобетон, гранит, мрамор).
Воздух имеет низкую теплопроводность, поэтому через мате-
риалы с большим количеством воздушных замкнутых пор тепло-
та передается плохо, и они могут использоваться как теплоизо-
ляционные (пустотелый кирпич и камни керамические, изделия
из газо- и пенобетона, пено- и газокерамика, поропласты и др.).
В современных стеновых конструкциях рекомендуется применять
отражательную изоляцию, значительно повышающую теплоза-
щитный эффект.
Конвекцией называется перенос теплоты путем перемещения
в пространстве. Конвективный теплообмен наблюдается у поверхно-
сти стен при наличии температурного перепада между конструкцией
и соприкасающимся с ней воздухом. В окнах жилых домов конвек-
тивный теплообмен происходит через воздушную прослойку между
поверхностями остекления прослойки. Чем больше разность темпе-
ратур поверхностей, тем интенсивнее теплообмен между ними.
Тепловым излучением называется перенос теплоты в виде
электромагнитных волн с двойным взаимным превращением. Из-
лучение происходит в газообразной среде путем передачи теплоты
с поверхности тела через воздушное пространство.
Нагретая поверхность отопительного радиатора излучает тепло-
ту и обогревает помещение. Чем выше температура поверхности
отопительного прибора, тем сильнее обогревается помещение.
Если вся падающая на тело лучистая энергия отражается,
то такое тело называется абсолютно белым. Если вся падающая
энергия поглощается, то тело называется абсолютно черным.
Строительные материалы частично отражают и до 90 % лучевой
энергии поглощают.
Передача теплоты через стены осуществляется главным обра-
зом теплопроводностью. Количество теплоты, проходящей через
стену, зависит от теплопроводности материала: чем она выше, тем
активнее тепловой поток проходит через материал и тем хуже его
теплозащита.
При повышении влажности материала повышается его тепло-
проводность, так как теплопроводность воды приблизительно
в 20 раз больше 0,52 Вт/(м °С), чем воздуха. Например, при по-
вышении влажности кирпичной стены с 2 до 8 % ее теплозащита
Ухудшается более чем на 30%.
25
1.5.2. Сопротивление теплопередаче ограждающих
конструкций
Новое строительство, реконструкция, модернизация и капиталь-
ный ремонт зданий осуществляются в соответствии с повышенны-
ми требованиями к теплозащите ограждающих конструкций зда-
ний, принятыми в СНиП 23-02-2003 «Тепловая защита зданий».
В заданиях на проектирование зданий установлены показа-
тели приведенного сопротивления теплопередаче ограждающих
конструкций отапливаемых зданий (табл. 1.2).
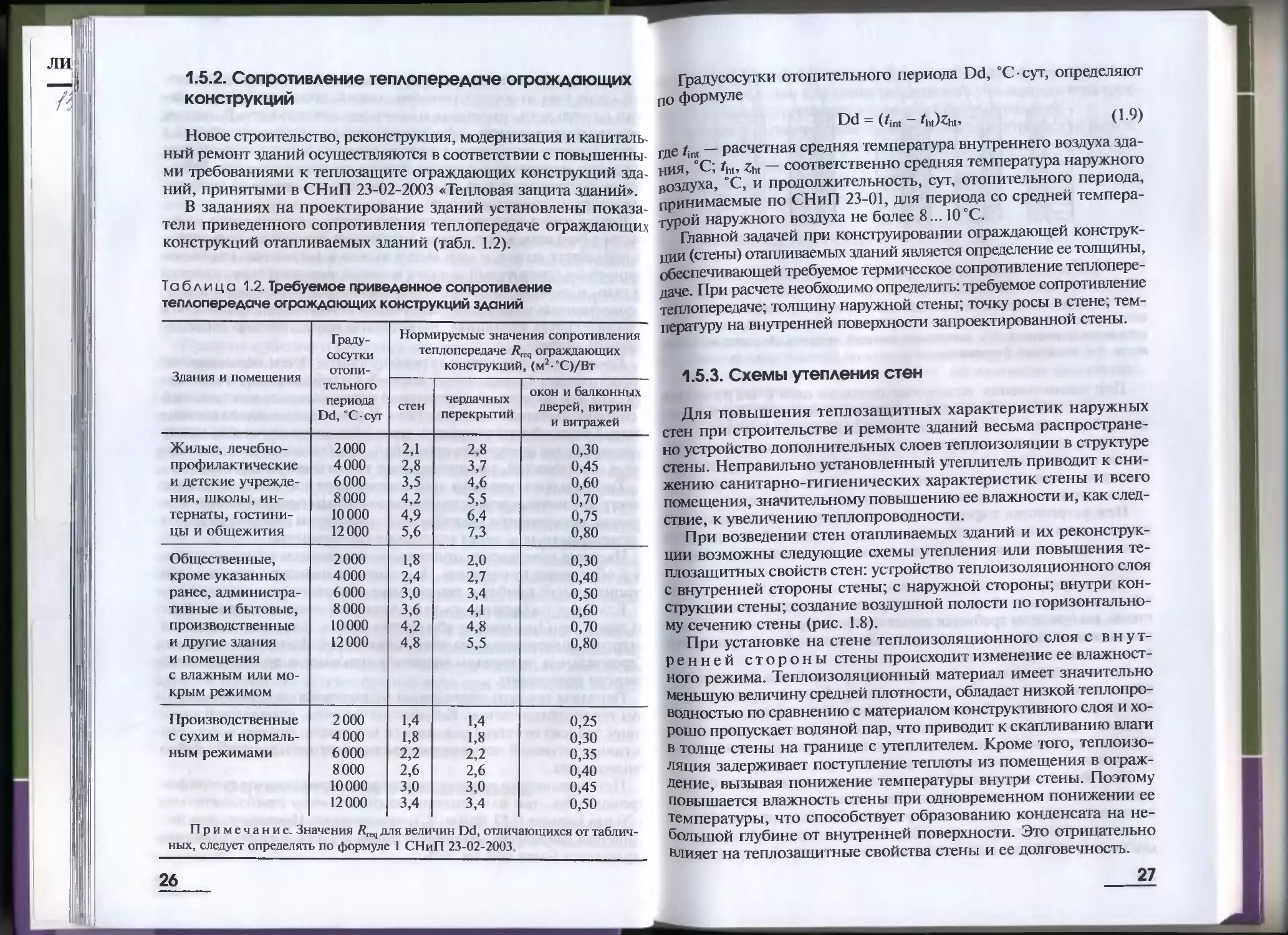
Таблица 1.2. Требуемое приведенное сопротивление
теплопередаче ограждающих конструкций зданий
Здания и помещения Граду- сосутки отопи- тельного периода Dd, °C-сут Нормируемые значения сопротивления теплопередаче /?rcq ограждающих конструкций, (м2 ’С)/Вт
стен чердачных перекрытий окон и балконных дверей, витрин и витражей
Жилые, лечебно- 2000 2,1 2,8 0,30 0,45
профилактические 4000 2,8 3,7
и детские учрежде- 6000 3,5 4,6 0,60
ния, школы, ин- 8000 4,2 5,5 0,70
тернаты, гостини- 10000 4,9 6,4 0,75 0,80
цы и общежития 12000 5,6 7,3
Общественн ые, 2000 1,8 2,0 0,30
кроме указанных 4000 2,4 2,7 0,40
ранее, администра- 6000 3,0 3,4 0,50
тивные и бытовые, 8 000 3,6 4,1 0,60
производственные 10000 4,2 4,8 0,70
и другие здания и помещения с влажным или мо- крым режимом 12 000 4,8 5,5 0,80
Производственные 2000 1,4 1,4 0,25
с сухим и нормаль- 4000 1,8 1,8 0,30
ным режимами 6000 2,2 2,2 0,35
8000 2,6 2,6 0,40
10000 3,0 3,0 0,45
12 000 3,4 3,4 0,50
Примечание. Значения Лгеч для величин Dd, отличающихся от таблич-
ных, следует определять по формуле 1 СНиП 23-02-2003
Градусосутки отопительного периода Dd, °C • сут, определяют
[Ю формуле
Dd = (Am - 0-9)
где Am — расчетная средняя температура внутреннего воздуха зда-
ния, °C; /ht, Zht — соответственно средняя температура наружного
воздуха, °C, и продолжительность, сут, отопительного периода,
принимаемые по СНиП 23-01, для периода со средней темпера-
турой наружного воздуха не более 8... 10°C.
Главной задачей при конструировании ограждающей конструк-
ции (стены) отапливаемых зданий является определение ее толщины,
обеспечивающей требуемое термическое сопротивление теплопере-
даче. При расчете необходимо определить: требуемое сопротивление
теплопередаче; толщину наружной стены; точку росы в стене; тем-
пературу на внутренней поверхности запроектированной стены.
1.5.3. Схемы утепления стен
Для повышения теплозащитных характеристик наружных
стен при строительстве и ремонте зданий весьма распростране-
но устройство дополнительных слоев теплоизоляции в структуре
стены. Неправильно установленный утеплитель приводит к сни-
жению санитарно-гигиенических характеристик стены и всего
помещения, значительному повышению ее влажности и, как след-
ствие, к увеличению теплопроводности.
При возведении стен отапливаемых зданий и их реконструк-
ции возможны следующие схемы утепления или повышения те-
плозащитных свойств стен: устройство теплоизоляционного слоя
с внутренней стороны стены; с наружной стороны; внутри кон-
струкции стены; создание воздушной полости по горизонтально-
му сечению стены (рис. 1.8).
При установке на стене теплоизоляционного слоя с внут-
ренней стороны стены происходит изменение ее влажност-
ного режима. Теплоизоляционный материал имеет значительно
меньшую величину средней плотности, обладает низкой теплопро-
водностью по сравнению с материалом конструктивного слоя и хо-
рошо пропускает водяной пар, что приводит к скапливанию влаги
в толще стены на границе с утеплителем. Кроме того, теплоизо-
ляция задерживает поступление теплоты из помещения в ограж-
дение, вызывая понижение температуры внутри стены. Поэтому
повышается влажность стены при одновременном понижении ее
температуры, что способствует образованию конденсата на не-
большой глубине от внутренней поверхности. Это отрицательно
влияет на теплозащитные свойства стены и ее долговечность.
26
27
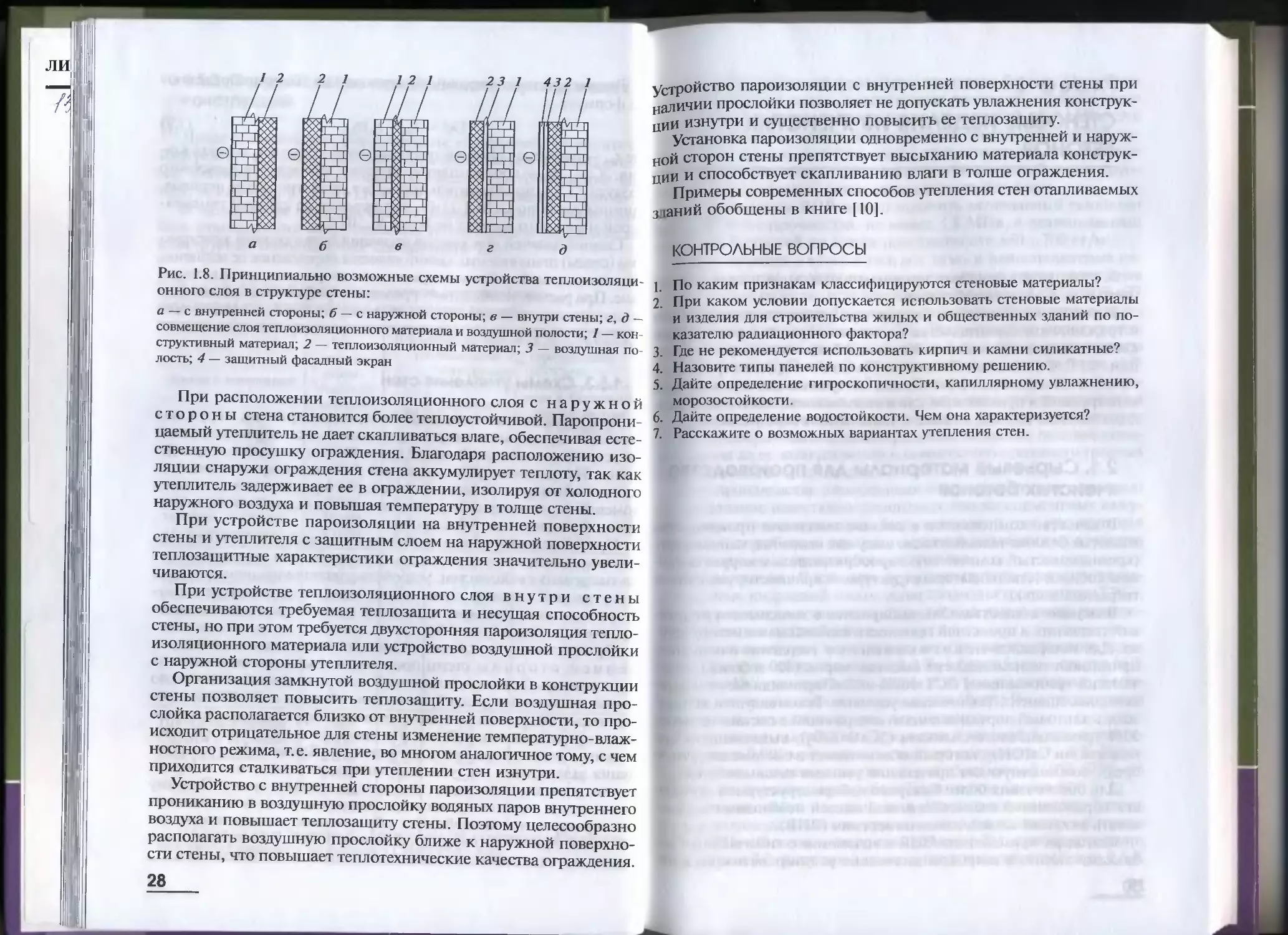
Рис. 1.8. Принципиально возможные схемы устройства теплоизоляци-
онного слоя в структуре стены:
а — с внутренней стороны; б — с наружной стороны; в — внутри стены; г, д —
совмещение слоя теплоизоляционного материала и воздушной полости; 1 — кон
структивный материал; 2 — теплоизоляционный материал; 3 — воздушная по-
лость; 4 — защитный фасадный экран
При расположении теплоизоляционного слоя с наружной
стороны стена становится более теплоустойчивой. Паропрони-
цаемый утеплитель не дает скапливаться влаге, обеспечивая есте-
ственную просушку ограждения. Благодаря расположению изо-
ляции снаружи ограждения стена аккумулирует теплоту, так как
утеплитель задерживает ее в ограждении, изолируя от холодного
наружного воздуха и повышая температуру в толще стены.
При устройстве пароизоляции на внутренней поверхности
стены и утеплителя с защитным слоем на наружной поверхности
теплозащитные характеристики ограждения значительно увели-
чиваются.
При устройстве теплоизоляционного слоя внутри стены
обеспечиваются требуемая теплозащита и несущая способность
стены, но при этом требуется двухсторонняя пароизоляция тепло-
изоляционного материала или устройство воздушной прослойки
с наружной стороны утеплителя.
Организация замкнутой воздушной прослойки в конструкции
стены позволяет повысить теплозащиту. Если воздушная про-
слойка располагается близко от внутренней поверхности, то про-
исходит отрицательное для стены изменение температурно-влаж-
ностного режима, т. е. явление, во многом аналогичное тому, с чем
приходится сталкиваться при утеплении стен изнутри.
Устройство с внутренней стороны пароизоляции препятствует
прониканию в воздушную прослойку водяных паров внутреннего
воздуха и повышает теплозащиту стены. Поэтому целесообразно
располагать воздушную прослойку ближе к наружной поверхно-
сти стены, что повышает теплотехнические качества ограждения.
28
Устройство пароизоляции с внутренней поверхности стены при
наличии прослойки позволяет не допускать увлажнения конструк-
ции изнутри и существенно повысить ее теплозащиту.
Установка пароизоляции одновременно с внутренней и наруж-
ной сторон стены препятствует высыханию материала конструк-
ции и способствует скапливанию влаги в толше ограждения.
Примеры современных способов утепления стен отапливаемых
з 1аний обобщены в книге 110].
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. По каким признакам классифицируются стеновые материалы?
2. При каком условии допускается использовать стеновые материалы
и изделия для строительства жилых и общественных зданий по по-
казателю радиационного фактора?
3. Где не рекомендуется использовать кирпич и камни силикатные?
4. Назовите типы панелей по конструктивному решению.
5. Дайте определение гигроскопичности, капиллярному увлажнению,
морозостойкости.
6. Дайте определение водостойкости. Чем она характеризуется?
7. Расскажите о возможных вариантах утепления стен.
Глава 2
СТЕНОВЫЕ ИЗДЕЛИЯ ИЗ ЯЧЕИСТЫХ
БЕТОНОВ
К этой группе стеновых материалов относятся
чаемые из газо- и пенобетонов.
Изделия из ячеистого бетона применяются в жилищном
и гражданском строительстве во многих странах с различными
климатическими условиями. Ячеистый бетон используют в Шве-
ции, ФРГ, Финляндии, Норвегии, Польше и в других странах, где
он остается одним из эффективных материалов для ограждающих
конструкций и применяется как в виде панелей, так и в виде мел-
ких стеновых блоков, а также в монолитном строительстве.
2.1. Сырьевые материалы для производства
ячеистых бетонов
растания пластической прочности ячеистого бетона. Получены
ячеистобетонные смеси, пластическая прочность которых через
20 — 30 мин после приготовления составляет 0,2...0,3 МПа. Это
дает возможность создать новые безрезательные технологии, на-
пример роторные, для получения эффективных качественных
ячеистобетонных блоков, а также быстро распалубливать круп-
норазмерные изделия, затем запаривать их без форм.
С применением ВИВ можно получать автоклавный газобетон
марки D 500 с прочностью не менее 3,5 МПа, а неавтоклавный
ячеистый бетон той же марки при плотности 650...700 кг/м3.
Для получения автоклавных газо- и пеносиликатныхиз-
изделия, полу делий в качестве основного вяжущего используется воздушная
строительная известь, отвечающая требованиям ГОСТ 9179—77
«Известь строительная. Технические условия». Влажность гидрат-
ной извести должна быть менее 5 %. Рекомендуется использовать
негашеную известь-кипелку не ниже 2-го сорта с содержанием
80 % активных СаО и MgO, непогасившихся частиц не более 11 %
и с дисперсностью менее 0,2 мм. В этом случае при приготовле-
нии формовочного шлама для получения ячеистобетонной массы
выделяется большое количество теплоты, что способствует про-
цессу порообразования, предохранению оседания газонасыщен-
ной массы до ее затвердевания и повышению прочности готовых
изделий ячеистой структуры.
При производстве автоклавных ячеистых бетонов возможно
В качестве компонентов в составе смеси для производства
ячеистых бетонов используются: вяжущие вещества, наполнители
(кремнеземистый компонент), порообразователь и корректирую-
щие добавки (стабилизаторы структурной прочности, ускорители
твердения и др.).
Вяжущие вещества. Они выбираются в зависимости от усло-
вий твердения и проектной прочности изделий из ячеистого бето-
на. Для материалов неавтоклавного твердения в основном
принимают портландцемент высоких марок (400 и более), отве-
чающий требованиям ГОСТ 10178—85 «Портландцемент и шла-
копортландцемент. Технические условия». Рекомендуется исполь-
зовать алитовый портландцемент, содержащий в составе не менее
50% трехкальциевого силиката (3CaO-SiO2), выделяющего при
гидратации Са(ОН)2, который обеспечивает в системе щелочную
среду, необходимую для протекания реакции газовыделения.
Для обеспечения более быстрого набора структурной прочно-
сти поризованной ячеистобетонной массой необходимо исполь-
зовать вяжущие низкого водозатворения (ВНВ).
Благодаря применению ВНВ в сочетании с химическими до-
бавками можно в широком диапазоне регулировать сроки на-
30
использование известково-цементных или золоцементных вяжу-
щих, марка последних может быть невысокой, так как конечная
прочность поробетона после автоклавной обработки на цементах
различных марок практически одинакова.
Наполнители. В качестве кремнеземистого компонента ис-
пользуются: кварцевый песок, золы теплоэлектростанции (ТЭС),
металлургические и топливные тонокомолотые шлаки, дисперс-
ные отходы камнедробления.
В кремнеземистом компоненте не допускается наличия зерен
более 10 мм в количестве свыше 0,5 %, а более 5 мм — свыше 10 %
по массе. Количество частиц менее 0,16 мм (пылевидные и гли-
нистые частицы) не должно превышать 10 и 15 % соответственно
Для крупных и мелких природных песков.
Содержание пылевидных (размерами менее 0,5 мм) и глини-
стых (менее 0,005 мм) частиц не должно превышать 3... 5 %. Квар-
цевый песок должен удовлетворять требованиям ГОСТ 8736—95
«Песок для строительных работ. Технические условия».
Применяемый в изготовлении изделий из ячеистого бетона
кремнеземсодержащий компонент — кварцевый песок — согласно
ГОСТ 8736—95 должен содержать не менее 75 % свободного квар-
ка, не более 3 % илистых и глинистых примесей и не более 0,5 %
31
Глава 2
СТЕНОВЫЕ ИЗДЕЛИЯ ИЗ ЯЧЕИСТЫХ
БЕТОНОВ
К этой группе стеновых материалов относятся изделия, полу-
чаемые из газо- и пенобетонов.
Изделия из ячеистого бетона применяются в жилищном
и гражданском строительстве во многих странах с различными
климатическими условиями. Ячеистый бетон используют в Шве-
ции, ФРГ, Финляндии, Норвегии, Польше и в других странах, где
он остается одним из эффективных материалов для ограждающих
конструкций и применяется как в виде панелей, так и в виде мел-
ких стеновых блоков, а также в монолитном строительстве.
2.1. Сырьевые материалы для производства
ячеистых бетонов
В качестве компонентов в составе смеси для производства
ячеистых бетонов используются: вяжущие вещества, наполнители
(кремнеземистый компонент), порообразователь и корректирую-
щие добавки (стабилизаторы структурной прочности, ускорители
твердения и др.).
Вяжущие вещества. Они выбираются в зависимости от усло-
вий твердения и проектной прочности изделий из ячеистого бето-
на. Для материалов неавтоклавного твердения в основном
принимают портландцемент высоких марок (400 и более), отве-
чающий требованиям ГОСТ 10178—85 «Портландцемент и шла-
копортландцемент. Технические условия». Рекомендуется исполь-
зовать алитовый портландцемент, содержащий в составе не менее
50% трехкальциевого силиката (3CaOSiO2), выделяющего при
гидратации Са(ОН)2, который обеспечивает в системе щелочную
среду, необходимую для протекания реакции газовыделения.
Для обеспечения более быстрого набора структурной прочно-
сти поризованной ячеистобетонной массой необходимо исполь-
зовать вяжущие низкого водозатворения (ВНВ).
Благодаря применению ВНВ в сочетании с химическими до-
бавками можно в широком диапазоне регулировать сроки на-
30
растания пластической прочности ячеистого бетона. Получены
ячеистобетонные смеси, пластическая прочность которых через
20 — 30 мин после приготовления составляет 0,2...0,3 МПа. Это
дает возможность создать новые безрезательные технологии, на-
пример роторные, для получения эффективных качественных
ячеистобетонных блоков, а также быстро распалубливать круп-
норазмерные изделия, затем запаривать их без форм.
С применением ВНВ можно получать автоклавный газобетон
марки D 500 с прочностью не менее 3,5 МПа, а неавтоклавный
ячеистый бетон той же марки при плотности 650...700 кг/м3.
Для получения автоклавных газо- и пеносиликатных из-
делий в качестве основного вяжущего используется воздушная
строительная известь, отвечающая требованиям ГОСТ 9179—77
«Известь строительная. Технические условия». Влажность гидрат-
ной извести должна быть менее 5 %. Рекомендуется использовать
негашеную известь-кипелку не ниже 2-го сорта с содержанием
80% активных СаО и MgO, непогасившихся частиц не более 11 %
и с дисперсностью менее 0,2 мм. В этом случае при приготовле-
нии формовочного шлама для получения ячеистобетонной массы
выделяется большое количество теплоты, что способствует про-
цессу порообразования, предохранению оседания газонасыщен-
ной массы до ее затвердевания и повышению прочности готовых
изделий ячеистой структуры.
При производстве автоклавных ячеистых бетонов возможно
использование известково-цементных или золоцементных вяжу-
щих, марка последних может быть невысокой, так как конечная
прочность поробетона после автоклавной обработки на цементах
различных марок практически одинакова.
Наполнители. В качестве кремнеземистого компонента ис-
пользуются: кварцевый песок, золы теплоэлектростанции (ТЭС),
металлургические и топливные тонокомолотые шлаки, дисперс-
ные отходы камнедробления.
В кремнеземистом компоненте не допускается наличия зерен
более 10 мм в количестве свыше 0,5 %, а более 5 мм — свыше 10 %
по массе. Количество частиц менее 0,16 мм (пылевидные и гли-
нистые частицы) не должно превышать 10 и 15 % соответственно
Для крупных и мелких природных песков.
Содержание пылевидных (размерами менее 0,5 мм) и глини-
стых (менее 0,005 мм) частиц не должно превышать 3... 5 %. Квар-
цевый песок должен удовлетворять требованиям ГОСТ 8736—95
«Песок для строительных работ. Технические условия».
Применяемый в изготовлении изделий из ячеистого бетона
Кремнеземсодержащий компонент — кварцевый песок — согласно
ГОСТ 8736—95 должен содержать не менее 75 % свободного квар-
ца, не более 3 % илистых и глинистых примесей и не более 0,5 %
31
слюды. Зола-унос от сжигания бурых и каменных углей, которая
также может использоваться в качестве кремнеземсодержащец
компонента, должна иметь не менее 45 % кремнезема, а величина
потерь при прокаливании (п. п.п.) в золе бурых углей не должщ
превышать 5 % и в каменных углях — 7 %.
В производстве ячеистых автоклавных изделий нередко ис-
пользуются кварцевый песок, зола-унос и другие кремнеземсо-
держащие сырьевые материалы с показателями ниже норматив-
ных, причем узаконенные ведомственными или государствен-
ными документами. Так, например, ОСТ 34-70-542-81 допускает
содержание в золе-уносе тепловых электростанций от 5 до 22 %
остатка несгоревшего топлива (п. п.п.). ГОСТ 25818—91 «Золы-
уносы тепловых электростанций для бетонов. Технические усло-
вия» допускает показатель п. п.п. в золе, предназначенной для
производства бетона, от 5 до 20 %, а в ГОСТ 25592—83 на смесь
золошлаковую тепловых электростанций для бетона эта величина
колеблется от 2 до 20 %.
Важными характеристиками зол и металлургических шлаков,
используемых для производства ячеистых бетонов, служат мо-
дуль активности Ma = Al2O3/SiO2 и модуль основности Мо =
= (СаО + MgO)/(Al2O3 + SiO2). По величине последнего шлаки
и золы подразделяются на ультраосновные (Мо > 1,6), основные
(Мо = 1,2... 1,6), нейтральные (Мо = 0,8... 1,2) и кислые (Мо < 0,8).
Для получения ячеистых бетонов неавтоклавного твердения ре-
комендуется применять ультраосновные и основные золы и шла-
ки, проявляющие вяжущие свойства в смеси с цементом и водой,
а для автоклавных бетонов — золы и шлаки с Мо < 1,2. Шлаки
и золы должны обладать высокой водоудерживающей способно-
стью, показатель водоотделения — менее 15 %.
В качестве новых видов наполнителей для получения ячеистых
бетонов предложены дисперсные отходы из систем пылеулавли-
вания, получаемые при дроблении альбитофировых, диабазовых
и других горных пород на щебень.
Удельная поверхность дисперсных отходов камнедробления
колеблется в пределах 2000...3 500 см2/г, что исключает энерго-
емкую операцию помола наполнителя в технологии производства
ячеистых бетонов.
Порообразователи. В технологии газобетонных изделий в ка-
честве газообразователей главным образом используется алюми-
ниевая пудра марок ПАП-1 и ПАП-2, отвечающая требованиям
ГОСТ 5494—95 «Пудра алюминиевая пигментная. Технические
условия» с содержанием активного алюминия 91,1... 93,9 % и вре-
менем активного газовыделения в течение 3...4 мин от начала
смешивания компонентов газобетонной массы. Для получения
водной алюминиевой суспензии используется сульфанол, обла-
32
даюший свойствами поверхностно-активного вещества (ПАВ),
из расчета 25 г на 1 л воды. В качестве газообразователя возмож-
но использование пергидроля Н2О2.
В последнее время был разработан новый газообразователь
с регулируемой скоростью образования объема газа, представ-
ляющий собой смесь алюминиевой пудры и дисперсного ферро-
силиция. Каждый компонент смеси является газообразователем,
но имеет собственную скорость газообразования и абсолютную
массу полученного газа. Ферросилиций в составе вспучивающего
вещества назван газообразователем второго действия. Соотноше-
ние алюминиевой пудры ПАП-1 и дисперсного ферросилиция
фС-75 находится в пределах от 1:4 до 1:1.
При получении пенобетона в нашей стране и за рубежом ис-
пользуется около 30 наименований пенообразователей, к которым
относятся ПО-1, пожарный ПО-6К, ПБ-2000 (ГОСТ 6948—81),
«Морпен» (ТУ 38.507-0118—90), «Пеностром-М» (ТУ 0258-001-
22299560—97), «Унипор», клееканифольный, алюмосульфонаф-
теновый и др.
Ряд предприятий по производству пенобетонных изделий ис-
пользует пенообразователь немецкой фирмы «Неопор». Тюмен-
ской домостроительной компанией используется высокоэффек-
тивный пенообразователь «Пеностром» отечественного произ-
водства. В Казахстане на предприятиях применяется пенообра-
зователь «Унипор». В качестве пенообразователей используются
также оксид амина, лаурил сульфат натрия и др.
Например, расход клееканифольного пенообразователя со-
ставляет 8... 12 %, а алюмосульфонафтенового — 16... 20 % от рас-
хода воды.
В табл. 2.1 приведены технические характеристики неко-
торых отечественных пенообразователей, которые могут ис-
пользоваться для сравнительного анализа при разработке или
использовании новых видов отечественных и зарубежных пе-
нообразовател ей.
Основными показателями действия пенообразователя являют-
ся: кратность и устойчивость пены, синерезис, расход воды для
получения пены.
Кратность пены определяется отношением объема готовой
пены к объему исходного пенообразователя. Для низкократных
технических пен этот показатель менее 10, для высокократных
пен — более 10.
Устойчивость пены характеризует ее сохранность в течение
определенного промежутка времени. Технические пены в течение
одного часа не должны оседать более чем на 10 мм. Коэффици-
ент использования пенообразователя должен быть не менее 0,8.
Средняя плотность пен составляет 70... 100 кг/м3.
33
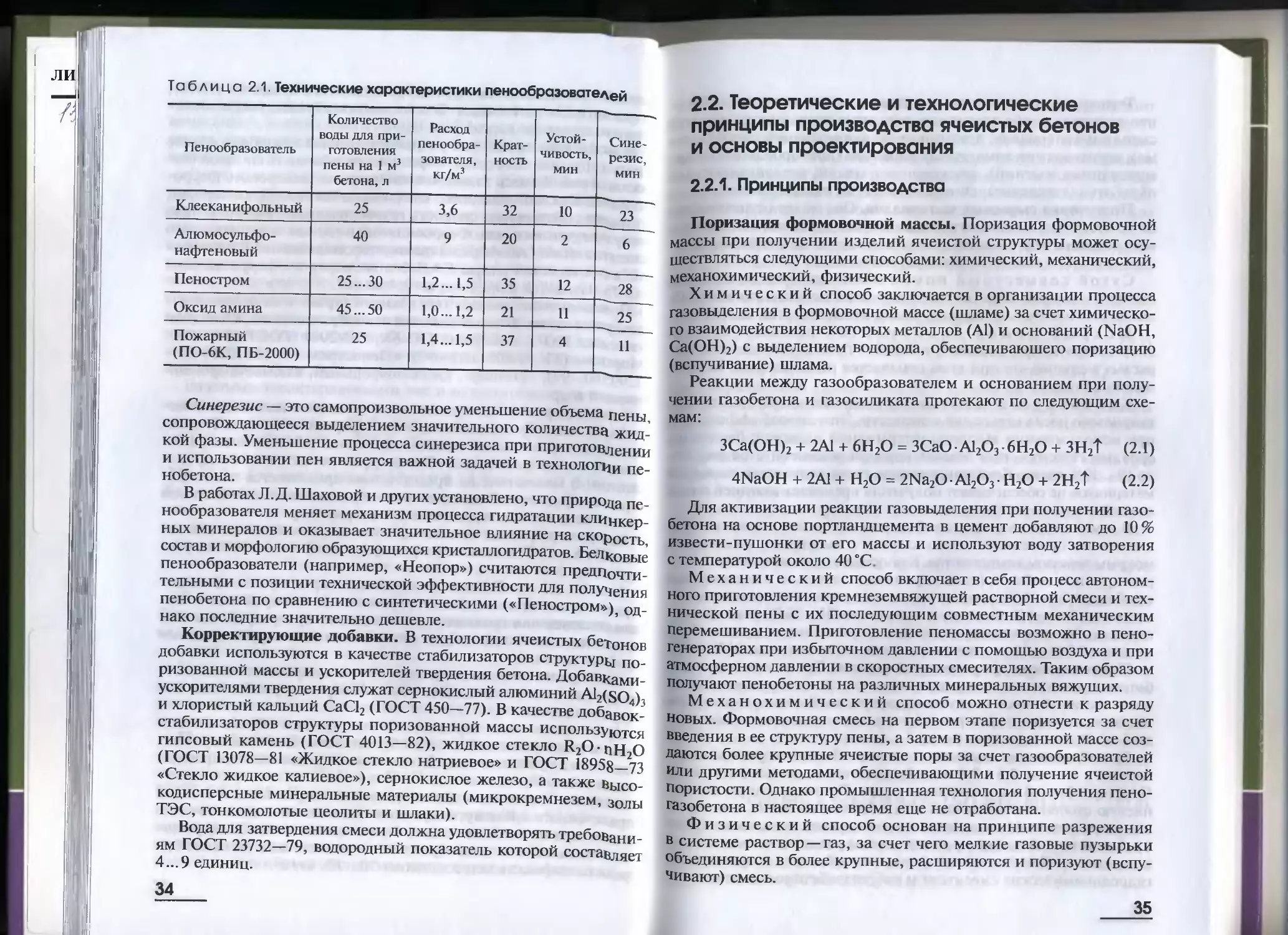
Таблица 2.1. Технические характеристики пенообразователей
Пенообразователь Количество воды для при- готовления пены на 1 м3 бетона, л Расход пенообра- зователя, кг/м3 Крат- ность Устой- чивость, мин Сине- резис, мин
Клееканифольный 25 3,6 32 10 23
Алюмосульфо- нафтеновый 40 9 20 2 6
Пеностром 25 ...30 1,2... 1,5 35 12 28
Оксид амина 45 ...50 1,0 ...1,2 21 11 25
Пожарный (ПО-6К, ПБ-2000) 25 1,4... 1,5 37 4 11
Синерезис — это самопроизвольное уменьшение объема пены
сопровождающееся выделением значительного количества жид-
кой фазы. Уменьшение процесса синерезиса при приготовлении
и использовании пен является важной задачей в технологии пе-
нобетона.
В работах Л. Д. Шаховой и других установлено, что природа пе-
нообразователя меняет механизм процесса гидратации клинкер-
ных минералов и оказывает значительное влияние на скорост,
состав и морфологию образующихся кристаллогидратов. Белковые
пенообразователи (например, «Неопор») считаются предпочти-
тельными с позиции технической эффективности для получения
пенобетона по сравнению с синтетическими («Пеностром»), од-
нако последние значительно дешевле.
Корректирующие добавки. В технологии ячеистых бетонов
добавки используются в качестве стабилизаторов структуры по-
радованной массы и ускорителей твердения бетона. Добавками-
ускорителями твердения служат сернокислый алюминий A12(SO
и хлористый кальций СаС12 (ГОСТ 450—77). В качестве добавок-
стабилизаторов структуры поризованной массы используются
гипсовый камень (ГОСТ 4013—82), жидкое стекло R2O-nH О
(ГОСТ 13078—81 «Жидкое стекло натриевое» и ГОСТ 18958—73
«Стекло жидкое калиевое»), сернокислое железо, а также Высо-
кодисперсные минеральные материалы (микрокремнезем, золы
ТЭС, тонкомолотые цеолиты и шлаки).
Вода для затвердения смеси должна удовлетворять требовани-
ям ГОСТ 23732—79, водородный показатель которой составляет
4...9 единиц.
34
2.2. Теоретические и технологические
принципы производства ячеистых бетонов
и основы проектирования
2.2.1. Принципы производства
Поризация формовочной массы. Поризация формовочной
массы при получении изделий ячеистой структуры может осу-
ществляться следующими способами: химический, механический,
механохимический, физический.
Химический способ заключается в организации процесса
газовыделения в формовочной массе (шламе) за счет химическо-
го взаимодействия некоторых металлов (А1) и оснований (NaOH,
Са(ОН)2) с выделением водорода, обеспечивающего поризацию
(вспучивание) шлама.
Реакции между газообразователем и основанием при полу-
чении газобетона и газосиликата протекают по следующим схе-
мам:
ЗСа(ОН)2 + 2А1 + 6Н2О = ЗСаОД12О3-6Н2О + 3H2t (2.1)
4NaOH + 2А1 + Н2О = 2Na2O • Д12О3 • Н2О + 2Н2Т (2.2)
Для активизации реакции газовыделения при получении газо-
бетона на основе портландцемента в цемент добавляют до 10 %
извести-пушонки от его массы и используют воду затворения
с температурой около 40 °C.
Механический способ включает в себя процесс автоном-
ного приготовления кремнеземвяжущей растворной смеси и тех-
нической пены с их последующим совместным механическим
перемешиванием. Приготовление пеномассы возможно в пено-
генераторах при избыточном давлении с помощью воздуха и при
атмосферном давлении в скоростных смесителях. Таким образом
получают пенобетоны на различных минеральных вяжущих.
Механохимический способ можно отнести к разряду
новых. Формовочная смесь на первом этапе поризуется за счет
введения в ее структуру пены, а затем в поризованной массе соз-
даются более крупные ячеистые поры за счет газообразователей
или другими методами, обеспечивающими получение ячеистой
Пористости. Однако промышленная технология получения пено-
газобетона в настоящее время еще не отработана.
Физический способ основан на принципе разрежения
в системе раствор —газ, за счет чего мелкие газовые пузырьки
объединяются в более крупные, расширяются и порадуют (вспу-
чивают) смесь.
35
Технология производства стеновых изделий из ячеистых бето-
нов включает в себя следующие основные операции: подготовка
сырьевых материалов; приготовление формовочной смеси (шла-
ма); изготовление арматурных каркасов (при производстве ар-
мированных изделий); формование изделий; тепловлажностная
обработка (твердение); контроль качества; складирование.
Подготовка сырьевых материалов. Она может осуществлять-
ся по нескольким технологическим схемам: сухой совместный по-
мол компонентов; мокрый помол компонентов; комбинирован-
ный способ подготовки сырьевых материалов.
Сухой совместный помол обеспечивает хорошую гомоге-
низацию и высокое качество смеси, однако недостатком этого способа
является относительно большой расход электроэнергии на помол.
Мокрый помол компонентов позволяет снизить
энергозатраты при помоле и повысить производительность сы-
рьевых мельниц, но при этом отмечается недостаточная гомоге-
низация шлама.
Комбинированный способ предусматривает применение
кварцевого песка карьерной влажности. Этот способ эффективен
при использовании высокоэкзотермичной извести с быстрыми
сроками гашения, при помоле которой рекомендуется вводить
до 10... 50% песка. Комбинированная схема подготовки сырьевых
материалов не обеспечивает получения кремнеземвяжущей смеси
со стабильными свойствами.
В производстве ячеистых бетонов автоклавного твердения
в основном применяются схемы с сухим совместным и раздельным
мокрым помолом компонентов. Как правило, помол извести и кор-
ректирующих добавок (шлак) производят отдельно или совместно
с добавкой 10... 15 % по массе расчетного количества песка с влаж-
ностью не более 6 %. Основную часть песка (85...90 %) размалывают
отдельно. Удельная поверхность песка после помола должна быть
не менее 2000 см2/г, а известково-песчаной смеси — до 5000 см2/г.
Приготовление формовочной массы. При получении газо-
бетона приготовление осуществляют с использованием извест-
ково-песчаной смеси (вяжущего), полученной совместным сухим
помолом компонентов и песчаного шлама в смесителях объемом
до 5 м3. Время перемешивания 3...4 мин.
Газообразователь готовится отдельно в быстроскоростных сме-
сителях в течение 2,5... 3,0 мин. В смеситель подаются вода, затем
ПАВ (сульфанол) и алюминиевая пудра. Приготовленную алюми-
ниевую суспензию добавляют в газобетоносмеситель, в котором
все компоненты формовочной массы перемешиваются не более
1... 2 мин во избежание процесса начала реакции газовыделения
в смесителе. Для получения формовочной смеси используются
гидродинамические смесители и виброгазобетоносмесители.
36
Пенобетонную смесь получают в смесителях периодического
0ЛИ непрерывного действия. Основные составляющие дозируют
р смеситель и перемешивают в течение 2... 3 мин, затем добав-
ляют в смесь приготовленную техническую пену, перемешивают
еще 2 мин и выгружают в расходный бункер, где поризованная
смесь может храниться не более 20 мин. Техническую пену готовят
в пеногенераторах в течение 4... 5 мин с дальнейшим совместным
перемешиванием с растворной частью в течение 2 мин.
Приготовленная масса для получения ячеистых бетонов пода-
ется (разливается) в предварительно подготовленные и смазанные
металлические формы.
Газобетонная смесь с температурой 30...40°C заливается на вы-
соту формы h, определенную по формуле
h = А'ЛСРс.г/Рс.р). <2-3)
где К, — коэффициент, учитывающий высоту горбушки, Кг= 1,05
при вибрационной технологии, Кг = 1,1 при литьевой; й0 — вы-
сота формы (проектная толщина изделия); рс г ир[р- величины
средней плотности соответственно поризованной газобетонной
и растворной смеси.
Процесс вспучивания происходит в течение 15...40 мин, при
вибрационной технологии время вспучивания значительно мень-
ше, чем при литьевой.
Образующуюся при вспучивании массы горбушку срезают
по истечении 2...3 ч, когда пластическая прочность массы со-
ставляет 10... 15 кПа.
Пенобетонную массу при формовании заливают вровень с кра-
ями формы.
Твердение. После предварительной выдержки отформованные
изделия на основе извести (пено- и газосиликаты) подвергают-
ся тепловлажностной обработке в автоклавах при температуре
175 °C и избыточном давлении 0,8... 1,3 МПа, а изделия на основе
цемента (пено- и газобетоны) твердеют в пропарочных камерах
при температуре 80...90°C или на специальных постах методом
электропрогрева бетона в формах.
Процесс твердения и набора прочности ячеистобетонных изде-
лий на основе извести протекает за счет химического взаимодей-
ствия Са(ОН)2 с SiO2 с образованием низко- и высокоосновных
гидросиликатов кальция по реакции
Са(ОН)2 + SiO2 + mH2O = СаО • SiO2 пН2О (2.4)
Прочность газо- и пенобетонов на основе цемента при тверде-
нии обеспечивается за счет основного процесса гидратации ми-
нералов портландцементного клинкера C3S и C2S с образованием
гидросиликатов (3CaO-2SiO2-3H2O).
37
2.2.2. Проектирование состава ячеистобетонной
смеси
Подбор состава ячеистых бетонов осуществляется в следующей
последовательности. Устанавливается значение отношения крем-
неземистого компонента к вяжущему в смеси «С», которое при-
нимается по табл. 2.2, в зависимости от вида вяжущего и способа
твердения.
Водотвердое отношение (В/Т), обеспечивающее заданную те-
кучесть растворной смеси с учетом температуры смеси в момент
выгрузки, определяется по табл. 2.2 в зависимости от величины
средней плотности ячеистого бетона рс и вида вяжущего.
Водотвердое отношение может быть принято:
а) при литьевой технологии: 0,5 — на цементном вяжущем;
0,5...0,55 — на извести; 0,45...0,5 — на смешанном вяжущем
(на песке — 0,5, на золе — 0,6);
б) при вибротехнологии — 0,3 и 0,4, если в качестве кремнезе-
мистого компонента применяются соответственно песок и зола.
Определяют пористость бетонной смеси Пр, которая должна
быть создана порообразователем для получения ячеистого бетона
с заданными рс и В/Т:
Пр=1-Рс/А-с(Гуд+В/Т), (2.5)
где рс — проектируемая величина средней плотности бетона в вы-
сушенном состоянии, т/м3; Кс — коэффициент увеличения массы
в результате твердения за счет химически связанной воды, Кс = 1,1;
Vw — удельный объем сухой смеси.
Удельный объем сухой смеси определяется опытным путем
или по формуле
Гуд = (1 + В/Т)рф р - В/Т, (2.6)
где Рф р — фактическая величина средней плотности кремнезем-
вяжущего раствора (1,4 кг/л или 1400 кг/м3).
Таблица 2.2. Выбор показателя «С»
Вяжущие Способ твердения
Безавтоклавный Автоклавный
Цементные и цементно- известковые 0,75; 1; 1,25 0,75; 1; 1,5; 1,75; 2
Известковые — 3; 3,5; 4; 4,5; 5,5; 6
Известково-шлаковые 0,6; 0,8; 1 0,6; 0,8; 1
Определяют расходы материалов на один замес.
Расход порообразователя
Рп = Пр/(а/С)Г, (2.7)
где а _ коэффициент использования порообразователя, а = 0,85;
д'__коэффициент образования пор, который определяется отно-
шением объема пор к массе порообразователя (К = Пр/Рп), для
расчетов принимают при использовании Al-пудры — 1 390 л/кг;
при использовании пенообразователя — 20 л/кг; V— объем одно-
временно заливаемых изделий (объем замеса), л.
Расход сухих компонентов
РсУх = РсК/Хс. (2.8)
Расход вяжущего вещества
Рвяж = РСух/(1 + О- (2-9)
Расход цемента
Рц = РвяжЛ, (2-10)
где п — доля цемента в смешанном вяжущем.
Расход извести
р„ = Рвяж (1 - «), Ри ф = (Ри/Аф)100, (2.11)
где Ри — масса извести, содержащей 100 % активного СаО; Риф —
фактический расход извести, л/кг; Аф — фактическая активность
(70, 80, 90% соответственно для 3, 2 и 1-го сортов извести).
Расход кремнеземистого компонента
РК = Рсух - Рвяж- (2.12)
Расход воды
Рв = Рсух В/Т. (2.13)
Расход стабилизатора структурной прочности массы: гипс или
жидкое стекло принимаются равными 3 % от вяжущего.
Если расчет сделан на 1 000 л (1 м3), то далее определяется рас-
ход материалов на проектируемую годовую производительность
предприятия с учетом технологических потерь.
Масса замеса
т3 = ИКзРр, (2.14)
где V— объем газобетономешалки, м3; К3 — коэффициент запол-
нения газобетономешалки, К3-0,6...0,8; рр— средняя плотность
кремнеземвяжущего раствора, для расчетов рр = 1,4 т/м3.
Для производства 1м3 неавтоклавного пенобетона со средней
плотностью 400...800 кт/м3 расход пенообразователя составляет
1,2... 1,0 кг.
38
39
Для получения 1 м3 газобетона с величиной средней плотно-
сти 350... 600 кг/м3 расчетный расход материалов составляет: газо-
образователя (Al-пудра) — 690...470 г; кремнеземистого компо-
нента — 179...285 кг; цемента — 140...260 кг; воды — 160...273 л;
гипса — 2...4 кг.
Для получения 1 м3 газосиликата: Al-пудры — 690...470 г; крем-
неземистого компонента (песка) — 247 ...415 кг; извести 3-го сор-
та — 72... 130 кг; воды — 160...272 л.
2.2.3. Расчет и подбор технологического
оборудования
Из мельниц мокрого помола кварцевого песка шлам поступа-
ет в корректировочные шламбассейны. При использовании дис-
персных наполнителей операция помола отсутствует.
Расчет емкости корректировочных шламбассейнов производят
по формуле
= Qn/d, (2.15)
где Уш — объем шламбассейнов, м3; Q — часовой расход крем-
неземистого компонента (песка), т; п — запас кремнеземистого
компонента, ч; d — количество кремнеземистого компонента
в литре шлама, кг.
Количество кремнеземного компонента в литре шлама:
Р„(Рш-1)/р„ - 1, (2.16)
где рш — средняя плотность шлама, т/м3; ри — истинная плотность
кремнеземистого компонента, т/м3.
Общее количество шламбассейнов принимается не менее трех:
один для загрузки, второй для корректировки, третий для хране-
ния готового шлама. Откорректированный шлам насосами пере-
качивается в расходные (вертикальные) шламбассейны, откуда
дозируется в газобетоносмеситель.
Количество автоклавных вагонеток рассчитывают по формуле
А = (га/и^ад.^, (2.17)
где Qn — проектная производительность предприятия, м3/г.; 2 —
коэффициент, учитывающий число вагонеток на формовке и рас-
палубке; Кизд — объем изделий на одной вагонетке, м3; Го6 — нор-
мативный годовой фонд рабочего времени, ч; Ко з — коэффициент
оборачиваемости по запариванию, Коз = 1... 1,2; Коз = 1А1Т(Т —
цикл запаривания); Кв — коэффициент, учитывающий ремонт
вагонеток, Кв = 1,05.
40
Количество форм определяют по следующей формуле:
Z2 = 1,25^/иКф, (2.18)
где 1,25 — коэффициент, учитывающий количество форм на рас-
палубке; т — количество форм на одной вагонетке; Кф — коэф-
фициент, учитывающий ремонт форм, - 1,05.
Количество газобетономешалок вычислим по формуле
Аг=0пФХр/(К7>КвК3), (2.19)
где Qn — проектная производительность предприятия, м3/г.; <р —
коэффициент, учитывающий потери, <р = 3...5 %; Кр — коэффи-
циент резерва производства, Кр = 1,15... 1,25; У — объем газобе-
тоносмесителя, м3; Го6 — нормативный годовой фонд рабочего
времени, ч; п — количество рейсов газобетоносмесителя в час;
Кв — коэффициент вспучивания; К3 — коэффициент заполнения
газобетоносмесителя, К3 = 1,03... 1,05;
« - 60/(2/тах/ц + г3); (2.20)
Кв = 1 000/( Иц + У„ + Уг + В), (2.21)
где ^тах — максимальная длина пути пробега газобетоносмесителя
по формовочному цеху, м; v — скорость передвижения газобе-
тономешалки (принимается по паспортным данным мешалки),
м/мин; t3 — время заливки форм, /3 = 5... 10 мин; Уи, УП,УТ, В —
абсолютный объем компонентов формовочного шлама, л.
При использовании стационарного газобетоносмесителя учи-
тываются количество и объем форм, подаваемых в час к смеси-
телю на формовку (заливку).
Количество автоклавов определяется по формуле
NB= QntJVaT^, (2.22)
где га — продолжительность запаривания (тепловлажностная об-
работка (ТВО)), ч, tB = 12... 16; Йа — объем автоклава, м3 (7 = 21,
d = 2 м);/— коэффициент заполнения автоклава, f = 0,3 ...0,45
соответственно при пропаривании изделий в формах и без форм
(резательная технология).
Коэффициент заполнения автоклава определяется по форму-
ле
/=Кизп/Ка = 0,3...0,4, (2.23)
где Уи.м — объем изделий, находящихся в автоклаве.
Количество пропарочных камер при использовании безавто-
клавного способа определяется по формуле
N. = ОЛШЫ (2.24)
41
где Q, — годовая производительность, м3; Ии — объем изделий
в камере без форм, м3; пг — количество рабочих дней в году; Ко —
коэффициент оборачиваемости камеры, К„ = 1... 1,2; К„ — коэф-
фициент использования по времени, Кн = 0,91.
Далее приведены характеристики оборудования, применяемого
в производстве ячеистых бетонов.
Гидродинамический смеситель ГДС-3 применяется д ля приго-
товления различных видов ячеистобетонных смесей, вместимость
смесителя — 2 м3, скорость передвижения — 15 м/мин. Смеситель
самоходный с периферийной разгрузкой формовочной смеси.
Виброгазобетоносмеситель СМС-40Б предназначен для
интенсивного перемешивания газобетонной смеси и выдачи ее
в формы, представляет собой самоходный портал (колея пор-
тала — 4 200 мм), перемещающийся по рельсам со скоростью
10... 15 м/мин. Вместимость смесителя — 5 м3.
Супермиксер СТ-10 предназначен для непрерывного приго-
товления пенобетонной смеси под давлением 0,4 МПа, произво-
дительностью до 10 м3/ч.
Пенобетоносмеситель «Новостром» производительностью
5... 7 м3/ч и давлением сжатого воздуха для транспортировки по-
ризованной массы, равным 0,7 МПа.
Пенобетоносмеситель ТС К-310 производительностью
5... 7 м3/ч обеспечивает турбулентно-кавитационный принцип
поризации массы.
Пеногенератор ПГ-3, разработанный в ОАО «ВНИИстром»,
обеспечивает получение пены высокого качества.
Для активации вспучивания газобетонной смеси с низким
водотвердым отношением на отечественных заводах используют
виброплощадки К-469М, ЛВ-32, ЛВ-33, ВЛ-37, а также вибро-
площадки общего применения, например СОЖ-200В, СМЖ-198
и другие, применяемые при изготовлении железобетонных из-
делий.
Производительность виброударной площадки Л В-37 составляет
32,3 м3/ч, грузоподъемность — 20,0 т.
Резательный комплекс «Универсал-60» (СМС-300) предна-
значен для изготовления армированных изделий, перегородок
и мелких стеновых блоков из ячеистого бетона, включает в себя
резательный агрегат СМС-301, состоящий из агрегата продольной
резки СМС-301-01 и агрегата поперечной резки СМС-301-02.
На рабочий стол захватом СМС-302 устанавливается массив-
сырец, удерживаемый бортами формы. Сначала производят по-
перечную, а затем продольную разрезку. Одновременно с продоль-
ной разрезкой срезается горбушка и производится уборка отходов
скребковыми конвейерами. Разрезанный массив-сырец на решет-
ке СМС-306 снимается захватом СМС-302 или СМС-303.
42
Производительность резательного комплекса «Универсал-60»
(СМС-300) при изготовлении блоков — 20 м3/ч; цикл резки —
9 мин; размеры массива: длина — 6480 мм, ширина — 1 230 мм,
высота — 650 мм.
Автоклав представляет собой цилиндрический горизонталь-
ный сосуд, работающий под давлением 0,8... 1,3 МПа. В РФ вы"
пускаются автоклавы: диаметром 2 м, длиной 17 и 19 м в тупи-
ковом и проходном исполнении; диаметром 2,6 м, длиной '9 м
в тупиковом и проходном исполнении и длиной 26 м в проходном
исполнении; диаметром 3,6 м, длиной 27 м в проходном и тупи-
ковом исполнении и длиной 30 м в проходном исполнении-
2.3. Технология производства стеновых
изделий из ячеистых бетонов
В зависимости от вида вяжущего твердение изделий из ячеи-
стых бетонов может осуществляться двумя способами: автоклав-
ным, когда тепловлажностная обработка производится в авто-
клавах при давлении 0,8... 1,3 МПа и температуре 175...200 С,
и неавтоклавным, когда твердение происходит при температуре
80...90 °C при повышенной влажности воздуха (пропарочные ка"
меры, электропрогрев и др.).
Автоклавной обработке, как правило, подвергаются газо- и пе“
нобетонные изделия (газо- и пеносиликаты) на известковом или
смешанных вяжущих. Безавтоклавный способ твердения поробе-
тонов распространяется на изделия, в которых вяжущими служат
цементы.
Каждый способ твердения имеет свои технические преимуще-
ства, однако с экономической точки зрения неавтоклавный способ
твердения можно считать предпочтительным.
2.3.1. Технология производства газобетонных изделий
Производство изделий из газобетона неавтоклавного твер-
дения. Процесс изготовления газобетонных изделий на основе
кварцевого песка и цемента предусматривает четыре основных
технологических передела:
I) получение тонкомолотой цементно-песчаной смеси;
2) приготовление газомассы;
3) формование изделий;
4) термовлажностная обработка последних.
При изготовлении крупных стеновых блоков высотой до 3 м,
Шириной до 1,5 м и толщиной до 0,4 м с армированием стальным
43
каркасом необходимо прохождение всех четырех технологичс
ских переделов. В случае изготовления мелких стеновых камней
возможно исключение первого передела. Это во многом зависит
от дисперсности исходного кремнеземистого компонента и тре-
буемой марки бетона по прочности.
Для получения неавтоклавного шлакощелочного ячеистого бе
тона могут использоваться тонокомолотый доменный гранулиро
ванный шлак, золы ТЭС, песок и щелочной затворитель (жидкое
стекло). Интенсивное твердение смеси обеспечивае гея при со-
отношении песка и шлака, равном 0,5. Снижение силикатного
модуля жидкого стекла с 2,0 до 1,85 повышает жизнеспособность
ячеистобетонной смеси на 15 мин.
Значительный опыт производства и применения изделий из не-
автоклавного и автоклавного газозолобетона имеется на Урале.
Изготовление стеновых блоков осуществляется по виброрезатель-
ной технологии в формах с размерами массива до 3,1 х 1,25 х 0,6 м
Способ струнной разрезки принят с учетом особенностей началь-
ного структурообразования в свежесформованных массивах при
производстве изделий из неавтоклавного ячеистого бетона.
В НИИ железобетона разработана технология для изготовления
стеновых блоков из неавтоклавного ячеистого бетона на конвей-
ерной линии системы «Униблок» В последнее время была раз-
работана усовершенствованная конвейерная формовочная линия
типа «Униблок ВА-3» производительностью 40...50 тыс. м3 изде-
лий в год. Конвейерная линия размещается в 18-метровом пролете
длиной 102... 120 м, оснащенном мостовым краном грузоподъем-
ностью 5 т. Неавтоклавный газозолобетон на основе золоти па ко-
вых смесей ТЭС имеет среднюю плотность D400 и D600 при ве-
личине теплопроводности 0,09-0,15 Вт/(м °C) и удовлетворяет
требованиям ГОСТ 21520—89 для мелких стеновых блоков.
Разработаны две принципиально разные технологические схемы
производства мелких стеновых блоков из газобетона. Одна схема
предусматривает использование передвижного газобетоносмесителя
и расположение форм вдоль пути движения смесителя, а вторая —
установку стационарного смесителя и размещение форм на конвейе-
ре выдержки со стационарными постами сборки и разборки форм.
Второе технологическое решение обеспечивает более высокий уро-
вень механизации, снижает число крановых операций и рассчитано
на производство изделий объемом 40...50 тыс. м3 изделий в год.
В первом случае смесь готовится в смесителе, который переме-
щается к фирме и заливает ее бетонной смесью (рис. 2.1). После
набора бетоном распалубочной прочности форма раскрывается
и поддон с массивом краном устанавливается на стол резатель-
ной машины. Борта освобождаемой формы очищают от остат-
ков бетона. В форму устанавливается поддон, борта закрывают,
44
Рис. 2.1. Технологическая линия для производства мелких стеновых бло-
ков с передвижным смесителем:
1 — машина продольно-поперечной резки; 2 — конвейер подачи; 3 — поддон
с массивом на приемной позиции резательного комплекса; 4 — формы на пози-
циях заливки и выдержки; 5 — пути перемещения смесителя; б — тележка пере-
мещения смесителя; 7 — заливочные течки; 8 — смеситель; 9 — пропарочные
камеры; 10 — пост складирования поддонов; 11 — склад готовой продукции
формы смазывают и направляют под заливку. Массив на поддоне
перемещается через резательную машину, разрезается, снимается
краном и устанавливается для твердения.
Для проведения автоклавной обработки массив устанавлива-
ется на автоклавную тележку, а для пропарки — на стеллаж про-
парочной камеры’ После тепловлажностной обработки изделия
снимаются захватом с технологического поддона и отправляются
на склад готовой продукции.
На конвейерной линии изготовления изделий из ячеистого бе-
тона формы, установленные на двух ветвях конвейера выдержки,
заливаются газобетоном (рис. 2.2).
За время перемещения форм к постам распалубки бетон на-
бирает необходимую для раскрытия бортов прочность. После рас-
крытия бортов поддон с массивом переносится манипулятором
на резательную машину, а опалубка — на пост сборки форм.
В опалубку устанавливается поддон, борта закрывают, и фор-
ма передвигается конвейером возврата к началу технологической
линии, где передаточной тележкой подается под заливку. Массив
на поддоне проходит через резательную машину, где производят-
ся калибровка массива, горизонтальная и поперечная разрезка
на изделия. Разрезка осуществляется короткими струнами, длина
которых на 150...200 мм больше ширины массива, что обеспечи-
вает высокую точность резки. После разрезки массив на поддоне
передается на тепловлажностную обработку.
Производство изделий из газобетона автоклавного твер-
дения. В России была предложена, разработана и осуществлена
бескрановая конвейерная виброрезательная поддонная техноло-
45
Рис. 2.2. Конвейерная линия производства мелких стеновых блоков
со стационарным смесителем:
1 — склад готовой продукции; 2 — пост чистки и складирования поддонов; 3 —
форма на конвейере возврата; 4 — манипулятор переноса поддонов; 5 — устрой-
ство для разборки форм; 6 — конвейер возврата; 7 — установка смазки форм;
8 — конвейер выдержки; 9 — формы на конвейере выдержки; 10 — тележка по-
дачи форм под заливку; 11 — пути перемещения тележки; 12 — формы под за-
ливкой; 13 — заливочные течки; 14 — смеситель; 15 — каретка вывоза разре-
занного массива; 16 — установка поперечной резки; 17 — установка калибров-
ки массива; 18 — установка горизонтальной резки; 19 — установка снятия гор-
бушки; 20 — каретка подачи массива на резку; 21 — пропарочные камеры
гия и оборудование для производства стеновых блоков из ячеи-
стого бетона. Технология впоследствии получила наименование
«Виброблок».
ВНИИСгром им. П. П. Будникова и рядом других организаций
и предприятий был предложен и внедрен вибрационный способ
смешения компонентов и формования изделий из ячеистобе-
тонной смеси, т.е. вибрационная технология, преимуществами
которой являются:
• возможность смешивания сырьевых компонентов и формо-
вание массивов с В/Т = 0,35...0,45 против обычно применяемого
В/Т = 0,5...0,6;
• ускоренное и регулируемое вспучивание массива в течение
3... 8 мин по сравнению с обычно продолжающимся вспучивани-
ем в течение 20...60 мин;
46
• приобретение массивом необходимой для распалубки сыр-
цовой прочности 200... 400 г/см2 в течение 20... 50 мин по сравне-
нию с приобретением массивом такой же прочности при литьевой
технологии в течение 90...240 мин;
• возможность перевода производства изделий из ячеистого
бетона на конвейерный способ вместо обычно применяемого
агрегатно-поточного способа;
• получение при сравнимых условиях ячеистого бетона с по-
вышенными на 15... 30 % физико-механическими показателями
по сравнению с изделиями, производимыми по литьевой техно-
логии.
При поддонном способе производства отформованный массив
от начала процесса до его выхода из автоклава и подачи на склад
готовой продукции находится на первоначальном собственном
поддоне.
Ведущие зарубежные фирмы, такие как «Сипорекс» и «Дю-
рокс» (Швеция), «Итонг», «Хебель», «Верхан» (ФРГ), «Кальси-
локс» (Дания), «Селкон» (Голландия), «Чори» (Япония), «Уни-
поль» (Польша), производят изготовление изделий в индивиду-
альных формах с применением резательной технологии и соот-
ветствующего оборудования, позволяющего изготавливать раз-
нообразные виды изделий по гибкой технологии и с меньшими
затратами металла на формы.
В России создано два конкурирующих вида технологических
процессов и оборудования по резательной технологии «Универсал-
60» и «Виброблок БГ-40».
В первом случае после приготовления смеси в вибро- или ги-
дродинамическом смесителе, формирования массива на ударной
площадке, приобретения массивом сырцовой прочности он осво-
бождается от бортоснастки, специальным захватом переносится
из собственного поддона на стол резательной машины и после
разрезки на специальной решетке отправляется в автоклав.
В варианте «Виброблок БГ-40» отформованный массив на ви-
броплощадке с горизонтальными колебаниями на всем протя-
жении технологического процесса находится на «своем» поддо-
не, что обеспечивает стабильный технологический процесс даже
при наличии нестабильных и невысоких характеристик исходных
сырьевых материалов и некоторых отклонений от установленных
технологических параметров.
Технологической особенностью отделения помола является
применение оправдавшего себя совместного сухого помола из-
вестково-цементно-песчаного вяжущего, а также мокрого помо-
ла песка. Для приготовления формовочной смеси с пониженным
водотвердым отношением использован виброгазобетоносмеситель
СМЦ-40Б.
47
Для создания оптимальных условий газовыделения и образова-
ния ячеистой структуры в течение 5... 10 мин после заливки смеси
в формы используется вибрационная площадка с горизонтально
направленными колебаниями типа К-494. Бескрановая конвейер-
ная линия не требует строительства дорогостоящих зданий с ко-
лоннами и подкрановыми путями и установки мостового крана.
Брянским объединением выпущено более 30 таких техноло-
гических линий под индексами БГ-40 и 3687-Б1-ТХ произво-
дительностью по стеновым блокам 40...60 тыс. м3 в год. Усовер-
шенствованными модификациями «Виброблок БГ-40» являются
«Виброблоки»: БГ-80, БГ-100, БГ-200. Применение бескрановой
конвейерной линии «Виброблок БКЛ-100» должно обеспечить
следующие дополнительные преимущества:
• возможность производства стеновых блоков на одной кон-
вейерной линии в широком диапазоне возрастающей мощности
от 50 до 200 тыс. м3 в год по автоклавной и безавтоклавной тех-
нологиям;
• повышенная степень механизации и автоматизации произ-
водства благодаря упрощению и сокращению числа единиц тех-
нологического оборудования и применению замкнутого формо-
вочного конвейера;
• снижение массы и стоимости оборудования цеха с бескра-
новой конвейерной линией БКЛ-100 в 2 —2,5 раза по сравнению
с оборудованием «Виброблок БГ-80-200» или другим оборудовани-
ем аналогичного назначения за счет исключения из состава техно-
логической линии такого оборудования, как подъемные рольганги,
автоклавные вагонетки, манипуляторы, мостовые краны, умень-
шения количества и массы поддонов, рольгангов, толкателей;
• применение автоклавов диаметром 2 м, позволяющих обе-
спечить максимальную степень их заполнения при загрузке мас-
сивов в один ярус без применения мостовых кранов и снизить
массу автоклавов;
• снижение стоимости производственного корпуса на 30...50%
за счет уменьшения его площади и объема и возможности воз-
ведения из легких самонесущих конструкций, в том числе из бы-
стровозводимых инвентарных пролетов.
Технология фирмы «Итонг» предусматривает минимальное
содержание СаО в извести для получения газобетона, равное
92 %, с кривой гашения, при которой 150 г извести, затворен-
ной в 600 мл воды, обеспечивает равномерное повышение тем-
пературы с 35 до 74 °C в течение 40 мин. Удельная поверхность
портландцемента марок 400...500 должна находиться в пределах
350...400 м2/кг. Отечественными нормативными документами
производство извести и цемента с такими показателями не пред-
усмотрено.
48
На некоторых заводах России (в Барнауле, Рязани, Люберцах)
организовано серийное производство стеновых блоков из ячеи-
стого бетона на оборудовании системы «Виброблок», при исполь-
зовании которого отформованный массив изделий на складе на-
ходится на собственном поддоне, что обеспечивает устойчивость
работы конвейерной линии. По такому же принципу создано обо-
рудование для производства стеновых блоков АО «Силбетстрой-
индустрия» и бологовским заводом «Строммашина».
Новосибирский завод газобетонных изделий «Сибит», работа-
ющий по технологии фирмы «Итонг», выпускает стеновые мелкие
и крупные блоки, армированные конструкции и теплоизоляцион-
ные плиты из газобетона автоклавного твердения.
Приготовление известково-кремнеземистого вяжущего осу-
ществляется путем сухого помола песка и извести в двухкамерной
шаровой мельнице. Полученное вяжущее с помощью пневмона-
сосов подается в силос хранения смесительного отделения и да-
лее в шламбассейн.
Приготовленная масса с температурой 38 ...42 °C заливается
в формы за один прием. Особенностью технологии является при-
менение стационарного газобетоносмесителя.
После заливки формы подаются в зону действия опрокиды-
вающей машины, которая после созревания газобетонной массы
переносит ее на путь резательной машины, переворачивает на 90°,
снимает опалубку движением вверх и по горизонтали, после чего
массив, лежащий на поддоне, отправляется на резку. Освободив-
шаяся опалубка очищается, подается на пост смазки и заливки.
Резка неармированного массива на блоки производится по ис-
течении 2,5 ч при прочности 0,32...0,36 МПа стальными прово-
локами в горизонтальном и вертикальном направлениях. Затем
блоки на поддоне подаются в автоклав длиной 27 м и диаметром
2,75 м, где подвергаются термовлажностной обработке по режиму:
подъем давления — 2 ч, изотермическая выдержка — 5,5 ч и сни-
жение давления — 3 ч.
После автоклавной обработки разделение блоков производится
послойно с помощью подвижного разделительного захвата и го-
товые изделия с помощью тележки подаются на склад.
2.3.2. Технология производства пенобетонных изделий
Безавтоклавная технология пенобетонных блоков «Сиблок».
Преимущество технологии получения пенобетона по сравнению
с газобетоном заключается в возможности использования в за-
водских условиях конвейерного и кассетного способов получения
изделий, а также непосредственно в монолитном домостроении.
49
Акционерное общество «Новостром» с участием специалистов
УкрстромНИИпроект, ХИСИ, НИЙЦемент, МАДИ разработало
конвейерные технологические линии по производству пенобетон-
ных блоков различных типоразмеров. Часовая производитель-
ность установок — от 3 до 10 м1 бетона.
Принципиальной особенностью линии «Сиблок» является то,
что готовая пенобетонная смесь разливается в формы непрерывно
движущегося конвейера (рис. 2.3).
За время движения на конвейере смесь схватывается и наби-
рает прочность, достаточную для снятия блоков захватом-мани-
пулятором. Эта основная особенность и определяет специальные
требования к вяжущим материалам, конец схватывания которых
должен быть не более 30 мин.
В качестве пенообразователей в технологии «Сиблок» исполь-
зуют водные растворы ПАВ на основе СДО (ТУ-13-05-02-87) или
«Поток-МЗ» (ТУ-38-5874-87) с концентрациями I... 3 %, при этом
получена кратность пен от 5 до 20 единиц. Эффективность по-
рообразования на низкократных пенах получалась больше, чем
Рис. 2.3. Механизированная линия «Сиблок»:
1 — сливная емкость; 2, 5 — емкости ПАВ и пенообразователя; 3 — пенобетон-
ный смеситель; 4 — дозатор; 6 — пеногенератор; 7 — формовочный конвейер;
8 — автомат-укладчик
50
Рис. 2.4. Технологическая схема для изготовления пенобетона:
1 — бункер песка; 2 — ленточный конвейер; 3 — склад цемента; 4 — мельница-
смеситель стержневой; 5 — ленточный конвейер: 6 — ленточный питатель; 7 —
емкость воды; 8 — пеногенератор; 9 — емкость раствора для пенообразователя;
10— пенобетоносмеситель; 11 — насос; 12 — щитовая опалубка монолитного
дома; 13 — готовые плиты перекрытий; 14 — форма для изготовления плит пе-
рекрытий; 75 — готовые стеновые блоки; 16 — конвейер для формования сте-
новых камней
на пенах с высокой кратностью, что позволило существенно сни-
зить В/Т цементного теста.
На рис. 2.4 показана технологическая схема установки на опыт-
ной базе института ВНИИСтром им. П.П.Будникова для изго-
товления пенобетона, которая позволяет получать конструктивно-
теплоизоляционные стеновые блоки плотностью 500...700 кг/м3
и теплоизоляционные плиты плотностью 120...400 кг/м3. Можно
также получать пенобетон для изготовления армированных плит
перекрытия плотностью 800... 1 200 кг/м3. Для изготовления круп-
норазмерных изделий, например стеновых панелей плотностью
700...800 кг/м3, и использования пенобетона с такой же плотно-
стью при монолитном строительстве для устранения повышенных
Усадочных явлений предложено вводить в состав пенобетона пе-
51
ногранулы, предварительно изготовленные из той же массы пе-
нобетона и названные пенопоритом.
Производство изделий из пенобетона можно организовать
на действующих заводах железобетонных изделий (ЖБИ) и круп-
нопанельного домостроения (КПД). При этом используются су-
ществующие узлы приема, подачи и дозирования вяжущих и за-
полнителей, пропарочные камеры и парк форм после их модерни-
зации. Для организации производства конструктивно-теплоизо-
ляционных стеновых блоков плотностью 500... 700 кг/м3 и мощ-
ностью 10... 15 тыс. м3 в год требуется монтаж на существующих
площадях пенобетонной установки, включающей в себя стержне-
вой смеситель, пеногенератор и пенобетоносмеситель.
Кассетную форму на 1 м3 (65 блоков размерами 398 х 198 х 188 мм)
можно изготовлять на местах с использованием существующих
парков форм. В указанных кассетных формах также можно орга-
низовать изготовление певобетонных теплоизоляционных плит
плотностью 200...400 кг/м3. Возможна организация производства
теплоизоляционных плит по резательной технологии. Разработа-
ны проекты таких линий мощностью 20 и 40 тыс. м3 в год.
Производство пенобетона по технологии «Новостром».
Примером производства теплоизоляционного пенобетона явля-
ется опыт немецкой фирмы «Неопор», которая вышла на миро-
вой рынок в 1975 г.; технология внедрена в 40 странах мира. По-
добные технологии получили распространение в ФРГ, Швеции,
США, Южной Корее и др. Неопорбетон — легкий ячеистый бе-
тон, полученный с использованием пены на основе протеинового
пеноконцентрата.
Принципиальным отличием отечественной технологии от не-
мецкого аналога является то, что технология «Новостром» включа-
ет в себя этапы перемешивания пеномассы под избыточным дав-
лением с последующим транспортированием бетона-полуфабри-
ката к месту строительных работ по трубопроводу на расстояние
более 200 м и высоту более 30 м. В этой технологии герметичный
смеситель на втором этапе используется как камерный насос.
Основной объем пор образуется в момент выхода пеномассы
из растворопровода через гаситель. В этой технологии исключе-
на механическая порча пузырьков пены при транспортировании
сырого пенобетона. Другим важным отличием новой технологии
является использование отечественного пенообразователя клас-
са «Морпен». Технологическая схема производства представлена
на рис. 2.5. Производительность установки составляет 5...7 м3/ч.
Первые установки «Новостром» эксплуатируются в Москве,
Калуге, Воскресенске (Московская обл.), Якутске, Белгороде.
Начато освоение технологии в Республике Карелия. Первая про-
мышленная установка изготовлена и поставлена на Мирнинский
52
Рис. 2.5. Схема производства пенобетона по технологии «Новостром»
завод стройматериалов и конструкций Республики Саха (Якутия)
и АО «Белгородасбестоцемент» в Белгороде.
РНТЦ «Стройтехнология» совместно с кафедрой производства
строительных изделий и конструкций КубГТУ (Краснодар) разра-
ботали стационарную и мобильную технологические линии по вы-
пуску пенобетонных изделий производительностью 8... 20 тыс. м3
в год (рис. 2.6).
Отцозированные компоненты смеси загружаются в бетонос-
меситель принудительного действия, где они перемешиваются
с водой. Затем в смеситель подается пена, полученная в паро-
генераторе, и смесь перемешивается до получения однородной
ячеистой смеси.
В разработанной конструкции пеногенератора раствор пено-
образователя и воздух оз компрессора подаются в камеру пред-
варительного смешивания перпендикулярно друг другу. При этом
происходит интенсивное образование пеновоздушной смеси, ко-
торая направляется в основную часть аппарата, где происходит
дробление пенных пузырьков и их стабилизация.
На выходе из пеногенератора получается мелкодисперсная, од-
нородная и устойчивая пена с плотностью 65 ...70 кг/м3, которая
53
Рис. 2.6. Линия по производству пенобетонных изделий:
1 — пост распалубки; 2 — пост выдержки или ТВО; 3 — форма; 4 — винтовой
насос; 5 — пенобетоносмеситель; 6, 14 — дозаторы; 7 — растворосмеситель;
8 — емкость для пенообразующего раствора; 9 — насос; 10 — пеногенератор;
11 — компрессор; 12 — датчик времени; 13 — пульт управления
позволяет применить кварцевый песок без дополнительного из-
мельчения, что существенно упрощает технологический процесс.
Готовая смесь с помощью винтового насоса разливается в фор-
мы оригинальной конструкции, позволяющей производить рас-
палубку поэтапно. Форма состоит из поддона, бортов и раздели-
тельных элементов для создания формообразующих ячеек, причем
один борт неподвижно закреплен на поддоне, а второй установлен
с возможностью поворота относительно поддона.
Формы, заполненные ячеистобетонной смесью, направляются
в камеру тепловлажностной обработки или выдерживаются в есте-
ственных условиях. В последнем случае в состав массы вводится
комплексная добавка — ускоритель твердения. На линии изго-
тавливаются стеновые блоки со средней плотностью до 900 кг/м3
и размерами 390 х 390 х 188 мм.
В научно-производственном предприятии «Помощник-Д»
(Краснодар) разработаны новая технология и установка непре-
рывного приготовления пенобетона под давлением с использова-
нием «Супермиксера СТ-10». Установка позволяет получать одно-
родную массу пенобетона с использованием любого доступного
пенообразователя.
Использование «Супермиксера СТ-10» вместе с героторным
растворонасосом Тюменской домостроительной компании позво-
лило отказаться от дорогостоящего пенообразователя «Неопор»
и получить пенобетон с использованием отечественного пено-
образователя «Пеностром» и др.
54
Технологическая линия на Новороссийском заводе ЖБИ позво-
ляет выпускать пенобетонные изделия на синтетическом моющем
средстве «Прогресс» в качестве пенообразователя (рис. 2.7).
Сущность технологии заключается в том, что исходная рас-
творная смесь с помощью растворонасоса подается в высоко-
скоростной смеситель объемом 6 л, куда одновременно непре-
рывно подается пена. Смешивание пены со смесью происходит
под давлением в течение 1 ...2 с, после чего пенобетонная смесь
по шлангу подается к месту укладки.
Комплект оборудования включает в себя: бетоносмеситель
СБ-169 со скиповым подъемником; героторный растворонасос
с приемным бункером; «Супермиксер СТ-10»; компрессор про-
изводительностью 12 м3/ч и давлением 0,8 МПа; комплект лег-
комонтируемых гребенчатых форм стеновых и перегородочных
блоков.
Фирма «Фибробетон» (Москва) разработала технологию и обо-
рудование по производству высокоэффективных пенобетонов,
используя способ одностадийного турбулентно-кавитацион-
ного перемешивания компонентов пенобетонной смеси (Патент
№ 2081099 от 10.06.97). Уникальность новой технологии состоит
в возможности получения мелкодисперсной пористости с диаме-
тром пор менее 0,8 мм.
Рис. 2.7. Технология непрерывного приготовления пенобетонной смеси
под давлением:
1 — растворосмеситель; 2— вибросито; 3 — бункер исходной смеси; 4 — емкость
раствора пенообразователя; 5 — компрессор СО-7; 6 — растворонасос; 7 —
стержневой смеситель; 8 — пеногенератор; 9 — погружной насос
55
Процесс поризации осуществляется в турбулентно-кавитационном
смесителе, снабженном лопастями минимального аэродинамического
сопротивления, на концах которых расположены кавитационные на-
садки. Технология приготовления пенобетона включает в себя период
гомогенизации при малых скоростях вращения вала и период пориза-
ции при больших скоростях вращения вала. Критический размер пор
0,6... 1,0 мм, уровень минерализации пен и величина давления внутри
газовых пузырьков, которая обратно пропорциональна квадрату ра-
диуса пузырька, обеспечивают высокую устойчивость пенобетонной
смеси. Такую смесь можно перекачивать не только пневмонасосами,
но и шнековыми насосами со скоростью до 4 м3/ч.
2.3.3. Технология получения пеногозобетоно
Возможность производства стеновых изделий из ячеистого бе-
тона со средней плотностью 400...450 кг/м3 и менее является впол-
не реальной при разработке форсированных способов поризации
кремнеземвяжущей смеси с применением активных дисперсных
минеральных наполнителей и мелких полиминеральных песков
при меньших расходах порообразователей.
При использовании традиционных технологий для получения
ячеистых бетонов с величиной средней плотности менее 500 кг/м3
требуется значительный расход газообразователей (более 550 г/м3)
и применение высокократных пен (более 10 единиц).
В. Ф. Завадский и П. П. Дерябин провели комплекс исследова-
ний по разработке рецептурно-технологических параметров про-
изводства пеногазобетона. Был установлен оптимальный расход
газообразователя для получения ячеистого бетона форсирован-
ным способом порообразования, который находится в пределах
270...370 г/м3 пеногазобетона. При расходе 300 г средняя плот-
ность пеногазобетона равна 425 кг/м3, предел прочности при сжа-
тии — 1,3 МПа, что на 19,8 и 10,5 % ниже, чем соответственно
при расходе 150 и 600 г алюминиевой пудры.
С учетом применения двухстадийной технологии приготовле-
ния ячеисто-бетонной смеси изучалось влияние технологической
последовательности ее приготовления на свойства формовочной
массы и пеногазобетона. Установлено, что оптимальной является
схема: растворная смесь + пена + Al-суспензия. При такой техно-
логии получен пеногазобетон со средней плотностью 410 кг/м3,
что на 23... 29 % меньше, чем при других способах.
На базе экспериментальных и теоретических положений была
разработана технологическая схема производства пеногазобетона,
предусматривающая двухступенчатый способ подготовки пенога-
зобетонной смеси (рис. 2.8).
56
Рис. 2.8. Технология производства пеногазобетонных изделий:
Ц — цемент; П — песок; МН — минеральные наполнители
Разработанная технология приготовления пеногазобетонной
смеси заключается в перемешивании растворной части с техни-
ческой пеной и дальнейшем перемешивании с алюминиевой су-
спензией.
2.3.4. Вакуум-формовальная технология ячеистых
бетонов
Используя физический принцип поризации массы, можно
ячеистые стеновые камни и блоки производить по новой, ваку-
Ум-формовальной, технологии (рис. 2.9).
Этот способ требует применения быстросхватывающихся и бы-
стротвердеющих вяжущих, таких как быстротвердеющий гипс, смесь
глиноземистого цемента и гипсового вяжущего, жидкое (ВНВ) стек-
ло с отвердителем, вяжущим низкой водопотребности и др.
Схема включает в себя приготовление смеси, заливку ее в фор-
мы, вспучивание смеси, распалубку блоков и их вызревание; гип-
совые блоки подсушивают, блоки на основе гипсоглиноземисто-
57
1
Рис. 2.9. Вакуум-формовальная технология производства стеновых из-
делий ячеистой структуры:
1 — силос вяжущего и добавок; 2 —транспортер; 3 — дозатор; 4 — смеситель; 5 —
форма-вагонетка; б — тельфер; 7 — вакуум-колпак; 8 — захват; 9 — склад блоков
го вяжущего выдерживают во влажных условиях в течение 3 сут.
Формовочное оборудование состоит из форм, вакуум-камеры
и вакуум-насоса, для приготовления смеси используют вяжущее,
воду. Оборудование для приготовления пено- или газообразова-
телей не требуется.
Стендовая формовочная установка для изготовления блоков
размерами 390х 190х 188 мм, производительностью 250...350тыс.
шт. в год включает в себя три формы, три вагонетки, вакуум-кол-
пак, насос и тельфер. Занимаемая площадь цеха — 50 м2, обслу-
живают установку трое рабочих.
Дальневосточным филиалом НИИСП был разработан формо-
вочный ротор (карусель) для формования блоков размерами
1 500x800x400 мм, массой 300...400 кг (рис. 2.10). В основу кон-
струкции ротора заложен принцип клиновой опалубки, обе-
Рис. 2.10. Ротор формования бло-
ков:
I — пост распалубки; II — пост сборки;
III — пост заливки смеси; IV — пост
вакуум-формования блоков; 1 — меха-
низм сборки опалубки; 2 — клиновая
опалубка; 3 — блок; 4 — ротор; 5 —
механизм поворота ротора; 6 — вакуум-
колпак; 7 — механизм распалубки
58
спечивающей надежность эксплуатации ротора, механизацию
сборки форм и распалубки изделий, точность их геометрических
размеров.
Ротор работает в принудительно-пульсирующем цикле. Ритм
задается длительностью операции вакуум-формования блока. Ро-
тор имеет четыре поста: сборки форм, заливки смеси, формования
изделий и расформовки их. Производительность ротора — 10 м3
в год, цикл работы — 22 мин, продолжительность заливки сме-
си — 6 мин, продолжительность вакуумирования — 15...22 мин,
число форм на поддоне — 4 шт., угол поворота поддона за один
цикл — 90°.
Блоки выпускаются без пустот, на гипсовом вяжущем с проч-
ностью 1,5...3,5 МПа и средней плотностью 650...850 кг/м3,
на гипсоглиноземистом вяжущем плотностью 750...950 кг/м3
и морозостойкостью F50.
2.3.5. Пенобетоны сухой минерализации
Для монолитного домостроения разработано новое поколение
поризованных бетонов — пенобетоны сухой минерализации.
Ограничения на технологию газобетонов в монолитном домо-
строении объясняются невозможностью поддержания требуемого
температурного режима для стабилизации процесса вспучива-
ния, необходимостью использования только тонкодисперсных
компонентов для бездефектного вспучивания массы, а также на-
личием горбушки, затрудняющей послойное формование стен
в опалубке.
Однако и традиционная технология пенобетонов не лишена
серьезных недостатков. Производство пенобетонов базируется
на раздельном приготовлении высокократной пены и высокопод-
вижных цементно-песчаных растворов и последующем их совме-
щении в третьем смесителе до образования пенобетонной массы.
В процессе смешивания значительный объем пены гасится, что
затрудняет получение бетонов с низкими и устойчивыми значе-
ниями средней плотности. Для компенсации объема гашения
пены используют высокие дозировки пенообразователей, которые
удорожают продукцию и замедляют сроки гидратации вяжущего
и омоноличивания пенобетона, что недопустимо в технологии
монолитного строительства. Снижает объем гашения пены также
повышение подвижности цементного раствора за счет увеличения
водоцементного отношения.
Сухая минерализация позволяет преодолеть оба названных не-
достатка пенобетонной технологии. В основе технологии лежит
принцип минерализации вяжущим или сухой смесью: вяжущее +
59
+ заполнитель низкократной пены (кратность менее 10). Такие
пены отличаются низкой концентрацией ПАВ и толстыми во-
дными прослойками между воздушными пузырьками. При со-
вмещении сухого порошка вяжущего с «чистой» пеной в процессе
перемешивания заданной интенсивности первые порции твердой
фазы уходят на бронирование пузырьков, что резко повышает их
устойчивость и предотвращает коалесценцию. Затем сухие ком-
поненты втягиваются в водные прослойки, где происходит ин-
тенсивная гидратация вяжущего водной средой с ограниченным
содержанием ПАВ. Начальное количество воды в пене четко про-
ектируется и легко регулируется. Оно значительно ниже, чем при
традиционной технологии пенобетонов (почти вдвое), что поло-
жительно сказывается на технологических свойствах пенобетона
сухой минерализации.
Описанная схема формирования пенобетонной массы обе-
спечивает ее высокую устойчивость, что позволяет транспорти-
ровать ее по трубопроводам на большие расстояния: по верти-
кали до 80... 100 м, по горизонтали до 200...250 м без изменения
плотности. Низкие концентрации пенообразователя и воды за-
творения способствуют быстрому структурообразованию в пе-
нобетонной массе и интенсивному росту прочности. Твердение
пенобетона сухой минерализации может происходить как при
нормальной температуре, так и при 70...90°C. В последнем слу-
чае используются обогреваемые опалубки.
Для производства пенобетона сухой минерализации разработан
пенообразователь «Оксид омина», производство которого органи-
зовано в Москве. При расходе пенообразователя 0,3...0,45 л/м3
для производства 10 тыс. м3 пенобетона в год (150... 160 коттед-
жей) необходимо 3...5 т этого компонента.
Пенобетон сухой минерализации изготавливается на специаль-
ных установках, включающих в себя блок приготовления раство-
ра пенообразователя заданной концентрации, насосы-дозаторы
пенообразователя, пеногенераторы различных систем, дозаторы
вяжущего и кремнеземистого компонента и смеситель-минерали-
затор для получения пенобетонной массы. Далее масса пневмо-
нагнетателями заливается в формы при заводском производстве
изделий и конструкций или в опалубку при монолитном домо-
строении.
Контроль производства стеновых изделий предусматривает три
стадии контроля: контроль качества применяемых сырьевых ком-
понентов (входной контроль); технологический контроль (поопе-
рационный контроль) предусматривает регистрацию параметров
производства (температуру, давление, влажность, время и т. п.);
контроль качества готовой продукции (выходной или приемочный
контроль). При составлении карты контроля конкретного произ-
60
родства учитываются место отбора проб, методика определения
И частота выполнения анализа, соответствие полученных резуль-
татов требованиям ГОСТа или требованиям технологии.
КОНТРОЛЬНЫЕ ВОПРОСЫ
I. Какие компоненты входят в состав смеси для производства ячеистых
бетонов?
2. Что служит вяжущим для материалов неавтоклавного твердения и ав-
токлавного?
3. Назовите показатель модуля основности наполнителей золы и шлаков
для автоклавных бетонов.
4. Каковы основные показатели действия пенообразователя?
5. Перечислите способы поризации формовочной массы. Расскажите
о каждом.
6. Какова последовательность действий при подборе состава ячеистых
бетонов?
7. Какие стадии предусматривает за собой контроль производства сте-
новых изделий?
Глава 3
СТЕНОВЫЕ ИЗДЕЛИЯ ИЗ ЛЕГКИХ БЕТОНОВ
НА ПОРИСТЫХ ЗАПОЛНИТЕЛЯХ
К этой группе изделий относятся стеновые камни, блоки и па-
нели, изготовленные на основе пористых заполнителей и цемен-
тов.
3.1. Исходные компоненты и расчет состава
легких бетонов
Исходные компоненты. В качестве крупного пористого запол-
нителя используются керамзит, глинозольный керамзит, аглопо-
ритовый щебень и гравий, шлаковая пемза, шунгизит, термолит,
вспученный перлит и другие, удовлетворяющие ГОСТ 9757—90
«Гравий, щебень и песок искусственные пористые. Технические
условия». Значительно реже используются такие природные пори-
стые заполнители, как вулканический туф, пемза, известняк-раку-
шечник. Пористые заполнители испытываются по ГОСТ 9758—90
«Щебень, гравий и песок для легких бетонов искусственные пори
стые. Методы испытаний» и оцениваются по крупности фракции
5... 10, 10...20, 20...40 мм, насыпной плотности 250... 1 100 кг/м3,
прочности при сдавливании в цилиндре 0,5... 8,0 МПа, морозо-
стойкости не менее 15 циклов.
Для получения стеновых изделий возможно применение гра-
нулированных безобжиговых заполнителей на основе зол ТЭС,
металлургических шлаков, гидролизного лигнина и др. Насыпная
плотность безобжиговых гранулированных зольных, шлаковых
и шлакозольных заполнителей составляет 600... 1 000 кг/м3 при
прочности 5,8...17 МПа.
Для получения бетонов этой группы применяют портландце-
мент (ГОСТ 10178—85) и его разновидности, включая быстрот-
вердеющий цемент (БТЦ), шлакопортландцемент, цементы с по-
верхностно-активными веществами, последние повышают под-
вижность бетонной смеси и уменьшают ее расслаиваемость.
Свойства легкобетонной смеси и изделий на ее основе регу-
лируют путем введения добавок ПАВ, пено- и газообразователей,
62
ускорителей твердения, противоморозных и др. В качестве тон-
комолотых активных минеральных добавок могут использоваться
туф, трепел, опока, глиежи, а также топливные золы и шлаки.
Низкая плотность зерен пористых заполнителей, их высокая
пористость, развитая и шероховатая поверхность придают лег-
кобетонной смеси высокую водопотребность, склонность к рас-
слаиванию при уплотнении и высокую структурную прочность.
Снижение средней плотности бетона достигается тщательным
подбором зернового состава пористого заполнителя, правильным
соотношением крупных и мелких фракций заполнителя, приме-
нением воздухововлекающих добавок, а также наименьшим рас-
ходом вяжущего.
Расчет состава бетона. В отличие от обычного тяжелого бе-
тона, при проектировании состава легкого бетона необходимо
наряду с прочностью бетона и удобоукладываемостью бетонной
смеси обеспечить заданную величину средней плотности. По-
следовательность расчета состава бетона подробно и доступно
представлена в учебниках Ю. М. Баженова. Основные положения
по расчету состава легкого на пористых заполнителях приведены
в данной книге.
Допустимая минимальная марка цемента для легких бетонов
марок М150...М250 равна 300, для марок М300...М400 — 400.
Максимальная марка по насыпной плотности крупных заполни-
телей составляет 500, 600, 700, 800 при средней плотности бетона,
соответственно равной 1 200, I 300, 1400, 1500 кг/м3.
Между фракциями крупного заполнителя принимают следую-
щие соотношения: для фракций 5... 10 : 10...20 мм — 40 : 60%; для
фракций 5... 10 : 10...20 : 20...40 мм — 20 : 30 : 50%. Прочность
заполнителя валового гранулометрического состава определяют
по формуле
R = 0,01 (Дре] + R&2 + Д3Х3), (3.1)
где R2, R3 — прочность каждой фракции заполнителя; хь х2,
х3 — содержание каждой фракции в смеси, % по массе.
Расход цемента. Прочность легкого бетона зависит не толь-
ко от активности цемента и цементноводного отношения (Ц/В),
Но также от свойств и содержания заполнителя и подвижности
бетонной смеси, поэтому сначала по табл. 3.1 определяют ориен-
тировочный расход ц е м е н т а, кг, на 1 м3 бетона на заполнителе
с предельной крупностью 20 мм и плотном песке, с жесткостью
бетонной смеси 20 ...30 с, а затем его уточняют в зависимости
от свойств исходных материалов и подвижности бетонной смеси.
При использовании марки цемента на ступень ниже рекомен-
дуемой расход цемента увеличивается на 15... 20 %, а при исполь-
зовании цементов более высоких марок расход цемента снижается
63
Таблица 3.1. Расход цемента, кг
Марка бетона Рекомендуемая марка цемента Марка пористого заполнителя по прочности зерна
75 100 125 150 200 250 300
М150 400 300 280 260 240 230 220 210
М200 400 — 340 320 300 280 260 250
М250 400 — — 390 360 330 310 290
МЗОО 500 — — — 420 390 360 330
на 10... 15 % для бетонов марок до М300. Для бетона на пористом
песке расход цемента увеличивается на 10 %, а при повышении
жесткости бетонной смеси снижается на 10... 15%.
Ориентировочный расход воды на 1 м3 бетона на плотном
песке определяется по удобоукладываемости бетонной смеси
и крупности заполнителя (табл. 3.2).
Для повышения точности определения расхода воды вводят
ряд поправок, учитывающих водопотребность легкого заполни-
теля, расход цемента, объемную концентрацию крупного запол-
нителя. Водопотребность пористых песков в 2 — 3 раза больше,
чем плотных песков, и составляет: для дробленого керамзитового
песка — 13... 16%, шлакопемзового песка — 16... 18 %. Среднюю
водопотребность плотного песка принимают равной 7 %. При
использовании песков с другой водопотребностью в расход воды
следует вводить поправку:
Таблица 3.2. Расход воды, л
Осадка конуса, см Жесткость, с Предельная крупность, мм
гравия щебня
10 20 40 10 20 40
8... 12 — 235 220 205 265 250 235
3...7 — 220 205 190 245 230 215
1...2 3...5 205 190 175 225 210 195
— 5 ...8 195 180 165 215 200 185
— 8... 12 185 170 160 200 185 175
— 12 ...20 175 160 150 190 175 165
64
В, = 0,02П(В - 7)/рэп, (3.2)
где П — расход песка, кг; В — расход воды, л; рзп — плотность
зерен песка, кг/м3.
При высоких расходах цемента водопотребность бетонных
смесей увеличивается:
В2 = 0,15(Ц - 450). (3.3)
Минимальная водопотребность бетонной смеси достигается
при объемной концентрации крупного заполнителя керамзита
0,35...0,4. При изменении этой величины вводят поправку:
В3 = 2 000(ф - 0,37)2, (3.4)
где <р — объемная концентрация крупного заполнителя, ф = Л/р3 п.
Этот показатель находится в пределах 0,29 — 0,52, увеличивается
с ростом жесткости бетонной смеси и уменьшается с увеличением
межзерновой пустотности заполнителя. Общая водопотребность
определяется как сумма начального расхода и всех поправок.
Расход крупного заполнителя определяют по формуле
К = 1 000фрзк, (3.5)
где рз к — плотность зерен крупного заполнителя в цементном
тесте, кг/л.
Плотность зерен крупного заполнителя в цементном тесте ори-
ентировочно можно находить, умножая плотность зерен крупного
заполнителя на коэффициент, равный 1,05 для пористого гравия
и 1,1 для пористого щебня.
Расход плотного песка рассчитывается по формуле
Ппл = рб-1,15Ц-К, (3.6)
где р6 — средняя плотность бетона в сухом состоянии, кг/м3;
Ц, К — расход цемента и крупного заполнителя соответствен-
но, кг.
При использовании в качестве мелкого заполнителя плотного
и пористого песка расход пористого песка Ппор и их соотношение
определяются при решении системы уравнений:
Ппл/Рпл п + Ппор/рпор п + В = 1 000(1 - ф) + Ц/рц; (3.7)
П,. + Ппор = р6 - 1,15Ц - 1 000фРз к, (3.8)
где рц, р1|ЛП, рпор п — соответственно плотность цемента, плотного
и пористого песка.
По расчетным данным готовятся пробные контрольные замесы
и составы, отличающиеся по расходу цемента (±10...20%) кг/м3
от расчетного. По результатам испытаний образцов определяют
оптимальный состав легкого бетона на пористых заполнителях.
65
Для получения нерасслаиваемых и удобоукладываемых легко-
бетонных смесей требуется в 1,5—2 раза больше цементного теста,
чем при применении плотных тяжелых заполнителей.
Для приготовления легкобетонных смесей на пористых запол-
нителях применяются бетоносмесители принудительного дей-
ствия, продолжительность перемешивания — 1,5...2,5 мин.
Главной задачей при формовании легкобетонных изделий яв-
ляется достижение предельной степени уплотнения смеси. Наи-
более эффективными способами уплотнения являются вибро-
прессование и виброштампование, в которых сочетается вибрация
с поверхностным пригрузом. Свежеотформованные предельно
уплотненные легкобетонные смеси обладают высокой структур-
ной прочностью, позволяющей производить немедленную распа-
лубку изделий. Это обстоятельство ориентирует на организацию
поточного способа формования малоразмерных стеновых изделий
на формовочных прессах с подачей их на поддоны и твердение.
3.2. Производство строительных камней
из легкого бетона
3.2.1. Стеновые камни из аэрированного легкого
бетона
ТОО «Тектон» совместно с СПбГАСУ и Леноблагростроем
(г. Луга) освоили выпуск эффективных стеновых камней из аэри-
рованного легкого бетона (СКАБ). Цеха СКАБ работают в г. Луге,
в пос. Сиверский и Сосновый Бор (Ленинградской обл.) с про-
ектной мощностью 5 тыс. м3 в год, или 2 млн шт. усл. кирпича.
Аэрированный легкий бетон (АЛБ) — это сложная система,
в которой цементная матрица обеспечивает связность системы
в начальный момент, а затем необходимую прочность композита
и состоит из портландцемента (с добавкой золы-уноса ТЭЦ или
без нее), а каркас, обеспечивающий прочность, снижение усадоч-
ных деформаций и расход вяжущего, создается немолотым мел-
ким кварцевым песком. Формирование поровой структуры АЛБ
обеспечивается двумя способами.
Аэрирование — обильное воздухововлечение за счет введения
ПАВ и приготовления бетонной смеси в скоростном аэросмеси-
теле турбулентного действия. Высокая частота вращения лопастей
особой конструкции (п = 1 000 мин1) способствует образованию
мелкопористой ячеистой структуры и большого количества кол-
лоидных частиц, что приводит к повышению прочности и допол-
нительно пластифицирует смесь.
66
Введение пористого заполнителя в количестве до 40 л на 1м3
является одним из приемов регулирования пористости АЛБ, при
этом снижаются теплопроводность, средняя плотность, усадочные
деформации аэрированных бетонов. Для получения АЛБ повы-
шенной прочности предпочтительнее добавлять вспученный пер-
лит или вермикулит. С использованием органических заполните-
лей (древесные опилки и стружки) получены АЛБ с величиной
средней плотности 800... 1 300 кг/м3 и прочностью 5... 10 МПа.
Технология производства СКАБ включает в себя следующие
операции: чистка и смазка форм; установка пустотообразователей;
дозирование исходных материалов; приготовление легкобетонной
смеси в аэросмесителе; формование стеновых камней; снятие
пустотообразователей; теплообработка; распалубка и транспор-
тирование на склад стеновых камней (рис. 3.1).
Формовочная высокопластичная смесь самотоком по желобу
разливается в форму, и поверхность изделия заглаживается. Тем-
пература смеси на выходе из аэросмесителя значительно выше,
чем в обычных смесителях, и достигает 33,5 °C. Кроме того, про-
исходит активизация цемента за счет усилий сдвига и удаления
гидратных оболочек с зерен портландцемента. Эти факторы спо-
собствуют ускорению процесса схватывания смеси и росту проч-
ности изделия перед пропариванием.
Рис. 3.1. Схема производства стеновых камней из аэрированного легко-
го бетона
Изделия из аэрированного легкого бетона отвечают требовани-
ям ГОСТ 6133—84 «Камни бетонные стеновые» и по техническим
характеристикам не уступают керамзитобетону, газобетону, вы-
годно отличаясь от первого отсутствием дефицитного пористого
заполнителя, а от второго — простотой технологии (отсутствие
автоклавов и отделения помола песка).
Стеновые камни из аэрированного бетона в 1,6 — 2 раза лег-
че шлакобетонных камней и кирпича и не уступают последним
по прочности. Стена из СКАБ толщиной 40 см обеспечивает
термическое сопротивление аналогично сопротивлению стены
из керамического кирпича толщиной 51 см и силикатного кир-
пича толщиной 64 см. Поверхность изделий из СКАБ гладкая,
не требует оштукатуривания стены.
Для получения стеновых камней из аэрированного легко-
го бетона возможно использование бумажного наполнителя.
Отличительной особенностью бетонных смесей на бумажном
наполнителе является их повышенная вязкость по сравнению
с аэрированными бетонными смесями с использованием пер-
лита или вермикулита, которая объясняется наличием волок-
нистого наполнителя, выполняющего роль армирующего мате-
риала. При содержании наполнителя в количестве 12 % проч-
ность бетона достаточна для изготовления стеновых камней
для малоэтажного строительства. Введение наполнителя более
12 % приводит к комкованию смеси, значительному ухудше-
нию ее формуемости, а также к резкому падению прочности
стенового камня.
Бетонные смеси характеризуются высокими значениями В/Ц
(около 1,2... 1,3), что объясняется большим водопоглощением на-
полнителя и сложностью обеспечения достаточной подвижности
и удобоукладываемости массы, содержащей бумажный наполни-
тель.
Свойства АЛБ с бумажным наполнителем оптимального со-
става: средняя плотность — 1 100... 1 200 кг/м3; предел прочности:
при сжатии — 3,5...5,0 МПа, при изгибе — 2,6...3,0 МПа; тепло-
проводность — 0,28 ...0,3 Вт/(м-°С); сорбционное увлажнение —
1,6... 1,8 %; водопоглощение — 23... 25 %; коэффициент размягче-
ния не менее 0,8; морозостойкость не менее 25 циклов.
3.2.2. Изделия из легкого бетона крупнопористой
структуры
Разновидностью крупнопористого легкого бетона служит лег-
кий бетон крупнопористой структуры, получаемой путем ударно-
го уплотнения уложенных в форму (опалубку) сырцовых гранул
68
Рис. 3.2. Технология получения легкого бетона путем ударного уплотне-
ния сырцовых гранул
заполнителя с последующим уплотнением. Сырцовые гранулы
получают путем гранулирования на грануляторах тарельчатого
типа сырьевой смеси, основным компонентом которой является
заполнитель с добавлением 10 ...30 % вяжущего, воды и хими-
ческих добавок. Готовый продукт имеет прочность при сжатии
2,5... Ю МПа при средней плотности 800... 1 200 кг/м3. Изделия
из такого бетона используются для наружных и внутренних стен
в малоэтажном и коттеджном строительстве.
Сырьевая смесь приготавливается путем совместного пере-
мешивания исходных компонентов в бетоносмесителе принуди-
тельного действия. Смесь гранулируется, и полученные гранулы
съемным лотком укладываются в формы (рис. 3.2).
После укладки сырцовых гранул форма подается на шок-стол,
где осуществляется ударное уплотнение. Твердение стеновых изде-
лий из бетона крупнопористой структуры осуществляется в усло-
виях, создаваемых в классических технологиях производства бе-
тонов на цементных вяжущих.
Совершенствование технологии получения стеновых изделий
из легких бетонов на пористых заполнителях, включая крупно-
пористые бетоны, возможно за счет рациональной технологии
перемешивания керамзитобетонной смеси и предварительной
активизации ее составляющих. Изменение последовательно-
сти загрузки компонентов смеси и применение турбулентной
технологии ее приготовления ускоряет процесс структурообра-
зования на 20 ...30 %, а прочность легкобетонных изделий —
на 15 ...20 %.
69
3.2.3. Стеновые пазогребневые блоки
Технология получения пазогребневых стеновых блоков пред-
усматривает использование прочных пресс-форм, рассчитанных
на давление до 35 МПа. и получение высокоточных по размерам
изделий.
Для изготовления бетонных блоков используются различ-
ные заполнители: от порошкообразных до мелкофракционных
(пыль-унос керамзитового производства, золы, кварцевые пески,
шлаки, туфы, пемзы, отходы камнедробления и др.). В качестве
вяжущих применяются цементы. Для прессования пустотелых
блоков эффективно использование заполнителей крупностью
до 7... 8 мм.
Расход цемента для прессуемых бетонов при получении мар-
ки 150 находится в диапазоне 360...400 кг на 1 м3. Для прессо-
вания применяются полусухие смеси с малым водосодержанием
(170... 190 л/м3).
В зависимости от применяемого заполнителя рациональные
значения давления прессования находятся в пределах 20... 35 МПа.
Прочность бетона-сырца в значительной мере зависит от грану-
лометрических характеристик и составляет 0,8... 1,0 МПа, что
достаточно для обеспечения сохранности изделий при захвате
манипулятором и транспортировке.
Технологическая линия по производству блоков размещается
в 18-метровом пролете, оборудованном кран-балкой или мостовым
краном и ямными пропарочными камерами. Производительность
линии составляет 22 тыс. м3 блоков в год (1400 тыс. шт. в год), что
соответствует производству 11,2 млн шт. усл. кирпича.
В состав линии входят: ротационный трехпостовой пресс с уси-
лием 250 т, оборудованный расходным бункером, дозатором и вы-
прессовщиком; шаговый формовочный конвейер; манипулятор-
съемщик свежеотформованных блоков; консольный кран КР-463
грузоподъемностью 2 т; парк деревометаллических поддонов;
автоматическая траверса для их транспортировки; механическая
траверса для штабелирования готовых камней; конвейер для вы-
воза готовой продукции. Для пропарки отформованных камней
предусмотрено восемь пропарочных камер размером 2,5 х 7,2 м
каждая (рис. 3.3).
Изготовление пазогребневых камней осуществляют следующим
образом. Бетонную смесь ленточным транспортером загружают
в расходный бункер ротационного пресса, из которого с помо-
щью дозатора смесь перегружают в пресс-форму (1-й пост рота-
ционного пресса). Для надежного заполнения полости дозатор
совершает возвратно-поступательные движения над пресс-фор-
мой. Поворотная платформа перемещает пресс-форму на пост
70
4
Рис. 3.3. Технологическая линия по производству пазогребневых блоков:
1 — шаговый формовочный конвейер; 2 — мостовой кран; 3 — ротационный
пресс; 4 — приемный бункер с ящиком-дозатором; 5 — площадка для хранения
поддонов; 6 — цепной конвейер для вывоза готовой продукции; 7 — кран кон-
сольный; 8 — манипулятор-съемщик сырца; 9 — поддон; 10 — пропарочные ка-
меры
прессования (2-й пост пресса). Здесь опускается верхний штамп,
который, двигаясь внутри формовочных полостей, уплотняет бе-
тонную смесь. При этом в начальный период под воздействием на-
грузки происходит сжатие пружин, на которых закреплена пресс-
форма, в результате чего она опускается на нижний стол пресса.
При возрастании нагрузки происходит дальнейшее сжатие пру-
жин и смещение вниз корпуса пресс-формы относительно ниж-
него неподвижного штампа до тех пор, пока днище пресс-формы
не войдет в контакт со столом пресса. В этот период происходит
подпрессовка смеси снизу, что обеспечивает равномерное уплот-
нение бетона по высоте изделия. В заключительный период прес-
сования осуществляется перемещение только верхнего штампа
до тех пор, пока его упоры не войдут в контакт с верхней гранью
пресс-формы. В этот момент происходит автоматическое отклю-
чение пресса и последующий подъем верхнего штампа. При этом
под воздействием пружин пресс-форма поднимается, возвращаясь
в исходное положение.
71
Рис. 3.4. Пазогребневые блоки:
а — цельный камень; б — камень-половинка; в — блок-перекрытие
После очередного поворота платформы пресс-форма с изде-
лием перемещается на пост выпрессовки, при включении кото-
рого в работу происходит подъем нижнего штампа с изделием
относительно пресс-формы до полного извлечения из нее бло-
ка-сырца.
Съем блока и его установка на поддон осуществляются в авто-
матическом режиме манипулятором, захваты которого обнимают
торцовые грани блока, после чего манипулятор приподнимает
его над верхним штампом, переносит и устанавливает на поддон.
Нижний штамп и пресс-форма возвращаются в исходное поло-
жение при опускании упоров выпрессовщика.
Поддон, установленный на формовочный конвейер, после за-
полнения очередного ряда (четыре блока) перемешается на один
шаг, постепенно заполняясь рядами блоков. Один поддон рассчи-
тан на 48 блоков (8 мин загрузки при цикле формования два блока
за 20 с). После заполнения поддон мостовым краном с помощью
автоматической траверсы снимают с формовочного конвейера
и переносят в загружаемую ямную камеру, а затем освободив-
шейся траверсой захватывают поддон из соседней выгружаемой
камеры, переносят его и устанавливают в головной части фор-
мовочного конвейера. Здесь при перемещении поддона с блока-
ми мимо консольного крана с помощью механической траверсы,
закрепленной на нем, выполняют сдвигание восьми блоков, их
зажимание и подъем. Поворотом консольного крана блоки укла-
дывают рядами по восемь штук на транспортные поддоны. Осво-
божденный от блоков формовочный поддон механически очища-
ется и перемещается к роторному прессу, где осуществляется его
очередная загрузка.
Для упрощения кладочных работ и повышения эксплуатацион-
ной надежности горизонтальных швов кладки с учетом высокой
точности изготовления блоков принято пазогребневое соедине-
72
ние их между рядами. Для обеспечения сборности кладки уста-
новлена необходимая величина зазора между пазом и гребнем,
равная 3,5 мм. По условиям перевязки кладки в гребнях вдоль
и поперек блока предусмотрены штрабы шириной в нижней
части до 38 мм. Пазы и гребни имеют распалубочные уклоны,
равные 45°, что обеспечивает бездефектную распалубку при из-
готовлении блоков.
Технология прессования обеспечивает большую степень уплот-
нения бетона и высокую прочность сырца (до 1,0... 1,2 МПа). В це-
лях экономии материалов и повышения теплозащитных качеств
наружных стен блоки выполнены тонкостенными (30 мм) с двумя
большими пустотами (137х 137 мм) (рис. 3.4).
Такая конструкция блоков при прочности бетона 10 МПа обе-
спечивает в кладке восприятие нагрузки 50 т на 1 пог. м стены.
Пустотность блоков при этом составляет 54,5 %. Конструкция
и номенклатура блоков позволяют осуществлять сплошную и сло-
истую кладку наружных стен. При этом сплошная кладка стен
толщиной 400 мм позволяет возводить дома в районах с расчет-
ной температурой до -32 °C, а слоистая до -50 °C.
По прочности при сжатии блоки имеют марки 75, 100, 125, 150,
морозостойкость не менее 50 циклов.
3.2.4. Стеновые блоки но основе кремнеземистых
вяжущих суспензий
Кремнеземистую вяжущую суспензию получают путем мокрого
помола кварцевого песка. В состав смеси для получения камней
входят: песок фракции до 5 мм (32...45 %) и фракции 0,1 ...0,16 мм
(22... 34 %), кремнеземистая вяжущая суспензия (32... 35 %) и тон-
комолотая силикат-глыба (0,6...0,7%).
Общая продолжительность перемешивания смеси в бегунах
составляет 5...7 мин, формовочная влажность смеси — 5...6%.
Масса подается в приемный бункер вибропресса вместимостью
2,5 м3 (рис. 3.5).
Виброформование изделий осуществляется на прессе ВПБС-1
в течение 15 с. На металлический поддон одновременно форму-
ются пять стеновых камней размером 390 х 190 х 150 мм и массой
20 кг. Отформованные изделия укладываются в специальные кас-
сеты, установленные на гидроподъемнике. Кассета вмещает шесть
Поддонов, т. е. 30 камней.
Кассеты устанавливаются на вагонетки и направляются в тун-
нельную сушилку, которая вмещает 24 вагонетки. Продолжитель-
ность сушки составляет 6...7 ч при температуре теплоносителя
100... 120 °C.
73
3
Рис. 3.5. Технологическая схема производства стеновых материалов
на основе кремнеземистых вяжущих суспензий:
1 — бегуны; 2 — дозатор; 3 — бункера фракционированного песка; 4, 10— ски-
повый подъемник; 5 — транспортер; 6 — трубная мельница; 7 — бункер песка;
8 — бак для воды; 9 — мельница для помола силикат-глыбы; II — вибропресс;
12 — грузоподъемная таль; 13 — туннельная сушилка; 14 — ванна с щелочным
раствором; 15 — готовые изделия
Высушенные камни подвергаются упрочнению в слабощелоч-
ном растворе с последующей сушкой в течение 8... 10 ч. Стеновые
камни выпускаются с пустотностью 15...20%.
3.2.5. Термоблоки
Термоблоки из песчаного бетона. В НИПТИ «Стройинду-
стрия» была разработана технология получения комплекта из-
делий из песчаного бетона для малоэтажного строительства. Но-
74
Рис. 3 6. Бетонная оболочка термоблока (а) и схема кладки термобло-
ков (б)
вый стеновой элемент — термоблок — включает в себя оболочку
из прочного плотного песчаного бетона, воспринимающую на-
грузку, и заполнение из пеноцемента, выполняющего роль тепло-
защитного материала (рис. 3.6, а).
Формование оболочки осуществляется на отечественных ви-
бропрессах ВИП-13, ВИП-2ПБ или на вибропрессах с подъем-
ной матрицей фирм Slosser, Masa, Multimat. Только в этом случае
требуется замена матрицы и пуансона. На второй стадии изго-
товления термоблока производится заливка пенобетонной массы
в оболочку.
Пенобетон имеет среднюю плотность 300...350 кг/м3. Приго-
товление пены осуществляется в турбулентном растворосмеси-
теле, являющемся модификацией серийного смесителя СБ-133,
на основе раствора смолы древесной омыленной с известковым
молоком. Масса термоблока — 14,8 кг.
Разработана схема кладки стен только из ложковых блоков,
что позволяет избежать появления «мостиков холода». Попереч-
ную перевязку стены предлагается осуществлять не тычковым
блоком, а П-образными арматурными элементами, соединяющи-
ми соседние ряды кладки через пазы на нелицевой грани блока
(рис. 3.6, б).
Стена из термоблоков толщиной 41 см по теплозащите равна
стене из керамического кирпича толщиной 87 см, из керамзито-
бетона — 65 см.
Термоблок фирмы «Месметалл». Разработанный финской
фирмой «Месметалл» технологический способ позволяет выпу-
скать бетонные блоки с утеплителем. Метод основывается на про-
75
Рис. 3.7. Термоблок финской фирмы «Месметалл»
цессе, при котором утеплитель укладывается в матрицу и нахо-
дится там во время прессования бетонных слоев.
Фигурная форма утеплителя обеспечивает надежное соедине-
ние бетонных слоев и теплоизоляции. Конструкция термоблока
открывает новые возможности для проектирования стен.
Конструктивно блок является трехслойным изделием типа
«сэндвич». В блоке имеются наружный слой, утеплитель и внутрен-
ний слой, который можно назвать и несущим слоем (рис. 3.7).
По теплотехническим характеристикам термоблок имеет зна-
чительные отличия от обыкновенного блока. Теплопроводность
термоблока составляет 0,48 Вт/(м-°С), обыкновенного блока —
0,78 Вт/(м-°С). Применяемая изоляция — пенополистирол.
3.3. Технологическое оборудование
для производства мелкоштучных стеновых
изделий
3.3.1. Формовочные агрегаты
Традиционная схема производства камней включает в себя сле-
дующие процессы: приготовление легкобетонной смеси в мешалке
гравитационного типа; формование полнотелых камней в авто-
номных формах или в кассетах с откидными бортами; уплотне-
ние на виброплощадке и твердение в нормальных условиях или
в пропарочных камерах. Такая технология мелкоштучных изделий
трудоемка и малопроизводительна.
Основная проблема в развитии и увеличении выпуска стено-
вых строительных камней связана с разработкой и организацией
производства комплектов технологического оборудования, где
определяющую роль играет формующий агрегат. В справочниках
по строительным машинам и механическому оборудованию по-
казан набор машин, применяемых для формования строительных
камней методом вибропрессования. К таким машинам относят-
ся серийно выпускаемые механизированные станки (табл. 3.3):
76
Та б л и ц а 3.3. Техническая характеристика формовочных станков
для изготовления стеновых камней
Показатель СМТ-188 СМТ-224 СМТ-290
Число одновременно формуемых изделий 4 2 2
Производительность, шт./ч 600. .700 320...420
Цикл формования, с 20 20 20
Амплитуда колебаний, мм 0,5 ...0,8 0,4...0,8 0,3...0,9
Установленная мощность, кВт 30 8,75 6
Габаритные размеры, мм:
длина 4430 2600 2 800
ширина 1738 1750 1850
высота 3125 1875 1750
Масса (без поддонов), т 7,9 3,1 3,0
СМ-185, станки-автоматы СМТ-188, СМТ-224 производительно-
стью соответственно 18 и 9 млн шт. усл. кирпича в год, СМТ-290,
СМТ-225/1 (модернизированная модель СМТ-224).
Для изготовления мелко- и среднеразмерных стеновых камней
создана серия вибропрессов типа ВИП (табл. 3.4).
Таблица 3.4. Техническая характеристика вибропрессов
Марка Цикл вибро- прессова- ния, с Установ- ленная мощ- ность, кВт Ампли- туда ко- лебаний, мм Размер формуемых изделий, мм
длина ширина высота (толщина)
ВИП 4м 8... 12 16 1,2... 1,5 900 600 50... 100
ВИП 5м 6...8 15 1,0... 1,2 500 500 50... 100
ВИП 6 10... 20 10 1,0... 1,2 1000 600 150... 200
ВИП 7 — 10... 30 40 1,5 ...2,0 1000 2000 70 ...350
ВИП 9 — 4...6 7,5 1,5... 2,0 300 300 35 ...70
ВИП 10 4... 10 7,5 1,5 ...2,0 1000 300 100... 150
ВИП 13.01 46 12,6 1,0... 2,0 1100 450 500
77
Для формования стеновых камней используются стационарные
прессы ВПБС-1 для технологических линий производительностью
10... 15 тыс. м3 камней в год, а также малых стационарных и пере-
движных станков типа СИГ-10, СИГ-25, СИГ-45, И-23, И-24 про-
изводительностью 20...60 шт. камней в час для индивидуальных
застройщиков и кооперативов.
В последние годы значительно увеличилось количество мо-
дификаций ручных и механизированных формовочных машин
и линий по производству стеновых камней. Большое разноо-
бразие формовочных машин для этих целей предлагает акцио-
нерное общество «Мысль» (г. Челябинск). Здесь разработана
технологическая схема участка с формующим прессом-автома-
том КМБ-224, с полуавтоматической формовочной машиной
СВ-250 и установкой 1 БК-01. Высокопроизводительный ком-
пактный технологический комплекс «Мастек» для изготовле-
ния стеновых камней производит ПСК «Монолит» (г. Златоуст).
Там же предлагается линия для изготовления стеновых камней
«Рифей-04».
Комплект оборудования с вибропрессователем ВПБ-2 для
производства мелких стеновых блоков был разработан в Сиб-
ЗНИИЭПе (г. Новосибирск) в 1990-х годах. Инженерный центр
ТСО «Дальстрой» (г. Комсомольск-на-Амуре) разработал машину
для изготовления пустотелых блоков размером 390 х 190 х 188 мм
производительностью до 300 шт. в смену. В проектно-технологи-
ческом тресте «Оргтехстрой» ТСО «Северовостокстрой» (г. Мага-
дан) создан станок для формования керамзитобетонных блоков
методом объемного вибропрессования с часовой производитель-
ностью 120 шт. В ЦНИИС Минтрансстроя разработана техноло-
гическая линия по производству стеновых камней с установкой
ВПБС-1 для вибропрессования. Для выполнения технологиче-
ских операций линия снабжена подъемником-снижателем и па-
кетировщиком-штабелером. Серийное производство установок
ВПБС-1 организовано на Истринском РМЗ (Московская обл.)
НПК «Конкрет».
Действующая на заводе «Строймашина» (г. Черкасск) универ-
сальная линия с гибкой технологией для изготовления стеновых
камней производительностью 8 млн. шт. усл. кирпичей в год осна-
щена микропроцессорной системой управления и включает в себя
манипуляторы, пост формования, снижатель, пост загрузки—раз-
грузки поддонов, подъемник, систему термообработки.
Большинство формовочных установок являются универсаль-
ными и рассчитаны на формование камней из различных исхо-
дных материалов: искусственных пористых заполнителей, шлаков,
зол, отходов деревообработки, песка, грунта на различных видах
минеральных вяжущих.
78
3.3.2. Производство стеновых камней с применением
формующего пресса КМБ-224
Технологическая схема участка состоит из отделения приготов-
ления легкобетонной смеси и отделения формования и твердения
камней (рис. 3.8).
Пресс КМБ-224 предназначен для формования стеновых бло-
ков методом вибропрессования бетона с применением песка,
|цлаков, зол, керамзита, опилок и других материалов. Количество
одновременно формуемых блоков размером 390 х 190 х 188 мм —
2 Ш1., производительность пресса — 360 шт./ч. Размеры пресса:
длина — 2 760 мм, ширина — 1710 мм, высота — 1785 мм; установ-
ленная мощность — 8,75 кВт. Пресс обслуживают два человека.
В комплект линии входят: бетоносмеситель объемом 0,26 м3,
металлические поддоны, электропогрузчик ЭП-103К грузоподъ-
емностью 1 т.
3.3.3. Производство стеновых камней на открытой
площадке
Для производства стеновых камней в ПСК «Монолит» (г. Зла-
тоуст) создан высокопроизводительный компактный техноло-
гический комплекс «Мастек», который работает по принципу
напольного изготовления камней в ручном или полуавтомати-
ческом режиме, в передвижном (рис. 3.9, а) или стационарном
варианте (рис. 3.9, б). Там же производится технологическая ли-
ния «Рифей-04»
Для приготовления смеси применяются цемент, керамзит, шла-
ки, песок и др. Приготовленная в смесителе смесь загружается
в бадью, которая затем по рельсовому пути выкатывается из-под
смесителя к загрузчику, обеспечивающему загрузку смеси в бун-
кер-накопитель установки объемом на 50... 80 камней. Оттуда бе-
тонная смесь порционно, на одну формовку, подается в загрузоч-
ную тележку формовочной машины, где осуществляется двухсто-
роннее вибропрессование с последующей выпрессовкой камней
выжимным способом. Полное время прессования — 30...40 с.
Эксплуатация комплекса возможна как в помещении, гак
и на открытой площадке. Передвижной вариант эксплуатации
Установки рассчитан на индустриальный метод изготовления сте-
новых камней. Для изготовления 4000 шт. камней требуется около
1000 м2 площади. Скла дарование камней в штабель до восьми ря-
дов по высоте осуществляется после выдержки в течение 8... 10 ч,
а отгрузка готовых изделий — при твердении в течение 3... 4 дней
До 40%-ной прочности.
79
I....
Рис. 3.8. Технологическая схема производства стеновых камней:
1 — ковшовый транспортер; 2 — скиповый подъем ник-дозатор; 3 — бетоносмеситель; 4 — силосный склад цемента; 5 — формо-
вочный пресс КМБ-224; 6 — пневмосъемник КМБ -102; 7— тележка-этажерка КМБ-103; 8— электропневмоманипулятор; 9, 10—
кран подвесной; 11 — автоматический захват; 12 — автопогрузчик; 13 — пропарочная камера БС-63; 14 — склад заполнителей
1
2
Рис. 3.9. Производство стеновых камней на комплексе «Мастек» в пере-
движном (а) и стационарном (б) вариантах:
I — отформованные камни; 2 — формовочная установка; 3 — стеллаж; 4 — кран
консольный; 5 — загрузчик; 6 — смеситель; 7 — бадья; 8 — рельсовый путь ба-
дьи; 9 — поддоны; 10 — рельсовый путь установки
Наземное изготовление камней в стационарном варианте осу-
ществляется на поддонах, разложенных на бетонном полу вдоль
рельсового пути установки. При этом варианте эксплуатации
не требуется значительных площадей при достаточном количе
стве поддонов и стеллажей. Твердение камней может быть орга-
низовано в пропарочных камерах. Производите.' оность ус гановки
При одновременном формовании пяти камней составляет не ме-
нее 400 камней в час. Базовый размер камня — 400 к 200 х 200 мм
(европейский стандарт).
81
Рис. 3.10. Технологическая схема производства камней на открытой пло-
щадке:
/ — бак для воды; 2 — бункер для цемента; 3 — бетоносмеситель; 4 — открытый
склад заполнителей; 5— формовочная машина; б — готовые камни; 7— мерная
тележка
Для сезонного производства стеновых камней акционерное
общество выпускает комплект оборудования с применением по-
луавтоматической формовочной машины СВ-250, а также линию
с установкой 1 БК-01. Технологическая схема участка представлена
с использованием машины СВ-250 на рис. 3.10.
Установка 1 БК-01 также рассчитана на изготовление стеновых
блоков непосредственно на площадке с твердым покрытием. Про-
изводительность установки — 100... 160 камней в час при одно-
временно формуемых четырех камнях размером 390 х 190 х 188 мм.
Установка укомплектована бетоносмесителем объемом 0,25 м3
и двумя мерными тележками. Площадь участка технологического
оборудования составляет 120 м2, участка формования — 225 м2.
3.3.4. Производство изделий для индивидуального
строительства
Конструкторско-технологическим бюро «Стройиндустрия»
(г. Видное Московской обл.) был разработан проект автоматизи-
рованного завода по производству изделий широкой номенкла-
туры для малоэтажного строительства мощностью 30...40 тыс. м2
жилой площади в год (рис. 3.11).
В состав завода входят: линия по производству гипсовых пе-
регородок; кассетное производство плит перекрытий; линия для
изготовления стеновых камней, а также бетоносмесительный
82
Рис. 3.11. Завод по производству изделий для малоэтажного строитель-
ства:
1 — склад готовой продукции; 2 — производство плит перекрытий по кассетной
технологии; 3 — линия по изготовлению стеновых пустотелых камней; 4 — бе-
тоносмесительный узел; 5 — стендовое производство доборных элементов; 6 —
участок по изготовлению арматуры; 7 — линия по производству гипсовых пере-
городочных плит; 8 — склад гипса
узел; технологический участок по выпуску доборных элемен-
тов и изготовлению арматуры. Плиты перекрытий размерами
1,2x4,2x0,155 мм для одно- и четырехэтажных домов изготавлива-
ются в специальных малогабаритных кассетах; элементы лестниц,
лестничные площадки и другие доборные элементы — в стен-
довых формах. Перегородочные пазогребневые плиты делаются
из строительного гипса.
Производительность линии по выпуску стеновых пустотелых
камней размером 390 х 190 х 188 мм и фундаментных блоков ФЭМ
составляет 22 тыс. м3 в год. Стеновые пустотелые камни СКЦ-1
Изготавливают из смеси, содержащей золы, шлаки ТЭС, доменные
Шлаки, на технологической линии, представленной на рис. 3.12.
Производительность линии по производству стеновых камней
составляет 15 млн шт. усл. кирпича. Цикл формования камней —
45 с, продолжительность термообработки не более 6 ч.
При расчете материального баланса, технологического обору-
дования, при назначении режима работы линий по производству
83
Рис. 3.12. Технологическая линия по производству стеновых камней:
1 — вибропресс ВИП-13; 2— устройство щеточное; 3 — конвейер загрузки; 4 —
пакетировщик; 5 — манипулятор; 6 — камера термообработки; 7 — контейнер;
8 — перекладчик; 9 — конвейер разгрузки; 10 — направляющая воронка; 11 —
конвейер упаковки; 12— конвейер поперечный; 13— манипулятор-перекладчик;
14 — накопитель-подаватель; 15 — поддон
малоразмерных стеновых материалов можно руководствоваться
нормативами и рекомендациями, применяемыми при проекти-
ровании предприятий строительной индустрии.
3.3.5. Механизированные линии
АООТ «Завод Красная Пресня» осуществляет разработку и из-
готовление вибропрессов и формовочных комплексов для про-
изводства мелких стеновых блоков, тротуарных плит, бортового
камня, черепицы, фундаментных блоков и других изделий из мел-
козернистого бетона на различных заполнителях.
Комплекс для производства мелкоштучных изделий для мало-
этажного строительства представлен на рис. 3.13.
Порядок работы линии следующий. Бетонная смесь из бето-
носмесительного узла / по конвейеру 2 подается в бункер вибро-
пресса 3, и начинается процесс формования на формовочном
комплексе.
Механизм перемещения подает поддон на позицию формова-
ния и возвращается в исходное положение. Матрица прижимает
поддон, дозатор подает порцию смеси в мазрицу, пуансон опу-
скается, и происходит процесс формования. Матрица поднима-
84
ется, и механизм перемещения выталкивает поддон с готовыми
изделиями на приемный стол 4. В обхват приемного стола уста-
навливается подъемник-снижатель 6 для перемещения кассеты
5, которая монтируется на подъемник в нижнее положение с по-
мощью тельфера. При установке в кассету двух поддонов подъ-
емник-снижатель перемещается на шаг вверх, захватывая на свои
полки очередные два поддона с изделиями. После заполнения всех
полок кассеты поддонами она переносится тельфером на пост
выдержки изделий, откуда подается тельфером на распалубоч-
ный комплекс, где также устанавливается подъемник-снижатель
7, но уже в верхнее положение. Подъемник-снижатель, опуска-
ясь вниз на шаг, кладет поддон с изделиями на направляющие.
Рис. 3.13. Технологический комплекс по производству мелкоштучных
изделий для малоэтажного строительства:
7 — бетоносмесительный узел; 2 — конвейер; 3 — вибропресс; 4 — приемный
стол; 5 — накопительная кассета; 6, 7 — подъемник-снижатель; 8 — кассета;
9 — автозахват; 10 — траверса; 11 — магазин; 12 — устройство для очистки под-
донов
85
Выталкиватель выталкивает поддоны с изделиями до упора, где
изделия, накапливаясь, задерживаются, а поддоны продолжают
движение в сторону магазина //, проходя по пути через устрой-
ство для очистки поддонов 12. Изделия, накопившиеся на упоре,
сталкивателем перемещаются на стол-накопитель, где формуется
ряд изделий размером 990x960 мм, которые автозахватом 9снима-
ются со стола и укладываются в перевязку на деревянный поддон.
Поддоны, пройдя чистку, попадают в магазин, который уклады-
вает их на тележку. После набора стопы поддонов на тележке она
вывозится из зоны магазина и забирается траверсой 10 для пере-
носа на формовочный комплекс. Далее никл повторяется.
Завод «Строммашина» (г. Челябинск) выпускает линию по про-
изводству малоразмерных камней. Линия предназначена для ме-
ханизированной укладки отформованных блоков в контейнер
перед их подачей на термообработку и укладку готовых блоков
в штабель. Смеситель и дозирующие устройства в состав постав-
ки линии не входят.
Техническая характеристика линии: производительность —
12000 м3 в год; размеры блока — 390x200x200 мм; цикл фор-
мования на одном поддоне — 46 с; количество одновременно
формуемых блоков — 5 шт.; установленная мощность — 16 кВт.
Обслуживающий персонал — 3...4 чел.
Вибропрессователь ВПБС-1 представляет собой пресс, с по-
мощью которого формуются мелкоразмерные камни по ГОСТ
6133—84 по пять камней одновременно. Достоинством станка
является возможность использования золошлаковых отходов
ТЭЦ.
Рядом с прессователем монтируется подъемник-снижатель,
на который краном устанавливается П-образный контейнер с по-
мощью траверсы.
Свежеотформованные блоки по 5 шт. на поддоне цепным кон-
вейером перемещаются рольгангом в пространство, образуемое
верхним ярусом контейнера. При накоплении девяти поддонов
подъемник-снижатель поднимает контейнер на один ярус, на-
чинается заполнение второго яруса. По заполнении трех ярусов
контейнер поступает в зону термообработки блоков.
После термообработки блоки в контейнере устанавливаются
на другой подъемник-снижатель. Толкатель начиная с нижне-
го яруса перемещает поддоны по рольгангу в зону поперечного
толкателя, а последний сдвигает блоки с поддонов на тележку
поярусно. После укладки трех ярусов на тележку пакет из блоков
подается на склад, а поддоны после чистки подают в накопитель
вибропрессовател я.
Отличительными особенностями комплекта являются: отсут-
ствие ручного труда, небольшая масса контейнера с поддонами
86
(до 300 кг), что позволяет применять для транспортных операций
как кран, так и тельфер, небольшая строительная высота штабе-
лирования готовых блоков.
Большое разнообразие формовочных машин для изготовле-
ния стеновых камней предлагает акционерное общество «Мысль»
(г. Челябинск), которое разработало технологическую линию
с формующим прессом-автоматом КМБ-224 с полуавтоматиче-
ской формовочной машиной СВ-250.
Оригинальным и современным можно признать издание учеб-
ного пособия «Мобильная стройиндустрия», подготовленного
Ю. Е. Никифоровым и Г. В. Игнатьевым (г. Красноярск). Актуаль-
ность проблемы развития мобильной строительной индустрий
обусловливается, прежде всего, необходимостью индустриализа-
ции рассредоточенного строительства, в частности, в отдаленных
районах Сибири, Севера и Дальнего Востока. В работе приводятся
новые типы роторных вибробункерных формовочных агрегатов,
горизонтально- и вертикально-поточных формовочных линий
мелкоштучных строительных, в том числе стеновых, изделий.
На ряде предприятий работают вибропрессы иностранных фирм’.
«Шлозер Хенке» (ФРГ), «Бессер» (США), «Лонгинотти» (Италия).
«Филдинг» (Великобритания), «Демлер» (Франция) и др.
3.4. Производство наружных стеновых
панелей
В заводских условиях трехслойные наружные стеновые пане-
ли могут изготавливаться по агрегатно-поточной и конвейерной
технологиям. При агрегатно-поточном способе основные техно-
логические операции выполняются на отдельных постах, подъ-
емно-транспортные операции выполняются мостовым краном,
а твердение осуществляется в пропарочных камерах. В этом случае
возможно параллельное выполнение технологических операций.
Конвейерная технология предусматривает последовательное
выполнение предусмотренных операций на специальном конвей-
ере, где каждая последующая операция зависит от предыдущей-
Время (цикл) перемещения форм на конвейере рассчитывается
по самой длительной операции. Перемещение форм осуществля-
ется на конвейере, грузоподъемные функции выполняет мосто-
вой кран.
В настоящее время для обеспечения требуемого термического
сопротивления изготавливаются трехслойные наружные стеновьЮ
панели с гибкими связями.
Панели изготавливаются из тяжелого бетона класса В15 (М200-
F75) с утеплителем плитным пенополистиролом марок ПСБ-С-50.
ПСБ-С-35, ПСБ-С-25 с гибкими связями. Общая толщина пане-
ли составляет 400 мм и включает в себя:
• наружный слой бетона — 80 мм;
• утеплитель — 170 мм;
• внутренний слой бетона — 150 мм (рис. 3.14).
Такая конструкция панели обеспечивает требуемое термиче-
ское сопротивление для условий Сибири согласно СНиП 23-02-3
«Тепловая защита зданий».
В качестве гибких связей могут использоваться металлические
и стеклопластиковые стержни диаметром 8 All 1 специальной кон-
струкции. Металлические стержни должны иметь антикоррози-
онную защиту.
При проектировании панелей с гибкими связями должны вы-
полняться требования ГОСТ 11024 «Панели стеновые наружные бе-
тонные и железобетонные для жилых и общественных зданий».
Наружные стеновые панели изготавливаются отделочным сло-
ем лицом вниз. Процесс изготовления включает в себя основные
технологические операции (рис. 3.15).
По окончании цикла термообработки и набора бетоном от-
пускной прочности форма с изделием передаточной тележкой
перемещается на конвейерную линию подготовки форм, где осу-
ществляется чистка форм. После чистки форма собирается после-
довательным закрытием продольных, а затем поперечных бортов.
После чистки производится смазка форм эмульсолом ЭКС. Смаз-
ка наносится удочкой-распылителем или щеткой.
Затем осуществляется раскладка и фиксация ковров отделоч-
ного слоя в форме. Далее идет операция раскладки арматурных
сеток.
После этого производится установка формы на вибростол
и укладка бетонной смеси с последующим ее виброуплотнением
и укладкой теплоизоляционного материала и установка заклад-
ных деталей.
Рис. 3.14. Горизонтальный разрез панели с гибкими связями:
1 — слой тяжелого бетона; 2 — утеплитель-пенополистирол; 3 — растворный
слой; 4 — гибкие связи; 5 — отделочный (наружный) слой панели
88
Приготовление
бетонной
и растворной смеси
Транспортирование
к посту формовки
и перегрузка
в бетоноукладчик
Рис. 3.15. Схема технологического процесса изготовления наружных сте-
новых панелей с гибкими связями
89
После укладки теплоизоляционного слоя производятся уста-
новка гибких связей и далее раскладка и уплотнение второго слоя
бетонной смеси.
После формования формы с изделием с помощью передаточ-
ного моста и снижателя подаются на термообработку, как прави-
ло, в щелевые камеры.
Изделие после тепловой обработки и распалубки устанавли-
вается мостовым краном на транспортную тележку и вывозится
на склад готовой продукции завода по производству железобе-
тонных изделий.
Панели железобетонных внутренних перегородок изготавлива-
ются по кассетной технологии. Количество отсеков от 8 до 12.
3.5. Монолитное возведение стен зданий
Бетонирование монолитных стен зданий состоит из следующих
последовательно выполняемых операций: подготовка материалов
приготовление бетонной смеси; транспортировка бетонной смеси
к объекту; подача бетона к месту укладки; установка опалубки;
укладка и уплотнение бетона; уход за твердеющим бетоном.
Все большее распространение получают бескаркасные здания
из монолитного железобетона, возводимые в скользящей и пере-
ставной опалубках. При этом в монолитном железобетоне выпол-
няются как стены, так и перекрытия или только стены с устрой-
ством сборных перекрытий.
Для приготовления бетона в настоящее время используют-
ся смесители производительностью 5...32 м3/ч, установленные
на заводах ЖБИ, а также используются мобильные установки.
Время перемешивания смеси обычно составляет 3...5 мин и за-
висит от типа смесителя, объема замеса и подвижности бетонной
смеси.
При армировании стен прогрессивным направлением является
изготовление сборных сварных элементов на централизованных
заводах. При необходимости отдельные элементы можно комплек-
товать в пространственные каркасы на стройплощадке.
Для транспортирования товарного бетона используются спе-
циализированные автобетоновозы, емкостью до 5 м3. Укладка
бетонной смеси осуществляется бетононасосами, кран-бадьямй-
Автобетононасосы со стрелами для подачи и распределения бе-
тонной смеси выпускаются с производительностью до 60 м3/ч.
При бетонировании в скользящей опалубке укладку бетон-
ной смеси ведут непрерывно по всему периметру слоями толщи-
ной не более 200 мм при толщине конструкции до 200 и 250 мМ
при большей толщине. Каждый последующий слой укладыва'
90
ется после начала схватывания бетона прецыдущего слоя. Ско-
рость укладки бетона должна обеспечивать заполнение опалубки
до половины ее высоты двумя или тремя слоями бетонной смеси
за 2,5 ...3,5 ч.
Бетонирование высоких стен следует заканчивать, уложив бе-
тон до уровня ниже верха стены около 300 мм, и делать выдержку
около одного часа для осадки уложенного бетона; затем бетониро-
вание возобновляют и смесь укладывают до уровня на несколько
сантиметров выше, чем верх стены (опалубки). После частичного
схватывания бетона излишек его срезают вровень с верхом опа-
лубки (стены).
Благоприятные температурно-влажностные условия для нор-
мального твердения бетона достигаются укрытием открытых по-
верхностей его полимерной пленкой, опилками, песком и др.
Влагоемкие покрытия должны постоянно увлажняться.
Уход за бетоном должен продолжаться в течение 4... 14 сут
до достижения им 50...70 % проектной прочности.
Для уплотнения бетонной смеси в опалубке в монолитном
строительстве в основном используются внутренние вибраторы
(как одиночные, так и в пакете). Наружные вибраторы применя-
ются ограниченно.
При тяжелых подвесных вертикально расположенных вибра-
торах толщина слоя принимается на 50... 100 мм меньше длины
рабочей части вибратора. При уплотнении бетона ручными глу-
бинными вибраторами толщина слоя бетона не должна превы-
шать 1,25 длины рабочей части вибратора.
При монолитном способе возведения стен зданий предвари-
тельно устанавливается опалубка, которая, прежде всего, опреде-
ляет толщину стены. В строительстве применяют в основном два
типа опалубки: несъемная и съемная. Несъемная опалубка уста-
навливается на период формования стены и остается в структуре
стены после затвердевания бетона. Для несъемной опалубки ис-
пользуются следующие материалы: керамический и силикатный
Кирпич, стеновые камни, плоские асбоцементные листы, пено-
полистирол и др. Этот вид опалубки применяется в основном при
возведении стен малоэтажных зданий.
При возведении стен многоэтажных зданий в основном ис-
пользуется съемная (переставная, скользящая и реже туннельная)
°йалубка.
Для переставной опалубки перспективным является примене-
ние крупноразмерных, водо- и атмосферостойких клееных фанер-
ных плит и блоков, а также листовой стали.
Для формования стен эффективно используются переставная
^скользящая опалубки. Скользящая опалубка позволяет формо-
вВть стены различной толщины и многослойные стены, при этом
91
решаются смежные процессы (например, офактуривание и отдел
ка поверхности бетона, изготовление горизонтальных конструк-
ций зданий, теплоизоляция наружных стен и др.).
Бетонирование стен при отрицательных температурах требует
соблюдения специальных требований.
Для обеспечения твердения бетона в холодное время года
в мировой строительной практике применяются различные ме-
тоды, основанные на поддержании в бетоне положительной тем-
пературы, а также метод, основанный на затворении бетонной
смеси различного рода водными растворами неорганических
и органических веществ, понижающих температуру замерзания
воды. В качестве противоморозных добавок в настоящее вре-
мя применяются хлористый натрий и кальций, нитрит натрия,
поташ, нитрат кальция с мочевиной, аммиачная вода и другие
соединения.
Из всего разнообразия методов электротермообработки сле-
дует отметить широко распространенную на практике укладку
предварительно разогретых электрическим током до температу-
ры 70... 80 °C бетонных смесей с последующим выдерживанием
конструкции методом «термоса» или с дополнительным элек-
трообогревом. Более широко на стройках зимой применяется
электродный прогрев ленточными или стержневыми электродами
и электрообогрев с помощью различных нагревателей: ТЭНов,
проволочных, стержневых, коаксиальных и др.
Метод «термоса» состоит в том, что уложенный и имеющий
положительную температуру бетон сразу закрывается теплозащит-
ным материалом, препятствующим потерям тепла бетоном. При-
меняется также метод электротермообработки бетона совместно
с противоморозными добавками.
Уложенный бетон выдерживается до замораживания до набора
им прочности не менее критической, дифференцированной в за-
висимости от марки бетона. В РФ критическая прочность приня-
та от 30 до 50 % от марочной для бетона марок от М100 до М500.
Распалубочная прочность бетона составляет 70... 100 % от про-
ектной в зависимости от вида конструкций.
При возведении наружных стен из тяжелого бетона после его
затвердевания с наружной стороны стены осуществляются уста-
новка теплоизоляционного слоя и, как правило, устройство вен-
тилируемых фасадов, выполняющих декоративную и защитную
функции.
При изготовлении трехслойных стен применяют тяжелый бетой
для формования несущего и защитного слоев и теплоизоляцион-
ные материалы для внутреннего слоя. Для утепления применяются
в основном плиты из пенопластов и жесткие плиты из стеклянной
или минеральной ваты.
92
КОНТРОЛЬНЫЕ ВОПРОСЫ
j. Какие компоненты могут применяться в качестве крупного пористо-
го заполнителя для легких бетонов?
2. От чего зависит прочность легкого бетона?
31 Почему вибропрессование и виброштампование являются наиболее
эффективными способами уплотнения легкобетонной смеси?
4. Дайте определение понятию «аэрирование».
5. Какие процессы включает в себя производство камней?
6. Назовите последовательно выполняемые операции при бетонирова-
нии монолитных стен.
7. Какими способами можно обеспечить твердение бетона в холодное
время года?
Глава 4
ГИПСОБЕТОННЫЕ СТЕНОВЫЕ ИЗДЕЛИЯ
Гипсобетонные стеновые изделия получают на основе гипсо-
вых вяжущих, минеральных или органических заполнителей пу-
тем формования и сушки изделий.
4.1. Сырьевые материалы
Вяжущие вещества. Вяжущими веществами д ля производства
гипсовых и гипсобетонных изделий служат в основном гипсовые
и гипсоцементно-пуццолановые вяжущие (ГПЦВ), удовлетво-
ряющие ГОСТ 125—79. Гипсовые вяжущие являются быстросх-
ватывающимися и быстротвердеющими вяжущими. По срокам
схватывания гипсовые вяжущие подразделяются на три вида:
быстротвердеющие (начало схватывания не ранее 2 мин, ко-
нец — не позднее 15 мин); нормально твердеющие (начало схва-
тывания не ранее 6 мин, конец — не позднее 30 мин); медленно
твердеющие (начало схватывания не ранее 20 мин, конец схва-
тывания не нормируется). По показателю прочности при сжатии
стандартных образцов в возрасте 2 ч гипсовые вяжущие имеют
марки от Г-2 до Г-25 (цифра обозначает величину прочности при
сжатии, МПа), при этом прочность при изгибе образцов-балочек
4х4х 16 см составляет 1,2... 8 М Па. Тонкость помола гипсовых вя-
жущих определяется по величине остатка на сите № 02, при этом
различают следующие виды: грубый помол (менее 23%, индекс
I); средний помол (менее 14%, индекс II); тонкий помол (менее
2%, индекс III). По отмеченным показателям марка гипсового
вяжущего может быть записана Г-5АИ: гипс прочностью 5 МПа,
быстротвердеющий (А), среднего помола (индекс II).
Гипсоцементно-пуццолановое вяжущее применяют для повы-
шения водостойкости гипсобетонных изделий. Предел прочности
при сжатии ГПЦВ составляет 8... 12 МПа.
К перспективным видам вяжущих веществ для получения гиП'
собетонных стеновых изделий относятся гипсошлаковое вяжуШе6
(ГШВ) и композиционное гипсоизвестково-шлаковое вяжуще6
94
(КИШВ), отличающиеся повышенной водостойкостью. У ГШВ та-
^ие же сроки схватывания, как и у строительного гипса, в то же вре-
ему присущи гидравлические свойства. Гипсошлаковое вяжущее
через 28 сут нормального твердения имеет марку в 1,5—2 раза выше,
чем марка исходного гипса. Сырьевыми компонентами для изго-
товления ГШВ являются строительный гипс и молотый доменный
или электротермофосфорный шлак. Композиционное гипсовое вя-
жущее обладает низкой водопотребностью (0,33 — 0,42) и высокой
прочностью при сжатии (15...55 МПа) и изгибе (6,5... 15 МПа).
Для получения гипсовых вяжущих может использоваться фос-
фогипс, являющийся попутным продуктом производства ортофос-
форной кислоты путем гидротермальной обработки.
Заполнители. Заполнителями в гипсобетоне служат: кварце-
вый песок, пемза, вулканический туф, топливные и металлурги-
ческие шлаки, шлаковая пемза, керамзитовый гравий, аглопорит,
вспученный перлит; органические заполнители (древесные опил-
ки, стружки), гидролизный лигнин, а также минеральные или
полимерные волокна. Вид и крупность заполнителя выбираются
в зависимости от назначения и размеров изделий.
Добавки. Добавки в гипсобетонные массы по основному эф-
фекту подразделяются на ускорители схватывания и твердения,
пластифицирующие и суперпластификаторы, воздухововлекаю-
щие, газообразующие, гидрофобизируюшие и полифункциональ-
ные. К распространенным ускорителям схватывания и твердения
относятся: тонкомолотый гипсовый камень (CaSO4, 2Н2О), вы-
полняющий функцию кристаллической затравки центров кри-
сталлической решетки, сульфат натрия (Na2SO4), хлорид и нитрат
кальция (СаС12, Ca(NO3)2), которые вводят соответственно в ко-
личестве 0,2 ...3,0 % от массы вяжущего.
К пластифицирующим добавкам относятся поверхностно-актив-
ные вещества, из которых наибольшей известностью пользуются
лигносульфонаты щелочных и щелочно-земельных металлов (ЛСТ),
а также их модификации (ЛСТМ); кроме того, хорошо зарекомендо-
вали себя последрожжевая бражка, карбоксиметилцеллюлоза и др.
Суперпластификаторы относятся к числу синтетических орга-
нических веществ: продуктов конденсации натровой соли поли-
Метиленполинафталин-сульфокислоты и формальдегида. Для за-
медления схватывания используют сульфитно-дрожжевую бражку
(СДБ), сульфитно-спиртовую барду (ССБ), растворы малярного
и столярного клеев в воде, борную кислоту, лигносульфонаты,
Известково-клеевой замедлитель в количестве, не превышающем
41 ...0,5 % в пересчете на сухое вещество.
Обычно ускорители и замедлители несколько снижают проч-
ность гипсовых изделий при одинаковом водогипсовом отноше-
нии, однако за счет введения этих добавок удается снизить водо-
95
потребность гипса на 10... 15 % и тем самым повысить прочность
гипсовах изделий.
Для получения теплоизоляционных гипсовых изделий в состав
гипсовой массы вводят гипсопоризующие добавки: разбавлен-
ную серную кислоту (H2SO4) и углекальциевые соли, едкий натр
(NaOH), пергидроль (Н2О2), при взаимодействии которых с гип-
сом выделяются газы, вспучивающие гипсовую массу.
В качестве газообразующих добавок можно применять щаве-
левую кислоту (НООССООН), однозамещенные соли фосфорной
кислоты, сернокислый алюминий (A12(SO4)3), которые взаимо-
действуют с карбонатсодержащими примесями в гипсе (СаСО3)
или специально добавленными в смесь карбонатами, выделяя
углекислый газ.
К комплексным полифункциональным добавкам относятся
смеси СДБ со строительным гипсом, смесь СДБ и полиэтилен-
полиамида (ПЭПА), суперпластификаторы, электролиты и неко-
торые другие. К числу хорошо зарекомендовавших себя гидрофо-
бизирующих добавок относятся гидрофобизирующие кремнийор-
ганические жидкости ГКЖ-10, ГКЖ-94 и ГКЖ-94М.
Надежными средствами для защиты гипсобетонных изделий
от увлажнения являются повышение их плотности, а также объ-
емная или поверхностная гидрофобизация.
4.2. Расчет состава гипсобетона
4.2.1. Гипсобетон на минеральных заполнителях
Подбор состава массы состоит из определения прочности гип-
собетона 7?гб, водогипсового отношения В/Г и расхода гипса (вя-
жущего) Г на 1 м3 гипсобетонной массы.
При использовании в качестве вяжущего строительного гипса
прочность гипсобетона определяется по формуле:
/?г6 = АА[(Г/Ва - 0,5)/(r,/Bj - 0,5)]; (4.1)
В/Г = А/а[7?гб(Г1/В1 - 0,5)] + 0,5А, (4.2)
где — прочность гипсобетона в сухом состоянии, МПа; К —
коэффициент, зависящий от вида заполнителя и размера образ-
цов, принимается по табл. 4.1; А — активность вяжущего, МПа;
В/Г и Г/В — соответственно водогипсовое и гипсоводное отноше-
ния используемого гипса при нормальной густоте гипсового теста,
а — коэффициент тонкости помола гипса, а = 1,3; Г — расход
вяжущего (гипса), кг/м3; В — расход воды на 1 м3 гипсобетонной
массы, л; Г,/В| — гипсоводное отношение смеси.
96
Таблица 4.1. Значения коэффициента К
Размер контрольных кубиков, см Гипсобетон на заполнителе
тяжелом легком
7,07x7,07x7,07 1,0 0,70
10x10x10 0,9 0,65
15x15x15 0,8 0,55
20 х 20 х 20 0,75 0,50
Расход материалов на 1 м3 гипсобетонной массы выполняется
в следующей последовательности.
Расход строительного г и п с а, кг, определим по формуле
Г = Ва]Агб/К(Г1/В1 - 0,5)] + 0,5А. (4.3)
Минимальный расход строительного гипса на 1 м3 гипсобе-
тонной массы на плотных заполнителях 300 кг, а на пористых —
400 кг.
Расход воды зависит от вида гипсового вяжущего и запол-
нителя и принимается по табл. 4.2.
Расход заполнителя определим по следующим форму-
лам:
по объему, м3,
И3 = 1000 - К; (4.4)
по массе, кг,
3 = ГзРз, (4.5)
где Уг— абсолютный объем гипсового теста в гипсобетонной мас-
се, м3; р3 — насыпная плотность заполнителя, кг/м3.
Таблица 4.2. Расход воды на 1 м3 гипсобетонной массы, л
Гипс Заполнители Дополнительные указания
Щебень тяжелый Песок легкий Тонкомоло- тые добавки
Строитель- ный 300 410 400 При жестких вибро- уплотняемых смесях расход воды снижает- ся на 10... 15 %, а при литых — увеличивает- ся на 10...20 %
Высоко- прочный 250 320 300
97
Абсолютный объем гипсового теста
Ут = Г/рг + В, (4.6)
где Г — минимальный расход гипса на 1 м3 гипсобетонной массы,
кг; рг — истинная плотность гипса, кг/л (т/м3), рг = 1,5... 1,6; В —
расход воды на 1 м3 гипсобетона, принимается по табл. 4.2.
Выход гипсобетонной смеси вычислим по формуле
Р = /п/(ГсРо), (4.7)
где m — масса всех материалов на замес, включая воду, кг; Ис —
сумма объемов сухих компонентов смеси, л; р0 — средняя плот-
ность свежеприготовленной гипсобетонной массы, кг/л (т/м3).
4.2.2. Гипсобетон на органических заполнителях
Органические заполнители (опилки, стружки, лигнин) отли-
чаются от тяжелых заполнителей большей пустотностью и малой
подвижностью, поэтому подвижность опилкобетонной смеси до-
стигается только при объеме в ней гипсового теста, превышаю-
щем объем пустот в опилках примерно в 1,45 раза. Расход гипса
нельзя определять по формулам расчета гипсобетона на мине-
ральных заполнителях.
В этом случае можно применять методику, предложенную
Г. Г. Булычевым.
Расход гипса на 1 м3 бетона, кг, определим по формуле
Г6 = 1000/(1/Рг + л/рд + В/Г), (4.8)
где рг — истинная плотность гипса, т/м3, рг = 1,5... 1,6; п — ко-
личество массовых частей органического заполнителя, прихо-
дящихся на 1 массовую часть строительного гипса; рд — истин-
ная плотность сухой древесины, т/м3 (например, для сосны рд =
= 1,3 ...1,5).
Для определения п необходимо знать пустотность органиче-
ских заполнителей:
П = 1 - Ро/Рд, (4.9)
где ро — насыпная плотность органических заполнителей, т/м3
(например, для опилок ро = 0,2...0,25).
Расход гипса на 1 м3 сухих органических заполнителей, кг, по-
лучим
Г = 1,45П 1 000/(1/рг + В/Г). (4.Ю)
Величину п определим по формуле
л = ро/Г. (4.П)
98
Расход органического заполнителя (ОЗ), кг:
ОЗ = Гл. (4.12)
Расход воды вычислим по следующей формуле:
В = (В/Г)Г. (4.13)
Расход материалов на 1 м3 гипсобетона прочностью 5 МПа
составляет, кг: строительного гипса — 788; цемента (2 %) — 16;
песка — 482; замедлителя схватывания — 0,64; воды — 562 л.
Для получения 1 м3 пеногипса со средней плотностью 750 кг/м3,
кг: вяжущего (гипс + цемент) — 672; пенообразователя — 7,4;
воды — 564 л.
При составлении материального баланса предприятия по про-
изводству гипсобетонных стеновых изделий необходимо учесть
технологические потери 1... 3 % и выполнить расчет расхода мате-
риалов на проектную производительность предприятия с учетом
режима работы цехов предприятия.
4.3. Производство гипсобетонных изделий
4.3.1. Гипсобетонные перегородки
Панели из гипсобетона изготовляют двумя способами: в вер-
тикальных формах-кассетах; методом непрерывного формования
на прокатном стане. Второй способ получил наиболее широкое
применение благодаря высоким технико-экономическим пока-
зателям.
Производство панелей способом проката. Состав гипсобе-
тонной смеси подбирают с учетом свойств исходных материалов.
Наиболее часто используют состав, содержащий по объему гипса,
песка, опилок в равных пропорциях (1:1:1).
При влажности опилок менее 30 % расчетное количество воды
увеличивают соответственно разности между фактической и 30%-
ной. На изготовление 1 тыс. м2 перегородочных панелей толщи-
ной 90 мм, например, расходуется 40 т гипса, 40 м3 песка, 40 м3
опилок, 1,3 м3 деревянных реек, 1,6 м3 брусков для обвязки, 300 кг
Металла, 18 кг гвоздей.
Дозировочное отделение оборудовано расходными бункерами
гипсового вяжущего и заполнителей, обеспечивающими беспере-
бойную работу гипсопрокатной установки. Бункера заполнителей
(наполнителей) проектируются объемом, обеспечивающим запас
Материалов не менее чем на 2,5... 3,0 ч, а бункера гипса — на 4 ч.
Дозируют материалы ленточными питателями. Перемешивание
Компонентов производится в две ступени: сухое перемешивание
99
в лотке, одновременно подающем сухую смесь, и перемешивание
с водой в гипсобетоносмесителе непрерывного действия.
Формование панелей осуществляется на высокопроизводитель-
ном прокатном стане Н. Я. Козлова, состоящем из трех секций;
приемной, калибровочной и приводной. В приемной секции ре-
ечные деревянные каркасы укладывают на ленту вплотную друг
к другу. Боковые направляющие заранее устанавливают на за-
данную ширину панели. Каркасы, движущиеся вместе с лентой,
захватываются прижимными барабанами и подаются к шнеку-
укладчику, равномерно распределяющему по ширине панели
гипсобетонную массу. Под шнеком-укладчиком лента опирается
на балку с двумя вибраторами.
Для приготовления гипсобетонной смеси используются лопаст-
ные смесители с горизонтальным валом производительностью
5... 10 т/ч и с вертикальным валом производительностью 10 т/ч.
Каркас, заполненный массой, поступает на обжимные бараба-
ны, где происходит калибровка толщины панели. Окончательное
профилирование толщины происходит при прохождении пане-
ли между верхними и нижними блоками роликов. Калибрую-
щие барабаны и валки не соприкасаются с гипсобетонной мас-
сой, так как одни находятся под нижней лентой, а другие — над
верхней лентой транспортеров. При формовании через каждые
1,5... 2,0 мин включают вибраторы балки на 2... 5 с для разрав-
нивания смеси между рейками каркаса. Все операции проходят
на ленте, которая двигается со скоростью 32, 48, 63 или 97 м/ч
в течение 15... 20 мин.
После калибровки панель проходит между верхней, заглажи-
вающей массу, и нижней, несущей панель, лентами, скорости
которых равны. При движении по стану (нижней ленте) изделие
приобретает прочность до 2 МПа. После прохождения прокатного
стана изделие поступает на обгонный рольганг, который разделяет
панели и поочередно передает их на кантователь.
Кантователь поворачивается на угол 85°, и панель снимается
с него краном (тельфером) и в вертикальном положении уста-
навливается на кассетную вагонетку (по шесть изделий), которая
с помощью передаточного моста транспортируется к сушильной
камере. В камеру вагонетка подается с помощью толкателя.
Сушильные камеры объединены в один блок. Размеры тунне-
лей определяются заданной производительностью сушилки и га-
баритными размерами изделий. На заводах с годовым выпуском
перегородочных плит 500 тыс. м2 длина туннелей достигает 35 М
при ширине 2,4 м и высоте 1,5 м и выше. В качестве сушильного
агента применяют дымовые газы. Сушка гипсобетонных изделий
может осуществляться как по низкотемпературному режиму сушки
в течение 18... 24 ч при температуре 100... 120 °C, так и по высоко-
100
температурному режиму в течение 8... 9 ч при использовании вы-
сокотемпературного увлажненного теплоносителя (220... 240°C).
Последний способ является наиболее эффективным. Расход газа
яа 1 м2 панелей при низкотемпературном режиме сушки составляет
3 М3, при высокотемпературном — 2,2...2,4 м3, а расход электроэнер-
рти соответственно 2,5...2,7 и 1,8... 1,9 кВт/м2. Влажность изделий
после сушки — не более 8 % при прочности не менее 3,5 МПа.
Изготовление панелей в вертикальных формах-кассетах.
Отличие этой технологии от предыдущей заключается в применяе-
мом формовочном оборудовании. Процесс изготовления панелей
в кассетах периодический, что несколько снижает технике-эконо-
мические показатели этого способа по сравнению с прокатным.
Установка состоит из кассетной формы, гипсобетоносмесителя
непрерывного действия и поддона. Общий цикл изготовления
панели в кассетных формах около 1 ч, а на прокатном стане —
15... 20 мин. Такой способ формования позволяет использовать
смеси с удлиненными сроками схватывания, например гипсо-
лигнозольные формовочные смеси, содержащие в своем составе
гидролизный лигнин и золу бурых углей.
Изготовление панелей экструзионным способом. Произ-
водство гипсоволокнистых изделий экструзионным способом
включает в себя следующие основные технологические операции:
приготовление раствора замедлителя твердения; приготовление
микроармирующих наполнителей и пластификаторов; смешива-
ние компонентов; приготовление пластифицированной формо-
вочной смеси; экструзионное формование изделий на ленточном
прессе; резка сформованного бруса на изделия заданной длины;
вызревание и твердение изделий; калибровка затвердевающих
изделий; пакетирование и складирование изделий. Технология
основана на применении жестких формовочных смесей с низкой
влажностью, что позволяет получать изделия с достаточной проч-
ностью после 5... 7 ч твердения.
Получение плит для перегородок. Плиты в основном про-
изводят на высокопроизводительных карусельных формовочных
Машинах, работающих на быстротвердеюших массах (К<.х не позд-
нее 5...6 мин), для чего в смесь вводят 2...3 % CaS04-2H2O и по-
догревают воду до 20...25°C. Составляющие компоненты (гипс,
°пилки, ускоритель твердения) через дозаторы подаются в вин-
товой смеситель и далее в быстроходный горизонтальный гип-
с°смеситель, где перемешиваются в сухом состоянии, а далее
с водой, и 28 сдвоенных форм карусели последовательно запол-
няются массой. За время полного поворота стола гипс схватыва-
йся, приобретая прочность, позволяющую выталкивать плиту
Формы. После чего форма закрывается, смазывается и цикл
Повторяется (рис. 4.1).
101
Рис. 4.1. Технологическая схема производства перегородочных плит:
1 — элеватор; 2 — бункер для гипса; 3 — смесительный шнек; 4 — бункер для
опилок; 5 — бункер для ускорителя схватывания; б — гипсобетономешалка; 7 —
бак для воды; 8 — карусельная формовочная машина; 9 — ленточный транспор-
тер подачи плит; 10 — вагонетка с плитами; 11 — туннельная сушилка; 12 —
передаточный мост
На карусельной машине СМА-369 можно получать сплошные
и пустотелые плиты размером 800 х 400 х 100 (80) мм. Производи-
тельность машины — 310 шт./ч, или 98,4 м2/ч.
Акционерным предприятием КГБ «Стройиндустрия» разрабо-
тана автоматизированная линия по производству мелкоштучных
гипсовых плит со стыком пазогребневой конструкции. Плиты
формуют в десяти отсечных кассетах по литьевой технологии
с последующей их распалубкой методом выпрессовки. Изделия
сушат на конвейере в щелевой сушилке. Высокое качество изде-
лий и точность геометрических размеров позволяют вести сборку
перегородок насухо, без кладочного раствора и получать поверх-
ность, готовую под окраску или отделку.
Красноярский ПромстройНИИПроект располагает проектной
документацией цеха по выпуску плит гипсовых пазогребневых
в комплектно-блочном исполнении.
4.3.2. Гипсобетонные стеновые камни
Применение камней из гипсовых вяжущих с минеральными за-
полнителями допускается для возведения наружных и внутренних
стен одно- и двухэтажных жилых и подсобных зданий.
102
Производство гипсовых камней заключается в следующем.
Строительный гипс подается на отливку пустотелых камней на ка-
русельной машине (100 ячеек размером 390 х 190 х 188 мм). Цикл
оборота машины — до 20 мин. Она обеспечивает изготовление
около 2 000 камней в смену, что равнозначно 15 тыс. шт. усл. кир-
пича. Для формования камней используется карусельная машина
СМА-399 производительностью 710 шт./ч.
Для повышения водостойкости наружных стен камни на осно-
ве гипса рекомендуется покрывать гидрофобными материала-
ми (мылонафт, водостойкие краски, известь с добавкой олифы
и ДР-)-
Стеновые камни также изготавливаются из смеси строительно-
го гипса с пористыми заполнителями (керамзит, шлак, аглопорит)
при крупности зерен 10... 15 мм или с пылевидными добавками
типа золы. Компоненты перемешиваются всухую, а затем добав-
ляются вода и замедлитель схватывания. Время перемешивания
составляет 1,5 ...2,0 мин. Формование осуществляется в формовоч-
ных станках, а затем на поддонах-контейнерах камни подаются
на склад, где они хранятся при температуре не ниже 5... 8 °C не-
сколько суток до достижения гипса бетоном 70%-ной марочной
прочности.
Для формования камней применяют стационарные и пере-
движные станки, различающиеся также по способу формования.
Наилучший способ уплотнения смеси — вибропрессование при
давлении 0,1 МПа. К. механизмам такого типа относятся прессы
СН-185, СМ-40 и вибропрессовальные станки СМ-524А, СМ-647.
Для изготовления камней рекомендуется установка производи-
тельностью 180 камней в час, или 5 млн шт. усл. кирпича в год,
а также высокопроизводительный (до 700 камней в час) автомат
СМТ-083. Количество одновременно формуемых камней — 4 шт.
Прочность стеновых камней составляет 1,5... 10 МПа при средней
плотности 1000... 1350 кг/м3.
Наиболее эффективен в качестве стенового материала гип-
сошлакокерамзитобетон. С применением гипса марки Г-4 по-
лучен материал со средней плотностью 1 100 кг/м3 и ниже,
прочностью при сжатии 5,0... 7,5 МПа, теплопроводностью
0,2 ...0,25 Вт/(м-°С), водостойкостью 0,5 и более, морозостой-
костью более F25.
Расчет количества формовочного и смесительного оборудова-
ния производится с учетом их паспортной производительности
и коэффициента использования, а также потребной произво-
дительности данного технологического передела. Потребность
в сушильных камерах определяется с учетом режима сушки, тре-
буемого выпуска изделий в единицу времени и количества их
На одной вагонетке.
103
4.4. Поризованные изделия на основе
гипсовых вяжущих
Изделия из пеногипса. Пено- и газобетонные изделия яв-
ляются эффективными с позиции снижения величины средней
плотности, теплопроводности и энергоемкости производства.
Поризация гипсовых материалов приводит к снижению энер-
гоемкости производства, расширяет номенклатуру и улучшает
функциональные и эксплуатационные свойства получаемых ма-
териалов, повышает их конкурентоспособность по сравнению
с материалами аналогичного назначения. Например, изделия
из поризованного гипса со средней плотностью 700... 1 000 кг/м3
при прочности на сжатие 2,5... 5,0 МПа и более могут найти при-
менение при устройстве наружных и внутренних стен малоэтаж-
ных зданий. Энергозатраты на изготовление 1 м2 этих изделий
в 3 — 5 раз ниже, чем из непоризованного вяжущего. Изделия
наружных стен имеют энергоемкость изготовления в пределах
15...25 кг, а перегородок — 10... 14 кг условного топлива на 1 м2.
Использование таких материалов вместо керамзитобетонных сте-
новых панелей позволит экономить на 1 м2 стенового ограждения
250...280 кг цемента, 220 кг условного топлива.
Использование гипсового поризованного раствора со средней
плотностью 500... 700 кг/м3 для теплозвукоизоляционных слоев
подготовки под полы обеспечивает экономию цемента в объеме
10 т на 1 тыс. м2 поверхности пола. Стоимость 1 м2 жилой пло-
щади из монолитного бетона в среднем на 35 ...40 % меньше, чем
панельных, и на 25...73%, чем кирпичных. Применение в моно-
литном домостроении поризованного гипса приводит к снижению
расхода топливно-энергетических ресурсов и стоимости строи-
тельства, а также к сокращению сроков строительства.
Пенотехнология поризации гипсовых строительных материа-
лов имеет ряд преимуществ перед технологией изделий из газо-
гипса. К их числу относятся: независимость процесса поризации
от теплового режима процесса и химического состава среды, тех-
нологическая доступность регулирования пористой структуры
формовочной массы, отсутствие горбушки в процессе поризации
и, как следствие, распространенность применения пеногипса
в монолитном строительстве. Несмотря на очевидные достоин-
ства применение пеногипсовых материалов в строительстве пока
ограничено. Это объясняется следующими факторами. Во-пер-
вых, при совмещении пены с гипсопесчаной композицией про-
исходит частичное механическое разрушение пены. Во-вторых,
раздельное приготовление составляющих пеногипсовой компо-
зиции, совмещение процесса гомогенизации и структурирования
104
Пеногипсовой массы обусловливают установку дополнительного
оборудования и удлинение времени приготовления формовоч-
ной массы.
Пены с кратностью 6... 10 являются основой для получения
высокоэффективных теплоизоляционных материалов плотностью
200...350 кг/м3 при водотвердом отношении 0,55...0,7.
Эффективно введение полимерных и волокнистых добавок
в ценомассу при получении пены. В этом случае они повышают
стабильность пен и их стойкость при минерализации, устойчи-
вость пенобетонных масс до отверждения, позволяют регулиро-
вать прочность материалов. Среди таких добавок можно выделить
дисперсию ПВА. Добавка хорошо разбавляется в воде, имеет кис-
лую среду, инертна по отношению к гипсовому раствору, имеет
температуру отверждения ниже 70 °C.
Приведем примеры пеногипсобетонных изделий.
Пеногипсобетонные стеновые камни. Для приготовления
пеногипсобетонной смеси использовались строительный гипс
марки Г-4, пенообразователи анионактивного класса ПО-ЗА (ТУ
38-10923—75) и оксид алкилдиметиламина (ТУ 6-01-1-396-88).
Продожительность перемешивания 1... 2 мин при частоте вра-
щения смесителя 600 об/мин. Расход ПО-ЗА составляет от массы
воды 0,7...0,9%, а оксида алкилдиметиламина — 0,5...0,7 %. Для
улучшения свойств пеногипсовой массы в воду затворения вводят
суперпластификатор С-3 в количестве 0,5 % от массы вяжущего.
Водогипсовое отношение составляет 0,55 ...0,8.
Получен ячеистый гипсобетон со средней плотностью 300...
700 кг/м3, прочностью при сжатии 0,1 ...3,5 МПа и величиной
теплопроводности 0,08 — 0,18 Вт/(м °С).
Пенофосфогипсовые блоки. Для получения пеногипса ре-
комендуют использовать отход производства фосфорных удобре-
ний — фосфогипс. Для нейтрализации фосфорной и кремнефто-
ристоводородной кислот, содержащихся в фосфогипсе, предло-
жено использовать известь-пушонку. Введение извести (3 — 8%)
позволяет обеспечить повышение pH исходного фосфогипса-по-
лугидрата (ФПГ) от 2,0...2,7 до pH не ниже 7 единиц.
Расход материалов на 1 м3 блоков составляет, кг: ФПГ —
570...900; извести — 35 — 60; пенообразователя — 0,45...0,55.
Технологическая схема производства пенофосфогипсовых бло-
ков показана на рис. 4.2.
Пенофосфогипсовые пазогребневые перегородки и стено-
вые блоки имеют следующие свойства: средняя плотность —
700... 1 100 кг/м3, прочность при сжатии — 2,5...7,5 МПа, моро-
зостойкость — F15...F25.
Пеногипсоцементные блоки. Разработана принципиально
Новая вакуумно-резательная технологическая линия для произ-
105
Рис. 4.2. Технологическая схема производства пенофосфогипсовых бло-
ков:
1 — форма для изделий; 2 — пеногенератор; 3 — насос; 4 — бак водного рас-
твора ПАВ; 5 — скоростная лопастная вертикальная мешалка; 6 — конвейер
ленточный; 7 — весовой дозатор; 8 — бункер извести-пушонки; 9 — бункер
ФПГ; 10 — двухлопастной смеситель с Z-образными лопастями
водства поризованных блоков из водостойких гипсоцементно-
пуццолановых вяжущих. Специфика ее определяется использо-
ванием быстросхватывающихся и быстротвердеющих смесей,
включающих в себя в основном гипсовое вяжущее марок Г-4
Рис. 4.3. Технологическая линия по производству поризованных гипсо-
цементных блоков:
1 — силосы; 2, 4 — шнеки; 3 — бункер-дозатор; 5 — дозировочный бак; 6 "
смеситель; 7 — портал; 8 — крышка вакуум-камеры; 9 — вакуум-насос; Ю —
вакуум-камера; 11 — формы; 12 — стол раскроя; 13 — приемный бак замедли'
теля твердения; 14 — насос
106
й Г-5 и пуццолановый портландцемент марок 400... 500. Расход
вяжущего — 500...600 кг/м3.
Преимуществами технологии являются: вспучивание смеси
в разреженной среде без применения пенс- или газообразователей;
немедленная разрезка отформованного массива пористой струк-
туры на блоки и сушка блоков в естественных условиях (Патент
№1759232 РФ).
Разработан комплект оборудования бескрановой поточно-кон-
вейерной линии мощностью 15 тыс. м3 блоков в год. На рис. 4.3
показаны две параллельные линии мощностью 30 тыс. м3 блоков
в год.
Блоки изготавливаются двух размеров: 588x288x200 мм (17 усл.
кирпичей в блоке) и 390 х 190 х 188 мм (7 усл. кирпичей). Марка
блоков 25...35, средняя плотность 750...850 кг/м3, морозостой-
кость — F25...F35 циклов, коэффициент размягчения — 0,6.
Пенополимергипсовые блоки. Мелкоштучные пазогребне-
вые стеновые блоки имеют плотность до 800 кг/м3 и прочность
при сжатии до 3,5 МПа. Блоки изготавливаются из пенополи-
мергипсовой смеси по литьевой технологии методом послойного
формования. Реализация такой технологии позволяет получать
эффективные стеновые изделия, не требующие дополнительной
защиты и отделки.
Если во вспененную массу не добавлять гипсовое вяжущее,
то пена затвердевает через 10... 15 мин и через 2...3 сут естествен-
ного высыхания имеет среднюю плотность 10...40 кг/м3, теплопро-
водность не более 0,05 Вт/(м-°С). При добавлении в пену гипсо-
вого вяжущего получают пенополимергипсовую смесь со средней
плотностью 400...900 кг/м3 в сухом состоянии. На этой установ-
ке можно получать пенобетон на портландцементе с плотностью
300...900 кг/м3, который затвердевает через 20...30 мин.
Пенополимергипсовый утеплитель «Тизол» — негорючий эко-
логически чистый материал, отвечающий требованиям совре-
менного строительства. Согласно ТУ 5761-001-16415648—95 он
изготовляется в виде плит марок по плотности 100... 300, тепло-
проводностью 0,06...0,08 Вт/(м-°С) и морозостойкостью не менее
50 циклов. Материал предназначен для теплоизоляции строитель-
ных конструкций зданий и сооружений, в том числе стен, пере-
крытий и покрытий; он обладает высокими эксплуатационными
свойствами и гидрофобной поверхностью. Производство объемом
Ю тыс. м3 в год можно разместить на площадке 550...600 м2.
Газогипс — эффективный строительный материал, обладаю-
щий хорошими теплоизоляционными свойствами, средняя плот-
ность которого составляет 400... 500 кг/м3.
В 1957 г. Я. Э. Осадчук предложил новую рецептуру, позволяю-
щую значительно улучшить и упростить технологию получения
107
газогипса. В качестве газообразователей рекомендованы серно-
кислый алюминий и глина, содержащая не менее 25 % СаСО3.
Газообразование происходит при химическом взаимодействии
сернокислого алюминия с карбонатом кальция:
A12(SO4)3 + ЗСаСО3 + ЗН2О = 2А1(ОН)3 + 3CaSO4 + ЗСО2Т (4.14)
При определении количества газообразующих добавок следует
учитывать, что применяемый сернокислый алюминий содержит
25 % примесей, а карбонат кальция — до 75 %.
В табл. 4.3 приводятся рекомендуемые составы смеси для про-
изводства газогипса различной величины средней плотности.
Если в глине содержание карбонатов менее 25 %, целесообразно
вместо нее применять другие карбонатные материалы, например
тонкомолотые мел, мрамор, известняк.
Газогипс, насыщенный водой, теряет 50 ...60 % прочности,
но в высушенном состоянии первоначальная прочность снова
восстанавливается. Пропитка газогипса 5%-ным раствором ок-
сида бария, аммиачным раствором казеина или жидким стеклом
в смеси с хлористым кальцием увеличивает водостойкость газо-
гипса и делает его равнопрочным с сухими образцами. Газогипс
выдерживает 15-кратное замораживание и оттаивание.
Теплоизоляционные материалы из газогипса со средней плот-
ностью 400... 500 кг/м3 имеют прочность при сжатии 0,9... 1,0 МПа,
теплопроводность 0,13...0,14 Вт/(м °С).
Технология получения изделий из газогипса включает в себя
следующие операции: мешалка заполняется последовательно
водой, размолотой глиной и разведенным в воде клеем; содер-
жимое перемешивается в пропеллерной мешалке до получения
глиняного шлама; загружаются гипс и сернокислый алюминий.
Масса перемешивается не более 30 с. Далее следует операция за-
ливки газогипсовой смеси в формы-кассеты, которые заполняют
до 60...70% объема, так как газообразование еще продолжается.
Таблица 4.3. Состав смесей для производства газогипса
Средняя плотность газогипса, кг/м3 Состав смеси, %
Гипс строительный Глина Сернокислый алюминий
500 88,9 6,5 4,6
600 92,0 4,5 3,5
700 94,0 3,5 2,5
800 96,0 2,2 1,6 „
108
Через 1 ...2 мин после затворения гипс начинает схватываться
и через 20 мин окончательно затвердевает. Затвердевшие гипсо-
вые изделия, содержащие до 30 % влаги, устанавливаются на ва-
гонетки-этажерки и направляются в сушильную камеру, где они
сушатся в течение 10... 12 ч при температуре 80...70°C.
Газогипс со средней плотностью 400...500 кг/м3 рекомендуется
применять для теплоизоляции ограждающих конструкций зданий,
а со средней плотностью 500... 800 кг/м3 — для звукоизоляции по-
толков, утепления перекрытий, межкомнатных перегородочных
панелей, плит для термовкладышей.
На основе гипсового вяжущего марок Г-10... Г-13, армиро-
ванного рубленым стекловолокном, изготавливают полосовые
панели перегородок литьевым способом (рис. 4.4). Изделия
могут быть сплошными и пустотными. Плотность газогипса —
500...700 кг/м3. Размеры панели, мм: ширина — 600, толщина —
80, длина — до 3 500.
Прочность порогипсовых изделий в сухом состоянии, МПа,
можно рассчитать по формуле
^ж=8,36р^, (4.15)
где рт — величина средней плотности, т/м3.
Теоретическая предпосылка получения газогипса состоит в сле-
дующем. При введении кислоты в гипсовое вяжущее, содержащее
примеси карбонатов 15... 30%, происходит реакция взаимодействия
между кислотой и карбонатами с выделением СО2. Для получения
рис. 4.4. Технологическая схема производства панелей перегородок из га-
зогипса:
А 5 — весовые дозаторы гипсового вяжущего и воды; 2 — бак с раствором ща-
велевой кислоты; 3 — бак с раствором разжижителя С-3; 4 — шнековый кон-
вейер; 6 — смеситель СБ-43; 7 — форма для изготовления панелей; 8 — бункер
^псового вяжущего
109
газогипса можно использовать смеси карбонатов или бикарбона-
тов с солями кислот, например с солями серной кислоты.
Наиболее эффективными являются кислоты средней силы
с константами диссоциации Кд = 101 2 3 4... 10 5 6, соли кальция, кото-
рые малорастворимы в воде. Этим требованиям удовлетворяют
щавелевая, винная, малиновая и янтарная кислоты. Процесс гю-
ризации гипсовой массы с добавками этих кислот заканчивается
в течение 3... 10 мин. Технологичность применения щавелевой
кислоты для получения газогипсовых изделий состоит в том, что
активное газовыделение начинается через 30 с и позволяет при-
готовить гипсовую массу в скоростном смесителе и уложить ее
в форму до начала активного газовыделения. Расплыв газогип-
совой массы составляет 18 см по вискозиметру Суттарда. Про-
должительность вспучивания — 30... 150 с. Количество щавелевой
кислоты составляет 0,5... 2,0 %.
Для снижения пластической вязкости газогипсовой массы воз-
можно добавление суперпластификатора С-3.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. На какие виды подразделяются гипсовые вяжущие по срокам схва-
тывания?
2. Назовите перспективные виды вяжущих веществ для получения гип-
собетонных стеновых изделий.
3. Какие добавки относятся к пластифицирующим?
4. Какими гидрофобными материалами рекомендуется покрывать кам-
ни на основе гипса?
5. К каким положительным характеристикам приводит поризация гип-
совых материалов?
6. Приведите примеры пеногипсобетонных изделий.
Глава 5
КЕРАМИЧЕСКИЕ СТЕНОВЫЕ МАТЕРИАЛЫ
Керамический кирпич и керамические камни получают из гли-
нистых пород и корректирующих добавок путем их переработки,
формования, сушки и обжига при температуре 950... 1 050°C.
5.1. Глинистые породы и способы
регулирования их свойств
5.1.1. Глинистые породы
Глина — это продукт многолетнего разрушения полевошпато-
вых горных пород по реакции каолинизации:
R2O-Al2O3-6SiO2 + СО2 + 2Н2О =
= А12О3 • 2SiO2 2Н2О + R2CO3 + 4SiO2 (5.1)
Глинистые породы способны при затворении водой образо-
вывать пластичное тесто, а при высыхании сохранять приданную
ему форму.
Гранулометрический состав — процентное содержание ми-
неральных частиц различной величины в глинистой породе.
В составе глинистых пород содержатся следующие частицы: гли-
нистые размером менее 0,005 мм; пылеватые — 0,050.„О,005 мм;
песчаные — 0,05...2,00 мм. В зависимости от содержания глини-
стых частиц глинистое сырье подразделяется на следующие груп-
пы: глины, суглинки, супеси.
Глина — природный землистый тонкозернистый материал,
содержащий более 30 % глинистых частиц. Чаше всего глины по-
лиминеральны, но могут быть сложены преимущественно одним
Тинистым минералом.
Суглинки — тонкозернистая глинистая порода, содержащая
’0 — 30 % глинистых частиц.
Супеси — это мелкообломочные горные породы с небольшим
содержанием глинистых минералов (менее 10 %).
111
Глины относятся к группе высококачественного глинистого
сырья для получения керамических стеновых изделий.
Химический состав глинистого сырья для получения изделий
стеновой керамики колеблется в широких пределах, %: SiO2 —
45...75; А12О3 + TiO2 - 7... 28; Ре2О3 - 2... 14; СаО - 0,5...20; MgO-
0,2...4,0; R2O — 0,3...7,0; п.п.п. — 3... 15; SO3 — не более 0,8.
Кремнезем (SiO2) находится в связанном и свободном со-
стоянии (в последнем случае — это примесь). Большое содержание
SiO2 свидетельствует о значительной запесоченности глинистых
пород и приводит к снижению прочности спекшегося черепка.
Глинозем (А12О3) находится в глинах (в основном в связан-
ном состоянии). Обеспечивает глинам более высокую температуру
обжига при значительном интервале спекания.
Оксиды кальция и марганца (СаО и MgO) обычно
входят в состав карбонатов, в небольшом количестве участвуют
в составе глинистых минералов. При высоких температурах СаО
выполняет роль плавня, вступая в реакцию с кремнеземом и гли-
ноземом, образуя эвтектические расплавы в виде алюмокальций-
силикатных стекол.
Оксиды железа (Fe2O3, FeO) входят в состав глин в каче-
стве примеси и являются активными плавнями, способствующими
уменьшению интервала спекания глинистых пород.
Щелочные оксиды (Na2O, К2О) входят в состав неко-
торых глинообразующих минералов, но чаще всего это примесь,
образующая растворимые соли и входящая в состав полевых
шпатов.
Химический состав связан с минералогическим: повышенное со-
держание глинозема характерно для каолинита (А12О3 • 2SiO2 2Н2О);
резко пониженное количество А12О3 и повышенное SiO2 характер-
но для монтмориллонита (Al2O3-4SiO2H2OnH2O). Гидрослюда
занимает промежуточное положение.
Химический состав является одним из критериев пригодно-
сти сырья для производства керамических изделий различного
назначения.
Пластичность — способность глины под действием внешних
усилий принимать любую форму без разрыва сплошности и сохра-
нять ее после прекращения действия этих усилий. Пластичное со-
стояние является промежуточным между хрупким и вязкотекучим-
При хрупком состоянии форма изделия разрушается при разрыве
без изменения своего поперечного сечения, при вязкотекучем —
масса растекается под действием собственной массы.
Физический смысл пластичности — интервал влажности, в ко-
тором глина сохраняет пластичное состояние. По величине пока-
зателя пластичности глинистые породы подразделяются на пять
классов: высокопластичные с числом пластичности более 25;
112
среднепластичные — 15...25; умереннопластичные — 7... 15; мало-
рластичные — 3...7; непластичные — менее 3.
По пластичности наиболее пригодны умереннопластичные
едины с числом пластичности П = 7... 15. Малопластичные глины
(П < 7) плохо формуются, изделия из глины с числом пластич-
ности П > 15 образуют большое количество трещин при сушке
и требуют корректировки их свойств отощающими добавками.
формуемость керамической массы — способность деформи-
роваться без разрушения структуры. Сырье для керамического
кирпича и камней должно иметь хорошую формуемость, обе-
спечивать сушку полуфабрикатов без деформаций и трещин,
а после обжига — достаточную прочность и другие свойства
изделий.
Чувствительность к сушке характеризуется коэффициентом
чувствительности к сушке, который составляет: для малочувстви-
тельных пород — менее 1; для среднечувствительных — 1,0... 1,5;
для высокочувствительных — более 1,5.
Усадка — изменение линейных размеров и объема отформо-
ванных из глинистого сырья образцов при термической обработ-
ке. Воздушная усадка составляет 6... 10 %, огневая — 1... 2 %. Ве-
личина общей усадки учитывается от размера пресс-формы или
размера мундштука пресса при формовании кирпича. Интервал
спекания глинистых пород должен быть более 50 °C.
Для изготовления изделий из стеновой керамики используют
в основном легкоплавкие глинистые породы со значительным диа-
пазоном гранулометрического, химического и минералогического
составов, а также корректирующие добавки.
5.1.2. Способы регулирования свойств глинистых
пород
Вымораживание глинистой породы. Вымораживание облада-
ет высокой технологической эффективностью. Сущность способа
заключается в том, что разрыхленную породу замачивают водой
и в таком состоянии подвергают примерно годичному вылежива-
нию на открытом воздухе.
Под влиянием многократных циклов замораживания и оттаи-
вания вода, замерзая в мельчайших капиллярах глиняных частиц
И увеличиваясь при этом в объеме, разрушает связи между ними,
Диспергируя частицы глины. Вследствие этого возрастает удельная
Поверхность глинистых частиц, более полно завершаются процес-
СЬ1 набухания, увеличивается количество связанной воды, обу-
словливающей более высокую прочность изделий из глинистого
Теста, и улучшаются их формовочные и сушильные свойства.
113
К физическим способам активации можно отнести также ме-
тоды, которые в настоящее время выполнены только на уровце
лабораторных исследований: обработка дисперсий высоковольт-
ным импульсным разрядом, магнитная обработка воды затворе,
ния, использование ультразвука и др.
Увлажнение. Увлажнение — важный способ регулирования
технологических свойств глинистого сырья и формовочных сме-
сей на его основе. Увлажнение может осуществляться водой или
водяным паром однократным или ступенчатым способом.
Паровое увлажнение значительно улучшает технологические
свойства глиняной массы, увеличивает производительность прес-
сов и снижает их энергопотребление на 15...20%. При пароув-
лажнении используется пар, перегретый на 20...30°C, при этом
температура глиномассы не должна превышать 70 °C, так как при
большей температуре пар практически перестает на ней конден-
сироваться.
Подогрев массы. В глиносмесителе осуществляют паро- или
газопрогрев глиномассы при температуре 50...80°C через систе-
му нагревательных трубок, что облегчает работу головки пресса
и подготавливает отформованное изделие — сырец — к более
быстрой сушке.
Вакуумирование. При формовании керамического кирпича
и камней используют прессы с вакуум-камерой, в которой созда-
ется разрежение порядка 600... 740 мм рт. ст., при этом происходит
удаление воздуха и частично паров воды из глиномассы, благодаря
чему масса становится прочнее в сушке и обжиге. При вакууми-
ровании уменьшаются влажность глиномассы на 1 ...2 % и усадка
керамических изделий при сушке и обжиге на 25... 30 %.
Виброформование. Виброформование — технологический
прием устранения свилеватости (брак формования) в отфор-
мованных изделиях. При этом осуществляется вибрация глино-
массы при движении в головке и мундштуке пресса. Вибрация
способствует своеобразному разжижению глиномассы по всему
объему.
В настоящее время теория изменения тиксотропных свойств
глиняных масс при действии на них вибрации практически не раз-
работана. Это предстоит сделать новому поколению исследовате-
лей-материаловедов.
Добавки, регулирующие свойства глинистых пород. В пР°'
изводстве стеновой керамики в зависимости от природных свойств
глины используют три основных вида добавок: отощающие — по-
нижают пластичность, воздушную и огневую усадку глин, повы-
шают прочность изделий; выгорающие — способствуют процессу
обжига за счет создания восстановительной среды в толще мате-
риала и снижают среднюю плотность изделий; пластифицирУ10'
114
е __ повышают пластичность и связующую способность глин.
Некоторые добавки оказывают комплексное действие.
В качестве отошающих добавок используют песок, шамот,
еГИдратированную глину, тонкомолотый шлак, золу ТЭС в ко-
личестве от 10 до 30 % по массе.
Выгорающие добавки выгорают при обжиге изделий. К та-
ким добавкам относятся: древесные опилки, каменные и бурые
угли, отходы углеобогатительных фабрик, золы ТЭС, гидролиз-
ный лигнин и др. Количество добавок в шихте составляет 5... 15 %
по объему.
Пластифицирующими добавками являются высокопла-
сгичные глины, бентониты, лигносульфонаты, известковое тесто,
электролиты и др. Высокопластичные глины добавляют в коли-
честве до 5%, лигносульфонаты в виде растворов — 0,3...0,5%
в расчете на сухое вещество.
Плавни — добавки, снижающие температуру обжига изделий
в результате взаимодействия основной керамической массы с об-
разованием легкоплавких соединений. К ним относятся: стекло-
бой, нефелин-сиенитовый концентрат, перлит, доломиты, диа-
базы, альбитофиры, полевые шпаты, шлаки.
Активация сырья. Способы активации глинистого сырья
в технологии стеновой и строительной керамики в зависимости
от характера воздействия подразделяются на механический, хи-
мический, биологический, физический и комплексный.
Перспективным способом активации сырья в технологии сте-
новой и строительной керамики является механический. Для
разрушения природной структуры и улучшения керамико-тех-
нологических свойств глинистого сырья и добавок применяются
следующие способы измельчения: «свободный» удар (дезинтегра-
тор, молотковая дробилка, шахтная мельница); «стесненный» удар
(шаровая и стержневая мельницы); сжатие (валковая дробилка);
сжатие со сдвигом (бегуны).
Работа дезинтеграторов, молотковых дробилок приводит
к большому пылеобразованию. Шахтная молотковая мельница
повышает расход электроэнергии. Ударная обработка материала
значительно ускоряет процесс обжига изделий.
Активационное диспергирование в струйной мельнице, не вы-
зывая существенного увеличения дисперсности монтморилло-
Нита и гидрослюды, приводит к увеличению числа пластичности
На 25...40%, снижению огнеупорности на 20... 120°C, переходу
сЫрья из группы среднеспекающегося в группу сильноспекаю-
*Псгося, снижает чувствительность сырья к сушке на 25... 40 %
'за счет его частичной дегидратации).
На рис. 5.1 представлен общий вид технологической линии для
°Дготовки активированного порошка из глинистого сырья.
115
10
Рис. 5.1. Схема измельчительно-сушильного агрегата:
1 — теплогенератор; 2 — воздухораспределитель; 3 — колесо-активатор; 4 — жалю-
зи; 5— овальное тело; б— шнековый питатель; 7— сушильная камера ИСА-10.015М;
8 — подвижный конус; 9 — бункера; 10 — циклоны; II — дымосос
Активированный порошок, полученный в сушильной камере
ИСА, имеет температуру 70...80°C, влажность 2...3%, обладает
удельной поверхностью 2500...3 000 см2/г.
5.2. Технология производства
Характеристика способов производства. Технологический
процесс изготовления изделий стеновой керамики включает в себя
следующие основные операции: переработка глиняной массы,
формование изделий, их сушка и обжиг. Отдельной операцией
является подготовка корректирующих добавок.
В настоящее время применяют следующие способы изготовле-
ния керамических изделий: пластический, жесткое формование,
полусухое прессование, комбинированный.
При пластическом способе формовочная влажность шихтЫ
в зависимости от свойств глиняного сырья находится в предела*
18... 22 %. При жестком способе формования формовочная вла*'
ность на 3...4% ниже, чем при пластическом. Полусухой способ
производства предусматривает формование изделий из сыпучй*
масс пресс-порошков с влажностью 8... 12 %.
116
При первых двух способах формование производится спосо-
бом экструзии, т.е. выдавливания глиномассы из мундштука лен-
точного пресса, в третьем случае — уплотнением пресс-порошка
в коленорычажных или гидравлических прессах.
Комбинированный способ включает в себя элементы полусу-
хого и пластического способов.
Выбор способа производства определяется карьерной влажно-
стью и плотностью сырья, чувствительностью его к сушке и зави-
сит от предполагаемого ассортимента продукции. Добыча, пере-
работка и хранение глинистого сырья, а также методы контроля
и испытания глинистого сырья одинаковы для всех способов.
Пластический способ. Этот способ производства кирпича
нашел наибольшее применение как на предприятиях России,
так и за рубежом. Для этой технологии пригодно разнообразное
глинистое сырье и возможность применения корректирующих
добавок.
При пластическом способе производства глинистые породы
подвергают механической обработке, при которой из глинистой
породы выделяются каменистые включения, разрушается ее тек-
стура, осуществляется гомогенизация (однородность) массы, улуч-
шаются ее технологические свойства.
Механическая обработка глинистого сырья осуществляется
глинорыхлительной машиной, вальцами грубого и тонкого по-
мола, глинорастирателем и другими машинами.
На современных заводах после механической обработки глину
подвергают вылеживанию. При этом помимо ее набухания про-
исходит релаксация напряжений в глине, возникших при механи-
ческой обработке, благодаря чему улучшаются ее формовочные
и сушильные свойства. Вылеживание глины увеличивает проч-
ность изделий на 20... 30 %.
В производстве изделий стеновой керамики глину перемеши-
вают в лопастных глиномешалках с водяным или паровым увлаж-
нением.
При пластическом способе изделия стеновой керамики фор-
муют на ленточных шнековых безвакуумных или вакуумных
Прессах, формование на которых существенно улучшает свойства
Формуемой массы. Вакуумирование глины упрочняет в 2 — 3 раза
сформованное изделие и примерно в 1,5 раза увеличивает проч-
ность высушенного изделия, на 6...8% повышает его плотность,
Понижает формовочную влажность на 2... 3 % и увеличивает свя-
3УЮщую способность глины. Отборку сырца от пресса и укладку
его на транспортные средства выполняют автоматы.
Формовочная влажность изделий стеновой керамики при пласти-
ческой технологии находится в пределах 18...22%. Перед обжигом
Необходимо высушить до влажности, не превышающей 10 %.
117
Сушка изделий осуществляется в основном в туннельных Су„
шилках, которые работают по принципу противотока, длитедь,
ность сушки в них составляет 16 ...36 ч, достигая иногда 48 д
и более.
Обжиг изделий осуществляют в основном в туннельных печах
различных конструкций при температуре 950... 1 050 °C. В по-
следнее время нашли применение новые печи: печи со съемным
сводом, ротационные и шахтные.
В зависимости от физико-минералогических характеристик
сырья схема производства может видоизменяться. При повышен-
ной карьерной влажности до 24...25 % в начале технологической
линии необходимо предусматривать подсушку глины в сушильном
барабане или в конвейерной сушилке.
При производстве кирпича из суглинков или малопластичных
глин желательно осуществлять вылеживание их в буртах или ко-
нусах в течение 3... 12 мес.
Способ жесткого формования. Особенностью способа яв-
ляются сухая переработка глинистого сырья и формовка изделий
по пластическому методу. Этот способ рекомендуется при наличии
глинистого сырья с карьерной влажностью 16... 17 %.
Преимуществом этой технологии является возможность сад-
ки отформованного сырца на печную вагонетку, что исключает
из технологической линии операцию укладки сырца на сушиль-
ную вагонетку и перекладку его на печную.
Характерной особенностью технологической схемы является
увлажнение порошка глинистой массы непосредственно в ме-
шалке пресса, такой метод позволяет формовать изделия при
влажности глиномассы на 3 ...4 % ниже нормальной формовочной
с давлением в головке ленточного пресса до 10 МПа.
Способ полусухого прессования. Технологический процесс
производства методом полусухого прессования включает в себя
следующие операции: добыча, доставка, переработка и хранение
глинистого сырья и добавок; приготовление пресс-порошка; хра-
нение пресс-порошка; полусухое прессование пресс-порошка под
давлением 15... 20 МПа; сушка и обжиг кирпича-сырца (возможно
совмещение сушки и обжига в одном агрегате); приемка, упаков-
ка, складирование и отправка потребителю готового кирпича.
В современной технологии существует два основных способа
подготовки пресс-порошков: сушильно-измельчительный (помоДЬ'
ный) и шликерный (при обезвоживании глиняного шликера в ба-
шенных распылительных сушилках и реже в фильтрах-прессах)-
При сушильно-измельчительном способе глинистое сырье под-
вергается измельчению, сушке, рассеву, смешиванию с увлажнени-
ем в смесителях, вылеживанию в бункерах и прессованию пресс-
порошка. Температура газов, поступающих на сушку, составляем
118
^ычно 600...800°С, а отходящих газов после сушки — 100... 120°C,
температура глинистого сырья после сушки — 60... 80 °C. Влаж-
ность измельчаемой глины не должна превышать 9... 11 %.
Оптимальным составом пресс-порошка является такой, в ко-
тором содержание частиц размером до 0,5 мм составляет 43 %,
частиц размером 0,5... 1,0 мм — 15 %, частиц размером 1... 2 мм —
24%, частиц размером 2...3 мм — 18%.
Пресс-порошок подвергается прессованию на прессах различ-
ных конструкций (как отечественных, так и зарубежных). Сушка
и обжиг кирпича-сырца осуществляются аналогично сушке и об-
жигу кирпича пластического формования, но при этом значитель-
но сокращется время сушки и обжига. Процессы выгрузки обо-
жженного кирпича, приемки, упаковки, складирования и отгрузки
потребителю аналогичны процессам при производстве кирпича
пластического формования.
Для прессования керамического кирпича при полусухом спо-
собе применяются рычажные прессы двухстороннего ступенча-
того прессования. Отпрессованный сырец сушат в туннельных
сушилках на печных вагонетках, длительность сушки — 16... 24 ч,
конечная влажность — 4...6%. Теплоносителями являются горя-
чий воздух, отбираемый из зоны остывания туннельных печей,
а также их отходяшие газы, начальная температура теплоносите-
ля - 120... 150 °C.
Обжиг кирпича и камней осуществляется в туннельных или
кольцевых печах со съемным сводом, а также в ротационных
и колпаковых печах нового поколения.
Комбинированный способ. При этом способе глинопорошок
готовится по технологии полусухого прессования с последующим
его затворением водой до формовочной влажности и формовани-
ем изделий по пластической технологии. Такая технология обе-
спечивает высокую степень гомогенизации (однородность) шихты
и качества керамических изделий.
5.3. Основы проектирования
5.3.1. Расчет состава шихты
Расчетом устанавливают потребность в глинистом сырье и до-
бавочных материалах для обеспечения проектной производитель-
ности предприятия. Исходные данные для расчета материального
баланса: проектная производительность и режим работы пред-
приятия, технологические потери, потери при прокаливании ком-
понентов шихты, состав шихты, карьерная и формовочная влаж-
ность, а также насыпная плотность сырьевых материалов.
119
За условный кирпич принимается объем одного стандартного
кирпича размером 250 х 120x65 мм (~2 дм3). Для перевода про.
дукции в условный кирпич следует пользоваться следующими
коэффициентами: кирпич размером 250 х 120x65 мм — 1, кир.
пич утолщенный 250 х 120x88 мм — 1,35, камень керамический
250 х 120 х 138 мм — 2,12.
Расчет материального баланса ведется в порядке, обратном
технологическому потоку, за исходную величину принимают за-
данную производительность предприятия.
Количество рабочих дней в году принимается: при пятидневной
рабочей неделе — 260 дн.; при шестидневной рабочей неделе -
305 дн.; при семидневной неделе — 365 дн. Прием сырья и доба-
вок осуществляется в одну-две смены, отделение переработки —
в две смены, отделение сушки и обжига — в три смены.
Производительность каждого технологического передела, млн
шт., определяют по формуле
Пр.п = Пп.п/1 - (А„/100), (5.2)
где Пр п — производительность рассчитываемого передела;
Пп.п —производительность передела, предшествующего рассчи-
тываемому; Хв — технологические потери передела.
Производительность печей Пь млн шт., рассчитывают по фор-
муле
П, = ПГ-100/(100 -А,), (5.3)
где Пг — годовая производительность предприятия, млн шт. усл.
кирпича; Xt — потери при обжиге, % (для полнотелого кирпи-
ча — 3%, для пустотелого кирпича и керамических камней —
3...5%).
Производительность сушилок П2, млн шт., определяется с уче-
том производительности печей:
П2 = П,-100/(100 -А2), (5.4)
где Х2 — потери при сушке, % (для полнотелого кирпича — 2%,
для пустотелого кирпича и камней — 3...4%).
Производительность прессов П3, млн шт., рассчитывается
по формуле
П3 = П2-100/(100-А3), (5-5)
где Х3 — потери при прессовании, %.
Для перевода производительности предприятия из млн ШТ-
усл. кирпича в тонны Рь т, используют массу одного кирпича'
сырца g-.
Р. = D3g. (5-6>
120
Лри расчетах ориентировочно массу кирпича-сырца полно-
телого пластического формования принять равным 4 кг, пусто-
телого — 3,6 кг, полусухого прессования — 3,7 кг.
При расчете производительности смесителей Р2, т, учитывают
потери при массоподготовке (Х4 = 1 ...2 %):
Р2 = Р,-100/(100-ХД (5.7)
Расход воды при увлажнении шихты при пластическом фор-
мовании Рв, л, определяется по формуле
Рв = (P2WV100) - (aiP2WV100), (5.8)
где 1Р1 — карьерная влажность глины, %, обычно = 14...20%;
— влажность шихты перед формованием, %, W2 = 16 ...24 %;
fll — содержание глины в составе шихты, %.
Для полусухого прессования: W2 — влажность пресс-порошка
после увлажнения; Wx — до увлажнения, %.
Масса сухой шихты Р3, т, рассчитывается по разности
Рз = Р2 -Рв- (5 9)
Объем сухой шихты равен, м3:
V= Р3/Рш, (5.10)
где рш — насыпная плотность шихты, т/м3.
Насыпная плотность шихты определяется по формуле
рш = («1Р1 + «2р2 + ОзРз)/100, (5.11)
где ах, а2, а3 — содержание в шихте соответственно глины, вы-
горающих (опилки, уголь, лигнин) и отощающих добавок (зола,
песок, шлак),%; рь р2, р3 — насыпная плотность соответственно
глины, выгорающих и отощающих добавок.
Насыпные плотности: глины — 1,5... 1,7 т/м3, опилок —
0.20...0,30 т/м3, лигнина — 0,3...0,45 т/м3, угля — 0,4...0,6 т/м3,
золы — 0,9... 1,1 т/м3, песка — 1,5 т/м3.
Производительность дозаторов рассчитывается для каждого
компонента: глины И,, выгорающих И2, отощающих И3:
И, = И7,/100; И2 = Hz2/100; И3 = Иг3/100, (5.12)
,4е О], а2, а3 — содержание составляющих смесь компонентов
(глины, добавок), %.
Расход глины с учетом потерь при переработке и транспорти-
ровании составляет, м3:
К4= И, 100/(100-As), (5.13)
А5 — потери при переработке и транспортировке, Х5 = 1... 2 %.
Расход глины с учетом карьерной влажности, м3:
121
Г5= И4-100/(100 - JT.), (5.14)
где — карьерная влажность, %.
Удельный расход глинистого сырья на 1 000 шт. кирпича:
по объему, м3,
ё\ = ^/Пг; (5.15)
по массе, т,
#2=<?lPb (5.16)
Аналогично с учетом потерь рассчитывается потребность в до-
бавках.
Расход сырья компонентов может быть рассчитан по удельным
нормам из расчета 2,5 м3 на 1 000 шт. усл полнотелого кирпича
пластического формования из невакуумированной массы без до-
бавок и 2,7 м3 на 1 000 шт. усл. кирпича пластического формова-
ния из вакуумированной массы без добавок. При вводе добавок
расход сырья сокращается. Расчет готовой потребности в сырье
В определяется по формуле, м3:
В = ПгС(100 - w)-100/(100 - ЛЭ-(Ю0 -у), (5.17)
где Пг — производительность завода в год, тыс. шт. усл. кирпича;
С — расход сырья, м3 на 1000 шт. усл. полнотелого кирпича; п -
пустотность пустотелого кирпича или камней, %\Х— потери при
сушке и обжиге, Х= 5... 8 %', у — потери при транспортировании,
у= 1...2%.
Определив расход материалов на 1000 шт. усл. кирпича, рассчи-
тывают потребность материалов на проектную прочность пред-
приятия по технологическим переделам и определяют количество
механического оборудования.
5.3.2. Расчет и подбор технологического
оборудования
Епшоперерабатывающее и формовочное оборудование. Часо-
вая производительность технологических машин Срасч подсчитывает-
ся с учетом их паспортной проиводительности и коэффициентов:
Срасч = СпаспАрАЛв, (5’1Ю
где Спасп — паспортная производительность, м3/ч; т/ч; шт./ч; К?"
коэффициент использования оборудования с учетом планово-
предупредительных ремонтов, Кр = 0,9... 0,93; Кг — коэффициент
готовности оборудования; Кр в — коэффициент использован*1
рабочего времени, учитывающий время на ремонт, чистку, смаз™
и наладку, Кр в = 0,93.
122
Коэффициент готовности оборудования составляет: питатель
пичный, бегуны мокрого помола, пресс вакуумный шнековый —
' 96; вальцы грубого и тонкого помола, глиносмесители — 0,97;
ёцточные конвейеры — 0,98; электропередаточная тележка —
п 90; автомат-укладчик сырца и автомат-садчик — соответствен-
но 0,85 и 0,80.
Количество технологических линий FT„ определяется по годо-
вой потребности в сырье и расчетной производительности ((2раСч)
самого малопроизводительного оборудования:
Л.л = В/«2расч7;), (5.19)
где В — годовая потребность в сырье, м3, т; Тк — календарное
время работы оборудования в год с учетом режима работы отде-
лений предприятия, ч.
Количество единиц требуемого к установке прессового, реза-
тельного, укладочного и другого оборудования (н0) определяется
по аналогичной форме с учетом номенклатуры:
ло = ПЛн/(Срасч7;), (5.20)
где Пг — годовая производительность, тыс. шт. усл. кирпича; К„ —
коэффициент, учитывающий номенклатуру изделий, для полно-
телого кирпича Кн = 1, для пустотелого Кк = 1,25.
Теплотехническое оборудование. В производстве керами-
ческих стеновых изделий используются в основном следующие
типы сушилок:
• камерные сушилки, в которых, находясь в неподвижном со-
стоянии, изделия сушатся на полках стеллажей, в движении на-
ходится теплоноситель;
• туннельные сушилки, в которых изделия передвигаются вдоль
туннеля на вагонетках;
• скоростные и высокоскоростные сушилки, когда изделия
Укладываются в один или несколько рядов.
Продолжительность сушки кирпича в камерных сушилках в сред-
нем составляет 48... 72 ч, в туннельных сушилках — 16... 32 ч.
Скоростная сушка происходит в течение 4...8 ч, высокоскорост-
— 1 ...4 ч. Сокращение сроков сушки в последних случаях связано
с большим объемом теплоносителя и высокой скоростью движения
(6 м/с), температура может быть невысокой (30...40°C). Высокоско-
Р°стные сушилки (фирма «Морандо Импьянти», Италия) относятся
к Гелевым роликовым агрегатам шириной от 2 до 4 м. Такие сушил-
применяются при использовании низкочувствительного к сушке
СЬ1Рья для получения тонкостенных керамических изделий.
При расчете теплотехнического оборудования емкость туннель-
сушилки представляет собой количество вагонеток п, одно-
именно находящихся в ней:
123
п = ПЧТС/7УВ, (5.21)
где Пч — часовая производительность сушилок; Тс — продолжи,
тельность сушки, ч; NB — емкость одной вагонетки, шт.
Назначив длину туннеля L (20... 36 м) и зная длину одной ваго-
нетки /в, можно найти количество вагонеток т в одном туннеле;
т = L/lB. (5.22)
Количество туннелей определяется по формуле
Nt = п/т = X\4TJ{NBm}. (5.23)
Сушильная вагонетка длиной 1,7 м имеет емкость 248 шт. усл.
кирпича. Количество туннелей обычно берут больше расчетного,
учитывая их ремонт и чистку; на каждые 8... 10 туннелей принимают
один запасной туннель. Типовой трехпутный сушильный туннель
имеет длину 43,5 м, в одном блоке может быть до 30 туннелей.
Температура теплоносителя в сушилках составляет 100... 150 °C,
расход на 1000 шт. усл. кирпича — 30...40 м3. Искусственная суш-
ка требует до 100... 150 кг усл. топлива.
Кирпич и камни керамические обжигаются в основном
в обжиговых туннельных печах. При обжиге использу-
ются следующие виды топлива: жидкое, газообразное и твердое.
Часовая производительность печи Пч определяется по форму-
ле, шт./ч:
Пч = Пг/(гр^ил), (5.24)
где Пг — годовая производительность печи, шт./г; zp — число ра-
бочих дней в году, обычно zp = 345... 360; Ки — коэффициент ис-
пользования рабочего времени, Кк = 0,96; п — количество рабочих
часов печи в сутки (24 ч).
Емкость печи определим по формуле
Е„ = ПЧТО, (5.25)
где Пч — часовая производительность печи, шт./ч; То — продол-
жительность обжига, ч.
Расчетная длина рабочей части обжигательного канала печи, м:
Lv = EnlJEB = nBJB, (5.26)
лвр = Е„/Ев, (5.27)
где Ев — емкость печной вагонетки, шт., Ев = 3 100; /в — габаритная
длина вагонетки, м, при расчетах принять 1В = 3; лв р — количеств0
вагонеток в рабочей части печи.
Общая длина печи:
L = Lp + пвф1в, (5.28)
где лв.ф— количество вагонеток в форкамерах, обычно пвф = 1-
124
Количество вагонеток в печи
«в = «в.р + «в.ф- (5-29)
Интервал времени между двумя загрузками вагонеток
Тв = 60То/«вр. (5.30)
Длина типовых туннельных печей составляет 60... 120 м, про-
изводительность — 10...50 млн шт. в год.
5.4. Поризованные керамические изделия
При получении высокопористой керамики формирование по-
ристой структуры возможно как на стадии формования изделий
(«холодный» способ), так и в период высокотемпературного об-
жига («горячий» способ) за счет вспучивания и довспучивания
гранул или керамической шихты. Способ высокотемпературной
поризации керамической шихты при получении штучных из-
делий является наиболее дорогостоящим и требует применения
жаростойких форм. Получение газо- и пенокерамических из-
делий с организацией процесса поризации керамического шли-
кера является технически и экономически наиболее доступным
способом.
Некоторые технологические элементы и закономерности по-
ризации цементно-кремнеземистых шламов при получении ячеи-
стых бетонов могут служить исходными данными для разработки
принципов поризации керамических шликеров при получении
газо- и пенокерамики.
В последние годы разработкой теоретических основ и техноло-
гических принципов производства строительных изделий из вы-
сокопористой керамики активно занимаются на кафедре строи-
тельных материалов и спецтехнологий НГАСУ (Новосибирск).
Для обеспечения оптимальной текучести глинистого шликера
И его поризации для получения газо- и пенокерамики на основе
Монтмориллонитовых глин необходимо принимать более высокое
значение В/Г (водоглиняное отношение), чем для каолинит-ги-
Арослюд истых глинистых пород. Это связано с большей водопо-
зребностью монтмориллонитовых глин при получении пластиче-
сКих формовочных масс или литьевых шликеров. У средних и тя-
*ЭДых суглинков максимальная влагоемкость составляет 18...22 %,
а У легких и средних глин — 25... 30 %.
Величина средней плотности обожженных газокерамических
Образцов составляет 400...600 кг/м , прочность 0,8...2,5 МПа.
•азо- и пенокерамика обладает высокой долговечностью, низкой
гигроскопичностью, поэтому использование ее в структуре мно-
125
гослойных стеновых изделий, чердачных перекрытиях является
рациональным направлением.
За рубежом успешно осваивается производство легковесных
керамических изделий с ячеистой структурой, образующейся
за счет введения различных порообразующих добавок. Многими
странами приобретен шведский патент на изготовление облегчен-
ного кирпича «Поротон», предусматривающий введение в глину
в качестве порообразующей добавки шариков пенополистиро-
ла («стиропор») диаметром 0,5...2,0 мм и средней плотностью
12 кг/м3. В процессе обжига изделий добавка, выгорая, образует
черепок с пористой структурой. Большое распространение кир-
пич «Поротон» получил в ФРГ.
Облегченный кирпич «Поротон» выпускается в виде строи-
тельных камней размером 240 х 300 х 238 мм и плит размером
360x240x80/100/115 мм. Теплопроводность кирпича «Поротон»
со средней плотностью 540 и 850 кг/м3 составляет соответственно
0,18 и 0,28 Вт/(м°С).
В основу технологии производства поризованных керами-
ческих изделий положен способ ступенчатой термообработки
и послойного вспучивания гранулированной глиняной массы
до получения изделий требуемой толщины. Этот способ по-
зволяет на основе слабовспучивающихся легкоплавких суглин-
ков получать крупноразмерные изделия со средней плотностью
400...900 кг/м3 и прочностью при сжатии 1,5...9,5 МПа и вклю-
чает в себя следующие основные операции: переработка глины,
подготовка шихты и формовка гранул, сушка и предварительная
термообработка гранул, послойный обжиг и вспучивание гранул,
охлаждение изделий.
Послойный обжиг и вспучивание гранулированной глиняной
массы и охлаждение получаемой непрерывной пористой керами-
ческой ленты осуществляются в туннельной печи.
Принципиально новый строительный материал «Зутан» типа
пористой керамики разработан в ФРГ. Исходное сырье — гра-
нулы из глинистых или глиносодержащих пород. На первой ста-
дии нагрева (обжига) происходит неполное вспучивание гранул-
На второй стадии нагрева до температуры около 1 200 °C в течение
не более 2...4 мин происходит дальнейшее вспучивание гранул,
засыпаемых в специальную форму, частичное их оплавление, за-
полнение образующейся вязкотекучей массой пустот между гра-
нулами, которые прочно спекаются.
Материал «Зутан» можно получать со средней плотность^
200... 1 200 кг/м3. Прочность материала на сжатие при средней
плотности 500 кг/м3 составляет 7 МПа, при 1000 кг/м3 — 35 МПа
Материал не подвержен усадке, является долговечным, имеет
однородную структуру с замкнутыми порами, поэтому являете#
126
водонепроницаемым и вместе с тем воздухопроницаемым. Те-
^опроводность в зависимости от средней плотности материала
находится в пределах от 0,06 до 0,23 Вт/(м °C).
Материал «Сипортон» получили путем термического вспучи-
вания глины. При термообработке в двухканальных туннельных
печах спрессованные изделия за счет вспучивания соединяются
друг с другом. Изделия «Сипортон» обладают теплопроводностью
0,1 Вт/(м-°С), средней плотностью 300...800 кг/м1 2 3 4 5 * 7, прочностью
на сжатие 2,5... 12,5 МПа.
В ФРГ изготовляются блоки, плиты и другие крупногабарит-
ные строительные элементы из материала «Сипортон». Для про-
изводства изделий «Сипортон» может быть использована большая
часть оборудования кирпичных заводов.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какая должна быть температура обжига при получении керамических
кирпича и камней?
2. Что такое пластичность глины, формуемость керамической массы,
усадка?
3. Охарактеризуйте способы регулирования свойств глинистых пород:
увлажнение, вакуумирование, виброформование.
4. Назовите виды добавок, регулирующих свойства глинистых пород.
Приведите примеры.
5. Какие существуют способы для изготовления керамических изделий?
Расскажите о них.
Ь. Опишите расчет материального баланса.
7. Какая должна быть температура в сушилках при производстве кера-
мических стеновых изделий?
Глава 6
ПРОИЗВОДСТВО СИЛИКАТНОГО КИРПИЧА
И КАМНЕЙ
Кирпич и камни силикатные изготавливают из сыпучей из-
вестково-песчаной смеси путем прессования и автоклавного
твердения.
6.1. Сырьевые материалы и требования к ним
Для изготовления плотных силикатных изделий используют
кварцевый песок или золы ТЭС, строительную известь и воду.
Кроме кварцевого песка применяются различные виды кремне-
земистых материалов: трепелы, металлургические шлаки и другие
материалы, которые выполняют роль вяжущего, активного запол-
нителя или упрочняющей добавки.
Состав и свойства кварцевого песка определяют особенно-
сти технологии производства силикатных изделий и их качество.
Технические требования к пескам для производства силикатных
изделий нормированы ОСТ 21-1-80 «Песок для производства си-
ликатного кирпича и изделий из автоклавных бетонов».
Наилучшей гранулометрией песка является та, которая обе-
спечивает плотную упаковку, когда средние зерна размещаются
между крупными, а мелкие — между средними и крупными. При-
меняют пески в основном фракций 0,14.„0,63 мм.
Содержание частиц менее 0,05 мм (пылевидные и глинистые)
не должно превышать 20%, содержание сернистых соединений
в пересчете на SO3 не более 1 %, а содержание слюды не более
0,5%.
В качестве вяжущего в производстве силикатного кирпича ис-
пользуются тонкомолотые известково-кремнеземистые компози-
ции различного состава, одним из определяющих компонентов
является кальциевая воздушная строительная известь, отвечаются
требованиям ГОСТ 9179—77 «Известь строительная. Технически6
условия» (табл. 6.1).
Обычно на силикатных заводах применяется известь актив-
ностью 70... 75 %.
128
Таблица 6.1. Технические требования к кальциевой извести
Показатель Нормы для сортов, %
1-го 2-го 3-го
Содержание активных СаО + MgO, не менее 90 80 70
Содержание непогасившихся зерен, не более 7 11 14
Скорость и полнота гидратации извести являются в производ-
стве силикатного кирпича факторами, определяющими длитель-
ность технологических процессов. От полноты гашения извести
(СаО) зависит качество силикатного кирпича, потому что запо-
здалое гашение непогасившихся частиц в уже отпрессованных
изделиях приводит к деструктивным явлениям в процессе их ав-
токлавной обработки или при эксплуатации кирпича. Необходи-
мо использовать быстрогасящуюся (время гашения менее 8 мин),
в основном кальциевую, известь.
При обжиге природных карбонатных пород, а также искусствен-
ных кремнеземистоизвестняковых смесей получают известково-бе-
литовое вяжущее, использование которого в производстве сили-
катного кирпича весьма перспективно. Наряду с оксидом кальция
в нем присутствуют минералы, обладающие высокой активностью
в условиях автоклавной обработки, например двухкальциевый сили-
кат (2CaOSiO2), алюмоферрит кальция (CaO AL^Oj- Fe2O3) и др.
В качестве компонентов вяжущего в смеси с известью, дис-
персным кремнеземом или самостоятельно возможно использо-
вание металлургических шлаков, зол и шлаков ТЭС, пыли-уноса
Цементных печей, нефелиновых и бокситовых шламов и др.
Металлургические шлаки содержат известь и алюмосиликат-
ные компоненты. В основных отвальных доменных и мартенов-
ских шлаках содержится не менее 5... 15% стеклофазы, а в кис-
лых отвальных мартеновских, ваграночных и шлаках цветной
Металлургии — более 20... 50 %. При быстром охлаждении жидких
Расплавов получаются преимущественно стекловидные шлаки,
обладающие высокой активностью.
Золы ТЭС от сжигания бурых углей могут быть использованы
й производстве силикатных изделий в качестве самостоятельного
вяжущего при содержании СаО более 30 %, в том числе свободной
До 7... 10%, компонента известково-кремнеземистого вяжущего
и в виде активного наполнителя.
В процессе получения глинозема из бокситов образуется бок-
сПтовый шлам, содержащий Р-2СаО-А12О3; при использовании
129
нефелиновых пород получается отход — нефелиновый шлам, ко-
торый состоит из 75... 85 % белита 0-2СаО • SiO2. Эти шламы мед.
ленно твердеют в нормальных условиях и могут использоваться
для получения автоклавных силикатных материалов.
В составе смеси могут использоваться пыль-унос цементных
печей и карбидная известь. Пыль-унос содержит белит, свобод-
ную известь и значительное количество щелочей. Карбидная
известь представляет собой отход производства ацетилена и со-
держит не менее 50 % активных оксидов кальция и магния, что
позволяет использовать ее в качестве основного вяжущего при
производстве кирпича.
6.2. Технология изготовления
Технология производства. Технология производства сили-
катного кирпича (рис. 6.1) и камней предусматривает следующие
основные операции: приготовление известково-кремнеземистого
вяжущего (известь + молотый песок); подготовка кремнеземистого
Рис. 6.1. Технологическая схема производства силикатного кирпича
130
компонента; приготовление известково-кремнеземистой смеси;
формование изделий методом прессования; тепловлажностная
обработка в автоклавах (твердение); контроль качества готовых
изделий.
Компоненты известково-кремнеземистого вяжущего подвер-
гаются сухому помолу и должны иметь невысокую влажность,
обычно для этого их сушат в сушильном барабане до влажно-
сти 1,0... 1,5%. Если содержание свободной извести составля-
ет 50...60%, то кремнеземистый компонент не подсушивается
и используется при соотношении извести и песка 1:1. Комовая
известь измельчается в две ступени: грубое и тонкое дробление.
Оптимальное соотношение извести и песка для получения из-
вестково-кремнеземистого вяжущего в большинстве случаев при-
меняется 1:1 (из расчета расхода извести 8... 12%).
Первичное предварительное перемешивание извести с песком
осуществляется в тихоходных двухвальных мешалках типа СМ-246,
СМ К-126 или в быстроходных лопастных двухвальных смесите-
лях СМС-95. Целесообразно применение стержневых смесителей
ССК-01, СК-19, СК-08, СК-58 не только для вторичной обработки
смеси, но и для первичного смешивания компонентов.
Качество известково-кремнеземистого компонента характери-
зуется активностью и тонкостью помола. Показатель активности
находится в пределах 7...8%, тонкость помола характеризуется
удельной поверхностью 450...500 м2/кг. Компоненты вяжущего
измельчаются в трубных шаровых мельницах до удельной по-
верхности 450...500 м2/кг отдельно или совместно. В первом слу-
чае в зависимости от технологии применяют сухой или мокрый
способ, во втором — только сухой. Для интенсификации помола
в размалываемый материал вводятся ПАВ, мылонафт, СДБ, три-
этаноламин в количестве 0,02...0,04% от массы извести.
При помоле извести и влажного песка происходит его подсу-
шивание за счет гидратации части свободной СаО. В тех случаях
когда в молотом вяжущем остается свободная часть СаО, ее необ-
ходимо гидратировать. Этот процесс происходит при смешивании
вяжущего с оставшейся частью немолотого песка карьерной влаж-
ности и выдержке смеси в гасильных аппаратах (силосах, реакто-
рах), при этом смесь подсушивается за счет реакции гидратации
И выделяемого тепла. Только полное гашение извести обеспечи-
вает бездефектную и высококачественную продукцию.
Оптимальным способом гидратации является силосный с ис-
пользованием силосов и реакторов различной конструкции.
Основное различие между ними — периодичность и непрерыв-
ность действия.
При использовании реакторов непрерывного действия влаж-
ность смеси обычно составляет 7...9%. Для обеспечения равно-
131
мерного опускания смеси в реакторе и его разгрузки влажность
на выходе не должна превышать 3,0... 3,5 %. Гасильные реакторы
характеризуются полезным объемом 60 ...250 м3 и производитель-
ностью 65... 150 м3/ч.
К агрегатам периодического действия относятся силосы перио-
дической разгрузки и гасильные барабаны. Сырьевая смесь влаж-
ностью 8... 9 % в процессе гашения в силосе нагревается до темпе-
ратуры 50... 60 °C, и за 3... 4 ч выдержки в нем известь полностью
гасится, влажность при этом снижается до 4,5 %.
Гасильные барабаны имеют вместимость 15 м3, гидратация из-
вести происходит под давлением 0,25 ...0,3 МПа. Длительность
цикла составляет 50... 60 мин, гашение происходит в течение
30...35 мин, при использовании пережженной и магнезиальной
извести время гашения увеличивается до 2 ч. Гасильные барабаны
неэффективны в работе, и этот способ мало распространен.
Для обработки гашеной смеси используют: смесительные де-
зинтеграторы, лопастные двухвальные смесители, противоточные
смесители, центробежные бегуны, стержневые мельницы, валко-
вые смесители-растиратели и стержневые смесители. Последние
обеспечивают хорошую обработку массы при удельной произво-
дительности 8... 14 т гашеной смеси на 1 м3 внутреннего объема
в час. Стержневой смеситель работает по принципу многократного
перетирания материала с одновременным его увлажнением.
Для формования сырца используют револьверные прессы
с челночным движением стола и неподвижным столом, удельное
давление прессования при этом составляет 15... 20 МПа. Часо-
вая производительность прессов составляет 3070...7200 шт. усл.
кирпича.
Мелкие пески однородной гранулометрии обуславливают пло-
хую формующую способность сырьевых смесей, и в них вводятся
укрупняющие добавки размером 0,6...5,0 мм: высевки при дро-
блении и сортировке гранита, известняка, являющиеся отходами
дробильно-сортировочных фабрик, или крупный песок.
Оптимальная формовочная влажность смеси составляет 5... 6 %
Недостаточная (3...4%) или избыточная (10... 12%) влажность
сырьевой смеси приводит к перепрессовке сырца. Запрессов-
ка воздуха вызывает расслоение сырца, снижает его прочность
и трешиностойкость. Наиболее часто встречающимся дефектом
прессования является низкая прочность сырца (менее 0,3 МПа),
что приводит к его разрушению при съеме со стола пресса авто-
матом-укладчиком.
В настоящее время используются комплексы оборудования для
прессования СМС-296, предназначенные для прессования оди-
нарного полнотелого, утолщенного пустотелого кирпича и кам-
ней с пустотностью 22...25%. В состав комплекса входят один
132
гидравлический пресс ДО-538 (производительность 7 200 шт. усл.
кирпича в час), два укладчика СМС-298, два толкателя, устрой-
ство для уборки просыпи.
Типовой завод силикатного кирпича включает в себя следующий
комплекс оборудования: револьверный пресс CMC- 152А, автомат-
укладчик СМС-19 и толкатель СМС-19А. Комплекс оборудования
рА-550 польского производства предназначен для прессования
5 250 шт. усл. кирпича в час, отбора и укладки его на автоклав-
ные вагонетки. Пустотелые изделия получаются при формовании
за счет внедрения пуансонов сверху в засыпанную смесью форму
или при засыпании формы, в которую снизу введены пуансоны.
Автоклавная обработка — завершающий этап технологии,
в процессе которого происходит формирование искусственного
прочного силикатного камня. В автоклаве создается повышен-
ная температура (175... 191 °C) и давление пара (0,8... 1,3 МПа),
в результате чего в сырце поддерживается жидкая фаза, способ-
ствующая растворению исходных компонентов, их химическому
взаимодействию, и в конечном счете происходит кристаллизация
гидросиликатов кальция различного состава. Время автоклавной
обработки — 9... 15 ч. При повышенном давлении в автоклаве
время изотермической выдержки сокращается до 5 ч.
Процесс автоклавной обработки (рис. 6.2) подразделяется
на три стадии.
Первая стадия начинается с момента впуска пара в автоклав
и заканчивается при выравнивании температуры теплоносителя
и запариваемых изделий. Пар после впуска в автоклав конденси-
руется на поверхности сырца, а затем по мере разогрева сырца на-
6.2. Режим работы автоклава:
— загрузка автоклавов; 2 — закрытие крышек; 3 — подъем давления (темпе-
ратуры) пара; 4 — изотермическая выдержка при постоянном давлении; 5— вы-
пУск пара (сброс давления); 6 — открывание крышек; 7 — выгрузка изделий
11 чистка автоклава
133
чинает проникать в его мельчайшие поры и там конденсироваться
в конденсате происходит растворение Са(ОН)2 и SiO2
Вторая стадия называется изотермической выдержкой. Она
характеризуется постоянной температурой и давлением паро-
воздушной среды. В этот период происходят основные физико-
химические процессы, связанные с образованием прочного ис-
кусственного силикатного камня за счет формирования низко-
и высокоосновных гидросиликатов кальция:
(CaOSiO2H2O; 2CaO SiO2 H2O; 5СаО 6SiO2 • 5Н2О) по реакции
Са(ОН)2 + SiO2 + тН2О = CaOSiO2 пН2О (6.1)
Третья стадия начинается с момента прекращения подачи пара
в автоклав и заканчивается выгрузкой изделий. В производстве
силикатного кирпича применяются проходные и тупиковые ав-
токлавы диаметром 2 и 2,6 м и длиной 17, 19, 21 м.
Получение цветных силикатных изделий. Известково-крем-
неземистые смеси автоклавного твердения могут окрашиваться
в разнообразные цвета. Окрашивание силикатной смеси в услови-
ях автоклавной обработки наиболее интенсивно протекает в при-
сутствии трех хромофоров железа, хрома и марганца. Полученная
окраска зависит от вида химического соединения и валентности
красящего элемента.
Взаимодействие хромофоров с известью, например, желе-
за и хрома, приводит к ослаблению окраски, тогда как реакция
с кремнеземом (например, марганца) вызывает интенсивное окра-
шивание материала.
Длительная гидротермальная обработка приводит к заметному
ослаблению цвета из-за химического взаимодействия красящих
добавок с основным материалом. Существует несколько способов
окрашивания: объемное; двухслойное формование; окрашивание
сформованного сырца суспензией, пастами, красками, раствора-
ми солей; окрашивание запаренного кирпича растворами солей
металлов, органическими красителями, кремнийорганическими
эмалями, органосиликатными покрытиями, расплавленными эма-
лями, глазурями, полимерными красками.
Интенсивное окрашивание достигается, когда песок смешива-
ют с сухими материалами (известью и немолотым песком), после
чего осуществляется гашение извести.
При окрашивании силикатных изделий в растворах сернокис-
лых солей тяжелых металлов происходит обменная реакция между
медным или железным купоросом и известью.
CuSO4 + Са(ОН)2 -> CuO + CaSO4 + Н2О (6.2)
Fe2SO4 + Са(ОН)2 -> Fe(OH)2 + CaSO4 (6-3)
134
Оксид меди придает изделию салатный цвет, а гидрат закиси
железа — терракотовый.
Наиболее реальным из существующих способов декорирования
являются напыление цветных силикатных паст на сырец до его
автоклавной обработки и пропитка готового кирпича в водных
растворах солей и органических красителей. Современным и дол-
говечным способом отделки силикатных поверхностей является
плазменная обработка [5, 7, 8].
6.3. Принципы проектирования
6.3.1. Расчет состава сырьевой смеси
Расход сырьевых материалов определяется с учетом их свойств.
Удельный расход извести и песка рассчитывают по данным техно-
логического регламента или результатам полузаводских испытаний.
При отсутствии таких данных используют литературные данные.
Обычно известь, применяемая заводами силикатного кирпича,
содержит 70... 75 % активной СаО, а содержание SiO2 в хороших
кварцевых песках — 90...95%. Оптимальное соотношение И:К
в этих условиях 1:1. Содержание известково-кремнеземистого
вяжущего в силикатной смеси — 18... 19% при удельной поверх-
ности 450...500 м2/кг.
Расход материалов рассчитывается на 1000 шт. усл. кирпича.
Расход извести, кг, определяют по формуле
ИАи = РА, (6.4)
где Аи — заданная активность извести, % (для извести первого,
второго и третьего сорта Аи соответственно равна 90, 80 и 70 %);
Рс — расход смеси на 1000 шт. усл. кирпича, кг; А^ — заданная
активность смеси, %.
Для определения расхода извести можно пользоваться табл. 6.2.
В среднем активность смеси составляет 7...8%.
Расход п е с к а, кг, определим по формуле
Рп = Рс - И. (6.5)
В практике удельный расход песка на 1 000 шт. полнотелого
одинарного кирпича составляет 2,3...2,4 м3, или 2400...2500 кг.
Расход воды для получения сырьевой смеси с влажностью
? % составляет в среднем 12 % от массы смеси и распределяется
ориентировочно следующим образом, %: на гашение извести — 2,
На испарение при гашении — 3,5, на увлажнение — 7.
Практическая часть воды, участвующая в гашении извести,
Поступает в производство с песком, карьерная влажность кото-
135
Таблица 6.2. Расход извести, кг на 10ОО шт. усл. кирпича
А.,,% Активность сырьевой смеси, %
4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5 9,0
60 252 283 315 346 378 409 440 472 504 535 566
65 233 262 291 320 349 378 407 437 466 495 524
70 216 243 270 297 324 351 378 405 432 459 486
75 202 227 252 278 303 328 353 378 403 428 454
80 189 121 236 259 283 305 330 353 378 400 424
85 179 200 222 244 267 289 311 393 356 378 400
рого зависит от погодных условий (табл. 6.3). Обычно влажность
смеси составляет 6...7 %.
Расчетным путем подбирают опытный состав смеси, на осно-
вании которого регулируют расход компонентов смеси и выдают
ее оптимальный состав.
В качестве кремнеземистого компонента можно использовать
песок молотый и немолотый или их смесь, а также золу ТЭС или
смесь золы с песком.
Если расчет расхода извести выполнен при ее активности
70%, то в случае применения извести другой активности расход
ее определяется умножением на коэффициент К = 70/А, где А —
фактическое содержание в извести активной СаО, %.
О. М. Малахов и П.И. Баженов предлагают расчет состава извест-
ково-песчаной смеси производить исходя из расчета цементирую-
щей связки (известь + молотый песок) с учетом того, что в процессе
синтеза при автоклавной обработке объем гидросиликатной связки
будет больше объема исходного химически активного сырья.
Таблица 6.3. Расход воды для увлажнения сырьевой смеси
на 10ОО шт. усл. кирпича
Влажность песка, % Заданная влажность сырьевой смеси, %
5,0 5,5 6,0 6,5 7,0
з,о 74 92 111 130 148
3,5 55 74 92 111 130 __
4,0 37 55 74 92 111 ---
4,5 18 37 55 74 92
136
Расход цементирующей связки определяется по формуле
А = (6.6)
где А — содержание цементирующей связки, % от массы сухой
известково-песчаной смеси; Пп — пустотность песка в частях;
рт — средняя плотность цементирующей связки после автоклав-
ной обработки, г/см3, р„ = 0,81... 1,30; к — объемное расширение
продуктов новообразований.
Установлено, что наиболее высокая прочность плотных сили-
катных изделий достигается при основности смеси (Осм) (известь +
+ молотый кварцевый песок):
Осм = (СаО + 0,93 MgO)/0,93SiO2 = 0,7, (6.7)
где СаО и MgO — содержание оксидов Са и Mg в извести, %;
SiO2 — содержание кварца в песке, %.
При Осм = 0,7 к определяется по табл. 6.3 в зависимости от со-
держания MgO в извести, температуры ее обжига и способа фор-
мования изделий (литой или пластичный) и колеблется в преде-
лах 1,1... 1,35.
Пример 6.1. Дано: активность извести Аи = 79%, содержа-
ние MgO — 31 %, пустотность песка — 0,41 %, содержание SiO2
в песке — 92 %, Осм = 0,7, коэффициент объемного расширения
к = 1,28 (по табл. 6.3), рт = 1 г/см3, %:
А = Ппр„/к = 0,41 1/1,28 100 = 32.
На 1 000 кг известково-песчаной смеси при А = 32 % масса из-
вести и молотого песка равна 320 кг.
По заданию Аи = 79 %, содержание SiO2 в исходном песке —
92%, следовательно, их соотношение равно:
0,79(СаО + MgO)/0,92 SiO2 = 0,7/1,
или соотношение извести и песка равно 0,65/0,79.
На 320 кг цементирующей связки приходится 144 кг извести
и 179 кг молотого песка. Расход немолотого песка составляет
680 кг, активность смеси — 11,4%.
6.3.2. Расчет и подбор основного технологического
оборудования
Основные положения проектирования. При выборе режи-
ма работы предприятий следует руководствоваться: двухсменная
Работа — 305 дн. в году или трехсменная — 260 дн. в году. Тепло-
вая обработка производится в три смены, продолжительность
137
каждой — 8 ч. Готовая продукция и сырьевые материалы прини-
маются и отгружаются в две смены в течение 260 дн. в году. Для
расчета фонда времени работы оборудования пользуются коэф-
фициентами и формулами.
Номинальный годовой фонд рабочего времени, ч:
T=NaNCMTCM, (6.8)
где Na — номинальное количество рабочих дней в году; NCM — ко-
личество смен в сутки; 7"см — продолжительность смены, ч.
Нормативный годовой фонд времени работы оборудования
в час:
^об = ТКтмКгКсы, (6.9)
где Krw — коэффициент технического использования оборудова-
ния; Кг — коэффициент готовности участия технологической ли-
нии; Ксм — коэффициент использования сменного времени.
При расчетах Л/и можно принимать равным 0,95.
Коэффициент готовности участка технологической линии
между буферными (запасными) емкостями:
Кт-KrlKr2Kr3...Krn. (6.10)
Коэффициенты готовности основного оборудования: питате-
лей и дозаторов — 0,99; шаровых мельниц — 0,97; гомогениза-
торов — 0,99; смесителей, прессов, автоклавов — 0,98; конвейе-
ров — 0,99.
Ориентировочные значения Ксм: для помольного оборудова-
ния — 0,95; формовочного — 0,85; автоклавов — 1,0.
При доставке материалов железнодорожным транспортом не-
обходимо иметь их запас (склады) на предприятии на 7... 10 сут
работы, при доставке автотранспортом — 2...3 сут. Расходные
емкости (бункера, силоса) для песка, извести и известково-крем-
неземистых смесей рассчитываются с учетом хранения их в тече-
ние 4...8 ч. Насыпная плотность материалов: песка влажного —
1 500... 1 600 кг/м3; песка молотого — 1 200... 1 300 кг/м3; извести
комовой — 900... 1 100 кг/м3; извести молотой — 800...900 кг/м3;
золы-уноса — 700... 800 кг/м3; известково-песчаного вяжущего —
1 200... I 300 кг/м3.
Запас готовых изделий на складе — 5 рабочих суток. Ширина
проходов между штабелями не менее 1,5 м. Коэффициент, учи-
тывающий проходы между штабелями, — 1,2.
Расчет оборудования. Для помола песка и извести использу-
ются шаровые мельницы, паспортная производительность кото-
рых принимается по справочникам. Расход мелющих тел, кг на 1 т
молотого материала: при помоле вяжущего (1:1) — 0,8..1,2; при су-
хом помоле песка —1,0...2,5; при мокром помоле песка — 3...4-
138
Количество смесителей определяется с учетом их паспортной
производительности и коэффициента использования.
Производительность прессов с поворотным столом, шт./ч,
определяется по формуле
nn = 3600Z«, (6.11)
где Z — число пресс-форм стола, шт., Z- 16; п — частота враще-
ния стола, с 1.
Производительность автоклава определяется по формуле
Q = Ea/(TaTo5Kn), (6.12)
где Еа — объем изделий в автоклаве, м3; 7"а — продолжительность
цикла автоклавной обработки, включая время на загрузку и вы-
грузку, ч; Го6 — годовой фонд чистого времени работы обору-
дования (число дней в году х количество смен в сутки х продол-
жительность смены); Кп — коэффициент, учитывающий потери,
Хп = 0,975...0,99.
Коэффициент заполнения автоклава Ка определяется по фор-
муле
Ка = Еа/Уа, (6.13)
где Va — рабочая вместимость автоклава, м3.
Коэффициент заполнения автоклава обычно составляет
0,3 ...0,35.
Для производства силикатного кирпича и камней используют-
ся автоклавы диаметром 2 м тупиковые при количестве до 4 шт.
и проходные при количестве автоклавов более 4 шт. Продолжи-
тельность загрузки и выгрузки автоклава принимается: для про-
ходных — 1 ч, для тупиковых — 2 ч; время автоклавной обработ-
ки — 9... 15 ч.
Рельсовая колея в автоклаве равна 750 мм, длина автоклавной
вагонетки — 1 120 мм. Количество кирпича на одной вагонетке
составляет 3 000 шт.
Характеристика передаточного моста для транспортиров-
ки вагонеток: скорость передвижения — 2 м/с; колея моста —
2200 мм, рельсов — 750 мм; длина моста — 6 375 мм, ширина —
2700 мм.
Расход пара, кг, и теплоэнергии, Мкал, на автоклавную обра-
ботку 1 м3 готовой продукции при избыточном давлении 1,2 МПа
^ходится в пределах 340...390 и 225...260 соответственно. При
автоклавировании в условиях 0,8 МПа по сравнению с давлением
*’2 МПа расход пара уменьшается на 10%.
Подбор оборудования. Двухвальный смеситель СМС-95 пред-
назначен для первичного и вторичного перемешивания силикат-
ной смеси с содержанием влаги 10%. Смесь увлажняется путем
139
распыления воды с помощью форсунок. Производительность
смесителя СМС-95 — 95 м3/ч.
Смеситель СМС-255, как и смеситель СМС-95, предназначен
для первичного и вторичного перемешивания силикатной смеси
и применяется в технологических линиях производительностью
до 60 м3/ч.
Стержневой растиратель-смеситель СММ-82 (барабанного
типа) предназначен для улучшения растирания и получения од-
нородной силикатной смеси после гашения. Производительность
растирателя — 100 т/ч.
Револьверный пресс СМС-151А предназначен для формования
утолщенного пустотелого и одинарного полнотелого силикатного
кирпича. Число пресс-форм — 16.
Производительность пресса по одинарному и утолщенному
кирпичу — 3 070 шт./ч; по условному кирпичу — 4 100 шт./ч.
Комплекс оборудования СМС-296 предназначен для прессова-
ния одинарного полнотелого, утолщенного пустотелого кирпича
и пустотелых камней с пустотностью 22 ...25 %.
Операции отбора отпрессованных изделий от пресса, укладки
их на автоклавную вагонетку, подачи свободных вагонеток под
загрузку, откатки загруженных изделиями вагонеток выполняют-
ся автоматически.
В состав комплекса входят гидравлический пресс ДО-538
и укладчик СМС-298 производительностью пустотелых камней
в пересчете на одинарный кирпич 7 200 шт./ч.
Комплекс оборудования РА-550 (польского производства)
предназначен для прессования силикатного кирпича, отбора
и укладки его на автоклавные вагонетки.
Пресс, входящий в комплекс РА-550, имеет производитель-
ность по выпуску одинарного полнотелого кирпича 4 860 шт./ч;
пустотелых камней — 2 100 шт./ч.
Применяются автоклавы тупикового исполнения СМС-24'
(длина 17 м, диаметр 2 м), СМС-246 (длина 19 м, диаметр 2 м)
и автоклав проходного исполнения СМС-545М (длина 19 м, диа-
метр 2,6).
Компоновочные решения проектируемых предприятий должны
обеспечивать непрерывность технологического процесса, макси-
мальную компактность и максимальную блокировку отдельны*
цехов и отделений.
Технологическое оборудование должно устанавливаться по-
точно с максимальной механизацией и автоматизацией произ-
водственных процессов. При установке оборудования должны
быть предусмотрены проходы для людей и проезды для цехов<
транспорта согласно действующим нормам по технике безопас
ности.
140
КОНТРОЛЬНЫЕ ВОПРОСЫ
। Какие операции включает в себя производство силикатного кирпи-
ча?
2 Назовите стадии процесса автоклавной обработки при производстве
силикатного кирпича.
3. Как произвести расчет состава силикатной смеси?
4. Опишите основные положения проектирования предприятия по из-
готовлению силикатного кирпича.
5. Сколько времени составляет длительность автоклавной обработки?
Глава 7
СТЕНОВЫЕ ИЗДЕЛИЯ ИЗ АРБОЛИТА
Арболит — разновидность цементных легких бетонов, в кото-
рых заполнителем являются органические материалы, в основном
древесная дробленка.
7.1. Сырьевые материалы
Заполнители. В качестве органического заполнителя могут ис-
пользоваться древесина в виде дробленки, стружки, сечка камы-
ша, стебли хлопчатника, рисовая лузга костральна и др. Во многих
районах Российской Федерации, в том числе в Сибири и на Даль-
нем Востоке, в основном используется древесный заполнитель.
Древесина представляет собой сложный комплекс веществ
и состоит из целлюлозы до 50% (C6Hl0O5)n, лигнина, гемицел-
люлозы, смолистых и экстрактивных веществ, водорастворимых
сахаров (С12Н14О3(ОН)8), минеральных солей и др. Целлюлоза,
лигнин и смолистые вещества вредного влияния на процесс твер-
дения клинкерных минералов, цемента не оказывают. Экстрак-
тивные вещества — танины — вымываются из древесины только
горячей водой или минеральными растворами и значительного
влияния на твердение цемента также не оказывают.
Водорастворимые сахара, сахароза, глюкоза (С6Н12О6), фрукто-
за легко вымываются из древесины и, попадая в цементное тесто,
замедляют процесс его твердения. Гемицеллюлоза представляет
собой сложные органические вещества — полисахариды, спо-
собные в щелочной среде (цементные бетоны) гидролизоваться
и переходить в растворимые сахара, которые отрицательно дей-
ствуют на процесс твердения цемента, являются «цементными
ядами» и значительно замедляют набор прочности изделий с ис-
пользованием цементов.
К специфическим особенностям древесины как заполнителя
для легких бетонов типа арболита относятся: значительные объ-
емные влажностные деформации, низкая адгезия по отношению
к цементному камню, анизотропность, значительная упругость
142
при уплотнении арболитовой смеси. Изменение линейных разме-
ров при усадке и набухании древесины вдоль волокон составляет
0,1 ...0,3 %, в радиальном и тангенциальном направлениях соответ-
ственно 3... 5 и 6... 12 %, в то время как усадка цементного камня
всего лишь 0,3 ...0,4 %. Такая разнородность свойств компонентов
в составе композиционного материала отрицательно влияет на его
структуру и прочность. Значительно отличаются и прочностные
показатели древесины поперек и вдоль волокон: в 6 — 18 раз. Та-
кой разброс свойств диктует необходимость готовить дроблен-
ку при определенном соотношении размеров частиц. Древесная
дробленка должна иметь игольчатую форму с коэффициентом
формы, равным 5...8, и толщину 3...6 мм. Оптимальный размер
по длине должен быть не более 25...30 мм. При таких размерах
обеспечиваются близкие по значению влажностные деформации
вдоль и поперек волокон.
Вяжущие. Для получения арболита в качестве вяжущих ис-
пользуют портланд- и сульфатостойкий цементы (ГОСТ 10178—85
и ГОСТ 22266—76), БТЦ марок 300, 400, а также шлакошелоч-
ные вяжущие. Наиболее эффективным вяжущим для производ-
ства арболита является вяжущее низкой водопотребности марок
ВНВ-100, ВНВ-50, ВНВ-30, получаемое совместным помолом
портландцементного клинкера, песка и шлака до 30...50 % с су-
перпластификатором С-3. Нормальная густота этих вяжущих со-
ставляет 14... 16 %, в то время как у портландцементов — 25... 28 %.
БТЦ выгодно отличается тем, что он дает возможность получить
достаточную прочность в ранние сроки, т.е. до начала активного
выделения вредных для цемента веществ (сахара) из древесины.
Белитошламовый цемент (БШЦ) не содержит в своем составе
ЗСаО • SiO2 (трехкальциевый силикат), который наиболее под-
вержен отрицательному действию экстрактивных веществ древе-
сины. Белитошламовый цемент получают путем совместного по-
мола обожженного при 650... 700 °C белитового шлама и 12... 15 %
гипса.
Добавочные материалы. В производстве арболита их исполь-
зуют для улучшения технологических свойств и ускорения процес-
сов твердения арболитовой смеси, улучшения эксплуатационных
свойств и прочности арболита. В качестве ускорителей твердения
применяют хлорид кальция СаС12, нитрит кальция Ca(NO3)2, сер-
нокислый алюминий A12(SO4)j (ГОСТ 12966—85), а также смесь
Жидкого стекла R2OnSiO2 с A12(SO4)3 и СаС12 с СаО. Этилсили-
конат натрия ГКЖ-10 и метилсиликонат натрия ГКЖ-11 служат
гидрофобизирующими добавками. Пенообразующими составами
является моющее вещество «Прогресс» или жидкостекольный пе-
нообразователь, содержащий жидкое стекло, канифоль и едкий
Натр NaOH. Органический заполнитель может обрабатываться
143
составами, образующими пленки на его поверхности, в целях
уменьшения действия экстрактивных веществ на процесс тверде-
ния цемента. Такие составы готовятся на основе жидкого стекла,
СаС12 или A12(SO4)3.
В качестве воздухововлекающих добавок при приготовлении
поризованного арболита рекомендуется смола нейтрализованная
СНВ (ТУ 81-05-75-74), смола древесная омыленная СДО (ТУ-13-
05-02-83). Химические добавки в арболитовую смесь вводят в виде
водных растворов, что учитывается при назначении общего ко-
личества воды для приготовления смеси.
7.2. Проектирование состава арболитовой
смеси
Для подбора состава арболитовой смеси задаются требуемой
величиной средней плотности арболита в высушенном состоя-
нии; маркой (классом) арболита по прочности; характеристикой
исходных материалов; удобоукладываемостью арболитовой смеси.
При подборе состава как обычного плотного, так и поризованного
арболита используют расчетно-экспериментальный способ, вклю-
чающий в себя обязательное изготовление и испытание контроль-
ных образцов по расчетным данным с последующим определением
фактического расхода материалов на 1 м3 уплотненной смеси.
Порядок подбора состава обычного и поризованного арболи-
та приведен в нормативной литературе, а также в монографии
И.Х. Наназашвили [17].
Подбор состава обычного арболита. Заданная величина
средней плотности арболита в высушенном состоянии не должна
превышать величин, приведенных в табл. 7.1.
Ориентировочный расход портландцемента марки 400 на 1 м3
арболита определяется по табл. 7.2 в зависимости от вида запол-
нителя и марки арболита.
Указанные в табл. 7.2 расходы цемента приведены для арбо-
лита, твердеющего в стандартных (нормальных) условиях 28 сут,
при ускоренных способах твердения расход уточняется опыт-
ным путем. При использовании цемента других марок расход
его умножается на коэффициент увеличения при марке цемента
300 на 1,05... 1,15 и на коэффициент уменьшения при марке 500
на 0,96...0,94, при марке 600 на 0,93...0,9.
Ориентировочный расход воды и сухого органического за-
полнителя на 1 м3 арболита при марке цемента 400 принимают
по табл. 7.3.
Расход материалов зависит от давления прессования при формо-
вании изделий. Например, для арболита марки 35 при увеличений
144
ja б л и ц a 7.1. Максимальная величина средней плотности
арболита
Марка арболита по прочности Класс арболита Средняя плотность, кг/м3, с заполнителем
Отходы лесозаготовок Отходы лесопиления и деревообработки
5 В 0,35 500 450
J0 В 0,75 550 500
15 В 1 600 550
20 В 1,5 650 600
25 В 2 700 650
35 В 2,5 750 700
давления прессования с 0,2 до 1,2 МПа расход цемента уменьшает-
ся с 500 до 300 кг, расход дробленки увеличивается со 130 до 280 кг,
а расход воды уменьшается с 370 до 240 л на 1 м3 арболита.
Ориентировочный расход химических добавок-минерализа-
торов в расчете на сухое вещество на 1 м3 арболита на основе
древесной дробленки составляет, кг: хлорида кальция — 8, стек-
ла натриевого жидкого — 8, смеси сернокислого алюминия и из-
вести-пушонки — 45.
По результатам подбора назначают первый исходный состав
смеси для пробного замеса и несколько опытных замесов, отли-
чающихся от исходного содержанием составляющих компонентов,
прежде всего цемента, на ±15 % от исходного. На основе анализа
Таблица 7.2. Расход портландцемента, кг/м3
Заполнитель Марка арболита
5 10 15 25 35
Дробленка из отходов:
лесопиления и деревообработки хвойных пород 260 280 300 330 360
лесопиления и деревообработки смешанных пород 290 310 330 360 390
лесозаготовок хвойных пород 280 300 320 350 380
лесозаготовок смешанных пород 310 330 350 380 —
145
Таблица 7.3. Расход заполнителя и воды
Заполнитель Марка арболита
5 10 15 25 35
Дробленка из отходов:
лесопиления и дере- вообработки хвой- ных пород 160/280 180/300 200/330 220/360 240/400
лесопиления и дере- вообработки сме- шанных пород 180/330 200/360 220/390 240/430 250/460
лесозаготовок хвой- ных пород 170/300 190/330 210/360 230/400 250/440
лесозаготовок сме- шанных пород 160/330 180/360 200/390 220/430 240/460
Примечание. В числителе — расход заполнителя, кг; в знаменателе —
расход волы, л.
полученных результатов испытания стандартных образцов — ку-
бов — на прочность по истечении 28 сут выбирают оптимальный
состав арболитовой смеси и рассчитывают фактический расход
материалов на 1 м3 уплотненного арболита:
А = аря/£Р, (7.1)
где А, а — расход каждого из составляющих смесь компонен-
тов соответственно на 1 м3 арболита и на пробный замес, кг;
ра — средняя плотность уплотненной арболитовой смеси, кг/м3;
Т.Р— масса всех материалов, израсходованных на приготовление
пробного замеса, кг.
При использовании заполнителя с естественной влажностью
при назначении производственного состава арболита корректиру-
ется расход воды и заполнителя по сравнению с расчетным. Рас-
ход заполнителя с естественной влажностью по массе Зш опреде-
ляется по формуле
3„=3(1 + РИз/100), (7.2)
где 3 — расчетное количество сухого заполнителя, кг; влаж-
ность заполнителя, % по массе.
Содержание влаги в заполнителе равно В3 = (3 WQ/100, а расход
воды в производственном составе арболита будет меньше на этУ
величину. Например, расход материалов на 1 м3 арболита класса
146
В 2,5 (Ra - 3,5 МПа) на древесном заполнителе составляет: це-
мента — 360 кг, заполнителя — 240 кг, воды — 400 л, расход хи-
^ческой добавки СаС12 в расчете на сухое вещество — 8 кг.
Состав арболита можно определить другим методом. В этом
случае подбор состава арболита начинают с определения расхода
вОды. Для уточнения расхода воды можно пользоваться форму-
лой
В = (НЦ + /ОД)/100, (7.3)
где В — расход воды на I м3 арболитовой смеси или на 1 замес,
л; Н — нормальная густота цементного теста, %; Ц и Д — массо-
вые количества соответственно цемента и сухого древесного за-
полнителя в 1 м3 смеси или в одном замесе; К — максимальное
водопоглощение древесного заполнителя, %.
Максимальное водопоглощение определяется по формуле
30 + (1,54 - pm)/(l,5pm), (7.4)
где 30 — влажность древесины, %, при точке насыщения волокон;
1,54 — истинная плотность древесины; рт — средняя плотность
древесины в сухом состоянии, т/м3.
Расход воды с учетом влажности заполнителя следует коррек-
тировать по формуле
Вк = В - (Де - Дс), (7.5)
где Вк — количество воды, корректированное на 1 м3 арболита
или на один замес с учетом влажности древесины, кг; Де — масса
древесного заполнителя с учетом его влажности, кг, необходимого
на 1 м3 или на один замес; Дс — масса древесного заполнителя, кг,
расходуемого на 1 м3 арболита или на один замес в сухом состоя-
нии (Дс зависит от марки арболита), ее можно установить исходя
из оптимальных отношений древесины к цементу (Д/Ц).
Масса древесного заполнителя с учетом его влажности опреде-
ляется по формуле
Де = Дс(1 +0,01 FT), (7.6)
где W — влажность древесного заполнителя, %.
Подбор состава поризованного арболита. Объем древесной
Дроблении для приготовления 1м3 поризованного арболита при-
нимается в пределах 1,3... 1,7 м3. Расход цемента для исходного
Контрольного замеса ориентировочно назначается в зависимости
°т вида заполнителя и марки арболита. Расход цемента марки 400
На 1 м3 арболита марок 15, 25, 35 и 50 на заполнителе из смешан-
ных пород соответственно равен 310, 350, 380, 420 кг. При ис-
пользовании дробленки из смолистых пород древесины расход
Нементауменьшается на 10...60 кг.
147
Первоначально для подбора состава поризованного арболщ
та берут три значения расхода цемента: первое — расчетное, дВд
других — с отклонением от расчетного значения ±10 %.
Расход воды назначается оптимальным, обеспечивающие
укладку при принятом способе формования, исключающем раз,
рушение пены при приготовлении поризованной арболитной сме-
си. Ориентировочные значения отношения воды к цементу (В/Ц)
для расчета расхода воды могут применяться в пределах 1,0... Q
и уточняться опытным путем. Количество воды корректируется
с учетом естественной влажности древесины.
Примерный расход химических добавок на 1 м3 поризованно-
го арболита для марок 15, 25, 35, 50 составляет: жидкого стекла
соответственно 6, 7, 8, 9 кг; жидкого стекла и СаС12 — (9 + 4,5)-
(10 + 5); (11 +5,5); (12 + 6) кг.
Для предварительных расчетов расход пенообразователя рабо-
чей концентрации можно принимать для арболита марок 15, 25,
35 и 50 соответственно 60, 50, 40, 30 л/м3. При получении пори-
зованного арболита используются жидкостекольный пенообра-
зователь, а также синтетические пенообразователи на основе ал-
килсульфатов первичных и вторичных спиртов при соотношении
пенообразователь : вода как 1:10... 1:40.
Воздухововлекающие добавки ЦНИПС-1, СНВ, СДО приме-
няются в количестве 0,1 ...0,3 % от массы цемента.
После назначения расходов материалов определяют расчетную
среднюю плотность свежеуложенного поризованного арболита,
кг/м3:
Рсвул — Ц + д + в + по + хд,
(7.7)
где Ц, Д, В, ПО, ХД — соответственно расходы цемента, дроблен-
ки в сухом состоянии, воды, пенообразователя рабочей концен-
трации, химических добавок.
По результатам испытания опытных образцов из поризован-
ной арболитовой смеси устанавливают оптимальный состав ар-
болита.
7.3. Технология производства
Технология производства стеновых изделий из арболита вклю-
чает в себя несколько стадий (рис. 7.1).
Подготовка материалов и приготовление смеси. Для поЛУ'
чения арболита могут использоваться древесные опилки и стрУ*'
ки, однако для получения арболита лучшего качества применяют
специально приготовленную дробленку с коэффициентом форм1,1
Аф = 5...8.
148
Рис. 7.1. Принципиальная технологическая схема производства стеновых
изделий из арболита
Кусковые отходы измельчаются и выдерживаются в кучах под
Чавесом не менее одного месяца при положительной температуре.
Древесину превращают в щепу на дисковых и барабанных маши-
нах марок МРНП-10, МРНП-30, МРГ-20Н, МРГ-40 с произво-
дительностью 10 ...40 м3/ч, максимальным диаметром исходных
Заготовок перерабатываемого сырья 200... 300 мм, а затем измель-
чают в дробленку на модернизированных молотковых мельницах
и Дробилках марок ДМ-1, ДМ-4, ДМ-7, ДМ-3 с производитель-
ностью 1 ...2 т/ч в расчете на сухую древесину.
Применение свежесрубленной древесины всех пород для про-
изводства арболита не допускается.
149
Для сортировки щепы и дробленки используют следующИе
типы механических сортировок: качающиеся, вибрационные
гирационные с установленными на них ситами определенного
размера ячеек.
Для производственных целей рекомендуются следующие типы
вибрационных и гирационных сортировок: СЩ-0,2, СЩ-1, СЩ-бо
СЩ-120, ГВР-1, ЭВП-1, ВГД-2, ВГО-1, производительность кото-
рых колеблется в пределах 25... 120 м3 щепы-дробленки в час.
При дроблении и рассеве необходимо использовать древеси-
ну с равновесной относительной влажностью не более 30 %, при
более высокой влажности нарушается нормальная работа дроби-
лок, сит и грохотов.
Приготовление дробленки по традиционной технологии осу-
ществляется двухстадийно: 1-я стадия — получение щепы из ку-
сковых отходов на рубильной машине; 2-я стадия — получение
дробленки с помощью дробилок, и, наконец, фракционирование.
Дробильно-сортировочный узел работает по замкнутому циклу:
рубильная машина сортировка щепы -> рубильная машина.
Технологическая щепа должна удовлетворять требованиям
ГОСТ 19222—84. Размеры древесных частиц не должны превы-
шать, мм: по длине 40, ширине 10, толщине 5. Содержание при-
месей коры не более 10 %. Количество частиц с Кф не более 8
не должно превышать 20 %.
Например, потребность арболитового цеха мощностью 12...
24 тыс. м3 изделий в год составляет 25... 50 м3 щепы.
Для уменьшения отрицательного влияния полисахаридов
на прочность арболита используют следующие технологические
приемы: частичное удаление этих веществ из древесины зама-
чиванием в воде, перевод простейших сахаров в нерастворимые
или безвредные для цемента соединения, ускорение процесса
твердения цемента, т.е. сокращение времени воздействия сахаров
на процесс твердения, минерализация древесины.
С учетом высокого водопоглощения органического заполнителя
приходится поддерживать высокое значение водоцементного от-
ношения В/Ц = 0,9... 1,3. Вода в арболитовую смесь может быть
введена тремя способами: в виде воды затворения, при замачи-
вании древесины, путем введения ее в смесь в виде химического
раствора минерализатора. В ряде случаев целесообразно замачи-
вание заполнителя производить в воде или в растворе минера-
лизатора. Продолжительность увлажнения в течение 10... 15 мин
не позволяет удалить легкогидролизуемые вещества из целлюло-
зосодержащих заполнителей, необходимо увеличение ее до 6 ч ПР13
гидромодуле 1:10. Подогрев воды до 40... 60 °C ускоряет этот пр°'
цесс и частично извлекает легкогидролизуемые вещества, однак°
эта операция приводит к повышению себестоимости арболита.
150
Для дозировки компонентов смеси используют объемные до-
заторы по массе. Арболитовую смесь готовят в смесителях при-
нудительного цикличного действия СБ-35, С-773, СБ-62, С-951,
СБ-138 или лопастных растворосмесителях типов С-209, СМ-290,
рекомендуемая последовательность загрузки смесителя: древесная
дробленка —> раствор минерализатора -> цемент -> вода. Продол-
дозтельность перемешивания арболитовой смеси составляет не ме-
нее 3 мин. Жесткость арболитовой смеси, подаваемой на формов-
ку изделий, составляет 20...45 с, определенная по техническому
вискозиметру, или подвижность не менее 2 см по осадке смеси,
заформованной в стандартном конусе.
Степень уменьшения объема арболитовой смеси при ее при-
готовлении характеризуется коэффициентом выхода Кв, опреде-
ляемым отношением объема готовой смеси Исм к вместимости
смесителя по загрузке К,:
*в=Исм/И3. (7.8)
Коэффициент выхода арболитовой смеси колеблется в преде-
лах 0,35... 0,45, для тяжелых бетонных смесей Кв = 0,65... 0,7. Зная
вместимость используемого смесителя и Кв, можно определить
объем готового замеса. Число замесов л, выполненных смесите-
лем за один час, определяют по формуле
л = 3 600//ц, (7.9)
где tu — время цикла, включающего в себя суммарное время, за-
трачиваемое на загрузку, перемешивание и выгрузку одной пор-
ции смеси, с.
Время загрузки компонентов колеблется в пределах 10 ...20 с,
перемешивания смеси — 180...360 с, выгрузки — 30...50 с.
Фактическую производительность, м3/ч, смесителей периоди-
ческого действия определяют по формуле
Пф = И3/Сви/1 000. (7.10)
Для заполнения форм могут быть использованы двухбункер-
Ные бетоноукладчики СМЖ-166А, один бункер предназначен для
Раствора фактурного слоя.
С учетом упругости арболитовой смеси высоту бортоснастки
Формы определяют по формуле
Яф = Kyh, (7.11)
Где Яф — высота бортоснастки формы, см; Ку — коэффициент
Уплотнения смеси, К, = 1,2... 1,6; h — проектная толщина изде-
лия, см.
Формование. Особенностью арболитовой смеси является
т°> что после снятия нагрузки при формовании происходит рас-
151
прессовка упругой смеси и нарушение уплотненной структур^
Современными механизированными способами уплотнения ар"
болитовой смеси при формовании являются: циклическое прес,
сование, или вибропрессование; вибросиловой прокат; послойное
уплотнение; вибрирование на виброплощадках; вибрирование
с пригрузом.
Способ прессования заключается в укладке нижнего слоя
фактурного раствора, затем арболитовой смеси и верхнего слоя
раствора. Уплотнение смеси осуществляется на специальном по-
сту вибропрессом под давлением 0,5 ...0,9 МПа. Можно исполь-
зовать многократное сжатие, устраняющее распрессовку массы.
При толщине изделия 200 мм рекомендуется следующий режим
уплотнения: сжатие + выдержка (30 с) + сброс давления до 0 + вы-
держка (30 с), и повторение цикла.
Способ силового проката — упрощенный вариант фор-
мовочной технологической линии, представляющий собой один
вибровалок диаметром 800 мм для уплотнения смеси. В этом слу-
чае передний и задний борта формы имеют высоту, равную вы-
соте изделия, а боковые принимаются с учетом коэффициента
уплотнения. После укладки смесей осуществляется вибрирование
формы со смесью на виброплощадке в течение 30 с, после чего
она подается под калибрующий вибровалок, уплотняющий смесь.
Затем форма поступает на вибропрокатную секцию, состоящую
из гусеничной ленты, которая производит плавное постепенное
сжатие и доуплотнение смеси при давлении 0,15 МПа в течение
2,5...4,0 мин со скоростью движения 0,67... 1,64 м/мин.
Способ вибропрессования заключается в том, что фор-
мование осуществляется в стальных формах с фиксирующими
крышками. Форма с уложенной арболитовой массой накрывается
крышкой и подается в вибропрессовальную установку. Крышка
утапливается в форму и защелкивается, изделие в форме выдер-
живается до достижения распалубочной прочности. В этом случае
можно формовать изделия размером 3,6 х 1,5 х 0,3 м при удельном
давлении формования 0,2 МПа. Недостатком способа является
то, что при вибрации быстро выходят из строя гидроцилиндры
установки.
При способе послойного уплотнения изделия форму-
ются на поддоне, который остается во время формования непод-
вижным. Подвижная опалубка поднимается вверх на 1,6... 2,0 см,
укладывается нижний фактурный слой, затем опалубка поднИ-
мается еще на 5...7 см, арболитовая смесь укладывается вровень
с бортами, опалубка опускается вниз на величину уплотнения
смеси, и осуществляется «укатка» образующейся горбушки за 3—
прохода формующей машины. Этот процесс продолжается до на-
бора необходимой толщины изделия.
152
Способ вибрирования с пригрузом использует-
ся при формовании стеновых панелей, мелкоштучных блоков
400 x 200 x 200 мм и перегородочных плит 800x400 x 80 мм. Пригруз
□пускается на смесь, и включается площадка на 3,5... 4,0 мин. До-
стоинством способа является то, что после формования возможна
немедленная распалубка изделий.
Твердение арболита. Специфика свойств органического за-
полнителя и особенности адгезии его с цементным камнем опре-
деляют особые условия твердения арболитовых изделий. Тепло-
вая обработка арболита в среде насыщенного пара или паровоз-
душной среде, как обычного бетона, а также на термоподдонах
не допускается. Такая обработка приводит к снижению прочности
арболитовых изделий вследствие больших деформативных напря-
жений и выделению сахаров, способствующих значительному за-
медлению твердения цемента.
При 18...25°C и относительной влажности воздуха 60...80 %
арболит приобретает 50% проектной прочности через 3...5 сут,
с использованием БТЦ — через 1... 2 сут. Наилучшие показате-
ли достигаются при обработке арболитовых изделий по мягкому
режиму твердения при температуре сушки 40... 50 °C и относи-
тельной влажности среды 70 ...80 %. Выдержка изделий перед
тепловой обработкой — 12 ч, скорость подъема температуры
в камере — 10 °C в час. При таком режиме арболит приобретает
распалубочную прочность через 24...28 ч, однако прочность его
при этом не превышает 25...40 % марочной, а влажность остается
высокой — 30...35 %. Поэтому требуется дополнительная клима-
тическая выдержка на складе при 16... 18°C не менее 7... 14 дн.
Установлено, что прочность арболита с химическими добавка-
ми при нормальных условиях повышается пропорционально лога-
рифму времени. Прочность арболита, твердеющего в течение 1, 3,
7, 14 и 90 сут в нормальных условиях, соответственно составляет
от проектной 0,15.„О,25; 0,35...0,45; 0,6...0,75; 0,8...0,85; 1,2... 1,3.
При использовании БТЦ скорость нарастания прочности в пер-
вые трое суток возрастает на 35 ...40 %.
Ускорение твердения арболитовой смеси достигается введени-
ем добавок NaNO3, NH4 Cl, NaNO2, а также СаС12 в количестве
6 — 8 кг на 1 м3 арболита (в расчете на сухое вещество). Тепловую
обработку арболитовых изделий можно осуществить электропо-
Догревом и электрообогревом при температуре не более 40 °C.
Поризованную арболитовую смесь приготавливают в противо-
точных бетоносмесителях СБ-35, СБ-62 или лопастных смесителях
6-209 и СМ-290. Для приготовления пены могут использоваться
насосы ЗК-6, 4К-8, 6К-12, 4НФ или пеногенераторы. Поризован-
•Дто арболитовую смесь готовят путем введения пены в арболитовую
сМесь или древесной дроблении в поризованное цементное тесто.
153
Готовые стеновые арболитовые изделия после твердения при
необходимости подвергаются ремонту и отделке.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие органические заполнители могут применяться для произвол,
ства стеновых изделий из арболита?
2. Какое вяжущее применяется для получения арболита?
3. Какие параметры задаются при подборе состава арболитовой сме-
си?
4. От чего зависит расход материалов при подборе состава арболитовой
смеси?
5. Какие операции включает в себя производство арболита?
6. Какая существует особенность арболитовой смеси при формова-
нии?
Глава 8
СТЕНОВЫЕ ИЗДЕЛИЯ НА ОСНОВЕ
ПРОМЫШЛЕННЫХ ОТХОДОВ
Как известно, природные ресурсы истощаются, а отходы про-
изводства в мире (особенно в странах СНГ) наращиваются. Боль-
ше всего отходов образуют предприятия горнодобывающей, ме-
таллургической и теплоэнергетической отраслей.
8.1. Оценка качества отходов как сырья
для получения стеновых материалов
Общие положения. В процессе добычи и переработки первич-
ного природного сырья промышленным комплексом от 60 до 80 %
его превращается в отходы и побочные продукты. Значительный
источник вторичных ресурсов — золы и шлаки энергетического
комплекса. Особое место в этой группе отходов занимают золы
от сжигания бурых углей, потенциальной способностью которых
является проявление вяжущих свойств, поэтому они могут в со-
ставе смесей для стеновых материалов выполнять роль не только
наполнителя, но и вяжущего.
Ежегодный выход металлургических шлаков составляет около
50 млн т, или 0,4...0,65 т на одну тонну металла.
Для получения гипсовых вяжущих и стеновых перегородок
на их основе рекомендуется использовать такие гипсосодержа-
Щие отходы, как фосфогипс, борогипс и другие, годовой выход
Которых более 20 млн т.
Производство стеновой керамики может базироваться на ис-
пользовании отходов угледобычи и углеобогащения, выход кото-
рых в странах СНГ составляет около 150 млн т.
К сырьевым источникам для получения стеновых материалов
вносятся отходы механической и химической переработки дре-
6есины, которых ежегодно образуется до 200 млн м3, в том числе
110 3,5 млн т гидролизного лигнина. На предприятиях по хими-
чкой переработке древесины Красноярского края, Восточной
Сибири и Дальнего Востока суточный выход гидролизного лиг-
рна составляет 200...300 т.
155
Другие виды отходов в производстве стеновых материалов вьк
полняют роль малопроцентных добавок и поэтому не представ-
лены в кратком перечне основных техногенных продуктов
получения материалов отмеченной группы.
Рост требований к надежности строительных материалов, по-
лучаемых с применением вторичного сырья, тесно связан с не-
обходимостью их полной безопасности для здоровья человека
Весь спектр повышенных экологических требований к строи-
тельным материалам должен быть обеспечен шкалой безопас-
ности кондиционности техногенного сырья, его промышленной
пригодности.
Техногенные продукты также оцениваются по агрегатному со-
стоянию, исходной влажности, величине плотности, грануломе-
трическому, минералогическому, фазовому и химическому соста-
вам. Зная техническое состояние отходов, можно проектировать
условия их хранения и технологию переработки.
Оценка свойств минеральных отходов. Отходы промыш-
ленных предприятий в обязательном порядке должны подвер-
гаться радиологическому контролю согласно ГОСТ 30108—94
«Материалы и изделия строительства. Определение удельной
эффективной активности естественных радионуклидов». Ве-
личина удельной эффективной активности Аэф сырьевых мате-
риалов и изделий на их основе не должна превышать 10 пКи/г
(370 Бк/кг).
Содержание несгоревших частиц топлива в топливном котель-
ном шлаке с учетом потери массы при прокаливании не должно
превышать, %: для шлаков антрацитов — 20; для каменноуголь-
ных — 15; для бурых углей, торфа и сланцев — 10.
По химическому составу минеральных отходов (золы, шла-
ки) можно рассчитать модуль активности Ма = Al2O3/SiO2 и мо-
дуль основности Мосн = (СаО + MgO)/(SiO2 + А12О3), по величи-
не которого шлаки и золы подразделяются на ультраосновные
(А?осн > 1,6); основные (Л^осн = 1,2... 1,6); нейтральные (Л'оо, =
= 0,8... 1,2) и кислые (A5OCk, < 0,8). При затворении водой ультра-
основные и основные тонкодисперсные шлаки и золы проявляют
вяжущие свойства в обычных условиях. Нейтральные минераль-
ные отходы проявляют активность в составе строительных мате-
риалов при их автоклавной обработке. Дополнительной харак-
теристикой высокоосновных зол служит отношение Al2O3/Si0j
Если это отношение находится в пределах 1,1... 2,2, то золы про-
являют вяжущие свойства без дополнительного введения акти-
ваторов твердения.
В шлаке допускается наличие следующих примесей: земленИ"
стые — в количестве не более 3%, органические — не более 1
по массе.
156
Допускается применение только устойчивых против распада
нейтральных и кислых кусковых шлаков светлых оттенков с кам-
невидными пористыми изломами и шероховатой поверхностью.
Доменные шлаки, применяемые при изготовлении шлакобе-
тонных стеновых камней, должны выдерживать испытания на си-
дикатный распад.
Отвальные шлаки рекомендуется в летний период раздробить
д0 требуемых размеров, уложить в штабели высотой 1 м и поли-
вать водой не менее чем за 2...3 мес до использования.
Оценка свойств твердых органических отходов. Важной
характеристикой отходов переработки древесины служат их влаж-
ность, насыпная плотность, пустотность, гранулометрический
и вещественный состав, характер pH-среды в водной суспензии,
содержание водорастворимых редуцирующих веществ, что опре-
деляет технологию их переработки и применение в производстве
стеновых материалов.
Содержание сахара определяют по количеству перманганата
калия (КМпО4), израсходованного на титрование двухвалентно-
го железа, образовавшегося в результате реакции трехвалентного
железа с закисью меди.
Количество редуцирующих веществ (РВ) в древесной дроблен-
ке определяют по следующей формуле:
PB = eP'0IOO/(K1g), (8.1)
где РВ — редуцирующие вещества, % по сухой навеске; в — ко-
личество сахара, соответствующее объему перманганата калия,
израсходованного на титрование пробы, мг; Ц, — объем воды,
использованной для приготовления водной вытяжки, мл; V\ —
объем водной вытяжки, взятой на анализ, мл; g — навеска сухой
Дробленки, г.
Количество выделившихся экстрактивных веществ из свежее -
РУбленной древесины составляет, %: для осины — 2,6; пихты —
3,6; сосны — 3,8 и лиственницы — 10, в том числе сахаров соот-
ветственно 1,3, 1,24, 1,4 и 4,6%.
Важной характеристикой древесных опилок и стружек является
величина содержания в них полисахаридов, которые в щелочной
сРеде превращаются в моносахара, препятствующие процессу ги-
дратации (твердения) цементных вяжущих. Например, величина
^Дгезии древесины без обработки минерализаторами (A12(SO4)3,
Са (ОН), R2O nSiO2) к затвердевшему цементному камню состав-
ляет 0,01 МПа, с обработкой — 0,1 МПа.
Для гидролизного лигнина определяют величину pH (кислот-
ность) в целях определения величины нейтрализатора (щелочная
^ла, Са (ОН)2 и др.) при приготовлении смеси для производства
Меновых камней, обычно pH = 1,5...2.
157
8.2. Стеновые изделия с использованием
отходов переработки древесины
8.2.1. Древесно-минеральные стеновые камни
Исходными компонентами для получения материалов этой труп,
пы служат: зола-унос от сжигания бурых углей, цемент (как доба-
вочный компонент), химические активизаторы твердения и орга-
нический заполнитель. В качестве последнего при производстве
древесно-минеральных камней (ДМК) используются древесная
дробленка и стружки. Зола-унос должна соответствовать требова-
ниям ТУ 34-70.10898-88 «Зола высококальциевая канско-ачинских
бурых углей как добавка в бетоны и растворы». В золах содержа-
ние СаОсвоб не должно превышать 12 %, a MgO — 7 %. В качестве
добавок к золе могут использоваться портланд- и шлакопортланд-
цемент, отвечающие требованиям ГОСТ 10178—85. По количеству
водорастворимых веществ, влажности, наличию гнили древесная
дробленка и стружки должны соответствовать ГОСТ 19222— 84.
Институтом СибЗНИИЭП (Новосибирск) разработаны техно-
логия и комплект оборудования для производства древесно-ми-
неральных стеновых камней (рис. 8.1).
Рис. 8.1. Принципиальная технологическая схема изготовления древес^0'
минеральных камней
158
Древесный заполнитель с влажностью более 30 % предваритель-
но подвергается сушке. При приготовлении смеси предусматрива-
ется следующий порядок загрузки и перемешивания материалов:
заполнитель -> активизатор твердения —> зола -> цемент -> вода.
ОбШее время перемешивания не превышает 5 мин.
формование камней осуществляется на вибропрессователе
с последующим съемом и подачей на тележку или в контейнер,
установленный на снижателе. Твердение изделий происходит
в термокамерах при температуре 40... 50 °C с последующей конди-
ционной выдержкой при температуре 20 °C в течение 3... 5 сут.
Стеновые камни выпускаются размером 390 х 190 х 188 мм
с круглыми или щелевидными пустотами. Марки ДМ К по проч-
ности 25, 35, 50, средняя плотность — 1 200... 1 400 кг/м3. Древес-
но-минеральные камни должны удовлетворять ТУ 34-35.10025-89
«Блоки древесно-минеральные».
Для нейтрализации кислотных остатков в гидролизном лигни-
не (pH = 1,5...2) используется щелочная зола-унос бурых углей.
Щелочная зола в смеси с лигнином помимо роли нейтрализа-
тора служит вяжущим. Жизнеспособность лигнозольной смеси
не превышает двух часов. Минимальная доля золы-уноса в составе
лигноминеральной смеси обосновывается обеспечением полной
нейтрализации кислотных остатков, содержащихся в лигнине,
а максимальная — получением прочных и бездефектных лигно-
зольных камней.
Гамма-спектроскопический анализ проб стеновых лигноми-
неральных камней показал, что полученные значения эффек-
тивной удельной активности естественных радионуклидов (ЕРН)
не превышают нормированной величины 10 пКи/г и составляют
2,18...2,83 пКи/г, следовательно, такие материалы могут исполь-
зоваться для строительства жилых и общественных зданий по ра-
диационному показателю.
8.2.2. Стеновые блоки из опилкобетоно
Гйпсоопилочные блоки. Они выпускаются без пустот разме-
ром 188 х 388 х 198 мм. Средняя плотность блоков до 1000 кг/м3.
Прочность на сжатие гипсобетона должна быть 2,5...5,0 МПа;
^орозостойкость — не менее 15 циклов; теплопроводность —
и,Н...0,15 Вт/(м°С). Масса блока не должна превышать 14 кг.
Исходные материалы должны отвечать требованиям ГОСТа:
^псовые вяжущие — ГОСТ 125—79, древесные опилки — ГОСТ
jy?22— 84, замедлитель схватывания — триполифосфат натрия —
ОСТ 3493—77Е, пластифицирующая добавка — С-З-ТУ 6-14-625-
" вода техническая - ГОСТ 23732-79.
159
Технологический процесс производства мелкоштучных блок0в
на основе гипсового вяжущего включает в себя следующие основ
ные стадии: прием и складирование исходного сырья; дозировка
сырьевых компонентов; приготовление формовочной смеси; по
дача смеси в бункер вибропрессователя; подготовка и установ-
ка поддонов; укладка и уплотнение смеси; установка поддонов
с блоками в контейнер; транспортировка сырых блоков в камеру
термообработки; термообработка блоков; транспортировка блоков
на склад готовой продукции; контроль качества.
Гипсовое вяжущее доставляется на завод цементовозами
и пневмотранспортом подается в силос, который оборудован
фильтром СМЦ-169А и циклоном ЦН-15-600-1у. Под силосом
расположен пневморазгрузчик донной выгрузки с дистанцион-
ным управлением ППД-101. Струйным насосом гипс перекачи-
вается в расходный бункер. Расходный бункер также оборудован
циклоном. Далее через весовой дозатор гипс подается в смеси-
тель СБ-146.
Опилки поступают автотранспортом и подаются в приемный
бункер, затем шнеком и элеватором — в весовой дозатор опилок
и далее в смеситель.
Добавки — триполифосфат натрия и пластификатор — посту-
пают в бочках в сухом или концентрированном виде и разводятся
в ванне до нужной концентрации. Затем насосом подаются в спе-
циальную емкость и далее через мерный бачок со специальным
уровнемером ВЭЭ-025-06г в смеситель. Остальная расчетная часть
воды поступает в смеситель через дозатор по массе.
Расход материалов на 1 м3 гипсоопилкобетона в среднем со-
ставляет: гипсового вяжущего — 800 кг; древесных опилок —
160 кг; триполифосфата натрия — 0,27 кг; пластификатора —
4,5 кг; воды — 400 л.
Количество вводимого пластификатора А рассчитывается
по формуле
Л = а-100/К, (8.2)
где а — количество пластификатора в пересчете на сухое веще-
ство, необходимое для приготовления раствора, кг; К — исходная
концентрация пластификатора, определяемая по ареометру и та-
бличным данным.
Технология приготовления водного раствора добавки состоит
в следующем: в бак с вращающейся мешалкой вводят необходи-
мое количество воды затворения, затем отдозированное количе-
ство пластификатора и триполифосфата натрия перемешиваю1
до полного растворения добавок. Контроль за приготовление^
раствора осуществляют при помощи ареометра. Плотность раС'
твора должна составлять 1,02 г/см3. Для дозировки воды и водной
160
паствора используют дозатор АВДЖ-425, для приготовления рас-
пора — комплект оборудования СБ-6А-1.
Расход химических добавок на 1 м3 гипсоопилочных блоков
составляет, кг: триполифосфата натрия — 0,24...0,4, пластифи-
катора С-3 — 4... 8.
В обычных смесителях сухие опилки плохо перемешиваются
с гипсом. Гипс комкуется, и из-за разности в плотностях гипса
и опилок имеет место расслоение смеси и нарушение ее одно-
родности. Поэтому после заполнения смесителя опилками туда
подают некоторое количество воды и водные растворы добавок.
Количество вводимой воды и время перемешивания должно
быть таким, чтобы опилки равномерно увлажнялись (обычно
1...2 мин). Количество вводимой воды зависит также от вида
используемой добавки (ускоритель схватывания, замедлитель
схватывания, пластификатор) и от характеристики исходной
влажности опилок.
После равномерного увлажнения опилок в смеситель вводит-
ся гипсовое вяжущее, и смесь перемешивается еще в течение
1...2 мин до получения однородной массы. Следует обратить вни-
мание на то, что объем смесителя (вне зависимости от производи-
тельности установки) должен быть не менее 0,5 м3. В противном
случае однородную массу получить не удается.
Приготовленная смесь подается в приемный бункер вибро-
прессователя типа ВПБС-1 или ВИП-9.
Из бункера вибропрессователя сырьевая смесь через питатель
подается к матрицам-ячейкам. После заполнения ячеек смесью
и ее разглаживания устанавливается вибропригруз, включают-
ся вибраторы и осуществляется вибропрессование в течение
10...20 с. После отключения вибраторов осуществляется выдержка
под пригрузом не менее 20 с. Затем поднимают пригруз и матрицу
с ячейками. Изготовленные блоки остаются на поддоне.
Далее поддон со свежеотформованными блоками передвигает-
ся на рольганг. Снимателем-подъемником заполняется контейнер
поддонами с блоками. Заполненный контейнер поступает в су-
шильную камеру, где происходит высушивание блоков при тем-
пературе 55 ± 5 °C по режиму 2 + 3 + 2. После окончания процес-
са высушивания блоки пакетируются и переносятся на склад для
Хранения. Освобожденные поддоны чистят, смазывают и подают
к вибропрессователю.
Опилкобетонные блоки. Блоки изготовляют из жесткой бе-
т°Нной смеси, содержащей опилки, строительный гипс, портланд-
цемент, замедлитель сроков схватывания, пластификатор и анти-
коррозионную добавку. Расход цемента на 1 м3 опилкобетонных
Псков по сравнению с керамзитобетонными снижен на 200 кг.
Ремя начала схватывания смеси — 10... 20 мин.
161
Рис. 8.2. Стеновой блок
из опилкобетона
Опилкобетонные блоки обладай^
следующими эксплуатационными
свойствами: прочность при сжатии
составляет 2,5...3,5 МПа; средняя
плотность — до 1 100 кг/м3; тепло-
проводность — менее 0,43 Вт/(м - °C)-
морозостойкость — до 35 циклов'
водопоглощение — 25... 30 %.
Институтом «Латколхозпроект»
совместно с Белорусским конструк-
торско-технологическим институтом
городского хозяйства разработаны
стеновые блоки индустриального изготовления из быстротвер-
деющего опилкобетона, предназначенные для возведения вну-
тренних стен малоэтажных зданий (рис. 8.2). Помимо отмеченных
ранее компонентов в смесь вводятся пористый керамзитовый или
аглопоритовый песок, а также СДБ и Na2CO3. Для приготовления
опилкобетонной смеси используются быстроходные смесители
принудительного перемешивания; время перемешивания, вы-
грузки и формования не должно превышать 8... 12 мин. Блоки
формуются «лицом вниз» в стальных, деревянных или пластмассо-
вых формах. Распалубка изделий производится через 30...45 мин
после формования с последующей укладкой их в контейнеры
или штабеля. При положительной температуре изделия дости-
гают отпускной прочности через 3... 7 сут. Проектная прочность
опилкобетона составляет 2,5...7,5 МПа при средней плотности
800... 1 100 кг/м3.
Объем блока составляет 0,023 м3, максимальная масса — 28 кг.
Один блок по объему эквивалентен 23 кирпичам, на возведение
1 м3 стены необходимо 11 блоков. За счет двухрядной конструк-
ции достигается строгая плоскостность стены.
8.2.3. Стеновой брус на основе древесных отходов
Объединением «Втордрев» совместно с другими организация-
ми разработан новый строительный материал — конструкцион-
ный брус, прессованный из отходов древесины на минеральных
вяжущих, который по свойствам должен отвечать техническим
условиям ТУ 13-0273643-5-88.
Брус обладает следующими свойствами: прочность при сжа-
тии составляет 8 МПа, при изгибе 1,1 МПа; средняя плотность -"
900... 1 000 кг/м3; водопоглощение — не более 9%; теплопров0'
дность — 0,3 Вт/(м °С), поперечное сечение бруса — 150x250 ММ
(рис. 8.3).
162
Рис. 8.3. Конструкционный стеновой брус
Технология этого материала сводится к следующему. Куско-
вые древесные отходы измельчают в рубильных машинах и дро-
билках и сортируют с отделением кондиционной фракции (сито
6... 10 мм). Кондиционная фракция при влажности более 12%
подается в сушильный барабан, после чего дозируется в смеси-
тель, куда подается связующее — бишофит (MgCl2 • 6Н2О), затем
подается другое связующее — каустический магнезит, и все пере-
мешивается.
Соотношение компонентов в пресс-массе: 51,2% биомассы,
14,6 % бишофита, 34,2 % каустического магнезита. Брус получа-
ют способом экструзии на специальной линии отечественного
производства. После раскраивания брус подается на склад для
выдержки и хранения.
Предприятие-изготовитель производит комплекты оборудова-
ния для производства конструкционного бруса производительно-
стью 2,4, 6, 8 и 10 тыс. м3 в год. Брус предназначен для возведения
наружных и внутренних стен зданий.
8.3. Стеновые изделия на основе отходов
теплоэнергетики и металлургии
8.3.1. Стеновые изделия из газозолобетона
Из большого разнообразия строительных материалов на основе
Указанных отходов рассмотрим некоторые представители зольных
и Шлаковых изделий.
163
Таблица 8.1. Химический состав зол и шлаков
Пределы содержания основных оксидов, %
Материал SiO2 А12О3 Fe2O3 СаО MgO R2O п.п.п.
Каменно- угольная зола 43 ...62 23...25 4...6 2... 5 1...3 0,2... 1,0 До 12
Буроугольная зола 25 ...40 7... 10 10... 15 25...40 2...4 0,7... 1,0 До 6
Металлурги- ческий шлак 36 ...38 10... 14 0,3 ...0,4 34 ...42 6... 10 1,0... 1,3 —
Критерии оценки шлаков и зол приведены в подразд. 8.1, в дан-
ном подразделе представлен диапазон значений основных оксидов
в составе зол и шлаков (табл. 8.1).
Особенностью зол бурых углей и металлургических шлаков яв-
ляется то, что в их составе присутствует значительное количество
СаО, в том числе в свободном виде, что определяет их самостоя-
тельную гидравлическую активность, а также активность в смеси
с минеральными вяжущими.
Каменноугольная зола отличается низким содержанием СаО
и не проявляет вяжущих свойств, поэтому может использоваться
в качестве кремнеземистого компонента вместо песка или для
получения известково-зольного вяжущего. Золы от сжигания
бурых углей являются высококальциевыми и обладают вяжу-
щими свойствами, поэтому такие золы целесообразно исполь-
зовать в качестве вяжущего при производстве золосиликатных
изделий.
Газозолобетон изготавливают из цементно-зольной смеси,
в которой соотношение кремнеземистого компонента (золы) к вя-
жущему находится в пределах 1,8... 2,2. При этом предпочтительнее
полностью цементное вяжущее с добавкой извести 15 ...20 %
УралпромстройНИИпроект и объединение «Агропромсель-
строй» опробовали газозолобетон для строительства одноэтажных
коттеджей при монолитном бетонировании стен. Был предложен
базовый состав газозолобетона плотностью 800 кг/м3 и проч-
ностью 3,5 МПа, который был использован при строительстве
дома. Расход материалов, кг/м3: цемента — 220...250; золы-уно-
са — 450...480; извести — до 30; алюминиевой пудры — 0,6...0,85;
воды — 340... 360. В доме с газозолобетонными стенами дефектов,
которые бы свидетельствовали о недостаточности теплозащитных
качеств ограждения, не обнаружено.
В настоящее время акционерным обществом «Бетфор» вЫ'
пускается полный комплект одно- и двухмодульных нару*'
164
?ьд стеновых панелей из газозолобетона для жилых домов се-
рии 141-СВ. Толщина панелей 280 мм при средней плотности
600 кг/м3 и расчетном коэффициенте теплопроводности для зоны
А 0,23 Вт/(м-"С).
8.3.2. Безобжиговый зольный кирпич
Прессованный зольный кирпич. Для производства зольного
кирпича могут использоваться золы от сжигания как каменных,
так и бурых углей, значительно отличающихся по химическому
Составу и свойствам (см. табл. 8.1).
Содержание каменноугольной золы в составе массы достига-
ет 25...35%. Изготовление золосиликатного кирпича может осу-
ц)ествляться как бессилосным способом, так и с применением
операции силосования (выдержки). В первом случае упрощается
технология производства, сокращается время подготовки силикат-
ной массы с 3...4 ч до 20...25 мин, а следовательно, сокращается
общий цикл производства (рис. 8.4).
При производстве кирпича с применением операции силосо-
вания предусматривается выдержка золосиликатной массы, со-
рис. 8.4. Принципиальная схема производства золосиликатного кирпи-
ча бессилосным способом
165
держащей 20...25 % золы, в течение 2...3 ч с последующим пере_
мешиванием смеси с остаточным количеством золы.
При использовании золы с содержанием СаО в свободном виде
4...7 % замена извести на золу может достигать 75 %, а в составе
кремнеземистого компонента содержание золы 50... 75 %. Количе-
ство зольного вяжущего по сухому веществу от массы заполнителя
должно составлять 30...35 %.
Использование зол бурых углей в природном виде, т. е. без
предварительной подготовки, в составе безобжиговых изделий
всегда опасно проявлением деструктивных процессов в изделии
в период твердения и эксплуатации, связанных прежде всего
с поздним гашением СаО. Поэтому во избежание разрушитель-
ных реакций рекомендуются следующие способы подготовки золы
перед употреблением: предварительный помол, обработка раство-
рами кислот, предварительная термическая обработка и др.
Производство золосиликатного кирпича с применением вы-
сококальциевых зол бурых углей может осуществляться по тра-
диционной схеме получения силикатного кирпича с обязатель-
ной операцией подготовки зольного вяжущего путем помола для
устранения деструктивных процессов как при автоклавной обра-
ботке, так и при эксплуатации зольных изделий.
Известково-зольный кирпич получают из смеси, со-
держащей по объему 75...80 % золы и 20... 25 % извести.
Известково-шлаковый кирпич изготовляют из смеси
строительной извести и тонкомолотого гранулированного домен-
ного шлака. Расход шлака составляет по объему 88...95%, а из-
вести — 5... 12 %.
При смешивании с водой каменноугольные золы не проявляют
вяжущих свойств, однако при добавлении извести или портланд-
цемента они активизируются, а при обработке отформованных
изделий в автоклавах дают возможность получать на их основе
изделия достаточно высокой прочности.
Известково-зольный и известково-шлаковый кирпичи форму-
ются на прессах, которые применяют при производстве силикат-
ного кирпича, а твердение осуществляется в автоклавах.
Величина средней плотности таких кирпичей составляет
1400... 1 600 кг/м3, теплопроводность — 0,5...0,6 Вт/(м °С).
Известково-зольный и известково-шлаковый кирпичи пример
няют для возведения стен зданий высотой не более трех этажей
и для кладки верхних этажей многоэтажных зданий.
Кирпич, получаемый методом гиперпрессования. В этом
случае в качестве заполнителей используются: зола, мартеновский
и вулканический шлаки, гранитные отсевы, доломит. Расход Iie'
мента составляет 170... 185 кг/м3. При величине средней плотно-
сти 1 300... 1 800 кг/м3 прочность изделий составляет 10... 13 МПа-
166
р]а основе доломитовой крошки получен лицевой кирпич марки
150 и 175. Оптимальное давление прессования — 40 МПа.
8.3.3. Шлакобетонные стеновые материалы
Стеновые камни из шлакобетона. Соотношение фракций
в составе шлакового заполнителя для получения шлакобетона
рекомендуется принимать по табл. 8.2 из расчета получения за-
полнителя с межзерновой пустотностью 30%, насыпной плот-
ностью не более 800 кг/м3 и прочностью при сжатии в цилиндре
в пределах 1... 10 МПа.
После назначения соотношений фракций в составе заполните
ля определяют насыпную плотность смеси и рассчитывают расход
материалов на 1 м3 шлакобетона.
Расход крупного шлакового заполнител я, кг, опреде-
ляется по формуле
Ш = срацрш цт, (8.3)
где срац — рациональная степень насыщения бетона крупным за-
полнителем; рш ц т — плотность шлаковой смеси (заполнителя)
в цементном тесте, кг/м3, которая предварительно эксперимен-
тально определяется и колеблется в пределах 1 450... 1 550 кг/м3
при насыпной плотности шлака 800 кг/м3.
Рациональная степень насыщения бетона крупным заполни-
телем определяется по формуле
срац = (0,97...0,99)стах, (8.4)
где стах — максимальная степень насыщения объема бетона круп-
ным заполнителем.
Максимальная степень насыщения бетона крупным заполни-
телем рассчитывается по формуле
Стах = 1,05рнш/ршцт, (8.5)
где Рн ш — насыпная плотность шлаковой смеси крупного запол-
нителя принятого зернового состава, кг/м3.
Таблица 8.2. Соотношение фракций заполнителя
Для шлакобетона, % по массе
Крупность зерен, мм Состав заполнителя
5... 10 — 70 60 50 50 40 30 20 10 10
10...20 — 20 30 40 30 40 50 60 70 60
20...40 10 10 10 20 20 20 20 20 30
167
Таблица 8.3. Расход цемента, кг
Марка Активность шлака -
шлакобетона Высокоактивный Активный Малоактивный
50 ПО 125 130
75 105 120 140
100 90 ПО —
Определив общий расход заполнителя, рассчитывают расход
заполнителя по фракциям с учетом процентного соотношения.
При предварительных расчетах расход воды в зависимости
от влажности шлака принимается, % от массы сухого шлака: для
топливных спекшихся шлаков — 12...20; для топливных неспек-
шихся шлаков — 14... 24; для вспученных доменных шлаков —
12... 16.
Расход вяжущего цемента марки 300 в зависимости от мар-
ки шлакобетона и активности шлака определяется по табл. 8.3.
Расход молотой негашеной строительной извести принимается
в количестве 15...25% от массы цемента.
Изготовление шлакобетонных стеновых камней. В зависи-
мости от вида и активности шлака производство шлакобетонных
камней может быть организовано по следующим схемам:
• обычная бетонная;
• с пробуждением шлаков;
• комбинированная.
В обычной цементной схеме растворомешалка (бетономешал-
ка) служит основным агрегатом для приготовления шлакобетон-
ной смеси (рис. 8.5). Схема с пробуждением предусматривает
установку бегунов как основного агрегата для одновременного
измельчения, растирания и смешивания всех материалов, состав-
ляющих шлакобетон. При комбинированной схеме бегуны и рас-
творомешалка служат основными агрегатами для производства
шлакобетона. В бегунах готовится активированная пробужденная
смесь, состоящая из вяжущего и некоторой части шлака, а в рас-
творомешалке (бетономешалке) происходит перемешивание про-
бужденной смеси с остальной долей заполнителя.
Представленное решение позволяет организовать производство
шлакобетонных камней по любой из трех возможных схем. Расход
цемента при использовании схемы с пробуждением шлака в 1,5—2
раза меньше по сравнению с обычной бетонной схемой.
Производство шлакобетонных камней может быть организо-
вано без использования цемента. В этом случае применяют смесь
168
Рис. 8.5. Технологическая схема производства шлакобетонных камней:
1 — раздаточный бункер; 2 — бетоносмесительный узел; 3 — металлические под-
доны; 4 — приемный бункер формовочного пресса; 5 — формовочный пресс;
6— узел укладки шлакоблоков в сушильные этажерки; 7— кран-балка; 8— про-
парочные камеры; 9 — пост распалубки; 10— передаточная тележка
гранулированного доменного шлака в количестве 15... 25 % от об-
щего расхода материала с известью.
Твердение шлакобетонных камней осуществляется в пропароч-
ных камерах в течение 12 ч или за счет прогрева изделий нагретым
воздухом при влажности 24%, время прогрева 10... 16 ч.
8.3.4. Обжиговые стеновые материалы
с применением отходов
Золокерамические стеновые материалы. Классическая тех-
нология производства керамического кирпича предусматривает
введение в керамические массы 10... 12 % таких топливосодер-
жащих добавок, как уголь и опилки, а в ряде случаев отощаю-
Щих материалов (песок, шамот, шлак, золы ТЭС). В этом случае
использование золы носит добавочный характер, дозировка ее
Не превышает 10... 20 %.
Перспективным направлением расширения сырьевой базы для
производства стеновых керамических изделий является использо-
вание зол ТЭС в качестве основного и топливосодержащего сырья.
Показано, что при использовании высокопластичных глин доля
золы в смеси достигает 50...85 %, при этом получают керамиче-
ские пустотелые изделия со средней плотностью 1 200 кг/м3 при
Прочности до 15 МПа.
169
Особенность технологии производства золокерамических
стеновых изделий заключается в подготовке компонентов ших-
ты (зола, глина), тщательной переработке зологлиняной смеси,
формовке пластическим способом при глубоком вакууме ниже
0,8 кПа, для чего используют прессы с повышенным коэффициен-
том сжатия (СМК-133; СМК-217 и СМК- 301), и термообработке
с изотермической выдержкой в области оптимальных температур
(800... 1050°C) выгорания углерода, содержащегося в золе.
Керамические стеновые изделия с применением отходов
угольной промышленности. К отходам этой группы относятся
вскрышные и шахтные породы, а также отходы углеобогащения.
Отходы угледобычи имеют следующий вещественный состав:
58...88% аргиллита, 10...25% алевролита и 5...30% угля. Тепло-
та сгорания пород составляет 2,5 ...9,21 МДж/кг.
Химический состав отходов находится в широком диапазоне,
%: SiO2 — 49...66; А12О3 - 15... 18; Fe2O3 - 3... 11; СаО - 1,5...4,4;
MgO - 1,7...3,8; R2O - 1,8...3,2; п.п.п. - 12...38.
Отходы угольной промышленности могут применяться как
в качестве добавок (10... 30 %), так и в качестве основного сырья.
При этом обеспечивается замена традиционных добавок (шамот,
опилки, уголь и др.), уменьшается расход топлива на 40...50%,
повышается марка изделий по прочности.
Отходы угледобычи отличаются от обычно применяемого гли-
нистого сырья нестабильностью свойств, вещественным и хими-
ческим составами. Поэтому при их использовании необходимо
предусмотреть меры, обеспечивающие усреднение состава пород,
выходящих из забоев, в течение 10— 15-дневного периода, для чего
на предприятиях-потребителях должен быть обеспечен запас по-
род в объеме не менее 15-дневной потребности. Предварительно
измельченную породу закладывают в бурты, где происходит ее вы-
держивание с целью усреднения свойств, т. е. приобретения луч-
ших потребительских характеристик как сырья для производства
керамических стеновых изделий.
Тонкость помола отходов оказывает большое влияние на техно-
логические свойства сырьевой шихты и кирпича-сырца. Фракции
размером 0,1 ...0,5 мм имеют низкую пластичность, а фракции
0,25... 5,0 мм вообще не пластичны, поэтому тонкость помола
выбирается в каждом отдельном случае в зависимости от свойств
исходного сырья и типа помольного оборудования. Измельчение
пород может осуществляться на тангенциальных молотковых
шахтных мельницах, вертикальных роторных дробилках, др»'
бильно-сортировочных агрегатах ДСА-1 и ДСА-2 производитель-
ностью до 30 т/ч, а также на бегунах сухого помола, дезинтегра-
торах, шаровых мельницах. Оптимальный зерновой состав отхо-
дов углеобогащения определяется с учетом содержания в породе
170
углерода. При наличии его в количестве до 15... 20 % размер зерен
не должен превышать 0,5 мм; для пород с большим количеством
углерода необходимо более тонкое измельчение.
Отходы углеобогащения флотацией имеют влажность до 26 %
ц очень медленно высыхают в буртах, поэтому проблему их при-
менения можно решить при поставке отходов флотации, высу-
шенных до влажности 10... 12 %.
Изготовление керамических стеновых изделий с использова-
нием отходов углеобогащения в качестве основного сырья может
осуществляться как методом пластического формования, так и ме-
тодом полусухого прессования.
Кирпич и камни керамические формуют в основном на ленточ-
ных шнековых прессах из глиномассы при формовочной влажно-
сти 18...21 %. Для обеспечения более полного выгорания углерода
в короткие сроки обжига рекомендуется на основе углеотходов
изготовлять пустотелые изделия с минимальной толщиной сте-
нок. Установлено, что смеси с применением отходов угледобычи
пригодны для жесткого формования при формовочной влажности
12,5... 14% и использовании роторных прессов. При полусухом
прессовании влажность пресс-порошка составляет 7,5... 8,6 %,
давление — 25...60 МПа.
Сушка сырца осуществляется в камерных сушилках с ревер-
сивным движением теплоносителя в течение 18... 24 ч до остаточ-
ной влажности 2...5%. Обжиг керамических стеновых изделий
на основе отходов угледобычи и углеобогащения производится
в туннельных печах, при некотором увеличении времени и тем-
пературы обжига по сравнению с обжигом изделий из глинистых
пород.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1- Что служит важными характеристиками отходов переработки древе-
сины?
2. Какие исходные компоненты применяются для получения древесно-
минеральных стеновых камней?
3. При какой температуре происходит твердение древесно-минеральных
камней?
4. Какова жизнеспособность лигнозольной смеси?
5. Назовите основные свойства опилкобетонной смеси.
6. Сколько длится твердение шлакобетонных камней в пропарочных
камерах?
Глава 9
ПРОИЗВОДСТВО СТЕНОВЫХ ИЗДЕЛИЙ
ЗА РУБЕЖОМ
Экология при производстве стеновых изделий возможна
не только за счет применения новых технологий и материалов,
но и за счет организации целого производственного комплекса
по изготовлению строительных материалов и конструкции.
9.1. Легкобетонные стеновые камни и блоки
На строительный рынок США поставляются стеновые бло-
ки не только различной конфигурации, но и различных свойств
(рис. 9.1): конструктивные блоки из тяжелого бетона для наружных
стен, блоки для строительства дымовых труб и каминов, теплоизо-
ляционные блоки повышенной пустотности из легкого бетона.
Рис. 9.1. Разновидности пустотелых блоков различного назначения (раз-
меры приведены в дюймах):
а, б — прямые угловые; в — для перегородок; г — для пилястр; д — для пере-
крытий
172
Разработкой технологических линий для производства стено-
вых блоков в США занимаются фирмы «Кент-1», «Бескопак»,
«Вибропак», «Динапак», «Витрапак», «Суперпак».
Большим авторитетом в США пользуются разработки фирмы
«Бессер», которая проектирует и поставляет механизированные
и автоматизированные технологические линии для производства
блоков мощностью от 1,2 до 10,4 млн блоков в год. В комплект
технологических линий входят: оборудование бетонорастворного
узла (скиповый подъемник или элеватор, система автоматического
дозирования и перемешивания компонентов, включая устройства
для подготовки и подачи пигментной пасты, мешалка со спи-
ральными лопастями и микропроцессорный пульт управления
всем узлом); оборудование формовочного отделения (вибропресс,
укладчик-разборщик и устройства транспортирования); оборудо-
вание тепловой обработки (автоклав или камера тепловой обра-
ботки и система автоматического управления тепловлажностной
обработкой также на микропроцессорах).
Для США характерно строительство заводов малой мощности
на одну-две технологические линии, исходя из радиуса действия
100... 150 км. Технологическая схема производства блоков отли-
чается простотой и экономичностью (рис. 9.2).
Заполнители (песок двух-трех фракций, керамзит) доставля-
ются самосвалами в приемные бункера, из которых заполнители
при помощи ленточного транспортера и скоростного элеватора
Рис. 9.2. Технологическая схема производства блоков в США:
1 — транспортер; 2 — бункер; 3 — элеватор; 4 — силосы; 5 — весовая тележка;
6 — пульт управления приготовлением смеси; 7 — отделение термообработки;
— смеситель; 9 — пресс; 10 — упаковщик; 11 — погрузчик; 12 — автоклав;
13 — компрессор; 14 — котел-парогенератор
173
подаются в соответствующие силосы. Один из силосов загружают
цементом. Из расходных бункеров песок, керамзит и цемент по-
ступают в перемещаемую по рельсам весовую тележку, из которой
материалы подаются в одну из мешалок объемом 2,3 м3 каждая.
Пигмент подается в мешалки при необходимости в виде пасты
из специального диспергатора.
Цикл приготовления смеси составляет 1,5.„2,5 мин. Подго-
товленный замес поступает в приемный бункер одного из прес-
сов типа V3-12 «Вибропак». Такой пресс, формуя одновременно
по три блока, при цикле формовки 10... 11 с обеспечивает выпуск
1620 блоков в час.
Отформованные изделия поступают на паллетах к элеваторно-
му накопителю на его загрузочный вход. Элеваторный накопитель
типа Бессер-Матик позволяет загрузить в него до 66 паллет (11 ря-
дов по 6 паллет в каждом). По заполнении накопителя изделия
снимают с него вилочным погрузчиком и подают в термокамеры.
В камерах изделия выдерживают при температуре около 45 °C в те-
чение 24 ч. Часть изделий после термокамер подают в автокла-
вы. Автоклавная обработка продолжается 7,5 ч при температуре
200 °C, в том числе подъем температуры — 2 ч, изотермическая
выдержка — 5 ч, снижение температуры — 0,5 ч.
Рис. 9.3. Легкобетонные пустотелые стеновые камни, выпускаемые в ФР1
(а, б), Швеции (в), США (г)
174
После термообработки изделия ви-
лочным погрузчиком отбираются из ка-
мер и подаются к разгрузочному входу
элеваторного накопителя. Здесь элеватор
постепенно снижает изделия по одному
ряду за ход, при этом паллеты с изделия-
ми отбираются и подаются к разделите-
лю, который отделяет изделия от паллет.
Освобожденные паллеты возвращаются
к прессу, а изделия поступают по кон-
вейеру к автоматическому пакетиров-
щику типа AF-7.
Готовые пакеты выдвигаются по роль-
гангу за пределы производственного по-
Рис. 9.4. Легкобетонные
фасонные блоки
мешения, что позволяет применять дизельные электропогрузчики
для транспортировки их на склад готовой продукции. На складе
изделия располагают строго по времени изготовления, чтобы обе-
спечить четкий контроль за 28-суточным циклом выдержки изделий
после камер. Изделия, прошедшие автоклавирование, складируются
отдельно на крытой площадке.
За рубежом выпускают и широко применяют в жилищном
и промышленном строительстве мелкоштучные легкобетонные сте-
новые камни (различной конфигурации и размеров) (рис. 9.3).
В Нидерландах изготавливают небольшие фасонные легкобе-
тонные блоки из крупнопористого бетона, которые при кладке
образуют пустоты в стене, улучшающие их теплозащитные свой-
ства (рис. 9.4).
В Великобритании выпуск стеновых камней из легкого бетона
на пористых заполнителях составляет более 30 % от объема про-
изводства кирпича.
В ФРГ, Болгарии, Польше применяют крупные блоки и пане-
ли из легкого бетона, в которых в качестве крупного заполнителя
используют шлаковую пемзу, шлак, кирпичный щебень. В блоках
имеются углубления и каналы для электро- и газопроводки, вен-
тиляционные и дымовые каналы.
Во Франции выпускают и применяют комплексные стеновые
Панели, состоящие из слоев тяжелого и легкого бетонов, слоя сте-
кловаты и внутреннего отделочного слоя.
9.2. Стеновые изделия из ячеистых бетонов
Годовой выпуск ячеисто-бетонных изделий в СНГ не превы-
шает 10 млн м3 (в основном мелкие блоки), а за рубежом дости-
гает 45 млн м3.
175
В мировой практике широко распространена литьевая тех-
нология производства ячеистых бетонов. Она была разработана
в Швеции и осуществлена известными фирмами «Итонг» (ФРГ)
«Сипорекс» (Швеция), «Дюрокс» (Нидерланды) в различном ап-
паратурном исполнении.
Сущность процесса состоит в следующем. Кремнеземистый
компонент (песок) подвергается тонкому помолу. Тонкомолотые
вяжущие — цемент и известь — смешиваются с кремнеземистым
компонентом, добавкой парообразователя и водой до получения
смеси с влажностью 50...60%. Смесь заливают в формы, выдер-
живают до приобретения массивом необходимой сырцовой проч-
ности в течение 2... 6 ч, затем освобождают массив от формы, раз-
резают на изделия, калибруют их и направляют в автоклав.
Различия аппаратурного оформления литьевой технологии
названных фирм (немецких фирм «Итонг», «Хебель», «Верханг»,
голландской «Калсилокс—Дюрокс», датской «Селкон», японской
«Чори», польской «Униполь» и др.) заключаются главным образом
в конструкции форм, установок для их сборки и разборки, в спо-
собах переноса и машинах для разрезки массивов на изделия.
Немецкая фирма «Эдама» предлагает оборудование, техноло-
гии и пенообразующие компоненты для производства пенобе-
тона. Возможна поставка как мобильных, так и стационарных
установок для изготовления пенобетона со средней плотностью
300...600 кг/м3.
Антрацитовые и буроугольные золы ТЭЦ находят широкое
применение в производстве ячеистых бетонов в странах Восточ-
ной Европы (Польше, Чехии, Словакии, Венгрии). На базе вы-
сокоосновных зол и отходов металлургической промышленности
ячеистый бетон выпускали в течение длительного времени в Шве-
ции. В настоящее время на шлакоцементном вяжущем работает
завод фирмы «Люхья» (Финляндия).
Трудность использования зол и шлаков заключается в том, что
их химико-минералогический состав и технологические свойства
изменчивы. Для сглаживания этих колебаний на венгерских заво-
дах золы усредняют путем их многократной перекачки и сливания
технологических потоков.
На польских заводах золы усредняются в гомогенизаторах спе-
циальной конструкции. На Долна-Стрединовском заводе (Чехия)
перемешивание золы и извести производится в шаровых мельни-
цах. При изготовлении ячеистых бетонов вводится добавка гипса
и словосола — стабилизатора вспучивания.
На заводе шведской фирмы «Сипорекс» газобетоны марок
Д400, Д450 и Д500 изготовляют на базе местного полевошпато-
во-кварцевого песка. В качестве вяжущего используются шлако-
портландцемент, смесь двух шлаков и химические добавки: сода,
176
борокс, бихромат натрия, стабилизатор вспучивания. Из ячеистых
бетонов кроме мелкоштучных изделий выпускаются армирован-
ные стеновые панели, панели перекрытий и покрытий, перего-
родки.
За рубежом применяются различные системы резательных ма-
шин. Например, по новейшей технологии фирмы «Хебель» (ФРГ),
завод фирмы «Люхья» (Финляндия) — по усовершенствованной
технологии фирмы «Сипорекс» (Швеция). В последнем случае
поперечная резка ячеисто-бетонного массива выполняется, ког-
да блок находится в подвешенном положении после извлечения
его из формы.
Калибровка массива, образование пазов и фигурная обработ-
ка изделий происходят при передаче массива с поста на пост при
пластической прочности бетона до 200 кПА. Перегородочные
плиты калибруются после обработки бетона в автоклаве на авто-
матизированной линии и упаковываются в пленку.
По технологии фирм «Итонг», «Верханг» и «Грайзер» (ФРГ)
перед разрезкой на изделия заданных размеров ячеисто-бетонный
массив (сырец) кантуется на 20° с формой на ее борт, на котором
распалубленный массив подается на резательные машины, а да-
лее — в автоклав.
По технологии фирм «Хебель» и «Калсилокс—Дюрокс» мас-
сив распалубливается, переносится специальным захватом с пло-
скости поддона формы на стол резательной машины, разреза-
ется на решетках и на них подается в автоклав. В этом случае
не требуются подъемные краны, уменьшается строительная вы-
сота зданий, снижаются затраты на строительные конструкции,
повышается безопасность, сокращается время автоклавной об-
работки и количество форм, увеличивается коэффициент запол-
нения автоклава.
В Чехии и Словакии изготавливаются газобетонные блоки
размером 250x300x600 мм и армированные панели. Сухая из-
вестково-кремнеземистая смесь, вода и алюминиевая суспензия
смешиваются в газобетономешалке. Особенностью технологии
является то, что после раскрытия бортов массив снимается с под-
дона и перегружается клещами на линию продольной и попереч-
ной резки.
В Венгрии, Чехии и Словакии для получения газобетона ис-
пользуют смеси, содержащие до 70 % золы ТЭС.
По технологии фирмы «Сипорекс» распалубленный массив
На своем щелевом поддоне разрезается, после чего борта формы
опускаются на прежнее место, форма с массивом подается в ав-
токлав.
При величине средней плотности 500...700 кг/м3 прочность
ячеистого бетона составляет 2,5 ...6,0 МПа. Отпускная плотность
177
изделий около 20 % по объему. Во время эксплуатации влажность
понижается до 2... 3 %.
Ряд фирм вернулся к технологии изготовления изделий с при-
менением пены. Фирма «Неопор» (ФРГ) выпускает безавтоклав-
ные пенобетонные изделия в индивидуальных формах со средней
плотностью 400... 1800 кг/м3 и прочностью при сжатии 1 ...25 МПа.
При производстве пеноблоков, как правило, в качестве вяжущих
материалов используются цемент и гашеная известь.
Фирма «Миссава Хомус» (Япония) выпускает автоклавные
пенобетонные изделия различного назначения с плотностью
500 кг/м3 и прочностью при сжатии 4,6 МПа. (Заметим, что япон-
цы свой первый небоскреб построили из ячеистого бетона.)
Консорциум «Сикабрик» (Австрия) выпускает автоклавные
пенобетонные мелкие блоки по резательной технологии с плот-
ностью 400... 1 200 кг/м3 и прочностью при сжатии 2...25 МПа.
Основной вид продукции на зарубежных заводах автоклавных
силикатных ячеистых материалов — это армированные ленточные
панели — бруски длиной 6...7,2 м, шириной 0,6...0,75 м, толщи-
ной 0,3 ...0,75 м, применяемые в качестве наружных стеновых па-
нелей для жилых, промышленных и гражданских зданий, перего-
родок высотой на этаж. Панели шириной 1,2... 1,6 м выпускаются
в ограниченном количестве.
Кладка стен и перегородок из неармированных изделий осу-
ществляется на клею или растворе. Для отделки, как правило, ис-
пользуют полимерминеральные составы на основе акрилованных
смол на каучуковых латексах.
9.3. Гипсобетонные изделия
При устройстве перегородок за рубежом довольно широко
применяют перегородочные гипсовые плиты для поэлементной
сборки конструкций на месте строительства. Наибольшее рас-
пространение получили перегородочные плиты с пазогребневым
замком по всему их периметру, отличающиеся высокой точностью
геометрических размеров. Изделия выпускают разными способа-
ми и на оборудовании различных фирм.
Это сплошные конструкции в основном с размерами 500 (300) х
х 666 (900) мм, толщиной 60, 70 и 80 мм. На рис. 9.5 приведена
схема производства гипсовых плит по технологии фирмы «Баб-
кок-БШХ» (ФРГ).
Гипсовая масса (В/Г 0,9... 1,1), полученная в опрокидываю-
щейся мешалке, заливается в отсеки формы одной из формующих
машин, в которых происходит схватывание и предварительное
твердение массы. Через 5...6 мин плиты гидроподъемниками вы-
178
Рис. 9.5. Схема производства гипсовых перегородочных плит:
1 — вагонетка; 2 — грейферный захват; 3 — формующая машина; 4 — опроки-
дывающаяся мешалка; 5 — передаточный мост; 6 — туннельная сушилка; 7 —
грейферный разборщик; 8 — штабелировщик
талкиваются из отсеков формы и грейферным захватом устанав-
ливаются на поддон вагонетки. Последняя через передаточный
мост направляется в туннельную сушилку. Высушенные плиты
также грейферным захватом-разборщиком передаются на пост
упаковки в штабель для дальнейшей отправки потребителю или
на склад готовой продукции.
Производство полосовых перегородок фирмы «Бабкок—БШХ»
осуществляется следующим образом. Составляющие смесь ком-
поненты перемешиваются в смесителе непрерывного действия.
Затем гипсовую массу при В/Г - 0,7... 1,0 подают на формовоч-
ный конвейер длиной около 35 м с боковыми оградительными
лентами. Схватывание массы происходит в течение 9 мин, после
чего укладывается слой теплоизоляционного материала. Отфор-
мованную, предварительно затвердевшую полосу (полупанель)
отрезают ножевыми устройствами на заданные элементы, кото-
рые специальной транспортной системой опрокидываются, по-
ворачиваются на 180° и далее подаются на второй формовочный
конвейер для укладки второго гипсового лицевого слоя панели.
После этого изделия поступают на резательно-калибровочное
Устройство и высушиваются в туннельной сушилке.
Фирма «Атона» (ФРГ) выпускает на конвейерных линиях фир-
мы «Бабкок — БШХ» разнообразные многослойные перегородоч-
ные плиты типа «сэндвич». Между наружными гипсовыми слоя-
179
ми плиты находится слой из минерального волокна вспененного
материала и др.
Полуавтоматическая передвижная установка немецкой фирмы
«Герлах» предназначена для изготовления пазогребневых плит
Она снабжена формовочной машиной, комплектуемой форма-
ми-отсеками в количестве от 10 до 26 в зависимости от толщины
плиты.
Фирмы «Валличелли» и «Мапредил» (Италия) разработали кон-
вейерную технологию изготовления малогабаритных плит разме-
ром 700x600x80 мм с пустотами. Пустотность составляет около
35 %, прочность при сжатии — 8 МПа, масса — 52 кг/м2.
В Венгрии выпускают пустотные плиты широкой номенкла-
туры и панели различного назначения из гипсоперлита. Изделия
получают по литьевой технологии в стационарных формах с вра-
щающимися пустотообразователями.
Гипсоперлитовую массу насосом подают в форму с вращаю-
щимися пустотообразователями, которые извлекаются после
достижения гипсобетоном небольшой прочности; затем из-
делия освобождают от формы, захватом переносят на тележку
со специальной рамной кассетой, которая служит для перевозки
плит. После набора комплекта изделий кассету передают на пло-
щадку для естественного высушивания и хранения. Изделия
имеют прочность при сжатии 5...6 МПа, теплопроводность —
0,14 ...0,19 Вт/(м-°С).
Производство гипсоперлитовых пазогребневых перегородоч-
ных плит размерами 660 х 500 х 800 мм осуществляется в кассетной
установке венгерского производства, которая представляет собой
многоместную форму с подвижным диском (рис. 9.6).
Рис. 9.6. Кассетная установка венгерского производства для формования
гипсоперлитовых плит:
1 — механический захват; 2 — заливная воронка; 3 — выталкиватель; 4 — гй'
дроцилиндр; 5 — кассетная форма; 6 — изделие
180
Смесь приготавливается в течение 4 мин в двух мешалках пе-
риодического действия с наклонным пропеллером и через залив-
ную воронку 2 подается в кассетную форму 5. Гребни на верхней
части плиты формуются вручную с помощью специальной гребен-
ки. После выдержки изделий в течение 12 мин выталкиватель 3
поднимает с помощью гидроцилиндра 4 дно формы и изделия 6
механическим захватом 1 поднимаются, устанавливаются на теле-
жку и вручную подаются в сушильную камеру.
Сушка изделий происходит в туннельной сушилке в течение 16 ч
при температуре 70 °C. Конечная влажность изделия — 70 %.
Производство по литьевой технологии однослойных полосо-
вых панелей из поризованного гипса с добавкой рубленого сте-
кловолокна организовано в ФРГ. Габаритные размеры панелей
(2400...3000)х510х70 мм, масса 500 кг/м2, прочность при сжатии
24 и при изгибе 1,2 МПа. Налажен также выпуск полосовых плит
с наружными слоями из гипса, армированного стекловолокном,
между ними уложен бумажный сотопласт. Габаритные размеры
плит 200 (300) х 1 200 х 33 (70) мм, масса 18 кг/м2 при толщине
33 мм и 25 кг/м2 при толщине 70 мм.
В г. Канкания (Финляндия) работает завод фирмы «Суомен
Купсои», который выпускает гипсовые панели и перегородки
и отличается от обычных заводов такого типа тем, что здесь ис-
пользуют гипс, поступающий с угольных электростанций, где он
является побочным продуктом очистки сжигаемого угля. Про-
ектная производительность завода 12 млн м2 изделий в год при
потребности в гипсе около 100 тыс. т
в год.
Линия фирмы «Хофф» (Австрия)
предназначена для производства золо-
гипсовых плит (рис. 9.7).
Исходные материалы (перлитовый
песок — 6 %, гипс — 33 %, зола — 50 %)
весовыми дозаторами массоприготови-
тельного отделения / подаются в ме-
шалку, где происходит предварительное
смешивание сухих компонентов, а за-
тем добавляется вода. Смесь подается
в расходный бункер, установленный
Перед гидравлическим прессом 2 дву-
стороннего действия. Цикл прессова-
ния составляет 3 мин. Одновременно
Прессуются 18 изделий.
На конвейере-накопителе 3 изделия
выдерживаются в течение 4 ч, затем
Разгрузчиком 4 укладываются на под-
Рис. 9.7. Линия производ-
ства зологипсовых плит
фирмы «Хофф» (Австрия):
1 — массоприготовительное
отделение; 2 — гидравличе-
ский пресс; 3 — конвейер-на-
копитель; 4 — разгрузчик
181
доны, обтягиваются термоусадочной пленкой и отправляются
потребителю
В Австрии применяют перегородки из плит пазогребневой кон-
струкции, изготовляемых на основе гипсоперлитовых компози-
ций. Масса одной плиты размером 666 х 500x80 мм около 20 кг.
9.4. Изделия стеновой керамики
Во многих западноевропейских странах наблюдается тенденция
к увеличению выпуска особо легкого пустотелого керамического
кирпича. В ряде стран стандартами предусматривается средняя
плотность камней и кирпича 800... 1 200 кг/м3. Пустотелую кера-
мику применяют как для кладки стен их штучных материалов,
так и для изготовления крупноразмерных панелей.
Большой спрос имеют камни размером 270 x 200 x 400 мм пу-
стотностью 64 %. Заводы Франции изготовляют их с клиновид-
ным вырезом на верхней стороне и клиновидным выступом, что
дает извилистый шов. Во Франции примерно 1/6 индивидуаль-
ного строительства осуществляется из сборных керамико-бетон-
ных конструкций.
В Италии кирпич с пустотностью до 40 % составляет око-
ло 1/2 общего производства керамических стеновых материа-
лов. Пустотелые камни выпускаются размерами 400 х 300 х 200
и 500x400x300 мм.
Разнообразные типы керамических пустотелых камней вы-
пускаются керамической промышленностью Нидерландов и Ве-
ликобритании. Применение для кладки стен камней размерами
337x225x112, 330x330x112, 225x225x112 мм позволяет сократить
продолжительность возведения стен на 30 % и расход раствора
на 28 % по сравнению с кладкой из обычного кирпича.
В университете штата Западная Вирджиния (США) разработан
технологический процесс производства кирпича с использовани-
ем золы-уноса. Зола перемешивается с двумя другими компонен-
тами: заполнитель и глина. Содержание золы достигает 60... 80 %-
Кирпич имеет прочность при сжатии 13,5 МПа.
Проблемой использования отходов угледобычи в производстве
керамических стеновых изделий занимаются специалисты-техно-
логи ФРГ, Польши, Великобритании.
За рубежом, особенно в США, широкое применение получили
сборные кирпичные конструкции, выполненные на цементно-
песчаных растворах с добавкой «Сарабонд», придающей кладке
высокую монолитность и прочность в короткие сроки твердения -
Это позволяет изготовлять панели толщиной в 1/4 и 1/2 кирпи-
ча (7,6 и 10,2 см), длиной до 5,3...8,2 м. Панели имеют различ-
182
ную конфигурацию, включая и овальную в плане. Такие панели
изготовляют в вертикальном положении каменщики, выполняя
ручную кладку изделий вблизи места их монтажа — панели без
арматуры. В процессе кладки в панель закладываются болты для
их крепления к каркасу. После монтажа панелей с внутренней
стороны устанавливаются теплоизоляционные плиты и отделоч-
ный слой.
Для жилых и общественных зданий в США, Франции, Ита-
лии, Дании широкое применение находят панели наружных стен
из кирпича и керамики, которые поступают на стройку с уте-
пляющим и отделочным слоями. Такие панели имеют самые раз-
нообразные конструктивные решения, при которых в качестве
утеплителя используют легкий бетон, жесткие минераловатные
плиты. В некоторых случаях в качестве теплоизоляционного слоя
используется воздушная прослойка.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Сколько процентов в Великобритании составляет выпуск стеновых
камней из легкого бетона на пористых заполнителях?
2. Где и какими фирмами была разработана литьевая технология про-
изводства ячеистых бетонов?
3. Опишите технологию производства полосовых перегородок фирмы
«Бабкок — БШХ».
4. Какой основной вид продукции выпускается на зарубежных заво-
дах?
5. В течение какого времени и при какой температуре происходит суш-
ка гипсоперлитовых пазогребневых перегородочных плит?
СПИСОК ЛИТЕРАТУРЫ
1. Баженов Ю. М. Технология бетона / Ю. М. Баженов. — М. : АСВ
2003. - 500 с.
2. Баженов Ю. М. Технология бетонных и железобетонных изделий /
Ю.М. Баженов, А. Г. Комар. — М. : Стройиздат, 1984. — 672 с.
3. Боженов П. И. Технология автоклавных материалов / П. И. Боже-
нов. — J1. : Стройиздат, 1978. — 400 с.
4. Валов В. М. Обновление крупнопанельных жилых домов / В. М. Ва-
лов. — Омск : СибАДИ, 1998. — 195 с.
5. Верещагин В. И. Повышение эксплуатационных характеристик
силикатного кирпича с защитно-декоративным покрытием / В. И. Ве-
рещагин, Г. Г. Волокитин И Мезвуз. сб-к. — Казань : КХТИ, 1987. —
С. 58-64.
6. Волженский А. В. Применение зол и шлаков в производстве стро-
ительных материалов / А. В. Волженский, И. А. Иванов, Б. Н. Виногра-
дов. — М.: Стройиздат, 1984. — 256 с.
7. Волокитин Г. Г. Термодинамические исследования процессов,
протекающих на поверхности силикатного кирпича при обработке его
низкотепературной плазмой / [Г. Г. Волокитин и др.] // Томский инж,-
строит. ин-т. — М., 1986. — Деп. в ВНИИИ Госстроя СССР. — № 1383.
8. Волокитин Г. Г. О процессах на поверхности силикатного кирпи-
ча при обработке его низкотемпературной плазмой / Г. Г. Волокитин,
М. А. Масликова // Сб. трудов ТИСИ по ред. А. И.Гныри. Актуальные
вопросы строительного материаловедения и технологии строительного
производства. — Томск : Изд-во ТГУ, 1993. — С. 72 — 75.
9. Завадский В. Ф. Производство стеновых материалов и изделий :
учеб, пособие / В. Ф. Завадский, А. Ф. Косач, П.П. Дерябин. — Омск :
СибАДИ, 2005.— 254 с.
10. Завадский В. Ф. Современные системы утепления и долговечность
стен зданий : учеб, пособие / В. Ф. Завадский, Б. К. Кара-Сал. — Кызыл
ТывГУ, 2005. - 85 с.
11. Завадский В. Ф. Ячеистые бетоны на основе новых видов дис-
персных наполнителей : монография / В.Ф.Завадский, Т.Н.Фомиче-
ва. — Новосибирск : НГАСУ (Сибстрин), 2006. — 100 с.
12. Зейфман М. И. Изготовление силикатного кирпича и силикат-
ных ячеистых материалов / М. И. Зейфман. — М. : Стройиздат, 1990. —
184 с.
13. Ибрагимов Ж. А. Производство мелкоштучных стеновых блоков
для индивидуального строительства : справ, пособие / Ж. А. Ибраги-
мов. — М.: Стройиздат, 1994. — 143 с.
14. Игнатова О. А. Технология пенопластов: учеб, пособие / О.А.ИГ'
натова. — Новосибирск : НГАСУ (Сибстрин), 2006. — 108 с.
184
15. Кудяков А. И. Основы технологического проектирования заводов
сборного железобетона / А. И. Кудяков. — Томск : Изд-во ТГУ, 1986. —
Ч. 2. - 300 с.
16. Мороз И. И. Технология строительной керамики / И. И. Мороз. —
Киев : Выща шк., 1980. — 384 с.
17. Наназашвили И. X. Строительные материалы из древесно-це-
ментной композиции / И.X. Наназашвили. — Л. : Стройиздат, 1990. —
415 с.
18. Роговой М. И. Технология искусственных пористых заполнителей
и керамики / М. И. Роговой. — М.: Стройиздат, 1974. — 420 с.
19. Справочник по производству сборных железобетонных изделий /
под ред. К. В. Михайлова, А.А. Фоломеева. — М. : Стройиздат, 1982. —
440 с.
20. Строительные машины / под ред. М. Н. Горбовца. — М. : Маши-
ностроение, 1991. — Т. 2. — 493 с.
21. Технология изделий стеновой и кровельной керамики : учеб, по-
собие / [В.Ф. Завадский, Э.А. Кучерова, Г. И.Стороженко и др.]. — Но-
восибирск : НГАСУ, 1998. — 76 с.
22. Технология строительных изделий из ячеистых бетонов : учеб, по-
собие / [П.П. Дерябин, В.Ф.Завадский, А. Ф. Косач, В.А. Попов и др.]. —
Омск : СибАДИ, 2004. — 108 с.
23. Хавкин Л. М. Технология силикатного кирпича / Л. М.Хавкин. —
М.: Стройиздат, 1982. — 384 с.
24. Шахова Л.Д. Пенообразователи для ячеистых бетонов / Л.Д. Ша-
хова, В. В. Балясников. — Белгород : БелГТУ, 2002. — 147 с.
ОГЛАВЛЕНИЕ
Предисловие................................................3
Глава 1. Классификация, номенклатура и эксплуатационные
свойства стеновых изделий..................................7
1.1. Классификация.........................................7
1.2. Общие требования к стеновым изделиям..................9
1.3. Номенклатура стеновых изделий и конструкций...........Ю
1.3.1. Кирпич и камни керамические и силикатные.......10
1.3.2. Стеновые камни и блоки из горных пород.........12
1.3.3. Стеновые бетонные камни и блоки................13
1.3.4. Стеновые гипсобетонные изделия.................16
1.3.5. Арболитовые стеновые изделия...................18
1.3.6. Стеновые панели................................18
1.4. Строительно-эксплуатационные свойства стеновых материалов
и изделий.............................................19
1.5. Варианты утепления стен..............................24
1.5.1. Основные понятия о теплопередаче...............24
1.5.2. Сопротивление теплопередаче ограждающих конструк-
ций ..................................................26
1.5.3. Схемы утепления стен...........................27
Епава 2. Стеновые изделия из ячеистых бетонов.............30
2.1. Сырьевые материалы для производства ячеистых бетонов.30
2.2. Теоретические и технологические принципы производства
ячеистых бетонов и основы проектирования...................35
2.2.1. Принципы производства..........................35
2.2.2. Проектирование состава ячеистобетонной смеси...38
2.2.3. Расчет и подбор технологического оборудования..40
2.3. Технология производства стеновых изделий из ячеистых бето-
нов .......................................................43
2.3.1. Технология производства газобетонных изделий...43
2.3.2. Технология производства пенобетонных изделий...49
2.3.3. Технология получения пеногазобетона............56
2.3.4. Вакуум-формовальная технология ячеистых бетонов..57
2.3.5. Пенобетоны сухой минерализации.................59
Гпава 3. Стеновые изделия из легких бетонов на пористых
заполнителях...............................................62
3.1. Исходные компоненты и расчет состава легких бетонов....62
186
3.2. Производство строительных камней из легкого бетона....66
3.2.1. Стеновые камни из аэрированного легкого бетона..66
3.2.2. Изделия из легкого бетона крупнопористой структуры.... 68
3.2.3. Стеновые пазогребневые блоки..........................70
3.2.4. Стеновые блоки на основе кремнеземистых вяжущих
суспензий.............................................73
3.2.5. Термоблоки............................................74
3.3. Технологическое оборудование для производства
мелкоштучных стеновых изделий..............................76
3.3.1. Формовочные агрегаты..................................76
3.3.2. Производство стеновых камней с применением
формующего пресса КМБ-224.............................79
3.3.3. Производство стеновых камней на открытой площадке... 79
3.3.4. Производство изделий для индивидуального строитель-
ства..................................................82
3.3.5. Механизированные линии................................84
3.4. Производство наружных стеновых панелей......................87
3.5. Монолитное возведение стен зданий...........................90
Глава 4. Гипсобетонные стеновые изделия..........................94
4.1. Сырьевые материалы..........................................94
4.2. Расчет состава гипсобетона..................................96
4.2.1. Гипсобетон на минеральных заполнителях................96
4.2.2. Гипсобетон на органических заполнителях...............98
4.3. Производство гипсобетонных изделий..........................99
4.3.1. Гипсобетонные перегородки.............................99
4.3.2. Гипсобетонные стеновые камни.........................102
4.4. Поризованные изделия на основе гипсовых вяжущих............104
Глава 5. Керамические стеновые материалы........................111
5.1. Глинистые породы и способы регулирования их свойств........111
5.1.1. Глинистые породы.....................................111
5.1.2. Способы регулирования свойств глинистых пород.113
5.2. Технология производства....................................116
5.3. Основы проектирования......................................119
5.3.1. Расчет состава шихты.................................119
5.3.2. Расчет и подбор технологического оборудования........122
5.4. Поризованные керамические изделия..........................125
Глава 6. Производство силикатного кирпича и камней.........128
6.1. Сырьевые материалы и требования к ним......................128
6.2. Технология изготовления....................................130
6.3. Принципы проектирования....................................135
6.3.1. Расчет состава сырьевой смеси........................135
6.3.2. Расчет и подбор основного технологического оборудова-
ния .................................................137
187
Глава 7. Стеновые изделия из арболита....................142
7.1. Сырьевые материалы..................................142
7.2. Проектирование состава арболитовой смеси............144
7.3. Технология производства.............................148
Глава 8. Стеновые изделия на основе промышленных
отходов..................................................155
8.1. Оценка качества отходов как сырья для получения стеновых
материалов...........................................155
8.2. Стеновые изделия с использованием отходов переработки
древесины............................................158
8.2.1. Древесно-минеральные стеновые камни...........158
8.2.2. Стеновые блоки из опилкобетона................159
8.2.3. Стеновой брус на основе древесных отходов.....162
8.3. Стеновые изделия на основе отходов теплоэнергетики
и металлургии.......................................163
8.3.1. Стеновые изделия из газозолобетона............163
8.3.2. Безобжиговый зольный кирпич...................165
8.3.3. Шлакобетонные стеновые материалы..............167
8.3.4. Обжиговые стеновые материалы с применением
отходов.............................................169
Глава 9. Производство стеновых изделий за рубежом........172
9.1. Легкобетонные стеновые камни и блоки................172
9.2. Стеновые изделия из ячеистых бетонов................175
9.3. Гипсобетонные изделия...............................178
9.4. Изделия стеновой керамики...........................182
Список литературы........................................184
Учебное издание
Технология изоляционных строительных материалов
и изделий
В двух частях
Часть 1
Завадский Владимир Федорович
Стеновые материалы и изделия
Учебное пособие
Редактор И. В. Могилевец
Технический редактор О. Н. Крайнова
Компьютерная верстка: Д. В. Федотов
Корректор А. Ю. Гончарова
Изд.№ 101115161. Подписано в печать 24.10.2011. Формат 60x90/16.
Гарнитура «Newton». Бумага офсетная № 1. Печать офсетная. Усл. печ. л. 12,0.
Тираж 1200 экз. Заказ № 4517
Издательский центр «Академия», www.academia-moscow.ru
125252, Москва, ул. Зорге, д. 15, корп. 1, пом. 266.
Адрес для корреспонденции: 129085, Москва, пр-т Мира, 101В, стр. 1, а/я48.
Тел./факс: (495)648-0507,616-0029.
Санитарно-эпидемиологическое заключение № РОСС RU.AE51.H14964 от 21.12.2010.
Отпечатано в полном соответствии с качеством предоставленных
издательством материалов в ОАО «Тверской ордена Трудового Красного
Знамени полиграфкомбинат детской литературы им. 50-летия СССР».
170040, г. Тверь, проспект 50 лет Октября, 46.